










































Текст
F 315/400
Предисловие
Эта техническая документация действительна для консольно-фрезерных станков типового
ряда F 315/2-Е ИЛИ F 400/2-Е.
I. Пояснение к обозначениям станков
- - .......... .......— ....S
- Полное обозначение:
F______х____/2-Е
12 3 4 56
I: Тип станка f = Фрезерный станок
2: Конструкция станка w = Горизонтальный консольно-фрезерный станок
и = Универсальный консольно-фрезерный станок ,
ss = Вертикальный консольно-фрезерный станок
3: Типоразмер (типовой ряд) станка
315 - для станков с шириной стола изделия 315 или 375 мм
400 - для станков с шириной стола изделия 400 или 450 мм
4: Длина стола изделия
(смотрите раздел 1.3 - Технические данные)
5: Ступень разработки изделия
6: Условное обозначение электрической системы управления
В нижеследующих главных разделах этой технической документация использовались укороченные
обозначения станка:
"F 315/400- - Общее обозначение для консольно-фрезерных станков обеих типовых
рядов F 315/2-Е И F 400/2-Е
“F 315”, -F 400” - Условное обозначение для консольно-фрезерных станков соответствен-
ного типового ряда
"RV 315/400"
"FU 315/400”
"FSS 315/400”
"fw/fu 315/400" - Условное обозначение для консольно-фрезерных станков указанной кон-
струкции обеих типовых рядов
"FW/FU 315"
”fss 400" - Условное обозначение для консольно-фрезерных станков указанных кон-
струкций и типового ряда.
2. Указания к построению технической документации
Эта техническая документация состоит из девяти главных разделов. На первой странице каж-
дого раздела находится содержание.
Страницы обозначены четырехзначными цифрами в штампе справа. Первая цифра соответствует
номеру главного раздела; последующие цифры указывают номер страницы (обозначение дополни-
тельных страниц:хххх.1, хххх.2, ... или хххх.А и хххх.В).
Рисунки не имеют обозначений номеров страниц; они обозначаются номером главного раздела и
порядковым номером (Например: -4/2-).
Указания в штампе слева и в середине для потребителя не имеют значения.
3200 0080 rus 315/400 Е 0001
F 315/400
I.I. Описание
Консольно-фрезерные станки f 315/400 могут использоваться как для серийного, так и для
штучного производства. Благодаря мощной конструкции и широкому числу оборотов на них
могут обрабатываться детали из стали, чугуна и лёгких металлов инструментами из быстро-
режущей стали и твердосплавными инструментами, с учетом указаний главного раздела 7.
Возможно фрезерование как встречное, так и попутное (только с гидравлическим механизмом
попутной подачи).
Гидравлическое опускающее устройство позволяет автоматически опускать деталь относитель-
но инструмента при ускоренном отводе. Таким образом сохраняется качество полученной по-
верхности изделия и лучше сохраняется инструмент. По окончании ускоренного отвода деталь
возвращается в первоначальное положение. n
Фрезерный шпиндель при отключении его привода останавливается после свободного резания
посредством электрического дискового тормоза.
Управление производится на поворотной подвесной панели управления.
Станки оборудованы электромеханическими натяжными устройствами (для станков R* 315/400
и fu 315/400 только при специсполнении).
Специальные приспособления и устройства расширяют область применения для специальных
заданий обработки.
1.2. Пояснения к условным обозначениям на рисунках станка
На рисунках 1/1 по 1/3 показана конструкция станка.
Консольно-фрезерные станки состоят из следующих основных узлов:
А - стойка FSS 315/400 - содержит фрезерный двигатель, а также 18-ступенчатую коробку главного привода
в - шпиндельная головка - узел с поворотным вертикальным фрезерным шпинделем
с - консоль - содержит двигатель подачи, 18-ступенчатый механизм подачи, муфты для движений "вдоль", "поперек" и "вертикально", узел замедленного хода и агрегат опускания
о - стол изделия - содержит Т-образные пазы для крепления заготовки или за- жимного устройства
е - монтажная плита - одновременно бак охлаждающей жидкости
F - крестовый суппорт - служит для получения движения детали со сдвигом на- 90° "вдоль
и "поперек"; помимо деталей кинематической цепи для движения
подачи встроен также механизм попутной подачи
G - стойка FW 315/400 - содержит фрезерный двигатель, а также 18-ступенчатую коробку главного привода, включая горизонтальный фрезерный птпиндпль
н - контропора - деталь для крепления серьги для фрезерной оправки (fw 315/400 и fu 315/400)
□ - салазки поворотной - назначение и детали как у крестового суппорта дополнительно
части разделены на поворотную часть и салазку поворотной части, бла-
к - электрозажимное устройство годаря чему можно поворачивать стол изделия - (для fw 315/400 и fu 315/400 специсполнение)
Выбор некоторых специальных исполнений:
L - масштабы
м - водоуловительная чаша
N - заднее ручное перемещение (только у F 400)
р - повышенная стойка
3200 0080
rus 315/400 Е
1002
F 315/400
3.4. Ввод в действие
Обслуживание станка, для ввода в действие, должно быть известным (см. гл. раздел 4).
Во время ввода станков fw 315/400 и fu 315/400 необходимо снять контропоры (106, рис.
4/5 и 4/6).
3.4.1. Смазка
- Необходимо согласно пункта 6.1. проверить уровень масла в смазочных точках 2 ... 6, 8
и 9 (точки 4 и 5 только для fw 315/400 и fu 315/400; точка 6 только для fss 315/400)
и по необходимости долить масла.
- Смазочная точка 2 смазывается согласно инструкции по смазке.
3.4.2. Система управления >
Указанный порядок последовательности необходимо собладать.
I. Установить готовность к работе
Многопозиционные переключатели установить в следующие положения:
sal : положение 3
S82 : " I
S83 : " ВЫЕЛ.
S85 : " I
S86 : ” ЕЫКЛ.
S87 : " ЕЫКЛ.
S88 : " ЕЫКЛ.
S89 : " ЕЫКЛ.
Затем включить главный переключатель (QO)
На узле электропитания системы управления должны светиться светоизлучающие диоды
“Power" и "Run".
Нажать кнопку "Система управления ВКЛ." (S54 )
2. Проверить вспомогательные функции и циркуляционную смазку.
Нажать кнопку кратковременного пуска (S56 ) для фрезерного двигателя - двигатель
должен запуститься. При этом контролировать подачу масла на фонтанирующем индикато-
ре 4.5 или 6.5 (Рис. 6/1 или 6/2. Установить среднюю скорость вращения шпинделя.
Нажать кнопку кратковременного пуска (S57 ) для двигателя подачи - двигатель подачи
должен запуститься, при этом контролировать подачу масла на фонтанирующем индикято-
ре 3.5. Установить среднюю скорость подачи.
3. Проверить вращающееся поле подключения электросети и функционирование "Авар. Стоп".
Внимание!
Пока не проверено вращающееся поле электросети нельзя стол, крестовую салазку
и консоль перемещать в конечные положения, так как переключатели конечного оста-
нова при неправильном вращающемся поле не действуют. По этой причине могут возникнуть
повреждения на станке.
Включить различные движения станка и прервать их нажатием на кнопку "Авар. Стоп".
Движение стола моментально прерывается, а фрезерный шпиндель тормозится.
Начатое направление движения должно совпадать с выбранным направлением .движения (+
или - согласно таблички станка на табло управления). Если это не произойдет, то необ-
ходимо изменить вращающееся поле электросети. Для этого нужно поменять местами два
провода подводки на зажиме электросети X 0.
До окончания дальнейшей последовательности ввода в действие необходимо удалить воздух
из гидравлического агрегата для опускания консоли (многопозиционный переключатель S85 ,
положение 5, смотрите 4.2.8.) и смазать смазочные точки I и 7, согласно инструкции цо
смазке (6.1.2).
3200 0080
rus 315/400 Е
3006
F 315/400
4. Проверка защитного переключателя двери стойки и вала ручного переключения.
Открыть дверь стойки - движения станка не должны включаться. Рукоятку последовательно
насаживать на валы ручного переключения осей х, y и z (у станков с обратным ручным
переключением проверить и этот вал переключения) - механическое движение соответ-
ствующей оси с насаженной рукояткой не должно включаться.
5. Проверка электромеханического зажимного приспособления инструментов (отпадает для
fw 315/400 и fu 315/400 без зажимного приспособления инструментов. Для ввода в
действие этих станков следует вытащить длинную фрезерную оправку из фрезерного шпин-
деля и заменить центрирующей оправкой).
Инструмент разжать и опять зажать. Для fw 315/400'и fu 315/400 при этом заменить
фрезерную оправку поставляемой центрирующей оправкой. Если инструмент разжат, тогда
должна светиться сигнальная лампа "Зажим разжат" (H25I).
Рукоятку переключения чисел оборотов (101) установить вверх - в .этом положении зажим
и разжим инструмента не возможен. Рукоятку установить оцять в состояние покоя.
6. Проверка движений подачи и главного привода.
Необходимо проверить правильное исполнение всех движений, вызванных кнопкой табло
управления, по оси, направление- и скорость, включая направление вращения фрезы в ре-
жиме "работа", "толчковый режим" и "наладка". Проверить оба направления вращения фре-
зы и "маятниковое фрезерование" (направление вращения фрезы меняется при изменении
направления подачи), а также функции "вращение фрезы при ускоренном хо^е ВКЛ./ШКЛ.".
Все движения прекращаются при помощи нажатия на кнопку-"Станок ВЫКЛ." ( S60 ).
7. Проверка функционирования конечных переключателей и командных упоров. * •
В рабочем режиме "работа" последовательно по всем осям в обеих конечных положениях
произвести наезд сперва с подачей, а затем с ускоренным ходом.
Соответствующий узел станка должен до конца механического- пути перемещения прийти в
состояние покоя.
Функция коробки конечных переключателей X, y, z.- « •
Пример программы 7.2.6 по оси X проверить с нижеследующим дополнением:-
После командного упора "ускоренный обратный ход слева" вставить командный ynoj^ "пода-
ча слева". ' . • •
Эта программа по осям y и z проверяется аналогично. . ? •
Фрезерование по прямоугольному циклу:
’ Проверить все три вида фрезерования по прямоугольному циклу согласно многопозиционного
. переключателя з85. Для фрезерования по прямоугольному циклу xy применять пример
программы 7.6.9; для фрезерования по прямоугольному циклу xz и yz действовать ана-
логично.
8. Проверка вспомогательных приспособлений.
- Насос для подачи охлаждающей жидкости
(только по необходимости; сперва наполнить охлаждающим средством)
Включить многопозиционный переключатель S83 . С движением подачи подаётся охлаждаю-
щее средство.
Многопозиционный переключатель выключить ( s 83).
(- Синхронизирующий агрегат.
Включить многопозиционный переключатель s 86.
С ускоренным ходом переместить стол вправое конечное положение.
Между направляющими слева в крестовой салазке и в салазке поворотной части видима
штанга, которая после включения одного движения с подачей должна перемещаться незна-
чительно влево в направлении длины стола.
Многопозиционный переключатель S86 выключить; левую крышку направляющей прикрутить.
• 3200 0080 rOs 315/400 Е 3007
Документация
Содержание для F 315/400
4. Управление 1У
4.1. Описание элементов управления 4002
4.I.I. Электрические элементы управления 4002
4.1.2. Механические элементы управления 4002
4.2. Управление станка 4002
4.2.1. Установка работоспособности 4002
4.2.2. Предварительный выбор режима работы многопозиционными переключателями 4003
4.2.3. Кнопочное управление 4004
4.2.4. Выбор числа оборотов 4005
4.2.5. Выбор подачи 4006
4.2.G. Приспособление для подачи охлаждающего средства 4006
4.2.7. Механизм попутной подачи (продольное движение стола) 4006
4.2.8. Опускание консоли (ocbZ ) 4007
4.2.0. Эл. приспособление для зажима инструментов 4007
4.2.10. Замедленный ход (специсполнение) 4008
4.2.II. Размещение командных упоров 4008
4.2.12. Управление устройством ручного перемещения 4010
4.2.13. Отключение движения стола 4010
4.2.14. Защита рабочей зоны 4010
4.2.15. Станочный светильник 4011
4.2.16. Водоуловительная чаша 4011
4.3. Управление на узлах 4011
4.3.1. FW 315/400 и FU 315/400 4011
4.3.2. Поворот стола станка fu 315/400 4012
4.3.3. Станок FSS 315/400. 4012
4.3.3.I. Поворот фрезерного шпинделя 4012
4.3.3.2. Установка пиноли по масштабу 4012
4.3.3.3. Установка пиноли по упорному устройству 4013
3200 0080 rus 315/400 Е 4001
4.4. Пояснение символов управления 4013
4.4.1. Панели управления 4013
4.4.2. Станок
4.4.3. Командные' упоры 4013
4.4.4. Распределительный шкаф 4013
4.5. Перечень стандартных инструментов 4013
4.6. Указания для оператора по техническому обслуживанию 4013
4.7. Указания для оператора по охране здоровья, труда и противопожарной защите 4014
4.8. Перень рисунков 4014
3200 0080______________rus 315/400 E________________________4001.1
F 315/400
4.1. Описание элементов управления
Электрические элементы управления расположены в основном централизованно. Консольно-фре-
зерные станки имеют поворотное табло управления 260 и панель управления 261 на левой бо-
ковой стенке распределительного шкафа (см. рис. 4/5, 4/6, 4/7).
Из-за поворотного табло управления место обслуживания может быть изменяемым и его можно
согласовывать для необходимой потребности. На табло управления находятся все электричес-
кие элементы управления, необходимые для вызова рабочих процессов. Панель управления на
боковой стенке распределительного шкафа позволяет в основном выполнить предварительный
выбор этих рабочих процессов.
Для штучных заготовок можно вызывать все движения от руки на табло управления. Для се-
рийных заготовок возможно использование кулачкового управления. При этом старт цикла об-
работки также производится от руки. Затем цикл обработки протекает автоматически, сог-
ласно установленных командных упоров.
Механические элементы управления размещены по всему станку и служат в основном для налад-
ки станка для специфического производственного задания.
4.I.I. Электрические элементы управления
Электрическими элементами управления и индикации являются многопозиционные переключатели,
нажимные кнопки, светящиеся кнопки, сигнальные лампочки и для функции аварийный стоп пред
назначен блокирующий переключатель. Достигнута высокая концентрация элементов управления
на поворотном табло управления и на панели управления у распределительного шкафа.
Децентрализованно расположены- только главный выключатель на распределительном шкафу, а
также толчковые кнопки для фрезерного привода, привода подачи и эл. зажимного приспособле-
ния, которые находятся на станке. Толчковые кнопки находятся непосредственно'у механичес-
ких узлов, управление которых они делают возможным.
4.1.2. Механические элементы управления
В качестве механических элементов управления на узлах станка имеются шестигранники, зажим-
ные винты, установочные болты, рукоятки и маховички. Для шестигранников, зажимных винтов
и установочных болтов можно применять стандартные инструменты управления (указаны в разде-
ле 4.5) и поставляемую рукоятку.
4.2. Управление станка
4.2.1. Установка работоспособности
- Включение главного выключателя Q0
Главный выключатель находится на правой стороне распределительного шкафа. Он может быть
защищен от постороннего включения при помощи автоматического замка. Включенное состояние
главного выключателя сигнализируется сигнальной лампочкой но на табло управления.
Оператор покидая станок должен всегда выключать главный выключатель. Главный выключатель
своей размерностью позволяет отключение станка при нагрузке. В случае опасностей он ис-
пользуется как устройство аварийного отключения.
- Нажать светящуюся кнопку "Управление ВКЛ." (s54, Н54)
Светящаяся кнопка находится на панели управления у левой боковой стенки распределительно
шкафа 261 (смотрите рис. 4/5, 4/6, 4/7 и 4/II). Работоспособность управления станка сиг-
нализируется светящейся кнопкой "Управление ВКЛ." (S54, н54)
Предпосылками для работоспособности являются закрытая дверь стойки (контролируется с S52
не нажатая кнопка аварийного стопа (sso ), а также безошибочно работающая система управ-
ления. Если одна или несколько предпосылок не даны, тогда вызывается функция аварийный
стоп (см. раздел 4.2.3). После установки исходного положения нажать заново кнопку "Уп-
равление ВКЛ."
3200 0080
rue 315/400 Е
4002
F 315/400
4.2.2. Предварительный выбор режима работы многопозиционными переключателями
Многопозиционные переключатели позволяют выполнять предварительный выбор различных рабо-
чих процессов. Многопозиционные переключатели sei, S82 и S83 , которые часто включаются,
находятся на поворотном табло управления 260 (см. рис. 4/10). Многопозиционные переклю-
чатели S85, S86, S87, S88 и S89 , служащие для предварительного выбора технологических
параметров, расположены на панели управления на левой боковой стенке распределительного
шкафа 261 (см. рис. 4/II).
Необходимо учесть, чтобы многопозиционные переключатели включались только в состоянии
покоя станка.
Отдельные многопозиционные переключатели выполняют нижеследующие функции:
(Оцифровка положения переключателя начинается слева по часовой стрелке)
- Многопозиционный переключатель S81
Положение 1 : Кратковременный пуск
Вращение фрезы с кратковременным пуском осей
Положение 2 : Наладка
Вращение фрезы без движения осей
Положение 3 : Наладка
Вращение фрезы с движением осей
Положение 4 : Инструмент зажать
Положение 5 : Инструмент разжать
- Многопозиционный переключатель S82
Положение 1 : Левый ход фрезы
Положение 2 : Маятниковое фрезерование
Положение 3 : Правый ход фрезы
- Многопозиционный переключатель звз Охлаждающее средство
Положение 0 : ВЫКЛ.
Положение I : ВКЛ.
- Многопозиционный переключатель ses
Положение 1 : Нормальное и маятниковое фрезерование
Положение 2 : Фрезерование по прямоугольному циклу горизонтально xy
Положение 3 : Фрезерование по прямоугольному циклу вертикально I xz
Положение 4 : Фрезерование по прямоугольному циклу вертикально II yz
Положение 5 : Специальная функция наладка устройства для опускания консоли
- Многопозиционный переключатель S86 Попутное движение
Положение 0 : ВЫКЛ.
Положение I : ВКЛ.
- Многопозиционный переключатель з87Устройство для опускания консоли
Положение 0 : ВЫКЛ.
Положение I : ВКЛ.
- Многопозициснный переключатель388 Вращение фрезы с ускоренным ходом
Положение 0 : ВЫКЛ.
Положение I : ВКЛ.
- Многопозиционный переключатель S89 Станочный светильник
Положение 0 : ВЫКЛ.
Дододеиае I ;—Ши...-----------------------------------------------------------------
3200 0080 rus 315/400 Е ч 4003
F 315/400
Примечание: Мевду определенными положениями переключателя переключателей sei, S82, S85
находится ещё по одной точки фиксации, которые не имеют функцию предвари-
тельного выбора. При переключении переключателей предварительного выбора
необходимо следить за установкой обозначенного символами управления опре-
деленного положения переключателя, так как это является предпосылкой для
работы станка.
4.2.3. Кнопочное управление
На подвесном табло управления 260 (см. рис. 4/10) расположенные кнопки служат для пуска
и останова всех движений станка. При этом осуществляются рабочие процессы, вызванные
многопозиционными переключателями.
Кнопки от S61 до S67 выполнены светящимися кнопками, причем встроенные контрольные
лампы Н61 до Н67 сигнализируют выбранную или сработанную функции.
Примечание к рисунку 4/Ю: 1)
Светящаяся кнопка "Замедленный ход" (S66, нбб) имеется только у станков специсполнения
с устройством замедленного хода.
- Аварийный стоп
Нажимая на кнопку "Аварийный стоп" sso в случае опасности моментально останавливаются
все движения станка. Так как фрезерный шпиндель по инерции не вращается, то не проис-
ходит свободное резание инструмента, находящегося в работе. До включения прерванного
направления подачи необходимо стол, крестовый суппорт или консоль сперва переместить
на незначительное расстояние в противоположном направлении. Этим предотвращается пов-
реждение или разрушение режущих кромок.
Необходимо причины, вызывающие опасность, немедленно и до повторного включения системы
управления устранить.
Повторное включение системы управления выполняется при помощи нажатия светящейся кноп-
ки "Управление ВКЛ." (S54, Н54 ).
- Станок ШКЛ.
Нажатием кнопки "Станок ШКЛ." (S60 ) моментально отключаются движения станка. Фрезер-
ный шпиндель ещё некоторое время вращается по инерции для достижения свободного реза-.
ния инструмента. Эта функция останова для окончания рабочего процесса выполняется от
руки. Командные упоры - стоп вызывают одинаковую функцию.
Режим работы "Работа" (ssi , положение 3)
Все начатые движения выполняются самостоятельно до их изменения или прерыванием при по-
мощи "Станок ВЫКЛ.". В этом режиме работы управляющие кулачки могут применяться для уп-
равления автоматическим режимом работы.
- Вызов одного движения
1- Предварительный вызов оси, нажатием одной светящейся кнопки "ось X" (S61, Н61)
ИЛИ "ОСЬ Y" (S62, Н62)
ИЛИ "ОСЬ Z" (S63, Н63)
2. Предварительный вызов скорости
Подача: нет предварительного выбора
Ускор. ход: нажатие светящ. кнопки "Ускорен, ход" (S67, Н67)
Замедл. ход: нажатие светящейся кнопки "Замедленный ход" (S66, нбб)
3. Срабатывание предварительно вызванного движения, при нажатии одной светящейся кнопки
"Направление +" (s64, Н64) или "Направление -" (S65. Н65).
Упорядочение направлений движения к осям указано на табличке станка, находящейся в
левом верхнем углу поворотного табло управления.
3200 0080
rus 315/400 Е
4004
F 315/400
- Изменение скорости при движении
с подачей: нажать соответствующую кнопку направления (S64 илиэбб).
с ускорен, ходом: нажать S67
с замедл. ходом: нажать S66
- Изменение направления движения при движении
Нажать кнопку для противоположного направления (S64 или S65).
Движение в противоположном направлении продолжается с подачей.
- Изменение движущейся оси
- невозможно при движении
1. Прежнее движение остановить кнопкой S60
2. Вызвать движение по желаемой новой оси (см. выше)
Режим работы "Кратковременный пуск" ( sei , положение 1)
Начатое движение производится с кратковременным пуском, это значит только до тех пор по-
ка нажимается кнопка выбора направления.
- Вызов одного движения
- Выполняется как при режиме работы "Работа" (см. выше)
- Изменить выбранные движение, скорость и ось можно только нажатием на кнопку seo
и новым предварительным выбором.
Режим работы "Наладка" (ssi , положение 2) )
В этом режиме работы включается только вращение фрезы.
Для наладки станка можно все оси перемещать при помощи кривошипной рукоятки (см. 4.2.12).
- Нажатием одной кнопки направления (S64 или S65) включается движение фрезы с выбранным
направлением вращения.
Кнопки для.предварительного выбора осей и скорости неэффективны.
- Кнопка seo служит для останова вращения фрезы.
Специальная Функция
В распределительном шкафу находится переключатель sso.
В положении "Без вращения фрезы" он позволяет эксплуатацию станка в режимах работы "Рабо-
та" и "Кратковременный пуск" без вращения фрезы (многопозиционный переключатель sei в
положении переключения 3 или 1 ).
На основании имеющейся опасности переключатель sso находится в распределительном шкафу и
он должен обслуживаться обученным персоналом.
Если распределительный шкаф замкнут, то переключатель sso должен обязательно находиться
в положении "Вращение фрезы".
4.2.4. Выбор числа оборотов
Установка числа оборотов фрезерного шпинделя выполняется вращением рукоятки переключения
101 (рис. 4/5 до 4/7). Один оборот рукоятки влево или вправо вызывает переключение на
одну ступень числа оборотов. Можно переключать из высокого числа оборотов на низкое и
наоборот. Каждое переключение числа оборотов указывается на шкале.
Переключать разрешается только при выключенной подаче.
Если рукоятка не прокручивается, так как в передаче имеется зубчатое зацепление, тогда
кратковременным нажатием кнопки "Кратковременный пуск" S56 (рис. 4/5 до 4/7) можно выз-
вать вращение передачи.
3200 0080
rus 315/400 Е
4005
F 315/400
4.2,5. Выбор подачи
Скорость подачи устанавливается поворачиванием рукоятки переключения 117 (рис. 4/5 до
4/7). Сдин оборот рукоятки вправо или влево вызывает переключение на одну ступень подачи.
Можно переключать с высокой ступени подачи на низкую и наоборот. Указанная на шкале ско-
рость подачи действительна только для продольного перемещения и поперечного перемещения.
Скорость подачи по вертикальной оси составляет только уз указанного значения.
Переключать можно только тогда, если передача находится в состоянии покоя!
Если рукоятка не проворачивается, так как в передаче имеется зубчатое зацепление, тогда
коротким нажатием на кнопку "Кратковременный пуск" S57 (рис. 4/5 до 4/7) можно вызвать
вращение передачи.
4.2.6, Присцосо,'ленде для подачи охлажкаидего cduzctb
Бак для охлаждающей жидкости у консольно-фрезерных станков (fw, fu или fss ) находится
на базовой плите. Этот бак закрыт крышками 121. Насос длй подачи охлаждающей жидкости
привинчен к базовой плите и доступ к нему возможен после открытия задней дверцы стойки.
Охлаждающее средство подается от насоса через шланг в-стойке сзади справа над консольно-
фрезерным станком до передней левой стороны управления. У станков fss спираль расхода
с выпускным сопло прикреплено к шпиндельной головке, а у станков fw и fu - к контропо-
ре. Расположение зажимной скобы на призме для направляющих контропоры может быть произ-
вольным.
Муфтовый кран 105 в подводящем трубопроводе позволяет регулировать количество жидкости
до полного запирания трубопровода без отрицательного действия на насос для подачи ох-
лаждающей жидкости. Назад охлаждающее средство течет со стола через крестовый суппорт,
трубопровод, консоль и телескопическую трубку в базовую плиту. Насос для охлаждающей жид-
кости может перекачивать масло для охлаждения или эмульсию.
Управление:
- Мнсгопозиционный переключатель S83 (рис.4/10) переключить в положение I "ВКЛ."
- Муртовый кран открыть для требуемого количества жидкости
- Устройство для подачи охлаждающей жидкости включается автоматически при всех движениях
станка с вращением фрезы (см. рис. 4/5, 4/6, 4/7 и 4/10).
Смена охлаждающей жидкости должна выполняться согласно главного раздела 6.
4.2.7. Механизм попутной подачи (продольное движение стола)
Глубокие пазы, тонкостенные детали (которые трудно подцаются зажиму) или высокопрочные
материалы зачастую лучше фрезеровать способом попутной подачи.
Предпосылкой этого является безупречная компенсация зазора между винтом подачи стола и
гайкой. Эта компенсация вызывается гидравлическим механизмом попутной подачи, который
встроен слева в крестовом суппорте или в поворотной части.
Управление:
- Многопозиционный переключатель S86 (рис. 4/II) переключить в положение I "ВКЛ."
- В этом положении механизм попутной подачи при движении подачи стола влево или вправо
выполняется полностью автоматически и отключается при ускоренном ходе для лучшего
сохранения гайки винта подачи стола.
- При переключении с ускоренного хода на подачу необходимо учитывать, что на врезание
инструмента требуются примерно 3 секунды для достижения полного действия механизма по-
путной подачи.
3200 0080
rus 315/400 Е
4006
F 315/400
4.2. о. Одгсэдшдь консоли (ось z)
Работа с опусканием консоли предотвращает контакт фрезы с заготовкой во время ускоренно-
го отведай следовательно способствует сохранению фрезерного инструмента и защищает по-
верхность заготовки от повреждения режущими кромками инструмента.
Управление;
- Многопозиционный переключатель S87 (рис. 4/II) установить в положение I "ВКЛ."
- В этом положении переключения консоль, до любого ускоренного движения в продольном
направлении и в поперечном направлении, автоматически опускается примерно на 0,7 мм.
- При любой форме окончания ускоренного хода консоль спять поднимается. Заготовка для
дальнейшей обработки занимает при этом всегда первоначальное положение. Движение пода-
чи допускается только при полностью поднятой консоли.
- Специальная функция "Наладка механизма для опускания консоли"
Специальная функция служит для удаления воздуха из механизма для опускания консоли.
Многопозиционный переключатель S85 (рис. 4/II) установить в положение 5.
Нажатием кнопки S67 (рис. 4/10) на поворотном табло управления 260 двигатель меха-
низма для опускания консоли вращается в направлении "Опустить" и наполняет маслом гид-
росистему. Нажатием на кнопку S57 (рис. 4/5, 4/6, 4/7) двигатель механизма для опус-
кания консоли вращается в направлении "Поднять". Кнопки S67 (примерно 30 сек) и
S57 (примерно 5 сек) нажимаются многократно и попеременно, гарантируя этим надёжную
продувку.
4 .2.9. Электрическое приспособление для зажима инструментов
Внимание!
Во время процессов зажима и разжима инструмента необходимо инструмент предохранять от
прокручивания в'пазовом сухаре фрезерного шпинделя, для предотвращения прокручивания ин-
струмента натяжным винтом приспособления для зажима и исключения травмирования.
У инструментов, весом больше 16 кг применять для опоры инструментов подходящие вспомога-
тельные средства, чтобы предотвратить выпад инструмента из фрезерного шпинделя и пов-
реждения на инструменте и на станке. Перед зажимом необходимо почистить крутой конус фре-
зерного шпинделя и инструмента, а также поводок.
- Зажим инструмента
1. Многопозиционный переключатель S81 установить в положение 4 "Инструмент зажать"
(см. рис. 4/10)
2. Инструмент вставить и зафиксировать во фрезерном шпинделе
3. Нажать кнопку S251 Инструмент зажать/разжать" (см. рис. 4/5.4/6,4/7)
Инструмент зажимается. По достижении установленного момента закручивания механизм для
зажима автоматически отсоединяется и двигатель механизма для зажима отключается.
Процесс зажима можно повторить только после предварительного разжима.
- Разжим инструмента
1. Многопозиционный переключатель ssi установить в положение 5 "Инструмент разжать"
2. Инструмент зафиксировать
3. Нажать кнопку S251 "Инструмент зажать/разжать"
Инструмент разжимается. После окончания процесса разжима кнопку S251 опять отпустить
так как при разжиме не происходит автоматическое отключение механизма для зажима.
- Примечание: ш
Кнопка S251 по причинам безопасности выполнена кнопкой кратковременного пуска. Этим
она должна во время процесса зажима и разжима постоянно нажиматься, однако при появле-
нии нерегулярностей прервать зажим и разжим возможно при помощи отпускания кнопки.
3200 0080
rus 315/400 Е
4007
$ F 315/400
- Указание:
Так как для функционирования режимов работы "Кратковременный пуск", "Наладка", "Работа"
(многопозиционный переключатель S81 , положение 1,2,3) необходима сигнализация "При-
. способление для зажима инструментов отсоединено и зажато", то один инструмент должен
быть постоянно зажат. При применении инструментов или приспособлена, которые не встав-
ляются в крутой конус фрезерного шпинделя, зажимать тогда поставляемую центрирующую
оправку.
4.2.10. Замедленный ход (Снецисполнение)
Управление замедленным ходом выполняется светящимися кнопками S66/H66 (см. раздел
4.2.3.) или командными упорами "Замедленный ход" (см. раздел 4.2.II). У станков стандарт-
ного исполнения отсутствует на табло управления кнопка S66/H66 и командные упоры тоже
не поставляются.
Замедленный ход является специальной подачей с неизменной скоростью 50 мм/мин. Замедлен-
ный ход возможен поэтому только как и' подача с вращением фрезы. Замедленным ходом по
необходимости происходит понижение скорости подачи.
Этим замедленный ход служит 'для защиты инструмента и станка. Возникающие, при врезании и
выходе инструмента из контакта с изделием, ударные нагрузки на инструмент и станок при по-
мощи замедленного хода значительно сокращаются.
Кроме того у станков с замедленным ходом повышается точность отключения при работе с ко-
мандными упорами. Так например, если до переключения на ускоренный отвод или до прерыва-
ния движения подачи со "Стоп" включается замедленный ход. При фрезеровании по прямоуголь-
ному циклу автоматическое включение замедленного хода происходит незадолго до достижения
точки переключения от одной координаты на другую при помощи управляющих кулачков "прямо-
угольный цикл". Этим самым и здесь также повышается точность отключения.
Если скорость подачи ниже 63 мм/мин, то не происходит переключение на замедленный ход, т.к.
в этом случае не происходит понижение скорости подачи.
4.2.II. Размещение командных упоров
На любой оси (х, y, z ) можно устанавливать командные упоры для требуемого рабочего про-
цесса. На них имеются символы вида вызываемого движения и поворотом на 180 градусов мо-
гут действовать в любом направлении (+,-). Возможно управление всеми процессами.движения
и соответственно положений многопозиционных переключателей всеми дополнительными функ-
циями (например, охлаждающее средство, опускание консоли и т.д.).
Примеры для размещения командных упоров даны в разделе 7.
Командные упоры подразделяются на нижеследующие виды:
. Упор подачи
. Упор ускоренного хода
. Упор замедленного хода
. Упор останова
. Упор ускоренного отвода
. Упор для фрезерования по прямоугольному циклу I, II, III и 1У
Эти упоры показаны на рис. 4/3.1 и 4/3.2. -
Движения по осям, вызванные упорами для фрезерования по прямоугольному циклу, указаны
в нижеследующей таблице:
3200 0080
rus 315/400 Е
4008
F 315/400
Наименование командных упоров Движения по осям х.уили z , вызываемые упором
Расположение на столе изделия Прямоугольный цикл в ПЛОСКОСТИ X-Y X-Z Расположение на крестовом суппорте Прямоугольный цикл в Расположение на консо- ли Прямоугольный цикл в
плоскости X-Y Y-Z ПЛОСКОСТИ X-Z Y-Z
Прямоугольный Останов Останов Останов Останов Останов Останов
цикл I вправо вправо к стойке к стойке вниз вниз
вправо Подача Подача Подача Подача Подача Подача
к стойке вниз вправо вниз вправо к стойке
Прямоугольный Останов Останов Останов Останов Останов Останов
цикл I влево влево от стойки от стойки вверх вверх
влево Подача Подача Подача Подача Подача Подача
от стойки вверх влево вверх влево от стойки
Прямоугольный Останов Останов Останов Останов Останов Останов
цикл II вправо вправо к стойке к стойке вниз вниз
вправо Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход
к стойке • вниз вправо вниз вправо к стойке
Прямоугольный Останов Останов Останов Останов Останов Останов
цикл II влево влево от стойки от стойки вверх вверх
влево Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход* Ускорен- ный ход
от стойки вверх влево вверх влево от стойки
Прямоугольный Останов Останов Останов Останов Останов Останов
цикл III вправо вправо к стойке к стойке вниз вниз
вправо Подача Подача Подача Подача Подача Подача
от стойки вверх влево вверх влево от стойки
Прямоугольный Останов Останов Останов Останов Останов Останов
цикл III влево влево от стойки ст стойки вверх вверх
влево Подача Подача Подача Подача Подача Подача
к стойке вниз вправо вниз вправо к стойке
Прямоугольный Останов Останов Останов Останов Останов Останов
цикл 1У вправо вправо к стойке к стойке вниз вниз
вправо Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход
от стойки вверх влево вверх влево от стойки
Прямоугольный Останов Останов Останов Останов Останов Останов
цикл 1У влево влево от стейки от стойки вверх вв?р:.
влево Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход Ускорен- ный ход
к стойке вверх вправо вниз вправо к стойке
3200 0080'rus 315/400 E 4009
F 315/400
Специальная функция при фрезеровании прямоугольными цикла'.ти
При Фрезеровании по прямоугольному циклу в одной из плоскостей можно использовать перпен-
дикулярно стоящую ось для автоматического входа в прямоугольный цикл. Для этого необхо-
димо установить упор прямоугольного цикла с учётом скорости и направления.
При Фрезеровании по прямоугольному циклу
в плоскости xy упор в оси z переключает её на ось х,
в плоскости xz упор в оси y переключает её на ось z, а
в плоскости yz упор в оси х переключает её на ось Y.
Этим обеспечивается автоматическая подача внутри прямоугольного цикла. Если процесс об-
работки уже начался в самом прямоугольном цикле, тогда невозможно переключение автомати-
ческое на третью ось.
Специальная Функция при работе с командными упорами
Система управления контролирует у комбинированных упоров последсвательнссть срабатывания,
а также подвешивание отдельных ползунов в распределительной коробке.
Этим значительно сокращается срабатывание ошибочной Функции и оберегаются станок, заго-
товка и инструмент.
В случае неисправности станок останавливается как у "Станок ВЖЛ.". Причины, вызывающие
эти неисправности, устранить (см. раздел 5.2). После этого имеющаяся сигнализация неис-
правности в системе управления гасится кнопкой "ВЖЛ." S60 (рис. 4/10).
Цикл обработки можно продолжать.
4.2,12. Управление устройством для ручного перемещения
Спереди на консоли находятся шестигранники и лимбы для ручного перемещения 134 продольно,
132 поперечно и 133 вертикально (рис. 4/5 до 4/7). Одно деление лимба соответствует 0,05
мм подачи на глубину.
Обороты рукоятки по часовой стрелке вызывают следующие движения стола:
вправо -х
к стойке -Y
вверх -z
Направление движения по оси, где насажена рукоятка, механически не включается. Этим
предотвращается возникновение несчастных случаев из-за вращающейся рукоятки.
Механические движения по сбеги другим осям возможны.
Внимание!
Направление движения по оси, на которой насажена рукоятка, не тормозится, так как руко-
ятку но возможно будет проворачивать ст руки. В тем случае, если при насаженной рукоят-
ке и механическом перемещении этой оси рукоятка все-таки поворачивается, то необходимо
учесть раздел 4.7.
4.2.13. Отключение движения стола
При Фрезеровании без необходимого продольного движения стола, например работа с круглым
столом, следует привод стола выключить переключателе?! 127 и по необходимости опять вклю-
чить .
4.2.14. Защита рабочей зоны
Защита рабочей зоны состоит у fss 315/400 из двух смотровых стекол, а у fu/fw 315/400
из одного стекла. Смотровое стекло можно по вертикали регулировать, т.е. их можно в за-
висимости от заготовки и зажимного средства устанавливать на требуемую высоту, чтобы в
зависимости ст положения консоли можно было наблюдать за процессо’л Фрезерования и га-
рантировать свободный доступ к инструменту и заготовке для их замены.
Кроме того защитная Фреза защищает от вращающегося инструмента.
3200 0080
315/400 Е
4010
F 315/400
4.2.15. Станочный светильник
Для непосредственного подключения освещения на рабочем месте предназначена розетку ХЗО.
Напряжение может быть по выбору 24в или 36в; нагрузка на розетку не должна превышать
IOObt.
Розетка ХЗО находится под крышкой на левой боковой стенке распределительного шкафа вместе
с остальными розетками.
Станочный светильник включается переключателем S89 "Станочный светильник" (рис. 4/П).
4.2.16. Водоуловительная чаша
Водоуловительную чашу, предлагаемую в качестве специсполнения, применять при применении
зажимного приспособления, выходящего за пределы столг>. а также при обработке громоздких
деталей (монтаж водоуловительной чаши смотрите в разделе 3.3.2.2.).
4.3. Управление на узлах
Элементы управления станков R*. Fu и Fss показаны на рис. 4/5 до 4/7.
4,3.1. FW 315/400 и FU 315/400
(смотрите рис. 4/5 и 4/6)
Перемещение серьги
- На левой стороне стойки ослабить рукояткой два зажимных болта 103.
- Переместить серьгу при помощи рукоятки на шестиграннике 102.
- Смещенные серьги опять зажать в обеих зажимных местах 103.
Внимание!
Серьгу разрешается сдвигать максимально настолько, чтобы она была наравне с направляющей
стойки спереди, а сзади - с поверхностью прилегания двери.
Перемещение контропоры
- На левой стороне ослабить рукояткой зажимные болты 107.
- Контропору по призматической направляющей серьги переместить от руки.
- Сдвинутую контропору опять зажать на зажимном болте 107.
Внимание!
Проходную поверхность рабочей втулки смазать до насаживания контропоры.
Рабочая втулка фрезерной оправки должна быть, как это показано на рис. 4/8, полностью
установлена в опоре.
Зажим и разжим инструмента от пуки
(специсполнение, на рис. 4/8 показано это ниже ссевсй линии)
- Установить число оборотов ниже 71 об/мин.
- Открыть дверцу на стейке.
Зажим инструмента
- Почистить крутой конус фрезерного шпинделя и инструмента, а также и поводок.
- Ввинтить натяжной стержень 177 в инструментальную оправку.
- Зажать инструмент поворотом гайки 176 по часовой стрелке.
Разжим инструмента
- Отвинтить гайку 176 (примерно от I до 2 оборотов).
- Освободить инструмент из крутого конуса, при необходимости нанести короткий удар
свинцовым молстксм по натяжному стержню 177.
3200 0080
rus 315/400 В
4011
F 315/400
- Выкрутить натяжной стержень 177 из инструментальной оправки
- Вытащить ослабленный инструмент
Внимание!
При зажиме и разжиме необходимо инструмент в- пазовых сухарях фрезерного шпинделя предо-
хранять от прокручивания. Опорой, для предотвращения выпада из фрезерного шпинделя, слу-
жат- подходящие вспомогательные средства.
4.3.2. Поворот стола станка fu 315/400
Конструкция станка fu позволяет поворачивать стол в люоую сторону на 45 градусов. Для
этого нужно ослабить зажимные винты ИЗ (4 шт. на рис. 4/6). При фрезеровании зажимные
винты должны быть всегда затянуты.
При применении универсального делительного приспособления следует в отверстия 112. закру-
тить болты для цилиндрических колес для привода сменных шестерен приспособления. Для
этого нужно снять крышку 137.I.
4.3,3. Станок FSS 315/400
На рис. 4/9 слева от осевой линии вертикального фрезерного шпинделя показана шпиндель-
ная головка с зажимным приспособлением (стандартное исполнение), а справа - шпиндельная
головка без зажимного приспособления (специальное исполнение).
Зажим и разжим инструмента от руки смотрите в разделе 4.3.1, а зажим и разжим инструмен-
та с зажимным приспособлением описаны в разделе 4.2.9.
4.3.3.1. Поворот фрезерного шпинделя
Для поворота фрезерной головки следует выполнить нижеследующее:
Смотрите рис. 4/7 и 4/9. На рис. 4/2 показан символ для поворота.
- Освобождение стопорных штифтов 198 при помощи вращения винтов вправо и вытягивание
штифтов до упора.
- Ослабить зажим при помощи отвинчивания гаек на четырёх зажимных винтах 109.
- Насадить рукоятку, которая поставляется для сдвига осей, на шестигранник 108.
- Установить требуемый угол и проверить по шкале III.
'(Вертикальный фрезерный шпиндель можно поворачивать на 45 градусов вправо и влево в
ПЛОСКОСТИ XZ ).
- После выполненного поворота зажим затянуть гайками на зажимных винтах 109.
- Обработка выполняется в повёрнутом положении.
4.3,3.2. Установка пиноли по масштабу
Для этого необходимо рассмотреть рисунки 4/7 и 4/9.
Символ для зажима пиноли показан на рисунке 4/2.
- Разжать зажим пиноли рукояткой на шестиграннике 128.
- Переместить пиноль маховичком НО и проверить путь при помощи нониуса на масштабе.
- Зажать пиноль при фрезерных работах. При сверлении, т.е. в основном при аксиальной
нагрузке зажим пиноли не производится.
3200 0080
rue 315/400 Е
4012
F 315/400
4.3.3.3. Установка пиноли по упорному устройству
Смотрите рисунки 4/7. 4/9 и 4/9.3.
Жёстким упором 130 можно ограничивать перемещение пиноли.
- После откручивания стопорной гайки 129.I установить упорный винт 129 на желаемый раз-
мер ( S 90 мм).
- Установленный упорный винт 129 законтрить стопорной гайкой 129.I.
- Ослабить зажим пиноли рукояткой на шестиграннике 128.
- Переместить пиноль маховичком НО с жёстким упором 130 (можно заменить индикатором).
- Зажать пиноль для обработки.
4.4. Пояснение символов управления
4.4.1, Панели управления
Пояснение символов, применяемых на поворотном табло управления 260 и на панели управле-
ния 261 на левой боковой стенке распределительного шкафа, дано на рис. 4/1.I и 4/1.2.
4.4.2. Станок
Символы, применяемые на табличках консольно-фрезерного станка, показаны на рис. 4/2.
4.4.3. Командные упоры
Символы, применяемые на командных упорах, описаны на рис. 4/3.1 и 4/3.2. Также описывает-
ся движение по осям х, y и z , которое вызывается соответствующим упором. Для упоров на
раме это описывается в таблице к разделу 4.2.II.
4.4.4. Распределительный шкаф
Символы для предохранителей и выключателя в распределительном шкафу представлены
на рис. 4/4.
4.5. Перечень стандартных инструментов
.й п/п Кол-во Наименование
I I Двойной гаечный ключ 17x19 ТТЛ 48-73109 ок сидированный
2 I Двойной гаечный ключ 24x30 ТТЛ 48-73109 оксидированный
3 I Шестигранный штифтовой ключ 5 ТГЛ 48-73215 оксидированный
4 I Шестигранный штифтовой ключ 6 ТТЛ 48-73216 оксидированный
5 I Шестигранный штифтовой ключ 12 ТГЛ 48-73215 ок сидирова нный
4.6. Указания для оператора по техническому обслуживанию
Регулярность, с которой проводятся чистка, смазка и контроль станка является решающей для
его срока службы и точности обработки.
При чистке не рекомендуется продувать сжатым воздухом.-
При смазке необходимо учитывать указания главного раздела 6.
Особенно тщательно соблюдать сроки смены, указанные там для обработки с охлаждающей жид-
костью.
3200 0080
rus 315/400 Е
4013
F 315/400
4.7. Указания для оператора до. охране злсровья, титла и иютивопода^дой защите
Упоры разрешается прикреплять на осях и налаживать только при режиме работы "Наладка".
Для специального случая, когда на оси остается рукоятка и затем следует механическое
движение по этой оси, необходимо учитывать следующее:
Может случиться, что несмотря на разъединение электромагнитных муфт насаженная рукоятка
кратковременно проворачивается из-за сцепления дисков. Во избежание этого после насажи-
вания рукоятки следует повернуть ее по крайней мере на полуоборот. После этого рукоятку
можно снова переместить в первоначальное положение.
При особых технологических условиях может возникнуть недостаточное ограждение фрезерного
инструмента поставляемой защитой фрезы. Для этих особых случаев требуется применение
специальной защиты фрезы.
У станков с повышенной стойкой (специально F55 ЗДО) создать предпосылки для безопасного об-
служивания механизма выбора чисел оборотов (например помост).
Необходимо учитывать указания главного раздела IX руководства по охране здоровья, труда
и по противопожарной защите.
4.8. Перечень рисунков
4/1.1 Символы на панелях управления
4/1.2 Символы на панелях управления
4/2 Символы на консольно-фрезерном станке
4/3.1 Символы на командных упорах
4/3.2 Символы на командных упорах
4/4 Символы в распределительном шкафу
4/5 Обслуживание станка fw (горизонтального консольно-фрезерного станка)
4/6 Обслуживание станка fu (универсального консольно-фрезерного станка)
4/7 Обслуживание станка fss (вертикального консольно-фрезерного станка)
4/8 Фрезерный шпиндель у станков типа fw и fu
4/9 Фрезерный шпиндель у станка типа fss
4/9.1 Уплотнительное кольцо на фрезерном шпинделе станка fss
4/9.2 Стопорные штифты на шпиндельной головке станка fss
4/9.3 Упорное устройство для пиноли станка fss
4/10 Поворотная панель управления
4/II Щит управления у боковой стенки распределительного шкафа
Kv 2996/96 III-9-9
3200 0080
rus 315/400 Е
4014
F 315/400
Индикаторная
лампочка
для гл. выключа-
теля ВКЛ.
ВКЛ.
Левое вращение
фрезы
Маятниковое фре-
зерование
о нжл-
fffl
Правое вращение
фрезы
Кратковремен-
ный пуск
о
Охлаждающее
средство
Наладка
X Многопозиционный
переключатель
Ось X
Работа
Многопозиционный
переключатель
Ось У
Инструмент
зажать
Многопозиционный
переключатель
Ось z
п
Инструмент
разжать
Пуск движения в
направлении "+"
j
- / z 1 -
3200 0080
rue 315/400 Е
F 315/400
Пуск движения
в направлении
11_П
YZ
Фрезерование по
прямоуг. циклу в
ПЛОСКОСТИ Y - Z
(при помощи ог-
раничителя)
Замедленный
ход
Наладка механизма
для опускания
консоли
Ускоренный
ход
Ускоренный ход
с вращением
фрезы
Индикаторная
лампочка
Инстр. разжат
Фрезерование с
попутной пода-
чей
о
Систему управ-
ления ВКл.
Опускание консоли
Нормальное фре-
зерование и маят-
никовое фрезеров,
(но не фрезеро-
вание по прямо-
угольному циклу)
Станочный све-
тильник
XY
Фрезерование по
прямоуг. циклу в
плоскости X - У
(при помощи ог-
раничителя)
Фрезерование по
прямоуг. циклу в
плоскости х - z
(при помощи ог-
раничителя)
3200 0080
rua 315/400 Е
F 315/400
I о
Включение и выклю-
чение продольного
движения стола из-
делия (например,
привод круглого
стола без движения
по оси X)
ШЛ®
Кнопка толчкового
движения для пере-
ключение привода
подачи
АЛЛА ХШП- Скорость подачи
VvVvm/л мм/мин
Переключать толь-
ко при в состоянии
останова!
тт
Число оборотов
инструмента в ми-
нуту
X 0,05тт
у 0,05тт
Z 0,05тт
5(Х)
\ Диаметр инструмен-
ТП/П мы
min
Перемещение
по оси X
(продольное).
1 деление шка-
лы соответству-
ет 0,05 мм
перемещения
Перемещение
по оси У
(поперечное).
I деление шка-
лы соответст-
вует 0,05-мм
перемещения
Перемещение
по оси z
(вертикаль-
ное). 1деле-
ние' шкалы со-
ответствует
и,05 мм пере-
мещения
Поворачивание
головки фре-
зерного шпин-
деля на FSS
315/400
Зс.ЖШи ЛИНОлП
ОТ руки у
FSS 315/400
Конечный пе-
реключатель
номера (х)
согласно
электрической
схеме
Скорость
резания,
м/мин
-4/2-
3200 0080
rus 315/400 Е
F 315/400
"подача вправо",-
Вызванное движение:
вправо “X
к стойке -у
вниз + z
Ускоренный от-
вод влево"/
Вызванное дви-
жение по оси х:
I. Останов
вправо
2. Ускоренный
ход влево
"Подача влево ;
Вызванное движение:
от стойки +у
вверх -в
влево +х
по оси У:
I. Останов
2. Ускоренный
ход от
стойки
"Ускоренный ход
вправо"г
Вызванное движение:
вправо -х
к стойке -у
вниз + z
по оси Z
I. Останов
2. Ускоренный
ход вверх
"Ускоренный ход
влево" ;
Вызванное движение:
влево +х
вверх -z
от стойки +у
Ускоренный от-
вод вправо”;
Вызванное дви-
жение по оси
х:
I. Останов
влево
2. Ускоренный
ход вправо
"Останов вправо”;
Останавливает дви-
жение :
вправо (- х)
к стойке (-у)
вниз (+ z)
по оси У:
I. Останов от
стоики
2. Ускоренный
ход к стой-
ке
"Останов влево /
Останавливает дви-
жение:
влево (+х)
от стойки (+у)
вверх (- z)
по оси z :
I. Останов
вверх
2. Ускоренный
ход вниз
- 4/3.1 -
3200 0080
rus 315/400 Е
F 315/400
Предохранитель
Шдля двигателя
подачи (F5)
Предохранитель кон-
трольных ламп пане-
ли управления
(F3.2)
Предохранитель
регулировочного
трансформатора
(F3)
Предохранитель
для двигателя с
попутной пода-
чей (F7)
Предохранитель
вспомогательных
приводов (F8)
Предохранитель
выпрямителя для
управляющего
напряжения (F3.1)
Предохранитель вы-
ходов
(контактор!)
(F3.3)
Предохранитель
_TL выходов (мушты)
IJ (F3.4)
&-Г-!-
Предохранитель вы-
ходов (муфты) *
(F3.5)
Предохранитель
входов
Петля аварийного
останова, схема кон-
троля (F3.6)
Предохранитель
трансформатора для
освещения станка,
муфты уст-ва для
зажима, вентилято-
ра (F2)
Предохранитель
электропитания efe
(F3.7)
Предохранитель
муфта устр-ва
для зажима,
вентилятора
(F2.1)
Ш!
Все движения с
вращением фрезы
(S90)
Предохранитель
освещения станка
(F2.2)
Все движения без
вращения фрезы
(S90)
3200 0080
rus 315/400 Е
3 ООЪ/ЯС
0900 ооге
861
OCH/SIE d
F 315/1/00
~^/77 -
3200 0080
315/ ЬОО E
Документация
Содержание для F 315/400
5. Конструкция и принцип действия, поиск и устранение неисправностей V
5.1. Конструкция и принцип действия 5002
5.I.I. Механические узлы 5002
5.I.I.I. Основная плита и стойка 5002
5.1.1.2. Главный привод 5002
5.1.1.3. Шпиндельная головка станка fss 315/400 5002
5.1.1.4. Контропора с серьгами у станков fw/fu 315/400 5002
5.1.1.5. Консоль 5003
5.1.1.6. Механизм подачи 5003
5.1.1.7. Крестовый суппорт 5003
5.1.1.8. Стол 5003
5.1.2. Конструкция и принцип действия вспомогатель- ных узлов 5003
5.I.2.I. Механизм опускания консоли 5003
5.1.2.2. Устройство для фрезерования с попутной подачей 5004
5.1.2.3. Устройство охлаждающей жидкости 5004
5.1.2.4. Механизм для замедленного хода 5004
5.1.2.5. Обратное ручное перемещение 5004
5.1.3. Электрическое оборудование 5004
5.2. Поиск и устранение неисправностей 5005
5.3. Указания по поиску ошибок при помощи принцип, эл.-схем и документации "PC-программное обес- печение” 5006
5.3.1. Обнаружение и устранение неисправностей электрической системы управления 5006
5.3.2. Контроль коробки конечных переключателей 5011
5.3.3. Поиск неисправностей с tpg 700 5012
5.4. Поиск и устранение неисправностей на эл.-маг- нитных дисковых муфтах 5013
5.5. Перечень рисунков 5013
3200 0080 rU9 315/400 Е 5001
F 315/400
5.1,_________Конструкция и ir/инцяп действия
5.I.I. Механические узлы
5,1.1.1, Основная плите и стойка
Основная плита и стойка привинчены друг к другу. На передней стороне стойки на широкой
направляющей скользит консоль.
На основную плиту опирается ходовой винт для движения консоли (вертикально, ось z).
Одновременно опорная плита выполнена, как бак для охлаждающей жидкости.
Задняя стенка стойки закрыта дверцей. У станков fw/fu з15/4оо на стойке крепится кон-
тропора, а у fss 315/400 - поворотная шпиндельная головка. На правой стороне стойки
привинчен распределительный шкаф.
5.1.1.2. Главный привод
В стойку встроены главная передача и главный двигатель (Рис. 5/1 ... 5/3). Фрезерный
шпиндель приводится в действие электродвигателем через клиновые ремни и 18-ти ступенча-
тую передачу с передвижными зубчатыми колёсами. Двигатель привинчен к балансиру, путём
его перемещения натягиваются клиновые ремни.
В нижеследующей таблице для d (диаметр шкива на приводном двигателе) при числ£ оборо-
тов приводного двигателя указаны ряды чисел оборотов фрезерного шпинделя п2 :
F 315 F 400
d П1 П2 d П1 П2
100 3000 28 ... 1400’ 105 1800 18 ... 900
105 1800 18 ... 900 125 1500 18 ... 900
125 1500 18 ... 900 165 1800 28 ... 1400
160 3000 45 ... 2240 200 1500 28 ... 1400
165 1800 28 ... 1400 260 1800 45 ... 2240
315 1500 45 ... 2240
Количество клиновых ремней у f 315: 4 шт.
у F 400: 5 шт.
Клиноременный шкив на передаче всегда имеет диаметр 315 игл.
5.I.I.3. Шпиндельная головка станка fss 315/400
Поворотная шпиндельная головка вертикального консольно-фрезерного станка fss 315/400 за-
креплена на стойке и имеет одну консоль (Рис. 4/9; Привод: Рис. 5/3).
5.1.1.4. Контропора с серьгами у станков fw/fu 315/400
Контропора перемещается в призме стойки и жёстко зажата. Её можно переместить параллельно
к оси фрезерного шпинделя.
Обе серьги ("106", Рис. 4/8), для подпорки длинных фрезерных оправок, можно перемещать по
направляющей контропоры в требуемое положение и зажимать. При применении коротких инстру-
ментов можно подшипники контропоры снимать.
Радиальный зазор регулируемой втулки в серьге (подшипник скольжения) регулируем.
3200 0080
rU9 315/400 Е
5002
F 315/400
5.I.I.5, Консоль
Консоль может перемещаться только по оси z . Она направляется по стойке и приводится в
движение вертикальным ходовым винтом. Во избежание падения консоли из-за износа верти-
кальной маточной гайки встроена упорная гайка. Эта вторая закаленная гайка действует
если маточная гайка изношена или поломана. Таким образом оператор и станок защищены от
опасностей (повреждений).
Консоль направляет крестовый суппорт'или салазки поворотной части у fu 315/400.
В консоли находятся:
- Механизм подачи
- Механизм опускания консоли
- Ручное перемещение
- Передача к осям
Привод подачи к. осям X, y и z показан на Рис. 5/4.
5.1.1.6. Механизм подачи
Подача по осям X, y и z производится от одного электродвигателя через 18-ти ступенчатую
передачу. На валу УН находятся рядом с механической предохранительной муфтой дня
электромагнитные муфты для передачи подачи и ускоренного хода на консольные валы. Зубча-
тые колеса переключаются на валу II, 1У и У. Механизм подачи имеет отдельную смазку шес-
теренчатым насосом на валу II (циркуляционная смазка).
5.1,1.7, Крестовый суппорт
Для движения по оси У крестовый суппорт направляется по консоли. Он держит в верхней час-
ти направляющую для стола для движения по оси X. Этим обеспечивается прямоугольноеть меж-
ду осями X и У. Привод для движения по оси X осуществляется в крестовом суппорте через
зубчатый вал*, цилиндрическое и коническое колесо до шлицевого вала и шпинделя в столе
(Рис. 5/4). ’
Продольное движение стола можно выключить при помощи переключающей системы рычагов в крес-
товой салазке. Этим возможен привод от аппаратов на столе до гладкого вала через левый
подшипник стола. Кроме того на крестовой салазке находится механизм попутной подачи для
оси X и на передней стороне находится кнопка для управления зажимным устройством.
Только у fu 315/400 стол поворачиваем. Вместо крестовой салазки иглеются салазка поворотной
части и поворотная часть.
5.1.1.8. Стол
Стол скользит на продольных направляющих крестового суппорта. Направляющие скольжения, а
также приводные элементы смазываются со стороны консоли (насос на механизме подачи) через
смазочное устройство на крестовом суппорте. Для закрепления деталей или зажимных приспо-
соблений, а также дополнительного устройства (настольные аппараты) имеются Т-образные па-
зы. На столе имеются канавки для стека охлаждающей жидкости.
5,1.2. Констрнзд,; и .пеДсдад вспомогательных, узлов
5,1.2. !. Механизм опускания консоли
Механизм опускания консоли работает гидравлически и находится справа в консоли. При пово-
рачивании рукоятки в опоре вертикального шпинделя консоль опускается на 0,7 мм. Это вы-
полняется совершенно автоматически при ускоренном ходе и при соответствующем предваритель-
ном выборе. Опускание консоли на 0,7 мм можно измерить стрелочным индикатором между сто-
лом и фрезерным шпинделем. По окончании ускоренного хода консоль автоматически поднимает-
ся.
3200 0080
rus 315/400 Е
5003
F 315/400
Нормальный уровень масла в консоли является предпосылкой для надёжного функционирования
гидросистемы механизма опускания консоли. Принцип действия показан на рис. 5/8.
Если всёже устройство не действует при нормальном уровне масла, то следует из гидросис-
темы удалить воздух согласно раздела 4.2.8.
5.1.2.2, Устройство цдл фрезерования с попутной подачей
Для обработки при попутном фрезеровании необходим минимальный зазор между шпинделем
стола и гайкой. Это достигается гидравлически действующим устройством для фрезерования
с попутной подачей, которое системой рычагов давит на маточную гайку для попутного фре-
зерования, прилегающей на стороны профиля резьбы шпинделя стола (Рис. 5/7).
Нормальный уровень масла является предпосылкой для надёжного функционирования гидросис-
темы. Устройство работает при движении подачи влево или вправо совершенно автоматически
и отключается при ускоренном ходе для сохранения маточной гайки стола.
5.1.2.3. Устройство охлаждающей жидкости
Основная плита станка служит баком для жидкости. Насос для подачи охлаждающей жидкости
привинчен к основной плите и доступен после открытия задней дверцы стойки. Насос может
перекачивать масло для смазки и охлаждения режущего инструмента или эмульсию.
Охлаждающая жидкость направляется через трубопровод к сливному соплу. У станков fss
315/400 проток по спирали с запорным краном закреплен на шпиндельной головке, а у стан-
ков fw/fu 315/400 _ на серьге. Охлаждающая жидкость течёт назад от стола через крестовую
салазку, трубопровод, консоль и телескопическую трубу в основную плиту.
5.1.2.4. Механизм для замедленного хода
Механизм для замедленного хода (специсполнение, Рис. 5/6) приводится в действие шестер-
ней вала II механизма подачи и включается или выключается электромагнитной муфтой.
Передача скорости замедленного хода на оси X, y или z производится через цилиндрическое
колесо центр X. Конечный выключатель ( S9 ) предотвращает переключение на замедленный
ход, если скорость подачи меньше 63 мм/мин. Он находится за шкалой для скоростей подачи.
Для предотвращения поломки зубьев в механизме для замедленного хода в центре УШ встрое-
на предохранительная муфта.
5.1.2.5. Обратное ручное перемещение
Специальное исполнение с обратным ручным перемещением возможно только у консольно-фре-
зерных станков F 400.
Кинематическая цепь показана на Рис. 5.5.
5,1.3.Электрическое оборудование
Консольно-фрезерные станки стандартного исполнения рассчитаны на трехфазный ток 380в,
50 Гц. Другие напряжения (220 до 500в) и частоты (60 Гц) возможны как специсполнение.
Независимо от напряжения сети управляющее напряжение составляет 24в.
Напряжение для станочного светильника составляет обычно 24в, 50 Гц. Можно употреблять
лампочки максимально до 100 вт. Для электропитания магнитных муфт приготавливается пос-
тоянное напряжение 24в.
Электрические приборы размещены в распределительном шкафу, который прикручен к стойке.
3200 0080
rus
315/400 Е
5004
F 315/400
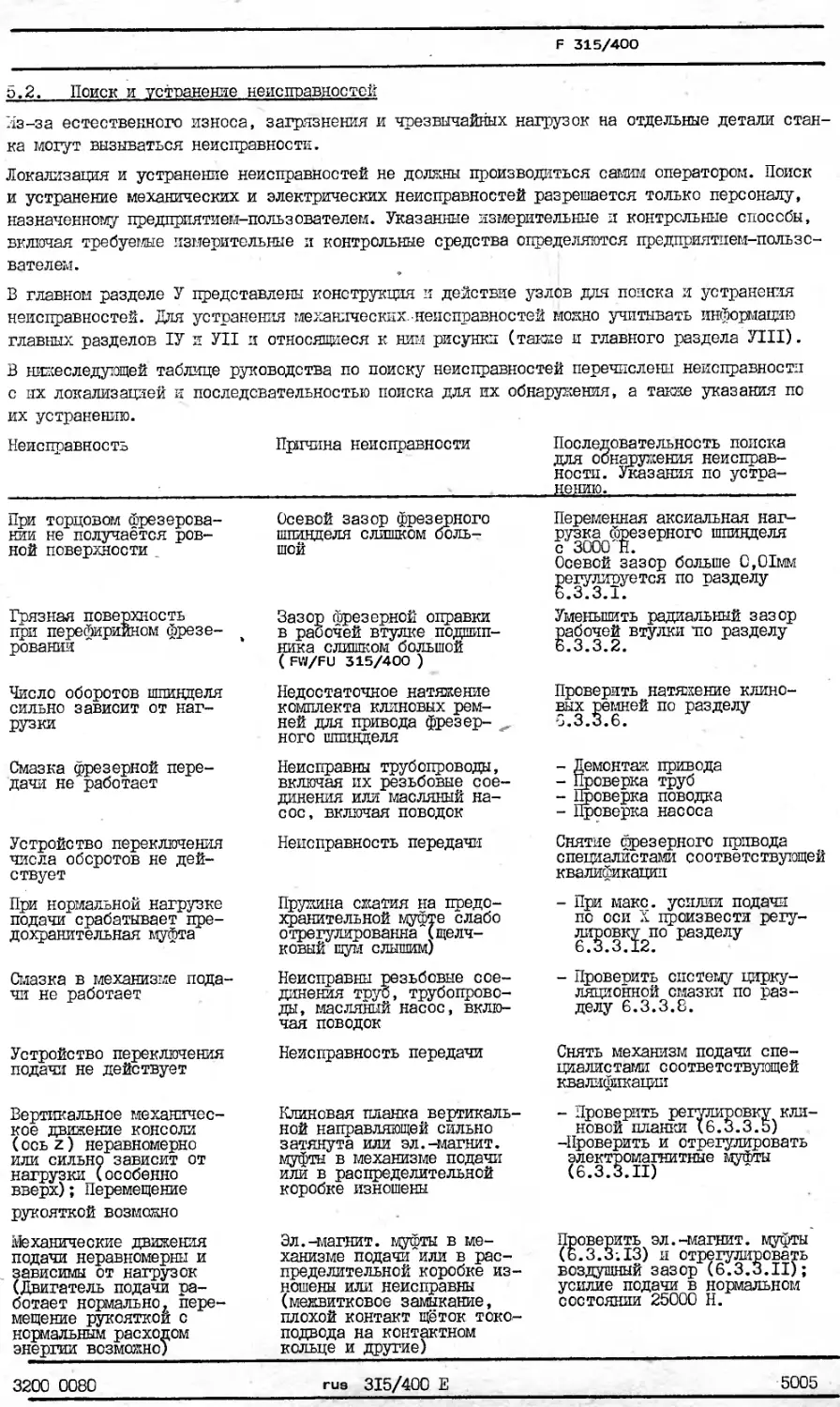
э.2. Поиск и устранение неисправностей
дз-за естественного износа, загрязнения и чрезвычайных нагрузок на отдельные детали стан-
ка могут вызываться неисправности.
Локализация и устранение неисправностей не должны производиться самим оператором. Поиск
и устранение механических и электрических неисправностей разрешается только персоналу,
назначенному предприятием-пользователем. Указанные измерительные и контрольные способы,
включая требуемые измерительные и контрольные средства определяются предприятием-пользо-
вателем.
В главном разделе У представлены конструкция и действие узлов для поиска и устранения
неисправностей. Для устранения механических.-неисправностей можно учитывать информацию
главных разделов 1У и УН и относящиеся к ним рисунки (также и главного раздела УШ).
В нижеследующей таблице руководства по поиску неисправностей перечислены неисправности
с их локализацией и последовательностью поиска для их обнаружения, а также указания по
их устранению.
Неисправность
Причина неисправности
Последовательность поиска
для обнаружения неисправ-
ности. Указания по устра-
нению.
При торцовом Фрезерова-
нии не получается ров-
ной поверхности
Осевой зазор фрезерного
шпинделя слишком боль-
шой
Грязная поверхность
при перефирийном фрезе-
ровании
Число оборотов шпинделя
сильно зависит от наг-
рузки
Зазор фрезерной оправки
в рабочей втулке подшип-
ника слишком большой
(FW/FU 315/400 )
Недостаточное натяжение
комплекта клиновых рем-
ней для привода фрезер- „
него шпинделя
Переменная аксиальная наг-
рузка^ф^езерного шпинделя
Осевой зазор больше 0,01мм
регулируется по разделу
6.3.3.1.
Уменьшить радиальный зазор
рабочей втулки по разделу
о.3.3.2.
Проверить натяжение клино-
вых ремней по разделу
вых ремн
3.3.3.6.
Смазка фрезерной пере-
дачи не работает
Устройство переключения
числа оборотов не дей-
ствует
При нормальной нагрузке
подачи срабатывает пре-
дохранительная муфта
Неисправны трубопроводы,
включая их резьбовые сое-
динения или масляный на-
сос, включая поводок
Неисправность передачи
Смазка в механизме пода-
чи не работает
Устройство переключения
подачи не действует
Пружина сжатия на предо-
хранительной муфте слабо
отрегулированна (щелч-
ковый шум слышим)
Неисправны резьбовые сое-
данения труб, трубопрово-
ды, масляный насос, вклю-
чая поводок
Неисправность передачи
- Демонтаж привода
- Проверка труб
- Проверка поводка
- Проверка насоса
Снятие фрезерного привода
специалистами соответствующей
квалификации
- При макс, усилии подачи
по оси X произвести регу-
лировку по разделу
- Проверить систему цирку-
ляционной смазки по раз-
делу 6.3.3.8.
Вертикальное механичес-
кое движение консоли
(ось z) неравномерно
или сильно зависит от
нагрузки (особенно
вверх); Перемещение
рукояткой возможно
Механические движения
подачи неравномерны и
зависимы от нагрузок
(Двигатель подачи ра-
ботает нормально, пере-
мещение рукояткой с
нормальным расходом
энергии возможно)
Клиновая планка вертикаль-
ной направляющей сильно
затянута или эл.-магнит,
муфты в механизме подачи
или в распределительной
коробке изношены
Снять механизм подачи спе-
циалистами соответствующей
квалификации
- Проверить регулировку кли-
новой планки (6.3.3.5)
-Проверить и отрегулировать
электромагнитные муфты
(6.3.3.II)
Эл.-магнит, муфты в ме-
ханизме подачи'или в рас-
пределительной коробке из-
ношены или неисправны
(межвитковое замыкание,
плохой контакт щёток токо-
подвода на контактном
кольце и другие)
Проверить эл.-магнит, муфты
(Б.3.3.13) и отрегулировать
воздушный зазор (6.3.3.II);
усилие подачи в нормальном
состоянии 25000 Н.
3200 0080
rus 315/400 Е
5005
F 315/400
Неисправность Причина неисправности Последовательность поиска для
обнаружения неисправности. Ука-
зания по устранению.
По одной оси или во мно- Предохранительный конеч- Проверить конечные выключатели
гих осях не возможно ный выключатель или ме- S3, S4 или S5 на валу ручного
включение механического ханизм управления де- перемещения
движения перемещения фектен
5.3. Указания по поиску ошибок при помощи принципиальных эл.-схем и документации
______"PC - программное обеспечение"______________________________________________
При возникновении помех на электроприборах необходимо станок сразу остановить и выключи-
ть главный выключатель, а также удалитЬ предохранитель fi .
Все работы по поиску и устранению неисправностей выполняются персоналом соответственной
квалификации.
Крышки с электроприборов разрешается удалять только при ремонте и в зоне приборов не
должны храниться или складироваться предметы.
При частых перегораниях предохранителей или при повторном срабатывании термических выклю-
чающих катушек следует проверить является ли ошибка механической неисправностью переклю-
чателей приборов или вставлены ли правильные предохранители или соответственный двига-
тель работает с нагрузкой.
Если контактор сильно гудит, не включается или не выключается, то следует проверить на
наличие механических помех,
перегорание катушки или
наличие номинального напряжения на приборе.
5.3.1, Обнаружение и устранение неисправностей электдческой системы /правления
Основы для поиска неисправностей:
- Техническая документация "Распределительный шкаф" (9.2),
особенно инструкция по поиску неисправностей и принципиальные эл.-схемы
и схемы распределения;
- Техническая документация efe 700 (9.3);
- Документация "PC - программное обеспечение" F 315/4oo (9.4);
- Техническая документация tpg 700 -
Переносное программирующее устройство (только при наличии tpg 700 ;
не входит в объем поставки станка).
Общие указания по обнаружению неисправностей внутри программируемой системы управления
efe 700 указаны в технической документации efe 700 . Указания к неисправностям в сило-
вой части распределительного шкафа даны в технической документации распределительного
шкафа.
С помощью светящихся диодов (led ) на входных и выходных модульных печатных картах efe 700
можно обнаружить неисправности на -электроприборах в станке без предварительного демонта-
жа частей станка.
Далее эти индикации с применением документации "PC-программное обеспечение" позволяют
делать заключение на дефектный режим работы станка.
Работоспособность efe.700 , это значит программа вычислительной машины отрабатывается,
сигнализируется контрольным контактом A I.I (лампа 'fcuN ") на силовую часть.
Контакт A I.I замкнут, дверь стойки станка закрыта, кнопка "аварийный стоп" нажата и
включенная система управления, как предпосылка для пуска станка регистрируется на входе
Е 040.
Длительные перегрузки фрезерного двигателя, двигателя подачи, двигателя для попутной по-
дачи или двигателя для подачи охлаждающего средства (F21 ... F24) ведут к отключению
сигнала на входе Е 041.
Двигатели для механизма для опускания консоли и для зажимного устройства работают только
в кратковременном режиме и поэтому предохраняются только предохранителем F8 . от корот-
кого замыкания.
3200 0080
гиз
315/400 Е
5006
F 315/400
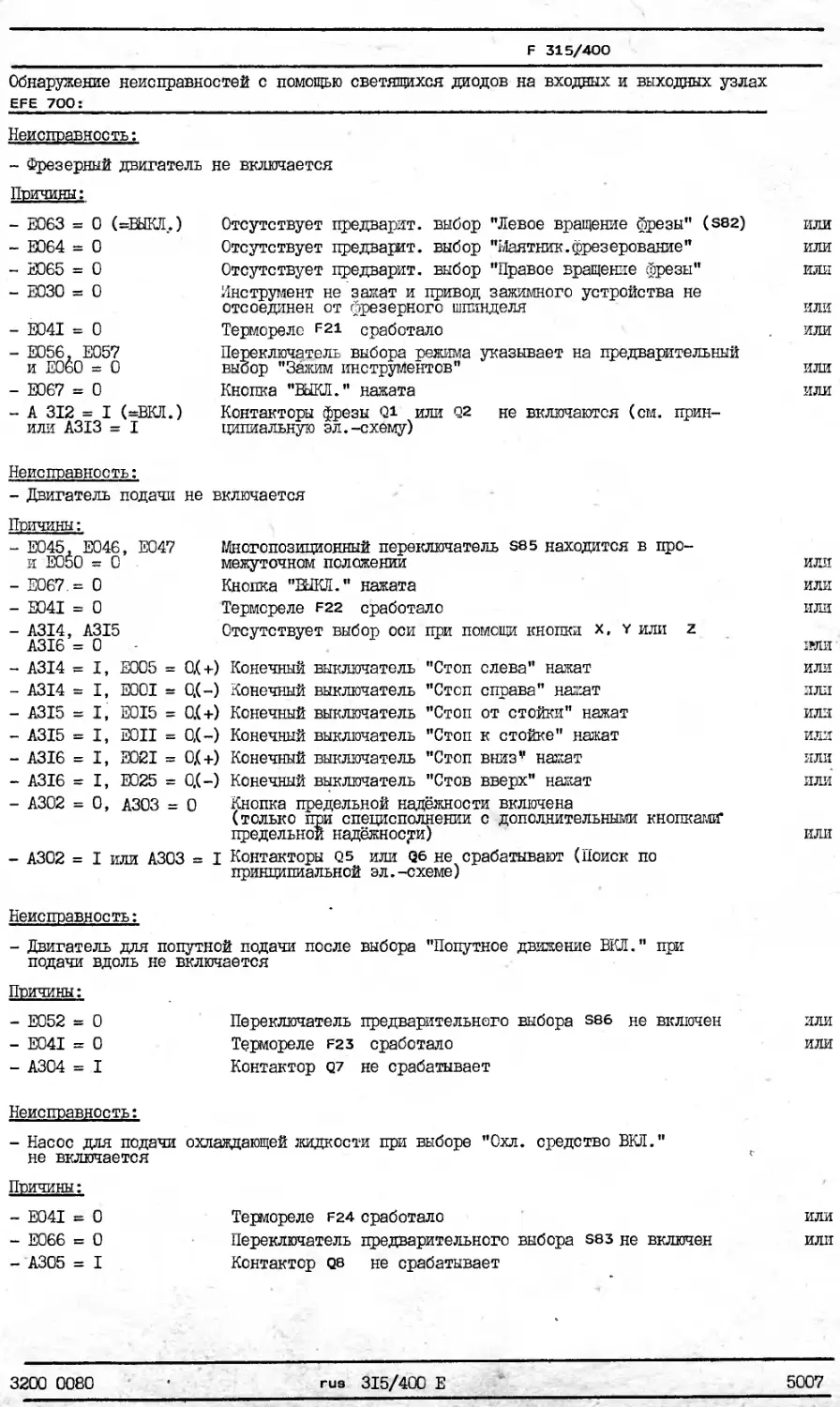
Обнаружение неисправностей с помощью светящихся диодов на входных и выходных узлах
EFE 700:
Неисправность:
- Фрезерный двигатель не включается
Причины:
- Е063 = 0 (=ВЫКЛ.) - Е064 = 0 - Е065 = 0 - Е030 = 0 Отсутствует предварит, выбор "Левое вращение фрезы" (S82) или Отсутствует предварит, выбор "Маятник.фрезерование" или Отсутствует предварит, выбор "Правое вращение йрезы" или Инструмент не зажат и привод зажимного устройства не отсоединен от фрезерного шпинделя или
- E04I = 0 - Е056. Е057 и Е060 = 0 - Е067 = 0 - А 312 = I (=ВКЛ.) или A3I3 = I Терморело F21 сработало . или Переключатель выбора режима указывает на предварительный выбор "Зёжим инструментов" или Кнопка "ВЫКЛ." нажата или Контакторы фрезы Q1 или Q2 не включаются (см. прин- ципиальную эл.-схему)
Неисправность: - Двигатель подачи не включается
Причины:
- Е045, Е046, Е047 и Е050 = 0 Многопозиционный переключатель S85 находится в про- межуточном положении или
- Е067.= 0 Кнопка "ВЫКЛ." нажата или
- E04I = 0 Термсреле F22 сработало или
- A3I4, A3I5 A3I6 = 0 Отсутствует выбор оси при помощи кнопки х, Y или Z пли
- A3I4 = I, Е005 = 0,(+) Конечный выключатель "Стоп слева" нажат или
- A3I4 = I, EOOI = 0,(-) Конечный выключатель "Стоп справа" нажат или
- A3I5 = I, E0I5 = О.(+) Конечный выключатель "Стоп от стойки" нажат ИЛЛ
- A3I5 = I, EOII = 0,(-) Конечный выключатель "Стоп к стойке" нажат или
- A3I6 = I, E02I = 0,(+) Конечный выключатель "Стоп вниз'1 накат или
- A3I6 = I, Е025 = О.(-) Конечный выключатель "Стов вверх" нажат или
- А302 = 0, АЗОЗ = 0 Кнопка предельной надёжности включена (только при специсполнении с дополнительными кнопками предельной надёжности) или
- А302 = I или АЗОЗ = I Контакторы Q5 или Q6 не срабатывают (Поиск по принципиальной эл.-схеме)
Неисправность;
- Двигатель для попутной подачи после выбора "Попутное движение ВКЛ." при
подачи вдоль не включается
Причины: - Е052 = 0 - E04I = 0 - А304 = I Переключатель предварительного выбора S86 не включен Термореле F23 сработало Контактор Q7 не срабатывает или или
Неисправность:
- Насос для подачи не включается охлаждающей жидкости при выборе "Охл. средство ВКЛ."
Причины: - E04I = 0 - Е066 = 0 - А305 = I Термореле F24 сработало Переключатель предварительного выбора S83 не включен Контактор Q8 не срабатывает или или
3200 0080
rus 315/400 Е
5007
F 315/400
Неисправность; -
- Консоль при предварительном выборе "Опускание консоли ВКЛ." до ускоренного , движения не опускается
Причины: г
- Е053 = 0 Многопозиционный переключатель не включен S87 или
- Е034 = 0 Конечный выключатель "Консоль опущена" отсутствует дача контакта (размыкающий контакт S2) или
- А307 = I Контактор Qio не включается
Неисправность:
- Консоль после ускоренного движения (с опусканием консоли) не подает
Причины: - ЕОЗЗ = 0 Конечный выключатель "Консоль доставлена" отсутствует дача контакта (замыкающий контакт si ) или
- А306 =1 Контактор Q9 не срабатывает
Неисправность:
- Инструмент не разжимается
Причины: - Е062 = 0 Переключатель выбора режима работы не стоит на "Инструмент разжать" или
-S 253 = 0 (конечн. выключ. Рукоятка переключения числа оборотов не в положении .) покоя или
- KI2 = 0 (токовое реле)Тормоз фрезерного шпинделя не включен или
- A3II = I Контактор Q12 не включается или
- Е 043 = I Фрезерный шпиндель ещё вращается
Неисправность;
- Инструмент не зажимается
Причины: - E06I = 0 Переключатель выбора режима работы sei не стоит на "Инструмент зажать" или
-S 253 = ОСконечн. выключат. Рукоятка переключения числа оборотов не в положении .) покоя или
- К 12 = 0(токовое реле)Тормоз фрезерного шпинделя не включен или
- Е043 = I Фрезерный шпиндель ещё вращается или
- A3I0 = I Контактор Qii не срабатывает
Неисправность:
- Предварительный выбор по осям не происходит
Причины: •
- Е035 = 0 Конечный выключатель вала ручного перемещения вдоль (S3 или ss ) нажат или нет контактирования или
- Е036 = 0 Конечный выключатель вала ручного перемещения поперек (S4 или S6 ) нажат или нет контактирования или
- Е037 = 0 Конечный выключатель вала ручного перемещения верти- кально (S5 или S7 ) нажат или нет контактирования
Неисправность:
- Тормоза не отпускают при насаживании рукоятки
Причины: - Е035 = I Контакт конечного выключателя вала ручного перемещения . вдоль (S3 или S8 ) не размыкает или
- Е036 = I Контакт конечного выключателя вала ручного перемещения поперек (S4 или S6 ) не размыкает или
*
—
3200 0080 rus 315/400 Е 5008
F 315/400
- E037 = I Контакт конечного выключателя вала ручного перемещения
вертикально (35илиЭ7) не размыкает
Неисправность;
- Электромагнитные муфты не включаются
- Подача и ускоренный ход любой из осей (в обеих направлениях) движутся иррегулярно,
инертное форсирование, двигатель подачи работает-
- Предохранитель постоянного тока срабатывает
- Муфты У1 до У10 имеют межвитковое замыкание или замыкание корпуса
Причины:
- Щётки токоподвода замыкают
- Диски касающихся электромагнитных муфт замыкают; воздушный зазор незначителен.
Последовательность поиска для распознавания неисправностей / указания к устранению:
- Смена щёточных вставок. Контроль токоподвода на правильное прилегание к контактному
кольцу во время движения и при изменении направления вращения.
- Проверка и по необходимости регулировка воздушного зазора или смена пакета дисков
(см. 6.3.3.II).
- Измерить српротивление соответственной муфты (см. раздел 5.4)
Неисправность:
- г<1уфты осей не включаются
Причины:
- Е035, Е036 или Е037 = 0 Конечный выключатель вала ручного нажат или дефектен перемещения или
- А283 = I (вдоль) Контактор Q13 не срабатывает или (Измерение тока см. в таблице 5.4) токоподвод прерван или
- А286 = I (поперек)- Контактор Q14 не срабатывает или (см. таблицу 5.4) токоподвод прерван или
- А290 - I (верт.) Контактор Q15 не срабатывает или токоподвод прерван
Неисправность:
- Тормозная муфта не сцепляет (большой перебег после "Стоп"; одновременное
движение по двум осям)
Причины:
- Е035, Е036 Конечный выключатель вала ручного перемещения накатили
или 2037 = 0 дефектен или
- А285 = I или
А284 = I или
A28I = I Токоподвод прерван (Таблица 5.4)
Неисправность: •
- Муфта для подачи не включается
Причины:
- Е034 = 0 Главный привод не включен (кроме у s 90 = I) или
- ЕОЗЗ = I Консоль после ускоренного хода не доставлена (Опускание консоли, si ) или
- Е003 = I Конечный выключатель замедленного хода влево S17 нажат или
- Е007 = I Конечный выключатель замедленного хода вправо sis нажат или
3200 0080
rus 315/400 Е
5009
F 315/400
- E0I3 = I Конечный выключатель замедленный ход от стойки S27 нажат или или или или
- E0I7 = I Конечный выключатель замедленный ход к стойке S28 нажат
- Е023 = I Конечный выключатель замедленный ход вверх S37 нажат
- Е027 = I Конечный выключатель замедленный ход вниз S38 нажат
- А282 = I Токоподвод прерван (Таблица 5.4)
Неисправность: - Муфта для ускоренного хода не включается Причины:
- Е003 или Е002 = 0 Конечный выключатель замедленного хода или подачи влево
нажаты или
- Е007 или Е006 = 0 Конечный выключатель замедленного хода или подачи вправо
нажаты или
- E0I3 или E0I2 = 0 Конечный выключатель замедленного хода или подачи от
стойки нажаты или
- E0I7 или E0I6 - 0 Конечный выключаиель замедленного хода или подачи к
стойке нажаты - Е023 или Е022 = 0 Конечный выключатель замедленного хода или подачи или
вверх нажат - Е027 или Е026 = 0 Конечный выключатель замедленного хода или подачи или
вниз нажат или
- Е034 = 0; Е053=1 Механизм опускания консоли сигнализирует "не отпущено"
(конечный выключатель S2) или
- Е054 = I и Е043=0 Нет вращения фрезы при предварительном выборе "Движе-
ние фрезы при ускоренном ходе* - А287 = I Токоподвод прерван (Таблица 5.4) Неисправность; - Муфта для замедленного хода не включается или
Причины:
- Е043 = 0 Главный привод не включен (кроме при s 90 = I) - ЕОЗЗ = I Консоль после ускоренного хода не доставлена или
(Опускание консоли, si) - E03I - 0 Подача установлена меньше 50 мм/мин (вместо муфты для замедленного хода переключает муфта для подачи; А282 = I) - A29I = I Токоподвод прерван (таблица 5.4) Неисправность: - Тормоз фрезерного шпинделя не включается Причины: или
- А280 = I Токоподвод прерван (Таблица 5.4) Тормозное время фрезерного шпинделя (3,5 сек) истекло (для контроля переключатель режима работы переключить на "Инструмент разжать" или на "Инструмент зажать". или
Неисправность:
- Устройство для зажима инструментов не оцепляется с фрезерным шпинделем
(магнит сцепления не действует).
Причины:
- Проверить предохранители F2 и F2.1;
- Измерить напряжение X2I/T8 - 20 (220в перем, ток)
3200 0080 *
гиз 315/400 Е
5010
F 315/400
- Двигатель устройства для зажима инструментов не работает или
- в зажатом состоянии (КН = I) не возможен дальнейший зажим или
- реле с остаточным магнетизмом КП не гасится (Дефект сопротивления Rv)
5.3.2. Контроль коробки конечных переключателей
Кулачковое управление делает возможным автоматическое ограничение хода. Изменение ско-
рости движения и переключение осей при помощи 8-ми полюсной коробки с конечными пере-
ключателями, находящейся на каждой оси. Предохранительные переключатели контролируют
допустимую комбинацию конечных переключателей, которые при нажатии необходимы для одной
функции. Неразрешенная комбинация ведет к останову станка. Это состояние после поиска
неисправности устранить нажатием на кнопку ШКЯ. _ л
Нижеследующие комбинации., которые по состоянию входных и выходных светящихся диодов
могут считываться по рис. 5/9 ... 5/II
Вдоль:
I. Замедленный ход вправо sis и останов влево /sn
2. Замедленный ход вправо sie и замедленный ход влево S17
3. Замедленный ход вправо sib и подача влево sis
4. Подача вправо S14 и останов влево /зи
5. Подача вправо S14 и ускоренный ход влево S12
6. Подача вправо S14 и подача влево S13
7. Подача вправо S14 и ускоренный ход вправо si 5
8. Подача вправо S14 и замедленный ход влево S17
9. Останов вправо /S16 и ускоренный ход вправо si5
10. Останов вправо /S16 и останов влево /S11
II. Останов вправо /S16 и подача влево S13
12. Останов вправо /S16 и замедленный ход влево S17
13. Ускоренный ход влево S12 и останов влево /sn
14. Ускоренный ход влево s 12 и ускоренный ход вправо S15
15. Ускоренный ход влево S12 и замедленный ход вправо S18
16. Ускоренный ход влево S12 и подача влево S13
17. Ускоренный ход вправо sis и подача влево S13
18. Ускоренный ход вправо S15 и замедленный ход влево S17
Аналогично этому:
Поперёк: Вертикально:
I. ,S28 И /S21 I. S38 И /S31
2. S28 И 327 2. S38 и S37
3. S28 II 323 3. S38 и 333
4. S24 и /S21 4. S34 и /331
5. S24 И S22 5. S34 и S32
6. S24 и S23 6. S34 и S33
7. S24 и S25 7. S34 и S35
8. S24 и 327 8. S34 и S37
9. /S26 и S25 9. /S36 и S35
ID. /S26 и /S21 10. /S36 и /331
II. /326 и S23 II. /S36 9 и S33
12. /S26 и S27 12. /S36 и S37
13. 322 и /S21 13. S32 и /S31
14. 322 и S25 14. S32 и S35
15. 322 и S28 15. S32 и 338
16. 322 и 323 16. S32 и S33
17. 325 и 323 17. S35 и 333
18. S25 и 327 18. S35 и S37
3200 0080-
rus 315/400 Е
5011
F 315/400
Далее в нормальном режиме, т.е. фрезерование не по прямоугольному циклу, контролируются
кулачки для угловых рамных переключений. Наезжая на один из таких кулачков (зависимы от
направления) в нормальном режиме вызывается также останов станка.
вдоль; поперек: вертикально:
S17 и S13 S17 И S12 ~ Х S27 и S23 S27 и S22 + Y S37 и S33 S37 и SS2 - Z
S18 и S14 S18 и S15 + Х S28 и S24 S28 и S25 “ Y S38 И S34 S38 и S35 + Z
В режиме работы "фрезерование по прямоугольному циклу" особенно контролируется размыка-
ние конечных выключателей при отходе с кулачков. Если ползун замедленного хода при нали-
чии неисправности остается в действии, то при наезде на следующий кулачок станок останав-
ливается.
Если ползун ускоренного хода, подачи и стопорный ползун остались нажатыми, то покидая
кулачок даётся уже останов.
Для поиска неисправностей на станке на рис. 5/II показано положение ползуна на коробке
конечных выключателей для всех осей с условным обозначением принципиальной эл.-схемы,
распределением входов и сокращенное обозначение сигналов.
5.3.3. Поиск неисправностей с tpg 700
При наличии переносного программирующего устройства tpg 700 возможно наблвдать машин-
ное программирование, это значит статический и динамический операнд уравнений булевой ал-
гебры, в любом рабочем состоянии станка. Особенно важные ячейки памяти, схема следящего
устройства, схема импульсов и Хронирующая схема легко проверяемы. Для этого применив
. ПУ - программы, Кросс - референц и перечень входов, выходов и ячеек памяти делается необ-
ходимым.
Принцип действия и обращение с tpg 700 смотрите в технической документации tpg 700 ).
Основные ячейки памяти:
1496 = I 1497 = I Неисправность коробки с конечными переключателями Неисправность коробки с конечными переключателями ползун для замед- ленного хода / рамное фрезерование
14157= I 14387= I 1.1400= I/O 14402= 0/1/0 1.1403= I 1.1404= I 1.1406= 1/0/1 LI4II= I 14413= I 14416= I 1/1417=1 14433= I 14434= I 1.1435= I 14476= I .1480= I 14481=1 1.1482= I 14483= 0/1/0 14484= 0/1/0 1.1485= I 1.1487= I 14502= I 14503= I 14505= I Неисправность коробки с конечными переключателями/ рамное фрезерование Пуск вызван при помощи кнопки + или - Пуск/стоп накопителя Команда - оси ВКЛ. Левое вращение двигателя подачи Правое вращение двигателя подачи , Станок ВЫКЛ. (импульс) Команда - двигатель подачи ВКЛ. (Т или Е) Ось z включена Ось X включена Ось У включена Переключение в раме к оси X Переключение в раме к оси У Переключение в раме к оси z Предварительный выбор ускоренного хода Выбрано движение по оси X Выбрано движение по оси У Выбрано движение по оси z Команда нажать кнопку + Команда нажать кнопку - Движение оси выбрано или выполняется Условие включения скоростных муфт Вращение фрезы, включая некоторое движение фрезы без подачи Включение фрезы после зажима инструмента Кратковременный пуск фрезы
3200 0080 rus 315/400 Е 5012
F 315/400
:,SI0 = I Предварительный выбор левого вращения фрезы
ЖП = I Предварительный выбор правого вращения фрезы
M5I2 = I Деблокировка фрезы и ВКЛ.
M5I3 - I Фрезу ВКЛ.
M5I4 = I Левое вращение фрезы и кратковременный пуск
M5I5 = I Правое вращение фрезы
М546 = I Двигатель подачи работает
М552 = I Условие включения муфты для подачи
М555 - I Команда кнопка замедленного хода
М557 = I ВКЛ. фрезерование по прямоугольному циклу
М570 - I Рукоятка насажена во время фрезерования по прямоугольному циклу
М595 = I Команда замедленный ход (кнопка или конечный выключатель)
М596 = I Команда ускоренный ход (кнопка или конечный выключатель)
М636 = I Пуск фрезы
5.4, Поиск и устранение неиставностей на электромагнитных .дековых муфтах
При срабатывании плавких предохранителей муфт электропитания может быть межвитковое за-
мыкание муфты или замыкание массы контактного кольца из-за их загрязнения.
Измерение сопротивления муфты выполнять на соответствующих штекерных соединениях рас-
пределительного шкафа (принципиальная эл.-схема) или непосредс твенно на муфтах.
Электрическое сопротивление обмоток электромагнитных муфт:
Узел или расположение Тип муфт Сопротивление (ом) при 20°С Ток (А) к
Тормоз фрезерного шпинделя (стойка) KLDO 10 12 . 2
Муфта для подачи, ускоренного хода и замедленного-хода (механизм пода- чи в консоли) 4 KL-5 13 1,85
у F 315 : муфты для продольного, поперечного и вертикального движе- ния (в консоли) Els 6,3 17 1,4
У F 400 : муфты для продольного, поперечного и вертикального движе- ния (в консоли) 4 KL-10 9 2,65
Тормозная муфта для продольного,и поперечного перемещения (в консоли) 4 KL-1,25 22 1,1
У F 315 : Тормозная муфта для вер- тикального- перемещения (в консоли) Els 6,3 17 1,4
у f 4оо : Тормозная муфта для вер- тикального перемещения (В консоли) • KLDO 10 12 2
Регулировка воздушного зазора описана в разделе 6.3.3.II.
5.5. Перечень рисунков
- 5/1 - Главный привод / главная передача
- 5/2 - Привод фрезерного шпинделя fw/fu 315/400
- 5/3 - Привод фрезерного шпинделя fss 315/400 ; Пиноль
- 5/4 - Привод подачи осей х, y, z
- 5/5 - Обратное ручное перемещение (Специсполнение , только для F 4оо)
- 5/6 - Привод замедленного хода
- 5/7 - Устройство для фрезерования с попутной подачей
- 5/8 - Устройство для опускания консоли
- 5/9 - Предохранительный выключатель коробки конечных выключателей
Входная печатная карта 1-32/ efe 700/ pi. 4
I: Символ
2: Условное обозначение
3: Ось (L - вдоль,Q - поперёк, s - вертикально)
4: Стоп из-за недопустимых комбинаций сигналов
3200 0080
rus 315/400 Е
5013
-51в-
3200 0080
315 J WO Е
F 3151 WO
1 1 2 3 4- 5
EL + L - EOOO • • • • •
—HO HR IE 001 • • • •
—WW VL E00 2 • • • • •
SL E003 • • • о •
ER EOOif • • ♦ • • •
о к- HL IE 005 • • • •
АЛЛЛг* VR E 006 • • • • •
SR E007 • • • о •
EVS fl _ E010 • • • • •
HZS Ieoh • • • •
VVS E012 • • • • •
SVS E 013 • • • о •
EZS E 01k • • е • •
HVS 1 £015 • • • •
vzs Е01Б • • • • •
szs E017 • • • о •
EAUF <4 ► Cn + 1 £020 • • • • •
1 о НА В 1Е021 • • • •
•*vWV VAUF E022 • • • • •
4 SAUF £023 • • • о •
EAB E02k • • 1 • • •
о т HAuF IE02S • • • •
VAB E026 • • • • •
1 SAB E027 • • • о •
3200 0080
315/h-OO E
-519-