





















































































































































































































































































































Автор: Соколов И.И.
Теги: сварка металлургия газовая сварка сварочное производство сварочное оборудование резка
Год: 1986



Текст
ОГЛАВЛЕНИЕ
Стр
Введение................................................... 3
Глава I Краткие сведения о сварке и резке металлов ... 5
§ 1. Сущность и преимущества процесса сварки .... 5
§ 2 Основные виды сварки металлов............... 6
§ 3. Газовая сварка и пайка металлов ........... 11
§ 4 Сущность процесса резки металлов................. 12
Глава II Сварные соединения и швы......................... 13
§ 5 Виды сварных соединений........................... 13
§ 6. Виды сварных швов.......................... 15
§ 7 Обозначение сварных швов на чертежах и расчет сварных соединений............................... 17
Глава III Материалы, применяемые прн газовой сварке и резке метатлов ......................................... 21
§ 8 Свойства кислорода и способы его получения . , 21
§ 9 Карбид кальция.................................. 23
§ 10 Ацетилен и другие горючие газы ....... 24
§ 11 Флюсы............................................. 31
§ 12. Сварочная проволока............................... 33
Глава IV Оборудование и аппаратура для газовой сварки 36
§ 13 Ацетиленовые генераторы........................... 36
§ 14. Предохранительные затворы и химические очистители 53
§ 15 Баллоны для сжатых газов.......................... 60
§ 16 Запорные вентили для баллонов с газами .... 66
§ 17. Редукторы для сжатых газов........................ 68
§ 18 I азораспределительные рампы, рукава, трубопроводы 79
§ 19 Сварочные горелки, их назначение и устройство . 82
§ 20. Правила обращения с горелками..................... 91
Глава V. Сварочное пламя................................... 93
§ 21 Виды сварочного пламени .......... 93
§ 22 Металлургические процессы при газовой сварке . . 99
§ 23 Влияние нагрева сварочного пламени иа структуру
сварного шва и зону термического влияния ... 101
§ 24 Тепловое взаимодействие пламени с металлом . , 103
Глава VI Технология газовой сварки ....................... 104
§ 25 Области применения и способы газовой сварки . . 104
§ 26 Сборка изделий под сварку, сварка в различных пространственных положениях.......................... 109
§ 27 Техника па юления сварных швов ................ 112
§ 28 Деформации и напряжения при сварке............. 113
§ 29 Термическая обработка сварных соединений 116
§ 30 Сварка листового материала труб и ремонтная сварка . 118
§ 31 Сварка сосудов и газопроводов.................. 121
Гпова VII Аппаратура дтя кислородной резки................124
§ 32 Основные устовия резки металлов ............... 124
§ 33 Резаки для ручной резки ............. 128
§ 34 Керосинорезы ................. 135
§ 35 Вставные и специальные резаки.................. 144
§ 36 Правила обращения с резаками .................. 147
§ 37 Машины для кислородной резки....................150
Глава VIII Технология кислородной резки.................. 164
§ 38 Основные сведения о технике резки.............. 164
§ 39 Кислородная резка стали ...... 168
§ 40 Точность и качество резки 171
§ 41 Особенности технологии резки различных профили металла . . 173
§ 42 Технология машинной резки ..................... 175
§ 43 Поверхностная резка металлов .... 178
Глава IX Технология и аппаратура кислородно флюсовой резки 180
§ 44 Сущность процесса кислородно флюсовой резки 180
§ 45 Аппаратура для кислородно флюсовой резки 183
§ 46 Кислородно флюсовая резка высоколегированных
сталеи 193
§ 47 Кислородно флюсовая резка бетона и железобетона 197
Глава X Технология и аппаратура газоэлектрической резки 200
§ 48 Сущность процесса и области применения газоэ ,ек трическои резки 200
§49 Кислородно дуговая резка плавящимся электродом 201
§ 50 Воздушно-дуговая резка . ... 202
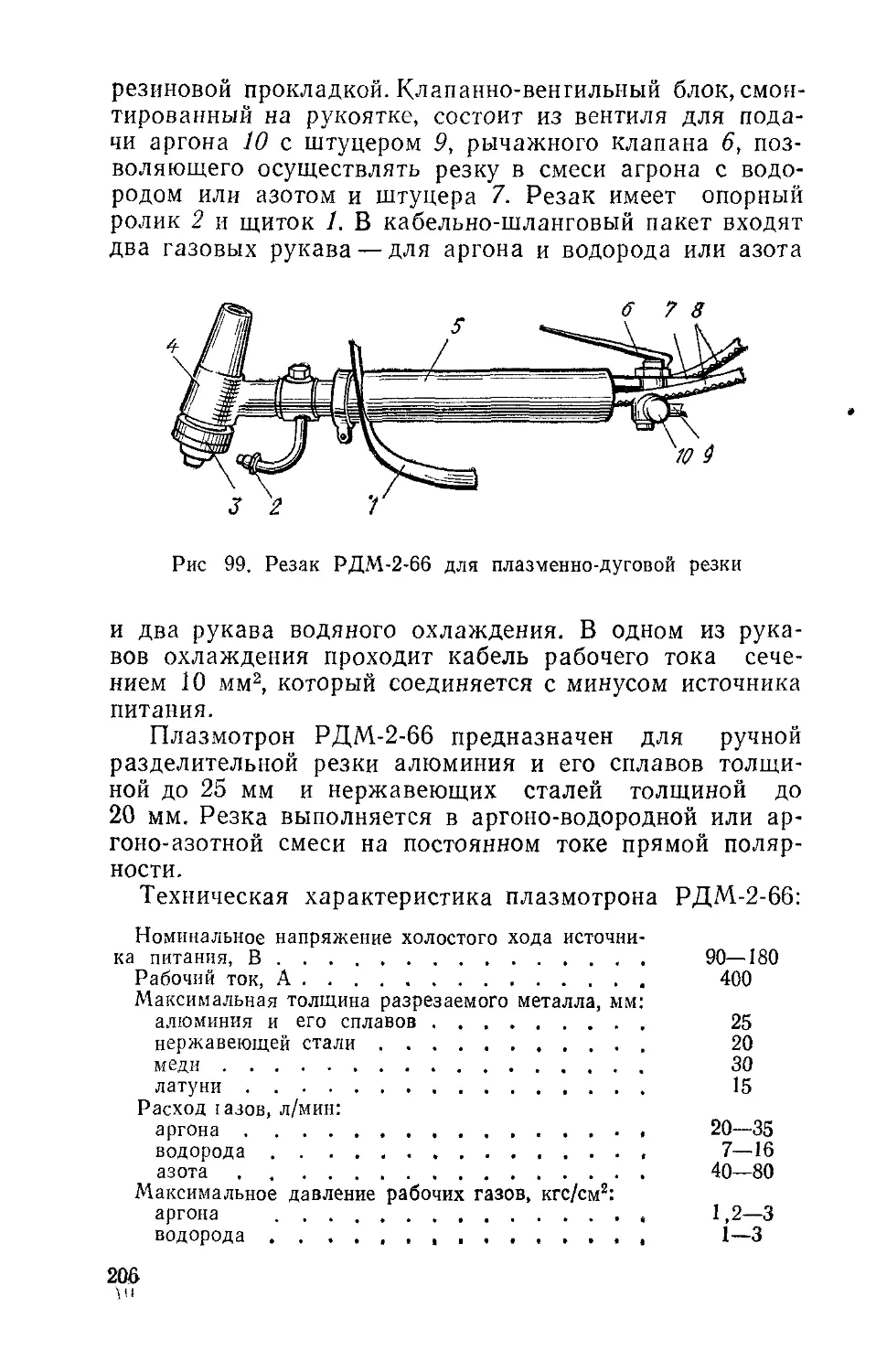
§ 51 Плазменно-дуговая резка метал юв . . . . 204
§ 52 Технология плазменно-дуговой резки...............211
§ 53 Подводная резка металлов . . 214
Глава XI Сварка углеродистых и легирован! ых сталей 219
§ 54 Основные свойства углеродистых п легированных статей . 219
§ 55 Свариваемость стали 224
§ 56 Сварка углеродистых сталей . . . . 228
§ 57 Сварка легированных сталей . ... 231
Глава XII Сварка чугуна ...................................235
§ 58 Характеристика и классификация чугхнов . . . 235
§ 59 Горячая сварка чугуна .... 239
§ 60 Сварка чугуна с местным подогревом . . 242
§ 61 Холодная сварка чугуна ......................... 243
Глава XIII Сварка цветных металлов и сплавов . , . . 248
§ 62 Сварка меди , 248
§ 63 Сварка латуни .................................251
§ 64 Сварка бронзы..................................254
§ 65 Сварка никеля ............................. ... 255
§ 66 Сварка свинца................................ . 256
§ 67 Сварка алюминия . ... . . 257
§ 68 Сварка магниевых сп 1авов . . .........262
Глава XIV Газопламенная наплавка и пайка..................265
§ 69 Общие сведения о наплавке.......................265
§ 70 Наплавка цветных металлов.......................265
§ 71 Наплавка твердыми сплавами......................267
§ 72 Пайка металлов .................270
Глава XV Дефекты сварных швов и их контроль .... 273
§ 73 Дефекты сварных соединений н причины их образования . 273
§ 74 Контпоть качества сварных швов и соединении . 277
§ 75 Радиационные методы контроля 282
§ 76 Правила аттестации сварщиков для допуска их к ответственным работам .... . 288
Глава XVI Техника безопасности и противопожарные меро приятия 291
§ 77 Вредности н опасности при газовой сварке и резке 291
§ 78 Основные правила техники безопасности при газо вой сварке и резке металлов . . . . 292
§ 79 Противопожарные мероприятия . . . 300
§ 80 Оказание первой помощи при несчастных случаях 301
Глава XVII Сведения по стандартизации и контролю качества продукции ... . 302
§ 81 Стандартизация ее особенности и задачи . 302
§ 82 Организация технологической подготовки производства ... . 306
§ 83 Стандартизация единиц измерений ............... 308
§ 84 Стандартизация и качество продукции.............310
Литература.............................................. 315
и. и. СОКОЛОВ
ГАЗОВАЯ СВАРКА И
РЕЗКА МЕТАЛЛОВ
ОДОБРЕНО УЧЕНЫМ СОВЕТОМ ГОСУДАРСТВЕННОГО КОМИТЕТА СОВЕТА МИНИСТРОВ СССР ПО ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКОМУ ОБРАЗОВАНИЮ В КАЧЕСТВЕ УЧЕБНИКА ДЛЯ ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКИХ
УЧЕБНЫХ ЗАВЕДЕНИЙ
ГЛАВА I. КРАТКИЕ СВЕДЕНИЯ О СВАРКЕ И РЕЗКЕ МЕТАЛЛОВ
§ 1. Сущность и преимущества процесса сварки
ся $
Рис 1 Сравнение клепаною и сварного соединения:
а — клепаное, б - сварное
Сваркой называется технологический процесс получения неразъемных соединений по свойствам, близким свариваемому материалу, посредством установления межатомных связей - между свариваемыми частями при их местном (или общем) нагреве или пластическом деформировании, или совместным действием того и другого.
Все существующие сварочные процессы можно разделить на две основные группы — сварку давлением и сварку плавлением.
По виду энергии, необходимой для образования сварного соединения, и условиям введения ее в металл сварка подразделяется на дуговую, газовую, термитную, электрошлаковую, электронно-лучевую, контактную, трением, ультразвуковую и другие виды.
По степени автоматизации сварка подразделяется на ручную, полуавтоматическую и автоматическую.
Для получения неразъемных соединений раньше преимущественно использовалась клепка (рис. 1,а). Процесс клепки связан с большими затратами металла. Сварка позволяет экономить от 10 до 20% металла по сравнению с клепкой, до 30% по сравнению со стальным литьем и до 50% по сравнению с чугунным литьем.
Сварное изделие (рис. 1,6) проще в изготовлении и и дешевле, чем клепаное. Сварные швы, по сравнению с клепаными, имеют более высокую плотность, прочность и надежность. При использовании сварки уменьшают
ся затраты труда на изготовление металлоконструкций, улучшаются условия труда в металлообрабатывающих цехах.
Применение сварки позволяет использовать самые разнообразные профили металла. Для сжатых стержней в клепаных изделиях часто применяют уголки (рис. 2, а).
Рис. 2. Уголки (а) и профиль (б), полученный сваркой
Сваркой можно получить расположение уголков, дающие трубчатообразный профиль (рис. 2, б).
Благодаря своим преимуществам сварка металлов нашла широкое применение во всех отраслях народного хозяйства.
§ 2. Основные виды сварки металлов
Сварка плавлением
Ручная дуговая сварка металлическим электродом. При сварке металлическим электродом тепло, необходимое для расплавления основного металла и электродного стержня, образуется при горении между ними электрической дуги. Электрическая дуга обладает высокой температурой — до 4000—6000° С. Расплавленные основной и электродный металл перемешиваются в сварочной ванне, образуя при затвердевании сварной шов. На металлический электрод наносят специальное покрытие, которое, расплавляясь, создает газовую и шлаковую защиту сварочной ванны от вредного влияния кислорода и азота воздуха.
Сварка производится на постоянном и переменном токе. При сварке на постоянном токе источниками питания служат сварочные преобразователи и выпрямители, а на переменном — сварочные трансформаторы.
Ручная дуговая сварка плавящимся электродом является наиболее распространенной; она применяется для сварки и наплавки углеродистых и легированных сталей, чугуна и цветных металлов.
Ручная дуговая сварка угольным электродом. При сварке угольным электродом свариваемый металл плавится при горении электрической дуги между ним и -угольным (графитовым) электродом. Для образования шва в зону дуги вводят присадочную металлическую проволоку. Соединения из тонкого металла с отбортовкой кромок свариваются без присадочной проволоки. Этот вид сварки применяется редко, так как требует использование только постоянного тока; при этом наплавленный металл получается низкого качества.
Дуговая сварка под флюсом. При этом способе сварки электрическая дуга горит под флюсом между свариваемым металлом и электродной проволокой. Флюс, частично расплавляющийся при сварке, образует на поверхности шва слой шлака, который защищает расплавленный металл от вредного влияния кислорода и азота воздуха.
При полуавтоматической сварке под флюсом электродная проволока подается механизмом в держатель по гибкому шлангу. Ток к проволоке подводится через контактные губки держателя от сварочного трансформатора. Держатель с бункером для флюса и дугу перемещают вдоль шва вручную.
Полуавтоматическая сварка тонкой проволокой под флюсом (диаметром 1,2—2,0 мм) нашла широкое применение при сварке коротких швов в труднодоступных местах при толщине свариваемого металла 3—6 мм.
При автоматической сварке под флюсом подача электродной проволоки в зону сварки и перемещение дуги вдоль шва производятся автоматически специальным устройством — сварочной головкой или сварочным трактором. Токоподвод к проволоке осуществляется через скользящий контакт при прохождении проволоки через мундштук, изготовляемый из меди. Флюс поступает в зону сварки сверху из бункера.
При этом способе сварки достигается высокая производительность труда и хорошее качество шва. Способ нашел широкое применение при изготовлении резервуаров, котлов, сосудов, мостов, строительных конструкций и других ответственных изделий.
Дуговая сварка в защитных газах. При этом способе сварки в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия кислорода и азота воздуха. В качестве защитного газа применяют аргон, гелий, азот, углекислый 1аз.
Сварку в защитных газах осуществляют вручную, полуавтоматически и автоматически плавящимся и непла-вящимся электродами.
При сварке неплавящимся электродом (рис. 3) защитный газ (аргон или гелий) подается в зону сварки через газовое сопло, а электрическая дуга горит между вольфрамовым электродом и свариваемым металлом.
Рис 3. Сварка в среде защитных газов неплавящимся электродом:
J — электрическая дуга, 2 — газовое сопло, 3 — вольфрамовый электрод, 4 — присадочный пруток, 5 — шов
Рис. 4. Сварка в среде защитных газов плавящимся электродом.
1 — электрическая дуга, 2 — сопло, 3 — ролики подающие, 4 —электродная проволока, 5—токоподводящий мундштук, 6 — защитный газ
Дугу возбуждают кратковременным замыканием дугового промежутка. Для заполнения шва в зону сварки вводят присадочную проволоку; тонкий металл (с отбортовкой) сваривается без присадочной проволоки. Сварка производится на постоянном или переменном токе. Сварочный ток, диаметр присадочной проволоки, скорость сварки выбираются в зависимости от рода свариваемого металла и его толщины. Этот способ широко применяют при сварке различных конструкций из высоколегированных сталей, титана, алюминия и других цветных металлов и их сплавов.
При сварке плавящимся электродом (рис. 4) подачу газа в зону дуги осущеставляют так же, как и
при дуговой сварке неплавящимся электродом. Дуга поддерживается между электродной проволокой и свариваемым металлом. В качестве защитных газов применяются инертные (аргон и гелий) и активный (углекислый газ) газы. Инертные газы используют при сварке высоколегированных сталей и цветных металлов, углекислый газ — при сварке углеродистых и легированных сталей. Сварка производится автоматическим и полуавтоматическим способами.
Сварка с применением давления
Газопрессовая сварка. Свариваемые детали (рис. 5) в месте их соединения нагревают специальной многопламенной газокислородной горелкой до пластического состояния или до оплавления кромок, а затем сдавли-
Рис. 5. Газопрессовая сварка:
/, 2 — концы свариваемых труб, 3 — многопламенная горелка
вают внешним усилием. Данным способом сваривают рельсы, трубы, стержни и другие профильные детали, получая швы высокого качества. Этот вид сварки обеспечивает большую производительность.
Контактная сварка. При контактной стыковой сварке (рис. 6, а) свариваемые детали закрепляют в зажимах стыковой сварочной машины и пропускают через них электрический ток. В месте соприкосновения (контакта) торцы деталей разогреваются до пластического состояния или до плавления и свариваются при сдавливании. Данный способ сварки применяют при соединении проволоки, стержней, труб, полос.
При точечной сварке (рис. 6, б) свариваемые детали собирают внахлестку. Собранные и размеченные под сварку листы помещают между двумя вертикально расположенными медными электродами, к которым подводится сварочный ток. Металл под электродами разо
гревается и при сдавливании сваривается в отдельных точках. Этим способом сваривают тонкий металл при изготовлении автомобилей, пассажирских вагонов, самолетов и производстве бытовых приборов.
При шовной сварке (рис. 6, в) свариваемые детали сжаты вращающимися электродами (роликами), через которые пропускают сварочный ток от трансформатора для нагрева и расплавления металла. Ток может
Рис. 6. Контактная сварка:
а — стыковая, б — точечная, в —шовная: 1, 2 — свариваемые детали, 3 — медные электроды, 4 — сварной шов, 5 — сварочный трансформатор
проходить кратковременными импульсами или непрерыв-но. В результате каждого импульса образуется сварная точка, причем для получения плотного шва каждая предыдущая точка перекрывается последующей. Этот вид сварки применяется при изготовлении тонкостенных баллонов, бидонов, бензобаков, огнетушителей и других изделий.
§ 3. Газовая сварка и пайка металлов
Газовая сварка относится к сварке плавлением. Источником нагрева при газовой сварке служит пламя сварочной горелки, получаемое сжиганием горючего газа в смеси с технически чистым кислородом. Газовая сварка осуществляется как с применением присадочной проволоки, так и без нее, если формирование шва возможно за счет расплавления кромок основного металла (сварка в торец, с отбортовкой).
Этим способом можно сваривать почти все металлы, применяемые в технике. Такие металлы, как чугун, медь, свинец, латунь, легче поддаются газовой сварке, чем дуговой. Широкое применение в настоящее время получили многопламенные горелки, которые позволяют нагревать сразу значительную поверхность металла и используются при газопрессовой сварке. К преимуществам газовой сварки можно отнести и то, что она не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатками газовой сварки являются понижение производительности с увеличением толщины свариваемого металла и большая зона нагрева. Однако при правильном выборе мощности и вида сварочного пламени, марки присадочной проволоки газовая сварка обеспечивает получение качественных сварных соединений.
Рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ, называется сварочным постом.
Для организации газосварочного поста необходимы: кислородный баллон с редуктором;
ацетиленовый генератор для получения ацетилена из карбида кальция или ацетиленовый баллон с редуктором;
резиновые рукава для подачи кислорода и ацетилена в горелку или резак;
сварочные горелки с набором наконечников, для резки — резаки с комплектом мундштуков и приспособлениями для резки;
присадочная проволока для сварки и наплавки;
принадлежности для сварки и резки; очки с темными стеклами для защиты глаз от сварочного пламени, набор ключей, молоток, зубило, стальные щетки и др.;
флюсы, если они требуются для сварки данного металла;
Сварочный стол и приспособления для сборки.
Сварочный пост газосварщика показан на рис. 7.
Пайка металлов. Пайкой называется процесс получения неразъемного соединения металлических деталей, находящихся в твердом состоянии, при помощи расплав
Рис. 7. Рабочее место газосварщика:
1 — ящик для воды, 2 — стол, 3 — ящик для присадочного материала, 4 — кислородный редуктор, 5 — крышка стола, 6 — предохранительный затвор, 7 — горелка
ленного присадочного металла или сплава (припоя). При пайке в отличие от сварки расплавляется только припой, а основной металл нагревается до температуры, несколько выше температуры припоя. Процесс пайки выгодно отличается от большинства видов сварки тем, что не требует высокого нагрева свариваемых деталей, благодаря чему сохраняются структура и свойства основного металла- Осуществляется пайка мягкими
(оловянно-свинцо в ы м и) припоями с температурой плавления до 400° С или твердыми (медно-цинко-выми, медно-серебряны-ми) припоями с температурой плавления 550° С и
выше. Пайка широко применяется в различных отрас
лях народного хозяйства при изготовлении изделий из
чугуна и цветных металлов.
§ 4. Сущность процесса резки металлов
Процесс кислородной резки металлов основан на способности металла сгорать в струе технически чистого кислорода и удалении этой струей образующихся продуктов горения.
Резка начинается с нагрева металла в начале реза подогревающим пламенем резака до температуры воспламенения металла в струе кислорода. Металл сгорает с выделением тепла, которое передается через образо
вавшийся шлак нижележащим слоям; происходит сгорание металла по всей толщине разрезаемого листа с образованием узкой щели (реза). Образующиеся в процессе резки окислы и шлаки удаляются из реза струей кислорода, а также под действием силы собственного веса.
Различают поверхностную (срезается поверхностный слой металла), разделительную (металл разрезается на части) и копьевую (в металле прожигается глубокое отверстие) кислородную резку.
По характеру применяемого подогрева резка подразделяется на кислородную, кислородно-флюсовую, кислородно-дуговую, плазменно-кислородную и другие виды.
Разделительная кислородная резка нашла широкое применение при раскрое листов и резке профильного материала. В настоящее время получила значительное распространение машинная разделительная кислородная резка, которая производится на стационарных и переносных машинах. Основное применение поверхностной кислородной резки — исправление брака на литье и прокатке. Копьевая резка находит широкое применение при обработке неметаллических материалов, например, бетона.
Контрольные вопросы
1. Какое значение имеет сварка металлов в народном хозяйстве и каковы ее преимущества перед клепкой?
2. Что называется сваркой?
3. Какие виды сварки вы знаете’
4 В чем сущность процессов сварки плавлением и давлением?
5. В чем сущность процесса резки металлов?
ГЛАВА II. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
§ 5. Виды сварных соединений
Сварным соединением называется неразъемное соединение нескольких деталей, полученное сваркой.
В зависимости от взаимного расположения свариваемых элементов в пространстве различают следующие основные виды сварных соединений: стыковые, угловые, тавровые, нахлесточные и торцовые (рис. 8).
При газовой сварке основное применение нашли стыковые соединения (рис. 8, а). В стыковом соеди
Рис 8. Типы сварных соединений: а — стыковое, б — нахлесточное, в — тавровое, г — угловое, д — торцовое
нении составляющие его элементы расположены в одной плоскости или на одной поверхности.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или с отбортовкой кромок без применения присадочного материала. При толщине металла от 2 до 5 мм стыковые соединения выполняют без разделки кромок с зазором между свариваемыми кромками, больше 5 мм —с разделкой кромок.
При толщине металла от 5 до 15 мм применяют V-образ-ную разделку кромок, свыше 15 мм — Х-об-разную разделку кромок.
Нахлесточным называется такое
сварное соединение (рис. 8,6), в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга. При газовой сварке металла толщиной свыше 3 мм нахлесточное соединение применять нежелательно, так как в результате больших собственных напряжений возникают значительные деформации, которые при жестком закреплении свариваемых деталей могут привести к образованию трещин.
Тавровые соединения (рис. 8, в) применяют при сварке деталей толщиной до 3 мм. Тавровым называется сварное соединение, в котором торец одной детали соединяется с боковой поверхностью другой. Тавровое соединение используют при приварке ребер жесткости, косынок, трубопроводных муфт и др.
Угловым называется соединение (рис. 8, г), в котором свариваемые детали расположены под прямым углом и соединяются по кромкам.
Большое распространение при газовой сварке металла малой толщины получили торцовые соединения (рис. 8,6), в которых соединяемые детали соприкасаются своими боковыми поверхностями и свариваются по смежным торцам.
Для обеспечения полного провара по всей толщине свариваемого металла и получения прочного сварного соединения необходимо правильно подготавливать свариваемые кромки. Общий угол разделки свариваемых кромок составляет 70—90°. При малых толщинах свариваемого металла сварные соединения свариваются без скоса кромок. При толщине металла свыше 5 мм делается разделка кромок. Перед сваркой свариваемые кромки, а также прилегающие к шву участки основного металла, тщательно очищают пламенем газовой горелки от масла, ржавчины, окалины, влаги и других загрязнений.
§ 6. Виды сварных швов
Сварным швом называется участок сварного соеди-образовавшийся в результате кристаллизации
нения, металла сварочной ванны.
Сварочное пламя горелки расплавляет одновременно с основным металлом присадочный пруток. Металл присадочного прутка, смешиваясь с расплавленной частью основного металла, образует металл шва.
Сварные швы по характеру выполнения бывают односторонние и двусторонние.
Рис. 9. Классификация сварных швов по отношению к действующее усилию:
По отношению к направлению действующих усилий (рис. 9)
сварные швы разделяются на фланговые, лобовые, комбинированные и косые. В фланговом шве действующее усилие параллельно оси шва, в лобовом — ось шва
а — фланговый, б — лобовой, в — комбинированный, г — косой
перпендикулярна к направлению действующего усилия. Комбинированный шов — это комбинация лобового и флангового, в косом шве ось шва располагается под углом к направлению действующего усилия.
1. Подготовка кромок при газовой сварке стыковых соединений
Название шва Поперечное сечение шва Размеры мм
толщина металла s зазор Ъ притупление с
С отбортовкой кромок без присадочного металла 0,5— 2 — 1-2
Без скоса кромок односторонний «О 1—4 0,5— 2,0 —
дв\сюрон-нии 4—8 1—2 —
<о О
V образный ъ 1 1 S, 5—16 2—4 1,5-3
V образный при листах разной толщины «о 10-90° 5—20 2—4 1,5— 3,0
X образный Со Ю-9оа 10— 25 2—4 2—4
Х-образиыи при листах разной толщины «о , ^-90° 12— 30 3-4 2-4
В зависимости от положения в пространстве различают нижние, вертикальные, горизонтальные и потолочные сварные швы (рис. 10).
По внешней форме сварные швы бывают нормальные, усиленные и ослабленные.
Поперечное сечение сварного шва показано на рис. 11. Сварной шов характеризуется следующими геометрическими размерами: е — ширина, мм, q — высота усиления, мм (у нормальных швов q не превышает 2,5— 3 мм), с — величина притупления, мм, b — величина зазора, aim, $ — толщина свариваемого металла, мм.
Рис 10. Классификация сварных 'пвов по положению в пространстве:
а — нижний, б — горизонтальный, в — вертикальный, г — потолочный
Рис. 11. Поперечное сечение сварного шва
При газовой сварке за один проход сваривают
металл толщиной до 4— 5 мм. Для обеспечения провара по всему сечению металла толщиной 6 мм и более применяют
специальную разделку
кромок, и сварка осуществляется за несколько проходов. В табл. 1 даны виды подготовки кромок стыковых соединений при газовой сварке углеродистых сталей.
§ 7. Обозначение сварных швов на чертежах и расчет сварных соединений
Сварные швы изображают на чертежах условно в соответствии с ГОСТ 2.312—72.
Видимые швы изображают сплошными основными линиями, а невидимые — штриховыми линиями. При условном методе обозначения сварные швы обознача-
готся ломаной линией, состоящей из наклонного участка и полки. Наклонный участок заканчивается односторонней стрелкой, указывающей место расположения шва. Обозначение сварных швов проставляют над полкой, если шов расположен на лицевой стороне, или под полкой, если шов расположен на обратной стороне.
Условные обозначения сварного шва включают: вспомогательные знаки шва по замкнутой линии и монтажного шва;
обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
буквенно-цифровое обозначение шва по стандарту; условное обозначение способа сварки по стандарту. Для обозначения сварных швов приняты вспомогательные знаки, которые приведены в табл. 2.
2. Вспомогательные знаки для обозначения сварных швов
Условный Значение знака Расположение знака иа обозначении
знак с лицевой стороны с обратной стороны
Прерывистый шов с цепным расположением участков / /“7 ’
г Прерывистый шов с шахматным расположением участков / -Z / z
Шов по незамкнутому контуру / / 3
п Монтажный шов
Шов со снятым усилением .Q /"'л
О Шов по замкнутому контуру О ——-
П родолжение
Условный Значение знака Расположение знака на обозначении
знак с лицевой стороны с обратной стороны
ЛХ Наплывы и неровности обработать с плавным переходом к основному металлу /
Знак монтажного шва и знак шва, выполняемого по замкнутому контуру, располагается на изломе линии наклонного участка и полки.
Для обозначения видов и методов сварки используют следующие буквенные обозначения: Г — газовая, Э — дуговая, Ш — электрошлаковая, И — в инертных газах; Дф — диффузионное, Вз — взрывом, Пз — плазменная, К — контактная, У — в углекислом газе, Тр — трением, X — холодная.
Буквенное обозначение дуговой сварки в связи с ее широким применением на чертежах не проставляется.
Способы сварки обозначаются следующими буквами: Р — ручная, П — полуавтоматическая, А — автоматическая.
Если шов по своей форме не предусмотрен ГОСТом, то перед его обозначением ставится буква О (особый).
Виды соединений обозначаются либо соответствующим знаком, либо буквами: С — стыковой, У — угловой, Т — тавровое, Н — нахлесточное. Цифры возле букв указывают на условный порядковый номер, вид соединения и формы разделки кромок.
Условное обозначение сварных швов на чертежах:
— односторонний шов на остающейся подкладке со скосом двух кромок, выполненный газовой сваркой (толщина шва 8 мм, длина шва 1000 мм).
Г5 L —односторонний шов без скоса кромок
У с катетом 5 мм, выполненный по за-
мкнутому контуру газовой сваркой.
Г5 к500
Г5^50 z150
—двусторонний шов без скоса кромок с катетами 5 мм, выполненный газовой сваркой при длине шва 500 мм.
— шр%; без скоса кромок с расчетным катетом 5 мм с шахматным расположением участков, выполненный газовой сваркой.
Расчет сварных соединений на прочность. Проектирование сварных конструкций осуществляется на основании расчетов, которые сводятся в основном к определению напряжений в различных элементах свариваемых конструкций. Существуют два метода расчета на прочность: по допускаемым напряжениям и по предельному состоянию.
При расчете конструкций по допускаемым напряжениям расчетное напряжение сравнивается с допускаемым и условие прочности имеет вид
о' [ст],
где о — напряжение в опасном сечении; [о] — допускаемое значение напряжения.
Допускаемое напряжение устанавливается в зависимости от свойств материала, характера нагрузки и других факторов. Допускаемые напряжения на растяжение для машиностроительных конструкций, работающих при статических нагрузках, определяют по формуле
где От — предел текучести металла; п — коэффициент запаса прочности.
Прочность сварного соединения характеризуется величиной фактических напряжений, которые возникают в конструкции от воздействия действующих усилий при ее эксплуатации.
Фактические напряжения зависят от действия прилагаемого усилия и вида сварного соединения и должны быть меньше допускаемых.
Контрольные вопросы
1 . Что называется сварным соединением п канне виды сварных соединений вы знаете?
2 Что называется сварным швом?
3 Как классифицируются сварные швы по отношению к действующим усилиям, по внешней форме и по положению в пространстве?
4 Как изображают швы на чертежах?
ГЛАВА III. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ГАЗОВОЙ СВАРКЕ И РЕЗКЕ МЕТАЛЛОВ
§ 8. Свойства кислородами способы его получения’
При газовой сварке и резке нагрев металла осуществляется высокотемпературным газовым пламенем, получаемым при сжигании горючего газа или паров жидкости в технически чистом кислороде.
Кислород является распространенным элементом на земле, встречающимся в виде химических соединений с различными веществами: в земле — до 50% по массе, в соединении с водородом в воде — около 86% по массе и в воздухе — до 21% по объему и 23% по массе.
Кислород при нормальных условиях (температура 20° С, давление 760 мм рт. ст.) — это бесцветный, негорючий газ, немного тяжелее воздуха, не имеющий запаха, но активно поддерживающий горение.
При нормальном атмосферном давлении и температуре 0° С масса 1 м3 кислорода равна 1,43 кг, а при температуре 20° С и нормальном атмосферном давлении — 1,33 кг.
Кислород имеет высокую химическую активность, образуя соединения со всеми химическими элементами, кроме инертных газов (аргона, гелия, ксенона, криптона и неона). Реакции соединения с кислородом протекают с выделением большого количества тепла, т. е. носят экзотермический характер.
При соприкосновении сжатого газообразного кислорода с маслами, жирами или твердыми горючими веществами, находящимися в распыленном состоянии, происходит их самовоспламенение, что служит причиной взрыва или пожара. Для предупреждения несчастных случаев кислородную аппаратуру необходимо тщательно обезжиривать. Кислород способен образовывать в широких пределах взрывчатые смеси с горючими газами или парами жидкостей в определенных соотношениях кислорода при наличии открытого огня или искры.
Технический чистый кислород получают разделением воздуха методом глубокого охлаждения или разложением воды при пропускании через нее электрического тока (электролиз).
Атмосферный воздух представляет собой смесь, содержащую по объему: азота — 78,08%, кислорода — 20,95%, инертные газы — 0,94%, остальное — углекислый газ, водород и другие газы. При получении кислорода из воздуха происходит разделение воздуха на кислород, азот и аргон'. Аргон и азот так же, как и кислород, применяют при сварке в качестве защитного газа. Сущность способа получения кислорода из атмосферного воздуха заключается в охлаждении его с переходом в жидкое состояние, что достигается при нормальном атмосферном давлении и температуре —182,9° С.
Кислород получают из воздуха в специальных установках, где воздух, проходя через фильтр, очищается от вредных примесей, пыли, углекислоты, а также осушается от влаги. Перерабатываемый воздух сжимается компрессором до давления 200 кгс/см2, после чего охлаждается в теплообменниках до сжижения.
Разделение жидкого воздуха на кислород и азот основано на разнице температур их кипения: температура кипения жидкого азота —196° С, а жидкого кислорода — 182,9° С при нормальном атмосферном давлении. При испарении в газообразную фазу сначала будет переходить азот, как имеющий более низкую температуру кипения, а по мере его выделения жидкость будет обогащаться кислородом.
Кислород направляется в газгольдер, откуда и наполняется в кислородные баллоны под давлением 150— 165 кгс/см2. К месту сварки кислород доставляется в кислородных баллонах, а в жидком виде — в специальных сосудах с хорошей теплоизоляцией. Для превращения жидкого кислорода в газ используются газификаторы или насосы с испарителями для жидкого кислорода. При нормальном атмосферном давлении и температуре 20° С 1 дм3 жидкого кислорода при испарении дает 860 дм3 газообразного. Поэтому доставлять кислород к месту сварки целесообразно в жидком состоянии, так как при этом в 10 раз уменьшается масса тары, что позволяет экономить металл на изготовление баллонов, уменьшать расходы на транспортировку и хранение баллонов.
Для сварки и резки по ГОСТ 5583—68 технический кислород выпускается трех сортов — 1-й чистотой не менее 99,7%, 2-й — не менее 99,5%, 3-й — не менее 99,2% по объему. Чистота кислорода имеет большое зна
чение для кислородной резки. Чем меньше содержится в нем газовых примесей, тем выше скорость реза, чище кромки и меньше расход кислорода.
§ 9. Карбид кальция
Карбид кальция является основным сырьем для получения ацетилена.
Карбид кальция — химическое соединение кальция с углеродом (СаСг). Карбид кальция представляет собой твердое вещество темно-серого или коричневого цвета. Удельный вес карбида кальция 2,22 кгс/см3. Карбид кальция имеет резкий чесночный запах и жадно поглощает воду. Его получают в электрических дуговых печах при температуре 1900—2300° С сплавлением кокса с негашеной известью по реакции:
СаО + ЗС = СаС3 + СО
Расплавленный карбид кальция сливают из печи в специальные изложницы, в которых он остывает и затвердевает. Затвердевший карбид кальция дробят и сортируют на куски размером от 2 до 80 мм. По ГОСТ 1460—76 установлены следующие размеры (грануляция) кусков карбида кальция: 2x8; 8 X 15; 15 X 25; 25 X X 80 мм.
Технический карбид кальция содержит 75% химически чистого карбида кальция, остальное — примеси (негашеная известь, окислы железа, магния, алюминия и др.).
Карбид кальция активно взаимодействует с водой и интенсивно поглощает влагу из воздуха, выделяя при этом ацетилен. Так как карбид кальция поглощает атмосферную влагу, его упаковывают в специальные барабаны из кровельной стали вместимостью 100 и 130 кг. На складах и рабочих местах его хранят в специальных бидонах, снабженных герметической крышкой. Вскрывать барабаны с карбидом кальция необходимо специальным латунным ножом или латунным зубилом и молотком с соблюдением мер безопасности, исключающих возможность образования искры. При раскупорке барабана за счет влаги воздуха может образоваться взрывоопасная ацетилено-воздушная смесь, что при наличии искры может привести к взрыву.
Карбид кальция, взаимодействуя с водой, быстро разлагается с образованием газообразного ацетилена и гашеной извести:
СаС2 + 2Н3О = С2Н3 + Са (ОН)3
Реакция взаимодействия карбида кальция с водой про-текает бурно с выделением большого количества тепла. Теоретически для разложения 1 кг карбида кальция требуется 0,562 кг воды, но так как реакция взаимодействия карбида кальция с водой идет с большим выделением тепла, практически берут от 5 до 20 кг воды. Скорость разложения карбида кальция зависит от температуры и чистоты воды, грануляции и чистоты карбида кальция. Чем выше чистота и температура воды, тем быстрее разлагается карбид кальция. Чем мельче куски ' карбида кальция, тем больше скорость его разложения.
Например, карбид кальция размером 8X15 мм раз- -лагается в течение 6,5 мин, а размером 50 X 80 мм — за 13 мин.
Карбидная пыль (частицы меньше 2 мм) при взаимодействии с водой разлагается почти мгновенно, поэтому ее нельзя применять в обычных ацетиленовых генераторах, рассчитанных для работы на кусковом карбиде кальция, так как это может привести к взрыву. Для разложения карбидной пыли применяют ацетиленовые генераторы специальной конструкции. Из 1 кг карбида кальция в зависимости от его чистоты и грануляции молено получить от 235 до 285 дм3 ацетилена.
ГОСТ 1460—76 устанавливает следующие нормы выхода ацетилена в зависимости от размеров кусков карбида кальция.
Размеры кусков Выход ацетилена, дм’/кг
I сорт П сорт
2 X 8 .......................... 255 235
8X15 ........................... 265 245
15 X 25 ........................ 275 255
25X80 ...................• 285 265
смешанные размеры................ 275 265
§ 10. Ацетилен и другие горючие газы
Ацетилен является основным горючим газом для газовой сварки и резки металлов, температура его пламени при сгорании в технически чистом кислороде достигает 3150° С.
Ацетилен (С2Н2) является химическим соединением углерода и водорода. Технический ацетилен при нормальных давлении и температуре представляет собой бесцветный газ с резким специфическим чесночным запахом, обусловленным содержащимися в нем примесями сероводорода, аммиака, фосфористого водорода и др.
Длительное вдыхание его вызывает тошноту, головокружение и даже отравление.
Ацетилен легче воздуха — 1 м3 ацетилена при нормальном атмосферном давлении и температуре 20° С имеет массу 1,09 кг. При нормальном давлении и температуре от — 82,4° С до — 84,0° С ацетилен переходит в жидкое состояние, а при температуре — 85° С затвердевает. Температура самовоспламенения ацетилена колеблется в пределах 500—600° С при давлении 2 кгс/см2, а при давлении 22 кгс/см2 температура самовоспламенения ацетилена равна 350° С. В жидком и твердом состоянии ацетилен взрывается от трения и удара. При температуре 400° С молекулы ацетилена соединяются между собой, образуя новые более сложные вещества— бензол (С6Нб), стирол (CsHs), нафталин (СюНщ) и др.
При взрыве ацетилена происходит резкое повышение давления и температуры, что может вызвать большие разрушения и тяжелые несчастные случаи. Ацетилен с воздухом образует взрывоопасные смеси в пределах от 2,2 до 81% ацетилена по объему при нормальном атмосферном давлении, а с технически чистым кислородом в пределах от 2,3 до 93% ацетилена. Наиболее взрывоопасны смеси, содержащие 7—13% ацетилена. Взрыв ацетилено-кислородной и ацетилено-воздушной смеси в указанных пределах может произойти от сильного нагрева и искры.
Присутствие окиси меди снижает температуру самовоспламенения ацетилена до 240° С. При определенных условиях ацетилен реагирует с медью, образуя взрывоопасные соединения, вот почему категорически запрещается при изготовлении ацетиленового оборудования применение сплавов, содержащих более 70% меди.
Взрываемость ацетилена понижается при растворении его в жидкостях. Особенно хорошо он растворяется в ацетоне. В одном объеме технического ацетона при 20° С и нормальном атмосферном давлении можно растворить до 20 объемов ацетилена. Растворимость ацети
лена в ацетоне увеличивается с увеличением давления и понижением температуры.
Технический ацетилен получают двумя способами: из карбида кальция и из природного газа, нефти, угля.
Ацетилен, полученный из природного газа, называется пиролизным. Пиролизный ацетилен выпускается по МРТУ-03-165-64. Получение ацетилена из природного газа на 30—40% дешевле, чем из карбида кальция.
К месту сварки ацетилен доставляется в специальных стальных баллонах, заполненных пористой пропитанной ацетоном массой, под давлением 19 кгс/см2.
Кроме ацетилена при сварке и резке металлов применяют и другие более дешевые и менее дефицитные горючие газы и пары горючих жидкостей. Основная область применения газов-заменителей — кислородная резка, однако в последние годы они находят широкое применение и при других видах газопламенной обработки металлов — пайке, наплавке, газопламенной закалке, металлизации, газопрессовой сварке, сварке цветных металлов и сплавов. Правильное использование газов-заменителей не ухудшает качество сварки и резки металлов. Применение газов-заменителей дает более высокую чистоту реза при резке металла малых толщин.
При сварке температура пламени должна примерно в два раза превышать температуру плавления металлов, поэтому газы-заменители, температура пламени которых ниже, чем у ацетилена, необходимо использовать при сварке металлов с более низкой температурой плавления, чем у сталей. При кислородной резке используются горючие газы, которые при сгорании в смеси с кислородом дают пламя с температурой не ниже 2000° С. Выбор горючего газа зависит также от его теплотворной способности. Теплотворной способностью газа называется количество тепла в килокалориях, получаемое при полном сгорании 1 м3 газа. Чем выше теплотворная способность газа, тем меньше его расход при сварке, и резке металлов. Для полного сгорания одинакового объема различных горючих газов требуется различное количество кислорода, от этого зависит эффективная мощность пламени.
Эффективной мощностью пламени называется количество тепла, вводимое в нагреваемый металл в единицу времени. Для расчетов замены ацетилена другим газом-заменителем пользуются коэффициентом замены ацети
лена. Коэффициентом замены ацетилена (ф) называется отношение расхода газа-заменителя (Г3) к расходу ацетилена (Va) при одинаковой эффективной тепловой мощности:
В табл. 3 приведены основные свойства горючих газов и жидкостей и области их применения.
Водород (Н2). В нормальных условиях он представляет собой горючий газ без цвета и запаха. Это один из самых легких газов, он в 14,5 раз легче воздуха. Водород способен образовывать в определенных пропорциях взрывоопасные смеси с воздухом и кислородом. Поэтому при сварочных работах необходимо строго соблюдать правила техники безопасности. Получают водород разложением воды электрическим током. К месту сварки водород доставляют в стальных баллонах в газообразном состоянии под давлением 150 кгс/см2. Баллоны для водорода окрашивают в зеленый цвет. Водород, применяемый для сварочных работ, должен удовлетворять требованиям ГОСТ 3022—70 «Водород технический». Водородно-кислородное пламя имеет синюю окраску и не имеет четких очертаний зон пламени, что затрудняет его регулировку.
Коксовый газ—бесцветный газ с запахом сероводорода. Коксовый газ получают при выработке кокса из каменного угля и состоит из смеси газообразных горючих продуктов водорода, метана и других непредельных углеводородов. Он применяется в основном для резки сталей, сварки и пайки легкоплавких цветных металлов. Для сварки и резки применяют коксовый газ, очищенный от сернистых соединений и смолистых веществ. Для полного сгорания 1 м3 газа необходимо 0,9 м3 кислорода. К месту сварки и резки коксовый газ подают по трубопроводам под давлением 130—150 мм вод. ст.
Городской газ — смесь различных углеводородов. Состав городского газа непостоянен. Городской газ имеет следующий состав (в % по объему): метана — 70— 95, водорода — до 25, тяжелых углеводородов — до 1, азота — до 3, окиси углерода—до 3, двуокиси углерода—до 1. К месту сварки городской газ доставляется в стальных баллонах под давлением 150 кгс/см2 и по
3. Основные свойства горючих газов и жид
Наимеко* ние газа Плотность при 20 °C и 760 мм рт ст , кг/м* Низшая теплотворная способность при 20 °C и давлении 7Ь0 мм рт ст , ккал/м Температура пламени в смеси с кислородом, °C Коэффициент замены ацетилена Количество кислорода на I м3 газа
Ацетилен 1,09 12 600 3100—3200 1 1,0-1,3
Водород 0,084 2400 2400—2600 5,2 0,3—0,4
Коксовый газ 0,4—0,55 3500—4400 2100—2300 ~3,2 0,6-0,8 -
Городской газ 0,84— 1,05 4100—5000 2000—2300 ~3,0 1,5—1,6
Нефтяной газ 0,87—1,37 8700—14 800 2000—2400 ~1,2 1,5—1,6
Меган 0,67 8000 2400—2700 1,6 1,5—1,8
Пропан 1,88 20800 2600—2750 0,6 3,4—3,8
Бутан 2,54 27800 2400—2500 0,45 3,2—3,4
Пропан-бутан 1,867 22200 2500—2700 0,6 3,5
Бензин 0,7— 0,76 10500 1,2 2,6 м3/кг
Керосин 3,82—0,84 10000—10200 2400 1,3 |2,55 м3/кг|
костей для сварки и резки металлов
Пределы взрываемости смеси, % Область применения Способ транспортировки и хранения
с воздухом с кислородом
2,2—81,0 2,3-93,0 Все виды газопламенной обработки Растворенный в ацетоне в баллонах под давлением до 19 кгс/сма
3,3—81,5 2,6—95,0 Для сварки сталей толщиной до 2 мм, чугуна, алюминия, латуни Г азообразный в баллонах под давлением до 150 кгс/см2
— •— Сварка легкоплавких металлов, пайка, кислородная резка По газопроводу
3,8—24,0 10,0—73,6 То же По газопроводу под давлением до 3 кгс/см2 и в баллонах под давлением 150 кгс/см3
i - 1 - 1 » | По газопроводу
4,8—16,7 5,0—59,2 Газообразный в баллонах под давлением 150 кгс/см2 или по трубопроводу
2,0—9,5 2,0—48 Кислородная резка, сварка и пайка цветных металлов, сварка стали толщиной до 6 мм, металлизация, правка, гибка, огневая зачистка В жидком виде в баллонах под давлением 16,0 кгс/см1
1,5—8,5 2—45,0 То же В жидком виде в баллонах под давлением 16,0 кгс/см2
— То же
0,7—6,0 2,1—28,4 Кислородная резка стали, сварка и пайка легкоплавких металлов В жидком виде в цистернах или бочках
1,4—5,5 2,0—28 То же То же
трубопроводам под давлением до 3 кгс/см2. Как заменитель ацетилена он используется для резки сталей, а также сварки и пайки легкоплавких цветных металлов.
П р о п а н-б утановые смеси — это смеси, состоящие в основном из пропана (С3Н8) и бутана (С4Ню) и представляющие собой при нормальных условиях бесцветный газ, не имеющий запаха. Для безопасного пользования в состав смеси добавляют сильно пахнущие вещества (до 0,005% по массе). При понижении температуры и повышении давления газообразная смесь превращается в жидкость.
Пропан-бутановые смеси обладают большим коэффициентом объемного расширения. Так у пропана он в 16 раз, а бутана в 11 раз больше, чем у воды. Это свойство делает очень опасным наполнение баллонов свыше 85% по объему. Пропан-бутановые смеси обладают самой большой теплотворной способностью. Соотношение между пропаном и бутаном в смеси меняется в зависимости от времени года —в холодное время преобладает пропан, в теплое — бутан.
Пробан-бутановые смеси широко применяют при резке сталей, сварке и пайке легкоплавких цветных металлов, закалке, газовой сварке пластмасс. К месту сварки смесь поставляют в стальных баллонах под давлением 16 кгс/см2 или по газопроводам через перепускную рампу. При испарении 1 кг пропана образуется 500 дм3 газа.
Бензин является продуктом переработки нефти. Он представляет собой легко испаряющуюся прозрачную жидкость с резким характерным запахом. Пары бензина при сгорании в кислороде дают температуру пламени 2400—2500° С. Для очистки бензина его фильтруют через войлок. Бензин используется для кислородной резки, а также для сварки и пайки легкоплавких металлов.
К е р о с и н также является продуктом переработки нефти и представляет собой бесцветную желтоватую легко испаряющуюся жидкость. Керосин, применяемый для сварки и резки металлов, должен удовлетворять требованиям ГОСТ 4753—68. Керосин пцименяют также для сварки и пайки легкоплавких цветных металлов.
§ 11. Флюсы
В процессе сварки все металлы и их сплавы, соединяясь с кислородом окружающего воздуха и кислородом сварочного пламени, образуют окислы, которые имеют более высокую температуру плавления, чем сам металл. Для защиты расплавленного металла от окисления и удаления образовавшихся при сварке окислов применяются сварочные порошки или пасты, называемые флюсами. Следовательно, флюсы — это вещества, которые вводятся в сварочную ванну для раскисления расплавленного металла и удаления из него образовавшихся окислов и неметаллических включений. При газовой сварке флюсы вводятся в сварочную ванну и в виде легко испаряющейся жидкости.
Флюс наносят заранее на кромки свариваемого металла и на присадочные прутки, либо вносят в ванну в процессе сварки периодическим погружением присадочного прутка в сосуд с флюсом.
В случае применения флюса в виде паров (например, флюса БМ-1 при сварке меди, медных и никелевых сплавов) он подается в пламя горелки автоматически в строго дозированном количестве специальным прибором.
В процессе сварки флюсы, вводимые в сварочную ванну, расплавляются и образуют с окислами легкоплавкие шлаки, всплывающие на поверхность сварочной ванны. При этом пленка покрывает расплавленный металл шва, предохраняя его от дальнейшего воздействия атмосферного воздуха. Необходимость применения флюсов при сварке цветных металлов и сплавов, высоколегированных сталей и чугуна вызывается тем, что при нагревании металлов до высокой температуры на их поверхности образуется окисная пленка, которая при расплавлении переходит в сварочную ванну, препятствуя при этом надежному сплавлению основного и присадочного металла. При сварке углеродистых сталей флюсы, как правило, не применяют.
К сварочным флюсам, применяемым при сварке и пайке, предъявляются следующие требования:
флюс должен быть более легкоплавким, чем основной и присадочный металлы;
расплавленный флюс должен хорошо растекаться по нагретой поверхности металла, т. е. обладать достаточной жидкотекучестью;
расплавленный флюс не должен выделять ядовиты? газов в процессе сварки и вызывать коррозию сварной: соединения;
флюс должен обладать высокой реакционной способ ностыо, активно раскислять окислы, переводить их в бо лее легкоплавкие химические соединения или удалять их, растворяя так, чтобы процесс растворения заканчивался до затвердевания сварочной ванны;
образовавшийся в процессе сварки шлак должен хорошо защищать металл от окисления кислородом и азотом воздуха;
шлаки должны хорошо отделяться от шва после сварки;
плотность флюса должна быть меньше плотности основного и присадочного металла, чтобы в процессе сварки образуемый флюсом шлак всплывал на поверхность сварочной ванны, а не оставался в металле шва, флюс должен сохранять свои свойства на протяжении всего процесса сварки;
флюс должен быть дешевым и недефицитным.
В зависимости от вида свариваемого металла в сварочной ванне образуются основные и кислые окислы. Если образуются основные окислы, то применяется кислый флюс, если кислые — основной флюс. В обоих случаях реакция протекает по следующей схеме: кислотный окисел + основной окисел = соль.
В качестве флюсов используется бура, борная кислота, окислы и соли бария, калия, лития, натрия, фтора и др. Состав флюса выбирают в зависимости от свойств свариваемого металла. При сварке чугуна в сварочной ванне образуется кислый окисел SiC>2, для растворения его вводят сильные основные окислы — К2О, Na2O. В качестве основных флюсов применяются углекислый натрий (Na2CO3), углекислый калий (К2СО3) и бура (Na2B4O7).
При газовой сварке меди, латуни образуются основные окислы (Cu2O, ZnO, FeO и др.), поэтому для раство рения их вводят кислые флюсы. Они обычно представляют собой соединения бора.
При кислородной резке нержавеющих сталей, чугуна и цветных металлов флюс вводится в струю режущего кислорода. Основой флюса для кислородной резки служит железный порошок. Составы флюсов и способы их применения рассмотрены ниже, при описании технологии сварки и резки соответствующих металлов.
§ 12. Сварочная проволока
Для заполнения зазора между кромками свариваемого металла и образования валика шва в сварочную ванну вводят присадочный металл в виде проволоки, прутков или полосок, нарезаемых из металла того же или близкого состава, что и свариваемый металл. Нельзя сваривать металл проволокой неизвестной марки.
Для улучшения свойств металла шва в присадочный металл добавляют легирующие элементы.
Сварочная проволока перед сваркой должна быть тщательно очищена от краски, масла, ржавчины и других загрязнений.
Сварочная проволока поставляется в мотках массой не более 80 кг. На каждый моток проволоки крепят бирку, где указывается завод-изготовитель, условное обозначение проволоки,номер партии.
Марки сварочной проволоки применяют по ГОСТ 2246—70, который включает в себя 6 марок низкоуглеродистой, 30 — легированной, 41—высоколегированной не-омедненной и омедненной проволоки. Для сварки изготовляют стальную холоднотянутую проволоку диаметром 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм.
Обозначение сварочной проволоки состоит из букв Св (сварочная) и буквенно-цифрового обозначения ее состава. Легирующие элементы, содержащиеся в металле проволок, обозначаются: Б — ниобий, В — вольфрам, Г — марганец, Д — медь, М — молибден, Н — никель, С — кремний, Ф — ванадий, X — хром, Ц — цирконий, Ю— алюминий. Цифры после букв Св указывают на содержание в проволоке углерода в сотых долях процента, а цифры после буквенного обозначения легирующего элемента указывают на содержание данного элемента в составе проволоки в процентах. Отсутствие цифр после буквы означает, что данного легирующего элемента в проволоке меньше одного процента. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора. Сдвоенная буква А указывает на пониженное содержание серы и фосфора по сравнению с проволокой, в обозначении которой одна буква А.
оэ
4. Проволока стальная сварочная (ГОСТ 2246—70)
Химический состав, %
Марка проволоки углерод, не более кремний, ие более марганец хром, не более никель, не более алюминий, ие более сера, не более фосфор, не более
Низкоуглероднстая проволока
Св-08 0,10 0,03 0,35—0,60 0,15 0,30 0,01 0,040 0,040
Св-08А 0,10 0,03 0,35—0,60 0,12 0,25 0,01 0,030 0,030
Св-08АА 0,10 0,03 0,35—0,60 0,10 0,25 0,01 0,020 0,020
Св-08ГА 0,10 0,03 0,80—1,10 0,10 0,25 0,025 0,030
Св-ЮГА 0,12 0,03 1,10—1,40 0,20 0,30 0,025 0,030
Св-10Г2 0,12 0,03 1,50—1,90 0,20 0,30 — 0,030 0,030
Легированная проволока
Св-08ГС Не более 0,10 0,60—0,85 1,40—1,70 0,20 0,25 0,025 0,030
Св-12ГС Не более 0,14 0,60—0,90 0,80—1,10 0,20 0,30 0,025 0,030
Св-08Г2С 0,05—0,11 0,70—0,95 1,80—2,10 0,20 0,25 — 0,025 0,030
Высоколегированная проволока
Св-06Х19Н9Т Не более 0,08 0,40—1,00 1,00—2,00 18—20 8—10 Ниобий 0,015 0,030
СВ-07Х19Н10Б 0,05—0,09 Не более 0,70 1,50—2,00 18,5—20,5 9—10,5 1,2—1,5 0,018 0,025
Св-07Х25Н13 Не более0,09 0,50-1,00 1,00—2,00 24,0—26,5 12—14 —11^ 0,018 0,020
СВ-13Х25Н18 Не более 0,15 Не более 0,50 1,00—2,00 24,0—26,5 17—20 — 0,015 0,025
Например, проволока сварочная диаметром 4 мм, марки Св-08А, с омедненной поверхностью обозначается 4Св-08А-О ГОСТ 2246—70. Проволока сварочная диаметром 3 мм, марки Св-08Г2С, с неомедненной поверхностью _ ЗСв-08Г2С ГОСТ 2246—70.
Химический состав некоторых марок сварочной проволоки, применяемой для газовой сварки углеродистых и легированных сталей, а также чугуна, приведен в табл. 4 и 5.
5. Марки и химический состав чугунных прутков для газовой сварки чугуна (ГОСТ 2671—70)
Марка прутка Химический состав, %
углерод кремний марганец сера, не более фосфор
А 3-3,5 3—3,4 0,5—0,8 0,08 0,2—0,4
Б 3,5—4 0,3—0,5
НЧ-1 3—3,5 3—3,4 0,5—0,8 0,05 0,2—0,4
НЧ-2 3,5—4
БЧ 2,5—3 1—1,5 0,2—0,6 0,05 Не более 0,1
ХЧ 1,2—1,5 0,5—0,8
Продолжение
Марка прутка Химический состав, % Примеси, не более
титан хром никель хром никель
А Б — — 0,05 о,3
НЧ-1 НЧ-2 0,03—0,06 — 0,4—0,6 0,05 —
БЧ
ХЧ — 1,2—2 — — —
Присадочный металл при газовой сварке должен отвечать следующим требованиям:
температура плавления присадочного металла должна быть не выше температуры плавления основного металла;
поверхность проволоки и стержней должна быть ровной и чистой — без окалины, ржавчины, масла, краски и других загрязнений;
присадочный металл должен плавиться спокойно, без разбрызгивания, способствуя получению наплавленного металла, по свойствам близкого к основному;
присадочный металл должен содержать минимальное количество вредных примесей.
Диаметр присадочной проволоки и прутков выбирают в зависимости от толщины и вида свариваемого металла.
Контрольные вопросы
1. Каковы свойства кислорода и его назначение при газовой сварке и резке металлов?
2. Каковы свойства ацетилена и его назначение прн газовой сварке и резке металлов?
3. Какие горючие газы применяются в качестве газов-заменителей ацетилена?
4. Каким образом получают ацетилен для сварочных работ?
5. Каковы свойства карбида кальция и способы его получения?
6. Для какой цели служат флюсы при газовой сварке?
7. Какие требования предъявляются к флюсам, применяемым при газовой сварке?
8. Как классифицируется сварочная проволока и какие требования предъявляются к ией при газовой сварке?
ГЛАВА IV. ОБОРУДОВАНИЕ И АППАРАТУРА ДЛЯ ГАЗОВОЙ СВАРКИ
§ 13. Ацетиленовые генераторы
Ацетиленовым генератором называется аппарат, служащий для получения ацетилена разложения карбида кальция водой. Ацетиленовые генераторы, применяемые для сварки и резки металлов согласно ГОСТ 5190—67, классифицируются по следующим признакам:
по производительности — 0,5; 0,75; 1,25; 2,5; 3; 5; 10; 20; 40; 80; 160 м3/ч;
по способу применения — передвижные с производительностью 0,5—3 м3/ч, стационарные с производительностью 5—160 м3/ч;
по давлению вырабатываемого ацетилена — низкого давления до 0,1 кгс/см2, среднего давления от 0,1 до 0,7 кгс/см2 и от 0,7 до 1,5 кгс/см2;
по способу взаимодействия карбида кальция с водой — генераторы системы КВ («карбид в воду»), в которых разложение карбида кальция осуществляется при подаче определенного количества карбида кальция в воду, находящуюся в реакционном пространстве; генераторы системы ВК («вода на карбид»), в которых разложение карбида кальция происходит при подаче определенного количества воды в реакционное пространство, где находится карбид кальция; генераторы системы ВВ («вытеснение воды»), в которых разложение карбида кальция осуществляется при соприкосновении его с водой в зависимости от изменения уровня воды, находящейся в реакционном пространстве и вытесняемой образующимся газом.
Все ацетиленовые генераторы, независимо от их системы, имеют следующие основные части: газообразова-тель, газосборник, предохранительный затвор, автоматическую регулировку вырабатываемого ацетилена в зависимости от его потребления.
На корпусе генератора прикрепляется табличка со следующими данными:
марка, заводской номер и год выпуска генератора; производительность, м3/ч; рабочее давление, кгс/см2; единовременная загрузка карбида, кг; пределы температур, в которых может работать ацетиленовый генератор.
Ацетиленовые генераторы системы КВ обладают высоким коэффициентом использования карбида кальция, обеспечивают наилучшие условия его разложения, хорошее охлаждение и промывку газа. Недостатками генераторов системы КВ являются значительный расход воды, что обусловливает увеличенные габариты генераторов и большое количество отходов. Данная система нашла применение для стационарных генераторов большой производительности.
Ацетиленовые генераторы системы ВК проще по конструкции, требуют небольшого количества воды, способны работать на карбиде с различной грануляцией. Данная система применяется преимущественно для передвижных аппаратов с производительностью ацетилена до 3 м3/ч. Недостатки генераторов этой системы — возможность перегрева ацетилена в зоне реакции и неполное разложение карбида кальция.
Ацетиленовые генераторы системы ВВ надежны в эксплуатации и удобны в обращении. Эта система нашла применение в передвижных аппаратах низкого и среднего давления производительностью не выше 10 м3/ч. Недостатком генераторов этой системы является возможность его перегрева при прекращении отбора газа.
Основные требования к ацетиленовым генераторам:
1. Температура окружающей среды, при которой допускается работа ацетиленовых стационарных генераторов— от +5° С до +35° С, передвижных — от —25° С до +40° С.
2. Производительность генератора должна соответствовать расходу ацетилена.
3. Разложение карбида кальция в генераторе должно регулироваться автоматически в зависимости от расхода газа.
4. В генераторе не должно быть деталей и арматуры из сплавов, содержащих более 70% меди, а также устройств, способных вызвать при работе образование искр.
5. Коэффициент использования карбида кальция (КПП) должен быть не меньше 0,85.
6. Генератор должен быть рассчитан на работу с определенной грануляцией карбида кальция.
7. Генератор должен быть герметичным и иметь газо-сборник достаточной емкости, чтобы при прекращении отбора газа не происходил выброс ацетилена в помещение.
8. В генераторах должна быть предусмотрена продувка всех объемов до заполнения их ацетиленом для удаления остатков воздуха.
9. Конструкция генератора должна обеспечивать хорошее охлаждение в зоне реакции, чтобы температура воды и гашеной извести в зоне реакции не превышала 80° С, а ацетилена — 115° С.
10. Габариты и масса передвижных генераторов должны быть минимальными.
Наибольшее распространение получили передвижные ацетиленовые генераторы низкого и среднего давления.
Ацетиленовый генератор АНВ-1, 25-68. Этот переносной генератор низкого давления (рис. 12) работает по системе ВВ в сочетании с системой ВК. Генератор является одноретортным, однопостовым генератором прерывистого действия, может быть использован на монтаж-
Рис 12 Ацетиленовый генератор АНВ-1,25-68
ных и ремонтных работах в зимних условиях при температуре до —25° С.
Генератор состоит из корпуса 1 с вваренной в него ретортой 2, в которой помещается загрузочная корзина 3. Корпус генератора делится на две части (нижнюю —-газосборник и верхнюю, открытую сверху — водосборник) горизонтальной перегородкой 25. Эти части сообщаются между собой соединительной циркуляционной трубой 8, доходящей почти до дна газосборннка. Между газосборником и водяным затвором помещается карбидный осушитель 22, соединенный с ними резиновыми шлангами 23 и 21.
Генератор заполняется водой через открытую верхнюю часть корпуса до уровня воды 24. Вода в реторту поступает по газоотводящей трубке 28 через отверстие 26 при открывании вентиля 27. Реторта закрывается крышкой 5, рычагом 6 и специальным болтом 7.
Ацетилен, выделяющийся в результате взаимодействия карбида кальция с водой, поступает по газоотводящей трубке 28 в газосборник и вытесняет находящуюся в нем воду через циркуляционную трубу 8 в верхнюю часть генератора. Вода в реторту подается до тех пор, пока она не будет вытеснена из газосборннка ниже уровня вентиля 27. При этом по мере выделения ацетилена и возрастания давления ацетилена в газосборнике и реторте вода вытесняется из реторты 2 в камеру 13 через трубу 12. Благодаря вытеснению воды из реторты дальнейшее газообразование замедляется. При отборе газа из газосборннка давление ацетилена в нем и реторте падает, вода, вытесненная в камеру, возвращается в реторту и газообразование возобновляется.
При падении давления в генераторе до 230—270 мм вод. ст. вода в газосборнике поднимается выше вентиля 27 и начинает также пополнять реторту. Поступление воды в реторту прекращается после того, как давление газа превысит 270—280 мм вод. ст., т. е. когда уровень воды в газосборнике снова опустится ниже уровня вентиля 27.
Газ при отборе поступает из газосборннка в карбидный осушитель 22, загруженный карбидом, после чего проходит в водяной затвор 14, а из него через ниппель 15 в горелку или резак. Карбидный осушитель 22 представляет собой цилиндрический сосуд, имеющий входной и выходной ниппели. Внутри корпуса помещена решет
ка, на которую загружают карбид кальция. Водяной затвор 14 служит для предохранения генератора от проникновения в него взрывной волны при обратном ударе пламени. Водяной затвор при низких температурах устанавливают в соединительную трубу 8, чтобы предохранить его от замерзания; в теплое время года затвор устанавливают снаружи генератора. Ацетилен поступает в водяной затвор по резиновому шлангу 20. Плотность в месте соединения нижнего донышка с корпусом затвора создается резиновой прокладкой (кольцом) 10. Нижний конец трубки имеет шесть отверстий, через которые ацетилен проходит в корпус затвора. Над отверстиями трубки расположена шайба 9, служащая рассекателем.
Ацетилен, пройдя через воду, залитую до уровня контрольного крана И, вытесняет часть воды в зазор между предохранительной и газоподводящей трубками. Газ выходит из затвора через ниппель 15. При обратном ударе взрывчатая смесь вытесняет воду в предохранительную и газоподводящую трубки до тех пор, пока не выйдет из воды нижнее отверстие предохранительной трубки. Через предохранительную трубу взрывчатая смесь выходит в атмосферу, унося с собой воду. При проходе через отверстие в трубе часть воды задерживается в обечайке 17 и стекает обратно в затвор. Газоотводящая труба закрывается пробкой 16.
Пе р ед п ус ко м генератор необходимо осмотреть, обратив особое внимание на отсутствие ила в реторте 2 и шлангах 21 и 23. При подготовке генератора к пуску необходимо зарядить карбидный осушитель 22 карбидом кальция в количестве 1 кг; закрыть крышку, положив под нее резиновую прокладку; заполнить генератор водой до уровня 24, при этом вентиль 19 водяного затвора, который присоединяется гайкой 18 к предохранительной трубке, должен быть открыт, а вентиль 27 закрыт; заполнить водой затвор 14 через открытую верхнюю обечайку 17 до уровня контрольного крана 11, после чего закрыть вентиль 19.
При температуре ниже 0° С затвор заливают антифризом *. При применении в качестве антифризов растворов хлористого калия н кальция после окончания работы за
*Антифризы — водные растворы спиртов, гликолей, глицерина и некоторых неорганических солей, не замерзающие при низких температурах.
твор необходимо промыть водой для предотвращения коррозии.
Открыв вентиль 27, надо убедиться в том, что вода поступает в реторту, после чего закрыть вентиль и контрольный кран 4. Вставив корзину 3 (в корзину можно загрузить до 4 кг карбида кальция) в реторту 2, плотно закрыть реторту крышкой 5 специальным болтом 7 и рычагом 6. Открыв вентиль 27, пустить воду в реторту с выделившимся ацетиленом, продуть реторту через контрольный кран 4, после чего контрольный кран закрыть. Во время продувки вентиль 27 должен быть закрыт.
Рис. 13. Ацетиленовый генератор АСМ-1,25-3
Для того, чтобы перезарядить реторту, необходимо открыть крышку, вынуть корзину, очистить реторту от ила и высушить ее. Затем снова загрузить корзину карбидом кальция, вставить в реторту и закрыть ее, после чего снова открыть вентиль 27.
Ацетиленовый генератор АСМ-1,25-3. Этот генератор (рис. 13) работает по системе ВВ. Он является однопо
стовым генератором прерывистого действия и используется при ремонтных и монтажных работах.
Генератор представляет собой вертикальный цилиндрический аппарат, состыкованный из промывателя 1 и газообразователя 2. К верхней части газообразователя приварено верхнее эллиптическое днище 3 с горловиной, через горловину в корпус вставляется корзина 4, укрепленная на крышке 5. Крышка уплотняется винтом 6. Корпус газообразователя 2 и промывателя 1 сообщается между собой трубкой 8. Пространство между корпусом газообразователя 2 и шахтой 9 образует газовую подушку. Верхний конец трубки 8 расположен в газовом пространстве газообразователя, нижний—в воде промывателя. Сверху на трубку 8 ставится стакан 10, препятствующий проникновению пены в промыватель. Воду в газооб-разователь заливают через горловину. В промыватель вода переливается через трубку 8 до уровня контрольного крана 11. Ил из газообразователя и воду из промывателя сливают через штуцера, закрываемые пробками 12 и 13. Загрузочная корзина изготовляется из стальных прутков. В шахте устанавливается тарелка 14 с отверстиями диаметром 8 мм для разложения кусков карбида мельче 20 мм. Загруженную карбидом кальция корзину опускают в шахту и уплотняют винтом 6 и рычагом 7.
Образующийся ацетилен по трубке 8 поступает в промыватель, проходя через слой воды, охлаждается и промывается. Из промывателя ацетилен, пройдя через штуцер 22 и предохранительный клапан 15, по шлангу 16 попадает в водяной затвор 17, из которого поступает в горелку или резак. Предохранительный клапан установлен на штуцере 22 и уплотнен прокладкой 31 с помощью контргайки 32.
На корпусе генератора устанавливается манометр 18, который ввертывается в бобышку горловины генератора и уплотняется двумя резиновыми прокладками 29 и фибровой прокладкой 28. Между прокладками устанавливается сетка 30, предохраняющая манометр от заиливания.
Для предотвращения повышения давления свыше допустимого служит разрывная мембрана 27, устанавливаемая в бобышке между прокладками 26. Усилие для уплотнения создается накидной гайкой 23 через нажимное кольцо 25. Мембрана предохраняется от повреждений сеткой 24, ,
Для переноса генератора служат ручки 19.
При подготовке генер атор а к работе необходимо залить воду в водяной предохранительный затвор до уровня контрольного крана 20. В газообразова-тель и промыватель вода заливается через горловину верхнего эллиптического днища 3 до уровня контрольного крана. Опустив загруженную карбидом кальция корзину 4 в шахту, необходимо быстро уплотнить крышку винтом 6. После чего плавно открыть вентиль 21 клапана 15 и продуть ацетиленом шланги и сварочную горелку или резак в течение минуты. При переносе генератора и длительных перерывах в работе необходимо закрывать вентиль клапана 15.
После полного разложения загруженного карбида кальция необходимо произвести перезарядку генератора. После окончания работы — тщательно промыть корзину, газообразователь и промыватель от ила.
На генераторе установлен водяной предохранительный затвор ЗСГ-1,25-3.
Ацетиленовый генератор ГВР-1.25М. Этот переносной генератор производительностью 1,25 м3/ч, рабочим давлением 0,08—0,15 кгс/см2 работает по системе ВК в сочетании с системой ВВ.
Генератор (рис. 14) состоит из корпуса 1, в который вмонтирована реторта 2, имеющая два отсека I и II. В верхней части корпуса помещен открытый бачок для воды 3, соединенный трубкой 7 с регулятором 8 для подачи воды в реторту 2. На генераторе смонтирован водяной предохранительный затвор 11.
Корпус генератора и бачок 3 заполняют водой через горловину 4 до уровня контрольного крана. После загрузки корзины 9 карбидом кальция, ее вставляют в реторту 2, которая закрывается крышкой с резиновой прокладкой, плотно прижимаемой к реторте винтом 10. Вращая по часовой стрелке винт регулятора 8, открывают его клапан и вода из бачка 3 поступает в реторту.
В результате реакции между карбидом кальция и водой в реторте выделяется ацетилен, который поступает в газосборник и далее через водяной затвор по шлангу в сварочную горелку. При установившемся режиме давление ацетилена сохраняется почти постоянным.
Если в корпусе генератора давление ацетилена небольшое, то клапан и мембрана отжаты пружиной влево
и вода поступает в реторту. Когда давление в корпусе и реторте возрастает, пружина сжимается и закрывает клапан, прекратив поступление воды в реторту. Регулятор отрегулирован таким образом, что подача воды в реторту начинается при давлении 0,16—0,18 кгс/см2 и прекращается при давлении свыше 0,18 кгс/см2. По мере выделения газа давление в генераторе и реторте возрастает и вода вытесняется из первого отделения во второе через отверстие, имеющееся в перегородке. Благодаря
Рис. 14. Ацетиленовый генератор ГВР-1.25М
этому дальнейшее разложение карбида кальция уменьшается и рост давления замедляется. Когда часть газа будет израсходована, давление в реторте понизится, вода из второго отделения реторты снова поступит в первое и разложение карбида кальция возобновится. Следовательно, газообразование в реторте регулируется автоматически в зависимости от отбора и давления газа.
Генератор снабжается предохранительным клапаном 5 и манометром 6.
Для подготовки генератора к работе: заливают водой предохранительный затвор до уровня контрольного крана;
заливают воду в корпус генератора до уровня контрольного крана;
загружают корзину карбидом кальция грануляции 25x80 мм не более 4 кг и вставляют в реторту, плотно закрывая крышкой;
открывают кран для подачи воды в реторту;
продувают генератор, выпуская первые порции ацетилена в окружающую среду;
при повышении давления ацетилена в генераторе свыше 0,15 кгс/см2 начинают сварку.
Рис. 15. Ацетиленовый генератор АСВ-1,25
Для предупреждения замерзания воды в генераторе и водяном затворе при работе в зимнее время генератор утепляют ватным чехлом.
Ацетиленовый генератор АСВ-1,25. Это — переносной генератор среднего давления, работающий по системе ВВ. Схема генератора представлена на рис. 15.
Генератор представляет собой вертикальный цилиндрический сосуд, состыкованный из корпуса промывателя 1 и корпуса газообразователя 2. К верхней части газо-образователя приварено сферическое днище 7 с горловиной, через которую в корпус вставляется корзина 6, укрепленная на крышке 12. Крышка уплотняется винтом 14 и рычагом 13.
Корпусы газообразователя и промывателя сообщаются между собой трубкой 22. Пространство между корпусом газообразователя и шахтой 4 образует газовую подушку. Верхний конец трубки 22 расположен в газовом пространстве газообразователя, нижний — в воде промывателя. Воду в газообразователь заливают через горловину. В промыватель вода переливается через трубку 22 д.о уровня контрольного крана 29. Ил из газообразователя сливают через штуцер 31, а воду из промывателя через штуцер 30.
В шахте установлена решетка 3 с отверстиями для разложения мелких кусков карбида кальция (просыпающихся между прутками). Загрузочная корзина, изготовленная из стальных прутков, цепляется за крышку, опускается в шахту и уплотняется винтом 14 и рычагом 13.
Образующийся ацетилен по трубке 22 поступает в промыватель, проходя через слой воды, охлаждается и промывается. Из промывателя ацетилен, пройдя бобышку 27, предохранительный клапан 24 по шлангу 28 попадает в предохранительный затвор 32, из которого поступает в горелку или резак. Предохранительный клапан устанавливается в скобе 35, скоба цепляется за крючки 36. Уплотняется клапан прокладкой 25 и нажимным винтом 37.
На генераторе с помощью накидной гайки 9 установлен манометр 11, который уплотняется прокладкой 10 и присоединяется к бобышке 8. Для предохранения генератора от резкого повышения давления свыше допустимого служит мембрана 18, устанавливаемая в бобышке 20 между прокладками 19. Усилие для уплотнения создается накидной гайкой 15 через нажимное кольцо 17. От повреждения мембрана предохраняется сеткой 16.
Для предохранения генератора от проникновения в него взрывной волны при обратном ударе пламени служит предохранительный затвор среднего давления ЗСГ-1,25. Затвор 32 закрепляется на генераторе хомутиками 33,
Для подготовки генератора к работе необходимо снять крышку и вынуть корзину из генератора. Установить решетку 3 в шахте генератора и надеть стакан 21 на трубку 22. Закрепить предохранительный клапан 24 к генератору. Закрыть вентиль 38 клапана до упора. Залить воду в затвор до уровня контрольной пробки 34 и в генератор до уровня контрольной пробки 29, вывернув предварительно эти пробки. Воду в затвор заливать через штуцер, а в генератор — через горловину. После слива избытка воды необходимо закрыть контрольные пробки 29 и 34. Соединить шлангом 28 предохранительный клапан и затвор с помощью гайки 26 и уплотнительной прокладки 25. Загрузить (не более 3 кг) карбид кальция грануляцией 25X80 мм в сухую и очищенную от ила корзину. Закрепить загруженную корзину за крышку 12 и опустить ее в шахту, уплотнив крышку с помощью рычага и винта. Плавно открыть вентиль клапана 24 и оттянуть шток 23 клапана для предупреждения прилипания мембраны. После продува шлангов в течение минуты приступают к сварке или резке.
После полного разложения карбида кальция, находящегося в корзине, необходимо произвести перезарядку. После каждой перезарядки и после каждого обратного удара необходимо проверять уровень жидкости в предохранительном затворе. При необходимости нужно пополнять его водой до уровня контрольного крана, а зимой — морозоустойчивым раствором. В случае разрыва мембраны на генераторе необходимо вынуть загрузочную корзину, заменить мембрану и снова произвести зарядку генератора.
Для переноса генератора служат ручки 5. Перенос осуществляется в вертикальном положении, при этом необходимо избегать толчков, встряхивания, а вентиль клапана должен быть закрыт.
Регулировка предохранительного клапана проводится каждые шесть месяцев, о проведенной регулировке ответственное лицо вносит запись в паспорт генератора. В случае отсутствия разрывных мембран их можно изготовить из оловянной, алюминиевой или свинцовой фольги.
Для нормальной эксплуатации необходимо:
не реже одного раза в месяц промывать клапан предохранительного затвора;
не реже двух раз в месяц прочищать трубку 22 и бобышку 27 латунным или алюминиевым прутком;
не реже одного раза в три месяца производить общий осмотр, устранение неплотностей в соединениях, очистку и промывку арматуры;
не реже одного раза в год производить пневматическое испытание на плотность при закрытом вентиле клапана 24.
Технические характеристики передвижных ацетиленовых генераторов приведены в табл. 6.
6. Технические характеристики передвижных ацетиленовых генераторов
Марка генератора Система генератора Производительность, м3/ч 1 о * Рабочее давление, кгс/см- Единовременная загрузка карбида кальция, кг Размер кусков карбида кальция, мм Масса генератора без воды и карбида кальция, кг
ГНВ-1,25 ВК ИВВ 1,25 0,025—0,3 4,0 25X80 42
АНВ-1,25-72 То же — 0,025—0,3 4,0 — 42
АНВ-1,25-68 — 0,025—0,3 4,0 — 42
АСМ-1-66 ВВ 0,1—0,3 2,0 — 37
АСМ-1,25-3 То же — 0,1—0,7 2,2 — 18
ВАЗ-1-57 & — 0,2—0,6 4,0 — 26
АСВ-1,25 » — 0,1—0,7 3,0 — 19
ГВР-1.25М ВКиВВ — 0,08—0,15 4,0 — 50
ГВР-3 То же 3,0 0,15—0,3 8,0 — 110
Для снабжения ацетиленом стационарных газосварочных постов используются ацетиленовые генераторы большой производительности.
Наибольшее распространение получили стационарные ацетиленовые генераторы АСК-2, АСК-Ю; ГНД-80 и др.
Стационарный ацетиленовый генератор типа АСК. Генератор АСК является генератором среднего давления непрерывного действия, работающим по совмещенным системам ВК и ВВ. Генератор (рис. 16) состоит из двух поочередно работающих реторт 14, газосборника 2, регулятора подачи воды 3, предохранительного клапана 1, обратного водяного клапана 6, двух обратных клапанов 12, загрузочных корзин 18, предохранительного водяного затвора 24 и влагосборника 22. Обе реторты разделены перегородкой 16 на две части; вытеснитель 15 и загру
зочная камера 17. Вокруг загрузочной камеры имеются водяные рубашки 19, охлаждаемые проточной водой.
Перед пуском генератора газосборник 2 заливают водой до уровня контрольного крана 9, водяной затвор 24 — до уровня контрольного крана 23 и включают подачу воды в рубашки загрузочных камер. Загружают в корзины карбид кальция и вставляют в реторты 14, плот-
Рис 16 Стационарный ацетиленовый генератор АСК
но закрывая их крышками 20. Открыв продувочный 7 и сбросной 8 вентили, продувают реторту. Затем, перекрыв вентиль 8 и открыв вентиль 25 перед затвором и сбросной вентиль 21, продувают влагосборник и водяной затвор. После продувки вентили 7, 8 и 21 закрывают.
Генератор начинает работать после открытия вентиля подачи воды 4 на одной из реторт. Начало газообра-
зевания проверяют открытием пробного крана на реторте. Ацетилен поступает по трубопроводу 11 через обратный клапан 12 в трубу 13 газосборника 2. По мере выделения ацетилена давление в газосборнике возрастает, происходит переливание воды из загрузочной камеры в вытеснитель 15 через отверстие в разделительной перегородке и отключение воды через регулятор, в результате процесс газообразования приостанавливается. По мере отбора газа из газосборника давление в нем падает, вода вновь поступает из вытеснителя в реторту' и процесс выработки ацетилена возобновляется. Клапан регулятора воды отрегулирован так, что при давлении в газосборнике выше 0,24—0,26 кгс/см2 подача воды прекращается, а начало подачи воды на реакцию происходит при давлении 0,2—0,22 кгс/см2.
После начала газообразования в первой реторте подготавливают к работе вторую реторту. Предварительную замочку карбида производят открытием вентиля подачи воды 4 второй реторты до интенсивного газовыделения из пробного крана 10. После этого оба крана перекрывают и открывают кран перелива 5, через который после окончания разложения в первой реторте автоматически начнется подача воды для разложения карбида во второй реторте.
При работе генератора необходимо следить за тем, чтобы давление газа в генераторе не превышало 0,7 кгс/см2, а давление газа в сети не было выше 0,3 кгс/см2. Необходимо производить смену воды в газо-образователе, если температура ее поднимается до 35— 40° С. Уровень воды в водяном затворе контролируется не мене двух раз в смену. Доливать воду следует при отсутствии отбора газа.
Регулировка регулятора подачи воды производится только в случае нарушения его работы.
Правила обслуживания передвижных ацетиленовых генераторов. При обслуживании ацетиленовых генераторов необходимо помнить о том, что ацетилен является взрывоопасным газом, что он образует взрывоопасные смеси с кислородом и воздухом.
Поэтому газосварщик должен изучить инструкцию по технике безопасности при работе с карбидом кальция и ацетиленом, а также тщательно изучить инструкцию по эксплуатации ацетиленового генератора, на котором он работает.
Перед подготовкой генератора к работе водяной затвор заполняется водой до уровня контрольного крана. Реторты и корзины должны быть промыты водой и высушены. Карбид кальция загружают в корзины только той грануляции и в таком количестве, которое указано в инструкции по эксплуатации. Первые порции ацетилена, содержащие примесь воздуха, выпускаются в атмосферу, чтобы в генераторе не осталась взрывоопасная смесь ацетилена с воздухом.
При перерывах в работе в зимнее время нельзя допускать замерзания воды в генераторах, для чего про- ' изводится отепление генератора, а при длительных пере- ' рывах в работе — слив воды. При работе нельзя остав- i лять возле генератора ил, его следует относить в ' специальные иловые ямы.
Нельзя подходить с огнем или зажженной горелкой к генератору или к выгруженной из генератора гашеной извести, так как вблизи них всегда возможно выделение ацетилена в окружающую среду и образование взрывчатой ацетилено-воздушной смеси.
Работающий генератор нельзя оставлять без надзора. После окончания сварочных работ генератор необходимо освободить от иловых остатков и тщательно промыть.
Профилактические осмотры генераторов проводятся каждые три месяца, при этом разбирается и проверяется водяной затвор, газоподводящая и отводящая трубки, i/ Разбирать, очищать и ремонтировать генератор можно только под открытым небом.
Ежегодный осмотр генераторов производит администрация предприятия, о чем составляется соответствующий документ.
На каждый переносной ацетиленовый генератор должен быть составлен паспорт и инструкция по эксплуатации. Инструкция утверждается главным инженером предприятия.
Переносные ацетиленовые генераторы используются преимущественно на открытом воздухе. Не допускается установка переносных ацетиленовых генераторов в наклонном положении и на одной тележке с кислородным баллоном.
Помещение, в котором был установлен действующий переносной генератор, по окончании работы должно быть тщательно проветрено.
§ 14. Предохранительные затворы и химические очистители
Предохранительные затворы — это устройства, предохраняющие ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени по шлангу горючего. Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора — в ацетиленовый генератор, что может привести к взрыву ацетиленового генератора и вызвать серьезные разрушения и травмы.
Сгорание ацетилено-кислородной смеси происходит с определенной скоростью. Горючая смесь вытекает из отверстия мундштука горелки или резака также с определенной скоростью, которая всегда должна быть больше скорости сгорания. Если скорость истечения горючей смеси станет меньше скорости ее сгорания, то пламя проникает в канал мундштука и воспламенит смесь в каналах горелки или резака, произойдет хлопок и возникнет обратный удар пламени. Обратный удар может произойти от перегрева и засорения канала мундштука горелки. Предохранительные затворы бывают жидкостные и с у х и е. Жидкостные предохранительные затворы обычно заливают водой, сухие — заполняют мелкопористой металлокерамической массой.
Предохранительные затворы устанавливают между ацетиленовым генератором или ацетиленопроводом и горелкой или резаком. Если сварка или резка производится от ацетиленового баллона, предохранительный затвор не ставят, потому что ацетилен из баллона в горелку или резак поступает с повышенным давлением, а установленный на баллоне редуктор и заполняющая баллон пористая масса надежно защищают баллон от пламени обратного удара.
Согласно ГОСТ 8766—73 затворы делятся:
по пропускной способности—0,8; 1,25; 2,0; 3,2 м3/ч;
по предельному давлению — низкого давления, в которых предельное давление ацетилена не превышает 0,1 кгс/см2, среднего давления — 0,7 кгс/см2 и высокого Давления — 1,5 кгс/см2.
Предохранительные водяные затворы подразделяются на центральные, устанавливаемые на магистрали стационарных ацетиленовых генераторов, и постовые, устанавливаемые на ответвлениях трубопровода у каждого сварочного поста или у однопостовых ацетиленовых генераторов.
Конструкция предохранительных затворов должна отвечать следующим основным требованиям:
обеспечивать наименьшее сопротивление потоку газа; задерживать прохождение ацетилено-кислородного пламени с удалением взрывчатой смеси в атмосферу;
обеспечивать минимальный вынос воды с проходящим через затвор газом;
обеспечивать необходимую прочность при гидравлическом испытании на давление, равное 60 кгс/см2;
не допускать возможного прохождения кислорода и воздуха через затвор со стороны потребителя;
каждый затвор должен иметь устройство для контроля за уровнем воды в нем;
все части затвора должны быть доступны для очистки, промывки и ремонта.
На корпусе каждого затвора должны быть нанесены его паспортные данные. Окрашиваются водяные предохранительные затворы в белый цвет.
Схема работы водяного предохранительного затвора показана на рис. 17, а—г. Затвор состоит из цилиндрического корпуса / и двух трубок — газоподводящей 4 и предохранительной 8. Предохранительная трубка делается несколько короче газоподводящей и снабжается сверху воронкой 6 с отбойником 7. На корпусе затвора находится газовыпускной кран 3 и контрольный кран 2, а на газоподводящей трубке — кран 5. При нормальной работе водяного предохранительного затвора (рис. 17, б) ацетилен проходит через газоподводящую трубку 4 (проходя через воду) и через газовыпускной кран 3 поступает в шланг и далее в горелку или резак. При обратном ударе пламени (рис. 17, в) давление в затворе возрастает, часть воды вытесняется, при этом нижний конец короткой предохранительной трубки 8 оказывается на уровне воды. В этот момент вода из предохранительной трубки 8 выбрасывается наружу. Когда горящая ацетилено-кислородная смесь оказывается на уровне нижнего конца предохранительной трубки 8, она также выбрасывается наружу и не может пройти в трубку 4 и в ацети
леновый генератор, так как эта трубка длиннее трубки 8, заполнена водой, а ее конец находится ниже уровня воды в затворе.
Жидкостный затвор низкого давления. Конструкция жидкостного затвора низкого давления показана на рис. 18. Затвор представляет собой цилиндрический корпус 10 с приваренной к нему бортшайбой 5. В затворе размещается газоподводящая труба 8 с приваренным
Рис. 18. Жидкостной предохранительный затвор
Рис. 17. Схема работы водяного предохранительного затвора:
а — заполнение затвора водой, б — нормальная работа затвора, в — момент обратного удара пламени, г — подсос воздуха при недостатке ацетилена
в ее нижней части дном и установленным наверху запорным вентилем 1. На газоподводящую трубу надевается предохранительная труба 9 с закрепленным на ее верхней части водоприемником 3. Необходимую герметичность создают гайкой 2, которая при навертывании нажимает на торец трубы 9, зажимая прокладку 6 между бортшайбой 5 и диском 4 водоприемника. Гайка тянет трубу 8 вверх, сжимая прокладку 13 между дном 14 и
Рис 19 Схема водяного предохранительного затвора ЗСП-8 75
бортшайбой 12. К предохранительной трубе 9 приварена решетчатая шайба 11, на которую насыпают керамические кольца Шайба 16 служит для лучшего распределения потока газа в воде Газ подается в затвор по ниппе-
лю 18 и выходит через ниппель 7. Затвор заполняют водой до уровня верхней кромки трубы 17. Сливается вода через трубу 8 при вывернутой заглушке 15.
Предохранительный водяной затвор среднего давления ЗСП-8-75. Конструкция затвора производительностью 1,25 и 3,2 м3/ч представлена на рис. 19. Принцип действия этих затворов одинаков, а различное конструк-
тивное исполнение диктуется различной их пропускной способностью. Затвор состоит из корпуса 4, в дно которого ввернут обратный клапан, состоящий из штуцера 8, шарикового клапана 7 и колпачка 6, который ограничивает подъем клапана. В верхней части корпуса приварен рассекатель 2, выше рассекателя размещен выходной ниппель 1. Для контроля уровня воды имеется контрольный кран 3, а для слива воды из затвора с нижней части корпуса— пробка 5. Газоподводящая труба 11 с вентилем 12 на входе ввертывается в тройник 10 с пробкой 9, который соединяется с штуцером 8. Перед тройником в газоподводящей трубке расположен сетчатый фильтр, который задерживает карбидный ил или другие твердые частицы, чтобы они не попадали под клапан и не нарушали его герметичность.
При работе ацетилен поступает по газоподводящей трубке, поднимает шариковый клапан, проходит через слой воды и выходит, огибая рассекатель, через верхний штуцер к потребителю.
В случае обратного удара клапан
Рис. 20. Предохранительный затвор ЗСГ-1,25
давлением воды
прижимается к седлу и препятствует проникновению пламени в газоподводящую трубку, т. е. к генератору или в сеть. Затвор заливают водой через верхний штуцер, вывернув предварительно выходной ниппель. Рабочее давление ацетилена в затворах не должно превышать 0,7 кгс/см2.
Водяной предохранительный затвор ЗСГ-1,25. Этот затвор (рис. 20) относится к затворам среднего давления; предельно допустимое давление—1,5 кгс/см2, пропускная способность — 1,25 м3/ч, масса — 2,5 кг.
Затвор состоит из цилиндрического корпуса 1 с верхним и нижним сферическими днищами. В нижнее днище ввернут обратный клапан, состоящий из корпуса 4, гуми-рованного* клапана 3 и колпачка 2, ограничивающего
Рис. 21. Схема сухого затвора ЗСЗ-1:
1 — корпус, 2 — крышка, 3 — отбойник, 4 — шток, 5, 7 — пружины, 6 — клапан, 8, 22 — шпильки, 9, 14, 23, 24 — кольца, 10, 11 — прокладки,
12 — уплотнитель, 13 — шток, 15 — мембрана, 16 — втулка фиксатора. 17, 21 — шайбы, 18 — ниппель, 19 — винт, 20, 26 — гайки, 25 — шарик, 27 — пламягасящий элемент, 28 —-пломба, 29 — проволока
подъем гуммированного клапана. Обратный клапан имеет отверстие для слива воды, закрытое пробкой 6, и ниппель 7 для ввода ацетилена в затвор.
Сетка 5 предназначена для задержания частиц карбидного ила, окалины и других твердых частиц. В верхней части затвора расположен пла-мяпреградитель 10 и штуцер 11, а в нижней части — рассекатель 14. Пробка 8 предназначена для слива воды. Вода в затвор заливается до уровня контрольной пробки 9 при вывернутой накидной гайке 12 и снятом ниппеле 13.
Ацетилен поступает в
затвор по газоподводящей трубке, приподняв гуммированный клапан, проходит через слой воды, затем выходит через ниппель 13 в шланги горелки или резака. При обратном ударе ацетилено-
кислородного пламени клапан прижимается давлением
воды к седлу и препятствует проникновению ацетилена из генератора в затвор,, а пламя гасится столбом воды. Затвор сухого типа ЗСЗ-1. Преимуществом сухих предохранительных затворов является возможность их
* Гуммирование — покрытие резиной или эбонитом рабочей поверхности металлических деталей для предохранения от коррозии и действия агрессивных сред.
эксплуатации при любой температуре окружающей среды. Затвор ЗСЗ-1 (рис. 21) состоит из корпуса / и крышки 2, которые крепятся между собой шпильками 22. Между крышкой и корпусом установлены отбойник 3, пламягасящий элемент 27, мембрана 15 и клапан 6. Затвор приводится в рабочее состояние вводом штока 13. Газ по ниппелю 18 поступает в затвор, своим давлением отжимает мембрану 15 от штока 4 и через выходной ниппель поступает в горелку или резак.
При обратном ударе ударная волна пламени гасится на отбойнике 3, а пламя — в пламягасящем элементе 27. Мембрана 15 прижимается давлением пламени к штоку 4 и закрывает доступ горючего газа в корпус затвора. Под давлением горючего газа мембрана 15 давит на шток 4, который перемещается вниз, в результате чего под действием пружины 5 клапан 6 закрывает входное отверстие для доступа газа в затвор. Пропускная способность затвора при температуре 20° С и давлении 760 мм рт. ст.— 5 м3/ч, рабочее давление поступающего газа— 1,5 кгс/см2.
Аналогично устроен и работает сухой предохранительный затвор среднего давления ЗСМ.-1. Номинальная пропускная способность затвора при температуре 20°С и давлении 760 мм рт. ст. — 3,2 м3/ч, рабочее давление ацетилена — 1,5 кгс/см2.
Химические очистители. Ацетилен, получаемый в ацетиленовых генераторах, содержит твердые частицы извести, пары воды и различные химические соединения аммиака, сероводорода, фосфористого и кремнистого водорода. Твердые частицы удаляются при промывке ацетилена водой. Для очистки от влаги применяют осушители и влагоотделители, для очистки от фосфористого водорода и сероводорода — химические очистители.
В химических очистителях в качестве очистительной массы используют геротоль, представляющую собой инфузорную землю пропитанную хромовым ангидридом, серной кислотой и водой. Одним килограммом геротоля можно очистить 25 м3 ацетилена.
Химический очиститель представляет собой цилиндрический сосуд с несколькими горизонтальными сетками, на которые укладывают марлю, слой геротоля и затем снова марлю. При прохождении ацетилена через слой repo-толя, фосфористый водород и сероводород вступают во взаимодействие с массой геротоля и остаются в ней. При этом ярко-желтая масса приобретает темно-зеленый цвет, что служит признаком ее замены.
§ 15. Баллоны для сжатых газов
Для хранения и транспортировки сжатых, сжиженных и растворенных газов, находящихся под давлением, применяют стальные баллоны. Баллоны имеют различную вместимость — от 0,4 до 55 дм3.
Баллоны представляют собой стальные цилиндрические сосуды, в горловине которых имеется конусное отверстие с резьбой, куда ввертывается запорный вентиль. Для каждого газа разработаны свои конструкции вентилей, что исключает установку кислородных вентилей на ацетиленовый баллон, и наоборот. На горловину плотно насаживается кольцо с наружной резьбой, служащее для навертывания предохранительного колпака, который служит для предохранения вентиля баллонов от возможных ударов при транспортировке.
Баллоны для сжатых, сжиженных и растворенных газов изготовляют согласно ГОСТ 949—73 из бесшовных труб углеродистой и легированной стали. Для сжиженных газов при рабочем давлении не свыше 30 кгс/см2 допускается применение сварных баллонов. Требования к баллонам регламентируются правилами Гостехнадзора СССР.
В зависимости от рода газа, находящегося в баллоне, баллоны окрашивают снаружи в условные цвета, а также соответствующей каждому газу краской наносят наименование газа. Например, кислородные баллоны окрашивают в голубой цвет, а надпись делают черной краской, ацетиленовый — в белый и красной краской, водородные — в темно-зеленый и красной краской, пропан— в красный и белой краской. Часть верхней сферической части баллона не окрашивают и выбивают на ней паспортные данные баллона: тип и заводской номер баллона, товарный знак завода-изготовителя, масса порожнего баллона, вместимость, рабочее и испытательное давление, дата изготовления, клеймо ОТК и клеймо инспекции Госгортехнадзора, дата следующего испытания. Баллоны периодически через каждые пять лет подвергают осмотру и испытанию.
Основные типы баллонов, применяемых для хранения и транспортировки кислорода, азота, водорода и других газов согласно ГОСТ 949—73, приведены в табл. 7.
Кислородные баллоны. Для газовой сварки и резки металлов согласно ГОСТ 949—73 кислород доставляется
7. Типы баллонов по ГОСТ 949—73
Тип баллона Давление, кгс/см- Предел прочности, кгс/мм" Относительное удлинение, %
условное гидравлическое пневм 1ти-чес<ое
100 100 150 100 65 15
150 150 225 150 65 15
200 200 300 200 65 15
150 Л 150 225 150 90 10
200Л 200 300 200 90 10
в стальных кислородных баллонах типа 150 и 150Л. Кислородный баллон (рис. 22, а) представляет собой стальной цельнотянутый цилиндрический сосуд 3, имеющий выпуклое днище 1, на которое напрессовывается башмак 2, вверху баллон заканчивается горловиной 4. В горловине имеется конусное отверстие, куда ввертывается запорный вентиль 5. На горловину для защиты вентиля навертывается предохранительный колпак 6.
Наибольшее распространение при газовой сварке и резке получили баллоны вместимостью 40 дм3. Эти баллоны имеют размеры: наружный диаметр — 219 мм, толщину стенки — 7 мм,
баллона без газа — 67 кг. Они рассчитаны на рабочее давление — 150 кгс/см2, а испытательное — 225 кгс/см2.
Чтобы определить количество кислорода, находящегося в баллоне, нужно вместимость баллона в дм3 умножить на давление в кгс/см2. Например, если вместимость баллона — 40 дм3, давление— 150 кгс/см2, то количество Кислорода в баллоне — 40Х 150=6000 дм3 или 6 м3.
Рис. 22. Баллоны:
а — кислородный, б — ацетиле» новый
ысоту — 1390 мм. Масса
На сварочном посту кислородный баллон устанавливают в вертикальном положении и закрепляют цепью или хомутом. Для подготовки кислородного баллона к работе отвертывают колпак и заглушку штуцера; осматривают вентиль, чтобы установить, нет ли на нем жира или масла; осторожно открывают вентиль баллона и продувают его штуцер, после чего перекрывают вентиль; осматривают накидную гайку редуктора; присоединяют редуктор к вентилю баллона; устанавливают рабочее давление кислорода регулировочным винтом редуктора. При окончании отбора газа из баллона необходимо следить, чтобы остаточное давление в нем было не меньше 0,5—1,0 кгс/см2.
При обращении с кислородными баллонами необходимо строго соблюдать правила эксплуатации и техники безопасности, что обусловлено высокой химической активностью кислорода и высоким давлением. При транспортировке баллонов к месту сварки необходимо твердо помнить, что запрещается перевозить кислородные баллоны вместе с баллонами горючих газов. При замерзании вентиля кислородного баллона отогревать его надо ветошью, смоченной в горячей воде.
Причинами взрыва кислородных баллонов могут быть попадания на вентиль жира или масла; падения или удары баллонов; появление искры при слишком большом отборе газа (электризуется горловина баллона); нагрев баллона каким-либо источником тепла, в результате чего давление газа в баллоне станет выше допустимого.
Ацетиленовые баллоны. Питание постов газовой сварки и резки ацетиленом от ацетиленовых генераторов связано с рядом неудобств, поэтому в настоящее время большое распространение получило питание постов непосредственно от ацетиленовых баллонов. Ацетиленовые баллоны выпускают по ГОСТ 5948—60. Они имеют те же размеры, что и кислородный (рис. 22,6). Ацетиленовый баллон заполняют пористой массой из активированного древесного угля (290—320 г на 1 дм3 вместимости баллона) или смесь угля, пемзы и инфузорной земли. Массу в баллоне пропитывают ацетоном (225—300 г на 1 дм3 вместимости баллона), в котором хорошо растворяется ацетилен. Ацетилен, растворяясь в ацетоне и находясь в парах пористой массы, становится взрывобезопасным и его можно хранить в баллоне под давлением
25—30 кгс/см2. Пористая масса должна быть мягкой и иметь максимальную пористость, вести себя инертно по отношению к металлу баллона, ацетилену и ацетону, не давать осадка в процессе эксплуатации.
Ацетон (химическая формула СН3СОСН3) является одним из лучших растворителей ацетилена, он пропитывает пористую массу и при наполнении баллонов ацетиленом растворяет его. Ацетилен, доставляемый потребителям в баллонах, называется растворенным ацетиленом.
Максимальное давление ацетилена в баллоне составляет 30 кгс/см2. Давление ацетилена в полностью наполненном баллоне изменяется при изменении температуры:
Температура, °C —5 0 5 10 15 20 25 30 35 40 Давление, кгс/см2 13,4 14 15 16,5 18 19 21,5 23,5 26 30
Давление наполненных баллонов не должно превышать при 20° С 19 кгс/см2.
При открывании вентиля баллона ацетилен выделяется из ацетона и в виде газа поступает через редуктор и шланг в горелку или резак. Ацетон остается в порах пористой массы и растворяет новые порции ацетилена при последующих наполнениях баллона газом. Для уменьшения потерь ацетона во время работы необходимо ацетиленовые баллоны держать в вертикальном положении. При нормальном атмосферном давлении и 20° С в 1кг (л) ацетона растворяется 28 кг (л) ацетилена. Растворимость ацетилена в ацетоне увеличивается (примерно прямо пропорционально с увеличением давления и уменьшается с понижением температуры).
Для полного использования емкости баллона порожние ацетиленовые баллоны рекомендуется хранить в горизонтальном положении, так как это способствует равномерному распределению ацетона по всему объему, и с плотно закрытыми вентилями. При отборе ацетилена из баллона он уносит часть ацетона в виде паров. Это уменьшает количество ацетилена в баллоне при следующих наполнениях. Для уменьшения потерь ацетона из баллона ацетилен необходимо отбирать со скоростью не более 1700 дм3/ч.
Для определения количества ацетилена баллон взвешивают до и после наполнения газом и по разнице оп-
30—40 г ацетона на
Рис. 23. Баллон для пропан-бутана
ределяют количество находящегося в баллоне ацетилена в кг.
Пример. Масса баллона с ацетиленом 89 кг, порожнего — 83 кг, следовательно, количество ацетилена в баллоне равно: по массе 89— —83 = 6кг, по объему — 6: 1,09=5,5 м3 (1,09 кг/м3 — плотность ацетилена при атмосферном давлении и температуре 20° С).
Масса пустого ацетиленового баллона складывается из масс самого баллона, пористой массы и ацетона. При отборе ацетилена из баллона вместе с газом расходуется 1 м3 ацетилена. При отборе ацетилена из баллона необходимо следить за тем,чтобы в баллоне остаточное давление было не менее 0,5—1,0 кгс/см2.
Использование ацетиленовых баллонов вместо ацетиленовых генераторов дает ряд преимуществ: компактность и простота обслуживания сварочной установки, безопасность и улучшение условий работы, повышение производительности труда газосварщиков. Кроме этого, растворенный ацетилен содержит меньшее количество посторонних примесей, чем ацетилен, получаемый из ацетиленовых генераторов.
Причинами взрыва ацетиленовых баллонов могут быть резкие толчки и удары, сильный нагрев (свыше 40°С), неплотное соединение вентиля с редуктором
(ацетилен может выходить в атмосферу, создавая взрывоопасные ацетилено-воздушные смеси).
Баллоны для пропан-бутана. Баллоны изготовляют согласно ГОСТ 15860—70 сварными из листовой углеродистой стали (рис. 23). Основное применение нашли баллоны вместимостью 40 и 50 дм3. Они окрашиваются в красный цвет с белой надписью «пропан».
Баллон представляет собой цилиндрический сосуд 1, к верхней части которого приваривается горловина 5, а к нижней —днище 2 и башмак 3. В горловину ввертывается латунный вентиль 6. На корпус баллона напрессовываются подкладные кольца 4. Для защиты вентиля баллона служит колпак 7.
Баллоны рассчитаны на максимальное давление 16 кгс/см2. Из-за большого коэффициента объемного расширения баллоны для сжиженных газов заполняют на 85—90% от общего объема. Норма заполнения баллонов для пропана — 0,425 кг сжиженного газа на 1 дм3 вместимости баллона. В баллон вместимостью 55 дм3 наливается 24 кг жидкого пропан-бутана. Максимальный отбор газа не должен превышать 1,25 м3/ч.
Хранение и транспортировка баллонов. Транспортировка баллонов разрешается только на рессорных транспортных средствах, а также на специальных ручных тележках или носилках. При бесконтей-нерной транспортировке баллонов должны соблюдаться следующие требования:
на всех баллонах должны быть до отказа навернуты предохранительные колпаки;
кислородные баллоны должны укладываться в деревянные гнезда; разрешается применять металлические подкладки с гнездами, оклеенными резиной или другими мягкими материалами;
кислородные баллоны должны укладываться только поперек кузова машины так, чтобы предохранительные колпаки были в одной стороне; укладывать баллоны допускается в пределах высоты бортов;
погрузка и выгрузка баллонов должна производиться рабочими, прошедшими специальный инструктаж.
При перевозке в вертикальном положении кислородных и ацетиленовых баллонов допускается применение только специальных контейнеров. Совместная транспортировка кислородных и ацетиленовых баллонов на всех видах транспорта запрещается, за исключением транспортировки двух баллонов на специальной тележке к рабочему месту. В летнее время баллоны должны быть защищены от солнечных лучей брезентом или другими покрытиями.
Перемещение баллонов в пределах рабочего места разрешается производить кантовкой в наклонном положении. Перемещение баллонов из одного помещения в другое производится на специальных тележках или носилках. На рабочих местах баллоны должны быть прочно закреплены в вертикальном положении.
§ 16. Запорные вентили для баллонов с газами
Веншль — это запорное устройство, служащее для наполнения баллонов газом, подачи газа в горелку или резак и позволяющее сохранять в баллоне сжатые и сжиженные газы.
Вентили разделяются на баллонные и рамповые. Принцип работы баллонных вентилей одинаков, однако они различаются между собой материалом, из которого они изготовлены, присоединительной резьбой и способом уплотнения. Вентили разделяются по роду газа.
Кислородные вентили. Вентили для кислородных баллонов изготовляют из латуни, так как сталь сильно коррозирует в среде сжатого кислорода. Маховики и заглушки можно изготовлять из стали, алюминиевых сплавов и пластмасс.
Устройство кислородного вентиля показано на рис. 24, а. Вентиль состоит из корпуса 9 с штуцером. К штуцеру, имеющему правую резьбу, присоединяется накидной гайкой кислородный редуктор. В корпусе находится клапан 11 с уплотнителем 12. На верхнюю часть корпуса навертывается накидная гайка 6, плотно прижимающая фибровую прокладку 7. На выступающую часть шпинделя 5 надевается маховичок 3, который закрепляется с помощью пружины 2 и маховичковой гайки 1 и уплотняется фибровой прокладкой 4. Вентиль снабжается заглушкой 10. Для того чтобы открыть клапан для выхода кислорода из баллона, необходимо повернуть маховичок 3. Открывается вентиль поворотом маховичка против часовой стрелки, а закрывается вращением по часовой стрелке. Передача вращения от шпинделя 5 к клапану осуществляется соединительной муфтой 8. Вентиль имеет сальниковое уплотнение в виде фибровой прокладки 7. Для уменьшения трения буртика шпинделя фибровую прокладку ставят после пропитки ее парафином в течение 40 мин при температуре 70°С.
При работе все детали кислородного вентиля должны быть тщательно обезжирены, так как загрязнение их жирами и маслами недопустимо.
Ацетиленовые вентили. Вентиль ацетиленового баллона изготовляется из стали. Применение сплавов меди с содержанием ее более 70% недопустимо, так как при контакте с ацетиленом возникает взрывоопасная ацетиленисгая медь.
Вентиль ацетиленового баллона (рис. 24, б) состоит из корпуса 10, редуктор к ацетиленовому баллону присоединяется хомутом, снабженным специальным нажимным винтом. Для вращения шпинделя 5 применяется торцовый ключ, надеваемый на выступающий квадратик хвостового шпинделя. Нижняя часть шпинделя имеет уплотнитель 6 из эбонита, который является клапаном.
Рис 24 Вентили:
а — кислородныи, б — ацетиленовый, в — пропан бутановый
В качестве сальника применяют кожаные кольца 3, прижимаемые сальниковой гайкой 1 и шайбой 2. В резьбовой хвостовик вентиля вставляется прокладка из войлока 9, которая выполняет роль фильтра. Войлочный фильтр 9 и сетка 7 крепятся стальным кольцом 8. На боковой грани корпуса вентиля имеется кольцевая выточка, в которую вставляется прокладка штуцера 11, изготовляемая из кожи или другого эластичного материала. К этой прокладке прижимается входной штуцер ацетиленового редуктора.
Ацетиленовый вентиль имеет отличную от дру ги\ типов вентилей резьбу, что исключает возможность установки его на другие баллоны.
Вентиль для пропан-бутанового баллона. Вентиль для пропан-бутана (рис. 24, в) состояi
из стального корпуса 1, внутри которого имеется резино-иый чулок-ниппель 3. Ниппель надевают на шпиндель 2 и клапан 4 и зажимают сальниковой гайкой 5.
§ 17. Редукторы для сжатых газов
При газовой сварке и резке металлов рабочее давление газов должно быть меньше, чем давление в баллоне или газопроводе. Для понижения давления газа приме; няют редукторы. Редуктором называется прибор, служащий для понижения давления газа, отбираемого из бал-, лона до рабочего и для автоматического поддержания этого давления постоянным, независимо от изменения давления газа в баллоне или газопроводе.
Согласно ГОСТ 6268—68 редукторы для газопламенной обработки классифицируются:
по принципу действия — на редукторы прямого и обратного действия;
по назначению и месту установки — баллонные (Б), рамповые (Р), сетевые (С);
по схемам редуцирования — одноступенчатые с механической установкой давления (О), двухступенчатые с механической установкой давления (Д), одноступенчатые с пневматической установкой давления (У);
по роду редуцируемого газа — ацетиленовые (А), кислородные (К), пропан-бутановые (П), метановые (М).
Редукторы отличаются друг от друга цветом окраски корпуса и присоединительными устройствами для крепления их к баллону. Редукторы, за исключением ацетиленовых, присоединяются накидными гайками, резьба которых соответствует резьбе штуцера вентиля. Ацетиленовые редукторы крепятся к баллонам хомутом с упорным винтом.
Принцип действия редуктора определяется его характеристикой. У редукторов прямого действия — падающая характеристика, т. е. рабочее давление по мере расхода газа из баллона несколько снижается, у редукторов обратного действия — возрастающая характеристика, т. е. с уменьшением давления газа в баллоне рабочее давление повышается.
Редукторы различаются по конструкции, принцип действия и основные детали одинаковы для каждого редуктора. Более удобны в эксплуатации редукторы обратного действия.
Редуктор обратного действия (рис. 25,а) работает следующим образом. Сжатый газ из баллона поступает в камеру высокого давления 8 и препятствует открыванию клапана 9. Для подачи газа в горелку или резак необходимо вращать по часовой стрелке регулирующий винт 2, который ввертывается в крышку /. Винт сжимает нажимную пружину 3, которая в свою очередь
с?
Рис 25 Схемы редукторов а — обратною действия, б — прямого действия
выгибает гибкую резиновую мембрану 4 вверх. При этом передаточный диск со штоком сжимает обратную пружину 7, поднимая клапан 9, который открывает отверстие для прохода газа в камеру низкого давления 13. Открыванию клапана препятствует не только давление газа в камере высокого давления, но и пружина 7, имеющая , меньшую силу, чем пружина 3.
Автоматическое поддержание рабочего давления на заданном уровне происходит следующим образом. Если отбор газа в горелку или резак уменьшится, то давление в камере низкого давления повысится, нажимная пружина 3 сожмется и мембрана 4 выправится, а передаточный диск со штоком 5 опустится и редуцирующий клапан 9 под действием пружины 7 прикроет седло клапана 10, уменьшив подачу газа в камеру низкого давления.
При увеличении отбора газа процесс будет автоматически повторяться. Давление в камере высокого давления 8 измеряется манометром 6, а в камере низкого давления 13—манометром 11. Если давление в рабочей камере повысится сверх нормы, то при помощи предохранительного клапана 12 произойдет сброс газа в атмосферу.
Помимо однокамерных редукторов применяют двухкамерные, в которых давление газа понижается постепенно в двух камерах редуцирования, расположенных последовательно одна за другой. Двухкамерные редукторы обеспечивают более постоянное рабочее давление и менее склонны к замерзанию, однако они сложнее по конструкции, поэтому двухкамерные редукторы используют тогда, когда необходимо поддерживать рабочее давление с повышенной точностью.
Редукторы прямого действия. В редукторах прямого действия (рис. 25, б) газ через штуцер 3, попадая в камеру высокого давления 6 и действуя на клапан 7, стремится открыть его (а в редукторах обратного действия — закрыть его). Редуцирующий клапан 7 прижимается к седлу запорной пружиной 5 и преграждает доступ газа высокого давления. Мембрана 1 стремится отвести редуцирующий клапан 7 от седла и открыть доступ газа высокого давления в камеру низкого (рабочего) давления 10. В свою очередь мембрана 1 находится под действием двух взаимно противоположных сил. С наружной стороны на мембрану 1 через нажимной винт 12 действует нажимная пружина И, которая стремится открыть редуцирующий клапан 7, а с внутренней стороны камеры редуктора на мембрану давит редуцированный газ низкого давления, противодействующий нажимной пружине 11. При уменьшении давления в рабочей камере нажимная пружина 11 распрямляется и клапан уходит от седла, при этом происходит увеличение притока газа в редуктор. При возрастании давления в рабочей камере 10 нажимная пружина 11 сжимается, клапан подходит ближе к седлу и посту пление газа в редуктор у меньшается
Рабочее давление определяется натяжением нажимной пружины 11, которое изменяется регулировочным винтом 12. При вывертывании регулировочного винта 12 и ослаблении нажимной пружины 11 снижается рабочее давление и, наоборот, при ьвертывании регулировочного
го вннга сжимается нажимная пружина И и происходит повышение рабочего давления газа. Для контроля за давлением на камере высокого давления установлен манометр 4, а на рабочей камере — манометр 9 и предохранительный клапан 8.
В практике наибольшее распространение получили редукторы обратного действия как более удобные и безопасные в эксплуатации.
Основные типы редукторов приведены в табл. 8.
8. Основные типы редукторов
Наименование газа Редукторы
сетевые балонные балонные двухступенчатые рамповые двухступенчатые рамповые
Кислород Ацетилен Водород Метан Пропан-бу-тан ДКС-66 ДАС-66 ДМС-66 ДПС-66 ДКП-1-65 ДАН-1-65 ДВП-1-65 ДПП-1-65 Д КД-8-65 ДАД-1-65 ДАР-1-64 ДПР-1-64 ДКР-250 ДКР-500
Кислородные редукторы. Кислородные редукторы, применяемые при газовой сварке и резке металлов, окрашивают в голубой цвет и крепят к вентилям баллонов накидными гайками.
На рис. 26, а представлена схема баллонного кислородного одноступенчатого редуктора ДКП-1-65. ДаннОхМу редуктору присвоен государственный Знак качества. Редуктор выпускается согласно ГОСТ 6268—68. Наибольшее допустимое давление газа на входе в редуктор—200 кгс/см2, наименьшее давление— 30 кгс/см2, наибольшее рабочее давление — 15 кгс/см2, наименьшее 1 кгс/см2. При наибольшем рабочем давлении расход газа составляет 60 м3/ч, при наименьшем — 7,5 м3/ч. Масса редуктора 2,3 кг.
Редуктор присоединяется к баллону накидной гайкой 15. Газ, пройдя фильтр 14, попадает в камеру высокого давления А. При вращении регулировочного винта 4 по часовой стрелке усилие нажимной пружины 5 передается через нажимной диск 2, мембрану 6 и толкатель 3 на редуцирующий клапан 12, который, перемещаясь, открывает проход газу через образовавшийся зазор меж-Д) клапаном 12 и седлом 10 в рабочую камеру Б. Реду-
Рис 26 Схемы кислородных редукторов: «~ДКП-1-ь&, б-ДКД
пирующий узел, состоящий из седла 10, клапана 12, прх -жп«ы 13 и второго фильтра 11, выполнен в виде самостоятельного узла. На корпусе редуктора рабочей камеры Б установлен предохранительный клапан 9, отрегулированный на выпуск газа при давлении в рабочей камере Б в интервале 17,5—21,6 кгс/см2.
Давление в баллоне контролируется манометром 7, а в рабочей камере — манометром 7. Отбор газа осуществляется через ниппель 8, который присоединяется к редуктору гайкой с резьбой М16Х1,5. К ниппелю присоединяется шланг диаметром 9 мм, идущий к горелке или резаку.
Двухступенчатый кислородный редуктор ДКД изготовляется в двух вариантах: ДКД-8-65 для сварки и ДКД-15-65 для резки. Техническая характеристика редукторов приведена в табл. 9.
9. Техническая характеристика редукторов ДКД
Тип редуктора ДКД-8-65 ДКД* 15 65
Давление газа на входе в редуктор, кгс/см2 . 200 200
Рабочее давление, кгс/см2: наибольшее . . ....... 8 15
наименьшее 0,5 1
Расход газа, м3/ч: при наименьшем рабочем давлении. 3,0 7,5
при наибольшем рабочем давлении. 25 60
Габаритные размеры, мм 180X177 180X224
Масса, кг 3,6 3,8
Понижение давления газа в редукторе происходит при двухступенчатом расширении газа. Редуктор присоединяется к баллону накидной гайкой 2 (рис. 26,6). Газ, пройдя фильтр 3, попадает в первую ступень редуцирования— камеру А. Давление в камере А контролируется манометром 4. Нажимная пружина 19 рабочей камеры первой ступени редуцирования под действием регулирующего колпачка 20 находится в сжатом состоянии и через диск 21, мембрану 22 и толкатель 18 отжимает клапан от седла. Газ, пройдя из камеры высокого давления Л через образовавшийся зазор между клапаном 17 и
седлом 16, снижает давление газа до 11 кгс/см2 в редукторе ДКД-8 и до 19,4 кгс/см2 в редукторе ДКД-15. Под этими давлениями газ поступает во вторую ступень редуцирования. Давление в рабочей камере второй ступени редуцирования Б устанавливается вращением регулирующего винта 8 и контролируется манометром 11. При повороте регулирующего винта 8 по часовой стрелке нажимная пружина 7 через диск 6, мембрану 5, толкатель 9 отжимает клапан 14 от седла 10 и газ через образовавшийся зазор поступает в рабочую камеру Б, где расширяется до требуемого давления. Под этим давлением газ поступает в горелку или резак. В случае прекращения отбора газа давление в рабочей камере Б через мембрану 5 отожмет нажимную пружину 7, а запорная пружина 15 прижмет клапан к седлу, прекращая тем самым дальнейший пропуск газа. При этом давление в рабочей камере первой ступени также возрастет и отожмет нажимную пружину 19, а запорная пружина 23 прижмет клапан к седлу.
На корпусе редуктора установлен предохранительный клапан 13, соединенный с рабочей камерой первой ступени редуцирования и отрегулированный на начало выпуска газа при давлениях в интервалах: для ДКД-8 — от 17,5 до 21,6 кгс/см2, для ДКД-15—от 23 до 28 кгс/см2. Отбор газа осуществляется через ниппель 12.
Рамповые редукторы. Рамповые кислородные редукторы типа ДКР-250 и ДКР-500 предназначены для понижения давления кислорода, поступающего от источника газопптания, до рабочего. Редукторы служат для централизованного снабжения кислородом нескольких постов для сварки и резки металлов. Техническая характеристика редукторов приведена в табл. 10.
Ацетиленовые редукторы. Ацетиленовый редуктор ДАП-1-65, предназначенный для понижения давления ацетилена, поступающего из баллона, рассчитан на наибольшее давление на входе—30 кгс/см2, наибольшее рабочее давление—1,2 кгс/см2, расход газа при наибольшем рабочем давлении—5 м3/ч. Наименьшее рабочее давление составляет 0,1 кгс/см2, расход газа при этом давлении — 3 м3/ч.
Редуктор присоединяется к вентилю баллона хомутом 1 (рис. 27,а). Газ, пройдя фильтр 2, попадает в камеру высокого давления А. При вращении регулировочного винта 7 по часовой стрелке усилие нажимной пру*
10. Техническая характеристика рамповых редукторов
Тип редактора ДДР-250 ДКР-500
Максимальное давление на входе в редуктор, кгс/см2 200 200
Рабочее давление, кгс/см2: максимальное 16 16
минимальное 3 3
Пропускная способность редуктора, м3/ч: при максимальном рабочем давлении 250 500
при минимальном рабочем давлении 50 100
Габариты, мм 320X245X255 320 X 245 X 255
Масса, кг , . 18 18
74 13 12 11
Рис 27. Схема ацетиленового редактора ДАП-1-65
жины 6 передается через мембрану 4, нажимной диск 8 и толкатель 5 на редуцирующий клапан 14. Газ проходит через образовавшийся зазор между клапаном и седлом 12.
На корпусе редуктора в рабочей камере устанавливается предохранительный клапан It, отрегулированный на выпуск газа при давлении 1,8—2 кгс/см2. Давление в баллоне контролируется манометром 3, в рабочей камере — манометром 9. Отбор газа осуществляется через ниппель 10.
Ацетиленовый редуктор ДАД-1-65 рассчитан на максимальное давление газа 30 кгс/см2, наиболь-
Рис. 28 Устройство пропан-бутанового редуктора ДПП-1-65
шее рабочее давление —1,2 кгс/см2, расход газа при наибольшем давлении — 5,0 м3/ч. Наименьшее рабочее давление — 0,1 кгс/см2, расход газа при этом давлении — 3,0 м7ч.
Устройство и принцип работы ацетиленового двухкамерного редуктора ДАД-1-65 аналогично кислородному редуктору ДКД, от которого отличается тем, что при-соединеняется к баллону хомутом.
Пропан-бутановый редуктор ДПП-1-65. Одноступенчатый редуктор ДПП-1-65 (рис. 28), предназначенный для понижения давления, поступающего из баллона пропан-бутана, выпускается согласно ГОСТ 6268—68. Ре
дуктору присвоен государственный Знак качества. Редуктор рассчитан на максимальное давление газа 25 кгс/см2, наибольшее рабочее давление — 3 кгс/см2, расход газа при этом давлении—5 м3/ч. Наименьшее рабочее давление составляет 0,1 кгс/см2, расход газа при этом давлении — 3 м3/ч. Масса редуктора — 2 кг.
Редуктор присоединяется к вентилю баллона накидной гайкой 1. Газ, пройдя фильтр 2, попадает в камеру высокого давления А. При вращении регулировочного винта 6 по часовой стрелке усилие нажимной пружины 5 передается через нажимной диск 4, мембрану 3 и толкатель 7 на редуцирующий клапан 12. Клапан, перемещаясь, открывает проход газу через образовавшийся зазор между клапаном и седлом клапана 14 в рабочую камеру Б. Редуцирующий узел редуктора, состоящий из клапана 12, пружины 13 и второго фильтра 11, для надежности в работе выполнен в виде самостоятельного узла. На корпусе рабочей камеры установлен предохранительный клапан 10, отрегулированный на начало выпуска газа при давлении 3,6—4,2 кгс/см2. Давление в рабочей камере контролируется манометром 8. Отбор газа осуществляется через ниппель 9.
Правила эксплуатации редукторов. При эксплуатации редукторов необходимо строго соблюдать правила техники безопасности.
Перед присоединением редуктора к вентилю баллона необходимо отвернуть вентиль баллона и продуть его штуцер, стоять при этом надо сбоку от струи газа. Перед присоединением редуктора к вентилю баллона необходимо также проверить исправность фибровой прокладки, резьбы накидной гайки редуктора, манометров и пали-' чие фильтров на входном штуцере.
Накидную гайку на штуцер накручивают от руки и затягивают специальным ключом. Регулирующий винт перед открытием вентиля баллона или магистрали должен быть вывернут до полного освобождения нажимной пружины. Вентиль баллона открывают медленно, после этого устанавливают рабочее давление при открытом запорном вентиле горелки или резака. Установив рабочее давление, проверяют герметичность всех соединений, для чего закрывают вентиль расхода газа и вывертывают регулирующий винт. После установления перепада стрелка манометра рабочего давления должна остановиться (не должно происходить наращивания давления).
При кратковременных перерывах в работе закрывают только запорный вентиль, не изменяя положения регулировочного винта. При регулировании давления газа стрелки манометра не должны переходить за красную черту. При любой неисправности немедленно перекрывают вентиль баллона, выпускают из редуктора газ и устраняют неисправность.
После окончания работы необходимо закрыть вентиль баллона и вывернуть регулирующий винт редуктора до освобождения нажимной пружины.
При эксплуатации редукторов встречаются следующие основные неисправности: воспламенение, замерзание и утечка газа.
Воспламенение редуктора может произойти от резкого открывания вентиля баллона. При воспламенении в первую очередь загорается эбонитовое уплотнение клапана, а затем остальные детали. При воспламенении редуктора вентиль баллона необходимо немедленно закрыть. Для того чтобы избежать воспламенения редуктора, необходимо вентиль баллона открывать плавно от руки, а также следить, чтобы на редуктор не попадали пыль и особенно масло.
При больших расходах газа влага, имеющаяся в баллоне, превращается в лед и закупоривает выходные отверстия из камеры высокого давления. При этом подача газа в сварочную горелку или резак уменьшается или прекращается совсем. Особенно быстрое замерзание происходит при температуре окружающей среды около 0°С. Быстрее замерзают однокамерные редукторы, двухступенчатые редукторы менее подвержены замерзанию.
Для борьбы с замерзанием можно производить ос\шку кислорода до ею поступления в редуктор, для чего кислород пропускают через негашеную известь или через медный купорос. При электроподогреве вентиль баллона закрывают специальным устройством, внутри которого намотана спираль. Электрический ток, проходя по спирали, нагревает помещенную внутри ее трубку и протекающий по ней кислород, который потом поступает в редуктор. Замерзший редуктор отогревают чистой горячей водой или паром, отогревать открытым огнем запрещается.
При эксплуатации редуктора из-за неплотностей может возникнуть у течка газа. Газ поступает в рабочую камеру вследствие неплотного прилегания клапана к сед
лу, чю приводи! к повышению давления в рабочей камере и шланге, а при неисправном предохранительном клапане может привести к разрыву мембраны. Причинами, вызывающими утечку, могут быть попадание под клапан посторонних частиц (стружки, окалины и пр.); неровная поверхность клапана; поломка и усадка запорных пружин; заедание клапана в направляющих; перекос поверхности клапана.
Для предупреждения утечки газа необходимо аккуратно обращаться с редукторами, следить чтобы внутрь редуктора не попала пыль и грязь. Особенно опасна утечка горючего газа, образующего в соединении с воздухом взрывоопасную смесь.
Неплотности выявляю! обмазыванием присоединительных частей редуктора мыльным раствором — в местах утечки появляются мыльные пузырьки.
Манометры. Для измерения избыточного давления газа применяют приборы, которые называются манометрами. На кислородных и ацетиленовых редукторах используют пружинные манометры. Основной частью манометра является изогнутая запаянная трубка, по которой пропускается газ. Под давлением газа трубка выпрямляется тем больше, чем выше давление. Трубка соединяется со стрелкой, перемещение трубки передается и стрелке. Манометры рассчитаны на определенное давление. На каждом манометре имеется красная черта, соответствующая наибольшему допускаемому давлению. Категорически запрещается нагружать манометры давлением, превышающим их верхний предел измерения.
Не разрешается пользоваться манометрами, когда отсутствует пломба или клеймо; просрочен срок проверки; стрелка манометра при включении редуктора не возвращается на нулевую отметку; разбито стекло или имеются другие повреждения. Манометры проверяют не реже одного раза в год.
Манометры присоединяют к камерам высокого и рабочего давления гаечным ключом, для уплотнения применяют прокладки из свинца, фибры и кожи.
§ 18. Газораспределительные рампы, рукава, трубопроводы
Когда требуется большое количество горючих газов, питание производят от газораспределительной рампы.
Газораспределительные рампы состоят из двух коллекторов, гибких присоединительных трубопроводов для баллонов и рампового редуктора. Каждый коллектор имеет по запорному вентилю, позволяя производить замену баллонов на одном коллекторе, не нарушая непрерывной работы. Давление газа понижают рамповым редуктором для кислорода, азота и воздуха с 150 до 3—15 кгс/см2, а для ацетилена, пропэн-бутана и других горючих газов — с 19 до 0,1 кгс/см2.
Наша промышленность выпускает кислородные газо-распределительные рампы на 2ХЮ и 2X5 баллонов, ацетиленовые—на 2X6, 2X9, 2X12 баллонов. Наряду со стационарными применяют передвижные рампы.
Кислород и горючие газы от газораспределительных рамп к рабочим местам подаются по трубопроводам. Ацетиленопроводы в зависимости от рабочего давления делятся на три группы:
низкого давления — с давлением до 0,1 кгс/см2 включительно;
среднего давления — от 0,1 до 1,5 кгс/см2 включительно;
высокого давления —свыше 1,5 кгс/см2.
Для ацетиленовых трубопроводов используют стальные бесшовные трубы по ГОСТ 8732—70, соединенные сваркой. Фланцевые и резьбовые соединения допускаются только в местах присоединения к арматуре. Ацетиленопроводы в цехах окрашивают в белый цвет. Для анетиленопроводов низкого давления диаметр труб не ограничивается, среднего давления — не должен превышать 50 мм, высокого давления — 20 мм.
В цехах ацетиленопроводы прокладывают открыто по стенам и колоннам здания на высоте не менее 2,2 м. При сдаче в эксплуатацию ацетиленопроводы подвергают пневматическому и гидравлическому испытаниям. Перед пуском в эксплуатацию ацетиленопроводы продувают ацетиленом.
Кислородопроводы в зависимости от рабочего давления делятся на три группы:
низкого давления — с давлением до 16 кгс/см2 включительно;
среднего давления —от 16 до 64 кгс/см2;
высокого давления — свыше 64 кгс/см2.
Кислородопроводы низкого давления изготовляют из стальных бесшовных труб (усиленных). Кислоредопро-
воды высокого давления изготовляют только из красно-медных или латунных труб, на которые устанавливается только латунная или бронзовая арматура, специально предназначенная для кислорода. Трубы для кислородо-проводов соединяют между собой сваркой, для медных труб применяют также и пайку.
При монтаже арматуры сальниковая набивка на кислородопроводах выполняется из прокаленного асбестового шнура. Устанавливаемая арматура предварительно обезжиривается и просушивается. В качестве растворителей применяют четыреххлористый углерод, трихлорэтилен и водные моющие растворы по рецептуре ВНИИКИМАШа. Прокладываемые кислородопроводы окрашивают в голубой цвет, перед пуском в эксплуатацию они подвергаются пневматическому испытанию и продуваются кислородом.
Рукава служат для подвода газа к горелке или резаку. Рукава, применяемые при газовой сварке и резке, должны обладать достаточной прочностью, выдерживать определенное давление, быть гибкими и не стеснять движений сварщика.
Согласно ГОСТ 9356—75 рукава изготовляют из вулканизированной резины с тканевыми прокладками. Кислородные рукава имеют внутренний и наружный слой из вулканизированной резины и несколько слоев из льняной или хлопчатобумажной ткани.
В зависимости от назначения резиновые рукава для газовой сварки и резки металлов подразделяются на следующие классы: I —для подачи ацетилена, городского газа, пропана и бутана под давлением до 6,3 кгс/см2; II—для подачи жидкого топлива (бензина, уайт-спирита, керосина или их смеси) под давлением до 6,3 кгс/см2; Ш—для подачи кислорода под давлением до 20 кгс/см2.
Внутренний диаметр рукавов равен 6,3; 8,0; 9,0; 10,0; 12,0; 12,5; 16,0 мм. Рукава поставляются длиной 10 и 14 м. В зависимости от назначения наружный слой рукава окрашивают в следующие цвета: красный — рукава I класса для ацетилена, городского газа, пропан-бу-тана; желтый — рукава II класса для жидкого топлива; синий — рукава III класса для кислорода.
Рукава предназначаются для работы при температуре от -J-50 до —35° С, для более низкой температуры изготовляют рукава из морозостойкой резины, выдержи-
вающей температуру до —65°С. Все рукава должны иметь не менее чем трехкратный запас прочности при разрыве гидравлическим давлением Рукава II класса должны быть бензостойкими.
Для нормальной работы горелкой или резаком длина рукавов не должна превышать 20 м, при использовании более длинных рукавов значительно снижается давление таза. Для удлинения кислородных рукавов служат латунные, а ацетиленовых — стальные ниппели, снаружи закрепляющиеся специальными хомутами Запрещается применение ниппелей для соединения рукавов, по которым проходит бензин или керосин, так как горючее может просочиться в соединение. Рукава необходимо надежно крепить на горелках, резаках, редукторах, бачках жидкого горючего. Хранятся рукава в помещении при температуре от 0 до -f-25°С.
§ 19. Сварочные горелки, их назначение и устройство
Сварочная горелка является основным инструментом газосварщика при сварке и наплавке Сварочной горелкой называется устройство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени Каждая горелка имеет устройство, позволяющее регулировать мощность, состав и форму сварочного пламени. Сварочные горелки согласно ГОСТ 1077—69 подразделяются следующим образом
по способу подачи горючего газа и кислорода в смесительную камеру—инжекторные и безынжекторные;
по роду применяемого горючего газа — ацетиленовые, для газов-заменителей, для жидких горючих и водородные,
по назначению — на универсальные (сварка, резка, пайка, наплавка) и специализированные (выполнение одной операции);
по чист'. пламени — однопламенные и многопламенные,
по мощ’юсти пламени — малой мощности (расход ацетилена 25—400 дм3/ч), средней мощности (400— 2800 дм3/ч), большой мощности (2800 -7000 дм3/ч),
по способу применения — ручные и машинные
Сварочные горелки должны быть просты и удобны в эксплуатации, обеспечивать безопасность в работе и устойчивое горение сварочного пламени.
Инжекторные горелки. Инжекторная горелка — это такая горелка, в которой подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия сопла. Этот процесс подсоса газа более низкого давления струей кислорода, подводимого с более высоким давлением, называется инжекцией, а горелки данного типа — инжекторными.
Для нормальной работы инжекторных горелок необходимо, чтобы давление кислорода было 1,5—5 кгс/см2, а давление ацетилена значительно ниже —0,01—1,2 кгс/см2. Схема инжекторной горелки представлена на рис 29, а. Кислород из баллона под рабочим давлением через ниппель, трубку и вентиль 5 поступает в сопло инжектора 4. Выходя из сопла инжектора с большой скоростью, кислород создает разрежение в ацетиленовом канале, в результате этою ацетилен, проходя через ниппель 6, трубку и вентиль 7, подсасывается в смесительную камеру 3. В этой камере кислород, смешиваясь с горючим газом, образует горючую смесь. Горючая смесь, выходя через мундштук /, поджигается и, сгорая, образует сварочное пламя Подача газов в горелку регулируется кислородным вентилем 5 и ацетиленовым 7, расположенными на корпусе
Рис 29 Cxev-i инжекторной горелки (п) и ииж(кторнсго устройства (б)
горелки. Сменные наконечники 2 подсоединяются к корпусу горелки накидной гайкой.
Инжекторное устройство (рис. 29, б) состоит из инжектора 1 и смесительной камеры 2. Для нормальной инжекции большое значение имеют правильный выбор зазора между коническим торцом инжектора 1 и конусом смесительной камеры 2 и размеров ацетиленового 3 и кислородного 4 каналов. Нарушение работы устройства приводит к возникновению обратных ударов пламени, снижению запаса ацетилена в горючей смеси и др.
Устойчивое горение пламени обеспечивается при скорости истечения горючей смеси от 50 до 170 м/с.
Нагрев наконечника горелки уменьшает инжекцию кислорода и снижает разрежение в камере инжектора, что уменьшает поступление ацетилена в горелку. Так как поступление кислорода в горелку при этом остается постоянным, то уменьшается содержание ацетилена в газовой смеси и, следовательно, усиливается окислительное действие сварочного пламени. Для восстановления нормального состава сварочного пламени сварщик, ио мере нагревания наконечника горелки, должен увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки.
При засорении мундштука горелки увеличивается давление горючей смеси в смесительной камере, горючая смесь обогащается кислородом, что ведет к усилению окислительного действия сварочного пламени.
Диаметр канала инжектора можно определить следующим расчетом:
"" - V '
где dn — диаметр канала инжектора, мм; V>;— расход кислорода, м3/ч; Р — давление кислорода, кгс/см2.
Недостатком инжекторной горелки является непостоянство состава горючей смеси, преимущество ее в том, что она работает на горючем газе как среднего, так и низкого давления.
Безынжекторные горелки. Безынжекторная горелка — это такая горелка, в которой горючий газ и подогревающий кислород подаются примерно под одинаковым давлением 0.5—1,0 кгс/см2. В них отсутствует инжектор, который заменен простым смесительным соплом,
ввертываемым в трубку наконечника горелки. Схема беа-ынжекторной горелки приведена на рис. 30. Кислород по резиновому рукаву через ниппель 4, регулировочный вентиль 3 и специальные дозирующие каналы поступает в смеситель горелки Аналогично через ниппель 5 и вентиль 6 поступает в смеситель и ацетилен Из смесительной камеры горючая смесь, проходя по трубке наконеч-
Рнс 30 Схема безынжскторной горе тки
ника, 2, выходит из мундштука 1 и, сгорая, образует сварочное пламя. Для образования нормального сварочного пламени горючая смесь должна вытекать из канала мундштука горелки с определенной скоростью. Эта скорость должна быть равна скорости горения. Если скорость истечения больше скорости горения, то пламя отрывается от мундштука и гаснет. Когда скорость истечения газовой смеси меньше скорости горения, горючая смесь загорается внутри наконечника. Следовательно, безынжек-торные горелки менее универсальны, так как работают только на горючем среднего давления. Для нормальной работы безынжекторных горелок сварочный пост дополнительно снабжают регулятором равного давления, автоматически обеспечивающим равенство рабочих давлений кислорода и ацетилена.
Б е з ы н ж е кт о р н а я горелка ГС-1 (рис. 31) предназначена для сварки металла толщиной от 0,05 до
Рис 31 Констрхкция горелки ГС-1-
/ — наконечник 2 — дозирующий канат 3 — корпус 4 —- регули ровочные вентичи 5 — нгочьчатыи шпиндель -ствоч
0,6 мм. Кислород и горючий газ поступают в наконечник 1 через специальные дозирующие каналы 2 под разным давлением. Для точного регулирования давления газов у вентилей горелки предусмотрены игольчатые шпиндели 5 с усеченным конусом. Техническая характеристика этой горелки приведена в табл. 11.
11. Техническая характеристика безынжекторной горелки ГС-1
Технические показатели Номера наконечника
ООО 00 0
Толщина свариваемого металла, мм 0,05—0,10 0,10—0,25 0,25—0,60
Давление кислорода и ацетилена, кгс/см2 0,10—0,60 0,20-0,60 0,20—0,8
Расход кислорода, дм3/ч . 6—11 11-28 28—65
Расход ацетилена, дм3/ч . 5-10 10—25 25—60
Масса, кг 0,24
12. Техническая характеристика инжекторных горелок «Звезда» и ГС-3
Номера наконечников
Показатели 1 2 | 3 1 4 6 7
Толщина свариваемого металла, мм (малоуглеродистая сталь) . . 0,5— 1—2,5 2,5—4 4—7 7—11 10—18 17-30
Расход ацетилена, дм3/ч 1,5 50— 120— 230— 400— 660— 1050— 1700—
125 240 430 700 1100 1750 2800
Расход кислорода, дм5/ч 55— 130— 250— 430— 740— 1150- 1900—
135 260 440 750 1200 1950 3100
Давление кислорода, кгс/см2 1—4 1,5—4 2-4 2—4 2—4 2-4 2—4
Давление ацетилена, кгс/см2 Масса, кг . , 0,56 0,58 Не 0,59 ниже 0 0,65 ,01 0,76 0,78 0,85
Сварочные универсальные однопламенные горелки «Звезда» и ГС-3 (рис. 32) относятся к инжекторному типу. Горелки предназначены для ручной ацетиленокислородной сварки, пайки, наплавки, подогрева и других видов газопламенной обработки металлов. Горелками можно сваривать металл толщиной от 0,5 до 30 мм. Горелки имеют сечь сменных наконечников от № 1 до № 7, присоединяемых к стволу горелки накидной гайкой. Горелки работают как все инжекторные горелки, описанные выше. Техническая характеристика горелок «Звезда» и ГС-3 приведена в табл.12.
К горелке присоединяются кислородный (Ш класс) и ацетиленовый (I класс) рукава внутренним диаметром 9 мм. Кислородный рукав присоединяют ниппелем и гайкой к штуцеру, имеющему правую резьбу, а ацетиленовый — к шту
/ — мундштук, ? —ниппель мундштука, 3 — трубка горючей смеси, 4 — трубчатый мундштук, 5 —камера смесительная, Ь — кольцо резиновое уплотнительное, 7 — инжектор, 8— гайка накидная, 9 — вентиль ацетиленовых, 10 — штуцер, 11 — гайки накидные, 12 — ниппель шланговый. 13 — трубка, 14 — рукоятка, 15 — сальниковая набивка вентилей (резиновое кольцо), 16 — вентиль кислородный
церу, имеющему левую резьбу. На штуцере с ацетиленовой резьбой имеются соответствующие метки.
Перед присоединением ацетиленового рукава необходимо проверить наличие разряжения (подсоса) в ацетиленовом канале горелки. Нормальное пламя устанавливается при неполном открывании вентиля горелки и имеет ядро ярко очерченной правильной формы. В случае неправильной формы ядра необходимо прочистить и продуть выходной канал мундштука. Прочищать мундштуки можно только медной илн алюминиевой (а не стальной) иглой. По мере нагрева мундштука горелки периодически необходимо производить регулировку пламени, не прекращая работы. Также необходимо очищатй мундштуки от нагара и брызг. Прилипшие к мундштуку металлические брызги можно снимать мелкой наждачной шкуркой или мелким личным напильником.
-В настоящее время для сварки металла малых толщин применяют однопламенные горелки малой мощности ГС-2 и «Звездочка», относящиеся к инжекторному типу. Конструкции горелок «Звездочка» и ГС-2 аналогичны горелкам «Звезда» и ГС-3, отличаются эти горелки только габаритными размерами и размерами присоединительных штуцеров.
Горелки ГС-2 и «Звездочка» выпускают в комплекте с четырьмя наконечниками № 0, 1, 2, 3. Они снабжаются
13. Техническая характеристика горелок ГС-2 и «Звездочка»
Показатели Номера наконечников
0 1 2 3
Толщина свариваемого металла, мм (углеродистая сталь) 0,2—0,7 0,5—1,5 1,0—2,5 2,5-4,0
Давление на входе в горелку, кгс/см2: кислорода 0,5—4 0,5—4 1,5-4 2—4
ацетилена Не ниже 0,01
Расход, дм3/ч: кислорода ..... ацетилена 27—80 25—60 55—135 50—125 130—260 120—240 250—440 230—400
Масса (с наконечником № 3}, кг 0,53- -0,54
игольчатыми ацетиленовыми и кислородными вентилями, которые обеспечивают точную регулировку газов. Для подсоединения горелок используются рукава с внутренним диаметром 6,3 мм. Техническая характеристика инжекторных горелок ГС-2 н «Звездочка» приведена в табл. 13.
Горелка ГС-4 (рис. 33) отличается от других инжекторных горелок тем, что у нее узел инжекции 3 и смесительная камера 2 расположены непосредственно около мундштука 1. Наконечник горелки 4 состоит из дву$ концентрично расположенных трубок, которые вставляются одна в другую. Горючий газ подается по
Рис. 33 Конструкция сварочной горелки ГС-4:
/ — мундштук, 2 — смесительная камера, 3 — инжектор, 4 — трубка наконечника, 5 — регулировочные вентили
внутренней трубке, кислород — между наружной и внутренней. Этим предотвращается нагревание горючего газа отраженным теплом пламени горелки и уменьшается возможность образования обратных ударов и хлопков.
Горелка ГС-4 работает устойчивее по сравнению с другими инжекторными горелками. Недостатком горелки является ее малая длина и нечеткое очертание ядра пламени. Горелка комплектуется двумя сменными наконечниками № 8 и № 9. Техническая характеристика горелки ГС-4 приведена в табл. 14.
Горелка ГЗУ-2-62 предназначена для газовой сварки стали, чугуна, цветных металлов и сплавов, а также пайки и наплавки. Горелка работает на газах-заменителях ацетилена — пропан-бутане, метане, природном и городском газах среднего и низкого давления.
14. Техническая характеристика горелки ГС-4
Показатели Номера наконечников
8 9
Толщина свариваемого металла, мм (\ глеродистая сталь) Давление кислорода, кгс/см2 .... Давление ацетилена, кгс/см2 .... Расход кислорода, дм3/ч Расход ацетилена, дм3/ч 30—50 2,0—4,0 0,30—1,0 3100—5000 2800—4500 50—100 2,0—4,0 0,30—1,0 5000—8000 4500—7000
Горелка создана на базе ацетилено-кислородной горелки «Звезда».
Горелка ГЗМ-2-62 М разработана на базе горелки «Малютки» и предназначена для сварки малых толщин металла. Горелка ГЗМ-2-62 М комплектуется четырьмя сменными наконечниками № 0, 1, 2 и 3 с односопловыми mj ндштуками.
К ерос и но-кислородная горелка ГКР-67 (рис. 34) работает по принципу распыления керосина ки-
Рис 34 Кероспно-кислородная горелка IКР-67
слородом и последующего испарения его во внутренней части мундштука. Горелка ГКР-67 предназначена для сварки, наплавки и пайки черных и цветных металлов. Горелка комплектуется тремя сменными однопламенными и двумя сетчатыми мундштуками. Для подачи керосина служит бачок БГ-63 вместимостью 5,5 дм3. Расход керосина составляет 0,3—0,4 кг/ч.
В горелке жидкое горючее распыляется кислородом и испаряется в мундштуке и в выходных каналах сопел в результате нагрева мундштука теплом пламени.
Горелка состоит из корпуса и головки. Керосин из бачка БГ-63 поступает в ствольную трубку и далее в
центральный канал распылителя. Выходя из боковых каналов распылителя, кислород разбивает струю керосина, направляя распыленную смесь во внутреннюю полость мундштука. Чем глубже рассверлены отверстия для пламени, тем сильнее нагревается мундштук. При использовании керосина отверстия сверлятся на большую глубину, а бензина — на меньшую, так как бензин испаряется при более низкой температуре, чем керосин. Для зажигания пламени горелки открывают сначала вентиль кислорода, а затем вентиль горючего.
Горелка ГВП-4 (рис. 35) предназначена для пайки деталей. Горелка изготовляется на базе ацетилено-кис-
Рис. 35. Пропано-воздушная горелка ГВП-4
дородной горелки «Звезда» и отличается от нее увеличенными сечениями в инжекторах и смесительных камерах, а также установкой на сменных наконечниках стабилизаторов вместо мундштуков. Горелка комплектуется двумя сменными наконечниками. При истечении горючей смеси из трубки наконечника в стабилизатор давление потока падает, что создает инжекцию воздуха из атмосферы через боковые отверстия стабилизатора, благодаря чему уменьшается количество воздуха, подаваемого из компрессора. Давление воздуха компрессора составляет 1—5 кгс/см2. Максимальная температура пламени 1600° С.
§ 20. Правила обращения с горелками
Сварочные горелки работают на ацетилене и газах-заменителях ацетилена, которые образуют взрывоопасные смеси с кислородом и воздухом, поэтому при обращении со сварочными горелками необходимо соблюдать все правила обращения с ними. Не допускается эксплуа-
нация неисправных горелок, так как это может привести к взрывам и пожарам, а также ожогам газосварщика.
Исправная горелка дает нормальное и устойчивое сварочное пламя. Если горение неровное, пламя гаснет или отрывается от мундштука и происходят обратные удары; необходимо отрегулировать и проверить все узлы горелки.
Перед проверкой горелки необходимо ознакомиться с инструкцией по ее эксплуатации.
Для проверки инжектора горелки к кислородному, ниппелю подсоединяют рукав от кислородного редуктора, а к корпусу горелки — наконечник. Накидную гайку наконечника затягивают ключом, открывают ацетиленовый вентиль и кислородным редуктором устанавливают необходимое давление кислорода, соответственно номеру наконечника. Пускают кислород в горелку, открывая кислородный вентиль. Кислород, проходя через инжектор, создает разрежение в ацетиленовых каналах горелки и ацетиленовом ниппеле, которое можно обнаружить, приставляя палец руки к ацетиленовому ниппелю. При наличии разрежения палец будет присасываться к ниппелю. При отсутствии разрежения необходимо закрыть кислородный вентиль, отвернуть наконечник, вывернуть инжектор и проверить, не засорено ли его отверстие. При засорении необходимо его прочистить, при этом надо проверить также отверстия смесительной камеры и мундштука. Убедившись в их исправности, повторяют испытание на подсос (разрежение).
Величина подсоса зависит от зазора между концом инжектора и входом в смесительную камеру. Если зазор мал, то разрежение в ацетиленовых каналах будет недостаточным, в этом случае следует несколько вывернуть инжектор из смесительной камеры.
Засоренные каналы мундштука, смесительной камеры и ацетиленовой трубки прочищают медной или алюминиевой иглой.
Если горелка исправна, перекрывают вентили горелки и подсоединяют ацетиленовый рукав, закрепляя его на ниппеле специальным хомутиком. Устанавливают необходимое рабочее давление на кислородном и ацетиленовом редукторах. Вначале немного открывают кислородный вентиль горелки, создавая тем самым разрежение в ацетиленовых каналах. Затем открывают ацетиленовый вентиль и зажигают горючую смесь. Пламя регули
руют ацетиленовым вентилем при полностью открытом кислородном. Если при зажигании пламени возникает хлопок, необходимо проверить, хорошо ли затянута накидная гайка наконечника, достаточно ли давление кислорода и нет ли препятствий для прохождения ацетилена в горелку. При хлопках необходимо сначала перекрыть ацетиленовый, а потом кислородный вентили. Хлопки могут наблюдаться и у исправных горелок после продолжительной работы при сильном нагреве мундштука горелки. В этом случае горелку необходимо погасить и охладить ее водой. Следует помнить, что отверстие мундштука разрабатывается при частой прочистке его иглой (особенно стальной), а также при обгорании его в процессе сварки. При чрезмерной разработке мундштук следует заменить.
Контрольные вопросы
1. Для чего служат ацетиленовые 1енераторы и по каким признакам они классифицируются5
2 Для чего служат предохранительные затворы и как они подразделяются?
3. Для чего нужны химические очистители?
4. Как устроены и работают баллоны для кислорода, ацетилена и пропан-бутана?
5. Чго является причиной взрыва кислородных и ацетиленовых баллонов5
6. Как устроены и работают кислородные, ацетиленовые и пропан-бутановые вентили?
7 Для чего служат редукторы и как они классифицируются5
8 Как устроены и работают редукторы прямого и обратною действия?
9 Как классифицируются сварочные горелки5
10. Как устроены и работают инжекторные и безынжекторные го-ре.1Ки5
И. Как можно проверить работу инжекторной сварочной горетки?
ГЛАВА V. СВАРОЧНОЕ ПЛАМЯ
§ 21. Виды сварочного пламени
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как
оно имеет высокую температуру (3150° С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы-заменители ацетилена — пропан-бутан, метан, природный и городской газы,
Рис 36. Виды сварочною пламени: а — окислительное, б — нормальное, в — науглероживающее, 1 — ядро, 2 — восстановительная зона 3—факел
Ф Ф ф
ко различимые зоны: ядро,
водород.
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщик тем самым изменяет основные параметры сварочного пламени.
Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена 1,1—1,2, природного газа 1,5—1,6, пропана — 3,5.
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три яр-восстановительную зону и
факел (рис. 36). Водородное пламя ярко различимых зон не имеет, что затрудняет его регулировку по внешнему виду.
При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается такой, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен прогреваться до температуры воспламенения, ацетилен воспламеняется при температуре 450—500° С, а газы-заменители — 550—650° С. Поэтому ядро пламени при сгорании газов-заменителей длиннее, чем при сгорании ацетилена.
Процесс сгорания ацетилена в кислороде можно условно разделить на две стадии. Сначала под влиянием нагрева происходит распад ацетилена на элементы:
С2Н2 = 2С + Н3
Затем происходит первая стадия сгорания ацетилена за счет кислорода смеси по реакции:
2С + Н2 -г О2 = 2СО 4- Н2
Вторая стадия горения протекает за счет кислорода воздуха:
2СО + Н2 1,50, = 2С0, + Н20
Процесс горения горючего газа в кислороде экзотерми-чен, т. е. идет с выделением тепла.
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени: нормальное, окислительное и науглероживающее. Нормальное пламя (рис. 36,6) теоретически получают тогда, когда в горелку на один объем кислорода поступает один объем ацетилена. Практически кислорода в горелку подают несколько больше — от 1,1 до 1,3 от объема ацетилена. Нормальное пламя характеризуется отсутствием свободного кислорода и углерода в его восстановительной зоне. Кислорода в горелку подается немного больше из-за небольшой его загрязненности и расхода на сгорание водорода. В нормальном пламени ярко выражены все три зоны.
Ядро имеет резко очерченную форму (близкую к форме цилиндра), плавно закругляющуюся в конце, с ярко светящейся оболочкой. Оболочка состоит из раскаленных частиц углерода, которые сгорают в наружном слое оболочки. Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения. Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси — его длину.
Площадь поперечного сечения канала мундштука горелки прямо пропорциональна толщине свариваемого металла. Сварочное пламя не должно быть слишком «мягким» или «жестким». Мягкое пламя склонно к обратным ударам и хлопкам, жесткое — способно выдувать расплавленный металл из сварочной ванны. При увеличении давления кислорода скорость истечения горючей смеси увеличивается и ядро сварочного пламени удли
няется, при уменьшении скорости истечения — ядро укорачивается. С увеличением номера мундштука размеры ядра увеличиваются. Температура ядра достигает 1000° С.
Рис 37 Схема образования пламени, распределение температуры по зонам и размеры ядра пламени для мундштуков разных номеров
На рис. 37 приведены длина и диаметр ядра пламени '(мм) для различных номеров мундштуков, соответствующие им диаметры канала сопла (мм) и расход ацетилена, дм3/ч.
Восстановительная (средняя) зона рас-потагается за ядром и по своему более темному цвету
заметно отличается от него Длина ее зависит от номера мхндштука и достигает 20 мм Зона состоит из продуктов неполного сгорания ацетилена — окиси углерода и водорода. Она называется восстановительной, так как окись углерода и водорода раскисляют расплавленный металл, отнимая кислород от его окислов Если в процессе сварки расплавленный металл сварочной ванны находится в средней зоне, то сварочный шов получается без пор, газовых и шлаковых включении. Этой зоной пламени и производится сварка Восстановительная зона имеет наиболее высокую температуру (3150°С) в точке, отстоящей на 3—6 мм от конца ядра Схема нормальною аце-тилено-йислородного пламени и график распределения температур по его длине, а также состав пламени по зонам представлены на рис 37.
Зона полного сгорания (факел) располагается за восстановительной зоной. Она состоит из углекислого газа, паров воды и азота, которые образуются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха Температура этой зоны значительно ниже, чем температура восстановительной, и колеблется от 1200 до 2500° С
Окислительное пламя (рис. 36, а) получается при избытке кислорода, при подаче в горелку на один объем ацетилена более 1,3 объема кислорода. При этом ядро приобретает конусообразную форму, значительно сокращается по длине, становится с менее резкими очертаниями и приобретает более бледную окраску. Сокращакн-ся по длине также восстановительная зона и факел. Все пламя приобретает синевато-фиолетовую окраску Пламя горит с шучмом, уровень которого зависит от давления кислорода Температура окислительного пламени выше нормального, однако сваривать стали таким пламенем нельзя из-за наличия в пламени избытка кислорода Избыток кислорода приводит к окислению металла шва, шов получается пористым и хрупким. Окислительное пламя можно применять при сварке латуни и пайке твердыми припоями
Науглероживающее пламя (рис 36, в) получается при избытке ацетилена, когда в горелку на один объем ацетилена подается 0,95 и менее объема кислорода. Ядро такого пламени теряет резкость своего очертания, на конце его появляется зеленый венчик, по которому с\ чят
об избытке ацетилена. Восстановительная зона значительно светлее и почти сливается с ядром, а факел приобретает желтоватую окраску. При большом избытке ацетилена пламя начинает коптить, так как в нем ощущается недостаток кислорода, необходимого для полного сгорания ацетилена. Находящийся в пламени избыточным углерод легко поглощается расплавленным металлом и ухудшает качество металла шва. Температура науглероживающего пламени ниже, чем нормального и
а)
Рис. 38. Схема механического воздействия пламени на жидкий металл сварочной ванны при различных положениях мундштука:
а — вертикальном, б — наклонном, в — схема перемещения жидкого металла в ванне
окислительного. Уменьшая подачу ацетилена в горелку до полного исчезновения зеленого венчика на конце ядра, ацетиленовое пламя превращается в нормальное. Слегка науглероживающее пламя применяют для сварки чугуна и при наплавке твердыми сплавами.
Характер сварочного пламени сварщик определяет на глаз по форме и окраске пламени. При регулировании пламени необходимо обращать внимание на правильность подбора расхода горючего газа и кислорода.
Вытекающая из мундштука горючая смесь оказывает механическое воздействие на расплавленный металл сварочной ванны и формирует валик шва. Жидкий металл отжимается к краям ванны. Характер формообразования металла зависит от угла наклона мундштука горелки к поверхности свариваемого металла (рис. 38,а,б).
Давление газов оказывает влияние на жидкий металл, перемещая его к задней стенке сварочной ванны, образуя чешуйки шва (рис. 38,в).
При большой давлении кислорода горючая смесь вытекает из мундштука с большой скоростью, пламя становится «жестким» и выдувает расплавленный металл из сварочной ванны, затрудняя тем самым сварку.
Качество наплавленного металла и прочность сварного шва зависят от состава пламени, поэтому во время сварки сварщик должен следить за его характером, регулировать ею состав в течение всего процесса сварки. Характер пламени подбирают в зависимости от свариваемого металла и его свойств. Для сварки сталей требуется нормальное пламя, для сварки чугуна, наплавки твердых сплавов — науглероживающее, для сварки лату ни — окислительное пламя.
§ 22. Металлургические процессы при газовой сварке
В процессе сварки расплавленный металл сварочной ванны взаимодействует со сварочным пламенем. Это взаимодействие определяется свойствами свариваемого металла и составом сварочного пламени. Сварочная ванна характеризуется малым объемом расплавленного металла, высокой температурой в месте сварки и большой скоростью расплавления и кристаллизации металла.
Сварку производят восстановительной зоной пламени, состоящей в основном из окиси углерода и водорода. Расплавленный металл ванны вступает во взаимодействие с газами сварочного пламени, в результате чего происходят реакции окисления и восстановления. Взаимодействие газов с различными металлами различно. Наиболее легко окисляются металлы, обладающие большим сродством к кислороду. Окисление расплавленного металла происходит как за счет окислов, находящихся на поверхности свариваемого металла и присадочной проволоки, так и за счет кислорода окружающего воздуха. С увеличением содержания кислорода в свариваемом металле ухудшаются механические свойства сварного соединения. Поэтому при газовой сварке для большинства металлов и сплавов для устранения окислительных процессов в присадочные материалы и флюсы вводят специальные раскислители.
Раскислители — это такие вещества, которые имеют большее сродство к кислороду, чем металл шва. При сварке стали раскисляющее действие оказывают угле-7* 99
род, окись углерода и водород, образующиеся при горении газовой смеси, подаваемой в сварочную горелку. Поэтому углеродистые стали можно сваривать без флюсов
В процессе сварки окисление железа кислородом идет по следу ющей реакции
2Fe + О2 2FeO
Закись железа (FeO) растворяется в расплавленном металле и взаимодействует с элементами, находящимися в сварочной ванне В первую очередь закись железа вступает во взаимодействие с углеродом, кремнием, марганцем и окисляет их
FeO + С Fe + СО
2FeO + Si 2Fe + SiO2
FeO -г Мп Fe + МпО
Таким образом углерод, кремний и марганец выполняют функции раскислителя
Образующаяся в процессе реакции окись углерода вызывает кипение и разбрызгивание металла. Кипение сварочной ванны до начала кристаллизации способствует удалению посторонних металлических включений. Если металл кипит во время кристаллизации шва, то образующиеся пузыри окиси углерода не успевают выделяться и остаются в шве в виде газовых пор. Для уменьшения образования окиси углерода в сварочную ванну вводят раскислители (марганец и кремний).
На процесс окисления при сварке металлов большое влияние оказывает состав сварочного пламени.
Образующиеся в процессе реакций окиси кремния и марганца не растворяются в металле, всплывают на поверхность жидкого металла и переходят в шлаки. В жидком металле шва находится много разнородных окислов, между которыми происходят химические реакции В результате этих реакций образуются соединения с более низкой температурой плавления, чем сами окисли, чю облегчает удаление окислов из расплавленною металла в виде шлака При сварке меди, алюминия латуни и дрхгих металлов вводят флюсы, в состав которых входят компоненты, способствующие образованию лег
коплавких соединений Раскисление сварочной ванны частично осуществляется углеродом, окисью углерода и водородом, имеющимися в сварочном пламени. При этом сварочное пламя не только восстанавливает окислы, но п защищает расплавленный металл от кислорода и азота' воздуха.
Нормальное ацетилено-кислородное пламя в средней (восстановительной) зоне содержит 60% окиси углерода, 20% молекулярного и 20% атомарного водорода. Восстановителем железа из закиси железа в основном является атомарный водород. Он растворяется в расплавленном металле, а с понижением температуры стремится выделиться из сварочной ванны. Если затвердение происходит достаточно быстро, то водород в виде газовых пузырей может остаться в сварном шве.
Следовательно, водород с одной стороны защищает расплавленный металл от окисления, а также восстанавливает его из окислов, а с другой стороны может явиться причиной образования пористости и трещин. Процесс газовой сварки характеризуется относительно медленным охлаждением металла, поэтому водород и другие газы успевают выделиться из сварочной ванны и металл шва получается без пор. Поступающий в сварочную ванну азот воздуха снижает пластические свойства свариваемого металла, а также вызывает пористость в металле шва.
§ 23. Влияние нагрева сварочного пламени на структуру сварного шва и зону термического влияния
Сварное соединение можно разделить на три основные зоны, имеющие различную микроструктуру: зону основного металла, зону термического влияния и зону наплавленного металла сварного шва. При газовой сварке вследствие более медленного нагрева зона термического влияния (околошовная зона) больше, чем при дуговой. Зона термического влияния имеет несколько структурных участков, вызванных температурой нагрева в пределах 450—1500°С п отличающихся между собой формой и строением зерна.
Зона термического влияния (рис. 39) состоит из следующих участков: 1 — неполного расплавления, 2 —перегрева, 3 — нормализации, 4 — неполной перекристаллизации, 5 — рекристаллизации и 6 — синеломкости.
Участок неполного расплавления является переходным от наплавленного металла к основному. Он представляет собой область основного металла, нагретого несколько выше температуры плавления, и находится в твердо-жидком состоянии. Характер этого участка определяет качество сварного соединения, так как в нем происходит сплавление кристаллов металла шва с зернами основного металла.
/Участок норма лизании.
1 Наплавленный. Металл 1
^ч£ыррИме£ОлНогррав_ УУпп
^ТпплЙприпа 'JUu
Рис. 39. Строение зоны термического влияния сварного соединения из малоуглеродистой стали
синелом--
\П ЛО в Л СПИЧ
1 Участок перегрева
1W0 4100 1000
______________400$
4Участок неполной лё- 2 екристамилации ;
i Ччастокре~400 чтистами цт
- — ... ошл
Участок перегрева — область основного, сильно нагретого (от 1100 до 1500° С) металла с крупнозернистым строением и пониженными механическими свойствами. Металл в этой зоне имеет структуру крупных перлитных зерн с ферритной сеткой. В сталях с большим содержанием углерода на участке перегрева возможно образование закалочных структур.
Участок нормализации — это область основного металла, нагретого в пределах от 930 до 1100° С. Металл при этих температурах находится сравнительно недолго и в процессе охлаждения при последующей перекристаллизации приобретает мелкозернистую структуру с наиболее высокими механическими свойствами.
Участок неполной перекристаллизации — область основного металла, нагретого в пределах 720—930°С. Этот участок характеризуется неполной перекристаллизацией, при которой вокруг крупных зерен феррита, не прошедших перекристаллизацию, располагаются мелкие зерна феррита и перлита, образовавшиеся в результате перекристаллизации.
Участок рекристаллизации — область основного металла, нагретого в пределах от 450 до 720° С. Участок характерен восстановлением формы и размеров разрушенных зерен металла, ранее подверженного прокатке или обработке давлением.
Участок синеломкости, лежащий в интервале температур от 200 до 450° С, видимых структурных изменений не получает. Однако характеризуется снижением пластических свойств.
Общая протяженность околошовной зоны при газовой сварке в зависимости от толщины металла составляет примерно от 8 до 28 мм. Для улучшения структуры и свойств металла шва и зоны термического влияния, выполненных газовой сваркой, применяют горячую проковку металла шва, термообработку нагревом сварочной горелкой и общую термообработку сварного изделия нагревом в печах и медленным охлаждением.
§ 24. Тепловое взаимодействие пламени с металлом
При газовой сварке не вся тепловая мощность сварочного пламени идет на плавление основного и присадочного металла, часть тепла рассеивается в окружающее пространство. Сварочное пламя, соприкасаясь с участком поверхности свариваемого металла, нагревает этот участок, который называется пятном нагрева. Характер распределения теплового потока пламени зависит от угла наклона газового пламени к поверхности свариваемого металла, расстояния от конца мундштука до пятна нагрева, скорости истечения горючей смеси и скорости сварки.
Эффективная тепловая мощность сварочного пламени — это количество тепла, вводимое сварочным пламенем в металл за единицу времени. На эффективную тепловую мощность сварочного пламени в наибольшей степени влияет расход горючего газа, применяемого для сварки.
Эффективный коэффициент полезного действия — это отношение эффективной мощности сварочного пламени к его полной мощности:
_____ <7эф сэф — 1
*7п
где ₽аф — эффективный коэффициент полезного действия сварочного пламени; цЭф — эффективная тепловая мощность сварочного пламени; qa — полная тепловая мощность сварочного пламени, соответствующая низшей теплотворной способности горючего.
Повысить эффективную тепловую мощность можно увеличением количества кислорода в горючей смеси. Однако, в результате этого действия пламя становится окислительным, а окислительное пламя нельзя применять при всех видах газопламенной обработки. Другой способ повышения тепловой эффективности пламени — разделение потока горючей смеси на несколько отдельных потоков.
Чем выше температура пламени, тем больше его эффективная тепловая мощность. Температура пламени зависит от рода горючего, наибольшую температуру дает сгорание ацетилена в кислороде. Повысить температуру пламени газов-заменителей ацетилена можно добавкой к пропану или метану ацетилена в количестве свыше 30%.
Контрольные вопросы
1 . Какие виды сварочного пламени применяют при газовой сварке и резке металлов3
2 . Какое строение имеют нормальное, окислительное и науглероживающее пламя3
3 По каким признакам выбирается вид сварочного пламени?
4 Как взаимодействует расплавленный металл сварочной ванны со сварочным пламенем3
5 . Как проходят реакции окисления и восстановления в сварочной ванне?
6 Какие мероприятия производятся по улучшению структуры и свойств наплавленного металла?
ГЛАВА VI. ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
§ 25. Об пасти применения и способы газовой сварки
Газовая сварка относится к группе сварки плавлением, Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К не-104
достаткам газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Газовая сварка применяется при изготовлении и ремонте изделий из тонколистовой стали толщиной 1—Змм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия н его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
х/ Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через ю-релку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1 мм толщины свариваемого металла, устанавливается практикой. Например, при сварке низкоуглеродистой стали на 1 мм толщины свариваемого металла требуется 100—130 дм3 ацетилена в час. Чтобы узнать требуемую мощность пламени, надо умножить удельную мощность на толщину свариваемого металла в миллиметрах.
Пример Для сварки низкоугчеродистоп стали толщиной 4 мм минимальная мощность сварочной горелки составит 100Х-Ц= =400 Д'т''/ч, наибольшая — 130X4 = 520 дм3/4-
Для сварки различных металлов требуется определенный вид пламени — нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой — присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2—6 мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона (а) мундштука к поверхности свариваемого металла (рис. 40, а). Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности
Поверхность свариваемого металла.
\
_______
О
5
Рис 40 Угол наклона (а) и способы перемещения мундштука горелки (б)
свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно к нему. То или иное положение выбирается в зависимости от условий (удобства) работы газосварщика, чтобы рука сварщика не нагревалась теплом, излучаемым нагретым металлом.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное— перпендикулярно коси шва и продольное — вдоль оси шва. Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
На рис. 40, б показаны способы перемещения мундштука горелки по шву. Способ 1, при котором пламя периодически отводится в сторону, применять при газо
вой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2— по спирали и способ 3 полумесяцем рекомендуются при сварке металла средней толщины, способ 4 — при сварке тонких листов.
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого’ металла, рода металла и требуемых размеров сварного шва. Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
В практике различают два способа сварки: правый и левый.
Левым способом газовой сварки (рис. 41, а) называется такой способ, при котором сварка производится справа налево, сварочное пламя направляется на еше несваренные кромки металла, а присадочная проволока перемещается впереди пламени. Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла получают предварительный подогрев, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом сварки (рис. 41, б) называется такой способ, когда сварка производится слева направо, сварочное пламя направляется на сваренный участок шва, а присадочная проволока перемещается вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Тепло пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки
шва делается не 90°, а 60—70°, что уменьшает количество наплавляемого металла и коробление изделия.
Правый способ экономичнее левого, производительность сварки при правом способе на 20—25% выше, а
Рис. 41. Способы сварки: а — левый, б — правый
расход газов на 15—20 меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производительным является левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета 120—150 дмэ/ч ацетилена, а при левом — 100—130 дм3/ч ацетилена на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки c?=s/2-j-l мм, а при правом d=s[2 мм, где s — толщина свариваемого металла, м.
§ 26. Сборка изделий под сварку, сварка в различных пространственных положениях
Перед газовой сваркой кромки свариваемого металла и прилегающие к ним участки должны быть очищены от ржавчины, окалины, краски и других загрязнений. Очищают свариваемые кромки металлической щеткой и пламенем сварочной горелки с последующей зачисткой металлической щеткой.
Перед сваркой детали соединяют друг с другом сваркой в отдельных местах короткими швами с тем, чтобы в процессе сварки зазор между ними оставался бы постоянным. Эти соединения называются прихватками. Размеры прихваток и расстояние между ними выбирают в зависимости от толщны свариваемого металла и длины шва.
При сварке тонкого металла и коротких швах длина прихваток не должна превышать 5 мм, а расстояние между ними —50—100 мм. При сварке толстолпстовой стали и швов значительной длины длина прихваток может составлять 20—30 мм при расстоянии между ними 300— 500 мм. Прихватки выполняют на тех же режимах, что и сварку. Во время сварки особое внимание необходимо обращать на тщательное проваривание участка прихватки во избежание непровара в этих местах.
Стыковые швы можно сваривать и без прихваток, в этом случае для сохранения постоянного зазора в процессе сварки листы укладывают так, чтобы они образовывали между собой небольшой угол. По мере сварки листы стягиваются за счет поперечной усадки шва и,таким образом, величина зазора остается постоянной ио всей длине шва.
От правильной и тщательной подготовки и сборки деталей под сварку во многом зависит качество, внешний
вид сварочного соединения, его надежность и прочность.
При сварке длинных швов применяется ступенчатая и обратноступенчатая сварка. При данных способах сварки весь шов разбивается на участки, которые сваривают в определенном порядке. Схема наложения швов показана на рис. 42. При наложении каждого последующего участка предыдущий участок перекрывают на 10—20 мм в зависимости от толщины свариваемого металла.
Рис 42 Порядок наложения швов: а — сварка от кромки, б — сварка от середины шза
В зависимости от положения в пространстве сварные швы подразделяются на нижние, горизонтальные, вертикальные и потолочные.
Нижние швы сваривать наиболее легко, так как расплавленный присадочный металл под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны. Кроме того, наблюдение за сваркой нижнего шва наиболее удобно. Нижние швы свариваются как левым, так и правым способами в зависимости от толщины свариваемого металла.
Вертикальные швы сваривают при малых толщинах сверху вниз — правым способом (рис. 43, а) и левым способом—-снизу вверх (рис. 43,6, в). При сварке металла толщиной от 2 до 20 мм вертикальные швы целесообразно выполнять способом двойного валика (рис. 43, г). В этом случае скоса кромок не делают и свариваемые детали устанавливают с зазором, равным половине толщины свариваемого металла. Процесс ведется снизу вверх.
При толщинах более 6 мм сварка выполняется двумя сварщиками. При этом способе в нижней части стыка проплавляется сквозное отверстие, Пламя, располагаясь
по
в этом отверстии и постепенно поднимаясь снизу вверх, оплавляет верхнюю часть отверстия. Шов формируется на всю толщину, а усиление получается с обеих сторон стыка. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий
Рис 43. Сварка вертикальными швами:
а — сверху вниз, б, в — снизу вверх, г — схема сварки двойным валиком
Рис. 44. Сварка горизонтальных швов (а) и потолочных швов левым (б) и правых! (в) способами
слой металла на нижнюю сторону отверстия и так до полного выполнения шва.
Горизонтальные швы, при сварке которых металл стремится стечь на нижнюю кромку, сваривают правым способом, держа конец проволоки сверху, а мундштук горелки снизу ванны (рис. 44, а). Сварочная ванна располагается под некоторым углом к оси шва, что облегчает формирование шва и удерживание жидкого металла от стекания.
Наибольшие трудности возникают при сварке потолочных швов При сварке этих швов (рис 44, б, в) кромки нагревают до начала оплавления и в этот момент в сварочную ванну вводят присадочую проволоку, конец которой быстро оплавляется Металл сварочной ванны удерживается от стекания вниз давлением газов пла мени Сварку лучше вести правым способом и выполнять в несколько слоев с минимальной толщиной каждого слоя
§ 27. Техника наложения сварных швов
Основными параметрами режима газовой сварки являются характер и мощность сварочного пламени, диаметр присадочной проволоки, скорость сварки Выбор режима зависит от вида и толщины свариваемого металла и конструкции изделия На характер газовой сварки большое влияние оказывает техника наложения сварочных швов
При многослойной сварке шов заполняется в несколько слоев Многослойная сварка имеет ряд преи-му ществ перед однослойной — дает меньшую зону нагрева металла, обеспечивает отжиг нижележащих слоев при наплавке последующих, дает возможность проковки швов перед наложением последующих
Многослойная сварка выполняется короткими участками, стыки валиков в различных слоях не дол/кны совпадать При наложении каждого последующего слоя поверхность предыдущего тщательно очищается металлической щеткой до блеска
К недостаткам многослойной сварки относятся малая производительность и большой расход газов Поэтому многослойная сварка применяется при сварке ответственных конструкции и при сварке металла большой толщины
Сварку окислительным пламенем применяют при сварке низкохглеродистой стали Сваркх ведут окислительным пламенем состава ^-=1,4 при мощ-
С2Н2
пости 200дм3/ч на 1 мм толщины стали В сварочной ванне образуются окислы железа Для их раскисления применяют сварочную проволоку Св-12ГС, Св-08Г и Св-08Г2С, содержащую повышенные количества раскислителей— марганца и кремния При данном способе сварки про
изводительность труда повышается на 10—15% Диаметр присадочной проволоки берется Ь—8 мм Сварка ведется правым способом. При этом способе увеличивается производительность сварки, но требуется высокая квалификация сварщика, так как можно перегреть металл шва, что снизит его прочностные свойства
При сварке газами-заменителями ацетилена в качестве горючего газа используется пропан-бутан Для сварки низкоуглеродистой стали в качестве присадочной проволоки используется марганцово-кремнистая сварочная проволока Св-12ГС или Св-08ГС. Диаметр присадочной проволоки берется на 1 мм больше половины толщины свариваемого металла. Присадочный пруток наклоняют к поверхности свариваемого металла на 35—40°.
Коэффициент замены ацетилена пропан-бутаном при сварке стали ф = 0,6. Соотношение кислорода и пропан-бутана в пламени р = 3,5—4.
Сварку с применением сжиженных газов можо вести во всех пространственных положениях Сварка производится специальными или ацетилено-кислородными горелками. Для получения пламени нормальной мощности наконечник горелки выбирают на два номера больше, чем при ацетилено-кислородной сварке
Сварку городским газом производят горелкой ГЗУ с применением присадочной проволоки Св-12ГС. Сварка ведется окислительным пламенем. Мощность сварочного пламени для сварки стали выбирается из расчета 180 дм3/ч на 1 мм толщины свариваемого металла Прочность сварного соединения ниже, чем при сварке ацетиленом.
§ 28. Деформации и напряжения при сварке
Деформации и напряжения возникают при газовой сварке вследствие неравномерного нагрева свариваемого металла. При нагреве металл начинает расширяться, расширению препятствуют более холодные части металла, в результате препятствий расширению возникают внутренние напряжения.
Вторичной причиной возникновения напряжений и деформаций при сварке является усадка металла шва при переходе из жидкого состояния в твердое. Усадкой называется уменьшение объема металла при его остывании Усадка металла вызывает продольные н поперечные деформации.
Величина расширения металла и связанная с этим степень деформации зависят от температуры нагрева и коэффициента линейного расширения материала. Чем больше коэффициент линейного расширения и выше температура нагрева металла, тем больше деформации. Форма детали, размеры и положение швов также влияют на величину деформаций при сварке. Чем сложнее форма детали, больше в ней несимметричных швов и жестче конструкция, тем скорее можно ожидать появления деформаций и напряжений при сварке.
Газовая сварка дает большую зону нагрева по сравнению с другими видами сварки, поэтому она вызывает и большие деформации свариваемых изделий.
Для уменьшения деформаций при газовой сварке необходимо стремиться к равномерному распределению объема наплавляемого металла, более равномерному нагреву детали при сварке, а также применять определенный порядок наложения швов. Важно правильно выбрать режим сварки. При сборке изделий под сварку зазор должен быть равномерным по всей длине шва. Прихватывать детали необходимо в меньшем числе точек.
Для устранения деформаций при сварке встык применяют обратноступенчатый и комбинированный порядок наложения швов (рис. 45). В этом случае весь шов делят на участки длиною 100—250 мм. Сварку ведут отдельными участками в порядке, отмеченном цифрами, и направлении, указанном стрелками. При этих способах листы почти не будут коробиться, так как обеспечивается более равномерное распределение тепла вдоль шва, чем при непрерывной сварке, а потому величина деформации уменьшается.
Для уменьшения деформаций применяется также способ уравновешивания деформаций, при котором имеет значение очередность наложения швов. Очередность наложения выбирают так, чтобы последующий шов вызывал деформации, обратные деформациям, полученным при наложении предыдущего шва. При наложении шва 1 (рис. 46, а) листы деформируются в одну сторону, а при наложении шва 2—в противоположную. В результате двутавр будет иметь наименьшую деформацию.
Для уменьшения деформаций применяют и способ обратных деформаций. Сущность этого способа заключается в том, что детали перед сваркой распола-
гают так, чтобы после сварки они приняли требуемое взаимное расположение (рис. 46, б). В этом случае листы размещаются под некоторым относительно дру г друга углом. В процессе сварки вследствие усадки металла шва кромки сближаются и в результате этого уменьшается деформация.
Рис 45 Порядок на юления швов
а — обратносгупенчатый, б, в — комбинированные
Рис. 46. Способы уменьшения деформация: а — уравновешивание деформаций, б — обратная дефор-мация; /, 2, 3, 4—~ последовательность наложения швов
При сварке узла из нескольких труб сначала сваривают отдельные элементы (рис. 47, а), которые затем приваривают общим швом к соединяющей их детали (рис. 47, б).
Жесткое закрепление свариваемых деталей также применяется для уменьшения деформаций. Этот способ находит широкое применение в условиях массового и серийного производства при сварке деталей слож-
8* Н5
ной формы. Детали закрепляют в специальных приспособлениях (кондукторах), в которых производят сварку и вынимают их только после полного охлаждения. Однако при этом способе могут возникнуть внутренние напряжения, для снятия которых сваренный узел подвергают последующей термообработке.
Для уменьшения деформаций применяют также предварительный подогрев свариваемой детали. В этом случае разность между температурой сварочной ванны и температурой всей детали уменьшается, и,
Рис. 47 Порядок сварки и последовательность наложения швов, обеспечивающая наименьшую деформацию: а — приварка стойки, б — приварка раскосов, /—/0 — последовательность наложения швов
следовательно, будут уменьшаться деформации от нагрева в процессе сварки. Данный способ нашел широкое применение при ремонте изделий из чугуна, алюминия, бронзы, высокоуглеродистых и легированных сталей. Изделия подогревают в специальных горнах, печах, индукторах.
В некоторых случаях рекомендуется проковывать шов. Проковку проводят как в горячем, так и в холодном состоянии. Проковка металла шва улучшает механические свойства наплавленного металла и в значительной степени уменьшает усадку.
Кроме того, для снятия возникших при сварке напряжений и улучшения структуры металла шва и зоны термического влияния применяется термическая обработка.
§ 29. Термическая обработка сварных соединений
В термическую обработку сварных изделий входит термическая подготовка деталей перед сваркой, термическая обработка в процессе сварки и термическая обработка готового сварного изделия. Термическая подготовка деталей перед сваркой выполняется для улучшения свариваемости металла. Поэтому свариваемую сталь
перед сваркой рекомендуется подвергать отжшу или высокому отпуску, режимы которых зависят от состава стали
Выбор теплового режима сварки зависит от свойств свариваемых металлов и сплавов, жесткости конструкции и состояния ее при сварке При сварке черных металлов термический режим состоит в подогреве сваривае мых деталей. Причем для стали чем выше склонность ее к закатке и трещинам, тем выше должна быть темпера-ту ра подогрева
Термическая обработка после сварки проводится для снятия напряжений, полученных в результате сварки и для улучшения механических свойств При сварке применяют следующие виды термическоп обработки
Отжиг для снятия внутренних напряже ний После сварки изделие помещают в нагреватель-н\ю печь, нагрев осуществляют постепенно Для низко-и среднеуглеродистых сталей температура нагрева достигает 600—680°С После нагрева изделие выдерживают в печи при этой температуре в течение 2,5 мин на 1 мм толщины металла, и охлаждают вместе с печью
Для полного отжига стальное изделие нагревают до температуры 820—930° С, выдерживают при этой температуре и затем медленно охлаждают Время выдержки изделия при данной температуре такое же, как и при отжиге для снятия напряжений, но не менее 30 мин Затем изделие охлаждают вместе с печью со скоростью 50— 75° С в час до температуры 300° С, после чего его вынимают из печи и охлаждают на воздухе При полном отжиге устраняются внутренние напряжения и улучшается структура металла Металл становится мелкозернистым и более пластичным
Нормализация —это термическая обработка, подобная отжигу, но с более быстрым охлаждением изделий, которое обычно проводят на воздухе. При нормализации сварное изделие нагревают до температуры 850—900° С, выдерживают при этой температуре и затем охлаждают на воздухе В этом случае металл шва и околошовной зоны приобретает мелкозернистую струк-ту ру, повышается его прочность и твердость
Отпуск применяется для сталей, склонных к закалке, для уменьшения внутренних напряжений и хрупкости Изделие нагревают до температуры 400—700° С, выдерживают при этой температуре из расчета 2,5 мин
на 1 лм толщины металла, медленно охлаждают вместе с иечыо до нормальной температуры. Поскольку изделия в этом случае нагреваются до температуры, лежащей ниже критической (723°С), структурных изменений в сварном шве и околошовной зоне не происходит.
Для каждой марки стали существуют свои режимы отпуска и скорости охлаждения, которые указываются в технических условиях на термообработку.
Нагрев для термической обработки может производиться в печах, горнах, ямах, а также с помощью индукторов. Для местного нагрева применяют сварочные горелки. Местный нагрев пламенем сварочной горелки используют также для правки изделий после сварки. Мощность горелки берут из расчета 300 дм3/ч на 1 мм толщины нагреваемого ме-таллла. Сварочным пламенем нагревают выпуклую
Пссле правка к
Зена нагрева -
\Мс правка
часть изделия, которую не-Рис 48. Правка изделий обходимо выправить (рис.
местным нагревом 48). При нагреве металл
стремится расшириться, но этому препятствуют его холодные части, в металле возникают напряжения сжатия, вызывающие деформацию сжатия. При охлаждении на этом участке возникают обратные напряжения растяжения, которые и выпрямляют изделие.
Подогревают стальные изделия до 650—900° С, что соответствует темно-красному цвету. Скорость перемещения пламени при нагреве — 500—600 мм/мин. Чем быстрее выполняется нагрев, тем успешнее проводится процесс правки изделия.
§ 30. Сварка листового материала, труб и ремонтная сварка
Детали из листового материала толщиной до 1 мм сваривают без присадочного металла. У листов в месте сварки делают отбортовку кромок. Сложенные вместе листы сваривают пламенем сварочной горелки расплавлением отбортованных кромок.
Более толстые листы сваривают с применением присадочной проволоки. Между листами делают зазор, который должен соответствовать толщине свариваемого металла, и скрепляют между собой прихватками. Для того чтобы во время выполнения прихваток зазор не
уменьшился, между листами устанавливают прокладки которые затем удаляются. Для стягивания кромок лис товых конструкций и их закрепления применяют болто
вые стяжные устройства и струбцины.
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки.
При изготовлении коробчатых конструкций (рис. 49) вначале сваривают угловые швы 1, 2, 3 боковых
Рис. 49. Порядок сварки коробчатого изделия
стенок, затем стенки прива-
риваются к днищу швами 4, 5, 6 и 7. Заканчивается изготовление сваркой вертикального шва 8. Указанный порядок сварки дает наименьшее коробление изделия. При толщине свариваемого металла более 5 мм применяется V- или Х-образная разделка кромок.
Сварка труб. Широкое применение получила газовая сварка труб небольшого диаметра (до 100 мм), особенно при монтаже систем отопления и горячего водоснабжения, водопроводов, газопроводов и других трубчатых конструкций.
Трубы сваривают чаще всего встык, так как стыковые соединения требуют наиболее простой подготовки кро-
мок, наименьших затрат времени и расхода горючего газа.
При толщине стенок труб до 5 мм сварку проводят без разделки кромок, а стык собирают с зазором 1,5— 2 мм. При сварке труб с толщиной стенок более 5 мм применяют одностороннюю разделку кромок под углом 70—90°, оставляя притупление от 1,5 до 2,5 мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись и расплавленный металл не протекал внутрь трубы.
В зависимости от назначения конструкции используют и другие способы стыковки труб — без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом.
Перед сваркой трубы выравнивают так, чтобы осп их совпадали, и прихватывают. Для центровки труб применяют центраторы и другие приспособления. Сварку труб можно выполнять как левым, так и правым способами. Если трубу можно поворачивать, то сварку производят в нижнем поло/кении. Неповоротный стык сваривают во всех пространственных положениях, что является наиболее трудным для сварщика.
Рис. 50. Последоватечьность сварки труб диаметром: а — 200— 300 мм, б — 500—600 мм, в — сварка без поворота
При сварке труб большого диаметра (300 мм и более) сварку начинают с какой-либо точки окружности трубы и выполняют четырьмя отдельными участками, как показано на рис. 50, а. При сварке труб диаметром 500—600 мм сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2 (рис. 50, б), затем грубу поворачивают и также одновременно заваривают участки 3 и 4. Если поворачивать трубу нельзя, то участки 3 и 4 сваривают потолочным швом в порядке, указанном на рис. 50, в пунктирными стрелками.
Ремонтная сварка. При ремонтных работах часто приходится заваривать трещины, возникшие в сварных швах и в основном металле. При заварке трещин необходимо предварительно засверлить концы трещины, чтобы при нагреве трещина не распространялась дальше.
В деталях из низкоуглеродистой стали концы трещин можно не засверливать. При толщине металла свыше 3 мм трещину разделывают с одной или двух сторон в зависимости от толщины завариваемого изделия. Трещина заваривается от середины к краям. Если протяжен-
ии
несть трещины более 500 мм, то сварку ведут участками обратноступенчатьпм методом. Кромки трещины перед сваркой должны быть зачищены до металлического блеска. Небольшие трещины завариваются в одном направлении.
При ремонте закрытых сосудов из-под горючих веществ необходима тщательная очистка тары от остатков горючих продуктов, так как остатки их могут образовывать взрывоопасные соединения с воздухом. Тару промывают горячей водой с каустической содой.
При заварке сосудов из-под нефтепродуктов используется способ Г. А. Медведева, при котором сосуд заполняется отработанными газами двигателей внутреннего сгорания. Подача газов производится непрерывно и в процессе сварки. Заварка осуществляется обычным способом с применением присадочной проволоки. Пламя горелки зажигают и гасят в стороне от завариваемой тары.
§ 31. Сварка сосудов и газопроводов
К сварке сосудов, газопроводов и их элементов допускаются сварщики, имеющие удостоверения на право выполнения сварочных работ, выданные в соответствии с Правилами испытания газосварщиков и электросварщиков, утвержденными Госгортехнадзором СССР.
В сварных сосудах в основном применяются стыковые соединения. Днища сосудов должны иметь элепти-ческую форму. Сварные соединения втавр допускаются только в случае приварки плоских днищ, фланцев или штуцеров.
В стыковых сварных соединениях элементов с различной толщиной стенок должен быть обеспечен плавный переход от одного элемента к другому. Сварные швы должны быть доступными при изготовлении сосудов. Пересечение сварных швов при ручной газовой сварке не допускается.
В случае приварки опор или других элементов к корпусу или днищу сосуда расстояние между сварным швом сосуда и швом приварки должно быт не менее толщины стенки.
Все сварные соединения сосудов и их элементов должны подвергаться тщательному контролю. Дефекты, обнаруженные в процессе изготовления, монтажа и испы
тания, должны быть устранены с последующим контролем исправленных участков.
Сортамент труб, материалы для фасонных частей, типы и конструкции запорной арматуры, применяемые для сооружения газопроводов, определяются в соответствии с требованиями СНиП 1-г 8—66.
На применяемые для изготовления газопроводов трубы должны быть сертификаты заводов-изготовителей. Применяемая для сварки присадочная проволока также должна иметь сертификат, а при отсутствии его — подвергаться проверке путем механических испытаний образцов, которые вырезаются из пробных сварных стыков.
Газовую сварку применяют для газопроводов диаметром не более 150 мм, при толщине стенок не более 5 мм. Перед сборкой и сваркой труб их очищают от попавших внутрь посторонних предметов, поверхность свариваемых кромок зачищают до металлического блеска. Ручная газовая сварка газопроводов выполняется только в один слой.
Контроль за сваркой газопроводов включает проверку качества применяемых материалов; пооперационный контроль сборки и сварки стыков; проверку качества стыков внешним осмотром и физическими методами контроля; механические испытания образцов, вырезанных из контрольных стыков.
Пооперационный контроль состоит в проверке правильности сборки и сварки стыков. Высота усиления должна составлять от 1 до 3 мм, но не более 40% толщины стенки труб, а ширина шва не должна превышать 2,5 толщины стенки трубы. Для подземных газопроводов диаметром 50 мм и более проверке физическими методами контроля (просвечивание рентгеновским и гамма-излучением, магнитный метод) подлежит следующее количество сварных стыков (в % от общего числа):
газопроводы низкого давления (до 0,05 кгс/см2 включительно) .............................................. 5%
то же, среднего давления (от 0,05 до 3 кгс/см2) .... 10% то же, высокого давления (от 3 до 6 кгс/см2)....50%
то же, высокого давления (от 6 до 12 кгс/см2).100?®
При этом проверяется не менее чем по одному стыку из числа стыков, сваренных каждым сварщиком на каждом объекте
Сварные стыки газопроводов при проверке их физическими методами контроля бракуются при наличии
следующих дефектов: трещин; непровара по сечению шва; непровара глубиной свыше 10% корпя шва; шлаковых включений или раковин по группам А и В (ГОСТ 7512—75) размером по глубине шва более 10% для труб толщиной стенки до 20 мм; шлаковых включений, расположенных цепочкой или сплошной линией вдоль шва по группе Б (ГОСТ 7512—75) при суммарной длине свыше 200 мм на 1 м шва; скоплений газовых пор на отдельных участках шва по группе В (ГОСТ 7512—75) свыше 5 шт. на 1 см2 площади шва; газовых пор, расположенных в виде сплошной сетки. Если дефектная часть шва менее 30% его длины, разрешается исправление стыка вырубкой дефектной части и заваркой заново, после чего проверяется физическими методами контроля вся длина сварного шва.
Для механических испытаний из стыка вырезают по три образца для испытаний на изгиб и на растяжение.
После сварки и проверки газопровода его испытывают на прочность и плотность. Перед этими испытаниями газопровод должен быть продут воздухом. Испытания на прочность и плотность, за исключением надземных и внутрицеховых газопроводов с давлением свыше 3 кгс/см2, производятся воздухом. Величины испытательных давлений на прочность и плотность для подземных и надземных газопроводов приведены в табл. 15.
15. Испытательные давления для подземных и надземных газопроводов
Давление на газопроводе Испытательное давление, кгс/см-
на прочность на плотность
Низкое (до 0,05) 3,0 1,0
Среднее (от 0,05 до 3) 4,5 3,0
Высокое (от 3 до 6) 7,5 6,0
» (от 6 до 12) 15,0 12,0
Продолжительность испытания газопровода на плотность составляет не менее 24 ч. Дефекты сварных швов, выявленные; при испытании, исправляются вырубкой и повторной сваркой. После устранения дефектов качество сварных соединений должно быть заново проверено.
Контрольные вопросы
1 При каких ви iax работ применяется газовая сварка1
2 Как изменяется потожение горелки в процессе сварки и как перемещают конец мхндштука горелки и конец присадочной проволоки при caapi с
3 Че 1 опичаются левый и правый способы сварки и когда они примснчются1
4 Как под! отав щвают и собирают изделия под сварку’
5 Как сваривают вертикальные и пото точные швы*’
6 Отчего возникают деформации и напряжения при тазовой сварке'’
7 Какие существуют способы уменьшения деформаций при свар ке и в чем сущность каждого способа’
& Что называется термической обработкой сварных соединен миJ
9 Катите основные технологические особенности встречаются при газовой сварке труб и газопроводов’
ГЛАВА VII. АППАРАТУРА ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
§ 32. Основные условия резки металлов
Кислородной резке подвергаются только те металлы и сплавы, которые удовлетворяют следующим основным у словиям
1 Температура воспламенения металла в кислороде должна быть ниже температуры его плавления. Лучше всех металлов и сплавов этому требованию удовлетворяют низкоуглеродистые стали, температура воспламенения которых в кислороде — около 1300° С, а температура плавления — около 1500° С. Увеличение содержания углерода в стали сопровождается повышением температуры воспламенения в кислороде с понижением температуры плавления Поэтому с увеличением содержания углерода кислородная резка сталей ухудшается.
2 Температура плавления окислов металлов, образующихся при резке, должна быть ниже температуры плавления самого металла, в противном случае тугоплавкие окислы не будут выдуваться струей режущего кислорода, что нарушит нормальный процесс резки Это му условию не удовтетворяют высокохромистые стати и алюминий При резке высокохромистых сталей образуются тугоплавкие окислы с температурой плавтения 21’00° С, а при резке алюминия — окисел с температурой
плавления около 2050° С. Кислородная резка их невозможна без применения специальных флюсов.
3. Количество тепла, которое выделяется при сгорании металла в кислороде, должно быть достаточно большим, чтобы поддерживать непрерывный процесс резки. При резке стали около 70% тепла выделяется при сгорании металла в кислороде и только 30% общего тепла поступает от подогревающего пламени резака.
4. Образующиеся при резке шлаки должны быть жидкотекучими и легко выдуваться из места реза.
5. Теплопроводность металлов и сплавов не должна быть слишком высокой, так как тепло, сообщаемое подогревающим пламенем и нагретым шлаком, будет интенсивно отводиться от места реза, вследствие чего процесс резки б)дет неустойчивым и в любой момент может прерваться.
При резке стали сгорание железа в кислороде протекает по реакциям:
Fe + 0,5О2 = FeO + 64,3 ккал/кг
Fe + 1,5О2 = Fe2O3 + 198,5 ккал/кг
Fe + 2О2 = Fe3O4 + 266,9 ккал/кг
Из уравнений следует, что на сгорание 1 кг железа расходуется 0,38 кг или 0,27 дм3 кислорода, или на 1 см3 железа расходуется 2,1 дм3 кислорода. Действительный расход кислорода при резке выше, так как от 30 до 50% кислорода режущей струи тратится на удаление шлака из реза.
В момент начала газовой резки подогрев осуществляется только подогревающим пламенем. Кроме этого, подогревающее пламя на всем протяжении реза подогревает переднюю верхнюю кромку разрезаемого металла впереди струи режущего кислорода до температуры воспламенения, обеспечивая тем самым непрерывность процесса резки. Мощность подогревающего пламени зависит от толщины и химического состава разрезаемого металла и сплава. Мощность подогревающего ацетилено-кислородного пламени для низкоуглеродистой стали в зависимости от ее толщины составляет:
Толщина ратре-
зпемой стали, мм 3—25 25- 50 50- 100 100-200 200-300
Мощность пламе-
ни, м3/ч , , , , 0,3—0,4 0,4—0,5 0,5-0,6 0,6-0,7 0,7—0,8
Чем меньше толщина разрезаемой стали, тем большею роль играет подогревающее пламя. При резке сталей толщиной до 5 мм 80% общего количества тепла составляет тепло подогревающего пламени. С увеличением толщины разрезаемого металла роль подогревающего пламени в передаче тепла снижается. При резке сталей толщиной 25 мм подогревающее пламя передает металлу 29%, остальное тепло получается за счет реакций окисления железа. Максимальная температура пламени находится на расстоянии 2—3 мм от конца ядра, поэтому для наиболее эффективного нагрева расстояние от конца ядра до поверхности разрезаемого металла должно составлять 2—3 мм Подогревающее пламя надо регулировать на несколько повышенное содержание кислорода, так как слегка окислительное пламя обеспечивает интенсивный нагрев и улучшает качество реза.
Сжигание металла и удаление продуктов сгорания из реза осуществляется струей режущего кислорода. Количество кислорода, проходящего через сопло мундштука, зависит от конструкции сопла, давления кислорода и скорости истечения струи. При газовой резке требуется определенное количество кислорода. Недостаток его приводит к неполному сгоранию железа и неполному удалению окислов, а избыток кислорода охлаждает металл. Количество кислорода, необходимое для полного окисления разрезаемого металла, определяется количеством сжигаемого металла и средним расходом на его сжигание
Струя режущего кислорода должна вызывать непрерывное окисление по всей толщине разрезаемого металла, поэтому скорость перемещения резака должна соответствовать скорости окисления металла по всей толщине. Скорость окисления зависит от скорости истечения кислородной струи. Струя режущего кислорода должна обеспечивать равномерную ширину реза по всей толщине разрезаемого металла. Расход кислорода на выдувание образующихся в результате резки окислов из узкого реза должен быть большим, чем из широкого. Это происходит из-за того, что при узком резе происходит большая сцепляемость образующихся в процессе резки шлаков с кромками, а при увеличении ширины реза удаляемость шлаков облегчается.
Характеристика режущей струи кислорода зависит от формы (профиля) каналов сопла мундштука и их раз-126
меров, давления кислорода перед соплом, расхода кислорода в единицу времени, давления внутри сопла и скорости истечения.
При толщине разрезаемого металла от 10 до 350 мм наиболее широкое распространение получили сопла со ступенчатым расширением на выходе (рис. 51, а). Эти сопла применяются при давлении кислорода от 3 до 12 кгс/см2. При давлении режущего кислорода на входе в сопло до 3 кгс/см2
применяется простое цилиндрическое сопло без расширения на выходе (рис. 51,6). Эти сопла нашли применение при резке металла толщиной до 10 мм и свыше 350 мм. Наименьшие потери давления режущего кислорода обеспечивают мундштуки, сопла которых имеют коническое расширение на выходе (рис. 51,8).
Большое влияние на процесс кислородной резки оказывает давление кислорода, которое выбирают в зависимости от
Рис. 51 Форма выходных каначов режуших сопл в мундштуках.
я — со ступенчатым расширением, б — без расширения на выходе, в —с коническим расширением на выходе, — диаметр горлового сечения, ds — диаметр выходного сечения
толщины разрезаемого металла и конструкции сопла.
На качество разрезаемых кромок большое влияние оказывает чистота режущего кислорода. От чистоты кислорода зависит его удельный расход и производительность резки. В техническом кислороде содержится от 0,2 до 2% азота, аргона и других примесей. С понижением чистоты кислорода интенсивность окисления железа замедляется, продолжительность резки и расход кислорода возрастают. Для компенсации пониженной чистоты кислорода приходится у величивать его расход или уменьшать скорость резки. При понижении чистоты кислорода на 1% удельный расход кислорода возрастает на 25— 30%, а продолжительность резки — на 10—15%. Чистота кислорода в зияет и на качество разрезаемых кромок.
При кислородной резке наиболее хорошие результаты можно получить при чистоте кислорода 99,7%.
§ 33. Резаки для ручной резки
Резаки слркат для смешения горючего газа с кислородом, образования подогревающего пламени и подачи к разрезаемому металлу струи режущего кислорода.
Ручные резаки для газовой резки классифицируются по следующим признакам:
Рис 52 Принципиальная схема ацетилено-кислородного инжекторною резака
по роду горючего газа, на котором они работают — для ацетилена, газов-заменителей, жидких горючих;
по принципу смешения горючего газа и кислорода — на инжекторные и безынжекторные;
по назначению — на универсальные и специальные, по виду резки — для разделительной, поверхностной, кислородно-флюсовой, копьевой.
В настоящее время широкое применение получили универсальные резаки. К универсальным резакам предъявляются следующие основные требования: возможность резки стали толщиной от 3 до 300 мм и в любом направлении. устойчивость против обратных ударов; малая масса и удобство в обращении.
Как и сварочные горелки, резаки имеют инжекторное устройство, обеспечивающее нормальную работу при любом давлении горючего газа. Инжекторный резак отличается от инжекторной горелки тем, что имеет отдельный канал для подачи режущего кислорода и специальную головку, которая представляет собой два сменных мундштука — внутренний и наружный.
Ацетилено-кислородный инжекторный резак (рис. 52) состоит из двух основных частей — ствола и наконечника. Ствол состоит из рукоятки 7 с ниппелями 5 и 6 для присоединения кислородного и ацетиленового рукавов, корпуса 8 с регулировочными кислородным 4 и ацетиленовым 9 вентилями, инжектора 10, смесительной камеры 12, трубки 13, головки резака 1 с внутренним мундштуком 14 и наружным 15, трубки режущего кислорода 2 с вентилем 3. Ствол присоединяется к корпусу 8 накидной гайкой 11.
Кислород из баллона поступает в резак через ниппель 5 и в корпусе разветвляется по двум каналам. Часть газа, проходя через вентиль 4, направляется в инжектор 10. Выходя из инжектора с большой скоростью, струя кислорода создает разрежение и подсасывает ацетилен, образующий с кислородом в камере 12 горючую смесь, которая проходя через зазор между наружными и внутренними мундштуками, сгорает, образуя подогревающее пламя.
Другая часть кислорода через вентиль 3 поступает в трубку 2 и, выходя через центральный канал внутреннего мундштука 14, образует струю режущего кислорода.
Основной деталью резака является мундштук, который в процессе резки быстро изнашивается. Для получения качественного реза необходимо иметь правильные размеры и необходимую чистоту каналов мундштука. Л1ундштуки, которые используются в резаках, разделяются на две группы. К первой группе относятся цельные неразборные мундштуки (рис. 53, а).
Ко второй группе относятся составные мундштуки, состоящие из двух самостоятельных мундштуков. Такие мундштуки имеют кольцевую щель для выхода горючей смеси (рис. 53, б). Горючая смесь поступает по кольцевому зазору между внутренним и наружным мундштуками. По центральному каналу внутреннего мундштука подается режущий кислород.
Конструкции многосопловых составных мундштуков изображены на рис. 53, в, г. Составные резаки с кольцевой щелью легче изготовлять и заменять.
Универсальный ацетилен о-к и с л о р о д-цый резак инжекторного типа «Пламя-62» (рис. 54) предназначен для ручной разделительной резки стали кислородной струей с использованием подогревающего пламени. Он обеспечивает резку углеродистых
в низколегированных сталей-толщиной от 3 до 300 мм.
Резак укомплектовывается тележкой- и циркулем, которые облегчают выполнение резки, так как в этом случае нет необходимости держать резак на весу. Резак изготовляется с двумя наружными мундштуками № 1 и 2 и пятью внутренними мундштуками № 1, 2, 3, 4 и 5. Тележ-
Рис. 53. Схемы конструкций мундштуков а — неразборные, б — составные, в, г — многосопловые
ка позволяет поддерживать постоянным расстояние между мундштуками и поверхностью металла. Для вырезки круглых отверстий и дисков диаметром до 800 мм слу« жит циркульное устройство.
Перед началом работы резака необходимо подобрать мундштуки в соответствии с толщиной разрезаемого металла, а перед присоединением ацетиленового рукава—> проверить инжекцию. Мундштуки прочищают алюминиевой или медной иглой. При необходимости погасить пламя в первую очередь закрывают ацетиленовый вентиль, а затем кислородный.
Резак «Факел» (рис. 55) инжекторного типа предназначен для ручной разделительной резки стали с использованием горючей смеси ацетилена и кислорода, которая, сгорая, образует подогревающее пламя. Он обеспечивает резку углеродистых и низколегированных сталей толщиной от 3 до 300 мм.
Рис. 54. Универсальный ацетилено-кислородный резак «Пламя-62»: / — мундштук подогревающего пламени, 2 — мундштук режущего кислорода, 3 — крепление тележки, 4 — головка резака, 5 — трубка режущего кислорода, 6 — трубка газовой смеси подозревающего пламени, 7 — вентиль режущего кислорода, 8 — вентиль ацетилена, 9 — вентиль подогревающего кислорода, 10 — инжектор, 11, /2 — накидные гайки
Рис. 55. Схема резака «Факел»
Резак изготовляется с пятью внутренними мундштуками н двумя наружными и комплектуется циркульным устройством и тележкой. Масса резака—1,78 кг. Резак необходимо содержать в чистоте, прилипшие к мундштуку металлические брызги необходимо снимать наждачной шкуркой или мелким напильником. Резаку «Факел» присвоен государственный Знак качества.
Рис. 56. Схема резака РУА-70
Резак универсальный РУА-70 предназначен для ручной резделительной резки стали с использованием в качестве горючего газа ацетилена. Резак является резаком инжекторного типа и отличается от других ререзаков тем, что узел инжекции резака находится в головке (рис. 56).
Резак состоит из головки с инжектором и мундштуком, корпуса и рукоятки. На рукоятке 3 имеются ниппели 1 и 2 для подачи ацетилена и кислорода. Кислород, проходя через ниппель в корпус 4, распределяется на два капала, через вентиль 6 он подается в головку резака 7, а через вентиль 5 — в инжектор 8, а из него в смесительную камеру 9. Выходящий из инжектора кислород создает разрежение, что обеспечивает подсос ацетилена в смесительную камеру. Горючая смесь ацетилена и кислорода подается в кольцевой зазор, образованный внутренним мундштуком 10 и наружным 11. Резак оснащается тележкой, которая обеспечивает постоянный зазор между головкой резака и металлом.
Универсальные резаки инжекторного типа «Ракета I» и «Ракета II» (рис. 57) предназначены для ручной разделительной кислородной резки низкоуглеродистых сталей толщиной от 3 до 300 мм. Резак «Ракета I» работает на ацетилене, резак «Ракета II» — на газах-заменителях ацетилена.
У резаков «Ракета I» и «Ракета II» узел инжекции находится не в корпусе, а в головке резака. Резаки состоят из ниппелей для присоединения шлангов горючего газа и кислорода. Кислородный рукав присоединяется к штуцеру, имеющему правую резьбу, а рукав горючего газа — к штуцеру, имеющему левую резьбу. Перед присоединением ацетиленового шланга проверяют подсос.
Рис. 57. Внешний вид универсального резака типа «Ракета*
16. Техническая характеристика резаков типа «Ракета»
Толщина разрезаемой стали, мм
Показатели
2—5 5—25 25—50 50—100
100—
200
200-300
Номер наружного мундштука .....................
Номер внутреннего мундштука .....................
Давление кислорода в рабочей камере редуктора, кгс/см2....................
Давление ацетилена, кгс/см2....................
Давление газа-заменителя, кгс/см2................
Расход кислорода, м3/ч .
Расход ацетилена, м’/ч
Расход газа-заменнтеля, м’/ч.
пропан-бутан . . . .
природный 1 аз . . . .
Масса, кг................
1 2
3 4
6 8
0,01
0,2
10,0 15,0
0,8 0,9
0,5 0,6
1,3 1,4
1,07
2
5
10
26
1,0
0,7
1,6
2
5
12
40
1.2
0.8
1.9
1 1
1 2
3 4
Примечание Приведенные в таблице чанные давления и раскол ацетилена откосятся к резаку «Ракета I», а давление и расход газов чменисе-лел — к ретаку «Ракета П».
17. Техническая характеристика резаков тина «Маяк»
Толщина разрезаемой стали, мм
Показатели
5-25 25-50 50-100 200
200—
350
Номер наружного мундштука ....................
Номер внутреннего мундштука ....................
Расход кис юрода, м3/ч .
«Маяк-1» — расход ацетилена, м3/ч . ..........
«Маяк-П» •— расход про-пан-бутана, м3/ч..........
«Маяк-1» — масса с тележкой, кг................
«Маяк-П» — масса без тележки, кг...............
1 2
3 4
9,43 15,0
0,8 0,9
0,5 0,6
1,78
1,25
Резаки комплектуются тележкой и циркульным устройством.
Техническая характеристика резаков «Ракета I» и «Ракета II» приведена в табл. 16.
Резаки для газов-заменителей ацетиле-н а (пропан-бутана, метана, природного и городского газа) имеют такое же устройство, как и ацетилено-кислородные резаки. Их отличие заключается в том, что они имеют большие проходные каналы для горючего газа в инжекторе, смесительной камере и мундштуках. Увеличение сечения проходных каналов обеспечивает необходимый расход горючего газа для получения соответствующей мощности подогревающего пламени. Для резки на газах-заменителях ацетилена применяют следующие марки резаков: РЗР-62, «Ракета II» и РЗР-2, «Маяк-11».
Схема резаков «Маяк-I» и «Маяк-П» аналогична резаку «Факел», описанному выше. Техническая характеристика ручных резаков «Маяк-I» и «Маяк-П» приведена в табл. 17.
Ручной резак РЗР-2 предназначен для ручной кислородной резки сталей больших толщин. Резак относится к резакам с внутрисопловым смешением горючего газа и подогревающего кислорода. Резак имеет раздельную подачу рабочих газов. Для подогревающего пламени в качестве горючего газа используется технический пропан.
18. Техническая характеристика резака РЗР-2
Номер внутреннего мундштука
Показатели 1 1 2 1 3
Толщина разрезаемой стали, мм .
Расстояние между торцами мундштука и поверхностью разрезаемого металла, мм........................
Расход, м3/ч:
кислорода .... ...............
пропана ......................
Давление, кгс/см2: режущего кислорода на входе в резак ..........................
пропана ......................
Габаритные размеры резака, мм .
Масса, кг.......................
300—400 500—600 700—800
15 15 20—30
45—55 2,5—3,3 70—80 4—5 100-115 6—7
5—7,5 6-7,5 6—7,5
Не ниже 0,5
1100X470X190
5,5
Питание резака кислородом и пропаном возможно от рампы или от цехового трубопровода. Давление кислорода в трубопроводе должно быть не ниже 10 кгс/см2, пропана — не ниже 2 кгс/см2. К головке резака накидной гайкой присоединяются наружный и внутренний мундштуки. Подача горючего газа, режущего и подогревающего кислорода регулируется вентилями. Давление режущего кислорода контролируется манометром. Для поддержания постоянного расстояния между торцом мундштука и поверхностью разрезаемого металла резак комплектуется двухколесной тележкой, а для резки в труднодоступных местах — одноколесной тележкой. Ролики тележки изготовлены из жаростойкой стали и защищены щитками от попадания брызг и шлака. Техническая характеристика резака приведена в табл. 18.
§ 34. Керосинорезы
Для кислородной резки низкоуглеродистых сталей с использованием в качестве горючего керосина применяются керосинорезы двух типов — с испарением и распылением горючего.
Керосинорез, работающий по принципу испарения горючего, имеет испарительную камеру с асбестовой набивкой. В камеру поступает керосин, для испаре
ния которого камера подогревается дополнительным пламенем.
Керосинорезы, работающие по принципу распыления, имеют специальное распылительное устройство, проходя через которое жидкое горючее распыляется, в распыленном виде поступает в мундштук и там испаряется.
Л А
Керосинорез состоит из двух основных частей: бачка для горючего и резака. Бачок для горючего устанавливается на расстоянии не менее 5 м от баллона с кислородом и не более 3 м от рабочего места резчика. Бачок для жидкого горючего предназначен для подачи под давлением керосина или бензина в специальный резак или горелку, которые работают на жидком горючем. Для питания керосинорезов в настоящее время применяются бачки двух типов: БГ-63 и БГ-68.
Бачок для жидкого горючего представляет собой сварной цилиндрический сосуд с сферическим днищем и сферической крышкой. Бачок БГ-68 (рис 58) состоит из корпуса 5, воздушного насоса 1, запорного вентиля с маховичком 4, штуцера для заливки горючего 8, спускной пробки и штуцера 7 для присоединения шланга, по которому горючее из бачка попадает в горелку или резак, душки 3 и кольца 6.
Горючее для подачи в горелку или резак вытесняется из бачка воздухом под давлением до 3 кгс/см2. Давление создается ручным воздушным насосом. Воздух из насоса по трубке, припаянной к корпусу клапана, поступает в пространство над горючей жидкостью. Бачок заполняют горючей жидкостью на 3/4 полезной емкости бачка через штуцер 8 для заливки горючей жидкости. Штуцер вваривается в верхнюю сферическую крышку. При отборе горючего давление в бачке будет падать, поэтому необходимо периодически подкачивать воздух ручным воздушным насосом 1. Давление в бачке контролируется манометром 2. Масса бачка БГ-68—4,0 кг.
Перед заливкой горючей жидкости в бачок необходимо убедиться в его чистоте, проверить исправность манометра и ручного воздушного насоса. При заливке горючее фильтруется через войлок, который укладывается в воронку; горючей жидкости наливается не больше 5,5 дм3. Воздушным насосом поднимается рабочее давление до 3 кгс/см2. При подаче горючей жидкости необходимо открыть вентиль для подачи горючего из бачка и вентиль горючей жидкости на резаке или горелке до тех пор, пока горючая жидкость не пойдет через мундштук. Бачок эксплуатируется только в вертикальном положении.
Схема работы резака с испарителем представлена на рис. 59. Керосин из бачка по шлангу через ниппель, трубку 8 и вентиль 7 поступает в асбестовую набивку испарителя 11. Кислород через вентиль 9, проходя инжектор 4, поступает в головку резака 3. В головке 3 кислород смешивается с парами керосина, образуя горючую смесь. Испаритель 11 нагревается пламенем вспомогательного мундштука 12. Образовавшаяся горючая смесь в смесительной камере головки выходит наружу через кольцевой зазор между мундштуком 1 и 2, образуя подогревающее пламя. Состав подогревающего пламени него мощность регулируют вентилем 9 и маховичком 10, который изменяет положение инжектора в смесительной ка
мере. Режущий кислород проходит через вентиль 6 и по трубке 5 направляется в центральный канал мундштука 1. В рукоятке размещены трубки для подвода керосина и кислорода.
Рис 59 Схема работы керосинореза
Ке р о си н о-к и с л о р о д н ы й резак РК-62 предназначен для резки низкоуглеродистой стали толщиной до 200 мм. Основной частью резака РК-62 (рис. 60) является головка 4 с наружным мундштуком 5 и внутренним 6. Резак имеет съемный испаритель 2, который крепится накидными гайками 7. На корпусе резака установлены кислородный 9 и керосиновый 10 вентили, ниппель И и маховичок 1 для регулирования подогревающего пламени.
Резак РК-62 работает по принципу предварительного испарения керосина. Подогревающее керосино-кислород
ное пламя располагается концентрично вокруг струи режущего кислорода.
Перед зажиганием резака необходимо подогреть испаритель 2, для чего открывают запорный керосиновый вентиль 10, слегка поворачивают против часовой стрелки маховичок 1 и сливают немного керосина в жестяную банку, которую наполняют обтирочными концами. Зажигают керосин в жестяной банке и подогревают этим пламенем испаритель 2.
Рис 61. Предохранительный клапан ЛКО-1-56:
/ — корпус, 2, 4 — шайбы, 3 — наполнительная смесь, 5 — пружина, 6 — клапан, 7 — седло
Зажигание резака осуществляется следующим образом. Сначала открывают вентиль 9 подогревающего кислорода, затем полностью — керосиновый вентиль 10. Открыв маховичок 1 на '/4 оборота, поджигают горючую смесь у мундштука 5 и подогревающего сопла 3. Вентилями 9, 10 и маховичком 1 регулируют требуемую мощность подогревающего пламени. Открыв вентиль режущего кислорода 8, приступают к резке.
В процессе работы периодически подтягивают внутренний мундштук 6 и накидную гайку 7, так как под действием высоких температур резьбовые соединения могут ослабнуть. При работе на керосинорезе не реже одного раза в неделю испаритель 2 и головку 4 очищают бензином. Испаритель 2 для равномерного износа необходимо раз в неделю поворачивать на 90° относительно подогревающего сопла 3. Для подачи горючей жидкости используется бачок БГ-63.
Для защиты кислородных рукавов от разрывов и загорания при обратных ударах необходимо пользоваться предохранительным клапаном ЛКО-1-56. Предохранительный клапан (рис. 61) присоединяется к кислородно-
19. Техническая характеристика керосинореза РК-62
Показатели Толщина разрезаемой стали, мм
20 20-50 50—100 100—200
Давление керосина в бачке, кгс/см2 Давление кислорода, кгс/см2 1,5—3 1,5—3 1,5—3 1,5—3
4—5 5—7 7—9 7—9
Номер внутреннего мундштука . . 1 2 3 4
Расход керосина, кг/ч 0,8—0,9 0,9—1 1—1,3 1,3—2,0
Расход кислорода, м3/ч . 6 6—10 10—20 20—36
Скорость резки, мм/мин. 300—500 150—300 100—150 75—100
Габаритные размеры, мм Масса резака, кг ... . 560X170X90 1,63
му штуцеру керосинореза, что исключает проникновение обратного удара пламени в шланг. В качестве горючего используется осветительный керосин ГОСТ 4753—68.
Техническая характеристика керосинореза РК-62 приведена в табл. 19.
Резак РК-62 работает при давлении в бачке БГ-63 не свыше 3 кгс/см2.
Керосино-кислородный резак РК-71 предназначен для кислородной резки стали толщиной от 5 до 200 мм. Это — резак инжекторного типа с использованием смеси керосиновых паров с кислородом. Резак работает по принципу предварительного испарения жидкого горючего до поступления его в головку за счет тепла дополнительного пламени.
Резак РК-71 (рис. 62) состоит из корпуса 1 с вентилями для кислорода и керосина и маховичком, которые регулируют подогревающее пламя. К корпусу накидной гайкой крепится испаритель 3, где происходит испарение горючей жидкости за счет тепла подогревающего пламени. Горючая смесь поступает из испарителя в инжекторно-смесительную камеру 2. Головка 4 состоит из сменных наружного 5 и внутреннего мундштуков и подогревающего сопла 6. Штуцера 7 со съемными ниппелями служат для присоединения шлангов кислорода и горючей жидкости. Резак РК-71 комплектуется четырьмя внутренними и двумя наружными мундштуками.
Для подачи горючей жидкости используются бачки БГ-63 или БГ-68, подача осуществляется под давлением 1,5—3 кгс/см2.
Рис. 62. Схема керосинореза РК-71
Для предохранения от обратных ударов применяется специальный предохранительный клапан Л КО-2-56, который присоединяется к кислородному штуцеру резака
Резак РК-71 дает более стабильное подогревающее пламя и расходует меньше горючей жидкости, чем резак РК-62.
Техническая характеристика резака РК-71 приведена в табл 20
20. Техническая характеристика резака РК-71
Показатели Толщина разрезаемой стали мм
5-10 10-30 30-60 60-120 120-200
Давление
кислорода в рабочей каме
ре редуктора кгс/см2 3 4 4 5 6
Давление керосина в бач
ке, кгс/см2 Расход кис 1,5-3,0 1,5—3,0 1,5—3,0 1,5—3,0 1,5-3,0
лорода, м3/ч 2,8 6 12 18 28
Расход керо
с ина, кг/ч Номер вну г 0,5—0,8 0,6—0,8 0,7—0,9 0 9—1,2 1,2—1,5
реннего мунд штука 1 1 1 2 2
В настоящее время ВНИИАвтогенмаш разработал конструкции керосинорезов, которые работают на принципе механического распыления горючей жидкости Распыление происходит непосредственно в головке резака специальным соплом распылителя
Отличие этих резаков от инжекторных состоит в том, что у них горючая жидкость и кислород подогревающего пламени проходят в головке резака и в мундштуке по отдельным кольцевым каналам Смешение газов происходит на выходе из мундштука Горючая жидкость из бачка по кероснностойкому шлангу проходит через фильтр, регулирующий вентиль и по трубке поступает в распылительное устройство головки резака Кислород поступает в распылитель по трубке через регулировочный вентиль Выходя из бокового отверстия распылителя, кислород распыляет струю жидкого горючего Образовавшаяся горючая смесь подается в зону резки через кольцевой зазор между наружным и внутренним мунд
штуками, а режущий кислород — через внутренний мундштук.
При работе с керосинорезами необходимо выполнять следующие правила: перед работой тщательно проверить плотность всех соединений; осмотреть резак, керосиновый бачок и убедиться в их исправности; перед заливкой в бачок профильтровать керосин через слой войлока и кусковую каустическую соду для очистки от механических примесей. Давление в бачке должно быть меньше рабочего давления кислорода, в противном случае керосин проникает в кислородные каналы резака и кислородный рукав, что может привести к обратному удару. Бачок наполняется горючей жидкостью не более 3Д полной вместимости бачка.
Перед зажиганием керосинореза испаритель подогревают или паяльной лампой, или в жестяную банку, наполненную ветошью, сливают немного горючей жидкости, поджигают ее и пламенем подогревают испаритель. После этого зажигают подогревающее пламя. Мощность подогревающего пламени регулируют вентилями горючей жидкости подогревающего кислорода и маховичком.
При прекращении работы необходимо сначала закрыть вентиль режущего кислорода, затем прекратить подачу в резак керосина и перекрыть вентиль подогревающего кислорода, после чего снять давление в бачке с помощью спускного вентиля.
При несоблюдении мер безопасности возникают хлопки и обратные удары пламени. Обратные удары вызываются перегревом головки керосинореза, засорением выходных каналов мундштуков, попаданием керосина в кислородные каналы, ослаблением накидной гайки мундштука или смесительной камеры.
При хлопках и обратных ударах закрывают кислородный вентиль и вентиль горючего, а потом вентиль режущего кислорода. При засорении каналов мундштуков необходимо прочищать их медной или алюминиевой иглой. При длительной работе необходимо периодически охлаждать головку керосинореза в воде, при этом кислородный вентиль должен быть открыт, чтобы предупредить попадание воды в головку керосинореза.
Необходимо не реже одного раза в неделю разбирать испаритель, очищать инжектор от грязи, а асбестовую оплетку промывать в горячей воде. Если оплетка перего
рела, ее заменяют новой. Не реже одного раза в месяц резак и бачок проверяют на газонепроницаемость, а результаты проверки заносят в специальный журнал.
§ 35. Вставные и специальные резаки
При выполнении ремонтных и монтажных работ необходимо производить частую подгонку свариваемых Деталей, т. е. переходить от сварки к резке и наоборот.
Рис. 63. Схема вставного резака РГС-70
/
В этих случаях в целях экономии времени целесообразно пользоваться вставными резаками. К ним относятся резаки с плоскими мундштуками для срезки заклепок РАЗ-70, резаки с короткими мундштуками для обрезки труб РАТ-70, для вырезки отверстий — РАО-70 и для разделительной резки — РГС-70 и РГМ-70.
Конструктивно вставные резаки однотипны и отличаются только устройством мундштуков. Вставные резаки присоединяют к ствол}' горелки вместо сменного наконечника
Вставной резак РГМ-70, обладающий малой мощностью, присоединяется к горелке «Звездочка», ГС-2 или
«Малютка». Остальные резаки присоединяются к горелкам ГС-3, «Звезда» и «Москва».
Вставной универсальный резак РГС-70 (рис. 63) инжекторного типа предназначен для ручной разделительной резки низкоуглеродистой стали толщиной от 3 до 70 мм.
Подогревающее пламя образуется при сгорании ацетилена в струе кислорода. Резак присоединяется к стволу горелок типа ГС-3 и «Звезда» накидной гайкой 7. Резак состоит из корпуса 4, головки 3, наружного 1 и внутреннего 2 мундштуков, инжектора 5, вентиля режущего кислорода 6 и соединительных трубок.
Кислород, подводимый к резаку, распределяется на два потока, один направляется к инжектору 5 и подсасывает ацетилен для образования горючей смеси подогревающего пламени, другой поступает в канал режущего кислорода мундштука через вентиль 6.
Основные технические данные резака РГС-70 приведены в табл. 21.
Вставной резак РГМ-70 комплектуется со сварочной горелкой «Звездочка» и предназначен для разделительной резки низкоуглеродистых сталей толщиной от 3 до 50 мм. Резак РГМ-70 по своей конструкции аналогичен резаку РГС-70.
Вставной резак РАЗ-70 (рис. 64) представляет собой инжекторный резак, присоединяемый к горелкам типа ГС-3 или «Звезда». Он предназначен для срезки заклепок. Особенность этого резака заключается в плос-
21. Техническая характеристика резака РГС-70
Параметры
Толщина разрезаемой стали, мм
3—30 | 30—70
Номер наружного мундштука . . . .
Номер внутреннего мундштука . . . . Давление кислорода в рабочей камере редуктора, кгс/см2.......................
Давление ацетилена, кгс/см1..............
Расход кислорода, м3/ч...................
Расход ацетилена, м’/ч...................
Длина резака, мм.........................
Масса резака, кг .... ...................
1 1
2 3
3—4 4—6
0,01—0,1
3-5 I 5—10
0,4—0,5 I 0,5—0,6 282 0,611
кой форме мундштука, которая позволяет полностью срезать головку заклепки. В мундштуке просверлены три канала, по двум боковым каналам подается смесь кислорода с ацетиленом, а по среднему — режущий кислород. Резаком РАЗ-70 можно срезать заклепки диаметром до 70 мм
Рис 64 Схема вставного резака РАЗ-70
/ — мундштук 2 — вентиль режущего кислорода, 3 — присоединительный узел 4 — инжектор, 5 — накидная гайка, 6 — смесительная камера
Резак РАО-70 (рис. 65) предназначен для вырезки отверстий диаметром от 25 до 100 мм в листах из низкоуглеродистой стали толщиной до 50 мм. Резак имеет прямую головку, на которую крепится циркульное ус-
Рьс 65 Общий вид вставного резака РАО 70 тройство, обеспечивающее возможность точной вырезки отверстий определенного диаметра в листовых конструкциях. Основные технические данные вставного резака РАО-70 приведены в табл. 22.
Инжекторный вставной резак РАТ-70 (рис. 66) предназначен для резки труб при ремонтных и монтажных работах. Резак присоединяется к стволу
22. Техническая характеристика резака РАО-70
Параметры
Толщина разрезаемой стали, мм
5—30 | 30—50
Диаметр вырезаемых отверстий, мм . . Номер наружного мундштука . . . . Номер внутреннего мундштука . . . . Давление кислорода в рабочей камере редуктора, кгс/см2.......................
Давление ацетилена, кгс/см2..............
Расход кислорода, м3/ч...................
Расход ацетилена, м3/ч ..................
Масса резака, кг.........................
25—100 25—100
1 1
2 3
3—4 4—5
От 0,01 до 0,1
3—5 I 5—8 0,3—0,5 I 0,5—0,6
0,683
горелки ГС-3 и «Звезда» накидной гайкой 3. Головка резака 1 состоит из опоры 9 и мундштука 8, который присоединяется к головке накидной гайкой 7. Опора 9 служит для поддержания постоянного расстояния между
Рис 66 Схема вставного резака РАТ-70
мундштуком и поверхностью трубы. Корпус состоит из вентиля режущего кислорода 2 и инжектора 4. К корпусу накидной гайкой 5 подсоединяется смесительная камера 6.
Резаком РАТ-70 можно резать трубы диаметром не менее 45 мм с толщиной стенки от 3 до 20 мм. Масса резака — 0,605 кг.
§ 36. Правила обращения с резаками
Перед началом работы необходимо ознакомиться с инструкцией по эксплуатации резака и убедиться в его исправности.
Прежде, чем начать работу, проверяют правильность присоединения шлангов к резаку (кислородный шланг присоединяется к штуцеру с правой резьбой, шланг с гбрючим газом — к штуцеру с левой резьбой), инжекцию z в каналах горючего газа, герметичность всех разъемных соединений.
Утечку газа в резьбовых соединениях устраняют их подтягиванием. Резиновые сальниковые уплотнения вентилей смазывают специальной смазкой ЦИАТИН-221 или глицерином.
Рабочие давления кислорода и ацетилена устанавливают в соответствии с эксплуатационной характеристикой. Зажигание резака производят в такой последовательности. Открывают на '/4 оборота вентиль подогрева кислорода и создают разрежение в газовых каналах, затем открывают вентиль для газа и зажигают горючую смесь. Подогревающее пламя регулируют кислородным и газовым вентилями.
После этого приступают к резке. Металл нагревают подогревающим пламенем до соломенного цвета, открывают вентиль режущего кислорода и производят резку.
Если нужно погасить пламя, то в первую очередь перекрывают вентиль горючего газа, а затем — кислородный.
В процессе резки по мере нагрева мундштука необходимо производить регулировку подогревающего пламени, доводя его до нормального. При сильном нагреве наконечника его охлаждают водой. Чтобы вода не попадала в каналы резака, закрывают только газовый вентиль, оставляя кислородный открытым.
При засорении каналов мундштуков их прочищают медной или алюминиевой иглой.
При разборке резаков сначала отсоединяют ствол от корпуса, затем из корпуса вывертывают кислородный и газовый вентили, инжектор и снимают наружный и внутренний мундштуки.
При резке могут возникнуть следующие неисправности: отсутствие подсоса в канале горючего газа, вентили не перекрывают подачу газа, частые хлопки пламени, утечка газа в соединениях и др.
Отсутствие подсоса в газовом канале возникает из-за засорения инжектора, смесительной камеры и каналов мундштука, плохой затяжки инжектора и накидной гайки смесительной камеры.
Если вентили не перекрывают подачу газов, то это может быть вызвано попаданием песчинок и других частиц между седлом и шпинделем или эллипсностью седла корпуса.
Частые хлопки пламени возникают при засорении мундштука, инжектора и смесительной камеры, при перегреве мундштука или недостаточном давлении подогревающего кислорода.
Рис. 67. Простейшие приспособления дтя резки:
° — дтя вырезки фланцев, б — для вырезки отверстии, в —для резки труб, г — для пакетном резки
Утечка газа в соединениях вызывается ослаблением соединений и износом прокладок.
Все мелкие неисправности — перекос мундштуков, негерметичность соединений, прочистка инжектора и каналов мундштуков, снятие нагара и брызг с поверхности мундштука и другие — устраняются резчиком во время работы. Более сложный ремонт, требующий специального инструмента, производится с разрешения руководства предприятия.
Для повышения производительности ручной газовой резки целесообразно пользоваться специальными приспособлениями. На рис. 67 приведены примеры использования простейших приспособлений.
§ 37. Машины для кислородной резки
Машины для кислородной резки применяют для сокращения объема тяжелого ручного труда, повышения производительности и улучшения качества резки
Согласно ГОСТ 5614—74 машины, применяемые при кислородной резке, делятся на два основных типа: стационарные и переносные.
Стационарные машины делятся:
по конструктивному исполнению — на портальные (П), которые располагаются непосредственно над разрезаемой деталью, портально-консольные (Пк), когда над разрезаемой деталью располагается только консоль, и шарнирные (Ш);
по способу резки — на кислородные (К), кислороднофлюсовые (Кф), плазменно-дуговые (Пл), газолазерные (Гл);
по способу движения или системе контурного управления— на линейные (Л) для прямолинейной резки; магнитные (М) по стальному копиру для фигурной резки, фотокопировальные (Ф) по чертежу для фигурной резки, цифровые программные (Ц) для фигурной резки;
по технологическому назначению — для раскройных работ (Р), для точной прямолинейной и фигурной вырезки деталей (Т), универсальные для прямолинейной и фигурной вырезки деталей (У), для фигурной вырезки малогабаритных деталей (М).
Переносные машины подразделяются-
по способу резки — на кислородные (К), плазменно-дуговые (Пл);
по способу движения или системе контурного управления—по разметке (Р), по циркулю (Ц), по направляющим (Н), по гибкому копиру (Г).
Каждая кислородная машина состоит из несущей части, резака (одного или нескольких), пульта управле
ния, ведущего механизма.
Стационарные машины изготовляются трех классов точности исполнения заданного контура детали. ГОСТ 5614—74 устанавливает следующие допускаемые отклонения по классам точности машин: 1-й класс ±0,5 мм, 2-й— ±1,0 мм; 3-й—±1,5 мм.
Основным рабочим инструментом машины для кислородной резки металлов является машинный газовый резак. Машинные газовые резаки отличаются от ручных тем, что у них нет рукоятки, они крепятся непосредственно к корпусу машин. Применение такого или иного резака определяется типом машины. Используются следующие основные типы машинных резаков, инжекторные, равного давления и внутрисопло-вого смешения.
Машинные резаки состоят из корпуса с запорными вентилями, ствола резака, который закрепляется непосредственно в суппорте машины и головки с мундштуками.
Резаки равного давления не имеют инжектора (рис. 68). Кислород подается через центральное отверстие 1, а горючий газ — через боковое отверстие 2. Смесь газов по каналу 3 и трубке 4 поступает в головку резака. Для поддержания равного давления газов перед резаком устанавливается специальный регулятор давления.
Резаки с внутр и сопловым смешением имеют миогофакельные мундштуки, в каналах которых и происходит смешение газов.
Рис 68 Схема машинного рс°ака равного дав тения
Мундштуки, которые используются на машинных резаках, подразделяются на цельные и разъемные. Цельные изготовляются со сверлеными каналами для горючей смеси и режущего кислорода, разъемные состоят из наружного и внутреннего мундштуков.
У стационарных машин основным узлом, автоматизирующим процесс резки, является система копирования. В таких машинах применяют принципы механического, электромагнитного, фотоэлектронного, дистанционномасштабного и программного копирования.
Ведущий механизм обычно размещается в корпусе машины, но может выполняться также отдельно в виде ведущей головки. Для привода ведущего механизма используется ручной, механический, воздушный и электрический привод. В большинстве переносных и стационарных машин используется электрический привод.
Механическое копирование осуществляется механической головкой по чертежу или разметке. Резак воспроизводит точную копню вырезаемой детали при повороте от руки ведущего ролика машины, который перемещается рядом с чертежом по поверхности копировального стола. Этот принцип позволяет производить резку по прямой, а при оснащении механической головки и циркульным устройством — по окружности.
Электромагнитное копирование осуществляется магнитной головкой. При электромагнитном копировании магнитный палец (стальной цилиндрический стержень с накаткой) получает вращение от электродвигателя через редуктор. В результате магнитный палец притягивается к рабочей кромке стального копира и обкатывает контур копира. Резак жестко связан с магнитной головкой и производит вырезку детали такой же формы и размеров, что и копир. Копиры изготовляются из листовой низкоуглеродистой стали толщиной 5— 8 мм.
Фотоэлектронное копирование осуществляется по чертежу, выполненному тушью на бумаге, на прямоугольно-координатных параллелограммных машинах, которые оснащены механическими головками. Принцип фотокопирования заключается в том, что расположенный на копировальной части источник света дает через систему лннз световой пучок, который, падая на наклонное зеркало, фокусируется в яркое пятно на поверхности чертежа. Находящийся в закрытой коробке
фотоэлемент воспринимает только лучи, которые отражаются от белого фона чертежа, а когда световое пятно попадает на черную линию, фотоэлемент световых лучей не принимает. В газорезательных машинах применяются амплитудные и импульсные фотокопировальные системы.
В машинах с программным управлением автоматизируются все операции резки. Такие машины обеспечивают автоматическое зажигание пламени, автоматическое регулирование всех параметров режима резки: расстояние от сопла до поверхности металла, мощность и состав пламени, скорость резки, а также пуск и перекрытие газовой и кислородной струй.
Стационарная машина АСШ-70 предназначена для ацетилено-кислородной резки сталей толщиной от 5 до 100 мм. Машина работает по принципу магнитного копирования, она оснащена магнитной головкой, палец которой обкатывает неподвижно закрепленный стальной копир.
Машина АСШ-70 оснащена специальной приставкой для одновременной вырезки нескольких деталей (до трех) и циркульным устройством для вырезки фланцев, дисков и отверстий без копира. Техническая характеристика машины АСШ-70 приведена в табл. 23.
Машины «Днепр» однотипны по конструкции и отличаются друг от друга шириной обработки и числом ре-
23. Техническая характеристика машины АСШ-70
Основные параметры АСШ-70
Размеры вырезаемых деталей (мм) при резне:
одним резаком 1000X1000, 750X1500
тремя резаками . до 500X500
Скорость резки, мм/мин 100—4000
Толщина разрезаемой стали, мм 5-100
Максимальный расход газов на один резак, мэ/ч:
кислорода 10
ацетилена Размеры машины, мм: 1
Длина 1810
ширина 1500
высота 1750
Масса машины, кг 500
заковых суппортов. Машины представляют собой портал прямоугольной формы. Для повышения точности обработки они имеют реечные зацепления на продольном и поперечном ходу. Электрическая часть выполнена по блочной схеме с использованием стандартных логических элементов. Машины оснащены плавающим устройством для резаковых суппортов, дистанционным управлением подачей газов и зажиганием резаков. Для удоб-
Рис 69. Внешний вид машины «Днепр-8 К2»
24. Техническая характеристика машин «Днепр»
Основные параметры «Днепр- 2,5 К2» «Днепр- 5 К2» «Днепр - 8
Класс точности машин по ГОСТ 5614-67 2 2 2 '
Габаритные размеры обрабатываемого листа, мм. длина 8000 8000 8000
ширина 2500 5000 8000
толщина 5—160 5—250 5—160
Число резаковых суппортов, шт. . 2 2 4
Скорость перемещения резаков, мм/мин наибольшая . . 2000 2000 2000
наименьшая 100 100 100
Наибольшее число одновременно работающих резаков, шт 6 6 12
Наибольший расход газов на один резак, м3/ч: кислорода , , . 12 12 12
ацетилена . ... 1,0 1 ,о 1,0
пропан-бутана 0,65 0,65 0,65
Масса, кг: машины с рельсовым путем . . 3040 4550 4850
ходовой части машины .... 1600 3000 3400
ства обслуживания на портале имеется площадка с креслом для резчика и пультом управления.
Машина «Днепр:8 К2» (рис. 69) предназначена для кислородной прямолинейной резки стальных листов. Благодаря значительной ширине обработки и большому количеству резаков машина может одновременно обрезать несколько листов, может выполнять прямолинейную обрезку кромок листа без скоса и с подготовкой кромок под сварку. Резаковые суппорты оснащены автоматическим пла’вающим устройством, обеспечивающим поддержание заданного расстояния между резаком и поверхностью металла. Основные технические данные машин «Днепр» приведены в табл. 24.
Машины «ЮГ» однотипны по конструкции и отличаются друг от друга шириной обработки. Они предназначены для кислородной вырезки фигурных деталей из стального листа. Это — машины портального типа с масштабным фотоэлектронным контурным управлением.
Резаковые суппорты имеют автоматическое устройство, обеспечивающее поддержание заданного расстояния между резаком и поверхностью металла и дистанционное зажигание резаков. Приводы продольного и поперечного ходов — реечного типа.
Основные технические данные машины модели «ЮГ» для фигурной резки листов приведены в табл. 25.
Стационарная резательная машина СГУ-61 (рис. 70) консольного типа предназначена для вырезки деталей и заготовок различной формы из листов 2000X6000 мм, толщиной от 5 до 300 мм. Машина выполняет два взаимно перпендикулярных движения: продольное движение тележки машины вдоль рельсового пути и поперечное движение резаковых суппортов по рельсовой направляющей консольной части фермы тележки.
Машина СГУ-61 комплектуется механической п магнитной головками. С помощью механической головки производится прямолинейная резка листов толщиной до 120 мм. При прямолинейной резке листов можно одновременно резать четырьмя резаками, а также производить вырезку по окружности диаметром от 240 до 2000 мм. При помощи магнитной головки производится вырезка деталей по стальным копирам. Копировальный стол у машины подвижной, что позволяет перемещать Разрезаемые листы и не переставлять копиры.
25. Техническая характеристика машин <ЮГ»
Основные параметры ЮГ-2.5К1.6 | ЮГ-5К4 ЮГ 8«4
Габаритные размеры обрабатываемого листа, мм: длина 8000 8000 8000
ширина 2500 5000 8000
толщина 5—100 5—100 5—100
Число резаковых суппортов, шт. . 2 2 4
Наибольшее число одновременно работающих резаков (шт.): при основном комплекте поставки 2 2 4
при поставке трех резаковых блоков 3 6 (2
Скорость перемещения в автоматическом режиме, мм/мпн: наибольшая 1600 4000 4000
наименьшая 100 100 100
Класс точности машины (ГОСТ 5614—74) 2 2 2
Масштаб копирования 5:1 и 10:1 10:1 и 10:1 и
Наименьший диаметр вырезаемых детален, мм- при вертикальном резе .... 50 20; 1 50 20:1 50
со скосом кромок под сварку . . 300 300 300
Наибольший угол скоса кромок (к вертикали), град 50 50 50
Наибольший расход газов иа один резак, м’/ч: кислорода 12 12 12
ацетилена 1,0 1,0 1,0
пропан-бутана 0,65 0,65 0,65
Рабочее давление газов (перед машиной), кгс/см2: кислорода 12 12 12
auciчлена (не более) 1,2 1,2 1,2
пропан-бутана 1,2 1,2 1,2
Габаритные размеры ходовой части, мм: длина 4060 7160 10 160
ширина 2400 2400 2 400
высота 1570 1570 1 570
Колея рельсового пути, мм . . . 3300 6400 9 400
Машина устанавливается на опоры /, рельсовый путь 2 состоит из трех секций — концевой и двух приставных. Общая длина рельсов позволяет производить резку листов длиной до 8 м. К балкам жесткости портальной и консольной частей фермы крепятся направляющие поперечного хода 3. Направляющие поперечного хода 3 в портальной части служат для перемещения ве-
Рис 70. Внешний вид газорезательной машины СГУ-61
дущего механизма 4, а в консольной части — резаковых суппортов 13. Ведущий механизм 4 и резаковые суппорты 13 жестко соединены между собой трубчатой штангой 5, этим обеспечивается точное повторение движений суппортов с резаками и магнитного ролика по кромке копира, а прн механическом копировании — ведущего ролика по копировальному столу. Ведущий механизм 4 состоит из электродвигателя постоянного тока напряжением 220 В, мощностью 120 Вт, редуктора и двух сменных копировальных головок (электромагнитной и механической). При резке по копиру к ведущему механизму присоединяют электромагнитную головку, а на копировальном столе электромагнитами закрепляется копир. При резке по чертежу, который закрепляется на копировальном столе машины, к ведущему механизму 4 присоединяют механическую головку с рифленым роликом.
Ролик опирается на копировальный стол и приводится в движение электродвигателем.
Пульт управления машиной 12 устанавливается на конце консоли тележки продольного хода. Тележка продольного хода состоит из двух кареток 6, а ферма 7 — из двух симметричных частей, скрепленных между собой винтовой стяжкой 8. Машина имеет два однорезако-
Рис. 71. Внешний вид фотокопировальной резательной машины «Одесса»:
1 — штанга с резаками, 2 — привод поперечного хода, 3— направляющая поперечного хода, 4 — пульт управления, 5 — задающая часть машины с копировальным устройством. 6 — пульт управления фотокопировального устройства, 7 — привод продольного хода
вых суппорта. Подъем резаков осуществляется электродвигателем 11. На машине установлен релейный блок 9.
Ацетилен и кислород подаются по резинотканевым шлангам, которые крючками поддерживаются на каретке 10.
На базе машины СГУ-61 создана машина СГФ-2 с приставным масштабным фотокопировальным устройством. На машине СГФ-2 вместо ведущего механизма магнитного копирования устанавливается второй суппорт с резаком, а вместо стола для укладки стальных копиров— дополнительный раскройный стол, поэтому на машине можно обрабатывать одновременно два листа. Резаки имеют дистанционное электроискровое зажигание.
На машине СГФ-2 обрабатываются листы длиной до 6 м, шириной при одном листе—2000 мм, а при двух — 1650 мм, толщиной от 5 до 120 мм.
Газорезательная машина «Одесса» (рис. 71) портального типа предназначена для кислородной резки листов из низкоуглеродистой стали толщиной от 5 до 100 мм. Машина оснащена координатным приводом и фотокопировальным масштабным устройством.
Копир-чертеж выполняется тушью на белой бумаге в масштабе 1:2, 1:5, 1 : 10 в зависимости от размеров изготовляемых деталей.
Продольное перемещение машины осуществляется по рельсовому пути, а поперечное — по направляющим поперечного хода 3 с помощью привода поперечного хода 2.
Управление машиной осуществляется с пульта управления 4. Машина имеет 6 резаков, которые выполняют разнообразные операции. Это позволяет одновременно вырезать по стальному копиру или чертежу до шести фигурных деталей, вырезать до шести полос, подготавливать кромки под сварку двумя резаками с V- или Х-образными скосами кромок деталей толщиной до 120 мм. Точность воспроизведения заданного контура составляет ±1,5 мм. Скорость резки в зависимости от толщины разрезаемого листа регулируется в пределах от 50 до 1600 мм/мин. Размеры обрабатываемых листов 3000X9000 мм. Габаритные размеры машины 12 000Х Х4300Х1800 мм. Масса— 1960 кг.
Переносные машины представляют собой самоходные теледски, оснащенные резаком и перемещающиеся по направляющему рельсу или по разрезаемому металлу. В качестве привода используются электродвигатели, пружинные механизмы и газовые турбинки. В промышленности применяются переносные машины: легкого типа (массой до 15 кг), оснащенные одним, резаком;
среднего типа (массой до 20 кг), оснащенные одним или двумя резаками;
тяжелого типа (массой до 50 кг), оснащенные трех-резаковым блоком или штанговыми суппортами для многорезаковой резки. Машины тяжелого типа предназначаются только для прямолинейной резки.
Переносная газорезательная машина ПЭЛ-1-60 (рис. 72) предназначена для резки листовой низкоуглеродистой стали толщиной от 3 до 100 мм. Па машине ПЭЛ-1-60 можно производить прямолинейную резку, резку по окружности циркулем, резку по размег-
ке с ручным управлением или по изогнутому угольнику с радиусом кривизны не менее 1500 мм.
Машина работает от электрического привода, передвигается по поверхности разрезаемого металла или по специальным направляющим рельсам. Перемещение по поверхности металла осуществляется с помощью двух колес (ведущего и ведомого) и шарнирного ролика. Ес-
Рис. 72. Переносная газорежущая машина «ПЭЛ-1-60»
ли машина движется по гибкому рельсу, на него опускается ролик с острой кромкой. Гибкий рельс представляет собой металлическую полосу толщиной 1,5—2 мм, с правой стороны которой на расстоянии 5—10 мм имеется канавка шириной 1,5—2 мм и глубиной 1 мм. По этой канавке и перемещается ролик машины. Скорость перемещения 100—1200 мм/мин в зависимости от толщины разрезаемой стали. Масса машины — 13 кг. Габариты машины: длина —405 мм, высота — 245 мм. ши-рина — 260 мм.
Аналогично машине ПЭЛ-1-60 устроена машина
крой листов, вырезку фланцев и V-образный скос кромок под сварку. Машина оснащена двумя резаками, но может работать и с одним резаком. Она применяется з заготовительных цехах, на ремонтных, монтажных и строительных площадках.
Машина состоит из следующих основных частей (рис. 73); ведущего механизма /, неподвижной держав-
Рис 73. Переносная газорезательная машина МГП-2
ки 14, подвижной державки 16, газового коллектора 10 и резаков И. На корпусе ведущего механизма 1 закрепляется корпус 9 со штангой 8. По штанге 8 перемещается подвижная державка резака 16. На крышке с электрочастью 2 прикреплена рукоятка 5, служащая для переноса машины и направления при резке вручную по разметке. В нижней части рукоятки прикреплен ролик 3, являющийся третьей опорной точкой машины. Разъем 4 служит для подводки питающего кабеля. Ручка 7 потенциометра служит для плавного изменения скорости передвижения тележки. Включение машины осуществляется тумблером 6. Установка резаков по высоте производится маховичком 12, а фиксируется — гайкой 13
и 231 1Ы
Для защиты от брызг жидкого металла и нагрева используется защитный щиток 15.
Машина имеет две ступени регулирования скорости: от 1,5 до 6,3 мм/с и от 5,33 до 25 мм/с. Изменение скоростей производится при помощи замены сменных шестерен и яотенциометром. Газовый коллектор служит для
Рис. 74. Переносная газорезательная машина «Спутник»
подачи газов к двум установленным на машине двухвентильным резакам.
Переносная машина «Спутник» (рис. 74) предназначена для резки стальных труб диаметром от 194 до 1100 мм при толщине стенок от 4,5 до 50 мм, со скосом и без скоса кромок.
Машина состоит из ходовой тележки 1 с ведущим механизмом 2, на которой закреплены все узлы газорезательной машины. Тележка имеет три ролика —два меньшего диаметра расположены на задней оси тележки и один ролик большого диаметра — на передней оси. Машина перемещается по поверхности трубы с помощью цепного механизма. Цепной механизм представляет собой закрепленную на трубе цепь 4, входящую в зацепление с ней звездочку 3, и узел натяжения цепи 5. Вращение осуществляется через редуктор электродвига
телем постоянного тока 7. На ходовой тележке / имеется штанга 8, на которой и крепится резак машины с державкой 9. Величина вылета резака регулируется маховичком. Державка резака поворачивается на оси на угол ±40°, что и позволяет выполнять резку со скосом кромок под сварку. На корпусе ведущего механизма расположена панель управления 6. На панели распола-
Рис 75 Переносной фланцерез ПГФ-2-67
гаются выключатель двигателя, переключатель направления хода тележки, маховичок реостата для регулирования скорости движения, которая плавно изменяется от 230 до 500 мм/мин. Ходовая тележка 1 представляет собой сварную конструкцию с четырьмя колесами 10, которые свободно сидят на оси.
Фланцерез ПГФ-2-67 (рис. 75) предназначен для вырезки фланцев и дисков диаметром до 450 мм из листовой низкоуглеродистой стали толщиной от 5 до 60 мм. Фланцерез предназначен для работы на строительных и монтажных площадках. Фланцерез состоит из опорного кольца 1, в котором закрепляется ведущий механизм 7. Ведущий механизм вращает зубчатое кольцо 2, суппорт 3 и резак 4. Фланцерез снабжается шаблоном-искателем наружного диаметра 6. Зубчатое кольцо 2 вместе с суппортом и резаком 4 вращается в направляющих роликах 5. Внутри кольца 2 смонтирована горизонтальная направляющая с линейкой, по которой передвигается суппорт с резаком при установке требуемого диаметра вырезаемого отверстия. Электрический привод флан-цереза имеет две ступени скорости. На пульте управления
установлен регулятор скорости. Скорость резки изменяется в пределах от 100 до 900 мм/мин. Максимальный расход кислорода при резке 10 м3/ч, ацетилена 0,7 м3/ч, пропана 0,4 м3/ч. Масса фланцереза ПГФ-2-67—26 кг.
Контрольные вопросы
1 В чем заключается сущность процесса кислородной резки?
2 Как влияет содержание углерода и других примесей в сталях на процесс резки?
3 . По каким признакам классифицируются резаки для ручной кислородной резки’
4 Перечислите основные марки универсальных резаков, работающих на газах-заменителях ацетилена.
5 Из каких основных частей состоит керосинорез?
6 Перечислите основные правила обращения с резаками.
7 . Какие приспособления используются при ручной кислородной резке’
8 Как классифицируются стационарные и переносные машины для кислородной резки’
9 Каково устройство и принцип работы стационарной машины АСШ-70 и «Одесса»?
10 Как работают переносные газорезательиые машины М1Г1-2, ♦ Спугник» и фтанцерез ПГФ 2-67’
ГЛАВА VIII. ТЕХНОЛОГИЯ КИСЛОРОДНОЙ РЕЗКИ
§ 38. Основные сведения о технике резки
При выполнении разделительной кислородной резки необходимо учитывать требования, предъявляемые к точности резки и качеству поверхности газа. Большое влияние на качество реза и производительность резки оказывает подготовка металла под резку. Перед началом резки листы подаются на рабочее место и укладываются на подкладки так, чтобы обеспечить беспрепятственное удаление шлаков из зоны реза. Зазор между полом и нижним листом должен быть не менее 100— 150 мм.
Поверхность металла перед резкой должна быть очищена. На практике окалину, ржавчину, краску и другие загрязнения удаляют с поверхности металла нагревом зоны резки газовым пламенем с последующей зачисткой стальной щеткой.
Разметку вырезаемых деталей производят металлической линейкой, чертилкой и мелом. Часто разрезаемый лист подают к рабочему месту резчика уже разме-
ценным. Перед началом резки газорезчик должен установить необходимое давление газов на ацетиленовом к кислородном редукторах, подобрать нужные номера наружного и внутреннего мундштуков в зависимости от вида и толщины разрезаемого металла.
Процесс резки начинают с нагрева металла в начале реза до температуры воспламенения металла в кислороде. Затем пускают режущий кислород (происходит непрерывное окисление металла по всей толщине) и перемещают резак по линии реза.
Для обеспечения высокого качества реза расстояние между мундштуком и поверхностью разрезаемого металла необходимо поддерживать постоянным. Для эюй цели резаки комплектуются направляющими тележками. В зависимости от толщины разрезаемого металла расстояние между мундштуком и металлом составляет;
Толщина ме-
талла, мм . . 3—10 10-25 25—50 50—100 100—200 200 -300 Расстояние,
мм . . . 2—3 3—4 3—5 4—6 5—8 7—10
При работе на газах-заменителях ацетилена указанные расстояния между мундштуком и поверхностью разрезаемого металла увеличивают на 30—40%.
Основными показателями режима кислородной резки являются-: мощность подогревающего пламени, давление режущего кислорода и скорость резки. Мощность подогревающею пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Она должна обеспечивать быстрый подогрев металла в начале резки до температуры воспламенения и необходимый нагрев его в процессе резки. Для резки металла толщиной до 300 мм применяют нормальное пламя.
При резке металла больших толщин лучшие результаты получаются при использовании пламени с избытком горючего (науглероживающее пламя). При этом длина видимого факела пламени (при закрытом вентиле кислорода) должна быть больше толщины разрезаемого металла.
Выбор давления режущего кислорода зависит от толщины разрезаемого металла, размера режущего сопла и чистоты кислорода. При увеличении давления кислорода увеличивается его расход.
Давление кислорода выбирается в зависимости от толщины металла:
Толщина металла, мм 5—20 20—40 40—60 60—100 Давление кислорода,
кгс/см2 ........... 3—4 4—5 5—6 7—9
Чем чище кислород, тем меньше расход его на 1 пог. м реза.
Абсолютная величина давления кислорода зависит от конструкции резака и мундштуков, величин сопротивлений в кислородоподводящей арматуре и коммуникациях
Скорость перемещения резака должна соответствовать скорости горения металла. От скорости резки зависят устойчивость процесса и качество вырезаемых деталей Малая скорость приводит к оплавлению разрезаемых кромок, а большая — к появлению непрорезанных до конца участков реза
Скорость резки зависит от толщины и свойств разрезаемого металла. При резке сталей малых толщин (до 20 мм) скорость резки зависит от мощности подогревающего пламени. Например, при резке стали толщиной 5 мм около 35% тепла поступает от подогревающего пламени.
На скорость резки влияет также метод резки (ручной или машинный), форма линии реза (прямолинейная или фигурная) и вид резки (заготовительная пли чистовая). Поэтому допустимые скорости резки определяют опытным путем в зависимости от толщины металла, вида и метода резки При правильно выбранной скорости резки отставание линий реза не должно превышать 10— 15% толщины разрезаемого металла.
На рис. 76 схематически показан характер выброса шлака из разреза. Если скорость кислородной резки ма-
26. Режимы ручной резки листового проката
Толщина разрезаемого металла, мм Номер мундштука Давление, кге'см Примерная скорость резки, мм мин
наружного внутреннего кислорода горючего таза
8—10 I 1 3 550—400
10—25 1 2 4 400—300
25—50 1 3 6 Не vci.ee 300—250
50—100 1 4 8 0,01 250-200
100—200 2 5 10 200- 130
200—300 2 5 12 130—80
ла, то наблюдается отклонение пучка искр в направлении резки (рис. 76, й). При завышенной скорости резки отклонение пучка искр происходит в сторону, обратную направлению резки (рис. 76,в). Скорость перемещения резака считают нормальной, если пучок искр будет выходить почти параллельно кислородной струе (рис. 76,6). Режимы ручной резки листового проката приведены в табл. 26.
Рис 76 Характер выброса шлака а — скорость резки мала, б — оптимальная ско рость резки, в—скорость резки велика
Ширина и чистота реза зависят от способа резки. Машинная резка дает более чистые кромки и меньшую ширину реза, чем ручная. Чем больше толщина разрезаемого металла, тем больше шероховатость кромок и ширина реза. В зависимости от толщины металла ориентировочная ширина реза составляет:
Толщина метал-
ла. ММ . . . 5—15 15-30 30—60 G0—100 100—150
Ширина реза,
мм . '. . . . 2—2,5 2,5—3,0 3,0—3,5 3,5—4,5 4,5—5,5
В начале резки мундштук располагают перпендикулярно поверхности металла или с небольшим наклоном (5—10°) в сторону, обратную направлению резки. По мере углубления в массу металла ослабевает действие подогревающего пламени, уменьшается ско-
Налраблечие резки в I Величине 1 'отставания
Рис. 77. Отставание режущей струи
роеть кислородной струи. Поэтому при резке происходит отставание режущей струи (рис. 77).
Отставание увеличивается с увеличением скорости резки. Отставание можно компенсировать наклоном мундштука вперед по направлению движения.
§ 39. Кислородная резка стали
Процесс резки стали зависит от содержания углерода и химического состава примесей в стали. Хорошо режутся низкоуглеродистые стали, содержащие до 0,3% углерода. При содержании углерода в сталях свыше 0,3% поверхность реза закаливается, а при содержании его свыше 0,7% резка становится затруднительной.
Кремний при содержании его в сталях до 4% и одновременном содержании углерода до 0,2% процесс резки не затрудняет. При более высоком содержании углерода процесс резки ухудшается в связи с образованием тугоплавкого окисла кремния.
Марганец при содержании в стали до 6% на процесс кислородной резки не влияет, при более высоком содержании марганца процесс резки затрудняется.
Сера ифосфор в тех количествах, в которых они содержатся в стали, на процесс резки не влияют.
Хром так же, как и кремний, повышает в стали вязкость шлака и при содержании 2—3% способствует зашлаковыванию кромок реза. При содержании в стали хрома от 1,5 до 5% возможна резка с предварительным подогревом. При более высоком содержании хрома хромистые и нержавеющие стали можно резать только кислородно-флюсовым способом.
Никель обладает низким сродством к кислороду и поэтому окисляется кислородной струей при резке очень слабо. Никель при содержании его в стали до 6— 7% процессу кислородной резки не препятствует, при более высоком содержании никеля процесс резки затрудняется.
Молибден при содержании в стали 0,15—0,25%' на процесс резки не влияет.
Кислородной резке подвергаются стали толщиной не менее 3 мм. Резка стали малых толщин сопровождается значительным перегревом, оплавлением кромок и короблением разрезаемого металла.
При резке тонколистовой стали на резаках устанав
ливается внутренний мундштук № 0 с минимальным отверстием для режущего кислорода и наружный мундштук № 1. Лучшие результаты при резке сталей малых толщин дает резка с последовательным расположением подогревающего пламени и режущего кислорода. Резку ведут с максимальной скоростью и минимальной мощностью подогревающего пламени. Мундштук резака на-
Рис. 78 Пакетная резка листов стали.
с —с ппотным зажатием пакета, б — с зажатием пакета со стороны, противоположной началу резки
клоняют под углом 15—40° к поверхности реза в сторону, обратную направлению резки. Для получения резов без грата на разрезаемых кромках необходимо применять кислород чистотой не ниже 99,5%.
Лучшее качество при кислородной резке малых толщин, особенно при массовой вырезке одинаковых деталей, дает пакетная резка. Сущность процесса кислородной пакетной резки заключается в том, что разрезаемые листы складываются в пакет, стягиваются струбцинами или специальными зажимными приспособлениями и разрезаются за один проход резака (рис. 78, а). Максимальная толщина каждого листа — не более 4—6 мм, общая толщина пакета — не более 100 мм. При этом способе необходимо, чтобы листы были хорошо очищены и плотно прилегали друг к другу.
Мощность подогревающего пламени, а также расход и давление режущего кислорода при пакетной резке устанавливают по суммарной толщине пакета. Скорость резки пакета несколько меньше скорости однослойной резки стали той же толщины. Верхний лист пакета при
Рис 79. Положение мундштука при резке стали большой толщины
а — перед началом резки, б — перед окончанием резки
малой толщине коробится, поэтому на пакет накладывают лист большей толщины.
Пакетную резку рекомендуется производить кислородом низкого давления. В этом случае не требуется принудительное сжатие листов (зазоры между листами иногда достигают 3—4 мм). Пакет закрепляют с одной стороны (рис. 78,6). По окончании пакетной резки поверхность металла очищают от окалины и остатков шлака стальной щеткой.
Образующиеся в процессе пакетной резки наплывы с нижней кромки металла , срубают зубилом.
Кислородная резка сталей средних толщин от 10 до 100 мм не вызывает затруднений. Она выполняется обычной аппаратурой как ручными, так и механизированными способами. Резку сталей средних толщин выполняют при давлении кислорода 2,5— 6 кгс/см2.
Резка сталей большой толщины применя
ется в металлургической промышленности и на предприятиях тяжелого машиностроения.
Стали толщиной до 300 мм разрезаются обычными универсальными резаками. Основные трудности газовой резки стали большой толщины связаны с применением высоких давлений кислорода, необходимостью прогрева нижних слоев металла и удалением шлака на большом расстоянии от резака.
Стали толщиной свыше 300 мм режут специальными резаками, мундштуки которых имеют увеличенные по сравнению с универсальными резаками проходные сечения для режущего кислорода.
Для уменьшения нагрева мундштука в процессе резки сталей большой толщины и уменьшения засорения каналов мундштука брызгами металла расстояние or торца мундштука до поверхности разрезаемого металла берется больше, чем при обычной резке.
Для резки сталей больших толщин применяется науглероживающее подогревающее пламя, так как в этом случае оно будет более длинным.
Для повышения устойчивости процесса резки в момент врезания кислородной струи в металл мундштук резака наклоняют под углом 2—3° к вертикали в сторону резки (рис. 79).
Режимы, рекомендуемые для резки стали толщиной от 300 до 1000 мм, приведены в табл. 27.
27. Режимы резки стали большой толщины
Толщина разрезаемой стали, мм Давление кислорода перед резаком, кгс/см- Расход газа, м3/ч Скорость резки, мм,мин Расстояние от конца муидш”^ка до поверхности металла, мм
кислорода ацетилена
300 1,2—1,6 45 4 120—150 20—30
400 1,2—1,7 60 5 100—130 25-40
500 1,2—1,8 80 6 90—110 30—50
600 1,6—2,2 100 7 60—80 35—60
700 1,6—2,3 130 8 50- 65 40—65
800 1,9—2,5 200 9 50—60 45—70
1000 2—2,5 260 11 40—50 50—75
Для резки стали толщиной до 800 мм целесообразно применять резак РЗР-2.
§ 40. Точность и качество резки
Точность газовой резки характеризуется соответствием размеров вырезанной детали размера,м чертежа. Кислородную резку применяют как заготовительную операцию при вырезке деталей под механическую обработку и для изготовления деталей без последующей механической обработки.
Качество резки характеризуется шероховатостью поверхности реза, наличием шлака и грата на нижней кромке, равномерностью ширины реза по всей толщине разрезаемого металла, степенью оплавления верхней кромки.
Точность реза определяется отклонением линии или плоскости реза от заданной. Отклонение линии реза происходит из-за смещения оси резака или деформации листа при резке. Отклонение плоскости реза от задан-
ной может быть вызвано изменением угла наклона резака к поверхности листа и расширением режущей струи кислорода.
Шероховатость поверхности реза определяется коли-чешвом и глубиной бороздок, оставляемых режущей струей кислорода. Глубина бороздок зависит от давле-
г)
Рис 80 Деформации и дета тей
способы их уменьшения при вырезке замкнутого контура
а — деформации обрезной части листа, б — начало резки по зшзагооб разной линии, в — закрепление детали клиньями после прохождения резака г — последовательность резки листа на полосы одним резаком
ния кислорода, скорости перемещения резака и вида горючего.
При резке на природном газе поверхность реза получается более ровная, без оплавлений. Оплавление верхних кромок зависит от мощности подогревающего пламени. Чем мощнее подогревающее пламя и меньше скорость, тем больше оплавление верхних кромок. ГОСТ 14792—69 устанавливает три класса качества поверхности реза: 1-й (высший) достигается при наиболее благоприятных условиях резки; 2-й (повышенный) соответствует устойчивым производственным результатам на серийном оборудовании; 3-й (обычный) соответствует устойчивым производственным показателям, достигаемым на серийном оборудовании при наиболее экономичных режимах.
Деформации металла при резке возникают вследствие неравномерного нагрева металла и его охлаждения. Деформация может вызвать искажение формы детали и отклонение ее размеров от заданных. 172
На рис. 80, й показана деформация отрезанной части листа при вырезке детали (площадь детали заштрихована). Для уменьшения деформаций вначале режут не по прямой, а по зигзагообразной линии (рис. 80, 6). При вырезке детали в замкнутом контуре после прохождения резака ее закрепляют клиньями в точках, обозначенных цифрами 1—4 на рис. 80, в.
Для уменьшения деформаций необходимо жестко закреплять вырезанные детали в приспособлениях струбцинами или другими зажимными приспособлениями; стремиться к тому, чтобы площадь вырезаемой детали была близка к площади заготовки, из которой она вырезана; производить резку на предельно оптимальной скорости; резать крупногабаритные детали одновременно несколькими резаками; резать отдельные участки контура детали в той последовательности, при которой деформации действовали бы в противоположных направлениях и взаимно уничтожались. На рис. 80, г показана последовательность резки листа на полосы одним резаком, при котором взаимные тепловые деформации уравновешиваются.
§ 41. Особенности технологии резки различных профилей металла
В настоящее время кислородная резка нашла широкое применение при изготовлении различного рода металлоконструкций из труб, прутков круглого и квадратного сечения, уголка, швеллера и двутавра.
При вырезке из листов фланцев и дисков пользуются специальным циркульным устройством, которое состоит из ножки и выдвижной штанги. Ножку циркуля ставят в накерненную точку в центре окружности, резак укрепляют на штанге и передвигают по листу на роликах.
При кислородной резке труб выполняют обрезку торцов труб под сварку, вырезку отверстий в трубах, обрезку труб. Резка выполняется в различных пространственных положениях. Для резки труб применяют специальные каретки и роликовые стенды с приводными колесами для поворота трубы (рис. 81).
При резке прутков круглого и квадратного сечений необходимо учитывать небольшую протяженность линии реза. При резке круглых прутков мундштук в начальный момент располагают перпендикулярно по-
верхности металла (рис. 82,а). После нагрева металла открывают вентиль режущего кислорода и перемещают резак в направлении резки, при этом необходимо поддерживать постоянное расстояние между торцом мундштука и поверхностью разрезаемого металла.
-Для повышения производительности при резке прутков применяют метод безостановочного врезания
Рис. 81. Схема роликового стенда для резки труб:
1 — резак, 2 — труба, 3 — приводные ролики
Рис. 82. Резка заготозок:
а — круглой заготовки. 1—6 — положение резака; б— нескольких круглых заготовок, уложенных рядом друг с другом
Рис. 83. Последовательность резки уголка:
а — резка уголка за один проход; / — положение резака при резке первой полки. 2 — при резке второй полки; б — резка уголка с обушка; 1 — положение резака при прорезании уголка с обушка, 2 — при резке первой полки, 3 — при резке второй полки
. Резку уголка начинают с кромки полки (рис. 83). Резак устанавливают перпендикулярно полке в начале кромки и перемещают до обушка; затем плавно разворачивают, устанавливают перпендикулярно второй полке и прорезают уголок до конца за один проход.
Резку двутавровых
Рис. 84. Схема резки двутавровой балки:
1,2 — положение резака при обрезке верхней и пижнеи полки, 3 —при обрезке СТОИКИ
балок (рис. 84) начинают с резки полок, а затем проре-
зают стойку.
§ 42. ТЕХНОЛОГИЯ МАШИННОЙ РЕЗКИ
Качество машинной резки зависит от горизонтальности расположения обрабатываемых листов и качества их поверхности. Листы перед резкой правят на многовалковых листоправйльных вальцах. Правленные листы при укладывании их на раскроечный стол проверяют* уровнем, натягиванием нити и стальной линейкой.
Качество очистки поверхности проверяют внешним осмотром. Обычно применяют химический, механический способы очистки и очистку пламенем подогревающего пламени резака с последующей зачисткой поверхности металлической щеткой.
До начала резки газорезчик, обслуживающий машину, проверяет исправность всех узлов машины пуском их на холостом ходу. Подготавливает к работе все газовые коммуникации, устанавливает необходимые параметры (давление кислорода и ацетилена, скорость резки, расстояние между торцом мундштука и поверхностью разрезаемого металла) в зависимости от толщины и вида металла. Зажигает резак и подводит его к начальной точке реза либо автоматически в соответствии с программой, либо вручную с пульта управления, располагая его так, чтобы центральный канал мундштука находился над точкой начала реза. Нагревает металл до температуры воспламенения, включает подачу режущего кислорода и двигатель перемещения резака.
В процессе резки необходимо следить за сохранением выбранного режима — давлением газов, скоростью резки, расстоянием между мундштуком резака и поверхностью разрезаемого металла. Необходимо также следить, чтобы струя режущего кислорода пробивала всю толщину разрезаемого металла.
Отверстия машинным резаком прожигают следующим образом. Резак подводят к месту пробивки отверстия, зажигают горючую смесь подогревающего пламени резака и разогревают место пробивки до температуры воспламенения в струе кислорода и постепенно включают подачу режущего кислорода. Скорость перемещения резака при пробивке отверстий в металле толщиной от 5 до 100 мм устанавливается в пределах от 600 до 150 мм/мин. Длительность прожигания одного отверстия в зависимости от толщины разрезаемого листа следующая:
Толщина металла, мм 10 20 30 40 70 80
Длительность прожи-
гания отверстия, мин 0,25 0,5 0,75 1,0 1,5 2,0
При машинной кислородной резке широко применяется операция снятия фасок под сварку. Для снятия фасок на прямолинейных кромках большое применение поллчили переносные машины. Кромки необходимой конфигурации могут быть получены при установке резаков по схеме, показанной на рис. 85.
Для получения кромок с односторонним скосом один резак устанавливают вертикально и производят вертикальный рез, а второй, срезающий фаску, устанавливают наклонно (рис. 85, а, б). Расстояние А зависит от толщины разрезаемого металла и должно быть таким, чтобы не было приваривания шлака на нижней кромке. Расстояние В определяется углом скоса, толщиной металла и притуплением (с учетом ширины реза). По первому варианту (рис. 85, а) лучше резать металл больших толщин, а по второму варианту (рис. 85,6) —металл толщиной до 40 мм. Качество подготовляемых кромок при машинной кислородной резке хорошее, поэтому перед сваркой удаляют только шлак.
Основным направлением повышения производительности труда является применение многорезаковых машин, на которых можно одновременно вырезать несколько деталей или выполнять одновременно несколь-
ко прямолинейных резов. При резке сталей больших толщин мундштук резака устанавливают под прямым углом к разрезаемой поверхности или с небольшим наклоном в сторону, обратную движению. При резке толстых листов или при использовании для подогревающего пламени газов-заменителей ацетилена желательно в
зону реза вводить стальные прутки или железный порошок, что практически обеспечивает безостановочное врезание струи кислорода. Повышение скорости резки достигается при резке горячей стали во время прокатки. Ширина реза определяет количество удаляемого металла из зоны реза, что соответствует количеству расходуемого кислорода.
При машинной резке происходит отставание режущей струи кислорода. Понижение скорости резки уменьшает отставание, такое же действие
г\ I'
'|/г
и)
Рис. 85. Расположение резаков при одностороннем скосе кромок
оказывает увеличение размеров сопла и предварительный подогрев разрезаемого листа. Ориентировочные режимы ма-
а — при резке металла больших толщин, б — металла толщиной до 40 мм, 1 — положение первого резака, 2 — второго резака, А и В — расстояние между резаками
шинной резки низкоуглероди-стой стали приведены в табл. 28.
При переходе от резки прямоугольных контуров де-
талей к криволинейным скорость резки снижается.
28. Режимы машинной резки низкоуглеродистой стали
Толщина разрезаемого металла, мм Скорость резки, мм/мин Давление режущего кислорода, кгс/см- Расход газов, м /ч Время нагрева металла до температуры воспламенения, с
кислорода ацетилена
5 500—530 2,4 0,4—0,5 0,25—0,3 10—12
10 400—450 2,6 0,45—0,6 0,3—0,4 12—13
20 300—340 3,0 0,45—0,6 0,3—0,4 14—15
30 260—290 3,7 0,45—0,6 0,3—0,4 15—16
50 210—230 4,0 0,5—0,6 0,35—0,4 16—18
80 170—190 5,0 0,6—0,8 0,4—0,5 18—20
100 160—180 6,0 0,6—0,8 0,4—0,5 20—25
§ 43. Поверхностная резка металлов
разделительной тем, что струя
7
Рис. 86. Схема поверхностной кислородной резки:
1 — мундштук, 2 — шлак, 3 — канавка
Поверхностной кислородной резкой называется процесс снятия кислородной струей слоя металла.
Поверхностная кислородная резка отличается от режущего кислорода направляется под острым углом 15—40° к поверхности металла и перемещается с большой скоростью вдоль этой поверхности (рис. 86).
Несмотря на внешнее различие поверхностной и разделительной кислородной резки сущность этих способов одна и та же. В обоих случаях подогревающее пламя нагревает металл до температуры воспламенения, происходит сгорание металла в ограниченном объеме и удаление образовавшегося при этом шлака.
При поверхностной резк$ источником нагрева металла является не только подогревающее пламя резака, но и расплавленный шлак, который, перемещаясь по поверхности металла, подогревает последующие слои металла. Шлак, получающийся при поверхностной кислородной резке, отличается от шлака при разделительной кислородной резке большим содержанием несожженного железа.
В связи с сокращением времени подогрева при поверхностной кислородной резке увеличивается скорость резки и повышается производительность труда.
Поверхностная кислородная резка нашла большое распространение в металлургической промышленности для удаления поверхностных дефектов литья, в сварочном производстве для вырезки дефектных участков швов и при выполнении ремонтных работ.
Процесс поверхностной кислородной резки протекает устойчиво только в том случае, если направление перемещения резака совпадает с направлением кислородной струи. При равномерном перемещении резака в
направлении образуемой канавки подогревающее пламя может быть выключено
Существуют два основных способа поверхностной кислородной резки строжка и обточка
При строжке резак, как и проходной резец, снимает с поверхности слой металла определенной ширины и длины Слой металла может быть снят за один или несколько проходов в зависимости от глубины снимаемого слоя
При обточке резак, как и токарный резец, совершает поступательное движение вдоль круглой вращающейся заготовки В результате обточки снимается слой металла определенной глубины
Преимуществом процесса поверхностной кислородной резки по сравнению с другими способами удаления поверхностных слоев металла является высокая произ водительность, позволяющая удалять ручным резаком до 5 кг металла в минуту
Вместе с тем, при поверхностной кислородной резке слои металла, прилегающий к обрабатываемой поверхности, быстро нагревается и охлаждается, в результате чего у высокоуглеродистых и легированных сталей могут возникать на поверхности трещины Склонность к трещинообразованию гем больше, чем больше размеры канавки п выше содержание в стали углеродр и друтх легиру ющих элементов
Нагрев металла до температуры воспламенения осуществляют при наклоне мундштука на 70—80° к поверхности металла После того как металл нагрег, мундштук устанавливают под углом 15—40°, пускают струю реж\щего кислорода и перемещают резак с заданной скоростью
29. Режимы поверхностной кислородной резки
Показатоти Но 1 ’ер мундштм а
2 3
Давление режущего кислорода, кгс/см2 . .... 3—6 3—8 3,5—10
Скорость резки, м/мин .... 1 5-8 1 5—10 1,5—10
Расход кислорода, м3/ч 18—40 20—55 30—75
Расход ацетилена, м3/ч 0,9—1,0 0,9—1 ,0 0,9-1 0
Размеры канавки, мм ширина 15—30 18-35 30—50
глубина 2—12 2—16 2 20
Глубина и ширина канавки могут быть различными. Глубина канавки увеличивается при увеличении угла наклона мундштука, повышении давления режущего кислорода и уменьшения скорости перемещения резака вдоль канавки. Ширина канавки определяется диаметром канала режущей струи кислорода. Режимы поверхностной кислородной резки приведены в табл. 29.
Контрольные вопросы
1 Как выполняется подготовка металла к кислородной резке?
2. Какими основными показателями характеризуется режим кислородной резки?
3 Как втняет состав стали на процесс кислородной реши’
4. Как осуществляется кислородная резка стали малой и большой толщины?
5. Как выполняется пакетная резка стали?
6. Чем характеризуются точность и качество кислородной резки?
7 Каким способом уменьшают деформации вырезаемых деталей5
8. Ь чем заключаются особенности технологии резки различных профилей металла?
9. Каковы особенности технологии машинной кислородной резки?
10. В чем заключается сущность процесса поверхностной кислородной резки?
ГЛАВА IX. ТЕХНОЛОГИЯ И АППАРАТУРА КИСЛОРОДНО-ФЛЮСОВОЙ РЕЗКИ
§ 44. Сущность процесса кислородно-флюсовой резки
Высоколегированные хромистые, хромоникелиевые стали, чугун и цветные металлы не могут подвергаться обычной кислородной резке, так как они не удовлетворяют основным условиям резки. Хромистые и хромоникелевые нержавеющие стали на поверхности реза образуют тугоплавкие окислы хрома с температурой плавления около 2000° С, которые препятствуют нормальному протеканию процесса резки. Поэтому кислородная резка этих сталей требует применения особых способов.
Чугун имеет температуру плавления ниже температуры воспламенения, поэтому при обычной резке чугун будет плавиться, а не сгорать в кислороде. Содержащийся в чугуне кремний, образует тугоплавкую окись кремния, которая также препятствует резке.
Цветные металлы (медь, алюминий, латунь, бронза) имеют большую теплопроводность, образуют туго птавкие окислы и также не поддаются обычной газовом резке Удалить тугоплавкие окислы можно либо переводом их в легкоплавкие, либо введением в зону реза дополнительного тепла
Резку высоколегированных сталей можно обеспечить наложением вдоль линии реза низкоу глеродистои стальной полосы, при сгорании которой выделившееся тепло, а также переходящее в шлак расплавленное железо и его окислы способствуют разжижению окислов хрома Этим способом можно резать нержавеющие стали толщиной до 20 мм, однако при этом рез получается ширэ ким, а скорость резки низкая
Для резки хромистых, хромоникелевых нержавеющих сталей, чугуна и цветных металлов применяют способ кислородно флюсовой резки Сущность кисло-родно флюсовой резки заключается в том, что в разрез вместе с режущим кислородом вводится порошкообразный флюс, при сгорании которого выделяется дополнительное тепло и повышается температура в зоне реза. Кроме того, продукты сгорания флюса, взаимодействуя с тугоплавкими окислами, образуют жидкотекучие шлаки, которые легко удаляются из зоны реза, не препятствуя нормальному протеканию процесса
Основным компонентом порошкообразных флюсоз, применяемых при кислородно-флюсовой резке мета't-лов, является железный порошок. Железный порошок при сгорании выделяет большое количество тепла (около 1800 ккал/кг). При выборе железного порошка необходимо иметь в виду, что процесс резки зависит от его химического состава и его грануляции. При использовании порошков, содержащих до 0,4% углерода и до 0,6% кислорода, процесс резки нержавеющей стали протекает устойчиво. Дальнейшее увеличение содержания углерода и кислорода в порошке приводит к увеличению расхода порошка и ухудшению качества поверхности реза.
Химический состав железных порошков, применяемых при кислородно-флюсовой резке по ГОСТ 9849—74, приведен в табл 30.
При резке нержавеющих сталей содержание кислорода в порошке не должно превышать 6% Кислород присутствует в порошке в виде окислов, которые замед-
Ж Химический состав железных порошков для кислородно-флюсовой резки
Содержание элементов, %
Марки железных порошков железо, не менее углерод кремний марганец сера фосфор кислород
не более
ПЖ 1 пж 2 ПЖ 3 ПЖ 4 ПЖ 5 пж 6 98.8 98,8 98,5 98,0 97,0 96,0 0,03 0,03 0,08 0,12 0,10 0,25 0,10 0,10 0,15 0,25 0,25 0,45 0,10 0,30 0,40 0,50 0,60 0,70 0,020 0,020 0,020 0,030 0,030 0,050 0,020 0,020 0,020 0,030 0,030 0,050 0,20 0,20 0,50 1,0 2,0
ляют процесс резки, так как требуют дополнительного тепла для их нагрева.
Основными критериями при выборе грануляции железного порошка являются обеспечение его наилучшей транспортировки и регулирование расхода. Опытами установлено, что лучшие результаты при кислороднофлюсовой резке дает железный порошок с размерами частичек от 0,07 до 0,16 мм. Опытами также установлено, что лучшие результаты при резке нержавеющих хромоникелевых сталей достигаются при добавлении к железному порошку 10—15% алюминиевого порошка. Смесь железного и алюминиевого порошков дает жидкотекучий шлак, температура плавления которого не превышает 1300° С. Для резки нержавеющих сталей применяется алюминиевый порошок марки АПВ.
Для поверхностной и разделительной резки нержавеющих сталей используют в качестве флюса смесь алюминиево-магпиевого порошка с ферросилицием или
31. Составы флюсов для резки нержавеющих сталей
Вид резки Состав, % но массе
жетс-шый порошок алюминиевый порошок алюминиево-магниевый порошок силинока пьций ферросилиций
Разделите 1ь-ная .... 100
80—90 20—10 .— — —
— — 60—80 — 40—20
Поверхностная 100
— — 25—30 75—70 —
силикокальцием. Алюминиево-магниевый порошок, входящий во флюсовую смесь, сгорая в струе кислорода, повышает температуру пламени, а ферросилиций или силикокальций действуют на окислы хрома как флюсующая добавка. Составы флюсов, состоящих из железного и алюминиевого порошков, ферросилиция и си-ликокальция, приведены в табл. 31.
32. Составы флюсов для резки чугуна
Вид резки Состав, % по массе
железный порошок алюминиевый порошок доменный феррофосфор кварцевый песок
Разделительная 65—75 35—25
То же . . . 65—75 10—5 — 25—20
Основная задача флюса при резке чугуна состоит в разбавлении флюса железом в области реза, снижении в сплаве содержания углерода, а также разжижения шлака, в котором содержится повышенное содержание кислорода. В состав флюсов для резки чугхна входя г железный и алюминиевый порошок, кварцевый песок и феррофосфор Состав флюсов для кислородно-флюсовой резки приведен в табл. 32.
Цветные металлы и сплавы подвергаются только кислородно-флюсовой резке с применением флюсов, составы которых приведены в табл. 33.
33. Составы флюсов для резки цветных металлов
Вид резки Состав, % го массе
железный порошок алюминиевый порошок феррофосфор кварцевый песок
Резка меди . . 70—80 30—20 —
Резка латуни и
бронзы .... 70—80 10—5 — 20—15
То же . , . 65-75 20—15 15-10 —
§ 45. Аппаратура для кислородно-флюсовой резки
Установки для кислородно-флюсовой резки состоят из двух основных частей: флюсопитателя и резака (ручного или машинного). По конструкции флюсопита-тели подразделяются на инжекторные, циклонные и с
механической подачей. Применяются три схемы установок для кислородно-флюсовой резки: с внешней подачей флюса, с однопроводной подачей флюса под высоким давлением и с механической подачей флюса.
По первой схеме (рис. 87, а) флюс из бачка инжектируется кислородом и подается к резаку, укомплектованному специальной головкой. Газофлюсовая смесь,
Рис 87 Схемы подачи флюса:
а — с внешней подачей, б — однопроводная под высоким давлением, в — с механической подачей, / — газофлюсовая смесь, 2 — флюс, 3 — флюсонесу-щий газ •# —кислородно флюсовая смесь, 5 — режущий кислород
выходящая из отверстий специальной головки, засасывается струей режущего кислорода и в смеси с ним поступает в зону реза. По этой схеме выполнены и работают установки кислородно-флюсовой резки УРХС-4, УРХС-5 и УРХС-6 конструкции ВНИИАвтогенмаша. При эксплуатации установки с внешней подачей флюса работают устойчиво и экономично.
Однопроводная схема подачи флюса под высоким давлением представлена на рис. 87,6. В этом случае железный порошок, кварцевый песок из бачка флюсо-питателя инжектируются непосредственно струей режущего кислорода. Смесь флюса с кислородом по рукаву подводится к резаку через центральный канал мундштука и поступает к разрезаемому металлу. По этой схеме выполнена и работает установка флюсовой резки УФР-2 конструкции МВТУ им. Баумана.
Схема с механической подачей флюса представлена на рис. 87, в. По этой схеме флюс, состоящий из смеси алюминиево-магниевого порошка с силикокальцием, из бачка при помощи шнекового устройства подается к
головке резака, где увлекается струей режущего кислорода.
Флюсопитатель ФПР-1-65 (рис. 88) состоит из бачка 1, регулировочного устройства 8 и редуктора 4. Бачок 1 представляет собой сварной сосуд, в крышке
Рис 88 Флюсопитатель ФПР-1-65 конструкции ВНИИАвтогенмаша
которого имеется горловина для засыпки флюса. Нижний корпус бачка заканчивается штуцером, к -которому присоединяется регулировочное устройство 8.
Флюсонесущий газ из баллона или трубопровода подается в редуктор 4, по выходе из которого разветв-
ляется на два потока: один поступает в верхнюю часть бачка 1 для создания давления на флюс, второй — через регулирующий вентиль 5 по трубке 6 в регулировочное устройство. Флюс из бачка ссыпается в циклонную камеру, а поступающий через штуцер 7 флюсоне-сущий газ создает вихревой поток, захватывающий час-
Рис 89 Установка для кислородно-флюсовой резки
УРХС-4
тицы флюса и уносящий их к оснастке резака. Давление газа в бачке 1 флюсопитателя устанавливают по манометру 2. Для выпуска газа из бачка флюсопитателя служит вентиль. В случае повышения давления выше допустимого срабатывает предохранительное устройство (мембрана), установленное в бачке и смонтированное на колпачке горловины 3.
Для механизированной кислородно-флюсовой резки, если есть необходимость дистанционного включения
подачи флюса в резак, Одесский завод «Авгогснмаш-» выпускает специальный флюсопитатель. В отличие ог флюсопитателя ФП-1-65 газ поступает в бачок и регулировочное устройство через электромагнитный переключающий клапан и фильтр.
Установка УРХС-4 предназначена для разделительной резки хромистых, хромоникелевых сталей, чугуна, меди, латуни и бронзы. Установка разработана институтом ВНИИАвтогенмаш, работает по принципу внешней подачи флюса к резаку (рис. 89).
Ацетилен, проходя через водяной затвор 14, и кислород из баллона 15 через редуктор 16 поступают по рукавам в резак 1. Через тройник 11 часть кислорода подается в редуктор 12, оттуда через вентиль 13 поступает в корпус флюсопитателя 10 и штуцер циклонной камеры 6, в которую поступает флюс по каналу' 8 из флюсопитателя 10. Кислород, проходя канал 7, засасывает флюс и подает его по рукаву 5 в резак, затём через вентиль 2 и трубку 4 флюс поступает в сопло 3 головки резака. Режущий кислород поступает в резак 1 по шлангу 9. Техническая характеристика установки УРХС-4:
Скорость резки, чм/чпн. прямолинейной ................................. 270—760
фигурной .................................... 170—475
Давление кислорода, кгс/см2.................... 5—10
Давление ацетилена, дм вод ст.................. не ниже 300
Дав тейпе флюсоподающего кислорода, кгс/см2 . 0,35—0,45
Расход кислорода, м3/ч......................... 8—25
Расход ацетилена, м3/ч......................... 0,8—1,1
Ргсход флюса, кг/ч ............................ G—9
В настоящее время вместо установки УРХС-4 наша промышленность выпускает установки УРХС-5 и УРХС-6 конструкции ВНИИАвтогенмаша. Принцип работы их подобен принципу работы установки УРХС-4, но отличается от нее некоторыми конструктивными особенностями флюсопитателя.
Установка УРХС-5 комплектуется резаком РАФ-1-65 и флюсопитателем ФП-1-65. Флюсопитатель имеет циклонную конструкцию, а резак — внешнюю подачу флюса. Схема установки УРХС-5 представлена на рис. 90. Установка состоит из флюсопитателя 1, резака 4, соединительных рукавов 2 и 3. Флюс из флюсопитаге-ля 1 подается в резак 4 по рукаву 3 и через флюсопо
дающие сопла головки засасывается режущей струей кислорода в полость реза. Расход флюса через циклонную камеру регулируется зазором между штоком и штуцером, величина зазора изменяется маховичком, а так-
Рис 90. Установка для кислородно-флюсовой резки УРХС-5
же давлением флюсоподающего газа. Давление флюсц-, подающего газа регулируется редуктором, подача флюса в резак контролируется вентилем 5.
Резаки, коюрые могу! использоваться на установке
УРХС-5, работают на ацетилене или газах-заменителях ацетилена.
Установка УРХС-5 используется для резки высоко-хромистых, хромоникелевых сталей толщиной до 200 мм, а при толщине от 200 до 500 мм применяется установка УРХС-6.
Установка УРХС-6 комплектуется флюсопитате-лем ФП-2-65 и резаком РАФ-2-65. Устройство ее аналогично устройству установки УРХС-5. Бункер флюсо-питателя установки вмещает в себя 35 кг флюса. Кислород подается от рампы из десяти баллонов, ацетилен — от рампы из трех баллонов.
Резаки для кислородно-флюсовой резки отличаются от обычных (для кислородной резки) тем, что они имеют дополнительные устройства для подачи флюса. В зависимости от схемы подачи флюса они подразделяются на два типа. В резаках первого типа флюс подается в смеси с режущим кислородом к центральному каналу мундштука, резаки второго типа выполнены по схеме с внешней подачей флюса. По принципу смешения горючего газа и кислорода резаки разделяются на инжекторные и с внутрисопловым смешением.
В комплект кислородно-флюсовой установки УРХС-5 входит резак РАФ-1-65 (рис. 91). Резак изготовляется на базе серийного резака «Пламя». Он оснащен порошковым вентилем 4, служащим для включения и выключения подачи флюса. На головке резака закреплена колодочка 2, к которой присоединены две сменные втулки •?. Втулки устанавливаются под углом 25° к оси мундштука. Тройник 1 и система трубок связывают порошковый вентиль с колодочкой.
Установка УФР-5 конструкции МВТУ им. Баумана находит применение для порошково-кислородной резки железобетона. Установка состоит из флюсопита-теля, который монтируется на тележке, копьедержателя ручного или машинного резаков, кислородной рампы на 5—10 баллонов, воздушной рампы на три баллона.
Для подачи флюса используется сжатый воздух, который должен быть очищен от масла и влаги. При работе от компрессора применяется селикагелевый осушитель, а для очистки — маслоотстойник. В качестве горючего газа могут быть использованы пропан-бутановая смесь или природный газ.
Рис. 91. Резак РАФ-1-65 для кислородно-флюсовой резки
Рис. 92. Схема газо-кинематического флюсопитателя
УФР-5
Флюсопитатель для установки УФР-5 представлен на рис. 92. Флюс засыпается через верхний патрубок6, который вварен в крышку бункера 7. Рычажный механизм 3 осуществляет блокировку порошкового клапана 14 с рычажным газовым вентилем 4. Он служит для пуска и дозировки флюса и флюсоподающего газа. Тройник 8 предназначен для распределения подачи флюсоподающего газа к рычажному вентилю 4 и в циклонную камеру 15. Циклонная камера 15 обеспечивает подачу флюса в резак или копьедержатель. Закрепленный на циклонной камере вибратор 17 равномерно встряхивает бункер 1, устраняя тем самым возможнос1ь скапливания флюса перед входом в циклонную камеру 15. Бункер устанавливается на пружинах /2 для обеспечения лучшей вибрации.
Установка УФР-5 работает следующим образом. Кислород от рампового редуктора по рукаву поступает в резак или копьедержатель. Ацетилен по рукаву поступает в резак и в смеси с кислородом образует подогревающее пламя. Сжатый воздух по рукаву подается к вибратору 17, тройнику 8 и газовому вентилю 9. Для продувки циклонной камеры вначале открывают газовый вентиль 9, а затем маховичком 5 открывают рычажный вентиль 4 и порошковый клапан 14. При повороте маховичка 5 против часовой стрелки конус порошкового клапана 14 опускается и флюс из бункера 1 начинает пересыпаться в коническую камеру 2. Одновременно с этим открывается рычажный вентиль 4, и сжатый воздух проходит по каналу внутри вертикальной тяги 13, захватывая флюс из конической камеры 2 в циклонную камеру 15. Часть воздуха по рукаву 10отводится в верхнюю часть бункера 1 и по трубке И, которая соединяется с нижней частью конической камеры 2, выравнивает давление в бункере и конической камере. Другая часть газа по изогнутой трубке 16 циклонной камеры 15, встречая сопротивление струи воздуха, поступающего по центральному каналу циклонной камеры, создает завихрение флюса и увлекает его в рукав. Для поддержания расчетного давления флюсопитатель снабжается предохранительными мембранами 18, разрывающимися при давлении свыше 5 кгс/см2.
Для резки применяется ручной резак марки РФР-5 (рис 93) или машинный — марки РФМ-5 (рис. 94). В сравнении с обычными резаками указанные резаки
имеют расширенные каналы кислородопровода с удлиненным перед соплом прямолинейным каналом режущего кислорода.
Копьедержатель представляет собой устройство, которое позволяет закреплять стальные трубки различных диаметров, обеспечивая плотное прижатие торца трубки к уплотняющей прокладке, что исключает утечку кислорода и флюса. Копьедержатель представлен на
Рис. 93 Ручной резак РФР-5 установки УФР-5
Рис 94 Машинный резак РФМ 5 установки ^ФР-5
рис. 95. Кислород по шлангу через ниппель 1 и вентиль 2 поступает в инжектор 3, который обеспечивает подсос флюса кислородной струей, выходящей под большим давлением из центрального канала Закрепление и плотное прижатие трубки 6 осуществляется болтовыми зажимами 5 и втулкой 4.
Рис. 95 Копьедержатель установки УФР-5
§ 46. Кислородно-флюсовая резка высоколегированных сталей
К высоколегированным сталям относятся стали, содержащие более 10% легирующих элементов. Высоколегированные стали кроме обычных примесей углерода, кремния, марганца, серы и фосфора содержат в различных количествах такие примеси, как хром, никель, титан, вольфрам, молибден, ванадий, ниобий, медь, алюминий и др. Такие стали не могут подвергаться обычной кислородной резке, так как на поверхности их образуется пленка тугоплавких окислов. Такие стали подвергаются только кислородно-флюсовой резке. Применяются разделительная и поверхностная кислороднофлюсовая резка.
Высоколегированные стали в зависимости от содержания легирующих элементов по структуре подразделяются на основные три группы: аустенитные, ферритные и мартенситные. Легирующие элементы по-разному влияют на процесс резки высоколегированных сталей. Одни из них не влияют на процесс резки, другие вызы
вают способность кромки реза воспринимать закалку, третьи — замедляют процесс резки и образуют карбиды хрома.
Стали аустенитного и ферритного класса перед резкой не подвергаются подогреву, а стали мартенситного класса подогреваются до 250—350° С. Высоколегированные стали обладают низкой теплопроводностью, а процесс кислородно-флюсовой резки вызывает интенсивное тепловое воздействие на разрезаемый металл, так как одновременно с кислородом вводится железный порошок, который, сгорая, выделяет дополнительное тепло. В результате низкой теплопроводности и большого выделения тепла в зоне реза в металле возникают большие внутренние напряжения, которые приводят к образованию деформаций разрезаемых листов, а при жестком закреплении — трещин.
Перед резкой линия реза тщательно очищается от грязи, ржавчины и масла, а флюс просеивается и прокаливается. Резку начинают от края листа или от предварительно сделанного отверстия.
Режимы кислородно-флюсовой резки высокохроми-стых сталей отличаются от режимов резки низкоуглеродистых сталей. Мощность подогревающего пламени берется на 15—25% больше, чем при резке низкоуглеродистых сталей такой же толщины. Расстояние от конца мундштука до поверхности разрезаемого металла также больше, чем при обычной кислородной резке. Делается это для того, чтобы частицы флюса успели нагреться до температуры воспламенения, при этом уменьшается возможность засорения выходных каналов подогревающего пламени.
На процесс кислородно-флюсовой резки влияют правильный выбор давления и расхода режущего кислорода, марка и расход флюса, мощность подогревающего пламени, скорость резки и другие параметры. Техника кислородно-флюсовой резки, в основном, такая же, как и при обычной кислородной резке. Резка осуществляется как ручными, так и машинными резаками. В качестве горючего газа применяется ацетилен и газы-заменители ацетилена (пропан-бутановая смесь и природные газы).
Правильный выбор расхода флюса устанавливают визуально. На кромках реза остаются небольшие валики расплавленного железного порошка. Большой расход
флюса вызывает увеличение размеров валиков и замедляет процесс резки. Малый расход флюса также замедляет процесс резки из-за недостаточного количества выделившегося тепла. При кислородно-флюсовой резке вентиль подачи флюса на резаке необходимо открывать после зажигания подогревающего пламени. При выключении необходимо сначала закрыть вентили подачи флюса и режущего кислорода, а затем — вентили горючего газа и кислорода. Продолжительность подогрева металла при кислородно-флюсовой резке меньше, чем при обычной кислородной резке. Резак относительно разрезаемого металла должен перемещаться равномерно, по окончании процесса резак необходимо задержать, чтобы прорезать металл по всей его толщине.
При прямолинейной разделительной резке резак устанавливается или перпендикулярно к поверхности металла, или углом вперед.
При кислородно-флюсовой резке высоколегированных сталей давление кислорода выбирается так же, как и для обычной резки. Расход кислорода складывается из расхода кислорода на окисление разрезаемого металла и флюса и выдувание образующихся в процессе резки окислов. Расход кислорода и его давление определяются в зависимости от толщины разрезаемого металла и скорости резки.
Процесс кислородно-флюсовой резки будет проходить устойчиво только тогда, когда скорость перемещения резака будет согласована с количеством подаваемого в зону реза кислорода и флюса. Ширина реза зависит от диаметра выходного отверстия внутреннего мундштука для режущего кислорода, давления режущего кислорода и скорости резки. Зависимость ширины реза от толщины разрезаемого металла при ручной и машинной резке приведена ниже.
Толщина разрезаемого металла, мм
5-25
25—50
50—100
100—200
Ширина реза, мм
Ручная резка Машинная резка
5-7 3,5—5,5
7—9 5,5—7,0
9—11 7—9
11—13 9—11
Ориентировочные режимы резки высоколегированных сталей толщиной от 10 до 200 мм на установке УРХС-5 приведены в табл. 34.
34. Режимы резки высоколегированной стали толщиной до 200 мм на установке УРХС-5
«стал- Скорость резки, мм/мин (явление кисло-ода в рабочей амере редуктора, гс/см- (явление кисло-ода, азота или □здуха по мано-етру иа флюсо-итателе, кгс/см- 6 ч Ч S га 2
«3 и « Я 2 gs ч . О СО К § R а га га g х X и К га В £•£ в 5 В 2 <2 О . х га и Pt га о асход ащ а, дм‘/м асхсд фл г/м
н ч с s сх *6- о- >4 Р В в ЧР.И 2 Е Си си Си X си а
10 760 460 6—7 0,1—0,5 0,3 25 0,25
20 575 350 6—7 0,1—0,5 0,5 40 0,35
30 490 290 6-7 0,1—0,5 0,8 50 0,45
40 435 260 6—7 0,1—0,5 1,0 60 0,5
60 370 225 8—9 0,1—0,5 1,5 75 0,6
80 330 200 8—9 0,1—0,5 2,0 90 0,7
100 300 180 9—10 0,1—0,5 2,35 100 0,75
200 230 140 9—10 0,1—0,5 2,5 120 0,8
При резке высоколегированных сталей больших толщин необходимо, чтобы происходила равномерная подача режущего кислорода и флюса по всей глубине разреза. Стали больших толщин разрезают на низком
35. Режимы механизированной резки высоколегированной стали больших толщин
S
Я
ног о ef
S
*
со № S g
р »
t-м w —
и5с
Расход, м’/ч
кислорода природного газа азота
Я
2
W w St г «Ней
о. м
2 g и *
л а £ 5
X S и S
Я 2 и'— й а ~ s
300 35 2—2,5 55—75 6-7,5 3,2-4 19—24 100—65
400 35 3—3,5 75—90 7,5—10 4,4—5,5 26—33 85—60
600 40 2—2,5 105—130 11—14 7,1—8,8 42—53 75—50
800 50 2—2,2 135—180 15,5—19,5 10—13 60—75 65-45
1000 70 1 — 1,2 195—240 21,5—27 14-17,5 82—105 60—40
давлении кислорода, что увеличивает время соприкосновения кислорода с поверхностью разрезаемого металла. Ориентировочные режимы механизированной резки высоколегированных сталей больших толщин приведены в табл. 35.
Для механизированной резки высоколегированных сталей толщиной до 1000 мм применяется разработанная ВНИИАвтогенмашем установка ПМР-1000.
§ 47, Кислородно-флюсовая резка бетона и железобетона
Кислородно-флюсовая резка бетона и железобетона отличается от резки металлов тем, что бетон не горит в технически чистом кислороде, поэтому флюсы, применяемые для резки бетона и железобетона, должны обладать большей тепловой эффективностью, чем флюсы, применяемые для резки нержавеющих сталей.
Для резки железобетона применяют ручные и машинные резаки, работающие по схеме с внешней подачей флюса. Флюс к резаку подается сжатым воздухом или азотом. Для обеспечения цилиндричности кислородной струи применяют цилиндричные и конусные сопла, сужающиеся книзу.
Процесс кислородно-флюсовой резки железобетона мало отличается от кислородно-флюсовой резки высоколегированных сталей, чугуна и цветных металлов. При резке железобетона также применяется подогревающее пламя, а порошкообразный флюс вдувается в режущую струю кислорода.
На окисление вводимого в зону резки флюса расходуется 15—20% кислорода, а на удаление из полости реза расплавленных материалов и шлаков 80—85% кислорода. При кислородно-флюсовой резке железобетона применяется флюс, состоящий из 75—85% железного порошка и 25—15% алюминия.
Ориентировочные режимы кислородно-флюсовой резки железобетона на установке УФР-5 приведены в табл. 36.
Резка кислородным копьем. Сущность резки кислородным копьем заключается в прожигании отверстий
36. Режимы кислородно-флюсовой резки железобетона на установке УФР-5
Параметры Толщина разрезаемого материала, мм
90 100 150 200 300
Скорость резки, мм/мин . . . 150 100 60 50 40
Расход кислорода, м3/ч . • . 10 10 15 35 60
Расход флюса, кг/ч .... 20 22 24 30 42
Расход пропан-бутана, м3/ч . 2,6 2,6 2,6 2,6 2,6
Диаметр сопла, мм . , , , . 4 4 5 6 8
струей кислорода. Копье представляет собой толстостенную трубку наружным диаметром 20—35 мм. Возможно также использование тонкостенных газовых трубок,
обмотанных снаружи стальной проволокой диаметром 3—4 мм. Трубка подсоединяется к рукоятке с вентилем
для кислорода и по ней подается кислород к месту резки. До начала резки конец трубки нагревают газовой
&оздушно-шюа6ая If /струя г ||
Кислород I
.ф
\ %
•у
S:
Рис 96 Схема прожигания отверстия в бетоне кислородным копьем:
1 — бетонное изделие, 2 — копье, 3 — защитный экран, 4 — держатель копья
горелкой, угольным электродом или электрической дугой до температуры воспламенения. В качестве копья применяют стальные трубы с наружным диаметром 10,2—
21,3 мм.
При прожигании бетона используют трубы, имеющие наи-
большую толщину
стенки. Для сгорания 1 кг железа расходуется 200— 270 литров кислорода. При прожшании отверстий в бетоне кислород расходуется не только на горение трубки,
но и на выдувание из полости реза продуктов горения копья и расплавленного бетона. В начале кислород пода-
ется под меньшим давлением, после воспламенения копья давление кислорода доводят до рабочего.
Схема прожигания отверстия в бетоне кислородным копьем показана на рис. 96. Кислородное копье прижимается горящим концом с достаточно большим усилием к бетону. Образуемые в процессе прожигания отверстия шлаки давлением кислорода и газов выносятся наружу, в зазор между копьем и стенкой прожигаемого отверстия. Для лучшего удаления расплавленных остатков из отверстия копьем производят вращательные и возвратно-поступательные движения.
Резка копьем применяется для удаления прибылей стального литья, для прожигания отверстий при разделительной кислородной резке, при резке бетона и железобетона.
Для резки бетона и железобетона широкое применение получила резка порошковым копьем. Порош-ково-копьевую резку можно производить при толщине железобетона от 100 до 2000 мм и более. Для резки
кислородно-порошковым копьем используется установка УФР-5. Отличие резки кислородно-порошковым копьем от копьевой состоит в том, что в полость реза по трубке копья подается флюс, состоящий из 85% железного и 15% алюминиевого порошков. В качестве копья применяют стальные трубки диаметром 1/4" и 1/2", длиною 3—6 м.
37. Режимы прожигания отверстий в железобетоне
Глубина и диаметр прожигаемого отверстия, мм Давление кислорода, кгс/см2 Расход кислорода, мэ/ч Расход стальной трубки м/м длины отверстия Расход флюса, кг/ч Скорость прожигания, мм/мин
До 500 0 50—55 6—7 60—80 4 30 120—180
500—1000 0 55—60 1000—1500 8—10 80—100 4-5 30 80—120
060—70 10—12 100—120 5-6 30 40—80
Процесс прожигания начинается с нагрева конца
копья и воспламенения его при подаче кислорода и флюса под давлением до 2 кгс/см2, после заглубления копья давление повышают до рабочего. Режимы прожигания отверстий в железобетоне приведены в табл. 37.
Контрольные вопросы
1 В чем заключается сущность кислородно-флюсовой резки?
2 . Какие марки флюсов применяются при кислородно-флюсовой резке высоколегированных сталей, чугуна и цветных металлов?
3 Из каких основных частей состоят установки для кислороднофлюсовой резки?
4 . Как устроен и работает флюсопитатель ФП-1-65?
5 Как устроены и работают установки для резки высоколегированных сталей УРХС-4 и УРХС-5?
6 . Как работает установка для порошково-кислородной резки УФР-5?
7 . Перечислите основные технологические особенности кислорох-но-флюсовой резки высоколегированных сталей, чугуна и цветных металлов
8 Как производится кислородно-флюсовая резка бетона и железобетона?
9 Как производится резка кислородно-порошковым копьем?
ГЛАВА X. ТЕХНОЛОГИЯ И АППАРАТУРА ГАЗОЭЛЕКТРИЧЕСКОЙ РЕЗКИ
§ 48. Сущность процесса и области применения газоэлектрической резки
В последние годы широкое распространение получили способы газоэлектрической резки — воздушно-дуговая, плазменно-дуговая и плазменная. Они применяются для резки многих металлов и сплавов.
Принцип газоэлектрической резки заключается в использовании подогревающего действия электрической дуги, которая горит между электродом и разрезаемым изделием. При газоэлектрической резке используют низкотемпературную плазму. Низкотемпературную плазму получают обычно в электрической дуге, поэтому ее называют также дуговой или газоразрядной плазмой.
Источником тепловой энергии во всех способах электрической резки служит электрический дуговой разряд, происходящий в газовом промежутке между металлическими или угольными электродами и характеризующийся высокой плотностью тока и относительно низким напряжением.
Температура газа, заполняющего столб дуги, составляет 4000—5000° С. Газ содержит большое количество положительно и отрицательно заряженных частиц, соотношение которых таково, что общий заряд их равен нулю, такой газ принято называть низкотемпературной плазмой. Под действием напряжения, которое подается на электроды от источника тока, заряженные частицы в столбе дуги с большой скоростью устремляются к электродам, электрический заряд которых противоположен по знаку заряду частиц. Наряду с процессом ионизации газовых частиц в столбе дуги непрерывно происходит слияние ионов с электронами — рекомбинация.
Столб электрической дуги является мощным источником тепловой энергии. Передача тепловой энергии от столба дуги происходит за счет теплопроводности окружающего газа.
Интенсивное плазмообразование достигается продуванием через столб дуги неионизированого газа. Дуговой разряд, используя энергию источника тока, нагревает газ, ионизирует его и превращает в плазму. Дуговой
разряд возбуждается в узких выходных каналах плазменных головок — плазмотронах.
В сварочной технике используются две схемы плаз-мообразования. Первая схема соответствует сварочной дуге прямого действия, возбуждаемой между электродом и обрабатываемым изделием. В этом случае изделие является токоведущим электродом. По второй схеме дуга возбуждается между независимыми электродами (дуга косвенного действия), а обрабатываемое изделие в электрическую цепь не включено.
Сжатую дугу, полученную по первой схеме, принято называть плазменной дугой, а по второй схеме — плазменной струей.
Плазменно-дуговая резка заключается в проплавлении металла плазменной дугой по линии реза и удаления расплавленного металла струей плазмы, образующейся в дуге.
Плазменная дуга применяется для разделительной и поверхностной резки металлов. При поверхностной резке режущий плазмотрон устанавливают под острым углом к обрабатываемому изделию.
Питание плазменной дуги можно осуществлять как постоянным, так и переменным током. Современные режущие плазмотроны работают на постоянном токе прямой полярности. Плазменно-дуговую резку применяют для металлов, которые нельзя разрезать другими способами резки, например, для резки высоколегированных сталей, алюминия, меди, латуни, бронзы и их сплавов.
§ 49. Кислородно-дуговая резка плавящимся электродом
Кислородно-дуговая резка применяется для резки углеродистых сталей и отличается от дуговой тем, что на нагретый до плавления металл подают струю технически чистого кислорода, которая интенсивно окисляет металл и удаляет из разреза образующие окислы. При сгорании металла в струе кислорода образуется дополнительное тепло, которое ускоряет процесс резки металла. В качестве электродов используют стальные трубки наружным диаметром 8 мм, длиной 340—400 мм. Для устойчивого горения дуги на трубки-электроды наносят специальное покрытие. Электрод при включенном напряжении источника направляют в точку начала ре-
за под углом 80—85° к обрабатываемой поверхности. В процессе резки резчик перемещает резак вдоль линии реза.
Режимы разделительной кислородно-дуговой резки приведены ниже:
Диаметр электрода, мч . 6 8 10 12
Ток, А
постоянный, обратной
полярности.......... 270—290 370—390 470—480 560—580
переменный.......... — — 450—500 550—600
§ 50. Воздушно-дуговая резка
В практике применяется как разделительная, так и поверхностная воздушно-дуговая резка. Сущность этого способа резки заключается в выплавлении металла по
Рис 97. Резак РВД-4А-66 для воздушно-дуговой резки
линии реза угольной дугой, горящей между концом угольного электрода и металлом, и принудительном удалении расплавленного жидкого металла струей сжатого воздуха. Воздушно-дуговая резка применяется в основном при резке углеродистых сталей, цветные металлы и чугун поддаются воздушно-дуговой резке хуже, чем стали. Воздушно-дуговая резка используется при обрезке прибылей от литья, удаления дефектных мест сварных швов.
Недостатком этого способа резки является науглероживание поверхностного слоя металла.
Для воздушно-дуговой ручной разделительной и поверхностной резки низкоуглеродистых и нержавеющих сталей толщиной до 20 мм применяется универсальный резак РВД-4А-66 (рис. 97) и резак РДВ-1-71. Обе конструкции резаков разработаны ВНИИАвтогенмашем. Ток и воздух подводятся с помощью комбинированного кабель-шланга.
Резак РВД-4А-66 имеет рукоятку с вентилем для подачи сжатого воздуха. Угольный электрод зажимается между неподвижной и подвижной губками. Сжатый воздух выходит через два отверстия, которые имеются в неподвижной губке. Воздух подводится по рукаву через ниппель под давлением 4—5 кгс/см2 к месту реза
38. Режимы воздушио-дуговой резки
Диаметр электрода, мм Ток, А Давление воздуха, Ki с/см- Толщина металла, мм Ширина реза, мм
4 200-240 6 5 6
8 370—390 5,5 25 10
12 500—580 6 25 14
и выдувает расплавленный металл из места реза. При воздушно-дуговой резке используются угольные электроды диаметром 6—12 мм, а также угольные омедненные и угольно-графитовые электроды. Наибольшая производительность достигается при применении постоянного тока обратной полярности.
При ручной разделительной резке электрод утоплен в разрезаемый металл, угол между электродом и поверхностью разрезаемого металла составляет 60—90°, а при поверхностной резке он не превышает 30°. Вылет электрода не должен превышать 100 мм. При работе электрод обгорает и периодически его выдвигают на рекомендуемую величину- Нажимать на электрод не рекомендуется, так как при нагреве он становится непрочным и может ломаться. Ширина канавки на 1—3 мм больше диаметра применяемого электрода. Режимы воздушно-дуговой резки приведены в табл. 38.
В качестве источников питания используются сварочные генераторы ПСО-500, ПС-500, сварочный выпрямитель ВКС-500. Для подачи воздуха используют компрессоры производительностью 20—30 м3/ч.
Воздушно-дуговая резка в основном выполняется вручную, однако для поверхностной воздушно-дуговой резки применяется полуавтомат ПДВ-2-67 конструкции ВНИИАвтогенмаша.
Качество резки во многом зависит от квалификации резчика. Резак во время резки должен передвигаться равномерно, электрод не должен касаться металла, так как это приводит к местному науглероживанию.
§ 51. Плазменно-дуговая резка металлов
Резка плазменной дуги (рис. 98,а) основана на способности сжатой дуги глубоко проникать в металл, проплавляя его по линии реза дуговым разрядом. Под действием высокой температуры сжатой дуги газ 2, проходя через дуговой разряд, сильно ионизирует, обра-
Рис. 98. Схема процесса плазменно-дуговой резки: а —плазменной дугой, б —плазменной струей
зуется струя плазмы, которая удаляет расплавленный металл из места реза.
Дуга 1 возбуждается между разрезаемым металлом 4 и неплавящимся вольфрамовым электродом 5, расположенным внутри головки резака 6. Дуговую газоразрядную плазму 3 называют низкотемпературной (ее температура 5000—20000° С).
Применяемые при плазменно-дуговой резке плазмо-образщощие газы должны обеспечивать получение плазмы и необходимую защиту вольфрамового электрода от окисления. В качестве таких газов применяются аргон, азот и смеси аргона с азотом, водородом и воздухом. В качестве электродов используется лантанированный вольфрам ВЛ-15. Вольфрамовый электрод располагают соосно с соплом плазмотрона. Струя плазмы имеет большую скорость истечения и имеет форму вытянутого
конуса, сечение которого на выходе соответствует сечению сопла.
Плазменно-дуговую резку применяют при резке металлов, которые невозможно или трудно резать другими способами, например, при резке коррозионностойких легированных сталей, алюминия, магния, титана, чугуна и меди.
При резке плазменной струей разрезаемый металл не включается в электрическую цепь дуги. Дуга горит между концом вольфрамового электрода и внутренней стенкой охлаждаемого водой наконечника плазмотрона. Сущность резки плазменной дугой заключается в выплавлении металла струей плазмы и выдувании расплавленного металла из зоны реза.
На рис. 98,6 схематически представлен процесс резки плазменной струей. Питание осуществляется ог источника постоянного тока 3. Минус подводится к вольфрамовому электроду 4, а плюс к медному соплу 2, которое охлаждается водой. Дуга 6 горит между электродом и соплом и выдувается газовой смесью из внутренней полости мундштука 5 с образованием струи плазмы 1, которая проплавляет разрезаемый металл 7. В качестве плазмообразующего газа используются в основном аргон и смесь аргона с азотом.
Плазменная струя применяется при резке тонкого металла.
Скорость резки плазменной струей зависит от свойств разрезаемого металла и от параметров и режима резки (сила тока, напряжение, расход газа). Резка плазменной струей производится как ручным, так и механизированным способом.
Для плазменно-дуговой резки применяется специальное оборудование, которое питается электрической энергией. Основным элементом при плазменной резке является режущий плазмотрон. В ручном плазмотроне имеется устройство для управления рабочим циклом резки — подачей и перекрытием газов, зажиганием вспомогательной дуги.
Для ручной плазменной резки применяется плазмотрон РДМ-2-66 (рис. 99). Плазмотрон состоит из головки 4, мундштука с формирующим соплом 3 и рукоятки 5. Головка резака 4 имеет водоохлаждаемый корпус, вода к которому подводится и отводится через рукава 8 Мундштук изолируется от токоведущего корпуса
резиновой прокладкой. Клапанно-венгильный блок, смонтированный на рукоятке, состоит из вентиля для подачи аргона 10 с штуцером 9, рычажного клапана 6, позволяющего осуществлять резку в смеси агрона с водородом или азотом и штуцера 7. Резак имеет опорный ролик 2 и щиток 1. В кабельно-шланговый пакет входят два газовых рукава — для аргона и водорода или азота
Рис 99. Резак РДМ-2-66 для плазменно-дуговой резки
и два рукава водяного охлаждения. В одном из рукавов охлаждения проходит кабель рабочего тока сечением 10 мм2, который соединяется с минусом источника питания.
Плазмотрон РДМ-2-66 предназначен для ручной разделительной резки алюминия и его сплавов толщиной до 25 мм и нержавеющих сталей толщиной до 20 мм. Резка выполняется в аргоно-водородной или ар-гоно-азотной смеси на постоянном токе прямой полярности.
Техническая характеристика плазмотрона РДМ-2-66:
Номинальное напряжение холостого хода источника питания, В.................................. 90—180
Рабочий ток, А.................................. 400
Максимальная толщина разрезаемого металла, мм: алюминия и его сплавов......................... 25
нержавеющей стали............................... 20
меди............................................ 30
латуни.......................................... 15
Расход 1азов, л/мин: аргона....................................... 20—35
водорода.................................... 7—16
азота...................................... 40—80
Максимальное давление рабочих газов, кгс/см2: аргона ...................................... 1,2—3
водорода . . 1—3
азота............................. . , . . 1,5—3
Расход охлаждающей воды, л/мин 4—6
Диаметр вольфрамового электрода, мм........... 4
Масса резака, кг................................... 4,1
Институт ВНИИАвтогенмаш на базе ручного плазмотрона РДМ-2-66 создал ручной плазмотрон РДП-1 с водяным охлаждением и плазмотрон РДП-2 с воздушным охлаждением.
Плазмотрон РДП представлен на рис. 100. Он состоит из головки с формирующим соплом, рукоятки с
Рис 100 Резак РДП из комплекта универсальной аппаратуры КДП
опорным роликом и щитком, и узла управления, который крепится на входной газовой коммуникации. По оси головки расположено цанговое зажимное устройство, в котором крепится вольфрамовый электрод. В хвостовой части рукоятки укреплена кнопка для дистанционного включения и выключения источника тока и расположен вентиль для подачи рабочего газа.
Источником питания служат сварочные выпрямители типа ВКС-500. Универсальный комплект аппаратуры КДП-1 с плазмотроном РДП-1 рассчитан на наибольший рабочий ток 400 А и предназначен для резки алюминия и его сплавов толщиной до 80 мм, нержавеющих сталей толщиной до 60 мм и меди толщиной до 40 мм. В качестве газов используется аргон и смеси аргона с азотом или водородом.
Комплект универсальной аппаратуры КПД-2 с плазмотроном РДП-2 рассчитан на наибольший рабочий ток 200 А и предназначен для резки алюминия и его сплавов толщиной до 50 мм, нержавеющих сталей толщиной до 40 мм и меди толщиной до 25 мм. Резаком
РДП-2 можно работать на монтажных и строительных площадках на открытом воздухе при любых температурах.
Схема установки КДП для плазменно-дуговой резки представлена на рис. 101. Она состоит из баллонов 1, источника тока 2, охлаждающей воды 3, коллектора 4, кабельного пакета 5 и резака 6. Установка КДП рабо-
Рис 101 Схема внешних соединений комплекта КДП-1:
/ — баллоны с газами, 2—источник тока, 3—охлаждающая вода, 4— коллек тор струбцина, 5 — кабель-шланговый пакет, 6 — резак, 7 — металл
тает по следующему принципу: устанавливают рабочее давление на баллонах с газами, открывают вентиль подачи воды для охлаждения резака и включают рубильник источника питания. Открывают вентили газов на плазмотроне и нажатием кнопки на рукоятке замыкают электрическую цепь с электродом. Затем в сопло резака, из которого вытекает струя аргона, вводят стержень зажигалки и замыкают зазор между электродом и наконечником. В момент удаления стержня возникает вспомогательная дуга между электродом и наконечником сопла и из сопла выдувается струя дуговой плазмы Острие плазменного факела подводят к началу реза, в момент соприкосновения с металлом возбуждается режущая дуга. Одновременно нажатием рычага клапана на плазмотроне открывают подачу рабочего газа и перекрывают канал вспомогательного газа.
Для прекращения резки необходимо отвести головку плазмотрона от поверхности разрезаемого металла.
Источником питания во всех установках КДП служат два выпрямителя ВДГ-501, которые включаются последовательно, что обеспечивает напряжение холостого хода 180 В.
Для полуавтоматической плазменно-дуговой резки применяются полуавтоматы типа ПРП. Установка со
стоит из плазмотрона ПРП-1, выпрямителя ВДГ-500 и тележки.
Плазмотрон полуавтомата состоит из цилиндрического корпуса с цанговым креплением вольфрамового электрода. Внутреннее сопло изолируется от катодной системы и включается в цепь вспомогательной дуги. Параллельно этой цепи включена разрядная цепь высокочастотного осциллятора. Это позволяет нажатием пусковой кнопки не только подать напряжение, но и возбудить дугу между катодом и внутренним соплом. Одновременно с возбуждением вспомогательной дуги включается двигатель передвижной тележки и вспомогательная дуга подводится к кромке разрезаемого металла, в момент соприкосновения с металлом возникает основная дуга. Резку прекращают нажатием кнопки.
Для плазменно-дуговой резки цветных металлов и сплавов, а также нержавеющих сталей применяется установка УРПД-67. Установка работает на аргоно-дуговой или азотно-водородной смесях. В качестве источников питания применяются два сварочных преобразователя ПСО-500, которые включаются последовательно. Плазмотрон для ручной резки снабжается тележкой. Плазменная струя вытекает через мундштук, дежурная дута горит между мундштуком и электродом. Техническая характеристика установки УРПД-67:
Напряжение холостого хода, В................ 160—180
Допускаемый ток, А.............................. 450
Максимальный расход, м3/ч: аргона .................................... 3
водорода.........................•. . . . 1,5
азота..................................... 5,5
кислорода................................. 6,5
Максимальная толщина разрезаемого металла, мм: алюминия................................... 60
меди...................................... 30
нержавеющей стали......................... 5)
ГОСТ 12221—71 устанавливает для плазменно-дуговой резки четыре типа аппаратуры: ПЛР — для ручной резки; ПЛРМ — для ручной или машинной резки; ПЛМ — для машинной резки; ПЛМТ— для машинной точной резки. Для машинной резки применяются аппараты типа ПЛМ-10/100, ПЛМ-60/300, ПЛМ-160/630, ПЛМТ-50/300.
Аппараты типа ПЛМ-10/100 называют аппаратами для микроплазменной резки. Для этого типа резки на
шел применение также аппарат АВПР-3, разработанный институтом электросварки им. Е. О. Патона. Аппарат АВПР-3 состоит из блока питания и микроплазменной горелки ВПРМ-1. Горелка может устанавливаться на машинах АСШ, СГУ, сварочном тракторе ипи переносной тележке.
К аппаратам типа ПЛМ-60/300 относится установка воздушно-плазменной резки УВПР «Киев». Она состоит из блока питания, шкафа управления и режущего плазмотрона марки ВПР-9 с втулочным циркониевым катодом. Плазмотрон имеет вихревую систему стабилизации дуги. В качестве плазмообразующего газа используется сжатый воздух. Плазмотрон ВПР-9 можно устанавливать на портально-консольных и портальных резательных машинах.
Мощность режущей дуги в аппаратах типа ПЛМ-160/630 достигает 180 кВт. Они состоят из источника питания, шкафа управления и режущего плазмотрона. К аппаратам этого типа относятся установки ЭДР-2, УПР-601 и ОПР-6-2М. В качестве плазмообразующих газов используются аргон и азотно-водородная смесь. Режущие плазмотроны устанавливаются на крупных режущих машинах или на тяжелых самоходных тележках типа ППЛ-1, скорость перемещения которых можно регулировать в пределах 50—10 000 мм/мин.
Аппараты типа ПЛМТ-50/300 обеспечивают вырезку деталей по первому классу точности. Они рассчитаны для работ с жестко стабилизированной дугой при повышенных напряжениях. Режущий плазмотрон СА-142 работает на смеси аргона, водорода и азота.
Из зарубежных аппаратов этого типа широкое применение имеет аппарат РА-20-2 (ГДР). Он состоит из источника питания, блока автоматики и управления, смонтированных в одном корпусе, циркуляционного насоса и режущих плазмотронов. Аппарат комплектуется машинным плазмотроном РВ-20-3 и ручным РВ-20-Н. В качестве плазмообразующих газов используются аргоно-водородные и азотно-водородные смеси и сжатый воздух. При переходе работы плазмотрона с газов на сжатый воздух в плазмотроне заменяют втулочный катод с вольфрамовой вставкой на катод с циркониевой вставкой. Тип и марку аппарата для плазменно-дуговой резки необходимо выбирать, исходя из их назначения и требований к качеству реза.
39. Основные технические данные аппаратов для плазмеино-дуговой резки
Тип аппарата Наибольшая толщина разрезаемого металла (алюминия), мм Наибольший рабочий ток, А Напряжение холостого хода, В Наибольшая мощность Дуги, кВт Транспортирующее резательное устройство
ПЛР-20/250 20 250 180 30 Ручная резка
ПЛР-50/250 50 250 180 30 Ручная резка
ПЛРМ-80/400 80 400 180 50 Ручная резка
80 400 180 50 Машина МПЛ
ПЛМ-60/300 60 300 300 60 Машины УПЛ, тпл
ПЛМ-160/630 160 630 400 180 Машины УПЛ, тпл
ПЛМ-300/1000 300 1000 500 300 Машины МПЛ, УПЛ
ПЛМ-10/100 10 100 300 20 Машины МПЛ, УПЛ
Основные технические данные аппаратов для плазменно-дуговой резки приведены в табл. 39.
§ 52. Технология плазменно-дуговой резки
Для обеспечения нормального процесса плазменно-дуговой резки поверхность листового металла необходимо очистить от консервирующей смазки. При разметке деталей необходимо учитывать припуски на резку в зависимости от назначения вырезаемых деталей. При машинной разделительной резке разметка заменяется копированием или программным контурным управлением.
Начало резки определяется моментом возбуждения режущей дуги. При резке необходимо поддерживать постоянное расстояние между торцом наконечника плазмотрона и поверхностью разрезаемого металла. Обычно это расстояние составляет 3—10 мм.
При установке режимов необходимо учитывать особенности резки различных металлов — низкоуглеродистых и легированных сталей, алюминия и его сплавов, меди и ее сплавов, титана, никеля и других металлов. 14* 211
Резка алюминия и его сплавов. Алюминий и его сплавы склонны к образованию тугоплавких окислов, кроме того алюминий в расплавленном состоянии активно поглощает водород. Резку алюминия и его сплавов толщиной от 5 до 20 мм проводят в азоте, толщиной от 20 до 150 мм в азотно-водородных смесях (65—68% азота 32—35% водорода). При содержании водорода свыше 35% металл поверхности реза насыщается водородом.
При ручной резке содержание водорода понижается до 20%, так как в этом случае дуга горит стабильнее и ее легче поддерживать при изменении расстояния между мундштуком и поверхностью разрезаемого металла.
Высокое качество поверхности реза обеспечивается при использовании аргоно-водородной смеси, содержащей 35—50% водорода. Использование аргоно-водородных смесей целесообразнее при резке алюминиевых сплавов толщиной свыше 100 мм.
Ориентировочные режимы плазменно-дуговой резки алюминиевых сплавов приведены в табл. 40.
40. Ориентировочные режимы плазменно-дуговой резки алюминиевых сплавов
Толщина разрезаемого металла, мм Диаметр сопла, мм Я о л Ч S Напряжение, В Мощность, кВт Расход газов, м3/ч Скорость резки, м/ч
аргона азота водо роДа
10 2 200 170-180 18 5 350
15 3 250 140—160 40 0,7 — 0,5 60
30 5 250 180—200 40 — 1,5 1,0 36
50 5 450 160-180 50 — 1,5 1,0 27
80 5 450 160—180 50 — 1,7 1,5 25
200 7 700 160-180 116 0,4 —- 4 12
Резка нержавеющих сталей. Нержавеющие стали толщиной до 20 мм разрезаются с применением чистого азота, а при толщине от 20 до 50 мм смеси 50% азота и 50% водорода. В качестве рабочих газов при плазменно-дуговой резке низкоуглеродистых сталей толщиной до 40—50 мм применяют сжатый воздух.
Ориентировочные режимы машинной резки нержавеющих сталей приведены в табл. 41.
212
41. Ориентировочные режимы плазменно-дуговой машинной резки нержавеющих сталей_____________________________________________
Толщина разрезаемого металла, мм Диаметр сопла, мм Сила тока, А Напряжение. В Мощность, кВт Расход газов, м’/ч Скорость резки, м/ч
аргона азота водорода
10 3 300 150 45 1 180
20 б 500 75 38 — 1 160
30 1,4 100 165 17 0,7 — 0,6 1 II
40 5 350 120 42 __ 1,6 — 18
50 4,5 490 80 40 0,9 14
75 4 500 86 43 1,5 10
100 7 700 145 100 0,4 — 4 17
Резка мед1 i и ее спла 8ОВ. N 1едь и медг [ые сп лавы ха-
рактеризуются высокой теплопроводностью, поэтому при их резке мощность дуги должна быть больше, чем при резке сталей. В качестве плазмообразующего газа применяют аргоно-водородную смесь, азот или атмосферный воздух. При воздушно-плазменной резке меди на поверхности реза образуется легкоудаляемый хрупкий стекловидный грат. При резке меди малых и средних толщин предпочтительнее воздушно-плазменная резка.
При резке латуни (сплав меди с цинком) используются те же рабочие газы, что и при резке меди, скорость резки увеличивается на 20—25% по сравнению со скоростью резки меди. Ориентировочные режимы резки меди и латуни приведены в табл. 42.
42. Ориентировочные режимы плазменно-дуговой резки меди
Толщина разрезаемого металла, мм Диаметр, сопла, мм Сила тока, А Напряжение, В Мощность, кВт Расход газов, м’/ч Скорость резки, м/ч
аргона азота водорода воздуха
Медь 5 3 300 75 22 2,2 90
15 4 300 92 25 1,9 40
25 4 350 90 31 1 0,5 .. 15
40 7 700 120 84 0,4 4 10 35
100 7 700 145 101 0,4 — 4 10 10
Латунь 6 3 260 70 18 4,2 105
30 4 350 85 30 3,6 15
90 5 500 140 70 — 2,0 1 — 12
§ 53. Подводная резка металлов
Резка металлов под водой имеет большое значение при выполнении судоремонтных, судоподъемных и аварийно-спасательных работ.
Резка металлов под водой отличается многими специфическими особенностями. Разрезаемый металл находится в воде и интенсивно охлаждается, что затрудняет его достаточный прогрев. Резчик, работающий под водой, стеснен в своих движениях, так как он одет в специальное водолазное снаряжение. Видимость при подводной резке также ограничена.
Существуют три вида подводной резки металла: газопламенная, дуговая и кислородно-дуговая. При любом способе резка выполняется в газовой среде, которая создается искусственно или возникает естественно в процессе резки. Нагрев металла при резке под водой обеспечивается созданием газового пузыря, который оттесняет воду как от пламени, так и от нагреваемого участка разрезаемого металла.
Для подводной газокислородной резки применяются специальные резаки, которые работают на газообразном водороде или на жидком горючем бензине. Под водой металл охлаждается интенсивнее, чем на воз-
Рис 102 Схема головки водородно-кислородного резака для подводной резки: 1,2 — мундштуки, 3 — колпак, 4 — режущий кислород, 5—’Горючая смесь, 6 — воздух, 7 — подогревающее пламя, 8— струя режущего кислорода, 9 — воздушный пузырь, 10 — вода
духе, поэтому для его по-догрева требуется пламя в 10—15 раз мощнее, чем для аналогичных работ на воздухе.
Подводные резаки имеют устройства для создания и поддержания газового пузыря, оттесняющего воду от пламени. Для образования защитного газового пузыря служит углекислый газ, окись углерода и дополнительно вдуваемый воздух.
Ацетилен в качестве горючего газа при подводной резке не применяется, потому что необходимое давление газов пре
восходит гидростатическое давление воды на данной глубине.
Головка водородно-кислородного резака (рис. 102) состоит из колпака 3 и мундштуков 1 и 2. По центральному каналу мундштука 1 поступает режущий кислород, а по кольцевому каналу между мундштуками 1 и 2 — водородно-кислородная смесь, образующая подогревающее пламя. Снаружи мундштука 2 имеется колпак 3, через который поступает сжатый воздух, служащий для образования пузыря вокруг пламени.
Пламя резака зажигают над водой, после чего в мундштук подается сжатый воздух и резак опускают под воду. Если пламя под водой погасло, то поднимают резак, зажигают и регулируют подогревающее пламя и производят вторичное погружение.
При работе на больших глубинах применяется подводное зажигание пламени резака. Для этой цели служит «зажигательная дощечка» и аккумуляторная батарея.
Резак для водородно-кислородной подводной резки показан на рис. 103. Водородно-кислородным резаком режут стали толщиной до 70 мм на глубине до 30 м. Резак состоит из мундштука 1, головки 2, колпака 7, вентилей 4 и 6 и рукоятки 5. Режущий кислород подается через вентиль 4 в центральный канал мундштука 1. Водороднокислородная смесь поступает в головку 2 по трубке 3, а сжатый воздух—в колпак 7 через вентиль 6. Водород и кислород поступают в резак по шлангам из баллонов. Воздух подается по отдельному шлангу из компрессора или баллонов.
Водородно-кислородное пламя не имеет ярко выраженного ядра (отсутствуют частицы углерода в пламени) , что усложняет его регулировку. Поэтому более удоб-
Рие. 103. Резак для водородно-кислородной резки
ным является применение в качестве горючего бензина. При резке металлов под водой бензин не испаряется, а распыляется кислородом. В зону подогревающего пламе-
Рис. 104. Резак для беизино-кислородной подводной резки
ни подается распыленный бензин, который успевает испариться и сгореть в кислороде.
Резак для бензино-кислородной резки изображен на рис. 104. Бензорез состоит из головки 1, соединительных трубок 2 и корпуса с рукояткой 3. На корпусе рукоятки резака имеются три вентиля — вентиль 4 для бензина, 5 и 6 для кислорода. Бензин подается из напорного бачка, необходимое давление создается азотом, подаваемым из баллона через редуктор.
Для подводной резки применяется установка БУПР, состоящая из резака, пульта управления, бачка для бензина, баллонов с азотом и кислородом. Бензин подается в резак под давлением до 10 кгс/см2. Для зажигания пламени под водой служит электрозапальник, питаемый электрическим током от аккумулятора.
Бензорез за 1 ч непрерывной работы расходует 30— 60 м3 кислорода и 10—12 кг бензина.
Техническая характеристика установки БУПР приведена в табл. 43.
Резку необходимо начинать от кромки листа. Разрезаемый металл нагревают до появления светящегося оранжевого пятна, после чего включают подачу режущего кислорода. После того как металл прорезан насквозь на узком участке, необходимо перемещать резак вдоль линии реза.
Сущность электрокнедородной подводной резки заключается в том, что место реза подогревается дугой прямого действия, горящей между изделием и труб-
43. Техническая характеристика установки БУПР
Толщина разрезаемой стали, мм ! Рабочее давление, кгс/см2 Расход материалов в час Скорость резки, м/ч
бензина подогревающего кислорода режущего кислоро- да Я S 'О « подогревающего кислоро-да, ms режущего кислорода, MJ
10 7 7 7 0,17 0,63 0,475 до 22
20 7 7 7 0,23 0,93 0,67 16
50 7 8 9 0,60 1,60 1,10 12
100 8 9 12 1,30 3,10 2,90 6,5
чатым стальным электродом, через который подается режущий кислород. Кислород к электроду подводится через электрододержатель, для пуска кислорода держатель снабжен вентилем.
Для электрокислородной резки используются металлические, угольные или графитовые электроды, наибольшее применение нашли стальные электроды. Для изготовления электродов применяют стальные цельнотянутые трубки наружным диаметром 5—7 мм, внутренним — 2—3 мм, длиной — 450 мм со специальным водонепроницаемым покрытием. Для питания используются установки постоянного тока. При резке применяется прямая полярность, сила тока не превышает 400 А.
Электрокислородную резку можно производить на значительных глубинах до 100 м. Расход кислорода составляет 6—10 м3/ч.
Недостатком электрокислородной резки стальным электродом является большой расход электродов. Электрод длиной 450 мм расходуется в среднем в течение 1 мин. Поперечный разрез стального электрода показан на рис. 105, а.
Для резки применяются также угольные или графитовые электроды. В осевой канал электрода вставляется медная или кварцевая трубочка (рис. 105,6). Для увеличения электропроводности электрода и повышения механической прочности стержни покрывают снаружи металлической оболочкой, на поверхность которой наносят водонепроницаемый слой покрытия. Угольный электрод Длиной 250 мм горит 10—12 мин.
К недостаткам угольных электродов относится значительный наружный диаметр 15—18 мм, что не позволяет вводить электрод в полость реза.
Рис, 105. Поперечный разрез:
а — стального трубчатого электрода; 1 — стальная толстостенная трубка. 2— покрытие, 3 — канал дли кислорода; б — угольного электрода; 1 — угольный электрод или графитовый стержень, 2 — металлическая оболочка, 3 — трубка для кислорода, 4 — покрытие, в — карборундового электрода; 1 — карборундовый стержень, 2 — металлическая оболочка, 3 — канал для кислорода, 4 покрытие
Для электрокислородной подводной резки нашли применение трубчатые карборундовые электроды со стальной оболочкой и водонепроницаемым покрытием (рис. 105,в). Срок службы карборундового электрода длиной 250 мм, диаметром 12—15 мм — 15—20 мин.
Контрольные вопросы
1 В чем заключается сущность газоэлектрической резки’
2 Как выполняется кислородно-дуговая резка плавящимся электродом’
3 Как выполняется воздушно-дуговая резка?
4 Как осуществляется резка плазменной дугой и плазменной струей’
5 Какое оборудование применяется для плазменно-дуговой резки’
6 Какие основные особенности плазменно-дуговой резки нержавеющих сталей, алюминия, меди и их сплавов?
7 Как выполняются газокислородная резка металлов под водой’
8 Перечислите основные особенности бензиио-кислородной и электрокислородной резки металлов под водой.
ГЛАВА XI. СВАРКА УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
§ 54. Основные свойства углеродистых и легированных сталей
Сталью называется сплав железа с углеродом, в котором содержание углерода не превышает 2%. Кроме углерода сталь содержит небольшое количество марганца, кремния, серы и фосфора.
Стали подразделяются: по назначению — на конструкционные и инструментальные; по способу производства — на мартеновские, выплавляемые в мартеновских печах; бессемеровские, получаемые в конвертерах, имеющих футеровку из кислых материалов; томасовские, получаемые в конвертерах с футеровкой из основных материалов, и электросталь, выплавляемую в дуговых или индукционных высокочастотных печах; по химическому составу — на углеродистые и легированные.
Легированные стали, кроме углерода, содержат повышенное количество марганца и кремния, хрома, никеля, молибдена, вольфрама, ванадия и др., которые придают этим сталям особые свойства, например, жаростойкость, повышенную прочность и твердость, коррозионную стойкость.
Для изготовления сварных конструкций большое распространение получила углеродистая сталь обыкновенного качества, поставляемая по ГОСТ 380—71.
Углеродистая обыкновенного качества сталь в зависимости от назначения подразделяется на три группы: группа А — поставляемая по механическим свойствам; группа Б — поставляемая по химическому составу;
группа В — поставляемая по механическим свойствам и химическому составу.
В зависимости от нормируемых показателей стали группы А подразделяются на три категории — Al, А2, АЗ; стали группы Б — на две категории —Б1 и Б2; группы В — на шесть категорий — В1, В2, ВЗ, В4, В5, В6. Для стали группы А установлены марки СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб. Для стали группы Б марки БСтО, БСт1, БСт2, БСтЗ, БСт4, БСт5, БСтб. Сталь группы В изготовляется мартеновским и конвертерным способами. Для нее установлены марки ВСт2, ВСтЗ, ВСт4, ВСт5.
Буквы Ст обозначают сталь, цифры от0 до6 — условный номер марки стали в зависимости от химического состава и механических свойств. Буквы Б и В перед обозначением марки указывают на группу стали, группа А в обозначении не указывается. Если сталь относится к кипящей, ставится индекс «кп», если к полустойкой — «пс» и спокойной — «СП».
По видам проката сталь бывает листовая, широкополосная, сортовая (полосовая, круглая и др.), фасонная (швеллер, уголок, двутавр).
Арматурная сталь в зависимости от технологии изготовления подразделяется на стержневую и проволочную арматуру, а в зависимости от профиля — на гладкую и периодического профиля.
Качественные углеродистые конструкционные стали применяют для изготовления ответственных сварных конструкций. Качественные стали по ГОСТ 1050—74 маркируются двухзначными цифрами, обозначающими среднее содержание углерода в сотых долях процента. Например, марки 10, 15, 20 и т.д. означают, что сталь содержит в среднем 0,10%, 0,15%, 0,20% углерода.
Сталь по ГОСТ 1050—74 изготовляют двух групп: группа I — с нормальным содержанием марганца (0,25— 0,80%), группа II —с повышенным содержанием марганца (0,70—1,2%). При повышенном содержании марганца в обозначение дополнительно вводится буква Г, указывающая, что сталь имеет повышенное содержание марганца.
Легированные стали кроме обычных примесей содержат элементы, специально вводимые в определенных количествах для обеспечения требуемых свойств. Эти элементы называются легирующими. Легированные стали подразделяются в зависимости от содержания легирующих элементов на низколегированные (2,5% легирующих элементов), среднелегированные (от 2,5 до 10%) и высоколегированные (свыше 10%).
Легированные стали маркируются цифрами и буквами, указывающими примерный состав стали. Буква показывает, какой легирующий элемент входит в состав стали, а стоящие за ней цифры — среднее содержание элемента в процентах. Если элемента содержится менее 1%, то цифры за буквой не ставятся. Первые две цифры указывают среднее содержание углерода в сотых долях процента.
Для легирующих элементов приняты следующие буквенные обозначения: Б — ниобий, В — вольфрам, Г — марганец, Д — медь, К—кобальт, М — молибден, Н — никель, Р — бор, С — кремний, Т — титан, Ф — ванадий, X — хром, Ю — алюминий. Буква А в конце марки указывает, что сталь является высококачественной и содержит минимальное количество вредных примесей серы и фосфора.
Влияние основных элементов на свойства углеродистых сталей. По содержанию углерода стали делятся на низкоуглеродистые, содержащие от 0,05 до 0,25% углерода; среднеуглеродистые — от 0,25 до 0,6% углерода и высокоуглеродистые — свыше 0,6% углерода. С увеличением содержания углерода повышаются предел прочности стали, твердость и хрупкость при одновременном уменьшении относительного удлинения и ударной вязкости.
Содержание углерода в обычных конструкционных сталях в пределах до 0,25% не ухудшает свариваемости стали. При более высоком содержании углерода свариваемость стали ухудшается, так как в зонах термического влияния образуются закалочные структуры, приводящие к трещинам. Повышение содержания углерода в присадочном металле вызывает пористость шва.
Марганец содержится в стали в пределах 0,3— 0,8%. В указанных пределах марганец не затрудняет процесс сварки. При сварке среднемарганцовистых сталей с содержанием марганца 1,8—2,5% возникает опасность появления трещин в связи с тем, что марганец способствует закаливаемости стали.
Кремний содержится в низко- и среднеуглеродистой стали в пределах 0,02—0,35%. В указанных пределах он не вызывает затруднений при сварке. При содержании кремния в специальных сталях от 0,8 до 1,5% сварка затрудняется из-за высокой жидкотекучести кремнистой стали и образования тугоплавких окислов кремния.
Сера является вредной примесью в стали. Она образует с железом химическое соединение, называемое сернистым железом. Сталь с примесью серы дает трещины в нагретом состоянии, т. е. становится красноломкой. Содержание серы в стали не должно превышать 0,055%. Свариваемость стали с повышением содержания серы резко ухудшается.
Фосфор также является вредной примесью в стали. Содержание его в стали не должно превышать 0,05%. Фосфор образует с железом химическое соединение — фосфористое железо. Фосфор увеличивает твердость и хрупкость стали, вызывает хладноломкость, т. е. появление трещин в холодном состоянии.
Ванадий в легированных сталях содержится в пределах 0,2—0,8%. Он способствует закаливаемости стали, что затрудняет сварку. В процессе сварки ванадий активно окисляется и выгорает.
Вольфрам в легированных сталях содержится в пределах от 0,8 до 18%. Вольфрам увеличивает твердость стали и затрудняет процесс сварки, так как сильно окисляется.
Никель в низкоуглеродистых сталях содержится в пределах 0,2—0,3%, в конструкционных — от 1 до 5% и легированных — от 8 до 35%. Никель в стали увеличивает пластические и прочностные свойства, свариваемости не ухудшает.
Молибден ограничивается содержанием в стали от 0,15 до 0,8%. При сварке способствует образованию трещин, активно окисляется и выгорает.
Хром в низкоуглеродистых сталях содержится в пределах до 0,3%, конструкционных—0,7—3,5%, легированных хромистых сталях—12—18% и хромоникелевых—9—35%. Хром затрудняет сварку, так как в процессе сварки образует тугоплавкие карбиды хрома.
Титан и ниобий в высоколегированных хромистых и хромоникелевых сталях при сварке соединяются с углеродом, препятствуя образованию карбидов хрома. Этим титан и ниобий улучшают свариваемость.
Медь в сталях содержится в пределах 0,3—0,8%. Медь улучшает свариваемость, повышает прочность, пластические свойства и коррозионную стойкость стали.
Кислород содержится в сталях в виде закиси железа. Закись железа растворяется в чистом расплавленном железе в количестве до 0,5%, что соответствует содержанию 0,22% кислорода. Растворимость закиси железа в стали уменьшается с повышением содержания углерода. Кислород ухудшает свариваемость стали, снижает ее прочностные и пластические свойства.
Азот растворяется в расплавленном металле, попадая в сварочную ванну из окружающего воздуха. При
охлаждении сварочной ванны азот образует химические соединения с железом (нитриды), которые повышают прочность и твердость, и значительно снижают пластичность стали.
Водород — вредная примесь в стали. Водород скапливается в отдельных местах сварочного шва, при сварке вызывает появление пор и мелких трещин.
Приблизительно марку углеродистой стали можно определить пробой на искру. Если испытываемый образец прижать к вращающемуся шлифовальному кругу, то образуется пучок искр. Форма и цвет искр меняются в зависимости от количества углерода и легирующих добавок. Пучок прямых линий представляет собой светящиеся частицы горящего железа, ответвления от прямых линий — вспышки частиц углерода. С увеличением встали содержания углерода основные светящиеся линии делаются короче и тоньше, а разветвления увеличиваются. Стали с содержанием углерода 0,15—0,20% дают соломенно-желтый цвет искр, стали с содержанием углерода 0,25—0,50%—светло-желтый цвет, а с содержанием углерода от 0,6 до 1,1 % — белый цвет. Стали с более высоким содержанием углерода дают темно-красный цвет искр.
Стали поставляются предприятиям по видам проката. На торце полосы, уголка или другого профиля наносится краска в зависимости от марки стали. Углеродистые стали обыкновенного качества марок СтО, БСтО, Ст1 окрашиваются на торце в красный и зеленый цвета, БСт1, Ст2, БСт2 — в белый и черный, ВСт2, СтЗ, БСтЗ, ВСтЗ — в желтый, Ст4, БСт4 — в красный, ВСт4, Ст5, БСт5 — в черный, ВСт5, Стб, БСтб — в синий цвет.
Углеродистая качественная конструкционная сталь марок 0,8, Юкп, 10, 15, 15кп, 20 окрашивается на торцах в белый цвет, сталь 25, 30, 35, 40 — в белый и желтый цвета, сталь 45, 50, 55, 60, 65, 70, 75, 80, 85 — в белый и коричневый цвета, сталь 15Г, 20Г, 25Г, ЗОГ, 35Г, 40Г — в коричневый цвет.
Легированные конструкционные стали: хромистые — в зеленый и желтый цвета, марганцовистые — в коричневый и синий, хромоникелиевые — в желтый и черный, хромомолибденовые — в зеленый и фиолетовый цвета.
Высоколегированные стали окрашиваются на торце: хромоникелевые — в алюминиевый и красный цвета, хромоникелетитановые — в алюминиевый и синий цвета.
§ 55. Свариваемость стали
Свариваемостью называется способность металлов образовывать при установленной технологии сварки сварное соединение, металл шва которого имел бы механические свойства, близкие к основному металлу.
При определении понятия свариваемости различают металлургическую и технологическую свариваемость.
Металлургическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых деталей, в результате которых образуется неразъемное сварное соединение. На границе соприкосновения соединяемых деталей происходят физико-химические процессы, протекание которых определяется свойствами соединяемых металлов. Однородные металлы (одного химического состава) обладают одинаковой металлургической свариваемостью. Сварка разнородных металлов может не произойти, так как свойства таких металлов иногда не в состоянии обеспечить протекание необходимых физико-химических процессов в зоне сплавления, поэтому эти металлы не обладают металлургической свариваемостью.
Под технологической свариваемостью понимается возможность получения сварного соединения определенным способом сварки. При различных способах сварки происходит окисление компонентов сплавов. В стали, например, выгорает углерод, кремний, марганец, окисляется железо.
В связи с этим в определение технологической свариваемости входит определение химического состава, структуры и свойств металла шва в зависимости от способа сварки, оценка структуры и механических свойств около-шовной зоны, склонности стали к образованию трещин, оценка получаемого при сварке сварного соединения.
Технологическая свариваемость устанавливает оптимальные режимы и способы сварки, технологическую последовательность выполнения сварочных работ, обеспечивающие получение требуемого сварного соединения. На свариваемость оказывают влияние углерод и легирующие элементы, входящие в состав стали.
О свариваемости стали известного химического состава судят по эквивалентному содержанию углерода. Для этого каждый легирующий элемент оценивают с точки зрения его влияния на твердость (закаливаемость) ста-
ли по сравнению с влиянием углерода. Эквивалентное содержание углерода может быть определено из выражения:
сзкв = с + ^ + ^- + Сг±.^±У%. экв 20 15 10
По свариваемости стали подразделяются на четыре группы: первая группа— хорошо сваривающиеся, вторая— удовлетворительно, третья — ограниченно, четвертая — плохо сваривающиеся.
К первой группе относятся стали, у которых СЭКв не более 0,25%. Эти стали при обычных способах сварки не дают трещин. Сварка этих сталей ведется без подогрева и после сварки не требуется последующей термообработки, получаются сварные соединения высокого качества.
Ко второй группе относятся стали, у которых Сэкв на-ходится в пределах 0,2—0,35%. Для получения сварных соединений с хорошим качеством требуется строгое соблюдение режимов сварки, применение специального присадочного металла, особо тщательной очистки свариваемых кромок и нормальные температурные условия, а в некоторых случаях предварительный подогрев до 100—• 150° С с последующей термообработкой.
К третьей группе относятся стали, у которых Сакв в пределах 0,35—0,45%- К этой группе относятся стали, которые в обычных условиях сварки склонны к образованию трещин. Сварка этих сталей ведется с предварительным подогревом до 250—400° С с последующим отпуском.
К четвертой группе сталей относятся стали, у которых СЭКв более 0,45%. Такие стали трудно поддаются сварке и склонны к образованию трещин. Сварка этих сталей должна выполняться с предварительным подогревом и последующей термообработкой.
Классификация основных марок стали по свариваемости приведена в табл. 44.
В процессе сварки в сварном соединении возможно образование трещин. По расположению относительно оси шва они могут быть продольными и поперечными. Трещины являются наиболее опасным дефектом, так как исправление их требует сложной подготовки. Часто трещины ведут к неисправимому браку.
В зависимости от температур, при которых они образуются, трещины разделяются на две группы: горячие 15—231 225
44. Классификация основных марок стали по свариваемости
Группа свариваемости Марки сталей
Углеродистые ГОСТ 380—71, ГОСТ 1050—60 Конструкционные легированные ГОСТ 4543-71, ГОСТ 5058—65, IOCT 5950—63 Высоколегированные ГОСТ 5632—72, I ОСТ 5952—63
Хорошая Ст1кп, Ст1пс, Ст2кп, Ст2пс, СтЗ, Ст4, 0,8, 10, 15, 20, 25 15ХА, 20Х, 15ХМ, 20ХГСА, 12ХН2, 12Х2Н4А, 15НМ 08Х20Н14С2, Х23Н18, Х18Н9Т 08Х18Н10, 12ХН189Т
Удовлетворительная БСтбсп, 30, 35 12Х2Н4А, 20ХНЗА, 12ХН2, 20ХГСА, ЗОХ, ЗОХМ, 25ХГСА, 15ХСНД 9Х14А, 12Х14А, 30X13, 12X17, 25Х13Н2
Ограниченная Стб, 40, 45, 50 35ХМ, ЗОХГС, 35СГ, ЗЗХС, 40Х, 40ХМФА, 40ХН, 20Х2Н4А, 40Л, 45Л, 50Л 20X18Н9, Х18Н9, 12Х18Н9, 20Х23Н18, 36Х18Н25С2
Плохая 65, 70, 75, 80, 85, 40Г, 45Г 50Г, 50Г2, 50ХГ, 50ХГСА, 45ХНЗМФА, 6ХС 7X3 Х12, Х12М, 9ХС, ЗХ2В8Ф, 95X18, 5ХНТ, 5ХНВ, 6ХВ2С
(высокотемпературные) и холодные (низкотемпературные) .
Горячие трещины возникают в процессе кристаллизации металла шва. Горячими трещинами называют микро- и макроскопические трещины, проходящие, как правило, по границам кристаллов, а потому вызывают межкристаллическое разрушение. Причинами образования горячих трещин являются неправильное жесткое закрепление свариваемых деталей и повышенное содержание в металле шва серы, углерода, кремния и никеля. Для уменьшения опасности образования горячих трещин необходимо применять сварочные материалы с повышенным содержанием марганца и минимальным количеством серы и углерода, вводить в металл шва модифици
рующие элементы (титан, алюминий, медь), производить сварку с предварительным подогревом и последующей термообработкой.
Для определения стойкости металла шва против обра
зования горячих трещин проводится технологическая проба на свариваемость— «проба института электросварки им. Е. О. Патона». Образец для испытания представ-
ляет собой пластину размерами 200X400 мм (рис. 106). Пластина имеет четыре отверстия диаметром d с треугольным надрезом глубиной 2,5 мм на всю толщину пластины. Пластина двумя поперечными швами приваривается к швеллеру № 20. На пластину наплавляется продольный валик. Готовый образец замораживают углекислотой, после чего подвергают удару пяти-килограммовьш копром.
Холодные трещины образуются при температу-
Рис. 106. Технологическая проба на свариваемость по способу института электросварки им. Е. О. Патона
рах ниже 300 С в результате возникновения в сварных соединениях значительных внутренних напряжений. Хо-
лодные трещины проявляются после окончания сварки. В закаливающихся сталях обра
Рис. 107 Технологическая проба на свариваемость
зование холодных трещин вызывается влиянием водорода,поступающего из металла в около-шовную зону. Для предупреждения образования холодных трещин рекомендуется применять сварочные материалы с минимальным содержанием фосфора, сварку производить на оптимальных режимах. Шов после сварки проковать.
Для определения стойкости металла против образования хо
лодных трещин используется технологическая проба на свариваемость (проба Кировского заво-
да). Для этого в середине пластины (рис. 107) из испытуемой стали делают выточки диаметром 80 мм так, чтобы металл в месте выточки имел толщину 2, 4 и 6 мм. На пластину в центре выточки наплавляют валик, в процессе наплавки нижнюю поверхность пластины охлаждают проточной водой или воздухом. После охлаждения пластины из нее вырезают образцы для изготовления макрошлифов. По этим шлифам судят о наличии трещин в сварном шве и околошовной зоне и оценивают стойкость металла против образования холодных трещин.
§ 56. Сварка углеродистых сталей
Низкоуглеродистые стали (с содержанием углерода до 0,25%) свариваются газовой сваркой без особых затруднений. Сварку ведут нормальным пламенем и как правило без флюса.
Наконечник горелки при левом способе сварки выбирают из расчета расхода ацетилена 100—130 дм3/ч на 1 мм толщины свариваемого металла, а при правом способе— 120—150 дм3/ч на 1 мм толщины металла. Кромки под сварку подготавливают в зависимости от толщины свариваемого изделия.
Диаметр присадочной проволоки подбирается в зависимости от толщины свариваемого металла по следующей формуле:
при левохМ способе сварки dn= + 1 мм!
при правом способе сварки dn = ~ мм,
где dn — диаметр присадочной проволоки, мм; s — толщина свариваемого металла, мм.
Высококвалифицированные сварщики применяют пламя большой мощности, наконечник выбирают из расчета расхода ацетилена 150—200 дм3/ч на 1 мм толщины свариваемого металла, используя при этом присадочную проволоку большего диаметра. Производительность сварки при этом повышается. Пламя горелки должно быть нормальным. Для неответственных конструкций в качестве присадки применяют сварочную проволоку Св-08 и Св-08А. При сварке этими проволоками часть компонентов, таких как углерод, кремний и марганец, выгорают, а металл шва приобретает крупнозернистую
структуру. Предел прочности такого соединения ниже предела прочности основного металла.
• Для получения равнопрочного с основным металлом соединения при сварке ответственных конструкций необходимо применять кремнемарганцовистую сварочную проволоку Св-08Г, Св-08ГА, Св-ЮГА или Св-14ГС. Во время сварки необходимо следить за тем, чтобы кромки свариваемого металла и конец присадочной проволоки расплавлялись одновременно. Конец присадочной проволоки должен быть погружен в ванночку расплавленного металла, нельзя допускать, чтобы капли расплавленного металла попадали на нерасплавленные кромки основного металла, так как это приводит к непровару, что снижает механические характеристики соединения.
Для того, чтобы расплавленный металл не стекал при левом способе сварки, изделие наклоняют на 10—15° против движения горелки. Если конец присадочной проволоки прилипает к свариваемым кромкам основного металла, это значит, что они еще недостаточно нагреты.
В процессе сварки необходимо избегать отклонения сварочного пламени от ванны расплавленного металла шва, так как это может привести к окислению металла шва кислородом воздуха.
Сварные швы должны иметь равномерно чешуйчатую поверхность, равномерную по всей протяженности шва ширину и высоту наплавленного валика. Переход от основного металла к наплавленному должен быть плавным, без подрезов. В процессе сварки горелкой производят равномерные и непрерывные колебательные и поступательные движения. Колебательные движения выбираются в зависимости от толщины свариваемого металла.
Для уплотнения и повышения пластичности наплавленного металла применяют проковку и последующую термообработку шва. Проковку рекомендуется начинать при температуре светло-красного и заканчивать при температуре темно-красного каления. Проковка при более ‘'низкой температуре может привести к появлению микроскопических трещин в металле шва или околошовной зоне. При сварке ответственных и толстостенных изделий применяют термическую обработку сварных соединений.
В качестве горючего газа при сварке низкоуглеродистой стали применяются ацетилен или пропан-бутан. Свар
ку пропан-бутановым пламенем производят таким образом, чтобы расстояние от конца ядра пламени до свариваемой поверхности было 8—10 мм. Пропан-бутан применяется для сварки неответственных деталей.
Среднеуглеродистые стали, содержащие углерода от 0,25 до 0,6% свариваются хуже, чем низкоуглеродистые стали. Свариваемость среднеуглеродистых сталей ухудшается с увеличением содержания углерода.
При сварке этих сталей в сварном шве и в околошов-ной зоне могут образовываться как горячие, так и холодные трещины.
Сварку среднеуглеродистых сталей ведут нормальным или слегка науглероживающим пламенем. Наконечник горелки выбирается из расчета расхода ацетилена 75—100 дм3/ч на 1 мм толщины свариваемого металла, т. е. меньшей мощности, чем при сварке низкоуглеродистых сталей.
Разделка кромок под сварку и диаметр присадочной проволоки выбираются такими же, как при сварке низкоуглеродистых сталей. В качестве присадочного металла используют проволоку марок Св-08ГА, Св-ЮГА и Св-12ГС. Для уменьшения перегрева металла применяют левый способ сварки. При толщине металла свыше 3 мм рекомендуется проводить общий подогрев изделия до температуры 250—350° С или местный подогрев горелками места шва до температуры 600—650° С.
Для сварки среднеуглеродистых сталей с содержанием углерода, близким к верхнему пределу (0,5—0,6%), целесообразно применять флюсы следующих составов: 100% прокаленной буры;
50% углекислого калия и 50% двууглекислого натрия;
70% борной кислоты и 30% углекислого натрия.
Для повышения механических свойств сварного соединения шов проковывают при температуре 850—900° С с последующей термообработкой (высокотемпературный отпуск при 600—650° С).
Высокоуглеродистые стали, содержащие углерода от 0,6 до 2,0%, относятся к плохо свариваемым сталям. Сварку рекомендуется выполнять с подогревом до 250—350° С, а после сварки проковывать шов с последующей нормализацией или отпуском. Приемы сварки высокоуглеродистых сталей те же, что и сварки среднеуглеродистых сталей. Мощность пламени выбирается из расчета расхода ацетилена 75—90 дм3/ч на 1 мм толщи
ны свариваемого металла. Сварку рекомендуется выполнять нормальным или слегка науглероживающим пламенем.
В целях уменьшения перегрева и времени пребывания сварочной ванны в расплавленном состоянии применяется левый способ сварки. Для сварки высокоуглеродистых сталей используются флюсы того же состава, что и для среднеуглеродистых сталей.
§ 57. Сварка легированных сталей
Свариваемость легированных сталей определяется их составом. Большинство легирующих добавок понижает теплопроводность стали, вследствие чего увеличивается склонность к короблению. При сварке легированных сталей происходит также частичное выгорание легирующих примесей, поэтому металл шва по своим свойствам отличается от основного металла. Для предупреждения перегрева наплавленного металла и появления деформаций легированные стали сваривают горелками меньшей мощности. Для уменьшения выгорания легирующих элементов пламя выбирают нормальное или с небольшим избытком ацетилена. Некоторые легированные стали закаливаются на воздухе, поэтому при сварке таких сталей применяют предварительный подогрев и последующую термообработку.
Низколегированные стали содержат легирующих элементов до 2,5%. Для строительных конструкций применяют низколегированные стали 10ХСНД и 15ХСНД, которые хорошо свариваются газовой сваркой.
При сварке применяется нормальное пламя. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75—100 дм3/ч при левом способе и 100— 130 дм3/ч при правом способе на 1 мм толщины свариваемого металла. В качестве присадки используется сварочная проволока Св-08, Св-08А, Св-10Г2. Сварка осуществляется без применения флюса. Для повышения механических свойств металла шов проковывают при светло-красном калении (800—850° С) с последующей нормализацией.
Низколегированные теплоустойчивые молибденовые (12М, 15М, 20М и 25МЛ) и хромомолибденовые (12ХхМ, 15ХМ, 20ХМ, ЗОХМ) стали применяют для изготовления паровых котлов и труб высокого
давления. Сварку этих сталей выполняют нормальным ацетилено-кислородным пламенем. Мощность сварочного пламени выбирается из расчета расхода ацетилена 100 дм3/ч на 1 мм толщины свариваемого металла. В качестве присадочной используют сварочную проволоку марок Св-08ХНМ, Св-ЮХНМА, Св-18ХМА, Св-08ХМ, Св-ЮХМ. Сварку этих сталей ведут обратноступенчатым способом небольшими участками длиной 16—25 мм.
Для предотвращения выгорания хрома и молибдена металл сварочной ванны поддерживают в более густом состоянии. В связи с тем что эти стали способны к закалке на воздухе, рекомендуется сваривать их с предварительным подогревом до 250—300° С. При сварке приме- ? няют как левый, так и правый способы сварки. Кромки свариваемого металла перед сваркой зачищают до металлического блеска. При толщине металла до 5 мм сварку проводят за один проход, при большей толщине применяют многослойную сварку. Сварку рекомендуется вести с наименьшим числом перерывов.
При возобновлении сварки после перерыва необходимо подогреть весь стык до 250—300° С. После окончания сварки пламя горелки медленно отводится вверх, что способствует более полному выделению газов из расплавленного металла. При сварке необходимо следить за тем, чтобы переход от усиления шва к основному металлу был плавным по всей длине шва.
Хромомолибденовые стали свариваются хуже, чем молибденовые, что обусловливается наличием хрома, который образует тугоплавкие окислы. Сварные изделия из хромомолибденовой и молибденовой стали после сварки подвергают термообработке.
Сварные изделия из молибденовой стали нагревают горелкой до 900—930° С, а изделия из хромомолибденовой стали до 930—950° С. Ширина нагрева должна в пять раз превышать ширину шва. После нагрева до указанных температур изделия охлаждают на воздухе. Указанные мероприятия обеспечивают получение сварного соединения, близкого по прочности к основному металлу.
Низколегированные хромокремнемар-ганцовистые стали марок 20ХГС, 25ХГС, ЗОХГС, ЗОХГСА и 35ХГС обладают хорошей прочностью, упругостью, хорошо выдерживают вибрационные нагрузки, но менее теплоустойчивы, чем хромомолибденовые стали. Эти стали содержат углерода от 0,17 до 0,4%, крем
ния от 0,9 до 1,2%, марганца и хрома от 0,8 до 1,1%.
При газовой сварке этих сталей хром и кремний частично выгорают, что может привести к появлению в сварном шве окислов, шлаков и непроваров. Для предупреждения окисления легирующих добавок сварку проводят нормальным пламенем. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75—100 дм3/ч на 1 мм толщины свариваемого металла.
В качестве присадочного металла для неответственных конструкций применяют низкоуглеродистую сварочную проволоку Св-08 и Св-08А, а для ответственных конструкций — сварочную проволоку Св-18ХГСА, Св-19ХГС, Св-13ХМА и Св-18ХМА. Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. Кромки свариваемых деталей должны быть тщательно очищены от загрязнений и подогнаны под сварку так, чтобы зазор по всей длине шва был одинаковым.
Перед сваркой свариваемые детали скрепляют прихватками через 20—30 мм при толщине металла 0,5— 1,5 мм и через 40—60 мм при большей толщине металла. Сварку подготовленных деталей необходимо вести без перерывов, не задерживая пламя горелки на одном месте, чтобы не перегревать металл сварочной ванны. Для уменьшения коробления сварку проводят от середины шва к краям и обратноступенчатым способом в зависимости от длины свариваемых швов.
Учитывая склонность этих сталей к закалке, для устранения образования трещин в металле шва и около-шовной зоне после сварки проводят медленное охлаждение свариваемой детали. После сварки ответственных деталей из этих сталей их подвергают закалке и отпуску. Закалку производят при температуре 500—650° С с выдержкой при этой температуре и последующим нагревом до температуры 880° С и охлаждением в масле. Отпуск состоит в нагреве до температуры 400—600° и последующем охлаждении в горячей воде.
Хромистые стали обладают повышенной кислото-и жаростойкостью и применяются для изготовления деталей и оборудования, работающего в агрессивных средах при высоких температурах. Хромистые стали содержат углерода от 0,13 до 0,9% и хрома от 4 до 30%.
Хромистые стали склонны к образованию закалочных структур при охлаждении на воздухе, в результате чего
после сварки могут образоваться трещины в сварном шве и околошовной зоне. Чем выше содержание углерода в хромистых сталях, тем хуже они свариваются и тем выше склонность их к короблению при остывании шва.
При сварке хромистых сталей применяется нормальное пламя. С целью предупреждения коробления свариваемых деталей сварку ведут на пониженной мощности пламени из расчета расхода ацетилена 70 дм3/ч на 1 мм толщины свариваемого металла. Для уменьшения коробления сварку хромистых сталей, содержащих до 14% хрома, выполняют с предварительным подогревом до 150—200° С, содержащих свыше 14% хрома—до 200— 250° С. В качестве присадочной применяют сварочную проволоку Св-02Х19Н9, Св-04ХН19Н9, Св-06Х19Н9Т. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. Сварка должна выполняться с максимально допустимой скоростью, без перерывов и повторного нагрева одного и того же места шва. Сварку выполняют в один слой.
При сварке деталей толщиной до 3 мм применяют левый способ сварки, толщиной более 3 мм — правый способ. Для предохранения выгорания хрома и удаления из сварочной ванны окислов хрома применяется флюс следующего состава: борной кислоты — 55%, окиси кремния— 10%, ферромарганца — 10%, феррохрома — 10%, ферротитана — 5%, титановой руды 5% и плавикового шпата — 5%. После сварки проводится термообработка по режиму, предусмотренному для данной марки стали.
Хромоникелевые а у с те н и т н ы е стали обладают высокими механическими свойствами, коррозионной стойкостью, жаропрочностью, они нашли широкое применение в химической промышленности и других отраслях народного хозяйства.
Газовой сваркой сваривают сталь толщиной не более 3 мм. Сварка выполнятся строго нормальным пламенем. Мощность сварочного пламени выбирают из расчета расхода ацетилена 75 дм3/ч на 1 мм толщины свариваемого металла. Для сварки применяют присадочную проволоку марок Св-0Х18Н9, Св-0Х18Н9С2, Св-1Х18Н9Т,
Св-Х18Н9Б, Св-1Х18Н11М.
Основная трудность при сварке этих сталей состоит в том, что при нагревании до 400—900° С происходит выпадение карбидов хрома, из-за чего сталь теряет устойчивость против коррозии.
Сварку нержавеющих хромоникелевых сталей ведут с максимальной скоростью, конец присадочной проволоки все время должен находиться в сварочной ванне. Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. Сварку можно выполнить как левым, так и правым способами, а при наложении длинных швов — обратноступенчатым способом.
Для удаления окислов при сварке применяют флюс НЖ-8, который содержит 28% мрамора, 30% фосфора, 10% ферромарганца, 6% ферросилиция, 6% ферротитана и 20% двуокиси титана. Флюс применяют в виде пасты, которую наносят на свариваемые кромки за 15— 20 мин до начала сварки. Остатки флюса после сварки удаляют тщательной промывкой швов горячей водой.
Для улучшения механических свойств, устранения межкристаллитной коррозии и деформаций рекомендуется сваренные детали подвергать!ермическойобработке с нагревом до температуры 1050—1100° С с последующим охлаждением в воде.
Контрольные вопросы
1. Какой сплав называется сталью?
2. Как классифицируются стали по назначению, способу производства и химическому составу?
3. Как классифицируются стали по свариваемости?
4. Как влияют различные примеси в сталях на ее свариваемость?
5. Каковы причины возникновения холодных и горячих трещин и меры борьбы с ними?
6 В чем заключается особенность сварки средне- и высокоуглеродистых сталей?
7. В чем заключаются основные особенности сварки легированных и высоколегированных сталей?
8 Каковы основные особенности сварки молибденовых и хромомолибденовых сталей?
ГЛАВА XII. СВАРКА ЧУГУНА
§ 58. Характеристика и классификация чугунов
Чугуном называется сплав железа с углеродом, содержащий углерод от 2 до 6,67%. Наряду с углеродом в чугуне содержится кремний, марганец, сера и фосфор. Содержание серы и фосфора в чугуне больше, чем в ста
ли. В специальные (легированные) чугуны вводят легирующие добавки — никель, молибден, ванадий, хром и др.
Чугун делится по структуре — на белый, серый и ковкий; по химическому составу — на легированный и нелегированный.
Белый чугун — это такой чугун, в котором большая часть углерода химически соединена с железом в виде цементита (Fe3C). Цементит имеет светлый цвет, обладает большой твердостью и хрупкостью. Поэтому белый чугун также имеет в изломе светло-серый, почти белый цвет, очень тверд, не поддается механической обработке и сварке, поэтому ограниченно применяется в качестве конструкционного материала. Белые чугуны используются для получения ковких чугунов.
Серый чугун — это такой чугун, в котором большая часть углерода находится в свободном состоянии в виде графита. Серый чугун мягок, хорошо обрабатывается режущим инструментом, в изломе имеет темно-серый цвет. Температура плавления серого чугуна —• 1100— 1250° С. Чем больше в чугуне углерода, тем ниже температура его плавления и выше жидкотекучесть.
Кремний уменьшает растворимость углерода в железе, способствует распаду цементита с выделением свободного графита. При сварке происходит окисление кремния, окислы кремния имеют температуру плавления более высокую, чем свариваемый металл, и тем самым затрудняют процесс сварки.
Марганец связывает углерод и препятствует выделению графита. Этим самым он способствует отбеливанию чугуна. Марганец образует сернистые соединения (MnS), не растворимые в жидком и твердом чугунах и легко-удаляемые из металла в шлак. При содержании марганца более 1,5% свариваемость чугуна ухудшается.
Сера в чугунах является вредной примесью. Она затрудняет сварку, понижает прочность и способствует образованию горячих трещин. Сера образует с железом химическое соединение — сернистое железо, препятствует выделению графита и способствует отбеливанию чугуна. Верхний предел содержания серы в чугунах — 0,15%. Для ослабления вредного влияния серы в чугунах содержание марганца должно быть в три раза больше.
Фосфор в чугуне увеличивает жидкотекучесть и
45. Механические свойства серого чугуна
Марка чугуна Предел прочности, кгс/мм- Твердость по Бринеллю
0) я Е SOS при изгибе
СЧ 12-28 12 28 143—229
СЧ 15-32 15 32 163—229
СЧ 18-36 18 36 170—229
СЧ 21-40 21 40 170—241
СЧ 24-44 24 44 170—241
Марка чугуна Предел прочности, кгс/мм; Твердость по Бринеллю
при растяжении при изгибе
СЧ 28-48 28 48 170—241
СЧ 32-52 32 52 187—255
СЧ 36-56 36 56 197—269
СЧ 40-60 40 60 207—269
СЧ 44-64 44 64 229—289
улучшает его свариваемость, но одновременно понижает температуру затвердевания, повышает хрупкость и твердость. Содержание фосфора в серых чугунах не должно превышать 0,3%.
По ГОСТ 1412—70 марка серого чугуна обозначается буквами СЧ и двумя числами, из которых первое обозначает величину временного сопротивления чугуна при растяжении в кгс/мм2, а второе — то же, при изгибе Механические свойства серых чугунов приведены в табл. 45.
Наиболее прочен серый чугун марки СЧ 44-64, твердость по Бринеллю составляет от 229 до 289.
Ковкий чугун получают из белого чугуна термической обработкой — длительной выдержкой при температуре 800—850° С. При этом углерод в чугуне выделяется в виде хлопьев свободного углерода, располагающихся между кристаллами чистого железа. В зависимости от режима термической обработки получают ковкий чугун ферритной или перлитной структуры.
При нагреве ковких чугунов свыше 900° С графит может распадаться и образовывать химическое соединение с железом — цементит (Fe3C), при этом деталь теряет свойства ковкого чугуна. Это затрудняет сварку ковкого чугуна, так как для получения первоначальной структуры ковкого чугуна его приходится после сварки подвергать полному циклу термообработки.
Ковкий чугун обозначают буквами КЧ и двумя числами: первое указывает временное сопротивление при растяжении кгс/мм2, второе — относительное удлинение
46. Механические свойства ковкого чугуна
Марка чугуна Предел прочности, кгс/мм2 Относител ь-ное удлинение, % Твердость по Бринеллю Марка чугуна Предел прочности, кгс/см* Относительное удлинение, % Твердость по Бринеллю
кч зо- 6 30 6 163 КЧ 45-6 45 6 241
кч 33- 8 33 8 163 КЧ 50-4 50 4 241
кч 35-10 35 10 163 КЧ 60-3 60 3 260
кч 37-12 37 12 163
в процентах. Механические свойства ковких чугунов приведены в табл.46.
Легированные чугуны имеют специальные примеси хрома, никеля, молибдена, благодаря которым повышается его кислотостойкость, прочность при ударных нагрузках и др.
Высокопрочный чугун получают из серого чугуна специальной обработкой — введением в жидкий чугун при температуре не ниже 1400° С чистого магния или его сплавов. Графит в высокопрочном чугуне имеет сфероидальную форму.
Свариваемость чугуна. Чугун является трудносвари-ваемым сплавом. Трудности при сварке чугуна обусловлены его химическим составом, структурой и механическими свойствами, поэтому при сварке чугуна необходимо учитывать следующие его свойства:
чугун более жидкотекучий сплав, чем сталь, поэтому сварка его производится только в нижнем положении;
малая пластичность чугуна, характеризующаяся возникновением в процессе сварки значительных внутренних напряжений и закалочных структур, которые часто приводят к образованию трещин;
интенсивное выгорание углерода, что приводит к пористости сварного шва;
в расплавленном состоянии чугун окисляется с образованием тугоплавких окислов, температура плавления которых выше, чем чугуна.
Сварка чугуна применяется в основном для исправления литейных дефектов, при ремонте изношенных и поврежденных деталей в процессе эксплуатации и при изготовлении сварно-литых конструкций.
§ 59. Горячая сварка чугуна
Горячая газовая сварка чугуна нашла широкое применение при исправлении дефектов литья, а также ремонте небольших чугунных деталей.
Способ горячей сварки чугуна является наиболее надежным способом, обеспечивающим лучшее качество сварного соединения. Выбор способа сварки определяет
ся составом чугуна, конструкцией детали, характером дефекта и условиями работы.
Процесс горячей газовой сварки разбивается на целый ряд отдельных операций, от которых зависит качество сварного соединения. К этим операциям от-
носятся: подготовка дета- рис ]08 Коксовый
леи под сварку; предвари-
тельный подогрев деталей; Р колосниковая решетка
сварка деталей; охлажде-
ние деталей после сварки.
Подготовка к сварке определяется видом дефекта отливки или характером поломки детали. Для предот-
вращения распространения трещин концы их перед сваркой рекомендуется засверливать. Раковины, трещины и другие поверхностные дефекты подготавливаются разделкой места заварки. Разделка ведется вырубкой или другими механическими способами.
Свариваемое изделие перед сваркой собирают и прихватывают по кромкам. Диаметр прихваток не должен превышать 5—6 мм Без подготовки кромок свариваются детали толщиной до 4 мм. На деталях толщиной свыше 5 мм производится разделка кромок под углом 70—90°. Свариваемые кромки тщательно очищают от грязи, ржавчины, масла или других загрязнений металлической Щеткой или пламенем сварочной горелки.
Детали, подготовленные под горячую сварку, подвергаются нагреву до 500—700° С. Температура общего предварительного подогрева определяется размером деталей, толщиной стенок, жесткостью конструкции, объемом наплавляемого металла и структурой чугуна. Общий подогрев свариваемых деталей ведется в электриче
ских и газовых печах, а при единичных ремонтных работах — в специальных термических печах, ямах и горнах.
Для общего нагрева, а также последующей термической обработки сваренных деталей, используются горны и печи различного типа. На рис. 108 представлен горн, состоящий из металлического каркаса и чугунной опоки с колосниковой решеткой. Естественная тяга через ко-
Рис. 109 Печи:
а — камерная, б —с выдвижным подом
лосниковую решетку обеспечивает такую скорость сгорания кокса, которая необходима для постепенного нагрева деталей. При сварке чугуна используют также камерные печи (рис. 109, а) и печи с выдвижным подом (рис. 109, б).
При отсутствии специальных печей на месте сварки сооружаются временные печи. При пользовании временными печами деталь обкладывают древесным углем и закрывают асбестом. Для поступления воздуха делают снизу отверстие или оборудуют специальную систему поддува. После того, как свариваемая деталь нагреется до требуемой температуры, ее извлекают из печи и подают на рабочее место сварщика. Во избежание охлаждения свариваемой детали во время сварки ее за
крывают листовым асбестом. Открытым остается только место сварки. После сварки изделие медленно охлаждается в яме или вместе с горном. Равномерное и медленное охлаждение предупреждает коробление, образование трещин и структур отбела.
Сварка чугуна выполняется нормальным пламенем или пламенем с небольшим избытком ацетилена. В начале сварки пламя горелки устанавливается почти вертикально, по мере сварки устанавливают необходимый угол в зависимости от толщины свариваемого металла. Ядро пламени должно находиться на расстоянии 2— Змм от поверхности свариваемого металла. Наконечник горелки выбирается из расчета расхода ацетилена 120 дм3/ч на 1 мм толщины свариваемого металла.
В качестве присадки согласно ГОСТ 2671—70 для горячей газовой сварки применяются чугунные прутки марки А диаметром 4, 6, 8 и 12 мм, длиной 250—450 мм. Чугунные прутки марки А имеют следующий химический состав: углерода 3,0—3,5%, кремния 3,0—3,4%, марганца 0,5—0,8%, серы не более 0,08%, фосфора 0,2—0,4%, хрома не более 0,05%, никеля 0,3%. Чугунные прутки марки А с торца маркируют белой краской. Прутки должны храниться в сухом месте в ящиках или на стеллажах.
При горячей сварке чугуна необходимо учитывать резкий переход из жидкого состояния в твердое и образование окисной пленки на поверхности жидкой ванны, что затрудняет выделение газа из жидкого металла. Для облегчения выделения газа сварочную ванну необходимо непрерывно помешивать присадочным прутком.
При горячей газовой сварке чугуна применяется флюс, способствующий улучшению процесса сварки и удаления образовавшихся окислов. В качестве флюса используются прокаленная бура или смесь 56% прокаленной буры, 22% углекислого натрия и 22% углекислого калия. Кроме того, при сварке чугуна можно применить газообразный флюс БМ-1 (ТУП-42-64).
В процессе сварки сварщику необходимо следить за тем, чтобы в наплавленном металле не оставалось шлака и расплавленный присадочный металл хорошо сплавлялся с основным металлом.
Для получения сварного соединения, свойства которого равноценны свойствам основного металла, необходимо после сварки уменьшить скорость охлаждения. Для
этого пламя сварочной горелки отводят от поверхности свариваемого металла на 50—60 мм, а наплавленный металл подогревают пламенем в течение 1—1,5 мин.
Для уменьшения внутренних напряжений в массивных деталях сложной конфигурации рекомендуется сваренные детали подвергать вторичному нагреву до температуры 600—750° С и охлаждать вместе с печью.
§ 60. Сварка чугуна с местным подогревом
,2
1
Рис ПО. Сварка чугунной рамы
Этот способ газовой сварки чугуна применяется в тех случаях, когда место сварки и характер конструкции поз-, воляют производить местный подогрев без появления трещин и напряжений в свариваемых изделиях. Местный предварительный подогрев применяют при сварке массивных деталей или деталей, конструкция которых не создает жесткого контура. В этих случаях участок местного подогрева выбирают так, чтобы в детали создавались тепловые деформации, равнозначные деформациям, которые возникнут на участке сварки.
Например, в чугунной раме (рис. НО), имеющей трещину на участке 1, для того чтобы создать равномерную тепловую деформацию, необходимо осуществить подогрев противоположного плеча на участке 2.
Местный подогрев свариваемых деталей выполняется до температуры 300—500° С сварочными горелками, паяльными лампами, индукционным электронагревом и другими способами.
При сварке применяется нормальное сварочное пламя или пламя с небольшим избытком ацетилена. Мощность сварочного пламени выбирается из расчета расхода ацетилена 100—120 дм3/ч на 1 мм толщины свариваемого металла.
В качестве присадки используются чугунные прутки марки Б диаметром 4, 6, 8, 10 и 12 мм, длиной 250— 450 мм. Согласно ГОСТ 2671—70 чугунные прутки марки Б содержат углерода 3,0—3,5%, кремния — 3,5—4,0%, марганца 0,5—0,8%, серы не более 0,08%, фосфора 0,3— 0,5%, хрома 0,05% и никеля 0,3%.
После сварки места подогрева медленно охлаждают, для чего прикрывают их асбестом или засыпают песком.
§ 61. Холодная сварка чугуна
Холодная сварка чугуна применяется в тех случаях, когда детали при нагревании и охлаждении способны свободно расширяться и сжиматься, не вызывая значительных остаточных напряжений. При этом мощность пламени горелки должна быть максимально возможной. Технологический процесс сварки без предварительного нагрева почти аналогичен процессу горячей сварки, однако имеет и свои особенности. Перед заваркой дефекта необходимо подогревать пламенем горелки участки, прилегающие к дефекту. После окончания заполнения дефекта горелку в течение 2—3 мин медленно отводят, направляя пламя на участки, прилегающие к дефекту. Деталь или часть детали, на которой находится заваренный участок, для медленного охлаждения засыпают пес-ском или покрывают асбестом.
Способ низкотемпературной пайки-свар-к и чугуна отличается от обычных способов тем, что основной металл не доводится до температуры плавления, а нагревается только до температуры 820—860° С, т. е. до температуры «смачиваемости».
Этот способ разработан в институте ВНИИАвтоген-маш и основан на применении специальных чугунных прутков и флюсов. Капли расплавленного присадочного металла под действием сварочного пламени легко растекаются по поверхности свариваемого металла, обеспечивая плотное соединение свариваемых деталей. Низкотемпературную сварку чугуна используют при заварке литейных дефектов деталей из серого чугуна, а также при заварке чугунных деталей в готовых изделиях в случаях их поломки, появления трещин и других дефектов.
В качестве присадки для заварки тонкостенных отливок применяются чугунные прутки НЧ-2, а для толстостенных — чугунные прутки УНЧ-2.
Для низкотемпературной пайки-сварки чугуна применяются специальные флюсы ФСЧ-2 и МАФ-1. Применяемые флюсы химически обрабатывают нагретую свариваемую поверхность от окислов, жиров и других загрязнений, увеличивают прочность сцепления наплавленного металла с основным, увеличивают жидкотеку-
47. Процентный состав флюсов для низкотемпературной пайки-сварки чугуна
Марка флюса Марка флюса
Состав, % ФСЧ-2 МАФ-1 Состав % ФСЧ-2 МЛФ-1
Бура плавленная Сода кальцинированная Азотнокислый натрий Селитра натриевая 23 50 33 12 27 Углекислый литий Углекислый натрий Фтористый натрий Фторциркопий калия Окись кобальта 0,5 26,5 12,6 8,5 7
честь расплавленного металла и защищают нагретую поверхность и расплавленный металл от кислорода и
азота воздуха.
Состав флюсов для низкотемпературной пайки-свар-
ки чугуна приведен в табл. 47.
Разделка дефектного’ участка под низкотемпературную сварку производится фрезерованием, сверлением или строганием. Место сварки предварительно зачищают до металлического блеска. Профиль разделки кромок сквоз-
Рис. 111. Профиль разделки дефекта под пайку-сварку.
а — разделка несквозного дефекта, о — разделка дефекта с применением подкладки из огнеупорного материала
а)
S)
Рис. 112. Схема устранения дефектов: а — сквозных трещин, б — засверленных дефектов
ных и несквозных дефектов представлен на рис. 111. Угол разделки составляет 70—90°.
Неглубокие поры и шлаковые включения вырубают зубилом или удаляют абразивным кругом.
Перед сваркой изделие подогревают горелкой до температуры 300—400° С. Изделия сложной формы нагревают в печи. Схема устранения сквозных дефектов (трещин) показана на рис. 112, а. При устранении засверленных дефектов (пористость, раковины) присадочный металл наносят по винтовой восходящей линии (рис. 112, б).
На нагретую наплавляемую поверхность равномерно наносится слой флюса. Место сварки нагревают горелкой до температуры 820—860° С, пламя должно быть строго нормальным. При этой температуре паста-флюс плавится, покрывая тонкой пленкой место сварки. Присадочный пруток также покрывают флюсом, расплавляясь, присадочный металл стекает на завариваемую поверхность и растекается по ней. Сварку производят левым способом. Расстояние между ядром пламени и концом прутка должно составлять 2—3 мм, угол между осью горелки и плоскостью детали — 20— 30°.
После сварки изделие медленно охлаждают под слоем асбеста или в песке. Так как при данном способе основной металл не доводится до расплавления, то при пайке-сварке отсутствуют участки отбеленного чугуна и металл шва получается плотным, мягким и хорошо обрабатывается механическими способами.
При низкотемпературной пайке-сварке чугуна вместо ацетилена можно применять газы-заменители. При применении в качестве горючего газа пропан-бутана мощность сварочного пламени выбирается из расчета расхода пропан-бутана 60—70 дм3/ч на 1 мм толщины свариваемого металла. Пламя берется нормальное. При толщине металла до 6 мм сварку выполняют за один проход, при толщине 9—12 мм — в два прохода. При использовании в качестве флюса ФСЧ-2 рабочая температура составляет 900—950° С. При такой температуре не исключено появление структур закалки в зоне термического влияния, поэтому указанный флюс имеет ограниченное применение. Его используют в тех случаях, когда допускается повышенная твердость наплавленного металла. Флюс МАФ-1 позволяет вести процесс низко
температурной пайки-сварки при рабочей температуре 750—800° С.
В некоторых случаях целесообразно применять вместо сварки пайку-сварку чугуна латунными припоями. Этот метод используют при ремонтной сварке. Преимущество пайки-сварки чугуна латунью по сравнению со сваркой плавлением заключается в том, что нагрев чугуна до температуры плавления латуни (850—900° С) существенно не изменяет структуры металла и не вызывает значительных термических напряжений.
Кромки детали толщиной до 25 мм скашивают под углом 45°, а при большей толщине рекомендуется ступенчатая разделка. При пайке-сварке латунью лучше, когда поверхности соединяемых кромок шероховаты
Углерод с поверхности соединяемых кромок выжигают на глубину 0,2—0,15 мм двумя способами: соединяемые кромки детали покрывают пастой из железных опилок и борной кислоты и нагревают пламенем горелки; кромки детали нагревают пламенем горелки, отрегулированным с избытком кислорода. В обоих случаях кромки деталей нагревают до 750—900° С. Наибольшее применение нашел второй способ.
Техника пайки-сварки состоит в следующем Кромки нагревают до красного цвета, посыпают флюсом и облу-живают участками. Сварочное пламя должно быть нормальным или с небольшим избытком кислорода Деталь для пайки-сварки должна находиться в наклонном положении, пайку-сварку выполняют снизу вверх. Положение горелки и присадочного металла такое же, как при правом способе. Мощность сварочного пламени выбирается из расчета 60—75 дм3/ч ацетилена на 1 мм толщины. Для пайки-сварки применяют припой ЛОК 59-1-03, который обеспечивает получение более плотного паяно-сварного шва и обусловливает бездымный процесс его плавления. В качестве флюса используется бура (100%) или смесь 50% буры и 50% борной кислоты.
Низкотемпературная пайка-сварка чугуна латунными припоями протекает при температуре 700—750° С, при которой в чугуне не происходит структурных изменений. Это исключает опасность отбела чугуна и уменьшает возможность образования трещин. Пайку-сварку латунным припоем применяют при исправлении дефектов на обработанных поверхностях чугуна. Для пайки-сварки
латунными припоями разработаны специальные флюсы фПСН-1 и ФПСН-2. Эти флюсы нейтрализуют действие свободного графита, частицы которого выступают на свариваемой поверхности и мешают ее смачиванию. В качестве припоя используется кремнистая проволока Л ОК 59-1-03, содержащая в среднем до 0,3% кремния. Для пайки-сварки изделий, к механическим свойствам которых предъявляются повышенные требования, применяется припой ЛОМНА 49-25-10-4-0,4, содержащий медь, олово, марганец, никель и до 0,6% алюминия. При пайке этим припоем металл паяно-сварного шва имеет цвет чугуна, твердость НВ 180—200 и временное сопротивление разрыву — 28—34 кгс/мм2.
Для пайки используется поверхностно-активный флюс марки ФПСН-2. Он содержит 45% борной кислоты, 22,5% углекислого лития, 22,5% соды кальцинированной и 10% солевой лигатуры. Его применяют в виде порошка или пасты. Флюс плавится при температуре 600— 650° С. Пайку выполняют обычной сварочной горелкой, работающей на ацетилене или газах-заменителях. Вначале при пайке-сварке слегка окисленным пламенем нагревают место наплавки до 450—500° С, а затем в разделку вводят флюс. Пайку-сварку начинают в момент плавления флюса, направляя пламя на прилегающие к разделке участки. Расплавленный флюс прутком припоя равномерно распределяют по всей поверхности завариваемого места; затем пламя направляют на конец прутка, расплавляют его и заполняют разделку металлом припоя. Наплавленный металл сразу же после сварки проковывают ручным медным молотком.
Контрольные вопросы
1 Какой сплав называется чугуном?
2 Чем отличаются между собой белый, серый и ковкий чугуны? 3 В чем заключается трудность сварки чугуна?
4 Как осуществляется горячая сварка чугуна?
5 Как выполняется нагрев чугунных деталей перед сваркой?
6 Каковы основные особенности сварки чугуна с местным подогревом’
7 Когда применяется холодная сварка чугуна?
8 - Как производится пайка-сварка чугуна латунью?
ГЛАВА XIII. СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
§ 62. Сварка меди
Медь находит широкое применение при изготовлении изделий различного назначения: сосудов, трубопроводов, электрораспределительных устройств, химической аппаратуры и т. д.
Многообразие использования меди связано с ее особыми физическими свойствами. Медь обладает высокой электропроводностью и теплопроводностью, устойчива в отношении коррозии. Плотность меди — 8,93 г/см3, температура плавления— 1083° С, температура кипения — 2360° С.
Трудности сварки меди обусловлены ее физико-химическими свойствами. Медь склонна к окислению с образованием тугоплавких окислов, поглощению газов расплавленным металлом, обладает высокой теплопроводностью, значительной величиной коэффициента линейного расширения при нагревании.
Склонность к окислению вызывает необходимость применения при сварке специальных флюсов, защищающих расплавленный металл от окисления и растворяя образующиеся окислы, переводя их в шлаки. Высокая теплопроводность требует применения более мощного пламени,чем при сварке стали.
Свариваемость меди зависит от ее чистоты. Особенно ухудшают свариваемость меди наличие в ней висмута, свинца, серы и кислорода. Содержание кислорода в зависимости от марки меди колеблется от 0,02% до 0,15%. Висмут и свинец придают меди хрупкость и красноломкость. Наличие в меди кислорода в виде закиси меди (Си2О) вызывает образование хрупких прослоек металла и трещин, которые появляются в зоне термического влияния. Закись меди образует с медью легкоплавкую эвтектику, которая обладает более низкой температурой плавления. Эвтектика располагается вокруг зерен меди и таким образом ослабляет связь между зернами.
На процесс сварки меди оказывает влияние не только кислород, растворенный в меди, но и кислород, поглощаемый из атмосферы. При этом наряду с закисью меди образуется окись меди. При сварке оба эти окисла за
трудняют процесс газовой сварки, поэтому их необходимо удалять с помощью флюса.
Водород и окись углерода также отрицательно влияют на процесс сварки меди. В результате их взаимодействия с закисью меди образуются пары воды и углекислый газ, которые образуют поры в металле шва. Чтобы избежать этого явления, сварку меди необходимо выполнять строго нормальным пламенем.
Чем чище медь и чем меньше она содержит кислорода, тем лучше она сваривается. По ГОСТ 859—66 промышленностью для изготовления сварных конструкций выпускается медь марок М Ip, М 2р и М Зр, имеющая пониженное содержание кислорода (до 0,01 °/о).
При газовой сварке меди нашли применение стыковые и угловые соединения, тавровые и нахлесточные соединения не дают хороших результатов. Перед сваркой свариваемые кромки необходимо очистить от грязи, масла, окислов и других загрязнений на участке не менее 30 мм от места сварки. Очистка мест сварки производится вручную или механическим способом стальными щетками.
Сварку меди толщиной до 3 мм выполняют без разделки кромок, а при толщине свыше 3 мм требуется Х-образная разделка кромок под углом 45° с каждой стороны стыка. Притупление делается равным 0,2 от толщины свариваемого металла. В связи с повышенной жидкотекучестью меди в расплавленном состоянии тонкие листы сваривают встык без зазора, а листы свыше 6 мм сваривают на графитовых и угольных подкладках.
Мощность сварочного пламени при сварке меди толщиной до 4 мм выбирают из расчота расхода ацетилена 150—175 дм3/ч на 1 мм толщины свариваемого металла, при толщине до 8—10 мм мощность увеличивают до 175— 225 дм3/ч. При больших толщинах рекомендуется сварка двумя горелками — одной ведется подогрев, а другой — сварка. Для уменьшения теплоотвода сварку выполняют на асбестовой подкладке. Для компенсации больших потерь тепла за счет отвода в околошовную зону применяют предварительный и сопутствующий подогрев свариваемых кромок. Подогревают кромки одной или несколькими горелками.
Пламя для сварки меди выбирается строго нормальным, так как окислительное пламя вызывает сильное окисление, а при науглероживающем пламени появля
ются поры и трещины. Пламя должно быть мягким и направлять его следует под большим, чем при сварке стали углом. Сварка проводится восстановительной зоной, расстояние от конца ядра до свариваемого металла — 3—6 мм. В процессе сварки нагретый металл должен быть все время защищен пламенем. Сварка выполняется как левым, так и правым способом, однако наиболее предпочтителен при сварке меди правый способ. Сварка ведется с максимальной скоростью без перерывов.
При сварке меди рекомендуется свариваемые изделия устанавливать под углом 10° к горизонтальной плоскости. Сварка ведется на подъем. Угол наклона мундштука горелки к свариваемому изделию составляет 40—50°, а присадочной проволоки — 30—40°.
При сварке вертикальных швов угол наклона мундштука горелки составляет 30° и сварку ведут снизу вверх. При сварке меди не рекомендуется скреплять детали прихватками. Длинные швы сваривают в свободном состоянии обратноступенчатым способом. Газовая сварка меди выполняется только за один проход.
На процесс газовой сварки меди оказывает большое влияние состав присадочной проволоки. Для сварки в качестве присадка применяются прутки и проволока согласно ГОСТ 16130—72 следующих марок. М-1, MCpl, МНЖ5-1, МНЖКТ5-1-0,2-0,2. Сварочная проволока MCpl содержит от 0,8—1,2% серебра.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла. При сварке меди диаметр проволоки берут равным 0,5—0,75 s, где s — толщина металла, мм, но не более 8 мм. Сварочная проволока должна плавиться спокойно, без разбрызгивания. Желательно, чтобы температура плавления присадочной проволоки была ниже температуры плавления основного металла.
Для предохранения меди от окисления, а также для раскисления и удаления в шлак образующихся окислов, сварку осуществляют с флюсом. Флюсы изготавливают из окислов и солей бора и натрия. Флюсы для сварки меди применяют в виде порошка, пасты и в газообразной форме. Составы флюсов, применяемых для сварки меди, приведены в табл. 48.
Флюсы № 5 и № 6, содержащие соли фосфорной кислоты, необходимо применять при сварке проволокой, не содержащей раскислителей фосфора и кремния.
48. Составы флюсов, применяемых для сварки меди
Составляющие компоненты Состав флюсов, %
№ 1 № 2 № 3 № 4 № 5 Ns 6 № 7
Бура прокаленная 100 25 50 30 50 50 70
Борная кислота — 75 50 50 35 — 10
Поваренная соль — — 10 —— — 20
Кислый фосфорнокислый натрий ““ —- 10 15 15 —
Кварцевый песок —— —— — —— — 15 —
Древесный уголь — — 20
Сварку меди можно выполнять и с применением газообразного флюса БМ-1. В этом случае наконечник горелки надо увеличить на один номер, чтобы снизить скорость нагрева и увеличить мощность сварочного пламени. При использовании газообразного флюса применяется установка КГФ-2-66. Порошкообразный флюс посыпают на место сварки на 40—50 мм по обе стороны от оси шва.
Флюс в виде пасты наносится на кромки свариваемого металла и на присадочный пруток. Остатки флюса удаляют промывкой шва 2%-ным раствором азотной или серной кислоты. Для улучшения механических свойств наплавленного металла и повышения плотности и пластичности шва после сварки металл шва рекомендуется проковывать.
Детали толщиной до 4 мм проковывают в холодном состоянии, а при большей толщине — при нагреве до температуры 550—600° С. Дополнительное улучшение шва после проковки дает термическая обработка — нагрев до 550—600° С и охлаждение в воде. Свариваемые изделия нагревают сварочной горелкой или в печи. После отжига металл шва становится вязким.
§ 63. Сварка латуни
Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%, Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости латуни получили широкое распространение при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности.
Основными затруднениями при сварке латуней являются выгорание цинка, поглощение газов расплавленным металлом ванны, а также повышенная склонность металла шва и околошовной зоны к образованию пор и трещин. Для устранения указанных затруднений необходимо применять специальные меры.
Для борьбы с испарением цинка при газовой сварке латуни необходимо применять окислительное пламя и использовать специальные флюсы и присадочные металлы, легированные кремнием и бором. Пары цинка ядовиты, поэтому при сварке латуни необходимо пользоваться респиратором.
При сварке латуни окислительным пламенем на поверхности свариваемого металла образуется окисная пленка, которая препятствует дальнейшему испарению цинка. Избыточный кислород также связывает свободный водород пламени, что уменьшает поглощение водорода металлом.
При сварке латуни необходимо также учитывать ее склонность к образованию трещин в интервале температур от 300 до 600° С.
Подготовка свариваемых кромок под сварку должна производиться в зависимости от толщины металла. Металл толщиной до 1 мм сваривают с отбортовкой кромок, при толщине от 1 до 5 мм — без скоса кромок, при толщине от 6 до 15 мм — с V-образной разделкой кромок на угол 70—90°, при толщине от 15 до 25 мм — с Х-образ-ной разделкой на угол 70—90° с притуплением 2—4 мм.
Перед сваркой свариваемые кромки зачищают до металлического блеска или протравливают в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой и протиркой насухо ветошью.
На качество сварного шва большое влияние оказывает мощность сварочного пламени. Несмотря на то, что теплопроводность латуни на 70% больше, чем у низкоуглеродистой стали, мощность сварочного пламени берется из расчета расхода ацетилена 100—120 дм3/ч на 1 мм толщины свариваемого металла, чтобы не перегреть свариваемый металл.
Для снижения испарения цинка конец ядра сварочного пламени должен находиться на расстоянии 70—10 мм от свариваемой поверхности. Сварку проводят левым способом. Сварочное пламя направляют на присадочную проволоку, которую держат под углом 90° к мундштуку.
Сварку выполняют с максимальной скоростью окислительным пламенем.
При сварке латуни конец присадочного металла все время должен находиться в зоне сварочного пламени. Так как латунь в расплавленном состоянии жидкотекуча, то сварка ее в вертикальном и потолочном положениях затруднена. При необходимости выполнения сварки в вертикальном положении сварку следует вести на пониженной мощности пламени — 35—40 дмэ/ч ацетилена из 1 мм толщины свариваемого металла.
Выбор присадочного металла оказывает большое влияние на процесс сварки латуни. Согласно ГОСТ 16130—72 в качестве присадка при сварке латуни применяются следующие марки присадочной проволоки: Л63, ЛО 60-1, ЛК 62-0,5, ЛКБ062-0,2-0,04-0,5 и сварочные прутки следующих марок: ЛК62-05, Л63, ЛОК59-1-0,3.
Для сварки латуней Л-62 и Л-68 применяется само-флюсующая присадочная проволока ЛКБ062-0,2-0,04-0,5, сварка проводится без применения флюса.
Хорошие результаты при сварке дает применение кремнистой латунной проволоки ЛК-62-05, содержащей в среднем 0,5% кремния. При сварке этой проволокой практически отсутствует угар цинка и повышаются прочность, плотность и ударная вязкость сварного соединения.
Оловянистые латуни сваривают с применением присадочной проволоки ЛО-60-1. Диаметр присадочной проволоки (d) выбирается в зависимости от толщины свариваемого металла: d=s-j-l, где s — толщина свариваемого металла, мм, но не более 8 мм.
Для сварки латуни в основном применяются флюсы того же состава, что и при сварке меди. Из порошковых флюсов широкое применение нашли флюсы: № 1, 2, 3 (табл. 48). Флюс БМ-1 рекомендуется для сварки с применением кремнистого присадочного металла. Образующиеся в процессе сварки шлаки удаляются промывкой водой. Хорошее качество сварного шва получается при применении газообразного флюса БМ-2 на основе метил-боратов, который автоматически подается в пламя горелки с помощью установки КГФ, разработанной ВНИИАвтогенмашем.
Для уплотнения металла шва и повышения его механических свойств шов проковывают. Латуни, содержащие более 40% цинка, проковывают при температуре
выше 650° С, а латуни, содержащие менее 40% цинка — в холодном состоянии. После проковки применяется отжиг при температуре 600—650° С с последующим медленным охлаждением для получения мелкозернистой структуры.
§ 64. Сварка бронзы
Бронзами называются медные сплавы, в которых основными легирующими элементами являются алюминий, олово, марганец, кремний и другие. В зависимости от преобладания легирующего элемента определяется и название бронзы. Бронзы делятся на две основные группы— оловянные и безоловянные.
Температура плавления оловянных бронз — 900— 950° С, безоловянных — 950—1080° С. Оловянные бронзы содержат олова от 3 до 14%, а также фосфор, цинк, никель и другие элементы. Олово в бронзе значительно снижает температуру плавления и увеличивает интервал между температурами начала и окончания кристаллизации.
При сварке оловянной бронзы легкоплавкая часть сплава перемещается от середины к поверхности шва. Это приводит к появлению на поверхности шва мелких застывших капель. При сварке оловянных бронз необходимо принимать меры, уменьшающие угар олова и цинка. Пламя берется строго нормальным, так как окислительное пламя приводит к выгоранию олова, а науглероживающее увеличивает пористость в металле шва.
Мощность сварочного пламени выбирается из расчета расхода ацетилена 70—120 дм3/ч на 1 мм толщины свариваемого металла. Сварка выполняется восстановительной зоной сварочного пламени на расстоянии 7— 10 мм от поверхности свариваемого металла, для того чтобы уменьшить выгорание олова.
При сварке литых бронз применяют предварительный подогрев до температуры 450° С. В качестве присадка согласно ГОСТ 16130—72 используется сварочная проволока БрОЦ4—3 и БрОФ6,5—0,15.
Свариваемые кромки перед сваркой тщательно зачищаются. Сварка ведется в нижнем положении, для предупреждения протекания металла используют подкладки из графита. При сварке оловянных бронз применяются те же флюсы, что и при сварке меди.
Алюминиевые бронзы содержат до 10% алюминия. Алюминиевые бронзы обладают высокой коррозионной стойкостью и высокими антифрикционными свойствами. Основные трудности при сварке алюминиевых бронз вызывает образующаяся тугоплавкая окисная пленка (А12О3). Эта пленка имеет высокую температуру плавления и оседает на дно сварочной ванны. Удаление ее возможно только при применении специальных флюсов. При сварке применяется флюс, содержащий 12—• 16% фтористого натрия, 20% хлористого натрия, 20% хлористого бария, остальное— хлористый калий.
Подготовка к сварке осуществляется также, как при сварке оловянных бронз. Сварочное пламя берется нормальное, мощность пламени выбирается из расчета расхода ацетилена 120—170 дм3/ч на 1 мм толщины свариваемого металла. В качестве присадка применяется сварочная проволока БрАЖМцЮ—3—1,5.
Кремнистые бронзы отличаются высокими механическими свойствами, хорошо свариваются. Предварительный подогрев до температуры 300—350° С осуществляется только для литых деталей сложной формы. Присутствие в бронзе кремния и марганца улучшает ее свариваемость.
Сварочное пламя для сварки кремнистых бронз берется строго нормальное. Мощность сварочного пламени выбирается из расчета ацетилена 100 дм3/ч на 1 мм толщины свариваемого металла. Флюсы применяют те же, что и при сварке меди и латуни.
§ 65. Сварка никеля
Никель является тяжелым цветным металлом (его плотность — 8,9 г/см3), обладающим хорошими антикоррозионными свойствами.
Он используется в химической, пищевой и других отраслях промышленности. Технический никель в зависимости от его марки содержит 99,8—97,6% чистого никеля. Наиболее вредными примесями при сварке никеля являются сера и свинец.
При сварке никеля возникают трудности, связанные с образованием окиси никеля, которая имеет температуру плавления выше, чем сам металл, а также с изменениями растворимости газов при остывании.
Газовая сварка никеля применяется для деталей толщиной до 4 мм и небольших габаритов. Никель газовой сваркой сваривается удовлетворительно. Детали толщиной до 1,5 мм сваривают без присадка с отбортовкой кромок, толщиной до 4 мм — без разделки кромок.
Перед сваркой детали скрепляют прихватками через 100—200 мм. Сварку длинных швов ведут обратноступенчатым способом. Сварочное пламя применяют нормальное или с небольшим избытком ацетилена, ацетилен перед сваркой должен быть осушен. Мощность сварочного пламени выбирают из расчета расхода ацетилена 140 200 дм3/ч на 1 мм толщины свариваемого металла.
Присадочный металл выбирается близким по химическому составу к основному металлу. Желательно при-' менение никелевой проволоки легированной кремнием, марганцем и титаном.
Сварка ведется восстановительной зоной, расстояние от конца ядра пламени до поверхности свариваемого металла — 3—4 мм. При сварке никеля рекомендуется применять правый способ сварки, диаметр присадочной проволоки выбирается равным половине толщины свариваемого металла.
Газовую сварку никеля можно вести без применения флюса, однако лучшие результаты достигаются с использованием флюсов. Флюс должен обладать температурой плавления более низкой, чем основной металл и улучшать жидкотекучесть жидкой ванны. При газовой сварке никеля нашли применение многокомпонентные флюсы, составы которых (в %) приведены ниже:
Компоненты । № флюса 2 3
Бура прокаленная . . . 100 25 30
Борная кислота . . —— 75 50
Хлористый натрий . . . — — 10
Фтористый калий . . — 10
Кроме применения вышеуказанных флюсов сварку можно вести и с применением газообразного флюса БМ-1.
§ 66. Сварка свинца
Свинец — химически устойчивый металл с низкой механической прочностью, используется в химической промышленности для облицовки стальной аппаратуры и трубопроводов. Сварка свинца затруднена, так как сви-
нец имеет низкую температуру плавления (327° С) и об разует тугоплавкую окись свинца (РЬО) с температурой плавления 850°С Низкая температура плавления и небольшая теплопроводность позволяют применять при газовой сварке свинца газы заменители ацетилена— пропан бутан, природный газ, городской газ, пары бензина и керосина
При газовой сварке свинца наибольшее распростра ненне получили нахлесточные и стыковые соединения Листы толщиной до 1,5 мм сваривают встык без применения присадочного металла с отбортовкой кромок Перед сваркой свариваемые кромки тщательно зачищают до металлического блеска на ширину не менее 30 мм с обеих сторон шва Детали из свинца толщиной до 6 мм сваривают встык без разделки кромок, а свинец большей толщины сваривают с разделкой кромок под углом 30— 35° с каждой стороны Мощность сварочного пламени выбирается из расчета расхода ацетилена 15—20 дм3/ч на 1 мм толщины свариваемого металла Сварку свинца можно выполнять в любом пространственном положении Присадочным материалом являются полоски свинца или свинцовая проволока, диаметр которой зависит от тот шины свариваемого металла
Толщина свинца, мм 0,8 —1,2 1,5—2 0 2,5—3 0 4 0—8,0 Диаметр присадочной
проволоки, мм 3 6 8 10—12
Сварка свинца ведется левым способом В процессе сварки наконечник горелки должен быть наклонен к по верхности свариваемого металла под углом 45° Для удаления окисной пленки при сварке свинца рекомендуется применять флюс, состоящий из равных частей канифоли и стеарина Для предупреждения протекания металла при сварке свинца используют формирующие стальные подкладки
§ 67. Сварка алюминия
Алюминий и его сплавы широко применяются в промышленности в виде листов, труб и другого профильного материала Сплавы алюминия имеют высокие механические свойства при малой плотности, что достигается легированием их марганцем, магнием, кремнием, никелем хромом и другими элементами.
Алюминиевые сплавы делятся на две группы — деформируемые и литеиные Деформируемые в свою очередь подразделяются на иеу прочняемые и упрочняемые термообработкой. К деформируемым неупрочняемым сплавам алюминия относятся сплавы алюминия с магнием или марганцем, а к термически упрочняемым — дюралюмины Д1, Д16 и сплавы АВ, АК и В 95 Из литейных сплавов наибольшее распространение получили силумины— сплавы алюминия с кремнием (кремния—• 4—13%) Литейные сплавы применяют для деталей, имеющих сложную конфигурацию
Основной трудностью при сварке алюминия является образование на его поверхности окиснои пленки (А12О3) с температурой плавления 2050° С, которая затрудняет, плавление металла и сплавление свариваемых кромок. Окисная пленка имеет плотность 3 85 г/см3 и остается на поверхности сварочной ванны
Другая трудность при сварке алюминия заключается в том, что при нагреве алюминии не меняет цвет, и поэтому трудно уловить момент начала его плавления Для этого требуются опыт и навык сварщика При сварке алюминия необходимо учитывать низкую температуру плавления и высокую теплопроводность, что требует правильного выбора мощности сварочного пламени При сварке алюминия возникают также значительные остаточные напряжения и деформации, связанные с высокими значениями коэффициента теплового расширения этих сплавов
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла:
Толщина свариваемого металла, мм . до 1,5 1,6—3,0 3,1—5,0 5,1 —10,0 10—15
Диаметр
присадочном
проволоки, мм 1,5—2,5 2,5—3 3—4 4—6 6—8
Для сварки алюминия и его сплавов согласно ГОСТ 7871—63 используют 11 марок присадочной проволоки: Св-А-97, Св-А5с, Св-АМц, Св-МчЗ, Св-АМг5, Св-АМгб, Св-АМг7, Св-АКЗ, Св-АК5, Св-АКЮ, Св-АК12. При сварке алюминия используется сварочная проволока Св-АК5. Сплавы алюминий матнии свариваются сварочной проволокой Св А1<5, Св-АКЮ, Св-АМгЗ, Св АМг5,
в качестве присадка используют проволоку Св-АМц и Св-АК5
Согласно ГОСТ 7871—63 применяются следующие диаметры сварочной проволоки 0,8, 1,0, 1,2, 1,4, 1,6, 1,8, 2,0, 2,2, 2,5, 2,8, 3,0, 3,2, 3,5, 4,0, 4,5, 5,0, 5,5, 6,0, 7,0, 8*0, 9,0, Ю, 11, 12 мм
Сварочная проволока должна иметь ровную, гладкую поверхность, без трещин, закатов и вмятин Проволока поставляется в бухтах, масса бухты не должна превы шать 40 кг
При сварке литеиных алюминиевых сплавов применяют присадочный металл того же состава, что и основной
Основным видом соединений при газовой сварке деталей из алюминия и его сплавов являются стыковые соединения Применение тавровых, угловых и особенно нахлесточных соединений не рекомендуется
Зазор между свариваемыми деталями следует устанавливать, руководствуясь данными, приведенными в табт 49
49 Выбор зазора в зависимости от толщины ме1ачла и расстояния между прихватами
Толщина деталей в стыковом соесинении мм Ветичнт а ~азора, мм Расстояние между прихват ками, мм Толщина дета пей в стыковом соединении мм Be 14 чина зазора мм Расстояние между прихват ками мм
До 1,5 1,6—3,0 3,1-5,0 0 5—1,0 0,8—2,0 1,8—3,0 20—30 30—50 50—80 5,1—10,0 10,1- 15 0 15,1—50,1 2,5—4,0 3,5—5,0 4,5—6,0 80-120 120—200 200-360
Стыковые соединения деталей толщиной до 4 мм выполняются без скоса кромок, с зазором между ними от 0,5 до 2 мм При толщине металла свыше 5 мм обязательно делается V-образный скос кромок (угол 30—35°с каждой стороны) При толщинах свыше 12 мм рекомендуется двусторонняя Х-образная разделка кромок (угол 30 35° с каждой стороны) Разделка кромок осуществляется механическим способом
Кромки свариваемых деталей и присадочный материал перед сваркой необходимо тщательно очистить от грязи и масла напильником или металлической щеткой на ширину 30—40 мм с каждой стороны шваиобезжч-
рпть. Присадочную проволоку и свариваемые кромки промывают в течение 10 мин в щелочном растворе, составленном из 20—25 г едкого натрия и 20—30 г углекислого натрия на 1 дм3 воды при температуре 65° С с последующей промывкой в проточной воде. После этого кромки и присадочную проволоку травят в течение 2 мин в 25%-ном растворе ортофосфорной кислоты или в 15%-ном растворе азотной кислоты. После травления детали
50. Состав флюсов для газовой сварки алюминиевых сплавов
воде и протирают ветошью.
Для удаления окислов алюминия из сварочной ванны, а также облегчения разрушения окисной пленки при сварке алюминия и его сплавов применяют флюсы. Флюсы содержат легкоплавкие смеси хлористых соединений, щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений.
Флюсы наносят на свариваемые кромки или нагретую сварочную проволоку в виде порошка или пасты, приготовленной на воде или спирте. Для разведения флюса применяется фарфоровая, стеклянная или эмалированная посуда, разводится флюс в необходимом количестве из расчета хранения его 4—5 ч. Более длительное хранение флюса в разведенном состоянии снижает его активность. Состав (в%) флюсов, применяемых при газовой сварке алюминия, приведен в табл. 50.
Большое распространение при газовой сварке алюминия и его сплавов получил флюс № 6, который выпускается под маркой АФ-4Л. Флюс на проволоку и кромки наносят чистой кистью или конец присадочной проволо
ки погружают в разведенный флюс. Флюс наносят тонким слоем на подготовленные кромки детали и на прилегающие к шву поверхности на расстояние, равное трехкратной ширине шва.
Содержащиеся во флюсах фтористые соединения растворяют в расплавленном состоянии окись алюминия. Хлористые соли лития отнимают кислород от окиси алюминия Все флюсы для сварки алюминия, особенно те, которые содержат хлористый литий, очень гигроскопичны, поэтому их хранят в герметически закрытых банках и открывают лишь перед употреблением. При выполнении прихватки флюс наносят только на присадочный металл. После сварки остатки флюса необходимо удалять с поверхности шва и прилегающей к нему зоне для предотвращения коррозии сварного соединения.
Сварные швы очищают металлической щеткой с последующей промывкой 2%-ным раствором азотной кислоты, затем горячей водой и просушкой.
При газовой сварке алюминия и его сплавов пламя берегся нормальное. Избыток кислорода и горючего газа не допускается, так как свободный кислород окисляет алюминий, а избыток горючего газа приводит к сильной пористости шва. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75 дм3/ч на 1 мм толщины свариваемого изделия. Расход ацетилена в зависимости от толщины свариваемого металла приведен ниже.
Толщина металла, мм
Расход ацетилена, дм3/ч . .
Толщина металла, мм
Расход ацетилена, дм3/ч...................
до 1,5 1,6—3 3,1—5 5,1—Ю
50—100 100—200 200—400 400—700
10,1—15 15,1—25 25,1-50
700—1200 900—1200 900—1200
Сварка выполняется восстановительной зоной пламени, расстояние от конца ядра до свариваемой поверхности 3—5 мм. Сварку ведут левым способом. Угол наклона мундштука горелки к поверхности свариваемого металла вначале сварки должен составлять почти 90°, а затем по мере прогрева свариваемых деталей угол устанавливается в зависимости от их толщины. Мундштук горелки располагают под углом 20—45° к свариваемой поверхности. Угол наклона присадочной проволоки во всех случаях составляет 40—60° к свариваемой поверхности.
Виды поперечных колебаний мундштука горелки и сварочного прутка зависят от толщины свариваемого металла. При сварке деталей из алюминиевых сплавов толщиной до 3 мм горелкой поперечных колебаний не делают, а при больших толщинах в процессе сварки горелки выполняют различные поперечные колебания. При сварке алюминиевых деталей свыше 5 мм применяют правый способ сварки.
При газовой сварке алюминия необходимо стремиться к тому, чтобы сварка выполнялась только в нижнем положении. Сварку листов необходимо начинать, отступив от края на 50—100 мм, с последующей заваркой оставленного участка в обратном направлении.
Сварочный процесс должен выполняться непрерывно,-отрыв сварочного пламени от ванны расплавленного металла не допускается. Свариваемые детали толщиной более 10 мм перед сваркой рекомендуется подогревать до температуры 300—350° С. Подогрев осуществляется в электрических, газовых печах или газовыми горелками. Литые детали из алюминиевых сплавов сваривают с общим подогревом до температуры 250° С, отливки из силумина— до температуры 350—400° С.
При заварке трещин концы их засверливают, разделывают до определенного \гла и заваривают от середины к краям. Длинные трещины заваривают обратносту-пенчатым способом.
§ 68. Сварка магниевых сплавов
/Магниевые сплавы имеют малую плотность и вместе с тем обладают высокими прочностными свойствами. Магний примерно в 1,5 раза легче алюминия и в 4,5 раза легче стали. Эти свойства и определяют широкое применение магниевых сплавов во многих отраслях народного хозяйства.
Магниевые сплавы по способу производства делятся на литейные и деформируемые.
Легирующими добавками в магниевых сплавах являются алюминий, марганец, циик, цирконий и некоторые другие редкоземельные элементы. Алюминий и цинк повышают прочностные характеристики магния, марганец повышает коррозионную стойкость.
Сварка магния затрудняется из-за низкой теплопроводности, близости температур плавления и воспламе-262
нения, высокого коэффициента линейного расширения и большого химического сродства магния к кислороду. Поверхность магния и его сплавов покрыта тугоплавкой пленкой MgO, температура плавления которой около 2500° С.
При сварке магния и его сплавов необходимо удалять в процессе сварки окисную пленку и тщательно защищать расплавленную ванну от ее взаимодействия с кислородом и азотом воздуха и парами воды. Для этой цели при газовой сварке магния и магниевых сплавов применяют флюсы на основе хлористых и фтористых солей. При этом флюс должен ошлаковывать тугоплавкую окисную пленку магния.
Хлоридные флюсы можно применять при сварке малоответственных деталей, а также в тех случаях, когда сварные соединения после сварки подвергаются специальной обработке.
Фторидные флюсы не вызывают коррозии, но они менее технологичны. Плотность фторидных флюсов превышает плотность сварочной ванны, поэтому частицы флюса могут оставаться в металле шва. При газовой сварке магниевых сплавов нашли применение следующие основные марки флюсов: МФ-1, ВФ-156, № 13, ПО.
Флюсы готовят как методом расплавления, так и методом механического перемешивания. Перед сваркой флюс разводят до пастообразного состояния и наносят кистью тонким слоем по обе стороны шва.
При газовой сварке магниевых сплавов основное применение получили стыковые соединения; тавровые угловые и нахлесточные соединения не рекомендуются.
Магниевые сплавы толщиной до 1,2 мм сваривают без применения присадочного металла с отбортовкой кромок. Отбортованные кромки должны плотно прилегать друг к другу. Магниевые детали толщиной до 3 мм сваривают встык без разделки кромок. При толщине металла свыше 3 мм производится V-образная разделка кромок с углом раскрытия 30—35°. В зависимости от толщины зазор изменяется от 1,5 до 3,0 мм, а величина притупления составляет 1,2—2,5 мм.
, Перед сваркой поверхности свариваемых кромок должны быть тщательно очищены от пленки и окислов. Очистка осуществляется как механическим способом (металлическими щетками), так и химическим способом (в специальных растворах). Окисную пленку удаляют
обработкой детали в 18%-ном растворе хромовой кислоты при температуре 90—100° С в течение 5 мин. После травления детали промывают в горячей воде при температуре 50—60° С, а потом в холодной воде. Промытые детали сушат на воздухе.
В качестве присадочного материала при сварке магниевых сплавов применяется прессованная проволока или прутки из сплава, имеющего одинаковый химический состав с основным металлом.
Присадочный металл перед сваркой необходимо протравить в 20%-ном растворе азотной кислоты. Присадочный металл в процессе сварки должен быть все время погружен в сварочную ванну.
Для сварки магниевых сплавов применяется нормальное пламя. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75—100 дм3/ч на 1 мм толщины свариваемого металла. Сварка ведется восстановительной зоной сварочного пламени, расстояние от конца ядра до свариваемой поверхности — 3 мм. Детали толщиной до 5 мм сваривают левым способом, а более 5 мм — правым способом сварки. Угол наклона мундштука горелки к поверхности свариваемых деталей толщиной до 5 мм составляет 30—45°, а при большей толщине — 45—60°. Угол наклона присадочного прутка к свариваемой поверхности — 40—50°.
При сварке деталей толщиной до 3 мм не производится поперечных колебаний горелкой и присадочным прутком, при сварке деталей больших толщин горелке и присадке сообщаются различные поперечные колебания. Сварку деталей толщиной более 5 мм рекомендуется выполнять с предварительным подогревом до температуры 300—350° С.
Контрольные вопросы
1. Какие трудности встречаются при газовой сварке мели и латуни?
2. Какой вид сварочного пламени применяется при сварке бронз?
3. Как осуществляется сварка никеля и ею сплавов?
4. Какие трудности встречаются при газовой сварке алюминия?
5. Какие основные технологические особенности сварки свинца?
6. Какие флюсы применяются при газовой сварке алюминия^
7. Как осуществляется газовая сварка магниевых сплавов?
ГЛАВА XIV. ГАЗОПЛАМЕННАЯ НАПЛАВКА И ПАЙКА
§ 69. Общие сведения о наплавке
Наплавкой называется процесс нанесения присадочного слоя металла на основной металл, который расплавляется на небольшою глубину. Наплавку применяют для восстановления изношенных деталей и для придания поверхностному слою металла особых свойств — коррозионной стойкости, твердости, стойкости против износа и др. Наплавка осуществляется металлом того же состава, что и основной, или другим, отличающимся по химическому составу от основного металла.
На детали из стали и чугуна наплавляют цветные металлы (медь, латунь, бронзу), легированные стали, чугун, а также специальные твердые сплавы. Для получения требуемой глубины проплавления необходимо регулировать степень нагрева основного и наплавочного металла. При газопламенной наплавке легче регулировать степень нагрева основного и присадочного металла благодаря их раздельному нагреву. Газокислородное пламя также защищает наплавленный металл от окисления его кислородом воздуха и от испарения элементов, входящих в состав наплавляемого металла.
Недостатком газопламенной наплавки является более низкая производительность по сравнению с дуговой и увеличенная зона нагрева основного металла, что может привести к возникновению остаточных напряжений и деформаций в деталях. В связи с этим газопламенная наплавка применяется для деталей небольших габаритов.
При газопламенной наплавке на предварительно нагретую поверхность направляют пламя, но не доводят основной металл до расплавления. Затем дают присадку и, расплавляя ее, наплавляют металл, добиваясь его растекания по нагретой поверхности. Для очистки наплавляемой поверхности от окислов применяют флюсы, как при сварке и пайке.
§ 70. Наплавка цветных металлов
Газовую наплавку применяют преимущественно для латуней. Медь и бронзу целесообразней наплавлять с применением электрических способов нагрева. Латунь
наплавляется на детали для создания уплотнительных поверхностей в запорной арматуре. При наплавке латуней на черные металлы, как правило, требуется применение флюсов. Наилучшие результаты при наплавке латуни на сталь и чугун достигаются при использовании газообразного флюса БМ-1. Обычно наплавка выполняется левым способом в нижнем положении. Для уменьшения испарения цинка при наплавке латуни используется науглероживающее пламя. В качестве горючего газа применяется ацетилен, пропан-бутан и природные газы. В качестве наплавочного материала применяют все марки латуней, в которых содержание свинца не превышает 0,1%.
Поверхности наплавляемых деталей перед наплавкой зачищают до металлического блеска. Присадочный металл также очищается от загрязнений и окислов. При наплавке на крупногабаритные детали их подогревают до температуры 500° С. Мощность сварочного пламени и диаметр присадочного прутка выбирают в зависимости от толщины наплавляемого слоя.
Толщина на- Диаметр присадоч-
птавки, мм ного прутка, мм
3—4 4—6
5—6 8—10
6—7 10—12
Л1ощность ацетиленового пламени, м3/ч 400—700 600—1100 1050—1750
Наплавка бывает как однослойная, так и многослойная. При наложении последующих слоев оплавляется предыдущий слой на глубину около 30% его толщины. Флюс вводится в наплавочную ванну вручную. Поверхность металла перед нанесением флюса нагревают до температуры 900—950° С. После нанесения флюса производят наплавку, первый слой наплавляют толщиной 0,3—0,5 мм.
Техника наплавки латуни на сталь и чугун в основном одинакова. При наплавке чугуна необходимо учитывать, что при нагреве его до температуры 900— 950° С на его поверхности происходит выгорание графита, продукты сгорания которого затрудняют смачивание. Поэтому графит вначале выжигают с поверхности наплавки Выжигание производят окислительным пламенем горелки Затем наплавляемая поверхность тщательно зачищается металлической щеткой. При наплавке чугуна лап нью возможно также его отбеливание. На-266
30 - /ft) о
плавка чугуна латунью с применением порошковых флюсов применяется в ограниченных случаях. При газофлюсовой наплавке чугуна и стали деталь нагревают горелкой до температуры около 700° С. Нагрев до 500° С производится без подачи флюса в пламя горелки, далее только с флюсом. При газофлюсовой наплавке флюс БМ-1 вводится в пламя горелки автоматически с помощью установки КГФ-371. Схема наплавки представлена на рис. 113.
Наплавляемую поверхность располагают под углом 8—10° к горизонтали. Наплавка выполняется левым способом снизу вверх. Угол наклона мундштука горелки к горизонтали 30—60°, угол между мундштуком горелки и прутком 90—110°. Конец прутка погружается в ванну жидкого металла.
При нормальном процессе наплавки испарение цинка отсутствует, наплавляемый валик ложится компактно, часть ванны, не подвергающаяся воздействию пламени, закрыта сплошной пленкой шлака. Поверхность наплавленного металла должна быть гладкой и покрыта сплошной коркой шлаков. При наплавке последующих слоев наплавка производится по той же схеме, только может быть увеличен угол наклона между мундштуком и основным металлом.
Так как наплавка с применением газообразного флюса ведется при низких температурах, то графит при наплавке чугуна не выгорает. Очистка и проковка пре-- Дыдущих слоев при наплавке последующих не требуется.
Рис. 113 Схема газофлюсовой наплавки
1 — основной металл 2 — присадочный пруток, 3—жидкая ванна, 4 — пленка фтюса, 5 — наплавленный валик
§ 71. Наплавка твердыми сплавами
Наплавка твердыми сплавами применяется для деталей, рабочие поверхности которых подвергаются износу. Примерами таких деталей служат буровой инстрх-
мент, зубья ковшей экскаваторов, детали прокатных и волочильных станов, лемеха плугов, клапаны, центры токарных станков, штампы, а также режущий инструмент — резцы, сверла, фрезы.
Наплавка твердыми сплавами производится на стальные детали. Лучше всего наплавке твердыми сплавами поддаются детали из углеродистых сталей с содержанием углерода не более 0,6%, а также из хромоникелевых и ванадиевых сталей.
Выбор материала деталей зависит от условия работы изделия.
Наплавка на высокоутлеродистые, марганцовистые, хромомолибденовые стали, склонные к закалке, а также чугун требует специальных мер. Перед наплавкой их подогревают, после наплавки — медленно охлаждают.
В качестве присадочного материала при наплавке твердыми сплавами применяются зернистые и порошковые наплавочные смеси, литые сплавы в виде прутков, стальная наплавочная проволока, трубчатые наплавочные стержни
При газопламенной наплавке применяются порошки марок ПГ-ХН80СР-2, ПГ-ХН80СР-3 и ФБХ6-2. Частицы этих порошков должны иметь размеры от 40 до 100 мкм. Эти порошки содержат кремний и бор, которые придают им самофлюсующие свойства.
Из износоустойчивых сплавов широкое применение получил сталинит. Сталинит — это порошкообразная смесь, состоящая из железа, углерода, марганца, кремния и хрома.
Литые твердые сплавы изготовляют в виде прутков В качестве литых сплавов применяются стеллиты и сор-майты. Стеллиты представляют собой твердый раствор карбидов хрома в кобальте, сормайты— твердые растворы хрома в железе и никеле
Литые сплавы имеют температуру плавления 1260— 1300°С. Сплавы на основе железа (сормайты) не уступают по твердости стеллитам, но они более дешевые Стеллиты имеют лучшие наплавочные свойства, чем сормайты. Химический состав стеллитов и сормайтов приведен в табл. 51.
Для деталей, работающих при высоких температу рах, в качестве наплавочного материала применяются стеллиты, а сормайты используются для деталей, работаю щих при нормальных и несколько повышенных темпера
турах Сормайт выпускают в виде прутков диаметром 6—7 мм, длиной 400— 450 мм.
Трубчатые наплавочные материалы изготовляют в виде железных и никелевых трубок, которые наполняются порошком карбидов вольфрама и других тугоплавких материалов При наплавке расплавляется только трубка, а порошок вваривается в общую массу наплавки, в результате наплавленный слой имеет твердость HRC 85. Трубчатые наплавочные материалы применяются для деталей, работающих в условиях механического износа.
Если деталь сильно изношена, то перед наплавкой твердыми сплавами ее наплавляют низко}глеро-дистой проволокой до восстановления первоначального профиля. Затем очищают место наплавки от шлаков, окалины, снимают фаску или делают канавку.
Глубина фаски для сор-майта № ]—0,5—2,5 мм, а для сормайта № 2—1,5— 3,5 мм, ширина фаски — 5—10 мм Наплавку производят ацетилено-кислородным пламенем с избытком ацетилена.
Для массивных деталей при наплавке применяется предварительный подогрев газовыми горелками до температуры 500—700° С
и медленное охлаждение после наплавки.
Для защиты наплавленного слоя используют флюсы следующих составов-
бура прокаленная — 20%, борная кислота—68%, плавиковый шпат— 12%;
бура — 50%, двууглекислая сода — 47%, кремнезем — 3%.
Первый состав флюса рекомендуется для наплавки стеллитов, второй — сормайтов.
Процесс наплавки выполняется в нижнем положении как левым, так и правым способами. После наплавки деталь медленно охлаждают для предотвращения трещин в наплавленном металле.
§ 72. Пайка металлов
Пайка — это технологический процесс получения неразъемных соединений металлов нагревом до расплавления более легкоплавкого присадочного металла — припоя, заполняющего зазор между соединяемыми деталями. Основной металл при пайке не плавится, а нагревается до температуры расплавления припоя.
В качестве источников тепла при пайке используются газокислородное и газовоздушное пламя, электронагрев, индукционный нагрев, паяльники.
К преимуществам пайки относятся отсутствие расплавления и незначительный нагрев основного металла. Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Согласно ГОСТ 17327—71 различают два основных вида пайки: высокотемпературную и низкотемпературную. Температура плавления припоев для высокотемпературной— свыше 550° С, а для низкотемпературной — ниже 550° С. В основу высокотемпературных припоев входят медь, цинк, серебро, а низкотемпературных — свинец, олово, сурьма.
Пайке поддаются чугун, низкоугДеродистая и легированная сталь, медь, никель, алюминий и их сплавы и др. Источником нагрева при газопламенной пайке является сварочное пламя. В качестве основного инструмента используется сварочная горелка. При пайке широкое применение нашли горелки, работающие на газах-заменителях ацетилена. При пайке крупногабаритных изделий применяют многопламенные горелки.
Припои выпускают в виде проволоки, прутков, полос, порошковой проволоки, порошков и пасты.
Для получения надежного паяного соединения припои должны удовлетворять следующим требованиям:
температура плавления припоя должна быть ниже температуры плавления основного металла;
расплавленный припой в сочетании с флюсом должен быть жидкотекуч, хорошо растекаться, проникая в щели зазора, и хорошо смачивать металл,
припой и металл должны взаимно диффундировать и образовывать сплав;
припой должен обладать одинаковой или более высокой, чем основной металл, коррозионной стойкостью, припой должен удовлетворять требованиям, предъявляемым к внешнему виду изделий, и не содержать дорогих и дефицитных компонентов.
Все припои для высокотемпературной пайки можно разбить на следующие группы медные, медно-цинковые, серебряные, медно-фосфористые.
Медные припои применяют для пайки стали преимущественно в печах с защитной атмосферой. Медчо-цпнковые—при пайке стали, чугуна, меди, бронзы и никеля.
Лучшие результаты дает припой марки ЛОК 62-06-04, содержащий 60—63% меди; 0,3—04% олова; 0,4—0,6% кремния, остальное цинк. Температура плавления его — 905° С, предел прочности — 45 кгс/мм2.
Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка, имеющих более низкую температуру плавления, чем припой. Температура плавления серебряных припоев — 720—870° С. В зависимости от содержания серебра серебряные припои выпускаются марок от ПСрЮ до ПСр 70.
Медно-фосфористые припои находят широкое применение в электропромышленности. Их используют только Для пайки меди и латуни.
Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания олова (Sn) используют припои марок от ПОС 90 (89—90% Sn) до ПОС 18 (17-18% Sn).
Для низкотемпературной папки применяют также сурьмянистые припои марки ПОСС-4-6.
Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Al и 25% Zn, 70% Sn, 5% Al. Паяные соединения низкотемпературными припоями обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе. Для высокотемпературной пайки алюминия и его сплавов рекомендуются припои, содержащие 10—12% Si; 0,7% Fe, остальное — Al с температурой плавления 577°С, и припой состава 28% Си, 6% Si, 66% Al с температурой плавления 525°С.
При газопламенной пайке применяются флюсы в виде порошков, пасты и газа. Основой большинства флюсов при твердой пайке является бура (Na2B4O7). Для усиления действия флюса к буре часто добавляют борную кислоту, благодаря которой флюс становится более густым и вязким, требующим повышения рабочей температуры. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк (ZnCl2), фтористый калий (KF) и другие щелочные металлы.
Перед пайкой соединяемые детали тщательно очищают от загрязнений, окалины, окислов, жира и др. Порошкообразные флюсы насыпают тонким слоем на очищенные кромки, причем часто применяют предварительный подогрев кромок с тем, чтобы частицы флюса плавились, прилипали к металлу и не сдувались пламенем горелки при пайке. Порошкообразный флюс наносят также на конец прутка припоя. Пасты и жидкие растворы наносят на поверхность соединяемых деталей кистью или обмакивают в них припой. При пайке наибольшее применение получили нахлесточные соединения. Зазор между соединяемыми поверхностями должен быть минимальным, а при пайке серебряными припоями — 0,05—0,03 мм.
Техника пайки подготовленного соединения сводится к нагреву их до температуры плавления припоя, введения и расплавления припоя. Обычно пайку производят нормальным пламенем.
При пайке медно-цинковыми припоями рекомендуется применять пламя с избытком кислорода. Нагрев ведут широкой частью пламени. Для равномерного прогрева горелкой совершают колебательные движения вдоль шва. После того как флюс, предварительно нанесенный на кромки, расплавится и заполнит зазоры, а
изделие прогреется до необходимой температуры, начинают вводить припой. Для гарантии полного заполнения зазора припоем после прекращения подачи припоя горелкой еще некоторое время подогревают место спая. После окончания пайки спай должен медленно остывать, остатки флюса после пайки необходимо тщательно удалять. Для полного удаления флюсов изделие погружают в 10%-ный раствор серной кислоты с последующей промывкой водой. Брак, возникший при пайке, может быть исправлен. Для этого небходимо нагреть деталь до температуры плавления припоя и разъединить спаянные элементы. После этого заново зачистить соединяемые поверхности и повторно произвести пайку.
Контрольные вопросы
1 . Что называется наплавкой?
2 . Для каких целей применяется наплавка?
3 Кат. осуществляется наплавка стальных и чугунных деталей лате нью?
4 Какой флюс применяется при наплавке латунью?
5 Какие сплавы применяются при газопламенной наплавке?
b В чем сущность газопламенной пайки и как ее осуществляют?
ГЛАВА XV. ДЕФЕКТЫ СВАРНЫХ ШВОВ И ИХ КОНТРОЛЬ
§ 73. Дефекты сварных соединений и причины их образования
Дефектами в сварных швах принято называть отклонения от норм, предусмотренных ГОСТами и техническими условиями на сварные соединения. Дефекты уменьшают прочность сварных швов и могут привести к разрушению сварных соединений.
Основными причинами образования дефектов являются нарушения технологии сборки и сварки, применение несоответствующих сварных материалов, неправильный выбор режима сварки, низкая квалификация сварщика. Дефекты могут быть наружные и внутренние. К наружным дефектам относятся дефекты формы и размеров сварных швов. К внутренним — дефекты макро-и микроструктуры. Формы и размеры сварных швов устанавливаются техническими условиями или счандарм-18—231 273
вследствие плохого качества
5) б)
мн (ГОСТ 5264—69) и обычно указываются в рабочих чертежах.
При газовой сварке наиболее частыми дефектами сварных швов являются неполномерность шва, неравномерность ширины и высоты шва (рис. 114), крупная бугристость, наличие седловиц. Эти дефекты возникают присадочной проволоки и горючих газов, неправильной подготовки кромок, недостаточ-I ной квалификации сварщика. Нарушение формы и размеров швов сопровождается часто такими дефектами, как наплывы, подрезы, непровары и др. (рис. 115).
Наплывы образуются в результате натекания жидкого металла на кромки недостаточно прогретого основного металла (рис. 115,а). Наплывы чаще всего образуются при сварке горизонтальных швов. Они могут быть в отдельных местах и иметь значительную протяженность. Причинами возникновения наплывов могут быть неправильный наклон мундштука горелки и присадочной проволоки к поверхности свариваемого металла. Обнару
Рис. 114. Дефекты формы и размеров шва:
а — неполномерность шва, б — неравномерность ширины стыкового шва, в — неравномерность по длине катета угловою шва, 1г— требуемая высота усиления
Рис. 115. Виды дефектов при сварке-
<? — Наплыв, б — подрез, в — шлаковые включения, непровар, о — трыдины
женные наплывы срубают и проверяют, нет ли в этом месте непровара.
Подрезом (рис. 115,6) называют уменьшение толщины основного металла в месте его перехода к усилению шва. При газовой сварке подрезы образуются из-за применения повышенной мощности сварочного пламени. Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения, а также вызвать местную концентрацию напряжений от рабочих нагрузок. Подрезы исправляют подваркой ниточного шва. Во избежание подрезов следует правильно выбирать режимы сварки.
Прожоги — это проплавление основного металла с образованием сквозных отверстий и натеками с обратной стороны свариваемого металла. Они возникают вследствие большого зазора между свариваемыми кромками, недостаточного притупления кромок, завышенной мощности сварочного пламени, недостаточной скорости сварки. Прожоги исправляют вырубкой дефектных мест с последующей заваркой.
Незаваренпые кратеры образуются в результате резкого обрыва пламени в конце сварки. Кратеры уменьшают рабочее сечение шва, снижают прочность шва и могут явиться причинами образования трещин. Кратеры исправляют заваркой с предварительной вырубкой до основного металла.
Непроваром (рис. 115,а) называется местное не-сплавление основного металла с наплавленным, а также несплавление между собой слоев шва при многослойной сварке. Непровар образуется из-за неправильной подготовки кромок под сварку, недостаточной мощности сварочного пламени, большой скорости сварки, плохой зачистки кромок перед сваркой от окалины, шлака, ржавчины, грязи и других загрязнений. Непровары, особенно по кромкам и между слоями, являются самыми опасными, так как влияют на прочность сварочного шва. Обнаруженные участки с непроваром вырубают до основного металла, зачищают и заваривают вновь.
Шлаковые включения (рис. 115, в) в сварном шве возникают из-за плохой зачистки свариваемого металла и присадочной проволоки, а также неправильного выбора режимов сварки. Шлаковые включения ослабляют сечение шва, вызывают снижение прочности и являются зонами концентрации напряжений. Места
швов со шлаковыми включениями вырубают и заваривают вновь.
Трещины (рис. 115, д) являются наиболее опасными дефектами сварных швов Трещины могут возникать в сварном шве и в околошовной зоне Трещины по происхождению делятся на холодные и горячие, по расположению — на поперечные и продольные, по размерам— на макро- и микроскопические Трещины в сварных швах образуются во время сварки и после сварки Образованию трещин способствует повышенное содержание углерода в наплавленном металле, а также серы, фосфора и водорода Холодные трещины возникают при температурах 100—300° С в легированных ста- , лях и при нормальных температурах в углеродистых сталях
Причинами образования трещин являются несоблюдение технологии и режимов сварки, неправильное расположение швов в сварной конструкции, что вызывает высокою концентрацию напряжений, приводящих к полному разрушению изделия Большие напряжения в сварных конструкциях возникают при несоблюдении заданного порядка наложения швов Поверхностные трещины в сварных швах вырубаются полностью и завариваются вновь. Чтобы в процессе вырубки трещина не распространялась дальше по шву, необходимо перед вырубкой засверливать трещины по концам
Пористость в сварных швах появляется в результате того, что газы, растворенные в жидком металле, не успевают выйти наружу до затвердевания поверхности шва. Поры делают сварной шов неплотным и уменьшают его механическую прочность Причинами образования пор являются плохая зачистка свариваемых кромок и присадочной проволоки от грязи, ржавчины, масла, повышенное содержание углерода в основном металле, большая скорость сварки, неправильный выбор характера сварочного пламени и марки проволоки.
Газовые поры располагаются цепочкой на некотором расстоянии друг от друга или в виде скоплений размером от сотых долей миллиметра до нескольких миллиметров. Иногда поры выходят на поверхность, образуя свищи. Поры могут быть внутренние, наружные и сквозные. Участки сварных швов с порами исправляют вырубкой дефектных мест до основного металла с последующей заваркой.
Перегрев металла может возникнуть при большой мощности сварочного пламени и малой скорости сварки. Перегрев металла характеризуется увеличением размера зерен в металле шва и в околошовной зоне, что снижает механические свойства сварного соединения, в особенности ударную вязкость. Поэтому перегретый металл шва обладает повышенной хрупкостью и низким сопротивлением ударным натрузкам. Перегрев металла исправляется последующей термической обработкой
Наиболее опасным дефектом является пережог металла Он характеризуется наличием в структуре металла шва окисленных зерен, которые из-за наличия на них пленки окислов обладают малым взаимным сцеплением Пережженный металл хрупок и не поддается исправлению Причинами образования пережога метал ла являются применение при сварке окислительною сварочного пламени и плохая защита расплавленного металла сварочной ванны от кислорода и азота воздуха Участки с пережженным металлом вырубают полностью до основного металла и заваривают вновь
§ 74. Контроль качества сварных швов и соединений
Контроль качества сварных швов и соединений проводится согласно ГОСТ 3242—69 с целью выявления наружных, внутренних и сквозных дефектов Контроль качества сварных соединений и конструкций складывается из методов контроля, предупреждающих образование дефектов, и методов контроля, выявляющих сами дефекты. К методам контроля, предупреждающим образование дефектов, относятся контроль основного и присадочного металлов и других сварочных материалов, контроль подготовки деталей под сварку, а также применяемого оборудования и квалификации сварщиков
Внешним осмотром проверяется заготовка под сварку (наличие закатов, вмятин, ржавчины), правильность сборки, правильное расположение прихваток, разделка под сварку, величины притупления Внешним осмот ром готового сварного изделия можно выявить наружные дефекты — непровары, наплывы, прожоги, незаверенные кратеры, подрезы, наружные трещины, поверхностные поры, смещение свариваемых элементов Перед осмотром сварной шов и прилетающая к нему поверхносiь
основного металла по обе стороны 15—20 мм от шва очищают от металлических брызг, окалины, шлака и
других загрязнении.
Осмотр производят невооруженным глазом или лупой с 5—10-кратным увеличением. При внешнем осмотре для выявления дефек-
<2 6)
Рис 116 Универсальный шаблон конструкции А И Красов-ско1 о и примеры его использо-
ванпя при контроле стыковых (а), тавровых (о) и угловых (е) швов
гов швы замеряют различными измерительными инструментами и шаблонами. Замерами устанавливают правильность выполнения сварных швов и их соответствие ГОСТам, чертежам и техническим условиям. У стыковых швов проверяют ширину и высоту усиления, в угловых и тавровых швах — величину катетов. На рис. 116 представлен универсальный шаблон конструкции А. И. Красовского и при-
меры его использования. Границы выявленных трещин засверливают. При нагреве металла до
вишнево-красного цвета трещины обнаруживаются в виде темных зигзагообразных линий.
Контроль сварных швов на непроницае
мость выполняется после внешнего осмотра сварных швов. На непроницаемость проверяют швы на изделиях, предназначенных для хранения и транспортировки жидкостей и газов. Контроль на непроницаемость производится керосином, аммиаком, пневматическим и гидравлическим испытаниями, вакуумированием и газоэлектрическими течеискателями.
Испытание керосином производится согласно ГОСТ 3285—65 на металле толщиной до 10 мм. Конт
роль основан на явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным трубкам. Такими капиллярными трубками в сварных швах являются сквозные поры и трещины. Испытанием керосином можно выявить дефекты размером
от 0,1 мм и выше. Испытание выполняется следующим образом. Вначале осматривают сварной шов, очищают от шлака, окалины и других загрязнений и простукивают молотком. Простукивание молотком способствует лучшему удалению шлака. Доступную для осмотра сто-
Рис 117 Схема испытания аммиаком-а — сварных швов в сосудах небольшой вмести мости, б — отдельных участков шва с установкой герметичной камеры, 1 — бумага или ткань, 2 — манометр, 3 — герметичная камера, 4 — резиновая прокладка 5 — прижимной магнит
рону сварного шва покрывают водным раствором мела или каолина. После высыхания мелового раствора противоположную сторону шва обильно (2—3 раза) смачивают керосином. Дефекты сварных швов выявляют по жирным желтым пятнам на поверхности шва, покрытой мелом или каолином. Продолжительность испытания не менее 4 ч при положительной температуре. Дефектные участки вырубают и после смывания керосина заваривают вновь.
Испытание аммиаком основано на свойстве некоторых индикаторов (спирто-водного раствора фенолфталеина или водного раствора азотнокислой ртути) изменять окраску под действием сжиженного аммиака. Перед началом испытания тщательно очищают сварной шов от шлака, металлических брызг и других загрязнений. После очистки на одну сторону шва укладывают бумажную ленту или светлую ткань, пропитанную 5%-ным раствором азотнокислой ртути, а с другой стороны подают смесь воздуха с аммиаком под давлением.
Схема испытания аммиаком представлена на рис. 117. Аммиак подается в смеси с воздухом, коюрая содержит
примерно 1% аммиака. Давление аммиака с воздухом не должно превышать расчетного давления для испытуемой конструкции. Проникающий через поры и трещины аммиак через 1—5 мин окрашивает бумагу или ткань в серебристо-черный цвет. При использовании в качестве индикатора спирто-водного раствора фенолфталеина подвергаемый контролю шов поливают тонкой струей, аммиак проходит сквозь дефекты и окрашивает раствор фенолфталеина в ярко-красный цвет. Выявленные дефекты вырубают и заваривают вновь.
Пневматическое испытание производится согласно ГОСТ 3242—69. Испытанию подвергают емкости и трубопроводы, работающие под давлением. Мелко-габаритные изделия герметизируют заглушками и подают в испытываемый сосуд воздух, азот или инертные газы под давлением, величина которого на 10—20% выше рабочего. Сосуды небольшого объема погружают в ванну с водой, где по выходящим через неплотности в швах пузырькам газа обнаруживают дефектные места.
При испытании крупногабаритных изделий испытуемая конструкция герметизируется, после чего в нее подают газ под давлением, на 10—20% превышающем рабочее давление. Все сварные швы промазывают мыльным раствором, появление пузырей на промазанной поверхности шва служит признаком дефектов.
При испытании под давлением не допускается обстукивание сварных швов. Испытания должны проводиться в изолированных помещениях.
Гидравлическое испытание проводят с целью проверки сварных швов на плотность и прочность. Этому испытанию подвергаются различные емкости, котлы, паропроводы, водопроводы, газопроводы и другие сварные конструкции, работающие под давлением. Перед испытанием сварные изделия герметизируют водонепроницаемыми заглушками. После этого контролируемое сварное изделие наполняют водой с помощью насоса или гидравлического пресса, создавая избыточное контрольное давление в 1,5—2 раза выше рабочего. Величину давления определяют по проверенному и опломбированному манометру. Контролируемое изделие выдерживают под избыточным давлением в течение 5—6 мин, затем давление снижают до рабочего, а околошовную зону на расстоянии 15—20 мм от шва обоукивают легкими ударами молотка с круглым бой
ком, чтобы не повредить основной металл. Участки шва, в которых обнаружена течь, отмечают мелом и после слива воды вырубают и заваривают вновь, после этого
сварное изделие опять подвергается контролю.
В вертикальные резервуары для хранения нефти и нефтепродуктов и другие крупные емкости вода наливается на полную высоту испытуемого сосуда и выдер
живается не менее 2 ч. Проницаемость сварных швов и места дефектов определяются просачиванием воды в виде капель.
Вакуумный кон1-троль сварных швов используется тогда, когда применение пневматического или гидравлического контроля почему-либо исключено. Суть метода заключается в создании
Лтмоарерное давление
Рчс 118 Схема вакуумного контроля непроницаемости сварного шва
вакуума и регистрации проникновения воздуха через дефекты на доступной стороне шва Этот вид контро-
ля применяется при испытании на плотность цистерн,
газгольдеров, вертикальных резервуаров и других конструкций. Этот метод производится согласно СП 375—67 и позволяет обнаруживать отдельные поры 0 от 0,004 До 0,005 мм. Производительность этого метода до 60 пог. м сварных швов в час. Контроль осуществляется вакуумной камерой (рис. 118). Камера устанавливается на проверяемый участок сварного соединения, который предварительно смачивается мыльным раствором. Вакуумным насосом в камере создается разрежение Величину перепада давления определяют вакуумметром 1. В качестве вакуумных насосов используются вакуум-насосы типа КВН-8 или РВН-20. В результате разности давлений по обеим сторонам сварного шва атмосферный воздух будет проникать через неплотности 8 сварною соединения 7. В местах расположения непроваров, трещин, газовых пор образуются мыльные пузырьки 6, ви-
ди мне через прозрачную камеру 3. Неплотности отмечают мелом рядом с камерой. Затем в камеру трехходовым краном 2 впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов. Уплотняющим элементом камеры является прокладка 5 из губчатой резины. Рамку 4, в которую вставляется прокладка, изготовляют из стали, алюминия или пластмассы. Величина вакуума—500—650 мм вод. ст., длительность испытания — 20 с.
§ 75. Радиационные методы контроля
Контроль качества сварных соединений рентгеновским и гамма-излучением является наиболее распрост-
раненным методом. Он позволяет выявлять внутренние
дефекты, определять их местоположение без разрушения
Рис 119. Схема рентгеновской трубки
контролируемых изделий. Рентгеновское и гамма-излучение представляют собой коротковолновые электромагнитные колебания, но с различной длиной волны. Источником рентгеновского излучения является рентгеновская трубка (рис. 119), представляющая собой стеклянный бал
лон с высоким вакуумом внутри (10~6—10-7 мм рт. ст.). В балло-
не имеются два электрода — анод 3, соединенный с положительным полюсом высоковольтного генератора, и катод 1, соединенный с отрицательным полюсом. Катод рентгеновской трубки, представляющий собой спираль из вольфрамовой проволоки, является источником свободных электронов, необходимых для получения рентгеновского излучения. Ток, проходя через катод, нагревает его до температуры 2000—2400° С, при которой возникает эмиссия электронов с поверхности катода. Поток отрицательно заряженных электронов 2 притягивается положительно заряженным анодом. Зона анода, о которую ударяются электроны, называется фокусным пятном. Анод трубки, представляющий собой охлаждаемую вольфрамовую пластину, является источником рентгеновского излучения. Рентгеновское излучение 4 возникает в трубке при столкновении быстролетя-
щих электронов катода с атомами анода.
Рентгеновские аппараты состоят из высоковольтного трансформатора с выпрямительным устройством (или без него), пульта управления с измерительными приборами и устройства для регулирования напряжения и тока трубки. Промышленностью выпускаются портативные переносные рентгеновские аппараты РУП-120-5-1, ИРА-1Д, ИРА-2Д, РУП-200-20-5.
Рис. 120, Схема просвечивания сварных швов:
а — рентгеновским излучением, б — гамма-излучением; / --усиливающие экраны, 2—пленка, 3— кассета, 4 — рентгеновское излучение, 5 — рентгеновская трубка, 6 — гамма-излучение, 7 — свинцовый кожух, 8 — ампула радиоактивного вещества
В качестве источников гамма-излучения используют следующие радиоактивные вещества: при толщине стали 1—15 мм — тулий 170, при 3—50 мм — иридий 192, при толщине 5—100 мм — цезий 137, при толщине 2—250 мм — кобальт 60.
Рентгеновское и гамма-излучение способно проникать через металлические и другие непрозрачные тела значительной толщины и воздействовать на фотографические пластинки и пленки, которые находятся в закрытых кассетах за просвечиваемыми деталями. Только свинец не пропускает эти лучи. Поэтому радиоактивные вещества хранят в свинцовых ампулах, а при рентгеновских просвечиваниях пользуются свинцовыми пластинами в качестве защитных экранов.
Наибольшее распространение получили переносные гамма-аппараты ГУП-1г-5-2, ГУП-Тм2-6-2, РИД-21 и др.
Просвечивание сварных швов рентгеновским и гамма-излучением позволяет обнаружить внутренние дефекты в сварных швах — трещины, непровары, поры и шлаковые включения.
Данные методы контроля применяют для ответственных металлоконструкций, трубопроводов, сосудов, различных емкостей и других изделий. Схема просвечивания рентгеновским и гамма-излучением приведена на рис. 120.
Перед просвечиванием сварные швы очищают от шлака, брызг, окалины и других загрязнений и подвергают внешнему осмотру. При обнаружении наружных дефектов их устраняют перед просвечиванием. При просвечивании рентгеновское или гамма-излучение направляют на сварной шов, оно проникает через металл шва и действует на рентгеновскую пленку, заключенную в кассете с противоположной стороны шва.
Дефектные места шва, имеющие трещины, поры, непровары и шлаковые включения, поглощают излучение меньше, чем сплошной металл, и следовательно, окажет более сильное воздействие на пленку, чем излучение, прошедшее через сплошной металл без дефектов. При проявлении фотопленки на месте дефекта будет более темное пятно, по своей форме соответствующее данному дефекту (полоска, пятно, черточка).
Рентгеновский снимок сварного шва называется рентгенограммой, а снимок при просвечивании гамма-излучением — гаммаграммой.
Ультразвуковой метод контроля основан на способности высокочастотных колебаний (от 0,8 до 2,5 МГц) проникать в металл шва и отражаться от поверхности дефекта, находящегося в сварном шве.
Ультразвуковые колебания получают с помощью пластинки из кварца или титаната бария, которые вставляют в держатели-щупы. Отраженные колебания улавливаются искателем, преобразуются в электрические импульсы, подаются на усилитель и воспроизводятся индикатором. В соответствии с ГОСТ 14782—69 существуют два метода ультразвуковой дефектоскопии: теневой и эхо-импульсный.
Ультразвуковой метод контроля применяется для металла толщиной не менее 4 мм. Для контроля сварных
швов ультразвуком применяют ультразвуковые дефектоскопы УЗД-7Н, ДУК-13, УДМ-1М и др. Перед применением ультразвукового контроля сварной шов зачищают от шлака, металлических брызг, окалины на 50— 80 мм с каждой стороны шва. Зачищенную поверхность протирают и наносят на нее слой контактной смазки.
Рис. 121. Схема ультразвукового контроля
а — в сварном соединении без дефектов б — в сварном шве при наличии дефектов;
1 — дефект 2 — поток рассеивания, .V и S — полюса магнита
В качестве смазки применяют автол марок 6, 10, 18, компрессорное, трансформаторное или машинное масло Схема ультразвукового контроля представлена на рис. 121.
Магнитные методы контроля основаны на принципе использования магнитного рассеивания, возникающего над дефектом при намагничивании контролируемого изделия.
Магнитные методы контроля применяются для выявления дефектов в изделиях из стали и чугуна толщиной от 5 мм до 30 мм. Если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно (рис. 122,а). При наличии дефекта в сварном шве, вследствие меньшей магнитной проницаемости его, магнитный силовой поток будет огибать дефект, образуя магнитные потоки рассеивания (рис. 122,6).
Для выявления дефектов применяют магнитографический и электромагнитный способы контроля. Магнию-
графический способ позволяет выявлять непровары, продольные трещины, шлаковые включения и газовые поры в стальных и чугунных изделиях толщиной от 1 до 16 мм Сущность магнитографического метода заключается в фиксации на магнитную ленту полей рассеивания, возникающих над дефектными участками при их намагничивании, и воспроизведении
усг-по-ка-пи-
ге-
Рис 123 Схема наманшчивания сварного шва и запись дефектов на тент}
/ — подвижное намагничивающее уст ройство 2 — обмотка электромагнита
? — опорные магнитные ролики 4 — сварной шов 5 — дефект 6 — магнит
ная лента
этих полей магнитогра-фическими дефектоскопами Намагничивание сварных швов контролируемого изделия производят подвижными или неподвижными магнитными устройствами
Схема поперечного намагничивания сварных швов и записи полей дефектов на магнитную ленту показана на рис 123 Намагничивающее ройство питается СТОЯнНЫМ током. В честве источников тания применяют нераторы постоянного тока, выпрямители и аккумуляторные батареи
Запись на магнитную ленту заключается в следующем Ленту накладывают на контролируемый шов, включают ток намагничивающего устройства, которое при помощи опорных роликов перекатывается вдоль шва После намагничивания ленту снимают, наматывают в кассету и воспроизводят на дефектоскопе. Получаемые импульсы передаются на осциллограф, где по форме отклонения луча на экране осциллографа можно судить о величине и характере дефекта шва (рис 124).
Люминесцентный метод контроля производится согласно ГОСТ 3242—69 и основан на использовании явления проникновения хорошо смачивающихся жидкостей в трещины, поры и другие дефекты и обладающих свойством свечения под ультрафиолетовыми лучами В качестве такой жидкости применяется жидкость следующего состава около 50%—керосина, 25%—бен
зина, 25%—трансформаторного или вазелинового масла и 0,02—0,03%—флюоресцирующего вещества, состоящего из концентрата углеводородов с желто-зеленым свечением в ультрафиолетовых лучах
Схема проведения люминесцентного метода контроля представлена на рис. 125. Перед контролем поверхность проверяемого изделия тщательно очищают от шлака, металлических брызг и других загрязнений. После очи
Рис 124 Характер кривых (в зависимости от вида дефекта), получаемых на экране осциллографа при магнитографическом методе контроля сварных швов
Рис 125 Схема проведения люминесцентного контроля 1 — источник ультрафиолетового излучения 2 — светофильтр, 3 — ультрафиолетовые лучи, 4 — контролируемая деталь, 5 — наблюдатель
стки на контролируемую поверхность наносят слой флюоресцирующего вещества. Поверхность смачивают в течение 10—15 мин, после чего изделие промывают, просушивают и наносят на контролируемую поверхность тонкий слой талька или углекислого магния. Оставшаяся в местах дефектов жидкость пропитывает порошок. Через 30—50 мин сухой порошок сдувают и контролируемую поверхность освещают ультрафиолетовыми лучами ог ртутно-кварцевых ламп. В местах дефектов возникает яркое желто-зеленое свечение.
Люминесцентный метод позволяет выявить в сварных соединениях трещины шириной от 0,01 мм и глубиной 0,003—0,04 мм Для контроля применяются стационарные дефектоскопы ЛД-4 и ЛДА 3.
§ 76. Правила аттестации сварщиков для допуска их к ответственным работам
Для всех видов конструкций и сооружений обяза-тельным является контроль качества сварочных материалов, режимов сварки и квалификации сварщиков.
Газосварщик III разряда должен знать устройство обслуживаемой газосварочной аппаратуры, основные свойства свариваемого металла, правила подготовки деталей под сварку, выбор режимов сварки и основные технологические приемы сварки деталей из стали, цветных металлов и чугуна. Он должен уметь сваривать во всех пространственных положениях, кроме потолочного.
Газосварщик IV разряда должен знать способы установления режимов сварки в зависимости от конфигурации деталей, основные сведения о свариваемости металлов, правила получения и хранения газов, используемых при сварке, виды дефектов и методы их предупреждения и устранения, чтение чертежей. Он должен уметь сваривать детали из стали, чугуна и цветных металлов во всех пространственных положениях, а также газопроводы низкого давления.
Газосварщик V разряда должен уметь сваривать сложные и ответственные узлы из сталей, чугуна, цветных металлов и сплавов, предназначенные для работы под динамическими нагрузками, трубопроводы III и IV категорий.
Газосварщик VI разряда должен уметь сваривать особо ответственные конструкции и узлы, предназначенные для работы под давлением более 40 кгс/см2, выполнять монтажную сварку газопроводов среднего и высокого давления и трубопроводов I и II категорий.
К ответственным сварочным работам относятся изготовление, монтаж и ремонт паровых котлов, водогрейных котлов с температурой воды выше 115° С, сосудов, работающих под давлением, паропроводов, трубопроводов горячей воды, газопроводов, подъемных устройств, а также резервуаров для нефтепродуктов.
Согласно «Правилам аттестации сварщиков», утвержденным Государственным комитетом по надзору за безопасным ведением работ в промышленности 22 июня 1971 г, к аттестации допускаются сварщики в возрасте не моложе 18 лег, имеющие свидетельство об окончании профессионально-технического училища или курсов,
ГЛАВА XVI. ТЕХНИКА БЕЗОПАСНОСТИ
И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
§ 77. Вредности и опасности при газовой сварке и резке
К выполнению газосварочных и газорезательных работ допускаются рабочие не моложе 18 лет, прошедшие специальное обучение с проверкой знания правил техники безопасности. Все рабочие, допускаемые к выполнению газосварочных и газорезательных работ, проходят вводный инструктаж непосредственно на рабочем месте. Повторные инструктажи проводятся администрацией каждый квартал. Все виды инструктажей по технике безопасности оформляются в специальных журналах. К сварке и резке с применением пропан-бутановых смесей рабочие допускаются после обучения и сдачи экзамена комиссии, б которую входит представитель Госгортехнадзора.
Сварщики, поступающие на работу, проходят предварительный медицинский осмотр. Сварщики, работающие в замкнутых пространствах и занятые сваркой цветных металлов, ежегодно проходят медицинский осмотр с обязательным рентгеновским обследованием и исследованиями крови. Сварщикам и газорезчикам представляется дополнительный отпуск продолжительностью до 12 дней.
При сварочных работах воздушная среда в производственных помещениях может загрязняться пылью, вредными парами и газами. Предельно допустимые концентрации вредных веществ (в мг/м3) в рабочей зоне приведены ниже:
Неядовитая пыль......................................10
Неядовитая пыль, содержащая свыше 70% S1O2........... 1
Окись углерода СО....................................20
Сернистый ангидрид SO3...............................20
Окислы азота.........................................5
Окнслы цинка.........................................5
Фтористый водород и соли фтористой кислоты..........0,5
Соединения марганца ................................. 0,3
Соединения свинца (за исключением сернистого свинца) . 0,01
Во всех производственных помещениях, где выполняется сварка, должны обеспечиваться метеорологические условия в соответствии с санитарными нормами проектирования промышленных предприятий СН 245—71.
Для улавливания вредных газов и пыли, выделяющихся при сварке, наплавке и резке, там, где это возможно, необходимо устанавливать местные отсосы. Количество воздуха, удаляемого местными отсосами, должно быть 1700—2500 м3/ч от постоянных постов газопламенной обработки мелких деталей, 300 м3/ч на 1 м2 площади секции от секционированных столов машинной резки, 250—500 м3/ч на 1 мм толщины реза от постов кислородно-флюсовой резки и резки высокомарганцовистой стали.
Перед выполнением сварочных работ в колодцах их необходимо проверить на загазованность газоанализатором ПГФ-2М и газобезопасной бензиновой лампой ЛБВК. Для выполнения работ в колодцах, емкостях и других замкнутых помещениях с неудобными для рабочего условиями, у горловины должен находиться второй рабочий, следящий за работой сварщика. Для освещения применяют переносную лампу напряжением 12 В.
Рабочие места газосварщиков должны ограждаться переносными ширмами или щитами из несгораемых материалов. При одновременной работе сварщиков и других рабочих на различных высотах по одной вертикали необходимы надежные средства защиты от падающих брызг и других предметов.
Сварка на открытом воздухе во время дождя и грозы запрещается. Предельная температура, при которой разрешается выполнение работ на открытом воздухе, — 30° С. При температуре от — 20° С до — 25° С рабочим должна предоставляться возможность обогрева в непосредственной близости от рабочих мест в течение 10 мин через каждый час работы. При температуре от — 25° С до — 30° С рабочий день сокращается на один час, кроме работ, вызванных аварией. Не разрешается также выполнение работ на высоте при силе ветра более 6 баллов.
§ 78. Основные правила техники безопасности при газовой сварке и резке металлов
При газовой сварке и резке металлов сварочное пламя вредно действует на сетчатую сосудистую оболочку глаз. Опасность для глаз представляют также брызги расплавленного металла и шлака. Поэтому газосварщики должны работать в защитных очках со специальными
светофильтрами, выбираемыми в зависимости от мощности сварочного пламени. Для подсобных рабочих рекомендуются очки со светофильтрами марки Г-1, для газосварщиков и газорезчиков, работающих с аппаратурой средней мощности, — светофильтры Г-2, а при работе с более мощной аппаратурой — светофильтры Г-3. Очки должны плотно прилегать к лицу. От брызг расплавленного металла и искр светофильтр рекомендуется защищать простым сменным стеклом. При сварке цветных металлов, латуни и свинца сварку необходимо вести в респираторах.
Во избежание ожогов от брызг расплавленного металла брюки необходимо носить навыпуск, куртку — застегивать на все пуговицы. Для сварочных работ используются костюмы из брезентовой парусины с комбинированной пропиткой согласно ГОСТу. Работать можно только в целой, сухой, непромасленной спецодежде. Карманы куртки закрывают клапанами, концы рукавов завязывают тесемками. После работы спецодежду необходимо просушивать.
При выполнении газопламенных работ ацетиленовый генератор должен находиться на расстоянии не менее 10 м от места работ, а также от любого другого источника огня и искр и на расстоянии не менее 5 м от баллонов с кислородом и другими горючими газами.
Газосварщику и газорезчику запрещается перемещаться вне рабочего места с зажженной горелкой или резаком. При перерывах в работе пламя горелки или резака должно быть потушено, а вентили плотно закрыты. Даже на короткое время не разрешается выпускать из руюгорящую горелку или резак.
Передвижные ацетиленовые генераторы устанавливают преимущественно на открытом воздухе или под навесом. Допускается установка передвижных ацетиленовых генераторов для выполнения временных работ в рабочих и жилых помещениях при условии, лто эти помещения имеют объем не менее 300 м3 на каадый аппарат и могут проветриваться. На рабочем месте должна быть рабочая инструкция по эксплуатации данного ацетиленового генератора.
Генераторы следует устанавливать на специальных металлических поддонах строго вертикально. Не допускается работа генератора без водяного затвора или с неисправным затвором. Нужно следить за тем, чтобы во
дяной затвор всегда был заполнен водой до уровня ко it-рольного крана. Уровень воды в водяном предохранительном затворе следует проверять не реже двух раз в смену и обязательно перед началом работ и после каждого обратного удара.
Загружать генератор карбидом кальция можно только такой грануляции, которая указана в паспорте генератора. Зарядку операторов, а также освобождение генератора от иловых остатков необходимо выполнять v только в резиновых перчатках. При эксплуатации передвижных ацетиленовых генераторов на открытом воздухе при температуре ниже 0° С необходимо закрывать их ватным чехлом, а водяные затворы заливать незамерзающей жидкостью (антифризом): *'
ТеМщеГсТпУедаы (ЖТ' Состав незамерзающей жидкости
—40 ...................... 60%-ный раствор этиленгликоля (по
объему)
—40 ..................... 30%-ный раствор хлористого кальция
(по массе)
—30 ...................... 35%-ный раствор глицерина (по
объему)
—15....................... 20%-ный раствор хлористого натрия
(ио массе)
При замерзании воды в затворе, генераторе или шлангах отогревать их следует под наблюдением сварщика, хорошо знающего устройство аппарата. Для отогревания необходимо пользоваться паром или горячей водой. Запрещается применять открытое пламя. После отогревания необходимо проверить исправность отдельных частей генератора и убедиться в правильности заполнения генератора водой.
Запрещается оставлять генератор во время работы без надзора и подходить к нему с зажженной горелкой или паяльной лампой.
При каждой перезарядке генератора необходимо удалить воздух из газообразователя, продув его первой порцией ацетилена.
Перевозка заряженного генератора не допускается. Для перевозки необходимо генератор разрядить, промыть водой начистить от налетов ила.
Запрещается работать от одного генератора двум или более сварщикам или резчикам.
Запрещается оставлять около генератора неиспользованный карбид кальция. Карбидный ил при перезаряд
ке генераторов необходимо собирать в специальную тару и по окончании работы сливать в иловую яму вдали от жилых районов. Высыпать в иловую яму не полностью разложившийся карбид кальция запрещается.
По окончании работы воду из генераторов и водяных затворов следует сливать После окончания работы необходимо полностью разрядить генератор, вынуть за-
Рис 126. Нож для вскрытия барабанов с карбидом кальция
грузочное устройство, слить из промывателя ил, все части аппарата тщательно промыть водой и очистить от налетов извести. Очистку от ила можно производить только латунными скребками.
Не реже одного раза в месяц генераторы и водяные затворы разбирают для капитальной очистки.
Карбид кальция необходимо хранить в сухих, хорошо проветриваемых помещениях. Склады должны быть обеспечены огнетушителями и ящиками с песком. Барабаны с карбидом кальция разрешается хранить как в горизонтальном, так и в вертикальном положениях. Вскрывать барабаны следует латунным зубилом и деревянным молотком или специальным ножом (рис. 126). Перед вскрытием барабана на место реза наносится слой тавота толщиной 2—3 мм, который, смазывая лезвие ножа, облегчает процесс резания и исключает возможность искрообразования. Вскрытые, но не полностью использованные барабаны с карбидом кальция, необходимо закрывать крышками, обеспечивающими герметизацию. Из вскрытых или поврежденных барабанов карбид кальция следует пересыпать в специальные герметически закрывающиеся бидоны. Хранение тары из-под карбида кальция разрешается на специально отведенных площадках вне производственных помещений. При погрузке и разгрузке барабанов с карбидом кальция курить не разрешается. Крупные куски карбида кальция следует размельчать латунным молотком. Рабочие при дроблении
карбида кальция должны пользоваться защитными очками.
При работе с газовыми баллонами следует соблюдать следующие меры предосторожности: баллоны должны быть обязательно снабжены предохранительными
колпаками, плотно на-
Рис 127 Приспособления для ремещения баллонов.
а носилки, б — тележка
вертывающимися на кольца, закрепленные на горловине баллонов.
Транспортировка баллонов разрешается на рессорных транспортных средствах, на специальных ручных тележках и носилках (рис. 127), в специальных контейнерах, где баллоны закрепляются вертикально. Переноска на руках или на плечах не допускается. В пределах рабочего места баллон можно кантовать в слегка наклонном
контейнерная перевозка
пе. положении. При перевозке, погрузке и выгрузке баллонов не допускается их падение и удары баллонов друг о друга. Бес-баллонов разрешает горизон-
тальную укладку в деревянные гнезда, обитые войлоком
или другим мягким материалом. При погрузке более одного ряда баллонов применяют прокладки из пенькового каната. Баллоны укладывают поперек кузова в пределах высоты бортов. В летнее время баллоны необходимо укрывать брезентом от солнечных лучей. Совместная транспортировка кислородных и ацетиленовых бал-
лонов запрещена, за исключением доставки на тележке двух баллонов к рабочему месту.
Запрещается снимать колпак с баллона или открывать вентиль ударами молотка, зубилом или другими способами, вызывающими образование искры. Во избежание взрыва баллоны с кислородом и их арматуру необходимо тщательно предохранять от загрязнения маслом или жиром. Вентиль кислородного баллона раз-
решается открывать и закрывать только от руки, а ацетиленового баллона — специальным ключом. Подтягивание соединений в вентиле и его ремонт на баллоне с газом, находящимся под давлением, запрещается.
На каждом сварочном посту разрешается иметь только два кислородных баллона — один, находящийся в работе, другой — запасной. Если сварочных постов более десяти, то должно быть организовано централизованное снабжение кислородом по трубопроводу. Баллоны с газом должны устанавливаться в стороне от приборов отопления на расстоянии не менее 1 м, а от печей и других источников открытого огня — не менее 5 м. На рабочих местах баллоны устанавливают в вертикальном положении и прочно закрепляют хомутами или цепями. Кислородные баллоны могут эксплуатироваться в горизонтальном положении, однако они должны быть уложены так, чтобы горловина их была выше башмака.
Находящиеся в эксплуатации горелки, резаки, редукторы, шланги, газорезательные машины должны быть закреплены за отдельными рабочими. Перед началом работы необходимо проверить плотность и прочность присоединения газовых шлангов к горелке, резаку и редуктору; исправность аппаратуры; наличие достаточного подсоса в инжекторной горелке.
Перед присоединением кислородного редуктора к баллону необходимо убедиться в исправности резьбы накидной гайки и наличии в ней фибровой прокладки. Стоя сбоку, продувают штуцер баллона. Редуктор к баллону присоединяют специальным ключом. Открывать кислородный вентиль нужно медленно, находиться при этом против редуктора запрещается. В случае самовозгорания редуктора необходимо защищенной рукой быстро закрыть вентиль кислородного баллона. Необходимо также убедиться в исправности манометров высокого и низкого давлений. Манометры проверяются один раз в год.
Закреплять шланги с ниппелем редуктора резака или горелки рекомендуется только хомутиками из стали (рис. 128, а). Не допускается использование испорченных шлангов, а также ремонт их изоляционной лентой и другими материалами. При ремонте шланга следует вырезать дефектное место и сращивать шланги сдвоенными соединительными шланговыми ниппелями (рис. 128,6).
При длительных перерывах в работе кроме вентилей
на горелке или резаке необходимо перекрывать вентили баллонов или газоразборных постов, а нажимные винты редукторов выверить до освобождения главной пружины, т
Во время работы шланги необходимо оберегать от соприкосновения с токоведущими проводами, нагретыми предметами, масляными и жировыми материалами, от попадания на них искр и брызг расплавленного металла. Шланги, проложенные в проходах и проездах, необхо-
Рис. 128. Приспособления для шлангов: а — хомутик, б — сдвоенный соединительный шланговый ниппель
димо подвешивать или защищать специальными коробами. В случае возгорания шланга, его следует быстро перегнуть возле горящего места со стороны редуктора или генератора, закрыть вентиль редуктора или кран на газоподводящей трубке водяного затвора.
Перед зажиганием горелки или резака необходимо проверить, плотны ли соединения и не засорено ли сопло наконечника. При зажигании сначала открывают кислородный вентиль на горелке или резаке, а потом — ацетиленовый; при тушении — наоборот. Около рабочего места необходимо иметь ведро с чистой водой для охлаждения перегревающих мундштуков горелки или резака.
При обратном ударе пламени необходимо немедленно перекрыть ацетиленовый вентиль горелки или резака, а затем кислородные. После каждого обратного удара горелку или резак необходимо охладить в чистой холодной воде, а выходные каналы мундштуков и наконечников прочистить латунными и деревянными иглами. В случае неисправности кислородного или ацетиленового вентиля горелку или резак следует сдать в ремонт.
При использовании горючих газов-заменителей ацетилена следует руководствоваться следующими положениями. Баллоны со сжиженным пропан-бутаном следует
держать на рабочих местах в закрытых шкафах (рис. 129), имеющих отверстия для естественной вентиляции. На одном рабочем месте должно быть не более двух баллонов, один — используемый, второй — запасной. Баллоны и концы шлангов, применяемых для подачи га-
зов-заменителей, на длине 0,5 м должны быть окрашены в красный цвет.
Для газов-заменителей ацетилена применяют соответствующие редукторы, окрашенные в красный цвет, имеющие левую резьбу на накидной гайке, а также мембраны из бензо- и маслостойкого материала. На редукторах
применяются мано-
метры СО шкалой от 0 Р11С- 12э- Шкаф для хранения бал-
ол , •> лонов
до 30 кгс/см2 в камере высокого давления и до 6 кгс/см2 — в камере низкого давления. Редукторы присоединяют к баллону специальным ключом.
При работе на жидких горючих в бачок наливают горючего не более 3Д его емкости. Бачок должен находиться не ближе 5 м от баллона с кислородом и откры
того огня.
Не разрешается использовать в качестве горючего этилированный бензин. При выполнении газопламенных работ с применением жидкого горючего разрешается пользоваться только бензомаслостойкими шлангами с внутренним диаметром 6 мм и длиной не менее 5 м. Присоединение шлангов к резаку должно быть плотным. При подкачке воздуха газорезчикам запрещается подходить с зажженным резаком к бачку. Давление кислорода на входе в резак должно быть выше, чем давление горючего в бачке.
Запрещается работать резаком с перегретым испарителем. При обратном ударе пламени резак должен быть немедленно погашен, сначала закрывают вентиль подачи кислорода на резаке, затем прекращают подачу кислорода от баллона, после этого закрывают вентиль подачи горючего на резаке и бачке. Запрещается выпу
скать воздух из бачка до тою, как будет погашено пламя резака. При перерывах в работе запрещается подвешивать керосинорез головкой вниз.
§ 79. Противопожарные мероприятия
При выполнении газосварочных работ необходимо соблюдать правила пожарной безопасности. Ответственность за обеспечение мер пожарной безопасности при проведении огневых работ несет начальник цеха, участка, заведующий мастерской или лабораторией, где будут проводиться огневые работы. Допускать к проведению огневых работ лиц, не прошедших техминимума по правилам пожарной безопасности, запрещается. Газосварщики и газорезчики должны иметь специальные квалификационные удостоверения на право допуска их к выполнению огневых работ.
Место проведения огневых работ необходимо обеспечить средствами пожаротушения — ящиками с песком, огнетушителями, лопатами, ведрами и др. Все рабочие, занятые на огневых работах, должны уметь пользоваться первичными средствами пожаротушения. В помещениях тазопламенной обработки металлов запрещается хранение легковоспламеняющихся и горючих материалов.
Места проведения огневых работ подразделяют на постоянные и временные К постоянным местам относятся такие, где огневые работы проводятся ежедневно, к временным — где огневые работы проводятся эпизодически Разрешение на проведение временных огневых работ дается только на одну рабочую смену. Если пол и стены в помещении, где проводятся временные работы по сварке или резке, сделаны из сгораемых материалов, необходимо защищать их от искр и капель расплавленного металла. После окончания работ сварщик должен тщательно осмотреть рабочее место и устранить нарушения, которые могут привести к возникновению пожара.
Перед сваркой емкостей, в которых находилось жидкое топливо, легковоспламеняющиеся жидкости и газы, емкости должны быть тщательно очищены, промыты горячей водой с каустической содой и просушены Сварка должна выполняться при открытых люках При проведении газосварочных и газорезательных работ запрещается приступать к работе с неисправной аппаратурой.
Лица, занятые на огневых работах, в случае Пожара обязаны немедленно вызвать пожарную команду и принять меры к ликвидации пожара имеющимися средствами пожаротушения. В тех случаях, когда объекты, где проводятся газосварочные работы, пожароопасны или взрывоопасны и требуют обеспечения специальных мер пожарной безопасности, для выполнения огневых работ требуется особое разрешение.
§ 80. Оказание первой помощи при несчастных случаях
При получении травмы на производстве пострадавшему должна быть немедленно оказана медицинская помощь. Первая помощь, оказываемая на производстве, заключается в остановке кровотечения, перевязке раны или ожога, освобождении пострадавшего от действия электрического тока, проведения искусственного дыхания и др. В аптечке первой помощи на каждом участке или в каждой бригаде должны быть иод, бинты, нашатырный спирт, марганцовокислый калий, жгут и др.
При воспламенении слизистой оболочки глаз следует наложить на глаза повязку (вату), смоченную в холодной воде или в 2%-ном растворе борной кислоты и перевезти пострадавшего в темное помещение.
Первая помощь при ожогах заключается в смазывании обожженного участка спиртом или раствором марганцовистого калия с последующим наложением повязки с любым несоленым жиром. При тяжелых ожогах одежду и обувь нужно снимать осторожно, лучше их разрезать; после наложения повязки пострадавшего необходимо отправить в больницу.
При поражении электрическим током следует немедленно освободить пострадавшего от действия электрического тока — выключить рубильник или перерубить провода инструментом с изолирующей рукояткой. Оказывающий помощь должен предохранить себя от попадания в электрическую цепь, пользуясь для этого изоляционными материалами. Освободив пострадавшего от действия электрического тока, необходимо проверить его состояние. Если пострадавший находится в сознании, а до этого был в обморочном состоянии, то его кладут на мягкую одежду и сверху накрывают одеждой или одеялом. До прибытия врача следят за состоянием постра-
давшего. Если он потерял сознание или дышит редко, со всхлипыванием, то в этом случае, уложив его, расстегивают стесняющую одежду, создают приток свежего-» воздуха, дают нюхать нашатырный спирт и делают искусственное дыхание.
Существует несколько способов искусственного дыхания. Прежде чем приступить к выполнению искусственного дыхания, нужно освободить пострадавшего от стесняющей дыхание одежды, открыть ему рот и вытянуть язык. Наиболее эффективным способом искусственного дыхания является способ «рот в рот» с одновременным массажем сердца.
При отравлении ядовитыми газами первая помощь * ' заключается в удалении пострадавшего из загазованного помещения. При отравлении ядовитыми газами появляется головная боль, головокружение, тошнота, рвота, теряется сознание. В этих случаях пострадавшего укладывают на свежем воздухе, расстегивают одежду, дают нюхать нашатырный спирт, растирают кожу, дают подышать кислородом и при необходимости делают искусственное дыхание. При отравлении свинцом и его соединениями во рту появляется металлический привкус, язык приобретает беловатую окраску. При отравлении свинцом промывают желудок 1%-ным раствором английской или глауберовой соли.
Контрольные вопросы
1 . Кто допускается к выполнению газосварочных работ’
2 Какие приборы служат для определения загазованности в колодцах’
3 Какие очки применяют для защиты глаз при газовой сварке и резке металлов?
4 . Какие существуют правила обращения с карбидом кальция ’
5 Как транспортируются газовые баллоны?
С. Какие меры безопасности необходимо соблюдать при применении жидких горючих’
7. Какие меры пожарной безопасности невбходимо соблюдать при выполнении газосварочных работ’
ГЛАВА XVII. СВЕДЕНИЯ ПО СТАНДАРТИЗАЦИИ И КОНТРОЛЮ КАЧЕСТВА ПРОДУКЦИИ
§ 81. Стандартизация, ее особенности и задачи
Характерными чертами современного научно-технического прогресса являются появление и развитие новых 302
отраслей промышленности, 11<ревоорркение действующих предприятий новой техников, внедрение более эффективной технолоиш. Анализ важнейших сторон научно-технического npoi ресса свидетельствует об особо?.! значении стандартизации в решении задачи ускорения внедрения новой техники и повышения качества продукции. Только стандарты могут связать в единое целое, увязать качественные показатели разнообразных изделий, выпускаемых различными отраслями промышленности. Таким образом, стандартизация является необходимым условием технического прогресса.
Стандартизация — это процесс установления и применения правил с целью упорядочения деятельности в данной области на пользу и при участии всех заинтересованных сторон. Стандартизация основывается на достижении науки, техники, практического опыта и определяет основу не только настоящего, но и будущего развития.
Стандарты имеют разное содержание и направление. Одни устанавливают параметры, другие — технические требования к качеству выпускаемой продукции, третьи — обобщают передовой опыт производственных предприятий.
Основными задачами стандартизации являются:
установление требований к качеству готовой продукции;
определение единой системы показателей качества продукции;
установление единства и правильности измерений в стране, создание и совершенствование государственных эталонов и единиц измерений;
определение систем документации, классификации и кодирования всей продукции и технико-экономической информации;
установление единых терминов, обозначений и величин.
Стандарты в СССР подразделяются на государственные стандарты Союза ССР (ГОСТ), отраслевые стандарты (ОСТ), республиканские (РСТ), стандарты предприятий (СТП).
Государственные стандарты (ГОСТы) обязательны к применению всеми предприятиями и организациями во всех отраслях народного хозяйства СССР и союзных республик. Отраслевые стандарты (ОСТы) обязательны
для всех предприятий и организаций данной отрасли, а также предприятий других отраслей, применяющих продукцию этой отрасли. Республиканские стандарты союзных республик (РСТы) обязательны для всех предприя-" тий и организаций республиканского подчинения данной союзной республики независимо от их ведомственной подчиненности. Стандарты предприятий обязательны только для данного предприятия.
Государственные стандарты утверждаются Государственным комитетом стандартов Совета Министров СССР, за исключением государственных стандартов, утверждаемых Советом Министров СССР и Госстроем СССР. Совет Министров СССР утверждает особо важные государственные стандарты. Отраслевые стандарты » утверждаются министерством, являющимся ведущим в производстве данного вида продукции. Республиканские стандарты утверждаются Советами Министров союзных республик. Стандарты предприятий утверждаются руководством предприятия.
Стандарты всех категорий устанавливаются без ограничения срока их действия или на ограниченный срок.
Утверждать изменения в стандартах и отменять стандарты имеют право организации, утвердившие их.
За поставку продукции, не соответствующей требованиям стандартов и технических условий, изготовитель несет ответственность, предусмотренную основами гражданского законодательсГва Союза ССР и союзных республик.
В зависимости от содержания стандарты подразделяются на стандарты технических условий и требований; основных параметров; марок; сортамента; правил приемки; методов испытаний; правил маркировки, упаковки, транспортировки и хранения; типовых технологических процессов; правил эксплуатации и ремонта.
Госстандарт СССР проводит учет и государственную регистрацию всех стандартов, а также нормативно-технической документации отраслевого и республиканского значения. Издание утвержденных и зарегистрированных стандартов и их распространение осуществляются в соответствии с ГОСТ 1.2—68, ГОСТ 1.3—68 и ГОСТ 1.4—68.
Для внедрения утвержденных стандартов министерства и ведомства утверждают проекты планов основных мероприятий по их внедрению. Эти мероприятия включаются в соответствующие планы по новой технике, пла
ны капитального строительства и материально-технического снабжения.
Предприятия и организации на основе планов мероприятий, утвержденных вышестоящими организациями, разрабатывают организационно-технические мероприятия с конкретными заданиями по своим подразделениям.
Стандарт будет внедрен на предприятии, если установленные им нормы, показатели и требования применяются в соответствии с областью его распространения.
Государственный комитет Совета Министров СССР осуществляет государственный надзор за внедрением и соблюдением стандартов и технических условий министерствами и ведомствами.
Государственный надзор за стандартами и измерительной техникой осуществляется Государственным комитетом стандартов Совета Министров СССР, лабора ториями государственного надзора, а также его научно-исследовательскими институтами.
Государственный комитет стандартов Совета Министров СССР в соответствии с предоставленными ему правами дает указания об устранении обнаруженных нарушений стандартов, технических условий предприятием, организацией или учреждением независимо от их ведомственной подчиненности. Он запрещает поставку продукции, которая по своим показателям ниже требовании стандартов и технических условий, изымает из обращения непригодные измерительные приборы. Разрешает в установленном порядке некоторым предприятиям в виде исключения выпуск продукции с временными отступлениями от требований государственных стандартов.
Госстандарт СССР в пределах предоставленных ему прав поручает решение отдельных вопросов, входящих в его компетенцию, своим органам на местах.
Министерства и ведомства осуществляют ведомственный контроль за внедрением и соблюдением стандартов всех категорий и технических условий на предприятиях, в научно-исследовательских институтах и других организациях.
Госстандарт СССР проводит совместно с министерствами и ведомствами систематический пересмотр действующих государственных стандартов и своевременную замену устаревших показателей в них
Утверждать изменения в стандартах и отменять стандарты имеют право организации, утвердившие их.
Министерства и ведомства осуществляют контроль за соблюдением ГОСТов и технических условий на качество выпускаемой продукции. Под качеством продукции понимается совокупность ее полезных свойств, определяющих способность продукции отвечать своему назначению. Уровень качества выпускаемой продукции устанавливается с помощью комплекса показателей. Продукция, не отвечающая требованиям ГОСТов и технических условий на их изготовление, считается браком.
§ 82. Организация технологической подготовки производства
Одним из основных этапов производственного процесса является технологическая подготовка производства. Государственный комитет стандартов Совета Министров СССР совместно с министерствами и ведомствами СССР разработали комплекс стандартов на единую систему технологической подготовки производства (ЕСТПП) изделий машиностроения, приборов и средств автоматизации.
ЕСТПП — это комплекс установленных государственными стандартами взаимосвязанных правил и положений по организации и ведению технологической подготовки производства на основе широкого применения современных методов организации производства, типовых технологических процессов, вычислительной техники и стандартных средств технологического оснащения.
Основная цель ЕСТПП — обеспечить необходимые условия для достижения полной готовности любого типа производства (единичного, серийного, массового) к выпуску изделий заданного количества в минимальные сроки и при минимальных трудовых и материальных затратах.
Основные организационно-технические принципы ЕСТПП можно сформулировать следующим образом:
комплексная стандартизация методов организации и управления технологическим процессом и технологической подготовки производства;
унификация, агрегатирование и комплексная стандартизация всех средств технологического оснащения;
типизация современной технологии изготовления однотипных объектов и средств технологического оснащения;
комплексная механизация и автоматизация производственных процессов и инженерно-технических работ.
Таким образом, ЕСТПП имеет большое техническое и экономическое значение, так как внедрение ее способствует повышению эффективности производства, ускорению темпов научно-технического прогресса, росту производительности труда.
Единая система конструкторской документации (ЕСКД) определяет единые стадии разработки, хранения, учета и обращения конструкторской, эксплуатационной и ремонтной документации.
Единая система конструкторской документации включает в себя ГОСТ 2.301—68—форматы; ГОСТ 2.302—68— масштабы; ГОСТ 2.303—68 — линии; ГОСТ 2.304—68— шрифты чертежные; ГОСТ 2.305—68—виды, разрезы, сечения; ГОСТ 2.306—68 — графические материалы и правила нанесения их на чертежах; ГОСТ 2.307—68— нанесение размеров и предельных отклонений; ГОСТ 2 308—68 — формы и расположение поверхностей; ГОСТ 2.309—73 — нанесение на чертежах обозначений шероховатости поверхностей.
ГОСТ 2.501—68 устанавливает правила учета, хранения и обращения конструкторской документации, а ГОСТ 2.503—74 — правила внесения изменений.
Единая система технологической документации (ЕСТД) — это комплекс государственных стандартов, устанавливающих взаимосвязанные правила и положения по порядку разработки, оформления и обращения технологической документации, разрабатываемой и применяемой машиностроительными и приборостроительными предприятиями. Основное назначение стандартов ЕСТД заключается в установлении в организациях и на предприятиях единых правил оформления и обращения технологических документов.
Основной комплекс стандартов по ЕСТД в настоящее время утвержден и состоит из 27 наименований. Информация, содержащаяся в формах технологических документов, является частью информационного обеспечения АСУ.
Стандарты ЕСТД распределены по следующим классификационным группам: группа 0 — общие положения ЕСТД; группа 1 — основополагающие стандарты; группа 2—классификация и обозначение технологических документов; группа 3 — правила учета применяемости
деталей, изделий, технологической оснастки; группа 4 — правила оформления технологической документации, группа 5 — правила оформления технологических документов на испытание и контроль
К технологическим документам относятся графические и текстовые документы. Документы подразделяются на виды: маршрутная карта «МК»; карта эскизов «КЭ»; технологическая инструкция «ТИ»; комплектовочная карта «КК»; ведомость материалов «ВМ»; карта технологического процесса «КТП»; операционная карта «ОК»; ведомость операций «ВОП».
В комплекте технологических документов на изделие основные документы — маршрутная карта и карта технологического процесса. Маршрутная карта — это технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах в соответствии с установленными формами. Карта технологического процесса — это технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия (включая контроль и перемещение) по всем операциям одного вида работ, выполняемым в одном цехе в технологической последовательности с указанием данных о средствах технологического оснащения и материальных нормативах.
§ 83. Стандартизация единиц измерений
Государственная система обеспечения единства измерений (ГСП) состоит из комплексов нормативно-технических документов, регламентирующих единицы физических величин, воспроизведение единиц физических величин с помощью эталонов, проведение государственных испытаний средств измерений, проведение поверки, оформление и представление результатов измерений.
Основными нормативно-техническими документами ГСИ являются государственные стандарты
Измерительное дело включает в себя три основных направления: приборостроение, метрологическую службу и эксплуатацию измерительного хозяйства.
Общесоюзным органом государственного управления, «существляющим руководство измерительным делом в
стране, является Государственный комитет стандартов Совета Министров СССР. Он несет ответственность за состояние и дальнейшее развитие стандартизации и измерительного дела, за обеспечение единства и правильности измерении в стране, проведение единой технической политики в области измерительного дела.
Для обеспечения единства измерении необходима тождественность единиц, в которых проградуированы все средства измерении. Размеры единиц воспроизводятся, хранятся и передаются с помощью эталонов и образцовых средств измерений. Эталон представляет собон средство измерения, обеспечивающее воспроизведение и хранение единицы физической величины с целью передачи размера единицы образцовым, а от них рабочим средствам измерений.
Историческое развитие метрической системы шло по отраслевому принципу. Каждая отрасль знания выбирала удобные для себя единицы и системы единиц. Многообразие применяемых систем единиц измерений затрудняло повышение точности производимых измерений и соблюдение их единообразия, приводило к необходимости перевода числовых значений измеряемых величин из одной системы единиц в другие. Совместными усилиями ученых многих стран в I960 г. на XI Генеральной конференции по мерам и весам была принята единая универсальная международная система единиц СИ.
Международная система единиц (СИ) введена в Советском Союзе для предпочтительного применения во всех областях науки и техники с 1 января 1963 г. Единство и универсальность системы СИ базируются на шести основных единицах, приведенных в табл. 52.
52. Основные единицы СИ
Величина Наименование Обозначение
русское меячД) народное
Длина метр М
Масса килограмм КГ £3
Время секунда с S
Сила электрического тока ампер А А
Термодинамическая темпера- кельвин К к
тура
Сила света кандела кд cd
Поверкой мер и измерительных приборов называют совокупность действий, выполняемых для определения или оценки погрешностей средства измерений. Основной операцией поверки средств измерений является определение их погрешностей. Поверка может производиться государственными метрологическими институтами, лабораториями государственного надзора за стандартами и измерительной техникой и органами ведомственного надзора.
На государственные метрологические институты и лаборатории возложены функции обеспечения единства мер и измерений в стране. Ведомственные поверочные организации проверяют более оперативно широкий круг рабочих средств измерений.
При государственной поверке выдается свидетельство, которое в ряде случаев заменяется наложением государственного поверительного клейма. Периодичность обязательной государственной поверки устанавливается государственными стандартами и правилами Госстандарта СССР.
§ 84. Стандартизация и качество продукции
Повышение качества продукции является одной из важнейших задач, стоящих перед нашей промышленностью. На предприятиях разрабатываются и осуществляются мероприятия по всемерному улучшению качества продукции на основе достижений современной науки и техники. Во всех звеньях производства укрепляется государственная дисциплина и повышается ответственность за строгое соблюдение ГОСТов по качеству продукции. Систематически пересматриваются и обновляются действующие стандарты и технические условия в первую очередь па сырье, материалы и комплектующие изделия, от которых в значительной степени зависит качество машин, приборов и оборудования.
Под качеством продукции понимается совокупность ее полезных свойств, определяющих способность продукции удовлетворять определенные потребности в соответствии с ее назначением. Потребительские свойства изделий характеризуются показателями качества. Показатели качества выпускаемой продукции подвергаются проверке на соответствие их требованиям, установленным в действующих стандартах, технических условиях или
чертежах. Терминология основных понятий качества продукции установлена ГОСТом 15467—70 «Качество продукции. Термины».
Важнейшими показателями качества продукции являются надежность и долговечность. Под надежностью продукции понимается ее возможность безотказно работать при соответствующих условиях эксплуатации на протяжении установленного срока службы. Долговечность — это свойство изделия сохранять работоспособность до предельного состояния с необходимыми перерывами для технического обслуживания. Показателями долговечности являются срок службы и срок службы до первого капитального ремонта.
Большое значение для выпускаемых изделий имеет безотказность. Безотказность — это свойство изделия сохранять работоспособность в течение заданного срока без вынужденных перерывов.
Важной характеристикой выпускаемых изделий является ремонтопригодность — свойство изделия, заключающееся в его приспособленности к предупреждению, обнаружению и устранению отказов и неисправностей путем проведения технического обслуживания — ремонтов. Нарушение требований, предъявляемых к качеству изготовляемой продукции, приводит к увеличению затрат на производство.
Проверка соответствия выпускаемой продукции установленным техническим требованиям называется техническим контролем. Контрольные операции на производстве выполняют рабочие, бригадиры, мастера, а также специальный персонал — работники заводского отдела технического контроля (ОТК)- В зависимости от конкретных задач, стоящих перед техническим контролем, различают следующие его виды: профилактический, приемочный, комплексный и специальный. Профилактический контроль имеет целью предупреждение появления брака в процессе производства продукции. Приемочный контроль осуществляется с целью выявления брака. Комплексный контроль решает обе задачи — профилактики и приемки.
Стремление резко сократить объем контрольных работ при одновременном повышении надежности контроля нашло свое выражение в создании комплексных методов контроля, которые позволили бы использовать результаты контроля как в целях приемки продукции, так
и в целях обеспечения высокого качества продукции в процессе ее изготовления. К числу разновидностей этого метода относятся кольцевой контроль и статистические методы контроля в хоте производства. Кольцевой контроль предусматривает регулярный обход контролером закрепленных за ним рабочих мест по заранее разработанному графику, прием продукции партиями непосредственно у рабочих мест и немедленную отправку с рабочих мест принятой и забракованной продукции. Статистические методы контроля представляют собой особую группу методов, отличающихся научным и экономическим обоснованием режимов, четкой их регламентацией. Статистический анализ предусматривает определенный порядок контроля качества продукции и параметров технологического процесса, а также использование специальных приемов обработки полученных данных с применением математической статистики и теории вероятности. Эти методы относятся к числу наиболее прогрессивных и могут быть успешно использованы при организации профилактического, приемочного и комплексного контроля.
Контроль за качеством выпускаемой продукции на предприятии осуществляет отдел технического контроля (ОТК). Он призван обеспечивать выпуск комплектной доброкачественной продукции, предупреждать брак и активно участвовать в работе по улучшению качества продукции. Одним из важнейших средств повышения качества продукции является ее государственная аттестация.
Аттестация промышленной продукции осуществляется на основе положений Единой системы аттестации качества промышленной продукции (ЕСАКП). Аттестация промышленной продукции проводится государственными аттестационными комиссиями по трем категориям качества: высшей, первой и второй.
К высшей категории качества относится промышленная продукция, которая по технико-экономическим показателях; превосходит или соответствует лучшим отечественным и мировым достижениям, является конкурентоспособной на внешнем рынке, имеет повышенные показатели качества, соответствует стандартам. На промышленную продукцию высшей категории выдается свидетельство о присвоении продукции государственного Знака качества.
К первой категории относится промышленная продукция, которая по технико-экономическим показателям соответствует современным требованиям стандартов и удовлетворяет потребностям народного хозяйства и населения страны.
Ко второй категории относится промышленная продукция, которая по технико-экономическим показателям не соответствует современным требованиям народного хозяйства и населения страны, морально устарела и подлежит модернизации или снятию с производства.
На предприятиях планы повышения качества выпускаемой продукции предусматривают конкретные задания по освоению и увеличению производства изделий высшей категории качества, улучшению потребительских свойств выпускаемых изделий, соответствующих требованиям стандартов.
На основе утвержденных планов предприятий осуществляется внутризаводское планирование повышения качества продукции. В планах цехов и участков предусматриваются задания и мероприятия по повышению качества продукции, подготовке к государственной аттестации качества изделий, предупреждению брака. Экономия и дополнительные затраты, связанные с повышением качества продукции, отражаются в техпромфинплане предприятия.
Важнейшей частью повышения качества продукции является стимулирование. Так, на продукцию, которой в установленном порядке присвоен Государственный знак качества, утверждаются новые оптовые цены и временные надбавки к ценам. Экономическое стимулирование предприятий обязательно предполагает повышение личной заинтересованности работников в улучшении качества продукции.
Наибольшее распространение получило премирование рабочих за бездефектное изготовление продукции и сдачи ее с первого предъявления. Материальное поощрение за высокое качество продукции сочетается с моральным. На предприятиях широко используются различные формы морального поощрения: присвоение звания лучшего рабочего по профессии, представление права пользования личным клеймом, награждение почетными знаками.
Контрольные вопросы
1 В чем сущность стандартизации и ее значение?
2 Какие бывают стандарты и их характеристика?
3 Как построена Единая система технологической подготовки прои!водства?
4 . Перечислите основные единицы Международной системы единиц /СИ).
5 . Как производится аттестация качества продукции?
ЛИТЕРАТУРА
Ас и невская Г. А. и др Газопламенная обработка металлов Изд. 2-е. «Высшая школа», М., 1975.
Быков В. В, Файзулина Т. С. Газопламенные горелки. «Машиностроение», М., 1974.
ГлизманенкоД. Л. Газовая сварка и резка металлов. Изд. 8-е. «Высшая школа», М, 1975.
Некрасов Ю. И. Газы-заменители ацетилена. «Машиностроение», М., 1974.
Соколов И. И., Гисин II. И. Руководство для сварщиков. «Средне-Уральское книжное издательство», Свердловск, 1973.
Спектор О. Ш. Кислородно-флюсовая резка. «Машиностроение», М, 1974.
Т р о ф и м о в А. А., Сухинин Г. К. Машинная кислородная резка. «Машиностроение», М„ 1974.
Трофимов А. А., Сухинин Г. К. Ручная кислородная резка.-«Машиностроение», М., 1974.
Ш е б е к о Л. П., Я к о в л е в А. М. Контроль качества сварных соединений. «Изд-во литературы по строительству», М., 1972.
ВВЕДЕНИЕ
В Основных направлениях развития народного хозяйства СССР на 1976—1980 годы сказано, что «главная задача пятилетки состоит в последовательном осуществлении курса Коммунистической партии на подъем материального и культурного уровня жизни народа на основе динамичного и пропорционального развития общественного производства и повышения его эффективности, ускорения научно-технического прогресса, роста производительности труда, всемерного улучшения качества работы во всех звеньях народного хозяйства».
Первостепенная роль в повышении технического уровня и улучшении качественных показателей всех отраслей материального производства принадлежит машиностроению.
Перед машиностроительной промышленностью стоит задача — увеличить за пятилетие выпуск продукции в 1,5—1,6 раза, значительно улучшить качество выпускаемых машин, оборудования и приборов, повысить их технический уровень, производительность и надежность, повысить эффективность использования металла за счет применения более экономичных профилей проката черных металлов и других конструкционных материалов, совершенствовать методы обработки металлов. Производительность труда за пятилетие в машиностроении предполагается повысить примерно в 1,5 раза.
Значение сварочного производства в машиностроении очень велико — сейчас трудно назвать отрасль народного хозяйства, где бы не применялся тот или иной способ сварки. С применением сварки стало возможным создание таких конструкций машин и аппаратов, которые практически нельзя было изготовить другими способами. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий, позволила создать принципиально новые конструкции.
В десятой пятилетке предусмотрено увеличить темпы производства автоматизированных сварочных машин, оборудования для изготовления заготовок с использованием новых методов, в том числе штамповки-сварки, значительно повысить производительность и условия труда в сварочном производстве.
Сварка металлов является одним из выдающихся изобретений русских ученых и инженеров и впервые была освоена в нашей стране. Наследие В. В. Петрова, Н. Н. Бенардоса и Н. Г. Славянова получило новое развитие в трудах советских ученых, инженеров, рабочих. Способ газовой сварки стал применяться в конце прошлого столетия, когда началось промышленное производство ацетилена и кислорода. Сравнительная простота и портативность оборудования для газовой сварки, большая универсальность способа делают газовую сварку незаменимой для соединения небольших деталей из различных металлов и для всевозможных ремонтных работ в строительстве и сельском хозяйстве. Она находит широкое применение при сварке сталей малой толщины, чугуна, цветных металлов и сплавов.
Широкое применение во многих отраслях народного хозяйства получила газотермическая резка металлов. Для резки высоколегированных сталей широко используют кислородно-флюсовую резку, для резки цветных металлов и сплавов — способы газодуговой резки: воздушно-дуговую, плазменную, плазменно-дуговую. Плазменно-дуговая резка позволяет производить ‘чистовую вырезку деталей, что резко повышает производительность заготовительно-сборочных работ.
Непрерывно повышающиеся требования к качеству продукции, совершенствование технологических процессов производства и методов труда, внедрение в народное хозяйство новейших достижений науки и техники — все это повышает требования к уровню подготовки рабочих на производстве.
В нашей стране квалифицированных рабочих подготавливают в профессионально-технических училищах (ПТУ) или на предприятиях бригадным или индивидуальным методами обучения. Знания, полученные в ПТУ, дают возможность рабочим быстрее осваивать новую технику, вносить предложения по улучшению конструкций машин и совершенствованию технологических процессов.