







































































































































































































Текст
ИСТОРИЯ
Организации Уполномоченного
Главного Артиллерийского Управления
по заготовлению снарядов
по французскому образцу
генерал-майора С. Н> Ванкова
1915 -1918 гг.
1;г>к бк.к
Под редакцией
генерал-лейтенанта В. Г. Михеева
Авторы- составители:
генерал-майор М. М. Селиванов
полковник А. В. Немцов
ИСТОРИЯ
Организации Уполномоченного
Главного Артиллерийского Управления
по заготовлению снарядов
по французскому образцу
генерал-майора С. Н. Ванкова
1915—1918 гг.
Генеральный директор издательства М. И. Безвиконная
Главный редактор К. И. Пуровский
Оформление и художественное редактирование: Т. С. Богданова
Технический редактор И. Л. Ткаченко
Корректор А. П. Пенская
Компьютерная верстка: Т. В. Батракова
(.‘1111ит11|>11о-.>пидемиологическое заключение № 77.99.02.953.Д.000389.01.06 от 25.01.06.
Подписано в печать 24.03.06. Формат 70х1001/ж. Бумага офсетная № 1.
Гарнитура «Школьная». Печать офсетная. Усл. печ. л. 29,67.
Тираж 1050 экз. Заказ № 1829
ИОЦ «Мнемозина». 105043, Москва, ул. 6-я Парковая, 29 6.
Тел.: (495) 367 54 18, 367-56-27, 367-67-81; факс: (495) 165 92-18.
E-mail: ioc@mnemozina.ru
Oiiic'iaunio и ОАО «ИПК «Ульяновский Дом печаги»
412980, г. Ульяновск, ул. Гончарова, 14
INHN П :и<1 00636 I
'С' • Мнемо пит» , 2006
Художественное оформление.
• Мнемо.оно) * , 2006
Hie lipillin 11||ЦИ|Ц1'НЫ
ПРЕДИСЛОВИЕ
Отечественная артиллерийская наука богата именами та-
лантливых ученых и инженеров, создавших непревзойден-
ные образцы артиллерийских комплексов, систем и боепри-
пасов к ним.
В научных трудах, учебниках можно часто встретить упо-
минание о таких замечательных ученых-артиллеристах, как
А. В. Гадолин, В. Г. Грабин, Д. И. Менделеев, Ф. Ф. Петров,
В. И. Рдултовский, и многих других.
Но среди них никогда не упоминался человек, труд ко-
торого в организации массового производства боеприпасов ар-
тиллерии в годы Первой мировой войны имел не меньшее
историческое значение для развития отечественной артилле-
рии, — мы говорим о генерал-майоре Семене Николаевиче
Ванкове.
Что же это за личность? Что о нем вообще известно?
В Большой советской энциклопедии — о нем ни слова. В
Военном энциклопедическом словаре (Воениздат, 1983 г.) —
краткая справка: «Ванкова организация (Организация Упол-
номоченного Главного артиллерийского управления по заго-
товлению снарядов по французскому образцу), государствен-
но-капиталистическая монополия по производству артилле-
рийских боеприпасов в России в 1915—1917 гг. Включала
около 500 частных предприятий, произвела около 13 млн сна-
рядов. Возглавлялась русским ученым генерал-майором
С. Н. Ванковым (1858—1937), отсюда название».
Точно, но скупо, особенно о самом С. Н. Ванкове.
Авторам этого предисловия известен монографический
труд под названием «История Организации Уполномоченно-
го Главным Артиллерийским Управлением по заготовлению
снарядов по французскому образцу генерал-майора С. Н. Ван-
кова», изданный на правах рукописи в г. Москве в 1918 году
и сохранившийся, по имеющимся данным, в единственном
экземпляре в библиотеке ГРАУ МО РФ.
Указанный труд представляет собой очерк-отчет о ходе и
результатах изготовления гранат за все время работы Орга-
низации, составленный и проверенный ответственными ра-
ботниками под общим руководством уполномоченного гене-
рил мвйорв II. Ввнковв.
3
Этим отчетом был подведен итог opi 111111.11111,1111 шнрокомщ
штабного мобилизационного развертывании ц|юипюд<-т на ар
тиллсрийеких снарядов в годы Первой мировой войны, что
помогло минимизировать ущерб от просчетов Генерал иного
штаба в довоенном планировании обеспечения армии бое-
припасами.
Сделаем небольшой экскурс в историю, который позво-
ни t дать объяснение необходимости создания так называе-
мой Организации генерал-майора С. Н. Ванкова.
Как известно, основными артиллерийскими орудиями,
го< ГО11ППН1МИ на вооружении российской армии перед нача-
лом Первой мировой войны, были 3-дюймовые пушки образ-
ца 1900 1902 гг. В соответствии с решением Главного шта-
бп на каждое орудие такого калибра была установлена нор-
М । i n оплепия — 900 выстрелов, что и было реализовано к
началу 1914 г. (из расчета ведения боевых действий в тече-
ние in* более 1 года, при этом предполагалось, что война будет
кратковременной — не свыше 6 месяцев). Для сравнения, во
французской армии (нашей союзнице по Антанте) для ана-
логичных орудий норма накопления была установлена в 1500
выстрелов.
С началом боевых действий просчеты военных стратегов
не замедлили сказаться. Снарядный «голод» быстро насту-
пил в обеих армиях, что явилось причиной неудачного на-
ступления 1-й и 2-й русских армий и отчаянного положения
французской армии со снабжением боеприпасами в 1914 г.,
хотя и после победы на Марне.
Военно-политическое руководство обеих стран вынуждено
было предпринимать срочные меры по увеличению выпуска
артиллерийских боеприпасов. Во Франции был реализован
принцип технической мобилизации, суть которого сводилась
к следующему: вокруг головных предприятий оборонного
комплекса объединяются, в основном по территориальному
признаку, привлеченные предприятия, получающие техно-
логию, оснастку и обученный персонал с головного. Это по-
зволяло на единой технологической базе многократно увели-
чить выпуск однотипной продукции.
В России опыта технической мобилизации не было. По-
этому российское правительство с Военным Ведомством созда-
ют совместную российско-французскую комиссию, россий-
скую часть которой было поручено возглавить начальнику
Вря некого Арсенала генерал-майору С. Н. Ванкову. Началь-
ником французской военно-технической комиссии был назна
чен майор (к 1918 г. — полковник) Пио. После проведения с
января но март 1915 г. оперативных консультаций генерал
майорС. II. Винков был назначен уполномоченным Главно
го Арти я иернйского V ।рпиле111111 в Москве но заготовлению
1
гранат но французскому способу (Положение Военного Со-
нета от 9 апреля 1915 г., высочайше утвержденное 22 аире
ля того же года).
Проведя архивные поиски, мы с большой убежденностью
можем сказать, что назначение генерал-майора С. Н. Ванкова
уполномоченным ГАУ в таком важном деле было не случай-
ным и абсолютно логичным.
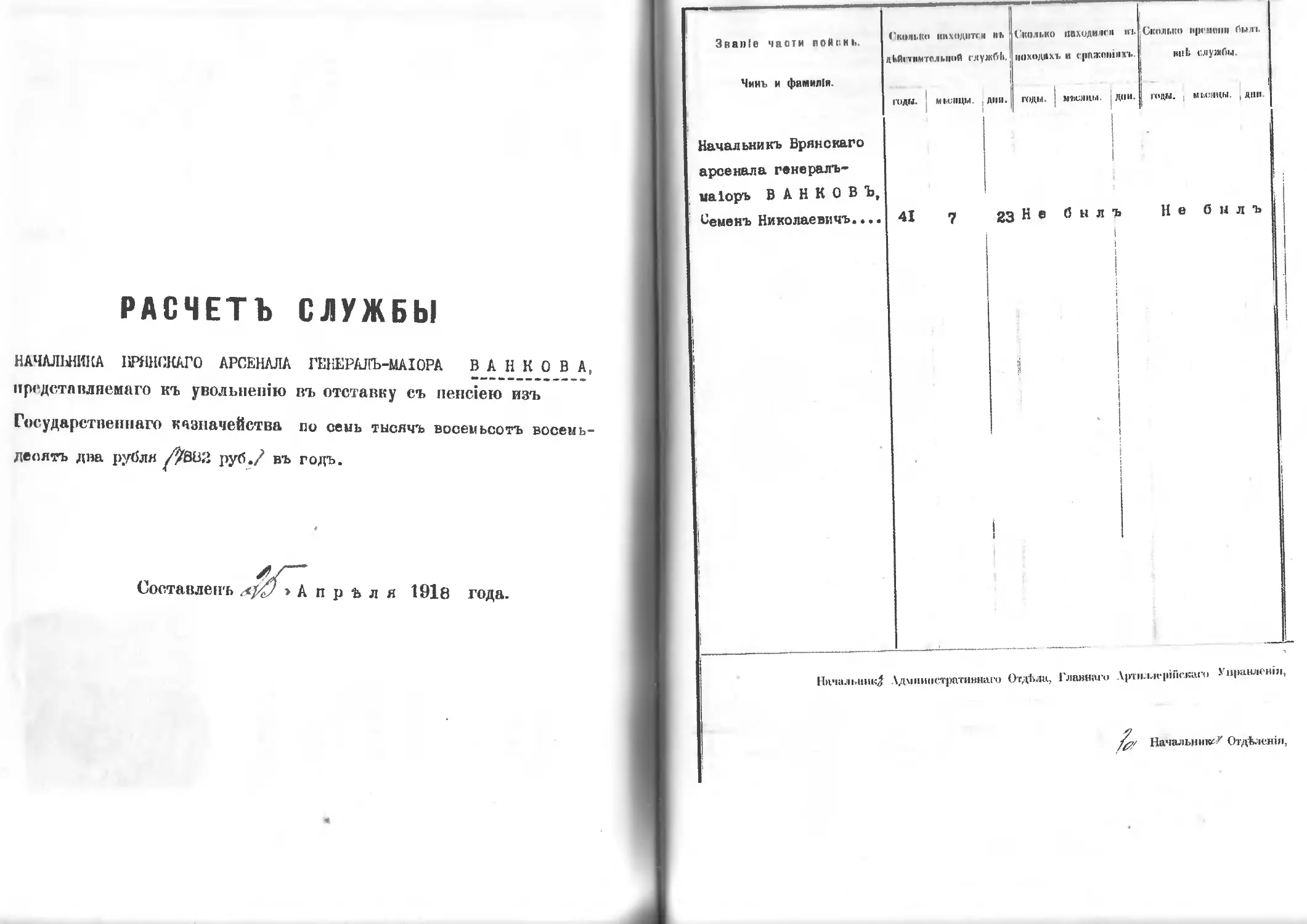
Такой вывод сделан на основании рассмотрения послуж-
ного списка генерал-майора С. Н. Ванкова, составленного 27
апреля 1918 г. и хранящегося в Российском государственном
военно-историческом архиве.
Банков Семен Николаевич, русский подданный право-
славного вероисповедания, родился 25 января 1858 г. в
г. Систов (Болгария). В военную службу вступил 3 сентября
1876 г., по окончании полного курса в Николаевском Алек-
сандровском реальном училище по основному отделению, во
2-е военное Константиновское училище юнкером рядового
звания. С. Н. Банков окончил полный курс училища по
1-му разряду, произведен в прапорщики и назначен в 4-ю ба-
тарею 26-й артиллерийской бригады, которая входила в со-
став Действующей армии и дислоцировалась в г. Силиврии.
Прибыл к месту службы 11 мая 1878 г., однако уже 7 авгу-
ста того же года направляется в распоряжение Император-
ского российского комиссара в Болгарии, а 9 августа прибы-
вает в г. Адрианополь в распоряжение начальника парков Дей-
ствующей армии для формирования 3-й батареи Болгарского
земского войска в г. Ени-Загр, где затем назначается коман-
диром 1-й полубатареи. 15 сентября 1880 г. уже подпору-
чик С. Н. Банков поступает в Михайловскую артиллерийскую
академию, полный курс; которой оканчивает по 1-му разряду
15 мая 1883 г. в звании «поручик» и командируется в г. Со-
фию, где зачисляется в 1-й артиллерийский полк, а 30 авгу-
ста производится в капитаны. В сентябре 1883 г. распоряже-
нием военного министра С. Н. Банков командируется на
уральские заводы для заказа снарядов для болгарских поле-
вых батарей и подробного ознакомления с их производством.
Спустя два месяца он прикомандировывается к Император-
скому Тульскому оружейному заводу и Санкт-Петербургско-
му патронному заводу для практического ознакомления с
производством новых и исправлением поврежденных ружей,
а также с изготовлением и снаряжением патронов.
В начале 1884 г. С. Н. Банков отзывается обратно в Бол-
гарию и 28 февраля высочайшим приказом утверждается в
должности начальника Арсенала. Следует отметить, что ар-
сенал в те годы был достаточно многон|>оф|1лы1ым промыш-
ленным предприятием, на котором осуществлялись не толь
ко хранение и ремонт нртнл зернистого вооружения, но II
ком нлектона п ис его до штатного состояния, и.и отопление
лафетов артиллерийских орудий, зарядных ящиков, сне
циальиой артиллерийской упряжи, повозок для тр шспорти
рования боеприпасов и другой экипировки артиллерийских
подразделений. Через год задачи Арсенала были существен
но расширены и капитану Ванкову поручается формировать
новые части для Действующей армии (полевые батареи, эс-
кадроны, артиллерийские парки, мастерские и транспорты).
(' 30 сентября 1885 г. майор С. Н. Банков утверждается
н должности начальника местных артиллерийских учрежде-
нии и г. Рущук и, кроме того, назначается заведующим фло-
тилией и морской частью.
С декабря 1885 г. С. Н. Банков в качестве уполномочен-
ного Болгарского правительства принимает участие в пере-
говорах в Петербурге о закупке ружей, патронов, снарядов и
орудий. Из Петербурга он командируется на завод Круппа
(г. Эссен) для испытаний и приема шести заказанных поле-
вых батарей. В марте 1886 г., выполнив поставленную зада-
чу, майор С. Н. Банков возвращается в Болгарию и в апреле
назначается инспектором стрелковой и технической части в
войсках.
В декабре 1887 г. болгарский период службы завершается
и майор С. Н. Банков в соответствии с распоряжением Глав-
ного штаба прикомандировывается к Киевской крепостной
артиллерии для исполнения штаб-офицерских обязанностей.
Еще через год он прикомандировывается к петербургской ар-
тиллерии, а 11 января 1895 г. в звании подполковника на-
значается на службу в Кронштадтскую крепостную артилле-
рию — командиром форта «Павел».
С апреля 1895 г. подполковник С. Н. Банков вновь про-
должает службу по линии артиллерийско-технического обес-
печения. Он назначается на должность начальника окружного
артиллерийского арсенала Туркестанского военного округа.
В связи с обострением обстановки на дальневосточных
рубежах Российской империи, как офицер, имеющий опыт
организации артиллерийско-технического обеспечения в ус-
ловиях Действующей армии, подполковник Банков 27 декаб-
ря 1897 г. назначается начальником Хабаровской окружной
артиллерийской мастерской и председателем местной строи-
тельной комиссии по возведению здания этой мастерской.
9 апреля 1900 г. С. Н. Банков производится в полковники.
В октябре—ноябре 1900 г. С. Н. Банков направляется в
Северную Маньчжурию (гг. Харбин, Цицикар, Гирин) для
осмотра находящихся там арсеналов и пороховых заводов.
С февраля по июль 1902 г. он находится в Петербурге для
ознакомления с работами по скоростной артиллерии (в это
время пп вооружении принималась 3 дюймовая нолевая пуш-
П
на ибр ijua 191К' г.), в 1903 г. принимает участие и составив
нии правил о частных заказах й Хабаровской окружной ар
тиллерийской мастерской, а начале 1904 г. временно испол-
няет должность начальника артиллерии округа, участвует в
работе комиссии по приему доставленных из Европейской
России 6-дюймовых орудий системы Бринка. С преобразова-
нием Хабаровской окружной артиллерийской мастерской в
Хабаровский окружной арсенал полковник С. Н. Банков на-
значается его начальником.
6 декабря 1911 г. за отличия по службе полковник
С. Н. Банков производится в генерал-майоры, а спустя два
года, 31 декабря 1913 г., назначается начальником Брян-
ского Арсенала и начальником гарнизона г. Брянска.
Теперь становится понятным, почему именно С. Н. Бай-
кову, генерал-майору, инженеру-артиллеристу с боевым опы-
том, хорошо знакомому с организацией производства воору-
жения и боеприпасов, было поручено возглавить российскую
часть совместной российско-французской комиссии, а за-
тем — Организацию по заготовлению гранат по французско-
му образцу, или, другими словами, провести мобилизацию
российской промышленности для производства в военное
время необходимого количества боеприпасов артиллерии.
На посту уполномоченного ГАУ в полной мере раскры-
лись выдающиеся способности С. Н. Ванкова в деле исклю-
чительной важности для страны в грозное время Первой
мировой войны.
Не вдаваясь в технические подробности, отметим, что
конструктивно французская 3-дюймовая граната была цельно-
корпусной, а оживальная форма головной части корпуса при-
давалась штамповкой, в то время как русская 3-дюймовая
граната состояла из двух частей: собственно корпуса (стака-
на) с ведущим пояском и привинтной головки оживальной
формы. Кроме того, гранаты отличались термообработкой
корпусов и снаряжением. В этой связи могущество как по
осколочному, так и по фугасному действию французских гра-
нат было существенно выше отечественных.
После организации и проведения консультаций с члена-
ми французской военно-технической комиссии, совещаний с
Московским обществом заводчиков и фабрикантов, предста-
вителями металлообрабатывающих заводов Московского ре-
гиона, объезда заводов был разработан план выполнения за-
каза по изготовлению 3-дюймовых гранат по французскому
образцу. Суть плана сводилась к четкому кооперированию
групп предприятий по наира влей иям производства: по вы-
плавке требуемой стали, по изготовлению корпусов гранат
(сверлением, точением или штамповкой), ио изготовлению
запальных стаканов и, наконец, ударных трубок (нзрыввтв
7
леи) и снаряжению. Комплектация и окончительная спорка
патронов (выстрадан), как и прежде!, прсдусматрпвались на
артиллерийских арсеналах. Технической мобилизацией пред-
усматривалось охватить частные предприятия Средней (Цент-
ральной) и Южной России.
Были откорректированы и размножены чертежи гранат,
технические условия на их изготовление, изготовлены образ-
цовые партии корпусов для ознакомления с ними подрядчи-
ков, проведены их испытания; решены вопросы с секвести-
рованием необходимого оборудования на частных заводах,
обесиечения заводов-подрядчиков топливом, материалами и
другими ресурсами.
Вскоре состоялось высочайшее утверждение Постановле-
ния (Положения) Военного Совета и Организация уполномо-
ченного ГАУ генерал-майора С. Н. Ванкова начала свою ра-
боту. К июню 1915 г. заказы были выданы 13 предприятиям
Московского промышленного региона и 36 заводам Юга Рос-
сии, а к декабрю 1917 г. заказами на поставку боеприпасов
были охвачены 369 российских разнотипных предприятий:
металлургические, металлообрабатывающие, текстильные,
кустарные мастерские, лаборатории вузов, винных складов,
предприятия военно-промышленных комитетов и городских
союзов.
Всего с начала производства к июлю 1918 г. предприя-
тиями России, выполнявшими заказы Организации генерал-
майора С. Н. Ванкова, изготовлено около 17 млн 725 тыс.
штук снарядов, в том числе:
3-дюймовых гранат французского образца около 16 млн штук,
6-дюймовых снарядов................ 700 тыс. штук,
48-линейных снарядов............... 375 тыс. штук,
57-мм гранат....................... 360 тыс. штук,
105-мм гранат......................90 тыс. штук,
155-мм бомб........................ 200 тыс. штук.
Кроме того, по заказам Организации уполномоченного
ГАУ к январю 1918 г. было изготовлено более 8 млн 400 тыс.
ударных трубок (взрывателей).
Что касается темпов роста производства, то в январе 1916 г.
заводы изготовили 245 тыс. штук снарядов, в мае — свыше
500 тыс штук, а во втором полугодии 1916 г. заводы выда-
вали уже по 680—780 тыс. штук ежемесячно.
Общая стоимость изготовленных боеприпасов по заказам
Организации генерал-майора С. Н. Ванкова составила более
170 млн рублей.
Об эффективности работы Организации генерал-майора
С. II. Ванкова можно судить из такого сравнения.
В мемуарах бывшего военного атташе при посольстве Рос
сии во Франции генерал лейтенанта А. А Игнатьева («50 нет
Н
и строю*) упоминается история заказа 2 млн 300 тыс. вы-
стрелен к 3-дюймовым пушкам французской фирме «Шней-
дер». Итог таков: если 3-дюймовые гранаты, изготовленные
Организацией уполномоченного ГАУ, гремели над полем боя
уже в октябре 1915 г., то договор на поставку боеприпасов
из Франции из-за бюрократических проволочек был заклю-
чен только к исходу 1915 г.
К осени 1916 г. заказы ГАУ на изготовление снарядов
были близки к выполнению. Встал вопрос о ликвидации
Организации уполномоченного ГАУ и прекращении произ-
водства боеприпасов на привлеченных заводах. Предложения
и попытки генерал-майора С. Н. Ванкова упорядочить кон-
версионные мероприятия не нашли поддержки ни в Военном
Ведомстве, ни у председателя Центрального Военно-Промыш-
ленного Комитета, печально известного А. И. Гучкова. Сыг-
рали свою отрицательную роль в этом деле и революцион-
ные события в России в 1917 г.
Заключительным, траурным, аккордом для Организа-
ции уполномоченного ГАУ стало решение Заводского сове-
щания от 20 декабря 1917 г., которым предписывалось не-
медленно прекратить производство снарядов всех калибров.
Можно предположить, что это решение было принято под
воздействием воззвания Советского правительства «Ко всем
товарищам рабочим!», в котором говорилось: «Совет Народ-
ных Комиссаров объявляет, что вследствие фактического
прекращения военных действий на фронте надлежит немед-
ленно приступить к организации нормальной деятельности
тыла и прежде всего к переходу на мирное положение на-
шей промышленности, пока почти целиком работающей на
оборону».
В Организации создаются ликвидационная часть и конт-
рольная комиссия, которые планомерно и обоснованно про-
изводили расчеты с заводами. Параллельно генерал-майор
С. Н. Банков, по мере прекращения производства и завер-
шения ликвидационных мероприятий, осуществлял плано-
мерное сокращение личного состава контрольного аппарата
Организации на заводах. В марте 1918 г. французская воен-
но-техническая миссия, состоявшая при Управлении упол-
номоченного, отбывает во Францию.
Окончание деятельности Организации уполномоченного
ГАУ следует отнести к июню—июлю 1918 г., когда были уво-
лены сотрудники, составлявшие основу московской конторы
Организации.
12 декабря 1917 г. генерал майор С. Н. Вайков подал ра-
порт па имя начальника ГАУ, в котором, ссылаясь на рас-
строенное здоровы*, просит распоряжения о производстве его
и । *<*111*ри > лейтенанты за выслугу пет с уволь пением и отставку
I)
И <• назначением попеки по Положению. К тому np< Menn выс-
луга лет II. Ванкова составила -II год I месяца и 12 дней.
Приказом начальника ГЛУ от 25/12 апреля 1918 г. №• 621/
962 начальник Брянского Арсенала, бывший rein рпл-майор
(’смен Николаевич Банков увольняется, по прошению, со
службы в отставку по болезни.
Чем занимался Семен Николаевич в послеоктябрьский
период, нам неизвестно. По некоторым косвенным призна-
кам, он был известен в машиностроительной и металлурги-
ческой промышленности. Так, в личном архиве А. А. Мани-
ловского, начальника ГАУ в 1915—1917 гг., обнаружена
записка С. Н. Ванкова, написанная с целью поддержки изго-
товления снарядов из сталистого чугуна, особенно крупных
калибров, что, кстати, было реализовано в годы Великой
Отечественной войны. Известны статья С. Н. Ванкова «О
состоянии нашей металлургической промышленности к на-
чалу войны 1914 г. и во время войны», опубликованная в
журнале «Научно-технический вестник» в 1921 г., и его труд
«Сталистый чугун (перлитовый чугун). Новый металл для
машиностроения», изданный в 1930 г.
Авторам этого предисловия удалось узнать, что вплоть
до своей кончины 20 июня 1937 г. Семен Николаевич про-
живал в Москве на улице Арбат, дом 35, кв. 21. Надо ска-
зать, что это дом на Арбате, который среди коренных моск-
вичей известен как «дом с рыцарями».
Из-за отсутствия архивных материалов (к сожалению, все
регистрационные книги до 1939 г. включительно действовав-
ших тогда в Москве кладбищ уничтожены) место захороне-
ния генерал-майора С. Н. Ванкова установить не удалось.
Однако мы не теряем надежды, и поиск продолжается.
Мы считаем, что память о генерал-майоре С. Н. Ванкове,
талантливом военном инженере, выдающемся организаторе
боеприпасной промышленности, может и должна быть увеко-
вечена.
Особую благодарность авторы выражают коллективу от-
дела военно-научной информации 3 ЦНИИ МО РФ, возглав-
ляемому полковником А. В. Немцовым, который готовил моно-
графию к печати.
Монография переработана с целью приведения ее в соот-
ветствие с современными правилами орфографии и пунктуа-
ции. Также в тексте заменены отдельные устаревшие оборо-
ты и слова для лучшего восприятия читателями. Переработ-
ка всего текста оригинала произведена генерал-майором
в отставке М. М. Селивановым.
Генерал-лейтенант
Генерал-майор
Полконник
Подполковник
В. Г. Михеев
М. М. Селиванов
А. И. Устинкин
А К). Нронько
19
&1ГИ 1 d'i
На правахъ рукописи.
ИСТ0Р1Я 0РГАНИЗАЦ1И
Уполномоченнаго Главнымъ Артиллерш-
скимъ Управлешемъ по заготовлежю
снарядовъ по французскому образцу,
генералъ-маюра
С. Н. Ванкова
1915-1918 г. г.
Арт. комитет гау
Mill К II Л СИН
||>»|>И1||« IIHIIII 1*ЛФП1 Л II млмшиопл
'Гик называемый «комиссионерский» способ заготовления (Си. В. II.,
1809 г., кп. XVlli. М8Д. 2, ст. 1.08 и ел.) обыкновенно применялся к пред-
метам второстепенного для армии значения и притом и сравнительно не-
больших размерах.
Возложенное на генерал-майора С. II. Вннкона заготовление гранат по
французскому образцу представляет первый опыт применения указанно-
го способа к столь значительному по размерам поручению, и притом в от-
ношении предметов первостепенной важности.
Чтобы правильно оценить размеры заготовления и важность его для
обороны, достаточно нескольких несложных сопоставлений.
К 1 июля 1918 г. с начала производства (апрель 1915 г.) масштаб за-
готовления генерал-майора Ванкова определился в сумме до 16 милли-
онов 3" гранат французского образца, 700 000 — 6", 375 000 — 48”’,
300 000 — 57 мм, 90 000 — 105 мм, 200 000 бомб — 155 мм и пр. Кроме
того, были заказаны пробные партии 8" бомб сталистого чугуна, 11" и
12" бомб. Для сравнения укажем, что с 20 июля по 1 декабря 1914 г., по
сведениям Главного Артиллерийского Управления, в армию поступило,
вместе со всеми запасами мирного времени, всего 5 896 000 снарядов к
полевым пушкам.
Общая стоимость заготовления французских гранат генерал-майором
Банковым превысила 470 млн руб.
Применение к столь значительному поручению так называемого «ко-
миссионерского» способа заготовления представляется поучительным.
Поэтому генерал-майор Банков счел полезным составить краткий
очерк хода изготовления гранат за все время своей работы, начало кото-
рой должно быть отнесено к 22 апреля 1915 г., когда последовало высо-
чайшее утверждение первого Положения Военного Совета о возложении
па генерал-майора Ванкова заготовления 3" гранат французского образца.
Составление означенного отчета — истории Организации генерала
С. II. Ванкова, по документам Управления, было возложено на О. Л. Лео-
нидова (Шиманского) и Я. И. Лисицына. Для проверки же материала, по-
мещаемого в отчет, с технической стороны и для редакционных поправок
оыла назначена комиссия в лице С. И. Гладких, В. П. Грамолина, О. Л. Лео-
нидина, П. И. Петрова и Н. П. Щелкунова, работавшая под общим руко-
водством уполномоченного генерала С. Н. Ванкова.
О ГЛ Л BJI IC II И Е
Стр.
I. Привлечение генерала С. Н. Ванкова к изготовлению снарядов. 14
II. Подготовительные работы уполномоченного к заказам ........ 18
III. Получение нарядов уполномоченным на заказы гранат........ 21
IV. Возникновение Организации уполномоченного и ее развитие.... 30
V. Заготовление стали ....................................... 49
VI. Штампование стаканов для гранатных корпусов .............. 56
VII. Организация механической обработки стальных корпусов снарядов ... 66
VIII. Организация производства бомб сталистого чугуна............ 73
IX. Производство запальных стаканов........................... 85
X. Производство детонаторных трубок.......................... 94
XI. Поверочный инструмент....................................100
XII. Снаряжение гранат ........................................103
XIII. Испытания на артиллерийских полигонах......................106
XIV. Экспериментально-техническая деятельность Управления ......110
XV. Заключение................................................136
XVI. Значение работы генерала С. Н. Ванкова.....................152
XVII. По заводам (Статья Олега Леонидова)........................154
XVIII. Очерк деятельности районов Организации уполномоченного ГАУ.163
XIX. Работа военно-промышленных комитетов, отдельных заводов
и фабрик, исполнявших заказы уполномоченного ГАУ............186
XX. Ликвидация Организации уполномоченного ГАУ
генерал-майора Ванкова ........................................205
— Денежный отчет.............................................211
— Опись договоров, заключенных уполномоченным ГАУ...........223
— Инструкции уполномоченного.................................234
Привлечение генерала С. Н. Ванкова
к изготовлению снарядов
1 (пчельнику Брянского Арсенала, генерал-майору С. Н. Ванкову, По-
ложениями Военного Совета было поручено изготовление в России фугас-
ных гранат по французскому образцу.
Положения Военного Совета явились результатом большой подгото-
вительной работы, произведенной генерал-майором С. Н. Банковым при
ближайшем содействии миссии французских артиллеристов и инженеров,
командированной в Россию французским правительством.
В сентябре 1914 г., после победы на Марне, французские военные вла-
сти убедились в решающем значении на войне артиллерийского огня и в
необходимости увеличения производства снарядов до размеров, о которых
и не думали в мирное время.
К изготовлению снарядов во Франции была привлечена вся ее част-
ная промышленность: каждый завод, каждая мастерская, каждый станок
должны были работать для армии. В самом начале этой работы выясни-
лись технические неудобства раздробления ее между слишком мелкими
заводами и мастерскими, вследствие трудностей руководства и наблюде-
ния, большого процента брака и пр. Эти препятствия были устранены
соединением небольших заводов и малых мастерских в более крупные,
объединением мелких заводов и мастерских около крупных и другими
соответ твующими мерами. Французская промышленность быстро прино-
ровилась к новому производству, и количество изготовляемых снарядов
стало расти изо дня в день.
В то же время, в октябре — ноябре 1914 г., в России определенно обо-
значилась страшная нужда в снарядах для Действующей армии и требо-
вались экстренные меры для спасения страны от грозных перспектив пол-
ного снарядного голода.
Картина роста производства снарядов во Франции навела находивших-
ся там представителей русской армии на мысль о желательности перене-
1и в Россию опыт производства снарядов частною промышленностью. По
их инициативе, французское правительство отправило в Россию миссию
из французских артиллеристов, инженеров, техников и химиков.
17 января 1915 г. эта миссия с начальником ее, майором Пио, во гла-
ве прибыла в Петроград.
По прибытии в Россию миссия не сразу могла приступить к практи
вескому осуществлению своей задачи.
20 января 1915 г. председатель Особой Распорядительной Комиссии
по артиллерийской части великий князь Сергей Михайлович сделал рас
поражение о вызове в Петроград, но делам i'iiynibi.1, начальника Вряиско
14
i'<> Арсенала, генерал майора С. II. Ванкова (телеграмма ГАУ от 29 янва-
ри за № 7223).
По нри< «де в Петроград генерал-майор Банков 3 февраля принял не-
ноередс таенное участие в совещании, при участии членов французской мис-
сии, на котором был рассмотрен опыт производства снарядов во Франции.
Сначала было предложено генерал-майору Ванкову выслушать фран-
цузскую миссию и определить возможность применения французских спо-
собов изготовления снарядов к русской частной промышленности. Убедив-
шись из личных расспросов о возможности осуществления этих способов
изготовления снарядов и в России, генерал-майор Банков лично доложил
об этом великому князю Сергею Михайловичу. Великий князь, выслушав
доклад генерал-майора Ванкова, поручил ему выработать с Артиллерий-
ским Комитетом чертеж разрывной цельнокорпусной гранаты для нашей
3" нолевой пушки, дабы затем определить действительную возможность
пробного изготовления 3" разрывных гранат для наших полевых орудий.
В этом совещании был рассмотрен вопрос о возможности применения
чертежа французской фугасной гранаты к нашей 3" пушке.
Французская граната существенно отличается от нашей русской гра-
ни гы как по длине, так и по способу изготовления: если наша граната
состоит из двух частей — тыла (стакана) и навинчивающейся головы, то
французская имеет лишь один корпус. Сам способ изготовления француз-
ской гранаты также существенно отличается от принятого у нас в Рос-
сии. Решая вопрос о возможности изготовления 3" гранат по французско-
му чертежу и способу, надо было отыскать подходящие по своим механи-
ческим и техническим возможностям заводы и мастерские частной
промышленности России, что и было исполнено генерал-майором Банко-
вым. Великому князю Сергею Михайловичу генерал-майором Ванковым
был доложен результат совещания с московскими заводчиками, причем
генерал-майор Банков докладывал великому князю о полной возможности
изготовления предполагаемого нового для России снаряда на частных
заводах Москвы и Юга России.
Тотчас же после этого доклада великий князь приказал Артиллерий-
скому Комитету рассмотреть и обсудить предлагаемые чертежи гранаты
для нашей 3” пушки. Ввиду крайней необходимости в 3" снарядах для
д< йствующих армий, Артиллерийскому Комитету было поручено закон-
чить в кратчайший срок рассмотрение выработанных французской мис-
сией и генерал-майором Ванковым чертежей и инструкций на изготовле-
ние всех частей гранаты.
Предписаниями великого князя Сергея Михайловича от 12 февраля
на № 24 и Главного Артиллерийского Управления от 14 февраля за
№ 11280 генерал-майору Ванкову и капитану Терпиловскому было пору-
чено отправиться в Москву, Брянск, Екатеринослав и Харьков для выяс-
нения возможности изготовления 3" гранат на частных заводах по фран-
цузскому способу.
Ввиду крайней спешности, путем телеграфных сношений с Москов-
ским Обществом заводчиков и фабрикантов и при содействии этого Об-
щества па 16 февраля был<» созвано, по предложению генерал-майора Ван-
Koiai, и Москве совещание предстани гелей металлообрабатывающих заво-
дов Московского района, которое предоижалось 17 и 18 феврали. На
1П
совещании присутст пинали представители 17 айподом. Генерал-майором
Ван новым было сообщено о поручении великого колол передать москов-
ским заводом заказы на изготовление снарядов но «французскому о«г>ра цу
под руководством русских артиллеристов и «французских инженеров, и от-
мечена крайняя спешность и важность точной, прочной и аккуратной
работы. Для организации производства предложено было заводам разде-
литься па группы: одна группа для подготовки стали, другая — для изго-
товления корпусов гранаты сверлением или штамповкой, третья — для
изготовления запальных стаканов из стали и четвертая — для изготовле-
ния ударных трубок из латуни.
Выло указано, что желательно во главе каждой группы иметь завод,
при котором будут состоять руководители. На этом заводе будут даваться
разъяснения и производиться всякого рода опыты и испытания. Относи-
тельно материалов — стали, меди и латуни — было обещано содействие
Лртпллерийского Ведомства.
В происходившем затем обмене мнениями представители заводов ука-
зали па необходимость устранения разного рода препятствий к правиль-
ному производству и развитию работ. Так, они находили необходимым
урегулировать порядок исполнения срочных заказов разных ведомств —
морского, интендантского, инженерного и пр. Затем заводчиками были
приведены данные о сильном ослаблении штата рабочих мобилизациями.
Наконец, было отмечено расстройство железнодорожного движения, след-
ствием чего явилось неудовлетворительное снабжение заводов топливом,
материалами и машинами. Приведены были данные, свидетельствующие,
что в течение месяца донецкого топлива было доставлено только 22% за-
греби ванного и разрешенного Горнозаводским Комитетом количества, что
ни Архангельска не доставляются давно прибывшие туда из-за границы
станки и пр. и пр. Остальная часть заседания была посвящена ознаком-
uHiHio с деталями чертежей; объяснения давались гвардии капитаном
Терпнловским и членами французской миссии, причем был обсужден ряд
вопросов о деталях изготовления гранат.
В совещании 17 февраля, между прочим, выяснилось, что для сохра
пения материалов, потребных для изготовления мелинита, шнейдерита и
других взрывчатых веществ, необходимо прекратить продажу и трату их
химическими заводами, о чем заводам было сделано сообщение.
После этого совещания, выяснившего, что заводы Московского райо-
на готовы принять посильное участие в изготовлении гранат, 18, 19 и
20 «февраля произведен был объезд и осмотр заводов для выяснения состо-
яния их оборудования.
Надо отдать должное активному содействию и участию, с которым
откликнулось Московское Общество заводчиков и фабрикантов на призыв
генерал-майора Ванкова. Вообще, Общество заводчиков во многом помогло
генерал-майору Ванкову в его подготовительной деятельности в Москве.
Затем гвардии капитан Терпиловский и «французский техник Гуаи
были командированы генерал-майором Вапковым па Юг для озпакомле
пия < заводами Харьковского района, а ввиду затруднительности для за
водчиков изготовлять гранаты, не имея перед глазами образцов, генерал
майор Вайков совм«ьстно с капитаном <|>рапцузской службы lionet* и <|>рап
цулскпм горным инженером де Лунин выехал а Прииск для выяснения
hl
Гспсраль-м.йоръ Сомеш» Николаевич!. Ванковъ,
Уполномоченный Главным1!. ApiwiaepiiiciiiiM'i. Унравлен!см|> по aaixrroBJieniio
< ii.ip.iAoin, но <|>рап1!у:к'кому образцу
Группа генерала С. Н. Ванкова съ офицерами Французской Военно-Технической Миссш.
1. Ген. С. Н. Ванковъ. 2. Подполков. Пю. 3. Капитанъ Понсе. 4. Капитанъ Ванье. 5. Подпоручикъ Реберть. 6. Маюръ Таффанель.
7. Горный инженеръ де-Луази. 8. Подпоруч. Фроссаръ. 9. Подпоруч. Шварцъ. 10. Инженеръ Фрессъ. 11. Инженеръ Гуви.
12. Капитанъ Гравье. 13. Подпоруч. Сивадъ. 14. Инженер Корнъ.
УСЛОВНЫЙ ОБОЗНАЧЕН! Я:
kWAC-UM. W OtWHynfliJ
Smmuuumuim.
O'LuiS.ve+tMbtu л<ха«+*мли^
cfy?weo&iHHfri4v aitAUHUWi
tt.«XHHO<tnfrW 1.5 и 1л
GhWLa*. КЛ’-ффш^Лнт?. KpttrHtfCmiL .
52-А<Ш 6U^
С**ЧХЛ» MWptyUfCHViVb 4Ср*ММЮ»Ш
45-55^
CjjKHO
(.ц5И4«я чрима<ки)
1и'.^ижооми»м f, 5
скарядихмле.
f^pXAUfUW рпм^пи.
Чертилъ: С. Степановъ.
ВЪрно: Зав^дующ^й чертежной Гладкихъ.
Уполномоченный Г. А. У.
Генералъ-маюръ Ванковъ.
Группа чиновъ и служащихъ Управлешя Уполномоченная) во главъ съ ген. С. Н. Ванковымъ.
КОРПУСА 3" С Т А Л Ь Н Ы X Ъ ФУГАСНЫХЪ ГРАНАТЪ
PVCCKAIO КАЗИИНЛГО
ОЬРАЗЦЛ.
(IIVTivioni'Kiii).
ФРАНЦУЗСКАЯ) ОБРАЗЦА.
Сверленый.
Штампований.
6™ дм фугасный снарядъ изъ сталистаго чугуна.
СНАРЯЖЕННЫЙ СМЕСЬЮ:
20% дин игро1ыфталииа
и 80% мелинита.
СНАРЯЖЕННЫЙ СМГЬЕСЬЮ:
20% мононитронафталина и
80% мелинита.
Наблюдающш за снаряжешемъ Богородскаго Снаряжательнаго
Завода Н. А. Второва, гвардш полковникъ Терешкевичъ.
155— стальная.
ФУГАСНЫЙ БОМБЫ
(Ф1’Л11ЦУЗСКАГО ОЫ’ЛЗЦА)
ОБЪЯСНЕНИЕ:
Л Ударная детонаторная трубка «Д,. модель
I899 года.
1» Головка запального стакана.
11 Пробка „ „
Г ГК.'М) ' „ „
71 XllOCFHKI. „
К (Ъкиваныыи ча<*ть.
Ж 11<-II I р\ кмц<•<• \ голщепп'
J Kiipiivri* бом1и>1 н.п. лаки'iriuinii и отпущенной
*1<*рГНН|. ( < 1IHTH1IKHI г»
Нърпп l.itrlnix loiiiln 'trplrdillnii I Kiillklitf.
стали, коеф. крепости 75—100 kg/кв.
м., удлинена > 8°.
31 Корпуеъ бомбы изь сталистаго чугуна.
И Ведуний ноясокъ изъ красной Mlyui.
К Прессованный мелпнить плотностью 1, 3.
К( I, 4.
II Плавленная смТич» мелинита <-t» днпигро
нафталином!, или мг'ппшта гь моно
ни rpoiia(|nwiiiiioivii,.
V п<> ч и । > моч с и и i.iu I А У
I riirp.i II uaiopt. Нинкой*..
ди'пик'П изготовления or>|iiuii<.<iu гранат и Прииском Арсенале и в Брян-
ском лаподе. В то же время 7 ми частным московским заводам и Брянскому
заводу было поручено изготовить образцовые (опытные) гранаты для испы-
таний. За отсутствием в Москве надлежащей стали, таковая была экст-
ренно отправлена в Москву с Брянского завода, в количестве 60-ти пудов.
В мастерских Брянского Арсенала были выяснены необходимые дета-
|||| ( технологические операции) по изготовлению корпусов гранат. Таки-
ми деталями являлись:
сверление, расточка, осадка головной части, для придания ей оживаль-
ной формы, закалка и отпуск. Изготовленные в Арсенале корпуса были
отвезены в Москву капитаном Понсе для ознакомления заводчиков с об-
разцами и с практическими способами изготовления гранат. 24-го утром
генерал-майор Банков и горный инженер де-Луази возвратились в Моск-
ву, и в тот же день состоялось новое совещание с заводчиками.
К концу февраля изучение вопроса, обследование заводов и совеща-
ния с заводчиками привели к определенным выводам, которые и были
изложены в особом письменном докладе генерал-майора Ванкова велико-
му князю Сергею Михайловичу от 28 февраля за № 8.
В этом докладе генерал-майор Банков указывал, что вопрос о возмож-
ности изготовлять в России гранаты по французскому образцу надлежит
признать вполне разрешенным в положительном смысле, но, для успеха
итого дела, необходимо оказать содействие заводам: в деле перевозки по-
требных им материалов и топлива, в деле возвращения заводам мастеро-
вых ратников и запасных, находящихся в запасных батальонах, в дру-
жинах и особых командах, в урегулировании очереди и порядка исполне-
ния заказов разных отделов военного, морского и других ведомств.
Организация этого дела, по мнению генерал-майора Ванкова, должна
пи поминать как бы организацию крупного промышленного предприятия,
директором-распорядителем во главе. Канцелярская переписка и воло-
кита могут убить дело в самом корне. Стоящее во главе Организации лицо
должно иметь право на месте решать бесповоротно и окончательно все
ijo.iiшкающие экономическо-хозяйственные и технические вопросы. Лицо,
ни имеющее широких полномочий, не сможет добыть потребные сырье,
материалы и топливо без задержек, которые все время происходят даже с
грузами казенных заводов и технических заведений.
Остановившись на необходимых полномочиях, генерал-майор Банков
и । ю кил далее подр^ный план организации изготовления гранат, кото-
рый представлял из себя как бы техническую мобилизацию промышлен-
ности Средней и Южной России, мобилизацию, вызываемую крайней не-
o' одимостью. Что касается снаряжения изготовленных на частных заво-
UI гранат, то к таковому генерал-майор Банков предложил привлечь
Московский Артиллерийский Склад с его лабораторией.
Доклад генерал-майора Ванкова (прил. № 1) лег в основание дальней-
in 1 работы по изготовлению гранат французского образца, но с весьма
। ><рь<< «ними ограничениями: не были предоставлены права и полномочия
м полном объеме для проведения этого доклада в жизнь.
После представления этого доклада в Петроград продолжалось деталь-
н * изучение дела в Москве и начаты были подготовительные работы к
Мущестнленню намеченной задачи.
17
Подготовительные работы уполномоченного к заказам
Хотя вопрос не только о размерах заказа гранат французского образ-
ца, по и о самой необходимости их изготовления оставался еще формаль-
но не разрешенным надлежащими учреждениями, тем не менее в марте
НИ ft г., согласно указаниям председателя Особой Распорядительной Ко-
миссии по артиллерийской части, продолжались подготовительные рабо-
ты, которые велись параллельно: в Петрограде — на совещаниях и испы-
тан них и в Москве — на заводах.
К атому времени Артиллерийским Комитетом было закончено рассмот-
рение чертежей и технических условий на изготовление всех частей фран-
цузской гранаты, хотя впоследствии как чертежи, так и технические ус-
ловия подвергались требованиями заводской жизни пересмотру и измене-
ниям. В частности, длина французской гранаты была уменьшена до длины
русской шрапнели из опасения, что удлиненная граната не будет входить
в существующие в нашей артиллерии лотки. Вскоре, однако, граната по
длине была уравнена с фугасной гранатой.
К середине марта московские заводы закончили изготовление первых
образцовых (опытных) гранат. С точки зрения механической они были
сделаны правильно и в полном соответствии с чертежами и с технически-
ми условиями, но не была произведена термическая обработка за отсут-
ствием соответствующих печей и приборов. Способы снаряжения их имев-
шимися взрывчатыми веществами были еще не разработаны.
30 пробных гранат были изготовлены Брянским Арсеналом и завода-
ми: Брянским, «Густав Лист», «Дангауер и Кайзер», «Динамо» и Любе-
рецким. Снаряжение было произведено по указаниям членов француз-
ской миссии майора Таффанеля и инженера Фроссара порошкообразным
мелинитом, изготовленным г. Фроссаром, шнейдеритом, толитом и нит-
ритом аммониака. Испытания производились на полигоне.
В то же время в Москве начата была подготовка к распределению ра-
боты между заводами, осмотренными генерал-майором Банковым, гв. ка-
питаном Терпиловским и членами французской миссии, в зависимости от
(Хк'рудования и возможной их производительности. Ввиду того, что об-
щий размер заказа потребных гранат еще не был вполне определен, но,
предположительно, был ограничен 1000 000 штук, то, естественно, не
было необходимости думать о более значительном увеличении оборудова-
ния существующих заводов или создании новых мощных специальных
мастерских. Нужно было лишь использовать сравнительно скромное имев-
шееся в наличии заводов оборудование и помочь им наладить это, совер-
шенно новое для них, производство. И все же отсутствие гарантирован-
ных заказов явилось причиной значительного замедления в переоборудо-
папии и приспособлении заводов к производству гранат, в приобретении
некоторого дополнительного оборудования. Тем не менее некоторые заво-
ды, ннемотря па неопределенность положения, начали, на свой риск и
страх, 11|и>н.111од1гг1. затраты под пинанием рагнрострлнвпшнхся и обще
IH
став снедений об остроте попроси снабжения армии снарядами. Генерале7
минор Банков предупреждал заводчиков, что заказы будут даны только
по разрешении вопроса в Военном Совете и по утверждению наряда соот-
ветствующими инстанциями. Ввиду того, что работа над пробными гра-
нитами дала уже заводам некоторый опыт, им предложено было совмест-
но обсудить и выяснить цены изготовления.
Насколько остро стоял вопрос по снабжению заводов топливом и ра-
бочими, видно из того, что уже в это время генерал-майору Ванкову
пришлось особыми личными ходатайствами оказать содействие ряду за-
водов в деле предоставления им вагонов под топливо и освобождения ра-
бочих специалистов от призыва на действительную службу.
В этот же период возникла опасность, что вся проделанная работа
Московского района может пропасть, так как один из Отделов Военного
Ведомства начал реквизицию станков на заводах. В своем ходатайстве об
отмене такого решения Московское Общество заводчиков и фабрикантов
отмстило, что секвестр станков не только лишит заводы возможности из-
готавливать гранаты французского образца, но вообще остановит работы
но пыполнению спешных заказов для нужд армии.
Такие несогласованные действия Ведомств в отношении станков и пр.
видов заводского оборудования наблюдались не раз и впоследствии.
Генерал-майор Банков считал своим долгом с большой энергией и на-
стойчивостью, всеми доступными ему средствами, устранять нежелатель-
ные последствия таких несогласованных мероприятий, ставя на первый
план сохранение и планомерное использование для нужд армии всех здо-
роиых промышленных предприятий.
Тем временем в Петрограде близилось разрешение как принципиаль-
ного вопроса о желательности изготовления гранат по французскому спо-
, собу, так и размера наряда.
Решающим моментом в этом отношении следует считать 19 марта
1915 г., когда последовал рескрипт великого князя Сергея Михайловича,
ш< имя начальника Главного Артиллерийского Управления за № 344, сле-
дующего содержания:
«На докладе, представленном мною Верховному Главнокомандующе-
му о возможности заготовления по французскому способу 3" фугасных
цитронов длинного чертежа, Верховным Главнокомандующим положена
•<!< -дующая резолюция:
“Производителъфсть всех работ Артиллерийского Ведомства долж-
иа нестись и быть доведена до максимума в кратчайший срок.
Лишнего нет ничего”.
I Га основании этой резолюции, прошу сделать все зависящие распоря-
ьения для дачи этого заказа заводам, осмотренным членами француз-
<•1 oii миссии. Главным руководителем этого дела прошу назначить началь-
ника Брянского Арсенала генерал-майора Ванкова. Ввиду спешности и
кажиости настоящего заказа, прошу вас принять все меры для безотлага-
тельного его выполнения».
Таким образом, вопрос был принципиально решен, и Главное Артил-
лерийское Управление приступило к составлению доклада Военному Со-
нету, причем размер заказа был определен а I 000 000 гранат и 1 010 000
взрывателей п трубок к ним (считая I запасных).
10
Дня устннонлення цен изготопиепия и дни pii<'ii|M*A<*jii4iiui заказа пчю-
рл.и майор Винков выехал в Москву, где представители заподоп, к тому време-
ни, пн особом совещании определили цену корпуса гранаты в 15 руб. 02 кии.,
запального стакана в 5 руб., ударной трубки в 3 руб. 30 коп.
Па совещании с представителями заводов, состоявшемся 30 марта,
генерал-майор Банков уведомил присутствующих, что вопрос об изготов-
лении гранат французского типа получил окончательное разрешение и что
заготовление будет производиться комиссионерским способом особо на то
уполномоченным лицом. Ввиду необходимости теперь же выяснить резуль-
таты работ по распределению заказов, генерал-майор Банков изложил
выработанные условия нормального договора и просил желающих выска-
заться по поводу количества, цены и отдельных пунктов кондиций, при-
чем просил понизить намеченную цену, учитывая обстоятельства.
Присутствующие, соглашаясь с мнением генерал-майора Ванкова по
вопросу об установлении премий за спешность (досрочность) изготовле-
ния, выработали нижеследующую систему определения цен за работу, при
условии поставки стали от казны:
за гранаты, изготовленные до 1 августа, — 10 руб.
за гранаты, изготовленные до 1 сентября, — 9 руб. 50 коп.
за гранаты, изготовленные до 1 октября, — 9 руб.
за гранаты, изготовленные после, — 8 руб. 50 коп.
Вместе с тем, совещание выработало схему начисления неустоек за
опоздание (за несвоевременную поставку или недопоставку гранат).
В отношении распределения заказов совещание высказалось за то,
чтобы каждый завод, в отдельности, передал генерал-майору Ванкову
сведения о величине принимаемого им заказа.
Точно так же, при участии генерала Ванкова, русских артиллеристов
и членов французской миссии и заводчиков, были определены предель-
ные цены на изготовление запального стакана и трубки без снаряжения.
Стоимость снаряжения в этот период не могла быть определена, вви-
ду того, что частных предприятий, занимавшихся снаряжением, в Рос-
сии тогда еще не было, и предстояло не только выработать теоретически
цену снаряжения, но и выяснить вопрос о создании нового соответствую-
щего предприятия.
Собранные сведения о стоимости заготовления генерал-майор Банков
представил в Главное Артиллерийское Управление 1 апреля за № 19. За-
тем он был привлечен к выяснению прочих условий и порядка заготов-
ления и к составлению самого доклада Главного Артиллерийского Управ-
ления Военному Совету. 2 апреля 1915 г. генерал-майор Банков сделал
личный доклад великому князю Сергею Михайловичу о положении дела.
Великий князь приказал генералу принять участие в Главном Артилле-
рийском Управлении в скорейшем составлении доклада Военному Совету
и лично защищать доклад этот в Военном Совете..
20
Ill
Получение нарядов уполномоченным на заказы гранат
Доклад Главного Артиллерийского Управления Военному Совету о
нпготовлении 1 000 000 гранат и 1 010 000 взрывателей и трубок к ним
представлен был 6 апреля. Непременным условием, согласно докладу,
ш ло требование, чтобы заготовление французских гранат произведено
было в таких районах России и на таких фабриках и заводах, которые не
работают на Главное Артиллерийское Управление, дабы не уменьшать
пр изводительность артиллерийского ведомства в текущую кампанию.
' нисобом изготовления был избран, как более отвечающий обстоятель-
< гивм дела, по своей гибкости и применимости к обстановке, и вместе
(ин-спечивающий интересы казны, так называемый комиссионерский спо-
соб (Св. В. П., 1869 г., кн. XVIII, изд. 2, ст. 108 и сл.).
Однако от правил этого способа ГАУ признало необходимым сделать
рид отступлений:
1) предельных цен не устанавливать, так как гранаты заготовляются
и России впервые, а в качестве предельных цен назначить определенные
г ерал-майором Ванковым;
2) частных сроков, мест и средств заготовления и способов доставки
п<‘ указывать, предоставив определять их уполномоченному генерал-
маиору Ванкову, но предельным конечным сроком всего заготовления
было 1 декабря 1915 г.;
.3) денежную награду уполномоченному, в случае успешного выполне-
ния заготовления со сбережением против назначенных ему предельных
цен, в размере 10% с этого сбережения, ввиду условности самих предель-
ны к цен, полагалось бы не выдавать, предоставив Главному Артиллерий-
< । ому Управлению право войти по вопросу о возможности и размере это-
го нознаграждения в Военный Совет с дополнительным представлением
но окончании всего заготовления;
1) безотчетное расходование кредита в размере от 1 до 3%, рассчитан-
ного из предельных цен, признать не отвечающим обстоятельствам дела
и отпустить особую сумму (635 000 руб.) под отчет с оправдательными до-
кументами не менее как на 95% этой суммы на надобности, — точно пе-
речисленные в докладе.
Пи покрытие исхода, вызываемого заготовлением, отпущено
I 806 000 руб. из военного фонда.
((бязанности уполномоченного по этому заготовлению Главное Артил-
иеринекое Управление предположило возложить на начальника Брянско-
ю Арсенала генерал-майора Ванкова, с назначением в помощь ему, для
Пнижайшего ведения технической части заготовления, русских академи-
। он артиллеристов и членов командированной в Россию французским пра-
вительством миссии из французских офицеров и техников, а также (по
м< ро возможности) офицеров и техников русской службы из офицеров
наивен со специальной подготовкой, по выбору самого уполномоченного.
Вопрос о снаряжении гранат и взрывателей взрывчатыми веществами
и iiiMoro изготовления взрывчатых веществ оставлен был в это время еще
открытым и должен был послужить предметом особого представления.
21
Что коснется тех видов помощи заводим, и равно тех край и иолномо
чпй для осуществления дела, сущность которых изложена была н докла-
де 1ЧЧ1ерал-майора Ванкова от 28 февраля 1915 г. за № 8 (прил. № 1), то
псе эти вопросы в докладе Главного Артиллерийского Управления от
О апреля 1915 г. не были затронуты и остались неразрешенными.
Решение (Положение) Военного Совета по докладу ГАУ от 6 апреля
1915 г. было принято 9 апреля. Содержанием его были предопределены
те условия и обстановка, в которых должно было производиться заготов-
ление гранат, введены были ограничения в отношении районов и заводов,
привлекаемых к изготовлению, но средства для борьбы со все увеличиваю-
щимися затруднениями в работе не были ни указаны в этом докладе, ни
предоставлены в распоряжение уполномоченного. При составлении плана
действий как размеры производства заводов, так и сроки исполнения за-
казов были намечены генерал-майором Ванковым из необходимости быст-
рой и энергичной работы. Были выяснены препятствия, обсуждены и
предложены средства борьбы с ними. Но утвержденный Военным Сове-
том доклад ГАУ, установив те же сроки, обходил молчанием все те пре-
пятствия, устранение которых было необходимо для соблюдения назна-
ченных сроков, и те средства, которые необходимо было дать в руки упол-
номоченному для борьбы с препятствиями.
Все эти обстоятельства делали и без того трудную задачу, возложен-
ную на генерал-майора Ванкова, еще более затруднительной если не в
отношении самого изготовления миллиона гранат, то, во всяком случае, в
отношении назначенного срока. Нужно было мобилизовать заводы, нуж-
но было помогать заводам, но власти для этого не было; нужно было до-
бывать материалы, топливо, станки, но власти также на это не было дано.
При таких условиях возникал вопрос, возможно ли вообще преодолеть все
препятствия, и генерал-майор Банков, несмотря на всю свою энергию и
решительность, начал сомневаться в осуществимости дела, ставшего уже
для него дорогим.
Однако очевидная важность для обороны России этого дела вынудила
его принять возложенное на него поручение и приложить все старания и
всю энергию к наилучшему его осуществлению.
Положение Военного Совета от 9 апреля было представлено на утвер-
ждение. Но, не дожидаясь его, генерал-майор Банков приступил к необ-
ходимым действиям. Немедленно были начаты переговоры о поставке
потребной стали, надо было думать о приемщиках-руководителях на са-
мих заводах, для чего и были командированы 9 прапорщиков-инженеров
на Брянский Арсенал и на Брянский завод. 20 апреля было сделано рас-
поряжение о подготовке приемщиков для ознакомления на месте со спо-
собами приемки и инструкциями. Началась работа по определению цен
па снаряжение гранат, запальных стаканов и трубок. Высочайшее соиз-
воление на утверждение Решения Военного Совета от 9 апреля последова-
ло 22 апреля (прил. № 2).
К началу мая были выработаны цены на снаряжение, утвержденные
Положением Военного Совета (прил. № 3) о снаряжении 1 000 000 гранат.
В Московском районе совершенно не было заводов, сколько-нибудь
приспособленных к производству снаряжения гранат. Поэтому на упол-
номоченном генерал маноре Капкове лежала o6h:iiiiiiiocti. не только выра-
22
Потлть цепы, по и создать такой завод, чертежи машин и инструментов,
планы зданий. Руководящую роль в технической стороне этого труда
играл член французской миссии майор Таффанель; при его ближайшем
участии спроектированы планы зданий и чертежи специальных машин
дли снаряжения, а затем и вся работа по снаряжению велась под его не-
престанным руководством и наблюдением.
Сооружение снаряжательного завода и само дело снаряжения ослож-
н к лось двумя обстоятельствами. В то время, как приготовление стали и
обработка ее совершались на существующих, оборудованных машинами
и станками заводах, обладающих соответствующим кадром готовых ру-
ководителей, и равно соответствующим кадром более или менее опытных
рабочих, для дела снаряжения нельзя было найти всего этого. Не было ни
готовых заводов, ни знающих дело лиц, могущих принять заказ, ни зда-
ний и машин. Размер заказа и сроки исполнения не позволяли выстроить
новый завод. Нужно было, во-первых, найти предпринимателя, который,
мотя и не будучи ранее знаком с этим делом, рискнул бы принять заказ и
преодолеть все материальные и хозяйственные трудности, и, во-вторых,
найти подходящее место для создания завода, с тем непременным услови-
ем, чтобы все вспомогательные здания и сооружения были налицо, ибо не
было времени вновь возводить их. Такое место можно было отыскать толь-
го в Москве, а для ускорения лучше всего было выбрать один из хорошо
оборудованных заводов. Снаряжение принял на себя один из наиболее
предприимчивых и энергичных представителей мира московских предпри-
нимателей Н. А. Второв, а для постройки снаряжательных мастерских
пыла намечена Московская фабрика известной германской фирмы «Фрид-
рих Байер и К°». Фабрика эта служила исключительно для переработки
полуфабрикатов, присылаемых хозяевами-немцами из Германии. Поэто-
му, когда возникла война и привоз красок из Германии прекратился, Мос-
ковская фабрика осталась без работы и только дорабатывала остатки того,
что было привезено ранее. Надеяться на привоз из Германии материалов,
хотя бы и контрабандой, фабрика не могла, так как германские фабрики
Би пера в самой Германии заняты были изготовлением взрывчатых веществ
и удушливых газов против России.
Все здания фабрики были связаны между собою общею электриче-
ской сигнализацией, общими проводами освещения, общим отоплением,
общей канализацией. Немецкий характер фирмы был налицо. Представ-
ляло крайнюю опасность уставить на фабрике немецкую администрацию
и непосредственном соседстве и даже в связи с заводом, где должны про-
изводиться работы со взрывчатыми веществами.
Обсудив положение, генерал-майор Банков доложил об этом велико-
му князю Сергею Михайловичу и получил от него указание обратиться к
главному начальнику Московского Военного Округа с просьбой о рекви-
аиции фабрики Байера для нужд Военного Ведомства.
На совещании у главного начальника Московского Военного Округа
вопрос о реквизиции был решен в положительном смысле, и таковая начата
была с 15 мая. Насколько существенную помощь оказала реквизиция, видно
иа того, что снаряжение гранат, которое следует считать наиболее трудной
из алдвч уполномоченного, после реквизиции, оказалось вполне исполни
мым и не вызвало никакой задержки. С 20 мая уже приступили к возвсдс
23
пню специальных зданий и сиоруличшп на территории фабрики Байера и
па прилегающей к ней земле Дворцового Ведомства, запитой ранее огоро-
дами и уступленной Ведомством в аренду под спаряжательный завод.
Кадры первых приемщиков и браковщиков, по приказанию генерал-
майора Ванкова, к этому времени уже прошли в Брянском Арсенале и на
Брянском заводе месячный подготовительный курс обучения в приемке и
были размещены по заводам, изготовляющим гранаты.
Первые заказы, распределенные условно между заводами еще 31 мар-
та, были подтверждены. К 10 мая уже 37 заводов приступили к работам
ио изготовлению корпусов гранат, а 3 завода — к изготовлению потреб-
ных заводам калибров и поверочных лекал. Кроме того, 12 химических
заводов приняли участие в выработке взрывчатых веществ для снаряже-
ния и материалов для них, хотя в это время еще не было окончательно
решено, какими именно взрывчатыми веществами будут снаряжаться гра-
наты. Комплекты поверочных лекал и инструментов были частью законче-
ны, частью заканчивались. Сталь была уже заказана вся, и более 200 000 пу-
дов ее были уже готовы, но задерживались с отправлением с заводов из-за
неподачи вагонов. Уполномоченный генерал-майор Банков не имел прав и
средств устранить эту задержку, хотя об этом все время доносил в Петро-
град. И все же по его ходатайствам через некоторое время задержка эта
была устранена и началась доставка стали принявшим заказы заводам.
Вопросы о топливе и рабочих все обострялись, и уполномоченному
генерал-майору Ванкову, не имевшему никакой власти и в этом отноше-
нии, приходилось представлять бесчисленные ходатайства заводчиков в
надлежащие учреждения, сопровождая их, со своей стороны, самою энер-
гичною поддержкою. Однако далеко не всегда удовлетворялись даже са-
мые насущные нужды. Были случаи, когда заводы останавливались за
отсутствием топлива или материалов. Были большие замедления в рабо-
тах из-за нехватки необходимых опытных рабочих или техников и вслед-
ствие необходимости приучать к делу новых людей. Общее расстройство
русской промышленной жизни, вызванное недостатками транспорта и не-
предусмотрительностью, весьма серьезно отразилось на ходе работ во всех,
без исключения, стадиях изготовления гранат.
Уже в июне 1915 г. выяснилось, что для преодоления возраставших с
течением времени препятствий, совершенно недостаточно предоставлен-
ных полномочий, и 15 июня генерал-майор Банков официальным пись-
мом за № 11 на имя начальника Главного Артиллерийского Управления,
сделав отчет о своей работе, вновь указал на меры, желательные для
пользы дела и ускорения изготовления гранат, а именно:
1) Необходимо, чтобы все секвестированные на Юге России и в Сред-
ней России заводы были переданы мне для организации на них производ-
ства гранат или другим, изготавливающим гранаты заводам. Такие заво-
ды ныне совершенно бездействуют.
2) Необходимо дать власть на предмет секвестра станков, приборов и
машин, а если нужно, то и секвестра или реквизиции всех заводов, кото-
рые, по тем или иным соображениям замедляют производство гранат или
не желают изготовлять их.
3) Необходимо устранить конкуренцию на заводах и запретить выда-
чу парадов на гранаты разными организациями, учреждениями или ли-
цами. )та конкуренция повышает цепы и может удлинить срок.
21
1) Необходимо |1]м,*дост1Н1ит1> мне право брать артиллерийских и дру-
гих техников, ио моему усмотрению, со всех заводов и учреждений. Мне
нужны еще 10 артиллерийских техников или прапорщиков-инженеров,
гак как по числу 13 + 36 = 49 заводов прикомандированных ко мне 9
прапорщиков, из которых 3 химика, крайне недостаточно для этих 49 за-
водов, привлеченных мною к работе по изготовлению гранат.
5) Предоставить мне право устранять администрацию частных заво-
дов, которые, по каким-либо соображениям, замедляют производство сна-
рядов, и ставить на ее место военную или гражданскую администрацию.
6) Необходимо централизовать по исполняемым заводами нарядам все
Отделы Военного и Морского Ведомств в руках уполномоченного.
7) Необходимо закрепить мастеровых разных цехов к заводам, без
права перехода с одного завода на другой без разрешения военной адми-
нистрации завода, дабы рабочие не переходили с завода на завод из-за
увеличения платы.
8) Крайне желательно и полезно объявить все заводы Московского и
Киевского Округов мобилизованными на военном положении. Ни один
пывод без разрешения уполномоченного не должен работать.
9) Ни один станок, ни один предмет без разрешения уполномоченного
< ►тих заводов не может быть забираем или секвестирован.
10) Ход и порядок работ на всех заводах Московского и Киевского Ок-
ругов устанавливается уполномоченным.
11) Необходимо устранить задержку в даче вагонов для доставки топ-
чипа и материалов заводам.
12) Необходимо освободить от явки по мобилизации мастеровых-рат-
ников 2-го разряда, работающих на заводах, выполняющих срочные за-
кп.1ы по изготовлению снарядов, дабы этим призывом не обессиливать
рабочий персонал заводов.
18) Необходимо вернуть, насколько это возможно, токарей и инстру-
ментальщиков-специалистов из войсковых частей и командировать всех,
оставляя их на военной службе, на заводы, работающие на Государствен-
ную оборону, с таким расчетом, чтобы использовать полностью имеющее-
< и оборудование заводов, если возможно, работая тремя сменами рабочих,
но 8 ми часов, т. е. все 24 часа в сутки.
1'1 ) Из ежемесячной работы с заводчиками выясняется польза выдавать
нм внсаз на более продолжительный срок, примерно около одного года.
Вот те вопросы, которые за 2 месяца усиленной работы, предъявила
Mini к разрешению сама цгизнь. Многие из этих вопросов оставались не-
разрешенными, за неимением права разрешать их.
Выть может, для мирного времени о них и писать нельзя, но, по об-
( гоятельствам военного времени, вопросы эти должны быть рассматривае-
мы и разрешаемы быстро, решительно и окончательно, дабы не задержи-
вать производство.
В конце мая в Артиллерийском Ведомстве возникла мысль об увели-
чении изготовления гранат по французскому образцу еще на 600 000.
Положением Военного Совета от 4 июня 1915 г. на генерал-майора Ван-
Ии 1 низложено было заготовление и снаряжение этого нового наряда на
। орцуса гранат, сроком до 15 марта 1916 г., по не было упомянуто о заго-
уон lejimi соответствующего количества .тональных стаканов и трубок
(Прпл. .№ I).
2Ь
Зятем и шопе произошло новое увеличение няряда: Положением Во-
енного Совета от 25 июня 1915 г. ни генерал-майора Ванкова возложено
было заготовление еще 2 000 000 гранат и 2 600 000 запальных стаканов
и трубок (нрил. .№ 5).
Общий срок заготовления этого нового наряда был назначен на 1 июля
1916 г. Далее, Постановлением Исполнительной Комиссии при Военном
Министерстве от 1 февраля 1916 г., утвержденным Председателем Особо-
го Совещания по обороне 3 февраля, был дан наряд еще на 2 000 000 гра-
нат и запальных стаканов и 2 500 000 трубок.
Прежде чем перейти к подробностям хода заготовления, необходимо
принести сведения о составе французской миссии, ее задачах и работах, в
изложении начальника миссии подполковника французской службы Пио:
♦Французская военно-техническая миссия была командирована на
основании состоявшегося, при посредстве русского военного агента во
Франции полковника Игнатьева, соглашения между французским прави-
тельством и штабом Русского Верховного Главнокомандующего.
Целью ее было — помочь России справиться со снарядным кризисом.
Опа была составлена из инженеров — большей частью офицеров запаса,
знакомых с организацией во Франции национальной промышленности.
Многие из членов миссии уже бывали ранее в России и знали русский язык.
Состав ее был следующий:
1) Пио — начальник миссии, командир артиллерийского эскадрона
французской действующей армии.
2) де-Луази — гражданский горный инженер.
3) Таффанель — главный горный инженер, командир артиллерий-
ского эскадрона ополчения.
4) Гравье — военный инженер, капитан запаса артиллерии.
5) Понсе — капитан запаса артиллерии.
6) Ванье —
7) Перони — гражданский инженер, поручик пехоты.
8) Жюльен — подпоручик запаса пехоты, техник.
9) Гуви — инженер-консультант.
10) Фроссар Жозеф ’
11) Фроссар Луи
12) Ребер
13) Шварц
14) Вейман
химики
Назначение миссии состояло, главным образом, в том, чтобы помочь
России организовать в крупном масштабе производство снарядов, пользу-
ясь опытом, приобретенным при попытках разрешения этого вопроса во
Франции. Этот опыт позволял избежать чрезмерного разбрасывания зака-
зов, слишком мелких, а также применять необходимые меры к облегче-
нию работы неопытных промышленников, упорядочить дооснащение обо-
рудованием добровольные организации, — одним словом, извлечь наиболь-
шую пользу из наличных ресурсов страны, чтобы возможно меньше
обращаться к содействию иностранной промышленности.
Миссия прибыла в Петроград 17/30 января 1915 г. и тотчас предста-
пнипгь вача иьстиующпм ницам Военного Мипистгрстпа и ГАУ.
2(1
Н<» пр<мя этого визита определенно выяснилось, что почва для при-
бывшей миссии не была подготовлена и что она была принята в ГАУ ско-
р< с недоверием, чем с симпатией. Великий князь Сергей Михайлович
принял миссию только через две недели.
Ввиду такого приема миссия направила свои усилия, главным обра-
1и >м, па следующие 3 пункта:
1) Получить от ГАУ наряд на снаряды для исполнения на различных,
ицс не задействованных русских заводах.
2) Добиться принятия для этого заказа французского типа цельнокор-
нусной фугасной гранаты, снабженной французской детонаторной труб-
кой с замедлителем, и применить к приемке их принятые во Франции
упрощенные технические условия.
3) Воспользоваться сношениями с заводчиками для того, чтобы побу-
дить их принять к исполнению упомянутые выше заказы.
Встреченные в этих 3-х отношениях препятствия были причиной
Опоздания развертывания национального производства.
1) По первому пункту был получен ответ, что Россия заказала уже
достаточное количество снарядов и что, после кризиса в марте и апреле,
уже нечего более опасаться; кроме того, для новых снарядов не хватило
бы пороха и взрывчатых веществ. Напрасно начальник миссии возра-
жал, что такова же была задача и во Франции и что, однако, там уже
удалось начать производство всех составных частей и снаряда. Было оче-
видно, что о сделанных за границей заказах на поставку боеприпасов су-
ществовали ошибочные представления: не хотелось признавать возмож-
ность того, что эти поставки окажутся недостаточными, и не хотелось
верить, что в стране существовали иные ресурсы, кроме тех, которыми
уже пользовались.
Лишь 16/29 марта великий князь Сергей Михайлович, вследствие
полученного от штаба Верховного Главнокомандующего рапорта, разре-
шил делать заказы на снаряды французского типа, ограничив заказ, из
с (сторожкости, количеством в 1 000 000 штук и вверив таковой генерал-
мнйору Ванкову.
2) Составленные миссией проекты снарядов вместе с условиями при-
емки были переданы ГАУ 8/21 февраля. В ряде заседаний различных сек-
ций Артиллерийского Комитета члены миссии изложили все выгоды фран-
цузских снарядов с точки зрения их изготовления и действия, но, по-ви-
димому, не всех убедили. Существовала явная оппозиция принятия
иностранных образцов.
Лишь 26 февраля/ll марта было дано согласие принять чертежи и
условия приемки снарядов, и только 6/19 марта удалось прийти, в общих
чертах, к соглашению относительно трубки.
Некоторые члены ГАУ долго еще продолжали враждебно относиться
к французским взрывателям, приписывая им все имевшие место на фрон-
те несчастные случаи и отрицая пользу замедлителя.
3) Помимо переговоров, как письменных, так и словесных, с различ-
ными заводчиками, члены миссии, по желанию великого князя Сергея
Михайловича, отправились под руководством генерал-майора Ванкова
вместе с русскими офицерами на заводы Петрограда, Москвы и Донецко
го бассейна для олинком пения с их наличными средствами производства
После* этого tin явссдннии, состоя hi немея 1/17 мирт», было сообщено,
ЧТО, при НС.ШМОДЛИТеЛЫЮЙ ПЫДЯ'К* закалов, можно было бы достигнуть
производительности в 10 000— 12 000 (нарядов и день па еще не исполь-
зованных заводах и что взрывчатых веществ хватило бы благодаря уже
налаженному химиками миссии производству мелинита.
Выдача мказа была решена лишь 12 дней спустя, и лишь 9/22 апре-
ля с утверждением цены Военный Совет позволил действительно присту-
пить к работе.
Произошло это 3 месяца спустя по прибытии миссии в Россию.
1 Гебольшой размер заказа и явно недостаточная официальная поддерж-
ки не могли побудить заводчиков решиться на издержки для этого произ-
водства. Многие из них отнеслись к делу с недостаточным усердием, и
начало работы далеко не отличалось той легкостью и готовностью рабо-
тать, как во Франции.
С момента, когда к руководству делом был привлечен генерал Бан-
ков, все члены миссии предоставили в его распоряжение свои техниче-
ские познания и приобретенный во Франции опыт в деле оснащения и
подготовки производства неопытными заводами и составили все необхо-
димые для работы чертежи. Они отправились на различные заводы для
дачи на месте указаний и советов. К сожалению, число их было недоста-
точно, чтобы целесообразно действовать повсюду.
По просьбе начальника Главного Артиллерийского Управления,
26 июля/8 августа начальник миссии телеграфировал французскому во-
енному министру, прося усилить личный состав миссии. Подходящих лиц
нелегко было найти, ибо они полезны были и во Франции.
Эти лица прибыли:
1. Бойяр — капитан артиллерии — 10/23 сентября.
2. Жаннэ 1/14 ноября.
3. Дюшассан помощники »
4. Сивад ► военного »
5. Бриго приемщика 12/25 декабря.
6. Фресс 8/21
Что касается вопроса о порохе и взрывчатых веществах, то противо-
действие было несравненно меньше, так как генералы, которым это было
поручено, тотчас поняли необходимость его решения и немедленно при-
няли меры к тому, чтобы использовать содействие миссии.
Поэтому химики, предоставив себя в распоряжение генералов Ипать-
ева и Дымши, организовали производство взрывчатых веществ и их ком-
позитов. Впоследствии число химиков увеличилось четырьмя новыми чле-
нами: гг. Филиппов, Шимар, Верно и Праналь.
Они организовали производство мелинита в крупном масштабе как
нормальным способом, при помощи фенола, так и при помощи бензола,
обработанного хлоробензином. Они содействовали подготовке: 3 заводов,
изготовляющих пшейдерит, одного, изготовляющего толит, одного — тет-
рил, 2 — дипи троипфтплин, одного — тринитро ксилол, одного — синте-
тический фенол.
Наконец, был составлен проект сиаряжатепыюго завода со всеми тех-
ническими сооружениями, об<‘С11<*<|1111Н1о1Ц11М11 правильную работу
Tukhm образом, посмотри пи перконнчялыюе противодействие, миссия,
благоднря деятельности генералов Ванкова, Ипатьева и Дымши, смогла
выполнить задачу, для которой прибыла в Россию».
Приводим полный список нарядов, полученных генерал-майором Ван-
ковым:
ОСНОВАНИЕ 3"гранаты Корпуса Запальные стаканы Детонаторные трубки
1) Положение Военного Совета 1) апреля 1915 г 1 000 000 1 010 000 1 010 000
2) То же 4 июня 1915 г 600 000 — —
3) То же 25 июня 1915 г 2 000 000 2 600 000 2 600 000
4) Постановление Исполнительной Комиссии при военном министре от 1 февраля 1916 г 2 000 000 2 000 000 2 500 000
5) Постановление Исполнительной Комиссии при военном министре от 24 января 1917 г 160 000 160 000 160 000
6) Постановление Исполнительной Комиссии при военном министре от 9 августа 1916 г «3. с.» 1 000 000 1 000 000 1 000 000
7) Постановление Председателя Особого Совещания по Обороне Государства от 30 августа 1916 г. п от 14 октября 1916 г «У. с.» 2 500 000 2 500 000 2 500 000
8) То же 15 ноября 1916 г 2 500 000 2 500 000 2 500 000
9) Предписание Начальника Главного Артиллерийского Управления от 20 ноября 1916 г. за № 12433 секр. н от 28 января 1917 г. за № 1178 секр 25 000 25 000 25 000
10) Предписание Начальника Главного Артиллерийского Управления от 28 января 1917 г. за № 1178 секр. (75”/.., Типа «Р») 540 000 1 080 000 1 080 000
11) Предписание Начальника Главного Артиллерийского Управления от 1 февраля 1917 г 4 200 000 4 200 000 4 200 000
12) Предписание Начальника Главного Артиллерийского Управлениз^от 17 марта 1917 г. за № 2834 секр 15 000 15 000 15 000
16 540 000 17 090 000 17 590 000
6" бомбы 13) Постановление Исполнительной Комиссии при военном министре от 2 сентября 1916 г 500 000 500 000 500 000
14) То же от 20 декабря 1916 г 240 000* 300 000 300 000
48'" бомбы 15) То зке от 13 сентября 1916 г 300 000 300 000 300 000
«У. С.» 100 000 —
*Д.нн Ц<Ч11'pii in.ного Военно I IpoMi.niuieiiBoro 1Сомптетн
20
............... CTHICIllll.l ДЛЯ 3 iринит (для *1**)
10) Постаионление Исполнительной Комиссии при военном
министре от 15 ноября 1916 г....................................... 1000 000 шт.
Втулки для головной ударной трубки образца 1915 г. к 48 бомб
I 7) Предписание Начальника Главного Артиллерийского
Управления от 16 августа 1916 г. за № 124658.........................300 000 шт.
Кроме того, даны наряды на:
18) 360 000 шт 57 мм гранат для Румынского военного м-ва,
1») 540 000 шт. 75 мм стальных фугасных гранат,
20) 90 000 шт. 105 мм гранат для Румынского военного м-ва,
21) 200 000 шт. 155 мм стальных фугасных гранат,
22) 50 000 шт. 8" бомб сталистого чугуна,
23) 10 000 шт. 11" бомб сталистого чугуна,
24) 10 000 шт. 12" бомб сталистого чугуна.
IV
Возникновение Организации уполномоченного
и ее развитие
Для выдачи заказов на снаряды частным заводам перед уполномочен-
ным возникла необходимость в обследованиях технического состояния обо-
рудования мастерских, пригодных для изготовления снарядов; на неко-
торых заводах необходимо было дать первые технические указания для
организации производства корпусов гранат, запальных стаканов и дето-
наторных трубок и даже руководить этим делом в первое время, а затем
не выпускать его из-под наблюдения. Заводы, которые можно было при-
влечь к изготовлению снарядов по заказам уполномоченного, оказались
разбросанными по различным местностям России.
Отсюда вытекала необходимость в частых поездках по заводам самого
уполномоченного и других ответственных, сведущих лиц, которыми в
первое время явились Начальник и члены французской военно-техниче-
ской комиссии, а из русских офицеров — гв. капитан (с 6 мая — полков-
ник) Терпиловский и гв. капитан (впоследствии полковник) Терешкевич.
Затем; когда при непосредственном содействии главного инженера
Отдела по испытанию и освидетельствованию заказов Министерства Пу-
тей Сообщения А. Н. Митинского, члена французской миссии инженера
де-Луази и Общества «Продамет» была организована доставка стали для
изготовления первых заказов и когда они были выданы, уполномоченный
озаботился заблаговременным приготовлением первого кадра приемщиков
и браковщиков.
Для назначения на должности приемщиков в распоряжение уполно-
моченного генерала Ванкова по его представлению еще 11 апреля были
командированы Главным Артиллерийским Управлением 10 прапорщиков
<• высшим техническим образованием. Направив двух из них, как специ-
алистов-химиков, для организации дела заготовления взрывчатых веществ
и Москве, генерал Банков командировал остальных 8 в Брянский Арсе-
нал для подготовки к должности приемщиков. Там эти лица принялись
•in изучение тех пологий изготовления и приемки снарядов па Брянском
30
заводе, и Бежице, под руководством артиллерийского приемщика подпол-
ковника Сорогожекого, который, по просьбе генерала Ванкова, нанял и
первых браковщиков, обучив их на месте делу приемки снарядов.
В конце мая в Москву из Брянска прибыли прошедшие полный прак-
тический курс приемки снарядов и ознакомившиеся с производством кор-
пусов 3" фугасных гранат французского образца 8 приемщиков — пра-
порщиков и 20 вольнонаемных браковщиков.
Из-за продолжавшегося роста чисто канцелярской работы в Управле-
нии уполномоченного пришлось разделить Управление на Канцелярию,
отдел по техническим вопросам, бухгалтерию и юридическую часть. Уп-
равление уполномоченного, открытое 22-го апреля, к 1 июня 1915 г. зна-
чительно увеличилось.
Так как в июне некоторые заводы из числа получивших первые зака-
лы уже должны были начинать выпуск снарядов, то первая партия при-
емщиков с браковщиками была тогда же, приказом по Управлению упол-
номоченного от 7 июня № 26, § 1, распределена по этим заводам, разби-
тым предварительно на группы. Одному и тому же приемщику было
поручено наблюдать за производством и осуществлять приемку снарядов
па 3—5 заводах; в исключительных случаях, при удаленном расположе-
нии завода, приходилось назначать приемщика лишь на один этот завод.
Число браковщиков, приданных каждому приемщику, зависело как от ко-
личества заводов, ему порученных, так и от количества снарядов, подле-
жащих приемке.
Таким путем в первый месяц были обслужены 7 частных заводов,
принявших заказы уполномоченного. С 1 июля предстояло делать такие же
назначения на остальные заводы, приступавшие к изготовлению снарядов.
Необходимо было своевременно и планомерно укомплектовывать
Управления уполномоченного как приемщиками, так и браковщиками,
1тм более, что уполномоченный продолжал получать все новые и новые
наряды на изготовление снарядов.
Увеличение кадра приемщиков происходило следующим образом.
Донеся Главному Артиллерийскому Управлению о недостаточности имею-
щихся в его распоряжении прапорщиков с высшим техническим образо-
ванием для назначения их на должности приемщиков и получив 25-го
июня приказание председателя Особой Распорядительной Комиссии по
артиллерийской части самому позаботиться комплектованием нужных ему
лиц, генерал Банков стал принимать в свое Управление инженеров и тех-
ников как из числа лиц, могущих быть приглашенными на службу по
вольному найму, так и из числа офицеров, ходатайствовавших о прико-
мандировании к его Управлению. Такое прикомандирование производи-
яось властью штаба Московского Военного Округа, Главного Артиллерий-
ского Управления или штабом Верховного Главнокомандующего каждый
раз после того, как тот или иной инженер или техник, преимущественно
из числа прапорщиков, явившись лично и сообщив подробные сведения о
споем образовании и практике по специальности, получал разрешение
генерала Ванкова ходатайствовать по команде о назначении его в распо-
ряжение уполпомоченного.
Кроме того, несколько офицеров было прикомандировано к Управле-
нию уполномоченного непосредственно распоряжением Главного Артил
31
лерийского Управления, штаба Верховного Главнокомандующего и дру
гих высших инстанций действующих армий.
Состав приемщиков пополнялся или вновь прибывшими офицерами,
или вольнонаемными инженерами, или назначением по заслугам на эту
должность отличнейших браковщиков с высшим техническим образова-
нием. Условия приема первых офицеров не претерпели каких-либо суще-
ственных изменений и до последнего дня, но что касается вольнонаем-
ных, то вопрос осложнялся их призывами на военную службу.
Это привело к необходимости иметь права на предоставление отсроч-
ки военнообязанным, каковые и были получены Управлением уполномо-
ченного, по циркулярным предписаниям ГАУ от 17 января 1916 г. за
№ 7655 — для ратников и от 16 марта того же года за № 39414 — для
белобилетников.
Постепенное увеличение технического состава Управления уполномочен-
ного происходило в течение всей второй половины 1915 и в начале 1916 г.
Каждый вновь прибывающий офицер или вольнонаемный инженер
должен был хорошо изучить производство снарядов, для чего, после тща-
тельного ознакомления, под руководством кого-либо из московских при-
емщиков, с производством и с приемкой, исполнял по поручению самого
уполномоченного генерала Ванкова или его помощника по технической
части ряд отдельных поручений по техническому обследованию заводов,
вновь привлекаемых к изготовлению снарядов, по наблюдению за работа-
ми и по приемке, и только по представлении отчета или письменного док-
лада назначался приказом уполномоченного или на должность помощни-
ка приемщика, или же ему поручалось самостоятельное заведование не-
сколькими заводами в отношении наблюдения за производством и
приемкой снарядов, причем в его ведение назначалось и потребное число
браковщиков.
В распоряжение уполномоченного беспрестанно прибывали инжене-
ры-технологи, инженеры-механики, гражданские инженеры, техники-
механики и техники; из них громадное большинство назначалось на заводы,
остальные же — на другие ответственные административные должности.
Оклады содержания вольнонаемным приемщикам назначались по
усмотрению уполномоченного от 100 до 200 руб. в месяц, а приемщики
из обер-офицеров, кроме жалованья по чину и квартирных, получали су-
точные деньги от 3 до 10 руб. также по усмотрению уполномоченного.
Принимая во внимание все растущую дороговизну и в целях поощре-
ния добросовестно выполняющих свой долг, оклады содержания повыша-
лись периодически, причем по приказу уполномоченного от 23 сентября
1916 г. за № 267, в связи с развитием дела изготовления снарядов, явилась
необходимость в учреждении ряда новых должностей; с этого времени и
приемщики разделились на приемщиков, старших приемщиков и главных,
и само увеличение окладов происходило в связи с этим подразделением.
Увеличение числа браковщиков за счет вольного найма происходило
с большими затруднениями, главным образом из-за продолжавшихся мо-
билизаций, с одной стороны, и возраставшей дороговизны жизни и низ-
кой оплаты труда, с другой (вольнонаемным браковщикам было опреде-
лено жалованье в размере 50 руб., а старшим браковщикам — 75 руб. в
месяц).
32
Враковщини Управления уполномоченного комплектовались из чис-
ла лиц, окончивших низшие и средние технические училища, студентов
высших (по преимуществу технических) учебных заведений, мастеров-
практиков и вообще из людей, имевших более или менее приличные на-
выки в работах токарных, слесарных, кузнечных и механических. И лишь
при отсутствии таковых приходилось иногда брать людей, не имевших
никакой практической подготовки в этом деле; к службе таких браков-
щиков, естественно, предъявлялись более строгие требования.
На службу по вольному найму браковщики зачислялись в Управле-
ние уполномоченного до 1 апреля 1916 г. Это были в 75% случаев лица,
подлежавшие в более или менее недалеком будущем призыву на действи-
тельную военную службу, а также белобилетники (18%). Поступая на
службу по приемке снарядов, все они рассчитывали быть освобождаемы-
ми от призыва, и, действительно, браковщики из ратников были освобож-
дены от призывов на основании циркуляров ГАУ. Прием в браковщики
производился со строгим выбором. Приказом уполномоченного от 13 де-
кабря 1916 г. за № 348, § 1, была даже учреждена комиссия по проверке
правильности приема в Организацию. Сама работа браковщиков, ответ-
ственная, важная и нередко тяжелая, в громадном большинстве случаев
исполнялась нанятыми лицами ревностно и добросовестно, продолжаясь до
12—13 часов в сутки и даже по ночам. Эта служба вполне соответствова-
ла работе на фронте.
По мере налаживания дела и приобретения опыта как служащими
Управления, так браковщиками и приемщиками появилась возможность по-
степенного сокращения рабочего дня до 10—9 и, наконец, до 8 часов в сутки.
Для браковщиков из военнообязанных уполномоченный вначале на-
значал первый оклад не в 50, а в 30 руб., оставив 50 и 75 руб. лишь для
молодых инженеров, когда их приходилось нанимать на должность по-
мощников приемщиков. Вместе с тем, для браковщиков были установле-
ны ежемесячные прибавки по 5—10 руб., а отличнейших и надежнейших
назначал на должность старших с высшим окладом сперва в 75, потом в
85, а в отдельных случаях и в 100 руб. в месяц.
Порядок, при котором отличнейший браковщик мог быть назначен на
должность приемщика с окладом по последней норме в 450 руб., а нена-
дежный и нерачительный, по представлению приемщика, смещался на
низшие должности с меньшим окладом, оказался вполне пригодным: бра-
ковщики сознательно относились к своей службе и работали усердно.
Сам способ пополнения специалистов из военнообязанных или при-
званных в войска заключался в следующем:
когда генералу Ванкову становилось известно тем или иным путем,
что в такой-то войсковой части находится инженер, техник или мастеро-
вой, обладающий нужными для браковщика техническими познаниями,
призванный на военную службу по мобилизации, уполномоченным воз-
буждалось соответствующее ходатайство перед штабами округов или вы-
ражалось письменное согласие на прикомандирование данных солдат
к его Управлению, и в 50% случаев результат такой переписки был по-
ложительный.
Кроме того, многие молодые люди, признанные вполне подходящими
для должности браковщика, обрвщапиеь с предложением своих услуг со-
33
всем незадолго до призыва или даже в самое* время призыва Таких .лиц в
июле, августе и сентябре 1915 г., по ходатайству уполномоченного, Уп-
равление Московского Уездного Воинского Начальника принимало на
службу, с назначением на укомплектование Московского Артиллерий-
ского Склада, откуда, в силу соглашения уполномоченного с Начальни-
ком (’клада, они были командируемы в Управление уполномоченного. С ок-
тября 1915 г. до марта 1916 г., по распоряжению Штаба Московского
Военного Округа, подлежащие призыву, обладающие специальными по-
знаниями молодые люди (кроме работников 2-го разряда), подобранные
уполномоченным на различные должности по изготовлению, приемке и
учету снарядов, зачислялись Московским Уездным Воинским Начальни-
ком па укомплектование 191-го пехотного запасного батальона и уже от-
туда прикомандировывались к Управлению уполномоченного.
В начале октября последовал приказ по Штабу Московского Военного
Округа о том, что откомандирования от своих частей возможны только
для нестроевых и для достигших 40-летнего возраста.
С этого времени стало сокращаться пополнение личного состава Орга-
низации этой категорией лиц и несколько расширился выбор из среды
вольнонаемных, когда, кроме циркуляров о предоставлении права отсроч-
ки, Военным Министерством было дано право перехода студента из выс-
шей школы в организации, работающие на оборону, а следовательно, и
па получение отсрочки.
Таким же порядком перешли из военнообязанных в военнослужащие
некоторые браковщики, принятые ранее на службу по вольному найму.
Все солдаты, прибывшие в распоряжение уполномоченного на долж-
ности браковщиков и помощников приемщиков, как обладающие специ-
н > I.U ими техническими познаниями, приравнивались, по своему положе-
нию, к мобилизованным рабочим специалистам технических заведений
артиллерийского ведомства.
(' момента прибытия их в Управление уполномоченного они исключа-
лись го всех видов казенного довольствия и переводились на заработную
плату. Последняя была равна окладу жалованья для вольнонаемных, что
пнолпе соответствовало положению этих солдат, несших такую же служ-
бу, как вольнонаемные, принужденных жить на частных квартирах и не
имеющих возможности довольствоваться где-нибудь из общего котла, в
силу характера самих должностей браковщиков и помощников приемщи-
ков и разбросанности заводов. Первоначально всем этим солдатам, как
снятым с казенного довольствия и обязанным исполнять нередко само-
стоятельно ответственные поручения, уполномоченным было разрешено
не носить военной формы, а иметь лишь на головных уборах кокарду (или
крест и кокарду — ратникам), как это разрешалось мобилизованным ра-
бочим военно-технических заведений. Однако Командующий Войсками
Московского Военного Округа, генерал от артиллерии Мрозовский, несмот-
ря на распоряжение Военного Министра, нашел такой порядок неправиль-
ным и приказал в пределах его Округа всем браковщикам и другим сол-
датам Управления уполномоченного носить военную форму, каковую и
пришлось завести на свой счет тем из лих, которые (большинство) не по-
лучили военного обмундирования при призыве.
31
Впоследствии пришлось и па заводах, расположенных н у--их и си-
них округах, браковщикам и помощникам приемщиков из солдат надеть
поющую форму, причем нередко случалось, что помощник приемщика
(а и одном случае даже приемщик) был рядовым, а браковщики — унтер-
офицеры, инженерные кондуктора и старшие мастеровые, что вызывало
недоразумения. Ходатайство же о переименовании достойных и имеющих
па то право помощников приемщиков в заурядные чиновники, возбуж-
давшееся неоднократно уполномоченным, до апреля 1916 г. оставалось
неудовлетворенным в силу того, что его Управление — учреждение не-
штатное и временное и классных вакансий в нем не может быть. И только
по второй половине мая 1916 г. последовало разрешение на переименова-
ние 46-ти солдат в зауряд-военные чиновники, а в мае 1917 г. — на пере-
именование еще 45-ти солдат. Кроме того, были освобождены от несения
поенной службы на все время состояния в Организации 53 солдата, со-
гласно приказам по Управлению от 3 июня и от 30 июля 1916 г.
При организации Управления уполномоченного в отделе канцелярии
сосредоточивалась вся переписка по всем вопросам и со всеми контраген-
тами и корреспондентами уполномоченного по делу заготовления снаря-
дов французского образца. Началом этому послужила работа Организа-
ции до ее официального возникновения, с марта по 22 апреля 1915 г.,
когда юридически еще не существовало Управления уполномоченного, а
между тем уже начались и переговоры с заводчиками, и поездки по заво-
ди м, выяснение цен и т. п. Работу юрисконсульта, бухгалтера, делопроиз-
водителя и кассира (он же журналист) в этот первый период выполнял
один человек — правитель канцелярии; на этой должности был сперва
чиновник Брянского арсенала надворный Советник П. Г. Стружков, за-
тем гв. капитан Н. Ф. Терешкевич и, наконец, инженер И. И. Воронков.
С июня выделяется в самостоятельный Отдел Управления по заведо-
пппию личным составом, и этот Отдел был поручен офицеру с юридическим
образованием; под его же ведение была отдана часть юридическая.
Часть бухгалтерская, развиваясь вслед за юридической и с ростом
шалого состава Управления, также выделилась из «канцелярии».
В компетенции Канцелярии, кроме вопросов общей переписки с Глав-
ным Артиллерийским Управлением, заводами и другими учреждениями,
м-тпвались вопросы технического и хозяйственного характера: распреде-
пепие материалов между заводами, переписка о наряде вагонов для топ-
ни пн, распределение и подтверждение заказов на снаряды, технические
указания относительно производства, составление и рассылка различных
циркуляров приемщикам и предприятиям, переписка об освобождении от
призывов и об отсрочках для специалистов-рабочих, ведение учета до-
йти пленных, принятых и забракованных предметов снаряжения и т. п.
Затем последовало создание статистической части, на которую было воз-
не «по распределение и точный учет (по карточной системе и ведомостям)
юн материалов, так и всех предметов снаряжения, изготовленных по за-
мшам уполномоченного. Из статистической части, во главе которой внача-
аг стоял (французский горный инженер де-Луази, впоследствии был создан
Огдел Распределения Материалов с заведующим прапорщиком Н. Л. Лезер-
соном (17 1ч> июня 1916 г.). К январю 1918 г. в Отделе состояло 22 человека.
Панов Ц, koi да полпились возможное ть назначить и распоряжение
помощника укол помочен ноги но технической чисти св. полковника Высо-
чанского достаточное число инженеров, из общей Канцелярии был выде-
лен Технический Отдел.
Остальные вопросы, преимущественно общего характера, техника пе-
реписывания бумаг и ведения самих дел, занесение в журналы входящих
и исходящих бумаг и т. п. остались в ведении Канцелярии Управления,
правителем которой был инженер И. И. Воронков.
Впоследствии выделился и Отдел хозяйственной части, начальником
которого был назначен подполковник Ковальчевский, а затем, при пере-
мещении его в отдел бухгалтерии, — кап. Гольм. Помощником начальни-
ка по Отделу хозяйственной части 24-го марта 1917 г. был назначен
В. В. Грушецкий. Весь Отдел к январю 1918 г. состоял из 9 человек. От-
делы хозяйственной бухгалтерии и личного состава для пользы дела были
объединены под общим руководством помощника уполномоченного по хо-
зяйственной части генерал-лейтенанта И. В. Кубаровского.
Снаряженные детонаторные трубки как по заказам уполномоченного,
так и по заказам ГАУ поступали в Отдел огнестрельных припасов Мо-
сковского Артиллерийского Склада (лабораторная мастерская), где встав-
лялись в гранаты и отправлялись в разные учреждения Артиллерийского
Ведомства. Ввиду необходимости точного наблюдения за приходом и рас-
ходом трубок уполномоченный, с согласия Начальника Московского Ар-
тиллерийского Склада, признал необходимым назначить особого офицера
для организации учета трубок. Ведение учета возложено было приказом
уполномоченного от 25-го июля 1916 г. за № 207, § 2, на прапорщика
Я. И. Лисицына, которым была организована группа браковщиков в со-
ставе 3-х лиц. Из них старший браковщик Н. Н. Лажечников вел учет, а
младшие пересчитывали прибывающие в лабораторию трубки, наблюда-
ли за хранением их в штабелях и производили выдачу трубок как на со-
единение с гранатами, так и для отправления в другие учреждения. Эта
организация устранила недоразумения и неточности, встречавшиеся ра-
нее, и дала возможность во всякое время иметь точные цифры находя-
щихся в распоряжении уполномоченного трубок. Начальник Отдела огне-
стрельных припасов 19 го марта 1917 г. обратился к уполномоченному со
следующей просьбой:
«С назначением от Вас 3-х браковщиков-счетчиков для учета детона-
торных трубок, путаницы в счет таковых ни разу не было, и учет прихо-
да-расхода этих трубок теперь поставлен образцово. Для урегулирования
учета всех гранат, поступающих в Отдел, прошу также о назначении в
лабораторию 3-х счетчиков-браковщиков от вверенного вам Управления».
С течением времени состав группы по учету трубок был увеличен до
б человек ввиду усиленного поступления трубок в лабораторию.
Начальник, состоящий при Управлении французской военно-техниче-
ской миссии, майор, а с 27 сентября 1915 г. подполковник французской
службы Пио с членами миссии, число которых, по распоряжению военно-
го министерства Французской Республики, постепенно было доведено с
10 до 15, обследовали по указаниям уполномоченного предприятия, кото-
рым можно было бы дать тот или иной заказ, па местах наблюдали за
ходом работ, налаживали производство и своевременно давали цепные
<Ш
технические ука.1апия, чем способствовали быстрому и аккуратному ис-
полнению заказов уполномоченного.
Не менее важным делом было изготовление поверочных инструмен-
тов. На каждый работающий самостоятельно завод или на каждую груп-
пу мелких фабрик, имеющих общий заказ, надо было давать по 1 комп-
лекту калибров. Об изготовлении рабочего поверочного инструмента эти
предприятия должны были заботиться сами. Но на практике большин-
ство рабочих калибров приобреталось заводами также через Управление
уполномоченного.
Вместе с калибрами изготовлялись по заказам Управления клейма,
пломбиры и печати для приемщиков. Этим отделом ведал один из стар-
ших и опытных членов французской миссии, капитан Л. Ф. Понсе.
Особенно ценную услугу оказал капитан Понсе в деле успешного раз-
вития производства ударных детонаторных трубок. 8 ноября 1916 г. ка-
питану Понсе пришлось оставить службу при Управлении ввиду распо-
ряжения военного министра Французской Республики о назначении его
командиром артиллерийского дивизиона. Уполномоченный выразил
Л. Ф. Понсе свое искреннее сожаление по поводу прекращения совместной
|шботы и принес ему искреннюю благодарность за его столь полезную
деятельность.
Необходимость разработки чертежей спецоснастки для изготовления
« нарядов, поверочных приборов и калибров, корректировки чертежей сна-
рядов потребовала создания специального чертежного отдела при Управ-
пении уполномоченного, под руководством техника французской службы
Л. К. Корна, а затем, с 15 марта 1916 г., во главе этого отдела стал пра-
порщик-техник С. И. Гладких. Последнему за труды, усердие и проекти-
рование новых измерительных приборов в деле усовершенствования изго-
товления снарядов на пользу Государственной обороны уполномоченным
была выражена благодарность. Ко времени окончания деятельности Орга-
низации чертежным отделом было выпущено 852 чертежа, а в течение
1917 г. было выдано различным лицам и учреждениям 5663 экземпляра
чертежей. Введенная прапорщиком С. И. Гладких система снабжения
предприятий чертежами обеспечила строгий учет их выдачи, а в случае
изменения чертежа устаревший чертеж без замедления заменялся но-
III.IM.
При развитии работ Организации явилась необходимость в создании
при Управлении Высшего Технического Органа под руководством помощ-
ника уполномоченного по Технической части, который, работая постоян-
но совместно с французской миссией, объединял действия приемщиков и
днпал им необходимые указания. На должность помощника уполномочен-
ного по Технической части был избран самим уполномоченным полк.
Высочанский.
Как специалист по обработке металлов, в особенности — термической,
। и. полковник Высочанский был вызван уполномоченным из Брянского
Арсенала, когда Организация начала развиваться и особенно ощущалась
потребность в надежном подборе специалистов: с одной стороны, необхо-
димо было давать технические указания как по оборудованию заводов,
так и по выработке наиболее продуктивного и скоростного способа изго
говлепип гпарндоп, < другой стороны, необходимо было пиструи-гиронать
17
11pintм।цикон и браковщиков, дабы сразу установить точные требования,
предъявляемые заводам при приемке от них готовых снарядов.
Полковник II. Г. Высочанский руководил всей этой работой и совер-
шал частые поездки по заводам, исполняющим заказы уполномоченного.
Принимая деятельное участие в работе Организации, гв. полковник
Высочанский приобрел уважение как со стороны уполномоченного, так и
со стороны своих товарищей по службе.
Всю свою трудную и многосложную работу он выполнял с искренней
любовью и полным знанием дела, принимая самостоятельное участие во
всех деталях ее.
При дальнейшем росте организации и получении новых заказов Вы-
сочанскому необходимо было иметь помощников. Такими в первое время,
в конце 1915 г., стали инж. И. С. Кустов и прап. Н. И. Петров. Когда,
благодаря увеличению заказываемых калибров от 57 мм до 8", увеличи-
лось количество элементов с прежних 3-х (корпус, запальный стакан и
трубка 3" гранаты) до 16-ти, то все заказы на них выдавались лишь после
того, как способы обработки были детально изучены инж. Кустовым. Им
же производились самые тщательные расчеты на прочность снарядов, их
деталей и идущих на их изготовление материалов.
Прапорщик Петров впоследствии, после ухода кап. Понсе, принял на
себя, совместно со своим помощником прап. Милославским, заведование
поверочным инструментом; учет и изготовление поверочного инструмен-
та были поставлены им на такую высоту, что, несмотря на громадное уве-
личение числа и типов этих инструментов, снабжение ими заводов произ-
водилось вполне исправно и быстро.
Проектирование новых поверочных инструментов производилось фран-
цузской миссией совместно с Техническим отделом Организации уполно-
моченного и, главным образом, с прап. Петровым.
В январе 1916 г. состав Технического отдела увеличился подпоручи-
ками П. Г. Рождественским и Н. П. Щелкуновым.
Подпор. Рождественский заведовал некоторое время распределением
материалов, а в дальнейшем перешел в Управление Московского района.
С увеличением числа изделий, изготовлявшихся уполномоченным,
технический отдел пришлось расширить и разделить на отделения по спе-
циальностям.
Снарядами сталистого чугуна заведовал подпол. Н. П. Щелкунов,
запальными стаканами — прап. В. П. Грамолин, 3" снарядами — инж.
Б. Л. Пороженко, детонаторными трубками и поверочным инструментом —
прап. Н. И. Петров.
Прап. В. П. Грамолиным были поставлены на должную высоту вопро-
сы штампования заготовок для запальных стаканов разных типов и, в
частности, усовершенствовано холодное штампование стаканов и пробок
к 3” запальным стаканам.
В помощь полк. Высочанскому был назначен уполномоченным кап.
С. С. Кульгавов, а по назначении его заведующим Ижевским районом —
подпор. Н. П. Щелкунов.
Для всестороннего рассмотрения и научного изучения вопросов, еже-
дневно встречавшихся в жизни заводов, при использовании стали, иду-
щей как па и.потопление 3" гранат, гак и па .laiuuibiii.ie стаканы, а равно и
38
вопросов, сшынппых с применением красной меди для поясков и латуни —
для детонаторных трубок французского образца, необходимо было произ-
водить почти ежедневно механические, металлографические и химиче-
ские испытания. Все эти испытания, связанные вначале с вопросами по-
лучения стали, меди и латуни с необходимыми свойствами, а в дальней-
шем сталистого чугуна для изготовления 48", 6", 8", 11" и 12” бомб, были
поручены инженеру прап. Устинову, который в то же время помогал полк.
Высочанскому во всестороннем изучении процесса с термической обработ-
кой стальных стаканов и в правильной постановке этой работы на заво-
дах Московского и ближайших к нему регионов.
Ценный материал, полученный путем всех этих испытаний, требовал
серьезной научной обработки. С этой целью на службу в Управление были
привлечены, в качестве консультантов, профессора Высшего Московско-
го технического училища И. А. Калинников и А. М. Бочвар и Рижского
политехникума И. В. Денфер.
Впоследствии, для изучения сталистого чугуна, было организовано
особое Консультационное Бюро под представительством полк. Высочан-
ского, а, по его уходу, проф. И. А. Калинникова, в составе преподавате-
лей Высшего технического училища А. М. Бочвара, Д. Е. Герасимова и
II. С. Кустова и членов технического отдела Управления, причастных к
•той работе.
Отчет о работе Бюро приведен ниже.
После смерти помощника начальника Брянского Арсенала генерал-
майора Лукашева гв. полковник Высочанский получил назначение на эту
должность и был вынужден оставить службу при Управлении уполномо-
ченного, сдав должность заведующего по Технической части старшему
Технику Брянского Арсенала подполковнику (а впоследствии полковни-
ку) Н. Н. Филипповскому 3 июня 1917 г.
За все труды гв. полковнику Высочанскому была принесена от упол-
номоченного искренняя и сердечная благодарность от лица службы, с
выражением глубокого сожаления по поводу ухода из Организации столь
ценного работника и товарища. От благодарных и любящих сослуживцев
по Организации ему был преподнесен адрес, и решено было учредить сти-
пендию его имени.
Бухгалтерия Управления уполномоченного, начиная от одного бухгал-
тера с конторщиком в апреле 1915 г., дошла к январю 1918 г. до состава
в 112 человек.
Первым бухгалтером был вольнонаемный Г. Д. Решетов, который
пи пел все книги и начал составление отчетности, а преемником его —
М. И. Самойлов (1 августа—15 октября 1915 г.). Затем уполномоченный
поручил весьма опытному в деле организации бухгалтерской части, пору-
чику артиллерии в отставке, главному бухгалтеру Общества «Продамета»,
I1'. К. Кавецкому, детально разобраться в правильности ведения бухгал-
терского учета в Управлении и дать свои рекомендации по поводу выхода
ил некоторых небольших затруднений, явившихся следствием необходи-
мости одновременно вести двойную: военную и коммерческую отчетность.
Е. К. Кавецкий не только разобрался в заведенных книгах, ведомостях и
документах, по п]х*дстапил нр<и-кт упрощения отчетности, выяснив попутно,
что пи ошибок, пп упущений при одновременном педении той и другой
41»
отчетности не было. Бухгалтерская часть Управления уполномоченного,
продолжая расширяться, была в должном порядке, главным образом, бла-
годаря постоянной аккуратной работе главного бухгалтера А. А. Соколо-
ва, с 8-го ноября 1916 г. утвержденного в этой должности. Помощниками
<ч’о являлись опытные бухгалтеры М. И. Самойлов и В. Ф. Карамушка.
Эти лица и были поставлены уполномоченным во главе бухгалтерской
части, с разделением ее на денежную и материальную.
Во главе Отдела личного состава и юридической части Управления
уполномоченного, созданного в июне 1915 г., был поставлен юрист,
эвакуированный капитан 12-го гренадерского Астраханского полка,
Базилев.
Участвуя в настоящей войне, капитан Б. И. Базилев получил тяжелое
ранение, принудившее его пролежать в постели около 7 месяцев без дви-
жения. Едва оправившись от болезни, капитан Базилев изъявил желание
работать на пользу родине. На него, военного юриста по образованию, и
было возложено заведование Отделом личного состава и юридической ча-
стью. Живой, энергичный, распорядительный, с талантом организатора,
капитан Базилев, со свойственным ему трудолюбием, принялся, по ука-
заниям уполномоченного, за пополнение личного состава Организации.
Оправившись настолько, что мог ходить без палки, капитан Базилев
несколько раз просился в Действующую армию, и, наконец, признанный
комиссией годным, 26 марта 1916 г. был откомандирован от Управления,
получив благодарность от уполномоченного за понесенные труды, с выра-
жением искреннего сожаления по поводу ухода.
С уходом капитана Базилева на его место был назначен подполковник
Вонсик, а, по назначению последнего штаб-офицером для особых поруче-
ний при Управлении уполномоченного, на должность Заведующего Отде-
лом личного состава получил назначение подполковник 495-го пехотного
Копейского полка П. Д. Ягелло (1 ноября 1916 г.). Последний за свою бо-
лее чем годичную службу обнаружил большую энергию в порученной ему
работе и преданность делу.
К компетенции Отдела личного состава и юридической части были
отнесены следующие вопросы:
по части заведования личным составом: 1) прием и запись кандидатов
на различные должности в Управление и ведение подробного кандидат-
ского списка; 2) ведение соответствующей переписки по вопросам о при-
командировании офицеров, чиновников и солдат, о принятии служащих
по вольному найму, составление и выдача различных удостоверений и дру-
гих документов о службе, переписка о командировках, отпусках и назна-
чениях лиц, принадлежащих к Организации уполномоченного;
3) ведение подробного учета всего личного состава Управления уполномо-
ченного по карточной системе и ежедневной цифровой ведомости (днев-
ника), хранение личных документов — видов на жительство и различных
свидетельств вольнонаемных, послужных списков военнослужащих
и т. п.; 4) составление проектов приказов по Управлению по строевой части
и рассылка копий приказов; 5) переписка о денежном довольствии слу-
жащих в Управлении, представление уполномоченному докладов о при-
бавках каждое I и 15 число месяца, сообщение в бухгалтерию сведений
для составления денежных расчетов по командировкам, расходам и окла
10
дим служащих; (») переписки с Глинным Артиллерийским Управлением,
штпбпми Округов, уездными воинскими начальниками, воинскими ча-
стим и, Заведующими районами, приемщиками и браковщиками, а также
и предприятиями, исполняющими заказы уполномоченного, по всем во-
просам, касающимся службы лиц, входящих в Организацию уполномо-
ченного. С ростом личного состава Управления увеличивалась и работа
итого Отдела.
В помощь заведующему Отделом уже с конца 1 июля 1915 г. пришлось
приглашать помощников. В первое время таковыми являлись: делопро-
изводитель, 2 помощника его и письмоводитель (последний — с 1 июня
1916 г.).
Впоследствии в Отделе личного состава была утверждена должность
помощника заведующего; на нее был назначен (8 ноября 1916 г.)
А. А. Павлов, положивший много труда по организационной части и не
раз заменявший заведующего во время его отсутствия, будучи еще дело-
111 юизводите лем.
Прослужив в должности помощника заведующего около полугода и
оставаясь все тем же ревностным работником, А. А. Павлов принужден
был, в связи с переживаемым моментом, подать прошение об увольнении
<ч'о из Организации для поступления на военную службу.
Расставаясь с ним, уполномоченный не мог не выразить ему своей
сердечной благодарности за ревностную и честную службу.
Немало также оказал услуг Отделу письмоводитель Д. Н. Николаев
(впоследствии делопроизводитель), который, являясь добросовестным рев-
нителем своей работы, был назначен старшим делопроизводителем Отде-
лп (18 февраля 1917 г.).
Во главе юридической части Отдела стоял, как сказано выше, сам за-
ведующий Отделом военный юрист капитан Базилев, а помощником его
по юридической части являлся юрисконсульт Управления С. Т. Гаврилов.
11о части юридической работа Управления уполномоченного заключа-
>111(4. в следующем: 1) путем переговоров и переписки с заводчиками юрис-
консультом Управления, присяжным поверенным С. Т. Гавриловым, вы-
яснялись условия, на которых то или иное предприятие могло бы взять
на себя какой-либо заказ уполномоченного, проверялись документы, пред-
ставлявшиеся при заключении договоров, и составлялись проекты кон-
трактов; 2) с администрацией предприятий, исполняющих заказы упол-
номоченного, приходилось постоянно вести переписку по чисто юри-
дическим вопросам, возникавшим в связи с заказами; 3) подлинники
||пилюченных контрактов со всеми документами к ним, по отдельным
hi шеям, хранились в отдельных конвертах; 4) из бухгалтерии и общей кан-
inoifipiiM возникавшие юридические вопросы передавались на заключение
юрисконсульта, юрисконсульту была поручена проверка правильности, в
юридическом отношении, всех расчетов и ассигновок, составлявшихся в
I'VXi'.i стерни; 5) ведение книг и ведомостей по начислению неустоек с не-
|Ц кранных поставщиков и окончательных расчетов с контрагентами от-
Н'м’ились к специальной функции помощника юрисконсульта, помощни-
>11 присяжного попереккого (из охотников) А. В. Карнеса, ведавшего так
••к бостаплен нем описей и хранением документов и замещавшего
юрисконсульта и случае его отсутгтинн.
11
Вследствие развития деятельности юридического отдели и» должность
второго помощника юрисконсульта был иаэиичеп ратник, помощник
присяжного поверенного И. В. Лебединский, затем — присяжный пове-
ренный С. С. Иванов, получивший назначение старшего помощника юрис-
консульта (8 ноября 1916 г.). Когда пришлось от Организации послать в
Совет Рабочих Депутатов своего представителя, выбор пал на юрискон-
сульта Управления, С. Т. Гаврилова, который, в силу этого, был освобож-
ден от выполнения своих прямых обязанностей (с 16 апреля 1917 г.), ис-
полнение должности юрисконсульта на все время отсутствия последнего
было возложено на старшего помощника юрисконсульта С. С. Иванова.
Заведующему Отделом оставалось общее руководство работой, провер-
ка ее и консультационная часть по совместному обсуждению более слож-
ных вопросов; непосредственно он ведал всеми вопросами военно-админи-
стративного права, постоянно встречавшимися в жизни Управления, вел
переписку по уголовным делам, а, в более важных случаях, производил
дознания по проступкам и происшествиям.
В связи с необходимостью оперативного решения таких вопросов, как:
1) оказание заводам, исполняющим заказы уполномоченного, возможно
большую помощь в организации производства; 2) принятие, по возмож-
ности, самых действенных и энергичных мер к ускорению хода работ и к
скорейшей отправке возможно больших партий готовых боеприпасов по
их назначению; 3) координация работы заводов; 4) руководство на месте
делом изготовления снарядов, к которому заводы и фабрики приспосаб-
ливались далеко не сразу; 5) налаживание отношений с местной властью
для получения содействия срочному изготовлению продукции; 6) не-
посредственное руководство работой командированных от уполномочен-
ного приемщиков, — все предприятия, исполняющие заказы уполномо-
ченного, были сведены в местные районы. Во главе последних были по-
ставлены заведующие: генералы и штаб-офицеры, прикомандированные
к Управлению уполномоченного, причем районы открывались по мере на-
добности и по мере прибытия в распоряжение уполномоченного лиц, на
которых можно было возложить это дело.
Так, 9 августа 1915 г. организован Южный район, во главе которого
был поставлен штатный преподаватель Михайловской Артиллерийской
Академии, гв. полковник А. В. Панкин; в его ведение входили приемщи-
ки и предприятия, находящиеся в губерниях Харьковской, Полтавской,
Екатеринославской, Таврической и Области Войска Донского; впоследствии
этот район включил в себя также заводы, находящиеся в Екатеринодаре,
Владикавказе, Баку, Харцызске. Такая децентрализация руководства делом
изготовления снарядов оказалась весьма целесообразной и своевременной.
1-го сентября 1915 г. был открыт Тамбовский район, руководство ко-
торым было возложено на подполковника в отставке (21 октября призван-
ного по мобилизации) Б. Э. Геринга. Ему были подчинены предприятия,
расположенные в Нижнем Новгороде, Тамбове, Козлове, Воронеже, Бала-
кове и Саратове, а впоследствии и в Баланикове, и в Павлово-Посадском
Округе (временно к этому району был отнесен и Царицынский завод, за-
тем отсоединенный к Южному району).
29 июля 1915 г. был открыт район Одесский, <• генерал-майором
И. Л. Мппжелеем но главе; к нему отнесены были предприятия, работав-
12
iiino i) симой Одессе, ее окрестностях, Херсоне, Николаеве и Елисаветгра-
д<* Таких предприятий было 19. Приемщиков в Одесском районе было 6,
< б ю помощниками и 49 браковщиками.
Киевский район, в который входили заводы и фабрики Киевской и
Черниговской губерний, а также завод Розенквиста, в Сумах, был пору-
чен 1 августа 1915 г. гв. полковнику П. Т. Матюшенко, а затем, вслед-
ствие особого назначения, полученного этим штаб-офицером в Петрогра-
де, временное исполнение должности заведующего Киевским районом
было возложено на члена французской военно-технической миссии, майора
французской службы К. Бояра.
17 ноября 1916 г. на эту должность был назначен штатный препода-
Hni ель Алексеевского Военного Училища, полковник А. И. Каменцев, а,
после перемещения последнего в Московский район, должность заведующего
Киевским районом занял 20 января 1917 г. гв. капитан С. С. Кульгавов.
Должность помощника заведующего исполнял капитан И. М. Тьедер
(< 10 декабря 1916 г.). В распоряжении заведующего Киевским районом
находилось 3 приемщика, с 6-ю помощниками и 29 браковщиками.
9 сентября 1915 г. был открыт район Петроградский с гв. полковни-
ком В. А. Дмитриевым во главе, все заводы этого района были располо-
жены в Петрограде и его окрестностях и в Финляндии.
В помощь гв. полковнику Дмитриеву был назначен 23 августа 1916 г.
полковник Лойко, а по уходе последнего, в связи с выездом за границу, —
полковник Тарновский (9 июня 1917 г.).
Наконец, последний — Ярославский район, намеченный еще в октяб-
ре 1915 г., был организован окончательно к февралю 1916 г. Заведующий
районом — генерал-майор Н. И. Димич — был назначен на эту должность
111 января 1916 г. В помощь ему назначен прапорщик инженер-механик
< . А. Никольский, прослуживший предварительно в должности приемщи-
ка около 5 месяцев. В этот район включены губернии: Ярославская, Кос-
тромская, Вологодская и часть Владимирской, с Иваново-Вознесенским
I округом.
Что касается Московского района, то долгое время не было особенно
строй нужды в его выделении: заводы, фабрики и железнодорожные
| мастерские этого района руководствовались непосредственно указаниями
самого уполномоченного и его помощников, — сначала гв. полковника
М. Ф. Терпиловского, а затем и гв. полковника Н. Г. Высочанского. Лишь
пноследствии, в связи с ростом производства и когда гв. полковнику Вы-
сочанскому все чаще и чаще приходилось совершать служебные поездки
но иногородним заводам в феврале 1916 г. был введен заведующий Мос-
ковским районом. На эту должность был назначен 9 февраля 1916 г. пол-
ковник П. М. фон-Зигель, а в помощь ему полковник 1-го дивизиона 17-й
артиллерийской бригады Б. Д. Константинов.
Полковник П. М. фон-Зигель в течение почти годичной своей деятель-
ности сумел зарекомендовать себя энергичным работником и способство-
вал повышению производительности во вверенном ему районе. Будучи
назначен командиром 2-го Отдельного полевого тяжелого артиллерийско-
го дивизиона, он был вынужден оставить службу и, по сдаче должности
полковнику Камен цепу, 11 января 1917 г. отправился по назначению, по-
лучив за свою деятельность благодарность уполномоченного.
Ж
43
Число предприятий Моекопского района п июли 1917 г. оыло — 83.
Район охватывал Московскую, чпсть Владимирской, Тверской (без Рыбин-
ска, отнесенного к Ярославлю) и Орловскую губернии, включая и Вели-
колуцкие, Псковской губернии, железнодорожные мастерские, а также
Смоленскую, Тульскую и Калужскую губернии.
Все заведующие районами, кроме майора Бояра, получали, сверх при-
читающегося им от казны содержания (отставные генерал-майоры Ман-
желей и Димич и генерал-лейтенант Кубаровский — пенсии, а штаб-офи-
церы — жалованье и квартирные по чинам и должностям), суточные
деньги, от 6 до 10 руб. для обер-офицеров и до 15 руб. для штаб-офице-
ров.
К январю 1918 г. под наблюдением непосредственно Управления упол-
номоченного находились следующие предприятия:
1. Чусовский завод Камского акционерного Общества изготавливал с
мая 1915 г. сталь гранатную (квадратную заготовку и кругляки), а затем
и штампованные стаканы для 3" гранат по заказам уполномоченного.
2. Омская и Тюменская мастерские Сибирской железной дороги, при-
ступившие лишь в марте 1916 г. к изготовлению корпусов 3” гранат.
3. Снаряжательный завод контрагента уполномоченного Н. А. Второ-
ва в Москве, на котором работы по снаряжению 3” гранат и запальных
стаканов происходили под наблюдением состоящего в распоряжении упол-
номоченного гв. капитана (впоследствии полковника) Н. Ф. Терешкевича
и под руководством членов французской военно-технической миссии с
майором Таффанелем во главе. В помощь гв. полковнику Терешкевичу
17 марта 1917 г. был назначен подполковник В. В. Шелковников.
4. Снаряжательный завод контрагента уполномоченного Н. А. Второ-
IUI в Богородске, который также находился под непосредственным наблю-
дением гв. полковника Н. Ф. Терешкевича, с 2 старшими приемщиками
н 4 помощниками приемщиков; весь состав определялся в 20 человек.
Этот завод под наблюдением уполномоченного генерала Ванкова на-
чал строиться только в средине 1916 г. За постройкой его и за командами
солдат, состоящих при постройке, были назначены наблюдающие: пра-
порщики В. И. Цуриков (с 1 помощником) и В. А. Ливии (с 4 помощника-
ми и 8 специальными рабочими).
5. Завод Товарищества Кольчугина, в распоряжении инженера Отдела
МПС Котельникова, у которого состояло 2 браковщика.
Специальные рабочие на заводах, исполняющих заказы уполномочен-
ного, незаменимые или трудно заменяемые, при мобилизациях получа-
ли, как правило, отсрочки от призывов. Они оформлялись, до введения в
действие утвержденного 6 декабря 1915 г. Положения об отсрочках, Мо-
билизационным Отделом Главного Управления Генерального Штаба, по
ходатайствам уполномоченного через Главное Артиллерийское Управле-
ние, а затем стали предоставляться местными комитетами, учрежденны-
ми специально для этой цели по Положению 6 декабря 1916 г.
Однако нередко бывали промахи в этой работе: либо заводовладелец
запаздывал с представлением списков, либо некоторые рабочие по попа-
дали и эти списки по ошибкам, либо, наконец, данные рабочие относи-
лись к гпкой категории военнообязанных, что об освобождении их от при-
II
ti.inn ходнтмпетионнть (>i,uu> нельзя (например, с.пу mu тел и высших учео-
ных за ведений после окончания курга, солдаты, уволенные в отпуска на
поправку, и т. и.).
Между тем, при той напряженной обстановке на предприятиях, рабо-
тающих на оборону, не только каждый инженер или техник, но даже и
хорошо обученный токарь или инструментальщик были на счету.
В первые мобилизации оформлением отсрочек для квалифицирован-
ных рабочих не занимались и заводовладельцам приходилось впоследствии
вести войну из-за каждого нужного человека. А тут еще учреждения, ве-
дающие делом предоставления отсрочек, не раз проявляли излишний фор-
мализм.
Поэтому часто люди, бесценные и действительно незаменимые для
предприятий, исполняющих срочные заказы уполномоченного, призыва-
лись на действительную военную службу.
Уполномоченный, в тех случаях, когда оказывалось, что ходатайства
заводов были вполне основательны и действительно вызывались настоя-
тельной нуждой в участии того или иного из призванных на военную служ
бу специалистов в работах по изготовлению снарядов, возбуждал надле-
жащую переписку об откомандировании мобилизованного рабочего (боль-
шей частью солдата) в его распоряжение. Такие ходатайства в 75% имели
положительный результат, а прикомандированные к Управлению упол-
номоченного лица назначались на тот завод, который действительно нуж-
дался в них. Эти военнослужащие подчинялись тем приемщикам, в веде-
нии которых состояли соответственные заводы. С казенного довольствия
такие прикомандированные немедленно, по прибытии их в Управление,
исключались приказом уполномоченного.
Таких прикомандированных к заводам военнослужащих, однако, было
очень немного, ибо уполномоченный относился весьма разборчиво к по-
добным ходатайствам заводоуправлений, удовлетворяя их лишь в 40%
случаев.
Для восполнения недостатка в рабочих руках на предприятиях, рабо-
тающих на оборону, распоряжением Военного Ведомства непосредствен-
но по мере необходимости командировались на эти предприятия солдаты,
как квалифицированные, так и чернорабочие.
В августе 1916 г. генерал-майор Банков был назначен инспектором
тяжелых снарядов Центрального района. На генерала Ванкова как ин-
спектора было возложено руководство и контроль за исполнением заказов
на стальные тяжелые снаряды на заводах Центрального района, а равно
и изыскание мер к увеличению и скорейшему выпуску на отечественных
заводах снарядов больших калибров. Часть заводов, изготовляющих та-
кие снаряды, имела у себя солдат-мастеровых.
Было образовано Отделение Инспекции стальных тяжелых снарядов
и составе сначала Помощника Инспектора в лице гв. полковника Высо-
чанского (а впоследствии в лице полк. Филипповского), офицера для тех-
нических поручений подпоручика Тамма, Правителя Канцелярии чинов-
ника инженера Воронкова и делопроизводителя Никитского.
В первое время существования Инспекции тяжелых снарядов Цент-
рального района не только точное, но даже приблизительное количество
солдат, работающих и районе, не было известно генерал майору Ванкову,
1г»
тик кик солдаты эти ни поводы назначались помимо него. Число солдат-
рабочих, которое, видимо, было значительно, необходимо было определить
и в дальнейшем нести точный учет таким солдатам, следя за тем, чтобы,
но окончании казенного заказа на данном заводе труд солдат находил себе
применение при выполнении других заказов артиллерийского ведомства
па заводах Центрального района, нуждающихся в рабочих.
В январе 1917 г. согласно телеграфному уведомлению помощника
уполномоченного генерала Дроздова, от 27 декабря 1916 г. за № 209 603,
в распоряжение генерала Ванкова, как Инспектора тяжелых снарядов
Центрального района России, были переданы 1500 мастеровых и 1150
чернорабочих-солдат из Московского Военно-Промышленного Комитета
для распределения их по заводам Центрального района, возбудившим хо-
датайства о присылке им солдат.
С целью налаживания дела учета распределения солдат-рабочих по
заводам уполномоченным ГАУ признано было необходимым образовать
при Управлении «Отдел комплектования нижними чинами, — мастеро-
выми и рабочими фабрик и заводов, работающих на оборону» и в нем со-
средоточить все дела и переписку о солдатах-рабочих.
Отдел был сформирован на основании приказа по Управлению упол-
номоченного от 1 февраля 1917 г. за № 32. Тем же приказом был назна-
чен на должность Заведующего Отделом штаб-офицер для поручений при
уполномоченном — подполковник Вонсик, который вступил в исполне-
ние новой должности 16-го февраля 1917 г.
В помощь подполковнику Вонсику были приданы командированные
Штабом Московского Военного Округа в распоряжение уполномоченного
из 662-й пешей Нижегородской дружины: старший унтер-офицер из воль-
ноопределяющихся Константин Рябов и младший унтер-офицер из воль-
ноопределяющихся Петр Серебренников (приказ по Управлению от
21 февраля 1917 г., № 52) и назначены на должности письмоводителей
Отдела (приказ № 60, § 1). Делопроизводителем Отдела был назначен воль-
нонаемный Казимир Турский, до того времени числящийся в распоряже-
нии заведующего Отделом Управления по распределению металлов (при-
каз от 22 февраля, № 53).
Вследствие откомандирования подполковника Вонсика из Управления
уполномоченного, на должность заведующего Отделом комплектования
нижними чинами фабрик и заводов был назначен состоящий в прикоман-
дировании к Управлению капитан Гольм (приказ от 4 марта 1917 г., № 63).
Уполномоченным утвержден штат служащих Отдела комплектования
нижними чинами в составе: Заведующего Отделом, помощника его, де-
лопроизводителя, 2-х письмоводителей и регистратора (резолюция упол-
номоченного на рапорт капитана Гольма от 6 апреля 1917 г. за № 170), и
назначены на должности: делопроизводитель Отдела Казимир Турский —
помощником Заведующего Отделом, письмоводитель Отдела старший ун-
тер-офицер Константин Рябов — делопроизводителем и оставлен в прежней
должности письмоводителя младший унтер-офицер Петр Серебренников
(приказ 12-го апреля, № 102).
Первоначальной задачей Отдела комплектования было — регистрация
наличности всех воинских команд ла заводах Центрального района, изго-
товляющих снаряды, и учет их персонального солдмтского состава.
10
Удовлетворительное решение этой задачи было достигнуто, в соответ-
ствии со степенью правильности сведений, доставленных Отделу заводо-
управлениями и офицерами, наблюдающими за командами рабочих; об-
щая численность этих команд равнялась 3066 человек.
Вторая задача состояла в целесообразном распределении по заводам
2650 солдат, переданных Московским Военно-Промышленным Комитетом
в распоряжение уполномоченного (некоторая часть их была уже отправ-
лена непосредственно самим Комитетом на заводы).
В делах, переданных Московским Военно-Промышленным Комитетом
па солдат-рабочих Отделу комплектования, имелись крайне скудные све-
дения о наименовании, фамилии, воинской части солдата, о годе его при-
зыва, возрасте, родне, об отношении к воинской повинности, знании ма-
стерства и другие, по которым Отдел мог бы судить о сроке службы солдат
и соответствии их занимаемым на заводе должностям. О прочих солда-
тах-рабочих, ранее состоявших на заводах Центрального района, перечис-
ленных сведений вовсе не имелось.
Недостающие данные были добыты путем опросных листов, адресо-
ванных Отделом войсковым частям, командировавшим солдат, и офице-
рам, заведующим командами солдат на заводах. Собранные сведения по-
служили материалом для составления на солдат-рабочих подробных кар-
точек, с отметкою в них заводов, на которых солдаты работают, и
изменений в дальнейшем прохождении ими службы. Карточная система
облегчила дальнейший учет и распределение квалифицированных солдат
и чернорабочих по заводам, соответственно действительным надобностям
и последних.
Вся последующая переписка между заводоуправлениями и Управле-
нием уполномоченного по поводу присылки новых партий рабочих, по-
гребных для заводов, была сосредоточена в Отделе комплектования сол-
датами фабрик и заводов.
Прибывающие в Москву в распоряжение уполномоченного команды
солдат размещались здесь в казармах 55-го и 85-го пехотных запасных
полков, где люди освидетельствовались для определения годности для
работы на заводах, по состоянию их здоровья и в знании мастерства ко-
миссиями, по назначению уполномоченного, и затем годные для работ
отсылались полками на заводы, согласно указаниям Отдела, а негодные
возвращались в свои части. Всего солдат, в разное время прибывших в
распоряжение уполномоченного непосредственно из войсковых частей и
затем распределенных Отделом по заводам, было 1789 человек, вместе же
с 2650-ю солдатами, переданными в распоряжение уполномоченного из
Московского Военно-Промышленного Комитета, и с 3066-ю солдатами,
находившимися на заводах Центрального района в момент возникнове-
ния Отдела комплектования рабочими, общее число солдат, зарегистри-
рованных названным Отделом Управления уполномоченного на 1 августа
1917 г., было 7515 человек.
Из этого числа, по данным заводоуправлений и офицеров, заведую-
щих командами солдат, убыло: умершими — около 0,078%, безвестно от-
лучившимися с заводов — 1,5%, возвращенными в свои части и отправ-
ленными к уездным воинским начальникам но болезненному состоянии»
и несооткетстпин к работам 5,5%, умоленными н отпуск на полевые
17
рибиты без указания сроки — 24%, нс возвратишнимися из госпиталей и
уволенными из последних с военной службы — 10% и пи другим причи-
ним — около 0,5%, т. е. всего убыло по 1 августа 1917 г., по полученным
сведениям, 3160 солдат-рабочих.
Наличие солдат-рабочих к 1 августа 1917 г. — 4355 человек.
Выполнение распоряжений уполномоченного по приемке, отчислению,
исключению из списков, увольнению в отпуск и отправлению в госпиталь
солдат-рабочих, а также наблюдение за внутренним порядком в коман-
дах осуществлялись на местах артиллерийскими приемщиками, офице-
рами, наблюдающими за производством работ и заведующими командами
солдат-рабочих. Заведующие назначались, по уведомлению уполномочен-
ной», Штабом Московского Военного Округа по преимуществу на те заво-
ды, где команды солдат достигли по численности приблизительно роты
поенного состава.
Права и обязанности солдат-рабочих, взаимоотношения солдат и за-
водоуправлений и пр. определялись соответствующими «Положениями»
и «Инструкциями», служившими Отделу руководящими документами для
его деятельности.
Первой из них была «Инструкция Начальника Главного Артиллерий-
ского Управления от 1-го мая 1916 г. за № 1920 по управлению солдатами,
командированными из частей войск для работы на казенных и частных
заводах, изготовляющих предметы Государственной обороны».
Установленный, согласно этой Инструкции, порядок в дальнейшем
был изменен на заводах Московского Военного Округа соответственно
«11оложению о нижних чинах, состоящих на фабриках и заводах Москов-
ского района, работающих на Государственную оборону», объявленному в
приказе Московскому Военному Округу 1916 г. за № 1403. В развитие и
дополнение этого положения, согласно указаниям уполномоченного, От-
делом была составлена Инструкция, которая, по одобрении ее Штабом
Московского Военного Округа, была объявлена в приказании по Москов-
скому Военному Округу от 22-го февраля 1917 г. за № 178 под заглавием:
«Инструкция по распределению нижних чинов на фабриках и заводах
Московского района, работающих на оборону».
Приказом Московскому Военному Округу от 21-го апреля 1917 г.
№ 509 названное «Положение» с дополняющей его Инструкцией были
отменены, взамен их было восстановлено действие Инструкции Началь-
ника Главного Артиллерийского Управления от 1-го мая 1916 г. за
№ 1920.
С объявлением в приказании по Московскому Военному Округу от 4-го
мая 1917 г. за № 361 телеграммы Главного Управления Генерального
Штаба от 1-го мая 1917 г. за № 14786 — об увольнении с военной службы
солдат квалифицированных и валовых рабочих, командированных на
предприятия, работающие на оборону, с приравниванием таких солдат к
иоеннообязанным рабочим тех же предприятий, получившим отсрочки
призыва в войска, отдел приступил к передаче таких солдат на учет уезд-
ным воинским начальникам по месту нахождения заводов и к отправке
письменных сведений на увольняемых уездным воинским начальникам
но месту призыва солдат. Вследствие упразднения воинских команд рабо-
чих ин 31П1ОДПХ, заведу 1<>щис командами офицеры, но сдаче ими дел в
4Н
Управление уполномоченного, были откомандированы к прежним местам
своей службы.
Вообще, заканчивая об организации районов и отделов Управления,
надо сказать, что все отделы Управления уполномоченного, а равно и
районы его Организации появлялись, функционировали и развивались не
иначе, как при самом деятельном участии во всем самого генерал-майора
С. Н. Ванкова: он не только давал общие указания, выслушивал доклады
и накладывал резолюции, но и постоянно проверял работу своих подчи-
ненных, руководил их деятельностью и намечал направления дальнейше-
го развития. Всей технической частью руководил сам уполномоченный
генерал-майор Банков. С этой целью он почти ежедневно посещал и про-
верял работы заводов Москвы и ежемесячно объезжал заводы того или
другого района своей Организации, в зависимости от необходимости дачи
технических указаний и проверки работ по изготовлению снарядов на
месте, на самих заводах.
V
Заготовление стали
Для изготовления заказанного через Организацию уполномоченного
миллиона гранат и запальных стаканов требовалось до 900 000 пудов мар-
теновской круглой стали. Технические условия на приемку стали были
выработаны в марте 1915 г. (прил. № 6). Когда во второй половине марта
выяснилось, что принципиальный вопрос об изготовлении французских
гранат близится к благоприятному разрешению и наметились размеры
заказа, то генерал-майор Банков вступил в предварительные переговоры
с «Продаметом» (Обществом для продажи изделий русских металлурги-
ческих заводов). Вопрос о цене стали и латуни обсуждался с заводчиками
при выяснении стоимости заготовления гранат, запальных стаканов и
детонаторных трубок. Существующие на рынке цены были известны, и
оставалось только решить вопрос о снабжении заводов сталью. Те заводы,
которые сами изготавливали сталь, могли получить заказы на изготовле-
ние гранат из своих материалов. Но все остальные металлообрабатываю-
щие заводы, т. е. огромное большинство, необходимо было для успеха дела
снабжать сталью, так как эти покупки были менее выгодны, чем один
большой заказ, условия же транспортировки были столь не благоприят-
ны, что одна доставка стали могла расстроить весь ход заготовления. Каж-
дому заводу в отдельности не под силу было бороться с железнодорожны-
ми затруднениями.
Эти соображения привели генерал-майора Ванкова к заключению, что
заготовление стали надо взять в свои руки и притом при посредстве Орга-
низации, могущей разнообразием и обилием технических средств гаран-
тировать успех поставки.
Уже 28 марта от «Продамета» в ответ на запросы получено было со-
гласие на поставку 800—900 тысяч пудов круглой мартеновской стали в
следующие сроки: в апреле 150 -200 тысяч пудов, в мае — 300—
250 тысяч пудов, в июне 300 350 тысяч пудов, в июле остальное.
lit
Таким образом, вопрос о возможности получить стиль для гранат был
разрешен. В последующие дни происходили переговоры о деталях, каче-
стве стили и других условиях поставки.
Цена определилась: франко-вагон до любой станции Донецкого Бас-
сейна или в Москве по 3 руб. 25 коп. за пуд стали для гранат и по
2 руб. 25 коп. за пуд стали для запальных стаканов. Как только 6 апреля
было внесено в Военный Совет представление Главного Артиллерийского
Управления о заказе миллиона гранат, генерал-майор Банков просил
«Продамет» в тот же день подтвердить принятие заказа на первые 150 000
пудов гранатной стали для Московского района. Подтверждение было по-
лучено того же числа.
Указывая новые условные сроки доставки стали в Москву (к 25 апре-
ля — 50 000 пудов, а к 15 мая — 100 000 пудов), «Продамет», однако,
оговорил, что не может гарантировать точное соблюдение этих сроков
вследствие переживаемых событий. Мотивируя эту оговорку, управление
«Нродамета» так обрисовало положение металлургической промышлен-
ности:
«Невозможность гарантировать точное соблюдение сроков объясняет-
ся теми крайними затруднениями в производстве, которые испытывают
наши заводы вследствие неправильной и крайне неравномерной подачи
подвижного состава как под изготовленные ими изделия, так и для под-
воза к заводам необходимого для производства сырья.
Вследствие недостаточного подвоза сырья, заводы были вынуждены
совсем прекратить свое производство или значительно его сократить: так,
Керченский завод совсем остановил как свои доменные печи, так и рель-
сопрокатные мастерские; Либавский завод Бекера также вынужден был
прекратить свою деятельность; Днепровский завод остановил свой балоч-
но и рельсопрокатный стан; Брянский — из шести доменных печей оста-
новились четыре; Дружковский работает только 3 дня в неделю; Сулин-
'ЧСий завод остановил 3 мартеновских печи и вынужден был остановить
некоторые прокатные мастерские; завод Гартмана, за недостатком кокса,
приостановил производство чугунолитейного отделения и опасается, что,
вследствие неподачи газового угля, будет вынужден остановить весь за-
вод; наконец, на Макеевском заводе все прокатные мастерские были оста-
новлены в течение 2 недель, вследствие задержки в подвозе руды.
В то же время склады заводов завалены изделиями, готовыми к от-
правке, но под них нельзя получить подвижного состава, хотя большая
часть изготовленного материала предназначена для нужд Государствен-
ной обороны и казны. Так, на складе Днепровского завода лежит 1 456 000
пудов различных материалов, изготовленных для нужд Морского и Воен-
ного Ведомств, железных дорог и прочих казенных надобностей; на Ново-
(юссийском заводе имеется 643 000 пудов материалов для таких же сроч-
ных надобностей; на Макеевском заводе — 377 000 пудов, на Дружков-
ском заводе — 342 000 пудов и на Донецко-Юрьевском заводе — свыше
200 000 пудов
Ввиду столь тяжелых условий производство стали, отвечающей высо-
ким техническим требованиям, связано с крайними затруднениями, так
как при пера аномерном ходе коксовых, доменных и сталелитейных пе-
чей урегулировать производство невозможно, материал получается иены
.50
с-сшого кячестна, и весьма возможно, что очень многие плавки, предна-
iniiHHiiiiiiiier л дин изготовлении шрапнельной стали, окажутся не отвечаю-
щими ладанным техническим условиям и должны будут заменяться но-
выми.
11о:>тому мы позволяем обратиться с покорнейшей просьбой, в видах
самого лучшего исполнения столь важных для Государства в данный мо-
мент заказов, предложить соответственным ведомствам принять меры к
достаточному и правильному снабжению наших заводов сырьем, необхо-
димым для равномерного хода работ, а также и для разгрузки заводских
складов от изготовленных изделий, так как только при правильном ходе
работ на металлургических заводах возможно снабжение Государства сроч-
но требующимся железом и сталью высоких качеств».
Из этого документа видно, насколько даже крупные заводы, объеди-
ненные в мощную организацию, были бессильны в борьбе с расстройством
нколомической жизни страны. Генерал-майору Ванкову необходимо было
применить всю энергию и приложить много усилий, чтобы доставка ста-
мм заводам производилась своевременно.
Отсутствие необходимых полномочий не могло не сказаться здесь в
н<> [пой мере. Как ни быстро и энергично велись сношения с соответствую-
tn pi ми ведомствами и учреждениями, тем не менее одной настойчивости
было недостаточно. Задержки в перевозке стали систематически продол-
жались и вызывали отрицательные последствия в целом ряде случаев,
металлообрабатывающие заводы вынуждены были совсем приостановить
Iпроизводство гранат из-за отсутствия стали или замедлять работу. Осо-
бешго обострилось положение с сентября 1915 г., когда отправка стали на
иIхамя совсем затормозилась. В конце декабря 1915 г. и в начале января
1<>16 г. снабжение заводов топливом и рудою настолько ухудшилось, что
некоторые заводы совсем остановили прокатку стали, а другие сократили
л*’. К этому присоединилась задержка в перевозке стали, вызвавшая оста-
новку некоторых механических заводов. К приемке стали, при любезном
согласии главного инженера Отдела А. Н. Митинского, был привлечен
Отдел Министерства Путей Сообщения по испытанию и освидетельство-
пннию заказов Министерства. Это учреждение явилось вполне подготов-
ленной организацией, так как имело своих инженеров-приемщиков на
Сталелитейных заводах. Главный инженер Отдела А. Н. Митинский с
полной отзывчивостью и большой энергией принял живое участие в деле
организации приемки и испытаний стали.
За испытание и освидетельствование поставляемой стали Отдел, со-
гласно закону 17 января 1900 г., взимал в доход казны сбор в размере
I /4% стоимости заказа, но не менее 25 руб. за каждый заказ. Сбор пере-
числялся по § 31 ст. 10 доходной сметы Канцелярии Министра Путей Со-
общения.
Возникавшие при приеме стали спорные вопросы разрешались немед-
ленно уполномоченным при содействии членов французской миссии и
Г1НННЮГО инженера Отдела Министерства Путей Сообщения А. Н. Митин-
ского.
Пока наряд на поставку был ограничен одним миллионом гранат, то
покупка 900 000 пудов стали через «Продамет» вполне, казалось, исчер-
пыинла вопрос о заготовлении материв ив. Но, г увеличением наряда еще
Ы
на 600 000, ti 3>iT«M и ни 2 000 000 гранит, прирос о стили iiiioni. стал на
очередь. С целью экономии металла предложено было организовать штам-
повку стаканов, причем предполагалось, что в сентябре—октябре 1915 г.
штамповка уже вполне наладится, и потому круглой стали более не пона-
добится. Однако постройка прессов и организация штампования на самих
заводах, вследствие различных условий, а главное, новизны дела, замед-
лились, и уполномоченному пришлось в сентябре, дабы не прерывать ра-
боты, заказать еще 300 000 пудов стали. Генерал Банков настаивал на
прежней цене — 3 руб. 25 коп. за пуд, но в «Продамете» ни в коем случае
не соглашались на это, заявляя, что им уже установлена цена в 3 руб.
90 кон., по которой размещен ряд заказов: Московского Военно-Промыш-
ленного Комитета на 50 000 пудов (27 июля), Петроградского механи-
ческого завода на 260 000 пудов (19 августа), Балтийского судостроитель-
ного завода на 123 500 пудов (28 августа), Сименс и Шуккерт — 100 000
пудов (28 августа), Всероссийских Земского и Городского Союзов — 25 000
пудов (5 сентября), Московского Военно-Промышленного Комитета —
50 000 пудов (25 сентября). Такая разрозненность при покупках, несом-
ненно, могла повлиять на повышение цен, хотя, с другой стороны, это
повышение находило некоторое объяснение в связи с ухудшением эконо-
мических условий. И Военно-Промышленный Комитет, и Всероссийские
Земский и Городской Союзы знали о цене, по которой закуплена была
сталь генерал-майором Банковым, и если они тем не менее не смогли удер-
жать прежней цены, то после их заказов уполномоченный поневоле дол-
жен был согласиться на установленную ими новую цену — 3 руб. 90 коп.
за пуд.
В дальнейшем цена на сталь продолжала возрастать. После приобре-
тения двух партий по 300 000 пудов по 3 руб. 90 коп. пришлось выдать
заказ по 4 руб. 05 коп., а затем и по 4 руб. 35 коп.
Цена стали для запальных стаканов также постепенно повысилась с
2 руб. 25 коп. до 2 руб. 40 коп., 2 руб. 50 коп. и 4 руб. 20 коп. за пуд. В
ц< лях более полного поступления металла, препятствием к чему могла
служить перегруженность мартеновских печей, генералом Банковым был
। озбужден перед ГАУ 28 сентября 1915 г. вопрос о применении к произ-
водству снарядов Бессемеровской стали.
Одновременно Днепровским Металлургическим Обществом было из-
готовлено 200 штампованных стаканов из этого металла для испытаний.
Журналом артиллерийского комитета от 17 октября 1915 г. за № 2037
было дано принципиальное согласие на допуск Бессемеровской стали к
изготовлению снарядов.
После пробной стрельбы уполномоченным было разрешено поставщи-
кам изготовлять штампованные стаканы из Бессемеровской стали при
условии, чтобы содержание фосфора в этой стали не превышало 0,09 %.
Список заводов, изготовлявших сталь, и количество доставляемого ими
металла показаны в особой таблице (прил. № 7).
52
т е 1 1 Декабрь UIVUU ь «1631 63 О 1 40 1541м 1 ЕОЗП хио 377го сч о со 1 1 1 1 1 1 <
Ноябрь । О с о ; 1 1 1 1 1 1 1 о О J w t 1 1 | z 4705 4112 - 00 g 4 СО | СО о о 1 ю о <м ь- 279420 1 1 1 | I 1 1
Октябрь I аль ф. 50 мм 1 1 1 1 1 1 1 °° ™ с S О г СО С г> 1 1 т> 1 f 7177 236110 ЛЕНОЮ 1 2389 1095 со тел I пробок 1
1915 год Сентябрь 1 Ю ' 1 1 1 1 1 1 1 ZE S СО С <—< OOUV 'аль ф. 37 mi | таль ф. 31 bib - 5972 1660'° ( таль ф. 29 мв 1085 489м 1574м 1 >вая сталь для | >ая сталь для i |
Август I О 3012 5070 О 'J § 1 1 © 1 С 3802 64О8‘° ли с 1085 184810 293310 S S । । । । РЧ о © © о К « 1 1
Июль 3012 966531 1 лггг?.?', 5 1 1 м । О G <м ю t 1 | . О м 1 1 1 СО Q С СО <м К 1—* » л«ло<*< 1085 3512 4597 । । । 1 1 1 1
Июнь w 8 | 1 1 1 1 1 1 1 g S с « - ; ; 1 1 0 I й L < । 1 1 SS ° СО W С 1085 184“ sz6931 । । । 1 1 1 1
i 5 § 3 Русски-Бельгийское О-во Донецкое О-во в Дружковке Новороссийское О-во Южно-Русское Днепр. Метал. О-во Донец. Метал. О-во Штампования Наследники Демидова Сан-Донато Акц. О-во ж.-пр. зав. в Констант. Дон -Юрьев. Мет. О-во (Цар. зав.) Т эо Московск. Метал, завода Южно-Русск. Днепр. Метал. О-во Д:веик. Метал. О-во Штампован. Южно-Русск. Днепр. Метал. О-во Ртсско-Бельгийское О-во Д .зепкое Метал. О-во Штампован. Д зяепко-Юрьев. Металлург. О-во Мэсковск. Металлич. зав., Т-во Дснецко-Юрьев. Металлург. Общ. Д:непк. Метал. О-во Штампован. Московск. Металлич. Т-во Брянский завод Новороссийское О-во О-во Рус. Труб. зав. б. Шодуар Брянский завод >бщ. Русск. Труб. зав. б. Шодуар
Продолжение таблицы
ПОСТАВЩИК 1916 год
Январь | Февраль | Март Апрель Май Июнь Июль Август Сентябрь Октябрь 1 Ноябрь j Декабрь
Сталь ф. 50 мм
Руееко-Бельгийское 0-во - - - - 13009 16577 9766 21982 93 - - 2003
Донецкое О-во в Дружковке - - - - —
И вороссийское 0-во - — - — —
Южно-Русское Днепр. Метал. О-во Донец. Метал. О-во Штампования - - - - 2700 7892 13470 4493 7818 23177
Н-ки Демидова Сан-Донато - - - - - —
Аки. О-во ж.-пр. зав. в Констант. — — — — -
Дон.-Юрьев. Мет. О-во (Цар. зав.) Г-во Московск. Метал, завода 2748м 1936 2028м 6319 1289м 3788 51м 8336 12м 15013 100 168424 - 3384м 5854м 5923м 14349м
2748м 3964м 7608м 3839“ 21357м 31590 1425024 29874 16947м 10347м 13741м 39529м
Сталь ф. 37 мм 6134
Южно-Русск. Днепр. Метал. О-во — — - - - - —
Д:нецк. Метал. О-во Штампован. - - - - - 2435 5541 7414 3025 8344 6102 -
- - - - - 2435 5541 7414 3025 8344 6102 6134
Сталь ф. 31 мм
Южно-Русск. Днепр. Метал. О-во — - - 4- - - - - — 1106 3932
Русско-Бельгийское О-во Донецкое Метал. О-во Штампован. - - - — 5029 11001 1809 14015 2023 18747 6621 17389
Донепко-Юрьев. Металлург. О-во - 621 10285“ 5122м 4075 18434“ - — -
Московск. Металлил, зав., Т-во 1977м 4339м 1255м 20м 499м — 1814м 2589м
1977м 4960м 11540м 5143м 9603м 29435“ 17638м 2023 21336м 5038 6621 17389
Сталь ф. 29 м м
Донецко-Юрьев. Металлург. Общ. Дгнепк. Метал. О-во Штампован. 647м 2379“ 1321 3116 3307 1600 — 3400 -
Московск. Металлил. Т-во 577м 1250м 424 — — — — — -
577м 1897м 2803“ 1321 3116 3307 1600 - 3400 - - -
Листовая сталь для тел
Брянский завод - - - 2088 - 5000 681 - 1094 5499 4676 471
Новороссийское О-во О-эо Рус. Труб. зав. б. Шодуар - - 3941 1565 - 1032“ 2233 100124 752“ 267“
- - - 2088 3941 6565 681 1032“ 3327 65 0024 5428“ 738“
Полосовая сталь для пробок
Брянский завод — — — 2641 2356 — — — — — —
Общ. Русек. Труб. зав. б. Шодуар - - - 500“ 533 - 584м - 2138“ - 1133
- - - - 3141м 2889 - 584м - 2138“ - 1133
ПОСТАВЩИК 1 9 1 7 год
Январь 1 Февраль Март | Апрель | Май Июнь | Июль | Август Сентябрь Октябрь Ноябрь Декабрь Итого
Русско-Бельгийское О-во 3942 - 5000 "2372
Донецкое О-во в Дружковке 10185 9432 — 8436
Н вороссийское О-во 11940 1904 9110 7137 4787 10007 9004 7364 3699
Южно-Русское Днепр. Метал. О-во — — — 2154 8613 3317
Донец. Метал. О-во Штампования 2683 8701 1818 9278 4554 3648 2030 657 92919
Н-ки Демидова Сан-Донато 7880 4349113 7968м — — — 59340“
Аки,. О-во ж.-пр. зав. в Констант. 6310 — 5443 9707 4137 18627 13970 5378 20147 5539 89258
Дон.-Юрьев. Мет. О-во (Цар. зав.) — — — — 60267 1 9000“
Т-во Московск. Метал, завода 3186м - 4211 3658 1843 3334м 3006м 80000м 2944м 3913 2260“ -
187354м
42193м 6756013 28550м 27656 27816 41246м 21530м 17026м 37442м 17473 2260“ 3699 5776991*
Южно-Русск. Днепр. Метал. О-во 6134 6134 32861
Донецк. Метал. О-во Штампован. - - - - - 2435 5541 7414 3025 8344 6102
- - - - - 2435 5541 7414 3025 8344 6102 6134 38995
Южно-Русск. Днепр. Метал. О-во - - - - - - - - 4018 f 5000 3812 8312)
Русек Бельгийское О-во - 4962 2999 11000 5018 Г 26906
Липецкое Метал. О-во Штампован. 5202 4396 9875 — 14003 3842 6777 5071 3972 115865
Донецко-Юрьев. Металлург. О-во — — — — — — 67838“
Московск. Металлил, зав., Т-во - - - - - - - — - — 40810
5202 4396 9875 4962 17002 3842 6777 5071 7990 1000 - 264749“
Донецко-Юрьев. Металлург. Общ. • 19553
Донецк. Метал. О-во Штампован. Московск. Металлил. Т-во - - - - - - - - - - - -
5000
— — — — — — — — 10515“
- - - - - - - - - - - - 35068“
Брянский завод 1544 3539 3829 3054 4561“ 4266 2566м 4411 5536м 52816”
Н вороссийское О-во — — — 2910 206 3116
О-во Рус. Труб. зав. б. Шодуар - - - - - - - - 10793°*
1544 3539 - 6739 3260 4561м 4266 2566м 4411 5536м 66725м
Брянский завод — 4045 2748 301 1235 1015 17051
Общ. Русск. Труб. зав. б. Шодуар 2130“ - — 1462м — - - — — 8482м
2130“ - - 1462м 4045 2748 301 1235 - 1015 - - 25533м
VI
Штампование стаканов для гранатных корпусов
Мысль о штамповании стаканов для корпусов гранат возникла тотчас
„осле ознакомления с механическим оборудованием заводов. Выяснилось,
что русская промышленность очень бедна токарными и сверлильными
станками. Цены на заграничные станки чрезвычайно поднялись, а сроки
их изготовления отодвигались с каждым днем все дальше и дальше.
Мало того, американские заводы отказывались гарантировать сроч-
ность исполнения какою-либо неустойкой и даже перепродавали заказан-
ные станки другим покупателям, прибавлявшим цену. При таких усло-
виях рассчитывать на дополнительное оборудование заводов вновь выпи-
сываемыми станками ввиду срочности и спешности дела не приходилось.
Необходимо было принять меры к штампованию стаканов, так как штам-
пованный стакан значительно уменьшал токарную обработку, а следова-
тельно, и потребность в токарных станках.
Число прессов для штампования в России было очень незначительно,
и уполномоченному пришлось начать с добывания чертежей прессовой ус-
тановки. Руководство по организации штампования на русских заводах
принял на себя член французской миссии инженер де-Луази.
Чертежи прессовых установок частью удалось добыть на русских за-
водах, частью же пришлось выписывать из Франции, откуда получались
различные технические указания и рекомендации практического харак-
тера.
Заказы на штампование были распределены, главным образом, между
крупными металлургическими заводами, которые могли работать на своей
стали. Часть из них пришлось передать механическим заводам, которые
не производили своей стали, и нужно было снабжать их металлом по за-
казам уполномоченного.
Цены на штампованные стаканы изменялись в зависимости от роста
цен на сталь. Оплата работы оставалась неизменной: штампование из ка-
зенной стали оплачивалось по 1 руб. 50 коп. за стакан. Металлургические
заводы постепенно поднимали цены на стаканы, изготовляемые ими из
собственной стали. Однако уполномоченный ограничивал подъем цен, при-
меняя систему последовательного понижения цены. На первые партии
назначалась предельная цена в 4 руб. за стакан, так как первые шаги в
производстве (освоение) обходятся дорого вследствие необходимости на-
ладить дорогостоящее оборудование и работу. Зато на последующие партии
цена понижалась до 3 руб. 75 коп., 3 руб. 25 коп. и даже, в некоторых
случаях, до 3 руб. 10 коп. и 3 руб. Отдельные заказы выдавались и по
одной цене. Так, Южно-Русское Днепровское Общество приняло заказ по
3 руб. за стакан. Но это был один из первых по времени заказов, когда
цена на сталь еще не проявляла тенденции к повышению. К тому же и по
размерам заказ этот был невелик (50 000 штук). Следующий заказ той же
фирме' передай уже, по настоянию фирмы, по 3 руб. 50 коп., и, наконец,
тритий заказ, выданный в марте 1916 г., пошел но 3 руб. 75 коп. за ста
кап. Примером последовательного понижения цен может служить заказ
Донецкому Обществу: в Дружинине все стаканы, ('даваемые до I февраля
60
1916 г., оплачивались но 4 руб., сдаваемые в марте — по 3 руб. 75 коп., а
позднее — по 3 руб. за штуку. В этой системе назначения цены, помимо
вполне попятного соответствия ее условиям нового производства, заклю-
чался и мощный стимул к ускорению поставки, так как заводу выгоднее
было раньше сдавать продукцию.
Заказы на штампованные стаканы были даны следующим заводам:
«Нев, Вильде и К°» (Таганрог), Южно-Русскому Днепровскому Ме-
таллургическому О-ву (Запорожье—Каменское), Камскому Акционерно-
му О-ву (ст. Чусовая), Русско-Бельгийскому Металлургическому О-ву (Ена-
киево), Донецко-Юрьевскому Металлургическому О-ву (Царицын), Русско-
му Провиденсу (Сартана), Гартман (Луганск), Таганрогскому
Металлургическому О-ву (Таганрог), Донецкому О-ву Железоделательно-
го и Сталелитейного Производств (Дружковка), Русскому Горному и Ме-
таллургическому Униону (Макеевка и Харцызск), Ваксову (Таганрог),
Александровскому заводу Брянского О-ва (Екатеринослав), Главным Ма-
стерским Владикавказской ж. д. (Ростов-на-Дону) и Новороссийскому Об-
ществу (Юзовка).
Большинство этих заводов были чисто металлургические и имели толь-
ко небольшие ремонтные мастерские, вследствие чего сами они не могли
в короткий срок подготовить оборудование для штамповки. Механические
же заводы и без того были перегружены заказами. Поэтому оборудование
заводов штамповочными прессами затянулось. В связи с этим контракты
с заводами преимущественно заключались по мере налаживания работы
оборудования. Первоначально же делалось только предложение подгото-
виться на известный объем производства. Были отдельные случаи, когда
контракт заключался впоследствии на значительно меньшую сумму, про-
тив первого предложения.
С установкой прессов и их освоением начинался период так называе-
мых «детских болезней». Не было ни опытных руководителей, ни подго-
товленных рабочих, не хватало знаний, чтобы выбрать подходящий мате-
риал для пуансонов, матриц, протяжных колец. Наблюдались поломки
новых установок, прорывы труб и фланцев, неполадки в распределите-
лях, неумение держать надлежащую температуру нагрева заготовок и т. д.
и т. д. Все это вело к большому количеству брака. Приходилось команди-
ровать состоящих в распоряжении уполномоченного офицеров как фран-
цузской, так и русской службы, для выяснения причин затруднений и
оказания помощи необходимыми практическими указаниями, что позво-
лило повысить производительность, благодаря чему количество брака по-
степенно падало и производство становилось на ноги.
Первые заводы, оснащенные прессовым оборудованием, стали у себя
применять метод штампования из квадратной заготовки в закрытых мат-
рицах, так что операция состояла в нагреве соответствующей заготовки,
прошивке в закрытой матрице стальным пуансоном с последующей про-
тяжкой такой полуготовой заготовки через протяжные кольца для прида-
ния ей окончательных размеров. Затем внедряется метод французского
арсенала в Бурже. Этот метод состоит в том, что круглая заготовка вы-
давливается из матрицы па чугунный пуансон, и, таким образом, получа
ется заготовка иод протяжку, по только в .«том методе есть добавочная
операция придание требуемой формы дну, а затем, гак ж<* как и и
м —
Приложение 7
КРУГЛАЯ СТАЛЬ 85 ММ (В ПУДАХ),
ПРИНЯТАЯ ОРГАНИЗАЦИЕЙ УПОЛНОМОЧЕННОГО ГАУ ОТ МЕТАЛЛУРГИЧЕСКИХ ЗАВОДОВ
ЗАВОДЫ 1915 г. 1916 г.
Май Июнь Июль Август Сентябрь Октябрь Ноябрь Декабрь Январь Февраль Март Апрель Май
Дружковский 12731я 34514й 28094й — 10037* 2072422 7164м 351471 19140s8 7291м 5936м — 19647я
Днепровский — 19307й 11983м 5382й 119352 3494м — — — — — — —
Камский — 4603s1 27470й 29640м 44823м 28268м 10749 39074м 45478й 704122 11069м — 6849
Московский Металлический — 371й 23м — 466 — — — — — — — —
Сулинский — — — 5876м 18630м 4505м — — — — — — —
Макеевский — — — 10165 41134s 39427 24638 5260 53898 70269 84202м — 27447
Новороссийский — — 11125м 9051м 35923 18137 772 — — 8611 3621 31885м 22099я
Русско- Бельгийский — — 2386s 15394м 189 2 722 50698м 1520м 755м 320® — — 693м 513я
Русский Провид анс — — 10006 20080 33028 4012 26925 16281 7861 1893 — — —
Царицын- ский 31383м 31693 49706 27252 22554 9586 31964 37519 18396 10352 2915 — —
Юрьевский — — — — — 13848м 11241м 2853 41136м 131978м 127901 118599 66476
| Итого: 44115й 90490й 140795м 122842s2 237458м 192702м 114974м 136890м 186240м 237406м 2356461 151178м 143033*
Продолжение
ЗАВОДЫ 1916 г. 1917 г. Итого:
Июнь Июль Август Сентябрь Октябрь Ноябрь Декабрь Январь Февраль Март Апрель Май
Дружковский 300м — — — 16027s 178411 — — — — — — 234600»
Днепровский — — — — — — — — — — — 52103я
Камский — 3001м 1733м — — — — — — — — — 259804s
Московский Металлический — — — — — — — — — — — — 860я
Сулинский — — — — — — — — — — — — 290131
Макеевский 1260 1005 — — 33460 29602 — 10865 16750 12648м 1855 4055 467941s
Н эвороссийский 23826м 24721 51814м 17147я 23662м 10446 9513 17428 — — — — 319785м
Русско- Бельгийский 9253м 6911* 2306м 3463м 8953м 13203s 2173м 6856м 10040м — — — 154372я
Русский Провиданс — — 61 2323 — — — — — — — — 122470
Царипын- 1 с к ни — — — — — — — — — — — 273320м
Юрьевский 61623 38414 42575 1095 1897 — 907 397 — — 1485 — 662437s
Итого: 96263м 74052м 98490м 24029s 84000м 71092s 12593м 35546м 26790м 12648м 330 4055 2576708м
Приложение 7
КВАДРАТНАЯ ЗАГОТОВКА
(КОЛИЧЕСТВО, ПОСТАВЛЕННОЕ ЗАВОДАМИ ПО ЗАКАЗАМ УПРАВЛЕНИЯ УПОЛНОМОЧЕННОГО ген. С. Н. ВАНКОВА
ЗАВОДЫ 1915 г. 1916 г.
Февраль Март Апрель Июнь Июль Сентябрь Октябрь Ноябрь Декабрь Январь Февраль Март Апрель Май Июнь Июль
Брянский — — — — — — 47892 — 16002 32762 19563 — — — — —
Дружковский — — — — — — — — — — — — — — — —
Днепровский 1624 15720м 267 — — — — — — — 2400 — — — — —
Камский — — — 4016м 8304м — 19295 — 11603 — — — — — — —
Краматорский — — — — — — — — — — — — — — — —
Новороссийский | — — — — — 45116 124261 51207 20777 — — — — — 18731 29163
Таганрогский — — — — — — — — — — — — — — —
Русско- — — — — — — — 8020м — 405 71 11769м 6752м 1062s 13980* — —
Бельгийский — — — 17840
Макеевский | — — — — — — — — — — — — — — — —
615 — — —
Царицынский — — — — — — — — 5470 — — 13333
Итого: 1624 1572030 267 4016м 8304м 45116 191448 59227м 42409s 368191 33732® 20085м 1677s 139804 18731 47003
ЗАВОДЫ 1916 г. 1917 г. Итого:
Август Сентябрь Октябрь Ноябрь Декабрь Январь Февраль Март Апрель Май Июнь Июль Август Сентябрь Октябрь Ноябрь
Брянский — — 116219
Дружковский 2255 8398 — — — — 613“ — — — — — — — — — 11266м
Днепровский — — — — — 8681 — 23596 619 — — — — — — — 52907»
Камский — 32776s
Краматорский — 16954 9024 22334 — 6758 — 55070
Ново- 1 российский [ 19732 51224 5727 24612 27430 111706 68700 2079 — — — — — 25292 — 23405 | 649162
Таганрогский — — — — — — — — — 30149 — — — — — — 30149
Русско- Бельгийский 893 48921 505® — 51932го
Макеевский } 21300 27888м 26637 6055 6038 1715 8365 — 17380 — — — — — — — р33218»
Царицынский 2660 — 10316 3779 — — 2607 1472 — 40252
Итого: 46840 92402м 431852 34446 33468 122102 80285“ 27147 17999 30149 16954 9024 22334 25292 6758 23405 1172953й
Сталь 83 мм
поставлено за 1915, 1916 и 1917 гг.
Дружковский .................................. 20741г
Царицынский..................................... 580
Русский Провиданс...............................20000
Итого:
41321?
I м случае, идет протяжки чере;| протяжны» кольца, гак что в предыду
щем способе стакан получается с двух ходов, а в этом получается с трех,
по одного нагрева вполне хватает на весь процесс. В правильно спроекти-
рованных прессовых установках, работающих по методу арсенала в Бур-
же, агрегат состоит из 2 прессов большой мощности для прошивки и про-
тяжки и одного меньшей мощности (около 50-ти тонн) специальной кон-
струкции для придания требуемой формы дну. Конечно, в реальных
условиях по-разному разрешали эту же задачу. Так, на некоторых заво-
дах, из-за недостатка площадей, придание соответствующей формы дну
достигалось на протяжном прессе при помощи некоторых вспомогатель-
ных приспособлений. Другой завод разрешает эту задачу приданием иной
формы прошивному пуансону, так что операция выпрямления дна отпа-
дала, но этот способ имеет другие отрицательные стороны. Вполне есте-
ственно поставить вопрос: чем обусловливается применение данным заво-
дом данного метода? К сожалению, на это невозможно дать вполне обо-
снованного ответа, а если говорить откровенно, и дать нельзя, так как
причины просто случайны.
Дело штампования для России было совершейно новым, так как, за
исключением немногих казенных пушечных и оружейных заводов, им не
занимались, кадра не только опытных работников, но и просто знакомых
с этой отраслью производства не было, да и русская техническая литера-
тура по данному вопросу была весьма скудной. К этому прибавилось еще
общее стремление нашей промышленности изо всего делать тайну, свой
собственный секрет и прямо-таки оказывать какое-то противодействие
лицам других заводов, которые хотели бы ознакомиться с этим делом.
В то время как в Организации генерала Ванкова каждый успех в деле,
любое новшество делалось общим достоянием и было стремление позна-
комить все заинтересованные заводы с тем, что накопилось в Организа-
ции, — заводы, в противоположность этому, запирались каждый сам в
себе, и даже многие из них весьма неохотно принимали указания, как
будто бы здесь дело было в самолюбии. Доходило до курьезов: случалось,
что заведующий цехом одного завода «сманивал», например, хорошего за-
кальщика пуансонов с другого завода, потому что вопрос правильной за-
калки пуансонов у него не ладится, а иначе справиться с ним не мог, так
кпк другой завод не хотел «выдать» тайны закалки пуансона.
Безусловно, методу арсенала в Бурже следует во многих случаях от-
дать предпочтение перед методом прессовки в закрытых матрицах, потому
что при существовавшей несовершенной технологии получения и прокатки
стали на многих из наших заводов штампование выдавливанием металла
на пуансон имеет то громадное преимущество, что, если в заготовке есть
плена или прокатанная раковина, она сейчас же расслоится, и такая за-
готовка уже после первой операции выбрасывается, тогда как при штам
пивке в закрытых матрицах, наоборот, этот дефект будет как бы подправлен
и уже обнаружится только во время механической обработки стакана.
К другим преимуществам этого метода относятся чугунные, легкосмен
пые (ставятся без резьбы, на конус) пуансоны, а также то, что, благодаря
неподвижному положению пуансона, он лучше охлаждается.
Из ли отсутствия между заводами тесной связи и взаимной помощи
их-то приходилось наranicniiii'1'i.cii па такие явления, что данный завод
<12
• мучается* пмд разрешением какого либо иоироса, а па другом заводе этот
же вопрос уже давно разрешен.
На тех .заводах, где технический персонал хотя и не был подготовлен
к новому производству, но был достаточно интеллигентен, — работа на-
хаживалась сравнительно быстро. Совсем другое наблюдалось на заводах,
где лица, ведущие это дело, страдали излишней самоуверенностью. Здесь
ьс<< указания инженеров Управления уполномоченного заранее уже счи-
тались неправильными и по преимуществу не исполнялись, а если и ис-
полнялись, то без должной настойчивости и не давали удовлетворительного
результата. И только тогда, когда жестокая действительность заставля-
iia убеждаться, что лица, командируемые уполномоченным, совершенно
in стремятся «подкопаться» под руководителей заводов, а стараются по-
мочь делу и охотно делятся тем, что сами знают по этому вопросу, начи-
нали прислушиваться к советам и дело быстро двигалось вперед. Недо-
г таточная техническая образованность руководителей только тормозила
работу, но, с течением времени, практика приобреталась, а главное, у за-
водчан вырабатывалось доверие к ценности указаний командируемых
уполномоченным лиц, так что к концу деятельности работа шла на усло-
виях полного взаимопонимания.
В брак штампованные стаканы чаще всего списывались из-за прова-
||ц внутреннего диаметра, эксцентричности, тонкого дна, тонкостенности
п др. Не вдаваясь в объяснение причин получения каждого вида брака,
нужно констатировать, что, при очень тщательной работе и неослаблен-
ном внимании, брак вследствие дефектов штамповки может быть сведен
до минимума, брак же по вине материала зависел от совершенства техно-
логии получения металла на заводе, поставлявшем сталь. Но и здесь все
л г надо констатировать, что на каждом почти заводе преобладали, как
правило, один-два вида брака, присущие именно данному заводу, так что
«ч’ли завод дает 5% брака из всего изготовленного количества, то 80—85%
в । итого брака падает на один определенный дефект. Когда была органи-
зована приемка стаканов на заводах, то удалось существенно сократить
брак, так как в приемной преобладание того или иного дефекта резко бро-
< плось в глаза; об этом сообщалось руководству, и строже проверялись
« гаканы именно по этому калибру.
Степень аккуратности и внимания при работе на заводах была весьма
различна. Например, на одном заводе принято из изготовленных 75%, в
брак отошло 7—9% и на исправление возвращено 18—16%, а на другом —
принято 92%, брак — 1,5% и на исправление отошло 7%.,Правда, даже
пи одном и том же заводе эти показатели колебались довольно суще-
< । пенно:
принято 72,2 забраковано 9,8 на исправление 18 одна неделя
91,8 1,5 6,7 другая
75,Л 5,5 19 третья
73,9 3,3 22.8 четвгртпя
нл
3" ШТАМПОВАННЫЕ СТАКАНЫ
Лап / // Завоз 1915 г. 1916 г.
Июнь Июль Авг. Сент. Окт. Ноябрь Дек. Янв. Февр. Март Апр. Маи Июнь Июль Лиг
Брянский — — — — — — — — 36100 30000 20000 26000 58000 42000 94182
Бежецкий — — — — — — — — — — — — — — —
Баксов — — — — — — — — — — — — 2000 6000 —
Днепровский 1000 2870 10890 22000 20240 26000 19000 34000 48000 68000 20000 57000 16000 19000 30000
Дружковский — — — — — — — 5574 1688 12991 7606 5667 25015 25562 37733
Камский — — — — — — — — — — — 11149 16978 15200 24600
Нев., Вильде — — — — — — — — — — 2200 6000 3827 2400 8100
Новорос. — — — — — — — — — — 34000 46000 62000 68000 44000
Таганрогск. — — — — — — 5625 4375 — — — — — 15 —
Р. Провиданс — — — — — — 5702 12955 7295 21519 13786 32000 18000 12000 20000
Р.-Вельгийск. — — — — — — 9652 33790 42000 36000 44000 46000 26000 32000 38000
Ун нон — 553 1604 4071 8614 8182 5991 2725 19641 52257 61342 88066 83740 93500 11'6_0
Царицынский — — — 12518 2012 15283 8600 45400 20582 31200 131018 88800 47300 125600 92074
1000 3423 12494 38589 30866 49465 54570 138819 175306 251967 333952 406682 358860 441277 506359
СТАКАНЫ 57мм
Нев., Вильде Моск -Воен.- — — — — — — — — — — — — — — —
Пр.-Т-ва — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — -
Продолжение таблицы
Дата s' s' Завод 1916 г. 1917 г. Итого
Сент. Окт. Ноябрь Дек. Янв. Февр. Март Апр. Май Июнь Июль Авг. Сент. Окт. Ноябрь Дек.
Брянский 105746 70000 98905 73818 91636 ЮОООО 12456 24142 30000 15252 14000 31044 36360 52000 10000 — 1071641
Бежецкий — — — — — — 10000 18000 4000 7400 2000 — — — — — 41400
Баксов — — — — — — — — — — — — — — — — 8000
Днепровский 31000 22000 — 200 — — 4000 — — 16000 28724 36000 22000 32000 20000 8000 613924
Дружковский 35428 71457 52000 69700 45979 32720 10000 73700 90000 86000 58000 64000 56000 24000 — 2000 892820
Камский 44800 35300 47000 62400 42000 46433 77340 36900 51800 32040 34513 52099 10700 27000 36300 2100 706652
Нев., Вильде 15729 12000 — 8000 10000 10000 6000 20200 1281 — — — — — 496 — 106233
Новорос. 38000 86000 50000 60000 65992 43996 24000 4000 3000 12000 50000 10000 3000 — 14000 14000 731988
Таганрогск. — — — — — — — — — — — — — — — — 10015
Р.-Провиданс 28000 24000 26000 45540 43460 11985 23270 22772 29971 10999 4000 2000 12000 16000 16000 8000 467254
Р-Бельгийск. 60000 76000 76000 64000 58558 63996 52000 110000 52000 68000 42000 18000 36000 52000 16000 — 1151996
Уннон 135259 189921 165032 174065 154903 113047 114488 99448 83258 21700 64791 75391 50575 34761 8450 — 2033045
Царицынский 122026 122675 94720 91200 84700 59834 122800 66800 54800 65800 76800 92491 62000 12500 2500 — 1752033
615988 709353 609657 * 648923 597228 482011 456354 457962 400110 335191 374828 381025 288635 250261 123746 34100 9587001
СТАКАНЫ 57мм
Нев., Вильде Моск.-Воен. — — — — — — — — — — — — 1500 — — — 1500
Пр.-Т-ва — — — — — — — — — — — — 227 1277 — 1504 3008
— — — — — — — — — — — — 1727 1277 — 1504 4508
Но нес же надо скапать, что степень аккуратности 1) работе для каж-
дого завода была величиной постоянной. Большинство заводов имело про-
цент брака не выше 1,5—2% при приемке, а так как контроль качества
производился и до приемки, то в целом в брак отходило не выше 5—7%,
что, при сравнительно высоких требованиях, которые предъявлялись за-
водам, можно признать очень хорошим результатом, приняв во внимание
| новизну дела и спешное переоборудование заводов под это производство.
Приемка стаканов была сосредоточена в руках инженеров отдела Ми-
нистерства Путей Сообщения. Однако для них она оказалась значительно
труднее хорошо знакомой им приемки стали как по громадному количе-
ству изготовляемых предметов, так и по требованиям, предъявляемым к
каждому стакану в отдельности. У инженеров Отдела не было достаточно-
го числа браковщиков, и уполномоченный принимал меры к обучению
новых браковщиков и отправке их по заводам, в распоряжение инжене-
ров Отдела. Чаще всего встречались следующие виды брака:
эксцентричность, несоосность, тонкостенность, короткий конус, пле-
ны, трещины, раковины, запрессовка, окалины, песочины, следы усадоч-
ной раковины и т. д.
По мере налаживания производства, приобретения навыков и опыта
рабочими и руководителями, производство ширилось, а количество брака
резко уменьшалось.
VII
Организация механической обработки
стальных корпусов снарядов
В трудное время пришлось начинать дело генерал-майору Ванкову.
Война застала нашу металлообрабатывающую промышленность врасплох.
И без того бедная механическими заводами страна растеряла в первые же
месяцы войны большую часть своих квалифицированных рабочих и тех-
нического персонала вследствие призыва их в войска. Не имея в мир-
ное время никакой организации, которая привыкла бы к работе на ар-
мию, наша промышленность умирала, сокращая производительность вви-
ду ожидаемого уменьшения потребления, вместо того, чтобы, по примеру
других стран, напрягать все силы для увеличения производства. Все воз-
раставшее расстройство транспорта и связанные с ним недостатки в снаб-
жении заводов материалами, топливом и даже продуктами, на устране-
ние которых не было реальной надежды, снижали предприимчивость и
заставляли опускать руки даже наиболее сильных предпринимателей, не
знавших, к кому обратиться за помощью.
К этим общим препятствиям присоединялись особенности нашей ма-
| лоразвитой механической промышленности. В России мало механических
заводов с массовым производством каких бы то ни было предметов. Заво-
ды почти не имели возможности выполнять точные работы со строгими
допусками, и нередко производство находилось в руках малообразован-
ных мастеров. Поэтому, чем большая точность требовалась в работе, тем
труднее бы но наладить дело. Токарных станков оказалось крайне недо-
I <К1
статично, оснащение ими за подои шло медленно, частью выпискою из-за
границы, частью за счет отечественного станкостроения, которое в мир-
ное* время развивалось слишком слабо.
Была еще, наконец, одна причина. Дело в том, что генерал-майору
Ванкову при выдаче наряда на заготовление гранат по французскому об-
разцу были выставлены жесткие условия. Весь наряд сводился к заготов-
лению лишь одного миллиона гранат (несколько позднее было прибавле-
но еще 600 000), и притом запрещалось привлекать заводы, уже имею-
щие заказы артиллерийского ведомства. Таким образом, выбор заводов
был крайне ограничен, и оказалось весьма мало квалифицированных ме-
хннических заводов, которые могли бы быть привлечены к делу. Неиз-
бежность привлечения слабых, плохо оснащенных или мелких заводов и
мнстерских вызвала необходимость их дополнительного укомплектования
оборудованием. И здесь выступила роковым препятствием ничтожность
данного ГАУ наряда и сжатые сроки его выполнения.
Первый вопрос, который ставился любым заводом, был таков: будет
ли заказ достаточным и долгосрочным, чтобы оправдать затраты на рас-
ширение и закупку нового оборудования?
На этот вопрос, учитывая объем заказа и его срок (1 000 000 и до
I декабря 1915 г.), можно было отвечать только отрицательно.
Лишь убежденность уполномоченного генерал-майора Ванкова в край-
ней необходимости и важность для России порученного ему дела, в связи
г возникшими к тому времени недостатками в снабжении родной армии
артиллерийскими снарядами, помогала преодолеть возникавшие было
сомнения и препятствия.
Как мы уже указывали выше, затруднения, встреченные московски-
ми заводами еще в феврале 1915 г., при выяснении возможности изготов-
ления гранат по французскому образцу, побудили генерала Ванкова про-
извести опытное изготовление их в мастерских Брянского Арсенала. Под-
робности этого интересного в техническом отношении опыта по изысканию
возможности изготовления такого вида гранат на любом механическом за-
воде со средним оборудованием приведены в помещенной ниже выдержке
из письма одного из начальников мастерских Арсенала:
«Приезд генерала Ванкова в воскресенье 22 февраля 1915 г. был со-
вершенно неожидан. Пишущий Вам эти строки в этот день, в 9 часов утра
получил, как и остальные начальники мастерских, по телефону приказа-
ние от генерала Ванкова, прибывшего в Арсенал прямо с вокзала, явить-
ся в Арсенал и немедленно выяснить возможность изготовления в нем
гранат по французскому образцу.
Собрав по дороге мастеровых (день был праздничный), через час на-
чальники мастерских во главе с Помощником Начальника Арсенала по
•н’хнической части, под непосредственным руководством генерала Ванко-
ва, совместно с прибывшими с ним двумя офицерами французской служ-
бы, приступили к рассмотрению чертежей гранат, технических условий
на них и, в связи с ними, необходимых инструментов, шаблонов и при-
способлений.
Выяснив все эти детали, генерал Банков приказал во чтобы то ни
стало к. следующему дню изготоиить несколько снарядов. Технический
персонал Арсенала, вполне учитывая крайнюю спешность порученного ему
<17
дели, и то лее время, по опыту, .шил катогоричность приказания своего
начальника. Времени дано было немного, приходилось учитывать по часам.
В 12.30 ч дня приступили к изготовлению в слесарно-механической
мастерской шаблонов, инструментов и приспособлений, в кузнечной мас-
терской к испытанию привезенной генералом Ванковым снарядной ста-
ли. Сталь оказалась сомнительной, попадались плены, и была заменена
подходящей, из запасов Арсенала. К этому времени были приготовлены
инструменты и шаблоны для первых операций, и в 3 ч дня в слесарно-
механической мастерской начались разрезка болванок, обдирка, рассвер-
ливание заготовок. Эти работы особых затруднений не представляли, и в
(> ч вечера первая партия в 10 штук ободранных и рассверленных стака-
нов была готова. Стаканы эти были отправлены в кузнечную мастерскую,
где их нагрели и обжали. При поверке на станках обжатых стаканов, около
10 ч вечера, было выяснено, что для получения более близкой к чертежу
внутренней поверхности снаряда необходимо изменить их расточку.
Одновременно с этим в кузнечной мастерской было обнаружено при
обмере обжатых снарядов удлинение их, совершенно нарушающее поло-
жение очка. Для устранения этих недостатков было решено изготовить
новую партию заготовок, изменив их расточку. Для ускорения работ чис-
ло станков на первые три операции было удвоено. Тогда же первая партия
стаканов была пущена в дальнейшую обработку для проверки остальны-
ми рабочими и поверочным инструментом. Тем временем кузнечная ма-
стерская рядом опытов отработала способ устранения удлинения снарядов
при обжиме. К 2-м часам ночи в слесарно-механической мастерской была
приготовлена вторая партия черновых стаканов, в 16 штук, с нескольки-
ми вариантами расточки. Выработанный за это время в кузнечной ма-
стерской способ горизонтального обжима с упором в дно стакана дал тре-
буемую длину стакана, а вскоре один вариант расточки черновых стака-
нов второй партии дал близкую к чертежу внутреннюю поверхность.
Несколько попыток закалки обжатых стаканов в кузнечной мастерской
выяснили подходящий в данной обстановке способ термической обработ-
ки. С 5 до 7 ч утра в слесарно-механическую мастерскую поступило из
кузнечной мастерской 9 обжатых и термически обработанных стаканов.
За это время в слесарно-механической мастерской на первой партии
черновых стаканов удалось отработать и изготовить необходимый инстру-
мент как для подчистки внутренней поверхности стакана около очка, так
и для подчистки дна, причем особенно трудно было добиться первого, тем
более, что эту поверхность старались довести возможно ближе к чертежу.
Операции по нарезке резьбы очка, окончательной отделке наружной по-
верхности стакана, проточке канавки под поясок и пр. при достаточно
опытном кадре мастеровых не встретили особых затруднений. В 11 ч утра
были изготовлены, проверены по шаблонам и взвешены первые 6 снаря-
дов, причем выяснилось то, что колебания в весе отдельных снарядов не
превышали 12 золотников. В тот же день эта партия снарядов была отве-
зена французским капитаном Понсе в Москву.
В дальнейшем ;)ти снаряды были испытаны стрельбой на Главном
Артиллерийском Полигоне и дали вполне удовлетворительные результаты.
Таким образом, па приготовление верных шести 3" фугасных гранат
было употреблено 2(> ч. Следует отметить как характерную подробность
ОН
итого эпизода го, что в течение этих 26 ч как непосредственные рукоиоди-
1глп работами — начальники двух вышеупомянутых мастерских, так и
все мастера и мастеровые, занятые изготовлением снарядов, были безот-
лучно на своих местах. Генерал же Банков неоднократно днем и ночью
осматривал работы и, кроме того, непрерывно следил за ходом производ-
ства, принимая доклады о нем по телефону всю ночь.
В ответственном государственном деле, выпавшем на долю руководи-
мой генералом Ванковым Организации, приведенный выше эпизод не ве-
лик, но ярок и выпукло обрисовывает энергию, находчивость и уменье
пользоваться людьми и обстоятельствами ее руководителя, не знавшего
«•лова «не могу» и сумевшего заставить забыть это слово и всех своих под-
чиненных».
Упорный труд всей Организации генерала Ванкова, настойчивое и
непрерывное общение с заводами, решительное содействие им в устране-
нии недостатка рабочих, топлива, материала, постоянное наблюдение за
работой и техническое руководство со стороны русских и французских
<><1>ицеров, состоявших в Организации уполномоченного, дали возмож-
ность, мало-помалу, несмотря на трения и задержки, вывести работу на
гот путь, при котором даже упорные маловеры и сознательные враги Орга-
низации были побеждены неопровержимыми цифрами результатов.
Корпуса 3" гранат
В описанных выше общих условиях генерал-майору Ванкову перво-
начально удалось привлечь к изготовлению корпусов гранат лишь 34 за-
вода и мастерских. Некоторые заводы предлагали организовать сравни-
тельно большое производство, но при условии обеспечения их длительны-
ми заказами, чтобы они могли приобрести необходимое оборудование и
окупить затраты. От этих предложений пришлось отказаться по услови-
ям сжатого срока и ограниченного количества заказанных гранат фран-
цузского образца. Число станков, пригодных к новой работе, было вооб-
ще крайне ограниченно, и были случаи, когда отсутствие 2—3 специаль-
ных станков на заводе сильно затягивало всю работу, а необходимость
даже небольшого пополнения нужного оборудования задерживала нала-
живание всего производства.
Большая часть заводов точных работ ранее не производила, техниче-
ские силы их были крайне скудны и приспособлены лишь к их нормаль-
ному производству; особенно резко сказывалась недостаточность инстру-
ментальных станков. Это создало большие затруднения в изготовлении ка-
либров и рабочих инструментов. Термическая обработка стали являлась
совершенно новым делом для громадного большинства заводов. Поэтому
приходилось непрерывно инструктировать заводы, привлекая русских и
французских артиллеристов (Пио, Понсе, де-Луази, Жульен, Терпиловский,
Высочанский, Панкин) и молодых русских офицеров, инженеров и техни-
ков. Производились периодические объезды заводов.
Для изготовления оснастки, приспособлений для обработки и для пе-
чен приходилось составлять чертежи в Управлении уполномоченного.
Точно так же Организацией генерал майора Ванкова производилась раз
работка ’технологического процесса 11|и>11зводстнп по операциям.
(И)
IX X XI XII I II III IV V VI VII VIII IX X XI XII I II III IV V VI VII VIII
1915г. 1916г. 1917г.
Диаграмма
недельных отметок брака при гидравлическом испытании корпусов 3" гранат по заказам генерала ВАНКОВА
70
В Южном районе с лучших заводских образцов оснастки был состав-
лен альбом приспособлений, и от вновь принимающих заказы требовалось
применение уже проверенных приспособлений и методов работы.
До какой степени доходило содействие Организации, показывает при-
мер налаживания термической обработки.
Полковнику Высочанскому приходилось самому производить закал-
ку, чтобы только доказать заводам возможность достижения заданных
требований, в чем они сомневались. Общий уровень технических знаний
на заводах оказался таков, что, вообще, пришлось рекомендовать готовые
схемы производства, чтобы устранить постоянно повторяющиеся ошибки
и не изобретать то, что уже изобретено.
Когда первые трудности для заводов были преодолены, то дело пошло
значительно быстрее. Заводы привыкли постоянно обращаться к Органи-
зации генерал-майора Ванкова за советом и помощью в затруднительном
положении. Постоянное инструктирование, пример и опыт ранее начав-
ших работу заводов давали вновь привлекаемым заводам возможность
быстрее налаживать работу. Заводы, первыми приступившие к изготов-
лению корпусов гранат, потребовали для полной наладки в среднем не
менее 5—6 месяцев, между тем как заводы, приступившие к работе в
1916 г., налаживали дело уже в 2—3 месяца. Выход корпусов со станка
постепенно увеличивался, и здесь более всего сказалось влияние инструк-
тирования Организации. По крайней мере, некоторые большие заводы,
не работавшие в Организации генерал-майора Ванкова и имевшие до вой-
ны специальное оборудование для изготовления гранат, выпускали их
меньше с каждого станка, чем мелкие заводы, ранее вовсе не знакомые с
производством гранат, но пользующиеся руководством генерал-майора
Ванкова. То же наблюдалось и на больших заводах, не пожелавших полу-
чать помощь от Организации генерал-майора Ванкова, как, например,
Коломенский, который вел дело самостоятельно. >
Здесь нет надобности вновь перечислять встречавшиеся и встречаю-
щиеся препятствия, для устранения которых генерал-майор Банков все
время оказывал заводам возможную помощь. Недостатки в снабжении
топливом и материалами, приводившие иногда к остановке работы, осо-
бенно из-за топлива, недостаток рабочих и техников, забастовки рабочих —
все это влияло самым существенным образом на ход работы заводов. Уп-
равление уполномоченного принимало все доступные меры к доставке
топлива и к возвращению квалифицированных рабочих и техников из
армии, к освобождению от призыва оставшихся рабочих и пр.
Нельзя не отметить, что на некоторых заводах отдавалось иногда пред-
почтение более выгодным частным заказам, приводившее к необходимости
обследования заводов и принятия решительных мер. Уполномоченный не
имел достаточно власти, чтобы принудить такие заводы к добросовестной
работе по изготовлению снарядов, и вынужден был ограничиваться сня-
тием своих заказов с таких заводов.
Следует, однако, признать, что эти печальные случаи не повлекли за
собою заметного сокращения выпуска гранат.
Молено констатировать, что в деле обработки корпусов гранат, как и и
деле штамповки стаканов, заводы, принявшие бескорыстную помощь Орга
71
111 tin11,1111, исключительно быстро налаживали работы. Совершенная попил
па производства в сочетании с неверием в возможности нашей промыт
лонцости заставляли первоначально с большою осторожностью делать рас-
четы на будуще<, и здесь, с гордостью за Россию, можно сказать, что ос-
новная заслуга генерал-майора Ванкова, который принял на себя тяжелое
поручение, состояла в его твердой убежденности, что в России все можно
сделать при отсутствии обычных «препон» и при содействии власти, что
и блестяще подтвердилось.
Что касается цен на изготовление корпусов гранат, то первоначально
за корпус, полученный сверлением из поставленной стали, назначено было
по 10 руб. с понижением этой цены за каждый следующий месяц до
9 руб. 50 коп., 9 руб. и 8 руб. 50 коп. В отдельных, немногих случаях
{например, «В. Г. Столль и К°», «Нев., Вильде и К°» и др.) первоначальные
цепы удалось понизить до 8 руб. и 7 руб. 50 коп., 7 руб. и 6 руб. 50 коп.
В 1916 г. более или менее окончательно определилась цена: за изготовле-
ние сверлением — 8 руб. 50 коп., за механическую обработку штампован-
ного стакана с наружной и внутренней стороны — 7 руб. 25 коп. и за обра-
ботку штампованного стакана только с наружной стороны — 6 руб. 50 коп.
За изготовление корпусов из собственной стали цена с 12 руб. 75 коп. по-
степенно понизилась до 11 руб., а в 1917 г. — до 10 руб. 50 коп.
Список заводов, изготовлявших корпуса гранат, и общий ход постав-
ки показаны в приложении.
Нет никакого сомнения, что последовавшее в 1916 г. увеличение за-
калов и сроков их исполнения помогли заводам расширить производство.
Общие цифры выпуска корпусов таковы:
Год и месяц Корпуса гранат Год и месяц Корпуса гранат
Месячно Суммарно Месячно Суммарно
1916. Сентябрь 65 851 — 1916. Ноябрь 770 661 6 810 124
Октябрь 127 063 192 914 Декабрь 783 868 7 593 991
11оябрь 184 523 377 437 1917. Январь 763 926 8 357 917
Декабрь 223 358 600 795 Февраль 572 648* 8 930 565
И) 16. Январь 245 257 846 052 Март 522 932* 9 460 712
Февраль 325 156 1 171 208 Апрель 501 287* 9 961 999
Март 445 522 1 616 730 Май 537 574* 10 527 245
Апрель 421 568 2 038 298 Июнь 468 708* 10 995 953
Май 504 869 2 543 167 Июль 448 456* 11 444 409
Июнь 631 925 3 175 092 Август 399 836* 11 840 245
Июль 668 038 3 863 130 Сентябрь 420 037* 12 264 282
Август 708 822 4 571 952 Октябрь 160 381* 12 624 663
Сентябрь 703 065 5 275 017 Ноябрь 290 924* 12 915 587
Октябрь 764 495 6 039 512 Декабрь
Уменьшение с фенрнля 1917 г. объясняется государстнснпым перепоротом, .тблетонкпмн
рнЬочпх и iioi-TeneiHu.iM цнденпем immeii промышленности.
72
Стальные снаряды калибра 155 мм,
57 мм и 48”' химические
Кроме 3" гранат французского образца, уполномоченному было пору-
чено Главным Артиллерийским Управлением в середине 1917 г. изготов-
ление 200 000 цельнокорпусных бомб к французским 155 мм пушкам,
360 000 штук 57 мм гранат для Румынского правительства и 100 000 штук
48'” бомб специальной конструкции для химического снаряжения (по
проекту Химического Комитета при ГАУ).
Производство всех этих снарядов было детально разработано Управ-
лением уполномоченного, распределено между заводами и налажено с тех-
нической стороны. Однако ни один из этих снарядов не сделался предме-
том валового производства. Почти исключительной причиной этого была
вполне обоснованная боязнь всех, без исключения, промышленников, при
сложившихся тогда условиях, заключать договоры на поставку изделий
в определенные сроки, по определенным ценам и под ответственностью
(с уплатой неустоек). В частности, в отношении цен заводчики настаивали
на условных, стоящих в зависимости от беспрерывно растущих на все цен.
Ими предлагалась обычно формула: «по действительной себестоимости
плюс некоторый процент прибыли».
Задержка с заключением договоров еще более ухудшала положение,
так как установленные уполномоченному предельные цены, рассчитанные
с некоторым запасом на предстоящее повышение стоимости обработки,
становились недостаточными.
Уполномоченный многократно настаивал перед ГАУ на том, чтобы ему
предоставлено было право при заключении договоров определять неустой-
ки или освобождать заводы от уплаты неустойки, но все эти представле-
ния оставались неудовлетворенными вплоть до ликвидации всех заказов
уполномоченного.
VIII
Организация производства бомб сталистого чугуна
Сверх нарядов на 3” стальные гранаты уполномоченный выполнял на-
ряды на 6” и 48'" бомбы сталистого чугуна, а также на 57 мм, 105 мм, 8",
11" и 12" снаряды.
Сталистый чугун явился новшеством не только в снарядном деле, но
и в технике вообще, а потому необходимо подробнее остановиться на его
происхождении.
За последнюю четверть века на французском рынке появились изделия
из особого чугуна, который по своим качествам далеко превосходит обык-
новенный серый чугун. Чугун этот был известен под названием «арден-
нского». Приготовлялись из него самые разнообразные предметы как в об-
ласти машиностроения, так и в хозяйственной. Чугун этот выплавлялся в
отражательных печах, преимущественно во французских Арденнах, и, кро-
ме некоторых заводов, изготовление его не получило распространения.
Рецепт <ч’о приготовления (т. е. составление шихты), которым пользо-
вались старые арденнские литейщики, был мало известен, кроме неболь-
шого круга заводов.
73
Непрерывный рост поенного могущества Германии и всем известные
завоевательные стремления ее заставляли наиболее предусмотрительных
военных авторитетов Франции изыскивать все меры для обеспечения фран-
цузской армии возможно большим количеством снарядов в надвигавшей-
ся неизбежной войне.
Однако в решительный, критический момент, каким был в 1908 г.
конфликт по поводу Агадира, когда Франции приходилось лихорадочно
подсчитывать свои силы и силы противника, оказалось, что и мартенов-
ские, и прокатные, и штамповочные цеха далеко не могли обеспечить ме-
таллом Францию в том размере, в каком была обеспечена Германия.
При таких условиях чугунные снаряды, как не требующие для своего
производства специального и сложного оборудования и производство ко-
торых в короткий срок могло быть налажено на частных неспециализи-
рованных заводах, явились бы весьма дельным подспорьем.
Но большие давления в канале современных орудий и большие скоро-
сти снарядов требовали от последних большой прочности, вследствие чего
снарядам из простого серого чугуна приходится давать большую толщину
стенок при малой длине снаряда; в результате получался малый объем
для взрывчатого вещества, что существенно понижает их боевую эффек-
тивность.
Арденнский чугун, как стоящий по своему составу между чугуном и
сталью, был бы весьма пригоден для изготовления снарядов, соединяя
значительную прочность с простотой изготовления.
К сожалению, были серьезные препятствия к применению этого чугу-
на в артиллерийском деле. Такими препятствиями являлись: приготовле-
ние его в печи и, главным образом, неопределенность шихты и процесса
плавки (не было отработанной технологии, полагались только на опыт
литейщиков), а отсюда ненадежность и непостоянство свойств чугуна.
Чтобы сделать этот чугун пригодным и ценным материалом для мас-
сового изготовления снарядов, в случае опасности, для Франции необхо-
димо было:
1) применить для его получения вагранки, бесчисленная сеть кото-
рых покрывает всю страну;
2) изучить его свойства и изыскать простые, научно обоснованные
способы его приготовления и условия приемки (контроля качества), до-
статочно гарантирующие надежность и однообразие металла.
Изучением этих вопросов занялся капитан Праш, который с 1908 по
1912 г. получил из вагранки и исследовал чугун, известный ныне как во
Франции, так и в России под названием сталистого чугуна.
Труды капитана Праш, которые являются одним из интереснейших
исследований чугуна, были напечатаны отдельным изданием француз-
ским артиллерийским ведомством в 1912 г.
Причинами прочности сталистого чугуна являются относительная бед-
ность его углеродом и значительный процент связанного углерода. Обед-
нение чугуна углеродом, получавшееся в арденнском чугуне вследствие
выгорания углерода в печи, не могло быть получено тем же способом в
вагранке, так как последняя, наоборот, обогащает металл углеродом. Обед
пение углеродом в вагранке удалось достичь присадкой стали. С другой
стороны, арденнский чугун, выплавляясь в печах, получался очень мало
74
сернистым, п вагранках же чугун, находясь в непосредственном сопри-
косновении с топливом, сильно насыщается от него серою. Чрезвычайно
вредное влияние серы на прочность чугуна заставляло всеми мерами бо-
роться против нее, создавая, таким образом, еще лишнюю трудность при
изготовлении сталистого чугуна.
Снаряды сталистого чугуна разных калибров были изготовлены капи-
таном Праш в Дуэ и испытаны стрельбой, результаты которой оправдали
соображения, высказанные капитаном Праш в его труде. До настоящей
войны производство снарядов сталистого чугуна во Франции велось в очень
ограниченном размере и преимущественно как учебные снаряды, а не для
пополнения боевого запаса.
Победа на Марне (сентябрь 1914 г.), доставшаяся ценою израсходова-
ния всего боевого запаса, а также битва на Изере (декабрь 1914 г.) заста-
вили Францию с особой энергией приложить все силы к восстановлению
запаса снарядов, для чего и была привлечена вся частная промышленность
Франции к развитию снарядного производства особенно тяжелых снаря-
дов. Для крупных же калибров преимущества сталистого чугуна были
особенно велики.
Ряд крупных заказов на снаряды сталистого чугуна разных калибров
от 80 мм до 270 мм (впоследствии до 400 мм) были вследствие изложен-
ного распределены во Франции. Первые снаряды сталистого чугуна по-
явились на фронте в январе 1915 г., и широкое их применение в бою до-
казало их высокие боевые качества, вследствие чего производство их в
дальнейшем было утроено.
Валовое производство этих снарядов во Франции дало невероятный,
по своей продуктивности, выход со станка. Так, например, к началу 1917 г.
некоторые французские заводы считали нормальным средний выход:
90 мм — 102 снаряда, 4 со станка
120 ” — 66
155 ” — 33 ?? ► в 22-часовой
240 ” — 14 99 рабочий день
320 ” — 12 99 1
Не менее поразительна производительность хорошо оборудованных
литейных заводов во Франции: так, например, на заводе Альби одна бри-
гада формовщиков, в 2 смены, по 6 человек в каждой, общей продолжи-
тельностью работы около 17 часов формует за день:
352 штуки 95 мм снарядов
480 ” 155 ”
44 ” 240 ”
и, кроме того, заформовывает 12 опок для 240 мм бомб.
В конце 1915 г. французская миссия, осведомленная о великолепных
результатах применения во Франции снарядов сталистого чугуна, пред-
ложила уполномоченному ГАУ начать изготовление их и в России. Уме-
стно было бы здесь отметить, что и у нас в России были самостоятельные
попытки к получению чугуна, сходного со сталистым. Попытки эти были
не только в области машиностроения, по и в снарядном деле.
Так, в заседании 1-го Отдела Артиллерийского Комитета (журнал
JM1, 3271 от 23 августа 1916 г.) профессор Д. К. Чернов сообщил, что полу
76
чение стнлпегого чугуна уже давно испытано в России, между прочим, и
для отливки бронебойных снарядов крупных калибров. Так, в половине
семидесятых годов, по инициативе Н. И. Путилова, на его заводе стали-
стый чугун приготовлялся путем преждевременного прекращения процес-
са в Бессемеровских конверторах.
Что же касается получения чугуна в вагранках, с присадкою стали,
то таковые опыты были произведены в широком масштабе самим профес-
сором Черновым на Обуховском заводе около 40 лет тому назад. Тогда
профессором Черновым было выяснено, что стальные мелкие обсечки и
обрубки (весом до 50 фунтов) можно было добавлять в количестве до 50%
общего веса идущего в переплавку чугуна. Металл получался в виде осо-
бого чугуна, хотя и с малым содержанием кремния, но с большим содер-
жанием углерода (около 4%).
Однако для производства снарядов такой чугун не был применен. Не
были определены и требования к механическим качествам снарядного
чугуна.
В ГАУ и в Артиллерийском Комитете было немало лиц, скептически
относившихся к сталистому чугуну, но тем не менее предложение фран-
цузской миссии, поддержанное уполномоченным, об изготовлении снаря-
дов из сталистого чугуна в принципе было принято.
Вначале выбрали снаряды 6" калибра, в которых в то время наибо-
лее нуждалась русская артиллерия, но долго ГАУ не решалось остановить-
ся на предложенном миссией чертеже. Чертеж этот был изменен (ликви-
дировали конус запоясковой части), и 3 апреля 1916 г. окончательный
чертеж был Артиллерийским Комитетом утвержден. Не дожидаясь утвер-
ждения чертежа, заводами Макеевским (Русского горного униона) и «Гель-
ферих-Саде» по предложению уполномоченного ГАУ были изготовлены
пробные снаряды для контрольной стрельбы, снаряжены затем заводом
Второва и испытаны на Главном Артиллерийском Полигоне, дав вполне
удовлетворительные результаты.
Наряд в 500 тыс. шт. 6” бомб был передан на словах Начальником
ГАУ генерал-майору Ванкову в первых числах мая 1916 г. Тотчас же упол-
номоченным совместно с Техническим отделом Управления и заведующи
ми заинтересованных районов был выработан план распределения этих
заказов и по телеграфу передан заводам 5 мая 1916 г. Для обследования
заводов, могущих принять наряды на отливку бомб и обработку их, экст
ренное распоряжение уполномоченным ГАУ было дано еще в апреле, а
потому план так быстро разработали.
Впоследствии уполномоченным была принята на себя поставка 240 тыс.
черновых отливок таких же снарядов для Центрального Военно-Промыш-
ленного Комитета, по просьбе последнего. А затем был получен наряд еще
па 200 тыс. шт. 6” бомб. 3 сентября 1916 г. уполномоченным был получеп
наряд на 300 тыс. шт. 48"' бомб сталистого чугуна.
В мае—июне 1917 г. Макеевским заводом была отлита, а Конотопским
снарядным заводом обработана первая пробная партия в 100 шт. 8" бомб
сталистого чугуна, давших вполне удовлетворительные результаты на
произведенном испытании стрельбою.
В июле того же года разными заводами Южного района при содей
етапп инженеров французской миссии была налажена отливка И!'*. II",
7(1
ЮГ) мм и 57 мм сппрлдов, к валовому производству которых не приступи-
ли ио причинам, от заводов не зависевшим.
Когда изготовление снарядов из сталистого чугуна получило уже пол-
ное развитие, то скептицизму по отношению к их качеству и возможно-
сти изготовления не было более места. Тогда появились скептики по от-
ношению к рациональности метода изготовления. Так, проф. Чарновским
23 ноября 1916 г. председателю заводского совещания Московского райо-
на был подан доклад, в котором проф. Чарновский доказывал, что с точ-
ки зрения металлургических процессов производительность снарядов ста-
листого чугуна в 2,8 раза ниже, чем стальных снарядов того же калибра,
и, кроме того, требует в 2,5 раза более топлива. Эти парадоксальные циф-
ры получились, главным образом, благодаря тому, что для мартеновского
процесса проф. Чарновский основывался, по-видимому, на практике толь-
ко заводов Центрального района (Кулебакского и Сормовского), удален-
ных от рудников и потому применяющих скрап-процесс (стальной лом в
несравненно большей пропорции в шихте, чем то принято на заводах Юга).
По сравнению с Югом металлургическая промышленность Центрального
района была незначительной. Этот доклад вызвал к жизни ряд других
расчетов, из которых можно заключить, что, наоборот, производительность
снарядов сталистого чугуна в 1,6 раза больше, чем стальных, в отноше-
нии металлургическом, в 3—4 раза в отношении механической обработки,
в 2 раза менее требует топлива и обходится вдвое дешевле. Боевое дей-
ствие этих снарядов, конечно, несколько уступает стальным, но не на-
столько, как это ожидалось многими специалистами, а потому рациональ-
ность изготовления этих снарядов стала очевидной.
Вопрос сталистого чугуна настолько заинтересовал русский технический
мир, что 23—26 февраля 1917 г. был созван специальный съезд практи-
ческих деятелей по этому вопросу. На этом съезде было установлено, что
те вопросы, которые волновали техников, занимавшихся изготовлением
сталистого чугуна, главным образом технические условия на его приемку,
еще ранее заинтересовали Управление уполномоченного и им разрабаты-
вались.
Съезд этот был созван Московским Комитетом Военно-Технической
Помощи при активной поддержке полковника Н. Г. Высочанского и при
содействии уполномоченного. Сотрудничество с Управлением уполномо-
ченного преподавателей Высшего Московского Технического Училища
дало возможность всесторонне осветить научную сторону вопроса. Доклад
состоящего при Управлении уполномоченного инженера И.’С. Кустова на
этом съезде, резюмировавший результаты его многочисленных и точных
научных опытов над сталистым чугуном, послужил канвой для новых
технических условий.
Богатство и неопровержимость фактов и цифровых данных, представ-
ленных Управлением, дали возможность отработать новые технические
условия в направлении улучшения качества чугуна и с учетом пожела-
ний наиболее передовых литейщиков.
Изготовление бомб сталистого чугуна по заказам уполномоченного
ГАУ являлось, по-видимому, первым применением в снарядном деле* осо-
бого чугуна, отвечающего определенным механическим составам. До это-
го времени при заказах па чугун... ciuipipp.i по техническим услоипнм
77
ГАУ металл характеризовал! я как «хороший серый чугун». Единствен
ной гарантией прочности таких снарядов являлось условие, чтобы конт-
рольная партия выдержала испытание стрельбой. Как меру, предохраня
ипцую от разброса свойств чугуна, ГАУ требовало, чтобы чугун выплав
лился в печах, а не в вагранках, но, так как чугуноплавильных печей
вообще было очень мало, то во время войны ГАУ допускало пользование
вагранками, имея в виду большой запас прочности снарядов. В действи-
тельности почти единственной гарантией прочности снарядов простого
чугуна являлась чрезмерная толщина стенок, оставлявшая мало места для
нарывчатого вещества, понижая тем боевую эффективность.
При выдаче заказов на бомбы сталистого чугуна уполномоченный ГАУ
оставлял полную свободу поставщику в способах получения металла и ти-
пах плавильных аппаратов. Химический состав чугуна также оставался
произвольным и задавался уполномоченным только в виде указаний для
облегчения выполнения заводами их задачи. Но зато по своей прочности
сталистый чугун должен был строго удовлетворять техническим услови-
ям, предложенным французской миссией, требовавшим положительных
результатов испытаний пробных (контрольных) образцов на удар под коп-
ром и на разрыв.
Исполнение заказа на отливку 6” бомб взяли на себя первоначально
следующие заводы Южного района: Макеевский Русского горного и ме-
таллургического униона, Петровский Металлургического Русско-Бельгий-
ского Общества в Енакиеве, Новороссийский в Юзовке, Луганский, Алек-
сандровский Брянского Общества, Донецкое Металлургическое Общество
Штампования, завод Общества Русских Трубопрокатных заводов, бывший
♦Шодуар», Краматорский, завод Рудзского, Торецкий — в Дружковке, Ца-
рицынский — Донецко-Юрьевского Металлургического Общества и завод
♦Эльворти». Впоследствии заказ приняли, кроме того, Киевский Военно-
Промышленный Комитет (завод «Гретер и Криванек»), Саратовский Во
<чпю-Промышленный Комитет (завод «Сотрудник»), завод Хрущева в Орле
и А. Красильщиковой в Родниках.
Задача получения сталистого чугуна распадалась на три части: 1) по-
лучение металла требуемой прочности, 2) отсутствие закала (отбела), пре-
пятствующего обработке, 3) чистота отливки, особенно внутренней ее по-
верхности.
В отношении получения надлежащих качеств металла заводы распа-
даются на две группы, для которых трудность выполнения заданных
условий далеко не одинакова. К одной группе относятся заводы, имеющие
спой металлургический цех и, следовательно, работающие из чугуна соб
ственных домен. На таких заводах ход домны (доменный процесс) мог со
гласоваться с желаниями и способами работы литейного мастера, коррек-
тирующие добавки (марганец и кремний) были всегда под рукой, и ли-
тейщик был действительно хозяином своей шихты. На заводах, не
имевших своих домен, положение становилось нередко тяжелым, так как
они вынуждены были пользоваться гематитом того качества, который им
доставлялся; к этому гематиту требовались корректирующие добавки,
которых трудно было достать на рынке, а то, что доставалось, нередко
было нсодпообразно но составу. Между тем, часто малейшие отклонения
7Н
и составе шихты от выработанного предыдущей практикой влекло за со-
бой целый ряд неудачных плавок.
Иногда заводы должны были останавливать производство из-за отсут-
ствия ферромарганца. Так случилось с заводом «Сотрудник».
Положение заводов осложнялось по мере удаления от Юга, а следова-
тельно, от рудников и угольных копей. Помимо трудности получения
сырого чугуна надлежащего качества, присоединялось еще затруднение с
топливом. Сначала литейные заводы страдали от отсутствия кокса, но
вскоре большинство из них привыкло работать на антраците; но как при
коксе, так и при антраците страшным бичом являлась насыщенность топ-
лива серой.
Немало затруднений испытали заводы и в подборе надлежащего со-
става шихты. Примерный состав был указан Управлением в технических
условиях, и практика оправдала эти указания. Однако, чтобы приспосо-
биться к материалам и условиям каждой данной литейной, требовалось
вдумчивое и искусное применение указаний, содержавшихся в техни-
ческих условиях.
Многие заводы недостаточно оценивали роль марганца. На этой почве
имел место ряд неудач даже один крупный металлургический завод, ко-
торый, приняв заказ в мае, смог приступить к валовому производству толь-
ко в конце августа. Но чаще такие неполадки случались на менее круп-
ных литейных заводах, работающих на чугунах непостоянного состава.
Чтобы помочь заводам, на них командировались инструкторы, преимуще-
ственно члены французской миссии. Особенно много помогли в этом деле
рп шым заводам инженеры Э. Жане, П. Сивад и Дюшасан, которые оста-
вались на заводах до тех пор, пока, под их руководством, не получались
хо|к>шие результаты. В дальнейшем в Южном районе, где было сосредо-
точено не менее 0,9 всего производства литья, были назначены специаль-
ные инструкторы по литью из русских инженеров, которые, не неся обя-
пннностей приемщика, заботились о скором устранении всех неполадок в
литье, перенося с одного завода на другой удачные нововведения.
Этим путем достигалось то, что заводы не повторяли ошибок, уже об-
ппруженных ранее на других заводах.
Насколько требования технических условий оказались жизненны,
видно из следующего сравнения рекомендованного Управлением состава
стпл истого чугуна и с составом, принятым в резолюции съезда по стали-
Стому чугуну 26 февраля 1917 г.
Состав сталистого чугуна Количественный состав сталистого чугуна, рекомендованный Управлением Количественный состав, принятый резолюцией съезда
1 Общее содерж. углерода Грифита Марганца Кремнии Фосфор» f '<>!>. 3,1 — 3,2% 2,5 — 2,6% 0,6 — 0,8% 1,2 — 1,5% 0.06 0.07% 0.08'4, микс. 3,0 % 2,4 % 0,6 — 0,8% 1,2 — 1,5% не более 0,1 5'4, не более 0,1 2'4,
7»
Важную роль в получении хорошего качества металла и нагрпнке
играл процесс планки, обеспечивающий высокую температуру расплавлен
него металла (около 1400 ’)- Со стороны литейных мастеров некоторое вре-
мя проявлялось непонимание важности равномерного дутья при плавке
чугуна. Были случаи, что литейные мастера вовсе не обращали внимания
па равномерную работу вентилятора, а давление воздуха даже не измеря-
ли. И в этом отношении настойчивые указания членов французской мис
сии, в частности инженера Жане, и инструкторов Управления помогли
устранить причины неудач.
Чистота отливки из сталистого чугуна достигается значительно труд-
нее, чем из простого, из-за более высокой температуры затвердевания и
несравненно большей усадки. Между тем, чистота внутренней поверхно-
сти представляла особенную важность, так как она не подлежала механи-
ческой обработке, а снаряжались бомбы мелинитом, при наполнении ко-
го рым недопустимы на внутренней поверхности никакие неровности с
острыми краями. Чтобы добиться требуемой чистоты, литейщикам при-
ходилось особенно тщательно относиться к формовке. Члены француз-
ской миссии, которые принимали деятельное участие в налаживании ли
тья на Макеевском заводе, предложили свои способы формовки. Методы
эти были видоизменены различными заводами, сообразно привычкам и
взглядам каждого. Вначале заливка производилась как в сухие формы,
так и в сырые, но вскоре преимущество и несравненно меньший процент
брака в сухих формах стали настолько очевидными, что сырой способ удер-
жался только в редких случаях и только в связи с затруднениями в осу-
ществлении сушки. Интересна в этом отношении попытка Мануфактуры
А. Красилыциковой применить электрическую сушку; при этой сушке
.in граты, по снеденннм M к и yc|»»i кту ры, и апреле 1917 г. выразились в
М,7 кон. за снаряд при продолжительности сушки около 2 ч.
Несмотря, однако, на серьезное внимание, обращенное заводами на
формовку, процент бомб с дефектами внутренней поверхности был значи-
телен. Поэтому Управлением и французской миссией настойчиво рекомен-
довалось заводам внедрить приспособления для зачистки этих дефектов,
сглаживая их края фрезой или камнем. Для облегчения литейных заво
дов, испытывавших затруднения в использовании механических приспо-
соблений, заводы, обрабатывавшие литье, были вынуждены «завести» эти
приспособления у себя, чтобы меньше испытывать задержек в доставке
отливок. Эта дополнительная работа оплачивалась особо Управлением,
удерживавшим стоимость отливок с литейных заводов.
Параллельно с деятельностью на местах, на заводах, членов француз-
ской миссии, приемщиков и инструкторов Управления, Технический От-
дел Управления под руководством полк. Высочанского деятельно изучал
свойства сталистого чугуна и отлитых из него бомб более точным, лабора-
торным путем. В этой работе приняли также участие представители на-
уки в лице преподавателей Высшего Московского Технического училища.
I [емалую помощь в этом направлении оказала подробная техническая от-
четность приемщиков. Благодаря ей можно было выбрать в любое время
на снаряжательном заводе бомбу той плавки, которая интересовала ис-
следователя, работавшего над изделиями различных заводов. В результа-
те металлографических исследований была изменена форма и размеры
контролируемых образцов на разрыв (вместо черт. № 269А — черт. № 354).
Некоторое улучшение качеств бомб, полученное после введения новых
образцов, документально доказано.
В дальнейшем исследования доказали, что применительно к русской
промышленности французские технические условия не дают достаточных
HI
Фигура А
гарантий прочности сталистого чугу-
на*. По-видимому, во Франции главное
внимание обращалось на состав ших-
ты, условия плавки и отливки корпу-
сов. Соблюдение одних этих условий
обеспечивает механические свойства с
нужной для производства точностью, а
потому механические испытания име-
ют целью лишь сравнение весьма сход-
ных между собой образцов металла, не
давая представления об истинных
свойствах его в бомбах. В России тако-
го сравнительного метода оказалось не-
достаточно. Исследованиями была
1*>ыду гио 0 Оомб <• пипк' го го lyryun.
cun|»|ЖС|| 11ОГО МОЛИНО 1<>М
III - 5,6 и 5,7
IV - 5Д 5,9 и 6,0
Фигура Б
Кривая средних размеров 6" бомб
сталистого чугуна, снаряженных
мелинитом и «У. С.» на стрельбы
(Удельный вес жидкости 1,59.)
Раздутие увеличено в 1000 раз
Фигура В
<’м глину
»|{<-||ГрИМ«*ПТ11 ЛЫЮ ТГХ |11|Ч<*гк«|Н
д<*>гг<*in.пости УпpintiH’iiи.н уполномочен 1101*0.
82
установлена оприделенная закономерность для сталистого чугуна между
отпечатками Бринелля и механическими свойствами. С ноября 1916 г. ис-
пытание уже готовых бомб отпечатком Бринелля было введено в качестве
контрольного на снаряжательном заводе. В то же время для проверки
своих заключений Управление имело в своем распоряжении богатый ма-
териал в виде нескольких сот тысяч бомб, отлитых во Франции по зака-
зам ГАУ. Испытания этих бомб подтвердили правильность заключений:
1) соотношение между отпечатками Бринелля и разрывной пробой не
нарушило и для французских бомб найденной ранее закономерности;
2) различные результаты, получаемые применением французских тех-
нических условий во Франции и в России, стали очевидными.
Все это указало на полную возможность применения для контроля
качеств сталистого чугуна метода Бринелля. Появилась, таким образом,
возможность принимать бомбы не группами, а каждую в отдельности.
Для определения приемочных норм был произведен поверочный рас-
чет снаряда как для мелинитового, так и для жидкого снаряжения, учи-
тывая, по возможности, все главные напряжения, возникающие в теле
снаряда при выстреле.
Несколько поздние соображения эти были доложены на съезде по ста-
листому чугуну 23—26 февраля 1917 г., на основании которых комиссией
съезда при руководящей роли представителей Технического отдела Управ-
ления уполномоченного были откорректированы условия механической
приемки литья.
По соглашению с французской миссией, параллельно с новыми пра-
вилами приемки, были на некоторое время сохранены и первоначальные
методы контроля механических свойств.
Однако необходимо было пригодность нового метода и норм проверить
стрельбой на полигоне. Из-за загруженности Главного Артиллерийского
Полигона и отсутствия в распоряжении Управления уполномоченного ка-
кого-либо другого полигона это испытание было произведено лишь 25 мая
1917 г. Составленные графики раздутий (деформаций) снарядов различ-
ной твердости по Бринеллю (см. фигуры А, Б и В) наглядно показали
зависимость размера раздутия от твердости по Бринеллю и дали возмож-
ность расширить нормы приемки.
Новый метод приемки дал возможность пересмотреть еще не успев-
шие отправиться в вагранку (на переплавку) запасы брака на некоторых
заводах и много бомб, оказавшихся годными, пустить в дело.
Интересно отметить, что тем временем и во Франции пришли к тем
же заключениям. Так, в апреле 1917 г. французским артиллерийским ве-
домством была опубликована монография капитана Праш, которую мы
приводим в извлечении:
Заметка относительно испытания шариком Бринелля
бомб сталистого чугуна
«Испытание твердости шариком Бринелля, которое позволяет конт-
ролировать термическую обработку при производстве стальных снарядов,
способно дать очень полезные указания относительно качества сталистого
чугуна.
В частности, оно осведомляет о содержании связанного углерода в
металле и, следовательно, о способности снаряда выдержать без деформа-
ции нагрузку при выстреле.
Отпечатки, взятые в различных точках одного и того же снаряда, тем
однообразнее и тем более сравнимы между собою, чем диаметр их меньше
и, следовательно, чем лучше качество металла.
Из испытаний видно, что пока диаметр отпечатка, сделанного на цент-
рующем утолщении (и тем более на дне), остается не более 4,6 мм, дефор-
маций при стрельбе можно не бояться.
Наоборот, они появляются часто для диаметра немного большего и
становятся регулярным явлением, если он достигает и превосходит 4,85
(металл слишком графитистый).
Резюмируя, можно сказать, что испытание шариком обнаруживает
индивидуальные качества снаряда сталистого чугуна*. Систематически
производимое над всеми снарядами тотчас по их очистке от земли, оно
позволяет исключать до обработки неудовлетворительные снаряды, недо-
статочно прочные, чтобы выдержать испытание стрельбой.
Ио этим причинам испытание шариком должно бы было войти в по-
вседневную практику для снарядов сталистого чугуна, как это вошло для
стальных снарядов».
Обработка 6" бомб сталистого чугуна
Механическая обработка 6" бомб сталистого чугуна не встречала тех
затруднений, с которыми была связана их отливка.
Пока шли переговоры с ГАУ и вносились различные мелкие измене-
ния в чертеж снаряда, французской миссией, по имеющимся у нее данным
из практики французских заводов, были составлены чертежи оснастки и
проверочных инструментов. Параллельно Техническим отделом состав-
лялись планы обработки снарядов, характеристики оборудования заводов,
уточнялись расценки работ и производительность мастерских при различ-
ном их оборудовании. Были предложены и новые методы в обработке, как
например, способ центровки в патрон. Идея этого способа была принята
многими заводами (некоторые заводы пришли к ней и самостоятельно).
Дальнейшей стадией организации было обследование заводов и мас-
терских для определения возможности объема производства. Имея в виду
крайнюю нужду в снарядах в то время, обследование механических мас-
терских было произведено крайне тщательно: регистрировались даже ма-
стерские, имеющие возможность выделить на эту работу 2—3 изношен-
ных станка.
Следует при этом отметить, что подобно тому, как это было и с 3" гра-
натами, в Центральной России наиболее охотно шли на призыв Управле-
ния ремонтные мастерские текстильной промышленности (исключение в
этом отношении составляют предприятия г. Костромы). Их инженеры про
явили много остроумия для наиболее рационального использования сво-
их, но большей чисти немногочисленных и разбитых станков.
II 11рИМ|*|111Н 1111 IHlTop !1ПМГ*1'КИ yiCli:il.||UI«H' ПН ПГобхоДИМОГ Г1.. |(|М»МГ 1КЦ1.ГГНПИЯ 111ИI > И |« >М , Прп
И IIIIHII1TI. ДоПиПНИТГ fll.tll.IV lirill.l-rtlllltll (уднр ПНИ др). ГНрПНТИруЮЩИГ протии ХруШСОГТИ MPTIIJI пи.
Н4
И:гза описанных затруднений п производстве сталистого чугуна, ко-
торые испытали литейные заводы, и боязни неустоек механические заво-
ды заключали договоры на поставку бомб в значительно меньших коли-
чествах, чем позволяло их оборудование (на что настойчиво обращалось
их внимание Управлением). При развитии своего производства механи-
ческие заводы нередко страдали от недостаточного снабжения их литьем.
Позднее, когда отливка была вполне налажена, ограниченность наряда,
имевшегося у уполномоченного и полностью распределенного между за-
водами, не позволяла увеличить заказы, и таким образом заводы, обраба-
тывавшие 6" бомбы, никогда не были насыщены и не могли поэтому до-
стичь максимально возможной производительности.
48”’ бомбы сталистого чугуна
Производство 48"' бомб, казалось, благодаря имевшемуся уже опыту
нс должно было встретить тех затруднений, которые выпали на долю
(>" бомб. Однако большинство пригодных для этой цели литейных заводов
были уже заняты производством 6” бомб, и на долю 48"' бомб не пришлось
пи одного завода, располагающего своим чугуном. К тому же расстрой-
ство транспорта и топливный кризис крайне тяжело отразились на нала-
живании производства 48'" бомб, особенно в Центральной России. Поэтому
из числа 9 заводов, принявших на себя заказ: Лели (Нахичевань-на-Дону),
Общества Штампования (Нижнеднепровск), Эльворти (Елисаветград),
Сириус (Екатеринослав), Г. Лист (Москва), Кальвин (Москва), Киевский
машиностроительный (Киев), Трехгорный (Москва) и Свидерского (Ков-
ров), четырем последним заказ был аннулирован.
Один из заводов, именно Лели, применил оригинальный метод приго-
товления шишки (стержня). Отливки этого завода дали замечательную
внутреннюю чистоту поверхности. Способ был испытан другим заводом,
точно копируя приемы и составы земли, но безуспешно.
Обработка 48'" бомб не встретила затруднений, недостаток же отли-
вок ощущался сильнее, чем при 6” бомбах.
IX
Производство запальных стаканов
Запальный стакан к 3" гранатам французского образца состоит из че-
изрех частей (деталей):
1) головки, 2) тела, 3) пробки и 4) латунного хвостика. Первые три
части запального стакана изготовлялись обрабатывающими заводами из
прутковой стали диаметрами 50, 31 и 29 мм, а четвертая — латунный
хвостик штамповался из листовой латуни толщиной 0,8 мм.
Чем более точная работа требовалась от заводов, тем неохотнее они
брились за нее и тем труднее налаживалось дело. После первого же обсле-
дования заводов выяснилось, что по имеющемуся оборудованию трудно
ожидать успешного производства запальных стаканов, требующих боль-
шого количества мелких однотипных <тапкой. Во Франции было много
арматурных мастерских, которые и быки Bciioin..ionaiii.i дня изготовления
запальных стаканов; в России же таких мастерских оказалось очень мало,
да и те уже были запиты заказами ГАУ.
Уверенность в том, что Россия не может дать надлежащего количе-
ства запальных стаканов, была столь велика, что с самого начала было
Признано необходимым создать за счет Франции запас в 100 000 снаря-
женных запальных стаканов, и долгое время доставка продолжалась, так
как русское производство налаживалось очень медленно.
Заводы крайне неохотно брались за изготовление запальных стаканов.
Когда началось общественное движение, вызванное обнаружением недо-
статка снарядов на фронте действующих армий, то все заводы стремились
делать корпуса и неохотно брались за запальные стаканы.
Первоначально, учитывая требования по точности, работы производи-
лись лучшими мастерскими и, по возможности, на лучших из имевших-
ся станках, причем каждый мастер выполнял все работы по изготовле-
нию стаканов с начала до конца. Этот способ на одном из сравнительно
хороших заводов привел к весьма плачевным результатам: производитель-
ность оказалась ничтожной, а стоимость работы столь высокой, что завод
нес убыток от 30 коп. до 1 руб. на штуку, при установленной цене
в 3 руб. 30 коп. за стакан.
А потому, приступая к производству запальных стаканов, заводам
пришлось сразу стать на путь массового производства и при этом поста-
вить производство таким образом, чтобы иметь возможность использовать
рабочих, не обученных токарному делу, так как на токарей по металлу в
достаточном количестве нечего было рассчитывать.
Для выполнения намеченной Техническим отделом Управления про-
граммы производства запальных стаканов перед заводами, получившими
заказы на них, представлялось два пути:
1) установка специальных автоматов, которые возможно было бы об-
служивать небольшим числом рабочих, и
2) упрощенная работа, состоящая из ряда простых операций, т. е. на
обыкновенных, не сложных токарных станках, чтобы этим путем привлечь
к работе простых рабочих, подростков и женщин, так как получить или
изготовить специальные токарные станки не было возможности, тем бо-
лею, что обстоятельства требовали приступить к изготовлению запальных
стаканов немедленно. Заводы, как правило, выбирали второй путь, по-
зволяющий использовать имевшееся оборудование, по возможности, в
полном его объеме, организуя производство таким образом, чтобы каж-
дый рабочий специализировался только на одной какой-нибудь опреде-
ленной операции и пользовался одним, по возможности, не сложным ин-
струментом.
В другое время, организуя совершенно новую мастерскую для массо-
вого производства запальных стаканов, конечно, пришлось бы пользовать-
ся исключительно специальными (автоматами)' токарными станками. По-
этому принятую Техническим отделом Управления в настоящее время
систему производства нельзя считать нормальной; но в переживаемое вре-
мя войны этп система производства имеет свои логические основания и
преимущества и может представлять практический интерес в смысле це-
iK-eoniipaaiioro использовании наличных средств нронзводстпа нашей фаб-
ричке ЛНВоДСКоЙ HpOMI.HHЛСНПО< ГН.
Во многих случаях заводям совершенно сознательно приходилось от-
казываться от применения сложных приспособлений, так как таковые,
хотя и представляют технический интерес, но всегда требуют от рабочего
более умелого и сознательного отношения, а также большего контроля со
стороны мастера.
Вследствие этого принципиально упрощались все приспособления,
чтобы не иметь затруднения в рабочих руках и не загружать инструмен-
тальные мастерские заводов (и без того далеко не достаточно оборудован-
ные для производства рабочего инструмента) еще сложной работой по из-
готовлению приспособлений.
Отсутствие на рынке необходимых сортов инструментальной стали
также в значительной степени заставляло заводы пользоваться простыми
инструментами, хотя широкое применение фасонных резцов и прочих,
более сложных инструментов для увеличения производительности было
желательно.
Нужно заметить, что система разделения работы на простые опера-
ции позволяет устанавливать для каждого станка наиболее выгодные для
обработки данного элемента скорости, чего не всегда удается достигнуть
при использовании сложных приспособлений, когда на одном станке с
помощью револьверной головки или другого какого-либо приспособления
приходится производить несколько операций.
Что касается качества исполнения, то, конечно, таковое должно быть
выше при производстве запальных стаканов на специальных станках при
одной установке изделия. Однако опыт показал, что в пределах тех допусков,
которые приняты для запальных стаканов, возможно получить хорошие ре-
зультаты и при системе разделения работы на элементарные операции.
Для увеличения производительности запальных стаканов многим заво-
дам, как, например, Эльворти, Г. Лист, Я. Мамин и др., пришлось собствен-
ными средствами изготовить довольно большое количество простых токар-
ных (приводной шкив — он же и патрон) и револьверных станков, а для
нарезки резьбы тела и головки применяли простые винторезные станки*.
Все эти меры значительно увеличили производительность запальных
стаканов, но тем не менее выпуск запальных стаканов все еще сильно от-
ставал от корпусов гранат. Пришлось принять особые меры к облегчению
работы, и эти меры дали новый толчок изготовлению запальных стака-
нов. Подобно тому, как в деле изготовления корпусов помогло штампова-
ние, так и в производстве запальных стаканов была применена аналогич-
ная мера: введено штампование тела стакана и пробки. Это значительно
упростило и удешевило производство. С сентября 1916 г. пробки изготов-
лялись исключительно штампованием, а освободившиеся станки были пе-
реведены на другие операции. Штампованием пробок были заняты заво-
ды Генерального Общества Французской Ваксы (бывш. А. Жако и К°),
Р. и Т. Эльворти и ряд мелких мастерских (Грушко и др.).
Первый опыт штампования тела запального стакана в горячем виде,
из круглой стали диаметром 31 мм был применен на одном из южных
И|1т<’|м*су|<)щихгя детп.ппми погтнповкп дели по изготовлению лнппльпых стнкянов отсыля
<’М К •'ГруДЛМ ( 'oiirillllllltll ПО Ц.1ГО ГО|11|е|| И К) 3” ГрППНТ. .1111111 *1Ы11.1 X <*Т11К1111О11 и дгтоппторных трубок»
II И Тек иичегиим гборпшепм Вггроссийского Земского и Городского roiiuiiii 10 и 10
Н7
заводов для замены иракти ковавшегося там раньше in ,ic перл и на 11 ин тела
h:i пруткового материала.
Главными причинами такой замены были стремление завода освобо-
дить станки от работы рассверливания внутренней полости стакана и пе-
ревести их на другие работы, тем самым удешевить производство и уве
личить выход готового изделия.
С переходом на штамповку себестоимость стаканов, по сообщению за-
вода, сразу понизилась на 20—22% стоимости стаканов, полученных свер-
лением.
I) Москве фабрика Генерального Общества Французской Ваксы (бывш.
А. Жако и К°) спешно налаживала производство тел и пробок запальных
стаканов штампованием в холодном состоянии из полосовой стали толщи-
ной 3,75 ± 0,25 и 2,25 ± 0,25 мм, по чертежам французской миссии.
Внедрение этого совершенно нового для России способа производства —
штампования в холодном состоянии из такого сравнительно толстого ма-
। «'риала цилиндров небольшого диаметра, но большой длины — продви-
галось вперед медленно, преодолевая на своем пути массу затруднений.
Высокие требования, предъявленные к внутренней поверхности штам-
пованного тела запального стакана, а именно: равномерность диаметра
внутренней полости (жесткий допуск на диаметр в пределах ±0,1 мм), от-
сутствие раздутия у дна полости стакана, как следствие неоднократного
перегиба металла, — заставили искать наивыгоднейшую форму пуансо-
нов и колец для устранения этих недостатков.
После многих опытов валовое производство тел запальных стаканов
штампованием было налажено: первые годные штамповки получены и
отправлены для дальнейшей обработки заводу Г. Лист.
Переход на изготовление запальных стаканов штампованием, помимо
удешевления изделия и увеличения выпуска готовых, давал солидную
экономию и в расходе металла, доходящую почти до 50%.
Так, расход металла на одно тело, изготовленное сверлением из прут-
ковой стали диаметром 31 мм, составлял 140—160 золотников, в зависи-
мости от способов резки и закрепления прутков в патронах, между тем
как для штамповок требовалось 78—85 золотников (в круглых цифрах)
плоской (листовой) стали.
Для увеличения производительности необходимо было привлекать к
этой работе и новые штамповальные заводы. Постепенно освоили штам-
повку заготовок тел заводы: Общество Трубопрокатных заводов, бывший
♦ Шодуар», Эльворти, завод бывший Гантке в Н.-Днепровске, О-во Харь-
кове! их паровозостроительных заводов и др.
Несмотря на ежемесячный выпуск штамповок, доходивший первое
время до 300 000 шт., штампованных заготовок все же не хватало для
удовлетворения потребностей обрабатывающих заводов, производитель-
ность которых быстро возрастала.
Недостаточный выпуск штампованных тел и, вместе с тем, отсутствие
этюдов, оборудованных достаточно мощными прессами, заставило искать
пути к увеличению выпуска заготовок для тел.
После опытов, произведенных па фабрике Генерального Общества
Французской Ваксы, удалось сократить число операции штампования тела
НН
Диаграмма
суммарной производительности заводов, изготовляющих корпуса 3”
гранат, запальные стаканы и детонаторные трубки по заказам
генерала ВАНКОВА
НО
почти «двое, и этим било достигнуто иппчительное увеличение произво-
дительности, которая возросли до 700 000 штук в месяц.
Заводы сличала отнеслись крайне недоверчиво к внедрению штампо-
ванных тел и пробок в связи с понижением цены за запальные стаканы.
Они уверены были, что их прибыль понизится. Управлением была состав-
лена таблица сравнительной расценки работ при сверлении и применении
штампованных тел и пробок. Из этой таблицы видно, что при цене 3 руб. за
штуку работа сверлением давала заводу прибыль 96 коп., или 47% на за-
траты, а при штамповании цена 2 руб. 40 коп. за штуку дает заводу прибыли
1 руб. 20 коп., или 100% на затраты, т. е. и абсолютно, и относительно
прибыль завода повышается, а помимо того, и производительность повы-
шается в 1,7 раза, что делает работу завода еще выгоднее. Этот расчет оспа-
ривался заводами до тех пор, пока они на практике не убедились, что штам-
повка далеко не ухудшает их материального положения, а улучшает его.
В результате всех принятых мер производство в России запальных
стаканов постепенно догоняло выпуск корпусов гранат и, в конце концов,
наладилось хорошо.
Первоначально цена за изготовление запального стакана из поставля-
емой уполномоченным стали назначена была 3 руб. 30 коп. за штуку, и в
первый период производства эта цена многими считалась недостаточной,
но затем она понизилась до 3 руб., а за работу со штампованными телом и
пробкой — до 2 руб. 40 коп., если же использовалось только штампован-
ное тело, то цена назначалась в 2 руб. 62 коп. за штуку.
Число заводов, изготовлявших запальные стаканы, дошло постепенно
до 37. Их месячный выпуск выражался в цифрах:
Год и месяц Запальные стаканы Год и месяц Запальные стаканы
Месячно Суммарно Месячно Суммарно
1915. Сентябрь 36 989 — 1916. Ноябрь 658 357 4 521 894
Октябрь 59 043 86 032 Декабрь 715 956 5 237 850
Ноябрь 100 961 186 993 1917. Январь 824 090 6 061 940
Декабрь 114 110 301 103 Февраль 779 076 6 841 016
1916. Январь 151 171 452 274 Март 709 811 7 550 827
Февраль 193 917 646 191 Апрель 455 296 8 006 123
Март 231 700 877 891 Май 324 270 8 437 801
Апрель 228 860 1 106 751 Июнь 583 198 9 020 999
Май 258 688 1 365 439 Июль 598 499 9 916 498
Июнь 300 510 1 665 949 Август 548 225 10 167 723
Июль 405 038 2 070 987 Сентябрь 646 762 10 814 486
Август 472 307 2 543 294 Октябрь 671 771 11 486 256
Сентябрь 671 886 3 215 180 Ноябрь 551 464 12 037 720
Октябрь 648 357 3 863 537 Декабрь
Изготовление запальных стаканов для снарядов «У. С.»
и для 6" бомб
В то время, как чертеж нормального запального стакана к 3" грана-
там представлял копию чертежа, принятого во Франции, два других за-
ini.nl.пых стакана: для «У. (’ » и для 6” бомб были спросчстиропапы и
91
России, и Управлении уполномоченного, францунекой миссией совместно
с Техническим отделом.
Характерной чертой этих обоих запальных стаканов является их дель
покорпусность, вызванная тем, что, несмотря на то, что места соединения
солонки с телом у составного запального стакана плотно и тщательно за
на и вались оловом под строгим контролем приемщиков уполномоченного,
г фронта поступали донесения о частых появлениях в местах пайки газов
и жидкости из химических снарядов, снабженных составными запальны-
ми стаканами.
При изготовлении цельнокорпусных запальных стаканов слишком
малый диаметр внутренней камеры и чрезмерно большое отношение дли-
ны (глубины) ее к диаметру не позволяли получить штампованные заго-
товки с готовой внутренней полостью. Приходилось получать внутреннюю
камеру сверлением (штамповкой в горячем виде заготовке придавались
нить грубые наружные очертания).
Управление уполномоченного стремилось избежать операцию сверле-
ния внутренней камеры, так как сама по себе эта операция, в сравнении с
остальными, дорога, требует лишних, более мощных станков, более слож-
ных оправок, вызывает большой расход инструментальной стали и, кро-
ме того, большое количество металла уходит в стружку. На одном только
высверливании внутренней камеры, не считая наружной обработки, и для
одних только 6" запальных стаканов (при заказе на 800 000 штук) в виде
стружки терялось свыше 36 000 пудов сортовой стали.
Управлением намечалось производство этих запальных стаканов из
ковкого чугуна. Необеспеченность русских заводов кузнечным оборудова-
нием, приспособленным для массового производства (в частности, прессо-
выми устройствами в кузнечных мастерских), а также затруднения в по-
лучении достаточного количества сортовой прутковой стали делали пере-
ход на изготовление запальных стаканов из ковкого чугуна особенно
желательным и ценным. В этом направлении были произведены много-
численные опыты, сначала с запальными стаканами «У. С.», а потом и,
главным образом, с запальными стаканами для 6" бомб. Для последних
на одном из заводов Южного района было даже налажено массовое произ-
водство отливок их. Произведенные механические испытания на растя-
жение и на сплющивание превзошли все ожидания Технического отдела
Управления и подтвердили наличие у запального стакана из чугуна гро-
мадного коэффициента надежности (запаса прочности). Одновременно
было констатировано большое однообразие в качестве этого металла и от-
сутствие каких бы то ни было пороков литья. Оставалось лишь произвес-
ти испытание стрельбой, на которое, при наличии имевшихся результа-
тов механических испытаний, можно было смотреть почти как на фор-
мальность. Однако внезапным препятствием для внедрения в жизнь этих
запальных стаканов явилось постановление Артиллерийского Комитета о
том, что допустить изготовление такого ответственного изделия, как за-
пальный стакан, из ковкого чугуна нельзя, каковы бы ни были результа
ты псяких испытаний. Этим постановлением делались бесполезными вся
кие испытания и опыты в отношении ковкого чугуна, так как участь его
применения в снарядном деле заранее была предрешена в отрицательном
смысле. Тогда пришлось срочно органнлопать проплподство этих .niiia.iib
1)2
Суммарное производство тяжелых снарядов сталистого чугуна и запальных стаканов к ним,
по всем заводам
Ноябрь 801 073 479 096 222 589 95 216 901 344 705 748 1017 665 638 528 950 480
Октябрь 789 329 469 645 216 941 85 855 846 644 663 468 912 150 617 126 931 482
Сентябрь 746 326 443 905 188 676 72 624 787 644 604 650 905 300 575 038 907 674
Август 698 576 388 858 164 479 58 120 735 694 547 101 816 980 540 058 884 981
Июль 638 417 350 781 134 049 45 107 684 428 498 894 740 860 512 291 852 642
Июнь 561 398 309 235 104 656 36 134 591 788 430 308 693 905 467 500 725 565
Май 483 536 233 913 73 886 27 052 552 438 00 со со со 675 295 396 966 627 376
Апрель 397 141 224 725 47 934 17 864 468 298 275 321 654 190 300 683 458 746
Март 332 021 183 174 33 190 11 674 403 053 206 459 622 330 204 638 402 107
Февраль 274 067 145 497 23 379 7 241 318 653 142 135 622 330 135 590 314 433
Январь 221257 114 105 15 374 4 033 248 985 84 983 540 662 84 660 271 750
1917 год Литье Обработка ^Литье Обработка f Штамповка Обработка Штамповка Обработка Головки к 6" запальным | стаканам ।
6" корпуса < 48"' корпуса < 6 запальные < стаканы Запальные стаканы ’ «У.С.»
1>3
пых стаканов сверлением из стили. I In опы ты с копним чугуном было
потеряно более 2-х месяце» времени, которое требовалось наверстать. Осо-
бенно эта потеря времени была опасна в отношении запальных стаканов
к 6" бомбам, так как отсутствие их сделало бы невозможным снаряжение
этих бомб. Как было указано выше, в главе о сталистом чугуне, отливка
6” бомб была налажена также с запозданием. И только благодаря этому
запоздание с изготовлением запальных стаканов к ним не приобрело ост-
рого характера.
Тем временем журнал Артиллерийского Комитета, навсегда запретив-
ший ковкий чугун для изготовления снарядов, был рассмотрен Полевым
!'<*нерпл-Инспектором Артиллерии. Последний заинтересовался произве-
денными уполномоченным опытами и командировал из Ставки в Москву
специалистов артиллерийского дела, которые, ознакомившись на месте с
положением дел, отнеслись к нему сочувственно и от лица Полевого Гене-
рал Инспектора просили уполномоченного продолжать начатые работы.
Совместно с этими специалистами Техническим отделом Управления были
выработаны исключительные по строгости требования для испытаний
стрельбой этих запальных стаканов.
Однако загруженность Главного Артиллерийского Полигона испыта-
ниями очередных партий снарядов валового производства и отсутствие
какого-либо другого полигона в распоряжении уполномоченного помеша-
ли произвести эти испытания, так как было нежелательно задерживать
контроль валовых партий, вопрос же об использовании ковкого чугуна
уже не имел непосредственного влияния на производство снарядов. В са-
мом деле, производство стальных запальных стаканов было уже налаже-
но, сталь заготовлена, и необходимое количество заказано заводам. В этих
условиях замена стали ковким чугуном не только снова вызвала бы за-
медление, но и была уже почти невозможна.
Теперь же изучение ковкого чугуна, как снарядного металла, имело
лишь научное значение. В этом направлении Организацией уполномочен-
ного и были продолжены работы в Консультационном Бюро, ибо уполно-
моченный полагал, что эти исследования будут полезны артиллерийской
технике в будущем.
Механическая обработка цельнокорпусных запальных стаканов пошла
тем же путем, что и нормальных, т. е. разбивкой на ряд простейших эле-
ментарных операций. Некоторое затруднение вызвало лишь сверление
внутренней каморы, от которой, помимо всего, требовалась необходимая
для снаряжения чистота поверхности. Затруднение это было следствием
того, что почти все подходящее оборудование было уже занято более ран-
ними заказами.
X
Производство детонаторных трубок
Наибольшие трудности встретило изготовление детонаторных трубок.
Довольно сложная но конструкции трубка типа Шнейдера, образца 1914 г.,
имеющий 9 частей (деталей), требующих точной механической обра
боги и, и 3 чш -ги (детали) точной штамношен, нвлш'ген весьма ответствен
1»1
ним изделием, тик кик малейшая неточность может повлечь за собою не-
счастье, как, например, преждевременный разрыв снаряда в канале ору-
дия. Вполне естествен।но, что для такой точной работы в России могло
найтись лишь самое ограниченное число заводов. Выходом из такого по-
ложения было бы изготовление трубок на новых специальных заводах,
однако небольшой первоначальный заказ и медленное позднейшее уве-
личение его, с одной стороны, и трудность получения или изготовления
точных станков, с другой, не давали возможности осуществить этот спо-
соб.
Первоначально нашлось только четыре завода, взявшихся за изготов-
ление трубок: Зингер, Гакенталь, Ефремов и Гантке. У Зингера станки
были приспособлены к узкоспециальной цели (швейные машины), их не-
обходимо было переделать, что, конечно, вызвало большие затруднения в
изготовлении трубок. Завод Гакенталя, изготовлявший арматуру и имев-
ший более или менее подходящее оборудование, одним из первых нала-
дил производство трубок и развил максимальную производительность. На
заводах Гантке и Ефремова дело было так плохо поставлено из-за неис-
правимо плохих станков, нежелания, или неспособности наладить работу,
что пришлось впоследствии снять с них выданные им заказы. Позднее
присоединились к изготовлению трубок мастерская Швабе, эвакуирован-
ный из Риги завод Лейтнера и, наконец, завод Семенова.
Первые два довольно быстро справились с новым делом, последний
же, хотя и много обещавший в свое время, но вследствие длительной на-
ладки производства, отсутствия должной системы в заводской калибров-
ке (контроле) деталей и низкой производительности, оказался также в
числе заводов, отстраненных от выполняемого заказа.
К совершенно новым заводам относится созданный французской фир-
мой «Русский Рено» в Петрограде свой завод для трубок. Имея велико-
лепные, специально для данной цели выписанные из Франции и Амери-
ки станки, завод обещал дать колоссальные результаты, но вначале мед-
ленное налаживание производства из-за несвоевременного прибытия
станков для некоторых операций, а потом, вероятно, чисто администра-
тивные условия жизни завода помешали добиться должной производитель-
ности.
Отсылая за техническими подробностями к трудам Совещания Тех-
нических Деятелей 24—27 января 1916 г., созванного при содействии
генерал-майора Ванкова, и к техническим сборникам Всероссийского Зем-
ского и Городского Союзов, № 12 и 13, отметим лишь примерный рост
производительности трубок со станка и их стоимость.
В начале 1916 г. производительность на одном из заводов на 1 станок
за 20 ч работы была около 33 комплектов (9 частей), в начале 1917 г. на
том же заводе, в то же время, производительность была около 85 комп-
лектов, причем уместно указать, что все части трубки изготовляются из
латуни и среднее количество стружки — около 80%.
В середине 1917 г. завод «Русский Рено» ввел штампованную заго-
товку для корпуса трубки и содержателя капсюля, что дало около 50%
экономии металла па этих деталях. Первоначально назначенная цена
3 руб. 30 коп. за комплект из 9 детален оказалась слишком низкой, и
после указанного Совещания Технических Деятелей цена была увеличена
По
1Н1
до 1 руб., и а конце 1917 г., благодаря исключительным условиям пере-
жинаемого момента, опа возросла до 6 руб.
Штамповка для трубок сдерживающих колец и капсюлей выполня-
лась Русско-Бельгийскими патронными заводами (первые по 31 руб. за
тысячу штук, а вторые по 450 руб. за тысячу комплектов со снаряжением).
Так как в данных условиях изготовить в России все потребное коли-
чество трубок оказалось невозможно, пришлось изыскивать иностранный
источник. Заказы разместили во Франции по ценам от 4 руб. 75 коп. до
5 руб. 80 коп. за готовую и собранную трубку. Помимо этих заказов, вы-
данных генерал-майором Банковым, трубки различных систем заказыва-
лись за границей Главным Артиллерийским Управлением и доставлялись
в Московский Артиллерийский Склад, где, в случае непоставки заказан-
ных генерал-майором Банковым, использовались с гранатами француз-
ского образца.
Необходимо отметить высокое качество капсюлей русского изготовле-
ния, превышавшее качество французских, а в отношении сдерживающих
колец — способ их получения. Во Франции сдерживающие кольца изго-
товлялись на станках — сверлением; Русско-Бельгийский же завод, пре-
одолев массу трудностей, являвшихся следствием требуемой высокой
точности, изготовлял их штампованием, чем, конечно, увеличил произ-
водительность, уменьшил количество требующейся латуни и удешевил
производство.
Сборка трубок была поручена Акционерному Обществу Оптического и
Механического Производства.
Обеспечив себе техническое содействие французской фирмы «Шнейдер»
и являясь в сущности русским ее филиалом (отделением), Оптическое
Общество быстро наладило сборку и калибровку частей трубки в петроград-
ских мастерских, а осенью 1917 г. открыло свое отделение и в Москве.
Небезынтересно здесь будет привести данные по изменению количе-
ства брака деталей, отходившего при окончательной приемке. В конце
1915 г. русские заводы давали детали с количеством брака около 50%, в
конце 1917 г. брак составлял только 2%. За сборку трубок Оптическое
Общество получало 1 руб. 75 коп., а впоследствии цена была уменьше-
на до 1 руб. 65 коп.
Чтобы дать некоторое понятие о том, с какими трудностями пришлось
столкнуться при организации сборки трубок на заводе Оптического Об-
щества, необходимо хотя бы вкратце описать те опыты, которые пришлось
проделать прежде, чем быть уверенным в надежности трубки.
При появлении в России детонаторной трубки Шнейдера и К° черте-
жа А. 1644 Артиллерийский Комитет, рассмотрев чертежи, дал самый
неблагоприятный отзыв об этой трубке. И действительно, по существу,
надежность в смысле безопасности и безотказности действия ее зависит
от пружинки, сдерживающей сегменты, которые должны раскрываться и
освобождать ударник при известном числе оборотов. Пружинка для на-
дежности действия должна иметь меньшее сопротивление, для безопасно-
сти же при перевозке и обращении с трубкой оно должно быть возможно
больше.
Для установления необходимого сопротивлении пружинки пришлось
сконструировать вращающийся волчок, по, кик оказалось впоследствии,
117
ИТОГО 11 put ><>, >11 ftl.UK) НеДОСТаТОЧНО. ТНК КПК выяснилось, что нужно прове-
рять пружинки о11|и*делен11ой нагрузкой; тогда был сделан еще прибор для
проверки пружинок грузом.
Кроме того, пришлось проводить испытания маленьких капсюлей на
особых приборах (копер) для проверки капсюлей падением бабы с опреде-
ленной высоты — максимальной и минимальной.
Пришлось также сконструировать вращательный прибор для измере-
ния времени замедления (взведения).
Много еще других небольших приборов пришлось разработать для
того, чтобы можно было разносторонне испытать трубки на самом заводе
и, только убедившись в правильности сборки, допускать их на испытание
стрельбой.
Ради справедливости надо отдать должное, что все эти приборчики
крайне просты и чрезвычайно остроумны; идея и разработка их принад-
лежат заведующему трубочным отделом — французскому инженеру Бус-
сю. Кроме инженеров Оптического Общества, много сделавших для нала-
живания производства детонаторной трубки, очень активно способствовал
этому делу заведующий Петроградского района Управления уполномочен-
ного полковник Дмитриев.
И все же, несмотря на меры, принятые заводом, тщательность про-
верки трубок как заводскими браковщиками, так и браковщиками Уп-
равления уполномоченного, когда казалось, что все, что можно было пре-
дусмотреть, было предусмотрено, вдруг в ЗО-й и 32-й партиях получили
по одному преждевременному разрыву снарядов с разрывом пушек в обо-
их случаях.
Эти два случая поставили в совершенный тупик как завод, так и всех,
наблюдавших за производством. Разобраться в причине преждевременных
разрывов было особенно трудно потому, что разрывы эти пришлись как
раз на рубеже снаряжения трубок капсюлями-детонаторами французско-
го и русского изготовления (до этих случаев трубки снаряжались исклю-
чительно капсюлями-детонаторами французского изготовления).
Пришлось проделывать массу опытов, остановив совершенно сборку
трубок на заводе.
Капсюли-детонаторы поступали на завод уже принятыми, и до того
времени запускались в сборку без осмотра.
Так как многочисленные исследования показали, что трубки собира-
ются вполне правильно, то пришлось обратиться к исследованию капсю-
лей-детонаторов и правильности их приемки на заводе, изготовляющем
их.
После этих исследований была введена лакировка капсюлей с окраской
марлевого кружка, обращено самое тщательное внимание на прочность
нижнего буртика и правильность обжима шейки, а также был введен вто-
ричный осмотр на заводе Оптического Общества уже принятых капсюлей.
С тех пор испытание трубок на полигоне шло совершенно благополучно,
несмотря на то, что сделано было более 8500 выстрелов.
Производство детонаторных трубок (не снаряженных) выразилось в
следующих цифрах:
1М»
Гид и мш*пц Дотопи горные труЛки Год И моелц Догони горные трубки
Месячно ('уммнрно Месячно Суммарно
1915. Сентябрь 2 000 3 130 1916. Ноябрь 388 100 3 822 505
Октябрь 2 500 5 630 Декабрь 397 370 4 219 875
Ноябрь 13 500 19 130 1917. Январь 607 000 4 826 875
Декабрь 95 625 114 755 Февраль 369 200 5 196 075
191(5. Январь 228 875 343 630 Март 192 000 5 388 075
Февраль 141 550 485 180 Апрель 270 150 5 658 225
Март 99 350 584 530 Май 419 100 6 077 325
Апрель 173 500 758 030 Июнь 279 800 6 357 125
Май 323 500 1 081 530 Июль 406 260 6 763 385
Июнь 722 650 1 804 180 Август 298 200 7 061 585
Июль 524 000 2 328 180 Сентябрь 334 650 7 396 236
Август 335 400 2 663 580 Октябрь 360 000 7 756 235
Сентябрь 482 325 3 146 405 Ноябрь 347 000 8 103 235
Октябрь 288 000 3 434 405 Декабрь
XI
Поверочный инструмент
Одновременно с выдачей заводам заказов на снаряды и их детали, со-
гласно утвержденным уполномоченным кондициям (требованиям) на по-
ставку снарядов, Управление уполномоченного должно было снабдить
артиллерийских приемщиков на каждый завод образцовым поверочным
инструментом, по которому уже поверялся как рабочий, так и приемоч-
ный инструмент данного завода. Этот образцовый инструмент хранился у
приемщика и в дальнейшем являлся беспристрастным судьей при реше-
нии тех спорных случаев о браке, которые относили за счет отклонения
приемочного инструмента от данных чертежа.
Таким образом, Технический отдел Управления с первых дней своего
существования был озабочен получением в достаточном количестве, в
кратчайший срок, хорошего поверочного инструмента как в смысле точ-
ности, так и по качеству материала.
Первоначально проектирование поверочного инструмента, приемка его
и распределение по заводам находились в руках членов французской мис-
сии. Впоследствии, с ростом Организации, из Технического отдела выде-
лился отдел поверочных инструментов, который со второй половины
1916 г. перешел всецело в ведение русских офицеров-инженеров.
Штат отдела к концу 1916 г. определился в составе заведующего отде-
лом и его помощника. В обязанности отдела входило:
1) Проектирование в соответствии с чертежом поверочного инструмен
та для каждого типа снарядов.
2) Выдача заказов на поверочный инструмент заводам.
IOO
3) Руководящие указания заводам, изготовляющим поверочный инст-
румент.
4) Прием поверочных инструментов с заводов.
5) Своевременная отправка поверочных инструментов приемщикам по
заводам, заключившим контракт на изготовление снарядов.
6) Передача сведений о поступлении и расходе поверочных инструмен-
тов отделу бухгалтерии.
Все чертежи поверочного инструмента, разработанные в Управлении,
утверждались самим уполномоченным.
Отдел поверочных инструментов при конструировании старался дать
простой и портативный инструмент, который позволил бы делать оценку
изделий, независимо от субъективной оценки того или другого артилле-
рийского приемщика. Имея постоянную связь с артиллерийскими прием-
щиками и прислушиваясь к замечаниям непосредственно контролеров, в
целях облегчения и упрощения самой приемки, отдел вносил те или дру-
гие конструктивные изменения в инструмент.
В большинстве случаев точность поверочного инструмента определя-
лась одной сотой долей миллиметра, с чем, конечно, весьма трудно было
справляться многим нашим заводам, впервые столкнувшимся с такими
требованиями. Крупные заводы, имевшие хорошо оборудованные инстру-
ментальные мастерские, могли бы взять на себя исполнение такого ответ-
ственного заказа, как поверочный инструмент, но отчасти отсутствие инте-
реса к данной работе, отчасти загруженность мастерских текущей работой
служили причиной уклонения этих заводов от изготовления инструмен-
тов. Поэтому пришлось обращаться к целому ряду различных предприя-
тий с просьбой согласиться на принятие заказов. За изготовление пове-
рочных инструментов принялось более 12 заводов и мастерских, разбро-
санных по всем районам Организации.
По своему внешнему виду поверочные инструменты делятся на резь-
бовые (винты и гайки), круглые (тампоны и кольца), плоские (шаблоны и
лекала) и приборы.
Очень тяжело давалось изготовление поверочных инструментов резь-
бовых. Малоизвестная до сих пор в России резьба Левингерца, принятая
во французских снарядах, отсутствие навыков у рабочих к соблюдению
точных размеров, необеспеченность техническим оборудованием, отсут-
ствие на рынке подходящих сортов стали, — все это, вместе взятое, было
причиной тех неудач, которые пришлось пережить первое время суще-
ствования Организации.
Некоторые предприятия изготовили небольшое количество повероч-
ных инструментов ценой огромного процента различного брака, другие
справились с поставленной им задачей и поставили нужное количество
инструмента, но он обошелся слишком дорого. На должную высоту дело
изготовления инструмента как в качественном, так и в количественном
отношении поставил завод Дукса в Москве, который за все время суще-
ствования Организации дал более 60% общего количества инструментов,
прошедших через отдел.
При изготовлении инструмента па различных заводах и соответствен-
но разными способами не всегда удавалось обеспечить их взаимозпменяе
IOI
мость, при приемке сппридов воли и кали нежели тельные недоразумения и
задержки (например, это относится к резьбовым калибрам).
Ввиду этого, а также для удобств приемки пришлось признать жела-
тельность концентрации производства поверочного инструмента в преде-
лах Москвы. К концу 1916 г. производство поверочных инструментов со-
средоточилось на трех московских заводах: Дукса, Раскина (бывшего Ко-
лопп) и мастерская Фридмана, между которыми и распределялись заказы
на поверочный инструмент, причем, вместе с однообразием и точностью,
означенные заводы и мастерская выполняли поверочные инструменты по
более низким установившимся ценам по сравнению с прочими. С этого
Времени отдел поверочных инструментов мог не только свободно снабжать
[аноды одним контрольным комплектом инструмента, но и отпускать его
(икодам за плату, по себестоимости, в требующемся для них количестве,
так как многие заводы сами не могли изготовлять нужный им повероч-
ный инструмент.
В хронологическом порядке отделом поверочных инструментов совме-
стно с отделом чертежной были разработаны поверочные инструменты для
следующих типов снарядов: для 3” гранат французского образца, детона-
торных трубок типа Шнейдер, 48"' бомб, 6" бомб, 75 мм гранат типа «Р»,
155 мм бомб, 8" бомб, 11" бомб, 57 мм гранат типа «Р» и 105 мм гранат
типа «Р».
Каждый поверочный инструмент обозначался своим порядковым но-
мером, а в случае каких-либо конструктивных изменений или изменений
в допусках к номеру инструмента добавлялась по порядку буква русского
алфавита.
Для всех перечисленных выше типов снарядов было разработано
563 номера инструмента, а выполнено 475.
563 номера инструмента по типам снарядов распределяются следую-
щим образом:
Типы снарядов Коли- чество Типы енпрядов Коли- чество
Корпуса 3" гран, француз, образца 34 155 мм бомбы француз, образца 46
Зан. стак. для 3" гран. фран. образ. 34 Запальн. стак. для 155 мм 7
Д<*тонаторные трубки 143 8" бомбы франц, образца 36
Зап. стак. «У.С.» 22 Зап. стак. для 8" бомб фр. образца 13
48'" бомбы француз, образца 30 11" бомбы франц, образца 32
Дополн. втулки к 48'" стал. снар. 9 75 мм гранаты типа «Р» 30
6" бомбы франц, образца 32 57 мм 39
6" зап. стак. франц, образца 18 105 мм бомбы ” ” 38
С начала основания Организации до 1-го февраля 1918 г. отделом по-
верочных инструментов проверено (не считая брака), принято и отирав
лени следующее количество различных номеров поверочных инструмеп
гон для данного типа снарядов (см. таблицу):
102
Тип i.i гипрлдоп ICojinyiui 3" грипнт #" на III1JIB.II. стаканы Доти- ННТОр. трубки 4Н'" бомбы (1" бомбы (Г .mil. стик. 76 мм грни. 155 мм бом. 67 мм грин. 105 мм бом.
Принято инстру- ментов 8083 6249 5807 1357 1907 2311 387 192 245 148
Выдано бесплатно 3979 1621 2255 541 1080 1214 74 41 72 —
Выдано за плату 2889 4084 1880 337 477 901 124 2 36 —
Общая стоимость инстр. в рублях 146 513 188 501 55 173 29 633 45 027 39 835 7595 5992 4668 3052
XII
Снаряжение гранат
В начале отчета было уже указано, каким образом был найден выход
из затруднений по организации снаряжательного завода. Реквизирован-
ная, по приказанию главного начальника Московского Военного Округа,
химическая фабрика немецкой фирмы Ф. Байер и К° была передана в
аренду Н. А. Второву, который по договору с уполномоченным обязался
построить и оборудовать снаряжательные мастерские, частью на земле
реквизированной фабрики, частью на прилегающей земле Дворцового Ве-
домства, арендованной для той же цели Второвым в количестве 13,3 деся-
тины. Планы зданий и оборудования были разработаны техниками контр-
агента по указаниям членов французской миссии господ Таффанеля и
Фроссара и представлены на утверждение уполномоченного генерал-май-
ора Ванкова. Дело это являлось совершенно новым для России, и обору-
дование не имело аналогичных образцов на русских казенных заводах,
вследствие чего необходимо было, при всей спешности задачи, отнестись
к ней с особою предусмотрительностью и осторожностью. Предполагаемая
работа завода, при существовании одного первого наряда, была очень
скромна по размерам — до 6—7 тысяч гранат в день. Тем не менее ввиду
осторожности предложено было мастерские оборудовать на 12 000 гранат
в день. Эта задача, как показали последствия, была выполнена блестяще.
15 мая 1915 г. началась реквизиция фабрики Байера и сдача некото-
рых корпусов Второву, причем контрагенту сдавались только помещения,
необходимые для обслуживания снаряжательного завода, как, например:
прилегающий к железнодорожной ветке корпус для разгрузки и погруз-
ки, для складов и вспомогательных операций; лаборатории для опытов и
исследований, электрическая станция, помещения для конторы и пр. Ос-
тальные здания запечатывались самой рскипзиршипнней комиссией.
103
мость, при приемке снарядов волн и кали нежели тельные недоразумения и
задержки (например, это относится к резьбовым калибрам).
Ввиду этого, а также для удобств приемки пришлось признать жела-
тельность концентрации производства поверочного инструмента в преде-
лах Москвы. К концу 1916 г. производство поверочных инструментов со-
средоточилось на трех московских заводах: Дукса, Раскина (бывшего Ко-
лева) и мастерская Фридмана, между которыми и распределялись заказы
на поверочный инструмент, причем, вместе с однообразием и точностью,
означенные заводы и мастерская выполняли поверочные инструменты по
более низким установившимся ценам по сравнению с прочими. С этого
Времени отдел поверочных инструментов мог не только свободно снабжать
заводы одним контрольным комплектом инструмента, но и отпускать его
(икодам за плату, по себестоимости, в требующемся для них количестве,
так как многие заводы сами не могли изготовлять нужный им повероч-
ный инструмент.
В хронологическом порядке отделом поверочных инструментов совме-
стно с отделом чертежной были разработаны поверочные инструменты для
следующих типов снарядов: для 3" гранат французского образца, детона-
торных трубок типа Шнейдер, 48 " бомб, 6" бомб, 75 мм гранат типа «Р»,
155 мм бомб, 8" бомб, 11" бомб, 57 мм гранат типа «Р» и 105 мм гранат
типа «Р».
Каждый поверочный инструмент обозначался своим порядковым но-
мером, а в случае каких-либо конструктивных изменений или изменений
в допусках к номеру инструмента добавлялась по порядку буква русского
алфавита.
Для всех перечисленных выше типов снарядов было разработано
563 номера инструмента, а выполнено 475.
563 номера инструмента по типам снарядов распределяются следую-
щим образом:
Типы снарядов Коли- чество Типы снарядов Коли- чество
Корпуса 3" гран, француз, образца 34 155 мм бомбы француз, образца 46
Зан. стак. для 3" гран. фран. образ. 34 Запальн. стак. для 155 мм 7
Д(*тонаторные трубки 143 8" бомбы франц, образца 36
Зап. стак. «У.С.» 22 Зап. стак. для 8" бомб фр. образца 13
48'" бомбы француз, образца 30 11" бомбы франц, образца 32
Дополн. втулки к 48'" стал. снар. 9 75 мм гранаты типа «Р» 30
6" бомбы франц, образца 32 57 мм 39
6" зап. стак. франц, образца 18 105 мм бомбы ” ” 38
С начала основания Организации до 1-го февраля 1918 г. отделом по-
верочных инструментов проверено (не считая брака), принято и отправ
лево следующем) количество различных померон поверочных ипструмен
топ для данного типа снарядов (см. таблицу):
102
Тип i.i Спиридон Корнусн 3" грнинт 3" на III1JIB.II. стпкапы Д«т<» IIII тор. 'г рубки 4Н"' бомбы (I" бомбы (Г .ши. стик. 76 мм грнп. 155 мм бом. 67 мм грин. 105 мм бом.
Принято инстру- ментов 8083 6249 5807 1357 1907 2311 387 192 245 148
Выдано бесплатно 3979 1621 2255 541 1080 1214 74 41 72 —
Выдано за плату 2889 4084 1880 337 477 901 124 2 36 —
Общая стоимость инстр. в рублях 146 513 188 501 55 173 29 633 45 027 39 835 7595 5992 4668 3052
XII
Снаряжение гранат
В начале отчета было уже указано, каким образом был найден выход
из затруднений по организации снаряжательного завода. Реквизирован-
ная, по приказанию главного начальника Московского Военного Округа,
химическая фабрика немецкой фирмы Ф. Байер и К° была передана в
аренду Н. А. Второву, который по договору с уполномоченным обязался
построить и оборудовать снаряжательные мастерские, частью на земле
реквизированной фабрики, частью на прилегающей земле Дворцового Ве-
домства, арендованной для той же цели Второвым в количестве 13,3 деся-
тины. Планы зданий и оборудования были разработаны техниками контр-
агента по указаниям членов французской миссии господ Таффанеля и
Фроссара и представлены на утверждение уполномоченного генерал-май-
ора Ванкова. Дело это являлось совершенно новым для России, и обору-
дование не имело аналогичных образцов на русских казенных заводах,
вследствие чего необходимо было, при всей спешности задачи, отнестись
к ней с особою предусмотрительностью и осторожностью. Предполагаемая
работа завода, при существовании одного первого наряда, была очень
скромна по размерам — до 6—7 тысяч гранат в день. Тем не менее ввиду
осторожности предложено было мастерские оборудовать на 12 000 гранат
в день. Эта задача, как показали последствия, была выполнена блестяще.
15 мая 1915 г. началась реквизиция фабрики Байера и сдача некото-
рых корпусов Второву, причем контрагенту сдавались только помещения,
необходимые для обслуживания снаряжательного завода, как, например:
прилегающий к железнодорожной ветке корпус для разгрузки и погруз-
ки, для складов и вспомогательных операций; лаборатории для опытов и
исследований, электрическая станция, помещения для конторы и пр. Ос-
тальные* здания запечатывались самой реквизировавшей комиссией.
103
Постройка .inпода ini'uijiik'i. 20 мая, a 28 июня каменные здания были
уже закончены и освящены I Io еще до освящения первого завода выясни-
лась возможность и вероятность получения новых нарядов, вследствие чего
контрагенту предложено было, на его страх и риск, приступить к по-
стройке и оборудованию там же второго комплекта заводских зданий того
же типа, но с увеличением на 50%, т. е. с расчетом на снаряжение 18 000
гранат в день. Таким образом, общая производительность двух заводов
теоретически доводилась до 30 000 гранат в день, или 750 000 в месяц.
Такой масштаб давал уверенность как в том, что на случай какого-
либо несчастья на одном из заводов снаряжение могло продолжаться на
другом, так и в том, что в случае увеличения нарядов и повышенного спро-
са па снаряды заводы могли бы отвечать новым требованиям.
Контрагент охотно согласился на это предложение, и в день освяще-
ния первого завода была совершена закладка здания второго комплекта.
Насколько изменилась за 2—3 месяца экономическая конъюнктура, вид-
но из того, что вместо 38 дней, потребовавшихся для постройки первого
завода, второй, при всей энергии контрагента, удалось закончить только
через 4 месяца.
Снаряжательные заводы Второва, несмотря на новизну дела, налади-
ли работу скорее, чем шло изготовление корпусов гранат, и долгое время
производительность заводов не была вполне использована. В июле 1915 г.
было снаряжено всего 186 гранат, отправленных на опыты как на заводе,
так и на полигоне. Результаты испытаний оказались вполне удовлетвори-
тельными. В августе первым заводом было снаряжено и сдано 8466 гра-
нат, а в сентябре 1915 г. пошла уже валовая работа и сдано было 43 887
гранат французского образца.
Для использования всей производительности завода контрагент воз-
будил вопрос о присылке на завод, для снаряжения, каких-либо других
снарядов, и на завод были направлены Главным Артиллерийским Управ-
лением стальные 6" и 48"’ фугасные бомбы, которые и снаряжались в те-
чение нескольких месяцев, пока не увеличилось количество доставляемых
па завод 3" гранат.
Производительность заводов оказалась столь значительна, что не толь-
ко вполне покрывала всю потребность в снаряжении гранат французского
оиразца, но и давала возможность исполнения других крупных нарядов.
Поэтому ГАУ предложило Второву снаряжать 3" гранаты русско-фран-
цузского образца заводов Путиловской группы. Снаряжение их началось
с ноября 1915 г., но заводы Путиловской группы весьма долго не постав-
ляли необходимого количества запальных стаканов, заказанных во Фран-
ции. Вследствие этого снаряжение шло очень медленно и неровно, и толь-
ко с августа 1916 г., когда генерал-майор Банков предоставил для этой
цели взаимообразно Путиловской группе необходимое количество запаль-
ных стаканов, снаряжение наладилось.
Так как немцы стали применять против наших войск снаряды с уду
шающими средствами, то в конце 1915 г. возникла необходимость обору-
довать в одном из зданий реквизированной фабрики Байера особой мастер-
ской для снаряжения гранат удушающими средствами. Корпуса гранат и
.1П11ПЛЫ1ЫГ стаканы дня этой цели поставлялись генерал майором Банки
вым из оЬщпх мастерских, а затем наполнялись жидкостями в особом
101
иомен yu и и. Валовое производство началось с января 1916 г. и постепен-
но увел и ни вилось, в соответствии с требованиями фронта.
В лаборатории завода производились непрерывно опыты и исследова-
ния русскими и французскими химиками, под общим руководством под-
полковника Таффанеля. Представителем уполномоченного ГАУ на заводе
был назначен гв. капитан (впоследствии полковник) Терешкевич. Адми-
нистративная и хозяйственная жизнь завода шла под руководством ди-
ректора-распорядителя Б. Н. Второва.
Благодаря тщательной охране, твердо установленному порядку и пра-
вильной организации как работ, так и надзора, заводам благополучно
удалось вести снаряжение без крупных несчастий, столь обычных в пред-
приятиях, имеющих дело с массою опасных взрывчатых веществ. Конеч-
но, дело не могло обойтись без жутких минут, когда начинавшиеся мел-
кие пожары и небольшие взрывы, казалось, могли повлечь за собою гро-
мадное несчастье. Но быстро и решительно принимаемые в этом случае
меры и правильная постановка дела немедленно прекращали такие пожа-
ры. Неопытность, рассеянность или беспечность отдельных рабочих, не
вполне еще проникнутых вначале сознанием важности и опасности дела
и не сразу поддававшихся требованиям дисциплины, были причиной не-
скольких начинавшихся пожаров и небольших взрывов. Каждый такой
случай подвергался строгому расследованию, независимо от того, сопро-
вождался ли он человеческими жертвами, и немедленно принимались со-
ответственные меры к предупреждению повторения подобных случаев.
Производительность заводов росла по мере увеличения доставки гра-
нат для снаряжения. Однако долгое время действительные пределы днев-
ной производительности, исчисляемые теоретически в 30 000 штук, или
750 000 в месяц, не было возможности проверить ввиду недостаточного
количества доставляемых корпусов гранат или частей их. Только в авгу-
сте 1916 г. заводы могли на деле показать свою мощность. И здесь обна-
ружилось крайне редкое явление: теоретические расчеты оказались оши-
бочными не в сторону увеличения, как бывает обычно, но в противопо-
ложную. В августе заводы без всякого напряжения снарядили и сдали
840 000 3" гранат (в том числе 581000 мелинитовых, 137 000 «У.С.» и
122 000 шнейдеритовых Путиловской группы). В сентябре количество
снаряженных и сданных гранат перевалило уже за миллион, и стало оче-
видным, что на деле заводы могут снаряжать почти вдвое больше теоре-
тической нормы.
Цены на снаряжение колебались. Первоначально цена была определе-
на в 2 руб. 88 коп. за каждую 3" гранату французского образца. По этой
же цене ГАУ передало заводам Второва и снаряжение гранат Путилов-
ской группы. Затем, ввиду погашения части затрат, цена была понижена
уполномоченным генерал-майором Ванковым до 2 руб. 25 коп. за гранату.
Но в середине 1916 г. стоимость всех материалов и рабочих рук настоль-
ко возросла, что цену снаряжения пришлось повысить до 2 руб. 50 коп.
Московские снаряжательные заводы могут служить примером того,
каких результатов способна достичь энергия русского предпринимателя,
когда ей не мешает канцелярская волокита и оказывается возможное за-
конное* содействие со стороны власти, далее при столь трудных условиях,
как создавшаяся за время iiniiiu.i шономичсекая кон’ыонктурл.
105
Следующая таблица покапывает число снаряженных и сданных гра-
нат по месяцам;
Год Тина 3" гран. в" бомбы стал, чугуна в" ст. Гор. трам. 48"' чуг. стал. 76 мм типа ♦Р.» и ♦У.С.» 3" гран. ♦У.С.» в Москве 8" граи. Пут., Мелин, и Шней- дер. Итого: Зсмгор, Михе л.
и месяц ♦Р.» фрннц. обр. «У.С.» мели- нитов и Ба- кине.
1910 г. Яикарь — 168 116 — 3072 — — — 13 833 59 817 244 838 —
Фонрцль — 219 505 — 1954 — 67 — 17 357 29 238 912 —
Мирт — 257 886 — — — 1 — 42 955 63 881 363 723 —
Апркль — 292 971 — 66 — 88 — 47 550 6266 346 941 —
Май — 265 596 — — — — — 72 904 18 231 356 731 —
Июнь — 367 455 — — — — — 103 696 42 972 514 123 —
Июль — 546 421 — — — — — 71 460 49 655 667 536 —
А «густ — 574 161 — — — — — 98 428 126 838 799 427 —
Сентябрь — 569 655 — — — — — 123 258 294 931 987 844 —
Октябрь — 453 341 — — — — — 114 200 485 100 1 052 641 —
11оябрь — 440 877 — 6” чуг. — — — 120 720 310 860 872 457 15 424
Декабрь — 505 187 — 12 575 48 — — 108 000 169 469 801 436 6157
1917 г. Январь — 466 559 4 245 16 662 575 — 6612 106 710 160 680 763 121 1078
Февраль — 305 345 12 022 14 649 7954 — 2933 63 856 140 578 600 732 54 398
Март — 370 063 16 778 1185 86 — 170 44 384 94 181 660 620 139 773
Апрель 9750 346 016 9 736 — — — — 76 726 103 646 608 332 62 458
Мпй 59 650 442 860 15 323 — — — 13 012 90 843 181 946 803 644 10
Июнь 61 906 485 924 13 825 — — — — 144 433 153 346 863 988 4554
Июль 82 452 328 864 17 080 — — — — 82 318 137 237 661 381 13 430
Август 24 524 263 286 8 163 — — — — 75 394 116 619 489 963 1977
( 'октябрь 130 150 205 617 10 118 — — — — 22 966 90 061 458 912 —
Октябрь 56 343 220 197 9 752 — — — — 10611 80 708 377 611 —
11оябрь 5831 195 470 1 890 — — — — 33 426 35 670 272 419 132
Декабрь — 91 849 — — — — — 11 225 5172 108 696 450
XIII
Испытания на артиллерийских полигонах
Все изготовляемые на заводах боевые припасы (снаряды, ударные и
дистанционные трубки и т. п.), предназначаемые для Действующей армии,
обязательно подлежат, кроме механических испытаний, еще испытаниям
стрельбой на полигоне, причем к стрельбе приступают только после того,
как изделия признаны годными во всех других отношениях. Без пробной
стрельбы ни один снаряд, ни одна трубка не могут быть отправлены в
действующую артиллерию.
Условия, которым должны удовлетворять снаряды и трубки, следую-
щие:
А. Снаряд неснаряженный
а) При стрельбе по должно получиться ни одного разрушения в капа
ле или при падении, а для снарядов с припинтиой головкой и пи одно
го случая отделения головки от снаряда.
KMI
6) Hi) цилиндрической чисти (.‘нарядов, собранных после стрельбы, нс
должно быть .miметко следов от нарезов орудия (незначительные отпечат-
ки на центрирующем утолщении и иритом не более чем на полуокруж-
ности, не служат причиной для забракования снарядов).
в) Собранные после стрельбы снаряды не должны иметь прогиба и
среза головки, а увеличение диаметра цилиндрической части не должно
превышать одну точку (0,254 мм).
г) Не должно быть смещения или срыва поясков. Неснаряженные кор-
пуса перед стрельбой наполняются инертным веществом и доводятся до
нормального веса. До стрельбы они обмеряются в нескольких местах по
длине снаряда, с точностью до 0,001 дюйма; для сравнения те же обмеры
производятся над теми же снарядами, собранными после стрельбы.
При испытании на прочность контрольных и опытных партий снаря-
дов стрельба производится при усиленном давлении в канале орудия со-
гласно таблице:
Типы снарядов Давления при испытании Штатные (боевые) давления
3" гранаты 2400 атм. 2200 — 2250 атм.
48"' бомбы 1900 атм. 1700 — 1750 атм.
6" пушечные бомбы 2100—2400 атм. 1800 — 1900 атм.
6" гаубичные бомбы 1900 атм. 1700 — 1750 атм.
Б. Снаряд снаряженный. Проверка снаряжения
Стрельбою снарядами, снаряженными взрывчатым веществом, но с
холостыми ударными трубками, проверяется стойкость взрывчатого ве-
щества снаряжения (отсутствие преждевременных разрывов как в канале
орудия, так и при падении снаряда на землю). Кроме того, корпуса сна-
рядов обмеряют до и после стрельбы для определения влияния снаряже-
ния на прочность стенок снаряда.
При стрельбе снарядами в полном снаряжении, со снаряженными
ударными трубками и запальными стаканами, определяют число полных
и неполных разрывов, отказов и отсутствие преждевременных разрывов в
канале орудия.
При стрельбе снарядами в полном снаряжении с трубками француз-
ского образца с замедлением, кроме вышеуказанных наблюдений, опре-
деляют число разрывов при первом падении снаряда на землю и число
разрывов в воздухе после рикошета; разрывы, получившиеся после вто-
рого падения на землю, считаются отказами.
Примечание. Для определения числа осколков, получающихся при
разрыве снарядов, взрывают снаряды в яме, в блиндированной (брониро-
ванной) камере; для определения поражения осколками производят взрыв
снаряда в яме между деревянными щитами. Фугасное действие снарядов
определяют диаметром и глубиной воронок в земле, причем различают
воронки при разрыве снаряда с трубкой с замедлителем или без замедли-
теля. Указанные в примечании испытания производятся над снарядами,
вновь вводимыми.
lice вышеуказанные испытанна ведутся при увеличенных давлениях.
107
В. Ударная трубка
а) Для испытания кпшчолей-детонаторов на стойкость и прочность
производится стрельба снарядами, при веденными к нормальному весу, с
ударными трубками без жала, но с испытываемыми капсюлями; капсюль
не должен взрываться при движении снаряда в канале, так же как и при
падении снаряда на землю; после стрельбы снаряды собираются с поля,
трубка разбирается и осматривается капсюль; определяется отсутствие
рваного бортика, опыления внутренней поверхности капсюля гремучей
ртутью, а также взорвавшихся капсюлей.
б) Испытание снаряженной ударной трубки имеет целью проверку
правильности действия всех частей трубки, для чего производится стрель-
ба снарядами в полном снаряжении и определяется число полных и не-
полных разрывов, разрывов при втором падении, число разрывов в возду-
хе после рикошета (если испытываются ударные трубки с замедлителем)
и число отказов; разумеется, преждевременных разрывов как в канале
пушки, так и перед дулом не допускается.
Дистанции, при которых производятся контрольные стрельбы снаря-
дами в полном снаряжении, зависят от калибра:
Для 3" снарядов 750 — 1000 саж.
” 48'" ” 1500 ”
” 6" ” 1500 ”
Стрельба снарядами в полном снаряжении производится в траверсе, с
мерами предосторожности.
Вначале все испытания стрельбой производились на Главном Артил-
лерийском Полигоне в Охте.
Вследствие перегруженности Главного Артиллерийского Полигона,
получались задержки контрольных испытаний боевых припасов, предна-
значаемых в Действующую армию, в частности боевых припасов, изго-
товляемых заводами, находящимися в распоряжении уполномоченного
ГАУ генерал-майора Ванкова. Чтобы избежать этого, уполномоченный
предложил ГАУ снаряды и ударные трубки, изготовляемые по его зака-
зам, а также и по другим заказам, но снаряжаемые в Москве, испыты-
вать на Клементьевском Артиллерийском Полигоне, приспособив его для
этой цели. Предложение уполномоченного генерала Ванкова было внесе-
но на рассмотрение Артиллерийского Комитета.
Согласно журналу II Отдела Артиллерийского Комитета за № 482,
Начальник ГАУ предписанием от 27 апреля 1917 г. предложил генерал-
майору Ванкову для более быстрого испытания изготовляемых его Орга-
низацией снарядов и ударных трубок впредь испытания стрельбой произ-
водить на Клементьевском Артиллерийском Полигоне.
Для этой цели в марте 1917 г. Начальником ГАУ был командирован
для осмотра Клементьевского Полигона исполняющий должность штаб-
офицера для производства опытов на Главном Артиллерийском Полигоне
ги. штпбе-капитнн Барсов; в результате осмотра выяснилась возможность
производить контрольные стрельбы начиная с 3" и до 6" калибра вклю-
чительно, па основании чего приказом по ГАУ гв. шт.-кии. Барсов был
| откомандирован и распоряжение уполномоченного ГАУ генерал мпйора
Ванкова. Приказом но Управлению уполномоченного он пыл назначен Пи
108
пальником Клемомтьепского Полигона Означенному офицеру и было по
ручепо и кратчатнин срок оборудовать Полигон и техническом отношении.
Дли общего руководства оборудованием Полигона, а также и для на-
блюдения за дем тепы гостью по производству испытаний приказом по Уп-
равлению уполномоченного ГАУ был назначен Наблюдающим за Клемен-
тьевским Полигоном гв. полковник Дмитриев (заведующий Петроград-
ским районом уполномоченного ГАУ), который давал непосредственные
директивы Начальнику Клементьевского Полигона.
Ввиду того, что Клементьевский Полигон был приспособлен только
для практических стрельб артиллерийских бригад, необходимо было сде-
лать следующее: 1) построить траверс для стрельбы фугасными снаряда-
ми в полном снаряжении и лабораторию для приготовления патронов и
снарядов, 2) разбить директрисы и базы для стрельбы контрольными ди-
станционными трубками, 3) восстановить телефонную линию и построить
в поле наблюдательные блиндажи, 4) получить лабораторный инструмент,
полевые пушки 48"' и 6" гаубицы, пороха, капсюльные втулки, гильзы,
5) исправить все наблюдательные приборы (высотомеры, дальномеры) и
6) оборудовать баллистический кабинет.
План работ по организации полигона
Архитектору Московской Хозяйственно-Строительной Комиссии по
построению временных бараков в Можайске и с. Клементьеве Е. И. Зелен-
скому, согласно представленным эскизам, было поручено немедленно при-
ступить к постройке траверса, лаборатории, разбивки директрис, баз,
наблюдательных блиндажей и к прочим работам; техническому мастеру
Крутикову — исправить телефоны, восстановить телефонную линию, ис-
править наблюдательные приборы; старшему браковщику Захарченкову —
перевозить материальную часть, лабораторное имущество и боевые при-
пасы со ст. Можайск, Александровской ж. д., в с. Клементьево (18 верст
проселочной дорогой). Средствами для перевозки были лошади Рижского
конского запаса, квартирующего в окрестностях с. Клементьева.
По утверждению уполномоченным означенного плана работ было при-
ступлено к его выполнению, и к 10 июля 1917 г. все работы по постройке
были закончены. Пушки, гаубицы, лабораторный инструмент были полу-
чены, но стрельбу начать нельзя было, так как Охтинский Пороховой За-
вод не высылал пороха.
11 июля была сформирована команда из солдат 1-й Запасной Артил-
лерийской Бригады, в числе 32 человек, для обслуживания Полигона.
Заведующим лабораторией Полигона был назначен пиротехник
М. М. Самойлов.
Перед самым открытием Полигона был назначен помощником началь-
ника Полигона поручик Назьмов.
20 июля 1917 г. был открыт Полигон. В этот день были произведены
стрельбы (контрольные) 3" фугасными снарядами в полном снаряжении
и дистанционными трубками Всеобщей Компании Электричества, удар-
ными трубками французского образца заводов Оптического и Механи-
ческого Производств.
ion
XIV
Экспериментально-техническая деятельность
Управления
I. Общий обзор
В экспериментально-техническом отношении по вопросам, касающим-
ся контроля и пригодности стали для снарядов, выяснения причин всяко-
го рода пороков материала в снарядах, установления пригодности новых
материалов для снарядов и т. п., Управление, с первых дней своего суще-
ствования, заняло совершенно самостоятельную позицию, независимую от
Артиллерийского Комитета ГАУ. В этой работе Управлению благоприят-
ствовало особенно то обстоятельство, что научно-технические силы Моск-
вы, в особенности профессора и преподаватели Высшего Московского Тех-
нического Училища, охотно откликнулись на призыв уполномоченного и
приложили и свои знания, и свой опыт к этой высокополезной деятельно-
сти Управления, благодаря просвещенному взгляду уполномоченного ге-
нерала С. Н. Ванкова, который охотно предоставил в распоряжение своих
сотрудников и средства, и полное содействие. Сотрудники приглашались
Управлением постепенно, по мере необходимости участия в той или иной
работе или каком-либо новом начинании. Такой вначале спорадический
характер участия отдельных научных и технических работников перешел
ш гем в групповой, когда, по инициативе и приглашению уполномоченно-
го, собирались группы этих работников в комиссии, для разрешения воз-
пи кающих серьезных научных вопросов; далее, все научно-технические
сотрудники в апреле 1917 г. были объединены при Управлении в Кон-
сультационное Бюро, на которое и было возложено уполномоченным все
руководство экспериментальной и экспертизной научно-технической час-
тью деятельности Управления. Под руководством этого Бюро работали
отдельные учреждения Управления: а) лаборатории: механическая, при
главных мастерских Московско-Казанской ж. д., и химическая, при Хи-
мическом Институте Высшего Московского Технического Училища, б) за-
калочная мастерская на заводе Михельсона. Кроме того, Бюро объединяло
работу лабораторий Высшего Московского Технического Училища — Ме-
ханической, Металлографической и Химической, принявших на себя про-
изводство экспертиз и исследований материала для Управления.
Личный состав Бюро был таков: Почетные председатели по избранию
Бюро — уполномоченный генерал-майор С. Н. Банков и бывший помощ-
ник уполномоченного по технической части полковник Н. Г. Высочан-
ский, председатель —Заведующий Механической Лабораторией Высшего
Московского Технического Училища, консультант при Управлении, проф.
И. А. Калинников, секретарь—заведующий лабораториями при Управлении
прапорщик инж.-техн. М. А. Устинов и члены: заведующий технической
частью Управления полковник В. Н. Филипповский, инженер-конструк-
тор при Управлении, преподаватель Высшего Московского Технического
Училища И. С. Кустов, наблюдающий за техническими отделен ни ми Уп-
ра плении подпор, ипж. 11.11. Щелкунов, заведующий Металлургической
110
Лабораторией ВМТУ консультант при Управлении проф. Л. М. Бочвар,
преподаватель ВМ'ГУ консультант при У правлении Д. Г. Герасимов, по-
мощники заведующего лабораториями при Управлении — прапорщик
инж.-техн. В. А. Цветаев (впоследствии ипж.-технологи Я. И. Смирнов и
В. М. Плечев), инж.-техн. С. П. Смирнов, приемщик С. И. Чистяков и пре-
подаватель ВМТУ прапорщ. И. И. Сидорин.
Результаты экспериментально-технической деятельности Управления
с сентября 1915 по 1 января 1918 г. удобнее проследить по группам ис-
полненных последовательно работ, отмечая одновременно и степень
участия в общей работе каждой лаборатории.
Группы работ:
1. Исследование стали для 3" гранат и запальных стаканов к ним.
2. Предварительные опыты по изучению сталистого чугуна как мате-
риала для 6” бомб.
3. Исследование сталистого чугуна в 6” бомбах русского и француз-
ского производств.
4. Систематическое изучение сталистого чугуна как материала для
машиностроения вообще.
5. Прочие испытания: исследования красной меди для старшего при-
емщика ГАУ генерала Федорова и латуни для трубок французского об-
разца, тарирование прессов для пробы запальных стаканов, прочность за-
плечиков у запальных стаканов, прочность запальных стаканов из ковкого
чугуна для 6" бомб, передача давления через сыпучее тело на стенки по-
лого цилиндра и тарирование контрольных плиток для поверки аппара-
тов Бринелля.
6. Деятельность отдельных учреждений, объединенных общей рабо-
той при Управлении:
а) Механической Лаборатории при главных мастерских Московско-
Казанской железной дороги.
б) Химической Лаборатории при Лаборатории Количественного ана-
лиза Химического Института ВМТУ.
в) Металлургической Лаборатории ВМТУ.
г) Механической Лаборатории ВМТУ.
д) Закалочной мастерской.
7. Перечень текущей работы и план деятельности Консультационного
Бюро в ближайшем будущем.
Исследование стали для 3" фугасных гранат и запальных
стаканов, меди, для поясков и латуни
для детонаторных трубок
В сентябре 1915 г., по приказанию уполномоченного и с любезного
согласия администрации ВМТУ, прапорщик инженер-технолог М. А. Ус-
тинов приступил к производству химического и металлографического ис-
следования снарядной стали как в сыром виде, так и в обработанном
(в форме корпусов) в Металлургической Лаборатории ВМТУ под руковод-
ством ее заведующего проф. А. М. Бочвара. Целью исследования было:
1. Оп|м*делить химический состав и структуру сырой стали, имеющей
какой либо порок.
111
Таблица
Е
CJ
зЬЕ
й
£
ся КО СО СМ ю со см t- ко см со со о CM CD см КО СМ КО ко КО КО Tf КОКО' о о о о о о о <э о о о О 6 6' о 05 o' 05 © 05 оГ 05 05 о D D
став, % 0,046 СО 05 СО ь- 1-< О ко tF со . см СО ко СО ко СМ 00 00 05 05 05 С5~ 05 05 05 05 05 сГ сГ 05 05 сГсГ О 35 D D
геский со 35 0,22 О СО О со СО О со СМ СМ т-н СО СО СМ СМ т-ч С 05 05 05 05 сГ 0505 35 D
§ и Мп 00 О О 05 СО КО СО С5 КО 05 CD Tf 00 ь- со Ь- Ь- КО 00 Ь- ь- 05 05 со 05 ОТ О' 05 О' 05 05 05 О О 0505 О D
О I-4 СО Tf Е? см СО ко ь- О КОКО см см см ~ СОСО -rf КО см см 05 05 © <£ © © © © О О 05 05 >1 Э
cd cd Р ко Р ф й cd Р cd X л CD о е* и «J s 2 ф £ £ ft § ft х то s & Ф о И 3 и 5 § к S И я к ® Й я 3 S °. Ч и о га w § So a s з « g & £ н « « g.oo 1 * В 1 £ а § В ! и & * В 11 S S 5 го га § Е 5га® ы 1 « П. 2 & &га д я g Е и га н § я Й И о £ § р. £ й £ gw К « Н ь н С м 1
Материал 3" гранаты — сталь Мартеновская- Новороссийская к к . « co od ф cd „ К _ о и R и о В5 О и £ ’К « о Л о К 0 X ы К ф И К дИ§ о й Р cd й й 2 03 ’ g ft Ид М ft tt И 5 g д Зч о 2 S о кЕя Ф - i« § 6 s i . S | а Й & ° « & К и К га я g У 8 S 4 § 1 & й 2
‘У. п п г—< СМ СО -г »О CD 1-' об 05 05 *-< т-4 г—< ?4
Обозначения: Z — максимальное сопротивление разрыву, кг/мм2; i% — удлинение на 10 см; d — отпечаток
по Бринеллю: микроструктура: М — мартенсит; F — феррит; S — сорбит; Т — тростит; Р — перлит; шл. — шлаки.
I 12
2. Выяснить причину Орики при термической обра >отке корпусов, дав-
ших трещину „ли раздутие или какой либо другой дефект.
3. Ощи-дглить пригодность Вессемеровской стали для 3" фугасных
гранат.
Химический анализ и чаще исследование под микроскопом выясняли
причину того или иного брака и давали возможность Управлению устра-
нять ее, делая соответственно указания приемщикам стали на металлур-
гических заводах и администрации заводов, ведущих термическую обра-
ботку снарядов.
Несколько типичных примеров исследований сталей даны в таблице А.
Приведенные исследования пороков гранат показывают, что наиболее
частой причиной, вызывающей появление трещин у гранат при закалке,
следует признать большие шлаковые
включения, совершенно необычные
для литой стали ни по размеру, ни
по характеру распределения, как по-
казывают микрофотографии рис. 1,
2 и 3; далее идут — недостаточная ,
выдержка при соответствующей тем-
пературе печи и низкая температу-
ра закалки (№ 3 и 4 в таблице А),
неисправность закаливающего аппа-
рата (№ 2 в таблице А) и, наконец,
широкие пределы колебаний в содер-
жании углерода и марганца, вопре-
ки требованию технических условий
(С должно быть около 0,35% и Мп
около 0,7%), что неизбежно приво-
дит к закалке при несоответствующей
температуре. Иногда замечалось, что
Рис. 1
Рис. 2
Рис. 3
113
причин брака било несколько; ней ранилынл ть состанп и термической об-
работки, а также и обилие шлака.
Результаты испытания всегда вызывали особенное внимание уполно-
моченного; им посылались соответствующие предписания и назначались
комиссии из специалистов для всестороннего исследования вопроса.
В результате принимался целый ряд мер с целью:
1. Получить хорошую снарядную сталь на металлургических заводах.
2. Дать возможность заводам обрабатывающим поставить термиче-
скую обработку снарядов на должную высоту, для чего заводам давались
чнртежи печей и приборов, технические инструкции и периодически по-
сылались на заводы инструктора по термической обработке.
В течение учебного 1915/1916 г. по 15 мая 1916 г., когда Металлурги-
ческая Лаборатория ВМТУ функционировала, были исполнены следую-
щие работы:
1) Химический анализ стали 3” гранат — 8 неполных определений.
2) Металлографическое исследование для проверки закалки и от-
пуска 3" гранат — 30 опытов.
3) Химическое и металлографическое исследование 3" гранат, забра-
кованных по разным причинам,— 9 экземпляров.
4) Определение критических точек у стали, впервые применявшейся
для производства 3" гранат — 2 определения.
5) Химическое и металлографическое исследование Бессемеровской
стали — 3 исследования.
Химический анализ обычно производился полный (С, Мп, Si, S, Р) и
лишь изредка определялись отдельные элементы (С и Мп). Испытание
делалось по методам, принятым на заводах.
6) Химическое и металлографическое исследование стали для запаль-
ных стаканов — 2 определения.
Независимо от химического анализа и металлографического исследо-
ки пия образцы снарядной стали, вырезанные из термически обработан-
ных корпусов, испытывались на разрыв и удлинение в механической лабо-
ратории на разрывной машине, которая была предоставлена в бесплатное
пользование Управления администрацией Московско-Казанской ж. д.
Испытывалась сталь в форме пластинок, вырезанных из корпусов. Коли-
чество испытаний приведено в диаграмме.
//. Предварительные опыты по изучению сталистого чугуна
как материала для производства 6" бомб
В 1915 и первой половине 1916 г. работы Управления по исследова-
нию металлов носили до некоторой степени случайный характер и не про-
изводились в широком размере. Летом же 1916 г. Управлению было
поручено организовать производство 6" бомб из сталистого чугуна, и вме-
сте с этим перед ним стала новая задача — изучить всесторонне этот но-
вый материал с точки зрения применения его в снарядном деле.
С этой целью в начале сентября 1916 г. по указанию уполномоченно-
го генерал-майора Ванкова было созвано совещание при Управлении под
председательством полковника II. Г. Высочанского, па котором было ре-
шено знпнтьен научением сталистого чугуна по следующей программ**:
III
J) ТЛТределить химический состав, микроструктуру и механические
свойства еталистых чугунок, идущих для отливки 6" бомб.
2) Выяснить влияние способа ведения плавки в вагранке или отража-
тельных печах, способов формовки и условий отливки.
3) Установить, принимает ли сталистый чугун закалку и в какой мере
улучшаются его свойства при этом.
Для приведения в исполнение этой программы потребовалось значи-
тельное пополнение и расширение экспериментальных средств Управле-
ния привлечением новых сотрудников, для чего:
1) Было пополнено оборудование Механической Лаборатории Управле-
ния при мастерских Московско-Казанской ж. д. постановкой специально-
го копра для проб чугуна на хрупкость по французскому методу.
2) Участие в работах для Управления Механической Лаборатории
ВМТУ значительно расширилось. Под руководством проф. И. А. Калин-
никова И. С. Кустовым при участии А. А. Новикова было проведено изу-
чение механических свойств сталистого чугуна в 6" бомбах русского про-
изводства.
3) Ввиду необходимости вести химический анализ стали и, главным
образом, сталистого чугуна в широких размерах, было решено организо-
вать Химическую Лабораторию Управления с соответствующим штатом
химиков. Лаборатория была оборудована с любезного разрешения дирек-
тора Училища и заведующего Количественной Лабораторией ВМТУ проф.
В. Е. Павлова в помещении Количественной Лаборатории; к работам при-
ступили с 1-го августа 1916 г. с производства анализа материалов для
шихты и выплавленного сталистого чугуна.
4) В Металлургической Лаборатории ВМТУ под руководством проф.
А. М. Бочвара были расширены работы по металлографии; стал исследо-
ваться под микроскопом сталистый чугун; в работе начал принимать уча-
стие инж. В. А. Цветаев.
5) Для термической обработки была арендована закалочная печь в
мастерской конторы Шимунек. Работы по термической обработке вел инж.
М. А. Устинов.
За период с сентября 1916 и по март 1917 г., т. е. к началу деятельно-
сти Консультационного Бюро, было произведено значительное количество
приемочных испытаний сталистого чугуна по французскому методу на
разрыв, хрупкость и твердость; результаты этих испытаний подтвержда-
ют известные соотношения, т. е. с увеличением твердости растет сопро-
тивление разрыву и повышается сопротивление удару. В круг деятельно-
сти Химической Лаборатории входило:
1) оказание содействия заводам, изготовляющим сталистый чугун, при
составлении шихты анализами ее составных частей и выпускаемого ме-
талла;
2) анализы шихты и металла при опытах по отливке из отражатель-
ных печей;
3) анализы металла при опытах по термической обработке сталистого
чугуна;
4) установление связи между составом сталистого чугуна, его струк-
турой и механическими свойствами (сопротивление удару и разрывному
усилию);
I Н>
Диаграмма
испытаний, произведенных в Механической Лаборатории
при мастерских Московско-Казанской ж. д.
Значение диаграмм:
I—I — снарядная сталь на твердость
по Brinell' ю.
II—II — ,, „на разрыв.
III—III — сталистый чугун „ „
IV—IV — „ „на тверд, по Brinell' ю.
V—V — „ „на хрупк. по копру.
VI—VI — жел„ латунь и пр. на разрыв.
VII—VII — „ „ „ „ на тверд, по Brinell' ю.
S—S — суммарная диаграмма.
аоябр1
I 10
5) подготовка браковщиков, химиков Пи техническому анализу чугу-
нов и ио изучению их свойств для работы на заводах в качестве браков-
щиков и прием щи кон чугунных бомб.
Параллельно с металлографическими и механическими испытаниями
было произведено 47 полных и 57 неполных химических анализов стали-
стого чугуна, которые установили следующий в среднем химический со-
став его:
С = 3,2%, из которых графита = 2,4%;
Мп = 0,6 до 0,8%;
Si = 1,2 до 1,4;
Р = 0,2;
S = 0,15.
Влияние фосфора и серы менее вредно, чем предполагается техни-
ческими условиями.
Количество этих элементов, по-видимому, без вреда может быть дове-
дено Р до 0,2 и S до 0,15%.
В результате исследования многих образцов чугунов, представленных
в Металлургическую Лабораторию,'можно было прийти к следующим
выводам, доложенным на совещании по изготовлению снарядов из стали-
стого чугуна в феврале 1917 г.:
1) все обследованные чугуны по структуре следует разбить на пять
групп —
а) графитоферритовый,
б) графитоферрито-перлитовый,
в) графитоперлитовый,
г) графитоперлито-цементитовый,
д) перлитоцементитовый.
Первый чугун с содержанием С от 3 до 4% — темно-серый в изломе,
очень мягкий, вряд ли может иметь практическое применение.
Второй — серый и менее мягкий.
Третий — также серый в изломе, тверже второго, имеет наиболее од-
нородное строение, иногда очень тонкозернистое и по своей микрострук-
туре отличается от перлитовой стали лишь включениями графита и фос-
фористой эвтектики.
Четвертый — светло-серый, более твердый. Пятый — совершенно бе-
лый и наиболее твердый.
Структура зависит от состава, но еще в большей степени от условий
остывания отливок. На микрофотографиях рис. 4, 5 и 6 представлены
структуры 2, 3 и 4-го типов сталистого чугуна. Сопоставляя структуру с
механическими свойствами, определения которых были сделаны в Меха-
нической Лаборатории ВМТУ, найдено, что по относительному содержа-
нию феррита и перлита можно судить уже о сопротивлении разрыву; так,
второй тип имеет крепость разрыву около 15 кг/мм2, третий — до 25 и,
наконец, четвертый — выше 25. Из всех пяти структур следует считать
третью, как наиболее пригодную для производства снарядов.
2) Наиболее желательным для термической обработки является гра-
фитонерлитовый чугун (рис. 5). Рядом опытов пн малых образцах было
установлено, что отжиг не дает заметных но структуре результатов, за
калин при 800" вполне удаетгн (рис. за) и нос недующцй отпуск улучшает
117
Рис. 4
Рис. 5
Рис. 6
Рис. 5а
качество чугуна в отношении структуры, в особенности при температуре
отпуска до 600°С. Изучением критических точек графитоперлитового чу-
гуна установлено, что он имеет практически только одну критическую
точку, а именно при нагревании около 750°. Нагревание производилось
до 950 '.
3) Структура пробных брусков, отлитых из одного ковша с бомбой, не
соответствует структуре чугуна в бомбе.
4) Структура бомб в горизонтальном и вертикальном сечениях неодно-
родна; эта неоднородность возрастает с уменьшением твердости чугуна и
с увеличением калибра бомбы.
5) Механическими испытаниями но французскому методу значитель-
ного числа пробных брусков, испытанных a Механической Лаборатории
ПК
Упраплепня при Московски Казанской ж.д. и частью в Механической
Лаборатории ВМТУ, было установлено, что:
а) термической обработкой, т. е. закалкой и отпуском в воде или мас-
ле, удается получать улучшение динамических качеств сталистого чугу-
на, т. е. уменьшение его хрупкости;
б) влияние термической обработки на крепость разрыву (сопротивле-
ние или предел прочности) у сталистого чугуна незаметно, что, как видно
из дальнейших исследований, не подтвердилось и может быть объяснено
неудачным методом определения крепости в виде закаленных пробных
образов с головками по французским техническим условиям;
в) отжиг при 950°, 650°, при последующем охлаждении на воздухе, в
печи, в песке, дал отрицательный результат: ухудшение механических
свойств;
г) продолжительность нагревания при закалке для образцов 40x40 мм
в 1,5 ч вполне достаточна. Продолжительность отпуска для тех же квад-
ратных образцов 40x40 мм должна быть не менее 4,5 ч;
д) закалка в масле при температуре 30—70° круглых образцов с го-
ловками не сопровождается трещинами.
Сталистый чугун из отражательной печи
Первые опыты отливки сталистого чугуна из вагранок дали на мно-
гих заводах неудовлетворительные результаты; благодаря условиям плав-
ки и плохому топливу чугун получался с большим содержанием С и S.
Поэтому Управление, озабоченное получением сталистого чугуна надле-
жащих качеств, сделало попытку выплавлять этот чугун из отражатель-
ной печи, для чего по предписанию уполномоченного и под руководством
полковника Высочанского были сконструированы инж. Устиновым и Цве-
таевым две печи нефтяные с подогревом и без подогрева воздуха.
Однако работой этих печей не пришлось воспользоваться, так как к
этому времени заводы стали получать из вагранок сталистый чугун удов-
летворительного качества.
III. Исследование сталистого чугуна в 6" бомбах русского
и французского производств
Исследование сталистого чугуна в 6" бомбах русского производства,
исполненное в Механической Лаборатории ВМТУ, с октября 1916 по ян-
варь 1917 г. дало весьма ценные результаты и послужило темой докладов
И. А. Калинникова и И. С. Кустова на совещании по изготовлению снаря-
дов из сталистого чугуна 23—26 февраля 1917 г. в Москве.
Главные результаты этого исследования приведены на рисунках 7 и 8
и в таблицах Б и В и могут быть сформулированы в следующих положениях:
1) Коэффициенты крепости на разрыв контрольных образцов, отли-
тых, согласно техническим условиям одновременно с бомбой, изменяют-
ся в пределах от 23,8 до 28,3 кг/мм2, между тем как эти же коэффициен-
ты у образцов, вырезанных из стенок самих гранат, колеблются от 10,4
до 30,3 кг/мм2. Это обстоятельство с очевидностью подчеркивало бесцель-
ность принятого метода контроля качества материала бомб с помощью
испытании контрол).пых образцов а брусках, отдельно отлитых.
11»
Исследование тиирдости но Бринеллю
тг
I
100
*40
д
d=
50
|0С1
1:
И j ч и б । ш 2ZZ/ .1.LXk 1 19 4,20 fcXl.
4 3,95 5 4,05 6 4,05 7 4,05 8 4,05 9 4,05 10 4,05 11 4,10 12 4,10 13 4,10 14 4,10 15 4,15 16 4,20 17 4,10 18 4,15 20 4,15 21 4,25 22 4,25
1 1 2 Мм э 30,з
2 36 25,7 3,85 4,10 4,15 4,05 4,10 4,15 4,15 4,15 4,15 4,ю 4,ю 4,15 4,15 4,10 4,15 4,20 4,05 4,05
3. Аб 24,8 4.Ю 4,30 4,зо 4,35 4,30 4,30 4,30 4.30 4,зо 4,30 4,30 4,25 4,25 4,20
1. Бб 24,8 4,15 4,35 4,35 4,35 4,35 4,35 4,35 4,35 4,35 4,35 4,35 4,30 4,25 4,20
5. Об 21,9 4,25 4,55 4,60 4,50 4,55 4,55 4,55 4,55 4,60 4,60 4,60 4,65 4,60 4,65 4,70 4,75 4,65 4,75 4,70
6. Гм 21 ,7 4,40 4,45 4,55 4,45 4,55 4,55 4,50 4,50 4,50 4,55 4,55 4,50 4,60 4,60 4,70 4,70 4,70
7. Вм 20,5 4,40 4,45 4,50 4,50 4,50 4,55 4,55 4.55 4,50 4,55 4,55 4,50 4,55 4,60 4,65 4,75 4,65
8. Де 15,5 4?6О 4,75 4,70 4,70 4,80 4,80 4,90 4,95 4,75 4,90 4,95 4,80 4,80 5,05 5,10 5,10 5,оо
9. Ее 15,1 4.65 5,00 5,15 5,00 5,05 5,25 5,15 5,20 5,20 5.15 5,20 5,35 5,15 5,30 5,30 5,40 5,40 5,40
10. Же 13,9 4,55 4,95 5,00 4,90 5,00 5,05 5,05 5,05 5,15 5,10 5.15 5,20 5,20 5,25 5,25 5,20 5,20 5,20
II. Лл 13,4 4,70 5,10 5,15 4,90 5,10 5,20 5,05 5,15 5,05 5,15 4.90 5,10 5,20 5,10 5,20 5,10 5,15 5,20
12. Не 13,1 4,90 5,40 5,50 5,35 5,45 5,50 5,45 5,50 5,50 5,50 5,45 5,50 5,50 5,45 5.55 5,60 5,45 5,45 5,45
Н. Иб 11,0 5,10 5,55 5,75 5,70 5,75 5,75 5,80 5,80 5,60 5,75 5,80 5,80 5,80 5,80
1*1 Кб 10,4 4,70 5,30 5,50 5,60 5,60 5,65 5,55 5,60 5,30 5,60 5,65 5,20 5,10 5,10
Рис. 7
2) Твердость по Бринеллю на поверхности у бомб, годных по техни-
ческим условиям, колеблется практически в узких пределах, так, диамет-
ры отпечатков по Бринеллю разнятся между собою от 0,1 до 0,3 мм и от-
печатки на окружности, соответствующей положению пояска, получают
ся на 0,1 мм менее таковых на наружной поверхности дна бомб (рис. 7).
3) Связь между крепостью на разрыв Z кг/мм2 3 4 и числом твердости по
Бринеллю Н выражается формулой Z = 0,166 Н - 7,7, графически пред-
ставленной на диаграмме (рис. 8).
4) Эти результаты научных исследований дают достаточно оснований
установить впредь иной метод контроля качества материала бомб, а именно
метод непосредственного испытания всех бомб на твердость по Бринеллю
по окружности, соответствующей положению пояска в трех местах — за-
пилах на глубину до 3 мм и отбор годных бомб до их обработки.
На основании этих результатов названное совещание, по предложе-
нию специальной комиссии, приняло следующую резолюцию:
«Ввиду несоответствия условий затвердевания и остывания гранаты и
пробного бруска, качества материала гранат и пробных брусков не нахо-
дятся ни и какой определенной зависимости, поэтому испытание* пробных
брусков следует признать непригодным способом для контроля кнчестна
120
Д и а г р а м м а
записи мости между коэффициентом крепости при растяжении
и коэффициентом твердости но Бринеллю
для сталистого чугуна 6" гранат
О Гранаты русского производства
• Грянаты французского производства
Н — коэффициенты твердости по методу Бринелля в кг/мм2 и соответствующие
диаметры отпечатков шарика диаметром 10 мм при давлении 3000 кг/30 сек
Рис. 8
материала гранат. Принимая во внимание, что многочисленными иссле-
дованиями установлена определенная зависимость между числом твердо-
сти по Бринеллю и крепостью на разрыв для различных сплавов, и в том
числе для чугунов, и что таковая зависимость особо найдена для стали-
стого чугуна, непосредственно взятого из готовых бомб, совещание реко-
мендует пользоваться непосредственным определением твердости по Бри-
неллю каждой бомбы для характеристики качества ее материала. Отпе-
чатки шариком 10 мм под давлением 3000 кг в течение 30 сек следует
делать по три на каждой бомбе, размещая их на запилах глубиною не
менее 3 мм, расположенных по мечту, соответствующему положению
121
Рис. 9
।юлекп, на равном расстоянии.
Диаметры отпечатков должны
быть в пределах от 4,2 до 4,6 мм.
Признавая необходимость
контроля динамических свойств
материала бомб сталистого чугу-
на и отмечая неудовлетворитель-
ность применяющегося теперь
французского метода динами-
ческой пробы, совещание поста-
новляет обратиться в Механи-
ческую Лабораторию ВМТУ с
предложением в самом непро-
должительном времени вырабо-
тать надлежащий метод контро-
ля динамических качеств в бом-
бах, при содействии Управления
уполномоченного ГАУ и заво-
дов, отливающих бомбы из ста-
листого чугуна. Пробу на копре
по французскому способу сове-
щание рекомендует оставить
при приемке, в качестве меры
необязательной ».
Таблица Б
Коэффициенты крепости на разрыв для металла гранат и контрольных
образцов русского производства
№ п/п Клеймо отлившего завода и № плавки Коэффициент крепости
Образцов из гранаты, кг/мм2 Литых контрольных образцов, кг/мм2
1 Рг. 249 30,3 28,0
2 АЮ 423 25,7 25,7
з АЮ 92 24,8 24,6
~~т~ АЮ 32 24,8 23,8
б АЮ 21’9 —
(> М80 143 21,7 27,6
7 М80 140 20,6 27,7
8 Э 107 32 15’6 24, о
9 Э 107 117 15,j ' 24,е
10 Э 107 35 13’9 25,2
И ЛЛ 24 13,< 24,9
12 э 13,, —
13 ЛК) 218 25.9
1 1 Л1<> 220 10. 1 28-9
122
Консультационное Бюро Управления уполномоченного, приступив к
работе с апреля 1917 г. но вопросу о дальнейшем исследовании сталисто-
го чугуна в бомбах, решило дополнить сделанное подробным изучением
химического состава и микроструктуры его и произвести аналогичные
опыты с изучением чугуна бомб французского производства. Эта работа
уже в значительной части проведена. Полученные данные могут быть
сформулированы в следующих положениях:
1) В бомбах сталистого чугуна встречаются три типичных структуры:
графито-ферритовая, графито-перлитовая и графито-перлито-цементито-
вая. Первая характеризует наиболее слабый по крепости чугун, крепость
его на разрыв от 10 до 15 кг/мм2, вторая, чаще встречающаяся, имеет
крепость на разрыв в пределах от 15 до 22, более плотная по строению и
хорошо обрабатывается резцом, и, наконец, третья является наиболее твер-
дой, хрупкой, трудно обрабатываемой и крепкой, ее крепость на разрыв
доходит до 30 кг/мм2.
2) Химический состав чугуна бомб русского и французского произ-
водств:
Русек, произв. Франц. произ.
Общее содержание, в том числе ... С от 2,48 до 3,03 2,78 до 3,44 %
Gr ” 1,66 ” 2,69 2,04 ” 2,38 %
Мп ” 0,59 ” 1,04 0,49 ” 0,64 %
Si ” 0,31 ” 2,72 1,23 ” 1,49 %
Р ” следы ” 0,09 0,03 ” 0,10 %
S ” 0,11 ” 0,24 0,10 ” 0,14 %
т. е. пределы колебания химического состава у бомб сталистого чугуна
русского производства гораздо значительнее, чем у бомб французского
производства.
3) Механические свойства, т. е. крепость, твердость и прочие качества
сталистого чугуна у бомб французского производства очень близки к та
новым у бомб русского производства: так, крепость пн разрыв колебнется
123
Результаты испытаний образцов, вырезанных из 6" бомб сталистого чугуна русского производства
Отношение к коэффициент крепости на разрыв ИЛ..М)ЩЬШ.1, Л.НОиНиффСОЗ! со гЧ © к с a io о in » 1- «с ® оо т “3. ь » >* 1' 1* оо <я л <е ® 2 я « °
(В31Э1ГОП X) ошпзка ПК Hj.»onad}i хианПиффсо}} ю w4 озь-оююсоооо^с^ь-оь-со COOO’^COCOCOCO'^CQCOCQ’^CO-TjT
дилеи вн илзоиойя лнаиЦиффео^ 14 О О О СЭ 1> 00 CJ О О 1-ч О о т-ч (TOJ гЧНСОН (NtNtMC^tN
На сжатие У центрирующего утолщения экикдзниГ ou auHairaiuodnoa эояиж кгмт/ см2 со гЧ О О О О о О О О . Ю 00 00 Н t> ТО Н £ 8 2 S? Й 2 2 3 ® « °
игэопайм з.нои'пиффсол кг/ см2 сч нЧ “J Л 2 Я “5 ю" Ь Я СО И т? И й’ ”“~CJOOOOOOCOCOCOU5U5-tf-^
У медного пояска aotacedpo плозия ( % я) эиноьойом^ хР гч 1-4 то н со гч то то а то О) то ь- То ТО ТО ТО То ТО Н ТО Н О] 1-4
oiviAiedjeirt/ on аинаггяилойпоэ аояиж кгсм/ см2 О т-Ч <О СЭ С> »(-, —+! а. СО ТО Ь- CQ см S ТН § 3 S ЙЗ 3 2 % 2 « “
nxaonadit гнаиПиффсоэд кг/ мм2 05 OTOTOt-GCOOCDCD^TfCaTO О0 CD ОО 1О 00 СО гЧ IO xt сГ сч о СО OOOOOt-tb-t-COiOMO’^iO^’^
На удар Hndejii dauojj del?X кн вюрв<J кгмт/ см2 00 С-ТОООЬ«£)ОСО-^Ю-^ТОЮТОТО т-Ч т-Ч т-Ч т—< т-Ч о—< т—Ч т-Ч 1-4 i-Ч т—1 т-Ч о—I о—<
На изгиб iiKiedono ХКжоы кинвоз.ээвб (% я) 0HJodn X© О' г> СОтРСОСОООООЮЮЬ^СО’гГООСОСО r-Jr-JoJcqr-Si-Hi-Jr-irHr-JrHi-Jr-Ir-J
аиивйлвиК on ЭИНЭПЯИЛОЙИОЭ 0OHH^J£ кгсм/ см2 CD CHTO^TOlOCDCCDTOt-TOTO-^ ^ТО ТО ТО ТО ТО ТО ТО ТО н то н н
И1ЭОП9ЙМ хнэи'пиффсоэд кг/ мм2 Ю Ь-СЧСОСОСООСОЮт^ООСОЮООМ сосГоосоь^оооо-чсГоосососяоГ Ю'^'^’^сососососомсмсмсмсч]
На разрыв ихэоиэйм лнаикшффсоя кг/ мм2 оаь-оооооь-ю^от-чо-^т-чо’ч’ 6 ю н Н 6 to 1О то то то н 6 TOTOTOTOTOTOTOHHr-<т-Ч I-Ч ^Ч о-Ч
Твердость по Бринеллю в месте разрыва илэоГйачл. лнаиПиффсол кг/ мм2 СО (ММСОМСОт^тГСОт-Ч^Ч^СОСОО о-чт-чоосое^Ь'-тРсососот-чоо (МСЧо-Чо-Чт-ЧгН^Ч^Чо-Ч^Чт-Ч^Ч^Ч^Ч
ВЯХШвЭНЛО (Lloiaium*}/ м/м С4 ююомоююююооюоою о-Чо-чсОСОСОЮЮОСЧСМо-чЮООСО 4 Ю to 1О Ю Л ю
iiulucBdyo г-Ч S4io«3io«p>lJRa>oA4a>©<o ^ГО<2б£дПИЙЧИКК
11/11 Н ТО ТО ’f Ю Щ 1 • (>о о О т-Ч то то -г »—< г-Ч г-< t-Ч t-Ч
121
от 17,25 до 27,7 кг/мм и соотношение между крепостью ин разрыв и
числом твердости но Нринедлю почти то же, т. е.
Z - 0,166 II - 7,7.
4) Вомбы французского производства имеют ту же или даже большую
неоднородность как в отношении крепости, так и в отношении строения
материала в донышке, где чаще встречаются шлаки, пузыри и прочие
включения.
5) То обстоятельство, что бомбы французского производства имеют
меньшие колебания в крепости (так, в партии из 60 бомб крепость на раз-
рыв колеблется от 17,25 до 27,7), может быть объяснено более тщатель-
ным контролем за шихтой, обеспечивающим меньшие колебания в соста-
ве выплавляемого металла.
6) Изучение упругих свойств сталистого чугуна в бомбах русского и
французского производств показывает, что:
а) сталистый чугун имеет ясно выраженный предел пропорциональ-
ности от 1/3 до 1/4 от крепости на разрыв (рис. 10);
б) этот первоначальный предел пропорциональности может быть по-
вышен почти на 100% предварительной нагрузкой до 3/4 от крепости;
в) гистерезис при повторном растяжении быстро падает; так, после
третьего растяжения до 3/4 нагрузки остается одна десятая первоначаль-
ного гистерезиса (рис. 11);
г) сталистый чугун, оставленный после нагрузки для отдыха, легко,
по-видимому, стремится к восстановлению своих первоначальных свойств.
7) Выяснено влияние высоты прибыли у дна бомб сталистого чугуна
на степень однородности дна по твердости; оказалось, что однородность у
бомб с прибылью высотою 8,25; 13,0 и 17,0 см получилась тождественна,
т. е. наибольшая разница отпечатков во всех случаях одинакова —
0,15 мм. Влияние высоты прибыли на однородность в структуре служит
предметом еще не законченного изучения.
Рис I I
I2h
8) И.(учение микроструктуры О бомбы стплистого чугупп (отнсиичиг
по Бринеллю <1,5 мм), 11|>(>н<*д<м1пое для поперечных и продольных сече-
ний, покл.(ило, что в поперечных сечениях наблюдаются, начиная от на-
ружной нонерхности: 1) ферритовая корка, 2) перлито-ферритовый слой,
3) тонкоперлитовый слой и глубокоперлитовый слой; последний лежит
несколько дальше от средины толщины стенки; при движении к внутрен-
ней поверхности стенки слои в симметричном порядке повторяются, хотя
слабее выражены. Продольное сечение имеет у головки тонкий графит и
плотный, почти точечный перлит, в средине — короткие, толстые плас-
тинки графита, тонкополосчатый перлит и немного феррита, в нижней
чисти — длинные пластинки графита, грубые полосы перлита, порядочно
феррита и примесей.
Все приведенные данные о качестве материала бомб сталистого чугу-
на русского и французского производств, вместе с резолюцией, принятой
на названном совещании, послужили Консультационному Бюро материа-
лом для выработки порядка испытания чугунных бомб. Этот порядок ре-
дактирован членами Бюро И. А. Калинниковым и И. С. Кустовым в сле-
дующих пяти параграфах.
Порядок испытания
§ 1. Каждую отлитую бомбу подвергать пробе по Бринеллю шариком
10 мм диаметром под давлением 3000 кг в течение 30 сек в трех местах
нв запилах глубиною в 3 мм по окружности, соответствующей положе-
нию пояска. Запилы должны быть приготовлены плоскими с помощью
сжх'лрной пилы или наждачным кругом, но не зубилом, и должны быть
расположены на равном расстоянии друг от друга.
§ 2. Способ механического испытания на удар остается без изменения,
испытание же на разрыв отдельно отлитых образцов отменяется.
§ 3. Бомбы с отпечатками по Бринеллю в пределах 4,2 и 4,6 мм при-
нимаются из отливок, выдержавших пробу на удар. В противном случае
для контроля необходимы испытания на разрыв и удар образцов, выре-
занных из одной бомбы на каждые 250 штук. Эти испытания должны про-
изводиться при Управлении, а бруски для них должны вырезаться заво-
дами. Партия принимается, если контрольное испытание на разрыв даст
крепость не ниже 17 кг/мм2.
§ 4. Бомбы с отпечатками по Бринеллю более 4,6 и до 4,8 мм подвер-
гаются контрольному испытанию на разрыв и удар в образцах, вырезан-
ных из одной бомбы на каждую сотню, и принимаются, если удовлетво-
ряют по крепости и удару требованиям § 3.
§ 5. Бомбы с отпечатками более 4,8 и до 5,0 мм предлагается остав-
лять на складах завода впредь до получения результатов испытания та-
ких бомб стрельбой.
В настоящее время испытания эти уже сделаны, и бомбы с отпечатка-
ми 5,0 были допущены к снаряжению мелинитом, но не жидкостью.
12(1
IV. Систем» тичоское изучение сталистого чугуна
как материала для машиностроения вообще
Вопросу об изучении сталистого чугуна как материала для машино-
строения вообще Консультационное Бюро при Управлении посвятило
большую часть своей работы. Принимая во внимание установленные пре-
дыдущими опытами три вида (типа) сталистого чугуна, обычно встречаю-
щегося в производстве бомб, а именно графито-ферритовый, графито-пер-
литовый и графито-перлито-цементитовый, Бюро разработало программу
систематических испытаний, одинаковую для каждого вида и имеющую
целью: 1) полное изучение свойств чугуна в его естественном состоянии,
как он получается из отливки, с точки зрения состава, микроструктуры и
сопротивления механическим силам и взаимного соотношения этих
свойств и 2) всестороннее выяснение влияния термической обработки,
т. е. отжига, закала и отпуска на свойства этого чугуна. Учитывая малую
однородность чугуна вообще, Бюро вынуждено было включить в эту про-
грамму значительное число опытов и, следовательно, пробных брусков,
чтобы получить более ценные и надежные результаты. Большое количе-
ство пробных брусков, естественно, увеличивало громоздкость работы и
замедляло ее темп. Однако, несмотря на многие другие чисто внешние
причины, затруднявшие работу, Бюро к 1-му января 1918 г. удалось про-
вести значительную часть из установленной программы изучения одного
вида сталистого чугуна, а именно чугуна графито-перлитового.
Программа и главные результаты этого исследования таковы.
ПРОГРАММА
Пробные бруски — круглые, диаметрами 30 и 35 мм и длиною
700 мм, первые для испытания в литейной корке, вторые — обточенными
до диаметра 30 мм. Бруски должны быть отформованы в неразъемных от-
печатках (формах) и отлиты вертикально в сухие формы из одного ковша
по 6 штук сразу.
Предварительные опыты — нормальное испытание на изгиб (излом
пополам, расстояние между опорами 600 мм). Брусок (А—D—В).
Одна из половинок каждого бруска AD подвергается вторично изгибу
на опорах, при расстоянии 300 мм, другая идет предварительно в соответ-
ствующую термическую обработку и затем для испытания на изгиб в тех
же условиях. Таким образом, каждый брусок оказывался переломленным
на 4 куска АК, KD, DL и LB, из которых нечетные, АК и DL, шли на
излом под копром Шарли, а четные служили для выточки из них образ-
цов для разрыва диаметром 20 мм.
Твердость по Бринеллю определялась на каждой четверти и с торца и
поперек оси примерно на средине радиуса сечения бруска.
Пробы для анализа и шлифы брались из места излома К, D и L.
Термическая обработка:
а) отжиг до температуры 100, 200, 300, 400, 500, 600°;
б) закалка при критической температуре 4-750° (нагревать медленно
в течение 2 ч до 600° и в течение часа до температуры закала) в воз-
духе, воздушной струе, воде 30, 50 и 70"(’, масло 30. 50 и 70" и, наконец,
сале;
127
и) отпуск до температуры 100, 200, 300,400, Г>00 и ООО".
Л К
I------------------h
D L В
Ч---------------1---------------1
Результаты
1. Химический состав пробных брусков колебался значительно:
С всего от 3,00 ДО 3,40%;
Gr 2,17 99 2,68%;
Мп 0,60 99 0,90%;
Si ,, 1,15 99 1,60%;
Р 0,07 99 0,15%;
S 99 0,09 99 0,14%.
2. Микроструктура в естественном состоянии, как чугун, получается
из отливки, содержит графит и перлит, главным образом, и незначитель-
ные включения феррита.
3. Механические свойства в естественном состоянии:
крепость на разрыв = от 18,6 до 30,6 кг/мм2;
крепость на изгиб В = от 36,5 до 50 кг/мм2;
живое сопротивление изгибу а = от 1,42 до 2,39 кг/мм2;
сопротивление удару А = от 0,93 до 1,78 кг/мм2;
твердость по Бринеллю Н = от 174 до 235 кг/мм2.
4. Отжиг чугуна при температурах 100, 200, 300, 400, 500° не произ-
водит никакого изменения в структуре его, отжиг при 600 °C дает едва
заметное изменение в структуре; что же касается влияния отжига на ме-
ханические свойства, то установлено (табл. Д), что отжиг при 200° повы-
шает крепость изгиба и живое сопротивление изгибу на 7 и 4%, т. е. весь-
ма незначительно. Отжиг при 500° и выше понижает крепость на 10% и
более. В общем, отжиг, ввиду незначительности своего влияния, не имеет
практического значения в случае отливки деталей такой простой формы,
как цилиндрические бруски.
5. Влияние закала: сталистый чугун данного вида, т. е. графитопер-
литовый, хорошо принимает закал (табл. Е), твердость его от закала по-
вышается более чем вдвое, при этом установлено, что критическая точка
у нее лежит около 750 °C, и наиболее подходящим составом для сталисто-
го чугуна, подлежащего закалу, следует считать общее содержание С -
3%, из них графита — до 2,2%, марганца — 0,85%, кремния — 1,1%;
увеличение содержания марганца способствует закалу, увеличение крем-
ния препятствует. Далее, предварительные лабораторные опыты с малы-
ми образцами показали, что закалки в воде при температуре 20—40°C и в
магле при 30°С дают одинаково резкий результат, причем в первом слу-
чае замечается большое количество трещин поверхностных, закалка же в
воде* 70° получается неполная.
6. Влияние отпуска после закала в воде и в масле при температуре 30"
получилось практически одинаково (табл. Ж) как по структуре, так и по
м< киническим свойствам, т. <*. паилучппн* результаты дают отпуски от
500" до ООО'С, причем крепость па изгиб нонышпетен в среднем на 2 1% ,
128
48'" ФУГАСНЫЕ СНАРЯДЫ СТАЛИСТАГО ЧУГУНА.
ОБЪЯСНЕНИЕ:
Л( Ударная детонаторная трубка 24/ль 1^99 г.
Б Гол о яка запального стакана.
В Пробка .. „
Г ’Пик»
Д Хпогтнкь МПЛ/1ЫПИО стакан.।
К (Ькннлльиля часть.
Ж Ц<нгр\ пнцее \ толщине
3 1<( * pi Iусъ сна ряда изь стал истаго чугуна.
И Ведущш ноясокь нзъ красной м'йди.
IC 11р<ч ( (жан111.]й мелинит». плотностью 1, 3.
К| плотностью 1,1.
О Гн 'ii. ui де го шпора
11 11'i.tii'irmiini cmIii i. митинга сь динитронафт.! ли номъ
инн ли-’iiiiiii in <i. aiiiHDi н I pi ш;и|)1 a iiiinoivri.
‘hplll ii. < < Il»<’ пн floor.
llhpiio l.inb i\(опии H-pii-aoiiiii I oi«li
\ ii < । 'I ini al i >( < и и |,| и
/X \
I I Hl pH II. H.Hiipi IhiHhOiir.
ФУГАСНЫЯ СТАЛЬНЫЯ ГРАНАТЫ.
ОБЪЯСНЕШЕ:
Л Ударная детонаторная трубка типа Шнейдеръ,
образца 1914 года.
Л» Ударная детонаторная трубка а4/зь модель 1899 г.
I» I оливка запального стакана.
II Пробка „ „
Г РКно
/1 X погнись „
Г. Ожинплыы» часть.
Ж Центрующее утолщс1Пс.
3 Корпусъ гранаты изъ закаленной и отпущенной
стали, коэф. кр’Ъп. 75-100 kg/кв.м., удлинеше > 8°.
31 Корпусъ гранаты изъ сырой стали, коэф, крЬп.
52-64 kg/кв.м., удлинение > 18е.
И Ведупций поясокъ изъ красной лгЬди.
I МЪдная пластинка для газонепроницаемости.
К Прессованный мелинить плотностью 1,3
I<i „ ,, плотностью 1,4
Л Плавленный мелинить п нотное пло 1,5
*1 ер гил ь <’ < 'тепанонь
IVlipuu Ihiirh/iVKHipii чгрггжной Iл<и)ки.тъ
Уполномочен ныв Г. Л У.
I i'iit'p.i и i< м.норь HuiiKiKir,.
57мм ФУГАСНАЯ ГРАНАТА СТАЛИСТАГО ЧУГУНА, ТИПА „Р".
ОБЪЯСНЕНИЕ:
Ai Ударная детонаторная трубка 24/зь модель
1899 года.
Е Ож!шальная часть.
Ж Цен грукицес утолщенк*.
Чгртил ь: <’. Степинивт,
В Кри о: З.пГНдукнцш чертежной I 'л<1<)кил*ъ
3 Корпусъ гранаты изъ сталистаго чугуна.
И Ведущей поясокъ изъ красной мЪди.
Ki Прессованный мелинитъ. плотностью 1, 4.
Л Плавленный мелинитъ, плотностью 1, 5.
Уполномоченный Г. Л. У.
I г игра л ь м.нор ь Нанкоиъ.
ФУГАСНЫЯ БОМБЫ СТАЛИСТАГО ЧУГУНА
(<|>|,лнцу:«’клг<) образца).
ОБЪЯСНЕНИЕ:
Aj Ударная детонаторная трубка 2|/зь модель
IH99 года.
1> Голопка зпнальноп) стакана.
II 11 робка
Г Г1н1о „
/I Xiuicnnu.
Г (Ъкипи'и.пан часть.
Ж Цеп гр\п>1Ц<‘«' VToiiiiiciih-
3 Корнусъ бомбы и:п. ггалисгаго чугуна.
И Ведуний ноясокъ нзь красной м1\ди.
К I |ргссонан1н.нт мелпннть плотностью 1.3.
К| „ „ плотностью 1,4.
11 11лапленння см1мч.: мелинита сь дпнитро
iiai|iiii'iiiHoM i, и пи мелинита ci. моноиш ро
на<|) галпном i>.
I* Го'юнел 1юмГн.| ни. (днучь члени!
*1<’р III 'III < < III «' II <1 IIIKI Г», II. ( 'ipiKOtlt*.
II hplli* ' lillilvu IOIIIIII ‘irpii-auini! f KlJl<ilir>
Viki i нпмочгни i.iо 1 А \
Irlirpii'll Milliipl, IhnititHlf.
12'ФУГАСНАЯ БОМБА СТАЛИСТАГО ЧУГУНА.
(ФРАНЦУЗСКАГО ОБРАЗЦА).
At Ударная детонаторная трубка 24/з1, модель
1899 года.
Б Головка запального стакана.
В Пробка „ „
I’ I'loio „ „
Д Xboctihci.
К Оживши и in часть.
Ж I leiri рукицгг утолщена’.
3 Корнусъ бомбы изъ сталистаго чугуна.
И Ведущ1й иоясокъ изъ красной мЪди.
К Прессованный мелинить плотностью 1, 3.
1<1 „ „ плотностью 1,4.
II Плавленная смъеь: мелинита еъ динитро-
н?1(|п*ал111юм*1. или мелинита сь мононптро-
11П<|ГП|ЛИ11ОМ I
Р I nmnihii boMhi.i (ir.ii. ainxi. uac'ix’iiL
11 <* |> 1 п' и <’*»<* ионон г», f/_ <'1/ЧМО41Г.
llhpliii 1,иП1ЦУ111ЩП1 Hjlll-/kill >11 I HtlkllO.
S но .....................in Г A V
I I II f |I | i I. IM .1 I H|I I /{«lifliOfir.
ЗАПАЛЬНЫЕ СТАКАНЫ, изготовляемые Организащей Уполномоченнаго Г. А. У. Ген.-Maiopa С. Н. Ванкова.
Къ 75 м./м. и 3-хъ дюйм. фугасн. гранатамъ.
Наружный видъ. Разрезъ.
Къ 48 линейи. 3-хъ дюйм. ЯУ. С”. Къ 48 лииейн. 3-хъ дюйм. яУ. С” Типъ А.
Наружный видъ. Разр'йзъ. Наружный видъ. Разрезъ.
Название деталей.
1. Головка.
2. Тело.
3. Пробка.
4. Хвостикъ.
5. Гильза детонатора.
Чертили: С.Логачевъ и П.Сучковъ.
Верно: Заведующей чертежной Гладкихъ.
Уполномоченный Г. А. У. Генералъ-маюр Ванковъ.
ЗАПАЛЬНЫЕ СТАКАНЫ, изготовляемые Организацией Уполномоченнаго Г. А. У. Ген.-маюра С. Н. Ванкова.
Къ 6-ТИ ДЮЙМОВЫМ!.
Наружный видь.
Разр'Ьзъ.
Къ 155-ти миллиметровымъ.
Наружный видъ. Разр'Ьзъ.
Назван1е деталей.
1. Головка.
2. Тъло.
3. Пробка.
4. Хвостикъ.
5. Гильза детонатора.
Чертили: С.Логачевъ и II. Сучковъ.
ВЪрно: Зав1>дующ1й чертежной Гладкшсъ.
Уполномоченный Г. А. У. Генералъ-маюр Ванковъ.
'Г а б л и ц н Д
Сталистый чугун — отожженный
Температура отжига, °C Коэффициенты отожженных образцов в долях от коэффициентов сырых образцов
Крепость на растяж. Z отож. Z сыр. Крепость на изгиб В отож. В сыр. Стрела прогиба В отож. В сыр. Твердость по Бринеллю Н отож. Н сыр. Живое сопрот. удару А отож. А сыр.
100 0,94 1,09 0,95 0,99 0,90
200 0,99 1,07 1,06 1,01 1,04
300 1,02 0,96 0,93 1,04 0,85
400 1,00 1,02 1,13 0,98 0,94
500 0,93 0,90 0,90 0,98 0,76
600 0,90 0,90 1,03 0,80 0,84
Таблица Е
Сталистый чугун закален при 800° в масле 30 °C и отпущен
Температура отпуска, °C Коэффициенты термически обработанных образцов в долях от коэффициентов сырых образцов
Крепость на изгиб В закал. В сыр. Стрела прогиба F закал. F сыр. Живое сопрот. изгибу а закал. а сыр. Живое сопрот. удару А закал. А сыр. Твердость по Бринеллю Н закал. Н сыр.
Без отпуска 0,57 0,51 0,30 0,65 2,13
200 1,05 0,82 0,87 0,85 1,97
300 0,85 0,66 0,58 0,85 1,83
400 1,08 0,76 0,80 0,91 1,47
500 1,06 0,83 0,90 0,92 1,30
600 1,19 0.95 1.13 1.12 1.12
12»
Таблица Ж
Сталистый чугун закален при 800° в воде 30°С и отпущен
Температура отпуска, °C Коэффициенты термически обработанных образцов в долях от коэффициентов сырых образцов
Крепость на изгиб В закал. В сыр. Стрела прогиба F закал. Живое сопрот. изгибу а закал. Живое сопрот. удару А закал. Твердость по Бринеллю Н закал.
F сыр. а сыр. А сыр. Н сыр.
Вез отпуска 0,52 0,51 0,29 0,85 2,04
100 0,79 0,50 0,40 0,73 2,42
200 0,94 0,70 0,64 0,87 2,02
300 0,70 0,60 0,38 0,83 2,09
400 1,14 0,85 1,08 0,90 1,72
500 1,20 0,99 1,14 — 1,40
600 1,23 1,18 1,41 1,10 1,06
живое сопротивление изгибу повышается на 12%, а твердость по Бринел-
лю понижается почти на 50%, по сравнению с таковой после закала, и
остается повышенной только на 10%, по сравнению с начальной, кроме
того, и сопротивление удару повышается на 10—12%.
Отдельные лабораторные опыты показали, что продолжительность
(от 1 до 3 ч) отпуска при 200° не оказывает заметного влияния на строение
чугуна, имеющего в составе всего С — 3,32%, из них графита — 2,48%,
марганца — 0,77%, кремния — 1,19%, фосфора и серы — до 0,1%;
отпуск же при 400 и 600° с увеличением его продолжительности заметно
отражается на строении.
7. Ввиду того, что возникло сомнение в однородности брусков длиною
700 мм, принятых для изучения сталистого чугуна, была определена твер-
дость по Бринеллю в серии 25 брусков, причем на каждом было сделано
но пять отпечатков: по концам, на первой, второй и третьей четверти дли-
ны. Оказалось, что на три четверти длины у брусков получается совер-
шенно одинаковая твердость, и только лишь на одном конце отпечаток
получается на 0,1 до 0,2 мм менее.
V. Прочие испытания
а) В январе 1917 г. старший артиллерийский приемщик ГАУ ген.
Федоров обратился к уполномоченному генералу ('. 11. Вапкову за содей-
ствием в производстве анализов краевой меди для ГАУ. Но поручению
1.10
уполномоченного эта работа были исполнена в Химической и Металлурги-
ческой Лабораториях ВМТУ. Всего было исполнено анализов красной
меди, луженой меди, медного лома и медной стружки — 11, состояв-
ших из 38 определений отдельных элементов.
б) Проба запальных стаканов на снаряжательных заводах производит-
ся специальными пружинными прессами французской конструкции.
По предложению Управления тарирование этих прессов было постав-
лено в' Механической Лаборатории ВМТУ заведующим проф. И. А. Калин-
никовым; в течение 1916 и 1917 гг. было протарировано 50 прессов для
снаряжательного завода Н. А. Второва.
в) В 1916 г. генералом С. Н. Банковым было выдвинуто перед ГАУ
предложение применять для 6" чугунных бомб запальные стаканы из ков-
кого чугуна. Для проверки крепости на выдавливание дна были поставле-
ны в Механической Лаборатории ВМТУ специальные опыты, которые дали
прекрасные результаты, а именно — сопротивление выдавливанию дна у
стаканов Люберецкого завода оказалось абсолютное Р = 8600 кг, что дает
крепость разрыва 32,5 кг/мм2, у стаканов же завода Копи Гелькер
Р = 13 000 кг и R = 41,4 кг/мм2. Нёсмотря на такие результаты, Артил-
лерийский Комитет ГАУ не нашел возможным допустить применение ков-
кого чугуна для изготовления названных стаканов.
г) В технические условия приемки стальных гранат и чугунных бомб
включена обязательная проба твердости по Бринеллю. Эта проба произво-
дилась на заводах прессами самой примитивной конструкции, требующи-
ми постоянного и внимательного контроля. Такой контроль производил-
ся по предложению Механической Лаборатории ВМТУ с помощью специ-
ально опробованных на нормальном прессе Лаборатории контрольных
плиток. В течение 2,5 лет, по 1-е января 1918 г., в Механической Лабора-
тории было опробовано для Управления и его контрагентов-заводов всего
свыше 200 плиток.
д) В Техническом отделе Управления по поверочным расчетам стенок
гранат и прочих частей выяснилась необходимость проверить крепость
заплечиков запальных стаканов для 3" стальных гранат и характер пере-
дачи давления через сыпучее тело на стенки полого цилиндра; то и дру-
гое было проверено специально поставленными опытами в Механической
Лаборатории ВМТУ ее заведующим проф. И. А. Калинниковым, при со-
действии И. С. Кустова.
е) В июне 1916 г. Управлению уполномоченного пришлось встретить-
ся с недостатком сырых материалов для изготовления латунных палок
для детонаторов. Старший инженер Отдела МПС по приемке заказов
А. И. Котельников предложил для этой цели использовать большой запас
до 40 000 пудов латунных стружек на заводе Т-ва Кольчугина и по пред-
ложению уполномоченного путем ряда проведенных им опытов на заводе
Кольчугина показал, что латунные стружки могут быть использованы для
изготовления латунных палок, в шихту можно вводить до 50% этих стру-
жек, и если их брикетировать, то угар может быть понижен до 20%. Плав-
ку можно вести не только в тиглях, но и в отражательных печах. Латун-
ные палки, отлитые из стружек, дают вполне удовлетворительный мате-
риал для изготовления детонаторов. Одновременно с этим по предложению
уполномоченного инженер А. И. Коттон.инков изменит технические уело
131
ним ин приемку латуни для детонаторных трубок, установив при этом
определенные границы содержания свинца н латуни дли обеспечивания
хорошей обработки резанием. Содержание свинца может быть допущено
до 1,5%.
VI. Деятельность отдельных учреждений,
объединенных общей работой при Управлении
а) Механическая Лаборатория при главных мастерских Московско-
Казанской ж. д.
Эта Лаборатория была арендована Управлением и предназначена для
производства, главным образом, приемочных испытаний на разрыв, твер-
дость по Бринеллю и на удар.
Но роду испытания и по материалам деятельность Лаборатории пред-
ставляется в следующих цифрах:
I. Снарядная сталь из 3" гранат
1 — на разрыв 7761 образец
2 — на твердость 87 761 ” , на которых было сделано
31 044 отпечатка шариком.
II. Сталистый чугун — пробные бруски, отлитые с 6" бомбами
1 — на разрыв
2 — на удар
3 — на твердость
на которых было сделано
678 образцов
352
1030 ”,
2051 отпечаток шариком.
III. Железо, латунь и прочие металлы
1 — на разрыв 418 образцов
2 — на твердость 309 ”, на которых было сделано
481 отпечаток.
Всего произведено испытаний:
на разрыв 8857
” удар 352
” твердость 9100
Итого: 18 309
что составит свыше 700 испытаний в месяц.
Распределение по месяцам дает диаграмма на с. 116. Зависимость кре-
пости на разрыв и удлинения от твердости по Бринеллю представлена на
диаграмме (рис. 12).
Из особых работ Лаборатории следует указать на сконструированное
ею особое приспособление к копру для задержки бомбы после удара при
первом подскакивании.
б) Химическая Лаборатория при Лаборатории Количественного ана-
лиза Химического Института Высшего Московского Технического Учи-
лища.
За период с I августа 1916 по 12 апреля 1917 г. проанализировано
Лабораторией всего 195 материалов, которые по своим названиям, коли-
честву определявшихся в них элементов и заводам распределяются, как
указано в таблице 3.
132
Записимость pn.ipi.iiinoro усилии и % удлинении снарядной стали от си гпердости
Рис. 12
В течение этого же периода Лабораторией было подготовлено 20 бра-
ковщиков-химиков по техническому анализу чугунов для работы на заво-
дах по приемке чугунных бомб.
С 12 апреля по 31 декабря 1917 г. было исполнено дополнительных
анализов, не относящихся к работам Консультационного Бюро, но потреб-
ных заводам, работающим для Управления уполномоченного для выясне-
ния качеств употребляемых материалов:
латуни 4
стали снарядной 5
чугуна сталистого 30
чугуна литейного 1
кокса 1
дымного состава дробной шрапнели 1
Всего..............................42 материала
Затем были произведены анализы сталистого чугуна по программным
работам Консультационного Бюро.
1. Из 6" бомб русского и французского производств 11 полных анали-
зов с полным определением состава.
2. Из пробных брусков
49 полных и
32 неполных, с определением только двух элементов С и Gr.
н) Металлургическая Лаборатория Высшего Московского Техническо-
го Училища.
13.1
1' н б л и ц а 3
11ПИМС11(*ИИ11И« материала <• у1ш.1ппием определявшихся а нем элементов Количество исследовавшихся материалов Количество определений элементов С каких заводов получен материал
1. Сталистые чугуны: 1 lo.iim.ie анализы — опр. С, Gr, Г. Лист. О-во Штампования Макеевского
HI, Mii.PhS 23 138 Маст. Александр, ж. д. Грачева
Определения С, Gr, Si и Мп, 81 324 около Рудзского Сириус
” Gr или С 68 100 Гретер Криванек О-во Штампования Кальнина Красильщиковой
Всего по стал, чугунам 172 562
II. Литейные чугуны:
Определения С, Si, Мп и S 7 28 Маст. Моск.-Каз. ж. д. Люберецкого завода
” М. Мп и S 2 4 Кальнина
Всего по литейным чугунам III. Сталь: 9 32
Полный анализ С, Cr, Si, Мп,
Ри8 1 6
Определения С и Мп 1 2 Царицынского
Всего по стали 2 8
1V. Ферроманган Si и Мп 1 2 Красильщиковой
V. Ферросилиций Si 1 1 Трехгорного Механич. Г. Лист
VI. Гематит Si и Мп 4 8 Гретер и Криванек Трехгорного механич.
VII. Кокс: S и зола 2 4 Маст. Казанск. ж. д. Красильщиковой
VIII. Антрацит: S и зола 2 4 Маст. Казанск. ж. д. Красильщиковой
IX. Шлак Fe , Si , Мп и S 1 4 Красильщиковой
X. Известняк S 1 1 Красильщиковой
Всего 195 626
XI. Катодной меди
Медного лома Луженой меди Медной стружки 11 38 От старшего приемщика при ГАУ генерал- майора ФедО[юва в янва-
ре фенрнле 1917 г.
НИ
Лаборатория нроизподила, г шшшм образом, металлографические ра-
боты. В течении 1910 г. было исследовано чугуна сырого 166 образцов,
термически обработанного — 106, гранат стальных бракованных — 46,
прочих стальных изделий — 13, латуни и меди — 11, определено крити-
ческих температур у чугуна 19, у стали — 12, подвергнуто термической
обработке 200 образцов. Всего приготовлено 350 шлифов, 350 негативов и
1700 фотографических снимков.
В течение 1917 г. было исследовано 23 образца чугунов, 4 снарядной
стали, 4 стальных 3" гранаты, одна 6" чугунная бомба, 9 чугунных образ-
цов, 4 медных пояска, для чего понадобилось сделать 400 негативов, 500
шлифов и около 2000 фотографических снимков.
г) Механическая Лаборатория Высшего Московского Технического
Училища.
В течение 1915 и 1916 гг. Лаборатория произвела механических ис-
пытаний:
1) снарядной стали на разрыв и твердость.............500 обр.;
2) контрольных плиток для проверки прессов Бринелля..200 шт.;
3) по тарированию прессов для пробы запальных стаканов 50 прес-
сов;
4) контрольных брусков для проверки испытательных
машин................................................12 штук.
В течение 1917 г. работа Лаборатории сосредоточилась, главным об-
разом, на испытаниях сталистого чугуна:
1) при изучении чугуна в гранатах сделано
испытаний на разрыв 60
” ” изгиб 136
” ” удар 134
” ” сжатие 106
определений твердости 1385
” гистерезиса 15
Итого......... 1836
2) при изучении свойств сталистого чугуна в образцах
испытаний на разрыв 118 сборок
99 ” изгиб 315 99
99 ” твердость 452 99
99 ” удар 294 99
Итого......... 1179
д) В закалочной мастерской отожжено, закалено и отпущено всего 257
образцов.
VII. Текущая работа Консультационного Бюро
К 1 января 1918 г. находились в производстве:
1. Металлографическое исследование сталистого чугуна в 6" бомбах.
2. Систематическое исследование графитоферрито-перлитового стали-
стого чугуна (окончание).
3. Разработка программы исследования ковкого чугуна
4. Разработка метода динамической пробы сталистого чугуна.
5. Сравнение испытаний на удар по франц,, методу и копром Шарпи.
13П
6. Изучение термоэлектрического метода определения п|к«дола упру-
гости с целыо применения его к исследованию сталистого чугуна.
7. Разработка способа построения диаграммы деформаций при дина-
мической пробе на копре Шарли.
XV
Заключение
Соединение гранат
Снаряженные на завод Второва гранаты французского образца отправ-
лялись в Отдел огнестрельных припасов (Лабораторию) Московского Ар-
тиллерийского Склада, где соединялись в унитарный патрон и шли на
фронт. Этому учреждению, мало приспособленному к широкой работе и
не имевшему до того даже железнодорожной ветви, выпало на долю, при
очень трудных условиях, обслуживать последние стадии изготовлений
3" гранат, снаряжавшихся в Московском районе, уполномоченный, преж-
де всего, нашел необходимым проведение железнодорожной ветви от бли-
жайшей станции, и, при его содействии, эта мысль была осуществлена.
Однако поступление гранат, гильз, пороха и детонаторных трубок вскоре
приняло такие размеры, что резко проявлялись недостаток помещений Ла-
боратории и недостаточность личного состава и рабочих рук. Только при
огромном напряжении сил Лаборатория (Отдел огнестрельных припасов)
справлялась с возложенною на нее задачей. Но ограниченность средств
Лаборатории не позволяла ей угнаться за всевозраставшим производством
гранат.
По 1 января 1918 г. включительно Лаборатория соединила 5 136 954
штук 3” гранат французского образца, снаряженных мелинитом, 1 963 690
гранат французского образца, снаряженных удушающими средствами,
4 20 660 гранат французского образца, снаряженных ядовитыми вещества-
ми, и 690 000 гранат Путиловской группы заводов, снаряженных мели-
нитом и шнейдеритом. Кроме того, отправлено в разные места по 1 авгу-
ста 1917 г. несоединенных 952 815 гранат. На 1 августа 1917 г. остава-
лось снаряженных поступивших для соединения, но еще не соединенных,
2 416 488 гранат (946 377 мелинитовых французского образца, 212 221
«У. С.» и «Я. С.» французского образца и 534 290 Путиловской группы и
Земского Союза).
Кассовые отчеты
Денежные итоги заготовления гранат французского образца генералом
Ванковым приурочены к 1 января 1918 г. Отчеты составлялись бухгалте-
рией Управления по мере выполнения нарядов. Здесь, несомненно, умест-
но привести общие итоги деятельности Организации генерала Ванкова.
Все эти отчеты составлены бухгалтером Управления уполномоченно-
го генерил майора С. 14. Ванкова А. А. Соколовым и являлись результа-
том большой и сложной работы. Особую трудшють представляла служеб-
ная необходимость закончить нею бухгалтерскую работу не па определен-
ный календари ы и день, по к моменту и.потопления палпнченпого по
13В
инрядпм количество предметов. Постоянное движение цеп па материалы
и работы, в связи с необходимостью выделить размеры затрат именно на
определенное количество предметов в хронологической последовательно-
сти нарядов, представило также особую причину затруднений. Тем не
менее бухгалтерии Управления удалось преодолеть все встреченные труд-
ности и дать отчет полный, ясный и точный.
Окончательный денежный расчет по I отчету
Согласно предписаниям Главного Артиллерийского Управления от 11
апреля 1915 г. за № 1826, 9 мая 1915 г. за № 2321, 9 июня 1915 г. за
№ 3036, возложено на генерала С. Н. Ванкова поручение по изготовле-
нию и снаряжению 3" фугасных гранат.
Назначено по смете Израсходовано Остаток по смете
Корпус 3" гранат 1 600 000 а 4. — 22 400 000 а 1144,73 18 315 680 4 084 320
Запальн.стакан 1 010 000 3.70 3 737 000 п 350,08 3535731.57 201268.43
Трубок Снаряж. труб. 1 010 000 1 000 000 3.40 2.32 3 434 000 2 320 000 »> 391,86 1 213,98 ] > 54 91 670 262 330
Снаряж. гран, и запальн.стакан. 1 000 000 п 3.16 3 160 000 »» 288 2 880 000 280 000
Снаряж. гран, без запальн.стакан. 600 000 п 2.84 1 704 000 208 1 248 000 456 000
На непредвид. расх. по снаряжению 1 000 000 0.32 320 000 я — 243167.78 76832.22
37 075 000 31714249.35 5360750.65
Экономия
Качество гранат
Каковы бы ни были цифровые результаты работы уполномоченного
генерала Ванкова, одни успехи в количественном отношении, как бы они
ни были велики, не удовлетворяли ни самого уполномоченного, ни чле-
нов его Управления, горячо интересовавшихся конечными результатами
своей работы в помощь армии. Каковы на деле окажутся гранаты фран-
цузского образца? Как оценит их русская армия и какое впечатление про-
изведут они на врага? Эти вопросы глубоко волновали всех участников
работы с самого начала ее, особенно генерала Ванкова. С большим инте-
ресом выслушивались отдельные разрозненные отзывы, хотя и благопри-
ятные, но носившие характер частных впечатлений. Вот почему уполно-
моченный и задался целью командировать кого-либо из членов француз-
ской миссии на русский фронт для выяснения действительных боевых
результатов, получаемых на месте от изготовленных Организацией фран-
цузских 3" гранат. В это же время состоялось постановление Московско-
го Военно-Промышленного Комитета командировать от себя на фронт, с
этой же целью, ген. Петрова. Уполномоченный признал крайне желатель-
ной совместную поездку ген. Петрова и кап. Ванье на фронт для получе-
ния интересующих и Управление, и Московский Военно-Промышленный
Комитет данных. В ноябре 1915 г. капитан (французской службы Ванье и
генерал манор в отставке Петров были лично па ф(*онте и результаты ено
их 11аб.1под<чпп( изложили в следующей (форме.
137
Окончательный денежный расчет по II отчету
Согласно предписанию Главного Артиллерийского Управления от 1-го июля 1915 г, за № 3560
возложено на генерала С. Н. Ванкова поручение по изготовлению и снаряжению 3" фугасных гранат.
Назначено по смете: Руб. 2 000 000 комплектов 3" гранат Израсходовано: Остаток по смете: Руб. Коп.
Коп. Руб. 22 568 200 6 596 000 10 790 478 5 760 000 291 917 Коп. 63 08
французского чертежа (граната, взрыватель, трубка) по 26—90. 53 800 000 2 000 000 корпусов 2 000 000 взрывателей — 2 000 000 трубок 2 000 000 снаряжения 2 000 ОООнепредвид. расход. по 11—28.41 ” 3-29.80 ” 5—39.52 ” 2—88.00 ” —14.60
600 000 взрывателей с трубками по 10—06 6 036 000 2 000 000 комплект. — 600 000 взрыват. с трубк. по 23—00.33 9—49.32 46 006 595 5 695 920 71 7 793 404 29 340 080 -
59 836 000 — 51 702 515 71 8133484,29
Экономия
Окончательный денежный расчет по III отчету
Согласно предписанию Главного Артиллерийского Управления от 7 февраля 1916 г. за № 1075
возложено на генерала С. Н. Ванкова поручение по изготовлению и снаряжению 3" фугасных гранат.
Назначено по смете:
Руб. 27—80
Корпусов 3" гранат 2 000 000 ПО 14— Р. 28 000 000
Запальных стаканов 2 000 000 3-70 » 7 400 000
Непредвид. расходов
Снаряжение гранат запальным стаканом 2 000 000 »» 3—34,5 »» 6 690 000
Трубок 2 500 000 »» 4—30 »» 0 750 000
Снаряжение трубок 2 500 000 2—45,5 п 6 137 500
Руб.
58 977 500
Израсходовано: Остаток в экономии;
Руб. 22 -33,55.
ПО 10—79,42 Р. 21 588 400 '
3—09,26 99 6 185 200 ► Руб. 7 353 800
» 0—13,63 99 272 600
2—25,00 99 4 500 000 2 190 000
»» 6—06,24 99 15 155 915 09 1 731 584 91
Руб. 47 702 115 09 Руб. И 275 384 91
Экономия
Генерил манор Нитрон и письме на имя генерала Ванкова от 22 нояб-
ри 1915 г. сообщает:
«Вернувшись с фронта, я счел долгом поделиться с Вами моими све-
жими впечатлениями, вынесенными оттуда. О стрельбе из орудий образ-
ца 1902 г. гранатами, сделанными по французскому способу, Вам подроб-
но доложит капитан Ванье. Я, с своей стороны, могу подтвердить хоро-
ним» действие снарядов при разрыве, поскольку можно было наблюдать
этот разрыв с 200 саженей от места разрыва. Как относительно рикоше-
гирования, так и высоты разрыва, они вполне оправдали возлагавшиеся
па них надежды; что касается эффекта звукового и дымового, они пре-
взошли даже ожидания: наша пехота, помещавшаяся в соседних окопах,
приняла разрыв наших снарядов за разрыв снарядов тяжелых гаубиц; ды-
мовой эффект такой, что легко дал возможность двумя очередями из ору-
дий 1902 г. получить густую дымовую завесу. Нельзя этого сказать о слу-
чае стрельбы из орудий 1900 г. Меньшая скорострельность этих орудий и
значительно большее боковое рассеивание не дали возможности получить
густую завесу, а лишь расплывчатую и то с трех очередей.
Боковое рассеивание гранат из орудий образца 1902 г. немного выхо-
дило из пределов протяжения фронта шестиорудийной батареи, тогда как
это же рассеивание из орудий образца 1900 г. заняло протяжение почти в
1,5 раза больше фронта батареи.
Возможно, что и здесь большая изношенность канала оружия оказала
свое влияние. По словам начальника 3-й Кавказской стрелковой дивизии,
эта разница в рассеивании в глубину доходит до 150 саженей, хотя в этом
заявлении чувствовалась какая-то неясность, которую в беседе разъяснить
не удалось: но если это число принять за сердцевину, то разница полу-
чится все-таки большая.
Впечатление от действия этих снарядов у наших артиллеристов очень
хорошее, и они жаждут случая испытать их по наступающей пехоте, о
чем не замедлят и сообщить».
Капитан французской службы Ванье рапортом от 28-го ноября 1915 г.
па имя уполномоченного генерала Ванкова за № 32 донес:
«Во исполнение поручения, данного мне Вашим Превосходительством
от 30 октября с/г. под № 9680, доношу, что я отправился вместе с гене-
рал-майором в отставке Петровым в распоряжение Командующего 1-й
Действующей армией и затем, с разрешения Командующего Северным
фронтом, в распоряжение Командующего V Действующей армией.
Маршрут наш был следующий:
30-го октября ....... Москва.
31-го ” ........ Великие Луки.
1-го ноября ......... Полоцк-Дисна (Штаб 1-й Армии).
2-го ” ........ Дисна.
3-го ” ........ Полоцк.
4-го ” ....... Глубокое (Господский двор старый)
(Штаб 1-го Армейского Корпуса).
5 го ” ........ На позициях (Поставы).
6 го ” ....... Сыславиио.
7 го ” ........ Полоцк Диепа (Штаб Армии).
К го ” . ...... Диепа Ильги (Штаб IV Корпуса).
ПО
9-r<> ” .......... I la позициях (озера Дрисвяты).
10 го ” .......... Двинск (Штаб V Действующей армии).
11 -го ” .......... Никнобоки (Штаб 29-го Корпуса).
12-го ” .......... На позициях (Гурна).
13-го ” .......... Двинск.
14-го ” Смоленск.
15-го ” .......... Москва.
По приказанию Командующего 1-й Действующей армией мною, совме-
стно с генералом Петровым, составлена инструкция для ознакомления со
снарядами, изготовленными по французскому способу, с указанием на-
ружных признаков различных трубок, общих свойств разрыва этих сна-
рядов, снабженных трубками с замедлителем, и распределения их разры-
вов при групповой стрельбе* *.
При составлении этой инструкции в Штабе Армии был получен отчет
9-го корпуса о действии снарядов в боях 6-го и 7-го октября под Барано-
вичами.
Чины Штаба Армии приняли инструкцию с благодарностью и отли-
тографировали ее в количестве 300 экземпляров, для рассылки, вместе с
отчетами 9-го корпуса, по всем артиллерийским частям 1-й Армии.
То же .самое имело место в Штабе V Армии.
Как в пути, так и на местах мы пользовались случайными встречами
с артиллеристами для бесед о действии замедлителей; эти беседы вызыва-
ли всюду большой интерес. Командиры батарей 1-й и 2-й Гвардейских
Артиллерийских Бригад получили эти инструкции для другого фронта.
При обмене мнений, артиллеристы, в общем, хвалили действие фран-
цузских гранат, причем оказалось, что на фронте 1-й Действующей ар-
мии, до 1-го ноября, имелись лишь французские гранаты со шнейдерски-
ми трубками без замедлителя.
С 7-го ноября начали появляться на фронте 1-й Армии снаряды с го-
лубой полосой у центрующего утолщения. Напротив, на фронте 5-й Ар-
мии получена уже давно, в 29-м корпусе, партия московских снарядов,
снабженных французскими трубками с замедлителем, но артиллеристы
не знали ни действия этих трубок, ни способа их употребления, и не по-
няли, почему эти гранаты взрывались в воздухе, вследствие чего был дан
приказ вывозить «негодные» гранаты из боевой линии и складывать их в
стороны.
Наша инструкция дала необходимое разъяснение, но нам кажется
очень желательным не давать войскам новых снарядов без предваритель-
ной инструкции с указанием способа употребления**.
По поводу преждевременных разрывов выяснилось, что таковых со
шнейдерскими трубками почти не замечалось.
На участках фронта, которые мы объехали, отмечено было, за последнее
время, более 100 преждевременных разрывов, почти все с русскими гра-
натами, снабженными трубкой 1884 г., и 14 случаев разрывов в канале
орудия, из них:
ИнГТруКЦИЯ -IT1I Г<М-Т11Н.Л<*1|11 (ОГЛЛГ11О ПрООКТу. 11<‘|М*Д|||||1(»му ПОЛКОВНИКОМ П|»О ПОМОЩНИКУ
110(411101’0 министр!! НЧН’рПЛУ ВгЛЯГНу 11 1111ЧЛЛ1.11111Су Глинного Арти ЛЛГрИ^ГКОГО У||р||1МП»|111>1
* Это бы uh обили и по<* М. ['ли иного А рти л нерп Йг юн < У при вишни
III
12 — с гранатами, снабженными трубкой 1884 г.
1 — с трубкой З.Г.Т.
1 — с шнейдерской трубкой.
Выло отмечено в разных корпусах (9-м, 1-м Армейском, 1-м Сибир-
ском, 4-м и 29-м), что артиллерийские части легко вышли из затрудне-
ний при укладке в лотки снарядов, снабженных французскими казенны-
ми трубками, выниманием деревянных подкладок из гранатных лотков,
приспособленных для шрапнелей.
Во время бесед с войсковым командным составом нам было неодно-
кратно высказано желание иметь побольше бризантных снарядов и сна-
рядов крупного калибра».
Стрельба 3-го ноября 1915 г. 3-й батареи
40-й артиллерийской бригады близ озера Дрисвяты
♦Так как это время было периодом полного затишья по фронту армий
и неприятель не проявлял никакой активности, то тактическая задача от-
сутствовала и стрельба была произведена с целью артиллерийской.
Утро было слегка туманно, и наблюдение было хотя и возможно, но
не очень ясно.
Можно было все же наблюдать и рикошеты, и разрывы.
Батарея была расположена за прикрытием в лесу за двумя пригорка-
ми, в 1500 саженях от окопов № 1.
Наблюдательный пункт находился среди наших пехотных окопов на
берегу озера, в 250 саженях от окопов противника, впереди батарей на
2,5 версты.
Грунт был мягкий, средний ветер на батарею.
Батарея была заранее пристрелена по окопу № 1, с прицелом 76.
Стрельба была произведена в следующем порядке:
1) по окопу № 1 — 16 снарядов. При стрельбе по воде из
2) по домику № 2 — 8 8 выстрелов замечалось 6 разры-
3) по дороге № 3 — 4 вов в воздухе после рикошета.
4) по окопу № 8 — 8 Из 36 выстрелов было: 1 взрыв в воде. 1 выстрел не дал разрыва.
33 взрыва в воздухе по цели рикошета, давшие большое черное обла-
ко дыма.
1 взрыв в землю с сильным фугасным действием по цели № 3.
2 камуфлета: 1 в земле по окопу № 1 и 1 в воде по окопу № 4.
При стрельбе по цели № 2 разрыв происходил позади домика, пробив
обе стенки.
Поражения людей нельзя было заметить, так как окопы не заняты,
но моральное действие разрывов этих гранат, сопровождавшихся необы-
чайно резким звуком, было огромно.
Люди из наших окопов, забыв об опасности, выскочили из своих око-
нов, пораженные необычайной силой разрывов.
Даже на батарее, расположенной в 3 верстах от целей, этот треск
вы.шал удив пение прислуги.
1-12
Офицер* набл 1ОДПНП1 ий за разрывами над кпереди лежавшим озером,
заметил осколки в 100 саженях от места разрыва.
Присутствовавшие при этой стрельбе: инспектор артиллерии, коман-
диры бригад и дивизионов, батарейные командиры и все офицеры при-
знали этот снаряд очень мощным и очень желательным».
Стрельба 12 ноября 1915 г. 3-й и 5-й батарей
3-й Кавказской бригады. 29-й корпус (3-верстная карта)
«Утро. Ясно. Мороз. Западно-юго-западный средний ветер. Противник
не проявлял никакого активного действия, и командиры батарей не полу-
чили никакого тактического задания. Стрельба была показная.
1-я цель: окопы близ деревни Горбуновки, которая больше не суще-
ствует, кроме одной печной трубы. Прицел 71—69. Около 25 выстрелов.
Все разрывы полные и после рикошета, кроме одного фугасного и од-
ного неполного (облако — желтое).
2-я цель: местечко Старый Грюнвальд. Прицел 140—150. Две очереди
не было наблюдения (вероятно, снаряды падали за гребнем).
Затем опять выпустили очередь с прицелом 70 и постепенно подходи-
ли к цели скачками по 10 делений.
Все разрывы до 130 делений были ясно видны. При 140 делениях вид-
ны были два разрыва из очереди. Далее, были построены параллельные
веера и перемещены на 1/2 интервала: получена хорошая завеса.
После этого перешли к стрельбе из орудий 1900 г.
Меньшая скорострельность этих орудий не позволила установить хо-
рошей завесы черного дыма.
Кроме того, у расстрелянных пушек отклонение разрывов в глубину
сердцевины и в стороны было значительно больше, чем у орудий 1902 г.
Разница в глубине между двумя выстрелами, при одном и том же
прицеле, — 150 саженей (при стрельбе на 3 версты).
Впечатление на нашу пехоту, занимавшую окопы, огромно.
Большой страх распространился среди пехоты в начале стрельбы, ког-
да думали, что эти страшные взрывы происходили от немецких тяжелых
гаубиц. Страх наших пехотинцев превратился в большую радость, когда
они узнали, что это наши снаряды дают такие мощные разрывы.
Общее впечатление у офицеров артиллерии и командного состава —
очень хорошее».
К данному рапорту капитан Ванье приложил упоминаемые им отчет
и инструкцию следующего содержания:
Отчет об испытании гранат французского образца
стрельбою по окопам и войскам противника
во время боев 7 и 8 октября
«Во время боев 7 и 8 октября батареями 5-й и 42-й артиллерийских
бригад производилась стрельба гранатами французского образца по вой-
скам противника в окопах, я при отражении его контратаки также и по
открыто наступавшим ого цепям и скоплениям его войск в укрытых про-
странствах при pa3iioo6pn.iiii.ix прицелпх.
11.1
В зависимости от дистанции стрельбы, грунта и конфигурации мест-
ности и точке падения, рината диет риарыи после рикошета, примерно,
па высоте не более одной сажени от земли или разрыв в земле (фугасный).
1'взрывы после рикошета дают большое, густое черное облако дыма,
легко отличаемое от облака пыли, поднимаемой снарядом при рикошете.
При стрельбе грунт был сухой, и облако пыли от падения снаряда полу-
чалось большое и густое, но и при этом условии легко различались обла-
ко дыма разрыва и облако пыли падения.
При фугасном разрыве наблюдается на поверхности земли облако пыли
с черным клубом дыма в центре. При больших дистанциях наблюдался
довольно жидкий столб пыли, что, вероятно, происходило от получения
камуфлета.
При прицелах от 100 до 130 процент разрывов после рикошета полу-
чался от 95% до 60%, при числе фугасных разрывов от 5% до 40%. При
прицелах свыше 130 процент разрывов с клевком еще больше падает, а
при прицеле 150 получается много неразрывов, что, вероятно, надо объяс-
нить получением камуфлетов.
Рассеивание разрывов после рикошета по высоте очень маленькое,
осколки при разрыве гранаты разлетаются в стороны; пыль от осколков
поднимается более густая, чем пыль от шрапнельных пуль, при этом по-
лоса густого поражения осколками несколько шире полосы поражения
пулями нашей полевой шрапнели, так что при стрельбе параллельным
веером при нормальных интервалах между орудиями можно считать, что
осколками поражается полоса по ширине, несколько большей фронта стре-
ляющей батареи.
Принимая во внимание малую глубину (около 2%) полосы, поражае-
мой осколками рвущейся после рикошета гранаты, пристрелку при стрель-
бе по войскам противника, находящимся в окопах, доводили до вилки в
одно деление прицела.
Разрыв гранаты после рикошета сопровождается сильным треском.
Об эффекте ее действия на противника, занимавшего окопы, можно
было заключить по такому факту, наблюдавшемуся в одной из батарей:
при обстреливании окопа гранатами, ружейный и пулеметный огонь из
окопа совершенно прекратился, тогда как при обстреливании этого окопа
шрапнелью противник не прекращал своей ружейной и пулеметной
стрельбы.
При обстреливании гранатой открыто наступавших цепей противни-
ка, двигавшихся вне предела досягаемости шрапнели, можно было наблю-
дать, как цепи противника, при близких к ним падениях гранат, сейчас
же разбегались в стороны.
При наступлении цепи противника были произведены выстрелы из
орудий среднего взвода; когда цепь подошла к пристреленному месту, то
снаряды дали разрывы почти в середине цепи, цепь быстро разорвалась,
люди подались вперед и в стороны, тогда были произведены выстрелы из
фланговых взводов при несколько уменьшенном прицеле, цепь обратилась
и бегство.
При обстреле моста накапливания противника в лощине перед наши-
ми окопами достаточно было попадания двух снарядов, чтобы противник
покинул лощину, ।де укрывался, и бежал.
I И
При стрельб) батарейными очередями, даже при не очень чистой, на
всей ширине фронта параллельного веера получается такая густая завеса
черного дыма, которая позволяет нашим атакующим войскам приблизить-
ся к окопам противника совершенно укрыто.
В боях 7 и 8 октября 12-ю батареями корпуса было выпущено
8593 гранаты, при этом было замечено три случая преждевременных раз-
рывов: одна граната разорвалась на воздухе, саженях в 700 от орудия,
одна — шагах в 30 перед дулом орудия и одна — в канале орудия (в 3-й
батарее 42-й артиллерийской бригады), при этом орудие было разорвано.
На основании произведенного опыта надо признать гранату француз-
ского образца снарядом очень хорошим для стрельбы по окопавшимся
войскам противника и по щитовой артиллерии, а также снарядом, даю-
щим отличную дымовую завесу перед нашей атакующей пехотой.
Принятие этого снаряда желательно еще и по причине простоты при-
стрелки им и легкости наблюдений места разрывов.
Так как граната французского образца дает очень малую глубину по-
ражения и требует очень тонкой пристрелки, то она может применяться
только в вышеприведенных случаях,' но при стрельбе по движущимся и
открытым войскам и при отражении атак нашу шрапнель заменить не
может.
Норма количества этих гранат в боевом комплекте может быть огра-
ничена 20—25% ».
На копии написано: «и. д. Инспектора артиллерии IX армейского кор-
пуса, генерал-майор Клейненберг, копия верна: Состояние для поручений
по артиллерийской части при Главнокомандующем армиями Западного
фронта, полковник фон-Энден».
Инструкция для стрельбы
3-дюймовыми гранатами французского образца,
снабженными трубками с замедлителем (черная головка)
«1) Некоторые из гранатных патронов снабжены трубками француз-
ского образца, действующими особенным образом и названными «трубка-
ми с замедлителем». Эти трубки отличаются тем, что их головки окраше-
ны в черный цвет.
Гранаты, снабженные трубками с замедлителем, взрываются после
рикошета. Разрыв гранаты происходит в расстоянии 10—25 саженей впе-
реди от места падения, в воздухе, на высоте роста человека, и дает облако
черного дыма. Осколки поражают площадь глубиною от 1—2 саженей и
шириною от 10—20 саженей.
2) Гранаты, снабженные трубками с замедлителем, применяются при
стрельбе по живым целям, как открытым, так и закрытым. Пристрелка
должна вестись так, чтобы облако черного дыма от разрыва гранаты на-
блюдалось над обстреливаемой целью.
3) На больших дистанциях или в болотистых местностях несколько
гранат могут пе рикошетировать, таковые зарываются в землю и действу-
ют как обыкновенные фугасные гранаты.
1) При разрыве в воздухе гранаты дают значительно больше оскол
ков, чем при разрыв)* в земле. Они сверху поражают люден, находящихся
145
и траншеях. I IpiiMciieiini.ir протии стен, они, взрываясь за стеной, нора
жают укрышпихся за ней. Особенно эффективны они при стрельбе по
лесам».
Общие свойства гранат,
снабженных трубками с замедлителем
«Высокие механические качества снарядной стали, хорошая выработ-
ки по чертежу и термическая обработка, огромная сила разрывного заря-
да и действие замедлителя делают эту гранату снарядом с сильным удар-
ным, с сильным картечным и с сильным фугасным действиями. В сфере
разрыва передняя часть (обращенная к неприятелю) обладает сильным
фугасным действием с массой мелкой стальной пыли: на Марне наблюда-
лись случаи смерти немецких солдат без явных признаков ранения; по
более тщательному исследованию, оказались сильно поврежденными кро-
веносные сосуды от этой, внедрявшейся в тело стальной пыли; нижний
сектор разрыва, с углом 165°, несет около 1100 смертоносных осколков.
Около 1400 осколков разлетаются во все стороны и падают довольно дале-
ко, производя легкие поражения и контузии.
Наивыгоднейший разрыв — над головой противника в окопах или в
середине наступающих частей.
Пристрелка на общепринятых основаниях, по ясно видимому, густо-
му черному дыму очень проста и дает возможность довести ее до 1 дел.
прицела, что необходимо ввиду малой глубины разрыва (2°—3°).
Ударное и бризантное действие по людям внутри зданий поражающее.
Граната легко пробивает кирпичную стену в аршин и с сильным треском
разрывается внутри, отворачивая большое число кирпичей впереди и сза-
ди разрыва. (Зияющая рана в стене и смерть впереди.) При стрельбе по
кирпичным зданиям с тонкими стенками пробиваются обе встречные стен-
ки и во второй — большая дыра от фугасного действия газов или бризант-
ного действия мелких осколков, летящих назад.
При стрельбе по наступающим целям и поддержкам, в отличие от
равномерно распределенных пуль в смертоносной полосе нашей шрапне-
ли, здесь получается ряд полос смертоносных осколков, расположенных
частью перпендикулярно к направлению выстрелов, частью вкось. Это
происходит вследствие уклонения рикошетирующего снаряда более или
менее вправо.
На смертоносной полосе рассеивания получаются полосы точно наруб-
ленные топором, которые покрывают сердцевину рассеивания в разных
направлениях».
Подлинную подписал:
«генерал-квартирмейстер Штаба 1-й Армии
генерал-майор Рычков».
'Гаконы были первые официальные донесения о результатах примене-
ния гранят французского образца. В общем, несмотря на ограниченный
масштаб наблюдений, эти сведения давали то нравственное удовлетворе-
ние, которое необходимо было для продолжения трудной п важной работы.
I 1(1
аблк>д<‘i।ин более широкого масштаба были произведены лишь в июне
1916 г., когда уполномоченный генерал майор Банков, желая всесторон
не и подробнее изучить вопрос о применении, действии и качестве 3" гра-
нат, изготовленных заводами его Организации, отправился в Ставку Вер-
ховного Главнокомандующего, вместе с гв. кап. Терешкевичем и кап.
французской службы Понсе.
Получив здесь разрешение высших властей на командировку кап.
Терешкевича и Понсе в армии Юго-Западного фронта и отдав им подроб-
ные инструкции и соответствующие распоряжения, сам уполномоченный
возвратился в Москву, а кап. Терешкевича и Понсе направил на Юго-За-
падный фронт. Гв. капитан Терешкевич рапортом от 30 июня 1916 г. за
№ 142 донес уполномоченному:
«По распоряжению Августейшего полевого генерал-инспектора артил-
лерии при Верховном Главнокомандующем, исполняя предписание от
30 мая 1916 г. за № 14161, я объехал часть Юго-Западного фронта, где
побывал на позициях нескольких легких артиллерийских батарей и на
месте ознакомился с состоянием и боевым действием 3" фугасных гранат,
снаряженных мелинитом в Москве.,
Весь объезд был сделан вместе с членом французской миссии кап. Пон-
се, и все наблюдения делались нами совместно.
Я посетил 7, 9 и 11-ю армии, где был в корпусах: 2, 16, 18, 22 и 17-м.
Из артиллерийских батарей был на позициях: 3-й батареи 43-й артил-
лерийской бригады, 2-й батареи 41-й артиллерийской бригады, 4-й бата-
реи 37-й артиллерийской бригады, 3-й батареи 19-й артиллерийской
бригады, 2-й батареи 3-й финляндской стрелковой артиллерийской бри-
гады и 5-й батареи 35-й артиллерийской бригады.
3-я батарея 43-й артиллерийской бригады. В боевом комплекте этой
батареи имелись 3" фугасные мелинитовые гранаты, снабженные удар-
ными трубками, как с замедлителем (черная головка), так и без замедли-
теля (белая головка). Ударные трубки были казенного французского об-
разца, полученные готовыми из Франции. Осмотр гранат показал, что
серая краска, какой выкрашены корпуса гранат, своего назначения не вы-
полняет: несмотря на покраску, корпуса гранат поржавели. Равным обра-
зом, в неудовлетворительном состоянии оказались нанесенные на грана-
ты клейма: на одних эти клейма стерлись, на других их можно было про-
честь лишь с трудом.
В майских боях батарея выпустила около 1000 таких гранат с трубка-
ми без замедлителя (белая головка). По отзыву командира батареи, гра-
наты действуют очень хорошо; звук при взрыве сильнее, чем у тротило-
вых гранат; дыму много; ни отказов, ни преждевременных разрывов не
наблюдалось. Командиру батареи пришлось наблюдать, что у австрийцев
иногда из 10 подряд выпущенных гранат ни одна не разрывалась. В та-
ких случаях австрийцы обыкновенно прекращали стрельбу; неразрыв
8 гранат из 10 выпущенных — явление для австрийской артиллерии час-
то повторяющееся.
2-я батарея 41-й артиллерийской бригады. В отличие от предыдущей,
в боевом комплекте этой батареи имелись 3" фугасные мелинитовые гра-
наты не только французе ко го образца, но и граниты казенного образца,
изготоп зевные заводами 11 утнлоаскоЙ группы Грапа гы были снабжены
1 17
получ<ч111ыми из Фрикции ударными трубками французского казенного
образца; трубки били и с замедлителем (черная головка) и без замедлите-
ля (белая головка). Относительно окраски и клейм, надо повторить то же,
что было сказано про боевой комплект 3-й батареи 43-й артиллерийской
бригады: окраска и клейма в плохом состоянии. По отзыву командира ба-
тареи, гранаты действуют отлично; трубки с замедлителем (черная голов-
ка) особенно хороши при стрельбе по войскам; при разрушении проволоч-
ных заграждений успешнее действуют гранаты с трубками без замедлите-
ля (белая головка); большое впечатление производит шум взрыва, — по
выражению солдат, гранаты эти «крякают». Когда впервые появились на
фронте мелинитовые гранаты, впечатление от их действия было большое:
командиру батареи пришлось наблюдать, как, после 3—4 выстрелов, не-
приятель обращался в бегство. Преждевременных разрывов не наблюда-
лось. Из 386 выпущенных гранат только у 3 трубки дали отказ. Путилов-
ские гранаты своим действием не отличаются от московских.
4-я батарея 37-й артиллерийской бригады. Батарея в бою 22-го мая
выпустила 1300 мелинитовых гранат; гранаты были: 1/2, с трубками без
замедлителя, 1/2, с трубками с замедлителем (черная головка); трубки
были французские, казенного образца; из выпущенных гранат — 6 дали
неполный разрыв (пламя, небольшой дымок), 10 трубок дали отказ. По
словам командира батареи, они действием гранат восхищались; гранаты
действовали очень хорошо; преждевременных разрывов не было; после
первой же стрельбы артиллеристы сделали вывод, что стрельба этими гра-
натами совершенно безопасна; все дальнейшие стрельбы велись без вся-
ких мер предосторожности, нормальным порядком.
Мнение командира 23-й артиллерийской бригады. По отзыву командира
23-й артиллерийской бригады, мелинитовые гранаты действуют хорошо;
они дают большой дым при взрыве, ни преждевременных разрывов, ни ка-
ких-либо несчастий при стрельбе этими гранатами во 2-й артиллерийской
бригаде не было; докладов от командиров батарей о том, что трубки дают
отказы, что гранаты не взрываются, не поступало; относительно безопаснос-
ти стрельбы мелинитовыми гранатами не возникало ни малейшего сомне-
ния. В бою 22-го мая 4-я и 6-я батареи этой бригады выпустили 1750 мели-
нитовых гранат с французскими трубками с замедлителем (черная головка).
Неполных разрывов было 0,5%. Гранаты действовали очень однооб-
разно; давали большой, отлично наблюдаемый дым; разрыв их сопровож-
дался сильным треском. В бригаде имел место случай прямого попадания
6" бомбы в нишу, в которой хранились мелинитовые гранаты; кровля
пиши состояла из трех рядов бревен, поверх которых была насыпана са-
жень земли; взрывом попавшей неприятельской бомбы земля была разво-
рочена, верхний ряд бревен сдвинут с места; взрыва 3" мелинитовых гра-
нат при этом не последовало.
2-я батарея 3-й стрелковой артиллерийской бригады. Батарея стре-
ляла мелинитовыми гранатами с французской трубкой казенного образца
без замедлителя (с белой головкой). Командир батареи самого хорошего
мнения об этих гранатах. Когда получили уведомление, что трубку надо
считать опасной и что, стреляя, надо принимать меры предосторожности, —
гранит боялись; теперь гранат уже совсем не боятся; преждевременных
разрывен и отказов не наблюдалось.
ПН
3-ii батарея 19-й артиллерийской бригады. Батарея стреляла мелини-
товыми гранатами московского изготовления с французской ударной труб-
кой и с замедлителем (черная головка), и без замедлителя (белая голов-
ка); последних трубок было больше (примерно 2/3 общего числа). Харак-
теризуя гранаты, командир батареи назвал их отличными, чудно, без
отказа, действующими. При артиллерийской подготовке, длившейся 2 ч,
когда дивизиону было указано обстреливать 80 сажен укрепленной непри-
ятельской позиции, и на орудие было выпущено по 130 гранат, этой
стрельбою день превратился в ночь. Пленные австрийцы, бывшие под об-
стрелом 3" московских мелинитовых гранат, приняли их не за легкие
гранаты, а за тяжелые бомбы, и, когда с них снимали допрос, показыва-
ли, что они были под обстрелом тяжелой артиллерии. Батарея пробовала
стрелять гранатами с трубкой с замедлителем на большие дистанции, от
4 до 7 верст: 40% выпущенных гранат видимого разрыва не дали.
5-я батарея 35-й артиллерийской бригады. В батарее одну гранату с
французской трубкой с замедлителем (черная головка) разорвало перед
дулом; повреждения материальной части и несчастий среди прислуги не
было. По отзыву командира батареи, гранаты великолепны, отлично взры-
ваются, их хорошо наблюдать, осколки визжат. Батарее пришлось мели-
нитовыми гранатами зажигать халупы, где на чердаке стояли пулеметы:
зажигательная сила мелинита оказалась большой. Когда среди боя бата-
рея перешла на стрельбу 3" московскими мелинитовыми гранатами, со-
седняя бригада спросила по телефону: «Кто это стреляет из гаубицы?»
Командиру батареи пришлось наблюдать, что у австрийцев из очереди в
4 гранаты рвется 1 граната, и часто бывает, что из очереди ни одна грана-
та не взрывается.
Мнение командира 35-й артиллерийской бригады и начальника 35-й
пехотной дивизии. Командир 35-й артиллерийской бригады сказал, что
они очень довольны мелинитовыми московскими гранатами; гранаты дей-
ствуют хорошо; дают много осколков; разлет осколков по фронту боль-
шой; гранаты таким разлетом осколков и треском взрыва производят боль-
шое впечатление на неприятеля; количество неразрывов удивительно
мало; отказов почти не было.
Начальник 35-й пехотной дивизии сказал, что дивизия очень доволь-
на московской мелинитовой гранатой; гранаты эти превосходны; особен-
но хорошо они действуют по проволочным заграждениям; несчастий с
этими гранатами никаких не было.
Личные наблюдения за стрельбою. На всех батареях, которые я посе-
тил, я был на наблюдательных пунктах, откуда имел возможность сле-
дить за стрельбою батареи. Все 3” московские мелинитовые гранаты, ко-
торые были выпущены в моем присутствии, дали хороший, правильный
разрыв. Поражала большая меткость стрельбы наших батарей.
Действие 3" гранат, снаряженных удушающими жидкостями. 3-я ба-
тарея 43-й артиллерийской бригады, в бою 25 мая, имела случай стрелять
3” гранатами, снаряженными хлорпикрином. Батарея имела 450 таких
гранат в споем боевом комплекте. Этими гранатами она последовательно
обстреляли 3 отдельно стоящих неприятельских батареи, предварительно
пристрелявшись фугасными мелинптонымп гранатами. Вынустпп ио кпж
дон батарее от ЮОдо 150 хиориикриновых грана), Оатарсп нос псиона тень
по зиставила .»ти 3 неприятельских батареи замолчать. Командир батареи
прсдстпилоп к Георгию IV степени. Замолчавшие батареи до конца боя
нигде на новом месте обнаружены не были.
Осмотр разрушенных неприятельских позиций. При осмотре неприя-
тельских позиций, разрушенных огнем нашей артиллерии, мне пришлось
видеть воронку от 6” бомбы, в которой имелись следы не вполне детони-
р<>пившего мелинита. На поле мне пришлось найти нашу неразорвавшую-
ся 3" гранату, из числа снаряженных удушающими средствами; граната
была целой, в ней был вырван лишь запальный стакан; граната свое на-
значение выполнила: если мелинит запального стакана и не разорвал кор-
пуса гранаты, то тем не менее, вырвав запальный стакан из очка грана-
ты, он, тем самым, дал газам выход из гранаты.
Состав боевых комплектов легких батарей. На позициях в боевых ком-
плектах легких батарей имеются перемешанными разные образцы 3" гра-
нат; перемешивание идет включительно до лотков, где рядом лежат гра-
наты разных образцов. Каждый образец гранаты требует особой пристрел-
ки: высота прицела, хорошая для одной гранаты, оказывается не
соответствующей, если перейти на стрельбу гранатами другого образца.
Перемешивание в боевом комплекте гранат разных образцов создает для
батареи неудобства.
Отличительная окраска и нумерация образцов 3" гранат. Для отли-
чия друг от друга гранат разных образцов на фронте пользуются брошю-
рой, изданной по распоряжению ГАУ, в которой приведены рисунки всех
гранат, исполненные в красках; каждый образец гранаты в этой брошюре
занумерован своим порядковым номером. Пользование брошюрой дает
место недоразумениям. Под № 10 значится 3" мелинитовая граната мос-
ковского изготовления, с французским взрывателем, с замедлителем (чер-
пая головка). На фронт такие гранаты поступают и с взрывателями без
замедлителя (белая головка); соответствующего рисунка и номера такой
гранаты в брошюре не имеется. В брошюре французский взрыватель без
замедлителя (белая головка) показан на короткой тротиловой гранате;
рисунок этой гранаты значится под № 8. В результате московскую мели-
нитовую гранату, которая значится под № 10, когда в нее ввинчена труб-
ка с белой головкой, называют гранатой № 8».
ОБЩИЕ ВЫВОДЫ
3" мелинитовая граната московского изготовления. Согласные отзы-
вы начальников артиллерийских частей заставляют признать, что
3" мелинитовые гранаты московского изготовления с французскими труб-
ками казенного образца действуют хорошо и надежно, что артиллеристы
цепят эти гранаты и в безопасность обращения с ними верят.
Ударные (детонаторные) трубки с замедлителями, без замедлителя.
Опыт боев показал, что московские мелинитовые гранаты надо снабжать
ударными трубками и с замедлителем, и без замедлителя. Главное назна-
чение легкой гранаты — делать проходы в проволочных заграждениях.
Для уничтожения проволочных заграждений нужны трубки без замедли
теля. До более точного определения соотношения между этими двумя ро
дим и трубок следует 2/3 гранят снабжать трубками без замедлителя (бе-
11и>| голонка) и 1/3 гранит трубками с замедлителем (черная головка);
1Г>о
последние Гринты нужны войскам, как особенно хорошо действующие.
Что касается соотношении между грпцнтими и шрапнелями, то представ-
ляется, что 3/5 боевого комплекта должны состоять из гранат и 2/5 — из
шрапнелей.
Разнотипность гранат боевых комплектов. Боевые комплекты батарей
должны составляться из гранат фугасных одного типа. Иметь в боевом ком-
плекте батареи гранаты разных типов и неудобно, и опасно. Неудобно
потому, что каждый тип гранаты требует особой пристрелки, опасно по-
тому, что, если во время боя, когда своя пехота залегла недалеко от не-
приятельской, израсходовав один тип гранат, перейти на стрельбу другими,
а прицела своевременно не изменить или изменить недостаточно, — возмож-
но своими гранатами, вместо неприятельской, поражать свою пехоту.
Отличительная окраска гранат. Пестрота отличительной окраски 3"
гранат различных образцов не облегчает их распознания на фронте. Каза-
лось бы, образцы 3” гранат достаточно отличать один от другого лишь
номером. Этот номер яркой окраской следует ставить на корпус каждой
гранаты на заводе, ее снаряжающем. Следует занумеровать порядковым
номером все образцы 3" гранат: и фугасных, и химических, и зажигатель-
ных, и казенного, и иных образцов и русского, и заграничного производ-
ства; гранаты одного и того же устройства и снаряжения, но снабженные
взрывателями разных марок или устройств, должны значиться каждая
под своим особым номером (современный индекс). Следует составить сбор-
ник рисунков и описаний всех образцов гранат; этот сборник следует по-
полнять каждым вновь вводимым образцом (новое взрывчатое вещество в
фугасной гранате, новый взрыватель, новая жидкость в химической гра-
нате и пр.). Боевые артиллеристы должны знать лишь номера гранат и
только на них в своих донесениях ссылаться; для Управлений эти номера
расшифровывать. Сборники описаний и рисунков следует составить в
Петрограде и разослать во все батареи Управления и штабы. Дополнения
к рисункам и описаниям следует составлять и рассылать в те же части и
учреждения, с таким расчетом, чтобы на фронте они были получены рань-
ше, чем будут получены соответствующие новые образцы гранат*.
Укупорочные ящики. На укупорочных ящиках следует обозначать
номера тех гранат, которые в них уложены. Укупорочные ящики служат
много раз, на них неудобно писать номера; казалось бы, что удобнее
пользоваться ярлыками (бумажными), наклеивая их по одному на каждой
боковой стороне ящика и смывая затем, когда ящик будет опорожнен.
Инструкция пользования мелинитовыми московскими гранатами. Во
все батареи, Управления, штабы, представляется, следует разослать инст-
рукцию пользования мелинитовыми московскими гранатами. В инструк-
ции должно быть указано, когда пользоваться трубкою без замедлителя
(белая головка) и когда трубкою с замедлителем (черная головка). Отно-
сительно трубки с замедлителем должно быть указано, сколько на какую
* На основании вышеизложенного и согласно желанию августейшего полевого инспектора
артиллерии, в Управлении уполномоченного генерал-майора С. Н. Ванкова была составлена но-
вая брошюра «Наружный вид 3” гранат с отличительной их окраской с трубками французского
образца», которая и количестве 5000 тсземиляров была посланв в Ставку августейшего полевого
инспектора артиллерии для рассылки но псеарти илернйскиг части действующих па фронтах войск.
Bpfiiiiiopn при/тнгпггся к нас гон гцему отчету.
1Ы
in гппщпи теоретически, считая поверхность поля горизонтальной, мож
ИО ждан, удачных разрывов гранат на рикошете.
Помимо этих сведений, можно привести еще один отзыв о действии
И" гранат (французского образца.
19 mi сентября 1917 г., при надписи начальника 2-го хозяйственного
Отдела ГАУ за № 154490, генерал Вайков получил копию журнала Ар-
тиллерийского Комитета следующего содержания:
«При записке начальника технической части от 15 июня 1916 г. за
№ 2919, на заключение I, II и III Отделов Артиллерийского Комитета по-
ступила переписка по поводу действия 3" гранат французского образца,
наготовленных в Москве генералом Банковым. Из имеющейся в перепис-
ке копии сообщения командира 35-й Артиллерийской бригады видно, что
гранаты по своему звуковому и разрушительному действию, особенно по
проволочным заграждениям, очень хороши, звук гораздо сильнее троти-
ловых и по разрушительному действию не уступают им. На дистанциях,
не превышающих 100 делений прицела, гранаты действуют почти без от-
каза, свыше 4-х верст и до 5-ти часто заглухают. Свыше же 5 верст почти
все не рвутся. Преждевременных разрывов за все время было 3.
Кроме того, в переписке имеется копия доклада об опыте по разруше-
нию проволочных заграждений теми же гранатами, произведенном в 19-м
артиллерийском корпусе на Двинском Полигоне.
Рассмотрев вышеизложенные сведения, Отделы высказали, что содер-
жащиеся в них данные не противоречат известным уже ранее свойствам
гранат. В частности, разрушение этими гранатами проволочных заграж-
дений было испытано на Усть-Ижорском Полигоне. Ввиду этого настоя-
щие данные принимаются к сведению».
Наблюдения показали, что не только количественные результаты за-
готовления гранат французского образца, но и их боевые качества вполне
оправдали тот труд, который был на них положен. Здесь полезно отме-
тить, что снаряжение 3" гранат ядовитыми и удушающими жидкостями
оказалось в России возможным только потому, что было уже налажено
производство цельнокорпусных гранат французского образца.
XVI
Значение работы генерала С. Н. Ванкова
Результаты изготовления приведены в абсолютных цифрах. Но оста-
ется невыясненным то место, которое занимала Организация генерала
Ванкова в снабжении армии 3" снарядами русского производства, или те
относительные цифры, в которых выражается работа уполномоченного.
Проведя сравнения лишь за первый период, до марта 1916 г., мы по-
лучаем весьма поучительные результаты, значение которых, несомненно,
пиоследствии усилилось по мере быстрого роста работы уполномоченного.
Важность изготовления выясняется из следующих сопоставлений.
В мирте 1915 г. вся Россия изготовила всего 470 000 снарядов к 3" поле-
тим орудиям. Чо|>сз год — в марте 1916 г. одна Организация генерал-
майора Ванкова наготовила корпусов гранат 447 KG2, т. с. почти столько же,
1Г>2
сколько за год до того изготовила вся Россия. Из этого числа корпусов п
марте 1916 г. сдана в склад снаряженными 326 071 граната (255 200
взрывчатыми веществами и 71 071 — «У.С.»).
Место, занимаемое Организацией генерал-майора Ванкова среди об-
щего отечественного изготовления снарядов к 3" полевым орудиям, опре-
деляется следующими сопоставлениями. Валовое производство француз-
ских гранат началось, собственно, с сентября 1915 г. (в июле были сданы
пробные 127 гранат, в августе — 8420); в сентябре 1915 г. генерал-майор
Банков сдал готовых гранат 3,9% общерусского производства 3" полевых
снарядов (43 919 из 1 124 388), в октябре — 6,4% (90 000 из 1 389 138),
в ноябре — 12,3% (128 020 из 1 046 539), в декабре — 10,2% (125 400
из 1 224 983), в январе 1916 г. — 11,6% (191 400 из 1 650 000), в февра-
ле — 18,0% (246 300 из 1 365 000), в марте — 28,2% (326 271 из
1 155 000).
Однако было бы не вполне правильно сравнивать эти цифры. Нельзя
забывать, что общее русское изготовление гранат осуществлялось, глав-
ным образом, на тех заводах, которые еще в мирное время были приспо-
соблены к изготовлению снарядов, имели для этой цели не только необ-
ходимое оборудование, но, что еще более важно, готовые кадры руково-
дителей и рабочих. Генерал-майору Ванкову поручено было производить
изготовление только на тех заводах, которые ранее не использованы были
для изготовления снарядов, не будучи к тому вовсе приспособлены. По-
этому производство французских гранат пришлось создать почти из ниче-
го: не было ни готового оборудования, ни руководителей, ни рабочих.
Трудность этого положения понятна всякому, кто знает, насколько труд-
нее поставить новое производство, чем расширить существующее. Вслед-
ствие этого результаты работы генерал-майора Ванкова более правильно
будут оценены только путем сопоставления его производства с приростом
общерусского производства, а не с общими цифрами его.
Если взять за основную цифру общерусского производства снарядов
3" полевого орудия — производство за август 1915 г. (968,6 тыс.) и вы-
яснить прирост против этой цифры за каждый следующий месяц, то доля
генерал-майора Ванкова в этом приросте выразится в следующих цифрах.
В сентябре — 28,2% (43,9 тыс. из 155,8 тыс. общего прироста), в ок-
тябре — 21,4% (90 тыс. из 420,5 тыс.), в ноябре — 164,3% (128 тыс. про-
тив общего увеличения — 77,9; это значит, что за ноябрь все остальные
поставщики сделали меньше, чем в августе, и только благодаря изготов-
лению генерал-майора Ванкова, общая производительность превысила
августовскую цифру), в декабре — 48,9% (125,4 тысяч из 256,3 тысяч
общего прироста), в январе 1916 г. — 28% (191 400 из 681 400), в февра-
ле — 62,1% (246 300 из 396 400), в марте — 175% (326 271 против обще-
го увеличения 186 400, т. е. повторение явления, отмеченного в ноябре
1915 г.). Дальнейшие месяцы показали, что в общем приросте русского
производства снарядов место Организации генерал-майора Ванкова ста-
новилось все более значительным.
Наконец, полезно привести и общую цифру изготовления корпусов
гранат генерал-майором Ванковым по настоящее время. На 1-е января
1918 г. принято с заводов 13 683 334 штук корпусов 3" гранит, 188 187
корпусов 6" п 104 956 корпусов 48"', 12 250 865 штук 3” лапаю.пых ста
133
канон, 730 29 1 6" штильных стаканов и 646 512 «У. С.» запальных стн-
icniKin; детонаторных трубок неснаряженных 4 906 975 и снаряженных
3521 260; из этого числа сдано в Московский Артиллерийский Склад сна-
1»1и«чп1ыми 8 399 236 штук 3" гранат, 225 911 — 6" бомб, выдано для
снирнжепия «У. С.»: 2 921 969 — 3" гранат, 134 622 — 6" бомб.
Все эти сопоставления и цифры приведены исключительно с той це-
пью, чтобы выяснить как общий масштаб производства генерал-майора
Напкона, так и место его в снабжении армии боевыми припасами.
XVII
По заводам
(С иностранной военной миссией)
Статья Олега Леонидова*
Не безынтересно отметить, что масса иностранных высших чинов
иногда в составе особых миссий, иногда в отдельности, осматривали заво-
ды, приспособленные Организацией генерала Ванкова к выделке 3" гра-
нат по французскому образцу. Их интересовали не только заводы, но и
сама Организация генерала Ванкова, поставившая в столь короткий срок
дело по изготовлению потребных для действующих армий снарядов на пра-
вильный и надежный путь и давшая осязательный результат действую-
щей артиллерии армий в виде все увеличивающегося поступления внача-
ле 3" гранат, а затем уже 6” и 48'" бомб. Эти чины доносили своим прави-
тельствам о виденном ими в Москве и в других районах Организации
генерала Ванкова. Вот что было напечатано в «Известиях Московского
Военно-Промышленного Комитета» за декабрь 1915 г. в № 12 и в нашей
столичной периодической печати того времени. Это также может пока-
зать, как интересовалась и наша широкая публика делом изготовления
снарядов на частных заводах, сделавшим переворот в нашей частной про-
мышленности, так как до этого считалось за аксиому, что только совер-
шенно специальные заводы могут изготовлять артиллерийские снаряды.
Организация генерала Ванкова совершила переворот в этом деле.
1
♦Длинной вереницей въезжают военные автомобили с иностранными
гостями в широко раскрытые ворота завода «Динамо», расположенного в
Симоновой слободе, в двух шагах от Симонова монастыря, у самой Моск-
вы-реки. Яркие, освещенные огнем заводские окна и густой звон мона-
стырских колоколов, темнеющие зимние сумерки и напряженный трепет
особой жизни, бьющейся за заводскими стенами, сразу создают атмосфе-
ру, новую для свежего городского человека.
Подвижный, энергичный генерал-майор С. Н. Банков, организовав-
ший, еще до создания Военно-Промышленного Комитета, в Московском
районе производство трехдюймовых французских гранат, уверенным же-
• II. »!!<•< тин Мпекинского Военно 11 ромы тленного Комитет » , 12. декпбрь 1915.
IM
стом гостеприимного хозяина приглашает всех приехавших в один и.» за-
водских корпусов. Завод «Динамо» горячо отдался этой работе, и каждый
из его корпусов заполнен какой-нибудь отдельной функцией в длинной
цепи тех моментов, из которых слагается производство французских гра-
нат. Тут изготовляют исключительно гранатные корпуса, а заряжают их
взрывчатым веществом уже в другом месте.
Вот вся залитая огнем, красиво окрашенная отсветами пламени мас-
терская, где придают первую форму только что изготовленному стакану.
Из цилиндрической стали нарезают короткие «болванки» и на станках
высверливают их нутро.
В огромной печи ряд отверстий, которые смотрят огненными глаза-
ми, освещаемые изнутри, где горит распыленная на миллионы капель
нефть. В эти отверстия вставляются стаканы и раскаленными, точно из
мягкого рыхлого теста, передаются щипцами рядом стоящему рабочему,
опускающему их в воду. Над водой остается только сверкающая верхуш-
ка стакана.
Охлажденный стакан быстрым движением переносится на ложе прес-
са, с шумом опускается прессовый молот, и раскаленная светящаяся вер-
хушка стакана принимает, благодаря особому штампу, коническую фор-
му. Это называется «обжимкой» стакана. В этом отличие французской
гранаты от других, где эта коническая верхушка ввинчивается, будучи
изготовлена особо.
Затем стаканы в особых печах закаляются и тут же, в выкопанных в
земле воронках, охлаждаются. Из этой мастерской гранатный стакан по-
падает снова в большую мастерскую, где сверлили его, когда он был еще
болванкой, и куда мы следом за ним направляемся, пересекая двор.
Огромной длины грандиозное помещение. Стройными рядами во всю
длину расположились станки. Переплетаются в воздухе пестрой сетью
кожаные пасы, кружатся шкивы и трансмиссии. У каждого станка сосре-
доточенная фигура рабочего. Мелькают у станков фигуры студентов в
форменных фуражках и молодых, энергичных по своим движениям, жен-
щин. С любопытством останавливаются члены миссии перед этими не-
обычными за станками женскими фигурами.
Спокойно, не обращая ни на кого внимания, без следа рисовки или
смущения делает женщина свое дело. Вставляет в патрон стакан, настав-
ляет резец, пускает в ход станок и зорко следит за вьющейся спиралью,
точно змейкой, серебристой стальной лентой.
Здесь стаканы обтачиваются снаружи, обтачиваются их донышки с
особыми отростками в центре, похожими на круглую пуговицу. У самого
донышка, вдоль всей боковой поверхности, вытачивается неширокая бо-
роздка, в которую вгоняется затем медный поясок. Этот медный поясок
выходя из-под пресса, обтачивается начисто на станке.
После всех этих операций стакан попадает на особые измерительные
столы, за которыми стоят только женщины и редко среди них — подрост-
ки-мальчики. Тут снаряды выверяются при помощи особых калибров и
глубомеров, на особых измерительных плоскостях. Работа должна быть
одновременно чрезвычайно точной и быстрой. И делают ее простые1 бпбы,
даже не городского типа, а, очевидно, подмосковные, деревенские*. Зшюд
синя администрация их работой довольна:
Работают аккуратно и сознательно.
Нужно заметить, что все работы по измерению и выверке стаканов
возложены на женщин. Подростки только моют керосином и песком внут-
ренности стаканов.
Но всем помещении царит необычайное спокойствие. Никакого шума.
Нес станки жужжат, точно одна большая машина, все размерено — даже
движения и шаги рабочих, точно действует во всем здании один точный
большой механизм. На особых платформах по проложенным рельсам мед-
ленно перевозятся в ящиках стоящие, точно бутылки с молоком, и бли-
стающие матовым серебром обточенной стали стаканы. Их много здесь —
сотни, тысячи...
Иностранцы внимательно проходят вдоль всех станков, внимательно
слушают объяснения, которые дает им генерал-майор С. Н. Банков вмес-
те с французскими артиллеристами-инструкторами, полковником Пио и
капитаном Понсе, инструктировавшими у нас в Москве при организации
производства французских гранат».
2
«Наконец, иностранные гости заканчивают осмотр завода. И снова
вереница автомобилей мчится среди рядов фабричных строений, оставляя
позади Симонову слободу и направляясь на Дербеневскую набережную,
па завод, бывший «Фарбверке». Уже темно. Подъезжаем к заводским во-
ротам и сразу нас встречает иная обстановка. Здесь чувствуется военная
мобилизация в полном виде. Над воротами большая вывеска:
«Завод, состоящий в ведении Артиллерийского Управления для изго-
товления взрывчатых веществ в Действующую армию».
У ворот часовые с ружьями, которые берут «на караул» при встрече
прибывших гостей. Навстречу появляется молодой артиллерийский офицер.
Завод этот принадлежал Акционерному Обществу «Фарбверке», кото-
рое до войны в этих больших зданиях изготовляло краски. С началом вой-
ны с красок завод перешел на фенол, являясь почти первым по размерам
выпускаемого им количества этого вещества, из которого потом получа-
ется мелинит.
Нас водят из одного помещения в другое. Везде высятся громадные
чины, чувствуется острый запах серной кислоты, и над головами клубят-
ся густые пары, туманом застилаются длинные мостики, по которым бе-
гают, точно матросы по палубе, рабочие в брезентных костюмах с огром-
ными металлическими очками на глазах.
Военный инструктор, француз-химик г. Фроссар в каждом из поме-
щений четким, уверенным голосом по-французски дает объяснения,
устраивая коротенькие летучие лекции. Проходит перед глазами вся кар-
тина: как из бензола путем всех этих процессов нейтрализации и плавки,
при помощи серной кислоты и едкого натра, получается кристаллизован-
ная масса, которая называется «фенолом» и составляет душу мелинита,
рвущего сталь снарядов и несущего смерть. Здесь же мы осматриваем
помещение, приспособленное для изготовления взрывчатого вещества тро-
тила из туола.
Пн этом заводе царит совсем иная атмосфера. Все время в туманных
парах мы шагаем по каким-то лабиринтам, под ногами тянутся желоба,
ЮТ
струится вода. Там, в Симоновом, дух точности, механическая прилажен
ность, определенная, вполне рассчитанная работа человека и машины. Тут
же вся работа в чанах, таинственная, непонятная в своих скрытых про-
цессах. Но она составляет неизменную спутницу той первой работы, ибо
только в сочетании с ней дает то, что нужно теперь более чем хлеб, что
дороже теперь жизни во имя жизни.
И когда мы проходим длинным двором мимо больших цилиндров, в
которых отправляется с завода фенол, один из представителей завода тихо,
но с особым внутренним удовлетворением говорит:
— Нашим фенолом были взорваны немецкие «Альбатрос» и «Дейтш-
ланд» на Балтийском море. Мы работаем ведь и для морского ведомства.
А через несколько минут мы стояли и слушали «летучую лекцию»
м-ра Фроссара, который, объясняя процесс изготовления тротила, оборвал
свой рассказ красноречивой паузой:
— А тротил нужен...
— Чтобы победить немцев, — раздался твердый и спокойный голос
широкоплечего плотного бельгийского генерала барона Де-Риккель, по-
хожего в своем русском казакине на старого казака.
Большая работа идет здесь, на заводе, который потребовал для своего
переоборудования для целей войны 1 600 000 руб. Внешнего, показного,
занимательного здесь ведь мало, тем не менее пытливо вслушивались го-
сти и с сосредоточенным вниманием осматривали обстановку того места,
где творится зажигающий снаряды нерв.
Любопытно было отношение к виденному отдельных гостей. Англи-
чан почти не слышно. Они молчат и редко когда тихо проронят слово.
Наибольшее оживление вносят французы и бельгийцы со своим живым
темпераментом и экспансивностью.
Покидая завод, разъезжались гости и сопровождавшие их представи-
тели военной Москвы, чтобы встретиться завтра снова в другом уголке
Москвы, где идет такая же кипучая и нужная для армии работа».
3
«На следующий день военная миссия возобновила осмотр заводов, ра-
ботающих на оборону. Представители союзных армий, в сопровождении
ген.-м. С. С. Дурново и прикомандированных к ним русских офицеров —
П. А. Базарова, Б. К. Андерса и М. Л. Бертенсона, отправились на завод
дистанционных трубок для артиллерийских снарядов, оборудованный все-
общей компанией электричества на Лесной улице в бывшем помещении
винного склада № 2.
Под работы на оборону отдано несколько корпусов. Повсюду установ-
лены электрические двигатели. Производство налажено в широких раз-
мерах и идет энергичным темпом. Сначала гостей провели в склад алю-
миния, меди и других металлов, потребных для производства. Далее идет
обширная мастерская с пылающими подземными печами. Чтобы постро-
ить их, пришлось вынуть 40 кубических саженей земли. В этих печах пла-
вятся алюминий и бронза.
У стен и в центре мастерской стоят громадные ящики с частями тру-
бок. С вниманием обходили гости станок за станком, интересуясь детали
ми производства, и брали с собою образцы.
1;>7
H;i плавильной миссия перечила в мастерскую, где идет холодное штам
пинание частей трубок. Гости выражают удивление быстрому оборудова-
нию апвода, которое продолжалось не более 4-х месяцев. Подолгу оста-
навливались военные агенты у колоссальных электрических прессов с
силою нажатия до 1800 пудов. Далее, были показаны применяемые здесь
способы надевания дистанционных колец и новые прессы для штамповки
частей трубок.
В мастерских завода, где требуется особенная тщательность, работа-
ют почти исключительно женщины. По отзывам администрации завода,
они аккуратнее и точнее мужчин. Последним оставлена здесь область
силы, та область, где нужны здоровые мускулы и крепкая грудь.
В этом винном складе Всеобщая Компания нашла 700 000 ведер спир-
ту и 110 000 ведер водки. «Пьяные запасы» пришлось перевезти на склад
.№ 1, эвакуировать в другое место и лазарет, на 1000 человек, находив-
шийся здесь же. На заводе занято много рабочих Всеобщей Компании
Злектричества. В общем эта фирма оборудовала три завода на нужды обо-
роны: в Харькове, Петрограде и Москве. На Московском заводе занято до
1900 человек, из которых половина женщины. В большом числе работа-
ют здесь беженки и беженцы-поляки. Главное оборудование завода выве-
зено обществом из Риги.
Военные агенты бегло делятся друг с другом впечатлениями и забрасы-
вают вопросами ген.-м. С. С. Дурново. Ряд ценных указаний дает сопро-
вождающий гостей полковник П. А. Базаров, который до войны был нашим
агентом в Германии и хорошо знаком с артиллерийским делом немцев.
Наибольший интерес к осмотру проявляет бельгийский генерал барон
Де-Рикель. Его грузная фигура то и дело появляется между станками.
Каждую часть он берет в руки, пробует действие машины.
В следующей мастерской гулкий шум десятков тяжелых молотов.
Крепкие руки выбивают медные части для трубок. Ровными рядами си-
дят у станков работницы и методично двигают ногою тяжелый блок. Удар-
ные предохранители выделываются здесь автоматически.
Помощник адмирала Филимора лейтенант Парсон подошел к рабоче-
му у станка и осведомился, не говорит ли он по-английски. Оказалось,
что это был русский. Зато в следующей мастерской к гостям подошел
инструктор-англичанин и заговорил с английскими военными агентами.
Завязалась беседа, продолжавшаяся во все время осмотра.
Каждый станок на этом заводе производит в день приблизительно
6000 частей трубок. Контроль деталей происходит за сеткой. Работа пора-
жает напряженностью. Велика ответственность женщин-контролеров. В
одном из углов часть трубки выделывается на станке, у которого стоит
его изобретатель — простой рабочий. Крайне важная для производства
машина сделана им из револьверного станка.
На широких столах разложены блестящие пружины. Сначала пружи-
ны были заказаны заводом за границею, но, когда там узнали их истин-
ное назначение, груз был конфискован. Пришлось самим изобрести станки
и начать выработку пружин.
Па стенах надписи: «Просят соблюдать чистоту». Но они излишни; в
этом женском царстве образцовый порядок. Среди работниц немало ин-
rvji./niiситных людей. Несколько курсисток-беженок. Работают женщины
с удивительной деловитостью, сознавая конечные цели этого производства.
В дистанционно-ударном отделе гостям были показаны работающие здесь
28 автоматов. Здесь после каждой операции часть трубки идет на конт-
роль и, только после тщательной проверки и утверждения, поступает в
дальнейшее производство.
Из мастерских, где оперируют с латунью, военных агентов приглаша-
ют в алюминиевые отделения. Работа на заводах идет день и ночь беспре-
рывно. Праздничных дней нет, и только установлен отдых с 2 ч дня вос-
кресенья до 7 ч утра понедельника.
Еще и еще мастерские. Десятки новых станков, гул, мелькание при-
водных ремней. Работа в общем не сложна, но требует тщательности и
точности. Частей бракуется очень мало, не более 1% при самом строгом
контроле. Руководители завода указывают, что нам не так трудно нала-
дить производство снарядов, как изготовить калибры: это гораздо слож-
нее изготовления трубок.
Один из членов миссии, улыбаясь, обратил внимание на то, что нака-
нуне военные агенты посетили распределительный пункт в винном скла-
де № 1, теперь же они на заводе в винном складе № 2. Такое обилие вин-
ных складов наводит агентов на размышления о нашем «пьяном» про-
шлом. Как живые свидетели его, на помостах высятся громадные баки
из-под водки.
С особенными предосторожностями пускают военную миссию в ма-
стерские за стеклами, где идут пороховые работы. Курьезно, что порох
впрессовывается за неимением других граммофонными прессами. Каждая
партия трубок должна проходить при известных давлениях и при опреде-
ленной температуре. В смежной мастерской указывают на изготовление
собственными силами маленьких приборов для запрессовки поворотных
шпилек.
Далее идет пороховое отделение. Работают здесь в очках. Воздух на-
сыщен тяжелой пороховой пылью. Сюда пропускаются только самые на-
дежные люди, так как малейшая неосторожность грозит ужасными по-
следствиями. Пороховая беспрерывно вентилируется электрическим вен-
тилятором, который в течение часа меняет в мастерской воздух не менее
двенадцати раз. Таким образом, здесь трубки уже снаряжаются порохом
для действия. Сушатся они в особой бане. Внимание военной миссии при-
влекла на этом заводе работающая в одной из мастерских женщина —
георгиевский кавалер, Александра Алексеевна.
В сборочной мастерской работают одни женщины. Среди них есть лица
с высшим образованием. Наблюдает за сборкой студент-техник.
Трубка состоит из 41 части с точностью каждой в тысячных долях
дюйма. Для отправки трубки бережно упаковываются в бумагу, войлок и
запаиваются в жестяные ящики. В заключение происходит измерение
точности трубки горением.
В тот же день агенты побывали на Мануфактуре Н. И. Прохорова, по-
ловина производства которой в настоящее время сосредоточена на удов-
летворении нужд армии.
В ремонтных мастерских при фабрике оборудован небольшой снаряд
ный завод для изготовления 3" гранат французского образца. Энергия ни
завод доставляется собственной электрической станцией».
1Ы»
4
« 1б-го декабря военная миссия осмотрела завод Н. А. Второва для сна-
ряжения артиллерийских снарядов. Завод был оборудован в течение пяти
недель. Помещается второвский завод там, где была раньше реквизиро-
ван пая фабрика красок Фридриха Байера. В конторе завода председатель
французской миссии по оборудованию заводов для обороны, полковник
II ио, прочел доклад о деятельности завода. На столе были разложены
осколки гранаты французского образца от опытного взрыва в земле. Там
3" граната разрывается на 400—600 частей, а в воздухе не менее как на
2000. Завод этот построен уполномоченным генералом Банковым и фран-
цузским инженером — подполковником Таффанелем. Осмотром завода ру-
ководили генерал-майор С. Н. Банков и члены французской миссии — под-
полковник Таффанель и лейтенант Ребер. На заводе снаряды начиняются
мелинитом. Директором-распорядителем завода состоит Б. Н. Второв.
В первой мастерской ряд реторт, в которых производятся химические
исследования. В воздухе горьковатый вкус мелинита и желтая пыль от
пего. В соседней мастерской десятки котлов. В каменном полу проложе-
ны рельсы.
Сначала поступающие на завод снаряды испытываются большим дав-
лением на дно в 1800 пудов, чтобы убедиться, что при выстреле дно не
прогнется. Затем дается большое гидравлическое давление до 1400 ат-
мосфер на стенки, с тем, чтобы убедиться, что они не расширятся и не
лопнут.
Подполковник Пио на ходу все время устраивает «летучие» лекции.
После испытания приступают к промывке снаряда, благодаря чему
отделяются жиры и ржавчина. Затем начинается лакировка, которой за-
няты исключительно женщины. Лакируют снаряд ввиду того, что мели-
ниту нельзя соприкасаться с металлом; это дает опасное соединение пик-
рат. Раньше, чем наполнить стакан мелинитом, внутренняя поверхность
(*го покрывается двумя слоями лака.
За снаряжением снарядов наблюдает здесь представитель уполномо-
ченного генерала Ванкова капитан Н. Ф. Терешкевич. Больше 30% рабо-
тающих — женщины.
Любопытно, что еще 26-го мая на том месте, где находятся теперь
24 каменных фабричных здания, было капустное поле. Работы по органи-
зации завода были закончены в июле.
В первом же здании в ящиках уложены готовые снаряды разных ка-
либров. В смежной мастерской закрепляются запальные стаканы встав-
кою шпилек. Гранаты красят в условный цвет, затем клеймят их и уку-
поривают в ящики. По Окружной железной дороге снаряды идут в артил-
лерийские склады.
Указывая на 6-дюймовый снаряд, генерал-майор С. Н. Банков гово-
рит, что от разрыва этого снаряда в земле образуется воронка в 18 футов
в диаметре.
Из лакировочной снаряды подъемником спускаются вниз и по завод-
ской железной дороге отправляются в снаряжательные мастерские. Здесь
удушливый запах, много меленитовой пыли. Однако вентиляция устрос-
III рационально, и воздух сравнительно хорош.
1(10
УДАРНАЯ ДЕТОНАТОРНАЯ ТРУБКА 24/3, МОДЕЛЬ 1899 г. (Безъ замедлителя).
(ДОСТАВЛЯЛАСЬ ИЗЪ ФРАНЦ1И.)
1. Корпусь аппарата.
2. „ трубки.
3. Ударникъ
4. ЗацФпка.
5. Опорная часть.
6. Бронзовая пружина.
7. Навинтованная пробка.
8. Латунный кружекъ.
9. Жало.
10. Боевая зацъпка.
11. Взводная пружина.
12. Предохранительная зацФпка.
13. Держатель капсюля.
14. Капсюль взрыватель.
15. Огнепередаточный наперстокъ.
16. Предохранительная пружина.
17. Содержатель капсюля.
18. Большая трубка.
19. Наперстокъ.
20. Мягкая прокладки.
21. Лакированный коленкоръ.
22. Гремучая ртуть.
23. Гремучш составь.
18. Порохъ.
Чертилъ Гладкихъ.
В’Ьрно: Заведующий чертежной Гладкихъ.
Уполномоченный Г. А. У.
Генералъ-маюръ Ванковъ.
УДАРНАЯ ДЕТОНАТОРНАЯ ТРУБКА ТИПА ШНЕЙДЕРЪ
ОБРАЗЦА 1914 г. (Съ замедлителемъ
Изготовляемая Организащей
Уполномоченнаго Г.
А. У. Генералъ-маюра С. Н. Ванкова.
наружны й видъ.
Готовка окрашена въ черный
пв^гъ для обозначены трубки
съ замедлителемъ.
ДО ВЫСТРЕЛА.
ВЪ МОМЕНТЪ
ВЫСТР'ЬЛА.
Сдерживающее кольцо
9“ отходить назадъ.
ВО ВРЕМЯ ПОЛЕТА СНАРЯДА.
Сдерживающее кольцо „9“ воз-
вращается на мЪсто. сегменты
„10“ раздвигаются.
ВЪ МОМЕНТЪ УХАР V
Ударннкъ 6 наскаки-
ваетъ на жало _4“-
HA3BAHIE ДЕТАЛЕЙ И СНАРЯЖЕНЫ:
1. Корпусъ трубки.
2. Поддерживающая втулка.
3. Шпонка.
4. Жало.
5. М1дныя пружинки.
6. Ударникъ.
7. Ударный капсюль.
8. Цилицдрикъ, содержаний снаряжение.
9. Сдерживающее кольцо.
10. Сегменты.
11. Доньевая втулка.
12. Замедлитель.
13. Содержатель капсюля.
14. Капсюль съ двойнымъ бортнкомъ.
15. Лакированный коленкоръ.
16. Млгк1я прокладки.
17. Гремучая ртуть 2 грамма.
18. Гремучш составъ 0,10 гр.
19. Коническая пустота.
ПримЪчаше: Въ трубкЪ безъ замедление замедлитель и12“ заменяется огнепередаточнымъ наперсткомъ.
Чертилъ П. Сучковъ.
В*Ьрно: Зав-Ьдующ|й чертежной Гладкихъ.
Уполномоченный Г. А. У. Генералъ-маюръ Ванковъ.
Н. А. Второвъ,
Контрагснтъ Организации Уполномоченнаго ген. С. II. Ванкова.
3" СТАЛЬНЫЕ ГРАНАТЫ.
Фугасная. (ФРАНЦУЗСКАГО ОБРАЗЦА). У. С.
Л Ударная детонаторная трубка типа Шнейдеръ,
образца 1914 г.
h Головка запального стакана.
II Пробка „ „
I’ ТМО „ „
Д X пости къ „ „
К Ожи вольная часть.
Ж i (г । it] jyioi । <vv утолщеше.
3 Корпус грана гы изъ закаленной и отпущенной ста-
ли. ко:м[>. Kpl.ii. 75-100 kg/кв.м., удлинете > 8°
11 <-1> I 11 'I I. С. ( шгпп Н ОН Г.
Illipiio ’ l.iuh1<>пни 'H’pirjiaioii /' |<1<)ктгл*г»
И Ведушдй поясокъ изъ красной мЪди.
I Модная пластинка для газонепроницаемости.
К Прессованный мелинить плотностью 1,3
Ki Прессованный мелинить плотностью 1,4
М Жидкое химическое снаряжеше.
Н Незаполненное жидкостью пространство-10—12°
отъ объема гранаты съ ввинченнымъ запальным!,
стаканомъ.
ПримЪчаюе: Съ половины 1917 г. фанаты „У снаб
жались трубками не Шнейдера, а 21/Я1 модель
1899 г. (казеннаго образца).
Уполномоченный Г A. V
I <*ПГ p.I *1 I. M.IHipi. fhltfhfMir.
Заводь Контрагента Уполномоченнаго Г. А. У. Н. А. Второва.
Образцы окрасокъ 3" гранатъ, снаряженныхъ У. С.
ОБРАЗЦЫ ОКРАСКИ ГРАНАТЪ 3" 48'" 6"
ЗаводЪ Контрагента Уполномоченнаго
Г. А. У. Н. А. Второва.
МОСКОВСКАЯ.
(Французская).
ПУТИЛОВСКАЯ.
ПУТИЛОВСКАЯ
(Коломенская).
Снаряжена
мелинитомъ.
Снаряжена
мелинитомъ.
Снаряжена
Шнейдеритомъ
съ 20% тротила.
Наблюд. за снаряж. Гвардш Капитанъ Терешкетгчъ.
ОБРАЗЦЫ ОКРАСКИ ГРАНАТЪ 3" 48"' 6"
Заводъ Контрагента Уполномоченнаго
Г. А. У. Н. А. Второва
Снаряжена мелинитомъ
съ 30% динитронафталина.
Снаряжена мелинитомъ
съ 30% динитронафталина.
Наблюд. за снаряж. Гвардш Капитанъ Терешкенччъ.
НАГЛЯДНОЕ ИЗОБРАЖЕНА КОЛИЧЕСТВА
корпусовъ 3" гранатъ, запальныхъ стакановъ и детонаторныхъ трубокъ
изготовленныхъ Организащей Уполномоченнаго Г. А. У.
СЪ НАЧАЛА ПРОИЗВОДСТВА ПО 1-е ЯНВАРЯ 1918 ГОДА
Къ 1 Января 19181.13.140 219.
Чертилъ: П. Сучковъ.
Уполномоченный Г. А. У. Генералъ-маюръ Ванкоть.
ВЪрно: Зав-Кдующий чертежной Гладкихъ.
><*<-11!><*!x.iи।к> но заводской железной дороге передвигаются вагонетки
с готовыми снарядами. Двигают их бабы в желтых балахонах с желтыми
лицами и руками.
Наполнение гранат мелинитом происходит в двух мастерских. Фран-
цузские инструкторы заявляют, что во Франции никогда бы не удалось
оборудовать снарядного завода с такой молниеносной быстротой.
В печке снаряды подогреваются, чтобы мелинит лить в подогретую
гранату. Военные агенты открывают крышку печи, где стоят снаряды, и
заглядывают туда. При плавке мелинита некоторые люди работают в оч-
ках и даже в масках-противогазах, что встречается и в других мастер-
ских, отравленных едкою желтою пылью.
Пол залит водою, таким образом предупреждается возможность воз-
никновения искры от ударов колеса вагонетки о стальные рельсы. Несмот-
ря на вентиляцию, во рту отвратительная горечь. Гранаты, частью напол-
ненные плавленым мелинитом, перевозятся в вагонетках в другое здание,
где остальная часть их засыпается мелинитовым порошком.
Прикомандированный к миссии капитан Л. М. Бертенсон говорит, что
хорошо людям, работающим с мелинитом, давать полторы бутылки моло-
ка в день на человека. Это лучшее противоядие. Так делают во флоте в
кронштадтских мастерских. Так делается и здесь на заводе.
Набивка порошка идет вручную, а не машинным способом, который
гораздо опаснее первого. Отсюда гости переходят в сверлильную мастер-
скую, где высверливается гнездо для запального стакана.
Работа на заводе идет в три смены. Никаких праздников нет.
Операции со сверлением опасны, и потому они происходят в железо-
бетонных камерах. Чтобы дать возможность безопасно осмотреть их, ма-
стерскую тотчас же остановили. В случае взрыва пострадает земляной вал,
являющийся четвертой стеной железобетонной камеры.
Отсюда гости вернулись в первое большое каменное здание.
— Вот, видите, — говорит генерал-майор С. Н. Банков, — частная про-
мышленность шесть месяцев не спала. Результаты ее мобилизации нали-
цо. Работа может идти на этом заводе в три раза интенсивнее, но это зави-
сит от числа получаемых здесь стаканов.
Такой же завод оборудован рядом. Там временно идет снаряжение
тяжелых калибров 6" и 48"' снарядов. Среди рабочих много военнообя-
занных. В заключение гостям были показаны диаграммы, на которых обо-
значена браковка снарядов после механической пробы, число гранат в про-
изводстве на заводе и количество запасов, находящихся на складе.
Со Второвского завода генерал-майор С. Н. Банков предложил воен-
ным агентам проехать в его Управление. Здесь иностранной миссии был
показан план Организации генерал-майора С. Н. Ванкова по изготовле-
нию 3", 6" и 48"' снарядов, а также карты общей производительности за-
водов, изготовляющих снаряды по французскому образцу. Гости делали
записи.
Генерал-майор С. Н. Банков передал сопровождающему миссию пол-
ковнику П. А. Базарову ряд печатных материалов. Здесь же были осмот-
рены образцы гранат, чертежи их и пр. Заинтересовала гостей и диаграм-
ма производительности каждого завода. Гости осведомились, почему па
некоторых заводах замечается внезапное понижение производительности.
НИ
I оперил майор II Вайков объяснил это расстройством нашего железно-
дорожного движения: «На заводы вовремя не подвозят угля и других ма
териалов, и также заводы не могут работать в полной мере».
Полковник П. А. Базаров заявил, что об этом надо везде кричать и
требовать интенсивной борьбы с железнодорожными непорядками.
Прощаясь с гостями, которые горячо благодарили генерал-майора
С. Н. Ванкова, последний сказал им, что Россия не спит, спать не будет,
что мы работаем и будем работать с еще большей интенсивностью для пол-
ного одоления врага».
5
«Буквально за несколько минут до отъезда военной миссии в Тулу
н вагон представителей союзных армий явились С. П. Рябушинский и
А. И. Кузнецов и просили посетить снарядный завод Московского Воен-
но-Промышленного Товарищества 1915 г. В автомобилях товарищества
иностранные гости прибыли к зданию завода, находящегося в бывшем вла-
дении Вейхельта, где затем были скеттинг-ринг, театр, разные склады
и пр. Покупка этого участка земли обошлась товариществу около милли-
она рублей. Работы по оборудованию двух заводов стоят 7 500 000 руб.
Гостям сначала были показаны больница для рабочих завода и чертеж-
ное отделение. На военную миссию произвело отрадное впечатление то об-
стоятельство, что на этом заводе производятся специальные чертежи для
самых различных машин, так что в общем почти все производство будет
идти на русских машинах. Ввиду войны, это особенно важно, так как те-
перь совсем нельзя быть уверенным в доставке к сроку заграничных машин.
С большим интересом осматривали союзные агенты прессовое обору-
дование завода, благодаря которому снарядные стаканы будут здесь не
просверливаться, как обычно, а штамповаться. Из комплектов прессов
только один был выписан из Америки. Шесть комплектов изготовляются
на русских заводах по собственным чертежам товарищества.
Внимательно осматривали иностранные гости инструментальную за-
вода, где собраны различные калибры, выделываются шаблоны для изго-
товления снарядов и пр. Агенты выразили удивление столь быстрому обо-
рудованию такого ответственного дела. Далее А. И. Кузнецов и С. П. Ря-
бушинский провели членов миссии в механическое отделение, где
изготовляются станки для снарядов, части оборудования их и пр. Гостям
была показана также мастерская крупных снарядов, рассчитанная на вы-
пуск в ближайшее же время тысячи штук в день. В эту мастерскую уже
начали поступать машины.
В прессовом отделении завода поставлен фундамент под насосы. Стро-
ятся печи. Здесь уже установлены два русских насоса по 110 лошадиных
сил каждый. Отсюда гостям было предложено пройти в смежное трех-
этажное здание, в верхнем этаже которого уже налажено производство гра-
нат французского образца по заказу генерала Ванкова. Тут же, в специ-
альных мастерских, ремонтируются старые, скупаемые товариществом ма-
шины. Военные агенты заинтересовались этим ремонтом и подчеркнули,
что при теперешних событиях должна быть использована каждая на пер-
вый взгляд негодная машина.
Директор товарищества А. И. Кузнецов в краткой речи приветствовал
представителей союзных армий и указал на то, что здесь они видели пло
ды работ общественной организации.
— Впервые, — говорил А. И. Кузнецов, — таким путем наша про-
мышленность приходит на помощь родине.
Посещению завода военной миссией А. И. Кузнецов придает большое
моральное и общественное значение, так как это единение с представите-
лями союзников придает новый запас бодрости и сил работающим здесь
людям.
В заключение А. И. Кузнецов указал, что в этой войне задача страны
состоит не только в защите своего национального достоинства, но и в от-
стаивании своего экономического положения».
XVIII
Очерк деятельности районов Организации
уполномоченного ГАУ
1
Московский район
Как центральный из всех районов и расположенный в непосредственной
близости к Управлению, Московский район первое время существовал толь-
ко номинально, получая технические указания, развиваясь и устраиваясь по
непосредственным указаниям уполномоченного, членов французской миссии
и Технической части Управления.
Установленная приказом по Управлению 22 ноября 1915 г. должность
заведующего Московским районом оставалась вакантной до 8 февраля 1916 г.,
когда на нее был назначен полковник П. М. фон-Зигель. До назначения заве-
дующего районом существовала необходимость непосредственного сношения
с Управлением уполномоченного всех приемщиков и администраций заводов
не только по вопросам коммерческим и юридическим, но и техническим и
личного состава. Непосредственные сношения с отдельными приемщиками
для уполномоченного, членов французской миссии и чинов Управления яв-
лялись бесспорным обременением ввиду большого числа лиц, все увеличи-
вающегося по мере роста производства; однако это было в полном соответ-
ствии с живым характером всей организации работ и, вместе с тем, это не-
мало способствовало установлению однообразных взглядов на различные
технические вопросы, нормировало условия приемки, воспитало в работе при-
емщиков и браковщиков и, в конце концов, помогло Московскому району
занять свое место среди прочих районов Организации не только по количе-
ству сдаваемых изделий, но и по качеству их.
С 1 марта 1916 г. по указаниям уполномоченного было организовано
Управление Московского района.
Ввиду желания хотя бы несколько разгрузить работу Технической части
Управления по вопросам приемки, а равно и личного состава, заведующим
районом было предписано всем приемщикам обращаться непосредственно к
нему; по, нисколько быстро и охотно дела личного состава переходили в Уп
равнение заведующего районом, настолько по-прежнему но вопросам технн
103
чсским приемщиков продолжало влечь к Управлению уполномоченного. Ко-
нечно, этому обстоятельству немало способствовала та доступность, которой
но-прежнем у не отличались старшие чины Управления и члены француз-
ской миссии.
В течение первых месяцев — марта и апреля 1916 г. были окончательно
выяснены все детали производства и приемки с технической стороны и все
текущие дела, и вновь возникающие вопросы стали рассматриваться в Уп-
равлении заведующего районом и уже через него и только в случаях, выхо-
дящих за пределы его компетенции, доходили до Управления уполномочен-
ного.
17-го июня 1916 г. в помощь заведующему районом распоряжением упол-
номоченного ГАУ был назначен подпоручик Рождественский.
К концу же этого года среди производств района наблюдалось большое
разнообразие в связи с созданием новых методов приемки детонаторного кап-
сюля и перехода в ведение района Русско-Бельгийских патронных заводов
(Лаланд), единственных заводов, изготовлявших и снаряжавших капсюли
гремучей ртутью для всей Организации, что значительно расширило деятель-
ность района.
Все увеличивающееся количество и разнообразие изготовлявшихся райо-
ном изделий вызвало назначение 25 октября 1916 г. помощником заведую-
щего районом полковника В. Д. Константинова. С отъездом же полковника
фон-Зигеля в Действующую армию заведование Московским районом было
поручено полковнику Каменцеву.
Всего в Московском районе по заказам уполномоченного принимало уча-
стие в работе около 100 заводов, мастерских и комитетов, которыми с начала
производства по 1 января 1918 г. изготовлено:
Корпуса 3" гранат............................................5 555 108
Запальных стаканов к 3" гранатам..........................3 780 748
Детонаторных трубок неснар................................2 607 375
Отлито корпусов 6" бомб .................................... 2905
Обработано корпусов 6" бомб ................................33 953
Отлито корпусов 48‘" бомб...................................10 719
Обработано корпусов 48"' бомб............................... 6846
Запальных стаканов «У.С.» ................................ 208 106
Запальных стаканов к 6" бомбам............................ 123 564
Штампованных заготовок для запальных стаканов к 6" бомбам . 155 551
Штампованных тел для 3" запальных стаканов................ 998 980
Штампованных пробок для 3" запальных стаканов ............4 849 764
Капсюлей гремучей ртути (комплектов).....................6 005 000
3" гранаты. В январе месяце 1916 г. заводы, изготовляющие 3" грана-
ты, начали выходить на путь массового производства. С февраля начался пе-
ревод части заводов района с производства гранат сверлением на изготовле-
ние из штампованных стаканов. С переходом выработки из штампованных
стаканов освободилась часть станков, занятых ранее сверлением, так что март
дал увеличение производительности на 35% против февраля. Май дал увели-
чение производительности уже на 83% против февраля, что надо приписать
исключительно постепенному переводу заводов с работы сверлением на рабо-
ту из штампованных стаканов. Дело перевода заводов на выработку гранат
из штампованных стаканов было почти закончено к 1 июля. Июнь дал уве-
личение производства на 270% против января 1916 г.
С 1 июля начинается период, когда заводчики овладели технологией про-
изводства из штнм нонан и ы х стаканов. И дело дальше пошло легче и в емыс-
ле снабжения, и в смысле организационном. К декабрю производство гранат
у вел ин и л ось на 363% против января.
Участие Московского района в общей работе Организации уполномочен-
ного ГАУ выражается в следующих диаграммах:
октябрь, ноябрь
и декабрь — 1915 г.
январь, февраль
и март — 1916 г.
июль, август
и сентябрь — 1916 г.
апрель, май и июнь — 1916 г.
Запальные стаканы. Вначале заводы вырабатывали детали запального
стакана сверлением, что, ввиду недостатка на рынке инструментальной ста
ли, задерживало рост производства.
Штампование деталей (тел) в высокой степени повысило производитель
ноеть заводов.
1НГ>
Нюш. и июль дпли производительность ни 261% больше января, и лрбиз-
т>дителыюсть заводов района не переставала расти. Ноябрь дает уже увели
чение производительности по запальным стаканам на 740% против января.
Положение Московского района по производству запальных стаканов в
отношении других районов и всей Организации иллюстрируется следующи-
ми диаграммами:
октябрь, ноябрь и декабрь — 1915 г.
ЭКСПЛИКАЦИЯ:
1W/W//4 Московский район
Одесский ,,
Петроградск. ,,
Прочие районы
январь, февраль
и март — 1916 г.
апрель, май
и июнь — 1916 г.
НИ1
июль, аягуст
и сентябрь — 1916 г.
октябрь, ноябрь
и декабрь — 1916 г.
Детонаторные трубки. Относительно производства детонаторной труб-
ки можно сказать, что работу по ее производству почти буквально разделили
два района —Московский и Петроградский. Участие Московского района вы-
ражалось в 1915 г. в 30% общего количества трубок, данных всей Организа-
ции, к концу же 1916 г. Московский район стал сдавать половину всех дето-
наторных трубок. Участие Московского района в работе Организации выра-
жается в следующих диаграммах:
ЭКСПЛИКАЦИЯ:
Московский район
Петроградск. ,,
Южный ,,
107
апрель, май
и июнь — 1916 г.
январь, февраль
и март — 1916 г.
июль, август
и сентябрь — 1916 г.
октябрь, ноябрь
н декабрь — 1916 г.
2
Южный район
Деятельность Управления Южного района охватывала Донецкий бассейн,
с городами: Екатеринослав, Харьков, Курск, Полтава, Кременчуг, Славянск,
1’остов-на-Дону, Новочеркасск, Бердянск, Александровск, Елисаветград, Одес-
са, Владикавказ, Баку.
К декабрю 1915 г. мастерские Одессы, как и заводы Елисаветграда, были
выделены в самостоятельный Одесский район.
|(>Н
Включая и <-<*С».н псе металлургические заводы Юга России. Южный рай
он играл исключительную роль в деле снабжения Организации необходимы-
ми ей металлами.
Из свыше чем 9 миллионов пудов различного рода стали как в форме
снарядной заготовки, так и в форме сортовой и листовой стали, шедшей на
изготовление разных типов запальных стаканов, около 91% было поставлено
заводами Южного района и только 9% — прочими заводами (Урал и Москва).
В Южном же районе было сосредоточено и штампование стаканов для
изготовления корпусов гранат: не менее 90% общего числа стаканов было от-
штамповано в Южном районе.
Для отливки бомб сталистого чугуна весь чугун-гематит, до миллиона
пудов, был поставлен Южным районом. Это количество было приобретено
уполномоченным для неметаллургических заводов, но не следует забывать,
что наиболее мощные литейные (металлургические) заводы отливали бомбы
из своего гематита. Громадное большинство бомб сталистого чугуна, а имен-
но 94% как 6”, так и 48" бомб, было отлито заводами Южного района. Таким
образом, вагранками этого района, по заказам уполномоченного, было выпу-
щено не менее 5 миллионов пудов сталистого чугуна.
Из этого краткого очерка металлургического значения Южного района
для Организации уполномоченного становится ясным, насколько велика и
ответственна была роль заведующего районом, преподавателя Михайловской
Артиллерийской Академии гв. полк. А. В. Панкина, в деле наблюдения и со-
действия выполнению заказов уполномоченного на металлы.
Трудность и сложность этого дела, при наступившем кризисе металла,
увеличивались тем, что возможности заводов не всегда совпадали с плановы-
ми предначертаниями петроградских распределительных органов.
Производство 3” гранат французского образца в Южном районе началось
в августе 1915 г.
Заводы, привлеченные к этой работе, за незначительными исключения-
ми, не имели развитых механических цехов. Кроме железнодорожных мас-
терских Владикавказской и Екатерининской ж. д., за работу взялись ремонт-
ные мастера металлургических заводов, мастерские при литейных и штампо-
вальных заводах и заводы земледельческих машин. Последние, хотя и имели
более или менее оборудованные технические мастерские, но организация ра-
бот в них была далека от необходимой для выполнения точных снарядных
работ как в смысле качества станков, так и навыка рабочих и технического
надзора.
Заводы Южного района охотно пошли навстречу уполномоченному, и
дружное сотрудничество их с инструкторами и приемщиками, крупные за-
траты на дополнительное оборудование и более удобное и быстрое снабжение
металлом создали для Южного района настолько благоприятную почву для
поднятия производительности, что в октябре Южный район был первым по
производительности из районов Организации уполномоченного генерала Ван-
кова и сохранял это первенство в течение 7-ми месяцев, т. е. до мая 1916 г.,
когда Московский район, более богатый механической промышленностью,
превзошел его.
Вскоре же после начала производства обнаружилось, что для выравнива-
ния производства по операциям и значительного повышения тем самым вы-
пуска заводам необходимо было добыть известное количество определенных
станков. Иногда наблюдалось, что добавлением 1—2 станков решался вопрос
о поднятии производительности чуть ли не вдвое.
|<>9
6" бомбы. Обработка корпусов
Суммарная диаграмма заказов и выполнений
Однако покупка станков стала затруднительной отчасти вследствие недо-
статка их на рынке, а главное, из-за спекуляции с ними. Тогда Управлению
Южного района, при помощи уполномоченного, удалось реквизировать стан-
ки, стоявшие без употребления или скрытые, в целях спекуляции. Таким
образом, было получено и распределено между заводами около 60 различных
станков. Не останавливаясь на этом, Управление района организовало произ-
водство новых станков, чему способствовало обилие в районе литейных заво-
дов и чугуна. Конструкция этих станков разрабатывалась инженерами Юж-
ного района, станки заказывались Управлением района и потом распределя-
лись между нуждающимися заводами. Таким путем было построено до
200 станков разных типов; из них несколько фрезерных (для нарезки очка)
было доставлено заводам других районов.
Сотрудничество инженеров Управления района с техническим персона-
лом заводов много содействовало усовершенствованию методов работы. Так,
например, классический в начале производства метод сверления (принятый
на заводе Г. Листа) 9 инструментами был заменен более быстрым и эконо-
мичным способом 2 сверлами.
Все методы и улучшения работ Управление района систематически обоб-
щало, составляя альбомы оборудований, крайне ценные для вновь налаживаю-
щихся заводов.
В ведение Южного района по обработке корпусов 3" гранат, запальных
стаканов и детонаторных трубок постепенно вошло до 50 заводов.
Общая производительность Южного района
по производству 3" гранат
Южным районом сдано по 1 января 1918 г. корпусов 3" гранат всего —
4 732 194 шт. В эту цифру включен Одесский район по 1 декабря 1915 г.,
дншний 13 380 шт.
170
Средний 1«>;м|>фициент производительности всего района (число снарядов
па станок в сутки) — 9,5.
Среднее количество станков, занятых изготовлением 3" снарядов во всем
районе, — 695.
К 1 ноября 1917 г. работало только 15 заводов, остальные, по окончании
заказов на 3" гранаты, прекратили производство их или перешли на другие
работы по заказам уполномоченного ГАУ.
Обработка нормальных запальных стаканов к 3" гранатам
французского образца
Общий выход 3" запальных стаканов за все время производства в Юж-
ном районе выразился на 1 января 1918 г. в следующих цифрах:
комплектов.................................... 939 315
отдельно головок, кроме того,........60 000
отдельно тел.........................80 000
штампованных тел....................6 229 880
,, пробок .......................... 124 000
Обработка запальных стаканов типа «У. С.» к 3" гранатам и 48"' бомбам
Сдано в Южном районе по 1 января 1918 г.:
обработанных запальных «У. С.» ...... 182 469
заготовок запальных «У. С.» ............. 531 565
В последнее время этот тип стаканов «У. С.» был заменен новым типом.
По 1 января 1918 г. сдано заготовок.282 000.
Обработка запальных стаканов к 6" бомбам
По 1 января 1918 г. сдано:
тел ................................. 572 488
из них комплектов (т. е. с головками) ... 151 600
отдельно головок..................... 122 200
заготовок............................ 739 193
Детонаторные трубки
Сдано по 1 января 1918 г................... 402 000 комплектов.
6" и 48"' бомбы сталистого чугуна
Опыты изготовления снарядов из сталистого чугуна в России были про-
изведены впервые на Юге в конце 1915 и начале 1916 г. на заводе «Русский
Горный и Металлургический Унион», в Макеевке.
В середине мая было получено извещение о принятии уполномоченным
ГАУ заказа на 500 000 6” бомб сталистого чугуна. Из этого заказа на заводы
Южного района выпадала главная роль по поставке чернового литья, и от
них зависел успех исполнения заказа.
В конце июня некоторые заводы изготовили и предъявили к приемке
первые партии литых корпусов 6” бомб.
С этого времени началось фактически выполнение заказов уполномочен
ного ГАУ и работа по приемке снарядов.
Заводы Южного района по заданию должны были поставить с 1 июля 1916
по 1 июля 1917 г. 433 000 литых корпусов. Изготовлено же было за тот же срок
573 211 штук. Всего же по 1 января 1918 г. было принято 759 173 штуки.
171
6" бомбы. Обработка корпусов
Суммарная диаграмма заказов и выполнений
Однако покупка станков стала затруднительной отчасти вследствие недо-
статка их на рынке, а главное, из-за спекуляции с ними. Тогда Управлению
Южного района, при помощи уполномоченного, удалось реквизировать стан-
ки, стоявшие без употребления или скрытые, в целях спекуляции. Таким
образом, было получено и распределено между заводами около 60 различных
станков. Не останавливаясь на этом, Управление района организовало произ-
водство новых станков, чему способствовало обилие в районе литейных заво-
дов и чугуна. Конструкция этих станков разрабатывалась инженерами Юж-
ного района, станки заказывались Управлением района и потом распределя-
лись между нуждающимися заводами. Таким путем было построено до
200 станков разных типов; из них несколько фрезерных (для нарезки очка)
было доставлено заводам других районов.
Сотрудничество инженеров Управления района с техническим персона-
лом заводов много содействовало усовершенствованию методов работы. Так,
например, классический в начале производства метод сверления (принятый
на заводе Г. Листа) 9 инструментами был заменен более быстрым и эконо-
мичным способом 2 сверлами.
Все методы и улучшения работ Управление района систематически обоб-
щало, составляя альбомы оборудований, крайне ценные для вновь налаживаю-
щихся заводов.
В ведение Южного района по обработке корпусов 3” гранат, запальных
стаканов и детонаторных трубок постепенно вошло до 50 заводов.
Общая производительность Южного района
по производству 3" гранат
Южным районом сдано по 1 января 1918 г. корпусов 3" гранат всего —
4 732 194 шт. В эту цифру включен Одесский район по 1 декабря 1915 г.,
давший 13 380 шт.
170
Средний коэффициент производительности всего района (число снарядов
ни станок в сутки) — 9,5.
Среднее количество станков, занятых изготовлением 3" снарядов во всем
районе, — 695.
К 1 ноября 1917 г. работало только 15 заводов, остальные, по окончании
Заказов на 3" гранаты, прекратили производство их или перешли на другие
работы по заказам уполномоченного ГАУ.
Обработка нормальных запальных стаканов к 3" гранатам
французского образца
Общий выход 3" запальных стаканов за все время производства в Юж-
ном районе выразился на 1 января 1918 г. в следующих цифрах:
комплектов............................ 939 315
отдельно головок, кроме того,.......60 000
отдельно тел........................80 000
штампованных тел...................6 229 880
,, пробок .......................... 124 000
Обработка запальных стаканов типа «У. С.» к 3" гранатам и 48"' бомбам
Сдано в Южном районе по 1 января 1918 г.:
обработанных запальных «У. С.» ..... 182 469
заготовок запальных «У. С.» ............. 531 565
В последнее время этот тип стаканов «У. С.» был заменен новым типом.
По 1 января 1918 г. сдано заготовок.282 000.
Обработка запальных стаканов к 6" бомбам
По 1 января 1918 г. сдано:
тел ................................ 572 488
из них комплектов (т. е. с головками) ... 151 600
отдельно головок..................... 122 200
заготовок............................ 739 193
Детонаторные трубки
Сдано по 1 января 1918 г................... 402 000 комплектов.
6" и 48"' бомбы сталистого чугуна
Опыты изготовления снарядов из сталистого чугуна в России были про-
изведены впервые на Юге в конце 1915 и начале 1916 г. на заводе «Русский
Горный и Металлургический Унион», в Макеевке.
В середине мая было получено извещение о принятии уполномоченным
ГАУ заказа на 500 000 6" бомб сталистого чугуна. Из этого заказа на заводы
Южного района выпадала главная роль по поставке чернового литья, и от
них зависел успех исполнения заказа.
В конце июня некоторые заводы изготовили и предъявили к приемке
первые партии литых корпусов 6" бомб.
С этого времени началось фактически выполнение заказов уполномочен-
ного ГАУ и работа по приемке снарядов.
Заводы Южного района по заданию должны были поставить с 1 июля 1916
по 1 июля 1917 г. 433 000 литых корпусов. Изготовлено же было за тот же срок
573 211 штук. Всего же по 1 января 1918 г. было принято 759 173 штуки.
171
Диаграмма
общей производительности заводов Южного района
3" гранат французского образца
200000
400000
300000
280000 1'1 1 I 1 —1 1 1 11 * 1
260000 I 1 L 1 1
240000 1 1 1 1 1 —
220000
200000
200000
2JWOOOO
«870
eooooqsoooop ipooopo ij
200000 200000 200000 200000 200000 200000 200000 200000 200000 200000 200000
200000 200000, ,200000 , -j0000,0 (00000 200000 ',000;0 gOOOOp .,'0000,'. .t'.OOOOp 7000QQ, .ухо:».' _
tooqooopsoopoo apoooqo зроооор ipooooo ijoooqo ;
10 2600^00 30000(|0 3400000 8800000 4200000 46ОООО»
2 ОДЛ I 1 1 I 1 1 II 1
6600
11851,
13140,
к
К
S-
2
£
2
SI
2
н
д
ф
о
Ф
Е
<
ч
ф
Е
<
180000
160000
140000
120000
100000
80000
60000
40000 й1
20000 еч 00 еч
0 7135
Август § SS. Сентябрь Октябрь
Брак в % по механической обработке
< <_ 7.0 6.84 6.45
6 6,5 5,6 1
5 4,36 4,15 4,0 4.45 1
А 3,71 3,35 3,0 3^19 3,0 3,37 3,55 3,48 3,27 3,55 3,36 3j8
3 2,9 2,81 2 59 1
2
1
0%
Брак в % по материалу
5
4
3 9 — 2,05 2,94 2,35 2.64 2,2 2,56 2Г66 “О” 2Д
1 0.81 1.03 0,91 0,74 1,15 0,97 L18 1,45 1,07 1.6 1.6 1,96 1.35 1.58 1,40 1 62
0% -
Количество работающих станков (вверху) Коэффициент выхода со станка (внизу)
900 845 727 857 930
800 760 770 817 817 787 "SIT 798 785 725 — 788 788 721
700 0,81 681 703 612
600 550 591 628 502
500 314
400 —— 1309 1
300 200 163 978 881 927 930 1150 1102 1120 1107 975 1365 1107 935 1009 943 980 945 777 803 117
100 w 585 703
0% Т7Г 300 455 533
Диаграмма
изготовления 6" бомб из сталистого чугуна
и запальных стаканов к ним на заводах Южного района
725
700000
675
650
625
600000
575
550
525
500000
475
450
425
400000
375
.229.
325
300000
275
250
.222
200000
.112
Ж
J22.
.19911911.
70
50
25000
О
05435
523459
/439154
/400574
#344766
306791
234040
204595.
174082
143850
О
икни, август сорт. <нст. полб. декаб. янв. фспр. март вир. май и юн», июль август г<ч it. окт.
СО/
. / 234036
216024 2Г
—у/
&
168393
293299
601648
534016
461562
381022
319333 • *
О <
_____.^.л.___
^^87876
-------
265297
121603
113925
83276
49843
24802
*14886
-------
49,1^*3505_______
«5
/475935
277477
258216
17 1
6" бомбы сталистого чугуна. Литье.
Суммарная диаграмма заказов и выполнений
48"' бомбы сталистого чугуна. Обработка корпусов.
Суммарная диаграмма заказов и выполнений
Когда, впоследствии, уполномоченный принял на себя отливку 240 000
корпусов 6” бомб для Центрального Военно-Промышленного Комитета, зака-
вы успевающим заводам были соответственно увеличены.
Вследствие исключительной роли, которую играл Южный район в про
изводстне литья, псе почти методы и усовершенствования этой работы бы пн
175
произведены в этом районе. Интересно, однако, отметить, что отливка снизу,
имевшая сторонников в других районах, почти не имела их в Южном, кото-
рый стремился к открытым формам и сокращению или даже уничтожению
литниковых каналов.
Одновременно с организацией производства литья началась организация
обработки отлитых корпусов.
Свободное наличное оборудование механических заводов в июне и июле
1916 г. позволило разместить заказ в размере около 300 тыс. корпусов.
Остальное количество было роздано другим районам.
Выполнение заказа начинается в августе 1916 г.
На 1 января 1918 г. было сдано заводами Южного района 318 139 штук
обработанных 6" бомб.
По заданию производство литья 48" корпусов должно было начаться в
сентябре 1916 г. и закончиться в августе 1917 г. С опозданием на месяц на-
чали заводы поставлять литье и по 1 января 1918 г. сдали 211 510 штук, не
успев окончить заданное количество.
Из всего заказа на 300 000 корпусов 48'" бомб заводам Южного района
было поручено обработать около 100 000 штук, остальное литье должно было
быть отправлено на заводы других районов.
Всего по 1 января 1918 г. заводы Южного района изготовили 83 148 штук
корпусов, т. е. немногим больше половины обусловленного контрактом коли
чества.
За время от начала работ и по 1 ноября 1917 г. заводами Южного райо-
на, работавшими по поставкам литья, было отлито всего 1 016 606 штук чер-
новых корпусов, из которых всего забраковано было 301 327 штук, т. е. сред-
ний брак по литейным заводам равняется 29,8%, при этом общий брак по
металлу (бомбы забракованных плавок) достигает 5,0%. Для заводов Южно-
го района общий брак при обработке достигает 5,1%, при этом на долю брака
по недостаткам литья приходится 4,1%, т. е. обрабатывающие заводы по об-
работке дали в среднем 1% бракованных бомб.
174»
LJ корце октября производство 48 бомб было прекращено, и закалы ли
тейным и обрабатывающим заводам на названные снаряды были в то же пре
мл аннулированы. Таким образом, производство этого калибра снарядов ста-
листого чугуна закончилось, не успев достигнуть заданных размеров, хотя
были уже налицо данные, позволявшие определенно рассчитывать на повы-
шение производительности до назначенных количеств. Производство же 6"
бомб продолжалось далее.
3
Киевский район
Киевский район возник в 1915 г., а окончательно был сформирован, как
и все прочие районы, по приказу уполномоченного от 22 ноября 1915 г. Пер-
воначально заведующим районом был гв. полковник Матюшенко; с декабря
1915 г. должность эту занял член французской миссии капитан К. Бояр, при
котором район достиг своего полного развития. С 24 февраля 1916 г. заведую-
щим районом был назначен полковник А. И. Каменцев, а с 28 декабря того
же года капитан С. С. Кульгавов.
С 1 декабря 1916 г. в должности помощника заведующего районом состо-
ял капитан И. М. Тьедер.
В Киевском районе мало было предприятий с подходящим для снарядно-
го производства оборудованием. Помимо того, близость фронта не могла бла-
гоприятствовать развитию этого района. Тем не менее и здесь уполномочен-
ному удалось разместить свои заказы. Успех производства в этом районе в
большой степени обязан деятельности Киевского Областного Военно-Промыш-
ленного Комитета, во главе коего стоял М. И. Терещенко, не только приспо-
собивший к работе ряд мелких ремонтных мастерских, преимущественно на
сахарных заводах, но и организовавший совершенно новый большой завод в
Конотопе и преодолевшего все трудности по освоению отливок 6" бомб стали-
стого чугуна. Руководителями по освоению снарядного производства на заво-
дах Комитета являлись представители его — профессора Киевского Политех-
нического института В. В. Формаковский и С. П. Шеенберг.
Всего по заказам уполномоченного в этом районе работало 56 заводов и
мелких мастерских, которыми по 1-е января 1918 г. изготовлено:
Корпусов 3" гранат ......................562 651
Запальных стаканов к 3" гранатам.........258 000
” ” ” «У. С»................6100
” ” ” 6" бомбам............ 13 500
Отливок 6" бомб ......................... 40 077
Корпусов 6” бомб......................... 95 410
Отливки и обработка 48"' бомб............. 412
Корпусов 8" бомб.......................... 105
Из всех заводов района по своему оборудованию резко выделялись два:
Казенный Демиевский Снарядный завод и Конотопский Снарядный завод
Киевского Военно-Промышленного Комитета. Первый из них, созданный по
инициативе члена Государственной Думы В. Я. Демченко, был в изобилии
обеспечен станками самых новейших конструкций, что позволяло ему мето-
дично проводить в жизнь принцип обработки, принятый Управлением, т. е.
разбивку элементарных операций по отдельным станкам, без переналадки
етапкоп <• одной операции па другую.
177
Второй из них, созданный но инициативе М. И. Терещенко, не только
отлично оснастился для производства 3" гранат, но и создал большую ма-
стерскую, оборудованную мощными станками, приспособленными для обра-
ботки тяжелых снарядов до 11" включительно. Послужившие для ее обору-
дования станки были изготовлены самим Комитетом на заводе Гретера и Кри-
ванека в Киеве. При этом организация этого завода была настолько на высоте
положения, что, когда перед уполномоченным встала серьезная задача спеш-
но изготовить пробную партию 8" бомб сталистого чугуна для испытания их
стрельбой на полигоне с целью выяснения вопроса их пригодности для гау-
бицы Виккерса, срочная обработка отливок, поставленных Макеевским заво-
дом, была поручена именно Конотопскому заводу и выполнена им успешно.
Завод Гретера и Криванека, наиболее крупный в Киевском районе, един-
ственный в этом районе успешно выполнял отливку бомб сталистого чугуна
(61-го калибра) под непосредственным руководством Киевского Военно-Про-
мышленного Комитета. Другой завод, принявший заказ на отливку стали-
стого чугуна (48'" бомб), Киевский Машиностроительный завод, тоже из числа
наиболее крупных в районе, не справился с этой задачей, и заказ с него
был снят.
4
Петроградский район
10 сентября 1915 г. уполномоченным было дано предписание полковни-
ку Дмитриеву вступить в заведование Петроградским районом частных заво-
дов, получивших заказы от его Организации. Окончательным сформирова-
нием и началом действия Петроградского района надо считать 7 октября
1915 г., когда прибыли туда приемщик, прапорщик Аничков, и 3 браковщика.
Петроград с окрестностями как в самом начале войны, так и к моменту
сформирования Петроградского района Организации генерала Ванкова зани-
мал, в смысле снабжения армии боевыми припасами, первое место во всей
России, поставляя их не менее 60% общего количества. В силу этого все за-
воды Петрограда были перегружены военными заказами, особенно после эва-
куации Риги, поставлявшей около 20% всех боевых припасов, и казалось,
что уже никаких снарядных заказов больше нельзя было разместить в Пет-
роградском районе. Тем не менее генералу Ванкову удалось разыскать заво-
ды, которые смогли взять и его заказы, а кроме того, удалось склонить неко-
торых капиталистов к открытию новых заводов. Из последних заводов два
сыграли исключительной важности роль для всей Организации уполномочен-
ного. Такими заводами явились: завод Российского Акционерного Общества
Оптического и Механического Производств, единственный завод, производив-
ший сборку трубок для всей Организации, и завод Акционерного Общества
«Русский Рено» (филиальное отделение Общества «Рено» во Франции), по-
ставивший свыше 46% всего количества детонаторных трубок, изготовлен-
ных Организацией, и почти 2 миллиона запальных стаканов. Оба эти завода
создались по инициативе и при ближайшем содействии уполномоченного; не-
которые подробности об этих заводах помещены ниже, в главе XIX.
Кроме этих двух заводов в Петроградском районе заказы уполномочен-
ного исполнялись еще следующими пятью заводами: Акционерным Обще-
ством Пневматических Машин, Акционерным Обществом «Лангензипен и К"»,
ТД «Гольмстрем и Тунельд», заводом инженера Семенова и Абосским Железо-
мануфактурным Акционерным Обществом. Все заводы, кроме последнего,
I7K
расположенного в Лбо, были в самом Петрограде. Всего с начала произвол
стоп но I января 1918 г. Петроградским районом сдано:
Корпусов гранат.....................69 670
3" запальных стаканов.............2 466 600
Запальных стаканов «У. С.» ......... 3100
Детонаторных трубок ..............2 597 600
Собрано детонаторных трубок ......9 206 160
Интересно отметить, что два из заводов Петроградского района работали
пл иностранном металле. Один из них, Общества Пневматических Машин,
делал это потому, что предпочитал изготовлять запальные стаканы из калиб-
рованной стали, получая ее из Америки, в то время, как уполномоченным
сталь доставлялась по техническим условиям «Продаметы», т. е. с допуском
в диаметре прутка 3%. Другой завод, Абосского Акционерного Общества,
вследствие крайней его отдаленности и трудности снабжения, пользовался
металлами финского и шведского рынков.
Со временем, вследствие удаленности Петрограда от металлургических
центров, затруднения транспорта отозвались на снабжении этого района силь-
нее, чем для большинства других районов.
5
Одесский район
Одесский район был сформирован выделением части из слишком обшир-
ного Южного района. В состав его входила Херсонская губерния. Заведова-
ние районом было поручено ген.-майору Манжелей, помощником же его со-
стоял подполк. А. Е. Ковальчевский.
Из числа около 70 отдельных предприятий очень немногие представляли
из себя заводы с необходимым оборудованием, в огромном же большинстве
они являлись совсем небольшими мастерскими, исполнявшими лишь часть
операций. Оборудование этих мастерских очень часто состояло из несколь-
ких станков примитивного самодельного устройства. Все мелкие мастерские
были объединены Одесским Областным Военно-Промышленным Комитетом
и сделались работоспособными благодаря исключительной энергии, настой-
чивости и организаторскому таланту председателя комитета, инженера
М. В. Брайкевича. Комитетом производилась также штамповка стаканов для
3" гранат на заводе Ген. Производить приемку в каждой из мелких мастерс-
ких было бы нерационально и дорого, а потому Управлением Одесского рай-
она была организована центральная приемная как для корпусов, так и для
запальных стаканов.
Из всех заводов и мастерских района следует выделить завод Акционер-
ного Общества Р. и Т. Эльворти в Елисаветграде, исключительный по разме-
рам своей производительности не только для района, но и для всей Организа-
ции. Заводом было изготовлено свыше 4 млн комплектов 3" запальных ста-
канов. Организация и оборудование завода сельскохозяйственных машин для
такого грандиозного производства запальных стаканов многим обязана неуто-
мимой деятельности инженера этого завода О. Б. Майш и приемщика на нем
прапорщика Пушкова. Завод сам наладил у себя штамповку как тел, так и
пробок для 3" запальных стаканов и заготовок для 6" запальных стаканов,
по, несмотря па наличие достаточного прессового оборудования, он все же не
смог разнить полной производительности штампования для загрузки своих
собственных станков вследствие задержек в доставке металла.
179
Вследствие трудности доставки мвтериала в Херсонскую губернию, и свя
зи < военными действиями пн румынской границе и частым закрытием на-
правлений грузов на Елисаветград, завод Эльворти никогда не имел самого
необходимого (подстанкового) запаса, а потому и не мог дать нормального
выхода готовых изделий со станка и достичь полной своей производительно-
сти, которая могла бы составить половину потребности запальных стаканов
всей Организации.
По той же причине производство во всем Одесском районе в конце 1917 г.
стало почти невозможным, и район вынужден был начать ликвидироваться
раньше, чем было принято решение о ликвидации всей Организации уполно-
моченного.
Всего с начала производства по 1 января 1918 г. районом сдано:
Корпусов 3" гранат .....................1 092 992
Запальных стаканов к 3" гранатам........4 503 000
” ” ” «У. С.» ...............54 250
Сюда не отнесены сведения о производстве снарядов сталистого чугуна,
так как хотя отливка и обработка их производились на заводе Эльворти, но
наблюдение за исполнением этих заказов было возложено на Южный район,
как имевший инструкторов-специалистов по сталистому чугуну.
По наладке производства и приемке изделий от мелких мастерских, в
большинстве случаев лишенных хоть сколько-нибудь опытного технического
персонала, положено было много труда приемщиками Одесского района пра-
порщиками Ющенко и А. Дидебулидзе.
6
Ярославский район
В феврале 1916 г. приказом уполномоченного ГАУ был образован Яро-
славский район в составе предприятий Вологодской, Ярославской, Костром-
ской и части Владимирской (Иваново, Шуя, Ковров, Тейково) губерний, за-
ведующим которого назначен был тем же приказом ген.-м. Димич.
По местным географическим условиям район сразу разделился на 2 не-
равных участка — Ивановский и Ярославский.
Ярославский участок
В состав Ярославского участка первоначально вошли: Ярославская и Во-
логодская мастерские Северных ж. д., Рыбинская мастерская Моск.-Винд.-
Рыб. ж. д., Ярославское отделение Московского Военно-Промышленного Ко-
митета в составе мануфактур: Ярославская Большая, Норская, Романовская,
Ростовская, Нерехтская, паровая мельница Вахромеева в Ярославле, спичеч-
ная фабрика Дунаева, механический завод Патеревского, группа фабрикан-
тов Середского района в составе фабрик Горбунова, Скворцова, Дороднова,
Костромской Военно-Промышленный Комитет в составе: Промышленного
училища имени Чижова, Костромской Льняной Мануфактуры, фабрики Ано-
нимного Общества Зотова.
Около июля 1916 г. вступили: Ярославская вр. Каторжная Тюрьма, Тав-
рило Ямская Мануфактура Локалова, Пастуховское Техническое училище в
Ярославле и, наконец, при освоении обработки 6" бомб, примкнули: Механи
ческий завод Якобсон- Лифшиц в Ярославле, Механический завод Журавлева
в г Рыбинске, Механический завод А. Головкиной.
1НО
Диаграмма
производительности 3" гранатных корпусов французского образца
на всех заводах Ярославского района.
За период: с 1 сентября 1915 г. по 1 июля 1917 г.
Некоторые из этих предприятий, после первых же шагов, отказались от
участия в работе, вследствие того, что состояние станков не позволяло полу-
чить нужной степени точности работы, а станков имелось так мало, что едва
хватало на ремонт фабричных машин, новых же не удалось приобрести за
отсутствием на рынке.
Непосредственная связь Ярославского участка с Управлением уполномо-
ченного ГАУ началась с половины сентября 1915 г., когда в Ярославле был
назначен уполномоченным генерал-майором Банковым артиллерийский при-
емщик прапорщик С. А. Никольский с 2 браковщиками.
В это время только что начали выпуск готовых изделий лишь 2 мастер-
ские: Вологодская железнодорожная мастерская — 3” гранаты и запальные
стаканы (28 сентября 1915 г. принято 400 комплектов запальных стаканов и
120 гранат) и мастерская при фабрике А. Красилыциковой — 3” гранаты от
Родпиковско-Вичуго-Кинешемского Военно-Промышленного Комитета (5 ок
тября первая партия в 280 гранат).
IHI
До февраля 1916 г. Комитет входил в состав Ярославского участка, а с
назначением на должность заведующего Ярославским районом ген.-м. Дими
ча Комитет вошел в состав Ивановского участка.
Во всех остальных мастерских участка, хотя и не было выпуска готовых
изделий, но подготовительные работы были закончены почти везде, и на стан-
ках производились уже первые операции.
Диаграмма
производительности запальных стаканов к 3" гранатам французского
образца на всех заводах Ярославского района.
За период: с 1 сентября 1916 г. по 1 июля 1917 г.
Иваново-Вознесенский участок
На обращение генерала Ванкова в середине 1915 г. к владельцам част-
ных предприятий прийти на помощь государству в деле изготовления артил-
лерийских снарядов фабриканты и заводчики Иваново-Вознесенска, Шуи,
села Тейково, Владимирской губернии, села Родников, села Вичуги и г. Ки-
нешмы, Костромской губернии, предоставили для этой цели все свои меха-
нические мастерские.
В начале августа 1915 г. командированный уполномоченным гв. полков-
ник Терпиловский и член французской миссии лейтенант Жульен приехали
в Иваново-Вознесенск и, оценив состояние производства 3” гранатных кор-
пусов в фабричных мастерских, нашли нужным организовать здесь постоян-
ные наблюдения за производством и приемкой.
По приказу уполномоченного ГАУ 17 августа 1915 г. в Иваново-Возне-
сенский участок был назначен артиллерийский приемщик А. А. Винокуров
с несколькими браковщиками.
182
При осмотре комапдиронпипыми техниками района и январе IJК» г. они
шпили обстановку изготовления 3” гранатных корпусов в фабричных меха
пических мастерских вполне удовлетворительной.
Приемка и наблюдение за производством 3" гранатных корпусов в Ива-
ново-Вознесенском участке были установлены с августа 1915 г.
В течение 1916 г. в Иваново-Вознесенском участке производство 3" гра-
натных корпусов постепенно увеличивалось до августа и в дальнейшем при-
няло постоянный характер. С июля месяца 1916 г. вполне наладилось изго-
товление запальных стаканов к 3” гранатным корпусам.
С октября 1916 г. в районе началось производство тяжелых снарядов из
сталистого чугуна (6" и 48’" бомб), запальных стаканов к 6" бомбам, и не-
сколько позже мастерская фабрики Акционерного Общества наследников Ду-
наева в Ярославле приняла заказ на изготовление запальных стаканов «У. С.».
Обработку тяжелых снарядов приняли на себя следующие предприятия:
1. Ярославская Большая Мануфактура, 2. Завод Якобсон, Лившиц и К°,
3. Завод Журавлева, 4. Товарищество Мануфактур В. Дороднова, 5. Костром-
ской Военно-Промышленный Комитет (6" бомбы), 6. Иваново-Вознесенский
Военно-Промышленный Комитет, 7. Иваново-Вознесенское Товарищество
Механических Изделий, 8. Родниковско-Вичуго-Кинешемский Военно-Про-
мышленный Комитет, 9. Товарищество Куваевской Мануфактуры, 10. Това-
рищество Мануфактур С. Посылина (48"’ бомбы), 11. Товарищество Мануфак-
тур А. Каретниковой.
Диаграмма
производительности 6” бомб сталистого чугуна на всех заводах
Ярославского района.
За период: с 1 октября 1916 г. по 1 июля 1917 г.
183
Заказы па изготовление запальных стаканов к 6" бомбам и запальных
стаканов «У. С.» взяли на себя:
1. Завод Патеревского, 2. Иваново-Вознесенское техническое училище,
3. Иваново-Вознесенское Товарищество Механических Изделий, 4. Родников-
ско-Вичуго-Кинешемский Военно-Промышленный Комитет, 5. Фабрика Ак-
ционерного Общества наследников Дунаева.
В отношении производства тяжелых снарядов заводы Ярославского района
не были в полной мере использованы по причине недостатка чугунного литья.
До государственного переворота уменьшение выпуска снарядов в том или
другом месяце, начиная с момента, когда заводы стали работать полным хо-
дом, объясняется, главным образом, недостатком материала, после же 1-го
марта 1917 г. понижение производительности заводов района объясняется
общеполитическими и общеэкономическими причинами.
7
Тамбовский район
Уполномоченный Главного Артиллерийского Управления по изготовле-
нию снарядов по французскому образцу признал необходимым осенью 1915 г.
объединить в Тамбовский район разбросанные на огромном пространстве про-
мышленные предприятия, исполнявшие заказы уполномоченного, губерний:
Тамбовской, Нижегородской, Воронежской, Саратовской, Самарской и Казан-
ской. Приказом от 30 октября 1915 г. заведование новым Тамбовским райо-
ном было поручено подполковнику Герингу.
Личный состав Тамбовской районной организации доходил до 59 чело-
век, во главе с заведующим районом.
Крупных заводов в районе не имелось. Большинство предприятий воз-
никло во время войны. Некоторые заводы и мастерские были устроены воен-
но-промышленными комитетами. Нижегородское биржевое общество основа-
ло два завода — самые крупные в районе по производительности в Саратове
и Балашове. Для изготовления гранатных корпусов и запальных стаканов
«У. С.» были приспособлены мастерские технических училищ. Промышлен-
ным предприятиям района приходилось не только использовать старое обо-
рудование, но и приобретать совершенно новое. Управление уполномоченно-
го всюду и всегда, всеми имеющимися в его распоряжении богатыми техни-
ческими силами, приходило на помощь заводам в нужные моменты и ставило
себе задачей не только приемку готовых изделий, но и полное содействие в
организации производства, а также разнообразную помощь для успешного его
ведения, а потому технические советы и указания лиц районной организа-
ции касались не только общих вопросов, но и подробностей. Приходилось
приучать к точности в работе, следить, чтобы работа на станках велась по
калибрам, изменять конструкцию деталей станков и требовать перемещения
их для концентрации работы. Ошибки заводского технического персонала
были не редки. С течением времени предприятия приобрели опыт. Кривая
производительности быстро поднималась, и только расстройство транспорта
и явления, связанные с государственным переворотом, не дали возможности
поднять производительность района на ту высоту, которой она достигла бы
при нормальных условиях. Затем, вследствие недостаточной доставки сыро-
го материала, пришлось главное внимание районной организации обратить
не пл увеличение производительности, а на уменьшение количества брака,
хотя бы за счет снижения производительности станков.
За время снсмч'о существования по I января 1918 г. Тамбовский раной дал:
IH1
1.4b
1 018 948 Корпусов 3” гранат
194 162 Запальных стаканов 3" гр.
192 487 ” ” «У.С.»
72 358 Головок для 6” запальных стаканов
258 270 Штамповки для «У.С.»
12 499 Корпусов 6" бомб
11 000 ” 48’" ”
5750 Запальных стаканов 6" бомб
3012 Литья 6" бомб
Прямой вывод из этих цифровых данных — что район даже со слабо
развитою металлообрабатывающею промышленностью сумел довести произ-
водство снарядов до значительных размеров, несмотря на разные внешние пре-
нягствия.
XIX
Работа военно-промышленных комитетов,
отдельных заводов и фабрик,
исполнявших заказы уполномоченного ГАУ
Во время составления настоящего отчета о деятельности Организации
уполномоченного нами были получены с мест некоторые сведения о работе
отдельных фабрик и заводов по изготовлению снарядов по французскому об-
разцу. К сожалению, ввиду переживаемых событий, от многих заводов отче-
ты получить не удалось. Печатаемый ниже очерк является далеко не пол-
ным, и включение в него тех или иных заводов носит случайный характер.
Громадное большинство весьма крупных и важных в работе Организации за-
водов, к сожалению, по указанным выше обстоятельствам сюда не включено.
Киевский Областной Военно-Промышленный Комитет
Киевский Областной Военно-Промышленный Комитет («Киевопром»)
организовался по инициативе Киевского Биржевого Комитета 14 июня 1915 г.
в целях содействия Правительственным учреждениям в деле снабжения ар-
мии и флота предметами вооружения и снаряжения. Председателем Комите-
та был избран М. И. Терещенко.
Возникновение в Комитете Отдела Заводских Оборудований, которому
правлением Комитета поручена была организация снарядного производства
в крае, относится к сентябрю 1915 г.
Промышленность края была расстроена эвакуацией, все свободные и год-
ные станки забраны реквизициями для Демидовского Снарядного завода.
Заводы, принявшие уже заказы на снаряды непосредственно от уполномочен-
ного ГАУ, генерала С. Н. Ванкова, испытывали ряд трудностей.
Отдел Заводских Оборудований обратил свои усилия на подготовку обо-
рудования, изучение краевой промышленности, еще не занятой военными
заказами, на подготовку инструкторского персонала.
Заказы уполномоченного ГАУ генерала С. Н. Ванкова были получены
«Киевопромом» всего на 385 000 штук 3" гранат.
Всеми заводами «Киевопрома» было сдано 347 553 штуки 3" гранат.
Одновременно с этим на Невском Машиностроительном заводе произво-
дились наладка литья и обработки 48”' сталечугупных снарядов, но к валово-
18(1
му производству их ириступлено не было. Этому же заводу в небольшом ко-
личестве было поручено изготовление запальных стаканов к 6” бомбам. Все-
го сдано их 11 000 штук.
«Киевопром» в деле снабжения армии снарядами работал с большою го-
товностью и напряжением сил.
Иваново-Вознесенский Военно-Промышленный Комитет
В 1915 г. уполномоченный ГАУ генерал-майор Банков обратился в Со-
вет О-ва Фабрикантов и Заводчиков Иваново-Вознесенского промышленного
района с просьбой оказать содействие в организации в механических мастер-
ских при местных фабриках производства корпусов 3" фугасных гранат. Со-
вет О-ва, обследовав состав мастерских, уведомил уполномоченного о готов-
ности принять его предложение. Окончательное решение вопроса было при-
нято в собрании 6 июня, после детального осмотра местных мастерских полк.
Высочанским, командированным генералом Ванковым.
С первых шагов деятельности Комитет объединил вокруг себя для испол-
нения заказов уполномоченного ГАУ на корпуса 3" фугасных гранат следую-
щие местные промышленные предприятия:
1. Текстильные: 1) Т-во Куваевской Ситценабивной М-ры, 2) Т-во
М-р Ивана Гарелина с С-ми, 3) Т-во М-р Никона Гарелина С-ья, 4) Т-во М-р
Наследи. Н. Ф. Зубкова, 5) Т-во М-р Н. М. Полушина Н-ки, 6) Т-во М-р Ни-
канора Дербенева С-ья, 7) Т-во Покровской М-ры П. Н. Грязнова, 8) Т-во
М-р Д. Г. Бурылина, 9) Т-во Ив.-Вознесенской ткацкой М-ры, 10) Т-ый Д-м
«3. Кокушкин и К. Маракушев», 11) Т-во М-р П. Витовой с С-ми, 12) Т-во М-р
А. М. Гандурин с Бр., 13) Т-во М-р Н. и Л. Гандуриных, 14) Т-во М-р Н. Н. и
Я. Н. Фокиных Н-ки, 15) Т-во М-р Н. Т. Щапова, 16) Т-ый Д-м «Петр Ка-
шинцев с С-ми и К-°», 17) Ямановский Г. М. 2. Заводы: 18) Ив.-Вознесенское
Т-во Механических Изделий, 19) Чугунолитейный завод Н-ков М. Н. Калаш-
никова, 20) Ремизо-бердочный завод Т/Д. «А. и Л. Константиновы». 3. Мел-
кие мастерские: 21) В. И. Селиванов, 22) Е. М. Кошелев и 23) Учебная
мастерская при Техническом училище.
В сентябре 1915 г. постановка производства гранат в местных мастер-
ских была обследована комиссией ген. Мышлаевского, во главе с проф. Гри-
невецким, и была признана вполне правильной. В марте 1916 г. производ-
ство гранат обследовали генерал Банков с заведующим районом генералом
Димич совместно с инженерами Управления, причем уполномоченный гене-
рал Банков выразил Комитету благодарность за правильную организацию
дела.
С начала производства по 1 марта 1917 г. Иваново-Вознесенский Военно-
Пр. Комитет сдал:
3" гранат 140 060 штук
6" бомб 1043
По заказу уполномоченного ГАУ
Куваевская Мануфактура
3" гранат..............................85 852 штук
48"' бомб ............................... 470 ”
Иваново-Вознесен. Т-во Механических изд.
3" гранат..............................65 676 штук
6" бомб...................................863 ”
187
Таким образом, к L мирта 191г. сдано:
3" гранат 140 060 + 85 852 + 65 676 = 291 588 штук
6" бомб 1043 + 863 = 1906 штук
48"' бомб 470 штук
Саратовский Военно-Промышленный Комитет
Вопрос об организации Комитетом производства запальных стаканов воз-
ник в конце 1915 г. в связи с приездом в Саратов представителя уполномо-
ченного по изготовлению снарядов французского образца подполковника Ге-
ринга, который высказал пожелание об организации на заводе «Сотрудник»
производства запальных стаканов к 3" гранатам. Уполномоченный генерал
Ванков обещал выдать Комитету заказ до 30 000 запальных стаканов, в зави-
симости от производительной способности станков, которые будут установле-
ны. В середине мая 1916 г. прибыл уполномоченный от генерала Ванкова и,
ознакомившись с оборудованиями завода по обточке стаканов, нашел его впол-
не соответствующим своему назначению и могущим приступить к работе. Пер-
вый заказ на 4000 штук запальных стаканов типа «У. С.» был получен в на-
чале июня, а в средних числах был передан к исполнению на завод Комите-
та. Второй дополнительный заказ выдан Комитету на 30 000 штук запальных
стаканов сроком с 1 февраля по 1 июня 1917 г. с количеством ежемесячной
поставки по 7500 штук.
Введение сдельной платы и планомерной разбраковки сказалось на воз-
растающей производительности; средняя производительность в сутки, начав-
шаяся с 200 стаканов, затем при двух сменах достигла около 600 стаканов.
По 1 марта 1917 г. сдано приемщику 48 400 стаканов, которые проверены и
приняты.
Вторым после запальных стаканов заказом на снаряды по французскому
образцу является литье 6" снарядов сталистого чугуна, также исполняемое
заводом Комитета. Так как в практике уполномоченного установился прин-
цип, в силу которого ни один завод не может получить заказа, не будучи
предварительно обследован в отношении своей пригодности и производитель-
ной способности, то Комитет, предполагая организовать литье 48"' гранат,
прежде всего обратился к генералу Ванкову с просьбой прислать представи-
теля для осмотра завода «Сотрудник» и выяснения количества снарядов, ко-
торое можно было бы производить на заводе. В качестве представителя
приехал в Саратов инженер Жанэ, и, в результате посещения им завода,
3 сентября 1916 г. было получено телеграфное извещение от Управления упол-
номоченного, что Комитету разрешено предоставить заказ на 6" гранаты
сталистого чугуна. Официально же заказ на эти снаряды был получен в кон-
це сентября, причем первоначальное количество в 40 000 штук было 8 октяб-
ря 1916 г. уменьшено до 25 000, а затем 8 февраля 1917 г. сокращено до 20 000
штук.
В исполнении заказа на 6" снаряды сталистого чугуна немаловажное
значение имеет своевременное получение всех необходимых материалов, а
между тем поступление их, несмотря на принимаемые Комитетом энергичные
меры, шло чрезвычайно неправильно, из-за ухудшения работы транспорта по
железным дорогам, что неизбежно влекло за собою задержку в производстве
литья.
Особенно ухудшилось положение этого заказа из-за отсутствия топлива —
кокса, и с 25 февраля 1917 г. литье не производилось.
188
Ореховский Военно-Промышленный Комитет
Ио Комитету сдано было в Московский Областной Военно-Промышлен-
ный Комитет по заказу генерала Ванкова в итоге до 15 000 штук 3" гранат.
Завод Акционерного Общества «Русский Рено»
в Петрограде
Акционерное Общество «Русский Рено» сорганизовалось незадолго до на-
чала войны. Основною целью нового Общества была организация и эксплуа-
тация промышленных предприятий по выпуску автомобилей, подобно заводу
♦ Рено» во Франции.
Деятельность Общества на первых порах выражалась в распространении
автомобилей фирмы «Рено» и их ремонте, для чего был оборудован в арендо-
ванном помещении небольшой гараж.
Весною 1914 г. с целью расширения дела на собственном участке земли
было приступлено к постройке огромного гаража и рядом одноэтажного по-
мещения, для ремонтной мастерской, что было закончено через год.
Когда для обороны страны были призваны к усиленной работе все про-
мышленные силы государства, Акционерное Общество «Русский Рено», фак-
тически не имея на месте никаких орудий производства, взялось поставить
уполномоченному ГАУ по 1 000 000 запальных стаканов и детонаторных тру-
бок для 3" фугасной гранаты французского образца.
Договор на эту поставку был заключен 27 августа 1915 г. Чрезвычайная
энергия Общества, крупная материальная помощь со стороны уполномочен-
ного в виде аванса (3 400 000 руб.), а также ценная поддержка со стороны
французского завода «Рено», положенные в основу зарождающегося предпри-
ятия, явились той благодатной почвой, на которой вырос со сказочной быст-
ротой завод «Русский Рено».
Крупные финансовые источники позволили по заключении договора про-
извести одновременно во Франции и в Америке широкую закупку станков и
прочего оборудования, чрезвычайно быструю доставку, насколько позволяли
существующие условия транспорта, а также их оборудование и установку на
месте.
В выборе средств для ускорения дела Общество не останавливалось ни
перед какими денежными затратами. При покупке станков, конечно, играли
роль и соображения о работе завода после войны на автомобильные части.
Заводоуправление почти сплошь состояло из французов, только перед
началом работ прибывших в Россию.
Директор завода был приглашен с завода во Франции, изготавливавшего
запальные стаканы. То же самое было сделано в отношении всех старших
мастеров, которые были взяты с французских заводов.
Высший технический персонал в лице инженеров совершенно отсутство-
вал, и работа началась без технически разработанного плана.
Вся работа по организации производства была предоставлена мастерам,
от которых, конечно, нельзя было ожидать строгого рационального и плано-
мерного ведения дела; хотя они и были люди способные и опытные, но, следя
за ходом работ, складывалось впечатление, что каждый мастер старался вос-
становить вокруг себя обстановку, хорошо ему известную по прежней его ра-
боте во Франции. И как естественное следствие этого было обращение во
Францию при всех затруднениях, чему немало способствовало также цезия
пне русского рынка, языки, условий труда и пр.
IH1I
На Петроградском снарядном заводе «Русский Рено»
Первая партия купленных во Франции станков и часть оснастки там же
была получена в конце сентября 1915 г. К этому времени были уже на месте
прибывшие мастера.
За станками приобретались необходимые инструменты и калибры. Через
несколько дней станки были установлены и пущены в работу.
Производство запальных стаканов
Вместе со станками было перевезено около 100 000 штампованных про-
бок и столько же заготовок тел запальных стаканов.
В дальнейшем завод более или менее регулярно получал штампованные
пробки и заготовки, чем и надо отчасти объяснить громадную производитель-
ность, в сущности, небольшой мастерской.
Однако отсутствие инструментальной мастерской и острый кризис в то
время в инструментальной стали задерживали дело, но скоро началось обо-
рудование собственной инструментальной мастерской, была добыта быстро-
режущая сталь из Финляндии и не приходилось более ожидать получения
всего инструмента из Франции.
В работе были сразу применены способы, хорошо известные и испытан-
ные, благодаря чему она пошла совершенно гладко, но за неимением некото-
рых станков не было возможности доводить обработку изделий до конца.
Для головок не хватало станков для нарезки левой и внешней резьбы и
обточки конуса, а для тел не было гребенки для нарезания.
Вез производства этих операций завод ежедневно изготовлял по 2500 го
ловок и тел, и к концу 1915 г. в магазине (на складе) накопилось более 20 000
таких заготовок тел и головок.
11и>
Петроградский снарядный завод «Русский Рено»
Лишь к началу 1916 г., благодаря вновь полученной партии станков,
стало возможным производство всех операций, но в весьма ограниченном
размере.
С этого времени начинается подача на прием по нескольку сот комплек-
тов в день.
В течение первых трех четвертей (кварталов) 1916 г. валовая выработка
непрерывно растет, и к сентябрю месяцу уже работало около 140 станков.
Сдача за сентябрь достигла 210 000 комплектов, а производство тел до
280 000, изготовленных частью сверлением.
Дальнейшие усилия мастерской этим не ограничились, и к концу 1916 г.
число установленных станков в мастерской достигает цифры 175.
Однако заводу не удалось довести выработку до возможного максимума.
!>гому мешали, с одной стороны, частые забастовки, с другой, неполное снаб-
жение металлом.
Валовая выработка по отдельным дням достигала 12 000 комплектов (при
20-часовой работе в сутки), давая коэффициент производительности 68,6 ком-
плектов на станок в сутки.
Такая значительная производительность при сравнительно небольшом
механическом оборудовании объясняется главным образом большой произво
дителыкитью автоматических станков и большими скоростями всех вообще
станков на заводе.
ПН
Производство детонаторных трубок
К производству трубок было приступлено на целый месяц позже, чем к
выработке запальных стаканов. Для успешной работы по изготовлению дето-
наторной трубки нужны были станки, соответствующие той степени точно-
сти, которой обусловливается эта работа, и каких совершенно не было на за-
воде, надо было рассчитать и оборудовать специальную трубочную мастер-
скую, для которой завод немедля начал покупать во Франции и в Америке
нужные станки.
Первая партия станков для означенной мастерской прибыла в Петроград
в первых числах ноября 1915 г.
Отсутствие инструментальной мастерской при заводе задержало их быст-
рое оборудование.
Заведовал установкой на первое время представитель фирмы «Браун и
Шарп», отлично знакомый со станками этой фирмы, но совершенно несведу-
щий в производстве детонаторных трубок, и работа вначале шла вяло.
По прибытии с завода «Рено» во Франции постоянного заведующего мас-
терской инженера Соннэ, весьма опытного в этом производстве, дело пошло
чрезвычайно быстро.
В течение последних трех месяцев 1915 г. в трубочной мастерской не
прибавилось ничего. С начала же 1916 г. оборудование мастерской начинает
непрерывно увеличиваться. Подача на прием первых комплектов трубок из
семи деталей (без доньевой втулки и содержателя капсюля) началась с 1 фев-
раля 1916 г. и достигла за этот месяц 15 000 комплектов.
До середины мая было сдано 100 000 таких комплектов. Очень скоро вслед
за сдачей первых партий приостановили возможность приобрести недостаю-
щие к ним детали (доньевая втулка и содержатель капсюля) и приступить к
их снаряжению, после этого трубки «Русского Рено» прошли испытание
стрельбой, не обнаружив никаких недостатков.
В августе того же 1916 г. мастерская насчитывала 74 более или менее
крупных и 25 мелких станков с производительностью за двадцатичасовую ра-
боту 5000 комплектов.
Этим, однако, ограничилось дальнейшее расширение мастерской, если не
считать установку четырех прессов, пущенных в начале мая 1917 г. для штам-
пования корпуса и содержателя капсюля.
Параллельно с трубками местного производства завод сдавал трубки, при-
везенные из Франции.
Завод Российского Акционерного Общества
Оптического и Механического Производств
Российское Акционерное Общество Оптического и Механического Произ
водств в Петрограде, являющееся филиальным отделением французской фир
мы «Шнейдер и К°», в начале войны изготовляло лишь перископы для под
водных лодок, стереотрубы и прицелы. Обеспечив себе техническое содействие
фирмы «Шнейдер и К°», Российское Оптическое О-во задалось целью орга
низовать у себя сборку детонаторной трубки «Шнейдер» из ее составных ча
стой, по заказам уполномоченного ГАУ генерала С. Н. Ванкова.
Оборудование мастерских О ва было расширено с этою целью устройством
приспособлений для сборки, существовавших уже во Франции.
Сверх того О-во Оптического и Механического Производств обеспечило
себе непосредственное сотрудпичество нужного числа инженеров, мастеров и
1»2
ciiciuiiuiihinpoiiiiiiiii.ix рабочих из состоящих на службе при соответственных
.hiполах «Шнейдер и К"».
Перный заказ на сборку детонаторных трубок получен был Оптическим
Обществом от уполномоченного 8 июня 1915 г.: Общество обязалось поста-
вить в кратчайший срок 300 000 комплектов частей детонаторных трубок.
Предпринятое немедленно по подписанию этого договора оборудование
Петроградских Мастерских Оптического Общества окончено было в июле 1915 г.,
т. е. через 11/2 месяца после получения заказа.
Набор рабочего состава начат был с 1 августа, а к 15 сентября 1915 г.
Общество имело уже контингент опытных рабочих, более чем достаточный
для полного нормального хода работ по сборке соответственных потребности
количеств детонаторных трубок.
Тем временем Оптическое Общество заказало «Шнейдер и К°» во Фран-
ции необходимое количество пружин, представляющих одну из составных
частей детонаторных трубок; первая партия их стала прибывать в половине
августа. Этим же Обществом были изготовлены и все необходимые приспо-
собления для сборки (специальные калибры, прессы для изготовления замед-
лителей, приборы и т. д.).
Первая партия в 10 000 детонаторных трубок была предъявлена к сдаче
23 ноября 1915 г., т. е. через 5 1/2 месяцев после начала организации дела,
что, принимая во внимание встреченные затруднения, является результатом
более чем удовлетворительным.
По 1 января 1918 г. Оптическим Обществом представлено к опытной
стрельбе 6 841 000 собранных детонаторных трубок, которые были затем при-
няты по испытании их состоящей при заводе Оптического Общества Артил-
лерийской Приемной Комиссией.
Комиссия произвела 8148 выстрелов снарядами с собранными Опти-
ческим Обществом трубками, причем получились отказы лишь в 344 случаях,
что составляет только 4,2%. Между тем процент отказов допускается усло-
виями приемки до 10.
Ежемесячное производство Оптического Общества в январе 1917 г. дошло
до цифры около 600 000 штук.
Вслед за революционными днями интенсивность производства понизи-
лась, и в течение последующих 5 месяцев сборка не превышала 350 000 дето-
наторных трубок в месяц.
Открытие в сентябре 1917 г. Московских мастерских дало возможность
совместно собрать в течение октября, в Петрограде и в Москве, количество
трубок, приблизительно равное январскому производству 1917 г. Петроград-
ских мастерских.
Рабочий состав, занятый сборкою детонаторных трубок, насчитывал до
900 человек в Петроградских мастерских и 450 — в Московских.
В общем итоге все заказы на сборку детонаторных трубок, полученные
до 1 января 1918 г. Оптическим Обществом, составляют 12 200 000 трубок;
из этого количества Петроградскими и Московскими мастерскими собрано
около 7 650 000 шт.
Механический завод ТД «Гольмстрем и Тунельд» в Петрограде
В августе 1915 г. Механическая мастерская ТД Гольмстрем и Тунельд,
располагавшая всего 6-ю станками, предложила Управлению генерала Ван
копа спои услуги.
193
В конце сентября 1915 г. был получен первый заказ на 65 000 комплек-
тов запальных стаканов, впоследствии уменьшенный до 40 000 комплектов.
К январю 1918 г. завод располагал всего 80 станками, работающими на
запальные стаканы. На запальных стаканах (без пробок) работало к этому
времени 134 человека.
Из-за нехватки материала были очень частые и иногда длительные про-
стои станков.
Успех работы в мастерских зависит от качества станков, инструментов,
материала, от мастеров, рабочих и многих других причин.
Мастерские завода ТД «Гольмстрем и Тунельд» не могли работать вполне
удовлетворительно потому, что все вышеуказанные стороны сильно хромали.
Трудности в производстве зависели главным образом от ограниченности
капитала у завода.
О качественной стороне работы в мастерской в последнее время можно
судить по следующим цифровым данным.
Тела сверленые
Получено материала всего ..................4469 пуд. 15 фун.
Получено годных .............115 900 шт. 90,27%
сомнительных .................2067 ,, 1,61%
материальн. брака.............2725 ,, 2,12%
механическ. брака.............7702 ,, 6,00%
Итого: 128,394 100,00%
Расход материала на 1000 тел равен 4469,4/128,4 = 34,8 пд.
Пробки сверленые
Получено материала всего .................1415 пудов
Получено годных ............ 125 600 шт. 96,35%
сомнительных ............... 2498 ,, 1,92%
механического брака......... 2036 ,, 1,56%
материального брака.......... 224 ,, 0,17%
Итого: 130 358 шт. 100,00%
Расход материала на 1000 шт. равен 1415/130,358 = 10,85 пуда.
Механический брак — это, главным образом, провал по калибрам и не-
удовлетворительная фаска.
Головки сверления.
На 1 августа 1917 г.
Заводская норма расхода материала на 1000 голов .... 33,75 пуд.
Изготовлено................. 185 939 шт.
механического брака...........7771 ,, 4,18%
материального брака........... 958 ,, 0,52%
сомнительных ..................6600 ,, 6,55%
В механическом браке на резьбу падает около 70%.
Штампованные тела.
На 1 августа 1917 г.
Изготовлено.....................65 616 шт.
Механического брака............810 ,, 1,23%
Врак преимущественно на резьбе.
ИМ
Завод «В. Я. Гоппер и К°»
В марте 1915 г. завод получил предложение наладить у себя производ
стно корпусов 3” гранат французского образца.
Завод сейчас же начал приготовлять оборудование для изготовления 3"
цельнокорпусных гранат французского образца путем сверления и обточки
из цельных стальных прокатных болванок.
К производству было приступлено тотчас после Пасхи. Работа наладилась
щвольно быстро, особенно в первых операциях, и к средине лета уже полу-
чился выпуск готовых гранат в размере 300 штук в день, на две смены, по
10 ч каждая, или около 10 гранат с каждого занятого производством токар-
ного станка.
Завод послужил миссии генерала Ванкова в качестве опытной лаборато-
рии для выбора оборудования и приемов термической обработки гранат в
небольших производствах. Был разработан простой тип нефтяной форсунки,
использующий воздух низкого давления от кузнечного вентилятора. Печи и
форсунки завода получили большое распространение в Организации генера-
ла Ванкова.
Первые 4—5 месяцев работы заводу пришлось произвести операции об-
жима, закалки и отпуска гранат для большинства снарядных мастерских
Московского района. Заводом было изготовлено несколько десятков рычаж-
ных аппаратов Бринелля для исследования правильной закалки гранат фран-
цузского образца для снарядных мастерских как местного района, так и Юга
России.
В январе 1916 г. Московский завод Гоппера перешел к Л. А. Михельсону,
который выстроил в этом владении специальный завод для массового произ-
водства снарядов.
Московское Высшее Техническое Училище
Снарядные мастерские Московского Высшего Технического Училища об-
разовались из учебных мастерских училища, пополненных оборудованием за
счет ассигнований ГАУ на создание показательных мастерских при училище
и средств, отпущенных Министерством Народного Просвещения на оборудо-
вание нового завода при училище. В сентябре 1915 г. открылась инструмен-
тальная мастерская, и было приступлено к изготовлению приспособлений и
оборудованию станков учебных мастерских для изготовления запальных ста-
канов. Выпуск их начался в январе 1916 г. и был доведен к октябрю 1917 г.
до 16 800 шт. в месяц, при очень хорошем коэффициенте полезного действия.
Выпуск корпусов 3” гранат начался в августе 1916 г. и дошел к ноябрю
1917 г. до 5760 шт. в месяц, также при очень хорошем коэффициенте полез-
ного действия.
Инструментальная мастерская занималась изготовлением точных калиб-
ров для Управления уполномоченного ГАУ, каковые являлись эталонами, а
также калибров и инструмента для многих заводов, работающих на оборону.
Вначале в мастерских работали студенты училища, но постепенно кон-
тингент рабочих изменялся, и к ноябрю 1917 г. главный процент составляли
женщины.
Несмотря на уменьшение рабочего времени с марта 1917 г. на 20%, про-
изводительность мастерских к октябрю 1917 г. поднялась на 25%.
195
Товарищество Прохоровской Трехгорной Мануфактуры
Товарищество заключило в июле 1915 г. контракт на поставку 3” цель-
in «корпусных гранат по французскому образцу.
С марта 1916 г. снарядная мастерская стала производить обжимку голо-
вок и термическую обработку корпусов и для других заводов, причем обжи-
мались снаряды как французского образца, так, позднее, и румынского.
В конце 1916 г. снарядная мастерская по предложению полковника
II. Г. Высочанского начала производить опыты над изготовлением снарядов
из штампованных заготовок, забракованных на других заводах, и останови-
лись на способе, предложенном командированным на фабрику чиновником
военного времени инженером С. А. Павловским. Способ этот состоял в том,
что стаканы обдирались до диаметра 80 мм, затем нагревались в печи до свет-
ло-красного каления, подвергались сжатию и, после естественного охлажде-
ния, протачивались точно до окончательного размера внутри по копиру, пос-
ле чего операции обработки шли обычным порядком, как у нормальных штам-
пованных заготовок. Ввиду того, что при этом способе исправлялось до 85%
пущенных в работу бракованных заготовок, мастерская уже с января 1917 г.
перешла на работу исключительно из заготовок, забракованных на других
московских предприятиях, изготовлявших снаряды французского образца.
Всего мастерская выпустила по 1 ноября 1917 г. около 35 500 штук гото-
вых корпусов снарядов и обжала, и обработала термически для других пред-
приятий около 140 000 штук корпусов.
Товарищество Мануфактур Н. Н. Коншина
В мае 1915 г. Товарищество предоставило уполномоченному генералу
С. Н. Ванкову и Московскому Военно-Промышленному Комитету все обору-
дование ремонтных мастерских своих фабрик в Серпухове. Примеру Товари-
щества последовали другие фабриканты Серпуховского района и также пре-
доставили на военные нужды все механическое оборудование при фабриках.
Таким образом организовался Военно-Промышленный Комитет Серпуховского
района. Все станки ремонтных мастерских приспособлялись для обработки
3" гранат французского образца.
С 1 октября 1915 г. обработка гранат в мастерских фабрик была начата.
Все окончательные операции (после термической обработки) исполнялись
исключительно на фабриках Товарищества Н. Н. Коншина, равно как и сама
термическая обработка. Предварительная обработка стаканов (под обжим)
также главным образом производилась на фабриках Товарищества.
К началу 1916 г. фабричные мастерские выпускали ежедневно до 60 кор-
пусов 3" фугасных гранат, изготовленных из круглой болваночной стали по-
средством сверления.
Мастерские были также заняты изготовлением станков различных типов
для специального гранатного завода.
Завод пущен в ход 1 февраля 1916 г., и его производительность, посте-
пенно увеличиваясь, доведена до ежедневного выпуска 360 шт. готовых 3"
гранат.
На заводе занято около 180 рабочих.
Общее количество изготовленных 3" снарядов на 1 ноября 1917 г. превы-
шает 100 000 штук.
По поручению Химического Комитета при ГАУ Товарищество Н. Н. Кон
iiiHiDi взяло на себя снаряжение 3" гранат удушливыми газами и оборудова
ло для этой цели специальную мастерскую.
IIMI
('нпряжснис было ннчато 1 декабря 1915 г., причем средняя ежедневная
||ро11.>|1оди-1-елыюсть постепенно достигла 1800 гранат. По 1 июня 1917 г. об-
щее количество снаряженных гранат превысило 500 000 штук. Мастерские
Товарищества Н. Н. Коншина выполнили также большую работу по срочно-
му изготовлению части оборудования снаряжательных заводов Н. А. Второва
и Москве.
Т-во н/в. «Московский Завод подземных сооружений»
К изготовлению 3" фугасных гранат французского образца завод под фир-
мой «Альфред Гутман и К°» привлечен был с самого начала деятельности
Управления уполномоченного. Первый заказ был выдан на 1000 штук снаря-
дов, изготовляемых сверлением на заводе.
Первая партия снарядов была исполнена в обусловленный срок, и завод
получил заказ на такие же сверленые гранаты в количестве 3000 штук, со
«•роком исполнения в 6 мес. К этому времени производительность поднялась.
Следующий заказ на 3" гранаты был получен в количестве 6000 штук,
но уже на штампованные заготовки, что весьма подняло производительность
завода. Таких гранат было исполнено еще 10 000 штук.
В период исполнения этого последнего заказа заводу предложено было
заняться изготовлением тел запальных стаканов для 6" бомб, каковые и были
приняты к исполнению параллельно с работой 3” гранат, сначала в количе-
стве 14 200 штук, а затем еще в количестве 5000 штук; общее число их
19 200 штук было закончено в сентябре 1917 г.
Механический завод Товарищества Тверской Мануфактуры
Всего с начала работ по 15 ноября 1917 г. Механическим заводом Това-
рищества изготовлено 36 922 штуки 3" фугасных гранат, причем, в том чис-
ле, легковесов 1049 штук и «3. С.» — 473 штуки.
Окончательного брака по обработке получилось 454 штуки, что составля-
ет на общее количество изготовленных гранат около 1,3%.
Наибольшая суточная производительность — 170 гранат.
Работы производились в 2 смены, наибольшее количество станков, заня-
тых обработкою 3" гранат, — 25.
К обработке 6" снарядов сталистого чугуна завод приступил с ноября 1916 г.,
причем первая партия снарядов в количестве 805 штук была отправлена на
снаряжательный завод 31 января 1917 г. По 15 ноября 1917 г. всего изготов-
лено 5850 штук 6" снарядов.
Наибольшая суточная производительность завода — 50 снарядов.
Работы производились в 2 смены. Наибольшее количество станков, заня-
тых обработкой 6” снарядов, — 8.
Кроме обработки 3" фугасных гранат и 6" снарядов сталистого чугуна,
Механический завод Товарищества с января 1917 г. начал готовиться к изго-
товлению запальных стаканов для 6" снарядов, причем была получена партия
материала для пробных работ в количестве 2000 штамповок.
Получив затем заказы на 3” фугасные снаряды, Механический завод вы
нужден был отказаться от дальнейшего развития работ по изготовлению за-
ПН11Ы1ЫХ стаканов и ограничился изготовлением пробной партии.
I in
Акционерное Общество «Н. Феттер и Е. Гинкель»
Московский дроболитейный и патронный завод Феттера и Гинкеля в июне
НН 5 г. вошел с Организацией генерала С. Н. Ванкова в переговоры относи-
тельно изготовления латунных хвостиков к пробке запального стакана к 3"
гранатам. В июле был получен первый заказ на 2 000 000 латунных хвости-
ков, на поставку которых 3 ноября был заключен с Организацией генерала
С. Н. Ванкова первый договор. За все время работы с Организацией завод
изготовил по 5 контрактам всего 9 325 000 штук латунных хвостиков.
За все время исполнения договоров количество рабочих на заводе было
увеличено с 85 до 450 человек.
Снарядный отдел Общества
Коломенского Машиностроительного Завода
К июлю 1915 г. завод получил 2 заказа — на 3" гранаты французского
образца от генерала Ванкова и взрыватели ЗГТ от ГАУ. В январе 1916 г. пе-
реработано было около 6000 пудов черного металла.
В октябре и ноябре было уже переработано по 62 000 пудов, при количе-
стве рабочих свыше 4000 человек.
В 1916 г. завод, кроме 3" гранат французского образца, получил круп-
ный заказ на 3" гранаты казенного образца, что и дало ему возможность раз-
вить производство снарядов в самом широком масштабе.
В ноябре и декабре 1916 г. выпуск снарядов достиг максимума.
1916 г., начатый с выполнения заказов на 3" гранаты французского об-
разца и взрыватели, был закончен исполнением заказа на 3" гранаты казен-
ного образца производством 42"' снарядов, 6" чугунных бомб, взрывателей и
запальных стаканов к 6 чугунным бомбам и производством колес.
В 1917 г. производство уже шло на одном уровне.
Максимально выпускали в месяц: 90 700 — 3" снарядов, 1773 штук —
6” бомб, 10 000 штук запальных стаканов к 6” бомбам, 75 000 взрывателей
ЗГТ 24 500 — 42"' снарядов, 1000 штук орудийных колес.
Московское Товарищество механических изделий
Принадлежащий Товариществу чугунолитейный и машиностроительный
завод (при ст. «Гривно», Московско-Курской ж. д., Подольского уезда, Мос-
ковской губ.) изготовил по 1 ноября 1917 г. для уполномоченного ГАУ гене-
рала Ванкова 73 790 запальных стаканов к корпусам 3" фугасных гранат и
1200 головок для 6" запальных стаканов.
Мастерские Северной железной дороги
В начале июля 1915 г. представителем Артиллерийского Ведомства пол-
ковником Высочанским были осмотрены мастерские 1 участка в Москве; они
оказались пригодными для производства боеприпасов, после чего и был по-
лучен от уполномоченного генерала Ванкова первый заказ на изготовление
5000 штук 3" гранат французского образца.
Московские мастерские являются первыми мастерскими Северной ж. д.,
где было организовано производство снарядов. Пришлось сконструировать
особые приспособления для обжимки, причем граната обжималась не сверху
вниз, а с боков.
Опыт изготовления 3" гранат в Московских мастерских оказался вполне
удачным, и участие дороги и работах па оборону было piiciini|M4lo приплечс
I9N
пием к ним Я росли неких, Ивановских и Вологодских мастерских, н которых,
как и в Московских, было налажено производство 3” гранат; первоначаль
ный заказ на них был уполномоченным генералом Банковым увеличен, а од-
новременно был выдан и заказ на запальные стаканы к 3" гранатам.
Производство последних было осуществлено в Вологодских мастерских.
В последнее время дорога имела заказ на поставку 50 000 штук 3" гранат
и 20 000 штук запальных стаканов.
Из всего этого количества мастерскими изготовлено 44 880 штук 3" гра-
нат и 13 100 штук запальных стаканов; кроме этого, из забракованных гра-
нат уполномоченным генералом Ванковым принята 2741 штука на зажига-
тельные снаряды.
Зуевская Мануфактура И. Н. Зимина
Принято заказов от Управления уполномоченного с 24 сентября 1915 г.
по 15 марта 1917 г. на 3" запальные стаканы — заказ 19 сентября 1915 г. на
3000 штук и с 11 февраля 1916 г. по 15 марта 1917 г. на 53 500 штук, а всего
на 56 500 штук; изготовлено по 1 ноября 1917 г. 43 000 штук. По 1 ноября
1917 г. изготовлено 1820 головок к 6" гранатам.
Гусевская Механическая Мастерская
Работы по изготовлению 3" фугасных гранат французского образца про-
ходили в Гусевской Механической Мастерской при фабрике Ю. С. Нечаева-
Мальцева — Наследник в следующем порядке.
28 сентября 1915 г. был заключен первый контракт на 2000 гранат.
Снарядная сталь в круглых валах присылалась партиями от 200 до 1000 пу-
дов с 25 сентября 1915 г. по 19 января 1916 г. Прием окончательно изготов-
ленных гранат начал производиться с 4 февраля 1916 г. партиями от 80 до
500 штук, и к 19 июля 1916 г. было сдано и отправлено на испытание
2619 гранат.
Второй контракт на 1200 штук был заключен 17 ноября 1916 г. Срок из-
готовления 1 марта 1917 г. Черные штампованные стаканы были получены в
три срока: 5 марта, 26 июня и 19 августа 1917 г., и с первого дня получения
было приступлено к обработке. По второму контракту сдано 200 готовых гра-
нат, 500 подготовленных к набивке медного пояска и 1500 штук обжато.
Михневская Бумагопрядильная и Ткацкая Фабрика Товарищества
Старогоркинской Мануфактуры
В 1915 г. Товарищество Старогоркинской Мануфактуры совместно с Ра-
менской фабрикой П. Малютина сыновья решило приступить к изготовлению
3” артиллерийских снарядов по французскому образцу сверлением, причем
Товарищество обязалось поставлять на Раменскую фабрику стаканы для сна-
рядов, а Раменская фабрика должна была заняться окончательной отделкой
стаканов. К февралю 1916 г. Михневская фабрика перешла на изготовление
3" снарядов тремя сменами, по 8 часов, и довела производство стаканов
3" гранат до 100 штук в день.
В апреле 1916 г. Михневская фабрика отделилась от Раменской и стала
самостоятельно работать для Московского Военно-Промышленного Комите-
та. Удержать производство на названной высоте, однако, не удалось из-за
систематического недостатка болваночной стали.
С января 1916 г. по май 1917 г. Михневской фабрикой было изготовлено
10 673 шт. стаканов 3" гранат.
нт
После псех необходимых переделок удалось наладить производство
3" гранат в готовом виде. Изготовить таких снарядов удалось только 1000
шт., так как заказы на них прекратились.
Фабрика А. И. Янсон
Фабрика столярных изделий А. И. Янсон изготовила для Управления
уполномоченного:
1) по договору от 26 мая 1917 г. — 10 000 деревянных ящиков для упа-
ковки 48"' сталечугунных бомб;
2) по договору от 26 августа 1917 г. — на 10 000 ящиков для упаковки 6”
еталечугунных бомб по 1 декабря 1917 г. уже изготовлено около 5000 ящи-
ков.
Юго-Восточная железная дорога
Юго-Восточной железной дорогой для нужд обороны по заказу генерала
Ванкова было изготовлено 72 637 стаканов 3" фугасных гранат французского
образца.
Торговый Дом Франц и Шредер
Деятельность завода по изготовлению корпусов 3" гранат показана в сле-
дующей таблице:
Корпуса 3" гранат Отправлено по приемным квитанциям Количество и процент брака Всего поступило
Хоро- шие На испытание по вине материала На «3. С» По вине материала По вине обработки Всего поступило в обработку
Сверленых 10 420 7 56 480 — 4,11% 691 — 5,93% 11 654
Штампованных 33 212 1543 314 2236 — 5,94% 285 — 0,75% 37 590
Всего 43 632 1550 370 2716 — 5,51% 976 — 1,77% 49 224
Над изготовлением корпусов завод работал с августа 1915 по март 1917 г.
Механический чугунолитейный завод В. А. Розенквист
Завод изготовил по заказам Управления уполномоченного генерала Ван-
кова с 1 июля 1915 г. около 8000 штук корпусов 3" гранат.
Торецкое Сталелитейное и Механическое Анонимное Общество
Для нужд обороны государства заводом Общества изготовлены для Уп-
равления уполномоченного генерала Ванкова:
15 000 корпусов 6" снарядов из сталистого чугуна;
263 200 штук штампованных головок для запальных стаканов 6" снарядов;
10 000 штук взрывателей к минам «Дюмезиля»;
86 000 штук стаканов с крышками (бомб) 9-сантиметровых снарядов из
мягкого чугуна и пр
200
Завод Новороссийского Общества. Общий вид зданий прессовой
311НОД 1|<»|1О|ЮС|'11НСК<1ГО Обществ!!, ('клад II С1)рТН|)О11<ГП11|>1 (> 1ТП|р>Щ<|||
ли
Ростовские-на-Дону Соединенные Училища дальнего плавания и
судовых механиков
Работы по исполнению военных заказов начались в училище 1 августа
1915 г.
С того же времени в мастерских училища организовано новое производ
гво запальных стаканов для 3" гранат французского образца.
На оборудование производства затрачено около 37 000 руб.
Работниками в мастерских являлись некоторые служащие училища, уче
ники (до 80 человек) и наемные рабочие (до 40 человек).
За все время училищем получено заказов на 89 000 запальных стаканов.
Запальных стаканов исполнено (по третям года):
от 1 августа 1915 до 1 января 1916 г.........1000
,, 1 января до 1 мая 1916 г..................4600
,, 1 мая до 1 сентября 1916 г............12 400
,, 1 сентября 1916 до 1 января 1917 г............16 600
,, 1 января до 1 мая 1917 г......................30 600
,, 1 мая до 1 сентября 1917 г........... 12 600
От начала работ до 1 марта 1917 г. производительность работ неизменно
увеличивалась; суточная производительность:
в ноябре 1915 г.........10 запальных стаканов
в июне 1916 г..........100 ,, ,,
в феврале 1917 г.......417 ,, ,,
От марта производительность постепенно падала; суточная производитель-
ность:
в апреле 1917 г........243 запальных стаканов
в мае 1917 г...........123 ,, ,,
в августе 1917 г.......56 ,, ,,
Завод Новороссийского Общества.
Лвкумулнтор и насосы 6" прессовой
На заводе Краматорского
Металлургического Общества
202
Ilonuinennaii рпсцепкн труда и. понижение производительности повлекли
к убыточности работ, и с 1 сентября все работы исполнялись только силами
учеников для окончания последнего заказа, с постепенной ликвидацией
дела.
Первый Таганрогский гараж
За время работ с Управлением уполномоченного ГАУ генерала Ванкова
Первым Таганрогским гаражом Н. Е. Ильченко и А. В. Камбурова было ис-
полнено:
около 15 000 штук 3" гранат французского образца;
,, 11 000 штук запальных стаканов для 6" бомб и, кроме того, ис-
полнено 2 токарных станка для тяжелых снарядов Путиловского типа;
2 специальных резьбофрезерных станка для снарядов;
10 универсально-токарных станков и т. п.
Завод М. К. Гурского
К выполнению первого заказа (850 пудов трансмиссии для вновь обору-
дованных заводов) завод приступил в ноябре 1915 г. В течение 1916 г. было
изготовлено:
15 000 чугунных ручных гранат германского образца;
26 500 бомб для 9 с/м бомбистов ,, ,,
32 9 с/м бомбиста.
В 1917 г. завод был занят обработкой 6" фугасных снарядов.
Демиевский Снарядный завод
Демиевский Снарядный завод возник в июне 1915 г. по инициативе чле-
на Государственной Думы В. Я. Демченко в зданиях Киевского Казенного
№ 2 винного склада, в с. Демиевке, близ Киева. Первоначальное оборудова-
ние взято из ремесленных школ и винных складов Киевского Округа. Перво-
начальный штат составляли мастера и ученики этих школ.
Завод изготовляет чугунные 9 с/м бомбы с трубками к ним, чугунные
58 мм мины Дюмезиля, с взрывателями к ним, запальные стаканы к 3" фран-
цузским гранатам, ударники взрывателей ЗГТ, капсюльные втулки для по-
левой и горной скорострельной артиллерии, ружейные гранаты системы Дья-
конова и мортирки к ним и 48"' стальные фугасные снаряды.
На заводе насчитывалось до 750 станков и до 2600 рабочих. Там работа-
ло много военнопленных — славян. Полная производительность завода опре-
деляется в миллион рублей в месяц.
Товарищество Елисаветградского Машиностроительного и
Чугунолитейного завода «В. А. Яскульский»
С июня месяца 1915 г. заводом изготовлено:
1) Запальные стаканы к 3" гра- Тел........ 117 713
латам французского образца Головок ... 117 759 (имеется в произ-
водстве 3-167)
Пробок .... 4-1 181
203
2) Запальные cTiiiaiiii.i «У.С» к корпусам
3" и -18'" бомб 28 440 штук французского
образца по заказу № 827
3) Запальные стаканы «У. С» к корпусам
3" и 48"' бомб французского образца по
заказу № 33108
(в производстве 2000 штук)
приняты, но неотправлеп
ные — 4500 штук, в произ-
водстве 14 169 штук
Механический Завод Товарищества В. Г. Столль и К°
В 1915 г. завод приступил к изготовлению 3” гранат французского образца,
оборудовав для этой цели специальную мастерскую. Ею выпущено по 1 нояб
ря 1917 г. всего 163 000 гранат французского образца. Завод изготовил так
лее около 65 000 запальных стаканов к гранатам французского образца.
Вследствие окончания заказа на 3" гранаты завод перестроился на изго
товление 57 мм гранат.
Калязинское Техническое Училище
Училище работает на оборону с 15 августа 1915 г. и за истекшее время
изготовило: 3795 тел к 3" запальным стаканам, 3376 головок и 1342 пробки
по заказу уполномоченного ГАУ.
Мастерскими училища были исполнены разнообразные заказы по ремон
ту станков для заводов и лиц, работающих на оборону.
Все заказы исполнялись силами учащихся в двух старших классах под
руководством заведующего мастерскими и двух мастеров. Работы производи
лись в мастерских в две смены, по 8 ч каждая.
Бельгийское Анонимное Общество Костромской льнопрядильной и
бумажной мануфактуры, русские фабрики «Гратри, Жерар и Михиной»
Механическим Отделом фабрики Бельгийского Анонимного Общества
«Гратри, Жерар и Михиной» с 10 октября 1915 по 23 августа 1917 г. сделано
из прутков гранатной стали, до процесса обжима их паровым молотом,
3" гранат по французскому образцу 2224 штуки; в половинной обработке этого
процесса — 93 штуки.
С 17 ноября 1916 г. по 12 апреля 1917 г. отделано 6" чугунных снарядов
до запрессования медного пояска 279 штук. Обточено на них медных пояс
ков — 154 штуки.
Кроме этого, средствами литейной и механической мастерских фабрики
были изготовлены все приспособления для обработки 3” и 6" снарядов.
Товарищество Мануфактуры С. Посылина в Москве
Завод возник в мае 1916 г. Оборудован, по преимуществу, американски
ми станками. Изготовлял 3" и 48'" гранаты и запальные стаканы. Имеет соб
ственную обжимку под 150 кг шведским пневматическим молотом и закал
ку. Всего изготовлено около 60 000 гранат и 20 000 запальных стаканов.
Завод М. Н. Журавлева
Но наряду уполномоченного ГАУ поступило на завод для обработки 2000
6" чугунных корпусов бомб, из которых 1356 штук по 16 ноября 1917 г. сдано
2OI
XX
Ликвидация Организации уполномоченного ГАУ
генерал-майора Ванкова
Вопрос о ликвидации всего дела изготовления снарядов по француз-
скому образцу впервые встал перед Управлением уполномоченного уже
|им‘цью 1916 г., когда имеющиеся от ГАУ наряды были близки к оконча-
нию, а новых нарядов больше не давали.
Рапортом от 7 августа за № 101, секретно, на имя начальника ГАУ
нопрос о предстоящей ликвидации был хотя и в общих принципиальных
чертах, но все же довольно подробно затронут.
Этим рапортом уполномоченный изложил два способа ликвидации, а
именно:
1-й безболезненный и постепенный.
2-й немедленный, но неминуемо влекущий за собою сильное
потрясение всей хозяйственной стороны жизни заводов.
Изложим кратко оба способа.
1-й способ. Уполномоченный просит ГАУ о новом наряде на 3" грана-
ты, с тем, однако, чтобы, перед выдачей заказов заводам, предупреждать
пх, что этот заказ является последним ликвидационным. Таким образом,
t вводы в течение нескольких месяцев могли бы подготовляться к переходу
на производство мирного времени и побеспокоиться о получении заказов,
ин готовке нужного для них сырья и постепенно, по мере освобождения
станков первых операций, безболезненно перейти на свое основное, дово-
енное производство.
2-й способ — это простое предупреждение заводов о прекращении в
будущем всяких заказов, что поставило бы заводы лицом к лицу с фак-
том немедленной и неожиданной остановки всех работ на заводах, вызва-
но бы неминуемо массовое разорение и, главное, создавало бы громадный
кадр безработных рабочих.
К сожалению, рапорт этот был не оценен, или, вернее, вовсе не понят
ГАУ, которое имело всегда дело лишь с казенными заводами, обеспечен-
ными всегда казенными заказами, и потому забота уполномоченного ге-
нерала С. Н. Ванкова о будущем работающих на Организацию заводов
пыла для ГАУ непонятна и чужда.
Результатом этого рапорта был лишь новый наряд на 3” гранаты, от
I февраля 1917 г. за № 1412, секретно, но без разрешения предупредить
кикоды, что этот наряд является ликвидационным, что сводило все выше-
указанные предположения и предвидения уполномоченного к нулю.
Забота о будущности заводов, перешедших на совершенно чуждое им
производство, все же не покидала уполномоченного, и в феврале 1917 г.
он делает попытку собственной инициативой разрешить этот важный для
всей металлообрабатывающей промышленности вопрос.
После долгих и всесторонних обсуждений было учреждено «Бюро
обчлдинония» заводов, изготавливающих снаряды по заказам уполномо-
ченного ГАУ, Земгора и Военно-Промышленного Комитета, поставившие
себе целью: I) правильное и равномерное распределение всех имеющихся
ZOI.
it оГгм’динившихся организациях заказов между всеми заводами; 2) объеди-
нить все категории однохарактерных по производству мирного времени
заводов для перехода на их довоенное, мирное производство, для чего Бюро
ставило себе задачей получение заказов и обеспечение заводов материалами.
Работа в Бюро быстро и дружно наладилась; работали три комиссии
из представителей заводов и объединившихся организаций. Бюро быстро
заслужило симпатии как рабочих и заводчиков, с одной стороны, так и
представителей правительственных органов, с другой, но, к сожалению,
как почти всегда было в России, из-за личных интересов и закулисных
интриг, прекрасное по мысли начинание, не успев расцвести, умерло. Не
будем копаться в детальных причинах и мотивах, которые побуждали
отдельных лиц губить молодое и полезное дело, но для истории ограни-
чимся лишь сухим описанием конкретного действия, повлекшего ликви-
дацию Бюро.
Председателем Центрального Военно-Промышленного Комитета
А. И. Гучковым был подан протест перед Особым Совещанием против не-
посредственного получения на имя Бюро заказов от Казны. Остальное
ясно.
После Октябрьской революции и внезапного прекращения военных
действий было получено отношение Заводского Совещания от 20 декабря
1917 г. за № 462-5864, которым предписывалось немедленно закончить
производство снарядов всех калибров и, таким образом, уполномоченно-
му было приказано ликвидировать заказы третьим способом, не преду-
смотренным рапортом от 7 августа, т. е. не только не было дано возмож-
ности безболезненно перевести металлообрабатывающую промышленность
к работам мирного времени, но даже не было дано возможности заводам
окончить свои заказы, а просто было приказано прекратить производство
в определенный день независимо от степени исполнения заказов; но про-
стота такого способа ликвидации оказалась исключительно только в про-
стоте распоряжения, на деле же — полное разорение металлообрабатываю-
щей промышленности и полная запутанность расчетов. Одно дело — расчет
с заводами, исполняющими заказы из своего металла, расчет с которыми
сравнительно прост, но такие заводы являются исключением из общей
массы заводов; огромное же большинство заводов принимало на себя толь-
ко изготовление того или иного предмета, а материал или полуфабрикат
принадлежали Управлению. Принимая во внимание поступление метал-
ла мелкими партиями, большое количество сортов металла, необходимость
переброски металла с завода на завод, необходимость учета всех полуфаб-
рикатов, застигнутых распоряжением о прекращении производства на
станках, брака по вине обработки, — становится понятным, что внезапно
прерванное производство не знаменует собою и одновременного прекра-
щения всех счетов и расчетов, а остается еще сложная и трудная работа
по проверке всех данных Управления с данными заводов по приходу и
расходу металла, калибров и т. д. и завершение материального баланса
по заводам. Но, кроме этой работы, необходимой для урегулирования рас
четов с заводами, надо составить ликвидационное дело для контроля так,
чтобы каждая цифра учета подтверждалась соответствующим документом;
работа поистине колоссальная, и только образцовая постановка дела да
вала уверенность в том, что ликвидировать 369 заводов удастся через
2011
W месяце» co дня остановки производства, о чем и доложено уполномочен-
ным в рапорте от 25 апреля 1918 г. за № 8257 на имя Начальника Глав-
ного Артиллерийского Управления.
К сожалению, осложнившееся внутреннее положение страны, когда
большинство районов оказались отрезанными и никакие сношения с ними
стали невозможны, когда половина почтовых отправлений теряется, когда
большая часть заводчиков находится в отсутствие по разным причинам, —
нс позволило в удовлетворительной форме произвести ликвидацию по всем
in водам, а по некоторым ее и совсем не удалось окончить: по отношению
к последней категории предполагается составлять протоколы осмотра
пиквидационного дела Ликвидационной Комиссией с изложением того по-
ложения, какое представляется по односторонним данным Управления.
Технически вопрос ликвидации был организован следующим образом.
Была создана Ликвидационная Часть, объединяющая все отрасли
Управления по вопросам ликвидации. Начальником Ликвидационной
Части был назначен подполковник Борис Эдуардович Геринг и помощни-
ком — П. С. Апальков. Был образован Совет из всех Начальников Отде-
лов Управления, который под председательством уполномоченного или на-
чальника Ликвидационной Части решал все главные принципиальные воп-
росы и намечал главные пути ликвидации, и, наконец, была создана
Контрольная Комиссия под председательством прапорщика Н. Л. Лезер-
(опа и в составе членов П. М. Гуреева и А. Н. Синельникова.
Ликвидационная Часть состояла из Ликвидационного Отдела и Лик-
видационной Комиссии. В Ликвидационный Отдел вошла материальная
чисть из бухгалтерии и из бывшего Отдела распределения материала.
Чпведующим Ликвидационным Отделом был назначен прапорщик
II Ю. Смецкой. Задача Ликвидационного Отдела состояла в подведении
материального баланса каждого завода по актам и документам Управле-
ния. Ликвидационная Комиссия, председателем которой состоял генерал-
майор Э. Э. Геринг, а членами: инженер капитан И. М. Тьедер, прапор, инж.
И Г. Чикин, инж. В. Н. Ган, инж. А. А. Винокуров, инж. прап. А. А. Гри-
Вкин, инж. подпор. М. М. Емельянов, инж. подпор. В. В. Вирановский,
инж. прап. С. И. Осипов, инж. подп. П. Г. Рождественский и их помощ-
никами: В. Л. Василенко, инж. А. А. Ереминский, инж. И. Н. Гусаков,
«рапор. В. И. Попов, П. М. Медведков, Н. С. Миловидов, Б. А. Келлэт,
А А. Образцов и А. И. Назаров — имела задачей фактический подсчет всех
остатков на заводах, координирование всех данных материального отдела
ii заводов, рассмотрение и выяснение всех разногласий, которые получа-
faiiCb между материальным отделом и заводом и, наконец, передачу дела
Ь законченном виде в делопроизводство Ликвидационной Части, которая
приводила «дело» в систематический порядок и передавала для оконча-
'•г л.кого расчета в бухгалтерию.
Одновременно с принятием мер по ликвидации заказов на заводах
уполномоченным 18 сентября 1917 г. за № 4772-37458 был разослан всем
ипнедующим районами циркуляр с предложением составить план посте-
пенной и планомерной ликвидации личного состава по заводам и в самих
районах. В плане предписывалось указать: порядок ликвидации заводов,
I |>лич<ч'тпо ежедневной подачи снарядов и изделий но каждому .«аноду и
число наличных брикотцикон но .«анодам с указанием. н киком порядке и
и какие сроки могут быть уволены излишние браковщики, 11 |>и 11 и мил зп
норму ни каждого браковщика не менее 250 3” гранат для суточной при
емки.
В связи с увольнением служащих Организации уполномоченный,
пользуясь правом, предоставленным ему Положением Военного Совета от
9 апреля 1915 г., стал возбуждать ходатайства о назначении всем служа
щим, принимавшим участие в заготовительных операциях Организации,
наградных денег в размере годового оклада жалованья, как было указано
начальником ГАУ, а также об уплате увольняемым по ликвидации жало
ванья за 1,5 месяца вперед.
В то же время, считаясь с увеличением работы в самом Управлении
при ликвидации Организации, уполномоченный имел в виду, сокращая
число служащих в районах, увеличить штат служащих в самом Управле
нии, о чем было донесено в ГАУ письмом от 17 декабря 1917 г. за № 6866
48229.
Ввиду последовавшего распоряжения Высшей военной власти о демо
билизации, Командующий войсками МВО предписанием от 27 января
1918 г. за № А-1935 на имя комиссара при Управлении уполномоченно-
го приказал незаменимых специалистов из числа военнослужащих и со-
стоящих на учете военнообязанных увольнять из Организации только в
тех случаях, когда эти лица для ликвидации Управления не нужны. Ге
нерал С. Н. Банков в нужных случаях пользовался предоставленным ему
правом.
7 марта 1918 г. письмом на имя уполномоченного ГАУ С. Н. Ванкова
начальник французской военно-технической миссии, состоящей при Уп-
равлении уполномоченного, уведомил, что, согласно телеграмме от 2 мар-
та из Петрограда, вследствие ликвидации Организации генерала С. Н. Ван
кова, французская миссия отбывает во Францию.
Генерал С. Н. Банков и высшие чины его Управления организовали
задушевные проводы миссии. Прощаясь с чинами миссии, уполномочен-
ный отметил ту важную роль, какую сыграла миссия в работах его Орга
низации по изготовлению снарядов по французскому образцу, и особым
официальным письмом на имя начальника миссии сердечно благодарил
всех членов миссии за их плодотворную работу и понесенные труды.
Уместно будет указать еще на то, что, ввиду значительного состава
служащих в самом Управлении уполномоченного и в Московском районе
его Организации, генералом Ванковым был приглашен на службу в Уп
равление по вольному найму врач П. П. Чертков для оказания медицин
ской помощи как служащим Управления, так и их семействам.
Главный начальник Московского военного округа отношением от
6 ноября 1917 г. за № 660 уведомил уполномоченного генерала С. Н. Ван
кова, что на должность комиссара при Управлении уполномоченного на
значается состоящий на службе в Организации чиновник военного време
ни К. Н. Левин.
Ход увольнения, пополнение штата самого Управления и численность
личного состава на 1 июня 1918 г. показаны в таблице:
208
За какой месяц Управление уполномоченного йон. снар. завод., н. rt Дементьев. ia и их помощи. Главные, старшие и младшие приемщики Помощники главных и младших приемщиков Главные браковщики Старшие браковщики и лаборанты Браковщики и лаборанты Служащие разных категорий Специальные рабочие, не получающие содержания Итого
Завед. ра началь П0ЛИГ01
На 1 января с./г. Состояло 246 18 75 70 36 178 250 76 13 962
11рибыло 4 — — — — — — — 4
Убыло: 1 Го ликвидации 3 1 5 8 3 32 116 1 — 169
По рази, причинам 21 1 — — 4 7 10 — 43
Па 14 февраля с./г. Состоит 226 L7 69 62 33 142 127 65 13 754
На 14 февраля с./г. Состояло 226 17 69 62 33 142 127 65 13 754
Прибыло 18 — — — — — — — 18
Убыло: 1 Го ликвидации 2 2 — 1 21 19 24 — 69
Но рази, причинам . 6 3 1 1 1 6 4 — 22
На 1 марта с./г. Состоит 236 L7 64 61 31 120 102 37 13 681
На 1 марта с./г. Состояло 236 17 64 61 31 120 102 37 13 681
11рибыло 22 1 — — 3 2 1 — 29
Убыло: 11о ликвидации 9 11 13 9 62 76 7 — 187
По рази, причинам . 17 — 1 — 5 1 2 1 27
На 1 апреля с./г. ('остоит 232 17 54 47 22 56 27 29 12 496
На 1 апреля с./г. ('остояло 232 17 54 47 22 56 27 29 12 496
Прибыло 33 — — — — — — — 33
Убыло: 11о ликвидации 8 9 21 17 43 15 9 — 122
Порази, причинам — 1 4 2 1 — — 1 , — 9
На 1 мая с./г. < 'остоит 257 16 41 24 4 13 12 19 12 398
Прибыло 10 — — — — — — ! 10
Убыло: По ликвидации 8 1 20 19 — 3 5 13 6 75
По рпэп. причинам 3 1 1 — 2 1 — — 8
Па I июня с./г. Состоит 256 5 2» 4 4 8 6 6 6 з:»!>
2011
ОТЧЕТ
по исполнению нарядов, согласно предписаниям Главного
Артиллерийского Управления от 11 апреля 1915 г.
за № 1826, 9 мая 1915 г. за № 2321,
9 июня 1915 г. за № 3036, 1 июля 1915 г. за № 3560
и 7 февраля 1916 г. за № 1075,
по документам, представленным
Главному Артиллерийскому Управлению
при отчетах уполномоченного
за № 1, 2 и 3
Этот отчет представляет из себя объединенный подробный отчет
трех отдельных денежных расчетов по нарядам,
помещенным на с. 137—139
МАТЕРИАЛЫ
ПОСТУПИЛО Ч’уб. Коп. Руб. Коп.
Стили кр. 85 мм 2 692 081 кр. = 2 422 978 п. 15 ф. — — 9 182 381 99
16 545 182 92
Стили круг. 83 мм 41 321 п. 02 ф. — — 134 293 42
,, квадрат, заготовок 786 300,, 17 ,, — — 2 687 951 26
,, для запальн. стакан 401329,, 36 ,, — — 1 257 999 91
„ полосовой 45 000 ,, 22 ,, — — 175 131 55
Железа для тела и пробок 874 „ 26 ,, — — 4471 28
Латунных хвостиков 7 561 200 шт. 382 455 80
Итого: р. — 30 369 868 13
’Я»
*
212
ВЫБЫЛО Руб. Коп. Руб. Коп.
Сталь, отпущенная заводам, изготовляющим из собственного материала, а также и испорченная при обработке Стали кр. 85 мм 171 581 кр. — 154 601 п. 08 ф. Штампов, стакан 120 302 шт. ,, ,, (стоим, изготов.) 1970 ,, Стали квадрат, заготов 78 603 п. 02 ф. ,, для запальн. стакан 14 667 ,, 23 „ 90/з. „ полосовой 37 752 ,, 22 ,, 571 484 476 526 2955 274 965 76 258 148 880 45 48 47 48 02 1 551 069 90
,, кругл. 83 мм 40 741 ,, 02 ,, ,, квадр. заготов. (на 90 763 шт. штампов, ст.) 52 415 п. 233/4 ф. 132 408 179 293 42 98 311 702 40
Списано на изготовление Стали 85 мм 2 168 933 /кр. = 1 951 388 п. 051/4 ф. 1 "я Штампов, стакан 3 465 986 шт. кор- < 1 Стали квадрат, заготов. на lliyca 791 шт. кор д- Гр 689 п. gg ф_ Стали для запальн. стакан, (на запальн. стак.) 335 145 п. 10 ф. 4/з. ('тали для запальн. стак. (на тел. и проб.) 920 п. 30 ф. I ,, полосовой (на тел. и проб.) 4781 ,, 30 ,, ,, ,, (на запальн. стак.) 2384 ,, 16 ,, Келеза (на тела и пробки) 874 ,, 26 ,, Латунных хвостиков (к запальн. 1 стаканам) 5 616 754 шт. 7 291 485 12 774 064 1 550 998 989 125 2 416 17 319 8 636 4 471 282 298 65 34 35 51 46 02 06 28 46 22 920 815 13
ОСТАТОК Стали 83 мм 351 567 кр. = 317 039 п. 013/4 ф. 1 Штампов, стакан 891 869 шт. Стили кр. 85 мм 580 пуд. ,, квадрат, заготов 197 591 п. 34'/4 ф. 1 ,, д/запальн. стакан 50 596 п. 15 ф. 74/з. ,, полосовой (на тел. и проб.) ... 81 п. 34 ф. 1 Латунных хвостиков 1 944 446 шт. 1319 411 3 291 637 1885 682 693 190 199 296 100 157 89 10 46 46 45 34 5 586 280 70
Итого Р. — 30 369 868 13
213
Корпуса3
ПОСТУПИЛО МАТЕРИАЛЫ ('тили 85 мм 2 168 933 шт. Штампов. стакан 3 465 986 „ Кппдратн. заготов 91 524 „ Корпусов 3" гранат 6 434 256 шт. Изготовлены из материала уполномоч. 1 286 393 „ Из материала поставщиков За обработку брака корпусов 3" гр Руб. 7 291 485 12 774 064 1 550 988 Коп. 65 34 35 Руб. 21 616 548 62 418 350 Кон. 34 10
48 076 458 14 170 366 171 525 17 75 18
7 720 649 шт. Итого Р. — 84 034 898 44
Тела и
ПОСТУПИЛО ТЕЛ 2 793 740 шт. Из материала поставщ Материалы: Списано на изгот. железа 422 п. 17 ф. ,, ,, ,, полосовой стали 3400 п. — ф. 15 000 шт. Стоим, изготов. из жел >> 99 99 255 000 Матер, уполномочен За обработку брака ПРОБОК 3 313 680 шт. Из материала поставщ За обработку брака 812 403 шт. „ изготовление Материалы: Списано на изготовление Железа 452 п. 09 ф. Стали для зап. стак. 29 мм 920 ,, 26’/4 ,, ,, полосовой 1381 п. 30 ф. 2 159 12 314 46 46 1 063 099 14 473 70 645 403 887 110 830 9732 95 92 44 21 18 84
3750 63 750 3145 44
402 705 1181 89 32
2311 2413 5004 82 46 56
3 063 740 шт. тол 4 I26OK3 .. пробок Итого Р. 1 672 669 54
211
ВЫБЫЛО 1823 шт. В возврат уплачен, за обработку В возвр. уплачен, скидка 12.— За разницу в цене 94 910 24 ,, неправильную выточку в дне 534 82 ,, обраб. брака в возвр. упл 401 10 ,, провозы 125 78 Руб. 15 360 95 983 Коп. 94 Руб. 111 343 62 472 280 21 451 274 84 034 898 Коп. 94 50 44
67 097 шт. Забраковано на снаряж. заводе 15 шт. Взорвано „ „ ,, 5 600 000 шт. Изготовлено по нарядам ГАУ ОСТАТОК 1 825 044 шт. Корпусов нормальных 19 699 965 68 153 769 ,, ,, легковесн 940 256.— 54 210 ,, ,, тяжеловесн 626 873 32 5990 ,, ,, типа Р. (стоим. изготовления)... 38 935.— 21 306 030 145 244 Р. 50
12 701 „ ,, нормальн. (изготовл. по особ, предпр. ГАУ)
7 720 649 шт. Итого
пробки
ВЫБЫЛО 30 397 шт. Тел из матер, поставщ 852 ,, Пробок из матер, поставщ 40 000 „ ,, стоимость изготов Перенесено в запальн. стак. 2 948 343 шт. Тел 4 085 231 „ Пробок ОСТАТОК 850 000 шт. Тел стоимость изготовленных 13 982 204 26 000 62 48 40 187 1611232 21 250 10 44
1 112 986 298 245 69 75
— —
Л 063 740 шт гол 1 12(1083 юбок И'°" р 1 672 669 54
Zll>
Запальные
ПОСТУПИЛО Руб. * Коп. Руб. Коп.
1 1 74 700 шт. Запальн. стак. из матер, поставщ 3 631010 —
6 567 002 ,, Стоим, изготовл. частей з/стакан 18 166 587 74
За обработку брака 71434 90 21869 032 64
Материалы:
Стали кр. д/запальн. стак. 335 145 п. 10 ф. 4/з. 989 125 51
,, полосовой 2384 п. 16 ф. 8636 06
Латунный хвостик 5 616 754 шт. 282 298 46 1 280 060 03
Переносится готов, тел 2 948 343 ,, 1 112 986 69
,, ,, проб. 4 085 231 ,, 498 245 75 1611232 44
7 720 649 шт. Итого Р. — 24 760 325 11
Детонаторные
ПОСТУПИЛО 4 027 795 шт. Детонатор, труб, неснаряжен Сдерживающ. колец 3 820 000 шт. Сборка детон. труб 4 163 900 ,, Капсюли 4 690 000 ,, 147 470 7 018 829 2 123 704 64 15 14 380 521 9 290 003 92 79
2 691 010 шт. Детонатор, труб, снаряжен — — 14 682 079 70
6 71К K0I> in । И пн о 1- 352 605 41
2 Hi
стаканы
Руб. Коп. Руб. Коп.
ВЫБЫЛО
1 шт. Запальный стакан 330 29 792 65
За разницу в цене 29 789 35 — —
5984 ,, Забраковано на снаряж. заводе — —
141 ,, Взорвано ,, ,, „
Изготовление
10 000 ,, Запальных стаканов 35 008.—
5 600 000 „ „ „ 18 260 723 57 18 295 731 57 18 325 524 22
ОСТАТОК
2 881 шт. Запал, стак., изгот. по особ.
предпис. ГАУ 10 062 14
2 094 695 ,, ,, ,, б/латун. хвостик 6 370 140 22
28 000 ,, Стоим, изготовл. (головок) 33 600
Тел 56 252 тпт
Проб. 5579 „ 20 998 53 6 434 800 89
7 741 702 шт. Итого Р. — 24 760 325 11
трубки
ВЫБЫЛО 210 шт. Детонатор, трубок ИЗГОТОВЛЕНО 10 000 шт. Детонатор, трубок неснаряжен 6 100 000 „ ,, ,, снаряженных 33 277 34 641 906 72 1113 34 675 183 72
ОСТАТОК 606 010 шт. Детонатор, трубок снаряжен 2585 ,, ,, „ неснаряженных Сдержив. колец 94 790 шт. Сборки 148 690 ,, Капсюлей 674 790 ,, 3 103 520 10 047 4237 254 847 303 655 31 73 65 50 50 3 676 308 69
«718 805 шт Итого р 38 35Й 605 11
Ш7
Непредвиденные
Руб. Кип. Руб. Коп
ПОСТУПИЛО
6 450 000 шт. Медн. пластинок (кружков) 77 673 ,, Изготов. и прикр. мед. пласт, и сверл, гнезд 24 632 ,, 626 624 31 029 5419 39 20 04 663 072 63
Прикрепл. медн. пласт 6 732 155 шт. За очист. ржавчин, с франц, зап. стаканов 3 010 487 ,, — — 201 964 75 262 65 18
р. 940 299 46
С н а р я ж е н и е
ПОСТУПИЛО
5 600 000 шт. Снаряж. 3" гран, с запальн. стак. (Мелин.) 70 „ „ „ „ „ (Шнейд.) 79 „ „ ,, б. запальн. стак. (Мелин.) 14 868 000 201 164 60 32 14 868 365 92
Дополнительные работы
12 552 шт. Корпус. 3" гр. неснаряжен на 2811 шт. неснаряжен. запальн. стак. ... 10 129 2297 80 05 12 426 85
б 612 701 шт. Корпус 3" гр. Итого 2811 ,, 3niiiijii.il. стак. Р — 14 880 792 77
218
расходы
Руб. Коп. Руб. Коп.
ВЫБЫЛО
3893 шт. Медных пластин (кружков) ,, ,, ,, провоз 739 158 67 02 897 69
Списано на изготовление
б 496 865 шт. Медных пластин (кружков) 77 573 ,, Изготов. прикреп. и сверлен, гнезд 24 632 „ ,, ,, медных пластин За прикрепл. м/пласт 5 496 865 шт. За очистку ржавчины с французск. стакан 3 010 487 „ 531 068 31 029 5419 164 905 75 262 49 20 04 95 18 807 684 86
ОСТАТОК
936 541 шт. Медных пластин (кружков) 12 701 ,, ,, ,, и прикр. 12 701 шт. по особ, предп. ГАУ За прикрепление 1 222 589 шт. 93 492 1546 36 677 45 79 67 131 716 91
6 522 205 шт. Итого Р. — 940 299 46
3" г р а н а т
ВЫБЫЛО СНАРЯЖЕНО 5 600 000 шт. Корпус. 3" гран, (мелинитом) ОСТАТОК Изготовлены по особ, предпис. ГАУ 12 552 шт. Корпус. 3" гран, неснаряж. с дополн. раб. 70 ,, Корпус. 3” гран, снаряж. шнейд. с зап. стак. 79 ,, ,, ,, „ ,, мелин. б. зап. „ на 2811 шт. неснаряжен. запальн. стакан. 10 129 201 164 2297 80 60 32 05 14 868 000 12 792 77
& HI2 701 шт. Корпус 3" гр. Итого . 2Я1 1 ,, Змии Fii.it- гтпк. 1*. 14 880 792 77
2II»
Счет сметных
Назначено по сметам ГАУ На изготовление и снаряжение: 5 600 000 шт. Комплектов 3" гранат французск. образ, (граната, взрыватель и трубка) 10 000 ,, неснаряжен. запальн. стаканов 10 000 ,, ,, детонаторн. трубок 500 000 ,, снаряженных ,, ,, Руб. Коп. Руб. 152 440 000 37 000 34 000 3 337 500 Коп.
Итого Р. — 155 888 500 —
Изготовлено и сдано Согласно предписаниям ГАУ Корпусов 3" гран 62 472 280.— Запальных стакан 18 260 723 57 5 600 000 шт. ► Снаряжение гранат 14 868 000.— Снаряженных детон. труб. 31 610 706 72 Непредвиден, расходов 807 684 86 Руб. 128 019 395 Коп. 15 Руб. Коп.
10 000 шт. Неснаряжен. запал, стакан 10 000 ,, ,, детонатор, трубок 500 000 „ Снаряжен. ,, „ 35 088 33 277 3 031 200 — 131 118 880 15
Остаток в экономии — — 24 769 619 85
Итого р. — 155 888 500 —
Главный бухгалтер Управления уполномоченного ГАУ
А. А. Соколов
Счет сметных
Назначено по сметам ГАУ На изготовление и снаряжение: 5 600 000 шт. Комплектов 3" гранат французск. образ, (граната, взрыватель и трубка) 10 000 ,, неснаряжен. запальн. стаканов 10 000 ,, ,, детонаторн. трубок 500 000 ,, снаряженных ,, ,, Руб. Коп. Руб. 152 440 000 37 000 34 000 3 337 500 Коп.
Итого Р. — 155 888 500 —
Изготовлено и сдано Согласно предписаниям ГАУ Корпусов 3" гран 62 472 280.— Запальных стакан 18 260 723 57 5 600 000 шт. ► Снаряжение гранат 14 868 000.— Снаряженных детон. труб. 31 610 706 72 Непредвиден, расходов 807 684 86 Руб. 128 019 395 Коп. 15 Руб. Коп.
10 000 шт. Неснаряжен. запал, стакан 10 000 ,, ,, детонатор, трубок 500 000 „ Снаряжен. ,, „ 35 088 33 277 3 031 200 — 131 118 880 15
Остаток в экономии — — 24 769 619 85
Итого р. — 155 888 500 —
Главный бухгалтер Управления уполномоченного ГАУ
А. А. Соколов
Справка
Ввиду того, что количество готовых корпусов гранат, запальных ста-
канов и пр. частей, которое принято во исполнение последующих наря
дов Главного Артиллерийского Управления, данных уполномоченному
ГАУ, точно установлено быть не может вследствие приемки по ликвида
ции, сведения же от южных заводов почти не поступали или поступают
очень медленно, экономия исчисляется только приблизительно и может
выразиться в сумме не менее......................Р. 24 000 000,
а вместе с суммой экономии по уже данным
отчетам № 1, 2, 3,............................Р. 24 769 619 85
Всего будет экономии .........................Р. 48 769 619 85.
Означенные суммы экономии, вероятно, по окончании ликвидации
увеличатся и выразятся в сумме 50 000 000 руб., а быть может, и более.
Главный бухгалтер Управления уполномоченного А. А. Соколов
Технический отдел Управления уполномоченного ГАУ
во главе с генералом Ванковым
Сидят: слева направо — инж. В. П. Грамолин, инж. И. С. Кустов,
воен. инж. Н. И. Филипповский, уполномоченный воен. инж. С. Н. Банков,
воен. инж. Н. Г. Высочанский, инж. И. Р. Щелкунов.
Стоят: инж. А. К. Трапезников, техник С. И. Гладких, инж. К. Г. Тамм,
инж. II. И. Петров, инж. .JI. II. Мпжи-иаиский
Опись дог норов, заключенных уполномоченным ГАУ
С 22 мая 1915 по 1 января 1918 г.
№ н/п Наименование контрагента Время заключения договора Предмет договора
Год Месяц Число
1 М. Е. Ефремов 1915 Май 22 8000 корп. 3" гранат
2 Адм. п/д. Т-ва Добровых и Набгольц 99 23 15 000 „ „
3 Т/Д «А. Гутман иК“» 99 26 1000 „ „
4 Моск. Т-во Механических изделий »» 99 27 2500 запальных стаканов
Б О. Э. Кале 99 28 30 000 корп. 3" гранат
6 М. М. Хрущов »» 99 28 12 500 „
7 Т/Д В. Я. Гоппер и К” »> 99 28 6000 „
8 М. М. Хрущов 99 Июнь 1 5000 запальных стаканов
9 Т-во «Триумф» 99 99 1 15 000 корп. 3" гранат
10 Т-во А. К. Дангауер и В. В. Кайзер 99 99 1 2500 „ „
11 Компания «Зингер* »» 9 9 3 10 000 запальных стаканов
12 »» »» »» 99 3 300 000 комп, детон. труб.
13 Оптическое Общество 99 99 8 900 000 комп, детон.
14 »» >, 9 9 9 9 8 труб, (сборка) 300 000 комп, детон. труб.
15 Донецкое Металл. Общ. Штампов. 99 99 9 40 000 корп. 3" гранат
16 Бр. Кертинг 99 99 12 3600 „
17 Т-во «В. Г. Столль и К”» 99 9 9 12 50 000 „
18 О-во Коломенского завода 99 99 15 40 000 „
19 Акц. О-во «Густав Лист» 99 99 16 5000 запальных стаканов
20 »» ,» »> »» 99 99 16 8000 корп. 3" гранат
21 Краматорское Металлург. Общество 99 99 18 15 000 „ „
22 Г.М. Горохов 99 99 18 50 000 „ „
23 Г. М. Горохов 99 99 18 50 000 запальн.стаканов
24 С. В. Леванович и К. А. Конопацкий 99 99 22 10 000 корп. 3" гранат
25 О-во Русской Железной Промышленности 99 99 26 10 000 запальн.стаканов
26 О-во Русской Железной Промышленности 99 99 26 10 000 комп, детон. труб.
27 О-во Русской Железн. Промышл. 99 9 9 26 5000 корп. 3" гранат
28 О-во Русских Трубопрокат. заводов 99 Июль 2 12 000 „ „
29 И. В. Мамин 99 99 3 15 000 запальн.стаканов
30 Я. В. Мамин 99 99 3 10 000
31 Акц. О-во «Р. и Т. Эльворти» 99 99 3 115 000 „
32 Т-во Тверской Мануфактуры 99 99 3 3000 корп. 3" гранат
33 О-во Нев, Вильде и К° 99 9 9 8 115 000 штампов, стаканов
34 Акц. О-во Ф. Ф. Брандт 99 99 9 и 40 000 корпус. 3" гранат 5000
35 Акц. О-во Ф. И. Млошевский 99 99 9 10 000
36 Акц. О-во «Динамо» 9 9 9 9 10 100 000 „
37 Акц. О-во «Динамо» 9 9 99 10 100 000 запал, стакан.
38 П.А. Второв 9 9 9 9 10 снаряжение 1 600 000 гран.
3» Южпо Руснкоо Двепровск Общество >» 10 50 000 штамп, стаканов
40 Т/Д «Ф. Гпконтыль и К"» .. 13 80 000 компл. детон. труб.
II Товарищество Кольчусипи 13 3 1.50 000 медн. поясков
42 Т/Д .Лечи и К"» *» 21 30 000 корп. 3" гранит
13 'Г но 11ико1||л кой М |>1.1 1 7000 .шип 111.111.1 х ('*П1 нип
223
11 /юйолжение таблицы
N1 ii/ii Наименование контрагента Время заключения Предмет договора
договора 1
Год Месяц Число
14 '1' во М. Гельферих-Саде 1915 Июль 27 200 000 корп. 3" гранат
-15 Акц. О-во Тульских Чугуно-
плавильных заводов 9 9 27 130 000 „
46 Т-во Прохоров. Трехгор. Мануфак. »> 99 28 4500
-17 Оптическое Общество 9 » 9 9 29 Сборка 1 350 000 дет. труб.
48 . 29 1 250 000 снаряж. дет. труб.
1» ж а «Ж ,, 99 29 300 000 частей капе. дет. труб.
50 Московско-Виндаво-Рыбинск. ж. д. (Московская сеть) Авг. 1 7000 корп. 3" гранат
51 Акц. О-во «Лангензипен и К”» 9 » 9 9 3 380 000 „ „
52 Г. Д. Нейфельд 99 9 9 3 5000 „ „
53 Рязанско-Уральская ж. д. 99 99 3 18 000 „ „
54 Юго-Восточная ж. д. 99 99 3 15 000 „ „
55 Краматорское Металлург. Общест. 99 99 3 200 000,, „
56 Т-во «В. Г. Столль и К°» 99 3 40 000 „ „
57 Южно-Русское Днепровское Металлургическое О-во 9 9 10 225 000 штамп, стак.
58 Акц. О-во Мальцевских заводов 99 9 9 12 15 000 корп. 3" гранат
59 Московско-Виндаво-Рыбинск. ж. д. (Петроградская сеть) 9 9 99 12 5000 „
60 А. Е. Вадон 99 99 12 13 500 „
61 О-во Лен и Вальман и Т-во А. Я. Коп 99 9 9 13 35 500 „
62 Т-во П. Малютина и С-я 99 99 18 4000 „ „
63 Русско-Бельгийское Металлургическое Общество 99 99 18 300 000 штамп, стак.
64 Акц. О-во Мальцевских заводов 99 9 9 20 5200 корп. 3" гранат
65 Акц. О-во Русск. Кабельн. и Металлопрокатн. заводов 9 9 9 9 21 450 000 медн. поясков
66 Общество Коломенского завода 99 99 21 50 000 корп. 3" гранат
67 Товарищество Кольчугина 99 99 22 3 550 000 медн. пластинок
68 Акц.О-во Киевск. Машиностр. зав. 99 99 22 20 000 корп. 3" гранат
69 Акц. О-во Киевск. Машиностр. зав. 99 9 9 22 45 000 „
70 Акц. О-во «Русский Рено» 99 99 27 1 000 000 зап.ст.для 3"гран.
71 99 99 27 1 000 000 компл. дет. труб
72 Т во Куваевской Мануфактуры 99 99 27 10 000 корп. 3" гранат
73 Акц. О-во Русско-Бельгийск. 1 500 000 хвост, лат. проб.
Патронного завода 99 Сент. 2 1 950 000 сдержив. колец 1 950 000 капе, детон. труб.
74 Г. А. Дюкенн 99 99 4 20 000 корп. 3" гранат
75 О во Русской железн. Промышлен. 99 99 15 32 000 запальн.стакан.
76 О-во Русской железн. Промышлен. 9 9 99 15 32 000 комп. уд. детон. труб.
77 Акц. О-во «Г. Лист» 99 99 16 24 000 корп. 3" гранат
78 »» »» »» 99 16 25 000 запал, стакан, для 3" гранат
79 Т/Д А. Гутман и К" 99 99 18 3000 корп. 3" гранат
80 Московски Кисво Воропежск. ж.д. 99 99 20 10 000 „ „ „
81 Киме кое Общество 99 99 28 300 000 штамп, стакан.
82 Акц О но «0 Швабе» 99 Окт 2 20 000 комп, детой. трубок
83 '1' но II II ICoilllllIllll - •• 31 7000 кори 3" гранит
221
II родил лее пис таблицы
,№ н/п Наименование контрагента Время заключения договора Предмет договора
Год Месяц Число
84 Московок. Т во Механич. издел. 1915 Окт. 31 7000 запал, стак.
85 А. А. Лейтнер >» 31 150 000 детон. трубок
86 Т-во Викула Морозов , > 31 4500 запал, стак.
87 Н. А. Второв » 9 Нояб. 31 Снаряж. 2 000 000 корп. 3"
88 Акц. О-во Феттер и Гинкель » » » 9 1 2 гранат 2 000000 лат. хвостик, пробки
89 Т-во Дангауер и Кайзер 99 2 3750 корп. 3" гран.
90 Адм. п/д. Т-ва Добровых и Набгольц 99 3 22 500 „ „ „
91 Акц. О-во Эльворти 9 9 4 50 000 „ „ „
92 99 ч t 4 500 000 запал, стак.
93 Т-во «Триумф» >> 99 12 20 000 корп. 3" гран.
94 О. Э. Кале 13 54 000 „
95 Т-во Никольской М-ры » » 99 14 12 000 запальн. стак.
96 Н-ки А. Л. Шкловского » » 16 20 000
97 Донецкое Металлургическое Общество Штампования 9 9 16 40 000 корп. 3" гран.
98 Компания «Зингер» , » 99 18 50 000 зап. стак. для 3” гран.
99 О-во Лепп и Вальман и Т-во Коп 9 9 99 20 60 000 корп. 3" гран.
100 О-во Русских Трубопрокат. зав. 9 9 99 20 14 400 „ „ ,,
101 Русский Горный и Металлургический Унион »> 99 21 24 500 000 штамп, стак. 1000 корп. 3" гран.
102 103 Т-во Тверской М-ры Д. П. Рябушинский 9 9 99 99 99 24 8100 „ „ „
104 Донецкое О-во в Дружковке »» 99 25 120 000 ,, „ „
105 99 99 25 2 300 000 штамп, стак.
106 Т-во М. Гельферих-Саде 99 99 25 100 000 корп. 3" гран.
107 ,, »» »» 99 9 9 25 100 ОООзап.стак.корп. 3" гран.
108 М. И. Ваксов » 9 Дек. 9 100 000 штамп, стаканов
109 М. М. Хрущов 99 99 10 34 000 корп. 3" гранат
110 Г. Д. Нейфельд 99 99 11 7500 „ „
111 Павлово-Посадский Военно-Пром. Комитет 9 9 99 99 16 10 000 „ „
112 Т-во Ярцевской М-ры 99 99 18 10 500 „ „
ИЗ Леванович и Конапацкий 99 99 30 20 000 „ „
114 Т/Д Ф. Гакенталь и К° 9 9 9 9 31 100 000 компл. детон. труб.
115 Бр. Классен 1916 Янв. 12 4000 корп. 3" гранат.
116 Одесск. Военно-Пром. Комитет 9 9 14 410 000,, „
117 Одесск. Военно-Пром. Комитет 99 99 14 150 000 запал.стак. к 3" гран.
118 Т/Д Франц и Шредер и Акц. О-во «Генрих Шредер» 99 99 17 22 000 корп. 3" гранат
1 19 Московско-Киево-Ворон. ж. д. 9 9 99 16 21000 „ „
120 Акц. О-во «Русский Провиденс» 99 99 25 150 000 штампов, стаканов
121 Я. В. Мамин 99 Февр. 1 12 500 корп. 3" гранат
122 Я. В. Мамин 99 «« 1 12 500 запал.стак. к 3" гран.
123 Иваиово-Возиссенское Т-во Механич. Изделий 99 99 9 22 000 корп. 3" гранат
124 Т по KynneiicKoii М ры » , 9 9 9 21000 „ „
125 Компания «Зингер» .. 10 150000занял .стак. для 3" гран.
|Й<1 Компания «Uuiirep» .. 10 150 000 детом. грубой
127 Акц. О но «0 III пабе. 1 1 150 000 ,,
1 :»н Д(И1(Ч1Н<» lOpl.f'IM н Morn ИН Vp О ПО 1 1 1 00 ООО Ц1ТНМН < гик
225
Продолжение таблицы
м II/п Наименование контрагента Время заключен^! договора Предмет договора
Год Месяц Число
120 Акц. О-во «Динамо» 1916 Февр. 23 300 000 корп. 3" гранат
130 Т-во «В. Г. Столь и К°» »> 99 23 40 000 зап. стак. для 3" гран.
131 Т-во М-р Викула Морозов с С-ми » » 99 24 8000 зап. стак. для 3" гран.
132 К. А. Тепляков .. Март 1 5000 зап. стак. для 3" гран.
133 Акц. О-во Тульских Чугуно-
плавильн. заводов 99 2 100 000 корп. 3" гранат
134 М. М. Хрущов » » 99 14 34 000 „ „
135 Т/Д Джон Мартын и К” »» 99 14 22 500 „ „
136 Т-во Куваевской М-ры ,, 99 15 20 000 „ „
137 Южно-Русское Днепровское Металлургическое Общество >> 9 9 16 130 000 штамп, стаканов
138 Т-во Воскресенской М-ры 99 99 22 10 000 корп. 3" гранат
139 И. В. Мамин 99 99 22 56 000 зап. стак. к 3" гран.
140 Т-во Никольской М-ры 99 99 26 10 000 зап. стак. к 3" гран.
141 Иваново-Вознесенский Военно- Промышленный Комитет 9 9 9 9 26 50 000 корп. 3" гранат
142 «Густав Лист» 9 9 9 9 29 225000 зап. стак. к 3" гран.
143 Донецко-Юрьевское Металлургическое Общество 9 9 9 9 29 150 000 штамп, стаканов
144 Нижегородский Биржев. Комит. 99 99 31 300 000 корп. 3" гранат
145 О-во Русск. Трубопрокат. заводов 99 Апр. 5 100 000 „ „
146 Акц. О-во «Р. и Т. Эльворти» 99 99 7 1300 000 зап.стак.для 3" гран.
147 Т-во М-р Викула Морозов 99 99 7 6000 зап. стак. для 3" гран.
148 О-во Русских Трубопрокатных 750 000 штамп, тел. для зап.
заводов 99 99 14 стак. к 3" гран.
149 Н-ки А. Л. Шкловского 99 99 15 60 000 зап. стак. для 3" гран.
150 Бр. Адабашевы 99 99 15 90 000 зап. стак. для 3" гран.
151 Д. А. Пастухов 99 9 9 27 20 000 корп. 3" гранат
152 Рязанско-Уральская ж. д. 99 99 30 100 000 „ „ „
153 И. А. Семенов 99 Май 7 100 000 комп. зап. стак. и детонат. трубок
154 Донецко-Юрьевское Металлургическое Общество 99 99 18 100 000 штамп, стак.
155 Донецко-Юрьевское Металлургическое Общество 99 9 9 20 200 000
156 Т-во «Волокно» 99 99 20 25 000 корп. 3" гранат
157 Московск. Т-во Механических 11 660 зап.стак. к корп. 3"
Изделий 24 гранат
158 Юго Восточная ж. д. 99 99 28 35 000 корп. 3"футасн. гран
159 Донецкое Металлургическое Общество Штампования 99 99 28 150 000 „ „
160 Донецкое Металлургическое Общество Штампования 99 99 30 60 000 гот. корп. 6" гранат
161 Донецкое Металлургическое 160 000 зап. стак. к
Общество Штампования 99 9 9 30 корп. 3" гранат «У. С.»
162 Акц. 0 но Брянского завода 99 99 31 200 000 штамп, стак.
163 »» »» •» •» 99 99 31 120 000 кори. 3" гранат
1(11 'Г по Моск. .ши. Иодърмп. Сооруж. 99 Июнь 1 6000
165 Акц О по Феттер и Гинкель •• 4 2 000 000 >пп. х ногти к. пробки к .тин >11,н. ста кин им
Ztl
Продолжение таблицы
J*A Наименование контрагента Время заключения договора Предмет договора
Год Месяц Число
|<(6 «Густав Лист» 1916 Июнь 6 33 000 корп. 3" гранат
107 Д. П. Рябушинский ,, 99 7 12 000 ,
168 Московско-Киево-Воронеж. ж. д. 99 8 15 000 „ „
1(19 Т во Добровых и Набгольц >» 9 9 9 15 000 „ „
170 171 Т-во «Триумф» Т/Д Франц и Шредер и Акц. О-во »> 99 11 50 000 „ „
♦Генрих Шредер» »» 99 15 18 000 „ „
172 Т во Ярцевской М-ры >» 99 15 20 500 „ „
173 Т-во Никольской М-ры »» 99 16 35 000 зап. стак. к корп. 3" гранат
174 Генеральное О-во Франц. Ваксы 99 99 17 350 000 штамп, тел для зап. стакан, к 3" гранатам
176 Генеральное О-во Франц. Ваксы 99 99 17 1 500 000 шт. пробок зап. стаканов к 3" гранатам
176 Бр. Классен 99 99 18 14 000 корп. 3" гранат
177 Донецкое Металлургическое Общество Штампования 99 99 18 93 000 пуд. круг. стал, заготовок для зап. стак.
178 Оптическое Общество 99 Июль 6 2 000 000 снар. детон. труб.
179 Акц. О-во Пневматическ. Машин 99 99 7 300 000 зап.стак. к 3" гран.
180 О-во Русских Трубопр. заводов 9 9 9 800 000 шт. тел для зап. стак.
181 О-во Русских Трубопр. заводов 9 9 99 9 20 000 лит. корп. 6" гранат
182 Саратов. Военно-Пром. Комитет аа аа 9 40 000 зап. стакан. «У.С.»
183 Акц. О-во «Р. и Т. Эльворти» 99 99 9 40 000 лнт. корп. 6" гранат
184 Краматорское Металлур. О-во 99 99 9 30 000 гот. корп. 6" гранат
185 Н. А. Второв 9 9 99 13 Снар. 2 000 000 корп. 3" гран.
186 Т-во М-р А.Красилыциковой 99 9 9 16 20 000 корп. 3" гранат
187 188 Акц. О-во Мальцевских заводов Иваново-Вознесенский Военно- 9 » 99 16 55 000
Промышленный Комитет » 9 99 21 50 000 „ „
189 О-во Лепп и Вальман и Т-во А. Я. Коп аа а а 21 40 000 „ 6" „
190 О-во Лепп и Вальман и Т-во А. Я. Коп 99 аа 21 100 000 „ 3" „
191 О во Лепп и Вальман и Т-во А. Я. Коп 99 а а 21 100 000 „ „
192 Акц. О-во «Русский Рено» 99 99 21 700 000 корп. снаряж. детон. трубок
193 194 Акц. О-во «Русский Рено» Иваново-Вознесенское Т-во 9 9 99 21 700 000 зап. стак. для 3" гранат
Механических изделий 99 99 23 15 000 корп. 3" гранат
195 Т-во Прохоров. Трехгорн. М-ры 99 99 23 5500 „ „
196 Т-во Куваевой М-ры 99 99 23 10 000 „ „
197 Т-во Дангауер и Кайзер 99 99 25 5000 „ „
198 А.П. Головкина 99 99 25 6000 гот. корп. 6" гранат
199 Т/Д Ф. Гакенталь и К° 99 99 29 220 000 комп, детон. труб.
200 Т-во «Моск.завод Подъем.сооруж.» 9 9 31 10 000 корп. 3" гранат
201 Т во Тверской М-ры , 9 Авг. 2 15 000 „ „
202 О. Э. Кале »» а а 3 30 000 „ „
203 99 а а 3 11 000 „ 6" „
204 Т/Д Джон Мартын 9 9 99 3 10 000 „ 3" „
205 «Русский Горный Унион» »» 9 9 5 175 000 штамп, стак.
206 • « а а а 9 9 99 5 525 000 „
207 а а а а а а 99 99 5 100 000 пуд.чугуна-гематита
208 а в а а а » • * * 5 100 000 лит. корп. 6" гранат
209 *• »• »» 5 100 000 пуд. ст. квадр. апгот. 75 х 75 мм
210 а. 5 125000 пуд- круг- стал, .апгот. НГ> мм
227
и роиилжсн и г таили ц ы
.№ н/п Наименование контрагента Время заключения договора Предмет договора
Год Месяц Число
21 1 Т/Д Гольмстрем и Тунельд 1916 Авг. 10 50 000 запал, стак.
212 О-во Русской Жел. Промышл. 99 10 80 000
21.1 Ольховское Общество >> 9 9 11 250 000 пуд. чугуна-гематит.
214 Т во Якобсон, Лифшиц и К° »> 9 9 12 7000 корп 6" гранат
215 Донецко-Юрьевско^ Металл. О-во т » 99 12 450 000 штампован, стак.
21(1 Акц. О-во Зеркальных, завод. »» 99 12 200 000 зап. стак. 6" гран.
217 Донецкое Метал. О-во Штампов. 99 99 12 300 000 штам. стал, загот. для запал, стакан, к 6" гран.
218 - - ЖЖ жж • * » , 99 12 70 000 корп. 48"' гранат
219 >> ,» >> 99 99 12 160 000 пуд. стал. заг. для запал, стак. к 3" гранат.
220 ЖЖ ж Ж ЖЖ ЖЖ 9 9 12 240 000 зап. стакан. «У.С.»
221 Абоское Общество 9 9 99 13 100 000 неп. компл. запал, стак. к 3" гранатам
222 Курский Военно-Пром. Комитет 99 99 13 80 000 зап. стак. «У.С.» к корп. 3" гранат
223 Одесский Военно-Пром. Комитет 99 99 13 200 000 зап. стак. к 3" гран.
224 жж ж Ж Жж жж 99 9 9 13 170 000 корп. 3" гранат
225 Москов. Военно-Пром.Товарищ. 99 99 18 130 000 корп. 3" гранат
226 Моск.-Киево-Воронежск. ж. д. 99 99 18 20 000 „ „ „
227 Нижегородск. Биржевой Комитет 99 9 9 23 150 000 „ „ „
228 Нижегородск. Биржевой Комитет 99 9 9 23 70 000 „ 48'" „
229 Краматорское Мет. Общество 99 9 9 24 60 000 „ 3" „
230 Бр. Адабашевы 99 99 24 12000 неп. компл. зап. стак. к 3" гран.
231 Иваново-Вознесенское Т-во Механических Изделий 9 9 99 25 20 000 корп. 3" гранат
232 Иваново-Вознесенское Т-во Механических Изделий 99 99 25 15 000 „ 6" „
233 Краматорское Мет. Общество 99 • ж 25 125 000 „ 3" „
234 Т-во «В. Г. Столль и К"» 9 9 27 30 000 „ „ „
235 О. Э. Кале ж ж • Ж 27 60 000 „ „ „
236 Т-во Ярославской М-ры 99 Сент. 3 4200 „ 6" „
237 А. А. Лейтнер 99 99 5 120 000 детон. труб.
238 Куваевская М-ра 99 99 7 20 000 корп. 3" гранат
239 Куваевская М-ра 99 99 7 8000 „ 48'" „
240 Т-во «Триумф» 99 9 9 7 40 000 „ 3" „
241 Т-во «Триумф» 99 99 7 20 000 „ 6" „
242 Т-во Н. Н. Коншина 9 9 9 9 15 15 000 „ 3" „
243 Т-во «Волокно» • • 99 17 60 000 „ „ ,,
244 Н. А. Второв ЖЖ 9 9 17 Снар. 2 500 000 3" гр.
245 Т/Д. Джон Мартын и К° 9 9 99 17 18 000 корп. 3" гр.
246 Т-во Кольчугина 99 99 17 1100 000 медн.пояс.для 3"гр.
247 Т-во Кольчугина 99 9 9 17 2 280 000 медн.пояс.для 3"гр.
248 Т-во Кольчугина 99 » 9 17 1 000 000 медн. пластин, для 3" гранат
249 Т-во Кольчугина 99 99 17 500 000 медн.пояс.для 6"гр.
250 Трехгорный завод 9 9 99 21 20 000 корп. 48"' гран.
251 Т/Д «Гольмстрем и Тунельд» 99 99 22 50 000 зап. стак. к 3" гран.
252 К. А. Тепляков 99 22 5000 „
253 Кнопок. Норино Пром. Комитет ЖЖ 99 22 150 000 корп. 6" гран.
251 Т по Г<ип.||)с|)мх Сндс ЖЖ 99 23 150 000 „ 3" ,,
355 |'Г ио Г|>пы|и-рпх Сшк' ” ” 23 125 300 .ши. стик, к 3" грин
ZK
Прткым-енис табл и ц ы
№ 11/П Наименование контрагента Время заключения договора Предмет договора
Год Месяц Число
256 Тво «Металл» 1916 Сент. 23 50 000 зап. стак. к корп. 3" гран. «У.С.»
257 Ольховское Общество » » 99 23 250 000 пуд. чугуна-гематита
258 Акц. О-во Добровых и Нвбгольц »» 99 24 30 000 корп. 3" гран.
259 Иваново-Вознесенский Военно- Промышленный Комитет 24 50 000
260 Т-во Никольской Мануфакт. >» 99 27 15 000 зап. стак. к 3" гран.
261 Акц. О-во Эльворти » » 99 27 1 100 000
262 Акц. О-во Эльворти >> 99 27 120 000 корп. 3" гранат
263 Акц. О-во «Русский Провиданс» 99 27 100 000 штамп, стак.
264 Донецкое О-во в Дружковке 99 27 300 000
265 Щелковская группа Богород ск. Военно-Промышленного Комит. >> 99 28 10 000 корп. 3" гранат
266 Акц. О-во «Шестерня Цитроэн» »» 9 9 28 100 000 запал, стак. к корп. 3" гран. «У. С.»
267 Акц. О-во «Динамо» »» 99 29 170 000 корп. 3" гран.
268 Акц. О-во «Г. Лист» 99 29 430 000 зап.стак.к корп. 3"гр.
269 К. Г. Фаберже >> 9 9 29 1 500 000 лат. хвост, к проб, зап. стак. для 3" гран.
270 К. Г. Фаберже 99 29 500 000 штамп, проб, для зап. ст. к 6" бомб.
271 К. Г. Фаберже 29 500 000 латун. гильз для детонат. «У. С.»
272 Акц. О-во «Сириус» »> 30 50 000 лит. корп. 48'" гр.
273 О-во Коломенского завода »» 30 11 500 корп. 6" гран.
274 Акц. О-во «Компания Зингер» Окт. 6 240 000 неп. компл. зап. стак. к корп. 3" гран.
275 Акц. О-во «Компания Зингер» »> 99 6 200 000 комп.удар.детон.труб.
276 Акц. О-во «Компания Зингер» 9 9 6 160 000 берез, пробок для 3" снар. «З.С.»
277 Т/Д Франц и Шредер 9 9 20 15 000 корп. 3" гран.
278 Моск. Т-во Механич. Изделий »» 99 26 10 000 зап.стак. к кор. 3" гран.
279 И. X. Аркинд »> 99 27 1 000 000 штамп, проб. зап. ст. 3" гранат
280 Анон. О-во Луганских заводов 99 28 16 000 лит. корп. 6" гр.
281 Оптическое Общество >> 9 9 31 Сб. 1 000 000 ком. детон. тр.
282 Акц. О-во Брянского завода »» Нояб. 1 590 000 штамп, стакан.
283 Т-во М-р Викула Морозов ,, 99 2 8000 зап. ст. к 3" гран.
284 Э. К. Кальнин н 99 3 7000 корп. 48"' гран.
285 Т-во Яковлевской М-ры 99 99 4 3000 „ 6" „
286 Акц. О-во «0. Швабе» 9 9 9 9 4 80 000 компл. детон. тр.
287 Одесский Военно-Промыш. Ком. 99 ,, 7 400 000 корп. 3" гран.
288 Акц. О-во Азовско-Черн. зав. 99 9 9 9 50 000 „ 6" „
289 О-во Русск. Трубопр. зав. 9 9 99 10 43000 тел.зап.стак.для 6" гран.
290 Т-во М-ры С. Посылина 9 9 9 9 10 10 000 корп. 48"' гран.
291 Т во Ярцевской М-ры 9 9 » 9 11 20 000 „ 3" „
292 Акц. О-во «Динамо» 9 9 9 9 12 12 000 , , 6" „
293 Новороссийское 0 во » 9 ,, 12 475 000 штамп.стак.для 3" гр.
294 а» а. 12 30 000 корп. 6" гран.
295 Т/Д Дасон Мартын 99 15 9000 „ 48'" „
290 М. Ф. Вроцкпй и Д. И. Vпсин 10 21 000 пни. стик. для (>" гран
297 Вр. К.гпм <-«Ч1 17 10 000 корп. 3" г|нп1.
298 (’. II. Jli'iuuiuiiit'i it К А Ко||(»111щкпГ| 17 I5OOO
11 родолмч'н и с та бли ц ы
№ н/п Наименование контрагента Время «заключения договора Предмет договора
Год Месяц Число
291) II ки А. Л. Шкловского 1916 Нояб. 19 20 000 зап.стак.к корп. 3"гр.
300 Донецкое О-во Штампования 99 19 500 000 штамп, загот. для зап стак. «У.С.»
301 О-во Лепп и Вальман и А. Я. Коп 99 19 75 000 корп. 3" гранат
302 99 19 60 000 „ 6"
303 В. Г. Полонский и В. Д. Плеханов 99 22 12 000 тел зап. стак. 6" гран.
304 Акц. О-во Р. и Т. Эльворти 99 23 45 000 тел и головок зап. стак. 6" бомб
805 Т-во К. Фаберже 99 9 9 24 500 000 латун. гильз для
99 99 детон. «У.С.»
306 Моск. Военно-Пром. Комитет 24 30 000 тел зап. стак. 6" гран.
307 * м « м мм мм 99 99 24 30 000 корп. 48"' гран.
308 мм * * мм * 9 9 99 24 180 000 „ 3" „
309 м М мм мм Мм 24 12 000 „ 6" „
310 Акц. О-во «Г. Лист» 9 9 99 30 10 000 „ 3" „
311 Т-во «Волокно» 30 30 000 „
312 Т-во «В. Д. Кондратова С-ья» 99 Дек. 1 37 500 голов, для зап. стак. к 6" гранат.
313 Иваново-Вознесенское Т-во Механических Изделий 99 99 7 20 000 тел зап. стак. 6" гранат
314 Русское Паровозостроит. и Механическое Общество 9 9 99 7 200000телзап.стак. 3"гран.
315 Одесский Военно-Пром. Комитет 99 10 200 000 корп. 3" гран.
316 »> 99 99 99 99 9 9 10 500 000 штамп, тел для зап. стак. 3" гранат
317 ем мм мм • • 99 99 10 30 000 корп. 6" гран.
818 Русск.-Бельг. Мет. О-во 99 9 9 13 300 000 штамп, стак.
319 Саратов. Военно-Пром. Комитет 99 9 9 17 300 000 зап. стак. «У.С.»
320 Акц. О-во Брянского завода 99 99 21 60 000 корп. 3" гран.
321 Русск.-Бельг. Мет. О-во 99 99 21 400 000 штамп, стак.
322 «« мм мм «м 99 99 21 50 000 лит корп. 6" бом.
323 Иваново-Вознесенское Т-во Механических Изделий 99 99 22 40 000 корп. 3" гран.
324 Т-во Куваевской М-ры 9 9 9 9 22 30 000 „ „
325 Моск. Военно-Пром. Т-во на паях 1915 г. 99 99 28 150 000 „ „
326 Т-во Кольчугина 9 9 99 31 2500000 медн.пояс.для 3"гр.
327 мм мм 99 99 31 3 000 000 медн.пояс.для 3"гр.
328 99 99 99 99 31 1 900 000 медн. пласт, для 3" гранат
329 О-во Русских Трубопрокатн. зав. 99 Янв. 5 30000 тел зап. стак. к 3"
бывш. Шодуар гранат
330 О-во Русских Трубопрокатн. зав. 9 9 99 5 750 000 шт. тел зап. стак.
бывш. Шодуар. к 3" гранат
331 Т-во «Волокно» 99 99 5 90 000 корп. 3" гран.
332 «Русский Рено» 99 99 9 400 000 неп. компл. зап. стак. к 3" гранат.
333 мм ММ 99 99 9 1 500 000 дет.труб. для 3"гр.
334 Акц. О-во Брянского завода 99 99 10 100 000 лит. корп. 6" гр.
335 О во Рязанско-Уральской ж. д. 99 10 65 000 корп. 3" гран.
336 К. А. Тепляков 99 11 5000 неп. комп. зап. стак. к 3" гран.
337 Моск. Воен по Промышленное Т по пн пнях 191 .*> г 7 400 000 корп. 3" гранат
230
11 fxxhiJi же ние таблицы
м l(/ll Пнимснопииие контрагента Время заключения договора Предмет договора
Год Месяц Число
338 Русско-Бельг. О-во Патр, заводов 1917 Янв. 12 1 200 000 капсюлей детон.
339 Т-во Прохоровской М-ры >5 99 11 8500 корп. 3" гран.
«40 »» 99 11 8000 „ „
341 Акц. О-во Н. Феттер и Гинкель »> 99 11 1 500 000 латун. хвостик.
342 О-во Русской Жел. Промышл. »» 99 13 150 000зап.стак.к корп. 3" гр.
343 _ — мм мм ММ 99 13 15 000 корп. 3" гран.
344 Акц. О-во Эльворти 99 99 12 70 000 тел штамп, запальн. стак. для 6" бомб
345 Акц. О-во Эльворти 99 99 12 50 000 лит. корп. 48"' бомб
346 Русско-Бельг. О-во Патр, заводов 99 99 17 2 000 000 капсюл. детонат.
347 Генерал. О-во Французск. Ваксы 99 99 11 16 000тел зап.стак.для 6"бомб
348 9 9 99 11 3 000 000 шт. проб.
349 »» »» »» 99 99 11 150 000 шт. тел для зап. стак. для 3" бомб
350 Акц. О-во “Г. Лист” 99 99 17 25 000 корп. 3" гран.
351 »» », »» 99 9 9 17 500 000 неп. компл. зап. стак. 3" гран.
352 Оптическое О-во 99 99 26 1 400 000 сб. детон. труб, (право увел, до 2 000 000)
353 99 Февр. 4 2 000 000 сб. детон. трубок
354 «Динамо» 99 99 4 120 000 корп. 3" гран.
355 О-во Коломенского завода 9 9 99 8 60 000телзап.стак.для6"бомб
356 Русский горный Унион 99 99 21 560 000штамп, ст. для 3" гран.
357 99 99 21 120 000 корп. 3" фуг. гран.
358 мм 99 21 100 000 лит. корп. 6" гран.
359 О. Э. Кале мм м 1 24 75 000 корп. 3" гран.
360 »» 99 25 195 000 „ „ „
361 Одесский Военно-Пром. Комитет 99 99 27 150 000 неп. компл. зап. стак. для 3" гранат
362 99 99 27 200 000 корп. 3" гран.
363 Акц. О-во Добровых и Набгольц 99 99 27 30 000 „ „ „
364 Генеральн. О-во Франц. Ваксы 99 22 200 000 шт. тел. для зап. стак.
365 Эльворти 99 Март 6 2 300 000 зап. стак. к 3" гран, (без пробки)
366 мм м м 6 1000000 тел к зап. ст. 3" гран.
367 >» 99 99 6 1500000 пробки к зап. стак. 3" гранат
368 99 99 6 100 000 тел и гол. зап. стак. к 6" бомб.
369 Т-во Дангауер и Кайзер 99 99 7 15 000телзап.стак.для6"бомб
370 Акц. О-во «Русское Рено» 99 99 9 1 500 000 неп. компл. зап. стак. к 3" гранатам
371 ч м 9 9 9 1800000 комп.несн. детон.тр.
372 А. Э. Ганазен 99 99 7 дерев, ящ. для упак. 6" бомб 50 000 шт.
373 Моск. Т-во Механич. Изделий 99 99 8 20 000 зап. стак. к 3" гран, (без пробки)
374 Леванович и Конопацкий 99 11 10 000 корп. 3" гранат
375 мм мм ММ 9 9 99 12 25 000 „ „
376 Т во Никольск. Мануф. С.Морозова 99 99 13 25 000 зап. стак. к 3" гр. (без пробки)
377 Оптическое Общество .. .. 14 1000000 ком. част, детоп.труб.
378 Т по II II Коншина 21 40 000 корн 3" грпнпт
379 Акц О но Гу/п.гк. чугуном и. лип. -• 20 80 000 ..
231
тгроиол нсениё~таплицы
№ и/и Наименование контрагента Время заключения договора Предмет договора
Год Месяц Число
380 Акц.О-во Тульск.чугунопл. зав. 1917 Нояб. 21 110 000 корп. 3" гранат
381 Гольмстрем и Тунельд ,, 22 60 000 неп. компл. зап. стак.
382 Донецко-Юрьевское Мет. О-во >» Март 22 375 000 шт. стак. для 3" гран.
383 'Г во Викула Морозов »» »* 16 10 000 неп.комп.зап.ст.к 3" гран.
384 Т/Д Лели и К” »» 27 50 000 лит. корп. 48'" бомб
885 Южио Русское Днепр. Мет. О-во »> Апр. 11 100 000 шт. ст. для 3" гран.
38(1 Южно-Русское Днепр. Мет. О-во > > »» 11 120 000 корп. 3" гранат
387 Иваново-Вознесенское Т-во Механических Изделий >» 99 14 36 000 „ „
388 Т/Д Лели »» 99 20 20 000 гот. корп. 48'" бомб
389 Иваново-Вознесенский Военно- Промышленный Комитет 99 26 140 000 корп. 3" гранат
390 391 Общество Мальцевских зав. Т во Куваевской М-ры » » 99 27 27 30 000зап. ст. ккорп. 3"гран. 40 000 корп. 3" гранат
892 393 Лепп и Вальман и А. Я. Коп Лепп и Вальман и А. Я. Коп »» Май 1 1 50 000 „ „ 180 000
394 Акц. О-во Брянского завода Апр. 30 125 000 „ „
395 Т/Д Джон Мартын »» Май 6 12 000 обр. 48'" бомб
396 Оптическое Общество »» 99 8 1 000 000 снар. детоп. труб.
397 Акц. О-во Брянского завода » » 99 15 400 000 штамп, стаканов
898 Акц О-во Брянского завода 7» 99 15 240 000 корп. 3" гранат
399 Краматорское Металлург. О-во 5 > 19 20 120 000 „ ,,
400 Оптическое Общество ,» 99 25 2 000 000 сбор, детон. труб.
401 А. И. Янсон »» 99 26 10 000 дерев, ящ. для 48'" бомб
402 Т^во Кольчугина > » Июнь 23 50 000 медн. п. для 6" бомб
403 >> 99 27 1000000 медн. плас, для 3" гр.
404 Акц. О йо Добровых и Набгольц >9 Июль 10 56 000 корп. 3" гранат
405 Донецкое О-во в Дружковке >» 99 11 300 000 штамп, стаканов
406 ♦ Г. Лист» »» 9 » 12 30 000 корп. 3" гранат
407 Краматор. Метал. О-во »» 99 21 270 000 корп. 3" гранат
408 Феттер и Гинкель »> 99 28 2 500 000 лат. хвост.
409 «Русский Унион» »» 31 150 000 штамп, стак.
410 О-во Брянского завода »> Авг. 11 20 000 гот. корп. 6" бомб
411 А. И. Янсон 9 » 99 26 10 000 ящиков для 6” бомб
412 Мамин И. В. », 99 31 30 000 зап. ст. «У.С.» к 3" и 48'"
413 Курский Военно-Пром. Комитет ft Сент. 6 30 000 зап. ст. «У.С.» к 3" и 48'"
414 «Русский Унион» >» 99 6 30 000 6" лит. бомбы
415 Акц. О-во «Новая Этна» » » 99 6 150 000 штамп, загот.
4 16 О во Рус. Жел. Промышлен. »» 99 7 7000 корп 3" гр. из готов, штамп, стаканов
417 Триумф , > 9 9 12 12 000 корп. 3" гранат
118 99 12 27 000 „ ,,
419 Южно Русск. Днепр. Мет. О-во 99 12 100 000 штампов, стаканов
420 «Г. Лист» 9 9 9 9 20 200 000 зап. ст. к 3" гр.
421 Т-во Кольчугина 9 > 99 22 8 598 000 мед. пл. для 3" гр.
422 » » ? » 99 22 330 000 мед пояс, для 48 бомб
123 .. 9 9 > * 22 4 760 000 мед пояс.' для 3" гранит
Окончание таблицы
Нрсмн заключения
м 1 /11 Наимепинппие контрагента догонора Предмет договора
Год Месяц Число
<124 Т-во Кольчугина 1917 Сент. 22 450 000 медн. пояс, для 75 м/м
425 Моск. Военно-Пром. Т во 1915 г. 99 23 260 000 корп. 3" гранат
426 «Волокно» >» 99 30 900 000 корп. 3" гранат
427 «Русский Провиданс» ,, Окт. 10 25 000 штамп, стак.
428 «Русский Унион» » 9 99 16 100 000 штамп, стак.
429 Столль >» 99 16 45 000 корп. 3" гранат
430 Д. П. Рябушинский 9 9 99 17 23 000 корп. 3" гранат
431 Донецкое О-во в Дружковке 99 17 200 000 штамп, стак.
432 Т-во Кольчугина 99 Нояб. 9 330 000 пояски для 6" бомб
433 »> » > 9 9 99 9 220 000 пояски для 155 мм бомб
434 Генер. О-во Франц. Ваксы 9 9 99 20 400 000 шт. тел для запал, стак.
435 Феттер Гинкель 9 9 Окт. 21 1 325 000 лат. хвост.
436 Моск. Военно-Пром. Комитет 99 Нояб. 25 70 000 корп. 3" гранат
437 Т-во Прохоровской М-ры 99 99 30 10 000 кори. 3" гранат
438 Н. А. Второв 99 30 1 100 000 снаряж. 3" гран.
139 Акц. О-во «Геофизика» 99 Дек. 2 110 000 детонат. трубки
440 Гакенталь 99 Нояб. 9 100 000 детонат. трубки
441 «Шестерня Цитроэн» 99 Дек. 8 200 000 зап. ст. « У.С.» к 3" и 48"'
442 »» ,, 9 9 99 8 200 000 проб, к зап. ст.
Кроме того, уполномоченным, согласно распоряжению Главного Ар-
тиллерийского Управления, были заказаны «Униону» в Макеевке, Алек-
сандровскому Брянскому заводу и Конотопскому заводу пробные партии
8", 11" и 12" бомб сталистого чугуна.
уполномоченного ГАУ генерала С. Н. Ванкова по приему и изготовле
нию стальных гранат, запальных стаканов, детонаторных трубок.
6", 48"', 8" бомб сталистого чугуна, предписанные к руководству
по всем районам Организации
ИНСТРУКЦИЯ
для приемщиков, состоящих в распоряжении уполномоченного ГАУ
по изготовлению снарядов по французскому образцу
ЧАСТЬ I. АДМИНИСТРАТИВНАЯ
А. Назначение, подчиненность и снабжение приемщика
§ 1. Организация генерал-майора Ванкова по изготовлению гранат по
французскому образцу делится на районы. Во главе каждого района стоит
Заведующий районом генерал-майор или полковник.
§ 2. Приемщик назначается распоряжением уполномоченного завода или
группы заводов, приказом по Управлению уполномоченного.
§ 3. В отношении приемки, наблюдения за производством, распределения
материалов между заводами, равно в отношении наблюдения за скорейшей
доставкой материалов и готовых изделий по назначению и принятию мер к
устранению технических затруднений, возникающих при исполнении зака
зов уполномоченного, приемщик подчиняется непосредственно заведующему
район ог^.
Примечание. Всякие недоразумения, возникающие как при приемке, так
и при производстве заказов уполномоченного, разрешаются самим упол
номоченным. В случае необходимости, уполномоченный уполномочивав г
для этой же цели своего Помощника по технической части или Начала
ника французской военно-технической миссии при уполномоченном, или
Заведующего районом, или особую комиссию.
§ 4. Вновь назначаемый приемщик получает следующие предметы из Уп
равления уполномоченного:
От Заведующего личным составом
1) Предписание уполномоченного с обозначением списка заводов, пору
чаемых данному приемщику, и заказов уполномоченного этим заводом, <•
указанием сроков их исполнения.
2) Подробные сведения о помощниках и браковщиках, назначенных и
распоряжение данного приемщика, 3) форму донесений о совершенных поезд
ках (маршрутах).
От канцелярии
4) Настоящую инструкцию и полный экземпляр кондиций, 5) журнал
входящих и исходящих бумаг, 6) бланки рапортов и конверты, 7) книгу квн
тппций, 8) гербовую печать приемщика, 9) журнал механических испытаний,
10) формы отчетов еженедельных и ежемесячных, 11) журналы дневники дин
каждого завода, 12) предложения лит. И.
От технической части
13) Чертежи 3" фугасной гранаты, запального стакана или детонаторной
трубки, соотнетствешю тому, что заказано на порученных данному прием-
щику заводах.
От Заведующего поверочным инструментом
14) Поверочные инструменты и чертежи их, 15) именные клейма прием-
щика, 16) пломбирные щипцы.
От кассира Управления
17) Деньги на первую поездку по расчету, сделанному бухгалтером, со-
гласно приказу уполномоченного.
Б. Общие обязанности приемщика
§ 5. Приемщик производит прием изделий с заводов на точном основании
настоящей инструкции, а также особых условий контрактов и кондиций,
заключенных заводами с уполномоченным, с соблюдением сверх сего всех
письменных изменений и разъяснений, получаемых им от уполномоченного.
Примечание. За прием негодных снарядов виновные подвергаются закон-
ной ответственности, вплоть до предания суду по ст. 217 и 219 кн. ХХП
Св. Воен. Постанови. Виновные в некоторых других преступлениях, со-
пряженных с приемкой, караются согласно ст.220, 222, 223 и 228 той же
книги.
§ 6. Обязанность приемщика состоит не только в приемке годных пред-
метов, но и в строгом наблюдении за всем, относящимся до их изготовления.
§ 7. В целях наблюдения за заводами, приемщик обязан возможно чаще
посещать их, не вмешиваясь, однако, в заводские распоряжения (см. § 15).
§ 8. Приемщик обязан знать содержание контрактов уполномоченного с
поставщиками и все происходящие в них изменения, узнавать которые он
должен от Заведующего районом.
§ 9. Приемщик ведет ежедневные записи в журналах своих служебных
Канятий по формам, выдаваемым ему из Управления уполномоченного.
§ 10. Приемщик выдает заводу надлежащие квитанции с надлежащими
печатями в принятых изделиях, а копии их без печатей высылает в Управле-
ние уполномоченного (см. § 34—44).
§ 11. Приемщик представляет уполномоченному периодические сведения,
и копию их — Заведующему районом.
§ 12. Все рапорта, касающиеся денежных расчетов, представляются не-
посредственно уполномоченному.
§ 13. Приемщик немедленно доносит Заведующему районом о всех воз-
никающих при выполнении заказов вопросах, технических и материальных
затруднениях и т. п., а также о всех задержках, остановках и перерывах в
работе заводов и мастерских, с объяснением причины (пожар, поломка, заба-
стовка и т. п.), ио всех заявлениях, сделанных им заводу. В экстренных слу-
чаях, донесения эти делаются непосредственно уполномоченному или помощ-
нику уполномоченного по технической части, с представлением копии доне-
сений Заведующему районом.
§ 1.4 . Приемщик доносит или докладывает Заведующему районом о своем
иступлении а должность (с указанием споен, адреса) и об оставлении ее или о
«•даче другому лицу. О споем отпраппеиии и командировку, прибытии из шт
2.1Г>
и ее результатах, причем, и случае продолжительной командировки, доно
сити, кому из помощников поручил замещать себя на время отсутствия.
О всех командировках подчиненных ему лиц. О всех переменах в подчинен
пом ему личном составе.
§ 15. Приемщик имеет право требовать от заводов исполнения только тех
своих заявлений, которые относятся к приемке и притом которые основаны
ив инструкции; по вопросам же, касающимся производства, он может только
предлагать устно или письменно. Все свои заявления он должен делать Ди
ректору завода или тем лицам, которые уполномочены на то Директором, и о
всех сделанныхгзаявлениях немедленно доносить согласно § 13.
§ 16. В письменных сношениях, рапортах и других бумагах приемщик
должен руководствоваться «Положением о письмоводстве в Военном Ведом
ствс».
§ 17. Поверка и свидетельствование списков подлежащих призывам ра
бочих не входят в обязанности приемщика и могут быть производимы только
по особому приказанию уполномоченного или Заведующего районом.
В. О лицах, подчиненных приемщику
§ 18. Приемщику подчиняются: помощники приемщика, браковщики и
специальные рабочие.
§ 19. Право зачисления и отчисления прикомандированных, найма и
увольнения вольнонаемных, а равно увеличение или уменьшение содержа
ния означенным лицам и повышение или понижение их на службе, принад
лежит исключительно власти уполномоченного, приемщик же имеет право
представлять их к означенным переменам; рапорты с упомянутыми представ
лениями должны подаваться Заведующему районом с таким расчетом, чтобы
они были получены в Управлении уполномоченного не позднее 20 числа каж
дого месяца.
§ 20. Все подчиненные приемщику лица, как вольнонаемные, так и при
командированные нижние чины, зачисляются на службу при Управлении
уполномоченного, где ведутся им подробные списки, с отметкой прохожде
ния службы, и хранятся их документы, взамен коих им выдаются удостове
рения.
§ 21. Нижние чины, прикомандированные к Управлению уполномочен
кого, обязаны носить присвоенную каждому из них, по его званию военную
форму, приобретая ее за свой счет.
§ 22. Если кто-либо из вольнонаемных военнообязанных лиц почему-либо
будет уволен со службы, то об этом приемщик должен немедленно сообщить
в местную полицию, а также Воинскому Начальнику.
§ 23. При увольнении со службы вольнонаемного, последний обязан воз
вратить в Управление уполномоченного имеющееся у него удостоверение,
после чего ему выдаются или высылаются хранящиеся в Управлении доку
менты.
§ 24. Приемщик не имеет права давать отпусков подчиненным ему лицам
§ 25. Приемщик имеет право командировать своего помощника или бра
ков1цика в отъезд на один из порученных его ведению заводов для неполно
ния отдельного поручения, донося о том Заведующему районом.
Помощник приемщика
§26. Помощник приемщика исполняет нее поручения приемщика и о ре
аультатпх своей деятельности немедленно допоен! ему
230
§27. Присмири- мож«т поручить, под свою ответственность, своему по-
мощнику завсдоппнио одним или несколькими заводами из числи состоящих
н его подсини, л также приемку изделий на них за своим клеймом или клей-
мом помощника.
Браковщики
§ 28. Прямым начальником браковщиков является приемщик, но наблю-
дение и руководство за их работами может быть поручено приемщиком сво-
ему помощнику.
§ 29. Приемщик распределяет браковщиков по заводам, по своему усмот-
рению, донося Заведующему районом об их распределении и о всех переме-
нах в нем.
§ 30. Подробная инструкция деятельности браковщиков дается им при-
емщиком.
§31. Особенно отличных, опытных и надежных браковщиков, помимо
представления к повышению окладов содержания, приемщик может представ-
лять в старшие браковщики.
§ 32. Один из браковщиков (но не старший), в свободное от приемки вре-
мя, по непосредственному указанию приемщика, ведет его канцелярию.
Специальные рабочие
§ 33. Специальные рабочие подчиняются приемщику только в дисципли-
нарном отношении, в отношении же работы подчиняются администрации
завода, на котором они работают.
Г. Выдача квитанций и предложений заводам
§ 34. На все принятые предметы партии приемщик выдает поставщику
квитанцию, одну или несколько, смотря по надобности. Квитанция выдается
на число предметов, выраженное целыми десятками, и на каждый род пред-
метов отдельно.
Примечание. На снаряды, принятые под клеймом «У.Г.», выдается от-
дельная квитанция.
§ 35. Вся месячная сумма приемки должна покрываться регулярной вы-
дачей квитанций с соответствующим распределением сроков приемки по чет-
вертям месяца (с 1-го по 7-е, с 8-го по 15-е, с 16-го по 22-е и с 23-го по последнее
число месяца включительно).
§ 36. Ввиду необходимости для Управления производства учета точности
исполнения заказа заводами, а равно исчисления неустойки за неисправную
поставку, не должно допускать соединения в одной квитанции предметов,
предъявленных к сдаче; как в разные месяцы, так и в каждую из указанных
в предыдущем параграфе частей одного месяца.
§ 37. По выдаче заводу квитанций, приемщик немедленно высылает в
Управление уполномоченного удостоверенную им копию квитанций.
§ 38. Последним сроком выдачи последней за данный месяц квитанции и
отправки ее копии в Управление назначается день отправления соответствую-
щего месячного отчета (т. е. 3-е число следующего за отчетным месяца).
§39. Квитанции, выдаваемые заводам, имеют троякую нумерацию:
а) номер общий по порядку всех квитанций — этот номер ставится не-
посредственно после заголовка «квитанция»;
б) помер по каждому самостоятельно работающему предприятию по каж
дому роду предметов отдельно (корпусов гранат, корпусов «У.Г.», аппа иьпых
237
стикапоп, детонаторных i рубок); этот номер должен нестись но самостоитель
но работающим предприятиям или организациям, а отнюдь не обозначать
нумерации по содействующим заводам;
в) общую нумерацию по исходящему журналу.
Номера п.п. бив ставятся в виде дроби, первый в числителе, второй в
знаменателе.
§ 40. Квитанции выписываются на имя завода или учреждения (комите
та, союза), имеющего заказ непосредственно от уполномоченного. Упомина
иие в тексте квитанций заводов, содействующих контрагентов уполномочен-
ного, не допускается. Сведения о том, на каком из содействующих заводов
изготовлены предметы, должны отмечаться на обороте квитанции.
§ 41. Во всех квитанциях должно обозначать, из какого материала изго
товлены принятые предметы: из заводского или из отпущенного распоряже
нием уполномоченного, и, в последнем случае, указывать точно, сколько из
этого количества изготовлено сверлением и сколько из штампованных стака
нов.
§ 42. Каждая очередная отправка корпусов гранат и запальных стаканов
на Снаряжательный завод Второва должна быть полностью и без остатка по-
крыта квитанцией. Если число предъявленных к приемке снарядов больше
числа подлежащих отправке, то на излишек должна быть выдана отдельная
квитанция.
§ 43. Ни в коем случае не допускается без особого разрешения уполномо-
ченного печатания на местах квитанционных книг, хотя бы и по образцу книг
Управления. Истребовать таковые надлежит заблаговременно из Управления
уполномоченного.
§ 44. На предметы, принятые условно и подлежащие испытанию на Сна
ряжательном заводе, квитанция выдается только после окончательной их
приемки и получения об этом уведомления.
Предложения лит. Н.
§ 45. Для отправки готовых предметов по железной дороге приемщик
выдает заводу предложения лит. Н., получаемые им из Управления.
Примечание. Принятые корпуса гранат и запальные стаканы следует от
правлять малой скоростью на ст. «Воробьевы горы», Окружной ж. д.,
ветка завода «Байер».
§ 46. Наложение платежей на воинские грузы, отправляемые по предло
жениям лит. Н., совершенно недопустимо, так как перевозка по означенным
документам совершается в кредит за счет ГАУ.
Примечание. При выдаче воинских предложений на перевозку грузов
надлежит строго руководствоваться «высочайше утвержденным Положе
нием о перевозке грузов войск по железным дорогам». Хранение этих до
кументов у частных лиц и преждевременная выдача их воспрещаются.
Виновные в нарушении правил, предписанных «Положением», привле
каются к ответственности с полной мерой ст. 474 Улож. о наказ, уголов.
и исправ. (т. XV, ч. I Св. зак.) и по ст. 232 кн. XXII Св. Воен. Постан.,
1869 г.
Наблюдающий за Отделениями Технической части инженер Щелкунов
Утверждаю: уполномоченный ГАУ по заготовлению снарядов
по (французскому образцу генерал-майор Винков.
2.18
ИНСТРУКЦИЯ № 2
для приома 3 дюймовых (цельнокорпусных) фугасных гранат,
изготовляемых по французскому образцу
Контрольная партия снарядов
Весь запас снарядов распределяется на партии по 1000 штук с тем обяза-
'14'льством, чтобы каждая партия была подвергнута закалке одним и тем же
инводом.
Число штук, составляющих одну партию, может быть доведено до 4000,
ио разрешению приемщика, для заводов, производство которых уже дало
удовлетворительные результаты.
Все-таки при первом случае повторного испытания одной партии такое
разрешение отменяется.
Прием. Осмотр, проверка и испытание производятся приемщиками с на-
ходящимися при них браковщиками. Путем тщательного осмотра срезов
брусков (кругляков) приемщик должен проверять достаточность размера
отрезаемых прибылей для удаления следов усадочной воронки.
Проверка. Для проверки размеров каждому приемщику выдается по од-
ному комплекту проверочного инструмента, по которому завод должен изго-
товить за свой счет таковой же рабочий инструмент. Ввиду же затруднения в
изготовлении винтов и гаек, таковые выдаются заводчику в одном экземпля-
ре бесплатно, остальные же за его счет.
Ход операции. Из каждой представляемой заводом партии выбирается
приемщиком по 20 снарядов, которые подвергаются осмотру и испытаниям,
как ниже описано.
Поверка размеров. Эта поверка производится по следующей таблице, где
изложены и род поверочных инструментов и самих поверок.
Части, подлежащие поверке Род поверочного инструмента
1. Резьба в головном очке 2. Малый диаметр резьбы в очке 3. Глубина очка 4. Центрирующее утолщение (наибольший диаметр) Б. Т/ж. (наименьший диаметр) б. Диаметр пояска (наибольший) 7. Т/ж. (наименьший) 8. Толщина стен (сравнительная) 9. Толщина дна К). Общая длина корпуса гранаты 1 1. Положение пояска 12. Диаметр выемки в дне Винт № 1 ' Калибромер № 2 Лекало № 3 Кружало по № 4 Кружало по № 5 Кружало по № 6 Кружало по № 7 ( Прибор № 8А Лист Прибор № 9 (брусок со с Пройма №10 Лекало №11 Калибромер № 12 > Черт № 36А кобою) еж № 1 .Лист №33
Кроме того, приемщик должен убеждаться в том, что принятые заводом
способы работы обеспечивают концентричность обточки всех внутренних и
внешних поверхностей.
Механические испы тания. Из числа 20-ти снарядов, подвергнутых
осмотру и поверке размеров, приемщик выбирает дан снаряда, из которых
вырезается по дни пробных бруски для испытания пн растяжение, причем со
и ротн пл ен ис pn.ipi.iuy должно быть от 75 до 100 кг, удлинение же — не менее
М% (и случне сопротивления ниже 80 кг удлинение требуется не менее 9%).
Piic'icthiim длина бруска 100 мм.
Отсрочка приема партии гранат вследствие неудовлетворительности по размерам
или по механическим испытаниям
В случае неудовлетворительности хотя бы одного снаряда отсрочивается
прием всей партии, которая отдается обратно заводу для переработки, пере
смотра и повторного представления приемщику.
Прием партий по поверке размеров
Если ни один из двадцати осмотренных снарядов не был забракован, то
пся партия считается приемлемой по размерам. Результат проверки записи
кается в протокол проверки.
Испытание шариком по способу Бринелля
Снаряды подвергаются, каждый отдельно, испытанию шариком по ци
липдрическому корпусу ниже пояска на расстоянии от дна около 2 см.
Диаметр углубления, при 10-миллиметровом шарике и под давлением
300 кг, в течение 30 сек, должен заключаться между следующими пределами:
До закалки..................4,3—4,8 мм.
(Испытание до закалки принимается только к сведению.)
После закалки и отжига......3,5—4,0 мм.
Испытание производится после закалки и до окончательной выработки.
Заводу дозволяется производить на неудовлетворяющие снаряды новую
закалку, но только одну.
Дополнительные испытания
Партии, принятые приемщиком, сдаются безвозвратно уполномоченному
ГАУ, который распоряжается производством гидравлического испытания при
давлении 1400 кг, производством и испытанием стрельбой при установлен
пых на то условиях. Последнее же испытание производится на Главном Ар
тиллерийском Полигоне распоряжением Главного Артиллерийского Управ
линия.
В том случае, однако, если бы результат таких испытаний указал на об
щую неудовлетворительность фабрикации указанных гранат, — уполномочен
иый Главным Управлением сохраняет за собою право прекратить дальней
шую приемку снарядов, уплачивая стоимость тех из них, кои были уже пред
ставлены на прием к моменту принятия означенного решения.
Примечание. В случае изготовления корпусов гранат путем штамповки,
внутренняя поверхность снарядов может быть оставляема без отделки ра
сточкою, если она оказывается достаточно гладкою по выходе из-под
штампа (степень допустимых неровностей на этой поверхности определи
ется специально выбранными образчиками, находящимися у уполномо
ценного Главным Артиллерийским Управлением).
Наблюдатель ла Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный генерал Пинков.
(' подлинной верно: 11рнцитель Канцелярии инженер Порой ков
210
ИНСТРУКЦИЯ №6
i.i прием запальных стаканов французского образца
I. Стиль, потребная для изготовления запальных стаканов, доставляется
заводам распоряжением уполномоченного ГАУ в виде прутков, диаметром 50,
.41 и 29 мм ±3%. Поверка механических качеств указанной стали произво-
дится на местах изготовления металла.
Артиллерийский приемщик обязан следить за тем, чтобы на изготовле-
ние запальных стаканов заводом употреблялась именно та сталь, которая
специально для этого была доставлена.
2. Запальные стаканы предъявляются к приему в собранном виде парти-
ями не более 10 000 штук.
3. От каждой партии приемщик берет, по своему усмотрению, 100 запаль-
ных стаканов, отдельные части которых подвергаются поверке размеров со-
гласно нижеследующей таблице: размеры, подлежащие поверке, поверочный
и нструмент.
А. Головка:
Внешняя резьба................................ № 1, 2 и 3
Наименьший диаметр ниток внешней резьбы..........№ 4 и 5
Гнезда для ключа.................................№ 6 и 7
Дыры для чеки....................................№ 8 и 9
Внутренняя верхняя резьба............ № 10, 11, 12, 13 и 14
Высота внешней резьбы...............................№ 20
Б. Тело:
Высота резьбы ......................................№ 21
Толщина дна...................................№ 22 и 23
Толщина стен .................................№ 23 и 24
Затем приемщик убеждается в наличии взаимозаменяемости отдельных
частей производством сборки стаканов из этих частей, берущихся без выбо-
ра, причем требуется, чтобы борт пробки имел полное соприкосновение с те-
лом, а головка, при ее полном завинчивании, плотно надавливала на верх-
нюю часть борта пробки, не обнаруживая при этом какого-либо продольного
перемещения.
Наконец, приемщик производит над собранными таким образом запаль-
ными стаканами следующие поверки поверочным инструментом:
Правильность расположения частей........................№ 25
Высоту от нижнего среза борта головки до дна ее.........№ 26
4. Партия запальных стаканов признается годною, если все выбранные
для осмотра приемщиком стаканы и детали их будут иметь правильные раз-
меры в пределах, указанных на чертеже допусков.
В отношении чистоты отделки, детали запальных стаканов должны соот-
ветствовать образцам, одобренным уполномоченным и выданным через при-
емщика заводу для руководства.
Партии, не удовлетворяющие всем указанным требованиям, возвращают-
ся заводу для исправления.
5. Кроме* указанных выше поверок, являющихся рсшиющими в смысле
нрпемн партий с завода, .lamuii.iii.ie стаканы подвергаются еще дополнится).
Пым испытаниям для окончательного ni.iiniiciiiui служенной их пригодности
211
Испытания эти заключаются и следующем:
и) Поверка герметичности соединения (спайки) пробки с хвостом.
Озпачсчшое испытание производится на заводе, выполняющем указанную
спайку.
б) Проба тела стаканов на растяжение при помощи стального пуансона.
После испытания грузом в 1200 кг длина тела не должна увеличиваться бо-
лее чем на 0,4 мм.
в) Испытание стрельбой при установленных на то условиях. Указанные
дополнительные испытания выполняются по распоряжению уполномоченно-
го и не влияют на забракованные заводу партии запальных стаканов. Однако
если бы результаты испытаний по § б) и в) указывали систематически на об
щую неудовлетворительность фабрикации запальных стаканов на данном за-
паде, то уполномоченный сохраняет за собой право прекратить дальнейшую
приемку стаканов, уплатив стоимость тех из них, кои были уже представле
и ы для приема к моменту принятия означенного решения.
6. О клеймении. На запальных стаканах, признанных годными, ставятся
па верхнем срезе головки следующие клейма:
а) Приемщика в кружке.
б) Название завода (первой буквой), изготовляющего стаканы.
в) Номер партии.
7. Укупорка. Для отправки с завода принятые запальные стаканы уку-
пориваются по 200 штук в деревянные ящики, с крышками и веревочными
петлями, изготовляемые самим заводчиком или за его счет. Применение опи
лок при укупорке воспрещается. Ящики, после их укупорки, запломбировы-
ваются распоряжением приемщика.
Утверждаю: Уполномоченный генерал Банков.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на прием детонаторных трубок типа Шнейдер
1. Латунь в пайках, идущая на изготовление детонаторных трубок, долж-
на содержать меди не более 61%, свинца — от 0,75 до 1,5%. Сопротивление
на разрыв — около 35 кг/мм2; удлинение > 23%.
Латунь, вышеуказанного качества, заводчик приобретает и доставляет на
завод своими средствами.
2. Трубка состоит из 9 нижепоименованных основных деталей, для по-
верки которых существуют следующие калибры:
Детали трубки
1. Корпус трубки.........
2. Поддерживающая втулка..
3. Жало .................
4. Ударник...............
Г». Цилиндрик............
6. Доньеппя втулка ......
№ калибров:
1, 2, 4, 5, 6, 7, 8Б, 9Б, 10А,
11Б, 12, 13, 14, 15, 16, 17, 18,
19, 20, 21, 22, 23, 24, 24 бис.
30, 31, 32, 33, 34, 35, 36, 37,
38, 39, 41, 42А, 43, 44А.
45, 46, 47, 48, 49А.
50, 51, 52, 53, 54, 55, 56, 57,
58, 59, 60, 61, 62, 63, 64, 65.
66, 67, 68.
69. 70А, 71, 72А, 73, 74, 75”,
76А, 77, 78, 80, 81”.
242
7. Замедлится............................. «2, 83, 84, 85, 86, 87, 88,
89, 90, 91, 92, 93, 122 бис,
123 бис.
Н. Содержатель капсюля...................94, 95, 96, 97, 98, 99, 100,
101Б, 102А.
9. Сегменты............................ 104, 105, 106, 107, 108, 109.
3. Для обеспечения правильного действия трубки, взаимозаменяемости
<<4 частей, а равно и прочности их, необходимо, чтобы размеры всех этих де-
талей были в пределах допусков, указанных на чертежах трубки.
4. Детали должны быть хорошо обработаны и не иметь плен, трещин,
пористости и т. д.
5. Указанные в чертежах уклоны, закругления и фаски необходимо со-
блюдать; следить за отсутствием заусенец.
6. Концентричность внутренних поверхностей деталей с внешними долж-
на быть соблюдена.
7. Кроме того, необходимо, чтобы шпиль жала был достаточно острый;
«•норная поверхность для сегментов в ударник не имела бы заусенец или
ншсруглений и была бы точно перпендикулярна оси ударника; края внутрен-
ней поверхности цилиндрика должны быть остры, но без заусенец; верхняя
и нижняя поверхности сегментов были бы плоски и перпендикулярны ци-
пиндрическим поверхностям, внутренние углы остры, но без заусенец и торцы
сегментов имели бы фаски.
8. Детали трубок, очищенные кислотою и тщательно промытые (очистка
к ислотою может быть заменена промывкою бензином, но при условии отсутствия
следов окисления и тщательной протирки деталей), предъявляются к приемке.
9. Приемка и отправка комплектов (из 9 деталей) производится партия-
ми в 1000 шт. или числами кратными 1000.
10. При приемке из каждой партии в 1000 штук берется до 10% каждой
детали и подвергаются поверке по всем калибрам. Партия принимается, если
при приемке окажется браку не более 2% каждой детали, в противном слу-
чае детали возвращаются заводу для пересмотра и замены.
11. В случае, если детали имеют незначительные недостатки, не вредя-
щие ни прочности детали, ни действию трубки, завод может, по соглашению
г приемщиком, предъявить их отдельно, указав при этом род недостатка и
число деталей.
12. Завод, по соглашению с приемщиком, может отправить в сборку де-
тали, которые будут признаны приемщиком сомнительными. Отправка этих
деталей должна быть произведена в особой укупорке с надписью «сомнитель-
ные детали» и с указанием на № калибров, по которым детали считаются
г < > м н ительными.
13. Если при окончательной поверке деталей на заводе, производящем
(Тюрку, процент брака будет более четырех, то количество деталей, взятое
приемщиком для поверки, согласно пункту 10-му, увеличивается до 20%.
14. Все детали, забракованные на заводе, производящем сборку трубок,
должны быть заменены заводом, изготовляющим детали, безвозмездно.
15. Выбор способа упаковки для отправки деталей предоставляется заво-
ду и разрешается приемщиком, причем применение опилок воспрещается.
Ответственность за порчу, происходящую от неудовлетворительной укупор-
ки. падает па заводчика.
21 мпртп HI III г. Подписи и. rciu'pn и мпйор Паи кои
211
ИТРУКЦИЯ
для производства механических испытаний бомб из сталистого чугуна
калибров свыше 6"
А. ИСПЫТАНИЕ НА УДАР ОТДЕЛЬНО ОТЛИТЫХ ОБРАЗЦОВ
§ 1. Число пробных брусков
С каждого ковша отливаются три бруска для пробы на удар и три запасных
бруска на случай переиспытания. Размеры пробных брусков — по чертежу
.№ 354.
Способ отливки пробных брусков должен быть тождественным со спосо-
бом отливки бомб (всухую или сырую).
§ 2. Испытание на удар
Все три пробных бруска разбиваются под копром (по чертежу № 262А)
при весе бабы в 12 кг. Высота падения бабы, начиная с 28 см, постепенно уве
личивается при каждом следующем ударе на 1 см, и высота удара, произво
дящего изломы, не должна быть меньше 45 см для каждого пробного бруска.
§ 3. Условия приемки ковшей по пробе на удар
Если для всех трех пробных брусков высота удара до излома удовлетво-
рительна — 45 см или больше, — бомбы из данного ковша поступают на ис
пытание Бринелля (см. ниже — В).
При неудовлетворительных результатах пробы на удар, вызванных раки-
пи нами или другими пороками в пробных брусках, таковые заменяются
брусками из числа запасных (см. § 1); переиспытание запасных брусков про
изводится согласно § 2.
При результатах пробы на удар выше нормы, для двух брусков, допуска-
ется для третьего бруска понижение высоты удара до 43 см.
При неудовлетворительных результатах пробы на удар данного ковша
бомбы этого ковша откладываются, отбивается одна бомба, с отпечатком по
Бринеллю 4,6, и из нее вырезаются куски по чертежу № 580, которые отсы
лаются в Управление уполномоченного для испытания в лаборатории.
В. ИСПЫТАНИЕ АППАРАТОМ БРИНЕЛЛЯ
§ 4. Способ испытания
Каждая бомба из ковшей, выдержавших пробу на удар, подвергается йе-
ны ганию по Бринеллю, шариком 10 мм диаметром, под давлением 3000 кг в
течение 30 сек, в трех местах на запилах глубиною в 3 мм по окружности
поисковой части. Запилы должны быть плоскими — приготовленными на
иильником или наждачным кругом, но не зубилом, и расположены на рав
ном расстоянии друг от друга.
§ 5. Условия приемки
По наибольшим из трех показаний аппарата Бринелля, бомбы данного
ковши распределяются по следующим группам:
а) бомбы с отпечатками в пределах от 4,2 до 4,6 мм допускаются до коп
трольпого испытания на разрыв (см. ниже (');
2-11
и) бомбы с отпечатками < 4,2 мм могут бить приняты, если будет уста-
I нонлепо, что они допускают механическую обработку;
с) бомбы с отпечатками 4,7—5,0 мм и 5,0—5,5 откладываются впредь до
I окончательного решения этого вопроса испытаниями стрельбой, которые про-
изводятся и по окончании которых будет окончательно установлен максималь-
| пый предельный отпечаток.
С. КОНТРОЛЬНЫЕ ИСПЫТАНИЯ НА РАЗРЫВ
§ 6. Число пробных брусков
На каждую партию, размер которой устанавливается уполномоченным,
I принятую по Бринеллю, в группе от 4,2 до 4,6 выбирается из бомб с наиболь-
I шим отпечатком по Бринеллю, т. е. 4,6 мм или за отсутствием таковых, —
4,5 мм и т. д., одна бомба, из которой вырезаются два бруска для испытания
па разрыв и третий запасной для добавочного испытания. Размеры пробных
I брусков — по пунктирному профилю на чертеже № 354.
Условия приемки
§ 7. При сопротивлении разрыву обоих брусков, не ниже 19 кг/мм2, вся
I партия группы от 4,2 до 4,6 (либо 4,5 и т. д.) по Бринеллю считается приня-
I той по результатам механических испытаний.
§ 8. При неудовлетворительных результатах обоих пробных брусков (со-
I противление разрыву ниже 19 кг/мм2) все бомбы данной партии с наиболь-
I чтим отпечатком по Бринеллю (4,6 либо 4,5, см. § 6) забраковываются и вы-
I бирается для дополнительного контрольного испытания бомба из следующей
I по отпечаткам по Бринеллю группы (4,6 либо 4,5 и т. д.); дополнительные
испытания производятся согласно § 6.
§ 9. При неудовлетворительном результате одного только пробного брус-
I ка подвергается добавочному испытанию третий (запасной) брусок и при удов-
| летворительном результате добавочного испытания вся партия принимается
I (см. § 7).
При неудовлетворительном же результате добавочного испытания произ-
I водится забракование бомб данной группы по отпечаткам шариком согласно
§ 8 и требуется дополнительное контрольное испытание следующей, по отпе-
I чаткам группы.
§ 10. Чтобы возможно скорее иметь суждение о качестве произведенной
I плавки, следует испытывать на разрыв отдельно отлитые образцы, ограничи-
В наясь тремя образцами на дневную плавку, не бракуя, однако, плавки, если
испытание это даст неудовлетворительный результат, в дальнейшем окажет-
1 ся, что § 7 настоящей инструкции выполнен.
§ 11. По требованию специально командируемых уполномоченным лиц
I производить внезапные испытания образцов, вырезанных из бомб по указа-
I пию этих лиц, независимо от испытаний текущей партии.
Д. СВЕДЕНИЯ О МЕХАНИЧЕСКИХ ИСПЫТАНИЯХ БОМБ
§ 12. Сведения о механических испытаниях бомб составляются ежемесяч-
но по установленной форме (на бланках, отосланных 17 июля за № 28697) и
Посылаются приемщиками не позднее 10 числа следующего месяца в Техни-
I ческий Отдел Унраплспия.
у । к 1 о 1 к ।м< и।<• 11111.1 а гл у
ГГ|К*|М11| МППОр /1||///К>Л
ИНСТРУКЦИЯ
для производства механических испытаний корпусов 3" фугасных гранат
Выбор корпусов для механических испытаний
§ 1. Из каждой партии выбираются два корпуса, изготовленные из одной
и той же стали. Если партия изготовлена из стали разных заводов, то корпу
са берутся из стали, преобладающей в партии.
§ 2. На повторные и дополнительные испытания следует брать корпуса
той же стали, из которой были сделаны образцы, давшие неудовлетворитель
ные результаты.
§ 3. Для испытания следует брать корпуса с отпечатком 4,0 и 3,9. На каж
дые 4000 корпусов необходимо производить контрольное испытание для 3,5
и в случае неудовлетворительного испытания таковое производить для каж
дой партии, до получения вновь удовлетворительных результатов.
Результаты испытаний
§4. Сопротивление разрыву должно быть от 75 до 100 кг/мм2, удлине
ние же не менее 8% (в случае сопротивления ниже 80 кг удлинение требует
ся не менее 9%).
§ 5. Ниже норм допустимо', сопротивление разрыву 74,9 кг/мм2. Если
разрыв произошел ближе к очку или пояску, то можно принимать с удлине
нием 7,5% (вместо 8%) и 8,5 (вместо 9%).
§ 6. Неполное удлинение. При разрыве около кернов определить полна
удлинение невозможно. Если из двух пластинок одной гранаты одна пла
стинка дает неполное удлинение, а вторая полное, нормальное удлинение, то
результаты испытания считаются удовлетворительными. Если обе пластин
ки дают неполное удлинение, то требуется переиспытание.
§ 7. Неудовлетворительные результаты испытаний. При одном неудов
летворительном результате испытания (сопротивление разрыву или удлине
ние) производится повторное испытание другой гранаты той же группы (ш>
Бринеллю). В случае, если и это повторное испытание даст неудовлетворитель
ные результаты, испытуемая группа возвращается в перекалку или отпуск и
обязательно подвергается испытанию следующая группа (по Бринеллю) и
лишь по результатам этого дополнительного испытания партия принимается.
Заполнение сведений
§ 8. Число. День осмотра партии.
§ 9. Номер партии и количество. Текущий номер партии и полное коли
чество снарядов, представленных к приемке в данной партии.
§ 10. Сталь. Название стали, из которой взяты пластинки на испытание.
§ 11. Номер, число, штуки. Если при неудовлетворительных испытаниях
часть снарядов возвращена для перекала или отпуска, а на оставшееся коли
чество делается дополнительное испытание, то это оставшееся количество
следует помечать в этой графе. При удовлетворительных же испытаниях эти
графа совпадает с § 9.
§ 12. Номер пробного бруска. Текущие номера брусков — по журналу йены
таний. Для каждого обрабатывающего завода ведется особый журнал,
§ 13. Сопротивление разрыву. Сопротивление разрыву в кг/мм2.
§ 14. Удлинение в процентах.
§ 15. Л/се/no разрыва. Обозначат ген буквами: (' разрыв на середине
2
о — ближе к очку; и — ближе к пояску; к — разрыв около кернов, когда
невозможно определение полного удлинения (неполное удлинение, см. § 6).
§ 16. Показания аппарата Бринелля', а) на корпуса. Показания у очка и
у пояска на корпусе, взятом для изготовления образцов; б) на пластинки.
Пластинки подвергаются испытанию шариком Бринелля с обоих концов (очка
и пояска) и с обеих сторон (наружной и внутренней стороны по положению
пластинок в гранате). Из последних показаний определяется среднее.
§ 17. Примечания. В примечаниях указывается на бракованные и отдан-
ные в перекалку или отпуск группы (по Бринеллю) представленных партий на
повторные и дополнительные испытания и на переиспытания (указания отно-
сительно принятых партий или частей их помещаются на обратной стороне).
§ 18. Номер партий и количество. См. § 9.
§ 19. Сталь. Полное перечисление стали, из которой составлена партия.
§ 20. Штук в партии. См. § 11.
§ 21. Распределение по показаниям аппарата Бринелля на корпус. Ко-
личество гранат по группам Бринелля в представленных к приемке партиях
(делить по сталям и вычислять в процентном отношении не обязательно).
§ 22. Примечания. Сведения о приемке представленных партий на осно-
вании удовлетворительных результатов механических испытаний, с указани-
ем групп по Бринеллю и количества принятых снарядов. В случае, если при-
емка произведена на основании повторных и дополнительных испытаний или
переиспытаний, на это следует указать особо.
§ 23. Подача сведений. Сведения посылаются приемщиками не позднее
10 числа следующего месяца в Технический Отдел Управления.
Наблюдающий за Отделениями Технической части
инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ
генерал-майор Банков.
С подлинной верно: Правитель Канцелярии
инженер Воронков.
0 ТЕРМИЧЕСКОЙ ОБРАБОТКЕ 3" ГРАНАТ
Вопреки моим неоднократным обращениям к заводчикам и несмотря на
посылку инструкций по вопросу о термической обработке гранатных корпу-
сов, дело термической обработки не ведется с желаемой тщательностью, в чем
я убедился при личном посещении заводов и о чем свидетельствует значи-
тельный брак, обнаруживаемый как при гидравлическом испытании готовых
корпусов, так и при приемке снарядов на заводах.
Обращаю еще раз внимание заводчиков, а также приемщиков и браков-
щиков на исключительную, не меньшую чем точность размеров, важность
правильной термической обработки гранатных корпусов для получения удов-
летворительных снарядов и настаиваю, чтобы инструкции по этому вопросу
исполнялись со всей тщательностью, согласно нижеследующему:
I. Равномерность охлаждения внутри и снаружи
При испытании разрезанных гранат часто обнаруживается неравномер-
ная закалка внутренней и наружной поверхности гранаты. В то время, как
на внешней поверхности диаметр следа шарика аппарата Бринелля получа-
ется в пределах от 3,8 до 3,9 пн всем протяжении одной производящей, пн
внутренней поверх пости той же грппнты ширин анпаратп Брине лля диет сле-
ды днамет|»ом от d.O до 5,0.
21/
Такие снаряды при гидравлической пробе дают трещины или обнаружи
нают раздутие стенок — и бракуются окончательно.
Такого рода брак является результатом плохой закалки при недостаточ
ном притоке воды.
Недостаточный приток воды возможен по следующим причинам:
1. Напор воды от бака слишком мал. В инструкции № 21 указывается
напор минимум 5 м, и некоторые заводы понимают эту цифру в смысле высо-
ты бака над закалочным прибором и не принимают во внимание потери на
нора при проходе воды через трубы, краны и т д. Чтобы получить напор в
5 м при закалочном аппарате, необходимо устраивать бак на 10 м выше уров
ня мастерской.
2. Притоку воды может препятствовать недостаточное кольцевое отвер
стие между водяной трубкой и шейкой снаряда. В самом деле некоторые за
воды закаливают сейчас же, после обжима до обработки очка. Полученное
при обжиме очко — неровное и заусенчатое — не дает достаточного выхода
воде, и в корпусе гранаты образуется пар, и днище снаряда, не охлаждаясь
быстро, не принимает закалки. Необходимо посредством сверла расширить
получаемое при обжиме отверстие до диаметра 25 мм. Но еще целесообразнее
и в то же время выгоднее производить закалку после нарезки очка, как это
рекомендуется в инструкции № 21.
II. Равномерность нагрева корпуса перед по ружением в закалочную ванну
Неоднократно наблюдалось, что в ванну погружаются неравномерно нагре-
тые гранатные корпуса. Неравномерность нагрева должна быть обязательно
устранена, так как она влечет за собою неравномерность принятия закалки раз
ными точками снаряда, и вследствие этого, при гидравлической пробе, получа-
ются или раздутие стенок, или трещины, как результат внутренних напряжений.
Прежде чем вынуть гранатный корпус из печи, необходимо его продержать
до 1/4 ч в той части печи, где температура нагрева достигает требуемой услови
ями закалки высоты (850—875°). Температура эта должна быть постоянной.
В непрерывно действующих печах с наклонным полом равномерность
нагрева может быть достигнута устройством за порогом маленького свода, под
которым в конце нагрева снаряды были бы защищены от непосредственного
действия пламени.
Как непременное условие достижения постоянной конечной температу-
ры необходимо, чтобы нагрев снаряда продолжался, по меньшей мере, в те-
чение часа; между тем часто практикуется нагрев в течение только 20 мин,
что недопустимо.
Кроме того, как это объяснено в инструкции № 21, снаряд, вынутый из
печи при 850—875°, должен остывать около 1 мин, на открытом воздухе или,
лучше, в кирпичном колодце (что понижает температуру до 825—850°) и уже
погле этого опущен в ванну.
Некоторые заводчики выражали опасение, что при этом предваритель
ном охлаждении может закалка не произойти. Подобные опасения неоснова
тельны. В гранатной стали критическая точка близка к 850°, при повышаю
щейся температуре, и к 825°, при понижающейся.
Впрочем, можно легко установить, что снаряд закален пробой на аппара
те Бринелля: диаметр оттиска должен быть меньше 3,0.
Как указано в инструкции № 21, снаряд должен быть вынут из ванны,
когда средняя температура снаряда будет близка к 100". Кели расход воды
достаточен, го снаряд получает конечную гемпсрнтуру в 100 '. ног не 12 I 5 сен
2IH
охлаждения. При охлаждении снаряда только до 100° количество брака ио
трещинам .iiui'iii reiii.no понижается, причем никакого понижения твердости
не наблюдается.
111. Отпуск
На многих заводах отпуск производится слишком быстро, без соблюде-
ния необходимых предосторожностей. Из двух возможных способов отпуска,
продолжительного при более низкой температуре и более короткого при бо-
лее высокой температуре, следует предпочесть первый, как дающий един-
ственно надежные результаты.
Некоторые партии готовых снарядов при механическом испытании на
растяжение не дали требуемого условиями удлинения. Это происходит от
слишком быстрого отпуска. Предупреждаю заводчиков, что не удовлетворяю-
щие условиям по механическому испытанию партии непременно будут бра-
коваться.
Охлаждение после отпуска должно быть равномерным со всех сторон.
Некоторые заводы производят охлаждение после отпуска, помещая снаряды
вертикально рядами, с прослойкой в 20 см, разделяя ряды досками и пере-
сыпая гранаты песком. Это устройство при ничтожной стоимости обеспечи-
вает удовлетворительное охлаждение.
IV. Предварительный отжиг
Рекомендую заводчикам указанный в инструкции № 21 отжиг металла пе-
ред закалкой, нагревая снаряды до 900° в течение 1—1,5 ч и давая ему равно-
мерно охлаждаться или одновременно с печью, или в золе (песке). Применение
отжига дает металлу однородность структуры и тем облегчает его обработку.
Некоторые заводы применяют отжиг перед сверлением и в результате
получают облегчение обработки и сбережение инструмента, чем широко ком-
пенсируются расходы по отжигу.
Отжиг особенно важен при изготовлении снарядов из штампованных ста-
канов; в этом случае особенно рекомендуют прибегать к нему, так как, вслед-
ствие условий остывания, штампованные стаканы получают неоднородную
твердость
Резюмируя все вышесказанное, настоятельно рекомендую заводчикам
точно придерживаться инструкции № 21, обращая внимание на следующее:
I. Равномерность охлаждения водой снаружи и внутри. При этом внут-
реннее охлаждение должно производиться при:
а) достаточном напоре;
б) достаточно широком отверстии для выхода воды.
II. Равномерность нагрева. Одноминутное остывание до погружения в
ванну. Необходимость прекращать охлаждение раньше полного остывания.
III. Медленный и продолжительный отпуск с равномерным охлаждением.
IV. Предварительный раньше всех операций отжиг с равномерным ох-
лаждением.
Наблюдающий за Отделениями Технической части
инженер Щелкунов.
Уполномоченный ГАУ генерал майор Винков.
(' подлинным порно: I Ipanirrejii. Канцелярии
инженер Воронков.
:*о ||<»1(>р» I *• 11> г
Ш
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на прием обработанных корпусов 6" гранат сталистого чугуна
1) Корпуса предъявляются к приему партиями от 100 до 1000 штук по
соглашению с приемщиком. С разрешения уполномоченного партии могуч
составляться и из иного количества снарядов.
2) Каждый корпус подвергается внутреннему и наружному осмотру и если
на поверхности окажутся свищи, раковины, пузыри, шлаки и другие недо
статки литья, обнаруженные механической обработкой, то такие корпуса бра
куются и отсылаются для замены отлившим их заводом за счет последнего
Допускаются несколько наружных раковин и пузырей диаметром до 3 мм п
глубиною 5 мм за исключением центрующего утолщения поверхности между
дном и пояском на дне и вблизи резьбы на оживальной части, где раковины
вовсе не допускаются. Внутри допускаются несколько углублений, площадью
не больше 10 мм2, и налипы, толщиною не более 3 мм — при вырубке нали
пов металл на их месте должен быть чистый. На сферической части дна и на
уровне центрующего утолщения никакие пороки литья не допускаются.
3) Перед надеванием пояска каждый снаряд испытывается гидравли
ческим давлением в 300 атм в течение не менее 10 сек. Всякий снаряд, про
пускающий воду, бракуется.
4) После посадки пояска и окончательной отделки каждый снаряд испы
тывается сжатым воздухом или паром под давлением в 5 атм в течение не
менее 10 сек. Снаряды должны совершенно не пропускать воздуха или пара.
5) Испытания давлением, указанные в пунктах 3 и 4, должны произво
диться только в присутствии приемщика или назначенного последним бра
ковщика.
6) Все корпуса подвергаются поверке размеров, по которым они должны
удовлетворять чертежу № 268.
7) Правильность размеров проверяется инструментами и приборами по
чертежам № 280, 281 и 284. Независимо от этого если для убеждения в пра
вильности размеров или качества снарядов приемщику понадобится про
извести дополнительные поверки или обмеры, то заводом должны быть даны
для производства их все необходимые средства по распоряжению уполномо
ченного.
8) Для убеждения в удовлетворительности посадки поясков, их испыты
вают по звуку ударами маленьким молотком по всей окружности по пояску
и около пояска. Кроме того, приемщик имеет право выбрать из партии но
более 1% снарядов для снятия поясков с целью их осмотра.
9) Каждый снаряд испытывается на положение центра тяжести на двух
установленных горизонтально линейках или на швеллерной балке при пом<>
щи навешиваемого дополнительного груза. Максимальная допустимая экс
центричность центра тяжести по отношению к геометрической оси равна
0,6 мм (при отклонении центра на 0,6 мм разница в толщине стенок в самом
тонком месте равна 1,25 мм). Всякий снаряд, дающий эксцентричность боль
ше допустимой, возвращается для обточки, если его вес это допускает.
10) Все снаряды подвергаются взвешиванию. Нормальный вес снаряда г
пояском временно устанавливается в 88 фун.; допуск 1 ф. 48 з. (окончательно
средний вес снарядов будет определен после взвешивания первых партий сна
рядов).
Уполномоченный Главным Артиллерийским Управлением
генерал майор Нинкои
250
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на прием обработанных корпусов 48"' гранат сталистого чугуна
1) Корпуса предъявляются к приему партиями от 100 до 1000 штук по
соглашению с приемщиком. С разрешения уполномоченного партии могут
составляться и из иного количества снарядов.
2) Каждый корпус подвергается внутреннему и наружному осмотру и если
на поверхности окажутся свищи, раковины, пузыри, шлак и другие недостатки
литья, обнаруженные механической обработкой, то такие корпуса бракуются
и отсылаются для замены отлившим их заводом за счет последнего. Допуска-
ются несколько наружных раковин и пузырей диаметром до 3 мм и глубиною
5 мм за исключением центрующего утолщения, поверхности между дном и
пояском, на дне и вблизи резьбы на оживальной части, где раковины вовсе не
допускаются. Внутри допускаются несколько углублений площадью не больше
10 мм2 и налипы, толщиною не более 3 мм — при вырубке налипов металл на
их месте должен быть чистый. На сферической части дна и на уровне центрую-
щего утолщения никакие пороки литья не допускаются (см. циркуляр № 27740).
3) Перед надеванием пояска каждый снаряд испытывается гидравли-
ческим давлением в 300 атм в течение не менее 10 сек. Всякий снаряд, про-
пускающий воду, бракуется.
4) После посадки пояска и окончательной отделки каждый снаряд испы-
тывается сжатым воздухом или паром под давлением в 5 атм в течение не
менее 10 сек. Снаряды должны совершенно не пропускать воздуха или пара.
5) Испытания давлением, указанные в пунктах 3 и 4, должны производить-
ся только в присутствии приемщика или назначенного последним браковщика.
6) Все корпуса подвергаются поверке размеров, по которым они должны
удовлетворять чертежу №170В.
7) Правильность размеров поверяется инструментами и приборами по
чертежам № 174А, 175А и 176. Независимо от этого, если для убеждения в
правильности размеров или качестве снарядов приемщику понадобится, сверх
обязательных поверок, произвести дополнительные поверки или обмеры, то
заводом должны быть даны для производства их все необходимые средства
по распоряжению уполномоченного.
8) Для убеждения в удовлетворительности посадки поясков их испыты-
вают по звуку ударами маленьким молотком по всей окружности по пояску
и около пояска. Кроме того, приемщик имеет право выбрать из партии не
более 1% снарядов для снятия поясков с целью их осмотра.
9) Каждый снаряд испытывается на положение центра тяжести на двух
установленных горизонтально линейках или на швеллерной балке при помо-
щи навешиваемого дополнительного груза. Максимальная допустимая экс-
центричность центра тяжести по отношению к геометрической оси равна
0,6 мм (при отклонении центра на 0,6 мм разница в толщине стенок в самом
тонком месте равна 1, 25 мм). Всякий снаряд, дающий эксцентричность боль-
ше допустимой, возвращается для обточки, если его вес это допускает.
10) Все снаряды подвергаются взвешиванию. Нормальный вес снаряда с
пояском временно устанавливается в 49 1/2 фун.; допуск ± 72 зол., (оконча-
тельно средний вес снарядов будет определен после взвешивания первых
партий снарядов).
Уполномоченный Глинным Артиллерийским Украплением
генерил млйор Huiihoti.
I !> cell I'llfipll I 0 I (> Г
2ft 1 -
ТЕХНИЧЕСКИЕ УСЛОВИЯ № 62
на прием черновых отливок снарядов сталистого чугуна
*
§ 1. Снаряды отливаются из чугуна второй плавки (считая первую в до-
менных печах). Металл должен допускать обработку обточкой, сверлением и
пилением. Формовочный песок должен быть удален с наружной и внутрен-
ней поверхностей снаряда, и сами поверхности должны быть гладкие и чис-
тые. В принципе, эти поверхности должны быть без раковин, углублений,
палипов, корок грязи и т. п. Такие дефекты, как раковины, трещины, грязь,
песок и пр., которые обнаружатся при обработке снарядов, должны рассмат-
риваться как причины брака по литью и подлежать безвозмездной замене
отливающим их заводом. Однако можно допускать на наружной поверхности
«нарядов впереди медного пояска раковины или незначительные дефекты в
случае, если они в очень небольшом количестве и если дно раковин чисто и
может быть хорошо нащупано иглой. Диаметр таких раковин не должен пре-
вышать 3 мм, а глубина должна быть менее 5 мм. Что касается грязи или
других включений, то их можно принимать в той же части снаряда, если
площадь их менее 2 см2 и если проверка их глубины позволяет определить,
что дефект затрагивает только поверхность снаряда и не проникает в глуби-
ну. Ни один из вышесказанных дефектов не может допускаться позади мед-
ного пояска, на дне и на внутренней поверхности снаряда ниже очка. Однако
можно допустить несколько внутренних углублений малой площади, если они
не имеют острых углов, если края их отлоги, глубина меньше 3 мм и дно
раковины чистое. Крутые или острые края должны быть сглажены при по-
мохци фрезы или камня.
§ 2. Механические качества металла.
Механические качества металла проверяются испытаниями: 1) шариком
по способу Бринелля; 2) испытанием образцов на разрыв; 3) испытанием об-
разцов на удар.
1) О тпечаток по способу Бринелля шариком 10 мм диаметром под нагруз-
кой в 3000 кг в продолжение 30 сек на запилах глубиною 3 мм от наружной
корки, должен быть: для снарядов калибром 6" и меньше — от 4,2* до 4,8
мм, для снарядов калибром больше 6” — от 4,2* до 4,6 мм. Приемщик имеет
право требовать не менее трех запилов на каждом снаряде, причем в расчет
принимается наибольший из отпечатков. Запилы должны производиться на
месте, соответствующем будущему пояску на трех равноотстоящих точках ок-
ружности. Запил должен производиться пилой или камнем, отнюдь не при-
меняя зубила.
2) О т каждой партии, размер которой устанавливается уполномоченным
для каждого завода, вырезаются два образца из одной бомбы для испытания
ни разрыв. Размеры образца должны быть по пунктирному профилю (на чер-
теже № 354). Коэффициент крепости на разрыв должен быть: для калибров
6" и меньше — не менее 17 кг/мм2, для калибров свыше 6" — не менее
19 кг/мм2.
Для вырезания образцов на разрыв берется бомба с наибольшим из при
емлемых для данного калибра отпечатком Бринелля.
ОТЛИН1С11 (* ОТ 11 Cl I1T КIIМ И МГПЫ1Н* 4,2 ММ при II И МНЮ ГСП . Г< ПИ ОПП Д<1|| V<’K и ют оАрнботку
рГ HIOIV1
2TU
I1езани< имо от испытания текущей партии, уполномоченный имеет при-
ми командировать особых лиц для производства внезапного испытания образ-
цов, вырезанных из бомб но выбору и указанию командируемого лица.
Кроме того, ч тобы, возможно скорее, иметь суждение о качестве плавки,
от каждой плавки испытываются на разрыв по три отдельно отлитых образ-
ца (размеры — см. чертеж № 354). Эти образцы должны дать коэффициент
крепости в среднем не менее 25 кг и на один образец не менее 23 кг/мм2.
Результаты испытания принимаются к сведению, и неудовлетворитель-
ность их не вызывает забракования, если в дальнейшем окажется, что снаря-
ды этой плавки удовлетворят всем остальным условиям испытания.
3) О т каждой плавки испытываются по три образца на удар. Размеры
образца должны быть по чертежу № 354. Копер должен иметь устройство по
чертежу № 262 или № 262А. Испытание начинается при падении бабы с вы-
соты 28 см, повышая после каждого удара на 1 см, излом должен наступать
не раньше высоты падения 45 см в среднем для трех образцов, причем ни
один образец не должен ломаться при высоте меньше 43 см.
§ 3. Химический анализ — шихта и формовка.
Для получения требуемых механических качеств заводу предоставляется
полная свобода в отношении химического состава чугуна, выбора шихты,
способа плавки (в печах или вагранках) и формовки. Но по требованию при-
емщика завод должен дать все сведения о принимаемых заводом способах,
составах, а также результаты произведенных анализов или доставить образ-
цы для производства анализа в лаборатории уполномоченного.
§ 4. Испытание на непроницаемость.
На обрабатывающих заводах каждый снаряд испытывается на непрони-
цаемость.
Эти испытания должны производиться только в присутствии приемщика
и состоять из гидравлического и пневматического.
1) Гидравлическое испытание производится перед надеванием пояска, но
после проточки канавки под поясок и отрезки хвостика. Испытание произво-
дится под давлением 300 кг/см2 для снарядов калибром 6" и меньше 200 кг/см2
для снарядов калибром больше 6". Это давление должно сохраняться посто-
янным в течение не менее 10 сек. Ни в одной точке поверхности снаряд не
должен давать течь, в противном случае он бракуется по литью и подлежит
безвозмездной замене отлившим его заводом.
2) Пневматическое испытание производится после набивки пояска. Каждый
«•наряд испытывается сжатым воздухом или паром, под давлением 5 кг/см2,
сохраняя давление постоянным в течение не менее 10 сек. Всякий снаряд,
пропускающий воздух, бракуется по литью и подлежит безвозмездно замене
отлившим его заводом.
Перед пневматическим испытанием поверхность снаряда обмазывается при
помощи мягкой кисти мыльным раствором (60 г белого мыла на 1 л воды).
§ 5. Поверка размеров чернового снаряда.
Каждый черновой снаряд подвергается на литейном заводе поверке тол-
щины дна или высоты очка, соответственно тому, где располагается прибыль.
Остальные размеры, указанные на чертеже, утвержденном уполномоченным,
а также внутренний объем поперякггея у некотщюп» процента отливок, доста-
точного, чтобы удостовериться в правильности привитых заводом размеров
приспособлений для формовки.
2Г».'1
§ 6. В случае соцдений относительно приемлемости по литью или разме
рам предъявленных снарядов такие снаряды оставляются на комиссию, на
тачаемую уполномоченным или заведующим районом, которая окончатель-
но решает этот вопрос.
Наблюдающий за Отделениями Технической части
инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ
генерал-майор Банков.
С подлинным верно: Правитель Канцелярии
инженер Воронков.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
для приемки капсюлей воспламенителей к головным взрывателям
к 3" гранатам системы Шнейдер
§1
Капсюли из красной меди заряжаются 1 дг гремучего состава, содержа
щего:
5 частей гремучей ртути,
9 ” трехсернистой сурьмы,
9 ” бертолетовой соли,
покрытого медной фольгой 0,02 мм толщиной.
Лакированная фольга прикрепляется к бортам капсюлей при помощи
густого лака.
Нижняя пустота капсюля также лакирована.
Капсюли представляются к приемке партиями в 5000 штук; всякая партия,
содержащая более 2500 штук, считается полною партией, всякая партия, со
держащая менее 2500 штук, присоединяется к последней, полной партии.
Капсюли упаковываются в картонные коробки по сто штук в каждой,
причем капсюли укладываются рядами по десяти штук, отделенными друг
от друга тремя перегородками.
50 таких коробок капсюлей помещаются в жестяной непроницаемый
ящик, который упаковывается в другой — деревянный.
Производство приемки
Приемка состоит из следующих операций:
1) проверка веса,
2) проверка размеров и наружного осмотра,
3) испытания безопасности на копре,
4) испытания чувствительности на копре.
§3
Проверка веса
50 капсюлей из каждой партии взвешиваются, и разница между самым
легким капсюлем и самым тяжелым не должна превышать 1/8 с|м>дп<‘го веса
капсюлей
•251
§4
Проверка размеров и наружного осмотра
50 капсюлей из каждой партии осматриваются по отношению к главным
размерам, т. е. наружный диаметр, высота капсюля и промежуток между
гремучим составом и верхним срезом капсюля.
Если у одного капсюля размеры отклоняются от указанных в чертеже
допусков, то партия возвращается для пересмотра в мастерские и может под-
вергнуться вторичной проверке.
Если при переиспытании окажется, что у одного капсюля размер не бу-
дет соответствовать допускам, указанным в чертеже, то партия бракуется.
50 капсюлей из каждой партии осматриваются по отношению к наруж-
ному виду и к сухости лака; трещин и каких-либо выкрашиваний состава
совершенно не должно быть.
§5
Испытание безопасности на корпусе
50 капсюлей подвергаются действию бабы весом 200 г, падающей с высо-
ты 1,5 см на закаленный стальной стержень, остроконечный (степень заост-
рения стержня устанавливается приемщиком по соглашению с заводом), со-
прикасающейся острием с гремучим составом. Для этого испытания капсюль
кладется в стальной наперсток, опирающийся на наковальню. Ни один кап-
сюль не должен взорваться или воспламениться; при получении хотя бы од-
ного взрыва или воспламенения партия бракуется.
Закаленный стальной стержень имеет диаметр в 3 мм, острый конец его —
пысоту в 4,5 мм, и вес стержня равен 1500 г.
Жало проверяется каждый раз, дабы убедиться, что оно не затупилось.
§6
Испытание чувствительности на корпусе
50 капсюлей подвергаются действию бабы весом в 200 г, падающей с
высоты в 12 см; способ испытания будет тот же, что и при испытании на бе-
вопасность (§ 5).
Все испытанные капсюли должны взрываться без затяжки.
Однако приступают к вторичному испытанию, если окажется одна осеч-
ка или одно неправильное воспламенение.
Вторичному испытанию подвергаются все 50 капсюлей.
Если при этом вторичном испытании не окажется ни одного какого-ни-
будь недостатка, партия будет принята, в противном случае партия эта бра-
куется.
§7
20 капсюлей, предварительно погруженные в воду в течение 5 мин и вы-
сушейные в промокательной бумаге, испытываются в тех же условиях, как
указано в § 6; число осечек должно быть не менее 50%; сверх этого отноше-
ния производится вторичное испытание на 20 других капсюлях.
Если число осечек менее 50%, то партия принимается, в противном слу-
чае бракуется
9И
Приемки производится в мастерской поставщика, который должен пре
доставить установленные проверенные инструменты для вышеуказанных ис
пытаний.
Утверждаю: Уполномоченный генерал Банков.
На подлинном написано:
«Утверждаю». Уполномоченный ГАУ генерал-майор Банков.
5 июня 1916 г. Москва.
С подлинным верно: Правитель Канцелярии инженер Воронков.
КОНДИЦИИ
на поставку корпусов 6" фугасных гранат из сталистого чугуна
1) Поставляемые предметы должны по качествам своим соответствовать
вполне своему назначению и удовлетворять условиям, указанным в прилага
емых технических условиях и чертежах.
2) Уполномоченный Главным Артиллерийским Управлением имеет пра
по требовать поставки предметов на 25% более или менее количества обус-
ловленного договором, без продления срока окончания договора или с про
длением этого срока, по своему усмотрению; поставщик обязан исполнить
таковое требование уполномоченного по контрактным планам.
3) На месте сдачи поставляемых предметов должен непременно находить-
ся или сам поставщик, или уполномоченное от него лицо.
4) Изготовленные предметы принимаются особым приемщиком с браков
щиками, командированными для этой цели на завод или группу заводов.
5) Приемщики уполномоченного с особыми браковщиками принимают
предметы один или, смотря по надобности, несколько дней сряду, при рабо
чей силе со стороны контрагента (время устанавливается уполномоченным);
когда все предметы партии приняты, поставщику выдается квитанция, одна
или несколько, смотря по надобности. Забракованные предметы приводятся
в негодность, возвращаются поставщику и считаются как бы непоставлен
ними. Принятые предметы нагружаются в вагон средствами и за счет по
ставщика.
6) Заводам, изготовляющим корпуса из чугуна-гематита, доставляемого
распоряжением уполномоченного, чугун-гематит доставляется на ближайшую
к заводу железнодорожную станцию за счет заводов, по цене 1 руб. 45 коп.
за пуд, с таким расчетом, чтобы иметь запас на двухнедельное производство
изделий. Для срочной доставки материала уполномоченным будут принимать
ся соответствующие меры, но в случае несвоевременной доставки по вине
железных дорог или по иным непредвиденным причинам поставщик не име
ст правя предъявлять претензии об убытках.
7) В случае порчи чугуна-гематита в размере 1/4 и более доставленнои
заводчику партии уполномоченный имеет право прекратить заказ.
8) Каждому приемщику выдается по одному комплекту поверочного ин
струмента, по которому завод должен изготовить за свой счет таковой же
рабочий комплект.
9) Образцовый комплект поверочного инструмента находится в Управле
ппп уполномоченного Главным Артиллерийским Управлением
2Ы)
10) Гранаты Прсдстппляютея к приему п чистом виде; после экс приема
смалываются, in счет л 1 поди, изготовляющего их, внутри и снаружи неочи-
щенным скипидаром, по содержащим кислот, с примесью около 5% канифоли.
11) I In отлитых (па обработанных) корпусах, признанных годными, ста-
вится следующие клейма:
и) приемщика — в кружке,
б) название завода (первоначальные буквы), изготовившего корпуса,
в) номер партии,
г) номер плавки.
12) На обработанных корпусах, признанных годными, ставятся следую-
щие клейма:
а) приемщика — в кружке,
б) название завода (первоначальные буквы), доставившего отливку,
в) название завода, изготовившего гранаты,
г) номер партии.
13) Поставщик отвечает за всю работу, хотя бы он, с разрешения уполно-
моченного, передал часть этой работы другим лицам
14) Расчет с поставщиком, по каждой отдельной поставке, а также окон-
чательный, по исполнении всей поставки, составляется Управлением упол-
номоченного
15) Уплата производится следующим образом
а) за необработанные корпуса приемщик уполномоченного выдает кви-
танции, которые вместе с соответствующими им счетами и копиями дубли-
катов накладных на отправленные корпуса представляются в Управление
уполномоченного и оплачиваются в течение двухнедельного со дня их полу-
чения срока; если при обработке снарядов обнаружится брак, что должно
удостоверяться актами за подписью приемщиков уполномоченного, то соот-
нстствующее браку количество корпусов скидывается с поступающих даль-
нейших квитанций.
б) за отделанные корпуса уплата производится только после извещения с
инвода Второва об их прибыли, по квитанциям приемщиков уполномоченного.
16) За работу забракованных по вине обрабатывающего завода корпусов
поставщику ничего не уплачивается, причем за испорченный литой корпус
поставщик возмещает уполномоченному Главным Артиллерийским Управле-
нием стоимость означенного корпуса в размере по 20 руб. за доставленные
ппподу в августе 1916 г., по 19 руб. — за доставленные в сентябре, по
17 руб. — за доставленные в октябре и по 16 руб — за доставленные позднее,
до окончания договора; за обработку же корпусов, оказавшихся негодными
по вине завода, доставившего черновые корпуса, поставщику уплачивается
по особой, прилагаемой при сем, расценке.
17) Если результаты испытания стрельбой при установленных на то ус-
ловиях указали на общую неудовлетворительность фабрикации гранат,
уполномоченный сохраняет за собою право прекратить дальнейшую приемку
гнпрядов, уплачивая стоимость тех из них, кои были уже представлены на
прием к моменту принятия означенного решения.
18) Готовые корпуса для отправки с завода укупориваются согласно прила-
гнемому чертежу таким образом, чтобы предохранить поясок от порчи во время
перепилки; и качестве указания прилагается чертеж; ответственность за пор-
чу, происходящую от неудовлетворительной укупорки, надает па поставщика.
19) В случае исизготовлепия предметов и установленные сроки, постна
щику прсдостаплястся льготный срок постники и течение даун педель, по
257
истечении коего с пего удерживается при уплате денег он подлежащие изго
товлепию предметы неустойка в размере: за просрочку одной педели — 2%,
двух — 4%, трех — 8%, четырех, или одного месяца, — 12%. Если подобная
неисправность поставщика повторится в течение всего контрактного срока до
трех раз, то после третьей неисправности поставщик устраняется от постав
ки. В случае, если в течение двух недель со дня объявления поставщику об
утверждении за ним поставки, он не явится для подписания контракта, или
если поставщик не выполнит или уклонится от всей поставки, или от остан
шейся части поставки, или если он будет устранен от подряда вследствие
указанной выше трехкратной просрочки, то он уплачивает неустойку в раз
мере 12% со всей подрядной суммы.
20) В обеспечение исправного исполнения поставки поставщиком пред
ставляется залог (под неустойку) в размере 10%, т. е. 1/10 части подрядной
суммы.
Род этих залогов должен согласоваться с правилами, установленными на
этот предмет в книге XVIII Св. Воен. Пост., 1869 г., раздел I.
21) Залоги, обеспечивающие неустойку, возвращаются поставщику при
исправном выполнении всей поставки при окончательном расчете.
22) Контракт на поставку означенных предметов заключается в Управле
нии уполномоченного Главным Артиллерийским Управлением.
23) Передача поставки другому благонадежному лицу, имеющему на то
право, может быть разрешена только с письменного согласия уполномочен-
ного.
24) Во всех случаях, здесь не поименованных, надлежит руководствовать
ся книгою XVIII Св. Воен. Пост., 1869 г., изд. 2, 1907 г., раздел I, и соответ
ствующими законами гражданскими, насколько сии последние, по свойству
поставок Военного Ведомства и обстоятельствам дела, применимы быть могут.
Помощник уполномоченного по Технической части,
гв. полковник Высочанский.
Юрисконсульт Управления уполномоченного Гаврилов.
ИНСТРУКЦИЯ
на приемку запальных стаканов к «У. С.» снарядам
1. Сталь или штамповка, потребная для изготовления запальных стака
нов, доставляется заводам распоряжением уполномоченного Главным Артил
лерийским Управлением. Поверка механических качеств стали указанных
заготовок, удовлетворяющая нижеследующим требованиям, производится на
местах изготовления металла, разрывающее усилие 45—55 кг/мм2 и удлине
ние при разрыве, отнесенное к длине 10 см, — 18%.
2. Запальный стакан к «У. С.» снарядам предъявляется к приему парти
ями не более 10 000 штук.
3. От каждой партии приемщик берет, по своему усмотрению, 100 запаль
пых стаканов и подвергает поверке размеров согласно нижеследующей таб
лице:
Размеры, подлежащие поверке Поверочный инструмент
1) Внешняя резьба (кривой торец)............№ 1, 2 и ЗА.
2) I|||нмс11ыний диаметр ниток внешней резьбы ...№ 4, 5
3) Гнезда дли ключа ........................№ 6
2ПН
4) ......пни пери п ня резьба...............№ К), 11, 12, 13 и 14
5) Высота от дни (ипутри) до среза головки..№ 38 (44, 45, 46)
6) Внутренний дииметр.......................№ 39
7) Высота внешней резьбы....................№ 40
8) Толщина донышка ..........................№ 41, 42
9) Наружный диаметр тела....................№ 43
4. Партия запальных стаканов признается годной, если все выбранные
для осмотра приемщиком стаканы будут иметь правильные размеры в преде-
IHX, указанных на чертежах допусков.
В отношении чистоты отделки внутренней поверхности тела запального
стакана «У. С.» необходимо соблюдать следующее: поверхность считается
удовлетворительной при отсутствии глубоких задирин и царапин, шлифовки
Поверхности безусловно не требуется, поверхность может иметь явные следы
нт резца. Коническая поверхность головки шлифовки не требует.
Партии, не удовлетворяющие всем указанным требованиям, возвращают-
ся заводу для исправления.
5. Кроме указанных выше поверок, являющихся решающими в смысле
Приема партии с завода, запальные стаканы «У. С.» подвергаются еще следу-
ющим дополнительным испытаниям для окончательного выяснения служеб-
ной их пригодности:
а) Проба тела стаканов на растяжение при помощи стального пуансона.
После испытания давлением 1200 кг длина тела не должна увеличиваться
более чем на 0,5 мм.
б) Проба воздухом в воде при давлении 1/5 атм.
6. О клеймении. На запальных стаканах, признанных годными, ставятся
следующие клейма (на боковой поверхности конуса):
а) Приемщика в кружке.
б) Название завода, изготовляющего стаканы.
в) Номер партии.
7. Укупорка. Для отправки с завода принятые запальные стаканы, пред-
варительно смазанные скипидаром с 5% канифоли, укупориваются по 200 штук
и деревянные ящики, с крышками и веревочными петлями, изготовляемые
с амим заводчиком (см. чертеж № 49) или за его счет. Применение опилок
при укупорке воспрещается. Ящики после их укупорки запломбировывают-
ся распоряжением приемщика.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал Банков.
ТАБЛИЦА № 3
допусков в размерах цельнокорпусных 3-дм удлиненных гранат
Норм, размеры Допуски
Общая длина корпуса расстояние линии центровых производящих дуг ... 11,271 дм ±0,05 дм
головной части до переднего среза корпуса ... 2,48 „ —
Диаметр центрирующего утолщения ... 2,98 „ -0,006 „
,, цилиндрической части корпуса ... 2,96 „ ±0,01 „
,, запоясанной ,, ,, ... 2,95 „ 0,005 „
,, ПО дну .111ТОЧК11 ПОД ПОЯСОК 2.82 10.005 „
Ширина дна заточки под поясок 0,55 10.01 „
,, .иггочии у иоигрхпогти синридп О.5О 10.005 .,
25»
1 1<>рм, |»(|11 м »1 л Допуски
Длипи запоясковой части корпуса Динметр среза головной части 1,50 дм 1,87 0,015 дм 0,005 „
Нарезная часть очка • диаметр по вершинам витков... » ,, по дну витков шаг нарезки (правой) 1,315 „ 1,4215 „ 0,0788 „ f ±0,008 „ | -0,004 „ +0,008 „
Диаметр цилиндрической шейки очка 1,102 „ ( +0,008 „ | -0,004 ,,
Ширина »» 0,197 „ -0,118 ,,
Канавка в очке снаряда диаметр по дну канавки ширина канавки расстояние от заднего среза канавки до среза очка снаряда 1,508 „ 0,0788 „ 0,551 „ ±0,012 „ +0,02 „ -0,08 „
Толщина дна
не считая высоты углубления для
пластинки.....................
считая таковую................
0,512
0,571
+0,02
+0,02
Большой диаметр корпуса внутренней пустоты
снаряда
Меньший ,, ,, ,, ,, ,,
сверленых 2,1811 । q pg
штамп. 2,23 J
сверленых 1,95 1 +р рд
штамп. 1,90 J
Диаметр ведущего пояска ........................
Ширина цилиндрической части...................
Углубление
для
пластинки
меньший диаметр.................
больший диаметр.................
высота .........................
Допуск
только
для сверл
Допуск,
для
штамп.
±0,05м/м
3,076 -0,05 „
0,36 ±0,01
1,968
2,047
0,059
±0,004
±0,004
+0,004
Вес корпуса снаряда (с пояском)..................
, „„ (+14 зол
12 ф. 82 зол. 1 „„
(-26 зол.
Примечание:
1. Внутреннее очертание головной части корпуса обозначено на чертеже лишь для сведи
ния, приблизительно.
2. Очко снаряда, ведущий поясок и центрующее утолщение должны быть строго конце» г
ричны. Заточка под ведущий поясок и центрующее утолщение должны отделываться начисти
лишь после закалки корпуса, причем центрование снаряда (на токарном станке) делается по
нарезке очка и по центру, оставляемому на дне корпуса (снаружи).
3. Выходной конец нарезки очка слегка притупляется.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
С подлинным верно: Правитель Канцелярии инженер Воронков.
2ОО
ИНСТРУКЦИЯ № 20
1 августа 1915 г.
ИЗГОТОВЛЕНИЕ 3-ДЮЙМОВЫХ ГРАНАТ ПО ФРАНЦУЗСКОМУ СПОСОБУ
Придание остроконечной формы
Остроконечная форма головки снаряда может быть получена многими
способами и самыми разнообразными приборами: копром, паровым молотом,
пневматическим быстроходным молотом, горизонтальным ковочным прессом,
гидравлическим прессом и т. д.
С целью дать указания заводчикам для использования всякого, имеюще-
гося у них оборудования, ниже будут описаны некоторые приемы работы,
дпбы представить на их усмотрение выбор наиболее подходящего способа.
Предварительная операция ко всем способам: нагрев концов до обжима.
Последний производится в печах, у которых одна стена снабжена отверстия-
ми; как указано ниже на чертеже: чертеж 110 показывает печь, работающую
ни минеральном топливе;
чертеж 111 — печь с нефтяным отоплением;
чертеж 770 — ту же печь, но с меньшим числом отверстий, соответствую-
щую меньшему производству.
Принимая, что в нагретой уже печи конец стакана будет достаточно на-
грет через 3—3,5 мин, следует, что печь с 5 или 6 отверстиями обслуживает
один молот, обжимающий 60 стаканов в час.
Чертежи печей сами по себе довольно ясны и не требуют пояснений, что
»ке касается самой работы, то нужно обратить внимание на два следующих
। «бстоятельства.
Правильность обжима зависит:
1) от равномерности нагрева по всей окружности конца стакана,
2) от известной длины нагретой части.
Для достижения первой цели необходимо следить за тем, чтобы кузнец
поворачивал по временам стаканы в их отверстиях, наблюдая за равномерно-
стью накаливания по всей поверхности стакана докрасна.
Желательно при больших печах, где отверстия расположены в несколько
радов, перекладывать стаканы из одного ряда в другой, начиная от меньше-
। » нагрева.
Нагревание до определенной длины достигается ограничением передачи
ичиюты посредством водяной рубашки, окружающей отверстия, куда встав-
ил ются стаканы.
Чугунная коробка, заменяя часть стены печи, даже без огнеупорной фу-
теровки с притоком воды, является наиболее удобным средством.
Ограничить длину нагрева возможно еще погружая стакан вертикально
Ь водяной бак до желаемого уровня, упирая для этого его нижний конец на
Ьодпорку известной высоты, лежащую на дне бака.
I. Способ «Forges Pamiers»
Этот способ самый простой, и смысле оборудования, ведется с одного на-
। роли и при одном ударе молота.
Чертеж 113 представляет форму и размеры nmiMiiii н матрицы
Стаканы ингрептогся. кик пыпк* run.miiu, при гемнернгур<- НИИ)
к ЖИ
Результат зависит от длины нагретой части; опытными данными легко
можно определить подходящую длину, так как если стакан нагреть на слит
ком большую длину и металл осадить до предела нагретой части, то внутри
образуется одно или несколько волнообразных утолщений, а диаметр очка и
этом случае выходит слишком большим.
В противном случае, т. е. при нагреве на меньшую длину, внутренний
профиль головной части выходит немного тонок, диаметр очка мал, а при
окончательной обработке очка придется снять значительное количество мс
талла, и готовый снаряд получается в этом случае легковесным.
На чертеже 113 изображены на фотографических снимках в Chantiers de
I’Atlantique результаты трех различных операций.
На первой, неудачной, получается морщина у нижнего основания ожи
вальной части, где диаметр очка слишком велик: D = 26, снаряд в этом слу
чае будет брак, на второй, нормальной, морщин нет или почти нет, и диа
метр очка правилен: D = 19 — 20 мм.
На третьей — неудачной — морщин нет, но диаметр очка слишком мал;
снаряд будет легковесен.
Несколькими опытными испытаниями легко установить, на какой длине
следует нагреть конец стакана при той же, конечно, силе удара.
В вышеназванном заводе было определено, что с паровым молотом двои
ного действия 800 кг веса подходящая длина нагрева должна быть 40 мм,
причем необходимо вести таковой достаточно быстро, чтобы промежуточная
полунагретая часть была возможно коротка. Желательно производить обжим
с одного удара.
Часовая средняя производительность: 110—120 гранат.
Американская ковочная машина типа Аякс работает совершенно анало
гично.
II. Способ «Renault»
Чертежи 12 и 13 изображают подробно этот способ. Он тоже ведется с
одного нагрева, но при двух ударах молота, причем при втором ударе встав
ляют пуансон под боек для сохранения отверстия.
Копер в 40—60 пудов с высотой падения в полтора метра пригоден дли
этого способа работы.
III. Способ «Chantiers de la Loire»
Он ведется двумя последовательными операциями, с промежуточным вто
ричным нагревом. Первая операция — осадка, производящая утолщение верх
него края. Вторая — придание головке оживальной формы.
Чертежи 204 и 205 изображают эти две операции. Штампованный (или
сверленый) стакан, изображенный на чертеже 204 под буквою а, нагревается
на протяжении 60—80 мм от конца, как уже указано, при других приемах
работы, и вставляется в матрицу В. Осадку производят двумя ударами мол<>
та весом около 50—60 пудов, или 3—4 ударами более слабым молотом (на
пример, 20-пудовым двойного действия).
Утолщенный таким образом стакан опять нагревается на 80—100 мм от
конца и нагретый укрепляется своим дном в патроне Р (чертеж 205) при по
мощи болта U. После каждого удара молота рабочий поворачивает стакан ни
чисть обороти маховиком Н и в то же время передвигает его вперед между
штампами, при помощи рукоятки М и пиита L. Требуется около 30 40 уда
ров дав всего хода до отказа, после чего производит еще около 20 ударов.
*21(2
понорп ч и пин стакан (бе, посту патолыюго движения), чтобы придать равно-
мерную оживи льну к > форму головке.
Число ударов молота может быть доведено до 100—130 в минуту, так что
операция длится от 1/2 до 3/4 мин.
Число операций в час достигает от 50 до 60. Молот двойного действия, от
18 до 20 пудов весом, весьма подходит для этой операции. Желательно, что-
бы он не останавливался внизу после удара и чтобы рабочий между двумя
ударами успевал поворачивать и передвигать снаряд.
IV. Способ «Automobiles Delahaye» на гидравлическом прессе
Разумеется, что у завода, располагающего гидравлическим прессом, мож-
но его утилизировать для производства обжима головки гранат.
Ниже будет изложен способ завода «Automobiles Delahaye», на котором
этот прием работы налажен успешно. (Чертеж № 114.)
Пресс снабжен двумя поршнями, нижним А — простого и верхним В —
двойного действия.
На нижнем надета головка D; в нижней части верхнего поршня имеется
плечо, упирающееся в конце своего хода на флянец F сальника, поддержи-
вающего кожаную манжетку.
Оба цилиндра с вышеуказанными поршнями закреплены на четырех ко-
лоннах G; к этим колоннам присоединены два швеллера Н, направляющие
тележку J с колесами I, внутрь которой вставлена матрица К из трех частей,
с выталкивателем L в ее дне.
Движение вперед тележки под пресс ограничивается тремя направляю-
щими упорами: М — задним и двумя боковыми — N.
При откате назад тележка подводится к выталкивающему прибору О,
действующему посредством педального рычага Р.
Колпак, образующий оживальную часть головки, прикреплен к сальни-
ку F (чертеж № 115); колпак состоит из корпуса Q, на который насажена ожи-
вальная часть R; корпус охлаждается притоком воды, поступающей в окру-
жающую его рубашку через отверстие Т.
Пуансон S, которому придана форма внутреннего очертания очка грана-
ты, закреплен в дне верхнего поршня Е посредством шайбы U, он направля-
ется своей нижней частью по колпаку R.
Двойной распределитель (чертеж № 114) дает возможность управлять от-
дельно каждым поршнем.
Для удобства нижняя часть верхнего поршня находится в непрерывном
соединении с отдельным аккумулятором, так что при закрытии распредели-
теля поршень автоматически поднимается обратно вверх.
Обжим ведется следующим образом: тележка расположена над прибором О;
хорошо нагретый одним своим концом снаряд кладется во внутрь слегка при-
поднимаемой матрицы, причем опускают педаль Р и подводят тележку под
пресс до упоров М и N.
Подают воду под нижний поршень, вследствие чего тележка с матрицей
подымается и стакан входит в колпак, принимая форму, изображенную на
чертеже № 115; когда же матрица К, опираясь на колпак, заканчивает свой
ход, то останавливают первый рычаг расщюделителя и, посредством второго
рычага, опускают первый поршень Е. Пуансон S входит и гранату, придавая
ей форму, изображенную па чертеже
Затем передни гнют обратно второй рычаг; верхний поршень поднимается
сам собою (нрн помощи осоОого аккуму нагори, играющего ронь протопопе
‘«л
сн); первый рычаг также опускают; нижний поршень спускается с тележкой
н обжатым снарядом. Тележку откатывают назад, и снаряд выталкивают,
нажимая на педаль Р.
С четырьмя чернорабочими и одним мастером возможно обжимать сто
двадцать штук в час.
Из описания видно, что вся установка обеспечивает правильность цент-
ровки стакана с поршнями, когда его верхняя часть только что начинает вхо-
дить в колпак, то последний опускается внутрь матрицы, так что участвую-
щие в обжиме части взаимно центруются. Следовательно, получается равно-
мерное распределение металла вокруг оси головки снаряда.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
С подлинной верно: Правитель Канцелярии инженер Воронков.
* ИНСТРУКЦИЯ №21
ТЕРМИЧЕСКАЯ ОБРАБОТКА 3" ГРАНАТ, ИЗГОТОВЛЯЕМЫХ
ПО ФРАНЦУЗСКОМУ СПОСОБУ
У снаряда до закалки отделывается внутренняя поверхность, очко и пе-
редний торец; после закалки и отпуска остается произвести обточку внешней
поверхности и головки, вставку и обточку пояска и отделку дна.
Термическая обработка:
Ее цель — придать металлу необходимые качества, а именно:
1) Снаряд должен выдержать без остающихся деформаций усилия, кото-
рым он подвергается в канале орудия.
2) При разрыве снаряда он должен давать наибольшее число осколков.
I. Условия закалки
Результаты закалки зависят:
1) от состава металла,
2) от температуры, до которой нагрет снаряд в момент закалки,
3) от скорости охлаждения металла, которая зависит от состава закалоч
ной ванны и способа охлаждения.
Применяя термическую обработку, состоящую из закалки в воде и после
дующего отпуска, стремятся получить интенсивную закалку, которую смяг
чают затем отпуском, т. е. слабым нагреванием ниже низшей критической
точки. Для закалки температура нагрева должна быть на 30° выше верхней
точки превращения металла.
Таким образом, при различных составах стали в зависимости от ее каче
ства в доставленном виде от 52 до 64 кг (см. 2), температура закалки будет
колебаться от 800° до 875°, будучи тем выше, чем металл мягче.
Вообще она заключается между 820° и 850°.
При интенсивной закалке, особенно тонкостенных предметов, могут но
лучиться очень сильные внутренние напряжения, влекущие за собой искрив
линия и даже трещины в закаленных предметах.
Для устранения таких вредных явлений следует принять меры предостц
рожностн, о которых будет сообщено ниже.
(' другой стороны, необходимо, чтобы весь снаряд Пыл целиком и рацио
мерно нагрет до температуры закалки, причем поверхность его не должна
кме I I. о | де >11.НЫХ час ген. пог. рытыX ОКИ НИНОЙ .
из
ва
не
не
Измерение температуры производится Пирометром Ле-Шателье в одном
разнообразных его видов; необходимо принять во внимание потери нагре-
при переноске снаряда от печи до закаливающей жидкости.
Закалочная жидкость — обыкновенная вода температурой не ниже 15° и
выше 25°. Необходимо обратить внимание на то, чтобы температура воды
понизилась ниже указанной нормы во время морозов.
11. Условия отпуска
Значение отпуска состоит в том, что им смягчается закалка. Степень от-
пуска зависит от двух условий: температуры и продолжительности нагрева.
Принимая во внимание состав стали, применяемой для изготовления гра-
нат, и считая продолжительность нагрева 30 мин, температура отпуска ко-
леблется между 475° и 550° и должна быть во всяком случае ниже низшей
точки превращения, причем, при более продолжительном отпуске, например
в 1 1/2 часа, потребная температура будет около 425°.
Само охлаждение снаряда можно произвести в золе, на воздухе или в воде.
Применяют два способа отпуска:
1) В печи определенной температуры держат снаряды известное время.
Здесь два варианта: или насадить снаряды в печь, нагретую выше температу-
ры отпуска, причем от загрузки температура падает и достигает затем требуе-
мой степени, или же насадить снаряды в печь, нагретую до температуры от-
пуска. В первом случае продолжительность пребывания в печи должна быть
меньше, чем во втором; время потребного пребывания снарядов в печи долж-
но быть один раз навсегда проверено для принятой температуры отпуска и
способа нагрева.
2) Насаживать йепрерывно снаряды в так называемую «методическую
печь», температура которой повышается с одного конца к другому.
В известном пункте температура измеряется термоэлементом Ле-Шате-
лье, причем по выходе из печи контролируют нагрев снарядов, натирая их
тополевой палкой или бросая древесные опилки.
Следует помнить, что тополевое дерево дымится при 400°, дает редкие
искры при 425°, много искр между 450° и 475° и начинает гореть при 500°.
Но всяком случае пребывание в печи определяется при помощи нижеследую-
щего испытания.
Печи для закалки и для отпуска могут быть удобно сосредоточены в
ной и той же кладке, как это увидим ниже.
од-
III. Проверка термической обработки
Долголетней практикой установлено известное соотношение между ре-
зультатами испытания шариком по Бринеллю и пробами на разрыв, на из-
гиб, на прогиб дна снаряда и на раздутие при стрельбе, применяемыми вооб-
ще для испытания требуемых от снаряда качеств.
Снаряд удовлетворяет пробам на раздутие и на прогиб дна, если при
испытании шариком 10 мм диаметра под давлением в 3000 кг в течение
'<0 сек диаметр вдавленного круга не превышает 4,1 мм.
Нижний предел диаметра вдавленного круга определяет соответственно
грудности дальнейшей обработки, а также в зависимости от испытания на
ыгиб и tie должен быть меньше 3,5 мм.
Необходимо следить непрерывно за правильностью тепловой обработка и
рш этого установка аппарата Брннелня на месте, где иронаподятся закалки
I отпуск, ik-ci.mii же ин ге >11.1111 Цан iipoiiepr. и palilioMepiloci и .iiihnni.ll гиедует
ежедневно испытывать несколько снарядов шариком по четырем нрои.тодн
Шим и в трех разных точках на каждой. Разница в диаметрах вдавленного
круга при всех двенадцати пробах не должна превышать 0,2 мм для хорошо
обработанного снаряда.
ВЕДЕНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
I. Приспособления
А) Закалочная печь.
Б) Прибор для водяной закалки.
В) Печь для отпуска.
Г) Пирометры.
II. Проверочные приемы
1) Испытание по Бринеллю.
2) Испытание по звону.
3) Испытание давлением в 1400 атм.
4) Испытание прогиба дна.
(Три последних испытания производятся в Москве в мастерских снаря
жательного завода; от заводчика требуется лишь испытание по Бринеллю.)
А. Закалочная печь
Она может быть какого угодно типа; нужно только обратить внимание пи
равномерность температуры и держать восстановительное пламя печи, не
допуская через окна проход воздуха внутрь печи, напротив, нужно урегулн
ровать тягу дымовой трубы таким образом, чтобы пламя выходило через от
верстия наружу.
В одном из арсеналов (Бурж) применен следующий способ: две печи рп
ботают по очереди, на пол печи кладут 32 гранаты рядом, их подогревают и
течение получаса; температура у переднего порога 850°—900°; через полчаса
первый снаряд вынимают и закаливают, причем другие пододвигают к поре
гу, беря их последовательно. Пока успевают закалить эти 32 снаряда, в дру
гой печи столько же нагревают.
Можно также применять печь непрерывного действия, о которой будет
речь ниже.
Б. Прибор для водяной закалки
От закаливающего прибора требуется, прежде всего, быстрое и равномер
ное смачивание предмета водою.
На чертеже № 14 представлен такой прибор. На приборе этом произво
дится закалка в брызгах воды. На трубу Б, имеющую более ста отверстий,
надевают вынутую из печи гранату, листовой кожух вокруг нее тоже имеет
отверстия, через которые взбрызгивается вода.
Такой прибор требует от мастерских тщательного и постоянного внима
ния: в случае временного недостаточного напора воды, засаривания некого
рых отверстий или, напротив, расширения их вследствие ржавчины получи
ет-ся неравномерная закалка снаряда, влекущая за собою коробление или даже
трещины.
Некоторые .«иноды до сего времени не ознакомились с трудностями и паж
постами обработки стали, дока затея (.стпом чей» служит появление таких подо
2<И>
стнткон в и.потопляемых ими снарядах. Вот почему предпочтительнее являет
ся прибор но чертежу 18, где закалка производится в бьющей ключом воде.
Внутренняя трубки коническая без дыр, но с широким верхним отвер-
стием и с небольшим сужением в части соответствующей шейки снаряда, дабы
дать достаточный выход воде. Трубу необходимо не заклепывать, а вставлять
разъемную, чтобы мастера могли бы ее заменить в случае порчи ее ударом о
снаряд.
Вокруг снаряда вода входит снизу по касательной и идет вверх, образуя
вихревое движение, смачивая весь корпус снаряда и вытекая из верхнего края.
Три вертикальные линейки, служащие также для центрирования снаря-
да, разбивают наверху крутящее движение воды для более полного соприкос-
новения с дном снаряда.
Для удобства можно соединить крышку, надетую над прибором, с руч-
кою крана, что дает возможность, открывая первый, тем самым закрывать
последний.
Расход воды в секунду установлен многочисленными опытами Ле-Шате-
лье, равным весу снаряда, т. е. для трехдюймовых гранат этот расход дол-
жен быть от 6 до 7 л в секунду, из коих 2—3 л для внутренности.
Для обеспечения такого притока воды нужно иметь напор в 5 м.
Многократные опыты показали, что самый лучший прием закалки, уст-
раняющий всякий риск коробления и трещин, следующий:
1) Сперва, до закалки, отжигать снаряды до 900° в течение полутора ча-
сов и дать им медленно и равномерно охладиться.
2) Для самой закалки нужно нагревать до 825°—850°, вынуть из печи и,
до погружения в воду, дать охладиться в течение одной минуты, причем тем-
пература снаряда в этом случае понизится до 780°. Ввиду того, что легче оп-
ределить время, нежели понижение температуры, нужно в закалочной мас-
терской установить норму на время.
3) Погрузить в воду, при помощи вышеописанного прибора, строго со-
блюдая условия расхода и напора воды, держать их в приборе в течение пят-
надцати секунд до его полного охлаждения, вынуть затем быстро снаряд,
который должен иметь температуру около 100°, и подвергнуть его быстрой
сушке на воздухе.
В. Печь для отпуска
Во французских арсеналах печи для отпуска — муфельные, но постройка
таковых сопряжена с трудностями, так как требует фасонных пустотелых огне-
упорных кирпичей, фабрикация и доставка которых весьма продолжительна.
Эта операция ведется удовлетворительно и в открытой печи, при условии
восстановительной атмосферы.
Чертеж 16 показывает комбинированную печь для закалки и отпуска,
непрерывного действия, работающую при нефтяном отоплении, здесь пламя
сперва подогревает верхний этаж печи, где расположены снаряды для закал-
ки, а потом проходит в нижний этаж, где помещены рядом отпускаемые сна-
ряды.
Форсунки и дымовые проходы печей могут быть и независимыми. В слу-
чае надобности вторая добавочная форсунка помогает первой.
Общие примечания
11еобходнмо тщательно контролирона гь температуры.
Проверить температуру поды
'07
Очищать от масла снаряды до их нагревания, погружая а раствор соды
8- 10%.
После пагрсна и до погружения в воду очищать снаряды от окалины но
средством проволочной щетки. *
Ни в коем случае не допускать производить отпуск в свинцовой ванне,
так как свинец образует с взрывчатым веществом (мелинитом), которым сна
ряжнются гранаты, самовзрывающуюся соль.
При соблюдении всех вышесказанных правил, трещин не может быть, но
может получаться незначительное коробление очка (в дробях миллиметра),
особенно в тех гранатах, где, вследствие не совсем правильного обжима, рас
прсделение металла вокруг оси головки не равномерно. В таком случае раз-
решается производить в холодном состоянии исправление искривленного очка
или посредством пресса с медленным ходом, или даже ударами молота, при-
чем на головку снаряда надевается стальной колпак надлежащей формы, на
который и падают удары.
Отсюда следует, что заводчики не должны воздерживаться от производства
нарезки очка до закалки, чем достигается увеличение производительности.
Аппарат Бринелля
Чертежи 11 или 11 bis представляют простые приборы, которые каждый
знвод может у себя легко установить, для испытания шариком по способу
Бринелля.
Проверка аппарата состоит в проверке длины рычагов и подгонке грузов
для получения под шариком давления, равного 3000 кг.
Испытание снарядов производится на цилиндрической части корпуса
между центрующим утолщением и пояском или, лучше, ниже пояска, на рас-
стоянии от дна около 20 мм.
Давление должно быть выдержано 30 сек.
Диаметр вдавленного круга, при 10-мм шарике и под давлением 3000 кг
в течение тридцати секунд должен заключаться между 3,5 и 4,1 мм.
Удобным способом измерения диаметра отпечатка является применение
линейки Ле-Шателье, представленной на чертежах 11 и 11 bis.
Если изготовлять такую линейку из стекла, то непременно надо гравиро-
вать цифры шкалы наоборот, чтобы их видеть правильными, накладывая
гравированную сторону на предмет.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
С подлинной верно: Правитель Канцелярии инженер Воронков.
ИНСТРУКЦИЯ
для приема корпусов 3" гранат «3. С.»
Недостатки металла. Допускаются плеши глубиною не более 1/5 толщи
вы стенки и несквозные песочины.
Внутренняя и наружная отделка могут быть грубые, за исключением цеп
трующого утолщения, пояска и .запоясковой части. Черповины допускаются
глубиною не больше 1,5 мм. Чистота центрующего утолщения, пояска и за
поясковой части должна удовлетворять обычным требованиям.
Ве< должен быть не менее 12 ф 20 зон. и не более 13 <|>.
2(18
1 *n.«меры Резьба очка (кал. I и 2), положение очка на высоте (кал.
№ 3), центрующее утолщение (кружала № 4 и 5), медный поясок (кружала
№ 6 и 7) и положение последнего по высоте (кал. № 11) должны быть в пре-
делах обычных допусков.
Толщина дна допускается не менее 12,0 мм; по пройме допускаются просве-
ты на оживальной части не более 1,5 мм, а длина корпуса допускается на
12,5 мм меньше против минимальной риски на пройме. Вследствие больших
допусков длины корпуса, измерение у дна по прибору № 8а должно производить-
ся, прижимая корпус пояском к упору; шаблоны для прибора № 8а должны быть:
Для низа Для верха
Коп ся /Штампованные............ 13,05—11,85 10,03—8,63
корпуса /Сверленые ............. 12,70—11,50 10,03—8,63
Снаряды допускаются как с выточкой, так и без выточки в дне, и поверка
калибром № 12—13 не должна производиться.
Принятые для «3. С.» снаряды, в отличие от годных, должны иметь на
цилиндрической части под центрующим пояском накатку около 8 мм шири-
ной, подобно той, которая делается на дне канавки под поясок.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Уполномоченный ГАУ генерал-майор Банков.
С подлинным верно: Правитель Канцелярии инженер Воронков.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на прием штампованных тел запальных стаканов к 6” снарядам
1. Сталь, потребная для штамповки запальных стаканов, должна удовлет-
ворять следующим техническим условиям: разрывающее усилие 40—50 кг/мм
и удлинение при разрыве, отнесенное к длине 10 см > 18%.
2. Общая длина штамповки должна быть в пределах 156—158 мм при
условии разрезки заготовки на пиле, при разрезке же на ножницах общая
высота штамповки должна быть в пределах 161—164 мм.
3. Поковка должна быть хорошей кузнечной работы: нажимы металла,
глубокие задиры и плены свыше половины допуска на отделку, пережог ме-
талла, заштампованный шлак, песочины и следы усадочной раковины не до-
пускаются.
4. Верхняя и нижняя части штамповки должны быть хорошо центрова-
ны. Допускаемая эксцентричность не должна превышать половины допуска
на отделку, т. е. 1 мм.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
С подлинным верно: Правитель Канцелярии инженер Воронков.
ИНСТРУКЦИЯ
для приемки штампованных тел запального стакана
1. Металл, предназначенный для изготовления тел запального стакана
штампованием, должен быть принят инженером отдела. Материал-поставля
ется в полосах длиною, кратной 1 12 мм, шириною 4 1/2 и толщиною 3 1/2 мм
(3,75 । 0,25 мм), качеством сокративпению пл разрыв 37 13 кг/мм’ при
2(11)
удлинении 18%. В ширине допускаются отступления от указанных размеров
| 3 мм.
II. Штампованные тела должны отвечать в своих размерах чертежу
№ 50-10°. *
111. Как на внутренней, так и на наружной поверхностях не должно быть
пи трещин, ни складок металла.
Внутренняя поверхность не должна иметь заштампованной окалины, пе-
сочин и раковин; допускаются неглубокие, тупые, продольные царапины внут-
ри тела в верхней части, начиная от 62 мм от дна и доверху.
JV. Искривления оси нутра стакана не допускаются.
V. Тела предъявляются к приемке с обрезанной горловиной, промытые
керосином и в отожженном виде.
VI. Общая длина тела от внутренней поверхности дна до обрезанного края
должна быть 88 ± 2 мм. Для тел необрезанных минимум длины равен 86 мм.
VII. Внутренний диаметр равен 23,2 ± 0,1 мм.
VIII. Толщина стенок у верхнего среза 3,35—3,5 мм.
” ” ” дна 2,0—2,9 ”
IX. ” ” ” дна 2—3,5 ”
X. Указанные в пунктах VI—IX размеры проверяются установленными
калибрами и приборами № 32, 33, 37 (чертежи № 56, 57, 58).
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
С подлинным верно: Правитель Канцелярии инженер Воронков.
Осмотр и испытание меди для поясков снарядов
Для ведущих поясков снарядов употребляется красная медь. Она должна
быть высшего качества, твердокатаная, того поперечного сечения, какое, со-
гласно чертежу, принято заводом для изготовления поясков; необработанная
медь для поясков не допускается. Заготовленные заводом медные полосы разре-
заются на прутки такой длины, какой они требуются для нагонки на гранаты.
Медные прутки представляются приемщику партиями для осмотра и ни-
жеследующих испытаний:
1) Пруток сгибается желобком внутрь в холодном состоянии до прикос-
новения концов; когда концы прутка сведены вместе, то ударами молотка
плющат согнутую часть его, чтобы сложить пруток вдвое; при этом пруток
не должен давать рванин или ломаться.
2) Пруток испытывается ковкою в холодном состоянии до приведения к
половинной толщине, причем не должно появляться на прутке ни трещин,
ли рванин.
Вышеозначенному испытанию подвергаются не более 1% числа представ
лепных прутков.
Если будет найдено, что какой-либо из прутков, взятых на испытание,
означенной пробы не выдерживает, то вся представленная к приему партия
или бракуется, или возвращается заводу для пересортировки с тем, чтобы
завод вторично мог представить к испытанию ту часть партии, которую счи
тает годной. При вторичном испытании берется на пробу тоже 1% всего пред
ставленного количества и, в случае неудовлетворительности испытаний, вся
партия окончательно бракуется.
При удовлетворительном исходе означенного выше испытания приемщик
приступает к осмотру медных прутков, причем он убеждается в правильно
270
сти приданного круткам поперечного ссчепия и обращает внимание на ветре
чающиеся в прутках плены. Эти последние недостатки, имеющие длину бо-
лее 1/10 длины всего прутка, не допускаются.
Приемщик пересматривает 20% всех прутков, и если при этом окажется
хоть одна плена длиннее указанного, то вся партия возвращается заводу для
пересмотра. Если при вторичном представлении приемщику вновь окажется
хоть одна плена более указанных размеров, то вся партия меди бракуется.
КОНДИЦИИ
на поставку детонаторных трубок и их частей системы Шнейдер
для 3" гранат
Качество поставляемых вещей
1) Поставляемые предметы должны по качествам своим соответствовать
вполне своему назначению и удовлетворять условиям, указанным в прилагае-
мых инструкциях.
Право уполномоченного Главным Артиллерийским Управлением уменьшать
или увеличивать требования на предметы против количества, означенного в контракте
2) Если по ходу работ, во время действия контракта, потребуется уполно-
моченному Главным Артиллерийским Управлением каких-нибудь предметов
более или менее того количества, какое назначено по контракту, то ему пре-
доставляется право увеличивать или уменьшать требование на 25% каждого
наименования предметов, против назначенного в контракте количества их.
Поставщик обязан исполнить такое требование уполномоченного по контракт-
ным ценам.
Сдача предметов уполномоченному
3) На месте сдачи поставляемых предметов должен непременно находить-
ся или сам поставщик, или уполномоченное от него лицо.
Порядок приема и предъявления к сдаче предметов
4) Изготовленные предметы принимаются особым приемщиком с браков-
щиками, командированными для этой цели уполномоченным на каждый за-
вод или на группу заводов Само предъявление предметов к сдаче поставщик
исполняет по накладным следующим образом: желая завезти в склады ка-
кие-либо предметы, поставщик обязан заявить накладную на них в Управле-
ние уполномоченного накануне дня завоза и получить билет на пропуск в
склады: если по каким-нибудь причинам не будут завезены в указанный день
означенные в билете предметы, то они принимаются не иначе, как по новой
накладной и по вновь выданному билету.
Производство приема
5) Приемщики уполномоченного с особыми браковщиками принимают
предметы один или, смотря по надобности, несколько дней сряду, при рабо-
чей силе со стороны контрагента (время устанавливается уполномоченным);
сколько и каких именно предметов принято, отмечается на билетах ежеднев-
но, и затем, когда нее предметы, помещенные в одном билете, приняты, по-
ставщику выдается квитанция один и ли пс< кольцо. смотря по надобши гн
271
ЗиОриковпнные предметы возвращаются тотчас же иоетшицику и считаются
кв к бы но поставленными, а принятые немедленно отправляются ужо сред
отними уполномоченного.
♦
Поверочный инструмент
6) Каждому приемщику выдается по одному комплекту поверочного ин
струмента, по которому завод должен изготовить за свой счет такой же рабо
чий комплект. Ввиду же затруднения в изготовлении винтов и гаек, таковые
выдаются поставщику в одном экземпляре бесплатно, остальные же за его
счет.
7) Образцовый комплект поверочного инструмента находится в Управле
нии уполномоченного Главным Артиллерийским Управлением.
Укупорка
8) Для отправки с завода предметы укупориваются: готовые собранные
трубки в запломбировываемые приемщиком деревянные ящики с веревочны
ми петлями, причем применение опилок воспрещается, а две отдельные час
ти трубок — согласно прилагаемым при сем условиям. Как для трубок, так и
их частей ящики изготовляются самим заводом или за его счет. Полный вес
ящика с укупоренными собранными трубками не должен превышать трех пу-
дов. Ящики с трубками или с частями их доставляются на станции отправле
ния за счет завода, дальнейшая же перевозка по железной дороге к месту
назначения производится за счет казны распоряжением уполномоченного
Главным Артиллерийским Управлением. Ответственность за порчу, происхо-
дящую от неудовлетворительной укупорки, падает на поставщика-заводчика.
Ответственность за переданную работу
9) Поставщик отвечает за свою работу, хотя бы он передал часть этой
работы другим лицам.
Расчет с поставщиком
10) Расчет с поставщиком по каждой отдельной поставке, а также и окон
нательный, по исполнении всей поставки, составляется Управлением упол
помоченного.
Производство уплаты
11) По квитанциям, выданным приемщиками поставщику, ему уплачи-
ваются за поставленные предметы деньги ассигновками на местное казначей
ство, при этом уплата производится сполна за все им поставленное и приня
тое, если все заявленные Управлением требования на поставку исполнены
поставщиком в установленные сроки.
Взыскание неустойки с поставщика
12) В случае неизготовления предметов в установленные сроки, постав
щику предоставляется льготный срок поставки в течение двух недель, по ис
течении коего с него удерживается при уплате денег за подлежащие изготов
лению предметы неустойка в размере: за просрочку первой недели — 2%,
второй — 4%, третьей — 8% и четвертой, или одного месяца, — 12%. Если
подобная неисправность поставщика повторится в течение всего контрактно
го срока до т|м*х раз, то после* третьей неисправности поставщик устраняется
от поставки. В случае, если в течение двух недель со дня объявления постю»
272
щику об утверждении 311 ним постники он но явится дли подписания кон-
грпкта, или если поставщик не выполнит или отклонится от всей поставки,
или от оставшейся части поставки, или если он будет устранен от подряда
вследствие указанной выше трехкратной просрочки, то он уплачивает не-
устойку в размере 12% со всей подрядной суммы или с оставшейся до конца
поставки суммы.
Залог под неустойку
13) В обеспечение исправного исполнения поставки предоставляется по-
ставщиком залог (под неустойку) в размере 10%, т. е. 1/10 часть подрядной
суммы.
Род этих залогов должен согласоваться с правилами, установленными на
этот предмет в книге XVIII Св. Воен. Пост., 1869 г., раздел I.
О возврате залога
14) Залоги, обеспечивающие неустойку, возвращаются поставщику по
исправному выполнению поставки, при окончательном расчете.
Общие условия
15) Контракт на поставку означенных предметов заключается в Управле-
нии уполномоченного Главным Артиллерийским Управлением.
16) Передача поставки другому благонадежному лицу, имеющему на то пра-
во, может быть разрешена только с письменного согласия уполномоченного.
17) Во всех случаях, здесь не поименованных, руководствоваться книгой
XVIII Св. Воен. Пост., изд. 1869 г., раздел I и соответствующими законами
гражданскими, насколько последние, по свойству поставок Военного Ведом-
ства и обстоятельствам дела, применены быть могут.
Юрисконсульт Управления уполномоченного Гаврилов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
С подлинным верно' Правитель Канцелярии инженер Воронков.
ИНСТРУКЦИЯ №30
Штамповка стаканов к 3-дюймовым гранатам по французскому образцу
А. Общие технические указания
§ 1. Исходный материал
Сталь, идущая на изготовление гранат, принадлежит к полутвердым сор-
там, отвечающим следующим условиям (см. инструкцию № 1):
1) Пробный брусок без закалки:
сопротивление на разрыв — от 52 до 64 кг/мм2;
удлинение не менее чем 18%.
2) Пробный брусок, закаленный и отпущенный:
сопротивление на разрыв — от 75 до 100 кг/мм2;
удлинение не меньше чем 8% (в случае сопротивления ниже 80 кг
требуется удлинение выше 9%).
Удлинение определяется на расстоянии и 100 мм между мотками на об-
разце в 13,8 мм диаметра.
Сталь прокатывается в кусках, иснытыипется в принимается на заводах
инженерами отдела по испытанию и освидстспы-твонншно закалов МНС.
273
3||ДН.1рИ<‘МКИ нрошфить КНЧССТНО СТИЛИ И ОТ1>рНКОНПТ1. стиль но поверх
постным порокам и но следам усадочной раковины.
0 2. Разрезание заготовки *
Прокатные мастерские обычно не оборудованы достаточным количеством
пил для распиловки прокатанных прутков большого диаметра на короткие
куски, поэтому, не задерживая правильного хода прокатки, они не в состоя
нии доставлять заготовки в кусках около 300 мм длиной.
Таким образом, разрезание прутков на куски должно быть отнесено на
обязанность заводов, штампующих стаканы.
Способы разрезания прутков общеизвестны, поэтому приведем лишь не
которые справки.
Резка может производиться:
1) На обыкновенной пиле для холодной распиловки с медленным ходом
производительностью не менее четырех разрезок в час.
2) На сильном токарном станке, до 15 штук в час, имея в виду, что мож
но отрезать до половины, а затем отламывать.
3) На быстроходной дисковой пиле (без зубьев).
4) На пиле для распиловки в горячем состоянии (маятниковой или гори
зонтальной, как при прокатных станках), при этом нагрев прутков произво
дится в печи с узким и длинным подом (куски еще горячие, не успевшие
остыть, подаются в печь для окончательного их нагрева к штамповке). При
такой установке можно распиливать от 80 до 100 штук в час.
Установка будет гораздо проще, если станину пилы сделать неподвиж
ной, а к пиле подвигать пруток.
Диск пилы — из твердой (70—80 кг) обыкновенной стали.
Его диаметр: 800—1000 мм.
Окружная скорость: 10—12 м/с.
Сила мотора: 20 л. с.
5) Ножницы для разрезания в горячем состоянии с фасонными ножами
(для уменьшения заусениц) очень производительны, тем более, что на силь
ных ножницах можно прорезать 2 прутка одновременно, но их установки
сложнее, продолжительнее и гораздо дороже, чем установка пилы.
6) Можно еще ломать кругляки под копром, сделав предварительно ок
ружной вруб ручным зубилом; глубина вруба: четверть дюйма, вес бабки трид
цать пудов; высота падения: два фута.
§ 3. Штамповка
Штамповка может производиться различными способами. Обыкновенно
она ведется в два приема, при одном нагреве:
а) пробивка дыры в заготовке, или так называемая прошивка,
б) протягивание прошитой заготовки через кольцо.
Кроме того, французские казенные заводы производят еще третью опери
цию — холодное вытягивание, так называемое «калибрование» с целью до
вести внутреннее очертание стакана до требуемых размеров с точностью до
0,1 мм. Благодаря этому уменьшается окончательная работа подгонки веси
снаряда при определенных допусках.
Прошивку можно производить или опуская подвижный пуансон в стоящую
заготовку, как это практикуется в большинстве заводов, или опуская зато
товку па стоящий неподвижно пуансон.
Этот последний способ уже десять лет применяется во всех французских
арсеналах. Он обладает тем преимуществом, что концентричность заготовки
и пуансона обеспечена, и брак при этом, от неправильного направления от
271
перстня или разнотипности, чисто столь значительный при другом способе,
совершенно устраняется.
Кроме тол), пуансоны делаются из чугуна, даже без обработки, что про-
ще и дешевле.
Нужно заметить, что этот способ требует круглой заготовки, в то время,
как при другом возможно пустить квадратную: но это не составляет затруд-
нения для металлургических заводов, прокатывающих свою сталь.
Ввиду этого таким заводам рекомендуется особенно этот способ прошив-
ки, описание которого ниже следует.
В. Штамповка при неподвижном пуансоне, по способу французских арсеналов
I. Первая операция; прошивка
§ 1. Нагревание заготовки
Исходный материал: круглая заготовка по следующим размерам, для
3-дюймовых гранат:
диаметр........................78 ±1мм,
длина.......................... 200 мм.
Печь с двойным подом, по чертежу № 228. На каждой половине пода печи
подогревают около 50 заготовок, через 40—50 минут они достигают требуе-
мой температуры (1000° — желто-оранжевое каление). Во время нагрева за-
готовок в одной половине печи в другой половине происходит разгрузка уже
подогретых заготовок.
После нагрева их очищают от окалины, натирая о кусок листового желе-
за с полукруглым вырезом, укрепленного близ печи.
§ 2. Пробивка дыры
Один конец нагретой заготовки охлаждают, опуская ее в воду на несколь-
ко секунд на глубину 40—50 мм, а затем кладут в матрицу — охлажденным
концом вверх, и пускают пресс в ход.
Пробойник Б вдавливает металл между неподвижным пуансоном П и
матрицею М (см. чертеж № 226).
При охлаждении конца заготовки металл теряет возможность проникать
между матрицей и пробойником, образуя заусеницу, могущую остановить ход
поршня. Поршень останавливается автоматическим приспособлением в мо-
мент получения правильной толщины дна, затем поворачивают подвесной
хомут X, чтобы при обратном ходе поршня, он, захватив чашку Ч, поднял
бы ее и последовательно, при помощи стержней С и кружала К, снял наде-
тый на пуансон отштампованный стакан.
Стакан отбрасывают к браковщику, для осмотра его до вытягивания.
Чашку опускают на место, обильно поливая между тем матрицу, пуан-
сон и конец пробойника водой.
Поднимают поршень для вставки новой заготовки, смазывают концы
пробойника, пуансона и самую матрицу каменноугольной смолою или нефтя-
ными маслами с графитом.
§ 3. Пресс
Подробное описание пресса, имея в виду его постройку, будет сделано
ниже; ограничимся здесь общими указаниями.
Дли Н[м>би111шия .3" гранат сила пресса должна быть при нормальной рп
боте 120 т, однако же лате.I.о иметь IKO г ни случаи недостаточно наг|>етых
заготовок и ин случай образования шуееннн,
27Л
Минимальный ход поршни 450 мм, свободная высота 1300 мм.
Скорость рабочего хода 100—120 мм/с.
g 4. Производительность
Можно легко пробивать 50—70 стаканов в час. Артель опытных рабочих
может совершать до двух и даже больше операций в минуту, следовательно,
производительность одного пресса при 11-часовой смене превышает 150 штук
(Лионский Арсенал).
§ 5. Приспособления
Чертежи № 226 и 227 объясняют род материала, из которого изготавли-
ваются разные предметы оборудования.
Пуансон отливается из сталистого чугуна (анализ одного пуансона:
С - 3,10% [графит — 1,9%], Si = 0,75%, Мп = 0,75%, S = 0,09%, Р = 0,10%),
выплавленного в вагранке и отлитого в песке. Пуансоны применяются в чер-
ном виде, лишь подпорный конец должен быть обработан.
Необходимо, чтобы пуансон плотно садился на конический суппорт Р без
ми лейшего шатания, причем оси суппорта и пуансона должны совпадать, что
должно быть тщательно проверено.
Шлифовку конических опор пуансона производят, вставляя его в патрон,
где его головка прижимается к конусному углублению, а нижняя часть тогда
прикрепляется четырьмя винтами.
Пуансон выбрасывается чаще вследствие складок на краю его головки, а
также вследствие появления неровностей, ведущих к получению неконцент-
рических стаканов или вследствие глубоких продольных борозд. Его среднюю
производительность можно считать в 250 стаканов.
Перемена пуансона не требует более двух-трех минут.
Матрица изготовляется из сталистого чугуна, того же состава. Ею пере-
стают пользоваться или вследствие изнашивания ее поверхности, что приво-
дит к стаканам с слишком толстыми стенками, или вследствие царапинок,
производящих продольные глубокие неровности на стакане. Ее средняя про-
изводительность 500—1000 стаканов.
Конец пробойника изготовляется из полутвердой рессорной стали.
От изнашивания его краев получаются заусеницы, ведущие к защемле-
нию пуансона. Его переменяют обыкновенно через 1500 стаканов.
До пуска пресса в ход необходимо подогреть все приспособление, встав-
ляя раскаленную заготовку в матрицу между пуансоном и пробойником.
При каждой перемене инструментов следует очищать опорные поверхно
сти пуансона и чашки.
§ 6. Правильная установка приспособления
Проверка высоты 231 мм, от которой зависит толщина стенок.
Регулировка толщины дна, т. е. хода поршня при помощи переставных
упоров.
§ 7. Осмотр и проверка пробитого стакана
Толщина днища проверяется посредством вилки.
Стаканы осматриваются в горячем виде после их штамповки. Те, у кото
рых трещин совсем нет или они не глубже одного миллиметра, идут на слс
дующую операцию (обжимку дна и протяжку). В случае трещины глубиной
от I и до 3 мм стакан откладывается после обжимки его дна под вторым прес
сом, дабы оклеймить происхождение стали и номер планки. Таковые стака
пы очищаются пневматическим зубилом, вторично нагреваются до 900" и
11<>днюг< >| к вытяжному прессу.
276
В случае ясе трещин глубже 3 мм стакан бракуется
Число браки зависит от качества стали: можно считать в среднем, что
5% подлежит очистке, а 1% — к забраковке.
II. Вторая операция: обжимка дна и протяжка
§ 1. Исходный материал
Стакан, поступающий после первой операции с того же нагрева или очи-
щенный зубилом и вторично нагретый (чертеж № 226).
Окончательный продукт: стакан по чертежу № 227.
§ 2. Пресс
Мощность пресса при нормальной работе: 50 т для вытягивания, 15 т для
выталкивания.
Минимальный ход при одном кольце 800 мм, при двух — 1100.
§ 3. Производительность
Та же, как для первой операции: от 50 до 130 штук в час, в зависимости
от опыта рабочих.
§ 4. Приспособление
Пуансон и его шпиндель, упорный подпятник, вытяжное кольцо и его
обойма, самодействующий выталкиватель, по чертежу № 227.
§ 5. Ход операции
Вставляют подпятник над кольцом под пуансон; над ним ставят дно ста-
кана, опускают пуансон и давят на дно стакана; поднимают пуансон со ста-
каном; вынимают подпятник, опуская опять пуансон, пропускают стакан
через кольца, до конца хода поршня и поднимают его обратно, выталкивая
между тем стакан вниз при помощи задвижной вилки или лучше самодей-
ствующим выталкивателем.
Во время подъема поливать обильно пуансон и кольца водой.
Для французских 75-мм гранат достаточно протягивать через одно коль-
цо диаметром 83,0 мм.
Для русских 3-дюймовых гранат ввиду их большой длины следует вытя-
гивать сквозь два кольца диаметром 83 мм и 80,3 мм, последовательно.
Не следует протягивать стаканы в слишком горячем состоянии; дать им
немножко охладиться, если это понадобится, между операциями 1 и 3.
Стаканы, получаемые из очищенных зубилом, следует опускать в воду
на несколько сантиметров во избежание прорыва их дна.
§ 6. Разные справки
Руководствоваться объяснениями чертежей относительно состава материала.
Пуансон шлифуют и закаливают в расплавленной железоуглеродистой
среде, применяемой для цементации. Можно применять и другой способ це-
ментовки.
Средняя производительность пуансона 300 операций.
Кольца изготовляют из закаленного чугуна, отлитого в открытой метал-
лической форме, со вставным металлическим стержнем, или прямо на ме-
таллическом донышке в песочной <]юрмс.
Кольцо считается негодным, когда его диаметр достигает 84 мм или рань-
ше, и случае обнаружения трещин, дающих продольные ребра на стакане.
Средняя производительность кольца 400 операций.
Ko.ni.ipi должны быть вставлены с нажимом и спои гнезда.
277
,9 /. проверка установки
Центрировать пуансон и кольца.
Проверить расположение упоров, оцуанавливающих подпятник, ввиду
совпадения его центра с осями пуансона и колец.
Определить давление пуансона для прессовки дна (оно должно равняться
30 т) при помощи переставных упорок и наблюдений манометра.
§ 8. Осмотр вытянутого стакана и проверка его размеров
Размеры по чертежу № 227.
Объем дна произведен правильно, если его толщина увеличивается на
1—2 мм.
Неровность внутренней поверхности дна указывает на высокую установ-
ку переставных упоров, а образование выпуклых складок на внешней поверх-
ности указывает на низкую установку таковых.
Следить за правильной установкой стакана в подпятник; если он не вхо-
дит, то его диаметр велик, и приходится переменить матрицу при первой
операции (пробивка).
Явление на вытянутом стакане сужений указывает на излишнюю толщи-
ну его стенок до вытягивания, вследствие изнашивания матрицы или, что
бывает реже, пуансона.
От той же причины дно получается иногда перебитым, плоским или даже
выпуклым.
Проверить толщину дна вилочкою (по чертежу 227), осмотреть дно сна-
ружи и внутри, а также наружную поверхность корпуса, проверить внешний
диаметр при помощи скобы или, лучше, проверить кольцо калибром, прове-
рить концентричность (чертеж № 38).
III. Третья операция, калибровка в холодном состоянии
Как выше сказано, эта последняя операция имеет цель довести внутрен-
нее очертание стакана до требуемых размеров с точностью до 0,1 мм. Она,
разумеется, не обязательна, но не будет лишним привести описание этой one
рации для заводов, желающих ее применять.
До калибровки производят отжиг вытянутого стакана и его травят в кис
лоте.
§ 1. Отжиг
Протянутый стакан нагревается на 850° в печи в течение 10 мин. Можно
избавиться от этого отжига, давая стакану после вытягивания медленно
охлаждаться (например, под песком или в яме).
§ 2. Очистка
Готовые стаканы укладываются в медную корзину, отверстием вверх, и
опускаются в водяную ванну, содержащую 5% серной кислоты 66° Бомэ. Стен
ки ванны должны быть одеты свинцом, труба змеевика для нагрева ванны
паром должна быть также свинцовая.
Хорошая протрава получается через 12 ч, при нагреве до кипения в тече
н ие одного часа в начале и в конце.
Один и тот же раствор может применяться 2—3 раза, с прибавкою, каж
дый раз, 2—3% серной кислоты.
Стаканы, вынутые еще горячими из ванны, промываются водою и сушатся
на открытом воздухе.
Затем их погружают в масляную панну и им дают стечь.
278
§ 3. Калибровка в холодном состоянии
Исходный продукт: вытянутый, Отожженный, потравленный и смазан-
ный стакан.
Требуемый продукт: калиброванный стакан по размерам чертежа № 227.
§ 4. Пресс
Нормальное усилие 50 т, при обратном ходе 30 т для выталкивания, ми-
нимальный ход 800 мм или даже 600 мм, если кольцо установлено так,
что возможно, отодвинув его, надеть стакан на пуансон.
Свободная высота 1000—1300 мм.
Производительность: 50—70 штук в час.
§ 5. Приспособление
Пуансон, кольцо и его обойма, по чертежу № 227.
Материал указан на чертеже.
Пуансон обтачивают начерно с допуском до 3 мм, затем закаливают и
отпускают; обозначивают с точностью до 0,6 мм и шлифуют.
Без деформации и изнашивания пуансон выдерживает пять тысяч опера-
ций.
Его размеры должны оставаться точными до 0,1 мм, ибо внутренняя по-
верхность стакана не подвергается обработке, и разница в 0,1 мм на диаметр
соответствует разнице в двадцать граммов на вес отделанного снаряда.
Кольцо из закаленного чугуна, как и предыдущее.
Его бракуют, если длина стакана делается слишком малою.
Оно выдерживает одну тысячу протяжек.
§ 6. Проверка установки
Проверяют центровку.
§ 7. Ход операции
Стакан подается на кольцо под пуансон; опускают пуансон до конца его
хода; при обратном ходе стакан выталкивается вилкою.
Затем, чтобы сжечь масло и облегчить разрезку, отпускают стаканы при
температуре 500°.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный генерал-майор Банков.
С подлинным верно: Правитель Канцелярии инженер Воронков.
ИНСТРУКЦИЯ
для приемки штампованных стаканов
§1
Металл, предназначенный для изготовления стаканов штампованием,
должен быть принят инженером отдела, согласно имеющейся на то инструк-
ции для приема стали к изготовлению 3" фугасных удлиненных гранат по
французскому способу, причем, однако, размеры заготовок могут быть про-
извольными, в зависимости от требований завода, штампующего стаканы.
Па всех стаканах, забракованных но несоответствию с установленным
чертежом, но из которых механической обработкой могут быть получены ста-
каны с правильными размерами дли обжима, если стаканы приняты, но ме
таллу ставится инженером отдела отбое киеймо (например, дна «и» |ИП|),
27»
оез государственного героя (как wo принято для рельс второго сорта), иодоо
ные стаканы могут быть пущены в работу па самом штампующем заводе.
§2 *
Стаканы во всех своих размерах должны отвечать чертежу 10-Д или 10
Д С.
§3
Как на внутренней, так и наружной поверхностях не должно быть ни
грещин, ни складок металла; допускаются лишь продольные царапины, про
исходящие от неправильности пуансона и матрицы, на внутренней поверхно
<ти, глубиною не более 0,5 мм, на наружной поверхности до 1,5 мм, при ус
лопии, что толщина стакана по дну царапины не меньше 11 мм. Поверхность
•тих царапин внутри стакана должна быть гладкая, без задирин и острых
краев (проба крючком).
§4
Внутренняя поверхность стакана не должна иметь заштампованной ока-
лины. Допускается на поверхности лишь такая окалина, которая может быть
отделена стальными щетками или скобелем.
Примечание. Стаканы с толстым слоем окалины и с заштампованной ока
линой могут быть после протравки серной кислотой (5% раствор) вновь
предъявлены для приема инженеру отдела.
§5
Допускаются вдавленности внутри, на дне стакана и на конической по
верхности, в нижней половине стакана, не глубже 0,5 мм с плавноочерчен
ными краями, при условии, что толщина дна в этом месте будет в пределах
допуска.
§6
В дне снаряда не допускаются песочины и следы усадочной раковины.
§7
Утолщения на наружной поверхности стакана не допускаются.
§8
Искривления оси нутра стакана не допускаются.
§9
Наружная форма дна стакана может не вполне соответствовать чертежу,
но с непременным условием соблюдения минимального размера 18 мм в этой
части стакана, и при общей толщине дна стакана по оси не менее 28 мм.
§10
Пережог металла стакана не допускается.
§11
Поверки размеров производится согласно приборам, изображенным ни
чертежах № 78, 35, 79 и 38 и измеряющим:
280
л
в
А—В или
д
МИНИМНЛ иную толщину дни,
минимальную глубину стакана,
— внутренний профиль стакана,
— минимальную высоту конуса,
максимум и минимум толщины стенок стакана,
или |g2 — диаметры стакана у дна и в цилиндрической части,
[Ж,
или — эксцентричность стакана.
[ Jlv
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
С подлинной верно: Правитель Канцелярии инженер Воронков.
ИНСТРУКЦИЯ
для приемки сомнительных по размерам, но годных по материалу
штампованных стаканов для 3" гранат французского образца
Вследствие большой нужды в штампованных стаканах, я нашел возмож-
ным использовать браковавшиеся до сих пор, сомнительные по размерам ста-
каны, путем специальной обработки которых возможно получить годные сна-
ряды.
Штампованные стаканы из числа сомнительных по размерам, если мате-
риал таковых соответствует требованиям инструкции, могут быть приняты:
1) Эксцентричные, если внутренние размеры в пределах допусков, а ра
диус наружной поверхности от оси внутренней поверхности не менее 39 мм у
горловины и не менее 38, 25 мм у дна.
2) Короткие, длина которых не менее 288 мм от внутреннего дна стакана.
3) По конусу, если высота конуса не менее 210 мм от внутренней поверх-
ности дна.
Короткие и овальные стаканы, имеющие длину менее 288 мм, если тако-
вые не эксцентричны, могут быть пущены на перетяжку на кольце 81—82 мм
и предъявлены к отбраковке, как сомнительные по размеру.
Все штампованные стаканы, имеющие хотя бы один из перечисленных
недостатков в пределах этой инструкции и чертежа № 338, приобретаются на-
личной покупкой по цене 2 руб. 75 коп., как требующие специальной обработки.
Означенные штампованные стаканы принимаются инженером отдела и
клеймятся ИИ без государственного герба и о приемке их инженеры отдела
составляют акты.
Стаканы, оказавшиеся негодными, каждый раз заменяются заводом, до
ставившим штамповки, новыми без всякой уплаты.
Окончательное решение о негодности стаканов принадлежит приемщику на
обрабатывающем заводе, хотя бы стаканы и были приняты инженером отдела.
Стаканы приобретаются не в счет контракта, и учет таковых должен ве-
стись особо.
Они должны именоваться «доброкачественные по материалу, но сомни-
тельные по размерам», о чем должно быть упомянуто в квитанциях и сче-
тах, предъявляемых для оплаты.
На стаканах должны быть ясно обозначены условные метки мелом или
краскою по роду недостатков.
ZHI
Змиоды. (>бр||С>иты111н<>1ци<* (‘омиигвлыпл! штам1ioiiii1111i.ie cthkiiiii.i, других
етнканон не получают.
Заведующий Южным районом доносит мне о заводах, на которых воз-
можна обработка таких стаканов, наряды же на стаканы делаются моим рас-
поряжением.
Уполномоченный ГАУ генерал-майор Банков.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
С подлинным верно: Правитель Канцелярии инженер Воронков.
КОНДИЦИИ № 5
на поставку металла, корпусов фугасных гранат и запальных стаканов,
изготовляемых по французскому образцу
Качество поставляемых вещей
1) Поставляемые предметы должны по качествам своим соответствовать
вполне своему назначению и удовлетворять условиям, указанным в прилагае-
мых инструкциях.
Право уполномоченного Главным Артиллерийским Управлением уменьшать
или увеличивать требования на предметы против количества, означенного в контракте.
2) Если по ходу работ, во время действия контракта, потребуется уполно-
моченному Главным Артиллерийским Управлением каких-нибудь предметов
более или менее того количества, какое назначено по контракту, то ему пре-
доставляется увеличивать или уменьшать требование на 25% каждого на
именования предметов против назначенного в контракте количества их, без
продления срока окончания договора или с продлением этого срока, по сво-
ему усмотрению. Поставщик обязан исполнить такое требование уполномо-
ченного по контрактным ценам.
Сдача предметов уполномоченному
3) На месте сдачи поставляемых предметов должен непременно находить
ся или сам поставщик, или уполномоченное от него лицо.
Порядок приема и предъявления к сдаче предметов
4) Изготовленные предметы принимаются особым приемщиком с браков
щиками, командированными для этой цели уполномоченным на каждый за
вод или на группу заводов.
Производство приема
5) Приемщики уполномоченного с особыми браковщиками принимают
предметы один или, смотря по надобности, несколько дней сряду, при рабо-
чей силе со стороны контрагента (время устанавливается уполномоченным);
когда все предметы партии приняты, поставщику выдается квитанция, одни
или несколько, смотря по надобности. Забракованные предметы приводятся
в негодность, возвращаются поставщику и считаются как бы не поставлен
ними. Принятые предметы грузятся в вагон средствами за счет поставщика.
2HZ
Поставка металла
6) 11от|м*бшш сталь доставляется распоряжением уполномоченного Глав-
ным Артиллерийским Управлением за счет казны, на ближайшую к заводу
станцию, по мере надобности, с таким расчетом, чтобы иметь запас на двух-
недельное производство изделий. В Москве необходимая сталь будет отпу-
скаться со склада уполномоченного генерала Ванкова по требованиям, выда-
ваемым Управлением уполномоченного; для срочной доставки материала
уполномоченным будут приниматься соответствующие меры, но в случае не-
своевременной доставки по вине железных дорог или других непредвиден-
ных причин, поставщик, изготовляющий гранаты, не имеет права предъяв-
лять претензии об убытках.
7) Сталь доставляется: а) для гранат в кругляках, диаметром 85 мм ±3%
и длиною, равною Н х 320±50 мм, где Н, равное от 3 до 10, есть число крат-
ности снарядов в кругляке; б) для запальных стаканов — в прутках, диамет-
ром 50 и 31 мм ±3%.
8) Металл, идущий на изготовление предметов, доставляется поставщи-
ку после тщательного осмотра и испытания его специальным приемщиком
на сталелитейном заводе. Если, однако, при обработке поставленной стали
оказались скрытые недостатки (трещины, волосовины и т. д.), делающие ее
негодной для применения, то означенные куски отбраковываются заводом по
соглашению с приемщиком и сдаются обратно казне, взамен же их уполно-
моченным Главным Артиллерийским Управлением отпускаются новые куски.
9) Расходы, вызванные обработкой забракованных не по вине завода
кусков или прутков, оплачиваются поставщику по расценке, установленной
уполномоченным Главным Артиллерийским Управлением.
10 ) Стружки и обрезки остаются в пользу поставщика.
11) За работу забракованных по вине завода предметов поставщику ничего не
уплачивается, причем за испорченный металл поставщик вносит уполномоченно-
му Главным Артиллерийским Управлением стоимость его в размере 4 руб. 30 коп.
за пуд стали, а за штампованный стакан — 4 руб. за штуку, за штампован-
ное тело запального стакана — 46 коп. и за штампованную пробку — 24 коп.
12) В случае порчи металла в размере одной четверти и более доставлен-
ной заводчику партии уполномоченный Главным Артиллерийским Управле-
нием имеет право прекратить заказ, а за испорченный металл заводчик, из-
готовляющий предметы, обязан уплатить Управлению уполномоченного, как
указано в предыдущем параграфе.
Поверочный инструмент
13) Каждому приемщику выдается по одному комплекту поверочного
инструмента, по которому завод должен изготовить за свой счет такой же
рабочий комплект. Ввиду же затруднения в изготовлении винтов и гаек, а
равно и требования точности в них, таковые выдаются поставщику в одном
экземпляре бесплатно, остальные же за его счет.
14) Образцовый комплект поверочного инструмента находится в Управ-
лении уполномоченного Главным Артиллерийским Управлением.
Смазывание гранат неочищенным скипидаром с канифолью
15) Гранаты и запальные стаканы представляются к приему в чистом
виде; после же приема смазываются за счет завода, наготавливающего их,
внутри и снаружи неочищенным скипидаром, нс содержащим кислот, с при-
месью около 5% квпи<|юли.
2HII
Клеймение
16) Ня всех изделиях, признанных годными, ставятся следующие клейма.
I) на гранатах между пояском и центрующим утолщением:
а) приемщика — в кружке;
б) название завода (первоначальные буквы), доставившего металл;
в) название завода, изготовившего гранаты;
г) номер партии;
д) литеры Ш или С в зависимости от того, получена ли граната
штампованием или сверлением.
II) На запальных стаканах — на верхнем срезе головки:
а) приемщика — в кружке;
б) название завода (первоначальные буквы), изготовившего запаль-
ные стаканы;
в) номер партии.
Укупорка
17) Для отправки с завода:
а) гранаты укупориваются по 10 штук в деревянные ящики с крыш-
ками простой конструкции, с веревочными петлями или планками, за счет
заводчика, причем необходимо принять меры для предохранения поясков от
порчи во время перевозки.
б) запальные стаканы укупориваются по 200 штук в деревянные ящи-
ки с петлями и крышками. Применение опилок при укупорке воспрещено.
Ящики после их укупорки запломбировываются приемщиком. Указанные
ящики с гранатами и запальными стаканами доставляются на станции от-
правления попечением завода, дальнейшая же перевозка по железной дороге
к месту назначения производится за счет казны распоряжением уполномо-
ченного Главным Артиллерийским Управлением. Ответственность за порчу,
происходящую от неудовлетворительной укупорки, падает на поставщика.
Ответственность за переданную работу
18) Поставщик отвечает за всю работу, хотя бы он с разрешения уполно-
моченного передал часть этой работы другим лицам.
Право уполномоченного заменять кругляки штампованными стаканами
19) Уполномоченный Главным Артиллерийским Управлением оставляет
за собой право: 1) заменять кругляки штампованными стаканами в черном
виде, причем цена за окончательную обработку указанных стаканов опреде
ляется на 2 руб. меньше, нежели цена за обработку гранат, получаемых свер-
лением из стальных прутков, если внутренность штампованного стакана не
требует обработки, и на 1 руб. 25 коп. меньше, если внутренность требует
такой обработки; 2) доставлять штампованные тела и пробки запальных ста-
канов, удерживая с поставщика из платы за обработку по 38 коп. за каждое
доставленное тело и по 22 коп. за каждую пробку.
Расчет с поставщиком
20) Расчет с поставщиком по каждой отдельной поставке, а также окоп
читальный, по исполнению всей поставки, составляется Управлением yno.ii
помоченного.
281
Производство уплаты
21) Но квитанциям, выданным приемщиками поставщику (и только пос-
ле извещения с завода Второва о их прибытии), поставщику уплачиваются за
поставленные предметы деньги ассигновками на местное казначейство по
желанию заводчиков-поставщиков, при этом уплата производится сполна за
все им поставленное и принятое, если все заявленные Управлением требова-
ния на поставку исполнены поставщиком в условленные сроки.
Взыскание неустойки с поставщика
22) В случае неизготовления предметов в установленные сроки, постав-
щику предоставляется льготный срок поставки в течение двух недель, по ис-
течении коего с него удерживается при уплате денег за подлежащие изготов-
лению предметы неустойка в размере: за просрочку одной недели — 2%, двух —
4%, трех — 8%, четырех, или одного месяца, — 12%. Если подобная неис-
правность поставщика повторится в течение всего контрактного срока до трех
раз, то, после третьей неисправности, поставщик устраняется от поставки.
В случае, если в течение двух недель со дня объявления поставщику об ут-
верждении за ним поставки, он не явится для подписания контракта или,
если поставщик не выполнит или уклонится от всей поставки, или от остав-
шейся части поставки, или если он будет устранен от подряда вследствие
указанной выше трехкратной просрочки, то он уплачивает неустойку в раз-
мере 12% со всей подрядной суммы.
Залог под неустойку
23) В обеспечение исправного исполнения поставки поставщиком пред-
ставляется залог (под неустойку) в размере 10%, т. е. 1/10 части подрядной
суммы.
Род этих залогов должен согласоваться с правилами, установленными на
этот предмет в книге XVIII Св. Воен. Пост., 1869 г., раздел I.
0 возврате залога
24) Залоги, обеспечивающие неустойку, возвращаются поставщику при
исправном выполнении всей поставки, при окончательном расчете.
Общие условия
25) Контракт на поставку означенных предметов заключается в Управле-
нии уполномоченного Главным Артиллерийским Управлением.
26) Передача поставки другому благонадежному лицу, имеющему на то
право, может быть разрешена только с письменного согласия уполномоченного.
27) Во всех случаях, здесь не поименованных, надлежит руководствовать-
ся книгою XVIII Св. Воен. Пост., изд. 1869 г., раздел 1 и соответствующими
законами гражданскими, насколько сие последние, по свойству поставок
Военного Ведомства и обстоятельствам дела, приличны быть могут.
Помощник уполномоченного по Технической части
гв. полковник Высочанский.
Юрисконсульт Управления уполномоченного Гаврилой.
2НП
ИНСТРУКЦИЯ
на прием взрывателей системы Шнейдер# к 3-дюймовым фугасным гранатам
I
Ударные трубки системы Шнейдера предъявляются к приему партиями
по 10 000 штук, с боевыми капсюлями.
От каждой партии приемщик отбирает 50 трубок и подвергает их следую
щим испытаниям:
а) 40 трубок подвергаются полной разборке с целью поверки размеров
деталей и сопротивления пружин;
б) 10 трубок испытываются бросанием с целью поверки безопасности пе-
ревозки трубок в условиях строевой службы.
Для поверки размеров всех деталей завод обязан представить в распоря-
жение приемщика полную серию лекал и шаблонов к ним, построенную со-
гласно образцовой серии, а также изготовляемые заводом инструменты, по
соглашению с приемщиком.
II
Разобранные трубки подвергаются подробному осмотру и поверке разме-
ров всех деталей, а также испытанию сопротивления пружин.
Партия признается годной и допускается к дальнейшим испытаниям, если:
а) все детали 40 трубок имеют правильные размеры, в пределах до-
пусков, и в отношении чистоты отделки соответствуют образцам, одобренным
комиссией, на которую возложена организация изготовления снарядов и взры-
вателей, и выданным приемщику для руководства;
б) если пружины, обозначенные на чертеже № 1644, лист 7, буквами «S»
и «Т», имеют установленное сопротивление, а пружина «U», удерживающая
сегменты предохранительного кольца, будет заводиться и оставаться невзве-
депной при указанных на чертеже числах оборотов;
в) если все 40 трубок окажутся собранными аккуратно, причем каждая
часть будет занимать назначенное ей положение, а внутри трубок не будет
замечено сора, стружек, смазки и т. п. посторонних предметов, могущих ме-
шать правильному действию трубок при стрельбе.
Партии, этим условиям не удовлетворяющие, возвращаются Оптическо-
му заводу для пересмотра и исправления.
Если при вторичном осмотре этой партии в ней будут замечены трубки с
теми же недостатками, как и при первом, то партия бракуется и подлежит
разборке; завод имеет право воспользоваться годными ее деталями.
Ill
Проба бросанием
Для этой пробы завод обязан установить у себя копр по образцу имеюще-
гося в Петроградском Трубочном заводе.
Трубки ввертываются в пригнанный к копру особый снаряд весом 6,0 кг,
падающий с желаемой высоты на чугунную наковальню весом около 500 ici.
Высота падения при этом испытании — 1,1 м.
Испытанию подвергаются по 10 трубок, выбранных приемщиком от
партии а 10 000 штук и менее.
ZHO
Трубки ДОЛЖНЫ <11.1'1'1. СНнбЖС|11.1 капсюлями в ударниках и большими
капсюлями, служащими для детонации разрывного заряда.
Пять трубок помещаются в снаряд головками вверх и пять — головками
вниз и испытываются бросанием.
После бросания все трубки подвергаются разборке.
Партия признается выдержавшей это испытание, если:
а) при бросании ни одна трубка не подействует и ни в одной не будет
взведен предохранитель, и
б) если капсюли окажутся нерасстроенными. Партии, этим требованиям
не удовлетворяющие, возвращаются заводу для исправления.
IV
Испытание стрельбою
а) Стрельба по обыкновенному грунту.
Испытание производится на 3-дюймовой полевой пушке стрельбою гра-
натами, начиненными частью балластом, частью порохом с таким расчетом,
чтобы снаряд имел тот же вес и тот же центр тяжести, как и граната, снаря-
женная взрывчатым веществом, причем эти гранаты снабжаются вполне сна-
ряженными порохом запальными стаканами.
При стрельбе должны быть приняты нужные меры, чтобы неправильно-
сти не могли быть приписываемы ни пушке, ни снаряду.
Чтобы проверить правильное действие трубок испытываемой партии, при-
емщик берет из этой партии 25 трубок, которые ввертываются в снаряды,
начиненные, как выше указано, и снабжены снаряженными черным поро-
хом запальными стаканами, причем снаряды эти подвергаются следующим
испытаниям стрельбою:
а) 20 выстрелов делаются по местности на дистанцию около 2500 м из
3-дюймовой полевой скорострельной пушки при нормальных зарядах.
Партия взрывателей признается годною, если:
а) преждевременных взрывов не будет вовсе,
б) при стрельбе по местности получится не менее 18 полных разрывов
при первом падении снаряда.
Всякий разрыв снаряда, произошедший при подъеме снаряда с земли,
считается полученным при первом падении.
Взятые для испытания стрельбою 25 взрывателей должны предваритель-
но храниться в течение 96 ч под стеклянным колоколом, под который по-
ставлен сосуд с водой, — для того, чтобы подвергнуть их действию влажного
воздуха.
Чтобы удовлетворить просьбе Главного Артиллерийского Управления, на
каждые четыре партии трубок будет производиться испытание стрельбою на
расстоянии 500 сажень, для проверки чувствительности трубок системы
Шнейдер сравнительно с трубками Русского Артиллерийского Ведомства.
Это испытание при удовлетворительных результатах обусловливает при-
емку испытываемой партии. В противном случае же повторяется испытание
стрельбою на 2500 м.
б) Стрельба по щиту.
Испытание это состоит из 10 выстрелов, iii.iiiyciaicMi.ix с первоначальной
скоростью и 532 м, соответствующей вращению снаряда со скоростью в 1 4 000
пб/мнп. Оно предназначено для проверки правильного действия hi медли
Телей.
2Н7
Стрельб») производится ио щиту ИЗ ТОПОЛЯ В 12 СМ ТОЛЩИНОЮ, УСТИНОВ
лепному па расстоянии 50 м от дула. Доски щита меняются достаточно час-
то, чтобы дать уверенность, что снаряд пробивает каждый раз здоровое, не
расшатанное прежними выстрелами дерево.
Полоса разрыва снарядов ограничивается двумя вехами, расположенны-
ми в 16 и 37 м от щита.
Наблюдатель отмечает сбоку место взрыва снаряда.
Выстрелы, при которых пробивание щита не вызывает взрыва снаряда
до первого места падения, не будут считаться и будут заменены другими.
Если из 10 годных выстрелов произойдут два взрыва вне отмеченной ве-
хами полосы, вопрос о приемке партии откладывается до разрешения его
министром.
Если из 10 годных выстрелов произойдет один или два взрыва вне отме-
ченной вехами полосы, испытание повторяется. Если из 20 годных выстрелов
первого и вторичного испытаний число взрывов вне отмеченной вехами поло-
сы больше 2, то вопрос о приемке партии откладывается до разрешения его
министром; если число это равно или меньше 3, то партия признается годной.
Если произойдет взрыв снаряда до пробивания щита, то партия бракует-
ся. Испытание прекращается.
Подписано: Свидерский. Май 1916 г.
С подлинным верно: Вр. и. о. Правителя Канцелярии
уполномоченного ГАУ зауряд-военный чиновник Алексеев.
Сверял: Старший Делопроизводитель зауряд-военный чиновник Орешкин.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
для приемки капсюлей детонаторов с бортиком к головным взрывателям
системы Шнейдер
СТАТЬЯ I
Размер партии
Капсюли-детонаторы к головным взрывателям системы Шнейдер пред-
ставляются к приемке партиями не более 60 000 штук (30 ящиков), разбиты-
ми для удобства сдачи завода на три группы.
СТАТЬЯ II
Приготовление к приемке
Капсюли-детонаторы упакованы по 35 штук в жестяных коробках, где
они отделены между собою картонными или войлочными перегородками.
Сверху и снизу капсюли прокладываются кусками войлока.
80 коробок (содержащих 2000 капсюлей) помещаются в жестяном непро
пицаемом ящике, который упаковывается в другой деревянный ящик разм
рами, превышающими на 3 дюйма размеры жестяного ящика, промежуточ
пос пространство между ящиками наполняется тонкими стружками.
225 капсюлей выбирается из каждой партии для производства надлежн
щих испытаний, сохраняя подразделение по группам.
На партию, подвергшуюся испытаниям по псом нижеуказанным статьям
(кроме cTHTi.li X и XI) н выдержавшую их. приемщиком выдается квитанции.
2НН
СТАТЬЯ III
Наружный осмотр
Наружному осмотру должен подвергаться каждый капсюль.
При помощи поверочных инструментов убеждаются в том, что размеры
выбранных капсюлей соответствуют чертежам, приложенным к настоящим
условиям.
Проверочными инструментами проверяется: высота и наружный диаметр
капсюля, диаметр бортика его, наружный и внутренний диаметры шейки
капсюля и общая толщина бортиков, причем если окажется более одного кап-
сюля на группу неудовлетворительного, то эта группа возвращается в мас-
терскую для пересмотра.
Общая толщина бортиков капсюля должна быть в пределах 0,72 мм —
1,00 мм при условии, если нижний бортик толще (прочнее) верхнего.
Радиус закругления у бортика гильзы должен быть 0,5 мм вместо прежнего
0,2 мм.
Толщина стенок гильзы может быть увеличена при условии, если внут-
ренние размеры остаются прежние и внешний диаметр гильзы не превышает
9,15 мм.
Соприкосновение бортика большой трубки с бортиком наперстка должно
быть плотное.
Не допускаются подрезы и подсечка бортика большой трубки и равно не
должно быть никаких трещин, кольцевых надрезов, глубоких раковин, пле-
нок, задирин, острых кромок и углублений как на внутренней, так и на на-
ружной поверхностях гильз.
Медные части должны быть отлакированы.
СТАТЬЯ IV
Внутренний осмотр
Внутреннему осмотру должен подвергаться каждый капсюль. Войлочный
кружок должен плотно прилегать к внутренним стенкам гильзы капсюля. (В
этом убеждаются при производстве.)
Марлевый кружок должен плотно закрывать внутренние отверстия на-
перстка, иметь ткань не менее 35 нитей на 1 см по утку и основе, правильно
лакирован 12% щелочным лаком. Залакировка капсюлей должна быть тща-
тельной: исправление спиртом неудовлетворительной залакировки, безуслов-
но, не допускается, лак должен быть окрашен.
Капсюли, не удовлетворившие указанным в ст. III и IV условиям, разде-
ляются по дефектам и представляются приемщикам для осмотра комиссии.
СТАТЬЯ V
Проверка снаряжения
Во время снаряжения партии проверяется, всыпает ли засыпная воронка
надлежащее количество гремучей ртути (около 2 г). Эта проверка произво-
дится следующим образом: 20 нумерованных наружных гильз взвешиваются
каждая отдельно, а также 20 наперстков, снабженных войлочными и колен-
коровыми кружками; при помощи засыпной воронки в 20 больших трубок
всыпается последовательно 20 снарядов, которые прессуются каждый соот-
ветствующими частями. Каждый капсюль пгпкмппнаетея отдельно, и нее
наряда выводится из разницы получаемых niiiiciiiiiiuniiiH, кпкопоЙ пес должен
быть нс М1ЧКТ г.
2Н1>
СТАТЬЯ VI
Испытание на взрыв
18 из выбранных капсюлей (по 6 от каждой группы) взрываются бикфор-
довым шпуром на свинцовой пластинке, толщиной 4 мм.
Ле должно произойти ни одного отказа, причем взрыв должен быть пол-
ным, плита пробитой, в противном случае испытание повторяется при тож-
дественных условиях, но на двойном количестве капсюлей; если это переис-
пытапие в указанных условиях неудовлетворительно, то соответствующая
группа бракуется.
СТАТЬЯ VII
Испытание на непроницаемость
18 капсюлей (по 6 от каждой группы) помещаются в течение 48 ч под
стеклянный колпак, вместе с сосудом с водою, после чего подвергаются ис-
пытанию на взрыв согласно ст. VI. Не должно быть больше одного отказа
па группу, в противном случае испытание повторяется на двойном количе-
стве, причем при получении более одного отказа группа бракуется.
СТАТЬЯ VIII
Испытание на аппарате Массета
По 36 капсюлей от группы подвергаются испытанию на аппарате в
23 зуба в особо конструированной оправке, допускающей зажим бортика кап-
сюля (чертежи аппарата и справки при сем прилагаются).
Не допускается: 1) взрыв капсюля, 2) сдвиг наперстка относительно боль-
шой трубки, 3) опыление.
СТАТЬЯ IX
О месте приемки
Осмотр капсюлей производится в помещении, отведенном заводом, при
условии хорошего освещения, поместительности, достаточного количества
инвентаря и поверочных инструментов, доставляемых заводом.
Испытание на разрыв и на «массетт» производится под навесом, при на-
личии безопасных приспособлений; для работы на «массетт» заводом долж-
ны быть предоставлены рабочие по требованию приемщика.
СТАТЬЯ X
Испытание стрельбою
Выбираются из каждой партии 12 капсюлей для испытания стрельбой по
группам, причем капсюли выбираются по усмотрению приемщика из числа
наиболее сомнительных данной партии.
Выбранные для стрельбы капсюли могут быть осмотрены представителем
завода. В случае, если с выбором завод не соглашается, вся партия возвраща
ется заводу для пересортировки.
В присутствии приемщика Оптического Общества и представителя заво
да (если последний этого пожелает) капсюли вставляются в детонаторные
трубки без капсюлей воспламенителей с холостыми замедлителями, при хо
2НО
.достом .шпальном стакане, и юмсщаются а 3" фугасные снаряды казенного
образца, приведенные к установленному несу снаряженного снаряда напол-
нением их смесью песка и смолы.
Стрельба производится из 3" полевой пушки казенного образца зарядами
пороха, развивающими среднее давление в канале орудия 2400 кг.
Ни одного взрыва не должно произойти во время стрельбы. Из собран-
ных снарядов вывинчиваются запальные стаканы с соблюдением установлен-
ных мер предосторожности, и испытываемые капсюли проверяются, в хоро-
шем ли состоянии они находятся, причем партия считается хорошей, если не
было: 1) обрыва бортика, 2) сдвига наперстка и 3) опыления.
В случае сомнительных результатов партия переиспытывается тем же
количеством выстрелов, причем удовлетворившая указанным выше услови-
ям принимается.
О результатах стрельбы Заведующий Петроградским районом уведомля-
ет Управление уполномоченного.
СТАТЬЯ XI
Осмотр перед сборкой
Осмотренные и принятые приемщиком капсюли отправляются в Петроград
в Оптическое Общество.
Присланные в Оптическое Общество капсюли-детонаторы подвергаются
перед сборкой вторичному наружному и внутреннему осмотру.
Капсюли, не допущенные в Оптическом Обществе к сборке, рассортиро-
вываются по дефектам и представляются для осмотра комиссии, в состав ко-
торой входит приемщик с Русско-Бельгийских Патронных заводов в Москве.
Признанные комиссией не пригодными к сборке, капсюли уничтожают-
ся в Петрограде или возвращаются заводу по его заявлению за его счет, вза-
мен же забракованных завод обязан представить соответствующее количество
хороших капсюлей.
О результатах осмотра Заведующий Петроградским районом уведомляет
Управление уполномоченного.
Утверждаю: Уполномоченный ГАУ генерал-майор С. Н. Банков.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на прием латунных гильз детонатора и крышек к ним
для запальных стаканов «У. С.»
Латунные гильзы и крышки к ним предъявляются к приему партиями
по 10 000 комплектов.
Из каждой партии приемщик берет не меньше 200 штук гильз и столько
же крышек для проверки размеров, которые должны быть в пределах, ука-
занных на чертеже № 336.
Гильзы и крышки к ним не должны иметь трещин, пленок и царапин;
особенно тщательному осмотру подвергается внутренняя поверхность гильз.
В случае, если из взятого для проверки количества окажется более чем
5% неудовлетворительных предметов, то вся партия возвращается поставщи-
ку для пересмотра.
Из принятой партии поставщик обязан бесплатно заменить предметы,
забракованные при снаряжении
’1)1
УнНКОВКа ГИЛЬЗ ПРОИЗВОДИТСЯ II ЯЩИКИ ио 3500 штук, укладкой радами с
прокладкой листа бумаги между каждым слоем.
Крышки к гильзам укладываются 2500 штук в отдельный ящик, ко-
торый помещается в ящик с гильзами.
51|цики изготовляются поставщиком за его счет и возврату не подлежат.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный Главным Артиллерийским Управлением
генерал-майор Банков.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на приемку латунных хвостиков для пробок к запальным стаканам
Латунные хвостики предъявляются к приемке партиями по 20 000 штук,
уложенными по 200 штук в картонные коробки, каковые укладываются в
деревянные ящики, содержащие каждый по 10 000 штук хвостиков.
Из каждой партии (20 000 штук) приемщик берет две коробки по своему
усмотрению, из которых проверяет 200 штук посредством калибра максиму-
ма и минимума: 1) наружный диаметр; 2) внутренний диаметр; 3) диаметр
бортиков; 4) высоту, и производит наружный осмотр на предмет удостовере-
ния, что хвостики не имеют трещин по бортику, пленок, царапин.
В случае, если найдется, в сложности, более чем 6% указанных недо-
статков, партия возвращается поставщикам для пересмотра; при этом постав-
щик обязан бесплатно доставить то количество хвостиков, которое во время
снаряжения забракуется, благодаря вышеуказанным недостаткам.
Хвостики контрольной партии подвергаются, каждый в отдельности, ис-
пытанию давлением на дно в 100 кг при помощи стального пуансона, при
каковом испытании хвостики не должны давать остающегося удлинения.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на изготовление и приемку сдерживающих колец
Требуемые условия на предъявление к приемке
До предъявления частей к приемке завод обязан проверить каждую часть
отдельно и убедиться в том, что сдаваемые части отвечают следующим усло-
виям:
Части не должны иметь пороков металла, как-то: пленок, пористости
и т. п., вредных для их прочности.
Части должны быть чисто обработаны и без заусениц. Чтобы судить о
требуемой степени тщательности исполнения частей, заводом изготовляется
один экземпляр, который, по одобрении приемщиком, служит образцом.
Все размеры частей должны быть в пределах допусков, установленных в
чертежах.
Уклоны или округления, указанные в чертежах, должны быть соблюде-
ны, по не щюувеличены.
Высверливание и обточка наружных поверхностей должны быть копцен
трнчпы.
292
Чисти должны быть совершенно очищены от всяких посторонних щх'Д-
метон, кик то: стружек, масла, керосина и т. п.
Части должны иметь блестящий металлический вид и не обнаруживать
следов окисления.
Предъявление к приемке
Сдерживающие кольца предъявляются к приемке партиями по
20 000 штук.
Из каждой партии (20 000 штук) приемщик берет 200 штук по своему
усмотрению, которые проверяет посредством калибров: 1) наружный диаметр,
2) внутренний диаметр, 3) диаметр верха отверстия, 4) общую высоту, 5) внут-
реннюю высоту, и производит наружный осмотр на предмет удостоверения,
что кольца не имеют трещин, пленок, царапин, заусениц.
Если из этих 200 проверенных частей не более 2% не соответствуют вы-
шеуказанным условиям для приемки, то партия признается годной. В про-
тивном случае партия возвращается заводу для пересмотра.
Части упаковываются партиями в 1000 штук или кратными тысячи.
Выбор способа упаковки предоставлен заводу, причем употребление опилок
воспрещается.
Утверждаю: Уполномоченный ГАУ генерал-майор С. Н. Банков.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на прием штампованных заготовок запальных стаканов 3" гранат «У. С.»
снарядов
1. Сталь, потребная для штамповки запальных стаканов, должна удов-
летворять следующим техническим условиям: разрывающее усилие
40—50 кг/мм и удлинение при разрыве, отнесенное к длине, 10 см > 18%.
2. Общая длина штамповки должна быть в пределах 118—120 мм
(эскиз № 522).
3. Поковка должна быть хорошей кузнечной работы: нажим металла,
глубокие задиры и плены свыше 1/2 допуска на обработку, пережог металла,
заштампованный шлак, песочины и следы усадочной раковины не допуска-
ются.
4. Верхняя и нижняя части штамповки должны быть хорошо центриро-
ваны. Допустимая эксцентричность не должна превышать 0,75 мм.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
ИНСТРУКЦИЯ
для приемки штампованной пробки запального стакана
I. Металл, предназначенный для изготовления пробки запального стака-
на штампованием, должен быть принят инженером отдела. Материал поставля-
с J 2’° of 0,2
ется в полосах шириною 51 j J р р мм и толщиною 2 1 =ь р р мм качеством —
сопротивление пн разрыв 40—50 кг/мм2 при удлинении > 18%.
II. Штампованные пробки должны отвечать н своих размерах чертежу
.№• 90 10 пли .№ 3.
21*3
III. Как пн внутренней, гак и па наружной поверхностях не должно быть ни
т[ющин, ни складок металла. На внутренней и на наружной поверхностях до-
пускаются: незначительные раковины, неглубокие, тупые продольные царапины.
IV. Утолщения на наружной поверхности не допускаются.
V. Пробки предъявляются к приемке промытые керосином.
VI. Допускается эксцентричность пробитого в дне пробки отверстия в
0,50 мм (калибр, чертеж № 58).
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный Главным Артиллерийским Управлением
генерал-майор Банков.
ИНСТРУКЦИЯ
для производства механических испытаний бомб из сталистого чугуна
для калибров 6" и меньше
А. Испытание на удар отдельно отлитых образцов
§ 1. Число пробных брусков
С каждого ковша отливаются три бруска для пробы на удар и три запас-
ных бруска, на случай переиспытания. Размеры пробных брусков по черте-
жу № 354. Способ отливки пробных брусков должен быть тождественным со
способом отливки бомб (всухую или сырую).
§ 2. Испытание на удар
Все три пробных бруска разбиваются под копром (по чертежу № 262А)
при весе бабы в 12 кг. Высота падения бабы, начиная с 28 см, постепенно
увеличивается при каждом следующем ударе на 1 см, и высота удара, про-
изводящего изломы, не должна быть меньше 45 см, для каждого пробного
бруска.
§ 3. Условия приемки ковшей по пробе на удар
Если для всех трех пробных брусков высота удара до излома удовлетво
рительна — 45 см или больше — бомбы из данного ковша поступают на ис-
пытания аппаратом Бринелля (см. ниже — В).
При неудовлетворительных результатах пробы на удар, вызванных бра
ком или другими пороками в пробных брусках, таковые заменяются бруска
ми из числа запасных (см. § 1); переиспытание запасных брусков произво
дится согласно § 2.
При результатах пробы на удар выше нормы, для двух брусков, допуска
ется для третьего бруска понижение высоты удара до 43 см.
При неудовлетворительных результатах пробы на удар данного ковша
бомбы этого ковша откладываются, отбирается одна бомба, с отпечатком по
Бринеллю 4,8, и из нее вырезаются куски по чертежу № 580, которые отсы
лаются в Управление уполномоченного для испытания в лаборатории.
В. Испытание аппаратом Бринелля
§ 4. Способ испытания
Каждая бомба из ковшей, выдержавших пробу на удар, подвергается ис-
пытанию по Бринеллю, шариком 10-мм диаметром, под давлением 3000 кг а
гечеппс 30 ген, а трех местах па запилах глубиною а 3 мм по окружности
201
поисковой чисти. Запилы должны быть плоскими, приготовленными напиль-
ником или наждачным кругом, по не зубилом, и расположены приблизитель-
но на равном расстоянии друг от друга.
§ 5. Условия приемки
По наибольшим из трех показаний аппарата Бринелля бомбы данного
ковша распределяются по следующим группам:
а) бомбы с отпечатками в пределах от 4,2 до 4,8 мм принимаются до кон-
трольного испытания на разрыв (см. ниже — С);
б) бомбы с отпечатками 4,2 мм могут быть приняты, если будет установ-
лено, что они допускают механическую обработку;
в) бомбы с отпечатками 4,9—5,0 мм и 5,0—5,5 откладываются впредь до
окончательного разрешения этого вопроса испытаниями стрельбой, которые
производятся и по окончании которых будет окончательно установлен мак-
симальный предельный отпечаток.
С. Контрольные испытания на разрыв
§ 6. Число пробных брусков
На каждую партию, размер которой устанавливается уполномоченным,
принятую по Бринеллю в группе от 4,2 до 4,8, выбирается из бомб с наиболь-
шим отпечатком по Бринеллю (4,8 мм или за отсутствием таковых 4,7 мм
и т. д.) одна бомба, из которой вырезаются два бруска для испытания на раз-
рыв, третий запасной — для добавочного испытания. Размеры пробных брус-
ков — по пунктирному профилю на чертеже № 354.
§ 7. Условия приемки
При сопротивлении разрыву обоих брусков, не ниже 17 кг/мм2, вся партия
группы от 4,2 до 4,8 (либо 4,7 и т. д.) по Бринеллю считается принятой по
результатам механических испытаний.
§ 8. При неудовлетворительных результатах обоих пробных брусков (со-
противление разрыву ниже 17 кг/мм2) все бомбы данной партии с наиболь-
шим отпечатком по Бринеллю (4,8 либо 4,7, см. § 6) забраковываются и вы-
бирается для дополнительного контрольного испытания бомба из следующей
по отпечаткам Бринелля группы (4,7 либо 4,6 и т. д.); дополнительные испы-
тания производятся согласно § 6.
§ 9. При неудовлетворительном результате одного только пробного бру-
ска подвергается добавочному испытанию третий (запасной) брусок и при
удовлетворительном результате добавочного испытания вся партия принима-
ется (см. § 7).
При неудовлетворительном же результате добавочного испытания произ-
водится забраковывание бомб данной группы по отпечаткам шариком согласно
§ 8 и требуется дополнительное контрольное испытание следующей по Бри-
неллю группы.
§ 10. Чтобы возможно скорее иметь суждение о качестве произведенной
плавки, испытывать на разрыв отдельно отлитые образцы, ограничиваясь
тремя образцами на дневную плавку, не бракуя, однако, плавки, если испы-
тание это даст неудовлетворительный результат, и в дальнейшем окажется,
что § 7 настоящей инструкции выполнен.
§ 11. По требованию специально командированных уполномоченным лиц
производить внезапные испытания образцов, вырезанных из бомб, по указа
нию »тих лиц, независимо от пены танин текущей iiii|>tiiii
21(Г>
Д. сведения о механических испытаниях оомо
§ 12. (’ведения о механических испытаниях бомб сталистого чугуна со-
ставляются ежемесячно по установленной .форме (на бланках, разосланных
17 июля при № 28697) и посылаются приемщиками не позднее 10-го числа
следующего месяца в Технический Отдел Управления.
Уполномоченный ГАУ генерал-майор Банков.
ИНСТРУКЦИЯ
на приемку запальных стаканов к 6" снарядам
1. Сталь или штамповка, потребная для изготовления запальных стака-
нов, доставляется заводам распоряжением уполномоченного Главным Артил-
лерийским Управлением. Проверка механических качеств стали указанных
заготовок, удовлетворяющая нижеследующим требованиям, производится на
местах изготовления металла; — разрывающее усилие 40—50 кг/мм2 и удли-
нение при разрыве, отнесенное к длине 10 см, — 18%.
2. Запальный стакан к 6" снарядам предъявляется к приему партиями
не более 2000 штук.
3. От каждой партии приемщик берет, по своему усмотрению, не менее
ста запальных стаканов и подвергает поверке размеров согласно нижеследу-
ющей таблице:
Размеры, подлежащие поверке: Поверочные инструменты:
А. Тело запального стакана
Внешняя резьба ....................... № 500, 501, 502, 503, 504.
Внутренняя резьба..................... № 1А (винт, гайка, кружала), 2А,
50 7А.
Гнезда для ключа...................... № 505А.
Наружные диаметры конуса тела ........ № 506, 512А.
Внутренний диаметр тела............... № 508.
Толщина дна тела...................... № 509А, 510, 515, 516.
Диаметр нижнего основания конуса
головки тела.......................... № 511.
Диаметр отверстия для чеки ........... № 513.
Б. Головка запального стакана
Внешняя резьба ....................... № 1, 2, 3А, 4, 5, 20.
Внутренняя резьба..................... № 10, 11, 12, 13, 14.
Гнезда для ключа...................... № 6.
Диаметр отверстия для чеки ........... № 8.
Общая высота головки.................. № 20—Т.
Партия запальных стаканов признается годною, если все выбранные при-
емщиком для осмотра стаканы будут иметь правильные размеры в пределах
указанных на чертеже допусков.
В отношении чистоты отделки как внутренней, так и наружной поверх-
ностей тела запального стакана 6" снаряда необходимо соблюдать следую
щее: поверхности считаются удовлетворительными при отсутствии задирип
и цврннпн: тщательной шлифовки поверхности не требуют, поверхности по
21И>
должны иметь грубых (•.педон от ре.щп. Коническим поверхность головки ш ли-
фон к и но требует.
Партии, не удовлетворяющие всем указанным требованиям, возвращают-
ся заподу для исправления.
5. Кроме указанных выше поверок, являющихся решающими в смысле
приема партии с завода, запальные стаканы 6" снарядов подвергаются еще
пробе тела стакана на растяжение при помощи стального пуансона (чертеж
№ 385, прибор № 520). После испытания давлением 2500 кг удлинение не
должно превышать 0,35 мм.
6. О клеймении. На запальных стаканах, признанных годными, ставятся
следующие клейма (на боковой поверхности головки тела):
а) приемщика в кружке,
б) название завода, изготовляющего стаканы,
в) номер партии.
7. Укупорка. Для отправки с завода принятые запальные стаканы, пред-
варительно смазанные скипидаром с 50% канифоли и завернутые каждый
отдельно в бумагу, укладываются по 50 штук в деревянные ящики, с крыш-
ками и веревочными петлями, изготовляемые самим заводчиком или за его
счет. Применение опилок при укупорке воспрещается. Ящики после их уку-
порки запломбировываются распоряжением приемщика.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
для приема болтовой латуни
А. Химический состав:
1) Латунь для палок должна содержать меди не более 61%, свинца — от
0,75% до 1 1/2%, остальное — цинк. Висмута, сурьмы и мышьяка не допус-
кается более чем следы.
Б. Механические качества:
1) Сопротивление на разрыв около 35 кг/мм2; удлинение > 23%.
Пробы для испытания по следующим размерам:
Диаметр испытываемых прутков Проба (в мм)
Диаметр Расчетная длина
до 10 мм целиком 100
от 10 „ 15 „ 10 100
„ 15 „ 20 „ 15 150
„ 20 „ 25 „ 20 200
„ 25 25 200
2) Испытание загибом:
Испытание загибом производится в холодном состоянии. Для диаметров
от 6 до 15 мм загиб вплотную, с петлею, равной диаметру испытываемого
прутка. Для диаметров от 15 до 20 мм пруток загибается на угол в 90°, для
диаметроп от 21 мм и выше па угол а 135". При испытании загибом не
должно обнаруживаться ни поперечных, пн продольных рванин, пи других
пороков.
21Г/
В. Ни прутках не допускается ни пленок, ни закаток, ни всяких других
пороков, вредящих прочности металла. Обрезки с концов должны быть до-
статочными, чтобы в месте отреза получилось чистое сечение.
Г. Размеры:
Прутки должны быть точно калиброваны, допуск на диаметр не должен
превышать 1% (одного процента) и во всяком случае одной четверти (0,25)
миллиметра.
Длина прутков от 1 до 4 м.
Примечание к пункту В.
Приемщику предоставляется право, в случае обнаружения некоторых дефектов, указан-
ных в пункте В, признать материал годным, если недостаток этот в зависимости от дальнейше-
го назначения палки не может быть вредным для окончательного изделия из нее.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
Приложение № 6
ИНСТРУКЦИЯ № 1
для приема стали, назначенной к изготовлению 3" фугасных удлиненных
гранат по французскому способу
I
УСЛОВИЯ ФАБРИКАЦИИ
Вес прибыли, поступающей в отброс, должен составлять, по крайней мере
32% от веса болванки, из которых 28% относятся к верхней, а 4% — к ниж-
ней части ее.
Заводом, употребляющим специальные приспособления для уменьшения
усадочной воронки, дозволяется некоторое понижение вышеуказанных раз-
меров прибылей, по соглашению с приемщиком.
Бруски (заготовки, кругляки и т. д.), представляемые к приему, должны
быть очищены, чтобы было возможно подвергать тщательному осмотру их
поверхность, для отбраковки брусков с трещинами, складками, щелями и
другими, препятствующими к их употреблению пороками. Для уничтожения
таких пороков бруски можно обрубать зубилом, при тех условиях, чтобы глу-
бина обрубков была менее 2 мм (при диаметре бруска до 100 мм) и края их
были расширены во избежание складок при штамповке.
Ввиду возможно полного устранения следов усадочной воронки, из верх-
ней части бруска, после отделения прибыльной части, отрезают один кусок,
который подвергается осмотру приемщика; при обнаружении раковин или
усадочной рыхлости норма отброса увеличивается против указанных выше
32%.
Обрезка прибыльных частей может производиться, по выбору завода,
у болванок, поковок или готовых брусков (кругляков).
29К
II
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ
Сталь, назначаемая на изготовление гранат, подвергается испытанию на
разрыв до и после закалки пробных брусков, как указано в п. III.
Кроме того, принимаются к сведению результаты испытания шариком
по способу Бринелля.
Ill
Сталь, идущая на изготовление гранат, принадлежит к полутвердым сор-
там, отвечающим следующим условиям.
1) пробный брусок без закалки:
Сопротивление на разрыв от 52 до 64 кг/мм2. Удлинение не менее чем
18%.
2) пробный брусок, закаленный и отпущенный:
Сопротивление на разрыв — от 75 до 100 кг/мм2.
Удлинение не менее чем 8% (в случае сопротивления ниже 80 кг требу-
ется удлинение выше 9%).
Удлинение определяется на расстоянии 100 мм между меток*.
IV
Пробные бруски изготовляются заводом.
При испытании без закалки они подвергаются отжигу, а именно — в те-
чение 20 мин, при температуре 925°, и охлаждаются под горячей золой. По
желанию завода, температура отжига может быть понижена до 875*.
При испытании с закалкою бруски, сперва отожженные, как выше ска-
зано, подогреваются медленно в печи, где сохраняются в течение 20 мин при
850°, затем закаливаются в холодной воде и отпускаются в течение 15 мин в
оловянную ванну при постоянной температуре в 525° и, наконец, им дают
окончательно охладиться под золою.
V
Металл представляется к приему в партиях, содержащих все полосы од-
ной и той же плавки.
Пробных брусков полагается всего два (на каждую партию), из коих один
испытывается без закалки и один с закалкой.
VI
Если результаты первого испытания окажутся сомнительными, то произ-
водится проверочное испытание, причем число брусков удваивается. Получен-
ные при этом последнем испытании результаты считаются окончательными.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
* Для снедения, и без всякого принудительного указания, отмечается, что эти условия ис-
полняются очень легко при следующем составе стали:
С ................. около 0,35;
Мп................ 0,6 0,7;
Si ................ 0.20 0.2b;
I’ ....... . .. in* Гмии’г О.Ob,
N nr Гии... O.OI
2ПП
УСЛОВИЯ
для приемки полосовой стали для штамповки пробок запального стакана
Сталь шириною 51 и толщиною 2 (или 2,25 ±0,25) вместо пробы
J-0 J-0
па разрыв пробовать закалкой; для этого сталь следует нагревать до светло-
красного каления (около 900°) и подвергать закалке в воде, после чего поло-
су сгибать до параллельности концов.
При этом испытании не должно получаться трещин.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Утверждаю: Уполномоченный ГАУ генерал-майор Банков.
Правитель Канцелярии инженер Воронков.
Приложение 8
Соображения о расценке на запальный стакан
Как изготовлен Сверлением Штампованием
Детали запального стакана Тело Головка Пробка Тело Головка Пробка
Средняя стоимость работы деталей запального стакана 27 коп. 26 коп. 15 коп. 27 коп. 26 коп. 15 коп.
Общая средняя стоимость работы запального стакана 68 коп. 40 коп.
100% накладных расходов 1 руб. 36 коп. 80 коп.
Общая средняя стоимость плюс накладные расходы 2 руб. 04 коп. 1 руб. 20 коп.
Плата по контракту 3 руб. 00 коп. 2 руб. 40 коп.
Остаток в пользу завода 96 коп. 1 руб. 20 коп.
Остаток в пользу завода в % 47% 100%
1 [роизводительность 1 1,7
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на прием штампованных тел запальных стаканов к 6" снарядам
1. Сталь, потребная для штамповки запальных стаканов, должна удовлет-
ворять следующим техническим условиям: разрывающее усилие 40—50 кг/мм
и удлинение при разрыве, отнесенное к длине 10 см > 18%.
2. Общая длина штамповки должна быть в пределах 156-158 мм, при
условии разрезки заготовки на пиле; при разрезке же на ножницах общая
высота штамповки должна быть в пределах 161—164 мм.
3. Поковка должна быть хорошей кузнечной работы: нажимы металла,
глубокие задиры и плены свыше половины допуска на отделку, пережог ме
тилли, заштампованный шлак, песочины и следы усадочной раковины не до
пускав >тся.
300
I Верхняя и ннжняя чисти штамповки должны быть хорошо центриро
пипы. Допускаемая эксцентричность не должна нренышать половины до-
пуска па отделку, т. е. I мм.
Наблюдающий за Отделениями Технической части инженер Щелкунов.
Уполномоченный ГАУ генерал-майор Банков.
С подлинным верно: Правитель Канцелярии инженер Воронков.
ОТЗЫВЫ
высших артиллерийских начальников о французской 3" гранате
Когда уже заканчивалось печатание настоящего отчета, на имя уполно-
моченного были получены письма от начальника артиллерийского Управле-
ния полевого инспектора артиллерии ген.-лейт. Барсукова, начальника ар-
тиллерии Московского военного округа ген.-лейт. Вахарловского и инспекто-
ра артиллерии 5-го Сибирского корпуса ген.-лейт. Турова.
Приводим извлечения из этих писем, как подтверждающие количество
изготовленных уполномоченным снарядов, находящихся на фронте, а равно
и значение их для артиллерии Действующей армии.
Е. Барсуков в письме от 30 июня 1918 г. заявляет следующее:
«Могу с достаточной уверенностью сказать вам, что трехдюймовые ваши
снаряды были на всех наших фронтах, не исключая Кавказского, а шести-
дюймовые — за исключением Кавказского, т. е. на Северном, Западном, Юго-
Западном и Румынском. Подача ваших трехдюймовых снарядов, главным об-
разом, обеспечила нашу легкую трехдюймовую артиллерию выстрелами в
полной мере со второй половины 1916 г. Потребность выстрелов ежемесячно
определялась с июня 1916 г. нашими специалистами: трехдюймовых легких —
в 2 млн шрапнелей и 2 млн гранат, трехдюймовых горных — 150 тыс. гранат
и 150 тыс. шрапнелей, 48 линейных — 300 тыс. и шестидюймовых — до
225 тыс.».
В. Н. Вахарловский пишет:
«Когда я прибыл в ноябре 1916 г. в 1-й Туркестанский корпус, состояв-
ший в Особой армии, то там была инспектором артиллерии Особой армии про-
изведена анкета по вопросам о деталях боевого применения русских и
французских трехдюймовых гранат при операциях прорыва укрепленных
полос. В анкете принимали участие и командиры батарей — участники опе-
раций прорыва полос весной 1916 г.
Эта анкета позволила вывести определенные нормы как расхода гранат
при проделывании проходов в проволочных заграждениях немцев, так и дру-
гие необходимые детали.
Относительно норм расхода русских и французских гранат анкета уста-
новила, что прорывать проход надо русскими гранатами, а расчищать его
французскими, при этом участники боев высказывались определенно о фран-
цузских гранатах, как о необходимом и сильном пособнике при боевых дей-
ствиях, что неизбежно требовало их значительного применения при боевых
операциях.
Визируясь на этих данных, составляя артиллерийский план операции
прорыва неприятельской полосы под Двинском в ян паре* 1917 г. (прорыв пред-
полагался весной), мною была принята определенная норма французских гра-
нат н было затребовано дин онернн,нп очень большое количество француз
301
ских гранат, что не встретило никаких возражений со стороны органов снаб-
жения».
В. Д. Туров сообщает:
«Находясь на Юго-Западном фронте против участка между г. Радзивило-
вом — Броды — Залошце в составе 5-го Сибирского армейского корпуса в
период с сентября 1916 по декабрь 1918 г., трехдюймовые французские гра-
наты московского изготовления применялись нами постоянно и с успехом.
Французскими гранатами мы пользовались для стрельбы по окопам и при
расчистке проходов в проволочных заграждениях».
Приложения
К «Истории Организации уполномоченного
Главным Артиллерийским Управлением
по заготовлению снарядов
по французскому образцу,
генерала С. Н. Ванкова»
Доверительно
Секретно
НАЧАЛЬНИК
IJI’JIIK КОГО АРСЕНАЛА
28 февраля 1915 г.
№ 8
г. Брянск (Орловск. губ.).
Приложение № I
СЕКРЕТНО
ДОКЛАД
Его Императорскому Высочеству Великому Князю
Сергею Михайловичу,
Председателю особой распорядительной комиссии
по Артиллерийской части
Докладываю Вашему Императорскому Высочеству, что, во исполне-
ние предписания Вашего от 12 февраля с. г. за № 24, я просил председа-
теля Общества Заводчиков и Фабрикантов Московского района собрать
представителей металлообрабатывающих заводов Московского района
16 февраля с. г. для ознакомления их с необходимостью немедленно при-
ступить к пробному изготовлению гранат нашей полевой пушки по фран-
цузскому образцу.
16 и 17 февраля эти заседания состоялись, и я, совместно с капита-
ном Терпиловским и французскими офицерами и техниками, ознакомил
всех присутствующих со всеми вопросами изготовления указанных гра-
нат. Вопросы, разбиравшиеся на этих заседаниях, а равно и все пожела-
ния заводчиков и фабрикантов приведены в представляемых при сем жур-
налах совещаний.
Желая лично ознакомиться с техническими средствами заводов и фаб-
рик Московского района, для более правильного суждения о выполнимо-
сти указанных заводами требований по изготовлению гранат, я с капита-
ном Терпиловским и французскими офицерами и техниками посетили и
осмотрели 18, 19 и 20 февраля подробно указанные заводы и фабрики.
17 февраля французский техник Гуви был командирован на Юг, в Харь
ков и Екатеринослав, а 19 туда же выехал и капитан Терпиловский.
Из переговоров с заводчиками и осмотра заводов я убедился, что луч-
шим решением вопроса об изготовлении гранат является предъявление
им образцов таких гранат, с подробным указанием способов разработки,
потому, поручив заводам: Коломенскому, Люберецкому, Бромлее, Гоппе
ру, Дангауэр и Кайзер, Лист и Бр. Кертинг, как обладающим хорошими
механическими средствами, приступить к пробному изготовлению образ-
цовых гранат, сам я, с капитаном французской службы Понсе и инжене
ром де-Луази, выехал 20 февраля вечером в Брянск, для выяснения неко-
торых деталей изготовления гранат на месте, в Брянском Арсенале. Об этих
деталях запрашивали нас заводчики, и мы желали получить опытные
данные, что возможно было исполнить на большом заводе, обладающем
хорошими кузнечными средствами, каким является для нас наш Бряп
ский Арсенал. Такими деталями являлись: сверление, расточка, осадки
головной части для придачи снаряду оживальной формы, закалка и от
пуск. Все .пн вопросы выяснились 21, 22 и 23 па работах в Арсенале, н
301
23 февраля вечером кашггам Понсе, с изготовленными в Арсенале снаря-
дами, выехал в Москву для ознакомления заводчиков с образцами и прак-
тическими способами изготовления гранат. Я, совместно с инженером
де-Луази, остался для ознакомления Брянского рельсопрокатного и ме-
таллического завода с требованиями на изготовление гранат по француз-
скому способу.
За отсутствием надлежащей снарядной стали на заводах московских,
я поручил Брянскому заводу немедленно отправить в Москву, на заводы
Московского района, 60 пудов таковой снарядной стали, из которой этот
завод изготовляет свои шрапнели и гранаты. Затем я направил инженера
де-Луази в Харьков, к капитану Терпиловскому, а сам выехал 26 февраля
вечером в Москву, для осмотра заводов г. Москвы, и далее в Петроград,
для личного доклада Вашему Императорскому Высочеству.
Из осмотра заводов и переговоров с заводчиками я прихожу к ниже-
следующему заключению:
Вопрос об изготовлении гранат по французскому образцу надо при-
знать вполне разрешимым, но для этого необходимо:
1) иметь в Москве особо наделенное большими полномочиями лицо,
которое немедленно и окончательно могло бы на месте решать следующие
вопросы:
а) перевозки потребных материалов и топлива со всех концов России
к заводам, изготовляющим гранаты и взрыватели;
б) возвращения заводам, изготовляющим гранаты, всех ратников и
запасных мастеровых, находящихся в запасных батальонах, дружинах и
особых командах;
в) могло бы установить порядок и очередь исполнения заказов разных
отделов Военного Ведомства, морского министерства и др. ведомств;
г) могло бы налагать секвестр на металлы, топливо и материалы заво-
дов и складов всей России (например, сырые материалы для изготовле-
ния взрывчатых веществ и взрывателей и, наконец, сталь, медь для са-
мих гранат и т. п.);
д) могло бы останавливать работу заводов и переводить таковые на вы-
работку потребных действующим армиям гранат.
Вопрос о спешности снабжения наших действующих армий граната-
ми крайне важен и насущен, потому, для быстрого и безостановочного
исполнения, необходимо поставить во главе дела особого уполномоченного.
Широкие полномочия необходимы, дабы решение всяких экономи-
ческо-хозяйственно-технических вопросов, касающихся как самих заво-
дов, так и самой казны, решались бесповоротно и окончательно на месте,
иначе канцелярская переписка может убить это дело в самом корне, что
может дать отрицательные результаты.
Я полагаю, что организация этого дела должна напоминать как бы
организацию крупного промышленного предприятия, во главе коего сто-
ит уполномоченный — главный Директор-Распорядитель.
Без предоставления уполномоченному особых полномочий может по-
вториться то, что произошло при мне в Москве 19 февраля во время засе-
дания. Один из заказчиков задал мне вопрос:
«Имеет ли мое распоряжение силу, отменяющую распоряжение капи
тана 2 го ранга Шрайбера?* Я уже не говорю, что лицо, не имеющее но
103
доблых полномочий, по могло бы добытьПТбтребныё сырые материалы,
топливо без задержек, каковые ныне все время происходят даже с груза-
ми казенных заводов и технических заведений. Только лицо, снабженное
большими полномочиями, могло бы, в сравнительно короткий срок и в
потребном количестве, дать действующим армиям гранаты. Если в пер-
вый месяц заводы Московского и Харьково-Екатеринославского районов
дадут в день по 10—15 тыс. гранат, что составит в месяц от 300 до 450 тыс.
гранат, то, полагаю, что в следующие месяцы количество это удвоится,
а может быть, и утроится. Последнее основано на том, что заводы, при
установке нового дела, особенно требующего точности и особой тщатель-
ности, всегда весьма осторожны; особенно это имеет место в первой ста-
дии постановки дела, затем, уже усовершенствовав способы изготовления,
они делаются значительно смелее и широко развивают свою деятельность.
Это упомянутое лицо, находясь постоянно в Москве, должно иметь
право, по своему усмотрению, разъезжать по всей России для добычи по-
требных материалов и металла и для постановки дела по изготовлению
снарядов и на других русских заводах, для каковой цели назначать своих
уполномоченных-техников на этих заводах.
Это же лицо, имеющее широкие полномочия, должно поставить изго-
товление гранат на первом плане, отодвигая наряды других ведомств, в
зависимости от важности их для действующих армий и флота.
Оно же должно быть снабжено соответствующим штатом (приемщи-
ков, браковщиков и пр.) и денежными средствами для командирования,
по мере надобности, лиц в те места России, где в этом, в каждый данный
момент, может представиться надобность. Оно же должно быть снабжено
правами нанимать потребных ему для ускорения дела лиц.
Центром всяких распоряжений по изготовлению должна быть Моск-
ва, где уполномоченное лицо, с потребным штатом офицеров и техников,
должны направлять действия свои к быстрому изготовлению снарядов и
к безостановочной отправке их в действующие армии. Количество изго-
товляемых сначала в размере 10-—15 тыс. снарядов и далее постепенно,
предполагаю, может быть доведено до 40—50 тыс. гранат в день, что со-
ставит в месяц около 1 млн гранат.
При уполномоченном должна быть группировка заводов по отделам,
и в каждой группе должен быть групповой завод, где приемщиком-техни-
ком будут решаться всякие вопросы и недоразумения технического ха-
рактера, могущие появиться во время изготовления гранат.
На заводах, изготовляющих гранаты полностью, приемка производится
непосредственно у них, если же заводы изготовляют только части гранат,
то приемка, в этом случае, должна производиться на групповых заводах.
Для приемки на заводах готовых снарядов могли бы быть привлечены
наши приемщики Главного Артиллерийского Управления, с подчинением
их только в этом отношении уполномоченному лицу.
Уполномоченное лицо решает все вопросы технического и хозяйственного
характера окончательно, без всякого представления высшим инстанциям,
посещает групповые заводы, проверяет действия своих чинов и пр., и пр.
Спешность работы, требуя больших полномочий и интенсивности,
может дать хороший надлежащий результат только при надлежащем вы
боре приемщиков и руководителей-техников. потому атому уполномочен
ЗОН
ному лицу должно быть предоставлено право внять с некоторых артилле-
рийских заведений по одному специалисту.
Для ишиих технических артиллерийских заведений не представится
затруднений выделить по одному такому технику. Техники эти будут ко-
мандированы и назначены на работы по усмотрению уполномоченного
лица. Дабы дать возможность таким техникам всецело отдаться этому
важному в данный момент делу, нужно им дать хорошее вознаграждение;
в виде особых суточных, независимо от получаемого ими содержания (жа-
лованья, столовых, квартирных, порционных и суточных), ввиду необхо-
димости жить на два дома и положительной невозможности жить все вре-
мя на одном месте. Эти лица должны будут все время разъезжать по изго-
товляющим гранаты заводам.
Такими суточными полагал бы возможным назначить для обер-офи-
церов — 15 руб. в день, для штаб-офицеров — 25 руб. в день и для гене-
ралов — 40 руб. в день, кроме прогонных, положенных им по закону.
При уполномоченном лице должно быть небольшое Управление в виде
одного техника-офицера, одного бухгалтера, одного делопроизводителя,
для ведения переписки и отчетности.
Это Управление должно быть организовано в недельный срок. Оно долж-
но, тотчас же по организации своей, приступить к экстренному заготов-
лению потребной для изготовления гранат стали. Годность и цена пред-
ставляемых образцов гранат должна быть окончательно выяснена в Пет-
рограде.
В случае признания гранат пригодными для действующих армий, то
общее количество потребных действующим армиям гранат должно быть
определено в Петрограде, а дача заказов заводам и распределение этих
заказов по заводам всей Средней и Южной России должны быть предо-
ставлены всецело и исключительно избранному уполномоченному лицу.
Таким образом, подобная организация явится, до некоторой степени,
как бы технической мобилизацией Средней и Южной России, что, есте-
ственно, вызывается крайней необходимостью.
Сама организация изготовления гранат должна заключаться в следу-
ющем:
Металлургические заводы Юга России (Александровский, Брянский,
в Екатеринославе и др.) должны изготовлять потребную, согласно инст-
рукции, сталь, которая должна быть на месте специалистом — артилле-
рийским приемщиком исследована во всех отношениях и принимаема,
если годна. Принятая сталь должна быть немедленно отправляема на за-
воды, изготовляющие гранаты.
К изготовлению гранат из этой стали должны быть привлечены и ме-
ханические заводы Юга. Если принять, что в день должно быть подавае-
мо вначале до 10 000 гранат, а впоследствии число это доведено до
50 тыс. снарядов, то, следовательно, потребуется от 10 до 40 тыс. пудов
стали в день. Такое количество могут доставлять заводы Юга.
Все заводы должны быть снабжены измерительными приборами от каз-
ны, хотя бт»1 по 3 комплекта на завод, дабы устранить недоразумения и
пререкания, могущие иметь место при изготовлении гранат.
Для ускорения выпуска совершенно готовых снаряженных гранат, яте
лательно само снаряжение производить в Мотиве, дин этой печи и должен
307
быть привлечен Московский Артиллерийский Склад с его лабораторией. В
атом отношении Склад этот должен быть подчинен уполномоченному лицу,
дабы епп ряжение производилось интенсивно, день и ночь. Несомненно, для
этого потребуется несколько усилить средства Московского Артиллерий-
ского Склада, что и должно быть сделано в интересах скорого и безостано-
вочного снабжения действующих армий потребными снарядами.
Бее вышеизложенное представляю на благоусмотрение Вашего Импе-
раторского Высочества.
Генерал-майор Банков
ПОЕННЫЙ СОВЕТ
2ft апреля 1915 г.
№ 3044
г. Петроград
Приложение № 2
СЕКРЕТНО
В Главное Артиллерийское Управление
Выписка из журнала Военного Совета 9 апреля 1915 г.
Слушано представление Главного Артиллерийского Управления от
6 апреля 1915 г. за № 1746 о заготовлении 1 000 000 фугасных патронов
французского чертежа.
Военный Совет положил:
1) Возложить на Начальника Брянского Арсенала, генерал-майора
Ванкова, операцию по заготовлению 1 000 000 фугасных гранат француз-
ского чертежа, 1 010 000 взрывателей французского чертежа и 1 010 000
трубок к ним, на основании изложенных под литерами «а», «б», и «в»
пн. 1 го мнения Начальника Главного Артиллерийского Управления, и в
остальном применительно к постановлениям, заключающимся в ст. 113—
130 кн. XVIII Св. В. П., 1869 г., изд. 2-е, с назначением, в помощь ему,
для ближайшего ведения технической части заготовления, членов коман-
дированной в Россию французским правительством комиссии француз-
ских офицеров и техников, а также, по мере возможности, — офицеров и
техников русской службы, по его выбору.
2) Пункты 3-й и 8-й мнения Начальника Главного Артиллерийского
Управления утвердить, с тем, чтобы авансы генерал-майору Ванкову вы-
давались в размере до 10 000 руб.
3) Лицам, привлеченным к настоящему заготовлению, назначить су-
точные деньги в следующих размерах: генерал-майору Ванкову по 25 руб.,
штаб-офицерам русской службы и членам французской комиссии — по
15 руб. и обер-офицерам русской службы по 10 руб., начав выдачу тако-
вых генерал-майору Ванкову и членам французской комиссии с 1 февра
ля с. г., а прочим чинам — за время действительного исполнения обязан
ногтей но настоящему заготовлению.
1) Чипам (французской комиссии, при разъездах, связанных с настоя
iii,iiN .тготовлепием, выдавать прогонные деньги, по расчету на 3 лошади.
ЗОН
5) Обязать генерал майора Bn икона ежемесячно, с 1 июня, представ
лить и Главное Артиллерийское Управление отчет о положении поручен-
ного ему заготовления и о состоянии открытых ему кредитов и предло-
жить Главному Артиллерийскому Управлению каждые два месяца дово-
дить таковые отчеты, с заключением Начальника сего Управления, до
сведения Военного Совета.
6) Предоставить Главному Артиллерийскому Управлению, в случае
успешного выполнения настоящего заготовления, по окончании всей опе-
рации войти с особым представлением о возможном вознаграждении лиц,
способствовавших успешному ее выполнению.
7) Расходы, сопряженные со служебными разъездами генерал-майора
Ванкова и назначенных в распоряжение его лиц, за зачетом выданных в
подлежащих случаях прогонных денег, производить по действительному
размеру таких расходов, удостоверяемому названным генералом.
8) Изложенное сообщить для немедленного исполнения предваритель-
но выписки из журнала.
9) Испросить Высочайшее соизволение на ут верждение сделанного на-
стоящим положением распоряжения о приведении пунктов 1-го, 4-го и
7-го сего положения в исполнение.
Высочайшее соизволение последовало 22 апреля. Подлинная за над-
лежащими подписями. На копии написано: верно: Начальник Отделения,
генерал-майор Чаплин.
Получено 10 мая 1915 г., вх. № 3.
Генерал-майору Ванкову.
Для руководства.
Подлинное подписали: Начальник Хозяйственного Отдела Главного Ар-
тиллерийского Управления генерал-лейтенант Смысловский, Начальник От-
деления генерал-майор Чаплин, 9 мая 1915 г. за № 2320 (по 6-му отделению,
5-му столу).
МИНИСТЕРСТВО ВОЕННОЕ
ГЛАВНОЕ
АРТИЛЛЕРИЙСКОЕ УПРАВЛЕНИЕ
По Хозяйственному Отделу
Отделение 6.
Стол 5.
9 мая 1915 г.
№ 2321
Приложение № 3
СЕКРЕТНО
В Военный Совет
Изложение дела: Положением Военного Совета 9 апреля с. г., состо-
явшимся по представлению Главного Артиллерийского Управления от
6 апреля 1915 г. за № 1746 секретно, на генерал-майора Ванкова возло-
жена операция по заготовлению 1 000 000 фугасных гранат французского
чертежа, 1 010 000 взрывателей французского чертежа и 1 010 000 тру
бок к ним.
зон
IlyiiKTOM 2-м указанного Положения Поенного Сонета от 9 апреля
1915 г. (пункт 5-й мнения Начальника Главного Артиллерийского Управ
ления) Главному Артиллерийскому Управлению предоставлено войти в
Военный Совет с дополнительным представлением по вопросу о снаряже-
нии гранат, взрывателей и трубок взрывчатым веществом и самого изго-
товления взрывчатого вещества для их снаряжения. В настоящее время
генерал-майор Банков рапортом от 6 сего мая, за № 120, донес Главному
Артиллерийскому Управлению о выясненных им, при участии комиссии
французских офицеров и техников, ценах на снаряжение гранат, взрыва-
телей и трубок, без стоимости взрывчатого вещества, и просит об утверж-
дении этих цен, чтобы немедленно войти в соглашение с контрагентами
по снаряжению, так как они (контрагенты) соглашаются ждать ответа
лишь до 15 сего мая.
Соображение:
Ввиду того, что наши казенные заводы взрывчатых веществ переобре-
менены работой по снаряжению фугасных снарядов, что целью заготовки
через генерала Ванкова 1 000 000 фугасных патронов французского чер-
тежа было скорейшее получение этих патронов без уменьшения произво-
дительности казенных и частных заводов, занятых изготовлением боевых
припасов для нужд Действующей армии, а с другой стороны, принимая
во внимание, что оборудование специально для этого заготовления, нося-
щего хотя срочный, но временный характер, особенно снаряжательных
заводов, средствами казны было бы нерационально, Главное Артиллерий-
ское Управление полагает, что предложение генерала Ванкова произвести
снаряжение изготовляемых им гранат, взрывателей и трубок через посред-
ство контрагентов, под непосредственным наблюдением его и членов фран-
цузской комиссии, вполне отвечает обстоятельствам дела.
Самое снаряжение вышеупомянутых гранат, взрывателей и трубок
Главное Артиллерийское Управление полагало бы произвести через гене-
рал-майора Ванкова на всех главных основаниях, предусмотренных По-
ложением Военного Совета от 9 апреля 1915 г., причем:
1) Назначить генерал-майору Ванкову, в качестве предельных цен, вы-
яснившихся из переговоров членов французской комиссии с заводами, по-
желавшими взять на себя работу по снаряжению, а именно:
а) за снаряжение и гранаты с запальным стаканом
(взрыватель), но без стоимости взрывчатого вещества 3 руб. 16 коп.
б) за снаряжение и трубки........................2 руб. 32 коп.
в) на непредвиденные надобности на 1 снаряд с
запальным стаканом и трубкою.................... ,, 32 коп.
Всего на один снаряд.............................5 руб. 80 коп.
Причем в эту стоимость входит риск контрагента по страховке рабо-
чих от несчастных случаев и зданий от пожаров. Излишествующие сверх
1 000 000 гранат — 10 000 запальных стаканов и 10 000 трубок остаются
в запасе, на случай брака, и будут’ снаряжаться только в мере действи-
тельной надобности, без особых денежных ассигновок.
2) К исчисленной по этому расчету предельной стоимости снаряже-
ния 1 000 000 гранат, взрывателей и трубок в сумме 5 800 000 руб. но
:ио
латалось бы нс начислять добавочных процентов денег, предоставив гене-
рал майиру Ванкову право производить по этому заготовлению расходы,
предусмотренные ст. 110 кн. XVIII СВП, 1896 г., если бы таковые потре-
бовались, на отпущенный Положением Военного Совета 9 апреля 1915 г.
в его подотчетное распоряжение кредит в сумме 635 000 руб.
3) Предоставить генерал-майору Ванкову самому определять: а) част-
ные сроки снаряжения гранат, взрывателей и трубок, по мере их изготов-
ления, б) место, где с наибольшей выгодою может быть выполнено снаря-
жение и в) способ доставки заготовляемых боевых припасов к месту сна-
ряжения и из последнего в склад, для обращения в патроны, с тем, чтобы
им были приняты все меры к скорейшему снаряжению перечисленных
боевых припасов, по мере их изготовления, и чтобы снаряжение их было
вполне закончено к 1 декабря 1915 г.
4) Суточные деньги по этому заготовлению выдавать только тем офи-
церским и классным чинам, которые будут вновь назначены в помощь
генерал-майору Ванкову специально для работ по снаряжению гранат,
взрывателей и трубок, в тех размерах, которые установлены Положением
Военного Совета 9 апреля 1915 г. и за время действительного выполнения
работ по снаряжению, причем: а) ни сам уполномоченный, ни члены ко-
миссии, французские офицеры и техники, ни чины русской службы, ко-
мандированные уже в помощь генерал-майору Ванкову, не будут полу-
чать вторых суточных денег по обоим заготовлениям, б) никто из них не
будет получать походных порционов.
5) Предоставить Главному Артиллерийскому Управлению войти, в слу-
чае успешного выполнения настоящего заготовления, в Военный Совет с
особым представлением о возможном вознаграждении тех лиц, которые
будут вновь назначены в помощь генерал-майору Ванкову, специально для
работ по снаряжению, способствовавших успешному их выполнению, и
на тех основаниях, которые будут окончательно установлены, на случай
выдачи этого вознаграждения лицам, способствовавшим успешному вы-
полнению порученного генерал-майору Ванкову заготовления гранат,
взрывателей и трубок французского чертежа, по Положению Военного
Совета 9 апреля 1915 г.
Снаряжение гранат, взрывателей и трубок должно быть произведено,
согласно правилам, утвержденным Артиллерийским Комитетом.
Расход, вызываемый настоящим заготовлением в сумме 5 800 000 руб;
полагалось бы отнести на военный фонд, с причислением требуемой сум-
мы к ст. 2 п. а особого последнего § 13 сметы Главного Артиллерийского
Управления. Из означенной суммы полагалось бы отпускать, по мере на-
добности: а) кредиты по телеграфным требованиям генерал-майора Ван-
кова, который будет распорядителем и расходчиком этих кредитов, на
правах, предоставленных Главным Управлением Военного Министерства,
б) ему же авансы, по его требованию, не более как по 10 000 руб. каж-
дый раз.
Ввиду изложенного, я полагал бы:
1) Возложить па генерал-майора Ванкова снаряжение взрывчатым ве-
ществом 1 000 000 гранат французского чертежа, I 000 000 запальных ста-
канов (взрывателей) и 1 000 000 трубок к ним; заготовляемых названным
генералом, согласно Понижению Военного Сонета 9 анреци 1915 г., пн
.111
основаниях указанного Положения, Высочайше утвержденного 23 апреля
1915 г.
2) Назначить генерал-майору Ванкову, в качестве предельных цен:
На снаряжение 1 гранаты с запальным стаканом
(взрывателем), но без самого взрывчатого вещества,
идущего на снаряжение............................. 3 руб. 16 коп.
На снаряжение 1 трубки, также без стоимости
взрывчатого вещества...............................2 руб. 32 коп.
На непредвиденные надобности на 1 снаряд...........О руб. 32 коп.
а всего на 1 снаряд с запальным стаканом и трубкой ... 5 руб. 80 коп.
3) Приведенные в п. 2 цены устанавливаются со стоимостью страхова-
ния рабочих от возможных при снаряжении снарядов, взрывателей и тру-
бок несчастных случаев и зданий от пожаров, и с оставлением на контр-
агентах всего риска и ответственности в случае взрывов.
4) Предоставить генерал-майору Ванкову право производить расходы
по этому заготовлению на надобности, предусмотренные лит. Б. п. 1-го
Положения Военного Совета 9 апреля 1915 г. на отпущенный в его подот-
четное распоряжение этим Положением кредит, в сумме 635 000 руб., с
тем, чтобы отчет по расходованию денег из этого кредита был представ-
лен в Главное Артиллерийское Управление, во всем, согласно вышеупо-
мянутому Положению Военного Совета от 9 апреля 1915 г.
5) Излишествующие сверх 1 млн снарядов и заготовляемые генерал-
майором Банковым по Положению Военного Совета 9 апреля 1915 г.
10 000 запальных стаканов и 10 000 трубок держать в запасе, на случай
брака, снаряжать только по мере действительной надобности, без особого
на это денежного отпуска.
6) Предоставить генерал-майору Ванкову самому определять: а) част-
ные сроки снаряжения гранат, взрывателей и трубок, по мере их изготов-
ления, б) места, где с наибольшей выгодой может быть выполнено снаря-
жение, в) способы доставки заготовляемых боевых припасов к местам сна-
ряжения и из последних в склад, для обращения в патроны, с тем, чтобы
им были приняты все меры к скорейшему снаряжению перечисленных
боевых припасов, по мере их изготовления, и чтобы снаряжение их было
вполне закончено к 1 декабря 1915 г.
7) Лицам, кои будут привлечены к снаряжению, выдавать суточные
деньги в размерах, установленных Положением Военного Совета 9 апре-
ля 1915 г.
8) Предоставить Главному Артиллерийскому Управлению, в случае
успешного выполнения снаряжения, войти в Военный Совет с представ-
лением о возможном вознаграждении лиц, которые будут назначаться в
помощь генерал-майору Ванкову для работ по снаряжению и будут спо-
собствовать успешному их выполнению.
9) Снаряжение гранат, взрывателей и трубок произвести, согласно
правилам, утвержденным Артиллерийским Комитетом.
10) На покрытие расхода, вызываемого настоящим заготовлением, отну
стить и:> военного фонда 5 800 000 руб., с причислением этой суммы к ст. 2
и. а особой» последнее § 13 смсгы Главного Артиллерийской» Управления.
312
I 1) 11a означенной и пункте 7-м мнения суммы отпускать по мере на-
добности: а) кредит но телеграфным требованиям генерал-майора Ванко-
ва, которому предоставить распоряжение этими кредитами и их расходо-
ванием на правах, предоставленных Главным Артиллерийским Управле-
нием, б) авансы генерал-майору Ванкову, по его требованиям, не более
как по 10 000 руб. каждый раз.
Приложение. Рапорт генерал-майора Ванкова от 6 мая 1915 г. за № 120.
Подлинный подписал: Начальник Управления генерал от Артиллерии
Кузьмин-Караваев и скрепил: Начальник Отделения генерал-майор Чаплин.
Получено 20 Мая 1915 г. вх. № 9.
ВОЕННЫЙ СОВЕТ
30 мая 1915 г.
№ 4049.
Приложение № 3
СЕКРЕТНО
Выписка из журнала Военного Совета 13 мая 1915 г.
Слушано представление Главного Артиллерийского Управления от
9 мая 1915 г. за № 2321 о снаряжении 1 000 000 фугасных патронов фран-
цузского чертежа.
Военный Совет положил:
1) Возложить на генерал-майора Ванкова снаряжение взрывчатым ве-
ществом 1 000 000 гранат французского чертежа, 1 010 000 запальных ста-
канов и 1 010 000 трубок к ним, заготовляемых названным генералом со-
гласно Положению Военного Совета 9 апреля 1915 г. на основаниях ука-
занного Положения, Высочайше утвержденного 23 апреля 1915 г.
2) В остальном мнение Начальника Главного Артиллерийского Управ-
ления утвердить.
3) Изложенное сообщить для немедленного исполнения предваритель-
но выписки из журнала.
4) Испросить Высочайшее соизволение на утверждение сделанного на-
стоящим положением распоряжения о приведении пн. 1-го сего Положе-
ния в исполнение.
Высочайшее соизволение последовало 29 мая 1915 г.
Подписал: И. д. Начальника Канцелярии Военного Министерства
генерал-лейтенант Лукомский.
Верно: Начальник Отделения генерал-майор Чаплин.
В Главное Артиллерийское Управление
СЕКРЕТНО
Получено 8 июня 1915 г. вх. № 17
Генерал-майору Ванкову
к 2466 секр.
Для сведения и зависящих распоряжений
Подписали:
Начальник Хозяйственного Отдела Главного Артиллерийского Управле-
ния генерал-лейтенант Смысловский за № 2926. 6 июня 1915 г. (по
6-му отделению, 5 му столу).
Начальник Отделения генерал-майор Чаплин.
НАЧАЛЬНИК
Главного
АРТИЛЛЕРИЙСКОГО УПРАВЛЕНИЯ
Отдел хозяйственный.
Отделение 6.
Стол 5.
11 апреля 1915 г.
№ 1826.
Петроград
Приложение № 3
СЕКРЕТНО
Генерал-майору Ванкову
На основании Положения Военного Совета 9 сего апреля, состоявше-
гося по представлению Главного Артиллерийского Управления от 6 апре-
ля с. г., за № 1746, секретно, на Вас возлагается операция по заготовле-
нию 1 000 000 фугасных гранат французского чертежа, 1 010 000 взрыва-
телей французского чертежа и 1 010 000 трубок к ним, с назначением в
помощь Вам, для ближайшего ведения технической части заготовления,
членов командированной в Россию французским Правительством комис-
сии из французских офицеров и техников, а также, по мере возможности,
офицеров и техников Русской службы, по Вашему выбору. Заготовление
означенных предметов Вы должны произвести на указанных ниже осно-
ваниях и в остальном применительно к постановлениям, заключающим-
ся в ст. ст. 113—130 кн. 18 св. В. П., 1869 г., изд. 2-е.
1.—а) в качестве предъявленных, — Вам назначаются цены, выяснив-
шиеся на Совещании под Вашим председательством, в присутствии фран-
цузских офицеров и техников и заводчиков Москвы и Юга, пожелавших
принять участие в изготовлении этих боевых припасов, а именно: на фу-
гасную гранату без снаряжения 14 руб. за штуку, на запальный стакан
для взрывателя 3 руб. 70 коп. за штуку и на трубку без снаряжения 3 руб.
10 коп. за штуку.
б) К исчисленной но этому расчету предельной стоимости заготовле
ния, в сумме 21 171 000 руб., добавляется около 3%, или 635 000 руб..
314
н подотчетное распоряжение Вник*, с гем, что из этой суммы Вы может»*
производить следующие расходы:
1) На паем помещения под свою канцелярию и организацию самой
канцелярии, т. е. наем бухгалтеров, юрисконсульта, делопроизводителей
и других служащих, на канцелярские и почтовые расходы, 2) на наем ав-
томобилей, грузовиков и других разъездных средств для служебных пе-
ревозок и разъездов, 3) на выдачу суточных денег: Вам, в размере 25 руб.
в сутки, штаб-офицерам Русской службы и членам французской комис-
сии 15 руб. в сутки, обер-офицерам Русской службы по 10 руб. в сутки,
начав выдачу суточных денег Вам и членам французской комиссии с 1-го
февраля 1915 г., и производить до окончания всего заготовления, а про-
чим чинам — за время действительного исполнения обязанностей по этому
заготовлению, 4) на наем браковщиков, в помощь приемщикам по при-
ему изделий и на организацию самого приема изделий, как-то на заготов-
ление необходимого поверочного инструмента и других приборов, служа-
щих для испытания изготовляемых изделий, 5) на расходы по служеб-
ным разъездам, связанным с настоящим заготовлением, Вам, членам
комиссии, французским офицерам и техникам, и офицерам и техникам
Русской службы, командируемым в помощь Вам, выдавать прогонные
деньги по Положению, а чинам французской комиссии по расчету на
3 лошади. Независимо от выдачи в подлежащих случаях прогонных де-
нег, расходы, сопряженные со служебными разъездами Вашими и назна-
ченных в Ваше распоряжение лиц, — производить по действительному
размеру таких расходов, удостоверяемому Вами.
По окончании всего заготовления Вы должны представить в Главное
Артиллерийское Управление отчет о расходах сумм из отпущенных в Ваше
распоряжение 635 000 руб. с оправдательными документами не менее как
на 95% этой суммы.
в) Частные сроки, в которые могут быть поставлены изготовляемые
изделия, места, где с наибольшею выгодою может быть исполнено заго-
товление, средства заготовления и способы доставки предметов заготовле-
ния к местам назначения, предоставляется определить Вам самому, при-
чем предельным конечным сроком сдачи последних партий гранат, взры-
вателей и трубок назначается 1 декабря 1915 г., с тем, чтобы Вами были
приняты все зависящие меры к скорейшему началу и окончанию сдачи
заготовляемых изделий.
2) Заготовление указанных выше предметов боевого снаряжения про-
извести на заводах, осмотренных членами французской комиссии.
3) Заготовляемые изделия должны быть изготовлены по французским
чертежам и образцам, утвержденным Артиллерийским Комитетом.
4) По вопросу о снаряжении гранат и взрывателей взрывчатым веще-
ством и самого изготовления взрывчатого вещества для их снаряжения
Главное Артиллерийское Управление войдет в Военный Совет с дополни-
тельным представлением; для обеспечения же снаряжения 1 000 000 штук
изготовляемых патронов гильзами и зарядами бездымного пороха будет
отпущено: 1) из наличия артиллерийских складов 1 Q00 ООО гильз 3 дм
боевых, преимущественно стреляных обжатых, и 2) 1000 000 зарядов
бездымного пороха и.» числа, изготонляемого нашими каленными и Шлис-
сельбургским липидами, а также заказанного за границею.
31ft
ft) Из отпущенной для этого заготовления суммы в 21 806 000 руб.
будут Вам отпускаться, по мере надобности и по Вашим требованиям:
I) кредиты, с предоставлением Вам права распоряжения этими кредита-
ми и их расходования, на правах, предоставленных Главным Управлени-
ем Военного Министерства, и 2) с моего разрешения авансы до 10 000 руб.
6) Ежемесячно, начиная с 1 июня, представлять в Главное Артилле-
рийское Управление отчет о положении порученного Вам заготовления и
состоящих открытых Вам кредитов.
Кроме того, предписываю Вам: а) подробный отчет об исполнении заго-
товления, согласно представленному Вам кредиту, представить в Главное
Артиллерийское Управление не позже 1 февраля 1916 г. и одновременно,
непосредственно от себя, во Временную Ревизионную Комиссию для про-
верки отчетности в расходах, вызванных войной 1914 г., в последнюю со
всеми оправдательными документами. Отчет о расходах сумм, отпущен-
ных в Ваше распоряжение, согласно пункту 1 б Положения Военного Со-
вета 9 апреля с. г., представить в Главное Артиллерийское Управление с
оправдательными документами не позже 1 февраля 1916 г.
б) Отчет об израсходовании авансов (по 10 000 руб.) представлять с
оправдательными документами в Главное Артиллерийское Управление.
в) Оставаясь в должности Начальника Брянского Арсенала, совершать,
по мере надобности, по Вашему усмотрению, поездки в места расположе-
ния заводов, изготовляющих предметы боевого снаряжения, согласно
вышеприведенному Положению Военного Совета от 9 апреля с. г., и дру-
гие места России, посещение которых окажется необходимым, в связи с
выполнением порученного Вам заготовления, не донося об этом по коман-
де, а лишь отдавая в приказах по Брянскому Арсеналу.
Избрание города Москвы для пребывания Управления Вашего по долж-
ности уполномоченного по означенному заготовлению, согласно рапорту
Вашему от 6 апреля 1915 г., за № 22, принято к сведению.
Подлинное подписали:
генерал от артиллерии Кузьмин-Караваев,
генерал-лейтенант Смысловский
и генерал-майор Чаплин.
ВОЕННЫЙ СОВЕТ
7 июля 1915 г.
№ 5572
Петроград
Приложение № 4
СЕКРЕТНО
В Главное Артиллерийское Управление
Выписка из журнала Военного Совета 4 июня 1915 г.
Слушано представление: Главного Артиллерийского Управления от
3 июня 1915 г., за № 2870, о заготовлении фугасных патронов француз
ского чертежа.
Находя соответственным, в целях срочного заготовления фугасных
гранат, осуществление меры, изложенной в пункте 6-м мнения Начали
ника Глаапого Артиллерийского Управления, а именно: освобождения от
310
призыва ратников 2 го разряда, привлеченных к работам ио возложен-
ным на генерал майора Ванкова операциям, Военный Совет признал, од-
нако, разрешение этого вопроса не входящим в круг его ведения.
В силу сего, Военный Совет положил:
1) Возложить на генерал-майора Ванкова заготовление и снаряжение
600 000 фугасных 3” гранат французского чертежа, на основаниях Высо-
чайше утвержденного в 23 день апреля 1915 г. Положения Военного Со-
вета 9 апреля 1915 г.
2) Пункт 6-й мнения Начальника Главного Артиллерийского Управ-
ления признать не подлежащим разрешению властью Военного Совета.
3) В остальном мнение Начальника Главного Артиллерийского Управ-
ления утвердить.
4) Изложенное сообщить для немедленного исполнения предваритель-
но выписки из журнала.
Пункт 1-й этого Положения Высочайше утвержден 5 июля 1915 г.
Подлинное за надлежащими подписями:
Верно: Начальник Отделения генерал-майор Чаплин.
главное Приложение № 5
АРТИЛЛЕРИЙСКОЕ УПРАВЛЕНИЕ
СЕКРЕТНО
Отдел Хозяйственный
Отделение 6.
Стол 5.
9 июня 1915 г. Уполномоченному Главным Артиллерийским
№ 3036 Управлением по заготовлению снарядов
----- по французскому способу
генерал-майору Ванкову
Военный Совет, рассмотрев представление Главного Артиллерийского
Управления от 3 июня 1915 г., за № 2870, секретно, о заготовлении
600 000 штук фугасных гранат французского чертежа, в заседании 4 июня
положил:
1) Возложить на генерал-майора Ванкова заготовление и снаряжение
600 000 штук 3" фугасных гранат французского чертежа, на основании
Положения Военного Совета 9 апреля 1915 г., Высочайше утвержденного
23 апреля 1915 г.
2) Назначить генерал-майору Ванкову, в качестве предельных цен:
а) на фугасную гранату, без снаряжения
взрывчатым веществом ............14 руб. — коп.
б) на снаряжение и гранаты, без запального стакана
(взрыватель) и без стоимости взрывчатого вещества,
идущего на снаряжение ............2 руб. 84 коп.
3) Приведенная в пункте 2 б) цепа установлена со стоимостью страхо-
вания рабочих от возможных при снаряжении снарядов несчастных слу-
чаев и здании от пожаров и с остин.пением па контрагентах всего риска и
отпегстпеппостп, и случае взрывов.
117
4) Предоставить генерал-майору Ванкову право производить расходы
по атому заготовлению на надобности, предусмотренные лит. «б» пн. 2
Положения Военного Совета 9 апреля 1915 г. на отпущенный в его под-
отчетное распоряжение этим Положением кредит в сумме 635 000 руб., с
тем, чтобы отчет в расходовании денег из кредита был представлен в Глав-
ное Артиллерийское Управление во всем согласно вышеупомянутому По-
ложению Военного Совета 9 апреля 1915 г.
5) Предоставить генерал-майору Ванкову самому определять:
а) частные сроки изготовления и снаряжения гранат,
б) места, где, с наибольшею выгодою, может быть выполнено изготов-
ление и снаряжение этих гранат,
6) способ доставки гранат к местам снаряжения и из таковых в скла-
ды для обращения в патроны, с тем, чтобы им были приняты все меры к
скорейшему изготовлению и снаряжению гранат и чтобы последнее было
вполне закончено к 15 марта 1916 г.
7) Лицам, j<oh будут привлечены к изготовлению и снаряжению гра-
нат, выдавать суточные деньги, в размерах, установленных Положением
Военного Совета 9 апреля 1915 г., и по срокам окончания настоящего за-
готовления.
8) Предоставить Главному Артиллерийскому Управлению, в случае
успешного выполнения настоящего заготовления, войти в Военный Совет
с представлением о возможном вознаграждении лиц, которые будут на-
значаться в помощь генерал-майору Ванкову для работ по этому заготов-
лению и будут способствовать успешному их выполнению.
9) На покрытие расхода, вызываемого настоящим заготовлением, от-
пустить из военного фонда сумму в 10 104 000 руб., с причислением ее к
ст. 2 пн. «а» особого последнего § 13 сметы Главного Артиллерийского
Управления 1915 г.
10) Из означенной в пн. 8 Положения суммы отпускать по мере на-
добности: 1) кредиты по телеграфным требованиям генерал-майора Ван-
кова, которому предоставить распоряжение этими кредитами и их расхо-
дование на правах, предоставленных Главным Управлением Военного Ми-
нистерства, и 2) авансы генерал-майору не более как по 10 000 руб.
каждый раз.
Сообщая о вышеизложенном и препровождая при сем копию сноше-
ния Военного Совета от 4 июня c/г., за № 4204, секр., Главное Артилле-
рийское Управление присовокупляет, что п. 6 представления № 2870, сек
ретно, испрашивалось Вам разрешение войти с ходатайством перед подле-
жащими учреждениями об освобождении от призыва в сем году ратников
ополчения 2-го разряда, работающих на заводах, занятых снаряжением и
изготовлением боевых припасов по Вашим заказам.
Приложение: копия сношения № 4204, секретно.
Подлинное подписали:
генерал-лейтенант Смыслове кии.
генерал-майор Чаплин.
;ин
ГЛАВНОЕ
л 11'11 Л ЛEl’ll Й< 1С( )Е .V111’Л ВЛ EI1 И Е
По Хозяйственному Отделу
Отделение 6. Стол 5.
1 июля 1915 г.
№ 3560
Петроград
Приложение .№ 5
СЕКРЕТНО
Генерал-майору Ванкову
Главное Артиллерийское Управление уведомляет, что Военный Совет,
рассмотрев представление Главного Артиллерийского Управления от
23 июня 1915 г., за № 3396, о заготовлении через Вас 2 000 000 фугасных
гранат французского чертежа, 2 600 000 запальных стаканов (взрывате-
ли) и 2 600 000 трубок, в заседании 25 июня с. г. положил:
1. Возложить на генерал-майора Ванкова заготовление и снаряжение:
а) 2 000 000 шт. фугасных 3" гранат французского чертежа,
б) 2 600 000 шт. трубок к ним, по цене: 2 млн комплектов (граната, взры-
ватель, трубка) по 26 руб. 90 коп. и 600 тыс. взрывателей с трубками по
10 руб. 06 коп., во всем согласно Положениям Военного Совета 9 апреля,
13 мая и 4 июня с. г.
2. На покрытие расхода, вызываемого настоящим заготовлением, не
считая стоимости взрывчатого вещества, отпустить из военного фонда сум-
му до 59 836 000 руб., с причислением ее к ст. 2 пн. «а» особого последнего
§ 13 сметы Главного Артиллерийского Управления.
3. Из означенной в пн. 2 Положения суммы отпускать, по мере надоб-
ности, по сношениям Главного Артиллерийского Управления с Канцеля-
рией Военного Министерства: 1) кредиты по телеграфным требованиям
генерал-майора Ванкова, которому предоставить распоряжение этими
кредитами и их расходование на правах, предоставленных Главным
Управлением Военного Министерства, и 2) аванса генерал-майору Ванкову
не более как по 10 000 руб. каждый раз.
Приложение', копия докладной записки инженера де-Луази.
Подлинное подписали:
Зам. Начальника Отдела генерал-майор Каменев,
Начальник Отделения генерал-майор Чаплин.
:И9
Ik )i<:i 111i»iй сов нт
7 июля 1915 г.
№ 5574
Петроград
Приложение ,№ .5
СЕКРЕТНО
В Главное Артиллерийское Управление
Выписка из журнала Военного Совета 25 июня 1915 г.
Слушано представление: Главного Артиллерийского Управления от
23 июня 1915 г., за № 3396, о заготовлении через генерал-майора Ванко-
ва 2 000 000 фугасных гранат французского чертежа, 2 600 000 трубок.
Военный Совет положил:
1) Возложить на генерал-майора Ванкова заготовление и снаряжение:
а) 2 000 000 фугасных 3-дм гранат французского чертежа, б) 2 600 000
запальных стаканов (взрывателей) и в) 2 600 000 трубок к ним, во всем
согласно Высочайше утвержденным 23 апреля и 29 мая текущего 1915 г.
Положениям Военного Совета от 9 апреля и 13 мая и Положению Военно-
го Совета от 4 июня 1915 г.
2) Возложить означенные заготовления и снаряжение по ценам:
2 000 000 комплектов (граната, взрыватель и трубка) по 26 руб. 90 коп. и
600 000 взрывателей с трубками по 10 руб. 06 коп.
3) На покрытие расхода, вызываемого настоящим заготовлением, не
считая стоимости взрывчатого вещества, отпустить из военного фонда сум-
му до 59 836 000 руб., с причислением ее к ст. 2 п. «а» особого последнего
§13 сметы Главного Артиллерийского Управления 1915 г.
4) Из означенной в пн. 3 суммы отпускать, по мере надобности, по
сношениям Главного Артиллерийского Управления с Канцелярией Воен-
ного Министерства: а) кредиты по телеграфным требованиям генерал-
майора Ванкова, которому предоставить распоряжение этими кредитами
и их расходование на правах, предоставленных Главным Управлением Во-
енного Министерства, и б) аванса генерал-майору Ванкову не более как
по 10 000 руб. каждый раз.
5) Изложенное в пунктах 1—4 этого Положения сообщить для немед-
ленного исполнения предварительно выписки из журнала.
Пункты 1 и 4 этого Положения Высочайше утверждены 5 июля 1915 г.
Подлинное за надлежащими подписями.
Верно: Начальник Отделения генерал-майор Чаплин.
320
Из архива ГАУ
При.южгтг ль rm НО*
htiiiiil tintm
Генерел-ь-Maiope В А В . К О В А л
Составлена. " у> " Апреля 1918 года.
Приложение
ПОСЛУЖНОЙ список
генерал-майора ВАНКОВА
Составлен «27» апреля 1918 г.
I. Чин, имя, отчество и фамилия Генерал-майор Семен Николаевич БАНКОВ
II. Должность по службе Начальник Брянского Арсенала. Числится по полевой легкой артиллерии.
Кавалер орденов: Св. Станислава 1, 2 и 3 ст., Св. Анны 1, 2 и 3 ст., Св. Владимира 2, 3 и 4 ст.
Ш. Ордена и знаки отличия Имеет медали: светло-бронзовую за войну 1877—1878 гг., серебряную в память Царствования Императора Александ- ра II, коронационную, за участие в переписи, серебряную Красного Креста в память Русско-японской войны 1904— 1905 гг. Знак Красного креста, светло-бронзовую в память 800-летия Царствования Дома Романовых. Иностранные ордена и медали: а) Болгарские: Орден за заслуги, орден Св. Александра 2 ст. (нашего) с мечами, се- ребряную медаль за Сербо-Болгарскую войну 1885 г.; б) Бу- харский: Орден Золотой Звезды Зет.; в) Командирский крест ордена Почетного Легиона
IV. Когда родился 25 января 1858 г.
V. Из какого звания происходит и какой губернии уроженец Уроженец города Систова (Болгария). Русский подданный
VI. Какого вероисповедания Православного
VII. Где воспитывался Окончил курсы во 2-м военном Константиновском и Михай- ловском артиллерийских училищах (по стр. отд.) и в Ми- хайловской артиллерийской академии по 1-му разряду
VIII. 11олучтчиое ип службе содержание Жалованья 12 000 руб.
323
IX
ПРОХОЖДЕНИЕ СЛУЖБЫ
Когда н службу вступил и произведен в первый офицерский чин; производство в следующие
чипы и дальнейшая служба: военная, гражданская и по выборам; переводы и перемещения из
одного места службы или должности в другую, с объяснением, по какому случаю: по воле на-
чальства или по собственному желанию, когда отправился и прибыл к новому месту службы;
награды: чинами, орденами, знаками отличия, Всемилостивейшие рескрипты, Высочайшие бла
го моления.
Годы Месяцы Числа
В службу вступил по окончании полного курса в Николаевском Александровском реальном училище по основному отделению во второе военное Константиновское училище юнкером рядового зва- ния 1876 Сент. 3
Произведен в юнкера унтер-офицерского звания 1877 Сент. 3
По окончании полного курса наук во 2-м военном Константи- новском училище по первому разряду произведен в прапорщики с назначением на службу в 26-ю артиллерийскую бригаду 1878 < Апр. 16
Отправился к месту служения в Действующую армию, в состав которой бригада входила 1878 Апр. 25
Прибыл в Действующую армию 1878 Мая 9
Прибыл в бригаду (в г. Силибри) на место служения 1878 Мая 11
Зачислен в 4-ю батарею означенной бригады 1878 Мая 13
Согласно телеграмме полевого артилл. управл. Действующей армии, отправлен в распоряжение Императорского Российского Комиссара в Болгарии 1878 Авг. 7
По воле Императорского Российского Комиссара командирован в г. Андрианополь в распоряжение начальника парков Действую- щей армии для формирования Болгарской батареи 1878 Авг. 9
Назначен формировать 8-ю батарею Болгарского земского вой- ска в г. Иени-Загр и, по сформировании, назначен командиром 1-й полубатареи сформированной батареи 1878 Авг. 11
Откомандирован обратно в Русские войска и командирован в Петроград согласно предписанию военного министра от 24 июля 1879 г., за № 1553, для поступления в Михайловскую артиллерий- скую академию 1879 Авг. 11
По Высочайшему повелению прикомандирован к Михайловско- му артиллерийскому училищу для прохождения курса наук в спе- циальном классе 1879 Авг. 24
Произведен в подпоручики 1879 Дек. 20
11о успешном окончании курса специального класса и по пидор жапии приемного .жааменп поступил в младший класс Михайлов свой артиллерийской академии 1880 Септ. 15
324
1Jройолжеи ue mабли цы
Годы Месяцы Числа
Высочайшим приказом от 27 февраля 1881 г. уволен от Русской службы по прошению, для определения в Болгарские войска 1881 Февр. 27
Высочайшим приказом зачислен в Болгарские войска чином пору- чика со старшинством с 1879 г. декабря 20, с правом числиться с 1878 г. августа 11 1878 Авг. 11
Окончил полный курс в Михайловской артиллерийской акаде- мии по 1-му разряду 1883 Мая 15
По распоряжению Товарища военного министра командирован в г. Софию 1883 Июня 14
Приказом по в.в., за № 254, прикомандирован к штабу военного министра, на время Софийского лагерного сбора 1883 Июня 29
Зачислен в первый артиллерийский полк 1883 Авг. 20
Произведен в капитаны 1883 Авг. 30
За успешное окончание Михайловской артиллерийской академии по 1-му разряду удостоен Высочайшей денежной награды в размере 1800 левов (франков) 1883 Сент. 2
Распоряжением военного министра и предписанием Инспектора артиллерии командирован на Уральские горные заводы для заказа снарядов для Болгарских полевых батарей и для подробнейшего ознакомления с производством снарядов 1883 Сент. 8
По возвращении с Уральских горных заводов приказом по в.в. от 24 августа 1883 г., за № 294, прикомандирован к Императорско- му Тульскому оружейному заводу и к Петроградскому патронному заводу для подробнейшего практического ознакомления с производ- ством новых и исправлением старых поврежденных ружей, а также изготовлением и снаряжением патронов 1883 Нояб. 8
Телеграммой товарища военного министра от 2 января 1884 г. был вызван обратно в Болгарию, куда и прибыл 1884 Февр. 2
Назначен И.Д. Начальника арсенала 1884 Февр. 14
Высочайшим приказом № 13 утвержден в должности начальни- ка арсенала 1884 Февр. 28
Приказом по в.в. от 5 октября 1884 г., за № 137, награжден ор- деном «За заслуги» 1884 Окт. 5
Удостоен Высочайшего благоволения за отличное состояние арсенала 1884 Окт. 5
Распоряжением военного министра возложено формирование но- вых частей для Действующей армии (полевых батарей, эскадронов, парков, мастерских и транспортов) 1885 Сент. 17
Приказом от 22 сентября 1885 г., за № 120, назначен председате- лем военного суда (в г. Рущук) 1885 Сент. 22
Приказом по в.в. от 23 сентября, за № 123, назначен и. д. началь- ника местных артиллерийских учреждений 1885 Сент. 23
'Голограммой поенного министра от 14 октябри 1885 г., .hi №3000 и 3001, и Высочайшим приказом от 24 октябри того же года nn.iiia чгп .1Ппеду|о|Ц|1м финти пигй и мореной чш гыо 1Н8Ь Ок г 1 1
325
Продолжение таблицы
Годы Месяцы Числа
Произведен в майоры 1885 Нояб. 25
Дано старшинство в чине майора 1884 Нояб. 25
Утвержден в должности начальника местных артиллерийских учреждений 1885 Нояб. 30
За отличное действие артиллерийских учреждений, флотилий и морской части во время войны 1885 г. награжден орденом Св.Алек- снндра 3 ст. (на шею) с мечами 1885 Дек. 21
Телеграммами, за № 4788 и 4842, от 21 и 26 декабря 1885 г. во- енного министра по постановлению Министерского совета назначен Уполномоченным Болгарского правительства в Петрограде по пере- говорам о покупке ружей, патронов, снарядов и орудий, куда и ко- мандирован 1885 , Дек. 28
Теми же телеграммами и телеграммой, за № 152, военного ми- нистра командирован на Кру пповский завод в Эссене (Германия) для приема и испытания заказанных 6-ти полевых батарей, куда и от- правился по окончании переговоров в Петрограде 1886 Янв. 24
По окончании командирования возвратился к месту служения 1886 Марта 9
Пожалована медаль за Сербо-Болгарскую войну 1886 Марта 11
Назначен инспектором стрелковой и технической части в войсках 1886 Апр. 8
Командирован в кавалерийскую и все пешие бригады для ин- спектирования частей в стрелковой и артиллерийскую бригаду сверх того в техническом деле 1886 Июня 5
Распоряжением Главного штаба прикомандирован к Киевской крепостной артиллерии для несения службы и исполнения штаб- офицерских обязанностей 1887 Окт. 14
Прибыл к месту прикомандирования 1887 Дек. 26
Распоряжением Главного штаба прикомандирован к Петроград- ской крепостной артиллерии 1889 Авг. 19
Отправился 1889 Сент. 23
Прибыл 1889 Сент. 28
Награжден орденом Св. Станислава 3-1 степени вне нормы 1894 Авг. 30
Высочайшим приказом в 11 день января 1895 г. определен в Рус- ские войска с переименованием в подполковники и с назначением на службу в Кронштадтскую крепостную артиллерию 1895 Янв. 11
Приказом по артиллерии от 17 января 1895 г., за № 9, назначен командиром форта Павел-Кронштадтской крепостной артиллерии 1895 Янв. 17
Назначен начальником окружного артиллерийского арсенала Туркестанского военного округа с зачислением по полевой пешей ар- тиллерии 1895 Апр. 14
Отправился по назначению 1895 Апр. 20
Прибыл 1895 Мая 22
Награжден орденом Си. Лины 3 ст. 1895 Мая 14
.UH
11 р<м)олжение in абл ицм
Годы Месяцы Числа
Имеет при во ношения медали о память Царствования Импера- тора Александра III 1896 Нояб. 1
Согласно предписанию Главного штаба от 8 февраля 1897 г., за 8758, разрешено зачесть время прикомандирования к Русским войскам с 1887 г. октября 14 за действительную службу со всеми правами и преимуществами 1897 Февр. 18
Командующий войсками округа предоставил право ношения ме- дали, установленной в память Св. Коронования Их Императорских Величеств 14 мая 1896 г. приказом по округу от 2 декабря 1897 г., за № 332 1897 Дек. 2
Назначен Начальником Хабаровской Окружной Артиллерийской мастерской с оставлением по полевой пешей артиллерии 1897 Дек. 27
Отправился 1898 Февр. 20
Прибыл в поверстный срок 1898 Июля 1
Разрешено носить медаль за участие во всеобщей переписи на- селения в 1896 г. 1898 Авг. 17
Назначен Председателем местной строительной комиссии в г. Хабаровске по возведению зданий Хабаровской окружной артил- лерийской мастерской 1899 Апр. 13
Высочайше разрешено принять и носить пожалованный Бухар- ский орден Золотой Звезды 3-й степ. 1899 Февр. 15
Зачислен в списки капитанов гвардейской пешей артиллерии для общего сравнительного с ним производства в полковники 1899 Нояб. 13
Произведен в полковники 1900 Апр. 19
Награжден орденом Св. Станислава 2-1 степени 1900 Сент. 24
Командирован в Северную Маньчжурию в гг. Харбин, Цицикаль и Гирин, согласно приказу по артиллерии округа 1900 г., за № 334, и телеграмме командующего войсками Приамурского военного округа, за № 931, для осмотра находящихся там арсеналов и поро- ховых заводов с 1900 Окт. 14
ПО 1900 Дек. 23
Находился в местности (г. Хабаровск), объявленной на военном положении приказом по в.в. 1905 г., № 602, п. 6 с 1900 Июля 2
ПО 1901 Янв. 31
Предписанием Главного Артиллерийского Управления от 8 фев- раля 1901 г., за № 4958, разрешено производить прибавочное жа- лованье за прослужение 5 лет в отдаленных местностях Империи по 384 руб. в год 1900 Апр. 14
Награжден орденом Св. Анны 2-й ст. 1901 Сент. 7
Согласно предписанию Главного Артиллерийского Управления от 1 февраля 1902 г., № 392, командирован в Петроград для озна- комления с оборудованием работ для скорострельной артиллерии, куда отправился . 1902 Февр. 16
По oKifii’iiiiiiiH подложенного поручения отирппился к месту петитного служения 1902 И юн я 1 1
327
11 родол женив таблицы
Годы Месяцы Числа
П рибыл из командировки 1902 Июля 5
Прибыл в мастерскую и вступил в начальствование ею 1902 Июля 9
11агражден орденом Св. Владимира 4 ст. 1903 Июня 15
Согласно предписанию Главного Артиллерийского Управления от 30 октября 1903 г., за № 4525, с разрешения Товарища Генерал- фельдцейхмейстера, во время нахождения в отпуске в г. Петрогра- де, прикомандирован к Главному Артиллерийскому Управлению для участия в комиссии, образованной для составления правил в част- ных заказах в Хабаровской окружной артиллерийской мастерской 1903 Окт. 30
Отправился к месту служения 1903 Нояб. 11
Прибыл 1903 , Нояб. 27
Приказом по артиллерии округа от 26 февраля 1904 г., за № 43, назначен временно и. д. начальника артиллерии округа с 1904 Февр. 26
по 1904 Марта 2
Приказом по артиллерии округа от 15 мая 1904 г., за № 92, на- значен временно и. д. начальника артиллерии округа с 1904 Мая 15
по 1904 Мая 25
Приказом войскам обороны Приморской области от 21 марта 1905 г., за № 303, разрешено производить прибавочное жалованье за прослу- жение 10 лет в отдаленных местностях Империи по 768 руб. в год 1905 Апр. 14
Приказом войскам Приамурского военного округа и обороны Приморской области от 12 мая 1905 г., за № 223, назначен в комис- сию по приему доставленных из Европейской России 6-дюймовых орудий системы Бринка, станков Вавассера с основаниями и прочих к ним принадлежностей, а также и боевого комплекта 1905 Мая 12
По распоряжению Командующего войсками округа и Приамур- ского генерал-губернатора, приказом по артиллерии округа от 16 ок- тября 1905 г., № 388, командирован в г. Владивосток для исполне- ния особого кратковременного поручения генерал-губернатора с 1905 Окт. 16
по 1905 Окт. 24
Награжден орденом Св. Владимира 3 ст. 1906 Февр. 28
Имеет право на ношение темно-бронзовой медали в память вой- ны с Японией в 1904—1905 гг. 1906 Июня 2
Свидетельством Главного Управления Российского общества Красного Креста от 5 ноября 1907 г., за №43878, предоставлено право ношения Высочайше утвержденной медали Красного Креста в па- мять участия в деятельности общества во время Русско-японской войны 1904—1905 гг. 1907 Нояб. 6
Высочайшим приказом назначен начальником Хабаровского ок- ружного прсенала, преобразованного согласно приказу по в.в. 1908 г., № .'>87, и.1 Хабаровской окружной артиллерийской мастерской 1909 Марта 23
32В
Продолжение таблицы
Годы Месяцы Числа
Высочайше утвержденным 9 мая 1909 г. Положением Военного Совета от 16 апреля того же года (о чем было сообщено Главным Артиллерийским Управлением Приамурскому окружному артилле- рийскому Управлению в предписании от 22 июня 1909 г., № 29054) предоставлено право зачета службы в Болгарских войсках с 22 фев- раля 1882 г. по 14 октября 1887 г. не только на государственную пенсию, но и на эмеритуру. При условии, если полковник Банков сделает за указанное время 6% взносы, всего в сумме 655 руб. 64 коп. Согласно особому расчету, приложенному к вышеприведен- ному предписанию Главного Артиллерийского Управления (копия предписания и расчет пришиты к настоящему списку). Внес в счет указанной суммы в Хабаровское губернское казначейство под кви- танцию от 14 декабря 1909 г., за № 16384, с начислением в эмери- тальную кассу военно-сухопутного ведомства двести пять руб. шестьдесят четыре коп. (205 руб. 64 коп. / подлинная квитанция прилагается). Внес часть 6% взносов за службу в Болгарских войсках, согласно расчету при предписании Главного Артиллерийского Уп- равления 1909 г., № 29054, в Хабаровское губернское казначейство под квитанцию от 10 декабря 1910 г., за № 18515, с зачислением в эмеритальную кассу военно-сухопутного ведомства двести рублей (200 руб. / подлинная квитанция прилагается) 30 сентября 1910 г. предоставлено право Высочайше установ- ленного 24 июня 1899 г. знака Красного Креста, о чем выдано сви- детельство от 26 октября 1910 г., за № 7886, Главным Управлени- ем Российского общества Красного Креста 1910 Сент. 30
Внес часть 6% взносов за службу в Болгарских войсках, соглас- но расчету при предписании Главного Артиллерийского Управле- ния 1909 г., № 29054, в Хабаровское губернское казначейство под квитанцию от 11 января 1911 г., за № 930, с зачислением в эмери- тальную кассу военно-сухопутного ведомства пятьдесят руб. (50 руб. / подлинная квитанция прилагается). То же под квитанцию от 12 фев- раля 1911 г., за № 3103, пятьдесят руб. (50 руб. / подлинная кви- танция прилагается). То же под квитанцию от 8 марта 1911 г., за № 4498, пятьдесят руб. (50 руб. / подлинная квитанция прилагается) Приказом приамурского генерал-губернатора 17 ноября 1911 г., за № 214, утвержден Товарищем председателя исполнительного бюро по устройству в 1913 г. выставки Приамурского края в г. Ха- баровске 1911 Нояб. 17
Произведен за отличие по службе в генерал-майоры 1911 Дек. 6
Приказом по Хабаровскому гарнизону 1912 г., № 8, назначен председателем распорядительного комитета Хабаровского гарни- зонного собрания 1912 Февр. 9
Награжден орденом Св. Станислава 1 ст. 1912 Дек. 6
Имеет право на ношение светло-бронзовой медали в память 300-летия Царствования Дома Романовых на основании приказа по в.в. 1913 г., №95 Как привлеченный по распоряжению военного министра для участия в комиссии, образованной для рассмотрения вопроса об уч реждении технического артиллерийского заведения в одном на ок русон Сибири, отбыл в командировку в 11гт|м>грид 191 :< Окт. 12
.4211
Окончание таблицы
Годы Месяцы Числа
Возвратился из командировки 1913 Дек. 30
Назначен начальником Брянского Арсенала 1913 Дек. 31
Отправился в Брянский Арсенал 1914 Марта 7
Вступил в должность начальника названного Арсенала 1914 Марта 29
Назначен начальником гарнизона г. Брянска В командировке в г. Петрограде по делам службы 1915 Февр. 1
11рибыл в ГАУ 1915 Февр. 3
Отправился по делам службы в гг. Москву и Брянск 1915 Февр. 15
Командирован в гг. Москву и Петроград с по 1915 1915 Марта Марта 26 14
Командирован в Брянск 1915 Марта 19
Вызван по делам службы в Петроград 1915 Марта 24
Командирован в Москву 1915 « Апр. 6
Командирован в Петроград 1915 Апр. 10
Командирован в Москву 1915 Апр. 14
Командирован в Брянск на встречу Е. И. В. Государя Императора 1915 Апр. 15
Командирован в Москву 1915 Апр. 23
Награжден орденом Св. Анны 1 ст. 1915 Июля 3
Со старшинством с 1915 Янв. 1
Высочайше утвержденным 22 апреля 1915 г. Положением Воен- ного Совета от 9 апреля того же 1915 г. назначен уполномоченным Главного Артиллерийского Управления в Москве по заготовлению гранат по французскому способу с оставлением в занимаемой долж- ности 1915 Апр. 22
Командирован по делам службы в Петроград 1915 Мая 6
Возвратился в Москву 1915 Мая 10
Командирован по делам службы в Петроград 1915 Июня 22
Возвратился в Москву 1915 Июня 25
Командирован по делам службы в г. Брянск 1915 Июля 4
Возвратился в Москву 1915 Июля 8
Командирован в Петроград по делам службы 1915
За отлично ревностную службу и особые труды, вызванные об- стоятельствами текущей войны, награжден орденом Св. Владимира 2 ст. 1916 Апр. 10
На основании телеграммы Командующего войсками Московского Военного округа 1915 г., за № 5112, исполнял должность Началь- ника Гарнизона г. Брянска с по (Приказ Нач. Упр. № 574) 1914 1915 Дек. Дек. 1 21
Награжден командирским крестом французского ордена Почет- ного Легиона и разрешено принять и носить таковой (Приказ Н-ка ГАУ № 1064) 1916 Июня 11
У волен от службы (Приказ Нач. ГАУ 1918 г. № 62) В гражданской службе и по выборам дворянства не служил. Всемило< синейших рескриптов не получал 1916 Апр. 25/12
330
БЫТНОСТЬ ВНЕ СЛУЖБЫ
а) Во временных отпусках: когда уволен и на какое время и явился ли в срок, а если просро-
чил, то сколько именно, и признана ли просрочка уважительною; б) в бессрочном отпуске, с
какого и какое время; в) для пользования ран: где именно, по чьему разрешению, с какого и по
какое время; г) по роду оружия, без исполнения службы; д) в плену: когда и где взят и когда
возвратился на службу, и) в отставке: когда вновь прибыл на службу.
Годы Месяцы Числа
В отпусках был с сохранением содержания:
В 15-дневном с 1888 Авг. 5
ПО 1888 Авг. 19
В 28-дневном с 1889 Июня 29
ПО 1889 Июня 26
В 6-дневном с 1892 Мая 1
ПО 1892 Мая 7
В 2-месячном с 1894 Июля 22
ПО 1894 Сент. 22
В 2-месячном с 1896 Июля 15
ПО 1896 Сент. 15
В 2-месячном с 1897 Июля 15
ПО 1897 Сент. 15
В 6-месячном отпуске на Дальнем Востоке с 1903 Июня 1
ПО 1903 Нояб. 27
В 20-дневном с 1912 Февр. 10
ПО 1912 Марта 1
Явился на 7 дней ранее срока
В бессрочном отпуске для пользования
ран по роду оружия, без исполнения
службы, в плену и отставке не был
XI Холост или женит, ни ком, имеет ли де- тей, если имеет, го кого именно, год, ме- сяц и число рождения детей; какого они и жеип нероисповедания Женат вторым бри ком пи ндопа дворянке Анне Мартыновне 11ынинской. Православного вероисповедания
XII. Псп. ли за ним, за родителями его, или, когда женат, за женою, недвижимое иму- щество, родовое и благоприобретенное Не имеет
XIII. 11одвсргался ли наказаниям или взыска ниям, соединенным с ограничениями в преимуществах по службе; когда и за что именно; по судебным приговорам или в дисциплинарном порядке Не был
XIV. Бытность в походах и делах против не- приятеля, с объяснением где именно, с какого и по какое время; оказанные от- личия и полученные в сражении раны или контузии; особые поручения сверх прямых обязанностей по Высочайшим поручениям или от начальства В службе сего генерала не было обстоятел чия беспорочной службы или отдаляющие Находился в Действующей армии Гады Меся- цы Числа
Участвовал в войне Сербо- Болгарской Находился на театре военных действий во время Китайской войны 1900—1901 гг. в Север- ной Маньчжурии с по В делах против неприятеля не был Распоряжением командующего войсками Приамурского военно- го округа командирован в г. Ри- гин (Сев. Маньчжурия) для ос- мотра, выбора и разборки при- годных машин Гиринского арсе- нала. Находился на театре воен- ных действий во время Русско- японской войны Поручений по Высочайшему по- велению не получал ьств, лишающих его права на пол < срок выслуги к оному знаку 1878 1878 1885 1900 1900 учени< Мая Авг. Окт. Дек- знака 9 11 14 23 отли
Начальник Административного отдела Главного Артиллерийского Управления (подпись) За начальника Отделения (подпись) Итого и сем послужном списке пронумерованных, прошнурованных и казенной печа тыо припечатанных десять (10) листов. «27» апреля 1918 г., г. Иетроград За ('Tojioiiieiiijii.iiiiica (||одппс1.)
332
Послужной списокъ
Генэраль-Ма I ора В А Н. Ч..£L В А
I. Чинъ, имя. отчество и фамил!я. ) енералъ-’'.а1оръ гемен* Николаевич* А « X С ?
II. Должность по служб!. III. Орлена и знаки отлич!я. острьняке ордена и медг : Александра S ст,./naipseip/с вой*>. IHB5- г.в/Еужараада IV. Гачильникъ Бпяискяго арсенале. Числится по полевоГ легкой аотжплер1и.- Хавалеръ орденонъгЧр /’тан и слева 1,, 2 и Г ст Сн.Анян/.З и Р ст. ПяЛладям1ре и ‘ ст) 1'мЪеть мадьли1си*тло-бронзовук> аа войну IR -1848 г,г..с:реб-1ЯГ’’ю вт. помят л ’Чествован ИМПЕРАТОРА АЖЧОДП/П’А Г£,короиаи1ойнув,за участ!в в* переписи, Рервбрявуы ’{раснаго,м ста иь память Русско- ’понской во г; 1901-5 р,г.темно-бронзовую, ив пв.мят>^*.о?нм ст> "по Hief 1904-5 г.г.Снакъ -’оаснаьо креста.,cni* ло-броиаовуи» яъ память £60 л%®4я Рарствове В1Я лома ГОПНОЗЛ/Ч. лн:а/Еслгвпсх1е*.0рдонг аа заслуги,орден* "в. * мечамп,серебряную медаль за Пербо-Болгазсв Орден*-ЗсяетоГ Гл»Ьвм. у- ет,г»/'^м»»1!й>ред<4-" кр ордена Почетные ^erienn. ’’ J !<
Когда родился. 1'5 Лннаря 18"3 года.
V. Изъ какого зван!я происходить и какой губерн!и уроженец*. VI. Какого в!роиспов!дан1я. Уроненеп* города Смстова /Еоягао1я'. РусскП: подданпыт.- 2 Пра»осли«наго.
VII. Гд! воспитывался. Окончил* курс* во Ч-и* военном* Чорстапти- новсксм-ь и ' ихаГловскопь аотилпер1’*скихь училитхь/пэ сто.отд./н нт/’*мха”ло’ско" ар тиляерьйской акедемхи' по l-му разряду.
VIII. Получаемое на служб! содержан!е. — — “ ”. милованья 12000 оубяе!
333
IX.
ПРОХОЖДЕНИЕ СЛУЖБЫ.
Когда вь службу вступилъ и произведешь въ первый офицерск!й чииъ; производство въ спЪ
дуюипе чины и дальнейшая служба: военная, гражданская и по выборами; переводы и пере-
мКшен1я изъ одного места службы или должности въ другую, съ объяснен1емъ по какому
случаю по воле начальства или по собственному жепан1ю. когда отправился и прибыль къ
новому месту службы; награды: чинами, орденами, знаками отлич|я; ВсемилостивЪйш1е
рескрипты. Вы сочай ш 1я благоволЪн1я.
Въ службу вступилъ,по окончай1и полного кур- са въ Николеевскомъ Александровскомъ реаль номъ училищ! по основ- ному отд!лен1ю во второе военное Коне стантиновское у чилиге к-нкеромь рядового зва- ч 1я 1 Годы. Месяцы Числа. /въ городе Силиври/ни Лето служен1я Зачисленъ въ 1-ю ба та- зе» означенной бригады.. Согласно телеграммы по- левого артилл.управл.дЬЙ твующеЯ ары!и,отправлен ъ распоряжен1е ИМПКРА- ОРСКАГО Росс1йского Ком- исара въ Болгарии. . . По вол! КМПКРАТОРСКАГО 5осс1Рскаго Комиссара ко аардврованъ въ гор.Адр!- анополь въ распоряжен1в ,а'Ельника парковъ д!й- зтвующеГ арм!и для фор- мирования Болгарской ба- тареи Незнеченъ формировать '-ю батарею Болгарского имскаго войска въ гор. ^ени-Багр! и,по сформиро ®.г1и, назначанъ команди- >о»гъ 1-р полубатареп озн гоннсА вновь сформирован Откомондированъ обратно 1ъ Русср1я войска и ко- ан дир о ван ъ въ Петроград Годы Месяцы. 1 Числа.
| 1 176 1Свнт. : । 1 1 3.1 ’78 .Мая i 1 9 "- |Авг. j 1 II. 13. 7. 9. II.
Проиаведенъ въ юнкера унтеръ-офицерскаго зва и!я 1 По ок он чан 1ж полного курса наукъ во 2-мъ во внномъ Константиновско! училищ! по первому раз ряду,произведенъ въ Прапорщики съ навиаче- »1емъ на службу въ 26- дртиллер!Векую брига- НУ —1 17” ) ГР W Апр. Г- 16.
Отправился к- irtcry служен!я дъ действую- щую арм1ю,въ составе которой бригада входи- ла Прибыли въ д!1ствую- |и,ую арм1ю Прибыль въ бригаду Моя 25. 9-
ПРОХОЖДЕНИЕ СЛУЖБЫ.
IX.
Когда >ъ службу зступилъ и произведен* въ первый офицерск!й чинъ; производство въ ent
дующ|е чины и дальнейшая служба: военная, гражданская и по выборам*. переводы и пере
м1щен1я изъ одного мЪста службы или должности въ другую, съ объяснен1емъ. по какому
случаю по вол! начальства или по собственному желаи1ю когда отправился и прибыль къ
новому месту службы; награды чинами, орденами, знаками отлич!я; Все м и л ос т и вей ш i -
рескрипты. Высочайш! я благовоп1н1я.
согласно предписан!я
военного министра отъ
24 !юля IRn9 Г.за TI55),
для поступлен1я въ Ми-
жайловскую артиллер!Г-
ску» академ!». . . . .1
По ВНСОЧА 'иТО Повел!-
и!» прикомандированъ не
Михайловскому артияле-
pi Ясному училийу для
прохождеи1я курса' наук*
в* спец1альномъ класс®
Проявваден* въ подпор уыц
ЧИИИ..................
По успешном* оконча-
н!и курса сперЮльнаго
класса и по выдержан!и
пр!емнаго экзамена по-
ступил* въ младш!й
в? Г
Дек
I
24
2С
войска чином* поручика
со старшинством* съ
г.декабря 20,съ правом)
числиться ci 1878 г.ав-
густа II-го.............8”Й
• Окончил* полный курс*
въ Миха лсвской артилле-
I
piРекой академ!и по 1-Ьу
разряду............ . . 88t
По распоряяен!» Товар»- I
j>a военнаго министра кс- i
'мандированъ въ гор.CoJiю-"ы
Приказомъ по в.в.за
'К 254 прикомандирован* j
к* штабу военнаго мини- I
Авг
Мая
I
I
!»нг
I
класс* Михайловской aj|-,
88)
Тиллер! Ясной акадвм!и|,
ЧЧСОЧаЧшйМЪ при ин вс ы;
от* 27-го февраля 1881
года уролент, отъ Русек
службы по прояви 1»,длг
определен!я въ Болгар-
ск!я войска.........,1
ВЫСОЧА"ПИМЪ приказом:.
зачиолеиъ въ Болгарок b
Сен^. I;
стра.на время Соф! Гека: о
лагернаго сбора..........
Зачисленъ в* первый ар-
тиллер!Яс к! Г.
Проиев еденъ
полк*. .
въ <апита1 ы-
авг. 2<
3,
ой
881
22
За успешное окончен1е
Михайловской артжллер!?-
ской акадеи1и по 1-му
равряду удостоен* W0-
ЧАШ- денежной награди
в* равмЬр! 1800 леяовъ
/;ранковъ/..........
Распоряжении* военша'о
министра и предписан tew*
Сен|т
335
ПРОХОЖДЕНИЕ СЛУЖБЫ.
Когда въ службу вступилъ и произведенъ въ первый офицерск!й чинъ; производство въ с.. дующ!е чины и дальнейшая служба: военная, гражданская и по выборамъ; переводы и пере- | мЬшен!я изъ одного места службы или должности въ другую, съ объяснен!емъ по какому 1 случаю: по воле начальства или по собственному желан!ю; когда отправился и прибыль къ новому месту службы; награды: чинами, орденами, знаками отличая; Всемилостивейш|е рескрипты, Высочайш1я благовопен|я.
Инспектора артиллерии командирована на Ураль- вк!е горные заводы для наказа снарядовъ для Болгарскихъ пслевнхъ батарей и для подроб- нейшего ознакомлен1я съ производствомъ сна- рядовъ По воввращен1и съ Ура скизъ горныхъ аародоиъ пржказомъ по в.в. отъ 24 августа 188? года за № 294,прикомендиро- ианъ къ ИМПЕРАТОРСКОМУ Тульскому оружейному заводу и к1 Петроград- скому патронному ваво- ду для подробнейшего ж практического озна- комлен! я съ произвсд- ствомъ новыхъ и испра- влен1емъ старыхъ по- врежденныхъ ружей,а также изготовлен1емъ и снаряжен1емъ патро- новъ Телеграммой товнрш а иеннаго министра отъ 3-го Января 188! года Годы. Месяцы 1 Числа. ылъ вызванъ обратно въ >олгар1ю,куда и прибыль.’ Назначенъ И.д.Началь- ика арсенала ПМСОЧА’ЕИНЪ прикавомъ 13 утвержденъ въ долж- юсти начальника арсена- а Приказомъ по в.в.отъ -го Октября 1884 года а К 127 награжденъ ор- деромъза васлуги". . . • "достоенъ ННСОЧА.ДЭАГО лаго'яолАгЛя за отличное остоян<е арсенала, . . , Паспоряжен1емъ военне- о министра возложено ормирован!е новыхъ час- ей для действующей ар- !и/полевыхъ батарей,зс- пдроновъ, тарковъ, мастер- кихъ и транспортовъ/ . ‘ Приказом^ по в.в.отъ ”-го сентября 1885 г.ва 1?0 назначенъ предс4да- глемъ воепнагс суда /въ .Ругцуке/ - Приказомь по в.в. отъ '2-го сентября за К 123 напначенъ и.д. начальник Годы 1— Месяцы. Числа, j
i 1 3 ,Сент. 1Ь- 1 Нояб. I 1 I 1 J 8. I 1 » С Я г J Тевр.
в R5. и Тевр. Окт. Оент 14. | 28, I J I”.:
33(1
ПРОХОЖДЕНИЕ СЛУЖБЫ.
Когда въ службу вступилъ и произведенъ въ первый офицерск!й чинъ. производство въ cnt-
дующ!е чины и дальнейшая служба военная, ражданская и по выборамъ: переводы и пере
мЪщен!я изъ одного мЪста службы или должности въ другую, съ объяснен1емъ. по какому
случаю: по воле начальства или по собственному желан!ю: когда отправился и прибыль къ
новому месту службы, награды: чинами, орденами, знаками отлич1я; Всемилостивкйш!е
оескрипты. Высочайш1я 6лаговолен1я.
мЪгтннхъ артиллер!й- ! совета назнач.даъ Упол-- 0- '
скихъ учрежден!?. . Г>Г .моченннмъ Голгарскаго г ра-
Телеграммой воеччагс жительства въ Гетрогра;
министра отъ 1л-го он по переговорамъ о покуд кЪ
тябъя IPPS г.за К ЗОС э ружей,патрон овъ,сн аряд въ h
и 3001 и ’’чпоЧА.'шт и оруд!?,куда и команд! - i
приказом* отъ окт.' б- ;
ря того же гола казна ь Т*ми же телеграммами 1
ченъ з ат* д ь’вактимъ 0- ' телеграммоГ за N? 15г. в i
тил!ей и морской час? bw°85 окт. •яннаго министра команд !- i
Произведенъ въ Haioj ы -Г- гяб. 5рованъ на Чрупповскз? за- ; 1
Дано старшинство т>ъ водъ въ Эссен! /’’ермбн ы/
и ин!. Vaтора съ . .. ."и "для пр!ома и испт.танч'я i
Утвержденъ въ далжнс сти ва№занныхъ 6-ти поле-
начал»’ ика мЬстннхъ t р- j выхъ батарей,куда и от
Тиллер!йскихъ учрежд! 1 »- ; I правцлся по окончан!и пй
Н1Й . oh 5 : Ореиоворовъ въ Петро гре Д1р|г. Пнв.
За отличное действ! По окончан!и команд!
артиллертГскихъ учре: рованхя возвратился к: ’ ! '
ден!ЙЛлотил!й и мор- (КС? »йсту служен 1я. . . . ”.ерт
части чо время войны 1 Пожалована медаль за
885 г.награждень орд э- t Сербо-Ьолгарскую войн
номъ Св.Александра 3 ст. Назначенъ инспектор )МЪ
/на мао/ съ мечеми. . . дфк.г L стрелковой и техничес сой ;
Телеграммами за N? 7 части въ войскахъ. . .-j"- Arip.
Л7ВЯ и "R12 отъ 21 и ’б Чамендированъ въ кав а-
декабря 1885 года вс 4F- лвр!йскук> и вс! ntaifl
наго министра по пос* га-. бригады для ийспектир 0-
иоилен!» Чинистерскч СО I веи!и частей въ стр!; - 1
IX.
ПРОХОЖДЕНИЕ СЛУЖБЫ
Когда въ службу вступилъ н проиэведенъ въ первый офииерск1й чинъ; производство въ ent-
дующ|е чины и дальнейшая служба: военная, гражданская и ло выборамъ; переводы и пере-
мещены изъ одного м-Ьста службы или должности въ другую, съ объяснеЖемъ по какому
случае по воле начальства или по собственному желанно когда отправился и прибыль къ
новому месту службы, награды: чинами, орденами, знаками отлич!я: ВсемнлостивЪйш|е
рескрипты, Высочайше благовопШя.
3
3
2
R86 ’юн
ковонь и арииллерХВеку
бригаду сверхъ того bi
техническом*. дйлЬ. ...
'аспоряженХемъ Главного
Штаба прикомандирован!
къ КХеяской кр^постно!
ариилерХи для несенb
служб» и исполнен1я ш: абъ-
офицерскихь обязанное: ей
стей..................
Прибыль кт мЬсту при-
командирован 1я . . . .
РаспоряженХемъ главна- j
го штаба прикомендиро
ванъ къ Петроградской
крепостной артиллерХи, 8F'
О т п р а
П р и б ы
Награяденъ
Станислава I
вн! нормы.
BIJCC4A ШИ'Ъ приказфъ
въ II день с!нваря 1°'3 г
опред-Ьленъ въ РусскЬ
войска съ переименован!-
эмъ въ подполковники я
съ нааначенйемъ на с;уж-
Оу въ Кронштадтскую »]
Постную артиллерХю.
Прикпвомъ по артиллерХи
вился
л ъ.
орденомъ
88Г
окт
"ек.
авг
ООН'
.В
стелен 1
.... 8<И
авг.
pt-
.РЭ5.ЯЙВ
отъ I'” января 1'95 г.за —
’Г ? назначвнъ командиремъ
.форта Павелъ - Кронштадт-
ской крепостной артилл«-
рХи.....................-’
Газначеръ начальником!
окружного агхгиллерХГске го
арс .нале Туркестанскагс
военнаго округа съ яечи
.нХемь по полевой ninie!'
артиллерХи..............
слеь
Апр
Отправился пс назпаче? 1ю"г-
П э и б к л ъ. .. . °-95 Гая
I)
Награжденъ орденомъ i
АРЧЫ 3 ст.............
. ГмХетъ право на ноше
С ..медали въ память Гс:.-ст- о-
С' ланХя ИПТГ'ТГСГА А.’П'П
Л'А 1Г.-Г0........... 8
Согласно предписанХя
'ЭД'лачнаго шта-'а отт
февраля IS?" г.,за
разрешено зачесть
прикомандированХя кг Г/с- (
клкъ войскамъ съ 18'”’
октября I'-го за дАГст :и-
тельную службу со нсХм t
правами и преимущества 1ирС
1 I. Командующей войсками
округа предоставила пр4яо
-Г| >
Г!.
2(
с "ояВ.
7 Teip.Ii
338
IIPOXOJKJUBHIE СЛУЖГ.Ы.
Когдз ль службу иступит, и произведен!. иъ первый офицерск1й чинъ; производство въ слЬ-
дующ!е чииы и дальнЪйшея служба военная, гражданская и по выборамъ; переводы и пере-
мЬщен1и изъ одною м».ств службы или должности въ другую, съ объясненииь. по какому случаю по вол|. начальства или по собственному желан1ю, когда отправился и прибыль къ новому мЪсту службы награды чинами, орденами, знаками отлич!я. Все*нлссти«1 йш!е J рескрипты. Высочайш1я благоволЪн1я
Годы Месяцы. Числа. 1 2 О t- МЪсяцы j Числа
к>шев1я медали, у'-та йо- швнно’: въ память гч”.кс зонован1я Г’ТР’Т’АТТ !НИП ’ЖЯГГСС'Г’’. Т- мал С896 го; а. прикаабм* По ж ругу отъ 2-го дек art ря L897 года it 522. . . . Назначать Начальником! Хабаровске? Окружво” 1этиллер1?скоГ маетвр- жо? съ оставлоиемъ пс ip левей п^шей п этил те* жи ; . . . Ьтправил erf.. Прибыль въ поверстйн? фокъ разрешено носить недал зк участ!е по всеобще? 1 ii реплеи населен!я Аъ" 1826 году. ...... Назначеяъ Т'редсАдате- пкм* местно? етроитейъ- тОг комиссии яъ гор.’а. баровскЪ по вовведен!» здангЯ лабгрОвскоГ окр; но? артиллвр1₽ско? мастерскоГ h’.T ”А '.'т раз1*4.поиопр «явь и носить пожалела м , 1 0F7 :;ek. 898'феяр -"- Тюля ь 1 авг» ж- Р99 апр. -i 2’’. 20. т. ГГ !Г ннй Вухарскз? ордены зо- лотой звезды 2-” степ.. Зачислены въ списки ка- питановъ гвердеГскоГ п! те? артиллерТи для ortnttu сганнительнаго съ нимъ производства нъ Полков- ники Произяеденъ въ Полков ники ....• Награжден* орденом* 3” Станислава ?- Г степени. Хомандировинъ въ СЪвер ную Маньчжурию въ г.г. Уарбипъ, 'ипикаръ и Гири: согласно приказа по арт Лер1И округа ’900 года К- ЗГ.< и телеграммы Чома: дуюпаго войсками Приаму скаго воен наго округа 31 № 921 для осмотра -нахо- дякихся там* арсеналов* и пороховых* заводов*.. съ.. по.. ’аходился въ мЬстносий /г. абарояск-./,объявлен но? на военном* положен прикав* по в.в. 1905 го ">С? п.6. . . ."'с*... по . . ‘0 ЭОС ЕМт 1- 1 1и ia ^0' L901 евр ”owrt аир. септ окт. дек. ' 1к>л» ЯН’ . 1"т, .I3i г>| .УЛ 1 . ! т '-ll
.131»
ПРОХОЖДЕНИЕ СЛУЖБЫ.
Когда въ службу вступил* и произведен* въ первый офицерск|й чинъ; производство въ ent-
дующ!е чины и дальнЪйшая служба: военная, гражданская и по выборамъ; переводы и пере-
мЪщеи!я изъ 'одного мЪста 'службы или должности въ другую, съ объяснен1емъ по какому
случаю; по вол! начальства или по собственному желанно: когда отправился и прибылъ къ
новому мЪсту службы; награды: чинами, орденами, знаками отличая; Всем ил о ст и в t й ш I е
рескрипты, Высочайш|я благовол*и1я.
3
X
2
Предписанием^.гла нар з
ртиллер1мскдго "правде -
н!я от* ° февраля I9ffll
года за Я? ‘958,разрыве г
производить прибавочноэ
жалование за прослужен!я
5 лЪт* в* отдаленных*
»*с тн остях * Импе pi и пс
381р.въ год® с*. . .
Награжден* орденом*
Св.Анны 2-i! ст.. . .
Согласно предписан1я
’лавнаго Артиллер! “ска! о
|'правден1я отъ t-го $ул-
ж ля 1902 г .Г Ж кома?-
ргрованъ в* Петроград*
утя ознакомлен1я съ обсру-
1ован!емъ работ* .для,
ягорострйльноГ аттилле-
>1и,куда отправиляя...,!
По окончан!и возлежат.
iaro на него поручен1я
отправился к* м'сту
ататнаго служен1я. .
Прибыль ив* кбианди-
.....................
Прибыль въ мастерскую
вступил* въ начвльст
»ан!е ею.............
’’огражден’, орденомъ пн
ю
?00 ianp
901
902
" 0-
с гит
Jepp
. 90?
15,
"ладим!& ст.. . . •
Согласно предписан1я
"лавнаго артиллер!йсхагс
управления от* 30-гс ок-
тября 190? гТ за Ж34ЭСЙ
?* рв8р^кен1я Товарища
"енералъ-Тельдцейхмейсте-
ра/‘ во время нахожден!я
втпуску вь г.ПетроградЬ,
ирикоманд1фованъ к* Глаг-
’’•яому Артиллерийскому упта-
МГен1ю .для участ!я въ ко-
иисс1и,образованной для
составления правил* о
частных* заказах* вь "а-
5аровской окружной артил-
лерийской мастерской. . '
Отправился к* MicTy слу-
жен 1Я................
I' -П р и б ы л ъ........•
Приказом* по вртиллер!и
округа от* ;.б-го .^еврал?
1904 года за К 42 назна-
чен* вр.и.д.начальника
артиллер1и окоуга. .. .
по-
iiofffr
I'
90S
ох®.
нояб
1юня II
it»»
90
’евр
март;
so
II
Приказом* по а;этилиер1и
округа от* 15-го мая 19(
г.М 92 назначен* яр.и.д,
начальнике артиллер 1и
310
ПРОХОЖДЕНИЕ СЛУЖБЫ.
Когда ггь службу вступилъ и произведен* въ первый офицерск|й чинъ: производство въ ent-
дуюш!е чины и дальнейшая служба- военная, гражданская и по выборам*; периоды и пере-
мЬшен1я изъ одного места службы или должности въ другую, съ объяснен1емъ. по какому
случаю: по ноле начальства или по собственному желан1ю; когда отправился и прибылъ къ
новому месту службы: награды: чинами, орденами, знаками отлич!я; В с е м и л о с т и в е й ш I ₽
оескрипты. Высочайше благоволен1я.
округа . .
по
Приказом* войскам* обм.
ровы Приморской области
отъ 21 марта 1905г.за
б 002 разрешено произво-
дить прибавочное жало-
ван ie за прослужен ie
10 л*т* въ отдаленных’
местностях* Империи по
768 с. г* год*. ... 90!
Приказом* войскам* При-
амурского военнаго округа
и обороны Г риморскоЙ
области отъ 12 мая 190!> г,
за У. °.'3,назначен* въ
прiему до-
ма* Европе] -
6-ти дюймо-
системы Грпн-
Павассера
комиссию по
904 Кая
а ' 4 —
апр.,
15
Г
ставленных*
ск ой России
вых* орудий
ка, станков*
с* основаниями и прочи;:*
к* ним* принадЛежност е.
а т юге и боевого ком-
плекта..............
По распо ряжен 1ч коман-
ду юшаго во Йехами округ!.
и Приамурскаго Генерал:,
i .<
Губернатора,приказом*
'по пртиллер!и округа
мая
12
от* -6 октябре 1905 г1.
Т '88 ком' ндиропан* в* т
’’лад ивостокт, для испол.к
pin особого кратХонремя
наго поручен!» Генерал*1
Губернатора........с*
по
905! окт.
Награжден* орденом* Св.
Нладим1ра 3 ст.. . . . .!
Имеет* право на ношен 1<
темно-бронзовой медали
в* память войны с* 'по-
н!ей въ 1904-1905 г.г.
Свидетельством* Главна-
го управлен!» посс!йска;о -
общества Траснаго креста
от* 5-но ноября 1907 г.
за К 43878.предоставлена
прево но ен1я ТПОЧАлП:
утвержденной 19-го января
1906 г. медали краснаго
креста в* память участи:
в* деятельности обг еетж
во время Пусско-Зпонско:'
войны 1904-5 г.г
ВНСОЧА’ДЯИМЪ прикаеом* hi в
значенъ начальником* ’а
.906: Тевр
I 1юня
16
24
2
907 Нояб|1 6
баровскаго окружного ар
сенала,преобразованнаго
согласно прикола по я.в
311
ПРОХОЖДЕНИЕ СЛУЖБЫ. || Когда въ службу вступилъ и произведенъ въ первый офииерск!й чинъ; производство въ слЪ- дующ!е чины и дальнейшая служба: военная, гражданская и по выбсрамъ; перевод ji и пере- мЪщеи1я изъ одного места службы или должности въ другую, съ объяснен!емъ по какому случаю: по воле начальства или по собственному желан!ю; когда отправился и прибылъ къ । новому месту службы; награды: чинами, ордеиами. знаками отлнч!я; Всемилос ти в tй ш1 е рескрипты. Высочайшая благоволен1я.
I90P гХ 587,изъ Хаба- ювской окружной артил. № старекой |НСОЧАчЛПЕ утвержденными |-го Мая 1909 г. поло- )ен1емъ военнагс совета 1тъ 16 апреля тоге же ода /о чемъ бвло сооб- лно Главными Хоти л л epi •кимъ Управляй1емъ При- мурскому окружному ар- илАерШскому Управ ле и! X предписан1и отъ ’° юня 1909 г. Г 29057 редеетавлено право зе- ета службы въ Болгар- гхихъ войск ауъс^-"2 Годы. Месяцы Числа. /коп!л предписания и ра( четъ пригитн кт нестоя- щему описку/.Чнесъ въ счетъ указанной .P.v.Mww-ai Хабаровское губернЛое казижчеЯстзо подъ квита! ц!ю отъ 14 декабря 1909 аа 7 162Р4._сд_аачислен1- Годы МЬсяцы Числа.
909 ю ь <с- »1я MtipTf 23. г* Й. ч не- L [
г емъ въ эмеритальную касс военно-сухопутнаго в£до» СТВа двести пять руб.' иестьдесятъ четыре коп. /?0"> р.6-’ КСП./пОГ,ЛИ'”»Е! квитанп1я прилагается/ Гнесь часть взпосовь за службу въ Болгарских-! !0?’скахъ,согласно расчет яри предписании Главнагс 1птиллер^скаго Упренле- н!я 1°09 г. за 290М, въ "абаровское губерн- ское каэначебстчо подъ квитанн1ю отъ .10-декеб;>» 1910 г. за 7 I85I5 сь ва числен Бч»«ъ въ эмериталь- ную кассу военнс-сухопут ц^р^домства двести рубле / 200 р./подлинная кий-
«враля 1882 г.по 14
октября 188" г. не толь to на государствени™ юнс1ю,но и на эмериту- »у,при услов!и если Пол :овнжкъ Чан ков ъ сделает >а указанное время 6? вносы,всего въ сумм* kSS р.64 когцеогласно >собаго расчета,прило- ;еннаго къ яышеприведен предписан1ю Главнагс ,>т1мпер1йскаго Упранле
ганц1я прилагается/. 30 сентября 1910 г пре 4с -
312
iX.
ПРОХОЖДЕНИЕ СЛУЖБЫ.
Когда въ службу вступилъ и произведенъ въ первый офицерск!й чинъ; производство въ слЬ дуюш1е чины и дальнейшая служба: военная, гражданская и по выборамъ: переводы и пере- мещены изъ одного места службы или должности въ другую, съ объяснен!емъ. по какому случаю; по воле начальства или по собственному желанно: когда отправился и прибыль къ новому мЪсту службы- награды: чинами, орденами, знаками отлич!я; ВсемилостивЬйш!е рескрипты. Высочайший благоволЪШя.
ставлено право Ч'Н'О'ТА' Ж установленнаго 7S i ив 1899 г. Знаке Чрас- наго креста, о чем* выд свидетельство отъ 26 октября '"10 г. за X "886 Главным* ^ппавля- нёемъ Росс!Гскаго обтне ст "в рвснаго креста. Зв ест «есть 6/ взно- сов ъ за службу въ Еол- гарскихъ воГскаяъ,со- гласно расчете при пре писан in Главного /ст и/ р!Гскаго ^правлен !я ’°09 г." 29051, въ 'абг ронское губернское каг черство под* книтангй отъ II января I9II г.< N 920,ст зач«сл>'н1емь въ эмеритальную кассу военно-сухопутнаго ве- домства пятьдесят* рус ./50/./-/подлинная кви- танция прилеигГ Я'1.'Ц/. Тожй под* квитанцию от 12 *ет>раля 1911 г. г,а У. 2109 пятьдесят* руб. /ьО ;>./ 'подлинная кгч Годы месяцы. Числа, j танп1я прилагается/. Тоже под* к”итенч1ю.отъ 8 марте I9II г.за Т649Ч пятьдесят* pvg. /50 Р-. / /пбл пивная квителнИг пт> лагнтся/.- Приквзомъ приамурского Генерал*-’убернатора I" ноября I9II г.яа Г 21"’, утвержден* Товарищем* п с! детеля исполните льча- го бюро по устроГстеу в 1912 г.выставки Гриемур скаго края въ гср.Хаба- ровск!. Прои веленъ за отлич)в по служб!.. гъ Генетлъ- 'iaiopK. . Годы. Месяцы Числа
ю- ано .ОК R- е- FP - & Ъ ) еен гс »- ред ь т нояг Дек .Г G
’1пиказомъ по .va6aroBCK гарнизону 19’" г.** Р на значвнъ председателям* распорлдитольнаго коми- тета Хабаровскагт га они зонного собранir. . . . Награжден* орденом* Станислава 1 ст Mid ет* право на ношен! св1тлс-бронвовоГ ,медал« в* пенять 20Г> л1т1Я Гер эму 6 1ев; - Дек
откован1н домп 1’0МА”0Л'vt.
343
Грянгкь.................' 15. Чоитдиротнъ no fl’ixnrt
X. БЫТНОСТЬ ВНЪ СЛУЖБЫ: а) Во временны хъ отпускахъ: когда уваленъ. и на какое время и явился-ли въ срокъ, а если просрочила то сколько именно, и признана-лн просрочка уважительною: б) въ безсрочиомъ отпуску, съ какого и по какое время; в) для пользования ранъ: rat именно, пр чьему разрШенИо съ какого и по какое время; г) по роду оружия, безъ исполнения службы; д) въ ппЪну: когда и гдЪ взятъ и когда возвратился на службу, и е) въ отставка когда вновь прибыль на службу
*ъ отпусках* бнлъ съ сохранения* с од ери ан ij ”ъ 15 дневнскь. .съ... 1 по... ** % 2? дневном* съ... по. .. % 6 дневномъ съ... по». ”ъ 2-хъ месячном* съ по Годы. Месяцы. Числа. Годы. М+сяцы Числа.
RPP РР9 г» с?ор R9* Авг. 5. '! Г«. Тиля " -ЮЛЯ; 2'~. Кея , I. дюпя' 22. оент;42,
Зъ 2-ХЪ «%СЯЧНОЬ'Ъ СЪ ПС 1 3j, 2-хъ м^сячнсмъ съ по Чъ 6-тн мЬсячномъ съ отпуск* дальняго ”остсн по ! Зъ 20 двеияомъ съ "вился на " дней ранйе ррока. <Л 1 ь 1 Г - » с 1 c.t C.S С^-х „в, t г-< 1юля; 15 CCHTj. I" 1ч>ля' ’5 сект.15 1ЮРЯ ’ нояб!."'’ ’ennu ТО «apt; [ ”ъ безерочнем^ отпус для пользован is рагъ по эо у оруж1я,'езъ ис полнен!.*? службы, ”ъ плТ. ну я отставка не бнлъ. ‘J
31(1
XI
Холостъ или жеиатъ. на комъ
имЬетъ-ли дЪтей. если имЬетъ. то
кого именно, годъ. мЬсяцъ и число
рожден!я д-Ьтей, какого они и жена '
вЬроисловЪдаи1я.
чнатъ ятотнмъ бречомъ на ®дсв*. дворянк^
АчнГ *артнновн1 Нниииско".
иравосланнагов’роиг'пов'да н{я.
XII.
Есть ли за нимъ. за родителями '
его. или когда жеиатъ, за женою. "*
недвижимое имущество, родовое И У 1 с т ъ
или благолр1обрХтенное.
хш.
Подвергался-ли наказашямъ или
взысхан1ямъ, соединеннымъ
ограниченный въ пренмущестаахъ
Во службЪ; когда и за что именно,
по судебиымъ приговорамъ или въ
дисциплинарномъ порядка.
е б н t т
XIV
Находился «мь д* Лствувг.еГ арИи
Бытность въ походахъ и дЪлахъ
противъ нешяятеля. съ объясне-
н1енъ, гдЪ именно, съ какого и ло
какое время: оказанный отпич!я и
пОлученныя въ сражена раны или
ЖК>итуз1и: особая поручения сверхъ
МНМЫХЪ обязанностей по ВЫСО
4АЙШИМЪ ъ. или отъ
Нв." 8е’1
чы' a.Mii Л!е>
Тремя уоско-йвонг-ис/
7ftnlio на лолг*”1-
ПО
F”s
СТНОЯ.ДТ. ТГ’”)Л рр'о-
га река*........................?‘‘А -
’ч. ходится ла т-ептрТ. тоенкгх*
двРств!? вс гремя нт»’сков во”«
ин 1„0с-1ГС1 г.г.г»ъ скверно!’
'"еиьчжур^и.................сь. ,9С"> (
’Ч д^дахь гготинт, попптятеля г.ч
быль.
*У1СПорях9н1омъ командуюшаго воТ(-
скг.му! Приаиурскаго- носниаго окиу-
а, ка’яидирояе.н-s въ г.Гиринъ Г
гсеннЕХъ дж.йстхК вЬ
к -”ГО-’Л 'тиу поври
выбора6-» ксмаилирове.вт, въ г.Гиэинъ Г
-"готр< и разборки пригсдврхъ ватин» Ги«
tie ходи.1 ся на театр' ------ ..
i Числа.
i
В» служб! «его Генерале, не было обстоятельства, лишакщлх-ь ого
И7
древе не полученАе внока отличАя безпорочной службы или отдаляющих1
срокъ выслуги къ оному знаку.
Нечальникь Административна™ отдЬла
Глав наго АртиллерАЙскаго УправлеиАя 'V
За Начальника ОтдЬленАя,
Столоначальник^,—С"
Итого въ семь псслужнбмь спискк пронумерованных1,
и каеенной печатью припечгтаяныхь десять
АпрЬля 1918 года. г.Еетроградь.
318
1JUHJ ЛГ.ИЛ. УНГЛИ
7 ЯГЕдПЯ 1»" Л
НАЧАЛЬНИКУ ГЛАВНОГО АРТИЛЛЕРТИСЮГО УПРАВЛЁНТЧ /
Начальника Брянскаго арсенала Генерал
Maiopa Семена Николаевича ВАНКОВА
Р А П О Р Т *Ь.
Разстроенное мое здоровье лишаетъ меня возможности
продолжать военную службу, а потому прошу распоряженья с
производств^ меня въ чинъ Генералъ-Левтенанта за выслугу
л-Ьтъ, съ увольненьемъ въ отставку и съ назначен!емъ мнЪ
пенс!и по положенью.
Если потребуется медицинское свидетельство о болЪзни,
то таковое будетъ представлено дополнительно. Гор. Бранскъ
Орлове к^о й губ., декабря , Z? дня 1917 года.1Г'Л^45
bi 9
К и 11 1 Н. ^7
ПРИКАЗЪ
Начальника главнаго артиллерхйскаго управл'ен!я.
гор.Петроградъ 25/12 Апреля 1918 года.
Начальникъ Брянскаго арсенала, бывш!й генералъ-ма1оръ Семенъ
Николаевичъ ВАНКОВЪ - увольняется, по прошен!ю, отъ
слунбы въ отставку, за болЪзнтю.
СПРАВКА: рапортъ б.генералъ-uaiopa Ванкова отъ 12 Декабря
1917 года за 28633.
Подписалъ: Вр.и.дб.начальника управления Нечволодовъ.
Съ подлиннымъ вЪрно: За начальника л
отделен1я fl
свЪрялъ:за столоначальникг^^ fl и V/
[PADMVJTAob
В Ъ ГЛАВКИ Й Е 7 А В Ъ.
Ходатайствую о назначении начальнику Брянскаго арсенала^
Оывиему генерал» - waiopy С.И. ВАНКОВУ, внслуженной, пол-
ной пенс!».
Созьтъ Главнаго Артиллер!йскаго Управлен!я съ своей сто-
ронн также поддерживает» означенное х № 937 при оемъ прилагается/. ПИБШНЕНХЕ: Представлен!е, ведомость порть Р ЗЗЬЗЗ, послужной списокъ^ : и коп!я приказа за № 621. Вр.п.об.Начальника Главнаго /. л артиллер!йскаго Управлен!я | и2,лХ_г. <<. 20570 н ".-г? " Апреля I9IB года. 1 N /а За Начальника ОтдМеп!я одатайство ^надпись за , расчеть службы, ра- рапортъ за /.» 1574/7561 1/ v i'
.•ААвв ta гйл. уигп
13 Aia » »m «
ЯАЛЬНККУ АДМИНИСТРА ИВНАГО бгДТЛА. %
Принимая во вниман!е, что начальникъ Брянскаго арсенала
б.генералъ-ма!оръ С.Н. Ванковъ находится на действительной воен-
ной службе 41 годъ,4 месяца и 12 дней, что въ теченье всей много-
летней службы исполнялъ образцово свои обязанности,принося трудо-
люб!емъ и своими знаньями большую пользу делу,и въ связи съ про-
хожден!емъ службы совершенно разстроилъ свое здоровье, СовЪтъ
ГАУ со своей стороны поддерживаешь ходатайство о назначенья С.Н.
Ванкову пенсьи.
Вр.и.о б.Председателя С ов£та ГАУ
Ж Апреля 1918г,
Правитель дЪлъ Сов4таГАУ
сг^Л<л‘
362
ПРЕДСТАВЛЕН1Е
о назначен!^ пенс1и уволенному отъ службы, Начальнику Брянска-
го арсенала, геиералъ-naiopy ВАНКОВУ, Семену Николаевичу,
изъ казны въ разм^р-о 7882 руб. и эмеритуры въ размъръ 1718
pj’O., а всего по 9600 въ годъ.
ПРИЛШЕН1Е: рапортъ генералъ-
naiopa Ванкова, послуж-
ной списокъ, въдомость и рас-
четъ слукоы.
В Ъ Г Л А В Н U Й Ш Т А В Ъ
Утвержденной
ника Менс!(1м**!€
ОГДйла 1 -
*01 «юти, <и.
..tia, по вмеркАлк
ритурщ/^
•II,
НачаЛУШК Om^b.h KiH
ЛП.1
УДООТОВЪРЕН1Е Ns_287OS
.Л-ЖИиО
и изъ эмеритальной кассы по
191 <^ода уволены
..р._-...н,)
г? »
-^в-fcX--..—...._:...а.х.-------------------_.-----------------(.^Х^.„_.р,.Л—К.) ВЪ ГОДЪ.
Настоящее удостоверена выдано I лавнымъ Штабомъ отставному_Х:-е4г£^в^^
---------------------------------въ виду HennnvuAHia ым-u указа объ отставке и аттестата
объ онончательномъ удовлетворена на службе содержанемъ, на предметы г.олучежя пенС1и
со дня увольнен!я отъ службы.
По получен1и указа объ отставке удостоверено это подлежигь возвращ. въ Главн. Штабы.
Изложенное подписыо.съ приложенемъ казенной печати удостоверяется.
..дня 1918 года. _ Z/Z-----------
“И этачолькккг Нетаюннаю
Главной) Шта6а~
Начальник# 8-ю Оыдплены
зло
Въ случай какой либо задержки въ выдачй
...............Казенную Палату или же въ Депар-
таментъ Государственнаго Казначейства.
Сверхъ сего назначена пенс!я изъ эмери-
ведомость
и НАЧАЛЬНИК*» ВРЯНСКАГО АРСЕНАЛА ГЕНЕРАЛЪчШОР/# В А Я К О В/& ,
которому назначена пенсля изъ эмеритальной кассы военно-сухопут-
наго ведомства.
Зваи(е, ния, отчество и фвиийя. СйОЛККО |1|№М» ПИ ПрОСЛуЖПЛ Ь 11Ъ. осуди рГПМ‘11- иоП служб'Ь. Л tn». | МТ,сяц. < колми» Н|ЮМО пи прослужила съ платою in. пмери гальную кассу. Л!>ть. [М’Ьсяц. Гапрлдъ kjiikti. назначенной neii<i«. Разрлдъ.^ Класст. <.Йолни;1 оклад в.
начальник!» Брянскагэ арсенала, ге- нералъ-махэръ 3 А Н К 0 В ь, Се пень Николаевич» 41 г.7 ч. 23 дня. 40 л* И) X
зло
W — =
(Г = ' ?
го _
1 OI
1 > —
я
я
£
а
*—*
е
1
(3 ‘С
*2 о
О
f* _ ~ -
5 z —
и
о »
Й S5
О = - »
ЯУ **
о — » — § ? ё
S Я
на. П) Жен 11N IiC Ш‘й(1 КОГО С1
*^3 ₽3
г с? = = ’
> — ** "
£
•— Ь ” Z
1 р
-
Q
о О
п
г S
6 “ S
О - 2
d
*
— — — -
Г.1ДГД1. AFI'JP. W-
НАЧАЛЬНИКЪ
i Р Я Н С К А Г О
АРСЕНАЛА
Начальнику Административн агс^^зла
Главнаго Артиллерхйскаго Уцравлентя.
ин:
СТОЛЬ СТРОЕВОЙ.
". апреля... /9/8
г.
Г. Брянска,
(Opiiuv губ.).
При семь препровождаю дв^ гербовы
марки рублевого достоинства каждая.
Начальникъ Брянскаго
Арсенала
РАСЧЕТЪ СЛУЖБЫ
НАЧАЛШИКА НРННСКАГО АРСЕНАЛА ГЕНЕРАЛЪ-МАЮРА ВАНКОВА,
пре дета вляемаго къ увольнешю въ отставку съ пенсдею изъ
Государстпеннаго казначейства по семь тысячъ восемьсотъ восемь-
десять дна рубля //882 руб./ въ годъ.
Х/"~
Составлена > А п р ь л я 1918 года.
Звап1е части пойг.кь. Чииъ и фамил1я. Сколько 1(НХОДНТ<*И в h л ЬЙГТНМТС Л Ы1ОЙ с л умбЬ. Сколько ПОХОДИ ПСИ Н Ь ИОХОДПХЪ И С|1ПЖП1Н>1Х1.. CmUIMtO 1>||< М<>|||| Лмлт. 111! к службы. годы. мышцы. , дни.
1 годы. j м гонцы. ! дни.
14>ды. 1 дни.
Начальникъ Брянскаго арсенала генералъ- иа!оръ В А Н К 0 В Ъ, <->еменъ Николаевич-!».... 41 7 23 Н е i был' Ь Не б н л ъ
Начальник^ Лдмнннстративнаго ОтдЪ.ча, Главнаго Aprii-Mi-pificiaini Унранлсн|ц
Начальнике/ Отд&леяш
lilJJIl ЛК 11<»ЦЪ('.уЛ0К1>, ПОДЬ H|MTTOM'h,
СО НИН <1|1Н)ИЪ проста in, послужной
сиигокъ и смолько с.к1.ду«т'1. ИСКЛЮ-
ЧИТ!. промели и «л. действительной
СГО службы ин ||(ШПЮ.
Сколько .llirhML СлЪдуоТЬ ГЧИ
1КГ1. дЪйгпштглыюй службы
дню щи Л и рано пн nciiciio.
tCaiuHi и moi । но полу-
чит. жя.||онни1.е и
по какой табели.
ГОДЫ. М1.ГЯЦЫ. . дни
Скол 1.1.0 (.llIlHyOI'l. по*
ЖПИ1Ю11П0Й (Ii* IKUI, по
какой пню ни к и» «и-но
пиши какою именно
постанов iioniji.
I-
Не бплъ и не ооотоитъ 41 7
23
12000 руб.
На основан1и
табели окла- ,____ ______
довъ прило^лта 1718 руб
вной къ при- и изъ казны
казу Народна- 7882 руб,,а
го Коиисса- всего 9600 ]
р!ата по воен-въ годъ.
нымъ дълаиъ ---------
отъ 6 Марта
с.г.за № 169
и col.ct.224,
228 п.5 260,
681 п.1 кн.
УШ бв.В.Л.
1869 года
изд. 3.
Изъ эиеритуры
по чину гене-
ралъ-лейтенан-*
Р-
На основан1и
табели вкла-
де эъ приложен-
ной къ приказ)
уУароднаго Ко-1
4<исоар1ата по,
военныиъ дъ-
лаиъ отъ 6 Ма(!
та с,г. за
189 и ст,ст
224,228 п.6 ,
260! 681 п.1
khJIII Св.В.1
1869 года изд
3.
илу <ii к» ।к ел кд<»влткл i.cicu й
М ЛII1111К И 1Т( >1 ПЕЛ Ы1Ы Й III 1СТИТУТ (НИМИ)
ИС ТОРИЯ РАЗВИТИЯ. СОБЫТИЯ. ЛЮДИ
В начале 30 х 1<|д<»п Постановлением Высшего Совета народного хозяйства (ВСНХ)
СССР было принято |х*шеиие упорядочить управление отраслью, занимающейся разработ-
кой и произаодстаом боеприпасов. С этой целью из существовавшего тогда учреждения
«Оргметалл», занимавшегося проектированием специальных заводов, было выделено само-
стоятельное подразделение для проектирования заводов по производству снарядов под
названием «Спецконтора» (Москва). На базе «Спецконторы» был создан завод № 75, куда
влился Снарядный опытно-рационализаторский завод (СНОРЗ).
До 1932 года модернизацией принятых на вооружение артиллерийских боеприпасов
и разработкой новых снарядов занимались в основном Главное артиллерийское управле-
ние МО СССР и несколько небольших конструкторских бюро при заводах. Вопросы разра-
ботки технологии и организации производства не решались, так как не существовало ни
одной необходимой для этого специализированной организации.
В связи с этим в ноябре 1932 года после объединения боеприпасной промышленности
в Главное военно-мобилизационное управление (ГВМУ) Наркомата тяжелой промышлен-
ности (НКТП) СССР Советским правительством было принято решение о создании на базе
завода № 75 Научно-исследовательского снарядного института (НИСИ).
С этого момента началась история первого в стране института по разработке и внедре-
нию в серийное производство артиллерийских снарядов. Перед институтом были постав-
лены две актуальные задачи: создание новых высокоэффективных снарядов к существую-
щему парку артиллерийских орудий; совершенствование имеющихся и разработка новых
технологических процессов серийного производства снарядов.
В 1936 году НИСИ был переименован в Научно-исследовательский институт № 24
(НИИ-24). В качестве филиала ему было передано Ленинградское СКВ № 28, занимавшееся
проектированием и отработкой снарядов для морской артиллерии.
В 1938 году НИИ-24 передан в Наркомат боеприпасов. В те годы НИИ-24 был един-
ственным институтом в стране по проектированию снарядов всех типов калибров от 20
до 406 мм, мин и совершенствованию технологии их производства на серийных заводах.
В 1943 году Ленинградский филиал объединяется с институтом, а в 1955 году НИИ-24
поручается создание и комплексная отработка артиллерийских выстрелов. В 1966 году
НИИ-24 переименован в Научно-исследовательский машиностроительный институт.
В предвоенные годы были приняты на вооружение Красной Армии и освоены в про-
изводстве 47 новых снарядов для всех артиллерийских систем. В эти годы заложены осно-
вы школы боеприпасников, которым было суждено вынести тяготы Великой Отечествен-
ной войны. В институте выполнялись работы по созданию новых марок сталей и проведе-
нию мероприятий, повышающих производительность труда на заводах, изготавливающих
боеприпасы. Впервые в массовом производстве при изготовлении снарядов был внедрен
режущий инструмент из твердого сплава, что дало возможность сократить трудоемкость
их изготовления в 3—4 раза.
Исключительное значение имели проведенные в 1939 году в качестве задела на осо-
бый период разработка технологической документации применительно к условиям и обо-
рудованию неспециализированных заводов других отраслей, а также подготовка более 300
комплектов такой документации. Это позволило в первые месяцы Великой Отечественной
войны организовать массовое производство снарядов на гражданских заводах. Уже в пер-
вые месяцы войны работники института в значительной степени способствовали решению
сложнейшей задачи по перестройке действующих предприятий, пуску предприятий, эва-
куированных на восток из западных районов страны, а также организации производства
снарядов на гражданских заводах.
В 1940 году Правительство поручило НИИ-24 начать работы по созданию усовершен-
ствованных боеприпасов для борьбы с бронетехникой фашистской Германии. К 1942 году
к многочисленным 45 и 57-мм орудиям, состоявшим на вооружении Красной Армии, были
созданы новые более мощные боеприпасы. В конце 1942 года были разработаны и приня-
ты на вооружение норные кумулятивные снаряды калибров 76 и 122 мм, в марте 1943
года нодкилиберный 57 мм снаряд катушечного тина с сердечником из твердого спла-
ва, а несколько позже 76-мм снаряд. 1*п.|рпботи1шые боеприпасы об<<епечипали пораже-
ние всех броисцолей, и том число новейших танков «Тигр», «Пинтера» и других. Анализ
итогов крупнейших танковых сражений, |н>педсипый Наркоматом танковой н|юмышлсн
пости. ИОКЛЗП11. что ин всех выведенных и.< ct|b»i во пром» войны вражеских твиков около
85". Гилю подбито и уничтожено сопридамп. сопотпымн в НИИ ‘‘I Промыт пепшм ri.
3<tt>
гих'ирнuncoil, и осиопном но документации и с участием специалистов института, нроиппе
ни и годы ной и ы 333,3 миллиона снарядов.
За успешное выполнение заданий Государственного комитета обороны по созданию и
организации производства высокоэффективных образцов снарядов 72 сотрудника ПИИ-24
пыли награждены правительственными наградами. В 1944 году «за разработку новых кон-
струкций боеприпасов, повышающих боевую мощь Красной Армии» Указом Президиума
Верховного Совета СССР от 24 января 1944 года НИИ-24 награжден орденом Трудового
Красного Знамени.
После окончания Великой Отечественной войны в августе 1945 года в НИИ 24 направ-
ляется на работу один из создателей первой отечественной реактивной системы залпового
огня «Катюша» генерал-майор инженерно-артиллерийской службы, член-корреспондент АН
СССР, Герой Социалистического Труда Андрей Григорьевич Костиков. Он возглавил конст-
рукторское бюро по созданию активно-реактивных снарядов. С этих работ в институте нача-
лось развитие нового направления по созданию активно-реактивных боеприпасов.
Огромную роль в становлении этого направления, создании лабораторной и экспери-
Mi птальной базы в то время сыграли директора НИИ-24 Н. Д. Иванов, А. Е. Рятипов, глав
.... инженер П. Г. Бураков, а позднее — заместитель директора М. С. Меркулов и, безус-
ловно, талантливый конструктор А. Г. Костиков.
После Великой Отечественной войны, учитывая боевой опыт, полученный на фронте,
в институте продолжались работы по созданию новых высокоэффективных образцов
боеприпасов. 1952 год стал важнейшей вехой в истории НИИ-24. Институту были поручены
работы по созданию оперенных подкалиберных снарядов для разрабатываемых гладко-
ствольных зенитных артиллерийских систем. Основоположник и инициатор этих работ —
В. В. Яворский — в соответствии с постановлением Совета Министров СССР с группой
молодых специалистов был откомандирован из НИИ-2 МАП в НИИ-24.
Проведенные работы в дальнейшем послужили основой для развития в институте спе-
циального направления по созданию выстрелов с бронебойными оперенными подкалибер-
ными снарядами (БОПС) к вновь создаваемым гладкоствольным противотанковым и тан-
ковым артиллерийским системам, а также школы их разработчиков. В период с 1952 по
1957 годы был выполнен комплекс теоретических и экспериментальных работ, позволив-
ший приступить к созданию первой в мире гладкоствольной противотанковой пушки Т-12
и унитарных выстрелов к ней с оперенным подкалиберным, кумулятивным и осколочно-
фугасным снарядами. Особое внимание этим работам уделялось руководством института:
директором И. В. Антроповым и главным инженером Н. П. Соколовым. В соответствии
е постановлением Совета Министров СССР пушка Т-12 и выстрелы к ней были приняты
па вооружение Советской Армии в июле 1960 года, что обеспечило резкий рост бронепро-
биваемости и дальности поражения целей.
Проведенный комплекс научных и экспериментальных исследований в этот период
позволил создать новый вид танкового вооружения, основу которого составляли гладко-
ствольные пушки и выстрелы к ним. Так были созданы гладкоствольные артсистемы
с унитарными выстрелами к танку Т-62 (У5ТС) и с выстрелами раздельного заряжания
к ганку Т-64 (Д-68), принятые на вооружение Советской Армии в 1961 и 1966 годах соот-
ветственно. Завершение работ и принятие на вооружение выстрелов раздельного заряжа
ния к пушке Д 68 танка Т-64 положило начало появлению нового поколения высоко-
маневренных танков с мощным артиллерийским вооружением, механизированным заря
жанием и высокой скорострельностью. За комплекс проведенных работ по созданию
выстрелов к новым танкам ряд сотрудников института был награжден правительственными
наградами, а в 1967 году группа сотрудников была удостоена звания лауреатов Государ-
ственной премии СССР.
Начало 60-х годов для НИИ-24 характеризуется увеличением объема научно исследо
пательских и опытно-конструкторских работ в различных направлениях. Так в 1958—1959
годах институту поручаются работы по созданию боевых частей к различным зенитным
ракетным комплексам. В дальнейшем под руководством главного конструктора
Я. С. Чупрова были разработаны и приняты на вооружение боевые части к зенитным комп-
лексам «Куб», «Куб-М», «Оса», «Оса-М», «Стрела-2», «Стрела-2М» и «Стрела-3». К этому
же времени относится начало работ по созданию боевых частей к противотанковым управля
омым снарядам (ПТУРС). Они начали разрабатываться под руководством главного конст
руктора П. И. Барабанщикова и его заместителя Е. В. Макарова. Развитие этих работ про
должалось под руководством главных конструкторов А. А. Каллистова и А. Н. Рязанцева
К началу 60 х годов относится и развертывание работ по созданию боевых частой
к ракетам операгиuno тактических комплексов. Первые иа этих работ были поручены и
1961 году и состннлялп семей! гно боевых чистой (фугасную, кассетную и агитационную)
к рикстс комплекса «Лунн М« Они проводиunci, под руководством глинного конструкторп
100
В (' Kpelicilll КОШ I pVKTlipilMH ' Л 1V1HC >l< ШЫ M, I. I. Л1И|'МП|||.|М И другими. I ЮПДШ'О IlbPlII
< падины i'iooiii.iii чнгтн д.1111 ракет комн нош он «Точки» и «Ока».
ПИИ 2 1 и 111(10 году бы>ш поручена оч< in. еложппи и но тому нремеии поннюрскни
pIllHITII по П0.1ДНН1110 СКО|Х>СТ||ОЙ ПОДИОДППП рНКОТЫ «llliciin.il». Именно И стенах институт!!
кол лектином конструкторов, исгледш1птелей. технологов и рабочих были .1пл<»1«ч1Ы нс но
вы технических решений этой ракеты Н 1117(1 1118(1 о годы широким фронтом продолжи
лись научно исследонисельские и опытно конструкторские работы, направленные ни со
здание танкопых боенрипиеии с качественно иопыми хприктеристикими — шшчител i.iio
увеличенными бронепробиваемостыо и .и|х|>ск i Инной дальностью стрельбы. За болыиш
заслуги в создании и освоении производства с||ециилы1ой техники Указом Президиума
Верховного Совета СССР от 15 сентября I976 года 11пуч11о-иС1,л<“д<1пп'1,(,л1.ский мтнинострои
тельный институт награжден орденом Октябрьской Революции.
Наряду с разработкой новых конструкций потребовалось солднпие совершенно новых
материалов: сталей и тяжелых сплавов с высокими механическими свойствами, ударной
вязкостью и удельным весом, сверхпрочных легких сплавов, пластмасс, а также техно
логических процессов их переработки и организации промышленного производства. Ре-
зультатом этих работ явилось создание боеприпасов высокой эффективности для всех тан
ковых пушек, обеспечивающих поражение новейших танков вероятного противника. Так,
например, к новейшей танковой системе Д-81 было разработано и принято на вооружение
Советской Армии свыше десятка выстрелов. В 1979, 1981, 1989 годах разработчики этих
боеприпасов были удостоены Государственных премий СССР, в их числе: В. В. Яворский,
С. Н. Севастьянова, В. П. Жигалов.
Создание выстрелов с бронебойными подкалиберными, кумулятивными и осколочно
фугасными снарядами, гладкоствольных танковых и противотанковых пушек на многие
годы опередило зарубежные разработки в этой области.
Одновременно с этим перед институтом была поставлена задача по повышению могу-
щества действия осколочно-фугасных снарядов для штатных и вновь разрабатываемых
полевых и морских артсистем. Значительный объем проведенных исследований и конст-
рукторских разработок позволил решить и эту проблему. В середине 50-х годов были отра-
ботаны новые выстрелы к зенитным, полевым и морским орудиям. В это же время были
созданы активно-реактивные снаряды к артиллерийским системам калибров 152, 180 и
203 мм, позволившие повысить дальность стрельбы до полутора раз.
В семидесятые годы были отработаны выстрелы с осколочно-фугасными и активно-
реактивными снарядами к вновь разрабатываемым самоходным орудиям «Гиацинт» и
«Пион». Одновременно были созданы выстрелы с активно-реактивными минами с оско-
лочной, кассетной и зажигательной боевыми частями к самоходному миномету «Тюльпан».
В это же время были разработаны кассетные артиллерийские снаряды для борьбы с живой
силой и легкобронированной техникой.
В 80-е годы значительно интенсифицируются работы по созданию новых самоходных
артиллерийских систем. Именно в этот период в НИИ-24 разрабатываются новые выст-
релы к самоходным орудиям «Мета». Создание выстрелов к САО «Мета», в том числе вы-
стрелов повышенной дальности стрельбы к системе «Мста-Б», позволило значительно по-
высить ударную мощь отечественной артиллерии.
В период с 1973 по 1988 годы в стенах института были проведены работы по созда
нию принципиально новых артиллерийских выстрелов со снарядами, корректируемыми
на конечном участке траектории. В обеспечение этих работ была создана широчайшая
кооперация предприятий-соисполнителей, а в стенах института и на полигоне — лабора-
торно-испытательная база, комплекс полунатурного моделирования с моделирующим стен-
дом и специальным вычислительным центром, отдел климатических испытаний, вибро
стенды, баллистические пневмоустановки и т. д. Работы проводились в специальном под
разделении института во главе с заместителем директора и главным конструктором
В. С. Вишневским. В кратчайшие сроки был разработан комплекс «Смельчак» с выстре-
лом с 240-мм корректируемой миной.
С 1967 года НИМИ были развернуты работы по созданию принципиально новых бое-
припасов. Возглавил работы заместитель директора В. С. Кренев. Они проводились но спе-
циальному постановлению ЦК КПСС и Совета Министров СССР, которым III4MI4 был
назначен головным разработчиком. В кратчайшие сроки был разработан и един па поору
жепие Советской Армии целый ряд артиллерийских боенринисоп. За ука uiniiyin работу
В. С. Креневу и В. II. Жигалову в 1974 году были присуждена Государственная премия ('(’СР
Укпзапные выше достижения были бы iieiio.iMouciii.i без ееры'.шого нпучно техннчо
ского обеспечения. Большое iuiiimiiiiiic удоллиоеь созданию наборагпрпо .ч(енерпмептпи1.
пой базы НИМИ. Выпи ши-гроены уникальные стенды дни изучении финиш ii.ipi.nai с рент
k'ikiii мну in.ciioil регистрацией Пыетрон роге кающих процессов, Au и 'пн гпчеен не у< tiiikhik и
UI7
калибров до 100 мм для изучения процесса бронепробития, аэродинамические трубы, обес-
печивающие моделирование полета снаряда, пневмоустановки, имитирующие выстрел
калибром до 240 мм и весом до 160 кг, комплексы для металлургических и прочностных
исследований и многие другие лаборатории.
Особое значение имели работы в области теории прочности и создания методик расчета
на прочность снарядов, находящихся в условиях высоких динамических нагрузок. Боль-
шие работы, как теоретические, так и экспериментальные, проводились в области теории
бронепробиваемости калиберных и подкалиберных снарядов.
Неоценимую помощь в работе института оказывали консультации академика М. А. Лав-
рентьева. Теоретические и экспериментальные работы в области кумулятивного эффекта
взрыва позволили создать высокоэффективные образцы боеприпасов, основанных на прин-
ципе кумуляции. В институте выросла целая плеяда специалистов и ученых- «кумулятив-
щиков», таких, как П. И. Барабанщиков, Л. Л. Турок, П. И. Уляков, М. А. Дубовской,
А. А. Каллистов, В. П. Киреев и другие.
Необходимо отметить, что работы по исследованию физики взрыва, взрывного мета-
ния, кумулятивного и осколочного действия проводились в институте в основном благо-
даря созданию соответствующей лабораторной базы, взрывных стендов с регистрирующей
рентгеновской аппаратурой. При проведении исследований с использованием баллистических
установок, позволяющих изучать функционирование изделий в условиях реальных пере-
грузок и при взаимодействии с различными преградами, применялись методы натурного
и полунатурного моделирования.
Большой вклад в создание снарядов и боевых частей ракет и ПТУР и освоение их
в серийном производстве внесли технологические и металлургические службы института.
Была создана лабораторно-стендовая база и опытное производство, позволявшие выпус-
кать передовые образцы изделий, разрабатывать технологические процессы и подготавли-
вать к внедрению их на заводах отрасли.
Высокий научный потенциал коллективов вузов страны, в первую очередь, МВТУ
имени Н. Э. Баумана и МАИ имени Серго Орджоникидзе, способствовал обеспечению вы-
сокого уровня разработок. Ядро инженерно-технических работников составляют выпуск-
ники именно этих вузов. Успехи НИМИ были достигнуты также благодаря тесному твор-
ческому сотрудничеству с предприятиями-соисполнителями НИОКР: ГНИИХП, НИИПМ,
НПО «Сплав», КНИИМ, НИИ «Поиск», НИТИ, НПО «Дельта», НПО «Импульс», НИИПХ,
ТНИТИ, ЦНИТИМ, ВНИНМ, ВНИИТС, УКВТМ, ВНИИТМ, ОКБ-9 УЗТМ, ЦНИИМ и мно-
гими другими заводами-изготовителями и их КБ, полигонами промышленности и заказ-
чика.
В значительной степени своими успехами коллектив НИМИ обязан работавшим
в разное время директорам и генеральным директорам А. В. Берекашвили, Ф. М. Авер-
ченко, П. Л. Холодному, Н. Д. Иванову, А. Е. Рятипову, И. П. Дзюбе, И. В. Антропову,
А. А. Каллистову, В. П. Жигалову, Л. И. Чебоненко, В. П. Кирееву, заместителям дирек-
тора и генерального директора Н. П. Соколову, П. И. Барабанщикову, П. Г. Буракову,
В. С. Креневу, М. С. Меркулову, А. Н. Илюхину, С. К. Нечаеву, Б. С. Петрашкову,
Ю. М. Лещинскому, В. С. Вишневскому, А. А. Полищуку. Всего институт разработал бо-
лее 1000 образцов боеприпасов. За время своего существования работникам института при-
своено 15 Государственных премий, одна Ленинская премия, две премии Ленинского ком-
сомола, орденами и медалями награждены более 500 сотрудников.
В настоящее время в НИМИ работают академики и члены-корреспонденты Россий-
ской академии ракетных и артиллерийских наук (РАРАН), доктора и кандидаты наук,
заслуженные изобретатели России, заслуженные деятели науки и техники, заслуженные
машиностроители и конструкторы и заслуженные технологи.
Разработанные серийные образцы боеприпасов пользуются высокой репутацией и спро-
сом за рубежом и были представлены на международных выставках вооружения в ОАЭ,
Греции, Турции, Малайзии, Индии, Франции. В ряде стран (Китай, Индия, Египет, Сирия,
Ирак, Иран и др.) ведется лицензионное производство образцов, созданных НИМИ (всего
12 лицензий). Многие образцы находятся на вооружении нескольких десятков стран мира.
В декабре 2004 года Генеральным директором назначен С. Н. Русаков. С этого времени
началось постепенное возрождение института. Резко оживилась внешнеторговая деятель-
ность, появилась новая тематика, финансирование. Практически закончился период за-
стоя, вызванный перестройкой. Институт приступил к созданию современных образцов
боеприпасов для Вооруженных Сил Российской Федерации, что позволит России выйти
на новый уровень вооружения и обеспечит защиту и безопасность нашей страны.
Русаков Сергей Николаевич
Жигалов Владимир Павлович
— 368 —