






































































































Текст
ПРОФТЕХОБРАЗОВАНИЕ
БЫТОВОЕ
ОБСЛУЖИВАНИЕ
А.П.Харитотук
УСТРОЙСТВО
И РЕМОНТ
БЫТОВЫХ
МЕТАЛЛОИЗДЕЛИЙ
А. П. Харитончук
УСТРОЙСТВО
И РЕМОНТ
БЫТОВЫХ
МЕТАЛЛОИЗДЕЛИЙ
ИЗДАНИЕ ВТОРОЕ,
ДОПОЛНЕННОЕ И ПЕРЕРАБОТАННОЕ
Одобрено
Ученым советом
Государственного комитета
Совета Министров СССР
по профессионально-техническому
образованию
в качестве учебника
для подготовки рабочих
на производстве
МОСКВА
«ВЫСШАЯ ШКОЛА»
1978
ВВЕДЕНИЕ
Коммунистическая партия и Советское правительство уделяют
большое внимание развитию службы быта, превращению ее в
крупную механизированную отрасль народного хозяйства.
В постановлении Совета Министров СССР от 4 июня 1974 г.
о мерах по улучшению организации ремонта бытовых машин и
приборов особое внимание уделяется совершенствованию форм
организации обслуживания населения по ремонту бытовой техники и
металлоизделий.
Значительно расширяется и укрепляется
материально-техническая база предприятий по ремонту бытовой техники и
металлоизделий, предприятия оснащаются современным оборудованием,
приспособлениями, инструментом, контрольно-измерительной
аппаратурой.
Номенклатура бытовых металлоизделий, выпускаемых
отечественной промышленностью, ежегодно увеличивается, население
страны пользуется десятками миллионов различных бытовых
металлоизделий. В этих условиях значительно возрастает роль
предприятий по ремонту бытовых металлоизделий.
Технологические процессы ремонта бытовых металлоизделий
предусматривают использование современного оборудования,
контрольно-измерительных приборов, средств малой механизации,
которые позволяют проверять после ремонта годность изделий.
Систематический рост выпуска бытовых изделий, изменения и
усложнения их конструкции вызвали необходимость создания
специализированных участков, цехов по ремонту одноименных
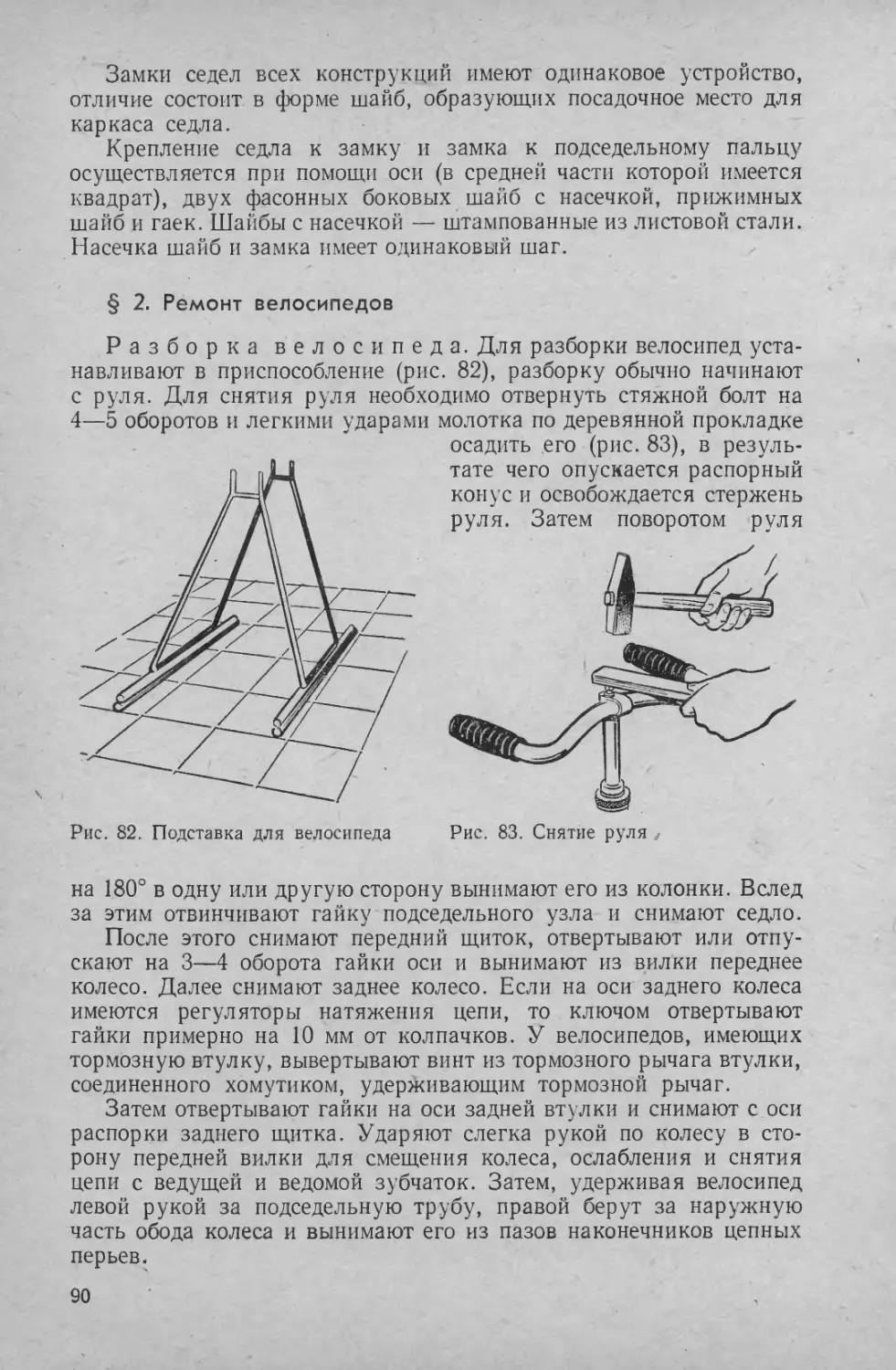
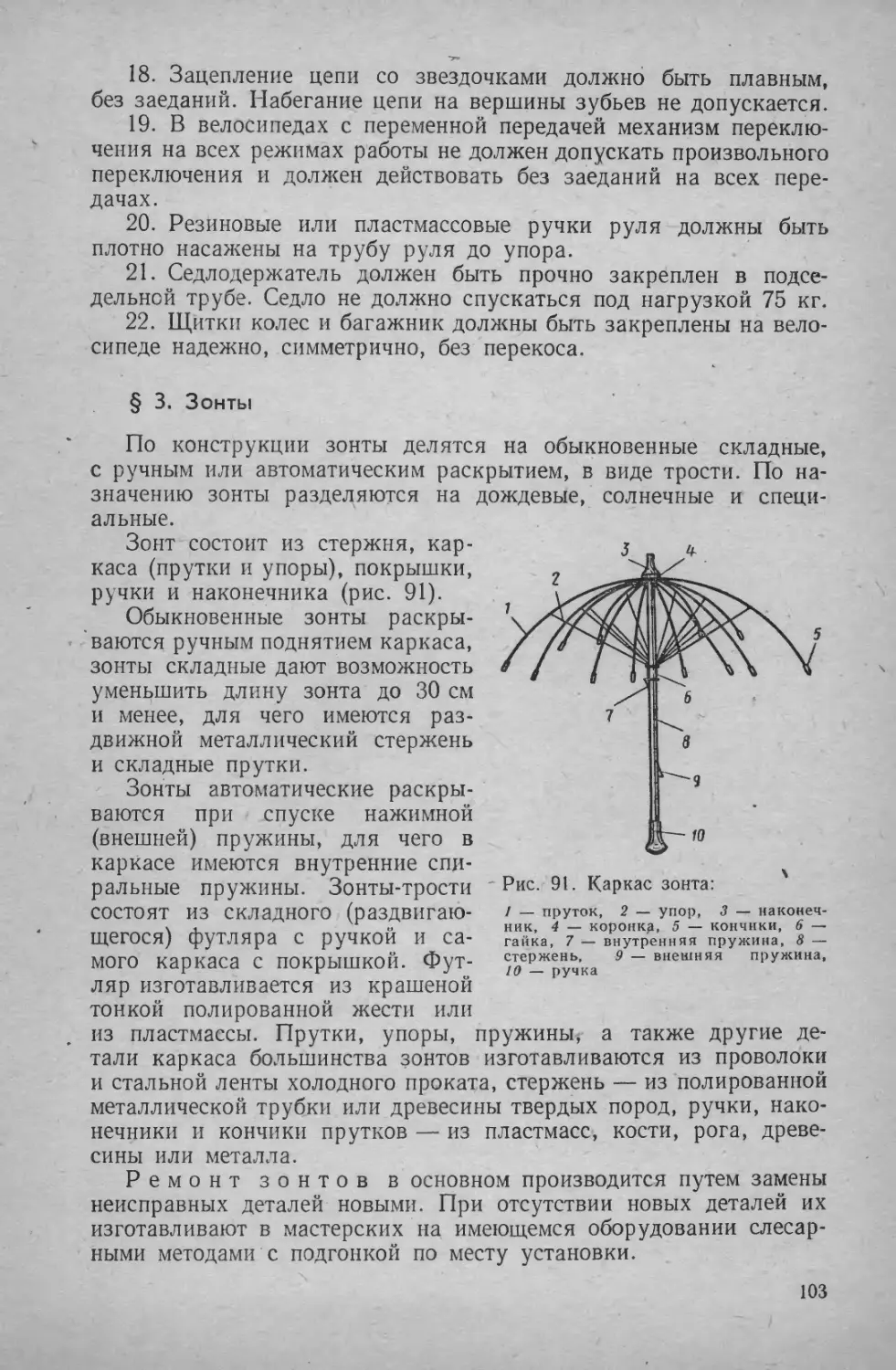
изделий — швейных машин, велосипедов, кухонных
принадлежностей, зажигалок и т. д.
Специализация ремонтных работ позволяет широко
использовать комплексную механизацию процессов ремонта, применять
современное оборудование.
Технический прогресс в области конструирования новых
бытовых изделий оказывает влияние на бытовое обслуживание:
некоторые виды услуг развиваются, другие сокращаются.
Дальнейший рост выпуска бытовых изделий, улучшение их
эксплуатационных качеств позволяют населению приобретать эти
изделия в нужном количестве и ассортименте, заменять имеющиеся
изделия более совершенными до их физического износа. Все это ,
вызвало необходимость реорганизации ремонтных предприятий,
создание предприятий комплексного ремонта, где должны
выполняться работы, связанные с заменой устаревших (изношенных)
узлов и деталей новыми или заранее отремонтированными.
Эти вопросы нашли отражение в решениях XXV съезда КПСС,
в которых предусмотрено дальнейшее развитие службы быта,
улучшение качества и повышение культуры обслуживания
населения.
Объем производства товаров культурно-бытового и
хозяйственного назначения за годы десятой пятилетки возрастет в 1,6 раза.
В группу бытовых металлоизделий входят изделия из черных и
цветных металлов и сплавов, предназначенные для облегчения
домашнего труда, занятий спортом, игр и т. д.
Бытовые металлоизделия в зависимости от назначения,
материалов и методов изготовления подразделяются на следующие
подгруппы: замочные изделия, металлическая посуда, нагревательные
приборы (керосиновые, бензиновые, газовые и электрические), печные
приборы, мясорубки, соковыжималки, овощерезки и другие
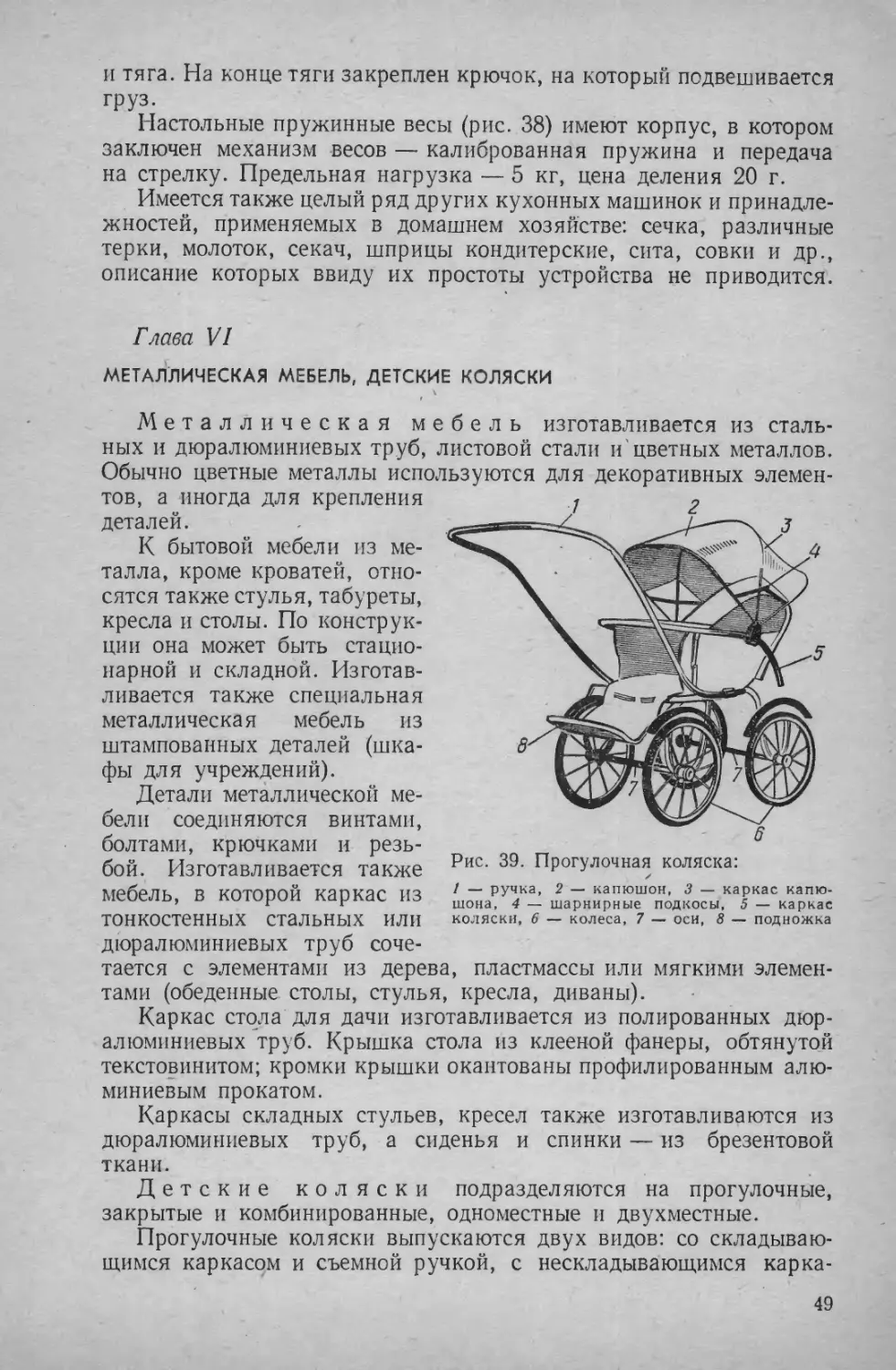
изделия, металлическая мебель, детские коляски и др., коньки
различного назначения, зажигалки бензиновые и газовые, автосифоны,
садово-огородный инвентарь, велосипеды, швейные машины,
ручные орудия труда (ножи, пилы, инструмент для обработки
металлов и древесины) и т. д.
Глава I
ОРГАНИЗАЦИЯ РЕМОНТА БЫТОВЫХ МЕТАЛЛОИЗДЕЛИЙ
Ремонт и изготовление бытовых металлоизделий обычно
осуществляется в цехах и мастерских, которые входят в состав
производственных объединений «Рембыттехника».
Производственное объединение «Рембыттехника» возглавляется
головным (базовым) предприятием и имеет в своем составе
небольшие предприятия по ремонту бытовой техники, которые
функционируют на правах отдельных филиалов, цехов и участков.
Объединение «Рембыттехника» с целью приближения
предприятий к населенным пунктам имеет филиалы. Филиалы имеют
мастерские по ремонту и приемные пункты. Имеются также комплексные
приемные пункты районных комбинатов бытового обслуживания.
Организационная структура производственного объединения
«Рембыттехника» показана на рис. 1.
Специализированные предприятия и комбинаты бытового
обслуживания состоят из специализированных цехов и мастерских,
а также стационарных, передвижных и комплексных приемных
пунктов.
Приемный пункт принимает в ремонт бытовые машины,
приборы и бытовые металлоизделия, здесь же могут приниматься
заказы и на другие услуги. Приемный пункт подчиняется мастерской
(цеху) централизованного ремонта, комбинату бытового
обслуживания или непосредственно специализированному предприятию.
Мелкий ремонт выполняется на пункте, а изделия бытовой техники,
требующие крупного ремонта, отправляются в цех (мастерскую)
централизованного ремонта.
На приемном пункте также принимаются заявки на выезд
механиков к заказчику на дом для ремонта крупногабаритных изделий.
Передвижная мастерская размещается в
специальном автобусе с прицепом или в каком-либо другом виде
транспорта. В передвижной мастерской ремонтируют различную
бытовую технику и металлоизделия. .П^и невозможности ремонта на
месте передвижная мастерская доставляет изделия в цех
централизованного ремонта.
Передвижная мастерская оборудована станками, имеет
необходимые приспособления и инструменты, она снабжается запасными
частями к ремонтируемым изделиям.
Специализированная мастерская. В
областных центрах, городах и рабочих поселках, райцентрах с населением
свыше 25 тыс. человек ремонт бытовых изделий выполняют специали-
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ
Филиал
Мастерская по
ремонту и
изготовлению бытовых
металлоизделий
Мастерская
по ремонту
электробытовых приборов
КБО]
Мастерская
по ремонту
часов
пп пп пп
КПП КПП КПП М
Филиал
Мастерская по
ремонту и
изготовлению бытовых
металлоизделий
Мастерская
по ремонту
электробытовых приборов
Мастерская
по ремонту
часов
ПП ПП ПП
СПЕЦИАЛИЗИРОВАННОЕ ПРЕДПРИЯТИЕ
КБО
Цех ремонта
электробытовых
машин и
приборов
Цех
ремонта
часов
М КПП КПП КПП
1КПШ М ПП М ПП М ПП М КПП
Цех ремонта и изготовления бытовых металлоизделий
Участок
ремонта
швейных
машин
Участок
ремонта
велосипедов
Участок
изготовления
и ремонта
замков
Участок
гальванопокрытия
Участок ч
заправки
и ремонта
зажигалок
Участок
сварочных
работ
Участок
заточки режущих
инструментов
и коньков
Участок
изготовления
металлоизделий
Участок
ремонта
нагревательных приборов
и др. изделий
кпп| м I пп| |кпп| м I пп
Рис. 1. Организационная структура предприятий по ремонту бытовой техники:
КБО — комбинат бытового обслуживания, ПП — приемный пункт, КПП — комплексный приемный пункт, М — мастерская
зированные цехи по ремонту бытовой техники и бытовых
металлоизделий.
В зависимости от объема выполняемых работ в этих цехах
создаются участки по ремонту велосипедов, изготовлению ключей и
ремонту замков, швейных машин, заправки и ремонту зажигалок,
гальванопокрытий и т. д.
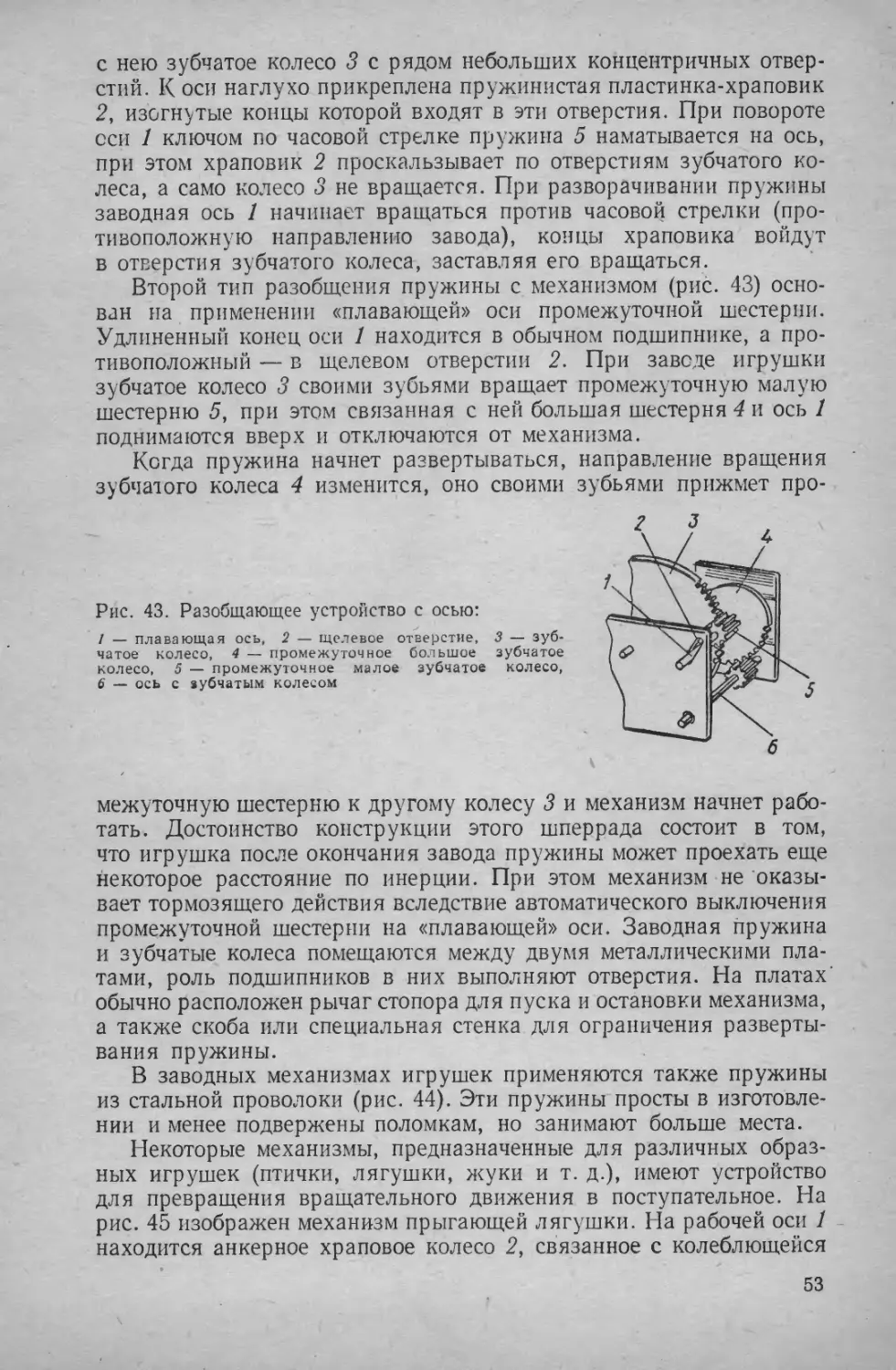
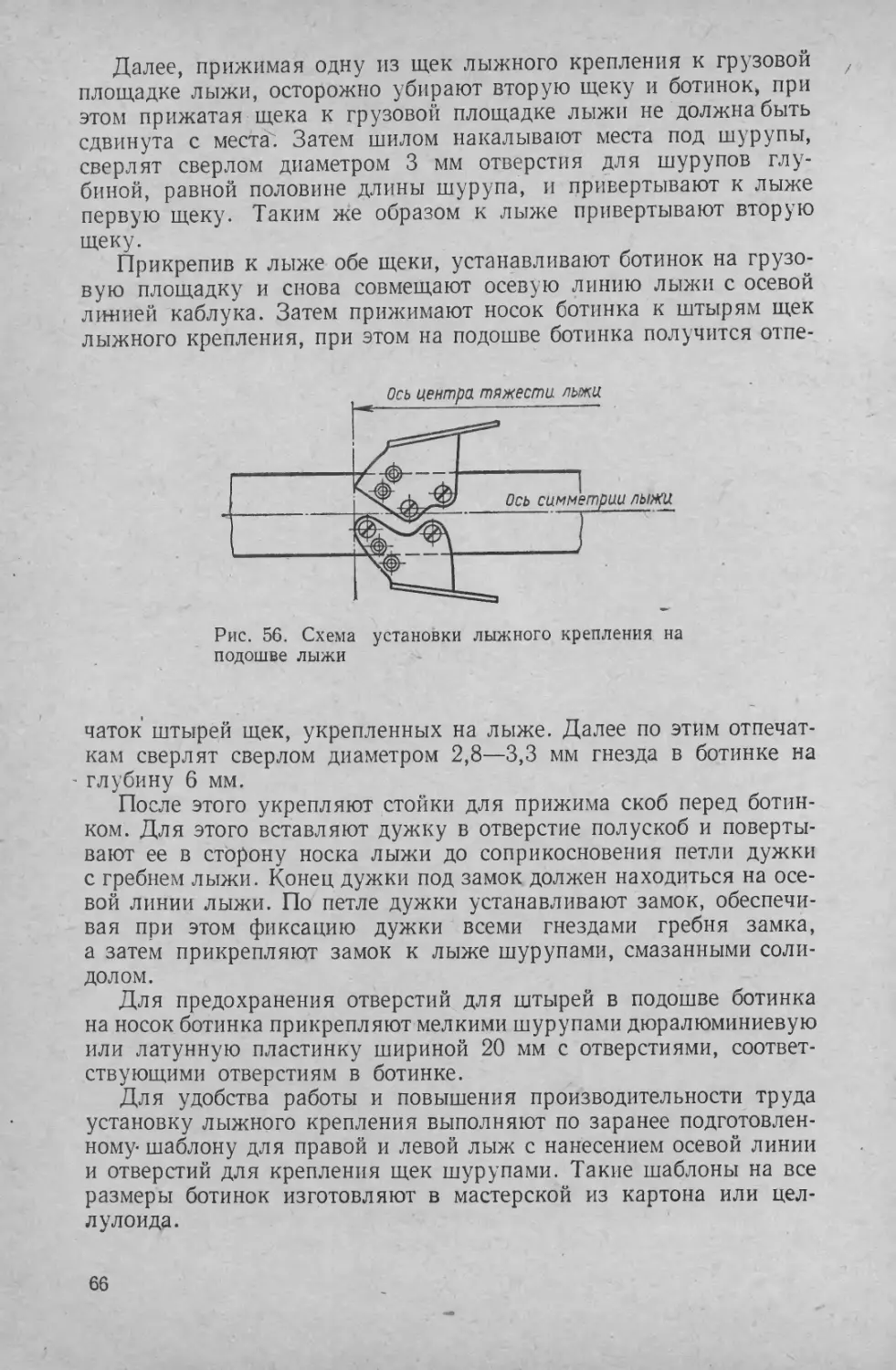
Планировка цеха по ремонту бытовых
металлоизделий филиала производственного объединения
Рис. 2. Планировка цеха ремонта бытовых металлоизделий:
/ — приемная, // — склад для отремонтированных изделий; участки:
/// — ремонта бытовых металлоизделий, IV — жестяницких и
паяльных работ, V — гальванопокрытий, VI — окраски, VII — ремонта
швейных машин, VIII — ремонта и заправки газовых зажигалок;
IX — материальный склад, X — душевые, XI — раздевалка, XII —
кабинет заведующего; 1 — стеллажи, 3 — слесарные верстаки; станки:
2 — копировально-фрезерный для изготовления ключей, 4 — для
правки колес велосипедов, 5 — горизонтально-фрезерный, 6 —
токарный, 7 — сверлильный, 8 -V для заточки режущих инструментов,
9 — для заточки коньков, 10 — для заточки ножей машинок для
стрижки волос, 12 — точильный, 17 — шлифовальный, 18 —
полировальный; // — верстаки жестянщика, 13 — стуловые ножницы,
14 — стол для пайки, 15 — гальванические ванны, 16 — рабочий стол
гальванщика, 19 — рабочий стол полировалыцика, 20 — источник
питания гальванических ванн, 21 — стенд-верстак для ремонта
швейных машин, 22 — установка для заправки газовых зажигалок
«Рембыттехника» показана на рис. 2. При планировке цеха
стремятся к тому, чтобы исключить возвратное движение ремонтируемого
изделия и обеспечить минимальную затрату времени и рабочей силы
на перемещение (транспортировку).
Участки цехов оснащены необходимыми станками и
различными приспособлениями. При выборе оборудования следует
руководствоваться как характером наиболее часто выполняемых работ,
так и возможностью кооперирования с другими цехами. Обычно цех
имеет: токарный станок, горизонтально-фрезерный станок, настоль-
но-сверлильный станок, заточный станок с приспособлениями для
шлифования и полирования, компрессор, поверочную плиту, парал-
дельные тиски, сварочные аппараты, необходимо также иметь полный
набор слесарного и измерительного инструмента.
Кроме того, в цехе должны быть слесарные верстаки, различные
приспособления, применяемые при ремонте и сборке велосипедов,
швейных машин и других изделий, станок для выверки
велосипедных рам, вилок, колес, станок для изготовления ключей.
Рабочее место слесаря по ремонту бытовых
металлоизделий представляет собой отдельный участок цеха, закрепленный за
определенным рабочим или бригадой и оснащенный
соответствующими приспособлениями и инструментом.
В оснащение рабочего места слесаря-ремонтника входит
слесарный верстак (рис. 3), на котором производят разборку, сборку*
ремонт металлоизделий, а также слесарные и другие работы.
Рис. 3. Верстак слесаря-ремонтника
Слесарный верстак представляет собой стол, состоящий обычно
из массивной деревянной крышки, укрепленной на деревянных или
металлических ножках. Крышка стола обита листовой сталью.
Рабочее место слесаря должно быть обеспечено параллельными
и ручными тисками, зубилами, слесарными молотками, ножовками,
кусачками и ножницами для резки металла, набором напильников
и надфилей, заточным станком и центратором для шлифования и
заточки инструмента, шлифовальными кругами, брусками,
шкурками и порошками, набором шаберов, электродрелью со штативом,
ручной дрелью, коловоротом, трещоткой, набором сверл, набором
плашек и метчиков, измерительным инструментом.
Порядок приема изделий в ремонт. При
приеме металлоизделия в ремонт приемщик осматривает изделие,
определяет процент его износа и дефекты, требующие устранения,
и одновременно определяет стоимость ремонта по прейскуранту,
а также стоимость заменяемых деталей и узлов по прейскуранту
государственных розничных цен.
При приеме заказов на изготовление с заказчиком
согласовываются конструкция, размеры, форма и другие характеристики
металлоизделия.
Заказ оформляется квитанцией в трех экземплярах (наряд-
заказ, квитанция и копия квитанции). В квитанции указывается
наименование (номер) мастерской, ее адрес, номер телефона,
фамилия и инициалы заказчика и его адрес, наименование изготовляемого
изделия, процент износа и краткая его характеристика (тип, марка),
перечень всех работ с указанием номеров операций, стоимость
(прописью) ремонта и отдельно стоимость деталей, заменяемых
мастерской, дата приема и срок исполнения заказа.
Квитанция подписывается приемщиком и заказчиком. При этом
следует иметь в виду, что при приеме заказа на изготовление ключей
запрещается в квитанции указывать'адрес заказчика, а
изготовление ключей для сейфов производится только с разрешения отдела
внутренних дел исполкома.
Мастерская по желанию заказчика может послать мастера на
дом для приема заказа, для выполнения заказа на дому.
Назначение ремонта бытовых
металлоизделий. При эксплуатации бытовых металлоизделий в узлах
и деталях появляются различные неисправности в результате
естественного износа или неправильной эксплуатации изделий.
При дальнейшем пользовании изделием износ деталей
увеличивается и, если своевременно не заменить их (или не восстановить
изношенные поверхности), изделие преждевременно выходит из
строя.
Срок службы изделия можно продлить, если своевременно
проводить соответствующие профилактические ремонты и выполнять
правила эксплуатации, указанные в заводских инструкциях.
Ремонт бытовых металлоизделий в соответствии с объемом и
характером выполняемых работ на предприятиях службы быта
подразделяется на мелкий и общий. Мелкий ремонт
предусматривает устранение мелких неисправностей без разборки изделия. При
общем ремонте производят разборку изделия и заменяют основные
узлы и детали.
Технологический процесс ремонта бытовых металлоизделий
начинают с частичной разборки, чистки, мойки и затем производят
разборку на детали, мойку их, если она требуется, контроль и
сортировку деталей на годные и негодные и требующие ремонта.
При этом узлы и детали не обезличиваются, а устанавливаются
на то изделие, с которого были сняты.
После контроля и сортировки детали, требующие ремонта,
ремонтируют, а также изготавливают новые вместо негодных, если
они не поступают как запасные части от заводов-изготовителей.
Затем собирают узлы, а затем собирают само изделие. После
сборки изделие испытывают. Технологический процесс ремонта
изделий заканчивается регулировочными работами, устранением
дефектов, обнаруженных во время проверки, и окраской, если это
необходимо.
В связи с многообразием бытовых металлоизделий и
сравнительной простотой конструкции многих из них изложение технологии
ремонта всех видов изделий в этой книге не представляется
возможным.
При ремонте таких изделий, как кухонные машинки и приборы,
садово-огородный инвентарь и др., выполняют обычные работы
(слесарные и токарные, пайка, сварка, гальванопокрытие и т. д.).
Однако некоторые бытовые металлоизделия имеют особенности
в разборке, ремонте и наладке, сведения о которых приводятся
в последующих главах.
Глава II
ЗАМОЧНЫЕ ИЗДЕЛИЯ
§ 1. Устройство замков
Изготавливаемые промышленностью замки классифицируются:
по конструкции механизма — сувальдные, бессувальдные и
цилиндровые;
по назначению и способу установки — дверные, висячие и
мебельные; «
по способу крепления — врезные, прирезные и накладные;
по материалу, применяемому для изготовления, и способу
изготовления корпуса — штампованные из листовой стали, литые из
чугуна, из цинковых или алюминиевых сплавов и др.;
по отделке — крашеные, никелированные, хромированные,
оксидированные, с комбинированной отделкой и др.;
в зависимости от места установки — правые и левые.
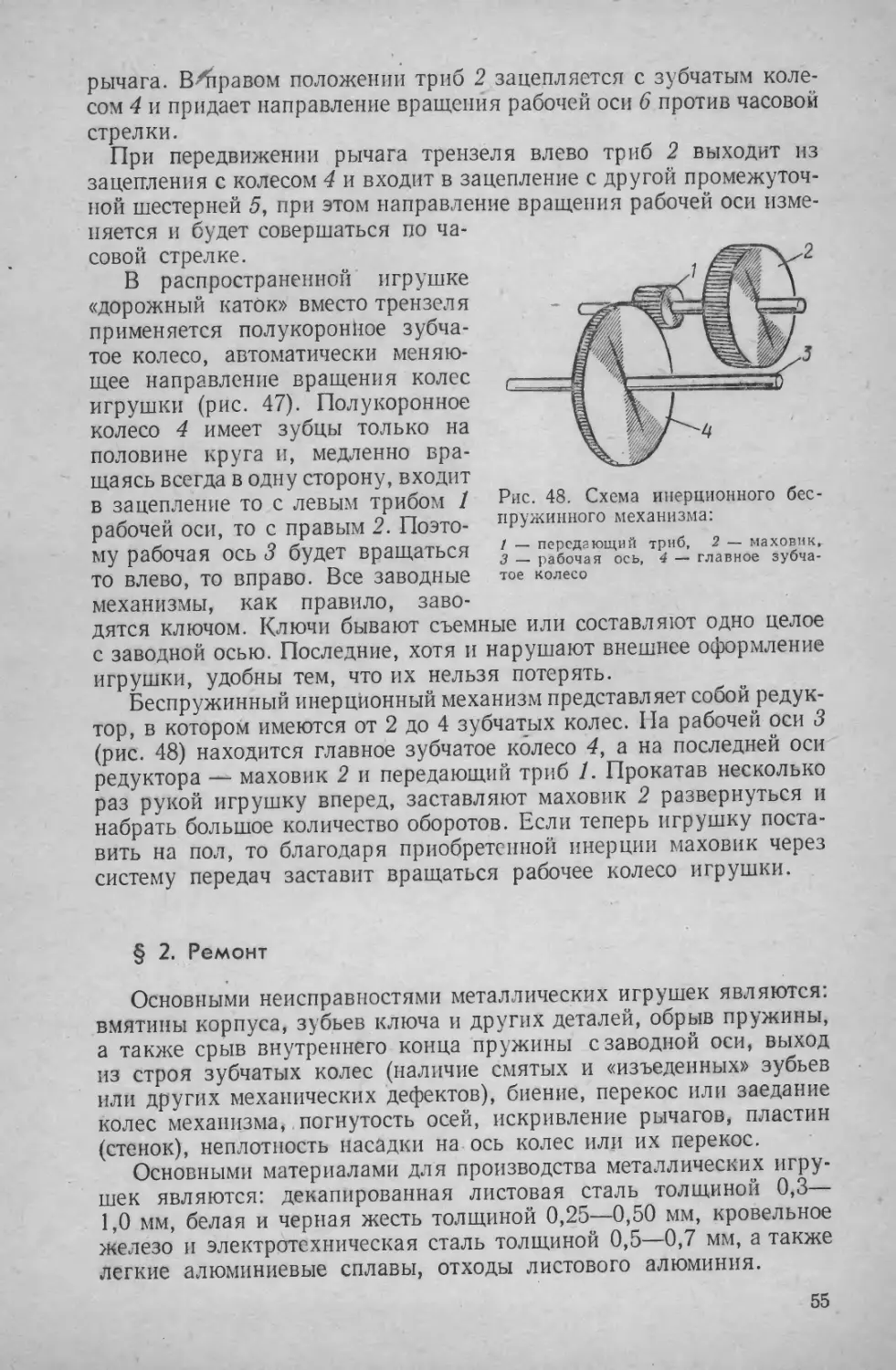
Несмотря на большое разнообразие конструкций, для всех
замков характерно наличие следующих основных элементов:
ригель (засов) 10 (рис. 4), непосредственно запирающий дверь,
крышку и т. п., а в висячих замках — дужку;
сувальды (задержки) 8, образующие «секрет» замка и
одновременно фиксирующие ригель в установленном положении;
корпус 3, состоящий из одной или нескольких деталей, в котором
находится механизм замка;
ключ — приспособление для управления механизмом замка
с индивидуальным или групповым «секретом».
Принцип действия механизма сувальдного замка
состоит в том, что в положении, показанном на рис. 4, ригель 10
не может передвигаться, так как укрепленный в нем упорный штифт 9
находится в выемке сувальд 8. С поворотом ключа справа налево
бородка ключа приподнимает сувальду и штифт выходит из выемки,
после чего ригель можно передвинуть влево.
При дальнейшем повороте ключа его бородка выходит от
соприкосновения сувальд, которые под действием пружин опускаются
вниз и удерживают ригель в замкнутом состоянии. Обычно в зам-
ках имеется несколько сувальд. Чтобы затруднить отпирание замков
случайным ключом, сувальды делают различной толщины или с
вырезом различных размеров.
Ригель 10 состоит из головки и основания. Ригельная головка
является задвижкой, входящей в запорную планку. Основание
ригеля имеет фигурные вырезы для
бородки ключа, число которых
зависит от того, на сколько оборотов
ключа рассчитан замок. Кроме того,
основание ригеля служит
направляющей частью для всего ригеля.
В большинстве случаев дверные
замки изготавливают с ригелями,
выдвигающимися в два оборота.
В замках всех типов ригель как
в открытом, так и в закрытом
положении всегда фиксируется в
определенном положении.
При запирании замка бородка
ключа приподнимает сувальды
вверх, освобождает ригель и
передвигает его на один оборот. В конце
поворота ключа бородка перестает
поднимать сувальды; они
опускаются, выступы их попадают в
вырез ригеля и фиксируют их в этом
положении.
Каждый вариант расположения
различных по контуру сувальд
называется серией. Ключи ко всем
замкам такой серии одинаковы.
Количество серий замков зависит
от имеющихся в данном
производстве вариантов сувальд. Так, в
производстве трехсувальдных
замков, где изготавливают три вида
(номера) сувальд, наибольшее
количество серий 6, т. е.
соответственно числу возможных вариантов расположения сувальд: 1+2 + 3;
1+3 + 2; 2+1+3; 2 + 3+1; 3+1+2; 3 + 2+1.
В производстве четырехсувальдных замков комплект сувальд
дает соответственно 24 серии. В замках с двумя рядами сувальд
и двухбородочными ключами количество серий доходит до 150.
Увеличивая количество различных сувальд, можно увеличить
количество серий.
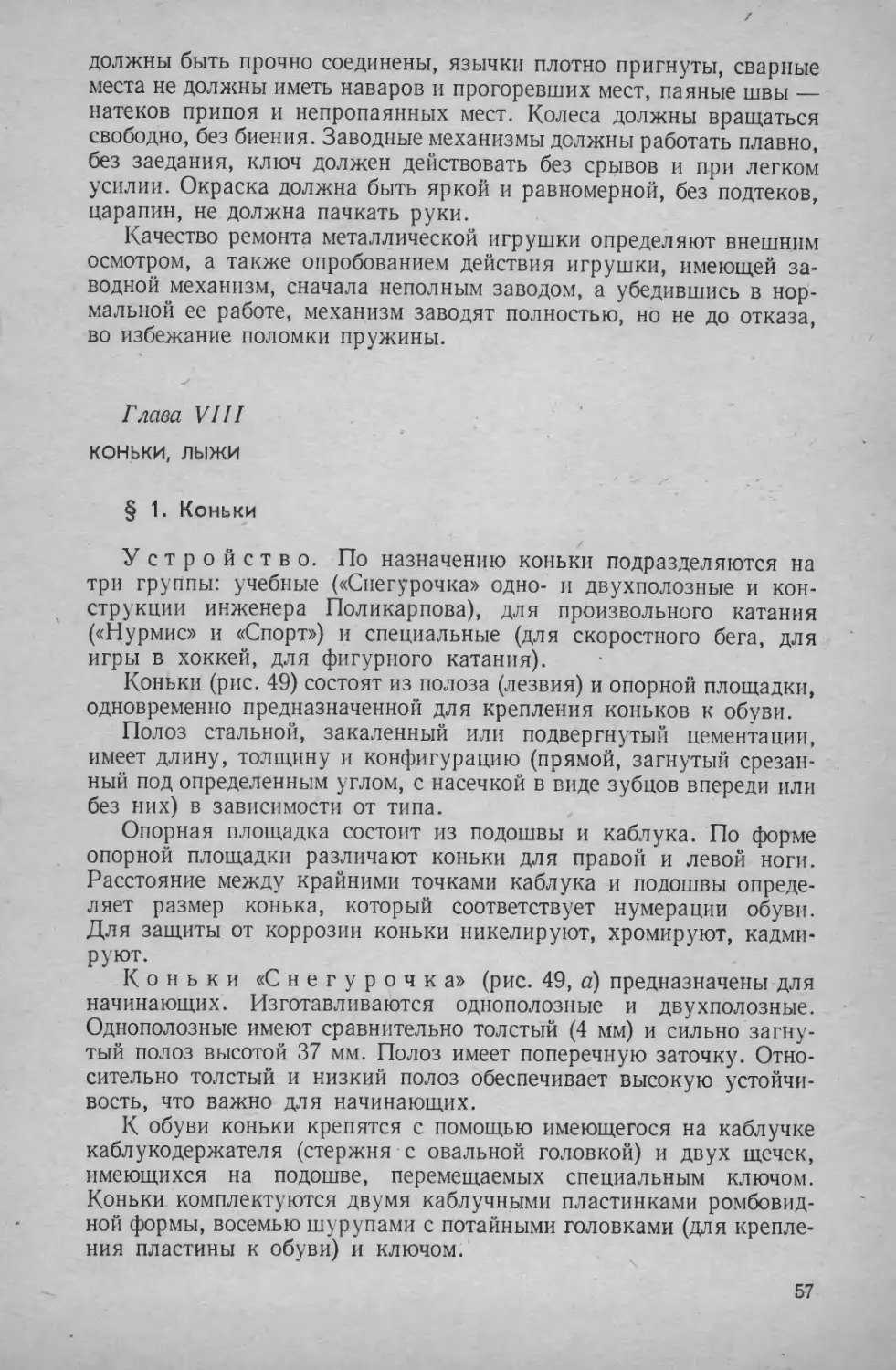
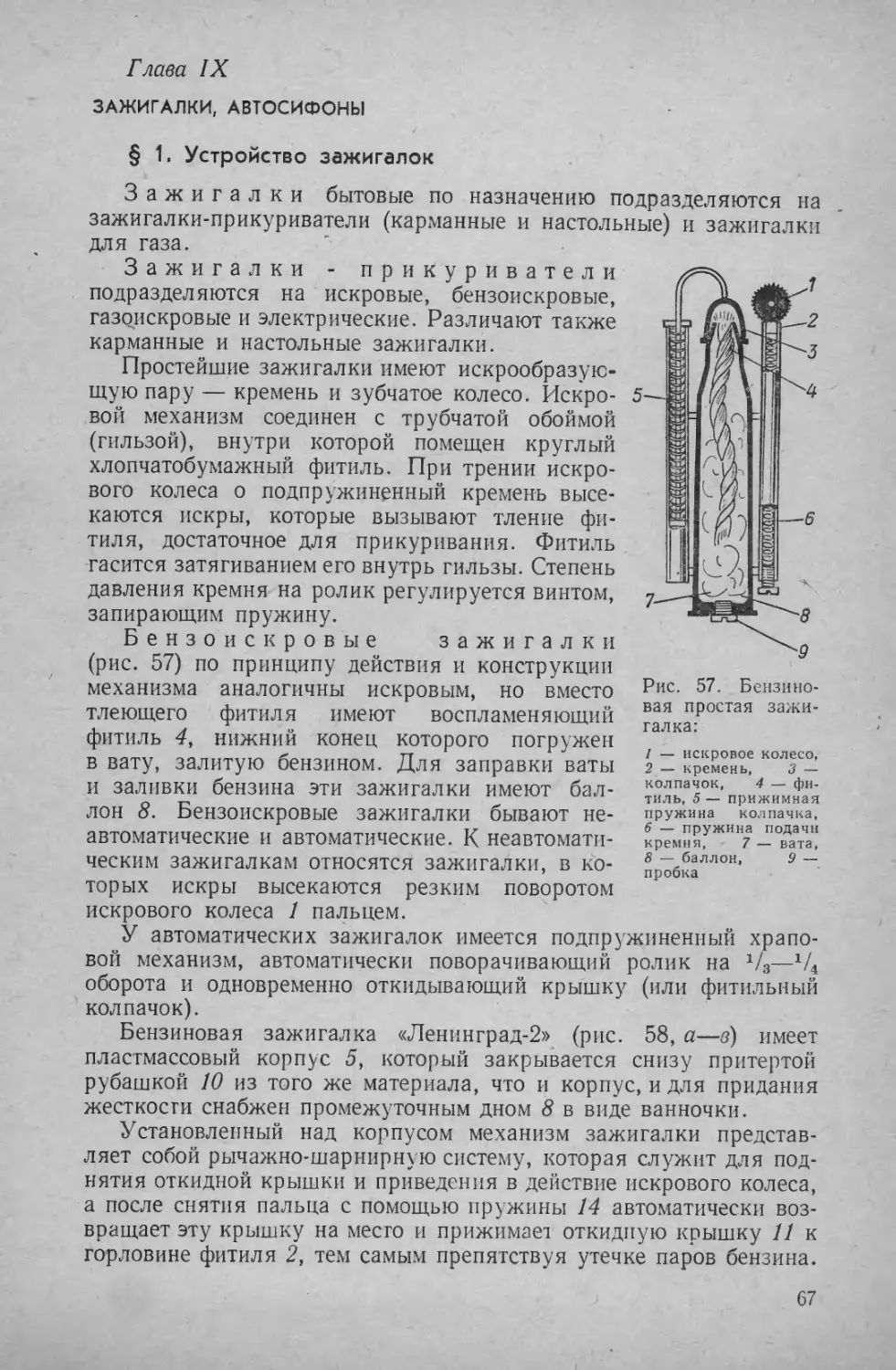
Бессувальдные замки (рис. 5) характеризуются тем,
что ригель при перемещении ключом стопорится подпружиненной
собачкой, входящей в пазы ригельной планки. Секретность в бес-
сувальдных замках достигается за счет конфигурации ключевой
Рис. 4. Врезной сувальдный замок:
У — передняя планка, 2 — косая
защелка, 3 — корпус, 4 — поводок
косой защелки, 5 — пружина поводка,
6 — стойка, 7 — пружина сувальд,
8 — сувальды, 9 — упорный штифт,
10 — ригель (засов), // — пружина
косой защелки
щели и размещения на основании замка против ключевой щели
заградительных пластинок или кольцевых выступов в виде
концентрических кругов, для обхода
которых бородки ключей
должны иметь
соответствующие продольные или
поперечные прорези.
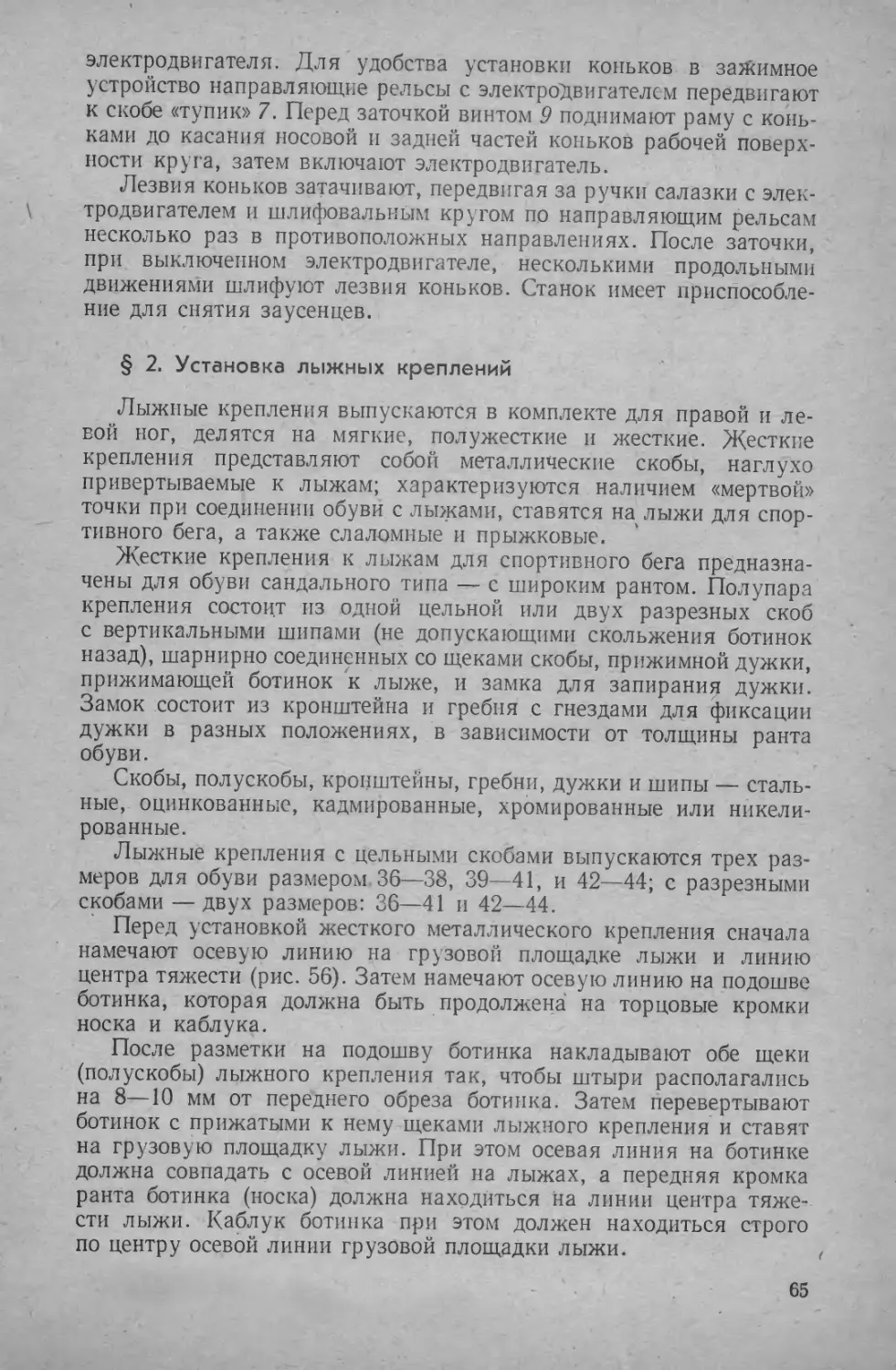
Цилиндровые зам-
к и (рис. 6) по принципу
действия схожи с сувальдны-
ми замками. Штифты 12 и 17
в этих замках выполняют
функции сувальд.
Корпус 3 имеет сквозное
гнездо для сердечника
цилиндрической формы. Каналы на
боковой поверхности
расположены соосно с отверстиями в
сердечнике. В висячих
цилиндровых замках цилиндровый
механизм обычно помещается
в корпусе самого замка. Сердечник имеет узкий сквозной фасонный
паз для плоского ключа и 4—5 отверстий, расположенных вДоль
оси ключевого паза. Штифты имеют различную длину, определяя
Рис. 5. Бессувальдный замок:
1 — собачка, 2 — запорная стоика, 3 —
пружина, 4 — ригель, 5 — основание корпуса,
6 — бородка ключа, 7 — распорная стойка,
8 — фасонная ключевина, 9 — штифт, 10 —
лицевая планка
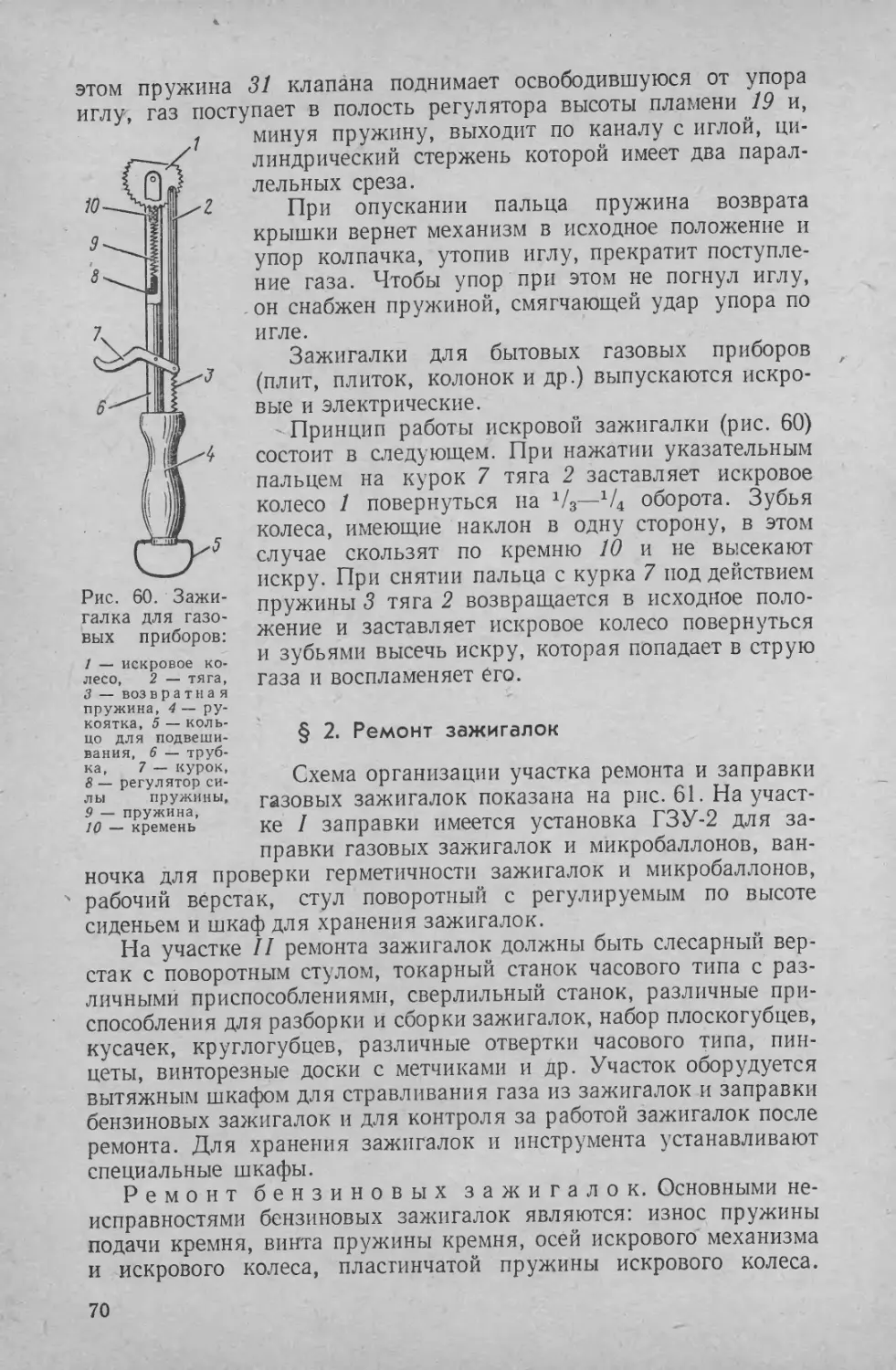
Рис. 6. Накладной цилиндровый замок:
а — общий вид, б — устройство замка, в — цилиндровый
механизм; 1 — запорная коробка, 2 — косая защелка, 3, 15 —
корпусы, 4 — рукоятка косой защелки, 5 — ручка, 6' — ригель
(засов), 7, 9, 13 — пружины, 8 — отводящий рычаг, 10 —
цилиндровый механизм, // — поводок, 12 — верхние штифты, 14 —
заглушки, 16 — сердечник, 17 —- нижние штифты
тем самым профиль ключа (секретность замка). Спиральные
пружины служат для возвращения штифтов в исходное положение
после открывания замка.
Для перекрытия отверстий корпуса цилиндрового механизма
служат заглушки в виде общей задвижки или отдельные пробочки.
В собранном цилиндровом механизме сердечник может вращаться
только при условии, когда верхние торцы вставленных в него
штифтов будут расположены заподлицо с поверхностью
сердечника, что возможно только при наличии в ключевом пазе «своего»
ключа.
Профили ключей для каждого цилиндрового механизма
фрезеруют индивидуально, чем достигается большая секретность
цилиндровых замков.
Для увеличения количества секретов
цилиндровые механизмы изготавливаются
с фасонными ключевыми пазами различных
профилей.
В зависимости от конструкции
цилиндровые механизмы дверных замков
подразделяются на одинарные и сдвоенные.
Одинарные механизмы предназначены для
дверных замков, управляемых ключом только
с внешней стороны двери. В прирезных
замках такие механизмы монтируются на
двери отдельно и соединяются с запорным
устройством замка поводком в виде
планки, которая вставляется в гнездо на задней
крышке. Эти планки имеют поперечные
насечки, облегчающие подгонку их длины
по толщине двери.
У врезных замков одинарные механизмы монтируются
непосредственно в корпусе замка.
Сдвоенные механизмы предназначены для дверных замков,
управляемых ключом с двух сторон. По конструкции эти механизмы обычно
изготовляются в одном корпусе круглого или фасонного профиля.
Мебельные замки предназначены для ящиков и дверец
мебели, для шкатулок и т. д.
Мебельный замок (рис. 7) в замочной скважине имеет
направляющий штифт / для стержня ключа и два выреза 2, расположенные
под прямым углом для бородки ключа. Благодаря этому замок
пригоден для ящика стола, где ригель движется вертикально, и для
шкафа, где ригель перемещается горизонтально.
Замки изготавливаются также с замочными скважинами с двух
сторон, благодаря чему они пригодны для установки как в правые,
так и в левые дверцы.7
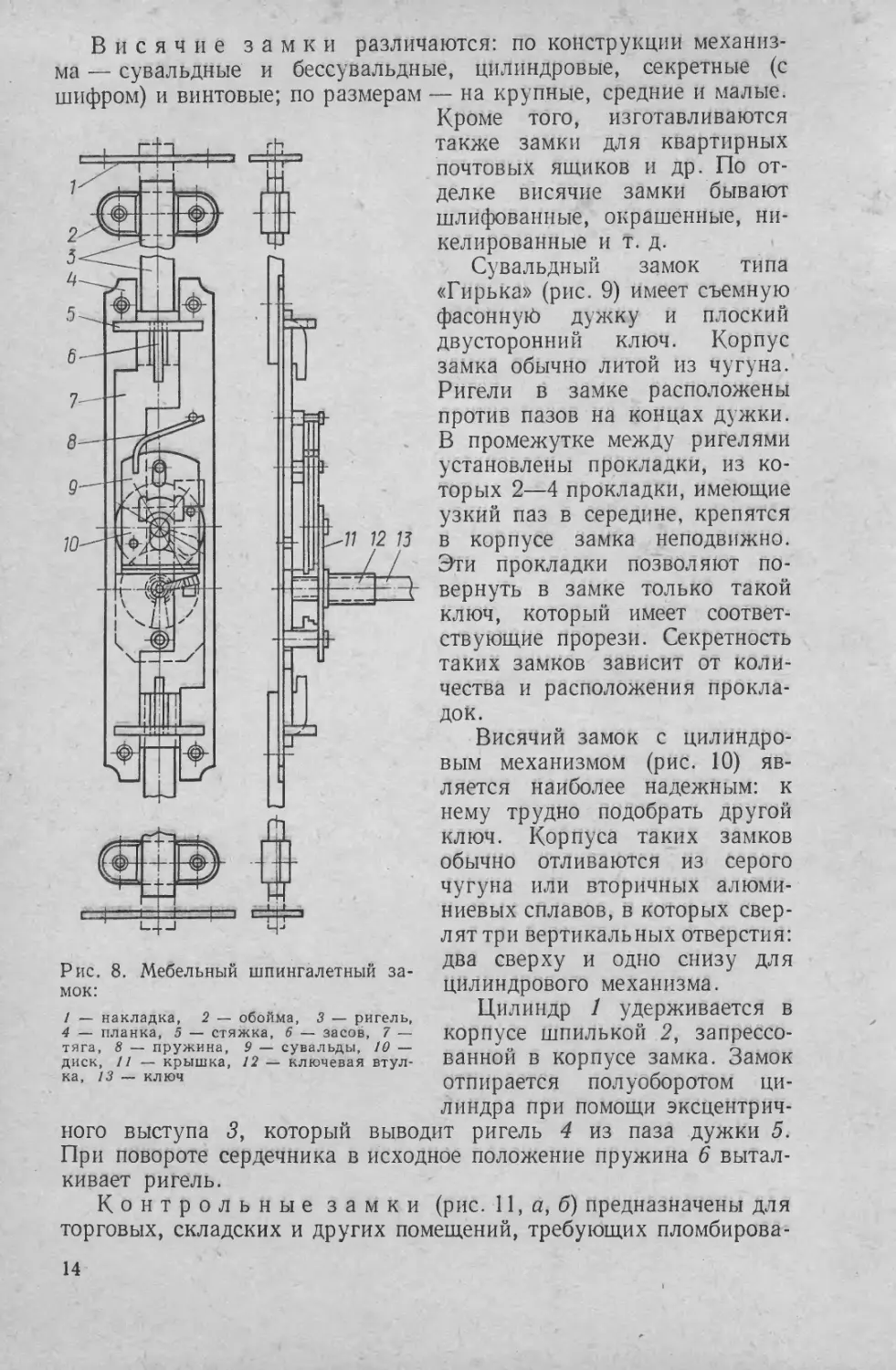
Мебельные шпингалетные замки (рис. 8) со сквозным раздвижным
засовом для одновременного запирания шкафных дверец с верхнего
и нижнего торцов изготавливаются с обычным сувальдным
механизмом.
Рис. 7. Мебельный замок:
/ — штифт, 2 — вырезы для
бородки ключа, 3 — ключ,
4 — запорная планка
Висячие замки различаются: по конструкции
механизма — сувальдные и бессувальдные, цилиндровые, секретные (с
шифром) и винтовые; по размерам — на крупные, средние и малые.
Кроме того, изготавливаются
также замки для квартирных
почтовых ящиков и др. По
отделке висячие замки бывают
шлифованные, окрашенные,
никелированные и т. д.
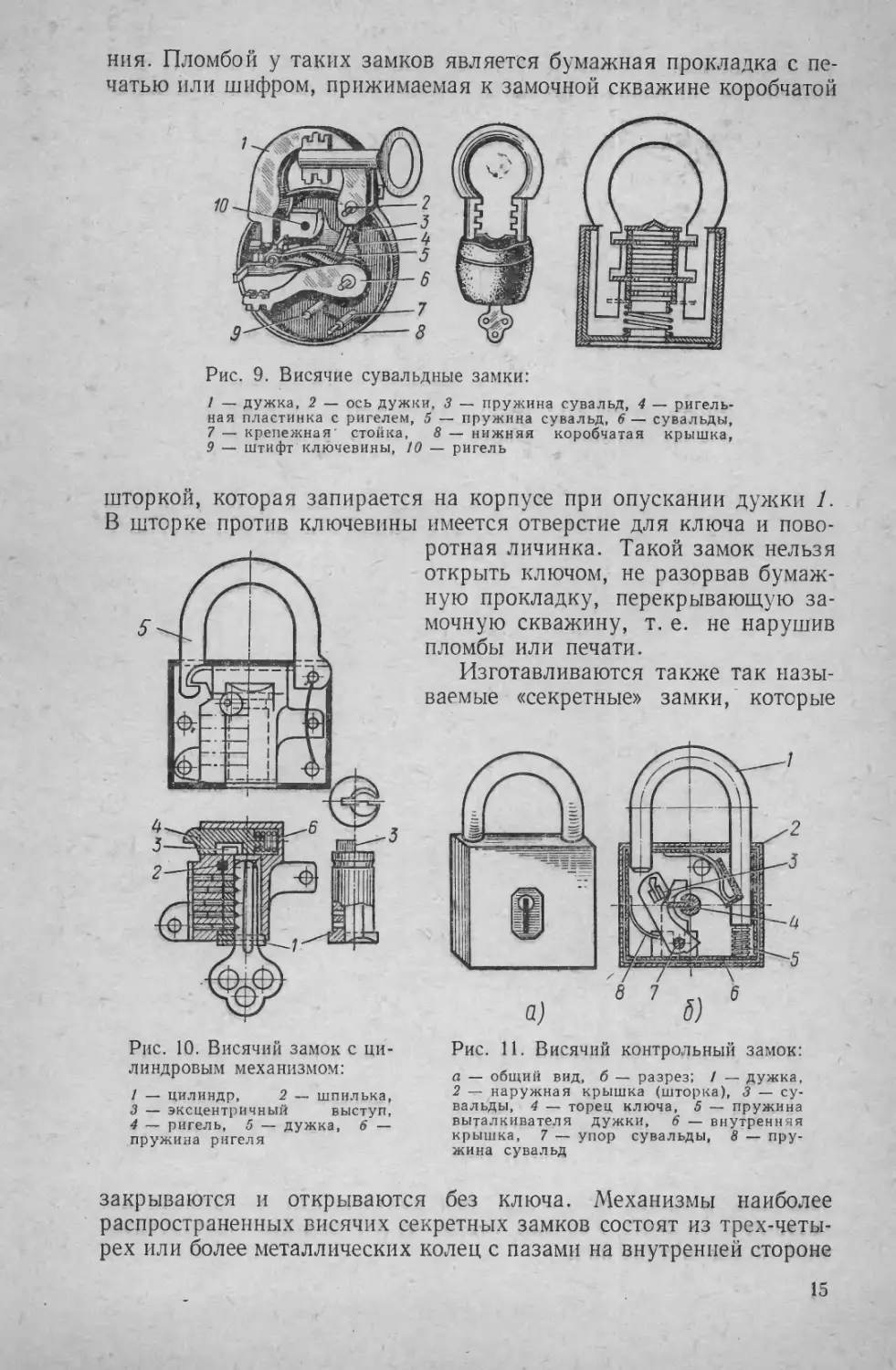
Сувальдный замок типа
«Гирька» (рис. 9) имеет съемную
фасонную дужку и плоский
двусторонний ключ. Корпус
замка обычно литой из чугуна.
Ригели в замке расположены
против пазов на концах дужки.
В промежутке между ригелями
установлены прокладки, из
которых 2—4 прокладки, имеющие
узкий паз в середине, крепятся
в корпусе замка неподвижно.
Эти прокладки позволяют
повернуть в замке только такой
ключ, который имеет
соответствующие прорези. Секретность
таких замков зависит от
количества и расположения
прокладок.
Висячий замок с
цилиндровым механизмом (рис. 10)
является наиболее надежным: к
нему трудно подобрать другой
ключ. Корпуса таких замков
обычно отливаются из серого
чугуна или вторичных
алюминиевых сплавов, в которых
сверлят три вертикальных отверстия:
два сверху и одно снизу для
цилиндрового механизма.
Цилиндр / удерживается в
корпусе шпилькой 2,
запрессованной в корпусе замка. Замок
отпирается полуоборотом
цилиндра при помощи
эксцентричного выступа 3, который выводит ригель 4 из паза дужки 5.
При повороте сердечника в исходное положение пружина 6
выталкивает ригель.
Контрольные замки (рис. 11, о, б) предназначены для
торговых, складских и других помещений, требующих пломбирова-
Рис. 8. Мебельный шпингалетный
замок:
/ — накладка, 2 — обойма, 3 — ригель,
4 — планка, 5 — стяжка, 6 — засов, 7 —
тяга, 8 — пружина, 9 ■— сувальды, 19 —
диск, // — крышка, 12 — ключевая
втулка, 13 — ключ
ния. Пломбой у таких замков является бумажная прокладка с
печатью или шифром, прижимаемая к замочной скважине коробчатой
Рис. 9. Висячие сувальдные замки:
1 — дужка, 2 — ось дужки, 3 — пружина сувальд, 4 — ригель-
ная пластинка с ригелем, 5 — пружина сувальд, 6 — сувальды,
7 — крепежная' стойка, 5 — нижняя коробчатая крышка,
9 — штифт ключевины, 10 — ригель
шторкой, которая запирается на корпусе при опускании дужки 1.
В шторке против ключевины имеется отверстие для ключа и
поворотная личинка. Такой замок нельзя
открыть ключом, не разорвав
бумажную прокладку, перекрывающую
замочную скважину, т. е. не нарушив
пломбы или печати.
Изготавливаются также так
называемые «секретные» замки, которые
Рис. 10. Висячий замок с
цилиндровым механизмом:
/ — цилиндр, 2 — шпилька,
3 — эксцентричный выступ,
4 — ригель, 5 — дужка, 6 —
пружина ригеля
Рис. 11. Висячий контрольный замок:
а — общий вид, б — разрез: / — дужка,
2 — наружная крышка (шторка), 3 —
сувальды, 4 — торец ключа, 5 — пружина
выталкивателя дужки, 6 — внутренняя
крышка, 7 — упор сувальды, 8 —
пружина сувальд
закрываются и открываются без ключа. Механизмы наиболее
распространенных висячих секретных замков состоят из трех-четы-
рех или более металлических колец с пазами на внутренней стороне
г
и цифрами или буквами на внешней стороне. Дужка с выступами
выдвигается из корпуса только при установке всех колец с
расположением пазов в одну линию, при этом цифры- или буквы против
специальной риски на корпусе образуют по вертикали присвоенный
данному замку шифр в виде кода, состоящий из числа или слова.
Известны также секретные висячие замки, комбинированные
с обычным замочным механизмом и дополнительным секретом в виде
поворотных или скользящих на корпусе кнопок. Они позволяют
вставить или повернуть ключ только при их установке на шифр,
присвоенный данному замку.
Корпуса висячих замков изготавливаются: склепанные из двух
плоских крышек и борта; склепанные из двух штампованных
коробчатых крышек; коробчатые с закатной крышкой; трубчатые
овальные с двумя запрессованными коробчатыми крышками; литые из
чугуна алюминиевых или цинковых сплавов. В зависимости от
механизма и назначения, а иногда для разнообразия ассортимента
корпусам висячих замков придают различную форму.
Дужки висячих замков делают круглые гнутые, плоские
штампованные, пластинчатые, склепанные или сваренные из 2—4 плоских
штампованных пластин. Запорная часть дужки может быть с ушком,
в который заходит ригель, или 1—2 выемками для ригеля.
Ключи изготавливаются литыми из ковкого чугуна или
коваными с трубчатым стержнем; плоские штампованные из листовой
стали, одно- и двусторонние для цилиндровых замков с
фрезерованными или выдавленными продольными пазами.
§ 2. Ремонт замочных изделий и изготовление ключей
Ремонт замков. Основными дефектами замков,
влияющими на нормальную работу и сроки службы, могут быть:
ненадежное соединение частей, неправильное положение деталей,
которые могут нарушить действие механизма; отсутствие плавности и
легкости работы механизма, обусловленное усиленным трением
деталей, ускоряющим их износ; значительные зазоры в местах
соединения, непрочное закрепление пружин, поломка спиральных
пли плоских пружин, расшатывание, выпадание направляющего
штифта ключевины, нарушение резьбы на деталях и др.
Ненадежное соединение частей и неправильное положение
деталей в замке, а также отсутствие плавности и легкости работы
механизма, значительные зазоры в местах соединения деталей
устраняют подгонкой, притиркой, правильной установкой и прочным их
креплением.
Нарушенную резьбу на винтах и в пластинах основания замка
и других резьбовых соединениях восстанавливают: на винтах —
плашкой, а в пластинах — метчиком. При невозможности
восстановления резьбы на винте его заменяют новым. В пластине
основания замка и других деталях при нарушении резьбы нарезают резьбу
большего диаметра, при этом ставят винт с резьбой,
соответствующей резьбе в пластине.
Расшатанные направляющие штифты ключевины в пластинах
корпусов мебельных замков укрепляют заклепыванием их на местах
установки. Для этого некоторые замки разбирают, зажимают
штифт в тисках и плотно заклепывают заподлицо с пластиной.
После заклепывания головку штифта ключевины закругляют
оправкой.
Вместо утерянного или непригодного штифта ключевины
изготавливают новый из проволоки соответствующего диаметра.
Поломанные пружины в сувальдных пластинах заменяют новыми
плотной заштифтовкой их по месту установки.
Спиральные пружины можно изготовить из проволоки
диаметром 0,8—1,0 мм.
При ремонте цилиндровых замков тщательно очищают каналы,
чтобы сувальды и пружины свободно двигались в них. Смазка
цилиндровых механизмов не допускается, так как масло тормозит
свободное движение сувальд.
Отремонтированные замки должны отвечать следующим
требованиям: свободный и плавный ход подвижных частей и узлов;
надежная фиксация засовов в установленном положении; прочное
без перекосов крепление деталей; плотное прилегание сувальд
сопряжения; прочная заштамповка пружин в сувальдах,
обеспечивающая взаимную параллельность этих пружин; неплоскостность
торца опущенного засова относительно поверхности передней
планки замка допускается ± 0,5 мм; окраска замка должна
быть прочной, без пятен, морщин, пузырей, следов кисти, не-
прокрашенных мест и других пороков, снижающих товарный
вид замка.
Исправность механизма дверного замка проверяется запиранием
и отпиранием замка с обеих сторон на полное число оборотов.
Фиксацию ригеля испытывают нажатием пальцев на торец выведенного
засова, который при этом не должен опускаться в корпус. Качество
отремонтированного цилиндрового замка проверяется на свободный
ход и выход ключа в одном определенном направлении для данной
конструкции замка.
Провертывание сердечника при неполностью вставленном ключе,
а также выход ключа в любом положении сердечника, кроме
исходного, не допускается.
Изготовление ключей. Ключи (рис. 12, а, б, в, д)
различают стержневые и плоские.
Стержневые ключи с бородкой (рис. 12, а, д) штампуют из стали,
реже отливают из ковкого чугуна. Распространены также ключи
составные из трубки с прикрепленными или приваренными
головкой и бородкой.
Диаметр ключевого стержня делают в соответствии с размерами
ригеля, а длину стержня — в зависимости от толщины замка или
толщины двери, в которую замки врезаются (нормальная толщина
двери 54 мм). Толщина бородки ключей равна .диаметру стержня
или 3/4 его диаметра, причем при переходе к стержню толщина
бородки, как правило, постепенно уменьшается.
На рис. 12, г показана болванка для мебельного замка.
Заготовку ключей изготовляют на предприятиях, имеющих
специальную оснастку, штампы, фрезерные станки и другое
оборудование.
Мастерские по ремонту бытовых металлоизделий получают
готовые заготовки к наиболее распространенным замкам.
Подгонка заготовок к замкам в основном производится вручную
при помощи фасонных напильников и тисков с выпиливанием
соответствующих канавок (в плоских ключах) и подгонкой по оригиналу
ключа.
Технология изготовления плоского ключа к цилиндровому замку
состоит из подготовки материала для штамповки, отливки торца
Рис. 12. Болванки ключей:
а, д — стержневых с одной или двумя бородками, б, в — плоских для
цилиндровых замков, г — для мебельных замков
ключа, фрезерования продольных пазов на
горизонтально-фрезерном станке, установки цифр на ключе для придания определенной
высоты канавок (секретности замка), фрезерования (выпиливания
канавок) ключа, очистки от заусенцев и контроля.
В мастерских по ремонту бытовых металлоизделий применяют
различные приспособления и станки, облегчающие работу по
изготовлению ключей.
Копировально-фрезерный станок для фрезерования поперечных
канавок в плоских ключах (рис. 13) состоит из рамы, на которой
укреплены кронштейн со шпинделем, фрезой и копиром,
электродвигателя с ременной передачей и суппорта с зажимным
приспособлением для ключей.
Для изготовления ключа его оригинал закрепляют в зажимном
приспособлении 9, а заготовку — в приспособлении 4. Рукояткой 7
отводят суппорт до отказа на себя, а затем поворотом рукоятки 5
поднимают вверх зажимное приспособление до соприкосновения
оригинала ключа с упором 10.
Пусковой кнопкой включают электродвигатель и, вращая
рукоятку 7 по часовой стрелке, передвигают суппорт в поперечном
направлении, при этом установленная на шпинделе фреза при помощи
клиновидного ремня от шкива, закрепленного на валу
электродвигателя, начнет вращаться и в строгом соответствии с размерами
выступов и впадин корпуса осуществлять все движения по
горизонтали и вертикали, срезая лишний металл с закрепленной заготовки.
Фрезу и копир устанавливают строго в горизонтальной плоскости,
они должны иметь общую нижнюю точку касания. Упор должен
быть также установлен строго
на одной линии с режущей
кромкой фрезы.
После нарезания на станке
канавок напильником или
круглой металлической
щеткой снимают заусенцы с
заготовки.
Изготовленный дубликат
ключа тщательно проверяют
по форме и чистоте
выполненных канавок, сопоставляя с
оригиналом и измеряя высоту
зубьев и глубину выемок
штангенциркулем. Такая
проверка отнимает много времени
и не всегда дает
положительные результаты. Более
удобный способ проверки точности
изготовленного плоского
ключа по оригиналу предложен
слесарем Одесской фабрики
«Металлобытремонт» И. А.
Киселевским. Предложенное им
■ устройство для контроля
формы изготовленного ключа к
замку барабанного типа
значительно сокращает время на
проверку, а также дает возможность более точно произвести
подгонку ключа к замку.
Приспособление имеет барабан-копир, заключенный в обойму,
в отверстие которой вставлены заостренные штифты. Штифты с
впадинами контролируют правильность выполненных канавок на
ключе. Для ускорения контроля и экономного расходования
штырей приспособление имеет корпус для зажима обоймы, барабан
и укрепленный на кронштейне корпуса фиксатор выступающих
из обоймы концов штырей. После настройки устройства по образцу
ключа зажимаемые в разрезных гнездах фиксатора
подпружиненные упорные стержни точно взаимодействуют с концами штырей,
выступающих из обоймы.
Рис. 13. Копировально-фрезерный станок
для фрезерования поперечных канавок
в плоских ключах:
/ — защитный кожух, 2 — фреза, 3 —-
рукоятка для зажима болванки ключа, 4, 9 —
зажимные подвижные приспособления, 5 —
рукоятка для поднятия и опускания зажимного
приспособления, 6 — суппорт, 7 — рукоятка
суппорта, 8 — корпус зажимного
приспособления, 10 — упор скольжения по вырезам
оригинала ключа (копир), // —
приспособление для крепления и регулировки упора
Корпус 11 приспособления (рис. 14) в нижней части имеет
секторный паз, в который вставляют обойму 8 и закрепляют стопорным
винтом 12.
В обойму 8 вставляют барабан-копир 10, являющийся сменным
копиром и повторяющий максимальное поперечное сечение ключа
данной серии (для каждой серии ключей должен быть отдельный
сменный барабан).
В пять направляющих отверстий обоймы 8 свободно вставлены
штыри 9, верхний конец которых имеет вид сферической головки,
а нижний заточен на конус. На кронштейнах 3 корпуса 11 между
Рис. 14. Приспособление для контроля формы плоских ключей:
/ — пять разрезных гнезд, 2 — винт упора, 3 — кронштейн корпуса,
4 — регулируемая пробка, 5 — корпус фиксатора, 6 — пружина, 7 —
стержни, 8 — обойма, 9 — штыри, 10 — барабан-копир, // — корпус,
12 — стопорный винт, 13 — образец ключа, 14 — зажимной винт
зажимным винтом 14 и винтом упора 2 установлен корпус 5
фиксатора, имеющий соответственно отверстиям в обойме 8 пять
разрезных гнезд /, в которые вставлены стержни 7, поджимаемые
пружиной 6.
Нижние концы стержней, имеющие также сферическую форму,
взаимодействуют с верхними концами штырей 9, вставленных в
обойму 8. Отверстия в фиксаторе, выполненные в виде разрезных гнезд /,
позволяют зажимным винтом 14 затягивать неподвижно в корпусе 5
фиксаторы стержней.
В сменный барабан-копир 10 вставляют образец ключа 13, а в
отверстия обоймы 8 — штыри 9 коническими концами вниз, корпус 5
фиксатора поворачивают до соприкосновения сферических
поверхностей стержней 7 со сферическими поверхностями штырей 9 и
совмещения осей стержней и штырей 9.
Пружины 6, регулируемые пробкой 4, обеспечивают плотное
соприкосновение конических концов штырей 9 соответствующими
вырезами в образце ключа 13. После этого зажимным винтом 14
стержни 7 зажимают в разрезных гнездах 1 корпуса фиксатора 5,
образец ключа 13 вынимают из барабана и на его место вставляют
контролируемую заготовку ключа с выпиленными канавками той
же серии, что и образец 13.
Свободное поворачивание барабана
свидетельствует о точности выпиленных
канавок в заготовке ключа.
Поступающие в мастерскую заготовки
ключей от заводов-изготовителей имеют
допуски (+ 1) -*• (— 3) мм, поэтому перед
изготовлением ключа необходимо сначала
подобрать и подогнать заготовку по
оригиналу или замку. Процесс изготовления
дубликата стержневого ключа к дверному
замку состоит из подбора заготовки по
оригиналу или замку, выпиливания
продольного паза на бородке ключа при помощи
приспособления или на фрезерном станке,
обрезки бородки до необходимой длины,
выпиливания на верхней плоскости
бородки канавок в соответствии с
оригиналом ключа или по замку, снятия
заусенцев и контроля изготовленного ключа.
Для изготовления стержневых ключей
из заготовок обычно используют
напильники, ножовки, тиски и приспособления
для выпрессовки продольных пазов в
бородке ключа при помощи скобы и
пуансона.
Скоба, являющаяся основанием приспособления, имеет отверстия
разных диаметров для прохода стержней ключей. Стержень
заготовки ключа вставляют в отверстие с таким расчетом, чтобы бородка
находилась в горизонтальной плоскости основания приспособления.
В зависимости от формы оригинала ключа на бородке ударами по
пуансону делают выпуклость или канавку.
Для изготовления дубликатов стержневых ключей применяют
также различные копировально-фрезерные устройства, при помощи
которых обрезают бородку ключа по ширине и длине до необходимых
размеров и фрезой нарезают канавки (профиль) на верхней плоскости
бородки.
Изготовленный ключ контролируют визуально, сопоставляя
с оригиналом, и измеряют штангенциркулем ширину и высоту
выпиленных канавок и другие размеры, а также открыванием и
закрыванием замка.
При отсутствии соответствующих заготовок для стержневых
ключей или при поломке стержня или бородки ключ восстанавливают
Рнс. 15. Способы паяния
ключей твердыми
припоями:
а — соединение в шип, б —
соединение впритык
пайкой твердыми припоями.Перед пайкой детали ключа тщательно
очищают и плотно подгоняют друг к другу (рис. 15, а, б).
Подогнанные детали ключа закрепляют неподвижно мягкой проволокой.
Между витками проволоки кладут пластинку медно-цинкового
припоя ПМЦ-54, место спая обмазывают флюсом (бурой) и нагревают
до температуры расплавления припоя.
Когда припой расплавится, ключ снимают с огня и держат
некоторое время так, чтобы припой не мог стечь со шва. Когда температура
ключа достигнет примерно 100° С, его погружают в воду. Это
повышает прочность соединения и облегчает удаление шлаковой пленки.
После охлаждения ключ промывают в подкисленной воде, снимают
проволоку, очищают напильником выступающий припой и
выпиливают соответствующие канавки по оригиналу ключа или замку.
Глава III
МЕТАЛЛИЧЕСКАЯ ПОСУДА
§ 1. Классификация и материалы
Посуда металлическая подразделяется по материалу
изготовления — на чугунную, алюминиевую, латунную, стальную; по
способу изготовления — на литую, штампованную, сшивную; по
отделке — на эмалированную, оцинкованную, луженую,
никелированную, а также по видам, фасонам, размерам и другим признакам.
В торговой практике посуда металлическая делится на
следующие группы: чугунная черная; чугунная эмалированная;
алюминиевая; из нержавеющей стали; латунная; литая из вторичных
алюминиевых сплавов; мельхиоровая и нейзильберовая, стальная
луженая; стальная оцинкованная; стальная эмалированная;
стальная черная и крашеная.
Чугунная посуда отливается из серого чугуна (чугуны,
котлы, гусятницы, кастрюли, сковородки и др.), применяется в
основном для жарения и тушения. Чугунная посуда
выпускается черная, а также с односторонним и двусторонним покрытием
эмалью.
Горшки и пищеварные котлы эмалируют только изнутри,
утятницы, гусятницы и кастрюли выпускают как с одним внутренним,
так и с двусторонним покрытием эмалью. Чугунная эмалированная
посуда устойчива к действию органических кислот, солей, мыла и
щелочей. Недостатком чугунной посуды является ее большая масса,
достигающая примерно 40% массы вмещаемой жидкости.
Алюминиевая посуда изготавливается
штампованной и литой. Алюминиевая посуда в основном изготавливается
штамповкой из листового алюминия АД и АД1, содержащего
соответственно 98,8 и 99,3% чистого алюминия, толщиной 1—2,5 мм
и частично 3—5 мм (сковороды и наплитные котлы). Сварку или
пайку алюминия применяют только для крепления носиков к кор-
пусам чайников и кофейников и в отдельных случаях — при
изготовлении крупногабаритной посуды (котлов, бидонов и др.).
Изделия, штампованные из листа толщиной до 1,5 мм, изготавливают
с закатным краем борта, более толстые — с обрезанным прямым
бортом. Ушки, ручки к корпусам алюминиевой посуды крепят на
алюминиевых заклепках с потайными или полукруглыми головками,
с расклепкой концов на наружной стороне под обжимку.
По отделке различают алюминиевую посуду: матовую
(травленую), имеющую характерный светло-серебристый цвет, и
полированную — с блестящей зеркальной поверхностью. Декоративное
оформление ручек и другой арматуры алюминиевой посуды, а также
отделку поверхностей предметов сервировки стола (подносы,
сухарницы и пр.) осуществляют цветным анодированием и окраской, а
для чайных сервизов — хромированием.
Посуда из нержавеющей стали — кухонная,
столовая и для предприятий общественного питания — наиболее
гигиенична и долговечна, изготавливается в основном из листовой
стали 1X13 штамповкой (цельнотянутой) или сваркой. Арматура
крепится сваркой и на заклепках или винтах (последние для
пластмассовых ручек и кнопок). Крепежные детали изготавливают также
из нержавеющей стали.
Поверхность посуды обязательно полируется до зеркального
блеска. Многие образцы кухонной посуды имеют
теплоизоляционные ручки и кнопки из теплостойких пластмасс.
Латунная посуда, предназначенная главным образом для
кипячения воды, варки варенья, изготавливается из листовой латуни
Л62, Л68, Л70, Л80, Л85, Л90 и Л95 толщиной 0,7—1 мм
штамповкой или сшивной (встык или на заклепках). Швы, как правило,
пропаивают. Арматура крепится пайкой или клепкой. Изнутри
латунную посуду, в том числе корпуса и крышки самоваров, за
исключением тазов для варки варенья, подносов и полоскательных
чашек, покрывают оловом марки 02 гальваническим или горячим
способом толщиной не менее 6 мкм, при этом места пайки и
крепления арматуры должны быть залужены; для самоваров при горячем
лужении толщина полуды допускается не менее 1,5 мкм. С
наружной стороны вся латунная посуда, кроме тазов для варки варенья,
никелируется, а в отдельных случаях хромируется. Дно посуды
обычно оставляют матовым. Толщина никелевого покрытия на всех
изделиях, кроме самоваров, не менее 6 мкм.
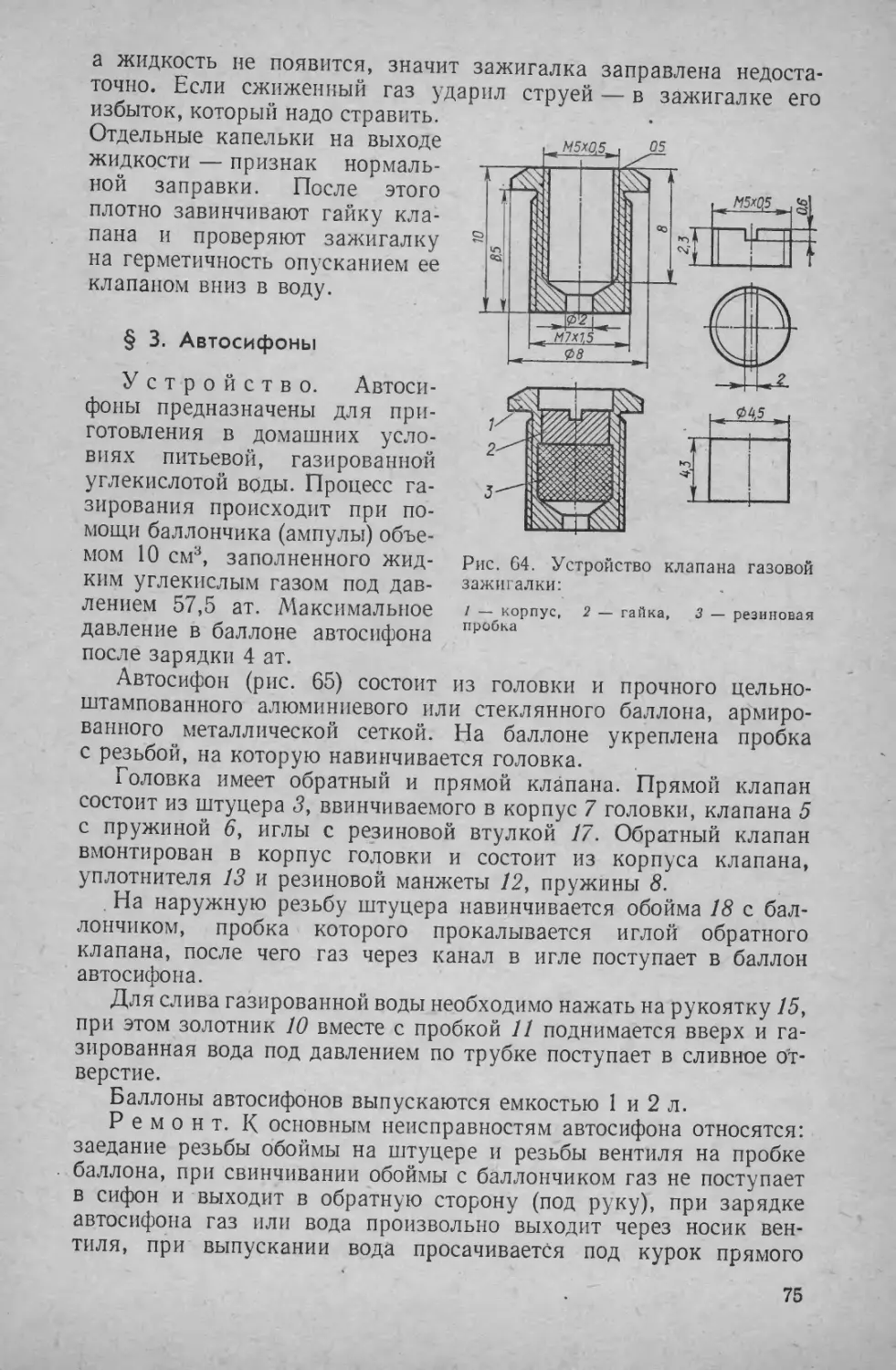
Самовар показан на рис. 16.
Выпускаемые самовары различают по форме корпуса —
цилиндрические (банкой) и конические (рюмкой); по фасону — гладкие,
граненые и фигурные; по отделке — никелированные и без покрытия
и полированные; по вместимости — 5, 7, и 10 л (цилиндрические),
2,5; 4,5; 6,5; и 9,5 л (конические), 2,5; 5; 7; Юл (граненые, фигурные).
Корпуса самоваров.— цельнотянутые, изготовленные
прессованием из листовой латуни марки Л62. Остальные металлические
части самоваров в соответствии с конструкцией и материалом
штампуют или отливают из следующих материалов: труба для загрузки
топлива, крышка, конфорка и заглушка — из латуни Л62; поддоны,
ручки, скобы, шейки, детали крана — из латуни ЛС59-1Л, ЛС59-1,
ЛС63-3, ЛС54-2, ЛС62; решетка трубы — из серого чугуна; валики
и кнопки для всех ручек — из дерева или пластмассы.
Внутренние поверхности корпуса и крышки, а также внешнюю
поверхность трубы покрывают оловом 02 гальваническим или
горячим способом. Места соединения частей самовара, а также головки
винтов и заклепок перед
гальваническим лужением
заливают припоем ПОС 61.
Поверхность
никелированных самоваров полируют до
зеркального блеска.
Посуда из
мельхиора и нейзильбе-
р а (медно-никелевых сплавов)
изготавливается из
мельхиоровой ленты марки МН19 и
нейзильберовой марок МНЦ15
и МНЦ20. Технология
изготовления та же, что и
латунной посуды.
В качестве
защитно-декоративной отделки изделий из
медно-никелевых сплавов в
основном применяют
двустороннее гальваническое
покрытие серебром марки не ниже
Ср999.
По с-уда стальная
луженая
(ведра-подойники, ушаты и фляги для
молока, чайники, кружки, воронки и др.) изготавливается
преимущественно сшивной и частично сварной из тонколистовой
луженой стали с залуживанием швов и мест крепления
арматуры или из черной тонколистовой стали с последующим
горячим лужением. Отдельные изделия получают штамповкой из
декапированной стали с последующим горячим лужением. К стальной
луженой посуде относятся также изделия из белой жести,
преимущественно сшивные и частично штампованные. Для жесткости на
корпусах луженой посуды делают углубления (зиги) или
закатывают в борт стальную проволоку.
Стальная оцинкованная посуда"(баки для
кипячения белья, баки с краном для воды, корыта стиральные, ванны
детские, рукомойники, тазы и пр.) изготавливается главным
образом сшивной из черной кровельной стали с последующим горячим
цинкованием в готовом виде. Для придания достаточной жесткости
при изготовлении из более тонкой стали применяют накатку (зигов-
ку) на корпусах посуды нескольких кольцевых ребер жесткости.
Рис. 16. Самовар:
/ — заглушка, 2 — конфорка, 3 — крышка,
4 — труба, 5 — ручка, 6 — корпус, 7 — уголь,
В — шейка-, 9 — поддон, 10 — личинка, // —
кран, 12 — ветка, 13 — ключ, 14 —
отдушник
Такие же ребра накатывают на ручках и ушках. Корпуса посуды
вместимостью более 11 л усиливают закаткой в бурт (край борта)
стальной проволоки.
Стальная эмалированная посуда
изготавливается в основном штамповкой из декапированной листовой стали
толщиной 0,4—0,7 мм с двусторонним эмалевым покрытием.
Некоторые крупногабаритные изделия (ведра, кастрюли и т. п.), а также
Рис. 17. Кастрюля-скороварка:
а — общий вид, б — грузовой рабочий клапан, в —
предохранительный клапан; / — корпус кастрюли, 2 — крышка, 3—
резиновая прокладка, 4 — упор, 5 — ручка крышки, 6' — серьга, 7 —
крючок, 8 — ручка, 9 — прокладка (шайба) алюминиевая, 10 —
крышка кастрюли, // — кольцо пружинное, 12 — груз клапана, 13 —
серьга, 14 — штуцер, 15 — фасонная гайка с отверстиями, 16 —
гайка, 17 — корпус клапана, 18 — гайка, 19 — легкоплавкий
вкладыш, 20 — шарик, 21 — крышка кастрюли
сложной конструкции (чайники, кофейники и пр.) изготавливают
в основном шовной сваркой. Ручки, ушки, носики крепят к
корпусам посуды точечной сваркой. Внутренние поверхности стальной
эмалированной посуды пищевого и санитарного назначения
покрывают белой или светло-крашенной эмалью. Для покрытия внешних
поверхностей посуды применяют как однотонные цветные эмали,
так и комбинированные.
В быту используют также кастрюли-скороварки,
предназначенные для ускоренной варки пищи при температуре 120° С и
избыточном давлении пара около 2 ат. Давление пара в скороварке
достигается ее герметичностью.
Кастрюля-скороварка (рис. 17, а—в) имеет корпус / с ручкой
8, крышку 2, в паз которой вкладывается прокладка 3 из пищевой
термостойкой резины. Прокладку к корпусу скороварки прижимают
рукояткой крышки, которая через упор 4 с некоторым усилием
прижимается к ручке 8 и серьгой 6 закрепляется на крючке 7.
На крышке скороварки имеется рабочий грузовой и
предохранительный клапаны. Грузовой клапан служит для поддержания
определенного давления пара в кастрюле и представляет собой
штуцер 14, который крепится к крышке фасонной гайкой с
отверстиями в центре и по всем шести граням для выхода избыточного пара.
На штуцер 14 надевается груз, который своей массой прикрывает
отверстие штуцера, а при избыточном давлении поднимается, и
избыточный пар выходит через боковые отверстия грузового
клапана.
Предохранительный клапан предназначен для автоматического
сбрасывания избыточного пара при неисправности грузового
рабочего клапана. Предохранительный клапан состоит из корпуса 17
клапана, легкоплавкого вкладыша 19, шарика 20 и двух гаек: для
крепления легкоплавкого вкладыша и шарика к корпусу клапана
и для крепления корпуса клапана к крышке.
Действие клапана основано на принципе расплавления
легкоплавкого вкладыша при повышении давления, а следовательно,
и температуры внутри кастрюли. При этом легкоплавкий вкладыш
расплавляется и давлением пара выталкивается из корпуса и пар
свободно выходит наружу.
§ 2. Ремонт
Ремонт металлической посуды хозяйственного назначения в
основном сводится к устранению деформации поверхности, ремонту
фальцев и арматуры (ручки, ушки и т. п.), пайке, лужению.
Ремонт посуды с деформированными
поверхностями. На корпусах и днищах посуды часто
образуются углубления (вмятины) и выпуклости разных форм и размеров.
У мелкой хозяйственной посуды (миски, котелки, кастрюли,
сковородки, ведра и т. п.) чаще всего деформируются плоские
донышки, которые при длительном пользовании погуды становятся
выпуклыми.
Деформированную посуду правят обычно вручную, применяя
опорный и ударный инструмент: шпераки, поддержки, наковальни,
стальные и деревянные молотки различной формы. При этом у
стальных молотков бойки должны быть закалены и отполированы,
а боковые поверхности — зачищены.
Рабочие поверхности шпераков, поддержек и наковален
должны быть закалены и отпущены по направлению к хвостовой части,
а также тщательно отполированы во избежание получения в
процессе правки на посуде пробоин, царапин, рисок.
Перед правкой посуду устанавливают на опорном инструменте
таким образом, чтобы вмятина или выпуклость находилась над
Рис. 18. Правка вмятин
и выпуклостей на
алюминиевой посуде
ровной поверхностью опорного инструмента. Удары молотком
наносят один возле другого от края к середине вмятины или
выпуклости (рис. 18).
По мере окончания правки силу удара молотком уменьшают.
Медную и латунную посуду во избежание появления трещин
перед правкой отжигают при температуре
400—500° С.
Ремонт сшивной посуды.
Отдельные детали металлической
хозяйственной посуды соединяют склепыванием
швов в замок. Этот способ в основном
применяется при соединении деталей,
изготовленных из листового железа, стали, меди
и латуни. Корпуса с днищем посуды
соединяют склепыванием их в замок —
донным фальцем. Склепывание в замок
особенно распространено при изготовлении
посуды из луженого и оцинкованного
железа и декапированной стали.
При эксплуатации посуды швы могут
частично разойтись. Ремонт заключается
в обжатии, осадке и подсечке ранее
загнутых фальцев и скрепленных кромок
специальной обжимкой — фальцмейселем
(рис. 19). Вновь закрепленные швы подсекают молотком на
наковальне, а осадку производят специальной оправкой, не
позволяющей шву расходиться. При этом швы должны быть ровно и
тщательно обжаты. После обжатия швы пропаивают. Луженую посуду
для приготовления пищи паяют при ремонте
пищевым оловом. При необходимости посуду
лудят вновь.
Ремонт металлической посуды,
изготовленной из стали, меди, латуни и других
металлов, путем покрытия ее оловом
(лужением) получил широкое распространение.
Лужение придает посуде серебристый цвет и
предохраняет ее от действия воздуха, воды
и кислот. Посуда, изготовленная из меди и
стали, под влиянием кислот и других
веществ, находящихся в пище, портится и
становится непригодной к использованию. Чтобы
предохранить пищу от порчи, а металл от
разрушения, посуду покрывают слоем олова.
Для лужения кухонной посуды и котлов для варки пищи
применяют олово марки 02. Лужение выполняют гальваническим или
горячим способом.
Металл или сплав, наносимый на поверхность изделия при
лужении, называется полудой. Для лужения применяют олово и его
сплавы, а также соляную и серную кислоты, нашатырь и хлористый цинк.
Рис. 19. Осаждение
наружного фальца
фальцмейселем
Процесс лужения состоит в подготовке поверхности изделия
к лужению, нанесении полуды на эту поверхность и обработке
изделия после лужения.
Подготовка поверхности к лужению заключается в очистке от
грязи, жиров и окислов шаберами, наждачной бумагой, стальными
щетками до металлического блеска. Обезжиривают и удаляют окислы
промывкой в водном растворе соляной кислоты с последующей
промывкой в воде.
Лужение горячим способом осуществляют натиранием или
погружением в ванну с расплавленной полудой.
При лужении натиранием подготовленную поверхность
изделия смазывают хлористым цинком и нагревают до температуры
расплавления полуды. Когда хлористый цинк закипит на
поверхности нагретого изделия, на нее кладут полуду. В момент, когда
полуда начнет плавиться, покрываемую поверхность посыпают
порошкообразным нашатырем и паклей равномерно растирают
расплавленную полуду по всей поверхности.
При лужении погружением подготовленное изделие погружают
в ванну с хлористым цинком, затем клещами вынимают изделие
и, не давая хлористому цинку полностью стечь, погружают в ванну
с расплавленной полудой и держат там до тех пор, пока изделие
хорошо не прогреется (0,5—1 мин). После этого изделие вынимают
из полуды и быстро встряхивают, чтобы удалить излишки полуды.
Для удаления остатков хлористого цинка и нашатыря изделие
тщательно промывают в растворе извести или теплой воде, затем
сушат. Если какая-либо часть поверхности не покроется оловом,
ее очищают и снова лудят.
Ремонт арматуры посуды заключается в основном в замене
негодных ручек, ушков и т. п. новыми, изготовленными из того же
материала, что и посуда. При этом форму и размеры арматуры выбирают
в зависимости от размеров и назначения посуды, к которой ее
прикрепляют (рис. 20, а—г). Прикрепляемая арматура не должна
иметь острых краев и заусенцев. Для этого их загибают простым
или двойным фальцем, без прокладки или с прокладкой. Закатки
делают пустотелыми или с закладкой проволоки. Арматуру крепят
в удобных местах, располагают симметрично и прочно присоединяют
заклепками с потайными головками или сваркой.
Ремонт самоваров. Ремонт самовара заключается
в пайке поврежденных мест, притирке крана, восстановлении
никелированного покрытия и в удалении накипи (нерастворимых солей)
и лужении. Пайку выполняют пищевым оловом или твердыми
припоями.
Кран, пропускающий воду в перекрытом положении, притирают
следующим образом. Прежде всего проверяют, соответствует ли
конус корпуса крана конусу пробки. Для этой цели на пробке
мелом или карандашом (цветным) делают 2—3 продольные черты.
Вставляют пробку в отверстие корпуса крана, поворачивают 2—3
раза и вынимают. Если конус пробки соответствует конусу корпуса,
то с сопрягающихся поверхностей нанесенные полоски будут стерты
равномерно. В тех же местах, где полосы останутся, имеется зазор
между корпусом и пробкой. Этот зазор не должен быть более 0,1 мм;
если он больше указанной величины, то перед притиркой требуется
предварительная обработка.
Чтобы не повредить при притирке корпус крана, между губками
тисков и корпусом крана ставят прокладки. Затем на коробку
наносят ровным слоем притирочную массу (паста ГОИ или смазка,
смешанная с абразивным порошком). Пробку вводят в корпус крана
и вращают ее то в одну, то в другую сторону и затем делают почти
полный оборот. После 15—18 оборотов пробку вынимают, насухо
протирают тряпкой,
наносят на нее притирочную
массу и снова вводят в
притираемое отверстие крана,
продолжая притирку до тех
пор, пока притираемая
поверхность не станет
матовой.
Качество притирки
проверяют мелом или цветным
карандашом указанным
выше способом.
Для удаления накипи
(осадка нерастворимых
солей) со стенок самовара
применяют щелочи (соду,
поташ, тринатрийфосфат)
или кислоты. Лучшим
средством для удаления
накипи является
тринатрийфосфат чистый (20—30 г на
1 л воды, в зависимости от
количества накипи) или в
смеси с содой. После
кипячения (со щелочами) в
течение 1—2 ч накипь разрыхляется и ее легко соскоблить. Если
она сразу не соскабливается, то дозу щелочи увеличивают и
повторяют весь процесс; после каждой обработки щелочью посуду моют
водой. Вместо тринатрийфосфата можно применять гексаметафо-
сфат натрия, раствор которого не кипятят, а нагревают до 50—60° С.
Для удаления накипи применяют также антинакипин. Для
удаления накипи необходимо самовар или чайник с накипью наполнить
водой на 2/3 объема и нагреть до температуры 60—70° С. В горячую
воду небольшими порциями засыпать порошок из расчета 50 г
на 1 л воды. Раствор перемешать и оставить в самоваре или чайнике
на 2—3 ч. Затем раствор вылить, самовар или чайник сполоснуть
несколько раз водой. Если накипь полностью не удалена, обработку
повторяют. После обработки самовар или чайник промывают
содовым раствором, а затем чистой водой.
Рис. 20. Формы ручек к хозяйственной
посуде:
а — изогнутые, б — плоские, в — боковые,
г — прямые
При необходимости самовар лудят, как было указано выше.
Ремонт алюминиевой посуды состоит в
выправлении вмятин и пайке трещин, пробоин и отверстий.
Процесс пайки изделий из алюминия и его сплавов состоит
из подготовки поверхности, пайки и обработки изделия после
пайки. Места пайки тщательно зачищают химическим или
механическим способом. Химический способ заключается в растворении
окисной пленки на подготавливаемой поверхности 20%-ным водным
раствором едкого натра при температуре 80—90° С. Механический
способ заключается в удалении окисной пленки с поверхности
наждачным бруском, напильником, шабером или шлифовальной
шкуркой с последующей промывкой водой. Пайку выполняют газовой
горелкой, в крайнем случае — паяльной лампой.
При пайке алюминиевых изделий применяют активные флюсы,
которые обеспечивают химическое разрушение окисной пленки
поверхности. Таким флюсом является НИТИ-18. Кроме того, для
пайки алюминия рекомендуется флюс 34А такого состава (%):
хлористый литий — 30, фтористый натрий — 10, хлористый цинк —
10, хлористый калий — 50.
Порядок пайки следующий: зачищенное место покрывают
флюсом и прогревают пламенем горелки до 400° С, до этой же
температуры нагревают и пруток припоя. Затем его опускают в
порошкообразный флюс, а место пайки дополнительно подогревают выше
температуры плавления припоя примерно на 50° С. Поддерживая
горелкой температуру 450° С подготовленного под пайку места,
на него быстро с нажимом наносят припой. Флюс с прутка припоя
растекается по поверхности алюминия и растворяет окисную
пленку, припой в это время расплавляется и заливает очищенный
флюсом шов.
После пайки во избежание коррозии алюминия от
воздействия флюса его остатки удаляют промывкой горячей водой со
щетками.
Ремонт кастрюль-скороварок сводится к замене негодных
деталей клапанов и правке деформированной крышки или ее замене.
Общие требования к отремонтированной
металлической посуде: водонепроницаемость;
безвредность посуды пищевого назначения; симметричное и прочное
крепление арматуры (ручек, ушек, носиков и пр.); заклепки (с
целью предохранения от коррозии) должны быть из того же металла,
что и само изделие; удобные по форме и размеру ручки; отсутствие
производственных пороков, нарушающих прочность, устойчивость
и прочие эксплуатационные качества.
Технические требования к стальной
луженой посуде: чистая, ровная глянцевая поверхность;
сплошная двусторонняя пропайка швов: изнутри припоем ПОС90,
снаружи припоем ПОС30; количество олова в полуде на 100 см2
двустороннего лужения — 2,3—3 г; на наружной поверхности
фляг допускается снижение этой нормы до 1,2—1,8 г; на изделиях
из белой жести — олова не менее 0,4 г.
Технические требования к стальной
оцинкованной посуде: блестящая с «морозным» рисунком
поверхность, герметичность швов, отсутствие вмятин, заусенцев и
режущих кромок. Толщина цинкового покрытия для изделий с горячим
цинкованием не менее 12 мкм.
Технические требования к алюминиевой
посуде: отсутствие на бортах и арматуре заусенцев и кромок;
ровная и чистая поверхность, без вмятин, царапин, забоин и других
повреждений; герметичность сварных швов.
Технические требования к самоварам:
прочное и герметическое соединение корпуса с шейкой, краном
и ручкой; тщательная притирка стебля (пробки) к гнезду корпуса
крана, исключающая просачивание воды; толщина слоя олова на
внутренних поверхностях самоваров при гальваническом способе
лужения — не менее 6 мкм, при горячем лужении не менее 1,5 мкм;
толщина никелевого покрытия на выпуклых поверхностях корпуса —
не менее 2,3 мкм; внешние поверхности никелированных самоваров
должны быть отполированы до зеркального блеска.
Технические требования к молочным
флягам: герметичность швов; луженые поверхности гладкие и
блестящие, с толщиной покрытия не менее 10 мкм; обручи и детали запора
из углеродистой стали — луженые или оцинкованные, с толщиной
покрытия не менее 10 мкм; содержание примесей в полуде — не более
0,55%, в том числе: мышьяка не более 0,015, меди не более 0,08 и
свинца не более 0,25%; сшивные с внутренним швом (с
фальцованным швом) фляги стальные должны быть пропаянные, а углы залиты
припоем ПОС90 с дополнительной нейтрализацией следов кислоты;
сварные швы — ровные, плотные, без трещин, пор и свищей,
тщательно зачищенные; клепка ручек прочная, с надежным залужива-
нием мест крепления.
Глава IV
НАГРЕВАТЕЛЬНЫЕ БЫТОВЫЕ ПРИБОРЫ
§ 1. Устройство
Нагревательные приборы предназначены для приготовления
пищи, кипячения воды и других хозяйственных нужд. К
нагревательным приборам относятся: керосиновые нагревательные приборы
(примусы, керосинки, керогазы), бензиновые плитки, газовые
портативные плитки, электронагревательные бытовые приборы
(электрические плитки, утюги, электрочайники, кипятильники и т. п.).
Керосиновые нагревательные приборы — примусы, керосинки
и керогазы работают на керосине, а некоторые и на бензине и пока
еще применяются, особенно в сельской местности.
Примусы — бесфитильные нагревательные приборы,
работающие на керосине или бензине, принцип действия которых основан
на сжигании паров горючего в смеси с воздухом.
Выпускаются примусы разнообразных конструкций: с одной или
двумя конфорками, с одним или двумя выносными резервуарами —
бачками, с одной или двумя форсунками, со встроенными
постоянными иглами для прочистки форсунки. Выпускаются также
портативные (складные в металлических коробках) примусы, работающие
на бензине.
Наиболее распространен примус с одной конфоркой (рис. 21).
Горелка керосинового примуса представляет собой своеобразный
трубчатый змеевик с испарительной камерой и форсункой, диаметр
канала форсунки для
испарения горючего не
превышает 0,25 мм.
Горелки бывают
обыкновенные (шумные),
работающие с характерным шумом
и дающие пламя в виде
зубчатой короны, и бесшумные
с круговым пламенем,
горящим с легким шипением.
В отличие от
обыкновенных горелок с закрытой
испарительной камерой и
съемным
кольцом-отражателем в бесшумных
горелках эта камера закрывается
съемным колпачком и
перфорированной (дырчатой)
чашечкой, в остальном эти
горелки совершенно
одинаковы. Те и другие могут
быть установлены на
любом керосиновом примусе.
Усовершенствованные
горелки керосиновых
примусов имеют специальное устройство для механической прочистки
форсунок при помощи встроенной внутри горелки постоянной иглы.
Поднимается и опускается эта игла полуоборотом пластмассовой
рукоятки. Такое устройство работает снизу вверх, тем самым
выталкивает соринку наружу, в то время как обычная игла,
прочищая, проталкивает эту соринку внутрь горелки.
Горелка бензинового примуса изготавливается в виде открытой
чашеобразной испарительной камеры с плоским отражателем на
четырех опорных лапках и такой же сменной форсункой, как и
для керосиновых примусов. Эта горелка выполнена в виде одного
узла вместе с игольчатым клапаном и штуцером с резьбой; первый
предназначается для регулирования и гашения пламени, второй —
для закрепления в горловине резервуара.
Резервуары примусов — штампованные из латуни
(полированные, без покрытия и по особым заказам — никелированные), из
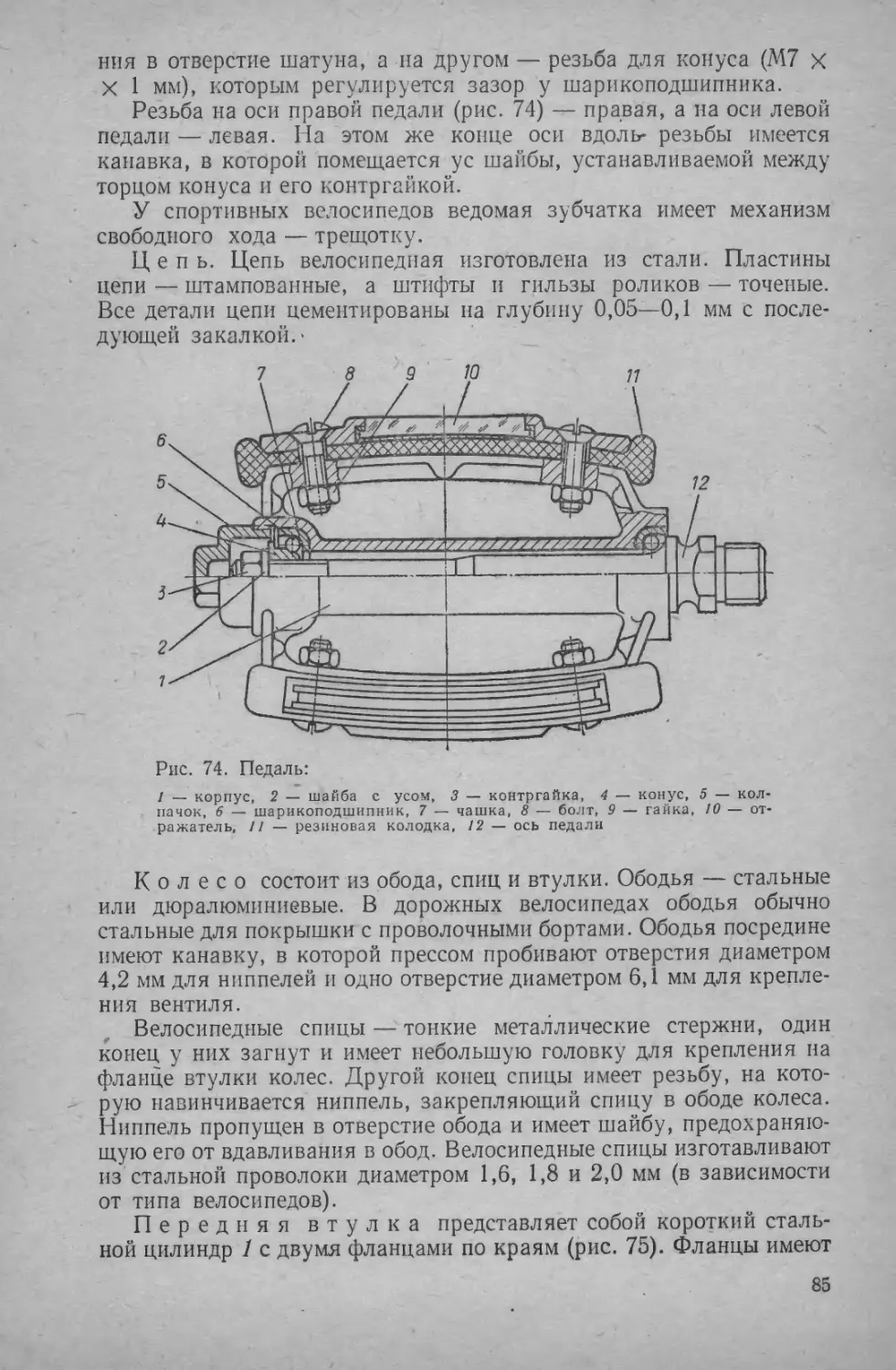
Рис. 21. Примус:
/ — резервуар, 2 — шток насоса, 3 — корпус
насоса, 4 — днище, 5 — ганка, 6' — манжета,
7 — клапан, 8 — штуцер, 9 — гайка горелки,
10 — упорное кольцо, // — испарительная
камера, 12 — отражатель, 13 — трубчатая часть
горелки, 14 — чашечка, 15 — корпус наливного
люка, 16 — крышка наливного люка, 17 —
трубка воздушного винта, 18 — винт, 19 — крышка
насоса, 20 — форсунка (капсюль)
биметалла, из декапированной стали (оцинкованные, а туристские
также оксидированные) с закатанным и пропаянным дном;
трубчатые части горелок — из латуни Л62; все прочие детали горелок —
из латуни Л62, ЛС59-1 соответствующих профилей; крышки
наливного отверстия, крышки и кнопки насоса — латунные или из черных
металлов (последние с защитным покрытием); шток насоса и ножки—
из стальной проволоки, оцинкованные; съемные конфорки —
штампованные из листовой стали или литые из алюминиевых сплавов,
все с гальваническим или лакокрасочным покрытием,
изготавливаются также из нержавеющей стали — полированные, без
покрытия.
Рис. 22. Керосинка:
/ — общий вид, 2 — рассекатель, 3 — подставка рассекателя, 4 —
конфорка наружная, 5 — кожух (труба), 6 — конфорка внутренняя, 7 —
горелка, 8 — резервуар для керосина, 9 — рукоятка регулирования
пламени
Керосинки бывают настольные и напольные, одно-, двух-
и трехфитильные, одно- и двухтрубные, с одной или двумя
конфорками, фитили — хлобчатобумажные плоские или круглые.
Керосинка (рис. 22) состоит из кожуха (трубы) 5 с фланцем и
смотровым окном, резервуара 8, блока горелок (фитильниц) 7,
зубчаток со стержнями для регулировки величины пламени и
конфорок 4 и 6 для установки посуды.
Самой ответственной частью керосинки является горелка,
которая состоит из рамки с ножками, мостика и отражателей
(рассекателей) 2. Назначение горелки — обеспечивать равномерное горение
фитилей, создавать тепловое поле, правильно направлять поток
тепла и обеспечивать наиболее полное сгорание керосина.
Поступающий к фитилям воздух поддерживает горение.
Керогаз — бытовой нагревательный прибор, работающий на
керосине. Керогазы подразделяются: по виду пламени — с
постоянным нерегулируемым пламенем и с переменным регулируемым;
по форме — на цилиндрические (открытые и закрытые) и
прямоугольные; по числу горелок — с одной горелкой, с двумя, тремя и
четырехгорелочные.
Выпускаются керогазы с асбестовым и хлопчатобумажным
фитилем — одно-, двух, трех- и четырехконфорочные, настольные или
напольные.
Все керогазы независимо от вида пламени и формы изготовления
состоят из газосмесителя, питателя, фитиля, корпуса, резервуара
для керосина, регулирующего устройства (для регулируемых
керогазов).
Рис. 23. Керогаз с асбестовым фитилем:
/ — крышка газосмесителя, 2 — конфорка, 3 —
кожух, 4 — цилиндрический кожух, 5 — фитиль, 6 —
резервуар, 7 — стакан, 8 — горловина, 9 — крышка,
10 — клапан, // — питательная трубка, 12 —
поддон, 13 — регулировочный кран, 14 — горелка,
15 — шпилька, 16 — наружный цилиндр, 17 —
внутренний цилиндр
Газосмеситель керогаза предназначен для образования
кольцевой газовой оболочки и полного сгорания горючей смеси. Горение
происходит в пространстве между двумя стальными цилиндрами,
которые ускоряют процесс реакции. Чтобы горение было
равномерным и топливо сгорало полностью, цилиндры сделаны
перфорированными (с отверстиями), через отверстия поступает воздух в
межцилиндровое пространство, в котором равномерно
перемешивается с парами керосина и полностью сгорает.
Керогаз с асбестовым фитилем (рис. 23) состоит из основания
керогаза — поддона 12, к которому присоединен наружный
цилиндрический кожух 4 с надетой на него сверху конфоркой 2. Снаружи
кожуха установлен резервуар 6 для керосина, снабженный
горловиной 8, на которую навинчена крышка 9 с клапаном 10. Резервуар
вставляют в цилиндрический стакан 7 так, чтобы выступающий
наружу стержень клапана упирался в дно стакана.
Стакан 7 приварен к трубке //, которая укреплена в ребрах
жесткости, проходящих над поддоном внутри наружного кожуха.
На выступающий конец трубки навинчивают шестигранную
гайку.
Внутри кожуха 4 к трубке 11 приварена круглая горелка 14,
в прорези которой по всей окружности помещают асбестовый фитиль
5. На горелку 14 устанавливают смеситель, состоящий из наружного
16 и внутреннего 17 цилиндров, кожуха 3. Наружный цилиндр имеет
плоскую или выпуклую крышку /. Цилиндры 17 и 16 соединяют
с кожухом при помощи двух шпилек 15. Поступление керосина
в горелку 14 регулируется краном 13.
Портативная газовая плитка П-2 (рис. 24)
состоит из легкого металлического футляра-чемодана, внутри
которого укреплена
инжекторная горелка, к которой
присоединена трубка для
горючей смеси. Конец
трубки выходит из футляра
наружу и гибким резиновым
шлангом соединяется с
баллоном газа. Воздух
засасывается через отверстие в
скобе фиксатора, надетого
на конец трубки.
В комплект плитки
входят два металлических
баллона емкостью по 0,8—0,9 л
каждый. Баллон
заполняется сжиженным газом
(пропаном или бутаном) под
давлением 16 ат. Баллоны
проходят испытания на прочность при давлении 30 ат и на
герметичность при давлении 16 ат и снабжены предохранительным
клапаном. Запас горючего в обоих баллонах обеспечивает 8—
9 ч работы плитки. Баллоны заправляют на специальных
станциях. Масса баллона — 0,9 кг, масса плитки со всеми
принадлежностями около 6 кг.
Плитка окрашивается жаростойким лаком, а баллоны —
нитроэмалью в ярко-красный цвет. На баллоне прикрепляется табличка
о времени проведения его испытания на прочность и герметичность.
Паяльные лампы — нагревательные приборы, приме-'
няемые при пайке для нагрева спаиваемых деталей и расплавления
припоя. Изготавливаются двух видов: керосиновые (рис. 25) и
бензиновые. Основное отличие керосиновой от бензиновой заключается
в том, что испарительная трубка горелки керосиновой лампы для
увеличения рабочей длины делается в виде змеевика.
Принцип действия паяльной лампы заключается в том, что
жидкое горючее (керосин, бензин), подаваемое под давлением 1,5—2 ат
из резервуара в предварительно нагретую горелку, испаряется
в ней и на выходе из форсунки, смешиваясь с воздухом, сгорает,
образуя пламя, которым и пользуются для нагрева.
Рис. 24. Портативная газовая плитка:
/ — баллон с газом, 2 — крышка футляра.
3 — конфорка, 4 — горелка, 5 — футляр-чемодан
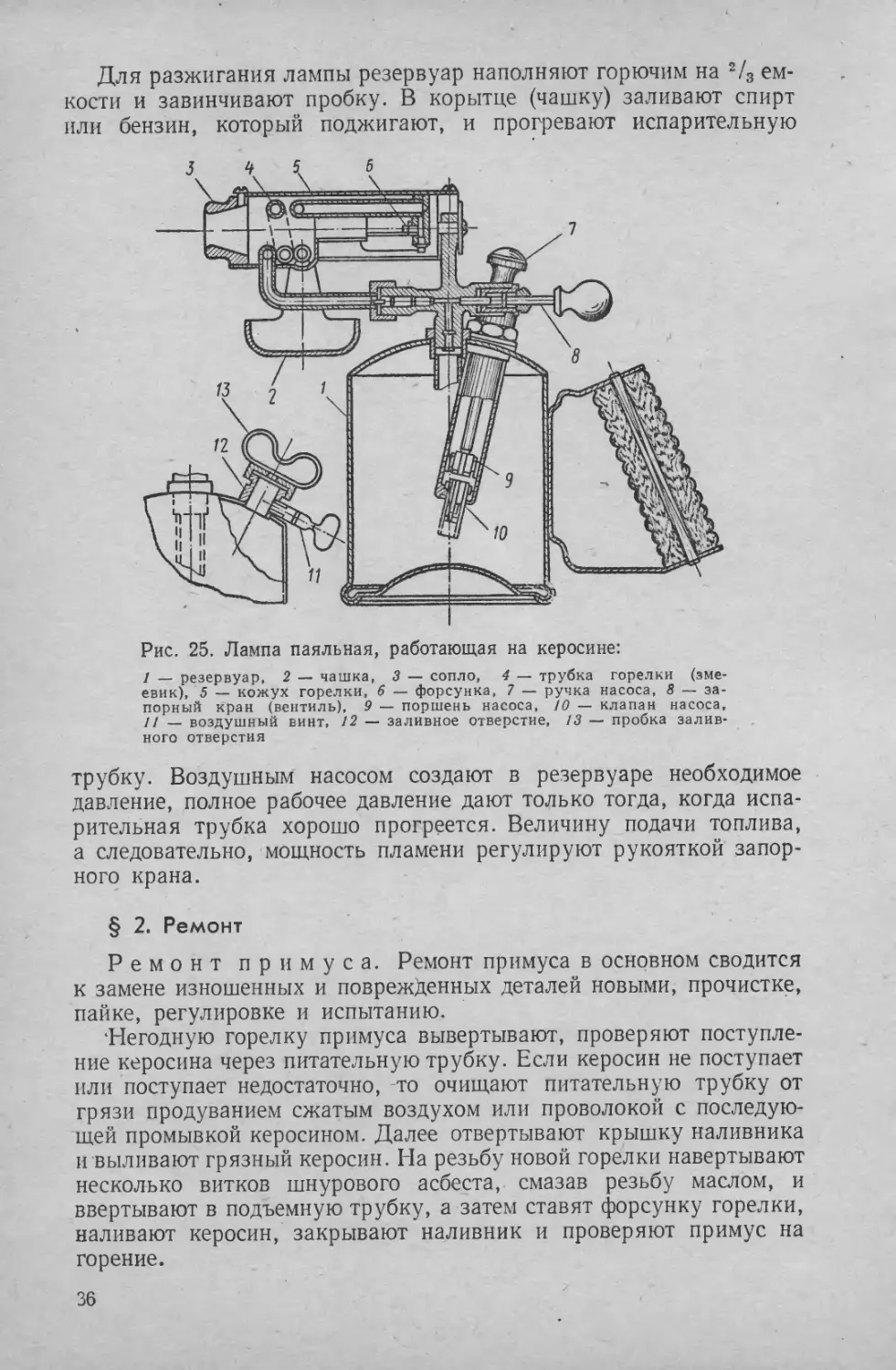
Для разжигания лампы резервуар наполняют горючим на 2/3
емкости и завинчивают пробку. В корытце (чашку) заливают спирт
или бензин, который поджигают, и прогревают испарительную
Рис. 25. Лампа паяльная, работающая на керосине:
/ — резервуар, 2 — чашка, 3 — сопло, 4 — трубка горелки
(змеевик), 5 — кожух горелки, б — форсунка, 7 — ручка насоса, 8 —
запорный кран (вентиль), 9 — поршень насоса, 10 — клапан насоса,
// — воздушный винт, 12 — заливное отверстие, 13 — пробка
заливного отверстия
трубку. Воздушным насосом создают в резервуаре необходимое
давление, полное рабочее давление дают только тогда, когда
испарительная трубка хорошо прогреется. Величину подачи топлива,
а следовательно, мощность пламени регулируют рукояткой
запорного крана.
§ 2. Ремонт
Ремонт примуса. Ремонт примуса в основном сводится
к замене изношенных и поврежденных деталей новыми, прочистке,
пайке, регулировке и испытанию.
•Негодную горелку примуса вывертывают, проверяют
поступление керосина через питательную трубку. Если керосин не поступает
или поступает недостаточно, то очищают питательную трубку от
грязи продуванием сжатым воздухом или проволокой с
последующей промывкой керосином. Далее отвертывают крышку наливника
и выливают грязный керосин. На резьбу новой горелки навертывают
несколько витков шнурового асбеста, смазав резьбу маслом, и
ввертывают в подъемную трубку, а затем ставят форсунку горелки,
наливают керосин, закрывают наливник и проверяют примус на
горение.
Рис. 26. Воздушный насос примуса:
/ — корпус, 2 — шток, 3 — поршень, 4 — манжета,
5 — втулка, 6 — гайка, 7 — ниппель, В — пробка
клапана, 9 — золотник, 10 — пружина
Засоренную горелку чистят так. Сначала через отвертие в
штуцере счищают образовавшийся внутри горелки шлак, затем
вывертывают форсунку и горелку нагревают до темно-красного цвета,
после чего продувают сжатым воздухом.
Засорившуюся форсунку прочищают примусной иглой (стальная
проволока диаметром не более 0,1 мм). Если при этом форсунка
работает плохо, ее заменяют новой.
Ремонт насоса (рис. 26) начинают с осмотра его крышки.
Если резьба на крышке в насосной трубке (корпусе) / не повреждена,
значит возможна неисправность поршня 3 или клапана.
Изношенную кожу или резину (манжету 4) насоса заменяют новой.
Для замены старой манжеты отвинчивают крышку из трубки
насоса и вынимают поршень 3 насоса. При разборке поршня
отвертывают гайку 6 насоса,
вынимают шток насоса,
отвертывают гайку
крепления манжеты, снимают
манжету вместе с
шайбой. Новую манжету
соединяют с втулкой 5,
вместе с зажимной
гайкой надевают на конец
штока и все эти детали
затем зажимают на
штоке гайкой. Собранный
поршень вставляют в трубку насоса, завинчивают крышку и
проверяют действие поршня накачиванием воздуха в резервуар примуса.
У клапана часто ломается пружина 10, изнашивается пробка
8, засоряется отверстие в ниппеле 7. Для ремонта клапан вынимают
из трубки насоса. Если клапан из трубки насоса вынуть не
представляется возможным, вынимают трубку из резервуара вместе с
клапаном. Клапан вывертывают из трубки насоса торцовым ключом,
в торце которого имеется углубление для входа головки ниппеля.
Сначала из трубки насоса вынимают поршень, затем вставляют
в трубку торцовый ключ и поворачивают его против часовой стрелки
до тех пор, пока не будет вывернут клапан. Если клапан таким
способом вывернуть не удается, тогда отпаивают от резервуара трубку
насоса и вынимают ее вместе с клапаном.
Снятый из насоса клапан разбирают, для чего сначала
вывинчивают ниппель из трубки, а затем из трубки вынимают пробку с
золотничком и пружину. При поломке пружины и износе пробки
их заменяют новыми.
Отремонтированный насос должен обеспечивать плавное и легкое
нагнетание воздуха в резервуар, а после 6—8 полных движений —•
нормальное горение. Клапан не должен пропускать керосин в трубку
насоса. Нормальный расход топлива — 150—180 г/ч, время розжига
6—8 мин.
После ремонта примус должен отвечать следующим техническим
требованиям: пламя бездымное, голубого цвета, симметрично рас-
37
положенное относительно центра горелки; герметичность резервуара
и всех резьбовых соединений; надежное крепление горелки и
штуцера с уплотнительной прокладкой (свинцовой или асбестовой).
Детали горелки паяют твердыми припоями; винтовая резьба на
деталях — метрическая, не ниже 3-го класса точности, полная и
чистая; взаимозаменяемость сменных частей; манжета насоса —
из плотной кожи или резины, без складок и надрывов (кожа
пропитана касторовым маслом или другим равноценным жиром),
прокладка в крышке наливного бака — из бензостойкой резины; пайка
деталей чистая, без наплывов и пропусков припоем ПОСЗО.
Испытание на горение производится разжиганием и горением
примуса в течение 30 мин. За этом время примус должен гореть
ровным пламенем без подкачивания воздуха.
Ремонт керосинок. Неисправности керосинки
являются главным образом следствием неумелого обращения. Часто колпак
соединяют с резервуаром с перекосом, что вызывает коптящее пламя.
Размер фитиля должен соответствовать размеру фитильной
трубки, в противном случае фитиль начнет «заедать», что приведет к
искривлению подающих стержней керосинки и к срыву шестеренок.
В керосинке возможна неправильная установка по уровню
фитильных трубок, установка трубок разного диаметра, их
искривление, неправильная пайка дна резервуара и т. д. Эти неисправности
могут вызвать коптящее пламя, слабую теплоотдачу или
прекращение горения.
Ремонт керосинки начинают с проверки наличия ушков и
правильности их припайки к резервуару и к колпаку. Далее снимают
колпак, очищают его от копоти и нагара, затем проверяют
фитильную коробку, устанавливают, одинаковы ли по высоте фитильные
трубки, не искривлены или не изогнуты они. Обрезав ровна фитили,
проверяют работу шестеренок. При этом во избежание появления
коптящего пламени углы фитилей рекомендуется срезать, а наливное
отверстие во время горения должно быть закрыто.
Для ремонта горелки снимают конфорку и колпак, проверяют
их соединение, состояние мостика и установку отражателей, которые
должны быть строго параллельны друг другу и находиться на
расстоянии 5—6 мм от щели горения. Неправильная установка
отражателей вызывает копоть.
В фитильном механизме ремонтируют шестеренки, мостик.
При течи керосина в дне резервуара дно заменяют новым,
изготовленным из листовой оцинкованной стали толщиной 0,6—0,8 мм.
Пайку дна ведут припоем ПОСЗО.
После ремонта керосинка не должна иметь следов механических
повреждений. Поставленные детали должны отвечать таким же
требованиям, как и детали новой керосинки.
Мостик с трубкой должен быть плотно скреплен стяжными
болтами, а его стойки без перекосов должны опираться на верхнюю
плоскость резервуара; необходимо, чтобы запор надежно удерживал
мостик и только после нажатия на него легко освобождал мостик.
Освобожденная от запора верхняя часть керосинки должна свободно
откидываться в сторону и при обратном движении легко
устанавливаться на место. Установленные фитили должны по всей ширине
легко вывертываться ключами фитильного механизма плавно,
без рывков и перекосов. Кроме осмотра внешнего вида, керосинки
после ремонта испытывают на горение в течение 15 мин и
надежность пайки швов. При этом пламя горелки керосинки должно быть
ровным, со свечеобразными языками, горение без вспышек. В местах
пайки не должно быть течи керосина.
Ремонт керогазовв основном сводится к замене
негодных деталей новыми, чистке и регулировке.
Рис. 27. Керогаз с хлопчатобумажным фитилем:
/ — газосмеситель, 2 — маховик для поднятия и опускания фитиля,
3 — винт, 4 — горелка, 5 — фасонная гайка, 6 — прижимная шайба,
7 — кольцо, 8 — фитиль, 9 — трубка резервуара, 10 — продольная
канавка трубки резервуара, // — вырезы, 12 —резервуар, 13 —
каркас
При разборке керогаза (рис. 27) снимают конфорку и
газосмеситель /, вынимают резервуар 12 из каркаса 13, повертывают горелку
4 вправо до совпадения выдавок в ней с вырезами // в трубке
резервуара 9 и снимают ее; вытягивают вверх маховик 2, вывертывают
два винта 3 и снимают прижимную шайбу 6, свертывают с трубки
резервуара фасонную гайку 5, снимают с трубки резервуара фитиль
8 с кольцом 7, удаляют из кольца 7 обгоревший фитиль 8.
При сборке керогаза вставляют новый фитиль в кольцо 7 так,
чтобы он выступал над кольцом примерно на 4 см; расправляют
фитиль и надевают его вместе с кольцом на трубку резервуара так,
чтобы два больших внутренних зубчика кольца попали в
продольные канавки 10 трубки 9; навинчивают на трубку резервуара
фасонную гайку 5, надевают на трубку резервуара прижимную шайбу
6 и завертывают два винта 3, надевают маховик 2, совместив при
этом вырез в маховике с выступом на фасонной гайке, подрезают
фитиль, надевают горелку 4, совместив выдавки на ней с двумя
вырезами в трубке резервуара, и нажимают на горелку рукой.
После того как горелка опустится, поиертывают ее влево на */4
оборота; устанавливают резервуар 12 в каркас 13, газосмеситель /
на горелку 4, а конфорку — на свое место.
Неисправности в керогазе: не поступает керосин, засорение
керосинопроводной трубы и др. При засорении керосинопроводной
трубы отвертывают гайку трубы питателя и, наклонив питатель
концом с резьбой вниз, выливают керосин в стакан.
Если керогаз устанавливают на неровную (наклонную)
поверхность, пламя сильно коптит. Для устранения этого необходимо
установить керогаз горизонтально.
Если газосмесители установлены на горелке неплотно или
горелки и сетки газосмесителей загрязнены и керогаз коптит, нужно
правильно установить газосмесители или прочистить горелки. При
необходимости заменить фитиль.
После ремонта керогаз не должен иметь следов механических
повреждений. Замененные при ремонте детали не должны иметь
острых кромок и заусенцев. Гайка керосинопровода должна иметь
надежную бензостойкую прокладку. Резервуар (бачок), поддон
(стакан) и керосинопровод не должны иметь течи керосина. Решетки
(конфорки) должны быть отлиты из чугуна. Допускается
изготовление штампованных конфорок из стали или биметалла толщиной
не менее 2 мм.
После ремонта керогаз испытывают на горение. Для этого
керогаз наполняют керосином, зажигают фитиль, в течение 6 мин керогаз
должен прийти в действие и гореть 20 мин/ Регулировкой фитиля
достигается равномерное пламя с замкнутым куполом синего цвета.
Затухание должно произойти не более чем через 4 мин после
прекращения подачи топлива.
Глава V
КУХОННЫЕ МАШИНКИ И ПРИНАДЛЕЖНОСТИ
К кухонным машинкам и принадлежностям относятся мясорубки,
овощерезки, соковыжималки, ломтерезки (хлеборезки), мельницы
кофейные, сбивалки, шинковки для капусты, терки разных
конструкций и назначений, картофелечистки, весы бытовые и другие
изделия.
Устройство мясорубок. Мясорубки предназначены
для приготовления фарша; разделяются на бытовые и
производственные с электроприводом, предназначенные для использования
на предприятиях общественного питания и в магазинах.
Бытовые мясорубки бывают с крыльчатым (крестообразным)
ножом (тип А) и с дисковым ножом (тип Б). М'ясорубка бытовая с четы-
рехперовым ножом типа А показана на рис. 28.
В мясорубке с крыльчатым ножом продукты, закладываемые
в загрузочный раструб корпуса, при помощи вращающегося шнека
подаются к неподвижной решетке, при этом вращающийся вместе
с червяком крыльчатый нож 6 срезает вдавливающиеся в отверстия
решетки (неповиджного ножа) кусочки, которые под действием
непрерывно подаваемой массы проталкиваются наружу.
Сменные решетки с отверстиями разных размеров позволяют
получать фарш мелкого, среднего или крупного помола.
Дополнительный шнек с одним или несколькими фигурными отверстиями
(вставляемый вместо решетки) предназначается для выдавливания
теста в виде так называемой соломки. Кроме того, для этой цели
выпускается простое приспособление, состоящее из пластинки с
различными фигурными отверстиями для придания соломке
различной формы и специальной
насадки (конусообразного
приспособления,
вставляемого в мясорубку вместо
решетки).
Для мясорубки, кроме
того, выпускаются насадки,
служащие для выжимания
фруктовых соков, для
мелкой шинковки овощей, а
также для начинки колбас.
Мясорубка с дисковыми
ножами-решетками (рис. 29)
состоит из трех подвижных
ножей-решеток 2 и одного
неподвижного
ножа-решетки, который закрепляется
при работе в мясорубке
неподвижно, корпуса /,
шнека 5, рукоятки 6, гайки-
барашка 4.
В мясорубке с дисковым
ножом продукты
закладываются в загрузочный
раструб корпуса и при
помощи шнека подаются через окно неподвижной решетки к
дисковому ножу, который срезает вдавливающуюся в отверстия массу.
Для получения фарша мелкого, среднего или крупного служат
сменные дисковые ножи 2 (рис. 29) с отверстиями разных
размеров.
Входящий в комплект дисковый жернов с двусторонним мелким
и крупным рифлением предназначается для измельчения сухарей,
миндаля, орехов, сахара и других сухих продуктов.
Корпус, зажимное кольцо, шнек и рукоятку мясорубки
изготавливают литьем из серого чугуна с покрытием пищевым оловом;
ножи, решетки, терочные диски — из легированной хромистой или
углеродистой инструментальной стали; винты и гайки — также
стальные, ручка — из сухой древесины твердых пород или
пластмассы, гайки-барашки — из ковкого чугуна.
Рис. 28. Мясорубка с крыльчатым. ножом:
/ — зажимное кольцо, 2 — корпус с загрузочным
раструбом, 3 — зажимной винт, 4 — рукоятка,
5 — струбцинка, 6 — крыльчатый нож, 7 —
шнек, 8 — решетка
Наряду с чугунными мясорубками выпускаются также
мясорубки с литыми частями из алюминиевых сплавов. Для увеличения
прочности трущиеся части алюминиевых мясорубок армируются
стальными втулками. Выпускаются также мясорубки бытовые
с электроприводом.
Ремонт мясорубок. К неисправностям мясорубок
относятся: износ резьбы в отверстии шнека, потеря слоя олова (полуды),
затупление ножа, поломка решетки и др.
Вышедшие из строя детали мясорубок заменяют новыми,
ремонтируют или изготовляют в мастерской, подгоняя по месту
установки. Поврежденную резьбу восстанавливают — нарезают метчи-
Рис. 29. Мясорубка с дисковыми ножами:
1 — корпус, 2 — комплект дисковых подвижных ножей,
3 — дисковый неподвижный нож, 4 — гайка-барашек, 5 —
шнек, 6 — рукоятка
ком соответствующего диаметра и шага, при значительном износе
резьбы или при поломке стержня на его месте просверливают
отверстие, вставляют новый стержень соответствующего диаметра и
нарезают резьбу.
Резьбу на гайке-барашке восстанавливают навариванием металла
на старую резьбу с последующим опиливанием и нарезанием новой
резьбы в гайке или нарезают резьбу большего диаметра, а на
стержень наваривают металл и нарезают резьбу, соответствующую резьбе
гайки.
При разрушении слоя олова (полуды) на корпусе, зажимных
кольцах, шнеке, рукоятке, винтах, барашках, шайбах прижимного
винта эти детали очищают и заново лудят.
Отремонтированная мясорубка должна отвечать следующим
требованиям: полуда На поверхности должна быть гладкой, светлой,
с серебристым оттенком, без темных пятен; на стальных, вновь
поставленных деталях не должно быть трещин и других дефектов",
снижающих их прочность; мясорубка должна собираться и
разбираться свободно и легко, без применения какого-либо инструмента;
рукоятка должна свободно вращаться на оси; шайба зажимного
винта струбцины при креплении мясорубки к столу должна также
свободно вращаться.
Шинковки — кухонные приспособления для нарезки
(шинковки) овощей. Бывают деревянные с плоскими или волнистыми
ножами, цельнометаллические, у которых
рабочими частями являются заостренные
кромки поперечных прорезей на плоском
полотне, и в виде короткого широкого
гофрированного ножа с деревяной
ручкой. По-назначению шинковки подразде-
Рис. 30. Овощерезка:
/ — рычаг, 2 — толкатель, 3 —
корпус, 4 — металлическая
решетка (нож)
Рис. 31. Комбинированная овощерезка:
/ — дисковой нож (стакан), 2 — замковая шайба,
3 —чашка, 4 — рукоятка, 5 — корпус, 6 —
подставка, 7 — присосы, 8 — защелка
ляются на гарнирные для нарезки овощей гладкими ломтиками,
овощерезки, терки и для шинковки капусты.
Овощерезки подразделяются: по расположению рабочего
инструмента — на горизонтальные и вертикальные, по характеру
привода — на ручные и механические, по назначению — на
производственные (для предприятий общественного питания) и бытовые.
Простейшая бытовая овощерезка (рис. 30) представляет собой
металлическую раму прямоугольной или круглой формы с решеткой
в виде впаянных на ребро полосок тонколистовой нержавеющей
стали или белой жести. Эта решетка с ячейками, обычно размером
10x10 мм, является режущей частью овощерезки.
Овощи нарезают на одинаковые ломтики квадратного сечения
одним нажимом овощерезки вниз при помощи двух или одной ручки
в зависимости от конструкции овощерезки.
Комбинированная бытовая овощерезка (рис. 31) предназначается
для нарезания, шинкования и натирания овощей и фруктов при
помощи сменных дисковых ножей, вращаемых ручным приводом,
а также для отжимания сока. Овощерезка состоит из корпуса со
струбцинкой для привертывания к столу, набора дисковых ножей,
рукоятки с деревянной или пластмассовой ручкой, рычага для
прижимания перерабатываемого продукта к рабочей поверхности
вращаемого диска и приспособления для отжимания сока.
Диски крепятся к корпусу крепежными гайками. Входящие в
набор диски предназначаются: диск с тремя-четырьмя узкими
прорезями нарезает на тонкие ломтики сырые и вареные овощи для
салатов, супов, для обжаривания и т. п.; диск с каплевидными
отверстиями измельчает в виде крупной
соломки овощи и фрукты для
приготовления салатов и пирогов; диск
с частыми мелкими отверстиями
нарезает мелкой соломкой сырые
овощи и фрукты, а также может
Рис. 32. Шинковка для резки капусты:
/ — ножи, 2 — каретка, 3 — направляющие
пазы, 4 — корпус
применяться для измельчения сухарей, сыра, миндаля, орехов
и т. п.; диск с теркой применяется для натирки сырых овощей,
фруктов, орехов и т. п.
Корпус, рукоятка, рычаг, чашка и давильник — литые из
алюминиевых сплавов, окрашенные с внешней стороны блестящей
однотонной эмалью; дисковые ножи — штампованные из нержавеющей
стали толщиной 1 мм; валик — точеный из углеродистой стали.
Разновидностью комбинированной овощерезки является
овощерезка, в которой вместо сменных дисковых ножей применяются
сменные ножи цилиндрической или другой формы.
Шинковка для резки капусты (рис. 32) представляет собой
деревянную панель с двумя-четырьмя плоскими с двусторонней
заточкой ножами, параллельно укрепленными под углом 20—25°;
имеют деревянную каретку (ящик) коробчатой формы без дна,
которая передвигается по всей длине панели в направляющих пазах.
Ножи бывают неподвижные, рассчитанные на толщину среза 3—5 мм,
и поворотные (на винтах с гайками-барашками), позволяющие
регулировать толщину среза.
Рис. 33. Ломтерезка:
/ — дисковый нож, 2 — кожух, 3 —
панель, 4 — струбцина, 5 — упор •
В качестве шинковок используются также бытовые овощерезки
и комбинированные терки, у которых одна из сторон имеет
шинковальные прорези.
Ломтерезка (рис. 33) — приспособление для нарезания
хлеба, колбасных изделий, сыра, овощей и других продуктов
ломтями определенной толщины.
Рабочей частью ломтерезки является дисковый круглый нож /
с шестеренчатым ручным приводом, смонтированный в
металлическом кожухе 2 на деревянной или металлической панели 3. Толщина
нарезанных ломтей от 1 до 25 мм регулируется перемещением упора
5 при помощи винтового или кулачкового устройства. Ломтерезка
крепится к столу откидной струбциной с винтовым зажимом,
деревянная панель ломтерезки для удобства хранения делается
складной на шарнирах.
Некоторые ломтерезки имеют скользящий щит (каретку) для
подачи к работающему ножу нарезаемого продукта, что полностью
исключает возможность пореза руки.
Режущая кромка ножа в некоторых ломтерезках делается
частично или полностью зубчатой, что значительно облегчает нарезку
таких продуктов, как твердая копченая колбаса и др. Нож
изготавливается из углеродистой или нержавеющей стали, с
односторонней заточкой и фаской, до 15 мм.
Детали ломтерезок: кожух, упор шестерни, рукоятка и скоба
струбцины изготавливаются литыми из вторичных а юминиевых
сплавов, панель и ручка — из древесины твердых пород. Отделка:
нож шлифованный, без покрытия; все остальные части — крашеные.
Соковыжималки бытовые предназначены для
получения соков из фруктов, овощей и ягод. Выпускаются соковыжималки
различных конструкций: конусные, рычажные, винтовые, типа
мясорубок, насадок к мясорубкам, а также с электроприводом,
действующие по принципу центрифуги. Наиболее простой является
соковыжималка для цитрусовых, представляющая собой конус с
рифленой поверхностью в виде ковшика со сливным носиком и
рычаг с давильником.
Рычажная соковыжималка (рис. 34) имеет форму ковшика с шар-
нирно соединенной ручкой — прессом (ребристый диск), внутрь
ковшика вставляется перфорированный цилиндрический сосуд.
Натертая масса или ягоды помещаются в сосуд и отжимаются прессом
с помощью ручки.
Соковыжималка бытовая шнековая (рис. 35) типа мясорубки
имеет сливной лоток и сетку желобчатой формы. Вращаемый при
помощи рукоятки шнек измельчает заложенные в воронку продукты
и продавливает через сетку образующийся сок или пасту.
Соковыжималки типа мясорубки выпускаются и в виде насадки
к обычной мясорубке. Такая насадка состоит из сердечника,
конической сетки и корпуса с регулирующим винтом. Сердечник
надевается на квадрат подающего шнека мясорубки, а насадка крепится
зажимным кольцом, а затем в насадку ввинчивается регулирующий
винт.
Соковыжималки ручные рычажные изготавливаются литые из
алюминиевых сплавов с полировкой внешних поверхностей.
Бытовые соковыжималки выпускаются также с
электроприводом.
Картофелечистки, овощечистки —
приспособления для быстрой чистки картофеля и других овощей.
Подразделяются на ручные (в виде ножа) и механические (ручные машинки).
Ручная картофелечистка представляет собой желобчатой формы
нож с выштампованным вдоль оси желоба лезвием длиной 35—45 мм.
Максимальная глубина выштамповки 1—2 мм, этой глубиной
ограничивается толщина срезаемой кожуры, что значительно сокращает
потери овощей.
Различают картофелечистки
с одним лезвием, направленным
Рис. 34. Соковыжималка
рычажного типа:
/ — рычаг, 2 — ковш с ручкой,
3 — цилиндрический сосуд
Рис. 35. Соковыжималка шнековая:
/ — корпус, 2 — рукоятка, 3 —
насадка к мясорубке, 4 — струбцина
в ту или другую сторону — для работы правой или левой рукой,
а также с двусторонним лезвием — универсальные. Заостренный
торец ножа служит для вырезания «глазков» и отдельных порченных
мест. Большинство картофелечисток выпускается с зубчатой
насечкой на одной из граней, что позволяет использовать их для очистки
рыбы от чешуи.
Выпускаются также картофелечистки обдирочные с ручным
приводом, действующие по принципу обдирания кожуры
металлическими терками или абразивами. Рабочая камера образуется
неподвижным металлическим цилиндром и вращающимся волнистым
дном, смонтированным на литом основании. Внутренние
поверхности цилиндра и дна покрыты крупнозернистой абразивной массой.
Дно, насаженное центром на вертикальный вал, приводится в
движение ручным шестеренчатым приводом, смонтированным на верхней
части корпуса. Внутри' основания встроена проволочная сетка для
улавливания снимаемой кожуры. Верх цилиндра перекрывается
воронкообразной насадкой, служащей ограждением разбрызгиваю-
щейся в процессе работы воды. Ножки основания снабжены
резиновыми присосками.
Сбивалки (рис. 36, а—в) предназначены для изготовления
в домашних условиях кремов, мусса, масла. Сбивалки выпускаются
винтовые и шестеренчатые.
Сбивалка с вилкообразными мешалками (рис. 36, в) состоит из
стеклянной банки, пластмассовой крышки с выпрессованными на
внутренней поверхности ее бортика зубцами, образующими ведущую
шестерню; пластмассового диска, на котором смонтированы две
пары металлических
вилкообразных мешалок с
насаженными на их хвостовики
ведомыми металлическими
шестернями; рукоятки. Сбивалка
приводится в действие
вращением рукоятки, при этом
мешалки в каждой паре
движутся в противоположные
стороны.
Сбивалки с
вилкообразными мешалками аналогичной
конструкции выпускаются
также комбинированные, в
них пластмассовая крышка
выполняет еще одну
функцию — лимоновыжималки. В
этих целях наружной
поверхности крышки
придается форма чашки с рифленым
конусом в центре. Верхушка
конуса съемная; она
насаживается только при выжимании
сока. Комбинированная сбивалка комплектуется стандартными
стеклянными консервными банками емкостью 1 л. Сбивалка
крепится на банке свободной посадкой.
Мешалки и малые шестерни сбивалок с вилкообразными
мешалками изготавливаются из алюминиевых сплавов литьем под давлением.
Рабочие части всех типов сбивалок изготавливаются из черных
металлов, покрываются гальваническим способом оловом; детали
из нержавеющей стали и алюминия — без покрытия.
Мельница для кофе (кофемолка) предназначена для
размола поджаренных зерен кофе. Мельницы для кофе могут быть
настольные, ручные, механические и электрические, с жерновыми
и с пластинчатыми ножами.
Настольная мельница для кофе (рис. 37,а) представляет собой
зубчатый стальной жернов, вращающийся внутри другого —
неподвижного стального жернова кольцевой формы с рифленой внутренней
рабочей поверхностью. Внутренний жернов, запрессованный на
вертикальном шпинделе, приводится во вращение рукояткой, наса-
Рис. 36. Сбивалки:
а — винтовая, б — шестеренчатая, в —
вилкообразная со стеклянной банкой
Рис. 37. Мельницы ручные:
а — для кофе, б — для перца
женной на верхний конец этого шпинделя. Размольный узел встроен
в коробчатый деревянный (или металлический) корпус круглой
формы с загрузочной воронкой и задвижкой сверху и выдвижным
ящиком для молотого кофе снизу. Тонкость помола зависит от
величины зазора между
жерновами и регулируется
рукояткой.
Жернова
изготавливаются механической
обработкой из
конструкционной, термически
обработанной стали, корпуса — из
древесины твердых пород
(бука, граба и др.) или из
тонколистовой стали или
алюминиевые — крашеные.
Наружные металлические
части никелированные или
хромированные. Жернова
без покрытия.
Мельницы для кофе
(кофемолки) выпускаются
также с электродвигателем мощностью 25—30 Вт, встроенным в
корпус мельницы. Размол осуществляется пластинчатыми ножами.
Мельницы для кофе должны иметь свободный и плавный, без
заедания ход подвижного жернова; стойкость жернова против
выкрашивания; равномерную тонкость помола; свободное перемещение
крышки в загрузочной воронке и
выдвижного ящика и надежную фиксацию
их в рабочем положении.
Мельница для перца
(рис. 37, б) по конструкции и принципу
действия аналогична мельницам для
кофе, но меньших размеров.
Изготавливается с металлическим, пластмассовым
и деревянным точеным корпусом —
бочкообразной формы. Размольный
механизм встроен с нижнего торца в
открытом гнезде, загрузочное отверстие
с задвижкой — на верхнем торце.
Тонкость помола регулируется винтом,
расположенным на основании размольного
узла. Корпуса армируются с обоих торцов
стальными никелированными кольцами.
Весы бытовые предназначены для взвешивания продуктов
в домашних условиях. Выпускаются различных типов. Ручные
пружинные весы имеют предельную нагрузку 6 и 10 кг, а цену
деления 200 и 250 г соответственно. Внутри корпуса весов, закрытого
планкой с прорезью и шкалой, находится калиброванная пружина
Рис. 38. Бытовые
настольные весы
и тяга. На конце тяги закреплен крючок, на который подвешивается
груз.
Настольные пружинные весы (рис. 38) имеют корпус, в котором
заключен механизм весов — калиброванная пружина и передача
на стрелку. Предельная нагрузка — 5 кг, цена деления 20 г.
Имеется также целый ряд других кухонных машинок и
принадлежностей, применяемых в домашнем хозяйстве: сечка, различные
терки, молоток, секач, шприцы кондитерские, сита, совки и др.,
описание которых ввиду их простоты устройства не приводится.
Глава VI
МЕТАЛЛИЧЕСКАЯ МЕБЕЛЬ, ДЕТСКИЕ КОЛЯСКИ
Металлическая мебель изготавливается из
стальных и дюралюминиевых труб, листовой стали и цветных металлов.
Обычно цветные металлы используются для декоративных
элементов, а иногда для крепления
деталей.
К бытовой мебели из
металла, кроме кроватей,
относятся также стулья, табуреты,
кресла и столы. По
конструкции она может быть
стационарной и складной.
Изготавливается также специальная
металлическая мебель из
штампованных деталей
(шкафы для учреждений).
Детали металлической
мебели соединяются винтами,
болтами, крючками и
резьбой. Изготавливается также
мебель, в которой каркас из
тонкостенных стальных или
дюралюминиевых труб
сочетается с элементами из дерева, пластмассы или мягкими
элементами (обеденные столы, стулья, кресла, диваны).
Каркас стола для дачи изготавливается из полированных
дюралюминиевых труб. Крышка стола из клееной фанеры, обтянутой
текстовинитом; кромки крышки окантованы профилированным
алюминиевым прокатом.
Каркасы складных стульев, кресел также изготавливаются из
дюралюминиевых труб, а сиденья и спинки — из брезентовой
ткани.
Детские коляски подразделяются на прогулочные,
закрытые и комбинированные, одноместные и двухместные.
Прогулочные коляски выпускаются двух видов: со
складывающимся каркасом и съемной ручкой, с нескладывающимся карка-
Рис. 39. Прогулочная коляска:
I — ручка, 2 — капюшон, 3 — каркас
капюшона, 4 — шарнирные подкосы, 5 — каркас
коляски, 6 — колеса, 7 — оси, 8 — подножка
сом и несъемной ручкой, с откидными и неоткидными спинками и
подножками.
Коляска показана на рис. 39.
Глубокие коляски (рис. 40) имеют жесткий или мягкий кузов,
Глубокие коляски типов ДК и ДК-3 изготавливаются из стали и
дюралюминиевых труб и имеют обтекаемую форму. Кузова этих
колясок имеют мягкую обивку из хлорвинилового пластиката,
под которую подкладывается слой утепляющего материала (ватин),
и имеют капюшон и пристегивающийся фартук. Коляска типа ДК
имеет подвижную спинку, фиксируемую соответственно
положениям «сидя» и «лежа», и опускающуюся подушку; она снабжена
теплым конвертом и
солнцезащитным щитом.
Коляска типа ДК-3 —
упрощенной конструкции;
она не имеет подвижной
спинки, конверта и^солнце-
защитного щита. Эта
коляска комплектуется
съемными полозьями,
позволяющими использовать ее зимой
по снегу.
Прогулочные коляски
изготавливаются
облегченного типа, обычно
складные, имеют полумягкие или
жесткие сиденья с
подлокотниками, спинку и
подножки, скрепленные шарнирно с фиксаторами, что позволяет
приспосабливать коляску соответственно положениям «сидя» и
«лежа».
Коляска типа ОЗИД-10 имеет «шагающее шасси»,
обеспечивающее подъем и спуск по лестнице или наклонной плоскости при
горизонтальном положении сиденья.
Коляски детские имеют амортизационные устройства различной
конструкции. Колеса колясок бывают дисковые (сплошные и
ажурные, с прорезями) и со спицами, типа велосипедных. Колеса всех
типов снабжены цельнорезиновыми шинками.
Металлические детали колясок имеют декоративные
противокоррозионные покрытия (никель, хром). Детали коляски должны
быть прочно закреплены, а шарнирные соединения (спинка и
подножка) должны иметь четкую фиксацию положений. Коляска
должна быть прочно закреплена на осях (боковое и радиальное
биение допускается не более 2 мм), а шинки колес должны быть плотно
натянуты и соответствовать ободьям. Обивка должна быть
гладкой, без морщин и складок. Металлические детали должны иметь
гладкую поверхность без шероховатостей и заусенцев,
лакокрасочные покрытия — гладкую блестящую поверхность, без затеков и
неприкрашенных мест, а декоративные гальванические покрытия
Рис. 40. Глубокая коляска
должны быть прочными и не иметь дефектов (царапин, потертостей
и пр.).
Санки детские ввиду простоты устройства здесь не
рассматриваются.
Глава VII
МЕТАЛЛИЧЕСКИЕ ИГРУШКИ
§ 1. Устройство
Игрушки металлические подразделяются на технические и
образные. Те и другие бывают заводные и незаводные.
Основной частью заводных игрушек являются двигатели
различных типов. В игрушках простых конструкций применяются
двигатели, представляющие собой проволочные цилиндрические
пружины и штампованные зубчатые колеса, а в сложных — двигатели
из ленточных (плоских) спиральных пружин и фрезерованных
зубчатых колес. Применяются также двигатели электрические,
пневматические, водяные, паровые, внутреннего сгорания, а иногда
и инерционные (без пружин), использующие инерцию маховика,
приводимого в быстрое вращение.
Игрушки металлические технические можно разделить на
следующие подгруппы: транспортные; машины, станки, инструменты;
предметы быта; приборы и аппараты; ружья и пистолеты;
конструкторы металлические и наборы деталей для конструирования.
Помимо двигателей часть игрушек снабжается дополнительными
ручными механизмами (рычагами для опрокидывания кузова
самосвала, лебедками или рычагами для подъема пожарных лестниц
и другими элементами ручного управления).
Имеются игрушки со световой и звуковой сигнализацией.
Игрушки металлические образные содержат большой выбор
движущихся фигур и аттракционов, предназначенных в основном
для детей дошкольного возраста (фигуры людей, птиц, зверей,
насекомых, а также персонажей народных сказок). Этим
фигурам при помощи заводных механизмов придаются характерные для
них движения.
Пружинные двигатели (заводные механизмы) широко
применяются в игрушках благодаря сравнительной простоте конструкции,
доступности массового производства, небольшим размерам при
достаточной мощности, возможности регулировать скорость в
довольно широких пределах и менять направление вращения.
Недостатками заводных механизмов являются частые обрывы пружины,
быстрый износ зубьев шестерен.
На рис. 41 показана принципиальная схема устройства
пружинного двигателя. Ленточная стальная пружина 1 внешним концом
закрепляется за корпус механизма, а внутренним — за валик (ось
заводная) //. При вращении ключом 12 против часовой стрелки
пружина закручивается. Заведенная (сжатая) пружина благодаря
упругости стремится возвратиться в исходное положение. Так как
наружный конец пружины неподвижно закреплен, то под
воздействием разворачивающейся пружины заводная ось начнет вращаться,
увлекая за собой главное зубчатое колесо 2.
От этого колеса вращение передается рабочей оси 6 через ряд
промежуточных зубчатых колес 4, 3 10, называемых редуктором
или трансмиссией. В этом случае редуктор необходим для придания
нужной частоты вращения (числа оборотов) рабочей оси, на
которой укрепляются ведущие колеса игрушки. Чтобы механизм
работал плавно и равномерно, применяется регулятор скорости,
получающий вращение от
дополнительных шестерен
редуктора 9.
Рис. 42.
Разобщающее устройство с
храповиком:
/ — заводная ось, 2 —
храповик, 3 — зубчатое
колесо, 4 — отверстия,
5 — пружина
Обычно в пружинных двигателях применяется наиболее простой
регулятор эксцентричного типа с неуравновешенным грузом 7.
Работа его состоит в том, что с увеличением частоты вращения
(числа оборотов) оси 8 регулятора увеличивается центробежная
сила, от этого трение оси о подшипник возрастает и создается
плавно возрастающий тормозящий момент. Если бы не было
регулятора, то пружина развернулась бы очень быстро. Механизм работал
бы очень непродолжительное время.
Некоторые игрушки выпускаются с механизмом, не имеющим
регулятора скорости, роль регулятора у них выполняет масса самой
игрушки: чем тяжелее игрушка, тем более спокойно и плавно она
движется.
В заводном механизме игрушки с двигателем имеется
разобщающее устройство — так называемый шперрад, отключающий
заводную пружину от механизма при заводе ключом. Существует
много конструкций шперрадов, но наиболее широко применяют
в игрушках два способа, указанные на рис. 42 и 43.
Первый тип с храповиком осевого действия (рис. 42) имеет
следующее устройство. На заводной оси / находится не связанное
Рис. 41. Принципиальная схема пружинного
двигателя игрушки:
/ — пружина, 2 — главное зубчатое колесо, 3, 4,
10 — промежуточные зубчатые колеса, 5 —
дополнительное зубчатое колесо редуктора, 6 —
рабочая ось, 7 — неуравновешенный груз, 8 — ось
регулятора, 9 — зубчатое колесо редуктора,
// — валик (ось). 12 — заводной ключ
с нею зубчатое колесо 3 с рядом небольших концентричных
отверстий. К оси наглухо прикреплена пружинистая пластинка-храповик
2, изогнутые концы которой входят в эти отверстия. При повороте
оси / ключом по часовой стрелке пружина 5 наматывается на ось,
при этом храповик 2 проскальзывает по отверстиям зубчатого
колеса, а само колесо 3 не вращается. При разворачивании пружины
заводная ось / начинает вращаться против часовой стрелки
(противоположную направлению завода), концы храповика войдут
в отверстия зубчатого колеса, заставляя его вращаться.
Второй тип разобщения пружины с механизмом (рис. 43)
основан на применении «плавающей» оси промежуточной шестерни.
Удлиненный конец оси / находится в обычном подшипнике, а
противоположный — в щелевом отверстии 2. При заводе игрушки
зубчатое колесо 3 своими зубьями вращает промежуточную малую
шестерню 5, при этом связанная с ней большая шестерня 4 и ось /
поднимаются вверх и отключаются от механизма.
Когда пружина начнет развертываться, направление вращения
зубчатого колеса 4 изменится, оно своими зубьями прижмет про-
Рис. 43. Разобщающее устройство с осью:
/ — плавающая ось, 2 — щелевое отверстие, 3 —
зубчатое колесо, 4 — промежуточное большое зубчатое
колесо, 5 — промежуточное малое зубчатое колесо,
6 — ось с зубчатым колесом
межуточную шестерню к другому колесу 3 и механизм начнет
работать. Достоинство конструкции этого шперрада состоит в том,
что игрушка после окончания завода пружины может проехать еще
некоторое расстояние по инерции. При этом механизм не
оказывает тормозящего действия вследствие автоматического выключения
промежуточной шестерни на «плавающей» оси. Заводная пружина
и зубчатые колеса помещаются между двумя металлическими
платами, роль подшипников в них выполняют отверстия. На платах
обычно расположен рычаг стопора для пуска и остановки механизма,
а также скоба или специальная стенка для ограничения
развертывания пружины.
В заводных механизмах игрушек применяются также пружины
из стальной проволоки (рис. 44). Эти пружины просты в
изготовлении и менее подвержены поломкам, но занимают больше места.
Некоторые механизмы, предназначенные для различных
образных игрушек (птички, лягушки, жуки и т. д.), имеют устройство
для превращения вращательного движения в поступательное. На
рис. 45 изображен механизм прыгающей лягушки. На рабочей оси 1 -
находится анкерное храповое колесо 2, связанное с колеблющейся
в двух точках скобой-анкером 5. Анкер выполнен за одно целое
с лапами 4 лягушки, которые в состоянии покоя оттянуты на
некоторый угол от корпуса игрушки при помощи натяжной пружины 3.
Пружина 3 противодействует массе самого механизма и при
раскручивании пружины от действия анкерного колеса на скобу (лапы)
Рис. 44. Механизм с
проволочной заводной
пружиной:
/ — рабочая ось, 2 —
коренное колесо, 3 — барабан,
4 — плата, 5 — заводной
ключ, 6' — пружина, 7 —
триб
Рис. 45. Механизм
прыгающей лягушки:
/ — рабочая ось, 2 —
анкерное храповое колесо,
3 — пружина, 4 — лапа
(ножка), 5 — анкер (скоба),
6 — заводная пружина
весь корпус с механизмом будет энергично колебаться, при этом
игрушка будет совершать движение, несколько напоминающее
движение лягушки.
Подобное колебательное движение корпуса имеется и в других
игрушках («клюющая птичка»).
Рис. 46. Схема работы
реверсивного механизма:
а — правое положение, б — левое
положение; / — рычаг, 2, 3, 4,
5 — зубчатые колеса (трибы), 6 —
рабочая ось
Рис. 47. Схема устройства изменения
направления хода катка:
/ — левый триб, 2 — правый триб, 3 —
рабочая ось, 4 — полукоронное колесо
В некоторых транспортных игрушках (автомобиль) ставятся
механизмы с переменным (реверсивным) ходом (передний и задний
ход.) Для перемены хода применяется устройство, называемое
трензелем (рис. 46, а, б), которое может действовать от руки или
автоматически.
Такое устройство действует следующим образом: на рычаге /
находится малая промежуточная шестерня (триб), связанная с три-
бом 3 рабочей оси. Рабочая ось 6 является также осью самого
рычага. В-*йравом положении триб 2 зацепляется с зубчатым
колесом 4 и придает направление вращения рабочей оси 6 против часовой
стрелки.
При передвижении рычага трензеля влево триб 2 выходит из
зацепления с колесом 4 и входит в зацепление с другой
промежуточной шестерней 5, при этом направление вращения рабочей оси
изменяется и будет совершаться по
часовой стрелке.
В распространенной игрушке
«дорожный каток» вместо трензеля
применяется полукоронное
зубчатое колесо, автоматически
меняющее направление вращения колес
игрушки (рис. 47). Полукоронное
колесо 4 имеет зубцы только на
половине круга и, медленно
вращаясь всегда в одну сторону, входит
в зацепление то с левым трибом /
рабочей оси, то с правым 2.
Поэтому рабочая ось 3 будет вращаться
то влево, то вправо. Все заводные
механизмы, как правило,
заводятся ключом. Ключи бывают съемные или составляют одно целое
с заводной осью. Последние, хотя и нарушают внешнее оформление
игрушки, удобны тем, что их нельзя потерять.
Беспружинный инерционный механизм представляет собой
редуктор, в котором имеются от 2 до 4 зубчатых колес. На рабочей оси 3
(рис. 48) находится главное зубчатое колесо 4, а на последней оси
редуктора — маховик 2 и передающий триб /. Прокатав несколько
раз рукой игрушку вперед, заставляют маховик 2 развернуться и
набрать большое количество оборотов. Если теперь игрушку
поставить на пол, то благодаря приобретенной инерции маховик через
систему передач заставит вращаться рабочее колесо игрушки.
Рис. 48. Схема инерционного бес-
пружинного механизма:
/ — передающий триб, 2 — маховик,
3 — рабочая ось, 4 — главное
зубчатое колесо
§ 2. Ремонт
Основными неисправностями металлических игрушек являются:
вмятины корпуса, зубьев ключа и других деталей, обрыв пружины,
а также срыв внутреннего конца пружины с заводной оси, выход
из строя зубчатых колес (наличие смятых и «изъеденных» зубьев
или других механических дефектов), биение, перекос или заедание
колес механизма, погнутость осей, искривление рычагов, пластин
(стенок), неплотность насадки на ось колес или их перекос.
Основными материалами для производства металлических
игрушек являются: декапированная листовая сталь толщиной 0,3—
1,0 мм, белая и черная жесть толщиной 0,25—0,50 мм, кровельное
железо и электротехническая сталь толщиной 0,5—0,7 мм, а также
легкие алюминиевые сплавы, отходы листового алюминия.
Декапированная сталь применяется для глубокой вытяжки
сложных по конфигурации деталей игрушек, а также для кузовов
игрушечных легковых автомобилей, корпусов судов и др. Соединение
деталей мягкими припоями применяется в тех игрушках, где нужно
сохранить герметичность (умывальники, насосы, бачки).
Винтовые соединения применяются сравнительно редко,
главным образом в различных конструкторских и сборно-разборных
игрушках.
Ремонт металлической игрушки начинается с ее осмотра. При
этом следует иметь в виду, что игрушки, поступающие в ремонт,
иногда имеют значительные повреждения, ремонт которых
экономически нецелесообразен, так как затраты на их ремонт могут
превышать стоимость новой игрушки. Поэтому в ремонт принимают
игрушки с незначительными поломками. Помятость зубьев колес
исправляют так: механизм разбирают, вынимают колеса из пластин
и осторожно выправляют их на стальной плите при помощи отвертки
и плоскогубцев, без резких усилий, предварительно слегка
постучав молоточком по местам сгиба язычков.
На практике часто встречается срыв внутреннего конца пружины
с заводной оси. Если этот конец не лопнул и отверстие для
крепления сохранилось, то конец пружины соединяют со штифтом или
специальным выступом на оси при помощи плоскогубцев. Для этого
внутренний конец пружины гнут плоскогубцами так, чтобы
образовалась довольно плотная петля. Далее, слегка расширив отверткой
эту петлю, насаживают пружину на ось так, чтобы в отверстие на
конце пружины попал штифт (выступ) на заводной оси.
Если пружина лопнула в начале заводного валика, то ее можно
восстановить таким способом: конец длиной 2—3 см отжечь и про--
бойником пробить в нем отверстие, обработав затем круглым
надфилем, чтобы придать ему форму прежнего отверстия, которое
должно свободно входить в зацеп на заводном валике.
Пружину, имеющую раковины от ^коррозии, заменяют новой,
так как пружина после нескольких заводов может лопнуть.
Ведущие колеса игрушки насаживаются на оси плотно, без
перекоса. После сборки все трущиеся детали механизма смазывают
машинным маслом, костяным или трансформаторным. Смазке
подлежат: заводная пружина (между витками), места вращения осей
и зубчатые колеса. В отремонтированном механизме игрушки все
зубчатые колеса должны вращаться без биения и перекоса,
зацепление должно работать плавно, без заеданий.
Отделка и окраска металлических игрушек производится
различными способами. Наиболее распространено покрытие
поверхности игрушки нитрокрасками и эмалями при помощи механических
пульверизаторов. Покрытие наносят в 2—3 слоя с последующим
нанесением той или иной росписи нитромасляными или эмалевыми
красками вручную кистями или через трафарет.
Технические требования к
отремонтированной игрушке. Поверхность деталей должна быть чистой,
гладкой, без вмятин, гофров, заусенцев и режущих краев. Все детали
должны быть прочно соединены, язычки плотно пригнуты, сварные
места не должны иметь наваров и прогоревших мест, паяные швы —
натеков припоя и непропаянных мест. Колеса должны вращаться
свободно, без биения. Заводные механизмы должны работать плавно,
без заедания, ключ должен действовать без срывов и при легком
усилии. Окраска должна быть яркой и равномерной, без подтеков,
царапин, не должна пачкать руки.
Качество ремонта металлической игрушки определяют внешним
осмотром, а также опробованием действия игрушки, имеющей
заводной механизм, сначала неполным заводом, а убедившись в
нормальной ее работе, механизм заводят полностью, но не до отказа,
во избежание поломки пружины.
Глава VIII
коньки, лыжи
§ 1. Коньки
Устройство. По назначению коньки подразделяются на
три группы: учебные («Снегурочка» одно- и двухполозные и
конструкции инженера Поликарпова), для произвольного катания
(«Нурмис» и «Спорт») и специальные (для скоростного бега, для
игры в хоккей, для фигурного катания).
Коньки (рис. 49) состоят из полоза (лезвия) и опорной площадки,
одновременно предназначенной для крепления коньков к обуви.
Полоз стальной, закаленный или подвергнутый цементации,
имеет длину, толщину и конфигурацию (прямой, загнутый
срезанный под определенным утлом, с насечкой в виде зубцов впереди или
без них) в зависимости от типа.
Опорная площадка состоит из подошвы и каблука. По форме
опорной площадки различают коньки для правой и левой ноги.
Расстояние между крайними точками каблука и подошвы
определяет размер конька, который соответствует нумерации обуви.
Для защиты от коррозии коньки никелируют, хромируют, кадми-
руют.
Коньки «Снегурочка» (рис. 49, а) предназначены для
начинающих. Изготавливаются однополозные и двухполозные.
Однополозные имеют сравнительно толстый (4 мм) и сильно
загнутый полоз высотой 37 мм. Полоз имеет поперечную заточку.
Относительно толстый и низкий полоз обеспечивает высокую
устойчивость, что важно для начинающих.
К обуви коньки крепятся с помощью имеющегося на каблучке
каблукодержателя (стержня с овальной головкой) и двух щечек,
имеющихся на подошве, перемещаемых специальным ключом.
Коньки комплектуются двумя каблучными пластинками
ромбовидной формы, восемью шурупами с потайными головками (для
крепления пластины к обуви) и ключом.
Подошва, каблучок, щечки и пластинки для каблучков обуви
изготавливаются из тонколистовой стали толщиной 1,8 мм (для
щечек 2,5 мм). Подошва и каблучок соединяются с полозом дуговой
сваркой или расклепыванием выступов в окнах подошвы и каблучка.
Коньки беговые (рис. 49, б) характеризуются длинным
и тонким полозом, повышающим скольжение. Толщина полоза
1,2 мм, ширина 18 мм. Носок полоза слегка загнут вверх. Полоз
имеет продольную заточку, крепится в трубке электросваркой.
Внешний диаметр трубы — 14,5 мм. К этой же трубке крепится стойка
Рис. 49. Коньки:
а — «Снегурочка», б — беговые, в — для игры в хоккей с мячом, г — для
игры в хоккей с шайбой, д — для фигурного катания, е — конструкции
Поликарпова, ж — «Нурис», з — «Спорт», и — роликовые спортивные,
к — роликовые для произвольного катания
и чашечка, к которым в свою очередь крепятся подошва и
каблучок.
Чашечки могут быть цельнотянутые или сварные шовные. У
сварных чашек шов делается внакладку и сваривается точечной сваркой
с последующей пайкой оловянисто-свинцовым припоем или шовной
электросваркой без последующей пайки. Высота чашек передних
33 мм, задних — 48 мм. Передняя стойка и чашечка, а также задняя
чашечка соединены с подошвой и каблучком электросваркой. Коньки
крепятся к обуви с помощью заклепок. Выпускаются для обуви'
с 29-го по 45-й размер.
Коньки для игры в хоккей с мячом (рис. 49, в)
состоят из полоза, укрепленного в трубке, двух чашечек (передней
и задней), угольника, поддерживающего подошву в передней ее
части, подошвы и каблучка. Толщина полоза не менее 2,5 мм, ширина
18 мм, ширина носка 16,5 мм. В передней части полоз имеет зубья.
Заточка полоза продольная. Такая конструкция обеспечивает
высокую маневренность при беге на коньках. Трубка, каблучок,
угольник и подошва изготавливаются из ленты холодного проката
пониженной твердости, передняя и задняя чашечки — из мягкой
ленты, крепление к обуви -заклепками.
Коньки для фигурного катания (рис. 49, д)
имеют полоз с кривой рабочей поверхностью в профиле и
трапециевидную в поперечном сечении. Толщина полоза в носке от 2,9
до 4,4 мм (в зависимости от размера), посредине — 3,1 до 4,5 мм,
в хвосте от 2,3 до 3,3 мм. Рабочая поверхность полоза заточена
желобком (/?8 мм). В передней части полоз переходит в стойку.
Верхняя часть полоза имеет две стойки. На передних двух стойках
крепится подошва, на задней — каблучок. На внешней стороне
передней стойки имеются зубья. Выпускаются девяти номеров,
каждый номер может быть использован для двух смежных номеров
27—28, 29—30, 31—32, 33—34, 35—36, 37—38, 39—40, 41—42,
43—44.
На рис. 49, ж показаны коньки «Нурис».
Коньки «Спорт» (рис. 49, з) характеризуются срезанным
полозом с насечкой в передней части. Полоз имеет поперечную заточку.
Эти коньки устойчивы на льду, форма полоза позволяет
использовать их для фигурного катания. Нодошва и каблучок соединяются
с полозом дуговой сваркой, расклепкой выступов полоза в окнах
подошвы и каблучка, заклепками или пайкой медно-цинковым
припоем. К обуви коньки крепятся шурупами с потайными
головками.
Коньки роликовые (рис. 49, и) применяются для
катания на ровной, гладкой площадке. Состоят из опорной площадки
для ноги (подошвы и каблука) и системы резиновых колесиков,
вращающихся на осях с шарикоподшипниками. Выпускаются двух
видов: для произвольного катания и для скоростного бега.
Коньки для произвольного катания (рис. 49, к) двухколейные
состоят из двух пар колесиков из литой резины, установленных
на осях с шарикоподшипниками, подошвы и каблучка, которые
с помощью стоек опираются на оси. Подошва и каблучки
раздвижные, соединяются между собой болтом, для чего в каблучке имеется
одно, а в подошве три отверстия, что позволяет использовать коньки
для трех смежных номеров обуви.
Изготавливаются четырех размеров, соответственно для обуви
29—31, 32—34, 35—37, 38—40. Крепятся к обуви с помощью каб-
лукодержателя, входящего в отверстие пластинки, привертываемой
к каблуку, и двух щечек, зажимающих подошву.
Крепление коньков к ботинкам. Для
крепления коньков к ботинкам применяют сверлильный станок или
электросверлилку, слесарный молоток массой 300—400 г, обжимку,
натяжку, сапожную лапу и приспособление для вставки заклепок
(рис. 50).
Обжимка (рис. 50, б) представляет собой бородок, на рабочем
конце которого имеется лунка по форме головки заклепки. Натяжка
(рис. 50, в) представляет собой также бородок, но с круглым
отверстием в рабочем конце. Отверстие в натяжке делается обычно
на 0,2 мм больше диаметра заклепки.
В качестве поддержки при клепке коньков применяют сапожную
лапу (рис. 50, а).
Приспособление для вставки заклепок в носовую часть ботинка
(рис. 50, г) может быть изготовлено в любой мастерской.
При подборе коньков к ботинкам необходимо, чтобы размеры
коньков соответствовали размерам ботинок. Ботинки для
коньков изготавливаются с 31-го по 46-й
размер.
Хоккейные коньки прикрепляются к
подошве ботинка так, чтобы осевая линия
конька совпадала с осевой линией подошвы
ботинка.
Беговые коньки прикрепляются к
подошве ботинка со смещением осевой линии
правого конька на 4—6 мм внутрь по
отношению к осевой линии ботинка, а левого
на 3—5 мм наружу.
Местоположение осевой линии на
подошве ботинка определяется следующим
образом: на листе бумаги копируют контур
подошвы ботинка. Для этого ботинок
устанавливают на лист бумаги и контур следа
подошвы обводят отвесно поставленным
карандашом.
Бумагу обрезают по нанесенным
линиям и полученный контур наклеивают
на картон и вырезают. Затем проводят две
параллельные линии: одну по середине
ширины следа, другую — по середине ширины
пятки (по наиболее выступающим наружу
линиям). Эти линии делят на две части с отрезками 0,44 части
с внутренней стороны подошвы и 0,56 части с наружной. Через
делительные штрихи проводят осевую линию подошвы ботинка
(рис. 51).
Передние края подошвы беговых и хоккейных коньков
устанавливают по отношению к переднему краю подошвы ботинка со
смещением на 3—4 мм в сторону каблука (рис. 52).
Перед клепкой подошву и каблук коньков по всему контуру
слегка подгибают с таким расчетом, чтобы при клепке они слегка
вдавливались в подошву ботинка. Отбортовка должна быть
одинаковой высоты и плотно прилегать к урезу подошвы ботинка.
Подошва и каблук конька должны плотно прилегать к
соответствующим поверхностям ботинка по всей площади.
Крепление коньков к ботинкам осуществляют при помощи
заклепок через отверстия, имеющиеся в коньках. Если в коньках
отверстий нет, их просверливают, располагая на расстоянии 8—
Рис. 50. Инструмент и
приспособления для
крепления коньков:
а — сапожная лапа, б —
обжимка, в — натяжка, г —
приспособление для вставки
заклепок в носовую часть
ботинка
10 мм от обреза подошвы ботинка (рис. 52). Количество отверстий
на подошве составляет от 7 до 11 и на каблуке,от 4 до 6 мм в
зависимости от размера ботинок. Клепку выполняют медными или
алюминиевыми заклепками диаметром 3—4 мм с потайными головками.
Процесс клепки конька к подошве ботинка ведут в таком
порядке. На ботинок устанавливают конек по осевой линии и
прикрепляют его временно двумя шурупами, одним на наружной стороне
подошвы, другим на внутренней стороне каблука. Убедившись
в правильности установки, через отверстия в подошве и каблуке
конька на сверлильном станке, электросверлилкой или ручной
дрелью сверлят в подошве ботинка отверстия диаметром на 0,5 мм
меньше диаметра заклепки, после этого вывертывают шурупы
и снимают конек с ботинка, в отверстия с
внутренней стороны вставляют заклепки, которые на
сапожной лапе запрессовывают так, чтобы
головки их располагались заподлицо с основной
стелькой ботинка.
Рис. 51. Шаблон
подошвы
ботинка с осевой
линией
Рис. 52. Расположение заклепок на подошве
ботинка
Затем конек надевают на стержни заклепок и вновь закрепляют
шурупами, после чего конек по каждой заклепке прижимкой
осаживают до плотногр прилегания к подошве ботинка. При этом длина
замыкающей (выступающей) части заклепки для образования
полукруглой головки должна составлять 1,5 диаметра заклепки, т. е.
4,5—6,0 мм в зависимости от диаметра заклепки.
Излишек стержня заклепок откусывают кусачками и стержни
слегка расклепывают. При клепке сначала делают несколько
прямых ударов, направленных вдоль оси заклепки, с целью утолщения
стержня для плотного заполнения отверстия в подошве конька,
а затем — обжимкой косыми ударами молотка по окружности
головки, чередуя их с прямыми ударами, формируют полукруглую
головку.
При необходимости замены заклепки или снятия конька с
ботинка заклепки удаляют высверливанием. Для этого заклепанную
головку накернивают, затем надсверливают сверлом диаметром,
несколько меньшим диаметра заклепки. При сверлении обращают
внимание на то, чтобы глубина отверстия- в заклепке не превы-
шала высоты ее головки. Надсверленную головку надламывают
бородком и выбивают стержень заклепки.
Для того чтобы отверстие в головке заклепки при
высверливании располагалось по оси стержня, применяют кондуктор из де-
Рис. 53. Универсальный станок для заточки коньков:
/ — зажимы для крепления беговых коньков, 2 — зажимы для
крепления фигурных коньков, 3 — головка для заточки фигурных коньков,
4 — корпус станка, 5 — гайка, 6 — винт для перемещения головки,
7 — головка для заточки беговых и хоккейных коньков
рева или пластмассы, глубину отверстия при этом удобно
контролировать по закрепленному на сверле ограничителю (кольцу).
Заточка коньков осуществляется на станке МП2.
Станок (рис. 53) состоит из двух головок: одна для заточки беговых
и хоккейных коньков, другая для заточки фигурных коньков.
Остов станка представляет собой сварную коробчатую, жесткую
конструкцию.
Головка заточная 3 осуществляет заточку фигурных коньков.
Она имеет плиту, на которой смонтирован электродвигатель,
корпус подшипников со шпинделем. На конце шпинделя установлен
шлифовальный круг диаметром 200 мм и толщиной 4 мм.
Головка заточная 7 осуществляет заточку беговых и хоккейных
коньков. Она имеет плиту, на которой смонтированы двигатель,
корпус подшипников со шпинделем. На конце шпинделя установлен
шлифовальный круг диаметром 200 мм и толщиной 20 мм.
Шлифовальный круг установлен под углом к горизонтали для
обеспечения его равномерного износа.
Зажимы для крепления коньков
представляют собой оправку с перемещающимися
плоскими ползунами.
Узел электрооборудования обеспечивает
питание электроэнергией привода и системы
управления станком. Приборы управления станком
расположены в отдельном отсеке станка.
На боковые стенки станка выведены кнопки
«Пуск» и «Стоп» обоих электродвигателей, а
также сигнальная лампочка, которая
сигнализирует о подаче напряжения. Питание на станок
подается через пакетный выключатель.
Цепи двигателей и управления
электродвигателями предохраняются от коротких замыканий
и перегрузок автоматическими выключателями.
Работа станка осуществляется следующим
образом. Пару коньков устанавливают,
выверяют по шаблону и закрепляют в зажиме
станка. Нажимом на кнопку «Пуск» включают
заточную головку. Поступательным движением по
направляющим канавкам один полоз конька
подводят к вращающемуся кругу (который
выступает над нижним уровнем направляющей на 0,1 + 0,2 мм), а
второй полоз движется по другой направляющей канавке, как
копир. Таким образом, копируя заданный профиль одного конька,
получается аналогичный профиль затачиваемого конька.
Сделав проход, коньки меняют местами (т. е. разворачивают
зажим с закрепленными на нем коньками на 180°, заточенный конек
является копиром, а затачивается другой конек).
Заточку лезвий коньков и заточку шлифовального круга
проверяют шаблоном (рис. 54, а, б).
Беговые коньки затачиваются также на станке конструкции
В. Н. Кислова (рис. 55). Он имеет корпус //, на котором
установлены направляющие рельсы 2 с вкладышами, имеющими
соответствующий для данной серии профиль овала. Коньки 6 в зажимной
раме 10 закрепляют ползунковым зажимом /. Раму с коньками
поднимают и опускают вращением винта 9.
По вкладышам направляющих рельсов скользят салазки 3
с чашкообразным абразивным кругом, получающим вращение от
Рис. 54. Шаблон
для проверки
заточки
шлифовального круга (а),
лезвий коньков (б)
Рис. 55. Станок конструкции В. Н. Кислова для заточки коньков:
1 — ползунковый зажим коньков, 2 — направляющие рельсы, 3 — салазки, 4 — электродвигатель, 5 — шлифовальный круг (чашкообразный).
6 — коньки, 7 — скоба «тупик», 8 — ручка, 9 — винт поднятия и опускания рамы, 10 — зажимная рама, // — корпус
электродвигателя. Для удобства установки коньков в зажимное
устройство направляющие рельсы с электродвигателем передвигают
к скобе «тупик» 7. Перед заточкой винтом 9 поднимают раму с
коньками до касания носовой и задней частей коньков рабочей
поверхности круга, затем включают электродвигатель.
Лезвия коньков затачивают, передвигая за ручки салазки с элек-
\ тродвигателем и шлифовальным кругом по направляющим рельсам
несколько раз в противоположных направлениях. После заточки,
при выключенном электродвигателе, несколькими продольными
движениями шлифуют лезвия коньков. Станок имеет
приспособление для снятия заусенцев.
§ 2. Установка лыжных креплений
Лыжные крепления выпускаются в комплекте для правой и
левой ног, делятся на мягкие, полужесткие и жесткие. Жесткие
крепления представляют собой металлические скобы, наглухо
привертываемые к лыжам; характеризуются наличием «мертвой»
точки при соединении обуви с лыжами, ставятся на лыжи для
спортивного бега, а также слаломные и прыжковые.
Жесткие крепления к лыжам для спортивного бега
предназначены для обуви сандального типа — с широким рантом. Полупара
крепления состоит из одной цельной или двух разрезных скоб
с вертикальными шипами (не допускающими скольжения ботинок
назад), шарнирно соединенных со щеками скобы, прижимной дужки,
прижимающей ботинок к лыже, и замка для запирания дужки.
Замок состоит из кронштейна и гребня с гнездами для фиксации
дужки в разных положениях, в зависимости от толщины ранта
обуви.
Скобы, полускобы, кронштейны, гребни, дужки и шипы —
стальные, оцинкованные, кадмированные, хромированные или
никелированные.
Лыжные крепления с цельными скобами выпускаются трех
размеров для обуви размером. 36—38, 39—41, и 42—44; с разрезными
скобами — двух размеров: 36—41 и 42—44.
Перед установкой жесткого металлического крепления сначала
намечают осевую линию на грузовой площадке лыжи и линию
центра тяжести (рис. 56). Затем намечают осевую линию на подошве
ботинка, которая должна быть продолжена на торцовые кромки
носка и каблука.
После разметки на подошву ботинка накладывают обе щеки
(полускобы) лыжного крепления так, чтобы штыри располагались
на 8—10 мм от переднего обреза ботинка. Затем перевертывают
ботинок с прижатыми к нему щеками лыжного крепления и ставят
на грузовую площадку лыжи. При этом осевая линия на ботинке
должна совпадать с осевой линией на лыжах, а передняя кромка
ранта ботинка (носка) должна находиться на линии центра
тяжести лыжи. Каблук ботинка при этом должен находиться строго
по центру осевой линии грузовой площадки лыжи.
Далее, прижимая одну из щек лыжного крепления к грузовой
площадке лыжи, осторожно убирают вторую щеку и ботинок, при
этом прижатая щека к грузовой площадке лыжи не должна быть
сдвинута с места. Затем шилом накалывают места под шурупы,
сверлят сверлом диаметром 3 мм отверстия для шурупов
глубиной, равной половине длины шурупа, и привертывают к лыже
первую щеку. Таким же образом к лыже привертывают вторую
щеку.
Прикрепив к лыже обе щеки, устанавливают ботинок на
грузовую площадку и снова совмещают осевую линию лыжи с осевой
ли-нией каблука. Затем прижимают носок ботинка к штырям щек
лыжного крепления, при этом на подошве ботинка получится отпе-
Ось центра тяжести лыжи
Ось симметрии лыжи
Рис. 56. Схема установки лыжного крепления на
подошве лыжи
чаток штырей щек, укрепленных на лыже. Далее по этим
отпечаткам сверлят сверлом диаметром 2,8—3,3 мм гнезда в ботинке на
• глубину 6 мм.
После этого укрепляют стойки для прижима скоб перед
ботинком. Для этого вставляют дужку в отверстие полускоб и
повертывают ее в сторону носка лыжи до соприкосновения петли дужки
с гребнем лыжи. Конец дужки под замок должен находиться на
осевой линии лыжи. По петле дужки устанавливают замок,
обеспечивая при этом фиксацию дужки всеми гнездами гребня замка,
а затем прикрепляют замок к лыже шурупами, смазанными
солидолом.
Для предохранения отверстий для штырей в подошве ботинка
на носок ботинка прикрепляют мелкими шурупами дюралюминиевую
или латунную пластинку шириной 20 мм с отверстиями,
соответствующими отверстиям в ботинке.
Для удобства работы и повышения производительности труда
установку лыжного крепления выполняют по заранее
подготовленному шаблону для правой и левой лыж с нанесением осевой линии
и отверстий для крепления щек шурупами. Такие шаблоны на все
размеры ботинок изготовляют в мастерской из картона или
целлулоида.
Глава IX
ЗАЖИГАЛКИ, АВТОСИФОНЫ
§ 1. Устройство зажигалок
Зажигалки бытовые по назначению подразделяются на
зажигалки-прикуриватели (карманные и настольные) и зажигалки
для газа.
Зажигалки - прикуриватели
подразделяются на искровые, бензоискровые,
газоискровые и электрические. Различают также
карманные и настольные зажигалки.
Простейшие зажигалки имеют искрообразую-
щую пару — кремень и зубчатое колесо.
Искровой механизм соединен с трубчатой обоймой
(гильзой), внутри которой помещен круглый
хлопчатобумажный фитиль. При трении
искрового колеса о подпружиненный кремень
высекаются искры, которые вызывают тление
фитиля, достаточное для прикуривания. Фитиль
гасится затягиванием его внутрь гильзы. Степень
давления кремня на ролик регулируется винтом,
запирающим пружину.
Бензоискровые зажигалки
(рис. 57) по принципу действия и конструкции
механизма аналогичны искровым, но вместо
тлеющего фитиля имеют воспламеняющий
фитиль 4, нижний конец которого погружен
в вату, залитую бензином. Для заправки ваты
и заливки бензина эти зажигалки имеют
баллон 8. Бензоискровые зажигалки бывают
неавтоматические и автоматические. К
неавтоматическим зажигалкам относятся зажигалки, в
которых искры высекаются резким поворотом
искрового колеса / пальцем.
У автоматических зажигалок имеется подпружиненный
храповой механизм, автоматически поворачивающий ролик на 1/3—1/4
оборота и одновременно откидывающий крышку (или фитильный
колпачок).
Бензиновая зажигалка «Ленинград-2» (рис. 58, а—в) имеет
пластмассовый корпус 5, который закрывается снизу притертой
рубашкой 10 из того же материала, что и корпус, и для придания
жесткости снабжен промежуточным дном 8 в виде ванночки.
Установленный над корпусом механизм зажигалки
представляет собой рычажно-шарнирную систему, которая служит для
поднятия откидной крышки и приведения в действие искрового колеса,
а после снятия пальца с помощью пружины 14 автоматически
возвращает эту крышку на место и прижимает откидную крышку 11 к
горловине фитиля 2, тем самым препятствуя утечке паров бензина.
Рис. 57.
Бензиновая простая
зажигалка:
/ — искровое колесо,
2 — кремень, 3 —
колпачок, 4 —
фитиль, 5 — прижимная
пружина колпачка,
6 — пружина подачи
кремня, 7 — вата,
8 — баллон, 9 —
пробка
Искровое колесо свободно крепится распорной втулкой 19 и
приводится во вращение по принципу храпового механизма, для
чего его торец имеет выступы,
аналогичные выступам
храпового колеса. При подъеме
откидной крышки на эти
выступы воздействует своим
отогнутым в сторону ребром
установленная в ней пластинчатая
пружина, заставляя колесо
повернуться и высечь искру.
Когда же крышка
возвращается на место, пружинная
пластина скользит по выступам
искрового колеса, и,
застопоренное прижатым кремнем,
оно остается неподвижным.
Многие автоматические
зажигалки имеют пр"отивоветро-
вые шторки (заслонки),
позволяющие пользоваться
зажигалкой на ветру.
Бензоискровые зажигалки
выпускаются карманные и
настольные. Те и другие
бывают прямоугольные,
овальные, цилиндрические, а также
так называемые сюрпризные—
в виде часов, пистолета и др.,
в том числе
комбинированные — сблокированные с
портсигаром, карандашом и др.
Настольные зажигалки
бензиновые в отличие от карманных
изготавливаются больших
размеров, в массивных
устойчивых корпусах из фарфора,
камня, металла.
Газоискровые
зажигалки подразделяются
на карманные и настольные.
Газоискровые зажигалки
имеют аналогичное описанному
выше устройство искрового
механизма. Отличаются от
бензоискровых автоматических зажигалок отсутствием ваты.
Работают обычно на рафинированном бутановом газе. Имеют
регуляторы высоты горения пламени. Выпускаются двух типов: с
периодической зарядкой зажигалки газом от специального баллона
Рис. 58. Бензиновая автоматическая
зажигалка:
а — общий вид, б — механизм зажигалки,
о — детали крепления искрового колеса;
/ .— искровое колесо, 2 — горловина фитиля,
<?_— кремень, 4 — прижимной " наконечник
5'— корпус, 6 — пружина подачи кремня,
7 — трубка подачи кремня, 8 —
промежуточное дно, 9 — винт, 10 — рубашка, // —
откидная крышка, 12 — пластинчатая пружина,
13 — нажимная крышка, 14 — пружина
возврата крышки, 15 — коромысло, 16 — «щеки»
подъемного механизма, 17 — ось искрового
механизма, 18 — винт крепления оси, 19 —
распорная втулка
с рафинированным бутановым газом или со сменным
баллончиком, вставляемым внутрь корпуса зажигалки.
Принцип работы газовой зажигалки состоит, в том, что при
нажатии на хвостовик зажигалки поднимается колпачок,
открывающий отверстие для выхода газа, и высекается искра, которая,
попадая в струю газа бутана, воспламеняет его.
Ленинградским заводом «Ленэмальер» выпускаются газовые
зажигалки ЗГ-3, ЗГ-7 и др. Газовая зажигалка ЗГ-7 (рис. 59)
имеет входной и выходной клапаны. Кольцо регулятора пламени 12
выполнено в виде самостоятельной детали, передающей вращение
Рис. 59. Газовая зажигалка:
/ — входной клапан, 2 — винт
пружины кремня, 3 — фитиль,
4 — корпус, 5 — рубашка, 6 —
сжиженный газ, 7 —
промежуточное дно, 8 ■— выходной
клапан, 9 — пружина подачи
кремня, 10 — прижимной
наконечник, // — кремень, 12 —
кольцо регулятора высоты пламени,
13 — упор иглы клапана, 14 —
откидная крышка, 15 — искрб-
вое колесо, 16 — противоветро-
вый щиток, 17 — нажимная
крышка, 18 — пружина возврата
крышки, 19 — регулятор
высоты пламени, 20 — игла подачн
газа, . 21 — опорная втулка,
22 — пробка, 23 — поролон,
24 — стойка, 25 — дозиметр,
26—поролоновая прокладка,
27 — уплотнительная шайба,
28 — поршень, 29 — букса,
30 —- резиновая пробка, 31 —
пружина клапана
ввинченному регулятору через шлицевое зацепление. Устройство
выходного клапана снизу имеет стойку в виде цилиндра с двумя
круглыми отверстиями, в которые направляется петля фитиля,
играющая роль «преобразователя» жидкости в газ.
Фитиль 3 подает газ к поролоновой прокладке 26, которая
служит дозиметром: при ввинчивании регулятора высоты пламени 19
поршень 28 клапана сжимает прокладку 26, поры в ней суживаются
и пропускают меньше газа. Когда зажигалка бездействует и
колпачок ее откидной крышки покоится над выходным отверстием,
предусмотренный в нем упор удерживает шток иглы в нижнем
положении и резиновая пробка 30 в торце штока запирает канал
поршня, не давая газу выйти наружу.
Чтобы привести зажигалку в действие, нужно пальцем утопить
нажимную крышку 17, которая штифтами на своих стенках
поворачивает откидную крышку 14 вокруг оси искрового механизма. При
этом пружина 31 клапана поднимает освободившуюся от упора
иглу, газ поступает в полость регулятора высоты пламени 19 и,
минуя пружину, выходит по каналу с иглой,
цилиндрический стержень которой имеет два
параллельных среза.
При опускании пальца пружина возврата
крышки вернет механизм в исходное положение и
упор колпачка, утопив иглу, прекратит
поступление газа. Чтобы упор при этом не погнул иглу,
- он снабжен пружиной, смягчающей удар упора по
игле.
Зажигалки для бытовых газовых приборов
(плит, плиток, колонок и др.) выпускаются
искровые и электрические.
Принцип работы искровой зажигалки (рис. 60)
состоит в следующем. При нажатии указательным
пальцем на курок 7 тяга 2 заставляет искровое
колесо / повернуться на 113—1/4 оборота. Зубья
колеса, имеющие наклон в одну сторону, в этом
случае скользят по кремню 10 и не высекают
искру. При снятии пальца с курка 7 под действием
пружины 3 тяга 2 возвращается в исходное
положение и заставляет искровое колесо повернуться
и зубьями высечь искру, которая попадает в струю
газа и воспламеняет его.
Рис. 60.
Зажигалка для
газовых приборов:
/ — искровое
колесо, 2 — тяга,
3 — возвратная
пружина, 4 —
рукоятка, 5 —
кольцо для
подвешивания, 6 —
трубка, 7 — курок,
8 — регулятор
силы пружины,
9 — пружина,
10 — кремень
§ 2. Ремонт зажигалок
Схема организации участка ремонта и заправки
газовых зажигалок показана на рис. 61. На
участке / заправки имеется установка ГЗУ-2 для
заправки газовых зажигалок и микробаллонов,
ванночка для проверки герметичности зажигалок и микробаллонов,
рабочий верстак, стул поворотный с регулируемым по высоте
сиденьем и шкаф для хранения зажигалок.
На участке // ремонта зажигалок должны быть слесарный
верстак с поворотным стулом, токарный станок часового типа с
различными приспособлениями, сверлильный станок, различные
приспособления для разборки и сборки зажигалок, набор плоскогубцев,
кусачек, круглогубцев, различные отвертки часового типа,
пинцеты, винторезные доски с метчиками и др. Участок оборудуется
вытяжным шкафом для стравливания газа из зажигалок и заправки
бензиновых зажигалок и для контроля за работой зажигалок после
ремонта. Для хранения зажигалок и инструмента устанавливают
специальные шкафы.
Ремонт бензиновых зажигалок. Основными
неисправностями бензиновых зажигалок являются: износ пружины
подачи кремня, винта пружины кремня, осей искрового механизма
и искрового колеса, пластинчатой пружины искрового колеса.
Ремонт зажигалки сводится в основном к замене негодных деталей
новыми или изготовлению некоторых несложных деталей.
Замена негодных деталей не представляет большой сложности,
для этого используют отвертки с разной шириной лезвий, пинцеты,
плоскогубцы, круглогубцы.
Пружину подачи кремня изготовляют из рояльной проволоки
диаметром 0,4—0,5 мм. Длина пружины должна быть на 3—4 мм
длиннее трубки подачи кремня.
Пружину искрового колеса изготовляют из стальной ленты
У8А толщиной 0,2—0,3 мм. В отрезке ленты сверлят отверстие
диаметром 2,8 мм, затем накладывают старую пружину на отрезок
Рис. 61. Примерная планировка участка по ремонту и заправке
газовых зажигалок:
/ — шкаф (стеллаж) для хранения зажигалок, 2 — установка ГЗУ-2 с
отсосом и продувочной свечой, 3 — верстак слесарный, 4 — ванна для
контроля герметичности газовых зажигалок, 5 — вытяжной шкаф, 6 —
сверлильный станок, 7 — токарный станок
ленты так, чтобы отверстия совпадали, и по контуру старой пружины
вырезают новую. После этого делают радиальные прорези и
плоскогубцами полученные сектора круга пружины отгибают на 1,5—
2,0 мм.
Ось искрового механизма и ось нажимной крышки изготовляют
из латуни или бронзы соответствующего диаметра (4—5 и 1,2—
1,5 мм).
Ремонт газовых зажигалок. Ремонт искрового
механизма газовой зажигалки аналогичен ремонту бензиновой
зажигалки и сводится к ремонту входного и выходного клапанов,
которые при диаметре 5—6 и высоте до 17 мм состоят из 7—10
деталей. Размеры этих деталей должны быть строго выдержаны,
а качество обработки поверхностей должно быть выше, чем
получаемое шлифованием. Поэтому для их изготовления требуется
высокоточное оборудование.
Наиболее частой причиной нарушения работы выходного
клапана является износ поролоновой прокладки дозиметра: ее разру-
шают содержащиеся в газе активные примеси. Эту прокладку
заменяют аналогичной из поролона, слой которого должен быть
высотой 4—5 мм в несжатом состоянии, или пластиной фетра
толщиной 0,6 мм. Для замены изношенной прокладки вывертывают
регулятор высоты пламени, затем вынимают прижимающий
прокладку поршень. Для этого ввертывают в его канал метчик и,
действуя им как штопором,
выдергивают поршень
наружу. Поставив новую
прокладку, клапан
собирают в обратном порядке.
Рис. 62. Общий вид (о), устройство (б) установки для заправки газовых
зажигалок ГЗУ-2:
/ — воздуховод, 2 — коллектор, 3 — гайка, 4 — головка наполнителя, 5 — трубка
продувной свечи, 6 — баллон со сжиженным газом, 7 — цилиндр заправочный 8 —
вентили, 9 — указатель уровня жидкости, 10 — наполнительный коллектор с ниппелями,
// — подвижный стол, 12 — корпус установки
Газовые зажигалки заправляют жидкой смесью, состоящей из
80% бутана и 20% пропана, на установке ГЗУ-2.
Установка ГЗУ-2 (рис. 62, а, б) состоит из корпуса 12,
подъемного стола У/, цилиндра 7, наполнительного коллектора 2, системы
трубопроводов, местного отсоса, баллона для сжиженного газа 6,
баллона с азотом, запорной арматуры, корпуса, контрольной и
регулирующей аппаратуры.
Цилиндр 7 является рабочей емкостью установки, из которой
ведется наполнение зажигалки или микробаллона газом. На
верхнем торце корпуса цилиндра имеется отверстие, предназначенное
для периодической чистки стекла.
Наполнительный коллектор предназначен для подключения
заряжаемой зажигалки к цилиндру в момент наполнения. Местный
отсос состоит из воздуховода /, двух шторок с рукоятками и
фланца.
Соединение цилиндра с баллоном с газом для зарядки и баллона
с азотом с атмосферой и контрольно-регулирующей аппаратурой
осуществляется с помощью системы трубопроводов,
выполненных в виде отдельных трубок и коллекторов.
В системе трубопроводов смонтирован предохранительный
клапан, предназначенный для предотвращения повышения в системе
давления выше установленного.
Процесс наполнения смесью сжиженных газов цилиндра
происходит благодаря разности давлений в баллоне и цилиндре.
Поддержание необходимой разности давлений осуществляется
периодической подачей сжатого азота в баллон.
Регулирование давления в системе азотом осуществляется
с помощью кислородного редуктора. Давление в системе, баллоне
со смесью сжиженных газов и цилиндре определяется с помощью
трех манометров.
Для снятия с металлических деталей установки зарядов
статического электричества, возникающих при движении жидкости по
трубопроводам, на каркасе установки имеются винт и гайка для
подключения заземляющего контура.
Для приведения установки в рабочее состояние необходимо:
включить вентиляционную систему и проветрить помещение,
установить и подключить к системе баллон со сжатым азотом и
баллон со смесью сжиженных газов, который устанавливается
в гнезде наполнительной головки, затем поворотом рукоятки
наполнительной головки баллон подключить к системе;
проверить по манометру давление в баллоне. Открыть вентиль
и довести в цилиндре давление до 5 кгс/см2;
установить шторки местного отсоса таким образом, чтобы
обеспечить отсос газов от того ниппеля, через который ведется в данный
момент наполнение;
установить подъемный стол на необходимую высоту,
определяемую высотой микробаллона или зажигалки;
взвесить непрозрачный баллон или зажигалку до наполнения;
установить микробаллон или зажигалку на подъемный стол,
поворотом рукоятки подъемного механизма подключить
микробаллон или зажигалку к ниппелю и наполнить смесью сжиженных
газов до предельной отметки на прозрачном микробаллоне или
по шкале цилиндра на 80% объема непрозрачного микробаллона;
контрольным взвешиванием на весах определить степень
наполнения непрозрачного микробаллона или зажигалки.
В случае переполнения микробаллона излишки смеси сбросить
-в вентиляционную систему нажатием золотника микробаллона.
Погружением в ванну с водой определить герметичность
микробаллона или зажигалки. При обнаружении утечек газа смесь
из микробаллона (зажигалки) сбросить в вентиляционную
систему.
Периодически подавать через вентиль в цилиндр сжатый азот
для поддержания в нем давления, необходимого для интенсивной
зарядки.
Во время заполнения заправочного цилиндра сжиженной смесью
баллон с азотом должен быть отключен, а в период заправки
зажигалок он должен быть включен, тогда под давлением парсв
бутана и азота сжиженная смесь будет выдавливаться из
заправочного цилиндра в наполняемые зажигалки или микробаллоны.
После заполнения зажигалки или микробаллоны проверяют на
герметичность погружением в сосуд с водой.
Заправка зажигалки при помощи микробаллона (рис. 63),
выпускаемого заводом-изготовителем, производится через
имеющийся в ней для этого входной
клапан, состоящий из корпуса 4,
пружины 5, запирающего шарика 6,
уплотнительной шайбы 7,
прижимной гайки 8. Чтобы зарядить
зажигалку, ее поворачивают вверх дном,
отвертывают пробку входного
клапана 9, вводят в него ниппель 12
микробаллона с газом и, плотно прижав,
держат так 12—15 с. При этом
вдвигаемый ниппель утопит запирающий
шарик до отказа и затем начнет
двигаться сам до тех пор, пока боковое
отверстие его канала не совпадет с
соединительным клапаном во втулке
клапана микробаллона, открывая путь
газу из баллона в зажигалку.
Имеется много зажигалок
(импортных), которые не имеют входного
клапана, так как предназначены на
одну зарядку. В мастерских такие
зажигалки после использования газа
переделывают для многократной
зарядки. Для этого в удобном месте (в
зависимости от конструкции
зажигалки) просверливают отверстие
диаметром 6 мм и в него вставляют
входной клапан из прутковой латуни
ЛС-59 диаметром 8 мм. Устройство
клапана показано на рис. 64.
Изготовленный клапан устанав-
ливают в корпусе / зажигалки,
зачищают края и корпус вокруг клапана, наносят хлористый цинк
(флюс) и затем припоем ПОСЗО припаивают клапан к корпусу.
Для зарядки такой зажигалки отвертывают гайку 2 клапана,
протыкают иглой от шприца пробку 3 клапана, открывают кран с
газом и заправляют зажигалку, при этом после первой заправки
немного стравливают газ проколом иглы от шприца, а при зарядке
отечественных зажигалок путем нажатия иголки на запирающий
шарик входного клапана. Если при этом слышно только шипение,
Рис. 63. Заправка газовой
зажигалки при помощи
микробаллона:
/ — регулятор высоты пламени,
2 — промежуточное дно, 3 —
выходной клапан, 4 — корпус вх'од-
ного клапана, 5, 16 — пружины,
6 — запирающий шарик, 7 — уп-
лотнительная шайба, 8 —
прижимная гайка, 9 — пробка входного
клапана, 10 — выходной клапай
микробаллона, // — микробаллон
с газом, 12 — ниппель, 13 — уплот-
нительная шайба, 14 — втулка
клапана, 15 — соединительный
канал, 17 — шток ниппеля
а жидкость не появится, значит зажигалка заправлена
недостаточно. Если сжиженный газ ударил струей — в зажигалке его
избыток, который надо стравить.
Отдельные капельки на выходе
жидкости — признак
нормальной заправки. После этого
плотно завинчивают гайку
клапана и проверяют зажигалку
на герметичность опусканием ее
клапаном вниз в воду.
Рис. 64. Устройство клапана газовой
зажигалки:
/ — корпус, 2 — гайка, 3 — резиновая
пробка
§ 3. Автосифоны
Устройство.
Автосифоны предназначены для
приготовления в домашних
условиях питьевой, газированной
углекислотой воды. Процесс
газирования происходит при
помощи баллончика (ампулы)
объемом 10 см3, заполненного
жидким углекислым газом под
давлением 57,5 ат. Максимальное
давление в баллоне автосифона
после зарядки 4 ат.
Автосифон (рис. 65) состоит из головки и прочного цельно-
штампованного алюминиевого или стеклянного баллона,
армированного металлической сеткой. На баллоне укреплена пробка
с резьбой, на которую навинчивается головка.
Головка имеет обратный и прямой клапана. Прямой клапан
состоит из штуцера 3, ввинчиваемого в корпус 7 головки, клапана 5
с пружиной 6, иглы с резиновой втулкой 17. Обратный клапан
вмонтирован в корпус головки и состоит из корпуса клапана,
уплотнителя 13 и резиновой манжеты 12, пружины 8.
На наружную резьбу штуцера навинчивается обойма 18 с
баллончиком, пробка которого прокалывается иглой обратного
клапана, после чего газ через канал в игле поступает в баллон
автосифона.
Для слива газированной воды необходимо нажать на рукоятку 15,
при этом золотник 10 вместе с пробкой 11 поднимается вверх и
газированная вода под давлением по трубке поступает в сливное
отверстие.
Баллоны автосифонов выпускаются емкостью 1 и 2 л.
Ремонт. К основным неисправностям автосифона относятся:
заедание резьбы обоймы на штуцере и резьбы вентиля на пробке
баллона, при свинчивании обоймы с баллончиком газ не поступает
в сифон и выходит в обратную сторону (под руку), при зарядке
автосифона газ или вода произвольно выходит через носик
вентиля, при выпускании вода просачивается под курок прямого
клапана, вода просачивается между основанием штуцера и
корпусом головки, постепенная утечка газа.
Заедание резьбы обоймы на штуцере и резьбы вентиля на пробке
баллона устраняют легким покачиванием обоймы из стороны
в сторону после предварительного закапывания в резьбу бензина
и масла.
При непоступлении газа в баллон и выходе его в обратную
сторону разбирают узел обратного клапана, снимают с клапана
резиновый ниппель, прочищают проволокой (струной) канал,
продувают его, насаживают новый ниппель, ставят обратный клапан
Рис. 05. Автосифон:
/ — неподвижный ударник (игла), 2 — специальная
гайка; 3 — штуцер (втулка), 4 — прокладка
резиновая, 5 — обратный клапан, 6 — пружина обратного
клапана, 7 — корпус головки, 8 — пружина прямого
клапана, 9 — крышка, 10 — золотник (поршень),
11 — пробка, 12 — манжета резиновая (кольцо), 13,
19 — уплотнители, 14 — винт рукоятки, 15 —
рукоятка, 16 — поролоновая прокладка, 17 —
резиновая втулка, 18 — обойма, 20 — трубка, 21 — баллон
на место, заменяют резиновую втулку. При невозможности
прочистить газовый канал или при осевшей в корпус клапана
стальной игле, а также при выпадании иглы обратный клапан заменяют
новым.
Причиной произвольного выхода газа или воды через носик
вентиля является неисправность прямого клапана, которую
устраняют так: снимают крышку (верхнюю гайку), вынимают прямой
клапан, очищают от грязи гнездо клапана, особенно шейку, на
которую ложится резиновая пробка, заменяют пробку и ставят все
детали на место.
При просачивании воды под курок (крючок) прямого клапана
разбирают прямой клапан и заменяют резиновое кольцо, которое
перед установкой клапана на место смазывают вазелином.
При просачивании воды между основанием штуцера и корпусом
головки при помощи гайки и контргайки вывинчивают штуцер,
очищают резьбу, надевают на штуцер уплотнительную резину,
смазывают резину и резьбу клеем БФ-2 и устанавливают штуцер на место.
После этого автосифон выдерживают 3—4 дня до полного
высыхания клея.
При постепенной утечке газа плотно завинчивают вентиль (его
навинчивают с усилием). Если это не дает нужного результата,
то причиной может быть раковина или вмятина на шейке гнезда
прямого клапана. Для устранения неисправности разбирают узел
клапана, зачищают специальной фрезой шейку, ставят на место
клапан, заряжают автосифон, накладывают палец на выходное
отверстие носика. Если газ не пробивается под палец,
неисправность устранена.
При глубине раковины или вмятины более 0,5 мм вентиль
заменяют новым. При заедании резьбы алюминиевой втулки в
штуцере втулку вырубаютзубилом, нарезают в штуцере резьбу метчиком
и ставят новую втулку. Резиновые и пластмассовые детали не
восстанавливают, а заменяют новыми.
Ч
Глава X
САДОВО-ОГОРОДНЫЙ ИНВЕНТАРЬ
Садово-огородный инвентарь представляет собой различные по
форме, устройству и назначению ручные орудия и инструменты,
применяемые в садоводстве и огородничестве.
Лейки изготавливаются емкостью 8, 10 и 12 л и детские
емкостью 4, 5, 6 л. Сливной носик в виде трубки перекрыт съемным
перфорированным (дырчатым) грибком (распылителем).
Грибок делается выпуклым с расположением отверстий
диаметром 1—2 мм по концентрическим окружностям, обеспечивающим
охват большей площади и равномерный полив. При этом сумма
площадей всех отверстий не должна превышать площади сечения трубки
носика в наиболее узкой ее части.
Изготавливаются лейки сливные из листовой кровельной стали
толщиной 0,5—0,7 мм. Лейки из черного металла выпускаются
с двусторонней окраской. Изготавливаются также лейки
алюминиевые — сшивные и штампованные (цельнотянутые) из листа 0,8—
1,0 мм.
Рыхлители (рис. 66, а—в) применяются для рыхления
почвы и уничтожения всходов сорняков. Состоят из 2—5
крючкообразных зубьев, приваренных или зажатых винтом в трубке,
которая насаживается на длинный деревянный черенок. Рыхлители
бывают с непосредственно заостренными рабочими концами зубьев
и с приваренными стреловидными лапами.
Зубья изготавливаются из прутковой стали (круглой,
квадратной и прочих профилей) сечением 8—12 мм с термической
обработкой.
Комбинированный культиватор «Звездочка»
(рис. 66, г) — ручной садово-огородный рыхлитель, состоит из
четырех и более сблокированных на одной оси дисков, встроенных
в рамку с приваренным трубчатым «всадом» для насадки на
деревянную ручку, и скобы-полольника, смонтированной на этой же
рамке. При перемещении культиватора вперед вращающиеся диски
разрыхляют комья земли, а скоба, углубляясь в почву на 3—4 см,
разрезает растительность, при
обратном движении
культиватора скоба, имеющая
двустороннюю заточку, входит в почву
Рис. 66. Садово-огородный
инвентарь:
а — стальной полольник
(рыхлитель), б — рыхлитель, в — кошка
(рыхлитель), г — комбинированный
культиватор
Рис. 67. Ранцевый
опрыскиватель:
/ — наконечники-распылители,
2 — манометр, 3 — насос, 4 —
резервуар, 5 — ранец, 6 —
шланг, 7 — брандспойт
еще глубже. Глубина обработки почвы регулируется
количеством проходов. Ширина захвата 100 мм, диаметр дисков 140 мм.
Опрыскиватели — аппараты, предназначенные для
нанесения жидких химикатов (растворов, суспензий и масляных
эмульсий) в тонкораспыленном виде на поверхность растений с целью
защиты их от вредителей и болезней. Небольшие опрыскиватели,
применяемые для обработки приусадебных насаждений и овощных
культур, используются также для дезинфекции помещений.-
Опрыскиватели с рабочей емкостью резервуара более 5 л пригодны также
для побелки помещений. Принцип действия большинства
опрыскивателей состоит в том, что залитая в резервуар рабочая жидкость
давлением сжатого воздуха подается в распыляющее устройство,
из которого выбрасывается в мелкораспыленном виде.
Ранцевый пневматический опрыскиватель типа ОРП показан на
рис. 67. Шарнирное крепление головок позволяет направлять
струю жидкости под разными углами, не меняя положения
-брандспойта. Рабочая жидкость заливается в резервуар через горловину
при снятом насосе с фильтрацией через воронку с сеткой. После
установки насоса и крышки в резервуар накачивают воздух
насосом до установленного давления. Заправленный и подготовленный
для работы опрыскиватель навешивается на спину. В действие
приводится открыванием крана брандспойта.
Выпускаются также опрыскиватели ОР-9 и 03-54, по принципу
действия не отличающиеся от ОРП. Особенностью опрыскивателя
03-54 является ножной насос (вместо ручного), приводимый в
действие ножной педалью. Кроме того, эти опрыскиватели работают
с одним распыливающим наконечником.
Простейшие опрыскиватели бывают поршневые и в виде пробки-
опрыскивателя. Поршневые опрыскиватели изготавливаются из
белой жести и представляют собой поршневой насос емкостью до
0,5 л. Применяются для борьбы с насекомыми, освежения воздуха
в закрытых помещениях, опрыскивания.комнатных растений,
увлажнения белья при глажении и других бытовых целей.
Простой садово-огородный инвентарь (секаторы, сучкорезы,
ножи садовые, мотыги и др.) здесь не рассматривается.
Глава XI
ВЕЛОСИПЕДЫ, ЗОНТЫ
§ 1. Устройство велосипедов
В зависимости от назначения велосипеды подразделяются на
дорожные, легкодорожные, спортивные, детские и
специальные.
Дорожные велосипеды (рис. 68) используются для
езды по любым дорогам. Выпускаются мужские и женские,
отличающиеся конструкцией отдельных сборочных единиц (узлов) и
деталей. Рамы дорожных велосипедов изготавливаются из стальных
тонкостенных труб. Втулки заднего колеса — тормозные со
свободным ходом. Покрышки седел кожаные, жесткие или мягкие, из
шевро на войлочной подкладке.
Шины колес мужских дорожных велосипедов имеют размеры
622 х 40 мм (28" X 13/4") (расшифровка: 622 — диаметр шины,
40 — поперечное сечение шины), 559 х 48 мм (26" х 2") и 533 X
X 37 мм (24" х Р/з"). Передние колеса имеют 32 спицы, задние —
36. Спицы заднего колеса несколько короче спиц переднего колеса,
диаметр фланцев втулки заднего колеса больше, чем у переднего.
Ободы колес профилированные с усиленными бортами либо короб-
чатого сечения пустотелые и предназначены для покрышек с
проволочными жесткими бортами.
Кареточный механизм — с нарезными чашками,
ввинчивающимися в кареточную сборочную единицу (узел) рамы. Число зубьев
Рис. 68. Дорожный велосипед
в ведущей и ведомой звездочках у различных моделей различное.
Для предохранения от коррозии и для украшения рамы, передние
вилки, обода колес, щитки и багажники окрашивают эмалевой
краской различных цветов. Руль, наружные поверхности втулки,
коронка передней вилки, шатуны, звездочки, детали седла, звонка
Рис. 69. Легкодорожный велосипед
и некоторые другие части хромируют. В некоторых моделях
хромируют также обода и щитки.
Легкодорожные велосипеды (рис. 69)
предназначены для передвижения по дорогам с усовершенствованным
покрытием; отличаются от дорожных велосипедов меньшей массой и более
легким ходом. Эти велосипеды имеют заднюю бестормозную втулку,
на правом фланце которой имеются зубчатки с различным числом
зубьев, что позволяет, используя ту или иную зубчатку, применять
при движении более выгодную передачу. Велосипеды имеют ручные
тормоза на задние и передние колеса.
Велосипеды подростковые — обычные дорожные
велосипеды несколько уменьшенных размеров, предназначенные
для езды по любым дорогам. Выпускаются несколько моделей:
В72, В75, В77 — для мальчиков и В82, В85, В87 — для девочек.
Велосипеды спортивные трековые (В-62,
В-63) предназначены для состязаний на велодромах (треках).
Отличаются особо малой
массой — около 8 кг.
Велосипеды
спортивно-шоссейные
(В-53, В-54, В-544)
предназначены для езды и
состязаний на шоссейных
дорогах и по пересеченной
местности; отличаются от
дорожных велосипедов
меньшей массой и наличием
многоступенчатой
передачи.
Велосипеды
детские (рис. 70)
предназначены для детей в
возрасте от трех до восьми лет.
Конструкции их по
сравнению с велосипедами
для взрослых и
подростков упрощены.
Выпускаются трехколесные и
двухколесные.
Трехколесные детские 'велосипеды имеют
сварную раму из труб или полосовой стали. Передняя вилка
трубчатая или штампованная из полосовой стали, с отверстиями под ось
переднего колеса. Ободья колес стальные желобчатой формы для
цельнолитых резиновых шин. Втулки колес обычно скользящего
типа, без шарикоподшипников. Ободья соединены со втулкой
стальными спицами.
Руль зажимается в рулевой колонке хомутиком. Седло жесткое,
штампованное из стали; иногда седлу придается вид деревянного
сиденья. Некоторые модели выпускаются с пружинными седлами.
В некоторых моделях, предназначенных для детей старшего
возраста, переднее колесо несколько больше задних, что при
относительно большем усилии увеличивает путь, проходимый велосипедом
за один оборот педалей.
Рама, передняя вилка и ободья окрашиваются в яркие цвета. Руль,
колпаки педалей и задних, колес хромируются или никелируются.
Рис. 70. Детский велосипед
У двухколесных детских велосипедов рама сварная из стальных
труб. Кареточная сборочная единица (узел) состоит из оси каретки,
двух шатунов с педалями и ведущей шестерни, которая
соединяется с задним колесом роликовой цепью. На втулке заднего
колеса жестко закреплена ведомая шестерня. Стальные ободья с
желобом для цельнолитых резиновых или надувных шин соединены со
втулками спицами и ниппелями.
Кроме двух- и трехколесных, выпускаются детские велосипеды
комбинированные, двухколесные, которые с помощью
дополнительного колеса и оси могут быть переоборудованы в трехколесные.
Рис. 71. Сборочные единицы (узлы) и детали велосипеда:
/ — седло, 2 — болт крепления седла, 3 — седельный крюк, г 4 — рама,
5 — головная чашка, 6 — фонарный крюк, 7, 14, 17 — контргайки, 8 —
верхняя чашка стержня вилки, 9 — руль, 10 — передняя вилка, // — спицы,
12 — втулка переднего колеса, 13 — нижняя чашка, 15 — зубчатка, 16 — ось
каретки, 18 — чашка каретки, 19 — педальный колпачок, 20 — винт
крепления зубчатки, 21 — клинок шатуна, 22 — цепь, 23 — правый шатун,
24 — правая педаль, 25 — левый шатун, 26.— левая педаль, 27 — покрышка,
28 — камера, 29 — обод, 30 — натяжные болты, 31 — втулка заднего колеса,
32 — щитки
Заднее колесо снимается и на его место устанавливается
длинная ось с ведомой шестерней, на концы этой оси надевается по
колесу, причем ведущим колесом является одно из задних колес.
Устройство велосипеда показано на рис. 71.
Рама 4 является основой велосипеда, она связывает основные
сборочные единицы (узлы) и воспринимает силу тяжести
велосипедиста. Рама изготавливается из тонкостенных стальных труб.
Трубы рамы соединяются стальными тройниками.
Верхняя и подседельная трубы и верхняя стойка, в свою
очередь, соединяются подседельной сборочной единицей (узлом).
Затяжным болтом в подседельной сборочной единице (узле)
крепится подседельный крюк. Верхняя и головная трубы соединяются
верхней головной сборочной единицей (узлом), а головная и
нижняя трубы — нижней головной сборочной единицей (узлом).
Передняя вилка 10 (рис. 71) состоит из полого стержня,
вращающегося в горловине рамы, и двух перьев изогнутой формы с
впаянными наконечниками, имеющими прорези, в которых крепится ось
колеса.
Стержень вилки изготавливается из стальной бесшовной трубы.
С одного конца стержня нарезают резьбу под чашку
шарикоподшипника и на расстоянии 3 мм от конца стержня прорезают окно
шириной 4 и^длиной 10 мм, в которое вставляют ус шайбы,
предохраняющий чашку шарикоподшипника от самопроизвольного
отвертывания.
Рис. 72. Детали руля:
/ — труба, 2 — конус, 3 — гайка конуса, 4 — стяжной болт,
В — стержень, 6 — вынос, 7 — распорный конус
Стержень, коронка и перья вилки, так же как и части рамы,
соединяют между собой сваркой или пайкой твердыми припоями.
Стержень вилки установлен в головной трубе рамы на двух
шарикоподшипниках, каждый из которых состоит из конуса, чашки и
комплекта шариков.
Руль велосипеда (рис. 72) предназначен для управления
велосипедом и является опорой велосипедиста, часть массы
которого переносится на руль.
Рули легкодорожных и спортивных велосипедов отличаются от
дорожных рулей наличием выноса и формы трубы руля, которая
имеет более глубокие изгибы. Вынос имеет форму угольника и
состоит из двух спаянных между собой труб — выноса и стержня
выноса. Стержень выноса крепится в стержне передней вилки
болтом и распорным конусом. На переднем конце выноса впаян
замок, в котором стяжным болтом закреплена труба руля, при
ослаблении гайки болта замка труба может быть повернута вокруг
своей оси в нужное положение. Вынос позволяет получить наиболее
удобную посадку велосипедиста при сравнительно короткой раме.
Кареточный механизм (рис. 73) предназначен для
создания заднему (ведущему) колесу вращения. Вал каретки
устанавливается в сборочной единице (узле) каретки на шариковых
подшипниках. Каждый подшипник состоит из конуса, выполненного
как одно целое с валом каретки, набора шариков и чашек, имеющих
на наружной поверхности резьбу, которой чашки ввернуты в узел
каретки, также имеющий резьбу по всей внутренней поверхности.
В правом по ходу велосипеда отверстии кареточной сборочной
единицы (узла) левая резьба и, наоборот, в левом отверстии —
Рис. 73. Кареточный механизм:
/ — клин, 2 — шайба клина, 3 — гайка клина, 4 — левый
шатун, 5 — контргайка, 6 — левая чашка, 7 —
шарикоподшипники, 8 — ось, 9 — правая чашка, 10 — правый шатун,
// — ведущая зубчатка
правая. Такое направление резьбы применяют с целью избежать
самоотвертывание чашек. Правая чашка имеет буртик, который
упирается в торец каретки при сборке. На поверхности буртика
сделаны две лыски под ключ. Левая чашка не имеет буртика, но
снабжена контргайкой в виде кольца с внутренней резьбой.
Шатуны 4 и 10 — наиболее нагруженные и ответственные детали
кареточного механизма. Шатун представляет собой рычаг,
состоящий из стержня с большой и малой головками. Большая головка
правого 10 шатуна имеет посадочное место для ведущей зубчатки 11.
В боковой головке обоих шатунов просверлены отверстия для вала.
С боковой стороны большой головки на расстоянии 8,5 мм от
торца имеется отверстие диаметром 9,5 мм для клина /, который
крепит шатун на оси. В малой головке шатуна имеется отверстие
с метрической резьбой М14 х 1,25 мм для оси педали (в правом
шатуне нарезается правая резьба, а в левом — левая). На одном
конце оси педали нарезана резьба (М14 х 1,25 мм) для ввертыва-
ния в отверстие шатуна, а на другом — резьба для конуса (М7 х
X 1 мм), которым регулируется зазор у шарикоподшипника.
Резьба на оси правой педали (рис. 74) — правая, а на оси левой
педали — левая. На этом же конце оси вдоль- резьбы имеется
канавка, в которой помещается ус шайбы, устанавливаемой между
торцом конуса и его контргайкой.
У спортивных велосипедов ведомая зубчатка имеет механизм
свободного хода — трещотку.
Цепь. Цепь велосипедная изготовлена из стали. Пластины
цепи — штампованные, а штифты и гильзы роликов — точеные.
Все детали цепи цементированы на глубину 0,05—0,1 мм с
последующей закалкой.'
Рис. 74. Педаль:
/ — корпус, 2 — шайба с усом, 3 — контргайка, 4 — конус, 5 —
колпачок, 6 — шарикоподшипник, 7 — чашка, 8 — болт, 9 — гайка, 10 —
отражатель, // — резиновая колодка, 12 — ось педали
Колесо состоит из обода, спиц и втулки. Ободья — стальные
или дюралюминиевые. В дорожных велосипедах ободья обычно
стальные для покрышки с проволочными бортами. Ободья посредине
имеют канавку, в которой прессом пробивают отверстия диаметром
4,2 мм для ниппелей и одно отверстие диаметром 6,1 мм для
крепления вентиля.
Велосипедные спицы — тонкие металлические стержни, один
конец у них загнут и имеет небольшую головку для крепления на
фланце втулки колес. Другой конец спицы имеет резьбу, на кото-
- рую навинчивается ниппель, закрепляющий спицу в ободе колеса.
Ниппель пропущен в отверстие обода и имеет шайбу,
предохраняющую его от вдавливания в обод. Велосипедные спицы изготавливают
из стальной проволоки диаметром 1,6, 1,8 и 2,0 мм (в зависимости
от типа велосипедов).
Передняя втулка представляет собой короткий
стальной цилиндр 1 с двумя фланцами по краям (рис. 75). Фланцы имеют
»МЦШ||МШШМ|Ш||)
отверстия для головок спиц. Внутрь цилиндра вставлена ось 6,
опирающаяся на два помещенных в барабан шарикоподшипника.
Шарикоподшипники состоят из чашек, наглухо вставленных в
расширенные концы барабана,
шариков 2 и двух
конусов 4, навертываемых на
ось. В целях уменьшения
трения шарики обильно
смазывают.
Для регулирования
зазора при срабатывании
чашек и конусов один из
конусов обычно закреплен на
оси неподвижно, а другой
может вращаться по резьбе
оси, наружный конец этого
конуса имеет параллельные
лыски для захвата его
ключом при регулировке.
Задние втулки
велосипедов бывают
тормозные и нетормозные.
Корпус 8 задней тормозной
втулки (рис. 76) выполнен
в виде стального барабана
с фланцами. Фланцы имеют
раззенкованные отверстия
для крепления спиц. На ось 17, проходящую внутрь корпуса
втулки, с обоих концов навинчены конусы 5 и 20. Между
корпусом втулки и конусами помещены шарикоподшипники 7 и 16.
Внутри корпуса имеется третий конус 10 — тормозной.
Рис. 75. Детали передней втулки:
/ — корпус втулки с фланцами, 2 — шарик (5 мм),
3 — контргайка, 4 — левый конус, 5 — гайка с
шайбой, 6 — ось, 7 — втулка в сборе
Рис. 76. Задняя тормозная втулка:
/ — гайка с шайбой, 2 — гайка, 3 — шайба с усом, 4 — тормозной
рычаг, 5 — левый конус, 6, 14, 21 — пылеуловители, 7, 16 —
шарикоподшипники, 8 — корпус, 9 — тормозная втулка, 10 — тормозной конус,
// — упорное кольцо, 12 — ведущий ролик, 13 — чашка, 15 — ведущий
конус, 17 — ось втулки, 13 — зубчатка, 19 — упорное кольцо, 20 —
правый конус
Задняя нетормозная втулка (рис. 77)
отличается от тормозной наличием механизма, осуществляющего сцепление
шестерен с втулкой при работе педалей. Обычно таким механизмом
является так называемая трещотка, представляющая комбинацию
храповика с косым профилем зубьев и собачки, скользящей по этим
зубьям. При движении храповика в одну сторону собачка свободно
скользит по зубьям, легко пощелкивая. При обратном вращении
храповика собачка упирается в основание зуба и храповик
стопорится.
Правый фланец 7 одновременно служит внутренним корпусом
трещотки, в котором расположены два гнезда для собачек 14
храпового колеса 13. Наружный корпус 8 представляет собой ступицу,
с внутренней стороны которой имеется храповое колесо 13, а с
наружной — шесть продольных пазов, в которые своими шестью
выступами входят зубчатки 10 и крепятся контргайкой 11 на резьбе.
Между зубчатками проложены регулировочные кольца 9.
Рис. 77. Задняя нетормозная втулка:
1 — контргайка, 2 — левый конус, 3 — шарикоподшипник, 4 — левый
фланец, 5 — корпус втулки, 6 — ось, 7 — правый фланец, 8 — наружный
корпус, 9 — регулировочное кольцо, 10 — зубчатка, // — контргайка, 12 —
пружина, 13 — храповое колесо, 14 — собачка
Переключатели передач предназначены для
изменения передачи, которая осуществляется перебрасыванием
роликовой цепи с одной зубчатки на другую. Обычно для этой цели служит
переключатель передач параллелограммного типа (рис. 78).
Переключатель состоит из кронштейна 1 и нижнего корпуса 5, связанных
шарнирно на штифтах с правой 3 и левой 2 щеками. К нижнему
корпусу с помощью винта 10 крепится правая пластинка 7 в сборе
с беговыми роликами 8.
Правая щека имеет отгибку с отверстием, через которое
проходит винт для крепления троса, проходящего через штуцер 12.
Натяжение цепи беговыми роликами осуществляется пружиной 9.
Пружина имеет отогнутые концы, один из которых входит в
отверстие корпуса, а другой — в одно из шести отверстий в правой
пластине.
Натяжение пружины или ослабление ее осуществляется
перестановкой пластины 7 отверстием на выступающий конец пружины.
Для предохранения от раскручивания на пластине 7 имеется
выступ, упирающийся в винт 6.
Цепь переключателем с малой зубчатки на большую
перебрасывается поворотом «на себя» рукоятки 13, расположенной на ниж-
ней трубе рамы. Цепь с большей зубчатки на меньшую
перебрасывается под действием рычажной пружины 4 при повороте рукоятки
«от себя». Для фиксации крайних положений переключателя служат
винты 11, верхний — для крайнего положения цепи на большой
зубчатке, нижний — на малой зубчатке.
Велосипедные шины подразделяются на дорожные и
гоночные. Гоночные в свою очередь делятся на шоссейные и
трековые. Шина состоит из покрышки и резиновой камеры.
Рис. 78. Переключатель передач параллелограмм-
ного типа:
/ — кронштейн, 2 — левая щека, 3 — правая щека,
4 — рычажная пружина, 5 — нижний корпус, 6 — винт,
7 — правая пластинка, 8~ беговые ролики, 9 — пру- —
жина, 10, II — винты, 12 — штуцер, 13 — рукоятка
Внутрь бортов покрышки заделаны кольца из стальной
проволоки, предохраняющие борта от растяжения, а покрышку от
соскакивания с посадочного места обода колеса. Размеры покрышек
определяются по диаметру и ширине и выражаются в дюймах или
миллиметрах. При этом покрышка должна быть надета на обод
в накаченном состоянии.
Вентиль (рис. 79) состоит из корпуса 6 и золотника 2
(клапана). Корпус вентиля имеет фланец 9, который вставляется в
отверстие камеры. Сверху надевают шайбу 8 и зажимают
шестигранной гайкой. В верхнее отверстие корпуса вставляется золотник,
перекрываемый резиновой трубкой 3 (ниппелем). Вставленный
в корпус золотник закрепляют гайкой, навинчиваемой на верхнюю
часть корпуса.
Тормоза предназначены для экстренной остановки
велосипеда и уменьшения его скорости. Тормоза могут действовать на
втулку заднего колеса, на покрышку переднего
колеса и на ободья обоих колес.
Тормоз, действующий на втулку заднего
колеса, приводится в действие нажатием на педали
в сторону, противоположную рабочему вращению.
Тормоз, действующий на шину переднего
колеса (рис. 80), состоит из рычага, прикрепленного
к рукоятке руля, и стержня с резиновой колодкой
на конце. При подтягивании рукоятки к рулю
второй конец рычага, соединенный с вертикальным
стержнем, заставляет последний опускаться и
Рис. 79. Вентиль:
/ — пылезащитный колпачок, 2 — золотник, 3 — резиновая
трубка, 4,7 — гайки, 5 — контргайка, 6 — корпус с фланцем,
8 — шайба, 9 — фланец ,
нижним концом, снабженным резиновой колодкой, давить на
покрышку. Тормоз крепится на колонке передней вилки.
Седло (рис. 81). Каркас седла изготовлен из полосовой или
прутковой' стали и крепится к подседельному пальцу или крюку
Рис. 80. Ручной тормоз клещевого
типа переднего колеса:
/ — штуцер, 2 — трос, 3 — болт с
гайкой, 4 — левая тормозная скоба, 5 —
пружина, 6", // — ганки, 7 —
тормозная колодка, 8 — держатель колодки,
9 — правая тормозная скоба, 10 —
рукоятка, 12 — болт с гайкой
посредством замка 3. В передней части каркаса укреплена
носовая, состоящая из четырех витков спиральная пружина 2, один
конец которой крепится к каркасу, а второй — в упоре, в который
ввернут натяжной винт.
Рис. 81. Седло дорожного
велосипеда:
/ — покрышка седла, 2,7 —
пружины, 3 — замок, 4 — болт с
гайкой, 5 — седлодержатель, 6 —
каркас
Замки седел всех конструкций имеют одинаковое устройство,
отличие состоит в форме шайб, образующих посадочное место для
каркаса седла.
Крепление седла к замку и замка к подседельному пальцу
осуществляется при помощи оси (в средней части которой имеется
квадрат), двух фасонных боковых шайб с насечкой, прижимных
шайб и гаек. Шайбы с насечкой — штампованные из листовой стали.
Насечка шайб и замка имеет одинаковый шаг.
§ 2. Ремонт велосипедов
Разборка велосипеда. Для разборки велосипед
устанавливают в приспособление (рис. 82), разборку обычно начинают
с руля. Для снятия руля необходимо отвернуть стяжной болт на
4—5 оборотов и легкими ударами молотка по деревянной прокладке
осадить его (рис. 83), в
результате чего опускается распорный
конус и освобождается стержень
руля. Затем поворотом руля
Рис. 82. Подставка для велосипеда
Рис. 83. Снятие руля
на 180° в одну или другую сторону вынимают его из колонки. Вслед
за этим отвинчивают гайку подседельного узла и снимают седло.
После этого снимают передний щиток, отвертывают или
отпускают на 3—4 оборота гайки оси и вынимают из вилки переднее
колесо. Далее снимают заднее колесо. Если на оси заднего колеса
имеются регуляторы натяжения цепи, то ключом отвертывают
гайки примерно на 10 мм от колпачков. У велосипедов, имеющих
тормозную втулку, вывертывают винт из тормозного рычага втулки,
соединенного хомутиком, удерживающим тормозной рычаг.
Затем отвертывают гайки на оси задней втулки и снимают с оси
распорки заднего щитка. Ударяют слегка рукой по колесу в
сторону передней вилки для смещения колеса, ослабления и снятия
цепи с ведущей и ведомой зубчаток. Затем, удерживая велосипед
левой рукой за подседельную трубу, правой берут за наружную
часть обода колеса и вынимают его из пазов наконечников цепных
перьев.
Далее снимают щиток заднего колеса. Если с рамы нужно
снять ручной тормоз заднего колеса, то это делают перед тем, как
снять щиток. После этого снимают шатуны с оси каретки. Для
этого гаечным ключом отвертывают на 2—3 оборота гайки клинков,
которые держат шатуны на валу.
Для выколачивания клинка шатун помещают на опору, при этом
шатуны должны находиться в горизонтальном положении. Под
торец гайки клинка подкладывают выколотку из дерева или
цветного металла и ударами по выколотке (рис. 84) сдвигают клинок
с места, отвинчивают гайку и, используя выколотку, окончательно
выбивают клинок.
Затем разбирают переднюю вилку. Для этого накидным ключом
отвертывают контргайку чашки верхнего шарикоподшипника,
снимают шайбу с усом и отвертывают
чашку шарикоподшипника, соблюдая
при этом осторожность, чтобы не
рассыпать шарикоподшипники (если
шарики не имеют сепаратора).
Поддерживая одной рукой стержень вилки,
другой аккуратно вынимают вилку
из головной трубы, следя за тем,
чтобы шарики из
шарикоподшипников вилки падали на ладонь руки,
поддерживающей стержень.
Снятые узлы и детали велосипеда
очищают от грязи и насухо
вытирают ветошью, а шарикоподшипники и чашки корпусов
промывают в керосине или бензине.
Ремонт руля. Руль может иметь-следующие
неисправности: изгиб трубы руля, скручивание выноса, изгиб стержня,
образование вмятин и трещин на трубе руля, выносе и стержне выноса,
повреждение крепежных деталей, срыв резьбы на стержне.
Неисправные детали заменяют новыми или восстанавливают.
Способ исправления изогнутой трубы руля зависит от того, какой
участок ее изогнут. Если изгиб находится на небольшом
расстоянии от замка руля, то трубу помещают в специально изготовленные
деревянные планки (длиной 150 мм, толщиной 30—40 мм) и
зажимают вместе с ними в тиски так, чтобы поврежденная часть руля
выступала выше края деревянных планок, затем поворотом руля
в ту или иную сторону выправляют участок трубы. Скрученный
вынос руля исправляют так же, зажимая его в тиски с деревянными
губками, имеющими отверстие, соответствующее форме выноса, и
поворачивая трубу руля в нужном направлении.
Изогнутый стержень руля правят на стальной оправе, наружный
диаметр которой должен соответствовать внутреннему диаметру
колонки вилки, так, чтобы оправка плотно входила во внутреннее
отверстие стержня. Узел соединения выноса со стержнем зажимают
в тисках с применением деревянных губок так, чтобы стержень
находился в горизонтальном положении: чтобы при этом не разо-
Рис. 84. Снятие шатуна
гнулись стенки стержня, на конец стержня надевают кольцо,
отрезанное от негодной вилки. Внутрь стержня вставляют оправку и
отгибают стержень в нужном направлении.
Деформированные грани у головки стяжного болта и болта замка
руля исправляют напильником, обрабатывая грани под следующий,
меньший размер ключа. Если не представляется возможным
восстановить головку болта таким способом, то поврежденную головку
отрезают ножовкой. На стержне болта нарезают резьбу и
навертывают гайку, которую укрепляют шпилькой, плотно забивая ее
в отверстие, просверленное через гайку и стержень болта по
поверхности их соприкосновения вдоль оси болта; затем это место
пропаивают твердым припоем с последующей обработкой граней
и поверхности головки.
После ремонта устанавливают и регулируют руль. Руль в стержне
передней вилки крепят расклиниванием нижней части стержня
руля распорным конусом, который затягивают болтом. Чтобы
распорный конус не проворачивался, его ус должен входить в прорезь
стержня руля, иначе руль закрепить не удастся. Для надежности
крепления руля его стержень должен входить в стержень вилки
не менее чем на 50 мм. Затяжной болт крепко затягивают.
Наклон руля или направление его изгиба изменяют следующим
образом: отвинчивают стяжной болт на 3—4 оборота, а гайку на
2—3 оборота, поворачивают трубу руля, устанавливают руль в
нужном положении и закрепляют гайкой. Затем руль устанавливают
на нужную высоту и закрепляют затяжным болтом.
Ремонт передней вилки. Основными
неисправностями передней вилки являются: повреждение или поломка перьев
и наконечников, срыв резьбы на стержне и износ
шарикоподшипников.
Погнутые перья в местах коронки выправляют в тисках. Изгибы
перьев, отдаленные от колонки, исправляют путем зажатия
каждого пера в тиски с деревянными губками соответствующего
профиля.
Небольшие вмятины можно запаять (залить) оловом и это место
опилить под профиль трубы.
Гнутую колонку вилки выправляют при помощи двух оправок:
внутренней в виде стержня диаметром, равным отверстию колонки
вилки, и наружной в виде толстостенной трубы, внутренний диа-_
метр которой равен наружному диаметру колонки.
Чтобы исправить согнутый стержень, наружную оправку
зажимают в тиски и вставляют в нее колонку до места изгиба, а со
стороны колонки во внутреннее отверстие стержня вставляют тоже
до места изгиба внутреннюю оправку, при этом сборочные шпильки
из колонки вилки удаляют. Затем нажимом на рычаг внутреннего
стержня исправляют погнутость.
После ремонта вилку проверяют на контрольной плите. Перья
должны быть ^установлены так, чтобы они находились в одной
плоскости со стержнем. Не. допускаются перекосы одного пера
относительно другого.
Ремонт рамы. Перед ремонтом с рамы снимают все узлы
и детали, так как они затрудняют ремонт. Трещины на трубах
заваривают или запаивают твердым припоем. Для этого соединения
трубы рамы тщательно очищают от коррозии, налетов и краски,
очищенные места трубы, подлежащие завариванию, должны быть
плотно соединены. Соединенные узлы штифтуют шпилькой
диаметром 2—2,5 мм, длиной выступающей части не более 15 мм.
Подготовленное место рамы нагревают горелкой или на горне, при этом
раму необходимо держать так, чтобы расплавленный припой мог
проникнуть во все места соединения. При этом следят за тем, чтобы
место пайки нагревалось равномерно, не допуская перегрева более
тонких мест деталей.
Крутые изгибы рамы выправляют ударами молотка,
предварительно нагрев участок изгиба. Трубы с небольшим изгибом
выправляют в холодном состоянии. После этого раму проверяют на соос-
Рис. 85. Устройство и выпрессовка звеньев цепи:
/ — боковая пластина, 2 — пружинный замок, 3 —
соединительное звено (замок), 4 — внутреннее звено, 5 — ролик,
6 — валик, 7 — наружное звено, 8 — рассоединение звеньев
цепи при помощи струбцины
ность. При этом головная и подседельная трубы должны находиться
в одной плоскости. Цсли'рама имеет перекос, торцы кареточной
сборочной единицы (узла) зажимают в тиски, а в отверстие
головной трубы вставляют стальную оправку и ручным способом
устраняют перекос.
Ремонт цепной передачи. Неисправностями цепной
передачи могут быть погнутость венчика и зубьев зубчаток, обрыв
цепи, износ звеньев, вытягивание и провисание цепи.
Изогнутый венчик зубчатки правят на металлической плите
деревянным молотком, а сильно изогнутые участки выправляют
молотком при помощи выколотки. Изогнутые зубья обычно правят,
зажимая зубчатку в тиски, затем при помощи выколотки легкими
" ударами молотка выпрямляют зуб. ч
При разрыве цепи лопнувшие пластинки звена заменяют
новыми. Для этого струбцинкой (рис. 85) выпрессовывают
неисправное звено и заменяют новым. Правильно натянутая цепь должна
иметь стрелу прогиба (провис)-.10—15 мм. В велосипедах, имеющих
натяжные болты, цепь регулируют ослаблением или подтягиванием
гаек. Для этого отпускают крепежные осевые гайки, освобождают
ось и затем, затягивая или ослабляя одновременно гайки обоих
натяжных болтов на одинаковое число оборотов, подают ось вперед
(для ослабления цепи). Проверив натяжение цепи и параллельность
осей задней втулки и каретки, а также убедившись в отсутствии
перекоса, вновь затягивают крепежные болты.
У велосипедов, не имеющих натяжных болтов, ось заднего
колеса фиксируют двумя крепежными гайками, закрепляющими
ось заднего колеса в наконечниках. Для регулировки цепи
ослабляют наружные крепежные гайки и колесо подают по
направляющим пазам наконечников. Затем устанавливают параллельно оси
задней втулки и каретки, затягивают крепежные гайки до нужного
натяжения цепи и еще раз проверяют, не образовался ли перекос
колеса по отношению к стойкам задней вилки. После этого
крепежные гайки затягивают окончательно.
Ремонт каретки. Неисправностями каретки могут быть:
износ шарикоподшипников, срыв резьбы, изогнутость или
скручивание стержней шатунов, поломка или изгиб оси, щечек и планок
педалей, износ опорных резиновых брусков педалей, износ конусов
и чашек шарикоподшипников, заедание подшипников и т. п.
Разборку кареточной сборочной единицы (узла) начинают со
снятия цепи с зубчатки. Затем отвинчивают гайки клиньев,
выбивают клинья (см. рис. 84) и снимают шатуны с оси. Накидным
ключом против часовой стрелки отвертывают контргайку и левый
конус и вынимают вал с шарикоподшипниками. Далее поворотом
ключа по часовой стрелке вывинчивают правый конус (правый
конус имеет левую резьбу). '
При срыве резьбы или сильной деформации кареточную
сборочную единицу (узел) заменяют. Для этого высверливают все шпильки,
крепящие нижнюю и подседельную трубы и цепные перья. Затем
на горне или горелкой нагревают кареточный узел до плавления
латунного припоя, после чего снимают кареточный узел.
Трубы рамы очищают и надевают новый кареточный узел,
ставят шпильки и производят пайку латунным припоем.
Изогнутый стержень шатуна правят на металлической плите
или наковальне ударами молотка. Для этого шатун кладут на плиту
или наковальню изогнутым участком вверх. На место изгиба сверху
кладут пластину (подкладку) из цветного металла, ударами по ней
молотком выправляют стержень.
Стержень шатуна можно выправить на ручном прессе. Для этого
изогнутый шатун кладут на плиту пресса изогнутым участком
вверх, накладывают на него пластину и вращением рукоятки винта
выправляют стержень.
Скрученный стержень исправляют следующим образом. Малую
головку стержня зажимают в тиски, а в отверстие большой головки
вставляют вороток. Затем, поворачивая вороток в
соответствующую сторону, выпрямляют стержень. Исправленный шатун
проверяют на плите или угольником. Оси отверстий обеих головок должны
быть между собой параллельны и перпендикулярны к торцовым
плоскостям головок.
Сорванную резьбу в отверстии малой головки исправляют
следующим образом. Отверстие рассверливают сверлом 16—17 мм,
затем в него запрессовывают ранее изготовленную стальную втулку
с нарезанной внутренней резьбой диаметром и шагом,
соответствующим шагу оси педали; длина втулки должна быть равна ширине
головки шатуна. Запрессованную втулку закрепляют шпилькой.
Для этого на осевой линии в том месте, где сопрягаются поверхности
шатуна и запрессованной втулки, сверлят сквозное отверстие
диаметром 3—4 мм. В это отверстие запрессовывают изготовленную
по длине шатуна шпильку. Затем втулку пропаивают медно-цин-
ковым припоем ПМЦ54.
При сборке кареточной сборочной единицы
(узла) сначала смазывают солидолом или
графитной смазкой правую чашку, вкладывают в
нее шарикоподшипник и завинчивают ее против
часовой стрелки (правая чашка имеет левую
резьбу). Далее в кареточный узел вставляют
ось, при этом длинная шейка вала должна быть
в правой чашке, а шарикоподшипник ставится
так, чтобы разрезы сепаратора были направлены
в сторону чашек (рис. 86, а, б). Затем смазывают
левую чашку, укладывают в нее шарикопод-
Рнс. 86. Порядок установки шарикоподшипников:
а — каретки втулок колес и педалей, 6 — каретки передней
вилки; / — чашка, 2 — шарикоподшипник, 3 — места
установки подшипников
шипники и ввертывают по часовой стрелке в кареточный узел
до упора с выступами оси.
На левую чашку навинчивают, контргайку и регулируют каре-
точный узел. Регулировку выполняют отвинчиванием или
завинчиванием левого конуса специальным ключом с одновременным
поворотом оси каретки до образования между подшипниками и
чашками требуемого зазора. После завертывания контргайки
проверяют регулировку. После этого надевают на шейки оси шатуны,
вставляют в них головки клиньев, которые затем забивают легкими
ударами молотка через деревянную прокладку и на их концы
навертывают гайки. Кареточный уЗёл на собранном велосипеде
регулируют при снятом левом шатуне.
Изогнутую ось педали правят на наковальне или плите, а
педаль, имеющую значительные повреждения и износ, заменяют новой.
Изогнутую ось педали для правки из малой головки шатуна обычно
не вывертывают — шатун зажимают в тиски, на изогнутую ось
надевают трубу и усилием рук ликвидируют изгиб.
Перед сборкой педали шариковые канавки смазывают
техническим вазелином. В чашку шарикоподшипника укладывают шарики.
Ось педали зажимают в тиски за лыски под ключ, на ось надевают
корпус педали, затем надевают шарикоподшипник, при этом раз-
резы сепаратора должны быть обращены"в сторону чашки (см.
рис. 86, а), и завертывают ключом.конус до легкого
соприкосновения с шарикоподшипником. Если нужно заменить
шарикоподшипники, их заменяют сразу все.
Педали своими осями должны быть туго ввернуты в шатуны и
легко вращаться на осях с едва ощутимым люфтом. При этом
следует помнить, что правая ось педали имеет правую резьбу, а
левая — левую.
Ремонт колес. Неисправностями колес могут быть
боковые и радиальные изгибы, поломки обода, повреждение спиц,
резьбы на ниппелях и спицах.
Боковые изгибы обода обычно правят на ручном прессе. Обод
помещают на плиту пресса изгибом вверх.'На равном расстоянии
от вершины изгиба между ободом и столом пресса подкладывают
два деревянных бруска, третий
помещают на изгиб сверху.
Затем давлением пресса
выпрямляют обод. Боковые изгибы
можно исправить с помощью
приспособления (рис. 87). Установив
захваты на обод по обе стороны
места изгиба, вращением винта
ликвидируют изгиб.
Вмятины и выпуклость на
ободе обычно ликвидируют при
помощи 'деревянных оправок,
имеющих профиль,
соответствующий профилю обода, при этом одна из оправок должна иметь
вогнутый профиль, другая — выпуклый. Исправление производят ударами
деревянного или сделанного из твердой резины молотка по одной
из оправок. Сломанные ободы, а также спицы и ниппели с
сорванной резьбой обычно заменяют новыми.
Колесо разбирают следующим образом: с обода колеса снимают
предохранительную тесьму, ниппельным ключом или отверткой,
имеющей специальные вырезы, равномерно (во избежание перекоса
обода) ослабляют все ниппели, затем окончательно отвертывают
их и снимают вместе с шайбами; вынимают концы каждой спицы
из обода и фланца втулки колеса.
При сборке колеса сначала спицу вставляют в отверстие фланца,
затем ее пропускают в ближнее к наружному краю отверстие обода
и надевают на нее шайбу (сначала вставляют спицы в отверстия
фланца втулки с наружной его стороны, оставляя свободные
отверстия для спиц, которые будут продеваться с внутренней стороны).
После этого спицу предварительно ввертывают в ниппель на
2—3 нитки. Следующую спицу продевают в отверстие фланца втулки,
отстоящее на одно отверстие от уже продетой спицы (рис. 88).
В ободе эту спицу продевают через три отверстия, после ранее
установленной, т. е. в четвертое. В том же порядке монтируют все
остальные спицы этого ряда.
Рис. 87. Приспособление для
исправления изгиба обода:
/ — опорные захваты, 2 — скоба, 3 — винт
При сборке второго ряда спиц, у которых головки будут
находиться с внутренней стороны фланца, наклон спицы, продетой
через отверстие фланца, будет противоположным спицам, головки
которых установлены во фланце втулки с наружной стороны.
Ниппели на спицы навертывают ключом последовательно и до
равномерного натяжения спиц. Концы спиц не должны выступать из
головок ниппелей. Стачивание головки ниппеля допускается не
более 0,5 мм.
После сборки колесо подвергают
центровке в специальном приспособлении
для устранения радиального и бокового
биения обода (рис. 89). Ось 3 колеса
вставляют в прорезь, имеющуюся в
Рис. 88. Расположение спиц в колесе:
в — внутренние спицы, и — наружные
(цифры при буквах указывают на очередность
установки спиц)
Рис. 89. Приспособление
для центровки колес:
/ — основание, 2 — стойка,
3 — ось колеса, 4 —
планка, 5 — отвес .
середине стойки 2 приспособления. В верхней части стойки
укреплена планка 4 с делениями для измерения величины радиального
и бокового биения. Такое приспособление можно легко изготовить
в мастерской.
Радиальное и боковое биение обода можно определить, зажав
в тиски переднюю вилку велосипеда. В этом случае радиальное
биение обода устраняют следующим образом. К наружной
поверхности вращающегося обода подводят планку с делениями, рейсмус
или индикатор и по отклонениям вверх и вниз участков обода
определяют места и величину отклонения. У всех выступающих
участков обода оба ряда ниппелей подтягивают на 1—2 оборота,
предварительно отвернув на 1—2 оборота ниппеля на тех участках,
которые имеют впадины.
Боковое биение устраняют следующим образом. На боковой
поверхности ббода с помощью индикатора рейсмуса или мела опре-
деляют участок, имеющий наибольшие отклонения от вертикали.
На этом участке спицы с одной стороны ослабляют, а с другой
натягивают, периодически проверяя биение. Радиальное и боковое
биение обода допускается не более 1 мм. В месте стыка на длине 50 мм
допускается биение 1,5 мм.
Колеса на велосипеде должны быть установлены так, чтобы
расстояние от покрышки до перьев вилки было одинаковым с обеих
сторон. Установка заднего колеса связана с регулировкой
натяжения цепи. Для'этого вставляют колесо в пазы и натягивают
цепь так, чтобы обод прижался к правому перу цепной вилки,
затем завертывают гайку у левого пера, отводят обод колеса к
центру вилки, регулируют правильное натяжение цепи и
завертывают гайку у правого пера.
Если необходимо подтянуть или ослабить цепь, отвертывают
гайки крепления оси в пазах задней вилки, подают колесо назад
(для натяжения цепи) или вперед (для ослабления цепи),
фиксируют колесо в нужном положении и завертывают поочередно гайки.
Прямо поставленное переднее колесо, рама и заднее колесо
должны находиться в одной плоскости. Отклонение
допускается не более 7 мм. Зазоры между колесами и рамой, а также
колесами и передней вилкой должны быть равномерными и не
менее 5 мм.
Ремонт тормозов. Неисправностями тормозов могут
быть деформация тормозных ручек полускоб, ослабление
крепежных болтов, износ, проскальзывание и перекос тормозных
колодок, обрыв троса, деформация и поломка пружины, нарушение
установленных зазоров между ободками и колодками.
Изогнутые ручки правят в оправках или в тисках между
мягкими прокладками. В последнем случае для выпрямления
используют рычаг из трубы, деревянный или резиновый молоток.
Полускобы исправляют на наковальне или металлической плите
деревянным молотком (или стальным с применением деревянных
прокладок).
Изогнутый центральный болт тормоза исправляют на
деревянном бруске ударами деревянного молотка. Смятые нитки резьбы
на болте исправляют, прогоняя плашку соответствующего
диаметра по испорченной резьбе.
При ремонте или замене троса расплетенный конец троса
зажимают в губки тисков между мягкими прокладками и заплетают
каждую проволочку троса. Конец заплетенного троса длиной 30—
40 мм тщательно очищают от грязи и ржавчины, обматывают
тонкой медной проволокой и расплетенные проволочки опаивают
припоем ПОСЗО. После пайки ранее намотанную медную проволоку
удаляют и часть опаянного места (15—20 мм) отрезают.
Для сохранения круглой формы при обрезании конца троса
в одном ноже ножниц сверлят отверстие, соответствующее диаметру
троса. В это отверстие пропускают конец троса на 15—20 мм,
а затем второй половиной (лезвием) отрезают трос. В таком
приспособлении трос не сминается и имеет правильную круглую форму.
При износе тормозных колодок их заменяют новыми или
изготавливают из толстого ремня.
После ремонта тормоз устанавливают на место и регулируют
ето действие. При этом скобы на оси должны вращаться свободно,
зазор (2—3 мм) регулируют гайкой натяжения троса. Рукоятка
тормоза при нажатии не доджна касаться трубы руля. Отпущенная
рукоятка и тормозные колодки, должны свободно возвращаться
в первоначальное положение.
Ремонт переключателя передачи. При
ремонте переключателя передач разбирают детали, выявляют их износ
или неисправность, заменяют готовыми или изготовляют в
мастерской. Разборку двухроликового переключателя начинают с
разъединения троса и серьги цепочки переключателя. Затем отвертывают
на несколько оборотов барашек, крепящий переключатель на
цепном пере, и снимают переключатель с цепного наконечника
рамы.
Изогнутый рычаг правят в тисках между мягкими прокладками.
Изогнутый или изношенный направляющий палец и направляющую
втулку обычно заменяют новыми. Погнутые щеки исправляют
деревянным молотком на плите. Исправленные щеки должны
соприкасаться с поверхностью плиты по всей плоскости. -т
Регулировка переключателя состоит в установке беговых
роликов в одной плоскости цепи при нахождении цепи на средней
зубчатке. Все шарнирные соединения должны работать плавно,
без заеданий. При повороте монетки от себя до упора ослабление
троса должно быть минимальным. Натяжение троса регулируют
с помощью штуцера или специальной гайки.
Во избежание самопереключения цепи на ходу "необходимо
привернуть рукоятку монетки так, чтобы она поворачивалась в
корпусе с некоторым усилием.
Рем он т передней втулки. Неисправностями
передней втулки могут быть: износ чашек и конусов,
шарикоподшипников, износ резьбы конусов. Для разборки втулки колесо снимают
с велосипеда. Конусным ключом отвинчивают левый конус. Если
конус сидит очень туго (не отвинчивается), необходимо другим
^ключом придержать противоположный конус. Вывернув левый
конус, вынимают ось и второй конус. После разборки детали втулки
промывают керосином и насухо протирают. Негодные детали
заменяют новыми. Подшипники заменяют полным комплектом.
При сборке втулки сепаратор устанавливают разрезами к
внутренней поверхности втулки (см. рис. 86). Втулку регулируют
подтягиванием или ослаблением левого конуса, при этом правый
конус должен быть завернут до упора. Для этого ослабляют левую
наружную гайку, затем контргайку. Удерживая правый конус
ключом от проворачивания, вращением левого конуса осуществляют
регулировку. После регулировки контргайку туго затягивают.
Колесо при правильно отрегулированной втулке не должно иметь
люфта и при остановке занимать положение, при котором вентиль
находился бы внизу.
Ремонт втулки заднего колеса.
Неисправностями задних тормозных втулок могут быть: износ или
разрушение шарикоподшипников, выработка чашек конусов, нарушение
резьбы, износ деталей тормоза, зубчатки, выработка внутренних
поверхностей втулки и роликов, заклинивание тормозного конуса
на оси, износ торцовых зубьев роликов чашки и тормозного конуса.
При разборке задней втулки сначала отвертывают гайку у оси
втулки, затем, придерживая рычаг тормоза, отвертывают круглую
гайку и снимают с оси шайбу с усом. Далее вывертывают ось из
левого конуса. Затем вынимают из отверстия втулки ось вместе
с навернутым на нее конусом и после этого с правой стороны
вынимают ведущий конус вместе с Еедомой зубчаткой, а из втулки —
, тормозной конус и тормозную
втулку.
При разборке ведущего
конуса отверткой снимают
упорное кольцо и вынимают
шарикоподшипник. Чтобы
отвернуть зубчатку, ведущий
конус зажимают в тиски
между мягкими прокладками,
отвертывают накидным
ключом контргайку, имеющую
левую резьбу, а затем
отвертыванием справа налево
накидным ключом или ключом, сделанным из металлической
пластинки, на конец которой укреплен кусок цепи длиной 100—150 мм
(рис. 90).
Если необходимо удалить шарикоподшипник из внутренней
расточки корпуса ведущего конуса, сначала выпрессовывают
специальным съемником пылеуловитель, а затем вынимают
подшипник. Чтобы разобрать тормозной конус, сначала снимают упорное
кольцо, а затем вместе с роликами сепаратор.
Тормозную втулку разбирают, если нужно заменить тормозную
обойму. Для этого удаляют из отверстия упор, тормозную втулку
помещают на плиту, имеющую отверстие диаметром, равным
наружному диаметру тормозной втулки. Плиту вместе с тормозной
втулкой кладут на стол пресса, затем на верхний торец тормозной
втулки помещают оправку, длина которой должна превышать на
10—15 мм длину втулки. После этого на верхний торец оправки
давят ползуном пресса и тормозная втулка выпрессовывается из
обоймы.
При сборке втулки сначала на ось навертывают конус, затем
в отверстие корпуса, втулки вставляют тормозную втулку вместе
с тормозной обоймой. При этом вставляют тормозную втулку так,
чтобы отогнутый участок края тормозной втулки приходился с
левой стороны по ходу велосипеда. Во внутреннее отверстие с левой
стороны корпуса устанавливают шарикоподшипники, в это же
отверстие впрессовывают пылеуловитель. Шарикоподшипник ставят
Рис. 90. Ключ для отвертывания ведомой
зубчатки
так, чтобы разрезы сепаратора были направлены в сторону чашек
(см. рис. 86).
После этого вставляют левый конус, следя за тем, чтобы в
имеющуюся прорезь вошел отогнутый участок края тормозной втулки.
Далее с правой стороны в отверстие тормозной втулки вставляют
тормозной конус роликами внутрь, а зубьями храповика —
наружу. Затем вставляют узел ведущего конуса. При этом ось втулки
устанавливают так, чтобы навернутый на ось конус был с правой
стороны ведомой зубчатки, затем на ось с левой стороны надевают
шайбу с усом и навертывают круглую гайку, которой контрят
левый конус.
Если корпус втулки вращается туго, круглую гайку и конус
отвертывают на пол-оборота, проверяют вращение, а затем вновь
завертывают конус и проверяют вращение корпуса втулки. Если
корпус втулки вращается легко и не имеет осевого люфта, на ось
навертывают гайки или барашки.
При разборке нетормозной втулки у снятого колеса
отвертывают гайки или барашки крепления колеса, затем отвертывают
контргайку левого конуса. После этого колесо кладут на верстак в
горизонтальном положении левой стороной вверх и под ось подклады-
вают фанерку или тряпку. Отвернув левый конус, вынимают ось
из втулки, следя за тем, чтобы высыпающиеся шарикоподшипники
остались на фанере (тряпке). Все снятые детали и внутреннюю часть
втулки промывают керосином и насухо вытирают.
Если необходимо снять с втулки корпус трещотки, это делают
до разборки втулки, используя специальный ключ (см. рис. 90).
Негодные детали заменяют новыми, после чего втулку собирают.
Для этого колесо помещают в горизонтальное положение, в
отверстие втулки вставляют ось с навернутыми на нее правым конусом
и контргайкой. Затем в зазор между осью И отверстием втулки
закладывают шарики правого подшипника.
Придерживая ось, переворачивают колесо и опять кладут его
на верстак. На шариковый путь левого шарикоподшипника
укладывают шарики, завертывают левый конус до соприкосновения
с шариками и ставят контргайку. Затяжку подшипников
регулируют отвертыванием или завертыванием левого конуса.
Подшипники втулки считаются правильно отрегулированными, если колесо
легко вращается, а осевой люфт не превышает 0,5 мм.
Технические требования, предъявляемые
к велосипеду после ремонта:
1. Замененные детали и сборочные единицы (узлы) должны
отвечать всем требованиям технических условий
завода-изготовителя.
2. Заваренные места не должны иметь непровара, раковин и
наплывов, " а сварные швы — трещин. При соединении деталей
пайкой непропай может составлять не более 20% от
периметра соединения. Места пайки должны быть обработаны так,
чтобы после окраски их нельзя было обнаружить внешним
осмотром.
3. Окрашенные поверхности должны быть гладкими, без
подтеков, с правильной линовкой; при легком постукивании по
поверхности эмаль не должна осыпаться или давать трещин.
4. Велосипед должен иметь легкий и плавный ход. Все
сборочные единицы (узлы) подвижных соединений должны быть
отрегулированы. Заедания, пробуксовывания и ощутимые люфты в
соединениях не допускаются.
5. Резьба на деталях должна быть полной и исключать
возможности самоотвинчивания. Концы стержней болтов и винтов не
должны выступать из гаек более чем на три_ витка; утапливание
не допускается.
6. Накаченные шины должны плотно прилегать к бортам
ободьев по всей окружности.
7. Плоскости симметрии колес должны совпадать с плоскостью
рамы. Несовпадение плоскостей симметрии колес допускается не
более 7 мм.
8. Радиальное и осевое биения обода колеса по периметру не
должны превышать 1 мм; в месте стыка, на длине 50 мм, допускается
биение 1—1,5 мм.
9. Спицы колес должны быть подтянуты. Концы спиц не должны
выступать над головками ниппелей. Стачивание головки ниппеля
допускается не более 0,5 мм. Допускается обнажение резьбы спиц
относительно торцов ниппелей не более 2 мм.
10. Зазоры между колесами и рамой, а также между колесами
и передней вилкой должны быть равномерными и составлять не
менее 5 мм.
11. Тормозная втулка заднего колеса при рабочем и свободном
ходе не должна пробуксовывать или заедать.
12. Тормоз втулки заднего колеса должен обеспечивать
плавное и полное торможение при повороте шатунов в обратную
сторону на угол не более 45°. Вращение колеса по ходу не должно
вызывать вращения шатунов.
13. Пружина ручного тормоза должна безотказно возвращать
в исходное положение колодки и рукоятку.
14. Вал каретки в сборе с шатунами и ведущей звездочкой
при снятой цепи должен вращаться легко, без заеданий.
15. Шатуны должны быть прочно закреплены на валу каретки
и располагаться относительно друг друга под углом 180° ± 3°.
Зазор между левым шатуном и рамой должен быть не менее 3 мм.
16. Оси педалей должны быть прочно закреплены в шатунах.
Педали не должны иметь осевого люфта. Вращение педалей должно
быть плавным, без заеданий.
17. Ведущая и ведомая звездочки должны находиться в одной
плоскости. Смещение одной звездочки относительно другой не
должно превышать 4 мм. Допускается осевое биение звездочек и
радиальное биение по окружности впадин звездочек в собранном
велосипеде: для ведущей звездочки — не более 1 мм, для ведомой —
не более 0,7 мм (на велосипеды с перекидной цепью допуск на
смещение не распространяется).
18. Зацепление цепи со звездочками должно быть плавным,
без заеданий. Набегание цепи на вершины зубьев не допускается.
19. В велосипедах с переменной передачей механизм
переключения на всех режимах работы не должен допускать произвольного
переключения и должен действовать без заеданий на всех
передачах.
20. Резиновые или пластмассовые ручки руля должны быть
плотно насажены на трубу руля до упора.
21. Седлодержатель должен быть прочно закреплен в
подседельной трубе. Седло не должно спускаться под нагрузкой 75 кг.
22. Щитки колес и багажник должны быть закреплены на
велосипеде надежно, симметрично, без перекоса.
§ 3. Зонты
По конструкции зонты делятся на обыкновенные складные,
с ручным или автоматическим раскрытием, в виде трости. По
назначению зонты разделяются на дождевые, солнечные и
специальные.
Зонт состоит из стержня,
каркаса (прутки и упоры), покрышки,
ручки и наконечника (рис. 91).
Обыкновенные зонты
раскрываются ручным поднятием каркаса,
зонты складные дают возможность
уменьшить длину зонта до 30 см
и менее, для чего имеются
раздвижной металлический стержень
и складные прутки.
Зонты автоматические
раскрываются при спуске нажимной
(внешней) пружины, для чего в
каркасе имеются внутренние
спиральные пружины. Зонты-трости
состоят из складного
(раздвигающегося) футляра с ручкой и
самого каркаса с покрышкой.
Футляр изготавливается из крашеной
тонкой полированной жести или
из пластмассы. Прутки, упоры, пружины, а также другие
детали каркаса большинства зонтов изготавливаются из проволоки
и стальной ленты холодного проката, стержень — из полированной
металлической трубки или древесины твердых пород, ручки,
наконечники и кончики прутков — из пластмасс, кости, рога,
древесины или металла.
Ремонт зонтов в основном производится путем замены
неисправных деталей новыми. При отсутствии новых деталей их
изготавливают в мастерских на имеющемся оборудовании
слесарными методами с подгонкой по месту установки.
Рис. 91. Каркас зонта:
/ — пруток, 2 — упор, 3 —
наконечник, 4 — коронкр, 5 — кончики, 6 —
гайка, 7 — внутренняя пружина, 8 —
стержень, 9 — внешняя пружина,
10 — ручка
После произведенного ремонта зонты.должны отвечать
следующим техническим требованиям:
узлы шарнирного соединения должны быть обработаны гладко,
закрепление концов прутков и упоров должно быть прочным;
на краях профилированных (желобчатых) прутков, упоров и
других деталей не допускаются раковины, вмятины, острые кромки
и заусенцы;
каркас, ручки и наконечники должны быть прочно прикреплены
к стержню.
Глава XII
ШВЕЙНЫЕ БЫТОВЫЕ -МАШИНЫ
§ 1. устройство
Швейные бытовые машины предназначены для сшивания тканей
прямой и зигзагообразной строчкой, обметывания петель,
пришивания пуговиц и крючков, производства декоративной строчки,
художественной вышивки и штопки. Большинство бытовых
швейных машин может выполнить зигзагообразную и декоративную
строчку, вышивание и штопку при помощи специальных
приставок, а у последних моделей сама конструкция швейных машин
предусматривает выполнение всех этих работ.
Все швейные бытовые машины независимо от конструкции имеют
четыре основные сборочные единицы (узла): челночное устройство,
нитепритягивательная система, механизм игловодителя и
механизм подачи ткани.
Кроме четырех основных узлов, швейные бытовые машины
имеют вспомогательные узлы и регулирующие механизмы: моталку,
служащую для наматывания нити на шпульку, и фрикцион, с
помощью которого при наматывании нитки на шпульку весь механизм
машины и ручной привод (у ручных машин) отключается.
К регулирующим механизмам относятся: регулятор частоты
строчки, регулятор подъема двигателя ткани над поверхностью
игольной пластины, регулятор натяжения верхней нити,
располагающийся на фронтальной доске, и регулятор натяжения нити,
работающий при помощи пружинки и винта, находящихся на
шпульном колпачке.
Челночное устройство служит для получения петель.
Применявшееся ранее устройство с качающимся челноком теперь
заменено центрально-шпулечным. Машины с таким устройством,
обладая большим преимуществом перед машинами с качающимся
челноком, имеют недсстаток, заключающийся в ограниченном числе
оборотов.
Нитепритягивательная система служит для образования
правильного, красивого и прочного шва. Если с помощью челночного
устройства вытягивается необходимая длина верхней нити
для обвода нижней, то с помощью нитепритягивателя убирается
обратно излишняя длина нити. Нитепритягиватели бывают
барабанного и шарнирного типа.
Для нормальной работы швейной машины челнок и нитепритя-
гиватель должны находиться в строгой зависимости один от
другого.
Одной из наиболее распространенных бытовых швейных машин
является машина ПМЗ класса 1-М (рис. 92), которая имеет шатунно-
кривошипный механизм иглы, расположенный в головке рукава.
Рис. 92. Швейная машина МПЗ класса 1-М:
/ — шарнирный винт, 2 — эксцентрик нитепритягивателя, 3 — главный вал,
4 — рукав, 5 — эксцентрик продвижения ткани, 6 — маховое колесо, 7 —
регулятор строчки, 8 — дышло, 9 — платформа, 10 — качающийся вал, // —
соединительная вилка, 12 — кривошип вала челнока, 13 — вал челнока, 14 — вал
продвижения ткани, 15 — вал подъема двигателя ткани, 16 — кривошип,
17 — челночное устройство, 18 — двигатель ткани, 19 — рычаг двигателя ткани,
20 — лапка, 21 — стержень лапки, 22 — регулятор натяжения верхней нитки,
23 — иглодержатель, 24 — игловодитель, 25 — соединительная шпилька, 26 —
соединительный рычаг
Механизм нитепритягивателя — кулачковый, имеющий
вращающийся эксцентрик 2. Нитепритягиватель колеблется относительно
шарнирного винта /, которым он прикреплен к приливу головки
рукава 4.
Эксцентрик нитепритягивателя 2 и соединительный рычаг 26
преобразуют вращательное движение главного вала 3 в
прямолинейные колебательные движения игловодителя 24 и иглы.
Механизм челнока приводит челночное устройство 17 во вра-
щательно-колебательное движение. Для этого на колене главного
вала на скользящей посадке закреплена головка дышла 8, которое
приводит в колебательное движение качающийся вал 10. В прорезь
вилки качающегося вала вставлен палец кривошипа вала челнока 12,
который приводит в колебательное движение вал челнока 13, а с ним
и челночное устройство.
Механизм двигателя ткани сообщает гребенке
возвратно-поступательное движение вверх и вниз. Для этого на главном валу 3
закреплен эксцентрик продвижения ткани 5, который входит в
соединительную вилку 11 продвижения ткани. Нижним концом вилка
соединена с кривошипом вала 14 продвижения ткани. К переднему
кривошипу вала продвижения ткани двумя винтами крепится
рычаг 19 двигателя ткани, на котором укреплен двигатель ткани 18.
Рис. 93. Принцип образования стежка в швейной машине:
а—г — процессы образования стежка; / — верхняя нитка, 2 — катушка,
3 — регулятор натяжения нити, 4 — нитепритягиватель, 5 — игла,
6 — игольная пластина, 7 — носик челнока, 8 — челнок, 9 — шпульный
колпачок, 10 — рейка
На соединительной вилке закреплен палец, который входит в паз
регулятора строчки 7. Регулятор шарнирным винтом соединен
с приливом стойки рукава.
При повороте регулятора изменяется угол наклона его паза.
Соединительная вилка опускается или поднимается, тем самым
изменяется величина стежка. Образование стежка происходит так.
Верхнюю нитку / (рис. 93, а) с катушки 2 вводят сначала между
шайбами регулятора натяжения нити 3, затем в ушко нитепритя-
гивателя 4 и со стороны длинного желобка в ушко иглы 5. Игла 5,
проколов ткань, проводит верхнюю нитку / под игольную
пластинку 6. В момент подъема иглы из нижнего крайнего положения
со стороны короткого желобка иглы образуется петелька, в
которую входит носик 7 челнока 8.
Игла поднимается вверх (рис. 93, б), а челнок 8 расширяет
петлю верхней нитки /. Ушко нитепритягивателя 4, опускаясь,
подает нитку челнока 8. Затем расширяющаяся петля верхней
нитки / обводится вокруг шпульки (рис. 93, в), вставленной в
шпульный колпачок 9.
Когда петля верхней нитки / (рис. 93, г) обведется вокруг
шпульного колпачка 9 челноком 8 более чем на 180°, ушко нитепритяги-
вателя 4, поднимаясь быстро вверх, выбирает нитку / из
челночного комплекта и затягивает стежок. Поднявшаяся рейка 10
перемещает ткань на величину стежка, а челнок 8, повернувшись в
обратном направлении, совершает холостой ход.
Рис. 94. Швейная машина «Чайка»:
/ — главный вал, 2 — эксцентрик, 3 — ведомая шестерня зигзага,
4, 16 — вилки, 5 — кулиса зигзага, 6 — рамка, 7 — ось, 8 —
дышло, 9 — соединительная вилка, 10 — маховое колесо, // — кулиса
регулятора строчки, 12 — регулятор строчки, 13 — рычаг
включения двигателя ткани, 14 — тяга, 15 — кулачок, 17 — челночное
устройство, 18 — прижимная лапка, 19 — иглозодитель, 20 —
рамка игловодителя, 21 — вал, 22 — тяга зигзага, 23 — ведущая
шестерня зигзага, 24 — регулятор зигзага
Швейные машины с автоматическим копировальным устройством
предназначаются для выполнения различных швейных работ
прямой и зигзагообразной челночной строчкой, а также для
декоративной отделки и швейных изделий.
Автоматическое копировальное устройство монтируется в
рукаве машины и кинематически связывается с узлом
горизонтальных перемещений иглы. Перед декоративной отделкой ткани
копировальному устройству задается программа в соответствии с
требуемым рисунком. Программа сочетает в себе различную во
времени совокупность горизонтальных перемещений иглы по ширине
зигзага и смещению относительно центра игольной пластинки,
а также подачи ткани, определяющей частоту зигзага.
Совокупность этих движений в процессе отделочных работ может создать
в принципе любой по конфигурации рисунок.
Швейная машина «Чайка» (класс 115-1) работает следующим
образом. Главный вал (рис. 94) / приводит в движение игловоди-
тель 19. При этом происходит преобразование вращательного
движения главного вала в возвратно-поступательное вертикальное
движение игловодителя, а вместе с ним и иглы. Процесс переплетения
нитей происходит так же, как ив других прямострочных машинах.
Особенность швейной машины «Чайка» состоит в том, что она
шьет не только прямой строчкой, но и зигзагообразной. Этот шов
образуется с помощью специального механизма, который работает
следующим образом. Ведущая
шестерня зигзага 23, закрепленная
на главном валу, передает
вращение шестерни зигзага 3 привода
механизма зигзага. На одном валу
с шестерней 3 жестко закреплен
эксцентрик 2, который вращается
в пазу вилки 4. Ее назначение —
преобразовать вращение
эксцентрика в колебательное движение
и передавать их рычагу 13, с
которым вилка сидит на общей оси.
Так как с рычагом шарнирно
связана кулиса 5, то колебания
рычага передаются и ей.
Кулиса зигзага имеет паз, в
который входит шпилька тяги 22.
Поэтому движение кулисы
передается тяге, которая соединена
с валом 21 рамки 20
игловодителя. В результате происходит
смещение иглы то вправо, то
влево, что и требуется для
образования зигзагообразной строчки.
Механизм зигзага вступает в работу (рамка с игловодителем
смещается в сторону) после того, как игла выйдет из ткани. Именно
в эти моменты происходит ее передвижение. Затем следует новый
укол в стороне от первого. Игла идет вверх. Образуется стежок.
Следует .новое перемещение рамки игловодителя, но уже в
противоположную сторону, и т. д.
Для регулировки ширины зигзага надо повернуть ручку
регулятора строчки 12, совместив соответствующую цифру на ручке
с риской на корпусе машины (цифры на ручке указывают ширину
зигзага в мм). В результате поворота ручки кривошип,
закрепленный на ее оси пальцем, устанавливает тягу в определенном месте
паза кулисы. При этом крайнее нижнее положение шпильки в пазу
кулисы соответствует наибольшей ширине зигзага, а при крайнем
верхнем положении ось шпильки совпадает с осью рычага и,
следовательно, тяга не совершает возвратно-поступательного
движения — строчка будет прямой.
Рис. 95. Швейная машина «Лада»
237:
/ — винт регулировки стержня
нажимной лапки, 2 — рукоятки установки
планок программирующего устройства,
3 — ручка регулировки ширины
строчки программирующего устройства,
4 — маховик, 5 — ручка регулировки
шага строчки, 6 — кнопка установки
движения иглы, 7 — переключатель
гребенки, 8 — платформа, 9 — иглово-
дитель, 10 — регулятор натяжения
нити
Кроме того, поворотом ручки, расположенной на рукаве, можно
регулировать величину смещения оси симметрии зигзага, а также
смещать прямую строчку вправо или влево. В этой ручке жестко
закреплен стержень (дышло) 8, передающий ее повороты
эксцентрику, который при помощи соединительного звена (рамка) 6
перемещает верхнюю ось кулисы.
Рис. 96. Программирующее устройство швейной машины
«Лада» 237:
а — в рабочем положении, б — вид снизу; / — корпус, 2 —
рукоятки рычагов, 3 — пластина, 4, 7 — коромысла, 5, //, 15,
20, 24 — рычаги, 6 — шпилька, 8, 21, 29 — пружины, 9,
23 — тяги, 10 — эксцентрик, 12 — винт, 13, 16, 19, 26 — оси,
14 — мостик, 17 — ограничитель, 18 — гайка, 22 — винт
шарнирный, 25 — корпус, 27 — барабан кулачковый, 28 —
поводок
В швейной машине «Чайка» ось челнока повернута на 90° по
отношению к- оси главного вала. Такое расположение челнока
позволяет выполнять зигзагообразную строчку одной или двумя
иглами. Поставленная на машине лапка для шитья зигзагообразной
строчкой может служить и для шитья прямой строчкой.
Швейная машина «Лада» 237 (производство ЧССР) (рис. 95)
по конструкции аналогична обычным швейным машинам, но
отличается наличием программирующего (копировального) устройства.
Программирующее устройство (рис. 96) монтируется в корпусе /
и крепится к рукаву машины тремя винтами. Восемь
программирующих кулачков на барабане 27, надетых на ось 26, получают
небольшие повороты по часовой стрелке (в периоды расположения
иглы выше ткани) от главного вала через конический эксцентрик 10,
колодочку и рычаг 11.
Угол поворота рычага И устанавливается (ограничивается)
шпилькой рычага при помощи рукоятки 2. После очередного
поворота кулачков при помощи фрикционной муфты рычаг // под
действием пружины возвращается в исходное положение, т. е.
прижимается к эксцентрику 10, а кулачки под действием тормозного
устройства остаются неподвижными до следующего перемещения.
К любому из кулачков при помощи рукоятки смещения оси
строчки может быть подведен рычаг 20, который через рычаг 24 и
тягу 9 передает движения влево коромыслу 7 изменения
положения оси строчки. В исходно» положение коромысло возвращается
пружиной 8, а рычаг 24 — под действием пружины 21.
С другой стороны к любому из кулачков рукояткой изменения
ширины зигзага может быть подведен рычаг, который по часовой
стрелке поворачивается кулачком, а в обратном направлении —
под действием пружины.
Рукоятки 2 имеют указатели, которые ставятся против
соответствующей цифры на корпусе.
Программирующее устройство отключается поворотом средней
рукоятки 2 влево на нулевое деление. При этом рычаг под
действием шпильки повернется по часовой стрелке и колодочка выйдет
из контакта с эксцентриком. Ширина строчки и смещение ее
относительно центра игольной пластины устанавливаются рукоятками.
§ 2. Ремонт -
Швейные бытовые машины обычно ремонтируются в мастерских
по ремонту бытовых металлоизделий. В этих мастерских отводится
участок с соответствующим оборудованием, приспособлениями и
инструментом для разборки и сборки швейных машин.
Для оборудования участка по ремонту швейных машин
рекомендуется установить стенд-верстак обкатки швейных машин
(рис. 97), разработанный Краснодарским филиалом
Научно-исследовательского технохимического института бытового
обслуживания (НИТХИБ).
Верстак снабжен поворотной турелью 3 для закрепления
швейной машины, электродвигателем 6 с гибким валом 2 для работы
шлифовальными и полировочными кругами и присоединения
цангового патрона для сверлильных работ.
Этим оборудованием можно выполнять такие работы, как
шлифование и полирование носика, пятки челнока, пазов и отверстий;
затачивание инструмента абразивным кругом, снятие наплывов и
зачистка сварочных швов; сверление и обработка отверстий. Кроме
того, для разборки, ремонта и изготовления некоторых деталей
применяется специальное приспособление (рис. 98).
Разборка швейной машины. При разборке
швейной машины для отвертывания гаек и болтов применяют ключи
только соответствующего размера. Лучше пользоваться торцовыми
и накидными ключами, так как применение плоских и разводных
ключей приводит к смятию граней гаек и головок болтов. Для
завертывания винтов подбирают отвертки, ширина лезвия которых
соответствует размеру головки винтов.
Ремонт швейных машин почти всегда связан с частичной или
полной их разборкой, поэтому перед разборкой необходимо
сначала ознакомиться с устройством той или иной сборочной единицы
(узла), установить назначение и взаимодействие отдельных деталей,
запомнить расположение и взаимодействие наиболее важных из
них.
Рис. 97. Стенд-верстак для ремонта и обкатки швейных машин:
/ — тиски, 2 — гибкий вал, 3 — поворотная турель, 4 — промежуточный
вал, 5 — переключатель, 6 — электродвигатель, 7 — автотрансформатор,
8 — педаль, 9 — защелка педали
Внутреннее устройство узлов изучают в процессе их
подетальной разборки. Прежде чем приступить к разборке швейной машины
или отдельных узлов, устанавливают порядок и способ разборки,
так как для снятия одной сборочной единицы (узла) или детали
часто требуется снять ряд других. Перед подетальной разборкой
отдельных узлов сначала изучают способы крепления отдельных
деталей, а также порядок и способы разборки.
При разборке аккуратно складывают детали в определенном
месте, не нагромождая одну на другую, во избежание их
деформации и повреждения. Рекомендуется складывать детали в специально
подготовленную для этой цели тару с ячейками для одного или
нескольких узлов. При складывании в тару деталей нескольких узлов
надо так комбинировать их, чтобы вместе лежали детали узлов,
не имеющих сходства между собой, чтобы не перепутать детали.
Мелкие детали (болты, гайки, шайбы, шпонки и др.) складывают
в отдельные ячейки.
Перед разборкой и в процессе разборки особо сложных и
ответственных узлов делают соответствующие схемы и зарисовки, а
также наносят метки на деталях. В дальнейшем это облегчит
подбор деталей при сборке.
При общем ремонте машины или при поломке деталей,
находящихся в рукаве машины, машину нужно разобрать.
Перед разборкой машины снимают приводной ремень. Отвернув
винт иглодержателя и вынув иглу, отвертывают винт нитенаправ-
Рис. 98. Приспособление для правки валов швейных машин:
/ — направляющие станины, 2 — левый центр, 3 — зажим, 4 — штанга,
5 — правый центр, 6 — струбцина для правки валов
ляющего крючка. Крючок снимают вместе с иглодержателем,
устанавливают игловодитель в крайнее верхнее положение и, открыв
защелку шпульного колпачка, вынимают его вместе со шпулькой
из челночного комплекта.
Затем снимают лапку, отвернув винт, крепящий ее к стержню,
фронтовую доску (ослабив крепящие ее к головке винты),
угольник, отвернув прикрепляющий его к стержню лапки винт, и,
вывинтив регулировочный винт лапки, вынимают шайбу и пружину.
Ослабив винт, удерживающий стержень лапки, вынимают его через
верхнее отверстие, удаляют кронштейн и подъемную муфту.
Вывернув контргайку и шарнирный винт рычага для подъема лапки,
снимают этот рычаг.
Затем ослабляют упорный винт шпильки игловодителя и
вынимают через верхнее отверстие головки машины игловодитель,
а из нижней головки шатуна игловодителя — освобожденную
шпильку.
После этого приступают к разборке регулятора натяжения
верхней нитки. Вывертывают шпильку из втулки регулятора на-
тяжения верхней нитки и вынимают ее вместе с нитепредохрани-
тельной пружинкой, нажимной гайкой, нажимной пружинкой,
пластинкой с перемычкой, тарелочками натяжения. После этого
удаляют втулку регулятора из отверстия головки, предварительно
отвернув упорный винт.
Затем, придерживая маховое колесо, отвинчивают влево винт
внутреннего конца интепритягивателя. Отвернув упорный винт,
находящийся с задней стороны головки машины и удерживающий
шпильку соединительного звена нитепритягивателя, и вынув из
гнезда шпильки, вынимают рычаг нитепритягивателя и снимают
шатун игловодителя. Поворотом махового колеса переводят колесо
главного вала в нижнее положение, через отверстие над коленом
главного вала отвертывают винты крышки шатуна челночного вала
и вынимают крышку через боковое отверстие в стойке рукава
машины.
Затем разбирают разъединитель махового колеса. Придерживая
маховое колесо, вывертывают фрикционный винт разъединителя
махового колеса. Сняв фрикционную шайбу и вывернув
установочный и два упорных винта, снимают маховое колесо и разбирают
моталку. Удаляют задвижную пластинку, немного приподнимая и
оттягивая к себе ее левый угол. Снимают игольную пластинку,
отвернув два ее винта. Машину кладут на бок и в этом положении
производят дальнейшую разборку. Вынимают челночный комплект
и разбирают его.
При разборке челночного вала отвертывают упорный винт,
вынимают слева направо осевую шпильку из втулки кривошипа-
вилки и из отверстий платформы машины, затем кривошип-вилку
вместе с шатуном челночного вала вынимают из рукава машины,
и, отвернув шарнирный винт, отделяют шатун от кривошипа-
еилки. Затем вынимают челночный вал, выколачивая шпильку,
которой задний кривошип челночного вала закрепляется на этом
валу. Медную выколотку ставят в центре вала со стороны заднего
кривошипа и легкими ударами молотка выколачивают вал из
задней и передней втулок.
Приступая к разборке вала подъема, вывертывают шарнирный
винт, присоединяющий к заднему кривошипу нижнюю головку
шатуна поднимающегося вала. Отведя немного на себя и влево
передний конец вала, снимают сначала задний его конец с заднего
центрового винта платформы, а затем, отвернув зажимной винт, —
передний кривошип вала.
Разобрав вал подъема, вынимают продвигающий вал и, вывернув
шарнирный винт, который присоединяет нижнюю головку шатуна
продвигающего вала к кривошипу, разъединяют шатун и
продвигающий вал.
Затем ослабляют гайку и вывинчивают передний центровой
винт продвигающего вала. Продвигающий вал вместе с реечной
вилкой снимают с заднего центрового винта, отводя его передний
конец на себя и отклонив затем немного влево. Снимают реечную
вилку с ее заднего центрового винта, предварительно отвернув ее
передний центровой винт. Снимают кривошип, закрепленный на
заднем конце вала, отвернув зажимной винт.
После этого приступают к удалению из рукава машины главного
вала. Через круглое отверстие в стенке рукава вывинчивают
упорный винт эксцентрика и через отверстие на задней боковой стороне
головки машины — установочный и упорный винты, которые
закрепляют кривошип с противовесом на переднем конце главного вала.
Отвернув упорный винт задней втулки этого вала, ставят
машину на платформу и, повернув вал так, чтобы колено его заняло
крайнее нижнее положение, выколачивают главный вал с помощью
медной выколотки. Продвинув вал назад, снимают кривошип с
противовесами и продолжают выколачивать главный вал до тех порг
пока он не выйдет из передней втулки. Затем вынимают его из
рукава машины и отворачивают винты, закрепляющие втулку
разъединителя махового колеса. Зажав в тиски втулку главного вала,
выколачивают его из втулки разъединительного махового колеса,
после этого освобождают из тисков заднюю втулку.
Наклонив рукав машины, через нижнее отверстие стойки
рукава вынимают шатун главного вала вместе с эксцентриком.
Шатун зажимают в тиски, отворачивают винты головки шатуна,
снимают ее и вынимают эксцентрик. Машину ставят на головку и
вывертывают винт регулятора стежка, а через заднее отверстие
стойки рукава — винт, присоединяющий рычаг регулятора стежка
к стенке рукава машины. Через нижнее отверстие стойки рукава
вынимают шатун-вилку и с помощью длинной выколотки
выколачивают из рукава переднюю втулку.
Заканчивают разборку машины отделением рукава от
платформы: положив машину на бок, отворачивают четыре винта,
которыми платформа машины присоединена к рукаву. Затем ставят
машину в нормальное положение и легкими ударами деревянного
молотка по платформе отделяют ее от рукава машины. После
разборки машины детали промывают в керосине или кипятят в
растворе соды для удаления загустевшего масла и ржавчины. Чистые
детали осматривают, выясняют степень их износа, места поломок,
ремонтируют или заменяют новыми.
Затем швейную машину собирают в порядке, обратном разборке.
После сборки для притирки установленных деталей машину
обкатывают на стенде-верстаке (см. рис. 97).
Отремонтированную машину устанавливают на стенде и
закрепляют в каретке турели, конструкция которой позволяет
поворачивать машину в горизонтальной плоскости на 360° и под любым
углом наклона к вертикальной оси, что дает возможность
производить ремонт и обкатку машины на стенде без дополнительной
, перестановки.
Для обкатки маховое колесо швейной машины соединяют
ременной передачей с соответствующим шкивом "электродвигателя
в зависимости от требуемой частоты вращения (700—1200 об/мин).
Вал электродвигателя соединен со шкивом фрикционной
муфтой, которая позволяет осуществлять плавный пуск швейной ма-
шины при опробовании ее шитьем. При обкатке машины педаль 5
(см. рис. 97) фрикционной муфты нажимают так, чтобы защелка 9
зафиксировала ее.
Наладка швейных машин заключается в проверке
правильности сборки, подгонке и установке деталей и узлов в
положение, обеспечивающее нормальное их взаимодействие в процессе
работы.
В работе бытовых швейных машин после сборки могут
возникнуть различные неисправности в результате несогласованности
взаимодействия работы механизмов.
Хорошей строчкой считается такая, в которой равные стежки
расположены прямолинейно, стаченные ткани в шве плотно
притянуты друг к другу и при раскрытии шва не видно ниток строчки.
При нормальном вытягивании шва нитки строчки не обрываются.
Переплетение ниток в стежках внутри тканей не должно быть видно
ни сверху, ни снизу.
Плохой строчкой считается слабая или тугая строчка,
переплетение ниток сверху или снизу тканей.
Слабая строчка — нитки переплетаются посредине
сшиваемых тканей. Если ткани в шве отходят друг от друга и между
ними видны нитки, которыми сшиты эти ткани, следует увеличить
натяжение нижней и верхней ниток.
Тугая строчка — нитки строчки, имея большое
натяжение, стягивают ткани в шве. При стачивании тонких тканей
поперек линии строчки возникают сборки; стачивание более толстых
тканей не дает сборок, но при растяжении строчки нитки в шве
обрываются. Этот дефект устраняют ослаблением натяжения
нижней и верхней ниток.
Переплетение ниток сверху тканей —
верхняя нитка в процессе стачивания тканей перетягивает нижнюю и
они переплетаются сверху тканей. Для устранения этого дефекта
ослабляют натяжение верхней нитки. Если строчка окажется
слишком слабой, следует увеличить натяжение нижней нитки и
соответственно увеличить натяжение верхней. В ряде случаев
переплетение ниток сверху наблюдается не по всей длине строчки, а на
отдельных ее участках. Такое явление может возникнуть из-за
плохого качества верхней нитки, на которой имеются утолщения,
вызывающие зажим нитки в шайбах регулятора натяжения. Такой
дефект может возникнуть и при наличии царапин, заусенцев или
ржавчины в местах соприкосновения нитки с деталями заправки
(нитенаправителями, деталями регулятора натяжения).
Переплетение ниток снизу тканей — нижняя
нитка перетягивает верхнюю и они переплетаются снизу. Для
устранения этого дефекта увеличивают натяжение верхней нитки.
Если строчка получилась тугой, ослабляют натяжение нижней
нитки, а затем, чтобы добиться переплетения ниток внутри тканей,
ослабляют натяжение верхней нитки. Иногда переплетение ниток
снизу происходит лишь на отдельных участках строчки. В этом
случае проверить, нет ли на нитке утолщений, хорошо ли она намо-
тана на шпульку, нет ли заусенцев или царапин на деталях
челночного комплекта.
В некоторых случаях при сшивании тканей снизу выскакивают
отдельные петельки. В этом случае проверяют продвижение ткани
по времени: если рейка продвигает ткань, когда стежок еще не
затянут, то в большинстве швейных бытовых машин регулируют
своевременность продзижения тканей.
Пропуски стежков возникают в результате
неправильного взаимодействия иглы и челнока. Причинами неправильной
работы иглы являются:
неисправности иглы (тупая, изогнутая, неправильно
подобранная по типу, группе или номеру); тупая игла разрывает нитки ткани
и протаскивает их в отверстие игольной пластинки, что вызывает
более позднее образование петельки из верхней нитки; в этом
случае иглу необходимо заменить; при изогнутой игле петелька
образуется далеко от носика челнока; проверить прямолинейность
иглы лучше всего на задвижной пластине, прокатывая ее и
определяя равномерность зазора по длине иглы. При неправильном
подборе иглы по группе, типу или номеру пропуски стежков
возникают вследствие применения иглы с другими параметрами,
особенно ее размерами;
неправильная установка иглы по высоте. Если игла установлена
высоко, то носик челнока не захватит ее петельку, если низко,
образуется петелька увеличенных размеров, которая в силу своих
физических свойств стремится повернуться вокруг оси иглы;
недостатки в деталях механизма иглы, вызывающие продольный
или поперечный люфт игловодителя (изношены соединения пальца
поводка с нижней головкой шатуна, верхней головки с пальцем
кривошипа или втулок в сопряжении с игловодителем);
разработанное отверстие в игольной пластинке, в результате
чего игла затаскивает в него ткань и петелька на игле образуется
позже;
неправильная установка лапки или игольной пластинки, что
приводит к отклонению иглы от челнока;
неправильная установка желобков иглы по отношению к носику
челнока.
Причинами неправильной работы челнока
являются:
тупой носик челнока;
неправильно отрегулированное время подхода носика челнока
к игле или зазор между ними;
износ или ослабление соединений деталей механизма челнока.
К выявлению причин пропуска стежков приступают, начиная
с механизма иглы, так как этот дефект чаще всего возникает в этом
механизме.
Плохое продвижение ткани может происходить из-за
неправильной работы рейки или лапки и связанных с ними узлов механизма
двигателя ткани. При .нормальной работе машины рейка
продвигает ткань вдоль строчки на определенную величину стежка после
каждого прокола иглы. При этом стежки должны быть
одинаковой величины, а ткань не должна сдвигаться из-под лапки
в сторону.
Причинами неправильной работы рейки
являются:
дефекты рейки —.выкрошились или затупились зубцы, в этих
случаях заменяют-рейку;
неправильная установка рейки по высоте — зубья рейки недо--
статочно поднимаются над игольной пластинкой; рейку в этом
случае регулируют по высоте;
слабая затяжка гайки регулятора длины стежка, в результате
в строчке появляются стежки неодинаковой длины;
ослабление соединений механизма двигателя ткани.
Причинами неправильной работы лапки
являются:
неправильная установка лапки относительно рейки по высоте,
в результате ткань продвигается неравномерно или вообще не
продвигается;
неправильно отрегулированное давление лапки на ткань; при
слабом давлении зубья рейки плохо захватывают ткань и
продвигают ее на меньшую величину стежка, чем требуется;
при чрезмерно сильном давлении лапки на ткань нижняя ткань
будет продвигаться на большую величину по сравнению с
верхней;
непараллельность лапки по отношению к рейке, ткань при
этом сдвигается из-под лапки в сторону;
царапины или заусенцы на подошве лапки, из-за которых лапка
задерживает верхнюю ткань, в результате чего нижняя будет поса-
живаться.
Поломка иглы. Причинами поломки иглы могут быть:
игла установлена низко;
люфт или неправильно установлены лапка, игольная пластинка,
челнок, шпульный колпачок;
ткань продвигается в момент нахождения иглы в нижнем
положении (в некоторых бытовых швейных машинах можно
отрегулировать своевременность продвижения тканей);
неаккуратное прошивание утолщений или швов.
Поломка иглы может вызвать в машине и ряд других неполадок
(поломку деталей, с которыми соприкасается игла, нанесение на
них царапин и образование заусенцев).
Обрыв верхней нитки. Причины обрыва верхней
нитки могут быть различны, поэтому во время заправки верхней
нитки обращают внимание на состояние деталей, с которыми
соприкасается игла на пути от катушки до челнока.
Причинами обрыва верхней нитки являются:
плохое качество нитки;
тугое или слишком свободное вращение катушки на катушечном
стержне;
неправильная заправка верхней нитки;
чрезмерно сильное натяжение нитки в результате '
натяжения;
несоответствие номера иглы номеру ниток;
заусенцы или шероховатости на нитенаправителях, шпильке
и шайбах регулятора натяжения, компенсационной пружинке,
глазке нитепритягивателя, в ушке и желобках иглы, отверстиях
лапки и игольной пластинки, двигателе челнока, челноке,
шпульном колпачке, шпуледержателе.
Обрыв нижней нитки. Нижняя нитка обрывается
значительно реже верхней, так как имеет меньшее натяжение и
соприкасается с меньшим количеством деталей. Причинами обрыва
нижней нитки являются:
плохое качество нитки;
сломаны или помяты стенки у шпульки; , '
слабая или неравномерная намотка нитки на шпульку;
неправильная заправка нитки;
наличие царапин или заусенцев в местах соприкосновения
нижней нитки с деталями челночного комплекта или отверстием
игольной пластинки.
Тяжелый ход машины. Его определяют поворотом
махового колеса. Причинами тяжелого хода могут быть»
попадание нитки в челночный комплект;
работа на несмазанной машине;
загустение масла, ржавчина в местах соприкосновения
деталей.
Для устранения этого дефекта машину разбирают, удаляют
ржавчину, промывают детали в керосине, протирают насухо и
смазывают свежим, соответствующей консистенции маслом.
Технические требования. Швейные машины после
ремонта должны отвечать следующим техническим требованиям:
крепежные винты и гайки должны быть туго затянуты и отвечать
техническим требованиям завода-изготовителя; машина должна
иметь плавный, ровный ход и давать правильную строчку с
нормальной утяжкой, без пропусков и обрывов нити; шаг стежка,
натяжение верхней и нижней нити, сила прижима ткани лапкой,
частота вращения (число оборотов) главного вала, изменение
направления хода гребенки и натяжение приводного ремня должны
легко регулироваться; поверхности деталей, соприкасающихся
во время работы машины с нитками, и отверстия, через которые
проходят нитки, должны быть тщательно отполированы, а кромки
этих поверхностей притуплены;
механизм подачи ткани должен хорошо опускаться и
осуществлять равномерную подачу ткани в прямом и в обратном
направлениях; не допускается люфт нитепритягивателя, игловодителя,
рамки игловодителя и шатуна.
Заменяемые детали должны соответствовать техническим
условиям и чертежам данного типа швейной машины. Вспомогательные
материалы, применяемые при ремонте, не должны отражаться на
качестве работы и ухудшать внешний вид швейной машины.
Глава XIII
ЗАТОЧКА РЕЖУЩЕГО ИНСТРУМЕНТА
Заточкой и доводкой режущего инструмента называется
восстановление нормальной режущей его способности абразивными
кругами, брусками различной зернистости или напильниками.
Заточку осуществляют на заточных станках (точилах) с одним или
двумя абразивными кругами.
Абразивные бруски могут быть различной формы: квадратные
БКв, плоские БП, трехгранные БТ, круглые БКР, полукруглые
БПкр. Абразивные бруски изготавливают из электрокорунда
белого или карбида кремния зеленого с зернистостью 16, 12, 10,
8, 6, 5,.4, 3, М40, М28, М20, М14 различной твердости. При заточке
и правке бруски смачивают водой, керосином или маслом.
Рис. 99. Профиль и элементы зубьев пил:
/ — полотно пилы, 2 — задняя грань, 3 — высота зуба, 4 —
вершина, 5 — пазуха (впадина), 6 — шаг, 7 — передняя режущая
кромка, 8 — передняя грань, 9 — кромка для продольного
пиления, 10 — кромка для смешанного пиления, // — кромка для
поперечного пиления
При заточке инструментов кругами следует иметь в виду, что
твердость одного и того же круга существенным образом изменяется
от условий его работы — окружной скорости, толщины снимаемого
слоя, скорости подачи, твердости и вязкости затачиваемого
инструмента. При увеличении окружной скорости одной и той же подачи
инструмента уменьшается толщина стружки, снимаемой каждым
зерном, и усилие выкрашивания зерна. Поэтому круг будет
казаться более твердым, чем при меньшей скорости его вращения.
Чем тверже материал затачиваемого инструмента, тем быстрее
тупятся зерна и тем быстрее должны вступить в работу новые,
острые зерна круга. Следовательно, чем тверже инструмент, тем
мягче должен быть абразивный круг.
Заточка п и л, д л я дерева. Грани зубьев пил (рис. 99),
предназначенных для продольной распиловки, затачивают под
прямым углом к боковой поверхности зуба. У пил для поперечной
распиловки переднюю и заднюю грани зубьев затачивают под
острым углом к боковой поверхности (косая заточка). Косую заточку
зубьев делают на обеих гранях. Угол косой заточки для обычной
торцовки хвойной древесины делают от 45 до 50°; для чистовой
торцовки хвойной древесины и для торцовки древесины твердых
лиственных пород угол заточки должен быть 60—70°.
Зубья пил затачивают абразивными кругами или напильниками.
Для заточки пил по дереву применяют трехгранные, ромбические,
круглые и плоские напильники. В целях сохранения профиля
зубьев и уменьшения износа пилы при заточке снимают с передней
и задней граней зуба одинаковый слой металла. Во избежание
появления цветов побежалости (засинения) зубьев при" заточке
пилы на абразивном круге пилу затачивают за несколько проходов
(не менее трех). При последнем проходе легким нажимом зуба на
круг формируют и доводят режущие кромки.
Рис. 100. Приспособления для развода зубьев пил:
а —- ручная разводка, б — разводные щипцы для
тонких пил
Предварительную заточку пил рекомендуется производить
кругами средней твердости С и СТ (зернистость 50—40), окончательную
заточку — кругами зернистостью 16—12, а доводку — кругами
зернистостью 10—6.
После заточки пилы для уменьшения трения Задних
поверхностей зубьев о поверхность пропила зубья пилы разводят, т. е.
поочередно отгибают один зуб в одну сторону, следующий в другую
и т. д. Величину развода зубьев делают в зависимости от породы
и влажности разрезаемой древесины, от ширины пилы (и диаметра
если пила дисковая). У новой пилы развод зубьев делают на 0,1 —
0,15 мм больше. Величина развода зубьев с обеих сторон должна
быть одинаковой и не превышать половины толщины полотна пилы.
Применяют следующие способы развода зубьев: отгиб зуба
ручной разводкой (рис. 100), специальными щипцами (оба для
тонких пил), отгиб зуба ударом молотка, зуб пилы при этом способе
помещают на наковальне, имеющей скос, соответствующий
требуемой величине развода; отгиб зубьев на специальных станках.
Величину развода проверяют шаблоном или индикаторным
прибором (рис. 101, а—в). Развод вручную необходимо делать по
шаблону «впритирку». Шаблон должен только слегка касаться
кончика зуба. Лучше применять двусторонние шаблоны, у которых
одна сторона (проходная) имеет зазор, равный заданной величине
развода плюс 0,65 мм.
При разводе вручную пилу зажимают в тиски или закрепляют
в щель пропила зубьями вверх. Для затачивания и развода полотно
Рис. 101. Шаблоны для проверки величины развода пил:
а — с регулируемым зазором, б — двусторонний с проходной и
непроходной сторонами, в — индикаторный прибор
пилы закрепляют несколько ниже оснований зубьев. При разводе
отгибают только верхнюю часть зуба ■— не более 1/3 его высоты.
Для устойчивости развода при отгибании зуба одновременно
повертывают его переднюю грань во внешнюю сторону.
Все зубья должны быть одинаковы по высота, шагу и углу при
вершине, не иметь заусенцев и цветопобежалости на режущих
кромках. У пил для поперечной распиловки косая расточка должна
быть одинаковая на обеих гранях. Отклонение величины развода
у зубьев не должно превышать 0,1 мм.
Заточка строгальных железок. Строгальные
железки — шерхебельные, рубаночные одинарные, рубаночные
двойные, полуфуганочные двойные, фуганочные двойные, цинубель-
ные, зензубельные, гальтельные, калевочные и др. — выпускаются
толщиной лезвия не менее 0,3 мм (без окончательной заточки).
Железки затачивают на точильных станках, «мокром точиле» и
брусками (рис. 102, а—г).
При заточке железок необходимо соблюдать следующие правила:
круг должен иметь твердость М или С, зернистость точильного
круга должна быть: для
предварительной заточки
32—20, окончательной —
16—20 и доводки — 8—5,
заточку выполняют за один
проход плоскими кругами,
это облегчает последующую
заточку брусками.
Направляющие у
суппортов должны быть строго
прямолинейными и
горизонтальными. Круг должен
вращаться в направлении
от режущей кромки к
задней стороне железки.
Нажим должен быть легким,
одинаковым по всей длине
железки. Толщина слоя,
стачиваемого за один
проход, не должна превышать
0,01 мм,.скорость
продольной подачи железки при
первых проходах должна
быть не более 200—250 мм/с,
а в конце заточки при
формировании режущей
кромки — не более 80—100 мм/с.
После заточки
проверяют прямолинейность
режущей кромки (вогнутость
или выпуклость не должны
превышать 0,2 мм). При
строгании хвойной
древесины угол заострения ножа
железки должен быть 30—40°, при строгании твердых пород — 50°.
После снятия заусенцев режущую кромку доводят мелкозернистым
бруском, смазанным машинным маслом. Заусенцы снимают бруском.
При доводке вогнутой режущей кромки брусок к ней легко
прижимают под небольшим углом^
Режущие кромки рубаночных, фуганочных и цинубельных
железок должны быть перпендикулярны к продольным граням.
Кромка загнутого конца контржелезки должна плотно прилегать
по всей ширине к полированной поверхности рабочей части железки
Рис. 102. Заточка и правка ножей, железок
и стамесок:
а — заточка ножа электрорубанка, б — заточка
железки рубанка на «мокром точиле», в —
заточка на бруске, г — правка на бруске
с зазором не более 0,1 мм. Разница в ширине контржелезки в месте
соединения с железкой допускается не более 0,5 мм.
Заточка стамесок. Стамески затачивают на круге
на заточном станке и брусками под углом 25—30°. После заточки
на круге режущие кромки стамески доводят мелкозернистым
бруском. Сначала доводят поверхность, обработанную абразивным
кругом, затем стамеску кладут противоположной стороной на по-*
верхность. бруска и несколькими кругообразными движениями
снимают заусенцы. Брусок во время доводки инструмента
смачивают водой или смесью, состоящей из одной части глицерина и
двух частей денатурированного спирта; такая смесь легко смывается
с бруска водой.
Бруски периодически необходимо промывать теплой водой или
смесью, состоящей из одной части вазелинового масла и трех частей
керосина.
Радиусные стамески затачивают на абразивном круге и бруске
так же, как и плоские, при заточке равномерно поворачивая
стамеску по окружности режущей кромки. Заусенцы у радиусной
стамески снимают брусками, имеющими профильную поверхность,
соответствующую профилю режущей кромки стамески.
Заточка ножей. Ножи затачивают на заточных станках
(точилах) с использованием приспособлений для равномерного
снятия слоя металла, при этом используют плоские круги (ПП):
для предварительной заточки зернистость круга 32—20, для
окончательной — 16—10, для доводки — 8—5. Круги — мягкие или
средней твердости. Круг должен вращаться в направлении от
лезвия к обушку.
Угол заточки ножа (угол резания) — 25—40°. После заточки
на круге для снятия заусенцев и окончательной доводки нож
обрабатывают (правят) мелкозернистым бруском. При правке брусок
смачивают водой или смесью, состоящей из одной части глицерина
и двух частей денатурированного спирта. Бруски периодически
промывают теплой водой.
Дисковый и зубчатый ножи ломтерезки затачивают на станке
только с одной стороны (фаска — до 15 мм). Зубчатый нож
затачивают фасонным кругом. После заточки мелкозернистым бруском
снимают заусенцы.
Режущие свойства столовых, буфетных и хозяйственных ножей,
изготовленных из нержавеющей и углеродистой стали не выше
марок У8—У8А, проверяют резанием сухого дерева или карандаша;
гастрономических, ремесленных, промысловых, складных (садовых), -
изготовленных из углеродистой стали, — десятикратным
перерезанием косым резом свежесрезанных прутьев бука, березы, ясеня и
т. п. диаметром 6—15 мм. Срез должен быть ровным и гладким,
а лезвие после испытания не должно иметь следов смятия.
Четырехперые (крестообразные) ножи и решетки мясорубок
затачивают на станке абразивным кругом, угол'заточки у каждого
пера после заточки должен быть 70°. Чтобы четырехперый нож
плотно, без просвета прилегал к поверхности решетки, после
затонки на круге снимают заусенцы и притирают плоские его
поверхности на притирочной плите с применением пасты ГОИ.
Решетку мясорубки затачивают сначала на круге, при этом
снимают небольшой слой металла, а затем производят притирку.
Ножи-решетки мясорубок облегченной конструкции и
мясорубок с дисковыми ножами самозатачиваются и дополнительной
заточки не требуют.
Заточка ножниц. В зависимости от назначения
ножницы подразделяются на портновские, закройные, канцелярские,
хозяйственные, парикмахерские, карманные, ногтевые,
маникюрные, пяличные, для резки металла, бордюрные, для разделки
птицы, для стрижки озец, петельные, садовые (секаторы),
хирургические, шпалерные.
В мастерских по ремонту бытовых металлоизделий режущие
кромки ножниц обычно затачивают на заточных станках
плоским кругом ПП450 х 40 х
{ 2 х 127Э10СТ1 с последую-•
, * * 3 После заточки и ремон-
Рнс. 103. Парикма;серская(клинковая) бритва: та ножницы должны иметь
/ - спинка, 2 - хвостовик, 3 — пятка, 4 - ре- ПЛЭВНЫЙ ХОД ЛеЗВИЙ В Шар-
жущая кромка (жало), 5 — полотно, 6 — головка НИОЗХ ПОИ ЭТОМ ВИНТ
НОЖНИЦ не должен
отвинчиваться в процессе работы; лезвия должны резать любым участком
режущей кромки; концы лезвий в сомкнутом положении не должны
произвольно расходиться.
Режущие свойства лезвий ножниц проверяют: разрезанием
фланели в один слой с использованием режущих кромок по всей
длине лезвий (ножницы с кольцевыми ручками* и шарнирные),
края реза должны иметь четко выраженную линию. Ножницы для
стрижки овец испытывают разрезанием ваты.
Заточку садовых ножниц проверяют перерезанием 10 ветвей
сырого дерева мягких пород диаметром 10—15 мм, при этом срез
должен быть чистым, гладким, без заметного сжатия Древесины
и повреждения коры. После указанных испытаний лезвия не должны
иметь выкрошенных мест и заметного притупления.
Заточка парикмахерских бритв (клинковых).
Парикмахерская бритва (рис. 103) состоит из клинка и ручки. У
клинка различают полотно 5 и хвостовик 2. Полотно имеет головку 6,
спинку /, режущую кромку (жало) 4 и пятку 3. Чем шире лезвие,
тем толще обушок, и наоборот.
Затачивать только режущую кромку нельзя, так как при этом
изменяется угол резания и ухудщаются режущие свойства бритвы,
поэтому при затачивании бритвы по мере обработки лезвия
соответственно стачивают грани обушка. Бритвы затачивают на станках
шлифовальными кругами, электрокорундом нормальным на кера-
мической или бакелитовой связке твердостью С1, С2, СМ1, СМ2
с последующей шлифовкой войлочными или фетровыми кругами
диаметром 60—80 мм с применением шлифовальных порошков
электрокорунда белого зернистостью 12, 6, 3, М20, М14 или
пастой ГОИ.
Сначала шлифуют кругами с микропорошком М28, М20, а затем
снимают заусенцы и полируют пастой ГОИ или- пастой,
приготовленной из следующих компонентов (в массовых частях): окись
хрома — 50, парафин — 8, стеарин — 15, воск — 4, сало говяжье
техническое — 8, микропорошок М10 или М7—15.
Каждую последующую шлифовку выполняют так, чтобы с
обрабатываемой поверхности снимались все риски, оставленные зернами
шлифующего материала. Шлифование выполняют осторожно, так
как эту операцию осуществляют, как правило, без применения
охлаждающей жидкости.
После шлифования и полирования или при незначительном
затуплении лезвия бритву правят на мелкозернистом бруске
и окончательно — на ремне. Для правки бритв применяют бруски
электрокорундовые белые на керамической связке формы БП
размеров 200 х 20 х 100 зернистостью 4, 3, М28, М20, М7, М5 и
твердостью СТ1, СТ2, Т1, Т2, С1, С2.
Вручную на брусках бритву правят кругообразным движением
по бруску. При этом обушок бритвы должен касаться поверхности
бруска и находиться в одной плоскости с режущей кромкой.
Брусок во время правки смачивают маслом или керосином.
Окончательную правку лезвия бритвы выполняют на покрытом 'пастой ремне,
а затем на брезентовом ремне.
Электролитический метод заточки клинковых бритв основан на
анодном растворении металла, в результате чего лезвие бритвы
заостряется. Электролитическая затОчка позволяет получить лезвие
бритвы с очень высокими режущими свойствами. Для
электролитической заточки используют железные ванночки, покрытые эмалью
или винипластом, вместимостью 500—550 см3. В качестве
электролита используют раствор следующего состава (%): хромовый
ангидрид — 10—13, вода — 9—13, железо — 1—3, фосфорная
кислота — 80—87. Режим работы: плотность тока 10—20 А/м2,
температура электролита 70° С, продолжительность выдержки 8—10 с.
Перед погружением бритвы в электролит лезвие затачивают на
фетровых кругах, покрытых микропорошком М28 или М10, или
пастой ГОИ, затем бритву обезжиривают в бензине. Обезжиренное
лезвие бритвы погружают в электролит так, чтобы раствор
покрывал лишь фаски бритвы, при этом положительный полюс источника
тока подключают к бритве. После заточки бритву промывают в воде
и насухо вытирают.
Толщина режущей кромки бритвы после заточек должна быть
не более 1,5 мкм, а угол заточки — 13—19°. Для проверки
равномерности заточки лезвия по всей длине пользуются круглым и
ровным деревянным стержнем диаметром 10—12 мм. При легком
нажиме и движении режущей кромки бритвы по деревянному стержню
на нем образуется выпучина, которая пропадает, как только нажим
прекращается. При равномерной толщине заточенной режущей
кромки выпучина получается одинаковой по всей длине. Качество заточки
режущей кромки бритвы проверяют срезанием человеческого волоса
на расстоянии 10 мм от места зажима пальцами, при хорошо
заточенной режущей кромке при одном прикосновении ее волос должен
срезаться.
Заточка гребенок (ножей) машинок для
стрижки волос. Машинки ручные рычажные для стрижки
волос состоят из подвижного и неподвижного рычагов, подвижной
Рис. 104. Станок для заточки ножей машинок для стрижки
волос:
/ — планшайба, 2 — защитный кожух, 3 — верхний подшипник,
4 — вертикальный вал, 5 — нижний подшипник, в — шкив, 7 —
клиновидный ремень, 8 — электродвигатель
гребенки (ножа), неподвижной гребенки, спиральной пружины
винта, ругулирующего натяжение пружины, фасонной гайки,
шайбы и чехла. Гребенки изготовлены из углеродистых сталей У8,
У10 или У10А и термически обработаны, затачиваются с
шероховатостью поверхности: режущих — по 8—9-му классу, внешних—
по 9-му классу.
Гребенки затачивают.на специальном станке (рис. 104) на
чугунной планшайбе / диаметром 300 мм с применением смеси из
мелкого абразивного порошка и керосина или пастой ГОИ. Нижний
конец вала клиновидным ремнем 7 соединен с электродвигателем 8.
При заточке гребенку рабочей поверхностью прижимают рукой
к вращающейся планшайбе и равномерно перемещают в
радиальном направлении. Заточка длится 1—2 мин.
Рис. 105: Коса:
/ — носик, 2 — вороток, 3 — полотно, 4 —
обушок, 5 — мысик, 6 — шейка, 7 — пятка,
8 — шипик, 9 — фаска, 10 — лезвие, // —
острие носика
Рейсфедер затачивают (заправляют)
вручную на мелкозернистом бруске электрокорунда белого зернистостью
4—3 твердостью СТ1. Перед заточкой обе щеки рейсфедера винтом
плотно прижимают друг к другу. Вначале движением по бруску
делают овальность носику рейсфедера. Затем несколькими
круговыми движениями по бруску затачивают нижнюю щеку, потом
таким же порядком верхнюю. Обе щеки рейсфедера должны иметь
одинаковую длину.
Правильность заточки
проверяют проведением линии на
бумаге. Рейсфедер не должен
царапать бумагу.
Садово-огородные
лопаты, мотыги
затачивают обычно
напильником на толщину лезвия не
более 0,5 мм, с фаской
шириной 4—5 мм.
Отбивка (заточка)
кос. Косы (рис. 105) по
конструкции представляют собой длинное, слегка изогнутое
цельностальное полотно с заточенным лезвием (жалом), отбортованным на
угол 80—90° «обушком», остроконечным «носиком» и
крючкообразной, отогнутой от плоскости полотна на 20—30° «пяткой». Лезвие
косы имеет фаску шириной 4 мм, не доходящую до острия носика
на 30 мм. Изготавливаются косы цельностальные способом
свободной ковки из прутковой круглого профиля стали У7А или У8А с
последующей, термической обработкой.
Косы приводят в рабочее состояние путем отбивки лезвия при
помощи кособойных молотков и маленьких наковален —бабок
косоотбойных. Лезвие (жало) отбивают ударами молотка
параллельно острию (при ударах поперек лезвия полотно растягивается,
образуя складки). Новую косу отбивают после предварительной
выточки на абразивном круге. Жало после отбивки должно быть
ровным, гладким, слегка желобчатым, одинаковой ширины и
толщины и таким острым и упругим, чтобы под нажимом ногтя
прогибалось, но не деформировалось.
Глава XIV
ОСНОВНЫЕ СВЕДЕНИЯ ОБ ОРГАНИЗАЦИИ И ЭКОНОМИКЕ
ПРЕДПРИЯТИЙ ПО РЕМОНТУ БЫТОВОЙ ТЕХНИКИ
И МЕТАЛЛОИЗДЕЛИЙ
В целях наиболее полного удовлетворения потребностей
населения в товарах культурно-бытового и хозяйственного назначения
в нашей стране из года в год увеличивается производство,
ассортимент и повышается их качество.
Главная задача, которую'призваны решать предприятия по
ремонту бытовой техники и металлоизделий, состоит в полном
удовлетворении запросов и потребностей населения в ремонте
бытовой техники и металлоизделий.
§ 1. Организационная структура и планирование
Организационная структура. Общее
руководство предприятием осуществляет директор, на которого возложена
ответственность за сохранность и рациональное использование
производственных фондов, выполнение государственных планов,
осуществление технического прогресса и неуклонный рост
производительности труда, за обеспечение лучших условий труда
и улучшение материальных и бытовых условий работников
предприятия.
Техническое руководство предприятием осуществляет главный
инженер — первый заместитель директора. Он отвечает за
разработку технического развития предприятия и внедрение новой
техники, прогрессивной технологии и передовых методов
организации производства, за.подготовку производства, его
регулирование и обслуживание.
Основным звеном аппарата управления, обеспечивающим
нормальный ход процесса ремонта и четкую организацию труда не-
посредс1 венных исполнителей, является производственный отдел
(участок).
Планирование. Планирование на предприятиях по
ремонту бытовой техники и металлоизделий направлено на
увеличение объема услуг, оказываемых населению, сокращение сроков
выполнения и улучшение качества работ и услуг, повышение
культуры обслуживания и эффективности работы предприятий
путем систематического выявления и максимального использования
резервов для повышения производительности труда, снижения
себестоимости работы и услуг, повышения рентабельности и
ускорения оборачиваемости оборотных средств, на внедрение передовой
техники, прогрессивной технологии ремонта и передовых методов
организации ремонтных работ, широкого использования достижений
новаторов производства и обслуживания, на усиление
материальной заинтересованности коллектива и каждого работника в
отдельности.
Планирование на предприятии подразделяется на технико-
экономическое и оперативно-производственное.
Технико-экономическое планирование охватывает всю
производственно-хозяйственную деятельность предприятия,
устанавливает важнейшие показатели по объему и номенклатуре работ и
услуг, труду и заработной плате, материально-техническому
снабжению, себестоимости работ и услуг и финансам.
Технико-экономическое планирование может быть текущим и
перспективным. Основой планирования на предприятии является
перспективный (пятилетний) план. Годовой план есть часть перепек-
тивного плана, который находит свое выражение в техпромфин-
плане предприятия.
Техпромфинплан предприятия является планом технической,
производственной и хозяйственной деятельности предприятия .на
год и содержит три раздела: план повышения эффективности
производства, плановые технико-экономические нормативы и нормы,
план по фондам экономического стимулирования.
Руководит разработкой и утверждает техпромфинплан директор,
а непосредственная организация этой работы осуществляется
плановым отделом, который координирует и направляет работу
всех звеньев предприятия.
Для предприятий бытового обслуживания населения,
переведенных на новую систему планирования и экономического
стимулирования, установлены планы по показателям:
объем реализации работ и услуг по бытовому обслуживанию
населения в стоимостном выражении;
общий объем реализации работ, услуг и продукции в
стоимостном выражении;
общая сумма прибыли, в том числе прибыли от работ и услуг
по бытовому обслуживанию населения;
рентабельность (отношение прибыли, полученной от
реализации работ, услуг и продукции, к себестоимости этих работ, услуг
и продукции);
общий фонд заработной платы;
платежи в бюджет или ассигнования из бюджета, отчисления
вышестоящей организации и поступления от нее в порядке
перераспределения;
объем централизованных капитальных вложений,
осуществляемых за счет предприятий бытового обслуживания, в том числе:
объем строительно-монтажных работ, ввод в действие основных
фондов и производственных мощностей; объем поставок
предприятию сырья, материалов и оборудования, распределяемых
вышестоящей организацией.
Кроме указанных показателей, вышестоящие организации
(министерства, управления) утверждают предприятию задания по
следующим показателям:
объем реализации работ и услуг по бытовому обслуживанию
населения в сельской местности;
производство промышленной продукции в натуральном
выражении (устанавливается в отдельных случаях по изделиям, имеющим
народнохозяйственное значение).
§ 2. Научная организация труда
На предприятиях по ремонту бытовой техники и
металлоизделий научная организация труда — это комплекс технических,
организационных, санитарно-гигиенических, эстетических и
экономических мероприятий по совершенствованию процессов и
улучшению условий труда на основе достижений науки, техники
и передового производственного опыта.
Научная организация труда на предприятии заключается
в решении следующих вопросов:
обеспечение предприятия необходимыми кадрами, их
подготовка и переподготовка;
разделение, кооперация труда и расстановка работников на
производстве;
организация рабочих мест;
изучение и распространение передовых методов труда;
организация технического нормирования труда;
организация оплаты труда работников предприятия;
организациясоциалистического соревнования и дисциплина труда.
Главной задачей научной организации труда на предприятии
является обеспечение роста производительности труда путем
наиболее планомерного использования техники и рабочей силы.
Наряду с решением главной задачи научная организация труда
решает следующие задачи:
устранение потерь рабочего времени, одного из значительных
резервов роста производительности труда;
обеспечение равномерной работы всех производственных,
участков и на каждом рабочем месте;
обеспечение высокого качества ремонта, сокращение брака.
Разделение труда на предприятии является одним из важнейших
условий рациональной организации труда, повышения его
производительности. Основными видами разделения труда на
предприятиях бытового обслуживания являются:
разделение труда по признаку технологической однородности
ремонтных работ;
отделение основных работ от вспомогательных;
отделение сложного труда, требующего высокой квалификации
работника, от простого труда, требующего менее высокой
квалификации работника;
пооперационное разделение труда.
Разделение труда по признаку технологической однородности
ремонтных работ выражается в разделении производственного
процесса на технологические однородные процессы, выполняемые
рабочими определенной профессии. Так, при ремонте того или
иного изделия работы можно разделить так: разборочно-сборочные,
слесарные, механическая обработка, сварка и т. д. Каждый вид
работы в свою очередь подразделяется на однородные
технологические операции, которым соответствует определенная профессия
или специальность исполнителя.
Отделение основных работ от вспомогательных предполагает
рациональное использование основных производственных рабочих,
освобождение их от выполнения вспомогательных,
подготовительных и подсобных работ. Однако при неполной загрузке
производственных рабочих целесообразно поручать им выполнять
отдельные вспомогательные работы (совмещение профессий).
Пооперационное разделение труда заключается в том, что весь
процесс ремонта бытовых изделий подразделяется на ряд операций,
выполнение которых поручается рабочим соответствующей
профессии и квалификации.
Разделение труда в условиях взаимосвязанных
производственных процессов предполагает и его кооперацию. Под кооперацией
труда подразумеваются производственные связи между отдельными
мастерскими или цехами и между отдельными исполнителями
в процессе осуществления ремонтных работ или выполнения
отдельных заказов между приемными пунктами, мастерскими КБО и
специализированными предприятиями.
Для координации работ по научной организации труда в цехах
и мастерских на предприятии создают Совет по научной
организации труда. Состав Совета НОТ утверждается приказом директора
предприятия по согласованию с комитетом профсоюза. Совет по
научной организации труда является совещательным органом и
возглавляется директором или главным инженером предприятия.
В состав Совета включаются экономисты, начальники цехов,
технологи, механики, нормировщики, мастера, рационализаторы,
передовики производства и представители местного комитета
профсоюза. .
§ 3. Организация заработной платы *
Оплата труда рабочих на предприятиях по ремонту бытовой
техники и металлоизделий основана на тарифной системе, а также
на формах и системах заработной платы. Тарифная система
представляет собой один из важнейших элементов организации зара-
- ботной платы и является основным средством государственного
регулирования заработной платы.
Основными элементами тарифной системы являются: тарифно-
квалификационные справочники и тарифные ставки.
Тарифно-квалификационный справочник представляет собой
сборник производственных характеристик работ по профессиям
и специальностям, характерным для данной отрасли
промышленности или бытового обслуживания населения, служит для
определения сложности того или иного вида работ, квалификации
рабочего и присвоения ему соответствующего разряда тарифной сетки.
На предприятиях бытового обслуживания населения
применяется два вида тарифно-квалификационных справочников: Единый
справочник для рабочих сквозных профессий и отраслевые
тарифно-квалификационные справочники по профессиям, не
вошедшие в единый справочник.
Единый тарифно-квалификационный справочник применяется
на всех предприятиях независимо от их отраслевой
принадлежности, подчиненности и территориального расположения.
Тарификация работ и рабочих на предприятиях по ремонту
бытовой техники осуществляется по Единому
тарифно-квалификационному справочнику сквозных профессий. При этом тарифи-
нация большинства ремонтных работ производится по аналогии,
поскольку квалификационных характеристик конкретных видов
ремонтных работ в этом справочнике не имеется.
Тарифные ставки определяют уровень заработной
платы рабочих соответствующего разряда за единицу рабочего
времени (час, день, месяц) и служат для регулирования оплаты
труда в зависимости от народнохозяйственной значимости отрасли,
квалификации рабочего, характера и условий труда.
Тарифные ставки дифференцируются в зависимости от того,
осуществляется ли' работа сдельно или повременно. Тарифные
ставки рабочих-сдельщиков при прочих равных условиях выше,
чем повременщиков. Этим самым поощряется широкое применение
сдельных работ. И наконец, тарифные ставки дифференцируются
в зависимости от условий труда. Различные тарифные ставки
установлены:
для рабочих, занятых на работах с нормальными условиями
труда (на холодных работах);
для рабочих, занятых на горячих, тяжелых работах и работах
с вредными условиями труда.
Данная дифференциация тарифных ставок предусматривает
необходимую компенсацию рабочим за тяжесть и вредность
выполняемых работ.
Глава XV
ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ В ЦЕХАХ
И МАСТЕРСКИХ ПО РЕМОНТУ БЫТОВЫХ МЕТАЛЛОИЗДЕЛИЙ
Охрана труда и техника безопасности — это комплекс средств,
условий труда и приемов работы, обеспечивающих безопасность .
работающего.
К. основным техническим средствам безопасности относятся:
оградительные и предохранительные устройства,
предупредительные знаки и надписи, специальные устройства, индивидуальные
средства защиты.
Вновь поступающие рабочие проходят инструктаж по охране
труда и технике безопасности и только после этого допускаются
к работе.
Задачей охраны труда является создание гигиенических и
безопасных условий труда как одного из средств повышения
культуры производства.
Продуманное отношение к выполнению порученной работы,
соблюдение всех правил техники безопасности и внутреннего
распорядка предприятия позволяют достичь высокой
производительности труда и избежать несчастных случаев.
Рабочее место слесаря. Правильная организация
рабочего места, расположение применяемого инструмента и
приспособлений, чистота и порядок на рабочем месте играют исклю-
чителыю важную роль как в повышении качества и
производительности труда, так и в предотвращении несчастных случаев.
Основным оборудованием рабочего места слесаря по ремонту
бытовых металлоизделий являются верстак и слесарные тиски.
Верстак должен быть прочным и устойчивым. Высота его должна
соответствовать росту слесаря. Если верстак низкий, то под его
ножки подкладывают подкладки. Около высокого верстака кладут
решетчатые деревянные подмостки. На верстаке перед тисками,
на которых рубят металл, обязательно устанавливают защитную
металлическую сетку, так как стружка отскакивает в сторону
и может поранить окружающих.
Инструмент должен быть исправным. Боек молотка должен
иметь ровную, слегка выпуклую поверхность, молоток должен
быть хорошо насажен на ручку и укреплен стальным клином.
Зубила и крейцмейсели не должны иметь сбитых или скошенных
затылков, боковые грани их не должны иметь острых ребер.
Напильники и шаберы должны быть прочно закреплены в ручках
и находиться в чистом состоянии.
При работе с электроинструментом необходимо соблюдать еле-,
дующие правила: электроинструмент перед пуском в работу
необходимо тщательно осмотреть. Кроме того, нужно осмотреть
электропроводку и электрические контакты и устранить все неисправности
в изоляции, предохранительных устройствах. При наличии
неисправности в электроинструменте или его электропроводке работа
на нем не должна производиться.
При пользовании электроинструментом необходимо надевать
спецодежду, резиновые перчатки, а при работе в сырых
помещениях — и галоши. Перед началом работы необходимо проверить
заземление корпуса электроинструмента, правильность
закрепления режущего инструмента, исправность выключателя и
ограждений вращающихся частей. Во время работы с
электроинструментом нельзя допускать перекручивания проводов, при переноске
электроинструмента необходимо обязательно выключать
электродвигатель, а электроинструмент держать за корпус, а не за провод.
Правильное и достаточное освещение рабочего места
способствует повышению производительности труда и предотвращает
несчастные случаи. Освещение рабочего места естественным светом
должно быть равномерное, без резких теней и бликов.
Электрические светильники должны иметь осветительную
арматуру, которая дает направление и распределение светового луча
и защищает глаза работающих от резкого света.
Местное освещение должно быть расположено так, чтобы им
удобно было пользоваться при любом положении работающего
у рабочего места. Для этого лампу монтируют на подвижном
кронштейне, который позволяет устанавливать ее в нужном положении.
При работе с переносными лампами нужно пользоваться
безопасным напряжением — 36 В.
При пайке, лужении и работе с кислотами следует пользоваться
резиновыми перчатками и защитными очками.
Для нейтрализации действия кислоты, пролитой при работе,
необходимо применять кальцинированную соду. Чтобы
нейтрализовать разрушающее действие кислоты, попавшей на открытые
части тела, необходимо протереть следы'кислоты ватой, смоченной
в нашатырном спирте, после чего пораженные места хорошо промыть
водой с мылом.
Все химические вещества, применяемые при пайке, необходимо
держать в стеклянном сосуде с притертыми стеклянными или
резиновыми пробками. На каждом сосуде должна быть надпись с
названием вещества.
Травление изделий перед лужением и травление кислоты для
приготовления хлористого цинка следует проводить под вытяжным
колпаком или в специально отведенном для этого помещении.
Заправку паяльных ламп, примусов, керогазов, керосинок
горючим необходимо производить в безопасном от пожара месте;
заливать горючее следует только из посуды, имеющей тонкую
сливную трубку, или через малую воронку, не допуская перелива
горючего.
Заправка не остывшей полностью паяльной лампы
категорически запрещается. Заправлять нагревательные приборы
разрешается только тем горючим, которое предназначено для данного прибора.
Розжиг паяльной лампы, примуса следует производить
горючим, залитым в чашечку под горелку.
На случай воспламенения различного горючего необходимо
вблизи рабочего места иметь огнетушитель и ящик с сухим песком.
Обслуживание шлифовальных и
заточных станков. Перед установкой шлифовального круга на
станок проверяют, нет ли в нем трещин (делают это легким
постукиванием молотком по кругу), и испытывают на разрыв на
специальном станке при скорости, в 1,5 раза выше рабочей.
Круг должен легко надеваться на конец шпинделя или
направляющие выступы зажимных фланцев и устанавливаться так, чтобы
боковые плоскости (стороны) были перпендикулярны к оси
шпинделя. Шейка шпинделя или вала должна входить в отверстие круга
с зазором от 0,1 до 1,5 мм в зависимости от размера круга.
Между зажимными фланцами и плоскостями круга обязательно
должны быть с обеих сторон эластичные прокладки (плотная бумага,
картон, резина и т. п.) толщиной от 0,5 до 3 мм в зависимости от
размеров круга. Диаметр прокладок должен быть несколько
больше (на 3—8 мм) диаметра фланцев, а диаметр зажимных фланцев
должен быть не менее 1/3 диаметра шлифовального круга.
Предохранительные экраны на заточных станках должны
изготовляться из прозрачного небьющегося стекла.
Перед пуском станка в ход необходимо осмотреть и убедиться
в исправности аппаратуры управления и заземления станка.
Не разрешается прикасаться к незащищенной или плохо
защищенной силовой электрической цепи электродвигателя и пусковой
электроаппаратуре, так как они находятся под высоким
напряжением (220 В и выше), что опасно для жизни человека.
Не меньшее внимание необходимо обращать и на состояние
предохранительных устройств станка — кожухов, экранов,
подручников и т. д. Кожух должен закрывать всю нерабочую часть
шлифовального круга, конец шпинделя и фланцы. Прочность
кожуха должна быть достаточной, чтобы выдержать удар кусков
разорвавшегося абразивного круга. Зазор между кругом и
внутренней цилиндрической поверхностью защитного кожуха должен
составлять 20—30 мм, а зазор между кругом и боковой стенкой
кожуха — 10—15 мм.
При работе на копировально-фрезерном станке (при
изготовлении ключей) необходимо соблюдать следующие меры безопасности:
перед началом работы проверить и убедиться в исправности
зажимных .приспособлений для оригинала ключа и болванки, а
также ручек управления;
установка болванки и оригинала ключа производится при
отведенном приспособлении от фрез. Оригинал ключа и болванка должны
быть прочно закреплены в предназначенных для них гнездах;
удалять стружку со станка щеткой. Применять для этой цели
металлические стержни и обтирочный материал запрещается.
Инструктаж по технике безопасности.
Каждый работник предприятия обязан знать и неуклонно
выполнять правила по технике безопасности и производственной
санитарии при выполнении работ, входящих в круг его обязанностей,
а также являться пропагандистом безопасных методов труда среди
окружающих его работников.
Руководители предприятий обязаны проводить с рабочими
обучение по безопасным приемам работ и инструктаж по технике
безопасности следующих видов: вводный инструктаж — при
поступлении на работу; инструктаж на рабочем месте (первичный) —
при допуске вновь принятого рабочего к работе; повседневный
инструктаж — в процессе выполнения работ;
периодический (повторный) инструктаж.
Вводный инструктаж по технике безопасности
проводится при приеме на работу. Задача вводного инструктажа
заключается в ознакомлении вновь поступившего работника с
общими положениями и правилами по технике безопасности при
выполнении им порученных работ.
Вводный инструктаж включает следующие основные вопросы:
правила внутреннего трудового распорядка;
обязанности работника по выполнению инструкций, правил и
норм по технике безопасности и производственной санитарии;
общие правила электробезопасности — опасность
прикосновения к токоведущим частям электроустановок, обращение с
электроприборами.
основные вопросы организации охраны труда и техники
безопасности и производственной санитарии; меры пожарной безопасности;
основные причины производственного травматизма, обязанность
работника извещать администрацию о несчастных случаях,
происшедших с ним или с товарищем по работе.
Перечень вопросов 'при проведении вводного инструктажа
может быть дополнен администрацией в зависимости от особенностей
работ и местных условий.
По окончании вводного инструктажа каждому, работающему
должна быть выдана инструкция по технике безопасности,
относящаяся к тому виду работы, который он будет выполнять.
Инструктаж на рабочем месте проводят руководители данного
участка работ (начальники цехов, механики, мастера, заведующие
мастерскими).
Содержание инструктажа на рабочем
месте:
ознакомление,с технологическим процессом или
организационно-техническими правилами на данном участке работ;
требования к правильной организации и содержанию рабочего
места;
устройство машин, орудия, оборудования, установки, которые
поручено обслуживать рабочему; показ опасных зон,
предохранительных устройств, инструмента, инвентаря и приспособлений,
применяемых на работе; объяснение вредности, возникающей во
время работы;
подготовка к работе — проверка исправности станков,
инструментов, оснастки, приведение в порядок спецодежды,
индивидуальных защитных средств;
ознакомление рабочего с безопасными методами и приемами
работ, с инструкциями по технике безопасности и
производственной санитарии соответственно данной работе;
ознакомление со способами оказания первой помощи при
несчастном случае.
По окончании инструктажа на рабочем месте руководитель
участка (начальник цеха, мастерской), убедившись, что рабочий
овладел безопасными приемами труда и имеет достаточные знания
по технике безопасности, оформляет допуск рабочего к
самостоятельной работе.
О проведенном инструктаже на рабочем месте делается
соответствующая запись в журнале учета инструктажа по технике
безопасности, который хранится у руководителя участка.
При слабых знаниях рабочий направляется на стажировку на
срок, установленный руководителем работ, но не более одной
недели. Стажировка должна проходить под руководством мастера
или опытного рабочего данного предприятия.
После стажировки рабочий подвергается повторной проверке
знаний по технике безопасности.
Повседневный инструктаж заключается в том,
что все без исключения административно-технические работники
осуществляют надзор за правильным ведением работ.
При выявлении применения работником опасных приемов работы
или нарушений правил и инструкций техники безопасности
административно-технические работники, а также мастера независимо
от того, подчинены им эти работники или нет, обязаны потребовать
немедленного прекращения работы, разъяснить работнику
последствия, к которым могли привести эти нарушения, и показать
безопасные приемы работы.
Периодический (или повторный)
инструктаж проводится лицом, отвечающим за работу по технике
безопасности в целом по предприятию (директор, заведующий
мастерской) или по его указанию и под его контролем непосредственными
руководителями производства, цехов и мастерских. Этот
инструктаж включает общие вопросы вводного инструктажа и вопросы
инструктажа на рабочем месте.
Рабочий, получивший травму, должен пройти после
выздоровления повторный инструктаж, лишь после этого он может быть
допущен к работе.
Если на предприятии или в хозяйстве произошел несчастный
случай или были вскрыты неоднократные случаи нарушений
работниками правил техники безопасности, администрация обязана
независимо от того, когда был проведен последний инструктаж,
провести дополнительный инструктаж работников по технике
безопасности.
После проведения повторного инструктажа необходимо
убедиться в знаниях каждого работника инструкции по технике
безопасности по выполняемой специальности. О проведенном
повторном инструктаже делается запись в журнале учета инструктажа
по технике безопасности.
При неудовлетворительном знании рабочим правил, норм и
инструкций техники безопасности и производственной санитарии
в течение двухнедельного срока он вновь должен быть подвергнут
дополнительному инструктажу и проверке знаний.
Не менее чем за две недели до проведения повторного
инструктажа рабочие должны быть предупреждены об этом. Подготовка
к. повторному инструктажу может проходить самостоятельно или
в учебной группе под руководством инженера по технике
безопасности или другого специалиста.
Первая помощь при несчастном случае.
При тяжелых ранениях, сильных ушибах, поражении
электрическим током, ожогах и общем тяжелом состоянии пострадавшего
необходимо немедленно вызвать скорую помощь или отправить
его в медпункт или ближайшую больницу. До прибытия врача
нужно оказать пострадавшему первую помощь.
ЛИТЕРАТУРА
Гуров Н. В. Задачник по курсу «Организация и планирование
предприятий по ремонту бытовой техники».—М.: Легкая индустрия, 1970.
Петров А. М., Фишман Б. Е. Бытовые машины и
приборы.—М.: Легкая индустрия, 1973.
Харитончук А. П. Ремонт бытовых металлоизделий.—М.: Легкая
индустрия, 1969.
Харитончук А. П. Ремонт велосипедов и мотовелосипедов,—М,:
Легкая индустрия, 1971,
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Техническая характеристика некоторых типов зажигалок, выпускаемых
отечественной промышленностью
V
Тип зажигалки
Газовые карманные:
\
ЗГ-8Ф
ЗГС-1
ЗГР-1Ф
ЗГ-20
СП-4
ЗГ-1
«Ватра» и «Ватра-201»
Газовая настольная ЗГН-2
Бензиновые карманные:
ЗБ-6
ЗБ-12
Электрическая бытовая ЭЗ-1
Масса, г
заправляемого
газа
4
4
2,5
3
3
3
2,5
8
—
—
—
зажигалки
70
51
17
63
—
40
70
350
40
51
ПО
Габаритные
размеры, мм
62x13x41
12X37X54,5
(2)17,3X78
63x11,4x32
16x31x73
40X16X56
35,5x13x62
84x31x62
67x10,5x37
10,6x37,6x67
226X22X16
ПРИЛОЖЕНИЕ 2
Техническая характеристика бытовых швейных машин
Показатели
1
Максимальная скорость
работы машины,
стежков в минуту:
при ручном приводе
при ножном приводе
при электроприводе
Максимальная длина
стежка, мм
Максимальная толщина
сшиваемых тканей, мм
Направление двЛкения
тканей
Масса, кг:
машины без привода
машины с ручным
приводом, подставкой
и колпаком
машины с ножным
приводом
головки
Номера применяемых
ниток:
хлопчатобумажных
(катушечных)
шелковых
капроновых
Номера применяемых игл
Вид строчки
ПМЗ 1М класса
2
. '
800
600-700
1200
4
1—2
Вперед (от
работающего) и
назад (в сторож
ну
работающего)
.11,5
14,5
42
80; 60; 50;
40; 30
65; 75
30; 60
75; 90; 100; ПО
Прямолинейная
Швейные машины
«Веритас» (ГДР)
3
—
600*; 750—800**
1200*; 2000**;
4000***
4
3—4
Вперед и назад
40; 26***
14,6
100; 80; 60; 50
70; 80; 90; 100
Прямолинейная,
зигзагообразная,
узорная
«Текстима» (ГДР)
4'
—■
—
5000
до 4,5
до 7
^
28
ТГЛ 6233; 797;
134Р (ГДР) или
отечественные
3-Д; 70; 120
* Для машины 8013/3 класса.
** Для машин 8014/2, 8014/3, 8014/22, 8014/33 классов.
*** Для портативной машины 8014/33 класса.
ББК 34.67
Х20
Отзывы и замечания направлять по адресу: 101430,
Москва, К-51, Неглинная ул., 29(14, издательство «Высшая
школа».
Харитончук А. П.
Х20 Устройство и ремонт бытовых
металлоизделий: Учебник для подгот. рабочих на пр-ве. — 2-е
изд., перераб.и доп. — М.: Высш. школа, 1978.—
141 с.,ил.— (Профтехобразование. Бытовое об-
служ.)
20 к.
В книге описаны устройство и ремонт замочных изделий,
металлической посуды, нагревательных бытовых приборов,
кухонных машинок и принадлежностей, детских предметов,
зажигалок, автосифонов, велосипедов, швейных машин, крепление
коньков и установка лыжных креплений, заточка режущего
инструмента. Освещены также вопросы организации производства
и труда, техники безопасности в мастерских по ремонту бытовых
металлоизделий.
ББК 34.67
32004—363 6П4.8
X БЗ-17-6-78
052(01)—78
© Издательство «Высшая школа», 1978
Андрей Павлович Харитончук
УСТРОЙСТВО И РЕМОНТ
БЫТОВЫХ МЕТАЛЛОИЗДЕЛИЙ
Редактор А. М. Мокрецов. Художник И И, Карликов. Художественный
редактор В. И. Пономаренко. Технический редактор Т. А. Новикова.
Корректор В. В. Кожуткина
ИБ № 1735
Изд. № М-72. Сдано в набор 17.03.78. Поди, в печать 13.07.78. Т-10165.
Формат 60Х90'/|б- Бум. тип. № 3. Гарнитура литературная. Печать высокая.
Объем 9 усл. печ. л. 9,37 уч.-изд. л. Тираж 50 000 экз. Зак. № 1827.
Цена 20 коп.
Издательство «Высшая школа»,
Москва, К-51, Неглинная ул., д. 29/14
Ордена Октябрьской Революции, ордена Трудового Красного Знамени
Ленинградское производственно-техническое объединение «Печатный
Двор» имени А. М. Горького Союзполиграфпрома при Государственном
комитете Совета Министров СССР по делам издательств, полиграфии и
книжной торговли. 197136, Ленинград, П-136, Гатчинская ул., 26,