























































































































































































































































































































































































































































































































































































































































































































































































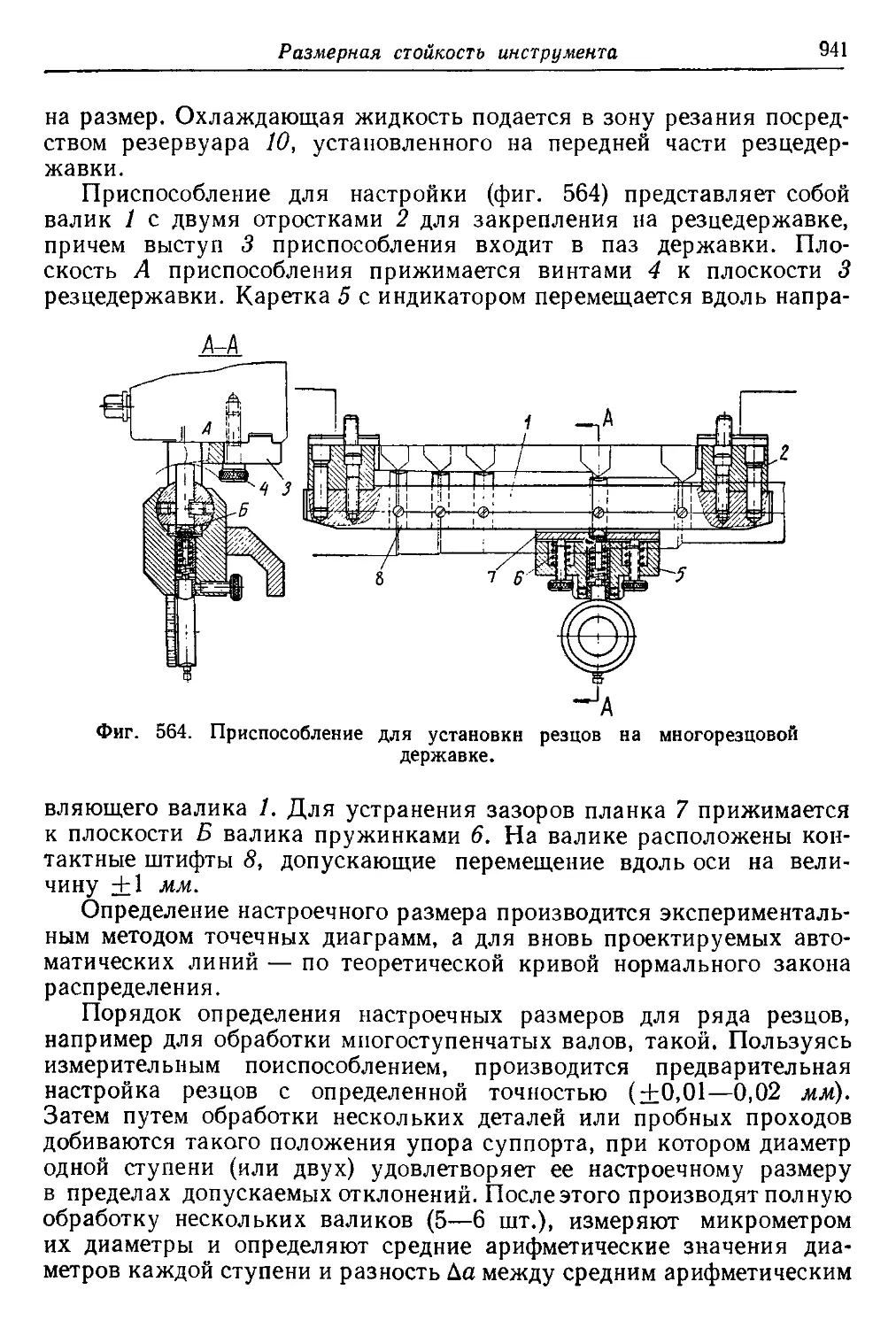

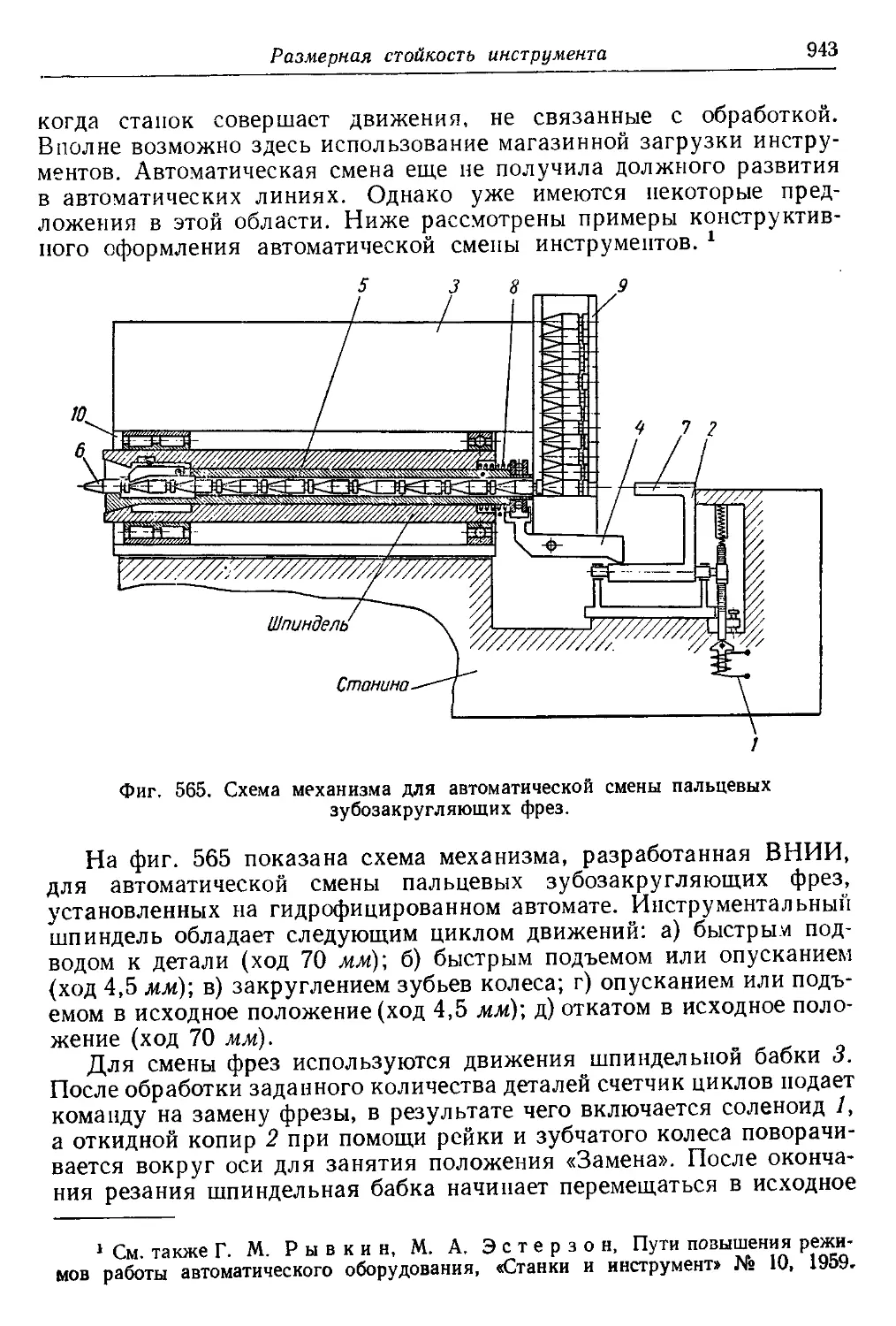












Автор: Семенченко И.И. Матюшин В.М. Сахаров Г.Н.
Теги: металлургия металлические конструкции обработка металлов
Год: 1963




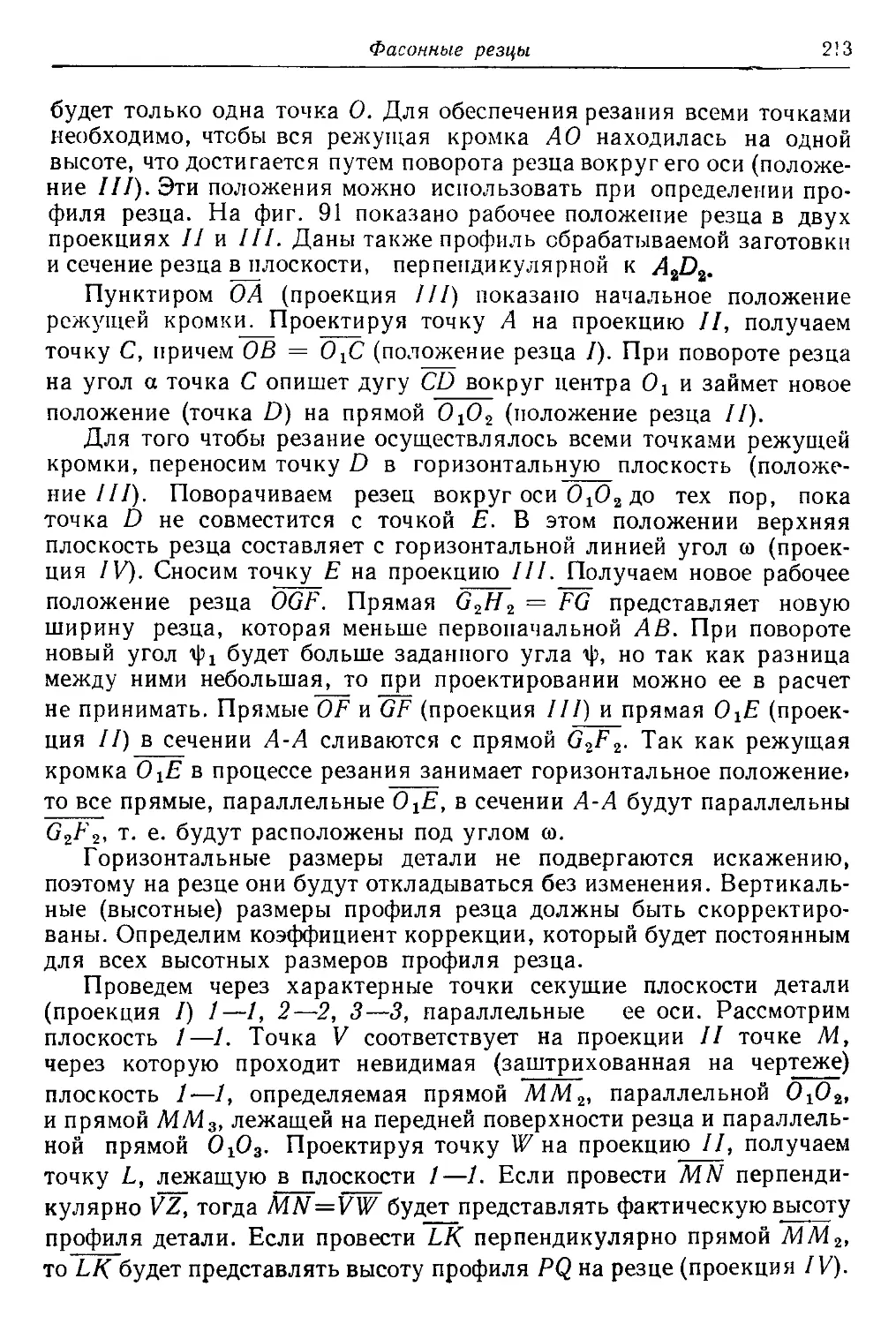
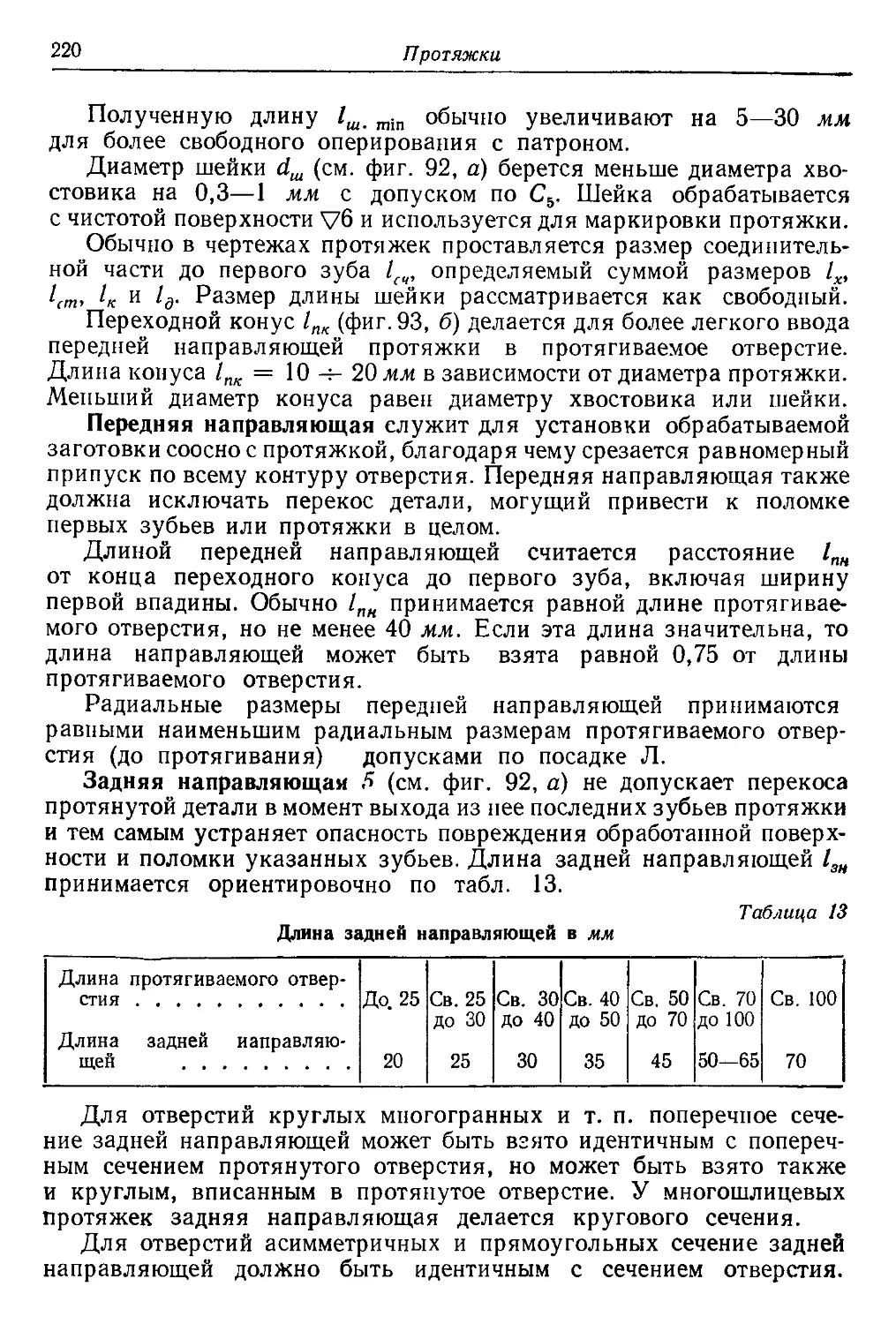
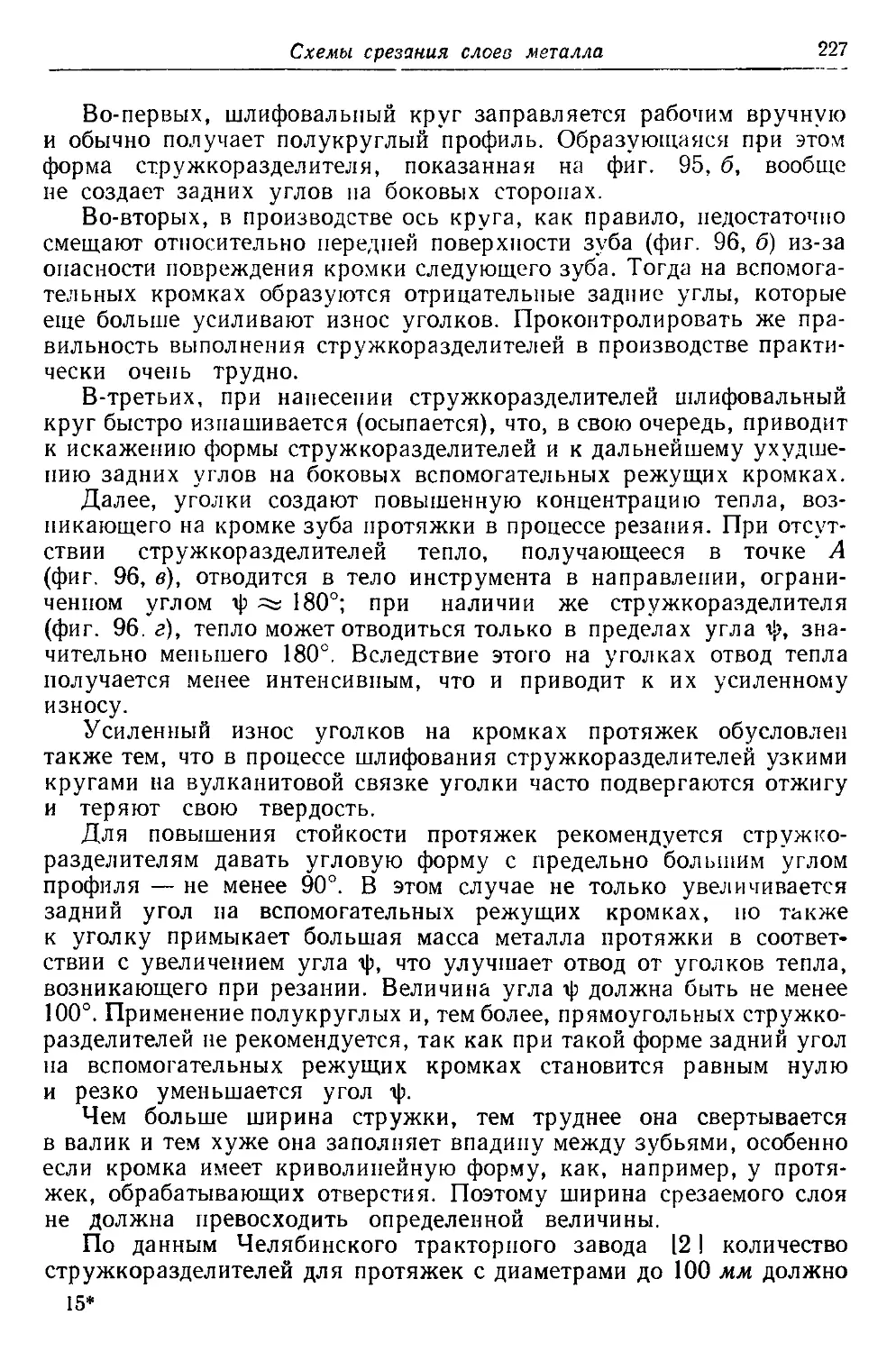
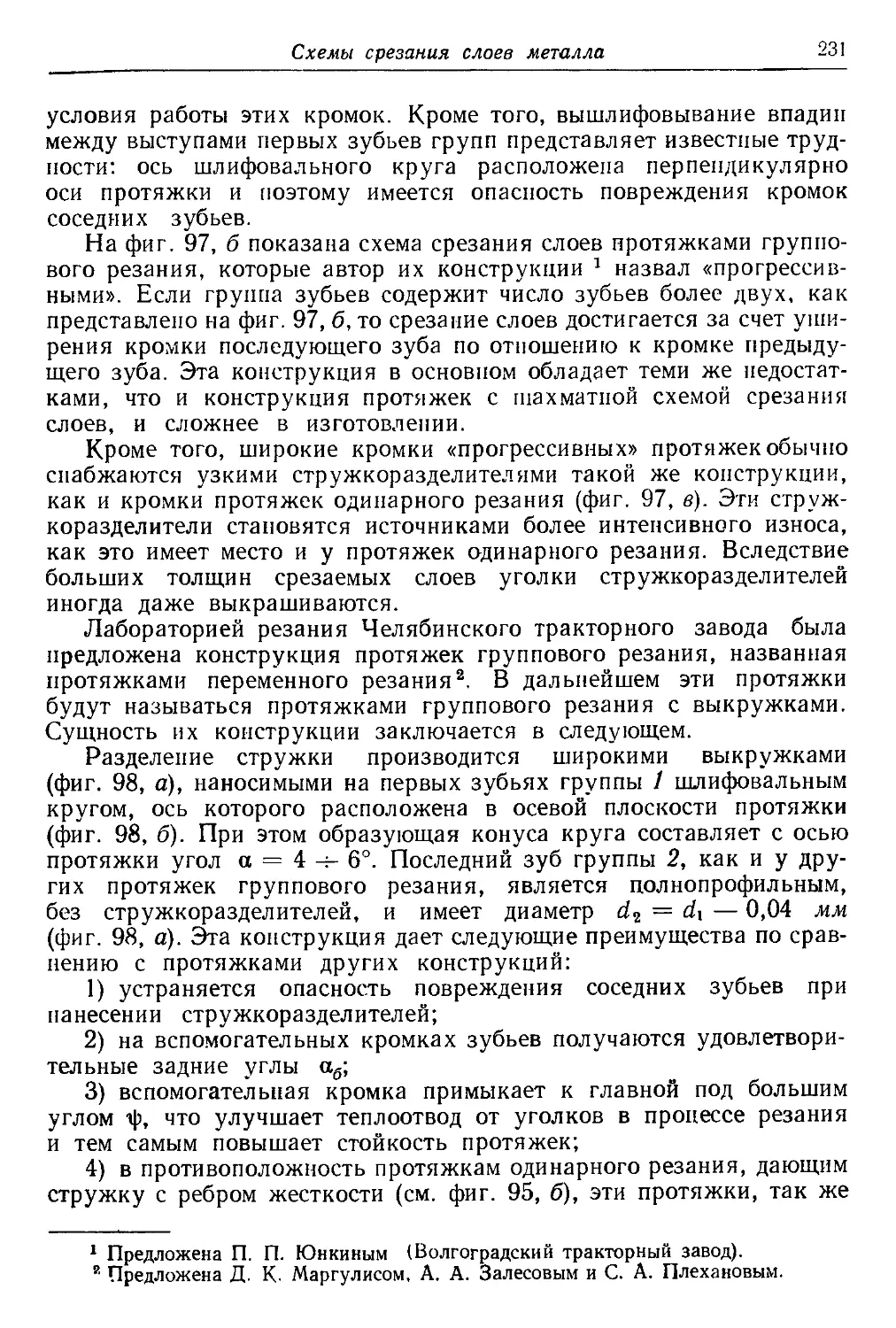
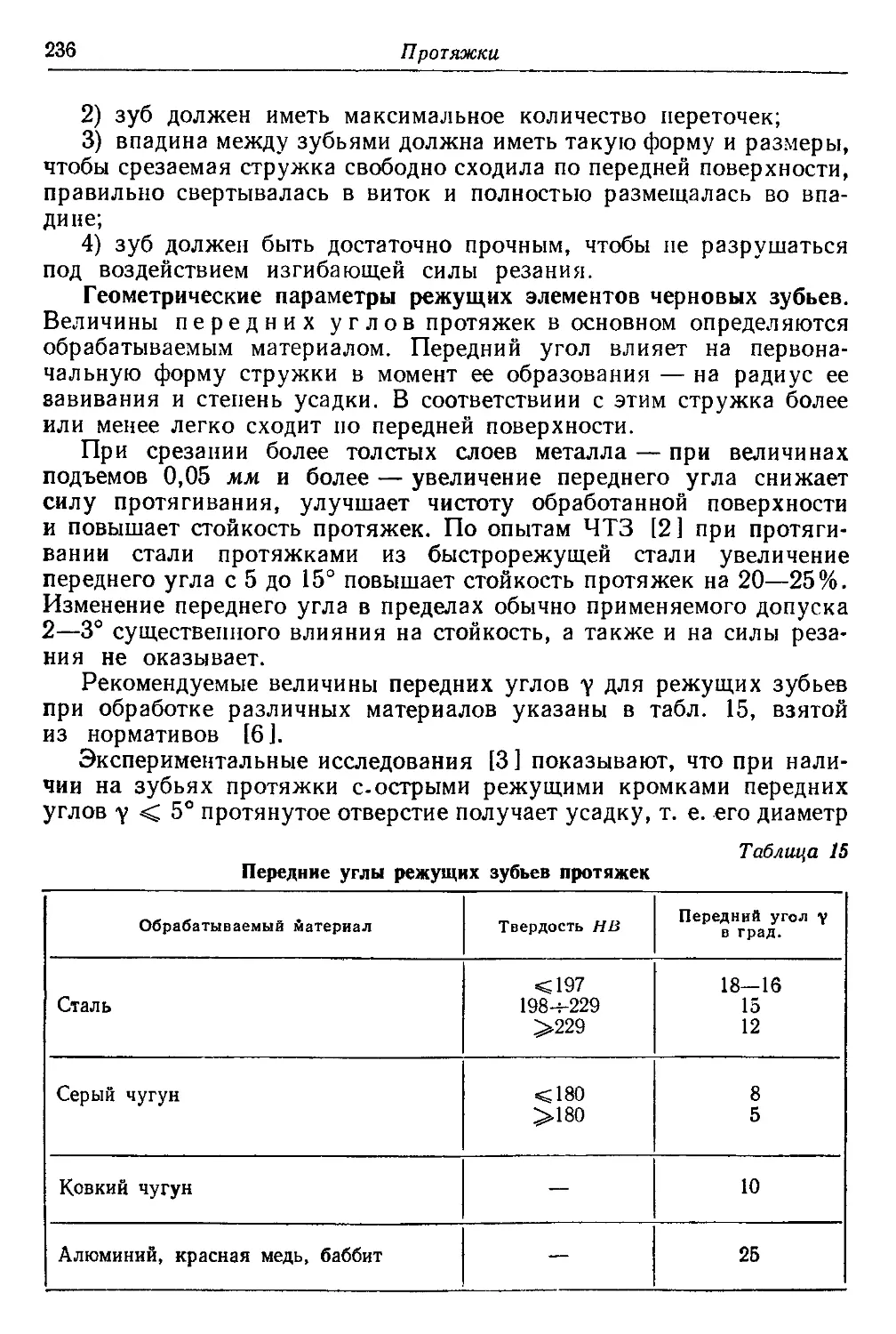
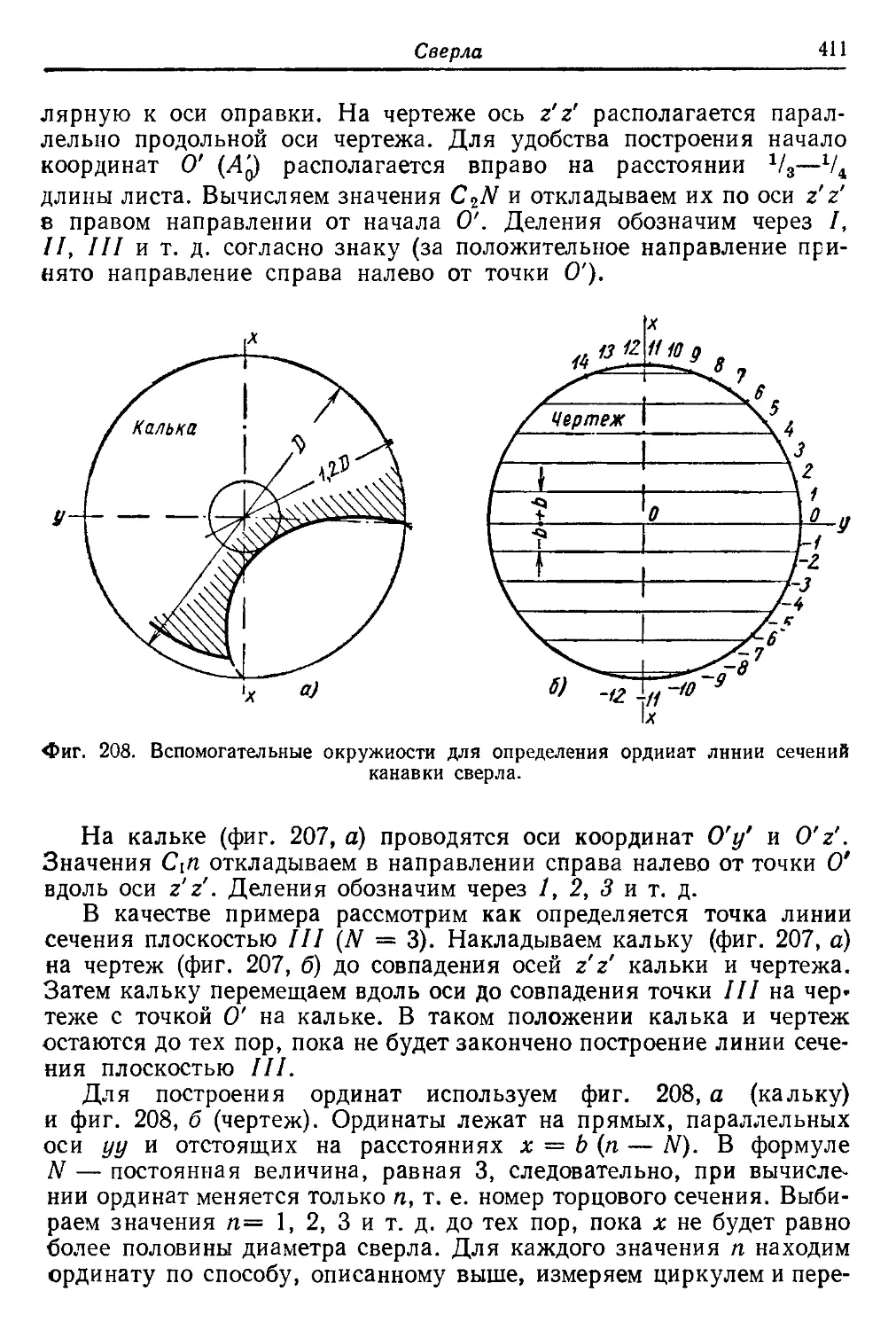
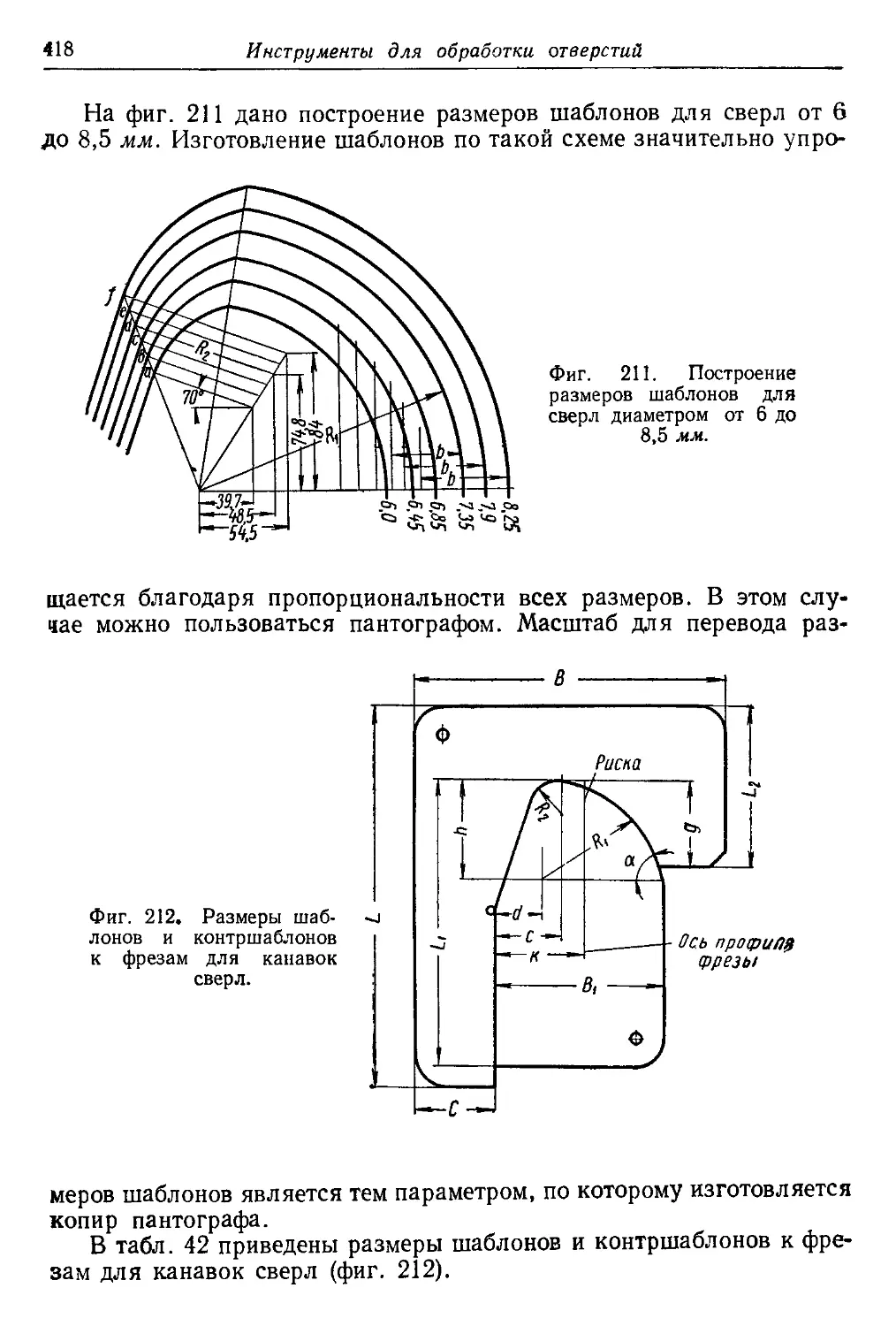
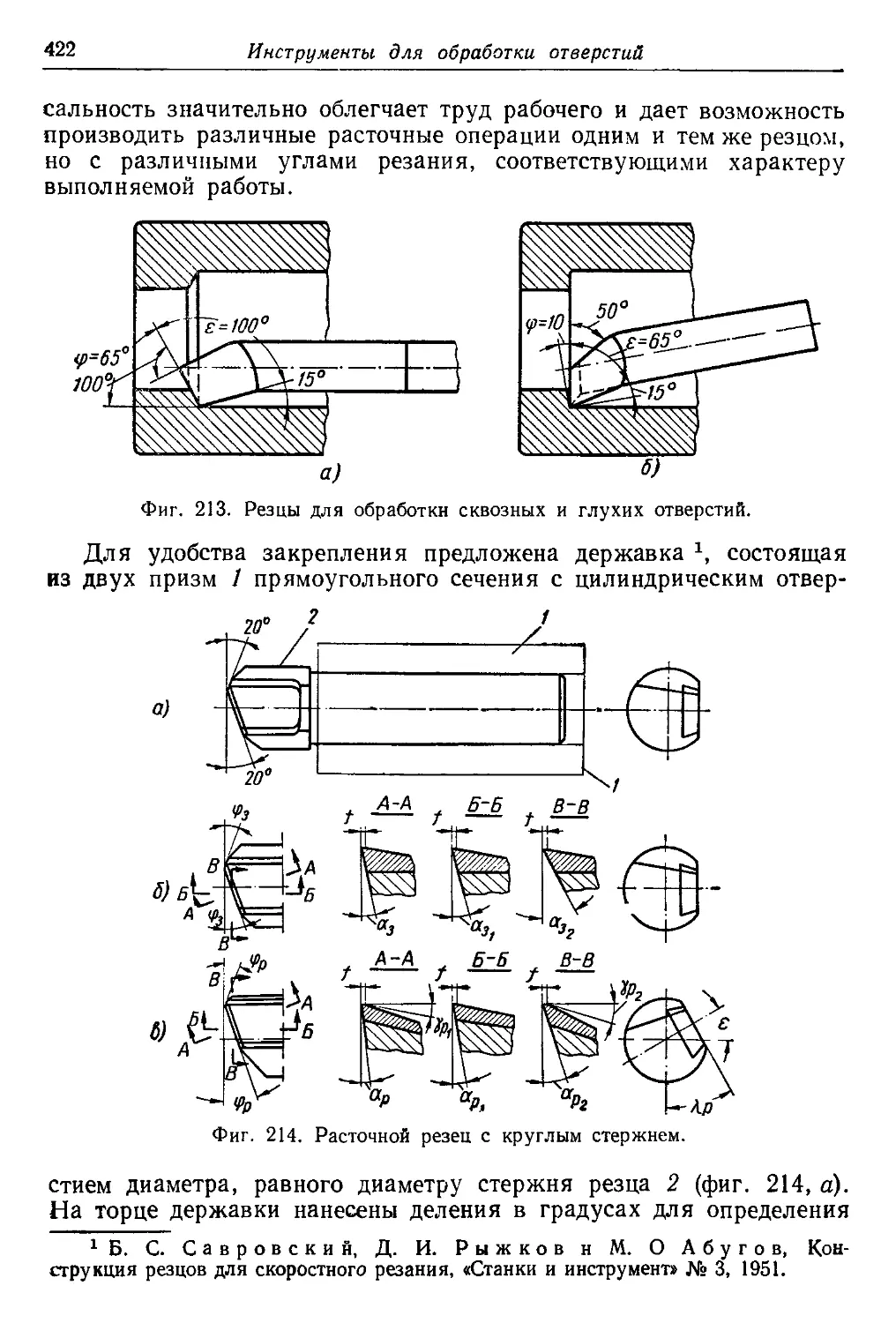
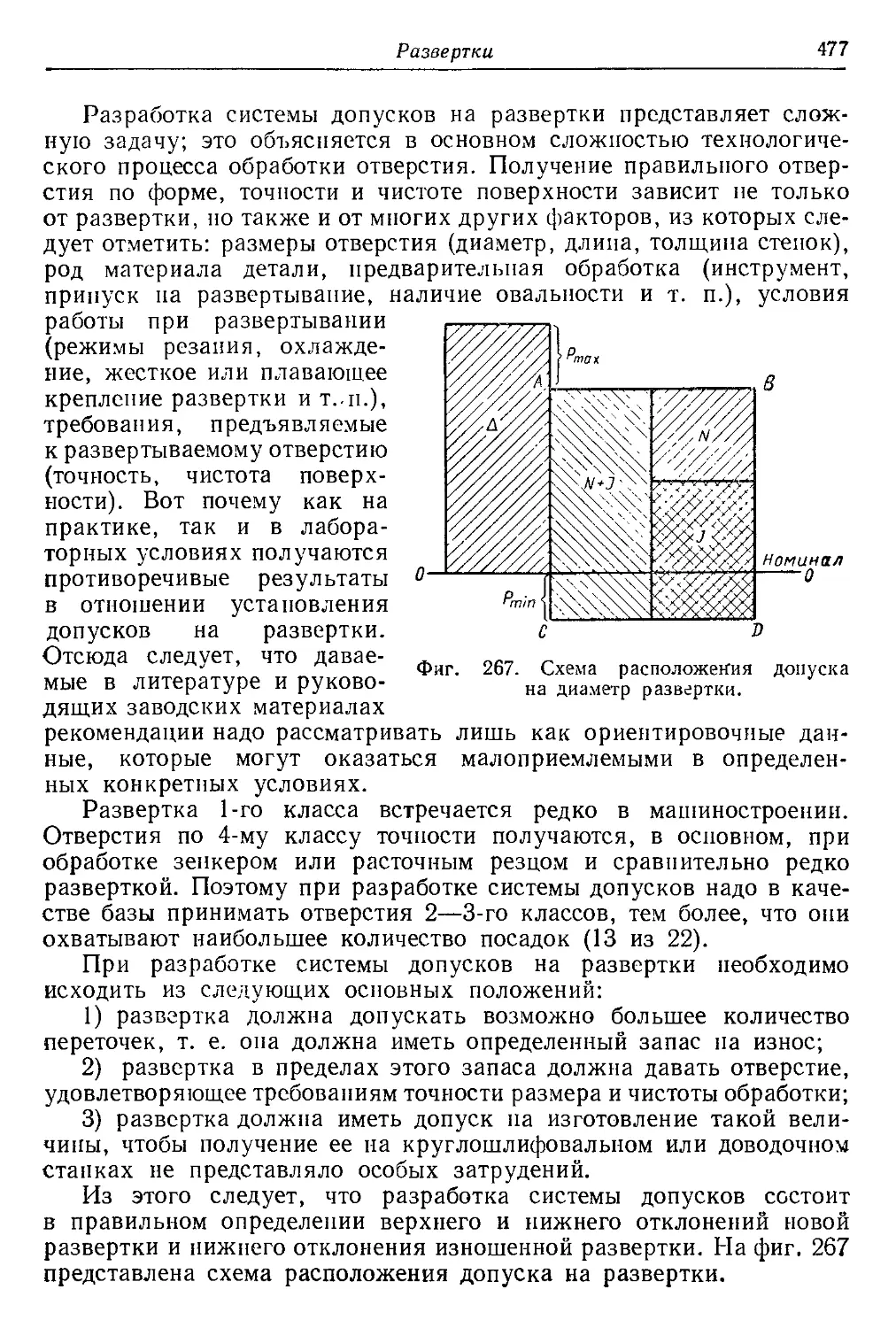
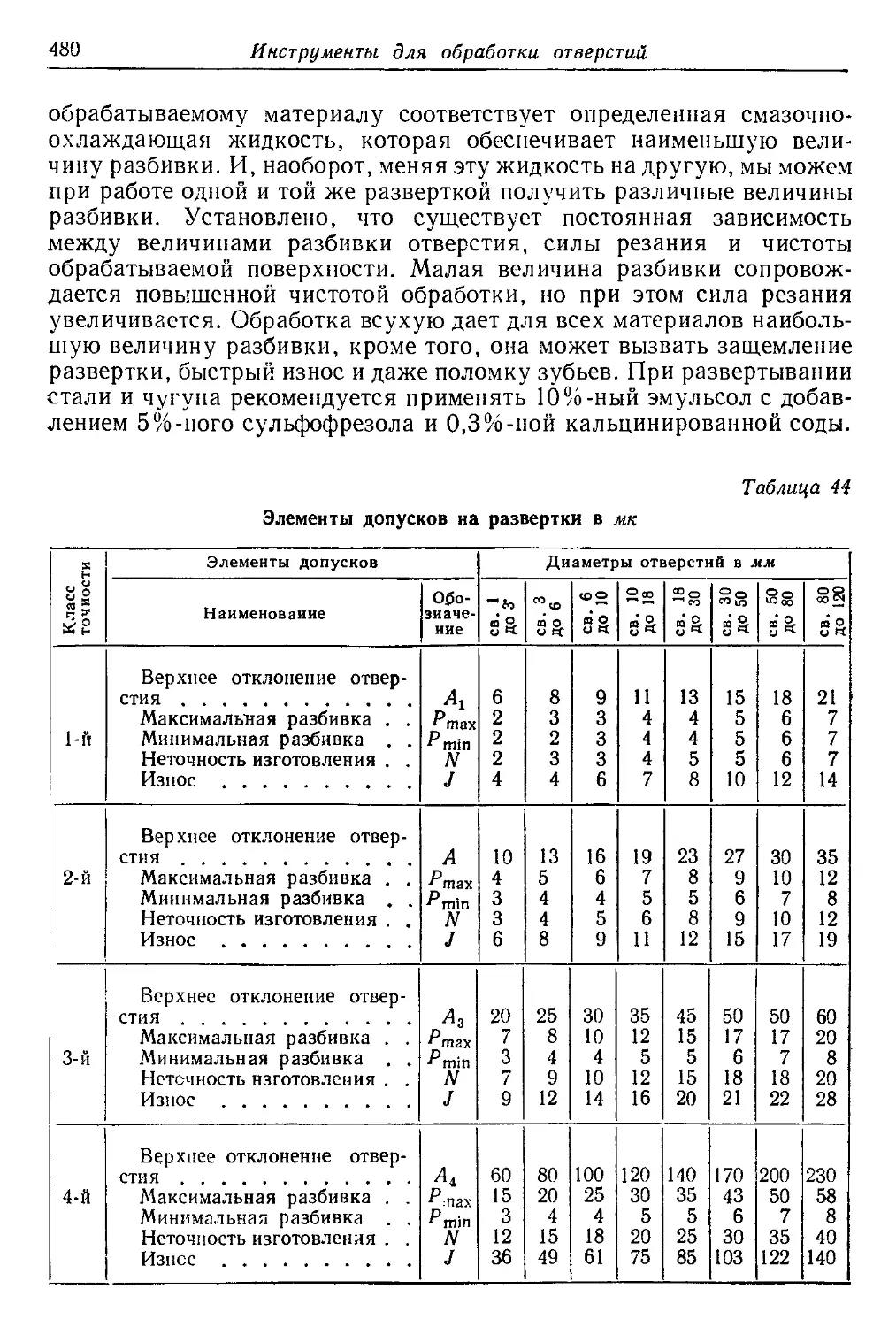
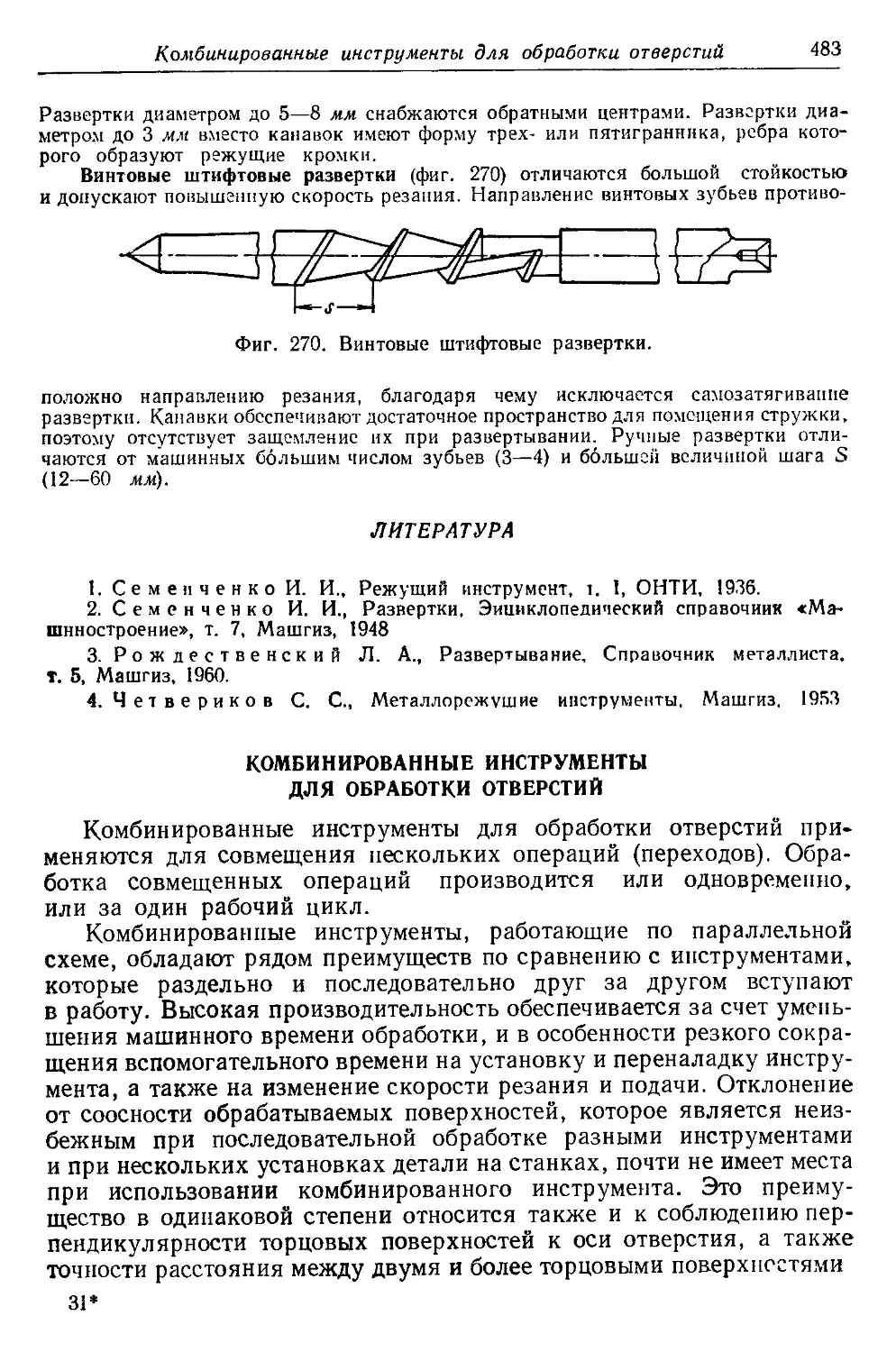
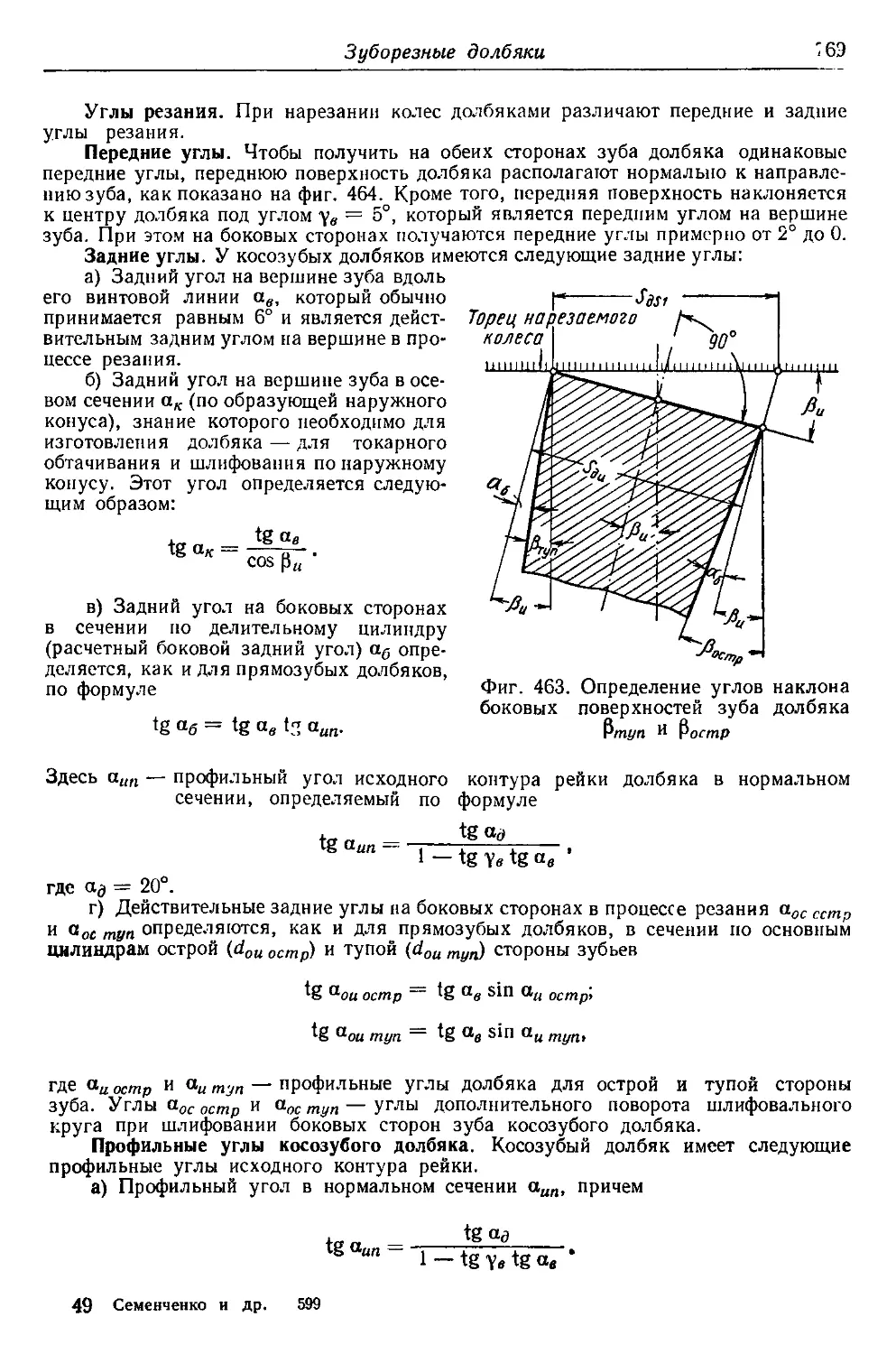
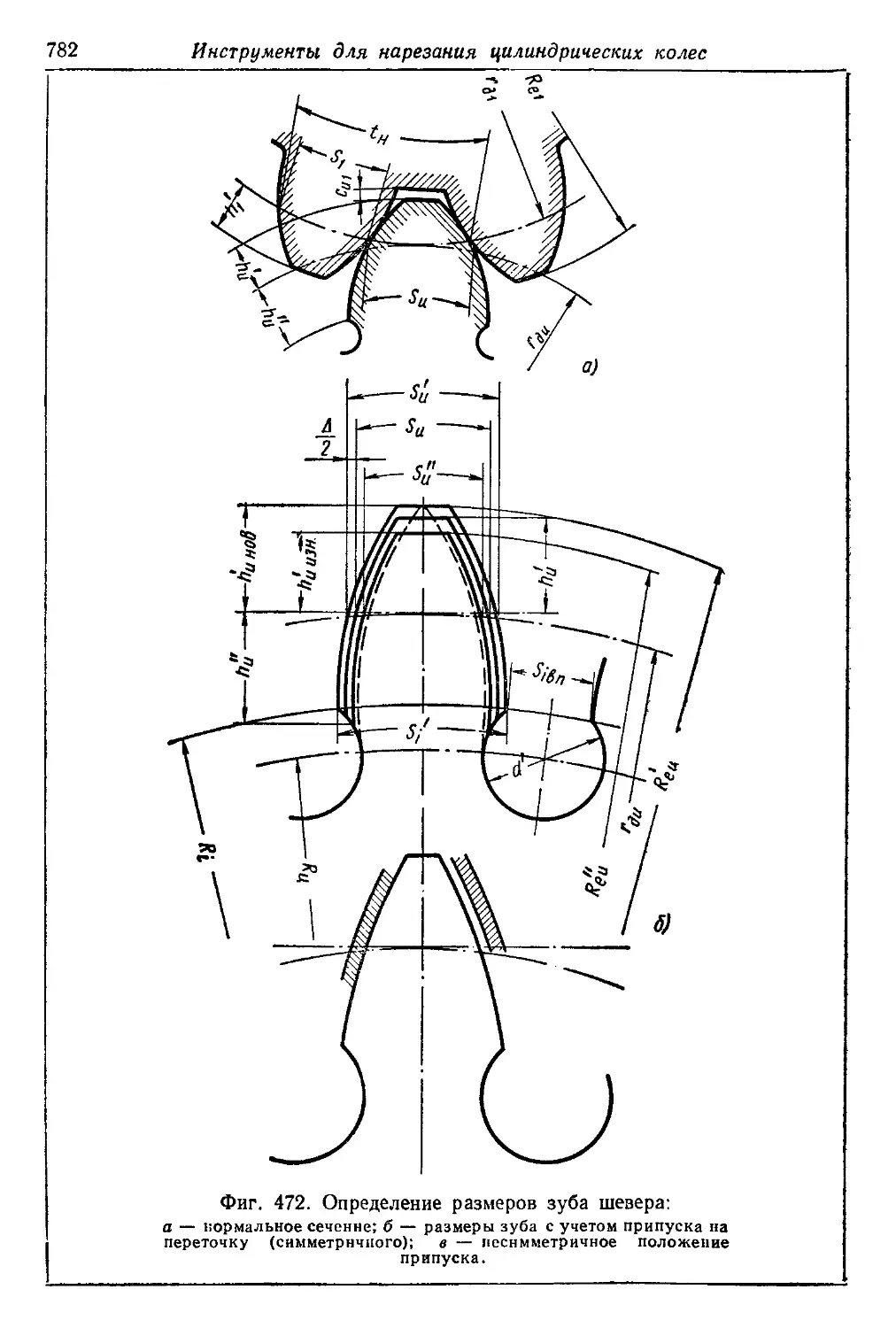
Текст
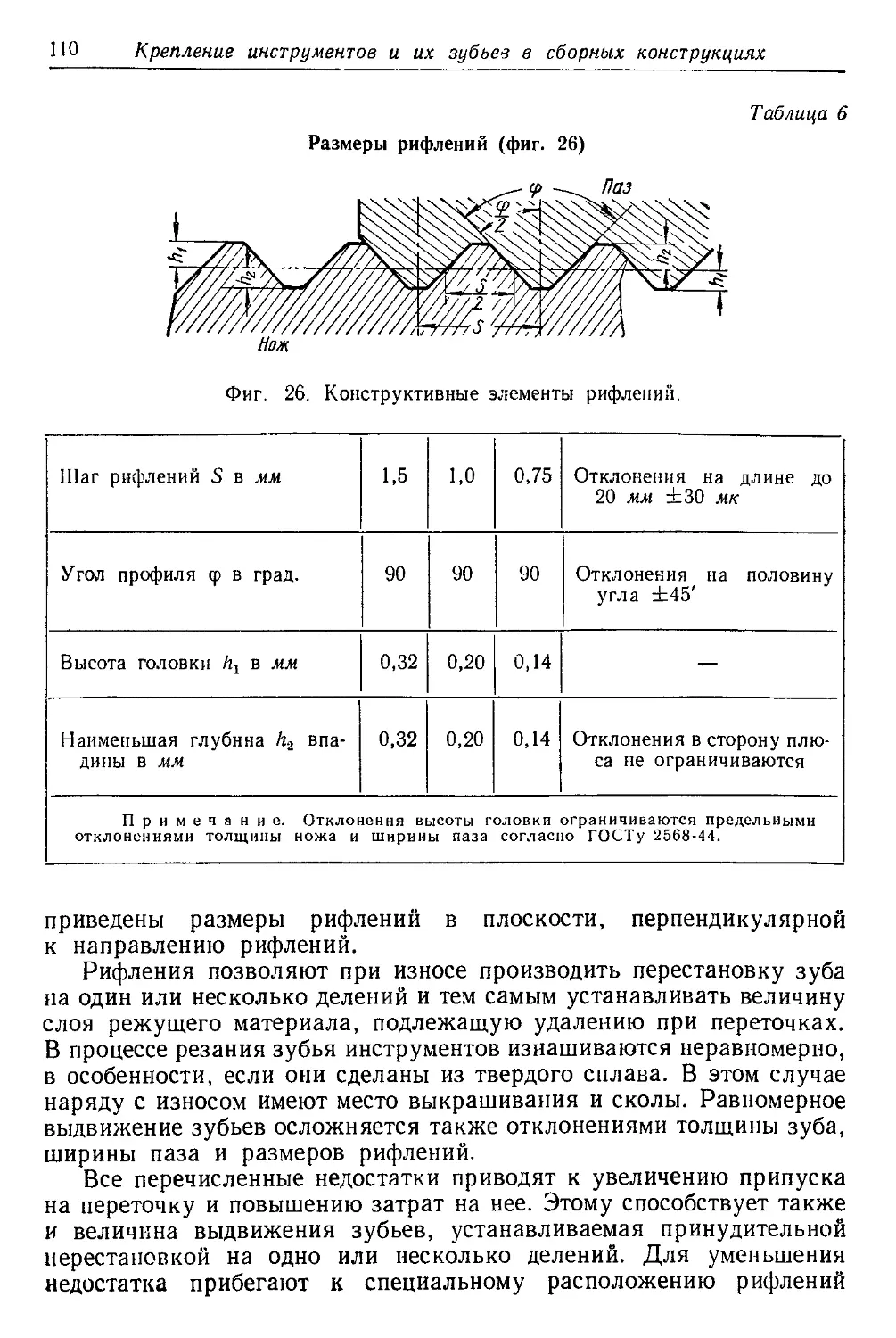
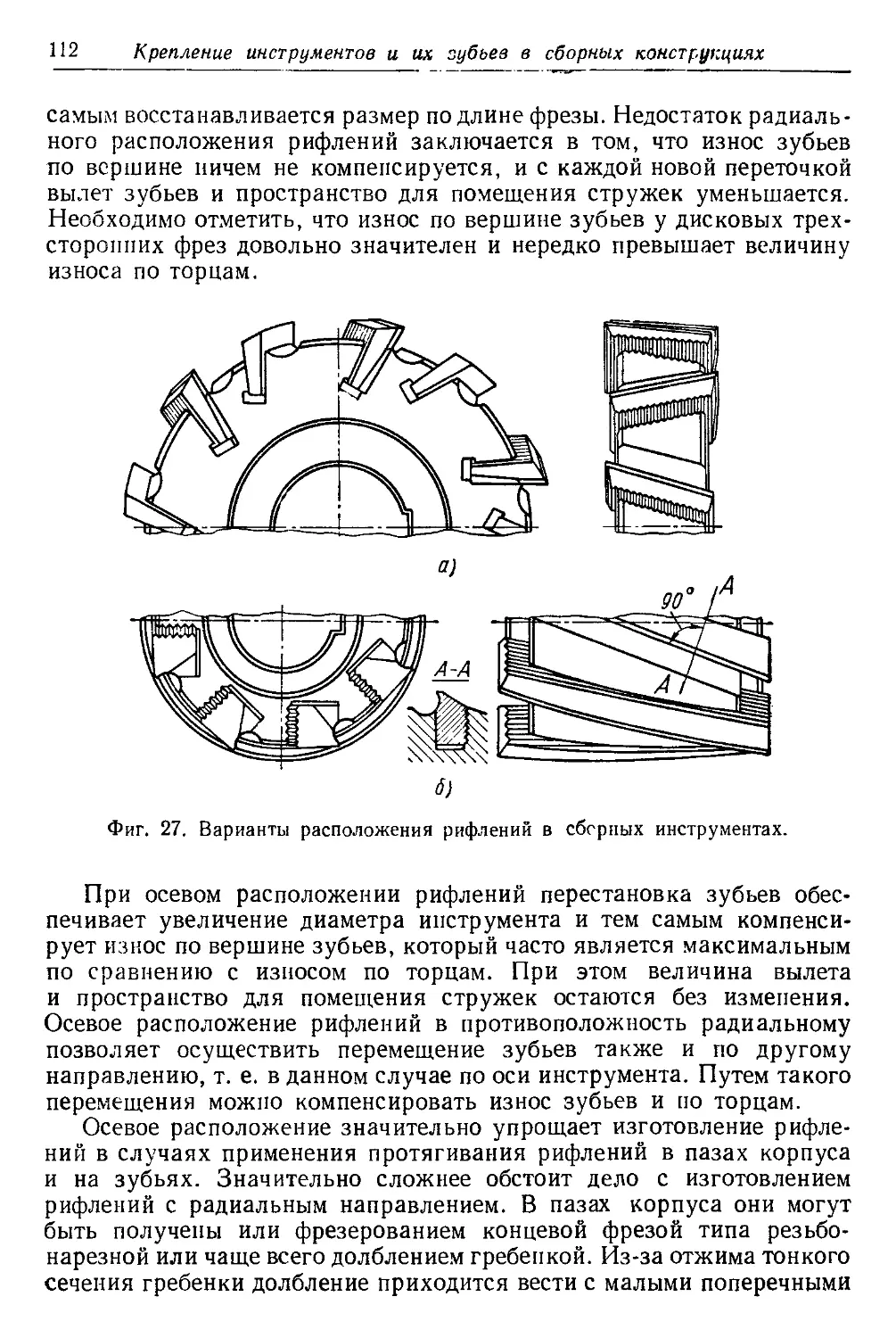
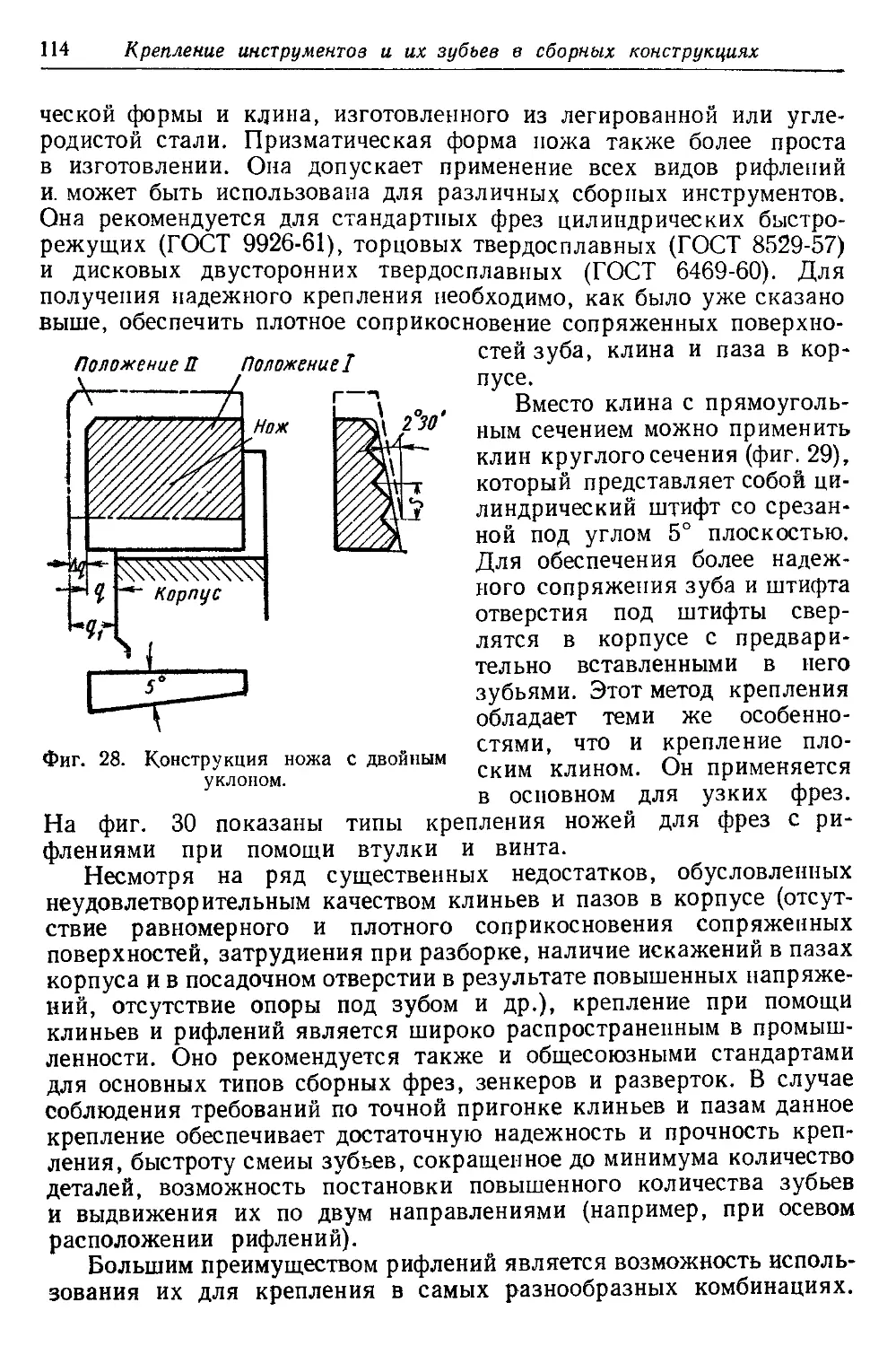
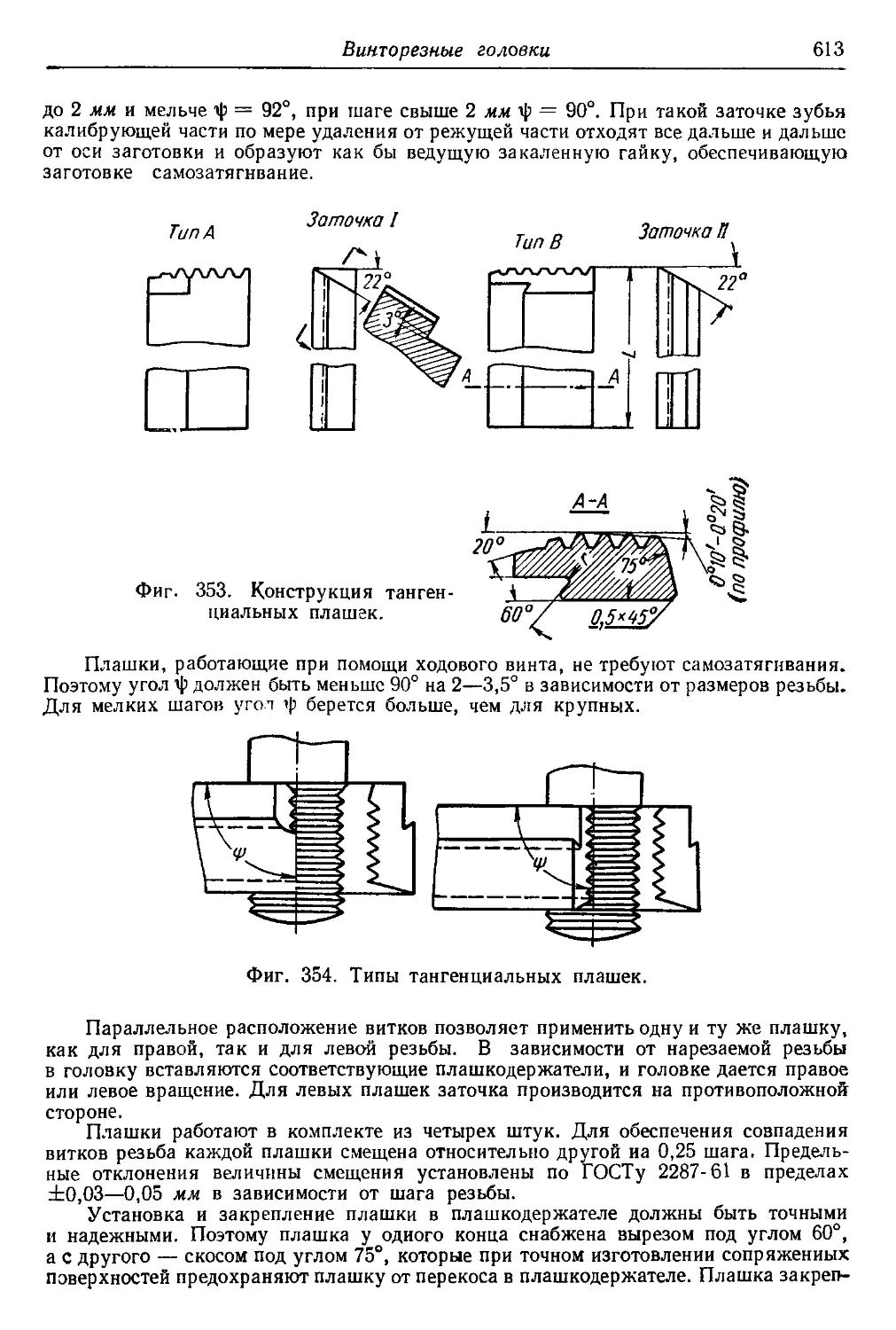
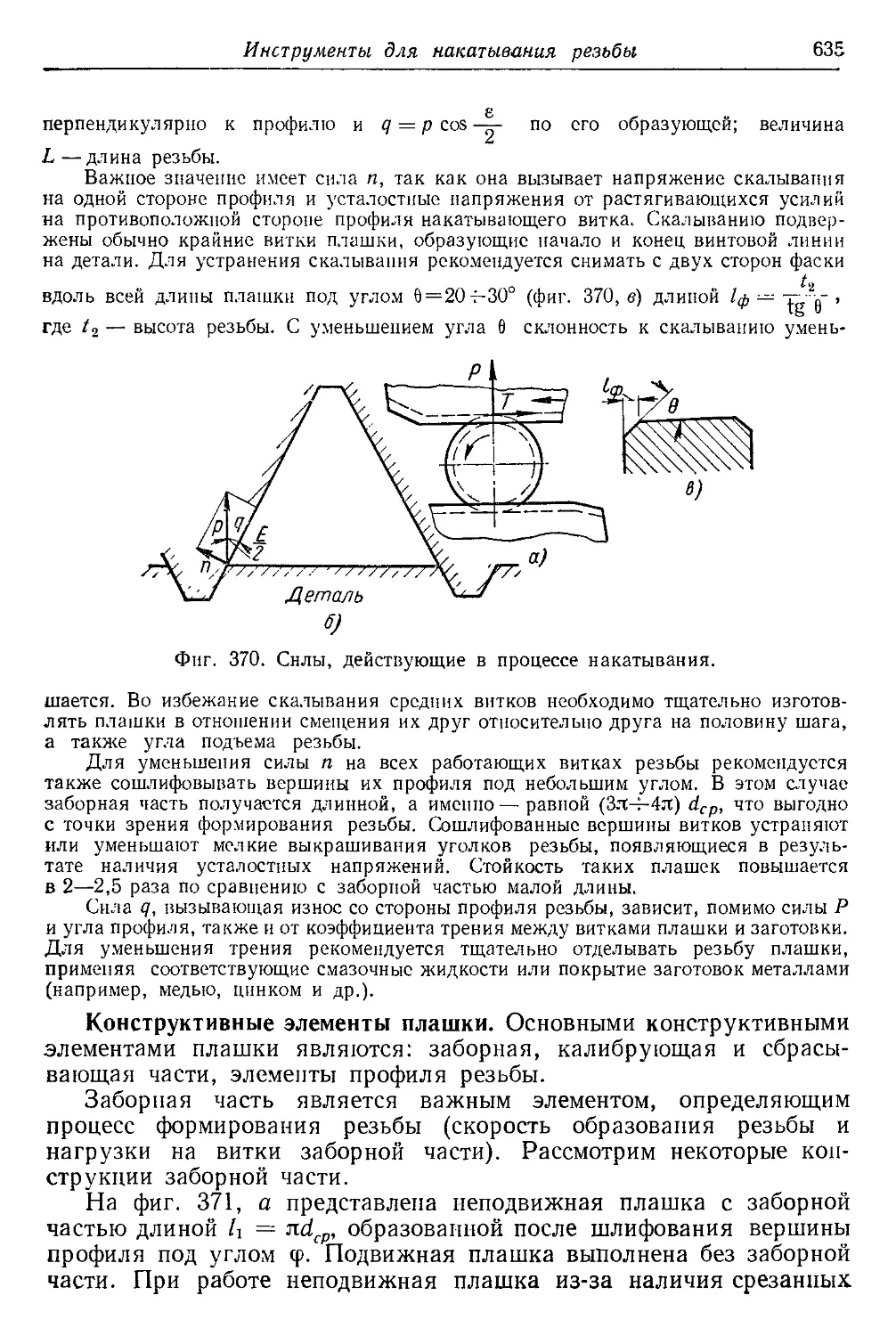
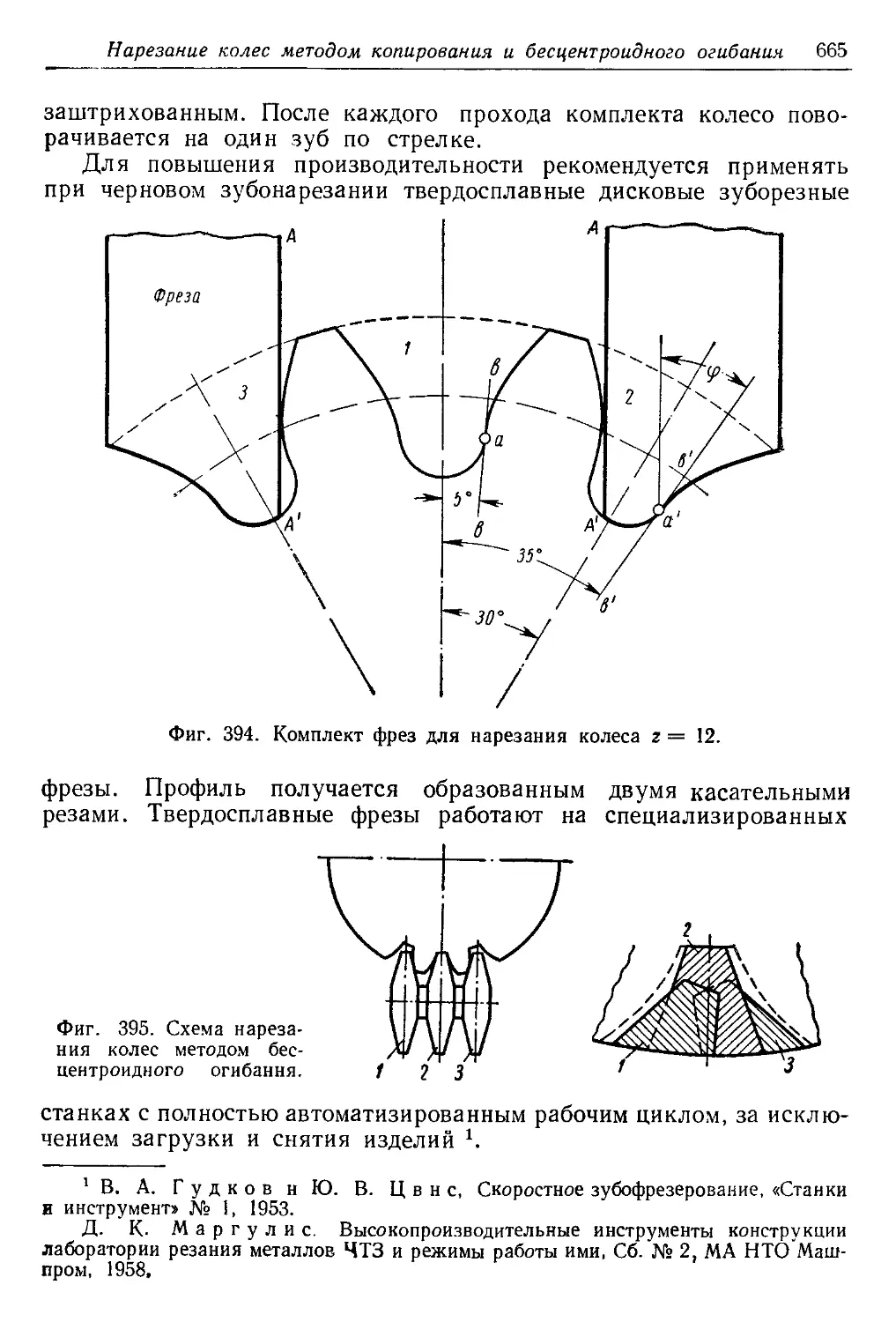
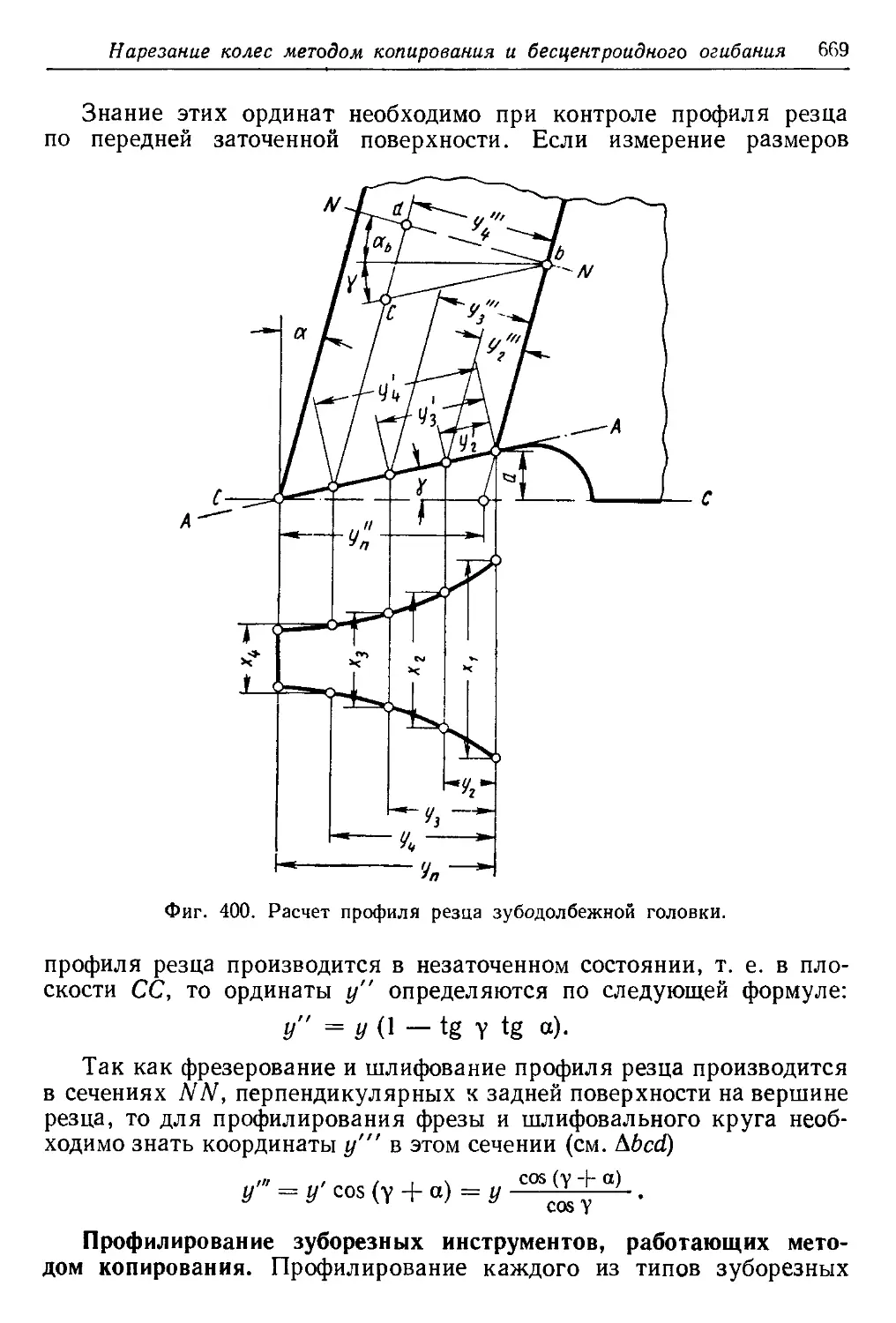
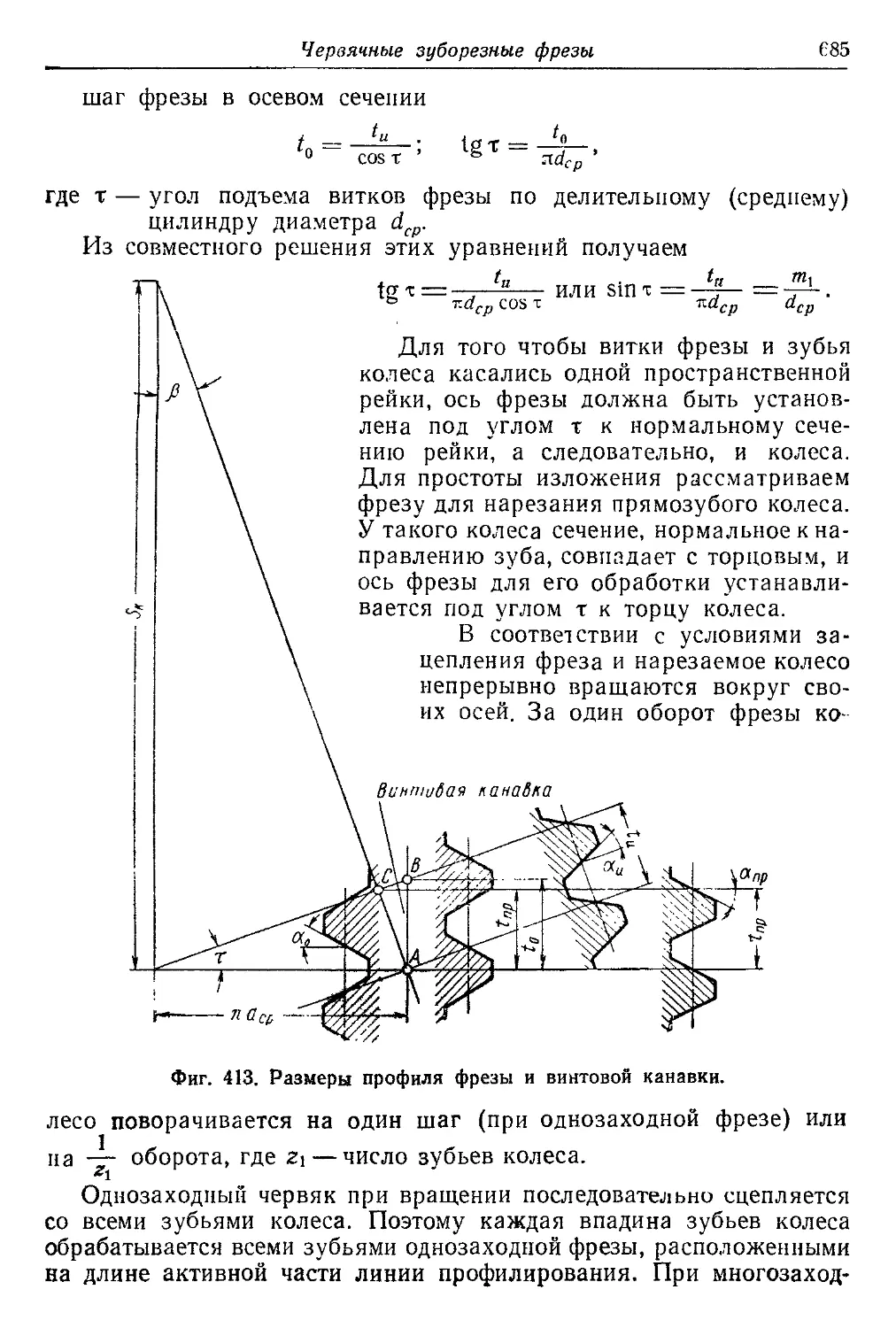
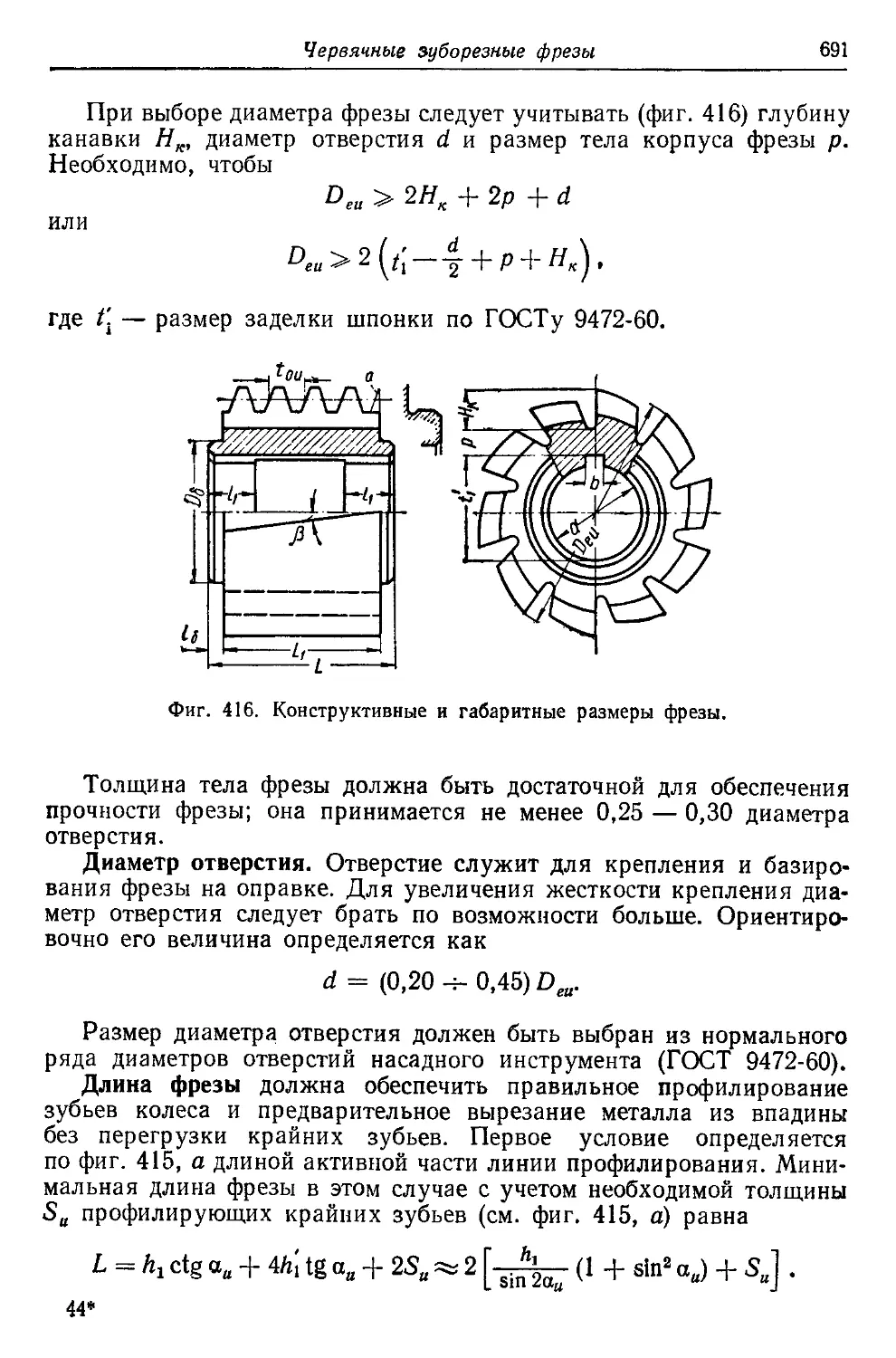
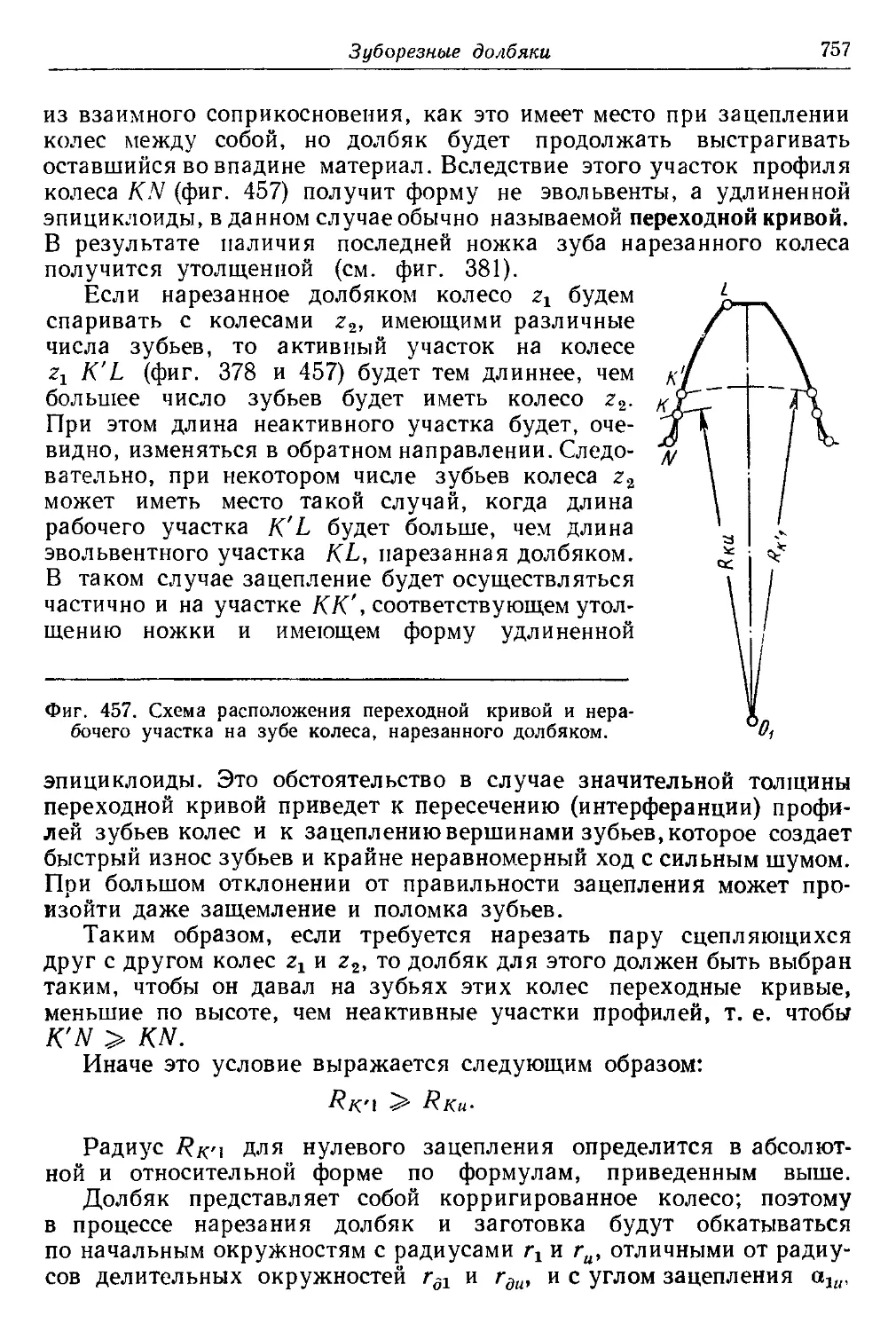
г.исдхлрш
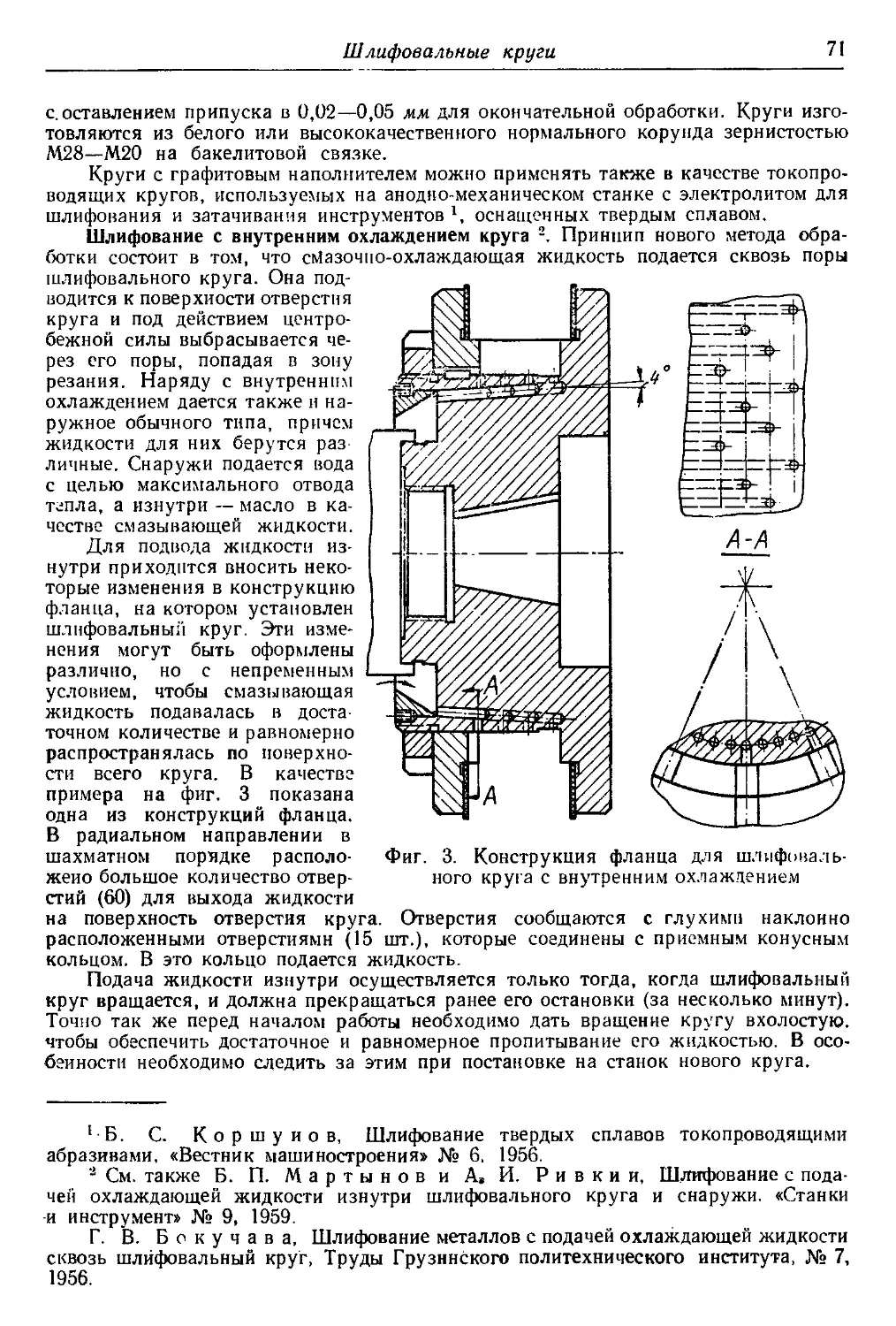
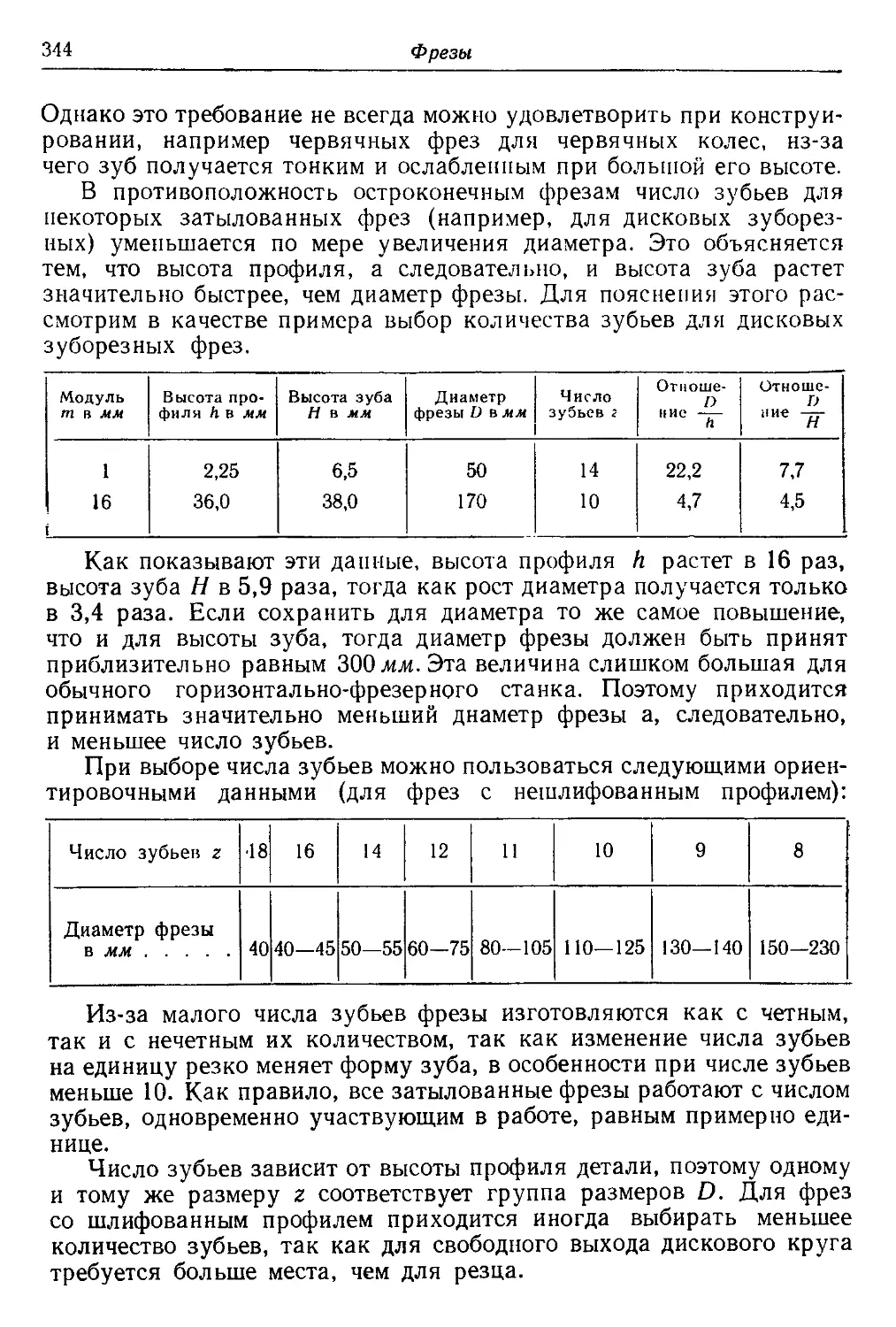
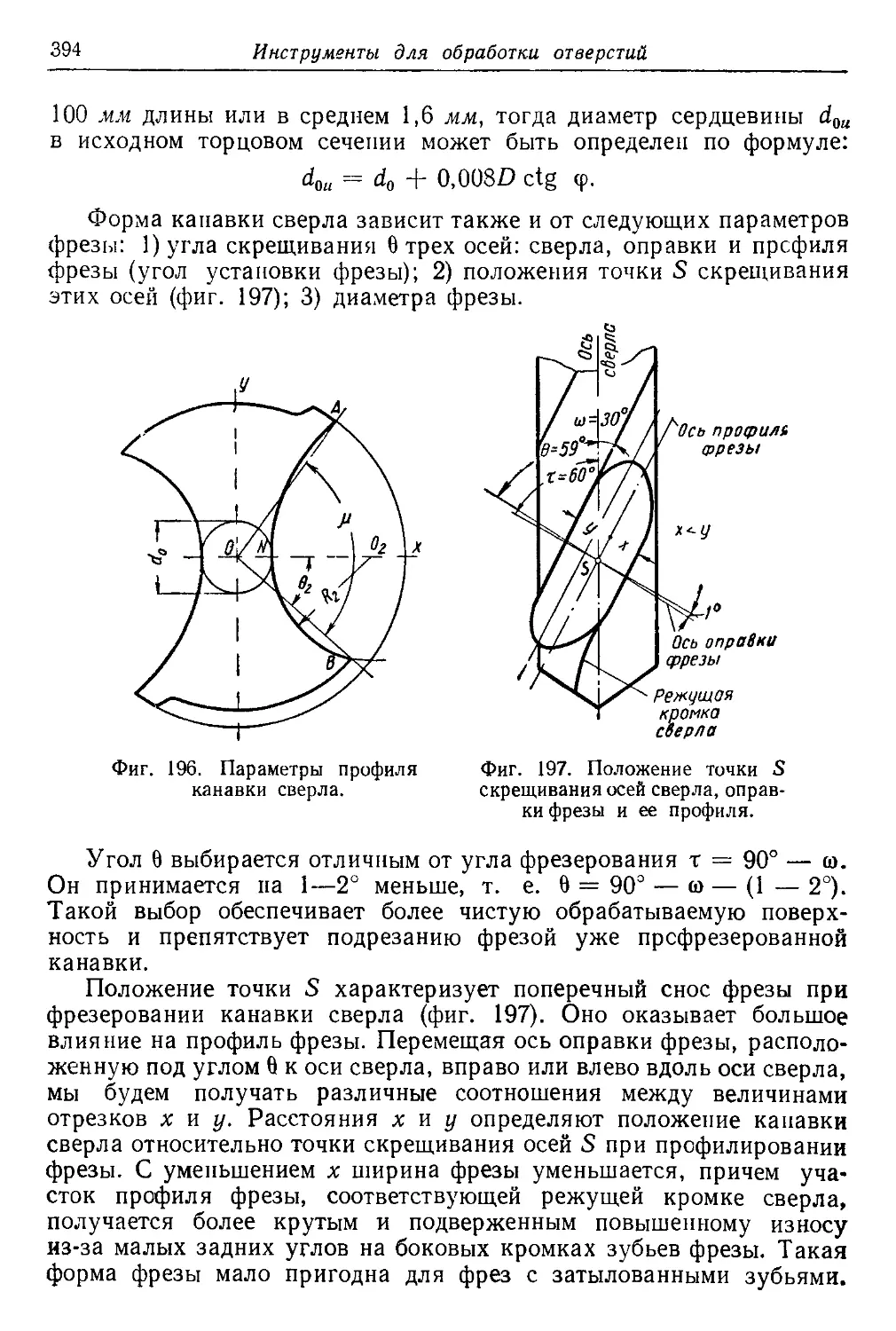
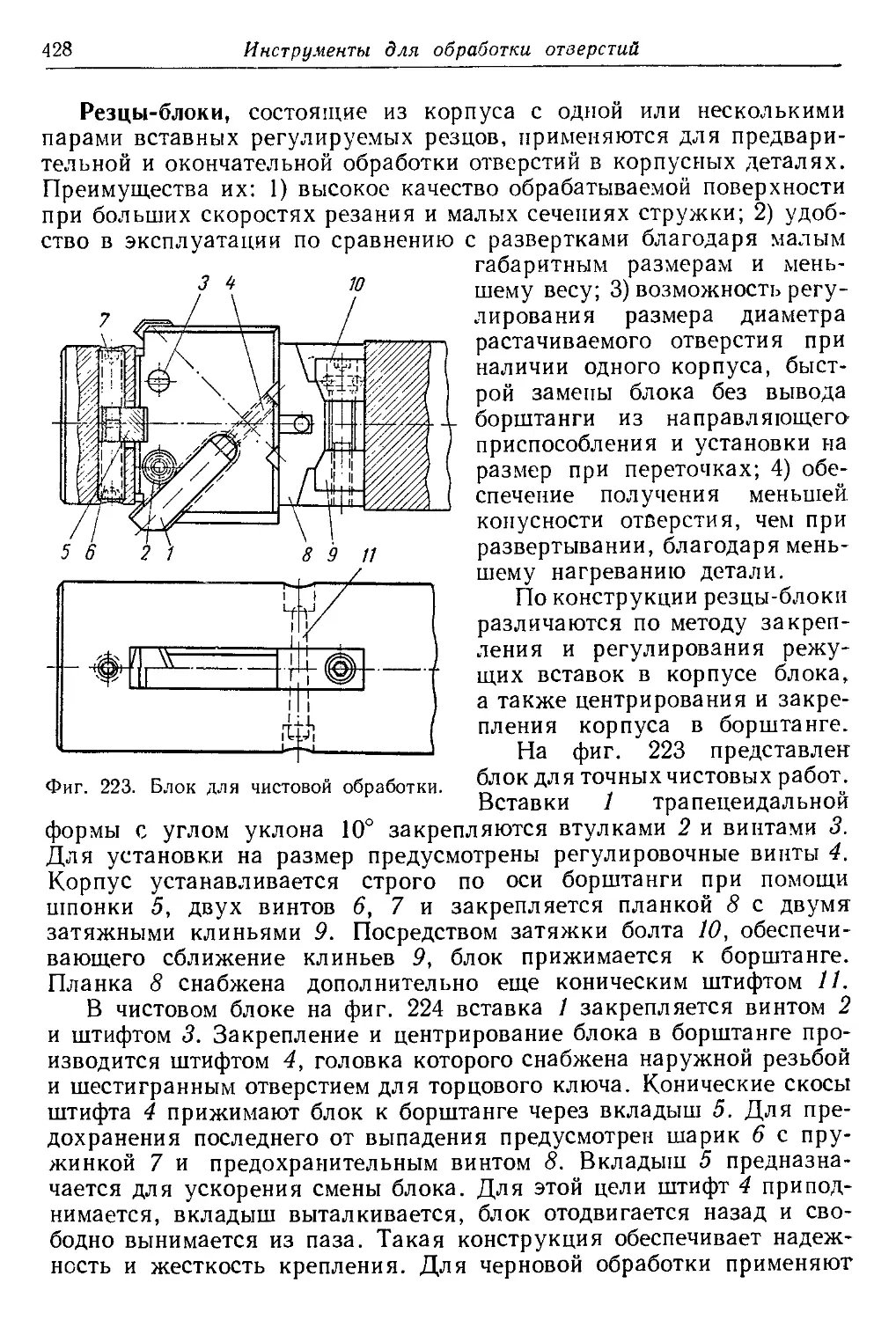
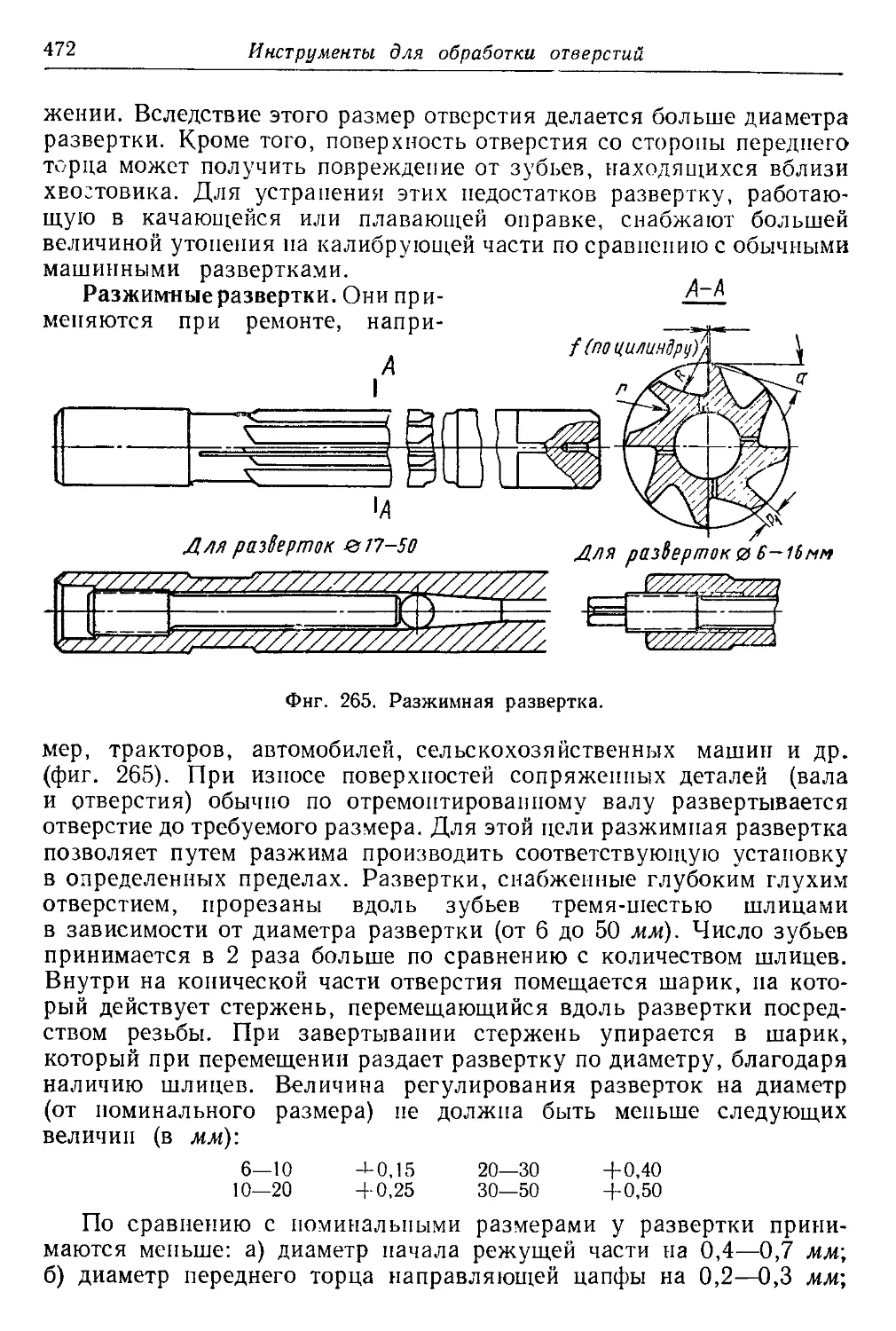
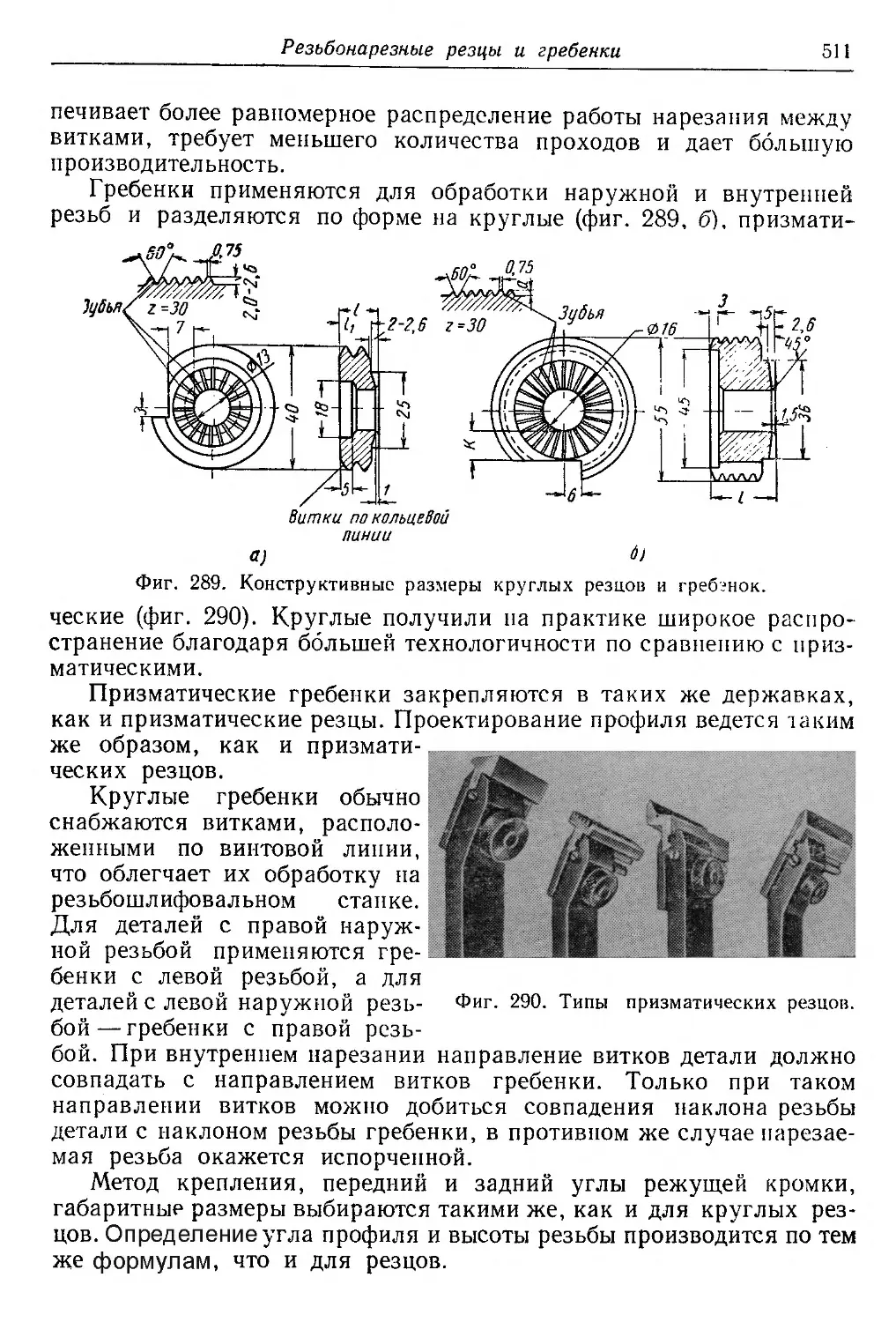
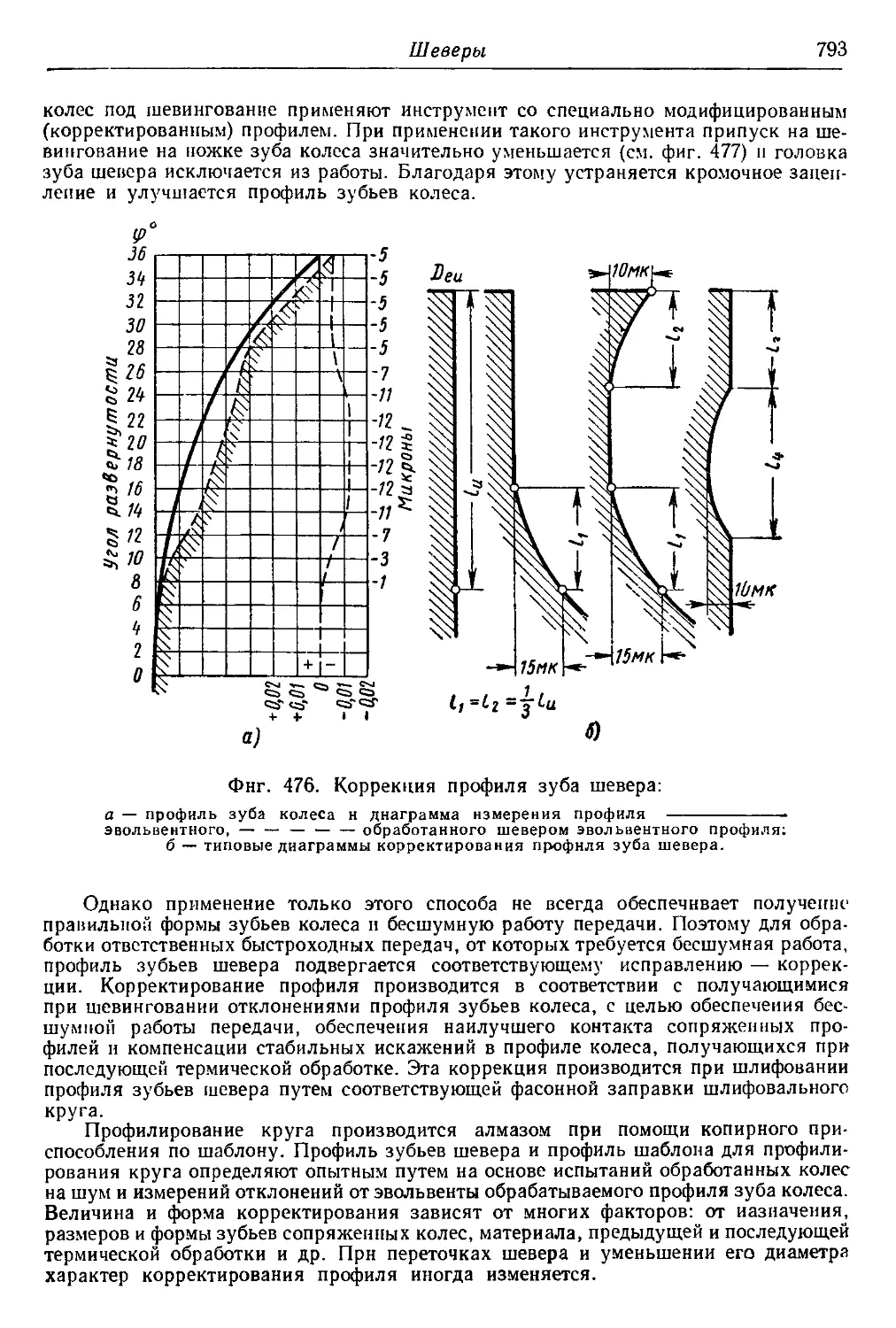
Книга посвящена вопросам расчета и конструирования металлорежущих инструментов как общего назначения, так и специальных зуборезных, резьбообразующих, для обработки отверстий и др.
В ней даны также главы по инструментам для автоматизированного производства, по абразивным и алмазным инструментам и по выбору материалов, применяемых в производстве режущих инструментов.
Книга составлена в соответствии с программой курса «Проектирование режущих инструментов» и является учебным пособием для студентов специальности «Технология машиностроения, металлорежущие станки и инструменты» машиностроительных втузов. Она предназначается также и для работников промышленности.
Рецензенты: Кафедра «Технология машиностроения, металлорежущие станки и инструменты» Московского авиационного технологического института Д-р техн, наук проф. Н. А. Шевченко
Редакция литературы по холодной обработке металлов и станкостроению И. о. зав. редакцией инж. С. Л. МАРТЕНС
ПРЕДИСЛОВИЕ
Книга предназначается в качестве учебного пособия для студентов, специализирующихся в области технологии машиностроения, металлорежущих станков и инструментов. Она содержит материалы не только по курсу лекций, но также и для расчетно-графических работ, курсового, дипломного проектирования и лабораторных занятий. В зависимости от времени, отводимого на лекции и другие виды занятий, устанавливается и объем материалов, подлежащих изучению при прохождении курса «Проектирование металлорежущих инструментов». Более мелким шрифтом даны материалы, отличающиеся сложностью по отдельным видам инструментов.
Книга составлена таким образом, что студенты имеют возможность изучать каждый вид инструмента в объеме основного текста, используя материал, напечатанный мелким шрифтом для более глубоких знаний по курсу и в качестве исходных материалов для курсового и дипломного проектирования (например, конструирование отдельных видов протяжек, профилирование фрез для инструментов и деталей с винтовыми канавками, методы профилирования инструментов для деталей с неэвольвентными профилями и др.). По каждому виду инструментов, как правило, принят один какой-либо представитель, конструкция которого рассмотрена подробно, тогда как для других представителей даны лишь конструктивные особенности.
Порядок расположения материалов в книге принят согласно установившейся практике чтения курса. Однако он может быть изменен лектором в зависимости от особенностей преподавания в данном институте (отводимого количества часов, сложности материалов, последовательности и полноты изложения смежных курсов и т. п.).
Особое внимание уделено в книге инструментам для производства зубчатых колес. Это объясняется не только важной ролью, которую играют эти инструменты в машиностроении, но и тем что они, как наиболее сложные, являются наиболее удачными объектами для подготовки и формирования квалифицированных специалистов по конструированию инструментов и станков по обработке металлов резанием.
В книге подробно рассмотрены вопросы проектирования зуборезных инструментов для нарезания конических колес. С каждым годом конические колеса с круговыми зубьями получают все большее распространение. Поэтому инструменты для их нарезания рассмотрены
4
Предисловие
более подробно, насколько это позволяет объем книги. Проектирование круговых резцовых головок во многом зависит от метода нарезания и наладки зуборезного станка. Поэтому для понимания сущности процесса нарезания, а также для правильного проектирования инструмента оказалось необходимым хотя бы в самой короткой форме изложить основные методы наладки станка и их влияние на проектирование резцовых головок.
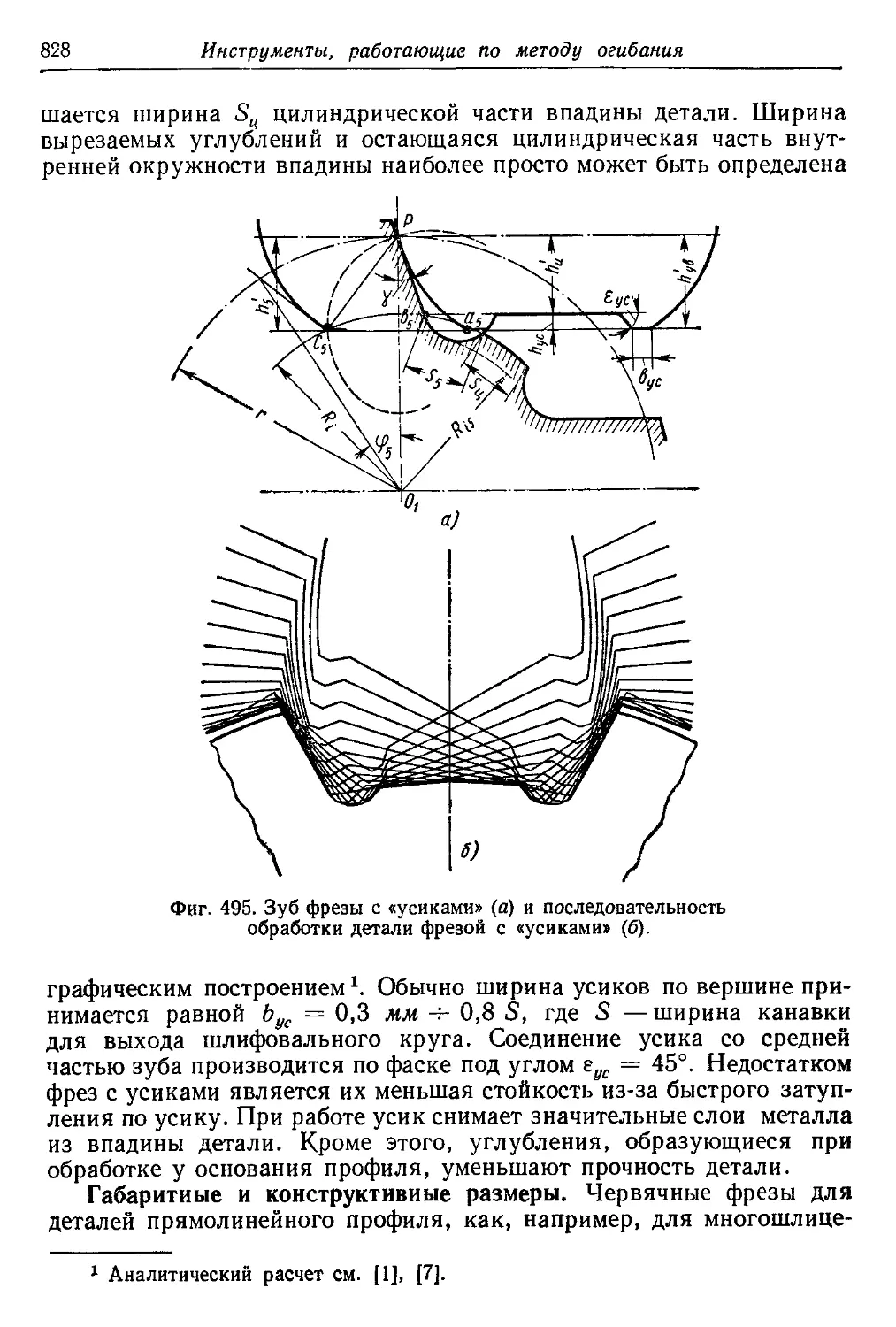
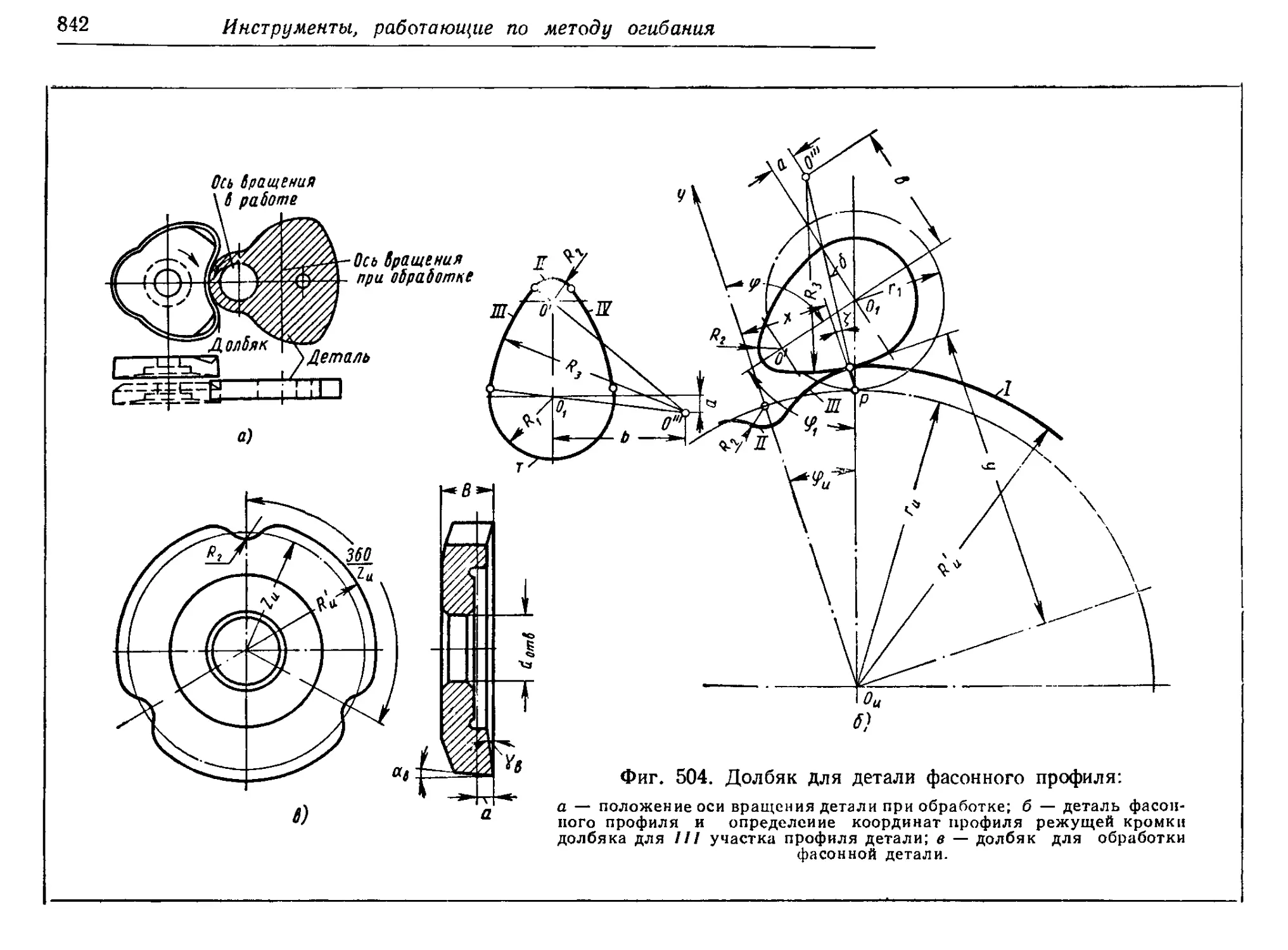
В книге рассмотрены новые виды инструментов, работающих по методу огибания (например, для обработки зубчатых колес точением, деталей с полукруглым профилем и др.), а также новый высокопроизводительный инструмент, работающий методом копирования — зубодолбежные головки.
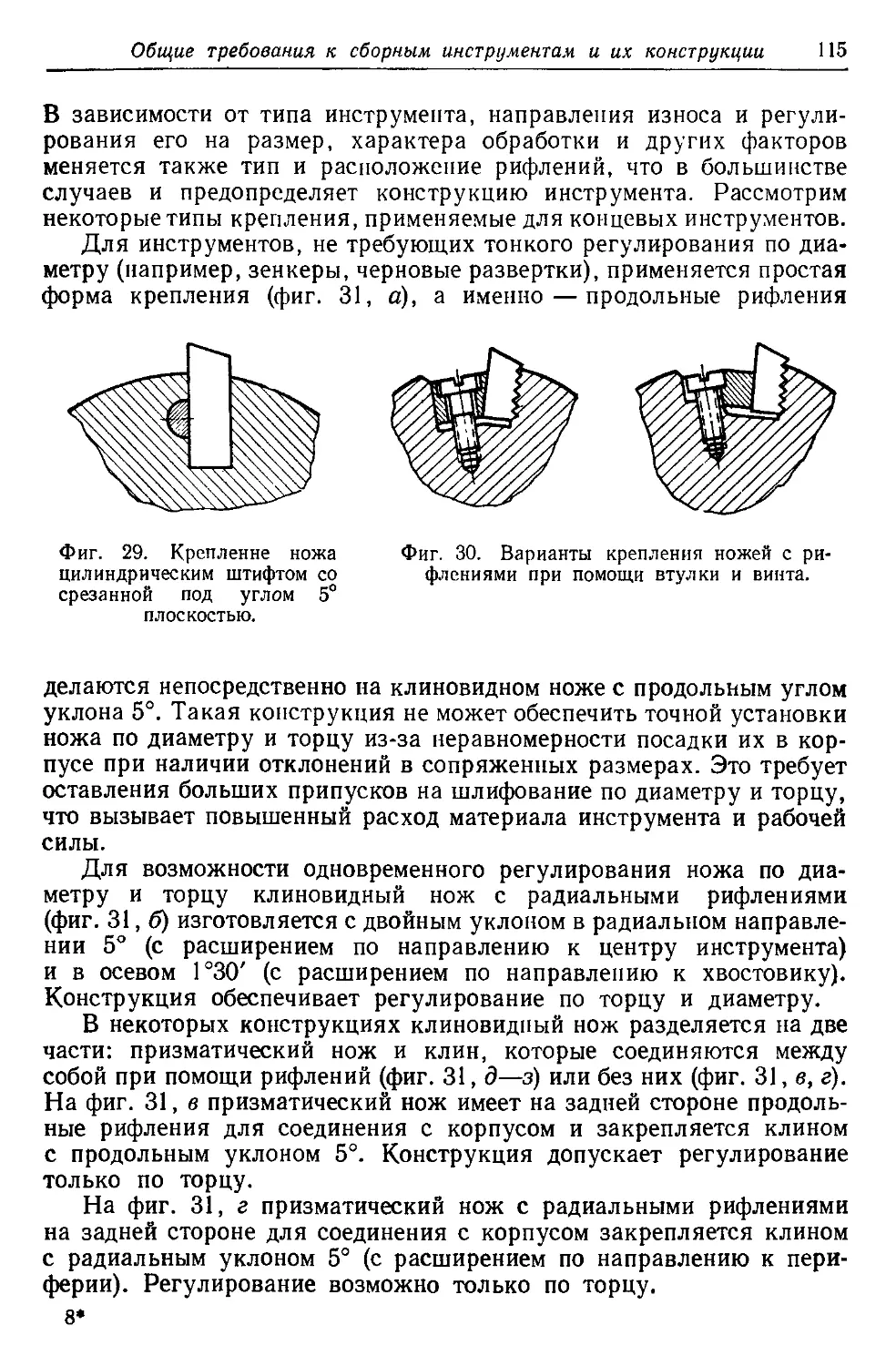
В книге даны обобщающие материалы, например, методы крепления инструментов в станке, конструкции крепления зубьев сборных инструментов, конструктивные и геометрические элементы, требования, предъявляемые к качеству инструментов, а также новые разделы, обычно ранее не изучаемые во втузах, как, например, алмазные инструменты, инструменты для хонингования, резьбонакатные головки, инструменты для фрез и деталей с винтовыми канавками, профилирование инструментов (фрез, долбяков, резцов), работающих по методу огибания, для фасонных профилей и др.
Почти в каждом разделе даны новые конструкции инструментов, получившие распространение в нашей промышленности. По каждому виду инструментов особое внимание обращено на требования, предъявляемые к качеству режущих инструментов, и мероприятия, предназначенные для его повышения.
Книга может быть использована также и для повышения квалификации работников промышленности, занимающихся конструированием, изготовлением и эксплуатацией режущих инструментов.
РОЛЬ ИНСТРУМЕНТА В НАРОДНОМ ХОЗЯЙСТВЕ
Инструменты в широком смысле представляют собой орудия, употребляемые при ручной и механической обработке разного рода материалов в машиностроении, горном деле, в деревообрабатывающей промышленности, сельском хозяйстве, в медицине, в домашнем обиходе и т. п. Режущим инструментом в узком смысле называется та часть металлорежущих станков, которая непосредственно изменяет форму обрабатываемой детали, например, сверло для сверлильного станка, резец для токарного станка, фреза для фрезерного станка.
В народном хозяйстве инструменты играют огромную роль и ни одна его отрасль не может обойтись без использования инструментов в широкой их номенклатуре.
Инструменты появились еще на самой ранней ступени развития человеческого общества, когда первобытный человек уже не мог удовлетворяться работой только одних своих органов и в помощь им начал создавать первые орудия из камня, кости, дерева и других материалов.
В древние исторические времена можно наблюдать уже значительное использование инструментов. Большое влияние на развитие инструментов оказал металл (сначала бронза, а затем железо), из которого стали их изготовлять. В средние века по мере развития ремесленного производства номенклатура инструмента расширяется, формы его также изменяются. Однако инструмент по-прежнему предназначается в основном для ручной обработки.
Мануфактурный период характерен разделением труда, что позволило поднять его производительность. Дифференцирование производства потребовало введения большого разнообразия для одних и тех же типов инструментов. Каждый тип инструмента принимает такую форму, которая наиболее всего подходит для выполнения одной или нескольких определенных операций. Однако и в этот период инструменты использовались в основном как ручные.
Огромную роль в развитии инструмента сыграло появление машин, которое значительно расширило область применения инструмента, появились новые типы его, изменились и требования, предъявляемые к нему. К. Маркс в своем труде «Капитал», анализируя роль и значение инструмента, говорит: «Всякая развитая совокупность машин состоит из трех существенно различных частей: машины-двигателя, передаточного механизма, наконец, машины-орудия, или
6
Роль инструмента в народном хозяйстве
рабочей машины. . . Обе эти части механизма существуют только затем, чтобы привести в движение рабочую машину, благодаря чему последняя захватывает предмет труда и целесообразно изменяет его. Промышленная революция в XVIII веке исходит как раз от этой части машин — от рабочей машины. И теперь каждый раз, когда ремесленное или мануфактурное производство превращается в машинное, исходным пунктом служит рабочая машина»1.
По мере расширения использования машин назрела необходимость наладить их изготовление механическим путем, так как ручная обработка уже не могла удовлетворить возросшим требованиям в отношении точности, производительности и удешевления этих средств производства. Большую роль начинают играть специальные машины-станки, предназначенные для обработки деталей машин. Благодаря им, как указывает К. Маркс, «. . .удалось производить геометрические формы отдельных частей машин с такой степенью легкости, точности и быстроты, которой никакая опытность не могла бы доставить руке искусснейшего рабочего».
«... Как бы прост и на первый взгляд незначителен ни казался этот придаток к станку, мы думаем, что без преувеличения можно сказать, что его влияние на усовершенствование и распространение машин было так же велико, как влияние усовершенствований, произведенных Уаттом в самой паровой машине. Введение его разом повело к усовершенствованию и удешевлению всяких машин и дало толчок новым изобретениям и усовершенствованиям»2.
Этот глубокий анализ, сделанный К. Марксом еще на заре развития машинной техники (1855 г.), оказался гениальным прогнозом, оправдавшим себя на всем дальнейшем развитии машинной техники.
Практика показывает, какое огромное революционизирующее значение имеет инструмент для современного машиностроения. Теперь уже никто не пытается рассматривать инструмент как некий механический придаток к станку. Напротив, на ряде примеров можно показать, как усовершенствование инструмента, изобретение новых его видов неизменно влекут за собой новые конструкции станков. В качестве примера можно отметить развитие инструментов и станков для обработки зубчатых колес. Изобретение новых инструментов, как-то: червячной фрезы, долбяка, гребенки, зубодолбежной головки, обкаточного резца, шевера, резцовой головки для кругового зацепления, фрезы-протяжки для конических прямозубых колес и других, послужило причиной появления целой серии специальных зуборезных станков. Следует также указать на огромное влияние, которое оказывают на конструкцию станков инструменты, выполненные из материалов с более высокими режущими свойствами (сначала быстрорежущая сталь, затем твердые сплавы и в настоящее время
1 К. Маркс. Капитал, т. I, 1952, стр. 378—379.
2 К. Маркс. Капитал, т. I, 1952, стр. 391.
Роль инструмента в народном хозяйстве
7
минералокерамика). И таких примеров, подтверждающих революционизирующую роль инструмента, можно привести большое количество. Однако из этого не следует, что инструмент развивается сам по себе без влияния на него со стороны станка или метода обработки. В некоторых случаях производственные возможности станка не могут быть полностью использованы из-за несовершенства конструкции инструмента. Во всяком случае, нельзя забывать, что три фактора — станок, инструмент, технологический процесс — составляют неразрывное целое и только при правильном их разрешении возможен успех механической обработки.
Значение инструмента этим не ограничивается. В каждом производстве он предопределяет технологический процесс, выбор оборудования и даже самую форму обрабатываемой детали, например при проектировании новых видов производства.
Никакая рационализация технологического процесса немыслима без участия инструмента. Использование более совершенного по конструкции инструмента кардинальным образом изменяет в сторону улучшения технологический процесс с одновременным повышение.м производительности труда и качества выпускаемой продукции.
Расходы на инструмент, приходящиеся на единицу продукции, довольно значительны. Наряду с этим инструмент несоответствующего качества вызывает повышение простоев станка из-за частых смен инструмента для переточки, а также и увеличение брака деталей. Необходимо отметить, что эти косвенные расходы (обычно не учитываемые) могут при плохом качестве инструмента или нерациональном его использовании во много раз превысить прямые расходы.
Инструментальное производство тесно связано с развитием машиностроения и металлообрабатывающей промышленности. Успешное развитие каждого производства в значительной степени зависит от того, насколько оно обеспечено надлежащим количеством инструмента (режущего и мерительного), приспособлений, штампов и т. п. Это является основной базой для правильной постановки производства. Индустриализация страны немыслима без существования своего собственного инструментального производства. И недаром в странах с широко развитым машиностроением мы находим и наиболее развитую инструментальную промышленность.
Инструментальное производство в СССР развивается по двум направлениям:
1) организация специальных инструментальных заводов, поставляющих на рынок нормализованный инструмент;
2) организация внутризаводского производства, сосредоточенного в собственных инструментальных цехах машиностроительных и металлообрабатывающих предприятий. В этих цехах изготовляется специальный инструмент, приспособления и штампы.
В странах с широко развитой инструментальной промышленностью внутризаводское производство инструмента встречается в не
8
Роль инструмента в народном хозяйстве
больших размерах, так как предприятию всегда выгоднее приобретать инструмент на стороне, чем изготовлять его у себя. Специализированные инструментальные заводы выпускают более дешевый и лучший по качеству инструмент по сравнению с тем, что дает внутризаводское производство. Это обстоятельство заставляет обращать особенное внимание на развитие инструментальной промышленности.
В СССР каждое металлообрабатывающее предприятие обладает солидной инструментальной базой, которая, помимо режущего инструмента, изготовляет также и всю необходимую для данного завода инструментальную и технологическую оснастку. По количеству станков и занятых рабочих производство инструмента в инструментальных цехах в несколько раз выше выпуска продукции специализированной инструментальной промышленности. Такое преобладание вызвано историческими обстоятельствами. В восстановительный период после гражданской войны инструментальная промышленность находилась в зародышевом состоянии и, конечно, не могла обслужить машиностроение. Поэтому требовалось или ввозить инструмент из-за границы или создавать на каждом предприятии наряду с производственными цехами также и инструментальный цех. Само собой разумеется, что наши заводы выбрали второй путь, как освобождающий страну от импорта. Для успешного и своевременного ввода в действие производственных цехов всегда необходимо определенное опережение в разработке и изготовлении всей инструментальной и технологической оснастки. Поэтому на вновь строящихся заводах в первую очередь создается инструментальный цех.
В дореволюционной России инструментальной промышленности не существовало. Она, как и станкостроительная промышленность, является детищем Советской власти и получила наибольшее развитие за годы первых пятилеток. До Октябрьской революции производство инструмента стояло в нашей стране на весьма низком уровне как в качественном, так и в количественном отношении. За отсутствием специализированных инструментальных заводов, изготовление рыночного инструмента было сосредоточено в инструментальных цехах некоторых машиностроительных заводов, например Тульского, Путиловского, Ижевского, Сестрорецкого, Златоустовского и др. Номенклатура отечественного режущего инструмента была чрезвычайно ограничена и в основном она охватывала такие «малоквалифицированные» инструменты, как деревообделочный (плотничный, столярный) и слесарно-монтажный. По имеющимся данным весь товарный выпуск режущего инструмента русской промышленностью составлял в 1912 г. 6 млн. руб. (в пересчете на стабильные цены 1926— 1927 гг.). 90% всего потребляемого инструмента ввозилось в Россию из-за границы.
Первенцем среди специализированных инструментальных заводов является Московский инструментальный завод (МИЗ), организован
Роль инструмента в народном хозяйстве
9
ный в 1919 г. Этот завод сыграл значительную роль в освоении номенклатуры инструмента. Он явился инициатором в деле использования принципов массового его производства. Внедрив дифференцированные методы производства и использовав универсальные станки, оснащенные приспособлениями, завод добился эффективных результатов без применения при этом рабочей силы высокой квалификации. Эти методы, хорошо проверенные практикой МИЗа, впоследствии были широко использованы как при организации новых заводов, так и при реконструкции действующих предприятий. На долю МИЗа выпала почетная роль кузницы по выковыванию высококвалифицированных кадров инструментальщиков.
В период восстановления народного хозяйства специализированными заводами, наряду с МИЗ, были также: завод им. Воскова в Сестрорецке, завод-комбинат им. Ленина в Златоусте и два напилочных завода — в Миассе и Луганске.
В конце первой пятилетки в Москве был построен новый мощный инструментальный завод по производству режущих инструментов «Фрезер» им. М. И. Калинина.
Организация завода «Фрезер» заставила пересмотреть номенклатуру производства МИЗ и наметить его дальнейшую специализацию. Во избежание дублирования производство всех видов нормализованного инструмента было снято с завода МИЗ и передано заводу «Фрезер» и заводу им. Воскова. Взамен этого завод МИЗ начинает выпускать протяжки, зуборезный инструмент и различный сложный инструмент нестандартных типов.
За годы пятилеток выросло не только количество инструментальных заводов, но и продукция их как по номенклатуре, так и в ценностном выражении. Выпуск валовой продукции вырос за 12 лет (1928 г. по 1940 г.) более чем в 6 раз.
В годы Великой Отечественной войны в трудных производственных и бытовых условиях (в помещениях, мало приспособленных для развертывания производства инструмента) был создан ряд крупных инструментальных заводов. К началу второй послевоенной пятилетки инструментальная промышленность располагала уже 20-ю производственными единицами, из них 14 — по режущему инструменту, включая и напильники.
За годы своего существования инструментальная промышленность проделала огромную работу по освоению квалифицированных прецизионных и высокопроизводительных инструментов. Специализированные инструментальные заводы освоили весь нормализованный режущий инструмент (сверла, метчики, плашки, резцы, развертки, фрезы, напильники), широкий ассортимент нестандартного и сложного инструмента (протяжки, зуборезные долбяки, шеверы, гребенки, зуборезные резцы и гребенки, резцовые головки для конических колес, червячные фрезы, обкаточные фрезы различных конструкций, сборные конструкции инструментов с вставными
10 Роль инструмента в народном хозяйстве
зубьями (фрезы, развертки, зенкеры), сложные резьбонарезные головки для наружной и внутренней резьб различных деталей с плоскими и круглыми плашками, муфтонарезные и трубонарезные патроны для нефтяной промышленности, резьбонакатные головки и др.
Можно с уверенностью сказать, что нет такого инструмента, как бы сложен он ни был, который не выполняла бы наша инструментальная промышленность.
Инструментальная промышленность за годы Советской власти выросла в мощную отрасль промышленности, которая является одной из важных в народном хозяйстве страны.
Инструментальное производство в Советском Союзе, благодаря плановому хозяйству, основанному на социалистических началах, находится в более благоприятных условиях, чем в капиталистических странах. Там ввиду разбросанности производства по большому количеству мелких фирм не удается поставить изготовление инструмента в массовом количестве. Поэтому подавляющее большинство этих заводов изготовляет инструмент на универсальном оборудовании, во многих случаях даже без всяких приспособлений.
В Советском Союзе производство режущего инструмента сосредоточено на небольшом количестве предприятий. Это позволяет использовать при изготовлении инструментов как прогрессивные технологические процессы (получение заготовок путем пластических деформаций, рубки, отливки, сварки, напайки и т. п., внедрение на механических и термических операциях автоматов и полуавтоматов например для сварки, напайки, очистки, закалки, отпуска, токарных, фрезерных, шлифовальных операций и т. п.), так и передовые методы организации (специализация и концентрация производства, внедрение принципов поточно-массового производства с постепенным переходом на использование автоматических линий и др.). Особое значение имеют вопросы комплексной автоматизации и механизации трудоемких работ. Для повышения качества инструмента и стабильности режущих свойств особое значение приобретает автоматизация заточных операций, которая требует создания специальных автоматических станков. Контрольные операции, выполняемые в большинстве случаев вручную и визуальным путем, требующие наличия большого штата контролеров, подлежат замене автоматическими приборами. Внедрение этих мероприятий приведет к увеличению выпуска продукции, улучшению ее качества и стабильности, повышению производительности труда и снижению себестоимости инструмента.
С целью увеличения выпуска нормализованного инструмента совнархозы должны организовать в основном для снабжения своих районов изготовление типовых инструментов, например резцов и других, с учетом специфических особенностей для каждого района.
Роль инструмента в нароОном хозяйстве
11
Широкая организация автоматических линий в машиностроении требует создания высокопроизводительных инструментов, обладающих высокой размерной стойкостью.
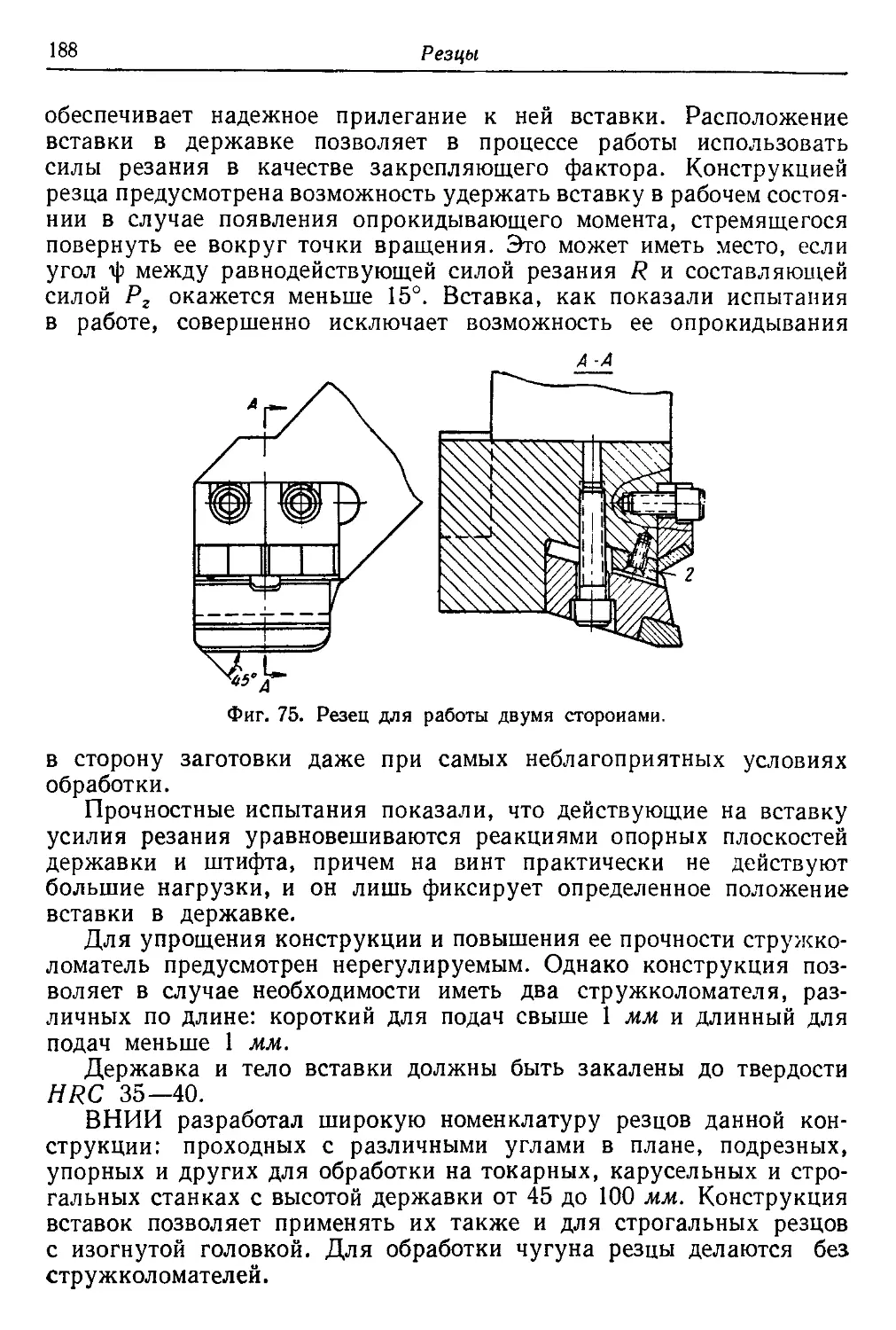
Организация массового производства инструмента может быть успешно проведена только при широкой его стандартизации и нормализации. В СССР все инструменты универсального назначения стандартизованы. Общесоюзные стандарты даны не только на габаритные элементы, но также и на технические условия для приемки их потребителем. Необходимо отметить, что в зарубежной практике не принято стандартизировать условия на приемку. Они оговариваются при заказе на изготовление инструмента. Стандарты являются юридическим документом, регламентирующим размеры и качество инструментов. Они являются обязательными для всех предприятий СССР.
В СССР обращено серьезное внимание на подготовку инженеров для инструментального производства и на развитие научно-исследовательской работы в области резания металлов, расчета и конструирования режущих инструментов и технологии их изготовления. В 1930 г. создан Московский станкоинструментальный институт (Мосстанкин), в задачи которого в первую очередь входит выпуск инженеров, специализирующихся в области станкостроения и инструментального производства. В 1944 г. организован Всесоюзный научно-исследовательский инструментальный институт (ВНИИ), являющийся центром по исследованию вопросов, стоящих перед инструментальной промышленностью. Помимо ВНИИ, научно-исследовательской работой занимаются также и отделы по инструменту различных отраслевых институтов.
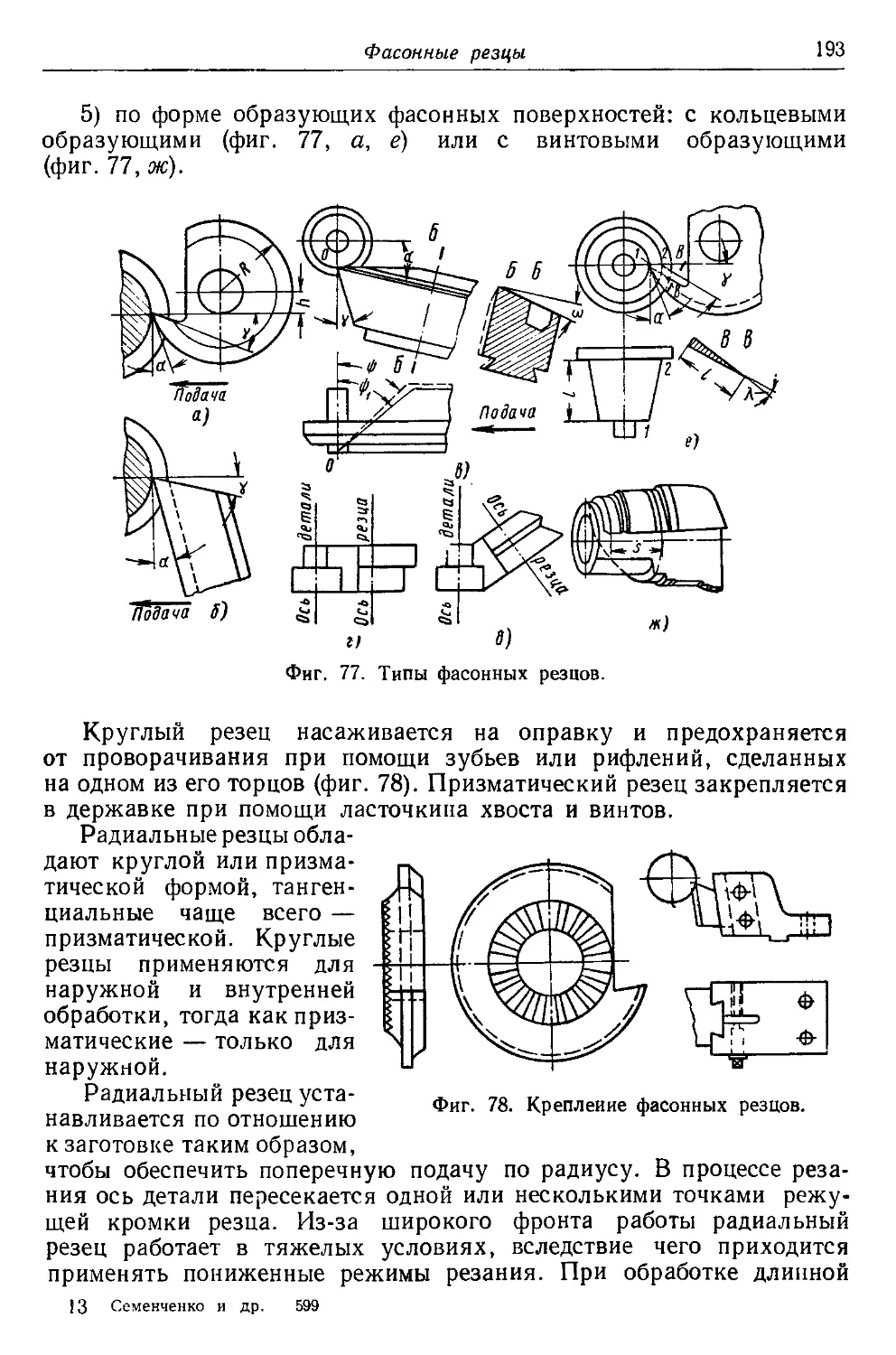
Ближайшими задачами по дальнейшему развитию инструментальной промышленности являются следующие:
1) полное удовлетворение всего народного хозяйства нормализованными режущими инструментами и прекращение изготовления их в инструментальных цехах металлообрабатывающих предприятий;
2) резкое повышение качества нормализованных режущих инструментов в отношении точности, стойкости, производительности, чистоты отделки и т. п.;
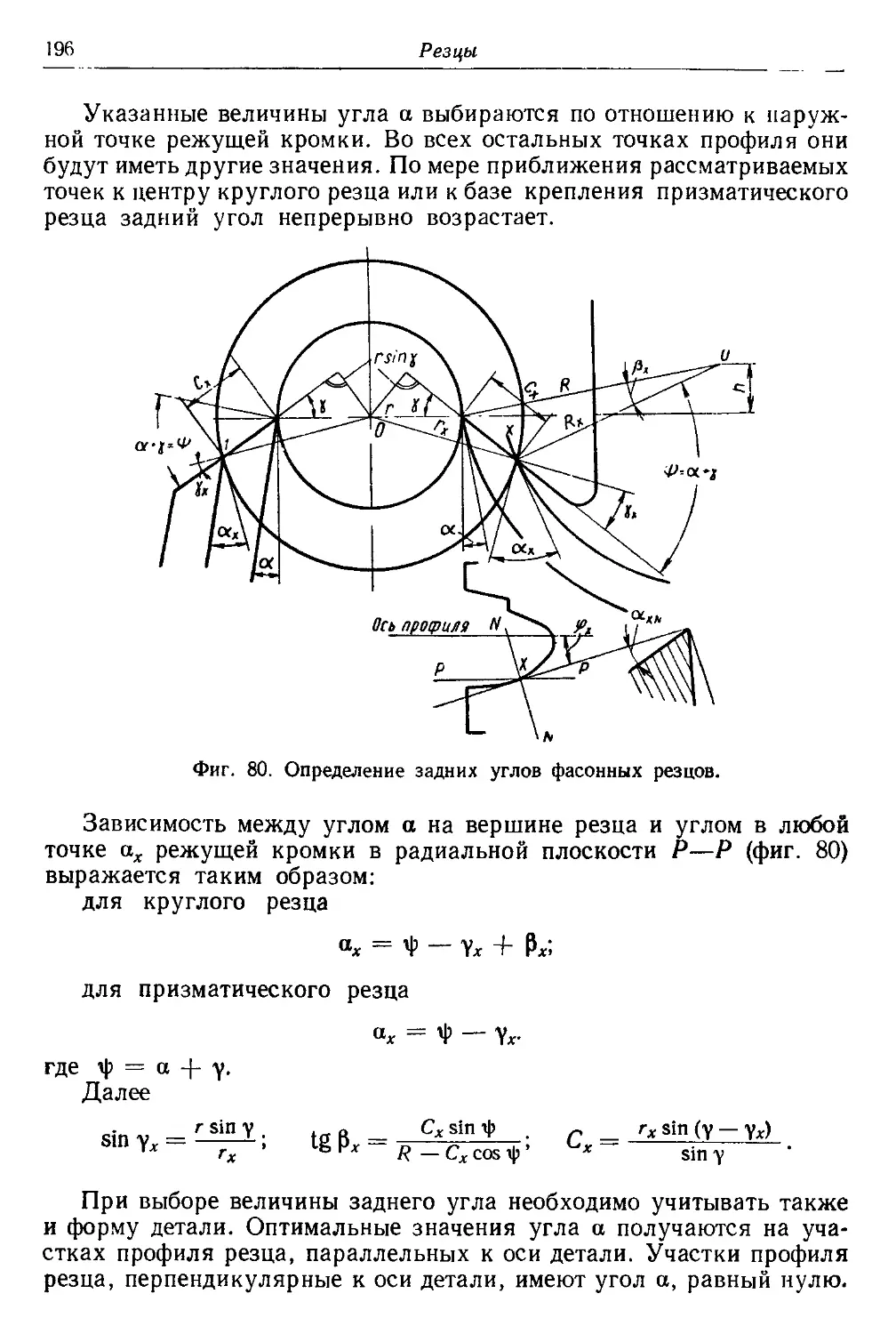
3) изготовление прецизионных режущих инструментов с широким использованием их классности;
4) установление критерия оценки качества режущих инструментов и в особенности их точности и режущей способности;
5) регламентирование количества станков инструментальных цехов при проектировании новых металлообрабатывающих заводов не более 8—10% от всего заводского парка станков;
6) увеличение выпуска как универсальных, так и специальных станков и приспособлений к ним для заточки режущих инструментов.
ГЕОМЕТРИЧЕСКИЕ И КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ РЕЖУЩИХ ИНСТРУМЕНТОВ
Инструмент как фактор кинематики процесса резания. Обработка деталей резанием заключается в удалении с заготовки определенного количества материала с целью получения требуемой формы детали с предписанными по техническим условиям точностью размеров и качеством обработанных поверхностей. Два последних условия зависят от многих технологических факторов: точности станка и инструмента, правильности и надежности крепления заготовки и инструмента, остроты его режущих кромок, вибраций станка и др., а также от квалификации рабочего и т. п. Получение же геометрической формы детали, т. е. образование ее поверхностей, является геометрически-кинематическим фактором процесса обработки резанием. По аналогии с теоретической механикой этот фактор необходимо рассматривать вне связи с физическими и механическими явлениями, имеющими место в процессе обработки резанием. В частности, в процессе обработки геометрические элементы инструмента не остаются постоянными, а непрерывно меняются вследствие трения и износа режущих кромок. Однако при рассмотрении геометрических и кинематических элементов инструмент принимается как острозаточенный и не теряющий своей формы во время определенного периода времени.
Следовательно, кинематика процесса обработки резанием рассматривает вопросы о взаимном положении и относительном движении инструмента и заготовки, осуществляемых в процессе резания и образования поверхностей детали.
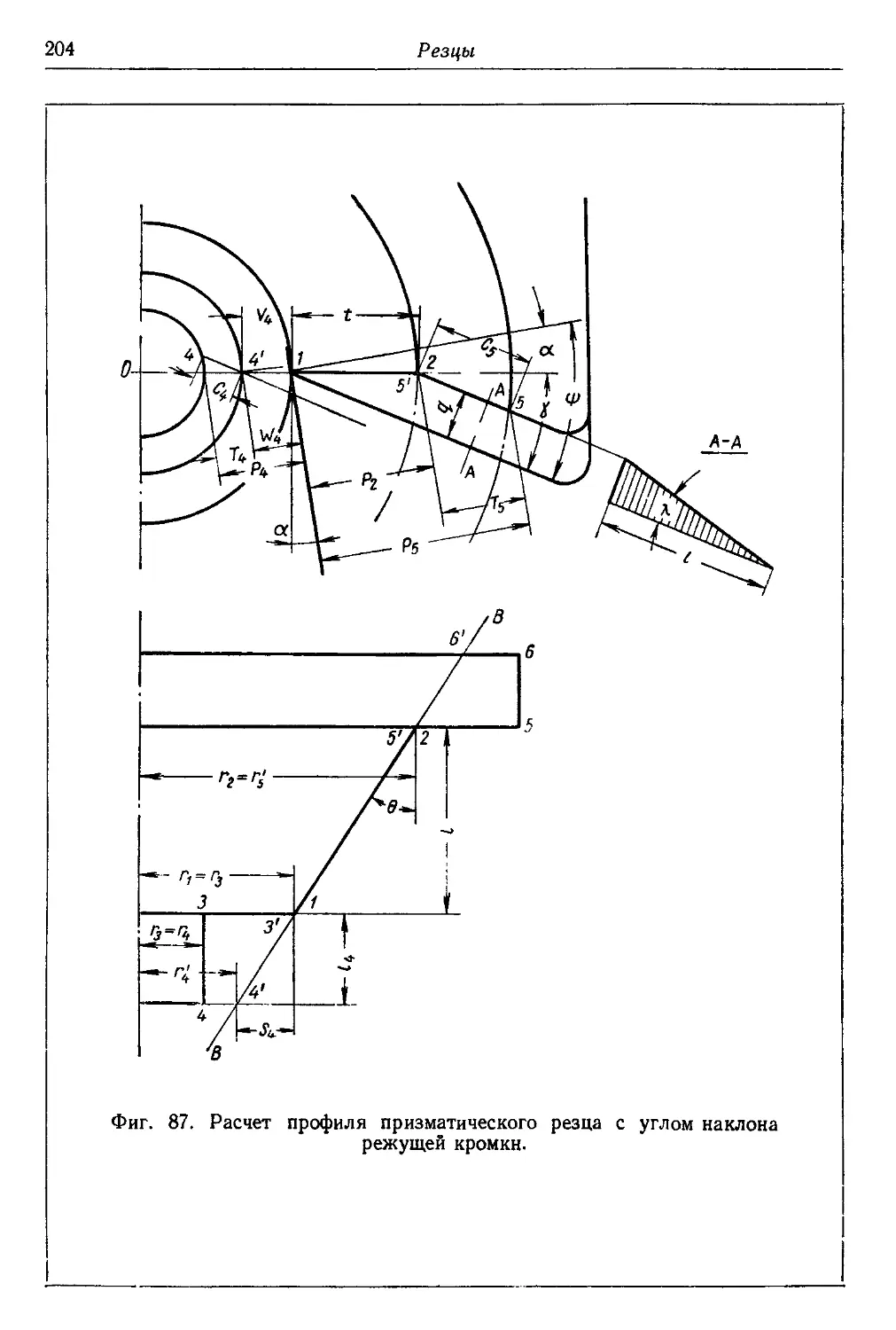
Таким образом, форма детали обусловлена, с одной стороны, геометрией режущего инструмента, а с другой — относительным движением двух твердых тел — инструмента и заготовки, предусмотренным кинематической схемой станка. Геометрическая форма заготовки не оказывает влияния на образование формы детали. Она определяет лишь количество стружки, удаляемой в процессе обработки резанием.
В обработке металлов резанием основную роль играет инструмент. При изучении конструкций режущего инструмента приходится иметь дело с его геометрией. Под последней разумеется совокупность вопросов, трактующих о форме режущего инструмента как геометрического тела. Надо различать геометрические элементы инстру-
Геометрические и конструктивные элементы режущих инструментов
13
мента, связанные исключительно с его конфигурацией и не изменяющиеся при перемещении или движении, и кинематические элементы, определяющие взаимное положение и относительное движение инструмента и обрабатываемой заготовки, т. е. элементы, имеющие место в состоянии движения.
Геометрические параметры режущей части инструмента следующие: задний угол а, передний угол у, главный угол в плане <р, вспомогательный угол в плане <₽,, угол наклона режущей кромки X, радиус закругления г.
Составные части и элементы инструментов. В практике встречаются разнообразные виды режущих инструментов. Несмотря на индивидуальные и специфические особенности, режущие инструменты имеют большое количество общих геометрических и конструктивных элементов. Единство геометрии режущих инструментов обусловлено в основном единством законов резания металлов. Выделение общих геометрических и конструктивных элементов для каждого режущего инструмента, анализ их с учетом законов резания позволяет при проектировании правильно выбрать их величины и тем самым обеспечить требования, предъявляемые к режущему инструменту.
Каждый режущий инструмент обладает двумя функциями:
1) срезанием излишнего металла с заготовки, предписанного припуском на обработку;
2) оформлением обрабатываемой поверхности, т. е. соблюдение правильной формы, точности размеров и качества поверхности.
Таким образом, инструмент состоит как бы из двух отдельных частей: одна для предварительной обработки, другая — для окончательной, т. е. калибрования.
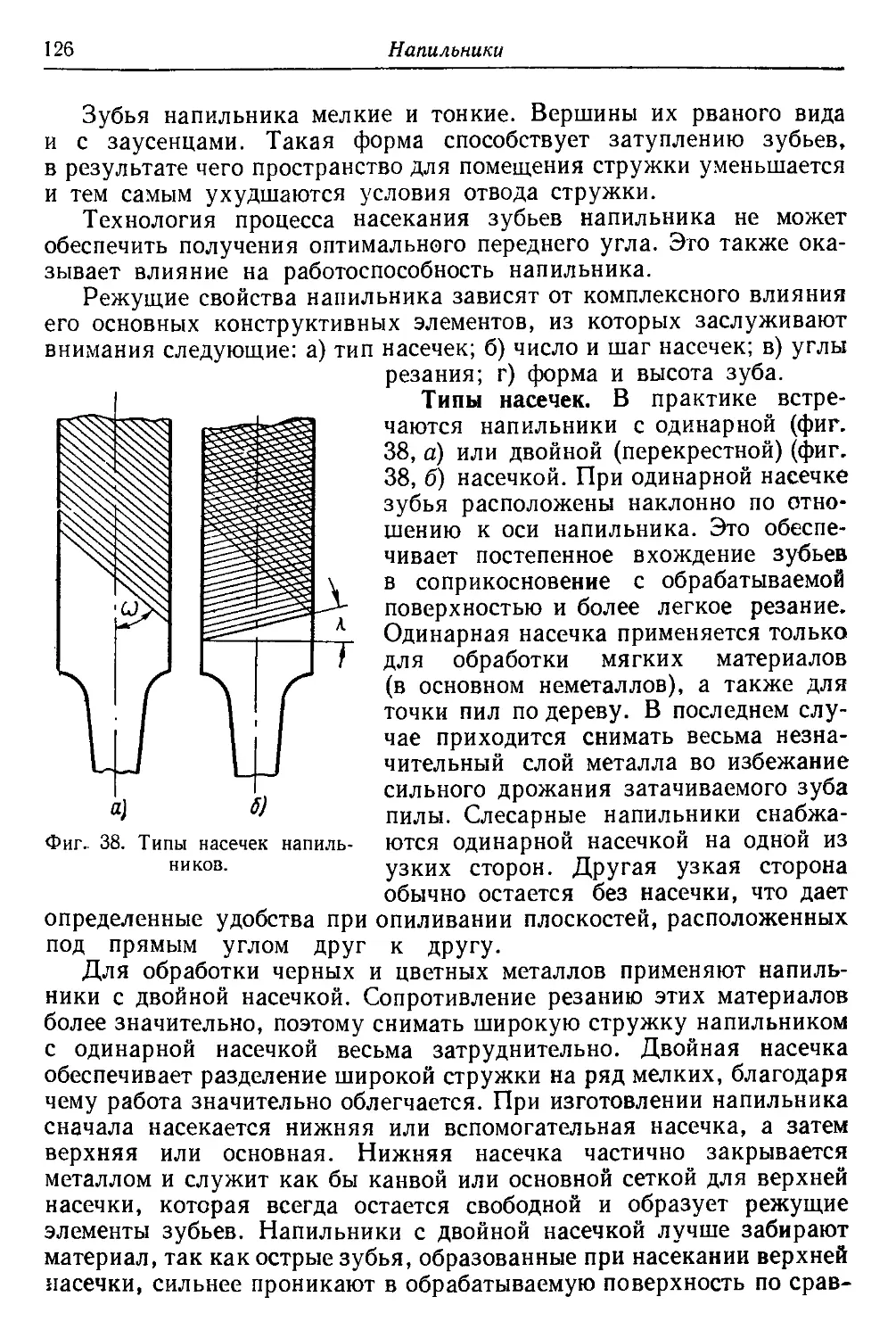
В соответствии с этим, основными частями режущего инструмента являются: 1) режущая и 2) калибрующая. У одних инструментов эти части ярко выражены, например у всех инструментов для обработки отверстий или резьбы (за исключением резьбовых фрез). У других же калибрующая часть почти незаметна, например вершина и вспомогательная режущая кромка резцов. У некоторых инструментов, например напильников или зубообрабатывающих инструментов, режущая и калибрующая части представляют одно целое. С точки зрения условий резания такие инструменты менее совершенны, так как они могут работать или только как черновые, или как чистовые. Требуемый характер обработки обеспечивается или изменениями в конструкции инструмента, или соответствующим выбором режимов резания.
Каждая составная часть обычно включает ряд конструктивных элементов, предназначенных для выполнения одной или нескольких определенных функций в процессе обработки резанием.
К основным конструктивным элементам инструмента относятся: а) зубья, несущие на себе режущие элементы;
14 Геометрические и конструктивные элементы режущих инструментов
б) канавки, предназначенные для помещения и отвода стружки;
в) стружколоматели и стружкозавиватели, предназначенные для облегчения отвода стружки;
г) каналы для охлаждения, подводящие смазочно-охлаждающую жидкость к режущим элементам;
д) элементы крепления инструмента и элементы баз при изготовлении, контроле и переточках инструмента.
Геометрическая форма инструмента образуется непосредственно геометрическими элементами, не изменяющимися при перемещении инструмента. Некоторые конструктивные элементы, например зубья инструмента, представляют собой совокупность геометрических элементов.
Каждый режущий инструмент независимо от вида и размера заключает в себе почти все перечисленные геометрические элементы. Основную роль в процессе резания играет клин с режущими кромками. Он образован двумя важными поверхностями: передней, по которой сходит стружка, и задней, обращенной в процессе резания к обрабатываемой поверхности. Из поверхностей, применяемых для оформления режущих инструментов, основными являются:
а) плоскости;
б) поверхности вращения;
в) винтовые поверхности.
Плоскости предназначаются для оформления стержневых резцов, зуборезных гребенок, зуборезных резцов для конических прямозубых колес.
Поверхности вращения встречаются в трех основных видах:
а) с образующей в виде прямой, параллельной оси вращения (цилиндрические фрезы, развертки);
б) с образующей в виде прямой, наклонной под некоторым углом к оси вращения (угловые фрезы, конические развертки);
в) с криволинейной образующей (фасонные фрезы, фасонные резцы).
Винтовые поверхности занимают одно из важных мест в конструировании режущего инструмента. Для многих инструментов винтовая поверхность использована в качестве основы для образования профиля (например, резьбонарезные инструменты, червячные зуборезные фрезы).
В некоторых случаях винтовая поверхность предназначена для получения более благоприятного переднего угла и сохранения неизменной режущей части после переточек, например спиральные сверла. Расположение зубьев по винтовой линии увеличивает равномерность резания благодаря постепенному входу и выходу их в обрабатываемую поверхность, способствует лучшему образованию и отводу стружки (например, фрезы с винтовыми зубьями, зенкеры). Расположение профиля по винтовой линии, как например, у фасонных круглых резцов, дает возможность получить задний угол на
Геометрические и конструктивные элементы режущих инструментов
15
неолагоприятных участках, что исключено при кольцевом расположении профиля.
Особенную роль играют винтовые поверхности при оформлении боковых поверхностей зубьев зуборезных долбяков, червячных фрез резцов головки для конических колес с криволинейными зубьями
Для этих инструментов необходимо соблюсти два условия непременных с точки зрения их эксплуатации:
1) боковые режущие кромки должны сохранить неизменной свою форму при изменении положения их в пространстве, т. е. после каждой переточки;
2) инструмент должен иметь достаточные задние углы на боковых кромках, сохраняющие свою величину в течение всего периода эксплуатации.
Для удовлетворения первого условия боковые поверхности зубьев каждого из этих инструментов офюрмляются в виде винтовых поверхностей. Любая из винтовых поверхностей дает в различных сечениях режущие кромки, повернутые от своего первоначального положения, но всегда неизменной формы. Тип винтовой поверхности выбирается в зависимости от инструмента и его конструктивных особенностей. Так, для долбяка каждая боковая поверхность зуба оформляется в виде винтовой эвольвентной поверхности с одним и тем же углом наклона, но противоположного друг другу направления.
Боковая поверхность резца головки для конических колес с криволинейными зубьями выполняется в виде архимедовой винтовой поверхности. В этом случае боковая режущая кромка резца получается прямолинейной и пересекает ось направляющего цилиндра, которая одновременно является и осью головки. При выборе архимедовой винтовой поверхности сохраняются при переточках угол прсфиля и задний угол на боковой кромке.
Аналогичные требования предъявляются и к червячным зуборезным фрезам. Поэтому и для них боковые затылованные поверхности зубьев оформляются в виде винтовых поверхностей определенного вида с конкретными параметрами.
Во всех этих случаях винтовые поверхности оформляются в виде затылованных поверхностей.
Требования к инструменту. К режущим инструментам предъявляется ряд требований, основные из них: а) точность выполнения формы обрабатываемой детали; б) точность получаемых размеров: в) качество обрабатываемой поверхности; г) эффективность, влияю щая на производительность труда; д) стойкость, а в некоторых случаях и размерная стойкость (например, в автоматизированных производствах); е) прочность; ж) технологичность конструкции, з) экономичность; и) стоимость.
Геометрическая форма детали, точность ее размеров, чистота обрабатываемой поверхности зависят от целого ряда факторов.
16 Геометрические и конструктивные элементы режущих инструментов
как-то: типа и качественного состояния станка, конструкции и точности инструмента, состояния его режущих кромок, технологии обработки и т. п. В зависимости от характера обработки и требований, предъявляемых к обрабатываемой заготовке, форма, точность и чистота могут иметь доминирующее значение, например при отделочных операциях (развертывание, протягивание, резьбонарезание, зубообработка, заточка и доводка инструмента и др.), В этих случаях приходится иногда идти на понижение производительности или стойкости с целью максимального удовлетворения технических условий. Напротив, при обдирочных или предварительных операциях чаще всего не считаются с необходимостью удовлетворения первых трех условий.
В этих случаях превалирующее значение имеют производительность1 и стойкость инструмента.
Производительность и стойкость инструмента. Проблеме производительности необходимо уделять особое внимание, так как она влияет в первую очередь на понижение себестоимости продукции. Производительность, стойкость и прочность определяются многими факторами, из которых основными являются: а) род режущего материала инструмента; б) количество и длина режущих кромок, участвующих одновременно в процессе резания; г) объем стружечных канавок; д) конструктивные и геометрические элементы режущей части; е) стружкозавивание и стружколомание; ж) охлаждение режущих кромок в процессе резания.
От этих факторов зависит выбор режимов резания.
Из перечисленных выше факторов наибольшую и притом революционизирующую роль играет материал режущей части инструмента. История развития режущего инструмента ярко показывает резкое повышение производительности при переходе от инструментальной углеродистой или инструментальной легированной стали к быстрорежущей стали или от быстрорежущей стали к твердым сплавам. Например, повышение скоростей резания при переходе от углеродистой к быстрорежущей стали и к твердым сплавам характеризуется такими соотношениями (принимая скорости резания для углеродистой стали за единицу) 1 : (4—4,5) : (16—25), причем эти цифры взяты в качестве средних показателей, а не как рекордные. Отсюда следует, что никакой другой фактор не может конкурировать с материалом режущей части инструмента в деле повышения производительности труда.
Производительность инструмента (резания) находится в тесной зависимости с его стойкостью. С увеличением интенсивности работы инструмента стойкость его понижается.
’ Здесь и далее термин «производительность инструмента» используется в целях сокращения как условное понятие, под которым подразумевается производительность рабочего, оперирующего этим инструментом.
Геометрические и конструктивные элементы режущих инструментов
17
Производительность инструмента по машинному времени характеризуется формулой
. _ L h л LD h
м ~ sn ' t 1000 vszz t ’
где L —длина прохода в мм (с учетом добавки на врезание и перебеги);
s — подача на один оборот;
п — число оборотов в минуту;
h — припуск на обработку в мм;
t — глубина резания в мм (слой, снимаемый за один проход);
D —диаметр детали или инструмента в мм;
sz — подача на один зуб в мм;
z—число зубьев инструмента;
v —скорость резания в м!мин.
Для уменьшения tM необходимо уменьшить длину прохода L, диаметр инструмента или заготовки D, припуск на обработку h; увеличить подачу на один зуб sz, число режущих зубьев z, скорость v и глубину резания t (слой, снимаемый за один проход).
Длина прохода является заданной величиной в зависимости от обрабатываемой детали. Можно добиться значительного уменьшения времени обработки путем деления общей длины прохода на два или более участка, обрабатываемых отдельными инструментами. Этот принцип широко используется при обработке на многорезцовых станках, а также при совмещении операций, например на токарных автоматах, полуавтоматах и револьверных станках при использовании двух и более инструментов для одновременной обработки (для растачивания отверстия и снятия фаски, для растачивания отверстия и отрезки и т. п.).
Если диаметр D относится к заготовке, то он является заданным размером; если к инструменту, то в одних случаях он также является заданным, например для сверла, развертки, метчика и т. п., в других же он расчетный, например для фрезы.
При всякой обработке резанием объем металла, подлежащий удалению, определяется припуском, предписанным технологическим процессом. Во всех случаях надо стремиться к тому, чтобы обеспечить снятие припуска за один проход. Если это не удается сделать, необходимо распределить его на большее число одновременно работающих инструментов (например, многорезцовая наладка). Можно добиться хороших результатов путем разделения всего припуска на две или более части, снимаемые отдельными зубьями одного и того же инструмента. В качестве примера можно привести ступенчатые зенкеры с чередующимися зубьями или различные комбинированные головки для обработки отверстий. Для этой же цели служат также и разнообразные комбинации по совмещению операций, применяемые при обработке на токарных автоматах, полуавтоматах,
2 Семенченко и др.
18 Геометрические и конструктивные элементы режущих инструментов
револьверных станках и т. п. После выбора глубины резания заданный объем металла, подлежащий удалению с заготовки, определен. Дальнейшая задача состоит в том, чтобы наивыгоднейши.м образом осуществить снятие установленного объема металла при условии обеспечения заданных технических условий как в отношении качества детали, так и стоимости ее обработки.
Из трех факторов режима обработки (глубина резания, подача и скорость резания), первый оказывает наибольшее влияние на повышение производительности, поэтому необходимо в первую очередь стремиться к установлению оптимальной глубины резания.
Как известно, скорость резания оказывает более сильное влияние на стойкость инструмента, чем подача. Следовательно, к увеличению скорости резания целесообразно прибегать только в том случае, если исчерпаны все возможности в отношении полного использования глубины резания и подачи для данного конкретного случая. Однако во многих случаях повышение производительности осуществляется за счет увеличения скорости резания, т. е. по фактору, обеспечивающему меньший эффект, чем первые два фактора. Скорость резания зависит от многих факторов, но ведущую роль играет режущая способность материала инструмента.
Скоростное движение, поднятое нашими новаторами производства на высокую ступень, зиждется в основном на широком использовании скорости резания. Объясняется это тем, что подача лимитируется целым рядом важных факторов, вредное влияние которых не всегда удается устранить. Из таких факторов необходимо отметить: а) прочность пластинки и ее режущих кромок, обусловленная маркой твердого сплава; б) прочность узлов механизма подач станка; в) жесткость и виброустойчивссть системы станок — приспособление—инструмент—деталь (система СПИД); г) чистоту обрабатываемой поверхности.
Как показывают лабораторные исследования и опыт новаторов производства, твердые сплавы имеющихся марок при правильном использовании допускают значительно большие подачи по сравнению с подачами, применяемыми в настоящее время в промышленности.
Чистота обработанной поверхности часто является лимитирующим фактором в отношении повышения подачи из-за больших остаточных гребешков. Это обстоятельство часто является основной причиной по ограничению применения высоких подач.
Длина активной части режущих кромок. Увеличение длины активной части режущих кромок инструмента и количества их (или зубьев), участвующих одновременно в контакте с обрабатываемым материалом, приводит в значительной степени к повышению производительности инструмента. В качестве примеров можно указать на шеверы, зубодолбежные головки, чашечные резцы для нарезания зубчатых колес методом точения, протяжки и др. Как показывает история развития инструмента, все прогрессивные конструкции обеспечи
Геометрические и конструктивные элементы режущих инструментов 19
вают высокую производительность благодаря использованию большого количества режущих кромок (или зубьев), одновременно участвующих в процессе резания. С этой точки зрения особенное значение приобретает выбор числа зубьев для многозубых инструментов, например торцовых, дисковых, цилиндрических, червячных фрез и др. С увеличением числа зубьев повышается минутная подача и уменьшается время обработки (при постоянных величинах всех других элементов). Необходимо обратить внимание еще на один важный фактор, требующий повышения числа зубьев инструмента. Для труднообрабатываемых сталей и сплавов приходится применять низкие режимы резания преимущественно инструментами из быстрорежущей стали. Поэтому для повышения производительности необходимо иметь инструменты с максимальным числом зубьев.
Выбор повышенных чисел зубьев обеспечивает наряду с ростом производительности также и улучшение качества обрабатываемых заготовок. Это относится к червячным фрезам, долбякам, шеверам. Далее при рассмотрении каждого вида инструмента будут даны рекомендации по выбору числа зубьев с учетом специфических особенностей инструмента.
Объем стружечных канавок. Повышение числа зубьев и длины режущих кромок связано с объемом канавок, предназначенных для помещения стружки. Стружечные канавки играют большую роль для каждого режущего инструмента, в особенности, если он работает в стесненных условиях (протяжки, сверла, плашки и др.). Объем канавки, профиль ее, плавные сопряжения и т. п. должны быть выбраны таким образом, чтобы отделяемая в процессе резания стружка не скоплялась и не запрессовывалась в канавках, а свободно выходила самотеком или под действием охлаждающей жидкости. Большинство поломок инструментов происходит не из-за недостаточной прочности, а вследствие загромождения и защемления стружки в канавке. В этом случае инструмент работает в условиях, на которые он не рассчитан. Инструменты, оснащенные твердым сплавом, которые работают на высоких режимах резания и срезают большое количество стружки, особенно нуждаются в достаточном пространстве между зубьями для помещения стружки. При недостаточном объеме стружечных канавок приходится идти на снижение режима обработки (например, уменьшать припуск, разделяя его па несколько проходов, вместо того, чтобы сиять его за один проход).
Профили зубьев и стружечных канавок связаны между собой, поэтому при конструировании необходимо учитывать требования, предъявляемые к форме зубьев и впадине между ними. В соответствующих разделах этому вопросу будет уделено определенное внимание.
Стружкозавивание и стружколомание. Проблема удаления стружки стала носить острый характер в связи с внедрением инструмента, оснащенного твердым сплавом; для инструментов из быстро-о*
20 Геометрические и конструктивные элементы режущих инструментов
режущей стали эта проблема является менее важной. Однако и для них приходится вводить элементы, обеспечивающие удовлетворительный отвод стружки.
К таким инструментам относятся сверла для глубокого сверления, головки для кольцевого сверления, фрезы прорезные и отрезные, пилы со вставными сегментами, протяжки и др.
Большинство этих инструментов работает в стесненных условиях, поэтому при разделении широкой стружки на части значительно облегчаются условия резания. Инструменты, оснащенные твердыми сплавами, работающие на высоких скоростях, удаляют огромное количество стружки, причем форма ее является весьма неблагоприятной для удаления. Для твердосплавных резцов это имеет особое значение. С увеличением скорости резания деформация стружки уменьшается, вследствие чего стружка в первые минуты работы, до образования лунки на передней поверхности, отделяется в виде прямой ленты. Такая стружка не только не ломается, но и не завивается. Ломание стружки может быть только в том случае, если она завивается. Следовательно, конструкция стружко-ломателя должна быть такова, чтобы она обеспечивала как завивание, так и ломание стружки в зоне резания. В соответствующей главе рассмотрены различные методы и конструкции стружколомателей.
Охлаждение режущей части в процессе резания. Применение смазочно-охлаждающей жидкости для инструмента играет большую роль. При разработке конструкций инструментов необходимо обращать внимание на то, чтобы струя жидкости беспрепятственно попадала в зону резания. За последнее время в промышленности стали применять новый способ в направлении жидкости, а именно со стороны задней поверхности. Стойкость инструмента при такой подаче жидкости получается в несколько раз больше по сравнению с подачей на переднюю поверхность. Такой метод охлаждения дает большой эффект при обработке резцами, в особенности труднообрабатываемых материалов (жаропрочные стали и сплавы, титановые сплавы и др.).
Большого внимания заслуживает внутреннее охлаждение, когда жидкость подается по внутреннему каналу непосредственно к месту отделения стружки под высоким давлением и в большом количестве. Внутреннее охлаждение получает широкое применение в автоматизированном производстве при токарной обработке на специальных автоматах. Здесь резцы помещаются в блоках, которые снабжаются каналами, обеспечивающими подачу жидкости непосредственно к режущим элементам каждого резца.
Сверла для глубокого сверления, а также головки для кольцевого сверления не могли бы работать без внутреннего охлаждения, так как здесь важны не только подача жидкости в зону резания, но также и удаление стружки после ее образования. Заслуживает внимания конструкция спирального сверла с двумя отверстиями на задней поверхности: такие сверла получаются путем проката и завивки.
Геометрические и конструктивные элементы режущих инструментов 21
Стойкость этих сверл значительно выше стойкости обычных спиральных сверл без отверстий. Особенное значение имеет внутреннее охлаждение для инструментов, оснащенных твердым сплавом, которые при отсутствии каналов для охлаждения не могут работать. Необходимо отметить, что при наличии каналов стружка получается стального цвета без всяких следов побежалости, что указывает на правильный процесс резания. При этом пластинки твердого сплава работают в нормальных условиях, т. е. без выкрашивания, и не подвергаются попеременному воздействию нагрева от процесса резания и охлаждения, подаваемого в большом количестве и под сильным напором.
Схемы резания. Распределение нагрузки на каждую режущую кромку (или зуб) инструмента является одним из важных факторов, влияющих не только на производительность, но также и на точность формы детали, точность ее размеров, чистоту обрабатываемой поверхности. Имеется целый ряд инструментов, которые работают на станках с упрощенной кинематической схемой (протяжки, метчики, плашки, резьбонарезные головки, гребенки и др.). Станки обладают только одним движением —движением скорости, тогда как движение подачи исключено и перенесено на режущий инструмент. В этом случае инструмент (например, протяжка) снабжен большим количеством зубьев с постепенным повышением их по высоте. Для резьбонарезного инструмента, работающего по принципу самозатягивання, предусматривается режущая часть специальной формы, обеспечивающая постепенное вырезание профиля резьбы. При этом подача осуществляется за счет перемещения инструмента относительно заготовки на один шаг.
Для всех инструментов, у которых подача осуществляется за счет их конструктивных элементов, имеет существенное значение схема резания. Она характеризует распределение нагрузки на каждую режущую кромку (или зуб). В зависимости от выбранной схемы резания инструмент может быть прогрессивным или, наоборот, мало эффективным.
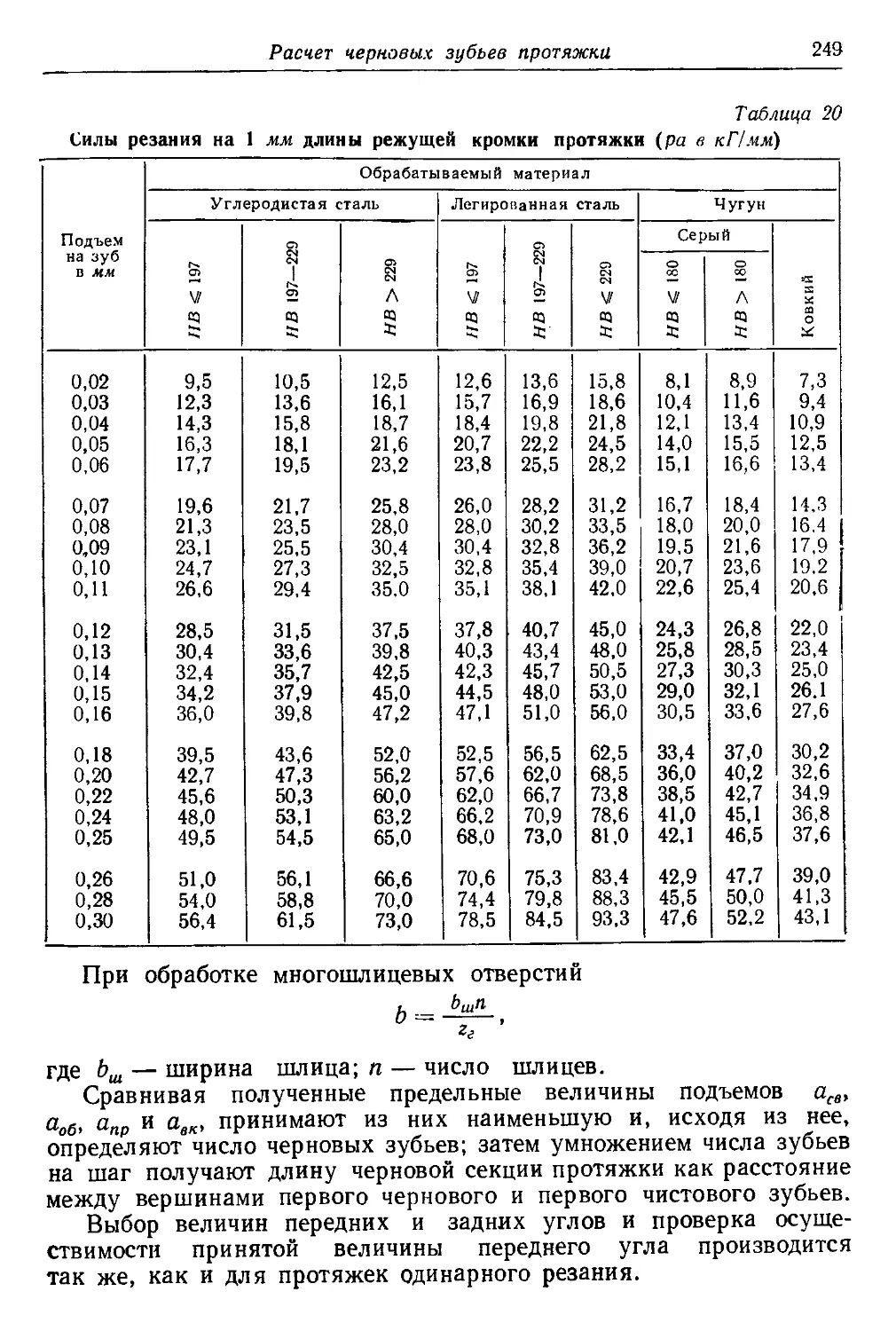
В настоящее время для протяжек применяют две основные схемы резания: а) послойная, когда каждый зуб протяжки имеет по высоте определенную величину подъема (толщина среза); б) групповую, при которой одна и та же толщина среза, более значительная, чем в первом случае, дается для ряда зубьев, причем снятие металла осуществляется не по периферии, а с боковых сторон и сразу на всю величину припуска. Вторая схема является более производительной и ею рекомендуется пользоваться во всех случаях, где это возможно. Для повышения точности и чистоты обработки часто применяют комбинированную схему. Для предварительной обработки протяжку делают по второй схеме, и несколько режущих зубьев перед калибрующей частью оформляют по первой схеме.
22 Геометрические и конструктивные элементы режущих инструментов
Правильная работа резьбонарезного инструмента, и в особенности комплектных метчиков, в сильной степени зависит от схемы распределения нагрузки как на режущей, так и на калибрующей части. Целесообразно устанавливать распределение нагрузки в зависимости от размера нарезаемой резьбы, вместо того, чтобы пользоваться одними и теми же коэффициентами для всех размеров метчиков, как это распространено на практике. Схема резания важна для метчиков с трапецеидальной резьбой, когда для нарезания отверстия требуется от трех до семи метчиков. Исключительное значение с точки зрения работоспособности имеют метчики, предназначенные для обработки жаропрочных сталей и сплавов, титановых сплавов и т. п. Для этих материалов метчики общепринятой конструкции не оправдывают себя из-за повреждения нарезаемой резьбы. Плохая обрабатываемость этих материалов требует применения метчиков со срезанными через шаг витками.
Некоторые инструменты (протяжки, развертки, концевые цилиндрические фрезы) рекомендуется изготовлять с неравномерным шагом с целью получения более высокой чистоты обрабатываемой поверхности и устранения вибраций. И в этом случае схема резания имеет существенное значение.
Затылование инструментов. В проектировании режущего инструмента большую роль играет оформление затылованной поверхности. Инструменты с затылованными зубьями получили широкое распространение на практике. К ним относятся фрезы: дисковые пазовые, пальцевые зуборезные, дисковые зуборезные, червячные разных типов, резьбонарезные гребенчатые, а также долбяки, сверла, двузубые зенкеры, резцовые головки для конических колес, метчики, круглые плашки и др. Затылование обеспечивает сохранение неизменной формы режущих кромок при изменении их положения в пространстве, т. е. при переточках, а также достаточные по величине задние углы на вершине зубьев и на боковых сторонах его профиля как для нового, так и переточенного инструмента. Затылование производится при помощи различных поверхностей в зависимости ст типа и назначения инструмента. Необходимо отметить, что выбор поверхности для затылования иногда зависит от метода обработки. Например, спиральное сверло может быть заточено по конической поверхности, по двум плоскостям, по винтовой поверхности и др.
Распространенным методом является заточка по конической поверхности с различными углами воображаемого конуса. Заточка по двум плоскостям отличается простотой, дает большие преимущества и может быть произведена на универсально-заточном станке; такая заточка хорошо себя зарекомендовала для сверл, оснащенных твердым сплавом. Однако для автоматических станков оба эти метода не применимы, так как они не обеспечивают непрерывности процесса. Поэтому на автоматах, предназначенных для заточки спиральных сверл, применяют затылование в основном по винтовой поверхности.
Геометрические и конструктивные элементы режущих инструментов
23
Геометрические параметры режущей части. Эти параметры на протяжении десятков лет подвергались всестороннему исследованию специалистами по резанию металлов как в СССР, так и за рубежом. На основании экспериментальных работ выявлено значение каждого элемента и его влияние на производительность, стойкость (общую и размерную), чистоту обрабатываемой поверхности. Даны рекомендации по выбору параметров для каждого инструмента в зависимости от его типа и назначения, а также технологических требований, предъявляемых к данной обработке. Ниже при рассмотрении каждого типа инструмента приводятся данные по выбору геометрических параметров режущей части.
ЛИТЕРАТУРА
1. Грановский Г. И., Кинематика резания, Машгиз, 1948.
2. Ш е в ч е н к о Н. А., Геометрические параметры режущей кромки инструментов и сечения среза, Машгиз, 1957.
3: Семенченко И. И., Анализ применяемых конструкций режущего инструмента в СССР и в зарубежных странах и основные направления совершенствования конструкций, ЦБТИ, ВНИИ, 1958.
4. Р о д и н П. Р., Основы теории проектирования режущих инструментов, Машгиз, 1969.
5. Петрухин С. С., Основы проектирования режущей части металлорежущих инструментов, Машгиз, 1960.
6. Грановский Г. И., Металлорежущий инструмент, Машгиз, 1954.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КАЧЕСТВУ РЕЖУЩИХ ИНСТРУМЕНТОВ
Качество инструмента, поставляемого заводами инструментальной промышленности и инструментальными цехами машиностроительных заводов, регламентируется государственными общесоюзными стандартами в виде технических условий на приемку инструмента. В технических условиях рассматриваются требования к инструменту в отношении внешнего вида, размеров и допусков, материала и твердости, испытания в работе, клеймения и упаковки.
Низкое качество инструмента часто бывает из-за неправильного выбора материала или наличия в нем дефектов: трещин, раковин, плен, волосовин и т. п. Для сварного инструмента в месте сварки не должно быть раковин или непровара.
Качество термической обработки контролируется по твердости, которая определяется прибором Роквелла (по шкале С) или эталонным напильником. Проверка по Роквеллу неудобна в том отношении, что производится каждый раз только в одной точке, а также представляет большие затруднения для осуществления в малодоступных местах. Напильник, используемый при помощи метода сравнения с эталоном твердости, обеспечивает проверку в любом месте независимо от конфигурации инструмента. При помощи напильника можно проверить твердость не в одной точке, а на большом или малом участке длины лезвия. Преимуществом напильника является также и быстрота проверки. Однако применение его требует определенного навыка со стороны контролера.
Твердость инструмента зависит от рода режущего материала и состояния термической обработки. Инструменты из быстрорежущей стали имеют твердость HRC 62—65 независимо от типа инструмента. Для мелких инструментов она может быть понижена на одну — две единицы. Для инструментов из углеродистой и легированной стали твердость HRC 59—62. Хвостовики концевых инструментов, корпуса сборных инструментов изготовляются твердостью HRC 30—40.
Инструмент должен быть подвергнут всестороннему внешнему осмотру. Он не должен иметь заусенцев, забоин, зазубрин, дробления, выкрошенных мест, следов коррозии.
Нешлифованные части должны быть чисто обработаны и предохранены от коррозии.
Требования, предъявляемые к качеству режущих инструментов
25
Для облегчения удаления стружки канавки должны быть чистые и гладкие, а для некоторых инструментов и полированные (например, у сверл из быстрорежущей стали и др.).
Центровые отверстия должны быть тщательно обработаны и зачищены, без забоин и разработанных мест. Для ответственных инструментов, например метчиков со шлифованной резьбой, чистовых разверток и других, центровые отверстия подвергаются зачистке после термической обработки.
Непосадочные торцы, например концевого инструмента, должны быть чисто обработаны резцом или зачищены шлифовальным кругом.
Нешлифованная резьба резьбонарезного инструмента должна быть чистой, гладкой, без завалов, выкрошенных мест, вмятин, зазубрин и рисок.
Во избежание налипания стружки и загрязнения инструмент должен быть размагничен после шлифования на магнитном столе или в магнитном патроне (например, круглые плашки, резцы, зубья сборных инструментов, зуборезные резцы и гребенки и т. д.).
Шпоночные канавки должны быть тщательно обработаны и иметь закругления в уголках. Отсутствие закруглений вызывает трещины при термической обработке.
Зубья затылованных нешлифованных фрез должны быть чисто и гладко обработаны, без рисок, следов дробления, неровностей, следов несвоевременного входа или выхода резца при затыловании.
Острые кромки на нережущих поверхностях должны быть закруглены или снабжены фасками, например по наружной окружности и у отверстий насадного инструмента, на шпоночных канавках, торцах концевого инструмента и т. п.
Все шлифованные и заточенные поверхности не должны иметь черновин, поджогов или цветов побежалости.
Режущие кромки должны быть острыми, без завалов, зазубрин и забоин.
Передние и задние поверхности должны быть чисто и гладко отшлифованы, а для некоторых инструментов и доведены.
Посадочные отверстия насадных инструментов, посадочные поверхности, например, торцы насадного инструмента, конические и цилиндрические хвостовики концевого инструмента и т. п., должны быть тщательно отшлифованы. Для червячных фрез повышенной точности, зуборезных долбяков и шеверов отверстия должны быть подвергнуты доводке.
Чистота поверхностей обрабатываемых заготовок в значительной степени зависит от чистоты рабочих поверхностей режущего инструмента. В настоящее время к чистоте поверхностей заготовок предъявляются повышенные требования, так как качество их оказывает влияние на правильность сопряжения деталей, их работоспособность и усталостную прочность. Чистота рабочих поверхностей инструмента имеет особенное значение при чистовых отделочных операциях,
26
Требования, предъявляемые к качеству режущих инструментов
например для тонкого точения, развертывания, протягивания и т. п. Для них, как правило, максимальная величина неровностей на детали мало отличается от максимальной величины неровностей режущих элементов инструмента.
С улучшением качества отделки рабочих поверхностей инструмента повышается его стойкость. Инструмент с доведенными рабочими поверхностями обладает большими преимуществами по сравнению с педоведенными. Недоведенный инструмент имеет всегда поверхностные дефекты (мелкие зазубрины, выкрашивания, риски и т. п.), трудно выводимые при заточке. Они являются первоначальными очагами разрушения режущих кромок, вызывающими ускоренный и повышенный износ инструмента. У доведенного инструмента эти дефекты в большей части устранены. Доводка инструмента способствует получению правильной геометрической формы рабочей части инструмента, что повышает производительность и стойкость инструмента, а также качество обрабатываемой поверхности. Необходимо отметить, что режущие кромки получаются в результате сопряжения передней и задней поверхностей, поэтому чем чище выполнены эти поверхности, тем лучше лезвие инструмента. Более чистая и гладкая поверхность инструмента способствует снижению сил трения в процессе резания и уменьшению окисления металла, что особенно важно при высоких температурах, например при скоростном резании. Доведенный инструмент дает более равномерный и устойчивый износ рабочих поверхностей посравнениюс заточенным инструментом.
Качество отделки рабочих и нерабочих поверхностей режущих инструментов может быть оценено в лабораторных условиях при помощи специальных приборов. В заводских условиях оно определяется методом сравнения с эталонами чистоты поверхности. Оценка качества поверхности определяется посредством измерения микронеровностей перпендикулярно направлению штрихов обработки. В стандартах на технические условия приведены данные по качеству поверхностей инструментов, которые должны быть соблюдены при приемке.
К проблеме повышения качества обрабатываемой поверхности в настоящее время предъявляются особые требования. Это относится главным образом к инструментам, предназначенным для окончательных операций. В качестве примера можно привести червячные фрезы для обработки цилиндрических зубчатых колес под шевингование. С увеличением подачи при зубофрезеровании высота гребешков на обрабатываемой поверхности повышается, что препятствует обработке с большими подачами. Из формулы, определяющей высоту гребешков, следует, что с уменьшением угла профиля фрезы чистота обрабатываемой поверхности улучшается. Поэтому, применяя червячные фрезы с уменьшенным углом профиля (например вместо 20'’ принять 8—10°), можем достигнуть вполне удовлетворительной для шевингования чистоты поверхности нарезанных колес.
Требования, предъявляемые к качеству режущих инструментов
27
Повышение требований к чистоте обрабатываемых деталей влечет за собой необходимость улучшения качества поверхностей режущих инструментов. Вместе с этим чистота рабочих поверхностей и режущих кромок важна для инструментов также и с точки зрения повышения их эффективности. Например, путем дополнительного полирования стружечных канавок сверл, концевых цилиндрических фрез, метчиков и т. п. можно обеспечить более производительную работу этих инструментов, благодаря лучшему удалению стружки из канавок.
Основным разделом технических условий является «Размеры и допуски». Размеры поставляемого инструмента должны соответствовать габаритным размерам согласно государственным общесоюзным стандартам и рабочим чертежам завода-изготовителя или заказчика.
Технические условия устанавливают отклонения на следующие элементы: 1) габаритные размеры; 2) основные размеры; 3) посадочные, опорные и установительные поверхности; 4) режущие элементы.
Отклонения по габаритным размерам, как правило, соответствуют отклонениям на свободные размеры. Необходимо отметить, что габаритные размеры не оказывают влияния ни на сопряжение режущего инструмента с крепежным устройством для него на станке, ни на его режущие свойства. С этой точки зрения они как будто являются излишними в технических условиях. Однако значение их заключается в том, чтобы заставить заводы-изготовители выпускать инструмент в определенных пределах и тем самым поддерживать производственную дисциплину на предприятиях. Соблюдение их также обеспечивает экономию материалов.
Основные размеры инструмента находятся в прямой зависимости от размеров обрабатываемой детали и требований, предъявляемых к ней в отношении точности изготовления. С этой точки зрения некоторые инструменты (в основном специального назначения, например зуборезные, резьбонарезные) изготовляются нескольких классов или степеней точности. К основным размерам относятся:
а) диаметр инструментов для обработки отверстий (сверл, зенкеров, разверток, метчиков);
б) угол профиля фасонного инструмента (резьбонарезного, зуборезного);
в) шаг между витками или зубьями инструмента (резьбонарезного, зуборезного);
г) модуль;
д) конусность по длине инструмента (резьбонарезной фрезы, червячной фрезы);
е) форма профиля (дисковая зуборезная фреза);
ж) утонение или обратная конусность (инструментов для обработки отверстий и резьбонарезных).
28
Требования, предъявляемые к качеству режущих инструментов
Другими не менее важными являются посадочные, опорные и установительные размеры, как сопряженные с закрепительным устройством па станке и влияющие на точность установки инструмента по отношению к заготовке. К таким размерам относятся:
а) диаметр отверстия насадного инструмента;
б) правильная форма его (отсутствие конусности и овальности);
в) перпендикулярность оси отверстия по отношению к торцам;
г) правильное расположение профилирующих режущих кромок по отношению к геометрической оси инструмента (отсутствие торцового и радиального биения, биение основной и наружной окружности зубьев относительно оси, отсутствие несовпадения осей рабочей части и хвостовика концевого инструмента).
Отклонения на режущие элементы касаются в основном значений углов: переднего, заднего, главного и вспомогательного в плане, а также угла наклона режущей кромки.
Завод-изготовитель несет ответственность за качество и режущую способность поставляемого инструмента и в случае рекламации обязан взять его обратно от потребителя. Для проверки режущих свойств инструмент подвергается испытанию в работе. В качестве обрабатываемого материала принимается сталь марки 40 или сталь Ст. 6 твердостью НВ 160—190. Испытание инструмента производится на соответствующих станках, удовлетворяющих требованиям их точности. В качестве охлаждающе-смазывающей жидкости применяют 5%-ный по весу раствор эмульсии в воде с расходом не менее 5 л!мин. Проверяемый инструмент в зависимости от его вида должен обработать или определенное количество отверстий (например, инструмент для обработки отверстий), или пройти установленную общую длину прохода (например, фрезы и др.). Условия испытаний и режимы обработки указаны в соответствующих стандартах.
После испытания на режущих кромках не должны быть заметны следы притупления, выкрошенные места, вмятины, и инструмент должен оставаться вполне пригодным для дальнейшей работы. Хвостовик, шейка и квадрат концевого инструмента не должны деформироваться при испытании.
Обработанная поверхность заготовок или образцов после испытания должна удовлетворять всем требованиям, предъявляемым при производственной работе к данному виду инструмента в зависимости от его размера и точности изготовления.
Каждый поставляемый инструмент должен быть снабжен хорошо видимыми знаками клеймения, состоящего из марки завода-изготовителя, марки режущего материала, характеристики инструмента. Для некоторых инструментов, предназначенных для окончательной обработки (долбяков, шеверов, резцовых головок, протяжек и др.) указывается класс или степень точности, год выпуска, индивидуальный номер инструмента.
Требования, предъявляемые к качеству режущих инструментов
29
Перед упаковкой каждый инструмент должен быть тщательно очищен и смазан составом, предохраняющим от коррозии.
После смазывания инструмент завертывается в бумагу, предохраняющую от сырости, и складывается в пачки, которые затем упаковываются в деревянные ящики.
Инструменты повышенной точности (долбяки, шеверы и т. п.) упаковываются каждый в отдельную прочную коробку (из дерева, пластмассы, картона и т. п.), на которую наклеивается этикетка или ставится штамп с данными, характеризующими инструмент. В коробку вкладывается паспорт с указанием результатов измерения элементов инструмента.
Инструмент, выпускаемый инструментальными заводами, рассчитан для использования на заводах общего машиностроения, для сельского хозяйства, для ремонтных цехов машиностроительных заводов.
Для заводов, выпускающих продукцию более высокого уровня, этот инструмент не удовлетворяет требованиям не только по своему качеству, но также и по конструкции и размерным допускам, хотя они и установлены стандартами (например, резьбонарезные инструменты со шлифованным профилем, зуборезные инструменты повышенной точности и т. п.). Заводы вынуждены изготовлять такой инструмент в своих инструментальных цехах. Эти инструменты более совершенны по конструкции, более точны по размерам и более качественны по другим параметрам. Стоимость такого инструмента, конечно, намного выше нормализованного, но зато он выполняет свои функции, тогда как нормализованный инструмент или совсем не может быть применен или требует серьезной доделки, что иногда и выполняется заводами-потребителями.
Основной задачей в деле рационализации инструментального хозяйства является максимальное сокращение специального инструмента с переходом на использование нормализованного инструмента. Замена потребует изменений не только конструкций и размеров инструментов, но также и размерных допусков в сторону их ужесточения.
Таким образом, если для одних заводов вполне удовлетворяют допуски на инструмент, установленные общесоюзными стандартами, а другие требуют их ужесточить, то целесообразно поставить вопрос о введении классности для инструментов. В настоящее время установлены классы точности по незначительной номенклатуре инструментов, а именно по метчикам, долбякам, червячным фрезам для зубчатых колес и шлицевых валов. Эта номенклатура нуждается в значительном расширении.
Проблема повышения точности формы и размеров обрабатываемых деталей стоит особенно остро при изготовлении особо точных инструментов. Технические условия на инструмент, регламентированные в общесоюзных стандартах, установлены па основании тех
30 Требования, предъявляемые к качеству режущих инструментов
нологических возможностей специализированных инструментальных заводов. Однако они должны быть установлены в первую очередь с учетом требований, предъявляемых к обрабатываемым заготовкам исходя из их служебного назначения, и во вторую очередь — с учетом технологии изготовления инструментов. Такой принцип позволит правильно установить размерные допуски без значительных отклонений в большую или меньшую сторону. С этой точки зрения необходимо подвергнуть серьезной переработке размерные допуски на весь нормализованный инструмент, включая зуборезный, резьбонарезной и для обработки отверстий.
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ
В настоящее время в инструментальном производстве применяются следующие основные материалы:
1. Инструментальные стали (быстрорежущие, легированные и углеродистые).
2. Твердые сплавы.
3. Минералокерамика.
На выбор материала оказывают влияние:
1) тип, назначение, размеры и условия работы инструмента;
2) технология его изготовления.
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
К инструментальным сталям предъявляется целый ряд требований. из которых особенную роль играют следующие: 1) режущая способность; 2) красностойкость (теплостойкость); 3) износоустойчивость в холодном состоянии; 4) механические свойства и в особенности прочность; 5) обрабатываемость в холодном и горячем состоянии; 6) стоимость.
Режущая способность стали почти исключительно определяется ее красностойкостью. Понятие «красностойкость» надо отличать от понятия «твердость в горячем состоянии»1. В процессе резания режущие кромки инструмента нагреваются и мартенсит начинает терять свою твердость в горячем состоянии. При нагреве до определенной температуры первоначальная твердость может быть снова восстановлена путем прекращения нагрева (обратимый процесс). Однако при нагреве свыше определенной температуры, различной для каждой инструментальной стали, мартенсит претерпевает уже такие структурные изменения необратимого характера, в результате которых первоначальная твердость стали уже не восстанавливается. Эти структурные изменения происходят в результате недостаточной красностойкости стали.
Красностойкость характеризуется определенной температурой при нагреве стали в течение определенного промежутка времени
1 А. П. Гуляев Инструментальные стали, применяемые в СССР, и научно исследовательские работы по изысканию новых марок инструментальных сталей доклад ВНИИ октябрь, 1957.
32 Материалы, применяемые для изготовления режущих инструментов
(например, в течение трех часов), при которых твердость не снижается до принятого уровня (например, до твердости HRC 60). Эта температура и является критерием красностойкости для данной стали. Таким образом, инструментальная сталь, применяемая для резания с высокой скоростью, должна не только обладать высокой твердостью в горячем состоянии, но и стабильно сохранять ее при длительных нагревах. Красностойкость зависит в основном от рода и количества легирующих элементов и их соотношения.
Уместно отметить, что режущая способность стали не характеризуется твердостью в холодном состоянии. Так, например, твердость углеродистой стали при комнатной температуре выше твердости быстрорежущей стали, тогда как режущая эффективность ее в несколько раз ниже. Это объясняется меньшей способностью углеродистой стали устойчиво сохранять твердость в горячем состоянии при длительном нагреве.
Износоустойчивость стали в холодном состоянии играет роль для тех инструментов, которые работают при пониженных режимах обработки. В этом случае красностойкость стали не используется в достаточной мере. В качестве примера можно указать на такие инструменты, как протяжки, развертки, метчики и другие, для которых выгодно применять быстрорежущую сталь. При одинаковой красностойкости некоторые марки сталей обладают различной износоустойчивостью, например сталь Р18 более износоустойчива, чем сталь Р9.
Механические свойства режущих сталей зависят от многих факторов: химического состава, микроструктуры, карбидной неоднородности размера зерна, термической обработки, наличия остаточного аустенита в структуре закаленного и отпущенного инструмента и др. Необходимо отметить, что механические свойства инструментальных материалов недостаточно изучены.
Все инструменты, изготовляемые из стали, подвергаются механической обработке. Поэтому обрабатываемость стали заслуживает большого внимания. Обрабатываемость зависит от многих причин, из которых особенное значение имеют: химический состав, твердость, механические свойства (прочность, вязкость, пластичность), микроструктура и размер зерна, теплопроводность. Обрабатываемость материала необходимо рассматривать не только с точки зрения возможности использования высоких скоростей резания и повышения производительности труда, но также и в отношении таких технологических факторов, как качество (чистота) обрабатываемой поверхности. В производстве режущих инструментов последний фактор играет особую роль — в особенности для таких операций, как резьбо-нарезание, затылование, зубообразование в случае, если эти операции являются окончательными. Сталь, дающая при обработке надиры, шероховатость и другие дефекты, не может быть широко использована при изготовлении инструмента. Не меньшее значение имеет
Инструментальные стали
33
обрабатываемость и для шлифовальных операций, в особенности таких, которые связаны с формированием профилирующих и базовых элементов инструмента.
С повышением твердости и механической прочности обрабатываемого материала понижается возможность использования высоких скоростей резания, что сказывается отрицательно па производительности труда.
Сталь одного и того же химического состава и одинаковой твердости обладает различной обрабатываемостью в зависимости от структуры и размера зерна.
Теплопроводность обрабатываемого материала сказывается на стойкости инструмента. При низкой теплопроводности тепло не уходит в обрабатываемую заготовку, а остается на инструменте, что приводит к потере его режущей способности из-за чрезмерного нагревания и затупления режущих кромок.
При выборе марки стали для режущих инструментов необходимо принимать во внимание также и обрабатываемость ее в горячем состоянии, т. е. при ковке, штамповке, сварке, профильном прокате и завивке. Не меньшую роль играют также и условия термической обработки, например в отношении широты интервала закалочной температуры, количества остаточного аустенита после отпуска, деформаций при термической обработке, чувствительности к перегреву и обезуглероживанию и др.
При выборе режущей стали приходится считаться с ее стоимостью. Режущий материал характеризуется высокой стоимостью и доля затрат на него в себестоимости инструмента достаточно велика. При расчете экономичности производства необходимо исходить из затрат на инструмент, приходящийся на единицу обрабатываемых деталей.
Быстрорежущие стали. Согласно ГОСТу 9373-60 в нашей промышленности применяются две группы быстрорежущей стали: а) нормальной производительности (пять марок) и б) повышенной производительности (шесть марок).
Стали первой группы являются универсальными, тогда как стали второй группы имеют более узкое назначение.
Химический состав сталей нормальной производительности различается по количеству углерода, вольфрама и ванадия в % (табл. 1)
Таблица 1
Марка стали С W V
Р18 0,70—0,80 17,5—19,0 1,0—1,4
Р9 0,85—0,80 8,5—10,0 2,0—2,6
Р18Ф2 0.85—0,95 17,5—19,0 1,8—2,4
3 Семенченко и др.
34
Материалы, применяемые для изготовления режущих инструментов
Что же касается других легирующих элементов, то они одинаковы для всех марок сталей, а именно:
Мп Si Gr Ni S P Mo
C 0,4 < 0,4 3,8—4,4 < 0,4 < 0,03 < 0,03 < 0.3
Каждая из марок P18 и Р9 имеет свою разновидность, а именно: Р18М и РЭМ. Различие их состоит в добавке молибдена, который попадает в сталь из скрапа или ферросплавов и не может быть удален из плавки. Наличие молибдена допускается: для стали Р18 в пределах 0,3—1,0% и для стали Р9 в пределах 0,3—0,6%. Если в обеих марках стали молибдена содержится 0,3% и более, то содержание вольфрама снижается против установленного по стандарту на основании соотношения: 1% молибдена заменяет 2% вольфрама, т. е. для марки Р18М вольфрам принимается в пределах 15,5—18,4%, а для марки РЭМ в пределах 7,3—9,4%.
Характерной особенностью быстрорежущей стали является высокая красностойкость, которая значительно выше красностойкости углеродистой стали. Это объясняется различием химического состава сталей, влияющим на строение мартенсита. В закаленном состоянии мартенсит углеродистой стали представляет твердый раствор углерода в a-железе с такой же концентрацией, как и у исходного аустенита.
Высокая твердость мартенсита обусловлена растворением углерода в а-железе1. При отпуске закаленной стали из мартенсита начинают выделяться частицы карбида. Пока они находятся в мельчайшем состоянии, что соответствует нагреву при температуре ниже 200°, заметного снижения твердости стали не наблюдается. По мере же повышения температуры (свыше 200 ) карбиды начинают выделяться из твердого раствора в возрастающем количестве с одновременным укрупнением (коагуляцией). В результате этого твердость углеродистой стали резко снижается и при нагреве до 500° она становится приблизительно равной твердости стали в отожженном состоянии.
Выделение и укрупнение (коагуляцию) карбидов можно задержать путем введения в сталь легирующих элементов. Мартенсит закаленной быстрорежущей стали является твердым раствором в а-железе не только углерода, но и легирующих элементов.
Однако не всякие легирующие элементы смогут обеспечить повышение красностойкости, а только те, которые образуют специальные карбиды. Специфичностью этих карбидов является то, что они выделяются из мартенсита и коагулируют при более высоких температурах (свыше 500—600°) по сравнению с карбидом железа
1 Более подробно см А. П. Г у л я е в, Теория быстрорежущей стали, «Станки и инструмент» № 2—3, 1946.
Инструментальные стали
35
(цементитом) в углеродистой стали. Таким образом, для получения высокой красностойкости необходимо использовать весь углерод или большую его часть для образования в стали специальных карбидов и доведения количества цементита до минимального количества или полного его устранения. В этом случае мартенсит закаленной быстрорежущей стали начнет терять свою твердость в горячем состоянии только при нагреве свыше 500—600°, т. е. при выделении и коагуляции специальных карбидов.
Для протекания процесса коагуляции карбида железа в углеродистой стали необходима диффузия углерода, что при малом сродстве его с железом осуществляется довольно легко (уже при температуре свыше 200°).
При введении в сталь в достаточном количестве легирующих элементов, характерных более значительным сродством с углеродом по сравнению с железом, получаются специальные карбиды. При коагуляции этих карбидов должен диффундировать не только углерод, но и легирующие элементы. Этот процесс более затруднен и может иметь место только при высоких температурах.
Карбидообразующими элементами являются те, которые расположены в периодической системе элементов в определенном месте, а именно группы с IVA по VIIА и периоды с IV по VII. Однако не все указанные элементы смогут быть использованы для легирования быстрорежущей стали. Легирующие элементы должны обладать: 1) достаточной устойчивостью против коагуляции и прочностью по химической связи с углеродом; 2) достаточной растворимостью в исходном твердом растворе a-железа (аустените).
С точки зрения удовлетворения первого условия наиболее подходящими являются карбиды элементов группы IVA (карбиды титана, циркония и др.), а затем группы VA (карбиды ванадия, ниобия, тантала и др.). Однако они или мало повышают стойкость стали, или совсем ее не повышают, так как не удовлетворяют второму условию: так, например, карбиды ванадия слабо растворяются в аустените, а карбиды титана совершенно не растворяются.
Наибольшей неустойчивостью против коагуляции обладают карбиды железа, марганца, поэтому они и не обеспечивают повышения красностойкости.
Карбиды хрома, молибдена и вольфрама обладают достаточной растворимостью в аустените и меньшей склонностью к коагуляции причем более высокую красностойкость дают быстрорежущие стали легированные вольфрамом и молибденом, по сравнению со сталью легированной только хромом.
Многолетняя практика показывает, что вольфрамовые и молибденовые стали значительно улучшают свои качества с введением хрома и ванадия. Хром повышает закаливаемость стали, уменьшает обезуглероживание поверхностного слоя инструмента при нагреве под закалку, способствует некоторому повышению красностойкости
3*
36 Материалы, применяемые для изготовления режущих инструментов
и облегчает растворение карбидов вольфрама и молибдена в аустените. Для этой цели достаточно вводить хром в сталь не выше 4— 4,5%, так как иначе часть углерода пойдет на образование карбида хрома вместо образования карбидов вольфрама и молибдена. Повышенное содержание хрома понижает красностойкость и износоустойчивость стали, уменьшает прочность и обрабатываемость вследствие повышения карбидной неоднородности и остаточного аустенита обладающего большей устойчивостью.
Наличие ванадия в быстрорежущей стали способствует повышению ее качественных показателей. При малом содержании (не более 0,8%) ванадий присутствует в сложном карбиде вольфрама (Fe2W2C), не образуя самостоятельного карбида. По мере повышения содержания ванадия (начиная с 1 %) образуется уже самостоятельный карбид ванадия VC, который выделяется из мартенсита при отпуске стали. Этот карбид значительно тверже сложного карбида вольфрама (примерно на 35—40%) и обладает большой дисперсностью. Ванадий замедляет процесс коагуляции при растворении его в карбидах вольфрама (и молибдена), способствует повышению растворения карбидов вольфрама (и молибдена) в аустените. С увеличением содержания ванадия повышаются твердость, износоустойчивость и красностойкость быстрорежущей стали. Это послужило причиной получения стали Р9, у которой уменьшение вольфрама компенсировано соответствующим повышением ванадия без особого ухудшения качественных ее показателей по сравнению со сталью Р18.
Повышение ванадия требует введения в сталь большого количества углерода. Это объясняется целым рядом причин. Углерод обладает большим сродством с ванадием, чем с вольфрамом и хромом. Он в первую очередь стремится соединиться с ванадием, причем на образование карбида ванадия требуется больше углерода, чем для вольфрама и хрома (примерно на 1 % ванадия требуется 0,20— 0,25% углерода). По мере уменьшения углерода снижаются растворимость и концентрация ванадия в растворе. С повышением углерода и ванадия ухудшаются механические и технологические свойства (ковкость, шлифуемость и др.). В марках универсального назначения Р18 и Р9 содержание ванадия колеблется в незначительных пределах (1,0—2,6%).
Повышение количества вольфрама до 24—25% вместо принятого в стандарте 17,5—19% не дает каких-либо особых преимуществ в отношении режущих свойств. С другой стороны, из-за наличия большого количества карбидов повышается карбидная неоднородность, понижается прочность режущих кромок инструментов, увеличивается опасность их выкрашивания в особенности при наличии тонких режущих кромок (например, у резьбонарезных инструментов).
Рассмотрим особенности наиболее распространенных марок Р18 и Р9.
Инструментальные стали
37
Красностойкость стали будет тем выше, чем больше растворяется карбидов легирующих элементов в аустените при нагреве для закалки. Экспериментальные работы показывают, что эта растворимость карбидов довольно ограничена. При максимально допустимом нагреве в аустените при всех условиях растворяется не выше 12% по весу карбидов вольфрама Fe3W3C, что соответствует растворению около 7% вольфрама и 0,4% углерода. Остальное количество вольфрама и углерода находится в стали вне аустенита в виде избыточной карбидной фазы. Отсюда можно сделать вывод, что красностойкость быстрорежущих сталей марок Р18 и Р9 является одинаковой благодаря почти одинаковому составу твердого раствора в закаленном состоянии в этих сталях, как следует из данных табл. 2.
Таблица 2
Марка стали С W 1 Gr V
• Р9 0,40 6,0 4,0 1,2
| Р18 0,34 7,0 3,5 0,6
На основании этого можно было бы сделать вывод, что режущая способность обеих марок Р18 и Р9 одна и та же благодаря одинаковой их красностойкости. Однако исследования и практика показывают некоторое различие в режущих свойствах этих марок.
Сталь марки Р9 дает примерно одинаковую стойкость, как и сталь Р18, при работе в зоне высоких скоростей, когда решающим фактором является красностойкость (для таких инструментов, как резцы, торцовые фрезы). При работе же на низких скоростях резания, когда решающим фактором является не красностойкость, а износоустойчивость в холодном состоянии, инструменты (например, протяжки) из стали марки Р18 показывают более высокую стойкость (до двух раз) по сравнению с инструментами из стали Р9. Это объясняется тем, что при одинаковой красностойкости, обусловленной примерно одинаковым составом твердого раствора (или мартенсита после полной термической обработки), у стали марки Р18 значительно больше избыточных карбидов (около 12%), чем у стали Р9 около 4%)*. Разница в количествах избыточных карбидов обусловливает некоторое различие марок стали в их эксплуатационных и технологических свойствах.
Сталь Р9 обладает худшей шлифуемостью. Она склонна к понижению поверхностной твердости (прижогам) при шлифовальных и в особенности заточных операциях; причиной этого является повышенное содержание ванадия.
* По данным ВНИИ (исследование А. И. Гардина).
38 Материалы, применяемые для изготовления режущих инструментов
Сталь Р9 обладает более узким интервалом закалочной температуры по сравнению со сталью Р18. Это вызывает определенные трудности и не обеспечивает стабильности термической обработки. Неправильный выбор закалочной температуры часто приводит к перегреву стали и получению некачественного инструмента.
Большим недостатком быстрорежущей стали является карбидная неоднородность (ликвация), получающаяся в процессе затвердевания литой стали. Карбидная неоднородность резко ухудшает качество и механические свойства быстрорежущей стали. Прочность стали с большой карбидной неоднородностью на 30—40% ниже прочности стали, имеющей равномерное распределение карбидов. Инструменты, изготовленные из такой стали, обладают пониженной стойкостью и повышенной хрупкостью как режущих кромок, так и всего инструмента и поэтому подвержены выкрашиванию и поломке.
Сталь с карбидной неоднородностью вызывает дополнительные трудности при термической обработке вследствие большой склонности к образованию трещин.
Карбидная неоднородность приводит к неравномерному распределению легирующих элементов и к неоднородной структуре стали после закалки и отпуска. Наличие малолегированных участков может служить причиной снижения твердости и красностойкости стали.
Для устранения литой структуры стали и получения более равномерного распределения карбидов прибегают к многократной проковке стали. Карбидная неоднородность уменьшается с увеличением количества проковок и уменьшением размеров сечения заготовки. Сталь после проката также обладает карбидной неоднородностью, степень которой зависит от размера сечения прутка. Чем меньше сечение прутка, тем большему обжатию он подвергается при прокате, что способствует лучшему раздроблению карбидной сетки. Итак, с точки зрения карбидной неоднородности сталь Р9 имеет преимущества перед сталью Р18. Однако необходимо иметь в виду, что с повышением количества карбидов сталь делается более мелкозернистой, менее чувствительной к перегреву, более прочной. Поэтому, если в стали Р18 карбидная фаза достаточно хорошо раздроблена при помощи ковки, то сталь Р18 будет иметь лучшие механические свойства по сравнению со сталью Р9 благодаря своей мелкозернистости.
Сталь Р9, как имеющая меньшее количество карбидов, обладает лучшей обрабатываемостью в горячем состоянии (лучшей деформируемостью). Это важно для инструментов, заготовки которых получаются методами пластической деформации (например, для витых сверл).
Сталь марки Р9 почти в 2 раза дешевле стали марки Р18. Ее удельный вес на 10% меньше, чем стали Р18, что позволяет сделать из того же количества (по весу) стали Р9 на 10% больше инструмента, чем из стали Р18.
Инструментальные стали
39
Следовательно, сталь Р9 можно рекомендовать для изготовления инструментов простой конфигурации (резцов, фрез, зенкеров, пластин, ножен), работающих на высоких скоростях резания. Простая форма инструмента менее осложняет термические и заточные операции. Для фасонных и сложных инструментов (резьбонарезные, зуборезные), а также для инструментов, работающих в зоне низких скоростей резания (протяжки, развертки, мелкие сверла), для которых основным фактором является износоустойчивость, необходимо применять сталь Р18 как более качественную и обеспечивающую меньшее количество брака в производстве. Обе марки быстрорежущей стали нашли широкое применение на заводах Советского Союза и выпуск их в настоящее время примерно одинаков.
Сталь марки Р18Ф2 обладает большей красностойкостью (до 625—630°) и более высокой режущей способностью по сравнению со сталью Р18. Это дает возможность использовать ее для обработки сталей с пределом прочности до 100 кГ/см2. Кроме того, она лучше шлифуется и не требует соблюдения температуры закалки в таком узком интервале, как сталь Р9. Недостатком ее является большая карбидная неоднородность, примерно на один балл выше в прутках крупного сечения по сравнению со сталью Р18. Поэтому сталь марки Р18Ф2 целесообразно применять для инструментов малых сечений.
Стали марок Р18М и Р9М с присадкой молибдена обладают меньшей карбидной неоднородностью по сравнению с другими марками сталей нормальной производительности, но большей склонностью к обезуглероживанию, что требует производить нагрев под закалку этих сталей в специальных печах с защитной атмосферой.
В связи с широким внедрением в промышленность труднообрабатываемых сталей и сплавов (жаропрочных, нержавеющих и др.), обладающих повышенной прочностью и вязкостью, марки быстрорежущей стали нормальной производительности уже не удовлетворяют предъявляемым требованиям (малая стойкость, пониженные режимы резания, плохое качество обрабатываемой поверхности и др.). Назрела необходимость создания быстрорежущих сталей повышенной эффективности, которые должны восполнить пробел в режимах обработки, существующий между стандартными марками быстрорежущей стали и твердыми сплавами (для скоростей резания в пределах от 50 до 100 м/мин).
Согласно ГОСТу 9373-60 быстрорежущая сталь делится на две группы.
Первая группа характеризуется наличием кобальта. Сталь марки Р18Ф2К5 отличается от стали марки Р18Ф2 только добавлением к ней кобальта в пределах 4,5—5,5%.
Стали марок Р9Ф2К5 и Р9Ф2КЮ имеют одинаковое содержание углерода (0,9—1,0%), вольфрама(9,0—10,5%),ванадия (2,0—2,6%) и различаются только по содержанию кобальта: в первой марке кобальта 5—6% и во второй 9,5—10,5%.
40
Материалы, применяемые для изготовления режущих инструментов
Вторая группа характеризуется повышенным содержанием ванадия. Химический состав марок этих сталей (в %) следующий:
Марка стали С W V '
Р9Ф5 1.4—1,5 9,0—10,5 i 4,3—5,1
Р14Ф4 1,2—1.3 13,0—14,5 3.4—4,1 j
Кроме того, предусмотрена еще марка Р10Ф5К5 с содержанием кобальта 5—6%, ванадия 4,3—5,1%, вольфрама 10,5—11,5% и углерода 1,45—1,55%.
Во всех шести марках повышенной производительности содержание всех других легирующих элементов (Мп, Si, Cr, S, Р, Мо) принято одинаковым, как и для марок сталей нормальной производительности.
Как видно из приведенных данных, в развитие марок сталей повышенной производительности положены две основные тенденции в направлении использования кобальта и ванадия.
Необходимо отметить, что попытки повышения режущей способности быстрорежущей стали путем введения других легирующих элементов — титана, бериллия, бора, азота и т. п. пока не увенчались успехом.
Кобальт повышает красностойкость до 630—670° для стали с содержанием вольфрама 18% и кобальта соответственно 5 и 15%, а также твердость после отпуска при 560° на HRC 2—5 по сравнению со сталью Р18 (красностойкость до 610—615°) и благодаря этому возрастает ее режущая способность. Так, за счет каждого процента кобальта, вводимого в сталь, можно повысить скорость резания на 1 %. Эффект от введения кобальта получается тем больше, чем хуже обрабатываемость материала заготовки. Причины повышения красностойкости кобальтовых быстрорежущих сталей окончательно еще не установлены, хотя в литературе имеются данные, освещающие этот вопрос 1.
Однако быстрорежущая сталь с добавкой кобальта имеет и недостатки: повышенную хрупкость и склонность к образованию трещин, большую чувствительность к обезуглероживанию при нагреве под закалку и отжиг. Эти недостатки сказываются сильнее по мере увеличения содержания кобальта.
Поэтому кобальтовые стали следует применять только в тех случаях, когда использование других режущих материалов является мало эффективным (например, для труднообрабатываемых жаро
1 См. Ю. А. Геллер, Современные стали для режущих инструментов и условия использования их в инструментальном производстве, доклад ВНИИ, I960.'
Инструментальные стали
4Т
прочных сталей и сплавов). Во избежание выкрашивания режущих кромок инструмента обработка должна производиться при жестких условиях с полным устранением каких-либо вибраций.
Нецелесообразно применять кобальтовые стали для универсального назначения взамен марок Р18 и Р9. В этом случае они не дают особых преимуществ и экономически себя не оправдывают в особенности, если учесть дороговизну и дефицитность кобальта.
Из-за резкого снижения прочности стали по мере повышения содержания кобальта в практике СССР принимается в качестве верхнего предела для кобальта 10%. Иностранные фирмы предлагают также марки стали с содержанием кобальта 15%.
С целью уменьшения карбидной неоднородности и повышения прочности в стандарт были введены две марки кобальтовой стали с содержанием вольфрама (9,0—10,5%).
Для повышения износостойкости во всех марках кобальтовой стали принято более высокое содержание ванадия (1,8—2,6%), чем для стали Р18.
Специфичностью ванадиевых быстрорежущих сталей является наличие повышенного содержания ванадия и углерода при пониженном количестве вольфрама. Марки этих сталей были разработаны с учетом той роли, которую играет ванадий в быстрорежущей стали.
Красностойкость их выше, чем для сталей марок Р18 и Р9, но ниже по сравнению с кобальтовыми сталями. Так, например, для сталей с 14% вольфрама и 4% ванадия и для стали с 10% вольфрама и 5% ванадия она равна 630—635°. Прочность их ниже, чем сталей Р18 и Р9, но выше, чем кобальтовых. Твердость и в особенности износоустойчивость их значительно больше, чем других быстрорежущих сталей. Из-за необходимости вводить в сталь большой процент углерода по мере повышения содержания ванадия ковкость и шли-фуемость ванадиевых сталей значительно ухудшаются. Для предупреждения прижогов и брака инструмента необходимо осуществлять шлифовальные (в особенности профильные) и заточные операции с использованием специальных кругов высокого качества и оптимальных режимов резания. Ванадиевые стали рекомендуется применять для инструментов, предназначенных для чистовой обработки и обладающих тонкими режущими кромками (протяжки, развертки, шеверы и др.), т. е. в тех случаях, где износоустойчивость инструмента играет преобладающую роль. Эти стали можно применять также и для труднообрабатываемых материалов (например, для жаропрочных сталей и сплавов) при условии снятия небольших сечений стружки, так как по эффективности они уступают кобальтовым сталям.
С целью использования высоких показателей по износоустойчивости и теплостойкости в стандарте предусмотрена марка Р10Ф5К5. Она обладает большей режущей способностью, но меньшей прочностью, худшей шлифуемостью и повышенной чувствительностью кобез
42 Материалы, применяемые для изготовления режущих инструментов
углероживанию по сравнению с марками Р18 и Р9. Сталь Р10Ф5К5 рекомендуется для резания труднообрабатываемых сталей и сплавов.
В ГССТе 5952-60 отсутствуют быстрорежущие стали с повышенным содержанием молибдена. Молибденовые стали требуют введения меньшего количества молибдена, чем вольфрама в вольфрамовых сталях, так как 1 % Мо заменяет 2% W. При этом режущие свойства обеих групп быстрорежущих сталей остаются приблизительно одинаковыми. Молибден способствует получению быстрорежущей стали меньшей карбидной неоднородности по сравнению с вольфрамом. Однако крупным недостатком молибденовой быстрорежущей стали является большая чувствительность ее к обезуглероживанию, которая возрастает по мере повышения содержания молибдена. Во избежание повреждения поверхностного слоя инструментов нагрев под закалку и при отжиге необходимо производить в печах с защитной атмосферой.
В зарубежных странах, имеющих в своем распоряжении значительные запасы молибдена, использование молибденовых быстрорежущих сталей получило широкое распространение.
Легированные стали. В производстве режущих инструментов применяют небольшое количество марок легированных сталей с малым содержанием легирующих элементов. Из них основными являются 9ХС, ХВГ, 95ХГСВФ и Х6ВФ (последние две марки являются новыми и в ГОСТе 5950-51 их нет). Химический состав сталей показан в табл. 3.
Таблица 3
Марка стали С Мп Si Gr w V
эхе 0,85—0,95 0,30—0,60 1,20—1,60 0,95-1,25
ХВГ 0,90—1,05 0,80—1,10 0,15—0,35 0,90—1,20 1,2—1,6 —
95ХГСВФ 0,95—1,05 0,70—1,00 0,65—1,00 0,60—1,00 0,7—1,0 0,05
Х6ВФ 1,00—1,15 0,45 0,35 5,50—7,00 1,1—1,5 0,15
Сталь марки 9ХС является самой распространенной в производстве режущих инструментов. Она обладает целым рядом преимуществ по сравнению с углеродистой сталью. Лучшая закаливаемость и прокаливаемость стали 9ХС позволяет осуществлять охлаждение после нагрева под закалку в масле, что резко уменьшает деформации и коробления закаливаемого инструмента. Для фасонных инструментов, не подвергающихся шлифованию по профилю, важно сохранить при закалке постоянными размеры, например шага, формы профиля резьбы у метчиков и круглых плашек. Сталь 9ХС является одной из малодеформирующихся легированных сталей. Сталь 9ХС обеспечивает равномерное распределение карбидов, поэтому ее целесообразно применять для инструментов с тонкими режущими эле
Инструментальные стали
43
ментами, расположенными не только на периферии (например, для метчиков, мелких сверл, разверток), но и в особенности ближе к сердце-вине (например, для круглых плашек). Наличие удачной комбинации легирующих элементов (в основном, кремния, хрома, марганца), а также равномерное распределение карбидов повышают красностойкость стали 9ХС примерно до 250°. Однако наряду с этими преимуществами сталь 9ХС имеет и недостатки:
а) более высокую твердость в отожженном состоянии (НВ 217—235);
б) пониженную обрабатываемость и ухудшение качества обрабатываемой поверхности из-за надиров, в особенности при нарезании резьбы и затыловании;
в) повышенную чувствительность к обезуглероживанию, что отрицательно отражается на твердости в тонких местах режущей части инструментов.
Увеличение твердости в отожженном состоянии и чувствительности к обезуглероживанию связано с наличием повышенного содержания кремния. Но, с другой стороны, кремний оказывает значительное влияние на повышение красностойкости.
Сталь марки ХВГ по сравнению с углеродистой сталью обладает хорошей прокаливаемостью, меньшими объемными изменениями, а, следовательно, значительной устойчивостью в отношении сохранения размеров инструмента при закалке. Крупным недостатком стали ХВГ является повышенная чувствительность к образованию карбидной сетки, что приводит к выкрашиванию режущих кромок инструмента. По этой причине сталь ХВГ не рекомендуется применять для инструментов, работающих в тяжелых условиях. Еще недавно из-за дефицита быстрорежущей стали она применялась в основном для изготовления протяжек в качестве заменителя быстрорежущей стали. По красностойкости и износоустойчивости сталь марки ХВГ значительно уступает маркам быстрорежущей стали и поэтому протяжки из нее обладают малой стойкостью (в 3—4 раза ниже по сравнению с протяжками из стали Р18 и в 1,2 раза ниже по сравнению с протяжками из стали Р9).
Новая сталь марки 95ХГСВФ обладает меньшей твердостью после отжига и меньшей склонностью к обезуглероживанию по сравнению со сталью 9ХС. По красностойкости и карбидной неоднородности она лучше стали ХВГ. Кроме того, она обладает большей прокаливаемостью. Круглые плашки, изготовленные из этой стали, показали большую стойкость по сравнению с плашками из стали 9ХС.
Новая сталь Х6ВФ* обладает высокими прокаливаемостью и закаливаемостью и значительной износоустойчивостью. Эта сталь рекомендуется для ножовочных полотен, роликов для накатывания резьбы и др.
* Сталь Х6ВФ разработана во ВНИИ (А. П. Гуляез я А. А. Бадаева).
44 Материалы, применяемые для изготовления режущих инструментов
Углеродистые стали обладают малой режущей способностью, поэтому применение их ограничено. С увеличением температуры нагрева в процессе резания (начиная с 200°) они резко теряют свою твердость и износоустойчивость. Это не позволяет применять их для инструментов, работающих в тяжелых условиях (например, при повышенной скорости резания или для обработки твердых материалов).
По мере повышения содержания углерода износоустойчивость углеродистых сталей немного возрастает. Это обусловлено увеличением количества твердых карбидных частиц, распределенных в мартенсите. Твердость различных марок углеродистой стали в закаленном состоянии остается неизменной — HRC 62—65. Наибольшую прочность показывают стали марок У ЮЛ—У12А с некоторым превышением для марки У11А, тогда как стали с меньшим и большим содержанием углерода дают пониженные величины. Из четырех марок углеродистых сталей сталь У13А обладает наименьшим значением прочности, равным примерно стали марки У8А*.
Пониженная закаливаемость углеродистых сталей вынуждает применять при их закалке резкие охладители: чистую воду или воду с примесью солей. Резкое охлаждение вызывает деформации, трещины и даже поломки закаленного инструмента.
Большая чувствительность к перегреву служит причиной повышенной хрупкости и выкрашивания режущих кромок инструмента, вследствие роста зерна.
Преим'ществом углеродистых сталей является хорошая обрабатываемость как в горячем, так и в холодном состоянии благодаря пониженной твердости их в отожженном состоянии. Малая прокали-ваемость обеспечивает получение вязкой сердцевины в инструментах диаметром свыше 15 мм, которая предохраняет инструменты от поломок. Это имеет особое значение для таких инструментов, как напильники. Однако при малых размерах (до 10—12 мм) инструменты получают сквозную закалку, что вызывает повышенные напряжения и деформации в закаленных инструментах, приводящие к трещинам и поломкам. Инструменты крупных размеров (свыше 30 мм) обладают недостаточной толщиной закаленного слоя.
Для металлорежущего инструмента применяются стали марок:
У10А с содержанием углерода 0,95—1,04%
УНА » » » 1,05—1,14%
У12А > » » 1,15—1,24%
У13А » » » 1,25—1,35%
Хром, никель, медь в пределах 0,15—0,20% допускаются как остаточные примеси в стали. Содержание марганца и кремния предусмотрено в пределах 0.15—0,30% для каждого элемента. Предель
*
По данным Ю. А. Геллера.
Инструментальные стали
45
ное содержание таких вредных примесей, как сера и фосфор, допускается не более 0,020% для первого элемента и 0,030% для второго.
Из-за низкой режущей способности углеродистые стали применяются для ручных инструментов (напильники, метчики, развертки, сверла), а также в тех случаях, когда инструменты работают при резании хорошо обрабатываемых материалов и при условии использования пониженных скоростей резания.
Из-за больших деформаций при термической обработке приходится отказываться от использования углеродистых сталей для инструментов:
1) больших размеров (например, фрез);
2) малых диаметров (менее 1 мм)',
3) сложных по своей конфигурации (например прорезных фрез, круглых плашек, фасонных фрез и др.);
4) подлежащих шлифованию по профилю (метчики со шлифованной резьбой, резьбовые и червячные фрезы со шлифованными зубьями).
Шлифование по профилю затрудняется из-за сильного нагревания, отпуска и потери твердости режущих кромок инструмента.
Наиболее распространенной для всех видов инструментов является сталь марки УША. Для напильников рекомендуется марка У13А, как обеспечивающая более высокую режущую способность.
Выбор марок сталей для режущих инструментов. В табл. 4 приведены рекомендуемые данные по выбору марок сталей для типовых режущих инструментов. В табл. 4 указаны в основном марки универсального назначения, как наиболее оправдавшие себя и широко распространенные в промышленности. Быстрорежущие стали повышенной производительности появились сравнительно недавно и мало еще изучены в производственных условиях. В данное время можно говорить только об общих направлениях по применению, учитывая их специальное, а нередко и узкое назначение.
Требования к инструментальным сталям. В производстве режущего инструмента большую роль играют однородность и стабильность материала по основным качественным характеристикам. Технические условия на поставку сталей регламентированы: ГОСТом 5952-51 для быстрорежущих сталей, ГОСТом 5950-51 для легированных и ГОСТом 1435-54 для углеродистых сталей.
Важное значение имеет химический состав поставляемой стали. Чем уже пределы полезных и вредных примесей в поставляемой стали, тем лучше условия для производства инструмента.
Сталь поставляется потребителю в отожженном состоянии. Твердость ее определяется по Бринелю (НВ) обычно при диаметре шарика 10 мм и силе давления 3000 кГ. В стандартах приведены данные НВ для каждой стали.
Сталь в состоянии поставки всегда имеет обезуглероженный слой по поверхности прутка. Наличие этого слоя вызывает необходимость повышения припуска на обработку стали. Поэтому величина обезуглероженного слоя должна быть минимально допустимой по условиям металлургического производства. Глубина обезуглероженного слоя горячекатаной и кованой стали не должна превышать на сторону величин, приведенных в табл. 5.
Излом стали в состоянии поставки должен быть однородным и мелкозернистым без наличия пустот, трещин, шлаковых включений, посторонних прослоек и блесток.
Проверка на закаливаемость и структуру закаленной и отожженной стали имеет важное значение. В стандартах для каждой марки стали приведены температуры закалки и отпуска для получения определенной твердости по HRC.
46 Материалы, применяемые для изготовления режущих инструментов
Рекомендуемые стали для режущих инструментов
Таблица 4
Наименование инструмента Быстрорежущие Легированные У глеродистые
Инструменты общего назначения Резцы:
нормальные ....... фасонные Напильники Р18, Р9, Р18Ф2 Р18, Р9, Р18Ф2 9ХС У10А, УНА
Фрезы: 9ХС
насадные остроконечные Р18, Р9 —
концевые » Р18, Р9 9ХС —
затылованные с нешлифо-
ванным профилем .... — 9ХС —
затылованные со шлифо-
ванным профилем . . . сборные корпус Р18, Р9 40 X
» зубья Р18, Р9 — —.
Пилы по металлу Р9, Р9Ф5 9ХС —
Протяжки Р18. Р18Ф2 ХВГ и —
Ножовочные полотна .... Р18, Р9 95ХГСВФ
Инструменты для обработки отверстий Сверла: с цилиндрическим хвосто- Р18
виком диаметром до 1,5 мм — —
то же диаметром 1,5—
20 мм Р18, Р9 9ХС —
с коническим 5—80 .... Р9, Р18 9ХС —
центровочные Р9 9ХС У11А У12А
Блоки расточные 40Х
корпус — —
резцы Р18. Р9 — —
Зенкеры: УНА, У12А
концевые Р9 9ХС
насадные Р9 9ХС
сборные корпус — 40Х —
» зубья Р9 —
Зенковки Р9 9ХС УНА У12А
Развертки:
ручные — 95ХГСВФ У12А
машинные Р18, Р9 9ХС
конические Р9 95ХГСВФ У12А
котельные Р9 9ХС
сборные корпус — 40Х
» зубья Р18. Р9 — —
Инструментальные стали
47
Продолжение табл. 4
Наименование инструмента Быстрорежущие Легнрованн ые Углеродистые
Инструменты комбинированные: корпус 40Х I
резцы Р18. Р9 — —
Хвостовики сварных концевы х инструментов — — Сталь 45
Инструменты для обработки резьбы Резцы и гребенки резьбовые Р18 У13А
Метчики: ручные с нешлифованной резьбой 9ХС УНА, У12А
ручные и машинные со шлифованной резьбой . . . Р18 — —
гаечные со шлифованной резьбой Р18 — —
гаечные с нешлифованной резьбой — 9ХС —
маточные со шлифованным профилем Р18 — —
плашечные со шлифованным профилем Р18 — —
сборные корпус — 40Х —
» гребенки .... Р18 —
Плашки: слесарные — У12А
круглые — 95ХГСВФ.9ХС
трубчатые — 95ХГСВФ, 9ХС
гребен ки рез ьбон арезн ы х головок Р18
гребенки муфто- и трубонарезных головок .... Р18 — —
накатные — Х6ВФ
Ролики накатные — Х6ВФ
Фрезы: резьбовые дисковые . . . Р18, Р18Ф2 —
резьбовые гребенчатые с нешлифованным профилем — 9ХС
резьбовые гребенчатые со шлифованным профилем Р18, Р18Ф2 — —
Инструменты для обработки зубчатых колес Фрезы зуборезные: дисковые 9ХС У12А
пальцевые Р18 — —
сборные корпус — 40Х —
» зубья Р18 —
48 Материалы, применяемые для изготовления режущих инструментов
Продолжение табл. 4
Наименование инструмента Быстрорежущие Легированные Углеродистые
Зубодолбежная головка для
цилиндрических колес — корпус ..... 40Х
Резцы Фрезы червячные: Р18 — —
зуборезные с нешлифованным профилем зуборезные со шлифованным — 9ХС
профилем Р18, Р18Ф2К5 — —
сборные корпус — 40 X —
зубья Р18 — —
Долбя ки зуборезные .... Р18 — —
То же сборные корпус . . . — 40Х —
» » зубья . . Р18 — —
Шеверы Р18 — —
» сборные корпус . . — 40Х
» » » зубья . . Р18 — —
Резцы зуборезные Резцовые головки для кони- Р18 — —
чески х колес:
корпус — 40 X —
резцы Р18 — —
детали — — 45
Фрезы червячные для коииче- Р18
ских колес — —
Инструменты, предназначенные для резания труднообрабатываемых
сталей и сплавов (овр— 100 кГ/мм?)
Резцы, фрезы, зенкеры . . . Р18Ф2К5, Р9Ф2К5, Р9Ф2К10
Протяжки, развертки . . . . Р14Ф4
Быстрорежущие стали в изломе не должны иметь блесток, характерных для «нафталинистой» структуры. Карбидная неоднородность оценивается по шкале в пределах от 1 до 10 баллов включительно. Быстрорежущей стали с повышенной степенью карбидной неоднородности присваивается более высокий балл. С увеличением размера сечения прутков балл карбидной неоднородности возрастает. Для быстрорежущей стали Р9, как содержащей меньшее количество легирующих элементов, установлена в качестве допустимой карбидная неоднородность на один балл ниже, чем для стали Р18.
Структура углеродистой стали в состоянии поставки должна быть в виде зернистого перлита. Сталь с такой структурой обладает лучшей обрабатываемостью по сравнению со сталью с пластинчатым перлитом. В ГОСТе 1435-54 установлена шкала эталонов микроструктур от № 1 до № 10 включительно, иллюстрируемых фотогра-
Твердые (металлокерамические) сплавы
49
Таблица 5
Глубина обезуглероженного слоя сталей
Быстрорежущей | Легированной Углеродистой
Размеры прутка в мм Глубина в мм Размеры прутка в мм Глубина в мм Размеры прутка в мм Глубина в мм
От 5 до 15 Св. 5 » 30 » 30 » 50 » 50 » 70 » 70 » 80 Св. 80 до 100 0,40 0,50 0,70 0,80 1,00 1,3% От 8 до 10 Св. 10 до 15 » 16 » 30 » 31 » 51 » 51 » 70 Св. 70 0,35 0,40 0,50 0,65 1,00 1,5% От 6 до 10 Св. 10 до 16 » 16 » 25 » 25 » 40 » 40 » 60 Св. 60 0,3 0,4 0,5 0,6 0,75 1,5%
Примечание. Для прутков крупных сечеинй метра или толщины прутка. указаны проценты от дна-
фиями. Для стали марок У10А и У13А допустимыми эталонами являются от № 3 до № 8 включительно. Присутствие цементитиой сетки в углеродистой стали не допускается. Для оценки ее наличия в стандарте принята пятибалльная шкала. Сталь признается годной при наличии остатков разорванной цементитиой сетки в пределах балла 1 или 2. При наличии цементитиой сетки с баллом 3 и выше сталь считается негодной. Эталоны по цементитиой сетке иллюстрированы в стандарте фотографиями.
Каждая плавка углеродистой стали должна быть проверена на прокаливаемость, глубину которой определяют по излому образцов, подвергаемых закалке по установленному режиму. По прокаливаемости стали делятся на группы. Завод-производитель обязан определять прокаливаемость стали для каждой плавки и указывать номер группы в сертификате, отправляемом потребителю. В стандарте установлена шкала по оценке прокаливаемости углеродистой стали в пределах от пулевой группы до пятой (К)- Повышенная склонность стали к прокаливаемости обозначается большим баллом, например балл V соответствует стали, обладающей сплошной закаливаемостью для образцов определенного размера. Для правильного использования потребитель обязан рассортировать сталь на своем складе по группам в зависимости от ее склонности к прокаливаемости. В зависимости от типа и размера инструмента выбирается сталь определенной группы. Так, например, для сверл требуется сталь, обладающая сквозной прокаливаемостью, тогда как для метчиков, фрез, напильников более пригодной является сталь с меньшей прокаливаемостью, обеспечивающая вязкость сердцевины инструмента.
В технических условиях на инструментальные стали регламентированы пределы отклонений геометрической формы прутков, размеров поперечного сечения в зависимости от вида окончательной обработки стали (горячекатаной, кованой, холоднотянутой). Эти требования важны для потребителя, так как отклонения оказывают большое влияние на методы обработки, количество снимаемой стружки и организацию производства.
При приемке стали необходимо обращать внимание на устранение наружных дефектов в стали. Наличие их не только снижает качество режущих инструментов, но и вносит определенную дезорганизацию в работу производственных цехов.
Во избежание путаницы в марках стали прутки должны быть снабжены соответствующей маркировкой, установленной стандартом.
ТВЕРДЫЕ (МЕТАЛЛОКЕРАМИЧЕСКИЕ) СПЛАВЫ
Значение твердых сплавов. Твердые сплавы играют большую роль в народном хозяйстве страны, в особенности в машиностроении. Внедрение их в металлообрабатывающую промышленность повысило
4 Семенченко н др.
50 Материалы, применяемые для изготовления режущих инструментов
в среднем производительность труда в 2—3 раза, а скорости резания в 2—4 раза (100—200 м/мин взамен максимальной скорости для быстрорежущей стали 40—50 м/мин). Применение твердых сплавов позволяет получить большую экономию средств, а также обеспечивает значительное повышение темпов производства.
Твердые металлокерамические сплавы отличаются от быстрорежущей стали большим содержанием вольфрама (до 90%), а в некоторых марках также наличием титана (от 5 до 60%), образующих тугоплавкие карбиды. Высокая красностойкость (до 750—800° и выше) и износоустойчивость объясняются присутствием в твердых сплавах соответствующих карбидов, обладающих высокой твердостью.
При правильной! эксплуатации и полном использовании режущих и механических свойств твердого сплава инструменты, оснащенные пластинками твердого сплава, обеспечивают более высокую эффективность (от 3 до 5 и более раз) по машинному времени по сравнению с инструментами из быстрорежущей стали.
Твердые сплавы по своему химическому составу разделяются на две группы:
1) вольфрамокарбидные, состоящие из карбида вольфрама и твердого раствора карбида вольфрама в кобальте;
2) титановольфрамокарбидные, состоящие из карбида вольфрама, карбида титана и твердого раствора этих карбидов в кобальте.
Для изготовления режущих инструментов согласно ГОСТу 3882-61 применяются:
а) вольфрамокаобидные сплавы ВК2, ВКЗ, ВК4, ВК6М, ВК6, ВК8, ВК8В;
б) титановольфрамокарбидные сплавы Т5К10, Т14К8, Т15К6, Т30К4, Т5К12В.
С повышением содержания кобальта режущие свойства твердых сплавов понижаются, но зато повышается их прочность и вязкость. Титановольфрамокарбидные сплавы, как правило, отличаются более высокой режущей способностью и износоустойчивостью по сравнению с вольфрамокарбидными сплавами.
Физико-механические свойства твердых сплавов. Режущие свойства твердых сплавов зависят не только от химического состава, но также и от их физико-механических свойств. В процессе резания режущие кромки инструмента нагреваются до 800° и выше, поэтому физико-механические свойства важно знать не только в холодном, но и в нагретом состоянии. При этом надо учитывать, что при работе происходит нагрев режущих кромок инструмента только в зоне резания и на некотором расстоянии от нее, тогда как вся пластинка твердого сплава остается мало нагретой. Необходимо отметить, что физико-механические свойства твердых сплавов изучены еще недостаточно, особенно в процессе резания. Данные по прочностной характеристике, полученные в лабораторных условиях путем нагре
Твердые (металлокерамические) сплавы
51
вания пластинок не совпадают с данными, характеризующими прочность режущих кромок в процессе резания.
Одной из основных характеристик твердого сплава является удельный вес. Он позволяет контролировать степень объемной пористости сплава, которая обычно находится в пределах 1—2%. С увеличением удельного веса качество сплава повышается. Величина его отмечается на каждой коробке поставляемого сплава.
Теплопроводность вольфрамокарбидных сплавов почти не зависит от содержания кобальта и приближается к теплопроводности малоуглеродистой стали. Теплопроводность титановольфрамокарбидных сплавов значительно ниже (в 2—3 раза) теплопроводности вольфрамокарбидных сплавов и приближается к теплопроводности быстрорежущей стали Р18.
Теплоемкость твердых сплавов сравнительно мала. Она меньше теплоемкости малоуглеродистой и быстрорежущей стали в 2—2,5 раза. Для вольфрамокарбидных сплавов теплоемкость меньше, чем для титановольфрамокарбидных сплавов, у которых она повышается с увеличением карбидов титана и уменьшением кобальта.
Термические особенности твердых сплавов оказывают большое влияние на такие операции при изготовлении твердосплавных инструментов, как пайка, шлифование, заточка. Твердые сплавы очень чувствительны к условиям нагрева и охлаждения. Во избежание глубоких трещин и поверхностной их сетки, необходимо применять медленное нагревание при пайке, пониженные режимы резания при шлифовании и заточке, используя, где только возможно, обильное охлаждение. Предельными значениями скорости вращения шлифовального круга при заточке являются: для вольфрамокарбидных сплавов 18 м/сек, для титановольфрамокарбидных 12 м/сек. Ни в коем случае недопустима скорость круга, применяемая при заточке инструментов из стали (25—30 м/сек).
Трещины появляются и при быстром местном нагревании сплава в процессе резания, в особенности при наличии большого износа режущих поверхностей. Нельзя допускать большого износа (не выше 0,6—0,8 мм по задней поверхности), так как выводить трещины путем заточки весьма трудно. Титановольфрамокарбидные сплавы более чувствительны к трещинам, чем вольфрамокарбидные, причем с повышением процентного содержания титана склонность к трещинам резко возрастает.
Коэффициент линейного расширения титановольфрамокарбидных сплавов примерно в 2 раза ниже, чем для малоуглеродистой стали. Это различие отражается на качестве инструмента с напаянными пластинками твердого сплава. Из-за дополнительных напряжений пластинка твердого сплава часто отслаивается по всему сечению вблизи припоя. Для уменьшения разницы в значениях коэффициента линейного расширения твердого сплава и стали целесообразно при
4*
52 Материалы, применяемые для изготовления режущих инструментов
напайке помещать между пластинкой и державкой прокладки (например, из пермаллоя).
Магнитная проницаемость твердых сплавов незначительна, так как она обусловлена в основном присутствием кобальта. Различие в магнитных свойствах используется в производстве для рассортировки различных марок твердых сплавов.
Твердость является одним из важных свойств твердого сплава, так как от нее зависит износоустойчивость. Она выше твердости быстрорежущей стали на HRA 5—8 и возрастает с увеличением вольфрама или титана и уменьшением кобальта. Повышенная твердость сплавов объясняется твердостью тугоплавких карбидов, соответствующей, примерно, твердости корунда.
Режущие свойства твердого сплава зависят в основном от красностойкости, которая повышается с увеличением содержания карбидов. Сплавы титановольфрамокарбидной группы обладают большей красностойкостью по сравнению со сплавами вольфрамокарбидной группы; красностойкость повышается с увеличением содержания карбидов.
При высокой температуре частицы обрабатываемого материала привариваются к контактным площадкам режущего инструмента. Это свойство зависит от склонности к слипанию пары трущихся металлов заготовки и инструмента. Слипаемость титановольфрамо-карбидных сплавов происходит при более высокой температуре, чем вольфрамокарбидных сплавов, которые мало отличаются в этом отношении от быстрорежущей стали Р18. Меньшая склонность к слипанию титановольфрамокарбидных сплавов обусловливается образованием на поверхности пластинки этого сплава плотной оксидной пленки. Пленка понижает как коэффициент трения между парой трущихся металлов, так и прочность приваренных частиц металла к инструменту.
Ценным свойством твердых сплавов является большая износоустойчивость по сравнению с износоустойчивостью быстрорежущей стали. Это свойство выгодно использовать для таких инструментов, как развертки, протяжки, алмазозаменители для правки шлифовальных кругов и др. Износоустойчивость зависит от химического состава и структуры сплава, его физико-механических свойств и условий работы инструмента. Поэтому трудно получить абсолютные величины износоустойчивости и приходится удовлетворяться сравнительными данными в каждом конкретном случае в зависимости от вида и условий износа.
Титановольфрамокарбидные сплавы обладают большей износоустойчивостью при обработке стали, чем вольфрамокарбидные, и меньшей склонностью к образованию лунки на передней поверхности инструмента. Это объясняется меньшей слипаемостью и пониженной прочностью приваренных частиц обрабатываемого материала при резании стали титановольфрамокарбидными сплавами. Воль-
Твердые (металлокерамические) сплавы
53
фрамокарбидные сплавы в этом случае подвержены более сильному износу. Из-за налипания стружки в процессе резания получаются неровности контактных поверхностей, причем приваренная стружка отрывается от инструмента вместе с частицами твердого сплава. В результате режущие кромки инструмента получаются с еще большими неровностями, что приводит к резкому повышению износа сплава. Механические свойства твердых сплавов мало изучены. Имеются устойчивые данные по пределу прочности при изгибе, так как этот вид испытания принят как основной при проверке твердых сплавов. Предел прочности при изгибе находится в обратной зависимости от твердости и уменьшается с понижением процентного содержания кобальта. Величины предела прочности при изгибе приведены в стандарте.
Предел прочности при сжатии для вольфрамокарбидных сплавов определяется в 400 кПммг и выше, причем максимальное его значение получается для сплава с содержанием кобальта 3—-5%. При большом содержании кобальта предел прочности при сжатии несколько снижается, однако для всех марок твердого сплава он имеет высокие значения. Это важное свойство твердых сплавов необходимо применять при конструировании инструментов, оснащенных твердым сплавом. В качестве примера можно указать на использование отрицательных передних углов и больших углов наклона режущей кромки для резцов и фрез, позволяющих значительно упрочнить режущие элементы и тем самым достигнуть большей стойкости инструмента при прерывистом резании, а также при обработке деталей с неравномерным припуском или при малой жесткости системы станок — приспособление — инструмент — деталь (СПИД).
Предел прочности при растяжении мало изучен, хотя он и является важным фактором, так как до известной степени характеризует вязкость сплава.
Большим недостатком твердых сплавов является их малая пластичность. Она уменьшается с уменьшением содержания кобальта. Из-за малой пластичности твердые сплавы плохо переносят удары, вибрации, переменные нагрузки, неравномерные припуски на обработку. Пластичность может быть охарактеризована сопротивлением сплава ударной вязкости. Титановольфрамокарбидные сплавы дают при нагревании повышенную величину ударной вязкости и сохраняют ее и при высокой температуре. Это имеет большое значение для эксплуатации и объясняет до некоторой степени тот факт, что при низких скоростях резания титановольфрамокарбидные сплавы работают хуже, чем при высоких.
При конструировании и эксплуатации инструментов пластинками твердого сплава необходимо обращать внимание на малую пластичность твердых сплавов. Оформление режущей части инструмента и выбор условий резания должны быть таковы, чтобы инструменты, оснащенные твердым сплавом, работали по возможности без ударной
54
Материалы, применяемые для изготовления режущих инструментов
и переменной нагрузки, а также при максимальной жесткости системы СПИД.
Режущие свойства твердых сплавов и выбор марок. После рассмотрения основных характеристик твердых сплавов необходимо остановиться на режущих их свойствах. Для обработки малопластичных материалов, например чугуна, лучшие показатели дают вольфрамокарбидные сплавы, а для вязких материалов, например стали и других, — титановольфрамокарбидные сплавы. У вольфрамокарбидных сплавов при обработке стали в результате быстрого образования глубокой лунки на передней поверхности быстро наступает катастрофический износ по задней поверхности и потеря остроты режущей кромки. При обработке чугуна износ протекает в основном по задней поверхности. Благодаря отсутствию непрерывного соприкосновения стружки с передней поверхностью, слипаемость здесь не имеет значения, что обеспечивает хорошую работу вольфрамокарбидных сплавов. Напротив, титановольфрамокарбидные сплавы показывают малую пригодность для обработки чугуна в основном из-за повышенного выкрашивания и быстрого износа.
Для обработки стали при высоких скоростях резания титановольфрамокарбидные сплавы дают больший эффект в силу повышенных красностойкости, твердости и пониженной слипаемости. Необходимо отметить, что при чрезмерном понижении скорости резания преимущества титановольфрамокарбидных сплавов несколько снижаются из-за выкрашивания. С увеличением содержания титана эти свойства повышаются, но одновременно понижается механическая прочность (сопротивляемость ударам, вибрациям и выкрашиванию).
Выбор марки твердого сплава зависит от режущих свойств и механической прочности твердого сплава, обрабатываемости материала заготовок, его твердости и вязкости, характера обработки (черновой, чистовой, тонкой), условий обработки (жесткости системы СПИД, непрерывности резания, неравномерности припуска, наличия ударов, работы по корке и др.), вида обработки (точения, сверления, фрезерования и т. п.). Из этого неполного перечня факторов видно, насколько трудно выбрать оптимальную марку твердого сплава. Во многих случаях ее приходится подбирать экспериментально путем многократных опробований. В качестве первого приближения можно указать на случаи использования обеих групп твердых сплавов. Вольфрамокарбидные сплавы применяются для всех видов обработки тех материалов, которые способствуют износу инструмента по задней поверхности, например чугуна, цветных металлов и сплавов, неметаллических материалов, труднообрабатываемых или закаленных сталей и сплавов специального назначения. Титановольфрамокарбидные сплавы применяются для всех видов обработки тех материалов, которые способствуют износу инструментов по передней поверхности, например углеродистых и легированнных сталей.
Твердые (металлокерамические) сплавы
55
Сплавы с малым содержанием титана служат также и для обработки стальных поковок, штамповок, отливок по корке и окалине.
Эффективность использования твердого сплава можно характеризовать произведением скорости резания на максимально допустимую подачу при выбранных стойкости и износе режущих кромок инструмента. Выбранные величины стойкости и окончательного износа должны быть постоянными при сравнении испытываемых марок твердых сплавов. Такая оценка является комплексной, так как скорость резания характеризует режущую способность твердого сплава, а максимальная подача — механические свойства (прочность) .
При выборе марки твердого сплава приходится руководствоваться тем, какой фактор — скорость резания или подача — превалирует в каждом конкретном случае, так как современные стандартные марки твердого сплава, как правило, с повышением режущей способности дают снижение прочности сплава. Если нагрузка на единицу длины режущей кромки, определяемая в основном толщиной срезаемого слоя металла, невелика, целесообразно применять сплавы с высокой режущей способностью и с пониженной прочностью. И, наоборот, при наличии большой нагрузки на единицу длины кромки приходится идти на использование более прочного сплава, хотя и обладающего меньшей режущей способностью.
Улучшенные марки твердых сплавов. Из вольфрамокарбидной группы наибольшее распространение (свыше 80% из всей группы) в нашей промышленности получил сплав ВК8, являющийся одним из самых старых стандартных сплавов. В настоящее время он уже не удовлетворяет возросшим требованиям промышленности и подлежит замене другими сплавами, например сплавами ВК6, ВК.4, ВК6М.
Сплав ВК4 обладает такой же универсальностью, как и сплавы ВК8 и ВК6, однако режущие свойства его (по скорости резания на 30—70%) и стойкость (от 2 до 5 раз в зависимости от условий обработки) выше, чем для марки ВК8. Сплав ВК4 показывает хорошие результаты при черновом и чистовом точении и фрезеровании, при работе с ударами и с неравномерным припуском, при расточных (включая алмазное растачивание взамен сплава ВК2) и отрезных операциях, а также при обработке высокотвердого чугуна, например отбеленного или закаленного. Сплав ВК4 эффективно применяется также и при обработке жаропрочных материалов, титановых сталей и сплавов. Особенностью сплава ВК4 является его меньшая склонность к выкрашиванию режущих кромок.
Сплав ВК6М, изготовленный по новой технологии и отличающийся мелкозернистостью и высокой плотностью, предназначается для обработки особо твердого чугуна, нержавеющих сталей, а также для обработки углеродистых и легированных сталей при снятии небольших сечений металла при малых скоростях резания. Его режущие свойства выше, чем у стандартных марок ВК8, ВК6 и Т15К6, бла
56
Материалы, применяемые для изготовления режущих инструментов
годаря более высокой красностойкости (до 900°) по сравнению с другими сплавами. Сплав ВК6М успешно применяется для получения пластифицированных заготовок, предназначенных для мелкоразмерных инструментов сложной конфигурации
В СССР применяются в основном однокарбидные (группа ВК) и двухкарбидные (группа ТК) сплавы. В последнее время выпущен сплав марки ТТ7К12 с содержанием 4% карбидов тантала и 3% карбидов титана. Введение тантала обеспечивает:
1) повышение прочности на изгиб, так как карбиды тантала компенсируют снижение прочности, получаемое от наличия титана;
2) повышение мелкозернистости структуры, что способствует увеличению износоустойчивости;
3) уменьшение склонности к пережогу;
4) большая универсальность сплава.
Необходимо отметить, что стоимость тантала, как редкого элемента, в несколько раз выше стоимости вольфрама, поэтому сплавы с танталом могут найти применение только в узкоограниченной области. Сплав ТТ7К12 может быть заменен сплавом Т5К12В.
Сортамент пластинок и требования к ним. Для режущих инструментов твердые сплавы применяются в виде пластинок, которые присоединяются к державке или корпусу посредством напайки или механически. Форма и размеры пластинок установлены по общесоюзному ГОСТу 2209-55 и технические условия на приемку их по ГОСТу 4872-52.
В зависимости от формы и размера пластинок устанавливаются отклонения по габаритным размерам, по стреле прогиба, радиусам сопряжений режущих кромок, радиусам сопряжений опорных поверхностей, задним углам и углам в плане. Техническими условиями предусмотрены также контрольные проверки предела прочности при изгибе, удельного веса, твердости по Роквеллу, макроструктуры и на резание. Приведены требования по маркировке, упаковке и документации, подлежащие соблюдению при отправке пластинок твердых сплавов потребителю.
МИНЕРАЛОКЕРАМИКА
В качестве режущего материала минералокерамика известна уже давно. Так, например, еще в 1932 г. Ленинградский завод им. Ломоносова предложил использовать минералокерамические резцы для токарной обработки фарфора, пластмасс, цветных металлов. Однако применение ее в промышленности началось значительно позже (примерно с 1950 г.). В СССР были проведены большие исследования по определению физико-механических свойств и режущей способности минералокерамики, области применения, режимов резания,
1 Г Л. Айзенберг. Изготовление инструмента из пластифицированных заготовок твердых сплавов, «Станки и инструмент» № 3, 1960.
Минералокерамика
57
методов крепления пластинок и конструкций резцов и т. п. При внедрении минералокерамики на металлообрабатывающих предприятиях были сделаны ценные предложения как со стороны рабочих-новаторов производства, так и инженерно-технических работников. Интересно отметить, что все усилия наших исследователей и новаторов производства были направлены на использование минералокерамики не только для легких сплавов и цветных металлов, но также и для более тяжелых по обрабатываемости материалов, например таких, как чугун, сталь.
Минералокерамика представляет собой окись алюминия (Л12О3).
По сравнению с твердыми сплавами мипералокерамика обладает рядом преимуществ:
а) повышенной красностойкостью (до 1100—1200°), обеспечивающей обработку сталей большой твердости;
б) высокой износоустойчивостью, позволяющей применять ее для таких инструментов, к которым предъявляются особые требования в отношении размерной стойкости;
в) малым сродством с металлом, пониженной склонностью к слипанию с обрабатываемым материалом, меньшим наростообразованием, повышенным качеством обработки, что позволяет применять ее для сталей и сплавов, обладающих пониженной обрабатываемостью;
г) большой экономичностью благодаря дешевизне материала и отсутствию в минералокерамике обычного состава таких ценных компонентов, как вольфрам, титан, кобальт и др.
Однако наряду с этими преимуществами минералокерамика обладает и значительными недостатками: малым сопротивлением разрушению от растягивающих напряжений, пониженной пластичностью, низкой ударной вязкостью. Эти недостатки резко снижают производственные возможности по использованию минералокерамики в качестве режущего материала для инструментов. Она более подходит для оснащения инструментов, предназначенных для чистовых и получистовых операций при обработке черных и цветных металлов. Для черновой обработки, в особенности при наличии неравномерных припусков, она менее удовлетворительна. Во всех случаях обработка минералокерамическими инструментами должна протекать с максимальным соблюдением условий жесткости системы СПИД.
При чистовой обработке стали резцы с минералокерамическими пластинками позволяют работать со скоростью на 60—80% и выше по сравнению с твердосплавными резцами марки Т15К6 (при одной и той же стойкости).
Минералокерамику можно использовать также на фрезах, зенкерах и развертках.
С каждым годом физико-механические свойства и режущая способность минералокерамики улучшаются. Можно с уверенностью сказать, что в ближайшее время минералокерамика будет обладать
58
Материалы, применяемые для изготовления режущих инструментов
более повышенными качествами и найдет себе более широкое применение.
Одной из тенденций по улучшению качества минералокерамики является добавка к ней различных элементов, например вольфрама, молибдена, бора, титана, никеля и др *. Такие соединения называются керметами, т. е. состоящими из минералокерамики и металлических добавок. Керметы, как правило, обладают более высоким пределом прочности на изгиб (до 40—50 кГ/мм1 и выше) по сравнению с обычной минералокерамикой, причем режущая способность и в зависимости от состава может быть и выше и ниже, чем твердого сплава марки Т15К6. Особенное значение приобретают керметы для обработки труднообрабатываемых сталей и сплавов (жаропрочных, нержавеющих и др.).
ЛИТЕРАТУРА
1. Гуляев А. П., Металловедение, Оборонгиз, 1951.
2. Г у л я е в А. П., Инструментальные стали, применяемые в СССР, и научно-исследовательские работы по изысканию новых инструментальных сталей. Сб. Ks 1, «Конструкции режущих инструментов и технология их изготовления» НТОМашпром, 1958.
3. Г е л л е р Ю. А., Инструментальные стали. Металлургиздат, 1955.
4. Г е л л е р Ю. А., Современные марки инструментальных сталей и перспективы их улучшения, ВНИИ, 1958.
5. С м и р и о в Ф. Ф.. Состояние и развитие производства и применения твердых сплавов. Сб. № 1 «Конструкции режущих инструментов и технология их изготовления» НТОМашпром, 1958.
6. М а л ь к о в Л. И., Современные марки твердых сплавов и перспективы их улучшения, ВНИИ, 1958.
7 Раковский В. С. и др.. Твердые сплавы в машиностроении Машгиз, 1955.
8. Agte С, Kohlermann R, Heymel Е, Scheldkeramik, Akademie—Verlag, Berlin 1959.
1 См. также В. Я. Рассохин и М. А. Рура, Современное состояние минера локерами ки при обработке металлов резанием, «Станки и инструмент» № 2, 1958.
АБРАЗИВЫ, АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И ИЗДЕЛИЯ ШЛИФОВАЛЬНЫЕ КРУГИ
К абразивному инструменту относятся шлифовальные круги, головки, бруски, сегменты, у которых режущими элементами являются зерна абразивного материала.
Шлифовальный круг представляет собой пористое тело, состоящее из абразивных зерен, связанных друг с другом цементирующим материалом — связкой.
Абразивные зерна являются резцами, снимающими с обрабатываемой поверхности стружку в процессе работы круга. Абразивные зерна получаются путем раздробления и размола абразива, поэтому форма их, величина граней и углов произвольны и разнообразны. Расположение зерен в круге случайно. В процессе шлифования зерна-резцы работают с самыми разнообразными (чаще всего тупыми) углами резания. Неблагоприятные параметры резания этого инструмента компенсируются огромным количеством резцов, участвующих в процессе шлифования.
Круг, как режущий инструмент, имеет целый ряд преимуществ по сравнению с другими инструментами:
а) высокую точность и большую чистоту обрабатываемой поверхности;
б) высокую твердость абразивных зерен, позволяющую обрабатывать твердые материалы, а также металлы в закаленном виде;
в) самозатачивание — способность круга в процессе шлифования восстанавливать свои режущие свойства.
Самозатачивание имеет место в том случае, когда из-за затупления возросшее давление на зерна оказывается больше прочности, удерживающей их связки. В зависимости от характеристики круга и условий работы зерна выкрашиваются полностью или частично. При полном выкрашивании обнажаются новые зерна, при частичном зерна снабжаются новыми режущими кромками. Самозатачиваемость круга зависит от степени сопротивления, оказываемого связкой выкрашиванию зерен. Полное использование круга получается в том случае, если связка удерживает зерна только до момента потери ими режущей способности. При неправильном выборе круга происходит ненормальный его износ, который характеризуется или истиранием (сглаживанием вершин) зерен и засорением пор размельченной
60
Абразивы, абразивные инструменты и изделия
связкой и стружкой, или выкрашиванием и осыпанием вполне работоспособных зерен.
Шлифовальный круг допускает одновременную обработку большой поверхности, а также устранение или упрощение зажима детали при некоторых видах шлифования (например, при бесцентровом, при применении магнитных плит и патронов и т. п.).
Характеристика шлифовального круга. Шлифовальный круг характеризуется родом абразивного материала, зернистостью, родом связки, твердостью, структурой, формой и размерами.
На каждом круге производится клеймение следующих данных: наименование или марка завода-изготовителя, сорт продукции, обозначение рода абразивного материала, обозначение рода связки, номер зернистости, степень твердости, номер структуры, основные размеры круга, максимально допустимые числа оборотов или максимально допустимые рабочие окружные скорости (по ГОСТу 3881 -53) класс статического дисбаланса (по ГОСТу 3060-55).
Абразивные материалы разделяются на естественные и искусственные. К первым относятся наждак, кварц и корунд, ко вторым — электрокорунд, монокорунд, карбид кремния, карбид бора, борсили-кокарбид.
Естественные абразивные материалы отличаются большой неоднородностью, засоренностью посторонними примесями, малой производительностью. В настоящее время они редко применяются из-за замены их искусственными материалами, как более качественными.
Электрокорунд выплавляют в электропечах при высокой температуре (2000—2050°) из материалов, богатых окисью алюминия, например боксита или глинозема. В зависимости от процентного содержания окиси алюминия электрокорунд разделяется на два основных вида:
1) электрокорунд нормальный (обозначается по стандарту буквой Э) — от серо-коричневого до темно-коричневого и от розового до темно-красного цвета с содержанием окиси алюминия <А12О3) в пределах 89—91%;
2) электрокорунд белый (ЭВ) — белого, сероватобелого или светло-розового цвета с содержанием окиси алюминия в пределах 97—99%;
3) монокорунд (М)1 является новым абразивным материалом, предложенным ВНИАШем. Зерна его состоят в основном из отдельных кристаллов или их осколков. Кристаллы иногда срастаются друг с другом или дают большое количество сколов по кристаллографическим плоскостям. Режущие кромки образуются в результате пересечения естественных граней с плоскостями сколов. Особенностью
1 В. А. Рыбаков, Новые абразивные материалы и инструменты. МДНТП, 1958.
Шлифовальные круги
61
монокорунда является наличие большого количества граней, а, следовательно, режущих кромок шлифовального круга. Микротвердость монокорунда не выше, чем электрокорунда, но прочность значительно больше. С увеличением размера зерна структура его ухудшается и понижается прочность. Поэтому шлифовальные круги из монокорунда в настоящее время изготовляются с зернистостью не выше № 40.
Карбид кремния получают в электропечах при высокой температуре (1800—1850°) из материалов, богатых кремнеземом (кварцевого песка, жильного кварца), и материалов с высоким содержанием углерода (нефтяного кокса, антрацита и т. п.). В зависимости о г процентного содержания чистого карбида кремния различают два основных вида этого абразивного материала:
1) карбид кремния зеленый (КЗ) с содержаниезл не менее 97% S1C;
2) карбид кремния черный (КЧ) —черного или темносинего цвета с металлическим блеском, часто с цветами побежалости— с содержанием до 95% S1C.
Зеленый карбид кремния обладает большей твердостью, но меньшей вязкостью и прочностью по сравнению с черным карбидом кремния.
Карбид бора получают при плавке борной кислоты и нефтяного кокса. Куски его серовато-черного цвета представляют плотную массу с раковистым изломом. При дроблении зерна получаются мелкими (зернистостью № 100 и меньше). Более крупные кристаллы пока не удается получить промышленным путем.
Борсиликокарбид — новый абразивный материал, разработанный ВНИАШем. Его получили путем восстановительной плавки в дуговой печи смеси борной кислоты, песка и угля. Шлифующая способность его несколько выше, чем карбида бора.
Область применения каждого абразивного материала зависит от его физико-химических и механических свойств. Он должен обладать максимальной твердостью, необходимой для внедрения и разрушения поверхностного слоя обрабатываемого материала, достаточной вязкостью с целью сохранения своей формы при воздействии сил резания, минимальной дробимостью для повышения сопротивления давлению обрабатываемого материала.
Форма зерна оказывает большое влияние на равномерность его распределения в круге. Оптимальной формой является многогранник, менее пригодны зерна, вытянутые в длину. Гладкость зерна способствует лучшему удалению связки с поверхностей зерен, что приводит к повышению производительности и чистоты обрабатываемой поверхности. Но, с другой стороны, гладкость зерна ухудшает сце-пляемость его со связкой. Необходимо иметь в виду, что форма режущих кромок зерна и его гладкость зависят также и от метода правки круга и его самозатачиваемости.
62
Абразивы, абразивные инструменты и изделия
Карбид кремния обладает большей твердостью, но меньшей вязкостью и повышенной дробимостью по сравнению с электрокорундом. Зеленый карбид кремния применяется в основном для обработки твердых сплавов и доводки инструментов из стали. Черный карбид кремния — для обработки хрупких или мягких материалов с малым сопротивлением на разрыв, например латуни, меди, алюминия, мягкой бронзы, серого и отбеленного чугуна и др. Из карбида кремния изготовляют круги для правки шлифовальных кругов взамен алмазов.
Электрокорунд нормальный применяется для материалов с высоким сопротивлением на разрыв, например стали, ковкого чугуна, твердой бронзы и т. п. Его с успехом можно использовать также и для обработки серого чугуна и алюминия.
Электрокорунд белый может быть использован для тех же материалов, что электрокорунд нормальный. Из-за повышенной дроби-мости и худшей сцепляемости зерен со связкой, вызывающих повышенный расход абразивного материала, а также высокой стоимости, электрокорунд белый имеет ограниченное применение. Из него изготовляются в основном круги для ответственных работ, например для шлифования резьбы, долбяков, зубчатых колес, для заточки и доводки инструментов, для шлифования или доводки отверстий (хонингования), для окончательной отделки (суперфиниша ) и т. п.
Монокорунд с успехом применяется при скоростном шлифовании (при скорости круга до 50 м/сек), заточке инструментов, шлифовании шеек коленчатых валов и других, а также для микропорошков, обеспечивающих получение чистоты обработанной поверхности до 13—14-го классов, и шлифовальных лент.
Карбид бора по сравнению с электрокорундом и карбидом кремния обладает повышенной твердостью. Из-за малой зернистости он применяется в виде порошка или пасты для окончательной отделки точных поверхностей, а также для доводки инструментов, оснащенных пластинками твердого сплава.
Борсиликокарбид мало изучен и пока еще не применяется для изготовления шлифовальных кругов. В данное время он используется в качестве высококачественных микропорошков для обработки технических рубинов, твердых сплавов, а также разных высокотвердых материалов.
Зернистость круга. Абразивные материалы по крупности зерна разделяются на три группы: 1) шлифзерно № 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16, 12, 10, 8, 6, 5, 4, 3; 2) шлифпорошки № 12, 10, 8, 6, 5, 4, 3; 3) микропорошки М40, М28, М20, Ml4, М10, М7, М5. Каждый номер зернистости шлифзерна и шлифпорошков характеризуется фракциями, причем размеры зерен в каждой фракции определяются размерами сторон ячеек контрольных сит. Крупность определяется размерами двух смежных сит, из которых на одном сите зерно основной фракции должно задерживаться, а через второе сито должно проходить. Размер зерен в каждой
Шлифовальные круги
63
фракции микропорошков определяется при помощи микроскопа линейным измерением или фотоэлектрическим методом — но скорости осаждения зерен.
Выбор зернистости круга зависит от вида, точности и качества обработки. Она выбирается для круглого предварительного шлифования в пределах № 32—40, для окончательного № 63—125, для внутреннего шлифования № 40—80 (с уменьшением диаметра отверстия зерно должно быть мельче), для плоского шлифования предварительного № 12—25, окончательного № 40—80, для бесцентрового шлифования № 32—80, для резьбошлифования № 125—320, для заточки инструментов № 32—80. Эти значения являются ориентировочными и в практике от них приходится иногда отступать в зависимости от свойств обрабатываемого материала, режима обработки, конфигурации и размера детали.
Связка круга. Качество и экономичность работы круга зависят в сильной степени от цементирующего вещества — связки. Для изготовления кругов применяются две группы связок:
1) неорганическая, к которой относятся магнезиальные, силикатовые и керамические;
2) органическая, к которой относятся бакелитовые, вулканитовые и др.
Магнезиальная связка (М) применяется только для малоответственных кругов в основном из наждака и естественного корунда.
Силикатовая связка (С) благодаря наличию жидкого стекла обладает достаточной прочностью, но плохой сцепляемостью с зернами абразивного материала, она обеспечивает меньший нагрев обрабатываемой поверхности по сравнению с керамическими кругами.
Керамическая связка (К) благодаря своей универсальности является основной для изготовления шлифовальных кругов. По водоупорности, огнеупорности, химической стойкости она превосходит все другие связки. Эта связка делает шлифовальные круги достаточной прочности и стойкости профиля режущей части. Однако из-за малой упругости и большой хрупкости керамическая связка не допускает изготовления тонких кругов — в особенности большого диаметра. Малая упругость вызывает при шлифовании повышенное трение и теплообразование. Последнее может привести к прижогу или образованию мелких трещин на обрабатываемой поверхности в особенности при неправильном выборе круга или режима шлифования. Из-за малой упругости керамической связки также трудно получить при окончательном шлифовании зеркальную поверхность. Керамические круги требуют продолжительной термической обработки (обжига), поэтому цикл производства их составляет несколько недель. Несмотря на эти недостатки, на керамической связке изготовляется до 70% общего количества кругов, применяемых для различных шлифовальных работ.
64
Абразивы, абразивные инструменты и изделия
Керамическая связка состоит из различных материалов. В качестве основных следует отметить: глину, шпат, кварц, нефелин, тальк, корундовую пыль и др. Рецептура связки меняется в зависимости от требуемых строения и твердости круга.
Из органических связок наибольшее распространение получила бакелитовая связка (Б), представляющая собой смолу, получаемую из фенола и формалина. Преимущества бакелитовой связки: а) высокая прочность и большая упругость; б) повышенная температуро-устойчивость и большая пористость по сравнению с другими органическими связками; в) пониженное теплообразование в процессе шлифования; г) небольшая длительность рабочего процесса.
Недостатки бакелитовой связки: а) пониженная стойкость профиля режущей части, вызывающая значительный износ круга; б) малая пористость круга, затрудняющая удаление стружки; в) повышенная плотность по сравнению с керамической; г) пониженная сцепляемость связки с зерном; д) малая огнеупорность (при температуре 300° связка выгорает).
На бакелитовой связке могут быть изготовлены круги любой твердости. Бакелитовые круги средней и высокой твердости применяются в тех случаях, когда керамические круги из-за своей повышенной хрупкости нецелесообразно использовать, например при плоской обдирке, отрезке и т. п. Высокотвердые бакелитовые круги для обдирочных работ периферией круга при высокой окружной скорости (свыше 35 м/сек) зарекомендовали себя лучше, чем керамические. Бакелитовые круги средней и средне-мягкой твердости целесообразно применять взамен керамических в том случае, если недопустима высокая температура на обрабатываемой поверхности. Большая упругость позволяет применять бакелитовую связку на тонких кругах большего диаметра (например, для разрезки). Бакелитовые круги успешно заменяют силикатовые круги, так как они сходны между собой по малой сцепляемости связки с зерном и меньшим теплообразованием в зоне шлифования. Из-за опасности разрушения бакелитовой связки щелочью нельзя применять при шлифовании охлаждаемую жидкость с содержанием соды более 1,5%. Малая огнеупорность бакелитовых кругов не позволяет их применять на тяжелых работах с большим выделением тепла в зоне шлифования.
Вулканитовая связка (В), получаемая путем вулканизации каучука, отличается большей упругостью по сравнению с бакелитовой, но имеет недостатки: а) малую температуростойкость (связка размягчается при температуре от 150° и зерна вдавливаются в нее); б) высокую плотность, обусловленную особенностью технологического процесса изготовления круга; в) ограниченность в диапазоне твердости (изготовляются круги только следующей твердости СМ, С, СТ, Т).
Вулканитовые круги имеют ограниченное применение в основном для отрезных и прорезных работ, шлифования узких пазов и шлицев,
Шлифовальные круги
65
для бесцентрового шлифования (ведущий круг), для окончательного фасонного шлифования.
Твердость круга. Правильный выбор твердости круга является важным фактором при шлифовальных работах. Под твердостью круга понимается сопротивление связки выкрашиванию зерен под действием сил резания. Твердость круга зависит от количества связки в нем и технологического процесса изготовления, например от давления при прессовании круга и т. п. Для правильной работы круга необходимо, чтобы связка по мере затупления зерен не препятствовала выбрасыванию их из массы круга.
В круге повышенной твердости затупившиеся зерна удерживаются, рабочая поверхность круга сглаживается, все поры затираются раздробленным цементирующим веществом и отходами шлифования, в результате чего круг засаливается. Это может привести к прекращению процесса шлифования и резкому повышению теплообразования в зоне обработки и прижогу поверхности заготовки. Такой круг подлежит частой правке или замене на более мягкий.
В круге пониженной твердости зерна, не потерявшие еще своей остроты, преждевременно освобождаются, из-за чего имеет место повышенный износ круга. Вследствие искажения формы такой круг должен подвергаться частой правке.
При обработке мягких материалов зерна более медленно теряют режущую способность, поэтому круг может быть выбран более твердым. Для твердых материалов из-за быстрого износа зерен круг надо выбирать более мягкий. Следовательно, чем мягче материал, тем тверже выбирается круг, и наоборот. Исключение из этого общего правила приходится делать для весьма мягких и вязких металлов, например, для меди, алюминия и латуни. При выборе твердости круга приходится считаться также и с засаливаемостью стружкой рабочей поверхности круга. По мере затупления зерен снимаемая стружка становится шире и тоньше. Из-за малой своей упругости такая стружка втирается в поры круга и засаливает его. Для таких материалов приходится выбирать мягкие круги и применять повышенные скорости и малые подачи.
Для удовлетворения всех запросов различных производств по ГОСТу 3751-47 установлена шкала степеней твердости кругов. В этом стандарте даны условия определения твердости круга с указанием приборов и методов испытания.
Степень твердости одинакового по зернистости и структуре круга варьируется путем изменения количества связки. С увеличением твердости вводимое в круг количество связки повышается, а с уменьшением твердости понижается.
Выбор твердости круга зависит от многих факторов, из которых основными являются: обрабатываемый материал, размены детали, метод и характер шлифования, режимы обработки, характеристика круга. Многообразие факторов не дает возможности дать точные
5 Семенченко и др.
66
Абразивы, абразивные инструменты и изделия
данные о выборе твердости, поэтому приходится удовлетворяться общими принципами.
С увеличением площади зоны шлифования, а также с уменьшением разницы между диаметрами круга и детали твердость должна понижаться. Чем больше диаметры детали и круга, чем толще круг, тем меньшей твердостью он должен обладать. При плоском шлифовании периферией круга необходимо применять более мягкие круги, чем при плоском шлифовании торцом. При плоском шлифовании сегментные круги должны быть более твердые, чем кольцевые круги. С понижением скорости резания по сравнению с нормально допустимой твердость круга должна быть повышена. С уменьшением подачи твердость круга также должна быть повышена. Крупнозернистые круги можно выбирать более твердыми, чем мелкозернистые, так как здесь на долю каждого зерна приходится большая работа, вызывающая более быстрое затупление зерен и повышенный износ круга. При шлифовании прерывающихся или неровных поверхностей следует применять более твердые круги. На тяжелых и жестких станках в исправном состоянии можно применять более мягкие круги, чем на станках, дающих вибрации. При механической подаче круги выбираются более мягкими, чем при ручной. Тонкое чистовое шлифование производится более мягкими кругами, чем обдирочное. При точном шлифовании применяются круги повышенной твердости. Сухое шлифование требует более мягких кругов, чем мокрое.
Основные шлифовальные и заточные операции производятся кругами твердостью в средних пределах примерно от М2 до СТЗ. Ориентировочно можно рекомендовать круги следующей твердости: для отрезки твердостью С—СТ; для разных обдирочных и зачистных работ (поковок, отливок, сварочных швов, грата, заусенцев и т. п.) СТ1—СТЗ; для получистовых и чистовых работ на круглошлифовальных и плоскошлифовальных станках М2—С2; для заточки инструмента (включая и твердосплавный) М3—СМ1.
Структура круга. Для сохранения режущей способности круга необходимо, чтобы в процессе шлифования отделяемая стружка не застревала в порах между зернами. Застреванию стружки препятствуют, помимо гладкости поверхностей зерен в связки, также и величина пор. Чем больше пространство между зернами, тем лучше выбрасывается стружка при шлифовании. Увеличение пространства между зернами может быть получено путем уменьшения плотности расположения зерен в круге. С увеличением удельного объема зерен (объем зерна, приходящийся на единицу объема круга) расположение их на рабочей поверхности круга оказывается более тесным при уменьшенном пространстве между зернами. Количество же связки не оказывает большого влияния на величину свободного пространства между зернами, так как связка выкрашивается вместе с затупившимися зернами. Отсюда следует, что строение рабочей
Ш лифовальные круги
67
поверхности шлифовального круга зависит исключительно от плотности расположения зерен, т. е. от структуры (каркаса) круга. Под структурой шлифовального круга понимается количественное соотношение между зернами, связкой и порами. Определенное соотношение зерна и связки в круге сказывается на величине пор и их объеме Круги с заранее заданной структурой называются кругами с регулируемой структурой. Различная плотность расположения зерен достигается путем изменения давления при прессовании заготовок кругов.
В практике приняты 13 номеров структур круга —от № 0 до №12. Помер структуры обозначает относительное количество зерен, отнесенное к единице поверхности или единице объема круга. Чем меньше
Фиг. 1. Структура шлифовальных кругов.
Открытая структура
номер структуры, тем больше плотность расположения зерен. Различают три группы структур (фиг. 1): а) плотные (№ 0—3) с объемом зерна 62—56о/о; б) среднеплотные (№ 4—6) с объемом зерна 54—50%; в) открытые (№ 7—12) с объемом зерна 48—38%. Керамические круги со структурой плотной группы не изготовляются. Круги с открытой структурой допускают увеличение свободного пространства между зернами рабочей поверхности на 20—25% по сравнению с кругами среднеплотной структуры. Благодаря этому облегчаются условия удаления стружки при шлифовании и уменьшается опасность засаливания круга. Рекомендуется для обычных работ (как-то: круглошлифовальных, внутришлифовальных и плоскошлифовальных периферией круга, заточных), применять круги со структурой № 5—6, а для плоскошлифовальных работ торцом круга из-за увеличения зоны шлифования № 7—9. Для фасонных работ желательно внбирать круг с повышенной плотностью № 3—4. Для хрупких материалов рекомендуется среднеплотная структура. Для высокопористых кругов, предназначенных для скоростного шлифования, введены еще структуры № 14—16.
Форма и размеры кругов. В практике встречаются круги различной формы. Выбор ее зависит от рода и характера обработки, типа станка, формы и размеров обрабатываемой детали и т. п. Форма и габаритные размеры кругов установлены по ГОСТу 2424-60. Для 5*
68
Абразивы, абразивные инструменты и изделия
мелких шлифовальных работ применяются головки, форма и размеры которых установлены по ГОСТу 2447-60.
Круги со вставными сегментами. Круги больших диаметров не экономичны в работе. Материал круга плохо используется из-за остающихся больших отходов после окончательного износа или при наличии трещин. Сплошные круги имеют большую зону шлифования, неудобны в отношении подвода охлаждающей жидкости и отвода отходов шлифования. Эти причины заставили внедрить в практику круги
Фиг. 2. Шлифовальный круг со вставными сегментами.
со вставными сегментами (фиг. 2), применяемые в основном на плоскошлифоваль-пы.х станках больших и средних моделей при работе торном круга. Благодаря простоте формы сегментов, изготовление их не вызывает никаких затруднений и поэтому качество их всегда хорошее. При правильной эксплуатации сегментные круги оказываются экономичнее, что объясняется не только дешевизной их, использованием почти до полного износа и возможностью замены поврежденного сегмента запасным, но также и теми преимуществами, которыми они обладают, а именно: а) удобство в подводе охлаждающей жидкости; б) отвод отходов шлифования через промежутки между сегментами; в) уменьшенная зона соприкосновения круга с деталью; г) меньшее нагревание детали.
Рациональная конструкция сегментного круга должна обеспечить надежное и жесткое крепление сегментов в корпусе, простоту и быстроту смены их. На фиг. 2 размеры сегментов обозначены через а, Н, /. Во избежание поломки сегментов прижимающие и закрепляющие их детали не должны быть сильно затянуты. Выступающие части (болты, гайки и т. п.) должны быть ограждены от осаждения на них пыли и грязи. В зависимости от конструкции корпуса сегменты выполняются различных размеров и формы, которые установлены по ГОСТу 2464-60.
Шлифовальные круги
69
Шлифовальные круги для скоростного резания Скоростное шлифование предъявляет требования, наряду с другими факторами технологического процесса, также и к шлифовальному кругу. Скоростные круги используются на станках для плоского, круглого наружного и внутреннего шлифования, а также при шлифовании резьбы. Преимуществами скоростного шлифования по сравнению с обычным являются: 1) повышение производительности по машинному времени; 2) уменьшение износа и увеличение стойкости круга; 3) высокое качество обработанной поверхности повышение чистоты, уменьшение прижогов и др.).
Характерной особенностью скоростного шлифования является то, что при увеличении скорости круга появляется возможность работать с повышенной продольной или поперечной подачей при соответствующем увеличении скорости вращения обрабатываемой детали. В этом и заключается источник повышения производительности при скоростном шлифовании. Для повышения активности работы каждого зерна выгодно при высокой скорости круга идти на повышение продольной и попе речной подачи. При увеличении только одной скорости круга производительность растет незначительно.
Использование высоких скоростей резания (до 50—70 м/сек) возможно только в том случае, если шлифовальный круг обладает достаточной прочностью и охлаждающей способностью.
Механическая прочность круга может быть определена путем испытания его на разрыв при достижении критической скорости вращения. Этот метод учитывает только влияние центробежной силы, тогда как при шлифовании на круг действуют еще и другие силы. Однако в нашем распоряжении пока еще не имеется надежного метода по определению прочности с учетом всех сил, действующих на круг.
На повышение критической скорости оказывают влияние следующие факторы: а) абразивное зерно; б) зернистость; в) связка; г) твердость; д) пористость круга.
Круги для скоростного шлифования изготовляются из высококачественных абразивных материалов — нормального или белого электрокорунда, а также из монокорунда. Шлифовальные круги из монокорунда имеют ряд преимуществ по сравнению с кругами из электрокорунда. Режущие кромки зерен монокорунда более легко внедряются в обрабатываемый материал, поэтому круги из монокорунда работают с меньшими радиальными силами, что снижает биение и износ подшипников шпинделя круга и улучшает чистоту шлифуемой поверхности. Стойкость их в 1,5—2 раза выше, износ меньше в среднем на 35—40%, производительность на 10—20% больше. В процессе шлифования поверхность детали меньше нагревается, в результате чего снижается опасность получения прижогов и короблений. Это имеет особое значение для обработки таких сталей, которые обладают повышенной чувствительностью к высокотемпературному нагреванию, например цементированные или азотированные стали.1 2
Критическая скорость круга повышается по мере увеличения номера зерна. Мелкие зерна, обладающие большей поверхностью соприкосновения со связкой, обеспечивают с ней при обжиге более крепкую связь. Это дает возможность получить круги повышенной механической прочности.
Не меньшую роль для критической скорости круга играет род связки и ее помол. Лучшие результаты для керамической связки дает спекающаяся масса (по сравнению с плавящейся), а также более тонкий ее помол (№ 180 и мельче).
Повышение твердости круга оказывает меньшее влияние на критическую скорость круга (примерно на 5% на две степени твердости).
1 См. также В. А. Ша льнов, Некоторые вопросы скоростного шлифования, «Станки и инструмент» № 11, 1954.
А. М. Давидсон, Из опыта скоростного шлифования, «Станки и инструмент» №11, 1954.
В. П. Назаров и Н. В. Назарова, Скоростное внутреннее шлифование пористыми кругами, «Станки и инструмент» № 2, 1951.
2 М. С. Р а х м а р о в а, Шлифование цементированных н азотированных сталей кругами из монокорунда, «Станки и инструмент» № 10, 1951.
70
Абразивы, абразивные инструменты и изделия
Механическая прочность круга в значительной степени зависит от его пористости. По этой причине с целью получения большей эффективности применяют для скоростного шлифования высокопористые круги ', В процессе шлифования стружка легко входит в поры и не налипает на поверхность круга, а выбрасывается из пор под действием центробежной силы.
За счет резкого перемещения воздуха от центра к периферии получается вакуум в середине круга, что обеспечивает непрерывную смену воздуха в зоне резания. Это обстоятельство, а также охлаждение круга благодаря его пористости создают хорошие условия для охлаждения шлифуемой поверхности детали.
При соблюдении правильных условий работы н выбора характеристики высокопористых кругов последние обладают свойством самозатачивания. Благодаря отсутствию трения, вызываемого при обычном шлифовании затупившимися абразивными зернами, связкой и стружкой, высокопористые круги исключают засаливание. Это приводит к резкому снижению температуры на обрабатываемой поверхности шлифования и уменьшению радиальных сил шлифования. Интенсивное охлаждение шлифуемой поверхности и положительные свойства высокопористых кругов исключают прижогн и коробление обрабатываемой детали.
Характеристика круга для скоростного шлифования выбирается в зависимости от условий обработки. Из-за высокой скорости вращения приходится предъявлять особые требования к тщательности балансировки круга.
Образование воздушных вихревых потоков при скоростном шлифовании служит причиной образования пыли из охлаждающей жидкости. Для устранения попадания ее на одежду рабочего необходимо станок оснастить специальным устройством.
Эластичные круги имеют, помимо абразива и органической связки, еще и ткань из искусственного или естественного волокна, изготовляемую в виде сетки. Круг состоит из большого количества чередующихся слоев абразива, связки и ткани. В качестве абразива применяется корунд или карбид кремния зернистостью № 16—25 и выбирается в зависимости от обрабатываемого материала. Наличие слоев ткани придает кругу эластичность и прочность. Круг выдерживает большое сопротивление изгибу, что дает возможность ему принимать форму фасонных поверхностей! с различными закруглениями без какого-либо повреждения. Эластичны? круги особенно зарекомендовали себя при разрезке металлов, при снятии неравномерного припуска, например при удалении сварочного шва, заусенцев, или при очистке литых и штампованных заготовок. Они применяются также и для плоского шлифования. Характерной особгнностью эластичных кругов является возможность применения высоких скоростей резания в пределах от 60 до 100 м/сек при числе оборотов шпинделя в пределах от 10 до 50 тыс. в минуту. Производительность эластичных кругов в несколько раз больше по сравнению с обычными кругами.
Шлифовальные круги с графитовым наполнителем 1 2. Для чистовой обработки применяются круги с графитовым наполнителем. Ониобеспечиваютполучениечистоты поверхности до 12 —13-го классов, причем равномерность ее значительно выше по сравнению с другими методами окончательной обработки (притирка, хонингование и др.). Эти круги допускают точность обработки деталей до 0,01 мм. По сравнению с ручной отделкой производительность процесса повышается в 6—8 раз. В качестве охлаждающей жидкости применяется вода, подводимая к станку непосредственно из водопровода, а не из бака станка во избежание загрязнения жидкости абразивными зернами и стружкой и попадания их между кругом и поверхностью детали. В результате этого поверхность обработки может оказаться поврежденной из-за рисок. Метод шлифования кругами с графитовым наполнителем успешно используется при окончательной отделке крупногабаритных деталей. Целесообразно производить обработку в два приема: предварительно со снятием максимального слоя металла
1 См. также М. С. Р а х м а р о в а, Механизм процесса резаиия высокопористыми кругами, «Станки и инструмент» № 12, 1952.
2 М. А. К о 11 а н о в и В. Ф. Каширин, Чистовое шлифование кругами с графитовым наполнителем, Информационно-технический листок № 40, ЛДНТП, 1956.
Шлифовальные круги
71
Фиг. 3. Конструкция фланца для шлифовального круга с внутренним охлаждением
доставлением припуска в 0,02—0,05 мм для окончательной обработки. Круги изготовляются из белого или высококачественного нормального корунда зернистостью М28—М20 на бакелитовой связке.
Круги с графитовым наполнителем можно применять также в качестве токопроводящих кругов, используемых на анодно-механическом станке с электролитом для шлифования и затачивания инструментов *, оснащенных твердым сплавом.
Шлифование с внутренним охлаждением круга Принцип нового метода обработки состоит в том, что сМазочпо-охлаждающая жидкость подается сквозь поры шлифовального круга. Она подводится к поверхности отверстия круга и под действием центробежной силы выбрасывается через его поры, попадая в зону резания. Наряду с внутренним охлаждением дается также и наружное обычного типа, причем жидкости для них берутся раз личные. Снаружи подается вода с целью максимального отвода тепла, а изнутри — масло в качестве смазывающей жидкости.
Для подвода жидкости изнутри приходится вносить некоторые изменения в конструкцию фланца, на котором установлен шлифовальный круг. Эти изменения могут быть оформлены различно, но с непременным условием, чтобы смазывающая жидкость подавалась в достаточном количестве и равномерно распространялась по поверхности всего круга. В качестве примера на фиг. 3 показана одна из конструкций фланца. В радиальном направлении в шахматном порядке расположено большое количество отверстий (60) для выхода жидкости
на поверхность отверстия круга. Отверстия сообщаются с глухими наклонно расположенными отверстиями (15 шт.), которые соединены с приемным конусным кольцом. В это кольцо подается жидкость.
Подача жидкости изнутри осуществляется только тогда, когда шлифовальный круг вращается, и должна прекращаться ранее его остановки (за несколько минут). Точно так же перед началом работы необходимо дать вращение кругу вхолостую, чтобы обеспечить достаточное и равномерное пропитывание его жидкостью. В особенности необходимо следить за этим при постановке на станок нового круга.
'•Б. С. Коршунов, Шлифование твердых сплавов токопроводящими абразивами, «Вестник машиностроения» № 6. 1956.
2 См. также Б. П. Мартынов и А, И. Ривкии, Шлифование с подачей охлаждающей жидкости изнутри шлифовального круга и снаружи. «Станки и инструмент» № 9, 1959.
Г. В. Б о к у ч а в а. Шлифование металлов с подачей охлаждающей жидкости сквозь шлифовальный круг, Труды Грузинского политехнического института, № 7, 1956.
72
Абразивы, абразивные инструменты и изделия
Комбинированный метод охлаждения требует специального устройства для фильтрации смазочно-охлаждающей жидкости. Жидкость, проходя через поры, очищает их от продуктов износа (абразива, связки, стружки), что повышает качественные характеристики шлифовального круга и технологического процесса.
Комбинированное охлаждение обладает преимуществами по сравнению с обычным. Оно способствует повышению производительности, стойкости кругов, улучшению качества шлифуемой поверхности (повышение чистоты, уменьшение прижогов, короблений, трещин и т. п.), сокращению расхода кругов и инструмента для их правки.
Правка круга. К шлифовальному кругу, как к режущему инструменту предъявляются большие требования в отношении поддержания остроты режущих кромок и сохранения требуемой формы профиля. Это достигается путем правки, состоящей в удалении затупившихся зерен или неправильно выступающих на поверхности круга зерен.
Правка кругов может быть осуществлена различными методами, которые разделяются на две группы: а) правка при помощи алмаза, алмазного карандаша или алмазного диска и б) безалмазная правка. Алмазная правка рассматривается в главе «Алмазы н алмазные инструменты».
С целью экономии дорогостоящих алмазов в нашей промышленности нашла широкое применение безалмазная правка шлифовальных кругов *. В качестве инструмента для безалмазной правки применяются:
1) диски из абразивных материалов (фиг. 4, а);
2) монолитные диски из твердого сплава (фиг. 4, б, в);
3) диски из зерен твердого сплава иа металлической связке;
4) диски из стали (фиг. 4, г);
5) ролики для профильных кругов из быстрорежущей стали Р18 или Р9 (фиг. 4, д, е).
Правящий инструмент помещают в специальное приспособление (державку). Конструкция ее зависит не только от инструмента, но также и от станка, на котором установлен шлифовальный круг. В промышленности получили распространение различные приспособления для безалмазной правки. Конструкция их должна быть компактной и обеспечить удобство и быстроту правки, а также правильную форму и остроту зерен круга, требуемую чистоту и точность обработки.
Правку круга производят или при свободном вращении правящего инструмента путем соприкосновения со шлифовальным кругом, или при принудительном вращении от специального привода правящего инструмента. В первом случае правящий круг устанавливают вместо обрабатываемой детали на оправке (при наружном шлифовании) или в патроне станка (при внутреннем шлифовании). Этот способ особенно зарекомендовал с-’бя для правки мелкозернистых кругов. При свободном вращении ось правящего круга должна быть расположена к оси шлифуемого круга под углом 5—6° в вертикальной плоскости при наружном шлифовании и 10—15° в горизонтальной плоскости при внутреннем шлифовании. Во втором случае направления вращения круга и правящего инструмента должны быть противоположны друг другу.
Абразивные диски изготовляются из карбида кремния (черного) для правки кругов при получистовом и чистовом шлифовании, а также из электрокорунда (белого) и термокорунда (минералокерамики) для правки кругов при чистовом шлифовании. Правящий диск из абразива по сравнению со шлифуемым кругом должен иметь меньшую зернистость на 2—4 номера и большую твердость на 2—5 степеней. Диаметр правящего круга выбирается в 2—6 раз меньше диаметра шлифуемого
1 Оргалмаз: Безалмазная правка шлифовальных кругов твердосплавным, абразивным и металлическим правящим инструментом.
Безалмазная правка многониточных резьбошлифовальных кругов.
Изготовление дисков из зерен твердого сплава для правки шлифовальных кругов, ЦБТИ, 1955, 1956.
Оргалмаз. Альбом конструкций приспособлений для крепления державок при безалмазной правке кругов. ЦБТИ, 1955—1956.
Шлифовальные круги
73
круга, причем для мелких кругов он выбирается меньше, чем для крупных. Размеры дисков и технические условия на них регламентированы ГОСТом 6565-53.
Твердосплавные монолитные диски из сплавов ВКЗ, В Кб и др. изготовляются двух типов: а) с центровыми отростками (фиг. 4, б), которые в приспособлении для правки располагаются в опорах, сделанных также из твердого сплава (обычно ВК15); б) в виде кольца (фиг. 4, в). Твердосплавные диски стандартизованы по ГОСТу 3882-61.
Диски из зерен твердого сплава изготовляются на металлической основе (связке) Для этой цели применяется красная медь или латунь. Зерна изготовляются из отхо
Фиг. 4. Инструменты для безалмазной правки шлифовальных кругов.
дов твердого сплава путем измельчения и сортировки. Диск должен иметь зерна крупнее, чем шлифовальный круг, подлежащий правке.
Стальные диски применяются различных форм. Наибольшее распространение получили диски в виде вилки (фиг. 4, г). Они изготовляются из стали ШХ15 или 20Х, закаленной до твердости HRC 56-62. Размеры и технические условия иа стальные диски установлены по ГОСТу 4803-53.
Для правки профильных кругов (например, для шлифования резьбы, профиля червячных фрез и т. п.) применяются ролики, снабженные прорезами для образования режущих кромок (фиг. 4, д,е). Ролики обычно изготовляются из быстрорежущей стали Р18 и Р9, термически закаленной до твердости HRC 62—64.
Чистота обработки шлифуемых деталей после правки алмазозаменителем колеблется в пределах 7—9-го классов и зависит от рода материала алмазозаменителя, конструкции приспособления и технологических условий правки (режим и т. п.). Например, шарошка состоит из набора чередующихся между собой волнистых и плоских дисков или из набора плоских дисков, снабженных зубцами треугольного
74
Абразивы, абразивные инструменты и изделия
или прямоугольного профиля. Диски изготовляются из закаленной углеродистой стали. Ширина шарошки обычно принимается равной длине круга. Набор дисков вставляется в державку.
Правку круга вручную (диаметром до 300 мм) можно производить также при помощи бруска или куска использованного круга из карбида кремния, например при заточных работах для закругления острой кромки круга, для зачистки круга при загрязнении или засаливании и т. п.
С целью повышения чистоты обработки рекомендуется производить правку сначала с большими поперечными подачами (черновые проходы), а затем с меньшими (чистовые проходы) и в конце правки давать несколько проходов без поперечной подачи.
Правка круга при предварительном или обдирочном шлифовании, при обдирке канавок, отливок, зачистке сварочных швов и т. п. осуществляется посредством наборных шарошек. Они применяются также и для предварительной правки круга при окончательных шлифовальных операциях. В практике встречаются различные типы наборных шарошек.
Обращение с кругами. Работа на шлифовальных и заточных станках требует со стороны обслуживающего персонала большого внимания и осторожности. Небрежное отношение к соблюдению правил по уходу за кругами и к технике безопасности может привести к несчастным случаям. Основные правила и нормы безопасности установлены по ГОСТ 3881-53.
Вопросы крепления шлифовальных кругов на станках изложены в главе «Методы крепления инструментов».
Все шлифовальные круги, поступающие к потребителю как на склад, так н на станок, подвергаются тщательному наружному осмотру с целью выявления трещин, раковин и других дефектов. Керамические круги при постукивании деревянным молотком по боковой стороне должны давать чистый звук. При наличии глухого звука круг имеет трещины и должен быть забракован. Необходимо следить за правильным хранением шлифовальных кругов на складе и в инструментальных кладовых н бережно относиться к ним при перевозках.
С целью проверки качества кругов завод-изготовитель подвергает круги испытанию на разрыв. Испытание производится при повышенной скорости вращения и обеспечивает гарантию многократной прочности круга. Помимо выявления прочности, при этом испытании проверяется центричность и уравновешенность круга.
Потребитель обязан перед поступлением в работу круги диаметром 150 мм и выше подвергать вторичному испытанию на прочность. Малые круги подлежат проверке только в том случае, если на них отсутствуют данные об испытании, произведенном заводом-изготовителем. Проверка производится на специальной установке в изолированном помещении. Проверяемый круг должен быть закрыт со всех сторон кожухом во избежание несчастных случаев при разрыве. Скорость вращения при испытании принимается на 50% выше максимально допустимой для работы согласно нормам, установленным по ГОСТу 3881-53. Продолжительность испытания 5—10 мин. в зависимости от размера круга. Если круг был подвергнут заводом-потребителем какой-либо дополнительной обработке (механическая переделка, химическая обработка, заливка отверстия свинцом и т. п.), он также подлежит проверке на прочность в течение 10 мин. при скорости вращения превышающей максимально допустимую для него на 60%. Каждый новый круг после установки на станке подвергается проверке на прочность на холостом ходу при рабочей скорости вращения в течение 5 мин. Круг должен быть защищен кожухом.
При центрировании круга с большим отверстием необходимо ударять по окружности деревянным, а не металлическим молотком или куском дерева. Надо избегать боковых ударов по кругу при его установке на станке.
Наличие неравномерного износа, а также потеря формы вызывают повышенные напряжения в процессе работы и могут послужить причиной разрыва круга.
Круги диаметром от 125 мм и выше при креплении их с переходными фланцевыми кругами (ГОСТ 2270-54) подвергаются заводом-потребителем обязательному уравновешиванию (балансировке), которое производится на специальных станках.
Шлифовальные круги
75
Уравновешивание необходимо для получения совпадения фактического центра тяжести круга с его геометрическим центром. Неуравновешенный круг представляет опасность не только в отношении разрыва, но и влечет неравномерный и ускоренный износ как круга, так и подшипников шпинделя. С увеличением размера неоднородность строения круга повышается, поэтому большой круг, как правило, изнашивается более неравномерно, чем малый. В силу этого большие круги в процессе эксплуатации требуется периодически проверять на уравновешивание.
Уравновешивание состоит в увеличении веса более легкой части или уменьшении веса более тяжелой части круга. Для увеличения веса высверливают в круге углубле-
Фиг. 5. Расположение и угол раскрытия защитных кожухов для шлифовальных кругов.
ния и заливают их свинцом. Можно уравновесить круг также при помощи специального фланца, снабженного на наружном торце кольцевой выточкой сечением в виде ласточкина хвоста. В выточке помещаются два сегмента-противовеса, закрепленные в требуемом положении винтом. Путем соответствующего перемещения противовесов можно добиться полного уравновешивания круга.
Простой станок для уравновешивания состоит из двух стоек, на которых расположены два валика (или два ножа). Круг, насаженный на оправку, помещается па валики (ножи) При качении оправки с кругом по валикам (ножам) круг после остановки располагается тяжелой частью книзу и легкой кверху. Путем добавления веса к легкой части и проверки на станке добиваются уравновешивания круга.
Другая более удобная конструкция состоит из двух стоек, на каждой из которых поставлены на роликовых подшипниках по два диска снизу малого диаметра, свер ху — большого. Проверяемый круг на оправке устанавливается между дисками. При вращении оправки круга усилие посредством трения передается на большой диск, который легко поворачивается. Этот станок обеспечивает более быструю проверку по сравнению с первым.
Шлифовальный круг прн установке па станке должен быть согласно ГОСТу 3881-53 огражден съемными кожухами, отлитыми из стали или сделанными из котельного или гофрированного листового железа. Из чугуна делать кожухи не рекомендуется, так как они могут разбиться на мелкие куски при разрыве круга. Расположение и угол раскрытия защитного кожуха выбираются в зависимости от станка (фиг. 5): а — для кругов на обдирочных н точильных станках; б — для
76
Абразивы, абразивные инструменты и изделия
тех же станков при расположении обрабатываемой детали на оси круга; в — для кругов на круглошлифовальных и бесцентровых станках; г — для кругов на плоскошлифовальных станках, работающих периферией круга; д — для кругов на переносных с гибким валом и обдирочных станках с качающейся рамой (маятниковых); е — только для кругов, работающих наиболее высокой своей точкой. Внутренний диаметр кожуха должен быть больше диаметра круга на 10—20 мм.
Круги требуют бережного обращения при хранении на складе. Помещение склада должно быть сухое и светлое, оснащенное стеллажами для кругов. Плоские круги укладываются на ребро, фасонные, а также тонкие, в особенности на органической связке — на торец. Для быстрого нахождения каждая ячейка стеллажа должна быть снабжена ярлыком с указанием характеристики кругов, помещаемых в ней.
ШЛИФОВАЛЬНЫЕ ИЗДЕЛИЯ
К шлифовальным изделиям относятся бруски для ручной обработки, порошки, шкурки.
Бруски изготовляются различных сечений, например в виде квадрата, прямоугольника, треугольника, круга и полукруга (ГОСТ 2456-60). Они предназначаются для различных ручных работ.
Порошки, состоящие из мелких зерен шлифующего материала, применяются для полирования, притирки, доводки и т. п. Зернистость их обозначается номером в зависимости от размера зерна. Она выбирается соответственно роду и характеру обработки.
Шкурки представляют собой бумагу или текстильный материал в виде длинных лепт или кусков определенного размера с наклеенными на них шлифовальными зернами. Шкурка применяется для зачистки и полирования изделий вручную или па специальных шкуровальных станках. Шкурки различаются по номерам в зависимости от размера зерна.
В последнее время шлифование абразивными зернами, наклеенными на непрерывную ленту с тканевым основанием, получило широкое распространение на специальных станках *. Лента, склеенная своими концами, огибает ролики и при работе станка беспрерывно соприкасается с обрабатываемой деталью. Нажимной ролик, изготовляемый из резины и служащий в процессе обработки упором для детали, представляет по периферии гладкую поверхность или чаще всего поверхность с углублениями. С точки зрения процесса резания абразивная лента имеет преимущества перед кругами. При работе зерна на ленте имеют возможность благодаря гибкому креплению несколько поворачиваться и принимать определенное положение, тогда как в круге зерна всегда располагаются хаотично. Охлаждение зерен ленты значительно сильнее, чем зерен круга, из-за большего холостого хода. Станки, оснащенные абразивными лентами, допускают снятие больших и неравномерных припусков, поэтому они применяются даже при такой тяжелой работе, как очистка литья.
ЛИТЕРАТУРА
1. Любомудров В. Н., Васильев Н. Н., Фальков-с ки й Б. И., Абразивные инструменты и их изготовление, Машгиз, 1953.
2. Б а р а и е ц Н, Ф., Шлифовальный круг и его выбор, Машгиз, 1943.
3, П а н о в А. А., Абразивные инструменты, Машгиз, 1943.
4. Я Щ е р и ц ы и П. И., Скоростное шлифование, Машгиз, 1953.
5. Ш а л ь н о в В. А., Скоростное шлифование легированных конструкционных сталей, Оборонгиз, 1956.
1 К. С, М и т р е в и ч, Силы резания при ленточном шлифовании металлов, «Станки и инструмент» № 4, 1969.
АЛМАЗЫ И АЛМАЗНЫЕ ИНСТРУМЕНТЫ
Значение и область применения алмазов и алмазных инструментов. Алмазы и инструменты из них широко используются в различных областях народного хозяйства.
Около 60—70% всех технических алмазов применяется для алмазных кругов и алмазных мелкозернистых порошков, применяемых на шлифовальных, заточных и доводочных операциях при изготовлении инструментов и деталей из твердого сплава. Для получения сырья для кругов- и порошков алмазы подвергаются дроблению. Помимо полноценных технических алмазов, используются также и низкосортные разновидности — борты.
В пределах 20—25% алмазов употребляется для правки шлифовальных кругов из корунда и карбида кремния в виде отдельных алмазов или алмазных карандашей. Для этой цели приходится отбирать более ценные алмазы.
Около 10—12% алмазов идет на изготовление разных деталей, как-то: фильеров для волочения тонких нитей для электронных и локационных устройств, подшипников для часов, измерительных наконечников и других, а также для изготовления пил и дисков для обработки ювелирных изделий и строительных материалов.
Инструменты, оснащенные алмазами (резцы, сверла), применяемые в основном для обработки цветных металлов, пластмасс, стекла, требуют сравнительно небольшого количества алмазов —1—2%.
Около 8—10% алмазов употребляется для оснащения буровых коронок, применяемых для бурения особо твердых пород.
С каждым годом область применения алмазов все более и более расширяется. Особенное значение приобретают алмазы для обработки таких твердых материалов, как германий, кремний, корунд, полупроводники, специальные виды керамики.
В Якутской АССР открыты (1954—1955 гг.) крупные коренные и рассыпные месторождения алмазов, что обеспечивает более широкое применение их в нашей промышленности1. Якутские алмазы по своим качественным показателям превосходят африканские. Так, например, удельный вес высококачественных сортов технических и ювелирных кристаллов в Якутии больше, чем в Конго.
1 Я. Б. Миндлин, Развитие производительных сил Западной Якутии в связи с созданием алмазодобывающей промышленности, АН СССР, Якутск, 1958.
78 Алмазы и алмазные инструменты
Запасы якутских алмазов огромны. Внедрение отечественных алмазов имеет огромное значение для народного хозяйства СССР. Оно открывает широкие возможности для технического прогресса, повышения производительности труда, снижения себестоимости продукции и роста промышленности.
Несмотря на то, что промышленность СССР обеспечена природными алмазами, тем не менее разработка и внедрение искусственных алмазов представляет определенный интерес. 1 Можно с уверенностью сказать, что искусственные алмазы найдут широкое применение и роль их в народном хозяйстве будет не меньшей, чем естественных алмазов. В настоящее время на мировом рынке цены на искусственные алмазы несколько ниже, чем на естественные.
Алмаз является одной из многочисленных модификаций углерода, которые отличаются между собой определенным расположением атомов в кристаллической решетке. Применением высокой температуры (до 2000°) и большого давления (от 100 тыс. ат и выше) добиваются такого расположения атомов углерода (например, графита), которое является характерным для алмаза. Искусственные алмазы представляют конгломераты размером 0,2—0,4 мм мелких кристаллов. Самые крупные кристаллы, какие удалось в настоящее время получить, составляют не более '/to—'/в карата (1 карат = 0,2 г). Помимо величины кристалла, искусственные алмазы отличаются от естественных большей шероховатостью, повышенной хрупкостью, менее правильным строением. Они представляют собой как бы технический сорт (борт) естественных алмазов и могут быть использованы только в качестве сырья для шлифовальных кругов. Эти алмазы обладают плохой смачиваемостью при металлической связке и применяются только для кругов на бакелитовой основе, что ограничивает область их применения.
Следует отметить, что круги из искусственных алмазов дают более высокую производительность по сравнению с кругами, оснащенными естественными алмазами (например, на 35% выше при заточке твердых сплавов). В настоящее время проводятся работы по укрупнению кристаллов искусственных алмазов, улучшению их качества и расширению области их применения.
Алмазные круги 2 являются незаменимыми для шлифования, заточки и доводки инструментов, оснащенных твердым сплавом, и деталей. Эффективность их во много раз выше по сравнению с кругами из зеленого карбида кремния. Они обеспечивают высокую точность обработки и высокий класс чистоты обрабатываемой поверх-
1 Г. Лезгннцев, Алмазы. Газета «Известия», 18 августа 1963 г.
2 См. также Л. К. Петросян и Н. П. Введенская, Заточка н доводка твердосплавного инструмента алмазными кругами. Руководящие материалы, ВНИИ, 1959, «Станки и инструмент» № 3, 1961.
Е. А. Сторчак, Алмазные круги на органической связке и их применение, «Станки и инструмент» № 7, 1969.
Алмазы и алмазные инструменты
79
пости (10—12-й класс) без какого-либо ее повреждения. Алмазные круги отличаются высокой режущей способностью, которая наряду с другими свойствами резко снижает силы резания и температуру нагрева обрабатываемой поверхности. Это исключает появление на обрабатываемой поверхности следов прижога или сетки трещин, как это часто случается при абразивной заточке. Во многих случаях возможна обработка только при помощи алмазных кругов, например длинных (до 7 м) протяжек, состоящих из отдельных секций с зубьями из твердых сплавов, деталей штампов, измерительных инструментов и т. п. Инструменты, заточенные и доведенные при помощи алмазных кругов, дают большие преимущества при обработке жаропрочных и титановых сплавов. Использование алмазных кругов дает возможность успешно применять сплавы, обладающие большой хрупкостью, — ВК2, ВКЗ, Т30К4, Т60К4 и др.
Для инструментов, работающих в автоматизированном производстве, большую роль играет размерная стойкость, которая более легко может быть получена при использовании алмазных кругов для заточки и доводки инструментов. Для многолезвийных инструментов доводка абразивными кругами представляет большие затруднения, поэтому она в практике почти не применяется. Использование доводки алмазными кругами открывает широкие возможности для многолезвийных инструментов в отношении повышения качественных показателей.
В зависимости от конфигурации обрабатываемых деталей алмазные круги изготовляют различной формы (плоские, чашечные тарельчатые, профильные и т. п.).
Круги различаются по величине алмазоносного слоя. Ширина его выбирается в зависимости от назначения круга, его эффективности и экономичности в процессе эксплуатации. В основном ширина слоя принимается в пределах 1,5—3 мм и только в редких случаях (с целью обеспечения равномерности износа и получения большей точности) она доводится до 10—20 мм (например, для широких кругов, работающих на проход).
Алмазоносный слой состоит из алмазных зерен, связки и наполнителя (твердые минералы с зернистостью № 180—240). По концентрации алмазных зерен круги имеют три разновидности: с концентрацией 25, 50 и 100% (при 100%-ной концентрации содержится 0,878 мг алмазного зерна в 1 мм3 алмазоносного слоя). Наибольшей эффективностью обладают круги с 50%-ной концентрацией алмаза, поэтому в большинстве случаев применяются круги с этой концентрацией. Круги со 100%-ной концентрацией используются редко, так как они обладают меньшей эффективностью из-за большего расхода алмазов. Характерной особенностью алмазного круга является то, что уменьшение алмазоносного слоя происходит не за счет полного износа зерен, а вследствие выпадания их из круга. Круги с 25%-ной концентрацией применяются иногда для доводочных работ.
80
Алмазы и алмазные инструменты
Для алмазных кругов применяются различные связки: металлическая, органическая, керамическая и др. В качестве металлической связки (сплошной и пористой) применяются бронза и ее модификации. На ее основе изготовляются круги для ручной заточки инструментов.
В качестве органической связки применяется обычно бакелитовая, которая является основной для алмазных кругов благодаря их эффективности (высокая скорость резания, повышенная производительность, большая чистота обрабатываемой поверхности). Эти круги хорошо себя зарекомендовали при заточке инструментов, в особенности малых размеров с тонкими фасонными кромками. Круги с бакелитовой связкой обладают свойством самозатачивания. Благодаря этому они подлежат правке только в том случае, когда необходимо выдержать форму обрабатываемой детали. Недостатком бакелитовых кругов является повышенный износ.
Алмазные круги на керамической связке по производительности и износу занимают промежуточное место между кругами с металлическими и органическими связками. Они рекомендуются для шлифования труднообрабатываемых сталей и сплавов.
Твердость алмазных кругов выбирается в довольно узких пределах: круги средние С2 или среднемягкие СМ2 и только в редких случаях — круги среднетвердые СТ2 и твердые Т1. На выбор твердости круга оказывает влияние, помимо других факторов, также и род связки.
Зернистость круга выбирается в основном в зависимости от требуемой чистоты обрабатываемой поверхности. Круги зернистостью № 180 и 240 обеспечивают чистоту поверхности по 8—-9-му классам, круги зернистостью М40, М28, М20 и М14 —по 10—11-му классам, и круги М10—по 12—13-му классам.
НИИАЛМЛЗ1 разработал ГОСТ 9770-61 на алмазные круги органической связки, в которых приведены данные по форме, размерам и зернистости кругов с указанием области их применения.
В зарубежной практике для доводки инструментов, оснащенных пластинками твердого сплава, наряду с алмазными кругами применяются алмазные бруски, которые в процессе работы совершают колебательные движения в двух взаимноперпендикулярных направлениях. Эти движения способствуют равномерности износа брусков и получению особо чистой обрабатываемой поверхности. Бруски помещаются па специальных доводочных станках.
Алмазные инструменты для правки шлифовальных кругов.
В качестве инструмента для правки шлифовальных кругов, предназначенных для ответственных операций, например при шлифовании резьбы, зубчатых колес, долбяков, протяжек на тонких отделочных и доводочных операциях и т. п., применяются алмазы. Их зачека-
1 В. Н. Моки ен ко, Рациональное применение якутских алмазов. «Станки и инструмент» № 12, 1958.
Алмазы и алмазные инструменты
81
нивают на медной подушке в стальной державке или запаивают медноцинковым припоем.
Во избежание повреждения алмаза при зачеканивании или запаивании целесообразно применять механическое крепление его в державке.
К конструкции державки для механического крепления предъявляются следующие требования:
1) надежность крепления алмаза;
2) возможность легкого вынимания алмаза для смены или поворачивания острой стороной;
Фиг. 6. Державки механического крепления алмазов для правки шлифовальных кругов.
3) наличие мягкого основания для алмаза с целью полного его охвата со всех сторон во избежание возможности раскалывания;
4) устранение возможности проворачивания алмаза.
На фиг. 6, а в качестве примера приведена одна из конструкций механического крепления алмаза. На сточенный конец державки навертывается колпачок с просверленным отверстием для алмаза. Для предохранения от раскалывания и проворачивания алмаз своим основанием упирается в свинцовые опилки. Во избежание отвинчивания колпачка предусмотрена контргайка. В другой конструкции (фиг. 6, б) в качестве амортизатора поставлена пружина, помещенная во втулке, в которую упирается основание алмаза.
Для правильного использования алмаза необходимо, чтобы из державки выступала только небольшая часть алмаза. Величина алмаза (0,5—2,5 карата) выбирается в зависимости от характеристики круга. Круги керамические или из карбида кремния требуют применения более крупных алмазов по сравнению с кругами на керамической связке или из электрокорунда. С повышением твердости круга величина алмаза также должна быть выбрана более крупной.
При правке державка устанавливается под углом 10—20° к оси круга, причем режущая кромка алмаза должна быть расположена на 1,5—2 мм ниже центра круга. Державку в процессе правки надо периодически поворачивать для подвода более острой режущей кромки алмаза.
6 Семенченко и др. 599
82
Алмазы и алмазные инструменты
Вместо алмаза можно применять карандаш1 из алмазной крошки С/5 100 карата), связанной между собой сплавом вольфрама, меди и алюминия (70—80% W, 19—28% Си и 0,9—2% А1). Алмазнометаллические крандаши различаются в зависимости от размера и расположения алмазов слоями, цепочкой или без определенного порядка, но равномерно. Обозначения разных марок карандашей даны в ГОСТе 607-56. Правка при помощи карандашей производится таким же образом, как и алмазом в державке.
При правке изнашивается в основном связка карандаша, обнаженные зерна алмаза выламываются, и в работу вступают новые зерна. С целью уменьшения износа целесообразно карандаш напаивать латунью после того, как зерна алмаза обнажатся на г/2 или ‘/3 своей величины. Карандаш зажимается в тисках рабочей частью вверх, торец которой смазывается бурой. Во избежание выкрашивания зерен алмаза подогрев при помощи газовой горелки (автогеном) производится снизу. При напайке зерно покрывается слоем латуни толщиной 1—2 мм. Такая напайка повторяется снова по мере обнажения зерен алмаза.
НИИАЛМАЗ предложил новый метод правки шлифовальных кругов посредством диска небольшого диаметра. По периферии его располагаются мелкие алмазные зерна, сцементированные особым сплавом. Этот метод отличается тем преимуществом, что диск, как тело вращения, снабженное большой длиною режущей кромки, изнашивается во много раз (до 10) медленнее, чем алмазный карандаш.
Алмазные резцы применяются в основном для тонкой обработки (в особенности для тонкого точения) цветных металлов, а также для обработки неметаллических материалов—фибры, эбонита, пластмасс, твердого каучука и т. п. При обработке пластмасс стойкость алмазных резцов выше стойкости твердосплавных в сотни раз. Для обработки черных металлов эффективность их менее значительна из-за недостаточной прочности и быстрого разрушения. Поэтому для обработки черных металлов применяются резцы, оснащенные твердым сплавом. Алмазные резцы обеспечивают точность обработки по 1-му классу. Из-за снятия небольшого припуска качество обрабатываемой поверхности получается высоким (в пределах 12—13 классов), так как устраняется ее повреждение или разрушение. Это благоприятно сказывается на долговечности деталей машин в эксплуатации. Работа на высоких скоростях (до 3000 м!мин) при небольшой подаче (0,01—0,10 мм) и малой глубине резания (0,1—0,3 мм) способствует благодаря малым силам резания уменьшению деформаций обрабатываемой детали. Необходимо отметить также высокую стойкость алмазных резцов.
1 ВНИИАЛМАЗ, Выбор и применение алмазно-металлических карандашей для правки шлифовальных кругов, ЦБТИ, 1957.
Алмазы и алмазные инструменты
S3
Для алмазных резцов применяются кристаллы определенной формы весом 0,5—0,8 карата. Резцы перетачиваются от 6 до 15 раз, с доведением размера кристалла до 0,1 карата.
При выборе геометрических параметров приходится учитывать специфическую особенность алмазов — их большую хрупкость. Прочность резца характеризуется углом заострения р, передним у и задним углом а. Угол заострения не должен быть ниже 75° (лучше, если он равен 75—80°). Передний угол принимается в зависимости от обрабатываемого материала, причем для повышения прочности целесообразно делать равным нулю или отрицательным (до минус 15°). При тонком точении часто образуется парост, который ухудшает качество обрабатываемой поверхности. С увеличением переднего угла склонность к образованию нароста уменьшается, однако из-за возможного ослабления резца не приходится идти на выбор большого переднего угла. Из этих соображений положительный передний угол следует выбирать не свыше 5° и только для расточных работ он повышается до 7—8°.
Отрицательные значения угла применяются при обработке хрупких и твердых материалов. В целях лучшего схода стружки резец рекомендуется устанавливать выше центра приблизительно на '/109 диаметра обрабатываемой детали, что несколько увеличивает величину переднего угла. Задний угол принимается 8—15°, причем для расточных работ он должен быть выше, чем для наружной обработки. Главный угол в плане <р берется в зависимости от жесткости технологической системы СПИД, а также вида и характера выполняемых операций. Для точения в одну сторону на проход главный угол в плане выбирается равным 60°, для точения в двух направлениях 45° и для подрезания уступов 90°. Вспомогательный угол в плане <pt оказывает влияние на чистоту обрабатываемой поверхности. При односторонней обработке он равен 20° и при двусторонней—45° (для врезания). Кроме того, предусматривается вспомогательная режущая кромка с углом 0—2° для получения более высокой чистоты обрабатываемой поверхности.
Во всех случаях обработки угол 180° — (<p -|-<Pi) пе должен быть меньше 90°. Угол наклона режущей кромки для двусторонних резцов принимается равным нулю, для односторонних 5—7°. Для улучшения качества обрабатываемой поверхности вершина резца очерчивается радиусом, равным 0,2—0,5 мм. Следует отметить, что с увеличением радиуса закругления резец получает склонность к вибрациям.
Режущая часть алмазных резцов выполняется в виде трех вариантов (фиг. 7): а — с одной режущей кромкой; б — с кромкой, состоящей из нескольких частей (фасетная огранка), в—с закругленной режущей кромкой. Первая форма отличается простотой и применяется для наружной и, в особенности, внутренней обработки. Резец с фасетной огранкой обладает тем преимуществом, что допускает 6*
84
Алмазы и алмазные инструменты
после затупления одной части работать другой при соответствующем повороте резца. Резцы с закругленной режущей кромкой обеспечивают большую чистоту обрабатываемой поверхности и применяются в основном для обработки неметаллических материалов.
Алмазные резцы выполняются или с припаянными алмазами, или с механическим их креплением. В практике применяются оба вида крепления.
Для надежного крепления алмаз должен быть на 2/3 своей величины залит в припой. Закрепление алмазов при помощи пайки или
Фиг. 7. Геометрические параметры алмазных резцов.
заливки припоем является более надежным по сравнению с механическим креплением, но при неосторожном нагревании алмаз можно легко повредить. При пайке обычно алмаз вставляется в паз державки и заливается расплавленным припоем. Этот метод упрощает конструкцию резца и технологию его изготовления, позволяет использовать алмазы небольшой величины. Однако при заливке припоем имеет место сильный нагрев алмаза. Установлено, что алмаз при нагревании до 750—800° в окисляющей среде получает дефекты, которые оказывают пагубное влияние на эффективность резца при его работе, а в некоторых случаях они могут вызвать также и разрушение алмаза. Для избежания этого рекомендуется не нагревать алмаз открытым пламенем и не подвергать его резким температурным колебаниям.
Резцы с механическим креплением алмазов получили довольно широкое распространение. Конструкции их разнообразны. В нашей промышленности применяются резцы такой конструкции. В паз державки закладывают алмаз, сверху на него ставят две пластинки — сначала графитовую, а затем стальную, которые закрепляют винтом. Другим винтом алмаз прижимают к графитовой пластинке. Паз заливают расплавленным припоем (например, серебряным ПСР согласно ГОСТу 8190-56). После остывания графитовую пластинку снимают и алмаз извлекают из паза для дальнейшей обработки.
Алмазы и алмазные инструменты
85
Затем его снова устанавливают в паз державки и закрепляют при помощи двух пластинок и винта. При таком методе алмаз покоится в хорошо пригнанном гнезде державки.
В конструкции резца, показанного па фиг. 8, а, алмаз 1 закреплен между державкой 2 и планкой 3 через промежуточную прокладку 4.
Фиг. 8. Державки для крепления алмазных резцов.
Положение последней фиксируется штифтом 5. После стягивания частей державки винтом 6 на головке последнего ставят пломбу 7, на которую заносят все данные по резцу. Для получения лучшей опоры алмаз 1 иногда ставят на сферическую опору (фиг. 8, б). Между державкой 2 и планкой 3 помещают штифт 5.
НИИАЛМАЗ разработал межотраслевые нормали на алмазные резцы для использования их в нашей промышленности.
ЛИТЕРАТУРА
1. Ковалев С. Н., Алмазные резцы, Оборонгиз, 1939.
2. Белецкий Д. Г., Технология чистовой обработки, М.—Л. 1949.
3. Несмелое А. Ф. и Авдонина Н. А., Алмазный инструмент в машиностроении, Машгиз, 1959.
МЕТОДЫ КРЕПЛЕНИЯ ИНСТРУМЕНТОВ И ИХ ЗУБЬЕВ В СБОРНЫХ КОНСТРУКЦИЯХ
МЕТОДЫ КРЕПЛЕНИЯ ИНСТРУМЕНТОВ
Крепление инструментов играет большую роль при обработке на металлорежущих станках. Каждый тип крепления является одним из промежуточных звеньев, посредством которого осуществляется связь между станком и режущим инструментом. Требуемая точность обработки в значительной степени зависит от точности выполнения зажимной части инструмента, играющей часто роль базы не только при установке на станке, но также и при изготовлении, контроле и переточках инструмента в процессе эксплуатации. Согласно общесоюзным стандартам на технические условия, к базам крепления инструмента предъявляются большие требования по точности в зависимости от вида инструмента, характера обработки и т. п.
Несмотря на разнообразие инструментов, применяемых на практике, основных способов крепления сравнительно немного и применение их отличается довольно большой давностью. Это объясняется надежностью их в работе и простотой в изготовлении. В практике мало используются новые предложения по креплению инструментов. Не следует также забывать, что для режущего инструмента, как предмета массового потребления, переход на новый вид крепления всегда связан со значительными затратами, которые могут быть оправданы только при наличии большой эффективности.
К каждому типу крепления предъявляются такие требования, как надежность и жесткость крепления, концентричность соединения (например, для вращающихся инструментов), простота, удобство и быстрота постановки, а также снятия инструмента при сменах.
Ориентировочно основные методы крепления можно разделить на две группы: а) для насадных инструментов и б) для концевых инструментов.
Крепление инструментов на оправке. Насадные инструменты насаживаются на цилиндрическую или коническую оправку. Соответственно этому они снабжаются базовым отверстием цилиндрической или конической формы.
К инструментам с цилиндрическим отверстием относятся насадные фрезы, дисковые шеверы, дисковые зуборезные долбяки, накатные ролики, круглые фасонные резцы, резьбонарезные гребенки.
Методы крепления инструментов
87
Из инструментов с коническим отверстием следует отметить насадные зенкеры и развертки, резцовые головки для конических колес.
Согласно ГОСТу 9472-60 для насадных фрез применяется ряд диаметров отверстий: 8, 10, 13, 16, 19, 22, 27, 32, 40, 50, 60, 70, 80 и 100 мм. Ряд принят в качестве стандартного всеми странами.
Как видно из приведенного перечня, количество размеров оправок строго ограничено. Делается это для того, чтобы сократить до минимума количество оправок, обращающихся в производстве.
Диаметр оправки оказывает большое влияние на работу фрезы.
В процессе фрезерования оправка находится под действием крутящего и изгибающего моментов. На зуб прямозубой фрезы действует окружная сила Р, каса-
Фиг. 9. Силы, действующие на фрезу с прямыми зубьями.
тельная к траектории (окружности) движения точки ее приложения, и радиальная сила Рр, направленная по радиусу (фиг. 9, а). Равнодействующая этих сил вызывает изгибающий момент оправки. В этом можно убедиться, если приложить к центру оправки две равные, по противоположно направленные силы Р. Тогда пара сил Р будет создавать крутящий момент, а оставшаяся третья сила Р вместе с радиальной даст равнодействующую силу Rlt которая и вызывает изгиб оправки.
Окружная сила Р является основной при фрезеровании. Она определяет эффективную мощность и служит для расчета узлов главного движения фрезерного стайка. Рассмотрим сначала фрезу с прямыми зубьями. Сила Р зависит от удельной силы резания р и сечения снимаемой стружки, т. е.
р = рЬ
f — Вах — Bsz sin фх; р = Са* = Csz sin кфЛ;
Р = CBsK+l sin *+‘1^,
где В — ширина фрезерования;
ах — толщина среза;
sz — подача на один зуб фрезы;
88
Крепление инструментов и их зубьев в сборных конструкциях
фх — угол поворота от начального до мгновенного положения зуба (при работе одного зуба он равен углу контакта <р);
С — коэффициент, учитывающий свойства обрабатываемого материала и величину переднего угла;
k — показатель степени, учитывающий свойства материала, износ фрезы и смазочно-охлаждающую жидкость (он всегда имеет знак минус).
Фиг. 10. Силы, действующие на фрезу с винтовыми зубьями.
Если в процессе работы участвует не один, а несколько зубьев г0, тогда суммарная окружная сила будет равна сумме окружных сил, действующих на каждый зуб в отдельности,
z0
Рсумм = СВз*+’ 2 (sin К+1Ф1 + sinK+ *ф2 + . . .),
1
где ф1( ф2, ф3. . . — углы поворота соответствующих зубьев от начала фрезерования.
Зная Рсумм, можем определить суммарный крутящий момент.
Аналогично должен быть определен и изгибающий момент, полученный в результате равнодействующих сил R, приложенных к каждому зубу фрезы (фиг. 9, б):
+ р\х; ъ = V^+^r, и т. д-
R = -f- ’ ИЛИ Рсумм = У Рсумм + Ря.сумм-
На основании экспериментальных работ можно принять
Ч^ = <0-6^0’8)^—
Рассмотрим силы, действующие на фрезу с винтовыми зубьями. Кроме сил Р и Рр, здесь действует еще сила Ро, вызываемая наклоном режущей кромки (фиг. 10, а).
Методы крепления инструментов
89
Направление ее меняется в зависимости от направления винтовых зубьев и направления резания (правое или левое). Силы Р и Рр дают равнодействующую R, а силы Р и Ро — равнодействующую К, направленную перпендикулярно к режущей кромке.
В связи с тем, что толщина среза ах является переменной по режущей кромке, сила Р определяется путем интегрирования. Элементарная сила dK, действующая в плоскости, нормальной к режущей кромке, может быть найдена по удельной силе и сечению стружки. Выделим на режущей кромке бесконечно малый участок db, на котором действует элементарная сила dK, равная paxdb. Так как dP = dK cos <»
(фиг. 10, б) и db = — , можно написать
2 sin <в
dP = СИС -у ctg w s1^1 sin
где Сю — коэффициент, учитывающий влияние угла наклона <о зубьев (входит’ в формулу для определения удельной силы р).
Общая сила Р может быть найдена путем интегрирования по всей режущей кромке. Тогда
Г)
Р = СШС ctg <os*+1 J sin
M>2
Полученный интеграл может быть решен приближенно различными способами.1 Тогда мгновенная окружная сила Ро, отнесенная к одному зубу, определяется по формуле
Ро = СИС ctg to s*+1 (sin <+2 - sin «+2 4-) •
Если в зацеплении с заготовкой будет несколько зубьев, тогда суммарная мгновенная окружная сила
Рсумм = СШС -5- ctg (0 4+' У (sin«+2> - Sin К+2^-)
Z /с -р Z \ £ £ /
Коэффициенты Сш, С и показатель степени k определяются на основании экспериментальных работ \
Зная Рсумм, можем найти Ррсумм = (0,6—0,8) Рсумм и Ро= P^^tg <о.
Оправка подвергается сложному изгибу из-за наличия крутящего и изгибающего моментов. Оправку можно рассматривать как балку, защемленную одним концом и свободно лежащую другим. Крутящий момент
Md = Рсумм •
1 Solomon, Zur Theorie des Frasvorganges. Z. d. VDI № 45, 1928.
И. Ф. С л у д с к и й, О фрезерном интеграле, «Станки и инструмент» № 6, 1934.
В. А. К р и в о у х о в, Работа и усилия резания при фрезеровании цилиндрическими фрезами, ЦБТИ, ВНИИ, 1949.
2 А. М. Розенберг, Динамика фрезерования, Изд-во «Советская наука», 1945.
90
Крепление инструментов и их зубьев в сборных конструкциях
Оправка находится под действием изгибающего момента, равного сумме моментов:
1) от равнодействующей силы RcyMM' снл рсумм и рРсумм’ действующих в плоскости XZ (фиг. 9, б), причем RcyMM = УР2умм + Р2^ ;
2) MbP<s от осевой силы Роеимм, действующей в плоскости ху, где Р осу мм =
Рсимм^-
Следовательно, Л4ь = причем знак плюс принимается в случае,
если осевая сила направлена к шпинделю, а знак минус — от шпинделя.
Изгибающий момент от силы R выражается формулой
Rl= (3/16-1/4) RL,
где I — расстояние между точками приложения силы R и максимального изгибающего момента;
L — расстояние между опорами.
Изгибающий момент от силы Р»сУмм выражается формулой
= Росумм = Рсумм tg •
Ориентировочно можно считать Росу мм = (0,4-0,6) Рсуми.
Расчетный момент, принимаемый по IV теории прочности, выражается формулой
Мрасч = УМ2+М2,
по которому и определяется диаметр оправки, согласно формуле
./ _ 1/ ^расч “о- Г ОИД '
Округление дается в большую сторону.
Оправка, кроме прочности, должна обладать повышенной жесткостью и виброустойчивостью. Необходимо отметить, что оправки, удовлетворяющие условиям прочности, не всегда оказываются приемлемыми в отношении жесткости и виброустойчивости. Вот почему в последнее время стали применять оправки повышенных диаметров. Такие оправки не только позволяют фрезам снимать более значительную по размерам стружку, но и гарантируют получение большей точности и чистоты обработки из-за отсутствия вибраций. В связи с широким внедрением скоростных методов обработки вопрос о жесткости и виброустойчивости инструмента, как одного из факторов системы СПИД приобретает особо важное значение. Для пояснения рассмотрим такой пример. Инструменты, оснащенные пластинками твердого сплава, работают при высоких скоростях резания, что часто является причиной появления вибраций. Для правильной эксплуатации этих инструментов необходимо, чтобы сечение стружки, снимаемое каждым зубом, было по возможности одинаковым. Однако из-за биения зубьев, в появлении которого не последнюю роль играет размер оправки и точность сопряжения ее с фрезой, сечение стружки, приходящееся на каждый зуб, меняется.
Методы, крепления инструментов
91
Фиг. 11. Отверстия со шпоночным пазом (продольным и торцовым).
Некоторые зубья тяжело нагружены, тогда как противоположные им снимают небольшой слой или даже совсем не принимают участия в работе. Чрезмерно нагруженные зубья подвергаются выкрашиванию и скалыванию, чему способствует также хрупкость твердого сплава.
Передача крутящего момента осуществляется через продольную (фиг. 11, а) или торцовую шпонку (фиг. 11, б). Размеры сопряженной пары обозначены буквами. Отверстия с продольным шпо ночным пазом получили преобладающее распространение. При правильном изготовлении такая конструкция вполне удовлетворяет предъявляемым требованиям. Диаметр отверстия должен быть выполнен с предельными отклонениями не выше, чем по А х или А, а размеры шпоночного паза — с отклонениями по ГОСТу 9472-60. С целью уменьшения биения зубьев фрезы торцы ее должны быть взаимно-параллельны и перпендикулярны к оси отверстия. Биение торцов относительно оси фрезы не должно превышать 0,02—0,04 мм
в зависимости от размера и назначения фрезы. Во избежание концентрации напряжений и появления трещин при термической обработке шпоночный паз должен быть снабжен соответствующими закруглениями.
Для уменьшения посадочной поверхности отверстие для фрез длиной свыше 20 мм снабжается выточкой. Длина выточки принимается в пределах 0,2—0,3 длины фрезы.
Тонкие фрезы, например прорезные, обычно изготовляются без шпоночного паза, и крутящий момент передается трением между плоскостями фрезы и установочных колец.
Продольный паз оказывает влияние на выбор размера базового отверстия фрезы, что является существенным недостатком. Торцовый паз (ГОСТ 9472-60) в этом отношении обладает преимуществом, так как он не ослабляет тело фрезы. Однако в практике он применяется редко — в основном для специальных фрез, например для тяжелых работ. Нормальные фрезы изготовляются только с продольным пазом за исключением торцовых фрез диаметром от 100 до 250 мм.
92
Крепление инструментов и их зубьев в сборных конструкциях
На фиг. 12 показаны различные варианты крепления торцовых фрез на фрезерных станках. Посадка фрез производится или непосредственно на конец шпинделя станка (фиг. 12, а, б), или на оправку, вставляемую в шпиндель (фиг. 12, в, г). Посадочные поверхности выполняются или цилиндрическими (фиг. 12, а, в), или коническими (фиг. 12, б, г). В первом случае фрезы больших диаметров (250 — 630 мм) имеют на обоих торцах выточки (фиг. 12, а), из которых одна
Фиг. 12. Варианты крепления торцовых фрез.
служит для входа конуса шпинделя, другая —для расположения четырех болтов, предназначенных для закрепления фрезы на станке. Фрезы малых диаметров (40—ИО.и.и) снабжаются одной (фиг. 12, в) или чаще двумя выточками для помещения шайбы и болта (ГОСТ 9304-59). Кроме того, для передачи крутящего момента предусмотрена продольная шпонка (для фрез малых диаметров) или торцовая шпонка (для крупных фрез). Во втором случае коническое посадочное место может быть выполнено или в виде конического отверстия с конусностью 7 : 24 (фиг. 12, г), или в виде конического хвостовика (фиг. 12, б). Крепление при помощи конического соединения обладает большей жесткостью, надежностью и точностью по сравнению с цилиндрическим, но оно более трудоемко. Конический хвостовик применяется для средних размеров фрез в тех случаях, когда требуется особенно жесткое крепление. Посадочные размеры фрез должны быть согласованы с ГОСТом 836-47, по которому регламентированы размеры концов шпинделей и оправок.
Насадные зенкеры и развертки закрепляются на конической оправке с конусностью 1 : 30 (фиг. 13). Размеры сопряженной пары обозначены буквами. Оправка снабжена торцовой шпонкой. Согласно
Методы крепления инструментов
93
ГОСТу 9472-60, размеры большого диаметра конуса установлены на основании данных ряда диаметров отверстий для фрез. Крепление достаточно надежное и вполне себя оправдывает на практике. Однако
Фиг. 13. Коническая оправка с торцовым шпоночным креплением.
для инструментов, оснащенных твердым сплавом, при работе на высоких скоростях оно показывает меньшую виброустойчивость по сравнению с концевыми инструментами.
Фиг. 14. Конусы для крепления инструментов.
Крепление инструментов посредством конуса. Для концевых инструментов особое значение имеет наружный конус с лапкой (фиг. 14, а) или с резьбовым отверстием (фиг. 14, б), который вставляется в соответствующее посадочное место в патроне или непосред
94
Крепление инструментов и их зубьев в сборных конструкциях
ственно в шпинделе станка, выполненное в виде внутреннего конуса. Основные размеры конусов обозначены буквами. Крепление при помощи конуса с лапкой охватывает такие инструменты, как спиральные сверла, зенкеры, зенковки. Конусы различаются по своим размерам. Основными являются конусы Морзе семи номеров.
№ конуса............. О 1 2 3 4 5 6
Наибольший диаметр D
(расчетный)........ 9,05 12,07 17,78 23,83 31,27 44,40 63,35
По ГОСТу 2847-45 дополнительно введены метрические конусы, которые не нашли такого широкого распространения в промышленности, как конусы Морзе. Обозначения их приняты по наибольшему (расчетному) диаметру D, который имеет следующие величины: 4, 6, 80, 100, 120, 140, 160, 200 мм. Таким образом, конусы Морзе располагаются между метрическими конусами. Конусность для метрических конусов установлена 1 : 20, что соответствует углу конуса 2а в 2°5Г51". Конусность для конусов Морзе различная — от 1 : 19,002 (для конуса № 5) до 1 : 20,047 (для конуса № 2). Соответственно этому, угол конуса 2а также является переменным. Различие в конусности объясняется переводом размеров в дюймовом исчислении в размеры в миллиметровом исчислении. Вопрос об унификации конусов давно назрел, но пока не получил разрешения, несмотря на ряд предложений в этой области.1
Конус служит для передачи крутящего момента от шпинделя станка к инструменту. Передача осуществляется в результате трения, возникающего в процессе резания между поверхностями наружного конуса инструмента и внутреннего конуса шпинделя станка под действием осевой силы. Необходимо иметь в виду, что крутящий момент должен передаваться исключительно конусом без участия лапки. Последняя предназначается только для облегчения выталкивания инструмента из шпинделя посредством клина, как указано на фиг. 15, а. Это требование особенно важно для спиральных сверл, как работающих в более тяжелых условиях по сравнению с зенкерами и развертками.
Рассмотрим условия правильного закрепления сверла.
Осевую силу Q можно разложить на две силы: Р — перпендикулярную к поверхности конуса и V — перпендикулярную к оси сверла (фиг. 15, б). Сила Р, равная , вызывает иа поверхности конуса силу треиия цР, где р — коэффициент трения, который может быть оценен приблизительно 0,096.
Крутящий момент может быть определен по формуле n do Q D + d г 2 'sin а 4
где D и d — максимальный и минимальный диаметры рабочей части конуса.
1 Л. Я- Кабанов. Унифицировать конусы для крепления инструментов «Станки и инструмент» № 7, 1949.
Методы крепления инструментов
95
Эта формула справедлива при условии, что угол а точно выдержан как во втулке шпинделя станка, так и у сверла. На практике, однако, этого никогда не бывает. Всегда наблюдаются отклонения угла а, так как точное изготовление конических поверхностей (в особенности внутренних) связано с большими затруднениями. Кроме того, в процессе эксплуатации из-за небрежного обращения сопряженные кони
ческие поверхности получают дополнительные и часто довольно значительные погрешности. В этом случае лапка уже не может ие принимать участия в передаче крутящего момента, что и приводит к ее поломке. Экспериментальные работы пока-
зывают резкое снижение величины передаваемого крутящего момента при сверлении с повышением погрешности в угле а (суммарной). Если погрешность Да не будет
превышать 10 мин., что практически вполне достаточно, тогда величина крутящего
момента М может быть выражена следующей формулой, выведенной на основании экспериментальных работ:
М = |х —-------- (1 - 0,04Да),
r sina 4
где Да колеблется в пределах 0—10'.
Для спирального сверла наблюдается определенная зависимость между крутящим моментом и осевой силой. Она является постоянной величиной для каждого обрабатываемого материала, например для стали с овр — 30-е 1 jo кГ/мм? отно-М
шение — = (0,038—0,025) d и для чу-Ч
М
гуна средней твердости -у- = 0,034d, X
где d — диаметр сверла.
При расчете следует принимать макси-Л4 ..
мальное значение . Кроме того, его необходимо повысить для возможности
Фиг. 15. Силы, действующие на конус сверла.
передачи крутящего момента и при более неблагоприятных условиях, а именно:
1) при больших, чем указано ниже, отклонениях в угле а (суммарных);
2) при затуплении сверла, так как, согласно экспериментальным данным, крутящий момент в этом случае повышается почти в 3 раза, тогда как осевое давле-
ние увеличивается незначительно;
3) при защемлении стружки, когда крутящий момент резко возрастает;
4) иа выходе сверла из отверстия, когда конус сразу разгружается, тогда как.
крутящий момент продолжает еще повышаться.
Конус должен быть рассчитан таким образом, чтобы, даже в самых неблагоприятных случаях он смог передавать крутящий момент только посредством трения без
участия лапки. Можно принять вполне достаточным трехкратное повышение отно-М
шения q- , тогда оно будет равно 0,12 d. Эту величину и надо подставить в формулу
для М.
Суммарную погрешность сопряженных поверхностей Да для сверл универсального назначения можно оценить в ±5', из них ±2' надо отнести к конусу сверла и ±3' — для втулки шпинделя, так как внутренний конус труднее изготовить, чем наружный. На основании приведенных данных можно определить, какой максимальный диаметр сверла соответствует каждому номеру конуса. Расчеты показывают, что для некоторых, например крупных сверл максимальный диаметр не совпадает с принятым в стандартах. Поэтому при стечении неблагоприятных обстоятельств в передаче крутящего момента будет участвовать наряду с конической поверхностью также и лапка, что может вызвать ее поломку. Отсюда возникает целесообразность
96
Крепление инструментов и их зубьев в сборных конструкциях
изготовлять сверла с двумя размерами конусов. Сверла с усиленным конусом (на один номер больше) должны быть использованы на более тяжелых работах. Инструментальные заводы выпускают эти сверла диаметром 12 мм по ГОСТу 889-41.
В зависимости от номера конуса и размера сверла приходится переходный участок от конуса к цилиндру сверла сформлять по-разному (фиг. 16, а). Это необходимо для облегчения выхода шлифовального круга при шлифовании как рабочей части сверла, так и конуса. Сверла диаметром от 6 до 10 мм могут изготовляться и без шейки.
Тип А может быть заменен модификацией, у которой вместо пояска предусмотрена выточка (фиг. 16, б).
TunS
а)
Фиг. 16. Варианты оформления конических хвостовиков инструментов.
Зенкеры и развертки оформляются с переходным участком типа Б.
Размеры конусов для инструментов установлены по ГОСТу 2847-45, а допуски на них —по ГОСТу 2848-45.
Крепление посредством конуса с резьбовым отверстием применяется для концевых фрез различных типов: цилиндрических, шпоночных, Т-образных и т. п. Резьбовое отверстие предназначается для затяжного болта, пропускаемого через полый шпиндель станка. Такая конструкция обеспечивает более надежное закрепление по сравнению с конусом с лапкой. Особенно важно это для фрез с винтовыми зубьями, направление которых совпадает с направлением резания. При отсутствии затяжного болта конический хвостовик фрез будет стремиться выйти из гнезда шпинделя под действием осевой силы, появляющейся в результате наличия винтовых зубьев фрезы.
Крепление инструментов при помощи цилиндрического хвостовика. Цилиндрический хвостовик довольно распространен у режущих инструментов. Диаметры цилиндрических хвостовиков принимаются по нормальному ряду в пределах от 2 до 70 мм согласно ОСТ НКМ 4044. Этот ряд не распространяется на сверла, развертки и другие инструменты, у которых диаметр хвостовика совпадает с диаметром цилиндрической рабочей части. Такое исключение необходимо с целью облегчения технологии их изготовления.
Методы куепления инструментов
97
Цилиндрический хвостовик применяется или без всяких других крепежных элементов, или чаще всего в сочетании с ними. В первом случае крепление и передача крутящего момента осуществляются за счет трения между цилиндрическими поверхностями хвостовика и патрона. Из-за недостаточной силы зажима цилиндрический хвостовик применяется только для инструментов малых диаметров, например для сверл диаметром от 2 до 20 мм. При повышенных режимах резания, во избежание проворачивания сверла в патроне во время
Фиг. 17. Крепление сверл малых размеров.
сверления, рекомендуется применять сверла, начиная с диаметра свыше 3 мм, с поводком (фиг. 17, а), выполненным в виде двух плоскостей (лысок). Поводок принимает участие в передаче крутящего момента.
Все типы центровочных сверл изготовляются с цилиндрическим хвостовиком. Некоторые из них, например комбинированные для одновременной обработки центрового отверстия и расширения под углом 120°, снабжены режущей частью на обоих концах цилиндрического стержня.
Цилиндрический хвостовик редко применяется для других инструментов из-за малой надежности крепления. Он охватывает только машинные развертки небольших диаметров от 3 до 9 мм, концевые фрезы цилиндрические и шпоночные диаметром от 3 до 20 мм, метчики гаечные станочные и гаечные с изогнутым хвостом.
Сверла и развертки мелких размеров с 0,1 до 1,0 мм выполняются с утолщенным цилиндрическим хвостовиком диаметром 1,2 мм для всех размеров с наружным центром 75° и переходным конусом 30э (фиг. 17, б). Утолщенный хвостовик обеспечивает более надежное крепление.
7 Семенченко и др. 599
98
Крепление инструментов и их зубьев в сборных конструкциях
В качестве дополнительного крепежного элемента используется квадрат с размерами а х h, который нашел широкое распространение для метчиков и разверток (фиг. 18, а). Для уменьшения номенклатуры воротков и патронов номинальные размеры квадратов стандартизованы (ГОСТ 9523-60) в пределах 1,1—76 мм. Каждый квадрат охватывает возможно большее количество близких между собой диаметров хвостовиков. Для устранения забивания ребер на квадратах предусмотрены фаски, ширина которых колеблется
Фиг. 18. Квадраты для инструментов.
в небольших пределах. Для мелких метчиков ручных и гаечных диаметром от 2 до 2,6 мм и машинных диаметром от 3 до 5 мм хвостовик делается больше рабочей части.
Хвостовики машинных метчиков выполняются на практике по-разному в зависимости от конструкции патрона. Однако в связи с широким внедрением быстросменных патронов принят хвостовик, снабженный, помимо квадрата, еще и кольцевой выточкой (фиг. 18,6) или двумя лысками (срезами).
Все концевые инструменты с цилиндрической или конической рабочей частью снабжаются на обоих торцах центровыми отверстиями, основные размеры которых обозначены буквами (фиг. 19, а). Они являются базами при изготовлении, контроле и переточках в процессе эксплуатации. Во избежание повреждения конической поверхности центрового отверстия предусмотрена другая его форма — с предохранительным конусом (фиг. 19, б). Основной конус делается под углом 60°, а предохранительный —под углом 120°. Центровые отверстия изготовляются по нормальному ряду, установленному стандартом (OCT НК.М 4044).
Для инструментов с канавками (метчики, развертки и т. п.) центровые отверстия выбираются с учетом толщины стенки от наибольшего диаметра основного конического отверстия до диаметра сердцевины инструмента.
Для инструментов, у которых наименьший диаметр цилиндра (рабочей части или хвостовика) равен меньше 10 мм, торцы изготовляются с наружными центрами, выполненными под углом 75° (фиг. 19, в).
Методы крепления инструментов
99
Для быстрой смены зенкеров, комбинированных и специальных инструментов применяются хвостовики различных конструкций.
Фиг. 19. Центры для инструментов.
На фиг. 20 представлена одна из удачных конструкций хвостовиков и отверстий для них. Размеры их стандартизованы (ГОСТ 3009-57). Хвостовики (фиг. 20) диаметром от 10 до 50 мм снабжены кольцевой
Положение!!
Фиг. 20. Быстросменный патрон для концевых инструментов.
канавкой 1, плоскостью 2, указанной размером Н и радиусным пазом 3 шириной Ь. В корпусе патрона запрессован штифт 4 и предусмотрено фиксационное устройство, состоящее из штифта 5 и кольцевой пру-
7*
100
Крепление инструментов и их зубьев в сборных конструкциях
жины 6. Хвостовик инструмента вставляется в патрон в положение I. Плоскость 2 свободно проходит под штифтом 4. Штифт 5 под действием пружины 6 заскакивает в кольцевую канавку 1, фиксируя правильное положение инструмента. При вращении шпинделя с патроном штифт 4 заходит в паз 3, захватывает хвостовик и осуществляет рабочее движение зенкера (положение П). Фиксационное устройство предохраняет инструмент от выпадания и обеспечивает быстрое и удобное закрепление хвостовика в патроне. От рабочего требуется только ввести хвсстовик в патрон. При повороте шпинделя штифт патрона, входя в паз, сам захватывает и ведет зенкер. В практике применяется как штифтовый, так и шариковый фиксатор.
Цилиндрические хвостовики с успехом заменяют конические, в особенности на станках с вертикальным шпинделем. Преимущества их заключаются в простоте и быстроте смены инструмента, а также в экономии материала, так как цилиндрические хвостовики в 2—3 раза короче соответствующих конических. Однако цилиндрический хвостовик не может обеспечить по сравнению с коническим лучшее центрирование инструмента и более качественно обрабатываемую поверхность. Поэтому этот тип крепления можно рекомендовать для менее ответственной работы.
Другие методы крепления инструментов. Кроме указанных выше стандартных методов крепления, применяются также и другие методы, присущие только определенному типу инструментов. В качестве примера рассмотрим некоторые из них.
Призматические фасонные резцы, резьбонарезные резцы и гребенки закрепляются в державке посредством зажимной части, выполненной в виде ласточкина хвоста под углом 55°.
Затыловочные резцы, перовые сверла и перовые зенкеры закрепляются посредством болта, пропущенного через отверстие в этих инструментах и завинченного в тело державки.
При помощи болта прикрепляется каждый резец резьбовой головки для нарезания конических колес с криволинейными зубьями.
Зубострогальные резцы для конических прямозубых колес выполняются в зажимной своей части в виде клина с углом 73°, который входит в соответствующий паз в резцедержавке. Этим обеспечивается точная установка резца по отношению к обрабатываемой поверхности. Закрепление резца осуществляется двумя (для малых модулей) или пятью (для средних и крупных модулей) болтами, для которых в резце сделаны отверстия, снабженные резьбой и выточкой для головки болта. Такое надежное закрепление гарантирует резец от всякого смещения в своем гнезде.
Для некоторых инструментов, например зуборезных гребенок, плоских накатных плашек, стержневых резцов общего назначения, не предусмотрено специальных элементов для крепления на станке. В этих случаях в качестве элемента крепления использовано непосредственно тело инструмента.
Методы крепления инструментов
101
На практике применяются в широкой номенклатуре специальные инструменты, предназначенные для обработки определенных деталей. Для этих инструментов используются или стандартные типы
крепления, или чаще всего специальные, конструкция которых тесно связана с конструкцией инструмента.
Ниже в соответствующих главах будут рассмотрены методы крепления, специфичные для определенных типов инструментов.
Крепление шлифовальных кругов. Установка и крепление круга
на шпинделе станка должны обеспечить надежность и безопасность
в работе, жесткость и отсутствие вибраций системы СПИД. В практике встречаются разнообразные виды крепления кругов —как механические, так и с помощью склеивания. Размеры посадочных мест кругов и сегментов регламентированы по ГОСТу 2270-54 и ГОСТу 3881-53.
Отверстие в круге предназначено для центрирования, а не для закрепления, поэтому между ним и шпинделем должен быть зазор в пределах 0,1—0,8 мм в зависимости от размера отверстия. Зазор пред-
Фиг. 21. Крепление шлифовального круга между фланцами.
охраняет круг от разрыва при
чрезмерном нагреве шпинделя. При большом зазоре перед посадкой круга шпиндель обертывается бумагой или тонкой резиной для предохранения внутренней поверхности от повреждения. Отвер-
стие круга заливается свинцом или другим мягким металлом, а затем растачивается на требуемый диаметр.
Одним из распространенных способов является крепление на конце шпинделя между фланцами при помощи гайки (фиг. 21). Диаметр фланцев должен, как правило, быть не менее 0,5 и в крайнем случае не менее 1/3 его диаметра. Для уменьшения поверхности соприкосновения и лучшего прилегания внутренние торцы фланцев снабжаются кольцевыми выступами шириной около 0,06 диаметра круга. Диаметры обоих фланцев должны быть одинаковыми и не иметь биения при вращении круга. Между каждым фланцем и кругом небольшого размера должна быть помещена прокладка из картона толщиной 1 —2 мм. Для больших кругов (свыше 250 мм) прокладка берется из прорезиненного материала. Диаметр прокладок делается несколько больше диаметра фланцев.
Во избежание самоотвинчивания гайки при вращении внутреннего фланца вместе с кругом, необходимо предусмотреть заклинивание
102
Крепление инструментов и их зубьев в сборных конструкциях
Фиг. 22. Варианты крепления шлифовальных кругов.
Фиг. 23. Варианты крепления шлифовальных кругов прн помощи переводных фланцев.
Методы крепления зубьев сборных инструментов
103
этого фланца на шпинделе. Резьба на шпинделе для гайки и конт-гайки делается обратной (обычно левой) вращению круга для избежания отвинчивания во время работы. Затяжка гайки и контргайки не должна быть чрезмерной, чтобы не вызывать излишних напряжений в круге. Головки закрепляются на шпильке при помощи склеивания (фиг. 22, а). Для лучшего крепления конец шпильки снабжается насечкой или накаткой. Крепление кругов малых диаметров осуществляется при помощи затяжного винта (фиг. 22, б), на который посажен круг, упирающийся в торец шпинделя. Прокладки ставятся между торцами головки винта и шпинделя.
На фиг. 22, в показана посадка кругов на концах шпинделей с креплением при помощи винта.
Для кругов с большим отверстием применяются различные виды крепления при помощи переводных фланцев. Стандартные конструкции их представлены на фиг. 23 с размерами, установленными по ГОСТу 2270-54. Круги могут быть посажены также и при помощи склеивания в планшайбе. В качестве склеивающего вещества применяется жидкое стекло, сера, бакелитовый лак, целлулоид и т. п.
МЕТОДЫ КРЕПЛЕНИЯ ЗУБЬЕВ СБОРНЫХ ИНСТРУМЕНТОВ
Значение сборных инструментов. Сборные инструменты занимают важное место при обработке металлов резанием. Они охватывают довольно широкую номенклатуру, но основными типами являются фрезы, зенкеры, развертки. С точки зрения требований, предъявляемых к методам и конструкциям крепления, эти инструменты имеют много общего. Из других типов сборных инструментов необходимо указать на пилы, токарные, строгальные и расточные резцы, червячные зуборезные фрезы, дисковые и пальцевые зуборезные фрезы, протяжки, метчики калибровочные больших диаметров, фрезы резьбонарезные, долбяки крупных размеров. Методы и конструкции сборных инструментов второй группы отличаются специфическими особенностями, присущими часто только одному определенному типу инструментов.
Сборные инструменты обладают целым рядом преимуществ по сравнению с монолитными. Они позволяют производить смену каждого из Зубьев в отдельности в случае его непригодности к дальнейшей работе (повышенное затупление, выкрашивание режущих кромок, скол пластинки, поломка зуба и т. п.). Корпус инструмента может быть использован для многократной замены всех окончательно изношенных зубьев на комплект новых зубьев. Благодаря этому обеспечивается более высокий коэффициент использования корпуса. Для избежания сминания сопряженных поверхностей корпус подвергается термической обработке для получения твердости HRC 30—40.
Режущей материал (быстрорежущая сталь, твердые сплавы, минералокерамика) идет только на изготовление зубьев, что дает
104
Крепление инструментов и их зубьев в сборных конструкциях
значительную экономию в его расходе. Этому способствует также и возможность регулирования зубьев на размер путем соответствующего их выдвижения по диаметру или по торцам в зависимости от типа и назначения инструмента.
При изготовлении сборного инструмента с зубьями из быстрорежущей стали значительно облегчается термическая обработка, так как не приходится подвергать закалке всю заготовку, а отдельные ножи (зубья) закалить значительно проще. На небольших заготовках, идущих на ножи, в меньшей степени проявляется и карбидная неоднородность; кроме того, их легче подвергнуть многократной ковке.
Необходимо отметить, что первоначальная стоимость сборного инструмента всегда выше монолитного. Однако долговечность его значительно больше и поэтому при правильной эксплуатации затраты на инструмент, приходящиеся на единицу выпускаемой продукции, всегда будут ниже для сборного инструмента по сравнению с монолитным.
Типы сборных инструментов. Многозубые инструменты с разъемным креплением разделяются на две группы: а) с механическим креплением пластинки режущего материала и б) с зубьями, состоящими из стальной вставки (державки) с припаянной или приваренной к ней пластинкой режущего материала.
Механическое крепление не получило широкого распространения для таких инструментов, как фрезы, зенкеры и развертки. Это объясняется тем, что прочность и в особенности виброустойчивость его значительно понижены. Пластинка, в особенности из твердого сплава или минералокерамики, не может обеспечить плотного прилегания к стенке паза из-за недостаточно качественной обработки сопряженных поверхностей (стенки паза не шлифуются). Наличие зазоров может вызвать изгиб пластинки и поломку, чему способствует также и ее относительно малая толщина. Это часто является причиной применения более низких режимов резания по сравнению с инструментами, оснащенными зубьями с припаянными пластинками. Часть пластинки играет роль зажимного элемента, вследствие чего резко понижается коэффициент использования режущего материала. Для уменьшения остаточной части твердого сплава ВНИИ предложил стыковую припайку пластинки к державке (фиг. 24). Испытания показали достаточную надежность такого соединения и полную возможность применения его для сборных инструментов.
Механическое крепление пластинок обладает также и рядом преимуществ. Благодаря меньшей толщины зубьев, оно допускает расположение на периферии корпуса повышенного количества зубьев, обеспечивает большее пространство для помещения стружки ч вызывает меньшие затруднения в применении для малогабаритного инструмента. Сборные инструменты со вставками этими преимуществами не обладают. В нашей промышленности инструменты с меха
Методы крепления зубьев сборных инструментов
105
ническим креплением не получили распространения из-за меньшей их эффективности по сравнению со сборными инструментами, оснащенными вставками. Последние выполняются в виде стержневых резцов, например для торцовых фрез крупных диаметров, или в виде зубьев призматической формы с напаянными пластинками твердого сплава, например для дисковых цилиндрических фрез, для торцовых фрез малых диаметров, для зенкеров, разверток.
Вставки должны быть термически обработаны на твердость HRC 30—40. Повышенная твердость необходима для обеспечения надежной опоры для пластинки режущего материала — в особенности твердого сплава. Пластинки из быстрорежущей стали для вставок применяются редко, чаще всего зубья изготовляются целиком из быстрорежущей стали.
Кроме этих двух групп сборных инструментов, в промышленности применяются многозубые инструменты
Прокладка 0,3-0,5мм
Фиг. 24. Нож с припаянном в стык пластинкой твердою сплава.
с припаянными пластинками твердого сплава. Уместно отметить особенности этих сборных инструментов с неразъемным креплением. Процесс напайки со-
провождается появлением дополнительных напряжений, вызывающих
трещины на пластинках твердого сплава при изготовлении и в процессе эксплуатации инструмента. Напайка пластинок на многозубый инструмент значительно сложнее по сравнению с напайкой однозубого инструмента (резцы, вставки с пластинками для многозубых инструментов). Из-за неточной установки пластинок на зубья значительно осложняется заточка инструмента (удаление большого слоя твердого сплава, повышенный расход шлифовальных кругов, большая трудоемкость и т. п.). Многозубый инструмент не позволяет осуществить многократное использование корпуса, так как при поломке хотя бы одного зуба инструмент становится негодным и восстанавливать его путем перепайки сложно и часто нерентабельно. Отпадает также возможность регулирования зубьев на размер или
восстановление его после износа или выкрашивания.
Однако наряду с недостатками необходимо отметить преимущества напаянного инструмента. Более компактное расположение зубьев допускает применение этой конструкции для малогабаритных инструментов, обеспечивает выбор большего количества зубьев и более значительного пространства для помещения стружки. Инструменты с неразъемным соединением благодаря своей монолитности обладают более высокой виброустойчивостью по сравнению с инструментами со вставными зубьями. Многозубые инструменты с напаянными твердосплавными пластинками получили широкое распространение в промышленности. Часть из них, в основном концевые инструменты
106
Крепление инструментов и их зубьев в сборных конструкция.'
стандартизована, например сверла, зенкеры, развертки. Значительно реже применяются инструменты с напаянными или приваренными пластинками из быстрорежущей стали. Инструменты с неразъемным соединением режущих элементов с корпусом могут быть получены также и другими методами, например: 1) путем постановки пластинок для зубьев из быстрорежущей стали или твердого сплава в форму корпуса, которая затем заливается легированной сталью или модифицированным чугуном; 2) при помощи наплавки быстрорежущей сталью пазов корпуса, которые затем обрабатываются для получения зубьев.
Эти методы, как не обеспечивающие требуемого качества инструмента, не получили широкого распространения в промышленности.
ОБЩИЕ ТРЕБОВАНИЯ К СБОРНЫМ ИНСТРУМЕНТАМ И ИХ КОНСТРУКЦИИ
Зубья сборного инструмента должны быть прочно и надежно закреплены в пазах корпуса. Иногда этому препятствует неплотное прилегание сопряженных поверхностей зуба и корпуса. В таких случаях приходится применять большие усилия для закрепления зубьев, что вызывает деформации и коробления корпуса (например, искажение формы пазов и посадочного отверстия во фрезах). В целях исправления рекомендуется производить все шлифовальные операции в собранном виде. При конструировании инструмента необходимо обеспечить правильное расположение опор под зубья и равномерную передачу на них сил закрепления, величина которых не должна быть чрезмерно большой.
Количество крепящих деталей должно быть как можно меньше. Детали должны иметь малые габаритные размеры, так как иначе трудно разместить на корпусе повышенное число зубьев. Большое количество мелких деталей создает также помехи в эксплуатации из-за потери и необходимости частого их возобновления. Форма зубьев и деталей должна быть простой, удобной для изготовления и эксплуатации и обеспечивать достаточную их прочность и жесткость. Корпус, зубья и детали не должны требовать точных пригоночных работ при изготовлении и осложнений при сборке или новой смене комплекта зубьев. Например, большие затруднения вызывает возможность смещения зубьев в осевом или радиальном направлениях при их посадке и закреплении или сложность разборки.
Большое значение имеют установка и регулирование на размер зубьев путем их выдвижения из пазов корпуса. Желательно, чтобы конструкция обладала возможностью компенсации износа зубьев как в осевом, так и радиальном направлениях, что однако не всегда удается выдержать. Регулирование зубьев должно быть точным, легким и быстрым, а также должно позволять получить возможно большее количество переточек. Это обеспечивается таким расположением зубьев в пазах, когда направление выдвижения их совпадает
Общие требования к сборным инструментам и их конструкции
107
с направлением максимального износа. Заточка зубьев значительно облегчается, так как производится по наивыгоднейшему направлению. Благодаря этому уменьшается слой, подлежащий удалению при заточке, снижаются потери режущего материала, расход шлифовальных кругов и трудоемкость.
У большинства современных конструкций сборных разверток выдвижение ножей при установке на размер обеспечивается путем перемещения срезанной под углом 3° плоскости ножа по плоскости дна паза корпуса, расположенной к оси последнего подтем же углом. Дно паза может быть наклонено по направлению от хвостовика
к торцу (фиг. 25, а) и, наоборот, от торца к хвостовику (фиг. 25, б). У первого типа при выдвижении ножи перемещаются к хвостовику, при этом имеет место худшее использование ножей из-за уменьшения их вылета с по торцу. У второго типа благодаря перемещению ножей к торцу вылет с увеличивается и использование ножей повышается. При большом выдвижении ножей вылет становится значительным и может вызвать вибрации их. В этом случае рекомендуется произвести сошлифовку ножей по торцу. Для ножей из быстрорежущей стали такая операция не представляет никаких затруднений, тогда как для ножей из твердого сплава она сложна из-за своей трудоемкости и связана с излишним расходом твердого сплава.
Второй тип обладает тем недостатком, что не позволяет применять ножи большой длины, так как может вызвать или ослабление корпуса у концевых инструментов, или прорезание паза до отверстия у насадных. С целью ограничения длины пазов делают их иногда несквозными (фиг. 25, в). Однако это усложняет изготовление рифлений из-за невозможности применения метода протягивания. Рифления на ноже и в пазе корпуса должны быть расположены параллельно направлению перемещения ножа.
В случае необходимости тонкого регулирования размера по диаметру зенкеры также выполняются с наклонным расположением
108
Крепление инструментов и их зубьев в сборных конструкциях
впадины паза (с углом наклона 5°). Однако для зенкеров такое регулирование в большинстве случаев не требуется, так как основной износ их происходит не по диаметру, а по торцу зубьев (по режущей части и переходным кромкам). Поэтому целесообразно у зенкеров впадину располагать параллельно оси инструмента, тем более, что такая конструкция упрощает изготовление.
Тонкое регулирование размера по диаметру путем перемещения ножа по наклонному пазу возможно применять только для длинных ножей. Для коротких ножей (например, у дисковых трехсторонних фрез) такое регулирование трудно осуществить даже и при повышении угла уклона до 10—15° вместо 3—5°, применяемого на развертках и зенкерах.
В целях многократного использования корпус сборного инструмента должен быть прочным и достаточно износостойким. В некоторых конструкциях зубья закрепляются в пазах посредством болтов, непосредственно ввинченных в корпус. При неосторожном обращении и частых сменах зубьев резьба может оказаться разработанной и корпус будет непригодным для дальнейшего использования. Высокая твердость корпуса необходима также и для устранения возможного прогиба опорной плоскости паза под спинку зуба. Это может вызвать выкрашивание режущих кромок или поломку целого зуба при изготовлении его из твердого сплава.
Для уменьшения типов корпусов необходимо, чтобы один и тот же корпус допускал возможность его использования для обработки различных материалов (стали, чугуна, цветных металлов) путем соответствующей заточки зубьев для получения необходимых для каждого материала геометрических параметров. Конструкция также должна быть рассчитана на использование одного и того же корпуса для оснащения зубьями, изготовленными как из быстрорежущей стали, так и из твердых сплавов. И в этом случае необходимая геометрия режущей части инструмента обеспечивается соответствующей заточкой.
Унификация корпусов особенно важна для массового или крупносерийного производства инструментов. Она важна также и в отношении создания базовых конуструкций для основных типов сборных инструментов и типовых методов крепления зубьев на корпусах.
Рациональная конструкция сборного инструмента всегда снижает расход режущего материала.
Сборные инструменты из-за наличия деталей крепления, не обеспечивающих иногда плотного прилегания сопряженных поверхностей, обладают меньшей виброустойчивостью по сравнению с монолитными инструментами. Виброустойчивость особенно нужна при оснащении сборных инструментов твердыми сплавами и минералокерамикой, как работающими на высоких скоростях резания и обладающими повышенной хрупкостью. На это необходимо обращать
Общие требования к сборным инструментам и их конструкции
1С9
внимание не только при разработке конструкций сборных инструментов, по также и при их изготовлении и эксплуатации.
Возможность размещения большого числа зубьев является одним из важных преимуществ конструкции крепления. С увеличением числа зубьев инструмента повышается величина минутной подачи, что приводит к сокращению времени обработки. С этой точки зрения заслуживают внимания такие конструкции, у которых крепление четных зубьев производится со стороны торца, а нечетных — по периферии. Насколько широка возможность в выборе количества зубьев при использовании этого метода, видно из следующего примера. Торцовые фрезы диаметром 400 мм допускают постановку зубьев в количестве 54, тогда как стандартные фрезы рассчитаны на максимальное число зубьев, равное 28.
У сборных инструментов роль стружечных канавок играют вылеты зубьев с дополнительным углублением корпуса. Лучшей конструкцией следует считать ту, которая допускает путем выдвижения зубьев компенсировать слой, снимаемый при заточке с целью восстановления режущей способности кромок. Однако не всякая конструкция допускает эту возможность. В таких случаях величина вылета сокращается после каждой переточки и скорее наступает время для полной замены изношенных зубьев новым комплектом. Вылеты необходимо назначать как можно большие по величине, насколько это допустимо в отношении прочности и виброустойчивости зубьев.
Крепление зубьев при помощи длинного плоского клина обеспечивает его надежность и виброустойчивость только в том случае, если поверхности соприкосновения хорошо пригнаны друг к другу. При менее тщательном изготовлении клин соприкасается с сопряженной поверхностью не по всей длине, а только в нескольких точках или в зонах контакта, получающихся за счет деформаций соприкасающихся поверхностей. В этом случае с целью увеличения прочности соединения приходится прилагать значительные силы для забивания клина, что приводит к уменьшению вылета, к неравномерности его для всех зубьев, а также к деформациям и повреждению корпуса.
С целью получения одинаковой высоты вылета у всех зубьев приходится осаживать их, базируясь на самую малую величину вылета. В результате этого даже новые инструменты, например фрезы, поступают к потребителю с незначительными вылетами. Из-за малого вылета фреза не может быть применена для снятия большого припуска. Это заставляет вести обработку поверхностей в два или три прохода, что приводит к повышению трудоемкости обработки.
Рифления являются одними из самых распространенных элементов крепления зубьев сборных инструментов. Согласно ГОСТу 2568-44 размеры рифлений и допуски на размеры стандартизованы. В табл. 6
110
Крепление инструментов и их зубьев в сборных конструкциях
Таблица 6
Размеры рифлений (фиг. 26)
Фиг. 26. Конструктивные элементы рифлений.
Шаг рифлений S в мм 1,5 1,0 0,75 Отклонения на длине до 20 мм ±30 мк
Угол профиля ф в град. 90 90 90 Отклонения на половину угла ±45'
Высота головки /гх в мм 0,32 0,20 0,14 —
Наименьшая глубина h2 впадины в мм 0,32 0,20 0,14 Отклонения в сторону плюса не ограничиваются
Примечание. Отклонения высоты головки ограничиваются предельными отклонениями толщины ножа и ширины паза согласно ГОСТу 2568-44.
приведены размеры рифлений в плоскости, перпендикулярной к направлению рифлений.
Рифления позволяют при износе производить перестановку зуба па один или несколько делений и тем самым устанавливать величину слоя режущего материала, подлежащую удалению при переточках. В процессе резания зубья инструментов изнашиваются неравномерно, в особенности, если они сделаны из твердого сплава. В этом случае наряду с износом имеют место выкрашивания и сколы. Равномерное выдвижение зубьев осложняется также отклонениями толщины зуба, ширины паза и размеров рифлений.
Все перечисленные недостатки приводят к увеличению припуска на переточку и повышению затрат на нее. Этому способствует также и величина выдвижения зубьев, устанавливаемая принудительной перестановкой на одно или несколько делений. Для уменьшения недостатка прибегают к специальному расположению рифлений
Общие требования к сборным инструментам и их конструкции
111
на корпусе. Рифления в каждом пазу делаются со смещением относительно предыдущего паза. Величина смещения равна шагу, деленному на число зубьев инструмента. При смене зубьев после затупления каждый зуб ставится не в старый паз, а в следующий. Благодаря смещению зубья выдвигаются. Например, при шаге рифлений, равном 1 мм, и числе зубьев 8 величина смещения равна 0,125 мм. Несмотря па некоторое осложнение в изготовлении корпуса, этот метод следует рекомендовать для использования, так как он обеспечивает более тонкую регулировку по сравнению с перестановкой на одно или несколько делений.
Рифления широко используются для сборных инструментов, оснащенных зубьями из быстрорежущей стали. Для твердосплавных зубьев этот метод не всегда себя оправдывает. Величина припуска на переточку, устанавливаемая принудительной перестановкой зуба на одно или несколько делений, оказывается чрезмерной и излишней, что осложняет операцию по переточке и повышает расход твердого сплава. В этом случае целесообразно осуществлять тонкую регулировку зубьев, не прибегая к использованию рифлений.
Существенным недостатком крепления при помощи рифлений является отсутствие опоры у основания зуба. Опорой служат боковые площадки рифлений. При осевом расположении рифлений количество опорных площадок постепенно уменьшается по мере износа и переточки. Прочность и виброустойчивость крепления также становятся все меньше и меньше. Рифления часто делаются на зубьях клиновидной формы с углом уклона 5°, например, по ГОСТу 1669-59 для дисковых трехсторонних фрез с зубьями из быстрорежущей стали. Для обеспечения надежности крепления приходится прибегать к молотку для заколачивания зубьев при перестановке. Большие трудности возникают при выколачивании зубьев. Применение значительных усилий для постановки зубьев обусловлено пониженной точностью изготовления пазов и зубьев по толщине и углу уклона, а также рифлений, в результате чего возникает неплотное и неравномерное по всей длине соприкосновение сопряженных поверхностей. Значительные усилия закрепления обеспечивают за счет деформации корпуса плотную посадку зубьев, компенсирующую недостатки конструкции и изготовления инструмента.
Расположение рифлений на зубьях встречается трех видов (фиг. 27): а) направленное по радиусу инструмента (радиальное); б) направленное вдоль оси инструмента (осевое); в) направленное под углом 10—15° к оси инструмента (угловое). Выбор расположения рифлений обусловливается в основном направлением максимального износа зуба и требуемой переточки. Например, дисковые трехсторонние фрезы (согласно ГОСТу 1669-59), при обработке которыми важно соблюдать в процессе эксплуатации неизменной ширину фрезерованного паза, снабжаются радиальными рифлениями. При перестановке на одно или несколько делений зубья раздвигаются по оси и тем
112
Крепление инструментов и их зубьев в сборных конструкциях
самым восстанавливается размер подлине фрезы. Недостаток радиального расположения рифлений заключается в том, что износ зубьев по вершине ничем не компенсируется, и с каждой новой переточкой вылет зубьев и пространство для помещения стружек уменьшается. Необходимо отметить, что износ по вершине зубьев у дисковых трехсторонних фрез довольно значителен и нередко превышает величину износа по торцам.
Фиг. 27. Варианты расположения рифлений в сборных инструментах.
При осевом расположении рифлений перестановка зубьев обеспечивает увеличение диаметра инструмента и тем самым компенсирует износ по вершине зубьев, который часто является максимальным по сравнению с износом по торцам. При этом величина вылета и пространство для помещения стружек остаются без изменения. Осевое расположение рифлений в противоположность радиальному позволяет осуществить перемещение зубьев также и по другому направлению, т. е. в данном случае по оси инструмента. Путем такого перемещения можно компенсировать износ зубьев и по торцам.
Осевое расположение значительно упрощает изготовление рифлений в случаях применения протягивания рифлений в пазах корпуса и на зубьях. Значительно сложнее обстоит дело с изготовлением рифлений с радиальным направлением. В пазах корпуса они могут быть получены или фрезерованием концевой фрезой типа резьбонарезной или чаще всего долблением гребенкой. Из-за отжима тонкого сечения гребенки долбление приходится вести с малыми поперечными
Общие требования к сборным инструментам и их конструкции
113
подачами за несколько проходов с использованием подкладок разной толщины, вставляемых между гребенкой и стенкой паза корпуса. Таким образом, осевое расположение рифлений обладает значительными преимуществами и оно получило более широкое распространение по сравнению с радиальным. Оно используется в таких стандартных фрезах, как цилиндрические с зубьями из быстрорежущей стали (ГОСТ 9926-61), дисковые двусторонние с зубьями, оснащенными твердым сплавом (ГОСТ 1669-59). Многие заводы применяют осевое расположение рифлений для торцовых, дисковых трехсторонних фрез с зубьями из быстрорежущей стали и твердых сплавов. Развертки и зенкеры снабжаются в основном рифлениями с осевым расположением. Оно особенно выгодно для этих инструментов, так как восстановление размера по диаметру удобнее производить путем перемещения зубьев по наклонным основаниям пазов, обычно с углом наклона для разверток 3° (при шаге рифлений 0,75 мм) и для зенкеров 5° (при шаге рифлений 1,0 мм).
Угловое расположение рифлений при перемещении зуба позволяет получать выдвижение его как по диаметру, так и по торцу; в этом его преимущество. Однако из-за сложности изготовления пазов в корпусе оно не получило широкого распространения в промышленности.
Весьма редко (в зарубежной практике) применяют рифления, выполненные в виде сетки (перекрестного вида). Такое расположение рифлений дает возможность зубу выдвигаться как по диаметру, так и по торцу. Метод изготовления отличается сложностью и в нашей промышленности он не применяется.
В зарубежной практике на торцовых фрезах применяется крепление при помощи рифлений на зубьях и в пазах с двойным клиновым уклоном в 5° и 2°30' (фиг. 28). При перемещении зуба по пазу восстанавливаются размеры по диаметру и до известной степени и по торцу. Так, при перестановке из положения I на одно рифление (шаг) нож займет положение II и выдвинется по диаметру и торцу. Вылет qt во втором положении будет больше вылета q в первоначальном положении на величину kq, определяемую по формуле
. Stg2°30' п
где S — шаг рифления.
Это крепление было ранее рекомендовано стандартом для торцовых быстрорежущих фрез. Однако из-за сложности изготовления и сборки фрез, а также вследствие незначительной величины дополнительного выдвижения зубьев (по уклону 2°30') наши инструментальные заводы их не изготовляют.
Клиновидные зубья, и в особенности крупных размеров (например, для фрез), целиком изготовленные из быстрорежущей стали, приводят к излишнему расходу режущего материала. С целью экономии клиновидный зуб заменен составным, состоящим из зуба призмати-
8 Семенченко и др. 599
114
Крепление инструментов и их зубьев в сборных конструкциях
с двойным
Фиг. 28. Конструкция ножа уклоном.
ческой формы и клина, изготовленного из легированной или углеродистой стали. Призматическая форма ножа также более проста в изготовлении. Она допускает применение всех видов рифлений и. может быть использована для различных сборных инструментов. Она рекомендуется для стандартных фрез цилиндрических быстрорежущих (ГОСТ 9926-61), торцовых твердосплавных (ГОСТ 8529-57) и дисковых двусторонних твердосплавных (ГОСТ 6469-60). Для получения надежного крепления необходимо, как было уже сказано выше, обеспечить плотное соприкосновение сопряженных поверхностей зуба, клина и паза в корпусе.
Вместо клина с прямоугольным сечением можно применить клин круглого сечения (фиг. 29), который представляет собой цилиндрический штифт со срезанной под углом 5° плоскостью. Для обеспечения более надежного сопряжения зуба и штифта отверстия под штифты сверлятся в корпусе с предварительно вставленными в него зубьями. Этот метод крепления обладает теми же особенностями, что и крепление плоским клином. Он применяется в основном для узких фрез.
На фиг. 30 показаны типы крепления ножей для фрез с рифлениями при помощи втулки и винта.
Несмотря на ряд существенных недостатков, обусловленных неудовлетворительным качеством клиньев и пазов в корпусе (отсутствие равномерного и плотного соприкосновения сопряженных поверхностей, затруднения при разборке, наличие искажений в пазах корпуса и в посадочном отверстии в результате повышенных напряжений, отсутствие опоры под зубом и др.), крепление при помощи клиньев и рифлений является широко распространенным в промышленности. Оно рекомендуется также и общесоюзными стандартами для основных типов сборных фрез, зенкеров и разверток. В случае соблюдения требований по точной пригонке клиньев и пазам данное крепление обеспечивает достаточную надежность и прочность крепления, быстроту смеиы зубьев, сокращенное до минимума количество деталей, возможность постановки повышенного количества зубьев и выдвижения их по двум направлениями (например, при осевом расположении рифлений).
Большим преимуществом рифлений является возможность использования их для крепления в самых разнообразных комбинациях.
Общие требования к сборным инструментам и их конструкции
115
В зависимости от типа инструмента, направления износа и регулирования его на размер, характера обработки и других факторов меняется также тип и расположение рифлений, что в большинстве случаев и предопределяет конструкцию инструмента. Рассмотрим некоторые типы крепления, применяемые для концевых инструментов.
Для инструментов, не требующих тонкого регулирования по диаметру (например, зенкеры, черновые развертки), применяется простая форма крепления (фиг. 31, а), а именно — продольные рифления
Фиг. 29. Крепление ножа цилиндрическим штифтом со срезанной под углом 5° плоскостью.
Фиг. 30. Варианты крепления ножей с рифлениями при помощи втулки и винта.
делаются непосредственно на клиновидном ноже с продольным углом уклона 5°. Такая конструкция не может обеспечить точной установки ножа по диаметру и торцу из-за неравномерности посадки их в корпусе при наличии отклонений в сопряженных размерах. Это требует оставления больших припусков на шлифование по диаметру и торцу, что вызывает повышенный расход материала инструмента и рабочей силы.
Для возможности одновременного регулирования ножа по диаметру и торцу клиновидный нож с радиальными рифлениями (фиг. 31, б) изготовляется с двойным уклоном в радиальном направлении 5° (с расширением по направлению к центру инструмента) и в осевом 1°30' (с расширением по направлению к хвостовику). Конструкция обеспечивает регулирование по торцу и диаметру.
В некоторых конструкциях клиновидный нож разделяется на две части: призматический нож и клин, которые соединяются между собой при помощи рифлений (фиг. 31, д—з) или без них (фиг. 31, в, г). На фиг. 31, в призматический нож имеет на задней стороне продольные рифления для соединения с корпусом и закрепляется клином с продольным уклоном 5°. Конструкция допускает регулирование только по торцу.
На фиг. 31, г призматический нож с радиальными рифлениями на задней стороне для соединения с корпусом закрепляется клином с радиальным уклоном 5° (с расширением по направлению к периферии). Регулирование возможно только по торцу.
8*
116
Крепление инструментов и их зубьев в сборных конструкциях
На фиг. 31, д нож снабжен осевыми рифлениями для соединения с корпусом и закрепляется клином с продольным уклоном 3—5°. Этот метод крепления обеспечивает регулирование ножа по торцу и диаметру.
На фиг. 31, е клин и нож соединены осевыми рифлениями. Закрепление осуществляется клином с радиальным уклоном 5° (с расшире-
Фиг. 31. Варианты крепления ножей сборных концевых инструментов.
нием по направлению к центру инструмента). Для надежности крепления нож и клин ставятся в корпус с напряженной посадкой. Конструкция позволяет осуществить регулирование по торцу и по диаметру.
На фиг. 31, ж применен клин с двойным уклоном в продольном направлении 3° (с расширением к переднему торцу) и в радиальном 5° (с расширением к центру инструмента). Регулирование возможно только по торцу.
На фиг. 31, з показана конструкция крепления, отличающаяся от предыдущей конструкции тем, что радиальные рифления на ноже и клине заменены осевыми. Конструкция обеспечивает двойное регулирование по торцу и по диаметру.
Все конструкции, представленные на фиг. 31, г—з, отличаются сложностью изготовления. В качестве стандарта для насадных и концевых твердосплавных зенкеров принята конструкция, приве
Общие требования к сборным, инструментам и их конструкции
117
денная на фиг. 31, в, как более технологичная, обеспечивающая надежность крепления и тонкое регулирование по торцу.
Помимо рифлений, в практике встречаются различные методы крепления гладких призматических ножей, например при помощи втулок, вкладышей, эксцентриков, клиньев, винтов с фасонными головками и др. Гладкие ножи требуют плотной постановки в пазы с небольшим натягом, поэтому пазы в корпусе должны быть изготовлены с повышенной точностью. Возможный в процессе эксплуатации износ пазов может быть компенсирован только при замене старых ножей па новые более полные по толщине. Неплотная посадка ножей в пазах может вызвать их вибрацию, и отверстие будет испор-
Фиг. 32. Варианты крепления ножей без рифлений при помощи втулки и винта.
чено. Закрепление ножей путем постановки дополнительных деталей приводит к менее компактной конструкции, чем при наличии рифлений. Дополнительные детали крепления требуют большего места для своего размещения, что снижает количество зубьев инструмента. Эти методы крепления встречаются на развертках, зенкерах, фрезах. В качестве примера на фиг. 32, а показано крепление при помощи втулки со срезанной под углом 10° плоскостью и винта, который может иметь различную форму головки. Втулка может быть поставлена для одного или двух ножей. В последнем случае достигается экономия места для размещения ножей, но может вредно отразиться на надежности крепления. Для разверток, как работающих при менее интенсивных режимах по сравнению с фрезами, последнее обстоятельство не играет большой роли. При использовании этого типа крепления в развертках втулка упирается в прямоугольный паз в ноже, профрезерованный параллельно перемещению ножа при выдвижении, т. е. параллельно впадине паза в корпусе.
На фиг. 32, б показан метод механического крепления пластинки твердого сплава для зенкеров и разверток.
Крепление ножей со стороны хвостовика у большинства конструкций сборных разверток и частично у зенкеров осуществляется при помощи гайки 1 и контргайки 2 (фиг. 33). Гайка снабжена коль
118
Крепление инструментов и их зубьев в сборных конструкциях
цевой конической выточкой, в которую упираются ножи своими задними торцами, срезанными под углом, соответствующим углу конуса выточки в гайке. При повороте гайки ножи перемещаются и приближенно устанавливаются на размер. Так как резьба не может обеспечить правильного прилегания всей поверхности, то целесообразно впереди гаек ставить еще кольцо 3, в выточку которого и упираются ножи. Кольцо посажено на цилиндрическую (без резьбы) поверхность корпуса со скользящей посадкой по 2-му классу точности. Это крепление является удобным и простым, поэтому оно и получило столь широкое распространение.
Упругая стенка, которая используется в качестве закрепляющего элемента, применяется в различных комбинациях с другими элемен
Фиг. 33. Крепление ножей у хвостовика инструмента при помощи кольца, гайки и контргайки.
Фиг. 34. Крепление ножа посредством упругой стенкн и штифта.
тами крепления (фиг. 34). Упругая стенка, полученная путем прорезания узкого шлица, обеспечивает за счет своей деформации равномерное прижимание зуба по всей длине, вызывая у него равномерное распределение напряжений сжатия. Это крепление при точном выполнении является достаточно надежным и исключает смещение зуба. При наличии опоры, воспринимающей наибольшую составляющую силы резания, облегчаются условия крепления из-за уменьшения сил для прижимания зуба. Зуб и корпус не подвергаются большим напряжениям и деформациям, что дает возможность использовать этот метод крепления для инструментов с механическим креплением твердосплавных пластин. Компактность крепления позволяет разместить повышенное число зубьев и тем самым увеличить подачу инструмента. Для обеспечения надежного прижатия зуба к корпусу упругая стенка должна деформироваться на 0,03—0,06 мм. Этого возможно достигнуть только при тщательном изготовлении как пазов в корпусе, так и зубьев. Пазы с жестким допуском по ширине проще всего сделать методом протягивания со сменными подкладками. При наличии нежестких допусков потребуется больший отжим
Общие требования к сборным инструментам и их конструкции
119
стенки, что может привести к перенапряжению оснований упругой стенки от изгибающих усилий.
Крепление зубьев через упругую стенку может быть произведено различными способами: например, при помощи эксцентриков, снабженных шестигранным отверстием для ключа, двух винтов, штифта и др. Применение эксцентриков ускоряет сборку и разборку инструмента, но менее надежно из-за быстрого их износа. Крепление через упругую стенку не получило распространения в промышленности
вследствие следующих недостатков: сложности изготовления из-за
повышенной точности толщины пазов и зубьев, а также наличия узких прорезей, незначительной долговечности крепящих деталей из-за их малых габаритных размеров, а иногда и сложности формы, например, эксцентриков.
Закрепление зубьев с использованием свойств упругой стенки является одним из старых методов, применявшихся в первых конструкциях дисковых трехсторонних фрез с зубьями из быстрорежущей стали. Пара смежных
Фиг. 35. Крепление ножей торцовой фрезы при помощи плоских клиньев.
зубьев прижимается боковыми сторонами зубьев к плоскостям пазов при помощи конического штифта, распирающего упругие стенки. Конструкция требует тщательной пригонки сопри-
касающихся поверхностей, поэтому она применяется исключительно для легких работ. В качестве другого недостатка необходимо указать на закрепление не каждого зуба отдельно, а пары зубьев. Сила резания, действующая на левый зуб, направлена в ту же сторону, что и сила прижима, в то время как на правый зуб данная сила действует прямо противоположно. В результате прочность крепления зубьев нарушается. Этот недостаток присущ всякой другой конструкции, предусматривающей попарное крепление зубьев, независимо от типа сборного инструмента.
Рассмотрим теперь методы крепления зубьев, выполненных в виде
стержневых резцов с напаянными пластинками твердого сплава или быстрорежущей стали. Основными элементами крепления являются плоские клинья, втулки со скосом и болты разнообразной формы. Инструментальная промышленность выпускает торцовые фрезы конструкции завода «Фрезер» (фиг. 35), у которых ножи 2 трапецеидальной формы с припаянными пластинками закрепляются при
120
Крепление инструментов и их зубьев в сборных конструкциях
помощи плоских клиньев 3 с углом 5°. Трапецеидальная форма ножа (срез под углом 3°) способствует прижиманию его к основанию паза и предохраняет от вырывания его из корпуса 1 под действием радиальной составляющей силы резания. Нож снабжен на торце вырезом, в который упирается регулировочный винт 4. При ослаблении клина винт может подавать нож к переднему торцу и тем самым регулировать величину вылета. Винты способствуют также правильной установке всех ножей относительно торца корпуса при изготовлении и переточках фрезы. Недостатки этой конструкции были уже рассмотрены ранее.
Фиг. 36. Крепление ножей торцовой фрезы при помощи втулок со срезами и винтов.
Торцовые фрезы данной конструкции изготовляются также и без упорных винтов. Однако винты значительно облегчают требуемую установку резцов, оснащенных твердым сплавом при сборке и улучшают конструкцию фрезы. Для быстрорежущих резцов необязательно давать упорные винты для каждого резца. Вместо них целесообразно поставить на заднем торце упорное кольцо, в которое упираются все резцы. Упорное кольцо может быть посажено на резьбе и соответствующим образом зафиксировано или привинчено к торцу корпуса винтами. Торцовая фреза с упорным кольцом дает возможность получить простую и удобную конструкцию резцов, оснащенных твердым сплавом, позволяющих осуществить заточку их в отдельности. В конструкции фрезы, предложенной ВНИИ (фиг. 36), плоский клин заменен двумя втулками со срезами под углом 5°. Преимущество такой замены заключается в том, что втулка-клин, как тело вращения, имеет возможность самоустанавливаться и поэтому обеспечивает более плотный контакт между сопряженными плоскостями. Этому также способствует и малая плоскость контакта. Втулка закрепляется винтом, снабженным сквозным шестигранным отверстием для торцового ключа, который проходит через сквозное отверстие во втулке.
Общие требования к сборным инструментам и их конструкции
121
При завертывании винта втулка перемещается вверх и затягивает нож. Последний имеет трапецеидальную форму (срез под углом 3е), обеспечивающую при завертывании винта плотное соприкосновение опоры ножа с дном паза. Однако при недостаточно точном выполнении нож будет стремиться отойти от плоскости дна и выйти из паза. Это является недостатком конструкции. Практика показывает, что крепление ножа одной втулкой повышает точность установки ножа. Поэтому рекомендуется вместо двух втулок применять одну, как это принято в приведенной ниже конструкции. Использование одной
Фиг. 37. Варианты крепления ножей резцов квадратного сечения в торцовых фрезах.
втулки также упрощает изготовление фрезы и делает конструкцию более компактной.
Сечения резцов выбираются или в виде квадрата или квадрата со скошенной боковой стороной под углом 3—5° (форма трапеции для образования клина). Форма квадрата облегчает изготовление паза, поэтому ее желательно применять везде, где это возможно. К квадрату со скосом приходится прибегать в том случае, если резец прижимается путем выжимания клина вверх. Такая форма стержня при перемещении клина вверх заставляет резец прижиматься ко дну впадины. При отсутствии скоса резец при перемещении втулки вверх также стремится подняться вверх и выйти из паза. Необходимо отметить, что прижим резца силой, направленной вверх, менее рекомендуется по сравнению с прижимом силой, направленной вниз. В первом случае, и в особенности при недостаточном точном выполнении, нет полной гарантии в том, что резец не будет стремиться приподняться вверх. С этой точки зрения все типы крепления, пока
122 Крепление инструментов и их зубьев в сборных конструкциях
занные на фиг. 37, являются более удачными. Иногда квадрат со скосом заменяется квадратом с рифлениями осевого направления. Необходимо отметить, что при использовании резцов в качестве зубьев торцовых фрез крепление при помощи рифлений применяется довольно редко из-за наличия больших сил резания.
В дополнение к клиньям даются болты, размеры которых должны быть достаточно большими. Форма болтов делается различной в зависимости от конструкции крепления, а также устройства для облегчения съема резца при разборке. Такое устройство необходимо, так как из-за малого угла уклона (не более 5°) клин затягивается с большой силой. Рассмотрим примеры этих устройств. На фиг. 37, а резец затягивается клипом-втулкой и болтом с дифференциальной резьбой. Соответствующие внутренние резьбы сделаны во втулке и в корпусе. При небольшом повороте винта клин освобождается и резец может быть свободно вытащен из паза. Недостатки крепления: сложность изготовления резьбы, наличие ее в корпусе, малые размеры болта, недостаточная надежность крепления. Нафиг. 37, в для облегчения съема резца клин в виде втулки снабжен вырезом для возможности ввода болта с буртиком. При небольшом повороте болта клин освобождается и резец легко вынимается. Это крепление также имеет ряд недостатков. Выше уже отмечалось, что резьба в корпусе часто разрабатывается, в результате чего корпус не может быть использован для дальнейшей работы. Для устранения этого недостатка целесообразно применять болты, проходящие насквозь тела корпуса и затягиваемые гайками с соответствующим фиксированием (контргайка, пружинная или сферическая шайба и т. п.). На фиг. 37, б втулка притягивается болтом. На фиг. 37, г головка болта выполнена в виде плоского клина с уклоном 5° на всю длину паза корпуса. Болт затягивается гайкой, поставленной на сферическую шайбу. Вместо длинной клиновидной головки можно применить цилиндрическую со срезом в виде клина под углом 5°. В этом случае обычно ставят по два болта для каждого резца.
В целях безопасности необходимо выступающие части болтов сделать потайными. В этом отношении оптимальным креплением является такое, у которого болты затягиваются изнутри корпуса (фиг. 38, б, г). Однако оно может быть применено только в корпусах большого диаметра. При закреплении снаружи болты снабжаются внутренними шестигранниками под торцовый ключ. Эти головки могут быть применены только для корпусов малых диаметров. Другим недостатком их является небольшая долговечность (из-за быстрой разработки шестигранника) и малая надежность крепления. Обычная шестигранная головка обеспечивает более сильное затягивание и не подвергается быстрому износу. Кроме того, она допускает выбор большего диаметра болта. Однако она создает определенные затруднения для устранения выступающих из корпуса частей болтов.
Общие требования к сборным инструментам и их конструкции
123
В заключение следует отметить, что в инструментальной промышленности как в СССР, так и за рубежом встречается большое количество самых разнообразных видов крепления сборных инструментов. Многие из них оформлены в качестве авторских предложений или являются патентами фирм. В данном разделе были разобраны в основном типовые различные элементы крепления, тогда как каждый законченный тип крепления представляет определенную комбинацию элементов крепления с их специфическими особенностями. Само собой разумеется, что наряду с положительными факторами каждый законченный тип крепления будет обладать и недостатками. При выборе конструкции крепления, независимо от того, осуществлена ли она на практике или подлежит разработке, конструктор должен ясно представлять преимущества и недостатки элементов крепления. Это поможет ему правильно разрешить задачу при выборе или разработке рациональной конструкции крепления зубьев сборного инструмента в каждом конкретном случае.
ЛИТЕРАТУРА
1. Семенченко И. И., Инструменты с механическим креплением пластинок твердого сплава. Сборник трудов Мосстанкина «Новые конструкции режущих инструментов», Машгиз, 1952.
2, Г р а и о в с к н й Г. И., Металлорежущий инструмент, Машгиз, 1954.
НАПИЛЬНИКИ
Назначение и типы напильников. Основное назначение напильников — ручная обработка материалов. Напильники применяются также и для работы на различных опиловочных станках, например для отделки стружечных отверстий в круглых плашках, опиловки шариков для подшипников, обработки штампов, шаблонов и т. п.
Напильник предназначается для съема слоя металла, толщина которого (0,01—1,0 мм) возрастает с увеличением размера зубьев.
Согласно ГОСТу 1465-59 слесарные напильники общего назначения разделяются на следующие типы: а) плоские тупоносые; б) плоские остроносые; в) квадратные; г) трехгранные; д) круглые; е) полукруглые; ж) ромбические; з) ножовочные. Кроме слесарных напильников, в практике применяется большое количество специальных.
Для ручной заточки пил по дереву согласно ГОСТу 6476-53 применяются специальные напильники: а) трехгранные остроносые; б) трехгранные тупоносые; в) ромбические; г) круглые; д) плоские. В противоположность слесарным, напильники для заточки пил (трехграниые, ромбические, плоские) снабжены закруглениями в сечении.
Для определения твердости металлов применяют тарированные напильники.
Большую группу специальных напильников представляют рихтовочные, предназначенные для опиливания кузовов легковых автомобилей перед шпаклевкой и окраской. Рихтовочные напильники изготовляются различной формы как плоские, так и изогнутые.
Специальные напильники применяются для разного рода тонких и отделочных работ, например гравировальных и др.
Несколько обособленную группу ручных напильников представляют рашпили и надфили. Рашпили, отличающиеся своеобразной формой насечки, применяются для обработки мягких материалов (дерева, кожи и т. п.). Отличительными особенностями надфилей являются мелкая насечка и малые их габаритные размеры (см. ГОСТ 1513-53).
Из машинных напильников следует отметить брусковые, применяемые на опиловочных станках. Опиловка происходит при прямолинейном возвратно-поступательном перемещении напильника, закрепленного своими концами в рамке станка.
Напильники
125
Для опиловочных станков с вращающимся инструментом применяются вращающиеся (ротативные) напильники, отличающиеся большим разнообразием формы. Они изготовляются как с насеченными, так и с фрезерованными зубьями.
Габаритные размеры. Номинальная длина напильников определяется длиной рабочей части, т. е. без учета длины хвостовика. Напильники изготовляются длиной от 100 до 400 мм.
Формы сечений стандартизованы и по ним установлены названия типов напильников. Кроме стандартных форм сечений, применяются также и специальные в зависимости от назначения напильника. Они отличаются большим разнообразием.
Размеры сечений (ширина, толщина, диаметр и др.) установлены в зависимости от формы сечения и длины напильника.
Большинство типов стандартных напильников изготовляется с утонением к концу как по ширине, так и по толщине. Такая форма способствует получению слегка выпуклой поверхности на длине оттянутого носка напильника. Носок можно рассматривать как заборную часть, зубья которой постепенно входят в обрабатываемый материал. Это уменьшает количество зубьев, находящихся одновременно в работе, а также усилие, требуемое для снятия металла. При выпуклой поверхности облегчаются условия получения правильной плоскости, так как опиловка осуществляется только в средней ее части, тогда как края остаются нетронутыми.
Напиловочным заводам разрешено в небольшом проценте выпускать напильники с одинаковым сечением по всей длине. Они предназначаются для таких работ, как грубая опиловка, снятие заусенцев, фасок и т. п. В практике находят применение только плоские тупоносые напильники.
Напильники насаживаются на деревянную державку своим хвостовиком, выполненным в виде постепенно суживающегося стержня. Длина его, зависящая от длины рабочей части и установленная в пределах 40—100 мм, принята одинаковой для всех типов напильников. Хвостовик должен быть расположен симметрично относительно оси напильника. Иногда применяют специальные державки, на которые напильник накладывается и привертывается двумя винтами. Такие напильники вместо хвостовика снабжаются двумя отверстиями.
Конструктивные элементы напильников. Зубья напильника работают в стесненных условиях из-за заполнения впадин между зубьями стружкой. Окончательное освобождение впадин от стружки возможно только после выхода напильника из соприкосновения с обрабатываемым материалом и то при условии, если стружка не запрессовалась во впадине. Размеры впадины должны соответствовать определенной величине стружки, так как иначе работа напильника будет затруднена. В процессе эксплуатации часто происходит забивание впадин спрессованной стружкой, которую приходится удалять специальной очисткой.
126
Напильники
Зубья напильника мелкие и тонкие. Вершины их рваного вида и с заусенцами. Такая форма способствует затуплению зубьев, в результате чего пространство для помещения стружки уменьшается и тем самым ухудшаются условия отвода стружки.
Технология процесса насекания зубьев напильника не может обеспечить получения оптимального переднего угла. Это также оказывает влияние на работоспособность напильника.
Режущие свойства напильника зависят от комплексного влияния
его основных конструктивных элементов, из которых заслуживают внимания следующие: а) тип насечек; б) число и шаг насечек; в) углы
резания; г) форма и высота зуба.
Типы насечек. В практике встречаются напильники с одинарной (фиг. 38, а) или двойной (перекрестной) (фиг. 38, б) насечкой. При одинарной насечке зубья расположены наклонно по отношению к оси напильника. Это обеспечивает постепенное вхождение зубьев в соприкосновение с обрабатываемой поверхностью и более легкое резание. Одинарная насечка применяется только для обработки мягких материалов (в основном неметаллов), а также для точки пил по дереву. В последнем случае приходится снимать весьма незначительный слой металла во избежание сильного дрожания затачиваемого зуба пилы. Слесарные напильники снабжаются одинарной насечкой на одной из узких сторон. Другая узкая сторона обычно остается без насечки, что дает
определенные удобства при опиливании плоскостей, расположенных
под прямым углом друг к другу.
Для обработки черных и цветных металлов применяют напильники с двойной насечкой. Сопротивление резанию этих материалов более значительно, поэтому снимать широкую стружку напильником с одинарной насечкой весьма затруднительно. Двойная насечка обеспечивает разделение широкой стружки на ряд мелких, благодаря чему работа значительно облегчается. При изготовлении напильника сначала насекается нижняя или вспомогательная насечка, а затем верхняя или основная. Нижняя насечка частично закрывается металлом и служит как бы канвой или основной сеткой для верхней насечки, которая всегда остается свободной и образует режущие элементы зубьев. Напильники с двойной насечкой лучше забирают материал, так как острые зубья, образованные при насекании верхней насечки, сильнее проникают в обрабатываемую поверхность по срав
Напильники
127
нению с более длинными зубьями при одинарной насечке. Кроме того, благодаря разделению широкой стружки на мелкие она не застревает во впадинах между зубьями и легко оттуда вываливается.
Нижняя насечка (фиг. 38, а) всегда имеет направление слева вниз, а верхняя (фиг. 38, б) —слева вверх. Направление насечек оказывает большое влияние на режущую способность напильников.
При одинарной насечке зубья располагаются под углом 20° перпендикулярно оси напильника. Напильники для заточки пил по дереву снабжаются одинарной насечкой под углом 30° перпендикулярно оси напильника. По ГОСТу 6476-53 допускается изготовление этих напильников и с двойной насечкой. В этом случае обе насечки направлены под углом 30°.
Согласно ГОСТу 1465-59 для слесарных напильников универсального назначения установлены следующие углы наклона насечек по отношению к оси напильника: для нижней <о = 45° и для верхней X = 25°, с отклонениями плюс —минус 2°.
Экспериментальные работы показывают, что эти углы не являются оптимальными для всех материалов. Так, например, более целесообразно выбирать для стали <о = 45—50°; X = 40 —30°; для чугуна и = 60°; X = 10°; для латуни <о = 30°; X = 15", для бронзы <о = = 45°; X — 30°; для дуралюминия <о = 50°; X = 30°.
Работоспособность напильников с такими насечками на 25— 30% выше работоспособности стандартных. С этой точки зрения целесообразно для обработки определенных материалов изготовлять напильники с оптимальными углами наклона насечек.
Необходимо отметить, что с уменьшением угла наклона насечки несколько усложняется операция по насеканию зубьев из-за необходимости большого поворота зубила.
В зарубежной практике для напильников универсального пользования также приняты те же углы насечек.
На основании экспериментальных работ можно сказать, что между вязкостью обрабатываемого материала и углами наклона насечек существует определенная зависимость. При работе по мягкой стали напильник с большими углами насечек быстро тупится, так как стружка сжимается перед зубом в кусочки неправильной формы, которые заполняют впадину и затрудняют образование новой стружки. При малых углах насечек стружка получается в виде мелких завитков, легко выпадающих из впадин. Наоборот, при работе по чугуну стружка благодаря хрупкости материала сразу же после образования разламывается и при малых углах насечек спрессовывается и застревает во впадине. Поэтому для чугуна следует выбирать большие углы насечек, чем для стали.
Режущие кромки зубьев располагаются по прямой, наклоненной к оси напильника под определенным углом ф (фиг. 39). С увеличением угла наклона нижней насечки угол ф возрастает (фиг. 39, а—в), длина режущих кромок увеличивается, а количество их, приходя-
128
Напчльники
щееся на единицу площади, уменьшается. Наоборот, с уменьшением угла наклона нижней насечки длина режущих кромок уменьшается и, следовательно, снимается более мелкая стружка, но зато количество режущих кромок на единицу площади возрастает, вследствие чего
Фиг. 39. Варианты расположения режущих кромок напильников.
количество снимаемого материала может оказаться одинаковым как в первом, так и во втором случае.
Насечка на круглых и полукруглых напильниках выполняется рядками, зубья которых имеют разные направления (фиг. 40). Рядки
£
Фиг. 40. Насечка на круглых и полукруглых напильниках.
располагаются или параллельно оси напильника или по винтовой линии с углом наклона 10—20°.
Число и шаг насечек. Напильник характеризуется числом насечек, отнесенным к длине 10 мм. Число насечек выбирается в зависимости от характера обработки, типа и размера напильника. По числу насечек напильники разделяются на шесть классов.
№ класса
0 (драчевые)
1 (драчевые)
2 (личные)
3 (бархатные)
4 (бархатные)
5 (бархатные)
Длина напильников
Число иасечек
в мм
400 4,5
100—400 6—14
100—400 8,5—20
100—300 12—28
100—300 20—40
100—300 28—56
Напильники
129
перекрытия
Фиг. 41. Определение угла перекрытия режущих кромок напильника.
В зависимости от числа насечек на 10 мм длины меняется количество и длина зубьев, одновременно находящихся в работе. Шаг насечек определяется путем деления 10 мм длины на число насечек. При одинаковом шаге обеих насечек зубья располагаются по прямой, параллельной к оси напильника. Из-за отсутствия (фиг. 39, г) зубьев при поступательном перемещении напильника на обрабатываемой поверхности будут оставаться риски. Для получения перекрытия зубьев шаги насечек должны быть различны. В этом случае зубья располагаются по прямой, направленной под некоторым углом ф к оси напильника (угол перекрытия). При меньшем шаге нижней насечки прямая направлена влево (фиг. 39, д), а при большем шаге она направлена вправо от оси напильника (фиг. 39, а—в).
Для обеспечения лучших условий резания и чистоты обрабатываемой поверхности целесообразно линию смещения направить вправо. Это и предусмотрено в конструкции слесарных напильников, у которых шаг нижней (вспомогательной) насечки принимается больше шага верхней (основной) насечки. Согласно ГОСТу 1465-59 число вспомогательных насечек выбирается меньше числа основных насечек в мости от количества основных
пределах 1,5—6 в зависи-насечек.
Угол перекрытия ф (см. [1]) может быть найден из следующей зависимости (фиг. 41):
Ф = Ф — со,
где Ф — угол между линией смещения зубьев и направлением нижней насечки; со — угол нижней насечки.
Из ДД£С
. „ АЕ АЕ
tfj V =--=--------
* ЕС ВС—BE'
«о
АЕ = т sin в и BE — т cos е,
где е = 90° — (со + X). Следовательно,
. „ т sin в tgO =------------------,
п — т cos в
9 Семенченко и др. 599
130
Напильники
Из ДЛВО и CBF
tH sin co tg cos X
m = —--------- и n = —-----------
sin e cos e
где tH и tg — осевые шаги иижней и верхней насечек. После подстановки получаем
. ф___________tH sin co sin e
8 — tg cos X — tH sin co cos e'
Зная угол О’, можем определить и угол перекрытия 1р.
Величина перекрытия к, соответствующая углу ф, определяется по формуле
_ tg cos X sin ip
— cos (ip — X) '
Необходимо отметить, что угол перекрытия ф резко меняется в зависимости от разницы в шагах tH и tg. Так, например, для слесарных напильников класса № 1 при числе нижней иасечки 12 и числе верхней насечки 13 угол ф ®4°, тогда как при разнице в два зуба он достигает 8°4'. Соответственно этому меняется и величина перекрытия к.
При рассмотрении конструкции напильника приходится учитывать ие только осевой шаг, но также и нормальный шаг насечки, который определяет величину впадины между зубьями. Зависимость между этими шагами для нижней и верхней насечек выражается таким образом:
SH = tH sin со;
Se = tg cos X.
Из формул видно, что нормальный шаг меньше осевого, причем уменьшение угла наклона иасечки сопровождается уменьшением нормального шага. Поэтому с целью повышения пространства для помещения стружек целесообразно увеличивать осевой шаг посредством уменьшения числа насечек.
Углы резания. Специфической особенностью напильника с насеченными зубьями является отрицательный передний угол. Процесс насекания как вручную, так и на пилонасекальном станке не дает возможности получить на напильнике положительный передний угол.
Рассмотрим процесс насекания и факторы, влияющие на передний угол. На фиг. 42 представлена схема станка. Стол, на котором укреплен напильник, устанавливается под определенным углом 6 к горизонту. Насекание производится зубилом, заточенным под углом т] и ср (фиг. 43). Сторона зубила, заточенная под углом т], образует переднюю поверхность, другая сторона —заднюю поверхность зуба напильника.
Для обеспечения прилегания лезвия зубила ко всей поверхности зуба напильника оно снабжается срезом под углом р (фиг. 44). Срез необходим из-за наличия угла наклона стола 6 и углов насечки со или X в зависимости от того, какая насечка, нижняя (фиг. 44, а) или верхняя (фиг. 44, б), подвергается насеканию.
Напильники
131
Фиг. 42. Схема насекания напильника и силы, действующие на него при насекании.
Фиг. 44. Форма зубила для насекания нижней и верхней насечки.
9*
132
Напильники
Пользуясь сторонами а, с, d Л-ов CBD. ABD и САВ, определим угол и по формуле (фиг. 45, а)
sin р = sin в cos (со или X).
Углы Т] и ср измеряются в плоскости, перпендикулярной к лезвию зуба, а передний угол у напильника — в плоскости, перпендикулярной к направлению насечки.
Сумма углов Г|и<р равна углу заострения зуба напильника р (без учета деформации металла при насекании). Для стандартных напильников угол р принимается равным в пределах 50—60°.
Фиг. 45. Определение углов заточки зубила для насекания напильника.
Из-за наличия угла наклона стола 6 можно установить зависимость между передним углом напильника у и углом г) зуба (без учета деформации металла при насекании)
П = Y -г g,
где £ — угол наклона заготовки, измеряемой в плоскости, перпендикулярной к направлению насечки, который определяется по аналогии с углом р по формуле (фиг. 45, б).
sin g = sin 6 cos (со или X).
(Угол £ равен углу р).
При со = 55° и X = 20° имеем
g = 0,826 и 5 = 0,946.
Угол наклона стола 6 (или £) и углы зубила ц и ср являются основными факторами, определяющими форму зуба напильника. Передний же угол зуба напильника у обусловливается углами наклона стола 6 (или £) и углом зубила т|, формирующим переднюю поверхность зуба.
При насекании передний угол у всегда получается отрицательным. Для улучшения условий резания необходимо, чтобы абсолютная величина его была как можно меньше.
Напильники
133
Из формулы
Y = П —В вытекает, что для получения оптимального угла у необходимо соблюдать два условия:
1) угол | (или 6) должен иметь максимально допустимую величину;
2) угол л должен быть как можно меньше.
Однако в пилонасекальных станках наклон стола не может быть выбран большим, так как иначе увеличивается горизонтальная слагающая И и уменьшается вертикальная слагающая V от общей равнодействующей силы R удара бойка (см. фиг. 42). В результате этого может получиться большой сдвиг материала зуба напильника и в то же время сила V будет недостаточной для просекания впадины между зубьями. При большом наклоне стола зуб напильника получается с сильно загнутой вершиной, а впадина малой глубины. Пилонасекальные станки допускают наклон стола в пределах 12—21°. Оптимальное его значение установлено в пределах 17—18°.
Исследования показывают, что с уменьшением угла ц зубила режущая способность напильника возрастает. Однако выбирать угол т| чрезмерно малым не представляется возможным, так как при насекании зубило сильно дрожит от ударов бойка, скользит по заготовке и часто ломается по лезвию после небольшого количества насеканий. Такие зубила нецелесообразно применять из-за частой их смены и переточки, а также большого брака напильников (двойной шаг, неравномерность его, непросеченные участки и т. п ). На практике угол г] встречается в пределах 15—30°. Оптимальное значение его может быть принято в пределах 18—20°.
Таковы предпосылки для получения теоретической величины переднего угла зуба напильника. На самом же деле из-за деформации металла, обусловленной его химическим составом и физико-механическими свойствами, передний угол будет иметь другую величину. При насекании верхний слой металла разрезается и отворачивается наружу, образуя верхнюю часть передней поверхности с передним углом, отличным от угла на остальной передней поверхности. На верхней части угол у может получить нулевое и даже положительное значение, несмотря на наличие отрицательного переднего угла на остальной части передней поверхности. Это имеет существенное значение в особенности, если принять во внимание, что зуб напильника в основном находится в соприкосновении с обрабатываемым материалом выступающей своей частью.
Исследования показывают, что оптимальные передние углы зависят от обрабатываемого материала: для стали мягкой у = — 12°; для стали средней твердости у = —10°; для латуни, дуралюминия у = —5°; для чугуна, бронзы у = 0°.
Таким образом, с уменьшением вязкости металла абсолютную величину переднего угла следует снижать.
134
Напильники
Такая зависимость может быть объяснена особенностями формирования стружки при опиловке вязких и хрупких металлов.
Во избежание расширения номенклатуры, в практике принято выпускать стандартные напильники с одними и теми же геометрическими параметрами зубьев. Так, по ГОСТу 1465-59 передний угол, измеренный в сечении (по вершине зуба), перпендикулярном к направлению основной насечки, установлен, как предельный, минус 12°
Фиг. 46. Форма и высота зубьев напильника.
для напильников с насечкой № 0, 1, 2 и минус 15° для напильников с насечкой № 3, 4, 5.
В высококачественных напильниках передний угол встречается в пределах минус 5—8°. Однако в практике нередко попадаются напильники с передним углом, доходящим до минус 20—25°.
Задний угол а зуба напильника получается достаточно большим в пределах 25—35°. Это объясняется выбором соответствующих углов зубила. Повышенная величина заднего угла способствует получению больших размеров впадины, что важно для размещения стружки.
Нижняя насечка, играющая вспомогательную роль, не требует особого соблюдения формы впадины. Поэтому она насекается зубилом, симметрично заточенным под углом г] = ср = 25°. Такая форма способствует повышению износостойкости зубила.
Форма и высота зубьев. При насекании зубьев напильника (фиг. 46, а) зубило под действием удара производит с одной стороны выдавливание материала на высоту Ь, а с другой стороны — углубление на глубину /. Общая высота зуба, равная b + /, зависит от многих факторов: пластичности металла, шага насечки, формы зубила и т. п. Поэтому трудно дать формулу для ее определения.
Напильники
135
Обычно она устанавливается практически на пилонасекальном станке в зависимости от конкретных условий насекания. Для стандартных напильников отношение b к t берется в пределах 1—P/g.
Общая высота зубьев оказывает большое влияние на работоспособность напильника. Нижняя насечка, которая является канвой и предназначается для образования стружколомателей, не должна быть чрезмерно глубокой. Наоборот, верхняя насечка, как основная и образующая режущие элементы зубьев, должна быть глубже нижней насечки.
Для стандартных напильников по ГОСТу 1465-59 отношение высоты зуба к нормальному шагу верхней насечки должно быть не менее 0,5.
Задняя поверхность состоит из двух частей (фиг. 46, б): 1) криволинейной (параболического характера) у вершины AGKC и 2) прямолинейной у основания EGK.F. Криволинейная часть рваного вида получается в результате деформации металла. Лезвие зуба АМС получается также криволинейной формы.
Форма зуба в значительной степени зависит от состояния зубила, а также от силы удара бойка. При неправильной заточке зубила или недостаточной заправке его оселком зуб напильника сильно отгибается назад.
Такая же форма зуба получается и в том случае, если движения зубила не согласованы с перемещением заготовки, т. е. зубило запаздывает и бьет по вершине зуба.
Особенности конструкции надфилей. Надфили применяются для мелких работ в особенности в инструментальном производстве (шаблоны, штампы, приспособления и т. п.). Они снабжаются более мелкой насечкой по сравнению со слесарными напильниками и также разделяются на шесть классов.
№ класса.................. 1 2 3 4 5 6
Количество насечек на длине 10 мм............ 25 32 40 50 63 80
Длина надфилей (без хвостовика) установлена 60 и 80 мм, а для некоторых и 40 мм. Для каждой длины применяется несколько классов насечки. Надфили отличаются большим разнообразием профилей по сравнению с напильниками. Отличательные особенности надфилей обусловлены специфичностью их работы. Они применяются для снятия небольшого слоя материала в малодоступных местах, например при зачистке отверстий малых диаметров, острых углов, ограниченных короткими участками, и т. п. Для обеспечения этого надфили необходимо снабжать небольшими размерами в поперечном сечении. Длина надфилей не играет большой роли, так как приходится вести обработку ими на небольшой глубине.
136
Напильники
НАПИЛЬНИКИ С НАСЕЧКАМИ, ПОЛУЧЕННЫМИ ДРУГИМИ МЕТОДАМИ
Фрезерованные напильники \ Невозможность получения положительного переднего угла у насеченных напильников заставляет изыскивать новые методы изготовления зубьев. Фрезерованные напильники позволяют изготовлять зубья с нулевым и положительным передним углом. В практике встречаются фрезерованные напиль-
ники с различными типами насечек.
Из них заслуживают внимания напильники с одинарной насечкой, снабженной стружколомателями. Нижняя насечка фрезеруется под углом 20°. Верхняя делается дисковой фрезой или шлифо-
вальным кругом в виде стружко-ломательных канавок, расположенных под углом 10—20° к оси напильника. Передний угол принимается положительным и равным 5°. Для этой цели фреза делается конической под углом 5° и заготовка должна быть наклонена к горизонту стола под тем
Форма зуба после 1-ой секции
Форма зуба после 2 ой секции
Фиг. 47. Схема протяжки для образования насечки напильника.
же углом.
Зубья нижней насечки этих напильников могут быть получены при помощи двух конических фрез, работающих по методу огибания. Обработка производится на специальном станке, допускающем фрезерование длинной полосы, которая затем разрезается на отдельные заготовки. Сначала фрезеруются обе узкие стороны парой фрез, затем полоса продвигается к двум другим фрезам, которые фрезеруют зубья на обеих широких сторонах.
Фрезерованные напильники снимают более крупную стружку по сравнению
с насеченными.
Напильники с зубьями, образованными при помощи протягивания 2. Наружное протягивание зубьев напильников является одним из производительных методов. Он позволяет получить также оптимальные геометрические параметры режущей части напильников. Протягивание удобнее осуществлять на вертикально-протяжных станках при помощи наружных протяжек, выполненных в виде отдельных секций. С целью упрощения технологии протягивание применяется на напильниках равного сечения. На фиг. 47 показан профиль протянутого зуба в направлении, перпендикулярном к направлению насечки. Образование впадины осуществляется по схеме фиг. 47. Протяжка состоит из нескольких гребенок с шагом зубьев Т, кратным нормальному шагу насечки напильника S. Число секций протяжки должно соответствовать кратности шагов протяжки и напильника. Каждая секция снабжена зубьями разной высоты. Секции поставлены на плите со смещением друг относительно друга Т
на величину — , где п — число секций. Например, нафиг. 47 показана двухсекционная протяжка со смещением на шага зубьев протяжки. Преимуществом такой
1 Более подробно см. [3].
2 Метод предложен ЭНИМСом и внедрен на Серпуховском напиловочиом заводе-См. И. Е. Бурштейн, Л. К. Мануйлов, С. С. Черников, Протяжки, Машгнз, 1957.
Напильники с насечками, полученными другими методами
137
схемы является то, что формирование зуба напильника осуществляется не впадиной зуба протяжки, а пересечением режущих поверхностей зубьев двух смежных секций. Это упрощает изготовление протяжки и устраняет замннание тонких зубьев напильника.
Напильники с зубьями, образованными чашечными резцами по методу огибания \ При обработке напильников используется метод зуботочения. Он основан на использовании в качестве резания относительного скольжения боковых поверхностей зубьев пары сопряженных объектов, расположенных с перекрещивающимися осями. Срезание металла осуществляется чашечным резцом подобно тому, как это имеет место при шевинговании, с той только разницей, что при зуботочении по методу огибания удаляется весь металл из впадины между зубьями, тогда как при шевинговании срезается весьма тонкий слой.
При зуботочении чашечный резец и заготовка обладают согласованными вращательными движениями вокруг своих осей и поступательным перемещением вдоль оси заготовки. На круглых напильниках нарезание осуществляется двумя чашеч ными резцами, расположенными по обе стороны заготовки. Этот метод может быть использован также и для плоских напильников.
Метод зуботочения является высокопроизводительным и обеспечивает получение напильников с заданными геометрическими параметрами зубьев.
ЛИТЕРАТУРА
1. Гадасин М. М., Геллерт И. В., Лычагин Я- Я. и Роза Л. И., Напильники. Машгиз, 1951.
2. Полянский А. Н., Конструкция и эксплуатация напильника, Машгиз, 1960.
3. С е м е н ч е н к о И. И., Режущий инструмент, т. I, ОНТИ, 1936.
4. Ч е т в е р и к о в С. С., Металлорежущие инструменты, Машгиз, 1953.
5. К у р у ш и н А. С., Режущая способность напильников, ОНТИ, 1932.
1 Метод предложен ВНИИ. См. В И. Романов, Перспективная технология изготовления напильников, ЦБТИ, ВНИИ, 1958.
РЕЗЦЫ
Назначение, область применения и типы. Резец является наиболее распространенным инструментом в металлообрабатывающей промышленности. Он применяется при работе на токарных, револьверных, карусельных, расточных, строгальных, долбежных станках, токарных автоматах, полуавтоматах и на многих других станках специального назначения. Многообразие применения резцов породило множество форм конструкций и геометрических параметров их, которые меняются в зависимости от вида станка и рода выполняемой работы.
Резцы разделяются на следующие типы:
1) по виду станко в: а) токарные; б) строгальные; в) долбежные; г) резцы для автоматов и полуавтоматов; д) расточные для горизонтально-расточных станков; е) специальные для специальных станков; ж) фасонные;
2) по виду обработки: а) проходные; б) подрезные; в) отрезные; г) прорезные; д) расточные; е) фасонные; ж) резьбонарезные.
3) п о установке относительно детали: а) радиальные, б) тангенциальные;
4) по характеру обработки: а) обдирочные (черновые); б) чистовые; в) для тонкого точения;
5) по сечению стержня: а) прямоугольные; б) квадратные; в) круглые;
6) по конструкции головки: а) прямые; б) отогнутые, в) изогнутые; г) оттянутые;
7) по направлению подачи: а) правые; б) левые;
8) по способу изготовления: а) с головкой сделанной заодно целое со стержнем; б) с приваренной в стык головкой; в) с приваренной или припаянной пластинкой; г) с приваренной полоской; д) с наплавленной головкой; е) с головкой в виде сменной вставки, снабженной пластинкой режущего материала;
9) по роду материала: а) с пластинками из твердого сплава; б) из быстрорежущей стали; в) с пластинками из минералокерамики.
Резцы
139
Углы резца как геометрического тела *. Углы резца относятся к основным геометрическим параметрам его режущей части. Определение, положение и величина
их меняется в зависимости от того, или же вне связи с обрабатываемой
рассматриваются ли они в процессе резания, заготовкой, т. е. как у геометрического тела.
Рассмотрим углы резца, как углы геометрического тела (фиг. 48). Для удобства понимания необходимо дать определения углов резца.
Под основной понимается лельная дольной
плоскостью плоскость, парал-к направлениям про-и поперечной подач.
Фиг. 48. Определение углов
резца в различных плоскостях.
в
Главный угол в плане <р заключается между проекцией главной режущей кромки на основную плоскость и направлением продольной подачи.
Вспомогательный угол в плане q>j заключается между проекцией вспомогательной режущей кромки на основную плоскость и направлением продольной подачи.
Угол при вершине (в плане) в заключается между проекциями главной и вспомогательной кромок на основную плоскость.
Угол наклона главной режущей кромки X заключается между главной режущей кромкой и линией, проведенной через вершину резца
1 См. также И. И. Семенченко, Режущий инструмент, т. I, ОНТИ, 1936.
А. В. Панкин, Трансформация геометрии резцов. Сб. трудов Московского автомеханического института, изд. МАМИ, 1939 и «Станки и инструмент» № 8—9, 1940; № 2, 1941 и № 6, 1945.
Н. И. Резников, Геометрия резцов в связи с их заточкой, ОНТИ, 1938.
140
Резцы
параллельно основной плоскости. Он измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости. Угол /. принимается положительным, если вершина резца является наинизшей точкой главной режущей кромки, и отрицательным, если вершина резца является наивысшей точкой главной режущей кромки, и равен нулю, если главная режущая кромка расположена параллельно основной плоскости.
Углы ср, <рх и g измеряются в основной плоскости.
Для определения переднего и заднего углов резца необходимо ввести понятия о главной секущей плоскости, в которой подлежат измерению эти углы. В качестве ее целесообразно принять плоскость AGV, перпендикулярную к основной плоскости и к проекции главной режущей кромки на эту плоскость. Такая секущая плоскость мало отклоняется от плоскости, в которой происходит процесс отделения стружки при резании, и, кроме того, она упрощает измерение углов резца.
Главный задний угол а заключается между плоскостью, касательной к задней поверхности, и плоскостью, проходящей через главную режущую кромку перпендикулярно основной плоскости.
Главный передний угол у заключается между плоскостью, касательной к передней поверхности, и плоскостью, проходящей через главную режущую кромку параллельно основной плоскости.
Следует еще различать вспомогательный задний угол аь измеряемый в секущей плоскости, перпендикулярной к основной плоскости и к проекции вспомогательной режущей кромки на эту плоскость. Он заключается между плоскостью, касательной к задней поверхности, и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости.
Главные углы резца, передний и задний, обычно задаются в главной секущей плоскости JV7V. Однако при изготовлении приходится еще оперировать этими углами, расположенными в других секущих плоскостях. Например, в продольной плоскости /—/ (а„р, Ynp)> расположенной параллельно оси резца и перпендикулярно основной плоскости, и в поперечной плоскости //—// (аПоп> УпопВ расположенной перпендикулярно оси резца и основной плоскости.
Определим зависимости между этими углами.
На фиг. 48 представлены следующие плоскости:
DEFG — основная плоскость, параллельная направлениям продольной и поперечной подачам (в данном случае совпадающая с опорной плоскостью резца и плоскостью чертежа);
ABDE — плоскость, проходящая через режущую кромку АВ перпендикулярно к основной плоскости;
ABGF — плоскость, представляющая заднюю плоскость при рассмотрении задних углов и переднюю плоскость при рассмотрении передних углов;
MNF — плоскость, параллельная плоскости ABDE и заключающая в ней угол X;
BDG и AEF — ограничивающие тело резца плоскости, перпендикулярные к основной плоскости и к проекции режущей кромки на эту плоскость.
Проведем через любую точку R режущей кромки три искомых плоскости:
ROK, в которой находятся углы а и у\
ROG, в которой находятся углы апр и улр;
ROF, в которой находятся углы апоп и у поп-
Линия GF пересечения плоскости ABGF с основной плоскостью составляет угол со с проекцией режущей кромки.
Зависимость между задними углами определяется, таким образом, из соответствующих прямоугольных треугольников:
. ОК OG . OF
tg <х OR 9 а>гр OR ’ &поп OR
Резцы
141
или
. . OG , . OF
tganp = tga-^-; tg anon = tg a
Из доек
OG cos co . OF _ cos co OK ~ cos(cp±co) ’ OK ~ sin(cp±co)'
Подставляя в предыдущие выражения, получаем , . cos со . , cos со
tg апр - tg a cos (ф ± m) ; tg anon—tg a sjn ((p ± w) •
В этих формулах знак плюс ставится при X положительном и знак минус при X отрицательном.
Вспомогательный угол со определяется таким образом: из
. QK tg“ = -QF ’
Д PQK
QK = PQ tg a;
Д PQF
из из QF = PQ ctg X.
После подстановки получаем
tg со = tg a tg X.
Подставляя найденное значение угла со в формулы для апр и апоп и преобразовывая, получаем (при условии соблюдения правила знаков для тангенса угла)
ctg аПр = ctg a cos ср — tg X sin ср;
ctg anon = ctg a sin cp + tg X cos cp.
Можно получить уравнение для угла а, не зависящее от угла X, путем умножения первого уравнения на cos ср и второго на sin ср и сложения полученных результатов ctg a = ctg апр cos ср + ctg anonsin ср.
Можно получить также уравнение для определения X путем умножения первого уравнения на sin ср, а второго на cos ср и соответствующего вычитания результатов tg X = ctg апоп cos ср — ctg апр sin ср.
Аналогичным путем находим зависимости между передними углами.
Из соответствующих прямоугольных треугольников имеем OR _ . OR . . OR
t£ ОК ’ OG ’ Упоп Qp
или
или
. . ок .ОК
tg у пр = tg Y ; tg упоп - tg у ,
. . COS (qp ± со) , . sin (ср. ± со)
tgynp = tgy—tgynon = tgy — .^s(0
Вспомогательный угол со определяем аналогичным путем, ио через угол у tg со = ctg у tg X.
142
Резцы
Подставляя найденное значение угла со в формулы для упр и уПоп и преобразовывая, получаем (при условии соблюдения правила знаков для тангенса угла)
tg Упр = tg Y cos <р — tg X sin <р;
tg Упоп = tg у sin ф + tg X cos <p.
Аналогичным путем можно получить следующие уравнения:
tg Y = tg уПр cos <р -г tg упоп sin ф;
tg X = tg упОп cos ф — tg упр sin ф;
tg X = ctg апоп cos ф — ctg апр sin ф.
Необходимо отметить, что в каждой группе уравнений, а) устанавливающих зависимости между углами апр, чпоп, а> и б) устанавливающих зависимость между уПр, Упоп< У, имеются по два независимых уравнений и по два производных, причем в каждой группе имеется по пять переменных величин. Поэтому для решения необходимо иметь заданными не менее трех величин; только в этом случае можно определить остальные две. В практике могут встретиться следующие задачи:
1) Дано у, ф, X; найти упр, Упоп- Дано а, ф, X; найти апр, аПоп-
2) Дано упР, Упоп, ф; найти у, X. Дано апр, аПоп, ф: найти а, X.
3) Дано упр> Упоп, К найти у, ф. Дано апр, апоп, Ь найти а, ф.
Первая задача, наиболее часто встречающаяся в практике, предусматривает определение данных по заточке резца по заданной его геометрии. Вторая и третья задачи являются обратными первой, когда по заданным углам, по которым определяются данные по заточке резца, находятся углы, характеризующие его геометрию.
При небольших значениях X и а значение угла со имеет малую величину согласно формуле
tg со = tg a tg X.
В этих случаях можно предположить, что угол со — 0 и пользоваться более простыми формулами
ctg апр = ctg a cos ф;
ctg апоп = ctg а sin ф.
Для передних углов такое упрощение неприемлемо, так как угол со имеет значительную величину согласно формуле
tg со = ctg у tg X.
Аналогичным путем можно вывести формулы для определения углов резца для вспомогательной режущей кромки.
При определении формул следует иметь в виду, что для вспомогательной кромки угол наклона Хь в противоположность углу наклона X главной режущей кромки, считается положительным, если вершина резца занимает наивысшее положение, и отрицательным при наинизшем ее положении.
Передние углы, продольный упр и поперечный уПоп, Для вспомогательной режущей кромки имеют те же величины, что и для главной кромки, так как они относятся к одной и той же передней поверхности. Для определения их служат формулы
tg Упр = tg Xj sin Ф1 + tg Yi cos фр
tg Упоп = tg Xi cos Ф1 — tg Yi sin фр
При применении этих формул надо учитывать правила знаков для тангенса угла.
Резцы
143
Умножая первое уравнение на sin ф1э а второе на cos и складывая соответственно правые и левые части уравнений, получаем
tg Yi = tg YnP cos фx — tg упоп sin фр
Аналогично можно получить формулу и для угла Xj
tg *-1 = tg упоп cos Ф1 + tg ynp sin Фр
Можно определить углы Xj и Yi по заданным углам X и у
tgXj=tgYsin (ф+фО+tg X cos (ф+фО; tgY^tgYcos^-^)—tgX(sin Ф+Ф1).
Задние углы аг пр и аг поп определяются по формулам
Ctg «4 пр = Ctg Oj COS ф!+ tg Xj Sin фр ctg «1 non= ctg «1 ЗШф! — tgXj sin фр
Фиг. 49. Определение размеров сечения резца.
Необходимо иметь в виду, что приведенные выше углы надо рассматривать, как углы резца в статическом положении. Значения углов anp. апоп, Ynp, Ynon, определяемые по указанным выше формулам, не могут быть использованы непосред
ственно при заточке резца в качестве углов установки. Последние отличаются от углов резца в статическом положении и зависят от станка или приспособления, применяемых при заточке х. Углы апр, апоп, упр, упоп служат в качестве отправных данных для определения углов установки при заточке.
Габаритные размеры резцов. Поперечное сечение державки резца может быть выбрано в зависимости от вертикальной составляющей Рг силы резания и расстояния I точки приложения ее до опоры (фиг. 49):
P* = Pf,
где р — удельная сила резания в кПмм\
f — площадь поперечного сечения среза в лии1 2.
Изгибающий момент
М = PJ. = Wtsu,
где IF — момент сопротивления в леи3;
аи — допускаемое напряжение на изгиб, принимаемое 20 — 25 кГ/мм?.
Расчетные формулы для державок сечения:
прямоугольного
ВЯ2 =
1И. И. Семенченко, П. Р. Родин, П. С. Коршунов, Настройка приспособлений к универсально-заточному станку при заточке режущих инструментов, «Вестник технической информации» ВНИИ № 3, 1950.
2 В. М. Воробьев, Затачивание резцов, Мосстанкин, 1958.
144
Резцы
квадратного
^3__6/р/ .
круглого
J3 1O/PZ
Оы
В основу этого расчета положен плоский изгиб, при котором учитывается только одна составляющая силы резания Рг. Принципиально это неверно, так как на резец, помимо Рг, действуют еще и другие составляющие — радиальная Р и осевая (сила подачи) Рх. Величины Р и Рх приближенно можно оценить таким образом (при <р = 45°; X = 0; у = 15е):
Ру = (0,4 ч-0,5) Р2; Рх - (0,Зч-0,4)Рг.
По мере затупления резца составляющие Р и Рх растут и при тупом резце они достигают до 0,75Рг и даже выше (до полного значения Рг) как при обработке стали, так и чугуна. С увеличением главного угла в плане <р сила Рг почти не изменяется, тогда как сила Р уменьшается, а сила Рх увеличивается.
При плоском изгибе напряжения в сечении державки оказываются меньшими по сравнению со сложным изгибом, получаемым от воздействия равнодействующей всех составляющих сил резания *. Вследствие этого державка, рассчитанная с учетом только одной силы Рг, может оказаться слабой из-за недостаточной прочности и жесткости.
С увеличением главного угла в плане <р сила Рх значительно увеличивается, тогда как сила Р уменьшается, а сила Рг почти не изменяется. Вследствие этого прочность и жесткость резцов для наружной обработки понижаются, тогда как для внутренней повышаются.
При одинаковом вылете державки квадратного сечения для всех типов резцов (токарных и строгальных) получаются выше, чем для державок прямоугольного сечения (в среднем на 10—25%).
Державки для токарных отогнутых резцов оказываются прочнее державок прямых резцов (при <р = 45 и 90°).
Для строгальных работ более прочными будут державки прямых резцов. Чем дальше удалена вершина резца от верхней опорной поверхности, тем меньшей прочностью она будет обладать. Однако в практике не всегда можно применять прямые резцы (см. строгальные резцы).
Прямые отрезные резцы также обладают наибольшей прочностью. Изогнутые резцы, предназначенные для избежания заедания, менее прочны, причем, чем ниже вершина резца расположена относительно нижней опорной плоскости, тем меньше оказывается прочность державки.
1 Г. Г. Иноземцев, Прочность резцов, Машгиз, 1948.
Резцы
145
Для повышения прочности и твердости, а также для сохранения хорошего внешнего вида в процессе эксплуатации, державки резцов необходимо подвергать термической обработке до твердости HRC 35—40.
До сих пор речь шла о расчете прочности всего поперечного сечения резцедержателя, тогда как слабым местом является головка резца, снабженная вырезом для режущей пластинки. Расчеты показывают, что при длине вылета, равной (1,0—1,5) высоте сечения державки, равнопрочпость головки и державки имеет место только для прямоугольных резцов с углом <р, равным 30, 15 и 90°. Для всех остальных типов токарных и строгальных резцов державки прямоугольного и квадратного сечений имеют прочность головки значительно ниже прочности державки. С увеличением угла <р прочность головки уменьшается.
Прочность головки у державок прямоугольного сечения выше, чем у державок квадратного сечения. Прямоугольные и квадратные державки, равновеликие по площади сечения, позволяют применять пластинки одинаковых размеров.
Поперечное сечение державки резца редко определяется расчетным путем с учетом всех сил, воспринимаемых резцов. Это объясняется приведенными ниже причинами.
1) Определение равнодействующей всех сил резания и центра приложения ее является не только сложной, но и приближенной задачей. В зависимости от конкретных условий работы эта задача может быть решена с той или иной степенью приближения.
2) Сечения державок резцов стандартизованы, причем размеры их следуют в ряду с достаточно значительными интервалами (например, по высоте от 5 до 20 мм). При округлении в большую сторону всегда имеется возможность выбрать сечение державки с определенным запасом прочности.
3) В большинстве случаев выбранные размеры державок удовлетворяют условиям прочности, однако не всегда себя оправдывают в отношении жесткости и виброустойчивости, в особенности при прерывистом резании, работе по корке и т. п.
Эти причины вынуждают выбирать необходимое сечение державки на основании опытных данных в зависимости от сечения срезаемого слоя металла (табл. 7) или высоты центров станка (табл. 8). Можно производить расчет сечения державки по методу плоского изгиба как более простому, быстрому и дающему достаточно приемлемые результаты в качестве первого приближения.
В общесоюзных стандартах номенклатура резцов по поперечным сечениям державок довольно велика и ее целесообразно сократить.
Длина резцов установлена общесоюзными стандартами в зависимости от поперечного сечения державки. Целесообразно номенклатуру резцов также сократить по длине, например, принять для каждого сечения один размер вместо двух-трех.
Ю Семенченко и др.
146
Резцы
Таблица 7
Выбор сечения державки в зависимости от сечения срезаемого слоя
Размеры резцов Пластинки из твердого сплава Пластинки из быстрорежу-
в ММ щей стали
Максимальное Максимальная Максимальное Максимальная
прямоуголь- квадрат- сечение глубина сечение глубина
пых ных срезаемого слоя в мм2 резання в мм срезаемого слоя в ли*2 резания в мм
10X16 12 1,5 3
12X20 16 2,5 4
16X25 20 4 6 4 5
20X30 25 8 10 6 6
25X40 30 18 13 9 7
30X45 40 25 18 16 8
40X60 50 40 25 25 12
50X80 65 60 36 — —
Примечание. Данные рекомендуются при обработке стали средней твердости = 75 кГ/мм2) токарными проходными резцами при <р = 45°.
Таблица 8
Выбор сечения державки в зависимости от высоты центров токарного станка
Установка резца Высота центров в мм
150 180—200 260 Й00 350—400
Размеры резца в мм
В четырехрезцовой головке 12x20 12x20 16X25 20X30 25X40
В суппорте . 12x20 16x25 20X30 20X30 25X40
Примечание. Размер державок квадратного сечения принимается по аналогии с табл. 7.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО КОНСТРУКЦИИ РЕЗЦОВ
По конструкции резец является простым инструментом, обладающим одним или несколькими режущими кромками. Однако к нему предъявляется ряд серьезных требований, которые не всегда возможно удовлетворить полностью.
Наиболее важным из них является эффективность резца, оказывающая влияние на производительность труда. Эффективность зависит от многих факторов, из которых заслуживают внимания следующие:
Основные положения по конструкции резцов
147
а) материал режущей части;
б) форма, размеры и положение пластинки на резце;
в) геометрические параметры режущей части;
г) стружколомание;
д) прочность и виброустойчивость державки и режущих кромок.
Эти факторы обусловливают выбор оптимальных режимов резания глубины, подачи и скорости.
Режущая способность резца, как и всякого режущего инструмента зависит прежде всего от выбора материала. Никакой другой фактор не может конкурировать с режущим материалом в отношении повышения производительности. Тем не менее конструктивные и геометрические параметры оказывают также немалое влияние на эффективность резца.
Соблюдение формы и точности размеров обрабатываемой заготовки в большинстве случаев не имеет существенного значения при обработке резцами по сравнению с другими инструментами, в особенности многолезвийными или многозубыми. Даже при окончательной обработке эти требования обеспечиваются в основном другими технологическими факторами и в меньшей степени конструкцией резца и его геометрическими параметрами (за исключением резцов для тонкого точения).
В равной степени это относится также и к требованию по чистоте обрабатываемой поверхности.
Конструктивное оформление зависит от типа и назначения резца. Самая распространенная конструкция состоит из державки с припаянной пластинкой твердого сплава или приваренной пластинкой из быстрорежущей стали. Резцы, сделанные за одно целое с державкой или с приваренной головкой, применяются только для некоторых типов резцов, например для автоматных.
Резцы имеют много общих конструктивных и геометрических элементов, которые целесообразно рассмотреть, прежде чем перейти к обзору различных типов и конструкций резцов.
Направления износа и переточки твердосплавной пластинки. Резцы, оснащенные твердым сплавом, подвергаются износу по передней и задней поверхностям. Для уменьшения слоя, снимаемого при переточке, и ускорения процесса рекомендуется затачивать резец по обеим поверхностям. Опорную плоскость пластинки рационально располагать параллельно направлению перемещения вершины резца при переточках. Тогда угол врезания пластинки 6 может быть определен из формулы (фиг. 50)
. q _ Ай sin у + Ac cos а
° Ай cos у + Ac sin а ’
где Д/г — величина стачивания по задней поверхности (износ плюс припуск на переточку);
10*
148
Резцы
&с — величина стачивания по передней поверхности (износ плюс припуск на переточку);
Величина стачивания от износа h'3 по задней поверхности может быть оценена по формуле
Л' = h3 -sin ” cos (а + у).
3 3 cos у \ । । /
Фиг. 50. Схема снятия слоя материала резца при переточках.
Износ резца зависит от многих факторов, из которых основными являются род материала инструмента и заготовки, характер обработки, величина переднего и заднего углов, время работы инструмента до переточки. Величина износа может меняться в широких пределах.
Если подставить в формулу для угла 0 средние величины, принятые в практике, получим значение угла 0 в пределах 30—45°. Для резцов с напаянной пластинкой угол 6 не может быть выбран такой большой величины по ряду причин, изложенных ниже. Для сборных резцов его целесообразно выбирать в пределах 25—30°.
Необходимо подчеркнуть, что любая схема, определяющая направление перемещения вершины резца при переточках, посит теоретический характер. В основу схемы положена предпосылка, что в процессе работы
имеет место только износ, который протекает по определенному закону. На самом же деле чистый износ инструмента, оснащенного пластинкой твердого сплава, получить почти невозможно из-за мелких осыпаний, сколов и выкрашиваний режущих кромок. Эти дефекты, обусловленные малой пластичностью твердых сплавов, сильно нарушают схему направления износа, а следовательно, и направление перемещения вершины резца при переточках. Кроме того, резцы, оснащенные твердым сплавом, в большинстве случаев выходят из строя скорее из-за выкрашивания и поломок, чем в силу естественного износа.
Угол врезания пластинки. Особенное значение для напаянных резцов имеет положение твердосплавной пластинки в головке резца, характеризуемое углом врезания пластинки 6. Выбор его зависит от следующих факторов, зависимых друг от друга (фиг. 51):
а) расстояния Е от основной плоскости резца до его вершины (для нового резца);
Основные положения по конструкции резцов
149
М
Центровая Линия
линия станка
вершины /нового резца
Опорная плоскость резцедержателя
Фиг. 51. Расположение пластинки в державке резца.
б) расстояния F от центровой линии станка до опорной плоскости резцедержателя;
б) наименьшего расстояния G от основной плоскости резца до опорной плоскости державки под пластинку в опасном сечении;
г) поперечного сечения державки резца;
д) величины переднего угла;
е) оптимальной схемы переточки резца.
С увеличением размера Е повышается количество переточек, увеличивается размер G. Это упрочняет тело резцедержателя в опасном сечении, допускает выбрать более выгодный угол врезания пластинки и применить оптимальную схему переточки резца при заданном переднем угле. Однако увеличение Е может привести к тому, что новый резец не сможет быть использован на станках с малым расстоянием F от центровой линии станка до опорной плоскости резцедержателя.
Необходимо отметить, что размер F для токарных станков различен у разных моделей при одной и той же высоте центров1.
В результате одна и та же работа требует применения различных по сечению резцов и пластинок. В связи с этим обычно принято располагать вершину резца на уровне верхней плоскости или на 1—2 мм выше, причем конец пластинки со стороны, противоположной вершине, не должен быть выше верхней плоскости стержня.
С целью увеличения размера G в опасном сечении целесообразно изготовлять резцы для наружной обработки с прямоугольным сечением, а резцы для внутренней обработки — с квадратным, что расширяет область применения их в малых отверстиях.
Целесообразно с точки зрения оптимальной схемы переточки выбирать угол 6 не менее 25—30°, однако для напаянных резцов он слишком велик.
Пластинка заданной толщины не может быть правильно размещена в головке резца без нарушения условий по выбору Е и G. Кроме того, большой угол врезания не может быть принят также и по следующим причинам:
а) при переточках высота вершины резца до опорной плоскости резко понижается;
1 Для новых моделей станков установлены следующие размеры расстояния F: 16, 20, 25, 30, (32), 40, 45.
150
Резцы
б) при напайке в закрытом пазе пластинка приобретает дополнительные напряжения, вызывающие уменьшение режущей способности резца.
в) сходящая стружка вырабатывает большую лунку в державке около пластинки, может скопиться в зоне резания и вызвать поломку резца.
Вследствие этого пластинку располагают вдоль передней поверхности при небольшом угле врезания (в пределах 12—16°).
Иногда, в особенности для резцов с пластинками из быстрорежущей стали, рекомендуют принимать угол 9 примерно на 5° больше переднего угла. При переточках шлифовальный круг должен соприкасаться не по всей длине пластинки, а по небольшой площадке, увеличивающейся по мере стачивания пластинки. В этом случае операция переточки резца значительно упрощается, причем толщина пластинки при переточках почти не изменяется. Это дает возможность выбирать пластинку небольшой толщины, равной примерно 0,18—0,20 высоты державки.
Для резцов, выпускаемых в централизованном порядке, заданный передний угол обеспечивается заточкой непосредственно у потребителя, тогда как производитель осуществляет только предварительную заточку с минимальной величиной переднего угла. В этом случае угол врезания принимается равным 14—18°, как удовлетворяющий указанным выше требованиям.
Если на пластинке вышлифовывается лунка для обеспечения завивания и ломания стружки, целесообразно располагать пластинку параллельно опорной плоскости. Это дает возможность до известной степени уменьшить потери твердого сплава при переточках и выбрать пластинку с большей толщиной.
В металлообрабатывающих предприятиях встречаются токарные станки, у которых расстояние F от опорной плоскости резцедержателя до центровой линии допускает применение резцов с вершиной, расположенной выше верхней плоскости державки. В этом случае можно принять более выгодный с точки зрения оптимальной схемы переточки угол врезания пластинки без ущерба для прочности и виброустойчивости державки в опасном сечении при тех же его размерах. Можно рекомендовать такое расположение пластинки, при котором величина врезания т (для резцов с у меньше 10°) принимается равной толщине пластинки с (фиг. 51) или (для резцов с у больше 10°) несколько выше, но при условии, чтобы нижняя точка переднего конца пластинки была расположена приблизительно на одной линии с верхней плоскостью державки.
В общем случае, когда расстояние Е не равно высоте сечения резца Н, величина т врезания пластинки (фиг. 51) и расстояние G определяются по следующим формулам:
. Е — И H—G
m = c + b\.g*---или т =
Основные положения по конструкции резцов
151
где Ь — ширина пластинки;
G = Е — b sin 9 — с cos 6.
При m = с и Е =)= Н угол врезания 9 определяется по формуле
Рекомендуется в целях упрочнения резца расстояние G принимать не меньше 2/3 высоты державки. Если это условие трудно выполнимо, то необходимо принять меньший угол врезания пластинки.
Для более эффективного использования резцов на станках с определенной высотой центров и экономии в расходе твердого сплава целесообразно пересмотреть размеры поперечного сечения державок, установленные общесоюзными стандартами. При этом необходимо учесть сортамент проката малоуглеродистой стали, а также окончательные размеры державок после обработки опорных плоскостей.
Формы и размеры пластинок. Для резцов, оснащенных пластинками твердого сплава, установлены различные формы пластинок в зависимости от типа и назначения инструмента (ГОСТ 2209-55). При разработке стандарта приходится учитывать различные факторы: простоту и универсальность формы, минимальное количество типоразмеров, технологичность пластинок и резцов, оснащенных ими, минимальный вес и т. п.
Для уменьшения слоя твердого сплава, удаляемого при заточке резцов, на пластинках предусмотрен скос под углом 20 или 15° на задней поверхности. Обычно задний угол на резцах дается в пределах 6—8°. При наличии скоса под углом 20° заточка и доводка могут быть осуществлены только на небольшом участке, соответствующем заданному заднему углу.
Для обеспечения правильного положения пластинки в пазу державки, на пластинках в соответствующих местах сняты фаски шириной 1—2 мм под углом 45°.
Выбор длины пластинки а зависит от глубины резания и главного угла в плане, которые определяют длину главной режущей кромки. Вся длина пластинки не может быть полностью использована. Обычно в работе участвует не более 50—60% ее длины. Это необходимо учитывать при выборе пластинки.
С увеличением ширины пластинки b повышается число допустимых переточек по задней поверхности и увеличивается опорная плоскость под пластинкой. Но вместе с этим возрастают размеры головки резца и усложняется изготовление пластинки из-за коробления при спекании.
Наиболее важное значение имеет толщина пластинки с. Выбор ее обусловлен прочностью и количеством допустимых переточек по передней поверхности. Толщина с связана с размерами поперечного сечения державки. При выборе номера пластинки приходится руко
152
Резцы
водствоваться величиной расстояния F от опорной плоскости резцедержателя до линии центров станка (фиг. 51). Оно определяет высоту Н сечения державки резца. Кроме того, необходимо также учитывать расстояние G от опорной плоскости до дна паза под пластинку (в опасном сечении). С увеличением угла врезания пластинки размер G уменьшается, и прочность державки понижается. С увеличением сечения снимаемого слоя повышается нагрузка на резец, и толщина пластинки должна быть повышена.
Для рационального использования твердого сплава и уменьшения его расхода необходимо установить правильное соотношение между толщиной с и шириной b пластинки. Из условия равенства числа допустимых переточек по толщине и по ширине получаем
b __ с с0
&h Ас ’
где Ьо, с0 — остаточные размеры по ширине и толщине пластинки.
При с0 = 0,4 с и Ьо — 2 с0 = 0,8 с, отношение между b и с зависит от величин стачивания по задней Дй и передней Дс поверхностям
-Ь = с(0,8 + 0,б4М.
Величины Дй и Дс зависят от многих факторов и могут быть подсчитаны в зависимости от заданных условий работы.
Для резцов универсального пользования можно принять одно и то же отношение у , равное 1,6 для обработки стали и чугуна (для сплавов группы ТК и ВК)1. Величина 1,6 устанавливает более правильное соотношение между шириной и толщиной пластинки и приводит к уменьшению твердого сплава. По ГОСТу 2209-55 это соотношение колеблется в пределах 2—1,7. Толщина пластинки принята в пределах 2,5—12 мм.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ2
Процесс резания сопровождается работой деформации стружки и работой трения, возникающих под действием сил резаиия, а также высокой температурой в зоне отделения стружки. В результате этого имеет место износ режущих кромок и поверхностей резца. С характером и величиной износа связаны стойкость, производительность и расход инструмента, а также качество обрабатываемой поверхности.
Геометрические параметры режущей части резца оказывают большое влияние на процесс резания. В конечном итоге от их выбора зависят силы резаиия и износ инструмента. Резание металлов является сложным процессом, так как на него оказывает влияние большое количество факторов: свойства режущего и обрабатываемого материалов, размеры срезаемого слоя, режимы резаиия, условия работы (станок и его состояние, жесткость технологической системы СПИД, охлаждение и др.). В практике приходится иметь дело с самыми разнообразными комбинациями этих факторов.
*. Э. И. Л ю б о м и р с к и й, Рациональные размеры пластинок твердого сплава для резцов, «Станки и инструмент» № 8, 1949.
2 См. также Г. И. Грановский и др., Резание металлов, Машгиз, 1954.
Геометрические параметры режущей части резцов
153
В связи с этим установление оптимальной геометрии резца представляет довольно сложную задачу. Каждый параметр оказывает влияние на работу резца не только сам по себе, но также и в комбинации его с другими параметрами. На основании экспериментальных работ в табл. 9 приведены ориентировочные данные по влиянию гео-
Таблица 9
Влияние геометрических параметров режущей части резца на факторы процесса резания
Факторы процесса резания Задний угол а Передний угол у Угол наклона режущей кромки X Главный угол в плане ф Вспомогательный угол в плане ф. Радиус закругления вершины г
Треиие между поверхностями резца
и заготовки + +
Деформация обработанной поверхио-
сти + -1- + + + +
Деформация стружки + + + +
Стойкость резца + + + + + +
Прочность режущих кромок .... Величина составляющих силы реза- + + + + + +
НИЯ + + -L + + +
Направление действий составляющих
силы резаиия + + +
Чистота обработанной поверхности -ь + + + + •4-
Характер износа резца Интенсивность и величина износа рез- + +
ца + + + + + +
Положение первоначального контак-
та соприкосновения резца с обрабатываемой поверхностью + + + "Г
Форма стружки Скорость нарастания силы резаиия + + +
(удар) Толщина среза 4- + -ь + .
Ширина среза + + +
Направление схода стружки .... + +
I
п р имечаиис. Знаком + отмечено влияние факторов.
метрических параметров на различные факторы, сопровождающие процесс резания. Наличие большого количества факторов влечет за собой многообразие предложений по улучшению геометрии резцов, выдвигаемых нашими новаторами производства.
В зависимости от конкретных условий обработки можно найти оптимальные геометрические параметры. Поскольку трудно установить унифицированную форму режущей части резца для всех случаев практики, целесообразно рассмотреть принципиальные положения по выбору каждого из геометрических параметров.
При выборе значений геометрических параметров большую роль играют обрабатываемый материал и его физико-механические свойства, режущий материал, его режущие и физико-механические свойства, размеры срезаемого слоя металла (толщина, ширина), выбранные режимы резаиия (скорость, подача, глубина).
154
Резцы
При обработке как вязких, так и хрупких материалов износ резцов, оснащенных твердым сплавом, протекает по передней и задней поверхностям. Однако характер и интенсивность износа различаются в зависимости от пластичности обрабатываемого материала. Для малопластичных материалов приходится усиливать головку резца, несмотря на меньшую суммарную силу резания (например, для чугуна она меньше, чем для стали, примерно в 2—3 раза). Лунка на передней поверхности здесь имеет значительно меньшие размеры. В силу этого удельная сила резання на поверхности контакта стружки с резцом оказывается больше для хрупких материалов. Это заставляет применять для них большой угол заострения резца.
Основным недостатком твердых сплавов является пониженная прочность, поэтому при конструировании оснащенных имн резцов необходимо предусматривать мероприятия по увеличению прочности режущих кромок. Из таких мероприятий следует отметить расположение передней поверхности или ее части под отрицательным углом, повышенный угол наклона кромки, расположение пластинки вдоль задней поверхности, что обеспечивает работу твердого сплава на сжатие (вместо работы на изгиб и растяжение). Последнее особенно важно для резцов, предназначенных для снятия больших сечений срезаемого слоя.
Толщина среза оказывает влияние на характер и интенсивность износа. С повышением толщины среза возрастают сила резания, температура, а также износ по передней поверхности с уменьшением его по задней поверхности. С целью повышения прочности режущих кромок необходимо при увеличении толщины среза увеличивать угол заострения.
Ширина среза влияет только на интенсивность износа. Поэтому она не оказывает большого влияния на выбор значений геометрических параметров.
Скорость резания тесно связана с температурой, поэтому она влияет на характер н интенсивность износа. С увеличением скорости резания износ по передней поверхности оказывается больше, чем по задней. В зависимости от этого выбираются величины переднего и заднего углов.
Задний угол. Основное назначение заднего угла — обеспечить свободное перемещение резца по обрабатываемой поверхности. Задний угол а главной режущей кромки влияет на деформацию обрабатываемой поверхности, силы резаиия, прочность, стойкость и связанную с ней скорость резаиия, качество обрабатываемой поверхности. При основном износе по задней поверхности, как, например, при обработке с малыми толщинами среза, стойкость резца возрастает с повышением величины заднего угла. Однако это имеет место до определенного предела, когда из-за уменьшения угла заострения прочность кромки уменьшается, на нем появляются выкрашивания, которые приводят резец к преждевременному выходу из строя. С повышением заднего угла возрастает также и чистота обрабатываемой поверхности. Поэтому при чистовой обработке рекомендуется применять резцы с большим задним углом.
С увеличением толщины среза (а следовательно, и подачи) возрастают силы резания, вызывающие выкрашивание режущих кромок. Для избежания этого необходимо обеспечить большую прочность кромок и лучший отвод тепла из зоны резаиия путем увеличения угла заострения.
Рекомендуется выбирать задний угол а в град, в зависимости от назначения резца и подачи следующих величин
При подаче меньше При подаче больше 0,25 м м 0,25 мм
Проходные, подрезные .... 12 6— 8
Отрезные, прорезные .... 12—15 8—10
Расточные ................... 12—15 8—10
Эти значения действительны для резцов с пластинками из твердых сплавов и быстрорежущей стали.
Задняя поверхность резца должна быть выполнена так, чтобы затраты на заточку и доводку были минимальными. Здесь возможны следующие варианты в зависимости от величины заднего угла и угла врезания пластинки. Задняя поверхность
Геометрические параметры режущей части резцов
155
твердосплавных пластинок почти всех номеров снабжена скосом под углом о = 20°. Пластинка для напаянных резцов устанавливается под углом 0 в пределах от нуля до 16°. Если разность углов (с — 6) больше угла а хотя бы на 2—3°, тогда для облегчения заточки и доводки главная задняя поверхность резца может быть выполнена таким образом: задний угол а дается на небольшом участке у кромки, которая после заточки подлежит доводке; остальная часть пластинки, а также и тело державки могут оставаться и незаточенными. В том случае, если разность (о — 6) углов меньше угла а, тогда заточка и доводка производятся на небольшом участке под углом а. Остальная (большая) часть пластинки затачивается под углом а + 2°, а задняя поверхность на державке оформляется под углом а 4> (4—5° и более). Это необходимо для того,
Плоская форма
Фнг. 52. Формы передней поверхности резца.
чтобы иметь возможность затачивать пластинку и державку кругами с различными шлифовальными материалами — пластинку кругом из зеленого карбида кремния, а державку кругом из корунда.
Задний угол на вспомогательной режущей кромке выбирается такой же величины, как и задний угол на главной режущей кромке.
Передний угол. Основное назначение переднего угла — уменьшение деформации стружки и обрабатываемой поверхности. Передний угол влияет на величину и направление сил резания, прочность режущей кромки, стойкость резца и качество обрабатываемой поверхности. При малом переднем угле увеличиваются силы резания и деформация стружки. С другой стороны, повышение угла заострения улучшает отвод тепла из зоны резания и упрочняет кромку.
При обработке резцами, оснащенными твердым сплавом, передний угол может иметь как положительные, так и отрицательные величины. Передняя поверхность также оформляется в двух основных вариантах: плоской и криволинейной (фиг. 52). Плоская форма применяется для обработки хрупких или весьма твердых материалов (чугун, бронза, сталь с свр > 100 кГ/мм2), криволинейная — для обработки вязких, мягких или средней твердости материалов (сталь с овр < 70 кГ/мм2). Как одна, так и другая форма могут быть снабжены ленточкой f. Ширина ее принимается в пределах 0,2—1,0 мм в зависимости от величины подачи, причем с увеличением подачи ширина ленточки возрастает. Ленточка упрочняет режущую кромку и предохраняет ее от выкрашивания. Поэтому она применяется при большем срезаемом слое (более 0,25 мм). Для резцов из быстрорежущей стали ленточка направлена под положительным углом от 0 до +5—8°, а для твердосплавных резцов — под отрицательным углом от —3 до —10°. При работе с малой толщиной среза (менее 0,25 мм) ленточку не рекомендуется применять из-за чрезмерно малой ее ширины, так как в этом случае услож
158
Резцы
няется заточка резца и повышается склонность режущей кромки к выкрашиванию. Здесь можно рекомендовать небольшое притупление кромки порядка 0,2 мм.
При, плоской передней поверхности для таких металлов, как чугун, бронза, передний угол выбирается положительным в пределах 8—15° для резцов с пластинками твердого сплава и быстрорежущей стали. Для стали большей твердости, а также закаленной стали передний угол приходится выбирать отрицательным в пределах минус 5—25°, причем с повышением твердости абсолютная величина угла должна быть увеличена. Эти же резцы необходимо применять при прерывистом резании, при наличии ударов, а также при обработке заготовок с неравномерными припусками. При таком расположении пластинка работает на сжатие, причем начальная точка контакта на передней поверхности резца отходит от его вершины. Это предохраняет режущую кромку от случайных сколов и способствует повышению стойкости резца. Однако при отрицательном переднем угле сила резания возрастает, в особенности ее составляющие — радиальная Ру н осевая Вместе с ними повышается и потребная мощность на 10—25%. Поэтому прибегать к использованию резцов с отрицательными передними углами следует только в силу необходимости, тем более, что прн работе у иих часто появляется склонность к вибрациям.
При криволинейной передней поверхности, применяемой при обработке металлов, дающих сливную стружку, передний угол для резцов из быстрорежущей стали принимается 25—30°, а для резцов, с пластинками твердого сплава 16—20°. Передний угол, выбираемый в таких пределах, способствует лучшему образованию и отводу сливной стружки.
Угол наклона главной режущей кромки % оказывает влияние на целый ряд факторов процесса резания. Особое значение он имеет для формы стружки, направления ее сбега и упрочнения резца. Угол X изменяет первоначальное положение места контакта резца и заготовки. При X > 0 место контакта удаляется от вершины, что способствует упрочнению резца. Поэтому при обработке с ударной нагрузкой (прерывистое резание) или при наличии неравномерного припуска рекомендуется применять резцы с положительным углом наклона кромки (в пределах 12—15°). С этой точки зрения угол X приобретает большое значение для резцов с пластинками твердого сплава, особо нуждающихся в упрочнении главной кромки. Для строгальных резцов в силу специфичности их работы необходимо также применять положительные углы X в пределах не менее 10—15°. При обработке закаленной стали угол X повышается до 25—35°. При малых значениях угла X влияние его на работу резца сказывается незначительно. Поэтому для токарных резцов (проходных, подрезных и др.) универсального применения главную режущую кромку следует располагать параллельно опорной плоскости, т. е. при X = 0. В практике встречаются рекомендации затачивать токарные резцы с углом X = 4-j-5°. Такое усложнение головки резца не оправдывается.
Необходимо отметить, что с увеличением угла X качество обрабатываемой поверхности ухудшается.
С увеличением угла X, начиная примерное 6°, вертикальная Pz и радиальная составляющие силы резания резко увеличиваются, а осевая Рх составляющая уменьшается.
Главный угол в плане ф определяет соотношение между шириной и толщиной среза при постоянных значениях подачн и глубины резания. С уменьшением главного угла в плане ф уменьшается толщина среза и увеличивается его ширина. Это приводит к увеличению активной длины кромки, т. е. длины, находящейся в соприкосновении с заготовкой. Сила и температура резания, приходящиеся на единицу длины кромки, уменьшаются, а вместе с этим снижается н износ резца. С уменьшением угла ф резко возрастает радиальная составляющая силы резания Ру, что может повести к прогибу заготовки и даже к вырыванию ее из центров при недостаточном закреплении. Одновременно могут появиться и вибрации при работе.
Экспериментальные работы показывают, что с уменьшением угла ф при постоянной подаче стойкость резца резко увеличивается, тогда как при постоянной толщине среза стойкость резца остается почти постоянной вне зависимости от изменения угла ф. Отсюда следует, что на стойкость резца оказывает влияние в основном тол-
Геометрические параметры режущей части резцов
157
шина среза — примерно такое же, как и угол <р. С увеличением толщины среза степень влияния ее на стойкость возрастает. Следовательно, для повышения производительности рекомендуется применять малые углы <р при постоянной толщине среза, максимально допустимой в отношении прочности режушей кромки и при соответствующем (возможном) повышении подачи согласно формуле s = а
= gjn у .Такой выбор режима резания возможен только при условии жесткости и виброустойчивости системы СПИД и при небольшом припуске на обработку.
Рекомендуется применять углы в плане <р (в град.): Для чистовой обработки в жестких условиях.................10—20
При обработке в жестких условиях, если -j- <6............30—45
I
При работе в нежестких условиях —j- = 6-»-12.............60—75
При обработке длинных заготовок малого диаметра -^->12... 90
Так, например, при обработке больших и массивных деталей па крупных станках большой жесткости выгодно с точки зрения наибольшей стойкости применять резцы с углом в плане 10—20°. Наоборот, при обработке нежестких деталей, например валиков, втулок, гаечных метчиков, сверл, разверток и т. п., рекомендуется работать с большими углами в плане ф = 60-н75°. При наличии у этих деталей бурти ков, ступеней целесообразно применять резцы с ф — 90°. Онн позволяют производить наряду с обработкой на проход также и поперечное обтачивание и таким образом отпадает надобность в смене резца. Для деталей типа ступенчатых валиков при такой обработке получается большая экономия во времени, связанном с перестановкой резцов. В станкостроении имеется значительное количество таких деталей; по этой причине станкостроители часто применяют резцы сф = 90°.
Вспомогательный угол в плане фх. Вспомогательная режущая кромка в основном играет роль калибрующей и зачищающей обрабатываемую поверхность, полученную в результате работы главной кромки. Вспомогательный угол в плане ф! влияет на чистоту обработки, упрочнение вершины резца и на его стойкость.
С уменьшением угла ф! положительное влияние возрастает, по для этого требуется жесткость системы и отсутствие вибраций при обработке. Поэтому можно рекомендовать угол ф! в пределах 10—15° при наличии жестких условий работы и 20—30° при нежестких условиях. При обработке деталей с врезанием угол ф! повышается до 30—45° также в зависимости от жесткости условий работы.
С целью повышения прочности вершины резца и увеличения длины главной режущей кромки рекомендуется сопряжение ее с вспомогательной кромкой через переходную кромку с углом ф0, равным примерно половине угла ф. Длина ее колеблется в пределах 1—5 мм в зависимости от длины главной кромки, т. е. размера резца.
При обычной геометрии режущей части резца и при подаче свыше 0,5 мм!оо качество обрабатываемой поверхности получается низким из-за больших остаточных гребешков. Это обстоятельство является основной причиной по ограничению применения высоких подач. Однако путем введения дополнительной кромки можно добиться резкого увеличения подачи \ Дополнительная кромка (фиг. 53) располагается параллельно направлению подачи, т. е. с углом в плане ф = 0. Длина ее должна быть в пределах 1,1—1,2 величины подачи. Это, с одной стороны, обеспечивает перекрытие, необходимое для удаления оставшихся от предыдущего прохода гребешков, а с другой, — не вызывает большого повышения трения резца о заготовку. При обработке таким резцом поверхность резания совпадает с обработанной поверхностью, поэтому дополнительная кромка должна быть строго параллельна линии центров станка. Параллельность ее проверяется лекальной линейкой, а правильность
1 П. П. Трудов, Обработка металлов резанием по методу токаря-новатора В. А. Колесова, ЦБТИ Министерства станкостроения, 1953.
158
Резцы
установки на станке определяется при помощи пробного обтачивания. Резцы с дополнительной кромкой позволяют применять величины подачи в пределах 2—12 мм/об при чистовой и получистовой обработке.
-5’ ,
Фиг. 53. Резец с дополнительной кромкой.
Радиус закругления при вершине резца. Главная и вспомогательная кромки сопрягаются на вершине в виде закругления радиуса г. Влияние его на работу резца примерно такое же как и угла фР С увеличением радиуса закругления повышается качество обрабатываемой поверхности и стойкость резца благодаря уменьшению толщины среза на закругленной вершине резца. Однако увеличение радиуса влечет за собой повышение составляющих сил резания — вертикальной Рг и радиальной Рц при уменьшении осевой Рх, т. е. радиус оказывает такое же влияние, как и главный угол в плане ф. Поэтому увеличение радиуса г возможно только при наличии жестких условий обработки, так как иначе неминуемо появление вибраций.
Величина радиуса закругления г для токарных резцов выбирается в пределах 0,5—3 мм. Для строгальных резцов его следует выбирать в 2—2,5 раза больше, чем для однотипных токарных резцов.
Стружколоматели
159
СТРУЖКОЛОМАТЕЛИ
Стружкозавивание и стружколомание приобретает особое значение при скоростном точении резцами, оснащенными твердым сплавом, металлов, дающих сливную стружку. С повышением скорости резания резко уменьшается деформация стружки, а вместе с этим снижается и способность стружки к завиванию. Нагретая стружка с острыми краями в первые минуты работы резца сходит в виде прямой ленты, а затем в виде беспрерывной спирали, образующей клубок. Она, навертываясь на обрабатываемую деталь или резцедержатель, не только мешает рабочему работать, заставляя часто останавливать станок для ее удаления, но и представляет большую опасность для обслуживающего персонала. Такая стружка мало пригодна для отвода и транспортировки.
Стружка может быть признана транспортабельной и удобной при работе в виде отдельных кусочков или сегментов, колец или полуколец, коротких секций завитков в виде спиральной пружины (коконов) или плоской пружины, сплошной спиральной пружины, направляемой стружколомателем вниз непосредственно в корыто. Последняя форма стружки ломается без дополнительной нагрузки по мере образования 1—2 м длины; фактически стружколоматель здесь играет роль только стружкозавивателя.
Такая стружка дает следующие преимущества: 1) не требует дополнительной затраты на ломание стружки; 2) не оказывает дополнительной нагрузки на резец (некоторые стружколоматели повышают нагрузку на резец до 50% от тангенциальной составляющей усилия резания); 3) является наиболее безопасной для рабочего, так как не разлетается в стороны. Этот вид стружки заслуживает внимания при обработке с малыми сечениями вязких материалов.
Первые три формы получаются при завивании и ломании стружки. При стружколомании сбегающая по передней поверхности стружка, встречая на своем пути препятствия, деформируется и ломается. Для ломания стружка должна завиваться (прямая или слегка искривленная лента не ломается) в завиток определенного диаметра; при наличии препятствия завиток изгибается и отламывается.
Форма стружки может служить показателем правильности струж-коломателя. Для уменьшения дополнительных усилий на завивание и ломание он должен отламывать завиток после того, как стружка завьется в 0,75—3 оборота. Стружка в виде отдельных элементов или сегментов показывает, что давление, оказываемое на нее, слишком велико. Такая стружка хотя к удобна для транспортировки и пакетирования, но она разлетается во все стороны и может поранить лиц, находящихся недалеко от станка, и требует дополнительных усилий и работы на ломание. Чрезмерное усилие может привести к появлению трещин на пластинке и ее поломке.
160
Резцы
Существенными факторами, затрудняющими стружколомание является вязкость обрабатываемого материала и сечение стружки. С увеличением вязкости материала и уменьшением сечения стружки стружколомание ухудшается.
Скорость резания в диапазоне от 100 до 400 м!мин не оказывает большого влияния на стружколомание. Однако с повышением скорости резания все же наблюдается его ухудшение. Влияние глубины резания тесно связано с выбором подачи.
Существует несколько способов ломания стружки:
1) определенная геометрия режущей части инструмента;
2) уступы на передней поверхности;
3) лунка на передней поверхности;
4) накладные стружколоматели;
5) стружколоматели, установленные вне инструмента;
6) специальные стружколоматели.
Стружколомание при помощи специальнойгеометрии режущей части резца имеет то преимущество, что оно не требует никаких дополнительных устройств или затрат. Заточка и доводка этих резцов остаются такими же, как и для обычных резцов.
На основании экспериментальных работ установлено, что на стружколомание в основном оказывают влияние главный угол в плане <р и передний угол у.
Фиг. 54. Влияние главного угла в плане на форму стружки.
С увеличением угла <р при одних и тех же глубине резания и подачи стружка становится более толстой и жесткой (фиг. 54); завиваясь в спираль, она получает склонность к ломанию на отдельные сегменты. По мере возрастания угла <р от 45 до 90° увеличивается возможность стружколомания в более широких диапазонах выбора величин подачи и глубины резания. Подрезные упорные резцы (<р = 90°) в отношении стружколомания являются более удачными, чем проходные. Поэтому целесообразно применять подрезные резцы взамен проходных в тех случаях, когда требуется наряду с обработкой напроход также и торцовая подрезка. Такие универсальные резцы нашли широкое распространение в мелкосерийном производстве.
Стружколоматели
161
Для обеспечения стружколомания в практике применяют как положительные, так и отрицательные передние углы. Использование плоской передней поверхности с отрицательным углом (обычно у-минус 15—10°) вызывает повышение общей силы резания и в особенности ее радиальной составляющей. Вследствие этого резцы могут быть применены только при условии обеспечения жестких условий работы. При отсутствии их целесообразно применять резцы с положительным передним углом в пределах 5—15° при условии наличия упрочняющей ленточки шириной 1,5—2 мм с отрицательным углом 3-н5°. Путем изменения ширины ленточки можно добиться удовлетворительной работы резца при снятии стружки как мелкого, так и крупного сечения.
Угол наклона режущей кромки X не оказывает существенного влияния на стружколомание, в особенности при ф = 45 -4-60°. С повышением угла ф до 90° и угла X до + 15° условия стружколомания несколько улучшаются.
Таблица 10
Резцы с геометрией, обеспечивающей стружколомание
Ф У к
Тип резца f в мм
в градусах
Проходной 45 0 —5 0 4*
» 60 10 —2 + 18 2,5
» 70 —10 — + 12 **
Подрезной 90 — 3 —5 0 4
» 90 +15 —5 +15 1,5
* При t> 4 мм и s > 0.3 мм/об.
*♦ При —- Ю и в особенности при s > 0,4 мм/об.
В табл. 10 приведены данные по выбору геометрических параметров разцов, принятых в нашей промышленности и обеспечивающих, стружколомание.
Уступы на передней поверхности (фиг. 55) обеспечивают удовлетворительное ломание стружки при подачах свыше 0,25 мм!об. При меньших подачах стружколомание затрудняется, в особенности при обработке вязких металлов. С повышением глубины резания стружколомание улучшается. Большое влияние на стружколомание оказывает ширина уступа. При правильной ширине стружка ломается на отдельные кусочки.
Стружколоматель в виде уступа не является универсальным. Размеры его, и в особенности ширина, зависят от режима резания 11 Семенченко и др.
162
Резцы
и твердости обрабатываемого материала. Она колеблется в пределах 1,6—5,0 мм для подач 0,4—0,6 мм/об при глубине резания 0,2— 1,0 мм и скорости резания 80—100 м!мин и выше.
Для предохранения от выкрашивания плоскости уступ рекомендуется затачивать под углом е = 105-4-115° к передней поверх-
<Фиг. 55. Стружколоматель в виде уступа.
ности резца.
Изготовление уступа под углом т = 5-И 5° к главной режущей кромке улучшает процесс ломания.
Закругление уступа радиусом R оказывает большое влияние как па процесс завивания и ломания стружки,, так и па его прочность. Его рекомендуется делать в пределах 0,25—0,75 мм, причем меньшая величина принимается для
малой ширины уступа, а большая —для большой. Размер радиуса оказывает влияние на выбор высоты h уступа. При нормальной величине радиуса высота уступа выбирается в пределах 0,4—0,65 мм. Уступ выполняется при электроискровой обработки.
Стружколоматель с уступом может быть применен только для определенной работы. Он дает повышенный расход твердого сплава и отличается сложностью изготовления. В настоящее время он при
меняется редко.
Завивание и ломание стружки можно получить при помощи небольшой лунки на передней поверхности (фиг. 56, а). Лунка может быть легко получена путем абразивной заточки или электроискровой обработки. В качестве электрода применяют медную или латунную проволоку диаметром 2,5—3 мм. Лунка должна быть расположена как можно ближе к режущей кромке, насколько это допустимо с точки зрения ее прочности. Глубина лунки и радиус закругления не должны быть велики. Можно рекомендовать размеры лунки при изготовлении ее шлифовальным кругом согласно табл. 11 при глубине до 6 мм и скорости резания до 500 м!мин.
Некоторые заводы 1 успешно применяют резцы с лункой при расположении пластинки под небольшим отрицательным углом (1,0—
1 А. Ф. Кабанов Проходной резец со стружколомателем «Станки и инструмент» № 9, 1960.
Стружколоматели
163
1,5°), как показано на фиг. 56, б. Это позволяет использовать лунку одних и тех же размеров для широкого диапазона режимов резания (при подаче в пределах 0,25—0,6 мм/об.). Размеры лунки меняются в зависимости от марки стали. Например, для углеродистых сталей марок от Ст. 10 до 45 принимается ширина фаски f = 0,1 -4-0,5 мм, ширина лунки В = 7,0-1-5,0 мм, размер I = 1,0ч-0,4 мм, размер t = = 1,54-0,8 мм.
Лунка подобно уступу уменьшает использование твердого сплава, поэтому ее можно рекомендовать для тех случаев, когда применение
Фиг. 57. Форма лунки, полученная доводкой чугунным диском.
накладного стружколоматели затруднительно. Стружколомание при помощи лунки получило широкое распространение в промышленности.
Лупка на передней поверхности может быть получена при помощи доводочного чугунного диска и пасты из карбида кремния (фиг. 57, а).
Таблица 11
Размеры лунки (фиг. 56, а)
Размеры в мм Подача в мм/об
0,3 0,5 0.7 0,9 1,2 1 Л
Ширина лунки В ......... 2,5 3,5 5 7 8,5 9,5
Радиус закругления R 2,5 4 5 6,5 9,5 10
Глубина лунки t 0,3 0,4 0,7 0.95 1 1,2
Ширина ленточки f 0,2 0,3 0,45 0,55 0,6 0,8
1 М. О. Нодельман Эффективный способ стружколомания, «Станки и инструмент» № 4, 1959.
11*
164
Резцы
Доводка диском допускает получение лунки малых размеров, обеспечивающей надежность и стабильность дробления стружки и экономию твердого сплава. Размеры лунки приведены па фиг. 57, б. Резцы с такой лупкой предложены Челябинским тракторным заводом и вне
дрены па многих предприятиях.
В практике применяются нерегулируемые накладные стружколоматели (фиг. 58, а), изготовленные обычно
из твердого сплава, припаянные сверху к режущей пластинке.
Накладной стружколоматель должен плотно прилегать к пластинке. При наличии зазора стружка может попасть в щель и вызвать отрыв стружколома-теля. Накладной стружколоматель позволяет значительно повысить его высоту по сравнению с высотой стружколома-теля в виде уступа. Сходящая стружка соприкасается со стружколомателем в сечении, отстоящем на 1,5—2 мм ниже его верхней плоскости. Это допускает универсальность стружколомателя, так как позволяет использование его в широких пределах скорости резания. Угол между стружколомателем и перед-
л, „ „ ней поверхностью е зависит от угла
Фиг. 58. Накладные стружко- 1 J
ломатели. наклона стружколомателя устр и перед-
него угла у (фиг. 58, б).
Угол е оказывает большое влияние па процесс стружколомания
(на форму и размеры стружки и направление ее отвода). На основании опытных данных ВНИИ целесообразно принять угол устр равным 45°, тогда может быть выбрана величина е в зависимости от
переднего угла у, а именно е = 135° — у.
Таблица 12
Ширина накладного стружколомателя в мм
Глубина резания в мм Подача в мм/об
(1,2 0.3 0,4 0,5 0,6
1—2 4—5 4,8—5,8 5,5—6,5 3,5—4,5 3,8—4,8
3—4 4,5—5,5 5,3—6,3 6—7 3,8—4,8 4—5
5—6 5—6 6—7 6,5—7,5 4—5 4,3—5,3
Угол е в град. 105 115
Стружколоматели
165
Угол т между стружколомателем и главной режущей кромкой также влияет на форму и направление отвода стружки. Величина угла т зависит от величины главного угла в плане и глубины резания. Например, при t < 6 мм угол т выбирается равным
т = 5° при ср = 45°;
т = 10° при ф = 60°;
т = 20° при ф = 90°.
Ширина стружколоматели k (табл. 12) зависит в основном, от подачи и в меньшей степени — от глубины и скорости резания. Однако это изменение не такое резкое, как при стружколомателях в виде уступов, что в основном объясняется возможностью иметь их большей высоты. Это позволяет также значительно расширить допуск на ширину стружколоматели по сравнению с допуском для стружколомателей в виде уступов. На величину k оказывают влияние также геометрические параметры резца (углы ф и у) и стружколо-мателя (углы 8 и т). Величина 6 обычно выбирается в пределах 3—8 мм.
Накладные нерегулируемые стружколоматели обладают следующими недостатками: быстрым износом, сложностью изготовления и переточки, недостаточной универсальностью, недостаточным использованием пластин твердого сплава.
Накладные регулируемые стружколоматели лишены этих недостатков (фиг. 58, б). Широкое регулирование положения уступа относительно режущей кромки обеспечивает эффективное применение их при различных режимах резания. В резцах сборной конструкции применяют исключительно накладные стружколоматели как регулируемые на определенный размер, устанавливаемый в зависимости от условий обработки, так и постоянные, предназначенные для конкретной работы. Геометрические параметры этих сложколомателей принимаются такими же, как и для приваренных или припаянных стружколомателей.
Заслуживает внимания универсальный стр уж к о-л о м а т е ль, устанавливаемый на резцедержатель станка (фиг. 59) *. Он может быть использован для резца с различными геометрическими элементами благодаря возможности осуществления поворота головки стружколоматели в широких пределах и быстрой смены требуемой вставки. Поворот в различных плоскостях обеспечивает плотное прилегание вставки к передней поверхности резца и устраняет попадание стружки под вставку. Геометрические параметры е, т, k выбираются такими же, как и для накладных стружколомателей. Размеры вставок приведены на фиг. 59.
IB. М. Воробьев и А. В. Акимов, Отвод стружки при помощи накладного стружколома, «Станки и инструмент» № 2, 1951.
166
Резцы
В практике нашел применение стр уж кол ома тел ь экранного типа1 (фиг. 60). Он основан на следующем принципе. Сторона стружки, обращенная к резцу, обладает более высокими механическими свойствами по сравнению с внешней шероховатой стороной (фиг. 60, а). При ломании стружки
Фиг. 59. Универсальный струж-коломатель.
при помощи экрана, в противоположность струж-коломателям другого типа, излом ее осуществляется от наружной шероховатой стороны к гладкой, на что требуется затрата меньшей силы. Далее, стружка не дает дополнительного усилия на режущую часть резца, так как она ломается при наталкивании иа экран уже после прохождения передней поверхности резца. Ломание стружки осуществляется без дополнительной деформации не завивание. Режущая кромка не страдает от ударов сходящей стружки. Стружка после прохода через экран опускается вниз и безопасна для рабочего. Получающаяся в процессе резания стружка упирается в сферический экран в точке А (фиг. 60, б), при дальнейшем отделении стружка выпучивается и ломается в точке В на мелкие изогнутые куски пли падает в виде нескольких надломленных частей. Недостатком экранного стружколоматели является его громоздкость и неуииверсаль-ность. Он показывает хорошие результаты при обработке среднеуглеродистых и малоуглеродистых сталей при подаче 0,35—0,85 мм! об), толщине среза 3—12 мм и скорости резания 50—180 м/мин.
Помимо приведенных, предложен ряд новых методов и конструкций стружколомателей, основанных иа других принципах. Из них следует отметить:
1) динамический, основанный на том, что сходящая стружка приводит во вращение стружколоматель в виде ролика, установленного около передней поверхности резца 1 2;
2) метод, основанный на использовании вибраций резца3;
3) кинематический метод, основанный на использовании колебательных дви-
жений резца от специального кулачка 4
Первые два способа нуждаются еще в дальнейшем изучении, тогда как третий нашел удачное применение на автоматической линии роликоподшипников.
1 Предложение инж. А. В. Антонова (Ленинградский станкостроительный завод им. Свердлова).
2 Н. М. Иоффе, Динамический стружколом, «Станки и инструмент* № 11 1949.
А. С. Кондратов, Результаты исследования динамического стружко л.омателя, «Станки и инструмент» № 4, 1950.
Г, И. Киселев, Результаты исследования динамического стружколо-мателя, «Станки и инструмент» № 4, 1950.
3 В. Н. Подураев и Ю. Е. Захаров, Вибрационное резание при точении металлов, «Стаики и инструмент» № 12, 1959.
4 Г. М. Рывкии и Б. О. Самойлов, Кинематическое дробление стружки при точении, «Станки и инструмент» № 12, 1953.
Прочность и виброустойчиеость державки и режущих кромок
167
В результате рассмотрения методов стружколомания следует установить, что каждый стружколоматель может надежно работать только при определенных режимах резания, поэтому ни одна конструкция не может претендовать па универсальность. Геометрические параметры стружколоматели также зависят от выбранного режима резания и от рода обрабатываемого материала. Выбор той или иной конструкции стружколоматели обусловлен характером производства и конкретными условиями работы. Целесообразно во всех случаях, где это допустимо, пользоваться накладными сменными стружколомателями как регулируемыми, так и нерегулируе-
Фиг. 60. Стружколоматель в виде экрана.
мыми. Первые — прн мелкосерийном или индивидуальном производстве, когда требуется часто менять геометрические параметры стружколоматели, приспосабливая к каждой конкретной операции. Вторые — при массовом производстве, когда инструмент работает с постоянным режимом резания и на одних и тех же деталях. Нерегулируемые накладные стружколоматели целесообразно применять также и для крупных сечений стружки, когда ломание различной по величине стружки вполне обеспечивается одними и теми же геометрическими параметрами. Это, например, принято для резцов, предназначенных для тяжелого машиностроения. По возможности не следует применять накладные стружколоматели, припаянные или приваренные непосредственно к твердосплавной пластинке или к державке. Все резцы сборной конструкции должны быть снабжены накладными сменными стружколомателями. Уступы и лунки, выполняемые непосредственно па пластинках твердого сплава, приводят к нерациональному его использованию из-за больших потерь. Поэтому их следует применять только в тех случаях, когда накладные стружколоматели не могут быть использованы, например при расточных работах или при обработке деталей сложной конфигурации.
ПРОЧНОСТЬ И В И БРО УСТОЙЧИВОСТЬ ДЕРЖАВКИ И РЕЖУЩИХ КРОМОК
В связи с широким внедрением скоростного резания особое значение приобретают вопросы упрочнения державки и головки резца. Это связано с определением прочности поперечного сечения державки с учетом самого ослабленного места на
168
Резцы
димо обеспечить жесткость системы
Фиг. 61. Виброгаситель.
головке из-за врезания пластинки. Метод расчета на прочность для поперечного течения державки дан был ранее.
При скоростном резании играет большую роль не столько прочность державки, так как поперечное сечение ее выбирается всегда несколько больше, чем требуется, сколько жесткость и виброустойчивость. Наличие вибраций отражается не только на качестве обрабатываемой поверхности, но и непосредственно на режущих кромках резца, которые подвергаются повышенному износу, сколам и выкрашиваниям.
Часто источником появления вибраций является радиальная составляющая силы резания Ри. Для устранения или уменьшения вибраций необхо-
Станок должен быть в хорошем состоянии (устранить зазоры, подтянуть и отрегулировать подшипники шпинделя, подтянуть клинья направляющих суппорта, заменить при износе вращающиеся центры или перейти на жесткие центры из твердого сплава, установить правильно станок на фундамент и др.). Вибрации вредно сказываются на состоянии станка, вызывая повышенный износ сопряженных деталей и узлов.
Резец должен быть надежно закреплен в резцедержателе. Вылет его из резцедержателя должен быть минимальным, не более 1,5 высоты державки. Опорные плоскости державки и резцедержателя должны плотно прилегать друг к другу. Вылет пиноли задней бабки должен быть как можно меньше, насколько это допустимо для выполняемой работы.
Для устранения вибраций при обработке длинных деталей с относительно малыми поперечными сече-резца устанавливать выше центровой линии стайка. При этом для устранения затирания задней поверхности резца о деталь необходимо увеличить задний угол. Целесообразно при обработке таких заготовок применять люнеты.
При установке резца относительно центровой линии станка необходимо пользоваться минимальным количеством подкладок (не более двух) с тщательно пригнанными поверхностями.
Правильное и надежное закрепление заготовки оказывает большое влияние на устранение вибраций. При ненадежном закреплении длинной заготовки под действием радиальной составляющей Р& силы резания она может прогнуться или даже выскочить из центров станка. Наименьшая жесткость заготовки получается при консольном ее закреплении.
При закреплении той же заготовки в центрах жесткость возрастает до 16 раз, а при закреплении одного конца заготовки в патроне, а другого—в центре задней бабки жесткость повышается в 33 раза.
Геометрические параметры режущей части резца при правильном выборе могут уменьшить вибрации или даже совершенно их устранить. При рассмотрении значения каждого геометрического параметра были затронуты вопросы, связанные с вибрациями при обработке металлов резанием.
ниями (типа валиков) необходимо вершину
Конструкции резцов, оснащенных пластинками твердого сплава
169
За последнее время были предложены специальные устройства — виброгасители. Одна из конструкций 1 приведена на фиг. 61. Виброгаситель состоит из болта 1, полой втулки 2, пружины 3 и корпуса (крышки) 4. Виброгаситель устанавливается или на головке резца, или на державке в вертикальном положении. Виброгаситсль крепится при помощи накидной скобы, устанавливаемой на резце и снабженной резьбой под болт, или непосредственно на резце, имеющем резьбовое отверстие, через переходной штуцер. Принцип действия виброгасителя заключается в том, что крышка под давлением пружины упирается в вибрирующий резец и при определенном соотношении натяга пружины и величины массы виброгасителя получается сдвиг фаз колебаний резца и виброгасителя. Последний получает удары, при этом энергия колебаний резца поглощается, и вибрации затухают.
Виброгасители еще не получили широкого внедрения на наших заводах из-за недостаточной их эффективности и громоздкости конструкций. Устранения или уменьшения вибраций заводы добиваются путем выбора оптимальных геометрических параметров, а также использования всех мероприятий, улучшающих состояние станка и условий обработки.
КОНСТРУКЦИИ РЕЗЦОВ, ОСНАЩЕННЫХ ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА
В настоящее время в нашей промышленности применяются в основном резцы, оснащенные твердым сплавом (до 80—85% потребного количества); они используются на станках—токарных, карусельных, расточных, строгальных и других в широкой номенклатуре. Резцы из быстрорежущей стали используются только в тех случаях, когда их трудно или нецелесообразно заменить твердосплавными. Поэтому в дальнейшем целесообразно рассмотреть конструкции твердосплавных резцов. Они разделяются на три основные группы:
1) резцы с напаянной пластинкой непосредственно на державках; 2) резцы с механическим креплением вставки с напаянной пластинкой; 3) резцы с механическим креплением пластинки.
Первая конструкция является монолитной и при правильном соблюдении конструктивных и технологических требований обладает рядом преимуществ. Резцы отличаются простотой конструкции и изготовления, универсальностью, удобством и надежностью в работе, достаточной экономичностью в расходе твердого сплава, прочностью соединения и виброустойчивостью и способствуют хорошему отводу тепла из зоны резания. Эти преимущества гарантируют высокую производительность при определенной стойкости резца, что и является основной причиной широкого распространения их на практике.
С другой стороны, эти резцы не лишены и недостатков. Напайка пластинки вызывает дополнительные напряжения в твердом сплаве — температурные из-за различного линейного расширения сплава и материала державки и структурные при термической обработке державки после напайки. Эти напряжения способствуют как при изготовлении, так и в процессе эксплуатации возникновению трещин и снижению режущей способности твердого сплава. Необходимо
1 Д. И. Рыжков, Виброгаситель ударного действия, «Станки и инструмент» № 3, 1953.
170
Резцы
отметить, что в настоящее время технология напайки и заточки резцов изучена достаточно хорошо и при соблюдении требуемой дисциплины производства можно добиться полного устранения вредного влияния напайки на режущую способность сплава.
Напаянные резцы не допускают полного использования державки из-за ее повреждения при поломке пластинки или при ее износе. Для этих резцов отпадает также возможность выдвижения пластинки в случае износа или поломки. В том случае, когда у напаянных резцов ломание и отвод стружки обеспечиваются за счет лунки, из-за уменьшения толщины пластинки имеет место повышенный расход сплава. В особенности это сказывается при отсутствии централизованной заточки резцов, когда лунка делается на точиле самим рабочим.
Резцедержатели, поставляемые инструментальной промышленностью в централизованном порядке, после использования напаянной пластинки остаются у потребителя и в дальнейшем мало или почти не используются. Большой расход стали на державки и значительные затраты средств, связанные с транспортировкой резцов от производителя к потребителю (часто на большие расстояния), заставляют ставить вопрос о такой конструкции резца, которая позволяет многократное и долговременное использование державки резца. Это возможно в том случае, если резец снабжен сменной режущей частью — твердосплавной пластинкой или вставкой с напаянной пластинкой.
За последнее время появилось много предложений по конструкции сборных резцов с механическим креплением пластинки или вставки. Основное преимущество этих конструкций — отделение режущей части от державки (корпуса) резца. Это позволяет, помимо многократного использования державки, легко и быстро, не снимая резца со станка, осуществить смену или регулировку режущей части. При сравнении двух типов сборных резцов необходимо указать на преимущество резцов со вставкой по сравнению с резцами с механическим креплением пластинки. Вставка с напаянной пластинкой обеспечивает лучшее использование твердого сплава из-за большего количества переточек и меньшей остаточной части. При механическом креплении пластинка используется не только как режущая часть, но и в качестве зажимной. В этом случае пластинка не может быть заточена на всю длину (или ширину) из-за того, что какая-то часть ее должна быть оставлена в качестве зажимной. Предложение ВНИИ по напайке пластинки в стык к вставке из стали пока не нашло применения в промышленности, хотя оно при удачной конструкции резца сможет обеспечить резкое снижение остаточной части пластинки.
Вставки, как правило, позволяют применять пластинки меньших габаритов, чем напаянные резцы, что облегчает процесс напайки и в значительной степени устраняет возможность появления трещин.
Однако к резцам сборной конструкции предъявляются серьезные требования из которых следует отметить следующие:
Токарные резцы
171
1) прочность, надежность и безопасность конструкции в целом и отдельных ее деталей при небольшом их количестве;
2) универсальность, позволяющая использовать конструкции как для различных работ (например, для продольного точения, подрезания, для работы в упор и т. п.), для разных станков (токарных, строгальных и т. п.), так и для различных сечений срезаемого слоя металла;
3) достаточно полное использование (по мощности) станка в отношении возможности снятия максимального сечения стружки, допускаемого данным станком, т. е. резец в полной мере должен соответствовать станку, для которого он предназначен;
4) виброустойчивость — условие, которое иногда трудно соблюсти из-за наличия в сборной конструкции деталей и их сопряжений, в особенности при плохом их изготовлении; в результате этого сборные резцы отказываются работать на повышенных режимах; необходимо при разработке сборной конструкции стремиться к тому, чтобы виброустойчивость ее была по крайней мере не меньше, чем у напаянного резца;
5) экономичность в расходе твердого сплава и материала державки;
6) оптимальные геометрические параметры режущей части для всех типов и размеров принятой номенклатуры резцов;
7) ломание и отвод стружки в диапазоне режимов резания, соответствующем каждому типу и размеру резцов;
8) многократное использование державки, предупреждение ее повреждения при поломке пластинки; одним из этих мероприятий является термическая обработка державки и вставки для пластинки до твердости HRC 30—40;
9) расположение пластинки и ее выдвижение для регулирования вылета должны совпадать с направлением максимального износа и последующей заточки;
10) технологичность, в особенности для деталей, подлежащих частой замене (например, вставок с напаянной пластинкой твердого сплава).
Необходимо отметить, что сборные резцы, как инструменты более прогрессивные и выполненные на более высоком уровне техники по сравнению с напаянными, требуют к себе и большего внимания и забот со стороны работников производства. Сборные резцы не смогут получить широкого внедрения в промышленности, если к ним не будет должного отношения как при изготовлении, так и, в особенности, при эксплуатации.
ТОКАРНЫЕ РЕЗЦЫ
Из всех типов токарные резцы являются наиболее распространенными в металлообрабатывающей промышленности. На токарных станках производятся самые разнообразные операции. Этим объясняется многообразие видов токарных резцов. К ним относятся про
172
Резцы
ходные, подрезные, отрезные, расточные. Все эти резцы выполняются в двух вариантах: прямые и отогнутые. Несмотря на некоторую сложность изготовления, из-за необходимости производить отковку головки, отогнутые резцы получили достаточно широкое применение из-за их универсальности (например, проходные могут работать как на проход, так и на подрезание), большей жесткости, возможности вести обработку в менее доступных местах.
Проходные обдирочные резцы отличаются в основном выбором углов в плане: главного <р и вспомогательного <рг Проходные чистовые выполняются в двух вариантах: с большим закруглением г и лопаточные.
Подрезные резцы, предназначенные для подрезания торцов, уступов, выполняются также в различных вариантах.
Большинство резцов делаются как правыми, так и левыми в зависимости от направления подачи.
Различные типы токарных резцов и их габаритные размеры приведены в стандартах отдельно из твердых сплавов (ГОСТ 6743-61) и из быстрорежущей стали (ГОСТ 10043-62).
СТРОГАЛЬНЫЕ РЕЗЦЫ
Строгальные резцы по сравнению с токарными работают в более тяжелых условиях, так как они всегда входят в обрабатываемый
материал с ударом и испытывают неравномерное напряжение из-за
Фиг. 62. Схема работы строгального резца.
изменения сил резания.
В процессе резания на продольно-строгальных станках стол вместе с установленными на нем заготовками перемещается вдоль неподвижно закрепленных резцов, поэтому здесь приходится иметь дело с большими инерционными массами. Это обстоятельство заставляет применять пониженные режимы резания, в особенности в отношении скорости, не только для резцов из быстрорежущей стали, но также и для резцов, оснащенных твердым сплавом (в пределах 15—40 м/мин). Кроме того, сечения строгальных резцов принимаются примерно в 1,25—1,5 раза больше, чем для токарных при одинаковых сечениях снимаемой стружки, несмотря на то, что отвод тепла из зоны резания здесь более благоприятен, так как снятие
стружки происходит только при рабочем ходе.
Для избежания прижимания резца к обрабатываемой поверхности резцедержатель сделан поворотным относительно точки О
(фиг. 62). Это позволяет резцу несколько отойти от поверхности
заготовки во время обратного хода и предохранить заднюю его
Строгальные резцы
173
поверхность от повышенного износа. Под действием составляющей силы Рг резец подвергается изгибающему моменту, который растет с увеличением вылета резца h. Вершина резца описывает дугу окружности с центром в точке С и стремится углубиться в обрабатываемый материал. Чем больше плоскость 1—1, в которой расположена вершина резца, отходит от плоскости 2—2, проходящей через центр С, тем больше опасность углубления и тем ниже виброустойчивость резца. Наиболее оптимальным положением вершины резца является такое, при котором обе плоскости 1—1 и 2—2 совпадают друг с другом. В этом случае резец должен быть снабжен изогнутой головкой с вершиной, расположенной в опорной плоскости. Такой резец позволяет иметь большую величину вылета по сравнению с прямым. Как минимальная величина вылета для изогнутых резцов принимается равной 1,8—2,0, а для прямых—0,8—1,0 высоты сечения резца. Прямые резцы удобны в изготовлении, но менее вибро-устойчивы по сравнению с изогнутыми, в особенности с повышением величины вылета. Поэтому они не могут применяться для таких работ, где конфигурация детали не позволяет использовать малую величину вылета (45—60 мм). Изогнутые резцы отличаются большей универсальностью, поэтому они получили более широкое распространение на практике, несмотря на сложность их изготовления.
Несмотря на недостатки резца с вершиной, выступающей вперед за плоскость 2—2, все же иногда его используют на практике, а именно в том случае, когда требуется произвести обработку до уступа, который не допускает подойти резцами другой формы.
Строгальные резцы разделяются на проходные, подрезные, отрезные и пазовые специальные. Габаритные размеры резцов с пластинками из быстрорежущей стали установлены по ГОСТу 10 J45-62, а с пластинками из твердых сплавов — по ГОСТу9796-61.
Геометрические параметры режущей части строгальных резцов выбираются в основном такими же, как и для токарных резцов.
Угол наклона режущей кромки X для строгальных резцов принимается больше (10—12°), для того чтобы удар при врезании приходился не на вершину резца, а несколько далее по передней поверхности.
Главный угол в плане <р обычно принимается равным 45°. Для возможности использования повышенных величин подач и больших припусков угол ср понижается до 30—20°. При этом главная режущая кромка соединяется со вспомогательной, направленной под углом 8—10°, через переходную кромку, расположенную под углом 12—15°. Длина этих кромок составляет 5—6 мм. Переходная кромка предохраняет твердосплавную пластинку от сколов.
В машиностроении, в особенности в станкостроении, в настоящее время часто применяют чистовое строгание взамен шабрения или
174
Резцы
шлифования (например, для направляющих станин станков)*. Такая обработка должна дать высокую чистоту (по 6—7-му классам) и соответствующую точность обрабатываемой поверхности (отклонение от параллельности плоскости 0,1 мм на 1000 мм длины, отклонение от прямолинейности плоскости не более 0,1 мм на 1000 мм длины). Для этой цели применяют широкие резцы (фиг. 63). Наклон режущей
Фиг. 63. Конструкция
широкого резца для чистового строгания.
кромки под углом X = 8-т-10° обеспечивает плавное врезание и выход резца, что предохраняет пластинку твердого сплава от выкрашивания. При вылете головки до 40 мм резцы изготовляются прямыми, свыше 40 мм — изогнутыми. На фиг. 63 даны геометрические параметры этих резцов для обработки чугуна. Рабочие поверхности твердосплавной пластинки должны быть доведены до 10-го класса чистоты поверхности. Для обработки чугуна целесообразно применять твердые сплавы ВК8 и ВК6. При тонком строгании важное значение приобретает выбор режима резания. Обработку необходимо производить в два прохода: предварительную и окончательную. С увеличением скорости резания образование нароста на кромке уменьшается. В связи с этим чистота поверхности возрастает. Рекомендуемые величины скорости резания в пределах 45—60 м!мин. Оптимальная
* Н. Ф. Гельман. Тонкое строгание взамен шабрения, «Станки и инструмент» № 10, 1953.
М. О. Якобсон, В. С. Покровская. Исследование процесса обработки прямолинейных направляющих тонким строганием «Станки и инструмент» № 3 1958.
Долбежные резцы
175
величина подачи при предварительной обработке 0,45—0,50, а при окончательной 0,35—0,40 длины режущей кромки резца. При отклонениях в большую или меньшую сторону чистота обрабатываемой поверхности ухудшается. Припуск для окончательной обработки должен быть не выше 0,05 мм. В качестве смазки употребляется керосин, подаваемый в виде капель из сосуда, установленного впереди резца. Обрабатываемая поверхность получается блестящей с еле
Фиг. 64. Строгальный резец сборной конструкции для обработки чугуна.
заметными следами подачи. Строгание при помощи широких резцов получило большое распространение также и для получистовой обработки, например для чистых, но менее точных поверхностей, а также при строгании под последующее шабрение или шлифование. В этом случае подача выбирается равной почти всей ширине резца.
Для строгальных станков, в особенности для больших размеров, в настоящее время намечается тенденция к широкому использованию строгальных резцов сборной конструкции. Преимущества их те же самые, что
и для токарных резцов. ВНИИ разработал ведомственные нормали на строгальные сборные резцы как с прямой, так и изогнутой головкой (фиг. 64) основных типов для обработки чугуна (без стружколоматели) и стали. Конструкция их та же, что и для токарных сборных резцов со сменными вставками. Строгальные сборные резцы этой конструкции хорошо себя зарекомендовали на крупных
машиностроительных заводах.
ДОЛБЕЖНЫЕ РЕЗЦЫ
Долбежные резцы применяются на долбежных станках при долблении поверхностей, пазов, канавок различной конфигурации и т. п. По принципу работы они напоминают строгальные резцы, однако составляющая силы резания Рг направлена здесь вдоль оси резца.
Они изготовляются в основном с пластинками из быстрорежущей стали и реже с пластинками из твердых сплавов. Основные типы резцов из быстрорежущей стали стандартизованы (ГОСТ 10046-62). Геометрические параметры режущей части выбираются по тем же правилам, что и для токарных и строгальных резцов.
176
Резцы
ОТРЕЗНЫЕ РЕЗЦЫ
Отрезные резцы применяются в основном при отрезке пруткового материала на токарных, револьверных станках и автоматах. Тяжелые условия работы, связанные с затруднительным отводом стружки из зоны резания, недостаточность охлаждения, путаная стружка, а также неблагоприятная форма резца (большой вылет при малой толщине головки, малая жесткость) вызывают сколы пластинки твердого сплава или выкрашивание кромки. С повышением скорости резания появляются дополнительные силы резания, а также вибрации, отжимы, из-за чего резец подвергается дополнительному изгибу как в вертикальном, так и в боковых направлениях. Это в особенности сказывается в конце отрезки: вблизи центра заготовки силы резания возрастают примерно в 1,5 раза больше, чем в начале отрезки. Как правило, резцы приходят в негодность в конце резания. Эти причины не позволяют широко применять отрезные резцы, оснащенные пластинками твердых сплавов. Резцы из быстрорежущей стали во многих случаях уже лимитируют производительность труда и требуют своей замены твердосплавными резцами. Ниже рассматриваются мероприятия по улучшению конструкции отрезных резцов.
Установка резца по отношению к заготовке (фиг. 65, а) оказывает большое влияние на его работу. При установке вершины резца выше центра заготовки даже на небольшую величину (0,1—0,2 мм) имеет место скалывание твердосплавной пластинки вдоль передней поверхности. Установка вершины резца ниже центра на величину, большую 1,5 мм, приводит к отрыву всей пластинки от державки резца. Практика показывает, что целесообразно устанавливать резец из твердого сплава ниже центра на 0,5—1,0 мм.
Во избежание ослабления головки резца, а также из-за ограниченной толщины головки, приходится устанавливать для резцов из быстрорежущей стали вспомогательные углы в плане <рх небольших величин в пределах 1°30'—2° (фиг. 65, б). При отклонениях оси резца от перпендикулярности к оси заготовки углы <рх оказываются уже недостаточными. В результате возрастают трение и заедание резца, и появляется опасность поломки его из-за заклинивания в пазу. Экспериментально установлено, что остаточный при отрезке отросток работает на кручение. Это является также одной из причин выкрашивания и скалывания пластинки твердого сплава в момент окончания отрезки заготовки. Учитывая, что твердосплавные резцы из-за повышенных скоростей резания работают в более тяжелых условиях, чем быстрорежущие резцы, необходимо для них давать более повышенные величины углов <pt (не менее 2°30'—3°). Отрезной резец должен иметь утонение также по направлению от вершины до опорной плоскости пэд углом ср2- Обычно для резцов из быстрорежущей стали углы ср2 принимаются в пределах 1°30'—2°. Для твердосплавных резцов, которые подвергнуты большим вибрациям, необходимо
Отрезные резцы
177
повышать углы ср2 до 2°30'—3°30'. Для усиления головки следует рекомендовать производить заточку под углами cpj и <р2 не по всея длине и высоте резца, а только на некоторых участках.
Фиг. 65. Отрезные резцы.
Для получения большей опоры и лучшего использования материала головка по высоте делается больше стержня с оформлением утолщения в виде закругления 1 (фиг. 65, в) или параллельно опорной плоскости.
Усиления головки можно достигнуть также путем фрезерования таким образом, что у основания тело резца получается более массивным, чем на передней поверхности2 (фиг. 65, г).
Величина вылета резца зависит в основном от размера отрезаемого материала. Необходимо уменьшать величину вылета до минимально допустимого размера.
1 Предложена новатором производства Н. Г. Кузовкиным.
2 Предложена новатором производства А. Б. Нейманом.
12 Семенченко и др. 599
178
Резцы
Неменьшую роль в отношении жесткости системы играет также и величина выдвижения заготовки из патрона. Чем более выдвинута заготовка из патрона, тем неустойчивее работа резца и тем больше опасность его поломки. Целесообразно принимать величину выдвиже
ния заготовки минимально допустимой, например 1,6—2,0 ее диаметра. При использовании люнетов величина выдвижения может быть повышена до 10 раз и более.
Наличие боковых сил, возникающих в процессе резания, вызывает часто отрыв твердосплавной пластинки от державки. Для повышения сопротивления отрыву целесообразно производить пайку пластинки, снабженную скосами, в паз, выполненный в виде призмы под углом 100° (фиг. 66, а). При такой форме увеличивается площадь контакта спаянных поверхностей и прочность их крепления1.
Наряду с повышением прочности закрепления твердосплавной пластинки на державке и с повышением жесткости головки, не меньшую роль играют отвод стружки из зоны резания и получение ее формы, достаточно безопасной для рабочего. Для улучшения процесса резания внесен ряд предложений по выбору геометрических параметров режущей части отрезных резцов.
1 Предложена новатором производства В. Н. Годяевым.
Отрезные резцы
179
Передний угол оказывает большое влияние на виброустойчивость резца, которая резко снижается с уменьшением его величины (от нуля и ниже). Поэтому во избежание появления вибраций необходимо принимать передний угол 15—25°, причем обычно он делается равным углу врезания пластинки. В целях обеспечения завивания стружки и благоприятного отвода ее, рекомендуется переднюю поверхность резца делать или криволинейной, или с лункой. Для упрочнения главной режущей кромки целесообразно предусмотреть ленточку шириной 0,2—0,3 мм с отрицательным передним углом —3 — 5°. Однако не следует забывать, что такая ленточка допустима только при наличии достаточно жестких условий работы резца. В случае, если условия жесткости не позволяют применять упрочняющую ленточку с отрицательным углом, рекомендуется делать ее с положительным углом 5° для твердых и 10° для мягких и вязких материалов. Упрочняющая ленточка при небольшой ее ширине не оказывает влияния на величину сопротивления резанию, так как центр давления стружки выходит за границу ленточки в зону криволинейной передней поверхности, снабженной большим передним углом.
В практике встречаются отрезные резцы, у которых передняя поверхность оформляется в виде двухгранного угла (фиг. 66, б). Плоскости его наклонены к опорной плоскости под углом р. = 10 -£-15°. Линия пересечения этих плоскостей расположена параллельно опорной плоскости. Такая конструкция способствует лучшему врезанию резца в заготовку.
Задний угол главной режущей кромки принимается равным 8° по пластинке и 12° по державке.
Главная режущая кромка резца может быть оформлена в нескольких вариантах. Для отрезки крупных заготовок можно рекомендовать резец с двумя режущими кромками (фиг. 66, в)1. Они обеспечивают разделение стружки на две части, что облегчает отвод ее из зоны резания. Такая конструкция более подходит к резцам из быстрорежущей стали, тогда как для твердосплавных резцов она менее пригодна из-за сложности заточки и малой прочности режущей кромки.
Заслуживает внимания оформление главной режущей кромки под двумя углами ср (фиг. 66, г). Такая форма облегчает врезание резца в заготовку и удлиняет ее кромку. Углы в плане ср принимаются в пределах 60—80° (q = 30 -5- 10°).
В том случае, если главная режущая кромка выполнена под углом ср = 90°, рекомендуется на ней снимать фаски размером f = — 1 -г- 1,5 мм под углом 45° с обеих сторон или же делать небольшие закругления (фиг. 66, д).
1 Предложение новатора А. П. Рыбакова. 12*
180
Резцы
В практике встречаются случаи, когда при отрезке нежелательно оставлять несрезанным цилиндрический отросток у сердцевины заготовки (например, при обработке на автоматах). Для срезания такого стержня режущая кромка оформляется под углом ф = 75 4-80°.
Иногда отрезку заготовок производят резцом, у которого главная режущая кромка имеет вогнутую форму, полученную в результате вышлифовки лунки на главной задней поверхности (фиг. 66, ж). Назначение такой формы —повышение виброустойчивости резца и возможность повышения величины подачи.
При проектировании отрезных резцов необходимо следить за тем, чтобы наиболее узкая часть головки не превышала заданной величины. Она проверяется по формуле, устанавливающей зависимость между элементами головки резца (фиг. 66, е),
f = а (1 — ctg ср tg фх) — 2/х tg<px.
где f —толщина головки в узкой части в мм;
а —толщина головки у вершины в мм;
Ф —главный угол в плане в град.;
фх —вспомогательный угол в плане в град.;
/х —длина головки в мм.
Тяжелые условия работы отрезных резцов заставляют, как правило, применять их в виде монолитной конструкции, тогда как сборные конструкции редко встречаются на практике.
ПОЛУАВТОМАТНЫЕ И АВТОМАТНО-РЕВОЛЬВЕРНЫЕ РЕЗЦЫ
Эти резцы в основном изготовляются из быстрорежущей стали. Головка резца оформляется в виде вставки, приваренной к державке в стык. Вставка состоит из полосы быстрорежущей стали и основания из малоуглеродистой стали, соединенных при помощи стыковой сварки. Такая форма в 4—5 раз увеличивает срок службы резца прн незначительном увеличении расхода быстрорежущей стали. Иногда вставка изготовляется целиком из быстрорежущей стали и приваривается в стык к державке.
Резцы радиального типа для полуавтоматов применяются для работы без врезания и с врезанием. Прн автоматной обработке врезание часто имеет место. Оно заключается в том, что в начале работы резец входит в заготовку с поперечной подачей, и только после достижения требуемой глубины резания поперечная подача выключается, и резец начинает работать с продольной подачей. Для облегчения врезания угол при вершине должен быть не больше 90°, вспомогательный угол в плане 35—45°, при условии, что угол врезания принимается равным 25—30°. Эти резцы допускают установку в державке под углом 15 и 30° к оси резца. Типовые резцы для полуавтоматов приведены в ГОСТе 10043-62.
Автоматно-револьверные проходные резцы (ГОСТы 10043-62 и 10044-62) также применяются в державках под углом 30 и 15° с углами <р = 454-75° и фх = 35-4-80°. Фасонные резцы, предназначенные для снятия фасок под углом 30 и 45°, устанавливаются под углом <р, равным 0, 30 и 45°, с углами <р = 454-60° и <рх = 04-60°.
Для одношпиндельных автоматов применяют круглые резцы следующих типов (по ГОСТу 3804-47): прорезные, фасочные односторонние, фасочные двусторонние, отрезные.
Тангенциальные резцы
181
ТАНГЕНЦИАЛЬНЫЕ РЕЗЦЫ
Тангенциальные резцы получили широкое распространение на токарных автоматах и полуавтоматах. Они устанавливаются по касательной к заготовке. Это обе спечнвает более благоприятное распределение составляющих силы резания: вертикальной Рг, осевой Рх н радиальной Ру (фиг. 67, а). Наибольшая сила Рг направлена
Фиг. 67. Тангенциальные резцы
вдоль оси резца, поэтому он не подвергается большому изгибающему моменту, как это имеет место у радиального резца (фиг. 67, б). Тангенциальный резец оказывает большее сопротивление по сравнению с радиальным и снимает при равных условиях более крупную стружку.
Такой резец затачивается только по передней поверхности; задний угол обеспечивается определенной установкой резца в державке (фиг. 67, в). Простота заточки и установки являются основными преимуществами тангенциального резца.
Геометрические параметры режущей части выбираются в зависимости от характера обработки и приведены на фиг. 67, г для черновых резцов и на фиг. 67, д для чистовых. Задний угол а для черновых резцов равен 8—10°, а для чистовых 10—12°. Передний угол у для черновых резцов равен 8—10°, а для чистовых 10—20° в зависимости от твердости обрабатываемого материала. Для вязких материалов необходимо снабжать переднюю поверхность лункой для лучшего схода стружки (фиг. 67, д). Для черновых резцов необходимо предусматривать наклон передней поверхности под углом X = 84-10°. Вершина резца должна быть смещена относительно оси заготовки на величину Л, равную V8—V™ Диаметра заготовки, причем для твердых материалов величина h принимается большей, чем для вязких.
182
Резцы
РЕЗЦЫ СБОРНЫХ КОНСТРУКЦИЙ
В практике встречается большое количество конструкций сборных резцов1. Ниже рассматриваются в качестве примеров некоторые из них, как получившие достаточное распространение в промышленности.
Резцы с креплением пластинки при помощи сил резания 2. Использование сил резания для крепления пластинки в державке является удачным для резцов, оснащенных твердым сплавом. В процессе
Фиг. 68. Схема сил, действующих на резец (а), расположение пла стинкн н стружколоматели (б).
резания на пластинку в плоскости, перпендикулярной к режущей кромке, действуют две составляющие силы, рассматриваемые как условно приложенные к вершине резца: нормальная PN, отталкивающая режущую кромку от поверхности резания, и тангенциальная Рг, расположенная в плоскости резания. Направление их равнодействующей PR характеризуется углом ф (фиг. 68, а). Если угол ф меньше заднего угла а, тогда пластинка стремится опрокинуться вниз. Если угол ф больше угла резания 6, то пластинка имеет тенденцию приподняться вверх. Равнодействующая только тогда будет прижимать пластинку, когда она будет проходить между опорами державки, а для этого надо соблюсти условия: 1) ф > а; 2) ф < 6.
На основании экспериментальных данных можно установить, что tg ф = увеличивается по мере износа режущей кромки * г
и уменьшения толщины среза. Например, для затупленного резца при толщине среза 0,025 мм фтах 65°, тогда как при толщине свыше 0,3 мм фтщ == 19°.
Угол фт1п всегда больше а, поэтому первое условие соблюдается. Для устранения приподнимания пластинки вверх необходимо, чтобы
1 См. также статьи из журнала «Станки и инструмент» № 11. 1950; № 4 и 7, 1952, № 9 и 10, 1953, № 1, 2, 8. 1954; № 11. 1956.
2 Г. М. Рывкин и Б. И. Самойлов, Резцы с креплением режущих пластинок и стружкозавивателей силами резания. Сб. «Скоростное резание металлов и инструмент ВНИИ» МСС, Машгиз, 1951 и «Станки и инструмент» № 4, 1952.
Резцы сборных конструкций
максимальный угол врезания пластинки 6 был равен 90° —фтах, т. е. 25°. В целях большей гарантии угол врезания 8 принимается равным 15° (фиг. 68, б).
Для избежания опрокидывания пластинки вниз необходимо правильно выбрать величину вылета ее из державки. На основании экспериментальной проверки наибольшая величина вылета принята равной 1,4, а наименьшая 0,4 мм. В данной конструкции регулирование вылета при износе режущей кромки не производится.
Фиг. 69. Конструкция резца с креплением пластнпкн силами
резания.
Вместо этого предусмотрены три державки, каждая из них снабжена на обоих концах гнездом с неподвижными опорами. Каждое гнездо предназначается для применения пластинки с разницей по ширине 1 мм при вылетах от 1,4 до 0,4 мм. Пластинка шириной 12 мм используется только на 6 мм при перестановках в шести гнездах трех отдельных державок. Смена пластинок может быть произведена без снятия державки из резцедержателя и без регулирования. Угол врезания пластинки принят 15°. Во избежание попадания стружки под опорную нижнюю поверхность стружколомателя передняя поверхность пластинки на ширине 1 мм заточена под углом 10°. Благодаря этому нижняя поверхность стружки упирается выше-лезвия стружколомателя. Для обеспечения стабильности работы стружколомателя передняя поверхность его заточена под двумя углами 30 и 60°.
Конструктивное оформление проходного резца показано на фиг. 69. Державка 1 из термически обработанной стали твердостью HRC 45—50 снабжена с двух сторон гнездами для пластинки 2 и стружколомателя 3, который прижимается к державке и пластинке при помощи штока 4 и пружины 5, обеспечивающих крепление в нерабочем состоянии. Штифт 6 предназначается для боковой опоры пластинки. Для обеспечения лучшего прилегания стружколомателя к пластинке, хвостовик его имеет опору только в одной точке. Дл я
184
Резцы
изменения расстояния к между главной режущей кромкой пла-
стинки и кромкой стружколомателя рекомендуется применять стружколомателя различной длины. Они обеспечивают расстояние к в пределах 1,5—6,5 мм при трех размерах стружколомателя.
При централизованной заточке пластинок и правильной орга-
низации хранения и сортировки по группам резцы могут найти себе широкое применение благодаря рациональной геометрии, стабильности стружколомания, уменьшению вспомогательного времени на смену и заточку, предохранению пластинки от поломки в случае внезапной остановки станка и др. Этими резцами снабжены токарные автоматы автоматической линии по обработке колец для шарико- и роликоподшипников.
Фиг. 70. Резец с механическим креплением пластинки.
В качестве другого варианта резца с креплением пластинки при помощи сил резания предложена следующая конструкция (фиг. 70)1. Твердосплавная пластинка 2 зажата между плоскостью подвижного упора 3 и клинообразного буртика А, сделанного в державке I. Подвижный упор <?, снабженный струж-
коломателем, перемещается под действием зажимного винта 4. Опорный буртик предназначается для заклинивания пластинки под действием сил резания и ее закрепления в державке. Он также пре-
дохраняет пластинку от сдвигания в направлении от задней опоры и выворачивания ее из паза. Под действием сил резания плас-
тинка плотно прижимается к нижней опоре и заклинивается между буртиком А и подвижным упором 3. Силы резания воспринимаются нижней опорой, подвижным упором и винтом, а буртик А разгружается.
Экспериментальные опыты и работа в производственных условиях показали хорошие эксплуатационные преимущества данной конструкции. Резец может быть выполнен как проходной, так и подрезной.
Резцы с многогранными пластинками. За последнее время в нашей промышленности нашли распространение многогранные пластинки твердого сплава. На фиг. 71 показаны пластинки, разработанные ВНИИ2. Конфигурация их зависит от главного угла в плане <р.
1 Конструкция предложена новатором производства А. П. Аграфениным.
2 Б. И. Самойлов и А. В. Акимов, Резцы с механическим креплением твердосплавных многогранных пластинок конструкции ВНИИ, изд. ВНИИ, 1959.
Резцы сборных конструкций
185
Трехгранная пластинка предназначена для <р = 90°, пятигранная для <р = 60° и шестигранная (а также и четырехгранная) для ф = 45J.
а; б) в)
Фиг. 71. Многогранные пластинки.
Эти пластинки допускают производить поворот на острую режущую кромку взамен затупившейся. Пластинки рассчитаны на работу
только одним торцом, поэтому толщина их выбирается порядка 4,5— 5,5 мм. Для возможности стружколомания пластинка снабжена струж-коломательной канавкой, получаемой непосредственно при прессовании и спекании. На фиг. 72 показана конструкция крепления пластинки на державку. Пластинка 2 свободно насажена на штифт 4, запрессованный в державке /. Закрепление осуществляется втулкой 3 со срезом и винтом 5. Конструкция предусматривает возможность расклинивания пластинки между задней опорной стенкой державки и штифтом с одновременным прижимом к опорной плоскости державки. Конструктивные и геометрические элементы пластинок трех типов приведены на фиг. 71. Обычно пластинки не перетачиваются и после использования всех режущих кромок сдаются в переработку.
А-А
Фиг. 72. Конструкция державки-для резца с многогранной пластинкой.
В зарубежной практике многогранные пластинки также находят применение. Для возможности использования режущих кромок
186
Резцы
на двух торцах, пластинки изготовляются большей толщины. Струж-коломательные канавки обычно изготовляются при помощи заточки
Резец с клиновидной вставкой.
Фиг 73.
алмазными кругами и реже путем спекания.
Крепление пластинки к державке в большинстве конструкций осуществляется посредством рифлений, выполненных на державке и накладке, и болта.
Резцы со сменными вставками. Для токарных станков средней мощности с высотой центров 150—300 мм резцы сборной конструкции находят широкое применение. Для этой группы станков в промышленности встречается много конструкций сборных резцов. Одна из таких конструкций, разработанная ВНИИ1, приведена па фиг. 73. Вставка 2 с напаянной твердосплавной пластинкой, выполненная в виде клина с углом 10°, расположена в державке 1 под углом 15° к основной плоскости. Угол врезания пластинки 25°. Клиновидная форма вставки уменьшает возможность смещения ее вдоль паза. Сквозной вырез во вставке обеспечивает быструю смену ее путем легкого ослабления зажимного винта 4. Стружколоматель 3 с напаянной твердосплавной пластинкой снабжен удлиненным отверстием для возможности регулирования его в зави
от условий обработки. При наклонном расположении получается лучшее использование твердого сплава в связи
симости вставки
с повышением числа переточек и уменьшением его выкрашивания, а также возможностью применения более тонких пластинок.
Для проходных резцов высотой 25—30 мм максимальное сечение стружки 6—10 мм2, для подрезных 4—8 мм2 при обработке стали авр — 75 кИмм2. Резцы обеспечивают удовлетворительный отвод стружки на всех режимах, применяемых для данных сечений державок, достаточную прочность, виброустойчивость и надежность в работе, однако, только при скорости резания не выше 120 м1мин.
Сборные резцы для тяжелого машиностроения. В тяжелом машиностроении еще до сих пор находят применение резцы с напаянными твердосплавными пластинками. Эти резцы обладают целым рядом крупных недостатков. Размеры резцов (сечение до 70 х 100 мм и длина до 800 мм) и вес (до 60 —80 кг) настолько велики, что пред
1 А. В. Акимов, Резцы высокой производительности, Трудргзервиздат
1956.
Резцы сборных конструкций
187
ставляют огромное неудобство при транспортировке, постановке и закреплении на станке, заточке, напайке и т. п. Для дробления стружки делается лунка довольно больших размеров, что резко снижает использование твердого сплава и сильно ослабляет пластинку. С увеличением габаритных размеров пластинки в значительной степени осложняются процессы напайки и заточки (трещины, отрывы и т. п.), в особенности для сплавов титановольфрамокарбидной группы.
Резец работает в тяжелых условиях из-за большой нагрузки (при сечении стружки до 100—120 мм2 при обработке стали нагрузка
Фиг. 74. Резец для работы одной стороной.
достигает 15—20 пг) и неравномерности припуска (стальное или чугунное литье, заготовка свободной ковки). Эти причины также резко снижают процент использования твердого сплава. Практика показывает, что полезное использование пластинки иногда достигает только 20—25%.
Сборные резцы, снабженные сменной вставкой с напаянной на ней пластинкой, значительно облегчают как изготовление, так и эксплуатацию. На фиг. 74 и 75 показаны конструкции сборного резца, разработанные ВНИИ. Вставка с напаянной пластинкой закрепляется винтом в открытом угловом пазе державки с углом врезания 75°. Стружколоматель с напаянной твердосплавной пластинкой закрепляется отдельным винтом. Для предохранения смещения вставки предусмотрен штифт / (фиг. 74). В случае работы резца обеими сторонами вместо штифта ставится закрепляемая винтами шпонка 2 (фиг. 75), находящаяся в пазах державки и вставки.
Расположение пластинки вдоль задней поверхности резца позволяет устранить возникающие в процессе резания напряжения изгиба и заставляет как пластинку, так и державку работать на сжатие. Винт расположен параллельно опорной плоскости державки, что
188
Резцы
обеспечивает надежное прилегание к ней вставки. Расположение вставки в державке позволяет в процессе работы использовать силы резания в качестве закрепляющего фактора. Конструкцией резца предусмотрена возможность удержать вставку в рабочем состоянии в случае появления опрокидывающего момента, стремящегося повернуть ее вокруг точки вращения. Это может иметь место, если угол ф между равнодействующей силой резания R и составляющей силой Рг окажется меньше 15°. Вставка, как показали испытания в работе, совершенно исключает возможность ее опрокидывания
А -А
Фиг. 75. Резец для работы двумя сторонами.
в сторону заготовки даже при самых неблагоприятных условиях обработки.
Прочностные испытания показали, что действующие на вставку усилия резания уравновешиваются реакциями опорных плоскостей державки и штифта, причем на винт практически не действуют большие нагрузки, и он лишь фиксирует определенное положение вставки в державке.
Для упрощения конструкции и повышения ее прочности стружко-ломатель предусмотрен нерегулируемым. Однако конструкция позволяет в случае необходимости иметь два стружколоматели, различных по длине: короткий для подач свыше 1 мм и длинный для подач меньше 1 мм.
Державка и тело вставки должны быть закалены до твердости HRC 35—40.
ВНИИ разработал широкую номенклатуру резцов данной конструкции: проходных с различными углами в плане, подрезных, упорных и других для обработки на токарных, карусельных и строгальных станках с высотой державки от 45 до 100 мм. Конструкция вставок позволяет применять их также и для строгальных резцов с изогнутой головкой. Для обработки чугуна резцы делаются без стружколомателей.
Резцы с минералокерамическими пластинками
189
РЕЗЦЫ С МИНЕРАЛОКЕРАМИЧЕСКИМИ ПЛАСТИНКАМИ
Для оснащения резцов минералокерамика используется в виде пластинок различной формы. Подобно резцам, оснащенным твердым сплавом, резцы с пластинками из минералокерамики изготовляются: 1) с пластинками, неподвижно закрепленными в державке; 2) с механическим креплением; 3) с механическим закреплением в державке вставки, в которой неподвижно помещена пластинка.
Первый метод предусматривает различные методы неразъемного соединения, как, например, пайка и т. п. Для пайки применяются разные припои и флюсы, причем иногда перед напайкой пластинки из минералокерамики подвергаются металлизации, например, слоем меди с титаном или железа и никеля и др. Во избежание потери слоя металлизации во время нагрева под напайку необходимо, чтобы температура плавления этого слоя была выше температуры плавления припоя1. Лучшие результаты дает напайка пластинки в закрытый паз по сравнению с открытым.
Неразъемные методы, принятые в данное время в промышленности, часто являются малонадежными для закрепления минералокерамических пластинок. Кроме того, из-за частой поломки пластинки резец быстро выходит из строя, и державка может быть использована для дальнейшей работы только после трудоемкой работы, связанной с новой напайкой пластинки, и при условии, чтобы державка оставалась неповрежденной после поломки пластинки. Заточка напаянной пластинки также требует больших затрат.
Основным преимуществом механического крепления является возможность быстрой смены затупившейся или сломанной пластинки. При этом чаще всего не требуется снятия резца со станка. Целесообразно при малой стоимости минералокерамическую пластинку не подвергать переточке, а выбрасывать ее после полного использования в работе. В настоящее время в нашем распоряжении нет еще исчерпывающих данных, какой тип крепления, механический или неразъемный, обладает большими преимуществами в отношении предохранения пластинки от поломки. Практика показывает, что при правильном распределении нагрузки на пластинку и соответствующем расположении опор механическое крепление обеспечивает полную надежность от поломки. Наличие некоторой свободы в перемещении пластинки в случае отступления от плавности работы в процессе резания (например, при неоднородности обрабатываемого материала) предохраняет пластинку от повреждения. Для напаянной пластинки из-за неразъемного крепления такая возможность отпадает.
Третий способ крепления является комбинацией двух первых способов и при удачном использовании может обеспечить надежную работу резца.
1 ВНИИ рекомендует состав припоя: 15% А1, 60—75% РЬО, 5—10% СиО, 10% NaF. Температура плавления 850—900°.
190
Резцы
Резцы с пластинками из минералокерамики работают при высоких скоростях резания, поэтому они должны быть снабжены стружко-ломательными устройствами. Параметры стружколомателей являются такими же, что и для резцов, оснащенных твердым сплавом. Остаются примерно одинаковыми также и геометрические параметры режущей части. Пластинка в державке располагается таким образом, чтобы передний угол был равен 10—15° с упрочняющей ленточкой шириной 0,3—0,5 мм (реже 1,0—1,5 мм), направленной под углом —5—10°. Задний угол на пластинке в пределах 6—8°. Главные углы в плане 45 или 60° для проходных резцов и 90° для подрезных. Угол наклона режущей кромки обычно равен нулю, но в некоторых случаях он выбирается более нуля (5—10°).
Для минералокерамических пластинок можно применять те же конструкции, что и для резцов, оснащенных пластинками твердого сплава1.
С целью повышения жесткости и придания большей универсальности головку державки целесообразно делать отогнутой.
Из-за низкой прочности минералокерамики необходимо, чтобы величина вылета пластинки у державки была незначительна (0,5 — 0,8 мм).
Для уменьшения опасности поломки пластинки из-за недостаточной пригонки опорных плоскостей (непараллельность их не должна быть выше 0,02—0,04 мм) иногда помещают пластинку в обойму из мягкой медной фольги толщиной 0,2—0,3 мм перед установкой ее в державку.
С точки зрения воздействия сил на пластинку следует признать более рациональным расположение ее вдоль задней поверхности, вместо передней. В первом случае пластинка меньше подвергается напряжению изгиба и больше работает на сжатие, что для минералокерамики имеет важное значение.
В минералокерамических резцах с механическим креплением сила зажима не должна вызывать дополнительных напряжений в пластинке и служить причиной ее поломки. Необходимо также обращать особое внимание на правильное распределение сил, действующих на пластинку, и на расположение опор. Конструкция резца должна обеспечить плотное прилегание пластинки к опорным плоскостям
1 А. И. Исаев и О. М. Кириллова, Исследование режущих свойств резцов с минералокерамическими пластинками, ЦНИИТМАШ, 33 ВИТП, 1957.
П. П. Трудов и М. П. Цыганова, Применение керамических пластинок при чистовом и получистовом точении. ЦБТИ Министерства станкостроительной и инструментальной промышленности, 1955.
М. П. Цыганова. Применение резцов с минералокерамическими пластинками при чистовом и получистовом точении, ВНИИ, 1959.
Разные конструкции резцов, «Станки и инструмент» № 4 и 7, 1952; № 9 и 10, 1953: № 1, 2, 8, 1954; № 11, 1956.
К. Agte, R. Kohlermann, Е. Heymel, Schneidkeramik Akademie — Verlag, Berlin, 1959.
Фасонные резцы
191
с целью устранения дополнительных нагрузок, вызывающих напряжение изгиба.
В связи с частыми выкрашиваниями режущих кромок в нашей и заграничной практике применяют многогранные (преимущественно трех- и четырехгранные) пластинки с соответствующим количеством режущих кромок. После использования каждой поверхности пластинка поворачивается на 120 или 90°, а после использования всех трех или четырех поверхностей на одной стороне пластинка поворачивается на другую сторону и снова можно использовать три или четыре рабочих поверхности.
Минералокерамические пластинки специальной формы зажимаются вдержавках, имеющих сменные вкладыши с вырезами согласно конфигурации пластинки. Вкладыш фиксируется в державке штифтом и закрепляется винтом. Пластинка и накладка с твердосплавным стружколомателем закрепляются винтом с отверстием под шестигранный ключ. Под пластинкой расположено основание из твердого сплава со шлифованной поверхностью для получения правильной опоры для пластинки.
В нашей практике многогранные пластинки из минералокерамики применяются такой же формы, как и многогранные пластинки из твердых сплавовх.
ЛИТЕРАТУРА
1, ВНИИ, Высокопроизводительные конструкции резцов и их рациональная эксплуатация, Машгиз, 1959.
2. А к и м о в А. В.. Конструирование и исследование высокопроизводительных твердосплавных резцов. Диссертация, Мосстанкии, 1953.
3. Резцы твердосплавные сборные, токарны и строгальные конструкции ВНИИ, Нормали Министерства станкостроительной и инструментальной промышленности, ЦБТИ, 1956.
4. Семенченко И. И., Резцы. Энциклопедический справочник «Машиностроение», т. 7, 1948.
5. Грановский Г. И., Трудов П. П., Кривоухов В. А., Ларин М. Н., Малкин А. Я., Резание металлов, Машгиз. 1954.
6. Четвериков С. С., Металлорежущие инструменты, Машгиз, 1953.
7. А л е к с е е в Г. А., Аршинов В. А., Смольников Е. А., Расчет и конструирование режущего инструмента, Машгиз, 1950.
ФАСОННЫЕ РЕЗЦЫ
Назначение, типы, область применения. Фасонные резцы применяются для обработки деталей с фасонным профилем. По сравнению с обычными резцами они обеспечивают:
1) идентичность формы, точность размеров деталей, так как они зависят не от квалификации рабочего, а в основном от точности изготовления резца;
1 В. И. Меламед, Многолезвийные мииералокерамические пластинки, «Станки и инструмент» № 7, 1957.
192
Резцы
2) высокую производительность благодаря большой экономии машинного времени, связанной с сокращением пути резания, и вспомогательного времени, требуемого на установку и наладку резца при смене его;
3) высокую долговечность благодаря большому количеству допускаемых переточек;
4) меньшее количество брака;
5) простоту заточки.
На фиг. 76 приведена схема обработки при помощи десяти простых и двух фасонных резцов. В первом случае время обработки
Фиг. 76. Схема работы резцов.
равно 4х/2 мин. (в расчет были приняты резцы В, С, F, G, К, J), тогда как во втором около \1/2 мин., т. е. экономия получается в 3 раза. Установка двух фасонных резцов значительно проще и быстрее по сравнению с установкой десяти резцов. На заточку двух резцов требуется во много раз меньше времени, чем на заточку десяти резцов.
Из-за большой стоимости фасонные резцы применяются при крупносерийном и массовом производствах.
В практике встречаются разнообразные фасонные резцы, которые делятся на следующие типы (фиг. 77):
1) по форме резца: круглые (фиг. 77, а) и призматические (фиг. 77, б);
2) по установке относительно детали: радиальные (фиг. 77, а, б) и тангенциальные (фиг. 77, в);
3) по расположению оси отверстия или базы крепления резца по отношению к оси детали: с параллельным расположением оси отверстия (фиг. 77, г) или базы крепления и с наклонным расположением оси отверстия (фиг. 77, д) или базы крепления;
4) по расположению передней поверхности: с положительным (или равным пулю) передним углом (фиг. 77, а, б) или с положительным передним углом и углом наклона режущей кромки (фиг. 77, е);
Фасонные резцы
193
5) по форме образующих фасонных поверхностей: с кольцевыми образующими (фиг. 77, а, е} или с винтовыми образующими (фиг. 77, ж).
Фиг. 77. Типы фасонных резцов.
Круглый резец насаживается на оправку и предохраняется от проворачивания при помощи зубьев или рифлений, сделанных на одном из его торцов (фиг. 78). Призматический резец закрепляется
в державке при помощи ласточкина хвоста и винтов. Радиальные резцы обла-
дают круглой или призматической формой, тангенциальные чаще всего — призматической. Круглые резцы применяются для наружной и внутренней обработки, тогда как призматические — только для наружной.
Фиг. 78. Крепление фасонных резцов.
Радиальный резец устанавливается по отношению
к заготовке таким образом,
чтобы обеспечить поперечную подачу по радиусу. В процессе резания ось детали пересекается одной или несколькими точками режущей кромки резца. Из-за широкого фронта работы радиальный резец работает в тяжелых условиях, вследствие чего приходится применять пониженные режимы резания. При обработке длинной
13 Семенченко и др. 599
194
Резцы
заготовки малого сечения возникает опасность прогиба его от усилия резания.
Тангенциальный резец устанавливается по касательной к внутренней окружности профиля изделия. Режущая кромка снабжена скосом под углом <р (см. фиг. 77, в). Это позволяет ему работать не сразу всем профилем, а с последовательным вводом в работу всех точек режущей кромки. Обработка профиля заканчивается тогда, когда последняя точка кромки пройдет через ось заготовки.
Тангенциальные резцы рекомендуется применять для обработки малоустойчивых к прогибу заготовок и неглубоких профилей.
В практике получили распространение резцы с параллельным расположением оси отверстия (для круглых) или базы крепления (для призматических) относительно оси заготовки. Наклонное расположение оси отверстия или базы крепления применяется в исключительных случаях, когда конфигурация детали на отдельных участках профиля не обеспечивает получения оптимальных задних углов при параллельном расположении.
Для улучшения процесса резания фасонные резцы необходимо снабжать положительным передним углом (см. фиг. 77, а, б). Резцы с положительным углом у и углом наклона режущей кромки X (см. фиг. 77, е) применяются при повышенных требованиях в отношении соблюдения формы детали и точности заданных ее размеров (например, на ответственном участке 1—2 длиной /).
Круглые резцы обычно выполняются с кольцевыми образующими фасонных поверхностей.
Призматические резцы обладают по сравнению с круглыми надежностью крепления, широким выбором заднего угла, большой прочностью режущей кромки, лучшим отводом тепла, а также обеспечивают большую точность обработки детали.
Однако в практике круглые резцы получили более широкое распространение, что объясняется в основном простотой их изготовления как тел вращения.
Конструктивное оформление фасонных резцов. Фасонные резцы чаще всего применяются при обработке из прутка на токарных автоматах и револьверных станках. Обычно после выполнения профиля следует отрезка готовой детали при помощи отрезного резца. При определении общей длины фасонного резца необходимо со стороны открытого конца заготовки учитывать величину припуска на окончательную обработку заготовки. Для избежания острых углов этот торец резца обычно снабжается цилиндрическим пояском длиной 2—3 мм. При оформлении второго торца необходимо учитывать припуск на обработку торца заготовки и дальнейшую отрезку заготовки отрезным резцом. Для этой цели торец резца снабжается выступающим цилиндрическим пояском, равным ширине отрезного резца (3—6 мм). Боковые стороны выступа срезаются под углом 15°.
Фасонные резцы
195
При обработке литых или штампованных заготовок оба торца фасонного резца делаются открытыми.
Наружный диаметр круглого резца определяют с учетом высоты профиля и дополнительной величины в пределах 3—8 мм от конца профиля до начала выреза. Расстояние от центра до выреза принимается 0,4—0,5 радиуса отверстия. После расчета размер округляется согласно принятому ряду диаметром (в мм):
Наружный диаметр резца . . 32 40 50 62 80 100
Диаметр отверстия...... 13 16 19 22 27 32
Для облегчения установки и закрепления на оправке резец на одном торце обычно снабжается зубьями (z — 34), направленными по радиусу (фиг. 78—79). Угол профиля зубьев равняется 90°. Вершины зубьев должны быть срезаны на величину 0,1—0,2 мм с оставлением площадки шириной до 0,5—0,75 мм. Это необходимо для обеспечения лучшего сопряжения боковых сторон зубьев на резце и державке. На фиг. 79 в качестве примера приведен чертеж фасонного круглого резца и его профиля.
Фиг. 79. Конструкция круглого резца.
Призматические резцы делаются длиной 75—100 мм. Ширина их зависит от длины профиля заготовки. Ласточкин хвост изгото-ляется под углом 55°. Для уменьшения опорной плоскости (шлифованной) делается выемка глубиной 1,4—2,0 мм и длиной 15 мм при общей длине базы крецления 30 мм.
Углы режущей кромки резцов. Для образования заднего угла (см. фиг. 77, а) круглого резца вершина его должна быть расположена ниже оси на расстояние h. Величина смещения h — R sin а, где /? — наибольший радиус резца. С возрастанием угла а величина смещения повышается, что влечет за собой ослабление режущей кромки. Угол а выбирается в пределах 10—12°.
Задний угол а призматического резца (см. фиг. 77 б) получается не заточкой как у круглого резца, а установкой в державке. Он может быть выбран большей величины, чем для круглых резцов, а именно 12—15°.
13*
196
Резцы
Указанные величины угла а выбираются по отношению к наружной точке режущей кромки. Во всех остальных точках профиля они будут иметь другие значения. По мере приближения рассматриваемых точек к центру круглого резца или к базе крепления призматического резца задний угол непрерывно возрастает.
Фиг. 80. Определение задних углов фасонных резцов.
Зависимость между углом а на вершине резца и углом в любой точке ах режущей кромки в радиальной плоскости Р—Р (фиг. 80) выражается таким образом: для круглого резца
“х = Ф — Yz + Р/,
для призматического резца
«Z = Ф — Yz’
где ф = а -ф у. Далее
г sin V sin у, =-------------L;
,Л г..
в _ c.siny .
16 R - Cx cos ф ’
q = rx sin (y — yj x sin у
При выборе величины заднего угла необходимо учитывать также и форму детали. Оптимальные значения угла а получаются на участках профиля резца, параллельных к оси детали. Участки профиля резца, перпендикулярные к оси детали, имеют угол а, равный нулю.
Фасонные резцы
197
Для избежания сильного трения приходится применять соответствующие мероприятия. Например (фиг. 81, а), эти участки выполняются с небольшим углом поднутрения 2°) или оставляются ленточки на небольшом участке профиля резца (фиг. 81, б). Для этой же цели применяют также резцы, фасонный профиль которых расположен по винтовой линии с шагом S (см. фиг. 77, ж). Подобным образом изготовляют резьбонарезные гребенки, являющиеся одним из типов фасонных резцов.
Фиг. 81. Мероприятия по улучшению углов резца.
Задний угол axN в произвольной точке х в сечении NN, перпендикулярном к режущей плоскости резца, определяется по формуле (см. фиг. 80)
tg «an = tg a sin <pz,
где <рЛ — угол между касательной к профилю резца в рассматриваемой точке и прямой, перпендикулярной к оси детали;
а — задний угол на вершине резца, рассматриваемый в плоскости, перпендикулярной к оси детали.
При выборе угла а надо задаться минимально допустимым (не менее 2—3°) углом ах для самой неблагоприятной точки режущей кромки, характеризуемой углом <рх. Угол Фх определяется аналитическим или графическим путем.
Передний угол у выбирается в зависимости от рода обрабатываемого материала, например для алюминия и меди у = 25 -г- 30°, для стали в зависимости от твердости 5—20°, для чугуна 0—10°, для бронзы и латуни 0—5°. Эти величины относятся к наружной точке резца в сечении, перпендикулярном к оси детали. Во всех остальных точках передний угол у будет иметь другие значения. С приближением рассматриваемых точек к центру или базе крепления резца передний угол непрерывно уменьшается, приближаясь к нулю. С целью повышения переднего угла и улучшения условий резания рекомендуется делать на передней поверхности лунку полукруглой формы радиусом 5—6 мм на участках с малым передним углом и оставлением ленточки шириной 0,2—0,3 мм у режущей кромки (фиг. 81, в).
198
Резцы
Профилирование фасонных радиальных резцов. Из-за наличия заднего а и переднего у углов профиль круглого резца в диаметральном сечении и профиль призматического резца в сечении, перпенди-
Фиг. 82. Расчет профиля круглого резца для наружной обработки.
кулярном к базе крепления, не совпадает с заданным профилем детали в ее диаметральном сечении. Величина искажения профиля резца возрастает с увеличением угла коррекции ф = а -ф у (фиг. 82).
Высота профиля круглого резца в диаметральном сечении получается меньше соответствующей высоты профиля детали, т. е. /?х — — R2 < г2 — г1( где /?! и /?2 — наружный и внутренний радиусы профиля резца; г1 и г2 — наружный и внутренний радиусы профиля детали. Соответственно для призматического резца имеем р < г2 — — гг, где р — высота профиля призматического резца в сечении, перпендикулярном к базе крепления.
Фасонные резцы
199
В связи с изменением угла ф = а — у необходимо корректировать профиль резца во всех характерных точках режущей кромки. Коррекции подлежат радиальные (высотные) размеры всех фасонных резцов. Осевые размеры остаются неизменными. Последние должны подвергаться корректированию только для резцов с наклонным расположением оси отверстия или базы крепления, а также для резцов с профилем, расположенным по винтовой линии.
К профилю фасонных резцов предъявляются большие требования в отношении точности размеров. Коррекционные расчеты необходимо производить с точностью до 0,001 мм для линейных размеров и до 1" — для угловых с использованием таблиц пятизначных логарифмов. Окончательные результаты округляются до 0,01 мм.
Расчет профиля резца удобнее производить путем последовательного решения простых трехчленных уравнений взамен применения единых расчетных формул сложного характера. Такой метод значительно упрощает расчет и устраняет ошибки, почти неизбежные при использовании громоздких формул. В практике встречаются и другие методы [21, [3], [61, [71. Интерес представляют методы, связанные с применением таблиц, которые значительно упрощают расчет профиля резца1.
При проектировании профиль резца рассчитывается по характерным точкам детали, например, 0, 1, 2, 3 на фиг. 82. Положение их определяется радиусами г, rlt r2, г3 и т. д. и соответствующими осевыми размерами llt l2, 13 и т. д.
Независимо от формы резца, размеры Съ С2, С3 и т. д. определяются по одним и тем же формулам
т = г sin у; = Д х — А;
л т
А = г cos у; smy2 = — ;
гг т л
sin Ух = —; А2 = r2 cos у2;
Д1 = Гх cos Ух С2 = А 2 — А и т. д.
Величина Сх может быть определена по формуле
С = r* s'n (V — Vi) х sin у
Фасонные резцы с заточкой под углом у. При расчете круглых резцов заданными величинами являются углы режущей кромки а и у, наружный радиус резца /?, соответствующий минимальному радиусу г детали при наружной обработке (фиг. 82) и максимальному
Р. А. Иессеи, Упрощенный метод расчета искажения фасонных резцов, «Станки и инструмента X® 4. 1951.
200
Резцы
Фасонные резцы
201
радиусу при внутренней обработке (фиг. 83). В результате расчета определяются радиусы всех точек резца, соответствующие характерным точкам детали.
Расчет производится по формулам;
ф = а 4- у; Н = R sin ф; В = R cos ф; Я1 = -Д~; 1 sin ф, В2 = В - С2;
Вх = В — Ci, । в tg^i = gp tg ф2 = 4"; °2 D И R2 — ——г- и т. д. 2 sin ф2
Величина может быть определена по формуле
Р Сх sin ip
х sin ’ где находим из формулы
. в _ Cxsinip
6 гх r — СЛ cos ф
При наличии на детали криволинейного участка профиля необходимо разбить его на несколько частей и определить радиусы для выбранных точек таким же путем, как и для прочих характерных точек. Полученные точки профиля резца соединяются плавной кривой.
При расчете призматических резцов углы режущей кромки а и у являются заданными. На оси детали устанавливается точка режущей кромки, наиболее близко расположенная к оси детали (фиг. 84). Расчет производится по формулам
ф = а 4- у; Р2 = С2 cos ф;
Рг = Сх cos ф; Р3 = С3 cos ф и т. д.
Осевые размеры 1г, 12, 13 и т. д. корректированию не подлежат, так как они не подвергаются искажению и переносятся непосредственно на профиль резца.
Фасонные резцы с заточкой под углами у и А,. С целью повышения точности обрабатываемого профиля фасонные резцы снабжаются, помимо переднего угла у, еще и углом наклона режущей кромки А, в плоскости, параллельной оси отверстия или базе крепления резца. Такая заточка позволяет расположить по центру не одну точку режущей кромки, а целый участок, например, /—2 на фиг. 85, соответствующий наиболее важному участку профиля детали. Таким участком может быть выбран только конический. Для криволинейной формы этот метод неприменим.
202
Резцы
Фиг. 85. Расчет профиля круглого резца с углом наклона режу щей кромки для наружной обработки.
Фасонные резцы
203
Осевое расстояние между точками /—2 на резне остается равным расстоянию I между теми же точками детали Угол \ не может быть выбран произвольным. Он зависит от осевого расстояния I
Фиг. 86. Расчет профиля круглого резца с углом наклона режущей кромки для внутренней обработки.
между заданными точками 1 и 2 конического участка и величины превышения q точки 2 над точкой / в сечении, перпендикулярном к следу пересечения передней поверхности с плоскостью заточки под углом у. Угол X для круглых (фиг. 85 и 86) и призматических (фиг. 87) резцов определяется по формуле
tg^ = f = ^.
где t = г2 — ri — глубина профиля выбранного конического участка профиля.
204
Резцы
Фиг. 87. Расчет профиля призматического резца с углом наклона режущей кромки.
Фасонные резцы
205
Остальные участки профиля располагаются выше или ниже центровой линии детали. Радиус R2 круглого резца для наружной (фиг. 85) и внутренней (фиг. 86) обработки, соответствующий точке 2 базового конического участка, определяется по формулам (фиг. 87)
t = Г2 — Гу,
Е2 — Ех — t;
Л = J?! sin ay, Еу — Ry cos otj;
L = Гу ± Еу;
tg а2 = -р-; ь2
h
sin а2
я2
(Знаки плюс для наружной и минус для внутренней обработки).
Для призматического резца необходимо определить расстояние Р2 для точки 2 по формуле (фиг. 87) Р2 = (г2 — О) cos а = t cos а.
Принцип расчета для других характерных точек профиля круглого резца, расположенных выше (например, 3 и 4) или ниже (5 и 6) центровой линии детали, заключается в следующем.
Если точки 1 и 2 обрабатываются по центровой линии, то любая точка, расположенная на базовой линии ВВ, будет также обрабатываться по центровой линии (фиг. 85 и 86). Проектируя на прямую ВВ все остальные точки профиля (<?, 4, 5, 6), определяем соответствующие им радиусы детали г', г’4, г'5, г’6. На пересечении окружностей этих радиусов с центровой линией детали получаются точки <?', 4', 5’, 6'. Проведя через эти точки прямые под углом у, получаем при пересечении их с окружностями г'3, г'А, г&, г'6 точки 3, 4, 5, 6, являющиеся конечными точками искомых радиусом резца R3, R4, Rs, R3.
Для призматических резцов вместо радиусов находим расстояния Р3, Р4, Ра, Ре от задней поверхности резца до точек 3, 4, 5, 6 детали (фиг. 87). Определение производится аналогичным путем.
Для расчета круглого резца для наружной обработки служат следующие формулы (фиг. 85):
Для точки 3: Для точки 6:
К3 = С3 sin у; = Ce sin у;
F3 = С3 cos у; Fe =- Ce cos у;
N3 = h - К3, N3 = h + К8;
г3 = г у, S3 — l8 tg 6;
Р3 = Г6 = О + 5в!
Q3 = Р = гв
tga3 = ^;
R3 = -^;
sin а3
Qe tg ae
= L - Р3, _N±.
R8 = sin <хв
206
Резцы
Аналогичным путем определяются радиусы резца Т?4 и Т?5 для точек 4 и 5 детали.
Для расчета круглого резца для внутренней обработки служат формулы (фиг. 86):
Для точки 4: Для точки 5:
Ki = С4 sin у; Fi = СА cos у; JV4 = ft - K4; =-- h tg 6; ri = + S4; Pi = <€> гч in ьо Сл •» in II II II II II II hi o?. P i 1 " + n £2. 1 ' T g 3 Гч Г? -й CP . . M .
Qi = Pi-L- tg«b = ^; 45
tg a4 , P 4 sin a4 ° sin a5
Аналогичным путем определяются радиусы резца 7?3 и для точек 3 и 6 детали.
Для расчета призматического резца применяются формулы (фиг. 87):
Для точки 4: Для точки 5:
Т4 = С4 cos ф; Т5 = С5 cos ф;
S4 = /4 tg 6;
г'А— г4 — S4; Р2 = t cos а;
V4 = г4 — г'А, Р5 = Т6 + Р2.
F4 =V4 cos а;
Р4 = Г4 + Т4.
Аналогичным путем определяются расстояния Р3 и Рй резца для точек 3 и 6 детали.
Искажение формы деталей при обработке фасонными резцами [1 1, (3]. При обработке фасонными резцами получается искажение формы детали, причем конические участки профиля обращаются в криволинейные с различной степенью вогнутости. Форма детали зависит от формы инструмента и его установки в работе.
Круглый резец, рассчитанный на обработку детали с коническим участком, представляет собой усеченный конус. В сечении конуса
Фасонные резцы
207
плоскостью, отстоящей па некотором расстоянии от оси резца, получается не прямая, а дуга гиперболы. Выпуклая форма режущей кромки резца (фиг. 88) придает коническому участку профиля детали вогнутую форму. Величина выпуклости дуги гиперболы кромки круглого резца зависит от расстояния Н = R sin (а у) его оси до передней поверхности (фиг. 88). Круглые резцы с углами у и 1 дают меньшую величину выпуклости по сравнению с резцами с одним
только углом у. Стрела выпуклости равна расстоянию от гиперболы до теоретической прямой, соединяющей две рассматриваемые точки конического участка режущей кромки.
Резцы, заточенные только под углом у, дают величину стрелы выпуклости во много раз большую (в 4—5 раз) по сравнению с резцами, заточенными под двумя углами у и к. В некоторых случаях она может оказаться больше допуска на неточность изготовления резца и даже детали.
При заточке резца под двумя углами у и к стрела вогнутости конического участка детали по величине равна стреле выпуклости режущей кромки резца.
Круглый резец с заточкой под углом у имеет в большинстве случаев
Фиг. 88. Искажение формы профиля круглого резца.
только одну точку режущей кромки, расположенную на центровой линии детали. Все остальные точки его расположены или выше, или ниже этой линии. Режущая кромка не совпадает с образующей конуса и направлена под некоторым углом к ней. В процессе резания получается поверхность однополостного гиперболоида вращения вместо требуемой конической поверхности. Величина стрелы вогнутости равна разности радиусов прямой и вогнутой образующих конуса детали (измеренная в направлении, перпендикулярном к оси детали).
Призматические резцы, независимо от значений углов у и к и положений передних и задних поверхностей относительно базы крепления, всегда имеют прямолинейные участки режущей кромки, соответствующие коническим участкам детали. Таким образом, они не дают искажения формы кромки. В этом большое преимущество их перед круглыми резцами.
Правильная форма конического участка профиля детали может быть получена при условии, если режущая кромка прямолинейна и расположена по образующей конуса детали. Этому условию удовлетворяет только призматический резец с заточкой под двумя углами у
208
Резцы
и X. Призматический резец с заточкой под углом у имеет только одну точку кромки, расположенную на центровой линии детали. И в этом случае из-за несовпадения режущей кромки с образующей конуса
детали в процессе резания получается поверхность одпополостного
гиперболоида вращения, и деталь будет иметь вогнутую форму. Величина стрелы вогнутости является величиной отклонения от конической формы деталей между заданными точками в сечении,
перпендикулярном к его оси. Она определяется как разность радиусов
прямой и вогнутой образующих конуса детали.
Из анализа величин погрешностей можно сделать следующие выводы:
1. Круглые резцы с заточкой под утлом у дают наибольшую погрешность. Из суммарной ошибки подавляющая часть прихо-щтся на долю выпуклости режущей кромки резца (из-за заточки), а на вогнутость (из-за установ-
Фиг. 89. Расчет профиля затыловочного резца, ки) — ничтожно малый
процент. Большая погреш-
ность является основным пороком конструкции таких резцов.
2. Круглые резцы с заточкой под углами у и А. дают значительно большую точность по сравнению с круглыми резцами с заточкой только под углом у. Однако они далеко не могут обеспечить такой точности, которую дают призматические резцы, даже заточенные только под одним углом у.
3. Призматические резцы с заточкой под углом у из-за малой вогнутости (из-за установки) профиля детали, укладывающейся в пределах допусков на деталь, обеспечивают достаточную точность.
4. Призматические резцы с заточкой под углами у и А., при которых исключается вогнутость профиля детали, дают наибольшую точность.
Профилирование фасонных затыловочных резцов. Затыловочный резец (фиг. 89) представляет собой пластину толщиной 12—20 мм, снабженную отверстием диаметром 16—22 мм для закрепления на станке. Длина резца 75—100 мм, ширина выбирается в зависимости от длины профиля заготовки.
Этот резец применяется для обработки зубьев по архимедовой спирали затылованных фрез. Для облегчения изготовления и сохранения неизменным профиля резца при переточках резец снабжается передним углом у, равным нулю. Задний угол а на вершине резца приходится выбирать большой величины (20—35°)
Фасонные резцы
209
с целью обеспечения достаточного заднего угла на всех участках профиля резца. При выборе заднего угла приходится принимать во внимание приведенные ниже требования.
В процессе затылования резец совершает возвратно-поступательные движения в плоскости, перпендикулярной к торцу фрезы. Каждая точка профиля резца перемещается по своей архимедовой спирали. По мере приближения к центру угол между касательной к окружности и касательной к архимедовой спирали возрастает, т. е. угол аЕ для конечной точки затылования будет больше а для начальной (вершины зуба фрезы). Углы аЕ и а определяются по формулам
tga“2nfl; tga^ - 2л/?в — RE^a>
где к — величина затылования;
z — число зубьев фрезы;
R — наружный радиус фрезы;
RE — радиус окружности фрезы, на которой лежит конечная точка при затыловании;
Re = R — h — к,
где h — высота профиля зуба фрезы.
Угол аЕ больше угла а, поэтому при расчете необходимо принимать во внимание угол аЕ.
Для обеспечения свободного резания в процессе затылования резец должен иметь задний угол не только равный аЕ, но и превышающий его на некоторую величину. Это превышение необходимо для того, чтобы учесть упругие деформации обрабатываемого материала. Следовательно, a = аЕ + ар, где ар — минимально допустимый угол зазора, учитывающий упругие деформации материала заготовки.
Пример. Определим заданный угол а резца для затылования фрезы при следующих данных: R = 32,5 лои; к = 3 лои; h = 10,5 мм; г = 12.
При расчете получаем: tg а т 10°05'; о,е 17°15'. Задаваясь ар = 10°, имеем a « 27°15'.
Итак, получено значение заднего угла а в радиальной плоскости РР (см. фиг. 89), параллельной оси профиля резца (в плоскости, перпендикулярной к оси детали). Для того чтобы быть уверенным в достаточности его величины, необходимо произвести проверку его в плоскости NN, нормальной к профилю режущей кромки резца. Согласно формуле (фиг. 80)
tg = tg a sin <рх, где axN —задний угол в плоскости NN в произвольной точке профиля х\
<рх — угол между касательной к профилю в точке х и его осью.
14 Семенченко и др.
210
Резцы
Угол ах в самой неблагоприятной точке х (для которой угол <рж является минимальным) должен быть не менее 2—3°. При несоблюдении этого условия необходимо повысить угол а.
Высотные размеры профиля резца подлежат корректированию согласно формуле (фиг. 89)
tp = td cos а,
где tp и td —высота профиля резца и заготовки.
Осевые размеры резца равны соответствующим осевым размерам заготовки.
Профилирование фасонных тангенциальных резцов. Резец уста
х
о
о
у-Положение П _ 4Положение!
Фиг. 90. Изменение переднего и заднего углов фасонного тангенциального резца.
а2
навливается и имеет подачу по касательной к внутренней окружности профиля заготовки (фиг. 90). Углы задний а и передний у непрерывно меняются в процессе резания. В положении / (начало работы) гц имеет максимальное значение, a yj —минимальное. В положении II (конец работы) а2 имеет минимальное значение, а у2 — максимальное. Для избежания чрезмерного ослабления режущей кромки резца (угол заострения не должен быть меньше 45°), угол а2 принимается не меньше 2—3°, а угол yj —не больше нуля,
Угол между радиусами, проведенными из центра С в начальную О и конечную точки, О = у2 —ух или при ух = 0 угол О' = у2. Угол О1 характеризует высоту установки резца или глубину профиля. Из соотношения cos О = -у- следует, что тангенциальные резцы могут быть использованы для обработки деталей с неглубоким профилем. Передний угол у обеспечивается путем заточки, задний же угол а — установкой.
Фасонные резцы
211
Основное отличие тангенциального резца от радиального заключается в том, что обработка им происходит не по всему профилю, а постепенно, по мере того, как в соприкосновение с заготовкой вступают все новые точки режущей кромки резца. Весь профиль заготовки будет обработан только тогда, когда последняя точка А профиля резца пройдет через центровую линию заготовки. Это последовательное введение в работу точек режущей кромки обеспечивается наклонным ее расположением (под углом ф). Такая форма резца позволяет вести обработку профилей большой ширины, а также заготовок малоустойчивых в отношении изгибающего момента.
Из-за наличия углов а и у необходимо повернуть резец вокруг своей оси (на угол и) до тех пор, пока точка А (фиг. 91) нс будет находиться на одной высоте с точкой О. Только при таком положении резца можно достигнуть участия в работе всех точек его режущих кромок.
Угол ф, измеряемый между режущей кромкой и перпендикуляром к направлению подачи, принимается в пределах 45—75°.
Каждая точка режущей кромки, проходя через ось заготовки и формируя круговую образующую поверхность детали, имеет одинаковые углы а и у. Благодаря этому все точки режущей кромки резца обладают одинаковым углом искажения, равным а + у. Поэтому для получения высотных размеров профиля резца в сечении А—А (фиг. 91), перпендикулярном к базе его крепления, необходимо соответствующие высотные размеры заготовки помножить на постоянный коэффициент коррекции
К _ cos (а + у) cos у
Осевые размеры профиля режущей кромки резца (в сечении АА) не искажаются и равны соответствующим осевым размерам заготовки.
При обработке профиля резец устанавливается на столе станка основной плоскостью О2А2. Угол ф1 (на фиг. 91 угол установки ф1 должен доходить до сплошной линии) определяется по формуле
, . __ щФ
» •1 COS a COS ш
При проектировании резца необходимо знать угол наклона режущей кромки 01 и коэффициент коррекции. Ввиду важности ниже дано их определение.
Рассмотрим положение резца относительно обрабатываемой детали (фиг. 91, внизу справа). В положении / резец не имеет заднего угла а, и резание будет затруднено. Поэтому резец наклоняют под углом а к оси детали х—х (положение II). Но из-за наличия углов а и ф точка А режущей кромки находится ниже точки О, поэтому резать
14*
212
Резцы
Горизонтальная плоскость стола станка
Фнг. 9L Расчет профиля фасонного тангенциального резца.
Фасонные резцы
2’3
будет только одна точка О. Для обеспечения резания всеми точками необходимо, чтобы вся режущая кромка АО находилась на одной высоте, что достигается путем поворота резца вокруг его оси (положение III). Эти положения можно использовать при определении профиля резца. На фиг. 91 показано рабочее положение резца в двух проекциях II и ///. Даны также профиль обрабатываемой заготовки и сечение резца в плоскости, перпендикулярной к
Пунктиром ОА (проекция ///) показано начальное положение режущей кромкщ_Проектируя точку А на проекцию II, получаем точку С, причем ОВ = О £ (положение резца /). При повороте резца на угол а точка С опишет дугу CD вокруг центра 0г и займет новое положение (точка D) на прямой 0г02 (положение резца //).
Для того чтобы резание осуществлялось всеми точками режущей кромки, переносим точку D в горизонтальную плоскость (положение III). Поворачиваем резец вокруг оси 0х02 до тех пор, пока точка D не совместится с точкой Е. В этом положении верхняя плоскость резца составляет с горизонтальной линией угол и (проекция IV). Сносим точку Е на проекцию ///. Получаем новое рабочее положение резца OGF. Прямая б2Д2 = EG представляет новую ширину резца, которая меньше первоначальной АВ. При повороте новый угол ф! будет больше заданного угла ф, но так как разница между ними небольшая, то при проектировании можно ее в расчет не принимать. Прямые OF и GF (проекция ///) и прямая 0гЕ (проекция //) в сечении А-А сливаются с прямой G2F2. Так как режущая кромка 0гЕ в процессе резания занимает горизонтальное положение> то все прямые, параллельные 0гЕ, в сечении А-А будут параллельны G2F2, т. е. будут расположены под углом и.
Горизонтальные размеры детали не подвергаются искажению, поэтому на резце они будут откладываться без изменения. Вертикальные (высотные) размеры профиля резца должны быть скорректированы. Определим коэффициент коррекции, который будет постоянным для всех высотных размеров профиля резца.
Проведем через характерные точки секущие плоскости детали (проекция I) 1—1, 2—2, 3—3, параллельные ее оси. Рассмотрим плоскость I—I. Точка V соответствует на проекции II точке М, через которую проходит невидимая (заштрихованная на чертеже) плоскость 1—1, определяемая прямой ММ2, параллельной ОгОг, и прямой ММ3, лежащей на передней поверхности резца и параллельной прямой OiQa. Проектируя точку W на проекцию II, получаем точку L, лежащую в плоскости 1—1. Если провести MN перпендикулярно VI, тогда MN=VW будет представлять фактическую высоту профиля детали. Если провести LK перпендикулярно прямой /ИТИ2, то будет представлять высоту профиля PQ на резце (проекция IV).
214
Резцы
Прямая PQ лежит в плоскости 1—1, следовательно, она будет перпендикулярна прямой G2H2. Отсюда следует, что все высотные размеры резца будут откладываться в сечении А —А параллельно PQ. Аналогичным путем определяются высотные размеры TS и RJ. Наклонная прямая получается путем соединения точек Р и S. Если профиль криволинейный, то найденные характерные точки кривой соединяются плавно.
Угол наклона режущей кромки ш определяется таким образом: tg<1>=S- = -B; D£=O^1ga; = O.D =О^ = ОВ,
тогда
tg<D=tgatg<p:
Из формулы видно, что угол co не зависит от конфигурации детали. Постоянный коэффициент коррекции может быть найден следующим образом: ___ _______
/_ЛЖ = у; / ЛЩ( = Т-1-а;^ = —= —> ь— ' I . > cos у cos у
TR = Ж cos (a 4- у); LK = tp, VW = tg, тогда
, /3cos(a-|-Y)
1p ~ cos\ “
Следовательно, для определения профиля резца (tp) необходимо все высотные размеры детали (tp) помножить на постоянный коэффициент К.
Тангенциальные резцы могут быть выполнены также в виде круглых1.
ЛИТЕРАТУРА
1. Грановский Г. И., Фасонные резцы, Машгиз, 1947.
2. Мурашкин Л. С. и Щеголев А. В., Фасонные резцы. Ленинградский заочный индустриальный институт, изд. ЛЗИИ, 1948.
3. Семенченко И. И., Фасонные резцы. Энциклопедический справочник «Машиностроение», т. 7, Машгнз, 1948.
4. Семенченко И. И., Режущий инструмент, т. I. ОНТИ, 1936.
5. Jonson, Contour calculations for forming tools. Am. Mach. London 1/X, 15/X, 29/X, 12/XI, 10/XII 1932 н 21/1, 4/II 1933.
6. Дарманчев С. К. Фасонные резцы, Машгнз, 1950.
7. П р и в н н М. И., Резцы фасонные, корригирование и расчет, ЦБТИ, 1949.
8. Т и т о в Г. Н., Расчет профилей н режимы работы фасонных резцов, ВНИ-ТОМ, Свердловск 1941.
1 С. А. Рубинштейн, Новые конструкции тангенциальных резцов, «Станки и инструмент» № 7. 10, 1948 и № 7, 1949.
ПРОТЯЖКИ
Назначение, типы, области применения. Протяжки являются многозубыми металлорежущими инструментами, осуществляющими процесс срезания слоев металла при отсутствии движения подачи за счет превышения ширины или высоты последующего зуба по отношению к ширине или высоте предыдущего. Это превышение называется подъемом зуба протяжки. На фиг. 92, а показана схема работы протяжки при обработке круглого отверстия. Протяжка, совершая относительно заготовки поступательное движение резания по стрелке А, срезает каждым зубом слой а, а в целом — суммарный слой Sa, он же припуск па обработку на одну сторону. Срезаемый слой а измеряется в направлении, перпендикулярном к обработанной поверхности.
Особенность процесса протягивания состоит также в том, что в процессе резания стружка не может быть удалена из впадины между зубьями протяжки и должна полностью размещаться во впадине, как показано на фиг. 92, а.
Протяжки появились в начале текущего столетия и с того времени получили широкое распространение главным образом в массовом и крупносерийном производствах по причине их следующих прогрессивных черт:
1) они в общем случае одни из самых производительных режущих инструментов;
2) позволяют получать высокие точность обработки и чистоту обработанной поверхности при низкой квалификации рабочих;
3) имеют высокую стойкость как между отдельными переточками, так и суммарную, благодаря чему одна протяжка может обработать большое количество деталей — до многих тысяч штук;
4) вследствие указанных черт протяжки являются весьма экономичным инструментом, т. е. их стоимость, входящая в состав стоимости детали, относительно небольшая.
Протяжки — узко специализированный инструмент, предназначаемый и рассчитываемый для обработки одной или нескольких определенных деталей, и в то же время довольно дорогой. Это и обусловливает рентабельность применения протяжек именно в массовом и крупносерийном производствах. Однако в последнее время протяжки стали применяться также и в мелкосерийном производстве, в частности, в крупном машиностроении и станкостроении, в тех
216
Протяжки
Г
S)
Протяжки
217
случаях, когда необходимая точность обработки детали может быть получена только протягиванием, например, при обработке многошпоночных отверстий.
Протяжки имеют высокую производительность, несмотря на то, что они работают при малых скоростях резания — 3—8 м/мин. Причиной этого является большая длина режущих кромок, одновременно участвующих в срезании слоев металла. Так, например, при обработке протягиванием отверстия диаметром 30 мм, если в контакте с деталью будет одновременно находиться пять зубьев, суммарная длина режущих кромок, одновременно участвующих в срезании слоев металла, равна приблизительно 470 мм. Если та же деталь будет обрабатываться четырехзубым зенкером с припуском 1,5 мм на сторону, то суммарная длина режущих кромок, одновременно участвующих в резании, будет только около 7 мм. Поэтому производительность протяжки будет значительно превосходить производительность зенкера, хотя он работает со скоростью резания 20—30 м/мин.
Высокая производительность протяжек обусловлена также тем, что каждая протяжка соединяет в себе черновые, чистовые и калибрующие зубья, благодаря чему одной операцией протягивания могут быть заменены две или три отдельные операции. Так, например, протягивание может быть применено вместо следующих трех операций: зенкерования, предварительного и окончательного развертывания отверстия или вместо фрезерования и последующего шлифования плоскости и т. д.
Кроме изложенного, производительность протяжки возрастает вследствие того, что за период резания каждый зуб непрерывно находится в контакте с обрабатываемой поверхностью, чем протягивание отличается, например, от фрезерования и других прерывистых процессов обработки металлов резанием.
Поэтому в настоящее время протягивание успешно вытесняет другие виды обработки в массовом и крупносерийном производствах — зенкерование и развертывание просверленных отверстий, а также отверстий, полученных ковкой и литьем; фрезерование и строгание плоскостей и фасонных поверхностей; долбление различных фигурных сквозных отверстий — многошпоночных, многогранных, криволинейных и т. п.; нарезание колес внутреннего зацепления, прямозубых конических колес, зубчатых реек, секторов; делаются попытки нарезания колес наружного зацепления и пр.
Протяжки, применяемые в современном машиностроении, разделяются в основном на два вида: для протягивания всякого рода отверстий (замкнутых контуров) — внутренние протяжки и для протягивания открытых поверхностей (незамкнутых контуров) — наружные протяжки. Протяжки, как правило, работают с прямолинейным движением резания. В отдельных случаях применяются протяжки также с круговым движением резания. На фиг. 92, в—е даны схемы
218
Протяжки
протягивания наружных поверхностей тел вращения плоской—в, дисковой — г и охватывающей — д протяжками, а на фиг. 92, е — протягивание внутренней поверхности тела вращения дисковой протяжкой. Обработанные такими протяжками поверхности могут представлять собою тела вращения с образующей произвольной формы — криволинейной, ступенчатой, конической и т. д., тогда как протяжками с прямолинейным движением резания получаются поверхности, естественно, только с прямолинейными образующими (цилиндры с направляющими различной формы).
Ниже будут рассматриваться конструкции протяжек только с прямолинейным движением резания, как нашедшие наиболее широкое применение в машиностроении.
Протяжки также различаются по способу приложения силы станка к инструменту. Если сила приложена к хвостовику протяжки и растягивает ее (фиг. 92, а), то такая протяжка называется собственно протяжкой; если же сила Р приложена к торцу протяжки и сжимает ее (фиг. 92, б), то такая протяжка называется прошивкой. Ввиду того, что конструкция прошивок в общем подобна конструкции протяжек, в дальнейшем будет рассматриваться только конструкция собственно протяжек. Подобно протяжкам, прошивки также могут быть внутренними и наружными.
Обычным протягиванием получают поверхности 4—6-го классов чистоты. Более тонкое протягивание позволяет получать 7-й, а при особой конструкции протяжки и условиях ее эксплуатации даже 8-й класс чистоты поверхности.
Части протяжек и прошивок. Протяжки и прошивки состоят из соединительной части, посредством которой тяговая или толкающая сила станка передается на протяжку, рабочей части, непосредственно выполняющей работу резания, и задней направляющей.
К соединительной части внутренних протяжек относятся (фиг. 92, а) хвостовик 1, шейка 2, переходной конус 3, передняя направляющая 4, задняя направляющая 5 и опорная цапфа 6. Рабочая часть состоит из черновых, чистовых, калибрующих и, иногда, уплотняющих зубьев.
Хвостовик. Основные типы и размеры хвостовиков для протяжек стандартизированы.
На фиг. 93, а показано крепление хвостовика с выточкой в быстродействующем патроне. Когда протяжку вставляют в патрон, гильза 1 сдвинута в крайнее левое положение. Под действием скоса на конце хвостовика кулачки 2 раздвигаются, и протяжка входит в патрон. При дальнейшем продвижении протяжки кулачки заходят в выточку 3, после чего гильзу сдвигают в крайнее правое положение, как показано на фигуре, и протяжка кулачками закрепляется в патроне.
Прошивки, а также и наружные протяжки, закрепляющиеся на ползуне станка для наружного протягивания, не имеют хвостовиков.
Протяжки
219
Диаметр хвостовика dx делается меньше диаметра обрабатываемого отверстия (отверстия под протягивание) не менее чем па 0,3 мм для свободного входа хвостовика в деталь. Окончательный размер диаметра хвостовика должен быть взят равным ближайшему размеру по стандарту или в соответствии с имеющимся на станке патро-
Фиг. 93. Крепление протяжки в быстродействующем патроне.
ном. Если отверстие в патроне выполнено с допуском по А3, то хвостовик протяжки надлежит выполнять по Х3. Длина хвостовика 1Х берется в соответствии с размерами патрона.
Шейка и переходной конус соединяют хвостовик с рабочей частью протяжки. Их длина должна обеспечить возможность присоединения протяжки к патрону протяжного станка. Минимальная длина шейки 1Ш определяется из фиг. 93, б.
mln hm "Ь “Ь (1 пн Н” 1пк)>
где lcm — толщина стола протяжного станка;
1К — толщина бурта опорного кольца;
1д — длина детали;
^пк — длина переходного конуса;
— длина передней направляющей.
220
Протяжки
Полученную длину /ш. min обычно увеличивают на 5—30 мм для более свободного оперирования с патроном.
Диаметр шейки dM (см. фиг. 92, а) берется меньше диаметра хвостовика на 0,3—1 мм с допуском по С5. Шейка обрабатывается с чистотой поверхности V6 и используется для маркировки протяжки.
Обычно в чертежах протяжек проставляется размер соединительной части до первого зуба 1СЧ, определяемый суммой размеров 1Х, ltm, 1К и 1д. Размер длины шейки рассматривается как свободный.
Переходной конус 1пк (фиг. 93, б) делается для более легкого ввода передней направляющей протяжки в протягиваемое отверстие. Длина конуса 1пк = 10 20 мм в зависимости от диаметра протяжки.
Меньший диаметр конуса равен диаметру хвостовика или шейки.
Передняя направляющая служит для установки обрабатываемой заготовки соосно с протяжкой, благодаря чему срезается равномерный припуск по всему контуру отверстия. Передняя направляющая также должна исключать перекос детали, могущий привести к поломке первых зубьев или протяжки в целом.
Длиной передней направляющей считается расстояние 1пн от конца переходного конуса до первого зуба, включая ширину первой впадины. Обычно 1пн принимается равной длине протягиваемого отверстия, но не менее 40 мм. Если эта длина значительна, то длина направляющей может быть взята равной 0,75 от длины протягиваемого отверстия.
Радиальные размеры передней направляющей принимаются равными наименьшим радиальным размерам протягиваемого отверстия (до протягивания) допусками по посадке Л.
Задняя направляющая 5 (см. фиг. 92, а) не допускает перекоса протянутой детали в момент выхода из нее последних зубьев протяжки и тем самым устраняет опасность повреждения обработанной поверхности и поломки указанных зубьев. Длина задней направляющей 1ЗН принимается ориентировочно по табл. 13.
Таблица 13
Длина задней направляющей в мм
Длина стия
Длина щен
протягиваемого отвер-
задней иаправляю-
До. 25 Св. 25
до 30
20 25
Св. 30 Св. 40
до 40 до 50
30 35
Св. 50
До 70
45
Св. 70 до 100
50—65
Св. 100
70
Для отверстий круглых многогранных и т. п. поперечное сечение задней направляющей может быть взято идентичным с поперечным сечением протянутого отверстия, но может быть взято также и круглым, вписанным в протянутое отверстие. У многошлицевых протяжек задняя направляющая делается кругового сечения.
Для отверстий асимметричных и прямоугольных сечение задней направляющей должно быть идентичным с сечением отверстия.
Силы резания при протягивании и расчет протяжек на прочность 221
У плоских одпошпоночных протяжек задняя направляющая не делается, так как обрабатываемая деталь базируется на направляющей втулке, исключающей перекос детали. Наружные протяжки, закрепляемые на суппорте станка для наружного протягивания, также не имеют задней направляющей.
Задние направляющие изготовляются с допусками по посадке X.
Если протяжки имеют значительный диаметр и длину, и соответственно большой вес, то задняя направляющая удлиняется и используется в качестве опоры, вставляемой в люнет станка, для предотвращения провисания протяжки и облегчения оперирования с ней. В мелкосерийном производстве диаметр отверстия в люнете может быть меньше диаметра протяжки; в этом случае на удлиненной части задней направляющей делается опорная цапфа 6 (см. фиг. 92, а) с диаметром, соответствующим диаметру отверстия люнета.
Как указывалось выше, прошивки не имеют хвостовика. Для более легкого ввода в протягиваемое отверстие прошивки снабжаются на переднем конце конусом с углом 15° (см. фиг. 92, б) и длиной от 4 до 20 мм в зависимости от диаметра прошивки.
Радиус закругления на переднем торце прошивки равен 2—5 мм. Размеры передней направляющей 1пн и dnit делаются такими же, как и у протяжек. Длина задней направляющей прошивок обычно берется на 5—10 мм больше длины протягиваемого отверстия для того, чтобы зубья прошивки полностью вышли из протянутого отверстия, прежде чем торец штока пресса, действующего на прошивку, коснется торца протянутой детали. При работе прошивка часто удерживается со стороны заднего торца пружинным центром или подвижной втулкой, соединенной со штоком пресса.
Внутренние протяжки имеют центровые отверстия, которые служат базами при изготовлении протяжек и последующем их перетачивании при эксплуатации. Поэтому базовые конусные поверхности центровых отверстий протяжек изготовляются весьма точными по форме и с чистотой поверхности V7. При этом отверстия должны делаться с предохранительными конусами.
СИЛЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ И РАСЧЕТ ПРОТЯЖЕК НА ПРОЧНОСТЬ
Сила резания при протягивании зависит от большого количества факторов: от свойств обрабатываемого материала, толщины и ширины срезаемого слоя, геометрических параметров режущих частей протяжки, степени затупления зубьев, свойств смазочно-охлаждающей жидкости и др.
Суммарная сила резания, возникающая при протягивании, может быть разложена на составляющие, из которых главной является сила Рг, направленная вдоль оси протяжки (вдоль движе
222
Протяжки
ния резания). Силы Ру, направленные нормально к оси протяжки, в случае обработки отверстия взаимно уравновешиваются и не оказывают на протяжку воздействия, а в случае наружного протягивания воспринимаются корпусом протяжки и ползуном станка. Сила Рх имеет место только при косых зубьях наружных протяжек и также воспринимается корпусом протяжки.
Силы Рх и Ру относительно невелики, работают на сжатие материала протяжки и при обычном расчете ее на прочность могут не приниматься во внимание. Поэтому в дальнейшем будем рассматривать только главную составляющую силу резания при протягивании — силу Рг. Она определяется по следующей формуле:
Рг = Pf Zmax,
где р — удельная сила резания в кГ/мм2;
f — площадь слоя, срезаемого одним зубом протяжки; f = = ba мм2, причем b — ширина срезаемого слоя, равная длине режущей кромки одного зуба, принимающей участие в резании; а — подъем на зуб в мм;
гшах — максимальное число зубьев протяжки, могущее находиться в контакте с обрабатываемой деталью и определяемое по выражению
Zmax = f 4- L
где L — длина протягиваемой поверхности без выточки в мм; t — шаг зубьев протяжки в мм.
Здесь принимается во внимание только целая часть в числе zmax, а дробь отбрасывается. Если на детали имеется выточка, то максимальное число одновременно работающих зубьев протяжки определяется графически путем продвижения по чертежу протягиваемого отверстия кальки с нанесенными на ней шагами зубьев протяжки. Отверстие и шаги должны быть вычерчены точно, в увеличенном масштабе.
Таким образом, сила резания при протягивании определяется общем случае по формуле
Рг = Pbazm^.
Удельные силы резания р кГ/мм2 при протягивании подчиняются общей закономерности, имеющей место при резании металлов, а именно: с уменьшением толщины срезаемого слоя металла удельная сила резания возрастает. Эмпирическая зависимость р = f (а) для различных материалов, применяемых в машиностроении, представлена на диаграмме (фиг. 94), составленной по данным, содержащимся в литературе [6 ]. Значения удельных сил резания на диаграмме даны для нормальных условий эксплуатации, т. е. при обычно рекомендуемых передних и задних углах зубьев протяжки (см ниже), составе смазочно-охлаждающей жидкости и при основном износе зубьев
Силы резания при протягивании и распет протяжек на прочность 223
по задней поверхности у протяжек для обработки отверстий не более 0,3 мм и у протяжек для наружного протягивания не более 0,5 мм.
Из этой диаграммы следует весьма существенный вывод в отношении конструирования протяжек, а именно: с точки зрения уменьшения силы протягивания выгоднее конструировать протяжки, срезающие более толстые слои металла. Путь современного развития конструкций протяжек идет именно в направлении применения таких схем резания, которые позволяли бы протяжкам срезать более толстые слои металла.
Прочность протяжек проверяется на растяжение по известной формуле
о = кГ/мм2,
Г
где F — площадь опасного сечения протяжки в мм2;
о — допускаемое напряжение в кГ/мм2; Рг—сила резания при протягивании.
Фиг. 94. Удельные силы резания в кГ/мм2 при протягивании в зависимости от величины подъема на зуб а мм для различных материалов:
для углеродистой стали: 1 — НВ с 19/: 2 — НВ 198—229; 3 — НВ > 229; для легирован, ной стали: 4 — НВ < 197; 5 — НВ 198 — 229; 6 — НВ > 229; для серого чугуна: 7 — НВ < 180; 8 — НВ > 180; 9 — ковкий чугун.
Опасное сечение протяжки может быть расположено на хвостовике. Если хвостовик сделан приваренным из стали марки 40Х или протяжка изготовлена из стали ХВГ, то допускаемое напряже
224
Протяжки
ние <т = 25 кГ/мм2. Если протяжка изготовлена целиком из быстрорежущей стали Р9 или Р18, то а = 30 кГ/мм2. Опасным сечением может быть также сечение по впадине первого режущего зуба. В этом случае для протяжек из стали Р18 или Р9 при диаметре впадины до 20 мм допускаемое напряжение а = 40 кПмм2 и при диаметре свыше 20 мм а = 35 кПмм2\ для протяжек из стали ХВГ или при асимметричной нагрузке протяжек из Р9 или PI8 а — 30 кПмм2. Расчет ведется по обоим сечениям.
В нормативах режимов резания и времени на протяжные работы 16] сила протягивания определяется по формуле
Р = Е26 кГ,
где F = ра — сила резания, приходящаяся на 1 мм длины режущей кромки протяжки в кГ/мм при данной величине подъема на зуб;
26 = 6zraax — наибольшая суммарная длина режущих кромок всех одновременно работающих зубьев в мм.
В указанных нормативах дается таблица сил резания F кГ/мм для различных подъемов на зуб протяжки и обрабатываемых материалов при нормальных условиях эксплуатации протяжек (см. табл. 20).
В большинстве случаев площадь поперечного сечения протяжек наружного протягивания не связана непосредственно с размерами протягиваемой заготовки. Размеры поперечного сечения этих протяжек могут варьироваться в довольно широких пределах и берутся исходя из конструктивных соображений. Обычно эти размеры получаются настолько значительными, что материал протяжки работает с большим запасом прочности. Поэтому наружные протяжки, как правило, на прочность не рассчитываются.
СХЕМЫ СРЕЗАНИЯ СЛОЕВ МЕТАЛЛА
Известно, что схема срезания слоев при резании металлов, т. е. принятые размеры слоев и порядок их срезания с различных участков обрабатываемого профиля, оказывает существенное влияние на конструкцию режущей части инструмента и на его стойкость. В настоящее время при протягивании применяются две основные схемы срезания слоев:
1) одинарная или обычная, показанная на фиг. 95, а и б, при которой каждый режущий зуб протяжки срезает слой толщиной а за счет превышения высоты предыдущего зуба по отношению к последующему;
2) групповая, при которой все режущие зубья протяжки разделяются на группы по два зуба и более, имеющих в пределах группы одинаковые диаметры или высоты и срезающих общий слой толщиной а за счет уширения режущей кромки последующего зуба в группе по отношению к предыдущему.
Схемы срезания слоев металла
225
Протяжки, работающие по первой схеме, будем называть протяжками одинарного резания, а по второй — протяжками группового резания.
Протяжки одинарного резания. При протягивании отверстий по одинарной схеме срезаемый слой представляет собой полый цилиндр с толщиной стенки, равной величине подъема па зуб, и с длиной, равной длине протянутой поверхности. При более или менее значительной толщине срезаемого слоя сход стружки в виде такого сплошного цилиндра по передней поверхности зуба и размещение стружки во впадине между зубьями были бы весьма затруднены,
Фиг. 95. Схема работы протяжек одинарного резания.
а в некоторых случаях и невозможны. Поэтому для облегчения схода стружки на кромках соседних режущих зубьев делаются в шахматном порядке стружкоразделительные канавки 1 (фиг. 95, б), которые для краткости будем называть стружкоразделителями. При этом срезаемый слой разделяется на отдельные ленты шириной Ь', которые сравнительно легко сходят по передней поверхности зуба протяжки и более или менее свободно размещаются во впадине между зубьями.
Наличие стружкоразделителей на зубьях протяжки приводит к образованию вспомогательных режущих кромок е/, которые также принимают участие в работе резания.
Вместе с тем стружкоразделители приводят к следующим отрицательным явлениям в работе протяжек одинарного резания.
Во-первых, срезаемый слой получает вид, показанный на фиг. 95,6, где утолщенная часть 2 — след от стружкоразделителя предыдущего зуба. Таким образом, на стружке получается ребро жесткости, вследствие которого стружка свертывается с большим усилием и в менее плотный валик, диаметр валика получается увеличенным, и потому для размещения стружки требуется канавка большего объема.
Во-вторых, как показывают наблюдения, максимальный износ зубьев протяжки часто получается на уголках — в месте пересече-
15 Семенченко и др.
226
Протяжки
ния режущей кромки со стр у ж кор аз де л и те л ем, т. е. стружкораз-делители становятся очагами усиленного износа протяжки.
Усиленный износ протяжек на уголках режущих кромок при одинарной схеме резания объясняется следующим. Стружкоразде-литель образуется на зубьях протяжки шлифовальным кругом, плоскость которого совпадает с осью протяжки (фиг. 96, а). Для создания задних углов на вспомогательных (боковых) режущих кромках ось шлифовального круга должна быть смещена относи-
Фиг. 96. Конструкция стружкоразделителей протяжек одинарного резания.
тельно передней поверхности зуба на величину к так, чтобы дно стружкоразделителя располагалось приблизительно параллельно задней поверхности зуба. При этом величина заднего бокового угла в сечении АА для какой-либо точки С вспомогательной кромки можно определить по следующей формуле:
tg аб = tg a sin .
Здесь а — задний угол зуба в осевом сечении 00;
Ф — профильный угол стружкоразделителя. Если, например, принять а = 2° 30' и ф = 60°, то аб =
Такой задний угол па вспомогательной кромке совершенно недостаточен, что и обусловливает повышенный износ уголков кромки. Кроме того, на этой кромке получается налипание частиц металла, которые, в свою очередь, усиливают износ уголков и ухудшают качество протянутой поверхности.
Практически протяжки одинарного резания не получают на стружкоразделителях даже и того незначительного заднего угла, который определяется из фиг. 96, а, по следующим причинам.
Схемы срезания слоев металла
227
Во-первых, шлифовальный круг заправляется рабочим вручную и обычно получает полукруглый профиль. Образующаяся при этом форма стружкоразделителя, показанная на фиг. 95, б, вообще не создает задних углов па боковых сторонах.
Во-вторых, в производстве ось круга, как правило, недостаточно смещают относительно передней поверхности зуба (фиг. 96, б) из-за опасности повреждения кромки следующего зуба. Тогда на вспомогательных кромках образуются отрицательные задние углы, которые еще больше усиливают износ уголков. Проконтролировать же правильность выполнения стружкоразделителей в производстве практически очень трудно.
В-третьих, при нанесении стружкоразделителей шлифовальный круг быстро изнашивается (осыпается), что, в свою очередь, приводит к искажению формы стружкоразделителей и к дальнейшему ухудшению задних углов на боковых вспомогательных режущих кромках.
Далее, уголки создают повышенную концентрацию тепла, возникающего на кромке зуба протяжки в процессе резания. При отсутствии стружкоразделителей тепло, получающееся в точке А (фиг. 96, в), отводится в тело инструмента в направлении, ограниченном углом ф 180°; при наличии же стружкоразделителя (фиг. 96. г), тепло может отводиться только в пределах угла ф, значительно меньшего 180°. Вследствие этого на уголках отвод тепла получается менее интенсивным, что и приводит к их усиленному износу.
Усиленный износ уголков на кромках протяжек обусловлен также тем, что в процессе шлифования стружкоразделителей узкими кругами на вулканитовой связке уголки часто подвергаются отжигу и теряют свою твердость.
Для повышения стойкости протяжек рекомендуется стружко-разделителям давать угловую форму с предельно большим углом профиля — не менее 90°. В этом случае не только увеличивается задний угол на вспомогательных режущих кромках, но также к уголку примыкает большая масса металла протяжки в соответствии с увеличением угла ф, что улучшает отвод от уголков тепла, возникающего при резании. Величина угла ф должна быть не менее 100°. Применение полукруглых и, тем более, прямоугольных стружкоразделителей не рекомендуется, так как при такой форме задний угол на вспомогательных режущих кромках становится равным нулю и резко уменьшается угол ф.
Чем больше ширина стружки, тем труднее она свертывается в валик и тем хуже она заполняет впадину между зубьями, особенно если кромка имеет криволинейную форму, как, например, у протяжек, обрабатывающих отверстия. Поэтому ширина срезаемого слоя не должна превосходить определенной величины.
По данным Челябинского тракторного завода 121 количество стружкоразделителей для протяжек с диаметрами до 100 мм должно 15*
228
Протяжки
браться таким, чтобы ширина срезаемого слоя b = (1 1,3) \'d,
а для протяжек с d > 100 мм b = 10 -н 12 мм. По рекомендациям НИИТАвтопрома ширину слоя можно брать до b ~ 1,5]/d, но не более 12—14 мм. Число стружкоразделителей должно быть четным для возможности измерения диаметра протяжки микрометром.
Так как при работе протяжек одинарного резания режущая кромка каждого зуба срезает стружку всей своей длиной, за вычетом стружкоразделителей, то ширина стружки получается весьма значительной. Поэтому толщина срезаемого слоя — подъем на зуб — может быть принята небольшой, что и является характерной особенностью протяжек одинарного резания.
В табл. 14 приведены принятые в настоящее время величины подъемов черновых зубьев протяжек одинарного резания для различных обрабатываемых материалов и конструкций протяжек.
Таблица 14
Рекомендуемые величины подъемов в мм для протяжек одинарного резания
Наименование протяжек Обрабатываемый металл
Сталь Чугуи
Круглые Шлицевые, эвольвентно-шлицевые, елоч- 0,015—0,04 0,03—0,10
ные, для наружных пазов 0,03—0,10 0,05—0,12
Квадратные и шестигранные 0,03—0,15 0,05—0,20
Шпоночные 0,05—0,12 0,05—0,20
Для повышения чистоты и точности обработанной поверхности на протяжках предусматриваются, кроме черновых, несколько чистовых зубьев с уменьшенными подъемами. Последние один-два чистовых зуба делаются с подъемом 0,01—0,005 мм и без стружкоразделителей. Получающаяся при этом стружка настолько тонка, что свободно размещается во впадине, даже не будучи разделенной на части.
Ввиду того что протяжки одинарного резания имеют малые подъемы на зуб, они получаются более длинными, чем протяжки группового резания.
Кроме того, они имеют меньшую стойкость по сравнению со стойкостью протяжек группового резания вследствие менее рациональной формы стружкоразделителей и наличия на стружке ребра жесткости 2, показанного на фиг. 95, б, затрудняющего сход стружки по передней поверхности зуба и свертывание ее в плотный валик.
Схемы срезания слоев металла
229
Другие преимущества протяжек группового резания по сравнению с протяжками одинарного резания показаны далее.
Протяжки группового резания. Как уже указывалось выше, у протяжек группового резания все режущие зубья разделены на группы по два зуба и более. Рассмотрим для примера работу группы из двух зубьев, срезающих общий слон а (фиг. 97, а). Режущая кромка первого зуба 1 имеет вырезы, вследствие чего длина кромки и соответственно ширина срезаемого слоя уменьшаются вдвое
Фиг. 97. Схемы работы протяжек группового резания:
а — шахматная схема; бив —прогрессивные схемы, предложенные П. П. Юнкиным (CT3).
и будет равна S6 = . Срезаемые этим зубом слои 3 показаны
на фиг. 97, а затемненными. Второй зуб 2 делается без подъема и его номинальный диаметр равен диаметру первого зуба. Он имеет режущую кромку без вырезов и срезает слои 4, оставшиеся после прохода первого зуба, с той же шириной S&. Действительный диаметр второго зуба группы делается меньше на 0,02 —0,04 мм, чем диаметр первого зуба, т. е.
= d} — (0,02 — 0,04) мм,
чтобы в случае упругой деформации материала, обработанного первым зубом группы, а также в случае чрезмерного уменьшения диаметра первого зуба при перетачивании второй зуб не срезал слои на участках режущей кромки первого зуба и тем самым не создавал бы неразделенную стружку.
Следующая группа из двух зубьев также имеет общий подъем а и работает подобно первой группе и т. д.
230
Протяжки
Если каждый из зубьев протяжек одинарного и группового резания срезает слои одинаковой площади
Г *
г = лаа„ = — а,, 1 0 гг г’
то
аг = гга0,
где а0 и аг — подъемы при одинарном и групповом резании; гг — число зубьев в группе.
Таким образом, толщина срезаемого слоя при работе зубьев в группе будет больше, чем при работе одного зуба, в 2 раза и более, соответственно числу зубьев в группе.
Но с увеличением толщины срезаемого слоя удельная сила резания р кГ/мм2 уменьшается согласно диаграмме (см. фиг. 94). Поэтому при равных площадях слоя, срезаемого одним зубом протяжек обоих типов, протяжка группового резания будет работать с меньшей силой протягивания Рг или, наоборот, при одинаковых силах Рг каждый режущий зуб протяжки группового резания может срезать слой с большей площадью, чем зуб протяжки одинарного резания. Это есть одно из основных достоинств протяжек группового резания.
В результате, если, например, круглые протяжки одинарного резания при работе по стали имеют максимальную величину подъема на зуб 0,04 мм (см. табл. 14), то для протяжек группового резания такая величина подъема обычно является минимальной, максимальные же величины подъемов достигают0,15—0,25 Л1Л1 на группу зубьев.
При протягивании с большими подъемами поверхностей после литья и штампования режущие кромки протяжек группового резания срезают металл в глубине, под коркой, благодаря чему они лучше сохраняются в процессе резания. В частности, они меньше подвергаются воздействию всякого рода посторонних поверхностных включений.
Длительная эксплуатация протяжек группового резания показала, что в результате ряда преимуществ, описанных ниже, они в среднем получаются короче на 30% и имеют стойкость в 2 раза большую, чем протяжки одинарного резания.
Рассмотрим основные разновидности конструкций режущих зубьев протяжек группового резания, предназначенных, например, для обработки цилиндрических отверстий.
При шахматной схеме срезания слоев первый зуб группы имеет выступы, как показано на фиг. 97, а, и срезает только часть периметра отверстия. Следующий зуб без подъема имеет непрерывную режущую кромку и срезает оставшиеся участки слоя. Если в группе более двух зубьев, то на каждом последующем зубе, кроме последнего, шлицевые выступы смещены относительно выступов предыдущего зуба. При этой схеме на вспомогательных режущих кромках первых зубьев групп отсутствует задний угол, что создает неблагоприятные
Схемы срезания слоев металла
231
условия работы этих кромок. Кроме того, вышлифовывание впадин между выступами первых зубьев групп представляет известные трудности: ось шлифовального круга расположена перпендикулярно оси протяжки и поэтому имеется опасность повреждения кромок соседних зубьев.
На фиг. 97, б показана схема срезания слоев протяжками группового резания, которые автор их конструкции 1 назвал «прогрессивными». Если группа зубьев содержит число зубьев более двух, как представлено на фиг. 97, б, то срезание слоев достигается за счет уширения кромки последующего зуба по отношению к кромке предыдущего зуба. Эта конструкция в основном обладает теми же недостатками, что и конструкция протяжек с шахматной схемой срезания слоев, и сложнее в изготовлении.
Кроме того, широкие кромки «прогрессивных» протяжек обычно снабжаются узкими стружкоразделителями такой же конструкции, как и кромки протяжек одинарного резания (фиг. 97, в). Эти струж-коразделители становятся источниками более интенсивного износа, как это имеет место и у протяжек одинарного резания. Вследствие больших толщин срезаемых слоев уголки стружкоразделителей иногда даже выкрашиваются.
Лабораторией резания Челябинского тракторного завода была предложена конструкция протяжек группового резания, названная протяжками переменного резания2. В дальнейшем эти протяжки будут называться протяжками группового резания с выкружками. Сущность их конструкции заключается в следующем.
Разделение стружки производится широкими выкружками (фиг. 98, а), наносимыми на первых зубьях группы / шлифовальным кругом, ось которого расположена в осевой плоскости протяжки (фиг. 98, б). При этом образующая конуса круга составляет с осью протяжки угол а = 4 ч- 6°. Последний зуб группы 2, как и у других протяжек группового резания, является полнопрофильным, без стружкоразделителей, и имеет диаметр = di — 0,04 мм (фиг. 98, а). Эта конструкция дает следующие преимущества по сравнению с протяжками других конструкций:
1) устраняется опасность повреждения соседних зубьев при нанесении стружкоразделителей;
2) на вспомогательных кромках зубьев получаются удовлетворительные задние углы аб;
3) вспомогательная кромка примыкает к главной под большим углом ф, что улучшает теплоотвод от уголков в процессе резания и тем самым повышает стойкость протяжек;
4) в противоположность протяжкам одинарного резания, дающим стружку с ребром жесткости (см. фиг. 95, б), эти протяжки, так же
1 Предложена П. П. Юнкиным (Волгоградский тракторный завод).
8 Предложена Д. К. Маргулисом, А. А. Залесовым и С. А. Плехановым.
232
Протяжки
как и некоторые другие протяжки группового резания, срезают слои приблизительно прямоугольного сечения, без ребра жесткости;
5) благоприятная форма стружки позволяет ей свертываться в более плотный валик, вследствие чего для размещения стружки данного объема требуется относительно меньшее пространство; соответственно этому при заданной длине протягиваемого отверстия шаг зубьев и длина рабочей части протяжки могут быть относительно уменьшены.
Фиг. 98. Конструкция зубьев протяжек группового резания:
а н 6 — с выкружками (переменного резания, ЧТЗ); в н г — многогранных (НИИТАвтопрома).
Обычно протяжки группового резаиия с выкружками делаются с двумя или тремя зубьями в группе. При протягивании глубоких отверстий и недостаточной тяговой силе протяжного станка необходимо применять протяжки с большим числом зубьев в группе — четыре-пять зубьев. При этом ширина и глубина выкружек получается весьма значительной, что затрудняет их изготовление, вызывает опасность прижогов и ослабляет сечение протяжки. Поэтому в случае необходимости иметь в группе количество зубьев более трех целесообразно применять так называемые многогранные протяжки.
Как видно из фиг. 98, в, изображающей группу из четырех зубьев многогранной протяжки, выкружки здесь заменены прямолинейными гранями, образующими вспомогательные режущие кромки с задними боковыми углами аб = 3° , равными задним углам на главной режущей кромке. Грани соседних зубьев повернуты в данном случае отно-
Схемы срезания слоев металла
233
сителыю друг друга на угол 30° , благодаря чему получается схема срезания слоев, показанная па фиг. 98, г.
При общем подъеме на группу зубьев а каждый из зубьев должен срезать слой шириной Так как первые три зуба группы работают четырьмя участками каждый, то ширина одного участка будет b — . Последний зуб, как видно па фиг. 98, г, работает двенад-
Фиг. 99. Недостаточное разделение стружки выкружкой, цатыо участками (па фигуре они показаны пезаштрихованными), и следовательно, ширина каждого участка четвертого зуба должна быть = 7g-
Эти протяжки обладают теми же достоинствами, что и протяжки с выкружками. Сверх того, как указывалось выше, они проще в изготовлении, поскольку лыски менее глубоки, чем выкружки, и имеют прямолинейную форму, получаемую шлифованием на проход.
Однако надо отметить, что у протяжек группового резания как с выкружками, так и с лысками большие подъемы на зуб не всегда представляется возможным осуществить, даже если конструкция протяжки в целом не служит препятствием для таких подъемов. Дело в том, что если подъем на зуб значителен, а глубина выкружки или лыски относительно мала, то вспомогательная кромка е/ (фиг. 99, а) настолько удлиняется, что характер процесса срезания слоев меняется: стружка значительно уширяется, ее свертывание в спиральный валик затрудняется, кромка возле точки / срезает очень топкие слои.
При дальнейшем увеличении подъема стружка уже не разделяется выкружкой (фиг. 99, б) и сходит сплошным цилиндром, что, разумеется, недопустимо. Поэтому при конструировании протяжек группового резания величины подъемов на зуб приходится согласовывать с возможной для данной протяжки глубиной выкружки.
Помимо рассмотренных выше разновидностей конструкций зубьев цилиндрических протяжек группового резания применяются для
234
Протяжки
многошлицевых, одношпоночных и наружных протяжек также и другие разновидности конструкций зубьев, которые будут описаны в соответствующих разделах.
В настоящее время протяжки группового резания — с выкружками и многогранные — должны рассматриваться как основные конструкции протяжек для круглых отверстий. Применение протяжек одинарного резания должно все более и более ограничиваться.
ОСНОВНЫЕ МЕТОДЫ ОБРАЗОВАНИЯ ПОВЕРХНОСТЕЙ ПРОТЯГИВАНИЕМ
Конструкция протяжек определяется не только схемой срезания слоев, но также и методом образования поверхностей протягиванием. Существуют следующие методы образования профиля поверхности протяжками, имеющими прямолинейное движение резания: метод подобия, последовательный метод и комбинированный метод.
6}
Фиг. 100. Методы образования поверхностей протягиванием.
При методе подобия все зубья протяжки имеют форму, подобную форме профиля (поперечного сечения) окончательно обработанной протягиванием поверхности, как это видно на фиг. 100, а, схематически представляющей протягивание полукруглого паза. Предварительные зубья не принимают участия в окончательном формировании профиля обработанной поверхности и только удаляют основную массу материала детали. Окончательное же формирование профиля производится последним режущим и калибрующим зубьями.
Однако при обработке сложных профилей метод подобия нерационален, так как воспроизводить сложную форму, различную для каждого зуба протяжки, весьма затруднительно. Поэтому в настоящее время данный метод применяется только при обработке простых поверхностей — плоскостей и цилиндрических отверстий, а также иногда квадратных, прямоугольных и шестигранных отверстий.
На фиг. 100, б представлена схема обработки того же полукруглого паза п о-следовательным методом протягивания. Как видно из этой схемы, все зубья протяжки имеют профиль, идентичный с профилем отдельных участков окончательно обработанной детали. При этом зубья срезаны по высоте на различную величину в соответетвии с их подъемом. Здесь каждый режущий зуб принимает участие в формировании протягиваемого профиля. В результате профиль изделия получается как сумма последовательных резов вспомогательными кромками ef каждого из режущих зубьев.
При изготовлении протяжек, работающих последовательным методом, все зубья обрабатываются шлифовальным кругом одного профиля на проход, что значительно упрощает изготовление этих протяжек по сравнению с протяжками, работающими методом подобия.
Рабочая часть протяжек.. Черновые зубья
235
При применении последовательного метода протягивания на обработанной поверхности иногда получаются продольные риски вследствие неточного изготовления протяжки — большего или меньшего смещения отдельных зубьев относительно оси протяжки или протягиваемого паза, а также вследствие недостаточных задних углов на вспомогательных кромках ef. Поэтому в производстве иногда, при высоких требованиях к чистоте поверхности, применяют комбинированный метод образования протягиваемой поверхности, заключающийся в том, что предварительное профилирование поверхности получается последовательным методом протягивания, но последние два-три режущих и калибрующих зуба делаются по всему профилю с подъемом и срезают слой по всему контуру обрабатываемой поверхности, т. е. работают методом подобия (фиг. 100, а) Тем самым устраняются указанные выше продольные риски.
Если протяжки работают с круговым движением резания, срезаемые слои имеют сложную форму, и соответственно образование протягиваемой поверхности происходит также более сложным образом, чем при прямолинейном протягивании.
РАБОЧАЯ ЧАСТЬ ПРОТЯЖЕК. ЧЕРНОВЫЕ ЗУБЬЯ
Как указывалось выше, рабочая часть протяжки состоит из черновых, чистовых, калибрующих и, иногда, уплотняющих зубьев.
Черновые зубья имеют назначение срезать основную массу металла, оставляя на долю чистовых зубьев минимальный слой, размеры которого будут указаны ниже. Количество черновых зубьев протяжек одинарного резания определяется по формуле
_ __ А — I 1
а Т *,
где А — общий припуск на сторону на протягивание в мм-,
Ачис — припуск на сторону, оставляемый для чистовых зубьев, в ММ',
а — подъем па зуб в мм.
Единица прибавляется в виду того, что обычно первый зуб протяжки не имеет подъема — его размер равен размеру передней направляющей. Это делается с той целью, чтобы на первый зуб не легла случайная чрезмерная нагрузка из-за неравномерности припуска, посторонних включений в металл и т. п.
Для протяжек группового резания при числе зубьев в группе 2г и подъеме на группу а, количество черновых зубьев определяется по формуле
^Р = гг(Л^Лтос) + 0,5гг,
так как первая секция этих протяжек обычно нагружается и работает с величиной подъема 0,5 аг.
Форма черновых зубьев определяется следующими требованиями:
1) геометрические параметры режуших элементов зуба должны обеспечить максимальную стойкость протяжки;
236
Протяжки
2) зуб должен иметь максимальное количество переточек;
3) впадина между зубьями должна иметь такую форму и размеры, чтобы срезаемая стружка свободно сходила по передней поверхности, правильно свертывалась в виток и полностью размещалась во впадине;
4) зуб должен быть достаточно прочным, чтобы не разрушаться под воздействием изгибающей силы резания.
Геометрические параметры режущих элементов черновых зубьев. Величины передних углов протяжек в основном определяются обрабатываемым материалом. Передний угол влияет на первоначальную форму стружки в момент ее образования — на радиус ее завивания и степень усадки. В соответствиии с этим стружка более или менее легко сходит по передней поверхности.
При срезании более толстых слоев металла — при величинах подъемов 0,05 мм и более — увеличение переднего угла снижает силу протягивания, улучшает чистоту обработанной поверхности и повышает стойкость протяжек. По опытам ЧТЗ [2 ] при протягивании стали протяжками из быстрорежущей стали увеличение переднего угла с 5 до 15° повышает стойкость протяжек на 20—25%. Изменение переднего угла в пределах обычно применяемого допуска 2—3° существенного влияния на стойкость, а также и на силы резания не оказывает.
Рекомендуемые величины передних углов у для режущих зубьев при обработке различных материалов указаны в табл. 15, взятой из нормативов [6].
Экспериментальные исследования [31 показывают, что при наличии на зубьях протяжки с-острыми режущими кромками передних углов у < 5° протянутое отверстие получает усадку, т. е. его диаметр
Таблица 15
Передние углы режущих зубьев протяжек
Обрабатываемый материал Твердость НВ Передний угол у в град.
Сталь <197 198-Т-229 >229 18-16 15 12
Серый чугун <180 >180 8 5
Ковкий чугун — 10
Алюминий, красная медь, баббит — 25
Рабочая часть протяжек. Черновые зубья
237
уменьшается по сравнению с диаметром последнего режущего зуба протяжки. При у > 15°, наоборот, получается увеличение диаметра протянутого отверстия, иногда до 0,09 мм или же диаметр отверстия получается равным диаметру режущего зуба. Благодаря увеличению диаметра протянутого отверстия калибрующие зубья испытывают меньшее трение и их стойкость возрастает. Таким образом, увеличение передних углов черновых зубьев содействует повышению стой-
кости протяжки в целом. При затупленных кромках протяжки описанное здесь явление в значительной мере искажается.
Однако выполнение больших передних углов на протяжках не всегда возможно, в особенности при малых диаметрах протяжек, так как величина переднего угла связана с диаметрами протяжки и шлифовального круга следующей зависимостью по фиг. 101 [71: п _ D sin ~ V) ш sin у
Фиг. 101. Затачивание внутренних протяжек.
где £>ш — диаметр шлифовального круга в мм-,
D — диаметр впадины первого зуба протяжки в мм-, у — передний угол протяжки в град.;
Р — угол между осями протяжки и шпинделя шлифовального круга в град.
У протяжек с малыми величинами подъемов на зуб — порядка 0,02 мм и менее — уменьшение переднего угла вообще на силу резания практически не влияет. Это объясняется тем, что при таких малых подъемах зуб протяжки фактически режет округленной частью режущие кромки.
Выбор задних углов черновых зубьев протяжек ограничивается тем, что при значительных задних углах зубья протяжки быстро утрачивают рабочие размеры при перетачивании, так как последнее производится по передней поверхности. Кроме того, при больших задних углах снятие с передней поверхности зубьев перетачиваемых слоев различной толщины приводит к резкому незакономерному изменению заданных подъемов зубьев протяжки, что нарушает ее режим работы.
Однако слишком малые задние углы, в особенности на калибрующих зубьях, приводят к увеличению трения задних поверхностей зубьев протяжки об обработанную поверхность и к налипанию на задних поверхностях частиц металла (адгезии) вскоре после начала работы протяжки. Это налипание приводит к резкому ухудшению качества обработанной поверхности, к значительному воз-
238
Протяжки
растапию силы резания и, в случае значительного налипания, к заклиниванию в детали протяжки и ее поломке.
Поэтому на основании экспериментальных исследований и изучения практики протягивания для различных протяжек рекомендуются следующие величины задних углов а черновых зубьев: внутренние (круглые, мпогошпопочиые и др.), шпоночные протяжки 3°; наружные протяжки 3—4° .
Несколько большие величины задних углов у наружных протяжек объясняются тем, что эти протяжки, как правило, имеют устройства для регулирования секций протяжек по высоте, что позволяет компенсировать уменьшение рабочих размеров протяжки при перетачивании. Вследствие возможности такого регулирования рекомендуется в некоторых руководствах по конструированию протяжек увеличивать задние углы черновых зубьев наружных протяжек до 10°.
Ввиду небольших величин задних углов их допустимые отклонения берутся равными +30'. На задней поверхности черновых зубьев допускается фаска / шириной не более 0,05 мм с а = 0.
Шаг черновых зубьев. Шаг зубьев протяжки определяется как расстояние между соседними вершинами зубьев, измеренное вдоль оси протяжки. При прочих равных условиях, чем больше шаг зубьев протяжки, тем длиннее протяжка, тем она дороже и тем больше машинное время протягивания. Поэтому надо стремиться к тому, чтобы шаг протяжки был возможно меньше. Однако слишком малые величины шагов черновых зубьев могут привести к размерам впадины, недостаточным для размещения срезаемой стружки и тем самым к невозможности протягивания детали. Таким образом, шаг зубьев является одним из основных конструктивных параметров протяжки.
Так как выбор величины шага протяжки обусловлен большим количеством факторов, то обычно первоначально установленную величину шага проверяют, в какой мере она удовлетворяет прочим требованиям, предъявляемым к конструкции данной протяжки.
Чтобы обеспечить спокойную работу протяжки, без вибраций, и хорошее качество протянутой поверхности, в работе резания должно одновременно находиться четыре-пять зубьев протяжки. Для коротких деталей допускается, чтобы в контакте с обрабатываемой деталью находилось не менее двух зубьев, а для более длинных деталей — восемь зубьев.
Предварительно шаг черновых зубьев протяжек может быть выбран по следующим формулам:
для протяжек одинарного резания
t = (1,25 -т- 1,50)/Z;
для протяжек группового резания
t = (1,45 - 1,90) VL,
где L — длина протягиваемого отверстия в мм:
Рабочая часть протяжек. Черновые зубья
239
Из этих формул видно, что протяжки группового резания имеют большие шаги, чем протяжки одинарного резания. Но так как зубья протяжек группового резания срезают гораздо более толстые слои, то в конечном счете эти протяжки получаются короче, чем протяжки одинарного резания.
НИИТАвтопром [8] рекомендует следующий нормальный ряд шагов протяжек: 4, 5, 6, 8, 10, 12, 14, 18, 20, 22, 25 мм.
После определения шага протяжек проверяют количество одновременно работающих зубьев по формуле
Целая часть в числе г представляет собой минимальное количество зубьев zmin, контактирующих с изделием, a zmin + 1 — максимальное.
Стружечная канавка. Стружечная канавка служит для образования передней поверхности зуба протяжки и для размещения срезаемой стружки. Поэтому размеры канавки зависят прежде всего от длины протягиваемой поверхности и от толщины срезаемого слоя, т. е. от подъема на зуб а.
Затем, канавка не должна чрезмерно ослаблять поперечное сечение протяжки. Даже если прочность протяжки как тела, работающего при протягивании на растяжение, будет и достаточной, протяжка может оказаться недостаточной жесткости. Это вызовет более или менее значительные затруднения при изготовлении самой протяжки — при токарной, шлифовальной и других операциях. Особенно резко недостаточная жесткость протяжки сказывается при ее термической обработке, когда может получиться такая деформация, которая сделает протяжку непригодной для дальнейшей обработки шлифованием. Чем меньше диаметр протяжки, тем меньшая глубина канавки может быть допущена.
Таким образом, размеры стружечной канавки черновых зубьев внутренних протяжек являются функцией в основном следующих параметров: длины протягиваемой поверхности или шага протяжки, подъема на зуб и диаметра протяжки.
Конструкция наружных протяжек, как правило, не лимитируется их прочностью и жесткостью. Поэтому у наружных протяжек размеры стружечных канавок определяются только длиной протягиваемой поверхности и подъемом на зуб.
Кроме указанных выше факторов, определяющих размеры стружечной канавки, последняя также должна иметь такую форму, чтобы обеспечить свертывание стружки в виток правильной формы с минимальным объемом.
Форма стружечной канавки. Стружка, срезаемая с вязких материалов, обычно завивается в спиральный валик с сечением, несколько
240
Протяжки
отличающимся по форме от окружности — немного вытянутым в направлении спинки зуба (фиг. 102, а). Часть стружечной канавки FK, заполняемая стружкой, называется рабочим объемом канавки.
При обработке хрупких материалов — чугуна, бронзы и других — стружка срезается отдельными элементами, заполняющими рабочий объем канавки менее плотно, нежели сливная стружка, свертываю-
Фиг. 102. Формы стружек при протягивании (а, 6); формы стружечной канавки (зубьев) протяжек (в, г, д); образование стружки при q < R (е), при Q > R (ж) и при недостаточной величине R (з).
щаяся в валик. Но стружка в виде отдельных элементов может заполнить стружечную канавку более полно, включая и ее нерабочий объем (фиг. 102, б).
Форма канавки (зуба) протяжки определяется следующими размерами:
t — шаг протяжки;
С —ширина задней поверхности, обычно измеряемая в направлении оси протяжки в виду малости заднего угла;
у — передний угол;
R — радиус спинки зуба (у протяжек с криволинейной вогнутой спинкой);
т) — угол спинки зуба (у протяжек с прямолинейной спинкой);
г — радиус переходной дуги между передней поверхностью и спинкой зуба — радиус дна канавки.
В табл. 16 приведены размеры стружечных канавок по нормалям НИИТАвтопром. Эти размеры подсчитаны по следующим ориентировочным зависимостям от шага зубьев протяжки t*:
h= (0,45 -г- 0,38)/; /? = (0,65 =0,7)/;
С = (0,35 = 0,30)/; г = 0,5А,
* По данным Д. К. Маргулиса.
Рабочая часть протяжек. Черновые зубья
241
Таблица 16
Размеры черновых зубьев в мм (фиг. 102, в)
Шаг 1 Глубина канавки h Ширина задней поверхности С Радиус дна канавки г Радиус спинки R
4,5 2 1,5 1 2,5
6 2 2 1 4
2,5 1,25
8 2,5 3 1,25 5
3 1,5
10 3 3 1,5 7
4 2
12 3 4 1,5 8
4 2
5 2,5
14 3 4 1,5 10
4 2
5 2,5
6 3
16 4 4,5 2 12
5 2,5
6 3
7 3,5
16 Семенченко и др.
242
Протяжки
Продолжение табл. 16
Шаг t Глубина канавки h Ширина задней поверхности С Радиус дна канавки г Радиус спннки 7?
18 5 6 2,5 12
6 3
7 3,5
20 6 6 3 14
7 3,5
9 4,5
22 6 6 3 16
7 3,5
9 4,5
25 10 8 5
Как видно из табл. 14, одному и тому же шагу зубьев протяжки соответствуют стружечные канавки с различными размерами, в частности с различными глубинами. Приведенные выше зависимости даны для канавок с наибольшей глубиной.
Методика использования нормалей стружечных канавок будет дана ниже.
Практика передовых предприятий показывает, что наилучшую форму имеет стружечная канавка со спинкой зуба, очерченной дугой окружности (фиг. 102, в). Такая форма дает плавное сопряжение дна канавки со спинкой, обеспечивает хорошее формирование стружки в плотный валик и увеличивает объем канавки, не уменьшая ширины спинки зуба и количества переточек протяжки.
При протягивании хрупких материалов может применяться форма стружечной канавки с прямолинейной спинкой (фиг. 102, г).
Для протяжек с большим шагом, обрабатывающих длинные отверстия, рекомендуется форма канавки с прямолинейным участком на дне (фиг. 102, д).
Рабочая часть протяжек. Черновые зубья
243
Как указывалось выше, стружка при протягивании свертывается в спиральный валик. Чем больше подъем на зуб а, тем больше радиус свертывания стружки q. По исследованиям НИИТАвтопрома [8 ], когда глубина стружечной канавки h и радиус ее дна г достаточно велики, чтобы не препятствовать завиванию стружки, стружка первоначально завивается свободно, не касаясь дна канавки (фиг. 102, <?). Затем в процессе протягивания на первый виток накладывается второй, потом третий и т. д. до тех пор, пока валик не коснется дна канавки. После этого валик начнет уплотняться и заполнять рабочее пространство канавки. Такая форма образования витка называется свободным завиванием. Она имеет место при Q < г.
Если начальный радиус завивания стружки q больше радиуса дна канавки г, то канавка ограничивает течение стружки, последняя скользит по передней поверхности и по дну канавки, образуя виток с радиусом q = г (фиг. 102, ж). В дальнейшем последующие витки образуются внутри первого витка, постепенно заполняя рабочее пространство канавки. Такая форма образования стружки называется принудительной.
Исследования НИИТАвтопрома [7] показывают, что принудительная форма образования стружечного валика дает более плотное заполнение рабочего объема канавки, нежели свободное завивание. Следовательно, при принудительном завивании можно допустить меньшие размеры стружечных канавок, в том числе и шага зубьев, и поэтому конструкция протяжки получается экономичней, чем при свободном завивании стружки.
При слишком малом радиусе дна канавки образование витка в форме окружности затрудняется, стружка упирается в спинку зуба, ломается и незакономерно заполняет стружечную канавку (фиг. 102, з). Это может привести к порче протянутой поверхности и даже к поломке зубьев протяжки.
Если принять, как указывалось выше, величину радиуса дна канавки г — 0,5Л, то при этом условии для каждой глубины канавки имеется свой предельный подъем на зуб а, при котором завивание стружки в спиральный валик происходит нормально. Это предельные величины подъема для протягивания обычных конструкционных сталей указаны в табл. 17 (по данным НИИТАвтопрома).
Правильно свертывающаяся в спиральный валик стружка может иметь такую длину, которая не позволит ей полностью разместиться в стружечной канавке. В этом случае после предельного уплотнения стружечного валика стружка будет все более и более спрессовываться в канавке, и в конце концов произойдет заклинивание протяжки в протягиваемом отверстии или ее поломка.
Во избежание этого необходимо рассчитывать стружечную канавку на объем срезаемой стружки. При таком расчете рабочая площадь стружечной канавки в осевом сечении приближенно при-16*
244
Протяжки
Таблица 17
Предельные величины подъемов, при которых стружка свертывается в спиральный валик (для стали)
Ширина срезвемого слоя b в мм Предельные подъемы на зуба в мм при глубине стружечных канавок h в мм
3 4 5 6 7
3 0,15 0,2 0,25 0,3 0,4
До 0,10 0,15 0,20 0,3 0,3
До 1,5]Л/ 0,05 0,10 0,15 0,20 0,25
нимается равной площади круга FK с радиусом г — — (фиг. 102, в),
т. е. FK = 4 . Она сравнивается с площадью осевого сечения слоя Fc = aL, срезаемого одним зубом. Здесь L — длина протянутой поверхности, а — подъем на зуб. Так как между витками стружки существуют зазоры, то, естественно, площадь срезаемого слоя Fc должна быть меньше рабочей площади канавки FK. Отношение пло-Г
щадей называется коэффициентом заполнения стружечной * с
канавки и обозначается буквой К. При этих расчетах усадка стружки не принимается во внимание. Таким образом,
к _ _ 0,785-/г2
4aL aL
Из этой формулы, в которой К и L являются данными, может быть определена глубина канавки h, достаточная для размещения стружки при выбранном подъеме а,
l,13/KaL.
Если же глубина канавки уже выбрана по тем или иным соображениям, то может быть определена предельная величина подъема а, допустимая для взятой канавки,
0,785/г2 a<—KL~’
Величина коэффициента заполнения канавки К зависит от большого количества факторов — от схемы срезания слоев металла (одинарной или групповой), протягиваемого материала, подъема на зуб, шага зубьев, ширины срезаемого слоя и др.
При одинарной схеме срезания слоев на стружке получается ребро жесткости от стружкоделителя предыдущего зуба (см. фиг. 95, б), что затрудняет свертывание стружки в валик и тре
Рабочая часть протяжек. Черновые зубья
245
бует большего объема стружечной канавки. Поэтому коэффициент К для протяжек одинарного резания при прочих равных условиях берется примерно на 25% больше, чем для протяжек группового резания. Кроме того, с увеличением подъема на зуб коэффициент К у протяжек одинарного резания увеличивается, а у протяжек группового резания уменьшается.
Для высоколегированных сталей, а также для малоуглеродистых мягких сталей в отожженном состоянии величина К берется больше, чем для углеродистых и малолегированных сталей. Для чугуна, бронзы и других материалов, дающих элементную стружку, коэффициент К меньше, чем для сталей: для протяжек одинарного резания он принимается равным 2—2,5, а для протяжек группового резания 1,5.
С увеличением шага зубьев коэффициент К уменьшается, так как у протяжек с большим шагом стружечная канавка имеет большие резервные объемы, в которых может размещаться стружка.
Более широкая стружка труднее свертывается в валик, в особенности при обработке отверстий. Поэтому для широких стружек коэффициент К должен браться больше, чем для узких.
В табл. 18 приводятся коэффициенты заполнения канавки К для протяжек группового резания при обработке стали с шириной срезаемого слоя b — 1,2]/Д для различных подъемов на зуб и шагов зубьев t (по данным НИИТАвтопрома).
Таблица 18
Коэффициенты заполнении стружечной канавки К для протяжек группового резания
Шаг зуба t в мм Коэффициент заполнения канавки К при подъеме на зуб а в мл
0,05 0,05—0,1 > 0,1
4,5—8 3,3 3,0 2,5
10—14 3,0 2,7 2,2
16—25 2,8 2,5 2
Ранее было указано, что для производительного изготовления протяжки необходимо, чтобы она, помимо прочности на растяжение, обладала известной жесткостью. Поэтому глубина канавки должна выбираться в соответствии с диаметром протяжки. Наибольшая глубина канавки по данным НИИТАвтопрома не должна превышать следующей величины:
h = 0,17d,
где d — диаметр отверстия под протягивание.
246
Протяжки
РАСЧЕТ ЧЕРНОВЫХ ЗУБЬЕВ ПРОТЯЖКИ
При конструировании протяжек расчет черновых зубьев — определение их количества, размеров и формы — является важнейшим этапом, определяющим в основном длину протяжки, ее работоспособность и экономичность.
Исходными данными для расчета протяжки в целом служат габаритные размеры обрабатываемой детали и ее форма; размеры поверхности, предназначенной для протягивания — длина, диаметр, ширина, глубина и др.; припуск под протягивание и форма его расположения на детали; материал обрабатываемой детали; характер обработки протягиваемой поверхности — литье, ковка, обработка резанием и др.; размеры и допуски на обработанную протягиванием поверхность и чистоту ее обработки; тяговая сила протяжного станка, тип патрона и размеры его отверстия под протяжку.
Порядок расчета и конструирования черновых зубьев протяжки следующий:
Протяжки одинарного резания. Исходя из длины протягиваемой поверхности L, определяем шаг зубьев протяжки, после чего проверяем минимальное число зубьез протяжки, одновременно находящихся в контакте с деталью. В случае недостаточности этого числа шаг зубьев соответственно уменьшают.
По табл. 16 находят для выбранного шага размеры стружечной канавки с наибольшей глубиной h и по зависимости h = 0,17d проверяют, удовлетворяет ли эта глубина требованиям жесткости протяжки при изготовлении. Если зависимость не удовлетворяется, то по табл. 16 берут канавку с ближайшим меньшим размером и повторяют проверку.
По табл. 14 выбирают величину подъема на зуб применительно к типу протяжки и обрабатываемому материалу.
Далее, по табл. 18 устанавливают коэффициент заполнения канавки К и проверяют достаточность размеров канавки с точки зрения размещения в ней срезанной стружки. При этом для протяжек одинарного резания данные величины К в табл. 18 должны быть увеличены, как указывалось, на 25%.
По графику (см. фиг. 94), определяют удельную силу резания р, подсчитывают силу резания Рг и сравнивают ее с тяговой силой станка Рс (табл. 19) и с силой Рп, допустимой с точки зрения прочности протяжки в сечениях по стружечной канавке первого зуба или по хвостовику. Если сила резания Рг окажется больше силы Рс или Рп, то протяжку пересчитывают по меньшей из этих сил. При этом пересчете приходится или увеличивать шаг зубьев протяжки и тем самым уменьшать минимальное число зубьев, одновременно контактирующих с деталью, или уменьшать подъем на зуб.
Когда окончательно установлены величины шага зубьев и подъема на зуб, то определяют число черновых зубьев и, умножая его на шаг,
Расчет черновых зубьев протяжки
247
Таблица 19
Номинальные тяговые силы Рс и наибольшие длины ходов протяжных станков
Модель станка Номинальная тяговая сила Рс в т Наибольшая длина хода в мм
Горизонтальные протяжные станки
7510, 7510М 10 1400
7А510 10 1250
7520. 7А520 20 1600
7530М 30 1800
7540 40 2000
7551 70 2000
7552 100 2000
Вертикальные протяжные станки
7705, 7705А, 7705Б 5 600
7А705В 5 800
7710 10 1350
7А710 10 1200
7Б710, 7710В, 7А710Д 10 1000
7720 20 1600
7Б720, 7720В, 7А720Д 20 1250
находят длину секции черновых зубьев протяжки. Затем по приведенным выше рекомендациям назначают величины передних и задних углов черновых зубьев. Возможность практического осуществления принятых величин передних углов должна проверяться с возможностью выбора шлифовального круга должного размера.
Протяжки группового резания в отличие от протяжек одинарного резания допускают большое количество расчетных вариантов и конструктивных решений, поскольку можно различным образом комбинировать величины подъема а, число зубьев в группе гг, шаги t и глубины стружечных канавок h. Из этих вариантов выбирается тот, который дает оптимальное решение: минимальную длину протяжки, достаточную плавность работы, меньшую трудоемкость изготовления.
Первоначальный выбор шага зубьев и размеров стружечных канавок, в частности глубины канавки Л, производят так же, как и для протяжек одинарного резания. Затем устанавливают число зубьев в группе гг. Для обычных условий протягивания это число принимается равным двум. Для протяжек с выкружками подъем на группу зубьев берут максимально возможным в пределах 0,1— 0,2 мм. Выбранную величину подъема а проверяют прежде всего в отношении глубины выкружки или лыски. Как указывалось выше (см. фиг. 99), при относительно малой глубине выкружки и значи
248
Протяжки
тельном подъеме на зуб стружка получается неразделенной, сходящей сплошным цилиндром, что недопустимо. Также недопустимо, если у протяжек вспомогательные кромки зубьев ef получатся слишком длинными. Результаты определения величины а целесообразно проверить вычерчиванием в большом масштабе срезаемого слоя и выкружки. Таким образом устанавливают величину авк, допустимую с точки зрения глубины выкружки или лыски. В производстве применяют таблицы [8], содержащие величины авк, допустимые для протяжки данного диаметра и с данным числом зубьев в группе.
Затем в соответствии с выбранной формой и размерами стружечной канавки проверяют по табл. 17 возможность свертывания стружки в спиральный валик. В результате находят величину подъема ac,s, допустимую с точки зрения этой возможности.
По табл. 18 выбирают коэффициент заполнения стружечной канавки К и определяют величину подъема аоб, допустимую из расчета объема впадины.
Далее определяют величину подъема апр, допустимую с точки зрения прочности протяжки. Для этого находят лимитирующую силу Рлим, максимально допустимую прочностью протяжки, из формулы (см. раздел «Силы резания при протягивании»)
Р.им =
где F — сечение протяжки по хвостовику или впадине первого зуба в мм2;
а — соответствующее напряжение в кГ/мм2.
Выражаем эту силу через элементы резания протяжки
Pjium = P^np^max’
откуда находим силу резания рапр на 1 мм длины кромки протяжки
Рапв — -гЛиМ- кГ/мм. ' np bzmm
Далее по табл. 20 взятой из нормативов [61 и содержащей величины ра кГ/мм в зависимости от величины подъема апр, находим апр для данной обрабатываемой стали или чугуна. В этих формулах длина режущей кромки b одного зуба уменьшается по сравнению с длиной кромки протяжек одинарного резания в 2, 3 раза и более в зависимости от количества зубьев в группе. Поэтому для протяжек группового резания длина режущей кромки одного зуба при обработке цилиндрических отверстий определяется по формуле
, nd b =----,
гг
где d — диаметр последнего чернового зуба протяжки в мм, zs — число зубьев в группе.
Расчет черновых зубьев протяжка
249
Таблица 20
Силы резания на 1 мм длины режущей кромки протяжки (ра в кГ/мм)
Подъем на зуб в мм Обрабатываемый материал
Углеродистая сталь Легированная сталь Чугун
а» V/ э НВ 197—229 НВ > 229 1 НВ < 197 1 НВ 197—229 НВ < 229 Серый Ковкий
НВ < 180 НВ > 180
0,02 9,5 10,5 12,5 12,6 13,6 15,8 8,1 8,9 7,3
0,03 12,3 13,6 16,1 15,7 16,9 18,6 10,4 11,6 9,4
0,04 14,3 15,8 18,7 18,4 19,8 21,8 12,1 13,4 10,9
0,05 16,3 18,1 21,6 20,7 22,2 24,5 14,0 15,5 12,5
0,06 17,7 19,5 23,2 23,8 25,5 28,2 15,1 16,6 13,4
0,07 19,6 21,7 25,8 26,0 28,2 31,2 16,7 18,4 14,3
0,08 21,3 23,5 28,0 28,0 30,2 33,5 18,0 20,0 16.4
0,09 23,1 25,5 30,4 30,4 32,8 36,2 19,5 21,6 17,9
0,10 24,7 27,3 32,5 32,8 35,4 39,0 20,7 23,6 19.2
0,11 26,6 29,4 35.0 35,1 38,1 42,0 22,6 25,4 20,6
0,12 28,5 31,5 37,5 37,8 40,7 45,0 24,3 26,8 22,0
0,13 30,4 33,6 39,8 40,3 43,4 48,0 25,8 28,5 23,4
0,14 32,4 35,7 42,5 42,3 45,7 50,5 27,3 30,3 25,0
0,15 34,2 37,9 45,0 44,5 48,0 53,0 29,0 32,1 26.1
0,16 36,0 39,8 47,2 47,1 51,0 56,0 30,5 33,6 27,6
0,18 39,5 43,6 52,0 52,5 56,5 62,5 33,4 37,0 30,2
0,20 42,7 47,3 56,2 57,6 62,0 68,5 36,0 40,2 32,6
0,22 45,6 50,3 60,0 62,0 66,7 73,8 38,5 42,7 34,9
0,24 48,0 53,1 63,2 66,2 70,9 78,6 41,0 45,1 36,8
0,25 49,5 54,5 65,0 68,0 73,0 81,0 42,1 46,5 37,6
0,26 51,0 56,1 66,6 70,6 75,3 83,4 42,9 47,7 39,0
0,28 54,0 58,8 70,0 74,4 79,8 88,3 45,5 50,0 41,3
0,30 56,4 61,5 73,0 78,5 84,5 93,3 47,6 52,2 43,1
При обработке многошлицевых отверстий
___________________________ЬщП
где Ъш — ширина шлица; п — число шлицев.
Сравнивая полученные предельные величины подъемов аев, аоб, апр и авк> принимают из них наименьшую и, исходя из нее, определяют число черновых зубьев; затем умножением числа зубьев на шаг получают длину черновой секции протяжки как расстояние между вершинами первого чернового и первого чистового зубьев.
Выбор величин передних и задних углов и проверка осуществимости принятой величины переднего угла производится так же, как и для протяжек одинарного резания.
250
Протяжки
ЧИСТОВЫЕ и калибрующие зубья, общая ДЛИНА ПРОТЯЖКИ
Обычно при работе черновых зубьев на протянутой поверхности получаются риски, надиры, чешуи и другие дефекты. Глубина их приблизительно равна величине подъема на зуб протяжки. Поэтому тот незначительный слой металла, который срезают калибрующие зубья протяжки, совершенно недостаточен для устранения указанных дефектов поверхности. Вследствие этого между калибрующими и черновыми зубьями размещают некоторое количество чистовых зубьев для срезания поверхностного дефектного слоя, образованного черновыми зубьями протяжки.
Чистота обработанных протягиванием поверхностей в основном определяется работой чистовых зубьев. Кроме того, благодаря чистовым зубьям сила протягивания плавно снижается при переходе от черновых к калибрующим зубьям. Это уменьшает толчки и вибрации при протягивании и, в свою очередь, повышает чистоту поверхности.
Чистовая секция протяжек группового резания может работать одинарным или групповым методом, а протяжек одинарного резания— только одинарным методом. Припуск на сторону, оставляемый для срезания чистовыми зубьями протяжки, и количество чистовых зубьев или групп зубьев рекомендуется брать из табл. 21 [8], в которой эти величины даются в зависимости от подъема на зуб черновых зубьев и классов чистоты обработанной поверхности.
Таблица 21
Число зубьев и секций на чистовой части протяжки
X 6 X Чистота обработанной поверхности V4 и V5 Чистота обработанной поверхности и
3 X ч о X 6 „ О X X Ч Круглые протяжки Шлицевые протяжки 6 Ь 0) X ч Круглые протяжки Шлицевые протяжки
Подъем черно 2а в мм Подъем перво вой. секции Припуск иа ч вую часть на стороны в мм Число чисто-' вых секций 1 ! Число несек-> ционных зубьев 1 : Число чистовых секций Число несек-циониых зубьев Припуск на ч вую часть па' стороны в мм Число чистовых секций Число иссек-ционных зубьев Число чистовых секций Число несекционных зубьев
До 0,1 0,11-0,2 0,21-0,4 0,41—0,6 <3 сч + 0,06 -0,08 0,11—0,16 0,11—0,16 1 2 2 0—2 0-3 0-3 1 2 2-3 0-2 0-2 0—2 0,05—0,07 0,07—0,13 0,13—0,2 0,2—0,32 1 1—2 2 2—3 1—2 3 3—5 3—5 1 1—2 2—3 2-3 1—2 2-3 2—3 2—3
Между черновой и чистовой секциями протяжки помещается промежуточный получистовой зуб или одна-две группы зубьев с подъемом, равным 0,4—0,6 от подъема черновых зубьев. Подъем чистовых зубьев делается переменным, постепенно уменьшающимся
Чистовые и калибрующие зубья. Общая длина протяжки
251
от группы к группе в 1,5—2 раза. При этом на первом и на одном-двух последних чистовых зубьях при обработке поверхностей по 4—5-му классам чистоты подъем должен быть не более 0,02 мм и поверхностей по 6—7-му классам — не более 0,01 мм.
Шаги чистовых зубьев у протяжек одинарного резания, как правило, делаются одинаковыми с шагами черновых зубьев. В целях уменьшения общей длины протяжки и повышения чистоты обработанной поверхности шаги калибрующих зубьев у протяжек, имеющих шаг черновых зубьев 10 мм и более, делаются уменьшенными, причем тем меньше, чем меньше длина протягиваемой поверхности. Величины уменьшенных шагов приведены в табл. 22.
Таблица 22
Величины уменьшенного шага чистовых и калибрующих зубьев
Шаг зубьев в мм Длина протягиваемой поверхности в мм Шаг зубьев в мм Длина протягиваемой поверхности в мм
черновых ЧИСТОВЫХ н калибрующих черновых ЧИСТОВЫХ н калибрующих
10 8 До 45 18 12 До 80
14 Св. 80
12 9
20 14 До НО
10 Св. 45
16 Св. НО
14 10 До 65
22 14 До ПО
12 Св. 65
16 Св. НО
16 12 25 16
Для изделий 2—3-го классов точности берется пять—семь калибрующих зубьев, 4-го класса — три-четыре зуба и 5-го класса — два-три зуба. В целях уменьшения вибраций при протягивании и повышения чистоты обработанной поверхности шаги чистовых и калибрующих зубьев круглых протяжек иногда делают неравномерными в пределах +(0,5—1,5) лии.
Передние углы чистовых и калибрующих зубьев обычно берут такими же, как и у черновых зубьев. Для точных протяжек, в целях повышения их размерной стойкости, рекомендуется передние углы у зубьев с подъемом а = 0,02 мм уменьшать до 5° для стали и до 0° — для чугуна. В таком случае получающееся при износе режущей
252
Протяжки
кромки округление q меньше влияет на снижение размера зуба. На фиг. 103, а изображены два зуба протяжки в совмещенном виде с одинаковыми задними углами и одинаковым радиусом округления q, но с различными передними углами: +у и у = 0. Здесь наглядно видно, что при у = 0 точка а сопряжения округления с задней поверхностью расположена выше, чем аналогичная точка b при +у. Поэтому уменьшение размера зуба < Д/?в.
Уменьшенные передние углы могут выполняться на протяжении всей передней поверхности, или же в виде фаски f на длине 1 мм,
Фиг. 103. Передние углы у калибрующих и чистовых зубьев: а — влияние переднего угла на уменьшение диаметра протяжки; б — уменьшение переднего угла.
как показано на фиг. 103, б. При такой форме передней поверхности облегчается перетачивание этих зубьев под большим углом в случае износа протяжки и перевода зубьев из чистовых в черновые.
Задние углы чистовых зубьев протяжек берутся следующих величин: для круглых, шпоночных, многошлицевых и наружных нерегулируемых протяжек а = 2°, для тех же протяжек на калибрующих зубьях а= 1°. Для наружных регулирующихся протяжек задние углы режущих и калибрующих зубьев берутся равными 3—4°. Допуск на задние углы 30'.
У чистовых зубьев допускается фаска по задней поверхности не более 0,05 мм.
На калибрующих зубьях до недавнего времени рекомендовалось делать фаску с углом а = 0 по задней поверхности переменной ширины, начиная с 0,2 мм на первом калибрующем зубе и кончая 1,2 мм на последнем. В настоящее время доказано, что широкие фаски с углом а = 0 приводят к ускоренному износу зубьев, к налипанию на фасках частиц металла и резкому ухудшению чистоты обработанной поверхности, и потому рекомендуется на этих зубьях делать фаски шириной 0,2—0,3 мм.
Чистовые и калибрующие зубья. Общая длина протяжки
253
При перетачивании протяжек, по мере увеличения стачиваемого слоя, чистовые зубья переходят в черновые, а первый калибрующий зуб — в чистовой. Поэтому суммарная стойкость протяжек зависит от суммарной стойкости режущих зубьев и от размерной стойкости калибрующих зубьев. Протяжка может потерять работоспособность, когда полностью будет сточена задняя поверхность черновых зубьев, а также когда калибрующие зубья не будут обеспечивать требуемый размер обрабатываемой поверхности детали.
В целях повышения размерной стойкости протяжек максимальный размер калибрующих зубьев dmaxH (фиг. 104) принимают
допусков на диаметр калибрующих зубьев.
Фиг. 105. Профиль выглаживающих зубьев.
равным наибольшему предельному размеру протягиваемой поверхности детали dmaX(J с допуском в минус. Величины допусков указаны ниже. Окончательный размер калибрующих зубьев протяжки устанавливают, как правило, эмпирически — путем пробного протягивания детали. Если получается увеличенный диаметр протянутого отверстия, то размер калибрующих зубьев соответственно уменьшают путем доводки.
Для получения гладкой зеркальной поверхности отверстий во втулках из стали, алюминия, бронзы, баббита и т. п. протяжки иногда снабжают, кроме калибрующих, также выглаживающими зубьями. Эти зубья не срезают стружку, а производят наклеп и уплотнение поверхности. Обычно в этом случае имеет место, наряду с остаточной, также и упругая деформация, вследствие чего получающийся на детали диаметр отверстия меньше диаметра выглаживающих зубьев. Примерный профиль выглаживающих зубьев представлен на фиг. 105.
Имеется ряд предложений по изменению конструкции калибрующей части протяжек в целях повышения размерной стойкости калибрующих зубьев: введение запасных зубьев, имеющих элементы выглаживающих зубьев и последовательно вводимых в работу резания по мере стачивания калибрующих зубьев; применение сменных
254
Протяжки
калибрующих зубьев в виде отдельных колец, надеваемых на проточенный конец протяжки; применение разжимной калибрующей части, насаживаемой на коническую проточку, и т. п. Однако все эти конструкции требуют весьма тщательного выполнения и большого внимания в процессе их эксплуатации. Поэтому они пока не получили широкого применения в производстве.
Общая длина протяжки получается как сумма длин всех ее составных частей — хвостовика, шейки, переходного конуса, передней направляющей, черновой, чистовой и калибрующей секций и задней направляющей. Общая длина протяжки должна удовлетворять следующим требованиям:
1) не должна превышать наибольшей длины хода протяжного Станка, указанного в его паспорте (см. табл. 19);
2) должка сообразоваться с производственными возможностями предприятия — с максимальным межцентровым расстоянием токарных, шлифовальных и заточных станков, ходом фрезерных станков, размером закалочных и отпускных печей и пр.;
3) чрезмерно длинная протяжка может привести к значительным деформациям в термической обработке и оказаться настолько нежесткой, что ее обработка на станках будет крайне затруднена или даже невозможна; поэтому протяжка данного диаметра не должна превышать определенную длину;
4) обращение с протяжками при эксплуатации должно быть удобным.
Практика конструирования и эксплуатации протяжек выработала рациональные предельные длины протяжек в зависимости от их поперечных размеров. Эти предельные длины протяжек указаны в табл. 23, 24; их надлежит рассматривать как ориентировочные.
Прошивки в процессе работы подвергаются сжатию вдоль оси, поэтому во избежание появления деформации продольного изгиба их длина может быть взята сравнительно небольшой. Практически эта длина берется в зависимости от диаметра прошивки и не должна превышать 10d, где d — номинальный диаметр прошивки.
Если длина протяжки при конструировании получается чрезмерной, то надо ее пересчитать с тем, чтобы по возможности уменьшить
Таблица 23
Предельные длины протяжек, обрабатываемых в центрах, в мм
Диаметр протяжки ...... От 12 до 15 От 15 до 20 От 20 до 25 От 25 до 30 От 30 до 50 От 50 н выше
Длина протяжки 700 800 1000 1200 1300 1500
Допуски на размеры протяжек
255
Таблица 24
Предельные длины плоских и шпоночных протяжек в мм
Наименьший размер поперечного сечеиия протяжки .... 5 От 5 до 8 От 8 до 12 От 12 до 18 От 18 ДО 22 От 22 и выше
Длина протяжки 500 750 1000 1200 1300 1500
длину до пределов допустимого. Если же это сделать не представится возможным, то необходимо применить вместо одной протяжки комплект протяжек из двух, трех и более штук.
Расчет протяжек, работающих комплектом, в принципе производится так же, как и одиночных протяжек. При этом надо стремиться к тому, чтобы длина протяжки последнего прохода — наиболее точной и дорогой — была возможно меньшей.
ДОПУСКИ НА РАЗМЕРЫ ПРОТЯЖЕК
По данным ГОСТа 9126-59 на основные размеры круглых, а также и других подобных им протяжек, рекомендуются следующие допуски.
Наибольшее отклонение от расчетного диаметра черновых зубьев устанавливается в зависимости от подъема на зуб и не должно превышать величин, указанных в табл. 25. Обычно допускается обнажение отдельных зубьев на величину 2/3 подъема на зуб при условии равномерного распределения его на последующие зубья, за исключением чистовых зубьев.
Таблица 25
Допуски на расчетный диаметр черновых зубьев в мм
Номинальный диаметр протяжки Допуск в мм при подъеме на зуб 2а (по диаметру)
До 0,05 Св. 0,05 до 0,08 Св. 0.08
До 80 -0,008 —0,010 —0,015
Св. 80 —0,012 —0,015 -0,020
Допускаемое отклонение диаметра калибрующих и чистовых зубьев не должно превышать величин, указанных в табл. 26.
Отклонение общей длины протяжки не должно превышать +3 мм при длине протяжки до 1000 мм и +5 мм при длине протяжки свыше 1000 мм.
256
Протяжки
Таблица 26
Допуски на диаметр калибрующих зубьев Аи цилиндрических протяжек
Классы точности отверстий
Номинальный диаметр протяжки в мм А А3
Допуск Аи в мк
До 18 5 7 8
Св. 18 до 30 5 8 10
» 30 » 50 7 10 12
» 50 » 80 8 12 15
» 80 » 120 10 14 18
» 120 » 150 12 16 20
Радиальное биение чистовых и калибрующих зубьев и задней направляющей не должно превышать абсолютной величины допуска на соответствующий диаметр, причем биение всех зубьев может быть только односторонним.
Отклонение глубины стружечной канавки допускается при глубине канавки до 4 мм не более +0,3 мм и при глубине свыше 4 мм — не более +0,5 мм.
МНОГОШЛИЦЕВЫЕ ПРОТЯЖКИ
Многошлицевые протяжки являются внутренними протяжками, предназначенными для обработки отверстий с профилями, один из которых показан на фиг. 106, а. Он характеризуется наружным и внутренним диаметрами D и d, шириной шлицевой канавки Ь и числом канавок или пазов п. В большинстве случаев у основания шлицевого паза делается прямолинейная фаска f или закругление радиуса г. Основные вопросы расчета и конструирования протяжек, изложенные в предыдущем разделе, в полной мере приложимы к многошлицевым протяжкам. Поэтому в настоящем разделе будут даны только специфические вопросы, относящиеся к этим протяжкам.
Многошлицевые отверстия образуются протягиванием последовательным методом, показанным на фиг. 106, б, при котором боковые поверхности обрабатываемого профиля последовательно образуются вспомогательными режущими кромками ef.
Черновые зубья многошлицевых протяжек
При протягивании многошлицевых отверстий, так же как и при протягивании цилиндрических, в настоящее время применяются протяжки одинарного резания и группового резания различных модификаций — с двумя фасками (по П.П. Юнкину), с выкружками (ЧТЗ) и лысками (НИИТАвтопром, по типу многогранных).
При одинарной схеме срезания слоев, когда подъем имеет каждый режущий зуб протяжки, разделение срезаемой стружки у шлицев шириной Ьш = 6 мм и более производится, как и у круглых протяжек одинарного резания, стружкоразделите-лями, наносимыми на зубья в шахматном порядке (фиг. 106, в). Этой схеме разделения слоен свойственны все те недостатки, которые были указаны выше применительно к круглым протяжкам. В частности, срезаемый слой при подъеме получает асимметричное ребро жесткости 2а, значительно ухудшающее свертывание стружки в спиральный валик. Кроме того вследствие усадки стружка уширяется, заклинивается в пазе и ухудшает обработанную поверхность.
Многошлицевые протяжки
257
При шлицах шириной вш < 6 мм (фиг. 106, г) разделение стружки производится снятием на уголках шлицев фасок в шахматном порядке на соседних зубьях под углом 45°. В этом случае срезаемый слой также получает асимметричное утолщение 2а, вследствие чего сход стружки на уголке е затруднен, и кромка в этой точке усиленно изнашивается.
При групповой схеме срезания слоев модификация черновых зубьев многошлицевых протяжек выбирается таким образом, чтобы она обеспечивала разделение
а — многошлицевое отверстие; б — последовательный метод образования боковых сторон шлицевого паза; в — д — протяжки одинарного резания;
е — и — протяжки группового резания.
стружки при максимальном подъеме иа зуб. Так, например, в случае применения зубьев с выкружками при большом числе шлицев выкружки получаются настолько мелкими, что подъем иа зуб приходится уменьшать, хотя по другим условиям протягивания — прочности протяжки и размещения стружки в канавке — подъем можно было бы принять большей величины.
Исходя из условия получения максимально возможного подъема иа группу зубьев в пределах до 0,4 мм, можно дать следующие рекомендации по конструкции черновых зубьев многошлицевых протяжек группового резаиия.
Для протяжек, имеющих один—три шлица, а также имеющих число шлицев десять и более при меньших диаметрах протяжек, целесообразно применять конструкцию с двумя фасками (П. П. Юнкина). Их черновые зубья состоят из групп по два зуба. Первый зуб группы имеет на обеих сторонах шлица фаски под углом 45°
(фиг. 106, е), оставляющие режущую кромку с шириной При этом на фас-
17 Семенченко и др. 599
258
Протяжки
ках делаются достаточные задние углы ctg. Срезаемый этим зубом узкий слой прямоугольного сечения 04 легко сходит по передней поверхности, не касаясь боковых сторон паза, протянутого предыдущими более широкими зубьями.
Второй зуб группы имеет режущую кромку полной длины и срезает две одинаковые стружки толщиной а2 — alt которые, как показывают наблюдения, сходят, отклоняясь от боковых сторон зуба. Диаметр второго зуба на 0,04 мм меньше диаметра первого зуба.
Таким образом, при этой конструкции зубьев получается хорошее разделение и свободный сход стружки при благоприятных задних углах па стружкоразделите-лях. Кроме того, эти протяжки, как правило, не имеют ограничения подъема а по разделению стружки, тогда как при конструкциях зубьев с выкружками или лысками может иметь место явление, аналогичное показанному на фиг. 99, б.
Основной недостаток данной конструкции — трудность получения симметричных фасок одинакового размера на всех зубьях, так как каждая фаска делается при отдельной установке на станке. В этом отношении протяжки с выкружками и лысками оказываются технологичнее и потому их надо применять во всех тех случаях, когда это возможно по условиям величины подъема и достаточного разделения стружки.
Протяжки с выкружками (ЧТЗ) целесообразно применять при шести и восьми шлицах. Конструкция их зубьев, показанная на фиг. 106, ж, аналогична описанной выше, но фаска здесь заменена выкружкой. Эти протяжки необходимо проверять па достаточную глубину фаски q; для гарантии полного разделения стружки должно быть q > 2а. При четырех шлицах выкружки получаются слишком глубокими, их шлифование является трудоемким и может сопровождаться отжигом режущей кромки. Поэтому в данном случае для разделения стружки целесообразнее применение лысок (НИИТАвтопром) по принципу многогранных протяжек (фиг. 106, з). Лыски также рационально применять для протяжек диаметром свыше 30—40 мм при шести шлицах. Конструкция зубьев с лысками также аналогична конструкции зубьев с фасками. Отличие лысок от фасок заключается в том, что фаски с обеих сторон впадины между шлицами расположены в разных плоскостях и потому должны шлифоваться с каждой стороны отдельно. Лыски же расположены в одной плоскости и шлифуются сразу за один проход.
Для устранения треиия боковых поверхностей шлицев протяжки об обработанный паз детали на этих поверхностях делается вспомогательный угол в плане = = 1°30' (фиг. 106, д) с оставлением прямой фаски f = 0,8-Ы мм. Угол <Pj делается иа тех зубьях, высота шлицевых выступов которых пе менее 1,2—1,3 мм.
Для повышения стойкости у черновых зубьев протяжек одинарного резаиия, а также у вторых зубьев групп протяжек группового резания, рекомендуется на уголках шлицев делать переходную кромку в виде закругления по дуге радиуса 0,25— 0,30 мм или фаски f под углом 45° и шириной 0,2—0,3 мм. Такие же закругления или фаски могут быть рекомендованы и для калибрующих зубьев, если это позволяет конструкция протягиваемой детали. У основания шлицевых выступов делаются продольные канавки с углом профиля 60°, шириной 1—1,2 мм и глубиной 0,5—1,0 мм для выхода круга, шлифующего боковые стороны шлицев. У основания шлицев, не имеющих фасок, делаются закругления по дуге с радиусом 0,3—0,4 мм.
При ширине шлицев 18 мм и более разделение стружки только за счет фасок, выкружек или лысок недостаточно. Дополнительное разделение производится выкружкой, размещаемой на средине шлица (фиг. 106, и) с шириной g= 7-4-10 мм [8].
Чистовые и калибрующие зубья
Общие вопросы конструирования чистовой и калибрующей секций многошлицевых протяжек рассмотрены выше. В частности, в табл. 21 указаны припуск, срезаемый чистовой секцией протяжки, н количество чистовых зубьев или групп.
При работе протяжек комплектом и при узком допуске ha ширину обработанного шлицевого паза—0,06 мм и меиее окончательная ширина пазов обеспечивается последней протяжкой комплекта, которая срезает слои не только по цилиндру,
Многошлицевые протяжки
259
ио и по боковым сторонам паза. Схема припусков, оставляемых калибрующими зубьями протяжек первых проходов, показана па фиг. 107, а и б. Припуск по боковым сторонам шлицевого паза срезается несколькими первыми одинарными шлицевыми зубьями последней протяжки с подъемом а= 0,12-:-0,3 мм.
При допуске на ширину шлицевого паза более 0,06 мм шлиц каждой последующей протяжки делается уже на 0,004—0,006 мм, чем шлиц предыдущей протяжки, и ие касается обработанных ранее боковых поверхностей шлицевого паза (фиг. 107, в).
Комплекты многошлицевых протяжек
В зависимости от длины протягиваемого отверстия и других условий могут применяться следующие основные разновидности многошлицевых протяжек. При малой длине отверстия употребляют комбинированную протяжку, которая одновременно окончательно обрабатывает цилиндрическое отверстие, пазы и фаски. При большей длине обрабатываемого отверстия такая комбинированная протяжка получается слишком длинной, сложной в изготовлении и эксплуатации и потому в этих случаях применяют отдельные протяжки — для цилиндрического отверстия и для пазов
Фиг. 107. Схема расположения припусков, оставляемых калибрующими зубья протяжек первых проходов.
0,002-0,003
с фасками. Отдельные протяжки рекомендуется также применять для протягивания «по-черному» литых и кованых отверстий, когда круглая протяжка изнашивается значительно быстрее шлицевой. В случае же применения комбинированной протяжки оиа выходит из строя, еще сохраняя свою размерную стойкость.
При протягивании весьма длинных многошлицевых отверстий с глубокими пазами может потребоваться комплект протяжек, состоящий из круглой и двух или более многошлицевых протяжек.
На фиг. 108 представлены по данным НИИТАвтопрома [8] различные схемы последовательности срезания припуска при обработке шлицевого отверстия комбинированной протяжкой — фиг. 108, а—д и комплектом протяжек — фиг. 108, е—з. Цифры указывают порядок расположения на протяжках зубьев круглых (к), шлицевых (ш) и фасочных (ф).
На комбинированной протяжке (фиг. 108, а) имеются только круглые и шлицевые зубья, причем вначале работают круглые, а затем — шлицевые. Кромки у основания шлицевого паза притупляются закруглениями, имеющимися у основания шлица протяжки (см. фиг. 106, а). На фиг. 108, б даются последними фасочные зубья.
Протяжки (фиг. 108, в) вначале прорезают в отверстии шлицевые пазы, а затем круглыми зубьями обрабатывают только промежутки между пазами, что позволяет круглым зубьям работать с большими подачами и в целом получить более короткую протяжку.
Протяжки по фиг. 108, г работают аналогично предыдущим, но вначале пазы прорезаются высокими фасочными зубьями, работающими как шлицевые. Поотяжки по фиг. 108, виг можно применять при длине протягиваемого отверстия 28 чл» и более.
Протяжки по фиг. 108, д подобны двум предыдущим, но технологичнее их, так как уменьшается опасность касания шлифовальным кругом круглых зубьев при 17*
260
Протяжки
обработке шлицевых и фасочных зубьев. Эти протяжки могут применяться ири длине протягивания 45 мм и более.
Фиг. 108. Схемы последовательности срезания припуска при обработке шлицевого отверстия комбинированной протяжкой (а—д) и комплектом протяжек (е—з).
Протяжки типов фиг. 108, е—з применяются при работе комплектов протяжек. Протяжка по фиг. 108, е применяется для первого прохода с оставлением припуска
Фиг. 109. Передняя направляющая многошлицевых протяжек второго прохода.
иа цилиндрическом отверстии для второго прохода, когда одновременно протягиваются отверстие, шлицы и фаски. Тем самым обеспечивается соосность цилиндрического отверстия и шлицев.
Многошлицевые протяжки
261
Протяжка по фиг. 108, ж предназначена для последнего прохода при схеме обработки шлицев по фиг. 107, в. Она обрабатывает отверстие и шлицевый паз по цилиндру, не касаясь боковых сторон, обработанных предыдущей протяжкой. Протяжка по фиг. 108, з работает аналогично предыдущей, но, кроме того, содержит зубья ш—в, срезающие слои на боковых сторонах шлица по фиг. 107, а и б.
У протяжек, обрабатывающих шлицевые пазы вторым или третьим проходом по фиг. 108, ж и з, передняя направляющая имеет шлицевые выступы, изображенные иа фиг. 109, со следующими размерами: внутренний диаметр dnH равен внутреннему диаметру шлицевого отверстия deul с допуском по посадке Х3 или, при более высоких требованиях, по Л; наружный диаметр Dntl берется равным диаметру калибрующих зубьев DK предыдущей протяжки, минус 0,1—0,3 мм, т. с. DnH = DK — — (0,1—0,3) мм. Для более легкого надевания детали на шлицевые выступы направляющей оии имеют скосы, форма которых показана на фиг. 109.
Задняя направляющая делается цилиндрической формы, без выступов. Длины обеих направляющих берутся такими же, как и у других внутренних протяжек.
Фасочные зубья многошлицевых протяжек
Как видно из схем последовательности срезания припуска при обработке многошлицевых отверстий, фасочные зубья могут располагаться на комбинированных протяжках в начале (см. фиг. 108, гиф или на конце протяжки (см. фиг. 108, б), а при работе комплектами протяжек — в начале протяжки первого прохода, как указано на фиг. 108, г—е. В том случае, когда фасочные зубья располагаются в начале протяжки, они срезают часть припуска, подлежащего удалению шлицевыми зубьями, вследствие чего протяжка получается короче.
Фиг. ПО. Фасочные зубья многошлицевых протяжек.
Фасочные зубья, находящиеся в начале протяжки первого прохода и срезающие часть припуска по шлицевому пазу, рекомендуется конструировать так же, как и шлицевые зубья данной протяжки — с одинарным резанием или с одной из групповых схем резания (с выкружками или лысками) по два зуба в группе.
П0и конструировании протяжек первого прохода необходимо следить, чтобы прямолинейный участок шлицевого паза, получающийся над фаской, был достаточен (не меиее 1 мм) для центрирования заготовки по боковым сторонам шлицевого паза при втором проходе.
Контроль фасочных зубьев производится по размеру 2х(фиг. ПО), который определяется расчетом [ 1], [8]. Форма зубьев пофиг. НО, а предпочтительнее, так как для иее не требуется точно профилированного круга, проще наладка станка и контроль размера 2х, меньше опасность повреждения шлицевых зубьев кругом, шлифующим
Протяжки
фасочные зубья. Для уменьшения этой опасности обычно увеличивают шаг между последним фасочным зубом и первым шлицевым. Форму фасочных зубьев по фиг. 110,(5 приходится применять при большом числе шлицев и малом диаметре протяжки.
Для создания небольшего заднего угла 04 на вспомогательных кромках фасочных зубьев и для уменьшения налипания металла на боковые поверхности этих зубьев поднимают при их шлифовании задний центр станка на величину 0,15—0,20 мм на 100 мм длины протяжки.
Допуски на многошлицевые протяжки
Допуски па многошлицевые протяжки регламентируются ГОСТом 7943-56, согласно которому протяжки изготовляются для обработки многошлицевых отверстий с центрированием соединения с валом по одному из следующих элементов: по наружному диаметру, по внутреннему диаметру и по боковым сторонам шлицев. Стандарт содержит таблицы допусков на следующие элементы протяжек:
наибольшее отклонение от расчетного диаметра черновых зубьев в зависимости от наружного диаметра протяжки и подъема на зуб, причем с увеличением диаметра и подъема допускаемое отклонение увеличивается;
допуск и верхнее предельное отклонение расчетного наружного диаметра чистовых и калибрующих зубьев протяжек, предназначаемых для соединений с центрированием по наружному диаметру, в зависимости от наружного диаметра протяжки и от класса точности шлицевого отверстия по наружному диаметру — А или А3;
допуск расчетного внутреннего диаметра калибрующих зубьев протяжек, предназначенных для соединений с центрированием по внутреннему диаметру, в зависимости от наружного диаметра протяжки и класса точности внутреннего отверстия — А, А2а, А3;
предельная накопленная погрешность окружного шага шлицев в зависимости от диаметра протяжки и допуска на ширину шлицевого паза;
допуск на толщину шлица калибрующей части протяжки также в зависимости от наружного диаметра протяжки и допуска на ширину шлицевого паза.
Далее, в ГОСТе регламентируются следующие отклонения размеров протяжки: виитообразность боковых сторон шлицев, радиальное биение по наружному цилиндру калибрующих и чистовых зубьев, эксцентричность расположения внутреннего цилиндра протяжки относительно наружного и другие допуски.
ЭВОЛЬВЕНТНЫЕ протяжки
Наряду с многошлицевыми соединениями, имеющими прямоугольную форму шлицев, в настоящее время в машиностроении широко применяются соединения с эвольвентной формой шлицев. Поперечное сечеиие валов с эвольвентной формой шлицев подобно форме эвольвентного колеса. Эвольвентно-шлицевые соединения делаются с модулями т= 1ч-10 мм, наружными диаметрами D— 12ч- 400 мм и числами зубьев г = 11ч-50.
Эвольвентно-шлицевые соединения могут центрироваться или по боковым поверхностям зубьев, или по цилиндру выступов (фиг. 111). Размеры эвольвентно-шлицевого соединения, а соответственно и номинальные размеры эвольвентных протяжек, определяются по ГОСТу 6033-51 следующими основными параметрами: профильный угол а<) = 30°, шаг по делительной окружности I = лт, глубина захода А3 = т, радиальный зазор с — 0,2 т, высота фаски f = 0,1 т, смещение исходного контура рейки
D — т (г + 1) х - 2 ’
номинальная ширина впадины по делительной окружности
_ лт , „ .
S — 4- 2х tg ад.
Эвольвентные протяжки
263
Если впадина выполняется с закруглением радиуса R = 0,47 т, то радиальный зазор с = 0,385 т.
Размеры калибрующих зубьев чистовых эвольвентных протяжек и технические условия на эти протяжки даны в ГОСТе 6767-53. Он распространяется на протяжки с номинальными наружными диаметрами до 150 мм и модулем до 5 мм.
Профили эвольвентных протяжек рассчитываются таким же порядком и по тем же формулам, как и профили зубьев эвольвентных колес.
Подобно другим протяжкам эвольвентные протяжки могут работать по схемам одинарного или группового резания. Протяжки с модулями до 2,5 мм работают
Фиг. 111. Эвольвентно-шлицевое соединение:
а — с центрированием по боковым сторонам; б — с центрированием по цилиндру выступов; в — измерение калибрующих зубьев протяжек.
по схеме одинарного резания с подъемами на зуб, указанными в табл. 14. Протяжки больших модулей могут работать по схеме группового резания, причем в данном случае целесообразна конструкция зубьев, работающих группами по два зуба, из которых первый имеет фаски или выкружки.
В зависимости от класса точности обрабатываемого отверстия и способа центрирования соединения — по боковым поверхностям эвольвентных шлицев или по наружному цилиндру — протяжки изготовляются пяти классов точности.
Технические условия в ГОСТе 6767-53 на эвольвентные протяжки регламентируют следующие отклонения размера протяжек:
наибольшие отклонения от расчетного диаметра режущих зубьев в зависимости от диаметра протяжки и подъема на зуб;
верхние и нижине отклонения наружного диаметра калибрующих и двух смежных с ними режущих зубьев в зависимости от диаметра протяжки, типа соединения и класса точности протяжки;
предельную разность соседних окружных шагов и предельную накопленную погрешность окружного шага в зависимости от диаметра протяжки и класса ее точности;
264
Протяжки
отклонение профиля калибрующих зубьев от теоретической эвольвенты в зависимости от модуля и числа зубьев детали;
верхние и нижние отклонения толщины калибрующих зубьев по делительной окружности в зависимости от тех же факторов;
радиальное биение по наружному цилиндру калибрующих и двух последних режущих зубьев;
непараллельность боковых эвольвентных сторон зубьев относительно оси протяжки.
Измерение толщины калибрующих зубьев эвольвентных протяжек производится при помощи роликов (фиг. 111, в). Поэтому в чертеже эвольвентной протяжки должен быть указан диаметр ролика d и размер по ролику Д', подсчитываемый по соответствующим формулам для зубчатых колес.
Для создания небольших задних углов на боковых сторонах зубьев и уменьшения налипания на них металла поднимают задний центр станка на 0,02—0,05 мм при шлифовании протяжки по профилю зубьев.
В случае отсутствия приспособления для правки шлифовального круга по эволь-вентному профилю круг правят по дуге окружности, заменяющей эвольвенту. В этом случае па чертеже должна быть указана величина радиуса дуги, заменяющей эвольвенту, и координаты центра дуги.
НАРУЖНЫЕ ПРОТЯЖКИ
Общие вопросы
Поверхности, обрабатываемые наружными протяжками, можно разделить на следующие основные виды:
1) плоскости широкие и узкие, расположенные параллельно или под различными углами, в частности под прямым;
2) вогнутые и выпуклые цилиндрические поверхности с круговыми направляющими образующих прямых;
3) цилиндрические поверхности с произвольными криволинейными направляющими образующих.
На фиг. 112, а дан для примера обрабатываемый профиль гнезд под подшипники в блоке цилиндров автомобиля, а на фиг. 112, б — схема расположения и последовательности срезания припуска (указана цифрами) на протягиваемых поверхностях. Здесь поверхности 1, За и 36 представляют собой плоскости, расположенные под различными углами, а поверхность 2 — цилиндр с круговой направляющей.
При наружном протягивании, так же как и при внутреннем, образование обработанных поверхностей может производиться методом подобия, или последовательным методом. Так, все поверхности, показанные на фиг. 112,6, обрабатываются методом подобия. На фиг. 112, в представлена схема срезания слоев при предварительном протягивании плоскости разъема и отверстия под клапан автомобильного мотора. Здесь поверхность 2 образуется последовательным методом протягивания.
Как правило, наружному протягиванию подвергаются литые и кованые заготовки, без предварительного фрезерования или
Наружные протяжки
265
строгания (протягивание «по-черному»). Так, показанные на на фиг. 112, б поверхности протягиваются «по-черному» с припуском приблизительно 6 мм на сторону.
Так как переналадка станка на протягивание вторым проходом обычно сложна, а иметь второй протяжной станок не всегда возможно или целесообразно, то, если припуск на заготовку значителен,
иногда прибегают к предварительной обработке заготовки фрезерованием или строганием. Нередки также случаи протягивания заготовки в два прохода.
Для обработки широких поверхностей — плоских и цилиндрических, а также в случае большой длины протяжек их делают сборными из отдельных элементов. Это позволяет создавать в большинстве случаев такие конструкции протяжек, которые можно регулировать в направлении высоты зуба. На фиг. 113 дан чертеж протяжки для обработки профиля, показанного на фиг. 112, а. На протяжке секции № 1, обрабатывающие фаски, и секции № 3, обрабатывающие угловые плоскости, сделаны регулируемыми при помощи клиньев К-
Протяжки или их отдельные секции, регулируемые по высоте зуба, целесообразно затачивать не только по передней поверхности, подобно внутренним протяжкам, но также и по задней поверхности.
Как известно, металлорежущие инструменты наиболее рационально затачивать по тем поверхностям, по которым в процессе резания
266
Протяжки
имеет место наибольший износ, так как в этом случае удаляемый при затачивании слой является минимальным. С этой точки зрения конструкцию протяжек, которая регулируется по высоте и может затачиваться по задней и передней поверхностям, надо признать наиболее рациональной.
Многие наружные протяжки, в том числе протяжки для узких пазов и для цилиндрических поверхностей, в случае затачивания по задним поверхностям теряют свои размеры и потому должны затачиваться только по передним поверхностям подобно внутренним протяжкам.
Схемы срезания слоев
В зависимости от того, по каким поверхностям предполагается затачивать проектируемые протяжки, выбирается та или иная схема срезания слоев металла. Иногда при применении групповых схем срезания слоев секции сборных протяжек получаются настолько короткими (менее 80 мм), что их затруднительно монтировать на державке протяжки. В этих случаях применяют ту схему срезания, которая позволяет получить длину секции более 80 мм.
Наружные протяжки
267
Поэтому в настоящее время для наружного протягивания применяются следующие схемы срезания слоев металла.
Протяжки одинарного резания (с подъемом на каждый режущий зуб) применяются, например, при обработке узких поверхностей, когда не требуется разделения стружки (протягивание фасок); для чистовых секций при обработке полукруглых вогнутых профилей с чистотой поверхности V5—V6; при чистовом протягивании пазов или уступов, когда в углах паза не допускаются скругления или фаски; при небольшом припуске, когда чистовая секция протяжки, сконструированная на основе других схем срезания слоев, получается слишком короткой — менее 80 мм и не может быть закреплена в державке, а также во всех случаях, когда применение других схем срезания слоев дает более длинные протяжки. Протяжки одинарного резания затачиваются только по передней поверхности.
Протяжки группового срезания с фасками (П. П. Юнкин) применяются главным образом для протягивания пазов, когда протяжка или ее секция получают вид одношпоночной протяжки, а также для обработки нешироких плоскостей (до 25 мм). В этом случае на обоих уголках первого зуба группы делаются фаски как у многошпоночных протяжек, показанных на фиг. 106, е. Эти протяжки затачиваются также только по передней поверхности.
Групповая схема срезания с выкружками применяется главным образом для цилиндрических элементов протяжек, которые могут перетачиваться только по передней поверхности. В случае затачивания по задней поверхности выкружки становятся слишком мелкими, не выполняют функции разделения стружки и их приходится восстанавливать шлифованием, что нерационально.
Для протягивания широких поверхностей наиболее целесообразна трапецеидальная схема НИИТАвтопрома, при которой припуск срезается двумя-тремя последовательно расположенными секциями протяжки. Схема работы двухсекционной протяжки для протягивания плоскости показана на фиг. 114, а и б и для протягивания цилиндрической поверхности — на фиг. 114, в и г. На режущих кромках зубьев первой (черновой) секции прорезаны трапецеидальные пазы (фиг. 114, а и в) с углом профиля 45°. Подъем дается на каждый зуб.
После прохода первой секции припуск на заготовке оказывается разделенным продольными канавками. Зубья второй (чистовой) секции имеют сплошную режущую кромку (фиг. 114, б и г) и также подъем на каждый зуб. Они срезают выступы на заготовке 1, оставленные черновой секцией, и могут быть чистовыми и калибрующими.
Так как пазы на первой секции имеют глубину большую, чем припуск, то в случае затачивания по задней поверхности они продолжают выполнять функцию разделения стружки. Поэтому протяжки
268
II ротяжки
с трапецеидальной схемой срезания слоев могут затачиваться по передней и задней поверхностям зубьев, что является одним из основных их преимуществ.
Фиг. 114. Схема работы наружных протяжек с трапецеидальной схемой срезания слоев.
Если ширина протягиваемой детали и припуск значительны,
то применяются две-три черновые секции, на которых пазы соответ-
ственно сдвинуты относительно пазов первой секции.
Фиг. 115. Протягивание пересекающихся поверхностей.
Для создания на боковых сторонах трапеций задних углов аб при шлифовании задняя часть протяжки поднимается, и трапециевидные пазы шлифуются «на-проход».
При обработке сложных пересекающихся поверхностей прибегают к раздельному протягиванию отдельных элементов профиля заготовки, в особенности, если тяговая сила станка недостаточна. Так, на фиг. 115 показан профиль заготовки, образованный тремя пересекающимися плоскостями. Целесообразно сначала одновременно протянуть плоскости 1 и 2 секциями протяжки Г и 2', а затем плоскость 3 секцией 3'. При таком порядке обработки профиля упрощается конструкция протяжки и, в частности, регулирование секций протяжки по высоте зубьев при помощи клиньев К.
Конструкция наружных сборных протяжек
Наружные протяжки, как правило, конструируются сборными из отдельных, сравнительно коротких, секций, которые
Наружные протяжки
269
монтируются на общей державке, в свою очередь, закрепляемой на ползуне станка. Такая конструкция позволяет экономить быстрорежущую сталь, облегчает изготовление протяжки, регулирование ее размеров по высоте зубьев после затачивания и замену отдельных секций в случае поломки зубьев или чрезмерного их износа.
Секции изготовляются большей частью длиною от 100 до 300 мм; в отдельных случаях применяются секции с большей длиной. Ширина секций должна быть на 3—6 мм больше ширины протягиваемой поверхности. Высота секций по первому зубу зависит в основном от глубины стружечной канавки и способа крепления секции, а также от ее ширины и длины. Обычно эта высота делается равной 20—30 мм.
Конструкция зубьев наружных протяжек применяется в основном такой же, как и у внутренних протяжек. Так как при наружном протягивании и протяжка, и заготовка закреплены неподвижно и базируются независимо друг от друга, то протягивание может осуществляться даже в том случае, если в контакте с заготовкой будет находиться только один зуб. Разумеется, при этом сила протягивания будет претерпевать резкие колебания. Поэтому надо стремиться к тому, чтобы число одновременно режущих зубьев было достаточным для обеспечения равномерности протягивания.
При обработке открытых поверхностей наружные протяжки изготовляют с косыми зубьями (фиг. 116, а), что повышает равномерность протягивания и позволяет отводить стружку в сторону. Для получения полной равномерности протягивания угол наклона зубьев определяется как при равномерном фрезеровании цилиндрическими фрезами, исходя из условия, что шаг зубьев t, измеренный в направлении, перпендикулярном к направлению движения резания, укладывается целое число С раз в ширину протягиваемой поверхности В, т. е.
На фиг. 116, в частности, В = 2t. Подставляя сюда t = t0 ctgP, где Р — угол наклона зубьев к оси протяжки и t0 — шаг зубьев в направлении оси протяжки, получаем
с^=-йЬ
Практически величины Р берут равными 95, 80, 75 и 70°.
В случае протягивания поверхностей, открытых только с одной стороны, направление зубьев должно быть таково, чтобы стружка отводилась в открытую сторону (фиг. 116, б).
При работе протяжек с косыми зубьями возникает сила Рх, стремящаяся сдвинуть секцию протяжки в направлении, перпендикулярном к оси. Наклон зубьев должен быть выбран так, чтобы
270
П ротяжки
Фиг. 116. Элементы конструкции н работы наружных
протяжек.
Фиг. 117. Способы крепления и регулирования секций наружных протяжек в державках.
Шпоночные протяжки
27!
сила Рх прижимала секцию протяжки 1 к базовой поверхности державки 2, как показано на фиг. 116, а.
Для восприятия силы Рг последняя секция опирается па упор, пример конструкции которого показан на фиг. 116, в.
Типичные способы крепления секций в державках показаны на фиг. 117. Крепление по фиг. 117, а и г, когда резьба находится в теле секции, более компактно, чем крепление с резьбой в теле державки (фиг. 117, б и в), так как позволяет монтировать секции с меньшим поперечным сечением, и винт не проходит через режущую кромку зубьев. Однако крепление по фиг. 117, а и б требует при повторном изготовлении секций соблюдения точного расстояния между осями резьбовых отверстий, а крепление по фиг. 117, а не позволяет монтировать секции без снятия державки протяжки, как это иногда удобно делать.
Крепление призмами по фиг. 117, е увеличивает поперечное сечение секций и тем самым приводит к излишнему расходу быстрорежущей стали. Крепление же по фиг. 117, д свободно от этого недостатка.
Расположение крепежных винтов в плане показано на фиг. 117, ж-к. У протяжек одинарного резаиия крепление по по фиг. 117, ж приводит к нарушению непрерывности режущей кромки зуба. Поэтому в месте крепления иногда шаг зубьев делают увеличенным (фиг. 117, з). Крепление по концам секций (фиг. 117, и) нежелательно, так как удлиняет протяжку. Протяжки группового резания позволяют крепить секции без прохождения винта через режущую кромку зуба (фиг. 117, к).
Секции шириной до 60 мм крепятся одним рядом винтов, а с большей шириной — двумя рядами винтов.
На фиг. 117, д и м показано крепление секций, обрабатывающих цилиндрические поверхности. Здесь протяжка после износа может быть повернута в опорах на 180°, и, таким образом, получит два периода стойкости.
Регулирование секций протяжек в комплекте по высоте зубьев производится при помощи клиньев (фиг. 117, н, о), подаваемых в прямом и обратном направлении головкой винта. Толстый конец клина обычно располагается со стороны калибрующих зубьев. Минимальная толщина тонкого конца клина 2 мм.
ШПОНОЧНЫЕ ПРОТЯЖКИ
Шпоночные протяжки предназначаются для протягивания шпоночных канавок в цилиндрических отверстиях. Принцип работы шпоночных протяжек показан на фиг. 118, а: в отверстие опорного кольца 2 горизонтального протягкного станка вставляется направляющая оправка 1, на которой базируется протягиваемая деталь 3; хвостовик протяжки закреплен в патроне станка; при проходе протяжка образует в детали шпоночную канавку.
По принципу своей работы шпоночная протяжка занимает промежуточное положение между внутренними и наружными протяжками: с одной стороны, подобно
272
Протяжки
внутренним протяжкам, она имеет хвостовик, а с другой, как н наружная протяжка, она протягивает незамкнутый прямоугольный контур, координированный относительно оси детали, и не имеет направляющих — передней и задней.
Шпоночные протяжки могут работать одним нз двух способов. Прн первом способе, применяемом в серийном производстве, после каждого рабочего хода протяжка отсоединяется от станка для надевания детали. Прн втором способе надевание детали
Фнг. 118. Конструкции шпоночных протяжек.
производится при присоединенной к станку протяжке. В этом случае протяжка иногда снабжается резьбовым хвостовиком для более прочного закрепления в станке. Кроме того, протяжка должна иметь дополнительный участок / для возможности надевания заготовки на направляющую оправку. Этот участок можно уменьшить, если протяжку снизу частично срезать на длине направляющей оправки, как показано на фиг. 118, б. Опуская протяжку за счет ее пружинения, можно заготовку надвинуть на оправку над режущей частью протяжки.
Шпоночные протяжки конструируются в основном двух типов: с прямоугольным телом, ширина которого номинально равна ширине протягиваемой канавки (фиг. 118, в), н с утолщенным телом (фиг. 118, г), ширина которого В ® Ь + (2—6), где b — ширина шпоночной канавки. Кроме того, в массовом производстве приме-
Шпоночные протяжки
273
«яются комбинированные протяжки, имеющие тело цилиндрического сечения и обрабатывающие за один проход отверстие и канавку.
Сечение тела шпоночной протяжки должно удовлетворять следующим требованиям:
1) прочности в соответствии с данными, приведенными в разделе «Силы резания при протягивании и расчет протяжек на прочность»; при этом нагрузка на протяжку должна рассматриваться как несимметричная;
2) высота заплечиков h' должна быть такова, чтобы при полном стачивании протяжки уголки заплечиков не задевали за отверстие заготовки; ориентировочно h' т 1,25 hv где h1 — глубина канавкн по первому зубу, причем стремятся получить НВ (фиг. 118, а);
3) величина перемычки и направляющей оправки должна быть не менееО,15Д, где D — диаметр отверстия.
Высота тела протяжки Н делается по длине протяжки постоянной, а высота заплечиков — переменной в соответствии с изменяющейся высотой протяжки. У протяжек прямоугольного сечения на боковых сторонах вышлифовываются выемки глубиной q— 0,05-5-0,1 мм (фиг. 118, в) для уменьшения трения тела протяжки о направляющую оправку. Ширина тела протяжки изготовляется с допуском по посадке Д.
Конструктивный расчет и оформление зубьев шпоночных протяжек обычно такое же, как у многошлицевых протяжек. При работе шпоночных протяжек могут применяться одинарная или групповая схемы срезания слоев. Наиболее рациональной схемой здесь является групповая с числом зубьев в группе 2 и с двумя угловыми фасками на первом зубе, как указано на фиг. 106, е. Последний калибрующий зуб обычно делается равным по длине 1,5 /, где t — шаг зубьев.
При определении общего припуска, срезаемого шпоночной протяжкой, необходимо учитывать величину стрелки f, т. е. суммарный срезаемый слой должен быть принят равным А = — D + f (фиг. 118, а).
Для серийной обработки деталей шпоночные протяжки, как правило, комплектами не изготовляются. В случае необходимости обработки шпоночной канавки за несколько проходов применяют одну протяжку и сменные размерные прокладки между протяжкой и дном паза направляющей оправки. В массовом производстве в этом случае предпочитают применять комплекты шпоночных канавок.
Подобно наружным протяжкам шпоночные протяжки могут затачиваться каю по передней, так и по задней поверхностям зубьев, поскольку уменьшение размера зубьев по высоте может быть компенсировано увеличением толщины прокладки. Для увеличения числа переточек протяжки при затачивании их по задним поверхностям стремятся высоту зубьев (глубину стружечных канавок) делать возможно большей.
ЛИТЕРАТУРА
1. Щеголев А. В., Протяжки, Машгиз 1953.
2. М а р г у л и с Д. К., 3 а л е с о в А. А., П л е х а и о в С. А., Протя-
гивание и протяжки переменного резания, ОГИЗ — Челябгиз, 1948.
3. М а р г у л и с Д. К., Протяжки переменного резаиия, Машгиз. 1956.
4. Е р е м и и Б. Ф., Протягивание. Машгиз, 1950.
5. Михеева Л. А., Протягивание, ЦБТИ — ВНИИ, М. 1953.
6. Общемашиностроительные нормативы режимов резаиия и времени на протяжные работы, Машгиз, 1959.
7. Пархиловский И. Г., Определение диаметра шлифовального круга при заточке круглых протяжек, «Станки и инструмент» № 11, 1945.
8. Горецкая 3. Д.. Протягивание с большими подачами. Машгиз, 1960.
9. Бурштейн И. Е., Мануйлов Л. К., Черников С. С., Протягивание. Конструирование протяжного инструмента, Машгиз, 1947.
10. К а ц е в П. Г., Протягивание глубоких отверстий, Оборонгиз, 1957.
18 Семенченко и др.
ФРЕЗЫ
Значение, область применения и типы фрез. Фреза является одним из самых распространенных инструментов в металлообрабатывающей промышленности. Из общего парка оборудования в промышленности фрезерные станки составляют до 18%. Существует целый ряд производств, где фрезерные станки составляют 50—60% от всего заводского парка.
Ни один инструмент не обладает таким разнообразием типов, форм и назначения, как фреза. Огромное преимущество состоит в том, что фреза позволяет производить фасонную обработку деталей причем для этого не требуется ни сложной установки, ни высокой квалификации рабочего. Во многих случаях фреза является пока единственным инструментом, допускающим сложную фасонную обработку. Далее, передки случаи, когда фрезерование по своим технологическим Факторам, производительности, экономичности, стоимости и другим показателям является более выгодной операцией по сравнению с другими видами обработки, например строганием, точением.
Фреза оказывает огромное революционизирующее влияние на конструкцию станков, на которых используется данный инструмент.
Помимо универсальных фрезерных станков, изготовляемых в широкой номенклатуре, имеется целый ряд станков, работающих фрезами узкого назначения (резьбонарезные, зубофрезерные, отрезные, сверлонарезные станки и автоматы, копировальные, шпоночные и др.).
Рассмотрим основные типы фрез согласно приведенным ниже признакам.
По конструкции зубьев: а) фрезы с остроконечными (остроза-точенными) зубьями (фиг. 119, а) и б) с затылованными зубьями (фиг. 119, б).
По расположению зубьев относительно оси фрезы: а) фрезы цилиндрические с зубьями, расположенными по поверхности цилинд-дра (фиг. 119, а, д); б) фрезы угловые или конические с зубьями, расположенными на конусе (фиг. 119, в); в) фрезы торцовые с зубьями, расположенными в плоскости, перпендикулярной к оси фрезы (фиг. 119, в); г) фрезы фасонные с зубьями, расположенными на поверхности с криволинейной образующей.
Фрезы с остроконечными зубьями
275
Распространенными типами являются фрезы с расположением зубьев как на периферии (цилиндре, конусе), так и на одном или двух торцах.
По форме зубьев: а) фрезы с прямыми зубьями (фиг. 119, а); б) фрезы с винтовыми зубьями (фиг. 119, д); в) фрезы с угловыми зубьями (фиг. 119, е); г) фрезы с искривленными зубьями.
По профилю зубьев: а) фрезы резьбонарезные, б) фрезы зуборезные дисковые и пальцевые; в) фрезы зубонарезные червячные; г) фрезы для канавок инструментов (фиг. 119, б).
Фиг. 119. Типы фрез
По конструкции инструмента: а) фрезы с зубьями, сделанными за одно целое с корпусом (фиг. 119, а—ж)-, б) фрезы составные, состоящие из двух одинаковых частей, например пазовые, или из двух половинок и прокладки между ними для восстановления первоначальной длины фрезы после износа (фиг. 119, з); в) наборные или комплектные фрезы, состоящие из нескольких отдельных фрез универсального или специального характера и предназначаемые для одновременной обработки нескольких поверхностей (фиг. 119, г); г) фрезы со вставными зубьями, корпус которых изготовлен из легированной стали, а зубья или целиком из быстрорежущей стали (фиг. 119, и) или в виде вставок с напаянными пластинками твердых сплавов и быстрорежущей стали, или в виде пластинок твердого сплава, закрепляемых механическим способом.
По способу крепления: а) фрезы насадные с отверстием для насаживания на оправку (фиг. 119, а—е); б) фрезы концевые с цилиндрическим или коническим хвостовиком (фиг. 119, ж).
ФРЕЗЫ С ОСТРОКОНЕЧНЫМИ ЗУБЬЯМИ
Общие конструктивные элементы. Фрезы с остроконечными зубьями представляют наиболее значительную группу как по разнообразию типов, так и по назначению. К этой 18*
276
Фрезы
группе относятся такие фрезы, как цилиндрические, торцовые, дисковые, угловые, концевые, а также и пилы по металлу.
Несмотря на разнообразие, все перечисленные типы имеют много общего в оформлении конструктивных элементов. Поэтому целесообразно рассмотреть сначала общие конструктивные элементы, а затем уже специфические особенности каждого типа. К общим конструктивным элементам относятся: а) диаметр фрезы; б) посадочные размеры (диаметр отверстия, шпоночная канавка, выточки); в) число зубьев; г) углы тела зуба и впадины; д) форма зуба; е) стружколо-матели; ж) углы режущей части зуба фрезы.
Диаметр фрезы. Диаметр фрезы оказывает влияние как на процесс фрезерования, так и на выбор конструктивных элементов. С повышением диаметра фрезы уменьшается толщина среза и нагрузка на каждую режущую кромку, улучшается отвод тепла из-за большей поверхности соприкосновения с обрабатываемой деталью и др.
Все это благоприятно отражается на стойкости фрезы, а следо-вательно, и производительности.
Для определения машинного времени обработки tM служит следующая формула:
tM = ; у = yt(D-t),
м 5г-г-и- 1000 s '
где L — длина фрезерования в ш;
у — величина на врезание в мм;
s2 — подача на один зуб в мм;
z — число зубьев;
v — скорость резания в м/мин;
t — глубина резания в мм;
D — диаметр фрезы в мм.
Из формулы следует, что tM возрастает с увеличением диаметра фрезы D (и связанной с ним величины у), уменьшением подачи на один зуб, числа зубьев и скорости резания. Выбор скорости резания зависит в основном от режущих свойств материала фрезы и при данном рассмотрении ее можно считать как постоянную. С увеличением диаметра число зубьев может быть повышено, что позволяет при сохранении одной и той же подачи на зуб увеличить подачу на один оборот s = s2z. С увеличением диаметра фрезы зубья могут быть выполнены более крупными, что позволяет при том же числе зубьев увеличить подачу на один зуб и тем самым повысить подачу на один оборот. В обоих случаях подача s возрастает за счет повышения s2 или г. Необходимо отметить, что выбор пониженной подачи на один зуб s2 не может иметь место, тогда как ее повышение не исключается ни в том, ни в другом случаях. Следовательно, с увеличением D машинное время обработки может быть уменьшена, т. е. производительность фрезы повышена.
Фрезы с остроконечными зубьями
277
С точки зрения оформления фрезы повышенный диаметр также дает большие преимущества. Конструктор имеет большую свободу в выборе конструктивных элементов: числа зубьев, формы, размера зубьев и впадины, толщины тела корпуса, диаметра отверстия. Равномерность фрезерования, более спокойная и без вибраций работа, обусловленные большим числом зубьев и увеличенным диаметром оправки, обеспечивают повышение качества обрабатываемой поверхности.
При выборе диаметра фрезы необходимо учитывать достаточность толщины тела фрезы. В практике пользуются следующей зависимостью:
= (1,6 ч- 2,5)d, где £>i — диаметр окружности, касающейся дна впадины между зубьями в ММ', d — диаметр отверстия в мм.
При недостаточном размере Dj фреза может получить трещину по телу, обычно по шпоночной канавке.
С целью уменьшения номенклатуры фрез в практике и в стандартах установлен размерный ряд: 40, 50, 60, 75, 90, НО, 130, 150, 175, 200, 225, 250, 300, 350, 400. Этот ряд носит случайный характер без всякой связи с фрезерными станками. В настоящее время по предложению ВНИИ 1 этот размерный ряд заменяется другим. Он составлен по геометрической прогрессии со знаменателем ф, равным знаменателю ряда чисел оборотов станка, т. е.
= £>1<р; D3 = О2ф = £>1<р2 *; Dz = Ог_г ф = Drf-1.
Установлено, что основное количество фрезерных станков (примерно 75%), имеющихся в отечественной промышленности, имеет знаменатель чисел оборотов <р=1,26, в меньшем количестве случаев (около 15%), <р = 1,41 и еще реже (до 10%) <р — 1,58. Поэтому целесообразно принять <р = 1,26 в качестве основного знаменателя для ряда диаметров фрез. Так как между ф = 1,26 и <р — 1,58 и 1,41 существует такая зависимость: 1,58 = 1,26s и 1,26s = 1,412 2, то
размерный ряд диаметров с <р = 1,26 будет пригоден и для станков, у которых число оборотов рассчитано со знаменателем ф = 1,58 и Ф — 1,41. В первом случае числа ряда сф = 1,26 дают совпадение с числами ряда с ф = 1,58 через одно число, а во втором — через два числа. Такое использование основного ряда с <р = 1 26 дает возможность уменьшить количество типоразмеров диаметров фрез.
В табл. 27 приведены два размерных ряда с <р = 1,26 = уПО и с <р = 1,58 уЛО. Первый ряд рекомендуется для фрез цилин-
1 А. В. Ваксман. Новые размерные ряды фрез, установленные в соответ-
ствии с рядами чисел оборотов станков. «Вестник технической информации» № 2
и 3. 1956.
278
Фрезы
Таблица 27
Размерные ряды диаметров фрез
Диаметры фрез в мм
1,26 1,58 3 4 4 5 6 6 8 10 10 12 16 16 20 25 25 32 40 40 50 63 63 80 100 100
Диаметры фрез в мм
1,26 1,58 125 160 160 200 250 250 320 400 400 500 630 630 800 1000 1000
дрических, торцовых, дисковых, пазовых и концевых, второй — для фрез прорезных и отрезных в диапазоне до 160 лии включительно. При пересмотре каждого стандарта на фрезы старый ряд диаметров подлежит замене на новый. Последний обладает следующими преимуществами: а) сокращает номенклатуру размеров до 30%; б) обеспечивает получение на станках заранее выбранной скорости резания путем соответственного подбора числа оборотов шпинделя, причем отклонение полученной скорости от оптимальной незначительно (10—12%).
Необходимо отметить, что в большинстве случаев основными элементами, определяющими диаметр фрезы, являются диаметр отверстия и глубина фрезерования.
Посадочные размеры. Для насадных фрез к посадочным размерам можно отнести диаметр отверстия, шпоночную канавку и выточки. Выше были уже рассмотрены эти элементы.
При конструировании фрез с остроконечными зубьями (включая и сборные, оснащенные пластинками твердого сплава или быстрорежущей стали) можно пользоваться следующими ориентировочными данными (табл. 27, а)
Для фрез с мелкими зубьями, предназначенных для чистовой обработки, размеры отверстий могут быть приняты меньше, чем для
Таблица 27а
Диаметры отверстий ъмм 16 19 22 27 32 40 50 60 60 с выточками
Диаметры фрез в мм 40 50 63 63 80—100 100—125 125—160 160—200 250—630
Фрезы с остроконечными зубьями
279
фрез с крупными зубьями. Для фрез, оснащенных твердым сплавом, как работающих при высоких скоростях резания, размеры отверстий должны быть больше, чем для быстрорежущих. При унификации корпусов размер отверстия должен быть выбран максимальным как для одних, так и для других фрез.
Фрезы, оснащенные твердым сплавом крупных размеров от 250 до 630 мм, кроме отверстия 60 мм, снабжены еще выточками для посадки на шпиндель станка. Фрезы изготовляются в двух вариантах: а) с диаметром выточки 128,57 мм для всех диаметров фрез и б) с диаметром выточки 221,44 мм для фрез диаметром 400—630 мм.
Число зубьев. Выбор числа зубьев фрезы оказывает влияние на процесс резания. С увеличением числа зубьев при всех прочих равных условиях работа резания и выделение тепла увеличиваются, при этом значительная доля работы затрачивается на размельчение стружки. Это вызывает снижение стойкости, а следовательно, и скорости резания. При выборе числа зубьев необходимо руководствоваться также и требованиями, предъявляемыми к конструкции фрезы. Для фрез с большим количеством зубьев трудно обеспечить достаточное пространство для размещения стружки, что может привести к загромождению и спрессовыванию ее во впадинах между зубьями. Из-за большого числа зубьев фрезы допускают меньшее количество переточек. Изготовление и эксплуатация их дороже. Форма зубьев при большом их количестве не может быть принята оптимальной (с точки зрения прочности, количества переточек размещения стружки и т. п.). Фрезы с мелкими зубьями применяются в основном для окончательной обработки, т. е. для снятия тонкого слоя металла. За последнее время имеется тенденция совершенно отказаться от применения фрез с мелкими зубьями и добиваться получения необходимого качества обрабатываемой поверхности другими путями.
Число зубьев зависит от диаметра фрезы, формы и размеров зубьев и впадин, характера обработки (черновая или чистовая). Число зубьев для фрез с остроконечными зубьями всегда выбирается четным для возможности облегчения измерения по диаметру. В общесоюзных стандартах приведены рекомендуемые числа зубьев в зависимости от диаметра фрезы.
При выборе числа зубьев необходимо соблюсти условие равномерности фрезерования. Для фрез с прямыми зубьями она обеспечивается при условии, если в работе одновременно участвует не менее двух зубьев, т. е.
360°ё z =----
где g > 2. ф
Коэффициент равномерности | = -^, ” е где <р — угол контакта, определяемый в зависимости от наружного радиуса фрезы и глубины резания;
280
Фрезы
е — угол, соответствующий шагу зубьев, т. е.
360° е —-----;
г
, t
COS Ф = 1---g-.
А
Следует иметь в виду, что из-за малой глубины резания, определяемой по формуле t = 0,5 D (1 — cos <р), не всегда можно добиться при заданных D и z равномерности фрезерования, в особенности для фрез с мелкими зубьями.
Рассмотрим условия равномерности фрезерования при работе фрезы с винтовыми зубьями. Непостоянство сечения стружки на всем протяжении режущей кромки вызывает резкие перемены нагрузки и неспокойную работу фрезы (толчки, удары, вибрация). Путем выбора соответствующих условий можно достигнуть постоянства суммарного сечения стружки на всех работающих зубьях, несмотря на то, что каждый из этих зубьев имеет переменное сечение. В результате этого суммарная окружная сила и крутящий момент также будут постоянны и фреза будет работать равномерно.
Площадь элементарного сечения стружки определяется по формуле (см. [7]) dip = (фиг. 120, а), что после интег-
рирования дает
f = -T-^%^0S^-C0S^’
1
где z0 — число одновременно работающих зубьев;
ipi и ф2 — мгновенные углы поворота зубьев от начального положения.
Так как D, sz, и являются постоянными величинами, то равного мерность будет зависеть только от выражения £•
На фиг. 120, б показана фреза, у которой, как видно из развертки дуги контакта, одновременно находятся в зацеплении четыре зуба. Обозначим углы, характеризующие положение каждого из этих зубьев, через ф{ и ф’ первого зуба, ф}1 и ф” второго зуба и т. п. Согласно фиг. 120,
ф}1 = ФР1 = ФГ = <Pmin И Ф> = ф'1 = Ф‘Ц = фтах, следовательно,
2 (cos ф! — cos ф2) = 3 (созфт|п — cos фтах) 4-
1
+ (соэф[ — cos ф2у) •
Предположим, что в каждый данный момент фреза должна снять три полных сечения стружки. Каждое из них соответствует тому
Фрезы с остроконечными зубьями
281
сечению, которое срезает один зуб при глубине фрезерования t, а также полному углу контакта фтах — фт|П = Ф — 0 = ср. Из полученного выражения видно, что это возможно при условии, если вторая скобка равна нулю. Последнее выполнимо только в том случае, если равно ф*у при любом угле поворота фрезы. Это означает, что след
б)
Фнг. 120. Условия равномерности фрезерования для цилиндрических фрез с винтовыми зубьями.
зуба I надо продлить до тех пор, пока конец его не будет находиться на одной линии с концом следа зуба IV. Тогда углы поворота для зубьев I и IV окажутся одними и теми же. Удлинение следа зуба I приводит к увеличению ширины фрезерования, вместо В1 мы имеем теперь В. Ширина фрезерования В обладает той особенностью, что
на ней при развертке укладывается целое число раз величина шага фрезы по оси, например в нашем случае 3 раза. Следовательно, s0 =
= , где I — коэффициент равномерности фрезерования. Так как
$0 = sT ctg ш = ctg со, где sT — шаг зубьев по торцу, то
~___ Вг
® ~~ лО ctg со *
282
Фрезы
Итак, для фрез с винтовыми зубьями коэффициент равномерности зависит от числа зубьев, диаметра фрезы, угла наклона зубьев со и ширины фрезерования В.
Наибольшая неравномерность получается при £, равном 1,5; 2,5; 3,5 и т. п., которая постепенно уменьшается по мере приближения | к целому числу (1, 2, Зит. д.).
Обычно ширина фрезерования задана по чертежу и при данном диаметре фрезы оптимальный коэффициент равномерности определяется путем выбора числа зубьев или угла наклона их к оси. Экспе-
Фнг. 121. Углы тела зуба и впадины
риментальные работы показывают, что выгоднее увеличивать угол наклона, чем число зубьев, тем более, что с увеличением угла наклона условия работы фрезы улучшаются.
Необходимо отметить, что в практике не всегда можно обеспечить выполнение условий для достижения оптимального коэффициента равномерности фрезерования, так как приходится пользоваться универсальными фрезами, не рассчитанными на определенного потребителя (с определенными значениями D, г, со).
В связи с тем, что на практике трудно добиться равномерности фрезерования, принимают коэффициент g = 2 ч- 3, при котором разность между максимальным и минимальным значениями сил резания доходит до 20%, что до известной степени удовлетворяет требованиям практики.
Углы тела зуба и впадины. Прочность зуба и пространство для размещения стружки наряду с другими параметрами (ширина зуба, число зубьев, глубина впадины) характеризуются углами г] и & (фиг. 121, а). Для остроконечных монолитных фрез угол г] не должен быть меньше 47—52° и только в исключительных случаях он выполняется в пределах 30—40°- (например, для фрез концевых, прорезных).
фрезы с остроконечными зубьями
283
У гол впадины О' для большинства фрез (за исключением фрез с винтовыми зубьями) равен углу рабочей фрезы. С целью сокращения номенклатуры рабочих фрез установлен размерный ряд в пределах 45—100° через каждые 5°. Выбор угла О зависит от диаметра фрезы, числа, формы и размеров зубьев.
Углы 4 и т] связаны друг с другом.
а 360°
т] = и — е, где е = —-—.
Нетрудно убедиться в том, что это соотношение будет справедливо-и в том случае, если зуб будет снабжен передним углом.
Для фрез с винтовыми зубьями угол г] должен быть рассмотрен в плоскости NN, перпендикулярной к винтовым зубьям (фиг. 121, б). В этом случае
Г] = '& — 8;, где ег — угол, соответствующий шагу зубьев при приведенном их 360° количестве, т. е. е, =--------------.
‘ г.
Приведенное число зубьев z(- есть то число зубьев, которое имеет фреза с радиусом Rt, соответствующим радиусу кривизны эллипса в направлении малой его оси. Известно, что
R = — = R о cos2 w ’
Так как zz = . где sN = —— cos со — шаг зубьев в нор-
г малыюм сечении, то г, = —5.
1 COS3 (0
При конструировании новых фрез и при анализе фрез, представленных в рабочих чертежах, необходимо производить проверку угла т] по этим формулам. Во избежание поломки зубьев угол г| должен быть не меньше указанных выше величин.
Форма зубьев и впадин. Выбор числа зубьев оказывает большое влияние на форму, размеры зуба и впадины. Стружечные канавки имеют большое значение для каждого инструмента, и в особенности для работающего в стесненных условиях (например, концевые фрезы для обработки глубоких пазов). Объем впадины, профиль ее, плавность сопряжений и т. п. должны быть выбраны таким образом, чтобы отделяемая в процессе резания стружка не загромождалась и не запрессовывалась во впадине, а свободно выходила самотеком или под действием охлаждающей жидкости. Этому способствует не только правильная форма стружечной канавки, но также и состояние чистоты ее поверхности, для чего канавки рекомендуется полировать (папри-мер, для сверл и фрез, работающих в стесненных условиях и др.).
284
Фрезы
Большинство поломок инструментов происходит не из-за малой прочности их, а вследствие загромождения и защемления стружки в канавках. При конструировании фрез необходимо особое внимание обращать на элементы, влияющие па размеры стружечных канавок. Помимо формы спинки, такими элементами являются высота зуба и радиус закругления впадины. Следовательно форма зубьев и впадин должна: а) обеспечить прочность зубьев, б) способствовать получению наибольшего пространства для помещения стружки; в) гарапти-
Фиг. 122. Формы остроконечных зубьев.
ровать лучший отвод стружки; г) допускать максимально возможное количество переточек; д) препятствовать появлению трещин при термической обработке.
Для остроконечных фрез наиболее употребительной является первая форма в виде трапеции (фиг. 122, а). Она в основном применяется для фрез, предназначенных для чистовой обработки, когда не требуется снятия большой величины припуска. Затачивание таких фрез производится по задней поверхности, вследствие чего уменьшаются высота зуба и впадины с одновременным повышением ширины зуба р. Для увеличения количества переточек можно было бы пойти на повышение высоты зуба, но это повлекло бы за собой уменьшение его прочности.
Высота зуба принимается равной 0,5—0,65 окружного шага. Для избежания возможного получения трещин при термической обработке, необходимо давать закругление радиусом г = 0,5 -э--г- 2,0 мм у дна впадины.
Для фрез с крупными зубьями принимается вторая форма или третья (фиг. 200, б, в). Если рассматривать зуб как балку равного сопротивления, то форма его должна быть выполнена в виде кривой параболического характера. Высота зуба h принимается в пределах 0,3—0,45 окружного шага. Для лучшего размещения и схода стружки радиус закругления должен быть принят максимально допустимым. Он выбирается в пределах 0,4—0,75 высоты зуба (больший коэффициент обычно принимается для фрез малого диаметра). Радиус закругления г желательно выбирать как можно больше. Однако выбор его
Фрезы с остроконечными зубьями
285
ограничивается высотой зуба и прямолинейным участком I на передней поверхности зуба. Величина / характеризует возможное количество переточек при условии сохранения принятого переднего угла у без дополнительной переточки до передней поверхности.
Спинка зуба очерчивается по дуге окружности радиусом R, зависящим от числа зубьев и выбираемым приблизительно равным (0,3— 0,45) диаметру фрезы. При выборе его необходимо соблюдать, чтобы касательная в точке сопряжения ее с ленточкой f проводилась под углом ах на 10—15° большим, чем задний угол а. При несоблюдении этого при переточках наблюдается большое изменение ширины ленточки.
Она может оказаться или очень широкой или очень узкой даже при незначительных колебаниях припуска на шлифование по наружному диаметру и заднего угла при заточке.
Фрезерование канавок для этих фрез осуществляется за один проход при помощи фрезы, специально спроектированной для них. Форма зуба обеспечивает большее количество переточек. При этом пространство для помещения стружки получается достаточным.
Форма третья получается путем двойного фрезерования. Сначала впадина фрезеруется угловой фрезой, а затем зуб срезается по спинке цилиндрической фрезой под углом aj = 20 -+ 30° (фиг. 122, е). В результате этого зуб по вершине оформляется под двумя углами: а — задний угол, а, — угол среза спинки. Такие фрезы получили в нашей промышленности более широкое распространение, чем фрезы с зубьями, очерченными по кривой, несмотря на большую трудоемкость из-за необходимости фрезеровать каждую впадину в два прохода. Объясняется это тем, что для фрезерования впадин не требуется специальной фрезы, проектирование которой связано с определенными затруднениями. Высота зуба и радиус закругления выбираются приблизительно в тех же пределах, что и для формы второй.
Уместно здесь отметить, что и для других инструментов, зубья которых оформляются по кривой, приближающейся к форме второй, высота и радиус закругления выбираются примерно в тех же соотношениях, что и для фрез.
Задний угол а получается путем затачивания зуба. Ширина вершины зуба р (фиг. 122, а) не должна быть большой, так как иначе могут ухудшиться условия резания. Она выбирается в пределах 0,5— 2,0 мм в зависимости от диаметра фрезы. Зуб затачивается до остроты или с оставлением небольшой ленточки порядка 0,02—0,03 мм. Наличие ленточки облегчает измерение фрезы по диаметру и биение вершин ее зубьев.
При затачивании до остроты рабочий легко может прошлифовать зуб больше, чем следует, в результате чего расстояние от вершины зуба до оси фрезы окажется заниженным и биение зубьев получится за пределами допуска.
28о
Фрезы
Стружколоматели. Фрезы цилиндрические с винтовыми зубьями при небольшом угле их наклона иногда изготовляются со стружко-ломателями, расположенными на зубьях в шахматном порядке. Они предназначаются для разделения широкой стружки на ряд узких, благодаря чему процесс резания улучшается. На фиг. 123 показаны различные формы стружколомателей. Форма а не рекомендуется для применения из-за неодинаковых углов на сторонах стружколомателя и также из-за отсутствия закруглений. Форма б хотя и лишена этих недостатков, но требует двойного фрезерования. Наилучшей является форма в, которая удовлетворяет условиям технологичности и чистоты
Фиг. 123. Стружколоматели.
обрабатываемой поверхности. Недостаток стружколомателей состоит в том, что на часть режущей кромки последующего зуба, противолежащую стружколомателю предыдущего зуба, падает двойная нагрузка по сравнению с другими частями режущей кромки. В результате этого кромка быстрее изнашивается. По этой причине в настоящее время стружколоматели для монолитных фрез с винтовыми зубьями применяются редко, тем более, что применение их не вызывается необходимостью, благодаря широкому внедрению фрез с большими углами наклона зубьев. Исключение составляют цилиндрические насадные и концевые фрезы со вставными зубьями, оснащенные пластинками твердого сплава. Для них приходится делать стружколоматели в местах стыков пластин.
В зарубежной практике за последнее время стали применять стружколоматели для фрез дисковых, трехсторонних, двусторонних, а также для фасонных с затылованными зубьями, при наличии большой длины. Стружколоматели также располагаются в шахматном порядке перпендикулярно режущей кромке и снабжены затылованием под углом 6° по обеим сторонам впадины для свободного схода стружки.
Углы режущей части зуба фрезы. Режущая часть зуба фрезы характеризуется следующими углами: задним углом а, передним углом у, главным углом в плане <р, вспомогательным углом в плане <ръ углом наклона режущей кромки X. Все эти углы оказывают влияние на технологические условия обработки.
Задний угол а. Основное назначение заднего угла устранение трения задней поверхности зуба об обрабатываемую поверх
Фрезы с остроконечными зубьями
287
ность в процессе резания. На выбор заднего угла оказывает влияние характер обработки и назначение фрезы. При отсутствии особых требований в отношении точности и чистоты обработки, для фрез с мелкими зубьями, как предназначенных для снятия небольшого слоя металла, задний угол принимается равным 16°, для фрез с крупным зубом 12°. Для фрез дисковых, пазовых, пил монолитных и со вставными сегментами а = 20°, для прорезных (шлицевых) а доходит до 30°.
Выбор большого заднего угла нежелателен, так как он связан с ослаблением режущей кромки зуба. С этой точки зрения величина заднего угла для зубьев, оснащенных твердым сплавом, должна быть строго регла?лентирована и выполняться в определенных пределах. Кроме того, с повышением величины заднего угла возрастает износ режущей кромки в радиальном направлении. Точность обработки зависит от величины радиального износа. Отсюда следует, что задний угол не может быть выбран столь большой величины, как было указано выше. В случае, если требуется чистота обработки в пределах 6—7-го классов и точность не ниже 3-го класса, рекомендуется для фрез из твердого сплава снижать величину заднего угла до 5—8° с целью обеспечения большей прочности и стабильности режущей кромки зуба фрезы.
Некоторые типы фрез, помимо главной режущей кромки, имеют еще и вспомогательную. Задний угол ах на вспомогательной кромке принимается в пределах 4—8°. И здесь надо помнить, что чрезмерное увеличение угла ах может привести к ослаблению режущей кромки, что вызовет выкрашивание или поломку на участке сопряжения главной и вспомогательной режущей кромки. Для концевых фрез выбор угла ах связан с величиной угла в плане <рх вспомогательной кромки. Если фреза снабжена торцовыми зубьями, то обычно <рх принимается равным 1°30'. В этом случае ах берется равным 6—10°. При отсутствии торцовых зубьев угол <рх увеличивается до 8°. В этом случае ах не дается (ах = 0), так как угол срх может частично выполнять роль угла ах.
Передний угол у. Основное назначение переднего угла заключается в уменьшении работы, затрачиваемой на пластическую деформацию стружки, удаляемой в процессе резания. Он выбирается в зависимости от физико-механических свойств обрабатываемого материала, а также режущей и прочностной характеристики материала инструмента. Для фрез из быстрорежущей стали и твердых сплавов угол у в нормальном сечении принимается равным (в град.)
Для фрез Для фрез
Сталь быстрорежу- твердосплав-
щих удг ных yN
Свр до 60 кГ/мм?................. 20 +15
0вр от 60 до 100 кГ/мм2 ......... 15 +5-г--5
аер свыше 100 кГ/мм?................. 12—10 — 10 ч- 15
Чугун в зависимости от твердости .... 5—15 + 5 -е — 5
288
Фрезы
Главный угол в плане <р. Подобно тому, как и у резца, угол <р определяет соотношение между толщиной и шириной снимаемого слоя металла в зависимости от глубины резания и подачи. Угол <р может быть выбран в зависимости от технологических условий. С уменьшением угла <р толщина среза уменьшается, ширина увеличивается, а вместе с этим улучшается и отвод тепла из зоны резания. В результате стойкость фрезы возрастает и появляется возможность повысить величину подачи. Однако наряду с положительными факторами имеются и отрицательные, а именно: уменьшение угла <р изменяет соотношение составляющих силы резания, вызывая большой рост радиальной и осевой составляющих. В силу этого фрезы с малым углом в плане (например, <р = 20°) могут быть использованы только при условии жесткой и виброустойчивой технологической системы СПИД, причем глубина резания не должна быть выше 3 мм. При необходимости повысить глубину резания (например, от 6 мм и выше) рекомендуется угловую кромку выполнять под двумя углами <р в пределах 45—60° и <р0 = 20°. Переходная кромка повышает периметр режущей кромки, а также упрочняет вершину зуба. Обычно угол <р0 принимается равным <р/2. Высота угловой кромки должна быть больше величины слоя, снимаемого за один проход.
Если фрезы предназначаются для обработки двух взаимноперпендикулярных плоскостей, то угол <р принимается равным 90°. Такими фрезами являются торцовые, дисковые, концевые, снабженные зубьями как по периферии, так и на одном или двух торцах. С целью упрочнения вершины зуба рекомендуется снимать фаску под углом 45° на длине 0,5—1,5 мм, которая до некоторой степени играет роль переходной кромки.
Вспомогательный угол в плане <pj. С уменьшением угла <рх чистота обрабатываемой поверхности повышается, но одновременно возникают вибрации, которые могут вызвать выкрашивание режущих кромок. Для торцовых фрез с угловыми кромками <Pi (фиг. 124, а) принимается для обдирочных работ 2—3°. Для чистовых работ с целью получения возможности применения высоких подач без ухудшения качества обрабатываемой поверхности вспомогательная режущая кромка выполняется в виде ломаной линии (фиг. 124, б) с <Pj = 0 на длине /0 = 4 6 величины подачи на один
оборот и <рх — 2 -т- 3°. Необходимая чистота обработанной поверхности может быть достигнута и другим путем, а именно: посредством одного (при D < 250 мм) или двух (при D > 250 мм) зачистных зубьев, которые делаются на 0,04—0,06 мм выше всех остальных зубьев (фиг. 124, е). Длина / зачистного зуба должна быть больше величины подачи на один оборот (но не менее 30 мм), что необходимо для снятия следов обработки от всех незачистных зубьев. Для обработки чугуна угол <Pi на зачистных зубьях равен нулю, а для обработки стали <pj = 6 -г- 12' (фиг. 124, г). Угол <рх на незачистных зубьях в обоих случаях берется в пределах 2—3°.
Фрезы с остроконечными зубьями
289
Для уменьшения трения в процессе работы фрезы монолитные торцовые, концевые, цилиндрические, дисковые трех- и двусторонние, изготовленные из быстрорежущей стали, имеют на торцовых зубьях угол <рг (поднутрения) в пределах 1—3°. Пазовые и Т-образные фрезы изготовляются с <р = 1 с30' 2°, пилы с сегментами 2,5—3°, прорез-
ные (для шлицев) фрезы 15'—1°30' в зависимости от диаметра и толщины. В том случае, когда торцовые и концевые цилиндрические фрезы лишены торцовых зубьев, угол qjj может быть повышен до 8—10°.
Угол наклона режущей кромки X расположен между вектором скорости и в данной точке и нормалью N к главной режущей кромке в той же точке и измеряется в плоскости резания. Угол X принимается как положительный, если вектор скорости находится справа от нормали или при повороте на острый угол до совмещения с нормалью перемещается против часовой стрелки. Угол X принимается как отрицательный, когда вектор скорости располагается слева от нормали или при перемещении вектора скорости по часовой стрелке для совмещения с нормалью.
Углом Л снабжаются все фрезы с угловой режущей кромкой, например торцовые, дисковые, трехсторонние и двухсторонние. Для цилиндрических фрез с винтовыми зубьями угол X (величина и знак) получается путем комбинации направлений зубьев и резания.
Для фрез, подобно тому как и для многих других инструментов, угол X играет немаловажную роль. Для фрез с угловым лезвием угол X способствует упрочнению зуба. При угле X больше нуля первоначальное место контакта инструмента и заготовки удаляется от вершины зуба и тем самым предохраняет от сколов наиболее ослабленное место. Особенное значение это имеет для фрез с пластинками
19 Семенченко и др.
290
Фрезы
твердых сплавов. Поэтому для них рекомендуется выбирать угол к в пределах +12—15°. Для торцовых фрез из быстрорежущей стали угол к может быть снижен до 10°.
Угол наклона винтовых зубьев и. Фрезы с винтовыми зубьями обладают целым рядом преимуществ по сравнению с прямозубыми фрезами. Винтовые зубья отводят стружку в сторону, благодаря чему она не попадает под следующий зуб, и тем самым режущие кромки предохраняются от излишнего износа. Плавность работы способствует уменьшению вибраций фрезы и улучшению чистоты обрабатываемой поверхности. Количество зубьев, находящихся одновременно в работе, у фрез с винтовыми зубьями больше, чем у прямозубых фрез. Это позволяет в случае необходимости уменьшить общее количество зубьев и тем самым увеличить впадины между ними для помещения стружки.
Для фрез с винтовыми зубьями угол наклона со оказывает большое влияние на направление отвода стружки, равномерность фрезерования, производительность и стойкость фрезы.
Наличие винтовых зубьев вызывает в процессе резания появление осевой силы Ро, которая в зависимости от направления вращения фрезы (правое или левое) и направления зубьев (правое или левое) может действовать или по направлению к шпинделю, или от шпинделя. Шпиндель фрезерного станка обладает большей жесткостью, чем противоположная опора, поэтому рекомендуется во всех случаях, где это возможно, выбирать такие направления резания и винтовых зубьев, чтобы сила Ро была направлена к шпинделю. Так, например, для цилиндрических насадных фрез направление зубьев должно быть принято противоположным направлению резания. Для фрез, снабженных зубьями на торце и по периферии (торцовые насадные монолитные, концевые цилиндрические), выбор направления зубьев обусловлен также и другими факторами. Для фрез из быстрорежущей стали направление зубьев должно совпадать с направлением резания, так как иначе передний угол на торцовых зубьях у, равный углу наклона зубьев со, будет отрицательным и процесс резания окажется затруднительным. При малом угле наклона зубьев <о= 15—20° с этим приходится считаться. Однако при выборе больших величин со необходимо учитывать направление отвода стружки и конфигурацию обрабатываемой поверхности. Исследования и практика заводов показывают1, что при обработке закрытых пазов и уступов фрезами с разно именными направлениями зубьев и резания (например, левый наклон зубьев при правом резании) стружка направляется к торцу фрезы (фиг. 125), защемляется и пакетируется между зубьями, в результате чего зубья инструмента выкрашиваются и ломаются. Для устранения этого необходимо давать одноименные направления зубьев и вра
1 Н. А. Р о з н о, Винтовые инструменты из твердых сплавов, «Станки и инструмент» № 11, 1957.
Фрезы с остроконечными зубьями
29!
щения (например, правый наклон зубьев при правомрезании). Стружка получает возможность отводиться вверх и освобождает от забивания торец фрезы. Необходимо подчеркнуть особенное значение такой конструкции фрезы в случае ее оснащения твердосплавными пластинками. Здесь необходимо обращать внимание на упрочнение вершины
Фиг. 125. Направление винтовых зубьев.
зубьев на торце, так как при большом угле она оказывается сильно ослабленной. Для этой цели рекомендуется давать фаску под углом 3—5° на длине 0,5—2,0 мм, причем угол фаски принимается отрицательным при тяжелых работах и положительным — при легких. В случае обработки открытых поверхностей, когда стружка беспрепятственно выходит из зоны резания, допустимо применять разноименные направления винтовых зубьев и резания (например, левый наклон зубьев и правое резание).
Угол наклона зубьев ю оказывает влияние на равномерность фрезерования, как было уже рассмотрено выше.
Особенное значение имеет угол <о для стойкости фрезы. В литературе до сих пор даются неправильные сведения о том, что с повыше-19*
292
Фрезы
Фиг. 126. Фреза цилиндрическая концевая с большим углом наклона зубьев для обработки плоскостей.
нием угла наклона со стойкость фрезы понижается, причем оптимальными углами признаны 20—25°. Это утверждение повлияло также и на принятие малых углов со для фрез в общесоюзных стандартах. В противоположность этому, как отечественные, так и зарубежные заводы, десятки лет успешно применяют фрезы с большими углами наклона зубьев (до 55—60°). На фиг. 126 показана цилиндрическая фреза с углом наклона зубьев со = 45°, предназначенная для обработки плоскостей с большими припусками на горизонтально-фрезерном станке. Для уменьшения вибраций она снабжена цапфой, в которую входит центр заднего упора станка.
Фрезы с большим углом наклона зубьев обладают целым рядом преимуществ, и в особенности в отношении более легкого резания, лучшего отвода стружки из зоны резания, большей производительности и стойкости. Это в одинаковой степени относится как к фрезам из быстрорежущей стали, так и к оснащенным твердосплавными пластинками.
Исследования1 показывают, что с увеличением угла наклона зубьев со от 10 до 6Q0 стойкость фрезы возрастает от 3 до 5 раз. Большее влияние угла со наблюдается при обработке более твер-
дых материалов. При всех скоростях резания в диапазоне75—240 м/мин концевые цилиндрические фрезы показали повышение стойкости по мере возрастания угла наклона зубьев. Различные величины передних углов в пределах + 10 -е-15° сравнительно мало влияют
на стойкость (30—50%), тогда как при увеличении угла наклона зубьев при всех значениях передних углов стойкость фрез значительно возрастает (до трех раз).
Резкое возрастание стойкости при повышении угла наклона зубьев объясняется уменьшением нагрузки на единицу длины режущей кромки и удельных сил резания за счет благоприятного схода стружки. Для проверки этого положения были поставлены опыты по определению влияния величины подачи на стойкость при различ
1 Н. А. Р о з н о. Винтовые инструменты из твердых сплавов, «Станки и инструмент» №.11, 1957.
Фрезы с остроконечными зубьями
293
ных углах наклона. Подача была выбрана как постоянной, так и переменной, возрастающей по своей величине (до 0,2 мм/зуб). Было констатировано, что стойкость с увеличением подачи в 2 раза продолжает возрастать за счет повышения угла наклона с такой же интенсивностью, как и при постоянной подаче. Отсюда следует важный для практики вывод, что, несмотря на повышение производительности инструмента в 2 раза (за счет увеличения подачи в 2 раза), стойкость инструмента возрастает в 2—3 раза с повышением угла наклона зубьев.
Влияние угла наклона на стойкость настолько велико, что даже двукратное повышение подачи не вызывает понижения стойкости, как это имеет место при работе других конструкций фрез. Это обстоятельство в случае необходимости позволяет пойти на уменьшение числа зубьев на инструменте без снижения производительности.
В своих исследованиях за 1956—1957 гг. Н.А. Розно указал как на один из основных факторов повышения стойкости фрез с возрастанием угла наклона зубьев на повышение фактического переднего угла в процессе резания. К этому выводу приходит и С. А. Голубев1 на основании работы Н. А. Шевченко2. Фактический передний угол в процессе резания у^ должен измеряться в плоскости схода стружки, а не в плоскости AW, перпендикулярной к главной режущей кромке (Yjv). Направление схода стружки обусловлено наличием угла наклона режущей кромки X (<о), причем с повышением угла наклона зубьев разница между углами у^и yN резко возрастет, как видно из табл. 28 и из формулы
siny^ = sin2«>4-
cos2 <0 tg Хн
V 1 + tg2<o + tg2yjv
Величины фактического переднего угла в град.
Таблица 28
Угол наклона зубьев и При VW=5 При VN= 10 При Угол наклона , зубьев 1 со При При Уд, = 10 Прн Vyv= 15
5 5° 10° 15° 40 27° 29° 30' 32°
10 6° 30' 11° 20' 16° 10' 50 37° 30' 39° 15' 41°
20 30 11° 17° 50' 15° 10' 21° 20' 19° 20' 24° 50' 60 49° 30' 50° 30' 51° 30'
1 С. А. Голубев, Влияние угла наклона винтовых зубьев фрез на их стойкость, «Станки и инструмент» № 10, 1959.
2 Н. А. Шевченко, Геометрические параметры режущей кромки инструментов и сечения среза, Машгиз, 1957.
294
Фрезы
Анализ формулы и данных табл. 28 дает возможность сделать выводы, представляющие значительный интерес для практики.
С увеличением угла наклона зубьев непрерывно растет фактический передний угол, причем интенсивность роста особенно сказывается при малых передних углах yN.
При больших углах наклона зубьев (например, при ю = 40 -т--г- 60°) фактические передние углы колеблются в незначительных пределах (2—5°) с изменением переднего угла в нормальном сечении уд, от 5 до 15°. Это позволяет для фрез с большим углом наклона зубьев выбирать yN незначительным, что упрочняет режущую кромку зуба, обеспечивает лучший отвод тепла из зоны резания и повышает стойкость фрезы.
Необходимо отметить, что некоторые материалы (например, жаропрочная сталь) требуют в качестве оптимального передний угол большой величины, который может привести к резкому ослаблению режущей кромки зуба. Однако на основании сказанного выше можно добиться, что фактический передний угол у^ окажется достаточно большим при минимально допустимом ослаблении режущей кромки. Для этой цели надо выбрать yN = 5°, но зато повысить угол наклона <о до 40—50°.
Можно рекомендовать следующие величины углов наклона зубьев © для различных типов фрез (в град.):
Цилиндрических насадных................................45—60
Цилиндрических концевых................................30—60
Дисковых трехсторонних и двухсторонних.................15—20
Цилиндрических мелкозубых..............................25—30
Торцовых мелкозубых....................................25—30
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ФРЕЗ С ОСТРОКОНЕЧНЫМИ ЗУБЬЯМИ ИЗ ТВЕРДЫХ СПЛАВОВ
Монолитные фрезы из твердого сплава. Приоритет в области разработки конструкций и технологии изготовления монолитных фрез из твердого сплава принадлежит Советскому Союзу1. Фрезы (или так называемые коронки) играют особенно большую роль в тех производствах, где фрезерные станки составляют 50—60% от всего производственного парка станков. В качестве основного типа широкое распространение получили фрезы концевые цилиндрические, снабженные также и торцовыми зубьями. Иногда торцовые зубья не делаются. Фрезы изготовляются при помощи двустороннего прессования в специальных пресс-формах из сплавов Т5К10 и Т15К6 и Других марок. После спекания фреза получает готовую форму, так что дальнейшая обработка состоит из доводки отверстия, заточки и доводки зубьев. В качестве зажимной части применяется оправка 2,
1 Авторы Н. А. Розно, Г, В. Комиссаров, С. М. Королев, А. Я’. Гринберг. Авт. свид. № 90411.
Фрезы с остроконечными зубьями из твердых сплавов
295
на которую насаживается и припаивается фреза 1 (фиг. 127). Для лучшего закрепления на оправке отверстие делается коническим и, кроме того, дополнительно предусмотрена торцовая шпонка 3. Номенклатура диаметров фрез от 6 до 22 мм. Зубья (в нормальном сечении) делаются криволинейными и очерчиваются радиусом, равным примерно Q,7D. Угол наклона винтовых зубьев со = 25°. Число зубьев выбирается в зависимости от диаметра фрезы, рода обраба-
Фиг. 127. Монолитные фрезы из твердого сплава.
тываемого материала (например, для легких сплавов меньше, чем для черных металлов) и глубины паза (при отношении глубины паза к диаметру фрезы, т. е. при < 0,5 число зубьев выбирается больше, чем при-^- > 0,5). Число зубьев принимается от 3 до 8. На фиг. 127 приведены геометрические элементы этих фрез.
Фрезы отличаются высокой производительностью — в 2—5 раз выше по сравнению с фрезами из быстрорежущей стали при одновременном увеличении их стойкости в диапазоне скоростей резания 65—225 м/мин и минутной подачи 200—1200 мм. Эти данные относятся к имеющемуся на заводах оборудованию, причем их можно достигнуть как при механической подаче, так и при ручной (например, на копировальных фрезерных станках небольшой мощности). Имеются все предпосылки к тому, что производительность должна повыситься еще больше за счет использования новых, более мощных и более жестких станков. Последние должны обеспечить возможность
296
Фрезы
Фрезы с остроконечными зубьями из твердых сплавов
Фиг. 128. Типы фрез, оснащенные винтовыми пластинками твердого сплава.
297
298
Фрезы
получения числа оборотов шпинделя до 5—8 тыс. об/мин и величин подачи до 3000—5000 мм/мин.
Основным преимуществом этих фрез является возможность получения конструкций мелкоразмерного инструмента с большим числом зубьев. Никакая другая конструкция не может быть осуществлена при условии оснащения ее твердым сплавом, и в особенности, если зубья должны быть винтовыми. Форма зубьев, достаточно значительная впадина и возможность использования повышенных значений угла наклона зубьев (больше 25°) обеспечивают хороший отвод стружки без забивания ею впадин между зубьями. Получение почти готовых геометрических параметров путем прессования и спекания позволяет до минимума свести механическую обработку фрез. Это дает значительную экономию в расходе твердого сплава и затратах на изготовление фрез.
Помимо концевых цилиндрических фрез, новый метод позволяет изготовлять и другие типы, например дисковые трехсторонние, пазовые, конические (в виде конических зенкеров), фасонные и др. Указанные выше преимущества полностью распространяются и па эти типы фрез.
Фрезы с винтовыми твердосплавными пластинками. На основе опыта, полученного как в лабораторных условиях, так и на машиностроительных заводах по эксплуатации фрез-коронок, были созданы винтовые твердосплавные пластинки оригинальной конструкции. Приоритет в области конструкции и технологии изготовления винтовых пластинок также принадлежит Советскому Союзу1. За рубежом до сих пор не налажено производство подобных пластинок из-за сложности получения их в готовом виде путем прессования и спекания (в США предложено изготовление путем изгибания прямых пластинок после спекания при нагреве газовой горелкой).
Значение винтовых пластинок огромно. Внедрение их сразу позволило разрешить проблему использования твердых сплавов при цилиндрическом фрезеровании, которое в течение долгого времени оставалось совершенно неохваченным скоростным резанием. Фрезы с винтовыми пластинками успешно применяются не только для обработки черных и цветных металлов, но также и труднообрабатываемых сталей и сплавов (жаропрочных, нержавеющих, закаленных и т. п.).
Некоторые типы фрез приведены на фиг. 128. Основными преимуществами фрез с винтовыми пластинками являются высокая производительность и большая стойкость. Так, например, на обычных фрезерных станках, лишенных какой-либо модернизации, производительность твердосплавных фрез повысилась в 3—5 раз при одновременном повышении стойкости в 2—6 раз по сравнению с фрезами из быстрорежущей стали.
1 Автор Н. А. Розно. Авт. свид № 13298.
Фрезы с остроконечными зубьями из твердых сплавов
2С9
Конструкция винтовых пластинок допускает изготовление их не только из твердых сплавов, но также и из минералокерамики.
Пластинка, показанная на фиг. 129 \ представляет отрезок винтового зуба, ограниченный по вершине и с боков винтовыми поверхностями одного и того же шага. Основанием служит цилиндрическая поверхность, на которую устанавливается пластинка. Оба торца срезаны плоскостями. Отношение высоты к основанию принимается в пределах 2 — 5 и выше. Стыки между напаянными на инструменты пластинками оформляются в виде стружколомателей, которые должны быть размещены в шахматном порядке. Для этой цели наряду с пластинками нормальной длины выпускаются и укороченные, которые служат также и для возможности осуществления набора пластинок у фрез с длинными винтовыми зубьями.
В зависимости от направления винтовых зубьев на инструментах, пластинки изготовляются с правым и левым направлениями винтовых поверхностей.
Пластинка нормальной формы (фиг. 129) характеризуется тем, что образующие
метричны и параллельны радиусу цилиндра, на котором лежит пластинка. Они рассматриваются в сечении, перпендикулярном к оси цилиндра наибольшего (наружного) диаметра. Торцовые плоскости располагаются перпендикулярно к оси цилиндра инструмента, на котором лежит пластинка.
Помимо пластинок нормальной формы, изготовляются для конических и радиусных фрез пластинки с винтовой режущей кромкой, расположенной на конической или шаровидной поверхности. Эти фрезы применяются на копировально-фрезерных станках.
В зависимости от обрабатываемого материала передний угол у в торцовом сечении изменяется в пределах —20 -=—20° и выше.
боковых винтовых
Фиг. 129. Форма винтовой пластинки.
сим-
1 Н. А. Розно. Винтовые инструменты из твердых сплавов, «Станки и инструмент» № 11, 1957.
300
Фрезы
Он характеризуется положением образующей передней винтовой поверхности. Это расположение обеспечивается посредством применения пластинок специальной формы. В некоторых случаях можно использовать также и нормальные пластинки, если неточность прилегания их к корпусу инструмента не будет чрезмерной.
Пластинки отличаются между собой по номинальному наружному диаметру и углу наклона к оси. Расчеты и эксплуатация инструментов показывают, что одна и та же пластинка, рассчитанная по определенному наружному диаметру, может быть применена для других диаметров в значительных пределах (табл. 29). Они определяются допустимыми величинами неточности прилегания сопряженных поверхностей корпуса инструмента и пластинки. Однако непременным условием для возможности использования одной и той же пластинки для разных диаметров является соблюдение постоянства и равенства шага винтового зуба инструмента шагу винтовой пластинки. Анализ показал, что постоянство шага обеспечивает большую точность прилегания сопряженных поверхностей, чем постоянство угла наклона винтовой пластинки к оси инструмента.
Таблица 29
Типовая номенклатура винтовых пластинок
Диаметр инструмента в мм Номинальные диаметры пластинки в мм Угол наклона к оси в град, со Высота b в мм Толщина а в мм Длина 1 в мм
Du Отклонения плюс — м и и ус наружный D внутренний а
15 5 15 8 20—45 4 2 15
20 5 20 8 20—45 6 2,5 20
30 10 30 14 20—60 8 4 28
50 10 50 32 20—60 9 4,5 28
75 15 75 55 20—60 10 5 32
100 20 100 80 20—60 10 5 34
150 30 150 130 20—60 10 5 34
При условии постоянства шага угол наклона зубьев оу, на инструменте наружного диаметра Du, отличного от номинального диаметра D винтовой пластинки с углом наклона <о, определяется по формуле
ctg <о„ = ctg <о ~.
ии
Пластинки изготовляются в широком диапазоне углов наклона, а именно: в пределах 20—60°. По специальной номенклатуре угол наклона может быть повышен до 70° (применяется для труднообрабатываемых сталей и сплавов).
Особенностью пластинок являются небольшая длина и постоянная толщина на всем протяжении. Это предусмотрено для максималь
Фрезы с остроконечными зубьями из твердых сплавов
301
ного снижения деформаций во время спекания пластинок. С целью повышения прочности пластинки и плотности спекаемой массы при прессовании дается двустороннее прессование заготовок в пресс-формах, обеспечивающих готовую пластинку винтообразной формы, не требующую дополнительной обработки.
Винтовые пластинки на всем своем протяжении обеспечивают постоянство передних и задних углов, а также шага винтовой режущей кромки, отнесенной к наибольшему диаметру.
Выше было отмечено, что по всем эксплуатационным показателям целесообразно применять фрезы с большими углами наклона зубьев. Поэтому в большинстве случаев винтовые пластинки изготовляются с большими углами наклона.
Концевые фрезы с прямыми твердосплавными пластинками, расположенными под небольшим углом наклона зубьев, снабжаются отрицательными передними углами, так как из-за пониженной прочности твердого сплава положительные углы вызывают сколы и выкрашивания режущих кромок. Это можно объяснить непостоянством геометрических параметров на всем протяжении режущей кромки и появлением вибраций. Винтовой зуб при наличии положительного переднего угла у, как показывают экспериментальные исследования, обеспечивает лучшее протекание процесса резания без вибраций и выкрашиваний. Это особенно важно для концевых фрез, работающих с большим вылетом на станках пониженной жесткости. Таким образом, хотя передние углы, как положительные, так и отрицательные, примерно, одинаково влияют на стойкость, тем не менее целесообразно выбирать их положительными благодаря улучшению процесса резания.
Номенклатура выпускаемых винтовых пластинок позволяет изготовлять различные типы фрез (цилиндрические и т. п.) диаметром от 10 до 200 мм и выше с углами наклона зубьев от 20 до 60° и в отдельных случаях до 70°.
Число зубьев для инструментов с винтовыми пластинками можно выбирать меньшим по сравнению с прямозубыми твердосплавными инструментами за счет благоприятного удаления стружки. При небольших припусках, а также для труднообрабатываемых материалов рекомендуется применять фрезы с увеличенным количеством зубьев. Для тяжелых работ, например при обработке глубоких пазов, число зубьев может быть снижено. На фиг. 128 показаны фрезы с припаянными винтовыми пластинками: концевые цилиндрические, концевые конические с углом наклона зубьев 40 и 60° (фиг. 128, а, б) для черновой обработки колес (например, шевронных) (фиг. 128, в), концевые радиусные (фиг. 128, г).
Фрезы сборной конструкции показаны на фиг. 128, д. Они изготовляются, начиная с 40—50 мм диаметром. Крепления зубьев прямоугольного сечения осуществляются при помощи рифлений и плоского клина. Пазы в корпусе сделаны косыми под соответствующим углом наклона к оси. Винтовые пластинки припаиваются к ножам. Само
302
Фрезы
собой разумеется, что крепление зубьев может быть осуществлено также и другими методами.
В качестве режущего материала применяются все марки твердого сплава, и в особенности такие, как Т15К6, Т14К8, Т5К10, ВК8, ВК6, ВК4 и др.
Фрезы с винтовыми пластинками хорошо себя зарекомендовали также и на автоматических линиях.
Торцовые фрезы. Из всех фрез, оснащенных твердым сплавом, торцовые получили наиболее широкое распространение в металлообрабатывающей промышленности. По сравнению с цилиндрическими фрезами они обладают значительным углом контакта с обрабатываемой деталью, так как одновременно в работе участвует большое количество зубьев. Благодаря этому наблюдаются меньшие колебания нагрузки, что приводит к повышенной равномерности фрезерования. Длина каждой режущей кромки торцовой фрезы меньше, чем у цилиндрической. Поэтому для цилиндрической фрезы появляется большая опасность скорого выхода режущей кромки из строя вследствие выкрашивания твердого сплава, а также значительно усложняется заточка зубьев с увеличением затрат на нее. Торцовая фреза обладает большей производительностью, требует меньшего расхода энергии на фрезерование, а также меньшего расхода твердого сплава1. В связи с этим необходимо везде, где это возможно, переходить на использование торцовых фрез взамен цилиндрических. Например, рекомендуется применять торцовые фрезы даже на горизонтально-фрезерных станках. Для этой цели фреза закрепляется в шпинделе, а деталь устанавливается в приспособлении таким образом, чтобы плоскость обработки была расположена перпендикулярно к оси фрезы.
Номенклатура торцовых фрез, оснащенных твердым сплавом, довольно широкая по своим предельным размерам. Так, в качестве, гтандартных фрезы изготовляются от 100 до 630 мм по ГОСТу 8529-57.
Однако иногда делаются фрезы диаметром до 1000 мм и выше. Так, например, Горьковский станкозавод изготовил фрезу диаметром 2250 мм (фиг. 130) для фрезерного станка мощностью 155 кет для обработки корпусных деталей гидротурбин. Ножи, выполненные в виде резцов сечением 40 х 40, снимают припуск за один проход до 20 мм. Смена резцов производится непосредственно на фрезе без съема ее со станка. Резцы закрепляются при помощи прижимной планки и двух болтов. На смену 48 резцов затрачивается 4—5 час. Стойкость фрезы несколько суток.
1 А. В. Щеголев, Л. С. Мурашкин, В. И. Т к а ч е в с к и й, В. Д. Морозов, Скоростное фрезерование, Машгиз, 1949.
П. П. Трудов, С. И. Волков, М. С. Харламов, Режущие свойства твердого сплава при торцовом фрезеровании стали и чугуна, ЦБТИ ВНИИ, 1953.
А. И. Этин, Методы повышения производительности при скоростном фрезеровании, ЦБТИ ЭНИМСа, 1951.
Фрезы с остроконечными зубьями из быстрорежущей стали
303
При конструировании торцовых фрез необходимо обращать внимание на выбор следующих конструктивных элементов: число зубьев, величину вылета, размеры поперечного сечения зуба, размеры твердосплавной пластинки, геометрические параметры режущей части зуба.
Выбор числа зубьев зависит от многих причин, из которых следует отметить диаметр фрезы, объем пространства между зубьями для по
мещения стружки, размеры ножей и деталей их крепления в корпусе. Помимо конструктивных элементов, на выбор числа зубьев оказывают влияние также и условия эксплуатации фрезы: равномерность фрезерования, величина силы резания, потребляемая мощность. С точки зрения повышения производительности (по машинному времени) выгоднее применять возможно большее число зубьев. В том случае, если по своей мощности станок не позволяет применить фрезу с большим числом зубьев, то рекомендуется уменьшить число оборотов вместо сокращения числа зубьев. Сила резания и потребная мощность при фрезеровании также изменяются
Фиг. 130. Фреза диаметром 2250 мм.
пропорционально количеству
зубьев. При недостаточной мощности рекомендуется и с этой точки зрения идти на уменьшение числа оборотов вместо числа зубьев, так как скорость резания и стойкость незначительно меняются в зависимости от числа зубьев.
Равномерность фрезерования обеспечивается, если в процессе резания одновременно находится не менее двух зубьев. При симметричном расположении фрезы относительно обрабатываемой детали это условие будет соблюдено при
п . 360°
D sin-------
г
где В — ширина обрабатываемой поверхности;
D — диаметр фрезы.
При О = (1,4-н 1,6) В минимальное число зубьев получается 8—10.
Во всякой сборной конструкции размеры ножа и деталей крепления служат препятствием для повышения числа зубьев, так как они требуют определенного места для своего размещения. Чем компактнее
304
Фрезы.
расположены ножи и детали крепления и чем меньше деталей, тем большая возможность представляется для размещения зубьев на фрезе. Таким образом, число зубьев в сильной степени зависит от типа крепления ножей в торцовой фрезе.
Объем пространства между зубьями для помещения стружки характеризуется в основном величиной вылета зубьев по торцу. С увеличением вылета объем пространства для стружки возрастает, но одновременно появляется опасность образования вибраций зубьев, что может вызвать выкрашивание и даже поломку пластинки твердого сплава. Величина вылета слагается из глубины фрезерования и дополнительной величины, учитывающей формирование стружки (в пределах 10—25 мм для фрез диаметром от 100 до 1000 мм). Величина вылета не должна быть больше высоты сечения ножа. При необходимости иметь большой вылет (например, при фрезеровании значительного припуска) надо предусмотреть опору для выступающей над торцом части ножа. Благодаря этому нож будет упрочнен и вибрации не будут иметь места.
Для стандартных фрез установлены следующие числа зубьев, сечения резцов, величины вылетов и номера пластинки (табл. 30).
Таблица 30
Элементы торцовых фрез
Диаметр фрезы в мм .... 100 125 160 200 250 320 400 500 630
Число зубьев . . 8 8 10 12 14 18 20 26 30
Сечение ножа в мм .... 12x18 14X20 14x20 14X20 16X28 16X28 18x32 18X32 18X32
Величина вылета 10 12 12 12 15 15 17 17 17
№ пластинки . . 2003 2005 2005 2005 2007 2007 2009 2009 2009
Размеры пластинки выбираются на основании размеров сечения ножа, величины его вылета и запаса на переточку пластинки.
Для улучшения напайки и создания прочной опоры под пластинку рекомендуется выдерживать отношение толщины ножа к толщине пластинки как минимум в пределах 2,5—3. В противном случае может произойти разрушение режущих кромок из-за смятия державки ножа.
В практике применяются торцовые фрезы, которые различаются между собой в основном конструкцией крепления ножей. В главе «Методы крепления зубьев сборных инструментов» были уже рас
Фрезы с остроконечными зубьями из быстрорежущей стали
30а
смотрены требования, предъявляемые к сборным конструкциям, а также преимущества и недостатки основных типов крепления. Ниже рассматриваются некоторые конструкции фрез, применяемых в нашей промышленности.
На фиг. 131 показана конструкция фрезы1, позволяющая постановку повышенного количества ножей (например, для фрезы D = = 150 z = 16, для D = 250л«л4 z — 24 и для D = 350 мм z = 32). Пазы под ножи в корпусе сделаны открытыми, что значительно облегчает изготовление корпуса. Сверху на корпус надето кольцо 1,
через которое проходят винты 2, закрепляющие ножи 3.
ВНИИ совместно с заводом «Фрезер» разработал базовые конструкции фрез, оснащенных твердым сплавом2. Для торцового фрезерования черных металлов предложены две группы фрез:
а) для легких работ диаметром от 80 до 250 мм с цилиндрическим корпусом (фиг. 132, а);
б) для тяжелых работ диаметром от 100 до 630 мм
Фиг. 131. Фреза с повышенным количеством ножей.
с коническим корпусом (фиг. 132, б).
Цилиндрическая форма упрощает изготовление корпуса, но зато коническая форма создает определенные удобства при переточках фрезы.
Закрепление ножей предусмотрено при помощи продольных рифлений и плоских клиньев. Число ножей повышено до 1,5 раза по сравнению со стандартными, что обеспечивает увеличение производительности до 1,5—2 раз. Величины вылетов также повышены без снижения виброустойчивости ножей.
Большим преимуществом фрез является возможность использования одного и того же корпуса как для обработки чугуна, так и стали путем надлежащего выбора геометрических параметров режущей части зуба и расположения пазов в корпусе. Для этой цели угол наклона пазов X выбирается положительным в пределах 5—8°. Если
1 Б. Н. Вайнштейн, Торцовые фрезы с увеличенным числом ножей, «Станки и инструмент» № 2. 1956.
2 С. С. Тамбовцев, Базовые конструкции сборных фрез. Сб. НТО маши -ностроительной промышленности № 2, 1958.
20 Семенченко и др. 599
306
Фрезы
требуются другие значения угла X, то их можно получить при помощи изменения угла врезания пластинки в державки ножей. При этом надо учитывать также и величину переднего угла у, если он по условиям фрезерования также подлежит изменению.
Передний угол выбирается в зависимости от обрабатываемого материала в пределах от -(-5 -4- 10° (для мягких металлов) до —10 4-
ССиВВ
Заточка для обработки чугуна
Заточка Оля обработки стали
V'
al
S)
1
60 5
8
90 В
5
65
3 9
75 7
J 45° Для обработки чугуна и стали средней тбердости
Фиг. 132. Базовые конструкции торцовых фрез.
Цля обработки стали повышенной тбердости
ВВиСС
,&0
Вид б
—<ю
20° (для высокопрочных и закаленных металлов). Отсюда следует, что фрезы, выпускаемые инструментальными заводами, должны обладать широкой универсальностью. Этого можно достигнуть при помощи заточки передней поверхности под двумя углами у и уф (фиг. 132).
После установки в корпусе основной передний угол делается равным +5 -г- 8°, а передний угол уф на фаске f шириной 0,4—0,6 мм получается требуемой величины путем заточки. При таком оформлении можно обеспечить передний угол в пределах +5 н---10°. При
необходимости выбора других передних углов, выходящих за пределы указанных величин, приходится изменять углы врезания пластинки в державки ножей. В табл. 31 сведены данные по выбору углов у и X для трех групп обрабатываемых материалов, причем основной группой является группа II. Главный угол в плане <р для всех трех групп можно принять в пределах 45—90°.
Фрезы с остроконечными зубьями из быстрорежущей стали
307
Для пересчета передних углов, расположенных в различных секущих плоскостях, служат следующие формулы:
tgy = tgy2 costp + tg yi sin <p;
tgyj = tgy sin <p + tg A cos <p;
tgy2 tgy cos <p — tg A. sin q>;
tg A, = tg y2 sin Ф + tg Yi cos ф>
где у — угол в сечении, перпендикулярном к проекции режущей кромки на основную плоскость;
Yi — угол в сечении, перпендикулярном к оси фрезы;
у2 — угол в сечении, параллельном оси фрезы.
Знак минус принимается для положительного угла А, и знак плюс — для отрицательного угла А,.
Таблица 31
Углы у и А торцовых фрез
Группа Углы Область применения
I у = Ь ю ч-5 А = —5 ч- 0° Для обработки нержавеющих, жаропрочных. кислотоупорных и других специальных сталей
II у = + 5 ч-—10° А = + 5 ч-8° Для обработки мягких сталей и чугуна
III Y = — Ю ч- 20° А = + 5 ч-15° Для обработки высокопрочных и закаленных сталей
Торцовые фрезы с раздельной заточкой ножей. Заточка фрез крупных диаметров (свыше 320—400 мм) не может быть произведена в собранном виде при отсутствии специальных заточных станков. Поэтому приходится затачивать отдельно ножи перед постановкой их в корпус как в процессе производства, так и в эксплуатации по мере их затупления. Раздельная заточка ножей является вынужденной операцией, и при наличии специальных заточных станков вопрос о необходимости применения раздельной заточки отпадает сам собой. Специальные станки предусмотрены для заточки торцовых фрез крупных диаметров (до 800—1000 мм). Они довольно компактные и несложные по своей конструкции и допускают заточку ножей по периферии торца и угловой режущей кромки с ее участками, расположенными под разными углами. Операция по заточке ножей в собственном виде не требует большой затраты времени и в то же время легко обеспечивает форму и размеры зубьев в пределах допуска.
При раздельной заточке ножи затачиваются на универсальнозаточном станке, причем геометрические параметры режущей части контролируются при помощи шаблонов и простых измерительных приспособлений.
20*
308
Фрезы
На практике получил широкое распространение метод установки ножей по следу, полученному на обрабатываемой поверхности при работе одного точно выверенного и закрепленного ножа. После образования следа каждый последующий нож устанавливается по нему. Постановка ножей в корпус осуществляется без съема фрезы со станка. При тщательной установке ножей такой метод обеспечивает минимально допустимое биение всех участков режущих кромок каждого ножа при условии правильности геометрических параметров его, полученных при раздельной заточке. Необходимо отметить, что метод установки ножей по следу требует большого навыка от рабочего. При этом фрезы могут быть использованы различных конструкций. В некоторых конструкциях фрез1 правильное положение ножей в корпусе достигается путем регулирования их в радиальном и осевом направлении при помощи включения дополнительных регулировочных деталей (клиньев, упоров, винтов и т. п.). Это значительно усложняет конструкцию фрезы, а также и условия ее эксплуатации. Постановка и регулирование ножей требует съема фрезы со станка, что связано с большой затратой времени.
Можно добиться хороших результатов при небольшом усложнении конструкции и более точном выполнении некоторых деталей, как это предусмотрено в торцовой фрезе, предложенной ВНИИ (фиг. 133, а)2 (Примерно такая же конструкция была ранее разработана Сестрорецким инструментальным заводом и в настоящее время выпускается па рынок). Фреза обеспечивает точное положение режущей части ножа относительно оси фрезы. Это достигается некоторым ужесточением допусков на одну боковую сторону и дно паза в корпусе 2 и на сопряженные поверхности ножа 1. На торце ножа предусмотрено резьбовое отверстие для винта 5 со сферической головкой. Длина ножа от вершины до головки регулируется винтом 5, который при помощи гайки 6 фиксируется в заданном положении. Головка винта упирается в упорное кольцо 3, прикрепленное на заднем торце корпуса винтом 4. Для облегчения изготовления базовой плоскости дна паза предусмотрена мерная подкладка 10 (фиг. 133, в), прикрепляемая винтами 9 ко дну паза. Эта подкладка и является одной из базовых плоскостей. Вместо мерной подкладки могут быть поставлены в каждом пазу два регулировочных винта 12 со сферическими головками, на которые упирается базовая плоскость ножа (фиг. 133, б). Двумя другими базами являются боковая плоскость паза и опорное кольцо. Прилегающая к корпусу плоскость кольца должна быть строго перпендикулярна к оси фрезы, что достигается путем шлифования плоскости кольца и заднего торца корпуса.
1И. Г. Турчанинов, Конструирование фрез для скоростного резания, ЦБТИ ЭНИМСа, 1958.
2 С. С. Тамбовцев, Конструкции торцовых фрез с заточкой ножей вне корпуса, «Станки и инструмент» № 9, 1953.
Фрезы с остроконечными зубьями из быстрорежущей стали
309
Нож прямоугольного сечения закрепляется при помощи втулки 7 со срезом под углом 5°. Втулка снабжена сквозным вырезом (на фиг. 133, а показан в виде незаштрихованной части) для возможности ввода в отверстие пояска 11 винта 8. При завертывании винта втулка опускается вниз и прижимает нож к базовым плоскостям паза. Поясок служит для того, чтобы вынуть нож из паза, не вывертывая до
Фиг. 133. Фреза с заточкой ножей вие корпуса.
конца винт и не снимая втулки. Для этой цели достаточно немного вывернуть винт, поясок заставит втулку приподняться вверх и тем ослабить и вынуть нож.
Заточка ножей производится вне корпуса в приспособлении, обеспечивающем одно и то же расположение различных участков режущей кромки относительно двух базовых взаимно-перпендикулярных плоскостей пожа. Правильное положение ножа относительно третьей базы достигается в специальном приспособлении, в котором длина каждого ножа фиксируется путем подвертывания винта со сферической головкой и контргайки.
Данная конструкция дает величину биения в пределах 0,05— 0,06 мм по главному участку угловой режущей кромки и в пределах 0,06—0,08 мм по торцу, что удовлетворяет требованиям стандарта
310
Фрезы
на технические условия торцовых твердосплавных фрез (ГОСТ 8529-57).
Эту конструкцию фрез можно использовать также и для установки ножей по следу от первого зуба без съема фрезы со станка. При такой замене ножей упорное кольцо, а также винты со сферической головкой на ноже могут быть удалены за ненадобностью и тем самым конструкция значительно упростится. Необходимо отметить, что эта конструкция может быть использована и как обычная торцовая фреза, если удалить упорное кольцо, винты с гайками для установки ножа по длине, а также мерные пластинки на дне паза для точной установки ножей.
Дисковые фрезы. Дисковые фрезы со вставными ножами, оснащенными припаянными пластинками твердого сплава, изготовляются как двусторонние (ГОСТ 6469-60), так и трехсторонние (ГОСТ 5348-60). О методах крепления этих фрез было уже сказано выше.
Крепление нормализованных двусторонних фрез осуществляется при помощи осевых рифлений и клином с углом 5°. Такая конструкция дает возможность компенсировать износ и слой, снимаемый при заточке, для режущих кромок ножей по периферии путем перемещения на одно или несколько делений, а для торцовых кромок при помощи выдвижения ножей по торцу. Ножи располагаются наклонно к оси фрезы под углом 10° в одном направлении в зависимости от того, праворежущая или леворежущая фреза.
Конструкция крепления нормализованных трехсторонних фрез ГОСТом 5348-60 не предусмотрена. Однако и здесь чаще всего применяют то же самое крепление, что и для двусторонних фрез.
Геометрические параметры режущей части зуба рекомендуются следующие: передний угол у для стали в зависимости от предела прочности от —5 до —15°, для чугуна +5°, задний угол по периферии и в плоскости, перпендикулярной к угловой режущей кромке, для стали 20—25°, для чугуна 10—15°. Угол наклона зубьев принимается равным 10°, угол поднутрения q>i = 2 ч- 5°. Для мерных пазов угол ф1 выбирается в зависимости от допуска на ширину паза.
ФРЕЗЫ С ОСТРОКОНЕЧНЫМИ ЗУБЬЯМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Цилиндрические и торцовые фрезы. Цилиндрические фрезы по ГОСТу 3752-59 и торцовые по ГОСТу 9304-59 изготовляются монолитными с мелкими зубьями с углом наклона <о = 25-*-30° и крупными с углом <о = 34—40°. Фрезы с мелкими зубьями назначаются для чистовой обработки при снятии небольшого припуска. Передний угол на торцовых зубьях ут равен углу наклона винтовых зубьев <о (фнг. 134), поэтому с увеличением угла <о растет и угол ут. Если для цилиндрических фрез необходимо выбирать направление резания противоположным направлению винтовых зубьев, то для торцовых фрез из-за наличия зубьев на торце направления резания и винтовых зубьев должны совпадать (фиг. 134). В противном случае угол резания торцовых кромок бт будет больше 90°, что недопустимо для фрез из быстрорежущей стали.
Фрезы с остроконечными зубьями из быстрорежущей стали
311
Цилиндрические фрезы с крупными зубьями изготовляются только сборными (ГОСТ 9926-61) двух типов: одинарные и составные. Одинарные фрезы имеют небольшой угол наклона зубьев 20°, так как при большой их длине трудно осуществить
заточку ножа по винтовой линии при условии соблюдения не столь резкой разницы в величине переднего угла на торцах фрезы. Если передний угол задан положительным, то на одном торце он будет положительным, а на другом — отрицательным (фиг. 135). Для возможности постановки ножа паз в корпусе делается наклонным, а винтовая поверхность получается посредством заточки ножа по передней поверхности. С целью экономии режущего материала нож делается прямоугольного сечения. Закрепление его осуществляется продольным гладким клином, выполненным под углом 3°. Для
Правильно
непрадилъно
Фиг. 134. Выбор
вых зубьев для торцовых фрез.
направления винто-
возможности выдвижения ножа по диаметру с целью компенсации износа и сохранения в пределах нормы высоты вылета пазы корпуса и ножи снабжены продольными рифлениями.
Составные фрезы изготовляются длиной повысить угол наклона зубьев до 45°. Для
Фиг. 135. Изменение величины переднего угла на торцах зубьев цилиндрической фрезы со вставными ножами.
не более 40—50 мм, что позволяет устранения вредного влияния осевой силы, возникающей из-за расположения зубьев по винтовой поверхности, фрезы работают наборами из одной или нескольких пар. Для каждой из них одна фреза с правым направлением зубьев, а другая — с левым. При необходимости можно применять в наборе и нечетное количество фрез, ио в этом случае суммарная осевая сила должна быть направлена к шпинделю, как к более надежной опоре.
Торцовые фрезы со вставными ножами из быстрорежущей стали изготовляются диаметром от 80 до 250 мм по ГОСТу 1092-57 и диаметром от 250 до 630 мм по ГОСТу 3876-55. Конструкции крепления ножей в корпусе стандартами не установлены, поэтому могут быть приняты любыми. Основные типы крепления были уже рассмотрены выше. В зависимости от типа крепления выбираются такие элементы, как количество ножей, величина вылета их нз корпуса и др.
Концевые цилиндрические фрезы. Несмотря на то, что концевые цилиндрические фрезы из твердых сплавов завоевали определенное положение в промышленности, концевые фрезы из быстрорежущей стали имеют широкое распространение па практике. Они применяются для обработки контурных выемск, уступов, взаимно-перпендикулярных плоскостей и в особенности для обработки глубоких пазов в стальных и чугунных корпусных деталях. В последнем случае они делаются до 80—100 мм диаметром и длиной рабочей части 100—150 мм и выше.
В общесоюзных стандартах до 1956 г. концевые цилиндрические фрезы имели ряд недостатков: малый угол наклона зубьев (<о = 20°). малые впадины между
312
Фрезы
зубьями как по цилиндру, так и по торцу, повышенное число зубьев. Выбор малого угла наклона был обусловлен не только недооценкой влияния его на эксплуатационные условия работы фрезы, но также и опасением ослабления торцовых зубьев, для которых передний угол ут равняется углу наклона зубьев <о. Практика показывает большую склонность стандартных фрез к забиванию стружки во впадинах между
Фиг. 136. Конструкция концевой цилиндрической фрезы с винтовыми зубьями.
зубьями вследствие неудовлетворительного отвода стружки и недостаточного объема стружечных канавок. Стесненные условия работы фрезы заставляют применять пониженные величины подачи и разделять общий припуск на обработку на несколько проходов.
Таблица 32
Сравнение конструктивных элементов концевых цилиндрических фрез по старому и новому стандартам
Наименование, элементы Фрезы с нормальными эубьямн Фрезы с крупными зубьями
Старый стандарт Новый стандарт Старый стандарт Новый стандарт
Угол наклона зубьев в град Число зубьев z Отношение высоты зуба к шагу Отношение радиуса закругления впадины к высоте зуба для фрез с цилиндрическим хвостовиком То же с коническим хвостовиком Форма зуба 20 4—8 Трапецеидальная 30 4—6 0,27—0,32 0,4—0,55 0,6-0,75 Криволинейная 20 5—6 0,25—0,29 0,45—0,20 Трапецеидальная 45 3—4 0,24—0,28 0,38—0,55 0,45-0,75 Криволинейная
Для устранения этих недостатков по предложению новаторов Кировского завода И. Д. Леонова, В. Я. Карасева, Е. И. Савича и др. был разработан новый стандарт на концевые цилиндрические фрезы (ГОСТ 8237-57), в который были введены рекомендации производственников, а именно: а) увеличение угла наклона зубьев; б) уменьшение числа зубьев; в) увеличение объема стружечных канавок; г) применение криволинейной формы зубьев (фиг. 136). В табл. 32 приведены сравнительные
Фрезы с остроконечными зубьями из быстрорежущей стали
313
данные по старому (ГОСТ 3958-3959-47) и новому (ГОСТ 8237-57) стандартам *.
При обработке уступов и неглубоких пазов новые фрезы по сравнению со старыми показывают значительное повышение производительности и повышенную стойкость. При тяжелых работах, например при обработке глубоких пазов, старые фрезы не могут работать из-за поломок, вызванных загромождением стружки между зубьями, тогда как новые фрезы работают легко даже па повышенных режимах без снижения стойкости. Кроме того, новые фрезы допускают большее количество переточек.
В новом стандарте введена еще одна рекомендация, предложенная новатором В. Я. Карасевым, а именно: неравномерность окружного шага зубьев фрезы, которая в зависимости от числа зубьев принята следующих величин (табл. 33).
Таблица 33
Величины неравномерности окружного шага
Число зубьев г Углы, соответствующие шагу, в гран.
Ф. <Р2 фз Ф4 <р. Фе
3 но 123 127
4 90 85 90 95 —
5 68 72 76 68 76
6 57 63 57 63 57 63
По мнению новатора В. Я. Карасева, неравномерность шага зубьев устраняет вибрации, возникающие в процессе фрезерования. Неравномерность шага обеспечивает различную толщину среза, снимаемую каждым зубом. В результате этого получается переменная нагрузка на каждый зуб, что приводит к резкому сокращению вибраций и более спокойной работе фрезы, в особенности при фрезеровании глубоких пазов.
Профилирование цилиндрических фрез с винтовыми канавками. Построение профиля рабочей фрезы для цилиндрических насадных и концевых фрез с винтовыми канавками удобнее производить по методу, разработанному В. М. Воробьевым 1 2. Сущность метода и техника построения описаны ниже, в главе «Сверла». Поэтому здесь будут рассмотрены только специфические особенности построения для фрез, обусловленные как формой стружечных канавок, так и большим углом наклона винтовых зубьев.
Введем следующие обозначения: диаметр заготовки D, диаметр отверстия заготовки d, число зубьев г, угол наклона винтовой канавки <о; размеры, характеризующие канавку: высота зуба h, радиус закругления основания г, радиус спинки зуба R, передний угол в торцовом сечении ут.
В качестве исходного сечения канавки при профилировании фрезы для любого инструмента необходимо знать форму торцового сечения. Однако при построении профиля фрезы для заготовки с большим углом наклона зубьев, при большой глубине канавки и малом радиусе закругления ее основания, имеют место значительные отклонения в профилях заданных и полученных при построении. Поэтому заданную форму профиля в торцовом сечении надо рассматривать только как ориентировочную, которая подлежит корректированию в процессе профилирования. На фиг. 137, а дано торцовое сечение фрезы, которое вычерчивается на кальке.
1 Между этими стандартами был еще ГОСТ 8237-56. составленный на основании рекомендаций новатора И. Д. Леонова, который был заменен новым с учетом всех других рекомендаций.
2 В. М. Воробьев, Профилирование фрез для изделий с винтовыми канавками. Сб. «Новые конструкции режущих инструментов», Машгиз, 1952.
314
Фрезы
Угол установки рабочей фрезы 6 относительно заготовки (угол между их осями) при большом угле наклона принимается равным 0,9 (90°—ш). Для угла <о=45° выбирают угол 6 — 40°.
При профилировании необходимо использовать те же вспомогательные построения, которые применяются и при профилировании фрезы для спиральных сверл. К ним относятся: 1) контур торцового сечения (иа кальке); 2) окружность диаметра заготовки; 3) шкала для значений C2W; 4) шкала для значений Суг (на кальке); 5) шкала концентрических окружностей (на кальке).
Фиг. 137. Торцовое сечение фрезы (а); построение прямых линий пересечения торцовых плоскостей и плоскостей, перпендикулярных к оси оправки фрезы (б).
Окружность (фиг. 137, б) разделена на части, равные -^g- ее длины. Точки деления (от—11 до +18) являются проекциями точек, полученных от пересечения с окружностью ряда торцовых сечений, отстоящих друг от друга на шага винтовой 4 о
каиавки. В каждом сечении находятся две точки, но на окружность наносится только одна точка, которая соответствует участку, расположенному у режущей кромки заготовки. Кроме того, параллельно оси уу проведены на расстоянии b — a ctg 6, 1
где а = -75- шага винтовой канавки, друг от друга прямые, представляю-48
щие линии пересечения торцовых плоскостей и плоскостей, перпендикулярных к оси оправки рабочей фрезы.
На фиг. 138 приведено построение линий сечений винтовой канавки заготовки плоскостями, перпендикулярными к оси оправки фрезы. Кривые А'А' и В'В' являются проекциями винтовых линий, ограничивающих канавку.
Самым неблагоприятным участком для профилирования является дно впадины, особенно если оно имеет вогнутый контур при малом радиусе закругления. В этом случае рабочая фреза не может образовать правильную форму этого участка из-за отсутствия контакта с резко очерченным профилем канавки. С точки зрения профилирования такая впадипа могла быть образована только в том случае если бы рабо
Фрезы с остроконечными зубьями из быстрорежущей стали
315
чая фреза соприкасалась хотя бы с одной точкой этого участка кривой канавки. Нафиг. 138 такой точки контакта не удалось найти. В этом случае приходится идти на построение такого профиля, с которым фреза смогла бы оформить впадину по контуру, приближающемуся к заданному.
С целью упрощения конструирования и изготовления профиль рабочей фрезы должен состоять из двух прямолинейных участков, сопряженных закруглением. Для заготовки наиболее важным является участок, образующий переднюю поверхность. Он должен быть прямолинейным и достаточным по высоте. Это условие
Фиг. 138. Построение линий сечений винтовой канавки заготовки плоскостями, перпендикулярными к оси оправки фрезы.
является основным. Необходимо отметить, что теоретически участок контура режущей кромки угловой рабочей фрезы, образующей переднюю поверхность заготовки, должен быть криволинейным. Практически же его оформляют в виде прямой, внося небольшую погрешность в форму передней поверхности заготовки.
При профилировании установлено, что прямолинейный участок на передней поверхности заготовки можно получить при условии выбора минимально допустимого диаметра рабочей фрезы. Однако он влечет за собой уменьшение диаметра оправки, а, следовательно, понижение жесткости и виброустойчивости фрезы. Во избежание этого приходится идти на увеличение диаметра фрезы, ио при условии, чтобы прямолинейный участок впадины заготовки оставался нетронутым. Это возможно, если допустить некоторое срезание профиля спинки зуба, не оказывающее влияние на прочность зуба.
Из центра фрезы Oj (фиг. 138) проведены радиусы Кь, Ла- %h окружностей, касательных к соответствующим линиям сечений III, IV, V ... X. Радиус Rt> касается линии сечения IV в точке Ь примерно в середине передней поверхности канавки. В сечении V точка касания с переносится уже на кривую спинки канавки. Следующие точки соприкосновения располагаются примерно по прямой (линия контакта с, d, е, . . ., h). В крайнем сечении X точка контакта уже не находится на наружной окружности заготовки, поэтому часть профиля канавки, прилегающая к этому участку, не будет обработана фрезой.
На основании фиг. 139 можно построить профиль фрезы. Полученный участок ab остается неизменным, а участок ch подлежит корректированию. Оно необ
316
Фрезы
ходимо для сохранения достаточной длины участка ab при соединении обоих участков путем проведения дуги окружности радиусом г. Во избежание сокращения длины участка ab необходимо выбрать величину радиуса такой, чтобы начало закругления находилось по крайней мере в точке Ь. Тогда для очертания профиля фрезы надо взять прямую С;Л вместо найденной по построению прямой ch. Такая замена вызовет изменение в заданном профиле спинки впадины заготовки в торцовом сечеини.
Практика профилирования показывает, что в большинстве случаев участок профиля рабочей фрезы, соответствующий спинке зуба заготовки, получается не прямолинейным, а криволинейным с большим или меньшим приближением к прямолинейному, Поэтому не всегда допустима замена криволинейного участка прямолинейным (с целью упрощения проектирования, изготовления и переточки фрезы). На осио-
Фиг. 139. Построение профиля фрезы.
вании опыта Сестрорецкого завода такую замену можно осуществлять на концевых фрезах с нормальным зубом в диапазоне диаметров 3—20 мм и на фрезах с крупным зубом в диапазоне 3—12 мм. Для всех остальных концевых фрез при замене получается значительное искажение в заданном профиле и уменьшается прочность зуба. Поэтому участок профиля, соответствующий спинке зуба заготовки, делается криволинейным, причем фреза выполняется фасонной с остроконечными зубьями.
Для определения величины искажения спинки зуба в торцовом сечении приходите! пользоваться обратным построением, т. е. найти интересующий нас участок профиля заготовки согласно принятому в результате построения профилю рабочей фрезы. Это дает возможность установить, насколько велика величина искажения и можно ли ею пренебречь.
Определяем сначала новые радиусы Rh, .... R&v Rf} и т. п., соответствующие точкам нового профиля hpx (фиг. 139), для чего находим положение сечений IV' и IV", иа которых лежат точки рг и кг. Выпишем необходимые формулы, пользуясь фиг. 139:
с = a cos 6; tg а = -=—С- ; х' — г cos а;
Rb — Ra
апо Rb — Rh — r sin a
аг — 90 — а2 — а3; tg а2 =----------=---------;
hu
, г sin а2
hu — 6а cos 6 — х ; sin а, = —---------=— ----;
Rb — Rh — г sin а
х" = г (cos а + cos <Xj),
где а — расстояние, равное шага винтовой канавки;
Фрезы с остроконечными зубьями из быстрорежущей стали
317
с— расстояние между сечениями III и IV;
hu — расстояние между осью профиля фрезы и сечением X; цифра 6 в формуле для hu указывает на число делений, на которое отстоит сечение IV от сечения X иа фиг. 138.
Радиусы Rav Rby. Rh определяются графически.
Для найденных значений х' и х" обычным способом находят дополнительные кривые сечений IV' и IV". Для этого определяем сначала номера сечений N lv, и N iv»
X =X. N. ---
IV 1V 1 a cos & ’ 1V IV a cos 0
Затем находим значения абсцисс &5 и Ь6 для торцовых сечений V и VI
&5 = a ctg 0; &5 = a ctg 0; b& = b5 + a ctg 0; b'& = &g + a ctg 0.
Радиусы фрезы для сечений IV", IV', V и VI определяем по формулам:
Rky Rb+ г (sin ах — sin а); RCy = Rky — (а cos 0 — х”) ctg 04;
о, -р р _р
5 , Key —Key — 5
3(RC1-Rh) URC1-Rh)
Kfy — Key 5 • Kgy — Key 5 - •
При определении фактического профиля канавки может оказаться, что окружность рабочей фрезы пересекает кривую заготовки (фиг. 140, б). В пределах пересечения их всегда известны координаты г' и у' одной или двух точек кривой сечения канавки, при помощи которых была построена кривая. Через эти точки тип проводим прямые, перпендикулярные к оси г'г'. Тогда отрезки п2п3 и т2т3 будут ординатами точек фактической кривой канавки, а отрезки т3т и п3п — величинами поправки к заданному в торцовом сечении профилю канавки для рассматриваемых точек в данном сечении. Зная для этих точек номера п торцовых сечеиий и номера N сечений канавки плоскостями, перпендикулярными к оси оправки фрезы, и, откладывая эти величины поправки на соответствующих ординатах заданного профиля канавки, как указано на фиг. 140, а, мы и находим соответствующие точки ШуПу и Щз”» фактического профиля. Аналогичным путем определяем отклонения для всех точек Су, by, et и т. д. и по ним находим фактический профиль канавки в торцовом сечении.
Проверке подлежит также и та часть кривой канавки, которая образует переднюю поверхность, в особенности у основания зуба (на участке между сечениями IV—V), В этом случае возможно расположение окружности фрезы и кривой заготовки, приведенное на фиг. 140, в.
По аналогии с предыдущим, находим величины поправки тт2 и nnlt которые переносим иа торцовое сечение канавки.
Полученный новый профиль канавки может значительно отличаться от заданного, поэтому последний надо рассматривать лишь как приближенный, подлежащий уточнению только в процессе профилирования.
Необходимо обратить внимание еще на одну особенность профилирования фрезы для цилиндрических фрез. Участок профиля рабочей фрезы, соответствующий передней поверхности заготовки, довольно мал по своей величине. Поэтому при построении он определяется несколькими точками (в нашем случае только двумя).
318
Фрезы
Судить, насколько этот участок является прямолинейным, довольно затруднительно. Поэтому требуется произвести еще дополнительные построения, т. е. дать на участке между сечениями III и IV ряд дополнительных секущих плоскостей. Для повышения точности построения рекомендуется координаты точек кривых определять аналитически.
При сравнении конструкций фрез с остроконечными и затылованными зубьями можно прийти к выводу, что для некоторых операций выгодно при-
»)
Фиг. 140. Корректирование профиля фрезы.
менять фрезы с остроконечными зубьями взамен затылованных. В частности, их целесообразно применять для инструментов с винтовыми зубьями. Для получения одинаковой по величине ленточки f на задней поверхности (фиг. 141, а) необходимо располагать копировально-фрезерными станками, обеспечивающими обработку зубьев таким образом, чтобы впадина была очерчена не по ломаной линии ДД1В1В, а по кривой с учетом профиля зуба. При фрезеровании зуба рабочая фреза по отношению к заготовке совершает движение, при котором вершина фрезы огибает заготовку по кривой АВ. Эта кривая рассчитана таким образом, чтобы в каждом сечении величина ленточки f была одинакова. При отсутствии копировально-фрезерного стайка приходится фрезеровать канавку в три прохода по прямым AAlt А1В1 и BjB, что сильно увеличивает трудоемкость и ухудшает конструкцию фрезы.
Заточка этих фрез производится в специальных приспособлениях, работающих при помощи копира, форма которого соответствует форме профиля фрезы. На фиг. 141, б показана схема одного из таких приспособлений. В корпусе 1 по направляющим перемещается суппорт 2 с поворотным диском 3, на котором установлена оправка для затачиваемой заготовки 4. На этом же диске снизу закреплен
Фрезы с остроконечными зубьями из быстрорежущей стали
319
копир, который постоянно прижимается пружиной 5 к неподвижному упору, закрепленному в корпусе приспособления. Одновременно заготовка прижимается и к шлифовальному кругу 6. При помощи рукоятки 7 диск 3 поворачивается и осуществляет заточку по кривой профиля заготовки
Фреза с остроконечными зубьями шлифуется по всему профилю, поэтому впадина канавки должна быть очерчена по кривой, приближающейся к кривой профиля фрезы. При неправильной форме впадины, ленточки зубьев будут частично срезаны нли иметь неравномерную величину. Фрезерование криволинейной впадивы производится при помощи копира. Форма впадины может быть определена графически следующим образом (фиг. 142).
Фиг. 141. Шлифование фрезы по профилю.
Вычерчиваем в соответствующем масштабе профиль зуба фрезы, которую далее будем называть заготовкой (проекция I). Для построения соседнего зуба заготовки переносим точки /, 2, 3 и т. д. на прямую АО (проекция II) и радиусами ОГ, 02' и т. д. проводим дуги до пересечения с прямой ОС, отстоящей от прямой ОА на 360° угол -у— .
Теперь можно приступить к построению кривой впадины. Из точек 1", 2". . . проекции II опускаем на прямую OF перпендикуляры; которые пересекают прямую ОЕ, проведенную из центра О пол углом О, соответствующим углу рабочей фрезы (например 60 или 75°). Затем точки Г", 2"'.сносим на прямую ОА. По точ-
кам 1, 2"", . . . (на прямой ОА) определяем в соответствующих сечениях глубину впадины рабочей фрезы с учетом ее радиуса закругления Q. Например для точки 1 профиля фрезы глубина впадины будет равна h1. После этого к каждой точке /, 2,. . ., профиля соседнего (второго) зуба проводим нормали O2/i и т. д. и на них откладываем отрезки, равные R—h2, R—h2 и т. д., где R — радиус рабочей фрезы, a ftj, h2 — соответствующая для каждой точки глубина впадины, измеряемая
1 Т. М. Ординарцева и Р. И. Добрянский, Конструирование и производство концевых фрез с криволинейным профилем спинки зуба, Ленсовиар-хоз. ЦБТНМ, 1958.
320
Фрезы
от горизонтальной прямой, касательной к радиусу закругления р. Найденные на нормалях точки О2 и т. д. являются геометрическим местом центра рабочей фрезы при работе по копиру. Проводя из этих точек радиусом R засечки, а затем огибающую их, найдем точки кривой впадины, которые плавно соединяем.
Дисковые фрезы. К дисковым монолитным фрезам относятся пазовые, трехсторонние и двусторонние, трехсторонние с зубьями переменного направления.
Фиг. 142. Построение впадины между зубьями фрезы.
Пазовые фрезы (ГОСТ 3964-59) применяются для фрезерования неглубоких пазов. Для уменьшения трения дается поднутрение под углом <рл = 1°30'-т-2° по всей фрезе с оставлением нетронутой кольцевой ленточки длиной 1—1,5 мм. Ленточка обеспечивает точность размера паза и возможность контроля толщины фрезы.
По мере стачивания зубьев, толщина фрезы из-за наличия поднутрения уменьшается, что, однако, не отражается на размере пазов. Во-первых, величина уменьшения невелика, во-вторых, она компенсируется допуском (в сторону плюса), а также разбивкой, получаемой всегда во время фрезерования пазов.
Фрезы с остроконечными зубьями из быстрорежущей стали
321
Дисковая трехсторонняя фреза с мелкими зубьями (ГОСТ 3755-59) является более удобным инструментом для обработки пазов, так как наличие боковых зубьев позволяет фрезеровать более глубокие пазы и притом с большей чистотой боковых поверхностей. Иногда эти фрезы делаются с небольшим поднутрением подобно пазовым. Такие фрезы работают более легко. Существенным недостатком трехсторонних фрез является потеря размера по толщине при первой же переточке. Для восстановления первоначального размера применяются регулируемые фрезы (фиг. 143), состоящие из двух одинаковой толщины Ь половинок а и с, снабженных зубьями переменного направления на периферии и иа одном из торцов. Между ними закла-
Фиг. 143. Пазовые регулируемые фрезы.
дывается кольцо соответствующей толщины. Обе половинки соединяются при помощи замка, состоящего из чередующихся впадии и выступов высотой р (обычно по четыре). Между ними предусмотрен зазор 2°, между половинками также дается зазор 0,5 мм. Во избежание образования рисок на обрабатываемой поверхности зубья перекрываются друг другом. По конструкции зубьев эти фрезы не отличаются от обычных трехсторонних фрез.
Для улучшения условий резания и повышения производительности принцип винтовых зубьев используется и для дисковых трехсторонних фрез. Однако вместо винтовых зубьев принимаются наклонные под углом <в = 15-;-20° с попеременно чередующимся направлением (фиг. 144). Благодаря этому осевые силы взаимно компенсируются и фрезы работают спокойно. Каждый зуб работает только одной стороной, поэтому другая, как нережущая, может быть срезана параллельно торцу. Фрезы имеют меньшее число зубьев по сравнению с обычными трехсторонними, что позволяет наряду с прочным зубом иметь и достаточно большую впадину для помещения стружки. Это допускает применять увеличенные величины подачи на один зуб и снимать большие припуски, а также обеспечивает повышение производительности, несмотря иа то, что каждый зуб работает только одной стороной.
Дисковые трехсторонние фрезы применяются не только для обработки пазов, но также и плоскостей. Так, например, они широко применяются в инструментальном производстве при фрезеровании граней квадратов и лапок концевых инструментов.
21 Семенченко и др.
322
Фрезы
Дисковые трехсторонние фрезы изготовляются также со вставными ножами, выполненными целиком из быстрорежущей стали (ГОСТ 1669-59). Ножи клиновидной формы (под углом 5°) снабжены радиальными рифлениями. Для компенсации изнсса и восстановления размера фрезы по толщине, ножи переставляются
Фиг. 144. Трехсторонние дисковые фрезы с зубьями попеременно чередующегося направления.
вдоль оси на одно или несколько рифлений. Износ, а также величина слоя на переточку ножей по периферии ничем не компенсируются. Поэтому вылет для новых ножей должен быть достаточным по величине, так как он является единственным
145. Угловые фрезы.
параметром для компенсации по диаметру. Ножи расположены наклонно к оси под углом <а = 8° для узких фрез (толщиной менее 15 мм) и 15° для более широких. Малый угол наклона для узких фрез принимается для того, чтобы избежать ослабления корпуса фрезы. Направление ножей принято попеременно чередующимся, поэтому каждый зуб режет только одной острой стороной, другая же тупая срезается параллельно торцу. Сборные трехсторонние фрезы часто применяются в качестве составных по две штуки, а
также как наборные в сочетании с другими остроконечными зубьями. В этих случаях трехсторонние фрезы нередко заменяются двусторонними.
Фрезы угловые изготовляются только монолитными и применяются в основном в инструментальном производстве для фрезерования стружечных канавок различных инструментов. Одноугловые фрезы (фиг. 145, а) делаются с углом конуса а в пределах 55—90° через каждые 5°. Для фрезерования канавок у затылованных прямозубых фрез применяются одно-угловыс фрезы с углами конуса а, равными 18, 22, 25 и 30° (фиг. 145, б). Для фрез с винтовыми затылованными зубьями
фреза должна иметь симметричную форму с теми же углами конуса а (фиг. 145, г). Двухугловые фрезы (фиг. 145, в) изготовляются с общим углом конуса а в пределах 55—100° через каждые 5°, причем один из углов 6 (меньший) принимается в пределах 15—25° в зависимости от величины общего угла.
Фрезы с остроконечными зубьями из быстрорежущей стали
323
Зубья одиоугловых фрез расположены на конической поверхности и на торце. Основная работа производится первыми зубьями, тогда как вторые служат лишь для зачистки обрабатываемой поверхности. Во избежание трещин прн термической обработке в канавках фрезеруемых инструментов вершины угловых фрез должны быть снабжены закруглением предписанного по чертежу радиуса.
Угловые фрезы малых размеров изготовляются концевыми с цилиндрическим или коническим хвостовиком.
Шпоночные фрезы. Изготовление шпоночных и других мерных пазов иногда осуществляется посредством концевых цилиндрических фрез. Однако это нерационально, потому что такая фреза после первой же переточки теряет размер по цилиндру
6-6
Фиг 146. Шпоночная фреза (а); подточка шпоночной фрезы (б); Т-образная фреза (в).
S)
и не сможет быть в дальнейшем использована для точных пазов. Поэтому для таких работ применяются шпоночные фрезы, снабженные достаточно массивными торцовыми зубьями (фиг. 146, а). В этом случае почти вся обработка возложена на торцовые зубья, которые подвергаются переточке после износа. Благодаря этому размер цилиндрической части фрезы остается почти неизменным. Особенность работы фрезы заключается в том, что она фрезерует шпоночную канавку за несколько проходов при перемещении как в одну, так и в другую сторону. Из-за биения шпинделя и фрезы, а также отжима ее, вызываемого изменением направления подачи при постоянном направлении резания, ширина паза получается больше, чем предусмотрено по чертежу. Для устранения этого рекомендуется изготовлять диаметр фрезы с допуском в сторону минуса. С целью обеспечения жесткости рабочая часть принята равной примерно 2,7—1,8, а толщина сердцевины 0,35—0,4 диаметра фрезы. Для упрочнения зубьев и увеличения пространства для помещения стружки принято минимальное количество зубьев — два. Диаметрально расположенные зубья обеспечивают хорошее центрирование фрезы, что способствует получению шпоночного паза в пределах допуска.
Стандартные фрезы изготовляют с прямыми и винтовыми зубьями с углом наклона 12—15°. Направление зубьев должно совпадать с направлением резания. Фрезы с винтовыми зубьями работают с лучшими показателями по сравнению с прямозубыми, однако угол наклона следует повысить по сравнению с принятым по стандартам. Для лучшего врезания в металл и предохранения фрезы от увода в сторону от оси торец снабжен поднутрением под углом 5°. Кроме того, торцовые зубья заточены еще по плоскости под дополнительным углом 20°. Подобно спиральному сверлу, 21*
324
Фрезы
поперечная кромка должна иметь подточку (фиг. 146, б), что необходимо для устранения образования возвышения (бугорка) на середине фрезеруемого паза. Далее для уменьшения трения по цилиндрической поверхности спинка каждого пера снята на глубину 0,5—2,5 мм в зависимости от размера фрезы.
Шпоночные фрезы изготовляют также и с напаянными пластиикамн твердого сплава по ГОСТу 6396-59. Особенностью их является расположение двух пластинок, из которых одна заходит за центр, а другая отстоит от него на некотором расстоянии. Такая конструкция, с одной стороны, упрощает изготовление, а, с другой, — облегчает процесс фрезерования в самой неудобной зоне, а именно у сердцевины.
Для обработки алюминиевых сплавов приходится применять однозубые фрезы с профилем, выполненным в виде серпа. Эти фрезы легко работают при числе оборо-
тов свыше 15—17 тыс. в минуту и не загромождаются стружкой, тогда как многозубые фрезы здесь совершенно не применимы.
Фрезы Т-образиые и для сегментных шпоиок по своей конструкции (рис. 146 в), напоминают дисковые пазовые фрезы. Размеры их установлены по ГОСТам 7063-54 и 6648-59. Т-образные фрезы и фрезы для сегментных шпоиок работают в тяжелых условиях и часто ломаются. Причинами этого являются: а) вибрации из-за одновременной работы по направлению подачи и против нее; б) большое врезание и зарывание зубьев в металл; в) загромождение стружкой. Эти недостатки особенно сказываются для прямозубых фрез. Поэтому их следует заменить фрезами или с винтовыми, или с наклонными попеременно направленными зубьями. Для облегчения условий резания фрезы снабжены поднутрением с углом <рх = 1°30'-т-2° с оставлением ленточки на вершине длиной 0,5—1,0 мм и удалением части зуба путем попеременной заточки фаски под углом 30° шириной 0,5 мм.
Фрезы отрезные (пилы) или круглые пилы по металлу предназначаются для разрезания прутков разного профиля. Они изготовляются монолитными и сборными со вставными зубьями или сегментами.
Монолитные пилы по ГОСТу 2679-61 имеют диаметр отбЗ до 250мм и толщину от 1 до 5 мм. Пилы работают в довольно тяжелых условиях. Причинами являются: большое число зубьев, недостаточно удовлетворительная форма впадины, малое пространство для помещения стружки. В результате впадины между зубьями забиваются стружкой, что вызывает не только выкрашивание отдельных зубьев, но и поломку всей пилы. Этому способствуют стесненные условия работы и малая толщина диска пилы. Число зубьев выбирается в зависимости от характера выполняемой работы, рода обрабатываемого материала, жесткости технологической системы
Фрезы с остроконечными зубьями из быстрорежущей стали
325
СПИД. Необходимо иметь в виду, что для пил более целесообразно пойти на снижение числа зубьев, чем на уменьшение стружечных впадин. При хорошей организации инструментального хозяйства необходимо располагать пилами, снабженными различными числами зубьев для каждого диаметра (от 2 до 4 групп). Пз ГОСТу 2679-61 также предусмотрены несколько групп чисел зубьев в зависимости от диаметра, толщины и формы зубьев фрезы.
Для устранения трения и облегчения работы пилы снабжаются углом поднутрения ф| в пределах 15—30х. Оно может быть выполнено двояким путем: утонение диска распространяется до окружности отверстия (фиг. 147, а) или оно сделано на небольшом участке (фиг. 147, б). Последняя конструкция обеспечивает большую жесткость и прочность, а также большую гарантию от срезания шпонки и лучшее закрепление на оправке. Здесь установочные кольца соприкасаются по плоскости, тогда как в первом случае соприкосновение происходит по линии (окружности). Для повышения прочности целесообразно делать на пиле буртик диаметром, равным 1,6 диаметра отверстия пилы и толщиной в 1,5—2 раза больше по сравнению с ее толщиной. С этой же целью рекомендуется применять ступенчатую заточку, которая выполняется в различных вариантах. Например, все зубья делятся па три группы. На первом зубе каждой группы снимается фаска с правой стороны, на втором с левой стороны, третий зуб остается без изменения с понижением в пределах 0,12—0,40 мм. На фиг. 147, « показана попеременная за точка двух следуемых друг за другом зубьев.
Иногда каждый зуб затачивается под двумя фасками (справа и слева)-Фаска снимается под углом 45° на длине, равной 1/3 или 1/5 толщины фрезы. Фасочная кромка должна иметь тот же задний угол, что и на вершине зуба.. Эти мероприятия по распределению нагрузки на зубья улучшают условия резания.
Большое значение с точки зрения устранения забивания стружкой впадин имеет форма зубьев и объем пространства впадин. Криволинейная (или в виде ломаной линии) форма зубьев является более рациональной по сравнению с трапецеидальной. Она дает лучшие результаты в отношении прочности зуба, объема впаднн, количества переточек. Высота зуба h и радиус закругления г впадины должны быть не меньше следующих величии: h = (0,424-0,46) окружного шага; г = (0,554-0,60) высоты зуба, радиус дуги окружности, по которой очерчена спинка зуба, И =(0,114-4-0,18) диаметра пилы.
При отрезании заготовок больших диаметров обычными пилами объем впаднн оказывается уже недостаточным для помещения стружки из-за чего приходится идти на снижение подачи. Для устранения этого целесообразно применять пнлы, снабженные дополнительными торцовыми зубьямн [7]. Эти зубья иногда служат только для удаления стружки из паза, но в большинстве случаев также и для резания металла.
Пилы со вставными зубьямн в настоящее время применяют редко, так как они менее удобны как в конструктивном, так и в эксплуатационном отношении по сравнению с пилами со вставными сегментами (ГОСТ 4047-52). Сегмент, приведенный на фиг. 148, насаживается на кольцевую выточку диска и скрепляется тремя или четырьмя заклепками друг с другом. Последние предназначаются для предотвращения отгибания сегментов в стороны. Сегменты снабжены четырьмя, шестью или восемью зубьями. Для разрезания сплошного сортового материала больших размеров применяются сегменты с большим шагом (четыре зуба). Для сплошного (сортового) материала малых сечений различных профилей (балки, трубы, пакеты) металлов повышенной твердости надо пользоваться сегментами с малым шагом (шесть или восемь зубьев), так как пила с большим шагом работает с ударами и толчками.
В практике встречается два типа расположения заклепок для закрепления на диске: а) с симметричным расположением заклепок и б) с несимметричным. Последний тип повышает прочность крепления передней части сегмента, как наиболее, нагруженной, а также облегчает установку сегментов на диск при монтаже.
Во избежание трения в процессе работы сегменты на периферии сделаны толще, чем у основания. Угол поднутрения <Pi принимается равным 2°30'—2 15'. Кроме того, для уменьшения трения н облегчения подвода охлаждающей жидкости каждый зуб на обоих торцах имеет выемки m X е глубиной р = 0,5 мм.
326
Фрезы
Наиболее ответственным конструктивным элементом сегмента является форма зуба (фиг. 149). Профиль зуба должен обеспечить прочность, хороший отвод тепла, правильные геометрические параметры. Этому способствует криволинейная форма
А-А
Фиг. 148. Конструкция сегмента длн пнлы.
зуба, полученная путем очерчивания спинки дугой окружности радиуса R = = (1,05—1,10) шага зубьев с учетом достаточных величии высоты зуба н радиуса
Фиг. 149. Профиль зубьев сегмента.
закругления впаднны. Впадина должна способствовать правильному образованию н отводу стружки, обеспечить достаточное пространство для ее помещения. Передний угол у выбирается в зависимости от обрабатываемого материала в пределах 0—25°. Задний угол а= 12-4-16°. Для пил, выпускаемых инструментальными заводами, передний угол принят равным 20°. Для обеспечения хорошего отвода стружки перед
Фрезы с остроконечными зубьями из быстрорежущей стали
327
няя поверхность очерчивается по дуге окружности радиуса, равного примерно 0,6 высоты зуба, которая принимается равной 0,4 шага зубьев1. В целях удобства изготовления и заточки закругление впадины начинается не у самой вершины зуба, а несколько ниже (на 1,5—2 мм), однако для лучшего затачивания и схода стружки целесообразно давать закругление от самой верхней точки зуба.
Для облегчения работы соседние зубья сегмента имеют различную форму заточки. Для одного зуба 1 затачиваются по бокам симметрично фаски под углом 45° на длине 1/3 толщины сегмента. Другой зуб 2 делается ниже предварительного на величину и-равную 0,5—0,8 мм. Такая заточка производится после сборки сегментов, т. е. в собранном виде. Поэтому запасные сегменты поставляются потребителю без заточки.
Фиг. 150. Схема обработки паза набором из пяти прорезных фрез.
Прорезные фрезы. Прорезные (шлицевые) фрезы (ГОСТ 2679-61) по конструкции мало чем отличаются от отрезных монолитных фрез. Они предназначаются для прорезания неглубоких шлицев, распиливания тонких деталей, тонкостенных трубок н т. п. Поэтому число зубьев их принимается значительно больше, чем для отрезных фрез. Например, одна группа фрез диаметром 32—8и мм имеет число зубьев в пределах 125—56, другая — 56—32. Фрезы изготовляются как с центрирующим утолщением, так н без него, с углом поднутрения от 5 до 60'). Дли повышения стойкости фрез зубья затачиваются до остроты без оставления ленточки. В крайнем случае, с целью облегчения заточки н контроля по биению зубьев, допускается наличие ленточки не свыше 0,03—0,05 мм.
В практике встречаются случаи обработки глубоких пазов небольшой ширины с соблюдением довольно узкого допуска. Для таких пазов приходится проектировать специальные фрезы. В качестве примера 2, взятого из практики Московского завода шлифовальных станков, рассмотрим фрезерование большого количества пазов длиной 1200 мм, расположенных на цилиндре диаметром примерно 800—1000 мм. Прорезать одной фрезой за один проход паз глубиной 142 мм, шириной 2,85 мм не представляется возможным. Поэтому была применена схема обработки (фиг. 150, а)
1 См. также П. Ф. Скворцов, Распиливание металлов круглыми пилами, Машгиз, 1949.
2 С. М. Шапиро и Г. П. Недошивина, Обработка глубоких пазов. ЦБТИ МС и МП, Ns 37, 1956.
328
Фрезы
при помощи пяти фрез с последовательным увеличением диаметра и толщины. Из-за разбивки паза при каждом проходе допуск на толщину был принят в сторону минуса для фрез № 1—4 в размере 0,5 мм и для фрезы № 5 — 0,03 мм. Для обработки паза
были применены следующие фрезы:
№ по пор . Диаметр фрезы в мм Толщина в мм Число зубьев z
1 140 2,38 40
2 220 2,50 60
3 300 2,62 70
4 380 2,74 80
5 380 2,89 80
С целью упрочнения все фрезы были снабжены центрирующим утолщением. Предварительные фрезы (№ 1—4) затачивались через зуб, (фиг. 150, 6), окончательная же фреза имела полную толщину. Для этих фрез были предъявлены повышенные требования в отношении торцового биения режущей части (не выше 0,02 мм), непараллельное™ опорных торцов (не выше 0,01 мм), радиального биения зубьев (не выше 0,05 мм). Описанный метод позволил выдержать ширину паза в размере 0,05 мм и его прямолинейность по всей длине (1200 мм) в размере 0,1 мм.
ФРЕЗЫ С ЗАТЫЛОВАННЫМИ ЗУБЬЯМИ
Типы фрез. Фрезы с затылованными зубьями получили широкое распространение в промышленности и применяются в основном для деталей с фасонным профилем. Кроме фрез специального назначения, предназначенных для обработки деталей с самыми разнообразными профилями, имеется также целый ряд фрез стандартного типа. Из них надо отметить: фрезы полукруглые выпуклые и вогнутые (ГОСТ 9305-59), фрезы пазовые (ГОСТ 8543-57), фрезы концевые обдирочные (ГОСТ 4675-59), фрезы дисковые зуборезные (ОСТ 20181-40), фрезы червячные зуборезные (ГОСТ 9324-60), фрезы червячные для шлицевых валов с прямобочным профилем (ГОСТ 8027-60), фрезы червячные для шлицевых валов с эвольвентным профилем (ГОСТ 6637-53), фрезы резьбонарезные гребенчатые (ГОСТ 1336-47), фрезы пальцевые зуборезные, фрезы червячные для разных деталей с неэ-вольвентным профилем, фрезы для канавок различных инструментов, (сверл, зенкеров, разверток, метчиков, фрез и т. п.).
Фрезы затылованные делятся на две группы: а) с нешлифованным и б) со шлифованным профилем. К последним относятся фрезы, предназначенные для обработки резьбы, зубчатых колес, шлицевых валов. Эти фрезы все гребенчатые с прямыми или винтовыми канавками.
Фрезы изготовляются в основном насадные и в небольшой номенклатуре концевые (например, резьбонарезные гребенчатые, червячные для червячных колес).
Особенности конструкции. Основное преимущество затылованной фрезы заключается в том, что она дает неизменный и идентичный профиль обрабатываемой детали в течение всего периода своей эксплуатации. Поэтому они получили широкое распространение при фрезеровании фасонных поверхностей. Заточка фрез с затылованными зубьями осуществляется по передней поверхности. Заднюю криво
Фрезы с затылованными зубьями
32)
линейную поверхность обычно не шлифуют после термической обработки за исключением фрез резьбонарезных гребенчатых и червячных всех видов. В результате этого профиль зуба остается неисправленным, а обезуглероженный слой неснятым. Фрезы с нешлифованным профилем обладают не только пониженной точностью, по и малой стойкостью из-за быстрого затупления вершины зуба, вызванного повышенными режимами резания, недостаточной остротой режущих кромок и др. При неправильной эксплуатации затупление захватывает не только вершину, но и распространяется на затылованную часть (фиг. 151, а). Это требует удаления большого слоя металла при переточках. Поэтому необходимо следить за тем, чтобы затылованные фрезы не подвергались большому износу и всегда были хорошо
Затупление _______
а.) 6) б)
Фиг. 151. Формы зубьев затылованных и остроконечных фрез.
заточены. Лучше затачивать эти фрезы чаще и меньше, чем реже и больше. При этих условиях затылованные фрезы обеспечивают значительно большее количество переточек по сравнению с фрезами с остроконечными зубьями.
Пространство для помещения стружек по мере переточки увеличивается для затылованных фрез (фиг. 151, б) и уменьшается для фрез с остроконечными зубьями (фиг. 151, в), что отрицательно сказывается на работе последних.
Однако, наряду с преимуществами, затылованные фрезы обладают и целым рядом крупных недостатков. Из них необходимо отметить невозможность выбора большего числа зубьев и значительное биение вершин их по окружности в пределах 0,04—0,12 мм и более. Первый недостаток обусловлен особой формой зуба, второй — отсутствием операции круглого шлифования фрезы по окружности зубьев. При этом общепринятый метод заточки по передней поверхности не только не устраняет биения, но чаще всего его усугубляет.
Можно добиться резкого уменьшения биения зубьев путем строгого соблюдения нижеследующих мероприятий. В результате термической обработки появляются искажения: несовпадение геометрической оси с фактической, овальность отверстия, некопцентричность его окружности по отношению к наружной окружности зубьев. Так как обычные затылованные фрезы изготовляются с нешлифованным профилем, то рекомендуется при шлифовании отверстия применять такой метод, который обеспечивает возможность максимального
330
Фрезы
переноса погрешности с наружной окружности зубьев на отверстие, г. е. путем увеличения припуска и выбора в качестве базы окружности зубьев. Необходимо также добиваться минимальной величины биения на таких операциях, как фрезерование канавок и затылование зубьев.
Далее для получения наглядности распределения неравномерности биения на отдельных зубьях целесообразно после шлифования отверстия установить фрезу на оправке между центрами круглошлифовального станка и на тихом ходу сделать соответствующие отметки на зубьях. Эти отметки указывают на слой металла, подлежащий удалению с каждого зуба. При заточке по передней поверхности достигается до известной степени концентричность зубьев, по одновременно получается неравномерная их ширина. Однако при небольшой ее величине практически это не имеет значения. Последующие переточки в процессе эксплуатации могут вызвать увеличение величины биения. Для устранения этого рекомендуется при изготовлении фрезы производить после заточки по передней поверхности дополнительную заточку по противоположной поверхности, устанавливая упор на переднюю поверхность этого же зуба. Такая операция позволяет при дальнейших переточках пользоваться выверенной базой, на которую и ставится упор.
Из-за малого числа зубьев, вызывающего неравномерность фрезерования и повышенное биение зубьев, качество фрезерованной поверхности получается значительно ниже, чем при работе остроконечными фрезами.
В связи с недостатками затылованных фрез имеется тенденция применять для обработки фасонных поверхностей вместо них фрезы с остроконечными зубьями, которые обеспечивают значительное повышение стойкости инструмента и чистоты фрезеруемой поверхности. Так, в инструментальном производстве они широко используются при обработке канавок сверл, метчиков и других инструментов. Заточка остроконечных фрез для таких операций осуществляется при помощи фасонных копиров, обеспечивающих перемещение шлифовального круга относительно фрезы по заданному профилю.
Кривые затылования зуба фрезы. В качестве кривой для затылования зуба могут быть: архимедова спираль, логарифмическая спираль, прямая и др. Однако в практике как в Советском Союзе, так и за рубежом применяется в основном только архимедова спираль. Объясняется это прежде всего простотой изготовления кулачков для затылования. Так как для архимедовой спирали величина приращения радиуса-вектора прямо пропорциональна величине приращения полярного угла, то обработку кулачка можно механически осуществить на любом станке с вращательным и поступательным движениями, согласованными с указанными выше приращениями. Кроме того, кулачки являются универсальными, т. е. позволяют использовать для фрез различных диаметров. Ни логарифмическая спираль,
Фрезы с затылованными зубьями
331
ни прямая такими возможностями не обладают. Кулачки для них изготовлять довольно сложно, причем для каждого диаметра фрезы требуется отдельный кулачок.
Каждая кривая затылования должна обеспечивать достаточные задние углы для всех точек режущих кромок, причем при переточках они должны оставаться достаточными по своей величине и удовлетво-
а)
Фиг. 152. Архимедова спираль, как кривая для затылованного зуба.
ряющими процессу резания. С этой точки зрения архимедова спираль дает вполне удовлетворительные результаты.
В дальнейшем мы будем рассматривать фрезы с зубьями, затылованными по архимедовой спирали.
Уравнение архимедовой спирали. Уравнение архимедовой спирали в полярной системе координат имеет вид (фиг. 152, а)
Q — Ь§,
где q и 0 — соответственно радиус-вектор и полярный угол в радианах рассматриваемой точки спирали;
b — постоянный коэффициент (пропорциональности), характеризующий размеры спирали.
Из формулы видно, что приращение угла поворота прямо пропорционально приращению радиуса-вектора. Подъем спирали (увеличение радиуса-вектора за один оборот) есть величина постоянная.
21*
332
Фрезы
При угле 6 = 2л радиус-вектор q = а, тогда b = и уравнение спирали может быть представлено таким образом:
а о
0 = О-
* 2л
Применительно к зубу фрезы уравнение архимедовой спирали по вершине может быть представлено в таком виде:
Qz> = # —
где R — наружный радиус фрезы.
Задний угол а заключается между касательной к спирали S — S и касательной к окружности W — W, проведенными в рассматриваемой точке А (фиг. 152, б). Пользуясь формулой из дифференциальной геометрии, можем написать
do do а . al
tg а — ’ W — “2л" ’ tg а — ~2xq ~ е
или
ctg а = 9.
Кривая затылования. Величина подъема спирали а = kz,
где k — величина подъема спирали, соответствующая шагу зубьев (фиг. 152, б), или величина затылования;
г — число зубьев фрезы.
Следовательно, kz tga = ^"-
Полагая q = R, находим зависимость между задним углом на вершине зуба ae, радиусом, числом зубьев и величиной затылования фрезы
tg a« = 2^-.
откуда величина затылования
6 = —tga„,
где D — диаметр фрезы.
Для сообщения затыловочных движений в суппорте станка установлен кулачок, величина спада которого равна величине затылования, которая относится к полному обороту кулачка, тогда как 360°
на фрезе к центральному углу —— • На каждом кулачке обозначается
Фрезы с затылованными зубьями
333
Фиг. 153. Зависимость между величиной затылования зуба фрезы и величиной спада кулачка.
величина спада. На практике получили распространение кулачки с величиной k, равной 0,5—12 мм, причем для малых фрез k берется через каждые 0,25 мм, для средних размеров — через каждые 0,5 мм и для крупных — через каждые 1—2 мм.
После выбора угла а„ определяется величина затылования k и по ней подбирается кулачок. При этом в большинстве случаев приходится расчетную величину ^округлятьдо ближайшего значения ряда кулачков. Из-за округления фактический задний угол а„ уже не будет равен расчетному. Однако практически это не имеет значения. На рабочем чертеже ставится размер k, а угол ав не дается.
Необходимо отметить, что ряд размеров кулачков более целесообразно установить по геометрической прогрессии, что позволит прежде всего уменьшить количество кулачков, помимо прочих преимуществ.
Зависимость между величиной затылования фрезы и величиной спада кулачка. На фиг. 153 показана принципиальная схема взаимного расположения фрезы и кулачка при затыловании. В начальный момент расстояние между осями фрезы и кулачка
L = 7?+Z-f-r/c-f-A , где I — длина затыловочного резца;
гк — наименьший радиус
А — величина отхода резца от фрезы.
При повороте фрезы на некоторый угол 6, соответствующий углу поворота кулачка расстояние L определяется по формуле
L — ев + I + 6к + А, где Qe — радиус-вектор точки касания наружной кривой затылования по вершине резца;
— радиус-вектор точки касания кулачка и резца.
Приравнивая оба выражения, получаем
R + г — Qe.
При повороте фрезы на inar(f) = -^-j кулачок поворачивается на угол = 2л. Делим одно иа другое, получаем -г- = -7» *
кулачка;
334
Фрезы
откуда 6 = -у- , что после замены и 9 дает уравнение кулачка о„ = гк + ° В VK к 1 2лг к
Из строения этой формулы видно, что данное уравнение является также уравнением архимедовой спирали.
k
Подставляя а = kz, получаем qk = г +
Эта формула позволяет сделать вывод, что для кулачка, предназначенного для затылования по архимедовой спирали, величина спада за один оборот равна величине затылования. Таким образом, в противоположность другим кривым затылования (например, логарифмическая прямая) размеры кулачка для архимедовой спирали не зависят от диаметра фрезы и определяются только величиной затылования.
Определение задних углов *. Пользуясь уравнением для заднего угла ctg а — 9, можем определить значение заднего угла а2 для точки 2 (е2, 92), если известен задний угол си для другой точки 1 (Qi, 9[) (фиг. 154, а). Эти углы рассматриваются в плоскости, перпендикулярной к оси отверстия фрезы,
ctg си = 9, и ctga2 = 92.
Вычитая почленно, имеем
ctg a! — ctga2 = 9, — 92 = <р, откуда
ctga2 = ctgaj — ф,
где ф = 9t — 92 — есть угол поворота радиуса-вектора при переходе из одного положения в другое.
Предположим, что задан задний угол на вершине зуба ae = а, = = 15°, тогда задний угол а2 у конца спинки, считая ширину зуба равной 2/3 окружного шага зубьев и число зубьев z = 10, определится таким образом:
_ _2л---2 = Q 42; ctga2 = ctgaj — Ф = 3,73 — 0,42 = 3,31,
z о
откуда а2 ~ 16°50'.
Высота профиля зуба фрезы должна оставаться неизменной после каждой переточки. Это налагает условие, чтобы все кривые затылования, проведенные через другие точки, лежащие между вершиной и впадиной, были расположены во всех радиальных сечениях на оди-
См. также И. А. Фрайфельд, Фрезы фасонные с задней обточкой, Ленинградский индустриальный институт, 1938.
Фрезы с затылованными зубьями
335
наковом расстоянии от кривой по вершине зуба (фиг. 154, б). Эти кривые являются конхоидами архимедовой спирали.
a, = as =15*
1б°50'
Фиг. 154. Определение задних углов в различных точках зуба фрезы.
Уравнение архимедовой спирали по вершине зуба фрезы имеет вид
Для любой точки кривой (с радиусом-вектором рл), отстоящей от кривой по вершине зуба на расстоянии hA, уравнение может быть записано таким образом:
ел = е«—hA = r — -^-ee - hA.
Для кривой у дна впадины
ей = ев — h или Q(3 = я —-Д-9в_/г = г —-^-ев.
Радиус г = R — h есть радиус окружности, проходящей через заданную точку 3 у дна впадины, отстоящую от вершины зуба на расстоянии h.
Задний угол аА для любой точки А определяется аналогичным образом, как и задний угол ав на вершине зуба, а именно (фиг. 154, б): f в а - • fв а _ d®A — ~
s dO ’ ё л рл d6A (ев — hA) d4A ’
336
Фрезы
Делим одно выражение на другое и получаем
tg ад _ Qa = Qu tg as ед Qs — llA ’
откуда
— nA
Предположим, что задний угол на вершине зуба ae = 15°, число зубьев 2 = 10, высота профиля h = 7 мм, радиус фрезы R = 35 мм-тогда задний угол а3 для точки 3, лежащей на кривой у дна впадины на расстоянии R — h = г, будет равен
tga3 = 4 tga, = f-tg 15° = 0,334,
откуда a3 18°20'.
Задний угол а4 для точки пересечения 4 радиальной прямой, проходящей через последнюю точку спинки зуба, и нижней кривой затылования определяется по одной из следующих формул:
tg a4 = tg a2 -у- или ctg a4 = ctg a3 — <p,
что при тех же данных дает a4^=s21°.
На фиг. 154, в показаны значения задних углов аь а2, а3, а4 в соответствующих предельных точках зуба фрезы. Из фиг. 154, в следует, что наименьшее значение имеет угол aj, относящийся к вершине зуба, тогда как задние углы для всех других точек будут иметь повышенные значения, что является положительным фактором. Из этого следует, что архимедова спираль, как кривая затылования, обеспечивает вполне благоприятные задние углы для всех точек профиля зуба.
До сих пор мы рассматривали задние углы в плоскости РР, перпендикулярной к оси фрезы (фиг. 155, а). При проектировании фрезы надо знать формулы определения задних углов также и в других плоскостях.
Как известно, в общем виде задний угол в измеряемой плоскости заключается между плоскостью, касательной к затылованной поверхности зуба, и плоскостью, касательной к поверхности, образованной при вращении режущей кромки (например, вершины зуба). Обе плоскости являются касательными, проведенными к одной и той же точке, через которую можно провести бесконечное количество измеряемых плоскостей. Однако нас интересуют только три плоскости измерения (фиг. 155, а): а) РР — плоскость, перпендикулярная к оси отверстия фрезы; б) 00 — плоскость, параллельная оси отверстия; в) NN — плоскость, перпендикулярная к проекции боковой режущей
Фрезы с затылованными зубьями
337
кромки на плоскость, перпендикулярную к передней поверхности (на фиг. 155, а плоскость чертежа).
Касательная плоскость к затылованной поверхности может быть задана двумя касательными к одной и той же точке С прямыми, расположенными в этой плоскости. Одна из них — прямая СЕ, Р-Р
Р-Р
SJ
Фиг. 155. Определение задних углов в различных секущих плоскостях для произвольной точки зуба фрезы.
касательная к архимедовой спирали, другая CF, касательная к кривой профиля зуба.
Касательная плоскость к поверхности цилиндра может быть задана также двумя касательными к той же точке С прямыми, расположенными в этой плоскости. Одна из них — прямая СИ, перпендикулярная к радиусу-вектору (например для точки С), другая CF, касательная к кривой профиля зуба.
Обозначим задние углы в измеряемых плоскостях ас в плоскости РР, аа — в плоскости 00 и аЛ в плоскости NN и, кроме того, через ав — угол на вершине.
22 Семенченко н др.
338
Фрезы
Ранее была выведена формула
tgaf ^-£-tgae.
Угол a0 определяется таким образом (фиг. 155, б):
tga0 = -J-; n = /tg<p; b = -~-.
После подстановки имеем
tg a0 = tg a tg ф = -J- tg ae tg ср,
где <p — угол, заключенный между касательной к профилю и осью профиля (т. е. прямой, перпендикулярной к оси фрезы).
Угол aN определяется таким путем: tg a;V = b = tn — I sin ф. После подстановки получаем
tg a,v = tg af sin Ф = -7- tg ae sin ф.
Из последнего выражения видно, что угол av является минимальным по своей величине по сравнению с задним углом в других сечениях. Правда, разница между а0 и aN практически мала и для максимального значения ав = 15° имеем aN = 0,97 a0. Тем не менее при расчете угла ав пользуются величиной av.
С уменьшением угла ф угол aN становится меньше и на участках режущих кромок с ф = 0 задний угол aN получается равным нулю. При расчете обычно задаемся минимально допустимым задним углом aN на боковых кромках в пределах 2—3° и только в исключительных случаях его можно снизить до 1—1,5°.
Затем аналитическим путем или графически определяем угол ф для самой неблагоприятной точки боковой кромки, т. е. минимальное его значение. Если оно оказывается меньше 5°, то необходимо принять меры к его повышению какими-либо искусственными методами. Например, для дисковых зуборезных фрез проводится прямая под углом 5°, срезающая часть эвольвенты, для фрез с полукруглыми выпуклыми и вогнутыми профилями предусмотрены скосы под углом 10° (фиг. 156,) и т. д.
Зная ф и aN, находим задний угол ав на вершине зуба фрезы согласно формуле
После этого определяем величину затылования и подбираем из ряда размеров кулачков наиболее подходящий при соответствующем округлении величины его спада.
Фрезы с затылованными зубьями
339
В практике применяют задний угол на вершине зуба в пределах 8—15°, чаще всего as = 10 -н 12е. Выбор малого угла па вершине зуба вызывает резкое уменьшение заднего угла на боковой кромке. Выбор угла ав свыше 15ч-17°вызывает из-за большой величины заты
Фиг. 156. Полукруглые профили зубьев.
лования ослабление тела фрезы. Из-за этого при термической обработке фреза может получить трещину, простирающуюся от дна впадины до шпоночной канавки.
Угловое затылование. В практике часто приходится иметь дело с фрезами, профиль которых обладает участками с углом (р = 0, а следовательно, и углом aN = 0. Если конфигурация профиля не дает возможности искусственным путем повысить угол ф, тогда целесообразно применить для таких фрез угловое затылование под некоторым углом т к прямой, перпендикулярной к оси фрезы (фиг. 157). Перемещение резца под углом обеспечивается поворотом суппорта. На фиг. 158 представлены некоторые виды профилей, которые приходится обрабатывать при помощи углового затылования. Оно может осуществляться различными методами: а) в несколько переходов отдельно для правых и отдельно для левых боковых участков профиля (фиг. 158, а); б) в одну операцию одновременно; в) отдельно боковые и отдельно цилиндрические зубья (фиг. 158, б). Выбор того или другого метода для конкретного случая зависит в основном от формы профиля. Она влияет на величину задних углов иа вершине ав и на боковых режущих кромках «д/, а также и связанных с ними величин затылования в заданном и требуемом (угловом) направлениях. Рассмотрим на примере расчет данных для углового затылования.
На фиг. 159, а приведен профиль фрезы, характеризуемый углом профиля ф Ч Пунктирными линиями показан совмещенный профиль второго зуба. Величина затылования s, соответствующая затылованию под углом т, определяется из косоугольного треугольника АВС по формуле
k sin ф s =-------—.
sin (ф т)
где k — величина затылования в плоскости, перпендикулярной к оси фрезы; k =
В этой формуле два неизвестных: s и т. Обычно задают угол т в пределах 3—6° и определяют s. Если величина s получилась незначительной, то следует уменьшить
1 И. А. Ф р а й ф е л ь д, Фрезы фасонные с задней обточкой, Ленинградский индустриальный институт, 1938.
23*
340
Фрезы
Фиг. 157. Расположение суппорта при угловом затыловании фрезы.
а) 6)
Фиг. 158. Профили, требующие углового затылования.
Фрезы с затылованными зубьями
341
угол т. При проектировании необходимо выбирать угол т как можно меньше, а величину затылования s как можно больше. Если профиль фрезы очерчен по кривой, то угол ф необходимо брать для самой неблагоприятной точки, т. е. где он имеет минимальную величину.
Предположим дан профиль фрезы, зубья которой необходимо затыловать одновременно при помощи одного кулачка как по периферии, так и с торца. Заданы следующие данные: величины затылования для цилиндрических зубьев k и для торцовых h. Тогда угол наклона суппорта и величина затылования определяются по формулам
. h k h
tg т = -г- ; s =------- или s — —:----.
k cos т sm т
Величина s подлежит округлению до ближайшего числа ряда размеров кулачков.
Необходимо отметить, что угловое затылование вызывает изменение ширины профиля при переточках фрезы. Это изменение зависит от формы профиля. Напри-
6)
затыловании.
Фиг. 159. Определение данных при угловом
мер, если затылование фрезы с симметричным профилем осуществляется тремя резцами (фиг. 159, б), то величина сужения профиля у вершины при переточке зуба на половину окружного шага определяется таким образом:
шага определяется таким образом:
= (k — ke) tg ф,
сужения;
затылования у вершины зуба;
затылования в плоскости, перпендикулярной к оси фрезы.
где Д6 — величина ke — величина k — величина
Величина k может быть определена из ранее приведенной формулы
, s sin (Ф т) к —------:------,
SIU ф
После подстановки
Д& s sin (ф 4- т) . .
-2-=-^т—Mg<₽’
где s и т — величина затылования и угол поворота суппорта при угловом затыловании.
342
Фрезы
Тогда ширина зуба
ьг = ь — \ь.
Поэтому угловое затылование применяют в основном для фрез, предназначенных для предварительной обработки. Для чистовых фрез оно рекомендуется в том случае, если они сделаны разъемными. Это позволяет путем постановки прокладок компенсировать уменьшение ширины профиля. Толщина прокладок также меняется при переточках фрезы.
Конструктивные элементы фрез. Из габаритных размеров необходимо рассмотреть наружный диаметр фрезы, диаметр отверстия, длину фрезы, число зубьев, угол и форму впадины.
Фиг. 160. Определение конструктивных элементов зуба затылованной фрезы.
Наружный диаметр D — Dx 2Н, где Dx — окружность дна впадины; Н — полная высота зуба (фиг. 160, а). Размер принимается в пределах от 2,0—1,6 диаметра отверстия, причем больший коэффициент соответствует фрезам малых диаметров и меньший — фрезам больших диаметров.
Полная высота зуба Н — h -|- k + г. Величина h равна высоте профиля обрабатываемой детали плюс 1—2 мм в качестве прибавки для случая, когда деталь необходимо профрезеровать глубже, чем требуется по размеру или при наличии повышенного припуска на обработку по наружному диаметру.
Фрезы с затылованными зубьями
343
Радиус закругления г дна впадины играет большую роль для затылованных фрез (фиг. 160, б). Закругление дна впадины необходимо не только для предохранения фрезы от трещин при термической обработке, но и для того, чтобы обеспечить достаточное место для выхода затыловочного резца. Кроме того для фрез со шлифованным профилем оно требуется также и для выхода резца для второго затылования с увеличенным задним углом на вершине выхода шлифовального круга. Закругление (фиг. 160, в) начинается от последней точки М затылования (пересечения наинизшей кривой затылования с задней поверхностью впадины). Центр закругления находится посредине дуги I или хорды, стягивающей центральный угол ф. Радиус г определяется по формуле г = R2 sin (по хорде) или
г = = 0,017 (по дуге), где угол ф дан в град.
Радиус окружности /?2, проходящей через точку М, определяется по формуле
R2 = 0,5£> — h — Ik, где £ — коэффициент, учитывающий величину затылования в месте выхода резца из соприкосновения с зубом фрезы (например £ = = 4/5 и т. п.). Радиус закругления принимается в среднем от 1 до 5 мм в зависимости от размера и типа фрезы, а также от характера обработки профиля (шлифованный или нешлифованный).
Номенклатура диаметров затылованных фрез, по сравнению с остроконечными, несколько шире, что объясняется конструктивными их особенностями (малое число зубьев, повышенная высота профиля, наличие понижения зуба и др.). Согласно общесоюзным стандартам, насадные затылованные фрезы изготовляются от 40 до 120 мм через каждые 5 мм и далее до 230 мм с различными интервалами от 10 до 15 лъи.
Диаметр отверстия выбирается на основании расчета оправки на прочность и виброустойчивость, причем он зависит в основном от высоты профиля. В качестве примера приведены следующие диаметры отверстий в мм для дисковых зуборезных фрез:
Диаметр отверстия 16 22 27 32 40 50
Диаметр фрезы . . . 40—50 55—65 65—70 70—130 130—195 195—230
Длина затылованной фрезы выбирается в зависимости от ширины профиля детали, для которой предназначается данная фреза. Поэтому часто один и тот же диаметр обслуживает целую группу фрез с различной длиной.
Число зубьев должно обеспечить необходимую ширину зуба сточки зрения его прочности и возможности получения большего количества переточек. Этому до известной степени удовлетворяет ширина зуба, выбираемая в пределах 0,8—1,0 высоты зуба Н.
344
Фрезы
Однако это требование не всегда можно удовлетворить при конструировании, например червячных фрез для червячных колес, нз-за чего зуб получается тонким и ослабленным при большой его высоте.
В противоположность остроконечным фрезам число зубьев для некоторых затылованных фрез (например, для дисковых зуборезных) уменьшается по мере увеличения диаметра. Это объясняется тем, что высота профиля, а следовательно, и высота зуба растет значительно быстрее, чем диаметр фрезы. Для пояснения этого рассмотрим в качестве примера выбор количества зубьев для дисковых зуборезных фрез.
Модуль т в мм Высота профили h в мм Высота зуба Н в мм Диаметр фрезы D в мм Число зубьев 2 Отноше- D ние -h Отноше-I) "ие
1 2,25 6,5 50 14 22,2 7,7
16 i 36,0 38,0 170 10 4,7 4,5
Как показывают эти данные, высота профиля h растет в 16 раз, высота зуба Н в 5,9 раза, тогда как рост диаметра получается только в 3,4 раза. Если сохранить для диаметра то же самое повышение, что и для высоты зуба, тогда диаметр фрезы должен быть принят приблизительно равным 300 лг.и. Эта величина слишком большая для обычного горизонтально-фрезерного станка. Поэтому приходится принимать значительно меньший диаметр фрезы а, следовательно, и меньшее число зубьев.
При выборе числа зубьев можно пользоваться следующими ориентировочными данными (для фрез с нешлифованным профилем):
Число зубьев г 18 16 14 12 11 10 9 8
Диаметр фрезы в мм 40 40—45 50—55 60—75 80—105 110—125 130—140 150—230
Из-за малого числа зубьев фрезы изготовляются как с четным, так и с нечетным их количеством, так как изменение числа зубьев на единицу резко меняет форму зуба, в особенности при числе зубьев меньше 10. Как правило, все затылованные фрезы работают с числом зубьев, одновременно участвующим в работе, равным примерно единице.
Число зубьев зависит от высоты профиля детали, поэтому одному и тому же размеру z соответствует группа размеров D. Для фрез со шлифованным профилем приходится иногда выбирать меньшее количество зубьев, так как для свободного выхода дискового круга требуется больше места, чем для резца.
Фрезы с затылованными зубьями
345
Положение, при котором с увеличением диаметра число зубьев падает, распространяется не на все затылованные фрезы. Исключение составляют фрезы для деталей с неглубоким профилем, высота которого мало или почти не изменяется с увеличением размера детали. К таким фрезам относятся резьбонарезные гребенчатые, пазовые, у которых высота зуба с повышением диаметра подвергается незначительному изменению. Для них число зубьев растет с увеличением диаметра.
Угол впадины между зубьями Согласно фиг. 160, в, угол впадины О' определяется по формуле
О = р, 4- ф.
В целях обеспечения достаточной прочности сточенного зуба сторона впадины у спинки зуба должна быть наклонена под углом р к радиальной прямой, проходящей через последнюю точку на вершине зуба. Угол р принимается равным 15—20°. Это утолщение у основания полностью сточенного зуба предохраняет его от поломки в том месте, где действует наибольший изгибающий момент в процессе фрезерования.
При р = 0 толщина зуба у периферии получается излишне массивной, что может вызвать деформации при термической обработке и трудности при затыловании и шлифовании (из-за седловины).
Выбор угла ф обусловлен соотношением между углами фрезы и кулачка для затылования (фиг. 161).
Во избежание смятия вершины зуба при входе резца и образования неснятого усика из-за преждевременного выхода резца из соприкосновения с поверхностью фрезы необходимо предусмотреть дополнительные углы cpj и <р2 на перебеги резца. Таким образом, начало рабочего хода резца совпадает с линией 0—I, а конец — с линией 0—IV, отстоящей на угол <р2 от линии 0—III, проведенной через последнюю точку М нижней кривой затылования. Углы <Pi и ср2 берутся небольшими и сумма их (В = cpj 4- <р2) не должна превышать 1,5—2°. Угол А, равный ср 4- В, соответствует рабочему ^4
ходу резца, а угол С — холостому ходу резца. Отношение зависит от формы кулачка. В практике встречаются кулачки 60 и 90°, т. е.
С — 6 или 4.
Кулачки 90° применяются для фрез, для которых требуется увеличенная ширина впадины (например, для некоторых фрез со шлифованным профилем с целью обеспечения свободного выхода круга или для фрез, образующих при резании большое количество
1 См. также В. М. Воробьев, Определение размеров и числа зубьев фасонных затыловочных фрезеров, «Стаикн и инструмент» № 2, 1936.
346
Фрезы
стружки). Кулачки 60° получили преобладающее распространение на практике и применяются для фрез с обычной формой впадины.
При затыловании каждому обороту кулачка соответствует поворот зуба фрезы на угол (А + С), причем на долю рабочего хода
Фиг. 161. Зависимость между параметрами зуба фрезы и кулачком для затылования.
(для А) приходится 300 или 270°, а на долю холостого хода (для С) 60 или 90°. На основании этого можно написать
А = I-g- или -у-1 е; С = I -у или е.
Кроме того, ср = А — В; В = <рх 4- ср2; Ф ~ 6 — ф-
После расчета величина угла 9 округляется до ближайшего значения ряда углов, принятых для фрезерования впадин затылованных фрез, а именно: 18, 22, 25, 30° и только в редких случаях 45° (например, для резьбонарезных гребенчатых фрез).
Для ориентировочных подсчетов можно принимать ширину зуба равной 0,65—0,7, а ширину впадины 0,35—0,3 окружного шага.
Форма основания впадины. При симметричном профиле, большой его высоте и малой длине фрезы основание впадины обычно располагается параллельно ее оси. Однако в большинстве случаев целесообразно фрезеровать впадину с наклоном под одним или несколькими углами. Это дает возможность придать зубу более прочную форму, как это наглядно видно из сравнения двух вариантов выполнения основания впадины по 1—1 и 1—2 (фиг. 162, а). При одностороннем профиле направление наклона основания впадины опреде
Фрезы с затылованными зубьями
347
ляется путем проведения касательной к наиболее глубокой точке М профиля (фиг. 162, б). Параллельно прямой NN па расстоянии, равном х — k + г, откладываемом перпендикулярно оси фрезы, проводится прямая W — W, которая и является основанием впадины.
На фиг. 163, а дно впадины образовано при помощи тройного фрезерования и может быть заточено в два прохода по прямым ЕК и GF. Глубина впадины И приблизительно равна 'h -г х, где х = k + г.
Для получения минимальной высоты зуба Н для фрезы, показанной на фиг. 163, б, достаточно исходить из высоты прсфиля детали h, а не прсфиля h2. Поэтому через конечную точку S пооводим прямую CD, касательную к ней и от нее откладываем расстояние х = k + г. Ломаная линия MNO и будет служить основанием впадины. Она может быть заменена и другой ломаной, например МТО. Фрезерование такой впадины осуществляется в два прохода (по MN и NO), а заточка — в один (по линии CD).
При симметричном профиле, когда кромки сходятся под углом и не имеют криволинейных участков, глубина прсфиля детали может быть принята условно за нуль, и высота зуба будет состоять из одной величины х = k + г (фиг. 163, в). Впадина фрезеруется и затачивается в три прохода.
Заточка в три прохода требует дополнительной затраты времени и не всегда может дать хорошие результаты, так как снять одинаковый слой металла при всех трех проходах затруднительно. В результате этого передняя поверхность будет покрыта уступами. Креме того, из-за повышения средней части впадины (см. фиг. 162, в) пространство для помещения стружки оказывается малым. Для избежания этих недостатков целесообразно основание впадины фрезеровать таким образом, чтобы горизонтальный участок CD не лежал выше конечных точек А — А профиля детали. При таком оформлении заточка может быть осуществлена за один проход. Наклонные участки ЕС и DF фрезеруются отдельно. Наличие их исключает надобность в опускании горизонтального участка CD на величину х = = k + г, что усиливает зуб на величину CDEF. Глубина боковых прорезов Нг определяется по формуле (см. фиг. 162, в).
где R2 — радиус окружности, проходящей через последнюю точку на нижней кривой затылования;
д — угол фрезерования прорезов, который обычно выбирается равным углу наклона профиля зуба на этом участке, (в общем случае оба угла могут быть и не равны друг другу).
Фрезы с передним углом. Затылованные фрезы большей частью изготовляются с передним углом у = 0. Объясняется это тем, что положительный передний угол осложняет расчет, изготовление н контроль фрез, а также вносит погрешность в профиль детали
348
Фрезы
Фиг. 162. Формы основания впадины между зубьями.
Фиг. 163. Оформление основания впадины между зубьями для характерных профилей.
Фрезы с затылованными зубьями
349
после первой переточки, несмотря на то, что новая фреза никаких искажений не дает. Однако фрезы с положительным передним углом
работают в более легких условиях, поэтому применение их на практике целесообразно.
Для устранения погрешности, вызванной наличием угла у>0 (фиг. 164, а), профиль фрезы должен быть подвергнут корректированию х. При угле у = 0 в образовании профиля детали участвуют
одновременно все точки 1,2, 3 . . . и т. д. (фиг. 164, б) профиля фрезы, так как все они расположены в диаметральной плоскости МО, перпендикулярной к направлению фрезерования. В этом случае
Фиг. 164. Определение профиля зуба фрезы с положительным передним углом.
высота профиля детали получается равной высоте профиля фрезы. Если угол у > 0, то точки режущей кромки зуба фрезы вступают в работу постепенно, в порядке очереди, по мере совпадения каждой точки фрезы с плоскостью, перпендикулярной к направлению резания. В процессе фрезерования точка Р движется по окружности радиуса и при пересечении диаметральной плоскости образует на профиле детали точку А (фиг. 164, а). При у = 0 отрезки спиралей пересекаются с радиальной прямой МО в точках 1, 2, 3 и т. д. При у > 0 они пересекаются с прямой MN в точках Г, 2', 3' и т. д., расположенных ниже и правее (фиг. 164, б). При отсутствии корректирования фреза с расположением передней поверхности по прямой MN дает на детали несколько удлиненный профиль, так как высота про-
1 См. также Г. И. Грановский, Затылование зубьев фасонных фрезеров, Орга-ииформания № 9 и 10, 1934.
В. М. Коган, Высокопроизводительные затылованные фрезы, «Вестник металлопромышленности» № 16 и 17, 1937.
350
Фрезы
филя ее hd больше высоты профиля зуба фрезы h. Для получения требуемой высоты профиля детали необходимо произвести корректирование профиля фрезы, т. е. уменьшить его на величину kx = hg — h согласно фиг. 164, в.
Корректированию подвергаются все высотные размеры профиля, тогда как осевые размеры из-за отсутствия искажения остаются без изменения. Величина понижения профиля для рассматриваемой точки Р определяется таким образом:
Ал. — 1гд — А,
, kz^r
Ь — •
360° ’
где
0х = '*1х — т; 81ПТ)Г= —; Rx = R — hd,
где — угол между МР и ОР на фиг. 164, в.
По этим формулам можно найти величину понижения высоты для каждой точки профиля фрезы, задаваясь различными значениями Rx. Из-за искажения высоты профиля искажается также и угол профиля. При заданном угле наклона профиля детали ед (например, 60° для метрической резьбы) угол профиля е фрезы находим по формуле
tg£ = tg •
Все указанные формулы необходимы для расчета профиля новой фрезы. Одиако точность его нарушается уже после первой переточки. Погрешность профиля зависит от двух причин: а) метода переточки фрезы; б) метода установки резца при затыловании.
Передний угол определяется по формуле sin у = (фиг. 165), где г0— радиус Ад
вспомогательной окружности, a Rn — радиус наружной окружности переточенной фрезы. При переточках можно оставлять постоянными у или г0. В первом случае радиус г0 будет уменьшаться, во втором случае передний угол у будет увеличиваться. Как первый, так и второй способы переточки являются источниками погрешности профиля детали. Расчеты показывают, что погрешность получается меньше при переточках фрезы на постоянный угол.
При затыловании резец может быть установлен по одному из трех методов, представленных на фиг. 165: а) передняя поверхность резца не совпадает с передней поверхностью фрезы, причем резец имеет угол у = 0; б) — передняя поверхность резца совпадает с передней поверхностью фрезы, причем величины передних углов обоих инструментов одни и те же; в) — передняя поверхность резца проходит через ось фрезы, причем угол у резца равен нулю. Тонкими линиями на фиг. 165 показаны последовательные положения передней поверхности резца при затыловании.
Третий способ затылования является наиболее простым, так как не требует никаких затруднений при установке резца по сравнению с двумя другими способами. Из трех способов наибольшую точность дает второй способ. Погрешность профиля детали может быть устранена, если при каждой переточке принимать новый передний угол, соответствующий диаметру переточенной фрезы. Уменьшение диаметра фрезы при каждой переточке прямо пропорционально уменьшению переднего угла.
Для фрез с углом у = 0 профиль детали не зависит от формы кривой, принятой для затылования, и он не меняется при переточках. Напротив, фрезы с у > 0 вызы
Фрезы с затылованными зубьями
351
вают погрешность профиля детали при каждой переточке, причем величина погрешности изменяется в зависимости от метода установки резца при затыловании. Если третий метод обеспечивает получение для всех точек профиля фрезы кривых затылования в виде архимедовой спирали, то остальные два метода дают архимедову спираль только па вершине зуба. Для всех же остальных точек кривые затылования имеют другую форму. Отсюда следует, что точность профиля детали, полученного при обработке фрезой с у > 0, зависит от формы кривой затылования. Это позволяет
сделать вывод, что для фрез с у > 0 может быть подыскана такая кривая затылования, при которой влияние переточек фрезы не будет сказываться на точности профиля детали. Пользуясь этой кривой, можем найти также и кривую для кулачка, при помощи которого и производится затылование рассматриваемой фрезы.
Фрезы с переменным наклоном зубьев. Подобно фрезам с остроконечными зубьями, в практике встречаются затылованные фрезы с переменным наклоном зубьев (фиг. 166). Такая конструкция обеспечивает ряд преимуществ по сравнению с фрезами с углом у > 0. При наличии угла у > 0, на участке АВ (фиг. 166, а) режущая кромка будет иметь выгодные передние углы, тогда как на участках AD и ВС угол у = 0. Если дать наклон зубу под некоторым углом % (фиг. 166, б) к оси фрезы так, чтобы прямая AHV пересекала ось профиля посредине, то для части зубьев (например, четных) на участках NP получатся удовлетворительные передние углы, а на участках МР — неудовлетворительные. Для другой части зубьев (нечетных) удовлетворительные углы на участках КТ и неудовлетворительные — на участках TL. Следовательно, одна половина зубьев режет правой стороной, а другая — левой. Каждый зуб работает только одной стороной, снабженной острыми режущими кромками. Другая же сторона, как не участвующая в работе, срезается, что способствует увеличению пространства для стружки. Фрезы работают плавно, благодаря постепенному врезанию в обрабатываемый материал и допускают более высокие
352
Фрезы
величины подачи на один зуб. Несмотря па то, что они работают через зуб, эффективность и стойкость их выше, чем фрез с расположением зубьев параллельно оси, так как они допускают значительное повышение величины подачи на зуб (sz).
Угол наклона зубьев X выбирается в пределах 10—20°. Из-за наличия углов у и % профиль фрезы получает искажение, а поэтому для устранения погрешности, его необх щимо корректировать. Из-за сложности расчета на практике часто прибегают к механическому воспроизведению требуемого профиля фрезы. Для этой цели изго-
Л/ L
S)
Фиг. 166. Определение профиля зуба фрезы с переменным наклоном зубьев.
товляют заготовку для фрезы с осевым профилем, совпадающим с осевым профилем детали. Затем производят фрезерование канавок таким образом, чтобы обеспечить получение заданных углов у и А. При таком методе изготовления профиль фрезы на передней поверхности получается правильным, без искажения. По этому профилю изготовляют шаблон для проверки фрезы при затыловании.
Профиль фрезы может быть скорректирован по следующим формулам (фиг. 166, в) х:
для левой удлиненной половниы профиля
h = hd + 9* ; sin 9* = ; е' = у tg % — х;
1 См. также Г. И. Грановский, Затылование зубьев фасонных фрезеров, Орга-информация № 9 и 10, 1934.
В. М. Коган, Высокопроизводительные затылованные фрезы, «Вестннк металлопромышленности» № 16 и 17, 1937,
Фрезы с затылованными зубьями
353
для правой укороченной половины профиля
h = hd + 3^75 9'х ; sin 9" = ; е" = у tg X + х.
Величина х = Rx sin 9X = (R — h) sin fi*, причем 6X определяется из формулы
sin (у + Oj = рП V , где Rx = R — h. Kx
Фиг. 167. Зуб с двойным затылованием.
форму (утолщение в задней части
Профиль фрезы в диаметральном сечении плоскостью, проходящей через центр, получается несимметричным. Например, для полукруглого профиля детали он будет с одной стороны вытянутым, а с другой — сплющенным, причем рабочей стороной является удлиненная, у которой передний угол на всем протяжении режущей кромки имеет положительную величину.
Фрезы с двойным затылованием Как было сказано выше, для фрез со шлифованным профилем приходится выбирать меньшее число зубьев по сравнению с фрезами с нешлифованным профилем. Однако не всегда возможно путем уменьшения количества зубьев избежать задевания шлифовальным кругом соседнего зуба. Тогда шлифование производят не па всю ширину зуба, а с оставлением части BFHC иепрошлифованной (фиг. 167), В процессе эксплуатации фреза подвергается переточке только на ширине шлифованной части MEFB.
При таком шлифовании не будет снят слой металла на вершине и на боковых сторонах зуба нешлифованной части и зуб получает ступенч
зуба), — так называемую седловину. Вследствие этого может наступить такой момент, когда нешлифованная часть начнет принимать участие в процессе резания, что приведет к браку деталей. Для устранения увеличенной по высоте и по сторонам части зуба необходимо нешлифованную часть несколько опустить относительно шлифованной части. Таким образом, нешлифованная часть должна быть очерчена на вершине зуба но кривой, проходящей ниже кривой шлифованной части, и иметь некоторое утонение по толщине зуба. Только при этих условиях обеспечивается возможность свободного выхода круга на боковых сторонах профиля и устранения седловины. Наличие седловины вызывает погрешность профиля обрабатывае-вой детали по мере переточек фрезы.
Нешлифованную часть (фиг. 167) подвергают затылованию резцом при помощи кулачка, величина спада которого kx делается примерно в 1,5—1,75 раза больше величины спада k кулачка для шлифованной части. Величина затылования kx должна быть отнесена к диаметру Dlt несколько большему, чем диаметр фрезы D. Например, если шлифованная часть составляет половину ширины зуба, то Dt — = D + 2а, где а — Ь = . Перед началом затылования резец находится
в точке А и начинает обработку только в точке В, срезая часть BCG спинки зуба, часть FHI основания, а также и иа боковых поверхностях (см. стр. 699).
23 Семенченко и др. 599
354
Фрезы
Двойное затылование может быть выполнено: а) при помощи раздельного затылования двумя отдельными кулачками с величинами спада k и б) при помощи одного кулачка, снабженного двумя величинами спада k и kt.
Первый метод требует большей затраты времени по сравнению со вторым, так как раздельное затылование связано со сменой кулачков и выполнением операции
в два приема. Для достижения более свободного выхода круга на боковых сторонах профиля без седловины и большего заднего угла на них рекомендуется производить второе затылование при повороте суппорта примерно на 15°.
Второй метод затылования имеет преимущества перед первым в отношении производительности и чистоты поверхности нешлифованной части. Однако он требует тщательного выполнения комбинированного кулачка. Во избежание удара и повреждения резца при переходе от шлифованной к нешлифованной части основная кривая спада кулачка (для шлифованной части) должна иметь плавное сопряжение с дополнительной кривой (для нешлифованной части). По данным МИЗ1 для затылования червячных зуборезных фрез основная кривая должна обнимать центральный угол 165°, дополнительная 135° для кулачков с углом 60°
Фиг. 168. Цилиндрические затылованные фрезы.
для холостого хода.
В практике применяют еще и другой метод. Затылование при помощи резца осуществляется кулачком со спадом на 0,5—1,0 мм больше, чем величина спада кулачка, предназначенного для шлифования профиля. Этот метод обладает тем недостатком, что по мере приближения к задней части зуба выход шлифовального круга все более и более усложняется. В результате этого зуб постепенно утолщается, что вызывает с каждой новой переточкой непрерывно повы-
шающуюся погрешность в профиле обрабатываемой детали. Другим недостатком является необходимость при шлифовании профиля снятия дополнительного припуска, обусловленного погреш нсстями предварительных операций и разностью величин спада кулачков для затылования и шлифования. Последняя характеризует величину припуска по толщине зуба, подлежащего удалению при шлифовании профиля. Величина припуска полу-
чается иногда значительной, что приводит к повышению дополнительных затрат вре-
1 Д. И. Семенченко и В. И. Семенов, Затылование червячных фрез, «Станки и инструмент» № 4, 1958.
Фрезы с затылованными зубьями
355
мени на эту трудоемкую операцию. Этот недостаток также служит причиной появления значительного утолщения зуба по мере удаления от передней поверхности.
Цилиндрические затылованные фрезы. Эти фрезы (ГОСТ 4675-59) применяются для черновой обработки плоскостей при снятии большого припуска (фиг. 168, а). Они изготовляются как насадные, так и концевые. Для обработки пазов, а также двух взаимно перпендикулярных плоскостей фрезы снабжаются наряду с цилиндрическими также и торцовыми зубьями, как указано на фиг. 168 а. Преимущества фрез следующие: а) возможность применения высоких режимов резания, что обеспечивает большую производительность; б) незначительная нагрузка, приходящаяся па единицу кромки, что уменьшает опасность поломки зубьев при напряженных режимах резания; в) хорошее разделение стружки и отвод ее из зоны резания; г) большая протяженность режущей кромки, что благоприятствует отводу тепла и способствует повышению стойкости, в особенности при обработке материалов повышенной твердости; д) сравнительно малый расход энергии при фрезеровании. Особенно хорошо показывают себя фрезы при обработке глубоких пазов, характеризуемых большой шириной резания, значительным углом обхвата и трудностью отвода стружки.
Эти преимущества обусловлены особенностями конструкции. Режущие кромки зубьев расположены на кольцевых выступах трапецеидальной формы, которые смещены относительно друг друга на некоторую величину х, как это видно из представленной на фиг. 168, в развертки зубьев. Вершины режущих кромок располагаются по винтовой линии с тагом S хг, где г—число зубьев. Величина смещения х выбирается такой, чтобы кольцевые выступы каждых следующих друг за другом зубьев перекрывали друг друга. Величина х обычно принимается в пределах 1,2— 1,67 мм, причем для каждой фрезы она остается постоянной. Это необходимо для облегчения затылования.
Кольцевые выступы являются стружколомателями, которые в процессе резания производят разделение длинной стружки на ряд мелких. Затылование стружколома-телей осуществляется на универсально-затыловочном станке с настройкой его па шаг винтовой линии при повороте суппорта с резцом на некоторый угол т (фиг. 168, б). Величина затылования k определяется из расчета, чтобы перемещению резца от зуба к зубу на величину х соответствовало обратное перемещение суппорта с резцом на ту же величину х. Эти два перемещения обеспечивают движение резца относительно заготовки по винтовой линии. При настройке станка необходимо учитывать направление резания фрезы (праворежущая или леворежущая). Фрезу можно рассматривать как обычную цилиндрическую с остроконечными винтовыми зубьями, однако ее режущая кромка по длине разделена на отдельные участки, представляющие зубья с шагом S. Разделенная форма кромки получена путем ее перерезания второй винтовой канавкой с углом наклона 0, величина которого определяется заданными значениями диаметра фрезы и шага S стружколомателей (по стандарту угол 0 принят 30 и 45°).
Для определения величины спада k кулачка н угла поворота суппорта т, рассмотрим схему затылования. Обозначим величину затылования в направлении оси фрезы через k0, а величину затылования в направлении, перпендикулярном к оси фрезы, через k?. Для получения кольцевого направления витка величина k0 должна быть равна величине смещения х. Можем написать
te т = А = 2L = хг • kr kr tiD tg a ’
k _ kr _ tiD tg a cost — z cos т
По ГОСТу 4675-59 установлены следующие конструктивные элементы (фиг. 167, а): угол наклона зубьев <о •— 30°, число зубьев 5—10 для диаметров фрез 25—80 мм, угол поднутрения по торцу <Pj = 3°, передний угол у — 15°, задний угол 6—8°, величина затылования для кулачка k — 4-1-7 мм, шаг стружколомателей S — 6-Н15 мм.
23:
356
Фрезы
Фрезы изготовляются праворежущими с направлением винтовых канавок: левым для фрез без торцовых зубьев и правым — для фрез с торцовыми зубьями.
ЛИТЕРАТУРА
1. Ларин М. Н., Высокопроизводительные конструкции фрез и их рациональная эксплуатация, Машгиз, 1957.
2. Л а р и и М. Н., Фрезы. Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948.
3. А в р у т и н С. В., Справочник металлиста, т. 5, Машгиз, 1960.
4. Тамбовцев С. С., Анализ современных конструкций фрез. Сб. ВНИИ «Конструирование режущего инструмента», Машгиз, 1956.
5. Ю л и к о в М. И., Торцовые фрезы, ЦБТИ ВНИИ, 1957.
6. Тамбовцев С. С., Конструирование твердосплавных фрез, ЦБТИ ВНИИ, 1957.
7. С е м е н ч е н к о И. И., Режущий инструмент, т. II, Машгиз, 1938.
8. Г р а н о в с к и й Г. И., Г р у д о в П. И., К р и в о у х о в В. А., Ларин М. Н., Малкин А. Я., Резание металлов, Машгиз, 1954.
9. Алексеев Г. А., Аршннов В. А., Смольников Е. А., Расчет и конструирование режущего инструмента, Машгиз, 1950.
10. Ч е т в е р и к о в С. С., Металлорежущие инструменты. Машгиз, 1953.
11. Г р а н о в с к и й Г. И., Металлорежущий инструмент, Машгиз, 1954.
12. К л и м о в В. И., Л е р н е р А. С., П е к а р с к и й М. Д., С м и р -
нов Л. Н., Ш л е й м о в и ч М. А., Справочник инструментальщика-конструк-
тора, Машгиз, 1955.
ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Для обработки отверстий применяются разнообразные типы инструментов в зависимости от назначения различных деталей и факторов технологического процесса. Самыми распространенными инструментами для обработки отверстий являются сверла, расточные инструменты, зенкеры, развертки, протяжки для внутренней обработки, шлифовальные круги, алмазные резцы, хонинговальные головки. Эти инструменты рассматриваются в соответствующих разделах.
СВЕРЛА
Назначение и типы. Сверла (с одной, двумя или более режущими кромками), предназначены для:
а) сверления отверстий в сплошном материале;
б) рассверливания уже имеющихся отверстий (например, полученных при отливке, ковке или штамповке или путем предварительного сверления);
в) надсверливания конических углублений (например, для центров).
Основные типы сверл: спиральные, центровочные, перовые специальные для глубоких отверстий, головки для кольцевого сверления.
Спиральное (более точно винтовое) сверло, как основной представитель группы сверлильных инструментов, получило наиболее широкое распространение на практике. Оно применяется для отверстий:
а) не требующих дополнительной обработки; б) под зенкерование; в) под развертывание; г) под нарезание резьбы метчиков. В ГОСТе 885-60 приведены рекомендуемые данные по выбору диаметров сверл в зависимости от назначения.
Сверла разделяются на:
1) длинные с цилиндрическим хвостовиком (ГОСТ 887-60); 2) короткие с цилиндрическим хвостовиком (ГОСТ 887-60); 3) левые с цилиндрическим хвостовиком для автоматов (ГОСТ 2090-60); 4) с цилиндрическим хвостовиком и укороченной рабочей частью (ГОСТ 4010-60); 5) с коническим хвостовиком (ГОСТ 888-60); 6) с усиленным коническим хвостовиком (ГОСТ 889-41); 7) удлиненные
358
Инструменты для обработки отверстий
Фиг. 169. Режущая часть сверла.
с коническим хвостовиком (ГОСТ 2092-60); 8) укороченные с коническим хвостовиком (ОСТ 8506-60); 9) с четырехгранным суживающимся хвостом (для трещоток) (ОСТ 20231-40).
Различие этих типов сверл состоит в конструкции хвостовика и в длине рабочей части.
Спиральные сверла, применяемые для тяжелых работ, например при глубоком сверлении, снабжаются каналами для подвода охлаждающей жидкости к режущим кромкам.
Для обработки отверстий с двумя или несколькими ступенями применяются многоступенчатые спиральные сверла. Разновидностью спирального сверла является сверло с прямыми канавками.
Конструктивные элементы. Основными конструктивными элементами сверла являются: а) угол режущей части; б) угол наклона винтовой канавки; в) углы режущей кромки; г) поперечная кромка; д) форма задней поверхности; е) форма канавки; ж) ленточка; з) утонение калибрующей части; и) зажимная часть.
Угол режущей части. Угол ср является главной частью сверла, определяющей его производительность и стойкость. Он играет роль главного угла в плане (фиг. 169). Наряду с углом ы наклона винтовой канавки и смещением режущей кромки от оси симметрии канавок сверла, угол ср определяет передний угол, который измеряется в плоскости, нормальной к главной режущей кромке.
Подобно главному углу в плане проходного резца, угол ср сверла влияет на составляющие силы резания, длину режущей кромки и элементы сечения стружки.
При точении с увеличением угла ср
осевая составляющая Рх силы резания возрастает, тангенциальная Р2 уменьшается. Аналогичное явление наблюдается и при сверлении, при котором сила подачи Ро соответствует силе Рх при точении, а крутящий момент М включает силу Рг. При уменьшении угла ф от 70 до 45° сила подачи снижается на 40—50%, а крутящий момент возрастает на 25—30%.
Большая заостренность вершины позволяет сверлу лучше проникать в металл, и оно легче работает. С уменьшением угла ф режущая кромка удлиняется, благодаря чему отвод тепла улучшается. Одновременно толщина стружки уменьшается, а ширина ее увеличивается.
Все эти факторы, казалось бы, должны были привести к широкому использованию на практике сверл с малым углом ф. Однако
Сверла
359
Таблица 34
Выбор угла ф
Обрабатываемый материал Угол ф в град. Обрабатываемый материал Угол ф в град.
Сталь авр —40 4- 140 кГ/мм2 Листовая сталь отдельно и в пакетах 58—60 62 Латунь, мягкая бронза Алюминий, дюралюминий электрон, силумин, баб- 65
Нержавеющая сталь Марганцовистая сталь . . . 58—60 58—60 бит Листовой алюминий отдель- 65—70
Чугун НВ 130—220 58—60 но и в пакетах .... 50—55
Медь 62 Легкие автоматные сплавы Цветное литье 58—65 58—60
для обработки металлов они применяются в редких случаях вслед-
ствие пониженной прочности.
Угол <р выбирается на основании экспериментальных исследований и результатов практики в зависимости от обрабатываемого материала, согласно таблице 34. -2-^
Для уменьшения износа наиболее напряженного участка режущей кромки сверло рекомендуется снабжать переходной кромкой, затачивая его под двумя углами (фиг, 170). С целью уменьшения теплоооразо-вания и упрочнения переходного участка толщина среза на этом участке должна быть выбрана меньше толщины среза на главной режущей кромке. Поэтому угол снижается до 35—37°. Ширина переходной кромки принимается 0,18—0,22 диаметра сверла. При двойной заточке режущая кромка
Фиг. 170. Режущая часть сверла с двойной заточкой.
удлиняется, и отвод тепла
улучшается. Двойная заточка благодаря повышению стойкости сверл позволяет увеличить скорость резания на 25—35%. Она особенно зарекомендовала себя при обработке чугуна для сверл диаметром свыше 10—12 мм. Для малых диаметров она эффекта не дает.
360
Инструменты для обработки отверстий
Можно достигнуть повышения стойкости переходного участка от конуса к цилиндру (уголок) путем закругления кромки на участке длиной 2—6 мм. Радиус закругления рекомендуется выбирать в пределах 0,3—1,2 мм в зависимости от диаметра сверла.
Угол наклона винтовой канавки. Угол ы наклона канавки относится к наружному диаметру сверла, т. е. шаг винтовой канавки . С увеличением угла <о наклона канавки передний угол на периферии сверла возрастает, работа на деформацию материала снижается и процесс резания облегчается. На основании опытных данных, повышение угла наклона до 25—30° дает значительное снижение крутящего момента и усилия подачи. При дальнейшем повышении угла to (до 45°) снижение менее интенсивно, и практически эти величины можно считать неизменными.
Форма стружки и ее отвод из канавки также зависят от величины угла to наклона канавки. При малых углах <о стружка образуется в виде длинных лент. Они с трудом продвигаются по канавке и при стечении неблагоприятных обстоятельств могут привести к застреванию их в канавке и даже к поломке сверла. С увеличением угла <о форма стружки получается в виде завитков, легко выходящих из канавки. С точки зрения формы и отвода стружки оптимальным углом для стали надо считать <о = 34-:-40°. Однако больший угол приводит к ослаблению режущего клина у периферии сверла, так как здесь передний угол мало отличается от угла наклона. Поэтому с целью повышения прочности нормализованных сверл, предназначенных в основном для обработки черных металлов, угол наклона канавки принимается не выше 35е. Так как ослабление режущего клина при одном и том же угле наклона канавки будет для мелких сверл большим, чем для крупных, то угол (о выбирается различным согласно табл. 35.
Таблица 35
Величины угла наклона канавки для нормализованных сверл
Диаметр сверла в мм 0,25—1,0 1,0—1,4 1,45—1,5 1,55—3,0 3,1—4,0 4,2—6,0 6,2—8,2
Угол в град. . . 19 22 23 24 25 26 27
Диаметр сверла в мм 8,3—11,5 11,6-16,5 16,5—22,0 22,5—33,0 33,5—44,0 44,5—80,0
Угол в град. . . 28 29 30 31 32 33
Некоторые иностранные фирмы принимают угол <о для сверл из быстрорежущей стали па 2—3° больше, чем для сверл из углеродистой или легированной стали.
Сверла
361
Выбор угла о» зависит от рода обрабатываемого материала, поэтому для сверл специального назначения величина его меняется. Например, для алюминия, красной меди <о = 35 -н 45°, для электрона, силумина го = 40°, для латуни, бронзы <о — 8 -г- 12°.
Для стали и чугуна повышенной твердости или термически обработанных (о„р = 140 -н 150 кГ/мм4- и НВ 300—350) нормализованные сверла с большим углом <о непригодны. С целью усиления прочности клина и обеспечения благоприятного отвода тепла, эти материалы требуют снижения угла со до 10—15°.
При сверлении пакетов или листов из вязких материалов (алюминий, латунь, сталь) нормализованные сверла легко заедают и ломаются на выходе из отверстия. Для такой цели применяются сверла с прямыми канавками или с углом ы = 10 -г- 12°.
При сверлении па автоматах, в особенности для вращающейся детали при невращающемся инструменте иногда (например, для легких сплавов) применяют сверла с переменным углом <о. Он делается или меньше или больше у вершины, чем у хвостовика. Переменный угол (о обеспечивает режущей части сверла передний угол, необходимый для данного обрабатываемого материала, способствует правильному отводу стружки из канавки. Это особенно важно при сверлении отверстий повышенной глубины. Первая форма применяется для алюминия и красной меди, вторая — для электрона при сверлении отверстий глубиной, равной пяти и выше диаметров.
Спиральные сверла изготовляются обычно для правого резания с правым направлением канавок. Сверла с левым направлением применяются редко, в основном для токарных автоматов, когда по условиям работы приходится сохранять левое направление вращения шпинделя инструмента.
Углы режущей кромки. Задний а и передний углы у режущей кромки сверла, как геометрического тела (т. е. углы заточки), определяются следующим образом:
Задний угол а есть угол (в плоскости измерения) между касательной к следу задней поверхности в данной точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла.
Передний угол у есть угол (в плоскости измерения) между касательной к следу передней поверхности в данной точке режущей кромки и нормалью в той же точке к окружности ее вращения вокруг оси сверла (фиг. 171, а).
В процессе сверления сверло вращается и перемещается вдоль оси обрабатываемой детали. В результате этих движений траекторией резания в любой точке режущей кромки будет винтовая линия с шагом, равным величине подачи. На фиг. 171, б, в представлена развертка винтовой линии для рассматриваемой точки режущей кромки и сечения сверла с соответствующими углами ар и у0 в про
362
Инструменты для обработки отверстий
цессе резания. Эти углы отличаются от углов заточки а и у вследствие наличия угла наклона траектории 0.
Плоскости измерения для углов а, ар и углов у и ур могут быть приняты различными (фиг. 171). Для углов а и ар плоскость измерения проходит через данную точку касательно к цилиндрической
/V -/V
в)
Фиг. 171. Передние и задние углы сверла.
поверхности с осью, совпадающей с осью сверла. Для углов у и ур она проходит через данную точку нормально к режущей кромке. Задний угол ар (в плоскости измерения) есть угол между касательной к задней поверхности в данной точке режущей кромки и касательной к траектории движения той же точки.
Передний угол ур (в плоскости измерения) есть угол между касательной к передней поверхности в данной точке режущей кромки и нормалью в той же точке к траектории резания.
Между а и ар имеется зависимость а = % + 6, где 6 — угол между действительной (винтовая линия) и условной (окружность) траекторией.
Угол 6Л. для любой точки х, лежащей на диаметре dx, определяется по формуле
=
где s — подача на один оборот сверла.
Сверла
363
Угол 6 растет с увеличением подачи и уменьшением диаметра, как видно из табл. 36.
Таблица 36
Значение углов 9 и бдг
Диаметр сверла в мм Подача в об/мин Угол 6 Угол Од, у сердцевины
на периферии У сердцевины
5 0,2 44' 4° 18' 4° 58'
50 0,8 18' 2° 19' 2° 38'
Фиг. 172. Определение переднего угла.
кромки. Угол <ох опреде-
Угол бд, для сечения, нормального к режущей кромке, незначительно возрастает по сравнению с 6, как следует из табл. 36.
Из-за малых значений углов 6 и 6,v ими можно пренебречь и рассматривать углы в процессе резания без учета подачи.
В связи с этим винтовая поверхность резания может быть заменена поверхностью однополостного гиперболоида вращения режущей кромки вокруг оси сверла.
Передний угол. Для его определения надо знать положение плоскости, касательной к передней поверхности и плоскости резания (фиг. 172).
Первая плоскость может быть задана двумя прямыми, из которых одна— режущая кромка Л В (фиг. 172, а, б) сверла (или при криволинейной кромке касательная к ней), а другая — прямая хЕ, — касательная к винтовой линии в данной точке х режущей кромки, получаемой при пересечении цилиндрической поверхности с передней винтовой поверхностью канавки сверла. Эта прямая (фиг. 172, в) расположена под углом <ох к оси сверла в плоскости Т, касательной к цилиндрической поверхности в данной точке х режуще ляется по известной формуле
tg®x = -^- tg<o,
где (о — угол наклона винтовой канавки сверла (отнесенный к наружному диаметру);
R — наружный радиус сверла;
гх — радиус окружности, на которой лежит данная точка х
S64
Инструменты для обработки отверстий
На проекции (фиг. 172, в) показано совмещенное положение плоскости Т с вертикальной плоскостью проекций V.
Положение плоскости Т определяется углом р.х между гх и проекцией режущей кромки (или касательной к ней, проведенной через данную точку) на плоскость, перпендикулярную к оси сверла.
Положение плоскости резания в данной точке х может быть определено также двумя прямыми. За одну из них можно принять режущую кромку АВ, а за другую — прямую хН, касательную к поверхности резания в данной точке х режущей кромки, т. е. как касательную к окружности, образующейся при вращении точки х вокруг оси сверла. Прямая хН также лежит в плоскости Т.
Передний угол yNx в данной точке х в сечении AW, нормальном к режущей кромке, определяется по формуле, выведенной П. Р. Родиным *,
(1 — sinHi, sin2®) tg ых . „
tg Nnz = ----------- - — cos <p • tg
1 Nx sin <p • COS px T rx
причем
sin u„ = —, rx
где rx — в общем виде расстояние от оси сверла до касательной к проекции режущей кромки на плоскость, перпендикулярную к оси сверла (при криволинейной форме кромки).
Величина ах в частном случае для нормализованных сверл равна 0,5 диаметра сердцевины.
Из формулы видно, что передний угол yNx зависит от главного угла в плане <р, угла наклона винтовой канавки со и величины смещения режущей кромки от оси симметрии канавок сверла (0,5 диаметра сердцевины сверла).
Для сверла с режущими кромками, расположенными по оси симметрии канавок, т. е. при ах = 0, формула принимает такой вид:
tev =
g Уых sjn ф •
В литературе 2 получила распространение формула вида tg <о, cos II
° *Nx sin <р — tg <£>х cos <р sin р
Различие в формулах объясняется тем, что при их выводе приняты различные плоскости, характеризующие передний угол.
1 П. Р. Родин, Исследование геометрических параметров спиральных сверл. Диссертационная работа в МАТИ, 1948.
П. Р. Родин, Сверла, ЦБТИ ВНИИ, 1953.
1 2 И. И. Семенченко, Сверла. Справочник «Машиностроение» Машгиз,
Сверла
365
Во втором случае yNx рассматривается как угол, заключенный между плоскостью, касательной к передней поверхности в данной точке, и плоскостью, проходящей через режущую кромку параллельно оси сверла. Понятно, что последняя плоскость в общем случае не может быть перпендикулярна к плоскости резания в любой точке режущей кромки. Поэтому она и не может быть принята за одну из плоскостей, определяющих угол yNx *.
Пользуясь первой формулой, можно определить передние углы в различных точках режущей кромки.
В табл. 37 приведены значения yNx для сверла при со — 30°, ср 60°, 2а = 0,15 диаметра сверла. Величина 2а равна диаметру сердцевины.
Значения переднего угла
Таблица 37
Гх "/Г Их Y.Vx Гх R Их Их Ywx
1 0,8 0,6 8° 30' 10° 50' 14° 30' 30° 24° 50' 19° 06' 30° 25' 23° 25' 14° 45' 0,4 0,2 0,183 22° 48° 30' 55° 13° 6° 35' 3° 15' —24° 05'
Из табл. 37 видно, насколько резко изменяется передний угол вдоль режущей кромки. У периферии сверла при со = 30° передний угол имеет положительное значение и равен 30°, достигая отрицательного значения —24°05' у сердцевины.
Переменный резко изменяющийся передний угол является большим недостатком органического характера, присущим конструкции спирального сверла. Он служит причиной неравномерного и быстрого износа режущей кромки. У периферии сверла, где имеет место наибольшая скорость резания, будет выделяться и максимальное количество тепла. Из-за небольшого угла заострения тепло не может быстро отводиться, поэтому место перехода от конуса к цилиндру (уголок) подвергается наибольшему износу. Большой передний угол у периферии сверл, предназначенных для универсального пользования, часто не соответствует обрабатываемому материалу, например для стали или чугуна повышенной твердости или термически обработанных с твердостью HRC > 40 и выше.
1 По определению передних углов спирального сверла см. также А. И. К л е-банов, Исследование геометрических параметров спирального сверла. Диссертация в МАМИ, 1953.
С. С. Рудник, Новые формулы для определения переднего угла спирального сверла. Юбилейный сборник КИИ, 1948.
366
Инструменты для обработки отверстий
Отрицательный передний угол у сердцевины создает тяжелые условия резания поперечной кромкой, фактически она не режет, а вдавливается в материал, что приводит к сильному повышению усилия подачи. По данным экспериментальных работ, около 50—60% общего усилия подачи приходится на работу поперечной кромки.
Эти недостатки нормализованных сверл заставляют изыскивать способы улучшения их конструкции путем дополнительной заточки или проектирования такой формы канавки сверла, которая обеспечивает более или менее постоянный передний угол на всем протяжении режущей кромки.
Методы улучшения переднего угла сверла. Как видно из приведенной выше формулы, на угол уд, влияют величины углов ф, ши р.
Путем математической обработки можно выявить влияние каждого угла и установить, каким образом надо изменить форму режущей кромки, чтобы добиться улучшения переднего угла на всем протяжении режущей кромки.
С уменьшением угла ф передний угол уд, па периферийных участках возрастает, причем имеет место резкое уменьшение переднего угла у точек режущей кромки при перемещении от периферии к сердцевине.
Путем выявления изменения угла yv при различных углах ш (например, 15, 30 и 45°) и величине смещения 2а (например 0,5; 0,2; 0,15; 0; 0,15 диаметра сверла) можно установить, что с уменьшением угла ф всегда имеет место увеличение угла уу иа периферийных участках независимо от угла ш и значения 2а.
Увеличение диаметра сердцевины всегда приводит к уменьшению угла уд, для всех точек режущей кромки.
Анализ влияния углов <р, ш и значения 2а на угол уу позволяет наметить возможные варианты улучшения конструкции сверла.
1. При угле ф = 90° угол уу изменяется от 30 до 3° при заданных угле ш =30° н величине смещения 2а = 0,15 0, тогда как у нормализованного сверла он изменяется от +30 до —30°. Отсюда следует, что можно добиться улучшения угла уу у вентральной части сверла путем увеличения угла ф до 90° (фиг. 173). Однако, одновременно при заточке сверла по коническим поверхностям имеет место уменьшение угла уу у поперечной кромки. С целью улучшения уу рекомендуется иа поперечной кромке прорезать паз под углом 5° и шириной 1,5 мм (фиг. 173). Тогда вместо отрицательных значений поперечная кромка будет иметь углы, приблизительно равные нулю.
При ф = 90° трудно обеспечить удовлетворительный задний угол на участках режущей кромки, соприкасающихся с поперечной кромкой, без ущерба прочности этой части сверла. Поэтому целесообразно выбрать угол ф в пределах 80—85°.
Необходимые задние углы на режущей кромке можно получить путем заточки, но не по коническим поверхностям, а по плоскостям. Для устранения в процессе резання касания задней поверхности сверла с поверхностью резания необходимо заточку производить по двум плоскостям. Такое сверло обеспечивает менее резкое изменение переднего н заднего углов вдоль режущей кромки по сравнению с нормализованным сверлом.
2. Улучшения конструкции сверла можно добиться путем изменения формы проекции режущей кромки на плоскость, перпендикулярную к осн сверла. Это достигается изменением угла при переменном значении а в каждой точке режущей кромки согласно формуле (фиг. 174)
а sinpx= —. ' X
где а — величина, равная расстоянию от касательной к проекции режущей кромки до оси симметрии канавки сверла.
Сверла
367
Согласно формуле но определению переднего угла \ц/х можно построить график изменения угла р.х в зависимости от выбранной величины смещения 2а для сверла с ф = 60 и о) = 30°. Если принять за оптимальную величину переднего угла 20°,
Фиг. 174. Улучшение переднего угла путем изменения формы режущих кромок в поперечном направлении.
Фиг. 173. Улучшение переднего угла путем изменения формы режущих кромок в продольном направлении.
то можно иайти величины смещения 2а при различных метра сверла); “
а именно (в долях диа-
При .................. 0,43
Л
2а в долях диаметра D —0,07
0,55 0,73 0,85 0,95
0 0,15 0,30 0,50
По найденным значениям смещения 2а в различных точках можно построить К
форму режущей кромки (фиг. 174). Прн построении надо иметь в виду, что касатель-ная в данной точке режущей кромки, определяемая отношением -=-, одновременно л
касается окружности соответствующего радиуса а.
В результате построения формы режущей кромки с постоянным передним углом при разных значениях ш, <р можно установить следующие формы режущей кромки: при <р = 60°, ш = 15° вогнутая; при ф = 60°, ш = 25 и 30° выпуклая; при ф = 45°, ш = 30° почти прямолинейная.
368
Инструменты для обработки отверстий
ветствующая форма
Фиг. 175. Улучшение переднего угла путем дополнительной подточки передней поверхности.
Задний угол.
Отсюда следует, что увеличение со и ср вызывает увеличение выпуклости режущей кромки. Сверло с постоянным передним углом не дает такого резкого изменения заднего угла вдоль режущей кромки.
Удобство такой конструкции состоит в том, что изготовление сверла и его заточка в процессе эксплуатации ничем не отличаются от нормализованного сверла. Соот-режущей кромки достигается при фрезеровании специально спроектированной фрезой.
Испытания, проведенные во ВНИИ, показали увеличение стойкости этих сверл до двух раз по сравнению с нормализованными сверлами.
3. Улучшения переднего угла можно также добиться путем подточки передней поверхности. Один из способов состоит в следующем. Сверло снабжается большим углом ш и видоизмененной формой канавки, как показано на фиг. 175 сплошной линией ВРВ', вместо нормальной (пунктирная АРА'). Для изготовления такой канавки требуется специально спроектированная фреза. Для выравнивания переднего угла передняя поверхность у периферии подвергается дополнительной подточке. Участок ВР стачивается до совпадения с прямолинейным участком АР (заштрихованная поверхность). Передний угол сохраняет свое постоянное значение от А до Р и только от точки Р начинает уменьшаться по направлению к сердцевине. Этот способ более неудобен по сравнению со вторым, так как требует дополнительной подточки передней поверхности в процессе эксплуатации.
4. Некоторого улучшения в отношении износа можно достигнуть также и посредством снятия небольшой фаски на передней поверхности вдоль режущей кромки. Фаска делается неодинаковой по ширине. У периферии она наибольшая, равная половине подачи на один оборот сверла, и постепенно снижается до нуля по направлению к сердцевине.
Все способы, свизанные с изменением формы передней поверхности путем ее подточки, страдают тем недостатком, что требуют в процессе эксплуатации дополнительной операции после каждой или двух-трех заточек по задней поверхности. В этом отношении из всех способов второй является наиболее удобным.
Определение заднего угла было уже дано выше.
В качестве режущей плоскости измерения принимается или плоскость NN (фиг. 171), нормальная к режущей кромке, или плоскость 00, направленная вдоль оси сверла и касательная к цилиндрической поверхности, образованной рассматриваемой точкой при вращении режущей кромки вокруг оси сверла (см. фиг. 171). Зависимость между углами aN и а0 в плоскостях NN и 00 для точки, находящейся на периферии сверла, можно выразить приближенной формулой (пренебрегая толщиной сердцевины)
tg aN = tg aosin<p.
С целью достижения более или менее одинакового угла заострения иа протяжении всей режущей кромки, а также для обеспечения достаточной величины заднего угла в процессе резания приходится
Сверла.
369
делать переменным и задний угол заточки. На периферии он принимается равным 8—14°, а у сердцевины 20—25° в зависимости от диаметра сверла. Мелкие сверла для усиления режущей кромки снабжаются меньшим углом наклона по сравнению с крупными, поэтому для них принимается задний угол на периферии больше, чем для крупных (табл. 38).
Таблица 38
Величины заднего угла на периферии и угла наклона поперечной кромки
Диаметр сверла мм а в град. ф в град. Диаметр сверла в мм а в град. Ф в град.
2—3,5 14 47 7,1—11 9 50
3,5—5 11 48 11,1—18 8 52
5,1—7 9 49 18,5—80 8 55
Задний угол меняется не только вдоль режущей кромки, но также и по направлению спада затылованной поверхности (фиг. 176, а). Для сверла, заточенного по коническим поверхностям, эти углы резко меняются и достигают малых величин у конца затылованной поверх
а)
Фиг. 176. Изменение задних углов при различных заточках сверла.
ности. Такие значения заднего угла приводят к повышенному износу сверла, в особенности при обработке чугуна. Сверло, заточенное по винтовой поверхности, дает более удовлетворительное изменение задних углов (фиг. 176, б). Однако оно имеет чрезмерно ослабленную поперечную кромку и дает трещины при обработке твердых материалов, а также и при повышенной подаче.
Можно достигнуть лучших результатов, в особенности при обработке чугуна, при помощи специальной заточки, особенностью которой является оформление задней поверхности у режущей кромки
24 Семенченко и др.
370
Инструменты для обработки отверстий
по плоскости (фиг. 176, в). Сверло с такой заточкой при сверлении чугуна дает увеличение стойкости на 30% по сравнению со стандартной.
Поперечная кромка получается как линия пересечения двух образующих поверхностей заточки сверла (см. фиг. 169). Она характеризуется длиной и углом ф между осью симметрии сверла и направлением проекции поперечной кромки на плоскость, перпендикулярную к оси сверла. Поперечная кромка по своей форме является пространственной кривой, но проекция ее условно принимается за прямую.
Поперечная кромка сверла является одним из неблагоприятных элементов. Передний угол у поперечной кромки остается примерно постоянным независимо от выбора угла наклона винтовой канавки со. т. е. у всех сверл он одинаково неблагоприятен для процесса резания. Для нормализованного сверла при ср = 60°, со = 30°, 2а = 0,15 О он равен — 55° 10' для точек сопряжения режущей и поперечной кромок и —57° для точки, проходящей через ось сверла. С увеличением угла ф абсолютное значение переднего угла возрастает.
Из-за наличия большого угла резания поперечная кромка, не режет, а скоблит и выдавливает материал. Опытами установлено, что около 65% усилия подачи и около 15% крутящего момента приходится на поперечную кромку. Отсюда следует, что даже незначи-телы оз улучшение формы поперечной кромки создает более благоприятные условия работы сверла.
Необходимо отметить, что угол ф тесно связан с задним углом у периферии сверла. При одном и том же угле ср определенному положению поверхностей, образующих заднюю поверхность у обоих перьев сверла, соответствует вполне определенная величина угла ф, а следовательно, и ее длина. Эта зависимость позволяет использовать величину угла ф за один из критериев правильности заточки сверла. В табл. 38 приведены рекомендуемые углы ф для разных диаметров сверл в зависимости от выбранного заднего угла а на периферии.
Вредное влияние поперечной кромки на процесс резания может быть ослаблено путем ее подточки. На практике 1 встречаются различные методы подточки, которые успешно повышают как производительность сверла, так и его стойкость. Эта операция ставит целью, с одной стороны, улучшить передний угол у поперечной кромки, а с другой, — ее укоротить. Подточка особенно необходима для сточенных сверл, сердцевина которых значительно возрастает из-за
1 См. В. И. Жиров, Мой опыт скоростного сверления, ЦБТИ 1953.
В. Я. К о с т ы р я, Мой опыт заточки сверл, Гостоптехиздат, 1956.
Э. И. Ф ел ьдште й и и В. М. Путов, Усовершенствование формы
перемычки спиральных сверл, «Станки и инструмент» № 2, 1957.
Д. К- Маргулис, Высокопроизводительные инструменты Челябинского тракторного завода. Сб. № 2 «Конструкции режущих инструментов и технология их изготовления», НТО машиностроительной промышленности, М. 1958.
Сверла
371
утолщения ее к хвостовику, а также для сверл крупных диаметров. Благодаря подточке уменьшается осевое усилие резания и улучшается процесс стружкообразования. На фиг. 170 показана рекомендуемая подточка. Палево и направо от поперечной кромки снят материал с образованием углублений. Данные по подточке приведены в табл. 39. а-А
При такой подточке улучшается передний угол в зоне поперечной кромки. Преимуществом ее является то, что поперечная кромка в зависимости от потребности может быть укорочена или оставлена без изменения, причем подточка не ослабляет поперечной кромки. Опыты показывают, что такая подточка снижает силу подачи на 35—40%, крутящий момент на 10% и позволяет повысить скорость резания на 45% (например, для сверла диаметром 22 мм при обработке хромоникелевой стали оер -- 55 кГ/мм2).
Нафиг. 177 приведена подточка сверла, применяемая на Горьковском автомобильном заводе Г
Другим методом улучшения конструкции сверла является прорезание паза на вершине сверла перлепдикулярно к направлению
Таблица 39
Данные по подточке сверл
Диаметр сверла в мм .... 12—15 15—20 20—25 25—30 30—40 40—50 50—60 60—70 70—80
Длина подточки в мм .... 3 4 5 6 7 9 11 13 15
Длина поперечной кромки после подточки в мм ... 1,5 2 2,5 3 3,5 4,5 5,5 6,5 7,5
1 Н. М. Неклепаев, Новый способ заточки сверл, «Станки н инструмент» № 5, 1948.
24*
372
Инструменты для обработки отверстий
режущей кромки. Прорезание производится шлифовальным кругом шириной 1,5—2,5 мм в зависимости от размера сверла х.
Форма задней поверхности сверла. При заточке оформляются следующие геометрические элементы:
а) главный угол в плане ср;
б) задние углы на протяжении всей режущей кромки.
Фиг. 178. Заточка задней поверхности сверла но конической схеме.
тике встречается ряд методов ности; 2) по цилиндрической ности; 4) по двум плоскостям.
Критерием правильной заточки является соблюдение значений этих углов в определенных пределах, а также симметричность расположения режущих кромок в осевом направлении (равенство длин и углов <р у обеих кромок, расположение оси сверла по середине поперечной кромки).
Несоблюдение симметричности режущих кромок приводит к неравномерной (односторонней) их нагрузке. Из-за биения сверло работает неправильно, отверстие получается повышенного диаметра.
Заточка сверла производится при относительном движении шлифовального круга и сверла, создаваемом кинематикой станка. Задняя поверхность получается как огибающая последовательных положений соприкасающейся со сверлом плоскости круга относительно сверла. На прак-заточки:2 1) по конической поверх-поверхности 3) по винтовой поверх-
1 См. также В. И. Жиров, Сверла с переточенной перемычкой, «Станки И инструмент» № 2, 1954.
8 См. также Т. Е. Солнцева, Анализ современных методов заточки сверл, «Вестник машиностроения» № 6, 1959 и диссертация в МВТУ им. Баумана, 1959.
Л. С. Мурашкин, Геометрия спирального сверла, ЛИИ, 1939 и «Станки В инструмент» № 7—8, 1941.
Л. С. Мурашкин, Исследование заточки спиральных сверл. Диссертация в ЛИИ, 1938.
С. С. Рудник, Аналитическое исследование геометрии заточки спирального сверла, Известия КИИ, т. IX, Машгиз, 1949.
С. С. Можаев, Аналитическая теория спиральных сверл, Машгиз, 1948.
С. С. Рудник, Заточка сверл и зенкеров по цилиндрическим поверхностям, Известия КПИ, т. XXIV, 1957.
П. Р. Родин, Сверла, ЦБТИ ВНИИ, 1953.
Сверла
373
В качестве примера рассмотрим первый метод, который получил наибольшее распространение в промышленности. Задняя поверх* ность сверла является частью конической поверхности с углом б (фиг. 178), которая материально не существует и создается за счет кинематики и конструкции станка. Ось воображаемого конуса составляет угол а с осью сверла и отстоит от последней на величину а. В плане ось ОВ параллельна оси сверла ОА. Эти оси смещены друг относительно друга на расстояние Ь. Углы б, о и расстояния а и Ь могут иметь различные значения в зависимости от модели станка и параметров режущей части сверла. Распространенными значениями являются: угол б = 13 -4- 15°; а — 45 или 20°; а = (1,8-4--4- 1,9) £); Ь = (0,07 — 0,05) D, где D — диаметр сверла.
При втором методе задняя поверхность сверла является частью воображаемой цилиндрической поверхности, ось которой составляет с осью сверла угол, равный главному углу в плане <р. В плане оси цилиндра и сверла также смещены друг относительно друга на неко* торую величину.
Заточка задней поверхности сверла по винтовой поверхности может быть осуществлена или конусом шлифовального круга, или его торцом. В первом случае задняя поверхность сверла оформляется по неразвертывающейся винтовой поверхности, а во втором —• по эвольвентной винтовой поверхности. Преимуществом третьего метода является непрерывность процесса заточки, что позволяет использовать его для станков, работающих по автоматическому циклу.
Четвертый метод предусматривает оформление задней поверх* ности сверла по двум плоскостям. Эта заточка отличается простотой операции и оборудования и дает хорошие результаты. Она особенно зарекомендовала себя для сверл, оснащенных пластинками твердого сплава.
Форма канавки. К профилю канавки сверла предъявляются большие требования. Он должен обеспечить: а) прочность сверла; б) рациональное распределение металла по всему сечению для предотвращения трещин при термической обработке: в) достаточное пространство для помещения стружки; г) правильное образование стружки на режущей кромке и легкий отвод ее из канавки.
Основными элементами профиля канавки являются толщина сердцевины, ширина канавки, форма режущей кромки, кривые сопряжения.
Диаметр сердцевины d0 выбирается в зависимости от размера сверл. С целью повышения прочности диаметр назначается для мелких сверл относительно большим, а именно: для сверл диаметром 0,25—1,25 мм диаметр сердцевины d0 = (0,28 -4- 0,20) диаметра сверла; для сверл диаметром 1,5—12 мм d0 = (0,19 -=- 0,15) диаметра сверла; для сверл диаметром 13—80 мм d0 — (0,145 -4- 0,125) диаметра сверла.
374
Инструменты для обработки отверстий
Для повышения прочности сверла диаметр сердцевины увеличивается по направлению к хвостовику. Для сверл из углеродистой стали утолщение сердцевины принимается равным 1,4—1,5 мм, а для сверл из быстрорежущей стали 1,6—1,8 мм на каждые 100 мм длины. Ширина канавки обычно принимается равной ширине пера. Однако для сверл из быстрорежущей стали целесообразно ее выбирать несколько больше ширины пера (например, на V^g часть наружной окружности сверла).
Режущая кромка для стандартных сверл выполняется прямолинейной, что облегчает контроль правильности заточки сверла.
Во избежание трещин при термической обработке, а также для облегчения отвода стружки, профиль канавки должен быть снабжен плавными закруглениями для сопряженных кривых.
Ленточка. Для уменьшения трения сверла об обрабатываемую поверхность и уменьшения теплообразования перо по всей длине снабжается выемкой с оставлением небольшой ленточки у режущей кромки. Ленточка предназначается в основном для направления сверла в процессе резания, хотя на длине, равной 0,5 величины нодачи, она работает в качестве режущей кромки. Ширина ее должна быть минимальной, так как иначе возникает повышенное трение между ленточкой и обрабатываемой поверхностью (в пределах 0,2— 2 мм для сверл диаметром от 1 до 50 мм). Переходный участок (уголок) между режущей и калибрующей частями является наиболее напряженным из-за максимальной скорости резания на периферии сверла и возникающего в процессе резания тепла.
Переходный участок, как наиболее ослабленный, не в состоянии обеспечить правильного отвода тепла. В результате к ленточке у уголка привариваются мелкие частицы обрабатываемого материала, еще более повышающие трение и образование тепла. Это приводит к быстрому износу и разрушению переходного участка.
Сверла диаметром 0,25—0,5 мм выполняются без ленточки.
Для уменьшения вредного влияния ленточки на процесс сверления рекомендуется производить затылование ее у режущей части на длине 1,5—4,0 мм для сверл диаметром 12—80 мм. Затылование производится под углом ч- 8° с оставлением небольшой фаски f в пределах 0,1—0,3 мм (см. фиг. 170 сечение Б — Б).
Шлифованные по наружному диаметру сверла изготовляются с отклонениями в сторону минуса от номинала согласно ГОСТ 885-60 в пределах от —0,015 до —0,074 для размеров сверл от 0,5 до 80 мм. Обе ленточки сверла должны лежать на одной и той же поверхности вращения, соосной с поверхностью хвостовика. Двойное отклонение от соосности (биение) допускается для сверл:
с цилиндрическим хвостовиком диаметром 3—20 мм ... 0,08 мм » коническим » » до 20 мм . . . 0,12 мм
» » » » от 20 до 50 мм 0,15 »
» » а » св. 50 лис ... 0,18 »
Сверла
375
Биение проверяется у начала калибрующей части при зажатой хвостовой части.
Утонение калибрующей части сверла. Для облегчения работы (уменьшения трения и тепла) сверло снабжается утонением на калибрующей части, т. е. диаметр сверла у хвостовика делается меньше диаметра у режущей части. Утонение играет такую же роль у сверла, как и вспомогательный угол в плане у резцов, фрез и других инструментов. Величина уменьшения по диаметру на каждые 100 мм длины принимается согласно ГОСТу 2034-53 в следующих пределах:
Диаметр сверла в мм........ 1—6 6—1Й Св. 18
Уменьшение в мм............ 0,03—0,08 0,04—0,10 0,05—0,12
Для сверл с цилиндрическим хвостовиком утонение может быть распространено на всю длину сверла, что важно при бесцентровом шлифовании на проход.
В процессе эксплуатации сверло часто теряет утонение из-за чрезмерного износа по ленточке. Это в особенности имеет место у сверл, изготовленных из углеродистой, леги-
Фиг. 179. Стружколоматели на режущих кромках сверла.
рованнойили малолегированной быстрорежущей стали. Во избежание дальнейшего более интенсивного износа и возможного
защемления инструмента в отверстии такие сверла должны быть заново снабжены соответствующим утонением путем шлифования
по наружному диаметру.
Уменьшение диаметра сверла вследствие утонения при последую-
щих заточках не оказывает заметного влияния на размер отверстия благодаря увеличению его из-за биения сверла.
Стружколоматели. Для облегчения резания, в особенности при тяжелых работах, например при глубоком сверлении, сверла диаметром от 12 мм и выше рекомендуется снабжать стружколомателями (фиг. 179, а). Они способствуют размельчению стружки, облегчению ее отвода из канавок, уменьшению теплообразования и позволяют повысить режим резания без снижения стойкости сверла.
Канавки для стружколомателей изготовляются по передней поверхности вдоль всей рабочей части сверла. Во избежание оставления бугорков на обрабатываемой поверхности стружколоматели на обеих режущих кромках смещены друг относительно друга. Выполнение стружколомателя производится под углом 4—8° в зависимости от угла наклона канавки и диаметра сверла (винтовые линии канавки и стружколомателя не должны совпадать друг с другом). Для пре
376
Инструменты для обработки отверстий
дотвращения стружки от заклинивания форма канавок для стружколомателей полукруглая.
Другая конструкция стружколомателя (фиг. 179, б) предусматривает расположение их по задней поверхности. Она рекомендуется для мелких сверл и для обработки вязких металлов. Стружколоматели прорезают шлифовальным кругом на заточном станке.
Типы сверл
Сверла с внутренним подводом охлаждающей жидкости. Для повышения производительности и стойкости спиральных сверл применяется способ подвода охлаждающей жидкости непосредственно в зону резания. Охлаждающая жидкость подается при давлении не меньше 12—15 ат в количестве не менее 12 л/мин. Благодаря интенсивному охлаждению уносится из зоны резания большое количество тепла, что способствует снижению температуры резания и допускает повышение скорости резания до 40% при сверлении сверлами, оснащенными быстрорежущей сталью. Подача охлаждающей жидкости в зону резания устраняет пакетирование и защемление стружки в канавках сверла. Стружка стального цвета под действием сильной и обильной струи частично раздробляется и свободно вымывается из канавок.
Для внутреннего подвода охлаждающей жидкости на внешней стороне каждого пера фрезеруется винтовая канавка, в которую закладывается и запаивается трубка из меди или латуни. Жидкость подается в трубки через отверстие, проходящее через весь хвостовик, или через отверстие, сделанное на шейке сверла.
ВНИИ1 разработал другую конструкцию сверла, у которой отверстия на перьях получаются при помощи вальцевания и завивки. На цилиндрической заготовке сверлятся два отверстия, в которые вставляют прутки из сплава, обладающего более низкой температурой плавления по сравнению с температурой закалки быстрорежущей стали (фосфористое железо, медь и др.) или засыпают тонким, сухим песком. После стыковой сварки рабочей части из быстрорежущей стали с хвостовиком из малоуглеродистой стали производится вальцевание и завивка сверла. При наличии заполнителя отверстия не заполняются металлом и изменяют только свою форму (в виде треугольника). При нагреве под закалку заполнитель расплавляется и вытекает или высыпается из отверстия. Сверла с такими отверстиями дают хорошие результаты в отношении подвода охлаждающей жидкости в зону резания, что способствует повышению стойкости их в несколько раз по сравнению со стандартными сверлами.
1 Предложение П. Я- Овчинникова. См. П. Я- Овчинников, Сверла с внутренним охлаждением. Сборник ВНИИ «Конструирование режущего инструмента», Машгиз, 1956.
Сверла
377
Твердосплавные сверла *. Сверла, оснащенные пластинками твердого сплава, получили широкое распространение при обработке чугуна. Они обеспечивают повышение производительности до двух раз по сравнению со сверлами из быстрорежущей стали. Физико-механические свойства твердых сплавов требуют создания таких условий работы, чтобы система СПИД обладала необходимой жесткостью и виброустойчивостью. При несоблюдении этих условий пластинка твердого сплава выкрашивается или выламывается из паза корпуса. Для повышения жесткости и виброустойчивости корпуса, во-первых, сердцевина повышается до 0,25 диаметра сверла, и, во-вторых, длина рабочей части сверла принимается значительно меньше, чем для сверл из быстрорежущей стали. Так, например, для сверл, работающих без кондуктора,
/0 = I + (1,5 -=- 2) d,
где /0 — длина рабочей части;
I — глубина сверления;
(1,5 ч- 2) d — прибавка на переточку сверла.
Уменьшение длины сверла (на 35—20%) диктуется еще и тем обстоятельством, что запас на переточку ограничивается только длиной пластинки. При работе по кондуктору длина сверл, оснащенных твердым сплавом, принимается такой же, как и для сверл из быстрорежущей стали.
Диаметр сверла в мм .... 10—15 15—25 Св. 25
Утонение в мм ........... 0,03—0,05 0,05—0,08 0,08—0,12
Повышение диаметра сердцевины по направлению к хвостовику принимается в тех же пределах (1,4—1,8 мм на 100 мм длины).
На фиг. 180 приведены геометрические параметры режущей части сверла, предназначенного для обработки чугуна. Угол наклона винтовой канавки принимается равным 20°, пластинка же наклонена к оси под углом 6°. Задний угол на периферии по пластинке 10— 12°, а по корпусу 18—20°. Угол при вершине 118—120°. Угол переходной кромки 75° на длине 0,2 диаметра сверла. Важное значение для работоспособности сверла имеет утонение калибрующей части. Оно принимается на длине пластинки для сверл.
См. также: Ю. П. Холмогорцев, Сверление закаленных сталей, «Станки и инструмент» № 1, 1960.
ВНИИ, Конструкции твердосплавного инструмента, изд. ВНИИ, 1951.
С. С. Рудник. Конструкция и геометрические параметры режущей части сверла для скоростного сверления. Сб. «Конструкции режущих инструментов и технология их изготовления» № 2, НТО машиностроительной промышленности, М. 1958.
Д. К- Маргулис, Твердосплавные сверла без подточки перемычек, ЦБТИ ЧТЗ, 1960.
378
Инструменты для обработки отверстий
Из этих данных видно, насколько велико утонение для твердосплавных сверл по сравнению со сверлами из быстрорежущей стали. Недостаточное утонение приводит к защемлению сверла в отверстии и поломке пластинки. Корпус делается цилиндрическим с заниженным диаметром на 0,2—0,3 мм по сравнению с минимальным диаметром сверла в конце пластинки. Большая величина занижения диаметра может вызвать заклинивание стружки между корпусом сверла и поверхностью отверстия.
Фиг. 180. Сверло с пластинками твердого сплава.
18° SO0
Для уменьшения осевого усилия и снижения нагрузки на корпус сверла, оснащенные пластинками твердого сплава, должны быть снабжены подточкой поперечной кромки с доведением ее до размеров в пределах 1,8—3,5 мм в зависимости от диаметра сверла.
Угол наклона винтовой канавки на корпусе принимается равным 20° при условии обработки неглубоких отверстий (не более 2,5 диаметра). Для сверл, предназначенных для обработки более глубоких отверстий, рекомендуется увеличивать угол наклона до 60° (фиг. 181). В этом случае калибрующая часть играет роль шнека для вывода стружки.
Для повышения жесткости и виброустойчивости необходимо строго выдерживать допуски на конический хвостовик. При плохой пригонке конусов сверла и отверстия в шпинделе твердосплавная пластинка получает склонность к выкрашиванию и поломке.
Рабочая часть корпуса должна быть подвергнута термической обработке до твердости HRC 56—62. Обычно эта операция производится одновременно с напайкой твердосплавной пластинки.
Сверла
379
Пластинки изготовляются из твердых сплавов марок В Кб, ВК8 и других вольфрамокарбидпой группы.
Различные варианты конструкции сверл, предложенные для обработки стали, не дали пока положительных результатов вследствие малой своей эффективности и недостаточной экономичности. При обработке стали марки 45 сверла, оснащенные твердым сплавом, не могут работать с величинами подачи, рассчитанными для сверл из быстрорежущей стали, из-за малой прочности твердого сплава
Фиг. 181. Сверло с большим углом наклона винтовой канавки.
и ослабления корпуса, вызванного необходимостью прорезания паза под пластинку.Этот недостаток можно было бы компенсировать значительным повышением скорости резания. Однако это не удается по ряду причин, обусловленных как инструментом, так и станком. Большая стоимость сверла, оснащенного твердым сплавом, малое количество допускаемых переточек по сравнению со сверлом из быстрорежущей стали, нестабильность качества, частые поломки и т. п. препятствуют внедрению этих сверл в промышленность. Такие сверла для стали только тогда могут стать конкурентоспособными со сверлами из быстрорежущей стали, если они окажутся в состоянии работать при высоких скоростях резания (от 120 м!мин и выше) без каких-либо неожиданных случайностей.
Сверла для обработки стали марок 45 и 40Х имеют те же размеры, что и сверла для обработки чугуна. Разница между ними следующая: угол наклона канавки на пластинке принимается равным 14°, передний угол на фаске шириной 0,8—1,0 мм равен нулю, задний угол на фаске шириной 1—1,2 мм равен 8°.
380
Инструменты для обработки отверстий
Для постановки пластинки вырезается паз и корпус становится ослабленным, особенно на малых размерах. С целью упрочнения рекомендуется перья на переднем конце корпуса отогнуть в горячем состоянии для получения передней поверхности с углом наклона 5—10°.
Большую роль при работе сверла играет форма канавки. При скоростном сверлении стружка в большом количестве и с громадной быстротой выбрасывается из канавки. При неправильной форме канавки стружка запрессовывается, что приводит к неминуемой аварии. Испытания показывают, что в сверлах для обработки стали общепринятая форма канавки уже не годится из-за специфических условий работы сверла.
Канавка должна быть тщательно отполирована и более глубокой и закругленной, чтобы в ней свободно размещалась выходящая стружка.
Скоростное сверление по стали протекает более успешно при условии применения интенсивного охлаждения как по количеству (не менее 12—15 л/мин), так и напору (не менее 12—15 ат).
Центровочные сверла. Для изготовления центровочных отверстий применяются центровочные сверла (ГОСТ 6694-53). Они встречаются трех типов: а) простые, комбинированные; в) комбинированные с предохранительным конусом.
Простые сверла по конструкции не отличаются от спиральных сверл.
Комбинированные сверла (фиг. 182) изготовляются двусторонними для лучшего использования материала. Канавки делаются или прямыми или косыми (реже винтовыми) с углом наклона <о = 54-8°.
Угол прн вершине режущей части <р = 50-4-60°, угол поперечной кромки ф = = 504-55°. Величина утонения принята 0,05—0,10 иа всю длину сверла. Толщина сердцевины d0 = (0,25-4-0,17) D и увеличивается по направлению к хвосту под углом 3°. Передний угол у = 54-6°. Заточка комбинированного сверла производится таким же образом, как и спирального. Задний угол а на периферии режущей части равен 8°. Калибрующая часть и коническая для зенкования снабжается затылованием без оставления ленточки. С целью получения равномерного снятия затылка н избежания трення об обрабатываемую поверхность переходной частью (от цилиндра к конусу) затылование производится под углом 10—12° к оси сверла.
Сверла
381
Кулачки для затылования рассчитываются из условия получения заднего угла не свыше 2—2°30'.
Радиус закругления канавки (выход фрезы) 15-ь23 мм. Радиус иа дне канавки 0,2-*-1,3 мм.
Коническая часть делается под углом 60°, предохранительный конус равен 120°. Его назначение — предохранять центровочное отверстие от забивания и засорения.
Наиболее слабым местом центровочного сверла является переход от цилиндра к конусу. Для упрочнения рекомендуется переход очерчивать по радиусу 0,5—
Фиг. 183. Перовое сверло.
1,0 мм или снабжать его пояском. Поясок способствует также и удержанию смазки на центре благодаря углублению на заготовке.
Перовые сверла. Режущая часть этих сверл выполняется в виде пластинки (лопатки), снабженной режущими элементами (фиг. 183). Они применяются в тех случаях, когда требуется жесткость инструмента, например прн обработке поковок или литья с высокой твердостью, а также для ступенчатых и фасонных отверстий. Перовые сверла для больших диаметров обычно изготовляются со вставной рабочей частью.
Угол при вершине <р выбирается в зависимости от обрабатываемого материала. Для универсального назначения <р = 59-4-60°. Угол поперечной кромки ф зависит от выбранных величин углов <р и а. Обычно он равен 55°. Для уменьшения трения калибрующая часть сверла снабжена боковым углом <рг = 5-4-8° и утонением по диаметру в пределах 0,05—0,10 мм на всю длину сверла. Для облегчения работы рекомендуется на режущих кромках делать стружколоматели (фиг. 183). Они должны быть расположены несимметрично относительно оси сверла и иметь заднюю заточку. Ширина их 2—3-и.и, расстояние между ними 8—12 мм. Канавки должны расширяться по мере удаления от режущей части. Передняя поверхность сверла выступает вперед за нормаль NN, и передний угол получается отрицательным. Поэтому перовое сверло работает в более тяжелых условиях, чем спиральное. Для улучшения процесса резания передняя поверхность снабжается лункой, — тогда угол у получается больше или равным нулю. При глубокой лунке из-за ослабления лезвия прочность сверла понижается. Задний угол а выбирается в пределах 10—20°; для вязких и мягких материалов он больше, чем для хрупких и твердых.
Сверла для глубокого сверления. Под глубоким сверлением понимается сверление отверстий на глубину, превышающую диаметр сверла в 5 раз и более. Такие сверла применяются для сплошного
382
Инструменты для обработки отверстий
и кольцевого сверления. В последнем случае не весь металл обращается в стружку. В центре заготовки остается стержень, удаляемый в зависимости от его размера ' посредством отламывания или подрезания. Обработка производится на токарно-сверлильных станках, обычно при вращающейся заготовке и невращающемся инструменте с поступательным его перемещением, реже при вращающихся заготовке и инструменте. К глубокому сверлению предъявляются требования: прямолинейность оси отверстия, концентричность отверстия по отношению к наружным поверхностям, цилиндричность отверстия
Фиг. 184. Сверло для глубокого сверления в виде срезанного в продольном направлении стержня.
на всей длине, чистота и точность обработки (в пределах между вторым —третьим классами точности). Сверла охватывают весьма широкий диапазон диаметров от 6 до 400 мм. В практике встречаются различные конструкции сверл, обусловленные размерами деталей и техническими к ним требованиями.
На фиг. 184 показано сверло в виде круглого стержня, срезанного примерно на 2/2 диаметра. Во избежание заедания передняя поверхность сделана выше центра на f — 0,2-ьО,5 мм в зависимости от размера сверла. Главная режущая кромка направлена под прямым углом к оси сверла, вспомогательная — срезана под углом 10°; она начинается отступая от оси сверла на 0,5 мм. Вершина режущей кромки закруглена радиусом 1—1,5 мм. Вдоль всей длины рабочей части срезана лыска под углом 45—30°. Задний угол равен 8—10°. Величина утонения сверла принимается в пределах 0,03—0,05 мм на 100 мм длины. Иногда сверло снабжают углублением на передней поверхности (сечение NN).
По характеру своей работы это сверло напоминает расточной резец, поэтому его нужно применять при сверлении в кондукторе или же при предварительно надсверленном отверстии для обеспечения достаточной опорной поверхности. Сверло работает в тяжелых условиях из-за большого угла резания (90°), затрудненности выхода
Сверла
383
стружки и подвода охлаждающей жидкости. Недостатком сверла является также и необеспеченность геометрической оси отверстия из-за увода инструмента.
На фиг. 185 показано сверло, состоящее из двух частей: рабочей из быстрорежущей стали длиной 60—150 мм и зажимной из углеродистой стали, представляющей длинную трубку с провальцованной по всей дл'ине канавкой. На конец трубки насаживается втулка для закрепления сверла в патроне. Рабочая часть снабжена отверстием
\Б
|—------65 -------- l'4 IБ
1——.—---------------------- 1300 --------——------ 120 ——J
Фиг. 185. Сверло для глубокого сверления с внутренним подводом охлаждающей жидкости.
круглой или серпообразной формы (с углом 130—140°) для подвода к режущей кромке охлаждающей жидкости; обратно жидкость вместе со стружкой выходит по канавке. Угол 0'канавки существенно влияет на размеры канавок, подводящих и отводящих жидкость и стружку. Сверло из-за большой глубины сверления испытывает напряжение продольного изгиба и скручивания и нуждается в достаточной жесткости державки, в особенности для сверл малых размеров. С уменьшением угла ft жесткость державки и скоростной напор повышаются, но увеличивается трение стружки о стенки и возникает опасность ее заклинивания в канавке. Угол & рекомендуется выбирать в пределах 100—120°.
Сверло имеет одну режущую кромку, состоящую из двух частей: наружной и внутренней. Для направления в работе, правильного распределения усилий и облегчения внедрения в металл вершина сверла смещена от его оси на расстояние b (фиг. 186). Смещение образует конус, служащий упором сверлу и обеспечивающий ему направление в процессе резания. Величина смещения b оказывает большое влияние на работу сверла (увод сверла, его стойкость,
384
Инструменты для обработки отверстий
качество обрабатываемой поверхности и т. п.). Она зависит от многих факторов, связанных с конструкцией и заточкой сверла, а также от свойств обрабатываемого материала. Обычно принимается b = а — =• 0,25 диаметра сверла. Однако предпочтительнее выбирать b меньше а (например, b = 0,2 0; а = 0,ЗО)иугол ср меньше угла <рх (например, ср = 50 и 4^ = 70е). При этих условиях калибрующая кромка, снабженная фаской, будет испытывать минимальное давление, так как составляющая силы резания, действующая перпендикулярно оси сверла, для кромки N будет больше, чем для кромки W
I
Ось сверла _Ось вершины_ {~мшуса
Фиг. 186. Смещение вершины сверла относительно его оси и дна канавки относительно его центра.
(Р,м > Гк). Калибрующая кромка лишена возможности углубляться в металл и снимает лишь гребешки. Это предупреждает увод сверла и расширение отверстия, а также повышает стойкость сверла. Несколько повышенное давление на противоположную фаске / сторону воспринимается цилиндрической поверхностью тела сверла или широкой направляющей фаской.
Для уменьшения трения рабочая часть сверла снабжается утонением в пределах 0,10—0,30л«л< на 100 мм длины для сверл диаметром от 5 до 40 мм. Для уменьшения поверхности соприкосновения и повышения эффективного действия охлаждающей жидкости предусмотрены лыски с оставлением ленточек небольшой ширины. Ленточка f (см. фиг. 185), предназначенная для зачистки и калибрования отверстия, выбирается в пределах 0,4—0,6 мм. При больших величинах ленточки f сверло имеет склонность к заеданию. Против ленточки f обязательно должна быть опорная цилиндрическая поверхность. Остальные ленточки являются направляющими, размеры их выбираются по конструктивным соображениям с учетом ширины лысок Глубина лысок обычно составляет 0,15—0,25 мм. Дно канавки должно быть расположено ниже центра (на h = 0,05 -н 0,18 мм), иначе сверло не будет работать и сможет прогнуться или сломаться. При расположении вершины ниже центра при сверлении получается в отверстии сердечник (фиг. 186).
Сверла
383
Диаметр его возрастает по мере опускания вершины канавки. Для облегчения отламывания диаметр сердечника не должен быть более 0,03 диаметра отверстия. Передний угол делается в пределах 5—8°, задний угол на кромке N в пределах 8—10°, а на кромке V 12—20е, угол <р = 60 ч- 65°.
Передняя поверхность снабжается стружколомателями, высота которых зависит от величины подачи на один оборот и вязкости
Фиг. 187. Сверло с наконечником твердого сплава.
обрабатываемого материала; она может быть принята равной 17s, где s — подача в мм. Стружколоматели должны иметь поднутрение под углом 6—8° для обеспечения более удобной для удаления формы
стружки и требуемого направления
Имеется опыт применения твердых сплавов для сверл диаметром 7,5—13 мм. Наконечник из твердого сплава, снабженный
ее схода.
стружечной канавкой и угловым А 1оо _ -
г J J Фиг. 188. Сверло для глубокого свер-
замком, припаян торцом к корот- ления отверстий больших диаметров, кой державке из углеродистой
стали, которая приваривается к основной трубке. Геометрия режущей части сверла приведена на фиг. 187.
Существенным недостатком этих сверл является наличие лишь одной режущей кромки, что снижает их производительность. Обычное спиральное сверло с каналами для подвода жидкости хотя и обладает двумя режущими кромками, тем не менее не может обеспечить высокой производительности из-за необходимости периодически выводить сверло из отверстия для удаления стружки.
На фиг. 188 приведена конструкция спирального сверла для глубокого сверления. Оно снабжено вместо двух четырьмя ленточками и имеет каналы для подвода охлаждающей жидкости. В хвостовике просверлено отверстие,сообщающееся с перпендикулярным к нему отверстием в конце винтовых канавок; через эти отверстия стружка
25 Семенченко и до. 599
386
Инструменты для обработки отверстий
вымывается из штанги наружу. Это сверло хотя и обладает высокой производительностью, но не обеспечивает достаточно чистой обрабатываемой поверхности и не свободно от увода. Увод сверла связан с неправильной заточкой многолезвийного сверла и наличием поперечной кромки. Вредное влияние последней можно уменьшить или полностью устранить путем:
а) высверливания вдоль сверла отверстия диаметром больше диаметра поперечной кромки; такое сверло (фиг. 189, а) имеет внутренний отвод стружки и образует сердечник;
Фиг. 189. Улучшенные конструкции сверл для глубокого сверления.
б) высверливания несквозного центрального отверстия, скрытого в одной из винтовых канавок, с уступом для отламывания образующегося сердечника, удаляемого через отверстие наружу (фиг. 189, б);
в) замены одной поперечной кромки двумя не мнущими, а режущими металл при сверлении (фиг. 189, в).
На фиг. 190 представлена конструкция сверла, которая хорошо зарекомендовала себя на практике при обработке глубоких отверстий диаметром от 20 до 80 мм. Конструкция обеспечивает возможность использовать сверло для разных работ. Характерные из них приведены на фиг. 191. Из примеров видно, что сверло может заменить малопроизводительное перовое сверло, являющееся основным инструментом для обработки глубоких закрытых поверхностей. Данная конструкция может быть применена не только на станках, специально предназначенных для глубокого сверления, но также и на обычных токарных, револьверных и сверлильных станках.
Сверло небольшой длины с крестообразным поперечным сечением снабжено вместо двух четырьмя направляющими ленточками, что способствует лучшему центрированию его в отверстии. Сверло имеет четыре отверстия. Два из них предназначены для подвода охлаждаю-
Сверла
387
25*
388
Инструменты для обработки отверстий
щей жидкости к режущим кромкам, а два других — для вымывания стружки.
У сверла предусмотрены две главных, две вспомогательных и одна поперечная режущие кромки. Передний угол образуется в результате наклона передней поверхности к оси сверла и принимается равным 9—14°. Задние поверхности, имеющие такую же форму, как и у спирального сверла, затачиваются на обычных сверлозаточных станках. Задний угол, измеренный на периферии, в цилиндрическом сечении равняется 6°. Угол режущей части (р = 58 -н 60!.
Диаметр сердцевины увеличивается по направлению к хвостовику в пределах 4—5,4 мм на 100 мм длины, причем у хвостовика он равен примерно 0,2 диаметра сверла.
Из-за малой длины сверла величина утонения принята значительной и доходит до 0,3 мм на 100 мм длины. Это облегчает работу, повышает стойкость сверла и предохраняет его от защемления, в особенности при сверлении глубоких отверстий.
На главных режущих кромках предусмотрены стружколоматели, расположенные по концентрическим окружностям в шахматном порядке.
Количество стружколомателей желательно выбирать как можно больше, чтобы обеспечить максимальное раздробление крупной стружки для лучшего и быстрейшего ее вымывания охлаждающей жидкостью.
Сверло закрепляется в борштанге при помощи двух винтов. Для соблюдения центричности сверла относительно оси борштанги предусмотрена небольшая направляющая цапфа, помещающаяся в отверстии борштанги. Крутящий момент передается при помощи замка, выступы, которого плотно входят в паз борштанги. Сопряженными опорными плоскостями замка являются наружная торцовая плоскость замка на борштанге и нижние плоскости замка на сверле. Остальные плоскости имеют зазоры. Борштанга состоит из головки для крепления сверла, хвостовика для закрепления на станке и шейки, соединяющей обе эти части. В головке предусмотрены расширяющиеся под углом 15—20° канавки, являющиеся продолжением канавок сверла и необходимые для выхода стружки. Для подачи охлаждающей жидкости в борштанге сделано центральное отверстие, которое вблизи сверла разделяется на два для соединения с соответствующими отверстиями в сверле, расположенными под углом 16° к оси.
Сверла из быстрорежущей стали диаметром от 20 до 80 мм работают при скорости резания от 30 до 24 м!мин и подаче 0,05 до 0,20 мм.
Процесс сверления происходит легко, без всякого заедания, причем никаких выкрашиваний или задиров на режущих и вспомогательных кромках не имеется. Образующаяся в процессе сверления стружка имеет форму коротких завитков, легко удаляемых при-
Сверла
389
помощи охлаждающей жидкости. При обработке заготовок, не имеющих предварительно просверленного отверстия, а также при обработке глубоких отверстий на токарном станке необходимо применять люнеты для центрирования по шейке. Это необходимо для уменьшения
увода сверла в начале резания.
Головки для кольцевого сверления >. Кольцевое сверление в основном применяется для отверстий больших диаметров (свыше 100 мм). Для отверстий малых диаметров этот процесс невыгоден, так как остающийся стебель получается небольшого диаметра и из-за большой ширины резцов много металла превращается в стружку. Однако в настоящее время на ряде заводов успешно применяются тонкостенные головки, лишенные этих недостатков. Они приме
Фиг. 192. Головка для кольцевого сверления.
няются для отверстий диаметром от 30 мм', на фиг. 192 представлена тонкостенная головка, армированная твердым сплавом 1 2.
Особенностью головки является принцип принудительного удаления сливной стружки из отверстия. Под действием охлаждающей жидкости (масла) стружка не только выбрасывается из зоны резания, но также подвергается некоторой деформации в целях изменения ее направления и положения, для удобства транспортировки в каналах головки. На фиг. 192 показаны канавки для подвода охлаждаю-
1 См. также: С. А. Черничкин, Тонкостенные коронки для кольцевого сверления глубоких отверстий, «Станки и инструмент» № 8, 1958.
С. А. Черничкин, Дробление стружки при сверлении глубоких отверстий, «Станки и инструмент», № 6, 1959.
И. И. Баженов, Расчет и конструирование кольцевых сверл, «Станки и инструмент» № 6, 1958.
И. И. Баженов, О конструировании составных кольцевых сверл, «Станки и инструмент» X» 8, 1954.
А. П. Иванов, Кольцевое сверление отверстий диаметром до 500 мм, ЛДНТМ, № 19 (258), 1954.
2 Головка конструкции С. А. Черничкина, удостоена первой премии на Всесоюзном конкурсе конструкций инструментов.
390
Инструменты для обработки отверстий
щей жидкости и выхода ее вместе со стружкой. Охлаждающая жидкость движется по канавкам со скоростью 10—15 м/сек, поэтому исключается затирание стружки между поверхностью отверстия и стеблем.
Для обеспечения лучшего скольжения поверхности канавок должны тщательно отполированы.
В противоположность обычным головкам данная головка входит в просверленное отверстие с небольшим зазором (0,1—0,15 мм). Это способствует смазке наружной поверхности головки с целью устранения трения и заедания в отверстии, а также обеспечивает надежное направление инструменту, прямолинейность и концентричность просверленного отверстия.
Особенностью конструкции является также расположение продольных канавок, которые начинаются у торца головки от каждого зуба.
Следовательно, каждый зуб можно рассматривать как отдельное сверло, допускающее срезание не всей ширины среза, а только его определенной части.
Число зубьев выбирается четным от 6 до 12 в диапазоне диаметров головки 30—I50.W.W.
Геометрические параметры режущей части зубьев выбираются такими, чтобы можно было обеспечить достаточную подачу, прямолинейность отверстия и возможность деформирования стружки под действием охлаждающей жидкости для быстрого удаления ее из зоны резания.
Из этих соображений принята геометрия, основанная на принципе деления ширины резания и деления подачи. Для обработки металлов, дающих сливную стружку, весь контур резания делится на четыре части. Первый зуб срезает первую и третью четверть, а второй — вторую и четвертую. Для обработки металлов, дающих дробленую стружку, контур резания делится на три части, причем первый зуб срезает первую и третью части, а второй — вторую часть.
На фиг. 193 и 194 показаны зубья с соответствующими геометрическими параметрами их режущей части в зависимости от формы стружки (дробленой или сливной), получаемой при обработке.
Вставные зубья вставляются в пазы головки под углом 5°. Они снабжены напаянными пластинками твердого сплава, марка которого выбирается в зависимости от рода и твердости обрабатываемого материала.
Условия резания для сливной стружки: скорость резания v = 80-120 м/мин, подача sz = 0,008^0,012 мм на каждую пару зубьев, скорость жидкости V2o= 15^22 м/сек; для дробленой стружки соответственно
V = 40^60 м/мин, 8=0,3-41,4 мм на пару зубьев, Vo = 5=8 м/сек.
Сверла
391
Профилирование фрезы для канавки сверла1
Правильная форма винтовой канавки сверла зависит в основном от профиля фрезы и ее установки при фрезеровании. Определение профиля фрезы является одной из сложных задач в области проектирования режущего инструмента. В производстве часто встречаются фрезы, профиль которых найден не на основании определенных положений профилирования, а путем подбора и экспериментального
Фиг. 193. Зубья головки для дробленой стружки
опробования. В литературе можно найти большое количество профилей для фрез, рекомендуемых для фрезерования канавок сверл. Однако применение их может дать положительный результат только при правильном выборе всех факторов, сопровождающих процесс фрезерования винтовой поверхности. Обычно все параметры этих профилей даются в виде коэффициентов для диаметра сверла (фиг. 195), т. е. профиль фрезы по своей конфигурации остается
1 См. также И. И. Семенченко, Режущий инструмент, т. I, ОНТИ, 1936.
И. И. Семенченко, Сверла, Энциклопедический справочник, «Машиностроением, т. 7, Машгиз, 1948.
392
Инструменты для обработки отверстий
Фиг. 194. Зубья головки для сливной стружки.
Фиг. 195. Параметры профилей фрез для канавок сверл.
Сверла
393
одним и тем же для всех размеров сверл и только изменяется пропорционально их диаметрам. Однако, как это следует из дальнейшего, каждому размеру сверла соответствует свой определенный профиль фрезы, и только для узкой группы диаметров сверл можно устанавливать размеры профиля фрезы пропорционально диаметру сверл.
В этом не малую роль играет то обстоятельство, что в настоящее время угол наклона со винтовой канавки выбирается различным в пределах 19—33э в зависимости от диаметра сверла, тогда как. раньше он был принят для всех диаметров одинаковым из расчета, что шаг винтовой канавки равен семи диаметрам сверла, т. е. угол со = 24“15' .Далее, профили фрез приведены в литературе без всякого указания на то, при каких условиях они обеспечивают возможность получения правильной формы канавки сверла (выбор угла и точки перекрещивания трех осей: сверла, оправки и профиля фрезы и т. п.).
При наложении различных профилей фрез, построенных для какого-либо диаметра сверла, можно видеть, что профили отличаются друг от друга, тогда как все они обеспечивают более или менее удовлетворительную форму канавки. Отсюда следует, что конфигурация канавки зависит не только от профиля фрезы, но и от других факторов и в основном от установки фрезы относительно сверла.
Таким образом, для получения правильной формы канавки сверла необходимо знать все факторы, от которых зависит как профиль фрезы, так и положение ее относительно сверла при фрезеровании.
Параметры для профилирования фрезы. Для построения профиля фрезы необходимо знать исходные параметры для сверла:
1) наружный диаметр £>; 2) угол при вершине ср; 3) форму канавки;
4) угол наклона винтовой канавки со.
Форма канавки определяется: а) формой режущей кромки, обусловленной углом наклона ее к оси сверла; б) шагом винтовой канавки; в) шириной канавки; г) диаметром (толщиной) сердцевины do-форма канавки задается в торцовом сечении, т. е. в сечении, перпендикулярном к оси сверла. Для сверл универсального назначения форма режущей кромки принимается обычно прямолинейной на конусе режущей части, в торцовом сечении опа получается криволинейной. Само собой разумеется, что форма режущей кромки на конусе может быть задана и криволинейной.
Ширина канавки обычно принимается равной ширине пера, или на 1/128 часть окружности больше, как иногда принимают для сверл из быстрорежущей стали, т. е. центральный угол (фиг. 196), проведенный через точку В спинки пера, ц = 90° или 92,8°.
В связи с повышением диаметра сердцевины по направлению к хвостовику форма канавки сверла изменяется. В качестве исходного целесообразно принимать торцовое сечение в месте перехода режущей части в калибрующую. Если учесть, что повышение диаметра сердцевины принимается в пределах 1,4—1,8 мм на каждые
394
Инструменты для обработки отверстий
100 мм длины или в среднем 1,6 мм, тогда диаметр сердцевины dOu в исходном торцовом сечении может быть определен по формуле:
dOu = d0 + 0,0080 ctg ср.
Форма канавки сверла зависит также и от следующих параметров фрезы: 1)угла скрещивания 9 трех осей: сверла, оправки и прсфиля фрезы (угол установки фрезы); 2) положения точки S скрещивания этих осей (фиг. 197); 3) диаметра фрезы.
Фиг. 196. Параметры профиля канавки сверла.
Фиг. 197. Положение точки S скрещивания осей сверла, оправки фрезы и ее профиля.
Угол 9 выбирается отличным от угла фрезерования т = 90° — со. Он принимается па 1—2° меньше, т. е. 9 = 90° — ю—(1—2°). Такой выбор обеспечивает более чистую обрабатываемую поверхность и препятствует подрезанию фрезой уже прсфрезерованной канавки.
Положение точки S характеризует поперечный снос фрезы при фрезеровании канавки сверла (фиг. 197). Оно оказывает большое влияние на профиль фрезы. Перемещая ось оправки фрезы, расположенную под углом 9 к оси сверла, вправо или влево вдоль оси сверла, мы будем получать различные соотношения между величинами отрезков х и у. Расстояния х и у определяют положение канавки сверла относительно точки скрещивания осей S при профилировании фрезы. С уменьшением х ширина фрезы уменьшается, причем участок профиля фрезы, соответствующей режущей кромке сверла, получается более крутым и подверженным повышенному износу из-за малых задних углов на боковых кромках зубьев фрезы. Такая форма фрезы мало пригодна для фрез с затылованными зубьями.
Сверла
395
С возрастанием х ширина фрезы увеличивается и ответственный участок профиля делается более пологим, что улучшает задние углы на боковых кромках зубьев фрезы.
Каждый профиль фрезы построен с учетом определенного положения точки S, которое должно быть точно соблюдено при фрезеровании канавки сверла.
Положение точки S может быть определено также и через величину расстояния Т (фиг. 198) от точки S до точки Ло пересечения оси
Фиг. 198. Определение положения точки S скрещивания осей сверла, оправки фрезы и ее профиля.
сверла с винтовой линией АА, отнесенной к конечной точке канавки, соответствующей режущей кромке,
k
sin 6 *
где k — расстояние между проекцией оси оправки фрезы и параллельной ей прямой, проходящей через точку Ао.
При выборе диаметра фрезы приходится руководствоваться не только условиями проектирования, но также и габаритными размерами посадочного места для фрезы на станке, конструктивными особенностями фрезы и т. н.
Прежде всего необходимо задать диаметр отверстия с учетом жесткости и прочности оправки. Зная диаметр отверстия, можем определить диаметр ступицы фрезы. Необходимо также учитывать величину удвоенного зазора между диаметром ступицы и сверла при работе максимально сточенной фрезой и величину запаса по диаметру фрезы из-за потерь на переточку.
Все три параметра — угол установки 6, положение точки S и диаметр фрезы — тесно связаны между собой. Если в процессе
396
Инструменты для обработки отверстий
построения найдено оптимальное решение, то для него все три параметра будут иметь определенные значения.
Методы профилирования. В практике встречаются различные методы профилирования фрезы для канавок сверла [3]. Наибольшего внимания заслуживают такие методы, которые позволяют не только построить тот или иной профиль, но также и дать анализ влияния каждого исходного параметра на профиль и конструктивные размеры фрезы. Такими методами являются в основном графические методы в чистом виде или в сочетании с аналитическими расчетами некоторых факторов преимущественно вспомогательного характера. Все попытки применить аналитические методы для профилирования фрез для деталей с винтовыми канавками (сверл, зенкеров, цилиндрических фрез) на сегодняшний день не увенчались успехом, в особенности в отношении построения профиля для части канавки, не принимающей участия в процессе резания, а также анализа влияния на профиль исходных параметров. Ниже рассмотрим графический метод, а также и дополнения по его улучшению.
Для прямой канавки профиль ее совпадает с профилем фрезы. При фрезеровании прямой канавки формирование ее осуществляется одновременно по всем точкам профиля в сечении, проходящем через переднюю поверхность фрезы перпендикулярно направлению подачи (при у = 0). Следовательно, все точки соприкосновения фрезы и сверла располагаются в этой же плоскости. Эти точки являются профилирующими, и линия контакта (зацепления) лежит в одной плоскости.
Совершенно другую картину мы наблюдаем при фрезеровании винтовой канавки. Здесь профиль фрезы не совпадает с профилем канавки сверла ни в одном сечении, перпендикулярном к оси оправки фрезы. Отдельные точки профиля фрезы соприкасаются с винтовой поверхностью канавки в различных точках поверхности канавки сверла. Следовательно, профилирующие точки фрезы располагаются не в одной плоскости, а во многих плоскостях, перпендикулярных к оси оправки фрезы, и линия контакта (зацепления) является пространственной кривой.
Особенностью фрезы, обрабатывающей винтовую канавку, является наличие трех различных участков профиля: а) режущий и одновременно профилирующий; б) режущий, который не участвует в образовании формы канавки; в) запасной, который начинает работать только при условии увеличения диаметра заготовки или при углублении канавки, обусловленном допуском на ее глубину.
Профиль фрезы представляет совокупность всех режущих и профилирующих точек, расположенных в различных плоскостях. Так как при изготовлении фрезы и инструментов второго порядка (шаблоны, резцы) для фрезы профиль должен быть задан только в одной плоскости, приходится прибегать к совмещению всех плоскостей,
Сверла
397
в которых располагаются профилирующие точки, с плоскостью, в которой определяется профиль фрезы (перпендикулярной к оси оправки).
Графический метод профилирования
Метод основан на следующем положении.
Рассмотрим сверло с готовой винтовой канавкой, в которую поместим фрезу в рабочем положении.
Рассечем винтовую поверхность канавки и фрезу плоскостями, перпендикулярными к оси оправки фрезы. В каждом сечении получится кривая — след пересечения винтовой поверхности с секущей плоскостью и некоторая окружность фрезы. Профиль фрезы можно рассматривать как состоящий из профилирующих точек, расположенных на соответствующих окружностях, т. е., другими словами, фрезу можно себе представить как целый ряд тонких дисков, сложенных вместе, причем на окружности диска лежит одна профилирующая точка. Каждая кривая сечения сверла имеет точку соприкосновения с соответствующей окружностью фрезы. Все точки соприкосновения сверла и фрезы, расположенные в заданных секущих плоскостях, образуют линию контакта, а сопряжение окружности определяют радиусы окружностей фрезы, на которых лежат соответствующие профилирующие точки. Зная радиусы окружностей фрезы, можем по ним построить и профиль фрезы. Таким образом, задача определения профиля фрезы сводится к построению кривых сечений канавки сверла и проведению окружностей фрезы, касательных к соответствующим кривым.
Профилирование состоит из следующих этапов:
1) определение профиля канавки сверла в торцовом сечении, т. е. в сечении, перпендикулярном к оси сверла;
2) построение винтовых линий поверхности канавки сверла;
3) построение кривых поверхности канавки сверла в сечениях, перпендикулярных к оси оправки фрезы;
4) определение радиусов окружностей фрезы, касательных к кривым сечений канавки сверла (в тех же плоскостях);
5) определение кривой профиля фрезы.
Рассмотрим каждый этап профилирования. Все профилирование производится в большом масштабе с учетом не только диаметра сверла, но и диаметра фрезы, который значительно больше размера сверла. Обычно поступают таким образом: условный диаметр сверла независимо от его размера принимают равным 200 или 300 мм Масштаб построения равен условному диаметру, деленному на заданный размер сверла. Кроме того, он связан также с масштабом концентрических окружностей (см. ниже).
Определение профиля канавки сверла в торцовом сечении. Профиль канавки сверла задан на конусе режущей части, тогда как для профилирования необходимо знать профиль в торцовом сечении. Рас-
398
Инструменты для обработки отверстий
сечем конус (режущую кромку) (фиг. 199 вкл.) рядом плоскостей, перпендикулярных к оси сверла и отстоящих друг от друга на '/1Я часть шага винтовой поверхности. Точки а", Ь"о, с" и т. п. проектируем на прямую aofo, являющуюся режущей кромкой. При построении надо иметь в виду, что прямая aogo представляет собой в проекции В отрезок меньше радиуса наружной окружности сверла. Точка а проектируется в точку а", которая расположена несколько ближе к оси сверла, так как режущая кромка а0/0 не совпадает с осью ох, а смещена на радиус сердцевины. Через точки а„, Ь8, с0 и т. п. проводим окружности. Для удобства дальнейшего построения на проекции А повернем прямую ао/о на 90°. Разделим наружную окружность на 64 части или от точки а0 до а16 на 16 частей. При переходе от конуса к цилиндру прямолинейная кромка обращается в плавную кривую. При повороте сверла на 1/128 часть окружности фреза войдет в тело сверла на 1/128 часть шага. Точка Ь3 прямой a3f3 займет па окружности b новое положение Ь'3, отстоящее от точки Ь3 на расстоянии, равном 4128 части окружности. Аналогично этому и все другие точки с3, d3 и т. п. прямой переместятся в точки с3, d3 и т. п. на соответствующих окружностях. Полученные точки соединяем плавной кривой. Для облегчения построения рекомендуется построить 360° т-т ,
отдельно угол -у^д-. Полученную кривую методом подбора можно заменить дугой окружности радиуса /?1. Однако с целью уменьшения погрешностей целесообразно в дальнейшем пользоваться непосредственно полученной кривой взамен дуги окружности.
Вспомогательная часть профиля должна быть выбрана таким образом, чтобы канавка сверла смогла обеспечить достаточное пространство для помещения стружки, правильное распределение металла по всему торцовому сечению с точки зрения максимально возможного момента инерции сечения и предотвращения трещин при термической обработке сверла, а также плавное сопряжение кривых профиля. Форма канавки, удовлетворяющая этим требованиям, может быть получена при следующем построении. Соединяем точку 01 (3) (центр радиуса /?1) с центром сверла О и условно принимаем, что на прямой 010 будет находиться центр 02 радиуса /?2 вспомогательной кривой. Дуга окружности радиусом касается окружности сердцевины и пересекает наружную окружность сверла в точке а', отстоящей от точки а3 на расстоянии, равном 1/4 (или 1/i + x/i28) этой окружности.
В том случае, если главная кривая профиля не заменяется дугой окружности радиусом Ri, построение вспомогательной кривой производим с учетом, что центр окружности Т?2 располагается на радиальной прямой, проходящей через конечную точку N главной кривой AN, лежащую на окружности сердцевины (см. фиг. 196). Для
Сверла
399
определения точки В откладываем от линии АО угол ц, равный 90' (или 92,8°).
После определения полного профиля канавки сверла производим построение его для всех приведенных на проекции положений asa'3, а4а', а5а' и т. п.
Построение винтовых линий поверхности канавки сверла. Построение винтовых линий производится обычным методом (фиг. 200, вкл. проекция С). Пересекаем ось сверла плоскостями 1, 2, 3,4 и т. д., перпендикулярными к ней и отстоящими друг от друга на расстоянии, равном ’/64 (или Viog) шага винтовой поверхности. Для построения винтовой линии а проектируем с проекции А (см. фиг. 199) точки а3, а4, а5 и т. п. соответственно на прямые 3, 4, 5 и т. п. Получаем на проекции С соответствующие точки а3, а4, а-а и т. п., которые при соединении их плавной кривой дают винтовую линию а. Аналогично этому находим и все другие винтовые линии: b, с, d, е, f для главной части профиля и elt d}, fli, Ci, bi для вспомогательной части.
Таким образом, из построения вытекает, что прямые 3, 4, 5 и т. п. на проекции С определяют последовательные положения сечений канавки при перемещении их на Ve4 части шага. Каждому такому перемещению соответствуют кривые а3а', а4а', аьа& и т. п., получаю-п ж 360’
щиеся при повороте вокруг центра О профиля канавки па угол —.
Построение кривых сечений поверхности канавки сверла плоскостями, перпендикулярными к оси правки фрезы. Прежде чем приступить к построению кривых сечений, необходимо знать положение оси оправки фрезы, которое определяется углом 0 между осями оправки фрезы и сверла и положением точки S перекрещивания трех осей: сверла, оправки и профиля фрезы. Для данного построения принимаем 0= 90° — со — 1 и симметричное расположение точки S, т. е. при х = у (см. фиг. 197).
Рассечем винтовую поверхность (проекция С) рядом плоскостей /, II, /// и т. д., равноотстоящих друг от друга на произвольную величину и перпендикулярных к оси оправки фрезы. Желательно ближе к наружным винтовым линиям проводить большее количество сечений, так как в этих местах часто имеет место подрезание поверхности канавки фрезой. Наличие большего количества сечений дает возможность более точно определить профиль в ответственных местах. Для этой же цели рекомендуется также использовать винтовые линии, построенные для окружностей, диаметр которых больше наружного диаметра сверла (примерно на 20—30%).
Плоскости /, II, III и т. д. дают кривые — следы пересечения этих плоскостей с винтовой канавкой сверла на проекции D (фиг. 200) для главной части и на проекции Е для вспомогательной части профиля (для наглядности проекция Е построена по другому методу). В качестве примера рассмотрим построение кривой — следа пересечения плоскости III. Она пересекает винтовые линии в точках аш,
400
Инструменты для обработки отверстий
bnh ст ит. д. Найдем положение этих точек на проекции D. Искомые точки должны лежать на прямых, проведенных из точек а]п, Ьп1, сП! и т. д. и параллельных оси оправки фрезы. Для определения же расстояния а1Пу, на которое точка ашотстоитотоси сверла, обратимся
Фиг. 201. Графическое построение фрезы для каиавки сверла (проекция F):
к проекции А (фиг. 199). Точка а1И по вертикали как на проекции С, так и на проекции А находится на одинаковом расстоянии ашх от оси сверла. Расстояние точки аш на проекции А от вертикальной оси равно аш у. Этот отрезок и равен расстоянию аП! у на проекции D, на которое отстоит точка аш от проекции оси сверла. Аналогично находятся и другие точки Ь1Ц, сш, d.IH и т. п. кривой следа пересечения
Сверла
401
в
Фиг. 202. Опреде-леиие радиуса окружности фрезы, g касательной к кри- § вой сечения канав- g ки сверла.
плоскости III с соответствующими винтовыми линиями. Полученные точки соединяем плавной кривой.
Определение радиусов окружностей фрезы, касательных к кривым сечений канавки сверла. Центр оправки фрезы лежит на продолжении оси оправки в точке Oi (фиг. 200). Расстояние L (фиг. 200) центра от проекции оси сверла зависит от ряда факторов, которые будут далее рассмотрены. Если вложить в готовую винтовую канавку фрезу и рассечь ее плоскостями I, II, III и т. п., перпендикулярными к оси оправки, то мы получим ряд концентрических окружностей с центром Olt касательных к соответствующим кривым — следам пересечения канавки этими же плоскостями. Радиус каждой окружности и определяет то расстояние, па которое исходная точка профиля фрезы отстоит от ее оси в соответствующем сечении, например в плоскости III. Во избежание затемнения чертежа не следует проводить концентрических окружностей. Для определения их радиусов достаточно найти точку касания каждой окружности к кривой сечения поверхности канавки. Тогда будут известны как радиусы фрезы, так и отрезки gi, g2, g3 и т. п., представляющие расстояние соответствующих точек касания от проекции оси сверла (фиг. 201). Для ускорения отыскания точек профиля фрезы можно использовать кальку с кон
центрическими окружностями, как указано далее при описании графоаналитического метода.
Для пояснения на фиг. 202 представлено построение для одной точки профиля фрезы. Окружность из центра Oi касается кривой сечения в точке К. Продолжим окружность до пересечения с осью оправки Oi, получаем точку М. Тогда расстояние САМ определяет точку профиля фрезы, а расстояние OiP — точку профиля канавки (эллипса) сверла в сечении плоскостью, перпендикулярной к оси сверла и проходящей через ось фрезы. При построении касательных окружностей для вспомогательной части профиля канавки сверла плоскостями VII, VIII, IX и т. п. (см. фиг. 200) на проекции Е центр фрезы Oi должен быть опущен таким образом, чтобы расстояние его от проекции оси сверла оставалось тем же, что и для проекции D.
Необходимо отметить, что построение проекции Е представляет больше затруднений, чем проекции D, так как здесь кривые не дают такой плавной формы и поэтому к ним трудно проводить касательные окружности. Рассмотрим затруднения, которые могут встретиться при построении кривых и касательных окружностей.
26 Семенченко и др. 599
402
Инструменты для обработки отверстий
Обычно конфигурация кривых на проекции D допускает проведение к ним касательных окружностей, тогда как на проекции Е не все кривые обладают такой возможностью. Так, например, в нашем примере нельзя провести касательную окружность к кривой XIII, а кривая XII допускает это только при условии значительного уменьшения диаметра фрезы. Для таких сечений радиусы касательных окружностей приходится определять другим путем.
Во избежание подрезания, касательная окружность для кривой сечения XII должна проходить или выше точки а', или через точку а',
но ни в коем случае не ниже точки а'. В первом случае получается уменьшение ширины канавки сверла, что нежелательно. Во втором случае ширина канавки не меняется, так как наружная точка а12 вспомогательной части профиля будет образована точкой, лежащей на окружности радиуса /?хц фрезы. Таким образом, для тех кривых, к которым нельзя провести касательных окружностей, необ-
Фиг. 203. Проверка наличия подрезания тела сверла при выбранном радиусе фрезы.
ходимо проводить их через наивысшие точки кривых. При этом тре
буется проверка, действительно ли эти точки на проекции Е соответ-
ствуют точкам пересечения данной плоскости с наружной винтовой линией на проекции D. В рассматриваемом примере это имеет место для кривых XII и XIII. Вследствие такого построения вспомогательная часть профиля канавки между сечениями XI и XII может оказаться неправильной формы. С целью уточнения формы профиля канавки рекомендуется для таких участков проводить большее количество секущих плоскостей для выявления дополнительных точек профиля фрезы.
Необходимо также произвести проверку, не наблюдается ли подрезания тела (эллипса) сверла при выбранном радиусе фрезы. Эллипс сверла начинается от верхних точек сечений XII и XIII. Здесь возможны два случая. В первом (фиг. 203, а), когда центр фрезы Ot находится слева от наивысшей точки а профиля канавки, касатель
ная окружность, проходя через точку а, совершенно не задевает тела сверла и поэтому подрезание исключено. Во втором случае (фиг. 203, б) окружность при прохождении через точку срезает часть тела сверла, причем величина срезания будет тем больше, чем меньше расстояние между центром и проекцией оси сверла. Это наглядно видно из фиг. 203, б, где через Oi и О2 обозначены центры фрезы.
Сверла
403
а через Ri и Т?2— радиусы окружностей. При наличии срезания необходимо подбирать радиус таким образом, чтобы он касался наивысшей точки эллипса сверла. Тогда срезание будет исключено.
Как было уже сказано выше, конфигурация профиля фрезы зависит от многих факторов, при изменении которых изменяется также и профиль фрезы.
Если задана винтовая канавка сверла с определенными параметрами (D, со, ср, dn, а также ширина канавки), то для каждого значения угла перекрещивания осей сверла и фрезы будем иметь вполне определенные кривые сечения канавки сверла (проекции D и Е на фиг. 200). Однако для каждого такого случая, несмотря, на то, что конфигурация кривых не изменяется, можно построить большое количество профилей фрезы. Конфигурация их будет зависеть от вполне определенного диаметра фрезы и определенного положения оси оправки, т. е. точки S (соотношения х : у согласно фиг. 197). При заданном диаметре фрезы нельзя произвольно назначать положение точки S, так как оно зависит от условия одновременного касания каждой кривой сечения канавки сверла с определенной окружностью фрезы в каждой плоскости, перпендикулярной к оси оправки, причем одновременное касание осуществляется по пространственной линии контакта. Однако не всегда заданный диаметр фрезы сможет обеспечить это одновременное и непрерывное соприкосновение профилей. Поэтому при профилировании приходится отыскивать оптимальное положение точки S, что обычно связано с большой затратой времени.
Определение кривой профиля фрезы. Для определения точек кривой профиля фрезы на проекции F (см. фиг. 201) проводим прямую — проекцию оси сверла и к ней ряд перпендикулярных прямых, расстояние между которыми должно быть равно расстоянию между плоскостями I, II, III и т. п. Отложим от проекции оси сверла на соответствующих прямых величины отрезков gi, g%, g3 и т. п. и полученные точки соединим плавной кривой, которая и является искомым профилем фрезы. Для удобства изготовления шаблонов кривая может быть заменена дугами окружностей Ri и Т?2 и касательной, проведенной под некоторым углом к вертикали (обычно принимается 10°) (см. фиг. 198 и 201). Прямая проводится потому, что этот участок профиля уже не принимает участия в формообразовании канавки сверла. Последние профилирующие точки профиля фрезы лежат ниже участка, оформленного прямой под углом 10°. В нашем случае последняя профилирующая точка лежит примерно в плоскости XII. Прямая профиля под углом 10° должна быть проведена таким образом, чтобы она ни в коем случае не задевала канавки сверла.
Полученный профиль фрезы необходимо сравнить с профилем канавки сверла, получаемым в сечении, проходящем через ось ОО (проекция С) (см. фиг. 200). Для построения кривой сечения отмечаем на проекциях D и Е точки пересечения кривых /, II, III и т. п.
26*
404
Инструменты для обработки отверстий
с осью оправки (точнее с проекцией перпендикуляра из центра О на ось сверла) и расстояния этих точек до проекции оси сверла переносим на соответствующие плоскости I, II, III и т. п. проекции F (см. фиг. 201), где и откладываем эти отрезки от проекции оси сверла. Полученные точки соединяем плавной кривой. Необходимо отметить, что иногда может иметь место двойное пересечение кривой, например XIII (проекция £), осью оправки. Это означает, что здесь канавка дает поднутрение.
Фиг. 204. Установка фрезы при фрезеровании винтовой канавки сверла.
Для полноты чертежа производим еще построение эллипсов, соответствующих наружной окружности и окружности сердцевины сверла. Для построения наружного эллипса сверла выбираем на продолжении оси оправки за наружными винтовыми линиями (вне канавки) проекции С (см. фиг. 200) дополнительные точки на произвольном расстоянии друг от друга. На таких же расстояниях на проекции F (см. фиг. 201), проводим прямые, перпендикулярные к проекции оси сверла, вправо от сечения I и влево от сечения XIII. Проектируя выбранные точки с проекции С на наружную окружность сверла проекции А (см. фиг. 199), получаем соответствующие ординаты, которые и откладываем от проекции оси сверла на выбранных дополнительных прямых проекции F. Соединяя полученные точки, получаем справа и слева участки наружного эллипса сверла.
Построение эллипса сердцевины производится аналогичным путем, только здесь при определении ординат надо пользоваться окружностью сердцевины. Как видно из проекций, ось сердцевины проходит через сечение VII, поэтому сердцевину строим таким образом, чтобы центр ее лежал на пересечении проекции оси сверла с плоскостью VII. Построенный эллипс сердцевины всегда должен касаться профиля канавки сверла, тогда как касание его с профилем
Сверла
405
фрезы будет иметь место только в том случае, если точка S расположена на пересечении оси оправки с винтовой линией, соответствующей диаметру сердцевины.
Установка фрезы при фрезеровании винтовой канавки сверла. Для фрезерования канавки применяются как фрезы с затылованными зубьями, так и остроконечные фрезы. Положение точки S может быть отмечено при помощи риски на одном из зубьев. Против этой риски надо ставить острие центроискателя при установке стола станка. На фиг. 204 показано приспособление для установки фрезы. Положение точки S характеризуется величиной К, отмеченной на шаблоне для профиля фрезы риской. Приспособление состоит из втулки 1, надеваемой на эталон-заготовку сверла. Фреза устанавливается на оправке 4. Размер К. выдерживается при помощи установочных шайб 3, насаженных на оправку 5. Совмещение оси оправки 4 фрезы с осью оправки 5 достигается посредством центроискателя. После установки фрезы втулка 1 снимается, и эталон 2 заменяется заготовкой.
Графоаналитический метод профилирования
Метод разработан доц. В. М. Воробьевым Ч Он основан на тех же положениях, что и предыдущий. Его особенностью являются мень-щая сложность построения благодаря применению вспомогательных шкал, а также использование аналитических расчетов взамен графического построения. По этому методу можно не только быстро и правильно построить профиль фрезы, но также и проанализировать влияние всех параметров на профиль. Метод позволяет быстро найти такой профиль фрезы, который обеспечивает образование полностью всего профиля винтовой канавки сверла.
Графоаналитический метод разделяется на следующие этапы профилирования:
1) аналитическое определение кривой винтовой поверхности канавки в торцовом сечении;
2) построение кривых поверхности канавки в сечениях, перпендикулярных к оси оправки фрезы;
3) построение профиля фрезы.
При профилировании по этому методу заданными параметрами являются те же, что и для графического метода.
Для повышения точности очертания главной части профиля канавки сверла в торповом сечении рекомендуется координаты точек этой кривой определять аналитическим путем. Для определения необходимых уравнений заданы две прямоугольные системы координат:
1 В. М. Воробьев, Профилирование фрез для изделий с винтовыми канавками. Диссертационная работа в Мосстанкиие, 1950.
В. М. Воробьев, Профилирование фрез для изделий с винтовыми канавками. Сб. Мосстанкина «Новые конструкции режущих инструментов», Машгиз, 1952 и ЦБТИ ВНИИ, 1951.
406
Инструменты для обработки отверстий
1) подвижная x'y'z' (фиг. 205, а), в которой рассматривается образующая винтовой поверхности канавки сверла;
2) неподвижная в пространстве xyz (фиг. 205, б).
Первая (подвижная) система вместе с образующей совершает винтовое движение относительно второй (неподвижной) системы координат. Ось подвижной системы О' г' совпадает с осью Oz неподвижной системы и с осью каиавки сверла. Обе системы одинаково направлены.
Составляем уравнение образующей винтовой поверхности в подвижной системе, а затем переходим к неподвижной системе координат. Для этого производим поворот осей О' х' и О'у' относительно оси Oz на угол и и переносим начало координат вдоль / н
оси Oz иа отрезок р$ I где р = -----параметры винтовой поверхности
а} 9
Фиг. 205. Определение координат точек главной части профиля канавки сверла в торцовом сечении.
Координаты любой точки образующей в системе х'у'г' определяются таким образом (MN параллельна плоскости г'О'у' и отстоит от нее на расстояние, равное г):
х' = г = Q cos Р; / = р sin Р; / = Q sin Р ctg ф,
где Ф — угол наклона образующей к оси О'/ или для сверла главный угол в плайе, например, ф — 59°;
Р — угол наклона к оси О'х' радиуса-вектора Q проекции данной точки на плоскость у'О'х'.
Координаты любой точки образующей в системе xyz выражаются следующим образом:
х = Q cos (Р + О');
у = е sin (Р + д);
г = g sin Р ctg ф + р$.
Параметры Р и Ф определяют положение точки на винтовой поверхности.
Уравнение для кривой торцового сечения сверла найдем путем совместного решения уравнения винтовой поверхности и уравнения заданной секущей плоскости. Последняя определяется величиной расстояния, иа которое она отстоит от начала координат (вдоль оси Oz). Если обозначить это расстояние через е, тогда для опре
Сверла
407
деления главной кривой торцового сечения, соответствующей режущей кромке, служат следующие формулы:
х = q cos (Р + 'О');
у = Q sin (Р + $);
ф = е —QsinPctgtp е
Для сверла принимаем е = 0.
Для определения координат точек кривой торцового сечения находим из формулы cos р = (из первой формулы уравнения винтовой поверхности) величину угла Р, задаваясь рядом значений Q. Подставляя их в формулу, находим значение О. Затем определяем координаты точек кривой путем подстановки q, р, # в формулы для кривой торцового сечения.
Для полноты профилирования рекомендуется кривую торцового сечения несколько продолжить за наружную точку, принадлежащую режущей кромке, т. е. проводить построение для несколько завышенного диаметра сверла (на 20—30%).
Для повышения точности полученную кривую торцового сечения ие рекомендуется заменять дугой окружности. Остальная часть профиля торцового сечения находится способом, приведенным выше.
Построение кривых поверхности канавки сверла в сечениях, перпендикулярных к оси оправки фрезы. Для облегчения работы и повышения точности определения можно найти эти кривые без построения винтовых линий канавки, пользуясь только сеткой пересечения плоскостью (фиг. 206).
На проекции I представлены две винтовые линии канавки, отнесенные к наружной поверхности сверла: АА — для главной части профиля и ВВ — для вспомогательной. Они ограничивают канавку сверла. Необходимо отметить, что проекция / при проектировании не строится, а на фиг. 206 она дана для пояснения метода построения.
Принимаем за начало координат точку Ао, ось OZ направляем по оси сверла. Рассекаем канавку плоскостями /, 2, 3 и т. д., перпендикулярными к оси сверла и отстоящими друг от друга на величину а, равную или , где п — шаг винтовой поверхности. Прямые /, 2, 3 и т. д. являются следами торцовых сечений.
Через точку Ао под углом 0 к оси сверла проводим прямую, параллельную к оси оправки. Для получения следов плоскостей, перпендикулярных к оси оправки, проводим плоскости /, II, III и т. д. через соответствующие точки 1, 2, 3 и т. д. Для повышения точности построения определяем аналитически абсциссы кривых сечений канавки сверла плоскостями, перпендикулярными к оси оправки.
Абсциссы любой точки (например, точки F) пересечения плоскостей в системе координат xOz (проекция /) определяются по формуле
х = MF = МК ctg 0 = (МА0 — КА0) ctg 9.
Расстояние от начала координат А0до любой торцовой плоскости (/, 2, 3 и т. д.) равно ап, где п — номер сечения. Расстояние от начала
408
Инструменты для обработки отверстий
координат Ао до любой секущей плоскости (/, //, /// и т. д.), измеренное вдоль оси Oz, равно aN, где N — номер сечения. В нашем случае МА0 = an, NA0 = aN. Следовательно,
х = a ctg ft (п — N) = b (п — N),
где а — расстояние между торцовыми сечениями.
Величина b = a ctg ft является постоянной для всех точек винтовой поверхности.
Пользуясь формулой, составляем таблицу значений асбцисс в плоскости хОу (табл. 40).
Эта таблица нужна при определении ординат кривых сечения.
На проекции II проводим прямые по обе стороны от оси уу, отстоящие от нее на расстояние b, 2b, ЗЬ и т. д. Эти прямые являются
Сверла
409
Значения абсцисс в плоскости
Таблица 40
№ сечений 0 1 П 1И IV V VI VII VIII
0 0 —ь —2Ь —ЗЬ —4Ь —56 —66 —7Ь —86
1 Ь 0 —Ь —2Ь —ЗЬ —46 —56 —66 —76
2 2Ь 6 0 —Ь —2Ь —36 —46 —56 —66
3 ЗЬ 26 6 0 —Ь —26 —36 —46 —56
4 46 36 26 6 0 —6 —26 —36 —46
5 56 46 36 26 6 0 —6 —26 36
6 66 56 46 36 26 Ь —0 —6 —26
7 76 66 56 46 36 2Ь Ь 0 —6
8 86 76 66 56 46 ЗЬ 2Ь Ь 0
9 96 86 76 66 56 4Ь ЗЬ 2Ь Ь
10 106 96 86 76 66 56 46 ЗЬ 2Ь
И. т. д. и.т.д.
проекциями на плоскость хоу линий пересечения плоскостей /, 2, 3 и т. д. с плоскостями I, II, III и т. д.
Для определения абсцисс точек пересечения плоскостей кривых сечений канавки в плоскости y'0'z' необходимо сделать пересчет абсцисс х при переходе от системы координат хОу к системе координат y'0'z' (проекция III).
Абсцисса г' той же точки F в системе у'О'г' определяется как сумма проекций отрезков FM и МА0 на направление, перпендикулярное к проекции оси оправки фрезы,
z' = an sin 6 + х cos 6 = an sin 6 + a ctg <p (n — N) cos ft или
, a a cos2 в ,, л ж т
z — ь п---------------N = СлП — C-.N.
Sin 6 Sin в 12
Для каждого случая профилирования коэффициенты Ci и С2 постоянны.
Вычисление абсцисс г' и применение их при построении искомых линий сечений связаны с большой трудоемкостью и возможностью получения дополнительных погрешностей при построении. Поэтому здесь рекомендуется использовать графический метод построения при помощи двух расчетных шкал.
Величины Ci/г наносятся на кальку (фиг. 207, а), а величины C2W на чертеж (фиг. 207, б). Абсциссы г' получаются путем отсчета после наложения этих шкал друг на друга. На кальке по шкале Суг откладываются соответствующие ординаты кривых сечений на прямых, перпендикулярных к оси г'г'.
Для определения ординат вычерчиваем отдельно на кальке профиль торцового сечения сверла (фиг. 208, а) и отдельно на листе
410
Инструменты для обработки отверстий
бумаги окружность, равную диаметру сверла (фиг. 208, б). Оба чертежа даются в принятом масштабе. На окружность наносят сетку величин Ь и деления в обе стороны от точки О, равные , где D — диаметр сверла; пг — число делений (например, tn = 64). Точки, расположенные от О против часовой стрелки, обозначим через 1, 2, 3 и т. д., а по часовой стрелке — через — 1, — 2,—3 и т. д.
Во избежание ошибок при построении, надо помнить, что на фиг. 206 и 208 цифрами отмечены деления, равные —, тогда
Калька
Чертеж
Шкала Ctn z'
Шкала СгН
г I лг [ г | га! а Ln {nl ' а 1гю гшх миг
а)
В)
Фнг. 207. Вспомогательные шкалы для определения абсцисс точек линий сечений канавки сверла.
как прямые, проведенные параллельно оси Оу и отстоящие от нее и друг от друга на соответствующие расстояния b, 2b, ЗЬ и т. д., являются проекциями на плоскость хОу прямых пересечения торцовых плоскостей 1, 2, 3 и т. д. с плоскостями I, II, III и т. д. перпендикулярными к оси оправки фрезы. Через деления 1, 2, 3 и т. д., отмеченные на наружной окружности сверла, при наложении кальки проходят кривые профиля канавки сверла, расположенные в соответствующих плоскостях 1, 2, 3 и т. д.
На чертеж накладываем кальку таким образом, чтобы точка М (показанная на фиг. 209) совпадала с соответствующим делением на окружности 1, 2, 3 и т. д. Например, на проекции II точка М кальки совпадает с точкой 5 чертежа, что отвечает торцовому сечению п = 5. Пересечение кривой с абсциссой х — 2b = b (п — N) определяет ординату ут_5 для сечения канавки плоскостью III—III. Измеренная при помощи циркуля эта ордината переносится непосредственно на чертеж со шкалой C^N (фиг. 207, б).
Перейдем теперь к технике построения кривых канавки сверла в сечениях, перпендикулярных к оси оправки фрезы.
Построение делается на листе чертежа (фиг. 207, б). После построения чертеж получает вид проекции III, представленной на фиг. 206.
На листе бумаги проводим оси координат О'у' и О' г', причем ось z'z' является проекцией оси сверла на плоскость, перпендику-
Сверла
411
л яркую к оси оправки. На чертеже ось z'z' располагается параллельно продольной оси чертежа. Для удобства построения начало координат О' (Д^) располагается вправо на расстоянии 1/3—г/4 длины листа. Вычисляем значения С2УУ и откладываем их по оси z'z' в правом направлении от начала О'. Деления обозначим через I, II, III и т. д. согласно знаку (за положительное направление принято направление справа налево от точки О').
Фиг. 208. Вспомогательные окружности для определения ординат линии сечений канавки сверла.
На кальке (фиг. 207, а) проводятся оси координат О'у' и О'г'. Значения Citi откладываем в направлении справа налево от точки О' вдоль оси г'г'. Деления обозначим через 1, 2, 3 и т. д.
В качестве примера рассмотрим как определяется точка линии сечения плоскостью III (N — 3). Накладываем кальку (фиг. 207, а) на чертеж (фиг. 207, б) до совпадения осей z'z' кальки и чертежа. Затем кальку перемещаем вдоль оси до совпадения точки III на чертеже с точкой О' на кальке. В таком положении калька и чертеж остаются до тех пор, пока не будет закончено построение линии сечения плоскостью III.
Для построения ординат используем фиг. 208, а (кальку) и фиг. 208, б (чертеж). Ординаты лежат на прямых, параллельных оси уу и отстоящих на расстояниях х = Ь (п. — N). В формуле N — постоянная величина, равная 3, следовательно, при вычислении ординат меняется только п, т. е. номер торцового сечения. Выбираем значения п= 1, 2, 3 и т. д. до тех пор, пока х не будет равно более половины диаметра сверла. Для каждого значения п находим ординату по способу, описанному выше, измеряем циркулем и пере
412
Инструменты для обработки отверстий
носим на основной чертеж (см. фиг. 206), где путем прокалывания через кальку фиксируем положение точки. Таким образом поступаем для всех точек данной линии. Аналогично определяются точки всех линий сечений канавки сверла, перпендикулярных к оси оправки фрезы. Для правильного построения профиля фрезы рекомендуется на участках, находящихся вне наружной поверхности канавки.
В'
построить дополнительно на каждой кривой сечения хотя бы по одной точке на каждом конце кривой. Можно принять вполне достаточным расположение этих точек на цилиндре диаметром, превышающим диаметр сверла на 20—30%.
Полученные кривые являются совмещенными в одну плоскость линиями пересечения винтовой канавки с плоскостями, перпендикулярными к оси оправки фрезы.
После построения всех кривых сечений на верхней проекции (фиг. 209) необходимо построить еще линии А'А' и В'В' как проекции на плоскость y'o'z’ винтовых линий АА и ВВ канавки, соответствующих наружному диаметру сверла (см. фиг. 206 и 209).
Уравнения кривых АА и ВВ в системе координат выражаются формулами:
для кривой АА для кривой ВВ
х = Q cos и-, х = е cos (и — jx);
у = g sin и; у = е sin (и — jx);
г = ри z = ри.
Сверла
413
Для перехода от системы координат xyz к системе /y'z’ служат следующие формулы перехода (ось О'у’ совпадает с осью Оу):
х‘ — х sin 0 + z cos 0;
г’ = х cos 0 -г z sin 0.
Тогда уравнения кривых А'А' и В’В’ винтовой канавки на фиг. 209 будут следующие:
для кривой А'А' для кривой В’В'
/ = g sin и у’ = Qi sin (“ — ц).
Абсциссы г' для каждой кривой определяются по формулам: Для кривой А’А'
Л
г = ри sin 9 — g cos и cos 9 — р -у sin 0;
для кривой В'В’ . л
г = ри sin 9 — gx cos (u — ц) cos 0 — p -у sin 0.
Л
Дополнительный член в формулах, равный—р -уsin 0, введен потому, что за начало координат принята точка Ао (Ао на нижней проекции).
Радиусы g, (?! являются радиусами окружностей, в которые обращаются винтовые линии АА и ВВ в верхней проекции. Угол ц лежит между радиусами, проведенными через точки М и N (фиг. 209). Величины р, g и gj являются известными. Если задать углу и ряд значений (достаточно, например, от -у до л), то можно построить кривые А’А’ и В’В'. Крайние точки пересечения линий сечения канавки плоскостями, перпендикулярными к оси оправки фрезы, совмещены в одну плоскость с кривыми А'А' и В'В’, обозначенными на фиг. 206 через rv
Построение профиля фрезы. Как было уже сказано выше, соприкосновение кривых винтовой поверхности канавки сверла с соответствующими окружностями фрезы в сечениях, перпендикулярных к оси оправки, осуществляется по пространственной линии контакта. Искомый профиль фрезы только тогда будет образовывать заданную винтовую поверхность канавки, если во всех сечениях, перпендикулярных к оси оправки, будет иметь место касание кривых канавки и окружностей фрезы. При этом контакт должен быть последовательным и непрерывным. При заданном диаметре фрезы положение оси оправки, характеризуемое точкой S, не может быть выбрано произвольным, оно будет вполне определенным. Отсюда следует, что диаметр фрезы и положение точки S тесно связаны между собой. Оптимальный выбор их зависит для заданной винтовой канавки сверла от принятого угла 9 скрещивания осей, причем каждому углу 9 соответствует не один профиль фрезы, а значительное их количество.
Не малую роль в этом отношении играет также выбор начального и конечного сечений. При проектировании может случиться, что нельзя обеспечить касание кривой сечения канавки с окружностью
414
Инструменты, для обработки отверстий
ни в начальном сечении, например, в первом, ни в конечном сечении, например, в седьмом. В этом случае путем перемещения кальки с концентрическими окружностями (фиг. 210) добиваются получения точек контакта в других предельных сечениях, например, II— III для начальной точки контакта и VIII—X для конечной. Форма профиля фрезы получается различной в зависимости от того, какое сечение выбрано за начальное и какое за конечное.
Для облегчения подбора оптимального диаметра фрезы рекомендуется применять кальку с вычерченными на ней концентрическими окружностями. В качестве наибольшего диаметра окружности принимается диаметр на 30—40% больше предполагаемого диаметра фрезы. Этот запас необходим на случай выбора большего диаметра, чем ранее было предположено. Наименьший диаметр должен быть равен или меньше диаметра ступицы. Окружности вычерчиваются в том же масштабе, который был принят для всех построений. На кальке на равном расстоянии друг от друга (например, 2,5 мм) проводятся промежуточные окружности. Все окружности надписываются согласно своему диаметру. Вследствие большего масштаба построения обычно центр окружностей выходит за пределы кальки, однако это не вносит дополнительных затруднений при профилировании.
Для определения радиусов окружностей, касающихся линий сечений канавки, кальку с кругами накладывают на чертеж с кри
Сверла
415
выми сечения канавки (см. проекция //), (фиг. 206) таким образом, чтобы обеспечить выполнение приведенных ниже условий.
1. Окружность фрезы диаметром, равным диаметру ступицы (с учетом зазора, потерь от переточки), не должна касаться и пересекать ни одной из кривых сечения канавки. Недопустимо также пересечение ею проекций винтовых линий А'А' и В'В'. Окружность должна находиться от проекции оси сверла на расстоянии, равном Rn + г, где /?0 — радиус рассматриваемой окружности, аг — радиус сверла.
2. Окружность радиусом, большим радиуса ступицы, должна касаться одной из кривых, образованных начальными сечениями /, II, III и т. д. в точке rlt принадлежащей наружному цилиндру сверла; например, в нашем случае соприкосновение происходит в сечении I в точке гх.
3. Одновременно некоторая другая окружность должна касаться кривой также в точке на кривой, лежащей в одном из последних сечений — VII, VIII и т. п.
Выполнение этих условий обычно является достаточным для обеспечения касания промежуточных окружностей с соответствующими кривыми профиля канавки сверла. Если при построении линия контакта проходит непрерывно и последовательно через всю поверхность канавки, то это указывает на возможность полной обработки данным профилем фрезы всей канавки сверла. Окружность наибольшего выбранного диаметра и дает наружный диаметр фрезы.
Если центр Oi фрезы находится в пределах чертежа, тогда из точки Oi опускаем перпендикуляр на проекцию оси сверла z'zr (см. фиг. 206). Если центр О] лежит вне чертежа, тогда находим точки пересечения k2 и h2 какой-либо окружности с проекцией оси сверла z'z’. Делим расстояние k2h2 пополам и находим точку т2, через которую и проходит радиус фрезы.
Точка т2 характеризуется расстоянием k от начала координат А'о до точки т2. Сносим ее на проекцию I до пересечения с осью сверла zz. Полученная точка и является точкой S, в которой пересекаются три оси: сверла, оправки фрезы и профиля фрезы. Расстояние Т отточки <$ до начала координат Ло (проекция /) определяется по формуле (см. фиг. 198)
т*_
sin 9 '
Расстояние L между осями сверла и фрезы равно расстоянию q (проекция III) плюс наружный радиус фрезы (см. фиг. 198).
Для построения профиля фрезы проводим прямую z2z2 (см. фиг. 198), параллельную к оси оправки и отстоящую от нее на расстоянии L, равном расстоянию между осями сверла и фрезы. В этом случае расстояние от точки профиля до оси сверл для различных секущих плоскостей будет равно разности L — Rx, где Rx — радиус
416
Инструменты для обработки отверстий
касательной окружности, соответствующей рассматриваемому сечению. На прямой z2z2 откладываем отрезки, равные расстоянию (a cos 6) между плоскостями /, II, III и т. д. и проводим через точки деления прямые, перпендикулярные к оси z2z2. На этих прямых откладываются величины L — Rx. После переноса точек соединяем их плавной кривой, которая и будет профилем фрезы. Радиусы касательных окружностей определяются непосредственным измерением на чертеже. Если некоторые кривые не касаются ни одной из концентрических окружностей, то радиус окружности, которая должна была бы коснуться кривой, определяется интерполированием. Для быстроты построения профиля можно откладывать непосредственно величины L — Rx при помощи циркуля. Таким образом, это построение аналогично рассмотренному ранее (см. фиг. 201).
Профилирование шаблонов для фрез1.
Теоретически необходимо иметь отдельную фрезу для каждого размера сверла. Однако это связано с необходимостью располагать в производстве широкой номенклатурой фрез, а также шаблонов и резцов для их изготовления. Поэтому на практике применяют отдельную фрезу для определенной группы сверл по диаметру. Так, например, все сверла от 0,25 до 52 мм делят на 10 групп, причем в специализированном производстве каждая группа обслуживается определенной моделью станка. Затем каждая группа разбивается на еще более мелкие подгруппы, как указано в табл. 41.
Для каждой подгруппы дается построение профиля фрезы для условного диаметра сверла 200 мм и определяются все необходимые размеры для шаблона. Выбор постоянного диаметра сверла 200 мм обусловливается, во-первых, тем, что при таком размере получается достаточно четкий и одновременно компактный чертеж и, во-вторых, масштаб будет обратно пропорционален диаметру сверла, т. е. для мелкого сверла масштаб получается большим, а для крупного — меньшим. Это дает определенные удобства при построении и позволяет соблюдать одинаковую точность для малых и больших размеров сверл.
Далее, для каждой подгруппы определяется общий шаблон. В табл. 41 указано количество построений профилей фрез для сверл с условным диаметром 200 мм и количество требуемых для каждой группы шаблонов.
Как видно из табл. 41, для всего диапазона сверл от 0,25 до 52 мм требуется выполнить все же большое количество построений профилей фрез (как минимум 24). Это объясняется тем, что изменение размеров профилей фрез не является пропорциональным диаметру сверла, так как угол наклона винтовой канавки не остается постоянным для всех размеров сверл, а изменяется в пределах 19—33 °.
Определение размеров профиля для шаблона производится следующим образом: для получения масштаба берется средний арифметический (расчетный) диаметр каждой подгруппы и делится на 200 мм. Размеры шаблона определяются путем умножения элементов построенного профиля фрезы для сверла 200 мм иа данный масштаб. Предположим, [гужно определить размеры профиля шаблона для подгруппы сверл от 0,25 до 0,31. Строим для среднего диаметра этой группы, т. е. для сверл 0,25— 0,5 мм, профиль фрезы в таком масштабе, чтобы прн построении диаметр сверла был равен 200 мм. Следовательно, имеем средний диаметр для построения 0,375 мм, масштаб для построения сверла 200 мм равен 533. После построения сверла 200 мм переходим к определению размера шаблона для подгруппы 0,25—0,31. Средний диаметр для подгруппы 0,28 мм, масштаб 0,0014. Отсюда путем перемножения размеров профиля фрезы, полученных при построении для сверла 200 мм на масштаб 0,0014 мы и получим размеры профиля шаблона для диапазона сверл диаметром от 0,25 до 0,31 мм.
1И. И. Семенченко, Режущий инструмент, т. I, ОНТИ, 1936.
Сверла
417
Таблица 41
Распределение сверл по группам
К® групп Диаметр сверл по группам в мм Диаметры сверл по группам в мм Количество построений профилей фрез и шаблонов для сверл диаметром 200 мм
I 0,25—0,50 0,25—0,31 1 0,32—0,40 > 3 подгруппы 0,41—0,51 1 Одно построение, 3 шаблона
II 0,50—1,0 0,51—0,69 1 0,70—0,86 1 3 подгруппы 0,87—1,00 ) Одно построение, 3 шаблона
III 1,00—1,50 1,01—1,25 I Q 1,26—1’50 / 2 П°ДГРУППЫ 2 построения, 2+2 шаблона
IV 1,50—3,0 6 подгрупп через каждые 0.25 мм 2 построения, 6+6 шаблонов
V 3,00—6,0 11 подгрупп через каждые 0,3 и 0,2 мм (с окончанием диаметров на 0,3; 0,5; 0,8) 2+2 построения, 11+11 шаблонов
VI 3—10 8 подгрупп через каждые 0,5 мм 2+2 построения, 8+8 шаблонов
VII 10—15 10 подгрупп через каждые 0,5 мм. 2 построения 10+10 шаблонов
VIII 15—24 18 подгрупп через каждые 0,5 мм 2 построения, 18+8 шаблонов
IX 24—39 15 подгрупп через 1 мм 2+2 построения, 14+15 шаблонов
X 39—52 13 подгрупп через 1 мм 2 построения, 13 шаблонов
27 Семенченко и др. 599
418
Инструменты для обработки отверстий
На фиг. 211 дано построение размеров шаблонов для сверл от 6 до 8,5 мм. Изготовление шаблонов по такой схеме значительно упро-
Фиг. 211. Построение размеров шаблонов для сверл диаметром от 6 до 8,5 мм.
вдается благодаря пропорциональности всех размеров. В этом случае можно пользоваться пантографом. Масштаб для перевода раз-
Фиг. 212. Размеры шаблонов и контршаблонов к фрезам для канавок сверл.
меров шаблонов является тем параметром, по которому изготовляется копир пантографа.
В табл. 42 приведены размеры шаблонов и контршаблонов к фрезам для канавок сверл (фиг. 212).
Сверла
419
Таблица 42
Шаблоны и контршаблоны к фрезам для канавок сверл (фиг. 212)
Диаметр сверла в мм S1 «1 Я. d С k h g
3—3,3 3,53 2,16 0,68 1,37 1,95 2,18 2,07 2,1
3,3—3,5 3,72 2,33 0,73 1,39 2,02 2,27 2,23 2,3
3,5—3,8 3,93 2,50 0,79 1,43 2,10 2,37 2,39 2,4
3,8—4,0 4,12 2,67 0,84 1,45 2,15 2,46 2,56 2,6
4,0—4,3 4,15 2,47 1,05 1,68 2,30 2,55 2,39 2,4
4,3—4,5 4,34 2,62 1,11 1,72 2,48 2,65 2,54 2,6
4,5—4,8 4,53 2,77 1,17 1,76 2,45 2,74 2,69 2,7
4,8—5,0 4,72 2,92 1,24 1,80 2,53 2,84 2,83 2,9
5,0—5,3 5,41 3,07 1,30 2,34 3,11 2,93 2,98 3,0
5,3—5,5 5,60 3,22 1,36 2,38 3,18 3,52 3,12 3,2
5,5—6,0 5,87 3,43 1,45 2,44 3,30 3,66 3,32 3,3
6,0—6,5 6,32 3,80 2,08 2,52 4,02 4,02 3,78 3,8
6,5—7,0 6,70 4,10 2,25 2,60 4,22 4,22 4,08 4,1
7,0—7,5 7,08 4,40 2,42 2,68 4,42 4,42 4,38 4,4
7,5—8,0 7,97 4,71 2,58 3,26 5,12 5,12 4,68 4,7
8,0—8,5 8,63 5,33 2,75 3,30 4,23 4,23 5,23 5,25
8,5—9,0 9,03 5,66 2,91 3,37 4,42 4,42 5,55 5,65
9,0—9,5 9,43 5,98 3,08 3,45 4,62 4,62 5,87 5,90
9,5—10,0 9,83 6,30 3,25 3,53 4,82 4,82 6,19 6,20
10,0—10,5 7,84 6,15 1,33 1,69 3,07 5,38 5,95 5,8
10,5—11,0 8,18 6,45 1,40 1,73 3,18 5,60 6,24 6,1 !
11,0—11,5 8,51 6,75 1,46 1,76 3,27 5,80 6,53 6,4
11,5—12,0 8,86 7,05 1,53 1,81 3,39 6,03 6,82 6,7
12,0—12,5 9,19 7,35 1,59 1,84 3,49 6,25 7,11 7,0
12,5—13,0 9,52 7,65 1,66 1,87 3,59 6,45 7,40 7,3
13,0—13,5 9,86 7,95 1,72 1,91 3,69 6,67 7,69 7,6
13,5—14,0 10,21 8.25 1,79 1,96 3,81 6,90 7,98 7,8
14,0—14,5 10,54 8,55 1,85 1,99 3,91 7,1'2 8,27 8,1
14,5—15,0 10,87 8,85 1,92 2,02 4,01 7,33 8,56 8,4
15,0—15,5 11,93 8,44 1,83 3,49 4,02 5,28 8,43 6,4
15,5-16,0 12,79 8,72 1,89 3,57 4,12 5,42 8,70 6,6
16.0—16,5 12,65 9,00 1,95 3,65 4,22 5,56 8,98 6,8
16,5—17,0 13,00 9,27 2,01 3,73 4,32 5,70 9,26 7,0
17,0—17,5 13,40 9,55 2.07 3,85 4,45 5,87 9,53 7,2
17,5—18,0 13,73 9,83 2,13 3,90 4,52 5,98 9,81 7,4
18,0- 18,5 14,08 10,10 2,19 3,98 4,62 6,12 10,08 7,6
18,5—19,0 14,43 10,38 2,25 4,05 4,71 6,26 10,36 7,8
19,0—19,5 14,48 10,66 2,31 4,14 4,81 6,40 10,64 8,0
19,5—20,0 15,16 10,94 2,37 4,22 4,91 6,54 10,91 8,2
20.0—20,5 15,51 11,21 2,43 4,30 5,01 6,68 11,91 8,4
20,5—21,0 15,87 11,49 2,49 4,38 5,11 6,82 11,47 8,6
21,0—21,5 16,24 11,77 2,55 4,47 5,21 6,96 11,74 8,8
21,5—22,0 16,59 12,04 2,61 4,55 5,31 7,10 12,02 9,0
22,0—22,5 16,95 12,32 2,67 4,63 5,41 7,24 12,30 9,2
22,5—23,0 17,31 12,60 2,73 4,71 5,51 7,38 12,57 9,4
23,0—23,5 17,66 12,87 2,79 4,79 5,60 7,52 12,85 9,6
23,5—24,0 18,81 13,95 2,85 4,86 5,70 7,66 13,13 9,8
24—25 18,66 14,08 3,40 4,58 6,32 10,68 13,95 9,8
25—26 19,19 14,56 3,54 4,63 6,54 11,08 14,52 10,2
27*
420
Инструменты для обработки отверстий
Продолжение табл. 42
Диаметр сверла в мм К. «2 d с k h g
26—27 20,12 15,24 3,68 4,88 6,76 11,48 15,08 10,6
27—28 20,84 15,81 3,82 5,03 6,98 11,88 15,65 11,0
28—29 21,41 15,53 4,27 5,88 7,33 12,48 15,44 11,4
29—30 22,12 16,03 4,42 6,04 7,54 12,88 15,98 11,8
30—31 22,83 16,63 4,57 6,20 7,76 13,28 16,52 12,2
31—32 23,55 17,17 4,73 6,38 7,99 13,69 17,06 12,6
32—33 24,27 17,72 4,88 6,55 8,21 14,09 17,61 13,0
33—34 24,98 18,26 5,02 6,72 8,43 14,49 18,15 13,4
34—35 25,70 18,80 5,17 6,90 8,66 14,90 18,69 13,8
35—36 26,42 19,35 5,32 7,07 8,88 15,30 19,23 14,2
36—37 28,13 19,89 5,48 8,24 10,10 15,70 19,77 14,6
37—38 28,85 20,44 5,62 8,41 10,32 16,10 20,31 15,0
38—39 27,83 18,83 7,01 9,00 11,16 17,70 18,62 15,4
39—40 29,32 20,34 8,43 8,98 12,44 19,60 19,83 16,6
40—41 30,21 20,85 8,71 9,36 12,91 20,25 20,33 17,0
41—42 30,91 21,37 8,92 9,54 13,17 20,70 20,83 17,4
42—43 31,61 21,89 9,14 9,72 13,44 21,14 21,33 17.8
43—44 32,30 22,40 9,35 9,90 13,71 21,69 21,83 18,2
44—45 32,98 22,90 9,56 10,08 13,97 22,04 22,33 18,6
45—46 32,39 22,29 9,10 10,10 13,4 21,7 21.88 19,1
46-47 33,18 22,78 9,30 10,40 13,77 22,25 22,36 19,5
47—48 33.88 23,27 9,50 10,61 14,05 22.70 22,84 20,0
48—49 34,48 23,76 9,70 10,72 14,26 23,10 23,32 20,4
49—50 35,12 24,25 9,90 10,93 14,52 23,55 23,80 20,8
50—51 35,88 24,74 10,10 11,14 14,80 24,0 24,28 21,2
51—52 36,57 25,23 10,30 11,34 15,07 24,45 24,76 21,6
52,5-53,5 37,88 25,25 10,92 — 15,05 18,82 24,74 22,1
53 5—54,5 38,55 25.70 11,12 — 15,30 19.14 25,21 22,5
54,5—55,5 39,23 26,18 11,33 — 15,55 19,47 25,61 23,0
55,5—56,5 39,90 26,66 11,54 — 15,79 19,78 26,14 23,4
56,5—57,5 40,58 27,13 11,74 — 16,04 20,10 26,61 23,8
57,7—58,5 41,26 27,61 11,95 — 16,28 20,41 27,07 24,2
58,5—60,5 42,61 28,56 12,36 — 16,77 21,04 28,01 25,0
61,5—62,5 43,47 28,59 12,90 — 17,37 21,63 28,08 25,9
64,5—65,5 45,48 29,98 13,52 — 18,12 22,59 29,44 27,1
67,5—68,5 47,48 31,36 14,14 — 18,86 23,57 30,80 28,4
69,5—70,5 48,81 32,28 14,56 — 19,35 24,17 31,71 29,2
71,5—72,5 49,96 31,82 14,11 — 19,17 24,79 31,55 30,3
74,5—75,5 51,96 33,15 14,70 — 19,89 25,69 32,87 31,6
77,5—78,5 53,96 34,48 15,29 — 20,60 26,63 34,18 32,8
79,5—80,5 55,91 35.36 15,68 — 21,08 27,26 35,06 33,7
ЛИТЕРА ТУРА
1. Ларин М. Н. и Еремеева Н. М. (ВНИИ). Высокопроизводительные конструкции сверл и их рациональная эксплуатация, ЦИНТИМ, 1960.
2. П а н ч е н к о К. П.. Сверление Справочник металлиста, т. 5, Машгиз, 1960.
3. С е м е н ч е н к о И. И. Режущий инструмент, т. 1, ОНТИ, 1936.
4. Семенченко И. И. Сверла. Энциклопедический справочник «Машиностроение», т. 7, 1948.
5. Четвериков С. С.> Металлорежущие инструменты, Машгиз, 1953.
Расточные инструменты
421
РАСТОЧНЫЕ ИНСТРУМЕНТЫ
Расточные операции занимают одно из важных мест в современном машиностроении, так как от точности отверстий и правильности их расположения зависит надежность работы целых механизмов.
Растачивание отверстий является более сложной операцией посрав-нению с наружной обработкой. Здесь, в противоположность наружной обработке, большое влияние на размеры резца оказывают диаметр и длина растачиваемого отверстия. Часто у малых размеров расточного инструмента имеют место вибрации, в особенности, если резец снабжен отогнутой головкой. Затруднены подвод охлаждающей жидкости в зону резания, отвод стружки и ее дробление. В результате инструмент работает в тяжелых условиях с пониженной стойкостью и малыми режимами резания.
Расточные резцы применяются на токарных, револьверных станках и автоматах, а также на расточных станках. Особенностью расточных станков, в противоположность станкам токарной группы, является то, что в процессе работы обрабатываемая заготовка неподвижно установлена на столе, а инструмент, закрепленный в борштанге, вращается вместе с ней. Такой метод обеспечивает более точное отверстие как по форме (цилиндричность) так и по размерам. Однако при вращающемся инструменте сложнее получить точное положение оси отверстия. Напротив, при неподвижном инструменте и вращающейся заготовке легче обеспечить совпадение геометрической оси ее с действительной, но отверстие может оказаться не цилиндрическим, а овальным или коническим.
Для расточных операций применяются следующие типы резцов:
1) стержневые с одной режущей кромкой;
2) двусторонние с двумя или более режущими кромками (пластинчатые резцы, резцы-блоки);
3) расточные головки с несколькими режущими кромками.
Стержневые резцы применяются для растачивания отверстий как при вращающейся заготовке, так и при неподвижной, с соответствующей постановкой их в борштанге. В первом случае расточные резцы по своей форме мало отличаются от обычных токарных резцов (фиг. 213). Они изготовляются с пластиками из быстрорежущей стали или твердых сплавов. При использовании в борштангах резцы небольшой длины делаются иногда целиком из быстрорежущей стали.
Державка выполняется различной формы: круглой, квадратной и реже прямоугольной или граненой.
Державка круглого сечения обладает тем преимуществом, что она путем соответствующего поворота в резцедержателе или в борштанге позволяет регулировать установку резца по высоте и придавать режущей кромке требуемые углы резания в зависимости от конкретных условий обработки, не прибегая к заточке. Такая универ-
422
Инструменты для обработки отверстий
сальность значительно облегчает труд рабочего и дает возможность производить различные расточные операции одним и тем же резцом, но с различными углами резания, соответствующими характеру выполняемой работы.
Фиг. 213. Резцы для обработки сквозных и глухих отверстий.
Для удобства закрепления предложена державка \ состоящая из двух призм 1 прямоугольного сечения с цилиндрическим отвер-
Фиг. 214. Расточной резец с круглым стержнем.
стием диаметра, равного диаметру стержня резца 2 (фиг. 214, а). На торце державки нанесены деления в градусах для определения
1Б. С. Савровскин, Д. И. Рыжков н М. О Абугов, Конструкция резцов для скоростного резания, «Станки и инструмент» № 3, 1951.
Расточные инструменты
423
установки резца в державке в соответствии с заданной геометрией режущей кромки. Путем поворота резца (фиг. 214, б, в) можно достигнуть изменения углов в процессе резания в следующих пределах: передний 0—25°, задний 30—5°, главный угол в плане 25— 30°, угол наклона режущей кромки 0—35°.
Необходимо отметить, что такой метод крепления может быть применен не только для расточных резцов, но также и для других типов токарных резцов.
Для повышения жесткости и уменьшения вибраций в процессе работы предложена (фиг. 215) державка 1 квадратного сечения с рабо-
Фиг. 215. Расточной резец с изогнутой рабочей частью.
чей частью, повернутой на угол 35° относительно опорной плоскости державки. Одна из диагоналей сечения повернутой части почти совпадает с горизонтальной плоскостью, проходящей через ось заготовки. Длина диагонали по своей величине может быть принята почти равной диаметру обрабатываемого отверстия. Если у обычных расточных резцов диаметр рабочей части, входящей в отверстие, должен быть меньше радиуса отверстия, то для рассматриваемой конструкции сечение резца может быть выбрано значительно большее. Кроме того, момент сопротивления изгибу у предложенной державки выше по сравнению со стандартными резцами.
Расточные резцы для токарных и револьверных станков применяются двух типов (см. фиг. 213): а) для сквозных отверстий с главными углами в плане ср = 45 и 60°; б) для глухих отверстий с формой головки, позволяющей производить обработку до упора или при необходимости снять литейную корку.
Расточные резцы, применяемые на револьверных станках и автоматах, обычно закрепляются в специальных державках (фиг. 216).
1 Предложен, е В. К- Семинского, В. К. С е м н н с к и й и Я. Кун-кин, Практика применения метода В. А. Колесова на расточных работах, «Станки н инструмент» № 7, 1953.
424
Инструменты для обработки отверстий
Фиг. 216. Расточные резцы с креплением в специальной державке.
Фиг. 217. Типы крепления стержневых резцов в борштанге.
Расточные инструменты
425
На фиг. 216, а показаны установки резцов для сквозных отверстий и на фиг. 216, б, —для глухих отверстий.
Закрепление резцов в борштангах производится различными способами (фиг. 217). Для расточки сквозных отверстий вполне допустимо закрепление резцов при помощи винтов, посаженных на торце (фиг. 217, а). Для расточки глухих отверстий необходимо винт располагать таким образом, чтобы он не мешал в работе (фиг. 217, б, в). Резцы возможно закреплять также и при помощи клина или штифта (фиг. 217, г).
Резцы в борштангах часто снабжаются регулировочными винтами, обеспечивающими более тонкую установку на заданный размер. Одна из удачных конструкций приведена на фиг. 218. Она облегчает установку в борштанге 1 резца 2 на размер х при помощи регулировочного винта 4. Для закрепления сделана лыска на резце, в которую упирается винт <3. Винт 5 служит для фиксирования положения винта 4 после установки на размер. Такая
Фиг. 218. Расточной резец с регулированием установки на размер.
конструкция применяется для предварительной и окончательной обработок отверстий в пределах 3—4-го классов точности для подготовки отверстий под развертывание или тонкое растачивание. Установка резца на размер обычно осуществляется в инструментально-раздаточной кладовой, и при работе рабочему остается только менять изношенные резцы на вновь заточенные. Размеры борштанг и резцов в зависимости от диаметров растачиваемых отверстий следующие (в мм):
Диаметр отверстий .... 40—50 51—70 71—85 86—100 101 — 140 141—200
Диаметр борштанги . . . 32 40 50 60 80 100
Диаметр резца 10 12 16 81 20 24
Пластинчатые резцы. Пластинчатые резцы с двумя режущими кромками являются основным инструментом для растачивания отверстий диаметром свыше 40 мм. Двухлезвийные и многолезвийные резцы обладают большей производительностью по сравнению с однолезвийными. На фиг. 219 представлены различные типы закрепления пластинчатых резцов.
426
Инструменты для обработки отверстий
Резец А (фиг. 219, а) вставляется в паз борштанги, снабженной фаской или выточкой В, в которую опирается заплечиком С. Благодаря этому положение резца точно фиксируется. Закрепление производится клином D. Недостаток этой конструкции заключается
•Фиг. 219. Типы крепления пластинчатых резцов в борштанге.
в том, что при нажиме закаленных заплечиков происходит сминание мягких уголков фаски (выточки) борштанги и резец не может быть правильно расположен.
На фиг. 219, б показано крепление резца при помощи клина (или штифта); клин •(штифт) D прижимает резец А к штифту В, входящему наполовину в борштангу. Здесь резец имеет опору только в трех точках, что дает возможность легче осуществить точное его положение, чем при фиксировании в четырех точках. Штифт и отверстие для него должны быть закалены.
На фиг. 219, в показан другой вариант крепления. Резец А имеет полукруглое углубление, в которое входит выступ центрирующей части С. При постановке конического штифта В и клина D резецточнофиксируется.
На фиг. 219, г приведено крепление резца при помощи гайки и контргайки. Крепление достаточно надежное, но дорогое по своему
выполнению.
На фиг. 219, д показано крепление резца при помощи винта, поставленного с торца (для сквозных отверстий).
В конструкции на фиг. 219, е резец А крепится при помощи вкладыша В, соприкасающегося с резцом по всей длине, и винта С с конической частью, соприкасающейся с вкладышем. Винт D служит для предохранения от выпадения вкладыша при вынимании резца. Этот тип крепления получил широкое распространение в промышленности.
Пластинчатые резцы изготовляются целиком из быстрорежущей стали, а также с пластинками из нее или из твердых сплавов.
Расточные инструменты
427
В целях лучшего использования материала пластинчатые резцы применяются также сборной конструкции, допускающие регулирование на размер. На фиг. 220, а обе половины резца, соединенные
Фиг. 220. Расточные пластинчатые резцы сборной конструкции.
Фиг. 221. Геометрические параметры пластинчатого резца.
пружиной, устанавливаются на размер при завертывании винта с коническим стержнем. На фиг. 220, б обе части резца снабжены рифлениями, причем после износа и переточки установка на размер
осуществляется путем перестановки половинок на одно или несколько рифлений.
При растачивании резец работает только торцовыми кромками, цилиндрические же кромки (фиг. 221) в работе не участвуют, за исключением небольшого участка, примыкающего к торцу. Заточка изношенного резца производится по торцу и частично по небольшому цилиндрическому участку.
Пластинчатые резцы применяются также и для обработки фасонных отверстий (фиг. 222). Для экономии быстрорежущей стали зажимная часть делается
Фиг. 222. Пластинчатый резец для обра ботки фасонного отверстия.
из малоуглеродистой стали,
к которой приваривается режущая часть, состоящая из двух половинок. Резец обычно устанавливается консольно на оправке и закрепляется винтом, проходящим сквозь отверстие резца. Геометрические параметры режущей части приведены на фиг. 222.
428
Инструменты для обработки отверстий
Резцы-блоки, состоящие из корпуса с одной или несколькими
парами вставных регулируемых резцов, применяются для предварительной и окончательной обработки отверстий в корпусных деталях. Преимущества их: 1) высокое качество обрабатываемой поверхности при больших скоростях резания и малых сечениях стружки; 2) удоб-
с развертками благодаря малым габаритным размерам и меньшему весу; 3) возможность регулирования размера диаметра растачиваемого отверстия при наличии одного корпуса, быстрой замены блока без вывода борштанги из направляющего приспособления и установки на размер при переточках; 4) обеспечение получения меньшей конусности отверстия, чем при развертывании, благодаря мень-
ство в эксплуатации по сравнению
шему нагреванию детали.
По конструкции резцы-блоки различаются по методу закрепления и регулирования режущих вставок в корпусе блока, а также центрирования и закрепления корпуса в борштанге.
На фиг. 223 представлен
Фиг. 223. Блок для чистовой обработки, блок для точных чистовых работ.
Вставки 1 трапецеидальной формы с углом уклона 10° закрепляются втулками 2 и винтами <3. Для установки на размер предусмотрены регулировочные винты 4. Корпус устанавливается строго по оси борштанги при помощи шпонки 5, двух винтов 6, 7 и закрепляется планкой 8 с двумя затяжными клиньями 9. Посредством затяжки болта 10, обеспечивающего сближение клиньев 9, блок прижимается к борштанге. Планка 8 снабжена дополнительно еще коническим штифтом И.
В чистовом блоке на фиг. 224 вставка 1 закрепляется винтом 2 и штифтом <3. Закрепление и центрирование блока в борштанге производится штифтом 4, головка которого снабжена наружной резьбой и шестигранным отверстием для торцового ключа. Конические скосы штифта 4 прижимают блок к борштанге через вкладыш 5. Для предохранения последнего от выпадения предусмотрен шарик 6 с пружинкой 7 и предохранительным винтом 8. Вкладыш 5 предназначается для ускорения смены блока. Для этой цели штифт 4 приподнимается, вкладыш выталкивается, блок отодвигается назад и сво-
бодно вынимается из паза. Такая конструкция обеспечивает надежность и жесткость крепления. Для черновой обработки применяют
Расточные инструменты
42Э
5 1 if
6 7 8
Фиг. 224. Блок для чистовой обработки.
о) Фиг. 225. Блок для черновой обработки.
430
Инструменты для обработки отверстий
блоки, состоящие из двух (фиг. 225, а) или трех частей (фиг. 225, б) в зависимости от количества режущих вставок. Рифления позволяют производить перестановку вставок при переточках.
Геометрические параметры режущей части вставок (фиг. 226, а) выбираются в зависимости от характера обработки и угла установки ф вставок в корпусе. Для чистовых работ угол ф (фиг. 226, б) принимают равным 45, а для черновых 60° (к оси борштанги). Соответственно этому, углы в плане для черновых работ равны Ф = 60° и Фг = 10-4-15°, для чистовых ф = 90° и фх = 0-4-30°. Угол наклона
режущей кромки X принимают равным 4°. Задний а и передний у углы заточки (в статическом положении) выбираются в зависимости от углов ад и уд в процессе резания (фиг. 226, а)
h а = ад — т; У = уд + т, причем tg т = ,
где b — расстояние от вершины резца до оси борштанги;
7? — радиус обрабатываемого отверстия.
Можно принять угол ад равным 10—12°, угол уд (в зависимости от обрабатываемого материала) 5—10°.
Расточные головки обладают наибольшей производительностью по сравнению с другими расточными инструментами и применяются для предварительной обработки отверстий.
В зависимости от конструкции закрепление резцов в расточной головке производится посредством: а) втулок с винтами, б) конических винтов, в) штифтов, г) рифлений и т. п.
Расточные головки применяются с коническими (конусность 1 : 30) и цилиндрическими отверстиями. Первые устанавливаются на консольных оправках, а вторые — на борштангах и оправках с байонетным креплением. На фиг. 227 приведена расточная головка конструкции ВНИИ х. В корпусе 1 по периферии и на торце сделаны
1 И. Л. Ф а д ю ш и н, Расточные головки для предварительной обработки отверстий в корпусных деталях. Сб. работ № 8, ОТИ, ВНИИ, 1959.
Расточные инструменты
43!
пазы с рифлениями. В пазах при помощи клиньев 2 (с углом 3°) закреплены ножи <3 с пластинками твердого сплава. Головка имеет восемь ножей, из них четыре по периферии с короткими пластинками и четыре по торцу 4 с длинными пластинками. Геометрические параметры приняты следующие: главный угол в плане ср = 90°, передний угол у = +3°, задний угол а = 8-н10°, упрочняющая
/I
Фиг. 227. Расточная головка.
фаска 2 мм X 45°; фаска по наружному диаметру 0,3—0,5 мм. Режущие кромки снабжены стружколомательными канавками. Наличие восьми зубьев и главного угла ср = 90° повышает виброустойчивость головки, так как она имеет контакт с обрабатываемой деталью в восьми точках, и врезание каждого из ножей будет меньше, чем при малом их числе. Кроме того, повышенное число зубьев способствует увеличению производительности. Угол ср = 90° позволяет значительно уменьшить силы, образующие изгибающий момент на шпинделе, в особенности при врезании и уменьшить вибрации при входе головки в отверстие.
Для обеспечения одновременного вступления в работу всех зубьев, ограничивают (в узких пределах) биение цилиндрических и торцовых режущих кромок. Это необходимо для получения устойчивого положения головки сразу же после врезания и дальнейшей спокойной работы. Использование торцовых ножей с длинной режущей кромкой позволяет производить растачивание за один проход разнообразных отверстий в литых деталях независимо от неравномерности припуска. Расточные головки конструкции ВНИИ предназначены для черновой обработки отверстий диаметром 100—245 мм.
432
Инструменты для обработки отверстий
А-А
А
Фиг. 228. Плавающий пластинчатый резец сборной конструкции.
Плавающие резцы. Окончательная обработка отверстий является одной из самых сложных операций. Чаще всего она осуществляется при помощи развертывания, которое, однако, не всегда обеспечивает требуемые форму, точность размеров и качество обрабатываемой поверхности. Это объясняется наличием бокового давления на режущие кромки, вызываемого весом развертки и несовпадением осей ее и заготовки. При работе с горизонтальным расположением оси заготовки отверстие может оказаться коническим или овальным из-за большого веса развертки вместе с качающейся оправкой. Для устранения этого применяют плавающие пластинчатые резцы. Они, свободно вложенные в борштангу, самоустанавливаются и центрируются в отверстии благодаря возможности перемещения в радиальном направлении. Плавающее центрирующее положение пластинчатого резца компенсирует неточность установки и обеспечивает точное высококачественное отверстие при снятии весьма тонкого слоя металла. Плавающие резцы применяются для отверстий диаметром от 25 до 600 мм. С увеличением диаметра экономичность обработки повышается.
Плавающие резцы применяются различных конструкций. Показанные на фиг. 228 плавающие резцы 1, выполненные из быстрорежущей стали или оснащенные пластинками из твердого сплава, устанавливаются в корпусе 2 на размер при помощи регулировочных винтов 3 и вкладышей 4 со скосами. Закрепление их производится винтами 5.
На фиг. 229 плавающий резец *, предназначенный для отверстий диаметром 70—115 мм, состоит из двух половинок 1 и 2, оснащенных пластинками твердого сплава 3. После установки на размер обе половинки закрепляются винтом 4 и одной или двумя парами винтов 5.
Для отверстий больших диаметров (120—400 мм) тип крепления 1 показан на фиг. 230. Вставка 1 с пластинкой твердого сплава помещается в пазу корпуса 2 и закрепляется винтами <3.
Большое распространение в практике получили плавающие резцы, у которых обе половинки снабжены рифлениями с шагом 0,75 или
J Конструкции ВНИИ. См. «Станки и инструмент» № 1, 1958.
Расточные инструменты
433
Фиг. 229. Плавающие пластинчатые резцы для отверстия диаметром 75—115 мм.
Фиг. 230. Плавающие пластинчатые резцы для отверстий диаметром 120—400 мм.
28 Семенченко н др. 599
434
Инструменты для обработки отверстий
1,0 мм (подобно конструкции на фиг. 220). Рифления допускают перестановку половинок друг относительно друга на один или несколько делений в зависимости от величины износа и слоя, подлежащего удалению при переточке. Обе половинки соединяются винтами.
Основным преимуществом плавающих резцов являются: а) жесткость конструкции при сравнительно небольшом весе; б) сохранение размера по диаметру в течение большого периода эксплуатации; в) регулирование размера по диаметру после износа.
Восстановление размера резца после износа обеспечивается при помощи прокладок из фольги, устанавливаемых между половинками резца. Для правильной эксплуатации резцов необходимо следить за тем, чтобы ленточка, появляющаяся в результате износа на участке перехода от режущей части к калибрующей, была не более 0,3— 0,4 мм. При большой величине чистота обрабатываемой поверхности ухудшается и увеличивается слой твердого сплава, снимаемого при переточке. Калибрующая часть изнашивается очень незначительно (в пределах 2—5 мк) и поэтому в восстановлении не нуждается.
ЛИТЕРАТУРА
1. Панченко К. П., Растачивание, Справочник металлиста, т. 5. Машгиз, I960.
2. Семенченко И. И., Режущий инструмент, т. I, ОНТИ, 1936.
3. Семенченко И. И., Резцы, Справочник «Машиностроение», т. 7, Машгиз, 1948.
4. Б е л е ц к и й Д. Г., Тонкое точение, Оборонгиз, 1946,
ЗЕНКЕРЫ
Назначение и типы. Зенкеры получили широкое распространение в машиностроении, в особенности при массовом и крупносерийном производстве.
Зенкеры предназначаются для:
а) увеличения диаметров цилиндрических отверстий, полученных после сверления, отливки, ковки или штамповки; б) цилиндрических углублений (под головки винтов или шейки винтов и др.); в) конических углублений (для центровых отверстий под головки винтов, гнезд под клапаны и др.), г) для обработки торцовых и фасонных поверхностей.
Зенкеры для увеличения диаметра отверстий применяются для окончательной обработки отверстий 4—5-го классов точности и для предварительной обработки отверстий под развертывание по 2—3-му
Зенкеры
435
сэ
а) б)
Фиг. 231. Элементы режущей части зенкера, обрабатываемой поверхности по срав-не работает в сплошном материале, в оформлении заостренной вершины
классам точности. Соответственно этим требованиям устанавливается наружный диаметр зенкера с учетом необходимого припуска для развертывания.
Для этих работ предназначаются следующие типы зенкеров: а) с коническим хвостовиком диаметром 10—32 мм (ГОСТ 1676-53); б) насадные диаметром 25—80 мм (ОСТ НКТП 3677);
в) сборные регулируемые диаметром 40—120 мм (ГОСТ 2255-51).
Основными конструктивными элементами зенкеров являются: число канавок, режущая и калибрующая части, углы резания, угол наклона канавок, угол наклона главной режущей кромки, профиль канавок, зажимная часть.
В технологическом процессе изготовления отверстия зенкер занимает промежуточное место между сверлом и разверткой. Соответственно производится и его конструктивное оформление. Он напоминает сверло, но снабженное большим числом перьев, благодаря чему обеспечивается лучшее направление в работе и большая чистота нению со сверлом. Зенкер поэтому отпадает надобность
с поперечной кромкой, что обеспечивает зенкеру лучшие условия резания на всем протяжении режущей кромки.
Число канавок. Зенкеры изготовляются с тремя или четырьмя канавками. В том случае, если требуется снять большой припуск, то с целью увеличения пространства для помещения стружки применяют зенкеры с тремя и даже двумя канавками. Зенкеры мелких и средних диаметров (10—32 мм) делаются с тремя канавками, зенкеры крупных диаметров (с 58 мм и выше) с шестью канавками.
Твердосплавные зенкеры, оснащенные твердым сплавом, обычно изготовляются с тремя и четырьмя канавками.
Режущая часть предназначается для удаления всего припуска на обработку, поэтому длина режущей части выбирается в зависимости от глубины резания t (фиг. 231, а)
h = (t + a) ctg q>,
где <р — главный угол в плане;
а — дополнительная величина для облегчения вхождения зенкера в отверстие, принимаемая равной (0,5—1,0) t.
28*
436
Инструменты для обработки отверстий
Угол <р оказывает большое влияние на форму и отвод стружки, в особенности при обработке металлов, дающих сливную стружку. Он выбирается па основании экспериментальных данных. При обработке стали лучшие результаты дает угол ф = 60°, причем для увеличения стойкости рекомендуется делать переходную кромку под углом ф] = 30° на длине, равной 3/ (фиг. 231, б). Для зенкеров, изготовляемых в централизованном порядке, длина переходной кромки установлена 0,3—0,5 мм для мелких размеров и 0,5 —1,0 мм для крупных. Для чугуна угол ф принимается равным 60° (реже 45°) без переходной кромки. Для зенкеров, оснащенных пластинками твердого сплава, угол ф также равен 60°, причем переходная кромка предусматривается только для зенкеров, оснащенных твердым сплавом группы ТК-
Калибрующая часть. Калибрующая часть обеспечивает получение требуемого размера отверстия, осуществляет направление зенкера в процессе обработки и служит в качестве резерва при переточке режущей части. Она имеет по цилиндру ленточку шириной 0,8—2,0 мм для диаметров 10—80 мм. Ее назначение то же, что и для сверла. С увеличением ширины ленточки наблюдается большее налипание стружки на нее, и процесс резания ухудшается.
Биение направляющих ленточек оказывает большое влияние на правильную работу зенкера. Поэтому оно не должно превышать 0,04—0,06 мм.
Для облегчения процесса резания и избежания возможного защемления зенкера в отверстии, калибрующая часть снабжается утонением, т. е. диаметр рабочей части зенкера у хвостовика di делается меньше диаметра d у режущей части в пределах 0,04—0,08 мм на каждые 100 мм длины для зенкеров диаметром до 18 мм и 0,05— 0,10 мм для зенкеров свыше 18 мм. Для зенкеров, оснащенных твердым сплавом, утонение производится в пределах 0,05—0,08 мм, отнесенное к длине пластинки с учетом фактически выполненного размера диаметра зенкера. Диаметр корпуса делается равным фактическому диаметру конца режущей части или на 0,01—0,02 мм меньше. Утонение зенкера играет такую же роль, как и вспомогательный угол в плане ф1 у резцов.
В процессе эксплуатации надо следить за тем, чтобы калибрующая часть не теряла утонения. При утрате его зенкер необходимо подвергнуть дополнительному шлифованию по цилиндру и затачиванию зубьев.
У обычных зенкеров с углом ф = 60° при небольшой ленточке и достаточном утонении могут возникнуть во время работы большие вибрации. Попытки некоторых заводов устранять эти вибрации путем увеличения ширины ленточки хотя и давали положительные результаты, но, с другой стороны, вызывали большое налипание стружки на ленточку. В этих случаях более целесообразно вместо увеличения ширины ленточки сделать дополнительную переходную кромку
Зенкеры
437
(фаску) в 2—3°. Эта кромка (фаска) приводит как бы к небольшому заклиниванию инструмента в отверстии и тем самым уничтожает вибрации.
Углы резания. Траекторией резания каждой точки зенкера является винтовая линия, поэтому углы резания цадо было бы рассматривать с учетом плоскости резания, касательной к винтовой поверхности. Однако из-за малой величины подачи угол между действительной (винтовая линия) и условной (окружность) траекторией настолько мал, что им можно пренебречь, и рассматривать плоскость
Фиг. 232. Формы зубьев зенкера.
резания как касательную в данной точке режущей кромки к цилиндрической поверхности, образованной при вращении режущей кромки зенкера вокруг его оси (т. е. без подачи).
При таком допущении углы резания зенкера рассматриваются как углы геометрического тела. Тогда по аналогии со сверлом определение углов резания зенкера можно сформулировать таким образом.
Задний угол а (в плоскости измерения) заключается между касательной к следу задней поверхности в данной точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси зенкера.
Передний угол у (в плоскости измерения) заключается между касательной к следу передней поверхности в данной точке режущей кромки и нормалью в той же точке к окружности ее вращения вокруг оси зенкера.
По аналогии со сверлом, за плоскость измерения для заднего угла принимается плоскость, проходящая через данную точку касательно к цилиндрической поверхности с осью, совпадающей с осью зенкера. Однако на рабочих чертежах задний угол принято указывать в плоскости, проходящей через данную точку нормально к проекции режущей кромки на основную плоскость, т. е. в той же плоскости, в которой рассматривается передний угол.
Задний угол оказывает большое влияние на стойкость инструмента. Обычно он принимается одинаковым как на режущей, так и на калибрующей частях зенкера в пределах 8—10° (фиг. 232, а}. Иногда на калибрующей части его уменьшают до 5—6° (фиг. 232, б).
438
Инструменты для обработки отверстий
Целесообразно заднюю поверхность оформлять под двумя углами: под углом а — 8-г-10° на небольшом участке длиной 0,6—1,5 мм
в зависимости от диаметра зенкера, а остальную часть под углом О1 = 15 ч-20°. Такая форма задней поверхности применяется для зенкеров со вставными зубьями, а также для твердосплавных зеп-
Фиг. 233. Зависимость между геометрическими параметрами зенкера в различных секущих плоскостях.
керов как с припаянными пластинками, так и сборной конструкции. Для облегчения заточки и доводки зуба из твердого сплава рекомендуется заднюю поверхность оформлять под тремя углами, например, а=10, cti = 12 и а, — 15°. В этом случае в эксплуатации зуб затачивается и доводится только под углом а.
Зуб на режущей части затачивается или доостра, или с оставлением небольшой ленточки шириной 0,03—0,05 мм с целью облегчения контроля биения зубьев на режущей части. Для зенкеров из быстрорежущей стали, и в особенности для твердосплавных, биение глав
ных режущих кромок имеет большое значение для правильной работы инструмента. Величина биения, измеряемая по нормали к главной режущей кромке, не должна превышать 0,05—0,06 мм. Поэтому для облегчения контроля биения оставляют незаточенной минимально возможную ленточку (0,03—0,05 мм), так как при полной заточке возможно занижение одного или нескольких зубьев.
Передний угол оказывает влияние па процесс резания. С увели-
чением переднего угла сила резания и крутящий момент понижаются. Он выбирается в основном в зависимости от свойств обрабатываемого материала, а именно: для углеродистой и легированной стали средней твердости в пределах 8—12°; чугуна твердостью НВ до 200 в пределах 6—10°; легких и цветных металлов 25—30°. Для зенкеров, изготовляемых в централизованном порядке, передний угол в плоскости, перпендикулярной к проекции режущей кромки, на основную плоскость установлен 20° для быстрорежущих и 8° для твердосплавных. В случае необходимости иметь другую величину переднего угла, зенкер подвергается соответствующей переточке по передней
Зенкеры
439
поверхности. На выбор переднего угла оказывает влияние также диаметр зенкера, его конструкция и род режущего материала. Так, для малых размеров зенкеров, а также в сборных конструкциях, во избежание ослабления режущих кромок рекомендуется уменьшать передний угол (подобно тому, как и угол наклона винтовых зубьев со). Зенкеры, оснащенные пластинками твердого сплава, с целью повышения прочности режущих кромок, требуют несколько другого оформления передней поверхности по сравнению с зенкерами из быстрорежущей стали.
Определение углов в различных плоскостях. При конструировании и изготовлении зенкера необходимо, по аналогии с резцами, оперировать углами резания, рассматриваемыми в плоскостях (фиг. 233): 1—1 — перпендикулярной к направлению подачи (<Xj, Yj); 2—2 — параллельной направлению подачи, касательной в данной точке к цилиндрической поверхности, с окружностью, образованной при вращении (без подачи) этой точки (а2, у2); NN — нормальной к проекции режущей кромки («д,, уN) на основную плоскость; 7?—7? — нормальной к режущей кромке (а^, у^).
Зависимость между углами резания в различных плоскостях:
tg Yi = tg yjV cos ф — tg X sin <p;
tg y2 = tg y v sin ф + tg X cos q>;
tg Nn = tg Yi cos <p + tg y2 sin q>;
tg?/? = tgyN cos X;
ctg aj = ctg aN cos <p — tg X sin q>;
ctg a2 = ctg aN sin <p + tg X cos ф;
ctg aN = ctg cii cos <p + ctg a2 sin q>;
ctg aR = ctg Уд, cos X.
При пользовании формулами с углом X надо соблюдать правила знаков для тан! енсов.
Угол X определяется по формулам
tg X = tg у2 cos ф — tg ух sin ф;
tg X = ctg a2 cos ф — ctg ax sin ф.
Задний н передний углы всегда задаются в плоскости, нормальной к проекции режущей кромки на основную плоскость, т. е. в плоскости NN (aN, yN), причем индексы N не указываются.
Угол наклона канавок. Зенкеры изготовляются с прямыми, наклонными и винтовыми канавками. Прямозубые зенкеры обладают большей технологичностью в изготовлении и при правильном выборе других геометрических параметров обеспечивают хорошую работу. Прямые канавки широко применяются для зенкеров, оснащенных твердым сплавом, предназначенных для обработки твердых сталей, включая и закаленные.
В конструкциях насадных зенкеров со вставными зубьями или с припаянными пластинками приходится располагать их, вследствие прямолинейной формы, в наклонных пазах корпуса. Для концевых зенкеров, оснащенных твердым сплавом, производится напайка
440
Инструменты для обработки отверстий
пластинок также наклонно к оси. В этом случае канавки на калибрующей части обычно делаются винтовыми под большим углом наклона по сравнению с углом врезания пластинки. Канавки на длине пластинки и на калибрующей части должны плавно сопрягаться друг с другом. Наклонное расположение твердосплавной пластинки значительно облегчает изготовление зенкера, в особенности в отношении напайки и заточки, а также позволяет выбирать величины геометрических параметров, способствующие упрочнению главных режущих кромок. В случае применения винтовых пластинок отпадает надобность в расположении их в наклонных пазах корпуса.
Зенкер, подобно спиральному сверлу, чаще всего снабжается винтовой канавкой. Она способствует выходу стружки по направлению к хвостовику после ее образования в зоне резания. Для образования положительного переднего угла направление канавок должно совпадать с направлением резания. Угол наклона канавок со зависит от свойств обрабатываемого материала. Для вязких и мягких материалов, дающих более завитую и большего объема стружку, необходимо выбирать повышенную величину угла со по сравнению с хрупкими и твердыми материалами. Для усиления режущих кромок угол со желательно принимать дифференцированно в зависимости от диаметра зенкера. Для зенкеров универсального назначения угол наклона винтовых канавок принимается в пределах 10—25°.
Необходимо отметить, что угол со равен переднему углу в сечении, параллельном к оси зенкера, т. е. у?.
Угол наклона главной режущей кромки. Угол наклона режущей кромКн X (в плоскости измерения) заключается между главной режущей кромкой и основной плоскостью IV нли ей параллельной, проведенной через данную точку (фиг. 233). Он измеряется в плоскости, проходящей через данную точку режущей кромки перпендикулярно основной плоскости. Последняя проходит через данную точку, и ось зенкера — перпендикулярно его торцу.
Обычно иа рабочих чертежах угол X задается в проекции / (внд с торца), где он обозначается как ХР Связь между углом X н его проекцией Xi выражается формулой, определяемой при рассмотрении проекции 1—IV на фиг. 233.
Si.
sin <р
Угол X, может быть положительным (зуб с поднутрением), отрицательным (зуб с отвалом) и равным нулю (зуб направлен по радиальной прямой).
Для зенкеров надо различать передний угол уг от угла наклона режущей кромки Xj (фиг. 234). Они не равны друг другу, так как измеряются в различных плоскостях. Передний угол yj лежит в сечении, перпендикулярном к оси зенкера, тогда как угол Xi расположен в проекции / (фиг. 233, вид с переднего торца).
В зависимости от направления угла наклона режущей кромки Xi н направления угла наклона винтовой канавки <о передний угол уг в сечении А—А фиг. 234, проходящем через начало калибрующей части, изменяет свою величину. Графически это изменение может быть представлено в трех вариантах (фиг. 234). Во всех трех вариантах принято правое направление вращения зенкера, если смотреть со стороны хвостовика, тогда как направление винтовой канавки может быть и правое и левое. В первом случае угол Xi = 0, т. е. режущая кромка АВ направлена по радиусу зенкера. Тогда угол yi при правой канавке получается положительным, а прн левой—
Зенкеры
441
отрицательным. Во втором случае угол Xj положительный, что дает при правой канавке положительный угол Yi. который больше Yi в первом случае. При левой канавке угол Yi обычно получается отрицательным, но при определенных значениях углов может оказаться также равным нулю или даже положительным. По абсолют
А
А
Вид старца
А-А
Вращение правое
При правой канавке
А-А
При левой канавке
Виде торца
Вращение правое
При правой канавке
А -А
При левой канавке
Видсторца
Вращение правое
h>0
При левой канавке
При правой канавке
Фиг. 234. Изменение переднего угла Yi в зависимости от углов наклона режущей кромки X и винтовой канавки <о.
ной своей величине угол Yi всегда будет меньше угла у> в первом случае. В третьем случае угол Xi отрицательный. При правой канавке угол Yi получается положительным, ио ои меньше угла Yi в первом случае. При левой канавке угол Yi отрицательный, причем абсолютное его значение увеличивается по сравнению с Yi для первого случая. Из приведенных вариантов следует, что угол Xt оказывает влияние иа форму передней поверхности зенкера в торцовом сечении по калибрующей части, т. е. изменяет величину и направление переднего угла yv При одноименных направлениях вращения зенкера и винтовых каиавок (например, правое и правое) передний угол Yi всегда будет положительным, а при разноименных (например, правое и левое) угол Yi будет отрицательным при всех значениях угла Хх (а значит и угла X). Исключения могут быть при разноименных направлениях и при Хг < 0; в этих случаях угол уг может оказаться также равным нулю и даже положительным в зависимости от значений других параметров.
Угол наклона режущей кромки X (а, следовательно, и Хх) является наиболее важным параметром для схода стружки в зоне резания. Он в сочетании с передним
442
Инструменты для обработки отверстий
Фиг. 235. Зенкер с левым направлением канавок.
Режущая часть для z---- -I быстрорежущей
s' стали
Фиг. 236. Зенкер с правым направлением канавок.
Зенкеры
443
углом yN определяет направление схода стружки, которое в меньшей степени зависит от величины и направления угла наклона винтовых канавок со. Как показывают экспериментальные работы ВНИИ, один и тот же угол со может вызвать перемещение стружки как в одном, так и в другом направлениях в зависимости от принятых углов Z и Уд,. Выбор угла X связан с различными факторами, рассмотренными ниже.
При отрицательном значении угла Xj стружка направляется в сторону обрабатываемой поверхности, т. е. она следует в направлении подачи (вниз). Для сквозных отверстий целесообразно применять зенкеры с отрицательным угломXj. В этом случае канавки на калибрующей части становятся бесполезными и их можно не делать. Благодаря тому, что стружка сходит впереди режущей части, обработанная поверхность получается более чистой из-за отсутствия надиров от стружки. Кроме того, отсутствие канавок на калибрующей части увеличивает прочность тела корпуса. С точки зрения отвода стружки из зоны резания целесообразно применять отрицательный уголХ5 (в пределах 15—25°) с левым направлением канавки при правом вращении зенкера (фиг. 235). Но эту конструкцию зенкера можно использовать только для сквозных отверстий, что ограничивает область ее применения. Положительный угол Xj (в особенности при больших подачах) дает некоторое повышение крутящего момента по сравнению с отрицательным углом Хх. Положительный угол X, увеличивает прочность режущих кромок в самой напряженной их части (участок перехода режущей части к калибрующей). При положительном углеХ1 стружка направляется в сторону уже обработанной поверхности, т. е. против направления подачи (вверх), поэтому зенкер должен быть снабжен стружечными канавками (фиг. 236). При положительных углах Xj и Уд, обеспечивается хороший отвод стружки из зоны резания и облегчается выход ее из канавки по направлению к хвостовику (вверх).
Для возможности широкого использования рекомендуется применять зенкеры универсального назначения, т. е. как для сквозных, так и глухих отверстий. Они должны иметь положительный угол Xj (в пределах 10—15°) с правым направлением зубьев при правом вращении зенкера.
Для зенкеров, оснащенных твердым сплавом, необходимо принимать угол Xt положительным или равным нулю.
Из приведенных выше зависимостей между углами Уд,, X, <p, уь у2 следует, что оии могут быть определены только при определенных условиях, т. е. некоторые из них должны быть заданы. Так, иапрнмер, для определения углов Yi и у2 надо знать углы yN, <р и X, а для определения углов Уд, и X — углы уь у2 и ср. Обычно при расчете этих геометрических параметров должны быть заданы углы у^, ср и X.
При переточках величина угла X уменьшается. Необходимо для нового зенкера выбирать такую величину угла X, чтобы после всех допустимых переточек оиа оставалась больше или равной нулю. Поэтому при выборе угла X приходится учитывать также и рабочую высоту зуба.
С целью использования корпусов сборных зенкеров для различных обрабатываемых материалов расположение пазов под ножи рассчитывается таким образом, чтобы геометрические параметры режущей части как можно больше удовлетворяли условиям обработки. В этом случае принятое расположение пазов в корпусе должно обеспечить другую, отличную от задаииой, геометрию режущей части при помощи дополнительной заточки зуба по передней поверхности (в виде фаски 2—4 ллс). Для такого расчета служат формулы, определяющие углы Yi и у2, а также угол врезания пластинки 6 (фиг. 237).
Предположим, что для зенкера, оснащенного твердым сплавом, с припаянными пластинками заданы yN = 5°; <р = 60° и Х2 = 12°. Находим углы Хг, Yi и Y-tg X = tg Xt sin q>; X = 10°30';
tg Yi =tg yN c°s ф — tg X sin ф; Yi = —6°40';
tg Ys = tg yN sin ф 4- tg X cos ф; Yz = 9°30'.
Угол врезания пластинки определяется по формуле
tg 0 = tg y2 cos Yii b = 9°25'.
144
Инструменты для обработки отверстий
Так как разница между углом винтовой канавки со (у2) и углом 0 колеблется в незначительных пределах, то часто принимают угол 6 на 1—2° меньше по сравнению с углом винтовой канавки со. В нормалях ВНИИ 1 принят угол наклона винтовой канавки со для зенкеров из быстрорежущей стали с 2 = 3, равным 20°, а для зенкеров с z=4, равным 13°; соответственно для зенкеров, оснащенных твердым сплавом, 15 и 10°.
Чтобы выдержать вычисленные величины углов, необходимо определить величину смещения паза под пластинку от оси в торцовом сечении зенкера, которая находится по формуле (фиг. 237)
а = г sin Yi + Ip tg 6, где lp — длина режущей части.
Профиль канавок. Зенкеры удаляют достаточно большое количество стружки, поэтому профиль канавки играет существенную роль. В практике получили распространение две формы профиля (фиг. 238): для трех-канавочного и для четырех-канавочного зенкера.
Первый профиль (для диаметров d = 10-1-32 мм) ха-
Фиг. 237. Определение угла врезания пла- рактеризуется параметрами: стинки. диаметр сердцевины Dt =
= (0,5-1-0,45) d; ширина пера р= (0,40-1-0,55) d; величина снятия спинки t — (0,03-1-0,025) d; ширина ленточки f= (0,1 -4-0,05) d. Второй профиль (для диаме
тров 10—80 мм) характеризуется параметрами: глубина канавки h — (0,25-1-0,1) d\ радиус впадины канавки /?i= (1,2-4—0,7)rf; расстояние от центра радиуса /?1 до оси фрезы Ci= (0,7-1-0,4) d; величина смещения по высоте осей зенкера и фрезы Р= (0,15-1-0,30) d.
величина поперечного смещения осей зенкера и фрезы £ = = (0,18 -1- 0,25) d; ширина ленточки f = (0,1 -ь 0,3) d. Приведенные данные являются ориентировочными и даны для профилей, рассма-
триваемых в сечении, перпендикулярном к оси зенкера.
Очертание впадины зенкера по кривой требует специальных фрез. При отсутствии их кривая может быть заменена ломаной. В этом случае канавку приходится фрезеровать в два прохода: угловой фрезой с углом профиля О' — 110° и цилиндрической, установленной под углом 30° к касательной к окружности, проведенной через вершину пера.
На фиг. 238, б показаны профили канавок зенкеров с напаянными пластинками твердого сплава. Размеры профилей приняты примерно
1 См. вкладку — Ведомственная нормаль на зенкеры, «Станки и инструмент»
№ 4, 1957.
Зенкеры
445
тех же соотношений, что и для зенкеров из быстрорежущей стали (фиг. 238, а)1.
Допуски на диаметр зенкера. Зенкеры изготовляются двух типов: № 1 —для предварительной обработки отверстия под развертывание, № 2 — для окончательной обработки отверстия. В обоих случаях допуск на диаметр зенкера рассчитывается из условия обработки отверстия по 4-му классу точности (Л4). Размеры отклонений приведены в табл. 43.
На фиг. 239 представлена схема расположения допусков на обрабатываемое отверстие, диаметр зенкера № 2, диаметр корпуса зенкера (посадка , диаметр отверстия направляющей втулки (посадка . Аналогичным путем может быть построена и схема для зенкера № 1.
Зенкеры, оснащенные твердым сплавом. При рассмотрении конструктивных и геометрических параметров зенкеров были уже выяв
лены характерные особенности выбора их для зенкеров, оснащенных твердым сплавом. На фиг. 240 представлена одна из конструкций
Фиг. 238. Профили канавок зенкеров.
Таблица 43
Размеры отклонений зенкеров в мк (фиг. 239)
Диаметры в мм Зенкер № 1 Зенкер № 2
Верхнее Нижнее Верхнее Н и ж н ее
От 10 до 18 —210 —245 + 70 +35
Св. 18 » 30 —245 —290 + 85 +40
» 30 » 50 —290 —340 + 100 + 60
» 50 » 80 —350 —410 + 120 + 60
» 80 » 120 —420 —490 + 140 +70
1 См. вкладку — Ведомственная нормаль на зенкеры, «Станки и инструмент»
№ 4, 1957.
446
Инструменты для обработки отверстий
„ , В.
Посадка
и Посадка
Номинал_____________
Корпус
зенкера Направляющая (направляю- втулка ющая)
Фиг. 239. Схема расположения допуска на диаметр зенкера № 2.
Фиг. 240. Зенкер с пластинками твердого сплава для обработки стали и чугуна средней твердости.
Зенкеры
447
зенкера, оснащенного твердым сплавом, предназначенного для обработки сталей и чугунов средней твердости. Конструктивные и геометрические параметры ее выбраны на основании данных, приведенных выше.
Фиг. 241. Конструкция зенкера для обработки закаленных сталей.
В качестве примера ниже рассмотрена конструкция твердосплавного зенкера, предназначенного для обработки отверстий в деталях из закаленных сталей при использовании твердого сплава группы ТК.
Некоторые конструктивные и геометрические элементы могут быть использованы также и для зенкеров универсального применения как оснащенных пластинками твердого сплава, так и выполненных из быстрорежущей стали.
На фиг. 241 показан зенкер с рабочими размерами *.
Передний угол у рекомендуется принимать отрицательным и равным 15°, что способствует направлению схода стружки вперед по
1 А. А. Ерохин, Исследование процесса зенкерования отверстий в закаленных сталях, Труды, 1957.
К- Ф. Романов и А. А. Ерохин, Скоростное зенкерование и развертывание отверстий в закаленных сталях, Труды, 1956.
448
Инструменты для обработки отверстий
направлению подачи и упрочнению режущей кромки. Для избежания выкрашивания твердого сплава дополнительно введена фаска с отрицательным углом 10° на передней поверхности калибрующей части.
Оптимальный задний угол установлен в 10° как па режущей, так и на калибрующей частях.
Главный угол в плане <р = 60° но переходная кромка направлена под углом <р[ = 15°, вместо <pi = 30°, как это обычно делается для зенкеров универсального назначения.
Вид А
Фиг. 242. Элементы режущей части зенкера для обработки закаленных сталей.
При зенкеровании направление зенкера осуществляется посредством ленточек калибрующей части. При работе по кондуктору наблюдается быстрый износ кондукторных втулок, а также и повреждение зубьев. Для устранения этого зенкер снабжается задней направляющей, диаметр которой несколько больше (на 2—3 мм) диаметра калибрующей части, благодаря чему последняя не имеет соприкосновения с кондукторной втулкой. Кроме того, длина рабочей части зенкера принимается равной длине пластинки твердого сплава, поэтому на корпусе отсутствуют направляющие ленточки, которые у обычных зенкеров подвергаются быстрому износу.
Необходимо иметь в виду, что при выборе угла наклона X (фиг. 242, а) меньше нуля возрастает передний угол у на переходной кромке, что сказывается отрицательно на прочности режущей кромки зенкера. Поэтому приходится идти на увеличение угла у0. Подсчет переднего угла у0 на переходной кромке производится по формуле
tg То = tg yN cos й — tg X sin й, где
й = <р — <р0.
Зенкеры
449
DD
Фиг. 243. Двузубый зенкер.
Фнг. 244. Варианты двузубых зенкеров.
29 Семенченко и др. 599
450
Инструменты для обработки отверстий
Для обеспечения равной прочности поперечной и главной кромок необходимо, чтобы у0 = 4n, тогда формулу можно переписать в таком виде:
. 1 cos © — 1
tg А. — tg yN sin
Например, при yN = —15°, <р = 60°, <р0 = 15° угол X получается равным +6°23'.
Так как положительное значение угла % менее желательно, то, задаваясь минимально допустимым X = 0, получаем при тех же значениях yN> <р и <р0 угол % = —10°45', что вполне приемлемо для обработки закаленных сталей.
Для получения более надежного отвода стружки по направлению подачи рекомендуется делать скос спинки зуба в зоне режущей части под углом 30° к оси и с углом канавки 120° (фиг. 242, б). Такая конструкция наряду с принудительным выводом стружки способствует также доступу охлаждающей жидкости к режущим кромкам инструмента. В этом случае вместо винтовых канавок можно делать прямые, что упрощает изготовление зенкеров.
Данная конструкция зенкеров (фиг. 241) при работе на закаленных сталях обладает по сравнению с зенкерами из быстрорежущей стали более высокой производительностью (до 3 раз и более), повышенной точностью обработки (на один класс) и повышенной чистотой обработки поверхности (на два-три класса).
Двузубые зенкеры. Зенкеры стандартной конструкции обладают целым рядом недостатков, из которых особенное значение имеет плохой отвод стружки из отверстия и малое пространство в канавках для ее помещения. Из-за плохого отвода и загромождения стружки в канавках приходится при работе часто выводить зенкер из отверстия для очистки от стружки. На фиг. 243 показан двузубый с основными размерами зенкер, лишенный этих недостатков. Рациональная форма обеспечивает возможность применения его при беспрерывной машинной подаче не только для обычных, но также и для глубоких отверстий (до 2000—4000 мм). Зенкеры изготовляются диаметром от 28 до 300 мм.
Они успешно применяются для глубоких отверстий диаметром 150 и длиной до 4000 мм, предварительно просверленных, и отвергай диаметром 100 и длиной 2000 мм в сплошном материале. Они применяются для сквозных и глухих отверстий: цилиндрических, ступенчатых, конических, фасонных и др. На фиг. 244 показаны некоторые случаи их применения. Отверстие под зенкерование предварительно просверливается сверлом. Конструкция инструмента допускает также обработку отверстия в сплошном материале при помощи комбинированного зенкера, снабженного вставкой в виде короткого сверла (фиг. 245). Зенкер допускает также обработку и через кондуктор.
Зенкеры
451
Двузубый зенкер позволяет работать с большими припусками,
равными половине разности между наружным диаметром зенкера и диаметром предварительно просверленного отверстия, например 30 мм на фиг. 246. Зенкер стандартной конструкции не может рабо-
Фиг. 245. Двузубый зенкер со сверлом.
тать с таким припуском. Для предварительного сверления в сплошном металле применяются сверла, диаметр которых составляет 0,4—0,5 диаметра отверстия, получаемого после зенкерования.
Фиг. 246. Схема работы двузубого зенкера.
Двузубый зенкер может быть также оснащен пластинками твердого сплава, припаянными к передней поверхности, однако такая конструкция менее выгодна из-за малого количества переточек по сравнению с зенкером из быстрорежущей стали.
Двузубый зенкер, выполняемый в виде насадного, закрепляется на консольной оправке, снабженной буртиком, входящим в выточку зенкера (см. фиг. 245). Центрирование зенкера осуществляется в радиальном направлении отростком оправки, а в осевом направлении — при помощи заднего торца, опирающегося на торец буртика оправки. На отросток оправки устанавливается направляющая сменная цапфа, закрепляемая натяжным болтом. Передача крутящего момента производится при помощи двух штифтов, коническая часть которых запрессовывается в оправке, а цилиндрическая часть с зазором входит в отверстие зенкера. Во избежание проворачивания направляющей 29*
452
Инструменты для обработки отверстий
цапфы торец зенкера снабжен вырезом, а втулка соответствующим выступом. С целью получения достаточного пространства для помещения стружки и возможности обработки глубоких отверстий оправка выполняется значительно меньшего диаметра по сравнению с диаметром зенкера.
Стружечные канавки предусмотрены только на длине зенкера. Головка оправки снабжена двумя плоскими срезами, что необходимо для свободного следования стружки после ее выхода из канавки.
Зенкер выполняется с главным углом в плане <р, равным 75 или 60°. Для обработки глухих отверстий с плоским дном применяются зенкеры с углом <р = 90°. Зенкеры для обработки конических отверстий снабжаются углом <р соответственно углу конуса отверстия.
Особенностью двузубого зенкера является большая длина режущей кромки ц задняя его поверхность, выполненная в виде затылованной винтовой поверхности (обычно нешлифованной). Затылование производится при помощи кулачка, обеспечивающего задний угол в пределах 6—8° для наружной точки. Он измеряется в плоскости, касательной к цилиндрической поверхности окружности, образуемой данной точкой при вращении ее вокруг оси зенкера. Затылование осуществляется в направлении, параллельном к оси зенкера.
В процессе эксплуатации надо следить за тем, чтобы переходная кромка сохраняла свою заданную форму (ф0 = 45°). Небольшое закругление ее угла указывает на необходимость переточки.
Для разделения широкой стружки на более узкие части на задней поверхности предусмотрены стружколомательные канавки, расположенные по концентричным окружностям с совмещенным шагом.
Калибрующая часть сделана шлифованной с небольшим утонением (с углом ф| = 20'-4-2°30') по направлению к заднему торцу. Вспомогательная режущая кромка наклонена к оси под углом со = 75ч-80°. Задний угол на вспомогательной режущей кромке берется небольшим, — в пределах 0—45'. Он измеряется в сечении, перпендикулярном к оси зенкера. Особенностью калибрующей части является малая ее длина и отсутствие ленточки, что препятствует защемлению стружки и налипанию ее на зенкер.
Передняя поверхность представляет плоскость. Благодаря этому заточка зенкера значительно облегчается, так как она производится только по передней поверхности, тогда как задняя поверхность остается нетронутой. Стачивание допустимо в пределах центрального угла, равного примерно 60°. Передний угол в сечении, нормальном к режущей кромке, выбирается в пределах 10—25° в зависимости от обрабатываемого материала. Для правильного отвода стружки режущая кромка снабжается углом наклона М ж 10°.
Стружечные канавки делаются наклонными к оси зенкера. Задняя часть канавки, противоположная передней поверхности, выполняется параллельно оси зенкера. С целью сокращения времени обработки и улучшения процесса резания при сверлении отверстий круп-
Зенкеры
453
них диаметров применяются двузубые комбинированные зенкеры. Зенкеры этой конструкции вполне заменяют крупные сверла, поэтому целесообразно, где только возможно, отказаться от стандартных спиральных сверл и перейти к использованию комбинированных зен-
керов.
Сборные зенкеры. Их изготовляют с коническим хвостом диаметром от 40 до 75 мм, насадные от 45 до 100 мм. Число зубьев для зенкеров диаметром до 70 мм н ниже принимается равным четырем, а свыше 70 мм — шести. Число зубьев лимитируется
необходимостью иметь достаточное тело корпуса между пазом и канавкой на торце, предусмотренной для облегчения схода стружки.
Режущие элементы сборных зенкеров принимаются с учетом рода материала зубьев и конструктивных особенностей зенкера.
Зенкеры сборной конструкции изготовляются с различными методами крепления ножей* 1, которые были рассмотрены выше.
В процессе работы нож зенкера изнашивается по уголку h (фиг. 247) — переходному участку, образованному от пересечения задней поверхности режущей части и цилиндрической поверхности ленточки. Износ происходит приб-
Фиг. 247. Определение величины стачивания ножей зенкера при переточках.
Ф лизительно под углом .
На основании этого
можно рекомендовать заточку с дополнительным углом Фо=-^- иа длине фаски, равной 0,8— 1,2 мм.
Для восстановления режущей способности зенкера необходимо произвести стачивание ножа
по задней поверхности на величину h. Диаметр
зенкера при этом сохраняется неизменным. При заточке размер вылета ножа по торцу С уменьшается. Это приводит к недостаточному использованию материала зенкера. Поэтому конструкция закрепления ножей должна предусматривать сохранение, по возможности, неизменным размера вылета С.
Сборные зенкеры допускают предельные величины стачивания по оси М и по высоте М j. Дальнейшее стачивание уже не обеспечивает прочности и надежности крепления ножей. Практикой установлены следующие величины стачивания:
М = L — (ЗС + tn)-,
Л4 j = а — 6 -S, где L — длина ножа;
т — длина угловой кромки;
а — глубина паза на переднем торце;
S — шаг рифления.
При выборе типа крепления ножей необходимо учитывать минимально допустимую величину припуска на шлифование и максимально допустимое количество переточек.
При рассмотрении конструктивных и геометрических элементов уже были отмечены особенности конструирования зенкеров сборной конструкции.
1 В. Г. Ж и л и ч е в, Зенкеры сборные, ВНИИ, 1945.
Е. В. Дубова, Сборные зенкеры и развертки. Сб. ВНИИ, «Констру рование режущего инструмента», Машгиз, 1956.
454
Инструменты для обработки отверстий
Крепление зенкеров. Зенкеры стандартной конструкции диаметром ст 10 до 36 мм снабжены коническим хвостовиком, а зенкеры диаметром от 25 мм и выше — отверстием для установки на оправке. Оправка также снабжается коническим хвостовиком. Ниже дано описание стандартных типов крепления зенкеров.
При наличии хвостовика с конусом Морзе обеспечивается хорошее центрирование инструмента, уменьшаются вибрации и улучшается качество обрабатываемой поверхности. Из-за наличия вибраций насадные зенкеры, оснащенные твердым сплавом, не могут обеспечить высокие скорости резания по сравнению с зенкерами, у которых рабочая и зажимная части представляют одно целое.
В процессе эксплуатации в результате износа и последующей заточки уменьшается по длине участок цилиндрической части зенкера. Для увеличения количества переточек рекомендуется у концевых зенкеров на торце высверливать отверстие, а у насадных увеличивать длину передней части конического отверстия (до внутренней выточки) примерно на 30—50% по сравнению с размером, предусмотренным для стандартных зенкеров. Такая конструкция обеспечивает также надежное крепление зенкера на оправке, несмотря на многократные переточки.
У зенкеров стандартной конструкции получается нерациональное использование материала. Для устранения этого недостатка применяются составные зенкеры со сменной головкой (фиг. 248, а). После полного использования изношенная головка заменяется новой. Головка насаживается на корпус из закаленной углеродистой или легированной стали. Корпус имеет форму обычного зенкера с коническим хвостовиком. Головка, являющаяся режущей частью, изготовляется из быстрорежущей стали (целиком или с приваренным хвостовиком из легированной стали) или с припаянными пластинками из твердого сплава. Такие зенкеры хорошо себя оправдали при обработке через направляющие (например, на агрегатных станках), а также при изго
товлении глубоких отверстий. Длинный корпус обеспечивает хорошее направление в работе. Головка снабжена хвостовиком с укороченным конусом. Соединение головки с корпусом осуществляется различными способами ‘.
В конструкции зенкера, показанного на фиг. 248, б, головка снабжена квадратом, для которого в корпусе предусмотрено квадратное отверстие. Корпус имеет сквозной паз для облегчения выбивания головки. Головка затягивается болтом, пропущенным через нее насквозь.
В конструкции, показанной нафиг. 249, а вместо квадрата применяют шестигранник. Выполнение шестигранника более просто, чем квадрата. Болт завертывается в гайку, посаженную в шестигранное отверстие корпуса. Гайка удерживается от выпадения при помощи пружины в форме незамкнутого кольца, заложенного в соответствующую выемку. Для облегчения выбивания сделано сквозное отверстие.
Крепление зенкера (фиг. 249, б) состоит из штифта, поставленного в засверленное отверстие в корпусе н головке. Для облегчения выбивания головки поставлена пружина, упирающаяся в торец конуса головки.
Крепление, показанное на фиг. 250, выполняется в двух вариантах при помощи: а) лапки хвостовика, помещающейся в соответствующем прорезе; б) прямоугольного выступа у большего диаметра конуса и фиксирующего шурупа.
1 И. Г. Баранов, В. М. Воробьев, Е. Н. Розанова, Разработка рациональной конструкции зенкеров с укороченными коническими хвостовиками, ВНИИ, 1947.
Зенкеры
455
Фиг. 249. Крепление сменной головки зенкера при помощи шестигранника (а) и штифта (б).
в-в
Фиг. 250. Крепление сменной головки зенкера при помощи лапки хвостовика (а) и прямоугольного выступа (б).
Фиг. 251. Сборный зенкер с байонетным креплением.
456
Инструменты для обработки отверстий
Для обработки неглубоких отверстий также применяются составные зенкеры. На фиг. 251 показана одна из конструкций крепления. Корпус снабжен конусом Морзе, головка цилиндрическим хвостовиком, на середине которого сделаны дна выступающих кулачка, осуществляющие байонетное крепление. Головка, сжимая пружину, вдвигается в корпус и поворачивается противоположно вращению инструмента. Кулачки заходят в соответствующие выемки корпуса и осуществляют передачу крутящего момента. Конструкция этого зенкера несколько сложна в изготовлении.
Другие типы зенкеров
Зенкеры для цилиндрических углублений применяют для изготовления углублений под цилиндрическую головку или шейку винтов. Конструкции их ничем не отличаются друг от друга, за исключением диаметров зенкеров и цапф. Особенностью
зенкеров этого типа является наличие цапфы на торце режущей части. Она служит для направления зенкера в работе и обеспечения соосности раззенкованного углубления под головку и отверстия под винт. Цапфа изготовляется или за одно целое с корпусом зенкера или сменной. Последняя конструкция лучше, так как позволяет увеличить количество заточек, облегчает процесс заточки, допускает использование зенкера для группы диаметров при смене одного размера на другой.
Конструкции этих зенкеров мало отличаются от конструкций зенкеров для обработки отверстий. Число зубьев принимается равным четырем. Оформление рабочей части зенкеров представлено на фиг. 252. Угол наклона винтовой канавки <о = 104- 15°, поднутрение на торце равно 8—10°; задний угол на калибрующей части 0=84-10° па ширине пера 1 —1,5 мм с оставлением ленточки 0,2 мм. Перо снабжено дополнительным скосом под углом ах = 25 4- 30°. Угол наклона режущей кромки X = 10°.
Зенкеры для конических углублений (зенковки). Для обработки
Фиг. 252. Зенкеры для цилиндрических углублений.
центровых отверстий применяются зенковки однозубые простые (фиг. 253, а), конусные спиральные (фиг. 253, б), центровочные (фиг. 253, а), центровочные с предохранительным конусом (фиг. 253, г). Распространенными углами 2<р центровочных отверстий являются 60, реже 75, 90 и 120°. Для обработки конических отверстий применяются также конические зенковки (фиг. 254). Они изготовляются с 2 <р = 60, 75, 90 и 120° и диаметром от 12 до 60 мм. Число зубьев выбирается соответственно от 4 до 12. Для облегчения условий резания рекомендуется срезать через зуб площадку длиной 1= 1,54-5 мм. Толщина сердцевины на торце выбирается равной 0,1 d, а диаметр срезанного
Зенкеры
457
Фиг. 253. Зенкеры для центровых отверстий (зенковки).
458
Инструменты, для обработки отверстий
6)
Фиг. 255. Зенкеры для зачистки торцовых поверхностей.
Развертки
459
торца dj = (0,15-^ 0,18) d, тр& d—диаметр зенковки. Угол впадииы О' в пределах 90—75° зависит от числа зубьев и угла тела зуба т]. Он определяется по формуле
О = t] + е,
Во избежание ослабления зубьев, угол т| должен быть ие меньше 30—40°. После расчета угол О округляется до нормального ряда углов угловых фрез. Для соблюдения постоянства ширины пера на всем протяжении зуба необходимо рассчитать угол Р установки делительной головки, определяемой по формуле
Р = В — С;
tg В = cos е tg <p; sin С = sin В tg е ctg О.
Ширина пера р выбирается в пределах 0,6—1,2 мм. Перо затачивается доостра или с оставлением ленточки шириной 0,03—0,05 мм. Задний угол а= 64-8°. Передняя поверхность направлена по радиусу.
Зенкеры для зачистки торцовых поверхностей. Особенностью этих зенкеров является наличие зубьев только на торце (фиг. 255, а). Реже применяются зенкеры с винтовыми зубьями на цилиндре. Зенкеры изготовляются или насадными, или с хвостовиками по ГОСТу 3009-57, или под быстросменный патрон (фиг. 255, 6). В последнем случае иногда зубья располагают с двух торцов. Зубья на втором торце используются в работе после затупления зубьев на первом торце. Зубья зенкеров часто выполняются, в особенности для чугуна, из твердого сплава. Для соблюдения соосности отверстия и обрабатываемой поверхности зенкеры снабжаются цапфами подобно зенкерам под головки винтов. Цапфы изготовляются сменными или за одно целое с оправкой; закрепление на оправке производится с помощью винта. Распространенными диаметрами зенкера являются 14—40 ми. Из-за тяжелой работы зенкера число зубьев не должно быть велико, оно принимается четным и равным 2—6. Для улучшения отвода стружки режущие кромки обычно располагаются параллельно оси симметрии зенкера. На фиг. 255, а дано оформление режущих элементов зенкеров.
В целях облегчения работы рекомендуется на зенкерах, обрабатывающих большую поверхность, делать стружколоматели (в шахматном порядке). Зенкеры больших диаметров изготовляются сборными. Заслуживает внимания конструкция крепления зенкеров типа, показанного на фиг. 255, б. Она зарекомендовала себя для обработки недоступных или неудобных для обработки сверху поверхностей. Зенкер снабжен отверстием с параллельными сторонами, а конец оправки — фасонным сечением. Такая конструкция обеспечивает перпендикулярность торца режущих зубьев относительно оси даже при наличии небольшого зазора между зенкером и оправкой.
ЛИТЕРАТУРА
1. С е м е н ч е н к о И. И., Зенкеры, Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948.
2. Воробьев В. М., Акимов А. В., Боровой Ю. Л., Тамбовцев С. С., Зенкеры, оснащенные пластинками твердого сплава, ВНИИ, Сб. «Конструкции твердосплавного инструмента», Машгиз, 1951.
3. Г а л е й М. Т., Зенкеры, Машгиз, 1960.
4. Рождественский Л. А., Зенкероваиие, Справочник металлиста, Машгиз, 1960.
РАЗВЕРТКИ
Назначение и типы. Развертка предназначается для изготовления точных отверстий. В зависимости от технологических требований, при помощи разверток можно получить отверстия с широким
460
Инструменты для обработки отверстий
диапазоном допусков —от 4-го до 1-го классов точности и с различной чистотой обрабатываемой поверхности — от 6-го до 10-го классов.
Развертка применяется после предварительной обработки отверстий зенкером, расточным резцом или сверлом и может быть использована в качестве чистового или чернового инструмента.
Правильная работа развертки зависит от конструкции и качества ее изготовления, равно и от условий эксплуатации (режима резания, охлаждения, величины припуска на развертывание, качества заточки и доводки режущих кромок и др.).
В практике встречаются разнообразные типы разверток. Они разделяются на группы в зависимости от характера применения, формы обрабатываемого отверстия, формы закрепления, конструкции зубьев, регулирования на размер, рода режущего материала:
1) ручные цилиндрические с хвостовиком (ГОСТ 7722-55);
2) машинные цилиндрические с хвостовиком и насадные (ГОСТ 1672-53);
3) машинные цилиндрические с хвостовиком и насадные со вставными зубьями (ГОСТ 883-51);
4) ручные разжимные (ГОСТ 3509-47);
5) машинные с напаянными пластинками твердого сплава с хвостовиком и насадные (ГОСТ 6646-53);
6) машинные со вставными зубьями, оснащенными твердым сплавом (ГОСТ 9329-60);
7) конические под конические штифты (ГОСТ 6312-52);
8) конические под коническую резьбу (ГОСТ 6226-52);
9) конические под конус Морзе (ОСТ НКТМ 2513-39);
10) конические под метрический конус (ОСТ НКТМ 2514-39);
11) конические с конусностью 1 : 30 (ОСТ НКТМ 2516-39);
12) цилиндрические мелкоразмерные с утолщенным хвостовиком (ГОСТ 8035-56);
13) котельные.
Цилиндрические развертки
Основными конструктивными элементами развертки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, неравномерный шаг зубьев, профиль канавки, зажимная часть.
Режущая часть. Угол ср режущей части, имеющий такое же значение для развертки, как и главный угол в плане для резцов, определяет форму стружки и соотношение составляющих усилия резания.
С изменением угла ср изменяется соотношение между шириной и толщиной стружки при одних и тех же величинах припуска на обработку и подачи при развертывании. Отсюда следует, что форма стружки оказывает влияние на условия ее отвода, износ развертки и качество обрабатываемой поверхности.
Развертки
461
Изменение соотношения составляющих усилия резания, в частности изменение радиального усилия, влияет на величину упругих деформаций поверхности обработки. Это влечет за собой изменение размера развертываемого отверстия. Малый угол ф способствует также плавному входу и выходу развертки из отверстия. Это особенно важно для таких разверток, как котельные, работающие обычно в тяжелых условиях, например при сборке железных конструкций (мостов, зданий и т. п.). Применение большого угла <р для котельных разверток, работающих с ручной подачей в пневмр-или электродрелях, может привести к поломке зубьев на выходе развертки из отверстия.
На основании опытов ВНИИ по стали марки 45 установлено, что при малом угле <р — 5° основной износ протекает по задней поверхности, тогда как при большом угле ср = 45° он происходит по ленточке калибрующей части на значительной длине (5—8 мм) от режущей части. Характер изменения износа объясняется изменением радиальной составляющей усилия резания. При большом угле <р износ по задней поверхности резко сокращается и одновременно с мелкими выкрашиваниями на ленточке наблюдается износ по передней поверхности в виде образования луночки вдоль ленточки. После непродолжительного времени обработки, короткая режущая кромка быстро истирается. Близлежащие участки ленточки калибрующей части начинают включаться все больше и больше в работу и в конце концов они уже выполняют роль не только калибрующих элементов, но также и основных режущих взамен потерявших свою остроту главных режущих кромок.
Из-за интенсивного износа ленточки на большом протяжении и наличия на ней глубоких выщерблин переточка такой развертки весьма затруднительна, а иногда и невозможна. Она также связана с нерациональным использованием рабочей длины инструмента.
Чистота обрабатываемой поверхности при работе развертки с углом <р, равным 20, 30 и 40°, несколько хуже, чем при развертывании с углом ф = 15°.
Согласно опытным данным ВНИИ, разбивка, конусность и овальность отверстия при всех углах ф от 5 до 45° находятся в пределах допуска на отверстие, хотя здесь лучшие результаты давали развертки с ф = 15°.
За последнее время ряд наших заводов перешел на использование разверток с углом ф = 45°, как при обработке чугуна, так и стали. Однако на основании опытов можно прийти к выводу, что развертки с ф = 45° рекомендуется применять только в том случае, если обрабатываемый материал, выбранные режим и условия резания (скорость резания, подача, охлаждение), а также величина припуска обеспечивают правильное использование развертки.
Из рассмотрения влияния угла ф на работу развертки с учетом технологического критерия (качество поверхности и разбивка отвер-
462
Инструменты для обработки отверстий
стия) и условий эксплуатации (стойкости и долговечности развертки, несложности заточки) можно прийти к заключению, что оптимальным углом <р для машинных разверток при обработке стали и других вязких металлов является 15°. Для хрупких материалов, например чугуна, угол ср принимается в пределах 3—5°.
Ручные развертки нуждаются в большем направлении при входе в обрабатываемое отверстие, поэтому режущая часть у них делается
значительно длиннее, чем у машинных разверток, а именно ср =
Фиг. 256. Срез пера режущей части развертки.
= 0,5-М,5°. Котельные развертки, применяемые в ручных пневматических или электрических дрелях, также снабжаются небольшим углом <р порядка 1,5—3°.
Для облегчения входа в отверстие малый диаметр режущей части выполняется меньше диаметра развертки на 1,3—1,4 припуска на развертывание. Кроме того, на конце режущей части должна быть снята фаска под углом 45° с целью предохранения зубьев развертки от выкра-
шивания при наличии повышенного припуска или каких-либо дефектов в отверстии. Переход от режущей части в калибрующую
должен быть закруглен.
Для обработки вязких металлов рекомендуется применять срез зуба режущей части. Зуб на режущей части (фиг. 256) срезается под углом 30° к оси, а канавка соответственно углубляется под
углом 15°. Такое оформление режущей части обеспечивает положительный передний угол до 8°. Во избежание ослабления зуба такой
подточкой, ширина его увеличивается за счет уменьшения количества зубьев.
На заводах тяжелого машиностроения получила распространение конструкция разверток с измененной режущей частью х. Последняя выполняется в виде двух кольцевых цилиндрических ступенек /2 и /3 (фиг. 257) шириной в пределах 2—4 мм в зависимости от размера разверток. Ступеньки занижены по диаметру
относительно номинального диаметра развертки соответственно на 0,2 и 0,4 мм. На торце снята фаска длиной /1 = 2 мм под углом 45° и заточена с задним углом 10° (как у зенкера). Участок /4 является калибрующей частью, выполненной в виде цилиндра. Развертка
1 В. Н. Воробьев, Производительные режущие инструменты, «Станки и инструмент» № 9, 1955.
Развертки
463
выполняется без утонения к хвостовику, поэтому калибрующая часть делается более короткой по сравнению с обычными развертками.
Калибрующая часть. Она служит для направления развертки в процессе обработки и в качестве запаса на переточку. Кроме того, она обеспечивает заданную форму отверстия, его точные размеры и необходимую чистоту обрабатываемой поверхности. Калибрующая часть машинной развертки обычно оформляется в виде короткого цилиндрического участка, предназначенного для калибрования отверстия, и конического участка с утонением по направлению к хвостовику. Утонение имеет целью уменьшение трения развертки о поверх-
Фиг. 257. Режущая часть развертки в виде двух кольцевых ступенек.
ность отверстия и предупреждения разбивки его участком калибрующей части, примыкающей к хвостовику. Величина утонения принимается для машинных разверток при жестком закреплении в размере 0,04—0,06 мм, при качающемся или плавающем закреплении 0,08—0,10 мм, для ручных разверток 0,010—0,015 мм. Из-за столь малой величины утонения цилиндрический участок на ручных развертках часто не делается, и утонение начинается сразу же после режущей части. Если к отверстию предъявляются особые требования в отношении точности размера и чистоты его поверхности, рекомендуется применять развертки без утонения.
Увеличение длины калибрующей части приводит к более тяжелой работе развертки и ее заеданию в отверстии, поэтому рекомендуется применять короткие развертки с длиной калибрующей части в пределах 0,25—0,3 диаметра развертки. Кроме того, более короткая развертка дает экономию в расходе металла, а также резко снижает коробление от закалки при своем изготовлении.
Экспериментальные работы и опыт некоторых заводов показывают, что длина калибрующей части тесным образом связана с утонением. Если уменьшить длину калибрующей части и устранить ту часть, которая снабжается утонением, то такая развертка дает хорошие результаты. По точности, чистоте поверхности и стойкости она не только не уступает обычным разверткам, но даже их превосходит, в особенности при работе на изношенных
464
Инструменты для обработки отверстий
станках. Ликвидация утонения способствует также и уменьшению разбивки отверстия. Эго изменение конструкции разверток представляет большой интерес для производственников, поэтому необходимо продолжить как экспериментальные работы, так и широкое опробование их в различных производственных условиях.
В этом отношении определенный интерес представляют развертки диаметром от 12 до 60 мм, выполненные в виде диска толщиной, равной 0,2 диаметра V Эти развертки по своей форме похожи на пазовые фрезы с остроконечными зубьями. Развертка состоит как бы из одной калибрующей части без режущей. Зубья снабжены широкой ленточкой порядка 0,8—1,2 мм без заточки под задний угол, т. е. полученной путем шлифования по окружности. Малая толщина развертки позволяет работать без всякого утонения. Число зубьев развертки —восемь, высота зуба равна примерно Via диаметра развертки, шаг зубьев неравномерный. Передний угол принимается в пределах 5—7°.
Такая развертка при работе нуждается в направлении, находящемся в верхней части оправки, на которую насаживается инструмент. После того как в процессе работы фаска получит округленную форму, развертка считается изношенной и требует переточки. Последняя заключается в шлифовании по торцу на плоско-шлифовальном станке до удаления округленного участка. Эти развертки при малой стоимости обеспечивают те же требования в отношении точности и чистоты, что и обычные развертки.
Необходимо обращать особое внимание на радиальное биение зубьев всех типов разверток. Это биение, измеренное в начале калибрующей части по отношению к оси хвостовика или оси отверстия насадных разверток, не должно превышать для шлифованных 0,02 и доведенных 0,01 мм.
Число зубьев, принимается обычно четным для возможности измерения диаметра развертки микрометром. Можно определять его в зависимости от диаметра и назначения развертки.
Для ручных и машинных разверток применяют следующие числа зубьев:
Диаметры в мм . . . 3—10 11—19 20—30 32—45 46—50
Число зубьев г . . 6 8 10 12 14
Котельные развертки диаметром до 50 мм чаще всего изготовляют с четырьмя зубьями.
Развертки сборной конструкции делаются с меньшим числом зубьев, так как вставные ножи и элементы крепления требуют большего места для их размещения по окружности корпуса развертки.
1 А. И. Этин, Испытание дисковых разверток, «Стаики и инструмент» № 4—5, 1940.
Развертки
465
Направление зубьев. Развертки снабжаются зубьями прямыми параллельными или наклонными к оси, а также и винтовыми; последние обеспечивают большую чистоту обрабатываемой поверхности и большую стойкость. Развертка с прямыми и наклонными зубьями при правильной конструкции дает отверстие, вполне удовлетворительное по точности и качеству обработки. Изготовление, заточка и контроль таких разверток значительно проще, чем разверток с винтовыми зубьями. Для обработки отверстий с продольными
канавками или прерывающихся по длине необходимо применять развертки с винтовыми зубьями. Направление винтовых зубьев делается обратным направлению вращения для предупреждения самозатягивания и заедания развертки, а также выхода ее хвостовика из шпинделя. Угол наклона канавки и выбирают в зависимости от обрабатываемого материала: для серого чугуна и твердой стали 7—8°, для ковкого чугуна и стали 12—20°, для алюминия и легких сплавов 35—45°.
Котельные развертки (фиг. 258) должны изготовляться только с винтовыми канавками, так как прямые канавки или винтовые с малым углом наклона способствуют заеданию развертки в отверстии. Оптимальным углом для этих разверток считается со = 25-4-30°.
Задний и передний углы режущей части выбираются в зависимости от назначения развертки и обрабатываемого материала. С увеличением заднего угла а облегчаются условия резапия, но из-за уменьшения угла заострения и ослабления зуба ухудшается отвод тепла и повышается износ режущих кромок. По исследованиям ВНИИ 1 развертки при обработке стали марки 45 с увеличенным
1Е. Г. Анненкова, Геометрия зенкеров и разверток. Сб. «Скоростное резание металлов и инструмент», ВНИИ, Машгиз, 1951, а также «Станки и инструмент» № 2, 1951.
30 Семенченко н др.
466
Инструменты для обработки отверстий
задним углом до 15—20° в первый период работы дают более чистую поверхность по сравнению с развертками с а = 8°, но стойкость их, примерно, в 3 раза меньше. Объясняется это тем, что при небольшом износе по задней поверхности имеет место интенсивный износ как ленточки на длине 4—5 мм, так и главной режущей кромки, приобретающей округленную форму. В результате такого износа развертка начинает оставлять риски
на поверхности отверстия и может вызвать даже выкрашивание зубьев в месте перехода режущей части в калибрующую.
Переточка разверток с интенсив-
ным износом затруднена, а иногда и невозможна. Из этих соображений приходится идти на выбор небольшого угла а на режущей части порядка 5—8°. Для чистовых разверток угол а выбирается меньше, чем для черновых.
Заточку зуба по режущей части
Фиг. 259. форма пера производят до остроты, а на калибрующей части оставляют небольшую ленточку f (фиг. 259, а), причем угол а обычно принимается той же величины, что и на режущей части.
Регулируемые цилиндрические развертки рекомендуется затачивать по двум углам: а = 6ч-8° и ах = 15-^20° (фиг. 259, б). Эту
рекомендацию иногда распространяют также и на котельные развертки.
Передний угол у разверток принимается равным нулю, т. е. передняя поверхность направлена по радиусу.
По исследованиям ВНИИ при обработке стали 45 положительный угол у до 10° обеспечивает хорошую работу развертки в отношении чистоты только при пониженных скоростях резания (не свыше 2 mImuh). С повышением скорости резания (например, до 4 м/мин) наблюдается быстрое выкрашивание и завал режущей кромки, вызывающие резкое ухудшение качества поверхности. Положительный угол у в пределах 5—10° оправдывает себя при обработке вязких металлов с целью избежания налипания стружки к режущей кромке. Его можно рекомендовать в размере до 10° также и при обработке стали, если требуется получить особо чистую
поверхность отверстия, но в этом случае скорость резания не должна быть выше 2 mImuh.
Отрицательный угол у при обработке стали марки 45 ухудшает чистоту обрабатываемой поверхности из-за появления большого нароста, прочно приваренного к передней поверхности, а также налипания стружки на значительном участке ленточки. Из опытов
и практики заводов следует, что оптимальным передним углом для разверток следует считать у = 0.
Развертки
467
Котельными развертками удаляют не только установленный припуск, но также и слой металла, получившийся из-за смещения обрабатываемых листов. В этом отношении она работает больше как зенкер. Следовательно, целесообразно для котельных разверток принимать передний угол положительным в пределах 12—15°, измеренным в нормальном сечении. Зависимость между углом yN в нормальном сечении и ут в торцовом сечении (для точки, находящейся на периферии) выражается формулой
tg yN = tg yr cos co, где co — угол наклона винтовой канавки развертки.
Ленточка. Она обеспечивает направление развертки в отверстии, способствует выглаживанию обрабатываемой поверхности и калиброванию отверстия по размеру, облегчает контроль развертки по диаметру. Ширина ленточки для машинных разверток принимается равной 0,05—0,3 мм в зависимости от размера развертки (от 5 до 50 мм).
Уменьшение ширины ленточки хотя и способствует улучшению чистоты поверхности, но нежелательно, так как резко снижает стойкость развертки из-за появления выщерблин по всей длине ленточки. Увеличение ширины ленточки также не рекомендуется из-за ухудшения чистоты обрабатываемой поверхности.
При обработке вязких материалов с целью избежания налипания стружки ширина ленточки уменьшается до 0,05—0,08 мм. Можно рекомендовать также затачивание или доводку ленточки под углом 30'—1° 30' специальными кругами или брусками на доводочных станках или приспособлениях.
Для ручных разверток, а также машинных с хромированными кромками, ширина ленточки может быть снижена до 0,15—0,18 мм. Котельные развертки снабжаются ленточкой размером 0,2—0,3 мм.
Неравномерное распределение зубьев по окружности. Оно делается в развертках с целью предупреждения появления в развертываемом отверстии продольных рисок, расположенных соответственно шагу зубьев.
Причиной получения рифленой поверхности являются периодические изменения нагрузки на зубья развертки, обусловленные неоднородностью обрабатываемого материала, твердыми или мягкими включениями и т. п. При встрече с такими участками развертка отжимается, и зубья с равномерным шагом, углубляясь в обрабатываемую поверхность, оставляют следы в виде продольных рифлений. При неравномерном шаге зубья занимают в каждый момент новое положение, в результате чего рифленость отверстия устраняется.
Неравномерности шага можно достигнуть различными методами, из которых наиболее распространенным является неравномерное распределение зубьев, произведенное на полуокружности II!
30*
468
Инструменты для обработки отверстий
(фиг. 260), как более простое при изготовлении и удобное для измерения диаметра развертки микрометром.
Данные по неравномерности шага зубьев для разверток с z = 10 приведены на фиг. 260 в качестве примера.
Фиг. 260. Варианты неравномерного распределения
перьев по окружности.
Точность деления, указанная на фигуре не нужна. Однако углы поворота дактся с точностью до минуты из-за применения делительного диска, снабженного 49 отверстиями. Обычно рекомендуется
производить отсчет на несколько делений (отверстий) в диске, которые всегда представляют целое число.
Неравномерность шага зубьев можно получить также путем изготовления наклонных к оси канавок с переменным направлением для каждых двух соседних зубьев (фиг. 261). Такой метод нашел применение в конструкциях
Фиг. 261. Сборная развертка с наклон- сборных разверток.
ными зубьями переменного направления. Некоторые заводы с успе-
хом применяют развертки с равномерным шагом. Кроме того, экспериментальные работы1 показывают, что развертки с равномерным шагом обеспечивают чистоту обрабатываемой поверхности не хуже разверток с неравномерным шагом. Однако этот вопрос окончательно еще не разрешен, так как развертки работают в самых разнообразных условиях, в которых и необходимо проверить их работу.
1 Г. С. Андреев, Обработка точных отверстий, «Вестник Машиностроения» № 3, 1956.
Развертки
469
Профиль канавки. Форма стружечной канавки для разверток не играет такой большой роли, как для сверл или метчиков, и может быть получена при помощи одноугловой или двухугловой фрезы. Одноугловая фреза (фиг. 262, а) дает менее чистую переднюю поверхность развертки, и торцовые зубья фрезы быстро изнашиваются. Из-за подрезания зуба она неприменима для фрезерования разверток с винтовыми зубьями. Двухугловая фреза (фиг. 262, б) лишена этих недостатков. Для средних и крупных
Фиг. 262. Профили канавок разверток.
размеров рекомендуется применять профиль с очертанием спинки зуба по радиусу (фиг. 262, в). Такой профиль обеспечивает достаточное пространство для стружек и прочность зуба.
Во избежание появления трещин при закалке впадина канавки должна быть закруглена: радиус закругления 0,3—0,8 мм.
При фрезеровании канавки развертки с неравномерным шагом, приходится для соблюдения одинаковой ширины пера менять глубину канавки и расстояние между осями развертки и фрезы для каждой новой канавки. Эти величины подсчитываются по формулам 1 (фиг. 263), полученным из заштрихованных треугольников,
, П1 sin (0 Н fl — е) 1
t = R3 1-------------. „---------- cos Ф — г
3 L sin fl
. fl sin^-
, ___ R3 sin (0 + fl — e) sin <p
sin fl
где R3 —радиус заготовки (с припуском 0,15—0,40 мм на шлифование).
С целью упрощения этой операции рекомендуется применять специальные фрезы, обрабатывающие не канавку, а зуб развертки (фиг. 264, а). В этом случае ширина пера остается постоянной без
1 Вывод формул — см. И. И. Семенченко, Режущий инструмент, т. 1, ОНТИ, 1936, стр. 511.
470
Инструменты для обработки отверстий
изменения глубины фрезерования. Необходимые размеры обозначены на профиле шаблона буквами (фиг. 264, б). Недостаток этих фрез состоит в том, что спинка зуба получает небольшой уступ а,
Фиг. 263. Определение данных для фрезерования канавок с неравномерным шагом по окружности.
который не должен быть выше 0,1 —0,2 мм (фиг. 264, в). Такой метод
фрезерования применим только
<9
для прямозубых разверток.
Фасонная фреза может быть заменена двумя фрезами (фиг. 264, г) с регулированием размера пера при помощи промежуточного кольца [1].
Зажимная часть. Эта часть развертки выполняется различной в зависимости от ее назначения.
4 г)
Фиг- 264. Специальные фрезы для фрезерования канавок разверток с неравномерным шагом по окружности.
Для ручных разверток она состоит из короткой шейки, цилиндрического хвостовика и квадрата. Шейка служит для облегчения шлифования режущей части и хвостовика, квадрат—для закрепления в воротке, хвостовик —для направления развертки при развертывании
Развертки
471
длинных отверстий. Диаметр хвостовика делается на 0,03—0,08 мм меньше диаметра развертки, длина хвостовика приблизительно такая же, как и режущей части.
Машинные развертки имеют три формы зажимной части: 1) цилиндрическая, применяемая только для малых разверток диаметром до 10—12 мм; 2) с конусом Морзе; 3) с квадратом (мало распространенная). Машинные развертки снабжаются длинной шейкой, что необходимо для подвода развертки при обработке глубоких отверстий. Насадные развертки снабжаются коническими отверстиями с конусностью 1 : 30.
Для получения правильного отверстия при развертывании на станке необходимо, чтобы ось отверстия совпадала с осью развертки. Это возможно при условии, если ось гнезда для закрепления развертки лежит на одной линии с осью вращения станка. Однако последнее условие не всегда удается обеспечить. В результате износа направляющих станины, а также основания вращения головки, например револьверного станка, ось шпинделя оказывается смещенной от оси гнезда для инструмента (в вертикальной плоскости). Несовпадение осей может оказаться также и при повороте головки и ее закреплении вследствие износа запорного механизма (несовпадение в горизонтальной плоскости). В этом случае получается увод оси инструмента в сторону на некоторый угол. Неточность обрабатываемого отверстия зависит не только от состояния станка, но также, хотя и в меньшей степени, от состояния зажимных устройств. В результате несовпадения осей детали и инструмента отверстие получается большего, чем следует, диаметра, а иногда даже неправильной формы, например коническое с некоторым расширением у переднего торца.
Для получения правильного отверстия применяют качающиеся или плавающие оправки для закрепления в них разверток. Благодаря шарнирному закреплению развертка при вхождении в отверстие получает возможность перемещаться в различных направлениях и свободно следовать за направлением предварительно обработанного отверстия. При таком закреплении зубья развертки равномерно нагружены и снимают одинаковую стружку со всех сторон.
В практике встречаются самые разнообразные конструкции качающихся оправок для разверток *. Основным требованием, предъявляемым к таким оправкам, является способность оправки качаться во всех направлениях, а также несколько перемещаться параллельно самой себе. Во избежание получения уширения в начале отверстия, качание должно быть в незначительных пределах.
Из-за наличия погрешностей станка и деталей закрепления развертка часто проходит через отверстие в несколько наклонном поло-
1 См. [1], а также конструкции, приведенные в журнале «Станки и инструмент» № 11, 1952; № 11, 1955, № 6, 1959; № 3, 1950; № 12, 1949; № 4, 1949.
472
Инструменты для обработки отверстий
жении. Вследствие этого размер отверстия делается больше диаметра развертки. Кроме того, поверхность отверстия со стороны переднего торца может получить повреждение от зубьев, находящихся вблизи хвостовика. Для устранения этих недостатков развертку, работающую в качающейся или плавающей оправке, снабжают большей величиной утонения па калибрующей части по сравнению с обычными
А-А
машинными развертками.
Разжимные развертки. Они при-
Фнг. 265. Разжимная развертка.
мер, тракторов, автомобилей, сельскохозяйственных машин и др. (фиг. 265). При износе поверхностей сопряженных деталей (вала и отверстия) обычно по отремонтированному валу развертывается отверстие до требуемого размера. Для этой цели разжимная развертка позволяет путем разжима производить соответствующую установку в определенных пределах. Развертки, снабженные глубоким глухим отверстием, прорезаны вдоль зубьев тремя-шестью шлицами в зависимости от диаметра развертки (от 6 до 50 мм). Число зубьев принимается в 2 раза больше по сравнению с количеством шлицев. Внутри на конической части отверстия помещается шарик, на который действует стержень, перемещающийся вдоль развертки посредством резьбы. При завертывании стержень упирается в шарик, который при перемещении раздает развертку по диаметру, благодаря наличию шлицев. Величина регулирования разверток на диаметр (от номинального размера) не должна быть меньше следующих величин (в мм):
6—10 -4-0,15 20—30 +0,40
10—20 +0,25 30—50 +0,50
По сравнению с номинальными размерами у развертки принимаются меньше: а) диаметр начала режущей части на 0,4—0,7 мм\ б) диаметр переднего торца направляющей цапфы на 0,2—0,3 мм\
Развертки
473
в) диаметр конца калибрующей части на 0,015—0,020 мм в зависимости от размера развертки. Развертки изготовляются как с прямыми, так и винтовыми канавками с углом наклона 5—8°. Направление канавок должно быть противоположным направлению резания. Шаг разверток делается неравномерным в таких же пределах, как для ручных разверток.
Развертки, оснащенные твердым сплавом. Машинные развертки изготовляются с напаянными пластинками твердого сплава, с цилиндрическим хвостовиком диаметром 6—9 мм, с коническим диаметром 10—32 мм и насадные диаметром 34—50 мм. Габаритные размеры установлены по ГОСТу 6646-53. Кроме того, для больших диаметров (52—75 мм) предусмотрены машинные развертки сборной конструкции согласно ГОСТу 9329-60.
Развертки, оснащенные твердым сплавом, по сравнению с развертками из стали приходится изготовлять меньшей длины рабочей части, так как длина рабочей части равна длине пластинки твердого сплава, которая не может быть выполнена длинной из-за специфичности технологии ее изготовления. Уменьшение длины способствует повышению виброустойчивости развертки. Твердосплавные инструменты из-за малой прочности допускают меньшее число переточек по сравнению с инструментами из стали, поэтому уменьшение длины рабочей части способствует более целесообразному использованию твердого сплава. Как показывает практика, такие развертки дают хорошие результаты при обработке отверстий.
Число зубьев для машинных разверток несборной конструкции принимается от 4 до 10 в диапазоне диаметров 6—50 мм, для сборных 6—8 в диапазоне диаметров 52—75 мм.
Геометрические и конструкционные параметры режущей части принимаются следующие.
Передний угол равен нулю, но на вершине зуба предусмотрена небольшая фаска (0,2—0,3 мм), направленная под отрицательным углом 5° с целью упрочнения режущей кромки.
Задний угол делается двойной: на ленточке шириной 0,3—0,5 мм он равен 5—6°, а на остальной части пластинки 10—12°. Поверхность корпуса (при напаянных пластинках) или вставки (в сборной конструкции) срезается дополнительно на угол 16—20°.
Главный угол в плане обычно принимается <р = 15° с заточкой фаски на торце под углом 45°. Иногда с целью получения более плавного перехода от режущей части к калибрующей, способствующего повышению чистоты обрабатываемой поверхности, режущая часть изготовляется с тремя кромками под углом 45, 15 и 2° (на длине 1,5— 2 мм).
С целью устранения продольных рисок па обрабатываемой поверхности целесообразно канавки располагать под небольшим углом наклона (3—5°); направление их должно быть противоположным направлению резания.
474
Инструменты, для обработки отверстии
Утонение тела по направлению к хвостовику играет большую роль при работе разверток, оснащенных твердым сплавом. При отсутствии утонения пластинка соприкасается с поверхностью отверстия по всей длине, вследствие чего режущие кромки не только быстро изнашиваются, но часто и выкрашиваются. Поэтому на твердосплавных развертках утонение делается значительно больше, чем па развертках из стали, а именно 0,1 мм на длине пластинки 15 мм. Для лучшего направления в отверстии цилиндрическая часть развертки делается в пределах 8—10 мм.
Для обработки глубоких отверстий малых диаметров (7—20 мм) целесообразно применять трехзубые короткие развертки с припаянными пластинками твердого сплава, снабженные передней направляющей из дерева крепкой породы. Развертки успешно работают по принципу протягивания при повышенных режимах резания с обильным охлаждением. При обработке стали применяется развертка, оснащенная сплавом Т15К6 со следующими геометрическими параметрами: главный угол в плане <р = 75°, передний угол у — 0, задний угол по пластинке а = 3°.
Для твердых металлов с авр> 90 кПмм2 при обработке отверстий небольших диаметров применяются развертки без фрезерованных канавок. Пластинки припаяны в пазах, расположенных на вершинах трехгранного сечения корпуса таким образом, что передний угол получается отрицательным. Задний угол выбирается в пределах 6—8°. Утонение тела развертки выполняется под углом 2°.
На фиг. 266 представлена конструкция развертки для отверстий больших диаметров, предложенная ВНИИ1 и утвержденная как нормаль. Длина рабочей части выполняется в пределах 25—53 мм. Ножи, снабженные одной или двумя (начиная с диаметра 150 мм) твердосплавными пластинками, привертываются при помощи двух или трех винтов. Конструктивные и геометрические параметры приведены на фиг. 266.
Применение твердых сплавов для разверток обусловливается их большой сопротивляемостью износу. Они допускают в несколько раз большие скорости по сравнению с развертками из стали.
Развертки со вставными зубьями. Развертки с зубьями, сделанными за одно целое с корпусом, нерациональны по своей конструкции из-за невозможности восстановления размера по диаметру после износа. Долговечность таких разверток незначительна при малоудовлетворительном использовании материала. Необходимо в каждом производстве ограничивать потребление этих разверток и переходить на использование разверток со вставными ножами. Последние после износа и переточки снова могут быть отрегулированы на требуемый размер.
1 См. вкладку, ведомственная нормаль на развертки с привернутыми ножами, «Станки н инструмент» № 11, 1958.
Развертки
475
а) для размеров с О от 40 до 145 мм Включительно
Фиг. 266. Развертка дли отверстий больших диаметров.
476
Инструменты для обработки отверстий
В главе «Методы крепления зубьев сборных инструментов» были сформулированы общие требования, предъявляемые к конструкциям сборных инструментов. Ниже будут рассмотрены некоторые специфические вопросы сборных разверток и их конструкции.
Каждая развертка регулируемой конструкции предназначается только для одного определенного размера. Нерационально применять одну и ту же развертку для разных диаметров, так как общая величина выдвижения ножей рассчитана только для компенсирования величины износа или для установки размера но диаметру в зависимости от условий обработки, а также величины разбивки по диаметру. Допустимое регулирование колеблется в пределах 1—2 мм в зависимости от диаметра развертки.
Корпус развертки может быть выполнен в виде цилиндра или многогранника с числом граней, равных числу зубьев. Цилиндр, как тело вращения, легче изготовить. Кроме того, он как база измерения обеспечивает более точный контроль расположения пазов и ножей. Поэтому развертки с корпусом в виде многогранника в настоящее время почти не применяются.
Для увеличения пространства для помещения стружки в месте ее наибольшего образования рекомендуется делать углубления, начиная от торца с постепенным уменьшением к конусу режущей части.
Развертки сборной конструкции выполняются с режущими кромками, расположенными с наклоном под углом ю = 12ч-15° к оси или параллельно ей (реже). Во избежание самозатягивания и заедания развертки в отверстии, направление ножей (обычно левое) должно быть противоположно направлению резания.
Для сборных разверток также должно быть предусмотрено неравномерное распределение зубьев по окружности. Величины неравномерности принимаются те же, что и для разверток несборной конструкции. Здесь неравномерность можно достигнуть также путем постановки ножей в пазы с переменным направлением угла наклона (й для каждых двух соседних зубьев.
Никакая конструкция развертки, даже при тщательном изготовлении, не может обеспечить такой перестановки ножей, которая допускала бы одинаковое их выдвижение по диаметру. Кроме того, экономически себя это не оправдывает из-за излишнего удорожания инструмента. Необходимо иметь в виду, что каждая конструкция сборной развертки не может быть сдана в эксплуатацию без предварительного шлифования по диаметру с последующей заточкой зубьев.
Допуск на диаметр развертки. Развертка является недолговечным инструментом, поэтому приходится предъявлять особые требования в отношении рационального установления допуска па диаметр этого инструмента. При неправильном установлении допуска может оказаться неполное использование сравнительно дорогого инструмента, удорожание его при изготовлении и повторной заточке, а нередко несоблюдение размера у обрабатываемого отверстия.
Развертки
477
Разработка системы допусков на развертки представляет сложную задачу; это объясняется в основном сложностью технологического процесса обработки отверстия. Получение правильного отверстия по форме, точности и чистоте поверхности зависит не только от развертки, по также и от многих других факторов, из которых следует отметить: размеры отверстия (диаметр, длина, толщина стенок), род материала детали, предварительная обработка (инструмент, припуск па развертывание, наличие овальности и т. п.), условия
работы при развертывании (режимы резания, охлаждение, жесткое или плавающее крепление развертки и т..п.), требования, предъявляемые к развертываемому отверстию (точность, чистота поверхности). Вот почему как на практике, так и в лабораторных условиях получаются противоречивые результаты в отношении установления допусков на развертки. Отсюда следует, что даваемые в литературе и руководящих заводских материалах
рекомендации надо рассматривать лишь как ориентировочные данные, которые могут оказаться малоприемлемыми в определенных конкретных условиях.
Развертка 1-го класса встречается редко в машиностроении. Отверстия по 4-му классу точности получаются, в основном, при обработке зенкером или расточным резцом и сравнительно редко разверткой. Поэтому при разработке системы допусков надо в качестве базы принимать отверстия 2—3-го классов, тем более, что они охватывают наибольшее количество посадок (13 из 22).
При разработке системы допусков на развертки необходимо исходить из следующих основных положений:
1) развертка должна допускать возможно большее количество переточек, т. е. опа должна иметь определенный запас на износ;
2) развертка в пределах этого запаса должна давать отверстие, удовлетворяющее требованиям точности размера и чистоты обработки;
3) развертка должна иметь допуск па изготовление такой величины, чтобы получение ее на круглошлифовальном или доводочном станках не представляло особых затрудений.
Из этого следует, что разработка системы допусков состоит в правильном определении верхнего и нижнего отклонений новой развертки и нижнего отклонения изношенной развертки. На фиг. 267 представлена схема расположения допуска на развертки.
478
Инструменты для обработки отверстий
На этой схеме даны следующие обозначения:
А — допуск на обрабатываемое отверстие;
АВ — верхнее отклонение диаметра развертки;
CD — нижнее отклонение диаметра изношенной развертки;
N — допуск на изготовление;
J — гарантированный запас на износ в процессе эксплуатации; Ртах — максимальная величина разбивки отверстия;
Pmin — минимальная величина разбивки отверстия.
При установлении системы допусков наибольшие затруднения возникают при определении верхнего отклонения развертки. По схеме (фиг. 267) принято, что развертка в процессе работы, подобно сверлу и зенкеру, увеличивает размер отверстия по сравнению с фактическим размером развертки. Поэтому во избежание брака приходится идти на занижение верхнего отклонения диаметра развертки по сравнению с верхним отклонением диаметра отверстия. Разбивка отверстия позволяет также с целью увеличения запаса на износ установить нижнее отклонение диаметра изношенной развертки ниже нижнего отклонения диаметра отверстия.
На величину разбивки влияет большое количество факторов, например конструктивные и геометрические элементы развертки, диаметр отверстия, обрабатываемый материал, скорость резания и подача, род охлаждающей жидкости, метод крепления развертки, величина припуска на развертывание, состояние станка и др.
Из-за сложности процесса развертывания причины получения разбивки отверстий еще недостаточно выяснены. В работах по исследованию процесса развертывания* 1 приводятся различные причины, часто противоречивые друг другу. Прежде всего необходимо отметить, что разбивка может иметь не только положительную, но также и отрицательную величину, т. е. отверстие после развертывания оказывается меньшего диаметра, чем диаметр развертки. Отрицательная разбивка (усадка) получается, например, при обработке высокопрочных закаленных материалов с авр = 160 ч-ч- 180 кГ/мм2 при условии применения разверток с отрицательным передним углом до у = —15°. Это явление часто наблюдается также при обработке металлов, обладающих повышенной пластичностью и вязкостью, в особенности в том случае, если развертка не обладает достаточной остротой. Объясняется это тем, что вязкие металлы
1 См. также К. Ф. Романов, Исследование процесса развертывания закаленной стали. Диссертация, 1952.
А. Н. Р е з н и к ов, Исследование процессов зенкерования и развертывания. Диссертация. Куйбышевский индустриальный институт, 1944.
Е. Г. А н н е н к о в а, Геометрия зенкеров и разверток. Сб. ВНИИ «Скоростное резание металлов и инструмент», Машгиз, 1951.
Б. И. Шифрин, Отрицательная разбивка при развертывании алюминиевых сплавов и ее причины. Диссертация. Челябинский институт механизации сельского хозяйства. 1947.
Развертка
479
и сплавы обнаруживают при развертывании значительную упругость, вследствие которой материал при прохождении режущей кромки несколько подается назад, а затем снова возвращается на свое место. В результате этого материал оказывается снятым неполностью. Здесь имеет место полная аналогия с протягиванием. Исходя из этих причин, некоторые отрасли промышленности как в Советском Союзе, так и за рубежом (например, английская система BSA) принимают верхнее отклонение для развертки почти или равным верхнему отклонению отверстия. Благодаря этому получается большой запас на износ развертки, и повышение ее долговечности. Однако при такой системе не исключена опасность получить, при обработке разверткой, сделанной по максимуму, отверстие большего, чем следует, диаметра из-за разбивки.
В практике чаще всего встречаются такие системы, которые предусматривают понижение максимального диаметра развертки относительно верхнего отклонения. Величина понижения принимается различной в зависимости от конкретных условий обработки.
Так, например, по немецкой системе (ДИН) и межотраслевой нормали ВНИИ она принята равной V3 допуска на отверстие для 2-го и 3-го классов точности.
Некоторые исследователи объясняют появление положительной разбивки наростом и абразивным действием стружки. Нарост в основном образуется на участке перехода от режущей части к калибрующей с дальнейшим распространением его на калибрующую часть. Образованию нароста способствует также и то обстоятельство, что процесс развертывания осуществляется при низких скоростях резания. По мере затупления режущих кромок образование нароста возрастает. Не меньшее значение имеет также, и сильное прилипание мелкой стружки к ленточкам калибрующей части, которая приводит к расширению отверстия. Это в особенности заметно, если в качестве смазывающей и охлаждающей жидкости применяется масло, образующее вместе со стружкой как бы притирочную пасту. Известно, что при применении эмульсии величина разбивки отверстия уменьшается. И здесь с понижением остроты режущих кромок увеличивается влияние абразивного действия. С повышением скорости и подачи износ режущих кромок возрастает, что влечет за собой повышение разбивки отверстия.
Появление нароста и абразивное действие мелкой стружки и металлической пыли не всегда сопровождают процесс развертывания, тогда как положительная разбивка все же имеет место. Более правильно считать основной причиной разбивки отверстия несовпадение оси развертки как с осью шпинделя, так и с осью предварительно обработанного отверстия. На величину разбивки оказывают влияние биение режущих кромок, выбор переднего угла и в особенности смазочно-охлаждающей жидкости. Опыты показывают [1 ], что каждому
480
Инструменты для обработки отверстий
обрабатываемому материалу соответствует определенная смазочноохлаждающая жидкость, которая обеспечивает наименьшую величину разбивки. И, наоборот, меняя эту жидкость на другую, мы можем при работе одной и той же разверткой получить различные величины разбивки. Установлено, что существует постоянная зависимость между величинами разбивки отверстия, силы резания и чистоты обрабатываемой поверхности. Малая величина разбивки сопровождается повышенной чистотой обработки, но при этом сила резания увеличивается. Обработка всухую дает для всех материалов наибольшую величину разбивки, кроме того, она может вызвать защемление развертки, быстрый износ и даже поломку зубьев. При развертывании стали и чугуна рекомендуется применять 10/о-ный эмульсол с добавлением 5%-пого сульфофрезола и 0,3%-пой кальцинированной соды.
Таблица 44
Элементы допусков на развертки в мк
Класс точности Элементы допусков Диаметры отверстий в мм
Наименование Обозначение св. 1 до 3* за СВ. 6 до 10 св. 10 До 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120
Верхнее отклонение отверстия Аг 6 8 9 11 13 15 18 21
Максимальная разбивка . . Р max 2 3 3 4 4 5 6 7
1-й Минимальная разбивка . . р . 2 2 3 4 4 5 6 7
Неточность изготовления . . N 2 3 3 4 5 5 6 7
Износ J 4 4 6 7 8 10 12 14
Верхнее отклонение отверстия А 10 13 16 19 23 27 30 35
2-й Максимальная разбивка . . 4 5 6 7 8 9 10 12
Минимальная разбивка . . 3 4 4 5 5 6 7 8
Неточность изготовления . . N 3 4 5 6 8 9 10 12
Износ J 6 8 9 11 12 15 17 19
Верхнее отклонение отверстия Л3 20 25 30 35 45 50 50 60
Максимальная разбивка . . Р max 7 8 10 12 15 17 17 20
3-й Минимальная разбивка . . 3 4 4 5 5 6 7 8
Неточность изготовления . . N 7 9 10 12 15 18 18 20
Износ J 9 12 14 16 20 21 22 28
Верхнее отклонение отверстия А4 60 80 100 120 140 170 200 230
4-й Максимальная разбивка . . Р;пах 15 20 25 30 35 43 50 58
Минимальная разбивка . . 3 4 4 5 5 6 7 8
Неточность изготовления . . N 12 15 18 20 25 30 35 40
Износ J 36 49 61 75 85 103 122 140
Развертки
481
В табл. 44 приведены данные по выбору элементов допусков на развертки, где для 1—3-го классов величина понижения принята равной V3, а для 4-го класса 1/4. Величины в этой таблице даны для разверток, предназначенных для обработки по системе отверстия. Аналогичным образом могут быть определены величины элементов
Фиг. 268. Схема расположения допуска на диаметр разверток для различных посадок по системе вала.
также и для случая, когда предусматривается использование разверток по системе вала. В качестве примера на фиг. 268 приведена схема допусков на диаметр разверток для различных посадок по системе вала.
Приведенные в табл. 44 величины допусков на изготовление развертки вполне достижимы путем доводки, а в некоторых случаях и круглым шлифованием. Кроме того, они обеспечивают также запас на износ развертки. При этом надо принять во внимание, что фактический размер новой развертки всегда лежит значительно выше своего нижнего допускаемого размера.
Инструментальные заводы выпускают развертки трех размеров, которые рассчитаны на удовлетворение наибольшего количества посадок путем соответствующего перешлифования по диаметру непосредственно у потребителя. В ГОСТе 1523-54 приведены предельные отклонения и допуски на изготовление трех разверток с указанием, для каких посадок предназначается каждая из них.
31 Семенченко и др.
482
Инструменты для обработки отверстий
Конические развертки
Конические развертки применяются для превращения цилиндрического отверстия в коническое или для калибрования конического отверстия, предварительно обработанного другим инструментом.
Конические развертки для конусов Морзе (фиг. 269) изготовляются комплектами из трех или двух штук. Первая, имеющая форму зенкера, снабжена резьбой с углом наклона, равным углу наклона конуса Морзе (фиг. 269, а). Направление резьбы совпадает с направлением резания. Эта развертка обращает цилиндрическое отвер-
стие в ступенчатое. У каждой ступени нижняя точка А имеет больший диаметр, чем верхняя В. Наклонная прямая составляет с осью развертки угол 5°. Зубья затылованы. Число зубьев 3—8 в зависимости от номера конуса. Каждая выступающая часть работает только небольшим уголком, подобно расточному резцу с торцовой режущей кромкой.
Вторая развертка (фиг. 269, б) снабжается прямоугольной левой (для правого резания) резьбой, предназначенной для раздробления стружки и придания отверстию более мелких ступеней. Шаг резьбы S выбирается в пределах 1,5—3 мм в зависимости от номера конуса. Ширина канавки b резьбы равна 0,4, а глубина а = 0,2 шага. Зубья делаются остроконечной формы с небольшой ленточкой / = 1-*-2 мм. Задняя поверхность снимается под двумя углами а = 6° и аг = 15°.
Третья развертка (фиг. 269, в) по своей конструкции мало отличается от цилиндрической развертки. Так как в каждом поперечном сечении коническая развертка имеет различные диаметры, то неравномерности шага зубьев для нее не требуется. Ленточка на зубьях должна быть небольшой в пределах 0,12—0,15 мм.
Конические развертки для кранов и инструментов изготовляют обычно по одной для каждого отверстия. Конструктивные элементы их выбираются таким же образом, как и для обычных цилиндрических разверток.
Штифтовые развертки служат для развертывания цилиндрических отверстий в различных машинных деталях, соединяемых прн помощи штифтов. Благодаря малой конусности (1 : 50) они снимают незначительный слой металла и поэтому обращают цилиндрические отверстия в конические без предварительного развертывания. Диаметр переднего конца рассчитывается таким образом, чтобы развертка выступала из отверстия на 1,5—4 мм. Для увеличения числа переточек режущая часть делается длиннее стандартной длины штифта. Число зубьев выбирается от 4 до 6.
Комбинированные инструменты для обработки отверстий
483
Развертки диаметром до 5—8 мм снабжаются обратными центрами. Развертки диаметром до 3 мм вместо канавок имеют форму трех- или пятигранника, ребра которого образуют режущие кромки.
Винтовые штифтовые развертки (фиг. 270) отличаются большой стойкостью и допускают повышенную скорость резания. Направление винтовых зубьев противо-
Фиг. 270. Винтовые штифтовые развертки.
положно направлению резания, благодаря чему исключается самозатягиваппе развертки. Канавки обеспечивают достаточное пространство для помещения стружки, поэтому отсутствует защемление их при развертывании. Ручные развертки отличаются от машинных большим числом зубьев (3—4) и большей величиной шага S (12—60 мм}.
ЛИТЕРАТУРА
1. С е м е п ч е н к о И. И., Режущий инструмент, i. I, ОНТИ, 1936.
2. С е м е н ч е н к о И. И., Развертки. Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948
3. Рождественский Л. А., Развертывание, Справочник металлиста, т. 5, Машгиз, 1960.
4. Ч е т в е р и к о в С. С., Металлорежущие инструменты, Машгиз. 1953
КОМБИНИРОВАННЫЕ ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Комбинированные инструменты для обработки отверстий применяются для совмещения нескольких операций (переходов). Обработка совмещенных операций производится или одновременно, или за один рабочий цикл.
Комбинированные инструменты, работающие по параллельной схеме, обладают рядом преимуществ по сравнению с инструментами, которые раздельно и последовательно друг за другом вступают в работу. Высокая производительность обеспечивается за счет уменьшения машинного времени обработки, и в особенности резкого сокращения вспомогательного времени на установку и переналадку инструмента, а также на изменение скорости резания и подачи. Отклонение от соосности обрабатываемых поверхностей, которое является неизбежным при последовательной обработке разными инструментами и при нескольких установках детали на станках, почти не имеет места при использовании комбинированного инструмента. Это преимущество в одинаковой степени относится также и к соблюдению перпендикулярности торцовых поверхностей к оси отверстия, а также точности расстояния между двумя и более торцовыми поверхностями 31*
484
Инструменты для обработки отверстий
Комбинированный инструмент с успехом применяется при осевой подаче для обработки непараллельных оси отверстия поверхностей (например, проточка торцов, канавок, выточек и т. п.). В качестве преимущества необходимо отметить простоту наладки, регулировки и установки на станке и возможность использования рабочих малой квалификации, а также упрощение контроля обработанных деталей.
Фиг. 271. Инструмент для обоаботки ступенчатых отверстий.
Комбинированные инструменты встречаются в двух вариантах. Они применяются для однородной обработки двух или нескольких поверхностей, например для сверления, зенкерования, или развертывания и т. п. В этом случае они состоят из инструментов одного и того же типа и различаются между собой только размерами. Комбинированные инструменты могут предназначаться также и для различных видов обработки, например для одновременного сверления и зенкерования или для растачивания и развертывания и т. п.
Комбинированные инструменты изготовляются как монолитными, так и сборными со вставными зубьями.
Из-за повышенной сложности изготовления они значительно дороже обычных инструментов. Рентабельность их определяется затратами, приходящимися на единицу выпускаемой продукции. Как правило, они находят широкое применение в массовом и крупносерийном производствах.
Комбинированные инструменты используются на различных станках: сверлильных, револьверных, автоматах и полуавтоматах, расточных, агрегатных и специальных.
Комбинированные инструменты для обработки отверстий
485
Ниже в качестве примеров приведены различные типы комбинированных инструментов1.
На фиг. 271 показаны монолитные инструменты: а, б, в — для ступенчатых отверстий в сочетании с обработкой конической поверхности на торце детали или снятия на ней фаски: г — для сверления двух отверстий со снятием фаски; д — сверло и развертка с двумя перьями, расположенными вдоль перьев сверла.
Для многоступенчатых отверстий в сочетании с обработкой торцовых поверхностей и фасок широко применяются зенкеры с чередующимися зубьями (фиг. 271, е, ж), расположенными на разной высоте согласно обрабатываемой детали (для выдержки на заданную глубину). Подобная конструкция может быть использована также и для зенкерования отверстия с большим припуском. В этом случае припуск распределяется между двумя или тремя группами зубьев, расположенных на окружностях /, 2, 3 различных диаметров (фиг. 272)2. Каждый последующий зуб перекрывает предыдущий. При конструировании вычерчивают окружности требуемых диаметров. Задаваясь толщиной и высотой зубьев, определяют их центральные углы с таким расчетом, чтобы обеспечить минимальное количество рабочих фрез для фрезерования канавок зенкера. После фрезерования канавок зубья срезаются по высоте и по длине согласно припуску, приходящемуся на каждую группу зубьев. Каждая группа обычно состоит из трех-четырех зубьев, реже из двух. Для улучшения резания зенкеры снабжаются винтовыми зубьями с углом наклона <о = 15 -4- 20° для наибольшей окружности. При конструировании необходимо учитывать, что для других окружностей угол со принимает меньшие значения.
На фиг. 273 показаны сборные комбинированные инструменты и детали, обрабатываемые ими: а — для обработки двух отверстий и торца; б — для обработки отверстия и торца; в — для обработки двух отверстий с общей геометрической осью и снятия фаски; г — для обработки двух отверстий, снятия фаски и торца; д — для обработки пяти отверстий, расположенных на одной оси, и выемки с двух сторон.
Для соблюдения соосности отверстий должны быть предусмотрены соответствующие направляющие, как это видно из фиг. 273.
Интересные конструкции комбинированных инструментов представлены на фиг. 274.
Цифры на обрабатываемых поверхностях детали согласованы с цифрами на инструментах, причем буквой О показана обдирочная обработка и буквой Ч — чистовая.
1 См. также И. Г. Баранов, Н. А. Нефедов, А. Б. Хныкнна, Комбинированный инструмент для обработки отверстий, плоскостей и поверхностей, ВНИИ, 1948.
2 См. также Ю. Д. Ф р у м и и, Конструирование высокопроизводительного инструмента, Машгнз, 1946.
486
Инструменты для обработки отверстий
Фиг. 272. Зенкер с чередующимися зубьями, расположенными на разной высоте.
Фиг. 273. Сборные комбинированные инструменты для типовых поверхностей.
Комбинированные инструменты для обработки отверстий
487
59 6
Фиг. 274. Сборные комбинированные инструменты для обработки различных поверхностей сложной детали.
Фиг. 275. Конструктивное оформление комбинированного инструмента для ступенчатого отверстия и зачистки торцовой поверхности.
488
Инструменты для обработки отверстий
На фиг. 275 проведено конструктивное оформление с основными размерами комбинированного инструмента, состоящего из сборного зенкера для подрезки торца 1, зенкера 2 для обработки отверстия диаметром 30 мм, из сборного зенкера 3 для обработки отверстия диаметром 60 мм, сменной цапфы 4 диаметром 20 мм.
ХОНИНГОВАЛЬНЫЕ головки
Хонингование получило широкое распространение в автотракторной, авиационной, станкостроительной и других промышленностях при изготовлении блоков цилиндров двигателей, зубчатых колес, цилиндров для гидроприводов и т. д. Процесс хонингования является одним из наиболее производительных, точных и экономичных методов окончательной обработки цилиндрических поверхностей, в основном сквозных гладких отверстий диаметром от 18 до 1500 мм. Реже применяется для отверстий, снабженных какими-либо пазами или канавками, а также для глухих отверстий. Для обработки наружных поверхностей хонингование почти не используется Ч
Процесс осуществляется при помощи хонинговальных головок со вставными абразивными брусками на специальных станках вертикального или горизонтального типов. Головка обладает двумя относительными движениями —вращательным и поступательным. Комбинация движений хонинговальной головки обеспечивает высококачественную обработку поверхности заготовки (в пределах 2—Р/2-го классов точности формы и размеров отверстия, реже 1-го класса, и по чистоте в пределах 10—11-го классов), равномерный износ абразивных брусков и другие эксплуатационные преимущества.
Для обеспечения особо чистой поверхности при хонинговании важное значение имеет направление штрихов обработки, получаемое в результате комбинированного движения. На основании практики рекомендуется выбирать отношение скоростей вращательного V и поступательного Р движений в таких пределах, чтобы угол скрещивания
<р V штрихов обработки <р был в пределах 40—60°; тогда =
Рекомендуемые величины V и Р в м/мин следующие:
V Р
Для чугуна....................... 60—75 15—20
» сырой стали................... 45—60 10—12
» закаленной стали ............. 18—28 5—10
1 См. «Конструкции головки» в статье Е. М. Ильин и В. А. С е р я е в, Хонинговальные и притирочные головки «мягкой» системы, «Станки и инструмент* № 4, 1957.
Хонинговальные головки
489
В станках горизонтального типа, предназначенных для обработки длинных заготовок, предусмотрено еще и дополнительное вращательное движение заготовки. Это необходимо для предотвращения получения овальности отверстия в результате одностороннего давления головки на поверхность заготовки под действием собственного веса. Станки вертикального типа применяются для отверстий небольшой длины, причем они изготовляются, наряду с одношпиндельными, также и многошпнндельными.
Хонингование характерно весьма незначительной величиной съема металла за один ход головки, а именно в пределах 0,3—0,5 мк\ это зависит в основном от удельного давления брусков на поверхность отверстия, твердости брусков, а также и других эксплуатационных факторов. Также сравнительно мал и общий слой металла, подлежащий удалению за весь период обработки отверстия. Величина припуска, отнесенная к диаметру, при окончательной обработке выбирается (для отверстий от 18 до 500 мм) для чугуна в пределах 0,02—0,20 мм и для стали 0,01—0,07 мм.
Хонингование получило широкое распространение для обработки заготовок в основном из чугуна и стали (в сыром и закаленном виде) и реже из алюминиевых и магниевых сплавов, бронзы, латуни из-за быстрого засаливания абразивных брусков.
В качестве абразива для брусков применяется зеленый карбид кремния для чугуна и белый электрокорунд для стали на керамической связке, хотя некоторые заводы с успехом применяют также и бакелито-идитоловую связку в особенности на заготовках из закаленной стали (например, марки ЗОХГСА), а также из алюминиевых и магниевых сплавов. Необходимо отметить, что керамическая связка обладает рядом недостатков по сравнению с бакелито-идито-ловой. Из-за большой склонности к выкрашиванию хрупких зерен часто имеет место образование рисок и надиров на обрабатываемой поверхности. Это заставляет понижать удельное давление на бруски и выбирать бруски пониженной твердости. Первое приводит к уменьшению производительности процесса, а второе — к увеличению расхода брусков. Кроме того, при керамических брусках обязательно требуется проводить процесс в два приема (черновая и чистовая обработка), тогда как при органических связках можно ограничиться только одной операцией.
Зернистость и твердость выбираются в зависимости от характера обработки, а именно: для предварительной соответственно 110—200 и СМ2—Ml и для окончательной М28—М20 и С2—СТ2. С повышением вязкости металла и понижением его твердости зернистость абразива брусков должна быть меньше. В том случае, если хонингование применяется в качестве предварительной обработки взамен других
‘А. А. Ерохин и А. М. Соковникова, Хонингование брусками иа органической связке «Станки и инструмент» № 11, 1954»
490
Инструменты для обработки отверстий
методов, зернистость абразива выбирается значительно крупнее; например, при обработке чугуна, бронзы № 40—63, стали № 63— 160, алюминиевых сплавов № 200, магниевых сплавов № 130.
Бруски располагаются на наружной цилиндрической поверхности головки параллельно ее оси. Размеры брусков стандартизованы. При выборе часто руководствуются тем, чтобы длина бруска была приблизительно равна 1/3—3/4 длины обрабатываемого отверстия. Бруски большой длины не следует применять, так как они не способствуют исправлению погрешностей формы отверстия в продольном направлении, полученных от предварительной обработки. Для глубоких отверстий общая длина брусков должна быть равной трем-четырем диаметрам отверстия. В этом случае по длине рабочей части головки располагаются несколько брусков. С целью обеспечения высококачественного отверстия бруски должны иметь соприкосновение с обрабатываемой поверхностью на возможно большей длине.
С повышением количества брусков в головке производительность процесса хонингования возрастает, поэтому необходимо его выбирать возможно большим, насколько это допустимо с точки зрения конструкции и эксплуатации инструмента. Головки малого диаметра не всегда допускают расположение достаточно большого количества брусков. В этом случае необходимо отводить как можно меньше места для направляющих планок из текстолита. Если же головка предназначается для отверстий с чистотой поверхности менее 10-го класса, то возможно отказаться от использования этих направляющих. Ориентировочно рекомендуется следующее количество брусков: для диаметров 18—75 мм 3—6 шт., для 75—200 мм 9—12 шт., для 200 —500 мм 15—36 шт. и выше.
Каждая головка может быть использована только для определенного размера отверстия, так как допускает изменение диаметра на незначительную величину. Установка головки на размер (в пределах сотых миллиметра) осуществляется путем принудительного перемещения брусков в радиальном направлении. Бруски жестко закреплены в державках посредством приклеивания нитролаком или ацетоно-целлулоидным клеем.
Головка закрепляется на шпинделе станка посредством шарнирного соединения. Это способствует лучшему ее центрированию, в особенности, если оси шпинделя и обрабатываемого отверстия не совпадают. С повышением скорости вращения головки требуется более строгая соосность шпинделя и обрабатываемого отверстия во избежание разбивки последнего. В таких случаях более целесообразно применять жесткое крепление головки взамен шарнирного.
В процессе хонингования иногда возникают вибрации, например при обработке незакаленной стали крупнозернистыми брусками при скорости вращения головки от 40 м!мин и выше. Для устранения или снижения вибраций необходимо увеличивать жесткость головки за счет уменьшения зазоров в пазах под державки с брусками,
Хонинговальные головки
491
заменять шарнирное крепление головки к шпинделю на жесткое, а также ставить вместо двух-трех абразивных брусков текстолитовые. Последнее мероприятие может привести к понижению точности и чистоты отверстия, помимо уменьшения съема металла при обработке. Однако на это приходится идти, так как иначе процесс хонингования из-за наличия вибраций становится невозможным.
Хонингование производится с обильным подводом (до 100 л/мин) смазывающе-охлаждающей жидкости, которая, помимо смазки и охлаждения, смывает с обрабатываемой поверхности продукты отхода. В качестве основной жидкости служит керосин. При хонинговании заготовок из незакаленной стали часто наблюдается налипание частиц металла на рабочую поверхность брусков, вызывающее задиры в отверстии. Для устранения этого рекомендуется к керосину прибавлять 20% веретенного масла № 2. При обработке заготовок из закаленной стали или чугуна добавка масла нежелательна, так как она способствует ускоренной потере режущей способности абразивных брусков.
Процесс хонингования в основном применяется для окончательной обработки отверстий. Однако он с успехом может быть использован и для предварительной обработки или взамен получистового растачивания, зенкерования, внутреннего шлифования или после одной из этих операций (например, для глубоких отверстий). Основными преимуществами такого метода обработки являются возможность удаления больших величин припусков, высокая производительность, точность формы и размеров, а также чистота обрабатываемой поверхности. Лучшие показатели по точности и чистоте получаются в том случае, если хонингование производится в отверстии, предварительно обработанном путем растачивания, зенкерования или шлифования. При этом оно должно быть выполнено с точностью не ниже 3—4-го и чистотой не ниже 4—5-го классов.
Величина припуска под хонингование зависит от диаметра и длины отверстия, физико-механических свойств обрабатываемого материала, требований к точности и чистоте обработки, условий режимов обработки и др. Для предварительной обработки припуск колеблется в пределах 0,15—0,40 мм на диаметр, доходя иногда к до 0,8 мм *.
Одним из важных факторов, влияющих на процесс хонингования, является удельное давление абразивных брусков на поверхность обрабатываемого отверстия и их твердость* 1. С повышением удельного
* А. П. Бабичев, Съем повышенных припусков хонингованием, «Станки и инструмент» № 11, 1959.
1 См. также Н. И. Г о р а е ц к и й, Пути повышения эффективности хонингования, «Станки и инструмент» № 11, 1960.
Н. И. Г о р а е ц к и й. Точность обработки при доводке отверстий абразивными брусками. Прогрессивная технология машиностроения, кн. 27. 2, Ленитомаш, 1952.
492
Инструменты для обработки отверстий
давления и твердости брусков производительность процесса возрастает и одновременно снижаются затраты на него. Выбор величины удельного давления и твердости брусков зависит от условий обработки в каждом конкретном случае (требования точности и чистоты обработки, характер и интенсивность износа и выкрашивания абразива брусков, чистота и шерховатость обработанной поверхности и т. п.). С повышением удельного давления точность хонингования уменьшается из-за увеличения деформаций и нагревания заготовки, что имеет особенное значение для тонкостенных заготовок.
Хонингование обычно производится в две операции. При черновой обработке основными являются общий слой металла, подлежащий удалению, и слой, снимаемый за один ход. Критерием служит высота гребешков, которая не должна быть больше припуска под чистовую обработку. На основании этого устанавливаются величины удельного давления, а именно: для черновой операции в пределах 4—5 и для чистовой 1—3 кГ/мм2. В тех случаях, когда процесс хонингования протекает более интенсивно, величина удельного давления повышается до 7—12 кГ/мм2.
На эффективность процесса хонингования влияют также размеры общей площади контакта всех брусков и обрабатываемой поверхности, а также их размеры сечения. Увеличение площади контакта обеспечивает повышение стойкости абразивных брусков и позволяет работать с большими припусками. Увеличение поперечного сечения брусков также способствует повышению стойкости и лучшему их использованию. Однако выбор повышенной рабочей площади брусков за счет повышения количества и ширины их или увеличение рабочей высоты мож т вызвать понижение жесткости узлов головки. Это приводит к чрезмерному износу и выкрашиванию абразивных зерен, поломке брусков, а также к осложнению по исправлению дефектов формы отверстия. Кроме того, увеличенная высота ухудшает направление державок брусков в пазах корпуса головки, способствует поворачиванию брусков и появлению вибраций. Для возможности повышения рабочей высоты брусков без снижения жесткости головок целесообразно произвести модернизацию некоторых ее узлов Ч В распространенных конструкциях головок конусы раздвигают державки с брусками через промежуточные пластинки, наличие которых затрудняет повышение рабочей высоты брусков и их полезную площадь.
Без ущерба для конструкции и эксплуатации головки можно отказаться от пластинок и установить державки с брусками непосредственно на конусы, что позволяет увеличить рабочую высоту брусков, без уменьшения жесткости державок и ухудшения их направления в пазах корпуса.
1 Н. И. Г о р а е ц к и й, Пути повышения эффективности хонингования, «Станки и инструмент» № 11, 1960.
Хонинговальные головки
493
Такого же результата можно достигнуть путем применения конусов сечением в виде крестовины вместо сплошного. Узкие ребра крестовины располагаются в соответствующих пазах державок абразивных брусков.
В практике встречаются различные конструкции хонинговальных головок, но почти в каждой из них имеются две части: рабочая и присоединительная. В первой из них располагаются абразивные бруски, вторая предназначена для крепления рабочей части к шпинделю станка при помощи шарнирного соединения. В присоединительной части расположены механизмы для раздвижения брусков после износа, для снятия припуска на обработку, а также для увеличения диаметра отверстия. Для некоторых конструкций приходится предусматривать специфические особенности обрабатываемого отверстия (например, повышенные размеры отверстия по диаметру и длине, сквозное и глухое отверстие, наличие шпоночных или других каких-либо пазов и т. п.). К конструкциям хонинговальных головок предъявляются следующие условия:
а) обеспечение точности формы и размеров обрабатываемого отверстия;
б) устранение отжима головки при встрече с твердыми частицами на обрабатываемой поверхности;
в) необходимость самоустанавливаемости головки при несовпадении осей отверстия и шпинделя;
г) возможность самоустанавливаемости абразивных брусков для обеспечения соприкосновения их по всей длине отверстия с целью исправления его формы и для компенсации неравномерности износа брусков;
д) возможность автоматического сжатия абразивных брусков при входе и выходе головки из отверстия;
е) необходимость тонкого и удобного регулирования радиальной подачи абразивных брусков.
При конструировании необходимо учитывать назначение головки (для сквозных или глухих, коротких или длинных отверстий, их диаметр, характер обработки, род обрабатываемого материала, тип станка, требования к точности и чистоте поверхности и т. п.).
В хонинговальной головке всегда должен быть предусмотрен механизм для регулирования раздвижения абразивных брусков. Регулирование осуществляется вручную или автоматически, гидравлическим путем от общей гидравлической системы станка или механически посредством поворота на необходимое число делений делительного механизма. Регулирование при помощи гидравлики обеспечивает постоянство удельного давления на обрабатываемую поверхность и большую производительность.
Существенное влияние на работу головки оказывает метод базирования абразивных брусков. Он в большинстве случаев осуществляется при помощи упорных конусов, раздвигающих бруски.
494
Инструменты для обработки отверстий
В практике встречаются головки с одним или двумя конусами.
Последние могут иметь или одно и то же направление, или быть противоположными друг другу. На фиг. 276 показано устройство с одним конусом. Державка 1 с брусками 2 прилегает к обрабатываемой поверхности на незначительной части своей длины (теоретически в одной точке А конуса 3). Бруски сжимаются по концам специаль
ными пружинами. Такая конструкция позволяет брускам свободно качаться вокруг точки А. Благодаря этому
Фиг. 276. Раздвижение державок с абразивными брусками при помощи одного конуса.
обеспечивается самоустанавливаемость их в отверстии и устраняется неравномерность износа брусков, которые в течение всего процесса хонингования находятся в среднем положении. Головка с одним конусом отличается простотой конструкции и удобством в эксплуатации. Однако при обработке коротких деталей она часто дает искажение (корсетность) формы отверстия из-за неустойчивого положения брусков.
На фиг. 277, а показано устройство с двумя конусами 1 и 2, соприкасающимися со штифтами 3, передающими давление на державку 4 с абразивными брусками 5. Радиальное раздвижение брусков происходит за счет сближения обоих конусов. Последние связаны между собой стержнем 6, конец которого ввинчивается в нижний
конус. При вывертывании стержня под действием пружины 7 обес-
печивается осевое раздвижение конусов, в результате чего державки с брусками сближаются к центру головки. Такое устройство обеспечивает большую устойчивость положения брусков и самоустанавливаемость их в процессе работы. Самоустанавливаемость брусков осуществляется за счет плавающего состояния конусов, при подъеме которых расходятся нижние концы брусков, а при опускании — верхние их концы. Благодаря этому бруски постоянно прилегают по всей длине обрабатываемой поверхности, даже и в случае неравномерного их износа или при наличии конусности в отверстии. Например, на фиг. 277, а отверстие имеет конусность в нижней части. В этом месте бруски будут давать больший износ, чем в верхней части. Однако прилегание брусков будет все же плотное и полное по всей длине брусков. Направление давления обрабатываемой поверхности на бруски нормально к плоскости соприкосновения и штифты, скользящие по конусам, будут направлены в первом случае (фиг. 277, а) своими концами вниз, а во втором (фиг. 277, б) — вверх. На фиг. 277, б показан случай, когда отверстие имеет конусность в верхней своей части, где износ брусков будет больше. Механизм с двумя разнонаправленными конусами отличается сложностью
Хонинговальные головки
495
конструкции и не позволяет использовать гидравлику для раздвижения брусков. В нашей промышленности такие механизмы почти не применяются, тогда как в зарубежной практике они используются.
Головки с двумя конусами, направленными в одну сторону (фиг. 277, в), являются наиболее распространенными на практике. Они обладают жесткостью установки брусков, простотой узла радиальной подачи брусков (при помощи только осевого перемещения
Фиг. 277. Раздвижение державок с абразивными брусками при помощи двух конусов.
конусов), обеспечивают высокую точность на концах обрабатываемого отверстия, а также широкое использование гидравлики для раздвижения брусков. Однако существенным недостатком их является то, что абразивные бруски прилегают к обрабатываемой поверхности незначительной своей частью (в особенности при наличии конусности отверстия) и образуют зазор между поверхностями соприкосновения, как указано на фиг. 277, в. Так как головка лишена возможности самоустанавливаться, то исправление конусности отверстия детали довольно затруднительно. Наличие же конусности отверстия приводит к неравномерному износу брусков.
Крепление головки на шпинделе станка производится чаще всего при помощи двухшарнирного соединения. Один шарнир поставлен в головке, другой —в патроне; иногда оба шарнира располагаются в головке. Имеются также конструкции с одним шарнирным соединением. Обычно при наличии двухшарнирного соединения предусматривается жесткое крепление обрабатываемой детали на станке. При одношарнирном соединении затруднительно достигнуть самоустанавливаемости головки в отверстии и ее приходится
496
Инструменты для обработки отверстий
добиваться другим путем, например при помощи плавающего устройства для обрабатываемой детали.
В случае, если к детали предъявляются высокие требования в отношении соблюдения перпендикулярности торца к оси отверстия, головка должна иметь жесткое крепление, а деталь — плавающее. Этот способ часто находит применение при хонинговании коротких деталей.
Рассмотрим в качестве примера несколько типовых конструкций головок1. Головка диаметром 28 мм (фиг. 278) предназначена для
Фиг. 278. Хонинговальная головка с жестким креплением на шпинделе и гидравлическим раздвижением абразивных брусков.
хонингования отверстий в зубчатых колесах на вертикально-хонинговальном станке (конструкция МЗМА). В корпусе 1 находится один упорный конус 2, раздвигающий державки 3 с абразивными брусками при помощи гидравлического механизма, обеспечивающего также и обратный ход штока 4. Державка с брусками прижимается к конусу двумя плоскими пружинами 5 и 6. У переднего торца головки имеется кольцо 7, насаженное на пружину 5 и прикрепленное к корпусу штифтом 8. Пружина 6 прикреплена к корпусу винтом 9. Головка вставляется в шпиндель станка коническим концом корпуса и крепится жестко без шарнирного соединения. Вследствие этого приходится пользоваться плавающим устройством для заготовки. Жесткое крепление не обеспечивает самоустанавливаемости головки по отверстию. При наличии шпоночной канавки в отверстии необходимо принимать повышенную ширину брусков. Головка проста по конструкции и удобна в эксплуатации.
Головка диаметром 52 мм (фиг. 279) предназначена для хонингования цилиндра компрессора на вертикально-хонинговальном станке (конструкции ЗИЛ). Державки 1 с припаянными медными
1 См., кроме указанных, также следующие статьи: Л. Г. Эренкранц Конструкции хонинговальных головок, «Станки и инструмент» № 8, 1948.
Л. А. Глейзер, Хонингование. Справочник металлиста, т. 5, 1960.
Д. А. Ю д о в и ч, Доводка отверстий, Оргаметалл, 1936.
Ш. М. Б н л и к, Технология обработки автомобильных цилиндров. Машгиз, 1945.
Хонинговальные головки
497
пластинками, армированными алмазным порошком, раздвигаются при помощи двух конусов 2 и 3, сделанных заодно со стержнем 4. Последний шарнирно связан со штоком 5 посредством соединителя 6. Сферический конец штока завальцован в отверстии соединителя. Шток имеет возможность продольно перемещаться внутри оправки 7. Оправка с одной стороны связана с корпусом 8, с другой — с хвостовиком 9. Благодаря наличию двух шарниров головка допускает самоустанавливаемость но оси отверстия. Пластинки раздвигаются от ручного механизма. В резьбовое отверстие хвостовика ввернута
втулка 10, сидящая на конусе оправки. Гайка 11 служит в качестве фиксатора после установки хвостовика на определенную длину. Головка снабжена текстолитовыми направляющими 12. Пружина 13 предназначается для возвращения конуса после окончания хонингования.
На фиг. 280 приведена типовая конструкция головки для больших диаметров (конструкция ЗИЛ). В корпусе 1 помещается стержень 2, снабженный двумя конусами 3 и 4. Стержень шарнирно соединен с нижним штоком 5 посредством соединителя 6. Оправка 7 с одной стороны шарнирно связана с корпусом, а с другой — с хвостовиком 8 (на резьбе). При давлении (от гидросистемы) верхний шток 9 перемещает механизм компенсации износа (через штифт 10), а также нижний шток и стержень с конусами. Раздвижение державок 11 с абразивными брусками осуществляется при помощи пальцев 12, опирающихся на поверхности конусов. При окончании работы пружина 13, упирающаяся в шайбу 14, отводит конуса и заставляет державки с абразивными брусками отойти от обрабатываемой поверхности под действием пружин 15 и 16. Головка снабжена текстолитовыми направляющими 17. Она закрепляется в патроне штифтом 18. Наличие двухшарнирного соединения обеспечивает головке самоустанавливаемость в обрабатываемом отверстии. Это важно для отверстий крупных размеров, так как из-за больших габаритов и веса 32 Семенченко и др.
498
Инструменты для обработки отверстий
заготовки трудно осуществить плавающее ее положение. Для компенсации износа имеется механизм, состоящий из корпуса 19, посаженного на хвостовик, кольца 20 и втулки 21. Кольцо надето на корпус и закреплено винтом 22. При повороте кольца на одно или несколько делений, нанесенных на его конической поверхности, втулка перемещается влево по резьбе и тянет за собой нижний шток
и стержень с конусами, которые раздвигают державки с абразивными брусками на требуемую величину, компенсирующую их износ.
На фиг. 281 представлена головка диаметром 60 мм для обработки зубчатого колеса (конструкция ЗИЛ). Она снабжена двухшарнирным креплением для возможности самоустанавливания по обрабатываемому отверстию. Державки с абразивными брусками раздвигаются посредством стержня с двумя конусами при перемещении верхнего штока влево при воздействии на него гидросистемы. Так как отверстие имеет шлицы, то ширина абразивных брусков выбрана такой, чтобы обеспечить перекрытие брусков в процессе работы. Передняя часть снабжена направляющей для избежания повреждения обрабатываемой поверхности отверстия и абразивных брусков при входе головки. Для быстросменного закрепления головки в патрон на задней части предусмотрен штифт. Передняя и задняя части головки связаны между собой двухшарнирным соединением, конструкция
Хонинговальные головки
499
которого была уже описана ранее. Головка снабжена механизмом для компенсации износа абразивных брусков, который конструктивно мало отличается от механизма головки на фиг. 280.
Головка (фиг. 282) предназначена для хонингования глухих глубоких отверстий. Поэтому абразивные бруски расположены в два ряда и как можно ближе к переднему торцу. На каждую державку с брусками действуют два конуса, выполненные за одно целое со стержнем. У переднего торца между брусками предусмотрены врезные шпонки 1 в качестве направляющих. Такую же роль играют
А. Б.
А-А аГ
Фиг. 281. Хонинговальная головка для отверстий средних диаметров с гидравлическим раздвижением брусков и механизмом компенсации их износа.
А1 51
и две направляющие вставки 2. Абразивные бруски на каждой державке чередуются друг относительно друга, как показано на фиг. 282 в разрезах А —А и Б —Б. Корпус 3 с оправкой 4 соединен посредством шарнирного соединения через штифт 5. Оправка при помощи байонетного затвора соединяется с борштангой, снабженной вторым шарниром. В борштанге находится штанга, действующая от гидросистемы на верхний шток 6 и гайку 7, связанные между собой чекой 8. Гайка передает усилие на конусы для раздвижения державок с брусками через кольцо 10, резьбовую втулку //и штифт 12. Перемещение конусов от гидросистемы осуществляется в пределах хода чеки в пазу оправки. Оно значительно меньше полного хода конусов. По использовании хода чеки гайка 7 вывинчивается и головка снова готова к работе. Шпонка 13 предназначается для предупреждения от проворачивания резьбовой втулки 9. Пружина 14 заставляет конусы переместиться в первоначальное положение после окончания работы гидросистемы. Пружина 14, расположенная на нижнем штоке 15, расположена также и между нижней втулкой 11 и кольцом 16, закрепленным на нижнем штоке 15 винтом 17. Пружинное кольцо 18 служит для предохранения от выпадения кольца 16.
На фиг. 283 показана головка с автоматическим раздвижением державок с абразивными брусками (конструкция ГАЗ). Головка предназначена для хонингования отверстий диаметром 62 мм в шестицилиндровом блоке автомобильного двигателя. Головка посредством 32*
500
Инструменты для обработки отверстий
Фиг. 283. Автоматическая хонинговальная головка.
Хонинговальные головки
501
штифта 1 закрепляется в патроне, который благодаря шарнирному соединению обеспечивает установку головки по оси обрабатываемого отверстия. Для автоматического раздвижения державок с абразивными брусками над блоком цилиндров устанавливается закаленная и внутри хорошо притертая направляющая втулка 2. При входе головки во втулку кулачки 3, поворачиваясь вокруг своих осей, толкают влево втулку 4, которая заставляет перемещаться упорный подшипник 5, втулку 6, амортизатор 7, поводок 8, втулку 9 и через штифт 10 стержень 11 с двумя конусами 12 и 13. Последние раздвигают державки 14 с абразивными брусками 15. Державки под действием плоских пружин 16 и 17 всегда прижимаются к оси головки. Обратный ход стержня с конусами осуществляется посредством пружины 18. Для избежания вращения в процессе хонингования служат подшипники 5 и 20, поставленные у торцов вращающихся деталей 21 и 22. Это предусмотрено с целью предохранения от износа внутренней поверхности направляющей втулки 2. Для компенсации износа абразивных брусков предусмотрена возможность дополнительного перемещения влево стержня с конусами. Перемещение производится периодически по мере надобности вручную при помощи поворота втулки 6, действующей на штифт 19, амортизатор 7, поводок 8 и штифт 10. Для предохранения абразивных брусков от повреждения при входе и выходе из отверстия и для устранения опасности соприкосновения деталей головки с обрабатываемой поверхностью поставлены текстолитовые направляющие.
На фиг. 284 показана оригинальная головка диаметром 225 мм*, особенностью которой является пружинящий разрезной корпус 1, полученный путем сварки из стали марки 40Х и термически обработанный по HRC 30—35. В каждом из двух буртов корпуса сделано по 18 пазов и отверстий для крепления державок 2 с абразивными брусками. Головка соединяется со шпинделем станка при помощи двух шарниров через валик 3, обеспечивающий головке передачу вращения и поступательного перемещения. После входа головки в обрабатываемое отверстие державки с абразивными брусками расходятся при вращении гайки 4. Как только бруски войдут в соприкосновение с поверхностью обрабатываемого отверстия, дальнейшее вращение гайки 4 приводит к уменьшению диаметра корпуса из-за его деформации. Гайку 4 продолжают вращать до тех пор, пока осевая сила на валике 3 не уравновесится с силой предварительного натяга пружины 5, получаемого посредством гайки 6. При дальнейшем вращении гайки 4 начнется сжатие пружины 5 и после полного ее сжатия включается станок для начала хонингования. При износе абразивных брусков корпус 1 и пружина 5 перемещаются в обратном порядке. Вначале они деформируются одновременно, причем давле-
* Е. М. Ильин и В. А. С е р я е в, Хонинговальные и притирочные головки «мягкой системы», «Станки и инструмент» № 4, 1957.
;о2
Инструменты для обработки отверстий
Ф225.
Фиг. 284. Хонинговальная головка с разрезным корпусом.
Хонинговальные головки
503
ние брусков на поверхность обработки уменьшается медленно и незначительно. Процесс характеризуется большим снятием металла. Износ брусков компенсируется совместным распружинением корпуса и пружины. После того как пружина упрется в дно стакана 8, износ брусков будет компенсироваться только радиальными деформациями корпуса. Давление брусков на поверхность обработки начинает резко падать, снятие металла уменьшается, чистота обрабатываемой поверхности возрастает и процесс хонингования прекращается.
При хонинговании необходимо контролировать точность обрабатываемого отверстия в процессе работы путем устройства, непосредственно установленного на головке и станке или вне их L. Устройства, автоматически прекращающие обработку: 1) по истечении определенного времени (или двойных ходов головки); 2) при раздвижении абразивных брусков на заданный размер; 3) при получении требуемой точности отверстия, проверяемого специальным калибром, который, входя в отверстие, замыкает электрические контакты цепи управления; 4) при получении требуемой точности отверстия, причем проверка производится периодически (один раз за двойной ход головки) при помощи устройства, находящегося вне головки; 5) при получении требуемой точности отверстия, проверяемого устройством, встраиваемым в головку и работающим сжатым воздухом.
Практикой установлено, что устройства первой и второй группы, проверяющие размер отверстия косвенным путем, не дают объективных показателей из-за необходимости соблюдения узкого допуска на припуск обработки и больших колебаний по износу абразивных брусков. Устройства третьей и четвертой группы обеспечивают контроль не по всей длине отверстия, а лишь на длине 10—40 мм от верхнего и нижнего торцов обрабатываемой детали. Преимуществом устройств пятой группы является возможность производить контроль отверстия по всей его длине в течение всего процесса хонингования. Эти устройства разделяются на пневматические и пневмоконтактные. Пневматические устройства обеспечивают работу без износа и деформации, но не позволяют контролировать отверстия, снабженные шпоночными пазами, отверстиями и т. п. Кроме того, сопла легко засоряются абразивной и металлической пылью. Пневмоконтактные устройства позволяют контролировать не воздушной струей, а двумя щупами, расположенными на одном диаметре, и обладают возможностью перемещаться вдоль оси. Для получения правильных и устойчивых показаний калибр должен самоустанавливаться по оси отверстия и не зависеть от положения головки.
1 См. также Е. М. Шапиро, Измерение диаметра отверстия в процессе хонингования, «Станки и инструмент» № 11, 1959.
Определение размеров изделия в процессе хонингования. Сб. «Рефераты», №11, изд. ЦБТИ МС и ИП, 1956.
В. А. Р о м а и ч у к, Автоматический контроль отверстий в процессе хонингования, «Станки и инструмент» № 11, 1958.
ИНСТРУМЕНТЫ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБЫ
Детали с резьбовыми соединениями являются одними из самых распространенных в машиностроении. Для нарезания резьбы применяются различные методы и инструменты в зависимости от вида резьбы (наружная или внутренняя, остроугольная или трапецеидальная, цилиндрическая или коническая), размера ее, требований точности размеров и качества обрабатываемой поверхности, характера производства (массовое, мелкосерийное, индивидуальное) и т. п.
В большинстве случаев все резьбонарезные инструменты могут быть использованы как для наружных, так и для внутренних резьб. Ниже приводится характеристика наиболее распространенных методов формирования резьбы и применяемых для них инструментов.
Нарезание резьбы резцами и гребенками находит широкое распространение на токарно-винторезных станках и автоматах при небольших партиях деталей, а также в тех случаях, когда другой инструмент невозможно или невыгодно применять, например для деталей с резьбой крупных размеров.
За последнее время нарезание резьбы при помощи резцов стали производить скоростным методом, а именно: путем последовательных проходов по автоматическому циклу или за один проход несколькими резцами, установленными со смещением друг относительно друга на радиальную подачу.
Для нарезания внутренней резьбы в гайках и деталях распространение получили метчики, применяемые на гайконарезных станках и автоматах, резьбонарезных, токарных, сверлильных и других станках, а также вручную.
Для нарезания наружной резьбы применяются круглые плашки, которые, несмотря на крупные недостатки, имеют еще широкое распространение в нашей промышленности из-за универсальности, дешевизны и простоты в эксплуатации.
Резьбонарезные головки, применяемые для наружной и внутренней резьб, имеют целый ряд преимуществ по сравнению с другими инструментами, например круглыми плашками. Однако они не получили еще должного распространения в силу некоторой сложности их в эксплуатации.
Резьбонарезные фрезы применяются для наружной и внутренней резьб остроугольного и трапецеидального вида. Отличительной особенностью их является высокая производительность при пониженном качестве резьбы.
Резьбонарезные резцы и гребенки
505
Новым вариантом резьбофрезерования является так называемый метод скоростного нарезания резьбы при помощи вращающихся головок, оснащенных вставными резцами из твердых сплавов. Этот метод обеспечивает высокую производительность и точность, а также особо чистую обрабатываемую поверхность, близкую к шлифованной.
Резьбошлифование получает все большее и большее распространение в промышленности в силу своих высоких показателей, в особенности по точности и качеству отделки резьбы. Этот метод применяется не только в качестве дополнительной операции с целью улучшения уже выполненной каким-либо другим методом резьбы, но также и вышлифования резьбы в сплошном обычно, закаленном металле. Шлифовальный круг применяется одновитковой или многовитковой формы в виде гребенки с кольцевыми витками.
Одним из самых прогрессивных методов получения резьбы является накатывание роликами и плашками. Формирование резьбы осуществляется здесь не путем снятия стружки, а при использовании пластической деформации металла.
РЕЗЬБОНАРЕЗНЫЕ РЕЗЦЫ И ГРЕБЕНКИ
Типы резцов и их назначение. Резьбонарезные резцы предназначаются для нарезания наружной и внутренней резьбы различных профилей: остроугольного, трапецеидального, прямоугольного и т. п.
Фиг. 285. Резец для остроугольной резьбы.
По конструкции они разделяются на стержневые (фиг. 285), призматические (фиг. 286, а), круглые (фиг. 286, б).
Стержневые резцы для остроугольной резьбы отличаются от обычных токарных резцов формой головки, снабженной соответствующим профилем резьбы.
506
Инструменты для образования резьбы
При малом угле подъема резьбы т (не свыше 3—4°) резец устанавливают таким образом, чтобы ось профиля резьбы была расположена перпендикулярно к оси заготовки. Боковые режущие кромки резца соприкасаются с нарезаемой заготовкой на небольшом участке и находятся почти в одинаковых условиях резания. Поэтому задние углы dj и а2 на боковых кромках резцов как из быстрорежущей стали, так и твердых сплавов, делаются одинаковыми в пределах 4—6° для предварительного и 8—10° для окончательного нарезания. Задний угол а на вершине принимается равным 15—20°.
а)
Фиг. 286. Фасонные резцы для остроугольной резьбы.
При нарезании резьбы с большим углом подъема т (свыше 3—4°) резцы должны быть наклонены к оси заготовки под углом подъема резьбы т, отнесенным к среднему диаметру, так как иначе из-за большого трения одной стороны профиля резца резание будет затруднено. Поэтому необходимо выбирать задние углы на боковых кромках ах и а2 различными, в зависимости от угла т и направления резьбы. Всегда острая сторона резца находится в менее благоприятных условиях, чем тупая, поэтому для нее надо выбирать больший задний угол на боковой стороне профиля. Например, для правой резьбы правая сторона профиля должна иметь больший угол, чем левая, и для левой резьбы — наоборот.
С целью облегчения восстановления путем затачивания режущей способности резца после износа передняя поверхность выполняется с углом у = 0. При черновой обработке угол у принимается равным 5—25° в зависимости от рода обрабатываемого материала.
При чистовой обработке передняя поверхность резца устанавливается по центровой линии заготовки, так как по последней расположен правильный профиль резьбы деталей. Для изготовления же резца надо знать профиль в сечении перпендикулярном к задней поверхности.
Резьбонарезные резцы и гребенки
507
Зависимость между углом профиля и величинами высоты резьбы в этом сечении при у=0 выражается формулами
г "Г
tg : Н = 0,8665 cos а.
ь 2 cos а, “ ®’
где е, е' — углы профиля резьбы детали и резца;
0,8665 — полная (до острия) высота резьбы детали по стандарту;
Ни—полная высота резьбы резца;
ав— задний угол на вершине резца.
Фиг. 287. Определение элементов профиля резца.
При наличии переднего угла полные высотные размеры (до острия) определяются таким образом (фиг. 287,а):
высота профиля
Я«= ДС cos (ав + у);
высота головки
Н'и = А К cos (ав + у);
508
Инструменты для образования резьбы
высота ножки
АС — r'n — r\‘ sin2 у — r\ cos т;
АК = у r'cp~ r'\ sin2 Т — Г1cos Т» где
< =г„ + 0,1085;
г\ = -0,2165;
r'cp = r'n- h' - 0,1085 = г0 - 0,3255, где h' = 0,3255 — высота профиля резьбы детали по ГОСТу 9150-59 (см. фиг. 304),
Все радиусы приняты с учетом теоретического треугольника.
Так как высота головки и высота ножки не равны по своей величине, то угол профиля надо определять с учетом высоты головки, а не полной высоты профиля (фиг. 287, б):
Высота головки h'u резьбы (фиг. 287, б) определяется в зависимости от величины площадки вершины а пезьбы резца с учетом допусков
S
и г' •
2tg-2-
Аналогично этому определяется и высота ножки резьбы по формуле
4-»
2tg-2
где b — величина площадки впадины резьбы.
Заточка и установка резьбонарезного резца связаны с затруднениями. Для облегчения их применяются призматические резцы, устанавливаемые в специальных державках под постоянным задним углом, равным 15°. Передний угол равен нулю. Резец затачивается только по передней поверхности. Державки изготовляются как с прямой, так и с изогнутой головками. Для возможности нарезания резьбы до упора применяются державки с боковым креплением резца. Последняя поверхность резца устанавливается строго по центру детали. Для этой цели резец снабжен на задней стороне зубьями в виде рейки, в которые входят зубья, расположенные
Резьбонарезные резцы и гребенки
509
на винте державки. При поворачивании винта резен переметается вниз или вверх. После установки положение резца фиксируется стопорным винтом.
Расчет профиля призматического резца производится по тем же формулам, что и для обычного резьбового резца.
Круглые резцы для остроугольной резьбы. Преимуществом этих резцов является возможность получения большего количества переточек. Круглый резец (фиг. 286, б) закрепляется в державке, которая позволяет устанавливать центр резца выше оси детали на величину
h = R sin ав,
где R, ав — радиус и задний угол на вершине резца.
Такая установка необходима для обеспечения заднего угла ав, который выбирается в пределах 10—12°. Большая величина
1 1о и
Фиг. 288. Формы рабочей части резцов.
угла а„ редко применяется, так как она ведет к ослаблению режущей кромки и ухудшению отвода тепла.
При выборе заднего угла на вершине ав надо учитывать, что на боковых сторонах профиля в сечениях, перпендикулярных к ним, задний угол аб будет меньше. Зависимость между углами ав и аб выражается известной формулой
tga6 = tgae sin
где 8 — угол профиля резьбы.
Угол ав выбирается такой величины, чтобы угол аб был не менее 4—5°.
Режущая часть резца выполняется по форме I или II (фиг. 288).
Первая форма представляет полный виток 1а или с двумя закруглениями во впадинках I. Вторая форма резца (//) выполняется в виде двух кольцевых витков (вилки). В первом случае (/ и 1а) резец вырезает впадину, а во втором (II) — полный профиль резьбы на детали. Первая форма обладает тем недостатком, что закругления или отростки резца часто срезают закругления резьбы детали или оставляют риски на обрабатываемой поверхности. Кроме того, стружка, отделяемая с одной стороны, сталкивается со стружкой, полученной с другой стороны профиля витка, что не обеспечивает хорошего отвода стружки. Вторая форма лишена этих недостатков, поэтому ей следует отдать предпочтение.
Габаритные размеры (наружный диаметр, толщина, диаметр отверстия, ширина выреза) выбираются, как и у фасонных резцов, в зависимости от высоты профиля. В державке резец насаживается на оправку с дополнительным закреплением посредством торцовых
510
Инструменты для образования резьбы
зубьев, находящихся в зацеплении с соответствующими зубьями на державке. Эти зубья служат также и для установки вершины резца относительно детали.
Для изготовления резца необходимо знать размеры его профиля в диаметральном сечении.
Сначала определим эти размеры с учетом теоретического треугольника резьбы (до острия) полная высота профиля Ни = Ни' + полная высота головки Ни' = R—Rrl)\ полная высота ножки Ни" = Rcp— Ri, где R, Rcp, Ri —соответственно наружный, средний и внутренний радиусы резьбы резца, определяемые по формулам (фиг. 287, в)
Rcp = / R2 -г А К2 - 2RAK cos (а, + у);
7?! =/R2 + АС2 - 27? ЛС (ав + у);
А К и АС — полная высота головки и полная высота профиля резьбы (до острия) по передней поверхности. Формулы для их определения были уже приведены выше (фиг. 287, а).
Угол профиля резьбы резца в диаметральном сечении может быть найден по формуле
tg—= — 2 4Нр
Зная е', можем определить теперь и размеры высоты головки h'u и высоты ножки hu в зависимости от величин площадок вершины а и впадины b резьбы с учетом допусков.
Л« =
S ~2 а . 2tg4* ’
Помимо высоты и угла профиля, резьбонарезной резец получает, подобно тому как и круглый фасонный резец, искажение также и по форме боковых сторон профиля, которые вместо прямолинейных становятся криволинейными. Однако это искажение для распространенных резьб настолько ничтожно, что без всякого ущерба для точности им можно пренебречь.
Гребенки. В отличие от резцов (фиг. 289, а) резьбонарезные гребенки (фиг. 289, б) снабжены несколькими (до 6—8) витками. Рабочая часть гребенки состоит из режущей (1,5—2 витка) и калибрующей (4,5—6 витков) частей. По сравнению с резцом гребенка обес
Резьбонарезные резцы и гребенки
511
печивает более равномерное распределение работы нарезания между витками, требует меньшего количества проходов и дает большую производительность.
Гребенки применяются для обработки наружной и внутренней резьб и разделяются по форме на круглые (фиг. 289, б), призмати-
Витки по кольцевой пинии
а) й)
Фиг. 289. Конструктивные размеры круглых резцов и гребенок.
Фиг. 290. Типы призматических резцов.
ческие (фиг. 290). Круглые получили на практике широкое распространение благодаря большей технологичности по сравнению с призматическими.
Призматические гребенки закрепляются в таких же державках, как и призматические резцы. Проектирование профиля ведется таким же образом, как и призматических резцов.
Круглые гребенки обычно снабжаются витками, расположенными по винтовой линии, что облегчает их обработку на резьбошлифовальном станке. Для деталей с правой наружной резьбой применяются гребенки с левой резьбой, а для деталей с левой наружной резьбой— гребенки с правой резь
бой. При внутреннем нарезании направление витков детали должно совпадать с направлением витков гребенки. Только при таком направлении витков можно добиться совпадения наклона резьбы детали с наклоном резьбы гребенки, в противном же случае нарезаемая резьба окажется испорченной.
Метод крепления, передний и задний углы режущей кромки, габаритные размеры выбираются такими же, как и для круглых резцов. Определение угла профиля и высоты резьбы производится по тем же формулам, что и для резцов.
512
Инструменты для образования резьбы
Допуски на элементы резьбы резцов и гребенок. Для элементов резьбы устанавливаются допуски на половину угла профиля, шаг и высоту профиля резьбы.
Отклонения на половину угла профиля выбираются в пределах + 13—8' для диаметров резьбы 3—52 мм, а на шаг в пределах +0,007—0,010 мм на 10 мм длины.
Средний диаметр инструмента не оказывает влияния на точность нарезаемой резьбы, поэтому допуск на него не регламентируется.
Высота резьбы контролируется по микроскопу отдельно по головке и ножке резьбы, считая от средней линии профиля (фиг. 291). Резец и гребенка в основном изнашиваются по наружному диаметру, поэтому на головку резьбы должен быть предусмотрен гарантированный запас на износ. Величина его определяется из условия, чтобы площадка вершины профиля была достаточной по величине с целью повышения стойкости инструмента и облегчения шлифования его по профилю. Ширина площадки а должна быть не менее 0,75 ширины площадки Z=0,125S теоретического профиля. По новому ГОСТу 9150-59 это условие удовлетворяется, как следует из формулы
a = Z—2tg ~ [0,1085 — (7+ ЛГ)|.
Минимальная высота головки определяется с учетом припуска на износ /, который может быть принят равным 0,072 шага. Допуск на изготовление N устанавливается в пределах 0,063—0,010 шага.
Все приведенные данные относятся к резьбе с шагом 0,35—6 мм для резцов и гребенок со шлифованным профилем Для инструмен-
Резьбонарезные резцы и гребенки
513
тов с нешлифованным профилем резьбы допуск на неточность изготовления N может быть повышен в 1,5 раза.
Для устранения участия впадины профиля инструмента в работе
нарезания высота ножки регламентируется только по минимальному размеру, который должен быть не меньше максимальной высоты головки нарезаемой резьбы, т. е. ^"min=0,325 шага. Макси
.мальный же размер не ограничивается.
Ниже линии Z—Z впадина может быть произвольной формы, на-
пример, закругленной.
Резцы для трапецеидальной резьбы. При нарезании трапецеидальной резьбы и червяков резец может быть установлен таким образом, чтобы режущая кромка на вершине его была расположена во впадине или по оси детали (в осевом сечении) (фиг. 292, а), или перпендикулярно средней винтовой линии (в профильном сечении) (фиг. 292, б). В первом случае боковые стороны профиля резца,
Фнг. 292. Установка резца с трапецеидальной резьбой.
как образующие винтовой архимедовой поверхности винта,
являются прямолинейными и
изготовление такого резца не представляет затруднений. Сущест-
венным недостатком резца являются неравномерные условия резания на сторонах профиля резца. Одна (например, правая) сторона имеет выгодный угол резания, тогда как другая (например, левая) находится в неблагоприятных условиях.
Во втором случае обе стороны профиля одинаково режут, однако проектирование и изготовление резца осложняется из-за криволинейной формы боковых сторон профиля и необходимости корректировать его размеры. В связи с этим в практике часто пользуются этим резцом для предварительной обработки, не обращая внимания на точность изготовления профиля. Ширина профиля резьбы по среднему диаметру резца делается меньше теоретической с целью оставления припуска 0,4—0,5 мм на окончательную обработку, которая осуществляется при помощи первого резца.
Для улучшения условий нарезания резец должен быть снабжен задними углами ат и а2 на боковых сторонах профиля. Величина их устанавливается в зависимости от угла подъема резьбы, который меняется на всем протяжении режущей кромки резца (фиг. 293, а) При постоянном шаге S (Д£ = ОР) и различных диаметрах d0 и dj получаются две гипотенузы АС и ОВ, соответствующие двум развер-
33 Сеу.енченко и др.
514
Инструменты для образования резьбы
нутым винтовым линиям, направленные под разными углами подъема т0 (для точки на наружном диаметре d0) и Tj (для точки на внутреннем диаметре dj). Боковые поверхности резца должны быть расположены внутри этих двух линий. Например, для правой стороны ах —- Tt р., а для левой а2 = т0 — А, где р = 2 3°, а 1 = 0 -г 3'.
На фиг. 293, б показано построение профиля реЗца при работе по
------JTllcp
па0--------
6)
Фиг. 293. Определение задних углов и ширины резца.
второму способу установки. Линии AC, АВ nAD соответствуют винтовым линиям на диаметрах резьбы d0, dtp,di. Режущая кромка EF располагается перпендикулярно средней винтовой линии АВ. Точка М отстоит от А на расстоянии Ь, равном ширине впадины между витками. Прямые Мх, Му и Mz параллельны соответствующим развернутым винтовым линиям. Расстояния а, Ь, с дают величины ширины резца для различных диаметров. Профиль резца (фиг. 293, в) Получается криволинейным.
При нарезании трапецеидальной резьбы и червяков с большим углом подъема резьбы резец устанавливается в нормальном сечении. Если боковые поверхности нарезаемой резьбы являются архимедовыми винтовыми поверхностями, то правильный профиль с прямолинейными боковыми сторонами располагается в осевом сечении. Для такой резьбы профиль резца в нормальном сечении будет уже с криволинейными боковыми сторонами и с отличными от теоретических размерами.
Резьбонарезные резцы и гребенки
515
Определим профиль резца при установке режущей кромки по впадине в нормальном сечении
Линия пересечения винтовой поверхности резьбы нормальной плоскостью является искомым профилем резца, н для получения его уравнения надо решить совместно два уравнения винтовой поверхности и нормальной плоскости (фиг. 294)
Фиг. 294. Профиль резца в нормальной плоскости.
Обозначим через х, у, г координаты точки Р и примем, что
х = г').х, у = г7.у; г = Л.2.
Соответственно этому обозначим и другие величины, приведя их к единичному червяку, например. w0=rkw°, о = гХе и т. д.
1 И. И. Семенченко, Режущий инструмент, т. 2, Машгиз, 1938.
W. Vogel, Die analytische Berechnung des Gewinde-Drehstahlprofils fiir steilgangige Schrauben und Schnecken. Werkstattstechnik, 15 Juli 1933.
W. Vogel, Der Geradflanken - Drehstahl fiir steilgangige Schrauben unJ Schnecken mit geradem Achsenschnitt. Werkstattstechnik und Werksleiter 15 Marz 1935.
W. Vogel, Gesetze und Berechnung der Mutterdrehstahle und Schlagmesser fiir steilgangige Schrauben und Schnecken mit geradem Achsenschnitt. Werks tattstechnik und Werksleiter, 1 Oktober 1935.
33*
516
Инструменты для образования резьбы
Уравнения винтовой поверхности, цилиндрические координаты которой ф, XQ, Кх, а прямоугольные ХЛ, Ки, Кг, могут быть определены по формулам:
Кх — 2^—Н ф tg т 4- (Хо — 1) tg —;
Ку — Хо sin <р;
Кг = Ко cos <р,
где <р — угол между радиусом-вектором о и осью г, проведенными через заданную точку (например, Р).
Уравнение нормальной плоскости, наклоненной под углом т к оси винта, равным углу подъема резьбы на среднем диаметре.
Ч = — К tgx.
Уравнение боковой стороны профиля резца
X* =—; X' = — Кх sin т ctg <р,
С2 + -^~
51П ф
где С, Clt С2 и С3 — постоянные величины, определяемые по формулам
X tg-T
С = С- С =______
1 2 tg т ’ tg т ’
_ cos т „ „ .
С, = —г------; С, = С — sin т,
2 tgr 3
где w3 — ширина впаднны винта, отнесенная к среднему диаметру; е — угол профиля резьбы;
х', г' — координаты в нормальном сечении (фиг. 294).
Угол наклона касательной к профилю выражается уравнением
tg О' = ^г, = (--------Ф_+£1_--------ctg ф\ sin т.
dKx I sin2 ф + С3ХЛсоз ф j
Кривая профиля резьбы получается вогнутой относительно оси симметрии резца. Кривизна профиля, зависящая в основном от угла подъема резьбы, в большинстве случаев невелика и может быть заменена прямой, наклоненной к оси симметрии резца под углом . Он определяется по формуле (фиг. 294)
tg-T =
KWn cos2t
Ка>п COS т (ctg sin2
\2 sin % I
Резьбонарезные резцы и гребенки
517
где ^wn — ширина профиля резца на расстоянии г от оси винта, определяемая по формуле
Г /X
+ 2 I tg -|- + tg т arctg f-yt. Sin т
Полученные точные уравнения являются трансцендентными и при заданных размерах резьбы е, т, могут быть решены путем пробных подстановок. Можно также.
минуя их, построить профиль резца графически вычисляются по ранее приведенным формулам, (фиг. 295, а).
по точкам, координаты которых , е'
и затем определить и
Фнг. 295. Искажение профиля и ширины резца.
В практике часто пользуются приближенными формулами для определению угла и ширины профиля
р' р
tg — = tg — cos т; Wn = H70COST.
Из сопоставления приближенной формулы с точной видно, что действительная ширина будет больше или меньше вычисленной по приближенной формуле в зависимости от угла профиля и шага резьбы. Разница получается потому, что отрезок ED = Wn — Wa cos т (фиг. 295, б) при навертывании па начальный цилиндр обращается в винтовую линию E’D’, в то время как прямая АВ — IV,,, представляющая собой ширину впадины в осевом сечении, остается одной и той же, так как опа совпадает с образующей начального цилиндра.
518
Инструменты для образования резьбы
Для резьб с большим углом подъема (например, при т свыше 12—15°) разница между приближенным и фактическим профилем довольно значительна.
Объясняется это тем, что ширина и угол профиля в плоскости, нормальной к средней винтовой линии па различных диаметрах, не будут меняться пропорционально постоянной величине cos т, так как углы подъема винтовой поверхности различны
Фиг. 296. Скоростное резьбонарезание и резцы для него.
для разных диаметров. Поэтому при нарезании резьбы с большим углом подъема т нельзя применять приближенные формулы, а необходимо вычислять Ц70 и -у по приведенным выше точным формулам.
Скоростное резьбонарезание применяется при использовании резца, оснащенного твердым сплавом, допускающего высокие скорости резания путем последовательных проходов с применением автоматики. При обычном нарезании резьбы приходится затрачивать много времени на вспомогательные движения, связанные с большим количеством проходов. Поэтому с целью повышения эффективности процесса скоростное нарезание резьбы осуществляется по автоматическому циклу. За каждый проход резец совершает четыре последовательных движения (фиг. 296, а): 1) рабочий ход в продольном направлении, 2) отвод резца в поперечном направлении; 3) обратный ускоренный ход в продольном направлении; 4) подвод н установка резца на требуемую глубину врезания для следующего прохода. Все движения происходят автоматически при помощи специального устройства, поставленного на суппорте токарного станка. В зависимости от шага нарезаемой резьбы число последовательных проходов, необходимых для полной обработки, равно 5—20. Скорость резания выбирается в пределах 100—250 м!мин.
При нарезании этим методом эффективность повышается примерно в 4 раза по сравнению с резьбофрезерованием гребенчатыми фрезами и в 2 раза по сравнению
Метчики
519
с вращающейся головкой с резцами. Диапазон диаметров нарезаемых деталей от 20 до 200 мм, точность резьбы — в пределах 2-го класса, чистота обрабатываемой поверхности в пределах — 6—7-го классов.
Скоростное резьбонарезание имеет особенное значение для многозаходпых резьб, требующих большой затраты времени на деление. При работе путем последовательных проходов деление на число заходов осуществляется автоматически с требуемой точностью и быстротой.
На фиг. 296, б показана конструкция резца; оснащенного твердым сплавом. Передний угол принимается равным нулю. При обработке стали повышенной твердости дается упрочняющая фаска под углом —10°. Задний угол на пластинке рекомендуется не выше 4° при наружной обработке и не выше 6° при внутренней; на державке его следует повысить до 8—12°. Для устранения разбивания резьбы рекомендуется угол профиля резца делать меньше теоретического на 35—40'.
Одним из вариантов скоростного метода является многорезцовое нарезание наружных резьб за один проход. Сущность его заключается в том, что нарезание резьбы производится за один проход одновременно несколькими резцами, из которых только один является чистовым, окончательно профилирующим резьбу заготовки. Вырезаемый слой металла распределяется неравномерно между резцами. Первые черновые резцы, допускающие большее закругление вершины, дают возможность снимать большую толщину стружки, чем последующие резцы. Целесообразно давать такое распределение, чтобы глубина резания профилирующего резца не превышала 10—12% всей высоты профиля нарезаемой резьбы, но не более радиуса закругления вершины резца. Этот метод обеспечивает получение резьбы по 2-му классу точности и чистоту обрабатываемой поверхности по 7-му классу. Эффективность его во много раз выше по сравнению со скоростным резьбонарезанием методом последовательных проходов и со скоростным резьбофрезерованнем.
Приспособление для нарезания резьбы устанавливается на каретке токарного станка вместо суппорта. Оно имеет четыре радиально расположенные суппорта, в которых закреплены четыре резца. Они допускают осевое смещение для установки на шаг нарезаемой резьбы, а радиальное — на глубину резания.
ЛИТЕРАТУРА
1. Карцев С. П., Инструмент для изготовления резьбы, Машгиз, 1955
2. Семенченко И. И., Режущий инструмент, т. 2, Машгиз, 1938.
3. С е м е н ч е н к о И. И., Резьбовые резцы и гребенки, Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948.
4. Ф р у м и н Ю. А., Нарезание наружной и внутренней резьбы резцами. Справочник металлиста, т. 5, Машгнз, 1960.
МЕТЧИКИ
Назначение и типы метчиков. Метчнки предназначаются для нарезания или калибрования резьбы в отверстиях.
По конструкции и применению различаются следующие основные типы метчиков (фиг. 297):
1) ручные (а)—для нарезания резьбы вручную, состоящие обычно из одного, двух или трех штук в комплекте (ГОСТ 9522-60);
2) машинные (б) — для нарезания резьбы в различных деталях на станках или при помощи пневматических и электрических дрелей (ГОСТ 3266-60);
3) гаечные (в, а) — для нарезания резьбы в гайках на гайконарезных станках; они изготовляются с короткими и длинными хво-
520
Инструменты для образования резьбы
Фиг. 297. Типы метчиков.
стовиками (ГОСТы 1604-60, 6951-60), а также с изогнутым (д) хвостовиком (ГОСТ 6951-60);
4) плашечные (е) и маточные (ж) — для нарезания и калибрования резьбы в плашках;
5) трубные (з)—для нарезания трубной резьбы в трубах и муфтах;
6) конические (и) — для нарезания конической резьбы (ГОСТ 6227-52);
7) метчики сборной конструкции, регулируемые, нерегулируемые и самовыключающиеся (резьбонарезные головки для внутренней резьбы);
8) калибровочные — для калибрования и зачистки резьбы в различных деталях, предварительно уже нарезанных другими резьбонарезными инструментами;
9) специальные (сдвоенные, ступенчатые, с прерывной резьбой для резьб трапецеидальной, прямоугольной и других видов профиля и т. п.).
Метчики
521
Конструктивные элементы метчиков
Основными конструктивными элементами метчика являются: режущая и калибрующая части, число, профиль и направление канавок; углы резания, утонение калибрующей части, элементы резьбы, комплектность, зажимная часть.
Режущая часть является важным конструктивным элементом метчика, так как выполняет основную работу по вырезанию профиля. Для распределения работы резания на большое количество отдельных резцов режущая часть оформляется в виде
Фиг. 298. Определение элементов режущей части.
конуса, с углом наклона <р его образующей к оси метчика. Длина режущей части оказывает влияние на производительность нарезания, стойкость инструмента и точность нарезаемой резьбы.
Поперечное сечение среза, снимаемое каждым резцом, можно представить в виде трапеции с толщиной среза а' и шириной b (фиг. 298). Величина а’ есть действительная толщина среза, приходящаяся на каждый зуб и измеренная в направлении, перпендикулярном к режущей кромке. Из-за небольшой величины угла <р можно вместо а' пользоваться а — толщиной среза, измеренной в направлении, перпендикулярном к оси метчика а’ = a cos ср.
При нормальных условиях толщина среза на всем протяжении режущей части одинакова и определяется по формуле
где р — количество резцов на режущей части;
h — фактическая высота резьбы, вырезаемой метчиком с учетом, что часть высоты резьбы удаляется при сверлении под резьбу. Для обеспечения срезания выдавленного в процессе резания металла диаметр сверла dc под резьбу принимается всегда больше внутреннего диаметра резьбы dt. Величина h определяется из формулы h — 1Э tg <р, где 1Э — эффективная длина режущей
522
Инструменты для образования резьбы
части. Длина 1Э определяется по формуле 1Э — ’ где
d0 — наружный диаметр метчика.
Число отдельных резцов, участвующих в вырезании профиля резьбы р = , где п — число перьев, S — шаг резьбы.
~ s tg ср
Следовательно, а = —=-!- .
Из формулы следует, что толщина среза зависит от шага резьбы, числа перьев и угла наклона ф.
Диаметр переднего торца dT метчика должен быть меньше диаметра сверла под резьбу. Это необходимо для обеспечения направления метчика при входе в нарезаемое отверстие.
Независимо от типа и назначения метчика диаметр переднего торца должен быть выбран одинаковым в зависимости от величины вхождения метчика в предварительно просверленное отверстие т. При этом величину разбивки отверстия сверлом можно не учитывать. Принимаем т — fllt где / = 0,30 4- 0,18 для метчиков от 2 до 30 мм. Для мелких размеров надо брать большие значения, для крупных — меньшие.
Диаметр переднего торца
dT = dc — 2т tg ф = dc — 2fli tg q>.
Длина режущей части
I _—dr_________d0 — dc
2 tg ф —2tg<p(l —/)’
где d0 —наружный диаметр метчика (минимальный, т. е. с учетом нижнего отклонения).
Угол ф определяется по заданной толщине среза а для данного , , ап
размера метчика из формулы tg ф = -$-•
Колебания угла ф незначительны, и обычно его принимают постоянным для разных значений метчиков одного и того же типа. Например, для гаечных метчиков всех типов угол ф принят равным 3°30' для всех диаметров от 2 до 30 мм.
Величины оптимальной толщины среза для разных диаметров метчиков определяются с учетом типа и назначения метчика, требований к точности и чистоте резьбы, рода обрабатываемого материала, охлаждения и т. п. Предельными значениями толщины среза а являются 0,02—0,15 мм. При величине а, меньшей 0,02 процесс резания становится затрудненным и даже невозможным. Вместо резания имеет место смятие и скобление. Толщина среза не должна быть меньше радиуса округления режущей кромки, который для инструмента из быстрорежущей стали может быть оценен в 0,015 мм. При а больше 0,15 мм чистота обрабатываемой поверхности резко ухудшается.
Метчики
523
Обычно в практике часто устанавливается для всех типов гаечных метчиков (с хвостовиками короткими, длинными, изогнутыми, для гаечных станочных) одинаковая величина режущей части, равная 12 шагам нарезаемой резьбы.
Толщина среза для этих метчиков является заниженной, а для мелких размеров даже и нежелательной с точки зрения процесса резания. Вполне возможно без ущерба для качества нарезаемой резьбы значительно уменьшить длину режущей части по крайней мере до восьми витков. Это позволит увеличить толщину среза на 1/3 и уменьшить общую длину метчика.
Машинные метчики, нарезающие резьбу в различных деталях па станках за один или два прохода, должны иметь длину режущей части в зависимости от вида отверстия. Для глухих отверстий для одинарного метчика длину 1г выбирают равной двум виткам, для сквозных —шести (угол ф = 6°30'). В случае применения двух метчиков для чернового метчика равна шести виткам, а для чистового — двум.
С целью облегчения работы машинных метчиков рекомендуется во всех случаях, где это допустимо с точки зрения конструкции детали, просверливать глухое отверстие под резьбу на большую длину по сравнению с требуемой. Такое отверстие можно нарезать метчиком, предназначенным для сквозных отверстий.
Для ручных метчиков рекомендуется выбирать в зависимости от вида отверстия и количества метчиков в комплекте. Для сквозных отверстий при нарезании одним метчиком /1 = 6 виткам, угол ср ~ 5°, при нарезании двумя метчиками — для чернового -= 6, для чистового = 2 виткам. В случае применения трех метчиков как для сквозных, так и для глухих отверстий рекомендуется для чернового метчика 1г = 5 витков, для среднего 1г = 2,5 и для чистового /, = 1,5.
Необходимо отметить, что каждый метчик в комплекте вырезает различную высоту резьбы, причем у каждого последующего метчика площадки вершин отдельных резцов становятся острее и ширина среза уменьшается по сравнению с предыдущим метчиком. Поэтому уменьшение ширины среза компенсируется увеличением ее толщины.
Короткая режущая часть является более универсальной, чем длинная. Она пригодна как для длинных, так и для коротких отверстий и обладает следующими преимуществами по сравнению с длинной:
1) уменьшением удельного усилия резания из-за снятия стружек более крупного сечения;
2) уменьшением крутящего момента во всех случаях за исключением только нарезания коротких гаек;
3) уменьшением сил трения и защемления стружки, а также опасности заклинивания и поломки метчика;
524
Инструменты для образования резьбы
4) снижением машинного времени при нарезании резьбы метчиком;
5) экономией материала и уменьшением стоимости обработки метчика;
6) уменьшением коробления метчика при термической обработке.
Недостатком короткой режущей части является то, что она не может обеспечить хорошего направления в работе, и отверстие в начале может оказаться несколько расширенным. Поэтому в тех случаях, когда предъявляются повышенные требования к резьбе, приходится идти на удлинение режущей части.
Для правильной работы метчика необходимо, чтобы режущие кромки были расположены равномерно по окружности и одинаково затылованы. Наличие большого биения на режущей части создает неравномерную нагрузку на каждое перо и влечет за собой разбивание отверстия.
Биение режущих перьев не должно быть больше 0,03—0,04 мм для всех метчиков со шлифованной резьбой, не более 0,06—0,08 мм для машинных и гаечных метчиков и 0,08—0,10 мм для ручных метчиков с нешлифованной резьбой.
Калибрующая часть. Окончательное формирование резьбы заканчивается после прохода первого калибрующего витка, как имеющего полную высоту профиля резьбы. Следующие витки уже не участвуют в калибровании резьбы и служат для направления в работе и обеспечения перемещения метчика по подаче (самозатя-гивание).
По мере затупления первого полного витка и переточки метчика роль калибрования переносится на следующий виток, и так повторяется после каждой переточки. Следовательно, калибрующую часть надо рассматривать также и как резерв для переточки метчика.
Износ метчика происходит в основном по задней поверхности в месте перехода от конуса к цилиндру (фиг. 299, а) и в меньшей степени по передней поверхности. Поэтому для метчиков нельзя ограничиваться заточкой только по передней поверхности (фиг. 299, б), а обязательно затачивать также и по задней поверхности (фиг. 299, в). При таком методе заточки (фиг. 299, г) достигается и лучшее использование запаса на переточки, предусмотренного как по ширине пера, так и по длине калибрующей части. Затылование пера осуществляется на специальных станках или на приспособлениях, снабженных затылующим устройством для шлифовального круга (или для метчика). При заточке по конусу режущей части последняя постепенно возрастает по длине за счет уменьшения калибрующей части.
Из-за малого угла <р величина перемещения начала калибрующей части довольно значительна, в результате чего метчики допускают небольшое число переточек по задней поверхности. Поэтому реко
Метчики
525
мендуется затачивать метчики комбинированным путем, т. е. по передней и задней поверхностям, следя за максимальным использованием метчика.
Размер калибрующей части оказывает влияние на общую длину метчика. При выборе калибрующей части приходится учитывать также и длину нарезаемой резьбы. Ручные метчики применяются для самых разнообразных по длине отверстий (от 0,5 до 2 диаметров нарезаемой резьбы) как сквозных, так и глухих, При определении
Фиг. 299. Схемы заточки метчика.
длины калибрующей части для комплектных метчиков надо исходить из длины для чернового метчика, так как он имеет наименьшую ее величину.
После всех переточек длина калибрующей части должна составлять не менее 0,5 диаметра нарезаемой резьбы для крупных и средних размеров метчиков. Для мелких же размеров ее надо повысить до 1,2—1,0 диаметра с целью обеспечения направления и удобства в работе.
Для гаечных метчиков минимальная длина после всех переточек должна составлять не менее 0,6 высоты гайки, что соответствует 0,5 диаметра резьбы.
Необходимо отметить, что калибрующую часть метчиков не следует выбирать большой. С уменьшением калибрующей части метчик работает более легко благодаря снижению величины крутящего момента.
Можно рекомендовать длину калибрующей части для ручных метчиков основной крепежной резьбы в пределах 12—6 витков, а для гаечных всех типов и размеров 8 витков.
Калибрующие перья по биению должны быть изготовлены с большей точностью, чем режущие зубья, а именно: для метчиков всех
526
Инструменты для образования резьбы
типов со шлифованной резьбой 0,02—0,03 мм, для метчиков с нешлифованной резьбой —гаечных 0,03—0,04 мм, ручных 0,06—0,08 мм.
Число канавок имеет важное значение, так как определяет толщину среза при работе метчика и влияет на величину крутящего момента. В практике получили широкое распространение метчики с тремя или четырьмя канавками. Опыты показывают, что крутящий момент для первых на 10—20% меньше, чем для вторых. Четырехканавочные метчики показывают большую склонность к заеданию, в особенности при обработке вязких металлов. Изготовление трехканавочных метчиков дешевле четырехканавочных, но измерение не может быть осуществлено микрометром и для него требуется специальное приспособление. Для мелких метчиков рекомендуется применять две канавки, которые наряду с обеспечением качественной резьбы легко работают (из-за меньшего крутящего момента) и не забиваются стружкой (из-за большого пространства для ее помещения).
Таблица 45
Число канавок метчиков
Обрабатываемые материалы Диаметр метчиков в мм
2—6 8—14 16—20 22—24 27—36 39—52
Черные металлы 2—3 3 3 3—4 4 4—6
Легкие сплавы 2 2—3 3 3—4 4 4—6
В табл. 45 приведены данные по выбору числа канавок для метчиков гаечных, машинных и ручных.
Профиль канавки. Из всех инструментов, за исключением спиральных сверл, метчики особенно выделяются в отношении требований к профилю канавок, так как последний оказывает большое влияние на работу метчика. Конструкция метчика должна:
а) обеспечить достаточное пространство для помещения стружки, и в особенности для метчиков, нарезающих глухие отверстия, когда вся стружка размещается в канавках;
б) способствовать лучшему образованию и отводу стружки в процессе резания;
в) препятствовать резанию во время обратного вывертывания метчика после нарезания резьбы;
г) препятствовать налипанию стружки, застреванию и спрессовыванию ее между витками метчика и отверстия во избежание повреждения уже нарезанной резьбы;
д) не иметь резких переходов во избежание появления трещин при закалке.
Метчики
527
Основными параметрами профиля канавки являются: 1) число канавок; 2) диаметр сердцевины d; 3) ширина пера р; 4) передний
угол у; 5) угол £ у нерабочей кромки
Профили канавки на калибрующей и режущей частях рекомендуется делать различными в зависимости от назначения каждой. Максимальное количество стружек удаляется режущей частью, поэтому площадь сечения канавки для нее играет значительно большую роль, чем для калибрующей части. Для увеличения пространства для стружек рекомендуется углублять канавку на режущей части. Это дает возможность компенсировать уменьшение площади ее сечения, вызванное конусностью режущей части. С целью обеспечения лучшего отвода
стружки и устранения забивания
канавки стружкой целесообразно канавку на режущей части выполнять винтовой (фиг. 301) или наклонной под углом X к оси (фиг. 302), определяемым по формуле
tgX = -г-^— , ° 11 — а
где Л=(0,5ч-0,7) ширины пера р; а=2-т-12 мм;
/х—длина режущей части в мм.
Фиг. 301. Формы режущей части.
пера (фиг. 300).
Фиг. 300. Профиль канавки.
Угол наклона канавки X принимается в пределах 5—6°. Благодаря такому углублению ширина пера на режущей части составляет 0,5—0,3 ширины пера на калибрующей части в зависимости от размера метчика. Скос пера обеспечивает совпадение направления схода стружки с направлением подачи метчика. Стружка не скопляется на режущей части, а отводится вниз (фиг. 301). Такая конструкция уменьшает величину крутящего момента за счет лучшего резания, правильного отвода стружки и меньшей опасности ее защемления.
528
Инструменты для образования резьбы
Для увеличения сечения канавки на режущей части рекомендуется также производить фрезерование канавки под углом 30' — 1°30' в зависимости от типа и размера метчика.
Сердцевина должна быть выбрана в таких пределах, чтобы обеспечить достаточное пространство для стружек и прочность метчика.
Перо не должно быть широким, так как с увеличением его сильно возрастает трение и опасность забивания канавки стружкой, что может привести к поломке метчика. Однако чрезмерно узкое перо уменьшает количество переточек, не дает метчику хорошего направления и вызывает его дрожание, что отражается на получении точной и чистой резьбы в отверстии.
Практика показывает, что по мере уменьшения пера при переточках работа метчика обычно облегчается. Наибольший процент поломок метчиков происходит из-за широкого пера и большой сердцевины. Метчик в большинстве случаев приходит в негодность из-за поломки, а не в резуль
тате полного использования всей ширины пера. Поэтому сердце-вина и перо должны быть выбраны минимально допустимыми.
Таблица 46
Данные по выбору диаметра сердцевины и ширины пера метчиков (в долях диаметра метчика)
Наименование Число канавок
2 з 6
Диаметр сердцевины d 0,36—0,38 0,38—0,40 0,42—0,45 0,50—0,52 0,52—0,55
Ширина пера р 0,40—0,45 0,30—0,32 0,20—0,22 0,17—0,20 0.16—0,18
В табл. 46 приведены рекомендуемые данные по выбору диаметра сердцевины и ширины пера для калибрующей части (в долях диаметра метчика). Для режущей части целесообразно уменьшать диаметры сердцевины до 0,7—0,8, а ширину пера до 0,6—0,7 соответствующих величин для калибрующей части.
Приведенные в табл. 46 величины d и р относятся к новым метчикам после их заточки. При расчете профилей метчика и фрезы
Метчики
529
необходимо учитывать, что ширина пера должна быть увеличена на величину припуска на заточку, т. е. примерно на 0,1—0,4 мм в зависимости от размера метчика.
Передняя поверхность может быть выполнена или прямолинейной или криволинейной. Первая форма более распространена, так как упрощает заточку метчика и не дает таких резких колебаний значений переднего угла в разных точках по высоте резьбы, как это имеет место при криволинейной форме. Однако криволинейная форма способствует лучшему образованию и отводу стружки, в особенности при обработке вязких материалов.
При построении профилей метчика и фрезы необходимо учитывать величину переднего угла метчика.
Во избежание защемления стружки во время обратного вращения угол £ у нерабочей кромки пера должен быть как можно больше. С другой стороны, метчик при обратном вращении имеет тенденцию резать материал. В этом можно убедиться при осмотре стружки, получающейся при нарезании. Наряду с крупной стружкой имеется и тонкая в виде волосков, которая и снимается нерабочей кромкой пера при обратном вращении. Во избежание резания этой кромкой дополнительный угол Q (см. фиг. 300) должен быть больше 90°. Таким образом, угол | может быть выбран в пределах 85—82°. С целью устранения резания при вывертывании метчика, целесообразно снять фаску под углом 30° или притупить шлифовальным кругом острый уголок у нерабочей кромки вдоль всего пера.
С целью обеспечения плавного схода стружки и уменьшения опасности появления трещин при термической обработке профиль канавки очерчивается двумя радиусами.
При профилировании канавок метчиков и фрез для них необходимо особое внимание обращать на максимальное сокращение номенклатуры фрез. В противоположность спиральным сверлам, метчики благодаря наличию прямых канавок позволяют устанавливать основные параметры, характеризующие профиль метчика, пропорционально диаметру метчика (ширина пера, диаметр сердцевины, радиусы закругления). Это дает возможность использовать одну и ту же фрезу для группы диаметров метчиков и тем самым сократить их номенклатуру.
Целесообразно как при проектировании, так и при выборе фрезы для конкретного размера метчика пользоваться калькой с вычерченными профилями всех номеров фрез, которая накладывается на профиль канавки метчика, заданный диаметром сердцевины, ширины пера и передним углом. Необходимо, чтобы установленная номенклатура фрез смогла обслужить не только все размеры одного и того же типа метчиков, но также и различных их типов, например ручных, машинных, гаечных и др.
Направление канавок. Метчики обычно изготовляются с прямыми канавками, но для лучшего отвода стружки рекомендуется 34 Семенченко и др.
530
Инструменты для образования резьбы
снабжать метчики винтовыми канавками с углом наклона к оси 10—16° (фиг. 303). Левое направление (фиг. 303, а) предназначено для сквозных отверстий, правое (фиг. 303, б) —для глухих. Благодаря большому углу наклона канавок стружки выводятся или вниз (а) или вверх (б). Целесообразно для легких сплавов и вязких материалов изготовлять метчики с винтовыми канавками с углом наклона до 25—35°.
Углы резания. Режущая способность метчика зависит от выбора углов переднего у и заднего а.
Передний угол у выбирается в зависимости от обрабатываемого материала. С увеличением угла у улучшаются условия для формирования и отвода стружки, в особенности при обработке мягких и вязких материалов, и повышается чистота нарезаемой поверхности. Малый угол у при нарезании вязких материалов вызывает шероховатую поверхность резьбы, сильное налипание стружки на витки метчика
Фиг. 303. Направление канавок. и может вызвать его поломку.
В случае, если канавка на режущей части углублена, целесообразно давать различные углы у на режущей и калибрующей частях, а именно на режущей части на 5—7° больше, чем на калибрующей. Для возможности изменения угла у при переточке (в зависимости от условий обработки) рекомендуется при выборе профиля канавки угол у делать минимальным с тем, чтобы довести его до требуемого большего значения путем
заточки.
Можно рекомендовать угол у Для чугуна, бронзы и твердой стали О—5°, для стали средней твердости и латуни 8—10°, для мягкой и вязкой стали 12—15°, для легких сплавов 20—30°.
Задний угол а на метчике получается путем затылования по наружному диаметру режущей части. Величина заднего угла зависит от назначения, типа и размера метчика, а также и от обрабатываемого материала. Чем вязче материал, тем больше должен быть угол а. Однако чрезмерная его величина приводит к выкрашиванию витков режущей части. Для глухих отверстий применяются метчики с меньшим углом а, чем для сквозных. Можно рекомендовать угол а для машинных и гаечных метчиков 8—10°, для ручных — 6—8°. При обработке легких сплавов угол а уменьшается до 5—6° для сквозных отверстий и до 3—4° для глухих. Для шлифованных
Метчики
531
метчиков значения заднего угла принимаются меньше, чем для нешлифованных.
Затылование обычно производится по архимедовой спирали, 360°
и величина его к, отнесенная к центральному углу —— , подсчитывается по формуле к = tg а, где dT — диаметр переднего торца метчика; п—число перьев. На рабочих чертежах надо ставить взамен заднего угла ав величину затылования к.
У ручных нешлифованных метчиков затылование производится только по режущей части. Калибрующая часть оставляется без затылования, так как иначе: 1) уменьшается опорная поверхность; 2) при последующих заточках метчик скоро теряет свой размер по диаметру; 3) появляется опасность, что при обратном вращении метчика может произойти защемление стружки между затылованной поверхностью и нарезанной резьбой, срыв ее и даже поломка метчика. Гаечные нешлифованные метчики обязательно должны быть затылованы по наружному диаметру и на калибрующей части, так как при обработке гаек метчик не вывертывается после нарезания, и поэтому здесь не приходится опасаться повреждения резьбы затылованной поверхностью.
Для того чтобы метчик имел достаточную опорную поверхность, хорошее ее направление в работе и допускал большое количество переточек, затылование необходимо производить не на всю ширину пера, а оставлять на нем неснятую полоску до 1/3 ширины пера.
Для шлифованных метчиков необходимо затылование также и на калибрующей части, так как иначе в процессе работы получается значительное прилипание (приваривание) частиц металла к виткам резьбы метчика, и нарезание в каждом последующем отверстии делается все труднее. Это может привести к поломке метчика. Для уменьшения трения затылование производится не только по наружному диаметру, но также и по всему профилю резьбы метчика. Величина затылования должна быть минимальной во избежание защемления стружки при обратном вращении. Она может быть определена из расчета понижения пера на 0,014—0,019 ширины пера или 0,004—0,006 длины шага между зубьями. В этом случае задний угол на боковых сторонах резьбы равен 15—20'.
Утонение калибрующей части. Для уменьшения крутящего момента и трения между метчиком и нарезанными витками, а также в целях сокращения разбивки резьбового отверстия, метчики снабжаются утонением калибрующей части, т. е. резьба по всем трем диаметрам (для накатных только по среднему и внутреннему диаметру) у хвостовика делается меньше, чем у первого калибрующего витка. Величина понижения, отнесенная к 100 мм длины, для метчиков ручных (черновых и чистовых), гаечных и машин-34*
532
Инструменты для образования резьбы
них не должна превышать следующих величин (для среднего, наружного и внутреннего диаметров):
1) для метчиков со шлифованным профилем резьбы и метчиков с накатной резьбой 0,05—0,10 мм;
2) для метчиков с нешлифованным профилем резьбы, полученной путем снятия стружки, 0,08—0,12 мм.
Предельные отклонения среднего диаметра резьбы метчика, измеренного на расстоянии одного-двух витков от середины длины режущей части (в сторону калибрующей части) для гаечных метчиков и в начале калибрующей части для чистовых ручных и машинных метчиков, должны соответствовать установленным стандартам.
Для метчиков, предназначенных для легких сплавов, величина утонения дается в пределах 0,2—0,3 мм на 100 мм длины.
Зажимная часть метчиков предназначается в основном для передачи крутящего момента. Она состоит из хвостовика и квадрата. Диаметр хвостовика должен быть меньше примерно на 0,25 — 1,5 мм (для размеров 7—52 мм) внутреннего диаметра резьбы метчика. Это необходимо для обеспечения свободного прохода хвостовика метчика через сквозное отверстие обрабатываемой детали, а также для возможности нарезания отверстий с глубиной больше, чем длина рабочей части.
С целью уменьшения поломок у мелких метчиков хвостовик делается толще или равным наружному диаметру метчика.
Для уменьшения количества размеров квадратов и возможности использования одного и того же ряда размеров хвостовиков для метчиков метрической и дюймовой резьб количество размеров хвостовиков должно быть сведено до минимума. Это дает возможность значительно сократить количество размеров потребных воротков.
Длина хвостовика устанавливается пропорционально диаметру метчика. Для возможности изготовления, заточки и проверки метчики снабжаются центровыми отверстиями на обоих торцах. У мелких метчиков с утолщенным хвостовиком вместо центровых отверстий делают наружные центры в 75°.
Гаечные метчики с длинным хвостовиком дают возможность в процессе нарезания поместить на хвостовике несколько гаек, благодаря чему исключается необходимость вынимать метчик из патрона каждый раз после нарезания одной гайки. В промышленности установлены размеры для так называемых станочных гаечных метчиков, отличающихся от гаечных с длинным хвостовиком тем, что по длине они имеют только три размера (в мм): 180 для метчиков диаметром 6—12; 250 для метчиков диаметром 9—27; 350 для метчиков диаметром 16—52.
Эти метчики применяются на специальных станках, обеспечивающих возможность использования метчиков разных диаметров, но с одной и той же длиной. Иногда гаечные метчики вместо квадрата снабжаются другими зажимными элементами.
Метчики
533
Гаечные метчики в процессе нарезания требуют периодического вынимания из патрона для удаления нарезанных гаек. Это влечет излишний расход времени. Для повышения производительности применяют метчики с изогнутым хвостовиком, позволяющим выбрасывать готовые гайки не вынимая метчика из патрона.
Гаечные метчики с коротким хвостовиком обычно вывертываются из отверстия после нарезания резьбы.
У машинных метчиков конструкция хвостовика зависит от типа патрона. Согласно ГОСТу 3266-60 хвостовик машинных метчиков снабжается кольцевой выточкой и квадратом.
Размеры и допуски резьбы метчиков
Точность резьбы, нарезаемой метчиком, зависит не только от точности резьбы метчика, но и от многих других факторов. Они связаны с инструментом (биение перьев, искривление оси и др.) и с эксплуатационными данными (свойства обрабатываемого материала, режим обработки, смазывающе-охлаждающая среда, условия закрепления метчика и др.). Вследствие этого не представляется возможным установить классы точности резьбы метчиков в зависимости от класса точности нарезаемой резьбы.
По ГОСТу 7250-60 предусмотрены метчики четырех степеней точности С, D, Е, П. Метчики С и D изготовляются в основном со шлифованной по профилю резьбой, а метчики Е и Н — с нешлифованной. Допуски устанавливаются на следующие пять элементов резьбы: а) угол профиля; б) шаг; в) средний диаметр; г) наружный диаметр; д) внутренний диаметр.
На фиг. 304 приведена схема отклонений на резьбы деталей (гайки и болты) и метчика.
Угол профиля резьбы зависит в основном от точности инструмента (накатные ролики, резец, шлифовальный круг и т. п.) и правильности его установки на станке. Для метчиков, не шлифованных по профилю резьбы, необходимо учитывать также и искажения по профилю, получаемые при термической обработке.
Изготовление и контроль резьбы с мелким шагом связаны с большими затруднениями, поэтому отклонения для мелких метчиков устанавливаются менее жесткими, чем для крупных. Так, по ГОСТу 7250-60 приняты следующие отклонения для метчиков:
степени С и D для резьбы с шагом 0,7—5,0 мм в пределах ± 35— ± 15';
степени Е и Н для резьб с шагом 0,2—5,0 мм в пределах ±85—±20'.
Эти отклонения относятся к половине угла профиля, так как правильность профиля зависит от его положения, т. е. биссектриса профиля должна быть перпендикулярна к оси резьбы. Если отнести отклонения ко всему углу профиля, то не исключена возможность
534
Инструменты для образования резьбы
получить даже и при правильном угле несимметричность профиля, т. е. каждая половина угла профиля будет иметь различные значения.
Шаг резьбы зависит от точности механизма станка, образующего резьбу на метчике, и погрешности термической обработки.
Практика показывает, что станки при хорошей эксплуатации обеспечивают получение резьбы с точностью ±0,01 мм по шагу, причем она не зависит от диаметра заготовки.
Фт. 304. Отклонения элементов резьбы гайки, болта и метчика.
(ГОСТы 9150-59, 9253-59, 7250-60)
При термической обработке искажения получаются значительно больше, примерно 0,04—0,07 мм на 25 мм длины как в положительную, так и в отрицательную сторону, независимо от диаметра заготовки. Для метчиков со шлифованной резьбой погрешности от термической обработки отпадают, так как они исправляются при шлифовании, и точность их по шагу зависит исключительно от точности резьбошлифовальных станков. Они могут выполнить резьбу с точностью по шагу в пределах 0,003—0,008 мм.
Обычно величина погрешности по шагу дается в плюс и минус и относится к длине 25 мм. Эта величина должна быть действительна для расстояния между любыми витками в пределах измеряемой длины. В ГОСТе 7250-60 предусмотрены величины погрешности в шаге, отнесенные не только к длине 25 мм, но также и к длине 10 мм и 10 виткам.
Для метчиков всех метрических резьб в зависимости от шага резьбы (0,2—5 мм) приняты величины отклонений по шагу, отне
Метчики
535
сенные к длине 25 мм: степени С±0,010 мм; степени D ±0,015 мм; степени Е и Н ± 0,050 мм.
Средний диаметр резьбы (фиг. 304) является основной величиной, характеризующей степень точности метчика. При выборе отклонений необходимо учитывать погрешность изготовления самого среднего диаметра, погрешности шага и угла профиля резьбы метчика, погрешности шага и угла профиля резьбы проходного резьбового калибра. Средний диаметр метчика в результате трения, воз-
никающего на сторонах профиля резьбы в процессе резания, изнашивается. Метчики со шлифованной резьбой должны быть затылованы по всему профилю, причем затылование обычно производится начиная от передней поверхности. При переточках средний диаметр резьбы метчика будет уменьшаться. Следовательно, износ среднего диаметра и уменьшение его при переточках заставляют иметь гарантированный запас на износ.
Средний диаметр
Фиг. 305 Схема допусков па средний диаметр резьбы гайки и метчика.
Для компенсирования погрешностей, а также для получения запаса на износ, необходимо дать минимальному среднему диаметру метчика превышение над номиналом. Нижнее отклонение среднего диаметра метчика теоретически выражается формулой
(н. о. и=/'+А+Л-Н-л
где /'—диаметральная компенсация отклонений шага и угла профиля резьбы проходного резьбового калибра;
/$+/,— диаметральная компенсация отклонений шага и угла профиля резьбы метчика;
i — припуск на износ среднего диаметра метчика;
р — минимальная разбивка по среднему диаметру отверстия, нарезанного метчиком.
Средне-вероятное значение среднего диаметра калибра располагается близко к номинальному, и диаметральная компенсация отклонений шага и угла профиля резьбового проходного калибра практически ничтожна по сравнению с величиной разбивки отверстия по среднему диаметру. На основании этого вполне допустимо при расчете нижнего отклонения не учитывать величины f'. Это под
536
Инструменты для образования резьбы
тверждается также и практикой применения стандарта, а именно: проходная резьбовая пробка всегда проходит в нарезанное отверстие во всех случаях нарезания гаек как новым, так и изношенным метчиком.
Как известно, отклонение в шаге и отклонение в угле профиля, независимо от знака (плюс или минус), влекут за собой увеличение среднего диаметра резьбы гайки. Величины диаметральных компенсаций отклонений в мк по шагу fs и углу профиля определяются по формулам
/s = ASctg-|- и /е = -^-Д2-, где /г = 0,5415,
где AS — величина отклонения в шаге, отнесенная к длине ввинченной части резьбы;
А------величина отклонения угла профиля.
В зависимости от степени точности метчика величины отклонений в шаге и угле профиля выбираются различными, поэтому и значения и fe также будут различными: для метчиков степени С, D меньшими и для метчиков степени Е, Н большими, при условии одинаковой величины разбивки отверстия по среднему диаметру. Однако последняя не может быть одной и той же при нарезании отверстия метчиками разных степеней. Она будет большей для метчиков степени Н и Е и меньшей для метчиков степени С и D. Таким образом, мы имеем здесь компенсацию этих погрешностей. Поэтому в стандарте (фиг. 305) нижнее отклонение принято одинаковым для метчиков всех степеней точности (в пределах 0,012—0,036 мм). Это дает определенные преимущества при массовом и крупносерийном производствах, так как позволяет производить перевод метчиков из одной степени в другую в случае неправильного их изготовления.
Выбор более значительных величин нижнего отклонения нецелесообразен из-за необходимости располагать достаточным запасом для допуска на неточность изготовления метчика и для разбивки отверстия по среднему диаметру.
Допуски на неточность изготовления приняты согласно значениям квалитетов ISA-VII, VIII, IX и X для метчиков соответствующих степеней С, D, Е и Н. Эти величины вполне достижимы и могут быть свободно выдержаны как на резьбошлифовальном станке (например, для метчиков степени С в пределах 0,012—0,025 мм для диаметров 4—52 мм), так и на накатном или резьбонарезном (например, для метчиков степени точности Е в пределах 0,025—0,060 мм для диаметров 1—52 мм).
Схема (фиг. 305) дает распределение в долях допуска на средний диаметр резьбы гайки по 1—3-му классам точности следующих величин: гарантированного допуска на износ J, допуска на неточность изготовления N и гарантированного допуска на возможную разбивку отверстия гайки Р в процессе нарезания. С точки зрения разбивки
Метчики
537
отверстия метчики степени Н находятся в наихудшем положении по сравнению с метчиками других степеней, тогда как они больше других склонны давать отверстия с наибольшей разбивкой. Однако при принятой схеме распределения дать другое решение не представляется возможным.
Наружный диаметр метчика d0 (см. фиг. 304) подвергается большему износу, чем средний диаметр. Это объясняется тем, что вершины витков острые, более склонны к обезуглероживанию
Фиг. 306. Схема допусков на наружный диаметр гайки и метчика.
при термической обработке и работают в более тяжелых условиях при худшем отводе тепла. Отсюда необходимо дать для наружного диаметра гарантированный запас на износ и при этом большей величины, чем это предусмотрено по среднему диаметру (фиг. 306). Нижнее отклонение (в пределах 0,030—0,360 мм) установлено одинаковым для метчиков всех степеней точности согласно формуле (для метрических резьб)
[Н. O.J0 = 0,086 S — а1Х,
где первый член приблизительно равен 0,1 высоты теоретического треугольника, резьбы (Н); а1Х —величина по IX квалитету ISA.
Допуск на наружный диаметр резьбы гайки по общесоюзным стандартам не устанавливается, и верхнее отклонение для него не регламентируется, так как размер наружного диаметра резьбы не может выйти за пределы теоретического треугольника. С этой точки зрения можно было бы не давать допуска также и на наружный диаметр метчика. Однако по ГОСТу 7250-60 допуск на наружный диаметр резьбы метчика предусмотрен, так как при отсутствии регламентированного допуска к потребителю могут поступать метчики с чрезмерно острыми и малопрочными вершинами витков. В результате окажется повышенный износ метчика по наружному диаметру, причем он может распространиться также и на боковые стороны профиля резьбы.
538
Инструменты для образования резьбы
Допуск на наружный диаметр установлен для метчиков степеней точности С и D по IX квалитету (в пределах 0,030—0,062 мм для шага резьбы 0,7—5 мм), а для метчиков степеней Е и Н по X квалитету ISA (в пределах 0,048—0,100 мм для шага резьбы 0,8—5 мм).
При установлении верхнего отклонения было принято во внимание, что площадка вершины резьбы метчика, отсеченная продолженными линиями теоретического профиля, должна составлять приблизительно 0,6 соответствующей площадки I теоретического профиля
Фиг. 307. Схема допусков на внутренний диаметр гайки и метчика.
(фиг. 306). Однако из-за того, что нижнее отклонение взято одинаковым для различных диаметров, но для одного и того же шага, площадка у больших диаметров резьб получается относительно меньшей, чем у малых. С этим приходится мириться, так как иначе пришлось бы устанавливать допуск на износ для больших диаметров меньше, чем для малых. У метчиков степеней точности Е и Н из-за большого допуска на неточность изготовления (по X квалитету) резьба получается острее. Во избежание получения чрезмерно заостренной резьбы для метчиков степеней Е и Н с шагом резьбы 0,2—0,75 мм дано только нижнее отклонение (н. о.).
Внутренний диаметр метчика (см. фиг. 304) не должен принимать участия в работе резания. Это положение относится ко всем резьбонарезным инструментам. Для них важно исключить из работы резания режущую кромку, находящуюся на дне впадины витков. Обычно это достигается путем небольшого увеличения высоты ножки профиля резьбы или посредством предварительного увеличения нарезаемого отверстия (гайки), или уменьшения наружного диаметра заготовки (винта).
При нарезании резьбы метчиком имеет место большее или меньшее, в зависимости от степени вязкости, выпучивание обрабатываемого материала. Если просверлить отверстие под резьбу, нарезаемую метчиком диаметром сверла, равным номинальному внутреннему
Метчики
539
высот ы
Георетический профиль
Поле допуска метчика
Попинал
5ъ|<\,
Фиг. 308.
Закругления углов по впадинам резьбы метчика.
НО. не регламен-тиробанс.
диаметру резьбы, то процесс нарезания будет затруднен, и метчик может сломаться. Во избежание этого в практике всегда применяют сверла большего диаметра, чем номинальный внутренний диаметр резьбы. Некоторое уменьшение высоты резьбы не имеет практического значения. Экспериментальными работами установлено, что для прочности резьбового соединения достаточно, если резьба имеет 70% своей номинальной Согласно ГОСТу 9150-59, номинальный внутренний диаметр резьбы d\ принят одинаковым для гайки и болта, т. е. регламентированный зазор в противоположность прежни.м стандартам на резьбу не предусмотрен. Он должен обеспечиваться размерами резьбообразующего инструмента. Для этой цели установлен срез или Н закругление на расстоянии -g-от вершины теоретического профиля (треугольника), являющийся исходным размером резьбы проектируемого
инструмента. Наименьшие размеры радиуса закругления или ширины площадки определяются их расположением на расстоянии -^- = 0,1085 вершины теоретического профиля (см. фиг. 304).
Наибольший внутренний диаметр резьбы метчика Di6 (фиг. 308) принят одинаковым для метчиков всех степеней точности в зависимости от шага резьбы. Он выбирается меньше номинального внутреннего диаметра на величину g — 0,05-^0,06 шага.
По условиям технологического процесса (износ инструмента, осыпание шлифовального круга) трудно получить плоскосрезанную впадину резьбы метчика); поэтому по стандарту разрешается ее выполнять с закруглениями, причем закругления углов впадины могут доходить до линии наименьшего внутреннего диаметра резьбы гайки (фиг. 308). Это разрешение имеет существенное значение для производства метчиков благодаря облегчению операций по изготовлению резьбы.
Максимальный радиус закругления R рассчитывается в зависимости от величины понижения наибольшего внутреннего диаметра метчика и колеблется в пределах 0,04—0,13 шага резьбы.
Наименьший внутренний диаметр резьбы метчика не регламентируется, так как он не может перейти за вершину срезанного треугольника теоретического профиля. На получение точного отвер-тия оказывает влияние, помимо конструктивных и эксплуата
540
Инструменты для образования резьбы
ционных факторов, также и род обрабатываемого материала. Вязкие материалы, в особенности легкие сплавы, способствуют большему разбиванию резьбового отверстия. Во избежание этого необходимо при изготовлении метчика придерживаться минимальных размеров или же идти на их занижение против номинальных. Напротив, для хрупких материалов (например, пластмассы, эбонит и т. п.) отверстие уменьшается, поэтому метчику требуется давать более повышенные размеры (на 0,05—0,30 мм) по сравнению с номинальными. Требуемые размеры метчиков в специальных случаях приходится устанавливать экспериментальным путем
Распределение работы нарезания между метчиками в комплекте
Нарезание резьбы вручную одним метчиком удается осуществлять только при сквозных отверстиях небольшого размера не свыше 24 мм). Глухое отверстие трудно нарезать одним метчиком из-за большой толщины среза, возможного скопления стружки в канавках и защемления ее между витками резьбы отверстия и метчика. Чрезмерная нагрузка обычно приводит к поломке мелких метчиков. Нарезание одним метчиком отверстий больших диаметров также затруднено из-за больших сил резания. Можно рекомендовать для основной метрической резьбы следующие наборы: для глухих отверстий диаметром 2—24 мм 2 метчика; для глухих отверстий диаметром 27—52 мм 3 метчика; для сквозных отверстий диаметром 2— 24 мм 1—2 метчика; для сквозных отверстий диаметром 27—52 мм 2—3 метчика.
При нарезании сквозных отверстий небольшой длины диаметром 2—24 мм можно применять один метчик, если он снабжен шлифованной резьбой по профилю.
Метчики с мелкометрической резьбой, а также и все машинные рекомендуется изготовлять для глухих отверстий в количестве 2 шт., а для сквозных 1 шт.
Рассмотрим схему распределения работы нарезания между тремя метчиками в комплекте.
Черновой метчик выполняет основную работу по вырезанию профиля резьбы, тогда как чистовой только ее зачищает и калибрует. Поэтому целесообразно установить такое распределение (в %): на черновой метчик 56—60; на средний метчик 28—30; на чистовой метчик 16—10.
Схема (фиг. 309, б) распределения предусматривает для предварительных метчиков понижение как наружных, так и средних диаметров по сравнению с соответствующими диаметрами чистового метчика. Каждый последующий метчик удаляет слой металла не только по высоте профиля, но также и зачищает резьбу по сторонам. Это экономически выгодно, так как предварительные метчики не нуждаются в таком точном выполнении, как чистовой. Отсутствие понижений по средним диаметрам (фиг. 309, а) предварительных
Метчики
541
метчиков и неправильное их изготовление может привести к браку нарезаемых деталей.
Рекомендуемая схема распределения требует относить указанные выше процентные соотношения не к высоте резьбы, а ко всей площади нарезаемого профиля. При распределении нагрузки необходимо учитывать, что нарезаемый метчиками профиль резьбы не совпадает с теоретическим, поэтому необходимо установить границы нарезаемого профиля. Из-за текучести материала диаметр сверла под резьбу выбирается больше номинального внутреннего диаметра резьбы, следовательно, сверло снимает некоторую часть площадки
Фиг. 309. Схема распределения нагрузки на метчики в комплекте.
профиля, подлежащего нарезанию метчиками. Если не учитывать этого обстоятельства, то может оказаться малая нагрузка у чернового метчика и чрезмерная у двух последующих.
По ГОСТу 885-60 приведены данные по выбору диаметра сверл под нарезание метчиком. Диаметр сверла зависит от шага резьбы и диаметра нарезаемого отверстия. С увеличением шага для одного и того же диаметра резьбы величина разности между диаметром сверла DC№ и номинальным диаметром резьбы di увеличивается.
Наибольшая разница Dcg — d\ принята для резьбы с крупным шагом, так как она требует большего пространства для размещения деформированного и срезанного материала. Для этой резьбы диаметр сверла принимается больше номинального внутреннего диаметра приблизительно на величину шага, поэтому для всех метчиков в комплекте целесообразно принять за нижнюю границу отсчета линию X—А'(см. фиг. 307), на которой расположен диаметр сверла. Можно принять за границу отсчета также и линию У—У, расположенную на середине поля допуска на внутренний диаметр резьбы гайки. В этом случае будет учтена разбивка сверлом просверленного отверстия.
За верхнюю границу нарезаемого профиля целесообразно принять минимальный наружный диаметр чистового метчика вместо теоретического наружного диаметра резьбы, так как иначе действительная нагрузка на чистовой метчик окажется завышенной по сравнению с заранее предположенной по расчету. Аналогично этому
542
Инструменты для образования резьбы
уместно для предварительных метчиков принять в качестве верхних границ отсчета минимальные размеры наружных диаметров.
Ниже приводятся формулы для расчета нагрузки на каждый метчик в комплекте (фиг. 310). Примем следующие обозначения: £)01, DQ2, D03 —минимальные наружные диаметры чернового среднего и чистового метчиков;
Dcp2, Dc„3—минимальные средние диаметры метчиков; d0, аср —номинальные наружный и средний диаметры резьбы;
Тъ hr, Ht —размеры профиля резьбы чернового метчика;
Т2, h2, Н2—размеры профиля резьбы среднего метчика;
Т3, h3, Н3 — размеры профиля резьбы чистового метчика; At, А 2 —величина понижения средних диаметров чернового и среднего метчиков.
Фиг. 310. Определение размеров метчиков в комплекте.
Площади профиля, получаемые после прохода метчиками черновым, средним и чистовым
пл. JKLM = Л = (Г? - й?) tg ;
пл. EFGH = F2 = (T22- h22} tg —;
пл. A BCD = F3 = (Tl - hl} tg 4-, H3 = T3-h3, 7'3=7' + 0,5C, где
h3 = 0,108 5 + 0,5 C —0,5 £;
Г = 0,8665-0,2165-4-;
£ —допуск по внутреннему диаметру резьбы гайки;
С и Е — допуски на износ по среднему и наружному диаметрам чистового метчика (берутся из таблиц на допуски элементов резьбы метчиков по ГОСТу 7250-60);
Метчики
543
Формула для Т дана при условии, что нижняя граница отсчета нарезаемого профиля проходит по линии У—У (см. фиг. 307).
Предположим, что работа нарезания распределяется таким образом: для чернового 60% (например, Х! = 0,6), для среднего 30% (например, х2 = 0,6 + 0,3 = 0,9). Тогда можем написать для чернового метчика
где F3— общая площадь нарезаемого профиля резьбы;
К = ± УЦ-х^Ц-h^ -,ТХ = Т3- О.бДр
Величину h\ надо брать со знаком плюс, так как всегда резьба должна иметь площадку на вершине.
Наружный и средний диаметры чернового метчика определяются по формулам
Ди = Дз - 2 (Д - Д); Dcpl = Dcp3 - Ах.
То же для среднего метчика
F2 = x2F3-,
h2=± yTi-x2(Tl-hl); Т2 = Т3 - 0,5А;
Дг= Дз 2 (Д Д); ДР2 Вср3 А2.
Формулы, представленные в общем виде, позволяют определить величины нагрузки на каждый метчик независимо от данных, положенных в основу расчета.
Понижение среднего диаметра предварительных метчиков позволяет не только исправлять погрешность по углу профиля и шагу, но также обеспечивает и перераспределение нагрузки на метчики. С увеличением Ах и А2 возрастают высоты Д и Д, но одновременно уменьшаются площадки вершины резьбы 1Х и 12, и резьба становится острее. Поэтому величины A j и А 2 должны быть выбраны с учетом обеспечения достаточной толщины среза для возможности полного калибрования резьбы, но без чрезмерного заострения вершины резьбы, что ведет к пониженной стойкости и сложности изготовления. Последнее может иметь место у средних метчиков при выборе большой величины А2. В качестве критерия правильного выбора А2 может служить площадка 12 вершины резьбы, которая в самом неблагоприятном случае не должна быть меньше 0,5—0,6 площадки I теоретического профиля резьбы. Тогда 12 > (0,54-0,6) I или 12 — = (0,0624-0,075) S, где I = 0,125 S, а Л2 > (0,54-0,6)-0,108 S или h2 > (0,054 4- 0,065) S.
544
Инструменты для образования резьбы
Отсюда вытекает необходимость понижения Аг и А2 дифференцированным путем, т. е. не только в зависимости от типа резьбы, но также и от размера метчика (шага и диаметра).
Величины А} и А2 для основной метрической резьбы метчиков диаметром 3—52 мм определяются по формулам:
для метчиков 14—52 мм для метчиков 3—12 мм
А, РЕ + 2А; Аг - 0,5 РЕ + 2А;
А2 = РЕ + А; А2 = 0,5 РЕ + А,
где РЕ —резьбовая единица допуска, равная 0,067 ]/3;
А —дополнительная величина, равная 0,070—0,120 мм в зависимости от диаметра резьбы.
Минимальный средний диаметр среднего метчика принимается равным максимальному среднему диаметру чернового метчика.
При рекомендуемых величинах A j и А * можно принять следующее распределение нагрузки на метчики (в %):
Диаметр в мм................
Черновой ...................
Средней.....................
Чистовой....................
3—4 56 28
16
5—7 8—12 12—52
58 60 60
28 29 30
14 11 10
Рассмотренная методика предусматривает распределение нагрузки в зависимости от площади профиля нарезаемого каждым метчиком, причем величины понижений и Аг как по средним, так и по наружным диаметрам выбираются не пропорционально высоте резьбы. Из этого следует, что не всегда можно получить удовлетворительные результаты при использований для всех размеров метчиков одной и той же формулы, определяющей нагрузку на какой-либо элемент (т. е. формулы с одними и теми же коэффициентами). Тем не менее, в практике такие формулы находят применение, поэтому к ним надо относиться с большой осторожностью. Необходимо проверять по рассмотренной выше методике, насколько они удовлетворяют данному размеру метчика в отношении как общего распределения работы нарезания, так и величин понижения по среднему диаметру, ширины площадки вершины профиля резьбы. В результате проверки может оказаться, что рекомендуемые формулы справедливы только для определенного диапазона диаметров метчиков.
Наружные диаметры могут быть определены по формулам: для чернового метчика диаметром
от 3 до 52 мм Dn = D03 —(0,52 ч- 0,55)3;
до 3 мм D0l = D оз — 0,63;
* См. И. И. Семенченко, Режущий инструмент, т. 2, стр. 246, Машгиз. 1938.
Метчики
545
для среднего метчика диаметром
от 3 до 52 мм D02 = D03 —(0,17 -ь 0,16)5;
до 3 мм D02 = D03 — 0,235,
где D0l, —наибольшие диаметры соответственно чернового и среднего метчиков;
D03 —наименьший наружный диаметр чистового метчика.
Средние диаметры могут быть определены по следующим формулам:
для чернового метчика
=Dcp3 -0,15 5;
для среднего метчика
Dcp2 = Dcp3 -0,07 5.
Допуски на изготовление принимаются для наружных диаметров предварительных метчиков по классу А4, для средних по классу А3.
Внутренний диаметр не оказывает влияния ни на точность нарезаемой резьбы, ни на распределение нагрузки, так как он не принимает участия в работе нарезания метчиком. Поэтому для него не следует давать заранее предписанного занижения. Изготовление резьбы у всех трех метчиков обычно производится одними и теми же инструментами (например, накатными роликами, гребенкой, резцом и др.). При таком нарезании внутренний диаметр предварительных метчиков получается меньше, чем чистового, на разность в средних диаметрах. Таким образом, зная средние диаметры трех метчиков, можем определить и их внутренние диаметры по формулам:
Dcp3 -Di3 = Л";
Dcp3 D12 = h ;
Dcpl -Du = h",
где Dcpl, Dcp2, Dcp3 — наибольшие средние диаметры соответственно, чернового, среднего и чистового метчиков;
Dt, D12, D13 — наибольшие внутренние диаметры тех же метчиков;
h" — высота ножки резьбы метчика.
Для всех трех метчиков высота ножки резьбы h" —величина постоянная, что дает определенные удобства в отношении инструмента, нарезающего метчик, так как позволяет высоту головки инструмента сделать одинаковой с учетом гарантированного запаса на износ. Высота головки резьбы у трех метчиков различна, причем наибольшей величины она достигает у чистового метчика и наименьшей — у чернового.
35 Семенченко н др. 599
546
Инструменты для образования резьбы
По ГОСТу 7250-60 наибольший внутренний диа.метр установлен одинаковым для метчиков всех степеней точности (С, D, Е, Н) и рас-г олагается ниже номинального внутреннего диаметра резьбы согласно формуле
D13 = di — (0,05-н0,06) S.
Для метчиков среднего и чернового наибольший внутренний диаметр располагается ниже d^
Минимальный внутренний диаметр всех трех метчиков не регламентируется.
Схема распределения нагрузки для комплекта метчиков из двух штук определяется по той же методике, что и для комплекта из трех штук. Здесь можно рекомендовать нагрузку для предварительного метчика, примерно, 75%, а для чистового 25% от общей площади нарезаемого профиля резьбы. Целесообразно и в этом случае назначать величины нагрузки дифференцированным путем, т. е. в зависимости от размера метчиков. Для определения наружных и средних диаметров метчиков можно применять следующие формулы:
для метчиков диаметром до 3 мм:
Do1 = DO2-0,2 3; Dcpl = Dcp2-0,18 3;
для метчиков диаметром 4—12 мм
Dol = Г>02 - 0,3 3; Dcpl = Dcp2-0,15 3;
для метчиков диаметром 14—52 мм
D01 = D 02 0,4 S; Dcpl = Dcp2 0,12 3.
Здесь обозначения диаметров те же, что и для метчиков комплекта из трех штук.
Величины допусков для предварительных метчиков на наружный диаметр по классу А4, на средний диаметр по классу А3.
Конструктивные особенности других типов метчиков
Метчики с прерывной резьбой. При нарезании вязких и труднообрабатываемых материалов (алюминий, медь, мягкая сталь, жаропрочные стали, титановые сплавы и др.) обычные метчики часто ломаются и не дают чисто обработанной резьбы. Режущие зубья действуют как клинья, а обрабатываемый материал оказывает сравнительно небольшое сопротивление непрерывному ряду зубьев. Отделяемая стружка всей массой давит на зубья, и если периодически не вывертывать метчик, то ои начнет настолько сильно заедать, что может сломаться. Процесс нарезания сопровождается большими силами трения между витками инструмента и детали, спрессовыванием стружки в канавках и между витками, а отсюда и защемлением метчика в отверстии. Для облегчения работы нарезания хорошо себя зарекомендовали метчики с прерывной резьбой, у которых зубья срезаются в шахматном порядке. На практике применяют две схемы: по первой срезание зубьев чередуется от одного пера к другому в шахматном порядке (фиг. 311), а по второй — от витка к витку через каждый оборот (фиг. 312). Срезание зубьев осуществляется, как правило, только на калибрующей части, хотя первая схема допускает эту возможность также и на режущей части. По второй схеме это недопустимо нз-за чрезмерной нагрузки на зубья режушей части.
Метчики
547
Целесообразно количество канавок выбирать нечетное, так как оно дает удвоенную, толщину срезаемого слоя. При четном количестве канавок получается утроенная толщина среза, т. е. через каждый оборот на метчике образуются подряд два срезанные или два полные витка. В случае если толщина среза слишком велика, рекомендуется не срезать зубья на одном пере.
Z=4
~\ /\ /\ /\ /~\з
Фиг. 311. Схема срезания витков от пера к перу.
ЛЛЛЛА
Фиг. 312. Схема срезания витков от витка к витку.
А-А
Удаление зубьев производится или до внутреннего диаметра, нли с оставлением небольшого гребешка высотой, равной 0,15 высоты резьбы. Гребешок обеспечивает зачистку вершин профиля нарезаемой резьбы и, кроме того, позволяет делать ширину круга или резца, применяемых для срезания зубьев, несколько меньше, чем основание витка. Благодаря этому уменьшается возможность срезания боковых поверхностей двух соседних зубьев.
Метчики с прерывной резьбой хорошо себя оправдывают также и при нарезании отверстий в тонкостенных деталях
Бесканавочныеметчики (фиг. 313) не имеют продольных сквозных канавок. Канавки делаются на небольшой длине 1К, обычно равной удвоенной длине режущей части, под углом наклона к оси со = 9-5--е- 12 . Направление принимается обратным направлению резьбы.
Иногда на калибрующей части прорезают шлифовальным кругом или фрезой узкие пазы (2—3 juju), служащие продолжением канавок иа режущей части. Режущие кромки удаления выдавленных в процессе
стружки и грязи. Число канавок на режущей части выбирается таким же, как и для обычных метчиков.
Во избежание заедания в отверстии и выкрашивания зубьев необходимо метчик снабжать утонением па калибрующей части. Величина утонения, отнесенная к длине 100 мм, должна быть не меньше 0,2 мм. Из-за скоса передний угол р'зко уменьшается по направлению к калибрующей части. Поэтому он выбирается такой величины, чтобы иа первых двух-трех витках оставался положительным Для обеспечения этого достаточно дать в начале режущей части передний угол на 5—8° больше.
35*
Фиг. 313. Бесканавочный метчик.
иа калибрующей части предназначаются для резаиия заусенцев н зачистки резьбы от
548
Инструменты для образования резьбы
чем принимается у обычных метчиков. Дно канавки располагается под углом ф = = 10-^-15° к оси метчика. Бесканавочные метчики обладают целым рядом преимуществ: более чистая обрабатываемая поверхность, прочность метчика, лучшие условия резания и отвод стружки, более полное использование материала из-за многократного удлинения канавки после полного стачивания ширины пера. Эти метчики особенно хороши для легких сплавов, цветных металлов, вязкой стали, а также для нержавеющих сплавов различных марок.
Метчики для трубной резьбы изготовляются комплектами из двух штук. Наружный диаметр первого метчика делается меньше наружного диаметра второго на одну глубину резьбы /, внутренний же диаметр соответственно на 0,67 t. Диаметр режущей части второго метчика равен внутреннему диаметру резьбы первого. Диаметр режущей части первого метчика делается меньше внутреннего диаметра его на 0,4 мм. Режущая часть распространяется на четыре-пять ниток у первого метчика и на две-три с половиной иитки у второго. Понижение резьбы по всему профилю на калибрующей части принимается в пределах 0,02—0,04 мм.
Плашечные метчики. Для нарезания круглых плашек диаметром от 6 мм и выше применяется один метчик, от 6 до 3 мм — два, с 3 мм и ниже — один метчик. Для облегчения нарезания и получения более чисто обрабатанной поверхности режущая часть на длине 16 витков обтачивается и нарезается по конусу с углом 1°20', остальная же часть (на длине 30 витков) — по цилиндру. Первая часть затылована по среднему и внутреннему диаметрам в пределах 0,03—0,06 мм (для диаметров от 5 до 36 мм) а вся режущая часть — по наружному диаметру в пределах 0,15—1,1 мм. Первые зубья работают всем профилем, остальные же только вершинами.
Маточные метчики. Для зачистки и калибрования резьбы в круглых плашках применяются маточные метчики с режущей частью длиной, равной 1-2 виткам, и калибрующей частью длиной, равной 10 виткам. Режущая часть обтачивается и нарезается по конусу с углом 0°12'. Величина затылования всей режущей части по всему профилю принимается в пределах 0,015—0,040 мм. Во избежание ударов режущих кромок метчика о режущие кромки плашки и заваливания последних метчики снабжаются винтовыми канавками с углом наклона к оси 8—10°. Направление каиавок надо делать противоположным направлению резания. Профиль канавок симметричный, получаемый при помощи угловой 15—10°-ной фрезы с радиусом закругления 0,2—2,0 мм. Глубина их в пределах 0,7—7,5 мм в зависимости от размера метчика. Число канавок равно шести—десяти, для мелких диаметров (до 6 мм) делается одна канавка.
Маточные метчики для косых клуппов отличаются тем, что средний диаметр их больше номинального среднего диаметра плашек на две глубины резьбы.
Метчики для трапецеидальной резьбы Ч Трапецеидальная резьба применяется в основном в механизмах, предназначенных для передачи движений, например в ходовых винтах и гайках для них. В зависимости от условий работы и требований к точности передающего механизма, ходовые винты и гайки изготовляются с различной степенью точности. Так, в станкостроении применяются ходовые винты и гайки с трапецеидальной резьбой пяти классов точности (0—4).
Трапецеидальная резьба в силу своих преимуществ (высокая прочность, лучшая пригонка сопряженной пары, устранение осе-
1 См. также: И. И. Семенченко, Режущий инструмент, т. 2, Машгиз, 1938.
Ю. М. Аидрушевич и В. И. Баянов, Метчики для длинных трапецеидальных резьб, «Станки и инструмент» № 3, 1957.
А. М. За к, Высокопроизводительный метчик для нарезания резьбы в нержавеющей стали, «Станки и инструмент» № 10, 1949.
Метчики
549
вых зазоров, технологичность) получила широкое распространение на практике и во многих случаях вытеснила прямоугольную резьбу.
Конструирование и изготовление метчиков для трапецеидальной резьбы, по сравнению с остроугольной, отличаются значительной сложностью из-за тяжелой их работы.
При нарезании резьбы появляются затруднения из-за большой подачи и крупного сечения стружки, приходящейся па каждый зуб метчика. При неудачной конструкции метчика это может вызвать его чрезмерную перегрузку и поломку.
Для предохранения метчика от поломки и срыва нарезаемой на детали резьбы приходится применять комплектные метчики. Число метчиков в комплекте принимается от двух до пяти и больше, в зависимости от размеров нарезаемой резьбы и физико-механических, свойств обрабатываемого материала.
Успешное нарезание резьбы во многом зависит от схемы распределения нагрузки, приходящейся на каждый метчик в комплекте. Обычная схема нарезания такова, что черновые метчики удаляют максимальное количество металла путем срезания широких площадок вершинами зубьев. На долю чистового метчика отводится небольшая работа по зачистке и калиброванию резьбы или только по основанию, или также еще и по боковым сторонам. Вторая схема требует для всех метчиков различных размеров наружного и среднего диаметра, тогда как по первой схеме средний диаметр остается одинаковым. Вторая схема более предпочтительна как обеспечивающая большую точность и повышенную чистоту нарезаемой резьбы. Однако она менее распространена на практике, так как нормальная трапецеидальная резьба выполняется с достаточно широкими допусками, поэтому можно использовать схему, исключающую калибрование по боковым сторонам резьбы. Это вызывается еще и тем обстоятельством, что большая нагрузка, приходящаяся на боковые стороны резьбы, может оказаться причиной неудовлетворительного отвода отделяющихся с двух сторон профиля стружек вследствие сталкивания их друг с другом.
Расчет комплектных метчиков заключается в определении наружных их диаметров. Он может быть произведен по аналогии с расчетом для метчиков с остроугольной резьбой. За нарезаемый профиль надо принимать не теоретический, а фактический. За верхнюю границу принимаем наименьшее отклонение чистового метчика, за низшую — диаметр предварительно обработанного отверстия.
На фиг. 314 жирными линиями обозначен теоретический профиль с высотными размерами t, Г и t", фактически вырезаемый профиль после окончательного нарезания с высотными размерами ta, te, te и профиль, получаемый после прохода отверстия первым метчиком, с высотными размерами t\, t\, t\. Через величину J обозначен допуск на износ метчика. Величина 2у характеризует превышение
550
Инструменты для образования резьбы
диаметра предварительно обработанного отверстия над внутренним диаметром резьбы, а величина 2А±— понижение по среднему диаметру первого метчика относительно среднего диаметра чистового метчика.
Фиг. 314. Схема распределения нагрузки на метчики с трапецеидальной резьбой в комплекте.
Площади сечений теоретического F и вырезаемого Fe профилей определяются по формулам:
где
te — t — у + J; ta — t — у, ta = t 4-7.
Площади сечений первого метчика F3, второго F 2, третьего и других определяются по следующим формулам:
Fi = PiFe\ F2 = (Pi + p2) Ft; F3 = (pi + p2 + p3) Fe и т. д.,
где Pj, p2, p3 и т. д.—величины нагрузки соответствующих метчиков в долях загрузки чистового метчика, например для комплекта из четырех метчиков согласно табл. 47 Fr = 0,4 Fe; F2 = 0,7 Fe; Fs = 0,9 Fe.
В табл. 47 приведены данные для определения нагрузки на каждый метчик.
Наружный диаметр первого метчика определяется по формуле ^oi = где du = di -{- 2у.
Метчики
551
Таблица 47
Ориентировочные коэффициенты нагрузки комплектных метчиков
Число метчиков в комплекте № метчика в комплекте
1 2 3 4 5
2 0,65 0,35
3 0,45 0,35 0,20 — —
4 0,40 0,30 0,20 0,10 —
5 0,37 0,26 0,19 0,12 0,60
Из формулы для F± находим t2.
Fi = — 2Л tg-|-) Л Н~ 4 tg ;
—Л/~ -----------------F-^.
stg-J- У 4ts2-r tg“T где
bi — ~2~ + 2 (б + -Д1) tg^-и
6 = t — у — 2ЛЬ
Аналогично определяются наружные диаметры второго и последующих метчиков.
^о2 — d12 + 2Z2; d12 — di + 2у;
bz — ~2—h 2 (/2 + -Дг) tg ~2~
где
и
t2 = t" — У — А2.
Для третьего метчика надо подставить b3, F3, А3. Величины понижения среднего диаметра могут быть различны для всех метчиков или кратны Аь например А 2 = 2А т, А3 = ЗА ± и т. д. Величина Аг принимается равной (0,1—0,12) S. Иногда средний диаметр принимается одинаковым для всех метчиков, однако, с некоторым понижением по сравнению со средним диаметром чистового метчика. Понижение необходимо для калибрования последним метчиком боковых сторон резьбы.
552
Инструменты для образования резьбы
Расчет несколько упрощается, если за нарезаемый профиль принять теоретический, как это часто делается на практике.
В качестве примера на фиг. 315 показана схема распределения нагрузки на сдвоенные метчики, количество которых в комплекте
1-ая ступень 1-го метчика
Фиг. 315. Сдвоенный метчик с трапецеидальной резьбой.
2-ая ступень 1~гр метчика
2-ая ступень 2-го метчика
два *. Метчики спроектированы для сквозного резания по стали Ст. 15 в отверстии длиной 70 мм. Диаметр передней направляющей первого метчика, соответствующий диаметру просверленного отверстия, принимается больше внутреннего диаметра резьбы. Направляющая второго метчика снабжена резьбой. Первая ступень первого метчика прорезает узкую канавку посредине впадины между витками, которая обеспечивает самозатягивание метчика. Первая ступень
1 Е. Н. Никитин, Высокопроизводительное нарезание трапецеидальных резьб, «Станки и инструмент» № 8, 1948.
Метчики
553
прорезает впадину на 0,25 глубже, чем вторая ступень, что сделано с целью разгрузки последней. Вторая ступень нарезает резьбу наполовину ее высоты, т. е. наружный диаметр получается равным среднему. Винтовая линия резьбы для обеих ступеней общая.
Профиль резьбы первой ступени второго метчика состоит из двух частей. Нижняя часть представляет полный профиль резьбы, по высота его уменьшена на 0,25 мм по сравнению с наружным диаметром второй ступени первого метчика. Благодаря этому нижняя часть не участвует в процессе нарезания и служит лишь в качестве ведущей и направляющей при самозатягивании метчика.
Верхняя часть, оформленная в виде узкого отростка, как это сделано на первой ступени первого метчика, вырезает середину впадины и тем самым облегчает условия резания второй ступенью. Этому способствует также и то обстоятельство, что верхняя часть, сделанная на 0,07—0,08 мм больше, прорезает канавку ниже (но в пределах допуска на внутренний диаметр резьбы). Таким образом, основная работа, приходящаяся на вторую ступень второго метчика, заключается в зачистке и калибровании по боковым сторонам профиля.
Независимо от принятой схемы нарезания, каждый метчик в комплекте должен быть снабжен передней направляющей цилиндрической формы, гладкой для первого метчика и с резьбой для всех последующих метчиков. Передняя направляющая служит не только для контроля диаметра, обработанного под нарезание отверстия и центрирования метчика, но также и для самозатягивания (при наличии на ней резьбы). Диаметр передней направляющей первого метчика делается равным диаметру предварительно обработанного отверстия. Для всех последующих метчиков направляющая снабжается резьбой, размеры которой соответствуют размерам резьбы, образованной предыдущим метчиком (иногда с небольшим занижением по наружному диаметру величиной 0,03—0,10 мм). Такая направляющая обеспечивает возможность каждому последующему метчику попадание в резьбу, нарезанную предыдущим метчиком. При этом условии устраняется вредное влияние осевых составляющих сил резания, вызывающих подрезание одной из боковых сторон профиля резьбы.
Острые края канавок, неизбежные на направляющих из-за технологии изготовления, подлежат тщательному закруглению.
Целесообразно каждый метчик снабжать двумя режущими и двумя цилиндрическими частями. Такая конструкция обусловлена тем, что обычно гайки обладают большой длиной, нарезание которой при помощи одной режущей части связано с большими затруднениями из-за наличия больших сил резания. Сдвоенные метчики дают возможность уменьшить количество их в комплекте и сократить время на нарезание резьбы. Суммарная длина первых режущей и калибрующей частей принимается равной длине гайки. Это обеспечивает всту-
554
Инструменты для образования резьбы
плсние в работу второй режущей части только после выхода из гайки первой половины длины метчика. При расчете длины режущей части необходимо принимать толщину среза для чугуна в пределах 0,12— 0,15, а для стали и бронзы 0,08—0,10 мм. Необходимо отметить, что режущая часть должна быть по возможности короткой с целью уменьшения крутящего момента.
Иногда зубья на режущей части выполняют со срезами, выполненными в шахматном порядке, размерами: ширина 1—1,5 мм, глубина 0,8—1,0 мм. Эти срезы значительно облегчают процесс отделения стружки. Длина последней калибрующей части принимается не более диаметра нарезаемой резьбы.
Диаметр переднего торца режущей части для первого метчика делается на 0,25 мм больше внутреннего диаметра резьбы. Для всех последующих метчиков он на 0,12 мм меньше диаметра калибрующей части соответствующего предыдущего метчика. Внутренний диаметр принимается меньше номинального внутреннего диаметра резьбы для первого метчика па 0,25 мм, для последующих метчиков, кроме чистового, па 0,12 мм. Внутренний диаметр чистового метчика делается равным номинальному.
Для облегчения условий нарезания калибрующая часть метчиков должна быть затылована по всему профилю резьбы (иногда с отступлением от передней поверхности на V3 ширины пера) в пределах 0,03—0,15 мм для резьб диаметром 12—30 мм. Задний угол на режущей части рекомендуется в пределах 8—10°. Передний угол выбирается в зависимости от обрабатываемого материала; например, для стали средней твердости 12—15°, для чугуна и бронзы 8—10°.
Таблица 48
Допуски иа элементы резьбы трапецеидальных метчиков
Элементы метчика Обозначение допуска Диаметр резьбы и шаг в мм
10—14 5=3 16—20 3=4 22—28 5=5 30—39 5=6
Наружный диаметр .... (Jo) 0,18 0,24 0,30 0,36
(No) 0,07 0,09 0,10 0,12
Средний диаметр (^Ср) 0,15 0,20 0,25 0,30
(Nep) 0,05 0,06 0,07 0,08
Внутренний диаметр (минус) Половина угла профиля 0,20 0,25 0,30 0,40
(плюс—минус) в мин. —— 18 16 15 14
Шаг (плюс—минус) .... — 0,02 0,03 0,04 0,05
Примечание. Jo = 0,06 S — допуск иа износ по наружному диаметру; Jcp = 0,05 5 = то же по среднему диаметру; No и Ncp — допуски на неточность изготовления по наружному и среднему диаметру.
Метчики
555
Стружечные канавки делаются или винтовыми, или наклонными под углом, равным примерно углу подъема резьбы. Направление канавок противоположно направлению резьбы. Наклонное расположение канавок вместо винтового рекомендуется для резьб с большим углом подъема резьбы, а также и многозаходных.
В табл. 48 приведены допуски на элементы резьбы метчиков-нормалыюй точности.
Фиг. 316. Схема нарезания конической резьбы.
Метчики для конической резьбы. Конические резьбы получили широкое распространение в разных отраслях промышленности для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Они обладают преимуществами перед цилиндрическими резьбами. Для получения непроницаемости цилиндрические резьбы требуют применения различных уплотняющих веществ. Для конических резьб этого не требуется, так как плотность резьбового соединения обеспечивается за счет деформации витков. Цилиндрические резьбы изготовляются с довольно жесткими допусками на диаметры, тогда как для конических резьб отклонения диаметральных размеров легко компенсируются путем дополнительного осевого перемещения.
Необходимо отметить, что применение конической резьбы целесообразно только для ответственных соединений труб и муфт при наличии высоких давлений и температур. Для менее ответственных деталей рекомендуется применять соединение муфт с цилиндрической и труб с конической резьбами.
Метчики для конической резьбы по сравнению с метчиками для цилиндрической резьбы обладают рядом особенностей. Режущая часть выполняет небольшую работу, тогда как рабочая часть является основной для нарезания профиля. Нарезание конической резьбы в детали происходит одновременно по всей рабочей части метчика иа длине, равной нарезаемой детали. Вследствие этого в процессе резания возникают большие усилия, из-за которых нарезание приходится производить только на станках. Для ручной работы эти метчики не применяются. Нарезание конической резьбы осуществляется принудительным путем из-за недостаточности самозатягивания. Толщина среза при нарезании коническим метчиком значительно меньше, чем при нарезании цилиндрической резьбы. Отсюда возрастают удельная сила резания и крутящий момент, который увеличивается по мере вхождения метчика в нарезаемое
отверстие.
Существенное отличие имеет также и форма резьбы. Вместо конической формы резьба получается в виде ступенек, состоящих из отдельных цилиндрических участков (фиг. 316). Это объясняется тем, что в процессе нарезания каждая режущая кромка движется по винтовой линии с одним и тем же шагом, равным шагу резьбы, тогда как режущие кромки из-за наличия конуса расположены иа различных диаметрах, причем подача осуществляется не параллельно образующей конуса, а вдоль оси метчика. Режущие кромки каждого пера метчика при нарезании движутся не по архимедовой спирали, а по окружности, в результате чего они образуют цилиндрическую поверхность иа дуге, равной части окружности, где п — число перьев.
На этой поверхности в момент прекращения вращения появляется ступенька за счет разности Др между соседними перьями. Поверхность обработки получает огранку с постоянной высотой ступенек, причем нижние точки их основания
556
Инструменты для образования резьбы
располагаются па архимедовой спирали (фиг. 317). Величина До = о, — о, определяется по формуле
Др = A tg ф0 или Де = А
где k0 — конусность резьбы.
Необходимо отметить, что высота ступеньки До равна толщине среза на вершинах витков а.
Из формул^следует, что высота ступеньки зависит от шага резьбы, числа перьев-"' что из-за большой величины высоты ступеньки
метод нарезания метчиком (а также круглой плашкой и винторезной головкой) может быть применен только для резьб с малой величиной конусности, например V32 и V16, и непригоден для резьб с конусностью Ve и V4. Однако в практике конусность */32 применяется только на обсадных трубах больших диаметров (4—6"), которые не нарезаются метчиком. Вот почему метчики применяются только для резьб с конусностью ‘/1в (по ГОСТу 6111-52 для дюймовой резьбы с углом профиля 60° и по ГОСТу 6211-52 для трубной резьбы).
Конструктивные элементы метчиков для конической резьбы принимаются примерно одинаковыми, как и метчиков для цилиндрической резьбы. Это относится к числу канавок, профилю канавки и его параметрам (диаметр сердцевины, ширина пера и др.), переднему углу, зажимной части и др. Специфическими особенностями конструкции обладают режущая и калибрующая части, элементы резьбы. Длина режущей и рабочей частей выбирается с учетом их назначения. Длина режущей часть зависит от главного угла в плане ф, конусности и высоты резьбы / и может быта определена по формуле
11 = tgn>_° + У) = tS'P-te'Po ° + У)’
is Ф 2
где у = 0,1+ 0,2 — дополнительная величина.
Угол ф принимается в пределах 12—15° при нарезании резьбы в деталях из чугуна и мягкой стали.
Режущая часть должна быть затылована по наружному диаметру. Величина затылования должна быть достаточной, чтобы избежать получения отрицательного заднего угла на вершине пера, что вполне возможно из-за расположения режущих кромок иа конусе. Величина затылования k должна состоять из двух величин k1 и /гг. Первая выбирается таким же образом, как это принято для метчиков по формуле fej = tg ag, а вторая равна Aq = а. Задний угол на вершине пера ав обычно принимается в пределах 6—8°.
Метчик для конической резьбы не имеет калибрующей части, так как вся рабочая часть предназначается для нарезания профиля резьбы.
При определении длины рабочей части необходимо учитывать не только длину нарезанной части детали, ио также и дополнительную величину, учитывающую запас на переточку метчика. После каждой переточки диаметр метчика уменьшается, поэтому при последующем нарезании метчик должен войти в отверстие на большую
Метчики
557
длину. Кроме того, к расчетной величине прибавляется еще небольшая добавка в пределах (2—3) S в качестве резерва. Необходимо отметить, что основная плоскость по ГОСТам 6227-52 и 6211-52 для метчика отстоит от торца метчика на большем расстоянии, чем основная плоскость резьбового соединения, которое характеризуется согласно ГОСТам 6111-52 и 6211-52 расстоянием от торца трубы до торца муфты. Разница между ними округленно установлена в пределах от 6 до 17 мм для резьб от ’/1в до 2".
Рабочая часть метчика должна быть затылована по профилю резьбы, так как иначе метчик не сможет работать из-за наличия отрицательного заднего угла. Величина затылования, отнесенная к ширине пера, принимается в пределах 0,1—0,2 мм. Затылование по профилю целесообразно производить при шлифовании резьбы.
Отклонения на элементы резьбы устанавливаются на шаг в пределах ±0,015 мм на длине 25 мм. половину угла профиля в пределах ±30—20'. угол уклона (р0 в пре
Фиг. 318. Регулируемый метчик.
делах ±5—4', а также на высоту головки h' и высоту иожки h" резьбы. Отклонения на высотные размеры зависят от вида резьбы. Для конической дюймовой резьбы отклонения по h' даются в пределах минус 0,035—0,050 мм, а по /г" в пределах минус 0,045—0,085 мм. Для конической трубной резьбы отклонения по /г' для всех размеров резьб даются в пределах ±0,025 и —0,015 мм, а по /г" —0,050 мм.
Метчики сборной конструкции. Эти метчики разделяются иа три группы: 1) нерегулируемые; 2) регулируемые; 3) самовыключающиеся.
Нерегулируемые метчики выполняются со вставными гребенками, служащими в качестве перьев. Гребенки из быстрорежущей стали закреплены в корпусе при помощи неразъемного соединения или же механическим путем.
Регулируемые метчики изготовляются со вставными гребенками, которые путем перемещения обеспечивают установку на размер резьбы. В качестве примера иа фиг. 318 показан метчик, у которого гребенки 1 посажены в углубления конуса 2. На стержне последнего сделаны наклонные вырезы для концов установочных винтов 3 и 4. При ослаблении нижнего винта 3 и завертывании верхнего 4 конус подается назад, а гребенки устанавливаются на меньший размер. Для установки на больший размер ослабляется верхний винт 4 и подвертывается нижний 3. Для предохранения от выпадания гребенок к корпусу 5 привертывается крышка 6. Эти метчики изготовляются диаметром от 36 мм и выше. Число гребенок 4—6 в зависимости от диаметра нарезаемой резьбы.
Самовыключающиеся метчики являются дальнейшим развитием регулируемых метчиков. Преимущества их те же, что и винторезных головок. В практике встречаются разнообразные конструкции этих метчиков.
К конструкции метчика предъявляются следующие требования: а) точность нарезаемой резьбы и чистота обрабатываемой поверхности; б) простота и удобство в регулировании метчика иа размер нарезаемой резьбы; в) безотказность в работе, и в особенности при выключении; г) простота конструкции и ее технологичность; д) универсальность в применении.
Точность и чистота нарезаемой резьбы зависят в основном от механизма установки гребенок. Он должен обладать достаточной жесткостью для получения резьбы
558
Инструменты для образования резьбы
с заданной характеристикой и одновременно обеспечивать легкое регулирование на размер, надежность включения и выключения метчика. Механизм установки гребенок в различных моделях выполняется по-разному. Однако основными видами являются (фиг. 319): а) соединение при помощи пружин и б) жесткое соединение. Более удачным является последнее. На конусе опорного стержня сделаны продольные пазы Г-образной формы. В них помещаются гребенки своими выступами также Г-образной формы. Прн переме-
щении опорного стержня вперед вдоль оси метчика гребенки расходятся, а при обратном движении сходятся. Это соединение обеспечивает надежность перемещения гребенок, безотказность выключения и включения, удобство закрепления. Несмотря на сложность изготовления, этот вид соединения получил наибольшее распространение.
На фиг. 320 показан самовыключающийся метчик модели КБ конструкции завода «Фрезер». В корпусе 1 спереди прорезаны четыре паза для помещения гребенок 14, упирающихся своими основаниями в соответствующие пазы Г-образной формы опорного стержня 2. Для предохранения от выпадания гребенок на торце привернута четырьмя винтами 13 крышка 12. Пробка 18 предохраняет метчик от загрязнения и стружки. Установка на размер осуществляется путем продольного перемещения опорного стержня 2. Для этой цели отвинчивается пробка и шестигранным ключом, вводимым в отверстие крышки, отвинчи-
Фиг. 319. Методы установки гребенки.
вается стопорный винт 4 до тех пор, пока он не упрется внутри в тело опорного стержня. Затем ключ вводится через стопорный винт в шестигранное отверстие регулировочного винта 3 и поворачивается в ту или другую сторону. Регулировочный винт при помощи штифтов 10 соединен с сердечником 5, связанным через палец 6 с корпусом. Благодаря этому регулировочный винт лишен возможности перемещаться вдоль корпуса и при повороте обеспечивает перемещение опорного стержня вправо или влево в зависимости от направления вращения винта. После окончания регулирования размер нарезаемой резьбы фиксируется стопорным
винтом.
Для установки на длину нарезаемой резьбы необходимо немного отвернуть винты 19. После этого стержни 17 освобождаются, и упорное кольцо 8 может быть установлено на соответствующую длину Положение кольца фиксируется путем завертывания винтов. Выключение метчика осуществляется как автоматически, так и вручную. При автоматическом выключении после окончания нарезания резьбы упорное кольцо и связанное с иим кольцо выключения 7 останавливаются. Гребенки благодаря самозатягиванию продолжают двигаться вперед и увлекают за собой корпус со всеми связанными с ним деталями. Ролик 9. перемещаясь по наклонным пазам корпуса, вынуждает повернуться кольцо выключения В результате этого палец заходит в наклонный паз корпуса, а пружина 11 оттягивает вправо все подвижные
Метчики
559
детали (сердечник, опорный стержень вместе с регулировочным винтом и др.)- Гребенки сходятся, и метчик свободно может быть вынут из отверстия.
При ручном выключении надо рукоятку 15 повернуть по часовой стрелке (при взгляде иа передний торец). Тогда кольцо выключения заставит палец соскочить с прямолинейного участка паза корпуса, что и приведет к самовыключению метчика.
Фиг. 320. Самовыключающийся метчик.
Включение в рабочее положение осуществляется путем поворота пальца рукояткой 15 или обратным перемещением упорного кольца.
Эта конструкция имеет следующие достоинства: универсальность применения, т. е. может работать как вращающаяся, так и невращающаяся; простота и компактность конструкции благодаря использованию небольшого количества деталей; стабильность и безотказность в работе. Метчики изготовляются шести моделей для нарезания резьб от 36 до 130 мм. Сравнительно небольшой диапазон резьб, нарезаемых каждой моделью, является недостатком конструкции. В этом отношении заслуживают внимания метчнки со сменными вставками, вставляемыми в один и тот же корпус. Каждая вставка обслуживает определенный (узкий) диапазон резьб; корпус же, являющийся сложным механизмом, используется для весьма широкого диапазона резьб. Такая конструкция значительно упрощает технологию изготовления и дает определенные преимущества в эксплуатации.
560
Инструменты для образования резьбы
ЛИТЕРАТУРА
1. Карцев С. П., Инструмент для нарезания резьбы, Машгиз, 1955.
2. Семенченко И. И., Метчики, Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948.
3. Семенченко И. И., Режущий инструмент, т. 2, Машгиз, 1938.
4. Фру мин Ю. Л., Соколовский И. А.,Малов А. Н., Нарезание резьбы метчиками, Справочник металлиста, т. 5, Машгиз, 1960.
5. Романов И. М., Нарезание резьбы метчиками в легких сплавах, Оборон-гиз, 1940.
6. Ф р у м и н Ю. Л., Коническая резьба, Машгиз, 1948.
ПЛАШКИ
Назначение и типы. Плашки предназначаются для нарезания или калибрования наружной резьбы на винтах и деталях.
По конструкции и применению различаются плашки:
Фиг. 321. Типы плашек.
1) круглые (фиг. 321, а) (ГОСТ 9740-62 и 8860-60) и их разновидности — квадратные и шестигранные (фиг. 321, б, в);
2) трубчатые (ОСТ НКТП 6313/299) (фиг. 321, г);
3) призматические к слесарным клуппам (ОСТы 4258 и 4259) (фиг. 321,0).
Первые два типа применяются в основном на револьверных станках или автоматах и нарезают резьбу за один проход, реже вручную; третий тип — только для ручного нарезания в несколько проходов.
К плашкам следует отнести также и винторезную дощечку, в которой нарезаны резьбовые отверстия с двумя стружечными отверстиями. Она представляет собой набор плашек различных диаметров.
Плашка
561
Круглые плашки
Из всех типов круглая плашка является наиболее распространенным инструментом и используется обычно для таких резьб, к которым не предъявляется особых требований в отношении точности размеров и качества поверхности. Плашка не может нарезать резьбу с повышенными требованиями в отношении точности, так как
»)
Фиг. 322. Разновидности круглых плашек.
резьба после термической обработки не подвергается шлифованию. Из-за этого такие важные элементы резьбы, как шаг, угол профиля и средний диаметр, получаются искаженными.
Для получения на деталях резьбы повышенной точности необходимо применять плашки с исправленной после термической обработки резьбой путем калибрования специально закаленным метчиком или притиром.
Круглые плашки выполняются с разрезной (фиг. 322, а) и неразрезной перемычками (фиг. 322, б). Первые дают менее точную резьбу. Наличие прореза влечет за собой перекос режущих перьев и часто служит причиной неправильной установки плашки в патроне. Однако они допускают регулирование размеров резьбы плашки в небольших пределах, благодаря чему имеют более широкое использование. Инструментальные заводы выпускают неразрезные плашки, которые после соответствующего использования и потери размеров из-за износа могут быть обращены в разрезные путем удаления перемычки.
Квадратные и шестигранные плашки отличаются от круглых только внешней формой, соответствующей форме патрона, в кото
36 Семенченко н др. 599
562
Инструменты, для образования резьбы
рый вставляется плашка. В остальном же их конструкции одинаковы. На практике они применяются редко.
Основными конструктивными элементами плашки являются (фиг. 323):
1) наружный диаметр плашки D-
2) толщина В;
3) число стружечных отверстий п (оно же равно и числу перьев);
Фиг. 323. Элементы круглой плашки.
4) режущая и калибрующая части /2;
5) ширина перьев Ь;
6) диаметр и положение стружечных отверстий 2g, и;
7) углы резания а,, у;
8) отверстия для крепления и регулирования плашки;
9) элементы резьбы.
Наружный диаметр плашки зависит от размера нарезаемой резьбы и диаметра стружечных отверстий. С увеличением диаметра отверстий улучшаются условия отвода стружки и уменьшается опасность поломки перьев плашки. Однако при выборе диаметра плашки необходимо учитывать, что большой размер стружечных отверстий приводит к увеличению наружного диаметра плашки. Это влечет за собой повышенный расход материала на изготовление как плашек, так и патронов, воротков и т. п. Для сокращения количества патронов и воротков номенклатура плашек должна быть небольшой и каждый диаметр плашки обслуживает несколько размеров резьб.
Плашки
563
Плашки в основном нарезают резьбы диаметром от 2 до 36 мм включительно. Более крупные диаметры плашками нарезать уже трудно, и поэтому плашки для резьбы диаметром 42—48 мм встречаются редко. Диаметры плашек установлены по ГОСТу 9740-62
Для калибрования резьбы, нарезанной другими способами (обычно резьбонарезными гребенчатыми фрезами), применяются круглые плашки в основном для диаметров резьбы (от 56 до 135 мм и выше).
Толщина плашки. С увеличением толщины плашки повышаются искажения по шагу резьбы при закалке плашек, ухудшаются условия отвода стружки из стружечных отверстий и увеличивается трение между витками. Вместе с тем малая толщина не может обеспечить правильного направления плашки, в особенности при ручной работе.
Толщина плашки выбирается из условия размещения достаточного количества витков на режущей и калибрующей частях. С этой точки зрения достаточно принять толщину плашек, состоящую из шести—девяти витков. Из них на каждую режущую часть можно принять по полтора—два витка, а на калибрующую — три—пять витков. Однако при выборе толщины плашки приходится учитывать также и унификацию этого размера для различных резьб (основной метрической, мелкометрической, дюймовой и трубной). Унификация толщины позволяет сократить количество размеров заготовок плашек и воротков. Поэтому для плашек с измельченным шагом приходится идти на повышение числа витков, а также на изготовление выточки (см. фиг. 322, в) с одной стороны плашки с тем, чтобы общее количество витков не превышало 12—16.
Число стружечных отверстий. С уменьшением количества стружечных отверстий увеличивается нагрузка на каждое перо, но одновременно уменьшается удельная сила резания из-за срезания более крупной стружки. Однако при выборе числа стружечных отверстий приходится считаться не с этими условиями, а с теми соотношениями, которые имеют место между диаметрами плашки, резьбы и стружечных отверстий. При выборе этих параметров приходится учитывать каждое дополнительное отверстие для стружек, поэтому круглые плашки изготовляются как с четным, так и с нечетным числом стружечных отверстий. Можно рекомендовать для плашек:
Диаметр в мм Число отверстий 2-5 3
6—18 4
20—30 5
33—48 6
52 7
Плашки мелких размеров (2—3 мм) иногда снабжаются двойными стружечными отверстиями (см. фиг. 322, б).
Плашки для крупной резьбы (свыше 48 мм), предназначаемые в основном для калибрования резьбы, изготовляются со стружеч-36*
564
Инструменты для образования резьбы
ними отверстиями, расширенными путем дополнительной обработки фрезерованием.
Режущая часть производит основную работу по нарезанию профиля резьбы. Для лучшего использования плашка снабжается режущей частью с двух сторон, что обеспечивает возможность нарезания резьбы как одной, так и другой стороной. Специальные плашки иногда снабжаются различными углами 2ср в зависимости от формы и размера нарезаемой резьбы.
Режущая часть выполняется в виде внутреннего конуса, обеспе-
чивающего распределение работы нарезания на несколько резцов.
С уменьшением угла конуса 2<р (фиг. 324) работа нарезания распределяется на большее число резцов. При слишком большом угле конуса плашка не в состоянии захватить заготовку, срывается и портит резьбу.
По аналогии с метчиками, можем установить, что число витков W и число резцов р, участвующих в процессе резания, определяются по формуле (при условии, что режущая часть удаляет глубину резьбы /2)
w = 4-ctg<p, О
Фиг. 324. Режущая часть плашки. где S — шаг резьбы’, п — число перьев.
Толщина среза а, снимаемая делена по аналогии с метчиком
каждым резцом, может быть опре-по формуле
-S tg у р п
Для нормализованных плашек согласно стандарту угол конуса 2<р установлен для всех систем резьбы и размеров равным 50°. При этом значении угла 2<р толщина среза а колеблется в пределах 0,063—0,375 мм в зависимости от шага и числа перьев.
Круглые плашки работают с. большей толщиной среза, чем метчики. Это объясняется тем, что, во-первых, плашка всегда нарезает резьбу за один проход и, во-вторых, режущая часть ее должна быть короткой из-за сбега резьбы в нарезаемых деталях, величина которого распространяется приблизительно на два-два с половиной витка при угле конуса сбега, равном 20 и 25°. Необходимо отметить, что машинные метчики работают примерно с такими же величинами толщины среза. Из-за сбега резьбы их режущая часть также распространяется на два витка. Плашка находится в более благоприятных условиях, чем метчик, так как она нарезает наружную резьбу,
Плашки
565
более удобную для обработки и контроля. Кроме того, при нарезании витков плашкой длина нарезаемой резьбы почти не оказывает никакого влияния на качество и условия обработки, тогда как для метчика длина нарезаемой резьбы, в особенности при нарезании глухого отверстия, имеет огромное значение.
Установление одного и того же угла конуса для всех резьб и всех диаметров, а также независимо от числа перьев, нельзя считать правильным с точки зрения процесса резания. Тип резьбы, характеризуемый в основном шагом, диаметр ее и число перьев плашки оказывают большое влияние на количество резцов, участвующих в процессе резания, и на толщину среза, снимаемую каждым резцом. Для резьб с мелким шагом (трубной, мелкометрической) более целесообразно принимать больший угол конуса, чем для резьб с крупным шагом (основной метрической, дюймовой). Например, можно рекомендовать для резьб с шагом до 2 мм 2<р = 50°; с шагом 2—3 мм 2 гр = 40е; с шагом свыше 3 мм 2<р = 30°.
Это обеспечивает более равномерное распределение нагрузки на отдельные резцы плашки, так как для резьб с уменьшенным шагом число витков, отнесенное к единице длины режущей части, будет больше, чем для крупных резьб. Немалую роль играет также и род обрабатываемого материала. Например, для вязких и твердых материалов необходимо давать меньший угол конуса (2<р = 40 ч- 30°) по сравнению с материалами средней твердости, чтобы распределить работу нарезания на большее число резцов. В тех случаях, когда плашка должна нарезать резьбу до упора, угол конуса 2<р увеличивают до 90°. Круглые плашки иногда делаются с наружным конусом (с углом 2ф = 100°), что представляет большое удобство при нарезании резьбы до упора. Для обеспечения лучшего захватывания заготовки диаметр d0 (фиг. 324) делается больше внутреннего диаметра резьбы dA на 2х, где х принимается равным 0,3—0,8 мм.
Калибрующая часть предназначается для зачистки и калибрования резьбы и обеспечивает плашке самозатягивание и направление в работе. Кроме того, она служит также и в качестве запаса витков на переточку. Износ плашки происходит таким же образом, как и метчика, т. е. максимальная величина его приходится на участок перехода от режущей части к калибрующей. Затупление пера происходит в основном по задней поверхности. Поэтому для уменьшения слоя, снимаемого при переточках, необходимо затачивать перо не только по передней, но также и по задней поверхностям (путем затылования шлифовальным кругом).
Запас витков на переточку принимается небольшим, так как с увеличением числа витков возрастают деформации плашки при термической обработке (в особенности по шагу резьбы и перьям). Калибрование резьбы и направление плашки в работе может быть обеспечено при небольшой длине калибрующей части. Поэтому она содержит незначительное количество витков, например, по стандарту
f66
Инструменты для образования резьбы
для основной метрической резьбы четыре-пять витков для диаметров 5—48 мм. Для более мелких размеров этой резьбы, а также для мелкометрических резьб количество витков получается большим, по это вызывается в основном необходимостью унифицировать тол
щину плашки с целью уменьшения размеров патронов и воротков.
Ширина пера (фиг. 325) играет значительную роль в конструкции плашки, поэтому к выбору ее величины надо подходить осторожно. Ширина пера должна быть достаточной для обеспечения прочности
Фиг. 325. Ширина пера и просвета плашки.
и жесткости, с увеличением ширины пера плашка лучше центрируется и направляется в работе, а также обеспечивает и повышенное самозатягивание ее в нарезаемую деталь. Однако большая ширина пера связана также и с недостатками. Во-первых, появляются дополнительные силы трения между витками плашки и нарезаемой детали и, во-вторых, уменьшается расстояние между перьями, что может повести к ухудшению отвода стружки, к ее защемлению и к трудности размещения в стружечных отверстиях. Наибольшее количество
поломок плашек происходит в основном из-за чрезмерной ширины пера. Как правило, плашка ломается значительно чаще, чем используется полностью запас по ширине пера, предусмотренный для переточек. Поэтому необходимо, чтобы ширина пера b была меньше ширины просвета с. Целесообразно принимать отношение — в пределах 0,65—0,7 и только в крайнем случае его можно довести до 0,8. Совершенно недопустимо изготовлять плашки с отношением -у = 1,
так как такие плашки работают с большим трудом и быстро выходят из строя.
Необходимо отметить, что в нормалях на плашки отношение у не обладает определенной закономерностью. Это объясняется тем, что иа ширину пера оказывают влияние диаметр стружечных отверстий и диаметр окружности их центров. С целью уменьшения количества кондукторов для сверления стружечных отверстий, диаметры их и окружности центров стараются максимально объединить для ряда соседних размеров плашек. Кроме того, при выборе диаметров сверл для стружечных отверстий целесообразно применять сверла
Плашки
567
нормального ряда, что также отражается на величине отношения —. Вследствие этого приходится иногда идти на увеличение числа стру-« ь
жечных отверстии, если не удается выдержать отношение — в требуемых пределах путем только изменения диаметра стружечных отверстий и диаметра окружности их центров.
Ширина пера Ь и ширина просвета с (по хордам) определяются по формулам . . / 180° \
Ь sin I----т 1
b — d, sin т; с = d, sin со = ——;
1 1 sin т
180° b sinr
со =-----т; — — —------,
п с sin со
где dr — внутренний диаметр резьбы;
т — центральный угол, соответствующий половине ширины пера;
со — центральный угол, соответствующий половине ширины просвета.
Размер и расположение стружечных отверстий. При заданных габаритных размерах и выбранной ширине пера расчет круглой плашки сводится к определению радиуса стружечных отверстий Q и межцентрового расстояния и от окружности их центров до окружности резьбы (фиг. 326, а).
С целью повышения прочности плашки необходимо, чтобы расстояние е от окружности плашки D до окружности стружечного отверстия было в пределах (0,6—0,9) ]/D для плашек диаметром 2—52 мм (фиг. 326, б).
Плашки изготовляют как с прямолинейной, так и с криволинейной передней поверхностью.
Сверление стружечного отверстия производится или с оставлением перемычки между ним и резьбовым отверстием, или без перемычки, когда эти окружности пересекаются. Первый способ облегчает сверление стружечных отверстий, тогда как второй требует осторожности во избежание поломки сверла и брака плашки. Однако надо отдать предпочтение второму способу, так как устраняется трудоемкая операция, производимая напильником на запиловочпом станке или вручную и требующая от рабочего большого опыта. В настоящее время наши инструментальные заводы изготовляют плашки по второму способу. В этом случае образующиеся при сверлении уголки АВК (фиг. 326, а) удаляются на специальном заточном станке при помощи шлифовального бруска круглого сечения. С целью правильного оформления передней поверхности припуск на заточку должен быть достаточной величины. Во избежание при-жога при снятии уголков целесообразно операцию заточки разде-
568
Инструменты для образования резьбы
лить на две: 1) перед термической обработкой придать передней
поверхности надлежащую форму с максимальным удалением слоя
металла; 2) после термической обработки
О,
Фиг. 326. Определение элементов плашки.
снять обезуглероженный слой и произвести окончательную заточку. Такой метод обработки значительно улучшает качество плашки, но связан с большей трудоемкостью. Суммарный припуск w (LB на фиг. 326, а) на заточку, измеряемый в направлении радиуса стружечного отверстия, принимается в пределах 0,03— 0,02 наружного диаметра резьбы плашки. Величина припуска по радиусу может быть пересчитана на величину по дуге окружности.
При заточке выдерживается заданный размер ширины пера. Передняя поверхность должна быть прямолинейной на протяжении х, равном 1,2-7-1,5 глубине резьбы А. Передняя поверхность определяется прямой, касательной к окружности стружечного отверстия в точке, отстоящей от вершины пера на величину х. Эта прямая проводится под углом у»
к радиусу г1( проведенному через вершину пера. При таком расчете обеспечивается плавный переход от прямолинейного участка (передняя поверхность) к криволинейному (окружности стружечного отверстия).
Во избежание затруднений при сверлении стружечных отверстий, а также для облегчения оформления передней поверхности путем заточки, величина f перекрытия окружностей радиусов и q должна быть выбрана в пределах 0,1—0,15 радиуса Q стружеч-
Плашки
569
ного отверстия и только в исключительном случае может быть повышена до 0,2р.
При расчете плашки заданными величинами являются: внутренний радиус резьбы гх, наружный диаметр плашки D, число стружечных отверстий п, отношение передний угол у, отнесенный к точке А (вершина криволинейной поверхности).
Требуется определить радиус стружечных отверстий р и расстояние между центрами и.
Величины р и и определяем из условия, что заданный угол о> , „ ь
относится к точке А, а не к точке В, т. е. считаем, что отношение — действительно для незаточенной плашки.
Радиус стружечных отверстий р определяется по формуле г, sin со р = -—Ч—;—; • 4 cos (со + у)
Для получения достаточного угла у3 (он же передний угол ух, отнесенный к окружности внутреннего диаметра резьбы гг) необходимо вместо ура1.ч — 15 н-20е взять его на 10—15° больше, т. е. у принимается в пределах 25 —35°.
Полученную величину р надо округлить и определить новое значение угла у, которое и используется при дальнейших расчетах.
Межцентровое расстояние и определяется по формуле и = г, cos у COS (со у) ’
После этого производится проверка выполнения условий в отношении величины е — расстояния от наружной окружности плашки до окружности стружечных отверстий —согласно формуле
е — R — и — q
и величины f перекрытия окружностей стружечных отверстий и внутреннего диаметра резьбы согласно формуле
f = гх — и + р.
Если полученные значения е и f не удовлетворяют требуемым условиям, то, задаваясь новым значением е и f, определяем радиус р, межцентровое расстояние и и передний угол у.
Округляя полученное значение радиуса р, находим новые значения расстояния е, межцентрового расстояния и и угла у. Все величины р, и, у, е, f связаны между собой и при заданных значениях г и со должны определяться по приведенным выше формулам.
Целесообразно наряду с вычислениями по формулам одновременно проводить вычерчивание плашки в большом масштабе. Это дает возможность не только избежать ошибок в расчетах, но и под
570
Инструменты для образования резьбы
сказать, в каком направлении следует производить выбор параметров. В частности, графическое построение легко позволяет определить оптимальный вариант по выбору соотношений между р, е, f, и по точкам GA (фиг. 326, а) и J (фиг. 326, б), через которые должна проходить окружность с радиусом р.
Переходим теперь к расчету данных, полученных после заточки, которая осуществляется путем удаления уголка АВК-При расчете необходимо обратить внимание на достаточность следующих величин: припуска LB — w на заточку, прямолинейного участка х и переднего угла у3 (индекс 3 указывает на величины, полученные после заточки). Как показывает построение, точка В может менять свое положение по дуге окружности rlt не влияя на размеры и и р, что облегчает расчеты и графическое построение.
Задаваясь величиной припуска w (на фиг. 326, a LB), измеряемого вдоль радиуса р, находим расстояние Ог В = z по формуле
г — р -j- W.
Величина прямолинейного участка
х = Уг2 — р2.
Передний угол
Уз = 90° — р — g — со3.
Находим углы р, ю3 по следующим формулам:
о . г. sin со-, cos li = —; sin g = —-------;
r z ъ z
U2 + r2 — z2
COS COo = --.
d 2uri
Если угол уз получается недостаточным, то, задаваясь новой величиной (меньшей) w, добиваемся получения удовлетворительного значения для угла у3 (в пределах 10—15°). Необходимо отметить, что передний угол меняется в точках, расположенных в разных местах по высоте резьбы. Так, например, для наружной точки резьбы он будет меньше на 1—3°, чем для внутренней. При расчете р и и надо учитывать следующее. С увеличением р при одном и том же и увеличивается f, со и уменьшается е. С увеличением и при одном и том же р уменьшаются /, е, со.
Для лучшего понимания расчета ниже приводится пример.
Плашка задана следующими величинами: наружный диаметр D = 45 мм, диаметр резьбы d0 — 20 мм, внутренний радиус резьбы г, = 8,38 мм, число перьев п — 5.
Определим угол со
а т - = 36°; = — ®0,7; т = 14°50'; со = 21°10'.
п Sin О) с
Плашки
571
Определим радиус Q.
Принимаем
Y = Урасч I- У доп = 20° + 10° = 30»;
_ Г] sin со _ 8,38-sin 21°10' _ 8,38-0,361
G— cos (со 4-у) — cos51°10' — 0,627 ~ ’°
Принимаем Q = 5. Тогда у = 31°20'.
Межцентровое расстояние и
_ г, cos у _ 8,38 - cos ЗГ20' _ 8,38-0,851 _
U ~ cos (со + у) — cos 52°30' — 0,609 —
Проверка на е и f.
е = R — и — Q = 22,5 — 11,8 — 5 = 5,7.
Полученная величина е велика, ее можно уменьшить до 0,7}^D= 0,7 ]/"45 = 4,7.
f = Г! — и + Q = 8,38 — 11,8 + 5 = 1,58.
Полученная величина f также велика; ее можно уменьшить. Если рассчитать по принятому значению q = 5, то
f = (0,2+ 0,3) Q = (0,2+ 0,3) • 5 = 1,0+ 1,5.
Следовательно, учитывая повышенные ей/, можно пойти иа увеличен: е радиуса о. Это целесообразно, так как дает возможность получить большее пространство для помещения стружки.
На основании новых пересчетов можно остановиться на следующих данных;
о = 5,5; и = 12,4; у=35°30', е = 4,7; /=1,48.
Определим w, г, х, со3, у3.
Принимаем w = О,(3</о = 0,6.
Тогда z = Q + со = 6,1.
х = У г2 —Q2 = J<6,1» — 5,52 = 2,65, что достаточно (х = 1,2ч-1,5 высоты профиля, равной 1,62);
t^+rj — gi 12,4? + 8,38-— 6,12
coso>3 _ 2jtri _ 2 12/4 8 38 _ 0,896; <o3 _ 26°20';
p 5,5
cos p. = — = -g-p = 0,9; ix : 25°50';
sin <o3 8,38 sin 26°20'
Sin £ = —--------= gj
8,38 - 0,444
----и-:-----= 0,609; 6 = 37°30';
Tj = 90° — jx — $ — <e3 = 90° — 25°50z — 37°30' — 26°20' = 0°20'
Полученное значение угла y3 чрезмерно мало. С целью увеличения его принимаем w = 0,3-s-0,4 мм. Тогда получаем следующие данные:
W г Г О) 1 (и
о,3 0,4 5,8 5,9 1,87 2,15 23°40' 24°30' 18°10' 21°10' с5°30' 36°10' 12°40' 8°10'
572
Инструменты для образования резьбы
Отсюда следует, что целесообразно принять w = 0,35. Это можно считать доста точным для удаления уголка на передней поверхности.
Передний угол y,v, характеризующий процесс резания, рассматривается в плоскости, перпендикулярной к образующей режущей части. Зависимость между yN и расчетным углом у, рассматриваемым в плоскости, перпендикулярной к оси плашки, выражается формулой
tg \n = tg у cos ф, где ф —угол конуса режущей части, принятый в общесоюзных стандартах для всех размеров плашек равным 25°. Разница между углами Уд- и у при условии, что у = 15-т-20°, выражается в пределах 1—2°.
Таким образом, наименьшее значение будет иметь передний угол, отнесенный к точке, лежащей на наружном диаметре резьбы и рассматриваемый в плоскости NN (фиг. 324). Поэтому при определении q и и необходимо учитывать это обстоятельство, задавая расчетный угол у в пределах не менее 15—20°. При окончательном выборе Q и и может оказаться, что угол у понижается до 10°. Это является нежелательным, и в таком случае целесообразно произвести новый перерасчет Q и и.
Необходимо отметить, что посредством заточки достигают увеличения угла Уз, причем передняя поверхность может получить как прямолинейную, так и криволинейную форму. В результате этого ширина пера может несколько уменьшиться, что улучшает конструкцию плашки. Надо иметь в виду, что расчет плашки связан с установлением определенной комбинации параметров, оптимальный вариант которой требует иногда многократных пересчетов. Не всегда удается выбрать рекомендуемые величины для всех параметров. Поэтому приходится особое внимание обращать на правильный выбор радиуса Q, который наряду с углом со (и ю3) оказывает влияние на пространство для помещения стружки.
Углы резания. Передний угол у выбирается в зависимости от обрабатываемого материала: для твердых материалов 10—15°, для мягких 20—25°. Для нормализованных плашек, предназначенных в основном для материалов средней твердости, он принимается в качестве расчетного в пределах 15—20°, однако для некоторых размеров плашек он уменьшается до 10° и ниже. Наличие переднего угла не вызывает у плашки искажения резьбы, как это имеет место у резьбовых резцов и гребенок.
С целью упрощения изготовления и заточки плашки в процессе эксплуатации передняя поверхность шлифуется под одним и тем же углом. Однако целесообразно с точки зрения процесса резания, чтобы передний угол на режущей части был больше, чем на калибрующей. Этого можно достигнуть путем дополнительного углубле
Плашки
573
ния пера на режущей части (фиг. 327). Оно играет такую же роль, как и скос пера на режущей части метчиков. При такой конструк
ции стружка при нарезании направляется вперед и тем самым исключается забивание ею стружечных отверстий. Большой передний угол на режущей части способствует получению более чистой и гладкой (нерваной) резьбы. Плохое качество поверхности резьбы часто имеет место при нарезании плашками обычной конструкции, в особенности вязких материалов. Эта операция требует дополнительных затрат, которые вполне себя оправдывают. Углубление пера
на режущей части осуществляется коническим зенкером с углом 20°, который устанавливается под углом 15° к оси плашки.
Улучшения конструкции плашки можно достигнуть также и путем расположения оси стружечных отверстий под некоторым углом к оси плашки.
Задний угол а на режущей части оказывает большое влияние на работу плашки. При
Фиг. 327. Срез пера на рабочей части.
малом угле а возникает сильное трение витков плашки о нарезаемый материал, резьба получается шероховатой или испорченной.
С повышением вязкости обрабатываемого материала угол а следует увеличивать. Для нормализованных плашек угол а принимается в пределах 6—9°. При большем значении угла а и одновременно угла у режущая кромка получается ослабленной и может произойти выкрашивание зубьев на режущей части. Задний угол на режущей части получается путем затылования по архимедовой спирали на специальном затыловочном станке. Величина затылования k отнесенная к шагу перьев, определяется по формуле
k = -^-tga, п °
где dr—внутренний диаметр резьбы; п —число перьев.
Из-за технологической сложности задний угол на калибрующей части не делается. Отсутствие заднего угла на калибрующей части хотя и ухудшает условия резания, но зато увеличивает самозатяги-вание плашки в обрабатываемую деталь и способствует получению более чистой и гладкой поверхности нарезаемой резьбы.
Отверстия для крепления и регулирования плашки. Закрепление плашек при ручной работе производится или в воротке или в установочном кольце (фиг. 328), закрепляемом, в свою очередь, в воротке. Последнее более предпочтительно, так как сокращает ассортимент
574
Инструменты для образования резьбы
воротков и позволяет отрегулировать размер разрезной плашки в инструментальной раздаточной перед выдачей ее в работу.
Во избежание искривления перьев во время термической обработки у плашки оставляется неразрезанной перемычка пг = 0,4-4--4-1,5 мм (см. фиг. 323). Она удаляется в процессе эксплуатации после некоторого износа элементов резьбы. Регулирование размера плашки
в воротке или кольце после разрезания перемычки осуществляется посредством трех винтов. Средний винт входит в прорез плашки (60°) и служит для ее разжима, а два боковых (90е) предназначаются для ее сжатия. Для возможности регулирования должен быть предусмотрен достаточный зазор между наружным диаметром плашки и отверстием в воротке или кольце. При неправильной установке зазор может вызвать в процессе нарезания пружинение заготовки. Во избежание этого, отверстия под зажимные вин-
Фиг. 328. Крепление плашки.
углом 90°. Благодаря смещению осей
ты раззенкованы под отверстий плашки и воротка
винты прижимают плашку всегда к внутреннему торцу воротка. Боковые винты размещены под углом 45° к оси симметрии плашки. Оси отверстий под зажимные винты смещены относительно центра плашки на величину g = 0,5-4-2,0 мм в зависимости от размера резьбы (см. фиг. 323). Это необходимо для того, чтобы при завинчивании каждый винт упирался не в острие отверстия, а в его боковую поверхность. Винт, сдвигая плашку, скользит по гнезду своим конусом и обеспечивает легкое сжатие плашки.
Для среднего винта предусматривается обычно паз шириной 3— 9 мм по всей толщине под углом 60°. Вместо паза плашку иногда снабжают раззенкованным под углом 60° отверстием. Такая конструкция обладает тем преимуществом, что разрезанные концы плашки не перекашиваются, так как винт держит плашку по всей
своей окружности, тогда как при продольном пазе он соприкасается
только по двум касательным прямым.
Плашки
575
Для предохранения от поворота плашки в воротке, ее снабжают еще двумя дополнительными отверстиями (для малых размеров до 6 мм только одним) для крепежных винтов. Отверстия для них раззенковываются под углом 90°. Оси их расположены под углом 45°.
Размеры резьбы. На выбор размеров элементов резьбы и допусков на них оказывает большое влияние материал плашки и его поведение при термической обработке. При закалке имеет место как искажение элементов резьбы, так и искривление перьев. Из-за некоп-центричности расположения перьев плашка дает резьбу с заниженными диаметрами. Приведенная ниже схема допусков предусматривает изготовление плашек только из марок стали, закаливаемых в масле и не дающих больших объемных изменений (например, 9ХС).
Проверка элементов резьбы плашки представляет значительные затруднения, поэтому в производственных условиях она не производится. Качество плашек проверяют косвенным образом, путем нарезания пробной детали и измерения ее резьбы. Из этих соображений иногда не устанавливают отклонения на элементы резьбы плашки, задаваясь ими только для маточных и плашечных метчиков, применяемых при изготовлении плашек.
При установлении отклонений на плашки и метчики надо исходить из того положения, что плашки могут нарезать детали с отклонениями в резьбе по 2-му классу точности.
Отклонения должны быть предусмотрены на угол профиля, шаг резьбы и на диаметры: средний, наружный и внутренний.
Отклонения на половину угла профиля (со знаком плюс—минус) принимаются одинаковыми для маточных и плашечных метчиков и равными в среднем 0,75—0,8 отклонений, установленных для шлифованных метчиков. Это соответствует величинам отклонений в пределах 45—12' —для резьб с шагом от 0,4 до 4 мм.
Отклонения по шагу (со знаком плюс—минус) принимаются для плашечных и маточных метчиков одинаковыми и равными 0,01 мм на длине десяти любых витков резьбы.
При установлении отклонений на диаметры целесообразно исходить из допусков на болт с резьбой по 2-му классу точности. Поле допусков на плашку и метчики для их изготовления должно находиться внутри поля допусков на резьбу болта (см. фиг. 304).
При установлении допусков на средний диаметр надо исходить из следующих положений (фиг. 329):
1) из-за износа плашки необходимо предусмотреть гарантированный допуск на износ по среднему диаметру; чем больше будет опущено верхнее отклонение плашки и маточного метчика ниже номинала, тем больше будет запас на износ;
2) из-за деформации перьев, а также при неправильной установке плашка дает заниженную резьбу; чем выше будет расположено нижнее отклонение плашки и маточного метчика, тем больше будет гарантия не выходить за пределы поля допуска на резьбу болта;
576
Инструменты для образования резьбы
3) из-за износа маточного метчика необходимо, помимо допуска на его изготовление, предусмотреть также гарантированный запас
Фиг. 329. Схема допусков на средний диаметр резьбы плашки и метчиков для ее нарезания.
на износ в процессе его использования; этот допуск можно принять равным допуску на изготовление метчика;
4) маточный метчик разбивает нарезаемое отверстие, поэтому необходимо предусмотреть величину разбивки;
5) размеры плашечного метчика должны быть выбраны таким образом, чтобы, с одной стороны, маточный метчик работал без перегрузки, а с другой, — имел достаточный слой для зачистки заусенцев и калибрования резьбы.
На фиг. 329 приведена схема расположения и величины отклонений по среднему диаметру. На схеме: АВ — номинал и верхнее отклонение болта; CD — верхнее отклонение плашки; EF —верхнее отклонение маточного метчика; GH —нижнее отклонение нового ма
точного метчика; JK — нижнее отклонение плашки; LM — нижнее отклонение изношенного маточного метчика; NO — верхнее отклонение плашечного метчика; PQ — нижнее отклонение плашечного метчика; A?S — нижнее отклонение болта.
При установлении допусков на наружный диаметр надо исходить из следующих положений:
1) верхнее отклонение плашки не ограничивается, так как оно не может переходить за вершину срезанного треугольника теоретического профиля;
2) нижнее отклонение плашки должно быть выбрано так, чтобы наружный диаметр плашки не участвовал в работе резания; допустима лишь зачистка заусенцев; нижнее отклонение может быть принято ниже номинала, так как диаметр заготовки болта всегда берется меньше номинала из-за выпучивания материала при нарезании; это исключает работу плашки наружным диаметром даже и в том случае, когда она нарезана изношенным метчиком;
3) чем выше будет верхнее отклонение маточного метчика, тем больше будет запас на его износ;
4) верхнее отклонение маточного метчика должно быть выбрано таким, чтобы в самом неблагоприятном случае площадка вершины витка резьбы метчика была не меньше 0,05 мм, так как иначе полу-
Плашки
577
чаются большие затруднения при его шлифовании; чем ниже будет верхнее отклонение, тем больше получается площадка;
5) для облегчения работы маточного метчика необходимо, чтобы диаметр его и плашечного метчика мало отличались друг от друга;
6) принимать большую величину износа на наружный диаметр не следует, так как метчик обычно выходит из строя из-за износа
по среднему диаметру.
На фиг. 330 приведена схема расположения и величины отклонений по наружному диаметру резьбы. На схеме: АВ—номинал; CD—верхнее отклонение маточного метчика; EF — нижнее отклонение нового маточного метчика и верхнее отклонение плашечного метчика; GH — нижнее отклонение плашки; J К — нижнее отклонение изношенного маточного метчика; LM — нижнее отклонение плашечного метчика.
При установлении допусков на внутренний диаметр следует руководствоваться следующими положениями:
Наружный диаметр
1) нижнее отклонение плашки не . „„„ „
_ _ ' _ „ Фиг. 330. Схема допусков на
ограничивается, так как оно не может наружный диаметр резьбы плашки переходить за пределы вершины сре- и метчиков для ее нарезания, занного треугольника теоретического
профиля;
2) впадина резьбы болта может быть выполнена как плоско-срезанной, так и закругленной формы с радиусом-g- =0,144S; срез или закругление резьбы на расстоянии -^=0,1445 необходим при
расчете размеров инструмента;
3) метчик должен калибровать резьбу плашки по внутреннему диаметру, поэтому его размер необходимо устанавливать ниже номинала; однако это связано с уменьшением ширины площадок впадины между витками метчика и вершины витка плашки; из-за износа инструмента и осыпания шлифовального круга эти площадки получаются закругленной формы и разными по величине; кроме того, усложняется изготовление метчика и снижается его стойкость, поэтому верхнее отклонение метчика должно быть выбрано таким, чтобы в самом неблагоприятном случае ширина площадок была не менее 0,05 мм.
4) во избежание срыва вершины резьбы плашки при нарезании не рекомендуется давать метчику большой нагрузки по внутреннему диаметру, поэтому допуск на диаметр отверстия плашки следует 37 Семенченко и др.
578
Инструменты для образования резьбы
брать возможно меньшим (для метрических и дюймовых резьб — 1,4А3 для трубной —А3);
5) плашечный метчик не должен участвовать в процессе резания, поэтому для него дают только верхнее отклонение.
На фиг. 331 приведена схема расположения и величины отклонений на внутренний диаметр. На схеме: АВ —номинал; CD — верхнее отклонение плашки; EF—верхнее отклонение маточного метчика; GH — нижнее отклонение маточного метчика; JК — верхнее отклонение плашечного метчика; LM — нижнее отклонение
плашечного метчика.
На фиг. 329 — 331 приведены данные для расчета всех отклонений по среднему, наружному и внутреннему диаметрам резьбы. Технические условия на круглые плашки установлены по ГОСТу 9740-62.
Конструктивные особенности других типов плашек
Плашки для конической резьбы не регулируются по диаметру и режут только одной стороной, но почти по всей длине плашки. По внешнему виду и способу закрепления они не отличаются от круглых плашек для цилиндрической резьбы (фиг. 332, а) Габаритные размеры плашки установлены по ГОСТу 6228-52. Число стружечных отверстий выбирается от 4 до 7 соответственно для плашек диаметром Vje—2". Угол конуса режущей части 2<р = 50°. Передний угол в основной
Фиг. 331. Схема допусков на внутренний диаметр резьбы плашки и метчиков для ее нарезания.
плоскости для плашек универсального назначения принимается равным 20°. Задний угол на режущей части в радиальном направлении делается равным 5—6°, причем на остальной части он равен нулю. Для облегчения изготовления оси стружечных отверстий располагаются параллельно оси плашки вместо расположения их по образующей конуса с целью обеспечения одинаковых условий резания на всем протяжении конуса. Основная плоскость отстоит от переднего торца на расстоянии lt>. По стандартам на конические резьбы (ГОСТы 6111-52 и 6211-52) расстояние от основной плоскости до начала сбега равно Z; — 1г, где 1\ — длина нарезаемой резьбы до сбега; 1г— расстояние от торна детали до основной плоскости (фиг. 332, б). Длина 4>ХЛ — !г)+у, где у — дополнительная величина, выбираемая в пределах 1—1,5 мм, в зависимости от шага резьбы.
Длина режущей части
_ h -|- (0,2 ч- 0.3)
teJP______'
2 2
где h — высота резьбы;
k0 — величина конусности.
Толщина плашки В = lp + + г,
где z — дополнительная величина, равная 2—3 шагам резьбы
Плашки
579
Ширина пера b определяется по формуле
_ 0,45jtdi п ' где п — число перьев;
dr — внутренний диаметр резьбы.
Во избежание срыва резьбы на заготовке во время обратного свинчивания плашки рекомендуется снимать фаску (30°) на уголке нерабочей части пера.
9J
Фиг. 332. Круглая плашка для конической резьбы.
Из-за невозможности измерения элементов резьбы на плашке, они проверяются на нарезанной детали. Отклонения угла уклона резьбы установлены в пределах ±8—6', а половины угла профиля ±40—25' (фиг. 322, в). Предельные отклонения высоты головки и высоты ножки установлены различными в зависимости от типа нарезаемой резьбы.
Высота головкн h' в мм
Высота ножки h” в мм
Для дюймовой резьбы .... ±0,045—0,050
Для трубной резьбы всех раз-
меров ..................... ±0,025—0,010
±0,045—0,085
—0,050
При этом принято, что высота головки равна высоте ножки.
Плашки трубчатые (прогонки) (фиг. 322, г), применяемые для нарезания резьбы на револьверных станках и токарных автоматах обладают следующими преимуществами по сравнению с круглыми плашками: 1) меньше засоряются стружками; 2) более устойчивы против коробления при термической обработке; 3) обеспечивают более легкую заточку перьев; 4) допускают более точную установку по отношению к заготовке.
Для регулирования резьбы по диаметру плашка вставляется в кольцо (фиг. 322, г), которое затягивается винтом. Плашки снабжены тремя-четырьмя 37*
580
Инструменты для образования резьбы
перьями. Длина нарезанной части составляет семь-восемь витков, режущей два-два с половиной витка. Угол конуса режущей части 50—60°. Передний угол выбирается в пределах 0—25° в зависимости от обрабатываемого материала. Стружечные канавки делаются приблизительно в 2 раза длиннее нарезанной части. Ширина их равна 0,6—0,65 шага перьев.
Габаритные размеры плашек трубчатых и разрезных колец для них стандартизованы ОСТамн НКТП 6313/299 и 6314/300.
Плашки с косым клуппом. Нарезание резьбы болтов вручную производится при помощи плашки (фиг. 321, 0), вложенной в косой клупп. Плашка состоит из двух половинок, снабженных с одной стороны резьбой, а с другой V-образным вырезом для постановки в клупп. Для образования режущих кромок плашка имеет стружечные отверстия или вырезы.
Нарезание резьбы производится постепенно за несколько проходов. После каждого прохода зажимной винт клуппа подвертывается, половинки плашки сбли жаются и углубляют резьбу.
Особенностью плашек является то, что они нарезаются метчиком диаметром, большим, чем номинальный диаметр резьбы, на две высоты резьбы. Это необходимо для улучшения процесса нарезания и получения более качественной резьбы *.
Клуппы косые, плашки и сухари к ним стандартизованы по ОСТам 4258, 4259.
ЛИТЕРАТУРА
1. Карцев С. П., Инструмент для изготовления резьбы, Машгиз, 1955.
2. С о к о л о в с к и й И. А., Нарезание резьбы плашками, Справочник металлиста, т. 5, Машгиз, 1960.
3. Семенченко И. И., Режущий инструмент, т. II, Машгиз, 1938.
4. Семенченко И. И., Плашки, Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948.
5. Грановский Г. И., Испытание круглых плашек, Труды МММИ им. Баумана, 1934.
ВИНТОРЕЗНЫЕ ГОЛОВКИ
Назначение и типы. Винторезная головка (фиг. 333) представляет собой патрон (корпус) со вставными плашками или гребенками для нарезания в один или два прохода резьбы на винтах, болтах и различных деталях. Головка самораскрывающаяся, т. е. в конце нарезания резьбы плашки автоматически расходятся и при обратном ходе не соприкасаются с нарезанной деталью. Сравнительно редко встречаются винторезные головки со вставными плашками, допускающие регулирование размера резьбы, но не обладающие самооткрыванием. Такие головки представляют собой как бы круглые плашки со вставными перьями.
По сравнению с круглыми плашками винторезные самооткрываю-щиеся головки обладают следующими преимуществами:
а) вставные плашки или гребенки допускают шлифование резьбы по профилю, благодаря чему устраняются все искажения, полученные при их закалке;
1 Более подробно см. 13].
Винторезные головки
581
б) из-за отсутствия соприкосновения плашек с нарезанной резьбой при обратном ходе значительно улучшаются качество и чистота обработанной поверхности;
в) головки допускают ре-
Фиг. 334. Расположение плашек для радиальной (а) и тангенциальной (б) головки.
Фиг. 333. Винторезная головка с круглыми гребенками.
гулирование резьбы на размер, а также нарезание ее в два прохода или более-,
г) плашки, и в особенности гребенки, допускают большое количество переточек;
б)
Фиг. 335. Круглая гребенка и плашка.
д) головки обеспечивают более высокую производительность благодаря применению повышенной скорости резания и быстрого отвода головки после нарезания.
В зависимости от расположения плашек относительно нарезаемой детали, головки разделяются на две основные группы: радиальные (фиг. 334, а) и тангенциальные (фиг. 334, б).
По конструкции плашек головки делятся на головки с круглыми гребенками (фиг. 335, а) и с плоскими (призматическими) плашками (фиг. 335, б).
По характеру работы головки разделяются на вращающиеся (фиг. 336, а) и невращающиеся (фиг. 336, б). Вращающиеся головки моделей 1КА—5КА используются на токарных автоматах и полу-
582
Инструменты для образования резьбы
1 i
\
i i
i
Фиг. 336. Вращающаяся и невращающаяся головки.
Фиг. 337. Упоры для раскрывания головки.
Винторезные головки
583
автоматах. Заготовка обычно не вращается, головка же вращается и подается на заготовку самозатягиванием или от механизма подачи с шагом, равным шагу нарезаемой резьбы. Раскрывание и закрывание головки осуществляются при помощи упоров на станке и вилки, свободно расположенной в кольцевой выточке головки. Невращаю-щиеся головки моделей 1К—5К применяются, на токарных, револьверных, резьбонарезных станках; здесь деталь вращается, а головка подается самозатягиванием или от механизма подачи. Открывание головки происходит автоматически, а закрывание — при помощи рукоятки вручную. На одношпиндельных автоматах применяются головки малых размеров; головка не вращается, раскрывание ее происходит автоматически, закрывание же осуществляется при повороте револьверной головки при скольжении по упору изогнутого рычага, прикрепленного к головке.
По способу раскрывания различают головки с автоматическим раскрыванием при остановке механизма, несущего головку, и головки, раскрывающейся при наталкивании на упоры (фиг. 337), установленные на станке (наружные или внутренние).
Конструкции головок
Винторезная головка представляет собой довольно сложный механизм, состоящий из значительного количества узлов или отдельных механизмов: 1) для закрепления плашек; 2) для раздвигания и сдвигания плашек; 3) для смены плашек; 4) для предохранения плашек от выпадения; 5) для открывания и закрывания головки; 6) для выключения патрона; 7) для ограничения перемещения патрона; 8) для установки головки на размер резьбы; 9) для установки головки на глубину резания.
В практике встречаются различные конструкции головок, но почти каждая из них обладает перечисленными выше узлами. При рассмотрении той или иной конструкции головки необходимо определить эти узлы, разобрать их работу и взаимодействие с другими механизмами, выявить достоинства и недостатки и, наконец, сравнить с подобными же узлами других конструкций головок.
Винторезная самооткрывающаяся головка имеет следующие основные движения: 1) перемещение всей головки по направлению к нарезаемой заготовке; 2) остановка задней части головки (через хвостовик или вилку); 3) продолжение перемещения передней части головки по направлению к заготовке; 4) вступление в работу механизма выключения; 5) перемещение патрона относительно плашкодержателя (поворот патрона или остановка его при непрекращающемся движении вперед плашкодержателя); 6) раскрытие головки и раздвигание плашек; 7) возвращение передней части головки в исходное положение (от руки или автоматически); 8) сдвигание плашек: 9) замыкание механизма включения и закрытие головки.
584
Инструменты для образования резьбы
Существуют различные конструкции винторезных головок как радиального, так и тангенциального типов. Рассмотрим наиболее распространенные в нашей промышленности радиальную головку с круглыми гребенками и тангенциальную с плоскими плашками.
Фиг. 338. Конструкция головки с круглыми гребенками.
Радиальная головка с круглыми гребенками. На гребенкодержа-теле 1 (фиг. 338) сделаны четыре Т-образных паза, в которых помещаются кулачки 2 с гребенками 3. Каждый кулачок снабжен штифтом 4, упирающимся в упор 5, который под действием пружины 6 может перемещаться от центра и к центру головки и разводить или сжимать кулачки с гребенками. Упор предохраняется от выпадения винтом 7. Внутри патрона 8 у переднего торца сняты четыре плоскости / (фиг. 339, а), в которые упираются затылованные торцы кулачков. Регулирование головки па размер производится кольцом 9 (фиг. 338) с двумя выступами, входящими в кольцевые вырезы пат-
Винторезные головки
585
рона. В выступы упираются винты 10. Кольцо имеет сквозной прорез с раззенковкой под винт //, ввернутый в патрон и предназначенный для предохранения от перемещения вместе с гребенкодержателем.
Штифт 12 служит для образования зазора между кольцом и гребенкодержателем, последний связан с кольцом 9 штифтом 13, препятствующим повороту их друг относительно друга. При ослаблении одного винта 10 и подвертывании другого патрон поворачивается и заставляет сходиться или расходиться кулачки с гребенками и тем самым регулировать размер нарезаемой резьбы. Грубая установка на размер может быть произведена также и по шкале, нанесенной на кольце.
Винт 14 ограничивает продольные пергмещения гребенкодержателя на величину, требуемую при смене гребенок, а випт 15 — на величину, необходимую для самооткрывания головки.
Верхняя плоскость кулачка снабжена центрирующим буртиком. Внутри сделано двуступенчатое отверстие, снабженное внизу резьбой, а сверху зубьями гг. Кулачок и гребенка соединяются между собой посредством зубчатого колеса 16 и винта 17. Зубчатое колесо на большой ступени имеет г2 зубьев, а на меньшей zx (фиг. 340). Такое соединение облегчает установку режущей кромки гребенки и уменьшает величину
слоя, подлежащего удалению при заточ- Фиг. 339. Расположение кулачка ке. При перестановке зубчатого колеса относительно корпуса головки, вместе с гребенкой на один зуб гребенка
перемещается относительно кулачка на 1/Zj своей окружности. При перестановке же гребенки, снабженной числом зубьев г2 в зубчатом колесе на один зуб, гребенка перемещается на 1/г2 части окружности. Если повернуть сначала зубчатку вместе с гребенкой на l/zt вперед, а затем гребенку на 1/г2 часть окружности назад, то величину перемещения а можно определить по формуле
а = nD (—-------— 'j = AnD,
\ zj г2 )
где D — наружный диаметр гребенки.
586
Инструменты для образования резьбы
В зависимости от модели головки число зубьев на зубчатом колесе выбирается различным: 19—20 для головок 1К и 2К; 22 и 23 для головок ЗК; 26 и 27 для головок 4К и 5К.
Путем расчета можно определить в зависимости от величины затупления гребенки h то число зубьев х, на которое необходимо переставлять гребенку как в одном, так и в другом направлениях для восстановления ее режущей способности
h
Х ~ AxD'
Вращающаяся головка, приведенная нафиг. 338, работает следующим образом: в момент окончания нарезания резьбы вилка, поме-
Фиг. 340. Крепление гребенки с кулачком.
вдающаяся в выточке патрона, наталкивается на упор, установленный на станке. Патрон останавливается, а гребенкодержатель, увлекаемый гребенками, навинчивающимися на вращающуюся деталь, постепенно выходит из патрона. Гребенки под действием разводящих пружин при выходе из патрона постепенно расходятся. Головка возвращается назад, при этом вилка наталкивается на второй упор, патрон останавливается, а гребенкодержатель вместе с механизмом, несущим головку, продолжает перемещение. Гребенки, преодолевая сопротивление пружин, войдут в патрон и займут первоначальное положение.
Невращающаяся головка принципиально ничем не отличается от вращающейся; раскрывание и закрывание головки осуществляются прн помощи рукоятки, наталкивающейся на упоры, установленные на станке. Головка может быть приспособлена также и для внутреннего упора, применяемого в том случае, когда требуется выдержать особенно точно длину нарезанной части детали.
Головка с круглыми гребенками обладает целым рядом преимуществ по сравнению с головкой с плоскими плашками, а именно: а) малое количество деталей; б) простота конструкции и надежность в работе; в) большая точность нарезаемой резьбы и лучшая чистота ее поверхности; г) пониженная стоимость нарезания одной детали; д) несравнимо большее количество переточек и долговечность гре
Винторезные головки
587
бенки; е) постоянство количества ведущих витков калибрующей части; ж) отсутствие необходимости регулирования головки на размер резьбы после заточки.
Для повышенной точности резьбы на деталях, снабженных центрами, рекомендуется применять головки с точным центрированием, обеспечивающим соосность детали и инструмента (фиг. 341). Впрсшли-фованное соосно с наружной поверхностью хвостовика отверстие головки вставляется со скользящей посадкой центр 1, прижимаю-
Фиг. 341. Устройство для точного центрирования
головки.
щийся к детали 2 пружиной 3. С противоположной стороны деталь упирается в центр 4 шпинделя станка. Для предохранения детали от вращения применяется хомутик \
Круглые гребенки
Габаритные размеры. Гребенка для головки радиального типа представляет собой круглый фасонный резец, снабженный кольцевыми витками резьбы, расположенными параллельно торцам гребенки (фиг. 342). Головка снабжена четырьмя гребенками. Для обеспечения попадания витка гребенки в соответствующую впадину нарезаемой резьбы заготовки гребенка наклонена под углом подъема резьбы, а витки каждой последующей гребенки смещены относительно предыдущей на 1/i шага относительно опорного торца.
Длина гребенок выбирается в зависимости от модели головки в пределах 12,5—20 мм.
Наружный диаметр гребенки определяется из условия, чтобы гребенка при раскрывании головки не выходила за пределы последней, а в рабочем положении гребенки не упирались друг в друга. Величина раскрывания головки принимается равной приблизительно высоте резьбы самого большого шага резьбы, нарезаемой данной моделью головки.
1 Более подробно см. Д. Т. Васильев, Центрирующая резьбонарез головка, Машгиз, 1946.
588
Инструменты для образования резьбы
Наименьший радиус 7?min должен быть определен из условия, чтобы гребенки в рабочем состоянии не соприкасались друг с другом.
Для некоторых размеров нарезаемой резьбы разница в радиусах гребенок nR min довольно значительная. Это дает возможность использовать одну и ту же гребенку для нескольких диаметров резьб
Фиг. 342. Конструкция гребенок.
одинакового шага. Однако бывают случаи, когда разница между Rmax и /?т|п настолько мала, что приходится удовлетворяться выбором гребенки только для одного размера резьбы.
Регулирование головки иа размер резьбы. При конструировании надо знать параметры, влияющие на величину регулирования головки. Регулирование осуществляется посредством перемещения гребенок в радиальном направлении см. [1].
Например, на заводе «Фрезер» патрон для регулирования снабжен четырьмя скосами, соприкасающимися с кулачками по затылованным по дуге окружности поверхностям (см. фиг. 339, а). При повороте патрона точка контакта кулачка со скосом перемещается слева направо. В результате этого кулачок будет приближаться к центру головки. В начальном положении расстояние между осью головки и центром окружности р, по которой очерчена затылованная поверхность кулачка, равно/, а в конечном оно равно g. Величина смещения определяется таким образом (см. фиг. 339, б):
/ = JG — K.G = (рх — A) cos р — b tg р 4- (£>! — A) sin р tg р;
/ = -gi.~ 4. — & tg р,
cos р
Винторезные головки
589
где fl — угол .между радиусом окружности кулачка и его осью;
А —• расстояние от оси головки до скоса на патроне; b — расстояние от центра окружности кулачка до его оси.
А -- — (0,05 -s- 0,10) мм,
где D, — внутренний диаметр патрона.
При расположении точки контакта в крайнем положении слева и максимальном разводе кулачков имеем
m -|- b
Sin Цтах — ~ ,
1’1
а при расположении той же точки в крайнем положении справа и минимальном разводе кулачков
b — п
Sin Pmin ~ “ »
01
где пг, п — соответствующие расстояния от оси кулачка до его торцов.
Из анализа формулы для f можно установить, что наибольшая величина смещения g получается при наименьшем значении угла р. и, наоборот, наименьшая величина / — при наибольшем значении угла р, т. е.
с Q1 А , .
t = соГй 6 ^max’
Oi — А
g = . -Mgpmin.
соь p>min
Тогда величина регулирования может быть найдена по формуле
g — f = b (tg Umax — tg Pmin) — (01 — A) (TT— -----cos J T") •
\Л°ьНтах c<JS|xmjn/
Согласно ГОСТу 3307-61 конструкция каждой модели головки должна обеспечивать возможность регулирования в следующих пределах:
Модели...........1К и 1КА
Верхний предел (max) 0,5
Нижний предел (min) — . . . 0,7
2К и 2КА ЗК и ЗКА 4К и 4КА
0,6 0,7 0,8
0,8 0,9 1,0
5К
0,9
1,2
За начало отсчета поля регулирования принимается окружность, диаметр которой проходит через оси гребенок н равен сумме номинальных средних диаметров нарезаемой резьбы и гребенки.
Согласно стандарту, величина для нижнего предела регулирования (уменьшения диаметра резьбы) дана немного больше, чем для верхнего (увеличения диаметра резьбы). Это необходимо для возможности нарезания тугих резьб.
При расчете головок необходимо учитывать неточности изготовления, а также неизбежный износ их узлов в процессе эксплуатации. В результате этого зона контакта окажется смещенной. Поэтому следует регламентированные стандартом величины регулирования рассматривать как минимальные и при расчете повышать их, как минимум, в 1,5 раза, т. е. принимать
g — f = 1,5р, где р — диапазон регулирования по стандарту.
Если выбранные при расчете головки размеры не удовлетворяют поставленным требованиям, то необходимо уменьшить Qj или увеличить Ь. Из-за погрешностей
590
Инструменты для образования резьбы
при изготовлении и износа узлов головки в эксплуатации необходимо площадку I (см. фиг. 339, а) скосов на патроне делать несколько больше, чем требуется по расчету. Она определяется по формуле
/ = (Qi - Л) (tg pmax - tg pmin) - Ъ (—J---------* . ) •
\cospmaji соьрт1П/
Фиг. 343. Определение размера с.
Номенклатура гребенок и кулачков. Кулачки характеризуются величиной с (фиг. 343) расстояния от центра отверстия, в которое насаживается гребенка, до точки М пересечения затылованной поверхности кулачка с центральной линией гребенки, а также с осью кулачка. На фиг. 343 цифрой 1 обозначен центр гребенки;
2 — центр детали.
с = у — r1 — R,
где у — расстояние точки М до оси головки;
Г1— внутренний радиус резьбы;
R — наружный радиус гребенки.
Величина у при среднем значении угла цср — _ Hmgx ~ Иmir подсчитывается по формуле [1]
о, — А , , .
У = 61 cos р.ср - — + b tg Цср.
COS Рср
Гребенки (см. фиг. 342) с кулачками (фиг. 344) представляют как бы одно целое, поэтому как в работу, так и на заточку и хранение в раздаточной кладовой они поступают комплектами. Замена гребенок и кулачков данного комплекта другими недопустима. Необходимость иметь повышенное количество кулачков и гребенок является недостатком головок этого типа.
С целью уменьшения номенклатуры производят унификацию размеров гребенок и кулачков, обеспечи
вающую без ущерба точности использование одного и того же инструмента для группы диаметров резьб. Например, заводу «Фрезер» в большинстве случаев удается для определенных моделей головок применять одну гребенку для всех диаметров резьб одного и того же шага. Исключение составляют случаи, когда один и тот же щаг резьбы обслуживает большое количество диаметров. Здесь приходится применять две гребенки, различные по диаметру, но одного и того же шага. При установлении диаметров гребенок необходимо учитывать требования по сокращению типоразмеров кулачков.
Таблица 49
Данные по унификации типоразмеров гребенок и кулачков
Модель головки Пределы диаметров нарезаемых резьб в мм Количество нарезаемых резьб Количество гребеиок Количество кулачков Пределы зиаче* ний угла для иулачков
IK, 1КА 4—10 21 10 12 3° 24'—1° 28'
2К, 2КА 6—14 25 9 15 3° 24'—1 ° 28'
ЗК, ЗКА 9—24 30 10 22 2° 59'—0° 51'
4К, 4КА 12—42 35 9 24 2° 56'—0° 51'
5К 24—60 52 8 37 2° 29'—0° 20'
Винторезные головки
591
Кулачки позволяют произвести значительно меньшую унификацию, чем гребенки, хотя они и имеют много общих размеров для каждой модели головок. Помимо, величины с, кулачок характеризуется также и углом наклона опорной плоскости под гребенку (фиг. 344), который теоретически должен быть равен углу подъема т
Фиг. 344. Конструкция кулачка.
нарезаемой резьбы. В связи с тем, что для ряда резьб угол т или одинаков, или отличается незначительно, можно унифицировать кулачки по углу т с отклонением 15 для резьб диаметром до 30 мм, а для более крупных резьб 10'.
Завод «Фрезер» проделал большую работу по сокращению номенклатуры гребенок и кулачков для винторезных головок. В табл. 49 приведены результаты этой унификации.
Режущая часть производит основную работу по вырезанию про филя резьбы обрабатываемой детали.
На передней поверхности дается углубление по направлению от калибрующей части к режущей под углом 12°^ одинаковым для
592
Инструменты для образования резьбы
всех размеров гребенок (см. фиг. 342). Это углубление канавки способствует отводу стружки в направлении подачи и увеличивает стружечное пространство на режущей части, т. е. в том месте, где происходит наибольшее образование стружки.
В зависимости от требуемого сбега резьбы на деталях угол режущей части выбирается равным 15 или 20°, а при нарезании резьбы до упора 45°. Длина режущей части /2 определяется по формуле
/2 = (/2 + a) ctg <р,
где /2 — высота резьбы;
а = 0,2 ч- 0,5 мм — дополнительная величина, необходимая для обеспечения захвата детали зубьями режущей части.
Для обеспечения равномерной работы всеми витками режущей части угол ф и длина режущих кромок после каждой переточки должны быть одинаковыми для всех гребенок в комплекте. Отклонение на угол ф допускается в пределах ±30', а биение режущих кромок при проверке индикатором относительно оси отверстия и заднего торца не более 0,02 мм.
Калибрующая часть предназначается для зачистки и калибрования резьбы, а также для обеспечения самозатягивапия головки в обрабатываемую деталь в процессе резания. Большим преимуществом круглой гребенки в противоположность плоской плашке является сохранение неизменной по своей величине калибрующей части при переточках. Это обеспечивает одинаковые условия резания как новой, так и бывшей в употреблении гребенки. Поэтому длина калибрующей части может быть выбрана сравнительно небольшой. Опа определяется длиной гребенки.
Угол наклона передней поверхности. Передняя поверхность затачивается под углом X к оси гребенки (см. фиг. 342). Этот угол играет огромную роль для круглых гребенок, так как от его величины зависит как процесс резания, так и точность и чистота нарезаемой резьбы заготовки. Особенностью круглых гребенок является непостоянство заднего угла в работе на всем протяжении режущей кромки. Угол наклона X является одним из факторов, способствующих получению переменных значений заднего угла в рабочем состоянии. Угол наклона К обеспечивает также и отвод стружки в направлении подачи и тем самым предохраняет нарезаемую резьбу заготовки от повреждения.
Заводом «Фрезер» для всех моделей головок угол X установлен одинаковым в зависимости от шага нарезаемой резьбы: с шагом 0,4—1,25 мм к— 1°30'; с шагом 1,5—4,0 мм Х=1°.
Необходимо иметь в виду, что при слишком малом угле X гребенка из-за уменьшения самозатягивания дает искажение шага, а при чрезмерно большом — ухудшение чистоты поверхности резьбы.
Винторезные головки
593
Малый угол X может также привести к получению конусной резьбы, срезанию витков, эллиптичности резьбы и неудовлетворительному раскрыванию головки. Во всех этих случаях необходимо увеличить угол X (более подробно см. ниже).
Смещение оси гребенки относительно оси нарезаемой детали. Ось гребенки 2—2 (фиг. 345, а) смещена относительно оси отверстия кулачка 1—1. Следовательно, она смещена также и относительно оси нарезаемой детали, как это принято для фасонных круглых резцов с целью образования заднего угла. Величина смещения h0, отнесенная к опорному торцу гребенки, при измерении в плоскости, перпендикулярной к оси детали, установлена одинаковой для группы моделей головок. Так, для моделей 1К и 2К величина h0 = 0,9 мм, а для моделей ЗК, 4К. 5 К она равна 1,5 мм, 38 Семенченко н др.
594
Инструменты для образования резьбы
Из-за наличия угла наклона кулачка со = 1 + т смещение осей гребенки и детали имеет переменную величину в различных сечениях гребенки, перпендикулярных как к оси детали h0, таки к оси гребенки k0. В зависимости от рассматриваемого сечения величины смещения h0 и k0 могут быть определены по формулам:
1) в плоскости по опорному торцу гребенки
h0 = 0,9 или 1,5 мм; k0 = —; и ° cos <о
2) в плоскости по переднему торцу гребенки
hn = h0 — L sin w; kn = kg — L tg co;
3) в любом сечении x — x, отстоящем па расстоянии Lo от опорного торца при измерении вдоль оси гребенки,
hx = h0 — Lg sin <»; kx = kQ — Lo tg co.
Например, для сечения PP (фиг. 346), отстоящего от переднего торца на 1р, где 1р — длина режущей части,
hp = h0 — (L — Zp) sin co; kp = k0 — (L — lp) tg co, где
Lo = L- lp.
Превышение режущей кромки над центром заготовки. В рабочем положении режущая кромка располагается относительно центра нарезаемой детали ниже или выше (см. фиг. 345, б). Из-за наличия углов наклона режущей кромки X, переднего у и наклона верхней плоскости кулачка со величина превышения является переменной в каждом сечении гребенки. Превышение ах (см. фиг. 345, б и фиг. 346) является одним из важных конструктивных элементов гребенки, оказывающим большое влияние на качество нарезаемой резьбы. Из-за переменности приходится задавать превышение ах для конкретной точки режущей кромки и при этом определенной величины, которая должна быть одинаковой для всех гребенок одного комплекта. Несоблюдение этого влечет за собой некачественное изготовление резьбы. Допускаемое отклонение величины превышения для гребенок одного комплекта установлено не выше 0,01—0,02 мм, а для гребенок между комплектами — не выше 0,4—0,5 мм.
Величина превышения оказывает влияние на положение вершины режущей кромки относительно центра детали в различных сечениях. При отрицательной величине ах вершина режущей кромки располагается ниже центра детали. В этом случае сечение проходит через точку, лежащую на режущей части. При положительной величине ах вершина располагается выше центра детали. Это соответствует сечению, проходящему через точку, лежащую на калибрующей части.
Проверка величины превышения осуществляется на специальном приборе, снабженном двумя микрометрами. В практике находят при
Винторезные головки
595
менение разные приборы, которые в основном отличаются между собой способом отсчета показаний микрометров. На фиг. 347 показана схема прибора, выпускаемого заводом «Фрезер». Прибор снабжен
Т-образным пазом, в который вкладывается кулачок вместе с измеряемой гребенкой. Ось паза расположена таким же образом, как и ось резьбонарезной головки и кулачков, поэтому она является осью нарезаемой детали. На стойках, в двух взаимно-перпендикулярных плоскостях, расположены микрометры. Микрометр А, играющий роль упора, предназначается для фиксирования по высоте точки измерения, которая должна быть одной и той же для всех гребенок данного 38*
596
Инструменты для образования резьбы
Винторезные головки
597
комплекта (фиг. 348). Основание его стержня устанавливается на заданном расстоянии от оси микрометра Б. Последний определяет положение режущей кромки относительно центра детали в требуемом сечении. Для возможности использования прибора для гребенок различных диаметров и шагов резьбы предусмотрены рифления на боковых поверхностях основания, позволяющие регулировать положение микрометров по высоте.
Перед началом работы с прибором необходимо произвести проверку начальных отсчетов микрометров. Начальное показание микрометра А соответствует такому его положению, когда основание наконечника лежит па оси микрометра Б. В этом случае показание микрометра А принимается равным нулю (или 10 мм). Для проверки установки микрометр А устанавливается таким образом, чтобы основание его совпало с поверхностью стержня микрометра Б. Зная диаметр стержня, можем определить показание микрометра А, соответствующее исходному его положению. Начальное показание микрометра Б соответствует такому его положению, когда наконечник касается противоположной (т. е. левой на фиг. 347) стороны паза для кулачка. В этом положении микрометр Б дает показание, равное 10 мм. Проверка правильности установки микрометра производится при помощи набора концевых мер, закладываемого в паз прибора. Наконечник подводится к правой стороне паза и определяет требуемое показание микрометра Б. Прибор должен давать правильные показания микрометров при их исходных положениях, так как иначе он не сможет обеспечить требуемых отсчетов при измерениях. При наличии отклонений необходимо или отрегулировать микрометры, или предусмотреть при отсчетах по ним поправочные величины.
При работе на приборе требуется также проверить правильность и идентичность для всех гребенок в комплекте угла (со + X); проверка производится при помощи угломера.
Как было сказано выше, для разных точек измерения на передней поверхности величина превышения, отсчитываемая по микрометру Б, будет различна. Поэтому необходимо знать исходную точку измерения J (фиг. 345, в). Обычно ее принимают в сечении, перпендикулярном к оси нарезаемой детали и проходящем через первый полный виток гребенки, т. е. в начале калибрующей части. По высоте точка измерения J принимается как отстоящая на величину у от точки Р на наружной окружности гребенки и равная глубине резьбы гребенки плюс 0,5 -ч- 0,8 мм (фиг. 348, в). Дополнительная величина вводится с целью устранения попадания наконечника микрометра Б во впадину между витками резьбы. Меньшая величина поправки принимается для мелких резьб, а большая — для крупных. Точка измерения J характеризуется величиной превышения аи точки Р на наружной окружности гребенки над точкой измерения J. Обычно величина аи дается в инструкциях по заточке гребенок или принимается на осно
598
Инструменты для образования резьбы
вании экспериментальных исследований. Величина аа связана с другими параметрами формулами:
при аи > О ь , . /n = -g- + l,
где i аи — у tg у Да (фиг. 348, а);
при аи < О ь т = -------------------------------1,
причем i = —аи + у tg у — La (фиг. 348, б).
где m — расстояние от точки измерения J до противоположной стороны паза, определяемое по показанию микрометра Б;
b — ширина паза;
i — величина превышения точки измерения J;
Да — поправка на радиус закругления Q наконечника микрометра Б, определяемая по формуле
Да = q tg у sin у*.
Радиус закругления принимается равным 0,25 мм.
В инструкциях по заточке вместо величин превышения приводятся иногда показания микрометров. В этом случае надо пользоваться следующими формулами:
Ди = До + У, Би = Бо — у tg у ± аи + Да,
где Аи и Би — показания микрометров в точке измерения, лежащей на прямой, параллельной оси детали и проходящей через наружную точку гребенки;
Ло и Бо — показания в исходном положении микрометров (для рассматриваемого прибора Ло = 0 или 10 мм и />0 = = 10 мм).
Знак плюс при аи соответствует расположению вершины режущей кромки выше центра детали и знак минус—при расположении ее ниже центра.
Формулы для определения аи и Би справедливы только в том случае, если точка измерения J находится в плоскости, проходящей через первый полный виток резьбы гребенки, т. е. когда расстояние 1а от точки измерения до переднего торца гребенки будет равно длине режущей части 1р. Однако прибор не всегда допускает такой выбор точки измерения. В этом случае приходится прибегать к определению
* По инструкции завода «Фрезер» поправка принимается по формуле
Винторезные головки
599
величины превышения в другом каком-то сечении (например, при > /р) согласно формуле
Би = Би + (Za - /,) tg (со + т),
где Би — новое показание микрометра Б; т — угол подъема резьбы гребенки.
Знак плюс принимается для точек, расположенных на калибрующей части, знак минус — для точек на режущей части.
Величина 1и, учитывающая расстояние от точки измерения до переднего торца гребенки, определяется в зависимости от параметров прибора. Согласно фиг. 346, lu — L — 10, где L — длина гребенки; /0 — расстояние от точки измерения до опорного торца гребенки (вдоль оси гребенки);
/0 = focos ® + (^о — аи) sin со = (Н — F) cos со -аи^ sin со,
где /0 — расстояние от точки измерения до опорного торца гребенки, измеренное вдоль оси детали;
Н — расстояние от оси микрометра Б до основания паза;
F — расстояние от верхней точки кулачка до основания паза;
В — ширина основания паза;
Ло — величина смещения осей кулачка (детали) и гребенки в плоскости опорного торца кулачка;
аи — величина превышения режущей кромки над точкой измерения на наружном диаметре в плоскости, перпендикулярной к оси детали.
Величина смещения осей Ло является величиной вполне определенной для каждой модели головки.
Расстояние /0 и величина Н определяются по формуле (см. фиг. 347) f0 = H-F +(4~ М tg со, причем
Н = Е— Q + M— Spn,
где Е — расстояние от нижней плоскости стойки до оси микрометра Б;
Q — расстояние от первого рифления до верхней плоскости прибора;
М — общая высота паза,
Sp — шаг рифления (2 мм);
п — число рифлений.
Итак, необходимо помнить, что при проектировании гребенок во всех расчетах приходится пользоваться величинами превышения вершин витков, т. е. точек, лежащих на наружных окружностях гребенок в различных сечениях. В качестве исходной принята вели
еоо
Инструменты для образования резьбы
чина превышения аи вершины витка на наружной окружности в определенном сечении, перпендикулярном к оси детали (например, в начале калибрующей части). Величина аи является заданной и выбирается на основании практических и литературных данных или экспериментальным путем. В этом же сечении находится и исходная точка измерения J с величиной превышения I. Величина превышения точки J требуется только в связи с проверкой на приборе. Она связана зависимостью с заданной величиной превышения аи и позволяет определить показание микрометра Б. После окончательного выбора величины аи можно найти величины превышения в различных сечениях гребенки, перпендикулярных как к оси детали, так и к оси гребенки. В первом случае они обозначены через а, во втором— через с с соответствующими индексами.
Из-за наличия углов со и К вершины витков режущей кромки изменяют свое положение не только по высоте, но и по длине гребенки.
Величина превышения в любой точке х, лежащей на наружной окружности, над точкой измерения J по показанию микрометра Б определяется по формулам (фиг. 346):
1) В любом сечении калибрующей части
ах = аи+ fx tg (со + k); fx = lx cos (со + к);
с, = с,. + lx (tg со + tg X); си = —или сх = ,
A U X VO । ЧЭ ) > и cos щ X cos щ
где fx — расстояние от рассматриваемого сечения до сечения, содержащего точку J, измеряемое вдоль оси детали;
1Х — то же вдоль оси гребенки.
Знак плюс принимается в том случае, если рассматриваемое сечение находится между плоскостью опорного торца и сечением, содержащим точку измерения J, знак минус — если оно лежит между плоскостью переднего торца и сечением точки J.
Для точки, лежащей на опорном торце гребенки (фиг. 346),
а0 = аи + fo tg (со + Ь); с0 = си + l0 (tg со + tg X);
2) В любом сечении режущей части
= cN — Ас; где
cN = си — I (tg со + tg X).
Величина превышения CN относится к точке N, лежащей в рассматриваемом сечении 3—3 на режущей части и отстоящим от сечения точки J на расстояние I (знак минус принят потому, что сечение 3—3 находится между передним торцом и сечением точки J). Точка N относится к режущей кромке продолженной калибрующей части.
Винторезные головки
601
Величина ДС, учитывающая поправку на угол ср для точки М, лежащей в плоскости 3—3 на режущей части, может быть оценена по формуле
Дс = /i tg <p tg у,
где /х — расстояние от сечения 3—3 до плоскости калибрующей части.
Как было уже сказано выше, обычно принимают за точку измерения такую точку, которая расположена на калибрующей части, с целью упрощения расчета и удобства измерения. В тех случаях, когда это не удается осуществить, приходится вносить поправку, учитывающую измерение в сечении по режущей части.
Задние и передние углы гребенки. Смещение оси гребенки относительно нарезаемой детали и превышение вершины режущей кромки гребенки над центром детали вызывают изменение задних и передних углов в различных сечениях, перпендикулярных к оси гребенки, находящейся в головке в рабочем положении. На фиг. 349 приведены три положения гребенки в различных сечениях:
1) при величине превышения Си1 — 0 (вершина режущей кромки расположена по центру детали);
2) при Си2 > 0 (вершина Е2 выше центра детали);
3) при Си3 < 0 (вершина Е3 ниже центра детали).
Пренебрегая величиной подачи, можем для всех трех случаев написать:
1) % = <*з и ур = у3;
2) ар - а3 - и =~- Y3 + Yf,
3) ар - а3 + ах и ур - у3 — ух.
Угол ар (условный в процессе резания) образован касательными, проведенными к окружности гребенки и детали в данной точке. Угол а3 (заточки) образован касательной к окружности гребенки и перпендикуляром к оси заготовки. Угол ах (установки) образован касательной к окружности заготовки и перпендикуляром к ее оси.
В первых двух случаях угол ур в рабочем положении равен или больше угла у3. В третьем случае при небольшом значении угла у3 угол ур может оказаться отрицательным, что особенно нежелательно, так как он относится к режущей части гребенки. Однако практически его всегда можно увеличить путем повышения угла у3. Кроме того, передний угол принимается достаточно большой величины для всех обрабатываемых материалов, как видно из следующих данных:
Материал Угол в v град.
Малоуглеродистая и автоматная сталь.................... 25
Легированная конструкционная сталь .................... 20
Инструментальная сталь................................. 16
Ковкий чугун и бронза ................................. 20
Медь и алюминий ....................................... 25
Серый чугун............................................. Ю
602
Инструменты для образования резьбы
Винторезные головки
603
Следовательно, изменение передних углов не может оказать существенного влияния на работу гребенки.
Иначе получается с задними углами, имеющими сравнительно небольшие величины. В зависимости от положения рассматриваемого сечения угол ар может принимать как положительные, так и отрицательные значения. Для определения угла ар необходимо знать величины углов а3 и ах. Для любой точки углы а3л. и а)л. можно найти по формулам (фиг. 349):
' kx ~~ * &х
sm а3х = ~ р; sin а1х = -Л.
Кх Гх
где Rx — радиус гребенки в рассматриваемом сечении, перпендикулярном к оси гребенки;
гх — соответствующий радиус детали.
Величины kx и сх определяются по формулам, приведенным выше.
Для режущей части Rx = R — AR и rx = гу + AR, где R — наружный радиус гребенки; гг — внутренний радиус резьбы детали; AR — величина поправки на угол режущей части <р.
Величина AR — (I— 1Х), где 1Х—-длина режущей части; 1Х — расстояние от рассматриваемого сечения до переднего торца.
Для калибрующей части Rx = R; гх = гх.
Из анализа формул и численных примеров можно сделать следующие выводы:
1) с увеличением угла наклона X (при постоянных Ло и аи) задний угол ар увеличивается по абсолютной величине как на режущей части, так и на калибрующей части после профилирующего сечения;
2) с увеличением аи при постоянном значении Ло задний угол ар уменьшается на режущей части и увеличивается по абсолютной величине на калибрующей части;
3) при малом значении аи задний угол ар может иметь положительные величины не только на режущей части, но также и на калибрующей, что ухудшает самозатягивание из-за уменьшения количества ведущих витков;
4) при большом значении аи задний угол ар получает положительные величины только на небольшом участке режущей части, а на остальной длине гребенки угол ар < 0, что ухудшает процесс резания.
Необходимо отметить, что фактические углы в процессе резания, т. е. с учетом подачи, будут несколько больше углов ар.
Процесс формирования резьбы гребенками. Перед нарезанием головка подлежит установке на размер резьбы. Для этого используется калибр или эталонный винт. Он должен ввинчиваться в гребенки головки легко, но без качки. Следовательно, установка производится по полной резьбе, т. е. таким образом, что головка уже как бы нарезала полностью винт, и он при помощи самозатягивания ввинчивается в установленные гребенки. Расстояние между центрами
604
Инструменты для образования резьбы
детали и гребенок при правильной установке получается вполне определенным, и оно не подлежит изменению в процессе нарезания, так как гребенки не имеют поперечной подачи.
Основное назначение таких факторов, как смещение осей гребенки и детали, и превышение вершины режущей кромки над центром детали, а также связанные с ними углы Хим, состоит в том, чтобы придать различные функции режущей и калибрующей части гребенки. На долю режущей части приходится максимальное удаление металла из нарезаемого профиля, поэтому здесь для улучшения процесса резания задние углы ар должны быть положительными с постоянным уменьшением по мере приближения к профилирующему сечению, где ар = 0. Окончательное формирование резьбы осуществляется в каждом профилирующем сечении, после прохода которого уже не производится никакого съема металла. Теперь в работу вступают ведущие нитки, обеспечивающие самозатягивание детали и гребенки. По мере удаления от каждого профилирующего сечения к опорному торцу, передняя поверхность все больше и больше приподнимается над центром детали, а задние углы ар получают значения от нуля до отрицательных с возрастанием по абсолютной величине. По мере удаления витков от профилирующего сечения, витки калибрующей части все больше и больше приподнимаются над центром детали (благодаря наличию угла наклона X) и образуют как бы закаленную ведущую гайку, в которую нарезанная деталь и ввинчивается при помощи самозатягивания. Таким образом, эти витки являются ведущими в процессе нарезания резьбы.
В профилирующем сечении 00 j (фиг. 349) располагается общая нормаль в точке соприкосновения сопряженных профилей гребенки и детали, т. е. здесь радиус гребенки служит продолжением радиуса детали. В профилирующем сечении, независимо от его расположения по длине гребенки, всегда будет иметь место некоторое (положительное) превышение. Необходимость его обусловлена геометрическим построением из-за смещения оси гребенки относительно оси детали, необходимого для образования заднего угла гребенки.
Резьба обрабатываемой детали окончательно формируется не одним, а несколькими профилирующими сечениями. Формирование начинается с начального профилирующего сечения, проходящего через точку, лежащую на внутренней окружности резьбы. Оно заканчивается в конечном профилирующем сечении, проходящем через точку, лежащую на наружной окружности резьбы. В начальном, равно как и в окончательном профилирующем сечении вершина режущей кромки снимает последнюю стружку соответственно на внутренней или наружной окружности и обеспечивает размер внутреннего или наружного диаметра резьбы. В каждом профилирующем сечении точка профилирования, которая одновременно является и точкой самозатягивания, располагается на прямой, соединяющей центр гребенки с центром детали.
Винторезные головки
605
При расчете гребенки надо знать положение профилирующих сечений. Обозначим расстояния, на которые они отстоят от переднего торца гребенки, через 1Пр.н^пр.к и величины превышения через спр_н, спр.к. На основании ранее проведенных соотношений можем записать для начального профилирующего сечения
спр.н кпр.цп’ причем
„ _ Г3 . I _______ Г_______Сд tlkg___
Rk + tf 1пр-н-^ tg 1 + (1 — n) tg со ’
где r3 — радиус заготовки под нарезание резьбы;
RK — радиус гребенки в рассматриваемом сечении гребенки; knp'H — величина смещения осей гребенки и детали в том же сечении для конечного профилирующего сечения;
с0 — величина превышения по опорному торцу;
_ „ ь Гз • 1 __<0 -f- tg X) — ср ~Ь спр, к
*-пр.к спр.н~Т кпр.н lnp.k— tg СО + tg 1
где Rx — внутренний радиус гребенки.
Межцентровое расстояние в профилирующем сечении А, измеренное в плоскости, перпендикулярной к оси гребенки, определяется по формуле
Л=-/ (R -н rtf-tip.
В других сечениях гребенки межцентровое расстояние будет изменяться вследствие различных значений смещения осей гребенки и детали.
В профилирующем сечении задний угол равен нулю.
Необходимо отметить, что начальное профилирующее сечение не всегда совпадает с сечением, в котором расположен первый калибрующий виток, и находится значительно дальше от него. Однако это нецелесообразно. Чем дальше профилирующее сечение отстоит от начала калибрующей части, тем меньше у гребенки ведущих витков, необходимых для самозатягивания детали в процессе нарезания, и тем хуже работает гребенка. Надо стараться выбрать геометрические параметры гребенки такими, чтобы полное удаление металла производилось только режущими витками, а оформление всего профиля резьбы — в профилирующих сечениях, отстоящих недалеко от первого полного витка гребенки. В этом случае остальная калибрующая часть гребенки должна выполнять роль ведущей гайки, а также являться резервом в случае необходимости заточки гребенки по диаметру режущей части.
Влияние величины превышения и угла наклона режущей крсмки на качество нарезаемой резьбы. Из всех режущих элементов гребенки наибольшее влияние на качество нарезаемой резьбы и на работу отдельных механизмов головки оказывают величина превышения аи
606
Инструменты для образования резьбы
и угол наклона режущей кромки X. В справочной литературе даются рекомендации по выбору аи и X. Однако они не всегда приводят к успешным результатам. Объясняется это большим обилием факторов, влияющих на выбор аи и X, а также ограниченностью в экспериментальных работах по их определению.
На основании расчетов элементов гребенки и экспериментальных исследований можем установить ряд положений, приведенных ниже.
Величина превышения ах в любом сечении для определенного шага резьбы зависит от угла наклона X. При заданном значении аи величина а„ увеличивается с возрастанием X.
При определенной величине аи длина профилирующей части возрастает с уменьшением угла X. Чем длиннее профилирующая часть, тем большее количество витков участвует в процессе профилирования и тем чище обрабатываемая поверхность.
При определенной величине угла наклона X длина профилирующей части увеличивается с уменьшением аи, что приводит к улучшению поверхности обработки.
При определенной величине X с увеличением аи чистота обработанной поверхности ухудшается, а с уменьшением аи она улучшается.
При определенной величине аи изменение угла X влечет за собой изменение распределения нагрузки на витках режущей части гребенки. Согласно экспериментальным работам1, оптимальными углами наклона X при нарезании винтов из стали марки 45 оказались следующие: для резьбы с шагом 5 = 2 мм X = 7 =- 10°; с шагом 5 = = 1,5 мм X = 4 и- 10°; с шагом 5 = 1,0 мм X = 3 -н 10°. При использовании больших значений угла X наблюдалось ухудшение нарезаемой поверхности и повышение износа витков на режущей части.
Оптимальные величины превышения аи на основании тех же экспериментальных работ оказались в пределах 0,05—0,10 мм при измерении в сечении, проведенном через первый полный виток. Для резьбы с шагом 5 = 1 мм минимальная величина не должна быть ниже —0,2 мм, а для резьбы с шагом 5 = 2 мм ниже —0,1 лш. Несоблюдение этого приводит к подхватыванию металла гребенками и к прекращению самозатягивания.
Оптимальные величины аи и X позволяют производить нарезание резьб головками завода «Фрезер» с точностью по 1—2-му классам и чистотой обработанной поверхности по 6—7-му классам, при максимальном износе витков на режущей части не более 0,6 мм.
Величины превышения аи и угла наклона X оказывают влияние на самооткрывание головки после окончания нарезания резьбы. Чем больше величина аи при определенном значении угла X, тем легче осуществляется самооткрывание головки. Однако следует помнить, что с увеличением аи чистота обрабатываемой поверхности
'Лю Вэнь-фу, Исследование образования резьбы резьбонарезными и резьбонакатными головками. Диссертационная работа в Московском станкоинструментальном институте, 1960.
Винторезные головки
607
снижается. Для облегчения самооткрывания при нарезании резьб с шагом 2 мм и выше необходимо выбирать относительно большую величину превышения аи, так как иначе может случиться, что силы радиальных пружин, предназначенных для раскрывания головки, не окажутся достаточными для одновременного раскрывания всех гребенок. Это может привести к выкрашиванию витков на режущей части.
В процессе работы головки может оказаться, что рекомендуемые величины аи и X не обеспечивают требуемых условий по точности, и чистоте нарезаемой резьбы. Не следует забывать, что оптимальные величины аи и X только тогда удовлетворяют условиям обработки когда головка и станок, на котором производится нарезание резьбы, находятся в надлежащем состоянии. Головка должна быть точно установлена в рабочем положении (по калибру или эталонному винту), которое должно в процессе резания оставаться неизменным. При неточном изготовлении механизмов головки, обслуживающих само-затягивание и самооткрывание, невозможно получить качественную резьбу на детали. Не исключено также и срезание одной стороны нарезаемого винта из-за плохого действия механизма самооткрывания. Большую роль играет также и неравномерность нагрузки на витки режущей части. Опа появляется из-за неправильной очередности постановки гребенок в головке, неодинаковых величин угла и длины режущей части в гребенках одного комплекта и др. Ненадежное закрепление гребенки на кулачке вызывает изменение положения режущей кромки. В этом случае головка работает с другими величинами аи и X вместо предусмотренных по расчету.
Точностные характеристики станка также должны быть в допустимых пределах, в особенности по соосности центров головки и обра-
Таблица 50
Величины превышения аи
! Обрабатываемый материал Диаметры резьб в мм У гол ю +Л
2—S 8—10 11 — 14 16-20 22-27 30-42
Алюминий, медь твердая Сталь малоуглеродистая Сталь автоматная Бронза алюминиевая 0,03 0,08 0,10 0,15 0,20 0,25 7° 6° 30' 6° 30' 6’ 30'
Стали легированные, конструкционные, инструментальные 0,00 0,05 0,07 0,12 0,17 0,21 6° 30'
Чугун серый Медь мягкая Пластмасса 0,10 0,12 0,14 0,20 0,25 0,30 5° 30' 5° 30' 2° 30'
608
Инструменты для образования резьбы
батываемой детали, биению шпинделя детали и др. С целью уменьшения влияния этих вредных факторов на работу головки целесообразно применять самоустанавливающие устройства.
В качестве ориентировочных данных в табл. 50 приведены величины превышения аи и угла X в зависимости от рода обрабатываемого материала и диаметра нарезаемой резьбы (рекомендация завода «Фрезер»).
Элементы профиля резьбы гребенок. Исполнительные размеры резьбы гребенок устанавливаются с отклонениями по следующим элементам:
1) на шаг S с допуском ±0,01 мм, отнесенным ко всей длине гребенки;
2) на половину угла профиля с допуском в пределах —40±15' для резьб с шагом 0,5—3,0 мм',
3) на высоту профиля резьбы.
Отклонения на высоту профиля резьбы необходимо устанавливать раздельно на высоту головки hu' и высоту ножки hu" резьбы с отсчетом по среднему диаметру (фиг. 350). При установлении отклонений на высоту головки необходимо учитывать, что вершины витков подвергаются износу в процессе работы. Поэтому необходимо предусмотреть некоторую величину J в качестве резерва на износ. Нецелесообразно давать завышенную величину на износ, так как это связано с увеличением заострения вершины резьбы, что приводит к снижению стойкости гребенки. Величина J может быть установлена равной 0,072 шага по аналогии с другими инструментами. Допуск на неточность изготовления N устанавливается из технологических условий получения точной резьбы при шлифовании профиля
Винторезные головки
609
и величины площадки а вершины витка. Величина N для резьб с шагом 0,35—6,0 мм может быть принята в пределах 0,063— 0,010 шага.
Величина площадки вершины витка а, определяемая по формуле
а = / — 2 tgy [0,1085 — (/+ АГ)], где / = 0,1255.
Она должна быть не менее 0,75/. При таком использовании нового ГОСТа 9150-59 на резьбу это условие удовлетворяется.
Разность размеров высоты головки h'u для гребенок одного комплекта не должна превышать 0,03 мм.
Впадина резьбы не должна принимать участия в работе резания, поэтому минимальная высота ножки h"u должна быть равна высоте головки резьбы детали, т. е. /г' = 0,325 шага. Допуск на высоту ножки й” не регламентируется, т. е. нижнее отклонение не ограничивается.
Предельные отклонения по среднему диаметру резьбы гребенки устанавливаются в пределах комплекта 0,02 мм и между комплектами 0,2 мм.
Конусность по среднему и наружному диаметру гребенок не должна быть более 0,02 мм, причем она допускается только в направлении уменьшения диаметра к опорному торцу. Конусность в обратном направлении совершенно недопустима из-за работы головок посредством самозатягивания.
Смещение резьбы гребенок последовательно на *Д шага может иметь отступление от номинальной разницы для комплекта не более 0,02 мм, причем последний неполный виток может быть удален.
Для получения правильных размеров резьбы рекомендуется при нарезании за один проход выбирать диаметр заготовки меньше наружного диаметра на 0,1—0,2 шага резьбы, причем с повышением вязкости материала коэффициент следует выбирать более высоким.
Тангенциальная винторезная головка. Тангенциальные винторезные головки, снабженные плоскими плашками, применяются для нарезания наружных резьб метрических, дюймовых и трубных на болторезных станках. Например, головка модели РГТ-2 нарезает винты в пределах 10—38 мм с точностью по 2-му классу.
Корпус 1 (фиг. 351) закрепляется четырьмя болтами к фланцу шпинделя. Центральное отверстие корпуса предназначается для прохода нарезаемой детали, а в четыре отверстия поставлены оси 2, к которым винтами 3 прикреплены плашко-держатели 4 с плашками 5. Плашки устанавливаются в пазах плашкодержателей под прижимными планками 6 и прижимаются винтами 7. Оси 2, несущие плашкодер-жатели, в противоположной своей торцовой части снабжены регулирующими винтами 8, при помощи которых производится регулирование зазора между торцом головки и плашкодержателями. Каждый винт 8 упирается широкой головкой на выступ, имеющийся в корпусе, и закрепляется тремя установочными винтами 9.
На корпусе последовательно надеты три кольца: переключения 10, регулирующее 11 и поводковое 12. Поводковое кольцо 12 прижато к регулирующему кольцу 11 39 Семенченко и др.
610
Инструменты для образования резьбы
Винторезные головки
611
посредством запорного кольца 13 и винтов /4; вследствие этого поводковое кольцо может иметь только вращательное движение в корпусе. В поводковом кольце 12 запрессованы четыре пальца 15, на которых надеты свободно поворачивающиеся сухари 16. Последние заводятся в пазы плашкодержателей, которые, находясь одновременно в соединении с корпусом и поводковым кольцом 12, вынуждены поворачиваться относительно корпуса при вращении кольца 12. Па этом основано сдвигание и раздвигание плашкодержателей, которое осуществляется следующим образом в кольце переключения 10 запрессованы два центра 17 с коническими отростками. В поводковом кольце 12 запрессованы втулки 18 с соответствующими коническими
отверстиями.
Для прохода центров 17 через регулирующее кольцо 11 последнее снабжено
двумя сквозными отверстиями. При поступательном движении кольца переключе-
ния 10 центры 17 входят своими отростками в конические отверстия втулок 18 и поворачивают поводковое кольцо. При этом плаш-кодержатели поворачиваются вокруг своих ссей на определенный угол, и плашки сближаются. Поступательное движение кольца переключения осуществляется следующим путем: иа рукоятку 19, закрепленную па станине, надет хомут 20, соединенный винтами 21 с вкладышами 22, входящими в кольцо переключения (вкладыши не препятствуют вращению головки).
При движении, рукоятки хомута вправо происходит перемещение поводкового кольца, под влиянием которого плашкодержатели сближаются. Для раздвигания плашек в регулирующем кольце 11 имеется отверстие,
Фиг. 352. Узел головкн для установки плашек на размер резьбы.
в которое заводится разводящая пружина 23,
удерживаемая пробкой 24. В торец поводкового кольца 12 ввинчен стержень 25, упирающийся в пружину 23. При сдвинутом положении плашек стержень сжимает пружину. При отводе хомута влево центры 17 выводятся из конусного отверстия втулки 18 и пружина 23, разжимаясь, получает возможность вернуть поводковое кольцо 12, а вместе с ним и плашкодержатели в исходное положение.
Отвод хомута 20 вправо и влево может производиться либо от руки, либо посредством упора. Для работы при помощи упора в хомуте 20 просверлено отверстие сквозь которое проходит тяга, укрепленная па суппорте. На тяге находятся две пары гаек с контргайками (одна пара перед хомутом, другая — за ним). Эти гайки устанавливаются таким образом, чтобы при достижении требуемой длины резьбы гайка, находящаяся перед хомутом 20, смогла отвести его влево для раздвигания плашек. При перемещении суппорта назад на расстояние, достаточное для свободного извлечения нарезанной детали, гайка, находящаяся за хомутом 20, отводит хомут для сдвигания плашек, и головка готова к нарезанию следующей детали.
Для установки головки на требуемый размер резьбы служит находящийся в регулирующем кольце 11 установочный червяк 26, который входит в зацепление с зубьями, сделанными на корпусе головкн (фиг. 352). Установочный червяк 26 прижат фиксатором. При вращении червяка 26 поворачивается на определенный угол регулирующее кольцо И (фиг. 351) и связанное с ним поводковое кольцо 12 по отношению к корпусу, чем и достигается установка головки на требуемый размер резьбы. Установка на размер производится по калибру или образцовому болту. Перед установкой плашки должны находиться в рабочем состоянии, т. е. чт< бы центры 17 соединили кольцо переключения 10 с поводковым кольцом 12.
Для правильной работы головки необходима тщательная установка плашек относительно плашкодержателей. Если плашки слишком выступают вперед, то они будут сильно перегреваться, изнашиваться н срывать вершины резьбы. Если плашки установлены слишком глубоко, то они будут чрезмерно врезаться в обрабатываемый
39*
612
Инструменты для образования резьбы
материал и искажать формы нарезаемой резьбы. Проверка положения плашки осуществляется специальным шаблоном, добиваясь совпадения рисок иа плашкодер-жателе с риской па шаблоне путем подвертывания опорных винтов. После стачивания плашек по длине примерно на 25 мм необходимо под опорные винты подложить цилиндрики, прилагаемые к головке.
Надежность и точность головки зависит от состояния и чистоты сопряженных поверхностей. Хотя головка и защищена от стружки, все же мельчайшие частицы ее, а также и окалина, могут попадать в механизмы, несущие плашкодержатель с плашками. Поэтому необходимо периодически снимать их для очистки и смазки. Для этой цели освобождаются каждые три установочные винта 9 во фланцах регулирующих винтов 8. После вывертывания последних плашкодержатели вынимаются с лицевой стороны головки. После очистки и смазки плашкодержатели вставляются снова, причем сухари 16, надетые на пальцы 15, должны войти в пазы каждого плашкодержатели. При окончательном закреплении регулирующих винтов 8 и установочных винтов 9 необходимо так отрегулировать установочные винты, чтобы плашкодержатели правильно прилегали к торцу корпуса и поводкового кольца 12 и в то же время обеспечивали плавные повороты без качки и заеданий. Надо обращать внимание, чтобы зазор между плашкодержателями и торцом корпуса был 0,1 мм. После этого необходимо подвернуть установочные винты 9 во фланцах регулирующих винтов 8 для получения натяга.
Во избежание разрегулирования головки червяк 26 не должен иметь осевого зазора. Для его устранения необходимо отрегулировать натяжение контргайки таким образом, чтобы заставить червяк прижаться к направляющей фаске дна отверстия в регулирующем кольце И. При правильном натяжении червяка его положение не должно изменяться при открывании и закрывании головки; в то же время червяк допускает плавное вращение при помощи ключа.
Тангенциальные плашки
Типы плашек. Тангенциальные плашки разделяются на два основные типа (фиг. 353):
1) плашки, работающие по принципу самозатягивания (тип Д);
2) плашки, нарезающие резьбу при помощи ходового винта болторезного станка (тип В).
Оба типа различаются между собой формой заточки по передней поверхности.
Тангенциальные плашки обладают рядом преимуществ по сравнению с радиальными. Они допускают большое количество переточек, так как могут быть сточены до —1/5 своей длины. Тангенциальный метод обработки обеспечивает более легкие условия нарезания резьбы. Изготовление тангенциальных плашек значительно проще и дешевле.
Габаритные размеры плашек регламентированы по ГОСТу 2287-61.
Установка плашек. Резьба на плашках расположена на широкой стороне, причем витки ее расположены параллельно узкой стороне. Для получения резьбы на детали с требуемым углом подъема витков плашкодержатель допускает соответствующую установку плашек. Однако плашкодержатель обеспечивает одну и ту же установку не для каждого диаметра резьбы, а для целой группы их (например, 4—12 мм или 14—27 мм и т. п. в зависимости от модели головки), для которой принимается один угол установки. Незначительная разница в углах подъема резьбы (в пределах 30—40') для разных диаметров может быть компенсирована путем изменения зазора, предусмотренного конструкцией головки между ее торцом и плашко-держателем. Благодаря этому плашка может быть установлена под определенным углом по отношению к заготовке.
На работу плашки оказывает значительное влияние расположение режущей кромки относительно оси заготовки или угол ф, заключенный между узкой стороной и режущей кромкой (фиг. 354). Угол ф меняется в зависимости от типа плашек. Для плашек, работающих по принципу самозатягивания и для основных крепежных резьб угол ф принимается равным 90°, для мелкометрических плашек при шаге
Винторезные головки
613
до 2 мм и мельче = 92°, при шаге свыше 2 мм = 90°. При такой заточке зубья калибрующей части по мере удаления от режущей части отходят все дальше и дальше от оси заготовки и образуют как бы ведущую закаленную гайку, обеспечивающую заготовке самозатягнвание.
Плашки, работающие при помощи ходового винта, не требуют самозатягивания. Поэтому угол Д’ должен быть меньше 90° на 2—3,5° в зависимости от размеров резьбы. Для мелких шагов угол ip берется больше, чем для крупных.
Фиг. 354. Типы тангенциальных плашек.
Параллельное расположение витков позволяет применить одну и ту же плашку, как для правой, так и для левой резьбы. В зависимости от нарезаемой резьбы в головку вставляются соответствующие плашкодержатели, и головке дается правое или левое вращение. Для левых плашек заточка производится на противоположной стороне.
Плашки работают в комплекте из четырех штук. Для обеспечения совпадения витков резьба каждой плашки смещена относительно другой иа 0,25 шага. Предельные отклонения величины смещения установлены по ГОСТу 2287-61 в пределах ±0,03—0,05 мм в зависимости от шага резьбы.
Установка и закрепление плашки в плашкодержателе должны быть точными и надежными. Поэтому плашка у одного конца снабжена вырезом под углом 60°, а с другого — скосом под углом 75°, которые при точном изготовлении сопряженных поверхностей предохраняют плашку от перекоса в плашкодержателе. Плашка закреп
614
Инструменты, для образования резьбы
ляется в плашкодержателе планкой с двумя винтами. При неправильной установке или нежестком закреплении нельзя добиться регулирования размера резьбы по калибру. При одной и той же настройке головки может получиться как тугая, так и годная, даже ослабленная резьба. Профиль резьбы получается обычно искаженным , может быть и граненность вдоль резьбы с наклоном по отношению к оси заготовки.
Режущая часть. Форма ее зависит от обрабатываемого материала и шага резьбы. Она может быть выбрана по аналогии с другими резьбонарезными инструментами. При расчете учитывается толщина среза, приходящаяся па каждый зуб режущей части, в зависимости от обрабатываемости материала нарезаемой заготовки и шага резьбы- Длина режущей части /2 определяется по формуле
/2 = (/2 + a) ctg ф, где t2 — высота резьбы;
а — дополнительная величина, необходимая для компенсирования отклонений по диаметру заготовки и для обеспечения захвата заготовки витками режущей части в начале нарезания.
Величина а ориентировочно принимается равной 1,2—1,5 мм для крепежной резьбы и 0,8 мм для трубной.
Для плашек универсального пользования (в основном для черных металлов) угол ф режущей части выбирается равным 20° для крепежной резьбы и 15° для трубной.
В случае нарезания резьбы до упора угол ф повышается до 30—45°.
Передний угол. На режущей части передний угол у выбирается в зависимости от рода обрабатываемого материала (в град.): для малоуглеродистой стали 22—25; для легированной стали 15—20; для литой латуни и бронзы 0—10; для катаной латуни 20—22; для мягкой меди 25—30.
Для лучшей зачистки нарезаемой резьбы калибрующая часть также снабжается небольшим передним углом в пределах 1—2°. При этом первый калибрующий виток, а для мелких размеров резьбы (с шагом 1,25 мм и меньше) первые два полных витка должны иметь такую же величину угла у, что и на режущей части. Это необходимо потому, что первый полный виток производит последнее дорезание профиля резьбы и окончательное его оформление. Поэтому здесь необходим передний угол достаточной величины.
Режущая часть должна быть расположена на одной линии с калибрующей (фиг. 353). Несоблюдение этого может привести к заеданию, а также к ухудшению поверхности нарезаемой резьбы. Это объясняется тем, что режущая кромка окажется расположенной позади центра заготовки. Такие же отрицательные результаты получаются и в том случае, если режущая часть, включая и первый полный виток, будет заточена на конус или с закруглением.
Плашки, работающие при помощи ходового винта, затачиваются под одним и тем же передним углом у как на режущей, так и на калибрующей частях, причем значения его те же, что н для плашек первого типа.
Задний угол. В тангенциальных плашках в нерабочем положении задний угол отсутствует, что диктуется необходимостью обеспечить нарезаемой заготовке надежную опору н уменьшить вибрации в процессе работы, В рабочем положении небольшой задний угол получается за счет установки в плашкодержателе.
Утонение иа калибрующей части. Для уменьшения трения и облегчения работы нарезания калибрующая часть снабжается утонением. Угол понижения (фиг. 353) выбирается в пределах 10—20' в зависимости от размера резьбы, причем начало утонения лежит на первом полном витке.
Элементы профиля резьбы плашек. Отклонения на элементы профиля нешлифованной резьбы плашек установлены по ГОСТу 2287-61.
Отклонения по углу профиля даются в пределах плюс—минус 35—15' для резьбы с шагом от 1 до 6 мм.
Предельные отклонения по шагу относятся к расстоянию между любыми витками резьбы на длине 25 мм. Они установлены для всех шагов одинаковыми н равными плюс—минус 0,03 мм.
Резьбонарезные фрезы
615
Отклонения по высоте резьбы даны отдельно для головки и ножки, считая от средней линии (фиг. 350). Для головки дается допуск на износ J и допуск на неточность изготовления N.
J — 0,072 шага; N = 0,03-5-0,01 шага резьбы.
По вершине резьбы допускается закругление в пределах поля, ограниченного размерами максимальным значением hu и номинальным h =0,2165.
Наименьшая величина высоты ножки ha принята равной 0.325S; наибольшая величина не ограничена, причем форма впадины профиля ниже линии, отстоящей на расстоянии 0,3255 от средней линии, произвольная.
ЛИТЕРАТУРА
1. Карцев С. П., Инструмент для изготовления резьбы, Машгиз, 1955.
2. Карцев С. П., Инструкция по эксплуатации резьбонарезных головок с круглыми гребенками, ЦБТИ завода «Фрезер», 1955.
3. Лукашевич Г. Е., Резьбонарезные головки для внутренней и наружной резьбы ЦБТИ ВНИИ, 1954.
4. Б а с о в М. И. Высокопроизводительные способы изготовления резьбы Машгиз, 1949.
5. Басов М. И., Резьбонарезные головки с круглыми плашками Центральный дом техники, 1940.
6. Семенченко И. И., Режущий инструмент, т. 2, Машгиз, 1938.
7. Семенченко И. И., Резьбонарезные головки, Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948.
8. Ф р у м и н Ю. Л .Соколовски й И. А., М а л о в А. Н., Нарезание наружной и внутренней резьбы резьбонарезными головками, Справочник металлиста. Машгиз, 1960.
РЕЗЬБОНАРЕЗНЫЕ ФРЕЗЫ
Фиг. 355. Нарезание резьбы гребенчатой фрезой.
Резьбофрезерование и типы фрез. Резьбонарезные фрезы предназначаются для фрезерования резьбы. В практике распространены два метода фрезерования:
1) гребенчатой цилиндрической фрезой (фиг. 355);
2) дисковой фрезой (фиг. 356).
При фрезеровании по первому методу заготовка и фреза вращаются, и одновременно заготовка или фреза (в зависимости от конструкции станка) перемещается в осевом направлении. Вращение заготовки и осевое перемещение кинематически связаны между собой—каждому обороту заготовки соответствует перемещение па один шаг. Обработка заканчивается за 1 — Р/4 оборота заготовки (допол
нительная V4 оборота требуется для перекрытия на заход фрезы).
При фрезеровании по второму методу фреза вращается, а заготовка подается по винтовой линии согласно шагу нарезаемой резьбы.
616
Инструменты для образования резьбы
Резьбонарезные фрезы применяются для наружной и внутренней резьб. Для малых диаметров предпочтительнее делать фрезы концевыми взамен насадных.
Гребенчатые цилиндрические фрезы в основном применяются для остроугольной резьбы. Для трапецеидальной резьбы они мало применимы из-за большой площади вырезаемого профиля резьбы.
Дисковые фрезы предназначаются
Д“\ Д"\ д в основном для трапецеидальной резьбы,
/ \ \ /\ \ /\ червяков и других резьб (кроме прямо-
-/ \ \-\ \ угольной), реже для остроугольной резьбы
\ \ чЙВ'Хк V\ ' из-за низкой эффективности процесса по \ \ сравнению с фрезерованием гребенчатыми
\ фрезами.
vJx k \ \ Гребенчатые цилиндрические
\ резьбонарезные фрезы
\ \ \ Фрезы снабжены кольцевыми витками,
I \ \ / \ имеющими профиль нарезаемой резьбы.
/ \ \/ \ С целью сохранения идентичности профиля
резьбы при переточках фрезы изготовля-Фиг. 356. Установка диско- ются только с затылованными зубьями, вой фрезы. Из-за наличия кольцевых витков теоре-
тический профиль резьбы отличается от действительного. В процессе фрезерования ось заготовки с винтовыми витками расположена параллельно оси фрезы с кольцевыми витками. Если рассечь заготовку и фрезу плоскостями, перпендикулярными к осям, то в этих сечениях получаем для фрезы окружность, а для заготовки архимедову спираль с двумя ветвями. Точка контакта профилей заготовки и фрезы располагается в стороне от центровой линии. Вследствие этого теоретический профиль резьбы фрезы отличается от профиля резьбы заготовки даже, и в том случае, если фреза сделана с прямыми канавками и с передним углом, равным нулю. Подсчеты показывают, что искажение в угле профиля получается незначительным, в пределах 3—4' для наружной резьбы и 7—9' для внутренней. Для учета этой погрешности целесообразно устанавливать допуски на угол профиля несимметрично. Однако на практике погрешностью обычно пренебрегают, так как она находится в пределах регламентированных ГОСТом 1336-62 допусков на резьбу фрезы.
Фрезы применяются для резьбы с мелким шагом. Для крупных резьб они мало применимы из-за одновременной обработки всей длины заготовки. По этой же причине фрезы не могут быть использованы для длинных заготовок, тем более, что длинные фрезы представляют значительные затруднения при изготовлении, в особенности при термической обработке.
Резьбонарезные фрезы
617
Метод фрезерования резьбы гребенчатой фрезой в несколько раз эффективнее по сравнению с обычным нарезанием резьбы резцом. Это объясняется широким фронтом работы фрезы, небольшой длиной обработки (Р/4 оборота заготовки), одновременным вырезанием
профиля резьбы и отсутствием обратных ходов.
Основными конструктивными элементами фрез являются: диаметр фрезы, диаметр отверстия, длина фрезы, число зубьев, форма зуба,
углы резания, угол впадины между зубьями, направление канавок,
элементы резьбы.
Габаритные размеры фрез. Диаметр фрезы D зависит от высоты зуба И, диаметра отверстия d и диаметра окружности впадин, т. е. он определяется таким же образом, как и для других затылованных фрез.
Н h + k + г + А, где h — рабочая высота профиля резьбы по стандарту;
k — величина затылования;
Г— радиус закругления впадины Фиг. 357. Определение габари-зуба; тов фрезы.
А — дополнительная величина (1—2мм).
Диаметр отверстия должен быть выбран достаточной величины с целью устранения вибраций в процессе работы. Это особенно важно, если учесть, что фреза находится в зацеплении с заготовкой по всей длине. Рекомендуемые диаметры отверстий следующие
Диаметр фрезы в мм............. 32 36 40 50 63 80 100
Диаметр отверстия в мм .... 13 16 16 22 32 40 50
Толщина тела фрезы выбирается в пределах 0,3—0,25 диаметра отверстия. При уменьшении толщины тела фреза может дать трещины при термической обработке.
При выборе диаметра фрезы необходимо также учитывать размеры деталей крепления на станке (фиг. 357), а именно: диаметр гайки £>ь закрепляющей фрезу; минимальный зазор между гайкой и заготовкой а (2—3 мм); величину уступа b (7—8 мм) между резьбой и заготовкой. Диаметр резьбовой части оправки dt выбирается в пределах 14—27 мм в зависимости от диаметра отверстия.
Номенклатура фрез ограничена. Для наружного фрезерования принимают диаметры от 32 до 100 мм, для внутренней от 10 до 32 мм по ряду, установленному для диаметров инструментов. При внутренней обработке диаметр фрез должен быть равен не менее 0,85—0,9 диаметра отверстия.
Гребенчатые фрезы делаются длиной не более 100 мм. С повышением длины ее термическая обработка значительно усложняется из-за искажения шага резьбы и зубьев и возможности получения
618
Инструменты для образования резьбы
трещин по длине зубьев у шпоночной канавки или по телу фрезы. Эксплуатация длинных фрез ухудшается в связи с повышением давления на фрезу. Длина фрезы должна быть на два-три витка больше длины нарезанной части заготовки. При расчете длина округляется с целью получения на ней целого числа витков.
В качестве нормализованных приняты длины от 15 до 90 мм с интервалом через каждые 5 мм.
Число зубьев. Для обеспечения равномерного фрезерования необходимо, чтобы в зацеплении находилось не менее двух зубьев фрезы. Из-за малой глубины фрезерования и соприкосновения фрезы и заготовки по цилиндрическим поверхностям угол контакта <р и связанное с ним число зубьев Zpas, участвующих в зацеплении, оказывается небольшим; zpa6 определяется по формуле
, —-2-
‘раб s »
Фиг. 358. Определение числа зубьев.
где е = ----центральный угол, соответствующий шагу зубьев;
z — число зубьев фрезы.
Угол контакта для наружной обработки определяется по формуле (фиг. 358)
1 'о’-''?
CO5 2 - 1 2Л (Л + ,
где R — наружный радиус фрезы;
г0, гх — наружный и внутренний радиус заготовки. Соответственно при обработке внутренней резьбы имеем
9 9
______________ г~ (D < Л0 '1
C0ST^ — 2R(ro_R) •
При внутренней обработке дуга контакта больше, чем при наружной, поэтому здесь имеются лучшие условия фрезерования, чем при наружной обработке.
При расчете по этим формулам и при соблюдении требования, чтобы в работе одновременно участвовало два зуба, число зубьев фрезы оказывается чрезвычайно большим и неосуществимым на практике из-за малой ширины зубьев. Особенно это относится к фрезам для резьбы с мелким шагом. Отсюда вытекает необходимость выбирать пониженное число зубьев, не считаясь с наличием неравномерности фрезерования.
Резьбонарезные фрезы
619
Винтовые канавки способствуют повышению равномерности фрезерования, однако из-за небольших величин угла наклона зубьев со, принимаемых обычно в практике (в пределах 5—10°), также редко можно добиться участия в зацеплении двух зубьев. Тем не менее винтовые канавки все же способствуют более спокойной и плавной работе, так как режущие кромки постепенно входят и выходят из зацепления с заготовкой. Угол контакта (фиг. 359) в этом случае
состоит из двух углов <Pi и ср2. где срг определяется по той же формуле, что и для прямых канавок, а угол ср2 таким образом 180°а ,
<Рг -= ; а = a tg со,
где R, L — радиус и длина фрезы.
Для фрезы диаметром 60 мм с шагом резьбы 1 мм, при соблюдении условия равномерности фрезерования, число зубьев получается равным 45 при прямых канавках и 40 при винтовых, т. е. разница небольшая. Однако в обоих случаях число зубьев настолько большое, что оно не может быть принято для фрезы.
Неспокойной работе также способствует и затылованная форма зубьев, обладающая повышенным биением режущих
Фреза должна иметь не только достаточную ширину зуба, но также и необходимую ширину впадины для обеспечения выхода резца при затыловании и круга при шлифовании профиля резьбы. Это требование также не позволяет выбирать большое число зубьев.
Ниже приводятся числа зубьев, которые можно принимать при расчете фрез как с прямыми, так и с винтовыми канавками. Для фрез со шлифованным профилем рекомендуются меньшие из указанных чисел.
Фиг. 359. Определение угла контакта для фрезы с винтовыми канавками.
кромок по окружности.
Диаметр фрезы в мм...........10
Число зубьев z . 6
Величина затыло-
вания .......0,75
20—25 32 36—40
6—8 8 10
1,5 2,0 2,0
50 63 80—100
10—12 14—16 16—18
2,0 2,5 3,0
С возрастанием диаметра фрезы число зубьев, в противоположность другим затылованным фрезам, возрастает, так как профиль резьбы повышается незначительно. Для ориентировочного подсчета числа зубьев можно пользоваться формулой для средних размеров
г = (1,6н-1,8)/Д
где D — диаметр фрезы.
620
Инструменты для образования резьбы
Элементы зуба и впадины. Для обеспечения выхода резца при затыловании и круга при шлифовании профиля резьбы впадина делается как можно шире, насколько это позволяет окружной шаг и ширина зубьев. Обычно угол впадины О для резьбонарезных фрез повышается до 45° для малых диаметров и до 30—40° для больших, вместо 18—25°, как это принято для обычных затылованных фрез. Ширина впадины принимается не менее 0,4—0,35 шага зубьев фрезы, а радиус закругления г в пределах 1,5—4,0 мм.
С повышением величины затылования k условия выхода инструмента при затыловании ухудшаются, поэтому ее надо выбирать небольшой, насколько это допустимо в отношении достаточности задних углов на вершине зуба ав и на боковых сторонах профиля резьбы аб
kz R » в
tg “в = n2R ’ абл- — -рТ" ав sin ~2~ ’
где 7? — радиус фрезы;
---половина угла профиля резьбы;
абх — задний угол в рассматриваемой точке на боковой стороне профиля, лежащей на расстоянии Rx от оси фрезы.
Указанные величины k обеспечивают получение задних углов на вершине зубьев в пределах 8—10° и на боковых сторонах профиля в пределах 4—5°, что является вполне достаточным для процесса резания.
При шлифовании профиля резьбы приходится выбирать шлифовальный круг небольшой величины по диаметру, чтобы он не задевал соседнего зуба. С уменьшением диаметра круга производительность резьбошлифования понижается и шлифовальный круг быстро изнашивается. При переточках фрезы редко удается использовать всю ширину зуба, поэтому целесообразно с точки зрения повышения эффективности резьбошлифования оставлять часть зуба нешлифованной. Для устранения трения нешлифованной части об обрабатываемую поверхность при сточенном зубе, а также для обеспечения выхода круга при шлифовании резьбы и устранения седловины на профиле, производят затылование этой части зуба при помощи кулачка с дополнительной величиной затылования kT примерно в Р/2 раза более основной величины затылования k. Необходимо отметить, что с увеличением заднего угла шлифованная часть зуба уменьшается, поэтому не следует его значительно повышать.
Фрезы с мелким шагом. Из-за малой величины площадки вершины витков круг при шлифовании фрез с мелким шагом быстро осыпается и изнашивается, что сильно осложняет эту операцию. Для облегчения работы шлифования фрезы с шагом меньше 0,8 мм изготовляют с укрупненным шагом.
Так, например, для резьбы с шагом S = 0,5 мм принимают фрезу с шагом S = 1,0 мм (фиг. 360). Резьба всех четных зубьев сме
Резьбонарезные фрезы
621
щена на половину шага (0,5 мм). При наложении двух зубьев 1 и 2 друг на друга получается необходимая резьба на заготовке с шагом 0,5 мм. При затыловании и шлифовании резьбы инструмент должен перескакивать через один зуб. Для этой цели увеличивают величину затылования в 2 раза при соответствующем снижении числа ударов затылования. Число зубьев для таких фрез всегда принимается четным. Радиус закругления в дне впадины делается большим и равным 0,5 5.
Аналогичным образом вместо удвоенного шага можно применять утроенный. У таких фрез отсутствует закругление на дне впадины,
Фиг. 360. Смещение витков резьбы.
что, однако, не оказывает влияния на точность резьбы, так как впадина не принимает участия в работе.
Элементы резьбы и допуски. Фрезы согласно ГОСТу 1336-62 изготовляются двух степеней точности — Е и Н. Резьба у них отличается предельными отклонениями по шагу и углу профиля. Отклонения (в мм) по шагу со знаком плюс—минус приняты для резьбы с шагом 0,5—6,0 мм следующие:
На 1 виток На 10 витков
Для фрез степени Е..................
. . . Н...................
0,010 0,02—0,04
0,015 0,03—0,06
Отклонения на половину угла профиля со знаком плюс—минус приняты в пределах 45—15' для фрез степени Е и 50—20'для фрез степени Н.
При шлифовании резьбы многовитковым кругом величины отклонений по шагу и углу профиля допускается повышать до 50%.
Вместо контроля размеров по диаметрам резьбы проверяется по микроскопу высота профиля, отдельно головка й' и ножка й’, считая от средней линии (см. фиг. 350). Из-за быстрого износа вершин витков приходится предусмотреть гарантированный допуск на износ J. Кроме того, необходим также и допуск на неточность изготовления N. Наличие J+N вызывает заострение вершин профиля, что влечет за собой повышенный износ и большие затруднения при шлифовании резьбы. Поэтому принимают, что минимально допустимая площадка вершин витков фрезы а должна составлять не менее 0,75 площадки вершины теоретического профиля резьбы /;
причем
a = /-2tg-i-[0,108S-(/ +7V)], где Z = 0,125S.
622
Инструменты для образования резьбы
Для фрез со шлифованной резьбой 7=0,072 шага и М = 0,050— 0,010 шага. Для фрез с нешлифованным профилем допуск на
Фиг. 361. Определение профиля резьбы фрезы с положительным передним углом
высота головки
неточность изготовления повышается в 1,5 раза.
Впадина резьбы фрезы не должна принимать участия в работе, и поэтому минимальная высота ножки h"u должна быть равна высоте головки детали /г' = 0,3255. Учитывая износ и осыпание круга при шлифовании профиля, допускают превышение над теоретическим закруглением до0,02 м.и.
Максимальное отклонение высоты ножки не ограничивается, так как размер высоты не может выйти за пределы теоретического треугольника профиля резьбы.
Измерение элементов профиля резьбы фрезы производится по передней поверхности. При наличии переднего угла надо пересчитать размеры резьбы.
заданные в диаметральной плоскости, на размеры в передней поверхности (при (о = 0). Формулы пересчета следующие (фиг. 361):
_ (R — sin (3t — 7) .
1 sin у ’
высота ножки
h> _ +fe>)|sin .
2 sin ’
Sin₽2=^
половина угла профиля , s' , 6 -
tg-2" = tg-2-A
где
(Л] + Д2) sin у
[Л — (hl + fe,)] sin (02 — 7)
Высота профиля резьбы фрезы равна h} ф- h2, причем /г, = 0,2165 ф-ф-J; h2 = 0,3255, где J — допуск на износ.
Резьбонарезные фрезы
623
Дисковые резьбонарезные фрезы
При нарезании резьбы дисковой фрезой ось оправки ее устанавливается под углом к оси заготовки, равным углу подъема резьбы (см. фиг. 356). В зависимости от станка, дисковые фрезы встречаются двух типов: с симметричным (фиг. 362, а) и несимметричным профилем (фиг. 362, б). Преимущество второго типа состоит в возможности
Фнг. 362. Типы дисковых фрез.
применения фрез меньшего диаметра, но они более сложны в изготовлении и имеют различные условия резания на боковых сторонах зубьев.
Габаритные размеры. Диаметр фрезы D ориентировочно можно подсчитать по формуле
£> = 2 (h„ + amin + /min), где hu — высота профиля наружной резьбы;
amin — расстояние от оси шпинделя до конца корпуса;
/min — расстояние от конца корпуса до наружной окружности заготовки.
Этот размер является минимальным, поэтому при определении следует его увеличить до ближайшего значения нормального ряда фрез. Пределы диаметров фрез для трапецеидальной резьбы и червяков 60—180 мм, диаметры отверстий 27—60 мм, толщина 10—40 мм.
Форма и число зубьев. Для фрезерования трапецеидальной резьбы и червяков применяются фрезы только с остроконечными зубьями. Конструктивные размеры фрез приведены на фиг. 363. Затылованные фрезы не рекомендуется применять из-за значительного уменьшения наружного диаметра при переточках, так же это отражается на точности нарезаемой резьбы. Кроме того, затылованные
624
Инструменты для образования резьбы
фрезы не позволяют выбирать большое число зубьев и не обеспечивают требуемой чистоты обрабатываемой поверхности. Наибольшее распространение получили фрезы, зубья которых смещены друг относительно друга. Наряду с этим они имеют перекрытие на небольшую величину для обеспечения полной обработки впадины между витками резьбы. Для контроля профиля и ширины зуба фреза снабжена полным зубом, называемым контрольным, работающим обеими сторонами.
Фиг. 363. Конструктивные размеры фрез.
Особенностью конструкций фрез является то, что боковые стороны срезаны через зуб, поэтому каждый зуб работает только одной стороной, но с повышенной в 2 раза толщиной среза. Это выгодно, так как толщина среза на боковых сторонах значительно меньше, чем по вершине зуба. Поэтому увеличение его вдвое обеспечивает уменьшение удельной силы резания и большую стойкость.
Число зубьев выбирается из условия получения равномерности фрезерования, т. е. чтобы в процессе работы находилось одновременно не менее двух зубьев. Угол контакта определяется таким же образом, как и для гребенчатых резьбонарезных фрез. Зная угол контакта, можем определить число зубьев фрезы. Оно колеблется в пределах 34 — 40.
Дисковые фрезы для остроугольной резьбы. Дисковые фрезы находят себе применение также и для остроугольной резьбы. В этом случае они обычно делаются с затылованными зубьями, причем профиль их снабжается одним витком для обработки впадины резьбы заготовки или двумя витками в виде вилки для обработки профиля резьбы. Иногда, например при фрезеровании твердой стали, применяют фрезы с несколькими витками. Первые витки оформляются уменьшенными по высоте и по сторонам в виде заборной части с тем, чтобы окончательное калибрование резьбы осуществлялось только последним полным витком. По конструкции эти фрезы ничем не отличаются от обычных затылованных фрез. Из-за малой производительности по сравнению с гребенчатыми дисковые фрезы для остроугольной резьбы не получили большого распространения на практике.
Резьбонарезные фрезы
625
Искажение резьбы заготовки. При фрезеровании трапецеидальной резьбы и червяков дисковыми фрезами профиль заготовки получается с определенными отклонениями от теоретического как по размерам, так и по форме боковых сторон профиля. Иногда определяют угол профиля еи и толщину зуба Ьи фрезы по окружности среднего диаметра по формулам
tg -у- = tg cos т; bu = b cos т,
где b, х — толщина впадины и угол подъема резьбы заготовки по окружности среднего диаметра;
е — угол профиля заготовки.
Эти формулы надо рассматривать только как приближенные, установленные в предположении, что размеры профиля заготовки и профиля инструмента совпадают
Траектория резца
Фиг. 364. Головки для скоростного фрезерования.
в сечении, перпендикулярном к направлению витков и отнесенном к точке, лежащей на окружности среднего диаметра резьбы. Однако такое совпадение отсутствует. Боковая поверхность профиля резьбы является огибающей ряда положений фрезы в процессе фрезерования, т. е. в относительном движении инструмента и заготовки. Отсюда следует, что профиль резьбы в нормальном сечении не может совпадать с профилем фрезы. Боковая сторона профиля фрезы является не прямолинейной, а криволинейной. При малом угле подъема резьбы еще допустимо рассчитывать толщину и угол профиля по приведенным выше формулам и пренебрегать искажением формы профиля. При нарезании червяков с углом подъема свыше 10—15° необходимо производить расчет профиля фрезы. В процессе фрезерования каждая точка профиля фрезы описывает окружность определенного радиуса. Если представить резьбу уже выполненной, а фрезу помещенной во впадине, то, рассекая впадину резьбы и фрезу рядом параллельных плоскостей, проведенных перпендикулярно оси оправки фрезы, мы получаем в сечении ряд кривых. Каждая кривая дает общую точку касания с соответствующей окружностью фрезы. Для определения профиля фрезы находят эти точки касания фрезы с кривыми сечений, как было уже ранее рассмотрено.
Скоростное резьбофрезерование появилось сравнительно недавно и нашло применение для обработки однозаходных и многозаходных винтов и червяков в массовом и крупносерийном производствах (фиг. 364). Особенно оно зарекомендовало себя при нарезании наружной резьбы. Диаметр нарезаемой резьбы колеблется в пределах
40 Семенченко и др.
626
Инструменты для образования резьбы
20—200 мм. Однако можно нарезать и более крупные детали. Так, на заводах тяжелого машиностроения обрабатываются ходовые винты диаметром до 1000 и длиной до 10 000 мм. Обработка внутренней резьбы осложняется из-за недостаточной жесткости консольных оправок и потому применяется для деталей небольшой длины и диаметром не менее 30 мм. Резьбофрезерование протекает успешно, если шаг нарезаемой резьбы не менее 4 мм. Эффективность нового метода в 2,5—3 раза выше по сравнению с обычным резьбофрезерованием.
Для скоростного резьбофрезерования могутбыть использованы токарные станки, оснащенные специальным устройством для механизма, несущего головки с резцами. Станок должен быть защищен от мелкой, острой и горячей стружки, разлетающейся
Фиг. 365. Схема и резцы для скоростного фрезерования.
вихрем от места фрезерования и представляющей большую опасность для окружающих. При скоростном резьбофрезеровании головка 1 (фиг. 364) с твердосплавными резцами 2, находящимися в резцедержателе 3, посажена эксцентрично относительно заготовки 4; головка вращается со скоростью 100—450 м/мин вокруг заготовки, обладающей небольшой скоростью. Кроме того, головка имеет еще поступательное перемещение вдоль оси заготовки, равное шагу резьбы за время одного оборота заготовки. Направления вращений головки и заготовки, как правило, противоположны друг другу, но могут и совпадать. Нарезание происходит за один проход.
Особенностью процесса скоростного резьбофрезерования является форма стружки. Для уменьшения ударной нагрузки на резцы и улучшения качества обрабатываемой поверхности, стружка получает V-образную форму. Толщина ее меняется от пуля до максимума и снова до нуля. Это создается за счет эксцентричного расположения осей головки и заготовки (фиг. 365, а), что позволяет осуществлять резание в течение одного оборота заготовки лишь на небольшом участке длины окружности. Диаметр окружности, описываемой каждым резцом, больше диаметра нарезаемой наружной резьбы и меньше диаметра внутренней резьбы. Его можно регулировать путем изменения скорости резания и формы стружки. С увеличением диаметра головки (траектории вращения резцов) длина стружки уменьшается при одновременном увеличении ее толщины. Уменьшение длины стружки влечет за собой неравномерность процесса фрезерования.
При установке головки иа высоту резьбы величина эксцентрицитета должна быть равна высоте резьбы плюс 1 мм. Таким образом, при нарезании наружной резьбы диаметр траектории вращения резцов должен быть на 2 мм больше наружного диаметра нарезаемой резьбы.
В качестве инструмента применяются головки со вставными резцами (фиг. 365, а). Число резцов выбирается от 2 до 12 и выше. Крепление резцов должно быть таково,
Инструменты для накатывания резьбы
627
чтобы оно допускало надежность и быстроту регулирования на размер нарезаемой резьбы. Вместо головки можно использовать также и один вращающийся резец.
При фрезеровании однозаходной резьбы все резцы устанавливаются в одной плоскости, перпендикулярной к оси заготовки, а при фрезеровании многозаходпой резьбы — в нескольких плоскостях, в зависимости от количества заходов. Каждая плоскость должна быть смещена в осевом направлении относительно другой на величину шага резьбы. Точность элементов нарезаемой резьбы зависит не только от правильного расположения резцов по окружности, но также и от смещения их в осевом направлении.
Резцы снабжаются положительным передним углом в пределах 0—6°. Отрицательный передний угол не всегда себя оправдывает из-за повышения ударной нагрузки, связанной с увеличением силы резания, что вызывает неравномерность фрезерования и понижение стойкости резцов. Так как при данном процессе в начале и в конце фрезерования величина стружки уменьшается до нуля, то отпадает необходимость упрочнения вершины резца с целью предупреждения выкрашивания ее в момент входа резца в заготовку.
Задний угол выбирается па твердосплавной пластинке 6—8°, а на державке 15—20°.
На фиг. 365, б представлен типовой резец. Толщина вершины а определяется по формуле
<г р
а = 4----+ Wg-g-.
где Л — рабочая высота профиля резьбы по стандарту;
Д h— величина зазора между винтом и гайкой.
Скоростное резьбофрезерование обеспечивает точность по 3-му классу прн шаге резьбы до 6 мм для ходовых винтов, а при длине не свыше 120 мм также и для крепежных резьб. Чистота обрабатываемой поверхности получается в пределах 4—5-го классов.
ЛИТЕРАТУРА
1. Карцев С. П., Инструмент для изготовления резьбы, Машгиз, 1955.
2. Зорохович А. А., Резьбофрезерование, Оборонгиз. 1940.
3. Л е в и ц к и й М. Я., Основы резьбофрезерования, Машгиз, 1950.
4. Семенченко И. И., Резьбовые фрезы, Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948.
5. Семенченко И. И., Режущий инструмент, т. II, Машгиз, 1938.
6. Л е в и н Б. Г., Ф р а т к и н А. М., Скоростной метод нарезания резьбы, Машгиз, 1948.
7. Фрумин Ю. Л.,Соколовский И. А., Малов А. Н., Фрезерование резьбы, Справочник металлиста, т. 5, Машгиз, 1960.
ИНСТРУМЕНТЫ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ
Процесс накатывания и типы инструментов. Накатывание является одним из самых прогрессивных методов образования резьбы на различных деталях и в первую очередь на винтах, шпильках и метчиках. В настоящее время процесс накатывания резьбы получил особенно широкое применение при массовом и крупносерийном производствах. Например, в производстве метчиков он почти вытеснил все другие методы получения резьбы.
При накатывании в результате воздействия больших радиальных сил витки резьбы инструмента деформируют металл заготовки и обра-4( <
628
Инструменты для образования резьбы
Направление движения
Деталь
зуют на ней резьбу. Обработанный поверхностный слой металла получает более высокие механические свойства (повышение твердости и прочности). Это обусловлено тем, что при накатывании волокна не перерезаются, как это имеет место при нарезании резьбы любым режущим инструментом, а деформируются согласно конфигурации резьбы. Метчики с накатанной резьбой могут обладать повышенной стойкостью благодаря уплотнению поверхностного слоя. Однако при неправильно выбранном материале или технологическом процессе может иметь место образование поверхностной чешуйчатости и отслаивание материала по резьбе.
В практике получили распространение два типа накатных инструментов: плашки (фиг. 366, а) и ролики (фиг. 366, б). Оба инструмента работают комплектом, состоящим из двух штук.
Накатывание роликами является более совершенным процессом по сравнению с накатыванием плашками. Ролики по сравнению с плашками работают с малыми давлениями, возникающими в процессе накатывания. Это позволяет получать резьбу на полых или тонкостенных деталях, а также на деталях с повышенной твердостью (до HRC 35—40).
Резьба на ролике может быть получена путем шлифования по профилю, что обеспечивает более высокую точность накатанной резьбы (2-го и 1-го классов) и высокую чистоту обрабатываемой поверхности (7—9-го классов). Ролики обеспечивают простоту установки и регулирования на размер накатываемой резьбы. Плашки не могут дать такой точности из-за недостатков конструкции и сложности обслуживания станка.
При накатывании роликами формирование резьбы зависит от радиальной подачи и окружной скорости их вращения, которыми можно варьировать в определенных пределах. Путем соответствующего выбора режима можно получать резьбу даже на деталях, сделанных из малопластичных материалов, например из быстрорежущей стали. Для плашек это или невозможно, или сопряжено с низкой стойкостью, так как у них формирование резьбы заканчивается на заборной части, длина которой сравнительно невелика. Существенными преимуществами первого метода являются также малые габариты станков, простота их наладки и обслуживания.
Подвижная плашка .Неподвижная
<77//У///У///777/ плашка
Фиг. 366. Схемы накатывания резьбы плоскими плашками (о) и роликами (б).
Инструменты для накатывания резьбы
629
Ролики на обычных станках допускают обработку резьбы на деталях от 2 до 60 мм, тогда как плашки от 3 до 24 мм.
Недостатком накатывания при помощи роликов является пониженная его производительность (60—80 шт. в минуту) по сравнению с накатыванием плашками (100—120 шт. в минуту).
Накатывание роликами используется при изготовлении деталей с точной резьбой (например, метчиков), тогда как накатывание
Фиг. 367. Процесс накатывания резьбы роликами.
плашками для винтов, шпилек и других подобных деталей с резьбой пониженной точности.
Накатные ролики. Процесс накатывания резьбы роликами основан на принципе радиальной подачи (фиг. 367). Подвижный ролик 2 подается по направлению к заготовке 3 и неподвижному ролику 1. Образование резьбы заготовки осуществляется обоими роликами в одинаковой степени, поэтому каждый ролик перемещается к центру заготовки на расстояние, равное приблизительно высоте ножки резьбы (при условии, что диаметр заготовки ориентировочно равен среднему диаметру резьбы). В результате сближения витки роликов вдавливаются в заготовку и образуют на ней резьбу. Ролики вращаются принудительно в одну сторону с одинаковой окружной скоростью и заставляют заготовку вращаться без скольжения. Для правильного формирования резьбы при накатывании скольжение между заготовкой и роликами не должно иметь места. Заготовка устанавливается на опорную линеику 4 и упирается своим торцом в упор 5. Рабочая часть линейки с целью повышения ее износоустойчивости снабжена пластинкой твердого сплава. Во избежание выталкивания заготовки из роликов вверх, центр заготовки должен быть выше
630
Инструменты для образования резьбы
линии центров роликов на величину 0,1—0,3 мм для винтов и на 0,2— 0,6 мм ниже для метчиков. Линейка обеспечивает заготовке возмож
ность находиться между роликами во время процесса накатывания.
По окончании формирования резьбы на заготовке радиальная подача прекращается, и ролики, вращаясь без подачи, продолжают калибрование с целью повышения чистоты и уплотнения поверхност
ного слоя резьбы.
При накатывании необходимо применять обильное охлаждение сульфофрезолом или веретенным маслом № 2—3.
Длина заготовки не оказывает влияния на основное время, затрачиваемое на накатывание резьбы.
Для попадания витков двух роликов в накатываемую резьбу ролики имеют смещение резьбы на 0,5 шага.
Накатывание резьбы роликами можно осуществить также
Фиг. 368. Накатывание резьбы роликами различных диаметров.
и на проход путем использования разности скоростей вращения двух роликов. Она может быть достигнута двумя способами *.
1) ролики одинакового диаметра вращаются с разными числами оборотов;
2) ролики разных диаметров вращаются с одинаковыми числами оборотов («! = п2) или окружными скоростями (иг = v2).
Направление вращения в каждом случае одинаково для обоих роликов. В качестве примера рассмотрим второй способ (фиг. 368). Заготовки 3 подаются в пространство между роликами вручную или автоматически. Ролик большего диаметра 1, обладающий большей
окружной скоростью, втягивает заготовку в пространство между роликами 1 и 2. После захвата заготовка начинает вращаться и одно-
временно перемещаться со скоростью, равной полуразности окружных скоростей роликов. При этом надо обращать внимание на правильный выбор соотношений между средними диаметрами ведущего (большего) ролика Dcpl и ведомого (меньшего) Dcp2 и между средними диаметрами ведущего ролика Dcpl и резьбы заготовки dcp. Согласно опытным данным, заготовка будет самостоятельно подаваться
вниз при условии, если
Dcpi
Dcp2
1,10: 1,25,
1 В. Г. Дейнеко, Накатывание резьбы двумя роликами разных диаметров, «Станки и инструмент» № 7, 1957.
Инструменты для накатывания резьбы
631
т. е. ведомый ролик должен иметь меньшее число заходов по сравнению с ведущим, и
DePi = dcpi, где i — число заходов, выбираемое из условия равенства углов подъема резьбы ролика и заготовки. При выборе числа заходов необходимо учитывать условия захвата заготовки роликами в зависимости от коэффициента трения и числа оборотов заготовки, необходимого для полного накатывания резьбы.
Конструктивные элементы ролика следующие: средний диаметр ролика, число заходов, габаритные размеры (наружный диаметр, ширина, диаметр отверстия), элементы резьбы.
Средний диаметр ролика и число заходов. Основным условием получения правильной резьбы на заготовке является равенство углов подъема резьбы ролика и заготовки. Для соблюдения этого необходимо изготовлять ролик с многозаходной резьбой, что вытекает из следующих зависимостей:
tg т = 5“— • tg т =___—
“ aDcp ’ adcp ’
где ти, Su, Dcp — соответственно угол подъема, шаг и средний диаметр резьбы инструмента;
т, S, dcp — то же резьбы заготовки.
Приравнивая, получаем
Su S ,
Dcp dCp
откуда
DcP = -^-dcP = dcpi.
Число заходов i должно быть целым числом.
С увеличением диаметра ролика процесс накатывания резьбы улучшается, поэтому при расчете надо выбирать Dcp насколько возможно большим. Однако выбор его ограничивается размерами накатного станка и в основном пределами раздвижения роликов. Для распространенных моделей станков максимально допустимые средние диаметры роликов Dcp = 150 мм, а минимально допустимые Dcp = 130 мм, причем Dcp не должно быть больше L —dcp, где L — максимальное расстояние между роликами в мм. Это ограничивает нижний предел использования моделей для диаметров резьбы меньше 2 мм из-за резкого увеличения числа заходов. Так, например, для резьбы Ml,7 х 0,35 оно возрастает до 88, а для более мелких размеров свыше 100. С увеличением числа заходов шлифование резьбы на закаленных роликах сильно осложняется из-за износа (осыпания) шлифовального круга с малыми размерами профиля. Вследствие этого профили резьбы на первом и последнем заходе получаются
632
Инструменты для образования резьбы
различными. С целью сокращения числа заходов необходимо уменьшить диаметр ролика, а это связано с необходимостью уменьшения расстояния между осями шпинделей роликов. Завод «Фрезер» сконструировал специальный редуктор к накатному станку, который сократил расстояние между шпинделями до 50 мм. Это позволило уменьшить число заходов для резьбы Ml,7 X 0,35 до 33 вместо 88. Производительность модернизированного станка 4000 шт. метчиков в смену, тогда как нарезание резьбы на токарно-винторезном станке дает всего только 100 шт.
При расчете число заходов может оказаться дробным, поэтому его надо округлить в меныпую сторону. Полученное число заходов необходимо также согласовать с количеством отверстий делительных дисков, при помощи которых шлифуется многозаходная резьба роликов на резьбошлифовальном станке. И в этом случае при несовпадении необходимо принимать число заходов, равное ближайшему меньшему количеству отверстий делительного диска. Установленное таким образом число заходов принимается для среднего диаметра как расчетное, т. е. такое, при котором угол подъема резьбы на ролике соответствует углу подъема резьбы на заготовке. Однако этот размер среднего диаметра на чертеже ролика не проставляется, так как еще надо предусмотреть дополнительную величину m на износ и пере-шлифование резьбы в процессе эксплуатации.
Завод «Фрезер» принимает величину m для заготовок диаметром до 7 мм равной + 1,5 мм, свыше 7 мм — + 2,5 мм, или m = = ±0,01750^, где Dcp — средний расчетный диаметр.
На чертеже проставляются два размера среднего диаметра резьбы нового и изношенного ролика, т. е.
Dcp. нов Dcp. расч -ф tn, ^cP-uih = Вср.расч Ш-
Из-за внесения дополнительной величины m угол подъема резьбы на ролике уже не будет равен углу подъема резьбы на заготовке. Однако разница, дающая отклонение в направлении витков, незначительна (в пределах 3—5') и ею можно пренебречь, в особенности при наличии небольшой поверхности соприкосновения ролика и заготовки.
Это обстоятельство следует иметь в виду при установлении допуска на средний диаметр ролика. Если отклонения в небольших пределах не оказывают существенного влияния на изменение угла подъема и искажение резьбы, то нецелесообразно давать жесткий допуск на D(p, так как это усложнит изготовление ролика. С другой стороны, разница в средних диаметрах двух роликов в комплекте не должна быть больше 0,05 мм. В противном случае из-за разницы в окружных скоростях роликов может иметь место проскальзыва-ние заготовки в процессе накатывания, а это приводит к искажениям
Инструменты для накатывания резьбы
633
накатываемой резьбы. Допуск на Dcp двух роликов в комплекте принимается в пределах 0,03—0,05 мм.
Габаритные размеры ролика. Наружный диаметр D определяется по формуле
D = Dcp ф- 2hu, где hu — высота головки резьбы ролика.
Качество накатываемой резьбы не ухудшается от больших колебаний в размере наружного диаметра, поэтому допуск на пего может быть установлен по скользящей посадке 4-го класса точности, однако для обоих роликов в комплекте не свыше 0,05 мм.
При восстановлении роликов средних размеров допускается занижение всех трех диаметров резьбы до 5 мм, для роликов малых размеров оно принимается меньше (2—3 мм).
Размеры диаметра отверстия ролика и шпоночная канавка выбираются согласно шпинделю накатного станка. Допуск на отверстие по 1-му классу точности.
Ширина ролика должна быть больше длины накатываемой заготовки на два-три шага.
Накатные плашки
на лицевой стороне. Одна плашка —
Заборная Калибрующая Выходная
Фиг. 369. Плоская плашка.
Принцип работы и габаритные размеры плашек. Плашки (фиг. 369) представляют собой две массивные пластинки с развернутыми витками резьбы подвижная, закрепляемая в продольно перемещающихся салазках, другая— неподвижная. Заготовка, попадая в пространство между плашками, захватывается ими и прокатывается по всей длине плашек. В результате на заготовке получается выдавленная резьба. Плашки должны быть строго параллельны. Витки резьбы смещены друг относительно друга на 0,5 шага. Резьба
ковым углом и с одинаковым направлением резьбы. Заготовка устанавливается строго перпендикулярно к обеим плашкам.,
Процесс накатывания резьбы состоит из двух операций: постепенное обжатие заготовки и калибрование для получения заданных формы и размеров детали. В соответствии с этим неподвижная плашка (см. фиг. 366, а) снабжается заборной частью h для постепенного
у обеих плашек выполняется под едина
634
Инструменты для образования резьбы
формирования профиля резьбы, калибрующей частью /2 Для окончательного калибрования и выходной или сбрасывающей частью/3 для освобождения заготовки от зацепления с инструментом и предотвращения возможности затягивания ее между плашками при обратном ходе станка. Скос на выходе /3 также уменьшает давление на концах плашки и способствует получению цилиндрической резьбы.
Подвижная плашка не имеет ни заборной, ни входной (сбрасывающей) частей. Однако это не является обязательным и зависит от конструкции плашек.
Длина резьбовой части должна обеспечить количество оборотов детали, необходимое для формирования резьбы в пределах установленных допусков.
Габаритные размеры накатных плашек для болтов и винтов установлены по ГОСТу 2248-60.
Общая длина неподвижной плашки по стандарту для резьб диаметром 3,5—24 мм составляет примерно (8—5) ndcp. Для накатывания метчиков ее обычно принимают для всех размеров равной 7л(/г„.
Для обеспечения лучшего сбрасывания заготовки после накатывания, а также для устранения возможности ее затягивания во время обратного хода, подвижная плашка делается длиннее неподвижной на 15—25 мм. Для надежного закрепления и жесткости торцы плашек срезаны под углом 85°.
Ширина плашек В (в пределах 25—70 мм) устанавливается с учетом наиболее распространенных длин /р резьбы деталей. Для возможности использования плашек с перестановкой по ширине 2 раза, размер В увеличивается и должен удовлетворять условию
В = 2/р + (2 ч-3) S.
Толщина плашек Т (в пределах 25—50 мм) принята с учетом возможности восстановления их после использования.
Силы, действующие на виток резьбы плашки. Точность накатываемой резьбы, производительность процесса, стойкость плашек, а также продолжительность процесса образования резьбы зависят в основном от величины усилий, действующих при накатывании. Плашки работают при тангенциальной подаче. В процессе работы действуют усилия радиальные Р и тангенциальные Т (фиг. 370, а). Первые отжимают подвижную плашку, а вторые вращают заготовку. Величина их зависит от многих факторов, из которых основными являются механические свойства обрабатываемого материала, диаметр и шаг накатываемой резьбы, диаметр и длина заготовки, скорость образования резьбы. Ориентировочно можно оценить усилия Р и Т в зависимости от твердости обрабатываемого материала таким образом [1]:
Р = 32 (НВ + 28) и Т = 0,16 Р,
где НВ — твердость по Бринелю.
PS
При разложении радиальной силы р = —=—, приходящейся на каждый виток резьбы плашкн (фиг. 370, б), получаем две составляющие силы: п = р sin
Инструменты, для накатывания резьбы
635
перпендикулярно к профилю и
е q = р cos —
по его образующей; величина
L—длина резьбы.
Важное значение имеет сила п, так как она вызывает напряжение скалывания на одной стороне профиля и усталостные напряжения от растягивающихся усилий на противоположной стороне профиля накатывающего витка. Скалыванию подвержены обычно крайние витки плашки, образующие начало и конец винтовой линии на детали. Для устранения скалывания рекомендуется снимать с двух сторон фаски
вдоль всей длины плашки под углом 6 = 20-г-30° (фиг. 370, в) длиной 1ф—
tg 6 ’
где /2 — высота резьбы. С уменьшением угла 0 склонность к скалыванию умень
Фиг. 370. Силы, действующие в процессе накатывания.
шается. Во избежание скалывания средних витков необходимо тщательно изготовлять плашки в отношении смещения их друг относительно друга на половину шага, а также угла подъема резьбы.
Для уменьшения силы п на всех работающих витках резьбы рекомендуется также сошлифовывать вершины их профиля под небольшим углом. В этом случае заборная часть получается длинной, а именно—равной (ЗЛЧ-4Л) dcp, что выгодно с точки зрения формирования резьбы. Сошлифованные вершины витков устраняют или уменьшают мелкие выкрашивания уголков резьбы, появляющиеся в результате наличия усталостных напряжений. Стойкость таких плашек повышается в 2—2,5 раза по сравнению с заборной частью малой длины.
Сила q, вызывающая износ со стороны профиля резьбы, зависит, помимо силы Р и угла профиля, также и от коэффициента трения между витками плашки и заготовки. Для уменьшения трения рекомендуется тщательно отделывать резьбу плашки, применяя соответствующие смазочные жидкости или покрытие заготовок металлами (например, медью, цинком и др.).
Конструктивные элементы плашки. Основными конструктивными элементами плашки являются: заборная, калибрующая и сбрасывающая части, элементы профиля резьбы.
Заборная часть является важным элементом, определяющим процесс формирования резьбы (скорость образования резьбы и нагрузки на витки заборной части). Рассмотрим некоторые конструкции заборной части.
На фиг. 371, а представлена неподвижная плашка с заборной частью длиной h — ndcp, образованной после шлифования вершины профиля под углом <р. Подвижная плашка выполнена без заборной части. При работе неподвижная плашка из-за наличия срезанных
636
Инструменты для образования резьбы
вершин лишь немного вдавливается в заготовку, тогда как подвижная плашка, снабженная острыми вершинами, углубляется более легко и на большую величину. Фактически подвижная плашка одна производит формирование резьбы. Из-за неравномерной нагрузки подвижная плашка быстрее выходит из строя по сравнению с неподвижной.
При небольшой заборной части ухудшается накатываемая резьба из-за повышенной эллиптичности по среднему диаметру.
Фиг. 371. Конструкции заборной части плашки.
Иногда, с целью снижения нагрузки, приходящейся на витки заборной части, устанавливают плашки не параллельно направлению хода ползуна станка, а под некоторым углом. Однако это допустимо только в том случае, если к точности резьбы не предъявляется особых требований, так как при наличии угла эллиптичность резьбы возрастает.
Если плашки снабжены одинаковой заборной частью /ь равной от 0,5 ndcp до xdcp в зависимости от размера резьбы, то в этом случае накатывание осуществляется при больших величинах радиальной подачи, отнесенной к одному обороту заготовки, например при /1 = 0,5 ndcp она достигает почти половины всей высоты профиля (фиг. 371, б). Таким образом, плашки с короткой заборной частью производят полную резьбу в течение одного оборота заготовки, причем наибольшее деформирование металла осуществляется в момент начала калибрования резьбы. Из-за такой большой нагрузки резко снижается стойкость плашек, ухудшается точность и чистота накатываемой поверхности резьбы. Для устранения этого недостатка па фиг. 371, в обе плашки снабжены длинной заборной частью, равной (3—4) ndcp. Для этой цели на длине заборной части произво
Инструменты для накатывания резьбы
637
дится шлифование резьбы по вершинам профиля. Высота сошлифо-ванной части профиля hMJt в начале заборной части определяется таким образом:
h = h — h- h = ~ niax
Чщл ,l3 - Q »
где h — полная глубина резьбы (/i = 0.6946S);
h3 — высота резьбы в начале заборной части;
d0 — наружный диаметр резьбы;
d3max — максимальный диаметр заготовки.
Сошлифовывание витков осуществляется под углом q>, определяемым из формулы
tg <р = ~
При правильном выборе угла <р заготовка легко должна попадать в пространство между плашками в начале работы.
В этом случае (фиг. 371, в) образование резьбы происходит за несколько оборотов заготовки. В противоположность плашкам с короткой заборной частью, здесь имеет место минимальное выжимание металла заготовки перед началом калибрования резьбы. Эта конструкция обладает значительными преимуществами: равномерностью нагрузки витков плашек, уменьшением глубины напряженного слоя заготовки, повышенной стойкостью инструмента, более высоким качеством накатываемой резьбы как по форме и размерам, так и по чистоте.
Рассмотрим типы оформления заборной части. Заборная часть, выполненная по фиг. 372, а, является распространенной на практике и дает хорошие результаты, в особенности при наличии канавок (фиг. 372, б).
С увеличением длины заборной части повышается склонность заготовки к проскальзыванию, что усложняет наладку станка и затрудняет захват заготовки плашками в начале работы. Для устранения этого рекомендуется делать на заборной части на длине (5—-10) поперечные канавки (фиг. 372, б) с углом профиля 90°, шагом (0,5— 0,8) d0 и глубиной 0,5/.
638
Инструменты для образования резьбы
Фиг. 373. Определение размеров заборной части плашки.
Ступенчатая заборная часть (фиг. 372, в) предназначается для более быстрого устранения овальности заготовки, образуемой в начале работы.
Закругленная радиусом 7? заборная часть (фиг. 372, г) мало распространена из-за сложности изготовления. Однако в работе она показывает хорошую эффективность.
Заборная часть с гладким участком у переднего торца (фиг. 372, д) служит для предварительного калибрования заготовки перед накатыванием.
Заборная часть, показанная на фиг. 372, е, не рекомендуется так как она плохо захватывает заготовку и затрудняет выдавливание материала.
В результате анализа работы накатных плашек можно прийти к выводу, что плашки с короткой заборной частью (li=nd[P) можно применять для деталей с резьбой пониженной точности с шагом, равным 1 мм и ниже, а плашки с длинной заборной частью К — = (3 -г- 4) ndcp для деталей
с резьбой повышенной точности с шагом, равным свыше 1 мм. Если общая длина плашек, связанная с габаритами станка, ограничивает повышение длины заборной части, то при обработке твердых металлов накатывание производят в два или несколько проходов.
Для обеспечения полного захвата заготовки перед накатыванием расстояние между плашками в начале заборной части должно быть больше диаметра заготовки. Это обеспечивается выбором величины среза а (фиг. 373) по формуле
где х — дополнительная величина для обеспечения захвата заготовки;
у _ (^3 ^1) .
2^-lx) ’
здесь d3 — диаметр заготовки; di — внутренний диаметр резьбы. Величина х выбирается в пределах 0,07—0,20 мм для диаметров 3—24 мм. При увеличении величины х затрудняется попадание заготовки между плашками и исключается из работы участок длины заборной части.
Точность и стабильность размеров резьбы заготовки зависят от длины калибрующей части /2 (см. фиг. 369). Она выбирается
Инструменты для накатывания резьбы
639
в пределах (2—3) xdcp. На длине ndcp происходит окончательное формирование профиля резьбы. Кроме того, для калибрования ее необходимо дать заготовке еще один-два полных оборота детали.
Длина выходной (сбрасывающей) части /3 (см. фиг. 369) обычно принимается равной длине заборной части с целью использования ее в качестве заборной после износа последней. Если общая длина плашки недостаточна, а условия работы не позволяют уменьшить длины заборной и калибрующей частей, тогда сбрасывающую часть можно сократить до 0,5 n.dcp.
Допуски на элементы резьбы роликов и плашек. Допуски для резьбы накатных инструментов устанавливаются на следующие элементы:
1) половину угла профиля со знаком плюс—минус;
2) шаг со знаком плюс—минус;
3) на высоту головки профиля;
4) на высоту ножки профиля.
Допуск на половину угла профиля резьбы принимается для точных деталей (например, метчиков) с шагом 0,35—4,00мм в пределах 25—10', а для неточных (например, винтов, шпилек и т. п.) 60—20'.
Допуск на шаг принимается (в мм)"
На длине На длине
10 мм 25 мм
Для точных деталей ................... 0,010 0,015
„ неточных ......................... 0,015 0,030
Точность размеров резьбы заготовки зависит в значительной степени от точности высотных размеров профиля резьбы накатного инструмента. Выбор их должен обеспечить свободное размещение выдавленного в процессе накатывания материала, а также способствовать повышению стойкости инструмента.
Рассмотрим сначала высотные размеры профиля резьбы и допуски на них для роликов и плашек, предназначенных для обработки винтов и шпилек (ГОСТы 2248-60 и 9539-60).
Под профилем резьбы детали будем понимать профиль, очерченный по наибольшим значениям диаметров. Таким профилем является теоретический, который и принимается в качестве исходного при расчете (фиг. 374). В качестве расчетного среднего диаметра принимается номинальный dcp, равный наибольшему drpmix.
Головка профиля резьбы инструмента h'u должна полностью выполнять ножку резьбы заготовки h". Наименьшая высота головки профиля инструмента
h'm,=h" + J, где 1 — величина на износ, принимаемая равной 0,072 шага.
640
Инструменты для образования резьбы
Высота ножки профиля детали h" определяется по формуле
d-cp max ^imax 2
0,2165,
где 0,216S— рабочая высота резьбы по ГОСТ 9150-59.
Для повышения стойкости и предохранения от поломки и выкрашивания острых вершин профиля инструмента наибольшая высота
Фиг. 374. Схема допусков на резьбу детали и инструмента.
толовки h'am!a принимается с учетом, чтобы минимальная величина площадки вершины профиля а была не меньше 0,75 величины площадки теоретического профиля / ив самом неблагоприятном случае не меньше 0,05 мм.
a = -f"-2A«maxtg ТИЛИ
« = Z-2tg-J [0,1085-(./н-АО], где / = 0,1255.
Исходя из этого, допуск на неточность изготовления А высоты головки профиля инструмента установлен 0,063—0,010 шага.
При расчете высоты ножки резьбы инструмента /1’ необходимо учитывать, что основание впадины между его витками не должно соприкасаться с выдавленным металлом и участвовать в формировании наружного диаметра заготовки. При несоблюдении этого линия среднего диаметра заготовки становится криволинейной, а заготовка принимает бочкообразную и овальную форму. Кроме того,
Инструменты для накатывания резьбы
641
появляется дополнительная нагрузка на витках резьбы инструмента, что снижает его стойкость и может вызвать выкрашивание витков. Поэтому
^нпп = А' + С>
где с — дополнительная величина для устранения участия основания впадины резьбы инструмента в формировании наружного диаметра резьбы заготовки; величина с установлена 0,025—0,010 шага. По стандартам величина с не предусмотрена.
Высота головки профиля резьбы заготовки h’ = ^-^^ = 0>з255.
Рассчитанная таким образом высота ножки профиля инструмента A«min является предельной. Дальнейшее ее уменьшение при выбранном диаметре заготовки может вызвать разрыв накатываемой детали от перенапряжения из-за недостатка пространства для размещения деформированного металла.
Наибольший размер высоты ножки профиля инструмента humax не регламентируется, так как он ограничивается величиной площадки вершины профиля резьбы фрезы или шлифовального круга. При выборе последнего необходимо знать величину площадки основания впадины ai, определяемую по формуле
~~2~ 2hu min tg 2 •
Величина не должна быть меньше 0,05 мм, так как иначе будут затруднения при шлифовании резьбы инструмента.
Прямолинейный участок профиля резьбы заготовки должен простираться до линии А А, ниже ее он может быть и непрямолинейным (фиг. 374). Для контроля длины прямолинейного участка определяется максимальная величина площадки 6тах по формуле
Рассмотрим теперь высотные размеры профиля резьбы н допуски на них для роликов и плашек в случае применения их для накатывания метчиков.
В качестве исходного здесь следует принять профиль резьбы метчика, очерченный по максимальным значениям всех трех диаметров. Отклонения на резьбу метчиков согласно ГОСТу 7250-60 откладываются в сторону плюса, поэтому в качестве расчетного надо взять профиль, очерченный по верхним предельным отклонениям (см. фиг. 304). Тогда высота головки профиля накатного инструмента
Л«т1п = Й" + Л
41 Семенченко и др. 599
642
Инструменты для образования резьбы
где J = 0,072S для резьбы с шагом 0,35—4,0 мм.-, ,,, £>ср max ^Imax П — 2 ’
где Dcp max — наибольший средний диаметр метчика: Ашах — наибольший внутренний диаметр метчика.
h' и max
— h'U min + N< где N = 0,ОЗО-т-0,07S, т. е. в два раза жестче. Высота ножки профиля накатного инструмента
А. ,, , ,, Fornax DCp max
и min = h + h —--------2“^- ’
где DOmax — наибольший наружный диаметр метчика; Dcpmax — наибольший средний диаметр метчика. Величина с для устранения работы впадины принимается равной (0,025—0,010) S.
Если метчики после накатывания резьбы подвергаются шлифованию по наружному диаметру с целью получения точности по среднему диаметру, тогда необходимо, кроме величины с, учитывать также и припуск на шлифование Д.
Величина /iumax не регламентируется.
Все остальное, что было сказано при определении высотных размеров профиля инструмента для винтов и шпилек, относится также и к метчикам.
Диаметр и материал заготовки. На точность и качество накатываемой резьбы оказывает большое влияние размер заготовки. Завышенный диаметр вызывает искажение резьбы детали и выкрашивание витков инструмента, так как избыточный металл не в состоянии разместиться во впадине между витками инструмента.
Выбор диаметра заготовки зависит от размеров профилей резьб детали и инструмента, рода и структурного состояния обрабатываемого материала.
Из-за выпучивания металла в процессе накатывания диаметр заготовки d3 должен быть меньше наружного диаметра резьбы детали. Для винтов и шпилек диаметр заготовки обычно принимается равным среднему диаметру резьбы детали или рассчитывается по таким эмпирическим формулам:
ИЛИ
d3 = ]/’4 4- l,3dos+ 0,6S2,
где d0, dj. S — соответственно наружный, внутренний диаметры и шаг резьбы накатываемой детали.
Допуск на диаметр заготовки принимается равным 0,5—0,25 допуска на средний диаметр резьбы.
Инструменты для накатывания резьбы 613
Для накатывания метчиков из стали марки У12А диаметр заготовки принимается на 0,07—0,09 мм меньше среднего диаметра с допуском в пределах 0,015—0,025 мм в зависимости от размера резьбы.
Приведенные формулы являются приближенными. Правильный размер заготовки необходимо устанавливать экспериментальным путем, накатывая резьбу на образцах различных диаметров с интервалами 0,01—0,02 мм.
Во избежание проскальзывания заготовки в процессе накатывания и выкрашивания резьбы инструмента заготовка не должна быть эллиптичной.
Материал заготовки должен обладать достаточной пластичностью для получения полного профиля резьбы детали. Наилучшие результаты дает структура мелкозернистого перлита. Пластинчатый или крупнозернистый перлит не обеспечивает постоянства размеров резьбы. Наличие цементитиой сетки затрудняет выдавливание материала, вызывая трещины и даже раскалывание заготовки. Путем предварительной термической обработки можно добиться улучшения структуры материала.
Резьбонакатные головки
С целью более широкого использования прогрессивного метода получения резьбы в промышленности стали применять резьбонакатные головки ‘.
На фиг. 375 представлена одна из удачных конструкций саморас-крывающихся резьбонакатных головок. Она состоит из полого хвостовика 1, служащего базой крепления на станке. В отверстии заднего торца помещена пробка 2, в которой находится упорный винт 3 с фиксирующей гайкой 4. На переднем конце хвостовика нарезаны продольные шлицы, по которым перемещается центральное косозубое колесо 5. На цилиндрической части хвостовика посажен корпус 6, продольное перемещение которого ограничено пружинным кольцом 7. На заднем торце корпуса сделаны выступы, входящие в соответствующие пазы хвостовика. Внутри корпуса на оси 8 сидит плоская пружина 9, второй конец которой прикреплен к хвостовику. Пружина обеспечивает поворот корпуса относительно хвостовика и вхождение выступов корпуса в его пазы. Крышка 10 и кольцо 11 служат опорами для трех осей 12, па которых сидят зубчатые колеса 13, зацепляющиеся с центральным зубчатым колесом. Оси снабжены эксцентричными шейками, на которых посажены при помощи игольчатых подшипников (в каждом 31 ролик) резьбо-
1 1. Д. 3. Краснопольски н, Новые инструменты для накатывания резьбы, «Станки и инструмент» № 10 1959.
2 . Ф. Ф. К а т и и с к и й, Я- А. Каминский, Самооткрывающаяся резьбоиакатная головка, «Станки и инструмент» № 12, 1958.
41*
644
Инструменты для образования резьбы
накатные ролики 14 (из стали XI2M). Оси расположены под углом, равным примерно средней величине углов подъема накатываемых данной головкой резьб (например, 2°30'), к оси головки. Торцы роликов опираются на участки крышки и кольца 11, срезанные
Фиг. 375. Самораскрывающаяся резьбонакатная головка.
помощи трех штырей 15, пропущенных через радиальные пазы корпуса. Крепление кольца к штырям осуществляется при помощи распорных втулок 16, винтов 17 и гаек 18.
Раскрывание головки после накатывания резьбы происходит при соприкосновении обрабатываемой детали с упорным винтом. В результате соприкосновения хвостовик останавливается, а вся подвижная часть головки продолжает перемещаться влево до тех пор, пока выступы на корпусе не выйдут из зацепления с пазами хвостовика. Пружина повернет корпус относительно хвостовика, а вместе с ним повернутся кольцо И с крышкой и оси 12. Это заставит зубчатые колеса 13, сидящие на эксцентричных осях, обкатываться по центральному зубчатому колесу 5. В результате они начнут поворачи
Инструменты для накатывания резьбы
645
ваться вместе с осями, что и приведет к отходу роликов от резьбы обрабатываемой детали. Величина поворота ограничивается размерами пазов в хвостовике и выступов в корпусе.
Для приведения головки в первоначальное положение корпус поворачивается обратно рукояткой 19 до тех пор, пока выступы его не окажутся против соответствующих пазов хвостовика. Под действием пружины корпус и связанные с ним детали переместятся вправо. При этом зубчатые колеса поворачиваются в обратную сторону и заставляют ролики сойтись.
Фиг. 376. Резьбопакатная головка с нерасходящимися
роликами.
Для постановки на размер ослабляются гайки 18, и ролики вместе с кольцом и крышкой поворачиваются в требуемую сторону относительно корпуса. После установки гайки снова затягиваются. Для облегчения установки на корпусе предусмотрены деления. Правильность установки определяется пробным нарезанием детали.
Для возможности использования процесса накатывания взамен нарезания резьбы круглой плашкой, заводом «Фрезер» выпускаются резьбонакатные головки, ролики которых не расходятся после накатывания х. Головки (фиг. 376) в зависимости от диаметра резьбы детали снабжаются тремя или шестью роликами 6, посаженными на эксцентриковые шейки осей 4 на игольчатых подшипниках 5. Для предохранения последних от выпадения оси имеют буртики. Оси расположены к оси корпуса / под углом, равным средней величине угла подъема накатываемых резьб. На задней стороне осей сделаны зубья, сцепляющиеся с центральным колесом 3, количество зубьев которого должно быть кратным количеству осей. В качестве базы предусмотрена выточка в корпусе, в которую входит цилиндрическая поверхность центрального колеса. Установка роликов на раз-
1 Конструкция Д. 3. Красиопольского.
646
Инструменты для образования резьбы
мер осуществляется при помощи регулировочных винтов 2, упирающихся в перемычку, образованную двухсторонними вырезами на цилиндрической части центрального колеса. При регулировании необходимо освободить оси от затяжки путем некоторого ослабления винтов 7.
Накатывание резьбы головками происходит при помощи само-затягивапия, поэтому принудительная подача головки на деталь необходима только в начале работы.
Диаметр заготовки под накатывание принимается равным приблизительно среднему диаметру резьбы. Пределы его отклонений целесообразно определить путем пробных проходов, так как на выбор оказывают влияние свойства обрабатываемого материала. Необходимо иметь в виду, что повышенный диаметр заготовки или биение ее могут привести к поломке роликов и других деталей головок. Заготовки должны быть снабжены на торце фаской под углом 10°, причем диаметр торца должен быть на 0,3—0,5 мм меньше внутреннего диаметра резьбы.
Резьбонакатные головки применяются на универсальных станках (токарных, револьверных, сверлильных, болторезных) при невра-щающейся головке и на автоматах при вращающейся.
ЛИТЕРАТУРА
[.Басов М. И. Высокопроизводительные способы изготовления резьбы. Машгиз, 1949.
2. 3 о р и ч И. К., Накатывание резьбы плоскими плашками. Оборонгиз, 1941.
3. Г у б и и А. П., Накатывание резьбы роликами, Машгиз, 1947.
4. Малов А. Н., Накатывание резьбы, Справочник металлиста, т. 5, Машгиз, 1960.
5. Б а с с И 3. Накатывание резьбы и новая геометрия накатного инструмента, Машгиз, 1949.
6. С е м е н ч е н к о И. И., Инструмент для накатки резьбы. Энциклопедический справочник «Машиностроение», т. 7, Машгиз, 1948.
7. К а р ц е в С. П., Инструмент для изготовления резьбы, Машгиз 1955.
ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Методы работы, типы инструментов, области применения.
По методу работы зуборезные инструменты для нарезания цилиндрических колес разделяются на следующие типы:
1. Инструменты, работающие методом копирования, при котором профиль зуба инструмента или проекция этого профиля представляет собой копию профиля впадины между зубьями нарезаемого колеса.
В процессе зубонарезания профиль инструмента совпадает всеми своими точками с профилем впадины (например, дисковая зубооез-ная фреза, нарезающая прямозубое колесо).
2. Инструменты, работающие методом центроид н ого огибания, при котором центроиды инструмента и нарезаемого колеса катятся друг по другу без скольжения. Профиль нарезаемых зубьев получается в процессе зубонарезания как огибающая различных положений режущих кромок инструмента (например, гребенка, червячная фреза, долбяк).
3. Инструменты, работающие методом бесцентроид-ного огибания, при котором профиль нарезаемых зубьев также получается как огибающая различных положений режущих кромок инструмента, но в процессе нарезания центроиды на инструменте и нарезаемом колесе отсутствуют (например, дисковая зуборезная фреза, нарезающая косозубое колесо).
При методе огибания (центроидном и бесцентроидном) профиль инструмента не совпадает с обрабатываемым профилем впадины нарезаемого колеса.
В соответствии с указанными методами работы в современном машиностроении применяются следующие зуборезные инструменты:
I. Инструменты для нарезания прямозубых и косозубых цилиндрических колес методами копирования и бесцентроидного огибания:
1. Пальцевые зуборезные фрезы (для колес крупных модулей).
2. Дисковые зуборезные фрезы.
3. Протяжки для прямозубых и косозубых колес.
648
Инструменты для нарезания цилиндрических колес
4. Зубодолбежные головки, одновременно нарезающие все зубья колеса.
II. Инструменты для обработки прямозубых и косозубых цилиндрических колес методом центроидного огибания:
1. Прямозубые зуборезные гребенки.
2. Червячные зуборезные фрезы.
3. Зуборезные долбяки.
4. Шеверы.
III. Инструменты для нарезания шевронных цилиндрических колес методом бесцентроидного и центроидного огибания:
А) Для колес с продольной канавкой на ободе:
1. Дисковые зуборезные фрезы.
2. Червячные зуборезные фрезы.
3. Шеверы.
Б) Для колес с непрерывным шевроном (без продольной канавки на ободе):
4. Пальцевые зуборезные фрезы.
5. Парные косозубые зуборезные гребенки.
6. Парные косозубые долбяки для шевронных колес.
Как видно из приведенного перечня, метод копирования и бесцентроидного огибания использует не только такие малопроизводительные и неточные инструменты, как дисковые фрезы из стандартных наборов, но также и высокопроизводительные и точные инструменты, как протяжки и зубодолбежные головки. Эти высокопроизводительные инструменты имеют следующие преимущества: 1) образование нарезаемого профиля одним резом кромки, тогда как при методе огибания для этого требуется значительное количество огибающих резов; 2) возможность нарезания всех зубьев колеса одновременно, что исключено при методе огибания; 3) получение более чистой обработанной поверхности, нежели при методе огибания; 4) отсутствие огранки профиля нарезанного зуба. В результате, как показывает наша отечественная и зарубежная практика зубо-нарезания, метод копирования в настоящее время все более и более перемещается из области неточного и индивидуального производства в области точного и массового производства х.
Необходимо отметить, что метод огибания отличается большей универсальностью, так как он позволяет данным инструментом нарезать колеса с различными числами зубьев.
В настоящее время в машиностроении применяются почти исключительно эвольвентные зубчатые колеса и соответственно эвольвент-ные зуборезные инструменты. Эвольвентное зацепление создает следующие достоинства зуборезных инструментов с конструкторской и технологической точки зрения:
1 В. М. Матюшин, Сравнение метода копирования н метода огибания при зубоиарезании, «Вестник машиностроения» № 7, 1954.
Основные положения зубонарезания
649
а) Как известно, эвольвентная рейка имеет прямолинейную форму; поэтому при изготовлении зуборезных инструментов применяются инструменты, базирующиеся на прямолинейном контуре. Даже такие инструменты с криволинейным профилем зубьев, как долбяки, обрабатываются по профилю шлифованными кругами с прямолинейным профилем. Это позволяет делать профили кругов весьма точными, а соответственно точными и зуборезные инструменты.
б) Прямолинейная форма эвольвентной рейки позволяет также осуществить точный контроль и к тому же сравнительно простыми измерительными средствами не только самих зубчатых колес, но и зуборезных инструментов, что также повышает их точность.
в) Свойство эвольвентного зацепления сохранять правильность зацепления при произвольном расстоянии между осями позволяет оперировать зуборезными инструментами, как инструментами неопределенной установки относительно нарезаемого колеса в противоположность инструментам для шлицевых валов, которые требуют строгого соблюдения расстояния между осями сопряженной пары (инструмент — вал).
г) Из того же свойства эвольвентного зацепления вытекает простой способ корригирования зубьев колес путем сдвига исходного контура рейки, без изменения профиля самого инструмента. За счет указанного сдвига можно одним и тем же инструментом получить наиболее целесообразные для зацепления профили.
д) Упрощает конструирование, производство, эксплуатацию и контроль зуборезных инструментов то обстоятельство, что эвольвента является разверткой круга, а в пространстве — направляющего цилиндра, который может быть выполнен с большой точностью и сравнительно простыми средствами.
В дальнейшем изложении величинам, относящимся к нарезаемому колесу, будет присваиваться индекс 1; колесу, парному с нарезаемым, индекс 2; зубонарезающему инструменту индекс и, а величинам, одновременно относящимся к обоим элементам зацепляющейся пары, соответственно индексы 12, 1и и 2и.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ЗУБОНАРЕЗАНИЯ
Исходный контур инструментальной рейки. Основные параметры зубьев зубчатых колес определяются размерами исходного контура зубчатой рейки. Подобно этому размеры зубьев зуборезного инструмента характеризуются параметрами исходного контура инструментальной рейки, положенной в основу конструкции данного инструмента.
Форма зуба инструментальной рейки соответствует форме впадины между зубьями нарезаемого колеса, и зуборезный инструмент работает в паре с нарезаемым колесом без бокового и радиального
650
Инструменты для нарезания цилиндрических колес
зазоров. Поэтому различие между указанными рейками сводится к следующему:
1. Высота головки инструментальной рейки (фиг. 377)
(/' с') m’
где коэффициенты высоты головки и радиального зазора /' 1
или — 0,8; с' — 0,25 или — 0,30.
2. Если фланк зубчатой рейки представляет срез головки, то фланк инструментальной рейки, наоборот, есть соответствующее утолщение ножки, определяемое величинами /гфи, пфи, афи.
3. Профильный угол исходного контура инструментальной рейки аи, как правило, равен профильному углу исходного контура зубчатой рейки ад колеса, нарезаемого данным инструментом, т. е. аи = ад. Однако во многих случаях это равенство не имеет места (см. далее).
4. Толщина зуба зубчатой рейки (ГОСТ 3058-54) равна д = . В действительности
зубчатые колеса изготовляются с обязательным боковым зазором, т. е. с умень-о утонение зуба нарезаемого
колеса достигается путем смещения инструмента к центру колеса па величину, регламентируемую допусками на зубчатые колеса. При этом высота зуба получается увеличенной. Такой метод утонения зуба колеса не встречал возражений в случае, если зуборезные инструменты и колеса изготовлялись без фланкирования. Однако при конструировании зуборезных инструментов, предназначенных для нарезания как фланкированных, так и пефланки-рованных колес, оказалось целесообразным учитывать величину утонения зуба колеса. Поэтому толщину зуба инструмента принимают по следующей формулех:
<? __! д <?
-'ди 2 1
где &Sl!u берется из табл. 51. Там же указываются рекомендуемые допуски bSdu на толщину зуба инструментов (имеются в виду зуборезные инструменты, рассчитанные для нарезания колес 6-й, 7-й
1 В. М. Матюшин, Рациональные толщины зубьев стандартных п нормализованных зуборезных инструментов, «Стандартизация» № 5, 1960.
Основные положения зубонарезания
65i
и 8-й степеней точности по ГОСТу 1643-56 с диапазоном чисел зубьев от 20 до 100). Данные этой таблицы являются ориентировочными и подлежат уточнению в каждом конкретном случае. Колеса более грубых степеней точности не подвергаются фланкированию и могут быть нарезаны инструментами, сконструированными по данным табл. 51.
Таблица 51
Утолщение зубьев инструментов ASU и допуск на толщину зубьев dSu в мм
Модули т Утолщение зубьев Допуск на толщину зуба 6SU инструментов, нарезающих колеса со степенями точности
6-й 7-й 2-й
1,25—2,50 0,127 0,025 0,030 0,040
2,75—4,00 0,161 0,030 0,040 0,050
4,25—6,00 0,175 0,030 0,040 0,050
6,50—10,0 0,214 0,030 0,040 0,050
11,0—16,0 0,247 0,040 0,050 0,060
18,0—20,0 0,349 — 0,050 0,060
Если инструмент предназначен для предварительного нарезания колес под последующую чистовую обработку (например, под шлифование), то толщину зуба инструмента надлежит брать по формуле с _ 71т ___________________________д с
— 2
где AS3(i выбирается в соответствии с припуском на последующую чистовую обработку зубьев.
Угол зацепления и угол давления эвольвенты — это два различных понятия. Под углом зацепления понимают угол между линией зацепления и перпендикуляром к линии центров. Таким образом, этим термином можно пользоваться только в том случае, если мы имеем пару сопряженных профилей. Если элемент зацепления — колесо или инструмент — взят отдельно, то, естественно, для него отсутствуют и линии зацепления и линия центров. Кроме того, в процессе нарезания инструмент вступает в зацепление с самыми различными углами зацепления, значительно отличающимися, например, от 20°. Под углом давления понимают угол между касательной к эвольвенте в какой-либо точке эвольвенты и радиусом-вектором, проведенным в ту же точку эвольвенты. Таким образом, он относится к эвольвенте, как к геометрической линии. Он может меняться в широких пределах (от 0 до со).
Во избежание неточности формулировки рекомендуется на чертежах инструментов и зубчатых колес вместо «угла зацепления» или «угла давления» указывать «профильный угол».
Параметры зацепления и размеры колес. При определении ряда размеров зуборезных инструментов и параметров зацепления пары
652
Инструменты для нарезания цилиндрических колес
нарезаемое колесо — инструмент приходится пользоваться формулами, относящимися к зубчатым зацеплениям вообще и к зацеплению корригированных колес, в частности. Поэтому приводим некоторые из указанных формул, необходимые для расчета зуборезных инструментов.
Толщина зуба корригированного колеса или инструмента по дуге делительной окружности при сдвиге исходного контура рейки gm определяется по формуле
$д = Sd исх + 2gm tg ag = ± -J- 2 gm tg ag.
Здесь исходная толщина зуба по дуге делительной окружности Sdu = —у-> или определяется по формуле
е пт i_ л е
° 5 исх — 2~ X ^^ди-
Величина g является коэффициентом сдвига исходного контура рейки.
Толщина зуба колеса 5Х или инструмента по дуге окружности с радиусом если известна толщина зуба S2 по дуге окружности с радиусом R2, определяется по формуле
Sj = 2R1 (+ inv а2 — invaj .
Углы давления эвольвенты ах и а2 на радиусах Rx и R2 определяются из уравнений
тг cos ag
~2^ ’
го c°sai =
Го c°sa2 = -fc-
тг cos ад ~2R2
Угол зацепления, диаметры начальных окружностей и межцентровое расстояние. Пусть пара колес или пара колесо—инструмент задана следующими параметрами: нарезаемое колесо — zh m и gf, парное колесо или инструмент — z2, tn, g2 или za, tn, ga. Каждая из величин gx, g2 и ga может быть положительной, отрицательной и нулевой (некорригированное колесо). Тогда угол зацепления а1я или аХа определяется по следующей формуле:
invaI2 = inva5 4- 2 + tg ag.
21 г *2
В зависимости от абсолютных значений величин gx и g2 и знаков при них сумма gx -|- g2 может быть положительной, отрицательной и равной нулю, а угол зацепления передачи аХ2 — больше, меньше или равен ад. Соответственно передача нарезаемое колесо-парное колесо или колесо-инструмент может быть положительной, отрицательной и нулевой.
Основные положения зубонарезания
653
Если для колеса или инструмента заданы не величины смещений исходного контура и £2, а толщины зубьев по дугам делительных окружностей Sdl и Sd2, то формула приобретает следующий вид:
inva12 =
invad +
Sdi ~t~ Sps — тип
m (Zj 4- z^
При z2 = co, т. e. когда нарезанное колесо зацепляется с рейкой или нарезается инструментом реечного типа, второй член правой части уравнения обращается в ноль и тогда а12 —- ад. Таким образом, для этого случая угол зацепления передачи становится численно равным профильному углу исходного контура рейки или инструмента.
Зная угол зацепления передачи а12 или а1и, диаметры начальных окружностей определяем по формулам
, cos ад
a, = mz, ——;
1 1 cos а12
d2 — mz2
cos ад cos a12 ’
а межцентровое расстояние
. _ m (z, + z2) _ cos ad
12 2 cos a12"
Тогда рабочую высоту головки зуба h' колеса или инструмента, равную расстоянию по радиусу между окружностью выступов колеса и его начальной окружностью, определим по формуле
h'p = Rel — 'l-где
Rel ~ ---m
Активная часть профиля зуба и переходные кривые. На фиг. 378 дана картина зацепления нулевой передачи колес Ог и О2. Здесь СЕ — отрезок линии зацепления АВ, ограниченный окружностями выступов обоих колес, есть длина линии зацепления. Проводя через точку Е дугу радиуса OYE до пересечения с профилем колеса Ои получим точку К’, которая является границей активной части K'L профиля зуба, фактически участвующей в зацеплении. В конце зацепления оба зуба будут касаться друг друга в точке Е, которая соответствует точке К' профиля, и при дальнейшем вращении колеса выйдут из взаимного соприкосновения.
Положение точки К' — границы активной части профиля — определяется радиусом RK- = ОгЕ по уравнению
/г201 + (Л,, sin % — r02 tgaj2,
654
Инструменты для нарезания цилиндрических колес
Фиг. 378. Положение сопряженных точек парных колес.
где радиус основной окружности колеса ____________________________ mzt cosag roi — 2 ’
межцентровое расстояние
Ли = гд1 + гд2 = m ;
радиус основной окружности колеса z2
_ mz2 cos a2 . ' o2 2 *
угол давления на окружности выступов колеса z2
cosac2 = -^-; ^62
радиус окружности выступов колеса г2
Выражая радиус RK, в долях модуля, т. е. при RK, = R’K,m, подставляя в его определение выражения соответствующих величин
Основные положения зубонарезания
655
и сокращая правую и левую части уравнения на т, получаем выражение радиуса R'K, в относительной форме (для т = 1 мм)
RK, = 1 /г2 [(Zj + z2) tg ад — z2 tg ae2]2.
Определение величин из области зубчатых зацеплений и зуборезных инструментов по формулам, независимым от модуля, упрощает вычисления и позволяет получать результаты вычислений в более общем и сравнимом виде. Получив численное значение по какой-либо формуле в относительном виде, можно получить решение для конкретного модуля путем умножения этого значения на данный модуль.
Для колеса z2 положение точки К" — границы активной части профиля определим по формуле
Rk" = Уг2о2 + (Д12 sin a, — ro| tgaj2
и в относительной форме (для т = 1)
R'K„ = у г2 -и Ц21 + z2) tg ad — zx tg afJ2.
Если в зацеплении находятся корригированные колеса со сдвигами исходного контура рейки и g2, то формулы для определения R^,, R'K,, RK„ и R'K„ сохраняют свою силу. При этом межцентровое расстояние нужно определять по формуле
д _ т (zt -|-22) cos ад
2 cos a12 ’
а вместо sin % и tga^ подставлять sin a12 и tga12, где угол зацепления a12 определяется по формуле, данной на стр. 652.
В формулах для определения углов давления на окружностях выступов шестерни и колеса надо принять Rel и Re2 по следующим формулам:
Rei = (/' + С) т + ^т;
Re2 = ^ + (f + С) т + 12т.
При зацеплении колеса с рейкой нижняя точка активной части профиля колеса К' будет определяться следующим образом: _____________________
Rk’ = У(гд1 — т)2 + (т tgaa)2
или в относительной форме
656
Инструменты для нарезания цилиндрических колес
Выше указывалось, что после того, как вершина зуба колеса z2 коснется зуба колеса z± в точке К, она начнет отходить от зуба колеса гг. При этом вершина зуба колеса z2 опишет во впадине кривую (фиг. 379) — так называемую удлиненную эпициклоиду. Если колесо z, является рейкой, то ее вершина опишет удлиненную эвольвенту.
\ ^Удлиненная эпициклоида Геометрически эти кривые образу-или эвольвента ются следующим образом. Пусть по
Фиг. 379. Траектория вершины зуба колеса z2 во впадине
колеса zr
Фиг. 380. Образование переходных кривых.
окружности с радиусом (фиг. 380) катится без скольжения окружность с радиусом г2, с которой неподвижно соединен отрезок АВ. Тогда точка В опишет обычную эпициклоиду, а точка А — удлиненную (петлеобразную) эпициклоиду. Если по окружности Ог будет катиться без скольжения не окружность О2, а прямая, с которой также будет неподвижно соединен отрезок АВ, то точка В опишет обычную эвольвенту, а точка А удлиненную (или петлеобразную) эвольвенту. При зацеплении колес точкой А является вершина зуба парного колеса, а отрезком АВ — высота головки зуба h' колеса г2, определяемая по формуле, приведенной на стр. 653, с изменением индексов 1 на 2.
Если точка А будет находиться не внутри окружности Olt а вне ее, то эта точка опишет кривые, называемые укороченными (или волнообразными) эпициклоидой и эво льве нт о й.
При качении окружности по прямой (колеса по рейке) будут получаться обычная, удлиненная и укороченная циклоиды, а если колесо О2 будет находиться внутри колеса 01 (внутреннее касание), то точки А и В опишут обычную, удлиненную и укороченную гипоциклоиды.
Основные положения зубонарезания
657
Если вместо колеса О2 будет находиться инструмент, то после касания вершиной зуба инструмента профиля нарезаемого колеса в точке К (фиг. 381) вершина не отойдет от зуба, а будет продолжать вырезать впадину колеса, описывая кривую Ке, которая будет в зависимости от типа зацепления одной из указанных выше удлиненных циклоидальных кривых. При нарезании зубчатых колес кривая Ке обычно называется Qlin„uPHHna .„„„^лоиЧа
Фиг. 381. Утолщение ножки Фиг. 382. Подрезание ножки
зуба колеса. зуба колеса.
При нарезании инструментом реечного типа колеса с малым числом зубьев, у которого основная окружность расположена на зубе колеса, траектория вершины зуба инструмента пересекает профиль зуба колеса и подрезает его на участке de' (фиг. 382).
Общие понятия о винтовых поверхностях. В конструкциях зуборезных инструментов применяются преимущественно так называемые линейчатые винтовые поверхности, т. е. поверхности, образованные винтовым движением прямой линии, называемой образующей прямой. Эти поверхности разделяются на два основных класса:
закрытая архимедова винтовая поверхность, образуемая винтовым движением прямой, пересекающей ось винтового движения;
открытая винтовая поверхность, образуемая винтовым движением прямой, не пересекающей ось винтового движения.
Закрытая архимедова винтовая поверхность. На фиг. 383 00 — ось винтового движения; АО — образующая прямая, проходящая через эту ось под углом Р и совершающая винтовое движение. В результате получается архимедова винтовая поверхность. Если Р = 90°, т. е. если образующая прямая пересекает ось под прямым углом (фиг. 384), то архимедова винтовая поверхность получается в виде прямого геликоида. Примером такого геликоида служит винт с прямоугольной резьбой, а также передняя поверхность фрез с винтовыми зубьями, в том числе и червячных, при у = 0°.
42 Семенченко и др. 599
Инструменты для нарезания цилиндрических колес
Фиг. 384. Прямой геликоид.
Фиг. 383. Закрытая (архимедова) винтовая поверхность.
Фиг. 385. Искажение архимедовой винтовой поверхности при затачивании коническим кругом.
Фиг. 386. Искажение профиля прямоугольной резьбы при нарезании дисковой фрезой.
Основные положения зубонарезания
659
круга ооразуется завал передней
Фиг. 387. Открытая (конволютная) винтовая поверхность.
Архимедова винтовая поверхность не развертывается на плоскость и потому не может обрабатываться плоскостью или какой-либо другой поверхностью. Она может быть обработана только линией (режущей кромкой). Этим свойством архимедовой поверхности объясняются, например, следующие факты.
Если у червячных фрез продольные канавки, представляющие собой архимедовы винтовые поверхности, имеют значительный угол наклона, как, например, у многоходовых фрез с малыми наружными диаметрами, то при затачивании таких фрез конической поверхностью шлифовального поверхности (фиг. 385).
Это происходит потому, что архимедова винтовая поверхность не может быть обработана конической поверхностью. Для устранения такого завала необходимо придавать образующей рабочего профиля шлифовального круга выпуклую форму. Разумеется, указанный завал образуется и при затачивании червячных фрез с малыми углами наклона продольных канавок, но он незначителен и практически им пренебрегают.
Подобные завалы образуются и в случае нарезания винтовой канавки дисковой фрезой с прямоугольным профилем или при шлифовании такой канавки плоским торцом круга (фиг. 386), т. е. при обработке архимедовой винтовой поверхности плоскостью.
В сечении архимедовой винтовой поверхности плоскостью, проходящей через ось, получается прямая линия, наклоненная к оси под углом.
Это свойство позволяет обрабатывать эту поверхность прямолинейной режущей кромкой, а также просто производить контроль правильности архимедовой винтовой поверхности прямой линией в осевом сечении, что обеспечивает достижение точности обработки и контроля.
В сечении этой поверхности плоскостью ДА (см. фиг. 383), перпендикулярной к оси, полу
чается линия — архимедова спираль, откуда и происходит название архимедовой винтовой поверхности. В сечении плоскостью, перпендикулярной к винтовой липин, архимедова винтовая поверхность дает кривую линию.
Открытая (конволютная) винтовая поверхность. Эта поверхность образуется винтовым движением образующей прямой АВ (фиг. 387), не пересекающей ось винтового движения и расположенной по отношению к ней под некоторым углом р. Образующая прямая при своем движении все время касается некоторого цилиндра, называемого направляющим, с радиусом ОВ = г.
Практически конволютная винтовая поверхность получается, например, при нарезании червяка (червячной фрезы) резцом трапециедальной формы с прямолинейными режущими кромками, если передняя поверхность резца расположена нормально к направлению витка червяка (фиг. 388, а) или впадины между витками (фиг. 388,6).
Передняя поверхность червячных и других цилиндрических фрез также будет конволютной, если она имеет положительный передний угол.
В общем случае конволютная поверхность не развертывается на плоскость и потому не может быть обработана плоскостью. В сечении плоскостью, проходящей нормально к винту или впадине, она имеет прямолинейное сечение и потому может просто контролироваться в этой плоскости. В сечении осевой плоскостью получается криволинейное сечение, а в сечении плоскостью ББ, перпендикулярной к оси, — кривая, называемая удлиненной эвольвентой.
42*
660
Инструменты для нарезания цилиндрических колес
Эвольвентная винтовая поверхность. Выше было указано, что конволютная винтовая поверхность в общем случае не развертывается на плоскость. Однако в одном частном случае, когда образующая прямая (фиг. 389) наклонена к оси п о д углом р, равном углу наклона винтовой линии на на
правляющем цилиндре, получается
Фиг. 388. Образование конволютной винтовой поверхности.
конволютная поверхность, которая развертывается на плоскость и может быть обработана плоскостью. Эта поверхность называется эвольвентной.
Образующая прямая АВ все время будет касательна к указанной винтовой линии на направляющем цилиндре.
Свойство эвольвентной винтовой поверхности развертываться на плоскость и обрабатываться плоскостью обусловило возможность ее производительного и точного изготовления. Вследствие этого эвольвентная поверхность получила широкое применение для конструирования зубчатых колес и зуборезных инструментов. Из указанного свойства вытекает прямолинейная форма эвольвентной зубчатой рейки и производящей (инструментальной)
рейки.
Из прочих свойств эвольвентной винтовой поверхности отметим, что в сечении плоскостью, перпендикулярной к оси, она дает эвольвенту. Во всяком другом сечении, пересекающем ось, в том числе и в сечении плоскостью, проходящей
через ось, получится кривая, отличная от эвольвенты.
Фиг. 389. Эвольвентная винтовая поверхность.
Если эвольвеитную поверхность пересечь плоскостью, касательной к направляющему цилиндру, то эта плоскость, естественно, включит в себя образующую прямую, т. е. в сечении получится прямая линия, наклоненная по отношению к оси под углом р. Этим свойством пользуются, например, при контроле профиля эвольвентных червяков, эвольвентных червячных шеверов и т. ц.: лекальную линейку устанавливают под углом р на расстоянии радиуса направляющего цилиндра от оси червяка. В таком положении линейка должна совпадать без просвета с контролируемым профилем по образующей прямой.
Нарезание колес методом копирования и бесцентроидного огибания 661
Вывод уравнений описанных здесь линейчатых винтовых поверхностей и приложение этих уравнений к конструированию зуборезных инструментов изложены в работах [1] и [2].
Фиг. 390. Пальцевая зуборезная фреза.
ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ КОПИРОВАНИЯ И БЕСЦЕНТРОИДНОГО ОГИБАНИЯ
Типы и области применения. Пальцевые зуборезные фрезы (фиг. 390) являются инструментом весьма несовершенным по причине их малой производительности и низкой точности. Малая производительность этих фрез получается из-за малого числа их зубьев—от 4 до 8, нежесткого (консольного) закрепления фрез в станке и неблагоприятных условий их работы — угол контакта между фрезой и заготовкой равен около 180°. Малая точность фрез обусловлена изменением профиля фрезы и ее диаметра при перетачивании. Пальцевые фрезы применяются в тех случаях, когда зубчатое колесо не может быть нарезано никаким другим инструментом, а именно: при нарезании колес с модулем более 50 мм, а также шевронных колес с числом шевронов два и более. Иногда их применяют и для нарезания одношевронных колес.
Если пальцевая фреза нарезает прямозубое колесо, то она работает методом копирования, т. е. ее профиль одинаков с профилем впадины нарезаемого колеса. Если же фреза нарезает колеса с косыми зубьями (очерченными по винтовой поверхности), то она работает методом бесцентроидного огибания: профиль нарезаемого зуба получается как огибающая различных поло
жений профиля фрезы, имеющих место в процессе зубонарезания. В этом случае профиль фрезы ни в какой момент огибания не совпадает с профилем окончательно нарезанной впадины. При этом расчет профиля фрезы значительно усложняется [1]— 13].
Дисковые зуборезные фрезы (фиг. 391) изготовляются с затылованными зубьями, цельными или сборной конструкции. Зубья их снабжены эвольвентным или трапециевидным профилем. Они предназначаются для предварительного или окончательного нарезания прямозубых, косозубых и шевронных колес с канавкой на ободе для выхода инструмента. Как указывалось выше, при нарезании прямозубых колес дисковые фрезы работают методом копирования, а при нарезании косозубых и шевронных колес —методом бесцентроидного огибания.
Стандартные дисковые фрезы изготовляются комплектами состоящими из 8 или 15 номеров. В настоящее время эти фрезы
662
Инструменты для нарезания цилиндрических колес
по причине их низкой точности и малой производительности применяются только для индивидуального неточного производства.
Эвольвентное некорригированное колесо с данным числом зубьев имеет профиль зубьев, свойственный только колесу с этим числом зубьев. Этот профиль отличается от профилей зубьев всех других колес, имеющих иное число зубьев. Следовательно, для точного нарезания колеса с данным числом зубьев методом копирования требуется отдельная фреза с особым профилем, а для обеспечения нарезания всех колес, которые могут встретиться, например, в диапазоне чисел зубьев 12—оо, теоретически нужно иметь бесконечное число различных дисковых фрез. Во избежание этого поступают следующим образом.
Вычерчивают рядом (фиг. 392) профили колес с zx = 12 и zx = со (рейка). Полученную предельную разницу этих профилей АВ делят,
Фиг. 391. Дисковые зуборезные (модульные) фрезы.
Фиг. 392. Схема профилирования набора дисковых зуборезных фрез.
например, на восемь примерно равных отрезков и определяют, какому числу зубьев колеса соответствуют профили 1, 2. . . 8.
Аналогичным образом получается набор из 15 фрез — делением отрезка АВ па 15 частей. Каждая фреза из набора предназначается для нарезания колес в определенном диапазоне чисел зубьев колес, соответствующем отрезку между двумя делениями. Так, например, деление 4 соответствует гх = 21, а 5 — соответствует гх = 26. Поэтому фреза № 4 предназначается для нарезания колес с числом зубьев 21—25. Фрезам из набора в восемь номеров присваиваются
Нарезание колес методом копирования и бесцентроидного огибания 6G3
целые номера от 1 до 8, а из набора в 15 номеров — целые и половинные номера. В результате получаются стандартные наборы из 8 и 15 фрез, указанные в табл. 52.
Набор из 8 фрез применяется для колес только до модуля 8 мм включительно. Для колес больших модулей применяется набор из 15 номеров, а иногда даже и из 26 номеров.
Как видно из схемы фиг. 392, профиль фрезы данного номера соответствует наименьшему числу зубьев колес, нарезаемых этой фрезой. В этом случае меньше опасность защемления парного колеса с нарезанным и лучше процесс зацепления, нежели при проектировании по среднему или большему числу зубьев.
Из построения профилей фрез стандартных наборов по схеме фиг. 392 вытекает низкая точность нарезаемых ими колес, так как профиль фрезы, как правило, не совпадает с профилем зуба нарезаемого колеса. Применение при нарезании этими фрезами для деления обычных делительных головок дает точность по окружному шагу ниже 9-й степени точности. Таким образом, стандартными зуборезными дисковыми фрезами можно получить колеса с точностью ниже 9-й степени.
Низкая производительность и стойкость этих фрез обусловлена следующим: малыми наружными диаметрами и соответственно малым числом зубьев фрезы, нулевыми передними углами, малыми задними углами на боковых сторонах зуба (1°20' — 2°30').
Дисковые зуборезные фрезы конструируются подобно обычным затылованным фрезам (см. выше).
Если фрезы конструируются для нарезания определенного колеса, то их профиль рассчитывается в точности соответствующим профилю впадины
^0
ОС lo 8 io 8
со со
-ч
1
1
О 07
00
1 о
ю” 1
ю ю
L©
L©
— I
с© СЧ
"И
iCO
1
1 1
1Q иО
— 1
1
ту о
со СЧ
1 f О
сч сч
ю
м сч
1
со
сч
L© сч
сч 1 сч 1
1 1
сч сч
о
Сц сч
1
-ч
о 00
сч ——ч
со 1 1
с©
ч
1
й I
сч
L©
-ч
с©
сч
—
со
1 СЧ
1
сч
я ком-лекта 8 шт. я ком-лекта 15 шт.
Ч С СО
с( =
3 ЭЭ1Г0Я
СП 2 g. xnwaeeadBii
е аэчдХе всэи^
664 Инструменты для нарезания цилиндрических колес
нарезаемого колеса. Поэтому теоретические ошибки профиля здесь отсутствуют. Для повышения стойкости и производительности эти фрезы конструируются с увеличенными наружным диаметром, диаметром отверстия и числом зубьев.
Обычная конструкция дисковых зуборезных фрез не позволяет в значительных пределах увеличить задние углы на боковых сторонах. Боковой задний угол ап для какой-либо точки профиля п (фиг. 393), заданной радиусом Rn, определяется, как и для других а„ затылованных фрез, уравнением tga„=-^tgaesin<p,
где ae — задний угол на вершине зубьев; Re — на-ружный диаметр фрезы; <р — угол касательной к /I профилю в точке п.
При величине угла <р, приближающейся к нулю, угол ап остается небольшим даже при значительном увеличении угла ae. Поэтому для увеличения боковых задних углов рекомендуется конструкция фрез, показанная, например, для колеса с гх = 12 на фиг. 394 151. Если для обычной конструкции дисковой фрезы № 1, нарезающей колеса с числами зубьев 12—13, принять задний угол на вершине ae = 12°, то на боковой стороне получится задний угол 1°02'. При
конструкции же фрез, показанной на фиг. 394, получаем <р = 35° и аб = 6°5Г. Если на вертикальных участках профиля этих фрез дать боковое затылование, то они могут работать также и по целому материалу.
Практика показывает, что предварительное нарезание зубьев в ряде случаев предпочтительнее производить комплектами дисковых зуборезных фрез. Так, при нарезании крупномодульных колес комплектами дисковых черновых фрез (фиг. 395) производительность зубонарезания повышается на 20% по сравнению с производительностью червячного зубофрезерования Ч На фиг. 396 схематически показан специальный набор черновых дисковых фрез для нарезания колеса с Zj = 25 15]. Здесь фреза 1 предварительно вырезает материал, а фрезы 2, 3 и 4, работая каждая в отдельности методом копирования, в совокупности формируют впадину методом бесцентроид-ного огибания. Материал, вырезаемый каждой фрезой, показан
1 К. П. М а л ы in к и и, Высокопроизводительные конструкции дисковых черновых зуборезных фрез. Сб. «Производство и эксплуатация инструмента», вып. 2, Машгиз, 1950.
Фиг. 393. Определение заднего бокового угла.
Нарезание колес методом копирования и бесцентроидного огибания 665
заштрихованным. После каждого прохода комплекта колесо поворачивается на один зуб по стрелке.
Для повышения производительности рекомендуется применять при черновом зубонарезании твердосплавные дисковые зуборезные
Фиг. 394. Комплект фрез для нарезания колеса г = 12.
фрезы. Профиль получается образованным двумя касательными резами. Твердосплавные фрезы работают на специализированных
Фиг. 395. Схема нарезания колес методом бесцентроидного огибания.
станках с полностью автоматизированным рабочим циклом, за исключением загрузки и снятия изделий Ч
1 В. А. Гудков нЮ. В. Ц в н с, Скоростное зубофрезерование, «Станки и инструмент» № 1, 1953.
Д. К. Маргулис. Высокопроизводительные инструменты конструкции лаборатории резания металлов ЧТЗ и режимы работы ими, Сб. № 2, МА НТО Маш-пром, 1958,
666 Инструменты для нарезания цилиндрических колес
Нарезание колес методом копирования и бесцентроидного огибания 667
радиально расположенными
Фиг. 398. Схема срезания слоев металла зубодолбежной головкой.
заключается в радиальном в пределах от 0,5 (в начале
Протяжки для обработки зубчатых колес. Протягивание применяется для обработки прямозубых и косозубых колес внутреннего и наружного зацепления. Метод отличается высокой производительностью, повышенным качеством обработанных поверхностей зубьев и точностью (примерно 7-й степени точности). Одна протяжка до полного износа позволяет обработать тысячи деталей. Метод протягивания применяется при массовом производстве зубчатых колес.
Зубодолбежные головки нарезают все зубья цилиндрического колеса одновременно Г Головка состоит из корпуса 1 (фиг. 397) в виде диска и опорного фланца 2 с пазами, в которых помещаются резцы 3, имеющие профиль, идентичный с профилем впадины между зубьями нарезаемого колеса. Число резцов равно числу зубьев колеса. В процессе зубодолбления головкой колесо и инструмент совершают следующие движения. Головка в целом стоит неподвижно. Движение резания происходит за счет вертикального возвратно-поступательного движения заготовки. Движение подачи перемещении резцов в пазах головки
врезания) до 0,06 мм/дв. ход (в конце врезания) при каждом рабочем ходе заготовки за счет опускания конуса подачи 4.
В результате получается схема срезания слоев металла, показанная на фиг. 398. При холостом движении заготовки резцы отводятся от нее в радиальном направлении на 0,5 мм для устранения трения задней поверхности резцов сб обработанную поверхность. Отвод резцов совершается движением вверх конуса отвода 5. Хотя головка работает с небольшой скоростью резания — в среднем 7—8 м!мин, она обладает высокой производительностью за счет большой длины режущих кромок, одновременно участвующих в процессе срезания слоев металла.
Зубодолбежная головка предназначается для нарезания одного определенного колеса; она работает на специальном станке, причем нарезает до полного износа комплекта резцов несколько тысяч деталей. По этим причинам она предназначается для массового или крупносерийного производства зубчатых колес. Помимо
1 В. М. М а т ю ш и и. Некоторые вопросы конструирования зубодолбежных головок. Сб. кафедры «Инструментальное производство» Московского станкоинструментального института Машгиз, 1958.
А. А. Е в д а к, Нарезание зубьев колес зубодолбежными головками. Сб. «Пути повышения производительности и точности при нарезании зубчатых колес», III, Машгиз, 1954.
Г. Н. Сахаров, Зубодолбежные головки. Там же.
668
Инструменты для нарезания цилиндрических колес
обычных цилиндрических колес наружного зацепления, головками можно нарезать также блочные колеса, колеса с буртами и т. п. В последнее время они также применяются для нарезания коротких многошлицевых валов.
Резцы зубодолбежных головок обычно изготовляют со следующими геометрическими параметрами режущих элементов. Передний угол на вершинах зубьев у = 5° (фиг. 399), что дает на боковых
Фиг. 399. Резец зубодолбежной головки.
сторонах передние углы у6 = 2 -н 0°, меньшие у вершины профиля резца и большие у его основания. Задний угол на вершине зуба ав = 8°. При этом если головка имеет малое число зубьев, на боковых сторонах у вершины профиля резца получаются малые задние углы аб — до 0°40'. Малые задние углы на боковых сторонах профиля резца есть существенный недостаток зубодолбежных головок.
Передний угол резцов у может быть увеличен до оптимального значения, соответствующего данному обрабатываемому материалу, а задний угол ае до 10—12° в зависимости от конструкции станка.
Так как головка работает методом копирования, то профиль проекции передней поверхности резца АА (фиг. 400) на торец нарезаемого колеса (на плоскость СС) должен быть идентичен с профилем впадины между зубьями нарезаемого колеса. Если профиль этой впадины задан координатами (хх, i/J, (х2, i/2) и т. д. нужного нам количества точек, то при определении профиля резца абсциссы изменяться не будут, а ординаты у' в передней плоскости АА определим из зависимости
cos у ‘
Нарезание колес методом копирования и бесцентроидного огибания 669
Знание этих ординат необходимо при контроле профиля резца по передней заточенной поверхности. Если измерение размеров
Фиг. 400. Расчет профиля резца зубодолбежной головки.
профиля резца производится в незаточенном состоянии, т. е. в плоскости СС, то ординаты у" определяются по следующей формуле:
у" = у (1 — tg у tg а).
Так как фрезерование и шлифование профиля резца производится в сечениях NN, перпендикулярных к задней поверхности на вершине резца, то для профилирования фрезы и шлифовального круга необходимо знать координаты у'" в этом сечении (см. Kbcd)
, х cos (у + а) у = у' cos (у + а) = у--
Профилирование зуборезных инструментов, работающих методом копирования. Профилирование каждого из типов зуборезных
G70 Инструменты для нарезания цилиндрических колес
инструментов, работающих методом копирования, имеет свои особенности, однако в расчете профилей этих инструментов имеются общие положения, которые и излагаются ниже.
Профилирование инструментов, работающих методом копирования, имеет два этапа:
1) профилирование эвольвентной активной части профиля, которое производится способами, в принципе независимыми от числа зубьев нарезаемого колеса z1( а также и числа зубьев парного колеса z2;
Фиг. 401. Определение координат эвольвентной части профиля.
2) профилирование нерабочей и неэвольвентной части профиля, которое зависит как от z1( так и от z2.
1. Профилирование эвольвентной активной части профиля. Нарезаемое колесо считаем заданным следующими параметрами: модулем ш мм, числом зубьев zx, профильным углом исходного контура рейки ад, толщиной зуба по дуге делительной окружности колеса Sd мм. Толщина зуба Sg может быть задана величиной утолщения или утонения ±AS мм, а также, если колесо корригировано, коэффициентом сдвига исходного контура рейки gx.
Для расчета профиля расположим сначала координатные оси следующим образом: начало координат поместим в центр колеса О (фиг. 401); ось Оу совместим с осью симметрии впадины между зубьями.
Ширина впадины между зубьями по дуге делительной окружности Wg и радиус основной окружности колеса определяются по формулам
Wg = i — Sg — am — Sg\
mz, roi = -y- cos ag.
Нарезание колес методом копирования и бесцентроидного огибания 671
Зная ширину впадины между зубьями Wd по дуге делительной окружности радиуса гд, можем определить ширину впадины Wn по дуге окружности радиуса Rn
= 2/?" + invan — inv«a) =
Из фиг. 401 видно, что
хп = Rn sin ; уп = Rn cos .
Угол р„ определим по формуле Н» . Уп 2 2Rn 1
Подставляя сюда значение Wn, получим
цп лт — Sg , .
-у- = —2^-^ + mva„ — invad
(в радианах), где ап получим из выражения
Фиг. 402. Рабочие координаты профиля.
cos a« = £"
mzt cos ag
2Rn~~
Определив отсюда ап в градусном измерении с точностью до секунды, находим по таблицам эвольвентных функций inv a„ — = tga„— ап = 6„. Данные таблиц этих функций необходимо интерполировать также с точностью до секунды.
Для перевода полученного значения в градусное измерение умножаем радианы на 206264,8".
Задаваясь рядом значений Rn, определяем ап, х„ и уп.
При проектировании шаблонов для проверки профилей инструментов начало координат целесообразно перенести в нижнюю точку профиля. В результате на профиле получается координатная сетка, показанная схематически на фиг. 402. В зависимости от требуемой точности задают на профиле от 6 до 25 точек.
Нижняя точка эвольвентной активной части профиля может определяться таким образом.
Если нарезаемое колесо Zj зацепляется с определенным единственным колесом z2, то границей активной части профиля будет точка К' (см. фиг. 378), определяемая радиусом Rk- или в относительной форме радиусам R'K,.
Если же нарезаемое колесо Zj может зацепляться с колесом г2, число зубьев которого неизвестно и, в частности, может равняться бесконечности (как это предполагается, например, при расчете,
672
Инструменты для нарезания цилиндрических колес
стандартных дисковых зуборезных фрез), то положение точки К' должно определяться по формуле (см. стр. 655)
Rk- = ]/(%! —m)2 + (m tg «г»)2
или в относительной форме
Верхняя точка эвольвентной части обычно берется несколько выше окружности выступов колеса в зависимости от назначения
Фиг. 403. Положение основной окружности относительно окружности впадин и активной части профиля.
шаблона. Здесь надо принять во внимание, что заготовка нарезаемого колеса может иметь завышенные размеры и потому фреза будет углубляться в заготовку больше нормального. Кроме того, шаблон может применяться для измерения фрезы с нешлифованными торцами, имеющей припуски по толщине, а также для проверки затыловочного резца, снабженного уширенным профилем по сравнению с профилем затылуемой фрезы.
2. Профилирование нерабочей и неэвольвентной части профиля. При профилировании нерабочей части профиля поступаем следующим образом. Основная окружность колеса в зависимости от его числа зубьев и профильного угла исходного контура рейки может занимать относительно охружности впадин одно из следующих трех положений.
а) При больших числах зубьев колеса и больших профильных углах радиус основной окружности колеса г0 будет меньше радиуса окружности впадин т. е. r0 < Rt (фиг. 403, а). В этом случае весь профиль зуба колеса Л В от окружности выступов до окружности впадин теоретически является эвольвентным.
Нарезание колес методом копирования и бесцентроидного огибания 673
б) При средних числах зубьев радиус основной окружности или равен радиусу окружности внадин Rit т. е. Rt = г0, или превосходит его на небольшую величину. При этом гь остается меньше радиуса RK> нижней точки К' активной части профиля зуба колеса (фиг. 378), т. е.
Ri <Г0< Rk'-
В этом случае (фиг. 403, б) профиль зуба колеса будет эвольвентами только на протяжении АС — от окружности выступов до основной окружности. Участок же СВ от основной окружности до окружности впадин будет неэвольвентным.
Удлиненная \ звольдента
5
' £
3
А
Основная | окружность
Фиг. 404. Проектирование профиля зуборезных инструментов, работающих методом копирования.
Окружность Впадин
в) При малых числах зубьев колеса и малых профильных углах г„ превосходит не только Rit но и RK (фиг. 403, в), т. е. r0 > RK.
В первых двух случаях (а, б) профилирование нерабочей части профиля рекомендуется производить следующим образом. Найдя по приведенным выше формулам точки эвольвенты ab (фиг. 404) в нужном количестве, определяют затем положение нижней точки активной части профиля К посредством радиуса RK. Последний определяется по соответствующим формулам в зависимости от того, рассчитывается ли профиль для колеса гъ сопряженного с колесом zs или рейкой. Эти формулы приведены на стр. 655.
43 Семенченко и до. 599
674
Инструменты для нарезания цилиндрических колес
Определив точку К, пристраивают затем к ней участок удлиненной эпициклоиды или удлиненной эвольвенты. Если нарезаемое колесо сопрягается с конкретным колесом, число зубьев которого z2 известно, то вершина зуба колеса z2 описывает во впадине колеса гг удлиненную эпициклоиду, которую и пристраивают к точке К. Если же, как это имеет место, например, при профилировании стандартных дисковых зуборезных фрез, число зубьев сопряженного колеса неизвестно и оно может иметь z2 = оо,т. е. быть рейкой, то к точке К пристраивают удлиненную эвольвенту. Построение этих кривых можно производить графически в увеличенном масштабе. Эти кривые являются верхней границей, за пределы которой нерабочая часть профиля не должна заходить. Ниже этой границы нерабочая часть может располагаться, с точки зрения зацепления нарезанного колеса, как угодно.
Практически рекомендуется поступать так. Проводя окружность впадин и касательную к ней прямую cd, графически соединяют дугой окружности Ке эвольвенту в точке К с прямой дна впадины cd. Чтобы дуга Ке плавно сопрягалась с эвольвентой в точке К, центр дуги О должен лежать на нормали к эвольвенте /VK, она же касательная к основной окружнссти. Положение NK определяется половиной центрального угла и углом давления ак, причем
гп cos ак — •
к Кк
Дуга сопряжения Ке должна, конечно, проходить ниже удлиненной эвольвенты. Центр О должен располагаться для правой стороны профиля с правой стороны от оси симметрии впадины или в крайнем случае на самой оси. В противном случае дуги сопряжения для правой и левой сторон профиля не будут плавно сопрягаться с прямой основания впадины или между собой, а пересекутся на оси симметрии.
При всех указанных выше ограничениях радиус г дуги сопряжения Ке целесообразно брать максимальным, так как в этом случае стойкость фрез повышается.
Таким образом, для рассмотренного случая, когда r0 < профиль инструмента будет очерчен следующими участками: эвольвентой ЬК, дугой окружности Ке и прямой ef, которая в частности может быть равна нулю.
Для случая третьего (в), если некорригированное колесо гх имеет малое число зубьев и его основная окружность удалена от окружности впадин настолько, что окружность выступов парного колеса z2 пересекает линию зацепления за пределами ее последней точки В (фиг. 378), то удлиненная эпициклоида или эвольвента, образуемая вершиной зуба колеса (рейки) г2, будет пересекать эвольвенту зуба колеса zy (фиг. 382).
Нарезание колес методом копирования и бесцентроидного огибания 675
Проектирование профиля инструмента надлежит в данном случае вести следующим образом (фиг. 405).
Определяем обычным образом точки эвольвентной части профил я ab. Затем строим графически или аналитически удлиненную эволь-
венту (для случая зацепления
с рейкой) или удлиненную эпициклоиду (для случая зацепления с конкретным колесом г2) и определяем область подрезания бокового профиля defa, образуемую вершиной зуба парного колеса (рейки) г2.
Полученный профиль нарезанного колеса bdep непригоден для использования. Во-первых, на участке def будет иметь место кромочное зацепление вершиной зуба парного колеса, приводящее к усиленному износу колес и к нарушению передаточного отношения между ними. Во-вторых, если этот профиль будет нарезаться дисковой зубо-резнойфрезой, то часть профиля, примыкающая к точке d, будет срезана в большей или меньшей мере. Кроме того, такая фреза не сможет осуществлять процесс резания вследствие отсутствия задних углов на боковых сторонах.
Поэтому при конструировании зуборезных инструментов,
I
I I
1 I Фиг. 405. Прогктнро-
I I вание профиля инстру-
I ! мента для случая под-
, । резания ножки наре-
I/ заемого колеса.
в частности стандартных комп- j/
лектов фрез, прибегают к еле---------о-----
дующему приему.
К полученной удлиненной эпициклоиде или удлиненной эвольвенте def графически проводят касательную gh под углом 5° к оси симметрии профиля зуба. В точке касания е восстанавливают к каса-
тельной перпендикуляр ek, на котором графически находят центр О дуги сопряжения el, касательной с горизонталью впадины pl. Тогда половина профиля впадины нарезаемого колеса и проектируемого
инструмента окажется очерченной следующими отрезками: эвольвентой bg, прямой ge, дугой сопряжения el и прямой 1р. Этот профиль
разумеется, является весьма неточным и непригодным для колес, работающих с высокими скоростями. Поэтому для более точных
43*
676
Инструменты для нарезания цилиндрических колес
передач колеса с малыми числами зубьев должны конструироваться корригированными с тем, чтобы полностью исключить у них подрезание профиля.
Угол наклона касательной gh к удлиненной эвольвенте или эпициклоиде для инструментов, работающих методом копирования, кроме протяжек, берется равным 5° для того, чтобы обеспечить на боковых сторонах инструмента задние углы не менее 1°.
ЛИТЕРАТУРА
1. Семенченко И. И., Режущий инструмент, т. Ill Машгиз, 1944.
2. Г р у б и н А. Н., Л и х ц и е р М. Б., Полоцкий М. С.. Зуборезный инструмент, ч. I и II, Машгиз, 1946.
3. Сидоренко А. К., Карцев А. К., Шатский Е. С., Изготовление зубчатых и червячных передач, Машгиз, 1956.
4. ВНИИ МСС СССР, Альбом нормалей режущего инструмента. Вып. IV «Зуборезный инструмент», Машгнз, 1948.
5. Матюшин В. М., Пути повышения производительности зуборезного инструмента. Сб. «Пути повышения производительности и точности при нарезании зубчатых колес», вып. III, Машгиз, 1954.
ЗУБОРЕЗНЫЕ ГРЕБЕНКИ
Назначение, область применения и типы. Из инструментов, работающих по принципу огибания, наиболее простыми являются зуборезные гребенки. Образование гребенкой зубьев колеса аналогично зацеплению колеса с рейкой (фиг. 406). Резание осуществляется возвратно-поступательными движениями гребенки параллельно оси колеса при нарезании прямозубых колес и наклонно к его оси при нарезании косозубых колес (см. фиг. 411). Зуборезные гребенки применяются па зубострогальных станках для нарезания колес наружного зацепления с прямыми, винтовыми и шевронными зубьями. Гребенками можно нарезать блочные колеса с буртом за обрабатываемым венцом.
В процессе обработки, кроме движения резания / (фиг. 406, а), гребенка и заготовка совершают согласованные движения огибания // и III. Они осуществляются при качении без скольжения начальной (делительной) окружности нарезаемого колеса по начальной прямой гребенки, совпадающей с ее средней линией.
С целью сокращения длины гребенки заготовка после нарезания одной или нескольких впадин выводится из зацепления с гребенкой и возвращается в первоначальное положение по длине гребенки без соответствующего поворота. После этого продолжается обработка следующих впадин колеса. На фиг. 406 показаны начальное (в), среднее (г) и конечное (д) положения перед возвратом гребенки для нарезания следующих зубьев.
Зуборезные гребенки
677
Гребенка представляет собой рейку, снабженную передними и задними углами. По конструкции гребенки различаются: прямозубые (см. фиг. 407)—для нарезания колес с прямыми зубьями, и косозубые (см. фиг. 410) для нарезания колес с винтовыми и шевронными зубьями.
I тип 11 тип
Фиг. 406. Зуборезные гребенки тип I (а) и тип II (б). Начальное (в), среднее (г) и конечное (д) положение гребенки при нарезании колеса.
Прямозубые гребенки. В соответствии с конструкцией зубострогальных станков. гребенки изготовляются двух типов. У гребенок типа / (см. фиг. 406, а) опорная плоскость устанавливается при работе наклонно к плоскости, перпендикулярной к направлению резания, под постоянным углом, равным 6°30’. Благодаря этому на режущих кромках, которые находятся в плоскости, параллельной к опорной, образуются передние углы ув = 6°30'; задний угол ав принят равным 5°30', в статическом положении углы «в + Ув = 12°.
Опорная плоскость у гребенок типа // (фиг. 406, б) устанавливается на станке в плоскости, перпендикулярной к направлению резания. У них передний угол в статическом положении ув » 4°,
678
Инструменты для нарезания цилиндрических колес
дина зубьев гребенки в
фиг. 407. Определение размеров зубьев гребенки и величины передних и задних углов.
а задний угол ав = 6°52'. Оба угла при установке на станке не изменяются.
Гребенка работает тремя режущими кромками на каждом зубе — одной на вершине зуба и двумя — на двух боковых сторонах. Впа-[ не должна принимать участия, поэтому между ней и наружной поверхностью заготовки оставляется зазор Са1=0,25 m (фиг. 407).
Гребенки изготовляются как инструмент постоянного профиля, размеры которого во всех сечениях, параллельных к опорной плоскости гребенки, равны. Поэтому задние углы во всех точках режущих кромок в плоскостях, перпендикулярных к средней линии и опорной плоскости, равны заднему углу на вершинной кромке ав.
Размеры профиля зубьев гребенки зависят от размеров зубьев нарезаемого колеса. Они рассматриваются (фиг. 407): в плоскости А А торца колеса, в которой размеры проекции режущих кромок соответствуют размерам зубьев колеса, т. е. исходному контуру; в передней плоскости зубьев SS — для измерения элементов зуба; в плоскости Л/У, нормальной к задней поверхности зуба, для изготовления — фрезерования и шлифования профиля зубьев.
Размеры профиля зубьев гребенки в сечении А А, равные исходному контуру, для колес стандартных размеров (ГОСТ 3058-54) равны: шаг t — пт;
угол профиля ад равен углу профиля исходного контура;
толщина зуба Su — t — Sx или при Si =Sa = высота головки h'u — й" (например, 1,25 tn);
высота ножки h"u = h\ + Cui (тоже = 1,25 tri);
полная высота зуба hu = h'u -f- h"u — 2,5 tn, где Slt h'v й" — размеры зубьев нарезаемого колеса.
Зуборезные гребенки
679
В рассматриваемых сечениях SS и NN размеры зубьев гребенки по длине — по начальной прямой (tu, Su и пр.) — равны размерам
Фиг. 408. Размеры зубьев гребенки: а— для нарезания зубьев колеса без среза вершины; б — для нарезания зубьев колеса со срезом вершины (фланком); в — зубья чистовой (сплошная линия) и черновой (пунктирная) гребенок.
сечения А А. Размеры по высоте зубьев изменяются и определяются по формулам
йо = —; hN — ——— cos (а + у„). * cos у0 14 cos ye \ в । । в/
Учитывая изменение высоты зубьев и то, что размеры по начальной прямой не изменяются (а = as = aN), получаем следующие значения величин профиля зубьев гребенки:
tgas = -§- = tgad cosye;
tg a = —N = tga-s = tg ad cos Y« g N hN cos (a0 + Ye) cos (ae + Ye) ’
У гребенок с ag = 5°30' и ув = 6°30' для колес ad = 20°
as = 19°52'54"; aN = 20°17'25".
Профили на вершине и в основании зубьев закругляются по дугам окружностей (фиг. 408, а) в соответствии с ГОСТом 3058-54: у чистовых гребенок г\ = 0,38 т, у черновых i\ ‘‘‘/зГ1чист.
Для получения колес со срезом профиля на головке зуба (фланком) по ГОСТу 3058-54 на зубьях гребенок делается соответствующее утолщение на ножке (фиг. 408, б). Практическое получение его при шлифовании профиля гребенки затруднительно (трудность профилирования круга, его осыпание и пр.). Для получения фланка на зубьях колеса предложена специальная фасонная заточка передней поверхности зубьев нормальных гребенок (фиг. 409, в)
1 См. А. В. Ваксман, Фланкирование зубьев зуборезных инструментов путем затачивания выкружки. Сб. «Пути повышения производительности и точности при нарезании зубчатых колес», Машгиз, 1954,
680
Инструменты для нарезания цилиндрических колес
Гребенки изготовляются: чистовые, размеры которых соответствуют окончательным размерам зубьев колеса; черновые для предварительной обработки под чистовую; шлифовочные для нарезания под последующее шлифование. Зубья черновых и шлифовочных гребенок 2 (фиг. 408, в) отличаются от чистовых 1 меньшей толщиной Su пр = $чист — AS на величину AS — припуска на последующую обработку и большей высотой головки зуба й'( пр = h'u + Ай на величину Ай, для облегчения работы вершины зуба чистового инструмента,
Ай = Сх|/ т,
где = 0,1 для т = 1 — 1,75 мм и = 0,2 для т = 2 н20 мм
AS = С2]//п (на толщину зуба)
где С2 = 0,4 для черновых и С2 = 0,2 для шлифовочных гребенок.
Углы резания на боковых кромках и методы заточки *. Передний у(. и задний аб углы на боковых режущих кромках определяются в плоскостях, нормальных к проекции режущей кромки на плоскость, перпендикулярную к оси колеса (см. фиг. 407).
Величины углов определяются по формулам
. __________sin яа sin ар cos ув_.
° 6 ~ cos (ав + ув) 4- sin ав sin у» sin2 ац ’
tg Уб = s’n as tg ус,
где tgas = tgad cos ув.
При ye = 6°30', а„ = 5°30' у гребенок для колес с ад = 20°, аб = 1°54', уб = 2°13'.
При обработке вязких материалов (стали) для увеличения угла уб делают дополнительную заточку; гребенки малых и средних размеров до т = 10 мм включительно затачивают по передней поверхности с образованием одной лунки на каждом зубе (фиг. 409, а). Заточку производят кругом при наклонной установке гребенки под углом Т].
Дополнительный передний угол в плоскостях, параллельных к начальной прямой, перпендикулярных к опорной плоскости гребенки, определяется по приближенной формуле
sin Уз = -^-.
где Ь — ширина зуба в рассматриваемом сечении.
Зависимость диаметра круга DK и угла т] установки гребенки при заточке определяется следующими формулами:
DK = 1Ztg2 a$ + sin2 п или n = arcsin ——,
* smi) " * l l /e£-S2
1 А. В. Ваксман, Исследование геометрии режущих и конструктивных элементов зуборезных гребенок. Диссертационная работа. Станкин, 1945.
Зуборезные гребенки
681
У гребенок больших модулей (больше 10) на передней поверхности делаются две цилиндрические лунки, параллельные к режущим кромкам (фиг. 409, б). Передний угол заточки у3 и ширина лунки Ь в этом случае определяется по той же формуле sin уэ = ту-.
Фиг. 409. Формы заточки передней
поверхности:
а — одной луикой; б — двумя лунками; в—фасонная заточка передней поверхности выкружкой.
Суммарный передний
них углов от заточки уэ и от установки уб
угол в процессе резания равен сумме перед-
Уб. сум Уз Уб-
Второй метод заточки обладает тем преимуществом, что он обеспечивает постоянство переднего угла. При обработке вязких материалов вершинная кромка зубьев также снабжается лункой (см. фиг. 409, б, сечение Б Б).
Косозубые гребенки. Зубья косозубых гребенок расположены наклонно к опорным торцам. Гребенки изготовляются комплектом из двух штук — с правым и левым наклоном зубьев. Угол наклона зубьев гребенки ры равен углу наклона зубьев нарезаемого колеса на делительном цилиндре (обычно pj = 30°). Угол профиля в пло-
(82
Инструменты для нарезания цилиндрических колес
Фиг. 410. Зуб косозубой правой гребенки для нарезания колес с шевронными зубьями (ветви левого направления).
Фиг. 411. Движения косозубых гребенок при нарезании колеса с шевронными зубьями (а). А — гребенка для нарезания правой ветви в конце рабочего хода; В — гребенка для нарезания левой ветви; передние углы незаточенной (б) и заточенной (в) гребенок.
Зуборезные гребенки
683
скости переднего торца гребенки равен углу профиля колеса as в торцовой плоскости. Угол профиля в нормальном сечении определяется по формуле
tg aN = tg as cos
При as = 20° и = 30°, aN & 17°30'.
Углы профиля зубьев гребенки в сечении АА—ББ (фиг. 410), нормальном к задней поверхности, необходимые для изготовления, различны для правой и левой стороны зубьев и определяются но формуле
, , cos В' , . . о,
tga = tgas-^-±tgesinp'
где Q — угол между задней поверхностью и перпендикуляром к опорной плоскости гребенки; угол 0' определяется по формуле
tg Р' = tg Рн COS Q.
В процессе резания гребенка совершает движение параллельно направлению ветвей зубьев нарезаемого колеса (см. фиг. 411, а). При расположении передней поверхности зубьев гребенки в ее торцовой плоскости (фиг. 411, 6) на зубьях получатся передние углы разной величины — с одной стороны положительные у = = + Pj и с другой стороны отрицательные у2 = —Рр Для выравнивания величин передних углов производят заточку каждой режущей кромки (фиг. 411, в) с тупой стороны зубьев (у2 = —Р,) — передний угол увеличивают лункой а, а с острой (у' = + р) — уменьшают фаской Ь. У нормализованных гребенок передняя поверхность лунки и фаски делается под углом 82° к задней поверхности зубьев. Для правильной обработки вершины шеврона режущая кромка а делается с небольшим превышением (около 0,2 мм) над кромкой Ь.
Задняя поверхность зубьев гребенки делается под углом Q = 12° к плоскости, перпендикулярной к опорной. Задний угол на вершинной кромке по направлению движения резания вдоль зуба равен
tg ae = tg Q cos pu.
Боковые поверхности зубьев гребенки для образования задних углов имеют наклон, отличный от угла наклона зубьев. Задние углы на боковых режущих кромках различны для правой и левой сторон зубьев и определяются по формуле
tg a - = tg 6 sin cos ё 5 1 ± tg q sin a2 cos a2 sin ’
где a2 — определяется как tg a2 = tg as cos (j„.
Для обеспечения точности обеих ветвей шеврона колеса парные гребенки комплекта ограничиваются жесткими допусками.
ЛИТЕРАТУРА
1. С е м е н ч е н к о И. И., Режущий инструмент, т. III, Машгиз, 1944.
2. С е м е и ч е н к о И. И., Зуборезные гребенки, Энциклопедический справочник «Машиностроение» т. VII, Машгиз, 1948.
3. Г р у б и н А. Н. Л и х ц и е р М. Б., П о л о ц к и й М. С., Зуборезный инструмент, ч. I, Машгиз, 1947.
4. С а х а р о в Г. Н., Зуборезные гребенки. Справочник металлиста, т, V, Машгиз, 1960.
684
Инструменты для нарезания цилиндрических колес
Фиг. 412. Образование профиля зубьев фрезы — зацепление колеса и фрезы с рейкой.
ЧЕРВЯЧНЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
Назначение, область применения, типы. Червячные зуборезные фрезы применяются для нарезания зубчатых колес наружного (частично и внутреннего) зацепления с прямыми, косыми (винтовыми) и шевронными зубьями, а также червячных колес.
Форма профиля зубьев фрез зависит от формы профиля зубьев нарезаемых колес — эвольвентной, циклоидальной и пр. В дальнейшем рассматриваются, как имеющие наибольшее распространение, червячные фрезы для нарезания колес с эвольвентным профилем зубьев.
По конструкции различают червячные фрезы монолитные, выполненные целиком из одной заготовки, н сборные, у которых только зубья (ножн) выполняются из режущего материала. Сборные фрезы изготовляются для колес больших модулей (свыше 10 мм).
По количеству заходов-витков фрезы разделяются на однозаходные и многозаходные.
Принцип работы фрезы. Процесс образования червячной фрезой профиля зубьев колеса аналогичен процессу зацепления нарезаемого колеса с червяком (его можно рассматри-числом зубьев, равным числу захо-
вать, как косозубое колесо с дов). У фрезы делают продольные, обычно винтовые, канавкн для образования передних поверхностей зубьев и режущих кромок, и затылованные задние поверхности для получения задних углов.
Известно, что для правильного зацепления косозубых колес их зубья должны правильно сцепляться с одной и той же пространственной рейкой (типа исходного контура) (фиг. 412). Для этого необходимо, чтобы в сечении NN, нормальном к направлению зубьев рейки, у обоих колес были равные шаги и углы профиля. Фреза в сечении, нормальном к направлению витков на среднем делительном цилиндре, должна иметь шаг зубьев tu и угол профиля аи, соответственно равные шагу h и углу профиля aj нормального сечения нарезаемого колеса по его делительному цилиндру
tu = “а = О1 И ти = тх.
Размеры в осевом сечении фрезы, аналогично червяку, по фиг. 413 определяются следующими формулами:
Червячные зуборезные фрезы
685
шаг фрезы в осевом сечении
L = -—— > tg т — —~Г~ >
0 cos т ь zidcp где т — угол подъема витков фрезы по делительному (среднему) цилиндру Из совместного
диаметра dcp.
решения этих уравнений получаем . tn t„ т,
tg и = -——О— или sin т = —у— = -j-1-.
'T-dcp cos 'dcp dcp
Для того чтобы витки фрезы и зубья колеса касались одной пространственной рейки, ось фрезы должна быть установлена под углом т к нормальному сечению рейки, а следовательно, и колеса. Для простоты изложения рассматриваем фрезу для нарезания прямозубого колеса. У такого колеса сечение, нормальное к направлению зуба,совпадает с торцовым, и ось фрезы для его обработки устанавливается под углом т к торцу колеса.
В соответствии с условиями зацепления фреза и нарезаемое колесо непрерывно вращаются вокруг своих осей. За один оборот фрезы ко
Винтибая канабка
а пр
Фиг. 413. Размеры профиля фрезы и винтовой канавки.
лесо поворачивается на один шаг (при однозаходной фрезе) или на — оборота, где Zi — число зубьев колеса.
Однозаходнын червяк при вращении последовательно сцепляется со всеми зубьями колеса. Поэтому каждая впадина зубьев колеса обрабатывается всеми зубьями однозаходной фрезы, расположенными на длине активной части линии профилирования. При многозаход-
686
Инструменты для нарезания цилиндрических колес
ной фрезе каждый виток также обрабатывает одну впадину, но следующей он обрабатывает не рядом расположенную, а отстоящую от первой на число впадин, равное числу заходов фрезы. Пропущенные впадины обрабатываются другими витками многозаходной фрезы.
б, 6 — последовательность обработки профиля зуба; г — огранка профиля зуба при обра» ботке; д — обработка зуба колеса зубом 2 фрезы.
Таким образом, за один оборот многозаходной фрезы колесо повертывается на несколько шагов и обрабатывается несколько впадин, соответственно числу заходов фрезы.
При вращении фрезы каждая режущая кромка описывает кольцевую траекторию. Траектории а2 отдельных зубьев смещены вдоль оси фрезы соответственно винтовому расположению зубьев.
На фиг. 414 траектория зуба 1 показана сплошной линией, а2 зуба 2 — пунктирной. Профиль зубьев колеса образуется последовательно всеми зубьями витка фрезы на его рабочем участке-На фиг. 414, а показана обработка профиля зубом /; для обработки профиля зубом 2 фреза должна повернуться на оборота и соот-
ветственно колесо повернется на —-— своего оборота. Зуб 2 в той же
Z^u
Червячные зуборезные фрезы
687
впадине колеса займет положение, отличное от положения зуба /
Режущие кромки зубьев фрезы располагаются при обработке во впадине колеса по касательным к его теоретическому профилю
L
а — размеры фрезы в проекции на торцовую плоскость колеса; б — размеры фрезы вдоль ее оси; в — перемещение точек профилирования по профилям зубьев фрезы и обрабатываемого
колеса.
(фиг. 414, б, в). Точки касания соответствуют точкам линии профилирования. Последняя проходит через полюс профилирования Р (фиг. 415, а) — точку касания центроид детали и фрезы, и для эвольвентных профилей она касательна к основной окружности. Предельное положение точек профилирования (границы обработки) определяется пересечением линии профилирования с окружностью выступов нарезаемого колеса Ki и прямой выступов фрезы К2. Активный участок линии профилирования определяет участвующую в профилировании длину фрезы I по начальной прямой в проекции на тор-
цовую плоскость колеса
— г2 'oi
гд1 sin2 ад — h'u
। cos а sin aa j "
688 Инструменты для нарезания цилиндрических колес
Длина / зависит от радиуса окружности выступов нарезаемого колеса Rel и увеличивается с повышением числа зубьев колеса гь Предельное положение точки Ki при увеличении числа зубьев колеса получается при Zi = со, т. е. при обработке рейки. В этом случае
Л = hi ctg а„
Для колеса с углом профиля ад = 20° при высоте зуба hi = — 2,25 tn, h = 6,2 m или li ~ 2/. Количество витков, зубья которых производят окончательную обработку профиля колеса ппроф, определяется отношением длины / к шагу витков teumKa
1 ппроФ~- teumKa-
Количество режущих кромок с каждой стороны на один оборот витка равно количеству г„ зубьев фрезы по окружности. Поэтому число резов гпроф, профилирующих каждую сторону профиля изделия, равно
_ _ 1
гпр°ф ~ Ппрофги — taumKa Z“-
Число резов увеличивается с повышением числа зубьев фрезы ги, числа зубьев колеса Zi, с уменьшением угла профиля фрезы а„ и уменьшается с увеличением числа заходов фрезы а.
Максимальное число резов, профилирующих одну сторону зуба, получается при обработке колеса Zi = со. В этом случае, при ад — = 20°, hx — 2,25 tn, а — 1, число резов гпроф = 2,0 zu. При применении многозаходных фрез количество резов пропорционально уменьшается.
Количество резов, образующих профиль каждого зуба, получается небольшим и поэтому иногда на профиле зуба получается огранка. Отклонение профиля от эвольвенты (величина огранки) f (см. фиг. 414, г) у делительного цилиндра при rn = 1 определяется по следующей приближенной формуле 12 ]
г__ п2а2 sin ag
Чг1
Получающиеся отклонения (гребешки) обычно невелики (/ до 0,003—0,004 мм) и не оказывают существенного влияния на правильность зацепления. Однако при неблагоприятных соотношениях параметров фрезы и нарезаемого колеса величина отклонений может получиться значительной *
1 См. также А. Г. Шмулевич, Определение неровностей и выбор рационального режима обработки при чистовом зубофрезеровании «Станки и инструмент» № 5, 1959.
Червячные зуборезные фрезы
689
Зубья фрезы левее точки Ki (см. фиг. 415, а), не участвуя в профилировании, производят предварительное вырезание металла из впадин заготовки, подготовляя ее под обработку профилирующими зубьями. Если на фрезе будут отсутствовать предварительные зубья (левее точки Д\), то первый зуб должен будет удалить весь слой металла, срезаемый этими предварительными зубьями, и врезаться в заготовку на большую глубину (Л на фиг. 415). Во избежание перегрузки крайние зубья фрезы должны выходить за точку Е — пересечения окружности выступов колеса с наружным цилиндром зубьев фрезы. Расстояние точки Е от полюса профилирования равно
- /«?, - («., - »,)’ = - Л,)
Зубья червячной фрезы по ее длине загружены неравномерно, наибольшие слои металла снимают первые входящие зубья. При приближении к полюсу профилирования загрузка на отдельные зубья уменьшается.
Окончательная обработка профиля детали каждой точкой режущей кромки производится в момент ее наибольшего приближения к оси детали, т. е. в плоскости, проходящей через ось фрезы, и через прямую, перпендикулярную к оси изделия (см. фиг. 414). Ниже этой плоскости точки режущей кромки при вращении фрезы отходят от профиля детали и производят только предварительное удаление металла из впадины детали.
Для обработки зубьев колеса по всей длине фрезе сообщается продольная подача — непрерывное перемещение параллельно оси заготовки. Переход по длине зуба от одного профилирующего сечения I — / к следующему II — II происходит периодически после оборота колеса. За это время фреза перемещается по длине зуба на величину продольной подачи So и поэтому образующие зубьев колеса получаются не прямолинейными, а волнистыми, как по боковой стороне профиля, так и по впадине. Высота гребешков (волнистость) по длине зуба по профилю /б и по впадине — определяются следующими формулами [41:
о 2 •
so S0 sin ам
f1 = 4Deu cos2 p ’ ^5 = 4Deu cos2 p = '1 sin
где s0 — величина продольной подачи фрезы на один оборот заготовки в лш;
Dea — наружный диаметр фрезы в мм-,
Р — угол наклона зуба заготовки (для прямозубых колес ₽ = 0).
Несмотря на то, что траектория вращения зубьев фрезы не совпадает с направлением зубьев колеса (см. фиг. 414, а), червячная фреза обеспечивает правильное положение обрабатываемым зубьям.
44 Семенченко и Др. 599
690
Инструменты для нарезания цилиндрических колес
Это объясняется тем, что зубья фрезы совершают относительно впадин сложное движение: одновременно с вращением фрезы происходит согласованное вращение заготовки. Скорость Л абсолютного движения режущих кромок лежит в плоскости, перпендикулярной к оси фрезы. Скорость В, создающаяся одновременным вращением заготовки, лежит в плоскости, перпендикулярной к оси заготовки — переносное движение. Движение режущей кромки относительно впадины заготовки является относительным движением. Его скорость определяется разностью скоростей А абсолютного движения и В переносного движения. Нетрудно доказать, что при повороте оси фрезы на угол т подъема витков скорость относительного движения С совпадает с направлением зуба и параллельна оси колеса.
Конструкция фрезы
Диаметр фрезы. Для увеличения точности профиля зубьев нарезаемого колеса и повышения производительности обработки следует применять фрезы возможно большего диаметра. С увеличением диаметра фрезы: уменьшается угол подъема витков фрезы, что благоприятно сказывается на уменьшении органических погрешностей конструкции фрезы; уменьшается высота гребешков, получающихся при обработке вдоль зубьев колеса; увеличивается число зубьев по окружности фрезы, что улучшает условия резания и отвода стружки; появляется возможность увеличения диаметра отверстия, а следовательно, и диаметра оправки, что обеспечивает большую жесткость крепления инструмента и возможность повысить режимы резания; улучшаются условия охлаждения режущих кромок.
Однако с повышением диаметра фрезы увеличивается: расход режущего материала для ее изготовления, угол контакта зубьев фрезы с обрабатываемой поверхностью, крутящий момент при тех же режимах обработки, длина и время врезания, а следовательно, и продолжительность фрезерования Е
Необходимо отметить, что размеры узла крепления фрезы иа станке ограничивают ее максимально допустимый диаметр.
Ориентировочно диаметр фрезы может быть определен исходя из желательной величины угла подъема витков т, который для уменьшения погрешностей и улучшения чистоты обработки должен быть по возможности меньше (желательно т не больше 3°). ГОСТом 9324-60 установлены диаметры фрез общего назначения для m = = 1 -т- 14 мм Deu = 63 -г- 180 мм, для сборных фрез m = 10 -н -н 20 мм Dea= 180-4-250 мм. Для фрез прецизионных установлены повышенные величины диаметров с tn = 1 -ч- 10 мм Deu = 70 ч--:-225 мм.
1 Подробнее об увеличении диаметра фрезы см. В. М. Матюшин, Новая конструкция высокопроизводительных червячных зуборезных фрез больших диаметров. Тема 11 № М-57 , 209/12; изд. филиала ВСИНИТИ, 1957.
Червячные зуборезные фрезы
691
При выборе диаметра фрезы следует учитывать (фиг. 416) глубину канавки Нк, диаметр отверстия d и размер тела корпуса фрезы р. Необходимо, чтобы
Deu > 2НК + 2р + d или
Deu>2[t’-^ + p + HK'),
где t\ — размер заделки шпонки по ГОСТу 9472-60.
Фиг. 416. Конструктивные и габаритные размеры фрезы.
Толщина тела фрезы должна быть достаточной для обеспечения прочности фрезы; она принимается не менее 0,25 — 0,30 диаметра отверстия.
Диаметр отверстия. Отверстие служит для крепления и базирования фрезы на оправке. Для увеличения жесткости крепления диаметр отверстия следует брать по возможности больше. Ориентировочно его величина определяется как
d = (0,20 -ь 0,45) Ое„.
Размер диаметра отверстия должен быть выбран из нормального ряда диаметров отверстий насадного инструмента (ГОСТ 9472-60).
Длина фрезы должна обеспечить правильное профилирование зубьев колеса и предварительное вырезание металла из впадины без перегрузки крайних зубьев. Первое условие определяется по фиг. 415, а длиной активной части линии профилирования. Минимальная длина фрезы в этом случае с учетом необходимой толщины За профилирующих крайних зубьев (см. фиг. 415, а) равна
L = Й! ctg аа + 4й1 tg а„ + 2S„ 2 Г-?1 (1 + sin2 аа) + Sal.
Ц ош J
44*
692
Инструменты для нарезания цилиндрических колес
Длина фрезы по второму условию определяется по фигуре точкой Е. Она увеличивается с увеличением диаметра нарезаемой заготовки; половина длины фрезы по этому условию равна:
М = /(2/?е1 - ЙО /ц + Su.
При нарезании колес в несколько проходов в этой формуле следует учитывать не всю высоту зуба hx, а только высоту, снимаемую в данный проход, и соответственно изменить величину наружного диаметра заготовки
В полученные формулы длины фрезы следует внести поправку, учитывающую наклонную установку при работе оси фрезы по отношению к торцу нарезаемого колеса — угол т (фиг. 415, б). Однако так как т не превышает обычно 6—7°, влияние этой поправки, не превышающей 0,6%, не учитывается.
Из-за того что зубья фрезы загружены неравномерно и каждый зуб в зависимости от его положения относительно полюса Р снимает вполне определенную стружку, работая только частью режущей кромки (см. фиг. 415, в), максимальный износ зубьев происходит в определенных местах режущих кромок, отличных для каждого зуба. При изменении положения фрезы относительно полюса Р условия работы отдельных зубьев изменяются, места наибольшего износа смещаются по высоте зуба. Это обстоятельство используют для увеличения стойкости фрезы. После нарезания определенного количества колес изменяют положение фрезы относительно оси обрабатываемого изделия путем поворота фрезы, расцепив гитару деления или, смещая ее вдоль оси оправки, меняя пространовочные кольца. Для возможности перестановки — смещения фрезы вдоль оси — необходим запас в длине фрезы.
Часть крайних зубьев у торцов фрезы получается уменьшенной толщины из-за винтового характера витков фрезы (а на фиг. 416). Чтобы исключить их из работы, увеличивают длину фрезы. Обе эти прибавки на перестановки и на неполные витки равны 2—3 шагам.
По бокам фрезы делают буртики шириной 16 = 3 -t- 5 мм и диаметром на 1—2 мм меньше окружности, проходящей через дно канавки фрезы. Поверхность буртиков выполняется строго кониен-трично с витками основного червяка, проходящего через режущие кромки фрезы, и служит для контроля отсутствия биения фрезы при установке на зубофрезерном станке. Контролировать правиль-
1 Точный расчет необходимой длины фрезы — см. 3. А. Н и к и т н н а, Инструкция по расчету червячных фрез под ред. д-ра техн, наук Ю. В. Цвис, ОТИ ВНИИ, 1960 и Н. К- Ж у и а е в, П. Г. Гаврилов, А. Г. Шмулевич, Определение длины загруженной части червячной фрезы и условия ее рационального использования. Сб. «Производство и эксплуатация инструмента», Опыт уральских заводов, вып. 6, Машгиз, 1954.
Червячные зуборезные фрезы
693
кость установки по задней поверхности зубьев нельзя из-за затылованной формы их задней поверхности.
Длины фрез общего назначения приведены в ГОСТе 9324-60. Цельные фрезы общего назначения могут делаться двух размеров: длинные и короткие.
Заборный конус. С увеличением диаметра, а следовательно, и числа зубьев нарезаемого колеса необходимая длина фрезы должна
L'
Фиг. 417. Фреза с заборным конусом.
быть увеличена. Так, например, для нарезания колеса т — 5 мм диаметром 5000—6000 мм фреза должна быть длиной около 300 мм. Изготовление таких фрез затруднительно. Необходимая длина фрезы может быть уменьшена, если нагрузку, приходящуюся на крайние зубвя, распределить на другие, рядом расположенные. Для этого наружную поверхность зубьев с одной входной стороны следует сделать конической в виде заборного конуса (фиг. 417). Длина его 1К делается равной двум шагам, угол конуса 2<рк = 18 ч- 30° \
Средний расчетный диаметр фрезы является условным, необхо-ходимым для расчета фрезы. По нему определяются углы наклона продольной канавки, угол подъема витков фрезы и другие величины. По мере переточек с уменьшением диаметра фрезы уменьшается и действительный средний диаметр профиля зубьев, а следовательно, изменяются угол подъема витков фрезы т и угол наклона продольной канавки фрезы 0. Для уменьшения отклонений фактических разме-
1 Об определении размеров конуса н его влияния на работ j фрезы — см. А. Г. Ш м у л е в и ч, Влияние наличия конуса у червячных фрез на их стойкость, «Станки н инструмент» № 2, 1960.
694
Инструменты для нарезания цилиндрических колес
Червячные зуборезные фрезы
695
ров т и Р от расчетных средний диаметр фрезы при ее проектировании принимается в сечении, отстоящем от передней поверхности на 0,1 — 0,25 окружного шага (фиг. 418, а);
^ср. расч Dea 2hu 2ок,
где к — величина затылования;
h'u — высота головки профиля зуба фрезы.
Фиг. 419. Размеры профили зубьев фрезы:
а — с передним углом Y = 0; б — для колес со срезом вершины профиля зубьев; в — искажение профиля зубьев при у> 0 (2) по сравнению с профи* лем зубьев при у=0 (1); г — для нарезания мелкомодульных колес.
Коэффициент о принимается в пределах а = 0,1 -=-0,25 (по ГОСТу 9324-60 принято а = 0,15).
Размеры профиля зубьев. Размеры профиля зуба фрезы в нормальном сечении к направлению витков равны размерам исходного контура. При нарезании колеса начальная его окружность катится без скольжения по начальной прямой фрезы. При нарезании фрезой с углом профиля аи, равным углу профиля аа исходного контура колеса, начальная окружность обработки совпадает с делительной окружностью нарезаемого колеса. Поэтому шаг зубьев фрезы tu в нормальном сечении равен шагу зубьев ti в нормальном сечении нарезаемого колеса по его делительной окружности (фиг. 419).
Толщина зуба фрезы по начальной прямой Sa равна ширине впадины колеса Senl по начальной окружности или равна разности шага 4 и толщины зуба Sj нарезаемого колеса по делительной окружности.
$и — $вп1 —
696
Инструменты для нарезания цилиндрических колес
Головка зуба фрезы обрабатывает ножку зуба колеса. Поэтому высота головки зуба фрезы h' равна высоте ножки зуба колеса /г''. Ножка зуба фрезы обрабатывает головку зуба колеса. Чтобы основание впадины зубьев фрезы не обрабатывало наружную поверхность зубьев колеса, между ними предусматривается зазор Си1, обычно равный радиальному зазору передачи Ci2. Поэтому высота ножки зуба фрезы равна /г" = h\ 4- См. Полная высота профиля зубьев фрезы равна
hu = h'u + Ки = h]+ Cu].
У фрез для колес co стандартными размерами зубьев h’u = 1,25 m; Cuj = 0,25 m; /г" = 1,25 m; hu — 2,5 m.
Углы на вершине и ножке профиля зуба фрезы закругляются дугой окружности гj и г', аналогично профилю исходного контура.
Приведенная на фиг. 419, а форма профиля зубьев принимается для обработки колес без среза вершины профиля зубьев. Для обработки колес со срезом вершины профиля зубьев в соответствии с профилем исходного контура (ГОСТ 3058-54) на ножке зубьев фрезы делается утолщение — фланк (фиг. 419, б). Размеры утолщения (фланка) определяются расстоянием от средней линии до начала фланка 1гф, увеличением толщины зуба на сторону аф па расстоянии Кф от средней липин. Они устанавливаются в соответствии с размерами исходного контура. Форма утолщения (фланка) может быть прямолинейной или плавно вогнутой.
У фрез со шлифованным профилем зубьев по дну впадины делается канавка для облегчения работы и уменьшения износа вершины круга при шлифовании профиля зубьев; канавки обычно делаются с m = = 4 мм и выше.
Продольные канавки фрезы. Для получения на обеих сторонах зубьев одинаковых передних углов канавки делаются винтовыми (фиг. 420, а). Передняя поверхность канавок располагается нормально к виткам по среднему расчетному цилиндру, т. е. на расчетном цилиндре угол наклона канавок Р равен углу подъема витков т.
Из фиг. 413, на которой показана развертка на плоскость сечения расчетным цилиндром передней поверхности канавки, следует
ndcp. расч^ё Р’
где SK — шаг винтовой канавки;
tg 6 = Sin т = .
с<к Яаср. расч
При умножении получаем
sin т tg Р = -43- = -U-.
Червячные зуборезные фрезы
697
Из-за малых углов т и Р (меньше 6") можно принять, что sin т = — tg Р, тогда
tgP =
Иногда червячные фрезы изготовляются с прямыми канавками, параллельными к оси фрезы, что упрощает заточку зубьев.
Передние углы в процессе резания на боковых сторонах профиля зубьев у фрез с прямыми канавками получаются различными для
а)
Фиг. 420. Червячная фреза с винтовыми (а) и прямыми (6) канавками.
правой и левой сторон зубьев (фиг. 420, б). С одной стороны передний угол увеличивается и равен yi = -f-т, а с другой стороны уменьшается и равен у2 = — т. Отрицательный передний угол получается у стороны зубьев, снимающих меньшие стружки. Обычно канавки, параллельные к оси, делают у фрез с небольшими углами подъема витков т = 3 н- 5°. Некоторые заводы применяют прямые канавки на двух- и трехзаходных фрезах \
Число и форма зубьев и канавок фрезы. Число зубьев фрезы влияет на количество резов, формирующих профиль зубьев колеса, на высоту гребешков, получающихся в процессе обработки, на толщину стружки, снимаемой каждым зубом фрезы. Для улучшения чистоты обработки число зубьев необходимо принимать по возможности больше. Однако для червячных фрез, имеющих затылованные зубья, это не всегда допустимо.
Для фрез червячных универсального назначения число зубьев установлено в пределах 12—9, для прецизионных фрез 16—12, для сборных фрез 8 (ГОСТ 9324-60).
1 См. В. Н. Соколов, Современные конструкции режущих инструментов для обработки зубчатых колес. Сб. «Конструирование и изготовление режущего инструмента», Машгиз, 1954.
698
Инструменты для нарезания цилиндрических колес
Выбор элементов зуба и канавки производится таким же образом, как и для обычных затылованных фрез.
При выборе элементов зуба (фиг. 418, б) следует учитывать условия возможности шлифования его профиля. Глубина канавки Нк червячных фрез со шлифованным профилем при наличии второго затылования задней поверхности зуба равна
Нк = кц-\---1 + Г5>
где k и ki — величины затылования первой шлифованной части и второй нешлифованной части зуба;
г3 — радиус закругления дна канавки. Он должен удовлетворять приведенному выше условию;
rs>0,6^.
zu
Здесь /?6 — радиус окружности, проходящей через центр закругления.
Угол канавки ft = 20-н30°, радиус закругления rs = 1 3 мм.
Форма зуба и впадины (канавки) проверяется контрольным прочерчиванием.
Углы резания. На каждом зубе фрезы находится три режущих кромки (фиг. 418, а): одна на вершине зуба и две боковых.
Передний угол на вершине зуба обычно принимается равным ув — 0°. Отсюда следует, что передняя поверхность является винтовой архимедовой поверхностью.
С увеличением переднего угла ув улучшаются условия резания, но искажается профиль нарезаемого колеса (фиг. 419, в), и поэтому требуется соответствующая корректировка профиля фрезы. При этом необходимо учитывать не только геометрические размеры фрезы, но и относительное движение зубьев фрезы и нарезаемого колеса — движение огибания Г Червячные фрезы с положительным передним углом обычно применяются только для предварительного нарезания.
При ув > 0 передний угол на боковых кромках уб определяется по приближенной формуле
р tg Убе = tg Ye sin аи,
где Reu — наружный радиус фрезы;
Rc — расстояние от оси фрезы до точки С, в которой рассматривается угол убс.
1 См. С. И. Гуревич, Профилирование червячных зуборезных фрез с радиальным положительным передним углом. Сб. «Исследование процессов высокопроизводительной обработки металлов резанием», МАТИ, вып. 38. Оборонгиз, 1959, а также [41.
Червячные зуборезные фрезы
699
Из-за малого отличия величины отношения -—-от 1 его можно
КС не учитывать.
При ув = 10° у фрез для колес с ад = 20° уб = 3°30'.
Задние углы на вершине и на боковых сторонах зуба обеспечиваются путем затылования зубьев по архимедовой спирали (см. фиг. 418).
Задний угол на вершине зависит от величины затылования k\ зависимость между ними находится по формуле
k = tga
ги
Эта формула устанавливает величину заднего угла ав в сечении, перпендикулярном к оси фрезы. Ввиду того, что задняя поверхность зуба винтовая, действительный задний угол должен определяться по направлению витков фрезы в сечении ББ, т. е.
tg % = tgaecos Tg,
где — угол подъема витков фрезы на цилиндре выступов диаметра Deu;
пиеи и ей
Однако из-за получающейся малой разницы между углами ag и а' влияние угла т обычно не учитывается.
Задний угол на боковой режущей кромке в сечении АА, перпендикулярном к ней, определяется по формуле
tga6c = ^-tgae sin a„,
где /?с — радиус окружности, проходящей через точку С, для которой рассматривается угол абс,
Эта формула не учитывает наличия винтовых канавок, поэтому является приближенной. Точная формула имеет вид
' R
tg абС — tg ас sin аи cos тс = tg ag sin аи cos тс,
где тс — угол подъема винтовой линии витков фрезы на цилиндре диаметра £>с;
tgrc = ^tgT.
Задний угол аб получается значительно меньше угла ag. Так, например, при ав = 10 -н 12° и ад = 20° аб = 2 н- 3°.
Червячные фрезы изготовляют со шлифованным профилем зубьев, что повышает точность профиля и стойкость фрезы.
Шлифование производится обычно кругом дисковой формы. Отбой круга при шлифовании должен произойти до касания кругом соответствующей точки W про
700
Инструменты для нарезания цилиндрических колес
филя зуба, следующего за шлифуемым, во избежание его среза (фиг. 418, б). Ввиду этого зубья фрезы не могут быть прошлифованы полностью по всей длине. При конструировании фрезы необходимо определить, какая часть ширины зуба может быть прошлифована без повреждения кругом соседнего зуба. Определение длины шлифованной части профиля зуба производится графическим построением (фиг. 418, б).
Архимедова спираль задней поверхности заменяется дугой окружности с центром в точке О'. Последняя находится на пересечении прямой аО', проведенной под углом а„ к передней поверхности рассматриваемого зуба — к радиусу аОи, с перпендикуляром к середине хорды ab. Точка Ь находится на следующем зубе на расстоянии k от наружной окружности фрезы. Из того же центра О’ проводят дугу окружности радиуса Rit ограничивающую основание профиля, на расстоянии hu от первой. К ней проводят касательную окружность, радиус которой RKp равен радиусу шлифовального круга. Центр ее Ок находится на расстоянии Ri + RKp от точки О и на расстоянии RKp от точки W. Прямая, проходящая через точки О' и Ок, ограничивает на зубе шлифованную, правильно обработанную часть задней поверхности ajeg. Дальнейшая часть задней поверхности eh профилируется по переходной кривой, образуя так называемую седловину. Она получается не только по основанию, но и по боковым сторонам профиля. К задней части зуба профиль по седловине повышается н может после ряда переточек оказаться выше передней профилирующей поверхности, что при работе приводит к повреждению обрабатываемой поверхности нарезаемого колеса. Во избежание этого заднюю поверхность до термической обработки фрезы срезают резцом с увеличенной величиной затылования. Величина падения затылка при втором затыловании — /-k для обычных фрез 1,2-!-1,4 и для прецизионных 1— 1,4-»-1,8.
-т , — k
Для построения второго затылка отмечают точки I и i на расстоянии—=-^-
от точек а и Ь. Архимедова спираль второго затылка, проходящая через точки /, f и г, также заменяется дугой окружности с центром в точке О”. Последняя находится на пересечении перпендикуляров к серединам хорд fi и И.
Правильно образованная шлифованная часть профиля зуба фрезы может быть переточена до радиуса фрезы, проходящего через точку е — до прямой ер. Длина шлифованной части задней поверхности зуба, обеспечивающая требуемую точность профиля режущей кромки ар, должна быть не менее У2 Длины зуба по наружной окружности фрезы для фрез до m — 4 мм и не менее ]/3 длины зуба для фрез свыше m = 4 мм.
Для шлифования профиля зубьев фрезы обычно применяют круги диаметром 100—120 мм. С уменьшением диаметра круга при пеизменяющемся числе его оборотов уменьшается окружная скорость круга и ухудшаются условия резания. При увеличении диаметра круга уменьшается длина правильно шлифованной части профиля и увеличивается опасность среза зуба, следующего за шлифуемым. Из-за этого уменьшают или величину заднего угла, или длину шлифованной части задней поверхности, что влечет за собой уменьшение стойкости фрезы или уменьшение количества переточек. Во избежание этого желательно выбирать круг возможно меньшего диаметра, повышая его режущие способности увеличением числа оборотов, при использовании скоростного шпинделя , или кругов пальцевой и чашечной формы. При применении последних длина правильно обработанной части задней поверхности значительно увеличится. Минимальный диаметр круга ограничивается размерами шлифовального шпинделя н условиями крепления круга , В зависимости от высоты шлифуемого профиля фрезы hu, диаметра отверстия круга и ширины зажимных фланцев р минимальный диаметр круга равен
Окр — 2ha + 2р + d0.
Обычно минимальный диаметр DKP = 80* 90 мм.
Иногда для возможности увеличения задних углов принимают меньшую длину шлифованной части зуба. После нескольких переточек, когда ширина канавки уве-
Червячные зуборезные фрезы
701
лпчптся и профиль можно будет шлифовать на большую длину, производится вторичное шлифование профиля зубьев с той же увеличенной величиной затылования k. Этот метод позволяет изготовлять фрезы с задним углом ав до 18° и ад до 6°.
Увеличение задних углов на боковых сторонах профиля получается при применении косого (углового) затылования профиля зубьев (фиг. 421) под углом (обычно 8—10°) к оси фрезы. Затылование правой и левой сторон зубьев производится при разных направлениях отбоя. Косое затылование из-за разных направлений затылования приводит к изменению размеров зубьев при их переточках. Небольшие изменения компенсируют путем регулирования положения фрезы по отношению к нарезаемому колесу, т. е. изменяют межцентровое расстояние между ними. После нескольких переточек производят или перешлифовку
всего профиля зубьев фрезы, или шлифуют только вершины ее зубьев с целью сохранения размера ножки зубьев и величины радиального зазора передачи.
Определение профиля зубьев фрезы. Зубчатые колеса с эвольвентным профилем зубьев могут правильно зацепляться только с эвольвентным червяком, витками которого являются эвольвентные винтовые поверхности. Червяки других типов теоретически правильно с зубьями эвольвентного профиля не зацепляются. Поэтому режущие кромки червячной фрезы должны лежать на поверхности эвольвентного червяка, размеры которого
Фиг. 421. Угловое затылование зубьев фрезы.
соответствуют основным размерам
нарезаемого колеса. Червяк, на основе которого проектируются червячные фрезы, называется основным червяком.
Режущие кромки 3 (фиг. 422) фрезы образуются пересечением передней поверхности продольных канавок 2 с задними поверхно
стями зубьев фрезы 4. Для образования задних углов задние поверхности смещаются с поверхности основного червяка 1. Они являются
также винтовыми поверхностями и имеют с одной стороны угол подъема и шаг больше угла подъема и шага основного червяка,
а с другой стороны — меньше. По мере затачивания линия пересечения передней и задней поверхностей, образующих режущую кромку 3', смещается от первоначального положения 3 и из-за наличия задних углов приближается к оси фрезы. Необходимо чтобы и у переточенной фрезы режущие кромки — линии пересечения передней и задней поверхностей — находились на винтовой поверхности червяка, на основе которого проектировалась фреза, стеми же размерами. У переточенной фрезы режущие кромки лежат на винтовой поверхности ближе к оси фрезы, чем режущие кромки новой фрезы.
Отсюда определение профиля зубьев фрезы должно производиться следующим образом:
а) Определяем уравнение поверхности основного (эвольвентного) червяка — поверхность 1 (на фиг. 422 а и б).
702
Инструменты для нарезания цилиндрических колес
б) Определяем уравнение передней поверхности зубьев фрезы — продольной канавки — поверхность 2. Для фрез с передним углом у ~ 0 передней поверхностью канавки является архимедова винтовая поверхность.
в) Форма режущей кромки фрезы определяется как линий пересечения поверхности основного червяка и передней поверхности
Ось урезы
Фиг. 422. Определение профиля зубьев червячной фрезы (а); образование задних поверхностей оав зубьев (б); направление " ’ затылования радиальное и осевое (в).
канавки — линия 3. Уравнение режущей кромки находится совместным решением уравнений поверхности основного червяка и уравнения передней поверхности канавки.
г) Форма задней поверхности витков фрезы определяется из условия: задняя поверхность 4 должна быть такой винтовой поверхностью, которая в пересечении с передней поверхностью канавки должна образовать линии сечения — режущие кромки, находящиеся на поверхности основного червяка.
Итак, для получения колеса с эвольвентным профилем зубьев необходимо, чтобы профиль нарезающей его фрезы был построен на базе эвольвентного основного червяка. Однако практическое осуществление этого связано с большими затруднениями по следующим причинам.
Профиль режущей кромки, спроектированный на базе эвольвентного червяка, имеет криволинейную форму. Радиальное затылование, применяемое в настоящее время при изготовлении червячных фрез, не обеспечивает при переточках постоянства профиля. Для обеспечения условий пункта «г» необходимо, чтобы движение затылования имело направление вдоль оси фрезы — осевое затылование (фиг. 422, в). Но этот вид затылования мало разработан, его внедрение
Червячные зуборезные фрезы
703
представляет большие трудности, он не обеспечивает постоянства размеров зуба при переточках, требует применения специальных станков, обычно отсутствующих на производстве. Кроме этого, осевое затылование может быть применено только для боковых сторон зубьев и не приемлемо для вершинной кромки и поэтому потребуется разработка новой конструкции фрезы, отличной от общепринятой.
Фиг. 423. Приближенные методы профилирования: а— нормальное и осевое сечения; б — определение эвольвентного профиля в осевом сечении.
Применяемое в настоящее время радиальное затылование обеспечивает правильность образования задних винтовых поверхностей зубьев только при прямолинейном профиле режущей кромки. Поэтому червячные фрезы для цилиндрических колес проектируются по приближенным методам.
Приближенные методы профилирования червячных фрез. В практике применяют несколько способов приближенного профилирования червячных фрез для цилиндрических колес.
1. Профиль прямолинейный в осевом сечении. При этом методе криволинейный профиль осевого сечения эвольвентного червяка заменяется прямолинейным. Эвольвентный червяк заменяется червяком, прямолинейным в осевом сечении — архимедовым червяком (фиг. 423, а, сечение АА).
Рассмотрим сечение эвольвентной винтовой поверхности плоскостью, проходящей через ось червяка-фрезы (фиг. 423, б). В этом (осевом) сечении эвольвентная винтовая поверхность имеет криволинейную форму. Для ее определения построим в плоскости сечения
704
Инструменты для нарезания цилиндрических колес
прямоугольную систему координат с осью Ох, совпадающей с осью червяка, и осью Оу, проходящей через точку пересечения кривой сечения профиля с основным цилиндром, радиуса г0. В принятой системе координат линия сечения определяется следующим образом (рассматриваем правозаходную фрезу).
Задаваясь ординатой ук произвольной точки К, определяем ее абсциссу по уравнению
хк = + р inv ак, где го cos ак — — к УК.
ир — параметр винтовой поверхности р = — = -2
Знак плюс в формуле хк соответствует правой и знак минус — левой боковой поверхности витка.
Образующая заменяющего архимедова червяка проходит через точки В и С профиля зуба фрезы, обрабатывающие крайние рабочие точки эвольвентного участка профиля зуба колеса 1 — точки В' и С’ (фиг. 424, а). Точка В на головке зуба фрезы выбирается по расчетному сечению (передняя поверхность). Точка С на ножке зуба фрезы устанавливается, исходя из размеров переточенных зубьев фрезы на величину 0,5 окружного шага от первого сечения. Расстояние от образующей среднего расчетного цилиндра фрезы до точки В равно высоте рабочего участка по ножке зуба колеса — hp , до точки С — равно сумме высоты рабочего участка по головке зуба колеса hp, и части величины падения затылка, приходящейся на половину окружного шага 0,5 k, т. е. = hp + 0,5 k. У фрез для обработки колес с размерами зубьев по ГОСТу 3058-54 без среза вершины профиля hp = tn и hp = tn и со срезом профиля у вершины (фиг. 424, б) hp уменьшается до 0,6 tn (эта величина принимается несколько увеличенной по сравнению с установленной ГОСТом 3058-54 0,55 т, так как в ГОСТе указан размер среза hc = 0,45 tn как максимальный). При обработке колес с размерами зубьев, отличными от стандартных размеров, h'p и h'p принимаются по конкретным условиям.
Координаты расчетных точек профиля зуба фрезы равны хв = р inv ав; ув = ru + hp, хс = р inv ас; ус = ru — (jip + 0,5*), где га — радиус среднего расчетного цилиндра фрезы;
_ J.
2 ®СР- расч-
Червячные зуборезные фрезы
705
Фиг. 424. Профиль зубьев червячных фрез при профилировании по первому методу:
расчетные размеры профиля основного червяка для колес без среза головкн зуба у вершины (а) и со срезом головки зуба (б); фактические размеры (в); профиль зуба фрезы в осевом сеченин (а);
------осевое сечение червяка, ----- осевое сечение задних поверхностей зубьев фрезы.
Параметрические углы ав и ас определяются по формулам cos а о = ——у—тг-; cos аг = —?--т-т------и-.
2(ru + hp) С 2[ru-(hp + 0,5*)]
Здесь d0 — диаметр основного цилиндра эвольвентного червяка, на основе которого проектируется фреза:
, т
dn " ' , •
0 cos т tg т0
Угол подъема поверхности основного эвольвентного червяка на основном цилиндре То определяется по формуле
cos То = cos т cos ад.
45 Семенченко и др.
706
Инструменты для нарезания цилиндрических колес
Угол профиля заменяющего архимедова червяка, проходящего через точки С и В (угол %,„„) по фиг. 423, б равен
tn п — хв~хс ... p(invaB —inv ас) Ь черв ув — ус Л"+Лр + 0,5^
или, заменяя р, получим
ton — invag— invac
L& ^церв i .» , , <
2 cos т (-ip +- p -I- 0,5 —
У фрез, предназначенных для обработки колес, при коэффициенте высоты головки зуба колеса f = 1,0, со срезом вершины профиля зубьев в соответствии с ГОСТом 3058-54 (/гр = 0,6 m\ h = tri)
, _ invaB — invac
lb ^черв ' / i
2 cos т ( 1,6 -{• 0,5 —
Требуемая толщина зубьев фрезы Su выдерживается по среднему цилиндру (фиг. 424, в). Поэтому, прямая, заменяющая профиль, фактически совпадает не с секущей профиля 3, проходящей через расчетные точки В и С, а проходит параллельно ей —• прямая 4, через точку профиля Е, лежащую на среднем расчетном цилиндре фрезы. Это приводит к увеличению толщины зуба фрезы на ножке и головке против теоретических размеров 2. Такая фреза вместо требуемого профиля зуба колеса 1 образует профиль большей кривизны 5, подрезанный на ножке и срезанный по головке зуба, что благоприятно сказывается на условиях зацепления; влияние получаемой модификации профиля зуба колеса аналогично влиянию среза профиля исходного контура, установленному ГОСТом 3058-54 (см. кривую /—/ на фиг. 425).
Приближенно, но с достаточной для практики точностью, профильный угол архимедова основного червяка может быть определен по более простой формуле
ctg ачере = ctg ad cos т.
Червячные фрезы с углом профиля, определенным по последней формуле, при нарезании дают большую величину среза по головке зуба колеса, чем фрезы с углом профиля, рассчитанным по приведенной выше формуле.
Задние поверхности зубьев фрезы •— винтовые поверхности — отличны от поверхности основного червяка.Смещение задней поверхности зубьев от винтовой поверхности основного червяка зависит от заднего угла, определяемого величиной затылования k, числом зубьев (канавок) фрезы zu и величины шага винтовой канавки SK.
Червячные зуборезные фрезы
707
Углы профиля задней поверхности зубьев фрезы в осевом сечении (фиг. 424, г) для правозаходных червячных фрез при рассматриваемом методе профилирования определяются по следующим формулам: для правой стороны профиля
Ctga« прав --= clg ачерс-’
для левой стороны профиля ctga„jee = ctga,,epe-|--^-.
Для левозаходных фрез вторые члены в формулах имеют обратные знаки.
Задние поверхности зубьев фрезы имеют шаг винтовой поверхности, отличный от шага основного червяка (см. фиг. 422, б). С одной стороны зубьев шаг задней поверхности зубьев фрезы больше шага основного червяка, с другой стороны — меньше. При обработке профиля зубьев червячных фрез движение каретки затыловочного станка настраивается на основной шаг витков фрезы. Отличие шагов правой и левой сторон зубьев от шага витков фрезы осуществляется
Фиг. 425. Точность различных методов профилирования фрезы т = 12 мм, ad=20°; Deu = 165 мм, X = 5°12' в плоскости касательной к основному цилиндру фрезы:
/ — профиль прямолинейный в осевом сечении; профиль прямолинейный в нормальном сечении: II — al( = а^ Да = == 20°03'; 111 — аи = ад = 20°, /V -
аи — — Д а = 19°57'.
фрезы, а в проекции режущей Величина проекции нормального :м. фиг. 413) равна
за счет затылования.
Профиль зуба фрезы в осевом сечении легко может быть проверен на приборах, выпускаемых отечественными заводами для контроля червячных фрез (приборы Московского инструментального завода), или на микроскопе. Контроль размеров зубьев на некоторых приборах и на микроскопе производится не в осевом сечении кромки на осевую плоскость фрезы, шага на осевую плоскость фрезы (
tПр WoCb (^и)
И-
здесь SK — шаг продольной канавки на среднем цилиндре фрезы: /0 — осевой шаг витков фрезы.
45
708
Инструменты для нарезания цилиндрических колес
Угол проекции профиля режущей кромки фрезы на осевую плоскость равен е
tg == tg аы _|_ io
2. Профиль фрезы прямолинейный в нормальном сечении по впадине — сечении пп на фиг. 423, а. Сечение пн проводится нормально к винтовой линии, лежащей на среднем цилиндре фрезы, и проходит через точку, лежащую на середине впадины.
Этот метод имеет две разновидности:
а) профиль нормального сечения принимается равным исходному контуру нарезаемого колеса, причем угол профиля зуба фрезы принимается равным углу профиля исходного контура;
б) угол профиля фрезы в нормальном сечении принимается отличным от угла исходного контура, т. е. корректированным.
При небольших углах подъема витков фрезы т до 3° отклонения профиля режущей кромки от поверхности эвольвентного червяка получаются небольшие и поэтому у фрез с т до 3° угол профиля зуба принимают равным углу профиля исходного контура а„ — ад. При больших углах т смещение режущих кромок фрезы с поверхности основного эвольвентного червяка увеличивается. Стремление получить наименьшие и наиболее рациональные отклонения профиля режущей кромки фрезы от теоретического профиля привело к созданию конструкций фрез с корректированным углом профиля. Были предложены фрезы как с уменьшением, так и с увеличением угла профиля фрезы против угла профиля исходного контура
а« = ад ± Да.
Точность методов приближенного профилирования для фрезы m = 12 мм, Deu — 165 мм, т == 5°12' для колес ад = 20° по данным ВНИИ 1 приведено на фиг. 425. На фиг. 425 показано сечение основных червяков рассматриваемых методов приближенного профилирования плоскостью, касательной к основному цилиндру эвольвентной поверхности основного червяка. След сечения эвольвентной поверхности этой плоскостью прямолинеен. У фрезы с углом профиля, увеличенным против угла исходного контура аи — ад + Да = — 20°03' (кривая //), режущие кромки отклоняются от профиля эвольвентного червяка по ножке и головке зубьев. Профиль зуба колеса, нарезанного такой фрезой, получится срезанным у вершины и подрезанным у ножки. Срез головки превышает величину среза у ножки.
При уменьшении угла профиля фрезы против угла профиля исходного контура аи = ад — Да 19°57' получается подрез на ножке и большое утолщение на головке зуба фрезы (кривая
1 Д. И. Семенченко, Новое в вопросах теории профилирования и измерения червячных зуборезных фрез, ВНИИ МИЗ, изд. ЦБТИ ЭНИМСа, 1958.
Червячные зуборезные фрезы
70)
IV — IV). Такая фреза создает утолщение на головке и большой подрез ножки зуба колеса. Применение этого метода является необоснованным. Средние значения дают фрезы, выполненные с углом профиля, равным углу исходного контура аи = ад — 20°. В этом случае получаются примерно одинаковые отклонения по головке и ножке зубьев фрезы (кривая III—III), обеспечивающие соответствующий срез головки и подрезание ножки зубьев колеса. Поэтому для колес с г>3° может быть применено профилирование по нормальному сечению или с углом профиля фрезы аи — ад, или с увеличенным углом профиля аи — ад + Да. Величина коррекции Да рекомендуется в зависимости от угла подъема витков ч высоты профиля зубьев фрезы. По абсолютной величине эти отклонения небольшие; так, например, даже при т = 6°, Да = 4', при т — 7° Д а = 6'.
Существенным недостатком этого метода профилирования является отсутствие средств контроля профиля зубьев фрезы в нормальном сечении. Приборов для контроля в нормальном сечении мало •1 контроль на них занимает много времени. Поэтому обычно контроль профиля зубьев фрезы при этом методе профилирования производят шаблоном, это не обеспечивает правильности измерения и точности профиля зубьев фрезы.
Наименьшие погрешности получаются у фрез с профилем прямолинейным в осевом сечении (кривая /—/).
Погрешности увеличиваются с увеличением модуля и угла подъема витков фрезы. Однако абсолютные величины погрешностей небольшие. При правильном профилировании для фрез с т = 10 мм погрешности не превышают 16—22 мк. Величины погрешностей разных методов профилирования приведены в табл. 53.
Таблица 53
Величины погрешностей приближенных методов профилирования червячных фрез 1
Модуль в мм Профилирование
По осевому сеченню По нормальному сеченню при угле профиля
корректированном “«= “а + лч “«=“<)= 20°
Погрешности профиля фрезы в мк
3 5 8 10 12 14 16 1 Из работы , фрез по ГОСТу 33z 1 4 11 16 27 41 53 X. И. С е ме н ч е и к 6-46. 2,0 4,2 11,4 16,5 28,0 40,5 55,0 о. см. сноску на преды 2 6 16 22 34 52 72 дущей стр. Размеры
710
Инструменты для нарезания цилиндрических колес
Точность изготовления червячных фрез. Точность зубчатых колес, нарезанных червячными фрезами, зависит от многих факторов. Погрешности зубьев колес могут получиться от неточности фрезы, станка, заготовки и средств измерения.
В соответствии с требуемой точностью зубчатого колеса устанавливается точность фрезы. Для нарезания колес прецизионных 7-й степени точности применяют фрезы класса А А; для колес 8-й степени точности — фрезы класса А; для колес 9-й степени точности — фрезы класса В и для колес 10-й степени точности — фрезы класса С. Последние могут выполняться с нешлифованным профилем зубьев.
Требуемая точность изготовления червячных фрез для зубчатых колес установлена ГОСТом 9324-60.
Большое значение имеет точность базирования и установки фрезы при ее изготовлении, контроле, работе и заточке после затупления. Она зависит от точности размера отверстия и его прямолинейности. Отверстие должно выполняться с отклонениями от номинала у прецизионных фрез класса АА не свыше 0,7 А^, у фрез класса А и В в пределах Аг; у фрез класса С в пределах А.
На точность зубьев колеса влияет точность выполнения отдельных элементов конструкции фрезы.
Профиль зубьев колеса образуется режущими кромками фрезы. Они должны иметь правильную форму и требуемое взаимное расположение. Важное значение имеет также положение кромок по отношению к оси. Они должны лежать на поверхности основного червяка как у новой, так и у переточенной фрезы. Смещение их с поверхности основного червяка вызовет погрешности в профиле и размерах зубьев нарезаемого колеса.
Проверку точности червячных фрез по ГОСТу 9324-60 рекомендуется производить по одной из следующих трех групп проверки.
Для всех трех групп подлежат проверке следующие элементы (фиг. 426): 1) отклонение толщины зуба AS; 2) отклонение от радиальности передней поверхности Аг; 3) радиальное биение буртиков А<зб; 4) торцовое биение буртиков Ааг.
Кроме этого, при использовании первой группы контролируются следующие элементы: 1) погрешность зацепления Д/3; 2) погрешность шага винтовых стружечных канавок AS/ 3) радиальное биение по наружному диаметру Да; 4) накопленная погрешность окружного шага канавок \t0Kp^.
Для второй группы проверок дополнительными являются следующие: 1) погрешность винтовой линии фрезы на одном обороте АД, на трех оборотах ЛД2 и от зуба к зубу AZei; 2) погрешность профиля АД
Для третьей группы: 1) погрешность профиля АД 2) погрешность осевого шага или проекции шага фрезы, измеренная вдоль рейки от зуба к зубу АД 3) накопленная погрешность шага на длине любых
Червячные зуборезные фрезы
711
трех соседних шагов Д/2; 4) накопленная погрешность окружного шага канавок Д/0Кр2 или разность окружных шагов в пределах оборота Д/ркр; 5) радиальное биение по наружному диаметру Да; 6) погрешность шага стружечных канавок Д5К; 7) конусность по наружному диаметру на длине фрезы К.
Фиг. 426. Элементы контроля точности червячных фрез (а): б — погрешность зацепления; в — погрешность винтовой линии фрезы.
Погрешностью зацепления Д/3 (фиг. 426, б) называется наибольшее отклонение точек режущих кромок, измеренное от зуба к зубу вдоль винтовой линии в направлении линии зацепления на всей ее длине; для фрез т = 2,5-г-4 мм класса точности А это отклонение допускается в пределах 0,020 мм.
При контроле погрешности винтовой линии фрезы (фиг. 426, в) проверяется наибольшее отклонение в осевом направлении точек режущих кромок фрезы, лежащих на одном цилиндре (на одном расстоянии от оси), соосном с отверстием фрезы, к теоретической винтовой линии.
Под погрешностью профиля Д/ (фиг. 427, а) понимается расстояние между двумя теоретическими профилями, ограничивающими действительный профиль.
Осевой шаг профиля и проекция (фиг. 427, в) шага фрезы измеряется от зуба к зубу вдоль рейки.
712
Инструменты для нарезания цилиндрических колес
Для фрез m — 2,5-^4 мм класса А эти отклонения не должны превышать: Д/в = 0,016 мм\ b.te^ — 0,025 мм\ &г — 0,050 мм; \ав = 0,010 мм; &аг = 0,006 мм. По другим элементам отклонения указаны ниже.
Фиг. 427. Влияние неточности отдельных элементов червячных фрез на точность профиля зубьев колеса;
а — профиля; б — толщины зуба; в — шага; г — радиальности передней поверхности; д — радиального биения; в — окружного шага; ж — шага винтовых канавок.
Правильная форма зубьев колеса зависит от правильности выполнения отдельных конструктивных элементов фрезы. Отклонения их от правильного положения и формы вызывают соответствующие погрешности обработки колеса. Отклонения одних элементов иногда могут компенсировать неточности других, но это бывает редко. Рассмотрим влияние неточностей отдельных элементов фрезы на правильность зубьев нарезаемого колеса.
Неточность профиля режущей кромки —формы и положения относительно оси фрезы Д/ — оказывает непосредственное влияние
Червячные зуборезные фрезы
713
на профиль нарезаемых зубьев и на величину радиуса его основной окружности (фиг. 427, а). Контроль может проводиться в нормальном сечении или в проекции на осевую плоскость фрезы, а также может быть заменен контролем формы задней поверхности зубьев фрезы в осевом сечении. Проверка производится на приборах, микроскопе, проекторе, а также шаблонами. Неточность профиля для фрез т — = 2,5 4 мм класса А должна быть не более А/ = 0,010 мм.
Отклонение толщины зуба фрезы AS сказывается на толщине зубьев нарезаемого колеса (фиг. 427, б). Установка фрезы по отношению к оси нарезаемого колеса (глубина фрезерования) обычно производится по результатам измерения толщины зуба нарезаемого колеса. В этом случае при применении фрез с прямолинейным профилем режущей кромки неточности в толщине зубьев скажутся только на высоте ножки зуба колеса и величине радиального зазора передачи, размер которого может изменяться в довольно широких пределах. При применении же фрез с модифицированной формой режущей кромки, например фрез для колес со срезом на вершине (фланком), компенсация толщины зуба колеса за счет регулирования положения фрезы по отношению к оси заготовки вызывает смещение положения среза (фланка) на профиле нарезаемых зубьев (вместо /г, получится hc) и поэтому у этих фрез толщина зубьев должна быть ограничена более жесткими допусками. Для фрез т = 2,5 4 мм
класса А отклонение толщины зуба должно быть не более AS = = 0,025 мм.
Погрешность шага А/ скажется на неточности профиля зубьев нарезаемого колеса, возможной повышенной огранке профиля (фиг. 427,в). Из-за неточности шага, что равносильно смещению режущих кромок с поверхности основного червяка, часть режущих кромок будет снимать увеличенный припуск, другие кромки возможно не будут касаться обработанной поверхности зуба. Нормируется величина шага А/ между рядом расположенными зубьями и наибольшая накопленная погрешность шага на длине трех шагов. Измеряется шаг или в нормальном сечении вдоль рейки, или в проекции на ось, или в осевом сечении с учетом величины затылования задних поверхностей зубьев. Допускаемое отклонение для фрез т, = 2,5 -г- 4 мм класса А не должно превышать А/ = ±0,010 мм и А/2 = ±0,020 мм.
Отклонение от радиальности передней поверхности канавки Аг (фиг. 427, г) из-за наличия затылования влечет смещение режущей кромки с поверхности основного червяка и соответствующее искажение профиля, его асимметричность из-за винтового расположения зубьев, что, в свою очередь, вызовет искажение и асимметричность профиля зубьев нарезаемого колеса. Для фрез • т = 2,5 4- 4 мм класса А допускается Аг не свыше 0,050 мм.
Радиальное биение по вершинам зубьев (по наружному диаметру) Да (фиг. 427, д) при измерении толщины зубьев от вершины скажется
714
Инструменты для нарезания цилиндрических колес
на изменении толщины зубьев фрезы рассмотренном выше. При измерении толщины зубьев на определенном расстоянии от оси фрезы, что применяется очень редко, радиальное биение скажется только на неравномерной загрузке вершинных режущих кромок. Допускается Да до 0,032 для фрез пг = 2,5 -г- 4 мм класса А.
Ошибка окружного шага ведет к смещению режущих кромок с поверхности основного червяка, к изменению толщины зубьев, вследствие чего некоторые зубья могут выключиться из резания (фиг. 427, е). Это приведет к искажению профиля зубьев нарезаемого колеса и возможной огранке профиля. Накопленная ошибка окружного шага Д/окру для фрез m — 2,5 -?• 4 мм класса А не должна превышать 0,063 мм. Она может быть заменена контролем наибольшей разности окружных шагов передних поверхностей канавок в пределах одного оборота фрезы Мокр. Для фрез m = 2,5 -5- 4 мм класса А &t0KP не больше 0,050 мм.
Конусность К наружного цилиндра (вершин зубьев) по длине фрезы оказывает влияние, аналогичное радиальному биению вершин зубьев. Для фрез модуля m = 2,5 -т- 4 мм класса А конусность К не больше 0,032 мм.
Отклонение шага винтовых канавок ASK приводит к постепенному смещению режущих кромок по длине фрезы с поверхности основного червяка, а также и к конусности по наружному цилиндру (фиг. 427, ж). Первое вызывает плавное искажение профиля (угла) зубьев нарезаемого колеса; влияние второго аналогично рассмотренному выше. Во избежание больших искажений профиля величины хода продольной канавки должны быть одинаковые (с жестким допуском) при образовании передних и задних поверхностей — заточке и затыловании. Отклонение шага винтовой канавки от величины, учитываемой при затыловании профиля зубьев, должно быть по возможности меньше и обычно допускается не более 0,5%. Само отклонение величины хода винтовой канавки от номинальной может быть допущено в больших пределах —для фрез m = 2,5 4 мм
класса А до 2,5% от расчетной величины шага SK.
Радиальное Ааб и торцовое Ааг биение буртиков необходимо для контроля точности установки фрезы на зубофрезерном станке1.
Различные конструкции червячных фрез
Сборные червячные фрезы. В целях экономии быстрорежущей стали червячные фрезы изготовляют сборных конструкций. Кроме основных преимуществ сборных конструкций фрез, приведенных выше, некоторые сборные конструкции червячных фрез позволяют улучшить технологичность шлифования профиля, улучшить заточку и увеличить задние углы. Фрезы монолитной конструкции больших модулей изготовить невозможно, так как невозможно получить качественные заготовки быстрорежущей стали больших размеров.
Число зубьев червячных фрез сборной конструкции приходится принимать значительно меньшим, чем монолитных фрез. Это объясняется необходимостью раз
1 См. также [4], [6].
Червячные зуборезные фрезы 715
местить детали крепления и обеспечить необходимую конструктивную толщину как новых, так и переточенных ножей. Из-за этого условия резания сборных фрез ухудшаются и уменьшается количество резов, формирующих зуб колеса. Для того чтобы можно было разместить большее число реек, диаметр сборной фрезы обычно делают больше, чем диаметр монолитной фрезы того же размера.
Винтовые рейки и соответственно винтовые пазы под них в корпусе фрезы технологически выполнить невозможно. Поэтому применяют призматические рейки, которые закрепляют в прямолинейные, наклонно расположенные пазы корпуса. При образовании передней поверхности зубьев по винтовой поверхности из-за отклонения ее от косой прямолинейной опорной поверхности реек получается изменение рабочей толщины зубьев по длине фрезы и поэтому величина стачивания зубьев и толщина реек получается меньше, чем у монолитных фрез. Из-за этого общая работоспособность сборной фрезы иногда может оказаться меньше, чем у цельной.
Для фрез больших модулей (свыше т = 16 мм) переднюю поверхность иногда делают под углом меньшим, чем угол подъема витков фрезы. Соответственно этому изготовляются пазы под рейки в корпусе. Для таких фрез неравномерность в толщине рабочей части реек уменьшается. У фрез с передней поверхностью зубьев, параллельной к оси, пазы под рейки располагают параллельно оси фрезы. Толщина рабочей части таких реек остается постоянной по всей длине фрезы. ГОСТ 9324-60 устанавливает основные размеры сборных фрез М — 10-^20 мм. Конструкция фрез ГОСТом не регламентируется.
В практике применяются различные конструкции сборных червячных фрез. Некоторые из них приводятся ниже в качестве примеров.
У фрез средних модулей с рейками и продольными клиньями в прямолинейных пазах корпуса 1 (фиг. 428, а) помещаются рейки 2. Опорная поверхность паза параллельна оси фрезы. Паз по длине имеет уклон 1°. Рейки с одной стороны упираются в гайку 3, навернутую на резьбу корпуса, и закрепляются в пазах продольными клиньями 4 с углом — 1°. с другой стороны рейки закрепляются второй гайкой 5.
Для улучшения крепления и компенсации неточности реек по длине под гайку помещают прокладку 6 из фольги. В соответствии с винтовым расположением зубья на рейках комплекта находятся па разных расстояниях от их торцов. Переставлять рейки по пазам нельзя. Каждая рейка предназначается для определенного паза, номер которого клеймится на рейке при изготовлении. Так как крепление реек осуществляется клином, то пазы корпуса по ширине и рейки но толщине изготовляются со сравнительно большим допуском —до 0,05—0,1 мм.
Аналогичная конструкция сборных фрез, отличающаяся от описанной отсутствием торцовых гаек *, приведена на фиг. 428, б.
Рейки 2 в корпусе / крепятся только одними продольными клиньями 4 с углом = 1°30'. Пазы фрезерованные с точностью по ширине ±0,1 мм. Толщина зажимной части реек-выполняется с допуском ±0,05 мм. Применяемые рейки Г-образного сечения увеличивают слой стачивания и количество переточек в 2 раза по сравнению с плоскими рейками.
На фиг. 428, в показана фреза, в прямоугольных пазах корпуса / которой располагаются рейки 2. Пазы изготовляются параллельно оси фрезы. В отличие от предыдущей конструкции пазы по ширине и рейки по толщине выполняются с высокой степенью точности — 0,01—0,02 мм. Торцы реек сняты на конус. Крепление реек осуществляется внутренней конической поверхностью гаек 3 и 5, зажимающих рейки за указанную торцовую коническую поверхность.
Сборные фрезы конструкции ВНИИ 1 2 применяются для зубчатых колес средних модулей (фиг. 428, г). В точные параллельные пазы корпуса 1 вставляются рейки или отдельные зубья 2. Они упираются в сухари 7, привернутые к корпусу винтами 8.
1 См. И. Г. Левицкий, Новая конструкция сборных червячных фрез, «Машиностроитель Белоруссии», вып. 2(3), Минск, 1957.
2 Ю. В. Ц в и с и 3. М. Бугаков, Острозаточенные червячные фрезы, «Станки и инструмент» № 10, 1959.
716
Инструменты для нарезания цилиндрических колес
Червячные зуборезные фрезы
717
Длина сухарей различная, обеспечивающая расположение зубьев в винтовой поверхности витка фрезы. Крепление зубьев в продольном направлении осуществляется винтами 9 через сухари 10. Иногда крепление производится эксцентриком. Правильность шага зубьев фрезы обеспечивается точным выполнением вставок по ширине и точным положением профиля зубьев относительно боковых сторон вставок. Преимуществом этих фрез является возможность значительного увеличения задних углов и возможность шлифования профиля вне корпуса с заменой операции затылования другой, менее трудоемкой обработкой (см. ниже).
Фрезы средних и больших модулей с клиновидными ножами приведены па фиг. 428, д. Пазы в корпусе 1 фрезы имеют в своей нижней части клиновидную форму — уклон клина 1 : 10. Соответствующую клиновидную форму имеют и рейки 2, которые запрессовываются в радиальном направлении в пазы корпуса. После термической обработки реек и корпуса и запрессовки в корпус всех реек шлифуют оба цилиндрических пояска совместно на рейках и на корпусе. На них в горячем состоянии налезают кольца 11, которые при охлаждении, уменьшаясь в диаметре, закрепляют рейки. Дополнительно кольца закрепляют торцовыми винтами 12. Шлифование профиля, как и в других конструкциях, производится после сборки реек в коз-пус фрезы. Крепление реек достаточно падежное. Фрезы этой конструкции изготовляются до т 36 мм. Недостатком таких фрез является неудобство смены реек после их износа и необходимость точной пригонки посадочной клиновой части реек к пазам корпуса. Для смены реек требуется разрезать боковые кольца и после установки в корпус новых реек крепить их новыми кольцами.
Стремление снизить большую трудоемкость шлифования профиля зубьев фрез на затыловочных станках привело конструкторов к созданию новых конструкций сборных фрез, прн изготовлении которых шлифование профиля па затыловочных станках заменяется менее трудоемкими операциями — резьбошлифованием, круглым и плоским шлифованием и др. Шлифование профиля предусматривается или в рабочем корпусе фрезы, но с рейками, смещенными из рабочего положения, или вне рабочего корпуса фрезы в специальном приспособлении. К таким конструкциям относится, например, конструкция червячной фрезы, приведенная на фиг. 429, а х. Режущие элементы фрезы изготовляются па гребенках 2 цилиндрической формы. Гребенки закрепляются в цилиндрических пазах корпуса 1 по поверхности а (Т?2) торцовыми кольцами; кольца крепятся винтами 5. Положение гребенок в продольном направлении определяется дуговой шпонкой (полукольцами) 3, установленными в пазу корпуса 1. При шлифовании профиля для образования заднего угла гребенки поворачиваются в корпусе вокруг своих осей (фиг. 429, б) и крепятся торцовыми кольцами по поверхности Ь (Т?:!). Шлифование профиля производится при вращении фрезы без затыловочного движения круга. Наружная поверхность зубьев образуется по окружности радиуса Rr аналогично и боковые поверхности профиля.
В приведенной выше конструкции фрезы с призматическими рейками (см. фиг. 428,в) шлифование профиля может производиться на круглошлпфовальном или резьбошлифовалыюм станке в специальном приспособлении — ложном корпусе (фиг. 429,в). В нем передняя поверхность гребенок устанавливается смещенно на расстояние а относительно оси вращения (оси фрезы) для образования задних углов. Благодаря этому при установке реек в рабочий корпус получаются задние углы на зубьях фрезы (фиг. 429,г). Гребенки точных фрез в этом приспособлении шлифуются предварительно; окончательное шлифование производится в рабочем корпусе фрезы обычным образом.
У фрез сборной конструкции с отдельными зубьями (фиг. 428,г) шлифование профиля производится в приспособлении на круглошлифовальном или на плоскошли-фовальпом станках Г Задний угол обеспечивается соответствующим наклонным положением вставок. Ввиду свободных условий шлифования этот метод позволяет
1 См. Ю. В. Ц в и с и В. А. Гудков, Скоростное зубофрезерование. Сб. «Скоростное резание металлов». Машгиз, 1953.
Ю. В. Ц в и с и 3. М. Бугаков, Острозаточенные червячные фрезы, «Станки и инструмент» № 10, 1959.
718
Инструменты для нарезания цилиндрических колес
значительно увеличить задний угол по профилю (в изготовляемых конструкциях до ад — 8°), что дает увеличение стойкости фрезы и ее производительности. Этим же методом производится заточка фрез после затупления при эксплуатации.
Затачивание по задней поверхности, вместо обычно применяемого затачивания по передней поверхности канавки, позволяет при заточке снимать меньшие слои, увеличить количество переточек и повысить общую работоспособность фрезы. Так как при работе зубья фрезы изнашиваются по задней поверхности, то для восстановления
Фиг, 429. Конструкции сборных фрез, позволяющих получать задние поверхности на зубьях без затылования. Сборная фреза с круглыми рейками (а); положение реек при шлифовании профиля (б); фреза с плоскими рейками; положение рейки при шлифовании во вспомогательном корпусе (в) и в рабочем корпусе фрезы (г).
режущих свойств с передних поверхностей зубьев приходится снимать больший слой металла. Даже при глубине износа по задней поверхности около 0,05 мм с передней поверхности канавки следует снять слой толщиной 1,2—1,4 мм. Более правильно производить заточку по той же поверхности, по которой происходит износ. Для фрез с затылованными зубьями заточка по задней поверхности аналогична повторному шлифованию профиля и должна производиться на затыловочных станках. Ввиду сложности этой операции перешлифовка профиля обычно производиться только для восстановления режущих свойств у фрез с излишне затупленными зубьями, перетачивать которые по передней поверхности ввиду большой величины износа невозможно или нерационально.
Червячные твердосплавные фрезы. Червячные фрезы с зубьями, оснащенными твердым сплавом, позволяют значительно повысить скорость резания и производительность зубонарезания. Однако большие трудности изготовления фрез и отсутствие рациональной конструкции затрудняет их внедрение в производство. Существенным недостатком является большая трудоемкость шлифования твердого сплава—
Червячные зуборезные фрезы
719
шлифования профиля и заточки. Было предложено и испытано много конструкции твердосплавных червячных фрез. В конструкции с непосредственной впайкой пластин в корпус фрезы основным недостатком явилась трудность напайки и центрирования пластин при напайке, невозможность замены выкрошившихся пластин. В конструкции с твердосплавными целыми рейками, аналогичной приведенной выше конструкции сборных фрез (см. фиг. 428, в), из-за непостоянства усадки при спекании твердого сплава получается большое и нестабильное отклонение шага зубьев по длине реек.
Фиг. 430. Червячная фреза с пластинами твердого сплава (а); зуб фрезы (б).
Исправление ошибки шага путем шлифования не представляется возможным. Применение реек с напаянными на каждый зуб пластинками также не удается осуще ствить из-за неправильного расположения их при напайке.
Наиболее удачной является конструкция ВНИИ (фиг. 430), аналогичная описанной выше конструкции сборных фрез с отдельными зубьями1 (фиг. 428,г). В пазах корпуса / закрепляются вставки 2 с напаянными пластинками твердого сплава. Вставки упираются с одной стороны в выступы установочного кольца 3, с другой стороны через прокладки 6 зажимаются эксцентриком 5. Выступы кольца 3 входят в пазы корпуса /. Они имеют разную высоту, обеспечивающую расположение режущих кромок вставок по винтовой поверхности фрезы Кольцо закрепляется ганкой 4. Ввиду того что на каждую вставку напаивается только одна пластинка твердого сплава, точное ее расположение относительно базовых сторон достигается не за счет шлифования твердого сплава, а за счет державочнон части из поделочной стали, шлифовать которую менее трудоемко. В более поздних конструкциях фрез пластины
1 См. Ю. В. Ц в и с и В. А. Г у д к о в. Скоростное зубофрезерование Сб. «Скоростное резание металлов», Машгиз. 1953.
720
Инструменты для нарезания цилиндрических колес
твердого сплава 2а вставляются в пазы корпуса без напайки их на ножи, а с подпайкой к торну державочной части 26 (фиг. 430, б).
Для получения точного шага зубьев без последующего шлифования в собранном виде и обеспечения взаимозаменяемости пластин, зубья (вставки) фрезы должны быть выполнены точных размеров по ширине и с точным расположением профиля относительно боковых торнов. Применение в этих фрезах взаимозаменяемых пластин позволяет производить смену выкрошенных зубьев, не снимая фрезу со станка, что особенно важно для сокращения времени смены, в особенности учитывая большую хрупкость твердого сплава и повышенную склонность его к выкрашиванию.
Для увеличения точности профиля и шага-фрез ВНИИ рекомендует затылование ленточки на небольшой длине задней поверхности. Зубья фрез, установленные в рабочий корпус, шлифуют по профилю на затыловочном станке после предварительного шлифования их по задней поверхности вне рабочего корпуса в приспособлении.
Передняя поверхность пластин располагается в осевой плоскости у = 0°. Для упрочнения рекомендуется небольшая фаска на вершине зубьев на длине 0,3—0,6 мм с углом уф = —35°. Задний угол на вершинной кромке а0 = 15->-20о, на боковых режущих кромках ag = 3,5-е 4° для затылованных и ag = 8-е 10° для острозаточен-ных зубьев ’.
Многозаходные червячные фрезы. Многозаходные червячные фрезы образуются на основе многозаходного червяка. У них шаг витков фрезы (основного червяка) не равен, а кратен шагу зубьев фрезы. По сравнению с однозаходными они обеспечивают повышение производительности. При нарезании однозаходной фрезой колесо на каждый оборот фрезы поворачивается вокруг своей оси на один шаг, т. е. на — оборота. На каждый оборот многозаходной фрезы колесо повернется на число шагов, равное числу заходов, т. е. на — оборота (где а — число заходов фрезы). Коли-г1
чество зубьев колеса, обрабатываемых за один оборот фрезы, увеличивается пропорционально числу заходов. Таким образом, при определенной скорости резания — при одном числе оборотов фрезы и одной величине продольной подачи — многоза-ходиая фреза только за счет кинематики быстрее обработает колесо. Одиако следует учитывать, что с увеличением числа заходов снижается качество нарезаемого колеса.
Длина активного участка линии профилирования остается неизменной вне зависимости от числа заходов фрезы. Каждый виток обрабатывает определенную впадину, следующий виток входит в зацепление и обрабатывает рядом расположенную впадину, следовательно, при .многозаходной фрезе профиль каждого зуба обрабатывается меньшим числом витков и соответственно меньшим числом зубьев фрезы. Количество резов, формирующих профиль каждого зуба колеса, уменьшается пропорционально увеличению числа заходов фрезы; соответственно увеличиваются высоты гребешков, получающиеся при обработке на зубьях колеса. Вследствие этого чистота обработанной поверхности зубьев колеса ухудшается.
Увеличение заходности и шага витков при постоянном диаметре фрезы вызывает увеличение угла подъема витков фрезы, что также ведет к увеличению неточностей профилирования. Поэтому многозаходные фрезы применяют для предварительной и получистовой обработок.
Для уменьшения этих недостатков диаметры многозаходных фрез следует брать большими, чем диаметры фрез однозаходных. При увеличении диаметра уменьшается угол подъема витков, а следовательно, уменьшаются ошибки профилирования и увеличивается точность образования профиля зубьев колеса. У фрез большего диаметра можно поместить больше продольных канавок и тем самым увеличить число режущих
1 См. также опыт применения червячных твердосплавных фрез m = 9 мм — Ю. Г. Проскуряков, Н. К. Беззубенко и Б. Я. Верхотуров, Скоростное зубофрезерование червячными фрезами, оснащенными твердыми сплавами, «Станки и инструмент» № 4, 1960.
Червячные зуборезные фрезы
721
кромок, профилирующих каждый зуб колеса. Для увеличения точности колес необходимо, чтобы не было кратности числа заходов фрезы и числа зубьев нарезаемого колеса.
Фрезы мелкомодульные. Обычные червячные фрезы средних и больших модулей не обрабатывают наружную поверхность по цилиндру выступов — вершину зубьев колеса (см. фиг. 419, а). Размеры их зубьев устанавливаются такими, чтобы между наружным цилиндром колеса и прямой впадин зубьев фрезы обеспечивался определенный радиальный зазор Си1, обычно равной 0,25 т.
Размеры зубьев колес малых модулей измерять зубомером ие представляется возможным, контроль при помощи роликов или на микроскопе также сопряжен с большими трудностями. Поэтому для облегчения контроля нарезанных зубьев одновременно с обработкой профиля зубьев обрабатывают и цилиндр выступов колеса. Для этого высоту ножки зубьев фрезы (фиг. 419, г) делают равной высоте головок зубьев колеса (Си1 = 0) и выполняют высоту ножки и толщину зубьев с жестким допуском. При применении таких фрез для контроля размеров нарезанных зубьев достаточно измерить только наружный диаметр нарезанного колеса.
Червячные фрезы с уменьшенным углом профиля. Для правильного зацепления зубчатых колес, в том числе рейки и колеса, необходимо равенство основных шагов профилей их зубьев /01 = /02. Основной шаг измеряется по нормали к профилю. Профиль зубьев колеса может быть образован не только рейкой с углом профиля ад, равным углу профиля исходного контура, но и рейкой с другим углом профиля, например а', меныпим, чем угол профиля исходного контура (фиг. 431), при условии, что основной шаг зубьев рейки по нормали к ее профилю будет равен основному шагу зубьев нарезаемого колеса, т. е.
~ ftd-di cos ad = Z01.
При обработке колеса этой новой рейкой полюс профилирования займет новое положение, переместившись из точки Р в точку Р'. Полюс Р' лежит на пересечении линии центров с нормалью к новому профилю рейки, касательной к той же основной окружности нарезаемого профиля. Обработка происходит при качении начальной прямой 3 рейки по новой начальной окружности 4 колеса, отличной от его делительной окружности 2. Полюс профилирования Р' определяет положение начальной прямой новой рейки и новой начальной окружности колеса. Начальная прямая новой рейки не совпадает с ее средней линией. Радиус новой начальной окружности обработки колеса г1 определим из следующего соотношения:
г„1 = r\ cos а',
откуда, принимая во внимание, что г01 = cos ag, получаем
> cos ал
Шаг зубьев колеса f по новой начальной окружности отличен от шага зубьев по делительной окружности t и равен ,
2 «г, t' ------
или _ 2лга cos ag _ cos ад
— Zi cos а' ~ cos а' ‘
Этому шагу f равен шаг зубьев рейки с новым углом профиля, а следовательно, и шаг зубьев фрезы в нормальном сечении.
Толщина S, зуба колеса по новой начальной окружности определяется по толщине зуба иа его делительной окружности как
Sj = 2r', (-j- inv ag — inv a’'j.
\zrdi J
46 Семенченко и др.
722
Инструменты для нарезания цилиндрических колес
Фиг. 431. Определение профиля зубьев фрезы с уменьшенным углом профиля (а); обработка колеса фрезой с нормальным углом профиля аи — (б) и с уменьшенным аи < ар (в).
Червячные зуборезные фрезы
723
Толщина зуба Su фрезы равна ширине впадины Sent зуба колеса по соответствующей ей начальной окружности, т. е.
= Smi = ? ~
Расстояние между средней линией рейки 1 и новой начальной прямой 3 равно1
х = гд1—г\.
Соответственно изменяются и высотные размеры зуба фрезы. Высота головки зуба фрезы от начальной прямой равна
7 ri Rii = hu норм х и высота ножкн, также от начальной прямой,
— Г1 + Cul = hu норм + х = ftj -f- Си1 + х.
Толщина зуба фрезы может быть пересчитана иа другой размер по высоте, например на среднюю прямую. Толщина зуба фрезы на средней прямой
Scp. и = + 2х tga'.
Высота головки и ножки зуба от средней линии фрезы остаются старых, неизменных размеров.
Толщина зуба фрезы на наружном цилиндре определяется следующей формулой:
S'eu = S'u-2h'u tg a'.
Уменьшение угла профиля фрезы способствует улучшению чистоты нарезаемого профиля зубьев колеса. При уменьшении угла профиля фрезы длина активного участка линии профилирования увеличивается, а следовательно, увеличивается число режущих кромок фрезы, производящих профилирование — окончательную обработку профиля зубьев.
Из формул, определяющих величины гребешков после обработки f по высоте и /g по длине зуба,
, n2a2 sin aH . f sin a«
Z 4^ ’ t6 ~
видно, что с уменьшением аи — угла профиля фрезы — высота гребешков как в продольном, так и в поперечном направлениях уменьшается. Уменьшение гребешков по длине зуба — волнистости — позволяет при сохранении той же чистоты обработки увеличить продольную подачу фрезерования и тем самым повысить производительность обработки 2.
Толщина вершины зуба фрезы при уменьшении угла профиля увеличивается, что обеспечивает повышение стойкости фрезы.
При изменении угла профиля происходит перераспределение нагрузки между вершиной и боковыми режущими кромками. При уменьшении угла профиля аи
1 Данный метод коренным образом отличается от метода высотной коррекции зубчатых колес. В методе высотной коррекции стандартная рейка при смещенном положении от нормального образует видоизмененный профиль зубьев колеса. В данном случае видоизмененный профиль зубьев рейки при смещенном положении началь пой прямой (а не всей рейки) образует зубья колеса нормальных размеров.
2 См. также В. Н. Соколов, Современные конструкции режущих инструментов для обработки зубчатых колес, сб. «Конструирование и изготовление режущего инструмента», Машгиз, 1954.
46*
724
Инструменты для нарезания цилиндрических колес
нагрузка на вершинную кромку увеличивается, а на боковые кромки — снижается (см. фиг. 431 б, в).
Недостатком этих фрез является то, что они применимы только для обработки колеса определенных размеров, для которого они спроектированы. Кроме того,
Фиг. 432. Червячная фреза с увеличенной высотой предварительных зубьев: а — положение зубьев фрезы и нарезаемого колеса; 6 — изменение высоты зубьев по витку фрезы; в — обработка впадины фрезой с нормальной высотой зуба;
а — обработка впадины фрезой с увеличенной высотой зуба.
с уменьшением угла профиля фрезы величина задних углов на боковых режущих кромках уменьшается.
Для устранения этого недостатка применяют угловое затылование боковых задних поверхностей зубьев (см. фиг. 421).
Фрезы с изменяющейся высотой и толщиной зубьев. Каждый зуб червячной фрезы срезает вполне определенный слой. В процессе работы зубья нормальных червячных фрез загружены неравномерно. В резании участвует примерно только 1/5 часть длины режущих кромок фрезы (при обработке колеса г = 73, m = 5 мм). Длина и толщина срезаемого слоя различная у всех режущих кромок. Их величины зависит от глубины резания и подачи, модуля, наружного диаметра, числа и размеров
Червячные зуборезные фрезы
725
зубьев нарезаемого колеса, числа канавок и угла подъема витков фрезы. Загрузка зубьев фрезы и толщина слоя, снимаемого каждым зубом фрезы, увеличиваются с увеличением расстояния от полюса профилирования. Крайние зубья, предварительно срезающие металл из впадины, нагружены значительно больше центральных профилирующих и поэтому их загрузка лимитирует возможность увеличения продольной подачи. Все три режущие кромки каждого зуба загружены тоже неравномерно. Наибольшее сечение снимаемого слоя приходится на вершинную кромку зубьев фрезы, расположенную по наружному цилиндру (около 50%). Боковые режущие кромки загружены также неодинаково: большие сечения снимает входящая кромка. В соответствии с этим и износ по зубьям и кромкам фрезы получается неравномерным.
Для возможности увеличения продольной подачи следует уменьшить нагрузку максимально загруженных режущих кромок за счет перераспределения ее на неработающие или малонагруженпые кромки. Нагрузку, приходящуюся на крайние зубья, распределяют на зубья а, лежащие за крайним работающим зубом, дальше от полюса профилирования Р, путем увеличения высоты головки этих зубьев (фиг. 432, а). Наружная поверхность этих фрез ограничивается не прямой линией А, параллельной к оси фрезы, а кривой линией В. Форма наружной поверхности зубьев фрезы определяется размерами изделия (диаметром, числом и размерами зубьев) и принятыми за основу условиями резания и распределения нагрузки. Разные авторы проектируют фрезы исходя из разных условий распределения работы между отдельными зубьями: из равной загрузки зубьев, равного износа зубьев и пр. Сложные кривые, получающиеся на основе теоретических расчетов, для упрощения изготовления фрез обычно заменяют дугой окружности. Иногда для выравнивания загрузки боковых режущих кромок по длине фрезы изменяют не только высоту (фиг. 432, б), но и толщину зубьев.
Во всех конструкциях фрез изменяются только размеры зубьев, производящих предварительную обработку впадины (фиг. 432, в, г). Зубья фрезы на участке профилирования имеют обычные размеры.
В работе эти фрезы должны занимать определенное положение по отношению к оси нарезаемого колеса. Передвижение их по длине недопустимо.
В некоторых конструкциях вместе с изменением размеров зубьев уменьшают и угол профиля фрезы. Применяют высокопроизводительные фрезы с углом профиля аи = 10° и даже аи = 0°.
Предложено и применяется несколько различных конструкций фрез этого типа *. Применение их позволяет значительно увеличить продольную подачу зубофрезеро-вания. Однако при фрезеровании с большими подачами получаются большие гребешки по длине нарезаемых зубьев — волнистость. Выгодность фрезы от перераспределения нагрузки между предварительными зубьями фрезы сказывается только при снятии больших сечений стружки, на колесах больших модулей. Поэтому эти фрезы применяют только для черновой предварительной обработки зубчатых колес больших модулей — свыше т = 6 мм, с большим числом зубьев — свыше 40, больших диаметров.
1 В. П. Филатов, Методы производительного фрезерования колес. Сб. «Пути повышения производительности и точности при нарезании зубчатых колес», № III, Машгиз, 1954.
В. Н. Соколов, Современные конструкции режущих инструментов для обработки зубчатых колес. Сб. «Конструирование и изготовление режущего инструмента», Машгиз, 1954.
Г. И. Коган, Повышение производительности зубофрезерных станков, Машгиз, 1949.
А. К. Сидоренко, Прогрессивное зубофрезерование, Машгиз, 1951.
Т. Ю. Ротницкая и В. П. Филатов, Фрезерование зубчатых колес высокопроизводительными червячными фрезами конструкции ЭНИМС, МС и ИП, ЭНИМС ЦБТИ, 1955.
А. К- Сидоренко, Высокопроизводительные методы нарезания крупных зубчатых деталей. Сб. «Прогрессивные методы обработки металлов резанием», Харьковское обл. изд-во, 1956.
726
Инструменты для нарезания цилиндрических колес
Фиг. 433. Установка фрезы для обработки колеса с винтовым зубом правого направления:
а—фрезой с левыми витками; б—фрезой с правыми витками; в — заборный коиус фрезы.
Червячные зуборезные фрезы
727
Червячные фрезы для колес с винтовыми и шевронными зубьями. Эти фрезы по своей конструкции не отличаются от фрез, применяемых для цилиндрических колес с прямыми зубьями. При работе ось фрезы 2 устанавливается под углом та подъема витков 4 фрезы к нормальному сечению зубьев нарезаемого колеса (фиг. 433). В зависимости от направления витков фрезы угол установки^ст оси 2 фрезы по отношению к торцу колеса может быть больше или меньше угла р, наклона зубьев 3 нарезаемого колеса. Направление вращения фрезы показано стрелкой 5, направление вращения колеса — стрелкой 6. При фрезеровании правого колеса с углом наклона витков Pj, угол установки оси фрезы относительно торца нарезаемого колеса
Руст ~ Pi i "Г-
Верхний знак (4-) для фрез с левым направлением витков, нижний (—) для фрез с правым направлением витков. Для колес с левым направлением зубьев знаки обратные.
При определении длины фрезы следует учитывать наклонное положение ее оси под углом Р,/ст по отношению к торцу колеса (фиг. 433, в), из-за чего длину фрезы приходится увеличивать. Необходимая длина фрезы определяется точкой А пересечения наружного цилиндра фрезы с эллипсом окружности выступов колеса *. Для возможности уменьшения длины на фрезе делают заборный конус. При применении фрез с разными направлениями витков фрезы и зубьев колеса заборный конус делается на входной стороне фрезы; при одноименном направлении витков фрезы и зубьев колеса и при значительных углах наклона зубьев колеса конус делается па выходной стороне фрезы.
Длина /2 обычно участвует только в профилировании и может быть меньше, чем /|. Поэтому фреза по длине может быть установлена несимметрично относительно оси нарезаемого колеса.
Фрезы с заборным конусом рекомендуется применять для колес с углом наклона зубьев Pj > 20°. Половина угла заборного конуса фрезы принимается равной <Рк = 25°.
У колес с винтовыми зубьями углы профиля и размеры зубьев, заданные в нормальном сечении, определяют углы профиля и размеры нормального сечения зубьев фрезы. Углы и размеры профиля зубьев колес с шевронными зубьями часто задаются в торцовом сечении. Их следует пересчитать в нормальное сечение и по ним производить расчет фрезы. Ввиду этого углы профиля, шаг и толщина зубьев фрезы в нормальном сечении получаются отличными от стандартных. Для выхода фрезы после нарезания каждой ветви шеврона в середине колеса должна быть сделана канавка пли колеса делаются сборными из двух частей.
Червячные фрезы для колес внутреннего зацепления применяются для нарезания колес больших диаметров. Преимуществом перед другими методами нарезания — дисконой фрезой и пр. — является непрерывность процесса. Фреза устанавливается в определенном положении по отношению к оси колеса 1 2.
Червячные фрезы для червячных колес
Назначение, типы, особенности работы и конструкции. Для нарезания зубьев червячных колес применяют червячные фрезы с затылованными зубьями и резцы-летучки, для чистовой обработки —• червячные шеверы 3.
1 Указанная длина 1^ больше необходимой. Более точно длина 1Х определяется путем построения схемы резания — см. А. Г. Шмулевич, Влияние наличия конуса у червячных фрез на их стойкость, «Станки и инструмент» № 2, I960.
2 См. [6] и Б. А. Тай ц, Повышение производительности при обработке зубчатых колес, «Вестник машиностроения» № 3, 1943.
3 См. также [3] и Г. В. Острецов, Нарезание червячных колес, Справочник металлиста, т. V, Машгиз, 1960.
728
Инструменты для нарезания цилиндрических колес
По конструкции червяка, с которым сцепляется нарезаемое колесо, различают фрезы для нарезания колес червячных передач с цилиндрическим червяком и фрезы для нарезания колес, сцепляющихся с глобоидным червяком. Последние имеют значительные особенности в конструкции и профиле зубьев Т
В зависимости от формы профиля червяка различают червячные фрезы эвольвентные, архимедовы и конволютные. По конструктивному выполнению фрезы бывают насадные и концевые.
В основном по своей кон
Червячное колесо
Фреза колеса: нарезание
Червяк
Фиг. 434. Форма зуба червячного зацепление колеса с червяком и колеса фрезой.
струкции червячные фрезы для червячных колес аналогичны червячным зуборезным фрезам, но из-за отличия в условиях работы имеют некоторые существенные особенности.
Форма зубьев в виде тора в осевом сечении по ширине червячного колеса определяет способ нарезания и размеры червячной фрезы (фиг. 434). В процессе образования профиля зуба колеса фреза копирует зацепление червяка с колесом. При наре
зании ось червячной фрезы, так же как и ось червяка, сцепляющегося
с нарезаемым колесом, перекрещивается в пространстве под прямым углом с осью нарезаемого колеса, причем фреза продольной подачи параллельно оси заготовку не имеет. Так как размеры зубьев червячного колеса определяются размерами сцепляющегося с ним червяка, то для обеспечения правильного зацепления нарезанного колеса с червяком фреза должна иметь размеры, соответствующие размерам червяка по диаметрам, заходности, профилю, размерам зубьев. Обычно червячные передачи определяются величиной модуля и угла прсфиля в осевом сечении червяка, поэтому исходными являются размеры зубьев в осевом сечении червяка (фрезы), в сечении, перпен-
1 В. А. Шишков, Теория образования и зацепления глобоидных передач. Сб. «Передачи в машиностроении», Машгиз, 1951.
Г. Н. Сахаров, Режущие инструменты для обработки глобоидных червяч-
ных пар, там же.
С. В. Елисеев, Некоторые принципиальные вопросы технологии глобоидных передач, там же.
И. А. Лебедев, Технология глобоидных передач, Оборонгиз, 1957.
В. А. Шишков, Нарезание глобоидных пар, Справочник металлиста, т. V, Машгиз, 1960.
А. К- К а р ц е в,Производство глобоидных передач, Машгиз, 1954.
Червячные зуборезные фрезы
729
дикулярном к оси колеса. Размеры зубьев в нормальном сечении пересчитываются по соответствующим формулам.
Диаметральные размеры фрезы определяются диаметральными размерами червяка. Ввиду того что червяки обычно имеют сравнительно небольшой диаметр, фрезы изготовляются малых диаметров, обычно меньших, чем червячные фрезы для зубчатых колес равного модуля. Фрезы малого диаметра трудно выполнить с отверстием, поэтому они изготовляются с хвостовиком.
Фиг. 435. Червячные фрезы для нарезания червячного колеса-радиальная (а) и тангенциальная (б) подача.
Заходность фрезы должна быть равна заходности червяка, в соответствии с чем фрезы часто приходится изготовлять многозаходпыми. Поэтому углы подъема витков фрез для червячных колес получаются значительно большей величины, чем у фрез для цилиндрических колес тех же модулей. Для нарезания червячных колес встречаются фрезы с углами подъема витков до 35—-40°. Вследствие этого вопросы профилирования, геометрии и т. п. приобретают у фрез для червячных колес большее значение, чем у фрез для цилиндрических колес.
По способу работы фрезы делятся на: а) работающие с радиальным врезанием и подачей и б) работающие с тангенциальным врезанием и подачей (фиг. 435). Первые при начале работы устанавливаются так, что зубья фрезы касаются наружной поверхности обода колеса или находятся от него на некотором небольшом расстоянии. При согласованном вращении фрезы и заготовки производится сближение А их осей —врезание фрезы в заготовку до требуемого расстояния, обеспечивающего правильные размеры зубьев нарезаемого колеса. В дальнейшем производится нормальное нарезание —обкатывание колеса при постоянном межцентровом расстоянии и при совместном вращении фрезы 1 и заготовки 2 без перемещения фрезы вдоль ее оси. Каждый зуб фрезы работает при вполне определенном
73!)
Инструменты для нарезания цилиндрических колес
положении относительно оси нарезаемого колеса, обрабатывая определенный участок профиля зубьев колеса.
При втором методе оси фрезы и заготовки устанавливаются на требуемое межосевое расстояние, но торец фрезы смещается относительно оси колеса (фиг. 435, б). При согласованном вращении фрезы 1 и заготовки 2 производится подача В фрезы вдоль ее оси. При этом средняя линия зубьев фрезы (образующая начального цилиндра фрезы) перемещается по своему направлению — касательно (тангенциально) к начальной окружности нарезаемой заготовки. Для улучшения условий врезания и уменьшения загрузки первого врезающегося зуба наружная поверхность зубьев с переднего конца фрезы делается конической под углом срк = 11 -4- 13° на длине, равной 2,5—3 шага. Для осуществления осевой подачи зубофрезерный станок должен иметь протяжной суппорт.
Количество резов, формирующих каждый зуб колеса при применении осевой подачи фрезы, зависит не только от количества зубьев фрезы, но и от величины осевой подачи. При осевом перемещении непрерывно изменяются точки (участки) профилирования на зубьях фрезы и на профиле зубьев нарезаемого колеса. Изменяя величину осевой подачи, можно увеличить количество резов, профилирующих зубья колеса, и тем самым улучшить качество и чистоту обрабатываемой поверхности профиля зубьев.
При проектировании фрезы и выборе направления подачи следует учитывать условия сборки червяка с колесом. Сборка червяка и колеса в редукторе может производиться при радиальном или тангенциальном вводе червяка в колесо. Колесо, нарезанное при тангенциальной подаче, может быть собрано с радиальным вводом архимедова червяка, если удовлетворяется следующее условие:
где а т
Rel
* V
tga>tgr-----5-----,
— профильный угол червяка в осевом сечении;
— угол подъема винтовой линии на начальном цилиндре червяка;
— радиус наружного цилиндра червяка;
— радиус начального цилиндра червяка.
Для червяков с профилем, прямолинейным в нормальном сечении, радиальная сборка с тангенциально нарезанным колесом возможна при ад > 10°.
Для колес с эвольвентным профилем радиальная сборка червяка с колесом возможна всегда независимо от метода нарезания колеса. Габаритные и конструктивные размеры фрезы. Диаметр фрезы не может быть выбран произвольно, как это допустимо у червячных фрез для цилиндрических колес. Средний диаметр зубьев фрезы должен быть равен среднему диаметру червяка: du = dt.
Червячные зуборезные фрезы
731
Шаг зубьев фрезы tu равен шагу t2 зубьев колеса по делительному диаметру и, следовательно, равен шагу tv витков червяка
tu — t2 — tv.
Толщина, высота головки и ножки зубьев фрезы, диаметр окружности выступов и впадин в расчетном сечении назнача-
Фиг. 436. Влияние переточек иа размеры фрезы (а) и на размеры зубьев колеса при установке при нарезании оси фрезы от оси колеса на расстоянии Аи2 = ^12 (б) и на расстоянии ЛН2 = Л12 + ^р(в).
ются по тем же соотношениям, что и у червячных фрез для цилиндрических колес.
После каждой заточки диаметральные размеры фрезы уменьшаются (фиг. 436, а), поэтому размеры зубьев новой фрезы делают немного увеличенными против указанных расчетных размеров (в пределах 0,10—0,75 мм для модулей 1—10)1.
Средний диаметр фрезы du делается равным среднему диаметру червяка di (фиг. 436, б). Высота головки зуба новой фрезы делается увеличенной против теоретического размера; дается припуск на переточку hHoe = hu + ДА. Толщина зуба на заданной высоте головки (на определенном расстоянии от наружной поверхности
1 См. С. П. Карцев, Инструкция по расчету червячных фрез для червячных колес на базе архимедова червяка, ВНИИ МСС, 1944.
732
Инструменты для нарезания цилиндрических колес
делается постоянной на всей длине зуба. При нарезании колеса фреза устанавливается на теоретическое межцентровое расстояние Ди2 ~ Д12. В соответствии с уменьшением при переточках высоты головок h'u зубьев фрезы уменьшается высота ножек hi зубьев нарезаемого колеса и величина радиального зазора между внутренней поверхностью червячного колеса и наружной поверхностью червяка. Толщина зуба по делительному цилиндру у новой фрезы Su больше теоретической; по мере переточек фрезы она уменьшается до Su. Толщина зуба нарезаемого колеса по мере переточек фрезы увеличивается до S2, а ширина впадины Sgn2 зубьев уменьшается.
Припуск Д/г ио высоте головки зуба новой фрезы —увеличение высоты головки фрезы по сравнению с высотой ножки витка червяка — принимается
ДЛ = 0,3m cos т.
При этом максимальное увеличение толщины зуба новой фрезы по делительному цилиндру получается у фрез m = 1 ч- 10 мм от 0,028 до 0,056 мм.
При другом методе нарезания новая фреза, имеющая большие диаметральные размеры duwt устанавливается на зубофрезерном станке на межцентровое расстояние Ли2 большее, чем Л12 межцентровое расстояние передачи (фиг. 436, в). При этом методе толщина зуба колеса обеспечивается равной теоретической. Припуск на переточку фрезы на толщину зуба колеса не влияет (Su = Su). Но кривизна боковой поверхности зубьев колеса в соответствии с увеличенным диаметром фрезы по сравнению с диаметром червяка изменяется. Поэтому касание зубьев нарезанного колеса с витками червяка происходит не по всей поверхности, а только в середине зуба: по мере переточек средняя линия зубьев из положения I приближается к оси фрезы —положение II. При этом уменьшается разница в кривизне винтовой поверхности, образуемой зубьями фрезы, и винтовой поверхности витков червяка, а пятно касания зубьев колеса и витков червяка увеличивается. Этот метод применяется для колес, подвергающихся последующей доводке с червяком.
Длина рабочей части фрезы принимается не менее длины червяка, с которым сцепляется фреза. Для фрез радиального типа наименьшая длина фрезы определяется аналогично определению длины фрезы для цилиндрических колес. Профилирование зубьев колеса происходит на меньшей длине, определяемой проекцией активной длины линии профилирования на ось фрезы, при этом необходимо учитывать дуговой характер зубьев колеса обычно
£i = /1 + /, где /х —длина нарезанной части червяка, с которым сцепляется нарезаемое колесо.
Червячные зуборезные фрезы
733
Длина рабочей части фрезы, работающей с тангенциальной подачей, определяется длиной заборного конуса 1К и длиной цилиндрической части фрезы 1и, которая должна быть не менее проекции активной части линии профилирования на ось фрезы. Обычно для фрез, работающих с тангенциальной подачей, длина конической
Фиг. 437. Определение длины хвостовой фрезы.
части принимается 1К — (2,5 3)t и длина цилиндрической части
/ц = 2t. Общая длина рабочей части фрезы1
1^ = 1К+ 1Ц = (4,5 4- 5)L
Угол заборного конуса равен «р*. = 11 -г- 13°.
По бокам фрез насадной конструкции делаются буртики; назначение и размеры их те же, что и у червячных фрез для зубчатых колес.
Диаметр отверстия принимается из нормального ряда диаметров отверстий насадного инструмента.
При невозможности изготовления фрезы с отверстием ее делают с хвостовиком (фиг. 437). Размеры конуса хвостовика и диаметр цапфы принимаются по размерам посадочных мест зубофрезерного станка. Конический хвостовик для надежности крепления снабжается
1 См. также Л. Е. Павлов, О расчете длины червячных фрез для нарезания червячных колес. Сб. «Скоростное резание металлов», Машгиз, 1953.
734
Инструменты для нарезания цилиндрических колес
замком и внутренним резьбовым отверстием, размеры которых принимаются по шпинделю станка.
Между рабочей частью фрезы, хвостовиком и цапфой делаются шейки, диаметр которых должен быть меньше удвоенного расстояния от оси фрезы до дна канавки для возможности свободного прохода фрезы при фрезеровании канавок.
Длина шеек устанавливается с учетом наибольшего диаметра заготовки, нарезаемой на станке. Необходимо, чтобы при врезании фрезы на полную глубину оставался небольшой зазор между наружной поверхностью обода колеса и наружными поверхностями передней и задней бабок инструментального суппорта станка.
Общая длина фрезы хвостовой конструкции L равна сумме длин хвостовика 1Х, рабочей части Llt цапфы 1х2 и обеих шеек 1ш1 и 1ш2.
L = lx + Li + 1х2 + 1ш1 + 1ш2.
При определении общей длины хвостовой тангенциальной фрезы необходимо учесть длину тангенциального врезания фрезы.
Число зубьев фрезы. Ввиду того что фрезы для червячных колес имеют обычно малые диаметры (меньшие, чем фрезы для зубчатых цилиндрических колес), число зубьев их получается небольшое. При нарезании червячных колес с радиальной подачей из-за отсутствия продольного перемещения фрез вдоль ее оси число зубьев фрезы при нарезании червячного колеса более резко влияет на величину огранки профиля нарезаемых зубьев, чем при нарезании цилиндрических колес.
При выборе числа зубьев фрезы, работающей с радиальной подачей, следует иметь в виду, что при многозаходной фрезе за каждый ее оборот колесо повернется на число зубьев, равное числу заходов фрезы а. В формировании профилей каждого шага (зуба и впадины) участвует в а раз меньше режущих кромок фрезы по сравнению с одно-заходной фрезой. Ввиду этого число резов, обрабатывающих каждую сторону зуба, может получиться малым, а обрабатываемый профиль граненым. В случае, если положение резов после каждого оборота колеса ЬгЬ2 совпадает с предыдущим их положением аха2, то огранка f, получаемая на зубьях колеса после каждого его оборота, тоже совпадает (фиг. 438, а). Величина огранки fj2 может быть значительно уменьшена, если после оборота колеса зубья фрезы не будут копировать положения зубьев при предыдущей обработке а}а2 (фиг. 438, б). Для этого необходимо, чтобы число зубьев колеса было некратным числу зубьев фрезы и числу ее заходов. Число зубьев фрезы, работающей с радиальной подачей, должно быть более: для фрез I класса zu 12, II класса ги > 10, III класса zu > 8, IV класса zu > 6. При этом число заходов фрезы (передачи) не должно иметь общих множителей с числом зубьев фрезы и необходимо, чтобы число зубьев колеса было не кратно числу заходов фрезы. Фреза, работающая с радиальной подачей, может быть при
Червячные зуборезные фрезы
735
менена для нарезания колеса двухзаходной передачи только для колес с числом зубьев больше 60. В противных случаях следует применять фрезы, работающие с тангенциальной подачей.
Для фрез, работающих с тангенциальной подачей, при целом передаточном отношении червячной передачи, число зубьев фрезы для нарезания колеса может быть выбрано любым; при дробном пере-
Профиль зубьев. Для нарезания зубьев колеса фреза должна быть спрофилирована в соответствии с формой профиля витков червяка, с которым колесо находится в зацеплении (архимедово, эвольвентное, конволютное). Определение профиля фрезы должно производиться в соответствии с положениями, приведенными выше при разборе методов профилирования червячных зуборезных фрез.
Применяемое при изготовлении червячных колес радиальное затылование профиля зубьев обеспечивает постоянство профиля при переточках фрезы только у фрез с профилем, прямолинейным в осевом сечении. Поэтому описанный метод профилирования применим только для архимедовых червячных фрез. При затыловании задние поверхности зубьев архимедовых фрез получаются тоже прямолинейными в осевом сечении архимедовыми поверхностями, но с отличными параметрами от параметров винтовой поверхности основного архимедова червяка —с отличными величинами углов
736
Инструменты для нарезания цилиндрических колес
профиля и шага винтовых задних поверхностей в соответствии с движением затылования.
Угол профиля задних поверхностей зубьев в осевом сечении фрезы в зависимости от угла профиля ачере для правозаходного червяка определяется по формуле:
ctgau = ctga,ep6
Верхний знак (—) относится к правой стороне зуба, нижний (+) — к левой. Для левозаходных фрез знаки меняются.
Для эвольвентных червячных фрез, имеющих в осевом сечении криволинейную форму профиля, при применении радиального затылования обеспечить постоянство профиля при переточках фрезы не представляется возможным, и поэтому червячные фрезы для колес, сцепляющихся с эвольвентным червяком, профилируются с применением приведенного выше приближенного метода профилирования (профиль прямолинейный в осевом сечении, см. фиг. 424) — определяется угол профиля заменяющего архимедова червяка и по нему углы профиля задних поверхностей зубьев фрезы.
Ввиду того что этот приближенный метод профилирования все же вносит некоторые искажения в профиль зубьев нарезаемых колес и может измениться характер контакта между червяком и колесом, зубья точных колес дополнительно обрабатываются червячными шеверами.
В случае единичного и мелкосерийного производства червячных колес, например при ремонте редукторов, зубья червячного колеса могут быть нарезаны так называемыми летучками или летучими резцами—отдельным резцом,закрепленным в оправке и являющимся одним зубом червячной фрезы (фиг. 439). Нарезание колеса осуществляется при тангенциальной подаче инструмента. Размеры профиля режущей кромки резца соответствуют размерам профиля зуба тангенциальной червячной фрезы.
Для чистовой обработки зубьев червячных колес применяют червячные шеверы (обычно для колес средних модулей m = = 2-7-5 мм). Червячный шевер представляет собой червяк, на боковых и вершинной поверхностях витков которого сделаны канавки для образования режущих кромок (фиг. 440).
Параметры (размеры и форма) винтовой поверхности шевера должны полностью соответствовать параметрам винтовой поверхности червяка, с которым колесо зацепляется.
Режущие кромки образуются небольшой задней поверхностью f (ленточкой), не имеющей заднего угла. Задние поверхности зубьев шевера расположены на поверхности основного червяка. Для обеспечения хорошей идентичности профилей витков шевера и червяка шлифование профилей витков шевера и червяка целесообразно производить на одном станке, с одной настройки станка.
Червячные зуборезные фрезы
737
Высота головки витков шевера hu (фиг. 440) обычно делается на 0,1 щ больше высоты головки витков червяка. Толщина витка Su равна ширине впадины зубьев колеса или несколько меньше ее. Канавки на боковых сторонах профиля с прямолинейным дном впадины наносятся в радиальном направлении или под некоторым углом к радиусу, обычно равным X = 7 10°. Формы и размеры
канавок для шевера средних размеров т = 3 -г- 5 мм приведены
Фиг. 439. Резец для нарезания зубьев червячного колеса (летучка).
Фнг. 440. Зубья червячного шевера.
на фиг. 440. Для выхода долбежного резца у основания витков шевера делается винтовая канавка (е —g), подрезающая виток.
Ширина ленточки f для хорошей работы шевера должна быть небольшой —не свыше 0,1 мм. При большей ширине ленточки резание затрудняется. Для ее уменьшения спинка зубьев шевера затачивается дисковым шлифовальным кругом малого диаметра.
По длине шевера с одной стороны оставляется небольшой участок без нанесения канавок для контроля размеров шевера по толщине витка, шагу, биению и другим элементам. При работе шевера необходимо следить за тем, чтобы этот участок витков не соприкасался с зубьями и не портил обрабатываемую поверхность1.
ЛИТЕРАТУРА
1. Гр у бин А. Н., Червячные фрезы для нарезания цилиндрических зубчатых н червячных колес. Энциклопедический справочник «Машиностроение», т. VII, Машгиз, 1948.
2. Семенченко И. И., Режущий инструмент, т. III. Машгнз, 1Э44.
1 Подробнее см. М. Д. Пекарский, Методика расчета и конструирования червячных шеверов. Сб. «Бюллетень обмена стахановским опытом» № 5, ОБТИ, 1940
47 Семенченко и др.
738
Инструменты для нарезания цилиндрических колес
3. Г р у б и II А. Н., Л и х циер М. Б., П о л о ц к и й М. С., Зуборезный инструмент, т. II, Машгиз, 1946.
4. Шиш ков В. А., Обработка поверхностей резанием по методу обкаткн, Машгиз, 1951.
5. Карцев С. П. и Романов В. Ф., Червячные фрезы, Справочник Mei л и та. т. V, Машгнз, 1960.
6. К о р н и л о в К- А., Производство зубчатых колес Машгиз, 1947,
ЗУБОРЕЗНЫЕ ДОЛБЯКИ
Назначение, область применения и типы. Зуборезный долбяк предназначается для нарезания зубьев цилиндрических колес методом огибания. Его центроидой является окружность. В процессе
Фиг. 441. Нарезание долбяком зубьев на цилиндрическом колесе:
А — движение резания долбяка; В — возвратное движение (холостой ход долбяка); Cj и Си — вращение колеса и долбяка (движение подачи» оно же движение огибания).
резания долбяк имеет прямолинейное или винтовое возвратно-поступательное движение резания. Подача осуществляется путем относительного вращения долбяка и заготовки вокруг их осей (фиг. 441). Величина подачи измеряется в миллиметрах по делительной окружности нарезаемого колеса на один двойной ход долбяка (sK мм!дв. ход). Кроме указанных основных движений — резания и круговой подачи, долбяк получает радиальную подачу при врезании в заготовку (sp мм!дв. ход) и отводится от заготовки при каждом
Зуборезные долбяки
739
Фиг. 442. Нарезание зубьев в упор.
Фиг. 443. Схема нарезания долбя-ка.ми шевронного колеса с непрерывным зубом.
47*
740
Инструменты для нарезания цилиндрических колес
обратном (холостом) ходе для устранения трения задних поверхностей об обработанную поверхность.
Долбяки являются наиболее универсальными инструментами для нарезания цилиндрических зубчатых колес х. Ими можно нарезать любое цилиндрическое колесо, если оно может быть нарезано каким-либо другим зуборезным инструментом. Специфические области применения долбяков следующие: нарезание зубьев в упор на так называемых блочных колесах и на колесах с буртами (фиг. 442); нарезание колес внутреннего зацепления; нарезание шевронных колес с непрерывным зубом без канавки для выхода инструмента (фиг. 443); нарезание точных зубчатых реек методом огибания и др.
Зуборезные долбяки в общем менее производительны, нежели червячные фрезы. Однако в ряде случаев они могут дать более высокую производительность, чем фрезы, например при нарезании зубчатых секторов, колес с узким ободом и большим числом зубьев и др. Выгодно применять долбяки также при нарезании колес с модулем менее 1,5 мм.
В современном машиностроении применяются следующие конструктивные типы долбяков:
а) дисковые — для нарезания обычных прямозубых цилиндрических колес (фиг. 444, а);
б) чашечные — для нарезания прямозубых колес в упор (фиг. 444, б)
в) хвостовые — для нарезания колес внутреннего зацепления и мелкомодульных колес (фиг. 444, в);
г) косозубые — для нарезания косозубых колес (фиг. 444, г);
д) косозубые парные — для нарезания шевронных колес (фиг. 444, д).
Прямозубые долбяки для нарезания колес наружного зацепления
Особенности конструкции долбяка. Долбяк представляет собой зубчатое корригированное колесо с прямыми (или косыми) зубьями, снабженное соответствующими углами резания. Для создания заднего угла на вершине зуба ав (фиг. 445) и на его боковых сторонах зубья долбяка образуются путем смещения исходного контура рейки и имеют в каждом сечении, перпендикулярном к оси, свою особую величину смещения контура х = с.пг.
На фиг. 445 изображен зуб долбяка в сочетании с исходным контуром рейки, расположенном в трех сечениях АА, ББ, и ВВ, перпендикулярных к оси долбяка. Пусть в сечении ББ смещение исходного контура рейки равно нулю, т. е. gm = 0. Тогда это сечение
1 В. М. Матюшин, Применение зуборезных долбяков, «Вестннк машиностроения» № 8, 1953.
Зуборезные долбяки
741
будет представлять собой нормальное (некорригированное) колесо. В сечении Л Л по передней поверхности долбяка смещение исходного контура будет положительным +gm, а в нижнем сечении ВВ — отрицательным — gm. Переменный сдвиг исходного контура рейки,
постепенно уменьшающийся от передней поверхности АА к опорной ВВ, и создает задний угол на вершине зуба ав и на боковых сторонах.
Таким образом, долбяк можно рассматривать как совокупность бесконечно большого количества элементарных зубчатых колес с бесконечно малой шириной обода Д// (фиг. 446), имеющих соответственно положительное, нулевое и отрицательное смещение контура и закрепленных на одной оси в порядке убывания величин смещения gm. Каждое из этих элементарных колес образовано огибающим движением рейки с профильным углом аи (фиг. 445) и потому любое сечение долбяка, перпендикулярное к его оси, имеет один и тот же эвольвентный профиль. По мере перетачивания долбяка в работу резания и в зацепление с нарезаемым колесом вступает одно из этих бесконечно тонких зубчатых колес с соответствующей величиной gm. Поэтому и колеса, нарезанные различными сечениями долбяка, будут иметь один и тот же эвольвентный профиль.
742
Инструменты для нарезания цилиндрических колес
Получение на долбяке переменного смещения исходного контура рейки можно наглядно представить, рассматривая процесс нарезания зубьев долбяка червячной фрезой па зубофрезерном станке \ Кинематическая цепь подачи станка настроена таким образом, что фреза (фиг. 447), помимо вертикальной подачи ОА, имеет одновременно горизонтальную подачу ОВ в направлении, перпендикулярном к оси. Величины этих двух подач рассчитаны таким образом, что
элементарных корригированных колес А/У с переменной величиной сдвига исходного контура рейки gm.
Фнг. 447. Смещение исходного контура рейки прн нарезании долбяка червячной фрезой.
результирующая подача фрезы ОС направлена наклонно к оси долбяка под углом ад, равным заднему углу долбяка на вершинах зубьев. По этой схеме нарезания в каждом сечении, перпендикулярном к оси долбяка, фреза будет находиться на определенном расстоянии от оси долбяка, свойственном только данному сечению. Вследствие этого будет иметь место свое особое смещение исходного контура рейки (фрезы) для каждого сечения.
Если величина смещения исходного контура изменяется в направлении высоты долбяка И по линейному закону — по прямой CD (фиг. 445), т. е. если имеет место равенство Д£т = С\Н, где С — постоянный коэффициент, то угол поворота эвольвенты <р в последовательных сечениях по высоте долбяка также будет выражаться прямолинейной функцией Д<р = С'\Н. Поэтому будет иметь место сочетание равномерного вращательного движения эвольвенты вокруг оси долбяка с равномерным поступательным ее движением вдоль оси 1 2. При таком сочетании вращательного и поступательного
1В. Г. Клоков н Н. П. Введенская, Образование задних боковых углов при фрезеровании долбяков, «Станки и инструмент» № 7, 1939.
2 М. Н. Белоконь, Резцы Феллоу, «Вестник металлопромышленности» № 6, 1934.
Зуборезные долбяки
743
движений эвольвента образует в пространстве эвольвентпую винтовую поверхность. Поэтому при описанной конструкции долбяка боковая поверхность его зуба получается как эвольвентная винтовая поверхность. Левая боковая сторона по фиг. 445 имеет правоходовую винтовую поверхность, а правая — левоходовую. Параметром этой винтовой поверхности является величина
sin аи tg ае tg аос ’
где г0 — радиус основной окружности;
аос — угол наклона винтовой линии па основном цилиндре; он же задний угол на боковой стороне зуба в сечении по этому цилиндру.
Форма боковых поверхностей зубьев в виде эвольвентной винтовой поверхности позволяет шлифовать их плоским кругом, вследствие чего достигается высокая точность обработки. При этом используется указанное ранее свойство эвольвентной винтовой поверхности — развертываться на плоскость и возможность быть образованной винтовым движением плоскости.
Сечение плоскостью ББ (фиг. 448), в котором смещение исходного контура рейки принимается равным нулю (gm = 0), называется исходным, а его расстояние от переднего торца долбяка а = + нт называется исходным расстоянием. В этом сечении размеры зубьев долбяка — толщина зуба по дуге делительной окружности и высота головки и ножки — будут равны соответствующим размерам исход
744
Инструменты для нарезания цилиндрических колес
ного контура рейки долбяка. Зная размеры зуба в исходном сечении, можем размеры зуба в любом другом сечении, в частности в сечении АА по переднему торцу, определить как размеры корригированного колеса, имеющего положительное или отрицательное — смещение исходного контура рейки.
Из фиг. 448 вытекает следующая зависимость между смещением исходного контура х = с,ит и величиной исходного расстояния долбяка а:
или lum = a tg а„ = em tg ав, где а„ — задний угол иа вершине зуба долбяка.
Как известно из теории эвольвентного зацепления, толщина зуба корригированного колеса по дуге делительной окружности определяется по формуле
sd = soи» + 2lm tg ad = ^ + ASd - I- tg ar).
Подставляя значение в эту формулу и рассматривая величину а как переменную, получаем толщину зуба долбяка по дуге делительной окружности для любого сечения, отстоящего от исходного на расстоянии ±а мм,
Sdu=™ ± Д5д ± 2а tg a„ tg ад.
При этом долбяк рассматривается как корригированное (находящееся в зацеплении) колесо.
Увеличим число зубьев долбяка до бесконечности. Тогда он превратится в зуборезную рейку (гребенку). Если бы этот долбяк-гребенка не имел переднего угла ув (фиг. 449), то его профильный угол в сечении NN, перпендикулярном к оси, был бы полностью идентичен с профильным углом нарезаемого колеса, т. е. аи — ад. В случае же наличия на долбяке переднего угла профиль долбяка в сечении NN, перпендикулярном к оси долбяка, не будет совпадать с профилем проекции передней поверхности на торец нарезаемого колеса, т. е. ац =/= ад. Определим, каким должен быть профильный угол долбяка ац, для того чтобы профильный угол проекции передней поверхности совпадал с профильным углом нерезаемого колеса. Из фиг. 449 имеем
tga„ — -д- — h_cb-
Из Abed и Aacd определяем cb:
cb = de tg a„ = h tg ye tg ae.
Зуборезные долбяки
745
Тогда
tg а =_________-_______= — __________1 = tgna
ё и Л(1 — tgy«tgae) h 1 — tg ye tg ae 1 — tg у„ tg ae *
Таким образом, чтобы получить на нарезанном долбяком колесе
заданный профильный угол ад, долбяк должен быть изготовлен
с профильным углом аы. у6 = 5° и ав = 6°, то аи=20°10' 14,5". Однако, несмотря на внесе-пиеэтойкоррекции,профиль проекции передней поверхности долбяка на торец колеса, а следовательно, и профиль зуба последнего не будет точной эвольвентой. Отступление от эвольвенты обусловлено тем, что эвольвентная винтовая поверхность дает эвольвенту только в сечениях, перпендикулярных к оси винтового движения (к оси долбяка), тогда как режущий профиль долбяка получается в сечении эволь-
Так, например, если принять ад — 20°,
Фиг. 449. Определение профильного угла рейки долбяка.
вентной боковой поверх-
ности передней конической поверхностью с углом конуса 90°—ув.
Боковые поверхности зубьев долбяка образованы огибающим движением рейки с профильным углом ан; поэтому основной цилиндр долбяка должен подсчитываться по формуле
d0 = dd cos аи = mzu cos au,
где dd — диаметр делительного цилиндра долбяка.
Этот основной цилиндр должен приниматься во внимание при рассмотрении долбяка как геометрического тела. Так как измерение профиля зуба долбяка производится по задним боковым поверхностям в некотором сечении NN, взятом перпендикулярно оси долбяка на расстоянии 2—3 мм от заточенной передней поверхности долбяка, то при этих измерениях профиля необходимо брать диаметр основной окружности d0, определяемый через угол а„ по приведенной выше формуле. Этот же угол должен иметь профиль зубьев реечных инструментов — червячной фрезы или шлифовального круга, обрабатывающих боковые поверхности зуба долбяка.
746
Инструменты для нарезания цилиндрических колес
От профильного угла боковой поверхности аи надо отличать профильный угол ад проекции передней поверхности заточенного долбяка па торец нарезаемого колеса, равный профильному углу последнего. Огибающим движением именно этого профиля проекции образуется зуб нарезаемого колеса. Поэтому угол ад участвует в процессе зацепления долбяка и колеса и должен приниматься во внимание при тех расчетах, когда долбяк рассматривается в процессе зацепления с колесом.
Фиг. 450. Положение основной окружности относительно зуба долбяка:
а — при большом числе зубьев долбяка; б — при малом числе зубьев дол-бяка: в — при среднем числе зубьев долбяка.
Долбяк сохраняет для каждого сечения, перпендикулярного к оси, одну и ту же делительную окружность
do = mzu
и соответственно одну и ту же основную окружность. Но диаметры окружностей выступов и впадин непрерывно уменьшаются при движении от передней поверхности к нижнему торцу. Форма эвольвенты определяется единственно радиусом основной окружности, поэтому зубья долбяка в различных сечениях, перпендикулярных к его оси, имеют профили, образованные одной и той же эвольвентой, но различными ее участками. Чем ближе к опорной плоскости берется сечение долбяка, тем в большей мере будут использованы для образования профиля зуба заготовки участки эвольвенты, ближе расположенные к основной окружности.
При проектировании долбяков могут встретиться следующие случаи расположения основной окружности долбяка относительно его зубьев.
Случай 1 (фиг. 450, а). Основная окружность как в верхнем, так и в нижнем сечении долбяка расположена в теле долбяка (d0 < < D;). В любом сечении профиль зуба полностью очерчивается по эвольвенте, хотя и различными ее участками. Это имеет место у долбяков с большим числом зубьев.
Зуборезные долбяки
747
Случай 2 (фиг. 450, б). Основная окружность как в верхнем, так и в нижнем сечении проходит по зубьям (d0 > О(). В этом случае величина пеэвольвентного участка, лежащего между окружностям i основной и впадин, будет возрастать при переходе к сечениям, лежащим ближе к основанию долбяка. Это имеет место у долбяков с малым числом зубьев. Если указанный участок будет чрезмерно большим, то он может срезать вершину зуба нарезаемого колеса.
Случай 3 (фиг. 450, в) является промежуточным между первым и вторым: в верхних сечениях основная окружность находится в теле долбяка, а в нижних — проходит по зубьям. Это имеет место у долбяков со средним числом зубьев.
Поскольку в разных сечениях долбяк имеет одну и ту же эвольвенту, то зубья колес, нарезанных данным долбяком при различной его сточеппости, будут также очерчены одной и той же эвольвентой. Отсюда следует, что перетачивание долбяков в принципе не вносит изменений в профиль зубьев нерезаемых колес. Исключение составляет величина переходной кривой, образуемой вершиной зуба долбяка у основания зуба нарезанного колеса (см. фиг. 38'), и возможность срезания вершины зуба колеса неэвольвентным участком зуба долбяка с малым числом зубьев.
Геометрия зацепления долбяка с нарезаемым колесом
При нарезании зубчатых колес стремятся получить заданную толщину зубьев по дуге делительной окружности и гарантированные боковые зазоры при зацеплении парных колес. При этом радиальный зазор передачи и высота нарезанных зубьев могут колебаться в некоторых пределах по следующим причинам. Если колесо и долбяк имеют соответственно смещения исходного контура рейки и £ы, то, казалось бы, их межцентровое расстояние должно быть
<41и = rat + гди + (£i + £н) пг
и высота зуба колеса hi = (2/ -J- с')т. В действительности же, как известно, межцентровое расстояние определяется по формуле
причем подсчеты показывают, что А'1и > Л]н. Это значит, что действительное смещение в передаче меньше теоретической суммы смещений giu = gi + %и- В результате при нарезании колеса (корригированного и некорригированного) с заданной толщиной зуба по дуге делительной окружности долбяк располагается относительно центра колеса ближе, чем это должно быть в соответствии с теоретическим межцентровым расстоянием А'1и, и фактическая высота зуба
748
Инструменты для нарезания цилиндрических колес
получается больше теоретической. Соответственно увеличивается радиальный зазор передачи. Фактическая величина радиального зазора и высота зуба определяются следующим образом. Рабочая высота головки зуба долбяка hpu (фиг. 451) равна рабочей высоте ножки зуба нарезаемого колеса hpi
hpu — hp\ — R.eu f и-
Рабочая высота головки зуба нарезаемого колеса
hPi — Re\ — n;
отсюда высота зуба нарезаемого колеса
hi — hp\ + hPi
и величина радиального зазора
с = hi — 2f'm.
В этих формулах и и ги — радиусы начальных окружностей колеса и долбяка; Rel и Reu— радиусы окружностей выступов колеса и долбяка; /' — коэффициент высоты головки зуба долбяка.
Фиг. 451. Определение высоты зуба колеса hT и радиального зазора с.
То же увеличение высоты зуба и радиального зазора нарезаемого колеса имеет место и в том случае, если долбяк работает сечением, расположенным ниже исходного, т. е. сечением с отрицательным смещением исходного контура рейки — £и: долбяк располагается относительно центра колеса (корригированного и некорригированного) ближе теоретического положения, высота зуба и радиальный зазор увеличиваются.
В результате расчетов получаются следующие выводы.
1. Если два одинаковых колеса нарезать двумя долбяками, имеющими одинаковые величины смещений но различные числа зубьев, то радиальный зазор получится меньшим в случае нарезания долбяком с большим числом зубьев. Зазор получится наименьшим, равным теоретическому зазору с = (0,25 0,30)/п, если колесо
будет нарезано долбяком, имеющим бесконечное число зубьев, т. е. рейкой.
2. Если данный долбяк с неизменяемой величиной смещения £„ нарезает два колеса с различными числами зубьев, то меньший радиальный зазор получится у колеса с большим числом зубьев. Наименьший (теоретической) зазор получится при нарезании зубчатой рейки.
Зуборезные долбяки
749
Если сумма чисел зубьев долбяка и нарезаемого колеса z1H = = Zi + zu больше 30, то разница в высотах зубьев и радиусов окружностей впадин у колес не сказывается отрицательным образом. Так как практически подавляющее большинство передач укладывается в указанную сумму зубьев, то проверять радиальные зазоры колес, нарезанных долбяками, как правило, не требуется.
Приведенные в данном параграфе рассуждения относятся в равной мере как к прямозубым, так и к косозубым долбякам; при этом процесс зацепления последних с нарезаемым колесом рассматривается в сечениях, перпендикулярных к осям долбяка и колеса.
Углы резаиия долбяка. У долбяка следует различать задние и передние углы па вершине зуба и на боковых сторонах. Эти углы рассматриваются в различных сечениях.
Задний угол на вершине зубьев ae обычно принимается равным 6° согласно ГОСТу 9323-60. Он определяет интенсивность изменения величины смещения исходного контура рейки по высоте долбяка, а также величину заднего угла на боковых сторонах, так как у долбяков, как у фасонных инструментов вообще, боковые углы функционально связаны с углом ай. Величина ae одинакова для статического положения долбяка и в его движении.
Задний угол в сечении по делительному цилиндру аб является расчетным при проектировании долбяков. Если рассечь зуб долбяка по делительному цилиндру, то линии пересечения боковых поверхностей зубьев с цилиндром будут представлять собой винтовые линии, поскольку боковые поверхности есть эвольвентиые винтовые поверхности. Угол наклона этих винтовых линий и является задним углом в сечении по делительному цилиндру. Для определения этого угла развернем полученное сечение на плоскость (см. фиг. 448). Тогда винтовые линии превратятся в прямые, наклоненные к вертикали под углом аб, который определится следующим образом:
,rt _ b _ ~ Sfl
tga6- а — 2а ’
где а — величина исходного расстояния долбяка;
Sg — толщина зуба по дуге делительной окружности в сечении по передней поверхности, равная± ASa+ 2$mtgaa;
Sg — та же толщина в исходном сечении, равная + &Sd
Подставляя значения Sg, Sa, gm = a tg ae и производя необходимые сокращения, получим
tg a6 = tg a„ tga„.
Если подставить ae = 6° и au = 20°10'14', to a6 = 2°12'40" .
Задний угол aoc на боковых сторонах зубьев долбяка в нормальном сечении к профилю имеет значение с точки зрения процесса резания.
750
Инструменты для нарезания цилиндрических колес
Определение заднего угла
Фиг. 452.
на боковых сторонах зуба долбяка.
Развертка на плоскость сечения по основ-намУ цилиндру
Б-Б
Образующая
В
Он является минимальным задним углом на боковых сторонах, определяющим величину износа по задней поверхности (величиной подачи пренебрегаем, так как она не вносит существенных изменений в величины углов резания).
Задний угол аос (фиг. 452), соответствующий минимальному расстоянию от траектории резания аа' до задней поверхности инструмента ab, должен измеряться в сечении плоскостью, проходящей через траекторию резания и вместе с тем перпендикулярной к задней поверхности. Такой плоскостью будет плоскость Б Б, касательная к основному цилиндру. В пространстве она пересекает эвольвентную винтовую поверхность по прямой ab, являющейся образующей поверхности, получившейся путем развертывания участка а0Ь0 винтовой линии, расположенной на основном цилиндре. Таким образом, в пространстве ab=aobo. Из теории винтовых поверхностей известно, что образующая представляет собой линию наибольшего ската, т. е. лежащую на данной поверхности и проходящую через взятую точку линию, касательная к которой в этой точке обра
зует наибольший угол с горизонтальной плоскостью, а следовательно, наименьший угол с вертикалью. Поскольку в нашем случае вертикалью, проходящей через точку а, служит траектория резания, то она образует с линией ab, лежащей на боковой поверхности зуба, искомый минимальный угол. На фиг. 452 (проекция С) дана развертка на плоскость сечения зуба долбяка по основному цилиндру. Винтовая линия а0Ь0 превратилась в прямую линию, наклоненную к оси долбяка под углом 0ОС. На том же чертеже (проекция В) дано сечение зуба долбяка плоскостью ББ. Согласно предыдущему ab = а0Ь0; кроме того аа' = аоа'о = высоте долбяка. Поэтому &aba’ = = Да060а' и Рос = amin = aoc .
Рассуждения, приведенные относительно точки а, могут быть повторены относительно любой точки режущей кромки а0С. Поэтому можно сделать общее заключение, что величина действительного
Звольвентно-винтовая ^^Поверхность
4^
Зуборезные долбяки
75!
заднего угла aOr на боковых сторонах зуба долбяка в рабочем состоянии равна величине угла наклона винтовой линии pOf на основном цилиндре, т. е. aOf — 0Ог, причем аОс является постоянной величиной па всем протяжении боковой кромки зуба.
Зная угол наклона винтовой линии в сечении по делительному цилиндру а6, можем определить аос следующим образом. Из развертки винтовой линии основного цилиндра на плоскость имеем
ri _rtdp__
1&аос— н — н
где Н — шаг винтовой линии.
Так как из развертки делительного цилиндра па плоскость следует.
что nddu _ „
—ft— — i& аб>
ТО
tg aOf = tg а6 cos а„.
Подставляя значение tg а6 = tg aetgau, получаем tg «Of = tg ae sin au.
Поскольку величины a„ и au для данного долбяка постоянны, угол аос также постоянен. Для стандартных долбяков при а„ = 6° и а„ = 20°10'14,5" получим а0( = 2° 4'32".
Все указанные выше конкретные величины задних углов. ав, а6 и аос приводились для стандартных долбяков, нарезающих зубчатые колеса с профильным углом ад = 20°. Если последний отличен от 20°, то при том же значении угла aOf задний угол на вершине зуба ae может быть определен по формуле
tga =tga^ & e sin аы
Передний угол yg на вершинах зубьев измеряется в плоскости, проходящей радиально через ось долбяка. Для стандартных долбяков согласно ГОСТу 9323-60 он принимается равным 5°. Передний угол ув одинаков как в статическом, так и в рабочем состоянии. В сочетании с задним углом он влияет па профильный угол исходного контура ан, причем его влияние равносильно влиянию заднего угла на вершине ae.
Передний угол уб на боковых сторонах профиля рассматривается для произвольной точки А режущего профиля (фиг. 453) в главной секущей плоскости АВ, нормальной в точке А к проекции боковой режущей кромки на основную плоскость (на внешнюю опорную плоскость). В этой секущей плоскости угол у6 измеряется между касательной к передней поверхности в точке А и горизонтальной плоскостью. Применительно к долбяку нормаль к профилю в точке А совпадает с образующей АВ, касательной к основной окружности
752
Инструменты для нарезания цилиндрических колес
В сечении АВ, расположенном по отношению к АО под углом 90° — аА, передний угол уб определим из формулы
tg Ye = tg Ye cos (90 — ал) = tg ye sin аА,
Фиг. 453. Определение переднего угла.
где аА— угол давления эвольвенты для рассматриваемой точки А, определяемый из выражения
Г™.
C0S “л = ~ОА •
Угол уб изменяется в зависимости от радиуса окружности, на которой расположена данная точка. Так, для долбяка tn = 2,5 мм, zu = 30 при у8 = 5° угол у6 на окружности выступов равен 2°36', а на окружности впадин 0с13'.
Возможности увеличения передних и задних углов долбяка
Влияние передних и задних углов на профиль зубьев долбяка определяется формулой tg аи = _ ----tg ад---- Боковая поверх-
1 — tg ав tg ув Е
ность зуба долбяка, представляющая собой эвольвентную винтовую поверхность, дает эвольвенту только в сечениях, перпендикулярных к оси долбяка. Так как передняя поверхность долбяка есть коническая поверхность, то она пересекает боковые поверхности
зуба долбяка под углом 90° — у„ к его оси. Вследствие этого боковая режущая кромка, образующаяся как след пересечения конической передней поверхности и боковой эвольвентной винтовой поверхности, не является эвольвентной, а отклоняется от нее в некоторых пределах величин ДД, и Д/г (фиг. 454). Для уменьшения величины этих отклонений и для придания им благоприятного характера применяется угловое корректирование профиля зуба долбяка, заключающееся в том, что профильный угол исходного контура рейки боковой поверхности зуба долбяка ан берется по приведенной выше формуле большим по сравнению с профильным углом нарезаемого колеса. При таком методе корректирования проекция режущей кромки долбяка на плоскость торца нарезаемого колеса получает форму, схема-
Зуборезные долбяки
753
тически представленную на фиг. 454, а. Эта форма является приемлемой, так как утолщенные ножка и головка зуба долбяка создают
на зубе нарезаемого колеса профиль, более выпуклый по сравнению с теоретической эвольвентой. Нарезанные долбяком колеса получают форму контакта зацепляющихся зубьев, показанную на фиг. 454, б. Такая зона касания исключает кромочное зацепление вершинами зубьев и создает плавный бесшумный ход колес подобно тому, как это имеет место у фланкированных и шевингованных цилиндрических колес и у конических спиралезубых колес,
переднего и заднего
Фиг. 454. Влияние углов долбяка на профиль его зуба:
нарезаемых коническими червячными фрезами и резцовыми
головками.
Исследования [11 показали, что увеличение углов резания переднего (до ув = 15°) и заднего (до ав = 9°) не приводит к существенному увеличению отклонений от эвольвенты Afe и Af(- и в то же время повышает стойкость долбяков в 3—4 раза (фиг. 455).
а—утолщение ножки и головки зуба долбяка; б — зона касания зубьев колес, нарезанных долбяками.
Фиг. 455. Повышение стойкости долбяков при увеличении передних и задних углов.
Поэтому можно рекомендовать при обработке обычных конструкционных материалов, применяемых для изготовления зубчатых колес, задний угол на вершине ав = 9° и передний угол ув = 12—15°.
48 Семенченко и др. 599
754
Инструменты для нарезания цилиндрических колес
Основные задачи при конструировании долбяков
При проектировании долбяка необходимо выполнить следующее требование: два колеса с любыми числами зубьев, нарезанные новым или сточенным долбяком, должны правильно зацепляться между собой. Геометрия зацепления пары долбяк-колесо может наложить на зацепление колес, нарезанных данным долбяком, некоторые ограничения. Они приводят к тому, что устанавливается определенный диапазон чисел зубьев колес, нарезаемых данным долбяком, которые могут правильно между собой зацепляться в любых сочетаниях только в пределах этого диапазона.
При определении конструктивных размеров долбяков должны быть последовательно разрешены следующие основные задачи.
1. Выбор геометрических параметров режущей части долбяка — передних н задних углов на вершинах и боковых сторонах.
2. Определение габаритных размеров долбяка: делительного диаметра, числа зубьев, высоты долбяка, диаметра отверстия (или хвостовика) и др.
3. Выбор размеров исходного контура зубчатой рейки, определяющего основные размеры зуба долбяка в исходном сечении, — толщины зуба, высоты головки и ножки, профильного угла, величины фланкирования и др.
4. Определение величины смещения исходного контура рейки х = Itn в сечении долбяка по передней поверхности и тем самым— величины исходного расстояния долбяка а.
5. Определение размеров долбяка по передней поверхности — размеров зуба и диаметров долбяка.
Решение каждой из этих задач производится не изолированно, а комплексно, в связи с прочими задачами, что определяет известную сложность решения.
Определение габаритных размеров долбяков. В качестве габаритных размеров долбяков рассматриваются следующие элементы: 1) число зубьев zu и диаметр делительной окружности dd; 2) высота долбяка Н вдоль оси; 3) форма долбяка — дисковая, чашечная или хвостовая.
В современном машиностроении применяются долбяки с модулями от 0,2 до 50 мм для нарезания зубчатых колес на станках различных моделей и мощностей. Обычно стремятся на станке данной модели применять долбяки одного номинального диаметра. Поэтому долбяки конструируются с различными номинальными делительными диаметрами. По ГОСТу 9323-60 такими диаметрами являются 25, 38, 50, 75, 100, 125, 160, 200мм. Для долбяков крупных модулей принимается диаметр 360 мм. Каждый диаметр охватывает определенный диапазон модулей. Фактические делительные диаметры отличаются от номинальных из-за необходимости соблюдения произведения dd = mzu, где zu является целым числом.
Зуборезные долбяки
755
Для нарезания цилиндрических колес внешнего зацепления минимальным числом зубьев долбяка может быть 15 и максимальным 40 [1]. Долбяки с такими числами зубьев могут нарезать колеса практически без ограничений по переходным кривым (см. далее). Этот диапазон чисел зубьев долбяков надлежит рассматривать с точки зрения теории эвольвентного зацепления как наиболее целесообразный. Однако практически для долбяков больших модулей, а также для нарезания колес внутреннего зацепления в ряде случаев приходится брать zu <Д5. Затем, в целях расширения количества модулей, охватываемых данным номинальным диаметром, а также для повышения стойкости долбяков, выраженной числом нарезанных заготовок, применяются долбяки с числами зубьев, большими 40.
При расчете необходимо учитывать, что действительный делительный диаметр dd = mzu должен минимально отличаться от номинального, причем число зубьев надо выбирать по возможности четным (для упрощения технологии изготовления).
Если при шлифовании профиля каждый зуб обрабатывается отдельно, то нецелесообразно брать число зубьев долбяка больше 75 вследствие повышенного износа круга (за один проход) и понижения точности профиля зуба. Если же шлифование профиля зубьев производится червячным абразивом (на станке завода «Комсомолец» модели 5238), то верхний предел числа зубьев долбяка практически не ограничивается.
Высота долбяка определяется по формуле
Н = [а] + [—а ] + (3 -г- 5) мм,
где а — величина исходного расстояния; а' — высота долбяка, стачиваемая ниже исходного сечения; 3 5 мм — величина, остав-
ляемая как предел стачивания долбяка.
Величина — а обычно берется таким образом, чтобы при малых числах зубьев долбяка участок профиля зуба, расположенный между основной окружностью и окружностью впадин, не был чрезмерно большим и не вызывал срезания головки зуба (см. фиг. 450, б).
Общая высота долбяка Н лимитируется также технологическим фактором. Зубья долбяка шлифуются без подачи круга вдоль зуба. Это затрудняет шлифование долбяков малых модулей в случае большой высоты долбяка. Она стандартизована ГОСТом 9323-60. В зависимости от выбранной величины а высота долбяка может быть повышена.
Форма долбяка определяется его назначением. Размеры отверстия, хвостовика, выемки и других конструктивных элементов определяются в основном формой посадочных частей соответствующих зубодолбежных станков.
Выбор величины исходного расстояния. Выбор величины а связан с противоречивыми положениями.
48*
756
Инструменты для нарезания цилиндрических колес
Зависимость зубчатых
Фиг. 456. подрезания колес от величины исходного расстояния долбяка а.
Практика зуборезного производства показывает, что качество нарезанных долбяком колес тем выше, чем большую величину исходного расстояния имеет долбяк: зубья колес имеют более гладкую поверхность на протяжении всего профиля. Такие колеса создают при работе меньший шум и более плавное зацепление.
С возрастанием величины исходного расстояния уменьшается опасность подрезания профиля колес с малыми числами зубьев. Это иллюстрируется фиг. 456, на которой дан график минимального числа зубьев колеса zmin, свободного от подрезания, в зависимости от величины ±а мм для долбяков с zu = 22 -н 27.
У долбяков с малыми числами зубьев и при малых величинах исходного расстояния в работе резания начинают принимать участие режущие кромки, расположенные между основной окружностью и окружностью впадин (см. фиг. 450, б). Эти участки режущих кромок имеют неэвольвентную форму и потому они могут срезать вершины зубьев нарезаемых колес. С увеличением исходного расстояния опасность срезания вершин уменьшается. Таковы соображения, говорящие в пользу максимального увеличения а. Но, с другой стороны, имеются положения противоположного характера.
С увеличением а уменьшается ширина зуба на его вершине. Это отрицательно сказывается на стойкости долбяка, так как вершина зуба и прилегающие к ней участки боковых кромок являются наиболее нагруженными. Уменьшение ширины зуба на вершине служит основным фактором, ограничивающим величину исходного расстояния [1 ].
Долбяки с большей величиной а дают у основания зубьев нарезаемых колес большую высоту так называемой переходной кривой, которая при значительных размерах может привести к ухудшению качества зацепления нарезанных колес.
До последнего времени считалось, что переходные кривые являются решающим фактором, определяющим выбор величины исходного расстояния. Исследования, излагаемые в работе [1], показывают, что практически выбор величины исходного расстояния в основном ограничивается не переходными кривыми, а заострением вершины зуба долбяка.
Переходные кривые и пересечение профилей зубьев нарезанных долбяком колес. Зацепление долбяка с нарезаемой заготовкой аналогично зацеплению колес zx и z2 (фиг. 378). Однако в конце зацепления, при дальнейшем вращении долбяка и заготовки, их зубья, касавшиеся друг друга в точке Е (соответствует точке К), не выйдут
Зуборезные долбяки
757
из взаимного соприкосновения, как это имеет место при зацеплении колес между собой, но долбяк будет продолжать выстрагивать оставшийся во впадине материал. Вследствие этого участок профиля колеса KN (фиг. 457) получит форму не эвольвенты, а удлиненной эпициклоиды, в данном случае обычно называемой переходной кривой.
В результате наличия последней ножка зуба нарезанного колеса
получится утолщенной (см. фиг. 381).
Если нарезанное долбяком колесо будем спаривать с колесами г2, имеющими различные числа зубьев, то активный участок на колесе 2г K'L (фиг. 378 и 457) будет тем длиннее, чем большее число зубьев будет иметь колесо г2. При этом длина неактивного участка будет, очевидно, изменяться в обратном направлении. Следовательно, при некотором числе зубьев колеса z2 может иметь место такой случай, когда длина рабочего участка K'L будет больше, чем длина эвольвентного участка KL, нарезанная долбяком. В таком случае зацепление будет осуществляться частично и на участке КК', соответствующем утолщению ножки и имеющем форму удлиненной
Фиг. 457. Схема расположения переходной кривой и нерабочего участка на зубе колеса, нарезанного долбяком.
эпициклоиды. Это обстоятельство в случае значительной толщины переходной кривой приведет к пересечению (интерферанции) профилей зубьев колес и к зацеплению вершинами зубьев, которое создает быстрый износ зубьев и крайне неравномерный ход с сильным шумом. При большом отклонении от правильности зацепления может произойти даже защемление и поломка зубьев.
Таким образом, если требуется нарезать пару сцепляющихся друг с другом колес zx и z2, то долбяк для этого должен быть выбран таким, чтобы он давал на зубьях этих колес переходные кривые, меньшие по высоте, чем неактивные участки профилей, т. е. чтобы K'N > KN.
Иначе это условие выражается следующим образом:
Rk'1 > Nku-
Радиус для нулевого зацепления определится в абсолютной и относительной форме по формулам, приведенным выше.
Долбяк представляет собой корригированное колесо; поэтому в процессе нарезания долбяк и заготовка будут обкатываться по начальным окружностям с радиусами г\ и ги, отличными от радиусов делительных окружностей гд1 и гди, и с углом зацепления ajH,
758 Инструменты для нарезания цилиндрических колес
отличным от профильного угла рейки ад — 20°. При этом картина зацепления остается той же самой, что и изображенная на фиг. 378. Поэтому для определения радиуса RKu, будет служить формула, аналогичная приведенной ранее
Яки = V+ (Л1Н sin а1ы — rou tg а„,)2,
где аеи — угол давления на окружности выступов долбяка, определяемый из выражения
причем f и с — коэффициенты высоты головки зуба долбяка и радиального зазора;
А1и = t\ + ги — межцентровое расстояние заготовки долбяка;
. m (г, гц) cos ад .
1И 2 cos alo ’
/?еи — радиус окружности выступов долбяка;
/?ев = m [-у- + е tg a„+ (/' + С)] ;
гои — радиус основной окружности долбяка;
__ mzu cos
ГО“ — 2 ’
rol — радиус основной окружности колеса zx;
_____ mzr cos ag roi— 2 ’
<XiM — угол зацепления по формуле
inv а1и = inv ад + 2 + tg аа;
*1 "Г
с заменой в ней 1-и из формулы
= 6 tg ав
получаем inv <Х1И = inv ад + 2 tg ад.
г1 “Г ZW
Подставляя в формулу для RKu соответствующие значения входящих в нее величин, получаем выражение для RKu в развернутом виде _____________________________________
Зуборезные долбяки
759
Если предположить RKu — т, то правая и левая части этого
уравнения могут быть сокращены на т, и оно примет следующий вид:
+ (^18«„-f tg«..)’
Подставляя значения и RKu в формулу
Rki > Rku
и произведя необходимые сокращения, получим следующее выражение для определения отсутствия или наличия пересечения профилей нарезаемых колес:
(Zj + z2) tg ад — г2 tg ае2 > (zt + z„) tg а1ы — zu tg aeu.
Это уравнение устанавливает связь, с одной стороны, между параметрами долбяка zu, s, ав и f' + с', а с другой, — между параметрами нарезаемых колес гг и z2. При этом переходная кривая, получаемая на нарезанном колесе zu должна быть равна или меньше неактивного участка, получаемого на том же колесе при сцеплении с парным колесом z2.
Это уравнение позволяет решать также задачу об определении такой величины коэффициента исходного расстояния в долбяка с заданными величинами z„, ав и f + с', которая удовлетворяет условию правильности зацепления — получению достаточно малых величин переходных кривых на нарезанных колесах.
Если долбяки рассчитываются для нарезания колес с определенным диапазоном чисел зубьев, то это, прежде всего, значит, что они рассчитываются на некоторую заданную максимальную сумму чисел зубьев пары колес zx + z2. В этом случае левая часть последнего уравнения будет содержать только постоянные известные величины и потому может быть приравнена const. Тогда
(Zi + ги) tg а1ц — zu tg аеи < С.
Следует отметить, что стандартные прямозубые долбяки рассчитаны в основном на нарезание зубчатых колес с диапазоном чисел зубьев 17—120 и для максимальной суммы пары чисел zx + z2 -= 120 + 120 = 240, причем некоторые из стандартных долбяков — с малыми числами зубьев — не удовлетворяют требованиям нарезания колес в этом диапазоне.
Полученные зависимости даны для случая, когда долбяк с положительным смещением нарезает нулевое колесо. Но они полностью сохраняют свою силу и в тех случаях, когда долбяк с положительным, отрицательным или нулевым смещением нарезает положительную или отрицательную пару колес.
760
Инструменты для нарезания цилиндрических колес
Формула для определения наличия или отсутствия пересечения профилей для общего случая положительного, отрицательного или нулевого зацепления пары колес и пары колесо—долбяк напишется так:
(zi + z2) tg а12 — z2 tg аг2 > (Zj + z„) tg а1ы — z„ tg aea.
В зависимости от параметров зацепления пары долбяк—нарезаемое колесо переходные кривые изменяются следующим образом. На колесах с меньшими числами зубьев получаются большие переходные кривые, причем закон изменения величин переходных кривых в зависимости от Zj имеет примерно гиперболический характер.
С увеличением исходного расстояния а имеет место повышение величин переходных кривых. Долбяки с меньшими числами зубьев дают большие переходные кривые.
Долбяки с высотой головки f' + с = 1,3 дают более низко расположенные переходные кривые, нежели долбяки с f' + с = — 1,25. Поэтому в тех случаях, когда чрезмерная высота переходной кривой может отрицательно влиять на качество зацепления колес, целесообразно применять долбяки с коэффициентом высоты головки f + с = 1,30. Такой случай может иметь место, в частности, при нарезании колес долбяками с малыми числами зубьев, поскольку они дают колеса с увеличенными высотами переходных кривых. Поэтому для стандартных долбяков коэффициент высоты головки принят равным f' + с' = 1,25 для долбяков с большими числами зубьев и f + с = 1,30 — для долбяков с малыми числами зубьев. Однако, исследования [1 ] показывают, что все стандартные долбяки могут успешно работать с высотой головки f + с' = 1,25.
Максимально допустимые величины коэффициента исходного расстояния в, характеризуемые отсутствием пересечения профилей нарезанного и сопряженного колес, могут быть определены по формуле
(Z1 4- z2) tg ct12 — z2 tg ote2 > (Zi + z„) tg alu — zu tg aea для слудующих условий: максимальное число зубьев зацепляющихся колес zx = z2 = 120, задний угол на вершине зуба ав = 6°, коэффициенты высот головок 1,25 и 1,30. Подставляя в формулу значение zx = z2 = 120, получаем следующее выражение:
(120 + za) tgala — za tg ага < 37,797,
a при помощи которого и определены максимальные величины е = — , нанесенные на график фиг. 458. Если рассчитывать до-лбяки с ав = 6° на максимальную сумму чисел зубьев пары колес Zi + z2 = 120 + + 120, то величины коэффициента исходного расстояния для долбяков с различными числами зубьев не могут быть взяты больше,
Зуборезные долбяки
761
чем указано на графике. В противном случае неравенство не будет соблюдено, т. е. переходная кривая окажется больше, чем нерабочий участок на нарезанном колесе.
Анализируя полученные данные, можно сделать следующие выводы.
1. Долбяки с большими числами зубьев допускают гораздо большие величины исходных расстояний а, чем с меньшими числами
Фиг. 458. Зависимость е от ги (по переходным кривым).
зубьев. При этом у долбяков с большими числами зубьев величины исходных расстояний а получаются настолько значительными, что практически их нельзя использовать вследствие получающегося заострения зубьев.
2. У долбяков с малыми числами зубьев (20 и менее) допустимые величины исходных расстояний весьма незначительны и не могут обеспечить достаточно рациональной конструкции долбяков; поэтому у этих долбяков величины в = —— берутся большими, нежели указано на графике фиг. 458. При этом неравенство может быть выполнено только при z2 < 120, т. е. долбяки с малыми числами зубьев могут нарезать колеса в диапазоне чисел зубьев меньшим, чем : z2 = 120 : 120, если стремиться удовлетворить неравенство.
3. С точки зрения переходных кривых долбяки с коэффициентом высоты головки 1,30 могут иметь большие величины исходного расстояния а, чем долбяки с коэффициентом 1,25.
Для долбяков с другими задними углами на вершине а', отличными от ав = 6°, кривая на фиг. 458 полностью сохраняет свою
762
Инструменты для нарезания цилиндрических колес
силу, но масштаб по оси ординат должен быть изменен путем умножения на коэффициент k — .
Заострение вершин зубьев долбяка. Одним из ограничений при выборе величины исходного расстояния долбяка а является недопустимость заострения вершин зубьев долбяка, которое может иметь место при значительных величинах а и которое, естественно, может привести к быстрому износу вершины зуба в процессе резания. Во избежание этого зуб долбяка должен иметь по окружности выступов некоторую минимальную толщину Se.
На основании анализа стандартных конструкций долбяков, величины Se определяются в зависимости от модуля по следующей формуле, представляющей собой уравнение параболы:
Se -• ]/0,2594m — 0Д375?
Так как Se == f (а), то, задавшись величинами по этой формуле, получаем на долбяке определенные величины исходного расстояния а. Для установления связи между Se и а выразим величину Se следующим образом:
se = 2#eU + inv ади — inv ае) ,
где Se — толщина зуба долбяка по дуге окружности выступов; — радиус окружности выступов;
Sdu — толщина зуба долбяка по дуге делительной окружности на передней поверхности;
ад и ае — углы давления на окружностях делительной и выступов.
Здесь мы пренебрегаем теми отклонениями, которые получает профиль зуба долбяка вследствие наличия на нем переднего и заднего углов, и считаем этот профиль эвольвентным.
Reu = m [у + 8 tg + (Г + с')] ;
Sdu = у + д5й + 28/п tg ав tg аи;
mzu. Zucosas
гви =-- -у - c°s ае = -г--------------у.
2^-y-4-etgae + /'4-c'j
Подставляя эти величины в формулу для Se, а также выражая S4 в долях модуля через коэффициент ав,
Se — oem, и сокращая правую и левую часть формулы на ш, получим = 2 [у + 8tg ae + (/' + с')] X
X (- + 4е tga<»'tg«u _|_ jnv а jnv аг) . \ &ги /
Зуборезные долбяки
763
Фиг. 459. Зависимость толщины зубьев долбяка на вершине ое от величины сдвига исходного контура рейки и числа зубьев долбяка ги:
764
Инструменты для нарезания цилиндрических колес
Эта формула позволяет по заданным параметрам долбяка zu, tZ £f I f
г = aw и / + с вычислить величину
В процессе эксплуатации данного долбяка, по мере его пере-
Фиг. 460. Зависимость коэффициента исходного расстояния е от га: а — для долбяков диаметров 100 мм и б — для долбяков диаметром 75 мм (по заострению зубьев).
а величина е уменьшается, переходя от значений + е к —е. При этом величина ае изменяется в обратном порядке, т. е. функция ое = f (е) является убывающей.
Так как по мере перетачивания долбяка е уменьшается, а ое увеличивается, то величина ае является у нового, несточенного долбяка минимальной, как было указано выше.
При конструировании долбяков приходится решать следующую задачу: задавшись величиной Se, например по вышеприведенной формуле, находим соответствующую величину исходного расстояния долбяка е из последнего уравнения. Так как оно может быть решено только подбором, то для облегчения решения на фиг. 459 приведены графики функции ае = f(gw) для различных zu, причем фиг. 459, а составлена для f + с' = 1,25, а фиг. 459, б — для f + с = 1,30.
На фиг. 460, а даны графики допустимых величин исходных расстояний е с точки зрения величин заострения для долбяков диаметром 100 мм и высот головок 1,25 и 1,30, а на фиг. 460, б —
Зуборезные долбяки
765
то же для долбяков диаметром 75 мм. Из их рассмотрения можно сделать следующие выводы в отношении конструкции долбяков.
а) Долбяки с большими числами зубьев допускают для данного модуля большие величины исходных расстояний и потому являются более целесообразными, нежели долбяки с меньшими числами зубьев. Так, например, при f + с = 1,25 и т 3,50 мм долбяки с z — 28 (диаметром 100 мм) допускают е — 4,28, тогда как долбяки того же модуля с zu — 22 (диаметром 75 мм) — только е = 2,85,
б) Долбяки с высотой головки 1,25 допускают, естественно, большие величины исходных расстояний, нежели долбяки с высотой головки 1,30.
Определение размеров долбяка по передней поверхности. Для определения размеров долбяка по передней поверхности необходимо прежде всего определить величину исходного расстояния а.
Если требуется определить величины а для ряда долбяков, предназначенных для нарезания колес в заданном диапазоне чисел зубьев, как это имеет место, например, при расчете стандартных долбяков, то в этом случае поступают следующим образом:
а) в левую часть уравнения
(*i + z2) tg ад — z2 tg ae2 > (Zj + z„) tg alw — zu tg aeu
подставляют величины для заданного диапазона чисел зубьев колес и получают уравнение
(2i + zu) tg alu — zu tgaeu > С;
б) решая путем подбора это уравнение для различных чисел зубьев долбяков ze, получают графики функции е = / (z„), аналогичные фиг. 458, которые ограничивают выбор величины коэффициента исходного расстояния е по переходным кривым;
в) накладывая полученные графики на графики фиг. 460, а или 460, б, ограничивающие выбор величины е по заострению вершины зубьев, получают суммарные графики, которые позволяют выбрать окончательные величины е и а [1].
Если долбяк рассчитывается для нарезания определенной пары зубчатых колес, то выбор величины а производится следующим образом: _________________
а) по формуле Se — 2594т + 0,0375 определяем Se мм
и, деля полученную величину на модуль, находим <те;
б) задаваясь числом зубьев долбяка и коэффициентом высоты головки /' + с' (рекомендуется брать /' + с' — 1,25), определяем по графику фиг. 459, а или (фиг. 459, б) величину gu;
в) задаваясь задним углом ag, находим
а — -?=—:
tgad
766
Инструменты для нарезания цилиндрических колес
г) проверяем отсутствие пересечения профилей зубьев нарезанных колес по формуле
(Zi + z2) tg аа — z2 tg ае2 > (Zj z„) tg ala — z„ tg aeu.
Если при выбранной величине а это неравенство не удовлетворяется, то нужно соответственно уменьшить а или увеличить число зубьев долбяка.
Ко да к нарезаемым колесам предъявляются строгие требования в отношении высоты зуба и величины радиального зазора, то опре
деление этих величин производят по
Фиг. 461. Определение размеров зуба долбяка на проекции передней поверхности.
формулам, приведенным выше.
Определение размеров долбяка по передней поверхности производится на основании следующих соображений. Проекция передней поверхности на торец нарезаемого колеса должна иметь размеры, соответствующие размерам корригированного колеса, имеющего сдвиг исходного контура рейки lutn - a tgag и правильно зацепляющегося с нарезаемым колесом. Поэтому прсфиль этой проекции должен быть образован огибанием рейки с профильным углом ад. Таким образом, размеры зуба долбяка должны определяться размерами указанной проекции следующим
образом.
Толщина зуба по дуге делительной окружности
sdu = sdu исх + tg ad = — + Д5а„ + 2a tg ag tg ad.
Здесь величина kSdu для различных модулей берется по табл. 51. Толщина зуба долбяка реально находится в сечении 00 (фиг. 461), как бы в точке В, а не в сечении АА, как это иногда представляют.
Высота головки зуба h'u, рассматриваемая как расстояние по радиусу между окружностями делительной и выступов, опреде лится по формуле
h'u = (f + c')m + fyn = т (f' + с') + a tg ag.
Здесь высота головки зуба определяется не как реальная величина, расположенная в передней плоскости СС, а как проекция этой величины на горизонтальную плоскость АА.
Следовательно, на чертеже долбяка указываются не реальные размеры зуба в передней поверхности, а размеры его проекции, что
Зуборезные долбяки
767
является правильным, так как именно последние определяют непосредственно размеры зуба нарезаемого долбяком колеса и подлежат контролю.
Диаметры окружностей выступов Deu, впадин Dia и основной d0ll определяются по формулам
Deu = ddu -I- 2/zL = mzu + 2m (/' + c') + 2a tg ae;
Diu = mza — 2m (/' + c') + 2a tg ae;
dou = mZu C0S
где au определяется из формулы
tga =_______.
b “ 1 - tg ye tg ag
Для черновых долбяков, нарезающих колеса под последующую чистовую зубообработку, высота головки зуба
h'uvep = in (f + с') + atgae -ф 0,1 |/т.
Фиг 462. Боковая схема срезания слоев при чистовом зубонарезании.
Увеличение высоты головки на 0,1 ]/т имеет целью создать для чистового долбяка боковую схему срезания слоев металла (фиг. 462), когда вершина зуба освобождается от работы и резание производится только боковыми лезвиями зуба. При такой схеме срезания слоев стойкость долбяков значительно повышается.
Толщина зубьев черновых долбяков в случае нарезания ими колес под последующее чистовое зубодолбление или зубо-фрезерование определяется по формуле $дичер = —— 0,6 i/m2tga5 + 2atgaetga5
и в случае нарезания колес под последующее шлифование или шевингование
Здичер = 0,25yAm2tgad + 2atgaetgaa
На рабочем чертеже долбяка обязательно указание размеров его зуба в исходном сечении — принятой толщины зуба по дуге делительной окружности и высоты головки зуба или же соответствующих им коэффициентов с' и Д5ЙИ, так как только по этим данным можно знать основные линейные параметры, лежащие в основе расчета данного долбяка, и можно произвести контрольный просчет чертежных размеров долбяка.
768
Инструменты для нарезания цилиндрических колес
Долбяки для нарезания косозубых колес (косозубые долбяки)
Косозубый долбяк [2], [3], [7], подобно прямозубому, представляет собой косозубое корригированное колесо, снабженное углами резаиия — передними и задними. В процессе нарезания зубьев колеса долбяк совершает следующие движения: 1) винтовое движение резания за счет винтового копира, закрепленного на шпинделе станка; 2) движение огибания, оно же движение круговой подачи — относительное вращение долбяка и нарезаемого колеса вокруг их осей; 3) движение врезания (радиальная подача) в начале работы долбяка на высоту зуба; 4) отвод долбяка при обратном ходе.
Долбяк имеет направление зубьев, противоположное таковому у нарезаемого колеса. Косозубые долбяки изготовляются комплектами по две штуки, из которых один — правоходовой, а другой — левоходовой. В процессе нарезания каждый из этих долбяков работает отдельно и потому особых допусков на диаметры долбяков в комплекте не назначают.
У косозубых долбяков различают модули нормальный и торцовый — шп и ms, связь между которыми определяется уравнением
т„ ms =----S— >
cos
где Ра — угол наклона зубьев на делительной окружности.
У косозубых долбяков целый стандартный модуль принимается в нормальном сечении. Поэтому торцовый модуль получается больше стандартного и дробным.
Углы наклона зубьев долбяка. При нарезании косозубых колес долбяками необходимо различать следующие углы наклона зубьев.
а) Номинальный угол наклона рно.«> который задают для нарезаемого колеса и долбяка ориентировочно, округленно до 1° или до 30' (например 8, 15, 23, 45° и др.). Исходя из номинального делительного диаметра долбяка и номинального угла наклона зубьев колеса, определяют шаг винтового копира зубодолбежного станка
о _ ядном
tg Рнол
б) Фактический угол наклона зубьев нарезаемого колеса Рщ или средний угол наклона зубьев долбяка ри, который из-за несовпадения фактических делительных диаметров с номинальными определятся по формуле
л _ 4.^ а лдзи jtfnszu лтпги
или tgPid-tg₽u- Sk - Sk -SjtC0Spu
sin fld = sin p„ = Я^пгы.
По мере стачивания долбяка уменьшаются начальные окружности долбяка и заготовки. Так как шаг винтового копира на шпинделе станка постоянный, то угол наклона зубьев на начальных окружностях долбяка и заготовки также уменьшается, но при этом на делительной окружности колеса сохраняется заданный угол наклона зубьев Pid.
в) Угол наклона на острой стороне зуба Ростр увеличивается по сравнению с Ри, на тупой —Ртрп уменьшается на величину заднего угла на боковых сторонах ag, как это видно на фиг. 463, представляющей собой развертку на плоскость сечения зуба долбяка делительным цилиндром. Таким образом,
Ростр ~ Pu 'J-
Ртрп ~ Ри — аб-
Зуборезные долбяки
769
Углы резания. При нарезании колес долбяками различают передние и задние
углы резания.
Передние углы. Чтобы получить на обеих сторонах зуба долбяка одинаковые
передние углы, переднюю поверхность долбяка располагают нормально к направлению зуба, как показано на фиг. 464. Кроме того, передняя поверхность наклоняется к центру долбяка под углом у« = 5°, который является передним углом на вершине зуба. При этом на боковых сторонах получаются передние углы примерно от 2° до 0.
Задние углы. У косозубых долбяков имеются следующие задние углы:
а) Задний угол на вершине зуба вдоль его винтовой линии ag, который обычно принимается равным 6° и является действительным задним углом на вершине в процессе резания.
б) Задний угол на вершине зуба в осевом сечении ак (по образующей наружного конуса), знание которого необходимо для изготовления долбяка — для токарного обтачивания и шлифования по наружному конусу. Этот угол определяется следующим образом:
tga« =
tg ав cos р„
в) Задний угол на боковых сторонах в сечении но делительному цилиндру (расчетный боковой задний угол) аб определяется, как и для прямозубых долбяков, по формуле
tg “б = tg ag tg аип.
Фиг. 463. Определение углов наклона боковых поверхностей зуба долбяка Ртуп И Ростр
Здесь аип — профильный угол исходного сечении, определяемый по
контура рейки долбяка в нормальном формуле
tg аип =
tg ад
1 — tg Ye tg ag *
где ад = 20 .
г) Действительные задние углы на боковых сторонах в процессе резания аос сстр и аос туп определяются, как и для прямозубых долбяков, в сечении по основным цилиндрам острой (dou остр) и тупой (dou туп) стороны зубьев
tg аои остр tg ag sin <ХЙ остр* tg аои туп = tg «g sin аи туп*
где аи остр и аи m.jn — профильные углы долбяка для острой и тупой стороны зуба. Углы аос остр и отступ—углы дополнительного поворота шлифовального круга при шлифовании боковых сторон зуба косозубого долбяка.
Профильные углы косозубого долбяка. Косозубый долбяк имеет следующие профильные углы исходного контура рейки.
а) Профильный угол в нормальном сечении аип, причем
tg “ 1 — tg Ye tg ав *
49 Семенченко и др. 599
770
Инструменты для нарезания цилиндрических колес
б) Профильный угол в торцовом сечении asu для долбяка, рассматриваемого в процессе зацепления с заготовкой; он равен торцовому профильному углу нарезаемого колеса asl и определяется по формуле
tgaSK = tg asl =
cos Р1Й
tg 20° cospld ’
в) Профильные углы для острой н тупой стороны зуба долбяка аи сстр и аи туп определяются в торцовом сечении таким образом:
Аналогичным образом для тупой стороны
tg ад
*&аитуп (1 _ tgaetgYe)cos(pu —ag)'
Делительный и основной диаметры» число зубьев долбяка. Для косозубых долбяков принимаются определенные номинальные делительные диаметры: 38, 100, 180 и 360 мм. Фактический делительный диаметр данного долбяка определяется следующим образом.
Зная Р„ и имея заданный нормальный модуль тп, находим торцовый модуль mn ms --------------------------------з—.
cospu
Величина ms должна быть подсчитана с точностью до шестого знака после запятой. Затем определяют число зубьев долбяка, деля номинальный диаметр на ms. После чего определяют фактический делительный диаметр долбяка по формуле д'ди ~ mszu.
Зуборезные долбяки
771
Как правило, величина dgu получается дробной и ее надо подсчитывать с точностью до четвертого знака.
Основные окружности для каждой из этих сторон выражаются формулами d0 остр = d$u cos аи остр', do туп ~ dgu cos аи туП.
Основные окружности также подсчитываются до четвертого знака н проставляются в чертеже с тремя десятичными знаками. Следовательно, у косозубого долбяка имеются две основные окружности — для острой и тупой стороны.
Исходное расстояние н размеры зубьев по передней поверхности. Величины исходных расстояний а для косозубых долбяков берутся такими же, как и для прямозубых, причем эта величина располагается вдоль зуба долбяка как показано на фиг. 464. Тогда размеры зуба по передней поверхности — толщина зуба Sgu, высота головки h', ножки h" и общая высота зуба h — подсчитываются по тем же формулам, что и для прямозубых долбяков, а диаметры окружностей выступов и впадин определяются следующим образом:
Deu = ddu 4- 2ft' = mszu + 2,5m + 2a tg ae;
Dlu ~ dfa — 2-h" — mszu — 2,5m 4- 2a tg ae.
Величина исходного расстояния a', измеряемая вдоль осн долбяка, определяется так:
а' = a cos 0И.
Для косозубых долбяков коэффициент радиального зазора обычно берется равным с* = 0,25.
Долбяки для шевронных колес
Шевронное колесо нарезается двумя долбяками (21, [3], [7] одновременно: одну ветвь шеврона нарезает правоходовой долбяк, а вторую — левоходовой, как показано на фиг. 443. Вследствие одновременной работы задаются для пары долбяков в комплекте точные допуски на толщину зуба долбяка по дуге делительной окружности, на диаметр окружности выступов и на высоту долбяка вдоль его оси.
Так как обе боковые режущие кромки зуба долбяка должны доходить до угла шеврона, то передняя поверхность в целом располагается в плоскости, перпендикулярной к оси долбяка, а не перпендикулярно направлению зуба, как у косозубых долбяков. В связи с этим на одной стороне передний угол получается тупой, а на другой чрезмерно острый.
Для выравнивания передних углов на обеих сторонах зуба долбяк подвергают дополнительной заточке. При этом тупая сторона заостряется, а острая, наоборот, притупляется, как показано на фиг. 465, а, с целью получения на обеих сторонах по возможности одинаковых передних углов. Так как такая заточка не влияет на профиль зуба долбяка и нарезаемого колеса, то здесь передние углы должны приниматься равными оптимальным передним углам для данного обрабатываемого материала. Вершина зуба подвергается дополнительной заточке, (форма которой показана на фиг. 465, б.
Зубья этих долбяков работают торцовым сечением, и обе стороны зуба имеют одинаковые эвольвенты, т. е. образованные от одной и той же основной окружности. Поэтому долбяки для шевронных колес имеют для обеих сторон зуба одну основную окружность.
Стандартный целый модуль берется в торцовом сечении, а в нормальном сеченин он получается дробным. Номинальный угол наклона зубьев берется равным 30°, фактический же 0и отклоняется от номинального в пределах, примерно, ± 45'.
49*
772
Инструменты для нарезания цилиндрических колес
а)
Фиг. 465. Углы резания парных долбяков для нарезания шевронных колес.
Фиг. 466. Кривые для определения предельного числа зубьев долбяка при нарезании колес внутреннего зацепления:
I — при = 20° с высотой головки зуба 0,8 от нормальной; 2—прн а^=20° с нормальной высотой головки зуба; 3 — при ad = 14,5 и 15° с нормальной высотой головки зуба;
Зуборезные долбяки
773
Профильный угол исходного контура рейки берется постоянным в нормальном сечении ап = 17°30', a as получается переменным в зависимости от фактического угла наклона зуба (3.
Коэффициент высоты головки принимается равным 0,8, а коэффициент радиального зазора —0,3. Поэтому высота головки зуба в исходном сечении h' = 1,1 т
Долбяки для нарезания колес внутреннего зацепления
Эти долбяки могут быть как прямозубыми, так и косозубыми. Принципиально их конструкция не отличается от конструкции долбяков для нарезания колес наружного зацепления. Поэтому стандартные долбяки могут в равной мере применяться также и для нарезания колес внутреннего зацепления.
Особенность работы долбяков при нарезании обычных колес внутреннего зацепления заключается в том, что для нарезания колеса с заданным числом зубьев гА должен быть взят долбяк, число зубьев которого ги не превышает определенной величины; наоборот, долбяк с данным числом ги может нарезать колесо с числом зубьев 2] не менее определенной величины. В противном случае будет иметь место срезание вершин зубьев нарезаемого колеса.
Это минимальное число г1т[П может быть определено по графику (фиг. 466). на котором по оси абсцисс отложены числа зубьев долбяков ги, а по оси ординат — минимально допустимые числа зубьев нарезаемого колеса Zimin. Кривая 1 дана для колес с профильным углом аЙ = 20° и с высотой головки зуба h‘ = 0,8 т, кривая 2 — для колес с аЙ = 20° и h' = т, кривая 3 — для колес с а.й = 14°30' и 15° и ft' = т.
Исследования [6] показывают, что с точки зрения уменьшения обработочных неровностей па боковых сторонах зубьев (огранка профиля), повышения стойкости долбяка и возможности работать с большими круговыми подачами при данной величине отвода долбяка целесообразно применять долбяки с большими числами зубьев. Поэтому, если задано обработать колесо внутреннего зацепления с определенным числом зубьев, то рационально выбрать долбяк с предельно большим числом зубьев определяемым по графику фиг. 466.
Допуски на зуборезные долбяки. Долбяки принадлежат к числу наиболее точных режущих инструментов. Согласно ГОСТу 9323-60 долбяки изготовляются следующих классов точности: долбяки класса АА — для нарезания колес 6-й степени точности класса А — для колес 7-й степени точности и класса В — для колес 8-й степени точности. В состав этого стандарта входят технические условия, содержащие детально разработанную систему допусков на все элементы точности зуборезных долбяков.
Дисковые и чашечные долбяки, наиболее широко применяющиеся, базируются на шпинделе зубодолбежного станка отверстием и внешней опорной плоскостью. Поэтому отверстие долбяков изготовляется с допуском по диаметру 0,005 мм, а непер-пендикулярность оси отверстия к внешней опорной поверхности, измеренная на расстоянии 30 мм от оси долбяка, допускается для долбяков разных классов точности от 0,0025 до 0,005 мм. Такие точности базовых поверхностей достигаются путем доводки с чистотой поверхности ^710-
Величины допусков в указанном стандарте устанавливаются в зависимости главным образом от класса точности долбяка и его модуля. Для примера приводим эти допуски для долбяков класса АА: накопленная погрешность окружного шага6/2— от 8 до 16 мк\ разность соседних окружных шагов 6/ — от 2,5 до 5 мк\ радиальное биение зубчатого венца Ео от 10 до 25 мк; погрешность профиля нефланкированного участка 6/ от 2 до 8 мк.
ЛИТЕРАТУРА
1. Матюшин В. М., Зубодолбление. Машгиз, 1953.
2. С е м е н ч е н к о И. И., Режущий инструмент, т. Ill, Машгиз, 1944.
3. Грубин А. Н., Лихциер М. Б., Полоцкий М. С., Зуборезный инструмент, ч. I и II Машгиз 1946.
774
Инструменты для нарезания цилиндрических колес
4. ВНИИ МСС СССР. Альбом нормалей режущего инструмента, вып. IV, Зуборезный инструмент, Машгиз, 1948.
5. М а т ю ш и и В. М., Основные вопросы конструирования зуборезного инструмента. Докторская диссертация. Станкин 1958.
6. М а т ю ш н и В. М., Расчет спиральных долбяков для винтовых колес, «.Станки и инструмент» № 15 н 16, 1937.
ШЕВЕРЫ
Назначение, область применения и типы. Шеверы применяются для чистовой обработки прямозубых и косозубых колес наружного и внутреннего зацепления после предварительного их нарезания. Они являются инструментом, ....... " ”
пени неточности предварительной
Наибольшее распространение получили шеверы дискового типа в виде цилиндрического колеса с винтовыми зубьями. При
исправляющим в некоторой сте-обработки.
Фиг. 467. Шевер реечный (а) и зуб реечного шевера (б).
меняются также шеверы реечного типа (фиг. 467, а) в виде зубчатой косозубой рейки; последние для возможности изготовления делаются сборными из отдельных зубьев (фиг. 467, б). На боковых сторонах зубьев шеверов для образования режущих кромок предусмотрены поперечные канавки.
В процессе шевингования происходит зацепление двух винтовых колес с перекрещивающимися осями — обрабатываемого колеса и шевера. Большое скольжение в процессе зацепления профилей их зубьев используется при шевинговании для создания движения резания. Если перекатывать зубчатое колесо (фиг. 468, а) (для простоты рассмотрим прямозубое) по косозубой рейке, то при свободном качении колесо из положения 1 перекатится в положение 2. Конструкцией станка не допускается смещение колеса относительно рейки-
Шеверы
775
Фиг. 468. Принцип работы шевера: а — зацепление прямозубого колеса с косозубой рейкой; б—зацепление прямозубого колеса с косозубым шевером; в—зацепление косозубого колеса с косозубым шевером.
шевера и поэтому обрабатываемое колесо после перекатывания окажется не в положении 2, а в положении 3, не смещенном с оси рейки. Относительное перемещение зубьев колеса по зубьям рейки из положения 2 в положение 3 вызывает скольжение зубьев колеса относительно зубьев рейки и образует движение резания. На фиг. 468, бив показана схема зацепления колеса с дисковым шевером. Оси колеса и шевера перекрещиваются в пространстве под углом скрещивания осей. Возникающее в процессе зацепления скольжение профилей определяется разностью векторов VCKU— VcK1. Контакт зубьев винтовых колес в каждый момент теоретически точечный (в действительности имеется пятно контакта). В процессе зацепления он перемещается по пространственной линии зацепления. В точках контакта и происходит обработка зубьев колеса зубьями шевера. Для возможности обработки профиля зубьев колеса по всей ширине заготовки относительно шевера сообщается подача в направле
нии, параллельном оси обрабатываемого колеса (продольная подача)1. Скольжение профилей увеличивается с увеличением угла <pfKp скрещивания осей шевера и обрабатываемого колеса, поэтому для улучшения условий обработки желательно <pfKp брать по возможности больше. Но с увеличением угла скрещивания уменьшается длина площадок контакта (пятна касания) и ухудшается исправляемость колес по направлению зубьев. В процессе обработки шевер и обрабатываемое колесо находятся в свободном зацеплении, поэтому необходимо, чтобы коэффициент перекрытия был в пределах е = = 1,5ч-1,8. При меньших значениях е = 1,25-4-1,5 недостаточна
1 См. также М. Д. Пекарский, Процесс резания при шевинговании. Сб. «Пути повышения производительности и точности при нарезании зубчатых колес», Машгиз, 1954.
776
Инструменты для нарезания цилиндрических колес
исправляемость шага колес. Угол скрещивания <ргкр осей шевера и колеса обычно принимают равным <pfKp = 15°. Иногда этот угол увеличивают до 20э или для улучшения исправляемости колес по направлению зубьев уменьшают до 10—83. В этом случае возра-
стает площадь контакта, сокращается длина прохода при шевинго-
Фиг. 469. Определение угла скрещивания осей фгкр при обработке блочного колеса.
вании и время обработки, но увеличивается нормальная составляющая усилия резания и требуется увеличение диаметра и жесткости оправки.
При шевинговании колес с буртом, блочных (фиг. 469) для возможности прохода шевера по всей длине обрабатываемого зуба угол <pfKP приходится уменьшать. Его величина определяется по схеме, приведенной на фиг. 469. Минимально допустимым считается угол <pfKp = 3°.
Исправляемость колес при шевинговании. Обычно в процессе шевингования точность зубчатых колес увеличивается на одну
степень. Исправляются неточности зубчатых колес по шагу, профилю, направлению зубьев и биению профиля. При недостаточно точ-
ной предварительной обработке и при больших припусках шевингование может ухудшить точность по отдельным элементам. Ориентировочные величины исправляемости прямозубых колес средних модулей и необходимая точность предварительной обработки их приведены в табл. 54.
Таблица 54
Величины исправляемости колес при шевинговании [7]
Наименование элементов Отклонения в мм после
предварительной обработки шевингования
Профиль зубьев Шаг зубьев Направление зубьев Биение зубчатого венца Накопленная ошибка шага Чистота поверхности 0,02—0,07 0,03—0,04 0,03—0,05 0,05—0,07 0,06 V5—V6 0,008—0,02 0,01—0,015 0,01—0,02 0,02—0,03 0,04 V8—V9
Шеверы
777
Накопленная ошибка шага шевингованием обычно не исправляется. Радиальное биение зубчатого венца при шевинговании
обычно переходит в накопленную ошибку окружного шага.
На шевингование целесообразно оставлять минимальный припуск, обеспечивающий исправление неточностей предварительной обработки. Для колес средних модулей он равен 0,04—0,06 мм на
сторону. Величина припуска по делена как 65—0,035 т *.
На ножке зуба припуск следует уменьшать для разгрузки вершины зубьев шевера. Поэтому для обработки колес под шевингование применяют инструменты со специальным профилем зубьев (см. фиг. 477).
Процесс шевингования. При шевинговании шевер и обрабатываемое колесо находятся в беззазорном зацеплении. В большинстве конструкций
толщине зуба может быть опре-
Фиг. 470. Установка на станке шевера и обрабатываемого колеса.
станков вращение сообщается шеверу vu (фиг. 470), а обрабатываемое колесо находится в плотном зацеплении с ним
и свободно вращается в центрах.
Продольная подача snpod обычно осуществляется столом станка с обрабатываемым колесом относительно шпиндельной бабки шевера.
После каждого прохода колеса направление продольной подачи изменяется. Направление вращения шевера и продольной подачи согласованы между собой. Обычно направление вращения шевера изменяется с изменением направления продольной подачи (работа с реверсированием). Однако иногда шевингование осуществляется без изменения направления вращения шевера при изменении направления подачи (работа без реверсирования). Для сближения осей шевера и обрабатываемого колеса до получения требуемых размеров зубьев производится радиальная подача spad в конце продольного хода после каждого прохода или после двойного прохода в прямом
и возвратном направлениях.
Шеверы, так же как и зуборезные долбяки, проектируются или для обработки колес одного числа зубьев, или для обработки колес с различным числом зубьев, так называемые шеверы общего назначения. Размеры последних для обработки цилиндрических (некор-ригированных) колес с углом профиля исходного контура ад = 20° стандартизованы ГОСТом 8570-57.
* М. Д. Генкин и Е. И. Трофимова, Снижение шума зубчатых передач станков. Сб. «Работы лабораторий Станкостроительного завода имени. С. Орджоникидзе», вып. 2, МС и ИП, ЦБТИ, 1954.
778
Инструменты для нарезания цилиндрических колес
Конструкция дискового шевера
Исходные и габаритные размеры. Дисковый шевер по конструкции представляет собой цилиндрическое зубчатое колесо с косыми зубьями (фиг. 471). Из теории зацепления известно, что для пра-
вильного зацепления косозубых колес они должны находиться в зацеплении с одной и той же рейкой. Поэтому у сопряженных косозубых колес должны быть равны шаги по начальным цилиндрам, измеренные в сечении, перпендикулярном к винтовой линии на этом цилиндре.
Исходными данными для расчета шевера являются размеры обрабатываемого зубчатого колеса в нормальном сечении к направлению зуба: модуль тх, шаг tlt угол профиля ad, угол наклона зубьев рх; размеры зубьев: толщина зуба Зх, высота головки зуба hi, высота
Шеверы
779
ножки зуба hi, величина среза вершины профиля зубьев, числа зубьев zx и z2 сопряженной пары, параметры станка для шевингования и др. В дальнейшем рассматривается проектирование шеверов для прямозубых некорригированных зубчатых колес. Приведенные ниже положения остаются в основном справедливыми и для корригированных колес, а также и для колес с косыми зубьями.
Исходя из указанного равенства в нормальном сечении, имеем = ti, ти = mi, аи = аР
Угол скрещивания <pfKp осей шевера и колеса равен сумме или разности углов наклона винтовых линий колес на делительных (начальных) цилиндрах при одноименном или разноименном направлении их. Исходя из этого, угол р„ наклона зубьев шевера на делительном цилиндре определяется из величины углов наклона зубьев обрабатываемого колеса рх и угла скрещивания осей шевера и колеса
Ри Фг«Р ± Р1'
Угол скрещивания осей, как указано, принимается в пределах = 10-;-20°, в среднем 15°. Величину угла наклона зубьев шевера берут меньшую из определенной и не более 30° во избежание трудностей шлифования профиля зубьев шевера. Для стандартных шеверов установлено два угла наклона зубьев: р„ = 15* и Р„ = 5°.
Угол профиля, шаг, модуль и толщина зуба по дуге делительной окружности в торцовом сечении определяются по известным формулам:
ти . _ su
тиТ “ COS Ра ’ SuT ~~ COS Ри* цилиндра шевера равен ^ди = тиТ 2 и-
t = —<а • иТ COS Ра ’
Диаметр делительного
Его величина выбирается из следующих условий:
а) определенного числа зубьев zu;
б) наибольшего, допускаемого по конструкции станка, диаметра окружности выступов шевера Dea *;
в) обеспечения возможности обработки колес минимального диаметра dXmin с наименьшим числом зубьев, с учетом минимального межцентрового расстояния ЛвХт1п, допускаемого конструкцией станка (см. фиг. 470);
~2~ (^Imin “Ь ^ди) > ulmin1
* См, В, Н, К о к и ч е в, Зубоотделочные станки, Судпромгиз, I960 или [7].
780
Инструменты для нарезания цилиндрических, колес
Диаметр делительной окружности ddu меньше наружного диаметра Deu нового шевера на две высоты головок зубьев. Ориентировочно для нового шевера, с учетом припуска на переточку, высота головки зуба может быть принята равной (1,5—2) ти. Тогда максимально допустимый диаметр делительной окружности шевера будет равен
^ди Dей (3~^4) ти.
Минимально возможный диаметр делительной окружности шевера
d-ди min 2ЛМ1 mjn dj min-
Для шеверов общего назначения установлены следующие размеры номинальных диаметров делительной окружности ddu — 85 мм для т - 1—i-1,5 мм для станка мод. 5714; ddu = 180 мм для т = — 1,25-г-б мм для станка мод. 571; ddu = 240 мм для т = 2—8 мм для станка мод. 5715.
Ширина шевера Ви может быть определена расчетом \ но обычно для шеверов общего назначения она принимается одной постоянной величины. Шевер базируется на шпинделе станка отверстием и одним торцом. Для уменьшения необходимой поверхности точной обработки торца шевера ширина ступицы В делается больше Ви приблизительно на 1 мм, например для шеверов с ddll = 85 мм В = 16 мм, с ddu = 180 мм В = 20 мм и с ddu = 240 мм В = 25 мм.
Диаметр отверстия принимается по диаметру посадочной части шпинделя станка. Для шеверов с ddll = 180-5-240 мм делается d оте= 63,5 мм и с ddu = 85 мм doms = 31,743 мм. Для передачи крутящих моментов в отверстии предусмотрена продольная шпоночная канавка.
Число зубьев шевера можно определить по формуле
_ __ ddu “ тит ' причем ddu max \ \ min
тиТ и тиТ
Для улучшения условий обработки число зубьев шевера не должно иметь общих множителей, а тем более не должно быть кратным числу зубьев обрабатываемого колеса. Поэтому у шеверов общего назначения (ГОСТ 8570-57) число зубьев принимают из ряда простых чисел, например, zu = 83 для т = 2; zu = 53 для т = 3; ги = = 41 для т = 4. Иногда, в частности для мелкомодульных шеверов, число зубьев которых обычно превышает 100, для возможности изго
1 См. Ф. В. Р ы к, Исследование процесса обработки зубчатых колес кромочными шеверами. Диссертационная работа при Мосстанкине 1960.
Шеверы
781
товления допускают число зубьев, образованное двумя или даже тремя множителями, например, для т = 0,5 zu = 172 — 2-2-43, для т = 0,8 ги = 105 = 2-53.
Диаметр делительной ddu и основной dou окружностей определяется по формулам
^ди Hluj-Zu, &ои dgu cos
Размеры зубьев шевера. Толщина зуба шевера по дуге делительного цилиндра в нормальном сечении без припуска на переточку (фиг. 472, а)
Su= tu- или Su = + AS.
Последняя формула — для колес со срезом вершины профиля зуба и с толщиной зуба, равной половине шага с учетом обязательного утонения зуба колеса AS.
Высота зуба шевера должна обеспечить обработку профиля зуба колеса на высоте рабочей (активной) части зуба. Вершина зуба шевера не должна резать дно впадины зубьев колеса, поэтому высота головки зуба шевера должна быть меньше высоты головки зубьев предварительного инструмента. Высота головки зуба шевера hu превышает высоту головки зубьев сопряженного колеса й2 па 0,1 т.
1ги = h2 + 0,1m = (/ + 0, l)m.
Для обработки стандартных колес с h2 = h\ = т высота головки зуба шевера равна ha = 1,1 т.
Восстановление режущих свойств шеверов после затупления производится шлифованием профиля зубьев. Необходимый припуск обеспечивается тем, что толщина зубьев новых шеверов увеличивается против теоретической; соответственно увеличивают и высоту головки зуба (фиг. 472, б). Таким образом, шевер проектируется как колесо с определенной высотной коррекцией зубьев. По мере переточки шевера эта коррекция уменьшается. Величина коррекции нового шевера аТ = 1-ит определяется припуском А на переточку в нормальном сечении по толщине зуба на обе стороны.
ат = ~ ct& a«r cos ры ’
Толщина зуба нового шевера по дуге делительного цилиндра в нормальном сечении равна
S'u = Su + A = (tu - Sj) + A;
при высоте головки
ь' ___и । х. ___и । ctg аиг
Пи нов — Пи~т От — Пи -г ~п~ • о •
« сиь рл
782
Инструменты для нарезания цилиндрических колес
Фиг. 472. Определение размеров зуба шевера: а — нормальное сеченне; б — размеры зуба с учетом припуска на переточку (симметричного); в — несимметричное положение припуска.
Шеверы
783
Диаметр начального цилиндра шевера du и угол зацепления при обработке колеса аи1 зависят от величины смещения ат и изменяются при переточках с изменением величины коррекции (ат).
При проектировании шеверов учитывают возможность их использования как при положительной, так и при отрицательной коррекции. Таким образом, общий припуск па перешлифовку профиля по толщине зуба равен 2Д. Обычно величина Д принимается следующая:
Модуль ти мм...................... 2—2,75 3,0 3,25—6,0
Припуск Д мм...................... 0,25 0,3 0,4
При каждой перешлифовке профиля снимается слой 0,05—0,07 мм. Обычно производится не менее четырех перешлифовок.
Величина и положение припуска на переточку влияют на размеры зубьев шевера, условия его эксплуатации и изготовления: на величину толщины вершины зубьев нового шевера, высоту головки и ножки зуба, диаметры окружностей выступов и впадин, диаметр центров отверстий, положение рабочего профиля по высоте зуба, обеспечение превышения рабочего участка над основным цилиндром (важно для переточенного шевера), на ширину впадины по окружности впадин (необходимую для обеспечения возможности долбления канавок на зубьях) и пр. Для удовлетворения этих условий иногда шевер приходится проектировать с несимметричным расположением припуска па переточку или с припуском, расположенным только в сторону положительной или отрицательной коррекции (фиг. 472, в). В частном случае может получиться, что вообще невозможно оставить припуск на переточку или даже невозможно спроектировать шевер в заданных габаритах. Несимметричное расположение припуска на переточку обычно требуется у шеверов для нарезания колес с углом прсфиля, отличным от 20°, и у шеверов больших модулей с малым числом зубьев.
После каждой переточки и уменьшения толщины зуба шевера соответственно уменьшается высота его головки, считая от делительного диаметра, путем шлифования наружного цилиндра (выступов) шевера Ч
Режущие элементы. Режущие кромки образуются на зубьях шевера канавками (фиг. 473, а), полученными долблением гребенкой в радиальном направлении. Для выхода гребенки в основании впадин зубьев шеверов обычно сверлятся отверстия; диаметр отверстий и положение их осей рассчитывается.
Канавки па зубьях шеверов выполняются в различных вариантах: с боковыми поверхностями в плоскостях, параллельных к торцовой плоскости шевера (фиг. 473, б); с боковыми поверхностями,
1 О влиянии величины коррекции (припуска на переточку) на угол скрещивания осей см. Н. П. С н т а л о в, Шевингование косозубых корригированных зубчатых колес, «Станки и инструмент» № 8, 1960.
784
Инструменты для нарезания цилиндрических колес
нормальными к направлению зуба (фиг. 473, в) и наклонными к ней (фиг. 473, г). В зависимости от типа канавок на зубьях образуются передние углы различной величины. У шеверов с канавками типа I направление вращения и подачи влияет па величину переднего угла (фиг. 473, е,ж). У шеверов с канавками типа II при шевинговании,
перемене направления вращения; з — размер пере- j)
мычки на вершине зуба.
независимо от направления подачи и вращения (фиг. 473, д), на начальном цилиндре на всех режущих кромках угол у = 0. Практическое использование шеверов не выявило заметного преимущества канавок типа I или II. Канавки типа III * еще мало изучены; их преимуществом являются лучшие условия резания гребенки при образовании канавок на боковых сторонах зубьев.
Размеры канавок. Ширина и глубина канавок должны быть достаточными для размещения стружки не только при работе новыми, но и переточенными шеверами. Шаг канавок параллельно оси шевера в проекции шага на осевую плоскость равен tK = 1,8 мм\ ширина
* В. Павлов, Внедрение новых методов зубошевииговаиия, «Станки и инструмент» № 2, 1956.
Шеверы
785
канавки равна ширине выступа, т. е. SK — 0,9 мм. Крайние выступы для увеличения их прочности делаются большей ширины — до 1,2 мм. Иногда применяют увеличенную ширину канавок, в отдельных случаях до 3,0 мм при шаге 3,75 мм (для шеверов т — 2,25-^3,75 мм при = Зн-5С) *.
Глубина канавок должна обеспечить достаточное пространство для помещения стружки, в особенности у переточенного шевера. Недостаточная глубина канавок влечет некачественную обработку зубьев колеса и часто является причиной выкрашивания и поломки зубьев шевера. Кроме этого, недостаточная глубина канавок нового шевера сокращает количество его переточек. Поэтому hK должно быть больше величины Д (обычно hK = 0,6-е-1,0 мм). Необходимо, чтобы при шлифовании профиля шевера и его переточках во избежание одностороннего уменьшения глубины канавок припуск снимался равномерно с обеих сторон зубьев шевера.
Задние углы на зубьях шевера специально не предусматриваются. Они получаются кинематически в процессе резания.
Во избежание ослабления вершины зуба шевера канавки от правой и левой стороны зуба не должны пересекаться и на наружном цилиндре между ними должна оставаться небольшая перемычка р (фиг. 473, з). Опасность пересечения канавок возрастает с уменьшением толщины зуба па вершине, т. е. с увеличением величины коррекции или с увеличением припуска на переточку, поэтому величина р проверяется только у новых шеверов.
р = SeuT — 2-----------g- > 0,
euI COS аеит COS Реи
где аеиТ — угол давления на окружности выступов шевера, определяемый по формуле
cos аеиГ = -^;
Кеи
Реи — угол наклона зубьев шевера на окружности выступов; tg₽eo = -^tgp„;
Seu7- — толщина зуба на окружности выступов в торцовом сечении;
seur = 2/?ев + inv аиТ — inv aeuTj .
Диаметры окружностей выступов и впадин. Диаметр окружности выступов нового шевера равен
Deu — ddu -|- 2/iu. НОв — ddu 4* 2/iu 4_ 2ау.
* В. Н. Соколов, Повышение эффективности шевингования цилиндрических зубчатых колес. Сб. «Пути повышения точности обработки зубчатых колес», Машгиз. 1954.
50 Семенченко и др.
786
Инструменты для нарезания цилиндрических колес
По мере переточек с уменьшением А и ат диаметр Deu уменьшается.
Диаметр окружности впадин определяется из размеров переточенного шевера
D. = d, — 2h" , iu ди и пер'
где h"unep —высота ножки зуба переточенного шевера;
h" = Л" 4- — . Ыцт =- h" -4 п и пер и + 2 COS Ри « Г Т'
Участки эвольвентного профиля инструмента у основной окружности обеспечивают худшее качество обработки. Поэтому рабочая часть профиля зуба шевера не должна доходить до основной окружности как минимум на 1 —2 мм:
Diu > doa + 2 мм.
Если это условие при выбранных исходных величинах при расчете не удовлетворяется, то, исходя из минимально допустимой величины окружности впадин Dia min — dou + 2, определяют величину коррекции, производят перераспределение величин припуска па переточку зубьев шевера и вновь определяют исполнительные размеры шевера.
Диаметр отверстий у основания зубьев d' (см. фиг. 471 и 472) для выхода долбежной гребенки устанавливается исходя из размеров ширины впадины Sien и глубины канавок hK. Увеличение диаметра отверстий ослабляет основание зубьев и уменьшает их прочность.
Центры отверстий помещают на окружности диаметра D4, размер которого определяют аналитически, исходя из ширины впадины и диаметра отверстий.
Расчет шевера. При расчете необходимо определить:
а) конструктивные размеры шевера как корригированного колеса;
б) проверить правильность зацепления колес, обработанных шевером.
Расчет может быть выполнен по одному из следующих вариантов:
1. При первом методе расчета рассматриваем зацепление шевера и колеса в плоском сечении, нормальном к направлению их зубьев, заменяя действительный шевер условным.
2. При втором методе расчета используем теорию пространственного зацепления косозубых колеса и шевера.
Разберем первый метод расчета. Для простоты рассматриваем шевер для обработки прямозубого колеса. Зная модуль пги и угол профиля аи в нормальном сечении, угол наклона зубьев Pj колеса, устанавливаем с учетом модели станка номинальный диаметр делительной окружности шевера, угол скрещивания осей <fcKp, определяем угол наклона зубьев Ри, диаметр делительной окружности ddu, число зубьев zu, модуль tnUT, угол профиля в торцовом сечении аиТ и диаметр основного цилиндра шевера dou, учитывая возможности шлифования эвольвентного профиля. Выбрав
Шеверы 7 87
припуск на переточку А, находим размеры зубьев нового и переточенного шевера S'(, S", h'u нов, h"n пер и диаметры окружностей выступов D’eu и впадин D"iu. Определяем диаметры начальных окружностей (Р и d"u и углы зацепления а'(1 и a'ui при зацеплении с обрабатываемым колесом нового и переточенного шевера. Затем приступаем к проверке правильности выбора исходных параметров; исходя из условий зацепления шевера с колесом, определяем величину ш обработанной шеве-ром части профиля зуба колеса и сравниваем ее с величиной р рабочей (активной) части профиля зуба колеса при зацеплении с парным колесом (фиг, 474, б). Для этого рассмотрим зацепление шевера и колеса в сечении NN, нормальном к направлению зубьев и проходящем через полюс Р (фиг. 474, а). При обработке прямозубого колеса это сечение перпендикулярно оси колеса. След сечения венца шевера в этом сечении —эллипс. Малая ось эллипса равна диаметру шевера 2Ь — = d,)u, а большая ось 2а — dduo~ . Область зацепления колеса c°s ра
и шевера находится у полюса зацепления Р (в точке пересечения эллипса начального цилиндра с малой полуосью). Радиус кривизны эллипса в этой точке равен
__ а2 _ __ dgu
® ~ b ~~ 4cos2 {iadga ~~ 2cos2P„ ‘
Для определения условий зацепления шевера и колеса заменяем действительный шевер условным, с радиусом, равным радиусу кривизны эллипса в точке малой полуоси. Радиус условного шевера QycA определяем по приведенной формуле. Аналогично пересчитываем радиусы условных начальных окружностей нового и переточенного шевера.
Шаг зубьев условного шевера равен шагу действительного шевера и колеса в нормальном сечении, т. е. у — tu.
Число зубьев условного шевера определяется как отношение длины делительной окружности условного шевера к шагу.
, &dduy _ d guy _ 2 Qyc.l uy~ Д — mu ‘ mu
Оно может быть и дробным, так как это величина условная.
Радиус R\u последней точки а1ц профиля зуба колеса, правильно обрабатываемого условным шевером, определяется по следующей формуле (фиг. 474, в):
Г01 Г I Sitl - V Rly
50*
788
Инструменты для нарезания цилиндрических колес
а)
Фиг. 474. Первый метод расчета правильности обработки зубьев колеса: а — нормальное сечение NN и условный шевер; б — рабочий р н обработанный шевером Ш участок профиля зуба колеса; a — определение радиуса границы профиля зуба колеса, обрабатываемого шевером.
Шеверы
789
Здесь cf t — условный угол зацепления в процессе шевингования в нормальном сечении с учетом припуска по толщине зуба А или величины высотного смещения (коррекции) ат и условных размеров радиусов шевера и колеса.
inv а' = ——-----г + inv а ;
2(% + г.)
ray иг,— радиусы делительных окружностей условного шевера и колеса;
Аау ~ расстояние между осями условного шевера и колеса;
Д' —г' I г' = A cosЫд Хиу иу 1 iuy cos а',
где А 1ии — условное теоретическое межцентровое расстояние;
^иу т Г1-
Необходимо, чтобы радиус точки аУи был меньше радиуса последней точки а12 рабочей части профиля зуба этого же колеса при его зацеплении с парным колесом. Радиус Т?12 точки а12 определяется как ____________________________
+ ("Л12 sin ад гоз) >
т. е. необходимо, чтобы (фиг. 474, б) Rlu < Т?12 или
A\Uy Sin “Ll - У^еиу-^оиу < Л12 Sin “а - УЯ-Ъ-гЬ-
Указанная проверка проводится для нового и предельно переточенного шевера, т. е. при большей и меньшей (отрицательной) величине коррекции. При несоблюдении указанного неравенства следует изменить величины исходных параметров и размеров шевера — величину припуска на переточку (коррекции) и провести новый расчет правильности зацепления до получения удовлетворительных результатов.
Кроме того, необходимо, чтобы головка зуба шевера при обработке не пересекалась с переходной кривой, получающейся в основании впадины зуба колеса при его нарезании долбяком. Проверка обеспечения этого условия производится соответствующим расчетом и сравнением величин радиусов критических точек 7?1ц и 7?м. Необходимо, чтобы 7?1ц> Rid. Методика расчета аналогична приведенной выше. Rig —радиус последней эвольвентной точки профиля зуба колеса при нарезании его долбяком —определяется по формулам, приведенным в главе «Зуборезные долбяки».
790
Инструменты для нарезания цилиндрических колес
Фиг. 475. Второй метод расчета правильности обработки шевером колеса:
а — проекция на торцовую плоскость колеса; б — пространственная картина зацепления шевера и колеса.
При втором методе 1 расчета зацепление шевера и колеса рассматриваем пространственно, как зацепление колес с винтовыми зубьями и перекрещивающимися осями. Исходим из длины активной части линии зацепления обрабатываемого колеса с сопряженным (фиг. 475, а).
^12 = У ( ]/ D'el d01 + ^02 ) Л12 Sin а|2 .
Определяем величину радиуса кривизны последней точки профиля зуба колеса при зацеплении с парным колесом
Cimin ~ У V Del ~ d01 ~ Z12 = А 12 sin а12 у De2 ~ d02
Для гарантии величина эвольвептной части профиля зуба колеса, получаемая при обработке шевером, должна превышать величину активной части профиля зуба этого же колеса при зацеплении с парным колесом. Необходимое превышение задают путем увеличения длины линии зацепления на величину AZ, причем
sin аит
где К-i — коэффициент, показывающий в величинах тат превышение высоты участка профиля зуба колеса, правильно обработанного шевером, над высотой рабочего участка зуба этого же колеса при зацеплении его с парным колесом; обычно Ki — ---- 0,15.
Число зубьев шевера определяется с учетом диаметра окружности выступов, максимально допустимого по конструкции станка Dea, и высоты головки зуба, ориентировочно Зпги (иа обе стороны с учетом припуска на переточку).
’В. Ф. Романов и В. В. Якиманский, Расчет круглых шеверов, «Станки и инструмент» № 5, 1953, [7].
Шеверы
791
Выбирают угол скрещивания осей шевера и колеса <рскр и по нему устанавливают угол наклона зубьев шевера на делительном цилиндре Р„, определяют величину торцового модуля тат, диаметр делительного цилиндра ddu, угол зацепления в торцовом сечении auy и диаметр основного цилиндра doa.
Рассматривают пространственную картину зацепления шевера и колеса (фиг. 475, б). Новый шевер для возможности переточек профиля проектируют как корригированное колесо с положительной величиной смещения. Поэтому угол зацепления при обработке колеса новым шевером отличается от номинальной величины угла зацепления. В процессе переточки шевера и уменьшения его коррекции диаметр начального цилиндра, угол зацепления обработки и другие параметры изменяются.
Задаются допускаемой величиной Да отклонения угла зацепления от номинальной величины при работе шевером новым (с положительной величиной коррекции) или переточенным (с меньшей величиной коррекции). Величина отклонения угла зацепления принимается при ай — 20° Да = ±1° и при a<j = 15° Да = ±!°30'.
Определяют угол зацепления в нормальном сечении по новой начальной окружности при обработке колеса новым шевером
%! = % + Д“-
По нему определяют угол наклона зубьев на начальном цилиндре шевера р(/ и колеса р(
. а> cos оа . cosa sin ри =------=- и sin р, =------—
cos аи| cos а„,
(для прямозубого колеса Р( — 0);
где аи — угол подъема производящей винтовой поверхности (винтовой линии) зубьев шевера на основном цилиндре:
cos аи = cos аи sin рв
и О' — то же для обрабатываемого колеса cos о = cos ац sin Plt
(для прямозубого колеса а = 90°).
Угол давления эвольвентных профилей зубьев шевера и колеса на начальных цилиндрах при обработке новым шевером также отличается от номинального торцового угла зацепления. Он определяется для шевера и колеса по следующим формулам:
tg а'иТ =
tg aul . cosp^
tg aj T =
tg <i
COS P|
(для прямозубого колеса air = aH1j, Откуда диаметры начальных цилиндров равны j' ____________________ dou _____ ddu cos аит . у _ doj
“и < > > “i —' > ’ >
cosaa7- cos аиТ cosaIT
где о.цт — торцовой профильный угол на делительном цилиндре шевера;
tg a т = tgaa g аТ cospB
Для прямозубого колеса диаметр начального цилиндра равен
d —
1 cos air cos aB1 ‘
792
Инструменты для нарезания цилиндрических колес
Затем определяют длину липни зацепления шевера н колеса (фиг. 475, б).
, _ Vd'l2~d0i Vdu~d2ou
2 sin о 2 sin
Исходя из полученной длины линии зацепления L)u, минимального радиуса кривизны профиля зуба колеса Qlmin в точке границы рабочего участка профиля зуба колеса (определен выше) и желательной величины Д/ превышения активного участка линии зацепления обработки над активным участком линии зацепления с парным колесом, определяем радиус кривизны эвольвентного профиля зуба шевера (наибольший) в крайней точке профиля на цилиндре выступов
max = (L'lu~ С1т!Л~-А/>| Sin О„
«и max \ lu Sin a j
По полученной величине Qufflax и диаметру основного цилиндра зубьев шевера dOu определяем диаметр окружности выступов нового шевера
= K(2<?«.nax)2 +diL •
Проверяют диаметр захода шевера в колесо — диаметр окружности колеса, касательной к окружности выступов шевера, dlu зах ~ dl du ^еи‘
Этот диаметр должен быть меньше диаметра захода сопряженного колеса не менее чем на 0,1—0,15 т.
Далее определяют размеры зубьев — шаг и толщину зуба по нормали на начальной окружности и другие расчетные и конструктивные размеры шевера. Проверки на правильность зацепления шевера с колесом в этом случае не требуется, так как это условие принято исходным при расчете.
Коррекция профиля зуба шевера. По условиям зацепления у колес с перекрещивающимися осями профиль зубьев в плоскости, перпендикулярной к оси колеса, должен быть эвольвентный. Это требование обеспечивается при шлифовании профиля зубьев шеверов по методу обкатки торцом шлифовального круга прн вращении шевера вокруг его оси. Поэтому эвольвентная форма зубьев образуется в сечениях, перпендикулярных к оси шевера.
Однако в силу специфических особенностей процесса шевингования шевер с эвольвентной формой зубьев не обеспечивает на обрабатываемом колесе точную эвольвентную форму профиля (фиг. 476, а). У прямозубых колес получается отклонение профиля у головки и в середине высоты, иногда достигающее значительной величины (0,03—0,04 леи). У косозубых колес отклонения в основном получаются у головки зуба.
Величины отклонений, их форма и положение зависят от размеров обрабатываемого колеса, материала и других факторов, а также от формы зубьев заготовки под шевингование.
Получаемые искажения частично могут быть объяснены, во-первых, наличием кромочного контакта вершины зубьев шевера с переходной кривой зубьев колеса, во-вторых, неодинаковостью условий резания в силу различия геометрии режущих кромок на разных сторонах зубьев шевера. Условия обработки при шевинговании очень сложны и теория процесса изучена еще недостаточно.
Наличие переходной кривой, получающейся у основания профиля зубьев заготовки в результате ее нарезания червячными фрезами или долбяками, может привести к кромочному касанию с вершиной зуба шевера, неправильному зацеплению шевера и обрабатываемого колеса и, как следствие, к неравномерному снятию металла с боковой поверхности зубьев колеса при шевинговании. Во избежание этого для обработки
Шеверы
793
колес под шевингование применяют инструмент со специально модифицированным (корректированным) профилем. При применении такого инструмента припуск на шевингование на ножке зуба колеса значительно уменьшается (см. фиг. 477) п головка зуба шевера исключается из работы. Благодаря этому устраняется кромочное зацепление и улучшается профиль зубьев колеса.
Фнг. 476.
Коррекция профиля зуба шевера:
а — профиль зуба колеса н диаграмма измерения профиля ------------------
эвольвентного,-----—-------обработанного шевером эвольвентного профиля;
б — типовые диаграммы корректирования профиля зуба шевера.
Однако применение только этого способа не всегда обеспечивает получение правильной формы зубьев колеса п бесшумную работу передачи. Поэтому для обработки ответственных быстроходных передач, от которых требуется бесшумная работа, профиль зубьев шевера подвергается соответствующему исправлению — коррекции. Корректирование профиля производится в соответствии с получающимися при шевинговании отклонениями профиля зубьев колеса, с целью обеспечения бесшумной работы передачи, обеспечения наилучшего контакта сопряженных профилей и компенсации стабильных искажений в профиле колеса, получающихся при последующей термической обработке. Эта коррекция производится при шлифовании профиля зубьев шевера путем соответствующей фасонной заправки шлифовального круга.
Профилирование круга производится алмазом при помощи копирного приспособления по шаблону. Профиль зубьев шевера и профиль шаблона для профилирования круга определяют опытным путем на основе испытаний обработанных колес на шум и измерений отклонений от эвольвенты обрабатываемого профиля зуба колеса. Величина и форма корректирования зависят от многих факторов: от назначения, размеров и формы зубьев сопряженных колес, материала, предыдущей и последующей термической обработки и др. Прн переточках шевера и уменьшении его диаметра характер корректирования профиля иногда изменяется.
794
Инструменты для нарезания цилиндрических колес
На фиг. 476, б приведены некоторые типовые примеры корректирования профиля зубьев шевера. На диаграмме по вертикали отложены углы развернутости эвольвенты ср", а по горизонтали — отклонения от правильной эвольвентной формы. Правильной эвольвенте соответствует вертикальная прямая.
Корректировка профиля производится у шевера для обработки меньшего колеса нары. Большое колесо обычно обрабатывается шсвером с некорректированным эволь вснтным профилем.
Фиг. 477. Припуск под шевингование и формы зубьев инструментов для нарезания колес под шевингование:
а - равномерный припуск: б — неравномерный припуск
Форму и размеры шаблона для правки круга изыскивают и определяют применительно к каждому колесу особые. Поэтому этот метод применяется только при массовом и крупносерийном производстве колес. Инструментальные заводы, выпускающие шеверы общего назначения для обезличенного потребителя, изготовляют шеверы с точным эвольвентным профилем.
На зубьях шевера необходимо также учитывать корректировку профиля, обеспечивающую срез вершины зубьев колеса в соответствии с требованиями исходного контура (ГОСТ 3058-54). В этом случае у ножки зубьев шевера делается соответствующее утолщение (фиг 477).
Точность изготовления шеверов. Дисковые шеверы общего назначения с размерами по ГОСТу 8570-57 изготовляются трех классов точности: класса А для колес 6-й степени точности, класса В для колес 7-й степени точности и класса С для колес 8-й степени точности. Неточность изготовления шеверов по отдельным элементам не должна превышать величин, приведенных в технических условиях иа шеверы (ГОСТ 8570-57).
Инструмент для обработки колес под шевингование
Инструмент, применяемый для обработки колее под шевингование, кроме уменьшенной толщины зубьев в соответствии с величиной припуска 6S, оставляемого на шевингование, отличается особой формой зубьев.
Шеверы
795
Скольжение профилей шевера и обрабатываемого колеса, обеспечивающее процесс резания, имеется только на боковых сторонах зубьев и отсутствует па вершинной режущей кромке, где отсутствует и задний угол. Поэтому эта кромка работает в неблагоприятных условиях и при перегрузке часто ломается; особенно недопустима работа вершинной кромки по дну впадины обрабатываемого колеса и по переходной кривой, образующейся при предварительном нарезании колеса (например, червячной фрезой или долбяком). При касании вершинной кромки зубьев шевера переходной кривой появляется кромочное зацепление и нарушается правильное зацепление шевера с обрабатываемым колесом. Правильная работа шевера обеспечивается соответствующим выбором формы и размеров припуска под шевингование *. Он должен уменьшаться до пуля у ножки зуба. Наиболее часто применяемые формы припуска приведены па фиг 477. Для обработки колес под шевингование применяют фрезы и долбяки, имеющие утолщения на вершине зуба (фиг. 477, а). Величина утолщения приблизительно равна величине припуска на сторону, оставляемого на шевингование, т. е. — 0,04-^0,06 мм. Высота bY определяется расчетом 1 2. Для облегчения перссопряжения зубьев шевера и колеса в процессе их зацепления припуск на вершине зуба колеса также уменьшают аналогично форме зубьев колес со срезом, для чего предусматривают специальное утолщение у ножки зубьев предварительного инструмента (долбяка или червячной фрезы). Приведенная форма зубьев долбяка и фрезы затруднительна в изготовлении; поэтому была разработана другая форма зубьев с плавно изменяющейся величиной припуска (фиг. 477, б). Профиль зубьев червячных фрез образуется по двум прямым с углами сц и а.,, а долбяков — по двум эвольвентам. Расчет инструмента под шевингование имеется в [6], [7]. На Горьковском автомобильном заводе с целью уменьшения переходных кривых при нарезании заготовок под шевингование проектируют долбяки с малой или отрицательной величиной смещения исходного сечения а. При применении этих долбяков уменьшается угол зацепления прн нарезании долбяком колеса, уменьшается диаметр начальной окружности колеса при нарезании, центроида обработки приближается к основанию профиля изделия и уменьшаются переходные кривые.
Изменение формы припуска под шевингование можно также получить путем нарезания колес нормальным режущим инструментом со специальной заточкой передней поверхности. Определение размеров затачиваемой поверхности см. в литературе 3.
Шеверы мелкомодульные
Из-за малых размеров зубьев и впадин трудно изготовить шеверы малых модулей (меньше т = 1,0 мм) с долблеными канавками. Поэтому мелкомодульные шеверы изготовляются со сквозными прорезанными канавками кольцевыми или винтовыми (фиг. 478)4. Канавки для упрощения изготовления делаются трапециевидной формы с углом 8—10°. У шеверов т = 0,3-!-0,7 мм канавки могут изготовляться с параллельными сторонами. Шаг канавок принимается равным tK - - 1,75-5- 2,0 мм. Глубина канавки больше высоты профиля зубьев шевера и приблизит.льно равна 4-5-3 мм. Ширина основания канавки трапецеидальной формы =0,6-5-
-5-0,7 мм. Ширина канавки на вершине зуба SK ~ 0,45 t . Этаже конструкция рекомендуется приложением к ГОСТу 8570-57 для шеверов т — 1,0-5-1,75 мм.
1 А. В. Ваксман. Форма пои пусков под шевингование и методы их осуществления, «Станки и инструмент» № 9, 1953.
А. Н. Дубов, Зуборезные инструменты с модифицированным профилем. Сб. «Скоростное резание металлов», Машгиз, 1953.
2 В. Ф. Романов, Проектирование зуборезного инструмента в автомобильной промышленности. Сб. «Пути повышения производительности и точности при нарезании зубчатых колес», Машгиз, 1954.
3 См. указанную выше статью А. В. Ваксмана.
4 Конструкция и технология изготовления мелкомодульиых шеверов была предложена и разработана Г. Г. Ильвер, Г. Н. Сахаровым и М. С. Васильчук.
796
Инструменты для нарезания цилиндрических колес
Преимуществом этой конструкции шеверов является возможность шлифовать канавки по передней поверхности, благодаря чему улучшается чистота передней поверхности обрабатываемого колеса, а также повышается режущая способность шевера. Передняя поверхность па зубьях шевера с долблеными канавками после термообработки не шлифуется, чистота передней поверхности получается невысокая. Передняя поверхность и режущие кромки могут иметь недостаточную твердость из-за возможного обезуглероживания при термообработке. Это снижает качество обработки профиля зубьев колеса. Мелкомодульные шеверы приведенной конструкции могут перетачиваться без специального оборудования по передней поверхности канавки на резьбошлифовальном или на токарном станке при помощи шлифовального приспособления. Благодаря этому становится возможной переточка этих шеве-
ров на машиностроительных заводах. Шеверы выдерживают 3—4 переточки. Это облегчает условия их эксплуатации и повышает общую работоспособность шеверов с прорезанными канавками1. Большую роль при изготовлении мелкомодульных шеверов играет специальный зубошлифовальный станок, работающий абразивным червяком.
Шеверы для крупногабаритных колес
Шеверы находят также применение для обработки колес больших габаритов, например турбинных колес с шевронными зубьями 2. Обработка производится на специальных зубоотделочных станках или на переоборудованных зубофрезерных станках. Ведущим является колесо. Шевер свободно установлен в подшипниках на приспособлении, имеющем принудительную продольную подачу параллельно оси колеса.
Особенности конструкции дисковых шеверов для других методов шевингования
Кроме обычно применяемого и описанного выше метода шевингования с продольной подачей, применяют и другие методы шевингования, различаемые по направлению движения подачи колеса в процессе работы относительно шевера: шевингование диагональное (угловое), тангенциальное (касательное) 3 и др.
1 См. также А. А. М а т а л и н и И. В. Федосова, Шевингование шестерен малого модуля, «Станки и инструмент» № 6, 1951.
2 А. А. Тамаркин, Опыт шевингования крупных зубчатых колес турбинных редукторов, «Вестник машиностроения» № 6, 1951.
3 В. Н. Соколов, Повышение эффективности шевингования цилиндрических зубчатых колес. Сб. «Пути повышения точности обработки зубчатых колес». Машгиз, 1954.
В. Павлов, Внедрение новых методов зубошевинговаиня, «Станки и инструмент» № 2. 1956, [7|.
Шеверы
797
При шевинговании с продольной подачей движение обрабатываемого колеса производится параллельно оси заготовки (фиг. 479, а). Продольное перемещение колеса относительно шевера / примерно равно длине зуба (ширине обрабатываемого венца); / = Bt. Контакт в процессе обработки между зубьями шевера и обрабатываемого колеса в каждый момент точечный. Он и линия зацепления (профилирования) перемещаются только по длине зуба заготовки и не перемещаются по ширине шевера.
Для увеличения стойкости шевера и более полного использования его режущих кромок рабочую зону рекомендуется периодически или непрерывно перемещать вдоль зуба шевера. Этого можно достигнуть смещением точки скрещивания проекций осей шевера и колеса ’.
Шеверы для диагонального и касательного шевингования. При диагональном методе шевингования или шевингования с угловой подачей обработка производится также при перекрещивающихся осях шевера и заготовки (под углом фГЛ-р), ио направление движения заготовки относительно ее оси изменяется. Направление линии перемещения стола станка с установленной на нем заготовкой не совпадает с осью обрабатываемого колеса, а располагается под углом е к ней. При работе точка пересечения проекций осей шевера и заготовки непрерывно меняет свое положение по длине зубьев не только колеса, но и шевера. Каждое торцовое сечение шевера последовательно становится калибрующим. Линия профилирования (зацепления) непрерывно перемещается вдоль оси колеса и вдоль оси шевера. Благодаря этому происходит равномерный износ всех зубчиков по длине шевера и стойкость шевера увеличивается.
Ось шевера и направление перемещения заготовки можно повернуть в одну сторону относительно оси заготовки (фиг. 479, б) или в разные стороны (фиг. 479, в). От этого будет зависеть направление перемещения точки перекрещивания осей. В начале прохода (профилирования) точка контакта находится с одной стороны ширины шевера и колеса (точка /), при дальнейшем движении она перемещается на другую сторону и в конце прохода попадает в точку //. Происходит постепенное врезание крайних зубьев с торца заготовки и проход по всей длине обрабатываемого колеса. Это облегчает процесс резания.
Величина и положение диагонального угла е влияют на ширину шевера и параметры обработки. При расположении диагонального угла относительно оси колеса с одной стороны с углом скрещивания осей (фиг. 479, б) ширина шевера и длина прохода значительно увеличиваются. Поэтому направление подачи должно быть выбрано относительно оси обрабатываемого колеса с другой стороны, чем расположена ось шевера (фиг. 479, в). При этом необходимая длина прохода уменьшается по сравнению с длиной рабочего хода, необходимого при шевинговании с параллельной подачей. Выход шевера за пределы торца обрабатываемого колеса также значительно меньше, чем при первом методе, и может не превышать 3 мм. Производительность шевингования увеличивается в 1,5—2 раза.
Перемещение точки скрещивания осей по ширине венца Вг обеспечивается ходом стола, при этом ширина шевера Ви должна быть не меньше чем
_ Bi sin е sin (е ± ф^р)
Здесь ускр — угол скрещивания осей шевера и колеса;
е — угол между направлением подачи и осью колеса — диагональный угол.
Длина хода стола станка относительно шевера равна
I__ ^1 sin <Рскр
~ sin (е ± ipfKP)
В формулах знак плюс соответствует расположению осей, приведенному на фиг. 479, в, знак минус — на фиг. 479, б.
1 В. Д. Клепиков, Повышение эффективности процесса зубошевингова ния, «Станки и инструмент» № 10, 1960.
798 Инструменты для нарезания цилиндрических колес
Фиг. 479. Принципы шевингования зубчатых колес:
а — нормальное, при подаче, параллельной оси колеса; б и в — угловое или диагональное шевингование; г — с минимальной подачей; д — касательное или тангенциальное.
Шеверы 799
При работе имеющимся шевером угол в направления подачи определяется по формуле
_ Д» s'n фгкр____
Bi — Ви cos г;, кр
При этом методе возможно использование стандартных шеверов. С увеличением угла е необходимая ширина шевера увеличивается, а длина хода колеса уменьшается. При е — 0, т. е. при работе с подачей, параллельной к оси колеса, длина хода получается максимальной; I = Bt (фиг. 479, «).
При угле е — 90° — подача осуществляется перпендикулярно оси шевера. Длина прохода получается минимальной I— В ] sin qCKP. Этот случай называют шевингованием с минимальной подачей (фиг. 479, г).
При угле е — 90° подача осуществляется перпендикулярно оси колеса, ширина шевера получается наибольшей; Ви = -----!—, а длина прохода равна / = Bt tgip^p.
COS <фсКр
Подача направлена по касательной к образующей начального цилиндра. Этот метол шевингования называют тангенциальным (касательным) шевингованием, иногда — поперечным (см. фиг. 479, д'). Полная обработка зубчатого колеса производится за один проход стола и состоит из двух циклов — врезания и калибрования. Центр скрещивания осей в процессе калибрования перемещается от одного торца колеса и шевера — из точки I к другому торцу — к точке //. Во время врезания центр скрещивания находится за пределами торцов шевера н колеса.
При касательном шевинговании не происходит взаимного перемещения осей шевера и колеса. Поэтому прн работе шевером обычной конструкции, у которого режущие кромки на всех зубьях располагаются в одних торцовых плоскостях и не перекрывают друг друга, поверхность на зубьях колеса получится волнистой. В зависимости от угла скрещивания осей глубина неровностей получается в пределах 0,005—0,020 мм. Для устранения волнистости, канавки, образующие на зубьях шевера режущие кромки, изготовляют смещенно относительно торца шевера, располагая их по винтовой линии. Величина смещения при переходе от зуба к зубу равна отношению шага канавок к числу зубьев шевера.
Шеверы этого типа работают без осевой подачи, поэтому ширина шевера должна быть на 3—5 мм больше ширины обрабатываемого колеса.
Трудность шлифования эвольвентного профиля у шеверов с шириной более 45 мм ограничивает возможности применения этого метода шевингования. Он применяется только для колес шириной не более 40 мм.
Расчет остальных параметров и конструкции этих шеверов аналогичен приведенному выше.
Метод касательного шевингования обладает рядом преимуществ. При работе все режущие кромки загружены равномерно и поэтому изнашиваются они тоже равномерно. Это обеспечивает до 50% повышения стойкости по сравнению с обычными шеверами. Значительно уменьшается длина рабочего хода стола. Для шеверов средних размеров оиа равна 3—5 мм вместо 20—30 мм, необходимых при параллельной подаче. Благодаря простоте кинематического процесса возможно производить обработку на универсальном оборудовании, например на горизонтально-фрезерном станке.
Шеверы с облегающим зубом. У обычных шеверов режущие кромки лежат на эвольвентной винтовой поверхности. Контакт между зубьями шевера и обрабатываемого колеса точечный. В сечении плоскостью, перпендикулярной к линии центров, боковые поверхности зубьев шевера и колеса выпуклые. Если боковую поверхность зубьев шевера сделать криволинейной вогнутой формы с определенной стрелой прогиба, то можно добиться такого положения, что контакт между зубьями шевера и обрабатываемого колеса превратится в линейчатый. Касание будет происходить по некоторой линии, а не в точке, как у шеверов нормальной конструкции. Зуб шевера будет как бы облегать зуб обрабатываемого колеса, поэтому такие шеверы называют шеверами с облегающим зубом или облегающими (фиг. 480, а). Толщина
800
Инструменты для нарезания цилиндрических колес
зубьев по длине зуба облегающего шевера меняется. При их применении перемещения точки перекрещивания осей шевера и колеса вдоль оси колеса для обработки зубьев по всей длине не требуется. Можно работать без продольной подачи. Машинное время обработки колеса облегающим шевером меньше, чем при обработке обычными шеверами.
Вогнутость на боковых сторонах зубьев шевера образуется при их шлифовании кругом конической формы, вместо торцового круга при шлифовании обычных шеверов. Коническая форма круга получается при правке его алмазом с приспособлением, повернутым на небольшой угол (20—40') от нормального положения, перпендикулярного к оси круга. Ввиду трудностей шлифования профиля зубьев точность обработки
Фиг. 480. Шевер с облегающим зубом:
а — зуб шевера: б — бочкообразный зуб колеса.
колес облегающими шеверами обычно меньше, чем точность обработки колес обычными шеверами. Особенностью расчета этих шеверов является определение стрелы прогиба боковой поверхности зубьев и изменения толщины зуба по длине шевера.
Если стрелу прогиба облегающего шевера увеличить, то при обработке на колесах образуются зубья бочкообразной формы (фиг. 480, б). Бочкообразные зубья уменьшаются (по толщине) от середины к торцам колеса на 0,01—0,03 мм. Колеса с бочкообразными зубьями менее чувствительны к перекосу осей передачи, обеспечивают положение пятна касания посередине зуба, способствуют уменьшению шума передачи и других недостатков. Колеса с бочкообразными зубьями могут быть обработаны и обычными шеверами, но на станках со специальным устройством.
ЛИТЕРАТУРА
1. Клепиков В. Д., Шевинг-процесс, Машгиз, 1946.
2. Ч а п а е в Н. П., Изготовление и отделка зубчатых колес, Машгиз, 1949.
3. Л и т в и н Ф. Л., Цилиндрические колеса для передачи вращения между пересекающимися осями. Сб. ЛОНИТОМАШ «Зубчатые зацепления», Машгиз, 1947.
4. Семеичеико И. И., Шеверы. Энциклопедический справочник «Машиностроение», т. VII, Машгиз, 1948.
5. Семенченко И. И., Режущий инструмент, т. IV, Машгиз, 1944.
6. Д у б о в А. Н., Инструменты для нарезания зубчатых колес под шевингование. Сб. «Новое в конструировании режущих инструментов», Мосстаикии. Машгиз, 1958.
7. Романов В. Ф., Шевингование, Справочник металлиста, т. V, Машгиз, 1960.
ИНСТРУМЕНТЫ, РАБОТАЮЩИЕ ПО МЕТОДУ ОГИБАНИЯ, ДЛЯ ДЕТАЛЕЙ
С НЕЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
ОБЩИЕ ПОЛОЖЕНИЯ И ВОЗМОЖНОСТЬ ОБРАБОТКИ
Назначение, типы инструментов и область их применения. Метод огибания используется не только для обработки зубчатых колес с эвольвентным профилем, но применяется и для обработки деталей с различными неэвольвентными профилями. Он используется для обработки:
а) деталей цилиндрического типа с прямыми и, реже, с винтовыми образующими, как, например, цилиндрические зубчатые колеса циклоидального профиля, зубчатые колеса для цепей, шлицевые валы, многогранники, кулачки, валики с винтовыми шлицами и др.;
б) отверстий внутреннего фасонного профиля;
в) деталей с фасонным профилем, расположенным на конической или торцовой поверхности;
г) деталей типа тел вращения с прямолинейными и фасонными образующими с кольцевыми и винтовыми поверхностями, например кольцевые рейки, фасонные тела вращения, резьба, червяки;
д) призматических реек и деталей призматического типа, например зубчатые рейки, детали фасонного профиля и пр.
Обработка производится червячными фрезами, долбяками и обкаточными резцами на специальных фрезерных, долбежных и токарных станках. В основе получения профиля этими инструментами лежит принцип взаимного огибания профилей инструмента и детали при качении без скольжения центроиды инструмента В по центроиде детали А (фиг. 481). Профиль детали образуется в результате огибания его профилем режущей кромки инструмента 1, 2, 3. Окончательная обработка профиля детали (профилирование) происходит в момент касания профиля детали профилем режущей кромки инструмента (точки С). В процессе обработки точки профилирования (окончательной обработки) перемещаются по профилю детали и соответственно по режущей кромке инструмента. Центроиды обрабатываемой детали и инструмента не материальные, а воображаемые и взаимное их качение обеспечивается кинематикой станка, на котором производится обработка.
51 Семенченко и др. 599
802
Инструменты, работающие по методу огибания
Кроме движения огибания, для обработки необходимо движение резания. Оно создается или относительным движением инструмента — вращением червячной фрезы, возвратно-поступательным движением долбяка, или относительным вращением детали при обработке обкаточным резцом. Рассмотрим некоторые общие вопросы обработки по методу огибания.
Условия возможности обработки по методу огибания. Возможность обработки по методу огибания зависит от формы и размеров профиля детали, положения центроиды обработки, конструкции режущего инструмента, формы и положения его центроиды.
Для обработки по методу огибания справедливы и обязательны основные положения теории сопряженных профилей, а именно: 1) в точках касания сопряженные профили должны иметь общую касательную А—А и нормаль В—В; 2) нормаль, проведенная в точку С касания сопряженных профилей, должна проходить через точку касания центроид детали и инструмента — полюс профилирования Р.
Не всякий профиль может быть обработан по методу огибания. Причинами, ограничивающими возможность обработки, являются:
1) невозможность построения сопряженного профиля режущей кромки инструмента;
Общие положения и возможность обработки
803
2) заострение профиля зуба инструмента;
3) получение при обработке на детали переходных кривых, превосходящих допустимые.
У сопряженных профилей Детали и инструмента в точке их касания должны быть общие касательные и нормали. Последние должны проходить через полюс профилирования —точку касания центроид. Для этого необходимо, чтобы нормали ко всем точкам профиля
б)
Фиг. 482. Ограничение обработки по методу огибания: а и г — положение нормалей; б — заострение профиля зуба инструмента; а—переходные кривые.
детали пересекали ее центроиду. Если нормали к точкам какого-либо участка профиля не пересекают центроиду то, следовательно, эти нормали не могут пройти при вращении детали через полюс профилирования, и для точек этого участка профиля нельзя построить сопряженные точки режущей кромки инструмента.
На фиг. 482, а нормали к прямолинейному профилю ас на участке Ьс не пересекают центроиду обработки I — начальную окружность. Участок профиля выше точки b по методу огибания при данном положении центроиды не может быть обработан. Пересечение нормали какой-либо точки профиля детали центроиды обработки является условием, необходимым, но недостаточным для обработки по методу огибания. Необходимо, чтобы через все рабочие точки линии профилирования, соответствующие обрабатываемому профилю детали, можно было провести линии, параллельные к центроиде инструмента (прямые или окружности). Это условие используется ниже при определении радиуса начальной окружности для обработки валика прямолинейного профиля червячной фрезой и долбяком (см. фиг. 489 и 502).
51*
804
Инструменты, работающие по методу огибания
Кроме этого, нормали к профилю детали на участке от профиля до его центроиды обработки могут пересекаться между собой только в теле детали. Они не должны пересекаться в теле инструмента —
Фиг. 483. Определение возможности обработки деталей обкаточным резцом.
со стороны профиля инструмента. В противном случае не все точки профиля детали имеют сопряженные точки на реальном профиле режущей кромки инструмента. Нормали у точки а к участкам I и II профиля детали, приведенной на фиг. 483, а пересекаются между собой до центроиды А —начальной прямой. Обработка производится резцом, работающим по методу огибания, с центроидой - начальной окружностью В.
Для обработки обоих участков профиля детали до точки а их пересечения профиль режущей кромки для участка II профиля детали должен доходить до точки b (фиг. 483, б) и для участка I до точки с
Общие положения и возможность обработки
805
(фиг. 483, в). При совмещении режущих кромок обоих участков они срезают друг друга. Точка d (фиг. 483, г) пересечения участков I и 11 режущих кромок определяет реальную их длину, меньшую, чем необходимо для полной обработки профиля детали, поэтому участки I и И профиля детали будут обработаны не полностью. Возможность обработки зависит от положения центроиды относительно профиля. При положении центроиды Л, совпадающем с участком I профиля детали (фиг. 483, д'), нормали участков 1 и II профиля не пересекаются между собой до центроиды и обработка этих участков детали становится возможной. Нормали к участкам // и III профиля пересекаются между собой до центроиды, но пересекаются они со стороны тела детали и поэтому это не влияет на ограничение возможности обработки.
Заострение профиля режущей кромки зуба инструмента и появление переходных кривых при обработке связано с разобранными явлениями. Вследствие того что режущие кромки двух участков профиля пересекаются между собой, высота режущих кромок зуба не достигает необходимой рабочей высоты, зуб заостряется и не сможет обработать деталь на требуемую глубину (фиг. 482, б). Точка пересечения режущих кромок образует на детали участок по переходной кривой (фиг. 482, в), который уменьшает границы правильной обработки профиля по методу огибания. Переходные кривые образуются на участках профиля детали, не имеющих соответствующих им сопряженных точек на фактической режущей кромке инструмента. Необходимо, чтобы переходные кривые не превосходили допустимых пределов по условиях эксплуатации детали.
Возможность обработки часто зависит от положения центроиды обработки относительно профиля детали. Приведенный на фиг. 482, а прямолинейный профиль может быть обработан полностью при изменении положения центроиды из I положения в положение II. Сложный криволинейный профиль (фиг. 482, г) при положении / центроиды не обрабатывается; при центроиде в положении II обработка становится возможной.
Выбор положения центроиды (начальной окружности или начальной прямой) для сложного профиля следует производить с учетом всего профиля детали полностью.
Определение размеров профиля детали. При определении расчетных размеров детали для проектирования инструмента необходимо учитывать допуски на них и специфические условия обработки по методу огибания. Уменьшение расчетного наружного диаметра против фактического повлечет соответствующее уменьшение расчетного диаметра начальной окружности обработки, что может сказаться на некотором срезе профиля детали за пределами принятого расчетного наружного диаметра. Поэтому расчетный наружный диаметр De принимаем равным Demax —максимально допустимому наружному диаметру детали De = Demax. Если вершина профиля детали огра
306
Инструменты, работающие по методу огибания
ничивается фаской или закруглением, то в расчете учитывается окружность, проходящая через границу требуемого прямолинейного участка профиля —основание фаски или через центр закругления.
Учитывая некоторую возможность разбивки профиля детали при обработке и возможность изменения размеров профиля инстру-
мента вследствие переточек, расчетные размеры диаметра окружности
впадин и ширины шлица В принимают в пределах допуска на их изготовление, обычно на 1/i допуска больше минимальных их размеров
Фиг. 484. Угол профиля детали прямолинейного профиля.
Dt min И ^min> Т. е.
Dt = Di min + 0,25\D.t и В = Bmin + 0,25ДВ, где Д£); и ДВ — соответственно допуски на изготовление Di и В.
Прямолинейный профиль детали определяется углом профиля у (фиг. 484) между прямой профиля и радиусом, проведенным в рассматриваемую точку. Для различных точек одного профиля углы профиля различны. Из фиг. 484 можно написать
rK sin ук = rq sin yQ = е = const, откуда
гк _ sin yg
Гд Sin ук ’
здесь е — длина перпендикуляра из центра детали
на профиль или его продолжение.
Углы профиля уменьшаются при удалении рассматриваемой точки
по профилю от центра детали.
Для валика с параллельными шлицами В = 2е и
В sinY« = -2^-
Определение профиля инструмента. Профиль режущей кромки инструмента может быть определен одним из следующих способов: графическим, графоаналитическим, аналитическим и др. Требуемый профиль определяется путем нахождения точек профиля режущей кромки инструмента, сопряженных с профилем детали, или путем определения огибающей к различным положениям профиля детали в процессе обработки.
ЧЕРВЯЧНЫЕ ФРЕЗЫ ДЛЯ ДЕТАЛЕЙ ПРЯМОЛИНЕЙНОГО ПРОФИЛЯ (ЧЕРВЯЧНЫЕ ШЛИЦЕВЫЕ ФРЕЗЫ)
Обычно профиль червячной фрезы в нормальном сечении принимается равным профилю рейки, сопряженной с профилем детали. Этот приближенный метод профилирования дает небольшую погреш
Червячные фрезы для деталей прямолинейного профиля
807
ность по сравнению с допусками на точность изготовления профиля детали. Неточность приближенного профилирования увеличивается с увеличением угла подъема витков фрезы т и поэтому при проектировании угол т принимают не свыше 6°.
Фиг. 485. Графическое определение профиля режущей кромки инструмента методом последовательных положений.
Наиболее наглядными, но и менее точными являются графические методы. Рассмотрим два графических метода — путем построения последовательных положений профиля изделия и определения профиля при помощи линии профилирования.
Графические методы определения профиля червячной фрезы. Определение профиля режущей кромки инструмента путем построения последовательных положений профиля детали заключается в следующем: на листе бумаги Б (фиг. 485, а) в определенном масштабе проводят начальную окружность детали и строят профиль детали. От точки do пересечения профиля с начальной окружностью откладывают по дуге
начальной окружности равные (для удобства построения) дуги dod1 = dtd2 и т. д Через полученные точки проводят радиусы Od0, 0dt и т. д.
808
Инструменты, работающие по методу огибания
На листе кальки К (фиг. 485, б) проводят начальную прямую и на ней откладывают точки е0, ег и т. д. на расстояниях, равных длинам дуг, отложенным на начальной окружности детали, т. е. dod1 = dtd2 и т. д. = eoel = еге2 и т. д.
Через полученные точки проводят прямые е0/0, ej^ . ., перпендикулярные начальной прямой. Накладывают кальку К на чертеж Б так, чтобы начальная прямая в точке е0 коснулась начальной окружности в точке d0 и прямая /оео совместилась с соответствующим радиусом детали Od0. В этом положении копируют с бумаги иа кальку профиль детали. Затем точку ег начальной прямой совмещают с соответствующей ей точкой dj начальной окружности и прямую flel с радиусом Od± и снова копируют на кальку профиль детали. Описанным методом продолжают перемещение кальки по чертежу на бумаге и в каждом положении копируют на кальку профиль детали (фиг. 485, в). Проведенное построение ссответртвует качению начальной прямой фрезы по начальной окружности детали. Общая огибающая к полученным на кальке последовательным положениям профиля детали определяет профиль зуба фрезы.
Этот метод позволяет определить профиль фрезы для обработки деталей различных фасонных профилей. Он применяется и для определения профиля детали по имеющемуся или полученному расчетом или построением профилю инструмента (обратной задачи). В последнем случае профиль и центроиду инструмента следует начертить на бумаге, а на кальке вычертить центроиду детали и получить ее профиль.
Для определения профиля зуба фрезы при помощи линии профилирования проводим на чертеже в возможно большем масштабе начальную окружность детали и касательно к ней начальную прямую фрезы (фиг. 486). В точке касания окружности и прямой (полюсе профилирования Р) строим профиль детали. Касательно к прямой профиля из центра детали проводим вспомогательную окружность, ее радиус гвсп — = r1sinY=e, для валика с параллельными шлицами гвсп= При вращении детали прямая профиля касается этой окружности. От полюса Р по дуге начальной окружности детали откладываем равные (для удобства построения) дуги (точки d) и по начальной прямой — равные им отрезки (точки е), т. е. Pd2 = d±d2 = d2d3 =
< • • Ре i ^1^2 ^2^3 • • •
Определение профиля режущей кромки инструмента проведем для произвольного положения, например, 4 (фиг. 486). В точке d4начальной окружности построим профиль детали, для чего через точку d4 проводим касательную к вспомогательной окружности. Из полюса Р опускаем на нее перпендикуляр Рс4. Точку их пересечения обозначим с4. Через точку е4 начальной прямой фрезы проводим линию, параллельную нормали Рс4 и через точку с4 — линию, параллельную начальной прямой. Точка их пересечения а4 лежит на профиле зуба фрезы. Действительно, в начальном положении профиль детали касается профиля режущей кромки в полюсе Р.
При повороте детали в положение 4, так как начальная окружность катится без скольжения по начальной прямой, а дуга Pd4 равна отрезку Ра4 по построению, то в полюс профилирования Р попадает точка е4, прямая е4а4 совместится с прямой Ре4 и будет общей нормалью к профилям детали и инструмента в момент их касания. Точка а4 совместится с точкой с4 и, следовательно, будет точкой профиля режущей кромки инструмента.
Аналогичное построение следует провести и для всех других точек. Соединяя полученные точки а плавной кривой, получаем профиль зуба фрезы. Плавная кривая, проходящая через точки с, определяет точки, в которых происходит касание профилей детали и инструмента, т. е. обработка профиля детали профилем инструмента. Эта линия называется линией профилирования.
Для определения профиля как внутри, так и за пределами начальной окружности описанное построение следует провести в обе стороны от полюса Р. На фиг. 486 приведено построение точки профиля зуба фрезы.
Графическое построение должно быть выполнено в возможно большем масштабе. Расстояние между точками по начальной окружности следует брать не более
Червячные фрезы для деталей прямолинейного профиля
809
0,1 радиуса начальной окружности. В этом случае вместо дуги по начальной окружности можно откладывать хорду.
Недостатком графических методов определения профиля является их небольшая точность, ограниченная практически достижимой точностью графических
а)
построений и возможным масштабом, допускаемым размерами чертежа. На обычном листе бумаги А — 1 наибольший масштаб построения для деталей средних размеров (De — 704-80 мм) обычно не превышает 10 : 1 — 20 : 1. При этом точность определения профиля инструмента не превышает 0,05—0,03 мм, что недостаточно. Увеличению масштаба препятствует то, что на чертеже должны быть выполнены вспомога тельные построения и помещен центр для проведения начальной окружности.
Графоаналитические методы построения профиля режущей кромки инструмента.
При графоаналитических методах сопряженный профиль находится без проведения
810
Инструменты, работающие по методу огибания
Червячные фрезы для деталей прямолинейного профиля
811
на чертеже начальной окружности, что позволяет увеличить масштаб, а следовательно и точность построения [3].
Заданный профиль детали вычерчивается на листе бумаги Б (фиг. 487, б), искомый профиль инструмента определяется на листе кальки К. Для определения взаимного расположения профилей детали и искомого профиля инструмента при взаимном качении их центроид, на чертеже детали Б выбирают две базовые точки А и В. Базовые точки могут быть выбраны любые, но от их положения зависит вид расчетных формул. Одну точку А выберем на начальной окружности (точку пересеченья начальной окружности с профилем и вторую точку В — па радиусе, проходящем через эту первую точку иа расстоянии а от нее (фиг. 487, б). Для упрощения расчетов расстояние а следует принять равным 100 мм или целому числу десятков миллиметров. Профиль детали, нанесенный на чертеже Б, поворачиваем от начального положения на угол <р (фиг. 487, а)-. За начальное положение принимаем положение, при котором профили детали и инструмента проходят через полюс профилирования Р. Из условия, что центроиды детали и инструмента (начальные окружность и прямая) катятся друг по другу без скольжения, следует, что при повороте детали на угол <р фреза (рейка) переместится от начального положения вдоль ее начальной прямой на величину rq>. Взаимное положение профилей детали и инструмента определяем в прямоугольной системе координат хОу, связанной с профилем инструмента и вычерченной на кальке К. Осьх системы совпадаете начальной прямой, начало координат — с точкой пересечения профиля инструмента с начальной прямой.
Координаты базовых точек А и В по фиг. 487, а равны: точки А
хЛ= r(<f — sin ф); уА = г (1 — cos ф);
точки В
хв = г (ф -— sin ф) + a sin ф = Хд -г a sin ф;
у в = г (1 — cos ф) + a cos ф = уд + a cos ф.
Изменяя угол ф, определяют величины хд, уд, Хв, ув и наносят на кальке полученные положения базовых точек А и В (фиг. 487, в). Точки, вычисленные при одном значении ф, совмещают с базовой линией (точками) на листе бумаги и в каждом положении копируют на кальку профиль детали. Общая огибающая ко всем, полученным на кальке последовательным положениям профиля детали (фиг. 487, г) является искомым профилем инструмента. По этому же методу можно определить профиль инструмента также и для обработки деталей сложной криволинейной формы. Его можно также применить для определения профиля детали, который получится в результате обработки найденным профилем инструмента, например для контроля правильности профиля, для исследования условий обработки, последовательности и правильности обработки. В этом случае (фиг. 488) искомый профиль детали определяется на кальке К, а производящий профиль фрезы (рейки) вычерчивается на бумаге Б. Базовая точка А помещена на начальной прямой, а точка В — на перпендикуляре к начальной прямой, проходящем через точку А на расстоянии а от нее. Положение базовых точек определяем в прямоугольной системе координат, ось Ох которой касательна к начальной окружности детали, а ось Оу совпадает с радиусом.
Координаты базовых точек А и В в этом случае (фиг. 488) равны
ха~ г (sin ф — ф cos ф) = г inv Ф cos ф; Хд = хд — a sin ф;
уд = г (1 — cos ф — ф sin ф); у в = Уа + a cos ф.
Для упрощения вычислений составлены таблицы значений функций ф — sin ф; 1 _ cos ф; inv ф cos ф; 1 — cos ф — ф sin ф [3], [7]. Там же приведены формулы координат базовых точек графоаналитического определения сопряженного профиля для других случаев обработки по методу огибания.
Метод обратной обработки применяется для определения профиля инструмента для обработки деталей сложного профиля. По размерам профиля детали изготовляется инструмент. Он устанавливается на станок, на котором предполагается производить обработку, па место обрабатываемой детали. Иа место инструмента —
812
Инструменты, работающие по методу огибания
червячной фрезы — устанавливается заготовка и при соответствующей настройке станка производится ее обработка. Обработка должна производиться с осевой подачей заготовки (для определения профиля червячной фрезы необходим зубофрезерный
Фнг. 488. Определение базовых точек для графоаналитического определения профиля валика по профилю режущей кромки червячной фрезы.
станок с протяжным суппортом). Профиль, полученный на заготовке, равен сопряженному профилю инструмента для обработки данной детали. Этим методом не всегда можно учесть необходимую корректировку профиля инструмента в связи с наличием передних и задних углов.
Точки касания сопряженных профилей. Каждая точка профиля зуба фрезы обрабатывает вполне определенную точку профиля детали. Положение этих точек определяется следующим путем (считаем, что профиль зуба фрезы и линия профилирования уже известны). Через точку аг (фиг. 489) профиля зуба фрезы проводим траекторию ее условного движения при обработке — прямую OiCx, параллельную начальной прямой /—/. Эта линия пересекает линию профилирования в точке Cj. Точки про-
филя детали перемещаются по дугам окружностей с центром в центре детали Ог. Через полученную точку
Ci проводим дугу Ci&i окружности, концентричную начальной окружности—траекторию движения соответствующей точки профиля детали. Эта окружность пересекает профиль детали в точке Ьг, которая и является искомой точкой профиля. Точка аг профиля фрезы обрабатывает точку Ьх профиля детали в точке ct линии профилирования. Точки а, Ь и с называются сопряженными точками.
Радиус начальной окружности. Положение начальной окружности относительно обрабатываемого профиля определяется условиями возможности обработки. При начальной окружности, меньшей допусти
мой, профиль детали не будет правильно обработан у наружной окружности. При
увеличении радиуса начальной окружности увеличиваются переходные кривые, получающиеся при обработке в основании профиля детали, уменьшается ширина
Червячные фрезы для деталей прямолинейного профиля
813
зуба фрезы па вершине, уменьшается длина активной части линии профилирования, уменьшается количество резов, формирующих профиль. Следовательно, радиус начальной окружности обработки должен быть принят минимально допустимым по условиям правильной обработки всего профиля у вершины.
Определим, какую точку профиля валика обработает точка а2 профиля зуба фрезы (см. фиг. 489), лежащая значительно выше начальной прямой. Для этого проведем через точку а2 прямую, параллельную начальной прямой фрезы — траекторию движения точки а2 в процессе обработки. Так как эта прямая не пересекает
Фиг. 490. Определение радиуса начальной окружности детали прямолинейного профиля и линии профилирования.
линию профилирования, то точка а2 профиль детали по методу огибания не обрабатывает. Последняя точка профиля зуба фрезы, участвующая в обработке профиля детали по методу огибания, определяется линией, параллельной начальной прямой фрезы и касательной к линии профилирования, прямой а3с3. Точка пересечения этой линии с профилем зуба фрезы а3 обработает в точке с3 линии профилирования последнюю точку Ь3 профиля детали, лежащую на дуге окружности радиуса Огс3 = г3. Точки профиля детали, отстоящие на большем расстоянии от его центра, не могут быть обработаны, так как они не имеют сопряженных точек на профиле зуба фрезы. Проведенный анализ иллюстрирует приведенное одно из положений возможности обработки профиля детали по методу огибания (см. выше—условия возможности обработки).
Перед определением величины минимально допустимого радиуса начальной окружности обработки определим уравнение линии профилирования в прямоугольной системе координат с началом О, совпадающим с центром детали (фиг. 490). Полюс профилирования Р поместим в точку пересечения начальной окружности с осью Оу. Положение профиля, проходящее через полюс профилирования, примем за начальное. Произвольное положение профиля детали определяется углом <р поворота профиля от начального положения. Точка профилирования С определяется пересечением профиля с перпендикуляром, опущенным из полюса Р на данное положение профиля детали. Продолжим перпендикуляр PC за профиль и из центра детали проведем линию OD, параллельную к рассматриваемому положению профиля. Учитывая, что A.POD = <р + у и /_ВАО — у, имеем
PC — PD — CD = г sin (<р + у) — г sin у
814
Инструменты, работающие по методу огибания
или
PC = г [sin (<р 4- у) — sin у].
Учитывая, что £РСЕ = <р 4- у, получаем величины координат линии профилирования
хс = —PC cos (<р + у) = —г [sin (<р + у) — sin у] cos (ф + у);
ус = г — PC sin (ф 4- у) = г [1 — [sin (Ф 4- у) — sin у] sin (ф 4- у)).
Форма линии профилирования зависит от формы и размеров профиля детали и не зависит от типа и размеров инструмента.
Расстояние от центра изделия до точек линии профилирования гс равно
После подстановки значений хс и ус и соответствующих преобразований получим rc = г У1 4- sin2 у — sin2 (ф 4* У).
Точка с3 линии профилирования, в которой, как указано, происходит обработка последней точки профиля детали, наиболее удаленной от его центра, определяется максимумом ординаты ус линии профилирования. Для определения ус тах нужно
(г {1 — [sin (Ф 4- Y) — sin у] sin (ф 4- у))) = 0.
После преобразований получаем
cos (ф 4- Y) (sin Y — 2 sin (ф 4- Y) 1 = 0>
откуда угловой параметр ф, соответствующий экстремальным значениям ус, определяется из уравнений
cos (ф 4- у) = 0 или sin (ф 4- у) = -g sin Y-
Первое значение соответствует i/cmin линии профилирования при значениях Фх = 90 — у и ф2 — —90° — у.
Второе значение sin (ф3 4- у) = sin у соответствует максимальной величине координаты ус линии профилирования — точке с3. Радиус последней точки, правильно обрабатываемой червячной фрезой г3, равен величине радиуса линии профилирования гс прн этом частном значении углового параметра ф3, а именно:
Обычно требуется определить положение начальной окружности, т. е. величину ее радиуса г, при которой профиль будет обработан полностью до окружности выступов радиуса Re.
Re=r]/ 14--|-sin2 у.
После преобразований и учитывая, что г sin у = Re sin-уе, получаем
'min= Re ]/ 1 --|sin2ye= ]/R2 — -~-e2
формулу минимально допустимого радиуса начальной окружности детали прямолинейного профиля при обработке червячной фрезой.
Червячные фрезы для деталей прямолинейного профиля
815
Разность между радиусами Re наружной и г начальной окружностей детали увеличивается с увеличением угла профиля у. Для прямобочных шлицевых валиков rmjn, определенный по приведенной формуле, незначительно отличается ст Re. У валиков с закруглением вершины профиля у наружной окружности для обеспечения правильной формы закругления начальную окружность принимают проходящей через центр дуги закругления. У валиков с большими углами профиля у, как, например, у острошлицевых, rmjn значительно отличается от Re и иногда получается даже меньше радиуса внутренней окружности профиля R,. При rmin < Ri начальную окружность принимают равной внутренней окружности профиля г = R;. Если при
Фиг. 491. Аналитическое определение профиля зуба червячной фрезы.
fmin < Ri У основания профиля детали имеются закругления дна впадии, то для обеспечения правильной обработки закругления начальную окружность принимают проходящей через центр дуги закругления. В этом случае профиль режущей кромки для этого участка равен профилю закругления.
Аналитическое определение профиля зуба фрезы. Профиль зуба фрезы определяем в прямоугольной системе координат хОу, связанной с зубом фрезы (фиг. 491, а). Ось абсцисс направим по начальной прямой фрезы, а начало координат поместим в точку пересечения профиля зуба фрезы с начальной прямой. Ось ординат перпендикулярна начальной прямой и направлена в сторону центра детали. За начальное примем положение, при котором профили детали и инструмента касаются друг друга в полюсе профилирования Р. При этом начало координат также находится в полюсе Р.
Рассмотрим произвольное положение профиля детали, определяемое поворотом на угол <р от начального положения.
Ввиду того что начальная прямая зубьев фрезы (рейки) катится без скольжения по начальной окружности детали, то при повороте профиля детали на угол <р профиль зубьев фрезы и система координат переместятся от полюса Р вдоль начальной прямой на расстояние гср.
816
Инструменты, работающие по методу огибания
Координаты точек профиля зуба фрезы (рейки) определяются по фиг. 491, а следующими уравнениями:
х = гф — PC cos (<р + у);
У = PC sin (ф -|- у).
Подставив определенное выше расстояние PC от полюса до точки профилирования, получаем
х = г{ф — [sin (ф + у) —sin у] cos (ф + у)};
у = г [sin (ф + у) — sin у ] sin (ф + у).
Если заменить ф + у = а, то
х = г [(а — у) — (sin а — sin у) cos а];
у = г (sin а — sin у) sin а.
В этих и последующих формулах значения углов ф и а при расчетах следует брать в радианах.
Для упрощения подсчетов раскрываем скобки и получаем
х = г [(а — sin а cos а) — у + sin у cos а ]; у — г (sin2 а — sin у sin а).
При расчетах по этим формулам можно воспользоваться готовыми таблицами функций (а —sin а cos а) и sin2 а (см. [3] и [7]). Определение координат х и у следует производить при изменении величины Ф или а в пределах, соответствующих крайним точкам профиля. Максимальное предельное значение параметров ф и а определяется по приведенным ниже формулам (ф4 или ф5). Минимальное значение угла фт!п при г = rmin равно ф3 и определяется по формуле
sin (<Pmin + У) = ysin Y-
При г = Re угол фт1п = 0.
Профиль зуба фрезы может быть также определен путем нахождения общей огибающей к последовательным положениям профиля детали при качении ее начальной окружности А по начальной прямой В фрезы (рейки) (фиг. 491, б). Профиль зуба фрезы определяется в неподвижной системе координат хОу. Ось х совпадает с начальной прямой фрезы, начало координат помещается в точке пересечения профиля с начальной прямой. Профиль детали задается в подвижной системе координат х'О'у', связанной с центроидой детали. Ось О'х' этой системы касательна к начальной окружности детали, начало координат помещается в точке пересечения профиля с начальной окружностью. В начальном положении обе системы, подвижная х'О'у' и неподвижная хОу, совпадают. Прямолинейный профиль детали в подвижной системе координат определяется уравнением
х' = у' tg у.
Червячные фрезы для деталей прямолинейного профиля
817
При повороте детали — качении ее начальной окружности по начальной прямой фрезы — начало координат подвижной системы перемещается по циклоиде, уравнение которой
х0 = г (ф — sin ф); у0 = г (1 — cos ф),
где <р —угол поворота детали от начального положения, равный углу поворота осей подвижной системы координат относительно неподвижной.
Применим формулы перехода от одной системы координат х'О'у' — подвижной — к другой системе координат хОу — неподвижной
х’ = (х — х0) cos ф — (у —у0) sin ф;
У' = (х — х0) sin ф 4- (у — у0) cos ф,
где х0 и у0 — координаты начала подвижной системы координат, которое перемещается по циклоиде.
В результате получаем уравнение семейства профилей детали в неподвижной системе координат
у = х ctg (ф -j- у) + г [1 — cos ф +
+ sin ф ctg (Ф + у) — Ф ctg (ф + у) ].
Для определения общей огибающей полученного семейства прямых необходимо найти частную производную уравнения семейства по параметру ф и приравнять ее нулю
или
9F (х, у, <р) _ п Ар
dF (х, у, ф) = х дф sin2 (ф + у)
Г sin у cos (ф + у) |_ sin2 (ф + у)
+
+ 5Ф2(ф + у) — ctg(cp + т)] =0-
После преобразования получаем
х = г {ф — [sin (ф + у) — sin у ] cos (ф + у)}.
Решая это уравнение с уравнением семейства прямых, получаем вторую ординату у
у = г sin (ф 4- у) [sin (ф 4- у) —sin у],
т. е. получили приведенные выше уравнения координат х и у профиля зуба фрезы.
Теоретический профиль режущей кромки зуба фрезы для упрощения изготовления (заправки круга при шлифовании профиля) чаще всего определяется дугой одной окружности или касательными дугами двух и реже нескольких окружностей, заменяющими теоретическую кривую профиля.
52 Семенченко и др. 599
818
Инструменты, работающие по методу огибания
Фиг. 492. Замена теоретической точной кривой профиля дугой одной окружности (а) и касательными дугами двух окружностей (6).
Червячные фрезы для деталей прямолинейного профиля
819
Определение радиуса и положения центра заменяющей окружности производится следующим образом (фиг. 492, а).
На теоретическом профиле зуба фрезы выбирают три точки и через них аналитически проводят окружность, определяют ее радиус и положение центра. Одну точку выбирают на начальной прямой — в начале координат Ао, вторую Аг —примерно по середине профиля при значении а! = 2'23’l+Y. или и третью д2 —близко
от вершины профиля зуба а2 = атах или <р2 = <ртах.
Значения угловых параметров а для упрощения расчетов и возможности использовать таблицы функций следует принимать целым числом градиусов.
Координаты х0 и у0 центра Ох заменяющей окружности определяются следующими уравнениями из аналитической геометрии:
—(JT+yf)*/2 _ (4 + *1 ~ (4 + У?) *2
Х° ~ 2 (х^, — х1У2) ' Уо ~ 2 (х.2ух — х1У.2)
Здесь ХхУх и х2у2 —вычисленные координаты профиля зуба фрезы при указанных значениях угловых параметров.
Радиус дуги заменяющей окружности Ro равен
= + Уо-
Радиус и центр заменяющей окружности может быть определен и другим методом, например тригонометрическим.
Через те же три точки профиля зуба фрезы с координатами Ао (О, О); Ах (ХхУх) и А2 (х2у2) проводится дуга заменяющей окружности. По фиг. 492, а можно написать
tg<h = -7-; tgCT2 = v-; tgo3= Vt~^ . •*1 -*2 л2 —
Угол Sx с вершиной на окружности равен половине соответствующего центрального угла Sx = стх — а2, хорда АХА2 равна
Радиус дуги заменяющей окружности и координаты ее центра равны
D = ^1^2 _ Vi — Ут .
У'° 2 sin Sj ~ 2 sin S, sin a3 ’
x0 = Ro sin (ct3 + Si) + Xx; y0 = Ух ~ Ro cos (ct3 + Sx).
Для проверки точности замены определяют отклонения Д7? дуги заменяющей окружности —от теоретической кривой в двух точках профиля AJ и А'. Точки для контрольного расчета берут между расчетными точками Ао, Аг и А2, координаты их определяют по 52*
820
Инструменты, работающие по методу огибания
приведенным формулам расчета профиля зуба фрезы. Расстояние Р между этими точками А[ и А' и центромдуги заменяющей окружности (х0, у0) равно
F = У(Х — х0)2 + (у~ у0)2.
Разность между полученным расстоянием Р и радиусом Ro дуги заменяющей окружности определяет неточность замены
AR = F — Ro.
Контрольные точки А' и А', взятые посередине между расчетными точками А 0, At и А2, могут и не соответствовать максимальным отклонениям профиля. Для нахождения точек максимальных отклонений AR определим максимальные значения функции AR = = Р — Ro из условия = 0
, > dx , , , dy
.. п (х — -J----Г (У — Уп) ~Г-
d,\R _ 0 dtp 1 ,7 JW dtp _ p
d<P V(x — x0)2 4- (y — yj2
Здесь x и у —текущие координаты теоретической кривой профиля фрезы.
Из полученного уравнения следует, что
°-
Учитывая, что dy dy dx dx dtp" dtp’
получаем (x — x0) + (у — =
Полученное уравнение является уравнением нормали к профилю зуба фрезы, проходящей через центр заменяющей окружности (х0, у0). Поэтому максимальные отклонения профиля заменяющей окружности от теоретической кривой расположены на нормалях к теоретическому профилю и к заменяющей окружности, т. е. на нормалях, проходящих через центр заменяющей окружности (х0, у0).
Последний член уравнения после подстановки значений х и у и дифференцирования принимает следующий вид:
dy_ _ dy_ . dx_ = г cos (<р + у) [2 sin (<р + у) — sin у] _
dx dtp ’ dtp г sin (<р + у) [2 sin (<p + у) — sin у] & Vr "г УЛ
Для упрощения вычислений заменяем <р + у — ат. После под-dy .
становки полученного значения = ctg ат и величин координат X и у, точек профиля зуба фрезы получим
Г (ат —у)—Хо~Уо ctg ат = 0.
Червячные фрезы для деталей прямолинейного профиля
821
Для решения этого трансцендентного уравнения раскладываем ctg am в ряд по формуле
1 а а3 2а> ctg а — — з 3*5 — ’ *
и, используя только первые два члена ряда, получаем
г (ат - у) - х0 - у. ( = 0.
После преобразований получаем квадратное уравнение
Заменяя
получаем квадратное уравнение вида
а2т — 2Ьат — с = 0.
Корни его равны
ап = b ± УЬ2 + с.
По полученным значениям ат1 и ат2 углового параметра определяют координаты точек AJ и А' максимальных отклонений заменяющей окружности от теоретической кривой профиля и по ним величины отклонений А/?! и А/?2.
Положительное значение АТ? показывает уменьшение ширины зуба фрезы и ведет к соответствующему местному увеличению ширины профиля детали. Отрицательное значение А/? показывает увеличение толщины зуба фрезы и местное уменьшение ширины профиля детали. Общая неточность профиля детали равна сумме абсолютных величин АТ?! и Д/?2. Эта неточность не должна превышать -у допуска на прямолинейность профиля детали.
При получении отклонений, превышающих допустимые, теоретический профиль заменяют дугой другой окружности, проходящей через другие точки профиля зуба фрезы, вычисленные при измененных величинах угловых параметров а или <р. Если и после замены исходных параметров и координат расчетных точек отклонения профиля превосходят допускаемую величину, то теоретическую кривую профиля заменяют дугами двух соприкасающихся окружностей (фиг. 492, б), проходящих через четыре расчетные точки профиля Ао, А 1( А 2, А3. Точка А 0 лежит на начальной прямой в начале косрдинат.
822
Инструменты, работающие по методу огибания
Оптимальное положение точки А2 на профиле зуба фрезы для обработки валика с параллельными шлицами соответствует величине углового параметра а2, определяемого из формулы
j/’o? — В2
cos а» =----х---- ,
* 9г
где Dc = De —2 (0,3 —0,4) йх;
В —ширина шлица валика;
Фиг. 493. Размеры профиля зубьев фрезы
S)
6)
Указанным выше методам определяют радиус и положение центра первой окружности, проходящей через первые три расчетные точки профиля Ао, А ь А 2- Дуга второй окружности должна проходить через второй участок профиля —точки А2 и А3, касаясь первой окружности в точке А 2; для этого необходимо, чтобы ее центр находился на прямой, проходящей через точку А2 касания окружностей и центр Ог первой окружности.
Червячные фрезы для деталей прямолинейного профиля
823
По фиг. 492, б радиус заменяющей окружности второго участка
п' ^2^3 Уз У 2 __________Х3 Х2______
/х'° ~ 2sin62 — 2sin62sino4 2cosa4cos(e2 + а4)'
Координаты центра второй окружности равны
*о = *2 + R'o cos e2’> У'о = У2 — R'o sin е2.
Величины углов в этих формулах следующие:
S2 = 90° — (е2-J-ст4); tgo4 = f=f; tge2 = f^f-,
Л3 Л2 Ло Л2
где х и у — координаты соответствующих точек А теоретического профиля зуба фрезы.
Проверка точности замены теоретического профиля дугами выбранных окружностей аналогична приведенной выше. Для второго участка профиля определяются координаты контрольной точки профиля зуба фрезы в соответствии с значением а'. Контрольная точка принимается посредине между точками Л2 и А3 или определяющий ее параметр ат вычисляется по приведенной выше формуле. Учитывается только меньшее значение а,„, так как большее значение ат соответствует точке за границами используемой дуги.
Обычно при расчете червячных фрез для обработки прямобочных шлицевых деталей с высотой профиля h' > 0,127?е не удается заменить теоретическую кривую профиля дугой одной окружности.
Размеры профиля зубьев фрезы. Размеры профиля зубьев фрезы в сечении, нормальном к ее виткам, равны размерам профиля рейки, сопряженной с профилем обрабатываемой детали. В этом сечении (фиг. 493) шаг зубьев фрезы tu равен шагу повторяющихся профилей
по начальной окружности детали tu = Ширина Su
зуба фрезы по начальной прямой равна ширине впадины профилей детали Sen или равна разности шага и ширины обрабатываемого профиля детали S, измеренных по начальной окружности диаметра d,
Su = ^ — S = — $d.
Здесь Р —центральный угол ширины профиля детали по начальной окружности диаметра d в радианах; для прямобочного шлицевого валика (J — 2у;
Zi — число повторяющихся профилей (шлиц) по окружности детали.
Наружная окружность зубьев фрезы нормальной конструкции ограничивается прямой, касательной к внутренней окружности обрабатываемого профиля детали, параллельной начальной прямой. Поэтому высота «головки» зуба фрезы от начальной прямой равна
hu == г —
824
Инструменты, работающие по методу огибания
Наружный цилиндр детали рассматриваемыми червячными фрезами не обрабатывается, между ним и дном впадины профиля фрезы оставляется небольшой зазор с,(1. У основания профиля зуба делается фаска или закругление (фиг. 493, б, в) в соответствии с формой вершины профиля детали. Размеры закругления г' принимаются равными размерам закругления вершины профиля детали. Угол фаски обычно = 35° для четырех-восьми шлицевых валиков. При увеличении числа шлиц угол фаски увеличивается.
Для облегчения шлифования профиля зубьев и разгрузки вершины круга у фрез со шлифованным профилем зубьев по дну впадины делается канавка шириной V, глубиной и = 1,5 2,0 мм (затылован-
ная). У фрез с нешлифованным профилем канавку можно не делать.
На чертеже профиля зуба фрезы в нормальном сечении указываются толщина зуба по начальной прямой Su, высота головки зуба от начальной прямой hu, радиус Ro и координаты центров дуг заменяющих окружностей х0 и у0, форма ножки зуба —фаска или закругление, и для контроля —два-три размера толщины зубьев Sj и Sa на определенных расстояниях hi и /г2 от начальной прямой.
Si = 2хр hi = уг;
S2 ~ Su —2х2; ^2 =
где Xj и х2 — расчетные величины абсцисс теоретической кривой профиля с ординатами уг и у2.
Переходные кривые. Червячной фрезой нельзя правильно обработать прямолинейный профиль детали до внутренней окружности В основании профиля у внутренней окружности образуется криволинейный участок—переходная кривая.
Определим, какую точку профиля детали обрабатывает последняя точка профиля зуба фрезы —точка а4 (фиг. 494, а). Эта точка лежит на линии, касательной к внутренней окружности детали радиуса R и параллельной начальной прямой. Траектория движения точки а. параллельна начальной прямой и пересекает линию профилирования в точке с4. Дуга окружности, проходящей через эту точку, определяет на профиле детали границу правильной обработки профиля детали по методу огибания —точку б4. Профиль выше точки б4 при обработке образуется в результате огибания его последовательными положениями профиля режущей кромки зуба фрезы (фиг. 494, б). Ниже точки б4 зуб фрезы в процессе обработки отходит от прямолинейного профиля детали —этот участок профиля (переходная кривая обрабатывается только одной точкой а4 — вершиной профиля зуба фрезы. Форма этого участка—удлиненная эвольвента, так как он образуется точкой, отстоящей от прямой на некотором расстоянии (равном hu — высоте головки зуба фрезы) при качении этой прямой по окружности. Переходная кривая в большинстве случаев плавно
Червячные фрезы для деталей прямолинейного профиля
825
Фиг. 494. Переходная кривая в основании профиля детали при обработке червячной фрезой (а) и последовательность обработки {б).
826
Инструменты, работающие по методу огибания
сопрягается с боковой стороной профиля и внутренней окружностью детали. Граница прямолинейного участка профиля, получающаяся при обработке, лежит на окружности, проходящей через точку с4 пересечения линии профилирования с прямой, ограничивающей вершину зуба фрезы. Величина ф4 углового параметра точки с4 определяется из уравнения ус линии профилирования при частном значении ус = Ri
Ус = г {1 — [sin (ср + у) — sin у 1 sin (ср -J- у)) Rt.
После преобразований получаем
• / , \ sin у . 1/~ sin2 у Ri , .
sin (ср4 + у) =—g-L ± у -------4- 1 .
Радиус окружности, проходящей через точку с4, определяется уравнением радиуса любой точки линии профилирования гс при найденном значении <р4 = ср„р
Полученная величина радиуса точки с4 и является радиусом границы прямолинейного участка профиля гпр при обработке червячной фрезой. Величина прямолинейного участка профиля, определяемая величиной радиуса гпр, зависит от угла профиля детали у, отношения радиуса внутренней окружности профиля детали или высоты ножки профиля детали к радиусу начальной окружности обработки детали г.
Из формулы и чертежа (фиг. 494) видно, что правильно обработать профиль детали полностью до внутренней окружности нельзя. Чтобы профиль детали обработать полностью прямолинейным до внутренней окружности —до точки (фиг. 494), необходимо на профиле зуба фрезы иметь точку а-а, сопряженную с точкой профиля детали и точкой с8 линии профилирования. Последняя определяется на линии профилирования пересечением с внутренней окружностью обрабатываемого профиля. Величина ср5 углового параметра этой точки определится из формулы гс линии профилирования при частном значении rc = Rh а именно:
rc = г/1 + sin2 у — sin2 (ф + у) = Rt, откуда получим
sin (Ф6 + у) = ]/1 + sin2y — (yi-)2 .
Червячные фрезы для деталей прямолинейного профиля
827
Подставляя это значение ср5 в формулу ординаты у профиля зуба фрезы, получим высоту головки зуба фрезы, необходимую для обработки точки bs профиля детали,
^5 = z/5 = /'[1 Н- sin2 у — (“)2 — sin у ]/1 + sin2 у — (-у1) ]'
Если обозначить
Ц-ып2у-(^)2 = Л', то
/is = г (А' — sin у]//!')•
Фреза с зубьями такой высоты обработает профиль детали прямолинейным до окружности радиуса /?, (фиг. 494), но увеличенная высота зуба фрезы h5 вместо hu (на чертеже уе„) образует на детали впадину большей глубины. Внутренняя окружность профиля детали уменьшится и ее радиус будет равен
Ri6 = г — Л' вместо = г — h’u.
Переходная кривая сохранится, но переместится ближе к центру валика. Этот метод увеличения высоты правильно обработанного прямолинейного участка профиля детали может быть применен для детали с большой величиной допуска на диаметр внутренней окружности.
Для того чтобы при обработке червячной фрезой обеспечить необходимую величину прямолинейного участка профиля детали, сохранив диаметр внутренней окружности, применяют так называемые фрезы с «усиками» (фиг. 495). Боковые стороны профиля зубьев этих фрез делают увеличенной высоты; она определяется величиной Л'. Средняя часть профиля зуба фрезы имеет нормальную высоту, определяемую как
h'u = г - Ri-
Такая фреза обрабатывает по методу огибания боковые стороны профиля детали на всей высоте правильно. Переходная кривая хотя и остается, но перемещается ближе к центру детали. Внутренняя окружность профиля детали образуется средней частью зубьев фрезы. Усики на зубе фрезы вырезают некоторые углубления на внутреннем цилиндре детали у основания профиля.
Высота усика hyc от средней части зуба фрезы определяется разностью высот головок зубьев фрез с усиками и без усиков
Ьус = h'5- h'u-
Ширина усика Ьус для увеличения стойкости фрезы должна быть по возможности большей. Однако с увеличением ширины усика увеличивается ширина углублений S5, вырезаемых усиками, и умень
828
Инструменты, работающие по методу огибания
шается ширина Sq цилиндрической части впадины детали. Ширина вырезаемых углублений и остающаяся цилиндрическая часть внутренней окружности впадины наиболее просто может быть определена
Фиг. 495. Зуб фрезы с «усиками» (а) и последовательность обработки детали фрезой с «усиками» (б).
графическим построением1. Обычно ширина усиков по вершине принимается равной Ьус = 0,3 мм -г- 0,8 S, где S — ширина канавки для выхода шлифовального круга. Соединение усика со средней частью зуба производится по фаске под углом = 45°. Недостатком фрез с усиками является их меньшая стойкость из-за быстрого затупления по усику. При работе усик снимает значительные слои металла из впадины детали. Кроме этого, углубления, образующиеся при обработке у основания профиля, уменьшают прочность детали.
Габаритные и конструктивные размеры. Червячные фрезы для деталей прямолинейного профиля, как, например, для многошлице
1 Аналитический расчет см. [1], [7].
Червячные фрезы для деталей прямолинейного профиля
829
вых валиков, изготовляются с затылованными зубьями (фиг. 496). Основные положения, приведенные выше, по выбору габаритных и конструктивных размеров червячных зуборезных фрез справедливы и для рассматриваемых фрез. Поэтому в настоящем разделе приводятся только некоторые особенности расчета.
Ввиду большой величины шага профилей шлицевых валиков угол г подъема витков фрезы получается больше, чем у аналогичных червячных фрез для зубчатых колес. Угол подъема витков допускают до т = 6°, а иногда и до 10°.
Фиг. 496. Габаритные размеры червячной фрезы.
Зависимость между диаметром фрезы, шагом и углом подъема витков определяется следующей формулой:
tg т = —— или sin т = —~.
Ср я.аи ср
Для упрощения выбора диаметра фрезы эта зависимость приведена на фиг. 497.
Расчетный средний диаметр этих фрез, так же как и червячных зуборезных фрез, принимается в сечении, отстоящем от передней поверхности канавки на У8 окружного шага о = 0,125 (см. фиг. 418). Иногда расчетный диаметр принимают не по середине высоты профиля фрезы, а касательно к начальной прямой детали.
Диаметр окружностей выступов и впадин и высота канавки определяются так же, как и у червячных зуборезных фрез. Так как глубина профиля шлицевых валиков обычно небольшая, то и глубина канавок получается меньше, чем у червячных зуборезных фрез такого же шага.
Длина фрезы по фиг. 498 равна
L = 2 (/(D, -/ц) Л/+ Su — хеи) + (2 - 0,5) t + 21б.
830
Инструменты, работающие по методу огибания
Шаг профилей изделия
Фиг. 497. Зависимость шага профиля изделия t, диаметра du и угла подъема витков т фрезы.
Червячные фрезы для деталей прямолинейного профиля
831
Слагаемое (2 ч- 0,5) t учитывает длину, необходимую на перестановки фрезы для повышения ее работоспособности и добавления на неполные витки по бокам фрезы.
Длина фрезы может быть определена также по следующей приближенной формуле:
L — (2 -г 3) /0 -ф (6 ч- 7) мм.
Длина фрезы, участвующая в профилировании, определяется длиной проекции активного участка линии профилирования на начальную прямую или, что то же, суммой величин абсцисс крайних точек рабочего участка линии профилирования, т. е. величинами хСе и xci при значениях углового параметра <р(, — cpmin и ср,- = <ртах. Так как xci значительно превышает хсе, то для обработки валика симметричного профиля длина фрезы, необходимая для профилирования обеих сторон профиля, равна
L' = 2(xci + хеи) =2 {г [sin (ср,- + у) — sin у 1 cos (ср/ + у) + хт}.
Здесь хеи —величина абсциссы вершины профиля зуба фрезы.
Для улучшения чистоты и правильности обработки число зубьев фрезы следует принимать по возможности больше. Оно выбирается так же, как и число зубьев червячных зуборезных фрез.
Основные размеры чистовых червячных фрез для обработки шлицевых валов с прямобочным профилем с размерами по ГОСТу 1139-58 установлены ГОСТом 8027-60. Диаметр и число зубьев фрезы установлены в зависимости от высоты обрабатываемого профиля. Меньшие диаметры и большее число зубьев приняты для валов с меньшей высотой профиля —для валов легкой серии. Большие диаметры и меньшее число зубьев приняты для валов средней и тяжелой серий. Для валов легкой серии фрезы имеют число зубьев ги = 12 при диаметре фрезы Deu = 70 и 80 мм и ги = 14 при Deu = 90 ч- 125 мм-. для валов средней и тяжелой серии фрезы имеют ги = 10 при De„ — — 63 ч- 90 мм и zu = 12 при Deu = 100 ч- 140 мм.
Углы резания. Задний угол на вершине зуба принимается в пределах ав = 9 ч- 11°. Задние углы на боковых сторонах профиля в нормальном сечении в точке С (фиг. 499, а) определяются формулой tg a6c = -^tgae sin бг
Угол 6С между перпендикуляром к оси фрезы и касательной к профилю режущей кромки в рассматриваемой точке по фиг. 499, а равен бс = фс + Y-
Наименьшее значение боковой задний угол имеет у точек с минимальной величиной срс, т. е. у точек на ножке зуба фрезы, обрабатывающих вершину профиля валика. Необходимо, чтобы задний угол был аб > 1°30'. Передний угол принимают равным у=0. При проектирований фрез с у + 0 необходим коррекционный расчет профиля.
832
Инструменты, работающие по методу огибания
Червячные шлицевые фрезы изготовляются со шлифованным профилем зубьев. У них во избежание получения седловины на зубьях делают двойное затылование (фиг. 499, б).
Другие типы червячных фрез. Кроме приведенных двух методов увеличения прямолинейного участка профиля валика — путем увеличения высоты зуба фрезы
Фнг. 499. Геометрия режущих кромок и размеры зубьев и канавок фрезы.
и применения фрез с «усиками», применяют первичные фрезы специальной конструкции: фрезы с удлиненным зубом, работающие по смешанному методу огибания и фасонной обработки, и фрезы с профилированием впадин методом копирования. Эти фрезы требуют точной установки фрезы по длине относительно оси детали, поэтому их называют фрезами определенной установки.
Фрезы определенной установки типа I профилируют впадину по смешанному методу. Боковые стороны профиля детали обрабатываются по методу огибании, а внутренний диаметр — по методу копирования. Крайние зубья имеют высоту большую, чем у обычной фрезы. Схема конструкции и работы фрезы приведена на фиг. 500. В положении а (фиг. 500) показано образование профиля зубьев фрезы; в положениях б—и — последовательность обработки профиля детали зубьями фрезы. Боковая режущая кромка каждого зуба обрабатывает по методу огибания соответствующий участок профиля детали. Наружная поверхность зубьев фрезы ограничена дугой окружности, равной внутренней окружности профиля детали и соответственно ей расположенной, и поэтому при работе внутренняя окружность не срезается. Крайний правый профилирующий зуб (положение фиг. г) обрабатывает левый профиль детали — правую сторону впадины у внутренней окружности. Прн повороте
Червячные фрезы для деталей прямолинейного профиля
833
53 Семенченко и др. 599
834
Инструменты, работающие по методу огибания
фрезы на один оборот деталь повернется на один шаг, т. е. на— оборота (при одно-г1
заходной фрезе). При повороте фрезы на один зуб оборота^ деталь повернется на —— оборота, и в положение профилирования попадет следующий зуб фрезы г1ги
t
(фиг. 500, д), смещенный от первого зуба по длине фрезы на величину -—. В положе-ги
иии на фиг. е, ж, з показана обработка средними, центральными зубьями. В положении и — работа крайнего левого профилирующего зуба, обрабатывающего нижнюю левую точку профиля впадины. В дальнейшем левая сторона зуба фрезы не касается обработанного профиля детали. Зубья, расположенные за крайними профилирующими (положения б и в), имеют высоту, равную крайним профилирующим зубьям, и производят предварительное вырезание (удаление) металла из впадины.
Высота крайних зубьев фрезы определяется формулой h — высоты зубьев фрез с «усиками». Фрезы этого типа должны быть установлены для работы в определенном положении относительно оси обрабатываемой детали. Установка производится по риске, которая наносится по задней поверхности центрального зуба фрезы или по шаблону от торца фрезы.
Этими фрезами могут быть обработаны детали без переходных кривых в основании профиля, а при соответствующем изменении профиля зубьев могут быть получены и углубления на профиле, например для выхода шлифовального круга при шлифовании боковых сторон шлиц.
Фреза определенной установки типа II, так называемая фреза-улитка, окончательно обрабатывает впадину детали одним последним калибрующим зубом. Схему работы и конструкцию фрез этого типа разберем на примере фрезы для обработки храпового колеса (фиг. 501). Размеры центрального профилирующего зуба фрезы равны размерам впадины детали (положение б). Рассмотрим обработку зубом, предшествующим профилирующему (положение в). В этом положении деталь не довернется г 360°
до окончательного положения на угол е =---град. (см. фиг. 501). Профиль детали
г1ги
показан пунктиром с точкой. Дли упрощения изготовления боковые стороны профиля всех зубьев фрезы делаются параллельными к режущим кромкам профилирующего зуба. Для того чтобы слой, остающийся на срезание последним калибрующим зубом, был минимальным, предпоследний зуб должен пройти через точку А пересечения окончательного профиля детали с наружной окружностью. Режущая кромка этого зуба, параллельная режущей кромке последнего зуба, пересекает вторую сторону профиля детали в точке В. Во избежание срезания профиля детали, рассматриваемый зуб не должен заходить за окончательный профиль детали, указанный пунктиром. Поэтому предельное положение правой стороны профиля зуба фрезы проходит через точку В. Она также делается параллельной к правой стороне профилирующего зуба. Площадь между положениями во впадине детали калибрующего зуба и предпоследнего (показана на фиг. 501 в положении бив) срезается калибрующим зубом. Высота второго зуба фрезы, ограниченная точкой В, меньше высоты калибрующего зуба. Следующий зуб, размеры которого определяются аналогичным образом, будет иметь еще меньшую высоту (положение г). Высоты зубьев фрезы при удалении от профилирующего зуба уменьшаются, вершины зубьев располагаются по спирали. Наружная поверхность зубьев образуется по конусу с угломХ (фиг. 501, а). (При некоторых соотношениях размеров профиля детали и параметров фрезы вершины зубьев фрезы вначале приближаются к оси фрезы, а затем от нее удаляются). Для обеспечения этого конуса правая и левая стороны зубьев этих фрез обрабатываются с разной величиной шага, отличной от величины шага детали. Шаг одной стороны зубьев больше теоретического шага детали, другой стороны t2 — меньше. Режущие кромки предпоследнего зуба относительно соответствующих режущих кромок последнего калибрую-
Червячные фрезы для деталей прямолинейного профиля
835
53*
836
Инструменты, работающие по методу огибания
щего зуба должны переместиться для левой стороны зуба с углом профиля детали У= 0 (фиг. 501, а) на величину
Д/j = г sin е;
360
здесь е — угол поворота детали на один зуб фрезы; е = ---
„ г1г«
и для правой стороны зуба с углом профиля Yj на величину
Д/2 = Д/j + а — b — с.
Учитывая, из ДЛВС, что
Й! _ h sin 6 — sin (180 — б — е)' получаем
а = й где h — высота профиля детали;
6 — угол впадины профиля детали,
_ h sin б tg б
— sin (б е) ’
равный углу профиля фрезы;
Ь = г sin 9;
6 — центральный угол впадины детали;
h2= г cos 8 — г cos 9
с = h2 tg 6 = г tg 6 (cos в — cos 9).
После подстановки найденных значений а, 6, с н упрощения получаем
\t2 = h
sin б tg d sin (6 -|- e)
2r
-----г sin cos 6
9—8 2
cos
26 — 6 — 8 2
Величины шагов левой tx и правой t2 сторон зубьев фрезы равны
zu&t2, t2 zu\t2.
Для компенсации возможных неточностей изготовления фрезы шаг увеличивают на 0,1—0,3 мм, а шаг t2 уменьшают на ту же величину. Это можно сделать, так как все зубья, кроме профилирующего, предназначаются для предварительной обработки.
Ввиду того что шаги левой и правой t2 сторон зубьев не равны, наружная поверхность зубьев фрезы (фиг. 501, а) образуется конической с углом конуса 21. По фиг. 501, а имеем
К = (Д/1 — Д/2) ctg д и tgi = 4-= ctg а» Д/j Дц
или, учитывая, что Д/Л = /j и Д/2ги — /2, получаем
tg 1 = Z1~ ctg 6 = (1 — v') ctg 6-г1 \ ч /
Если у фрезы этой конструкции сохранить зубья после калибрующего, то они (фиг. 501, д) срежут уже обработанную впадину детали. Поэтому все зубья после калибрующего удаляются. Схема обработки впадины детали фрезой этого типа приведена на фиг. 501, е. Вершины зубьев фрезы располагаются на различных расстояниях от ее оси (фиг. 501, ж). Фреза обрабатывает правильно профиль детали только при вполне определенном ее положении относительно оси детали.
Долбяки для валиков прямолинейного профиля
837
Известно несколько различных конструкций и принципов работы фрез этого типа. Они применяются не только для обработки храповых колес, но и для обработки шлицевых валиков глубокого профиля, колес внутреннего зацепления и других деталей [1], [2], [4], [7].
ДОЛБЯКИ ДЛЯ ВАЛИКОВ ПРЯМОЛИНЕЙНОГО ПРОФИЛЯ (ШЛИЦЕВЫЕ)1
При работе долбяк совершает возвратно-поступательные движения параллельно оси детали — движение резания и вращается вокруг своей оси согласованно с вращением детали — движение огибания, обеспечивающее образование профили детали. Центроидой долбяка является начальная окружность. Траекториями движения точек режущих кромок в процессе обработки — профилирования являются также окружности, концентричные к начальной.
Профиль режущей кромки долбяка является огибающим к профилю детали при взаимном качении без скольжения их центроид: начальных окружностей детали — радиуса гг и долбяка радиуса ги. Углы поворота в процессе обработки детали q>j и долбяка <ри связаны между собой следующим соотношениемг
'’1Ф1 = ''«Фа откуда
Ф1 Н
г и = Н и ф„ = -?- • Ф1,
фа 'а
Начальная окружность детали. Диаметр начальной окружности детали примолинейного профиля, в частности шлицевого, при обработке долбяком определяется из тех же соображений, что и при обработке червячной фрезой (см. фиг. 490). Форма линии профилирования определяется формой и размерами профиля детали и не зависит от инструмента (фреза или долбяк).
Вид инструмента и форма его центроиды определяют на линии профилирования границы активной части, используемые при обработке. Все сказанное о линии профилирования для деталей прямолинейного профиля при обработке фрезами остается действительным и для обработки долбяком.
Крайняя возможная точка обработки профиля детали в соответствии с формой центроиды долбяка определяется не прямой, как у червячных фрез, а окружностью, концентричной к начальной окружности долбяка, радиуса и касательной
к линии профилирования (фиг. 502). Радиус этой окружности определяется как минимум расстояния ОиС = Ruc от точек линии профилирования С до центра долбяка Ои, т. е. из условия = 0. Расстояние ОиС = Rue—(''i+'u--jУс)2 после соответствующих подстановок и преобразований равно
Я«с= '•1('’1+2г«) sin2 (cpi-4- у) — 2Г1(ги 4- г J sin у sin (<р j-J- у) + r2u + rf sin2 у.
Здесь обозначены радиусы начальных окружностей детали гг и долбика га и угол профиля детали на начальной окружности у.
После дифференцирования и упрощений получаем величину углового параметра <Pi, соответствующего точке С3,
sin (<Pi + У) = Sin Y’
Профиль детали может быть обработан только до точки С3. Дальше этой точки профиль детали сопряженных точек иа линии профилирования, а следовательно,
1 Г. Н. Сахаров, Долбяки для обработки примолинейных профилей
по методу огибании. Диссертационная работа, МММИ им. Баумана, 1940.
838
Инструменты, работающие по методу огибания
и на профиле зуба долбяка, не имеет. Радиус Revnsx последней точки возможной обработки профиля валика долбяком равен расстоянию О£ — от центра детали О! до точек линии профилирования С (см. фиг. 490), при найденном значении углового параметра <р± __________________
Reimax = П ]/1 + sin2 У
Здесь, кроме указанных, А, — коэффициент соотношения диаметров или радиусов начальных окружностей детали d1 и долбяка du или чисел их зубьев и ги;
X = = Z1 =
du ги Ф1
Проводя преобразования, аналогичные приведенным выше (радиус начальной окружности в главе «Червячные фрезы» настоящего раздела), определяем минимально допустимую величину радиуса начальной окружности валика прямолинейного профиля прн обработке его долбяком____________
rimin — Rei ~\[ 1 — zi t 2i2 S’n2 ’
' -f-
где — угол профиля на окружности выступов детали.
Долбяки для валиков прямолинейного профиля
839
Номинальная величина диаметра начальной окружности долбяка выбирается в соответствии с возможностями зубодолбежного станка и возможностью изготовления долбяка.
Из отношения ги = —р определяем число зубьев долбяка. Учитывая, что ги
должно быть целое число и для удобства измерения желательно четное, устанавли-
ваем действительную величину диаметра начальной окружности долбяка.
Определение профиля режущей кромки. Профиль зуба долбяка может быть определен теми же методами, что и профиль зубьев червячной фрезы для валиков прямолинейного профиля: графическими, графоаналитическими, аналитическими и др. [3], [4], [7].
Наиболее точным является аналитический метод. Профиль определяется в подвижной системе координат хОцу, жестко связанной с центроидой долбяка (фиг. 503). Начало координат находится в центре долбяка. Ось ординат совпадает с радиусом долбяка, проходящим через точку А пересечения профиля с центроидой. За начальное положение принимаем положение профиля, проходящее через полюс профилирования Р. В начальном положении ось ординат подвижной системы совпадает с линией центров. Повернем профиль детали на произвольный угол ч>1 влево. Тогда профиль долбяка повернется на соответствующий угол Фи = или фи = Хфх. Точка г и
С касания профиля детали с режущей кромкой долбяка лежит
Фит. 503. Определение координат профиля зуба долбяка для детали прямолинейного профиля, геометрии режущих кромок.
на пересечении ее с нормалью к профилю детали, проходящей через полюс профилирования Р. Координаты х и у этой точки в подвижной системе координат хОиу (фиг. 503) равны
х = РЕ — PF = ru sin фи —PC cos CPF\ у = ОиЕ + CF = ru cos фи + PC sin CPF
или после преобразований, учитывая, что угол CPF = ф + у = Ф1 + фи 4" Y =
1 -4- X ।
= —4— фи ф- у, имеем Л
х = ги pin фи — 1
sin у
1 +1 1
У = ги
sin у
840
Инструменты, работающие по методу огибания
При изменении величины <ри — углового параметра точка С перемещается по профилю зуба долбяка.
Для удобства шлифования зубьев найденный теоретический профиль заменяют дугой одной или дугами нескольких окружностей по одному из приведенных выше способов.
Размеры зубьев — толщину и высоту, высоты головки hu и ножки hu зуба определяют исходя из размеров профиля изделия так же, как и других зуборезных инструментов, т. е.
Su — i — Sp hu = hu = h\ + Cul.
Аналогично определяют диаметр окружностей выступов и впадин.
Переходные кривые. При обработке долбяками у основания профиля детали образуется переходная кривая. Последняя точка С4 линии профилирования, участвующая в обработке (см. фиг. 502), определяется пересечением с окружностью выступов долбяка Reu. Окружность радиуса гпр, концентричная начальной окружности изделия и проходящая через эту точку С4, ограничивает участок правильной обработки профиля детали долбяком. Ниже этого участка обработка производится вершинной точкой зуба долбяка при качении его начальной окружности по начальной окружности детали. Кривая, образованная точкой, лежащей вне окружности, при внешнем качении этой окружности по другой, представляет собой удлиненную эпициклоиду.
Из совместного решения уравнений линии профилирования и окружности выступов долбяка определяем угловой параметр ЧРютах» соответствующий границе правильной обработки профиля детали- долбяком,
п, .-л М sin у ± Vsin2y + г] (X + 2)(2 + Хт]) sin (<pi тах + у) =----------------24?х------------------‘
В этой формуле, кроме ранее обозначенных, г] — коэффициент высоты ножки профиля изделия;
_ <i — Rii = j Rii П ri ‘
Радиус гпр границы правильной обработки профиля детали долбяком найдем, определив величину гс — радиуса любой точки линии профилирования при найденном критическом значении углового параметра <р1тах,
г пр — G X
X 1/1 - 2 ..х Sin Y (Vsin2Y + П (2 + %) (2 -J- r]X) — sin у) — П Vj1? .
г (Л -j- *) “Г Л
Увеличения прямолинейного участка профиля детали можно достигнуть различными методами. Например, при увеличении высоты головки зубьев долбяка граница прямолинейного участка переместится ближе к центру детали, уменьшится радиус окружности впадин и увеличится глубина профили изделия. Можно сделать на вершинной режущей кромке зубьев долбяка усики, аналогичные усикам на зубьях червячной фрезы (см. фиг. 502, б). При применении такого долбяка переходная кривая перенесется ближе к центру детали, усики вырезают впадины у основания профиля, средняя же часть впадины, обрабатываемая участком вершинной режущей кромки между усиками, сохранится требуемого размера.
Углы резания. Передняя поверхность зубьев долбяка образуется при заточке по конической поверхности (см. фиг. 503). Угол основания конуса равен переднему углу на вершинной кромке зуба и обычно ув— 0-1-5°. Передний угол в нормальном сечении на боковых режущих кромках изменяется по высоте зуба. Его величина для точки С определяется по формуле
tg Убс = tgYesinee,
Червячные фрезы и долбяки для деталей фасонного профиля
841
где ес — угол между касательной к профилю режущей кромки в рассматриваемой точке С и осью симметрии зуба;
1 + X , еи ес — Фи + Y 2~ >
где 6и — центральный угол, соответствующий толщине зуба долбяка по начальному цилиндру;
Su t Sj = — =-------- .
ru ru
Наибольшая величина бокового переднего угла получается у вершины зуба при наибольших значениях угла ес и минимальная —при минимальных значениях ес у основания зуба, где она может быть равна пулю.
Величина заднего угла влияет на искажение профиля при переточках долбяка, поэтому задние углы принимают небольшой величины, обычно ав до 5 4-6°. Задняя боковая поверхность зубьев может быть выполнена винтовой или, что технологически проще, прямолинейной, наклонно расположенной к оси долбяка. Минимальный задний угол ад па боковой стороне профиля желательно делать не менее 2°, в крайнем случае 1°30'. В зависимости от способа образования задней поверхности зубьев изменяется величина заднего угла на боковых режущих кромках и относительная величина искажения профиля детали. Задние поверхности зубьев долбяка могут быть получены следующим образом: а) шлифованием каждой стороны отдельно с обеспечением необходимого заднего угла путем поворота долбяка в плоскости, перпендикулярной или наклонной к оси; б) шлифованием профиля зубьев с обеих сторон зуба одновременно охватывающим кругом с наклоном долбяка в плоскости симметрии зуба; в) шлифованием одновременно всего профиля впадины с наклоном долбяка в плоскости симметрии впадины; г) шлифованием на зубошлифовальных станках со специальной заправкой шлифовального круга.
Расчетное сечение. Расчет профиля и определение размеров зубьев производят в расчетном сечении долбяка, которое принимают или совпадающим с передним торцом долбяка, или в теле долбяка па расстоянии а от переднего торца. Размеры зубьев долбяка с каждой переточкой из-за наличия задних углов уменьшаются. Чтобы при переточках не получить больших искажений профиля режущей кромки, величину а при проектировании долбяка принимают небольшой или даже равной нулю. Размеры профиля зубьев долбяка Е в сечении, отстоящем от расчетного на величину Да, отличаются от размеров в расчетном сечении Ерасч в зависимости от величины заднего угла а и расстояния Да
Е = Ерасч i Да tg
где а — задний угол в рассматриваемой точке; положение плоскости, в которой он измеряется, определяется способом образования задней поверхности.
Передний угол также вносит искажения в профиль режущей кромки и детали. Для их уменьшения передний угол делают минимальной величины ув — 0ч-5 .
Габаритные и конструктивные размеры принимают аналогично нормальным эвольвентный долбякам.
ЧЕРВЯЧНЫЕ ФРЕЗЫ И ДОЛБЯКИ ДЛЯ ДЕТАЛЕЙ ФАСОННОГО ПРОФИЛЯ
Червячные фрезы и долбяки применяются также и для обработки деталей различных фасонных профилей с повторяющимся и не повторяющимся по окружности профилем. К первому типу относятся, например, звездочки для цепей, ко второму — кулачки и призматические детали. Детали последнего типа, с неповторяющимся профилем, выгоднее обрабатывать долбяками, чем червячными фрезами. Шагом этих деталей является длина начальной окружности детали. При большом шаге получается или большая величина угла подъема витков фрезы при ограниченном
842
Инструменты, работающие по методу огибания
фасонной детали.
Червячные фрезы и долбяки для деталей фасонного профиля
843
ее диаметре, или требуется применять фрезы больших диаметров. Это не всегда выгодно, а иногда и невозможно осуществить из-за конструкции станка.
Ось вращения и центроида обработки. Для деталей концентричной формы ось вращения при обработке принимают совпадающей с ее геометрическим центром. Для деталей второго типа, например кулачков (фиг. 504, а), ось вращения обработки выбирается исходя из условия обработки проектируемым инструментом. Она может и не совпадать с эксплуатационной осью вращения детали.
Положение и величина центроиды (радиус начальной окружности) детали устанавливается с учетом приведенных выше положений о возможности обработки (см. условия возможности обработки настоящего раздела). Для изделий концентричной формы типа зубчатых колес, центроиду обработки часто принимают совпадающей с эксплуатационной центроидой детали (если она имеется). Однако она может быть и отличной от нее. Положение центроиды влияет па возможность обработки, форму профиля режущей кромки инструмента, величины переходных кривых, геометрию режущих кромок и другие параметры.
Определение профиля режущей кромки червячной фрезы. Фасонная форма профиля детали обычно образуется одной дугой или сопряженными дугами нескольких окружностей выпуклой или вогнутой формы, различно расположенными относительно центроиды. В сложный профиль могут включаться прямолинейные участки и дуги других кривых.
Если центр дуги окружности профиля находится на центроиде, то при вращении детали нормали этого участка попадут в полюс профилирования одновременно. Поэтому он профилируется не последовательными положениями режущей кромки инструмента, а одним резом, одновременной обработкой всех точек профиля участка (фасонная обработка). Если нормали к профилю детали пересекают ее центроиду не одновременно, то профилирование происходит последовательными резами. В этом случае профиль режущей кромки инструмента отличен от профиля детали. Он может быть определен указанными выше способами.
Аналитическое определение координат профиля производится в подвижной прямоугольной системе координат, жестко связанной с центроидой и профилем инструмента *. На чертеже (фиг. 505) показано взаимное расположение центроид детали А и фрезы В, профиль детали в произвольном положении. Точка касания профиля детали с профилем режущей кромки инструмента — точка профилирования С — определяется пересечением профиля детали с нормалью к нему, проходящей через полюс профилирования Р.
Искомые координаты точки С касания профилей в принятой подвижной системе координат хОу определяются в зависимости от параметра ф — угла поворота детали от начального положения. За начальное положение может быть принята одна из узловых точек профиля или точка пересечения профиля детали с ее начальной окружностью, или для симметричного профиля — ось симметрии. В настоящем расчете за начальное принято произвольное положение, при котором положение центра О' дугового участка определяется координатами а и b (фиг. 505, а). Для упрощения вычислений воспользуемся положением геометрии, что сумма проекций замкнутой ломаной линии па любое направление равна нулю. Замкнутую ломаную линию составляем из искомых и известных величин. По чертежу (фиг. 505, б) составляем ломаную линию CDOPO^EO’C: из CD и DO — искомых координат х и у; ОР — перемещения начала координат подвижной системы г jtp; РОг — расстояния от начальной прямой до центра детали равного радиусу начальной окружности детали гг; OrF — радиуса начальной окружности детали; FE и ЕО’ — величин, определяющих положение центра дуги профиля детали а и Ь и О’С — радиуса профиля детали R, проходящего через полюс Р. Проектируем составленную ломаную линию CDOPO^FЕО’С поочередно на оси координат подвижной системы. Из проекции на ось Ох имеем
х — R cos £ — Г] (q> — sin ф) — a cos ф + b sin ф;
1 Подробнее см. Г. Н. Сахаров, Червячные фрезы для обработки фасон ных валиков, «Новости инструментальной техники» № 7, ВНИИ МСС, 1947.
844
Инструменты, работающие по методу огибания
Фиг. 505. Определение координат профиля зуба червячной фрезы для детали фасонного профиля.
Червячные фрезы и долбяки для деталей фасонного профиля
815
из проекции на ось Оу получаем
у = R sin £ + fj (1 — cos <р) — a sin <р — b cos <р.
В этих формулах £ —вспомогательный угол между осью Ох и нормалью к рассматриваемому положению профиля в точке С. Он определяется из формулы
_ О' G _ a sin <р -I- & cos <р — гг (1 — cos <р) — PG ~ a cos ф — (& + г,) sin ф
Составляя уравнение профиля режущей кромки инструмента для всех участков профиля детали и изменяя величину углового параметра ф в пределах, соответствующих граничным точкам профиля, определяем координаты всего профиля режущей кромки инструмента.
Выбор конструктивных размеров и геометрии рассматриваемых фрез производится по тем же соображениям, что и червячных фрез для деталей прямолинейного профиля. Передний угол обычно принимается равным у = 0. При у > 0 необходим корректировочный расчет профиля. Задние поверхности затылованные. Задний угол на вершине обычно принимается в пределах ав = 10-5- 12°. Его величину выбирают исходя из достаточной величины заднего угла по всей режущей кромке. Желательно, чтобы ад 2° и во всяком случае не меньше 1°30'.
Определение профиля режущей кромки долбяка. Определения профиля режущей кромки долбяка производится аналогичным путем. На фиг. 504, б приведен профиль фасонного кулачка, составленный дугами четырех касающихся окружностей. За ось вращения при обработке принята ось, проходящая через центр Oj дуги участка 1. Центроида проходит через центр О' дуги участка II. Профиль участка I режущей кромки долбяка для обработки профиля участка I детали, концентричной к оси вращения радиуса Rlt также расположен на постоянном расстоянии от центра, т. е. очерчен по дуге окружности радиуса Ru = ги -ф- гг — Rt. Профиль долбяка для участка 11 профиля детали, радиуса /?2 с центром на начальной окружности, равен профилю детали. Он образуется тоже по дуге окружности равного радиуса /?2.
Профиль для участка 111 и равного ему участка 1V профиля детали определяется аналогично приведенному выше. Координаты профиля режущей кромки равны
х = (ги+ Г]) sin фи — b cos ф + a sin ф — Rs sin £;
у — (ги + Г]) cos фи -b b sin ф + a cos ф — R3 cos
Здесь £ — угол между нормалью к профилю детали в точке профилирования и осью Оиу, равный £ = ф„ — б, где угол 6 определяется из уравнения
, . b cos ф, — a sin ф, tg 6 =------32------;--32—,
-+- b sin ф! + a cos фх
а угол ф — угол поворота осей детали относительно осей координат;
, ги 4- ri 1 4- X ф = Ф1 + Фи = / Фи =--------Фи-
Сказанное выше о выборе конструктивных размеров, определении ширины и высоты зубьев, диаметров окружностей выступов и впадин, о выборе расчетного сечения н величины смещения расчетного сечения справедливо и для этих типов долбяков.
846
Инструменты, работающие по методу огибания
ОБКАТОЧНЫЕ РЕЗЦЫ
Обкаточные резцы применяются для обработки валиков с фасонными образующими с винтовыми и кольцевыми поверхностями, например для обработки червяков, одно- и многозаходных резьб, фасонных кольцевых реек, фасонных тел вращения (фасонных рукояток) и других тел вращения (фиг. 506).
Обработка обкаточными резцами производится на специальных станках. Можно производить обработку на токарных станках со специальными приспособлениями, обеспечивающими согласованные движения резца и обрабатываемой детали [10],
или на зубофрезерном станке с протяжным суппортом. В последнем случае деталь устанавливается на протяжной суппорт и при обработке перемещается вдоль своей оси, а резец крепится на оправке во вращающейся планшайбе станка.
Фиг. 506. Обкаточные резцы:
а — для обработки червяка; б — для обработки фасонной детали.
В процессе обработки центроида инструмента — начальная окружность — резца В катится без скольжения по центроиде А — начальной прямой детали. Совокупность этих движений обеспечивает движение огибания режущей кромки резца относительно детали, необходимое для получения ее формы. Движение резания создается вращением заготовки вокруг ее оси. При обработке кольцевых поверхностей вращение детали кинематически не связано с вращением и продольным перемещением резца. При обработке винтовых поверхностей вращение детали должно быть кинематически связано с вращением и продольным передвижением резца; в процессе нарезания копируется зацепление колеса — резца с червяком (деталью) при относительном перемещении колеса параллельно оси червяка.
Время обработки деталей обкаточными резцами в 2—3 раза меньше, чем обработка этих же деталей другими инструментами.
Преимуществами обработки деталей резцами, кроме высокой производительности, полуавтоматичности и большой точности, являются: малое сечение стружки в каждый момент резания, постепенное врезание резца в деталь, возможность снятия за один проход сравнительно больших слоев (глубин) металла, одновременная обработка несколькими режущими зубьями (деталей с малым шагом), возможность обработки длинных валиков, несложность наладок и настроек станка, в особенности для обработки деталей с кольцевыми поверхностями, сравнительно небольшое усилие резания и пр. Точность обработки обеспечивается настройкой станка и точностью инструмента.
Рассмотрим некоторые особенности работы, проектирования н расчета резцов.
Положение начальной прямой обработки. Положение начальной прямой обработки влияет на возможность обработки, форму режущей кромки инструмента, величины переходных кривых и пр. При выборе положения начальной прямой следует исходить нз условий приведенных выше вначале настоящего раздела.
Обкаточные резцы
847
Для уменьшения переходных кривых начальную прямую стремятся по возможности приблизить к основанию профиля детали. Это приближение ограничивается опасностью среза вершины профиля детали. Так, например, для прямолинейного профиля <3, наклонного к оси детали, с углом профиля у (фиг. 507, а) профиль режущей кромки инструмента 5 эвольвентный с радиусом основной окружности r0 = ru cos у. Последняя точка эвольвенты профиля резца лежит на пересечении основной окружности г0 с линией профилирования 6 в точке N. Поэтому резцом можно обработать профиль детали только в пределах до прямой EN, проходящей через эту точку N и параллельной начальной прямой. Возможная для обработки высота головки профиля детали йтах находится в пределах от полюса Р до прямой EN, проходящей через точку N границы активного участка линии профилирования. По фиг. 507 из треугольника &PNE, учитывая, что PN = ru sin у, расстояние Л'тах равно
ftmax = РЕ = PN sin Y = ru Sin2 у.
Высота ftmax зависит от ги радиуса начальной окружности резца 4 и угла профиля детали у. Для валиков прямолинейного профиля угол профиля не зависит от положения точки на профиле. Высота йтах определяется максимально допустимым расстоянием от прямой выступов детали 7 до начальной прямой 2 обработки резцом. При приближении начальной прямой 2 к оси детали 1 профиль у вершины обработается неправильно (срежется).
Точка N определяет высоту головки резца и максимально допустимое по условиям обработки расстояние от прямой выступов резца 7 до начальной прямой 2 обработки детали йтах.
Для упрощения выбора величины радиуса начальной окружности резца и положения начальной прямой приведен график (фиг. 507, б).
На графике показана зависимость минимально допустимой величины радиуса начальной окружности резца для обработки деталей прямолинейного профиля с различными углами профиля у и расстояния от прямой выступов до начальной прямой обработки детали йтах.
При выборе положения начальной прямой следует также учитывать получающуюся толщину зуба резца на окружности выступов и величины переходных кривых, получающиеся при обработке. В особенности это важно при обработке деталей глубокого профиля с резкими переходами. По этим условиям желательно начальную прямую поместить ближе к прямой впадин детали.
Начальная окружность резца. Величина радиуса начальной окружности резца влияет на все размеры и конструкцию резца, на форму его профиля, на величины переходных кривых и пр. Номинальная величина радиуса начальной окружности устанавливается ориентировочно по аналогии с зуборезными долбяками исходя из шага и глубины профиля детали, с учетом возможностей станка.
При обработке деталей с повторяющимися профилями по длине и при небольшой величине шага по окружности резца следует расположить несколько повторяющихся профилей режущей кромки. Для этого необходимо, чтобы 2лги = zut, откуда ги== __ ~~ 2л
У деталей с неповторяющимся профилем по длине величиной шага является сумма длины обработки I и дополнительной величины Zt между последовательно обрабатываемыми деталями на их разрезку. Поэтому rumin =—• При обработке деталей малой длины по окружности резца располагается несколько профилей.
Диаметр начальной окружности резца выбирается в пределах du = 50-*-150 мм. Предложения по нормализации диаметров начальных окружностей резцов в зависимости от шага деталей приведены в [8],
848
Инструменты, работающие по методу огибания
Фиг. 507. Определение допускаемой высоты головки h'max прямолинейного профиля деталей при обработке обкаточным резцом (а), зависимость rumi„ от h'maji при обработке деталей с различными углами у.
Обкаточные резцы
849
Определение профиля режущей кромки резца. Профиль режущей кромки резца не совпадает с профилем обрабатываемой детали. Форма и размеры профиля могут быть определены любым из перечисленных выше методов.
Обычно начальная окружность резца при обработке катится по неподвижной начальной прямой детали. В соответствии с этим полюс профилирования непрерывно перемещается по начальной прямой. Иногда, как, например, при обработке на зубофрезерных станках с протяжным суппортом, ось резца остается на месте, а продольное перемещение осуществляется деталью. Определение профиля резца производится с учетом только относительного движения резца и детали и не зависит оттого, будет ли продольное перемещение иметь деталь или резец. Профиль режущей кромки получается один и тот же.
На фиг. 508, а приведен пример определения профиля участка режущей кромки резца для обработки полукруглого вогнутого профиля детали радиуса Rv Центр дуги окружности профиля отстоит от начальной прямой на расстоянии а. Точка касания профиля резца и детали определяется нормалью, проведенной из полюса к профилю детали, т. е. радиусом, проходящим через полюс профилирования.
Применяя описанный выше метод, составляем ломаную линию OUPEO’CDOU. Проектируя эту линию на ось Ох, получим
х = ru sin <pu — ru<pu cos <p„ — a sin <pu + R sin (ф + <p„) =
= ru inv <pu cos <p„ — a sin <p„ + R sin (ф + <pu),
и проектируя ее же на ось Оу, имеем y=ru cos <pu + ru<pu sin <pu — a cos <pu + R cos (ф + <pu) =
= ru(cos <pu + <pu sin <p„) — a cos <pu + R cos (ф + <p„).
В этих формулах ф — вспомогательный угол между нормалью к начальной прямой и нормалью к профилю в рассматриваемой точке. Он определяется из уравнения
tg ф = .
Профиль можно определить и в полярных координатах. Учитывая, что радиус-X X
вектор Q = и полярный угол 0 определяется как tg 0 = —, получаем величины полярных координат рассматриваемого участка профиля режущей кромки:
(ru — a) sin <рц — гц<рц cos <рц + R sin (ф + <рц) . е sin 0 ’
tg е = ~ а~>sin Ф« ~ г»*р» cos + R sin W + Ф«)
(ru — a) cos <р„ 4- ru<pu sin <p„ + R cos (ф + <p„) '
Профиль резца для обработки некоторых деталей может быть определен непосредственно из рассмотрения профиля детали, без вычисления координат точек профиля. Так как к профилю прямобочной трапециевидной рейкн сопряженный профиль есть эвольвентный, то для обработки прямолинейного участка профиля, наклоненного к начальной прямой, резец имеет эвольвентную форму, радиус основной окружности его равен rou = ru cos у. Расчет профиля такого резца аналогичен расчету зуборезного долбяка.
Размеры резца и его установка. Конструктивные и габаритные размеры резца — диаметры, размеры зубьев н другие — устанавливаются так же, как и для других инструментов, работающих по методу огибания.
При обработке резцами у основания профиля детали образуются переходные кривые. Величина переходной кривой может быть определена аналитически или графически.
54 Семенченко и др.
850
Инструменты, работающие по методу огибания
б) в)
Фиг. 508. Определение координат профиля режущей кромки обкаточного резца (а), геометрия режущих кромок резца в зависимости от его установки (б) и (в).
Новые виды зуборезного обкаточного инструмента
851
Резец по своей конструкции аналогичен долбяку. Поэтому все сказанное выше о геометрии режущих кромок и о выборе величины смещения исходного сечения справедливо и для резцов.
Обычно ось резца перекрещивается в пространстве под прямым углом с осью обрабатываемой детали (фиг. 508, б). В этом случае плоскость, проходящая через вершины режущих кромок резца, проходит через ось детали. Этот метод применяют для обработки деталей с кольцевыми и винтовыми поверхностями. При назначении задних углов необходимо учитывать углы, получающиеся в процессе резания с учетом продольной подачи резца. Для получения заднего угла на боковой режущей кромке задняя поверхность ее должна быть наклонена к его оси в соответствии с углом подъема витков детали и необходимым задним углом при работе. Конструкция резца получается аналогичной конструкции косозубого долбяка, причем он проектируется по размерам осевого сечения детали.
При обработке винтовых поверхностей иногда резец устанавливают наклонно к оси детали (фиг. 508, в). Плоскость, проходящая через вершины режущих кромок резца, устанавливается в сечении, нормальном нарезаемым виткам. В этом случае иногда можно применить прямозубые резцы. Профиль резца рассчитывается по нормальному сечению детали. Наклонная установка резца вносит искажения в профиль обрабатываемой детали.
НОВЫЕ ВИДЫ ЗУБОРЕЗНОГО ОБКАТОЧНОГО ИНСТРУМЕНТА
В процессе зацепления колес с перекрещивающимися осями возникает относительное скольжение профилей зубьев. Выше было показано использование этого
скольжения в процессе чистовой явление скольжения профилей используется в новых зуборезных инструментах — при зубо-точении (разработано д-ром техн, наук Цвис Ю. В.1) и при чистовой обработке зубьев колес кромочными шеверами.
При зуботоченни оси нарезаемого колеса 1 и резца 2 перекрещиваются в пространстве (фиг. 509). Резец представляет собой колесо с винтовым зубом, снабженное режущими кромками. В процессе обработки инструмент вращается вокруг своей оси согласованно с вращением заготовки и, кроме этого, имеет продольную подачу So параллельно оси заготовки. Обработка происходит за счет разности скоростей скольжения профилей инструмента Vu и детали Vj. Этот непрерывный процесс обработки обес-
обработки зубчатых
колес шевингованием. Это
Фиг. 509. Обработка зубчатого колеса по методу зуботочення.
печивает значительное повышение производительности по сравнению с другими методами зубообразования. Резец по конструкции аналогичен конструкции долбяка для нарезания зубчатых колес с винтовыми зубьями. Он
имеет плоскую переднюю поверхность, наклоненную для создания передних
1 Ю. В. Цвис, Исследование процесса зуботочення цилиндрических зубчатых колес. Докторская диссертация. Институт машиноведения ОТН АН СССР, 1956. 54*
852
Инструменты, работающие по методу огибания
Начало первой половины цикла
закончено
Вращение Установка детали
подвод
__Быстрый \Подачцг .Быстрый г подвод отвод —
Начало второй половины цикла
Снятие детали Коней цикла
Вращение
* Движение " детали
6)
Быстрый Подача Быстрый отвод ** подвод
Фиг. 510. Обработка зубчатого колеса кромочными шеверами: а — кромочный шевер; б — схема движения шевера при обработке.
Новые виды зуборезного обкаточного инструмента
853
углов под углом у к плоскости, нормальной к направлению зуба. Для лучшего относительного скольжения профилей и резания резцы применяют с углом наклона зубьев Р до 45°. Для обеспечения задних углов боковые задние поверхности, так же как и у косозубых зуборезных долбяков, делают с одной стороны с большим, а с другой стороны с меньшим углом наклона, чем угол наклона, зубьев резца. Расчет геометрических размеров резца аналогичен расчету косозубых долбяков.
Применение плоской передней поверхности позволяет производить обработку обеими сторонами каждого зуба одновременно. Но вместе с тем из-за этого режущая кромка не совпадает с криволинейной линией контакта зубьев колес с перекрещивающимися осями. Поэтому в профиль зуба нарезаемого колеса вносятся искажения. Для точного профилирования зубья инструмента должны производить профилирование в точках липин контакта рассматриваемых винтовых зубьев колес — нарезаемого колеса и резца. Для обеспечения этого режущие кромки инструмента с разных сторон зуба должны быть сложной пространственной формы и различного направления, но практически выполнить их на зубьях одного инструмента не представляется возможным.
Поэтому для обработки по данному принципу и применяют два инструмента. Кромочные шеверы1 обрабатывают каждую сторону зуба колеса в отдельности. Конструкция шеверов для обеих сторон зуба одинаковая (фиг. 510,а). Обработку производят или последовательно одним шевером, изменяя его положение на шпинделе станк:: и направление вращения, или последовательно двумя шеверами, установленными соосно на шпинделе станка: одним обрабатывают одну сторону зуба и при обратном ходе и изменении направления вращения — другую сторону зуба (фиг. 510,6). Заточка передней поверхности зубьев этих инструментов осуществляется кругом фасонного (дугового) профиля. Этим шевером невозможно производить нарезание колеса без предварительного образования зубьев. Поэтому он может быть применен только как чистовой пли получистовой для обработки заготовок с имеющимися зубьями, в частности с полученными накаткой. Инструмент является чистовым, обеспечивает высокую точность зубьев и вместе с тем позволяет снимать сравнительно большие припуски с боковых сторон профиля зубьев колеса.
ЛИТЕРАТУРА
1. Фрайфельд И. А., Инструменты, работающие методом обкатки, Машгиз, 1948.
2. Фрайфельд И. А., Расчеты и конструкции специального металлорежущего инструмента, Машгиз, 1957.
3. Шишков В. А., Образование поверхностей резанием по методу обкатки, Машгиз, 1951.
4. С е м е н ч е н к о И. И., Режущий инструмент, т. IV, Машгиз, 1944.
5. С е м е н ч е н к о И. И., Инструменты, работающие методом обкатки. Энциклопедический справочник «Машиностроение», т. VII, Машгиз, 1948.
6. Грановский Г. И., Металлорежущий инструмент, Машгиз, 1954.
7. С а х а р о в Г. И., Обработка неэвольвентных профилей по методу огибания (обкатки), Справочник металлиста т. V, Машгиз, 1960.
8. Сахаров Г. И., Проектирование обкаточных резцов. Сб. «Новое в конструировании режущих инструментов», Машгиз, 1958.
9. Ю л и к о в М. И., Расчет долбяков фасонных профилей, ВНИИ МСС, ЦБТИ МСС, 1951.
10. Ц в и с 10. В., Исследование точения по методу обкатки, ВНИИ ЦБТИ МСС, 1950.
1 Ф. В. Рык, Исследование процесса обработки зубчатых колес кромочными шеверами. Кандидатская диссертация в Мосстанкине 1960.
ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС
ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
Особенности колес с прямыми и криволинейными зубьями. Конические колеса с криволинейными зубьями обладают целым рядом преимуществ по сравнению с коническими прямозубыми колесами. Из них следует отметить: плавность и бесшумность работы, повышенную продолжительность зацепления, большую прочность зубьев, меньший износ их, меньшую чувствительность к погрешностям монтажа, возможность осуществления больших передаточных отношений (до 1 : 8), отсутствие подрезания у колес с малым числом зубьев. Благодаря непрерывности процесса, отсутствию холостых движений инструмента, использованию многолезвийного инструмента, применению высоких скоростей резания возможно достигнуть повышения производительности до двух раз и выше при нарезании колесе криволинейными зубьями по сравнению с прямозубыми колесами, обрабатываемыми на зубострогальных станках.
Недостатком колес с криволинейными зубьями является наличие осевых сил, обусловленных конфигурацией зубьев. Поэтому длину зуба не рекомендуется выбирать большой, так как иначе из-за односторонней консольной опоры колес возрастают изгибающий момент и смещение.
Методы нарезания колес с криволинейными зубьями. Эти колеса в большинстве случаев нарезаются по методу огибания. Процесс нарезания цилиндрического колеса предусматривает наличие производящей рейки. Аналогично этому нарезание конического колеса производится при помощи плоского колеса (круглой рейки). Оно материально не существует и как воображаемое создается за счет кинематики станка. Плоское колесо в общем случае представляет собой коническое колесо с углом начального конуса, равным 180°. Однако в каждом частном случае форма плоского колеса может быть и другой. Инструмент, формирующий впадину нарезаемого колеса, является одним из зубьев плоского колеса.
В практике встречаются различные методы нарезания колес. Они основаны на различных формах плоских колес, обусловленных принятым видом зацепления. Форма плоского колеса и вид зацепления
Инструменты для колес с круговыми зубьями
855
определяют тип инструмента. Из всех методов наиболее распространенным является нарезание колес с круговой формой зубьев.
Круговое зацепление1 обладает следующими особенностями:
а) широким диапазоном нарезаемых колес модулем от 0,2 до 15 мм и выше;
б) возможностью получения колес с различными формами зубьев в зависимости от условий и характера производства, требований конструкции машины и т. п.;
в) возможностью обработки колес шлифованием после термической обработки;
г) сравнительной простотой инструмента;
д) высокой производительностью, в особенности при черновом нарезании;
е) высокой чистотой обрабатываемой поверхности.
В Советском Союзе создана гамма станков, работающих по принципу кругового зацепления. Она охватывает почти все отрасли машиностроения и может быть использована не только в массовом, но также и в мелкосерийном и индивидуальном производствах. Особая ценность кругового зацепления состоит в том, что оно позволяет получать колеса с различными модификациями профиля зубьев, причем для нарезания таких колес не требуется каких-либо специальных станков.
ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
Принцип кругового зацепления. Нарезание колес с круговыми зубьями производится по методу огибания при помощи резцовой головки. Метод основан на использовании свойств беззазорного зацепления заготовки с сопряженным ей производящим (плоским) колесом, зубом которого и является резец головки, находящийся во впадине заготовки. Профиль зуба заготовки получается как огибающая последовательных положений прямолинейного профиля резца.
На фиг. 511 дана принципиальная схема для колес с круговыми зубьями. При нарезании процесс огибания осуществляется за счет согласованного вращения двух объектов: заготовки 1 и воображаемого производящего колеса 2. Роль производящего колеса в зуборезном станке играет люлька 3, по направляющей которой перемещается резцовая головка 4. Ось люльки совпадает с осью производящего колеса. Заготовка закрепляется на шпинделе делительной бабки. Вершина начального конуса заготовки совпадает с центром плоского колеса. При нарезании резцы 5 перемещаются вдоль образующей
1 Для краткости изложения под круговым зацеплением будем подразумевать зацепление колес с круговой формой зубьев.
856
Инструменты для нарезания конических колес
конуса впадин заготовки. Количество резцов и скорость вращения головки не оказывают влияния на процесс огибания. Они выбираются
только из условий производительности и стойкости инструмента. Люлька вместе с установленной на ней резцовой головкой может поворачиваться в одну или другую сторону. Обработка одной впадины заканчивается после определенного угла поворота люльки. Для обработки следующей впадины люлька поворачивается соответственно на тот же угол. Одновременно поворачивается заготовка на одно деление, после чего цикл обработки повторяется.
У станков с непрерывным делением поворот на каждый следующий зуб осуществляется непрерывно за счет согласованного одновременного движения заготовки и инструмента, подобно тому, как это имеет место при обработке цилиндрических колес червячными зуборезными фрезами.
РЕЗЦОВЫЕ ГОЛОВКИ [3], [4]
Типы и размеры головок. Головки в зависимости от назначения разделяются на односторонние и двусторонние. Односторонние головки снабжены или наружными резцами для нарезания вогнутой стороны зуба, или внутренними резцами для нарезания выпуклой стороны. Они предназначаются для чистовой обработки малого колеса.
Двусторонние чистовые головки снабжены чередующимися наружными и внутренними резцами, смещенными друг относительно друга на величину развода. Эти головки применяются в основном для чистовой обработки большого колеса, а иногда, например при мелкосерийном и индивидуальном производствах, для черновой и чистовой обработки как большого, так и малого колеса.
Резцовые головки
857
Двусторонние черновые головки отличаются большим количеством резцов, которые не имеют регулирования. Корпуса головок снабжены пазами различной глубины в зависимости от типа резцов (наружных или внутренних).
По направлению вращения головки разделяются на праворежущие и леворежущие (правое вращение —против часовой стрелки, левое — по часовой стрелке при взгляде со стороны переднего торца головки). В зависимости от направления вращения головки изменяется направление сил, действующих па заготовку и на узел ее закрепления па станке. При совпадении направления резания с направлением наклона зубьев резцы перемещаются от узкого конца зуба к широкому, и силы направлены на оправку заготовки. При противоположных направлениях резания действия сил осуществляются в противоположную сторону. Направление резания необходимо выбирать таким образом, чтобы при наличии прогиба оправки снятие металла было меньше, что улучшает качество обрабатываемой поверхности и повышает стойкость резцов. В целях сокращения номенклатуры головок в мелкосерийном производстве обычно применяют праворежущие головки, но при этом иногда приходится снижать режимы резания. В массовом и крупносерийном производствах более целесообразно выбирать направление резания в зависимости от нарезаемого колеса или z2), передаточного числа пары и направления наклона зубьев
Для нарезания всего диапазона конических колес требуется десять головок следующих номинальных диаметров: 1/2, Р/1о, V72, 2, 3V2 , 6, 7г/г, 9, 12 и 18 дюймов. Первые четыре головки изготовляются с зубьями, сделанными за одно целое с корпусом, вторые шесть —со вставными резцами.
Габаритные и конструктивные размеры головок и резцов, а также технические условия для них нормализованы2.
Конструкции головок малых размеров. Головки диаметром от 1/2 до 2", снабженные двумя или четырьмя зубьями, применяются
Таблица 55
Размеры монолитных головок (фиг. 512)
Do D О2 Н th Я2 h %
Р/10* 43 33 22 27 14 16 6 25°
IV/ 56 44 31 22,5 17 13,5 7 25°
2" 70 56 43 28 17 13,5 8 28°
1 И. И. Семенченко, Режущий инструмент, т. 4, стр. 261, Машгиз, 1944.
В. Н. Кедринский, Нарезание конических зубчатых колес. Справочник металлиста, т. 5, стр. 869, Машгиз, 1960.
2 См« Ведомственная нормаль Министерства станкостроительной и инструментальной промышленности ВН451-55 и ВН452-55, изд. ЦБТИ ВНИИ, 1956.
858
Инструменты для нарезания конических колес
на малых моделях станков (например, 5П23А) и нарезают подвойному двустороннему методу (фиг. 512). Они применяются для чернового и чистового нарезания обоих колес. Каждая головка снабжена двумя
видами зубьев: два (или один для головки V2") наружных и два внутренних. Заготовки зубьев изготовляются из быстрорежущей стали и привариваются в стык к корпусу из легированной (например, 40Х)
Левая головка
Фиг. 512. Конструкция головки для колес малых модулей.
стали. Размеры головок приведены в табл. 55. Все прочие конструктивные размеры головок приведены на фиг. 512.
Для посадки на шпиндель в головке предусмотрено коническое отверстие (угол уклона 2°24') и паз для торцовой шпонки. Закрепление головки производится гайкой, упирающейся торцовым выступом в буртик головки.
Конструкции головок со вставными зубьями. На фиг. 513 представлена чистовая праворежущая двусторонняя головка. Резцы, наружный 1 и внутренний 2, расположенные по окружности в корпусе 3, регулируются в радиальном направлении посредством
Резцовые головки
859
подкладок 4 и 5, клиньев 6 и 7 и винтов 8. Для контроля правильности расположения резцов два из них (наружный и внутренний) закрепляются наглухо штифтами 9, предохраняющими неподвижные клинья 6 от перемещения. Точное положение нерегулируемых резцов служит также и базой для их установки при заточке. Односторонние головки имеют только один неподвижный клин.
Фиг. 513. Головка чистовая двусторонняя праворежущая.
Резцовая головка снабжена коническим отверстием с конусностью 1 :24 и торцовым шпоночным пазом для посадки на фланец шпинделя. С последним он соединяется посредством четырех болтов, проходящих через отверстия с расточкой со стороны переднего конца головки. Для облегчения съема головки со шпинделя (затруднения имеют место из-за большого самоторможения конуса отверстия) предусмотрены два съемных винта 10, снабженные шестигранными отверстиями под торцовый ключ. Для клеймения данных по характеристике головки имеется указательный винт И. Подвижные клинья 7 закрепляются регулировочными винтами.
Резцы чистовой головки работают только боковой кромкой, вершинная кромка не принимает участия в резании.
Чистовые резцы (фиг. 514—515) снабжаются уширенной головкой, выступающей над задней плоскостью стержня резца. Этим упорным выступом резец ложится на торец корпуса и закрепляется
860
Инструменты, для нарезания конических колес
Фиг. 515. Резцы чистовые левые.
Резцовые головки
861
Фиг. 516. Головка черновая двусторонняя праворежущая.
Левый наружный Левый внутренний
Фиг. 517. Резцы черновые левые.
862
Инструменты для нарезания конических колес
Таблица 56
Размеры чистовых резцов праворежущей и леворежущей головки (фиг. 514—515)
Do А В Т С m п Е F / Р <7 t d
3V2" 38,2 22,0 9 19,05 11 18 11,1 13,4 22,2 3 9,5 10
6" 41,9 23,5 9 20,62 13 19 12,7 13,7 25,4 3 4 10,3 12
7‘/г" 56,3 36,0 13 25,39 20 27 15,8 20,3 31,6 3 5 12,7 12
9" 55,4 38,0 13 25,39 20 27 15,8 20,3 31,6 3 5 12,7 12
12" 67,2 44,0 15 28,56 25 32 19,0 25,0 38,0 4 6 14,8 14
18" 85,0 40,0 20 30,00 38 50 20,0 40,7 40,0 5 6 15,0 16
винтом 8. Размеры резцов приведены в табл. 56. Резец леворежущей головкн (фиг. 515) представляет собой зеркальное изображение резца праворежущей (фиг. 514).
Черновая головка (фиг. 516) отличается от чистовой тем, что резцы (наружные 1 и внутренние 2 в корпусе 3) регулируются только подкладками 4 и 5 без клиньев и закрепляются винтами 8, так как здесь не требуется тщательной выверки биения резцов. Основная работа резания приходится на долю вершин резцов, поэтому для предохранения от сдвига резцы упираются в упорное кольцо 13, привернутое к корпусу винтами 14.
Посадка и закрепление на шпинделе станка черновой головки осуществляются так же, как и чистовой, т. е. посредством конического отверстия и четырех болтов. Черновая головка снабжена также двумя съемными винтами 10 и указательным винтом 11. Черновые резцы (фиг. 517—518) отличаются от чистовых более узкой головкой и отсутствием упорного торца на задней плоскости. Размеры их приведены в табл. 57.
Таблица 57 Размеры черновых резцов
(фиг. 517—518)
Do А В Т С m п Е F / t d
6" 42 9 9 20,62 13 16 12,7 39,1 30 10,30 11
7*/e” 45,6 11 11 22,22 20 23 12 42,4 31 11,11 12
9" 46 11 11 22,22 20 23 12 42,4 32 11,11 12
12" 55 14 14 22,22 25 28,2 14,2 51,0 40 11,11 14
Номинальный диаметр головки. Под номинальным диаметром Do (фиг. 519) подразумевается диаметр условной окружности, проходящей приблизительно по середине впадины нарезаемых зубьев. Наружные резцы обрабатывают вогнутые стороны зубьев, а внутренние — выпуклые. Выбор номинального диаметра зависит
Резцовые головка
863
от выбранной длины образующей начального конуса Le колеса, угла наклона его зубьев Р, размеров зубьев (длина, высота, модуль) и др. Ориентировочно можно пользоваться формулой
sin р '
С целью сокращения номенклатуры диаметры головок нормализованы. Для каждого диаметра предусмотрено несколько размеров
Фиг. 518. Резцы черновые правые.
головок, отличающихся между собой расстояниями между клиньями (размер К на фиг. 519).
Фиг. 519. Элементы головки.
Число резцов выбирается в зависимости от диаметра головки и характера обработки. Для головок от 1/2 по 31/2Я число резцов принято одинаковым как для черновой, так и для чистовой головки, а именно в пределах двух—восьми. Для более крупных головок черновые головки имеют большее число зубьев (16—32) по сравнению с чистовыми (12—24) с целью достижения большей производи-
864
Инструменты для нарезания конических колес
тельпости при удалении значительного количества металла. С точки зрения конструкции это также допустимо, так как величина развода у них меньше и корпус имеет менее глубокие вырезы для резцов.
Номер резцов. Для получения номинального угла зацепления в средних точках сопряженных профилей пары колес необходимо ввести поправку в угол профиля наружных и внутренних резцов. Угол профиля резцов зависит от угла зацепления а0, установленного по ГОСТу 3058-54 равным 20°, и номера резцов. Номер резцов N характеризует отклонение угла профиля резца от номинального угла зацепления Да = 10/V (в минутах).
Угол профиля наружного резца ае = а — Да.
Угол профиля внутреннего резца az = а + Да.
Номер резца определяется по формуле
N = ± sin р.
При угле зацепления а0 = 20° и резце № 6 имеем ае = 19°, а,- = 21°.
При чистовом нарезании необходимо определять номер резца, тогда как для чернового нарезания этого не требуется, так как для него применяется один и тот же номер резца, а именно 6 или 0.
Номера резцов нормализованы и обозначаются через 0; 1/2', 1; 1V2; 2х/2 и т. д. до 201/2. Полученный по расчету номер округляется до ближайшего нормализованного.
Нерабочая сторона профиля резца выполняется с углом профиля, определяемым по формулам:
для наружного резца t 1 о.
ае -= az — 1 ;
для внутреннего резца
az = ае — 1 °,
т. е. в первом случае учитывается угол профиля рабочей части внутреннего резца, а во втором — наружного.
Развод резцов [1], [3]. Величина развода резцов (фиг. 519) выбирается в зависимости от метода нарезания, характера обработки, наружной длины образующей начального конуса, шага, длины и наклона зубьев. Одни и те же резцы можно применять в головках с различной величиной развода путем выбора соответствующих подкладок под резцы.
При черновом нарезании резец прорезает впадину на глубину, большую теоретической, для разгрузки чистового резца и повышения его стойкости. Величина дополнительного углубления для колес модулей 1—10 мм в пределах 0,12—0,5 мм. Развод черновых резцов обусловливается толщиной их вершин. Она должна быть меньше впадины на узком конце и больше половины ширины впадины на ши-
Резцовые головки
865
роком конце нарезаемого колеса. При определении развода резцов необходимо учитывать припуск А на чистовую обработку для колес модулей 2—15 мм в пределах 0,25—0,6 мм на сторону зуба.
Чистовой резец обрабатывает только боковые стороны зубьев, поэтому толщина вершины их принимается меньшей, чем для чернового резца, а именно на 0,1—0,3 мм меньше ширины впадины на узком конце колеса.
Черновое нарезание малого колеса производится двусторонней резцовой головкой. Величина развода для нее определяется способом чистового нарезания сопряженного большого колеса, а именно: при обработке обеих сторон зуба одновременно
W{ = [ят cos рг — 2 (/г; + /г") tg а] — W2 — 2А;
при раздельной обработке обеих сторон зуба
Г; = (S2 cos — 2/iJtg а) — 2Л,
где Ь — ширина зубчатого венца;
Le — наружная длина образующей начального конуса;
S2 — толщина зуба по дуге начальной окружности;
/г"1, /г"2 — высота ножки соответственно малого и большого колеса;
Р; — угол наклона зуба на узком конце;
W2 — величина развода резцов при чистовом нарезании большого колеса.
Черновое нарезание большого колеса осуществляется двусторонними черновыми головками. В мелкосерийном и индивидуальном производствах находят применение также двусторонние чистовые головки. При одновременном (за один проход) нарезания обеих сторон зуба развод резцов
W'2 = W2 — 2А.
При чистовом нарезании большого колеса поворотным способом развод резцов при черновом нарезании должен быть меньше ширины дна впадины большого колеса на узком конце зуба на величину 2А. В этом случае величина развода для чернового нарезания большего колеса определяется по формуле
W2 = (Si cos 0,. — 2/г; tg а) — 2А,
где Si — толщина зуба по дуге начальной окружности малого колеса.
При отсутствии головки с разводом W"i или W 2 можно использовать поворотный метод нарезания. В этом случае развод может быть выбран любой величины, но соответственно меньшей W'i или W' 2.
Чистовое нарезание малого колеса в большинстве случаев производится при помощи односторонних головок. Одна из них, снаб-
55 Семенченко и др. 599
866
Инструменты для нарезания конических колес
женная наружными резцами, служит для обработки вогнутой стороны зуба, другая с внутренними резцами — для обработки выпуклой стороны. Для односторонних головок принимается нормализованная и одинаковая для обоих колес величина развода резцов для каждой головки, а именно:
Размер головки ЗУ2" 6" 7>/2" 9" 12" 18" I
Развод резцов . . 0,762 0.762 1.524 1.524 1,524 3,175 | 1
Данные действительны для колес с длиной обода не более Vg наружной длины образующей начального конуса и модуля свыше 1,5 мм.
В мелкосерийном и индивидуальном производствах для чистового нарезания малого колеса применяют двустороннюю головку с любым разводом резцов при условии, если величина развода не будет превышать ширину впадины на узком конце малого колеса. Для этого требуется соблюсти следующее условие:
^^(S2c°sPz-2/i';tga).
При чистовом нарезании малого колеса двусторонней головкой зона касания получается недостаточной по своей длине, что является большим недостатком такой обработки.
Большое колесо окончательно нарезается при помощи двусторонней головки с разводом резцов, равным ширине вершины зуба производящего (плоского) колеса посредине зубчатого венца. Этот метод получил наибольшее распространение в массовом и крупносерийном производствах. Развод резцов определяется по формуле
W2 = (S2 cos 0 —- 2/г; tga).
Полученную величину необходимо округлить до ближайшего нормализованного значения.
При двойном двустороннем методе оба колеса нарезаются двусторонними головками с одним и тем же разводом резцов одинакового номера. Из них одна применяется для чистового, другая для чернового нарезания. Черновая обработка производится только для колес модуля больше 2. Меньшие колеса нарезаются чистовыми головками без предварительного прорезания впадины.
Величины развода определяются по формулам:
для чистовых резцов
UZ1=r2 = -^ cosP-(^ + fe2)tga ;
Le
Резцовые головки
867
для черновых резцов
W'. -= W’ = ---Дй tg а — 2Л.
1 2 Le
Здесь В'е1—В'б2 — корригированные величины ширины впадины зуба малого и большего колес на широком конце, определяемые по формулам
R' = 26 fg а fg (Yi + &Y) + ви cos ф- .
el COS ре ’
R' — 2Ь tg а tg + Av) + Bii C0S P* e-’ COS Pe ’
где B(] и B,-2 ширина впадины малого и большого колец на узком конце.
Поправка на угол ножки
Углы yi и у2 даны в минутах.
Образующие и производящие диаметры головок. Диаметры (фиг. 519), отнесенные к вершинам режущих кромок, называются образующими: De для наружных и £), для внутренних резцов. Разность между образующими радиусами Re и Rt определяет вели-
D I П .
чину развода резцов. Средний радиус Ro = —- называется
номинальным.
Для каждого размера и модели головки установлены наибольшие и наименьшие размеры образующих диаметров. Эти предельные размеры ограничивают использование той или другой модели головки.
Образующие диаметры De и Dt односторонних и двусторонних головок для чернового и чистового нарезания, для которых развод резцов располагается симметрично относительно номинального диаметра Do, определяются по формулам: для наружного De — = Do + W, для внутреннего Di — Do — W.
У односторонних головок отсутствует развод резцов, поэтому они различаются только по размеру образующего диаметра. Он определяется таким образом: для наружных резцов De = 2 (Ro — &R) и для внутренних £)( = 2(J?0 + Д/?), где ДУ? — поправка на радиус, обусловленная наладочными установками станка.
Производящие диаметры, относящиеся к начальному конусу производящего колеса (фиг. 519), являются исходными при профилировании, так как режущие кромки, лежащие на окружности производящего диаметра, обрабатывают точки профиля зубьев, расположенные на начальном конусе заготовки. Сопряжение же колес по их начальным конусам является необходимым условием правильной работы зубчатой передачи. Эти диаметры Den и Din определяются по формулам: для наружного Den = De + 2й" tg ае; для внутрен-55*
868
Инструменты, для нарезания конических колес
пего Din — Dt — 2h' tg а;, где h — высота ножки зуба заготовки; ае и az — углы профиля наружных и внутренних резцов.
Базовое расстояние резца это — расстояние от опорной плоскости (базы) резца до ближайшей точки, находящейся на боковой затылованной поверхности (фиг. 519). Базовое расстояние измеряется в плоскости, проходящей через ось головки и середину ширины стержня резца. Оно принимается таким, чтобы иметь возможность
обработать наибольшую высоту
Фиг. 520. Передние и задние углы резца головки.
зуоа заготовки, допустимую для данной головки, и определяется по формулам: для наружных резцов be = Т — h tg ае — g; для внутренних bt = h tg а, + g, где Т — толщина резца; h — высота зуба для обоих колес; ае, at — максимальные углы профиля наружных и внутренних резцов; g~ дополнительная величина, равная 1—2 мм.
Величина базовых расстояний нормализована для каждого размера головки, угла зацепления и характера нарезания.
Толщина подкладок определяется в общем виде по формуле:
В = 0,5 (D — 2Ь — К),
где К — расстояние между клиньями головки (фиг. 519).
В зависимости от характера обработки (черновая или чистовая), нарезаемого колеса (малого или большого) и типа резца (наружного или внутреннего) формула получает соответствующий вид. Например, для малого колеса, нарезаемого черновой головкой с внутренними резцами,
В’ц = 0,5 (D'a - 26/ — К-).
Углы резания. Передний угол у (фиг. 520), рассматриваемый в плоскости, перпендикулярной к режущей кромке, принимается для стали средней твердости равным 20° и для вязких материалов 22—27°. Для контроля передней поверхности резца необходимо знать передний угол в плоскости, перпендикулярной к оси вращения головки и пересекающей режущую кромку:
для наружных резцов tg уе = tg у cos ае;
для внутренних резцов tg у,- = tg у cos а;.
Передняя поверхность при правильной заточке должна быть расположена на определенном расстоянии S от оси головки:
Теоретические основы кругового зацепления
869
для наружных резцов Se = -у sin уе;
для внутренних резцов sin у,-.
Задний угол на вершине резца а8 выбирается из условий прочности наиболее нагруженной части резца (вершины) и обеспечения достаточного заднего угла на боковой режущей кромке. Угол а8 принимается в пределах 11—13°, тогда задний угол на боковой кромке аб получается равным 2—5°. Зависимость между углами аб и а8, рассматриваемыми в плоскости, перпендикулярной к режущей кромке, определяется таким образом:
для наружных резцов tg абе = tg ав sin ае;
для внутренних резцов tg a6i = tg а8 sin а,-.
Форма боковой поверхности резца. Боковая поверхность является одним из важных конструктивных элементов резца, от формы которой зависит профиль зуба заготовки. Она должна удовлетворять следующим условиям: 1) сохранению прямолинейности режущих кромок наружных и внутренних резцов в любом сечении, проходящем через ось головки, что важно для точечного касания сопряженных профилей пары колес; 2) сохранению постоянства углов профиля ае и а,- в любом диаметральном сечении и соответствие их заданному углу зацепления пары колес; 3) сохранение неизменными величин образующих диаметров наружных и внутренних резцов, так как они оказывают влияние на величину и расположение зоны касания сопряженных профилей; 4) сохранение постоянства задних углов ав и аб в любом диаметральном сечении.
Эти требования должны быть обеспечены также и в процессе эксплуатации после каждой переточки. Для их выполнения рабочая боковая поверхность резца должна быть выполнена в виде винтовой архимедовой поверхности. Она получается путем затылования шлифовальным кругом.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ КРУГОВОГО ЗАЦЕПЛЕНИЯ
Методы нарезания колес. Для нарезания конических колес с круговыми зубьями применяются различные методы. Выбор того или иного метода диктуется различными соображениями, из которых необходимо отметить: точность зубчатой передачи, производительность нарезания, сокращение номенклатуры инструмента и др. Основными методами являются: а) односторонний, б) простой двусторонний, в) двойной двусторонний. Эти методы используются только для окончательной обработки обоих колес, тогда как черновое нарезание осуществляется для всех случаев по двойному двустороннему методу при помощи черновых двусторонних головок.
870
Инструменты для нарезания конических колес
Необходимо отметить, что тип применяемой головки (односторонняя или двусторонняя) не является характеристикой данного метода нарезания. Например, при одностороннем методе применяется как односторонние, так и двусторонние головки.
Односторонний метод характеризуется тем, что вогнутые и выпуклые стороны зубьев как малого, так и большого колеса нарезаются раздельно. Здесь возможны три варианта обработки.
1. Оба сопряженных колеса нарезаются с различными установками для каждой стороны зуба.
2. Большое колесо нарезается при одном и том же положении центра резцовой головки как для вогнутой, так и для выпуклой стороны зуба, но при переходе от одной стороны к другой производится поворот заготовки вокруг ее оси на угол, обеспечивающий необходимую толщину зуба (поворотный способ). Малое колесо нарезается по первому методу.
3. Оба сопряженных колеса нарезаются поворотным методом и при одном и том же положении центра головки для обеих сторон зуба. Нарезание заготовки производится или двумя односторонними головками, из которых одна снабжена наружными, а другая, внутренними резцами, или одной двусторонней, снабженной чередующимися наружными и внутренними резцами. В последнем случае после обработки одной стороны зуба производится переналадка станка и головка подводится для нарезания другой стороны. В практике чаще всего применяются двусторонние головки.
Односторонний метод обеспечивает наиболее благоприятную форму зуба и лучшую зону касания, которая может быть выполнена любой длины и без наличия диагональности касания.
Простой двусторонний метод характеризуется тем, что для большого колеса применяется двусторонняя головка для одновременного нарезания вогнутой и выпуклой сторон зуба, малое же колесо нарезается по одностороннему методу, т. е. с раздельными установками для вогнутой и выпуклой сторон. Метод обеспечивает хорошую зону касания, удовлетворительную чистоту обрабатываемой поверхности и более высокую производительность. Он широко применяется в массовом и серийном производствах.
Метод постоянной установки является разновидностью простого двустороннего метода. Вогнутая и выпуклая стороны зуба малого колеса обрабатываются раздельно на двух отдельных станках, налаженных на определенную операцию, двумя односторонними головками. Большое колесо нарезается на третьем станке за одну установку двусторонней головкой. Этот метод получил широкое распространение в массовом и крупносерийном производствах. Он также рекомендуется для точных колес, предназначенных для силовых и скоростных передач.
Двойной двусторонний метод отличается тем, что для обоих колес обе стороны зуба нарезаются одновременно при
Теоретические основы кругового зацепления
871
помощи двух двусторонних головок. Этот метод в основном применяется для обработки колес мелких модулей (начиная с модуля 2,5), так как из-за узкой впадины трудно вести раздельную обработку вогнутой и выпуклой сторон зуба. Для колес более крупных модулей возможно применение этого способа только в том случае, если зубчатая передача не требует большой точности и вращается только в одну сторону. Метод дает менее удовлетворительную форму зуба и менее благоприятную зону касания. Устранение диагональности касания возможно только методом винтового движения, что допустимо при наличии станка, специально приспособленного для этой цели.
а) б) б)
Фиг. 521. Условия кругового зацепления.
Условия кругового зацепления. Метод основан на трех положениях: 1) боковые поверхности зубьев должны соприкасаться по средним точкам, т. е. лежащим на серединах длин образующих начальных конусов (фиг. 521, а); 2) зона касания должна быть сплошной и располагаться приблизительно вдоль образующих начальных конусов, т. е. без наличия диагональности касания (фиг. 521, б); 3) зона касания (фиг. 521, в) должна распространяться на длине, равной 0,6—0,75 длины зуба, и по высоте, равной 0,6 высоты зуба. Общее направление зоны касания должно приблизительно совпадать с направлением образующей начального конуса.
При совмещении средних точек пары сопряженных поверхностей должны также совмещаться и касательные плоскости, проведенные к сопряженным поверхностям в этих точках. Для совмещения же плоскостей необходимо иметь совмещение двух пар любых пересекающихся прямых, лежащих на этих плоскостях. В качестве этих прямых могут быть приняты: а) касательные к профилям зубьев в средних точках, характеризуемые углами контуров профилей в этих точках; б) касательные к линии зубьев в средних точках на начальных конусах, характеризуемые углами наклона зубьев в тех же точках. Следовательно, для совмещения средних точек сопряженных профилей необходимо соблюсти равенстве углов зацепления и равенство углов наклона зубьев в этих точках для обоих
872
Инструменты для нарезания конических колес
колес. Для обеспечения равенства углов зацепления предложена система номеров резцов.
Равенство углов наклона зубьев в средних точках достигается путем внесения коррективов в наладочные установки зуборезного станка. Необходимо отметить, что все поправки при нарезании вносятся только для малого колеса, тогда как большое колесо всегда изготовляется при так называемых базовых установках. Для последних никаких поправок, в том числе и связанных с искажением угла наклона зубьев, не предусматривается. Внесение поправок только для одного колеса и притом имеющего меньшее количество зубьев, выгодно с экономической точки зрения.
Для выполнения второго условия необходимо устранить диагональность касания профилей сопряженных колес. Это обеспечивается путем внесения соответствующих коррективов в наладку зуборезного станка.
Путем устранения диагональности касания добиваются правильного расположения зоны касания. Однако устранение его вызывает значительное укорочение зоны касания. Последнее нежелательно, так как связано с быстрым износом зубьев, вызываемым концентрацией нагрузки на небольших рабочих участках сопряженных профилей. Для увеличения длины зоны касания приходится прибегать к подбору нового соотношения между радиусами резцовых головок, предназначенных для нарезания вогнутых и выпуклых сторон зубьев. Новые размеры радиусов головок обеспечиваются при помощи выбора соответствующих подкладок, вставляемых между резцами и боковыми сторонами пазов корпуса.
Установка резцовой головки по отношению к заготовке на зуборезном станке [1]. Для понимания особенностей расчета и проектирования инструмента, а также методов устранения диагональности касания, рассмотрим общую схему расположения инструмента и заготовки в процессе нарезания (фиг. 522). Эта схема включает в себя все случаи наладки зуборезного станка, кроме тех, которые связаны с наклоном шпинделя инструмента. Центр О люльки (производящего колеса) принят за начало координат, причем за оси координат принимаются OV и ОН.
Точка О*м является горизонтальной проекцией оси поворота бабки заготовки. В общем случае она смещена относительно вершины О' внутреннего конуса, по образующей которого перемещаются резцы в процессе резания. Зуборезный станок допускает перемещение заготовки только вдоль оси О’N, а перемещение стола только параллельно прямой O’F, т. е. вперед или назад. Поэтому смещение вершины О’ внутреннего конуса заготовки относительно центра производящего колеса Ом характеризуется величинами Ахв и Дхр, которые
* Здесь и в дальнейшем индекс м означает, что все данные с м относятся к станку (машине).
Теоретические основы кругового зацепления
87а
определяются в зависимости от величины смещения по горизонтали АЛ. Смещение Ахв принимается положительным при расположении точки Ом спереди от плоскости OYP как показано па фиг. 522. В этом
случае стол смещен назад от исходного положения. Если точка Ом расположена позади плоскости ОР1г тогда смещение будет отрицательным и стол смещен вперед. В некоторых станках смещение Ах6
обеспечивается путем осевого перемещения шпинделя инструмента или люльки. Смещение Ахр принимается положительным, если точка Ом располагается слева от точкиСД.и отрицательным — если справа как показано на фиг. 522. Это смещение обеспечивается дополнительным перемещением бабки с заготовкой по направлению поворотной плиты.
Для получения правильной глубины впадин заготовки необходимо, чтобы направление резани я осуществлялось по образующей внутреннего конуса. Это требует соблюдения следующего соотношения:
Axe = —Ахр sin <рЛ,
Фнг. 522. Схема расположения головки и нарезаемого колеса на станке.
где <рЛ — установочный угол, равный углу внутреннего конуса.
Знак минус означает, что при перемещении бабки с заготовкой вперед стол требуется отодвинуть назад, и наоборот.
Величина смещения может быть определена через длину AL, которая является величиной суммарного перемещения вдоль образующей внутреннего (установочного) конуса,
л AL
Дх„ =-------
р СО5фЛ
Положение центра С головки меняется в зависимости от формы нарезаемого колеса. Для правого колеса центр располагается выше, а для левого ниже оси ОН.
Координаты центра головки определяются по формулам
V = RM cos + Ем-,
Н LM RM sin РЛ,
874
Инструменты для нарезания конических колес
где RM — расчетный радиус резцовой головки;
Рл — расчетный угол наклона зубьев в некоторой точке линии зуба (обычно в средней точке Р);
Ем — величина гипоидного смещения;
— расстояние от средней точки Р до вертикальной оси 0V.
При RM = Ro; = Р; Ем = 0; LM = L, где Ro — номинальный радиус головки; Р — заданный угол наклона зубьев в средней точке; L — средняя длина образующей начального конуса, имеем
Vo = Ra cos Р;
Но = L — Ro sin p.
Установки Ho и Vo называются базовыми, так как при наладочных расчетах сначала определяют их, а затем вносятся поправки в зависимости от конкретных условий. Эти поправки делаются только при чистовом нарезании малого колеса, например, при одностороннем и двустороннем методах.
Величина поправок будет различной в зависимости от выбранного метода устранения диагональности касания. Поправка вводится также и в том случае, если нарезание производится без устранения диагональности касания.
Черновая и чистовая обработка большого колеса при всех методах нарезания, а также черновая обработка малого колеса при простом и двойном двусторонних методах осуществляются при базовых установках.
В современных станках положение центра головки определяется полярными координатами: радиальной установкой U и полярным углом q. Зависимость между прямоугольными и полярными координатами выражается формулами
и = + Г; tg q =
или
Н = U cos q‘, V = U sin q.
Для базовых установок
t/0 = j/#2o + Vo ; =
Производственный конус [1]. При определении наладочных установок зуборез ного станка, связанных с устранением диагональности касания, приходится пользоваться понятием начальных конусов: а) рабочих и б) производственных. Углы рабочих начальных конусов двух сопряженных колес определяют их передаточное отношение в процессе зацепления. Углы производственных начальных конусов двух :опряженных колес определяют их передаточное отношение между производящим колесом (люлькой) и заготовкой, т. е. в процессе нарезания. Данные по наладке стайка изменяются в зависимости от изменения угла производственного конуса <рп и его положения относительно рабочего конуса.
Теоретические основы кругового зацепления
875
Движения заготовки и производящего колеса кинематически связаны друг с другом. Передаточное отношение iM этой цепи должно обеспечить вращение заготовки с угловой скоростью со, требуемой для правильного зацепления с плоским колесом, т. е.
со
‘м = — или
гм z ’
м
где и
гм — угловая скорость и число г — число зубьев заготовки.
зубьев производящего колеса;
Передаточное отношение iM можно определить, пользуясь фиг. 523: 1М= QN
Подставляя MQ = 0MQ cos (<pn — <рЛ) и QN = 0MQ sin <рП1 получаем
z COS (<pn — фд) M sin <pn
Из-за малой величины разности углов числитель можно принять за единицу. Тогда
1 t = ~ --------.
м sin фп
При совпадении производственного конуса с рабочим конусом ф можем написать 1
sin ф ‘
Тогда
_ sin ф
Ijk sin фл
876
Инструменты для нарезания конических колес
Отсюда следует, что передаточное отношение цепи обкатки изменяется равносильно углу производственного конуса.
С другой стороны, при изменении передаточного отношения гитары обкатки на новое отношение изменяется угол давления в средней точке заготовки. Это можно доказать, пользуясь фиг. 524. Резец с углом профиля а перемещается со скоростью v, а заготовка вращается с угловой скоростью со. Точка Р является полюсом зацепления; РМ — линия зацепления; а — угол зацепления на начальной окружности
П V 1Л
радиуса R — —-. Изменяя скорость вращения заготовки на соj и оставляя ту же
Фнг. 524. Определение зависимости угла зацепления от передаточного отношения кинематической цепи обкатки или производственного начального конуса.
скорость движения резца v, получаем новые данные: Р' — полюс зацепления; Р’М’ — линия зацепления; а' — угол зацепления иа начальной окружности радиуса R' = В обоих случаях радиус основной окружности Ro.
Так как Ro = R cos а = R’ cos а', то
РР = R'— R = R \ cos а )
Передаточное отношение связи вращения люльки и вращения заготовки при скорости вращения заготовки со и со' определяется следующими формулами:
. _ / _ Le cos у _ cos у . M~ r ~ Le sin ф ~ sin <p ’
= /' _ Le cos (Y + Ay) _ cos (y + Ay) M~ r' Le sin (ф + Ay) sin (<p 4- Ду) ’ Тогда
{м cos (у + Ay) sin ф = 1 — tg Y tg Ду
iM ~ sin (ф + Ду) cos ф 1 + ctg ф tg Ay ‘
Угол Ду определяется нз формулы
. л рр' R / cosa \ / cos a ,\
Теоретические основы, кругового зацепления
877
Подставляя значение угла Ду и делая преобразования, получаем
С
cos а cos а'
Г1 —tgytgqp
/ cos а
\ cos а'
Из-за малой величины второго члена (в квадратных скобках) его можно считать равным нулю. Тогда окончательно имеем
_ cos а iM ~ cos а''
Так как изменение передаточного отношения iM при нарезании можно осуществить только за счет изменения передаточного отношения гитары обкатки 10 путем соответствующего подбора ее сменных колес, то можно написать, что го _ ,
*0 JJK тогда *о cos а
i„ cos а' ’
причем i0' и i0 равны отношению чисел зубьев ведущих сменных колес к числам зубьев ведомых.
Так как
sin <р ht sin <р„ следовательно,
*о sin <р __ cos а
i0 sin <prt — cos а' ’
Отсюда следует важный вывод: при изменении передаточного отношения кинематической цепи обкатки или при изменении производственного начального конуса получаем изменение угла зацепления заготовки в торцовом сечении (as).
Передаточное отношение цепи обкатки можно представить как отношение чисел зубьев производящего колеса гм к числу зубьев заготовки z
Z„ zf
‘л, = -f- i = — .
где гс — число зубьев плоского колеса.
Тогда
‘м _ гм _ cos as
1м zc cos as откуда
cos a, = zf -----A .
cos as
Производящее (плоское) колесо. Круговая рейка в виде плоского колеса играет такую же роль для зацепления конических колес, как и зубчатая рейка для зацепления цилиндрических колес. Все конические колеса одной и той же системы зацепления могут быть получены путем обкатывания по плоскому колесу.
878
Инструменты для нарезания конических колес
Прн нарезании конических колес необходимо иметь два производящих (плоских) колеса 1 н 2, которые при наложении друг на друга должны совмещаться поверхностями своих зубьев (фиг. 525, а). Такие колеса представляют собой как бы форму и отливку. Образующие начального конуса колеса должны быть расположены в плоскости, перпендикулярной к оси вращения люльки. Поэтому для обеспечения плоскостности колеса необходимо установить головку таким образом, чтобы вершины резцов в процессе резания были расположены под углом 90° -|- 0 к осн вращения люльки. Однако такое расположение головки приводит к усложнению конструкции станка. Люлька должна иметь поворотные направляющие для головки для обеспечения установки под различными углами ножки зуба заготовки. Кроме того, привод для передачи вращения головки уменьшает жесткость узла крепления ее на станке. Поэтому целесообразно в качестве производящего колеса принять вместо плоского колеса плосковершинное (фиг. 525, б), образующие начального конуса которого наклонены под углом 90° — р к оси вращения люльки. При этом в плоскости, перпендикулярной к осн вращения люльки, лежат образующие конуса головок плоско-вершинного колеса. Иначе говоря, плоскость торцов резцов совмещается с центровой плоскостью станка, т. е. плоскостью, перпендикулярной к оси вращения люльки и проходящей через ось поворота делительной бабки. Ось заготовки наклонена к плоскости вращения резцов под углом внутреннего конуса Для большей
наглядности на фиг. 525, б приведены углы, соответствующие плосковершинным колесам и заготовкам гг и z2.
Однако такая форма плоского колеса служит источником погрешности профиля заготовки. Каждое колесо сопряженной пары нарезается путем зацепления со своим плоским колесом. Колеса должны быть сопряженными друг к другу, т. е. профиль зубьев одного колеса должен быть огибающей профиля зубьев другого. Для упрощения конструкции головки профиль резца принят прямолинейным, следовательно, оба плосковершинные колеса также будут иметь прямолинейные профили зубьев. Вследствие этого каждый из этих профилей не может быть огибающим по отношению к другому, ему сопряженному. Такие колеса не обеспечивают линейного зацепления для нарезаемых заготовок и теоретически должны давать точечное зацепление. Фактически же из-за упругости материала колес боковые поверхности зубьев соприкасаются по некоторому пятну, называемому зоной касания (контакта). Точечное касание обеспечивает достаточно хорошие условия работы зубчатой передачи. При наличии упругих деформаций, разверяющих положение осей, зубья при наличии перекосов будут скользить друг относительно друга без какого-либо заклинивания. При этом зона касания переместится относительно своего первоначального положения, и оба колеса самоустановятся по отношению друг к другу. Это важное свойство обеспечивает зубчатой передаче нормальную работу при перекосах осей.
В дальнейшем под плоским колесом мы будем подразумевать плосковершииное колесо.
Определим число зубьев плоского колеса. Радиус его окружности Rc равен наружной длине образующей начального конуса
Rc=.Le = -h_^_^_.
Sin фх Sin ф2
Так как mix mzo. ~ mzc ri — r2 g- ; Rc — -g- ,
то для ортогональных передач
Zc = 1/zf + 4 ,
где zc — число зубьев плоского колеса;
Гр r2 — радиусы начальных окружностей колес Zj н z2;
Ф1> ф2 — углы начальных конусов тех же колес.
Теоретические основы кругового зацепления
879
б)
Фиг. 525, Плоское (а) и плосковершинное (6) производящие колеса.
880
Инструменты для нарезания конических колес
Число зубьев плоского колеса гс получается всегда смешанным числом и вычисляется с точностью до четвертого знака после запятой. Им пользуются при расчете параметров колес зубчатой передачи и данных по наладке зуборезного станка. В общем случае число зубьев производящего колеса различается от числа зубьев плоского колеса, например, при чистовом нарезании малого колеса по одностороннему и простому двустороннему методам, когда каждая сторона зубьев обрабатывается раздельно и с различными параметрами наладки станка. Вместе с тем имеются также случаи, когда число зубьев производящего колеса гм равно числу зубьев плоского колеса гс, например при черновом нарезании обоих колес, при чистовом нарезании большого колеса, при нарезании обоих колес по двойному двустороннему методу.
Число зубьев производящего колеса гм получается в виде смешанного числа, которое вычисляется с точностью до четвертого знака после запятой.
Число зубьев гм определяется по формуле ранее приведенной
где as и a's — соответствующие углы зацепления в торцовом сечении.
Последняя формула служит для определения числа зубьев сменных колес гитары обкатки в том случае, если при нарезании требуется заменить заданный угол зацепления заготовки новым углом зацепления. Для этой цели и определяется расчетное число зубьев гм производящего колеса, при условии, если известны величина приращения угла зацепления н число зубьев плоского колеса.
Если число зубьев производящего колеса не совпадает с числом зубьев плоского колеса (например, при однономерном методе), то для определения гм пользуются формулами [1]: для наружных резцов — zc (1 + К); для внутренних резцов гм£ = гс (1 — К), где
2Aatga 10'AW tg a-2-0,0175 AW tg a .
Л — cos2 p ~ cos2 p-57-60 172 cos2 P’
здесь Aa — разность углов зацепления;
AW — разность номеров резцов.
В случае необходимости внесения поправки на устранение диагональности касания путем выбора соответствующего производственного конуса, в эти формулы вводится еще дополнительная величина (см. выше).
Число зубьев гм вычисляется по приведенным выше формулам только для малого колеса, тогда как большое колесо всегда нарезается при гм = гс.
Система номеров резцов. Для обеспечения равенства углов зацепления установлена система номеров резнов. Она предусматривает использование резцов с различными углами профиля для вогнутой и выпуклой сторон зуба. Сущность этой системы состоит в следующем.
Резец является зубом производящего плосковершинного колеса. Вершина его лежит в плоскости, перпендикулярной к оси вращения люльки. Образующая начального конуса OF (фиг. 526) наклонена к этой плоскости под углом ножки зуба заготовки у или ось симметрии профиля резца наклонена к образующей начального конуса под тем же углом. На фиг. 526 (11 представлены кривые зуба заготовки, соответствующие начальному конусу и конусу впадин с их сечениями АА и ВВ. Угол зацепления, с которым сцепляется пара
Теоретические основы кругового зацепления
881
сопряженных профилей, должен быть отнесен к начальному конусу. Тогда в сечении А А впадина должна быть симметричной относительно оси ab. Для обеспечения этого необходимо иметь асимметричный профиль впадины относительно оси a"f (сечение по ББ), отнесенный
Фиг. 526. Определение углов профиля при использовании системы номеров резцов.
к внутреннему конусу. Наружный резец, нарезающий вогнутую сторону зуба заготовки, должен иметь угол профиля ае, а внутренний резец, нарезающий выпуклую сторону, — угол профиля аг. Они отличаются от угла профиля а, обеспечивающего теоретический угол зацепления сопряженных профилей, на величину Да, т. е.
ае — а — Да и а(- = а + Да.
Угол Да определяется таким образом:
. „ . а"с" a'b sin В . о
tgAa == = tg у sin 0.
Из-за малого угла Да можно принять tg Да = Да. Для сопряженных колес и z2 имеем
Дах = tg ух sin 0; Да2 = tg у2 sin 0.
56 Семенченко и др. 599
882
Инструменты для нарезания конических колес
Тогда углы профиля на вогнутых и выпуклых сторонах малого и большего колес будут соответственно равны:
ае1 — а — Дах; a(1 = a + Дах;
ae2 = а — Да2; a;2 ~ а + Д«2-
Величина поправки профиля резца различна для колес z1 и z2 и противоположна по знаку для наружного и внутреннего резцов.
Для внесения этой поправки в профили резцов предложена система номеров, основанная на использовании резцов с различными углами профиля. Для уменьшения их номенклатуры величина поправки принята как среднеарифметическая и одинакова для обоих колес. В этом случае фактический угол зацепления будет несколько отличаться от теоретического, но это практически не играет никакой роли, так как зацепление сопряженных колес не будет нарушено. Следовательно,
+ Да = ± -^‘±-Да2 = tgY1-t-tgV2 sin р.
Из-за малых значений углов yL и Y2 можно принять tg у = у; тогда
+ Д = + V1 + Y2 sinp.
Поправка Да со знаком плюс берется для внутренних резцов и со знаком минус — для наружных. Каждый номер резца соответствует отступлению в 10' от номинала с плюсом или минусом. Номер резца определяется по формуле
tf=±^= +A±AsinP.
Номенклатура номеров резцов: 0; Ч2; 1; Р/2; 2 и т. д.
Диагональное касание. Рассмотрим причины появления диагонального касания. Расположение зоны касания вдоль образующих начальных конусов сохраняется при условии, если точки вдоль этих образующих будут сопряженными для пары колес. Для соблюдения этого необходимо иметь равенство углов наклона и углов зацепления во всех точках образующих начальных конусов обоих сопряженных колес. Равенство углов наклона во всех точках обеспечивается соответствующими наладками зуборезного станка. Что же касается углов зацепления, то они оказываются одинаковыми только для средних точек зубьев сопряженных колес, в то время как для всех остальных точек эти углы являются различными. Это наглядно видно из формулы для определения величины поправки Да, вносимой при расчете номера резца. Отнимая величину Да от угла профиля наружных резцов и прибавляя ее к углу профиля внутренних резцов, мы и достигаем равенства углов зацепления в средней
Теоретические основы, кругового зацепления
883
точке зубьев нарезаемых колес. Различие же этих углов в других точках соприкосновения профилей обусловливается изменением угла наклона на всем протяжении длины зубьев колес, как это следует из формулы, определяющей угол наклона <ох в любой точке х кривой зуба, отстоящей от вершины конуса на расстоянии Lx (фиг. 527),
Фнг. 527. Изменение угла наклона вдоль зуба.
Пользуясь построением [1], можно написать АО-ОХ = ВО-О& После соответствующей подстановки и преобразования имеем
. 1 г, , L(2r0 sin <о — L) 1
Sin = -2RT [£х + Lx---------LJ •
где L — средняя длина образующей начального конуса;
со — угол наклона зуба в средней точке;
Ro — радиус резцовой головки.
Для определения угла наклона на наружном торце рг надо вместо и Lx подставить величины ре и Le, а для определения угла наклона на внутреннем торце Pz надо подставить соответствующие величины Р( и Ь,. Так как величины, входящие в формулу для определения угла наклона <ох являются одинаковыми для обоих колес, то, следовательно, и углы наклона зубьев для них будут одинаковыми в любой точке сопряжения.
Вследствие неравенства углов зацепления в различных точках образующих начальных конусов перезаемых колес соприкосновение 56*
884
Инструменты для нарезания конических колес
сопряженных профилей вдоль линии зубьев на начальных конусах оказывается невозможным. Соприкосновение боковых сопряженных поверхностей будет осуществляться в точках, лежащих на линии NN (см. фиг. 523), а не на образующей начального конуса ММ. Это и влечет за собой диагональное расположение зоны касания.
На фиг. 528 представлена зона касания для выпуклой и вогнутой сторон малого колеса. Для выпуклой стороны она несколько опущена на узком конце и приподнята па широком. Для вогнутой стороны того же колеса имеет место обратная картина.
Фиг. 528. Расположение зоны касания.
Малое колесо
Выпуклая сторона
"е
Вогнутая сторона
Диагональное касание является недостатком зубчатой передачи, так как оно вызывает шум, неспокойную работу колес и быстрый износ зубьев. В некоторых случаях диагональное касание улучшает работу зубчатой передачи, например при тяжелой нагрузке. В этом случае оно несколько компенсирует деформацию зубьев, вызванную большой нагрузкой. Правильная зона касания должна быть расположена вдоль образующей начального конуса, причем небольшая диагональность в ее расположении вполне допустима. В нерабочем состоянии она должна быть расположена ближе к узкому концу зубьев. В процессе работы под влиянием нагрузки зона касания перемещается к широкому концу. Необходимо следить за тем, чтобы зона касания ни в коем случае не располагалась близко к широкому концу, так как иначе нагрузка окажется сосредоточенной на небольшом участке у широкого конца, что может вызвать поломку зубьев.
Знание основных правил по управлению зоной касания является одним из важных факторов получения высококачественных конических колес. Зона касания представляет собой единственное и притом достоверное средство, при помощи которого можно судить о качестве сопряженных профилей колес.
Устранение диагональности касания. Принцип его заключается в том, что путем внесения определенных коррективов в данные по наладке станка и соответствующих изменений в размеры резцовых головок добиваются получения равенства углов наклона
Теоретические основы кругового зацепления
885
зубьев и углов зацепления во всех сопряженных точках образующих начальных конусов. Как было уже сказано выше, равенство углов наклона зубьев обеспечивается путем применения чистовых наладок зуборезного станка. Совпадение углов зацепления сопряженных профилей имеет место только в средней их точке из-за изменения угла наклона по всей длине зуба. Это обстоятельство требует внесения коррективов в данные по наладке станка.
Для устранения диагональности касания необходимо предусмотреть суммарную поправку для угла профиля как для вогнутой, так и для выпуклой сторон зубьев сопряженных колес. Она состоит из двух частей [1 ]:
1) Д' ах—учитывающая изменение угла профиля вдоль зуба из-за непостоянства его угла наклона;
2) Д"ах— учитывающая поправку, непосредственно связанную с устранением диагональности зоны касания.
Определение поправки Д'ах . Определим сначала поправку Д'ах, учитывающую изменение угла профиля вдоль зуба (по линии ММ) (см. фиг. 523). Поправка угла профиля Да зависит от угла наклона зубьев Р, который меняется на всем протяжении линии ММ. Вследствие этого поправка Да также будет переменной. Но при нареза нии угол профиля резца является постоянным, следовательно, во всех точках линии ММ (за исключением средней точки Р, где угол наклона равен номинальному углу Р) угол давления отличается от поминального угла давления а. Из-за изменения угла наклона зубьев угол давления будет равен номинальному вдоль линии NN. пересекающей среднюю точку Р, так как по одну сторону угол наклона будет больше, а по другую меньше номинального значения.
Отклонение угла профиля Да в средней точке выражается формулой
Да = ± А<Ь + Д<Ч = ± tgY1 + tgY, s.n р
причем знак плюс берется для выпуклой стороны и знак минус для вогнутой.
На основании этого можем отклонение угла профиля Дах в любой точке М', отстоящей на расстоянии х от средней точки Р (вдоль образующей внутреннего конуса), выразить формулой
Дах = ±^.+ ^^5|прх>
где Рх — угол наклона зуба в рассматриваемой точке АГ; здесь также знак плюс берется для выпуклой стороны н знак минус для вогнутой.
Разность между отклонением теоретического угла профиля (в средней точке Р) и отклонением угла профиля в произвольной точке М' определяется таким образом!
для выпуклой стороны
Дах/ = 4* (Дах — Да);
для вогнутой стороны
Дахе = — (Дах — Да).
При сопряжении выпуклой и вогнутой пары колес отклонение в угле зацепления определяется по формуле
Д'ах — Дах/ — Дахе = 2 (Дах — Да).
886
Инструменты для нарезания конических колес
Подставляя вместо Дах и Да их развернутые значения, получаем д'ах = (tg Yi + tg y2) (sin px — sin P).
Угол наклона зуба в произвольной точке М', отстоящей на расстоянии Lx =• — L + х от вершины конуса, определяется по формуле
sinР*= *2^7 [L* + (27?О sinP — ] •
Разность sin 0Х — sin Р можно выразить таким образом:
sin 0Х — sin 0 =-—J—[z.x(2/?0 sin Р — £)1 — zAq Lx J
1 Г Г . (2^0 sin 0 — L) "|
2Яо L +
Принимаем « 1— -j-, что
L
после подстановки и преобразований дает х / Ro sin 0 \
L Г
Тогда окончательная формула для Д'ах такова:
Д'«х « (tg yi + tgy2)-
sin 0Х — sin 0 =
Определение поправки Д"ах. Поправка Д"ах, вносимая в наладочные установки С далью устранения диагональности касания, будет различной в зависимости от выбранного метода [1]. Известны три метода устранения диагональности касания путем: 1) изменения производственного начального конуса; 2) использования гипоидного смещения; 3) винтового движения.
Первый метод является наиболее распространенным и применяется для колес с углом наклона зубьев от 20° и выше. Второй метод может быть применен для колес С любым углом наклона зубьев, а также и в том случае, когда он имеет отрицательную величину, как, например, в колесах типа зерол ’. Оба первые метода требуют раздельного чистового нарезания вогнутой н выпуклой сторон зубьев малого колеса из-за различия наладочных установок. Третий метод позволяет избежать диагональности зоны касания при одновременном нарезании обеих сторон зубьев при помощи винтового движения 1 2.
В качестве примера рассмотрим метод устранения диагональности касания путем изменения производственного начального конуса и определим для него величину поправки Д ах.
Метод заключается в том, что определяют относительную установку заготовки и производящего колеса, при котором малое колесо нарезается при начальном конусе с углом <р ± Дф, отличным от начального конуса с углом ф (см. фиг. 523). Образующая нового конуса должна быть направлена через прежнюю среднюю точку Р. Конус с углом ф — Дф применяется при нарезании внутренними резцами, а конус с углом ф + Дф — при нарезании наружными резцами.
Зная разницу углов зацепления Д ах в функции от Д£, можем путем изменения обкаточного движения выбрать новые начальные конуса и изменить наладочные установки зуборезного станка таким образом, чтобы в процессе нарезания обеспечить для всех точек начальных конусов определенные приращения углов зацепления. Нарезанные прн этой установке колеса устанавливаются в рабочем состояния
1 Колеса зерол имеют угол наклона зубьев 0 = 0.
2 Н. Ф. X л е б а л и н, Современные методы нарезания мелкомодульных конических колес, «Станки и инструмент» № 1, 1952.
Теоретические основы кругового зацепления
587
таким образом, чтобы делительными конусами их были не новые, а первоначальные до исправления. При этих условиях все точки на линиях зубьев будут теперь иметь равные углы наклона зубьев и равные углы зацепления. Соприкосновение сопряженных профилей будет осуществляться по образующим начальных конусов. Благодаря этому зона касания расположится вдоль линии зубьев, а диагональное касание будет устранено.
Поправка Д"ах определяется следующим образом (см. фиг. 523). Для устранения диагональности зоны касания при нарезании малого колеса конус с углом <рх заменен другим производственным конусом с углом <ря, образующая которого проходит через среднюю точку Р. Его образующая внутреннего конуса не проходит через ось 0л. При нарезании с первым конусом <pz- угол давления равен номинальному углу зацепления не вдоль образующей ММ начального конуса, а вдоль линии NN, расположенной под некоторым углом к образующей ММ. Это влечет за собой появление диагональности касания. Для устранения его необходимо, чтобы угол давления, равный номинальному углу зацепления, был на линии N'N', совпадающей с образующей заменяющего производственного конуса <ря, вершина которого 0л пересекает ось люльки (производящего колеса). Вершина образующего и внутреннего конусов 0t смещена относительно осн люлькн на величину ДБ, которая связана с перемещением заготовки Дхр н перемещением стола Дхв.
Передаточное отношение кинематической цепи, связывающей вращения люльки и заготовки, равно:
при устранении диагональности касания (при конусе <р„)
•' ~ 2Z. - L~bL .
*м ~ РЁ ~ г
без устранения диагональности касания (при конусе <pz)
• L ‘м~ РЕ ~ г '
Беря отношение, получим
ИЛИ
гм = гс (1—^) •
Для нахождения зависимости между величиной ДБ и степенью диагональности касания определим изменение угла давления вдоль оси зуба. Рассмотрим сечение плоскостью AM, расположенное перпендикулярно образующей внутреннего конуса и отстоящее на расстоянии х от средней точки Р. Плоскость AM расположена близко от плоскости торцового сечения, поэтому профиль зуба в плоскости AM можно принять одинаковым профилю зуба в торцовом сечении.
Из фиг. 523 следует
Rx Б 4- х L 4-х — ДБ
~~R ~ ~L И ~R~ ~ Б —ДБ '
где Rx — радиус производственной начальной окружности при отсутствии смещения, т. е. при ДБ = 0;
Rx — тот же радиус при наличии смещения ДБ.
Делим первое уравнение на второе и получаем
Rx (Б+х)(Б —ДБ)
х L (L х — ДД)
888
Инструменты для нарезания конических колес
или после разложения дроби в ряд и отбрасывания всех членов, кроме первых двух, имеем
Rx , x/\L
—т- = 1----
Rx L'
Ранее было доказано, что отношение радиусов производственных начальных окружностей характеризует изменение угла давления, т. е.
Rx = cos asx r' cos as ’
где as— угол давления в точке М', лежащей на производственной начальной окруж. иости, и поэтому равный углу зацепления в торцовом сечении;
asx — угол давления в точке М в торцовом сечении.
Обозначим разность углов через Д"а5х, т. е. Д"аЛ -- asx — a> тогда
Rx cos (as 4-A”as,)
-Ц- =--------------«L. = cos Даи — tg as sin Д a^.
Rx c°s “s
Из-за малой величины Д'а^ можно написать
— 1 — Д" a-sx tg Os-
Rx
Для перехода от углов as и Д'а^ в торцовом сечении к углам в нормальном сечении служат формулы
tg а = tg as cos Р; Д "ax = Д "a^ cos Рх.
После подстановки и замены cos на cos Р получаем
Rx _ . Д"аЛ tg а
Rx ~ cos2p
X Л Z.
Но так как—Ц- = 1------=-г~, то после подстановки имеем окончательную фор-
Rx L
мулу для определения Д"ах
, Д£ cos2P Д ах - х -jj •
Из найденной формулы следует, что путем изменения угла производственного начального конуса и положения заготовки имеет место изменение угла давления вдоль линии зуба для всех точек, кроме средней Р, для которой х — 0 и, следовательно, Д"ах=0. Это изменение угла давления прямо пропорционально расстоянию х от точки Р.
Для устранения диагональности касания необходимо выполнить следующее условие: Д'ах + Д ”ах = 0. После подстановки находим величину смещения Д£
дь=± Vcl°4n—-(tg Pi+tg Рг) tg a-
/\о Р
Знак плюс берется для вогнутой стороны зуба и знак минус для выпуклой. Подставляя значения для наладочных установок и Уо, получаем
AL=±^-Sr(tgP1 + tgW-
Теоретические основы, кругового зацепления
889
Зная ДА, можем определить новые наладочные установки для каждой стороны зуба, а именно:
Л/.
COS %', ’
—
Д.гв = —Дхр sin <р/ = ДА tg <р/.
где <рг- — угол конуса впадины, равный углу установки <р.
Изменение угла производственного начального конуса влечет за собой изменение передаточного отношения между производящим колесом (люлькой) и заготовкой или изменение передаточного отношения кинематической цепи обкатки, которое устанавливается путем соответствующего подбора сменных колес гитары обкатки.
Число зубьев производящего колеса гя, необходимое для настройки гитары обкатки при нарезании каждой стороны зуба, определяется по формуле
гя = гс
где гс — число зубьев плоского колеса (круговой рейки), определяемое по формуле
zr = У zf + 4.
Определение формы и размеров зоны касания на контрольно-обкатном станке. При обработке конических колес с круговыми зубьями положение и размеры зоны касания получаются самыми разнообразными. Корректирование неправильной зоны касания не всегда может быть получено при помощи математических расчетов. Это объясняется не только приближенностью расчетных формул, но также и непод-дающимися учету погрешностями технологического и эксплуатационного характера. Практика показывает, что зубчатая пара работает более удовлетворительно (например, в отношении шума) не при полном устранении диагональности касания, а при наличии некоторой его части. Для каждой зубчатой пары имеется своя оптимальная величина диагональности касания, которая не поддается математическому определению и может быть выявлена только экспериментальным путем. В таких случаях дает хорошие результаты метод -д-, основанный на использовании горизонтальных и вертикальных перемещений при проверке на контрольно-обкатном станке. В зависимости от степени диагональности касания соотношения между Н и V будут различны.
Контрольно-обкатной станок состоит из двух бабок, расположенных под прямым углом. Каждая бабка перемещается по направлению, перпендикулярному к оси своего шпинделя. Ведущая бабка (для ведущего колеса) получает вращение от реверсивного мотора, а ведомая (для ведомого колеса) снабжена тормозом, допускающим проверку колес под нагрузкой. Оба шпинделя обладают горизонтальными движениями. По вертикали может перемещаться только ведомый шпиндель. Горизонтальная установка определяет положение зоны касания в поперечном направлении, т. е. к головке или к ножке зуба, а вертикальная — в продольном направлении, т. е. от широкого к узкому концу колеса. Для обеспечения правильного положения зоны касания необходимо пользоваться обеими установками.
При испытании колеса, смазанные предварительно тонким слоем краски (свинцовый сурик с минеральным маслом), подвергаются в течение 1—2 мин. вращению под небольшой нагрузкой (при помощи тормоза). Если проверка показала неудовлетворительные результаты, то добиваются получения правильной зоны касания путем соответствующих перемещений по горизонтали и вертикали ведомой бабки. Показания этих перемещений используются для соответствующей переналадки зуборезного станка, при которой зона касания получается правильной. Обычно перерезанию подвергается только одно колесо из сопряженной пары, а именно малое, как требующее меньшее время на обработку. Ниже приведены характерные изменения зоны касания [3].
890
Инструменты для нарезания конических колес
1. При нарушении равенства углов зацепления в различных точках по профилю (высоте зуба) зона касания смещается к головке или ножке зуба.
2. При нарушении равенства углов наклона в точках вдоль линии зуба зона касания смещается к узкому или широкому концу.
3. При нарушении равенства одновременно по углам зацепления и углам наклона зона касания смещается одновременно как по профилю, так и по длине зуба; в этом случае зона касания сильно укорачивается и сосредоточивается на одном конце зуба.
4. Изменение угла между осями конических колес соответствует до некоторой степени раздвижению осей цилиндрических колес и не оказывает большого влияния на положение зоны касания.
Впадина колеса Zg ( Аг в г Сг^г)
D
N1
'CM/////////Z////////A к&Вогнутая сторона
' Qi-iniiiZHnQ
Вогнутая
8i________
с,
Выпуклая
Зуб колеса Z/ /Л/ BiCfDj)
Зуд колеса Z/ Вогнутая^
Bi 8г
Фиг. 529. Сопряжение профилей пары колес.
ыпуклая сторона впадины
С2 С,
5. Всякие другие изменения в относительном расположении сопряженной пары влияют на зону касания подобно тому, как и при нарушении равенства углов зацепления или углов наклона зубьев.
6. Вертикальное смещение оси малого колеса относительно оси большого колеса ие оказывает такого большого влияния, как для конических прямозубых колес, у которых при таком смещении зона касания размещается у широкого конца. В этом состоит одно из существенных преимуществ криволинейного зуба перед прямолинейным. Оно обусловлено тем, что криволинейные зубья получают при нарезании некоторое различие в кривизне, так как радиус кривизны вогнутой стороны несколько больше радиуса кривизны выпуклой стороны (фиг. 529). Так, несоответствие радиусов резцов головки при простом двустороннем методе получается непосредственно из-за того, что наружные и внутренние резцы отстоят на разных расстояниях от центра головки. В результате получается точечный контакт вместо линейного, практически переходящий в пятно или зону контакта.
Вертикальное смещение осей сопряженных колес вызывает в основном изменение угла наклона зубьев и оказывает некоторое влияние и на угол зацепления.
7. Горизонтальное смещение оси малого колеса относительно оси большого оказывает такое же влияние на положение зоны касания, как и различие в углах зацепления (смещение по высоте зуба). В значительно меньшей степени оно влияет также и на изменение угла наклона зубьев.
8. Термическая обработка колеса изменяет расположение зоны касания, полученной после нарезания. Малое колесо обычно подвергается большему короблению при закалке, чем большое колесо, из-за чего зона касания перемещается по направлению к тому или другому концу в зависимости от размера колеса, направления зубьев (правое или левое), формы боковой поверхности (вогнутая или выпуклая).
Компенсация искажения угла наклона зубьев при нарезании. Для правильного зацепления пары конических колес необходимо обеспечить равенство углов наклона
Теоретические основы кругового зацепления
891
зубьев в сопряженных точках. Если это условие не удовлетворяется, то зона касания будет смещена по длине зуба, что приводит к неправильному сопряжению профилей. Вследствие использования в качестве производящего колеса плосковершинное колесо вместо плоского при нарезании получается искажение угла наклона зуба Д0. Головка (фиг. 530) вращается вокруг оси О'у' и резец образует коническую поверх-
Фиг. 530. Определение компенсации искажения угла наклона зуба при нарезании колеса.
ность O'L'M' [1]. В плоскости I—I, перпендикулярной к оси головки, зуб имеет угол наклона 0в, а в плоскости II—II, касательной к начальному конусу колеса, искомый угол наклона зуба 0'в. В горизонтальной плоскости проекций в сечении плоскостью II—II получается эллипс, образующий кривую зуба. Касательная РА к ней, проведенная в средней точке Р, определяет угол р'в. В сечении плоскостью I—I получается окружность, дуга которой является кривой зуба. Касательная РЕ определяет угол 0. Разность Д0 = 0'в — 0в дает величину искажения угла наклона зуба. Для компенсации этого искажения необходимо, чтобы обе касательные РА и РЕ совпали друг с другом. Этого можно достигнуть путем изменения положения центра резцовой головки иа станке при условии, если величина искажения Д0 уже определена.
Для определения величины Д0 на фиг. 530 дано построение проекций касательной к эллипсу РА, которая одновременно является касательной к конической поверх
892
Инструменты для нарезания конических колес
ности О'N'M' и находится в плоскости II—II. Проекциями касательной РА являются вертикальной РА, а горизонтальной Р"А", как это видно из построения проекции конической поверхности O"M"N" на вспомогательную плоскость. Величина AfJ может быть определена следующим образом:
лй — __________РМ_________= q sin р8 tg у tg а =
g Р “ ~АМ ~ (ОР +~РМ) tg ₽„ “ (е + е sin Р tg у tg а) tg pe
= cos р8 tg у tg а
1 + sin pe tg у tg а '
Из-за незначительной величины вторым членом знаменателя можно пренебречь и тогда
tg ДР = cos pe tg у tg «
Для малого и большого колес углы ножек зубьев Yi> Уг меняются. Поэтому, подставляя вместо у соответствующие величины Yi и Уг> будем получать различные величины поправки. Но так как все поправки вносятся только для малого колеса, а большое колесо нарезается прн базовых установках, то необходимо для последнего внести суммарную поправку
ДР = Дрх4 ДР2.
В виду малых значений углов можно написать:
tg ДР = tg Дрх .4 tg ДР2 = cos Pe tg a tg Yi 4 cos pe tg a tg у2! откуда
tg ДР = cos pe tg а (tg Yi + tg Ya)-
Угол наклона Рв может отличаться от номинального угла наклона р. Он связан с радиальной установкой станка и образующим радиусом резцовой головки как это видно из фиг. 530.
. о lA+R' — U* sltl “ 2LR
В зависимости от нарезания вогнутой или выпуклой сторон зуба в формулу надо подставить соответствующие величины радиальной установки U и образующих радиусов Re или R; (вместо R).
Так как угол Р'в = Р8 + Др, то, преобразовывая эту формулу, можем написать
Итак, угол Др представляет собой разность между углом наклона зуба Р в плоскости II—II, касательной к начальному конусу, и углом наклона в плоскости I—1 вращения резцовой головки, в которой производится установка на станке координат ее центра. Поэтому можно принять Рв = р. тогда
tg ДР = cos р tg y tg а = cos Р tg a (tg Yi + tg yJ-
Эта формула и определяет ту поправку, которую необходимо вносить в данные по наладке станка при определении смещения центра резцовой головки.
Коррекция радиусов резцовых головок. Одним из важных конструктивных элементов головки являются радиусы, в особенности образующие и связанные с ними производящие. Конструкция головки предусматривает возможность изменения радиусов в зависимости от конкретных условий нарезания колес. Особым достоинством обладают односторонние головки, снабженные одним видом резцов — наружных для обработки вогнутой стороны и внутренних для выпуклой. Эти головки применяются для чистовой обработки малого колеса. Из-за раздельного нарезания
Теоретические основы кругового зацепления
893
вогнутой и выпуклой сторон зуба различными головками легко можно внести кор-
рекционные поправки на соответствующие радиусы.
Общая поправка Д/? равна разности между образующими (Re и R£) и номинальными (Ro) радиусами головки. Она состоит из трех поправок:
1) поправка Д'/?, учитывающая необходимость коррекции, обусловленной меро
приятием по устранению диагональности касания;
2) поправка Д"/?, учитывающая разность между номинальным радиусом головки
и радиусом, нарезающим линию зуба заготовки;
3) поправка Д'"/?, вводимая с целью уменьшения длины зоны касания [1].
Следовательно, образующие радиусы односторонних головок для вогнутых /?е и выпуклых /?/ сторон зубьев определяются по формулам
Re — Ro — &R и Ri — Ro~i~ где
Д/? = Д'/? + Д’/? — Д'"/?.
При внесении в формулу двух первых Д'/? и Д"/? поправок зона касания распространяется почти на всю длину зуба. Поэтому третья поправка Д"'R вводится с целью уменьшения длины зоны касания. По этой причине она поставлена в формулу для Д/? со знаком минус.
Поправка Д'/? определяется по различным формулам в зависимости от метода устранения диагональности касания.
Определим величину Д' R в случае устранения диагональности зоны касания
Фиг. 531. Определение поправки радиусов головки при исправлении диагонального касания путем изменения производственного конуса.
путем изменения производственного конуса [1 ]. Линия зуба, полученная на развертке начального конуса заготовки, отличается от дуги окружности. Это вызывает уменьшение зоны касания, для компенсации которого приходится прибегать к изменению радиуса резцовой головки. Определим радиус кривизны в средней точке Р кривой зуба, полученной при нарезании (фиг. 531). Предположим, что резцы головки перемещаются не по дуге окружности, а по касательной АВ, проведенной к средней точке Р под углом 0. При нарезании скорости вращения средней точки Р как для люльки, так и для заготовки будут одинаковы, поэтому дуга РР будет общей для элементарно малых углов 0Л и при согласованных поворотах люльки и заготовки вокруг своих осей 0л и 0^
0
л —
РР’
L — &L’
Отношение углов
-1
6л L •
Оно же равно и —— .
Обозначим ДО = 0л — 0j,
тогда ДО = 0Л -j-.
При повороте люльки на угол 0Л резцы перемещаются по линии А"В". Если бы ось заготовки 0t совпадала с осью люльки 0л, тогда резцы перемещались бы по
894
Инструменты для нарезания конических колес
линии А’В'. Прямая А"В" отклоняется от прямой А’В’, причем в момент, показанный на фиг. 531, профилируемая точка С, лежащая на прямой А"В", несколько отошла от точки С прежней линии А'В’. При дальнейшем повороте люльки точки кривой, получаемые при нарезании, будут отходить от прежней прямой линии А’В'. В результате этого прямая зуба превратится в кривую. Необходимо определить кривизну и радиус кривизны. Длина дуги кривой может быть определена по следующей приближенной формуле:
<мРР' _ (А-ДА)вЛ Л - cos (90« _ р) sinp
Кривизна в точке Р'
, ДО ALsinp Л _ДГ~ ~ L2
Величина отвода кривой
Величина отвода при круговых зубьях
1 Р
h^-2X^ = ^-
Следовательно, отвод кривой от окружности
радиус кривизны
1 _ Р RnL*
е X 2h L2 — R0AL sin 0'
Разложив правую часть в ряд и отбросив все члены, начиная с третьего, получаем
Ro
С « Ro + TJ д£ sin Р-
Величина изменения радиуса головки
Ro
X'R = Q — Ro = XL sin 0.
Для определения поправки X"R рассмотрим фиг. 532. Слева (а) изображена двусторонняя головка, нарезающая обе стороны зуба большого колеса. Справа (в) односторонняя головка с внутренними резцами для нарезания выпуклой стороны зуба малого колеса. В центре (б) односторонняя головка с наружными резцами для нарезания вогнутой стороны зуба того же колеса. Сопряженные линии зубьев образуются радиусами Qe2 и qz-2 Для большого колеса и Qe2 и С« Для малого колеса. Сопряженные радиусы равны между собой, т. е.
Сег = С/11 Q/г = Cel-
Поправка Д"7? является разностью между номинальным радиусом Ro и образующим радиусом Re головки с наружными резцами. Можем записать
е/2 = Яо ~ “2" — л2 te
Qei — А tg а.
Теоретические основы кругового зацепления
895
откуда
= -£ + (h\ + h'2) tg a,
где Wg — развод резцов головки для большого колеса;
Л/ и /г2" — высоты ножки зуба малого и большого колес, равные соответственно L tg Pi и L tg Р2-
После подстановки получаем окончательную формулу
Д’7? = -^ + £ (tg рх + tg р2) tg a.
Эта же величина Л"/? действительна также для вогнутой стороны зуба большого колеса и выпуклой стороны зуба малого колеса, но с направлением в другую сторону, как это видно на фиг. 532. Отсюда следует, что радиус головки с наружными резцами получается меньше радиуса головки с внутренними резцами.
Поправка Д’'/? [1] вводится с той целью, чтобы зона касания не распространялась на всю длину зуба. Она характеризуется отношением
f--F-lz
где Ьэ длина большой оси эллипса фиг. 532. Определение поправки радиусов
зоны касания; /г= —--------длина головки с учетом разницы между ее средним
cose) и производящим радиусами.
зуба.
Для определения Д’'/? используется формула Герца, по которой большая ось эллипса деформации двух сжимаемых цилиндров равна
ЬЭ = С
61 ’
где С — коэффициент, зависящий от удельной нагрузки и рода материала сжимаемых цилиндров;
2ь ба — их радиусы кривизны.
Величина Д '/? = — pi- После преобразований окончательно имеем
Д'"/?
Поправка Д*'/? берется со знаком, противоположным для (Д'/? + Д"/?). В практике принимают F = 0,5 и С = 0,064. Эти величины являются приближенными.
Итак, образующие радиусы односторонних резцовых головок для наружных и внутренних резцов определяются таким образом:
/?е=/?0 — Д/? И /?, = /?0 + Д/?, где
&R = Д'/? + Д’/? -Ь Д’'/?.
Определение положения центра головки. После внесения ряда коррективов, можно вычислить результирующие наладочные установки, по которым производится окончательная настройка станка. Как было уже сказано выше, сначала определяют
896
Инструменты для нарезания конических колес
базовые установки Но и Ко, в которые затем вносится необходимая поправка, связанная с изменением центра резцовой головки (ДА/ и ДУ).
Результирующая поправка учитывает компенсацию изменения угла наклона зубьев и радиуса резцовой головки.
Поправка на изменение угла наклона зубьев необходима из-за того, что этот угол в средней точке получает искажение вследствие установки заготовки при нарезании под углом ножки зуба. Для обеспечения совпадения фактического угла наклона с номинальным необходимо изменить положение центра резцовой головки путем поворота вокруг средней точки Р радиуса АР ее на угол ДР (фиг. 533). Это равносильно перемещению центра на величину Д' Н по горизонтальному направлению и на величину Д'У по вертикальному [1 ]:
Д'Н — АВ cos Р ж /?0 tg cos Р ж = Ro tg « cos2 Р (tg Yi + tg Ya), где ДР — величина искажения угла наклона (см. фиг. 530).
Вертикальное смещение Д'У = = Д'// tg р.
Далее необходимо внести поправки, обусловленные изменением радиуса резцов, нарезающих соприженные поверхности большого и малого колеса.
Отложим вдоль линии ВР' от точки Р' (фиг. 533) величину радиуса резцовой головки. Можно принять, что отрезок РР' приблизительно равен Д"/?, а центр головки данного радиуса /?к- переместился нз точки В в точку С на величину
установок при нарезании конических
колес.
Д5д = Ru- — Д’/? — «о = R — Д’/?.
Смещение Д5д можно разложить на горизонтальное Д"// = Д5д sin Р и вертикальное Д"У = Д5д cos р. Кроме этих смещений необходимо еще учесть также смещение Д£, необходимое для устранения диагональности касания. Величину смещения Д£ надо прибавить к горизонтальной установке. Тогда окончательно центр головки перейдет в точку Сх, при этом суммарные перемещения по горизонтали и по вертикали будут следующие:
АН = А'Н + AL — А"Н = А'Н + AL — (AR — A”R) sin Р;
ДV = Д'У + Д’У = А'Н tg Р + (Д/? — Д’/?) cos р.
Следовательно, новые наладочные установки получаются по формулам
Н= Н„±АН и V = Ио ± ДИ, причем знак плюс берется для выпуклой стороны и знак минус для вогнутой.
Нарезание колес полуобкатных передач. С целью повышения производительности большое колесо может быть получено путем врезания инструмента в заготовку при выключенном механизме обкатки, т. е. таким же способом, как и при черновом нарезании. Обработка производится или на универсальных станках, или на специализированных. обладающих большей жесткостью.
Теоретические основы кругового зацепления
?97
При чистовом нарезании большого колеса можно применить двустороннюю головку, причем номер и величина развода резцов определяются по обычным формулам. Резцы из-за разных углов наклона режущих кромок нагружены неодинаково. Для получения одинаковых условий резания на наружных и внутренних резцах рекомендуется применять их с одним и тем же профилем, симметрично расположенным относительно оси, совпадающей с направлением врезания. В этом случае номерная поправка равна нулю, и она может быть компенсирована путем дополнительного поворота большого колеса. Профиль 1 его для полуобкатных передач получает
а) 5)
Фиг. 534. Форма профиля малого колеса для полуобкатных передач.
форму рейки, причем прямая, заменяющая кривую профиля, является касательной в точке на начальной окружности (фиг. 534, а). Нормальный профиль 2 большего колеса z2 по сравнению с рейкой утолщается по мере удаления к головке и ножке от начальной окружности. Для правильного зацепления необходимо, чтобы малое колесо zx вместо нормального профиля имело модифицированный профиль 3, получаемый при соответствующем утонении его у головки и ножки. Модифицированный профиль малого колеса получается двумя методами: при помощи наклона шпинделя резцовой головки или механизма модификации обкатки.
При первом методе роль плоского производящего колеса 1 играет большое колесо z2 данной передачи, находящееся в зацеплении с малым колесом (фиг. 534, б). Ось люльки 2 совпадает с осью большого колеса, а ось 3 резцовой головки 4 получает соответствующий наклон. Ось малого колеса гг (заготовки) 5 располагается таким же образом, как и в передаче, т. е. под прямым углом к оси люльки (из-за внесения поправок в наладку станка получаются небольшие отклонения). Этот метод требует сложных расчетов при наладке и может быть использован только на станках, снабженных механизмом для наклона инструментального шпинделя.
Второй метод может быть применен на станках, имеющих механизм модификации обкатки. В этом случае необходимо, чтобы
57 Семенченко и др. 599
898
Инструменты, для нарезания конических колес
плоское колесо обладало равноускоренным или равпозамедленным вращением, а нарезаемое малое колесо вращалось равномерно. Но модификация обкатки связана с появлением дополнительного диагонального касания, помимо основного, получаемого из-за направления резания по образующей внутреннего конуса взамен начального. Поэтому при расчете данных для наладки станка требуется учитывать как основное, так и дополнительное диагональное касание сопряженных профилей. Диагональное касание устраняется путем изменения производственного начального конуса.
МЕТОДЫ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС МЕЛКИМИ СЕРИЯМИ
Существенным недостатком рассмотренных выше методов нарезания конических колес с круговыми зубьями является необходимость иметь в своем распоряжении огромное количество резцовых головок. Это объясняется тем, что каждая сопряженная пара колес обрабатывается при помощи нескольких головок. Следовательно, обычные методы нарезания колес с круговыми зубьями себя оправдывают только в массовом или серийном производстве, что до известной степени ограничивает область их применения. Для возможности использования зуборезных станков кругового зацепления при изготовлении колес мелкими партиями предложен как нашими станкостроительными организациями, так и за рубежом ряд новых методов для кругового зацепления, позволяющих значительно расширить область применения конических колес в мелкосерийном и индивидуальном производстве. Использование новых методов базируется на следующих положениях:
1) широкая нормализация элементов зубчатых колес (угол зацепления, длина образующей начального конуса, модуль, угол наклона зубьев, угол расположения осей сопряженных колес и др.);
2) нормализация элементов резцовых головок (развод резцов, номер резцов, образующие диаметры, толщина подкладок и т. п.);
3) ограничение эксплуатационных возможностей (форма зуба, расположение зоны касания, износ, условия передачи нагрузки и т. п.).
В Советском Союзе был предложен ряд методов, из которых заслуживают внимания: 1) получение колес с равновысокими зубьями и 2) одномерный метод.
Колеса с круговыми равновысокими зубьями ’. Они нарезаются на обычных зуборезных станках односторонним или двусторонним поворотным способом.
При обработке независимо от способа нарезания заготовка (фиг. 535) устанавливается по отношению к плоскости вращения люльки под углом начального конуса <р (вместо внутреннего), а стол
1 Метод предложен Г. А. Лопато. См. Г. А. Л о п а т о, Конические колеса с круговыми равновысокими зубьями, «Вестник машиностроения» № 9, 1952.
Методы нарезания конических колес мелкими сериями
899
нарезания колес
Фиг. 535. Нарезание колес с круговыми равновысокими зубьями.
смещается иа высоту ножки зуба. Следовательно, здесь в качестве производящего колеса выбрано взамен плосковершинного плоское колесо. В результате этого не требуется вносить поправок в такие элементы, как угол профиля, угол наклона, форма зуба, что необходимо при нарезании колес с равномерно понижающимися зубьями при переходе от широкого к узкому концу с равновысокими зубьямиисключаетявление диагональности касания, поэтому он не требует внесения поправок в наладочные установки, как это имеет место при нарезании колес с понижающимися зубьями. Внесение поправок является крупным недостатком, так как, помимо громоздкости расчета, не всегда вычисленные данные для наладки станка оказываются точными и достаточными для получения качественных колес. Наряду с достоинствами метод обладает и рядом недостатков. Нарезаемые зубья колес получают удовлетворительную степень сужения (отношение ширины вершины зуба у узкого конца к ширине зуба у широкого конца) только при нарезании головками с умень-шеннымидиаметрами (примерно в 1,5 раза). Это сокращает область применения метода при использовании нормализованных головок в отношении диапазонов модулей и углов наклона зубьев (примерно 30— 35е). Применение головок малых разме
ров может вызвать дополнительное резание по уже обработанной поверхности, что приводит к ее повреждению. С этой точки зрения передаточное отношение сопряженных колес не должно быть больше 1 : 4. Применение головок с уменьшенными диаметрами увеличивает кривизну зубьев, которая отрицательно отражается на работоспособности зубчатой передачи.
Однономерный метод — более совершенный метод 1. Сущность метода состоит в том, что нарезание как большого, так и малого
колес осуществляется резцовыми головками с резцами одного номера Nф (предпочтительно 71/2). В этом случае получается погрешность в угле профиля заготовки. Предположим, что для данной заготовки при обычном методе нарезания номер резца Nn\ тогда углы профиля выражаются таким образом: для вогнутой стороны ае = = а — (1 OjV^ — 10V0) и Для выпуклой 04 = а + — 10Afo),
Метод предложен и разработан В. Н. Кедринским (ЭНИМС). См, [1]. 57*
900
Инструменты для нарезания конических колес
что дает разницу в углах давления
= ае~ «1 = Ю (Л^— М>).
При N& = 7V2 погрешность равна 75'. Величина ее небольшая и она не оказывает особого влияния ни па форму зуба, ни на его прочность. Для мало ответственных передач можно пойти на то, чтобы иметь отклонение в угле зацепления сопряженных колес. Однако целесообразнее внести поправку на эту разницу между теоретическим и фактическим углом зацепления. Компенсация этой погрешности может быть легко осуществима на станках, снабженных устройством для наклона инструментального шпинделя. Однако не все модели обладают такой возможностью. Поэтому приходится вводить поправку в наладочные установки другим путем. Это достигается, как было уже сказано ранее, путем изменения передаточного отношения цепи обкатки, а следовательно, и угла производственного начального конуса. Эти изменения влияют на изменение отношения углов профиля на вогнутой и выпуклой сторонах сопряженных колес.
При изменении передаточного отношения получается незначительное изменение угла наклона зуба, которое необходимо учесть путем изменения положения центра головки. В результате можно применить следующие формулы для наладочных установок:
U = Uo — At/;
At/ = + К —°- afttg У1- cos (q — ₽), — cos 0 гп
ГПР К - 2Аа» а - AjV fga :
дс — cos2(} 172cos2P ’
<px — угол начального конуса малого колеса;
^ = тг-
Знак плюс принимается для вогнутой стороны и знак минус для выпуклой.
Вследствие изменения передаточного отношения цепи обкатки появляется диагональность касания. Для устранения ее путем выбора нового производственного начального конуса необходимо знать величину смещения Д£о- Она определяется для вогнутой стороны по формуле [1J
4Aa0tg a tg 0 £2/ /?0 sin 0 \
------coFp -Ro V ~’
Угол Даф выражен в радианах.
Для выпуклой стороны получается то же выражение, но брать его надо с обратным знаком. При N& > No суммарная диагональность
Методы нарезания конических колес мелкими сериями
901
уменьшается, а при 1Уф < No она увеличивается. Поэтому суммарная поправка
где знак минус принимается для вогнутой стороны, знак плюс для выпуклой,
Величина ДА берется из формулы
В дальнейших расчетах наладочных установок во все формулы надо подставлять ДА,, вместо ДА.
Одновременное нарезание зубьев можно применять как для одностороннего, так и для двустороннего метода.
Односторонний метод целесообразно использовать в индивидуальном производстве, например при ремонтных работах. Производительность его значительно ниже двустороннего, в особенности для колес крупных модулей, которые приходится нарезать в два прохода из-за малой величины развода резцов. Номенклатура содержит четыре головки; каждая из них снабжена резцами с двумя величинами развода:
Номинальный диаметр головки в дюймах ... 6 9 12 18
Развод резцов
в мм........0,65 и 1.0 1,0 и 2.0 1,5 и 2,5 2,0 и 3,0
В отличие от обычных односторонних головок, здесь положение центра головки при нарезании остается постоянным для обеих сторон зуба. Что же касается получения требуемой толщины зуба, то это обеспечивается простым поворотом заготовки. Однако поворот возможно производить только при нарезании большого колеса. Малое же колесо необходимо нарезать таким же путем, как и при обработке обычным односторонним способом, при котором каждая сторона зуба требует различного положения центра головки. При однономерном одностороннем методе диагональность касания не устраняется, так как при устранении ее зона касания уменьшается, а она для колес крупных модулей и без того получается незначительной. Для мало ответственных передач это не имеет существенного значения, тем более, что в процессе эксплуатации имеет место довольно быстрая приработка колес.
Двусторонний метод с использованием резцов одного номера обеспечивает получение достаточно точных и качественных колес и в отдельных случаях дает те же показатели, что и метод постоянной установки. Производительность его также высокая, так как чистовое нарезание обеих сторон зубьев большого колеса производится одновременно. Чистовое нарезание малого колеса осуще-
902
Инструменты для нарезания конических колес
ствляется раздельно для каждой стороны при помощи односторонних головок. При этом методе вносятся поправки в наладочные установки
для устранения диагональности касания, а также поправки, учиты-
вающие изменение радиусов головки с целью получения необходимой длины зоны касания. Для этого метода требуется всего 12 корпусов головок, 19 комплектов резцов и 77 комплектов подкладок. Эта номенклатура обеспечивает возможность получения всех требуемых головок как для одностороннего способа, так и для двустороннего.
Поворотный метод нарезания. Нарезание при помощи поворота шпинделя заготовки впервые осуществлено в Советском Союзе1. Преимущества его настолько значительны, что этот метод стал применяться не только в нашей промышленности, но и за рубежом. Нарезание колес с равновысокими зубьями также предусматривает поворот шпинделя заготовки. И, наконец, поворотный метод используется при нарезании колес головками с одними номерами резцов. Поворотный метод применяется в основном для обработки большого колеса. Основное преи-
Фиг. 536. Принцип поворот-
пого метода нарезания.
мущество его состоит в резком сокращении количества головок. Этот метод поз-
воляет осуществлять нарезание заготовки головкой с любой величиной развода 1F„2 при условии, если Wn2 меньше величины развода Й72, применяемой при обычном нарезании: U7n2 < Ц72, где
Fa = -^(S1cos₽-2/i;tga).
При поворотном методе сначала нарезается одна из сторон зуба, например на фиг. 536 показана выпуклая. Затем поворачивают шпиндель с заготовкой на угол С'ОС и нарезают вторую сторону (вогнутую). Так как поворот осуществляется вокруг вершины О, то правильность сопряжения зубьев характеризуется не углом поворота, а величиной развода резцов U7rt2. Все нарезанные колеса получаются одинаковыми по своим показателям. Угол С'ОС определяется расчетом или проще всего при помощи проверки зубомером толщины зуба. Поворот производят до тех пор, пока толщина зуба не окажется равной размеру по чертежу. Производительность поворотного метода ниже, чем при обычном нарезании, так как нарезание каждой впадины производится как минимум в два прохода. Поворотный метод может быть применен также и при работе головками,
1 Метод предложен и разработан В, Н. Кедрииским См. В. Н. Кедрин-скин, Современные методы нарезания конических колес с круговыми зубьями, «Станки, и инструмент» № 4, 1954.
Червячные фрезы для колес с криволинейными зубьями
903
снабженными номерными резцами. Малое колесо при этом методе нарезается как обычно односторонними головками, обрабатывающими раздельно вогнутую и выпуклую стороны зубьев. Это необходимо для обеспечения правильного сопряжения профилей пары колес.
ЧЕРВЯЧНЫЕ КОНИЧЕСКИЕ ФРЕЗЫ ДЛЯ НАРЕЗАНИЯ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ
Фиг. 537. Принцип нарезания конического колеса червячной фрезой.
Метод нарезания и его значение. Метод основан на использовании в качестве инструмента червячной фрезы конической формы. Нарезание производится на специальных станках, принципиально мало отличающихся от зубофрезерных станков для цилиндрических колес. Эти станки в типаже станков, предназначенных для изготовления в Советском Союзе, не предусмотрены. Поэтому червячные конические фрезы изготовляются нашими инструментальными заводами только для оснащения имеющегося парка станков.
Метод предусматривает нарезание одной червячной фрезой определенного модуля конических колес с любым числом зубьев. Благодаря этому метод отличается универсальностью и находит применение в мелкосерийном производстве. Однако оп обладает целым рядом недостатков: а) малый диапазон нарезаемых колес (в пределах модулей 1—8); б) менее благоприятная форма зубьев (из-за ослабления и большого возрастания угла наклона зубьев при переходе от узкого торца колеса к широкому);
в) пониженная чистота обрабатываемой поверхности; г) невозможность шлифования зубьев после термической обработки.
Принцип нарезания колес червячной фрезой [1], [3]. На фнг. 537 показана схема нарезания червячной конической фрезой 1. В процессе обработки фреза 1 с левым направлением зубьев вращается вправо вокруг своей оси и одновременно вправо вокруг оси О производящего колеса 2 (люльки) с левым направлением зубьев. Образующая начального конуса фрезы и образующая делительного конуса заготовки 3 с правым направлением зубьев расположены в начальной плоскости производящего колеса. Плоский круг, образованный разверткой делительного конуса заготовки, также размещается в этой плоскости. Вершина конуса заготовки совпадает с осью производящего колеса.
Фреза располагается относительно производящего колеса таким образом, чтобы точка В (фиг. 538, а) образующей делительного конуса, лежащая иа середине первого полного зуба на узком торце (на этом зубе ставится отметка), отстояла от оси произ
904
Инструменты для нарезания конических колес
водящего колеса на расстоянии Ма, называемом машинной дистанцией. Расстояние Мд определяется по формуле (фиг. 538)
Md = Л, + &— (0.5-ь 1,5 мм);
tTlZc 1 /~~Ъ г '
го==— - Zi+z2; rn + g^Li,
где rQ — радиус основной окружности плоского колеса;
zc> г2 — число зубьев плоского колеса и обеих заготовок.
°) 5)
Фиг. 538. Расположение производящего колеса при нарезании червячной фрезой.
Величина g выбирается в пределах 3—12 мм в зависимости от модуля, числа зубьев плоского колеса гс и модели станка *.
Образующая делительного конуса фрезы должна составлять с машинной дистанцией Md угол установки фрезы на станке
о = Р,- ± т,
где Р/ — угол между касательной к кривой зуба производящего колеса и его радиусом-вектором (угол наклона зуба колеса на узком торце);
т — угол подъема винтовой линии на делительном конусе в точке первого полного зуба. Знак плюс берется в случае обработки по плюсу, знак минус в случае обработки по минусу.
Величина смещения р образующей делительного конуса фрезы относительно основной окружности производящего колеса определяется по формуле (фиг. 538, а)
р = г0 — Ма cos (Pz+t).
Вращение фрезы связано с вращением заготовки. За один оборот фрезы заготовка поворачивается на один зуб. При этом развертка делительного конуса заготовки на плоскость производящего колеса с числом зубьев гм поворачивается на —-.
1 Данные по выбору g см. И. И. Семенченко, Режущий инструмент, т. IV., стр. 426, Машгиз, 1944.
Червячные фрезы для колес с криволинейными зубьями
905
Для возможности обработки зубьев заготовки на полную глубину по всей длине, а также для увеличения количества резов, зависящего от числа зубьев фрезы, люльке с находящейся на ней фрезой дается медленное вращение вокруг своей оси (подача). Величина подачи выбирается из условия получения требуемой чистоты обрабатываемой поверхности. Для соблюдения согласованности движений фрезы и заготовки, последней необходимо дать дополнительное вращение для обеспечения соответствующего вращения люльки (движения обкатки). При наличии этих движений на заготовке получается зуб, очерченный по некоторой кривой общего порядка — паллоиде, приближающейся к удлиненной или укороченной эвольвенте радиуса основной окружности г0.
Зубья колеса могут быть получены двумя методами: а) фрезерование по плюсу, когда они очерчиваются по кривой, приближающейся к удлиненной эвольвенте; б) фрезерование по минусу при очертании зубьев по кривой, приближающейся к укороченной эвольвенте [3].
Первый способ является более совершенным, но требует применения для каждой пары колес двух фрез с различными направлениями витков. Для второго метода необходима только одна фреза; однако этот метод дает менее качественную передачу. Поэтому он рекомендуется только в том случае, если в распоряжении имеется только одна фреза.
На фиг. 537 даиа схема фрезерования по плюсу для одного колеса. Для другого сопряженного колеса необходимо расположить фрезу над производящим колесом (сверху), а заготовку — снизу. В этом случае фреза должна быть с другим направлением витков, т. е. правозаходная.
Колеса паллоидного зацепления являются равновысокими. Угол наклона зубьев в средней точке венца 0 нельзя изменять произвольно, как это допустимо для колес кругового зацепления. Он определяется по формуле
cos 0 = LM — 0,5b ’
где b — ширина зубчатого венца;
LM и г0 — радиусы наружной и основной окружностей плоского колеса.
Для правильной работы зубчатой передачи требуется, чтобы колеса паллоидного зацепления, подобно колесам кругового зацепления, теоретически обеспечивали точечное касание сопряженных профилей. Практически касание осуществляется в пределах некоторой зоны касания. Это делается для того, чтобы ошибки монтажа и другие дефекты не оказывали влияния на качество зубчатой передачи, так как при смещении колес зона касания перемещается и колеса как бы самоустанавливаются в процессе работы. Для получения зоны касания прибегают к изменению толщины зубьев профиля фрезы. Толщина зубьев на концах фрезы принимается несколько больше теоретической толщины, принадлежащей зубу, приблизительно расположенному посредине фрезы. Благодаря этому на торцах нарезаемых колес образуются зазоры, которые устраняют возможность защемления сопряженных профилей при неправильной сборке зубчатой передачи. Величина отклонения толщины зубьев небольшая (измеряется сотыми долями миллиметра). Однако она вполне достаточна для получения на концах зубьев одного колеса более широкой
906
Инструменты для нарезания конических колес
впадины, а у другого колеса более тонкого зуба при соблюдении полного контакта профилей приблизительно в середине зубчатого венца.
При переменной толщине зубьев выпуклые стороны зуба одного колеса получаются более изогнутыми, чем вогнутые стороны другого сопряженного колеса.
Толщина зуба фрезы является переменной в различных участках образующей делительного конуса. В процессе зацепления желательно иметь зону касания расположенной ближе к широкому торцу колеса,
Фиг. 539. Толщина зубьев на различных участках длины фрезы.
Для этого необходимо, чтобы зубья на малом диаметре фрезы были несколько толще, чем на большом. Это дает возможность получить требуемое утонение зубьев на узком торце колеса. Так, например, для фрез универсального назначения (фиг. 539) толщина зуба по делительной прямой на расстоянии х/3 длины образующей от малого торца принимается равной половине шага t, где t = am. По обе стороны от этого зуба толщина зубьев, отстоящих от него на расстоянии Vg длины образующей, принимается равной 0,5/ + Аг и, наконец, толщина последнего зуба на большом торце делается равной 0,5/ + + А 2- Значения Аг я А2 выбираются в зависимости от модуля: At = = 0,01 т и А 2 = 0,02 т. Разная толщина зубьев обеспечивается при шлифовании профиля на специальном зубошлифовальном станке. Кроме обычного кулачка для затылования, он снабжен еще особым кулачком, обеспечивающим при перемещении шлифовального круга вдоль рейки дополнительное перемещение его перпендикулярно образующей делительного конуса. Благодаря этому круг получает комбинированное движение, посредством которого обеспечиваются отклонения в толщине зубьев. Величина отклонений определяется подбором сменных колес. При шлифовании образующая впадины (параллельная образующей делительного конуса) располагается горизонтально.
Для фрез специального назначения изменение толщины зубьев надо устанавливать с учетом условий работы зубчатой передачи.
Червячные фрезы для колес с криволинейными зубьями
907
Для передач, работающих в тяжелых условиях, даются большие отклонения в толщине зуба, чем для легких передач.
Получение определенной (по расположению и размеру) зоны касания можно достигнуть также и путем применения системы корригирования, основанной на использовании начальных конусов, отлич-
ных от делительных конусов, которые определяют размеры колес и положение их на зуборезном станке. Этот метод вызывает усложнение конструкции фрезы и регулирования зоны касания. Поэтому в новых моделях требуемая зона касания обеспечивается специальным механизмом, позволяющим изменять угол установки фрезы.
Конструкция фрезы. На фиг. 540 представлена червячная одно-заходвая фреза, витки которой расположены на усеченном конусе с углом 60°. В основу ее положен архимедов червяк. Направление витков червяка бывает правое и левое. Обычно при нарезании сопряженных колес применяются две фрезы: правозаходная для колеса с левым направлением зубьев, левозаходная для колеса с правым направлением.
Длина рабочей части зависит от эффективной длины образующей делительного конуса, которая определяется шириной зубчатого
9С8
Инструменты для нарезания конических колес
венца. Для фрез универсального назначения рабочая длина принимается из условия возможности нарезания колес с максимальной шириной.
Профиль зуба фрезы располагается на образующей делительного конуса. Червяк нарезается с постоянным шагом. Высота головки принимается равной 1,3 т, а высота ножки 1,2 т. Профиль зуба делается фланкированным. Ножка зуба утолщается под углом 5°, начиная от точки, отстоящей от делительной прямой на расстоянии, равном 0,8 т. Фланкирование способствует лучшему зацеплению сопряженных профилей, устраняет возможность их заклинивания и облегчает шлифование профиля пальцевы.м кругом, который не вносит погрешности в профиль фрезы подобно дисковому кругу.
Из-за конической формы фрезы угол подъема винтовой линии на делительном конусе т имеет переменную величину. В качестве исходного принимается угол, отнесенный к первому полному зубу на узком торце. Он подсчитывается по формуле
I - t I
2h„ + 0,5 k D*—
где Оф — фактический размер малого наружного диаметра, полученный при изготовлении фрезы у первого полного зуба на узком торце;
k — величина затылования;
h'u — высота головки зуба фрезы.
Величина угла подлежит клеймению на фрезе. Как было уже сказано выше, установка фрезы на станке производится по первому полному зубу на узком торце, поэтому он также должен быть снабжен клеймением (на втором затылке этого зуба наносятся риски).
Размеры фрез для колес т— 2 ч- 6,5 (фиг. 540)
Таблица 53
tn D Di L 1 /1 /72 k К F а
2,0 105 35 152 64 70 68 7,5 2,5 4,0 12 8
2,5 128 46 163 75 82 79 9,0 2,5 4,0 14 10
3,0 130 48 163 75 82 79 10,5 3,0 5,0 16 10
3,5 138 50 168 80 88 84 12,5 3,5 5,5 18 10
4,0 157 52 184 96 105 100 14,5 4,5 6,5 20 12
4,5 159 54 184 96 105 100 16,0 4,5 6,5 20 12
5,0 200 60 208 128 140 131 18,5 6,0 9,0 22 13
5,5 205 65 208 128 140 131 20,0 6,0 9,0 22 14
6,0 210 70 208 128 140 131 21,5 6,5 10,0 26 16
6,5 212 74 208 128 140 131 23,0 6,5 10,0 26 17
Зуборезные резцы
903
Стружечные канавки прорезаются параллельно оси фрезы. Число канавок выбирается в пределах 8—10. Из-за различных диаметров конуса фрезы при одной и той же величине затылования задние углы на вершине зуба получаются различными. Величину затылования принимают такой, чтобы в самом неблагоприятном случае задний угол был не менее 4—6°. Передний угол у = 0, но иногда его выбирают переменным от нуля на малом диаметре и до 10° на большом.
Габаритные и конструктивные размеры фрез приведены в табл. 58.
ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС
Методы нарезания и инструменты для них. Конические прямозубые колеса, несмотря на их недостатки, широко распространены на практике. Методы нарезания их различны, однако наибольшее применение находит обработка на зубострогальных станках, работающих двумя резцами по методу огибания.
Для черновой обработки в массовом производстве применяют дисковые зуборезные фрезы. Прорезание впадины производится фрезой, имеющей движение подачи вдоль основания впадины. Обработка производится на специальных зуборезных станках (например, модель ЕЗ-1), обладающих большой жесткостью и допускающих высокие скорости резания. Благодаря этому имеется возможность применить сборные фрезы, оснащенные пластинками твердого сплава. Припуск, получаемый после фрезерования, удаляется двумя резцами на зубострогальных станках.
Сравнительно недавно появились два новых прогрессивных метода обработки конических прямозубых колес при помощи: а) двух фрез и б) кругового протягивания. Оба метода отличаются высокой производительностью и особенно рекомендуются при массовом и крупносерийном производстве. Особенности обоих методов рассмотрены ниже.
ЗУБОРЕЗНЫЕ РЕЗЦЫ
Принцип нарезания. Нарезание конических прямозубых колес на зубострогальных станках основано на принципе зацепления нарезаемой заготовки с производящим плоским колесом. В процессе нарезания зуб заготовки обрабатывается с двух сторон при помощи двух резцов. Последовательное положение их относительно заготовки представлено на фиг. 541. Следовательно, резцы представляют впадину производящего колеса, а не зуб, как это имеет место при нарезании конических колес с круговыми зубьями. В качестве производящего колеса здесь также принято плосковершинное колесо вместо плоского. Для этой цели заготовка устанавливается таким образом, чтобы образующая конуса впадин была параллельна направлению резания, т. е. расположена под углом ножки зуба заготовки.
910
Инструменты для нарезания конических колес
Для получения большей чистоты обрабатываемой поверхности нарезание осуществляется иногда в два прохода; причем для чистовой обработки оставляется припуск величиной 0,5—0,8 мм.
После окончания рабочего цикла заготовка поворачивается на одно деление для нарезания следующего зуба.
а) 9) в)
Фиг-. 541. Последовательное нарезание прямозубого конического колеса двумя резцами.
Конструктивные элементы резцов. Размеры резцов и конструкции их для разных моделей станков стандартизованы (ГОСТ 5392-50). Резец (фиг. 542) выполняется в виде призматического тела и крепится к державке винтами. Зажимная часть резца делается в виде
Фиг. 542. Зубострогальный резец.
клина с углом 73°. Высота режущей кромки h должна быть достаточной для обеспечения огибания полного профиля зуба заготовки максимально допустимого нарезаемого модуля. Толщина а вершины резца должна быть меньше размера впадины на узком торце для избежания во время работы повреждения соседнего зуба. С другой стороны, во впадине не должен оставаться несрезанным небольшой выступ (гребешок), поэтому величина а должна быть больше половины размера впадины на широком торце. Этому условию удовлетворяет величина а = 0,4 модуля.
Зуборезные резцы
911
Величина С является постоянной для каждой модели станка и определяет положение режущей кромки относительно опорного клина. Она меняется в зависимости от угла зацепления а0 сопряженной пары колес.
Толщина резца В зависит от толщины зуба по окружности начального конуса.
Связь между В и С такова:
---(Я-ЛНёа0,
где Н — высота резца.
Расстояние от основания до выступа рабочей части (размер К) зависит от высоты зуба по окружности большого диаметра.
Путем соответствующей наладки станка можно нарезать колеса с углом зацепления 141/2° и 15° резцами, предназначенными для колес с углами зацепления 20°.
Искажение угла зацепления [3]. Режущая кромка расположена под углом профиля, равным углу зацепления а0 сопряженных колес. Вследствие установки ее нормально к образующей конуса впадины фактический угол зацепления уже не будет равен номинальному углу а0. Угол а' был бы равен углу а0 только в том случае, если бы режущая кромка в процессе нарезания была расположена нормально к образующей начального конуса. Однако это заставило бы для каждого колеса с различным углом ножки изготовлять отдельные резцы. Совпадения углов а' и а0 можно достигнуть внесением определенной коррекции для угла профиля резца. Однако это привело бы к усложнению изготовления резцов и расширению их номенклатуры. Величина искажения небольшая (3—10') и одинаковая для пары сопряженных колес, нарезанных на одном и том же станке, поэтому нецелесообразно для угла профиля резца давать другое какое-либо значение вместо номинального угла зацепления. Так как величина погрешности является одинаковой для одного и другого колес сопряженной пары, то зацепление их не будет нарушено.
Зависимость между углами профиля резца и а0 можно определить из фиг. 543. Необходимо различать углы профиля резца в сечениях, полученных от пересечения плоскостями перпендикулярно плоскости чертежа и проходящими: 1) через прямую b'g', перпендикулярную к плоскости основания, — угол а0, принимаемый равным номинальному углу зацепления; 2) через прямуюЬ'/п', перпендикулярную к образующей начального конуса, — угол а0; 3) через боковую режущую кромку Ь'а', — угол а0".
Из проекции А
Из проекции С
а= b tg а0.
912
Инструменты, для нарезания конических колес
Из проекции В
h — пг'Ь'
cos у =
b cos у cos (а — Y)
После подстановки получаем
tga0 =
tg an cos (a8 — у) cos y
где ae — задний угол па вершине резца;
Y — угол наклона ножки зуба.
При Y = 4°; ав = 12°; а0 = 20° фактический угол зацепления a'Q = 19°50'.
Углы резания резца. В зависимости от конструкции станка задний угол на вершине резца ае равен 10 или 12°. В рабочем положении резец перемещается парал-
Фиг. 543. Определение углов резца.
лельно основанию впадины колеса. Во время же обратного хода он благодаря наличию откидной державки (фиг. 544) отходит от обрабатываемой поверхности, что устраняет трение и повреждение поверхности резца. Такая установка обеспечивает необходимый задний угол ag также и на боковой профилирующей кромке.
Зависимость между углами ag и ae можно найти из построения на фиг. 543. Угол ag получается из-за наклона резца под углом а(. Он лежит в плоскости II—II, нормальной к боковой режущей кромке а"Ь".
На основании построения можно найти: из сечеиия II—II . d tga6 = —;
из сечения III—III
е П~ tgae ’
из проекции А
d = е sin aQ,
Нарезание конических прямозубых колес двумя фрезами
013
После подстановки получаем
tg аб = tg a sin а",
где а0 — угол профиля резца в сечении плоскостью, проходящей через боковую кромку а'Ь’.
Он определяется таким образом:
из проекции А
. а
из проекции С
а = Ь tg а0;
из проекции В
b с —-------.
cos а„
После подстановки имеем
, , . Фиг. 544. Схема откидной резцедер-
tg а0 = tg а0 cos а„. жавки.
Угол аб можно выразить также и через угол а0> а именно sin ад = sin a0 sin ae*. Эта формула дает такой же результат, как и предыдущая. При а» = 20° ав = 12°, аб = 4°10'.
Передний угол определяется заточкой резца. Так как режущая кромка Vп! (фиг. 543) в процессе резания должна быть перпендикулярна к основанию впадины, то резец должен быть заточен под углом, равным заднему углу иа вершине ae. Кроме того, передняя поверхность снабжается еще передним углом y,v в плоскости, перпендикулярной к боковой режущей кромке. Для резцов универсального назначения он принимается равным 20—22°
НАРЕЗАНИЕ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС ДВУМЯ ФРЕЗАМИ
Обработка конических прямозубых колес резцами является малопроизводительной и подлежащей замене более прогрессивными методами. Одним из таких методов является нарезание при помощи двух фрез [1]. Для нового метода в принципе могут быть использованы те же модели станков, которые работают по методу огибания при помощи двух резцов. Для этой цели конструкция люльки подверглась значительному изменению. В зубострогальных станках при обработке зуба заготовки один резец входит в свою впадину после того, как второй уже вышел из другой впадины. Аналогично работают и фрезы. Но так как они работают непрерывно без выхода из впадин заготовки, то зубья одной фрезы смещены относительно зубьев другой, т. е. первые свободно входят в промежутки между вторыми, как это наглядно показано на фиг. 545. Черновая и чистовая обработки смещены в одну операцию, что также способствует повышению производительности по сравнению с зубостроганием резцами.
* Вывод формулы см. И. И. Семенченко, Режущий инструмент, т. IV, стр. 211, Машгиз, 1944.
58 Семенченко и др. 599
914
Инструменты для нарезания конических колес
Фреза (фиг. 546) представляет корпус с профрезерованными пазами, в которые вставлены отдельные зубья, закрепляемые винтами. Диаметр фрезы в зависимости от модели станка равен 150 или 275 мм. В зарубежной практике применяются фрезы 600 мм. Вершинные кромки зубьев расположены по окружности, а не по торцу,
Фиг. 545. Нарезание прямозубого конического колеса двумя фрезами.
как у головки для кругового зацепления.
Фиг. 546. Фреза для нарезания прямозубых конических колес.
Передняя поверхность зубьев фрезы выполняется в двух вариантах: а) с радиальным направлением, б) с наклоном под углом р. В первом случае форма зубьев получается обычная прямолинейная, во втором — бочкообразная. При вращении фрезы с наклоненной передней поверхностью режущие кромки зубьев образуют коническую поверхность, в результате чего зубья заготовки получаются бочкообразной формы. Степень бочкообразности характеризуется величиной отвода на концах зубьев AS, которая может быть определена по формулам [1 ]
AS = tg|i(]/4 + /?o-«o)
. о b" sin р ИЛИ AS = —575 — о/<(|
где Ь — ширина зубчатого венца;
/?0 — радиус фрезы.
По этим формулам можно определить степень бочкообразности, задаваясь углом поднутрения р, или для выбранной степени бочкообразности определить угол р, под которым должна быть наклонена передняя поверхность зуба.
Нарезание прямозубых колес методом кругового протягивания 915
Задний угол на вершине зуба ав принимается равным 12°. Задний угол на боковой режущей кромке аб определяется по формуле
tga6= tga0 tgae.
При а0 = 20° и ав = 12° получаем аб дк 4с30'.
Передняя поверхность затачивается под углом уб, который для обработки стали принимается равным 20°. Из-за наличия затылования диаметр фрезы в процессе эксплуатации несколько уменьшается по мере переточки.
Ширина вершины зуба а выбирается из тех же соображений, что и для строгальных резцов, а именно равной 0,4 модуля.
Обработка впадины двумя фрезами осуществляется без подачи вдоль зуба. Поэтому основание заготовки получается не прямолинейным, а по дуге окружности с небольшой величиной стрелки А/7, определяемой по формуле [1 ] А/7 — b g°sa°, где а0 — угол зацепле-оА-о ния (20°).
Наличие небольшой вогнутости не оказывает никакого влияния на прочность и качество зацепления пары колес.
Необходимо отметить одну положительную особенность этого метода. Профиль зуба фрезы ничем не отличается от профиля зуба производящего колеса, которое лежит в основе образования зубьев заготовки, как при строгании резцами, так и при нарезании фрезами. Поэтому форма зубьев заготовки, нарезанных по одному и другому методу, получается одинаковой, что обеспечивает полную взаимозаменяемость колес, нарезанных этими различными методами.
НАРЕЗАНИЕ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС МЕТОДОМ КРУГОВОГО ПРОТЯГИВАНИЯ
Круговое протягивание является новым методом нарезания конических колес с прямыми зубьями. В нашей промышленности он успешно применяется для обработки колес дифференциала автомобилей. По производительности станки для кругового протягивания от 5 до 8 раз выше производительности зубострогальных станков, работающих по методу огибания при помощи двух резцов. Колеса, нарезанные по новому методу, не только не уступают, но по некоторым данным и превосходят колеса, обработанные на зубострогальных станках, например, по таким показателям, как точность, плавность и бесшумность зацепления, прочность и износоустойчивость зубьев.
Сущность процесса состоит в следующем. Нарезание каждой впадины зуба производится за один оборот круговой протяжки. В процессе обработки заготовка остается неподвижной, подача же осуществляется за счет прямолинейного перемещения протяжки вдоль 58*
916
Инструменты для нарезания конических колес
впадины зуба. Дисковая протяжка диаметром 540 мм (фиг. 547) выполнена в виде резцовой головки или фрезы сборной конструкции. По периферии расположены 15 блоков с 75 резцами, из которых 11 блоков (/ иа фиг. 547) отводятся на черновую и получистовую обработку и 4 блока (2 на фиг. 547) для окончательного нарезания. Каждый блок, сделанный из одного куска быстрорежущей стали,
снабжен пятью резцами (зубьями) и двумя отверстиями для закрепления на диске (фиг. 548). Распределение резцов может
Фиг. 547. Головка для кругового протя-
гиваиия.
Фиг. 548. Блок с резцами для го-
ловки кругового протягивания.
быть и другое. Так как за один оборот протяжки должна быть обработана вся впадина заготовки 3 (см. фиг. 547), то резцы протяжки имеют постепенное увеличение размеров по высоте и толщине или только по толщине.
На фиг. 547 обозначены: первый черновой резец цифрой 4 и последний чистовой резец цифрой 5.
Все 75 резцов протяжки имеют профили, являющиеся дугой окружности одного и того же радиуса, но координаты центра радиуса различны для каждого резца. Это условие определяет особую сложность данного инструмента, и в особенности тех резцов, которые окончательно профилируют боковые поверхности впадины заготовки. Резцы протяжки затылованы шлифовальным кругом и снабжены задним углом на вершине 10°. Переточка резцов производится по передней поверхности под углом 15°. На диске оставлены незаполненные блоками два участка: один 6 для установки приспособления для снятия фасок у заготовок, другой 7 для возможности осуществить поворот заготовки на следующее деление без отвода ее от протяжки в конце каждого рабочего цикла. Обработка производится непрерывно до тех пор, пока не будут нарезаны все впадины заготовки.
При черновой обработке (фиг. 549) протяжка перемещается вдоль нарезаемой впадины в направлении от узкого конца зуба к широкому.
Нарезание прямозубых колес методом кругового протягивания
917
а при чистовом нарезании она подается в обратном направлении. В начале рабочего цикла ось протяжки располагается в точке А, а первый резец касается самой верхней точки L заготовки. В работу вступают первые резцы с широкими вершинными кромками. При этом ось протяжки начинает медленно перемещаться от точки А к точке С. Черновые резцы в количестве 48 шт., предназначенные для
максимального удаления металла из впадины, работают в основном своими вершинными кромками. Они делятся на две группы: резцы в количестве 18 шт. с № 1 по № 18 прорезают впадину при медленной подаче, которая в точке В прекращается. Затем следует обработка без подачи другой группой черновых резцов в количестве 30 шт. (с № 19 по № 48), которые прорезают впадину на полную глубину. После этого начинается оформление боковых поверхностей впадины. В работу вступают получистовые резцы в количестве 7 шт. (с № 49 по № 55). При этом ось протяжки быстро перемещается отточки В к точке С. Основное назначение полу-чистовых резцов состоит в максимальном удалении припуска под окончательную обработку боковых сторон зубьев заготовки, а также в зачистке дна впадины (в основном у широкого конца зубьев). В точке С заканчивается вся предварительная обработка впадины. Чистовое нарезание производится
Фиг. 549. Схема нарезания колеса методом кругового протягивания.
при обратном движении протяжки от точки С к точке D, в которой оно и заканчивается. За это время боковые стороны впадины оформляются при помощи чистовых резцов в количестве 20 шт. (с № 56 по № 75). После окончания обработки заготовка повора-
чивается на одно деление, а ось протяжки перемещается далее от точки D до точки А, т. е. до исходного положения.
Новый метод обработки характерен следующими особенностями: а) совмещение чернового и чистового нарезания в одну операцию; б) отсутствие подачи инструмента на глубину резания; в) отсутствие отвода заготовки от инструмента во время деления; г) одновременная обработка обеих боковых сторон впадины; д) непрерывность процесса нарезания зубьев заготовки; е) постоянство расположения зоны касания (в средней части зуба); ж) профиль нарезаемого зуба очерчен приблизительно по дуге окружности вместо эвольвенты, что несколько упрощает изготовление инструмента.
918 Инструменты для нарезания конических колес
ЛИТЕРАТУРА
1. Кедринский В. Н., Писмаии к К- М. Станки для нарезания конических зубчатых колес, Машгиз, 1958.
2. Кедрииский В. Н., Нарезание конических зубчатых колес, Справочник металлиста, т. V, Машгиз, 1960.
3. Семенченко И. И., Режущий инструмент, т. IV, Машгиз, 1944.
4. Семенченко И. И., Инструмент для нарезания конических зубчатых колес, Энциклопедический справочник «Машиностроение», т. 7, 1948.
5. Вильдгабер Э., Основы зацепления конических и гипоидных передач, Машгиз, 1948.
6. Л ащавер А. Л., Производство спиральных конических колес. Диссертация при Московском станкоинструментальном институте, 1940.
7. Г у р е в и ч С. И., Резцовые головки Глиссон. Диссертация при Московском станкоинструментальиом институте, 1943.
8. X л е б а л и н Н. Ф., Исследование двойного двустороннего метода нарезания конических колес с круговыми зубьями. Диссертация при Московском стаико-инструментальном институте, 1959.
9. Сухаревский Д. Я. Станки Глиссон для нарезания конических шестерен с прямыми и спиральными зубьями, ОНТИ, 1936.
10. К ед р и н с к и й В. II., Исследование методов нарезания конических зубчатых колес и средств практического осуществления этих методов Диссертация при Московском станкоинструментальном институте, 1961.
ИНСТРУМЕНТЫ ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
ЗНАЧЕНИЕ ИНСТРУМЕНТА ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
Никакой другой фактор технологического процесса не играет такой большой роли в автоматизированном производстве, как инструмент. Правильный и бесперебойный выпуск продукции возможен только тогда, когда инструмент удовлетворяет условиям, предписанным заданием. На автоматических линиях встречаются станки-автоматы, на которых установлено большое количество режущих инструментов. Например, для обработки блоков и головок автомобильных и тракторных двигателей линия состоит из нескольких десятков станков, в основном агрегатных, на которых общее количество инструментов достигает 500—600 шт. На автоматических линиях для шарикоподшипников и роликоподшипников токарная группа состоит из 14 станков, на которых работают до 220 инструментов. Преждевременный выход из строя хотя бы одного из установленных на станке инструментов неминуемо влечет за собой остановку станка, а иногда и всей автоматической линии.
Одной из важных тенденций в современном станкостроении является создание специализированных станков, собираемых из нормализованных узлов. Эта тенденция позволяет предприятиям, эксплуатирующим станки, приспосабливать их для выполнения новых операций (например, при переходе на новую продукцию) путем замены некоторых узлов, в основном связанных с обрабатываемой деталью или инструментом. Основные же затраты ложатся на инструмент и на оснастку для закрепления его и обрабатываемой детали на станке. Отсюда следует, что к инструменту будут предъявляться все большие требования, выполнение которых связано со значительными затруднениями.
Действующие автоматические линии снабжены станками, которые автоматически осуществляют все движения установленных инструментов как для рабочих, так и вспомогательных операций, включая транспортирование и закрепление деталей. Однако такие операции, как регулирование инструмента на размер из-за износа после обработки некоторого количества деталей и смена его после полного использования, осуществляются, как правило, вручную наладчиком, что составляет до 20% и более всего рабочего времени. Поэтому
-20 Инструменты для автоматизированного производства
при проектировании автоматической линии необходимо особое внимание уделять разработке мероприятий, снижающих эти затраты. Однако не всегда можно достигнуть полного устранения потерь времени, так как все же требуется ручной труд наладчика, а остановка станка на время подналадки и смены инструмента требует определенного времени. Устранить эти недостатки можно путем оснащения станка специальным устройством для автоматизации операций подналадки и смены инструмента. Эти манипуляции должны совершаться в течение времени, отведенного на холостые движения, т. е. должны быть совмещены с автоматическим циклом операций. Автоматические устройства для подналадки и смены инструмента несколько удорожают станок, однако эти затраты быстро окупаются благодаря сокращению простоев оборудования, связанных с износом инструмента. Замена ручных операций автоматическими позволяет повысить отдачу станка и уменьшить себестоимость выпускаемой продукции.
Производительность автоматической линии и себестоимость выпускаемой продукции в значительной степени зависят от работоспособности режущего инструмента. Поэтому к нему предъявляются особые требования, специфические для нормальной работы автоматической линии. К ним относятся:
1) обеспечение размерной стойкости инструмента;
2) применение устройств для регулирования на размер и смену инструмента;
3) сокращение простоев оборудования, вызванных подналадкой и сменой инструментов.
Помимо этих специфических требований, должны быть удовлетворены и такие, которые предъявляются к каждому режущему инструменту, независимо от того, на каком станке (автоматизированном или неавтоматизированном) он установлен. Из основных требований надо отметить:
1) обеспечение точности формы детали и точности взаимного расположения ее поверхностей (точность размеров);
2) обеспечение качества (чистоты) обрабатываемой поверхности;
3) повышение прочности и режущей способности инструмента (производительность, стойкость);
4) удовлетворение условиям технологичности и экономичности инструмента.
Инструменты на автоматических линиях часто работают в более тяжелых условиях, чем в неавтоматизированном производстве. Сложность автоматов, обусловленная наличием большого количества шпинделей и суппортов, а также разных механизмов для осуществления всех рабочих и холостых движений, не позволяет располагать достаточным пространством для удобного размещения сравнительно большого количества инструментов. Последние же, например резцы, помещены в специальные блоки, требующие из-за своих габаритов большего места для помещения на суппортах. Стесненность распо
Значение инструмента для автоматизированного производства
921
ложения инструментов препятствует охлаждающей жидкости попадать в зону резания в достаточном количестве и ие способствует правильному и быстрому отводу стружки из-под резца. Это вызывает недостаточное дробление, взаимное спутывание стружек, отходящих от различных резцов, сколы и выкрашивание режущих кромок на пластинах твердого сплава, интенсивный износ инструмента и т. п. Устранить эти недостатки возможно только путем применения специальной инструментальной оснастки, которая наряду с обеспечением требований точности деталей и качества обрабатываемой поверхности должна способствовать правильному процессу резания.
Производительность и общая стойкость зависят главным образом от режущих свойств материала инструмента. Поэтому правильный выбор его является одной из важных задач. Для обеспечения полного использования режущей способности инструмента необходимо предъявлять повышенные требования в отношении стабильности свойств не только режущего материала, но и материала деталей. Целесообразно подвергать стопроцентному контролю пластинки твердого сплава на прочность, а заготовки на твердость, а также на возможные отклонения от предписанных размеров. Несоблюдение этих требований может повести не только к потере производительности, но также и к авариям узлов станка и инструмента. Повышению производительности и стойкости способствуют также конструктивные элементы инструмента и геометрические параметры его режущей части. Для обоснования выбора их требуется проведение ряда экспериментальных работ. Необходимо отметить, что экспериментальные работы, проводимые в лабораторных условиях обычно на универсальных станках, не могут дать достаточно исчерпывающих данных по инструментальной оснастке. Основная работа по проектированию и отладке инструментальной оснастки ложится на период освоения специального станка и опробования его непосредственно на линии. Этот этап работы часто приводит почти к полной замене ранее запроектированного инструмента.
Режущий инструмент подвергается изнашиванию и частой замене; затрачиваемые на него расходы являются постоянными. Инструментальная оснастка состоит из собственно режущего инструмента и приспособления для его помещения (блок для резцов, оправка, державка и т. п.); между ними существует неразрывная связь, влияющая на конструктивное оформление всего комплекта инструмента. Нужно стремиться к тому, чтобы режущая часть оснастки, которая подвергается частой замене, не требовала больших затрат.
На автоматических линиях находят применение две группы инструментов:
1) мерные инструменты, которые не требуют настройки, так как она уже сделана при изготовлении и переточке;
2) инструменты, которые требуют перед началом работы настройки на размер непосредственно на станке или вне его.
922
Инструменты для автоматизированного производства
К первой группе в основном относятся многозубые инструменты: сверла, зенкеры, развертки, метчики, фрезы и т. п. Вторая группа включает в себя однолезвийные инструменты и в основном резцы всех типов.
Для повышения рентабельности автоматических линий необходимо максимально использовать на них нормализованный инструмент. Основная задача конструктора заключается не в проектировании специального инструмента, а в том, чтобы приспособить нормализованный инструмент к данной конкретной операции. Это положение относится не только к режущему инструменту, но также и к принадлежностям инструментальной оснастки. К ним принадлежат: переходные втулки, удлинители, упоры, ограничители, оправки, борштанги, патроны, державки для резцов и концевых инструментов, мерные кольца, предметы оснастки для настройки инструмента вне станка и т. д. Режущий инструмент и инструментальная оснастка подлежат унификации и нормализации с целью максимального сокращения номенклатуры и выполнения требований в отношении взаимозаменяемости и быстросменности.
Инструменты второй группы, как настраиваемые на размер и выполняемые часто как специальные, создают на автоматических линиях больше трудностей в эксплуатации по сравнению с мерными инструментами. Поэтому переход на использование мерного инструмента желателен во всех случаях, где это только возможно.
РАЗМЕРНАЯ СТОЙКОСТЬ ИНСТРУМЕНТА
Определение размерной стойкости. Работоспособность режущего инструмента на автоматических линиях определяется его размерной стойкостью.
Автоматизированное производство характерно выпуском большого количества однообразных деталей при одной и той же настройке станка и периодической наладке режущего инструмента, связанной с его износом. Затупление инструмента вызывает изменение размеров обрабатываемых деталей. При выходе размера из поля допуска на деталь необходимо осуществить или подналадку или смену инструмента.
Размерная стойкость режущего инструмента определяется количеством деталей, полученных в пределах допуска без регулирования или смены инструмента. Вместо количества деталей можно принимать соответствующее ему машинное время обработки.
Опыт по эксплуатации инструмента на автоматических линиях для различных деталей, а также и экспериментальные работы показывают, что размерная стойкость составляет только некоторую долю общей стойкости инструмента. Приращение размера детали, выходящее за верхнюю границу поля допуска, получается раньше, чем наступит полный износ инструмента. Так, например, для токар
Размерная стойкость инструмента
923
ных автоматов стойкость чистовых резцов составляет приблизительно 40—50% общей стойкости. Что же касается неточных инструментов, предназначенных для черновой обработки, то здесь не приходится следить за их размерной стойкостью. Эти инструменты в большинстве случаев выходят из строя из-за полной потери своей режущей способности, тогда как они еще в состоянии обеспечить получение размера обрабатываемых деталей в пределах допуска.
Следует отметить, что на каждой автоматической линии, как правило, имеется больше черновых, чем чистовых инструментов.
Размерная стойкость зависит от тех же факторов, что и общая стойкость. Но, помимо них, особое влияние оказывают такие факторы технологического процесса, как точность и жесткость технологической системы, способ наладки инструмента, метод измерения обрабатываемых деталей и др.
При определении размерной стойкости инструмента большую пользу оказывает метод математической статистики с использованием некоторых основных законов теории вероятности.
Влияние основных параметров технологического процесса на размерную стойкость1. Для определения влияния основных параметров технологического процесса на размерную стойкость рассмотрим ее типовой график (фиг. 550), составленный для окончательной обработки стали резцами, оснащенными твердым сплавом.
1 См. также М. А. Э с т е р з о и, Размерная стойкость токарного инструмента, Филиал Всесоюзного института научной и технической информации. №58-258/14, 1958.
Г. М. Рывкин, Б. И. Самойлов, Инструмент автоматизированного производства, «Станки и инструмент» № 10, 1955.
924
Инструменты для автоматизированного производства
По оси абсцисс отложено количество последовательно обработанных деталей (или машинное время обработки), а на оси ординат — изменение размера деталей; / — возможное положение верхней границы поля рассеивания при настройке инструмента; 2 и 5 — верхняя и нижняя граница рассеивания; 3 — возможное положение текущей среднего размера обрабатываемых деталей при настройке инструмента; 4 — текущая среднего размера обрабатываемых деталей.
В процессе обработки фактические размеры обрабатываемых деталей изменяются вследствие влияния различных технологических факторов. Они должны находиться внутри поля рассеивания между кривыми 2 и 5 выше или ниже текущей среднего размера (кривая 4).
Как видно из графика, поле рассеивания Ди в начале работы новым (острым) инструментом будет меньше поля рассеивания Дк в конце работы, когда обработка производится изношенным инструментом. Непрерывное повышение поля рассеивания, а также величины приращения А среднего значения размера деталей за весь период обработки возникает в результате воздействия факторов, связанных с непрерывным износом инструмента.
На графике справа и слева приведены кривые рассеивания, подчиняющиеся закону нормального распределения. Начало координат для каждой кривой проходит через начальную и конечную точки текущей среднего размера. Величина абсциссы каждой кривой принята равной соответственно Дн — 6-оя и Дк = 6-ок, где ан и ок — средние квадратические отклонения среднего размера.
Вторые кривые получены при смещении центра группирования на величину Др, характеризующую погрешность настройки инструмента (систематическая погрешность).
Для обеспечения получения размеров деталей в пределах допуска необходимо соблюсти следующее условие:
£, L, я
где S = /?2 — причем /?2 и — максимальное и минимальное отклонения размеров деталей.
При обтачивании и расточке деталей величина S = 0,5 допуска на диаметр.
Погрешность обработки А при одинаковой настройке инструмента и при неизменных условиях обработки (режимы резания, температура и т. п.) зависит не только от размерного износа инструмента Д/?и, но и от упругих деформаций технологической системы Д/?р, т. е.
А = Д/?„ + Д/?р.
Упругие деформации возникают в процессе обработки из-за увеличения сил резания, связанного с затуплением лезвий. Отсюда воз
Размерная стойкость инструмента
925
никают повышенные требования в отношении жесткости при проектировании станков и технологической оснастки для автоматических линий.
Следовательно, изменение фактических размеров деталей обусловлено такими факторами, как:
1) размерный износ инструмента;
2) упругие деформации технологической системы;
3) рассеивание размеров деталей;
4) погрешность настройки инструмента.
Рассмотрим влияние каждого из этих факторов на размерную стойкость инструмента.
Размерный износ инструмента. Участок режущей кромки, расположенный на вершине резца, придает окончательные размеры детали. По мере затупления вершина резца занимает уже другое положение, а вместе с этим изменяется и размер детали Величина смещения (отжима) вершины резца и определяет размерный износ инструмента ARU. Он характеризуется в основном величиной износа по задней поверхности резца.
Упругие деформации системы. Дополнительные упругие деформации технологической системы, вызываемые повышением сил резания из-за износа инструмента, увеличивают погрешность А на величину Д7?р.
Она характеризуется формулой
др АР у I АРХ | д^г
где АРи, АРХ, АР2 — соответствующие приращения радиальной составляющей Ру, осевой Рх и тангенциальной Р2 силы резания по мере износа инструмента.
Через / обозначена величина жесткости технологической системы (СПИД), учитывающая загрузку этой системы общей силой резания. Индексы при нем обозначают следующее; первый характеризует составляющую силы резания, второй указывает на направление отсчитываемых перемещений (т. е. на ось у в системе координат xyz).
Упругие деформации в направлении оси z можно не учитывать. Это обусловлено незначительным влиянием составляющей Р2 силы резания для станков-автоматов, устанавливаемых на автоматических линиях, так как они обладают большой жесткостью. По мере износа резца составляющая Р2 почти не оказывает влияние на изменение размеров детали при перемещении вершины резца в направлении оси oz.
Таким образом, главное влияние на изменение размера деталей при работе на токарных автоматах и полуавтоматах оказывает
1 См. также А. В. Д е р б и ш е р, О критерии затупления твердосплавных резцов, «Станки и инструмент» № 4, 1956.
926
Инструменты для автоматизированного производства
приращение Д7?р силы, лежащей в основной плоскости и являющейся равнодействующей сил Р и Рх. Тогда
!уу 1ху
Наибольшее влияние на изменение размера детали оказывает составляющая Р , как направленная перпендикулярно оси детали.
Сила Ру (а равным образом и сила Рх) может быть представлена в виде двух составляющих, действующих одна на переднюю поверхность, а другая — на заднюю.
Лунка на передней поверхности получается настолько незначительной, что она не оказывает заметного влияния на передний угол. Поэтому силу, действующую на переднюю поверхность, можно не принимать в расчет.
При износе увеличивается контакт между задней поверхностью резца и обрабатываемой поверхностью детали за счет повышения контактной площадки. Следовательно, решающее значение имеет сила, действующая на заднюю поверхность. В процессе износа инструмента она повышается приблизительно пропорционально приращению площадки износа по задней поверхности.
Следовательно, величины приращения &Ру и ДРХ характеризуются такими формулами:
ДР, = ку (л8 - Ло);
дрх = кх (л3 - Ло)-
Коэффициенты приращения Ку, Кх составляющих Ру и Рх силь резания зависят от режима резания и геометрических параметров режущей кромки (угол в плане, радиус закругления).
При работе новым или вновь заточенным инструментом также имеют место отжимы вершины. Величину среднего упругого отжима надо рассматривать как постоянную систематическую погрешность. Поэтому ее необходимо учитывать при настройке резца на размер.
Итак, переменные погрешности, зависящие от износа инструмента, характеризуются только размерным износом его Д/?и и величиной дополнительных упругих деформаций Д/?р. В этом случае радиальное приращение ДУ? размера обрабатываемой детали определяется по формуле
ЛР = Д/?„ + bRp, где
1уу !ху
С повышением жесткости системы радиальное приращение размера уменьшается и может даже получить нулевое значение, тогда радиальное приращение ДR становится равным Д/?и, т. е. размерная стойкость будет характеризоваться только величиной размерного износа.
Размерная стойкость инструмента
927
При совпадении направлений размерного износа и упругих деформаций вершина резца при наружной обработке отходит от оси детали и размеры последней непрерывно увеличиваются. При разных направлениях размерного износа и упругих деформаций вершина резца при той же обработке приближается к оси детали, в результате чего размеры ее уменьшаются. Под действием силы Ру упругие деформации всегда однозначно изменяют размеры детали, так как направление силы совпадает с направлением перемещения вершины инструмента. Упругие деформации от силы Рх допускают изменение размеров детали как в одну, так и в другую сторону. Можно добиться уменьшения влияния упругих деформаций на перемещение инструмента в направлении оси детали. В этом случае необходимо соблюсти следующее условие:
IАРУI I АРх I
I lyi I I Ixy I
т. е. перемещения от упругих деформаций под действием силы Рх должны иметь отрицательные значения и абсолютная величина этих перемещений должна быть больше, чем перемещения от упругих деформаций под действием силы Р . Отсюда следует, что для компенсации упругих деформаций технологической системы необходимо, чтобы суммарные упругие перемещения вершины резца были направлены к оси обрабатываемой детали.
Метод упругих компенсаций размерного износа может быть осуществлен путем применения резцедержавок переменной жесткости. Метод способствует значительному повышению размерной стойкости инструмента.
Рассеивание размеров деталей. При работе на станках для автоматизированного производства рассеивание размеров деталей возрастает от Аи до Дх по мере затупления инструмента. Рассеивание обусловлено взаимодействием большого количества факторов. Погрешности, влияющие на рассеивание размеров, можно разбить на две группы:
1) погрешности, не зависящие от нагрузки механизмов станка силами, возникающими в процессе его работы;
2) погрешности, вызванные при нагружении этими силами.
Погрешности первой группы в основном определяются геометрической и кинематической точностью станка и всей технологической оснасткой.
Погрешности второй группы зависят от динамической характеристики станка и в основном от жесткости технологической системы при нагружении ее силами, действующими в процессе резания. На рассеивание размеров оказывают влияние, хотя в меньшей степени, такие факторы, как неравномерность припуска, различие в твердости обрабатываемого материала, температурный режим и т. п.
928
Инструменты для автоматизированного производства
Погрешности обеих групп являются случайными и поэтому подчиняются закону нормального распределения.
В связи с тем, что на рассеивание размеров оказывает влияние большое количество факторов и определить их путем расчета не представляется возможным, целесооб-
Взаимозаменяемый резей.
Фиг. 551. Графики уменьшения общего поля рассеивания и погрешности наладки.
и то, что каждая партия деталей
разно найти поле рассеивания путем построения кривых нормального распределения и точечных диаграмм.
В автоматизированном производстве добиваются уменьшения поля рассеивания путем применения различных конструкций инструментальной оснастки. В качестве примера1 на фиг. 551 показано, как при замене обычного резца на резец с регулировочным винтом поле рассеивания размеров уменьшилось в 2—2,5 раза благодаря достижению высокой точности (до 0,002 мм) при настройке резца вне станка в измерительном приспособлении. Благодаря этому обработка каждой новой партии деталей после смены резца начинается с размера, почти совпадающего с заданным для настройки размером. Уменьшение поля рассеивания наглядно видно также и из представленных точечных диаграмм (фиг. 552), снятых для разных партий (кривые /—VII). При обработке обычным резцом получается большой разброс точек, вызванный различной степенью износа инструмента. Характерно также после настройки начинает выхо-
дить с размерами, находящимися на различных участках поля допуска. По этой диаграмме трудно установить какую-либо определенную закономерность. Точечные диаграммы (кривые I—V), снятые при работе взаимозаменяемым резцом, дают размеры обрабатываемых деталей в более узком и гармоничном интервале. Непре-
рывное повышение среднего значения наглядно показывает тенден-
1 См. также А. В. Д е р б и ш е р, Наладка станков на точность с применением взаимозаменяемой оснастки, «Станки и инструмент» № 10, 1953.
Размерная стойкость инструмента
929
цию роста размера обработанных деталей и увеличения поля рассеивания по мере нарастания затупления инструмента. Кроме того, в пределах одной партии наблюдается в начале работы почти постоянство рассеивания, так как обработка всегда производится острым резцом.
На фиг. 553 показаны графики1 размерной стойкости для чашечного резца при растачивании внутреннего кольца шарико-
Фиг. 552. Графики изменения размера детален при износе резца.
подшипника на автоматической линии. Между кривыми 1 и 2 (фиг. 553) находится поле рассеивания, кривая 3 — среднего размера. Эти кривые характеризуют поле рассеивания при принудительном повороте пластинки непосредственно самим наладчиком через каждые 90° (на длину, несколько большую длины активной части лезвия). Кривые на фиг. 553 даны для того же случая, но с применением автоматических малых поворотов до (2°) пластинки после каждой детали. Из сравнения графиков следует, что во втором случае размерная стойкость повышается до четырех раз при меньшем общем износе пластинки.
Из этих примеров видно, что применение более прогрессивных методов настройки инструмента влечет за собой не только уменьшение потерь, связанных с ней, но и повышение размерной стойкости.
1 См. также Г. М. Рывкин, М. А. Э с т е р з о н, Пути повышения режимов работы автоматического оборудования, «Станки н инсгрумент», № Ю, 1959.
59 Семенченко и др,
030 Инструменты для автоматизированного производства
Настройка инструмента на размер1. На погрешность настройки инструмента отводится часть допуска. Погрешность настройки является систематической и поэтому на кривых нормального распределения она характеризуется величиной смещения Д центра группирования.
Поборот Поборот
режущей оежущей
пластины пластины
Поворот режущей пластины
Замена режущего инструмента
Фиг. 553. Графики повышения размерной стойкости.
На фиг. 554 показано увеличение поля рассеивания размеров
обрабатываемых деталей из-за погрешности настройки инструмента. Каждая новая партия деталей после настройки имеет новый центр
Фиг. 554. Увеличение поля рассеивания размеров деталей из-за погрешности настройки инструмента.
группирования. Величина 2Духарактеризует поле рассеивания центра группирования. Наличие его вызывает увеличение общего поля рассеивания деталей 2Д и связанное с ним уменьшение точности обработки. Для устранения этих недостатков необходимо соблюдать следующие основные требования, предъявляемые ко всякой настройке инструмента: 1) попадание при настройке в заданный наладочный размер; 2) определение
направления и предельных величин отклонений наладочного размера; 3) уменьшение погрешности настройки путем сокращения разброса центров
группирования отдельных партий.
Производительность станка и точность обрабатываемых деталей в значительной степени зависят от точности установки инструмента на заданный размер, а также от затрат времени на простои оборудова
1 См. также Ю. Б. Э р п ш е р, Эксплуатация инструментов на автоматических линиях. «Станки и инструмент» № 8, 1957,
Размерная стойкость инструмента
у31
ния, вызванные заменой инструмента. В неавтоматизированном производстве затраты состоят из времени, расходуемого на открепление и снятие изношенного инструмента, постановку и закрепление нового инструмента, настройку его на заданный размер, а также в случае надобности проверку установки инструмента путем пробных проходов и внесения корректив в настройку при наличии недопустимых отклонений размеров обрабатываемых деталей. На автоматических линиях с целью повышения производительности необходимо резко сокращать номенклатуру этих непроизводительных операций и в первую очередь таких, которые связаны с пробными проходами.
В этом отношении особенное значение приобретает бесподнала-дочная настройка инструмента, обеспечивающая после постановки его на станок получение заданного размера уже на первой детали, без всякого дополнительного регулирования инструмента. Такая смена требует настройки размера инструмента вне станка. Само собой разумеется, что при настройке должны быть учтены такие эксплуатационные данные для острого резца, как радиальная составляющая, приращение радиального размера (величина упругого отжатия), величина контактной площадки на задней поверхности. Так как эти величины для острого резца должны быть постоянными,необходимо особенное внимание обращать на стабильность принятых геометрических параметров режущей части инструмента.
Бесподналадочная настройка применяется как при ручной смене инструмента (обычно при остановке станка), так и при автоматической смене, производимой во время автоматического цикла работы станка.
Определение настроечного размера инструмента является довольно сложной задачей. Целесообразно выбирать его на основании экспериментальных данных путем построения точечных диаграмм и кривых нормального распределения. Это даст возможность определить среднее значение настроечного размера, пределы его отклонений, центр группирования, величину его смещения от начала настройки до разладки. В данном случае погрешность настроечного размера инструмента, как зависящего от ряда переменных факторов, надо рассматривать как случайную погрешность. Поэтому здесь мы вправе принять закон нормального распределения.
Методы регулирования инструмента на размер *. Широкое развитие автоматических линий способствует появлению различных мето
1 См. также. 1) Г. М. Рывки н, Быстросменные инструментальные наладки. Доклад на инструментальной конференции, ВНИИ, 1958.
2) Г. М. Рывкин и Б. И. Самойлов, Инструмент автоматизированного производства, «Станки н инструмент» № 11, 1955.
3) М. А. Э с т е р з о н и К- П. Петров, Инструментальная оснастка токарного участка автоматической линии зубчатых колес, «Станки и инструмент» №3, 1959.
4) А. Я. Малкин иД. И. Семенченко, Проектирование и эксплуатация инструмента автоматических линий, «Станки и инструмент» № 8, 1959 г, 59*
932
Инструменты для автоматизированного производства
дов регулирования инструмента на размер. От принятого метода и конструктивного оформления инструментальной оснастки зависит коэффициент использования станка.
Регулирование на размер может осуществляться или вне станка при использовании специальных наладочных приспособлений, или непосредственно на станке автоматически или вручную. Из всех методов наиболее эффективной является подналадка, проводимая в течение автоматического цикла работы станка во время движений, не участвующих в процессе резания. Этот метод встречается на универ-
Фиг. 555. Конструкции чашечных резцов.
сальных станках. Например, на зубофрезерных станках предусмотрено устройство, позволяющее червячной фрезе автоматически перемещаться вдоль оси на небольшую величину, компенсирующую износ режущих кромок. Шлифовальные станки, например резьбошлифовальные, бесцентровые и другие, снабжены приспособлением для автоматической правки круга. В автоматических линиях этот метод не получил должного развития в настоящее время из-за необходимости усложнения конструкции станков.
При регулировании вручную приходится производить полную остановку станка, так как из-за стесненного расположения на суппортах большого количества одновременно работающих инструментов доступ к ним невозможен при наличии движений станка.
Восстановление первоначальных размеров детали можно получить путем периодической замены затупившихся участков режущей кромки на новые. В качестве примера заслуживают внимания чашечные резцы с расположением режущей кромки по периферии (фиг. 555). Чашечные резцы поворачиваются на следующий участок после полного затупления предыдущего на величину, несколько превышающую активную длину режущей кромки. При меньшем повороте чашки появятся дополнительные упругие деформации из-за повышения силы резания, вызванного наличием некоторой изношенной и неза-
Размерная стойкость инструмента
933
мененной части режущей кромки. Чашка подлежит замене после одного полного поворота. В качестве режущего материала используется твердый сплав или быстрорежущая сталь. На автоматической линии подшипников для чистовой обработки применена конструкция резца, приведенного на фиг. 555. Он состоит из втулки 2 с пластинкой 1 цилиндрической (фиг. 555, а) или конической формы (фиг. 555, б) твердого сплава Т14К8 или Т15К6, удерживаемой штоком 3, пружиной 4 и шайбой 5. Втулка с чашкой вставляется в державку, снабженную посадочным отверстием, ось которого в рабочем сечении резца расположена под углом 10°. В процессе резания пластинка зажимается при помощи сил резания. Стружколомание обеспечивается лункой на передней поверхности. На фиг. 555, в показано другое типовое крепление чашечного резца. Чашка 4 надевается на шток 3 и прижимается к державке 1 при помощи плоской пружины 2. Недостатком чашечного резца является образование в процессе резания больших радиальных сил, вследствие чего они находят применение только на станках, обладающих повышенной жесткостью.
Восстановление размера может быть осуществлено также путем многократных поворотов чашки на небольшую величину. Перемещения происходят периодически после кратковременной работы каждого участка режущей кромки. Повороты следуют друг за другом до тех пор, пока не придет в негодность вся круговая режущая кромка резца. Иногда применяют автоматический принудительный поворот чашки, причем одновременно с поворотом резец автоматически подается на некоторую малую величину (порядка 0,005лси) по отношению к оси детали, определенную по результатам измерений деталей.
Для возможности применения чашечного резца на операциях с углом охвата 90° и более, а также одного и того же корпуса на всех позициях независимо от положения резца относительно обрабатываемой поверхности внедрены чашечные пластинки на автоматической линии зубчатых колес (фиг. 555, б). В процессе резания пластинка прижимается к опорным поверхностям корпуса и втулки и удерживается от поворота силами резания. Для избежания повреждения пластинки в случае попадания некачественной заготовки (большой припуск, захваты, выбоины, окалина, повышенная твердость и т. п.) передняя поверхность резца расположена под нулевым передним углом, снабжена отрицательной фаской 0,2 X 30° и стружколома-тельной кольцевой лункой, выполненной при изготовлении пластинки (без заточки). Задний угол получается равным 8° путем шлифования по конусу. Чашка 4 помещается в державку 1 (фиг. 556, а), снабженную на заднем торце регулировочным винтом 2 с контргайкой 3 для установки по длине. Державка со стороны основания снабжена пазом, одна сторона которого выполнена в виде ласточкина хвоста. Этот паз служит для постановки державки в типовое быстросменное приспособление (фиг. 556, б), применяемое для различных типов
934
Инструменты для автоматизированного производства
резцов с пластинками призматической формы или в виде чашки. Тяга 1 снабжена фиксатором 2 и находится под действием пружины 4. Резец помещается в приспособление таким образом, чтобы при нажатии тяги фиксатор вошел в угловой паз основания, а регулировочный винт резца соприкасался с регулировочным винтом 3 приспособления. Смена резца в таком приспособлении занимает не более 15— 20 сек. Настройка резца на длину производится в измерительном приспособлении (см. фиг. 562) по индикатору путем сравнения с эталоном. Точность настройки 0,01—0,02 мм.
Фиг. 556. Державка для чашечного резца (а), быстросменное приспособление для нее (б).
Заслуживает внимания десятипозиционная многорезцовая головка с горизонтальной осью поворота. Резцы каждой позиции обеспечивают шесть перемещений по 0,01 мм. Затем суппорт с головкой возвращается в первоначальное положение, головка поворачивается и вводит в работу новую группу резцов. При полном использовании головка получает 60 перемещений. Эта головка работает на линии с применением автоматического регулирования размеров резцов. Однако не исключена возможность использования ее также и при настройке вручную.
Для автоматического регулирования резцов в практике встречаются различные конструкции. В качестве примера приведено приспособление, примененное при обработке роторов 1 электродвигателей 1 (фиг. 557). Резцедержавка 3 укреплена на суппорте 2 при помощи пружинного параллелограмма. Кулачок 4, соединенный с храповиком 5, может свободно поворачиваться на оси 6, посаженной на суппорте. Детали после обработки проходят через измерительный прибор, который в случае выхода размера из поля допуска дает команду на включение соленоида 9, когда суппорт находится в крайнем левом положении, т. е. в конце обработки. Включенный соленоид перемещает шток 8 вперед. Шток 8 устанавливается на пути скалки 7. При возвращении суппорта в крайнее правое положение (исходное) скалка опирается в шток и смещается влево, поворачивая
1 См. также А. П. Владзиевский, Автоматические линии из типовых станков, «Станки и инструмент» № 1, 1959.
Размерная стойкость инструмента
935
через собачку храповик и кулачок на некоторый угол. При повороте кулачка и храповика на один зуб резцедержавка подается вперед на 0,002 мм. После полного использования профиля кулачка резцедержавка перемещается на 1 мм и в это время подается сигнал о необходимости произвести переналадку устройства и смену резца.
Метод упругих компенсаций размерного износа осуществляется путем применения резцедержавок переменной жесткости. В резце-
Фиг. 557. Механизм для автоматического регулирования резца на размер.
Фиг. 558. Схема резцедер-жавки для компенсации размерного износа при помощи упругих деформаций.
державках выбраны такие величины жесткости упругих элементов, при которых упругие деформации будут почти полностью компенсировать размерный износ. В этом случае упругие деформации из вредного фактора превращаются в полезный.
На фиг. 558 показана схема резцедержавки, из которой можно легко понять принцип ее действия. Твердосплавная пластинка 1 помещена в гнезде вставки цилиндрической формы 2. Ось вставки О смещена относительно режущей кромки. Величина смещения I подобрана таким образом, чтобы при заданных величинах глубины резания и подачи сила PR (результирующая сила Ру и РЛ) создавала момент вращающий резец по часовой стрелке (для правого проходного резца). Во вставке закреплена тяга 3, свободный конец которой действует иа упругий элемент 4, закрепленный в державке. Так как ось вставки расположена правее перпендикуляра, проведенного к оси обрабатываемой детали через вершину резца, при повороте вершина переместится в сторону обрабатываемой поверхности. Чем меньше расстояние от оси вставки до вершины, тем больше эти перемещения при одинаковом угле поворота.
936
Инструменты для автоматизированного производства
При повороте державки под действием силы Рх вершина резца перемещается (в плане) по окружности, приближаясь к оси детали. Величина перемещения устанавливается путем настройки. В резце-державке может быть помещен механизм, подающий сигнал в случае какого-либо нарушения технологического процесса, связанного с резким повышением силы резания. В этом случае резцедержавка поворачивается на значительно больший угол, чем при нормальной работе, и через рычаг нажимает шток микропереключателя. В результате этого подается команда на остановку станка.
На основании экспериментальных работ ВНИИ с резцедержав-кой, выполненной по указанной схеме, установлено, что при одинаковой интенсивности износа задней поверхности резца приращение размера обрабатываемых деталей замедляется благодаря определенной компенсации систематической погрешности.
Конструктивное оформление резцедержавки переменной жесткости может быть выполнено в различных вариантах \
Непрерывное восстановление размеров деталей может быть достигнуто более сложным путем — автоматическим регулированием их малыми импульсами 2. По этой системе постоянно поддерживается средний размер детали. Каждая деталь после обработки автоматически проверяется непосредственно на станке на встроенных в нем приборах. В случае обнаружения отклонений автоматически подается команда на перемещение резца в радиальном направлении, осуществляя тем самым восстановление размера обработки. Система автоматического регулирования размеров деталей посредством малых импульсов осуществлена в специальном автомате конструкции ВНИИ для тонкой расточки отверстий в поршне под поршневой палец. Величина регулировочных импульсов в этом станке предусмотрена 0,2 мк на радиус обработки.
В автоматизированном производстве большое применение получила настройка инструмента вне станка. При постановке его на рабочее место в станке не требуется уже дополнительного регулирования на размер. Эта бесподналадочная смена инструмента предусматривает использование той части поля допуска, которая отводится на погрешности установки. В пределах этого укладываются отклонения первых обработанных новым инструментом деталей. При разработке конструкций инструментальной оснастки для настройки инструмента вне станка предъявляются большие требования в отношении взаимозаменяемости, быстросменности и технологичности.
В практике встречается несколько направлений в области бес-подналадочной смены и настройки инструмента вне станка, например
1 См. также М. А. Эст е р з о н, Повышение размерной стойкости режущего инструмента методом упругой компенсации, «Станки и инструмент» № 2, 1957 г.
* См. также А. Н. Альтшулер, Автоматическое регулирование размеров малыми импульсами при обработке резанием. Сб. «Автоматизация технологических процессов в машиностроении», Изд-во АН СССР, 1956.
Размерная стойкость инструмента
937
Фиг. 559. Блок с креплением державки призматического резца.
с гнездом, форма и базовые размеры
путем смены: а) режущей пластинки, б) инструмента и в) блока инструментов.
В первом случае пластинки твердого сплава изготовляются определенных размеров, выполненных с большой точностью. Форма их может быть призматическая, круглая (чашка), многогранная (трехгранная, пятигранная, шестигранная и т. п.). После полного использования пластинка или перетачивается, или выбрасывается. Для осуществления быстросменности пластинки часто закрепляются в державках при помощи сил резания. Недостатком мерных пластинок является необходимость изготовления их с высокой точностью, так как только в этом случае они смогут обеспечить взаимозаменяемость и точность настройки. Однако, помимо этого, требуется еще и дополнительная сортировка их по группам с отклонением от основного размера не более 0,005 мм. Для этой цели применяется измерительное устройство
которого такие же, как и гнезда на резце для пластинки. Рассортировка пластин производится при помощи миниметра.
Для многошпиндельных автоматов удобно размещать резцы в блоках (фиг. 559). Они позволяют разместить значительное количество резцов в небольшом сравнительно пространстве.
После настройки всех резцов блок вставляется иа предусмотренное место станка. Блоки приобретают большое значение при частых переналадках автоматической линии на детали разных типоразмеров. Смена целых блоков, оснащенных большим количеством инструментов, значительно сокращает время на переналадку.
В тех случаях, когда на станке работает небольшое количество инструментов или когда габариты блоков получаются громоздкими, целесообразно вместо блочной системы применять настройку на размер и смену отдельных резцов. Для обеспечения точно фиксированного положения резцов на станке они закрепляются в блочных державках. Последние устанавливаются на специальных плитах, постоянно закрепленных на станке. В случае использования одних И тех же блочных державок на разных станках точное расположение их относительно обрабатываемой детали достигается путем измене-
938
Инструменты для автоматизированного производства
Фиг. 560. Державка с чашечным резцом, закрепляемая в блоке при помощи сил резания.
ния положения установочных поверхностей плит взамен изменения во взаимозаменяемых державках, которые, как и резцы, должны быть выполнены с соответствующей точностью. Бесподналадочная смена и установка блочных державок особенно оправдывает себя для тех автоматических линий, которые требуют частой переналадки автоматов на выпуск деталей разных размеров.
В качестве примера приведен блок резцов, примененных на автоматической линии подшипников. В блоке (фиг. 559) комбинированный подрезной и фасонный резец 2 находится в соприкосновении с базовыми поверхностями 3 корпуса 1 при помощи плоских пружин 6. Под действием сил резания резец прижимается как к базовым поверхностям 3, так и к основанию 5 корпуса. Регулировочный болт 4 предназначается для настройки резца на размер. Блок снабжен внутренним охлаждением. Жидкость
подается в зону резания через отверстие 7.
На фиг. 560 показана резцедержавка 1, которая закрепляется в блоке при помощи сил резания. Резец в виде чашки 2 снабжен базовой опорной поверхностью в виде призмы 4, кото-
рая устанавливается на ось блока. Зазоры в пазу блока устраняются пружинным фиксатором 5. Регулировочный винт 3 служит для
установки резца на размер.
На автоматических линиях для подшипников нашли применение все три метода бесподналадочной замены и настройки инструмента вне станка.
Установка резца на основной размер, соответствующий определенному положению вершины относительно оси обрабатываемой детали, требует регули
рования резца по длине в довольно
широких пределах. Для этой цели при- Фиг. 561. Державка с установ-меняется державка (фиг. 561) с резьбо- кой резца на РазмеР-вым отверстием, выполненным на зад-
нем торце. В отверстии помещается регулировочный винт со сферической головкой и контргайкой для фиксирования его
в определенном положении, соответствующем размеру х державки. Настройка на размер производится по индикатору или миниметру в специальном приспособлении с такими же установочными базами для резца, как и на станке. После выхода размера деталей
из поля допуска подналадка резца на станке уже не делается и изношенный резец заменяется новым, точно установленным на размер.
Размерная стойкость инструмента
939
Быстрота и удобство установки резцов на размер обеспечиваются в специальном приспособлении путем сравнения их с эталоном (фиг. 562). Приспособление состоит из девяти гнезд призматической формы, в которые помещаются резцы с регулируемыми винтами 3. Для установки резцов по длине предусмотрены упоры 2, закрепляемые, после настройки винтами 1. Перпендикулярно осям резцов приделана
Фиг. 562. Многоместное измерительное приспособление для установки резцов на размер.
скалка 4, по которой перемещается державка с индикатором. Положение упоров рассчитывается таким образом, чтобы стрелка индикатора устанавливалась на нуле при достижении настроечного размера каждого резца.
Резцы одинакового типа, применяемые па различных позициях одного и того же станка или на однотипных позициях нескольких одинаковых станков, настраиваются одинаково. Но при такой настройке возможно получить различные размеры обрабатываемых деталей из-за индивидуальных особенностей каждого станка (различие в жесткости систем, одинаковый износ узлов станка и т. п.). Компенсацию этих отклонений целесообразно осуществлять путем соответствующего перемещения базовых опор державок резцов.
Большую сложность представляет определение настроечных размеров при обработке многоступенчатых валиков, у которых каждая ступень обладает своей точностной характеристикой. В результате этого для каждой ступени характеристики рассеивания оказываются различными (центр группирования, отклонения текущей среднего
940
Инструменты для автоматизированного производства
размера детали, пределы отклонений поля рассеивания). Для повышения точности и стабильности обработки целесообразно в таких случаях применять многорезцовые державки (фиг. 563), все резцы которых настраиваются на требуемые размеры в измерительном приспособлении (фиг. 564). Настройка может производиться или непосредственно на станке (в третью смену или во время обеденного перерыва), или же вне его (что более предпочтительно) как всех резцов, так и отдельно каждого.
АА-ББ
Фиг. 563. Многорезцовая державка.
Резцедержавка 1 (фиг. 563) состоит из корпуса 1, прикрепляемого к суппорту винтами 7 и 8, причем для удобства постановки она сначала подвешивается на ось 9. Точность установки резцедержавки параллельно оси шпинделя осуществляется плоскостью А, а в осевом направлении при помощи пластинки 11 и упора 12. Каждый резец перемещается по высоте при помощи клипа 3 и винта 4, а в радиальном направлении посредством винта 2. Закрепление резца производится двумя винтами 5 через стальную пластинку 6. Точность установки резцов в радиальном направлении обеспечивается плоскостью Б и шпоночным пазом 13, которые служат установочными базами индикаторного приспособления. Плоскости А и Б параллельны, допуск на расстояние между ними равен 0,02 мм. Это позволяет переставлять сменные резцедержавки без дополнительного регулирования резцов
1 И. Г. Турчанинов и Нейштадт, Наладка токарных многорезцовых станков автоматических линий для обработки ступенчатых валиков, «Станки и инструмент» № 10, 1959.
Размерная стойкость инструмента
941
на размер. Охлаждающая жидкость подается в зону резания посредством резервуара 10, установленного на передней части резцедер-жавки.
Приспособление для настройки (фиг. 564) представляет собой валик 1 с двумя отростками 2 для закрепления на резцедержавке, причем выступ 3 приспособления входит в паз державки. Плоскость А приспособления прижимается винтами 4 к плоскости 3 резцедержавки. Каретка 5 с индикатором перемещается вдоль напра
А-А
Фиг. 564. Приспособление для установки резцов на многорезцовой державке.
вляющего валика 1. Для устранения зазоров планка 7 прижимается к плоскости Б валика пружинками 6. На валике расположены контактные штифты 8, допускающие перемещение вдоль оси на величину ±1 мм.
Определение настроечного размера производится экспериментальным методом точечных диаграмм, а для вновь проектируемых автоматических линий — по теоретической кривой нормального закона распределения.
Порядок определения настроечных размеров для ряда резцов, например для обработки многоступенчатых валов, такой. Пользуясь измерительным поиспособлением, производится предварительная настройка резцов с определенной точностью (±0,01—0,02 мм). Затем путем обработки нескольких деталей или пробных проходов добиваются такого положения упора суппорта, при котором диаметр одной ступени (или двух) удовлетворяет ее настроечному размеру в пределах допускаемых отклонений. После этого производят полную обработку нескольких валиков (5—6 шт.), измеряют микрометром их диаметры и определяют средние арифметические значения диаметров каждой ступени и разность Да между средним арифметическим
942
Инструменты для автоматизированного производства
значением диаметра хгр и настроечным его размером хнаспгр. Если Да > 0, то вылет резца из резцедержавки надо увеличить, а если
Да
меньше, то уменьшить на величину —. Эти изменения осуществляются при помощи измерительного приспособления.
Резцедержавки вместе с измерительным приспособлением внедрены иа автоматической линии по производству валов электродвигателей.
Методы смены инструмента. После полного использования периода размерной стойкости изношенный инструмент подлежит замене на новый. Обычно эта операция производится вручную при полной остановке станка, на котором производится смена инструмента, а нередко и всей линии станков для механической обработки деталей. Для уменьшения затрат времени на простой оборудования к конструкциям инструментальной оснастки должны быть предъявлены те же требования в отношении взаимозаменяемости и быстро-сменности, которые необходимы и для устройств по регулированию инструмента на размер. Необходимо отметить, что в некоторых конструкциях инструментальной оснастки заложены принципы быстро-сменности и взаимозаменяемости, удовлетворяющие условиям как подналадки инструмента, так и его замены. В этом можно убедиться при рассмотрении конструкций, описанных выше. Быстрота смены инструмента обеспечивается такой конструкцией, при которой пластинка твердого сплава в процессе резания не нуждается ни в каком другом креплении, кроме сил резания. Снятие использованной пластинки и постановка новой составляет 15—20 сек., причем после постановки пластинки на место никакой дополнительной подналадки на размер не требуется. Взаимозаменяемость обеспечивается предварительной обработкой пластинок в большом количестве. Крепление при помощи сил резания может быть распространено не только па отдельные пластинки любой формы (призматические, чашечные, многогранные и т. д.), но также и на всю державку как с напаянной пластинкой, так и с механическим ее креплением.
Смена инструмента, предварительно настроенного на требуемый размер при помощи измерительного приспособления (фиг. 562), также приводит к значительному уменьшению затрат времени на простой оборудования. Этот метод хорошо себя оправдывает не только при замене на станке одного резца, но также и целой партии резцов при встройке их в блок. После настройки всех резцов при помощи измерительного приспособления блок вставляется на рабочее место в станке, и резцы не требуют в дальнейшем никакой дополнительной подналадки. Наличие блоков-дублеров способствует лучшей эксплуатации инструмента.
Наиболее рациональным методом является такой, при котором смена инструмента (а нередко и связанное с ней регулирование на размер) осуществляется во время автоматического цикла станка, т. е.
Размерная стойкость инструмента
943
когда станок совершает движения, не связанные с обработкой. Вполне возможно здесь использование магазинной загрузки инструментов. Автоматическая смена еще не получила должного развития в автоматических линиях. Однако уже имеются некоторые предложения в этой области. Ниже рассмотрены примеры конструктивного оформления автоматической смены инструментов. 1
Фиг. 565. Схема механизма для автоматической смены пальцевых зубозакругляющих фрез.
На фиг. 565 показана схема механизма, разработанная ВНИИ, для автоматической смены пальцевых зубозакругляющих фрез, установленных на гидрофицированном автомате. Инструментальный шпиндель обладает следующим циклом движений: а) быстрым подводом к детали (ход 70 мм); б) быстрым подъемом или опусканием (ход 4,5 мм); в) закруглением зубьев колеса; г) опусканием или подъемом в исходное положение (ход 4,5 мм); д) откатом в исходное положение (ход 70 мм).
Для смены фрез используются движения шпиндельной бабки 3. После обработки заданного количества деталей счетчик циклов подает команду на замену фрезы, в результате чего включается соленоид /, а откидной копир 2 при помощи рейки и зубчатого колеса поворачивается вокруг оси для занятия положения «Замена». После окончания резания шпиндельная бабка начинает перемещаться в исходное
1 См. также Г. М. Рывкин, М. А. Э с т е р з о н, Пути повышения режимов работы автоматического оборудования, «Станки и инструмент» № 10, 1959.
544
Инструменты Оли автоматизированного производства
положение. При этом рычаг 4, опираясь на скос копира, открывает цангу 5, на торце которой закреплена фреза 6. Толкатель 7 копира продвигает фрезы, лежащие в трубе цанги, на соответствующую часть хода бабки. Использованная фреза падает в сборник, а новая занимает ее место. В начале следующего цикла при перемещении бабки в рабочую позицию рычаг 4 сойдет с копира 2, цанга 5 закроется под действием пружины 8, а фреза из кассеты 9 поступает в приемник. Пружина должна обеспечить необходимый крутящий момент. Осевая сила при резании прижимает фрезу к откидному упору 10, что обусловливает точность осевого положения фрезы и надежность ее крепления. Для настройки на размер фреза снабжена на заднем торце регулировочным винтом с контргайкой. Настройка фрез на размер производится предварительно до помещения их в кассету. Эта схема механизма была положена в основу конструкции промышленного образца, установленного па автоматической линии зубчатых колес на заводе «Красный пролетарий».
Замена фрез вручную требует 3—3,5 мин., причем вместе с зубозакругляющим станком простаивают еще восемь других единиц оборудования вместе с транспортером. Все станки соединены сквозным шаговым транспортером, переключение работы которого на бункер нецелесообразно из-за краткости остановки. Механизм автоматической замены фрез уменьшил простои линии в пределах 20—25 мин. в смену. Смена осуществляется без остановки станка во время загрузки заготовок.
Рассмотренная схема механизма может быть использована для разработки автоматической смены различных инструментов вращающегося типа, например сверл, зенкеров, разверток, концевых фрез, метчиков и т. п.
На фиг. 566 показана схема механизма, разработанная ВНИИ, для автоматической замены проходных резцов. Настроенные на размер резцы 1 помещают в кассету 2. После получения команды на замену резец при помощи копира 3, снабженного толкателем 4, перемещается из кассеты в приемник (положение резца в приемнике показано пунктиром). При движении копира последовательно выполняются такие операции: а) сначала освобождается, а затем выталкивается использованный резец; б) новый резец перемещается из приемника в рабочую позицию; в) кулачок 5 подналадки возвращается в исходное положение. При этом новый резец посредством подпружиненного кулачка 6 прижимается к опорным базам резцедержавки, а следующий резец устанавливается на замену.
Механизм снабжен еще и дополнительным устройством для повышения размерной стойкости. Для этой цели резец помещается в рез-цедержавку переменной жесткости. Она дает возможность при помощи упругого элемента (плоской пружины 7) настраивать резец па компенсацию рассеивания размеров. Эта настройка повышает размерную стойкость из-за уменьшения поля рассеивания и снижения вели
Размерная стойкость инструмента
945
чины дополнительных упругих деформаций системы, вызываемых износом резца. Для компенсации систематических погрешностей из-за износа инструмента поставлен кулачок 5, па который опирается плоская пружина 7, играющая роль упругого элемента. Перемещение кулачка по командам измерительного прибора позволяет резце-державке поворачиваться вокруг опор для восстановления размеров.
Смена инструмента может осуществляться путем подачи сигнала о превышении заданной величины поворота резцедержавки (что
Фиг. 566. Схема механизма для автоматической замены резцов.
равносильно повышению допустимого значения составляющей Рх силы резания) или на основании отсчета количества импульсов, поданных на регулирование.
Автоматические подналадка и смена инструмента связаны с определенным усложнением оборудования. Помимо удорожания станков, автоматизация этих процессов может привести не к уменьшению затрат на простои, а к их увеличению. Этому способствует сложность автоматических устройств, требующая к себе большего внимания со стороны обслуживающего персонала.
Введение каждого дополнительного механизма в станок с целью расширения его автоматизации не должно повлечь за собой потерю гибкости и других качественных показателей автоматической линии. Поэтому необходимо выявить, насколько целесообразно и экономически выгодно идти на усложнение конструкций станка путем введения дополнительных узлов для автоматической подналадки и смены инструмента.
60 Семенченко и др. 599
946
Инструменты для автоматизированного производства
Следует отметить, что наличие сложной автоматики требует безоговорочного применения принудительной смены инструмента, без которой трудно осуществить нормальную эксплуатацию автоматических линий. Смена должна быть организована по графику и производиться независимо от фактической пригодности инструмента к дальнейшей работе.
Работа станка по автоматическому циклу имеет ту особенность, что весьма трудно, а иногда и невозможно определить момент выхода инструмента из строя по причине выкрашивания режущих кромок или поломки пластинки твердого сплава. Это вызывает не только выпуск бракованных деталей, но и служит причиной аварии узлов станка, поломки как рабочей части инструмента, так и корпуса или блока. Для многошпиндельных автоматов при аварии выходит из строя не только тот инструмент, который получил повреждение, но также и все другие инструменты, установленные на станке.
Не исключено также возможное повреждение некоторых узлов станка. С целью немедленного обнаружения аварии с инструментом и устранения серьезных повреждений инструментальной оснастки и оборудования необходимо на станке предусмотреть специальное устройство для постоянного фиксирования состояния кромки инструмента и подачи сигналов о приближении и появлении момента катастрофического износа и возможности повреждения режущей кромки. В этот момент сигнализационное устройство должно дать команду на остановку станка с целью замены инструмента.
Мероприятия по обеспечению отвода стружки. При автоматизированном производстве особое значение имеет правильное формирование стружки в зоне резания, полный отвод ее из-под резцов и удаление со станка. Вопрос об оптимальной форме стружки для автоматов до сих пор является дискуссионным. Это по-видимому, объясняется тем, что нельзя для всех случаев обработки добиваться одинаковой формы стружки. Она должна быть такой, которая соответствует конкретным условиям обработки. Для автоматов наиболее подходящей является стружка в виде витковой пружины длиной 100— 200 мм. Иногда стружка такой формы получается длиной до 1—2 м. Она может быть оставлена без ломания только в том случае, если выход ее из зоны резания направлен вниз в корыто, где расположен шнек для уборки стружки. Это допустимо только при условии, что стружка не мешает работе всех установленных на станке инструментов.
Получение мелкой раздробленной стружки часто является нежелательным, так как она легко проникает в ответственные места (например, под базовые места) механизмов станка и инструментальной оснастки и требует дополнительных устройств для защиты и затрат времени на очистку. Такое дробление стружки обычно осуществляется за счет различных устройств, предусмотренных на режущей части
Размерная стойкость инструмента
947
инструмента, что наряду с положительным эффектом является причиной и недостатков (снижение стойкости инструмента, удорожание конструкции из-за ее усложнения, повышение расхода энергии и т. п.). Необходимо помнить, что принудительное ломание стружки требует определенных затрат. Мероприятия, отнесенные только к одному инструменту, не всегда смогут полностью обеспечить удаление стружки со станка. С целью обеспечения надежной и бесперебойной работы станка необходимо вопрос о дроблении стружки и удалении ее решать комплексно, т. е. специальные механизмы для этой цели должны быть предусмотрены не только па инструменте, но также и на станке. На инструмент должны быть возложены только те функции, которые обеспечивают выполнение стружколомания непосредственно в зоне резания.
Чашечные пластинки твердого сплава снабжены стружколома-телыюй кольцевой лункой, которая надежно и стабильно дает витую стружку при обтачивании стали марок 40Х и ШХ15 со скоростью 60—240 м!мин при подаче 0,2—0,7 мм/об и глубине резания 0,5— 3,5 мм. Направление схода стружки совпадает с направлением подачи.
Для резцов, снабженных призматическими пластинками твердого сплава, делается или накладной стружколоматель (при закреплении пластинки при помощи сил резания), или в виде порожка, а иногда и лунки (для напаянных резцов).
Итереспая конструкция стружколоматели осуществлена на одном из станков автоматической линии роликоподшипников Ч Условия стружколомания здесь весьма тяжелые из-за плохой обрабатываемости стали марки ШХ15, а также малого сечения стружки и неравномерности припуска на данной операции. Поэтому был предложен специальный механизм, позволяющий резцу 1 посредством эксцентрика 2, действующего на ролик, производить колебательные движения по направлению подачи (фиг. 567, а). Процесс напоминает затылование. Стружка получается в виде запятой, так как в течение каждого периода колебаний обеспечивается переменность толщины среза подобно тому, как при фрезеровании. Форму и размеры стружки можно регулировать путем изменения амплитуды колебаний и их частоты, которые зависят от выбора скорости резания и подачи.
Установлено, что период колебаний при частоте колебаний меньшей, чем числа оборотов шпинделя, не должен быть кратным числу оборотов. Чистота обрабатываемой поверхности при работе с данным механизмом не ухудшается благодаря тому, что возвратно-поступательные перемещения резца осуществляются в направлении подачи. Приспособление работает от отдельного мотора мощностью 125 вт
1 См. также Г. М. Рывкин и П. И. Самойлов, Кинематическое дробление стружки, «Станки и инструмент» № 12, 1953.
60*
948
Инструменты для автоматизированного производства
при числе оборотов 2880 в минуту. Кулачковый механизм, снабженный редуктором, обеспечивает перемещение резцов с амплитудой 0,6 мм и частотой колебаний 520 в мин. Шпиндель вращается с числом оборотов 360 в минуту. Величина подачи равна 0,2 мм/об. Мотор передает вращение приспособлению при помощи гибкого вала.
Ценность данного приспособления состоит в том, что оно позволяет управлять формой и размерами стружки. Данная идея может быть
Фиг. 567. Устройства для стружколомания.
использована для ломания витой стружки на кусочки длиной 100— 200 мм. На фиг. 567, б показана схема такого приспособления х. Резец 1, обрабатывающий заготовку, помимо подачи, обладает возвратно-поступательными перемещениями в том же направлении, что и подача. Для этой цели предусмотрен эксцентрик 5, действующий на рычаг, в который упирается регулировочный винт резца. В пазу основания резца расположен крючок рычага 3, связанный с пружиной 4. Дополнительные перемещения резца вызывают в определенные моменты уменьшение толщины срезаемого слоя, в результате чего стружка ломается. Путем изменения частоты колебаний можно добиться получения требуемой длины кусочков стружки. Эта схема может быть применена только при черновой обработке и частично при получистовой, так как чистота обрабатываемой поверхности получается несколько хуже, чем при работе без приспособления.
Охлаждающая жидкость, подаваемая непосредственно в зону резания, обеспечивает не только охлаждение режущих кромок инстру-
1 А. Я- Малкии и Д. И. Семенченко, Проектирование и эксплуатация инструмента автоматических линий, «Станки и инструмент» № 8, 1959.
Размерная стойкость инструмента 943
мента и вымывание стружки, по также способствует стружколомапию. Охлаждение должно быть достаточным как по величине (не менее 30—40 л/мин), так и по напору (не менее 4—5 ат). Для внутреннего подвода охлаждающей жидкости к режущим кромкам блоки резцов должны быть снабжены каналами соответствующего сечения.
ЛИТЕРАТУРА
1. Рывкин Г. М., Вопросы разработки режущего инструмента для автоматизированного производства. Сб. работ ВНИИ, вып. VIII, 1954.
2. Э с т е р з о н М. А., Размерная стойкость режущего инструмента в условиях автоматизированного производства. Диссертация при Мосстанкине, 1957.
3. Д е р б и ш е р Л. В., Исследование точности обработки на токарных полуавтоматах и методов их наладки на размер. Диссертация при МАМИ, 1955.
4. Кривицкий Б. Н., Исследование потерь, связанных со сменой инструментов в станках-автоматах. Диссертация при МВТУ.
СОДЕРЖАНИЕ
Предисловие ........................................................ 3
Роль инструмента в народном хозяйстве (Семенченко И. И.)............ 5
Геометрические и конструктивные элементы режущих инструментов (Семенченко И. И.)..................................................... 12
Требования, предъявляемые к качеству режущих инструментов (Семенченко И. И.)..................................................... 24
Материалы, применяемые для изготовления режущих инструментов (Семенченко И. И.)..................................................... 31
Инструментальные стали.......................................... 31
Твердые (металлокерамические) сплавы............................ 49
Минералокерамика ............................................... 56
Шлифовальные круги ............................................. 59
Абразивы, абразивные инструменты и изделия (Семенченко И. И.).... 59
Шлифовальные изделия ........................................... 76
Алмазы и алмазные инструменты (Семенченко И. И.) ........... 77
Методы крепления инструментов и их зубьев в сборных конструкциях (Семенченко И. И.)............................................... 86
Методы крепления инструментов.................................... 86
Методы крепления зубьев сборных инструментов .................... 103
Общие требования к сборным инструментам и их конструкции......... 106
Напильники (Семенченко И. И.)....................................... 124
Напильники с насечками, полученными другими методами............ 136
Резцы (Семенченко И. И.) ....................... 138
Основные положения по конструкции резцов......................... 146
Геометрические параметры режущей части резцов.................... 152
Стружколоматели ................................................. 159
Прочность и виброустойчивость державки и режущих кромок .... 167
Конструкции резцов, оснащенных пластинками твердого сплава . . . 169
Токарные резцы................................................... 171
Строгальные резцы................................................ 172
Долбежные резцы.................................................. 175
Отрезные резцы................................................... 176
Полуавтоматные и автоматно-револьверные резцы.................... 180
Тангенциальные резцы............................................. 181
Резцы сборных конструкций........................................ 182
Резцы с минералокерамическими пластинками ....................... 189
Фасонные резцы................................................... 191
Протяжки (Матюшин В. М.)............................................ 215
Содержание
951
Силы резания при протягивании и расчет протяжек на прочность . . . 221
Схемы резания слоев металла ................................ 224
Рабочая часть протяжек. Черновые зубья ..................... 235
Расчет черновых зубьев протяжки ............................ 245
Допуски па размеры протяжек................................. 255
Многошлицевые протяжки...................................... 256
Эвольвентпые протяжки....................................... 262
Наружные протяжки .......................................... 264
Шпоночные протяжки.......................................... 271
Фрезы (Семенченко И. И.)....................................... 274
Фрезы с остроконечными зубьями.............................. 275
Конструктивные особенности фрез с остроконечными зубьями из твердых сплавов ................................................ 294
Фрезы с остроконечными зубьями из быстрорежущей стали....... 310
Фрезы с затылованными зубьями............................... 328
Инструменты для обработки отверстий (Семенченко И. И.)......... 357
Сверла..................................................... 357
Расточные инструменты . .................................... 421
Зенкеры..................................................... 434
Развертки.................................................. 459
Комбинированные инструменты для обработки отверстий......... 483
Хонинговальные головки ............. ....................... 488
Инструменты для образования резьбы (Семенченко И. И.)......... 504
Резьбонарезные резцы и гребенки............................. 505
Метчики . .................................................. 519
Плашки...................................................... 560
Винторезные головки......................................... 580
Резьбонарезные фрезы........................................ 615
Инструменты для накатывания резьбы ......................... 627
Инструменты для нарезания цилиндрических колес ................ 647
Основные положения зубонарезания (Матюшин В. М.) ....... 649
Инструменты для нарезания цилиндрических зубчатых колес методом
копирования и бесцентрондного огибания (Матюшин В. М.) . . . . 661
Зуборезные гребенки (Сахаров Г. И.)......................... 676
Червячные зуборезные фрезы (Сахаров Г. Н.) ............ 684
Зуборезные долбяки (Матюшин В. М.) .............. 738
Шеверы (Сахаров Г. Н.) ...................... 774
Инструменты, работающие по методу огибания, для деталей с иеэволь-вентным профилем (Сахаров Г. Н.)............................. 801
Общие положения и возможность обработки .................... 801
Червячные фрезы для деталей прямолинейного профиля.......... 806
Долбяки для валиков прямолинейного профиля (шлицевые)....... 837
Червячные фрезы и долбяки для деталей фасонного профиля..... 841
Обкаточные резцы............................................ 846
Новые виды зуборезного обкаточного инструмента.............. 851
952
Содержание
Инструменты для нарезания конических колес (Семенченко И. И.) . 854
Инструменты для нарезания конических колес с криволинейными зубьями...................................................... . 854
Инструменты для нарезания колес с круговыми зубьями............... 855
Резцовые головки ................................................. 8а6
Теоретические основы кругового зацепления......................... 869
Методы нарезания конических колес мелкими сериями................. 898
Червячные конические фрезы для нарезания колес с криволинейными зубьями.......................................................... 903
Инструменты для нарезания конических прямозубых колес ............ 909
Зуборезные резцы.................................................. 909
Нарезание конических прямозубых колес двумя фрезами............... 913
Нарезание конических прямозубых колес методом кругового протягивания ........................................................... 915
Инструменты для автоматизированного производства (Семенченко И. И.) 919
Значение инструмента для автоматизированного производства .... 919
Размерная стойкость инструмента .................................. 922
Иван Иванович Семенченко, Валентин Михайлович Матюшин, Георгий Николаевич Сахаров
ПРОЕКТИРОВАНИЕ МЕТАЛЛОРЕЖУЩИХ ИНСТРУМЕНТОВ
ктор издательства Н. А. Иванова. Технический редактор В. Д. Эль
Корректоры 3. М. Пивоварова, О. Е. Гинзбург
Подписано к печати 8/III 1963 г.
634 Тираж 25 000 (I -й зааод 10 000) эка. Цена 2 р. 38 к- Печ. л. 60,0 (1 г
Уч -изд л 63.65. Бум. л. 30,0. Формат 60Х901/,».
Отпечатано со стереотипа в Ленинградской типографии Госгортехнздата. Зак. 2/290
Ленинградская типография Госгортехнздата, Ленинград, ул. Салтыкова-Щедрина, 54
И. И. СЕМЕНЧЕНКО, В. М. МАТЮШИН, Г. Н. САХАРОВ
д-р техн, наук проф.
д-р техн, наук проф.
канд. техн, паук доп
ПРОЕКТИРОВАНИЕ МЕТАЛЛОРЕЖУЩИХ ИНСТРУМЕНТОВ
Под редакцией заслуженного деятеля науки и техники д-ра техн, наук проф. И. И. СЕМЕНЧЕНКО
Допущено Министерством высшего и среднего специального образования СССР в качестве учебного пособия для студентов высших учебных заведений СССР, обучающихся по специальности «Технология машиностроения, металлорежущие станки и инструменты»
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1963
проекция л
х
вт</