









































































































































































































































































































































































































Текст
СОДЕРЖАНИЕ
Предисловие к русскому изданию........................ ^3
Предисловие автора.....................................‘9
Глава первая. Основные понятия........................ 11
Описание технологического процесса и терминология . . 12
Материалы ........................................... 16
Вязкость и экзотермичность . ........................ 20
Применение заливки................................... 21
Глава вторая. Полиэфиры и их модификация............... 25
Природа полиэфиров................................ 29
Получение исходных полиэфирных смол............... 31
Ингибирование полиэфиров.......................... 33
Катализаторы и ускорители....................... . . 33
Радиационное отверждение.......................... 37
Желатинизация, отверждение, усадка и растрескивание 39
Недостатки полиэфиров............................. 39
Техника безопасности.............................. 41
Модифицированные полиэфиры........................ 43
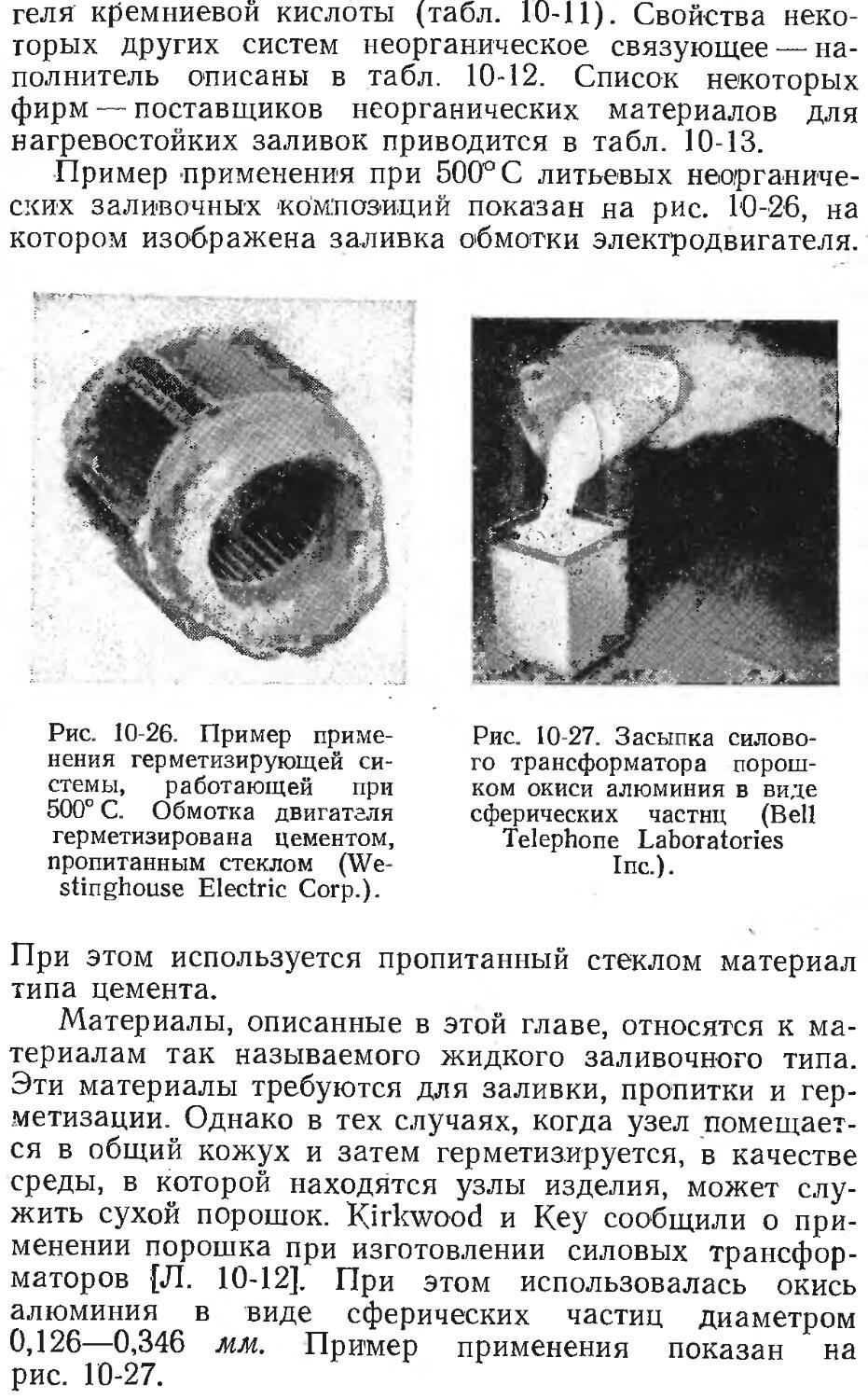
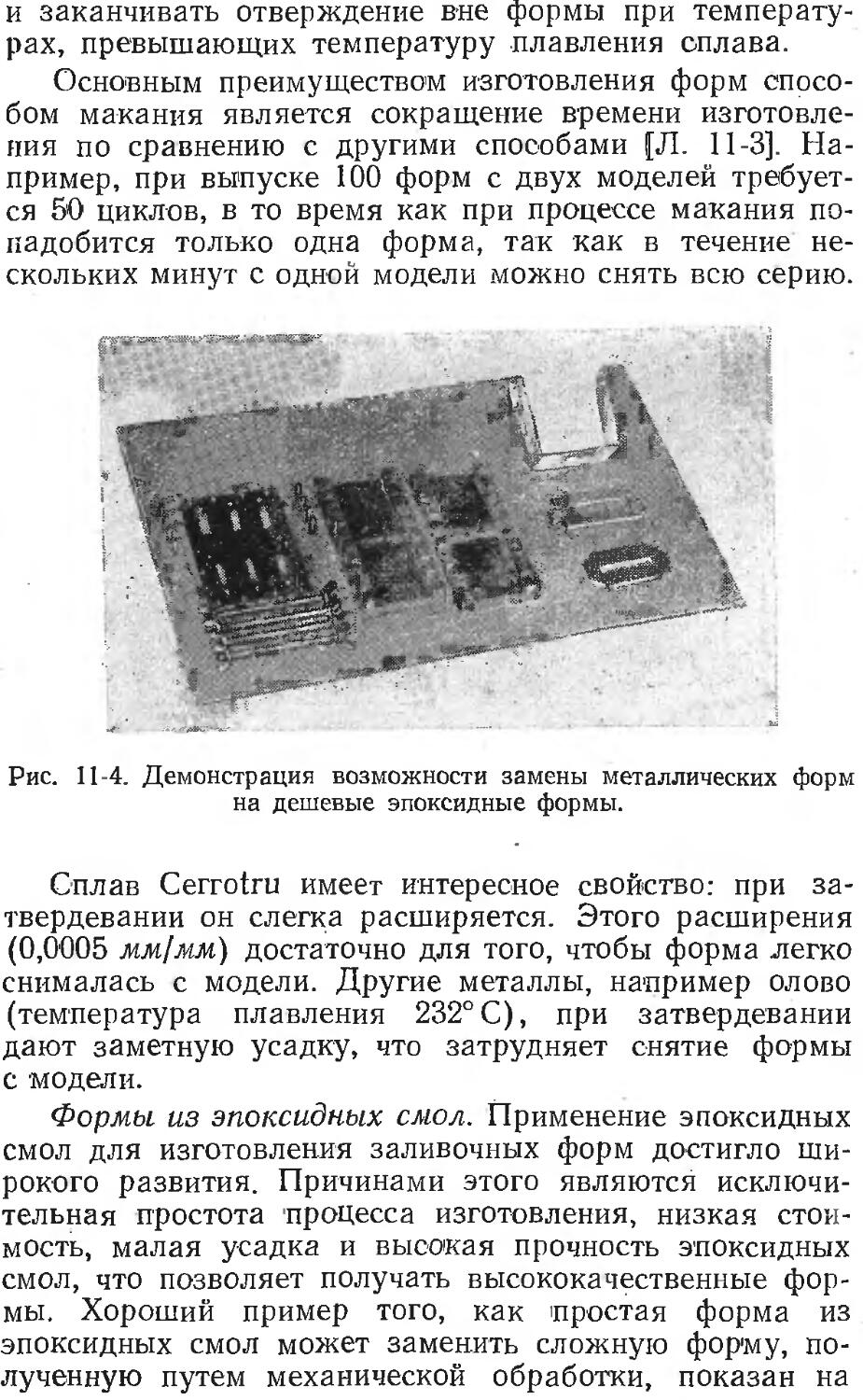
Применение полиэфиров для заливки электронного оборудования .................................... 46
Глава третья. Эпоксидные смолы......................... 47
Природа эпоксидных смол........................... 51
Отверждение эпоксидных смол........................54
Прозрачные заливочные эпоксидные смолы............ 79
Циклоалифатические диэпоксиды..................... 80
Эпоксидные смолы малой вязкости................... 84
Негорючие эпоксидные смолы........................ 85
Эпоксидно-новолачные смолы........................ 88
Эпоксидированные полиолефины...................... 92
Меры предосторожности при работе с эпоксидными смолами ..........................................97
Недостатки эпоксидных смол.........................101
Применение эпоксидных смол для заливки электронного оборудования..................................102
Глава четвертая. Эпоксидные эластичные компаунды . . 104
Эластичные эпоксидные смолы.......................105
Модификация эйоксидных смой, с целью йолучеййй Эластичных компаундов...............................109
Применение модифицированных эластичных эпоксидных смол для заливки электронного оборудования . . • . 125
Глава пятая. Кремнийогранические, полиуретановые полисульфидные и другие заливочные материалы 127
Природа кремнийорганических материалов............128
Кремнийорганические каучуки холодной вулканизации 129
Кремнийорганические материалы без растворителей . . 133
Кремнийорганические гели..........................141
Полиуретановые смолы..............................146
Полисульфидные заливочные компаунды...............153
Фенольные смолы...................................160
Полистирольные смолы .............................160
Полибутадиеновые смолы........................... 162
Применение кремнийорганических, полиуретановых, по-лисульфидных и других заливочных материалов . . . 165
Глава шестая. Наполнители, красящие вещества и модификаторы ............................................. 167
Наполнители.......................................167
Красящие вещества.................................186
Разбавители и модификаторы .......................189
Глава седьмая. Пенопласты и компаунды низкого объемного веса..........................................198
Полиуретановые пенопласты.............., . ... . 199
Эпоксидные пенопласты.............................216
Фенольные пенопласты.............................218
Кремнийорганические пенопласты....................220
Полистирольные пенопласты, вспениваемые в месте применения ........................... . . ......224
Компаунды низкого объемного веса на основе легких наполнителей ..................................227
Применение пенопластов и компаундов низкого объемного веса при заливке электронного оборудования 232
Глава восьмая. Теплопроводные и электропроводные компаунды..........................................234
Теплопроводные компаунды..........................234
Измерение теплопроводности........................243
Электропроводные компаунды........................247
Г лава девятая. Действие особо суровых условий эксплуатации на залитое электронное оборудование . . . 251
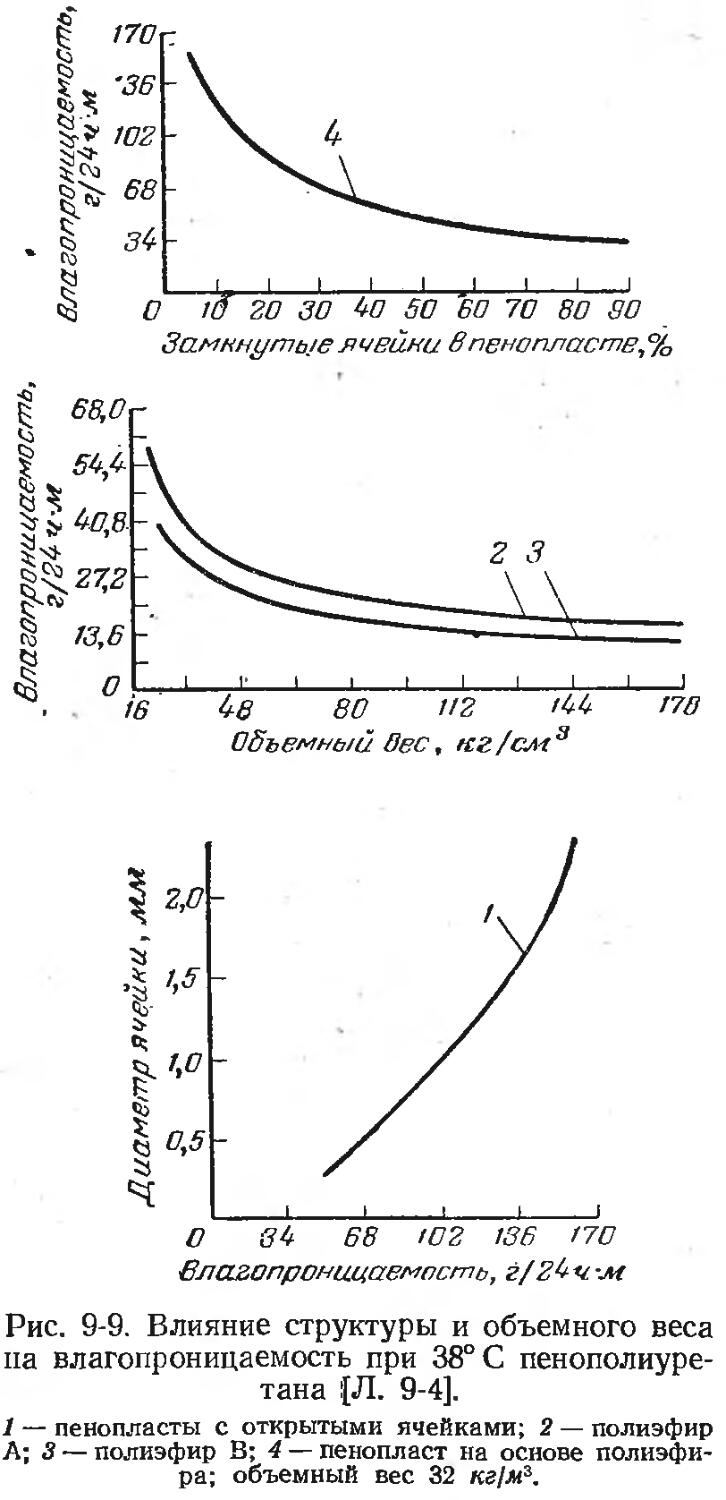
Влияние высокой влажности.........................254
Влияние влажности на жесткие полиуретановые пенопласты .......................................263
Влияние низких температур и теплового удара .... 268
Влияние ионизирующей радиации на заливочные материалы ...................................... 278
Глава десятая. Заливочные материалы для высоких ра-~
бочих температур..................................285
Характеристики заливочных систем для работ при температурах до 250° С..........................287
Заливочные системы для работ при температурах 300—500° С...................................310
Глава одиннадцатая. Формы и приспособления для заливки 320
Формы........................................... 320
Приспособления....................................336
Отделочные операции ............................. 339
Глава двенадцатая. Технологическое оборудование . . . 343
Размол или перемешивание компаундов...............344
Перемещение компаундов............................350
Оборудование для вакуумной заливки .............. 351
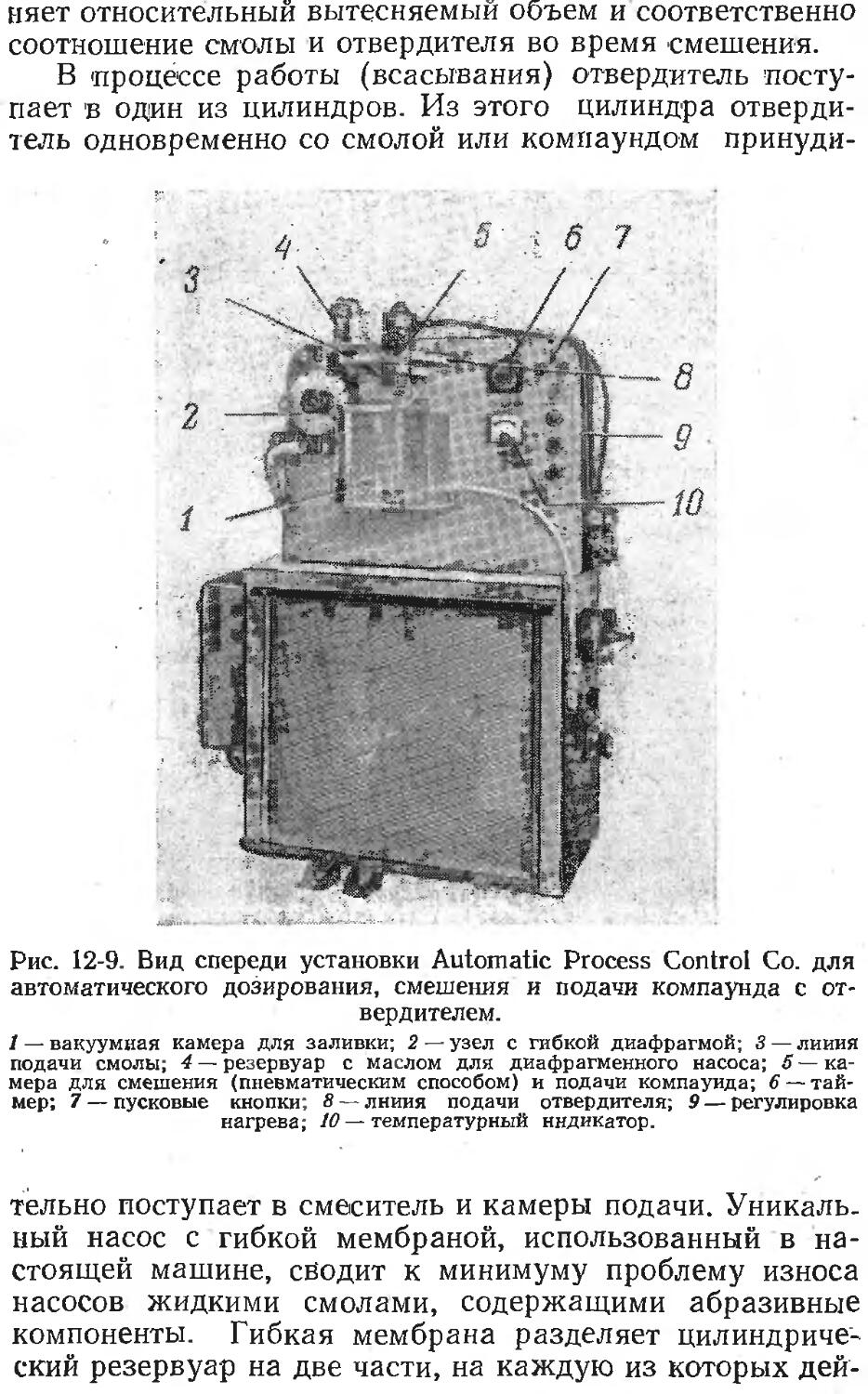
Оборудование для автоматического дозирования, смешения и подачи компаундов .................. 355
Система Automatic Process Control Со..............359
Система Hull-Standard Corp........................362
Система Н. V. Hardmann Со.........................364
Требования к оборудованию.........................365
Камеры длй отверждения............................367
Глава тринадцатая. Производственный контроль при заливке электронного'оборудования ..................370
Организация контроля..............................371
Контроль исходных смол............................373
Контроль оборудования ........................... 386
Технологический контроль ........................ 388
Контроль-готовых продуктов........................396
Регистрация результатов контроля..................398
Литература.............................................400
Ч. ХАРПЕР
ЗАЛИВКА ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ СИНТЕТИЧЕСКИМИ СМОЛАМИ
Перевод с английского каид. техн, наук
А. С. ФРЕЙДИНА
ИЗДАТЕЛЬСТВО «ЭНЕРГИЯ»
МОСКВА
1 96 4 ЛЕНИНГРАД
ЭЭ-б(4)-В
УДК 621.396.49.048.81:621.316.616.?
Х20
Книга представляет собой первое систематическое описание технологии изготовления, свойств и областей применения синтетических заливочных компаундов для электро- -и радиотехнических целей.
Описываются компаунды на основе эпоксидных, полиэфирных, кремнийорганических и других смол, оборудование для их 'Изготовления и переработки. Приводятся сведения о свойствах компаундов в различных условиях, в том числе в особо жестких условиях эксплуатации.
Книга рассчитана на работников электро- и радиотехнической промышленности, конструкторов устройств автоматики, работников научно-исследовательских учреждений, студентов и преподавателей вузов.
CHARLES A. HARPER ELECTRONIC PACKAGING WITH RESINS A PRACTICAL GUIDE FOR MATERIALS AND MANUFACTURING TECHNIQUES
McGraw-Hill Book Company, Inc., New York, 1961 Чарлз Харпер
Заливка электронного оборудования синтетическими смолами, перевод с английского, М.—Л., -издательство «Энергия», 1964, 408 С. с илл.
Редактор Б. М. Тареев Техн, редактор Л. М. Фридкин
Сдано в набор 14/Ш 1964 г. Бумага 81X108782 Тираж 3 800 экз. Подписано к печати 30/V 1964 г. Печ. л. 20,91 Уч.-изд. л. 22,74 Цена 1 р. 74 к. Зак. 1133
Московская типография № 10 Главполиграф пром а Государственного комитета Совета Министров СССР .по печати Шлюзовая наб., 10.
ПРЕДИСЛОВИЕ
К РУССКОМУ ИЗДАНИЮ
Постановление декабрьского (1963 г.) Пленума ЦК КПСС указывает на то, что развитие химической промышленности, в частности производство пластмасс и других полимерных материалов, ведет к серьезным преобразованиям технологии во многих отраслях тяжелой индустрии и строительства. Это в значительной мере относится к .электротехнической промышленности, в которой широкое внедрение современных полимерных. материалов может и должно дать весьма большой техникоэкономический эффект.
В современной электротехнической и радиоэлектронной промышленности за последние годы все более широкое применение находит специальная технология обработки деталей, узлов и блоков: детали покрываются снаружи (или же пропитываются) слоем отверждающегося электроизоляционного материала, обладающего малой влагопроницаемостью и обеспечивающего надежную герметизацию детали от окружающей среды. Тем самым деталь защищается от влаги, химически агрессивных веществ, плесневых микроорганизмов (последнее особо существенно для изделий тропического выполнения) и других вредных влияний окружающей среды и, следовательно, увеличивается ее надежность в эксплуатации, равно как неизменяемость свойств при хранении; повышается также механическая прочность конструкции (защита от ударов, вибраций и др.) и создается дополнительная электрическая изоляция от расположенных вблизи деталей; в ряде случаев уменьшаются габаритные размеры изделий, отпадает необходимость крепления выводов, облегчается распознавание элементов (по
окраске покрытия), уменьшается вес и пр. В то же вре-мя герметизация имеет и свои недостатки: затрудняется ремонт (залитую деталь 'в случае ее повреждения приходится заменять новой), в некоторых случаях ухудшаются условия отвода тепла, увеличиваются паразитные емкости и диэлектрические потери, возникает возможность появления механических напряжений при усадке герметизирующего покрытия (это может сказы-' ваться, в частности, на ферромагнитных материалах) и т. и. Все эти соображения делают вопрос о герметизации весьма актуальным и, в то же время весьма сложным, требующим внимательного подхода к его разрешению с учетом многих весьма разнородных факторов.
Ранее герметизация осуществлялась опрессовкой пластмассами или же каучукообразными материалами. Теперь герметизация чаще всего производится с применением термореактивных смесей, отверждающихся без применения повышенных температур и давлений или же с незначительным повышением названных параметров. Герметизации с помощью смесей на основе синтетических смол и посвящена книга, перевод которой предлагается вниманию читателей.
Значительную часть объема книги занимает описание отдельных видов синтетических смол и смесей на их основе: полиэфирных, эпоксидных (включая смолы, сохраняющие гибкость после отверждения) и различных других видов смол (кремнийорганических, полиуретановых, полисульфидных и др.), наполнителей и других' компонентов смол. Особо рассматриваются вспененные материалы и смеси 'низкого объемного веса, повышенной теплопроводности и повышенной электропроводности. Обсуждаются вопросы технологии герметизации, описаны применяемые приспособления и контрольно-измерительные приборы, включая устройства для автоматической подготовки смесей и герметизации. Отмечено влияние условий окружающей среды (высокая рабочая температура, ионизирующие облучения) на ствойства герметизирующих материалов, сказано о разработке герметизирующих материалов особо повышенной нагревостой-КО'СТЦ.
Достаточно подробно рассмотрены вопросы химии важнейших видов герметизирующих смол (в частности, эпоксидных), усадки, рыделенйя тепла при экзотер-
мических реакциях отверждения и многие другие частные вопросы, весьма важные для практики герметизации.
Положительной особенностью книги является наличие в ней обширной библиографии (данной по отдельным главам книги), хорошо подобранных иллюстраций (графиков, схем устройства для герметизации, включая автоматические устройства) и сравнительных характеристик материалов.
Автор является сотрудником фирмы Westinghouse Electric Corp.' (США) и в своей книге широко использует опыт как этой фирмы, так и многих других американских фирм. В книге указаны составы и фирменные названия материалов, схемы и устройства для герметизации и контроля ее качества и т. п., принятые в США и во многом отличающиеся от употребляющихся в СС®Р. Это обстоятельство, естественно, в некоторой степени снижает ценность книги для советского читателя, ведущего практическую работу по герметизации, но, с другой стороны, полезно тем, что оно дает возможность систематического ознакомления с достижениями и перспективами развития работ по герметизации электротехнического и радиоэлектронного оборудования за рубежом.
Б. Тареев.
ПРЕДИСЛОВИЕ АВТОРА
Заливка электронного оборудования является одним из наиболее интересных направлений в современной электро- и радиотехнической промышленности. Ассортимент заливаемых изделий быстро возрастает, а требования к заливке все время изменяются. Заливка электронного оборудования дает возможность практического решения большого числа вопросов, возникающих при изготовлении этого оборудования.
Однако при этом возникают и затруднения. Большая часть специалистов, занятых изготовлением электронных приборов, получила квалификацию в электротехнической промышленности и промышленности, связанной с механической обработкой металлов. Для этих работников, ответственных за разработку и производство залитого электронного оборудования, огромный ассортимент заливочных материалов и их химическая природа совершенно неизвестны. Они испытывают большие затруднения при выборе типа материала для заливки и способа ее осуществления, обеспечивающих оптимальные результаты. Как правило, подобные специалисты, не интересуясь теоретической стороной вопросов, хотят понять основные особенности материала, с которым они работают. Очень большой интерес вызывают также характеристики этих материалов, например плотность, стабильность в условиях эксплуатации, удельная теплопроводность и другие свойства, которые можно изменять по мере надобности. Кроме того, необходимо ясно представлять себе технологию заливки.
Настоящая книга предназначена главным образом для того, чтобы работники, связанные с заливкой электронного оборудования и практически не знакомые с хи-
миеи, могли лучше понять свойства заливочных мате-риалов и способы их применения. Кроме того, она предназначена и для химиков, связанных с производством заливочных материалов, поставщиков оборудования, учащихся и всех, кого интересует заливка электронного и электротехнического оборудования.
Материал книги изложен таким образом, чтобы он был понятен как учащимся и людям, не знакомым с описываемым производством, так и более опытным работникам. Хотя в книге и описывается природа ряда материалов, химические формулы приводятся только в основных случаях. В книге рассматриваются полиэфирные, эпоксидные, кремнийорганические и полиуретановые смолы, полисульфидные каучуки и другие материалы, применяемые, для заливки электронного оборудования, а также наполнители, разбавители и другие наиболее важные компоненты заливочных компаундов.
Как видно из оглавления книги, в первых главах описываются основные смолы и другие материалы, нашедшие наиболее широкое применение. Затем идут главы, посвященные модификации смол, а также инструменту и оборудованию, необходимому для заливочных целей. В заключение описывается производственный контроль технологического процесса.
ГЛАВА ПЕРВАЯ
ОСНОВНЫЕ ПОНЯТИЯ
Применение синтетических смол для заливки устройств электроники быстро растет с начала 1940-х годов. Несомненно, оно будет расширяться еще длительное время, так как 'непрерывно находятся новые объекты для его применения. Это подтверждает обзор технической литературы. Те, кто использует заливку, могут только удивляться тому, как до сих inop электро- и радиотехническая промышленность могла обходиться без этой технологии. В частности, целый ряд изделий военного назначения трудно было бы выпускать без тех преимуществ, которые дает способ заливки. Применение заливки в относительно короткие сроки существенно улучшило качество продукции и разрешило целый ряд технологических проблем.
Интересно отметить, что способ заливки не совсем новый. На самом деле сегодня в это понятие включаются современные материалы и новые технологические приемы. Однако уже с зарождения электротехнической промышленности электроизоляционная техника имела очень важное значение. До того как стали доступны существующие в настоящее время многочисленные синтетические заливочные материалы, в электротехнической промышленности широко применялись воски и битумные компаунды. Хотя эти материалы оправдывали свое использование, они имеют много слабых сторон. Наибольшим их недостатком является ограниченность интервала рабочих температур. Недостаточная нагревостойкость ставит под сомнение возможность применения восков и битумов для длительной эксплуатации в объектах, подверженных действию повышенных температур.
Синтетические материалы, применяемые в настоящее время для заливки, явились результатом многолетних изысканий. Одно из первых применений синтетических смол для этой цел и. относится примерно к 1906 г., когда Бакеланд получил фенольную литьевую смолу. Однако область ее использования была ограничена тенденцией к растрескиванию в отливках сложной формы или больших размеров.
Фенольные литьевые смолы нашли лишь ограниченное применение для заливки электронного оборудования, так как в их состав входит кислый катализатор, который 'из-за корродирующего действия вредно влияет на элементы схемы и компоненты устройств.
Значительный успех в разработке герметизирующих, пропитывающих и заливочных материалов .был сделан во время второй мировой войны и после нее. К вновь разработанным материалам относятся полиэфирные, эпоксидные, полиуретановые, кремнийорганические материалы и их модификации. Значительному расширению заливки способствовало, кроме появления новых материалов, исследование технологического процесса, разработка технологического оборудования, приспособлений инструментов и способов контроля процесса заливки.
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ТЕРМИНОЛОГИЯ
Для «упаковки» устройств автоматики обычно используются заливка, герметизация и пропитка. Широко применяются такие термины, как embedment, potting, casting, encapsulation и impregnation. Большинство потребителей считает эти термины взаимозаменяемыми. Однако независимо от терминологии во всех случаях подразумевается применение синтетических смол, отверждающихся при небольших температуре и давлении. Заливочными смолами являются смолы, которые могут превращаться из жидкого состояния в твердое при атмосферном давлении и комнатной или несколько повышенной температуре. Процесс перехода известен также как отверждение (hardening или curing). Низкие температура и давление придают таким материалам и технологическому процессу их применения большие преимущества по сравнению с другими классами пластмасс, кото-
рыё требуют для переработки дорогих пресс-форм, высоких температур и давлений. Наиболее важным фактором является давление, так как стоимость оборудования и переработки будет значительно ниже в случае использования процесса, не.требующего высоких давлений.
Заливка (embedding) и герметизация (encapsulation). Несмотря на разницу в терминах, читателю, мало знакомому с этими процессами, можно дать их более широкое определение. Заливка и герметизация являются двумя часто .взаимозаменяемыми понятиями. Вообще говоря, под заливкой подразумевается сплошная упаковка отдельной детали изделия, его части или всего изделия. Очень большой объем упаковки изделий осуществляется заливочными материалами. С другой стороны, под герметизацией в более строгом смысле этого слова подразумевается покрытие детали изделия, его части или всего изделия. Обычно это производится погружением герметизируемого объекта в высоковязкий или тиксотропный материал для получения поверхностного покрытия толщиной от 0,25 до 1,25 мм. При герметизации основной целью является защита от атмосферного воздействия, хотя в некоторых случаях достигается определенная механическая прочность. Части изделия под герметизирующим покрытием могут быть пропитаны до или после герметизации отдельных узлов для получения соответствующих механических и электрических свойств. Основными проблемами для герметизации являются смачивание поверхности смолами, стекание смол и трудность регулирования толщины и однородности покрытия.
Термины «заливка» и «герметизация» можно рассмотреть с другой стороны. Операцию заливки обычно можно произвести, поместив заливаемый объект (или, если нужно, его часть) в форму или кожух. Затем заливочный материал наливается в форму или кожух так, чтобы он полностью окружал обрабатываемое изделие. После окончания процесса отверждения форма удаляется (если использовалась форма, а не кожух). При этом получается гладкая однородная поверхность изделия, повторяющая поверхность формы. В случае герметизации поверхность готового изделия не повторяет контуры формы или кожуха, хотя и может быть гладкой.
Следует упомянуть, что термин «формованное изде-лие» (molded unit) иногда ошибочно применяется для описания залитого изделия. Хотя процесс формования под низким давлением иногда применяется для заливки, термин «формованные изделия» будет справедлив только в том случае, если процесс проходит в пресс-форме под низким или высоким давлением.
Литье. Термин «заливка» (embedding) можно подразделить на два термина: «литье» (casting) и «заливка в кожух» (potting). При заливке устройств электроники разница между этими терминами относительно четкая.
В случае литья размер формы точно соответствует размерам готового изделия. При разработке формы и собранного узла следует стемиться к тому, чтобы внутренние напряжения во время усадки в .процессе отверждения были минимальными и чтобы после усадки были сохранены точные размеры изделия. Формы, пригодные для таких операций, описываются ниже.
Второй особенностью процесса литья является необходимость тщательной очистки формы и применения разделительных’веществ, так как большинство синтетических смол прилипает к стенкам формы. После того как форма подготовлена, бна располагается вокруг заливаемого узла; и места, через которые может протекать или просачиваться жидкая смола, уплотняются. Если это нельзя сделать обычными путями, используются ацетобутират целлюлозы или тому подобные вещества. После этого смола и отвердитель смешиваются и медленно и постепенно, чтобы избежать попадания пузырьков воздуха, заливаются в форму. Затем в зависимости от вида отвердителя и смолы происходит отверждение или при комнатной температуре с использованием тепла экзотермической реакции или же в термокамере при повышенной температуре. В заключение изделие извлекается из формы.
Однако в некоторых случаях под литьем понимают процесс изготовления .вышеуказанным способом отдельных прутков, трубок или листов, причем другие части или узлы при этом не заливаются. Таким образом, листовые материалы, прутки или трубки, состоящие целиком из отвержденной смолы, получаются литьем.
Заливка в кожух. Процесс заливки в кожух подооен процессу литья, за исключением того, что заливаемый узел помещается в корпус, кожух, оболочку или т. п. Замена формы на кожух является основным отличием этих способов. Так как кожух, корпус или оболочка не отделяются от залитых деталей, отпадает и надобность в разделительных агентах.
Однако, если корпус металлический, а не пластмассовый, часто оказывается необходимо проложить лист изоляционного материала (например, лакоткани) между узлом и корпусом и тем самым предотвратить закорачивание электрической цепи на корпус,, если какой-либо проводник будет расположен слишком близко к корпусу. Чем выше напряжение, тем более обязательным является это требование. Одним из преимуществ заливки в кожух является возможность применения оболочки из полиэтилена или другой прозрачной пластмассы, так как через такой материал видны дефекты заливки. С другой стороны, 1можно использовать окрашенную оболочку с тем, чтобы скрыть мелкие поверхностные дефекты, не влияющие на работу прибора, но ухудшающие его внешний вид.
Иногда при заливке в кожух возникают осложнения, если адгезия смолы к корпусу недостаточна. В частности, это характерно для некоторых полиэфиров. При этом не получается высокопрочной отливки, так как кожух отделяется от содержимого. То же самое происходит, если материал пластмассовой оболочки имеет недостаточную адгезию к заливаемой смоле. Примером правильного подбора материала оболочки к смоле является оболочка из чистого или модифицированного полистирола и полиэфирная смола. В этом случае материал оболочки химически связывается с заливаемой смолой.
Вторым недостатком описываемого способа является трудность защиты внешней стороны корпуса или оболочки от попадания на нее жидкой смолы в виде потеков, капель и т. д. Счищать их трудно, а после отверждения они портят внешний вид изделия. Применять для очистки растворители нежелательно, так как последние могут действовать на оболочку или заливочный компаунд. Механическая очистка не дает чистой и однородной поверхности, а царапины портят ее внешний вид, _
Пропитка. Термин «пропитка» (impregnation) более четок. Под ним -подразумевается сплошная принудительная пропитка всего узла или его части жидкой смолой (причем смола проникает’во все промежутки) .и последующее ее отверждение. Пропитка может быть самостоятельной операцией, но может и совмещаться с заливкой, герметизацией, литьем и т. п. Пропитка отличается от герметизации тем, что в последнем случае смола образует лишь покрытие и не проникает внутрь узла.
Пропитка выполняется путем погружения узла в смесь смолы с отвердителем с воздействием вакуума или повышенного давления, или же попеременного давления и вакуума. Длительность цикла пропитки определяется заданной степенью пропитки, скоростью удаления воздушных пузырьков, вязкостью смолы и размером пустот или характером поверхности, через которую происходит пропитка.
Пропитка иногда осуществляется центробежным литьем {Л. 11-4]. При этом пропитываемый узел устанавливается в форму, форма наполняется смолой и все вместе приводится -в быстрое вращение/ Пропитка происходит за счет центробежной силы.
В том случае, если требуется и пропитка и герметизация, например в производстве трансформаторов, сначала поизводится герметизация путем покрытия окунанием, причем в оставленные отверстия после отверждения покрытия нагнетается пропитывающая низковязкая смола. Такой способ требует наличия кожуха, чтобы пропиточный материал не вытекал в процессе отверждения.
МАТЕРИАЛЫ
После рассмотрения различных процессов и приме-меняемой терминологии необходимо описать материалы, используемые при осуществлении этих процессов.
Большей частью для заливки, герметизации и пропитки применяются термореактивные смолы. Однако иногда используются и термопластичные материалы. При применении термореактивных смол можно получить любую степень жесткости или эластичности, так как большинство этих смол могут модифицироваться или получаться такими, что по эластичности они будут при
ближаться к эластомерам и будут мягче, чем вьгсоко-плавкие термопластичные материалы.
Ниже дается краткое описание наиболее распространенных смол. Их детальное описание будет приведено в последующих главах.
Фенольные смолы. Фенольные смолы уже упоминались выше. Это сиропообразные жидкости, отверждающиеся при атмосферном давлении в присутствии отвердителей типа свободной кислоты. Они в некоторой степени токсичны, так как содержат свободный фенол. Кроме того, токсичность зависит и от применяемых отвердителей. Фенольные смолы мало применяются в электротехнической промышленности, так как в процессе отверждения они выделяют воду. Это обстоятельство, а также то, что отвердитель имеет кислый характер, может приводить к значительной коррозии проводников и серьезно действовать на электрические свойства продукции. В связи с тем, что необходимо обеспечить удаление паров воды, время отверждения обычно велико. В противоположность большинству других заливочных смол фенольные смолы не могут считаться материалами, отверждающимися без выделения побочных продуктов, так как они, как уже упоминалось, выделяют воду.
Полиэфирные смолы. Полиэфирные смолы были первыми литьевыми смолами, широко использованными для заливки электротехнических устройств. Полиэфиры являются термореактивными материалами; имеются полиэфиры самой различной вязкости. Катализаторами отверждения полиэфиров обычно являются перекиси. Скорость отверждения колеблется в широких пределах; некоторые полиэфирные смолы быстро отверждаются при комнатной температуре. Различные полиэфирные смолы могут давать продукты разной жесткости или эластичности. Полиэфиры относятся к относительно дешевым смолам; благодаря их физико-механическим свойствам они обеспечивают прочную отливку вокруг обрабатываемого узла; электроизоляционные свойства полиэфиров очень высокие. Самым большим недостатком полиэфиров является значительная усадка, что может приводить к растрескиванию в процессе отверждения залитого изделия. Однако этот недостаток можно преодолеть правильным конструированием изделия и
модификацией смолы. Несмотря на усадку, дешевизна полиэфиров по сравнению с эпоксидными смолами обеспечила им очень широкую область применения.
Эпоксидные смолы. Подобно другим термореактивным материалам эпоксидные смолы представляют собой сиропообразные жидкости различной вязкости или же низкоплавкие твердые продукты. Отвердителями эпоксидных смол являются главным образом амины или ангидриды кислот. Высокая механическая прочность, малая усадка, отличная адгезия и очень хорошие электроизоляционные свойства обусловливают увеличение объема применения эпоксидных смол. Эти смолы используются все шире, особенно для электротехнических и военных целей. Первое время их стоимость была значительно выше стоимости полиэфиров. Кроме того, были доступны, как правило, только высоковязкие смолы, что затрудняло их использование. Расширению применения эпоксидных смол способствовало снижение цен на них до стоимости, сравнимой со стоимостью некоторых полиэфирных смол (особенно это относится к наполненным материалам). Кро'ме того, появились менее вязкие и, поэтому более технологичные эпоксидные смолы. Эпоксидные смолы могут модифицироваться совмещением с полиамидами, полисульфидами и другими материалами, изменяя при этом свойства в широком диапазоне.
Более детальное описание эпоксидных и полиэфирных смол приводится в соответствующих главах.
Кремнийорганические смолы. Кремнийорганические (силиконовые) смолы (каучуки) для заливки, гермети-тизации и пропитки применяются’ в виде вулканизирующихся при комнатной температуре (холодной вулканизации— RTV) каучукообразных материалов, дисперсий каучука в растворителях или смол без растворителя. Применяются также кремнийорганические пенопласты. Смолы холодной вулканизации широко используются для герметизации или покрытия деталей и для заливки в кожух. Применение дисперсий в растворителях ограничено усадкой и появлением пустот при испарении растворителей. Наиболее часто применяются каучуки холодной вулканизации и более твердые смолы без растворителей, которые отверждаются при относительно невысокой температуре с помощью перекисных катализаторов.
Недавно разработан кремнийорганический материал, который при отверждении образует «самовосстанавли-вающийся» компаунд для заливки в кожух. Он имеет плохие физико-механические свойства, но нашел применение при заливке электротехнических изделий, так как обладает гелеобразной структурой в отвержденном состоянии, восстанавливающейся после того, как через нее введут и выведут пробник для проверки электрических цепей.
Особо широко кремнийорганические материалы используются для работы в условиях высоких температур. Их описание приведено в гл. 5.
Полиуретаны. Полиуретаны являются сиропообразными термореактивными смолами. После отверждения они образуют каучукоподобный плотный материал или же пенопласт (твердый или эластичный). Полиуретаны известны также под названием уретанов, изоцианатов или полиэфир-изоцианатов, так как они являются продуктом реакции диизоцианатов и полиэфирных смол. Если в реакции в небольших количествах участвует вода, она будет реагировать с диизоцианатам, выделяя газообразную двуокись углерода, причем конечным продуктом является пенопласт. Отсутствие воды и, следовательно, вспенивания приводит к получению твердого материала высокой плотности. Более подробно об этих смолах см. гл. 5 и 7.
Высокоплавкие материалы. В числе заливочных и герметизирующих материалов следует упомянуть высокоплавкие материалы, которыми обычно являются термопласты, как правило, на основе этилцеллюлозы или ацетобутиратцеллюлозы. Эти материалы нагреваются до температуры 120—260° С заливаются в форму, после чего переходят в твердое состояние при охлаждении до комнатной температуры.
Технология применения термоплавких материалов весьма проста, так как она включает только нагрев и заливку. Однако температура, при которой происходит заливка, часто вредно отражается на заливаемых материалах. В частности, это касается ненагревостойкой изоляции на проводах и пластмассовых трубок. Кроме того, при высокой рабочей температуре термоплавкий заливочный материал будет размягчаться, что связано с ухудшением его физико-механических свойств. По этим при-
чинам высокоплавкие материалы 'применяются главным образом для покрытия окунанием жестких металлических деталей, а не для заливки требующих осторожного обращения электротехнических устройств.
вязкость И ЭКЗОТЕРМИЧНОСТЬ
С точки зрения практического 'применения независимо от других требований наиболее важным свойством синтетических заливочных (материалов являются вязкость и экзотермичность.
Вязкость. Эта характеристика наиболее важна для заливочных смол. Если (вязкость слишком велика, заливка затруднена и смола (плохо затекает вокруг .выступающих частей. Кроме того, высоковязкие смолы или компаунды слишком густы для вакуумного удаления попавшего в них воздуха, так что в отливке остаются раковины. Высокая вязкость также затрудняет перемешивание. С другой стороны, слишком (низкая вязкость приводит к утечке смолы через отверстия .в форме или кожухе.
Способность компаундов к затеканию вокруг всех частей заливаемого узла зависит от вязкости. Вязкость можно повысить введением в смолу наполнителей. Повышение температуры снижает вязкость. Например, обычная эпоксидная смола, имеющая при комнатной температуре вязкость более 20 000 спз, при температуре 65° С характеризуется вязкостью менее 1 000 спз. Исключительно высоковязкий тиксотропный компаунд получается при введении (в смолу наполнителей с большой удельной поверхностью, таких как Cab-O-Sil, Santocel или Bentone 34*. Подобные наполнители при небольшой концентрации (обычно менее 10%! по весу), придают компаунду тиксотройные свойства. Эти качества необходимы при герметизации, так как тиксотропные компаунды обладают текучестью только под приложением нагрузки. Таким образом, когда обрабатываемая деталь погружается в компаунд, он распределяется по поверхности, а когда удаляется, то стекания не происходит.
* Выпускаются соответственно фирмами: Godfrey L. Cabot Со.; Monsanto Chemical Со.; National Lead Co.
Экзотермичность. Все герметизирующие, заливочные и пропиточные йомпаунды термореактивного характера выделяют тепло при добавлении катализатора. Выделяемое тепло при экзотермической реакции повышает температуру отверждения до достижения максимального (пикового) значения. Время достижения пиковой температуры и ее значение определяют внутренние напряжения, склонность к растрескиванию, время отверждения и другие практически важные факторы.
Более подробно об экзотермических свойствах в связи с вопросами контроля технологического процесса см. гл. 13. Здесь же небходимо упомянуть о таком термине, как жизнеспособность, который определяется как время, в течение которого компаунд с отвердителем может заливаться, т. е. время его желатинизации *. Экзотермические свойства индивидуальны для каждой системы смола—наполнитель—отвердитель и меняются для каждой системы в зависимости от температуры окружающего воздуха, массы смолы с отвердителем и в меньшей степени, от некоторых других переменных величин.
ПРИМЕНЕНИЕ ЗАЛИВКИ
Синтетические заливочные, герметизирующие и пропиточные материалы применяются при изготовлении самых разнообразных электронных устройств. Учитывая отличные электроизоляционные и физико-механические свойства подобных систем, трудно предположить, что сегодня конструктор в своей работе будет ориентироваться на компаунды на основе восков и битумов, так как последние имеют' малые прочность и нагревостойкость. Однако конструктор-электрик часто должен решать: использовать ли процесс заливки или герметизации для обработки всего устройства или только отдельных узлов. Есть много аргументов за и против обоих вариантов. В связи с этим надо рассмотреть преимущества, достигаемые при заливке, герметизации и пропитке электронного оборудования.
1 Более точно жизнеспособность можно определить как время, в течение которого вязкость сохраняется в пределах, позволяющих применять компаунд данным способом.— Прим, переводчика.
Герметизация и заливка, как мы это знаем сегодня, могут рассматриваться как конструктивное средство для получения механически прочных узлов, микромо-дульных конструкций, миниатюризации изготовляемых аппаратов и повышения устойчивости их работы при эксплуатации в суровых условиях. Практика подтверждает это. Заливка электрических систем и узлов в значительной степени повышает конструкционную и эксплуатационную надежность таких систем и, кроме того, улучшает их внешний вид, а также является эффективным средством для омоноличивания. Повышенная устойчивость к неблагоприятным условиям эксплуатации является следствием того, что заливочный материал защищает от нежелательных атмосферных воздействий и одновременно механически упрочняет обрабатываемый узел.
Преимущества заливки электронных устройств проявились с развитием синтетических заливочных материалов. Детальное рассмотрение основных положений относительно заливки было осуществлено Javitz |[Л. 1-1]. Ниже перечисляются эти положения:
I. Преимущества
А. Надежность. 1) герметичность (защита от действия плесневых грибков, влаги, грязи, паров и других эксплуатационных факторов); залитые компоненты благодаря этому не изменяют физических и электроизоляционных свойств;
2) механическая прочность залитых устройств (уда-ро- и вибростойкость).
Б. Конструктивные возможности. 1) хорошее решение фактора пространства в связи с исключением воздушных мешков; трехмерность электрических цепей и общая компактность;
2) широкое использование типовых конструкций, миниатюризация, применение сменных блоков;
3) приспособление к специфическим конструктивным требованиям путем подбора соответствующих смол (например, смол с малым углом диэлектрических потерь для высокочастотного оборудования);
4) легкость маркировки электрических цепей введением пигмента в компаунд или укладкой окрашенной ленты внутри прозрачных отливок;
5) достижение нужных характеристик (например, уменьшение (микрофонного эффекта в цепях усилителей с большим усилением).,
В. Экономические факторы. 1) исключение монтажных металлических деталей: хомутиков, подвесок, консолей и т. д., которые, п0' некоторым данным, дают увеличение .веса конструкций до 30 %;
2) исключение или сведение к минимуму необходимости защиты деталей от действия окружающей среды, так как заливка смолами обеспечивает такую защиту;
3) большое удобство и невысокая стоимость ремонта, так как необученный персонал может легко удалить и заменить вышедший из строя залитый блок;
4) быстрая сборка цепей путем соединения двух проводов.
II. Ограничения
А. Трудность ремонта. Некоторые инженеры считают этот фактор очень серьезным; они привыкли к тому, что даже мелкий ремонт любого блока может быть произведен в полевых условиях. Если принять эту точку зрения, следует тщательно оценить трудности, которые в этом отношении приносит'применение залитых блоков. Существуют два способа ремонта, однако ни один из них не может считаться хорошим. В некоторых случаях отливки можно погружать в растворитель, но это связано с большой затратой времени и с риском повреждения или даже уничтожения отдельных деталей блока. По второму способу, к случае прозрачных смол, можно просверлить отливку, сделать ремонт и затем залить просверленные отверстия. Оба способа являются дорогими и требуют много времени. Логическим следствием этого является признание того факта, что залитый 'блок не подлежит ремонту и в случае выхода из строя его легче и быстрее заменить. Кажущуюся высокую стоимость такой операции следует сравнить с экономией, полученной от длительности срока эксплуатации блока, что связано:
1) с повышенной надежностью в эксплуатации залитой конструкции; 2) защитой блока от повреждений и 3) ненужностью квалифицированного персонала для ухода за оборудованием.
Б. Отвод тепла. В тех случаях когда важен отвод тепла, соответствующие мероприятия должны быть предприняты еще на стадии конструирования с тем, чтобы можно было избежать серьезных неприятностей. Для улучшения отвода тепла следует исходить из четырех возможных положений: 1) необходимо располагать сопротивления, в которых поглощается значительная электрическая энергия, и другие выделяющие тепло детали дальше от элементов схем, чувствительных к нагреву, например, электронных ламп; 2) располагать элементы по возможности ближе к периферии блока; 3) около ламп следует располагать теплоотводящие детали, используя, например, латунные трубки или же используя металлические экраны; 4) так как рассеивание ' тепла “в смолах меньше, чем в воздухе, то отвод тепла может потребоваться для всех элементов схемы.
В. Ограниченная нагревостойкость. Нагревостойкость большинства промышленных заливочных смол выше 200° С, хотя некоторые смолы деформируются при температуре до 170° С. Так как залитые блоки обычно не находятся под нагрузкой, эти пределы температур часто приемлемы. Способность смолы выдерживать повышенную температуру требуется только в случае, если все оборудование должно работать при таких температурах и если имеются в наличии другие детали, выдерживающие такую температуру. Следует отметить, что для целого ряда случаев пределы температуры ограничены. При низких температурах появляется опасность растрескивания, особенно при неправильной форме деталей и наличии острых углов. Наполнение и модификация смол могут улучшить морозостойкость отливки, но, с другой стороны, могут вредно отразиться на электроизоляционных и других свойствах. Для деталей с острыми углами должны применяться прокладки из кремнийорганиче-ских резин.
Г. Увеличенный вес. Повышение веса оборудования из-за использования залитых блоков является серьезным конструктивным недостатком, но подобно другим факторам его следует оценивать по конечным результа
там. Для того .чтобы 'Свести к минимуму повышение веса, мож'но использовать вспененные смолы и наполненные компаунды с малым удельным весом.
Д. Электроизоляционные свойства. Наличие заливки блоков может повысить паразитную емкость схемы (это увеличение приблизительно равно диэлектрической проницаемости заливочной смолы). В высокочастотных схемах может наблюдаться увеличение диэлектрических потерь. Однако и в данном случае все зависит от специфических конструктивных требований. Если электро-изоляционые свойства могут быть недостаточными для даных условий, часто представляется возможным улучшить положение изменением схемы.
Е. Внутренние напряжения в заливке. Вопрос о внутренних напряжениях очень важен. Напряжения вызываются усадкой смолы во время отверждения и различием значений температурных коэффициентов расширения смолы, с одной стороны, и металла, стекла и других материалов, с другой стороны. Напряжения могут привести к разрушению или другим серьезным повреждениям в блоках. Проблема напряжений может быть сведена к минимуму правильным выбором смол и покрытием особочувствительных деталей эластичными материалами, например кремнийорганическими резинами.
Применение и разработку залитых схем и деталей нельзя отделить от состояния производства. Таким образам, все конструктивные и технологические факторы должны быть правильно связаны воедино для того, чтобы получить оптимальные результаты при заливке электронных устройств синтетическими смолами. Последующие главы посвящены детальному изучению этих факторов.
ГЛАВА ВТОРАЯ
ПОЛИЭФИРЫ и их модификация
Полиэфиры (polyester)—общий термин для большого количества синтетических смол различного состава и свойств, которые могут переходить из жидкого состояние в твердое при помощи воздействия катализаторов и (или) нагрева. Этот процесс перехода называется
б Т в ё р Ж д ё н й е м. Термйй «полиэфир» в приложений к процессам заливки, герметизации и пропитки 'представляет собой сокращенное название более точного термина «стирольно-полиэфирный сополимер». Так как главной составной частью этого полимера является эфир, вполне логично, что термин «полиэфир» применяется вместо более громоздкого полного термина, который к тому же применим не во всех случаях.
Необходимо отметить, что термин «сополимер» в данном случае более правилен, чем термин «полимер», так как в процессе образования конечного отвержденного Продукта полиэфирная смола вступает в совместную полимеризацию со стиролом или другим ненасыщенным Мономером. В результате не получается линейный (цепочечный) полимер типа полистирола, полиэтилена или других термопластичных материалов, которые получаются из одного исходного мономера; в данном случае образуется так называемый сшитый термореактивный сополимер, что характерно для всех термореактивных систем. Таким образом, термореактивные системы после отверждения имеют структуру, похожую на жесткую сетку в противоположность цепочечной структуре термопластичных ‘материалов. Жесткая сетчатая структура хорошо сопротивляется действию нагрева; как следствие термореактивные материалы, например отвержденные полиэфирные смолы, не плавятся при нагреве. В противоположность им линейные термопластические полимеры, например полиэтилен, полистирол и др. всегда плавятся при достижении определенной температуры.
Полиэфирные полимеры в некоторых случаях применяются без совместной полимеризации с таким мономером, как стирол. В качестве таких полиэфиров можно назвать два широко известных полиэфирных материала в виде волокна и пленки, выпускаемых фирмой Du Pont под торговыми наименованиями соответственно дакрон (Dacron) и майла’р (Mylar).
По скорости отверждения полиэфиры могут быть весьма различны — от полиэфиров с временем отверждения -меньше 5 мин при комнатной температуре до полиэфиров, которые отверждаются при температуре 100° С или выше в течение многих часов. Исходная полиэфирная смола может быть получена также различной вязкости в зависимости от степени разбавления
Таблица 2-1
Некоторые свойства полиэфирных смол [Л. 2-1]
Свойство Полиэфир
твердый эластичный
Плотность; г)см2 1,0—1,46 1,01—1,20
Показатель преломления, nD . . . . 1,523—1,57 1,537—1,55
Прочность при растяжении, кГ/см2 420—700 56—125
Удлинение, °/0 Модуль упругости при растяжении, 5 40—310
Т/см2 21—45 —
Прочность при сжатии, кГ/см2 . . 910—2 520 —
Прочность при изгибе, кГ/см2 . . . Удельная ударная вязкость по Изод, кГ-см/см (брусок 12,2X12,2 мм 595—1 280 —
с надпилом) 1,08—2,16 3,78
Твердость М70-М115 84-94
Удельная теплопроводность, (по Роквеллу) (по Шору)
104 кал/сек-см-град Температурный коэффициент линей- 4 •—
ного расширения, Ю-’/грдд-1 . - 5,5—10 г~~
Нагревостойкость (длительная), °C 121 121
Температура деформации, °C ... . Удельное объемное сопротивление (относительная влажность 50)4, 60—204 —
температура 23° С) ом-см . . . Электрическая прочность (толщина 3,17 мм), кв[см-. 10м
при кратковременном испытании . при ступенчатом подъеме напря- 150—197 98,5—157
< жения Диэлектрическая проницаемость: 110—165 67
при 60 гц 3,0—4,6 4,4—8,1
при 103 гц 2,8-5,2 4,5—7,1
при 10е гц tg8 2,8—4,1 4,1—5,9
при 60 гц 0,003—0,028 0,026—0,31
при 103 гц 0,005—0,025 0,016—0,05
при 10е гц 0,006—0,026 0,023—0,06
Дугостойкость, сек Водопоглощаемость (за 24 ч при 125 135
толщине образца 3,17 мм), °/0 . . 0,15—0,60 0,50—2,5
Скорость горения От 1,1 до са-мозатухания
Влияние солнечного света ..... Пожелтение
То же слабых кислот Слабое Нет
То же сильных кислот От отсутствия действия
до значительного
То же слабых щелочей От отсутствия действия
до слабого
Продолжение табл. 2-1
Свойство Полиэфир
твердый эластичный
To же сильных щелочей............
To же органических растворителей
Механическая обрабатываемость . .
Прозрачность
Разрушается | Разрушается Разрушается кетонами и хлорированными растворителями
Хорошая I Посредствен-| ная
От прозрачного до мутного
Таблица 2-2
* Торговые наименования и поставщики некоторых полиэфирных смол
Поставщик
Торговое наименование Amester Atlac Cadco Cellobond Fostercast GE Gel-Kote Glidpol Glykon Helix Hetron IC Laminac Loven Marco Paraplex Plaskon
Pleogen Polylite Selectron Sierracin Stycast Stypol Synvar V. Vibrin
American Alkyd Industries
Atlas Powder Co.
Cadillac Plastic and Chemical Co.
British Resin Products, Ltd.
Westinghouse Electric Corp.
General Electric Co.
Glidden Co.
Glidden Co.
General Tire and Rubber Co., Chemical Div.
Carl H. Biggs Co., Inc.
Durez Plastics Div., Hooker Electrochemical Corp.
Interchemical Corp.
American Cyanamid Co.
Loven Chemical of California
Celanese Corp, of America, Plastics Div.
Rohm and Haas Co.
Allied Chemical Corp., Plastics and Coal Chemicals Div.
Mol-Rez Div., American Petrochemical Corp.
Reichhold Chemicals, Inc.
Pittsburgh Plate Glass Co., Paint Div.
The Sierracin Corp.
Emerson and Cuming Inc.
H. H. Robertson Co.
Synvar Corp.
Naugatuck Chemical Co., Div. of United States Rubber Co.
способным мономером, например стиролом,
реакционно
начиная от весьма маловязких материалов для пропитки до высоковяэких материалов для заливки и герметизации. Отвержденные полиэфиры могут быть любой степени эластичности, начиная от резиноподобного материала
до весьма твердого, жесткого материала. Ючно так же полиэфирные смолы могут обладать различной нагрево-стойкостью. В частности, изменение нагревостойкости достигается заменой .стирола в .качестве реакционно способного мономера триаллилциануратом (более подробно см. гл. 10). Полиэфирным смолам может быть придана огнестойкость или применением наполнителей, например трехокиси сурьмы, или использованием для синтеза полиэфирной смолы хлорированных компонентов.
Основные преимущества полиэфиров при заливке, герметизации и пропитке:
1) легкость переработки как для малогабаритных, так и для крупногабаритных изделий;
2) ) высокая механическая прочность и хорошие электроизоляционные свойства;
3) скорость отверждения смолы с катализатором при низких температурах;
4) очень небольшое давление при отверждении или даже отсутствие давления; 'в связи с этим не требуется больших затрат и можно обходиться дешевым оборудованием;
5) полнота отверждения полиэфирных смол с отвердителями, так что не требуется предусматривать специальных операций для удаления побочных продуктов, которые являются результатом химических'реакций;
6) дешевизна.
Пункты 4 и 5 характерны и для других материалов, рассматриваемых в данной книге.
Некоторые свойства полиэфирных смол приводятся в табл. 2-1. Список поставщиков смол приводится в табл. 2-2.
ПРИРОДА ПОЛИЭФИРОВ
Как правило, полиэфирные литьевые смолы представляют собой особые типы ненасыщенных алкидных смол в комбинации с реакционно способными мономерами. В процессе изготовления полиэфирной (алкидной) смолы многоатомный спирт реагирует с органической многоосновной кислотой. Слово «алкид» (alKyd) является производным от слов alcohol-acid (кислота-спирт). Термин полиэфир произошел от одной из важнейших реакций, изучаемых в органической химии, — реакции между
органическими спиртами и органическими кислотами, в результате которой получается продукт, называемый эфиром. Если эфиры взаимодействуют между собой с образованием полимера, получается полиэфир. Таким образом, термины полиэфир и алкид 'взаимозаменимы.
Реакция А
|| II г-----
но-сн2сн2-оз ж 1Ог-с-сн=сн-с-ст i+i Юг-снц-снг-он —►
этилен-гликоль
этиленгликоль
малеиновая «ислити
но
Г о о
II •. II
сн2спг-о-с-сн=сн-с-о-сн2спг
ОН+2Н2О
зтиленеликольмалсинат — полиэфир
Реакция Б
*—СН2СП2—О—С—СН—СИ—С— О—СН2СН2—*
СН
4— сн2
> стирол
*—сн2сн2—О—С—СН—СН—с—о—сн2сн2—*
стирол-полиэфирный сополимер
Рис. 2-1. Упрощенная реакция образования полиэфира. Звездочки указывают точки, по которым может продолжаться реакция полимеризации.
Реакция А — одна молекула ненасыщенной кислоты реагирует с двумя молекулами гликоля с образованием линейного полиэфира алкидного типа с элементарными звеньями; реакция Б — полимер реагирует (сополимеризуется) с мономером стирола в присутствии катализатора при нагреве или без него, причем образуется стирол-полиэфирный сополимер, т. е. отвержденный полиэфир.
Из органической химии известно, что связь углерод-углерод (связь между атомами углерода, характерная для всех органических соединений) может быть простой (одинарной), двойной или тройной. Если такие связи простые, то говорят, что данное соединение насыщено. Если же присутствуют двойные или тройные связи, то
Гбйорят, что соедийейиё Не насыщено. Весьма ййЖйб, что если существует ненасыщенность (например, — в соединениях с двойной связью), связь может разрушаться с образованием простой связи, причем вторая связь, будучи свободной, реагирует с атомом другого соединения. Так, ненасыщенная алкидная смола содержит двойные связи, которые могут разрушаться и за счет которых происходит сшивание другим веществом. Разрушение двойных связей и сшивание происходят в присутствии катализаторов и при 'нагреве, особенно при наличии такого реакционно способного мономера, как стирол. Упрощенная схема реакций при образовании полиэфиров приводится на рис. 2-1.
ПОЛУЧЕНИЕ ИСХОДНЫХ ПОЛИЭФИРНЫХ смол
По типичному способу получения полиэфиров исходные компоненты, состоящие ,из кислот и спиртов, нагреваются в реакторе из нержавеющей стали при температурах порядка 200° С в инертной атмосфере. Как видно из уравнений рис. 2-1, при этом образуется вода, которая удаляется отгонкой. Ход реакции контролируется по увеличению вязкости или по кислотному числу смолы. Кислотное число представляет собой количество свободной непрореагировавшей кислоты на данный момент, выраженное через количество едкого калия .(на единицу массы смолы), требующегося для нейтрализации этой кислоты. Если реакции позволить идти до конца, то полиэфир вследствие наличия двойных связей будет полимеризоваться с образованием нерастворимого и неплавкого геля, что нежелательно. Поэтому реакция получения полиэфира останавливается при определенном значении кислотного числа. Зависимость между кислотным числом и вязкостью показана на рис. ‘2-2. Готовая смола охлаждается и растворяется в нужном количестве стирола или другого реакционно способного мономера. Промышленные полиэфирные смолы обычно содержат около 25% по весу стирола или другого мономера.
При комнатной температуре полиэфирные смолы обычно представляют собой твердое или полутвердое тело и сами по себе отверждаются очень медленно. Если такая высоковязкая смола растворяется в стироле, то вязкость сильно снижается до технологически приемли-мого значения, а одновременно достигается возмож-
ность участий стирола в реакцйи сшивания, как было
описано выше.
Если кислым компонентом полиэфира является ненасыщенная кислота, то полученная смола будет очень реакционно способной. В связи с этим иногда применяют модифицирующие кислоты, например себациновую или адипиновую. Эти насыщенные кислоты придают гибкость молекулярной цепочке, заменяя некоторую часть ненасыщенных, реакционно способных кислот— фума
Рис. 2-2. Типичная зависимость между кислотным числом и вязкостью продукта реакции двухатомного спирта и двухосновной кислоты, представляющего собой линейный полиэфирный полимер.
ровой или малеиновой. Для придания полиэфирным смолам свойства негорючести применяются хлорированные кислоты, например тетрахлорфталевая или хлоренди-ковая.
Многоатомные спирты представляют собой спирты, содержащие две и более гидроксильные группы — ОН. Типичными представителями таких спиртов являются этиленгликоль, диэтиленгликоль, 'триэтиленгликоль, по-лиэтиленгликоль, пропилен-гликоль, глицерин и пентаэритрит.
В качестве реакционно способных мономеров вместо стирола можно использовать: 1) винилтолуол, который имеет более высокую
температуру кипения, чем стирол, и в связи с этим испаряется более медленно; 2) триаллилцианурат, который повышает температуру деформации конечного продукта; 3) диаллилфталат, который придает смесям алкида
с мономером низкую летучесть, увеличивает их срок хранения и вязкость и понижает их липкость. Полиэфирные смолы, в которых диаллилфталат содержится в качестве мономера, нельзя путать с диаллилфталагными пресс-материалами, в состав которых полиэфир не входит.
Существуют некоторые общие закономерности действия модифицирующих агентов на полиэфирные смолы;
• 1) Увеличений ДЛийы Цепочки мблёкуль! спирта (глй-коля) повышает эластичность отвержденного сополимера при повышенных температурах.
2) Введение насыщенных кислот в полиэфир (и тем самым увеличение расстояния между реакционно способными двойными связями) повышает эластичность отвержденного продукта и, кроме того, снижает скорость отверждения сополимера.
3) Содержание мономера отражается на физико-механических и электрических свойствах продукта. Вообще говоря, введение потребителем стирола в полученную от поставщика смолу повышает хрупкость и снижает механическую прочность отвержденного материала. Поэтому неразумно добавлять стирол, не консультируясь с поставщиком смол или не зная, сколько стирола уже введено последним. Добавка стирола способствует снижению угла диэлектрических потерь -материала.
ИНГИБИРОВАНИЕ ПОЛИЭФИРОВ
Большинство ненасыщенных полиэфиров весьма нестабильно в процессе хранения, особенно при высокой температуре и в случае хранения на воздухе. Эта способность к гелеобразованию и сшиванию значительно увеличивается, если исходная полиэфирная смола растворена в мономере, например стироле. В связи с этим, чтобы смесь полиэфира со стиролом не отверждалась в таре, до того как она будет получена и переработана потребителем, -в раствор вводят ингибитор. В числе наиболее известных ингибиторов можно упомянуть гидрохинон, пирокатехин, третичный бутилпирокатехин, хинон, пирогаллол. Ингибитор обычно добавляется в небольших количествах — около 0,01—0,001%. Указанные ингибиторы увеличивают срок хранения смесей полиэфира со стиролом при комнатной температуре до 4—6 мес. Тем не менее, для того чтобы максимально продлить срок хранения, хранить полиэфиры рекомендуется в холодном помещении.
КАТАЛИЗАТОРЫ И УСКОРИТЕЛИ
Эффективное и контролируемое отверждение смесей полиэфиров со стиролом с образованием прочного продукта требует применения системы инициатора (катализатора) (catalyst) и (или) активатора.
Отверждение при комнатной или несколько повышенной температуре обычно происходит в присутствии перекисей альдегидов или кетонов, например перекиси ме-тилэтилкетона или перекиси циклогексанона.
Обычным катализатором для применения при высоких температурах является перекись бензоила. Чистая перекись бензоила представляет собой твердый продукт, который медленно растворяется в полиэфирных смолах. Для удобства применения ‘перекись бензоила растворяют в небольшом количестве стирола и только затем добавляют к полиэфирной смоле. Кроме того, часто используют перекись бензоила в виде пасты. Такие пасты обычно состоят из 50% перекиси бензоила и 50% трикрезилфосфата; они очень легко растворяются 'в полиэфирных смолах. Другие катализаторы описаны в табл. 2-3.
Количество инициатора, которое бы давало отвержденный продукт с оптимальными свойствами, зависит от многих факторов. Следует принимать во внимание тип смолы, нужную скорость отверждения и габариты , готового изделия. Практически применяют 0,1—2,0% перекиси, считая на вес смеси полиэфира с мономером (в состоянии поставки).
Для ускорения реакции отверждения часто применяют ускоритель или активатор (promoter, activator); при введении его ускоряется отверждение горячим способом, а часто вообще отпадает нужда в подогреве. Существенно, что ускоритель повышает экзотермический эффект любой реакции при данной температуре.
Хорошими ускорителями общего назначения, предназначенными для использования с перекисями кетонов, являются октоат, гексоат и нафтенат кобальта. Они обеспечивают быстрое отверждение при комнатной температуре и снижают липкость поверхности. Жизнеспособность полиэфира может сильно колебаться (от минут до часов) в зависимости от соотношения между перекисью и нафтенатом кобальта. Обычно применяется 6%-ный раствор нафтената кобальта в количестве 0,1— 2,0% к весу смеси полиэфира со стиролом. Кобальт имеет тенденцию придавать отвержденному полиэфиру голубоватый оттенок, но так как он применяется в небольших концентрациях, то это почти незаметно.
Таблица 2-3
Состав, форма и поставщики перекисных катализаторов для полиэфиров [Л. 2-4]
Торговое наименование Состав Физическая форма Содержание перекиси, % Постав щик
Перекись бензоила Г ранулы 96 2
— To же Мелкие гранулы 96 2
— To же очищенная Мелкие кристаллы 99 2
Lucidol То же Мелкие гранулы 96 1
Luperco АТС Перекись бензоила с трикресилфосфатом Густая паста 50 1
Cadox BJDB Перекись бензоила с дибутилфталатом То же 50 2
Luperco CDB Перекись 2,4-ди-хлорбензоила с дибутилфталатом То же 50 1
Lupersol DDM Перекись метил-этилкетона в диме-тилфталате Жидкость 60 1
Cadox MDP Перекись метил-этилкетона в диметилфталате Л 60 2
.Перекись циклогексанона (в смеси с перекисями кетонов) Гранулы 96 1
Luperco JDB Перекись циклогексанона с дибутилфталатом Густая паста 50 1
— Гидроперекись кумола Жидкость 73 (на перекись) 3
1 Lucidol Div., Wallace and Tiernan, Inc.
2 McKesson and Robbins, inc., Chemical Div.
3 Hercules Powder Co., Naval Stores Dept.
Для использования с ацильными перекисями, например перекисью бензоила, обычно берут третичные амины, например диэтиланилин или диметила'нилин, меркаптаны, например лаурилмеркаптан. Амины значительно ускоряют процесс отверждения и имеют склонность менять окраску смолы. Меркаптаны не действуют так быстро, но дают бесцветные смолы. Их содержание в полиэфирах дается в пределах 0,05—0,5%. Необходимо отметить, что для данной марки смолы оптимальная
концентрация многих ускорителен лежит в узких пределах; применение больших или меньших количеств ускорителей нежелательно.
Катализаторы никогда нельзя непосредственно смешивать с ускорителями. Последние часто являются интенсивными восстановителями и образуют с перекисями сильно взрывчатые смеси. Обычно ускоритель смешивается со смолой, и затем добавляется индикатор. Иногда
лучшие результаты дает обратный порядок. По другому способу смола разделяется на две части, причем ускоритель растворяется в одной части, а инициатор в другой; непосредственно перед употреблением о'бе части смешиваются.
Практически важным показателем является жизнеспособность '(tank life, pot life) полиэфира с инициатором и ускорителем. Ясно, цто должен быть найден компромисс между возможно более коротким временем гелеобразования и необходимостью обеспечить определенную стабильность готового компаунда.
Полимеризация полиэфира со стиролом сопровождается сильным экзотермическим эффектом. Количество
время, мин
Рис. 2-3. Экзотермические кривые двух полиэфирных систем. а — образец 50 г с 0,5% перекиси бензоила, отвержденный при 80° С; б —образец 50 г с 0,5% перекиси метилэтнлкетоиа и ускорителем — 0,25% нафтената кобальта, отвержденный при комнатной температуре [Л. 2-3].
выделяемого тепла зависит от типа смолы и степени ее ненасыщенности. Конечная температура в полимеризующейся массе будет обусловливаться разницей между скоростью, с которой выделяется тепло (что связано с температурой, при которой началась полимеризация, а также типом и концентрацией инициатора и ускорителя), и скоростью, с которой отводится тепло. Теплоотвод зависит от теплопроводности компаунда и формы, если она применяется, коэффициента теплопередачи к форме или воздуху, а также температуры окружающей
среды. Правильное соотношение между инициатором и ускорителем для данного конкретного случая подбирается на основании опыта.
С другой стороны, если отвод тепла поддерживается на (постоянном уровне путем тщательного контроля за условиями опыта и соблюдения стабильной температуры инициирования, для каждой системы ускоритель — инициатор существует характерная кривая температура — время («экзотермическая кривая»). На рис. 2-3 приведены примеры таких кривых для очень активных и медленно реагирующих систем.
Ниже приводятся условия проведения опыта для определения экзотермических кривых по методике The Society of the Plastics Industry (Общества промышленности пластмасс) [Л. 2-2].
К 50 г смолы добавляется- 1 г перекиси бензоила. Через 1 ч 10 г смеси помещается в трубку диаметром 19 мм и длиной 1'52 мм, а в середину смеси погружается конец 3,17 мм термопары, соединенной с 'быстродействующим самописцем. Немедленно после этого трубка погружается в воду, температура которой поддерживается постоянной и равной 82° С.
По полученным кривым можно определить три характерные точки: время желатинизации (gel time), определяемое как время повышения температуры от 65 до до 88°С; пиковую экзотермическую температуру (exoh-kerm-peak temperature)-, т. е. максимальную температуру на .кривой; время отверждения (cure time), т. е. время подъема температуры от 65° С до пиковой температуры.
РАДИАЦИОННОЕ ОТВЕРЖДЕНИЕ
Вместо перекисных катализаторов для отверждения полиэфирных смол может применяться гамма-облучение Л. 2-5]. При помощи гамма-лучей полиэфирные смолы превращаются в твердые прозрачные продукты. Зависимость твердости смолы Paraplex Р-43 от интегральной дозы гамма-излучения Со-60 показана на рис. 2-4. Смолы разных рецептур отверждаются с разной скоростью и до разной степени, но во всех случаях полимеризация до твердого' состояния происходит при интегральной дозе до 0,5 Мр.
Важное значение имеет температура, при которой происходит облучение. Чем ниже температура, тем более мягким получается продукт и соответственно изменяются другие характеристики. Материалы различной твердости можно получить, облучая образцы до одинаковой дозы при разных температурах. Отверждение смолы Paraplex Р-43 при температуре •—40° С и дозе 0,33 Мр гамма-лучами (1,25 Мэв) дает мягкий гель, в-то время как такая же доза при 25° С превращает полиэфирную смолу в твердый материал.
Рис. 2-4. Зависимость твердости полиэфира Paraplex Р-43 от интегральной дозы у-радиации (Л. 2-5].
Полиэфирные смолы, отвержденные ионизирующей радиацией, имеют большую плотность и имеют более высокую температуру деформации при одинаковых значениях твердости, чем смолы, отвержденные с помощью катализаторов. В связи с этим неудивительно, что электроизоляционные свойства облученных полимеров отличаются от свойства обычных полимеров. У них несколько выше диэлектрическая проницаемость при комнатной температуре и несколько ниже угол диэлектрических потерь при повышенной температуре. Эти изменения связаны с большей плотностью и теплостойкостью образцов, а не с отсутствием в них загрязнений. Снижение угла потерь имеет большую величину при более высоких температурах и частотах.
ЖЕЛАТИНИЗАЦИЯ, 0ТВЕ1ЖДЕНИЕ, УСАДКА И РАСТРЕСКИВАНИЕ
Желатинизация происходит, когда вся полиэфирная смола переходит в трехмерную сетчатую структуру вследствие сшивания молекул полиэфира молекулами мономера (стирола), которые служат мостиками [Л. 2-6]. Фактически в момент желатинизации реакция сшивания происходит только частично. Полиэфирные молекулы, образующие сетчатую структуру, соединяются только в нескольких точках, а основное количество молекул полиэфира и мономера чисто физически удерживаются внутри сетки. Обычно желатинизация наступает, как только израсходуется ингибитор. Это хорошо заметно по наступлению экзотермической части реакции.
Для полного отверждения смолы требуется, чтобы прореагировало большинство двойных связей полиэфира и мономера. Образование связей полиэфир—мономер прочно связывает молекулы, повышает прочность геля и в результате приводит к получению полностью отвержденного конечного продукта. Скорость реакции увеличивают два фактора: 1) повышенная температура, которая сильно ускоряет движение молекул и способствует превращению инициатора в активные радикалы; 2) увеличение количества инициатора, что увеличивает число активных молекул и повышает вероятность встречи активированной цепи с реакционно способными ненасыщенными группами.
НЕДОСТАТКИ ПОЛИЭФИРОВ
Хотя до сих пор говорилось только о преимуществах полиэфиров, необходимо упомянуть об их недостатках при использовании в качестве заливочных компаундов [Л. 2-3].
Основным недостатком является значительная усадка. Объемная усадка обычно достигает 6—8%. Ясно, что такая усадка ограничивает точность размеров отливки, хотя определенных результатов можно добиться, если правильно выбрана система отвердителей и тщательно контролируется технологический процесс. Если переменные факторы регулируются недостаточно тщательно, усадка может привести к растрескиванию отливок.
Следует также имёть в виду, что степень усадки не всегда является строго воспроизводимой. Кроме того, если при отверждении полиэфира применяется подогрев, термическая усадка накладывается на усадку во время полимеризации, что повышает тенденцию к растрескиванию в процессе отверждения.
Другим недостатком, к которому ведет усадка, является то, что, если даже отливка не растрескалась в процессе производства, остаточные внутренние напряжения могут привести к растрескиванию, если в последующем изделие будет эксплуатироваться в неблагоприятных окружающих условиях или находиться под механической нагрузкой.
Интересно отметить, что то самое свойство полиэфиров, которое обеспечивает их основное преимущество, вызывает усадку. Этим свойством является химическая ненасыщенность составных частей полиэфира:, алкидной смолы и мономера. Двойные связи, благодаря которым мономер связывается с алкидными молекулами с образованием твердого продукта, перегруппировываются в процессе совместной полимеризации (отверждения). Эта перегруппировка, очевидно, сопровождается изменением молекулярных сил и ведет к усадке.
Однако существуют способы уменьшения усадки и ее вредного действия. Одним из наиболее распространенных методов является введение в полиэфирную смолу наполнителя, например порошкообразной двуокиси кремния. Такой наполнитель не только снижает усадку материала, но также помогает регулировать вязкость компаунда, снижает экзотермичность реакции и улучшает ряд характеристик конечного продукта. Кроме того, снижается и стоимость компаунда.
Кроме таких порошкообразных наполнителей, как двуокись кремния, с целью повышения прочности готового материала применяются армирующие (волокнистые) наполнители. Для этой цели обычно используются короткое стекловолокно, но могут применяться также другие виды измельченных волокон. Смешивание наполнителей со смолой может производиться простым механическим перемешиванием применением смесителя с сигмовидными лопастями или шаровой мельницы— в том случае, если требуется хорошее смачивание наполнителя. Особенно желателен размол, если при
меняется армирующее волокно такой длины, что оно не может быть переработано без дробления.
Одной из причин, по которой наполнитель снижает растрескивание, является уменьшение экзотермичности реакции. Слишком быстрое протекание реакции и чересчур значительное выделение тепла являются основными причинами возникновения внутренних напряжений и растрескивания. Кроме применения наполнителей, следует по возможности лучше регулировать такие факторы технологического процесса, которые позволяют получить более прочный материал. Следует стремиться к тому, чтобы в процессе отверждения выделялось минимальное количество тепла, а время отверждения было возможно больше.
Установлено, что очень часто известные преимущества дает двухстадийное отверждение. 'По этому способу компаунд с добавкой катализатора сначала доводится до твердого состояния при комнатной температуре или при небольшом подогреве. Окончательное отверждение происходит при более высокой температуре (до 120°С). Такой способ наряду с правильным выбором системы наполнитель— катализатор будет обеспечивать получение наиболее прочного и однородного конечного материала.
ТЕХНИКА БЕЗОПАСНОСТИ
Вообще говоря, поставщики полиэфирных смол не считают эти материалы опасными для переработки и применения. Однако известно, что в некоторых случаях при переработке полиэфирных смол возникают кожные заболевания (дерматиты), хотя это не является общим положением. Большинство специалистов сходится на том, что по тенденции вызывать дерматиты полиэфиры несравнимо менее вредны, чем эпоксидные смолы. Многие мономеры имеют неприятный 'запах, хотя, если имеется достаточная вентиляция, серьезных затруднений не возникает.
О повышении концентрации паров мономера в воздухе можно судить по их раздражающему действию на глаза и нос. Это является эффективным сигналом, и если раздражение глаз или запах становятся неприятными, необходимо предпринять меры для улучшения вентиляции в рабочем помещении.
При хранении полиэфирных смол необходимо о ра* щать внимание на опасность пожара. Однако это во многих случаях не является серьезной проблемой, если предприняты нужные шаги для того, чтобы держать смолу вдали от пламени, источников тепла и т. д. Рационально при хранении этих материалов заземлять емкости для хранения или стеллажи, на которых емкости хранятся. При всяком применении полиэфиров необходимо соблюдать противопожарные мероприятия. Например, если удельный вес смолы или компаунда ниже, чем воды, они подобно бензину будут располагаться поверх воды. Таким образом вода неэффективна для тушения огня. В этом случае для борьбы с огнем должны применяться другие методы.
Перекисные катализаторы являются окислителями, и они должны храниться вдали от источников тепла, искр и огня. Большинство сосудов с перекисными катализаторами снабжаются взрывобезопасными пробками или отводами. Пробка на емкости с перекисным катализатором не должна заменяться пробкой от другого продукта. Хотя перекисные катализаторы имеют высокую скорость разложения и быстро горят, будучи подожжены, выпускаемые промышленностью органические перекиси могут спокойно перерабатываться и храниться значительное количество времени, если соблюдать обычные правила предосторожности и рекомендации поставщиков. Хранение любого из указанных материалов безопаснее при пониженных температурах, в пределах 10—15° С. Преимуществом хранения при пониженных температурах является увеличение срока хранения материалов.
Наибольшую опасность при работе с полиэфирными смолами представляет непосредственный контакт между перекисными катализаторами и ускорителями, например нафтенатом кобальта. Контакт этих материалов приводит к быстрой и бурной реакции, которая сопровождается взрывом или воспламенением. В связи с этим крайне важно не допускать непосредственного соприкосновения двух указанных компонентов при их введении в полиэфирный компаунд (см. выше).
Важное требование техники безопасности относится к использованию растворителей для очистки посуды и оборудования в процессе переработки полиэфирных
смол. Для этих целей применяются такие растворители, как ацетон, целлозольв и метиленхлорид. Хотя ацетон является отличным растворителем полиэфиров, он наиболее опасен, и его применения следует по возможности избегать из-за низкой температуры вспышки и высокой воспламеняемости. Метиленхлорид — очень хороший растворитель, к тому же негорючий, хотя подобно большинству растворителей при его применении следует предусматривать хорошую вентиляцию из-за потенциальной вредности его вдыхания.
МОДИФИЦИРОВАННЫЕ ПОЛИЭФИРЫ
Предпринималось много попыток модификации полиэфирных смол с целью устранения проблемы усадки при сохранении всех других хороших качеств полиэфиров. Среди промышленных образцов полиэфирных смол, модифицированных для снижения усадки, можно назвать компаунды Fostercast 17, негорючий Fostercast 26.[Л. 2-7] и Acme Star [Л. 2-8].
Литьевая смола Fostercast 17. Fostercast 17 отличается от обычных .полиэфирных смол тем., что она содержит меньше стирола и, следовательно, в агеныией степени подвержена усадке, а также .менее экзотермична в процессе полимеризации. Так же как обычные компаунды с мономерами, эта смола имеет пониженную вязкость и позволяет применять пропитку под вакуумом. В противоположность обычным полиэфирным смолам юна дает материал, эластичный при низких температурах. Например, смола -выдерживает испытания на тепловой удар (тип С стандарта MIL-C-11'6293 «Военная спецификация на заливочные компаунды для электронного оборудования»). Это испытание состоит из заливки компаунда вокруг стального шестигранного бруска длиной 25,4 мм, диаметром 19 мм. Отливка нагревается |до 180° С и сразу после этого .помещается в смесь из сухого льда и спирта, имеющего температуру —55° С. Спецификация требует, чтобы отливки выдержа-ли десять термических циклов без растрескивания.
Смола имеет отличную нагревостойкость. Потеря в весе при тепловом старении меньше, чем у любой другой промышленной стиролсодержащей полиэфирной смолы. Некоторые свойства смолы приводятся в табл. 2-4.
Хотя данная смола имеет большую усадку в процессе 'отверждения, чем эпоксидные 'смолы, значение усадки не так велико. Отливки относительно свободно отделяются от форм и могут быть легко удалены. Фирма Westinghouse Electric Corp, выпускает трансформатор тока, при производстве которого используется -более 11 кг смолы, причем отливка не растрескивается. Залитые трансформаторы успешно выдерживают испытания (требования для «первого сорта») по стандарту MIL-T-27.
Таблица 2-4 Некоторые свойства модифицированного полиэфира Fostercast 17 [Л. 2-7]
Электроизоляционные свойства
Температура, °C Частота tg а Диэлектрическая проницаемость Удельное объемное сопротивление, ом-см
25 60 гц 1 кгц 100 кгц 2,27 . 2,34 2,31 3,45 3,34 2,99 6,8-1014
75 60 гц 1 кгц 100 кгц 2,95 2,48 3,00 3,41 3,59 3,27 4,6.1013
100 60 гц 1 кгц 100 кгц 4,52 2,60 3,00 3,94 2,71 3,27 4,8-1012
125 60 гц 1 кгц 100 кгц 5,55 2,99 3,37 3,94 3,78 3,50 5,1-10”
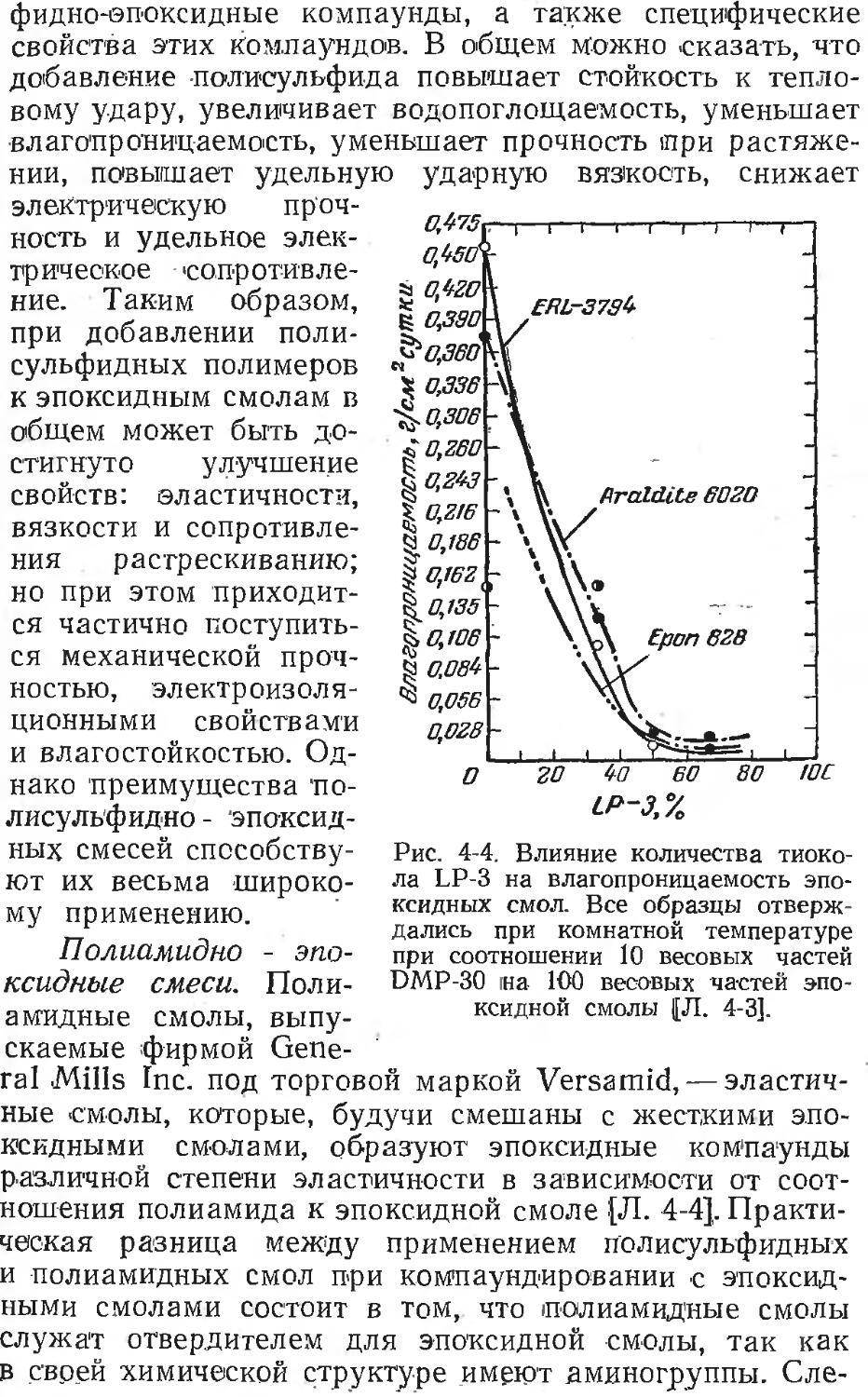
Свойство Значение
Электрическая прочность (отливки 3,17 мм, отвержденные в течение ночи при 60° С, среднее из 10 значений), кв[см Дугостойкость (ASTM D 495-48Т), сек Удельное объемное сопротивление (образец 3,17 мм), ом-см: в состоянии поставки после 24 ч в воде 192 89 6,3-Ю13 2,5-1013
Свойство Значение
Твердость по Шору (шкала D) Водопоглощаемость (ASTM D 570-42), % ... 65—75 0,27
Таблица 2-5
Свойства модифицированных полиэфирных компаундов Acme Star горячего и холодного отверждения [Л. 2-8]
Свойство Холодное отверждение AL-15B Горячее отверждение AL-15
Время желатинизации, ч:
при 110° С — 1—1,5
при 20° С • 6—8 —
Время отверждения, ч:
при 110° С . . - — 6—15
при 20° С 24
Электрическая прочность, кв/см . . . Диэлектрическая проницаемость при 138 256
60 гц:
при 25° С 7,5 3,65
при 100° С —- 6,0
tg 8 при 60 гц, %:
при 25° С 5,50 3,50
при 100° С Удельное объемное сопротивление при 25° С и относительной влажности, — 12,0
50%, ом-см ю13 1013
Водопоглощаемость за 24 ч, % . • . . Стойкость к тепловым ударам: 5 цик- 0,15
лов от —55 до 85° С Стабильность при 120° С и относитель- — Без изменений
ной влажности 95% Хорошая Очень хорошая
Твердость после отверждения ..... Твердый, Каучукоподоб-
.прочный ный
Компаунды Acme Star. Эти компаунды являются органическими термореактивными полиэфирными компаундами, не содержащими стирола н модифицированными эпоксидными смолами. Они имеют необычно низкую экзотермичность, нетоксичны и не вызывают коррозии. Контакт с резиной, медью или другими материалами не ингибирует их отверждения. Компаунды не содержат летучих и при вакуумной пропитке заполняют все пустоты. Эти компаунды применяются для обработки намотанных катушек трансформаторов, сменных узлов и других типов электронного оборудования путем пропитки, заливки и герметизации. Отверждение в зависимости от рецептуры может происходить как при комнатной температуре, так и при нагреве.
Обычно компаунды Acme Star для отверждения при нагреве состоят из четырех частей: основы, активатора, отвердителя н наполнителя. Для компаундов холодного отверждения наполнитель можно брать любой.
Компаунд Acme Star горячего отверждения для пропитки и герметизации разработан специально для катушек и трансформаторов и должен удовлетворять всем требованиям спецификации MIL-T-27,
сорт 1, класс А. Компаунд Acme Star удовлетворяет требованиям спецификации MIL-C-16923 для типа С, Состав компаунда Acme Star:
Основа ХК-263 ... .10 вес. ч.
Наполнитель AL-76.............. 1 вес. ч.
Активатор AL-15................ 1 вес. ч.
Отвердитель AL-77 .. 3 вес. ч.
Отверждение происходит в течение 6—8 ч при 93—110° С.
Характеристики компаунда Acme Star с активаторами AL-15 и AL-16B |(для холодного и горячего отверждения) приведены в табл. 2-5.
ПРИМЕНЕНИЕ ПОЛИЭФИРОВ ДЛЯ ЗАЛИВКИ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ
Как уже отмечалось, полиэфирные смолы обладают, многими характеристиками, которые делают их идеальными для заливки целого ряда радио- и электротехнических изделий. Отличные изоляционные свойства наряду с относительно низкой стоимостью и легкостью переработки делают их особо ценными для промышленного применения в тех случаях, когда экономически не оправдано использование более дорогих смол или смол, перероботка которых затруднена. Широкий диапазон вязкостей и условий отверждения позволяет подобрать полиэфирные компаунды для заливки, пррпит-ки или герметизации. Технологические свойства полиэфирных смол столь разнообразны, что во многих случаях можно подобрать компаунд под данное оборудование, время процесса и т. п.
Хотя полиэфиры вполне удовлетворительны для большинства промышленных целей, они обладают некоторыми нёдостатками, которые затрудняют их применение для многих военных целей. Основных недостатков — два. Это тенденция к растрескиванию при резких перепадах температур и тенденция к снижению сопротивления изоляции при эксплуатации в условиях повышенной влажности и высоких температур. Более полно об этом см. гл. 9. Высокое значение усадки в процессе полимеризации может вызвать растрескивание полиэфиров при отверждении. Это может послужить причиной ограничения их применения для заливки целого ряда промышленных и военных изделий. Растрескивание можно снизить применением таких конструкций заливаемых узлов, в которых было бы минимальное число
острых углов, соединении и других мест концентрации напряжений. Так как растрескивание в процессе полимеризации можно снизить применением наполнителей или эластичных полиэфирных материалов, необходимо тщательно оценить возможности полиэфирных компаундов, прежде чем отказаться от них в тех случаях, где они обеспечивают равноценные качества готового изделия и экономические преимущества.
ГЛАВА ТРЕТЬЯ
ЭПОКСИДНЫЕ СМОЛЫ
Эпоксидные смолы (эпоксисмолы) поразительно быстро выдвинулись на одно из первых мест среди других полимеров в качестве материала для заливки электронного оборудования. Эпоксидные смолы вслед за полиэфирными прочно завоевали рынок как материал для герметизации, заливка и пропитки изделий. В первое время эпоксидные смолы были значительно дороже полиэфирных; тем самым сдерживалось их применение в производстве изделий широкого спроса, если для последних подходили полиэфирные смолы. Однако, по мере того как накапливался опыт использования эпоксидных смол и становились очевидными преимущества их применения для многих целей, стал расти спрос на эпоксидные смолы, а цена их стала снижаться. 'Соотношение цен полиэфирных и эпоксидных смол постепенно изменяется в пользу последних. Правда, стоимость эпоксидных смол вряд ли понизится до уровня полиэфирных; все же сравнение наполненных эпоксидных и наполненных полиэфирных компаундов показывает, что во многих случаях цены тех и других различаются не так уж значительно.
Следующие моменты больше всего способствовали замене полиэфирных смол эпоксидными в производстве многих изделий:
1. Эпоксидные смолы дают значительно меньшую усадку, чем полиэфирные. В то время как объемная усадка полиэфирных смол достигает в некоторых случаях 10%, объемная усадка эпоксидных смол не превышает 4°/о'. Пониженная усадка не только уменьшает
отрицательные последствия усадки, как, например, об-разование трещин, но и позволяет также получать детали, значительно более точные по размерам.
2. Эпоксидные смолы обладают значительно лучшей адгезией, чем полиэфирные, поэтому применение эпоксидной смолы часто повышает прочность залитого изделия и затрудняет проникновение влаги.
'3. Эпоксидные смолы обычно значительно лучше полиэфирных выдерживают тепловые удары и изменение влажности. Вообще эпоксидные системы отличаются повышенной сопротивляемостью растрескиванию в условиях резких перепадов температуры, а хорошая длительная нагревостойкость может быть обеспечена подбором рецептуры. Эпоксидные материалы также лучше противостоят резким изменениям окружающей среды, например действию высокой влажности, согласно техническим требованиям на изделия военного назначения.
4. Отверждению эпоксидных смол в отличие от полиэфирных не препятствует присутствие металлов, воз-'духа и пр.
Более подробные данные о влиянии условий эксплуатации приведены в гл. 9.
Впервые эпоксидные смолы появились в виде твердых смол или жидкостей с высокой вязкостью. .Переработка таких эпоксидных смол оказалась более трудной, чем полиэфирных, которые обладают весьма низкой вязкостью вследствие разбавления стиролом. Однако вязкость эпоксидных смол быстро падает по мере повышения температуры, как это показано на рис. 3-1. Таким образом, твердую смолу можно разжижить и сделать удобной для переработки простым нагреванием. На первой стадии работы с эпоксидными смолами наблюдался и другой недостаток этих смол: большинство из них при отверждении давали изделия с низким сопротивлением удару. Однако в обоих направлениях уже достигнут большой прогресс, и теперь имеются эпоксидные смолы с очень низкой вязкостью и самой различной степенью эластичности и твердости.
Высокая адгезия эпоксидных смол создает некоторые трудности при выгрузке изделий из форм, что не свойственно полиэфирным смолам. Ныне, однако, разработаны соответствующие приемы обработки форм, и это затруднение нельзя больше считать серьезным-
Таблица 3-1
Свойства отвержденных эпоксидных смол [Л. 3-1]
Свойство Ненаполненные смолы Наполненные кварцем смолы
Усадка при формовке, см/см . . Плотность, г/см3.............
Прочность при растяжении,
кГ/см3 ...........
Модуль упругости при растяжении, TjcM2...................
Прочность при сжатии, кГ[см2 Прочность при изгибе, кГ(см2 Удельная ударная вязкость по
Изод (образец с надпилом), кГ-см/см*.................
Твердость по Роквеллу........
Удельная теплопроводность
104 кал) сек-см-г рад ....
Удельная теплоемкость,
кал!г-град ........
Температурный коэффициент линейного расширения, \<д3)град Длительная нагревостойкость, °C................... . . . .
Температура деформации, °C . .
Удельное объемное сопротивление (при 50% относительной влажности и температуре 23° С), ом-см................
Электрическая прочность (толщина образца 3,2 мм), кв/см: при кратковременном испытании .......................
при ступенчатом подъеме напряжения................
Диэлектрическая проницаемость: при 60 гц ....................
' при 103 гц.............
при 106 гц..............
tg3:
при 60 гц...............
при 103 гц..............
при 106 гц..............
Дугостойкость, сек...........
Водопоглощаемость (за 24 ч, об-
разец толщиной 3,1 мм), % Горючесть..................
Действие солнечного света . . . То же слабых кислот..........
0,001—0,004 1,11—1,23 0,0005—0,002 1,6—2
280—910 350—560
31,5 1 050—1 260 980—1 470 1 180—1 960 560—980
1,08—3,24 М80—Ml 00 1,62—2,4 М85—М120
4—5 10—20
— 0,2—0,27
4,5—6,5 2,0—4,0
120—315 46—260 120—315 71—287
10,!—10” Ю13—1016
157—196 63—126
15 —
3,5—5,0 3,5—4,5 3,3—4,0 3,2—4,5 3,2—4,0 3,0—3,8
0,002—0,01 0,002—0,02 0,03—0,05 45—120 0,08—0,03 0,008—0,03 0,02—0,04 150—300
0,08—0,13 Слабая Нет 0,04—0,1 Самозатухание Нет
п »
* Образец по Изод 12,7X12,7 льи с надпило^.
Продолжение та л. 3-1
Свойство Нена полненные смолы Наполненные кварцем смолы
Действие сильных кислот .... Некоторое Некоторое
То же слабых щелочей Никакое Никакое
„ » сильных щелочей .... Слабое Слабое
„ „ органических растворителей Противостоят Противостоят
Механическая обрабатываемость большинству растворителей Хорошая большинству растворителей Плохая
Прозрачность Прозрачны Непрозрачны
Таблица 3-2
Торговые марки и поставщики некоторых эпоксидных смол
Торговое Поставщики
наименование
Alfane Araldite Aritemp Bakelite Atlas Mineral Products Co. Ciba Products Corp., Plastics Div. Aries Laboratories, Inc. Bakelite Co., Div. of Union Carbide and Carbon
Cadco Cardo lite Corp. Cadillas Plastic and Chimical Co. Irvington Chemical Div., Minnesota Mining and
Cellobond Cordopreg Corrocate D.E.R. Devcon Ecco Epiphen Epl-Rez Epocast Epolac Epon Epoxylite Nelix Hysol Marblette Nureco Oxiron Polykast Poly tool Ren Mfg. Co. British Resin Products, Ltd. Cordo Molding Products, Inc. Chemical Coatings and Engineering Co., Inc. The Dow Chemical Co. Chemical Development Corp. Emerson and Cuming, Inc. The Borden Chemical Co., Div. of the Borden Co. Jones-Dabney Co. Furane Plastics, Inc. Lawrence Adhesive and Chemical Co., Jnc. Shell Chemical Corp. Epoxylite Corp. Carl H. Biggs Co., Inc. Hysol Corp. Marblette Corp. Nureco, Inc. Food Machinery and Chemical Corp. Poly Resins Reichhold Chemicals, Inc. Ren Plastics, Inc,
Торговые Маркй
Rezolin Scotchcast Stycast Tygofil Tygoweld Tylene
Продолжение табл. 3-2 Поставщики.
Rezolin, Inc.
Minnesota Mining and Mfg. Co. Emerson and Cuming Inc. United States Stoneware Co. United States Stoneware Co. Tylene Plastics, Inc.
Свойства наполненных и ненаполненных эпоксидных смол показаны в табл. 3-1. Информация о фирмах-по-
Темпершпура, °C
Рис. 3-1. Зависимость вязкости от температуры для типичной эпоксидной смолы.
ПРИРОДА эпоксидных смол
Химически обычные эпоксидные смолы определяются как продукты конденсации эпихлоргидрина и многоатомного замещенного фенола, обычно дифенилол-
пропана (бисфенола А). Полученный продукт Назван эпоксидной смолой ввиду наличия в нем углеродно-кислородной группировки
известной под названием эпоксидной или этиленоксидной группы.
Реакция образования эпоксидной смолы показана на рис. 3-2.
Характерные особенности эпоксидной „смолы, пожалуй, лучше всего можно объяснить путем сравнения эпоксидной и полиэфирной смол. Эпоксидная смола подобно полиэфирной до превращения ее путем дальней-
СНз
СН2—СН-СН2-1-С1+Н|>С6Н4-С-СбН4-о4-Н + Cl-j-CH2-CH-CHz—>-
' \> СНа \)
эпихлоргидрин дифенилолпропан эпихлоргидрин
Г си3
---СН2—СН—СН2~О—С6Н4~С—СеГЦ—О—СН2—СН—СН2
- V сн3 о
исходная эпоксидная смола (диглицидало8ь1й зсрир бисфонолаА}
Рис. 3-2. Упрощенная схема реакции получения неотвержденной эпоксидной смолы.
шей реакции в жесткий термореактивный материал представляет собой термопластическое вещество ограниченного применения.
В случае полиэфирной смолы для получения термореактивных материалов необходимы перекисные катализаторы для реакции между мономером типа стирола и самой полиэфирной смолой. Присоединение стирола к полиэфирной смоле производится благодаря наличию ненасыщенных двойных углеродных связей. В эпоксидной смоле двойных связей нет; поэтому реакция отверждения эпоксидной смолы осуществляется по другому механизму и с применением отвердителей другого рода, чем у полиэфирных смол, благодаря реакционной способности эпоксидной группы.
Таблица 3-3
Сравнительные свойства некоторых стандартных бисфенольных жидких эпоксидных смол
Фирма и марка смолы Эпокс идный эквивалент Средний молекулярный вес Вязкость при 25° С, пз
Bakelite Со. (Bakelite)
ERL-2774 185—200 350—400 105—195
ERL-3794 170—182 350—500 72—192
высокой функциональности)
ERL-2795) 179—194 340—400 5—9
(содержит растворитель)
Ciba Products Corp (Araldite)
6005 190 .—- 80
6010 190 — 160
6020 215 .—- 190
6030 225 — 350
The Dow Chemical Со.
D.E.R. 331 183—193 350—400 110—160
D.E.R. 332 173—179 340—350 36—64
D.E.R. 334 179—194 — 5—9
Jones Dabny Co.
504 170—180 1,5—2,0
510 180—200 350—400 90—180
Shell Chemical Corp. (Epon)
815 (содержит растворитель) 175—210 340—400 5—9
820 210—210 350—400 40—100
828 175—210 350—400 50—150
Отсутствие химической ненасыщенности является одним из главных преимуществ эпоксидных смол. Как известно, усадка рассматривается как результат перегруппировки связей. Поскольку эпоксидные смолы лишены двойных связей и их основная цепь химически отличается от цепи полиэфирных смол, у эпоксидных смол следует ожидать меньшей усадки.
Выше было упомянуто, что эпоксидные смолы изготовляются как жидкими, так и твердыми. Это различие определяется процессом производства эпоксидной смолы. При реакции между эпихлоргидрином и дифенилолпропаном обычно берется избыток эпихлоргидрина. Взя-
тое соотношение Эпихлоргидрина с дифенилолпропаном определяет молекулярный вес полученной смолы и, следовательно, ее физическое состояние — твердое или жидкое. Например, если молярное отношение эпихлоргидрина к дифенилолпропану снижается с 2,0 до 1,0, то температура размягчения полученной смолы повышается от 40 до 110° С, а примерный молекулярный вес увеличивается с 450 до 1 400 [Л. 3-2]. Продукты с более высоким молекулярным весом — это твердые смолы, а продукты с пониженным молекулярным весом — жидкие смолы.
Эпоксидные смолы, чаще всего применяемые для заливки, представляют собой жидкие смолы с низким 'молекулярным весом, содержащие в среднем приблизительно две эпоксидные группы в каждой молекуле. Список некоторых из этих жидких эпоксидных смол, имеющихся в продаже, приведен в табл. 3-3.
Для каждого конкретного случая применения следует получить детальную информацию от фирмы—поставщика смолы; все же можно почти с уверенностью сказать, что смолы, имеющие одинаковые эпоксидные эквиваленты, могут быть отверждены одинаковым способом. Эпоксидный эквивалент представляет вес смолы (в граммах), содержащий 1 грамм-эквивалент эпоксидных групп. У линейных полимерных цепей с эпоксидной группой на каждом конце молекулы эпоксидный эквивалент равен половине среднего молекулярного веса смолы.
ОТВЕРЖДЕНИЕ эпоксидных смол
С эпоксидными смолами может применяться много различных видов отвердителей, но в основном они могут быть отнесены к следующим трем группам:
1) органические азотсодержащие соединения, обычно амины;
2) органические кислоты или их ангидриды;
3) некоторые другие (кроме эпоксидных) смолы, как, например, полисульфиды и полиамиды.
Реакции с другими смолами приводят к образованию модифицированных эпоксидных смол, о чем будет идти речь в гл. 4. Здесь мы рассмотрим отвердители из первых двух групп. Описание сущности реакций отверж-
дения эпоксидных смол по [Л. 3-3] приводится ниже и иллюстрируется на рис. 3-3.
Различные амины, ангидриды кислот и двухосновные (дикарбоновые) кислоты являются отвердителями, широко применяемыми в промышленности. Амины состав-
он нн он
, ,1 । II,
Н 2N—R—NH2 + 2CHZ—CH—R —* R—CH—CH2—N—R—N- CH 2—CH-R
О Формула I
н он H
I I I
XN—R—N— CH2— CH—R—CH—CH 2—N—R —N H H
Формула 2 о он '
/ \ I ,
R—OH+CH2—CH—R R—O-CH2—CH—R
Формула 3
CH3-
*-CH2—CH-CH2—O—CcH4—C-C6H^O-CII2— CH-CHZ
CH3 Xo
CH3 *
O-CH2—CH-CH2-O-C6H4-O-C6H4—O-CH2-CH-CH2
СНз о •
CH3 *
о-сн2—CH-CH2—О-Сен4—О-С€Н4-О-СН2—CH-CH2
О—* СН3 О
Ж
Формула 4
Рис. 3-3. Упрощенные схемы механизмов отверждения эпоксидных смол. Звездочки указывают точки, по которым возможны дополнительные реакции {Л. 3-3].
ляют одну из наиболее важных групп, а каталитический характер их реакции с эпоксидными группами становится ясным из реакций, приведенных ниже.
Первичный или вторичный амин непосредственно взаимодействует с эпоксидной группой, образуя вторичный или третичный амин и альфа-гидроксильную труп-
пу. Азот третичного амина может далее вступить в реакцию с эпоксидным кольцом, образуя четвертичное соединение аммония, после чего следует рост цепи.
Полифункциональные первичные и вторичные амины могут действовать как сшивающие отвердители при реакции по формуле 1 (рис. 3-3). Когда группы R' содержат другие эпоксидные группы, как в случае эпоксидных смол, реакция приводит к образованию сшитых термореактивных полимеров.
Легко заметить, что может получиться длинная цепь, если отношение молекул диамина к молекулам смолы равно 1 : 1, и что относительно меньшее количество диамина вызовет разрывы цепи. В то же время присоединение двух молекул диамина к каждой молекуле смолы может привести к тому, что каждая молекула смолы вызовет реакцию с аминогруппой и не образует никакой цепи, создав соединение по формуле 2 (рис. 3-3).
Это показывает, насколько важно выдерживать расчетное количество прибавляемого отвердителя, так как отверждение имеет целью образовать наиболее длинные цепи.
Из других реакций, которые могут способствовать успешному отверждению, следует назвать раскрытие эпоксидного кольца воздействием одной из гидроксильных групп смолы по образцу, показанному в формуле 3 (рис. 3-3). Здесь эпоксидная группа образует вторую гидроксильную группу присоединением водорода от донора. Этот новый гидроксил может в свою очередь раскрыть другую эпоксидную группу, причем процесс этот повторяется много раз, пока не образуется крупная молекула. Хотя реакция с гидроксилом менее возможна, чем с группами амина, она может стать важной частью' процесса отверждения в условиях щелочной среды и при повышенных температурах.
Процесс отверждения аминами можно резюмировать следующим образом: 1) аминогруппа реагирует с эпоксидной группой при комнатной температуре; 2) полиамины сами по себе или их производные после первичной реакции могут соединяться с эпоксидными смолами; 3) при повышенных температурах и в присутствии некоторых аминов могут возникнуть и другие важные реакции, как, например, реакции, включающие участие гидроксильных групп.
Двухосновные кислоты такжё способствуют отВёрж-дению эпоксидных смол путем этерификации гидроксильных групп, выделяя побочный продукт — воду. Сшивание может .возникнуть, если две этерифицируемые гидроксильные группы расположены в различных молекулах смолы. Кислоты могут также вступить в реакцию с эпоксидной группой путем присоединения водорода; при этом образуется ефирная связь. Полное отверждение ангидридом кислоты есть, вероятно, результат совместного протекания обоих упомянутых процессов. Вообще говоря, процесс отверждения кислотами и ангидридами требует более высоких температур, чем процесс отверждения аминами.
Из приведенного выше вытекает, что в противоположность полиэфирным смолам эпоксидные смолы могут сополимеризоваться при использовании отвердителей с образованием трехмерных термореактивных смол, которые фактически являются продуктами реакции эпоксидной смолы и отвердителя. Следует напомнить, что сополимеризация (аддитивная полимеризация) означает сшивание с другими материалами, в то время как прямая 'полимеризация (гомополимеризация) представляет реакцию между молекулами одной смолы под действием катализатора, но без участия второго реагента. В английском языке существуют четыре термина для обозначения материалов, отверждающих эпоксидные смолы: катализаторы (catalysts), отвердители (hardeners), конвертеры (converters) и отверждающие вещества (curing agents). Эти термины часто употребляются один взамен другого.
В основном существуют два вида реакций отверждения. Первый вид — гомополимеризация, когда для реакции применяется катализатор; эпоксидные смолы могут быть гомополимеризованы с помощью катализаторов для получения чистых эпоксидных трехмерных полимеров, как это показано формулой 4 на рис. 3-3. Катализаторы или каталитически действующие отвердители применяются в небольших количествах, обычно не свыше 10% общего веса смолы (см. табл. 3-5). Считается, что катализаторы не принимают участие в реакциях, они лишь дают толчок реакции. Таким образом, снова используя аналогию с полиэфирными смолами, можно сказать, что перекисный катализатор только вызывает ре
акцию между стиролом й основной пблиэфирнои смолой, точно так же, как катализаторы при эпоксидной гомополимеризации дают лишь первый толчок, но не вступают в реакцию сшивания макромолекулы. При работе[ с эпоксидными смолами применяются такие катализаторы как комплекс трехфтористого бора и третичного амина. Катализатор типа комплекса трехфтористого бора не очень активен при комнатной температуре, но при повышенных температурах он 'выделяет свободный трехфтористый бор, который активизирует эпоксидную группу в эпоксидной молекуле, образуя реакционную точку. Последняя реагирует с таким же радикалом другой молекулы эпоксидной смолы и т. д. Продолжение этого процесса приводит к образованию чистого эпоксидного полимера согласно формуле 4 (рис. 3-3).
Второй вид реакции отверждения — это результат взаимодействия отвердителя с эпоксидной группой смолы. Существуют различные виды отвердителей, как, например, амины и ангидриды кислот. Эти отвердители употребляются в концентрациях от 10 до 100 или более частей отвердителя на 100 частей смолы. Важно, однако, подчеркнуть, что отвердители вступают в реакцию, а не являются лишь ее инициатором. Таким образом, свойства конечного продукта могут широко различаться в зависимости от особенностей смолы, отверждающего вещества и его концентрации.
Аминные отвердители. Амины, особенно алифатические амины, обычно можно определить по их характерному острому рыбному запаху. В химическом отношении амины — производные аммиака и, следовательно, содержат азот в качестве основного атома своей химической структуры. Амины обладают различной реакционной способностью. Более реактивны алифатические амины. Они реагируют с эпоксидными смолами, образуя смеси, которые отверждаются при комнатной температуре. Менее реактивны ароматические и алициклические амины требуют повышенной температуры для отверждения или сополимеризации.
Хотя данная работа не предусматривает изложения деталей химии, все же в интересах читателя, не имеющего химической подготовки, следует упомянуть о том, что амины классифицируются химически двояким образом. Одна классификация зависит от количества и располо
жения азота либо аминогрупп в амине;'по этим призна-кам различают первичные, вторичные и третичные амины. Амины также классифицируются на алифатические и ароматические по признаку основного органического скелета молекулы амина. Напомним, что термин «ароматический» относится к любому органическому соединению, в основе строения которого лежат бензольные ядра. Термин «-алифатический» обозначает любое органическое соединение, в основе строения которого не содержатся бензольные кольца. Бензольное кольцо может быть и в алифатическом амине, но в этом случае азот амина не связан непосредственно с бензольным кольцом. Примером этого является бензиламин. Практически важно, что полифункциональные первичные и вторичные амины реактивны; при этом большинство из них реагирует с эпоксидными смолами, отверждая их при комнатной температуре. При использовании этих аминов наблюдается весьма высокая экзотермичность реакции даже на образцах среднего размера; таким образом, хотя они обеспечивают отверждение при комнатной температуре, они иногда дают механически непрочные продукты, если реакция не регулируется путем добавления к смоле наполнителей либо путем использования некоторых других средств для снижения экзотермично-сти. Реакция между отдельными марками эпоксидных смол и некоторыми из этих аминов приводит к образованию продукта с такими трещинами, что он почти разваливается, особенно если реагируют большие количества. Другие амины являются менее активными отвердителями, чем полифункциональные первичные и вторичные алифатические амины, например третичные амины являются только катализаторами.
Ароматические амины применяются реже алифатических, так как они обычно тверды и менее удобны для работы. Ароматические амины реагируют слабее, чем алифатические, и поэтому, вообще говоря, требуют для отверждения более высоких температур. Однако использование ароматических аминов обеспечивает получение продукта с более высокой нагревостойкостью (по физическим и электрическим свойствам), чем та, которую обычно дают алифатические амины.
В табл. 3-4—3-8 перечислены некоторые аминные отвердители и обычно применяемые их концентрации,
Таблица 3-4 Отвердители для применения с эпоксидными смолами
Отвердитель Количество отвердителя1 Время желатинизации3 Режим отверждения Примечание
Epi-Cure 83 15 24 ч 16 ч при 74° Медленное отверждение, низкая ..экзотер-мичность; рекомендуется для больших отливок
Epi-Cure 86 10 6 ч 1 ч при 100° С Хорошие механические и электроизоляционные свойства; рекомендуется для заливки электротехнических изделий
Пиперидин 6 8 ч 3 ч при 100° С Применяется для литьевых целей
Бензилдиметиламин Диэтиламино-пропиламин Диметилами-нометилфе-нол (DMP—10) 2,4,6—три (диметиламиноэтил) фенол (DMP-30) ВЕ3-этил-аминовый комплекс 5—10 6-10 6—10 2—5 1—8 ч 3—5 ч 0,5 ч-—1 ч мес. 2—4 ч при 94° С Несколько дней при комнатной температуре 1 ч при 94° С 1 ч при 94° С и 4 ч при 150° С Применяется в количестве 0,1 — 1°/о как ускоритель при отверждении ангидридами Применяется для клеев, отверждаемых при комнатной температуре Применяется в количестве 0,1—1°/о как ускоритель Используется подобно DMP-Ю, но обладает большей активностью Отвержденные смолы довольно хрупки; рекомендуется для систем стадии В
1 Количество весовых частей на 100 частей смолы Epi-Rez 510. 1 Для 450 г вещества при окружающей температуре 25° С. Для более крупных навесок время желатинизации может быть значительно меньше.
Таблица 3-5
Алифатические полиаминные отвердители для применения с эпоксидными смолами [Л. 3-4]
Отвердитель О О О к S “ § § о £ о о s ш Ч Время желатинизации1 Режим отверждения Примечания
Диэтилентриамин (DETA) 10 30 мин Ночь при комнатной температуре; требуется несколько дней для полного отверждения Хороший отвердитель холодного отверждения для общих целей; довольно токсичен
Триэтилентетрамин (ТЕТА) 12 30 мин То же ТЕТА обычно предпочитают отвердителям DETA и ТЕРА
Триэтиленпентамин (ТЕРА) Иминобис-пропиламин 13,8 30 мин и я Рекомендуется для защитных покрытий
13 30 мин я я Приблизительно то же, что н ТЕТА; стоит дороже
Ксилилен-диамин 18 20 мин и я Красивый цвет; образует карбонаты с СОа атмосферы
Ментандиамин 22 8 ч 1 ч при 94° С 3 ч при 170° С Хороший цвет; по свойствам и режиму отверждения сходен с ароматическими аминами
Amine AL-1 22 15— 20 мин 1 ч при 100° с Весьма экзотермичен, но требует нагрева при отверждении для наилучшего выявления свойств
Аминоэтил-пиперазин (АЕР) 22 20 мин 1 Ч При 100° С Малая жизнеспособ- ность, высокая экзотермичность; требует нагрева при отверждении; отвержденная смола имеет превосходную удельную ударную вязкость и температуру де- формации 105—110° С
1 Весовых частей на 100 вес. ч, смолы.
® На 450 г вещества при окружающей температуре 25° С. Для более круп-
ных навесок время желатинизации может быть значительно сокращено.
а также предложенный режим отверждения для случая, когда эти амины реагируют со стандартной, выпускаемой для продажи, эпоксидной смолой, как, например, Epi-Rez 510 (фирмы Jones—Dabney), Epon 828 (фирмы Shell) или подобными им (см. табл. 3-3).
В дополнение к указанным выше отвердителям существует очень большое число видоизменений и запатентованных отвердителей, которых слишком много, чтобы их перечислить.
Типичные экзотермические кривые для одного из эпоксидных компаундов, отвержденного амином, показаны на рис. 3-4. Электроизоляционные свойства в зависимости от температуры и частоты показаны на рис. 3-5 и 3-6.
В некоторых случаях, когда нужно более или менее сравнять количества отвердителя и смолы с целью облегчить дозировку и смешение компонентов, можно заготовить смоло-аминные аддукты.
Информация юб изготовлении и применении одного такого аддукта изложена в проспекте фирмы Ciba Products Corp. [Л. 3-6] следующим образом:
Состав: Araldite 6005 ........... 50 вес. ч.
Диэтилентриамин............50 вес. ч.
Аддукт готовится путем добавления смолы к аминному отвердителю, .причем смесь перемешивают, поддерживая температуру реакции (путем наружного охлаждения, если это необходимо) на уровне 70° С. После того как вся смола загружена, продолжают перемешивание до тех пор, пока температура смеси начнёт снижаться без наружного охлаждения. По достижении комнатной температуры смесь можно выгрузить и сдать на хранение.
Срок хранения аддукта — приблизительно 6 мес. при температуре 23° С.
Пропорция последующего смешения:
Araldite 6005 .................. 100 вес. ч.
Аддукт ........................25 вес. ч.
Жизнеспособность смеси смолы с амино-аддуктом ненамного меньше, чем при использовании диэтилентриамииа непосредственно со смолой Araldite 6005.
Имеются сведения о том, что аминный аддукт проявляет меньшую склонность к вспениванию, чем поли-функциональные алифатические амины, каковы триэти-лентетрамин или диэтилентриамин. Достигается также более быстрое отверждение в тонких слоях. Подобным же образом могут быть изготовлены и другие отвердители типа амино-аддуктов. Свойства отвержденной
Время, мин
Рис. 3-4. Экзотермические кривые эпоксидной смолы, отвержденной пиперидином (5 весовых частей на 10 весовых частей смолы) при 60° С (Л. 3-5].
Рис. 3-5. Зависимость диэлектрической проницаемости от температуры при различных частотах для смолы, отвержденной пиперидином (см. рис. 3-4); значения частоты и герцах указаны на кривых.
смолы при применений в качестве отвердителя аддуктов или же чистых аминов получаются одинаковые.
Ангидридные отвердители. Ангидриды кислот не так широко применяются для отверждения, как амины. Это
Рнс. 3-6. Зависимость tg & от температуры при различных частотах для смолы, отвержденной пиперидином (Л. 3-5]. Значения частоты в герцах указаны на кривых.
лот сложнее работать, так как большей частью приходится иметь дело с твердыми ангидридами, а твердые ангидриды трудно растворить и получить жидкую смесь с эпоксидной смолой. Использование твердых ангидридов, в особенности их плавление, связано с резким запахом и раздражением носоглотки из-за их токсичности, что также вызывает некоторые возражения против их применения. Однако по. экономическим соображениям
Таблица 3-6 Модифицированные алифатические полиаминные отвердители для эпоксидных смол [Л. 3-4]
Отвердитель Количество отвердителя1 * § X к « o>£ я CQ 4 tr Режим отверждения Примечания
Epi-Cure 82 20—25 го- 25 мин Комнатная температура; за ночь достигается прочность, достаточная для дальнейшей работы; полная прочность— через несколько дней Отвердитель холодного отверждения для общих целей
Epi-Cure 87 20 15 мин Комнатная температура; схватывается и отверждается быстрее, чем Epl-Cure 82 Отвержденные смолы сходны со смолами, 1 отвержденными Epi-Cure 82
Epi-Cure 852 45—65 30— 60 мин Комнатная температура; за ночь достигается прочность, достаточная для дальнейшей работы Рекомендуется для повышения эластичности и удельной ударной вязкости
Epi-Cure 854 80—100 1,5— 2 ч Комнатная температура; действует медленнее, чем Epi-Cure 852 Используется для достижения большей эластичности, чем та, которую дает Epi-Cure 852
Epi-Cure 855 50 1,5— 2 ч Комнатная температура Повышает эластичность и удельную ударную вязкость; благодаря низкой вязкости и повышенной совместимости этот отвердитель может найти применение для многих изделий
Versamk 125 50—ЮС 1—2 ч Комнатная температура Обладает высокой вязкостью; особенно рекомендуется для клеев, отверждаемых при комнатной температуре
Продолжение табл. 3-6
Отвердитель S а-к О' to R tSs § £ Л т я S и 0J f-. S Очга И И Ч ЕГ Режим отверждения Примечания
Genamid 250 45—65 30— 60лш« Комнатная температура Рекомендуется для повышения эластичности и удельной ударной вязкости
1 Весовых частей на 100 весовых частей смолы.
2 На 450 г вещества при окружающей температуре в 25° С. Для более круп* ных навесов время желатинизации может быть значительно сокращено.
Таблица 3-7
«Ароматические полиамины, применяемые для отверждения эпоксидных смол [Л. 3-4]
Отвердитель Количеств во1 Жизнеспособность смеси2 Режим отверждения Примечания
'Epi-Cure 841 22,5 8—10 ч 1 2 ч ч при при 94° С 205° С Жидкая смесь
Метафенил- 14 6—8 ч 2 ч при 94° С Температура плав-
диамин (MPDA) Метиленди- 2 ч при 205° С ления 62° С
26 30 мин при 1 ч при 94° С Температура плав-
анилин (MDA) температуре смешивания (80 °C) 2 ч при 205° С ления 90° С
Tonox-PL 28 8—10 ч 1 2 ч ч при при 94° С 205° С Воскообразный материал, плавится при 27° С; может быть охлажден до смешения со смолой без затвердевания
Диаминоди- 32 1 ч при 1 ч при 150° С Твердый материал.
фенилсуль-фон (DDS) 120° С 3 ч при 220° С плавится при 175° С; образует смолы стадии В с превосходной стабильностью; отверждение можно ускорить добавлением 1 весовой части ВЕ3-этил-аминного комплекса
1 Весовых частей на 100 весовых частей смолы.
я На 450 г вещества при окружающей температуре 25° С. Для более крупных навесок время желатинизации может быть значительно сокращено.
Таблица И~8
Источники получения аминных отвердителей (3—4)1
Amine AL-1...................Jefferson Chemical Со.
Аминоэтилпиперазин...........Jefferson Chemical Со.
Бензилдиметиламин ...........Maumee Chemical Со.; Sumner
Chemical Co.
ВБ3-этиламинный комплекс . . . Harshaw Chemical Co.
Диаминодифенилсульфон . . . -E. I. du Pont de Nemours and Co.
Дициандиамид.................American Cyanamid Co.
Диэтиламинопропиламин .... American Cyanamid Co.
Диэтилентриамин , ...........Union Carbide Chemicals Co.
ДМР-10.......................Rohm and Haas Co.
ДМР-30.......................Rohm and Haas Co.
Отвердители Эпи-Кюр..........Jones—Dabney Co.
Genamid 250 .................General Mills, Inc.
Иминобиспропиламин...........American Cyanamid Co.
Ментанднамин.................Rohm and Haas Co.
Метилеидианилин..............The Dow Chemical Co.
Метафанилендиамин............National Aniline Div., Allied
Chemical Corp.
Пиперидин....................E. I. du Pont de Nemours and Co.
Триэтилентетрамин............• Union Carbide Chemical Co.
Тетраэтиленпентамин..........Union Carbide Chemical Co.
Tonox-PL.....................Naugatuck Chemical Co.
Versamid 125.................General Mills, Inc.
Ксилилендиамин...............Oronite Chemical Co.
1 Существуют .также другие фирмы, выпускающие некоторые химикаты подобного рода.
фталевый ангидрид используется во многих случаях. Сейчас имеется на рынке несколько видов ангидридов жидких либо с низкой температурой плавления, которые получают все более широкое применение.
Главное преимущество ангидридных отвердителей перёд аминными состоит в том, что смеси, отвержденные ангидридами, обладают значительно лучшей нагре-востойкостью, чем отвержденные аминами.
Из твердых ангидридов наиболее широко применяются; фталевый ангидрид, гексагидрофталевый ангидрид, пиромеллитовый диангидрид и хлорендикан-гидрид. Они плавятся соответственно при 128, 135, 286 и 239° С и дают температуры тепловой . деформации в пределах от 135 до 260° С. К сожалению, за исключением гексагидрофталевого ангидрида, из-за высокой температуры плавления (что связано с трудностями введения ангидридов в смолу) и из-за относительно малой
жизнеспосо ности эти ангидриды не нашли широкого использования.
Наиболее часто употребляемые жидкие и низкоплавкие ангидриды кислот—это додецил-янтарный, гексагид-рофталевый и метилнадик-ангидрид. Используется также смесь гексагидрофталевого ангидрида с хлоренди-кангидридом, которые образуют жидкую эвтектическую смесь. Ниже приводятся сведения о применении этих ангидридов в качестве отвердителей.
Фталевый ангидрид, %
Рис. 3-7. Влияние количества отвердителя фталевого ангидрида на теплостойкость и потерю веса при высокой температуре (20 ч при 200° С) эпоксидной смолы [Л. 3-6а].
Фталевый ангидрид (РА). Фталевый ангидрид — кристаллический белый порошок с температурой плавления 128° С. Влияние концентрации фталевого ангидрида на температуру деформации отвержденного компаунда показано на рис. 3-7.. Смеси фталевого ангидрида с эпоксидной смолой следует отверждать при сравнительно высоких температурах — между 100 и 200° С, причем необходимо учесть, что лучшие свойства получаются при более высоких температурах отверждения. Работа с фталевым ангидридом несколько затруднена, поскольку смолу следует подогреть до температуры, превышаю
щей точку плавления фталевого ангидрида, и поддержи-вать при этой температуре, пока фталевый ангидрид не растворится'в эпоксидной смоле. Фталевый ангидрид не всегда легко растворяется, ввиду чего требуется перемешивать смесь. Как только ангидрид растворится в смоле, температуру можно снизить до 60—75° С, чтобы повысить жизнеспособность смеси. Однако следует наблюдать за тем, чтобы температура не была ниже этой указанной, ибо тогда ангидрид может выкристаллизоваться из смеси.
Пиромеллитовый диангидрид (PMDA). Пиромеллитовый диангидрид представляет собой белый порошок с точкой плавления 286° С. Это — превосходный отвердитель для эпоксидных смол, поскольку он дает отвержденные продукты исключительной нагревостойкости по сравнению с другими отвержденными эпоксидными материалами. Этому отвердителю было посвящено много исследований фирмы Du Pont {Л. 3->8]. Наиболее важная информация о PMDA дана ниже.
Вследствие своей высокой реактивности пиромеллитовый диангидрид с трудом смешивается с разогретой жидкой эпоксидной смолой и фактически вызывает желатинизацию смолы при температуре ее растворения, не растворившись полностью в горячей смоле. Однако рецептуры, составленные из PMDA в сочетании с другими органическими ангидридами, каковы, например, фталевый ангидрид и малеиновый ангидрид (МА), легче растворяются и более удобны для работы. В частности, смеси с малеиновым ангидридом образуют отвержденные смолы с исключительными свойствами и превосходной способностью сохранять эти свойства при высоких температурах. Смола, отвержденная одним лишь фтале-левым ангидридом, например, имеет теплостойкость по (ASTMD 648-45Т), равную приблизительно 110° С;‘если же заменить 50% фталевого ангидрида соответствующим количеством PMDA, которое обеспечит соответственное число ангидридных групп, то теплостойкость полученных отливок повысится до 200° С. Более того, сочетания PMDA и малеинового ангидрида повышают теплостойкость до 250° С. Отливки эпоксидной смолы, отвержденной смесями PMDA и МА, отличаются исключительной теплостойкостью и крайне низкими потерями веса при хранении в условиях повышеных температур.
При выборе рецептуры для системы из трех компонентов — эпоксидная смола, PMDA и МА — имеют значение соотношения компонентов: 1) отношение общего числа ангидридных эквивалентов, полученных от PMDA и МА, к числу эпоксидных эквивалентов в смоле и 2) отношение PMDA к МА.
Установлено, что максимальная теплостойкость достигается, когда на эпоксидный эквивалент смолы приходится в общем 0,85 ангидридных эквивалентов независимо от группы используемой смолы или композиции ангидридной смеси [Л. 3-8]. Могут быть взяты и меньшие общие количества отвердителя с целью получения разных вариантов конечных свойств отливок, но обычно это происходит за счет нагревостойкости.
При выборе оптимального соотношения PMDA к МА следует учесть требования технологов к жизнеспособности компаунда. Чем больше содержание PMDA в смеси, тем выше температура деформации, но и тем меньше жизнеспособность компаунда. Режимы переработки и свойства смолы, отвержденной, различными смесями PMDA. указаны в табл. 3-9. Электрические свойства наполненных и ненаполненных рецептур, отвержденных PMDA, показаны в табл. 3-10. Для удобства в обращении рекомендуется применять максимум 50%' PMDA (в пересчете на ангидридные эквиваленты).
Режим, переработки составов с PMDA. Для приготовления смеси эпоксидная смола — PMDA-MA отвердители PMDA и МА либо по отдельности, либо предварительно смешанные в твердом виде добавляются к эпоксидной смоле, которад предварительно нагревается до температуры приблизительно 70° С. При хорошем перемешивании получается однородная смесь; подогрев затем продолжается до температуры 1120° С либо же до тех пор, пока не будет достигнута полная растворимость. Чтобы добиться максимальной жизнеспособности состава, следует прекратить подогрев и остудить раствор до 90° С либо до температуры, при которой достигается наилучшая литьевая вязкость.
Можно получить отверждение эпоксидной смолы смесью отвердителей PMDA-МА за 24 ч при 60° С. Однако теплостойкость и другие 'физические свойства значительно улучшаются, если отверждение совершается при температурах порядка 220—Е30° С.
На ранних стадиях цикла отверждения нередко можно столкнуться с проблемой оседания PMDA. Это затруднение можно в значительной мере преодолеть применением предварительно нагретых форм и добавлением' аминного ускорителя, как, например, диметил-анилина '(0,1—0,2% от веса смолы).
Существует рецептура эпоксидной смеси с участием PMDA, которая требует крайне малого срока для отверждения — 1-5 мин при
Таблица 3-9 Режимы Переработки и физико-механические свойства смолы, отвержденной с помощью различных систем [Л. 3-8J
Характеристика Рецептура 1 Рецептура 2
Состав (в весовых частях):
Эпоксидная смола (эпоксидное число 0,46 на
100 г) 100 100
PMDA 21 17
МА 19 43
Жизнеспособность смеси:
при 90° С 10 мин 56 мин
при 65° С . . . 2 ч
Режим отверждения 24 ч при 24 ч при 24 ч при
24 ч при
160° С 230° С 160° С 230° С
Температура деформации (18,5 кГ'[СМ2'), °C. . . . Прочность при растяжении, 260 280 230 257
кГ[см2 . . ....... Модуль упругости при рас- 216 268 .268 257
тяжении Т^см2 33 30 34 28
Прочность при сжатии, кГ/см2 Прочность при изгибе, 3 370 3 100 2 940 3 220
кГ/см2 .........
при 20° С 745 780 905 765
при 150° С 305 320 245 360
при 200° С 155 275 90 270
Модуль упругости при из-
гибе, TjcM2’.
при 2О°С 30 28 38 31
при 150° С 12 17 11 13
при 200° С .... . 9 13 6 9
Удельная ударная вязкость
(образец с надпилом), кГ-см[см 0,7 .— 0,3
Твердость по Роквеллу . . Температурный коэффици- М-109 М-109 М-113 М-108
ент линейного расшире-
ния, град-1 Линейная усадка при 4,91-10-= — 5,37-10-= —
отверждении, % . . . . Потери веса, °/о после 1,59 2,40 1,67 3,50
500 ч прогрева:
при 200° С 1,8 — 2,0 —-
при 210° С 2,3 2,9 —
при 220° С 3,6 —- 3,6 —-
при 230° С 10,0 — 5,6 —
Таблица 3-10
Электрические свойства наполненных и ненаполненных составов, отвержденных PMDA [Л. 3-8]
Свойство Ненаполнен-ный состав Наполненный состав1 *
Диэлектрическая проницаемость при ча-
стоте 103 гц:
при 20° С .... 3,47 4,22
при 100° С 3,91 4,52
при 150° С 3,81 4,31
при 200° С 3,77 4,12
tg 6 при частоте 103 гц:
при 20° С . . 0,0080 0,0231
при 100° С 0,0042 0,0254
при 150° С 0,0043 0,0228
при 200° С 0,0055 0,0168
Удельное поверхностное сопротивление,
ом:
при 20° С > 1-Ю13 > 1-Ю13
при 100° С > 1-Ю13 >1-1012
при 150° С- > 1-Ю13 > 1-Ю13
при 200р С 3-1012 3-1012
1 Наполнитель ASP-400 (алюмогидросиликат) в количестве 25% по отношению к весу смолы.
180° С — и дает отвержденную смолу с теми же исключительными свойствами при высокой температуре, какие получаются в других смесях 1ЭПОКСИДНОЙ смолы с RM.DA.
Приводим основную рецептуру быстро отверждающейся см-еси: Смола1 — 100 а;
PMDA —56 а;
тетрагидрофурфуриловый спирт l(THFA)', содержащий 1% дициандиамида,— 20 г.
Процедура смешения весьма проста. Чтобы изготовить 'небольшую партию для срочного применения, отвердитель PiMDA тщательно перемешивается со смолой в течение 5 мин при температуре 75— 80° С, и в этот раствор вливается THFA при той же температуре. Полученная смесь затем переливается в форму, предварительно нагретую до 180° .С, и отверждается в течение 15 мин при 180° С. Жизнеспособность смеси после смешения всех компонентов равна приблизительно 20 мин при 80° С. При комнатной температуре жизнеспособность составляет приблизительно 8 ч.
Хлорендик-ангидрид (НЕТ). Хлорендиковый ангидрид— белый порошок с температурой плавления 239° С. Под названием НЕТ-ангидрид он выпускается фирмой
1 Эпоксидный эквивалент — 0,52 на 100 г смолы; вязкость (при
25° С) 170—180 пз.
Hooker Electrochemical Co. Помимо того, что НЕТ обеспечивает, эпоксидную систему с высокой нагревостой-костью, его преимущество состоит также в том, что, будучи хлорированным ангидридом, он тем самым снижает горючесть отвержденной смолы. Однако подобно другим твердым ангидридам НЕТ должен подмешиваться к смоле, подогретой приблизительно до 125° С. Смесь смолы с отвердителем при этой температуре обладает относительно малой жизнеспособностью, обычно не превышающей 30 мин. Хлорендик-ангидрид смешивается
' Количество отвердителя, °/о
Рис. 3-8. Зависимость теплостойкости при отверждении эпоксидной смолы Ероп 828 от количества отвердителя (НЕТ). Время отверждения 24 ч, температура 180° С (черные точки) и 120° С (светлые кружки) [Л. 3-9].
с эпоксидными смолами в .соотношении 100 частей ангидрида на 100 частей таких эпоксидных смол, как Ероп 828'(Shell) и Epi-Rez 510 (Jones—Dabney).
Рисунок 3-8 показывает соотношение между концентрацией хлорендик-ангидрида и температурой деформации для двух различных температур отверждения. На рис. 3-9 показано влияние температуры и времени отверждения на температуру деформации, а рис. 3-10 иллюстрирует влияние концентрации НЕТ-ангидрида на потерю веса при 200° С.
Эвтектическая смесь хлорендик-ангидрида и гексагид рофталевого ангидрида. Одним из способов получения жидкого ангидрида для смешивания с эпоксидными смолами является образование эвтектической смеси из твердых ангидридов. Такой состав может быть
создан путем смешива'ния при температуре приблизительно 80° С 30 частей хлорендик-ангидрида (.НЕТ) с 70 частями гексагидрофталевого ангидрида (ННРА) [Л. 3-4]. Эта смесь остается жидкой при охлаждении ее до комнатной температуры.
Рис. 3-9. Зависимость теплостойкости от режима отверждения смолы Araldite 6020 с отвердителем НЕТ (соотношение отвердителя и смолы 1 : 1. Температура при отверждении указана при кривых
Рис. 3-10. Влияние режима отверждения и количества отвердителя (НЕТ) на потерю веса при нагревании при 200° С смолы Araldite 6020 [Л. 3-10].
а — влияние режима отверждения; количество НЕТ — 120 весовых частей на 100 весовых частей СМОЛЫ; б — влияние количества НЕТ (в весовых частях иа 100 весовых частей смолы).
Эвтектическая смесь Используется в концентрации 70—100 ч8с* тей на 10 частей обычной эпоксидной смолы. Для ускорения реакции добавляется 0,5 части DMP-10. Смесь смолы с отвердителем обладает жизнеспособностью в несколько дней при комнатной температуре и 0,5 ч при 121° С. Отверждение завершается через 2 ч при 121° С 'плюс 3 ч при 177° С. Свойства состава остаются высокими до температуры (150° С.
Жидкие и низкоплавкие ангидриды кислот. У всех ранее упомянутых отвердителей есть те или иные недостатки. Ангидриды органических кислот, например, ввиду их высоких температур плавления и- других причин смешиваются с эпоксидными смолами при повышенных температурах, в результате чего смеси обладают исключительно короткой жизнеспособностью и некоторыми другими технологическими недостатками. С другой стороны, жидкие амины легче поддаются переработке, но не обеспечивают такой повышенной теплостойкости, как ангидриды кислот. Отсюда следует, что жидкие и низкоплавкие ангидриды кислот имеют особо важное значение, так как они легко перерабатываются и обеспечивают более высокую теплостойкость. К тому же они большей частью менее токсичны по сравнению с аминами или твердыми ангидридами и менее способны вызывать кожные заболевания при их применении. Некоторые свойства этих материалов приведены в табл. 3-1L
Таблица 3-11
Свойства жидких и низкоплавких ангидридов кислот
Свойство Метилиадик-аигидрид Гексагидро фталевый ангидрид Додец и л- янтарный ангидрид.
Физическое состояние и внешний вид Температура плавления, °C Молекулярвый вес Плотность, г/см3 Светло-желтая жидкость 12 178,2 1,23 Твердое бесцветное вещество 35—36 154,2 1,18 Светло-желтая, жидкость 12 266,4 0,98.
Другие преимущества жидких ангидридов как отвердителей:
1) длительная жизнеспособность эпоксидных смесей;
2) легкая смешиваемость как с твердыми, так и с жидкими эпоксидными смолами при низких температурах;
Таблица 3-12
Типичные составы с NMA [Л. 3-11]
Состав и режим отверждения Рецептура А Рецептура В
Эпоксидный эквивалент смолы . . Состав:
метилнадик-ангидрид, (весовых частей на 100 частей смолы) ........................
Бензилдиметиламин (весовых частей на 100 частей смолы) . . Режим отверждения.............
0,52 0,46
84 74
2,2 1,95
4 ч при 80° С 2 ч при 90° С
15 ч при 150° С 15 ч при 150° С
Таблица 3-13
Свойства составов, отвержденных NMA, согласно табл. 3-12 [Л. 3-11]
Свойства Рецептура А Рецептура В
Температура деформации, °C ...... . 153 146
Объемная усадка, % 1,43 3,12
Прочность при сжатии, кГ]см2 ...... 1 180 995
Прочность при растяжении, кГ)см2 . . . 445 620
Удлинение при разрыве, % 2,38 3,05
Потеря веса (за 24 ч нагрева при 190°С), °/о 0,10 0,15
Прочность при изгибе, кГ)см2 1 175 1 350
Вязкость смеси, пз ........... 27 27
Жизнеспособность смеси при 25° С, ч . . Диэлектрическая проницаемость: 20 29
при 60 гц 3,31 3,25
при 106 * гц tgft 3,12 3,12
при 60 гц 3,4-10~8 з,з-ю-3 4 5
при 10е гц 1,38-10-8 1,45-10-8
3) малая экзотермичность;
4) низкая вязкость смесей при комнатной температуре;
5) низкая летучесть.
Вообще говоря, жизнеспособность смесей эпоксид-
ных смол с этими ангидридами при комнатной температуре исчисляется неделями. Поэтому при разработке на
практике режимов отверждения система стимулируется
Таблица 3-14
Типичный состав с ННРА [Л. 3-11]
Эпоксидный эквивалент смолы................
Рецептура:
Гексагидрофталевый ангидрид (весовых частей на 100 частей смолы).......................
Бензилдиметиламин (весовых частей на 100 частей смолы)
Режим отверждения..........................
0,52
85
0,93
2 ч при 90°С плюс
18 ч при 120° С
Таблица 3-15
Свойства смеси, отвержденной ННРА (согласно табл. 3-14)
Свойства Рецептура
Температура тепловой деформации, °C ...... . 135
Объемная усадка, % 3,3
Прочность при сжатии, кГ[см? 1 100
Прочность при растяжении, кГ1см* 400
Прочность при изгибе, кГ!см? 1 500
Потеря веса (за 24 ч нагрева при 190° С), % . . . Диэлектрическая проницаемость: 0,19
при 60 гц 3,3
при 10® гц ................. tgS: 3,05
при 60 гц 5,8-Ю-2
при 10е гц 10,3-10-8
небольшим количеством аминного активатора, как, например, бензилдиметиламина либо DMP-30. Изменения концентрации стимулятора (промотора) и температуры смолы обеспечивают широкие пределы жизнеспособности и режимов отверждения.
В следующих разделах подробно описаны некоторые типичные рецептуры, режимы отверждения и физические свойства эпоксидных систем, отвержденных этими ангидридами.
Метилнадик-ангидрид (NMA) — жидкость, совмещающаяся при комнатной температуре с жидкими и имеющими низкую точку плавления эпоксидными смолами. Рецептуры, использующие NMA, имеют длительные пределы жизнеспособности .и низкую вязкость.
Таблица 3-16
Составы с додецил-янтарным ангидридом [Л. 3-11]
Состав и режим отверждения Рецептура А Рецептура
Эпоксидный эквивалент, смолы 0,52 0,46
Состав: додецил-янтарный ангидрид (весовых частей на 100 частей смолы} 132 116
Бензйлдиметиламии (весовых частей на 100 Частей смолы) 1,4 1,0
Режим отверждения 4«гпри 80° С плюс 4 ч при 80° С плюс
24 ч при 100° С 24 ч при 100^ С
Таблица 3-17
Свойства смесей, отвержденных додецил-янтарным ангидридом по табл. 3-16 [Л. 3-11]
* Свойства Рецептура А Рецептура в
Температура деформации, °C Прочность при изгибе, кГ^см2 .... Диэлектрическая проницаемость .... 76 72
910 945
при 60 гц 2,82 2,78
при 10е гц tgfl: 2,71 2,61
при 60 гц 4,П-10-3 3,31-Ю-з
при 106 гц 8,27-Ю-3 9,02-10-s
Отвержденные'Продукты имеют светлую окраску, превосходные электрические свойства, высокую теплостойкость и низкую усадку.
В табл. 3-12 приведены две рецептуры смесей Из жидких эпоксидных смол, отвержденных NMA. Отвержденные отливки этих смол обладают свойствами, показанными в табл. 3-13.
Гексагидрофталевый ангидрид (ННРА) — твердое вещество с низкой температурой плавления (35°С). Вго применение дает литьевые смолы, обладающие бодее низкой теплостойкостью, чем смолы с NMA, и обычно используется там, где NMA не является абсолютно Необходимым. Типичная рецептура приведена в табл. 3-14.
'Свойства эпоксидных отливок с применением этой рецептуры указаны в табл. 3-15.
Додецил-янтарный ангидрид (DD.SA). Додецил-янтарный ангидрид (DDSA) — жидкость, используемая для приготовления твердых, но 'более эластичных отвержденных заливочных смол. Эластичность, вероятно, объясняется длиной алифатической цепи ангидрида. DDSA, по-видимому, не оказывает раздражающего влияния на кожу. Типичные рецептуры с использованием DDSA приведены в табл. 3-16. Свойства отвержденных смол по этим рецептурам показаны в табл. 3-17.
ПРОЗРАЧНЫЕ ЗАЛИВОЧНЫЕ ЭПОКСИДНЫЕ СМОЛЫ
При заливке смолами часто бывает желательно получение прозрачного, как стекло, материала для заливки деталей, просматриваемых после заливки. Вообще говоря, использование заливочных смол, отверждаемых без давления, каковы полиэфирные или эпоксидные, весьма желательно для заливки просматриваемых деталей, так как с помощью этих смол можно более удобно и экономично получить такие изделия. Этому препятствовала главным образом высокая усадка, особенно у полиэфирных смол без наполнителя; в результате большинство залитых деталей растрескивалось из-за усадки смолы. Эпоксидные смолы не так склонны к растрескиванию, но их применение ограничивается их окрашенностью. Нередко удавалось получить очень чистые, прозрачные, как стекло, эпоксидные смолы, которые теряли свою прозрачность после введения отвердителей. Если даже удается получить прозрачную бесцветную смесь, то готовая деталь обычно становится коричневой и темной, так как цвет меняется в процессе отверждения под влиянием температуры.
В настоящее время имеются несколько видов прозрачных эпоксидных смол, которые с успехом могут быть использованы для производства прозрачных изделий. Фирма Dow Chemical Со. выпускает прозрачную заливочную смолу D. Е. R. 332 [Л. 3-14]. Она применяется с бесцветными, мало экзотермичными отвердителями, такими как ксилилендиамин (выпускается фирмой Oronite Chemical Со). Фирма Marblette Corp, также производит для продажи прозрачную, как стекло, смолу
под маркой Maraglas i[JI. 3-15]. Она выпускается в упа-ковке,. которая содержит прозрачный отвердитель; ее рекомендуют отверждать за 16 ч при температуре 63— 7Г С, благодаря чему обеспечивается образование прозрачного, как стекло, конечного продукта. Сообщается, что он обладает 90 %-ной светопропускаемостью. Физические свойства этого материала показаны в табл. 3-18.
Таблица 3-18
Свойства прозрачной эпоксидной смолы Maraglas [Л. 3-15]
Свойства Значение
Вязкость ИСХОДНОЙ СМОЛЫ, ПЗ ...... '. Свойства отвержденной смолы: плотность, г/см2 „ ...... прочность при сжатии, кГ)см2 твердость по Роквеллу прочность при растяжении, кГ!см2 ....... температура деформации, °C 'коэффициент преломления п20 потери при износе по Таберу (колесо Cs-17, вес 500 г, 5 000 циклов), г диэлектрическая проницаемость (1 000 гц) . . . tg 8 (1 000 гц) 5 1,16 1 100 М95 1 440 88 1,55 0,012 4 0,02
Низкая вязкость этого материала обеспечивает минимум воздушных пузырей. Он имеет жизнеспособность 10 ч и остается жидким в течение нескольких часов при температуре отверждения (52—71° С). Этот длительный период жидкого состояния способствует также удалению воздуха, давая лучшую гарантию отсутствия воздушных пузырьков и получения бесцветного прозрачного отлитого изделия.
ЦИКЛОАЛИФАТИЧЕСКИЕ ДИЭПОКСИДЫ
Эти смолы представляют собой группу эпоксидных материалов, не содержащих фенольных колец, которые свойственны большинству . выпускаемых в производственном масштабе эпоксидных смол. По этой причине диэпоксиды фактически не подвержены влиянию ультрафиолетовых лучей. Помимо того, они обладают превосходной стойкостью к тепловой деструкции и окислению
на воздухе. Эти материалы производятся фирмой Union Carbide Chemicals Со. под марками Epoxide 201, Epoxide 207 (ди'циклопентадиендиоксид и винилциклогексен-диоксид) [Л. 3-112]. Для сравнения с обычной эпоксидной смолой (рис. 3-2) структурные формулы этих диэпоксидов показаны на рис. 3-11. Более короткое расстояние между реактивными группами означает, что изготовленные из этих диэпоксидов компаунды имеют большую
Эпоксидная смола
эпоксидная смола 207 (дициклопентадиендиоксид )
вилцлциклигексендиоксиф
Рис. 3-11. Структурные формулы циклоалифатических диэпоксидов [Л. 3-12].
степень сшивки. Таким образом, используя большинство тех же отвердителей, что и для обычных эпоксидов, можно получить пластики с более высокой теплостойкостью.
Физические свойства этих трех материалов даны в табл. 3-19. Благодаря своей низкой вязкости Epoxide 201 наиболее широко используется для заливки электронных изделий. Винилциклогексендиоксид может быть отвержден либо ангидридами, либо аминами и превращен в твердый материал, но в силу своей чрезвычайно низкой вязкости он привлек к себе наибольшее внимание как активный разбавитель для понижения вязкости обычных эпоксидных смол.
Таблица 3-19
Физические свойства жидких диэпоксидов [Л. 3-12]
Свойства Epoxide 201 Дициклопента диен диоксид (Epoxide 207) Виии л циклогекс ендн оксид
Молекулярный вес .... 280,35 164,21 140,18
Плотность, г/см3, при 25° С Удельный вес, 20/20° С . . — - 1,331 —
1,121 — 1,0986
Температура кипения, °C . 215 (при 5 — 227 (при
Температура плавления, °C мм рт. ст.) 184 1 ата)
Вязкость, спз 1 810 (при (твердое 7,77 (при
25° С) вещество) 20° С)
Таблица 3-20
Некоторые типичные составы на основе диэпоксидной смолы Epoxide 201 [Л. 3-12]
Рецептура Гомополимер (92 вес. % смолы и 8 вес. % BFa пиперидина) 1 моль смолы, 0,5 моля адипиновой кис- лоты 1 моль смолы, 0,9 моля фталевого ангидрида 1 моль смолы, 0,56 моля диэтилеи-тр нами на 1 моль смолы, 0,6 моля бисфенола А
Режим отверждения: Температура желатинизации, °C 120 120 120 120 140,5
Время желатинизации, мин . . 4 5—10 240 40 300
Последующее отверждение . . 6 ч при 2 ч при 2 ч при 4 ч при 20 ч при
120° С 160° с-ь 120° С-Ь 120° С-]- 180° С
Свойства отвержденной смолы: Температура деформации, ?С . 170 +4 ч при 180° С 90 +6 ч при 160° с-ь +4 Ч при 200° С 240 +6 ч при 160° С 104 125
Твердость по Бар-колу 49 23 38 40
Удельная ударная вязкость по Изод, кг-см/см — 2,16 1,62 2,7 • 1,08
Таблица 3-21
Сравнительная теплостойкость некоторых отвержденных эпоксидных смесей [Л. 3-13]
Марка смолы Отвердитель Температура деформации* ЬС
Epoxide .201 Фталевый ангидрид 220
Epoxide 201 Хлорендик-ангидрид 250
Дициклопентадиендиок- Малеиновый ангидрид и 300
сид многоатомный спирт
Винилциклогексеидиок- Хлорендик-ангидрид 250
сид 100
Epon 828 Диэтилентриамин
Epon 828 Метилендианилин 170
Epon 828 Хлорендик-ангидрид 195
Epon 828 Фталевый ангидрид 130
Epon 828 Пиромеллитовый диаигид- 280
Рид
Borden EN-2,6 Триэтилентетрамин 150
Borden EN-2,6 • Хлорен дик-ангидрид 210
Borden BN-2,6 Метилендианилин 200
Epon 1310 Мети лна дик-а нг идрид 240
Отверждение этих эпоксидов может осуществляться многими методами. Некоторые типичные рецептуры приведены в табл. 3-20. Сравнение теплостойкости этих диэпоксидов с некоторыми другими эпоксидными смолами дано в табл. 3-21. Изменение физических свойств обычной эпоксидной смолы при разбавлении винилциклогек-сендиоксидом иллюстрирует табл. 3-22.
Из табл. 3-22 следует, что вязкость эпоксидной смолы может быть снижена с 195 до 43 пз при добавлении всего 10% винилциклотексендио1к!сида. Добавление 30% винилциклогексендиоксида снижает вязкость до 4,42 пз.
Интересно отметить, что винилциклогексендиоксид снижает вязкость эпоксидных смол, не снижая теплостойкости отвержденного, продукта.
Другим уникальным свойством винилциклогексендиоксида является то, что он растворяет многие твердые ангидриды и быстро отверждается хлорендик-анги-дридом. Рецептуры, жидкие при комнатной температуре, отвержденные при 120° С в течение 2 ч и дополнительно при 220° С в течение 2 ч, обладают температурой дефор-
Таблица 3-22
Снижение вязкости стандартной эпоксидной смолы1 в зависимости от количества добавленного винилциклогексендиоксида [Л. 3-13]
Содержание винилциклогексендиоксида в эпоксидной смесн, вес. % Вязкость эпоксидной смеси (при 23° С), спз Время желатинизации3 (при 50° С), мин Температура деформации3, °C Т вердость по Барколу
0 195 9 111 32
10 43,2 15 109 37
20 17,5 15 НО 41
30 4,42 20 108 44
40 1,72 20 ПО 47
50 1,12 35 108 50
60 0,54 55 109 52
100 0,09 * 116 59
1 Смола Bakelite ERL-2774 (диглицидиловый эфир бисфенола А).
й Отверждение Bakelite polyamine ERL-2793.
3 После дополнительного отверждения в течение 6 ч при 160° С.
* Желатинизация при комнатной температуре в течение 48 ч.
мации порядка 250° С. Применение хлорендик-ангидрида представляет практический интерес благодаря достижению негорючести состава.
ЭПОКСИДНЫЕ СМОЛЫ МАЛОЙ вязкости
Так называемые обычные или стандартные эпоксидные смолы при комнатной температуре обладают вязкостью от 100 до 200 пз. Такая вязкость по большей части слишком высока для заливки или пропитки при комнатной температуре, особенно в случае применения-смол с наполнителем. Поскольку переработка при комнатной температуре во многих случаях необходима или желательна и так как часто отмечалось, что смешение, эпоксидных смол с растворителями приводит к образованию продуктов с пониженными физическими и электрическими свойствами, значительное внимание было уделено получению чистых эпоксидных смол низкой вязкости. Большинство фирм, поставляющих основные эпо-’ ксидные смолы, имеет в своем ассортименте одну или несколько смол низкой вязкости. Помимо этих основных маловязких смол, существует большое число композиций с низкой вязкостью, выпускаемых поставщиками
компаундов. Нет нужды давать полный список имею-щихся материалов этого рода. Иногда считают, что маловязкие смолы уступают по свойствам стандартным смолам более высокой вязкости. Такое обобщение во многих случаях несправедливо, и применение маловязких смол может оказаться весьма полезным.
В большинстве случаев фирмы—поставщики этих материалов указывают, что их маловязкие смолы могут быть смешаны со смолами повышенной вязкости той же фирмы во всех пропорциях, позволяя тем самым получать систему с любой желаемой вязкостью. Поскольку группа смол любой данной фирмы имеет сходную химическую природу, система отвердителей, применяемая для смолы повышенной вязкости этой группы, будет примерно соответствовать количеству отвердителя, требуемого для низковязкой смолы или для промежуточной смеси. Поставщики, разумеется, всегда охотно готовы предоставить дополнительную конкретную информацию для любого заданного комплекса требуемых условий.
НЕГОРЮЧИЕ ЭПОКСИДНЫЕ СМОЛЫ
Cooke описал хлорированную негорючую эпоксидную смолу [Л. 3-16]. Эта низкомолекулярная эпоксидная смола получается путем конденсации эпихлоргидрина с тетрахлорбисфенолом. Смола содержит приблизительно 30 весовых процентов хлора. -При комнатной темпе
ратуре она обладает чрезвычайно высокой вязкостью и в течение нескольких месяцев может закристаллизоваться в твердую массу. Чтобы получить достаточно низкую для целей заливки вязкость, смолу следует подогреть до 65—93° С (рис. 3-12). Вязкость может быть еще •более понижена с помощью таких реактивных растворителей, как бутилглицидило-вый эфир.
Вообще говоря, аминные отвердители не дают удов-
Рис. 3-12. Зависимость вязкости от температуры для хлорированной огнестойкой смолы {Л. 3-16].
Таблица 3-23 Сравнение физико-механических свойств хлорированной негорючей смолы Epi-Rez 5161 и обычной эпоксидной смолы Epi-Rez 510 [Л. 3-16]
Рецептура* А в с D
Состав в весовых частях:
Смола Epi-Rez 5161 . 100 -— 100 —
Epi-Rez 510 . -— 100 -— 100
Метафенилендиамин Смесь 70’/о ННРА 8,8 14,5 — —
+30% НЕТ . . . — —- 64 116
DMP-10 Время желатинизации при 120° С, —, — 0,5 0,5
мин Свойства отвержденной смолы: . . Прочность при изги- 20 10 30 30
бе, кГ/см11 .... Удельная ударная вязкость по Йзод (образец с надпи- 1 170 1 470 970 1325
лом), кГ-cMjcM . . Твердость по Рок- 1,62 1,65 1,59 1,57
веллу (шкала М) . Твердость по Шору 111 110 106 112
(шкала D) . . . . Температура дефор- 80 80 80 80
мации, °C .... Водопог лощаемость 121 144 132 126
за 24 ч, % . . . . Потеря веса за 168 ч нагрева: 0,06 0,17 0,06 0,09
при 150°С . . . 1,01 0,51 0,22 0,27
при 180° С . . . Время затухания, сек**: горизонтальное положение об- 5,76 1,11 1,45 1,22
разца вертикальное по- 1 50 2 50
ложение образца 1 Образец сгорает 2 Образец сгорает
* А н С —негорючие составы; В и D —обычные эпоксидные составы.
** Методика испытания: конец образца размером 15,24X127X3 см поме-
щается в пламя на 10 сек ния пламени. ; отмечают время прекращения горения после уда ле-
Таблица 3-24
* Сравнение электроизоляционных свойств отвержденной хлорированной негорючей смолы и обычной эпоксидной смолы по табл. 3-23 [Л. 3-16]
Рецептура А В с
Свойства до теплового старения
Удельное объемное сопротивление, ом-см; при 22° С . . . при 150° С . . . при 200° С . . . tgS (1 000 гц): >1 1016 2,3-10’» <107 >1 -1016 9,2-10” <107 >1-10” 2,7-10’2 5,5-Ю9 >1-10” 5,5-10’2 2,7-10’»
при 22° С . . . — 0,0012 0,0006 0,0006
при 150° С . , . — 0,0036 0,0114 0,0078
при 195° С . . . Диэлектрическая — 0,1569 0,1497 0,0606
проницаемость
(1 000 гц): при 22° С . . . 4,083 4,77 3,61 3,77
при 150° С . . . — 5,4 6,46 5,36
при 195° С . . Электрическая — 5,91 6,75 15,82
прочность при 22° С, кв/см . . 120 138 128 135
Свойства после старения 168 ч при 150° С
Удельное объем-
ное сопротивление, ом-см: при 22° С . . . 9,1-10” 7,8-10” 8,7-Ю15 7,5-10”
при 150° С . . . <107 2,6-Ю11 5,3-10" 5,3-10”
при 180° С . . . <107 2,4.10” 5,9-10’» 2,8-10"
при 200° С. . . tg й (1 000 гц): <107 <107 <107 1,3-10’»
при 22° С . . — 0,009 0,0004 0,0005
при 150° С. . . — 0,0043 0,0027 0,0050
при 195° С . . . Диэлектрическа я — 0,0143 0,0092 0,0030
проницаемость
(1 000 гц): при 22,2° С . . — 4,43 3,67 3,73
при 150° С. . . —- 4,99 4,20 4,27
при 195° С. . . — 6,00 0,85 6,03
летворительных результатов в применении с такой хлорированной эпоксидной смолой. Полифункциональные. ароматические амины дают продукт, кажущийся хорошо отвержденным, но обладающий низкой нагревостой-костью. Очевидно, наиболее подходящие отвердители для этой смолы—ангидриды. Жидкая эвтектическая смесь, составленная из 70 частей ННРА и 30 частей НЕТ, является весьма удовлетворительным отвердителем. Физико-механические свойства этой смолы, известной в продаже под маркой Epi-Rez 5161, при отверждении ее метафенилендиамином и жидкой эвтектической смесью ННРА и НЕТ приведены в табл. 3-23 в сравнении с отвержденными подобным же образом отливками на основе обычной жидкой эпоксидной смолы. Сравнение электроизоляционных свойств хлорированной смолы с обычной жидкой эпоксидной смолой дано в табл. 3-24. При отверждении ангидридными отвердителями хлорированная смола приобретает хорошую стабильность и хорошие электрические свойства при температурах до 150е С. '
Другим видом негорючей эпоксидной смолы является смесь трифенилфосфата с обычной эпоксидной смолой [Л. 3-6]. Одна из рецептур предусматривает смешение 35 весовых частей трифенилфосфата со 100 весовыми частями смолы марки Araldite 6010. Эта смесь может храниться в течение по крайней мере 6 мес. В качестве отвердителя используется триэтилентетрамин (12 весовых частей). С этим отвердителем имеет жизнеспособность смесь (100 г) при комнатной температуре 30 мин.
Приведем несколько имеющихся в продаже марок негорючих смол: Scotchcast R5019 (фирмы Minnesota Mining and Manufacturing Co.), Hysol 15-032 (Hysol Corp.) и Stycast 1231 (Emerson and Cuming Inc.).
ЭПОКСИДНО-НОВОЛАЧНЫЕ смолы
Эпоксидно-новолачные смолы по сравнению с эпоксидными смолами обладают повышенными свойствами при повышенных температурах. Эпоксидно-новолачные смолы содержат в молекулярной цепи больше бензольных или фенольных колец. Считается поэтому, что они соединяют в себе хорошую нагревостойкость фенольных структур с реактивностью и. исключительной многосто-
ронностью 'применения эпоксидных смол |Л. 3-1/]. ,по-мимо хорошей нагревостойкости, они обладают также большей реакционной способностью н взаимодействуют со всеми известными отвердителями и катализаторами эпоксидных смол. Так как средняя эпоксидная функциональность эпоксидно-новолачных смол больше трех, в их структуре легко образуются частые поперечные связи, что им обеспечивает в отвержденном состоянии более высокую теплостойкость, лучшую химостой-кость и лучшую адгезию, чем у эпоксидных смол на основе бисфенола А, у которых эпоксидная функциональность не достигает двух. Функциональность эпок-сидно-новолачной смолы D. Е. N438 (фирмы The Dow Chemical Со.;) в среднем 3,3 эпоксидных групп в молекуле, между тем как функциональность обычных эпоксидных смол не более 1,95. Частые поперечные связи отвержденной эпоксидно-новолачной смолы обеспечивают исключительную стабильность механических свойств при повышенных температурах; этим расширяется область применения эпоксидных соединений. В дополнение к этому метиленовый мостик между фенольными кольцами термически очень стабилен.
Эпоксидно-новолачная смола D. Е. N438 может быть представлена следующей схематической формулой, в которой величина п равна 1,13:
Ее можно сравнить со структурой эпоксидной смолы на основе бисфенола А, представленной на рис. 3-2.
'Свойства неотвержденных эпоксидно-новолачной и эпоксидно-бисфенольной смол сравниваются в табл. 3-25.
Вязкость эпоксидно-новолачных смол может быть снижена несколькими способами: добавлением растворителей, маловязких смол, активных разбавителей или маловязких отвердителей или же нагревом.
ОтвёрдйтёЛи, применяемые с обычными эпоксидными Смолами на основе бисфенола А, могут также быть использованы для эпоксидно-новолачных смол, так как реакция отверждения происходит по эпоксидным группам молекулы. Последующее отверждение (термообработка) обычно необходимо для получения оптимальных свойств эпоксидно-новолачных смол. Жизнеспособность эпоксидно-новолачной смолы с некоторыми обычными отвердителями показана в табл. 3-26. Электроизоляционные свойства отвержденных эпоксидно-новолачной
Таблица 3-25
Сравнительные свойства неотверж денных смол эпоксидно-новолачной D. Е. N.438 и бисфенольной D. Е. R. 331
(Dow Chemical Со.) [Л.3-17]
Свойства D. Е. N. 438 D. Е. R. 331
Цвет (шкала Гарднера-Хольдта, 1953) . 5 6
Эпоксидный эквивалент* . . 175—182 187—193
Вязкость, пз:
при 25° С — 110—160
при 50° С 450 —
при 60° С ПО —
при 75° С 26 —
при 90° С 9 —
Молекулярный вес 600 375
Эпоксидная функциональность .... 3,3 1,90
* Метод Dow AS-EPR-A.
Таблица 3-26
Время желатинизации эпоксидно-новолачной смолы1 с некоторыми отвердителями [Л. 3-17]
Отвердители Количество (иа 100 вес. ч. смолы) Время желатнниза.-..,-ции при температуре
MDA 29 35 мин при 100° С
MPDA 15 15 мин при 100° С
40 вес. % MDA-|-60°/o MPDA 20 45 мин при 60° С
BF3-MEA 2 >4 ч при 100° С
DADS 35 30 мин при 100° С
PA 40 65 мин при 150° С
ННРА 88 38 мин при 80° С
NMA (c 1,5 вес. % DMP-30) . 101 110 мин при 80° С
PMDA+MA 18/32 9 мин при 80° С
HET 114 12 мин при 80° С
1 Смола D. Е. N. 438; испытания проведены на образце весом 50 г.
Таблица 3-27
Сравнение электроизоляционных свойств отвержденных эпоксидно-новолачной смолы D. Е. N. 438 и бисфенольной смолы D. Е. R. 331* [Л. 3-17]
Свойства D. Е. N. 438 D. Е. R. 331
В исходном состоянии после выдержки 24 ч в воде В исходном состоянии после выдержки 24 ч в воде
Диэлектрическая проницаемость: при 60 гц . . 3,78 3,82 4,12 4,19
при 103 гц . . 3,74 3,8 4,07 4,15
при 106 гц . . 3,39 3,44 3,55 3,61
tgS: при 60 гц . . 0,0027 0,0021 0,0035 0,043
при 103 гц . . 0,012 0,012 0,015 0,016
при 106 гц . . 0,024 0,025 0,032 0,032
Удельное объемное сопротив-. ление, ом-см 0,380-1016 0,183-10ls 0,181-10м 0,231-1015
* Смола D. Е. R. 331 отверждена MDA —16 ч при 25” С + 4,5 ч при 166° С. а смола D. Е. N. 438—1 ч при 93” С+16 ч прн 177“ С.
Таблица 3-28
Сравнение химостойкости отвержденных эпоксидно-новолачной и бисфенольной смол* [Л. 3-17]
Реактив Привес, %
D. Е .N. 438 D. Е. R. 331
Ацетон 1,9 12,4
Этиловый спирт 1,0 1 5
Дихлорэтилен 2,6 6 5
Дистиллированная вода 1,6 1,5
Ледяная уксусная кислота 0,3 1,0
30%-ная серная кислота 1,9 2,1
3%-ная серная кислота 1,6 1,2
10%-ный едкий натр 1,4 1,2
1%-ный едкий натр 1,6 1,3
10%-ный нашатырный спирт 1,1 1,3
* Изменение веса дано на образцах размером 1,27X1,27x2,5 см при погружении в данный реактив при 25“ С в течение 1 ч. Смолы были отверждены метилендианилином; желатинизация 16 ч при 25° С, последующее отверждение 4,5 ч при 166° С; смола D. Е- N. 438 отверждена дополнительно 3,5 ч при 201° С.
и бисфенольной смол сравниваются в табл. 3-27, а химо-стойкость — в табл. 3-28. Подогрев смолы также является приемлемым способом снижения вязкости. Однако большая активность некоторых аминов, как, например, диэтилентриамина, вызывает очень быструю желатинизацию смеси при температурах выше 60—70° С.
ЭПОКСИДИРОВАННЫЕ ПОЛИОЛЕФИНЫ
Другой группой модифицированных эпоксидных смол являются эпоксидированные полиолефины [Л. 3-18]. Эти полифункциональные эпоксидные смолы содержат эпоксидные группы, гидроксильные группы и двойные связи. Как было упомянуто в гл. 2, наличие двойной связи в структуре типично для полиэфирных смол. Таким образом, эпоксидированные полиолефины подобно поли-
бисгренол-эпихларгидрилоРая зооясидмал смола
Рис. 3-13. Сравнение структур эпоксидированного полиолефина и бисфенол-эпохлогидриновой эпоксидной смолы (Л. 3-18].
эфирным смолам реагируют с перекисными катализаторами, обычно применяемыми для полиэфирных смол. Кроме того, так как эпоксидированные полиолефины содержат реакционные группы, обычные для эпоксидных смол, они могут реагировать и с аминными и кислыми отвердителями:
Упрощенная структура эпоксидированного полиолефина сравнивается со структурной формулой бисфенольной смолы эпихлоргидрина на рис. 3-13.
Эпоксидные группы расположены двояко — в боковых цепях и в углеводородной цепи. Эта структура отличается от структуры обычных эпоксидных смол, в моле
куле которых имеются только две концевые эпоксидные группы. Эпоксидированные полиолефины могут обладать пятью или более реакционными эпоксидными группами.
В добавление к многочисленным эпоксидным группам существуют другие реакционные точки, которые еще более увеличивают разнообразные возможности этих смол. Гидроксильные группы в углеводородной цепи обеспечивают начальную реакцию; для некоторых типов отверждения требуется наличие определенного взаимодействия эпоксидных и гидроксильных групп.
Отверждение может происходить при добавлении либо одной перекиси, либо перекиси в комбинации с другими отверждающими агентами, например ангидридами. В результате получаются отвержденные смолы, с более частыми поперечными связями и улучшенными физикомеханическими свойствами. Отвержденный продукт отличается малой склонностью к деформации при повышенных температурах и высокой прочностью при изгибе.
Эпоксидированные полиолефины реагируют с рядом соединений, содержащих активный водород. В отличие от обычных эпоксидных смол они легко вступают в реакции с ангидридами дикарбоновых кислот при низких температурах, образуя в результате твердые материалы с хорошей теплостойкостью. Системы, отверждающиеся при комнатной температуре, также возможны и в настоящее время разрабатываются.
При отверждении рассматриваемых смол ангидридами, содержащими длинные алифатические боковые цепи, каков, например, додецил-янтарный ангидрид, могут быть получены материалы с улучшенной удельной ударной вязкостью. Применение гликолей в соединении с ангидридами также улучшает динамическую прочность.
При смешении с полиаминами рассматриваемые смолы весьма слабо реагируют при комнатной температуре. Однако эти смеси легко вступают в реакцию при умеренно повышенных температурах порядка 100— 150° С.
Положительные результаты дают и другие отверждающие агенты — полифенолы, катализаторы типа Льюиса, цолимеркаптаны, полисульфиды и др.
температуры для эпоксидированных полиолефинов (Л. 3-18].
Эпоксидирован н ы е полиолефины при комнатной температуре представляют собой жидкости разных степеней вязкости'{Л. 3-Ь8]. В неотвержденном состоянии они приблизительно на 20% легче обычных эпоксидных смол. Их электроизоляционные свойства сходны со свойствами обычных эпоксидных смол. Экзотермические кривые более пологие, чем у компаундов с обычными эпоксидными смолами. Эпоксидированные полиолефины имеют весьма высокую нагревостойкость.
Типичные свойства
неотвержденных эпоксидированных полиолефинов показаны в табл. 3-29. Кривые зависимости вязкости от температуры для этих материалов изображены на рис. 3-14.
Таблица 3-29
Характерные свойства неотвержденных эпоксидированных полиолефинов [Л. 3-18]
Свойства Смола Oxiron1
2000 2001 2002
Внешний вид Янтарная Светло- Светло-
ЖИДКОСТЬ желтая желтая
жидкость жидкость
Вязкость при 25° С, из ... 1 800 160 15
Плотность, г/см3 1,01 1,014 0,985 -
Эпоксидные группы, °/о ... 9,0 11,0 6,9
Эпоксидный эквивалент . . . 177 145 232
Содержание гидроксилов, % 2,5 2,0 1,9
Йодное число 185 - 154 1,9
1 Food Machinery and Chemical Corp,
Чтобы лучше показать способы переработки эпоксидированных полиолефинов, приводим три следующие Конкретные рецептуры:
Рецептура 1
Состав:
Смола Oxiron 2000 .............................. 100 вес. ч.
Малеиновый ангидрид . •...........................26 вес. ч.
Процедура смешения:
1. Расплавить ангидрид при 60° С.
2. Подогреть смолу до 50° С.
3. Добавить ангидрид к смоле и тщательно размешать.
Режим отверждения:
1. Отверждать 2 ч при 90° С.
2. Дополнительно отверждать 4 ч при 115° С.
3. Для улучшения свойств при повышенных температурах дополнительное отверждение можно проводить от 3 до 24 ч при 155° С.
Рецептура 2
Состав;
Смола Oxiron 2000 .............................. 100 вес. ч.
Малеиновый ангидрид.............................30,8 вес. ч.
Пропиленгликоль.................................7,9 вес. ч.
Процедура смешения:
1. Добавить гликоль к смоле.
2. Подогреть смесь до 50° С, тщательно размешивания.
3. Расплавить ангидрид при 60° С.
4. Добавить ангидрид к смоле и гликолю и затем тщательно размешать.
Вязкость:
1. Первоначальная вязкость 60 пз.
2. Жизнеспособность 5 — 10 ч для лабораторных партий.
Режим отверждения
1. Отверждать 2 ч при 80° С.
2. Для улучшения свойств при повышенных температурах следует дополнительно отверждать в течение 3—24 ч при 155° С.
Рецептура 3
Состав:
Смола Oxiron 2001 ............................. 100 вес. ч.
Малеиновый ангидрид..............................35,4 вес. ч.
Пропиленгликоль...................................4,6 вес. ч.
Процедура смешения:
1. Добавить к смоле гликоль и тщательно размешать.
2. Расплавить ангидрид при 60° С.
3. Добавить ангидрид к смоле и гликолю, затем тщательно размешать.
Вязкость:
1. Первоначальная вязкость 10 пз.
2. Жизнеспособность 5—10 ч для лабораторных партий.
Режим отверждения:
1. Отверждать 2 ч при 80° С.
2. Дополнительно отверждать 3—24 ч при 155° С.
Типичные физико-механические и электрические свойства для этих рецептур приведены в табл. 3-30; теплостойкость показана на рис. 3-15.
> Таблица 3'30
Типичные физико-механические и электрические свойства отвержденных эпоксидированных полиолефинов [Л. 3-18]
Электроизоляционные свойства* Рецептура 2 Рецептура 3
при комнатной температуре после 7 дней выдержки при 60° С и 95% относительной влажности после 7 дней выдержки при комнатной темпера- туре при комнатной температуре после 7 дней выдержки при 60° С и 95% от носитель-ной влажности
Удельное объем- •_
ное сопротив-
ление, 0М‘СМ . . 2,84-10IS 6,48-Ю13 1,87.10й 5,38-Ю14 5,6-Ю12
Диэлектрическа я
проницаемость:
при 50 гц . . . 3,17 3,9 3,71 3,06 3,82
при 102 гц . . . 3,15 3,73 3,7 3,07 3,74
при 106 гц . . . 2,97 3,50 3,34 2,88 3,42
при 10’ гц . . . 2,93 3,32 3,21 2,92 3,32
tgB:
при 50 гц . . . 0,0064 0,0113 0,0102 0,0064 0,0105
при Ю2 гц. . . 0,0084 0,0108 0,0100 0,0101 0,0135
при 10е гц . . . 0,0164 0,0338 0,0318 0,0169 0,0343
при 107 гц . . . 0,0161 0,0323 0,0286 0,0140 0,0279
Продолжение Табл. 3-30
Механические свойства Рецептура 1 Рецептура 2 Рецептура 3
Прочность при изгибе, кГ/смг . . . 703 880 1 270
Прочность при растяжении, кГ/см2 280 470 476
Модуль упругости при изгибе, Т/см2 23,8 26,6 31,0
Модуль упругости при растяжении, Т/см2 7,0 52,4 —
Твердость по Роквеллу (шкала М) — 90 103
* Образцы кондиционированы в соответствии с ASTMD 257-58.
Рис. 3-15. Зависимость величины прогиба при постепенном возрастании температуры при стандартном испытании на теплостойкость для некоторых составов эпоксидированных полиолефинов. Смола Oxiron, отверждение ангидридом и ангидридом с гликолем. (Л. 3-18].
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ РАБОТЕ С ЭПОКСИДНЫМИ СМОЛАМИ
Большим недостатком эпоксидных смол являются случаи кожных заболеваний у лиц, работающих с этими смолами. Хотя у большинства людей, занятых переработкой этих материалов, и не было каких-либо призна-
кой дерматита, Все же число неблагоприятных случаев было достаточным, чтобы оправдать затрату больших усилий на исследование этой проблемы. Общее мнение сводится к тому, что главной причиной зла являются аминные отвердители. Полагают, что они оказывают более раздражающее влияние на кожу, чем сами эпоксидные смолы. На эту тему был сделан обширный доклад Dorman, основанный на исследованиях директора Института гигиены и производственной физиологии Швейцарского федерального института технологии Е. Grandjean (Л. 3-19].
«Приступ заболевания кожи, — говорится в этом докладе,— начинается с появления красных пятен размером с монету на нижней части локтевого сустава руки выше кисти, а также близ нижнего века. Часто они появляются также на наружной стороне кисти, на пальцах и в разных участках лица и шеи. Эта первая стадия может пройти сама путем шелушения и исчезновения пятен в течение от нескольких дней до трех недель с одновременным прекращением зуда.
Если на первой стадии заболевание не излечивает-ся, наступает вторая стадия, когда на коже появляется настоящая красная сыпь и образуются волдыри. Больные страдают от сильного зуда, они расчесывают волдыри и кожу. Пораженные участки кожи воспаляются, становятся темно-красными, выделяют слизь. На этой стадии продолжать работу невозможно. Позднее, в ходе лечения, наступает сперва шелушение, затем, спустя несколько недель, следы его исчезают. z
У некоторых аппаратчиков заболевание никогда не переходит границ первой стадии; иными словами, происходит приспособление кожи или потеря ею чувствительности. Как и в других случаях профессионального дерматоза, рекомендуется не отстранять аппаратчика от рабочего места при первых симптомах раздражения кожи, чтобы создалась возможность ее приспособления или потери чувствительности.
В результате этого исследования предложены были следующие рекомендации в качестве мер предупреждения дерматита, вызываемого работой с эпоксидными смолами:
1. Инспекторам и старшим рабочим должны быть даны подробные инструкции об опасности, сопровож-
дающей работу со смол о и отвердителем, о характере кожных раздражений и о том, как их избежать.
2. Рабочее помещение должно соответствовать гигиеническим требованиям.
3. В рабочем помещении должна быть обеспечена хорошая вентиляция: если необходимо, следует установить вытяжку у каждого рабочего стола. Если объем производственных помещений, где идет переработка эпоксидных смол, составляет менее 14 -м& на рабочее место, а вес перерабатываемой эпоксидной смолы превышает 2,5 кг в день, то переработка должна производиться в вытяж'ных шкафах. Если же на одного рабочего приходится больше 25 ж3 воздуха, а процесс отверждения смеси смолы с отвердителем происходит не в непосредственной близости к рабочему столу, то достаточно сменить воздух в рабочей комнате 3—4 раза в день. В этом случае хорошая вентиляция может быть обеспечена с помощью окна с открывающейся верхней фрамугой. Но даже самая лучшая вентиляция окажется бесполезной, если в процессе переработки будет иметь место прямой контакт с кожей. Поэтому в первую очередь следует настаивать на гигиенических методах труда.
4. Защитные меры в рабочем помещении:
а) Рабочий стол следует покрыть бумагой, сменяемой 2 раза в день.
б) Рабочая комната должна обеспечиваться ежедневно новыми, не бывшими в употреблении тряпками; уборка должна производиться в перчатках.
в) Использование растворителей должно быть сведено к абсолютному минимуму; любая уборка в тех случаях, когда применялись растворители, должна выполняться в перчатках.
г) Для смешения и отливки смолы с отвердителем применять соответствующую посуду достаточных размеров, с желобками или носиками. Рекомендуется применение картонной посуды, выбрасываемой после использования, так как это исключает необходимость ее мытья.
5. Защита кожи:
а) Наиболее эффективной защитой кожи является применение перчаток. Неудобств и возможных раздражений кожи, связанных с постоянным ношением резиновых перчаток, можно избежать, если при работе со
смолой и отвердителем носить кожаные перчатки с трикотажным верхом. В некоторых случаях выгодно под резиновые или пластмассовые (|полиэтиленовые) перчатки надевать хлопчатобумажные. При тонкой работе, исключающей возможность ношения перчаток, некоторую защиту дают наконечники, надеваемые на пальцы. Перчатки, следует промывать ежедневно мылом и теплой водой, преимущественно пока они еще у работника на руках. Затем их надо просушить и хранить в чистом месте. Рекомендуется припудрить их изнутри тальком. В любом случае остается в силе основное правило — ношение перчаток не избавляет от необходимости соблюдать абсолютную чистоту.
б) Защитные мази (кремы), как известно, быстро сходят с тех участков рук, которые соприкасаются с материалами компаундов; тем не менее применение такого крема защищает наружную сторону кисти, часть руки и до некоторой степени лицо; по крайней мере- брызги смываются легче. Мазь следует накладывать до начала работы утром и после перерыва, предварительно тщательно промыв соприкасающиеся с компаундами части кожи; крем удаляется при умывании по окончании работы.
в) Частые случаи раздражения кожи на нижней части руки выше кисти доказывают, насколько важно предохранить руки от соприкосновения с загрязненной поверхностью рабочего стола. Рекомендуется ношение пластмассовых нарукавников (манжет). Нарукавники следует вымыть немедленно после их загрязнения, обычно же их следует стирать 2 раза в неделю мылом и теплой водой. Лучшей спецодеждой являются халаты (передники), плотно охватывающие шею, с длинными рукавами. /Рекомендуются белые халаты, так как в них работник скорее привыкает к абсолютной чистоте. Менять халаты достаточно раз в неделю, если работа ведется с должной аккуратностью.
6. Уход за кожей:
а) Руки следует мыть мягким мылом или эмульсиями до и после работы, до и после посещения уборной, до и после длительных перерывов в работе и каждый раз немедленно после контакта с жидкой’ смолой или отвердителем. Ногти должны быть коротко острижены и содержаться в чистоте. После мытья рук по окончании
работы рекомендуется смазывать их мягким кремом, содержащим масло или жир (ланолин пополам с вазелином).
б) Полезно оборудовать приспособления для мытья вблизи рабочего стола. Во всяком случае работникам следует предоставить достаточно времени до начала работы для ухода за кожей.
7. Врачебные меры:
а) Работники перед поступлением на работу должны пройти медицинское обследование с целью не допущения к этой работе лиц, уже перенесших аллергические заболевания или предрасположенных к ним.
б) Терапевтические меры: в случаях легкого раздражения кожи следует вначале испробовать методы ослабления чувствительности или закаливания. Если возникает экзема, надо применить специальные врачебные средства по существующим правилам (масляные или водные эмульсии в качестве смягчающей пасты, холодящая борная паста и ланолино-вазелиновые кремы). Надо избегать антигистаминных лекарств, прибегая к ним лишь для ослабления зуда».
НЕДОСТАТКИ эпоксидных смол
Хотя первоначально после появления на рынке эпоксидных смол было обнаружено несколько недостатков, мешавших их внедрению, многие из этих недостатков были почти полностью преодолены благодаря проведенной огромной исследовательской работе. Сейчас имеется или может быть составлен эпоксидный компаунд, лишенный любого недостатка или ограничения, которые ранее считались непреодолимыми. Например, сначала одним из ограничений была большая вязкость эпоксидных смол. Сейчас имеются смолы и системы на их основе с вязкостями столь низкими или высокими, какие только требуются для заливки любых электронных приборов.
Одно время невыгодной стороной эпоксидных смол была их стоимость. Но это ограничение перекрывается ценными свойствами эпоксидных смол. Стоимость может быть снижена применением рецептур с наполнителями.
Другими важнейшими недостатками систем с отвердителями считались резкий запах, токсичность. Для разрешения эрой задачи была проделана большая работа по
развитию нетоксичных отвердителей. Наряду с этим замена ручных операций автоматическими смесителями; и дозаторами в сочетании с другими мерами по улучшению процессов переработки также в значительной степени помогли справиться с этими недостатками. Испарение и запах, неизбежные при употреблении твердых ангидридов, представляли одно время некоторое затруднение; доступные ныне жидкие ангидриды в значительной мере преодолели его. В настоящее время имеются жидкие ангидриды, обладающие такими универсальными свойствами, что их применение перекрывает большинство отрицательных сторон как аминных, так и твердых ангидридных отвердителей.
Невыгодной стороной эпоксидных смол ранее считалась низкая огнестойкость. В настоящее время известны огнестойкие эпоксидные компаунды. Точно так же на ранних стадиях развития эпоксидных смол большие трудности представляло изготовление отливок крупных размеров из-за быстро развивающейся экзотермической реакции, вызывавшей образование трещин и даже воспламенение. Многие фирмы-поставщики проделали большую работу для разрешения этой проблемы, в результате чего сейчас имеются компаунды, специально предназначенные для больших отливок.
Таким образом, хотя, возможно,- еще не все проблемы решены, однако весьма значительная доля недостатков уже устранена. Поэтому надо надеяться, что в дальнейшем производство и применение эпоксидных смол будут расширяться в 'большей степени.
ПРИМЕНЕНИЕ ЭПОКСИДНЫХ СМОЛ ДЛЯ ЗАЛИВКИ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ
Анализ настоящей главы показывает, что существует почти неограниченное количество эпоксидных компаундов, могущих быть использованными для заливки электронных изделий. Имеется очень мало изделий, для которых невозможно подобрать какую-либо эпоксидную систему. Это особенно справедливо, если учесть дополнительные, почти неограниченные возможности модификации эпоксидных систем, достигаемые применением пластификаторов, наполнителей, растворителей и других модифицирующих агентов, что будет рассмотрено в гл. 6,
На практике часто бывает необходимо создать мйтё-риал с такими сочетаниями свойств, которые удовлетворили бы как потребителей, так и производителей этих материалов. Количество требуемых комбинаций свойств бывает слишком большим и разнообразным, чтобы можно было рекомендовать 'специальные эпоксидные компаунды без уточнения особых требований к изделиям. Тем не менее из изложенного выше материала можно сделать некоторые обобщающие выводы, которыми можно руководствоваться при выборе той или иной эпоксидной системы.
1. В-изделиях военного назначения, где другие, более дешевые смолы не удовлетворяют всему комплексу требований, обычно можно подобрать рецептуру эпоксидного компаунда, отвечающую большинству предъявляемых требований.
2. Если цена залитых изделий такова, что стоимость заливочного материала незначительна, то обычно предпочтение следует отдать компаундам на основе эпоксидных смол.
3. Малая усадка эпоксидных смол делает их применение исключительно выгодным в тех случаях, когда требуются изделия с малыми допусками.
4. Если необходима хорошая адгезия заливочного материала к арматуре, как, например, в случае герметизации, свойства эпоксидных смол делают их особенно пригодными.
При выборе способа отверждения эпоксидных смол полезно будет учесть следующие общие замечания:
1. Применяйте в качестве отвердителей алифатические полиамины, если желательно отверждение при комнатной температуре (см. табл. .3-5 и 3-6).
'2. Используйте в качестве отвердителей ароматические поли-амины или ангидриды кислот, если допускается температура переработки выше 125° С. В этих случаях особое внимание следует уделить жидким и низкоплавким ангидридам, так как с ними удобнее работать, чем с твердыми отвердителями, и в то же время они обеспечивают исключительную нагревостойкость — до 180° С или выше в зависимости от требований, предъявляемых к жизнеспособности. Они могут также применяться для отверждения при умеренных температурах
3. .При 'стремлении получить оптимальную нагрёвО-стойкость обратитесь к циклоалифатическим диэпоксидам, эпоксиднб-новолачным смолам, эпоксидированным полиолефинам, равно как и к бисфенольным смолам. Циклоалифатические эпоксиды обладают еще тем преимуществом, что они не 'подвергаются влиянию ультрафиолетовых лучей. Эпоксидно-новолачные смолы обладают более высокой функциональностью, чем бисфеноль-ные эпоксиды, и поэтому обнаруживают лучшие химо-стойкость и адгезию. Эпоксидированные полиолефины позволяют осуществлять отверждение при низкой температуре с помощью ангидридов в качестве отвердителей, а также имеют более низкую плотность. Они также более экономичны, так как к ним применимы дешевые отвердители.
4. В тех случаях, когда предъявляется требование большой жизнеспособности (несколько дней или недель), следует подумать о применении в качестве катализаторов комплексных соединений (см. табл. 3-4).
5. Когда требуется получить наиболее дешевые системы на основе эпоксидных смол, следует применять системы, отвержденные фталевым ангидридом.
ГЛАВА ЧЕТВЕРТАЯ
ЭПОКСИДНЫЕ ЭЛАСТИЧНЫЕ КОМПАУНДЫ
В гл. 3 упоминались два недостатка, которые были свойственны эпоксидным смолам, когда они впервые появились на рынке:
1) смолы обладали большой вязкостью;
2) они были жесткими и поэтому растрескивались, особенно в условиях теплового удара.
Поэтому не приходится удивляться тому, что с тех пор, как эпоксидные смолы стали широко применяться, большие усилия были посвящены поискам путей 'изготовления полужестких и эластичных эпоксидных компаундов. В настоящей главе описаны разработанные модификации эпоксидных смол, позволяющие получать маловязкие и эластичные компаунды, равно как и некоторые другие модификации.
ЭЛАСТИЧНЫЕ ЭПОКСИДНЫЕ СМОЛЫ
Некоторые фирмы, поставляющие эпоксидные компаунды, производят эластичные эпоксидные смолы, которые в большинстве случаев можно смешать в любых пропорциях с жесткими эпоксидами, чтобы .получить эпоксидную смолу любой степени жесткости и эластичности. Эти смолы чрезвычайно удобны для потребителя, так как при минимальном числе марок смол можно получить конечные продукты различной жесткости.
Эластичные смолы выпускаются на рынок некоторыми фирмами в раздельной двухместной упаковке: собственно смола (либо компаунд) и отвердитель; другие поставщики предлагают определенную эластичную смолу с рекомендацией об ее использовании с обычными отвердителями, химическая природа которых известна потребителю.
Примером второго случая может быть смола типа Epi-Rez507 |[Л. 4-1], представляющая собой прозрачную бесцветную жидкую эпоксидную смолу с вязкостью 4,5— 6,5 пз. Эта смола смешивается с эпоксидными смолами более высокой вязкости; она может также уменьшить вязкость и повысить эластичность компаунда на основе эпоксидной смолы. Поскольку эта смола содержит большое число гидроксильных групп, она особенно подходит для использования с ангидридными отвердителями. Рисунок 4-1 показывает различные степени эластичности, которые могут быть получены путем смешения смолы Epi-,Rez5O7 в различных соотношениях с жесткой смолой Epi-Rez '51'0 при использовании в качестве отвердителя смеси ННРА с НЕТ.
tBelanger и Klassen [Л. 4-2] сообщили некоторые подробности относительно двух систем, показанных на рис. 4-1 и 4-2. Повышение концентрации эластичной смолы увеличивает удельную ударную вязкость и стойкость к тепловому удару. Однако это улучшение физических свойств сопровождается ухудшением электроизоляционных свойств. Некоторые характерные данные для компаундов, отвержденных ННРА и НЕТ, даны в табл. 4-1, а для компаундов, отвержденных фталевым ангидридом (РА), — в табл. 4-2. Эти данные показывают тенденцию к повышению эластичных свойств и к ухудшению электроизоляционных свойств при увеличении содер-
юв
Рис. 4-1. Твердость смеси смол Epi-Rez 507 и Epi-Rez 510, отвержденной смесью 70 частей ННРА и 30 частей НЕТ [Л. 4-1],
ценной фталевым ангидридом [Л. 4-1].
Таблица 4-1
ФиЗико-механические и диэлектрические свойства некоторых эластичных эпоксидных компаундов, отвержденных смесью отвердителей ННРА и НЕТ [Л. 4-2]
Свойства Рецептура 1 Рецептура 2 Рецептура 3
Состав в весовых частях: Epl-Rez 510 100 70 30
Epi-Rez 507 — 80 70
Смесь 70% ННРА + 30% НЕТ 116 98 75
Режим отверждения 3 ч при 122° С
Физико-механические свойства: Твердость по Шору (шкала D) 90 87 80
Удельная ударная .вязкость (образец с надпилом), кГ-см[см 1,64 2,1 3,72
Водопоглощаемость, % . . . 0,1 0,13 0,58
Потеря веса (за 24 ч при 150° С), % 0,2 1,04 2,24
Стойкость к тепловым ударам (10 циклов—от—55 до+ 130° С) Не выдер- Выдержи- Выдер-
живает вает живает
Электроизоляционные свойства: Диэлектрическая проница- емость (при 22° С и 106 гц) 3,83 3,95 4,31
tg 6 (при 22° С и 106 гц) . . . 0,015 0,016 0,027
Удельное поверхностное со- противление, ом 2,48-10’= 2,07-10“ 5,42-10“
Удельное объемное сопротивление, ом-см'. при 22° С — — 6,9.10“
при 65° С 1,5-10“ 4,4-10“ 1,2.10’2
при 94° С • ... 3,6- 10,s 2,6-IO13 1,1.10“
Таблица 4-2 Физико-механические и электроизоляционные свойства некоторых эластичных эпоксидных компаундов, отвержденных РА [Л. 4-2]
Свойства Рецептура 1 Рецептура 2 Рецептура 3
Состав в весовых частях:
Epi-Rez 510 100 70 30
Epi-Rez 507 — 30 70
РА 78 66 50
DMP-10 0,25 0,25 0,25
Режим отверждения Физико-механические свой- 3 ч при 122° С
ства:
Твердость по Шору (шкала D) 90 87 77
Удельная ударная вязкость (образец с надпилом), кГ-СМ!сМ 1,95 3,51 8,8
Водопоглощаемость, % ... 0,1 0,17 0,71
Потеря веса (за 24 ч (при 150° С) 0,04 0,35 0,56
Стойкость к тепловым ударам (10 циклов—от —55 до + 130° С) ... Не выдерживает Выдерживает Выдерживает
Электроизоляционные свойства:
Диэлектрическая проница- емость (при 22° С и Ю6 гц) 4,16 4,26 4,81
tg 8 (при 22° С и 106 гц) . . . 0,015 0,024 0,036
Удельное поверхностное сопротивление, ом 1,77-10м 2,1.10м 2,7-1014
Удельное объемное сопротивление, ом/см:
при 22° С 9,1 • 1015 . 2,1.10м 2,7-1014
при 65° С ....... . 9,9-10,s 6,3-Ю15 7,7-10”
при 94° С 2,5-Ю15 5,4.1014 2,0-1010
Жания эластичного компонента. В дополнение к стандартным эластичным эпоксидным смолам, подобным описанным выше, имеется большое число эластичных эпоксидных компаундов, предлагаемых их изготовителями.
МОДИФИКАЦИЯ эпоксидных СМОЛ С ЦЕЛЬЮ ПОЛУЧЕНИЯ ЭЛАСТИЧНЫХ КОМПАУНДОВ
Получившие широкое -распространение методы получения эластичных эпоксидных компаундов фактически основываются на реакциях эпоксидных смол с поли-сульфидами и полиамидами. Эти системы все еще широко используются и несомненно будут и впредь применяться во многих работах.
Эпоксидно-полисульфидные смеси. Полисульфидные жидкие полимеры — это большей частью длинноцепные алифатические полимеры, содержащие дисульфидные связи и реактивные концевые группы. Помимо способности реагировать с жесткими эпоксидными смолами, они могут ’полимеризоваться самостоятельно в присутствии окислительных катализаторов, образуя при этом эластичные каучуки, которые обладают превосходной стойкостью к растворителям и к старению, атмосферо-стойкостью, а также высокой газонепроницаемостью. Об этих каучуках будет рассказано в гл. 5. Пока же мы рассмотрим только полисульфидно-эпоксидные композиции.
В полисульфидно-эпоксидной смеси используются три главных ингредиента, а именно — полисульфидный жидкий полимер, жидкая эпоксидная смола и аминный отвердитель. Меняя тип и количество ингредиентов, можно получить большое разнообразие свойств конечного продукта. Строение полисульфидных полимеров представляется следующей химической формулой:
HS (ОН2СН2—О—СН,—О—CH^C-H2SS) п—X СН2СН2—О—СН2—OCH2CH2SH.
В этой формуле п означает степень полимеризации и равно 3, 6 или 23 (в имеющихся в продаже полисульфидных полимерах). Свойства этих полисульфидных жидких полимеров показаны в табл. 4-3.
Таблица 4-3
Свойства промышленных полйсульфйдных жидких полимеров (тиоколов) [Л. 4-3]
Отвердитель (вулканизатор трихлорпропан) Степень полимеризации Средний .молекулярный вес Вязкость по Брукфилду, пз
2% 0,5%
LP-8 - 3—4 500—700 2,5—3,5
LP-3 LP-33 6 1 000 7,0—12,0
LP-2 LP-32 23 4 000 350—450
Наиболее часто применяемая из этих полисульфид-ных смол — это LP-3. 'Помимо того, что она придает эластичность эпоксидному компаунду, низкая вязкость LP-3 также снижает вяз
Рис. 4-3. Зависимость вязкости по Брукфильду при 27° С от концентрации тиокола LP-3 в стандартных эпоксидно-полисульфидных смесях (Л. 4-3].
кость системы до весьма удобного для работы уровня. Свойства компаунда LP-3 с различными эпоксидными смолами показаны в табл. 4-4. Таблица 4-5 показывает свойства полусульфидно-эпоксид-ных смесей в зависимости от содержания полисульфида. В табл. 4-6 представлены составы с большим содержанием LP-3 в эпоксидной ‘смоле. Рисунок 4-3 показывает снижение вязкости некоторых эпоксидных смол в результате добавления к ним LP-3, рис. 4-4 — влияние LP-3 на влагопроницае-мость эпоксидных компаундов.
Эти таблицы и графики показывают, в каких направлениях могут быть использованы полисуль-
ударную вязкость, снижает
0,575г
0,55О g 0,520 в О<39О
X 0,336 попе
«Г 0,260
| ЦХ/б1 | 0,186
0,1 35 §10,106 ' 0.085
0,056
0,028 О
EHL-3795
Araldite 6020
Epon 828
фидно-эпоксидные компаунды, а также специфические свойства этих компаундов. В общем можно .сказать, что добавление -полисульфида повышает стойкость к тепловому удару, увеличивает водопоглощаемость, уменьшает влагопроницаемость, уменьшает прочность три растяжении, повышает удельную электрическую прочность и удельное электрическое -сопротивление. Таким образом, при добавлении полисульфидных полимеров к эпоксидным смолам в общем может быть достигнуто улучшение свойств: эластичности, вязкости и сопротивления растрескиванию; но при этом приходится частично поступиться механической прочностью, электроизоляционными свойствами и влагостойкостью. Однако преимущества по-лисульфидно - эпоксидных смесей способствуют их весьма широкому применению.
Полиамидно - эпоксидные смеси. Полиамидные смолы, выпускаемые фирмой Gene-
4
4-4. Влияние количества тиоко-
Рис.
ла LP-3 на влагопроницаемость эпоксидных смол. Все образцы отверждались при комнатной температуре при соотношении 10 весовых частей DMP-30 на 100 весовых частей эпоксидной смолы ([Л. 4-3].
ral .Mills Inc. под торговой маркой Versamid,— эластичные .смолы, которые, будучи смешаны с жесткими эпоксидными смолами, образуют эпоксидные компаунды различной степени эластичности в зависимости от соотношения полиамида к эпоксидной смоле [Л. 4-4]. Практическая разница между применением полисульфидных и полиамидных смол при компаундировании с эпоксидными смолами состоит в том, что полиамидные смолы служат отвердителем для эпоксидной смолы, так как з своей химической структуре имеют аминогруппы. Сле-
Таблица 4-4 Свойства различных эпоксидно-полисульфидных компаундов [Л. 4-3]
Эпоксидная смола Ероп 828 ERL 2774
Отвердитель DMP-30 Триэти-лентетра-мии (ТЕТА) DMP-30 Триэти-лентетра-мин (ТЕТА)
Состав: Тиокол DP-3 Эпоксидная смола .... DMP-30 Триэтилентетрамин (ТЕТА) Технологические свойства: Вязкость при 26,7° С пз . . Жизнеспособность при 27° С, мин Максимальная температу- Физико-механические свойства компаундов после отверждения 5 дней при 27° С: Прочность при растяжении, кГ1см? Удлинение при разрыве, % Твердость по Шору (шка- Физико-механические свойства после отверждения 70 ч при 100° С: Прочность при растяжении, кГ/см2 Удлинение при разрыве, % Твердость по Шору (шка- Ударная прочность, кГ-см: при 27,0° С при — 38,0° С Влагопроницаемость, г/сл:2-24 ч ...... Водопоглощаемость, %: за 24 ч за 7 дней за 24 дня Электроизоляционные свойства (при 25° С и 50% относительной влажности): Диэлектрическая проницаемость (при 1 000 гц) 100 200 20 26,5 20 157 336 10 78 294 0—5 76 1,24 0,565 0,16 0,2 0,9 1,3 4,5 100 200 20 26,5 20 154 320 0—5 60 350 0-5 65 0,3 0,8 0,8 3,5 100 200 20 27 - 15 162 372 0—5 70 240 20 59 28,2 1,47 0,103 0,25 0,85 1,8 4,6 100 200 20 27 15 160 203 20 64 310 0—5 63 75,7 2,82 0,25 0,8 1,2 4,6'
Продолжение табл. 4-4
Эпоксидная смола Ероп 828 ERL 27 74
Триэти- Триэти-
Отвердитель DMP-30 лентетра-мин DMP-30 лентетра-мин
(ТЕТА) (ТЕТА)
tg 8 (при 1 000 гц) .... Удельное объемное сопро- 0,009 0,012 0,0095 0,015
тивление, ом-см ... 6.1-1012 2-Ю12 3,5-1012 2.5-1012
Удельное поверхностное 4,9-1013
сопротивление, ом . . 1,5-Ю18 4-Ю13 4,2-1013
Стойкость к органическим
и неорганическим жидкостям (набухание за 30 дней выдержки -
при 27° С, %)
10%-ная соляная кислота 2 —- 2 •—
20э/о-ная серная кислота NH40H (насыщенный рас- 2 — 2 —
твор) 3 —- 3 —-
10°/о-ный едкий натр . . . 1 —- 1 •—•
50°/о-ный едкий натр . . . NaCl (насыщенный рас- —1 —- 0 —
твор) 1 — 2 —
SR-6 (ароматическое авиа-
ционное топливо). . . —2 — 0 —•
Бензол 38 — 1 —•
Четыреххлористый углерод —2 — 27 —
Метилэтилкетон 35 —. 0 •—•
Этилацетат • 26 — 2 —
довательно, достаточно лишь смешать эпоксидную смолу с полиамидом, чтобы прошла реакция отверждения..
Наиболее часто применяются два полиамида — Versamid-115 и Versamid-1’25. .Главное .различие между ними при практическом применении состоит в том, что версамид-105— материал более низкой вязкости. Версамид-П'б обладает вязкостью порядка 800— 1 200 пз при 40° С; вязкость верхами да-125 400—1600 спз при 25° С. Таким образом, ясно, что оба полиамида более вязкие, чем обычная .эпоксидная смола. Следовательно, эпоксидно-полиамидная смесь весьма вязкая, но более эластична по сравнению с чистой эпоксидной смолой. 'Вязкость версамида-11'5 по Брукфилду (Brookfield) 100+00 пз при 40° С; при 23° С его вязкость приблизительно вчетверо превышает вязкость при 40° С.
Полиамиды обладают меньшей летучестью по сравнению с аминами, что важно с точки зрения уменьшения
Таблица 4-5
Свойства типичных эпоксидно-полисульфидных компаундов [Л. 4-3]
Свойства Рецептура
1 2 3 4 5 6
Рецептура: LP-3 • . 100 100 — 100 100
Epi-Rez 510 • 100 100 200' 100 100 200
DMP-30 10 10 20 — — —
ТЕТА — —- — 10 10 20
Технологические свойства*: Жизнеспособность, мин .... J 35 ( 40 18 19 19 20 27 28 39 41 23 25
Время отверждения, мин .... 60 30 30 30 44 26
Вязкость при 27° С, пз** .... Максимальная температура (без нагрузки), °C ПО ' 17,2 115 17,4 127 150 11,4 94 12,2 146
Цвет отливки Прозрачность отливки Янтарный Темно-коричневый Темно-коричневый Проз Светло-янтарный рачная Янтарный Янтарный
Свойства отвержденного компаунда***: Твердость по Шору (шкала D) после отверждения: 24 ч при 27° С >100/80 70/25 >100/80 >100/80 80/40 >100/80
48 ч при 27® С >100/80 75/30 >100/80 >100/80 85/45 >100/80
72 ч при 27° С >100/80 75/80 >100/80 >100/80 95/55 >100/80
Физико-механические свойства:
1) после 5 дней, отверждения при . 27° С Прочность прн растяжении, кГ]см?' 162 448 . 322 69 170>
Удлинение при разрыве, % . . . 30 8 0 ' 30 20-
Твердость по Шору (шкала D) . . — 69 75 80 43 7а
2) после старения в течение 70 ч при 100° С Прочность при растяжении. кГ)см2 19,6 350 650 64,5 250-
Удлинение при разрыве, % . . . — 65 15 0 40 10'
Твердость по Шору (шкала D) — 25 72 85 45 75
Электроизоляционные свойства (при 25° С и 50% относительной влажности): Удельное объемное сопротивление, ом-см .......... 2,7.1013 4,3-Ю13 2,3-1014 1,3-1012 2-1014
Удельное поверхностное сопротивление, ом _— 1,5-Ю13 2,3-1013 1,7-1011 2,6-1013 5,2-Ю11
Диэлектрическая проницаемость (при 103 гц) — 5,5 4,2 4,0 6,5 8,5
tg S (при 103 гц) —. 0,02 0,012 0,012 0,032 0,025
Работа удара, кГ-см (при 27° С) . 0,41 101 3,8 1,1 >107 87
* Для образца весом 50 г при 27° С. * * По вискозиметру Брукфилда через 3 мин после смешения компонентов. * ** В числителе — шкала А» в знаменателе — шкала D.
Свойства
Водопоглощаемость, %: за 24 ч......................
за 7 дней ...................
за 24 дня ...................
Стойкость к органическим и неорганическим растворителям (набухание после 30 дней выдержки при 27° С), %:
SR-6.........................
Бензол ......................
Четыреххлористый углерод . . . Метилэтилкетон...............
Этилацетат ..................
10 Уо-ная соляная кислота . . . 10 о/о-ный едкий натр........
50 %-ный едкий натр..........
20 о/о-ная серная кислота .... NH40H (насыщенный раствор) . . МаС1 (насыщенный раствор) . . .
Продолжение табл. 4-5
Рецептура
2 3 4 5 6
1,0 0,6 0,4 0,5 0,4
2,3 1,8 0,7 1,1 0,9-
3,9 2,9 1,1 1,7 1,4
0 0 —. 0 0"
35 0 — 6 29
10 0 — 35 0
66 33 — 17 17
15 17 — 40 26
35 0 — 5 0
0 .0 — 0 0
0 0 — 0 0
0 0 — 0 0
0 0 — 0 0
0 0 — 0 0
Таблица 4-6
Влияние на свойства отвержденных эпоксидио-полисульфидных смесей количества введенного полисульфида (Л. 4-3]
Свойства Полисульфид LP-3 Соотношение в смеси LP-3 к эпоксидной смоле Эпоксид-иа ст г> ттп 1
3: 1 2: 1 1 : 1 1 : 2
Удлинение при разрыве, °/о Твердость по Шору (шка- 200 100 50 30 10
ла А) . , 35 50 70 95 98
Объемная усадка, °/0 ... Диэлектрическая проницае- 5 2,5 2,8 3,5 4,6 100
мость'при частоте 106 гц Удельное объемное сопро- 7,5 6,5 5,5 4,0 3,8 3,5
тивленне, ом-см .... 109 1010 10п 1012 1013 1014
токсичности. Смесь эпоксидной смолы с полиамидной в общем обеспечивает более длительную жизнеспособность, меньшую усадку и более низкий экзотермический эффект. Это . означает, что из полиамидно-эпоксидных смесей можно изготовлять более крупные отливки, чем из одних эпоксидных смол.
Смешивать смолы следует незадолго перед употреблением. Более низкая вязкость версамида-125 позволяет свободнее применять его при комнатной температуре. Чтобы обеспечить наилучшие условия пользования при комнатной температуре, версамид-125 следует смешивать с эпоксидными смолами более низкой вязкости.
В некоторых случаях может быть желательным предварительно1 подогреть версамид-125 до 50—70° С перед добавлением его к жидкой эпоксидной смоле комнатной температуры. Однако подогрев соответственно снижает жизнеспособность. Некоторые эпоксидные смолы вначале кажутся не совмещаемыми с версамидом-125, цо становятся совмещаемыми после выдержки или подогрева.
Версамид-125 реагирует ic большинством жидких эпоксидных смол, а смеси версамида-125 обычно совместимы с эпоксидными смолами в широких соотношениях. Таблица 4-7 показывает твердость и теплостойкость для различных соотношений версамида-125 с некоторыми жидкими эпоксидными смолами. Эти соотношения обес-
ПёчийаюТ оптймаЛьйую теплостойкость й Максимальную твердость. Они также дают приблизительно самую высокую химостойкость и оптимальные электроизоляционные свойства. Все составы в этой таблице даны в весовых процентах.
В тех случаях, когда для смешения используются другие стандартные эпоксидные смолы, максимальной твердости можно достичь, применяя смолу в соотношениях, сходных с приведенными в табл. 4-7.
' Таблица 4-7
Твердость и теплостойкость различных отвержденных эпоксидно-полиамидных смесей [Л. 4-4]
Состав смеси Твердость no Барколу Теплостойкость*, c C
40% Versamid 125+ +60% Bakelite ERL 2795 60—65 50
30% Versamid 125+ +70% Araldite 502 55/65 50
30% Versamid 125+ +70% Araldite 6010 65—75 55
35% Versamid 125+ +65% Epon 815 65—70 62
* Температура деформации по методике ASTM D 648 (18,4 кГ!см?).
Чтобы получить более мягкие, вязкие и эластичные продукты, чем предусмотренные табл. 4-7, следует увеличить количество версамида-125 в смеси. Например, смесь равных весовых частей версамида-125 и жидкой эпоксидной смолы даст чрезвычайно вязкий, но все же твердый продукт. Смесь двух частей версамида-125 и одной части эпоксидной смолы образует мягкий, эластичный продукт.
Жизнеспособность смесей версамида-125 с эпоксидной смолой приблизительно вдвое меньше жизнеспособности соответствующих смесей с применением верса-мида-115. Однако эта жизнеспособность значительно превышает жизнеспособность систем эпоксидные смолы—алифатические амины, а экзотермичность их значительно ниже. Жизнеспособность и экзотермичность зависят от нескольких факторов, включая объем смеси и
окружающую температуру. Некоторые типичные данные по жизнеспособности и экзотермичности приведены в табл. 4-8.
V Таблица 4-8
Типичные данные о жизнеспособности
• и экзотермичности* для двух жидких полиамидно-эпоксидных смесей [Л. 4-4]
• Состав смеси Жизнеспособность, мин Максимальная температура при экзотермическом процессе, ®С
40%-Versamid 125+ +60% Bakelite ERL 2795 30% Versamid 125+ +70% Araldite 502 90 100 115 65,5
* Для образца весом 200 г при 21° С.
На практике изготовлялись смеси версамида-125 и эпоксидной смолы в количествах по 20 л каждого компонента; наряду с этим отверждались при комнатной температуре те же компоненты — по 4 л каждый.
Экзотермичность реакции версамида-125 с эпоксидными 'Смолами умеренная. Толстые слои, содержащие около 12 кг смеси, отверждаются без подогрева. Меньшие массы и тонкие слои отверждаются без подогрева, но для получения оптимальных свойств рекомендуется проводить термообработку.
Режим отверждения для версамида-115— от 20 мин при 205° С до 180 мин при 65° С, после того как смесь нагрета до температуры отверждения. Отверждение при комнатной температуре с версамидом-125 протекает приблизительно вдвое быстрее, чем с версамидом-115. Твердость по Барколу после отверждения 24—28 ч при комнатной температуре полиамидно-эпоксидной смеси в соотношении 40/60 достигает 40.—55. Твердость по Барколу 60—65 может быть получена после 3 ч нагрева при температуре 110° С. Смеси версамида-125 с эпоксидной смолой обладают во время отверждения малой усадкой и хорошей объемной стабильностью, сходной с той, какая получается у эпоксидных смол, отвержденных амидами.
Таблица 4-9
Основные физико-механические свойства отвержденных смесей, приведенных в табл. 4-7 [Л. 4-4]
Прочность при растяжении, кГ/см2...................
Модуль упругости при растяжении, Т/см2.............
Модуль упругости при изгибе, Т/см2.................
Прочность при сжатии, кГ1см2.......................
Прочность при сжатии (с наполнителем)*, кГ!см2 . . .
490—560 2,1—2,8 0,7—1,4 490—700
1 400
* Хорошие результаты дает, например» смешение равных количеств смолы и 'наполнителя AFD.
Физико-механические свойства отвержденных смесей версамида-125 с эпоксидной смолой приведены в табл. 4-9. Эти свойства варьируют в зависимости от типа жидкой эпоксидной смолы и взятого соотношения компонентов. Однако установлено, что физико-механические свойства композиций версамида-125 с эпоксидной смолой превосходят свойства композиций эпоксидной смолы с версамидом-115. Другие физико-механические и электрические свойства некоторых систем версами-да-125 — эпоксидная смола показаны в табл. 4-10, 4-11 и 4-12.
Полиамиды, смешанные с эпоксидными смолами, могут также давать хорошее тиксотропное герметизирующее покрытие. Из композиций версамид-125 — эпоксидная смола могут быть созданы рецептуры герметиков и замазок, обладающих превосходной адгезией, малой усадкой, высокой стойкостью к тепловым' ударам, большой механической прочностью, хорошей стабильностью размеров, а также стойкостью против многих растворителей и химикатов и других суровых воздействий внешней среды. Приводим следующие полезные рецептуры (в весовых частях) [Л. 4-4]:
Тиксотропный герметик
Versmaid-125.................................... 40
Bakelite ERL 2795 .............................. 60
Тонкий алюминиевый порошок 101................. 50
Santocel 54 или Cab-O-Sil..................... 9
Тальк (не обязательно)........................3—12
Таблица 4-НГ
Физико-механические свойства некоторых отвержденных йолиамидно-эпоскидных смесей [Л. 4-4]
Методы испытаний Составы смеси
Свойства Единицы измерений 40% Versa-mid-125+60% ERL 2795 30% Versamid-125 4-70% Araldite 502 35% Versa-mid-1254-65% Araldite 6010 30% Versatnid-125 +70% ERL 2774
Стойкость к тепловым ударам Патент США 2681901 Число циклов Выдерживает все циклы Разрушается после 2-го цикла при 150° С Выдерживает все циклы Выдерживает все циклы
Сопротивление механическому удару Метод MIL-I-16923В Вес стального шара, вызывающего разрешение, Г 3 550 3 550 970 2 860
Температура деформации ASTMD 648 (18,5 кГ/см2) °C 44 44 55 72
Влагопроницаемость Водопоглощаемость Огнестойкость MIL-I-16923В MIL-I-16923В MIL-I-16923В г/ч-см-Ц)-6 °/о Скорость сгорания, cm.Im.uh 0,9 0,69 2,65 0,48 0,75 2,94 0,63 0,65 3,22 0,62 0,49 2,5
Нагре нестойкость (термостабильность) MIL-I-16923B Потеря веса, 2 0,046 1,14 —0,02 (привес) 0,036
Таблица 4‘11
Электрическая прочность некоторых отвержденных полиамидно-эпоксидных смесей [Л. 4-4]
Состав смеси Электрическая прочность. Кв [см
40% Versamid 125-|-60% ERL 2795 750
30% Versamid 1254-70% Araldite 502 826
35% Versamid 1254-65% Araldite 6010 750
Таблица 4-12
Типичные электроизоляционные свойства (при 25° С) отвержденной смеси 40% Versamid 1254-60% ERL 2795 [Л. 4-4]
Удельное объемное сопротивление, ом.-см ..............
Диэлектрическая проницаемость: при 60 гц.........................
при 103 гц....................
при 106 гц....................
tgS:
при 60 гц ....................
при 103 гц....................
при 106 гц....................
Дугостойкость, сек................
1,1.10“
3,37
3,32
3,08
0,0085 0,0108
0,0213
82
Тиксотропные гелеобразные покрытия
Рецептура 1 Рецептура 2*
Versamid 125........................
Bakelite ERL 2795 ..................
Santocel 54.........................
Тальк..................'............
Тонкий алюминиевый порошок 101 ... .
Замазка
40 60
9
3 10
40
60
9
3
0
Versamid 125...................................40
Bakelite ERL 2795 ............................ 60
Тонкий алюминиевый порошок 101..................20 .
Молотое стеклянное волокно.....................10
* Пленка толщиной 3.18 мм по этой рецептуре желатинизируется за 5 ч при комнатной температуре.
Эпоксидные системы, отверж енные полимеризован-ными кислотами. Имеется еще одна система, в которой можно получать эпоксидные смолы с широким интервалом эластичности, — это обычные эпоксидные смолы, отверждаемые тримерными кислотами. Некоторые данные об этой системе сообщили Belanger и Klassen [Л. 4-2], которые применяли в качестве отвердителя Emery 3055-S. Этот отвердитель [Л. 4-5] в основном представляет собой смесь 75 % тримерной кислоты и 25% димерной кислоты. Это — полимеризованная жирная кислота, обладающая высокой вязкостью. Степень эластичности эпоксидных смол, отвержденных тримерной кислотой, можно варьировать, изменяя соотношение основных компонентов этой смеси. Чтобы добиться отверждения за приемлемое время, требуются каталитические количества’ третичных аминов. В табл. 4-13 приведены свойства трех отвержденных тримерными кислотами систем эпоксидных смол.
Следует, однако, отметить одну особенность гримерных кислот: они не всегда растворяются в эпоксидных смолах при комнатной температуре и для лучшего растворения их следует подогреть. Смешение следует производить при температуре 125°С. Растворимости способствует использование таких растворителей, как Emery 3215-R [Л. 4-5] или Epi-Cure 881 |[Л. 4-1];
Эпоксидные смолы, отвержденные Cardolite NC-513. Cardolite NC-513— жидкое моноэпоксидное соединение [Л. 4-6], увеличивающее эластичность отвержденных эпоксидных смол. Пластифицирующий эффект NC-513 значительно меньше,' чем тиокола LP-3, и он выгоден главным образом для систем, требующих умеренно улучшенной стойкости к механическим и тепловым ударам при минимальной потере прочности и электроизоляционных свойств {Л. 4-1]. Его можно вводить в количестве, почти равном по весу эпоксидной смоле, но в большинстве предложенных рецептур рекомендуется 25—40 частей NC-513 на 100 частей эпоксидной смолы.
Поскольку NC-513 представляет собой эпоксидное соединение, эпоксидный эквивалент которого равен 475—575, следует рассчитать необходимое количество отверждающего агента, применяемого с модифицированной NC-513 эпоксидной смолой; чтобы компенсировать содержащиеся в NC-513 эпоксидные группы.
Таблица 4-13 Свойства эпоксидных составов, отвержденных тримерными кислотами [Л. 4-2]
Свойства Рецептура 1 Рецептура 2 Рецептура 3
Состав в весовых частях: Epi-Rez 510 100 100 100
Тримерные кислоты (Emery 3055-S) 80 по 140
DMP-10 0,5 0,35 0,25
Режим отверждения: Время, ч 16 16 3
Температура, °C 121 121 121
Физико-механические свойства: Твердость по Шору D76 D65 А70
Удельная ударная вязкость (образец с надпилом), кГ-см/см 9,7 15,2 >174
Водопоглощаемость, % . . . 0,14 0,19 0,31
Потеря веса (24 чпри 150° С). % 0,24 0,29 1,56
Стойкость к тепловым ударам (10 циклов от —55 до +130° С) Выдержи- Выдержи- Выдер-
вает вает живает
Электроизоляционные свойства: Диэлектрическая проницаемость (при 22° С и 106 гц) 3,69 3,8 4,2 .
tg 8 (при 22° С и 106 гц) . . . 0,016 0,02 0,039
Удельное поверхностное сопротивление, ом ...... 5,3- 10м 1,1-1016 4,9-10ls
Удельное объемное сопротивление, 0М.-СМ. при 22° С 1.4-1016 3.1-1015 8,4-Ю14
при 65° С - . 8,9-1012 1,2-1012 3,5-ТО11
при 94°С 3,2-Ю1’ 1,4-10" 3,8-101’
Эпоксидные смолы, пластифицированные Lancast А. Lancast А — маловязкий, реактивный модифицирующий агент, который может -быть смешан с эпоксидными смолами для получения эластичных отвержденных конечных продуктов [Л. 4-7]. Вязкость его равна 7,5 пз -при 25° С. Технологические данные для трех рецептур приведены в табл. 4-14.
Таблица 4-14
Технологические характеристики типичных рецептур с применением Lancast А [Л. 4-7]
Состав, вес. % Вес образца, г Жизнеспособность при 25° С, мин Максимальная температура при экзотермической реакции, °C Минимальное время отверждения* при температуре, °C
Lancast А Araldite
502 6005 6020 25 120
25 75 — — 450' 2 300 62 56 140 142 7 дней 2 ч
30 — 75 — 450 2 700 45 : 45 180 175 7 дней 2 ч
30 — — 70 450 2 700 33 33 175 175 7 дней 2 ч
* Такне ускорители как Araldite 956 или DMP-30 могут быть использованы с Lancast А для сокращения времени отверждения.
Патентованные эластичные эпоксидные компаунды. Помимо модифицированных систем, рассмотренных в настоящей главе, имеется большое число патентованных эластичных систем; их так много, что трудно составить их исчерпывающий список. Многие из этих рецептур основаны на системах, разобранных в этой главе.
ПРИМЕНЕНИЕ МОДИФИЦИРОВАННЫХ ЭЛАСТИЧНЫХ ЭПОКСИДНЫХ смол для ЗАЛИВКИ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ
Гораздо легче установить, когда следует использовать рецептуру эластичного эпоксидного компаунда, чем определить, какую именно рецептуру надо применять. Это, разумеется, объясняется тем, что многие свойства
отвержденных смол в большей мере зависят от твердо-гти, чем от состава смеси. Твердость отвержденного продукта уменьшается при понижении концентрации эпоксидной смолы в пластифицированной смеси. Поэтому обычно можно -получить близкие свойства отвержденной смолы для любого типа 'пластифицирующей смолы.
Наиболее частой причиной использования эластичных эпоксидных модификаций для заливки электронных изделий является стремление снизить тенденцию растрескивания эпоксидной смолы, либо в процессе отверждения и охлаждения, либо при испытании на тепловые удары. Такое испытанйе обычно требуется для военных изделий с циклами, в которых температура изменяется в пределах от —'55-=—65° С до + 85ч- +125°-С. Эластичная смола, естественно, компенсирует напряжения теплового сжатия и расширения лучше, чем жесткая смола и, таким образом, ослабляет тенденцию к растрескиванию.
Есть- еще две главные причины для выбора эластичной смолы — это повышенная удельная -ударная вязкость и' низкая прочность на срез, если эти свойства предусмотрены конструкцией изделия. Низкая прочность на срез важна в тех случаях, когда желательно прорезать отвержденный залитый материал, чтобы заменить какую-либо дорогостоящую залитую деталь.
Несмотря на ряд преимуществ, эластичные эпоксидные смолы обладают некоторыми серьезными недостатками, которые в определенных случаях ограничивают возможности их применения. Наряду со снижением твердости отвержденной смолы (что улучшает стойкость, к растрескиванию и удельную ударную вязкость) ухудшаются электроизоляционные свойства (увеличиваются tg б и диэлектрическая проницаемость, уменьшается удельное сопротивление). Далее при использовании эластичной смолы при росте температуры значительно снижаются твердость и механическая прочность изделия. _По этим соображениям вообще рекомендуется применять наиболее твердую или жесткую отвержденную смолу, которая даст требуемые свойства по сопротивлению растрескиванию, прочности при ударе или улучшении разрезания материала. Указанные недостатки ограничивают использование эластичных эпоксидных составов для изделий, работающих при высоких температурах и
высоких частотах. В большйнстее случаев эти общие конструктивные указания сохраняют силу независимо от метода получения эластичной эпоксидной смеси.
Приведенные выше рекомендации показывают, какие требуемые свойства отвержденных смол оправдывают применение эластичных эпоксидных материалов и какие ограничения существуют в отношении их твердости. Выбор эластичной смолы можно лучше всего произвести путем расчетов и экспериментальных проб, основанных на специфических свойствах данного изделия.
ГЛАВА ПЯТАЯ
КРЕМНИЙОРГАНИЧЕСКИЕ, ПОЛИУРЕТАНОВЫЕ, ПОЛИСУЛЬФИДНЫЕ И ДРУГИЕ ЗАЛИВОЧНЫЕ
МАТЕРИАЛЫ
С тех .пор как кремнийорганические (силиконовые) заливочные материалы стали выпускаться в промышленном масштабе, они применяются в самых разнообразных отраслях техники. Основными причинами, благодаря которым кремнийорганические материалы стали широко применяться для целей заливки, являются следующие:
1. Нагревостойкость. Кремнийорганические материалы более нагревостойки, чем большинство других материалов, применяемых для заливки, герметизации и пропитки. Они рассчитаны на эксплуатацию при температурах до 260° С и выше в зависимости от назначения и срока эксплуатации.
2. Отличные электроизоляционные свойства. Кремнийорганические материалы имеют повышенную короно-стойкость. Они также характеризуются низкими диэлектрическими потерями.
3. Хорошая морозостойкость. Кремнийорганические материалы обычно рассчитаны для эксплуатации при отрицательных температурах—57-е—60° С. Это особенно важно, так как свидетельствует о том, что кремнийорганические каучуковые композиции остаются эластичными при низких температурах, 'в то время как большинство других материалов, упругих при комнатной температуре,
становится хрупкими и растрескивается при отрицательной температуре.
4. .Низкая влагопоглощаемость.
5. Простота применения. Вообще говоря, кремний-органические заливочные материалы весьма технологичны и не обладают токсичностью, с которой приходится иметь дело при использовании некоторых других заливочных материалов.
ПРИРОДА КРЕМНИЙОРГАНИЧЕСКИХ МАТЕРИАЛОВ
Как указывалось выше, одной из основных особенностей кремнийорганических материалов является их высокая нагревостойкость. Высокая, нагревостойкость обусловлена структурой кремнийорганического полимера. 'Основным материалом, из которого состоят кремний-органический полимеры, является двуокись кремния (SiO2). Двуокись кремния является основной составной частью обычного песка. Излишне говорить, как много операций лежит между исходным сырьем — песком и. конечным материалом — кремнийорганической смолой. Однако конечный продукт в качестве основы своей структуры все же содержит двуокись кремния.
Хотя и имеется очень много различных кремнийорганических материалов, основным структурным элементом для построения их молекул является следующий:
I I
—Si—О—Si —
Если сравнить химическую структуру кремнийорганических полимеров со структурой описанных ранее материалов— эпоксидных или полиэфирных смол, можно заметить основное различие. В то время как основой структуры кремнийорганического материала является связь кремний — кислород, основой структуры других материалов является связь углерод —углерод. Так как связи в кремнийорганическом материале являются более прочными и обладают повышенной нагревостойкостью, то отвержденные кремнийорганические каучуки обычно более нагревостойки, чем большинство органических смол,, например эпоксидных и полиэфирных.
Обычно кремнийорганические каучуки слишком вязки для того, чтобы их применять для целей заливки, без
разбавления. В связи с этим для использования их хорошей нагревост'ойкости каучуки разбавляются растворителями, каковы, например, ксилол и толуол. Обычно разбавление требуется только для доведения каучука до консистенции, удобной для применения. Так как разбавленный материал должен отверждаться, растворитель необходимо удалить. Испарение растворителя вызывает дв,а- основных затруднения. Во-первых, велика объемная усадка, так как определенный объем, ранее занятый растворителем или разбавителем, остается свободным после того, как они испаряются из системы. Во-вторых, испарение растворителя из крёмнийорганиче-ской системы во время отверждения приводит к появлению пустот и пор в отвержденном продукте. Такие пустоты или поры сильно ослабляют электроизоляционные системы. Например, пробой при высоком напряжении облегчается из-за наличия пустот, наполненных воздухом.
В связи с этим одним из основных достижений в использовании кремнийорганических материалов явилась разработка полностью вступающих в реакцию продуктов, которые .не требуют применения растворителя. Некоторые типы полностью отверждаемых кремнийорганических заливочных материалов описываются ниже.
КРЕМНИЙОРГАНИЧЕСКИЕ КАУЧУКИ ХОЛОДНОЙ вулканизации
Эти материалы, обычно известные как компаунды холодной вулканизации (RTV compounds), как правило, поставляются в виде двух компонентов. Один компонент содержит отвердитель (катализатор). Катализаторами часто являются металлические соединения, например октоат олова. Оба компонента смешиваются и отверждаются при комнатной температуре. В табл. 5-1 описаны материалы, выпускаемые в промышленных масштабах. В некоторых случаях, если требуется, может быть подобран такой отвердитель, что время отверждения составляет только несколько минут. В других случаях время отверждения может быть 24 ч или более (при комнатной температуре). Как правило, отверждение может быть ускорено проведением процесса при 85° С и выше. Слишком высокой температуры отверждения еле-
Таблица 5-1
Описание некоторых кремнийорганических каучуков холодной вулканизации1 [Л. 5-1]
Марка Вид Цвет Вязкость Катализатор Жизнеспособность при 25° С
Silastic RTV-501 Жидкость Светло-бурый 600 ст 4% катализатора А 4 ч
Silastic RTV-502 Быстро отверждающая жидкость Белый 500 ст 0,5%катализатора для Silastic RTV-502 10 мин
Silastic RTV-5137A и 5138A Двухкомпонентная мастика Красный Густая замазка Катализатор введен в систему; соотношение компонентов 1 :1 1 ч
Silastic RTV S-5302 и S-5303 То же Красный (S-5302) Белый (S-5303) Светло-бурый Жидкая замазка То же 2 ч
Silactic RTV S-5313 и 5314 Двухкомпонентная жидкость 800 ст Я я 6 ч
GE RTV-11 Жидкость без растворителей Белый 80—150 ст 1% Thermolite-12 0,8% Siiicure L-24 2 ч 4 ч
GE RTV-20 То же Розовый 200—250 ст 1% Siiicure L-24 1°/о Thermolite-12 5—8 ч 1—3 ч
GE RTV-40 я я Белый 300—500 ст 1% Siiicure L-24 l°/o Siiicure T-733 3—6 ч 8 мин
GE RTV-60 я я Красный 350 -400 ст 1% Siiicure .L-24 l°/o Thermolite-12 3—6 ч 1—6 ч
GE RTV-90 Нетекучий материал я Густая паста 1% Siiicure L-24 1% Thermolite-12 3. ч 15—60 мин
1 Фирмы-изготовители: Silastic RTV' для всех марок — Dow Corning Corp., GERTV — General Electric Co., Thermolite-Metal and Thermit Corp., Siiicure — Nuodex Products Co.
Таблица 5-2
Типичные свойства отвержденных кремнийорганических каучуков холодного отверждения [Л. 5-2]
Свойства Методы испытания Значения
Твердость по Шору (шкала А) ASTM D 676-55Т 30
Прочность при растяжении, кГ/см2 ASTM D 412-51Т 19
Удлинение при разрыве, °/о . . . ASTM D 412-51Т 200
Температура хрупкости, °C . . . ASTM D 746-54Т 58
Линейная усадка, %, после выдержки (включая 24 ч отверждения при 25° С); 3 дня 6 дней 14 дней Водопоглощаемость за 70 ч при 100° С, о/о Электрическая прочность (толщина 3,8 мм, электроды ASTM в масле, быстрый подъем напряжения), кв)мм ASTM D 149-55T 0,6 0,8 1,1 1,0 16
Удельное объемное сопротивление*, ом-см ASTM D 257-57T 1 • 1014Х
Диэлектрическая проницаемость*: при 60 гц при 10г гц при 105 гц Фактор рассеяния*: при 60 гц при 103 гц при 10s гц * Первое значение — после отвер ASTM D 150-54T ASTM D 150-54T ждении, значение в Х(0,4-1012) 3,15(3,45) 3,10(3,20) 3,05(3,10) 0,011(0,15) 0,009(0,035) 0,004(0,005) скобках — после
23°"с160 вь1деРжки ПРИ относительной влажности воздуха и температуре
Таблица 5-3 Химостойкость некоторых кремнийорганических каучуков холодной вулканизации* [Л. 5-3]
Тнп каучука RTV-20 RTV-60 RTV-90
Масло (погружение 70 ч при 149° С): Изменение твердости по Шору (шка-’ ла А) единицы — 15 —5 — 10
Изменение прочности при растяжении, °/о ............. —30 —10 —35
Изменение удлинения при разры-s ве, % Изменение веса, °/о Изменение объема, °/0 0 0 —30
+2,5 +2,0 +1,2
+5,1 +3,8 +3,0
Skydrol 500 (погружение 70 ч при 26° С): Изменение твердости, по Шору (шкала А), единицы —4 —3 —5-
^Изменение прочности при растяжении, °/о Изменение удлинения при разрыве, о/о —10 —5 —15-
0 —30 —20
Изменение веса, % 2,9 +2,1 +2,8
Изменение объема,-% 3,6 +3,0 +4,2
5°/о-ный раствор хлористого натрия в дистиллированной воде (погружение 70 ч при 26° С): Изменение твердости по Шору (шкала А), единицы 0 —5 —5
Изменение прочности при растяжении, % ............ . Изменение удлинения при разрыве, % . Изменение веса, °/0 0 0 —5
0 0 - —20
0 +1 +1
Изменение объема, °/о 0 + 1 +2,2
Реактивное топливо LP-4 (70 ч при 26° С): Изменение твердости по Шору (шкала А), единицы —7 —15
Изменение прочности при растяжении, °/о Изменение удлинения при разрыве, % Изменение веса, % —25 —50
—65 —45
— +55 +80
Изменение объема, % — +1-00 +180
1 Образцы — листы холодного прессования по AST Отверждение 1% катализатора L-24 в течение 144 я М. при 26° С.
дует избегать до тех пор, пока не произойдет хотя бы частичное отверждение, во избежание пористости и внутренних лустот. Во всех случаях, особенно для больших толщин, лучшие результаты получаются, если начало процесса проходит при низких температурах. Обычно полное отверждение при 'комнатной температуре требует нескольких дней. Однако такая выдержка совсем не обязательна для того, чтобы транспортировать изделие, залитое кремнийорганическим компаундом холодной вулканизации, так как большинство требуемых свойств обеспечивается за более короткие сроки.
Увеличение жизнеспособности в известной мере может быть достигнуто путем смешивания компонентов при температуре ниже комнатной. Однако в этом случае возрастает вязкость и перемешивание материалов затрудняется по мере снижения температуры смешивания. Другим методом увеличения жизнеспособности является получение до смешения дисперсий каждого из двух компонентов в ксилоле .или тому подобных ароматических растворителях или же в хлорированных углеводородах. Такие 'материалы холодной вулканизации («силастики») сохнут до отлила в течение 24 ч и полностью отверждаются при комнатной температуре за 4—7 дней в зависимости от толщины отливки. Как правило, срок хранения кремнийорганических каучуков холодного отверждения при комнатной температуре составляет 3—4 мес. При более длительном хранении вязкость материала становится слишком большой для смешения, а его адгезионные свойства в известной степени падают. Типичные свойства кремнийорганического каучука, отвержденного при комнатной температуре в течение 24 ч, приведены в табл. 5-2. Типичные свойства в агрессивных 'средах некоторых отвержденных кремнийорганических каучуков холодной вулканизации приведены в табл. 5-3.
кремнийорганические материалы БЕЗ РАСТВОРИТЕЛЕЙ
Одним из основных технических достижений в применении кремнийорганических материалов для заливки, герметизации и пропитки явилась разработка кремнийорганических смол без растворителей. Эти смолы
отверждаются до твердого и прочного состояния, а не состояния резиноподобного материала, как в случае кремнийорганических каучуков холодного отверждения. Такие смолы поставляются в виде светлых соломенно-жел-
Рис. 5-1. Зависимость вязкости от состава смеси кремнийорганических смол без растворителей [Л. 5-2].
тых жидкостей различной вязкости. Смолы разной вязкости обычно совместимы, так что материал любой промежуточной вязкости можно получить путем смешения. Свойства некоторых смол без растворителей приведены в табл. 5-4. (Пределы вязкостей, которые можно получить смешением, показаны на рис. 5-1. Сообщается; что эти смолы могут эксплуатироваться при периодическом повышении температуры свыше 260° С или длительно пр и . 204° С.
Интересной особенностью кремнийорганических
материалов без растворителей являются их длительная жизнеспособность в катализированном состоянии. По
Таблица 5-4
Свойства некоторых кремнийорганических смол, не содержащих растворителей [Л. 5-1]
Марка СМОЛЫ Цвет Вязкость при 25° С, ст Катализатор Жизнеспособность при 25° С Фирма-изготовитель
DC-R-7501 Светлосоломенный 25 0.5-2% перекиси дикумила 6 мес. Dow Corning Corp
DC-R-7521 То же 10 То же 6 мес. То же
XR-65 Прозрачный светлосоломенный 70 1.5% перекиси дикумила 12 мес. Union Carbide Corp
Y-2263 То же 4—5 То же 2 мес. иа свету; 1 год в темноте To же
данным Lewis образцы таких материалов с добавков в качестве катализатора 2% дитретичной перекиси бутила заметно не меняют вязкости при хранении в течение 2 лет при комнатной температуре (Л. 5-4]. Более того, при 100° С их стабильность превышает 24 ч. Таким образом, жизнеспособность и вязкость делают смолы без растворителей весьма технологичными.
Lewis сообщает, что, кроме больших сроков хранения, преимуществом катализированных смол является
Рис. 5-2. Зависимость от температуры вязкости кремнийоргани-ческой смолы без растворителя с начальной вязкостью 30 ст [Л. 5-4].
Рис. 5-3. Зависимость от температуры вязкости кремнийоргани-ческой смолы без растворителя, содержащей равные части ---- смолы (с начальной вязкостью 30 ст) и активного растворителя (вязкость 0,2 ст) 1]Л. 5-4].
их стабильность. Например, иногда для того чтобы получить материал с достаточной прочностью и жесткостью, необходимо использовать смесь, содержащую большое количество более вязкого компонента (слишком вязкого для пропитки при комнатной температуре). Это препятствие легко преодолимо за счет нагрева смолы с отвердителем и пропитки при повышенной температуре. На рис. 5-2 показана зависимость от температуры для крем-нийорганической смолы без растворителя, имеющей при комнатной температуре вязкость порядка 30 ст. Рису
нок 5-3 отображает аналогичную зависимость для смолы, содержащей равные части смолы вязкостью (при комнатной температуре) около 30 ст и кремнийоргани-ческого активного разбавителя вязкостью 0,2 ст.
Тот факт, что эти смолы без растворителей имеют много большую жизнеспособность, чем обычные органические смолы, например содержащие стирол, показывает, что они значительно менее реакционно способны. Это делает проблему ингибирования воздухом поверхности смолы значительно более острой, чем в случае обычных органических смол. Поверхность кремний-органических смол без растворителя при 120—150° С изменяется от густого сиропа до липкого твердого тела в зависимости от температуры и количества катализатора. Удалить ингибированную поверхность можно в течение 1 ч при температуре 250°-С. На первый взгляд эти условия являются слишком жесткими. Однако-большинство запроектированных объектов с подобными материалами рассчитано на срок эксплуатации 10 лет при длительной рабочей температуре 200°'С и при периодическом повышении температуры до 250° С. Найдено, что другим путем уменьшения ингибирования является покрытие поверхности алюминиевой фольгой или слоем инертной кремнийорганической жидкости, которая удаляется после отверждения смолы.
Системы отвердителей. Для отверждения кремнийор-ганических смол без растворителя рекомендуется сухой нелетучий отвердитель — перекристаллизованная перекись дикумила [Л. 5-2]. Этот катализатор добавляется к смоле в 'количестве 0,5—'2,0 весовых частей на 100 весовых частей смолы. Оптимальная концентрация отвердителя зависит от вида наполнителя и других условий и должна определяться опытным путем. При использовании перекиси дикумила начальная температура отверждения должна быть равной 127° С. В качестве отвердителя может применяться также дитретичная перекись бутила, представляющая собой летучую жидкость. Ее содержание 0,25—1,0 весовая часть на 100 весовых частей смолы. Как и в случае перекиси дикумила, оптимальная концентрация должна определяться опытным путем, а рекомендуемая начальная температура отверждения равна 149° С.
Так как дитретичная перекись 'бутила летуча, ее не следует применять, если смола заливается в вакууме или если смола с катализатором хранится длительное время в открытом сосуде.
Хотя и дитретичная перекись бутила, и дитретичный пербензоат 'бутила, и перекись дикумила хорошо отверждают кремнийорганические смолы без растворителей, каждый .из этих катализаторов имеет свои плюсы и минусы [Л. 5-4]. Например, если используется дитретичный пербензоат бутила, присутствие меди ингибирует полимеризацию. Очевидно, это характерно для любой перекиси, которая разлагается с выделением органической кислоты. Ни дитретичная перекись бутила, ни перекись дикумила не чувствительны к присутствию 'меди. Из трех перечисленных катализаторов ингибирование из-за присутствия посторонних продуктов меньше всего проявляется для дитретичной перекиси бутила. Однако выше указывалось, что- большая летучесть препятствует применению этого катализатора при пропитке под глубоким вакуумом. Перекись дикумила свободна от этого недостатка. Кроме того, в случае использования этого катализатора ингибирование поверхности минимально. Если проявляется ингибирование воздухом, отверждение поверхности достигается прогревом на воздухе 6—8 ч.
Отверждение смол без растворителя. После пропитки и удаления окклюдированного воздуха компаунд отверждается при применении перекиси дикумила в течение 6 ч при 127° С. С дитретичной перекисью бутила полимеризации проходит за такой же срок при начальной температуре 149° С. После этого должно быть предусмотрено отверждение в течение 3 ч при температуре эксплуатации (если эта температура не превышает 204° С). Если же изделие эксплуатируется при более высокой температуре, то дополнительное отверждение должно происходить при температуре 204° С в течение 2 ч, а при максимальной температуре эксплуатации—3 ч. Время, необходимое для подъема температуры изделия до температуры отверждения, прибавляется к рекомендуемой продолжительности отверждения.
’Отливки, имеющие минимальную площадь поперечного сечения более 6,5 cai2, должны отверждаться постепенно. Кроме того, медленное отверждение способствует предотвращению остаточных напряжений.
- Свойства отвержденных смол без растворителя. Кремнийорганические смолы без растворителя имеют tg б при комнатной температуре лучший, чем у многих других электроизоляционных смол, причем низкое значение tg6 сохраняется до температуры 150° С. На рис. 5-4 показано, как зависит fg6 и диэлектрическая проницаемость от температуры для кремнийорганической смолы, отвержденной при 125° С в течение 17 ч, а также для смолы, подвергнутой дополнительной термообработке в те-
Тёмпература, °C
Рис. 5-4. Зависимость tg 6 и диэлектрической проницаемости е от режима отверждения кремнийорганической смолы без растворителя
[Л. 5-4].
чение 3 ч при 200° С. Из рисунка следует, что диэлектрическая проницаемость невелика и мало зависит от температуры. Зависимость tg6 и диэлектрической проницаемости от частоты приведена в табл. 5-5. В диапазоне 60 гц—18 Мгц эти свойства меняются незначительно. В табл. 5-5 приведены также другие электроизоляционные свойства.
Электрическая прочность отливки из кремнийорганической смолы без растворителя толщиной 3 мм составляет около 14 кв]мм, т. е. того же порядка, что и для наиболее высококачественных 1электроизоляционных смол. При использовании этих смол для пропитки изоляции, состоящей из 'большого числа слоев слюды, электрическая прочность готовой изоляции толщиной 0,5 мм— порядка 40 кв!мм.
Таблица 5-5
Электроизоляционные свойства отвержденных кремнийорганических смол без растворителя
I по [Л. 5-4]
Частота, гц tg S, % Диэлектрическая проницаемость
60 0,07 2,72
103 0,15 2,79
ю5 0,18 2,76
10е 0,12 2,76
5,2-10’ 0,08 2,75
1,87-10® 0,18 2,78
П по [Л. 5-2]; смола Dow Gorning R-7521, катализатор—1,5% перекристаллизованной перекиси дикумила; отверждение 16 ч при 150° С -|- 3 ч при 200° С
Свойство Отвержденная смола
без наполнителя с наполнителем*
Электрическая прочность (при толщине 3 мм, в воздухе), кв/см . . 138 99
Удельное объемное сопротивление**, ОМ'см .............. 5-Ю15 (5-Ю14) 4-10,s (2-Ю15)
Диэлектрическая проницаемость**: при 60 гц 2,85(2,85) 7,69 (7,92)
при 105 гц 2,81 (2,81) 7,44(7,50)
tg 6**: при 60 гц 0,002(0,003) 0,008 (0,013)
при 105 гц 0,002 (0,002) 0,008 (0,012)
Дугостойкость (по ASTM 495-56Т) 5 20,5
* Наполнитель — ортосиликат циркония фирмы Granular Florida Zircon» О refract ion, Inc.
** Первое значение — для сухого образца, значение в скобках — после выдержки 96 ч в воздухе 96% относительной влажности при 23° С.
Таблица 5-5а Некоторые физико-механические свойства отвержденных кремнийорганических смол без растворителя (смола, режим отверждения и наполнитель согласно табл. 5-5, II) [Л. 5-2]
Свойства Отвержденная смола
без наполнителя с наполнителем1
Твердость по Барколу 10 —
Удельная ударная вязкость по Изод, кГ-см/см, образец с надпилом . . 1,35- 2,70
Водопоглощаемость (за 25 ч при 25° С), «/о 0,03 —
Прочность ’при изгибе (при 25° С), кГ)см2 532 420
Прочность при сжатии (при 25° С), кГ/см? 1 250 820
Температурный коэффициент линейного расширения, град-1 .... 125-10-° зо-ю-°
Потеря веса (за 200 ч при 250° С), »/0 5,4 1,72
Температура деформации, °C ... . 50 150
Свойство Наполнитель
Цвет.............................................
Плотность, г1см?...............................
Размер частиц, меш ............................
Удельная теплопроводность, кал!ч-град-см . . .
Температурный коэффициент линейного расширения, град-1 . ............................
Диэлектрическая проницаемость..................
Бесцветный 4,5—4,6 140—160
18,5
42-10-’
12,7
1 Отливка с наполнителем (фракция 140—1G0 меш) подвергалась вибро-
уплотнению и вакуумированию.
Таблица 5-6
Некоторые наполнители для применения с кремний-органическими смолами без растворителей [Л. 5-2]
Материал Торовое наименование Фирма-изготовитель
Окись алюминия Стеклошарики Молотая слюда Молотая керамика Диатомит Ортосиликат циркония Стекловолокно Мелкомолотая двуокись кремния Alsibronz Foote Celite 270 Orefraction Fiberglas Ottawa 200 Aluminium Co. of Amerika Catophote Corp. Franklin mineral Products Co., Inc. Foote Mineral Co. Johns — Manville Orefraction, Inc. Owens — Corning Fiberglas Corp. Warren R. Thompson Co.
Некоторые физико-механические свойства отвержденных кремнийорганических смол без растворителя приведены 'в табл. 5-5а. Так как эти смолы иногда плохо сопротивляются растрескиванию, было сделано много попыток улучшить показатель. Одним из путей разрешения проблемы оказалось введение в смолу наполнителей. Некоторые наполнители, пригодные для этой цели, перечислены в табл. 5-6. Разумеется, могут применяться и другие материалы как по отдельности, таки в различных комбинациях. Количество отвердителей, которое требуется при применении различных наполнителей, необходимо определить опытным путем. При отборе наполнителей необходимо, чтобы они были химически инертны, нагревостойки и имели pH около 7.
КРЕМНИЙОРГАНИЧЕСКИЕ ГЕЛИ
Третьим типом кремнийорганических смол без растворителей, которые применяются для заливки электронных устройств, являются кремнийорганические гели. Этот материал поставляется в 'виде двухкомпонентной прозрачной жидкой системы. Смола с добавкой катализатора отверждается при температуре ниже 100°С с образованием конечного гелеобразного продукта. Отвержденный материал имеет отличные электроизоля
ционные свойства, но малую механическую прочность. В связи с этим он в основном применяется при заливке в кожухи. Кремнийорганический гель имеет два основных технологических преимущества. Во-первых, он обладает свойством «самозалечивания». .Сквозь отвержденную смолу можно определять местные нарушения электрической цепи, а после удаления пробника целостность геля восстанавливается. Во-вторых, кремнийорганиче-ский гель является заменителем масел в изделиях, в которых трудно добиться герметичности кожуха и тем самым избежать утечки масел или попадания воздуха в масло. В таких случаях поступление воздуха всегда является потенциальной опасностью, которая может ухудшить электрические характеристики изделия. Если же применять кремнийорганический гель, то утечка масла при поступлении воздуха исключается. Ernst и Рагг показали, что этот материал имеет много преимуществ по сравнению с маслами для изоляции в военной технике, высоковольтном оборудовании и авиационных энергетических установках {Л. 5-5].
Свойства кремнийорганического геля. Свойства не-отвержденного кремнийорганического геля приведены в табл. 5-7, а отвержденного—в табл. 5-8. Устойчивость отвержденного геля к тепловому старению и действию влаги показана на рис. 5-5.
Кремнийорганический гель применяется как для заливки, так и для пропитки. В связи с тем, что при отверждении этого материала или при тепловом ударе в нем не возникает внутренних напряжений, он применяется в таких ответственных изделиях, как магнитные сердечники и полупроводниковые устройства и в другом электро- и радиотехническом оборудовании.
Так .как кремнийорганический гель не обладает текучестью, он остается на месте после гелеобразования. Из-за этого необходимо предусматривать правильно расположенный воздушный зазор для уменьшения давления в системе. Этот зазор остается на одном и том же месте независимо от ориентации изделия.
Кремнийорганический гель сохраняет низкий модуль упругости в широком диапазоне температур и не препятствует температурным деформациям залитых деталей. Несмотря на относительную прочность и сопротивляемость раздиранию, гель является мягким и очень эла-
Таблица 5-7
Типичные свойства неотвержденного кремнийорганического геля фирмы Dow Corning [Л. 5-6]
Свойства Значения
Вязкость при 25° С, ст Температура вспышки, °C Показатель преломления при 25° С, nD Плотность при 25° С, г/см3 6 204 1,40 0,96
Таблица 5-8
Типичные свойства отвержденного (16 ч при 80° С) кремнийорганического геля (по табл. 5-7) (Л. 5-6]
Свойства Значения
Физические:
Удельный вес при 25° С 0,97
Температура застывания, °C Удельная теплопроводность, кал/сек -град -см: Ниже —60
при 150° С 0,0007
при 200° С 0,0008
Температурный коэффициент объемного расшире-
иия, град-1 960-10-6
Электроизоляционные при 23° С при 150° С
Электрическая прочность1, кв! см . . Диэлектрическая проницаемость при 315 —
частотах от 100 до 10s гц . . . . tg 8: 2,0 2,6
при 100 гц 0,005 0,002
при 1 000 гц 0,0005 0,0005
при 105 гц Удельное объемное сопротивление, 0,0001 0,0001
ом-см 1-Ю15 1-1014
1 Частота 60 гц, быстрый подъем напряжения, электроды сферические диаметром 12,5 мм, расстояние между электродами 0,58 мм.
стичным продуктом. По этой причине через гель не распространяются напряжения, ударные и вибрационные нагрузки, как это происходит в случае жестких смоло-образных материалов. Эти характеристики показаны на рис. 9-20.
Кремнийорганический гель характеризует отличная для гелеобразных материалов сопротивляемость меха-
Время выдержки, ч
Р.ис. 5-5. Влияние теплового старения ((|цри 150° С, сплошные кривые) и увлажнения (выдержка при 23° С .в атмосфере относительной влажности 96%, пунктирные кривые) на электроизоляционные свойства (удельное объемное сопротивление, ом • см; tg б; диэлектрическая проницаемость е) отвержденного кремнийорганического геля.
ническим нагрузкам. Для того чтобы продемонстрировать это, Christensen (Л. 5-6] проделал следующие эксперименты. Стальные кубики со стороной 50,8 мм были залиты в кожухах емкостью 1,1 л. Эти кубики весом 1,13 кг моделировали небольшие трансформаторы, находящиеся в отвержденном геле. Каждый кубик был залит так, чтобы под ним был слой геля толщиной 25,4 мм, а над ним — 50,8 мм. Результаты испытаний даны в табл. 5-8а. Являясь достаточно условными, эти данные тем не менее показывают, что кремнийорганический гель
Таблица 5-8а
Стойкость отвержденного кремнийорганического геля к механическим нагрузкам’ [Л. 5-6]
Опыт Результат
Переворачивание в кожухе, 24 ч Падение в кожухе с высоты 0,3 м Падение в кожухе с вынутым дном с высоты 0,3 М, Падение в кожухе с 0,9 м Определение прочности- при растяжении. До заливки на кубике был укреплен небольшой крюк, при помощи которого производился отрыв кубика от дна кожуха со скоростью 50 см{мин Переворачивание с грузом на кубике Положение кубика не изменилось Положение кубика не изменилось после 20 падений Поверхность геля разрушилась кубиком после 5 падений Кубик выдержал 44 падения без повреждения поверхности геля Разрушающая нагрузка 25 кГ. Нагрузка для протягивания кубика сквозь гель 13,5 кг Положение кубика с грузом 6,5 кг за 1 ч испытаний и последующего падения с высоты 0,3 м, не изменилось
1 Образец—стальной кубик со стороной 50,8 мм, покрытый гелем слоем 25,4 мм снизу и 50,8 мм сверху. Отверждение 16 ч при 80° С.
не разрушается при значительных механических ударных нагрузках.
Технология кремнийорганического геля. Рассматриваемый кремнийорганический заливочный материал состоит из двух компонентов: основного жидкого бесцветного компонента и бледно-голубого катализатора. И тот и другой нетоксичны и имеют низкую 'вязкость. Срок хранения компонентов (поотдельности) при температуре 25° С не ограничен.
Оптимальное соотношение—10 частей катализатора ла 1'00 частей смолы. Если брать меньше 9 частей катализатора, геля не образуется. При 14 и более частях катализатора получается очень твердый гель, недостаточно нагревостойкий и, вообще говоря, неприменимый. После смешения смесь перед употреблением должна быть вакуумирована. Жизнеспособность компаунда с катализатором при 25° С — более 12 ч.
Время отверждения компаунда зависит от температуры и массы. Обычно лучшие результаты получаются, если гелеобразование происходит при 75°С. При этой температуре процесс происходит в течение 6—8 ч. При температуре до 40° С гелеобразование требует 48—72 ч, в то время как при 150° С требуется от 30 мин до 1 ч. Реакция отверждения не является экзотермической.
Твердость геля прежде всего определяется концентрацией катализатора. Однако некоторое значение имеет также температура процесса: при более высоких температурах получается более твердый гель. Оптимальные результаты достигаются при таких концентрациях катализатора и температуре отверждения, которые дают липкий гелеобразный продукт. Этот продукт должен быть твердым настолько, чтобы не течь под действием собственного веса.
Некоторые материалы имеют тенденцию ингибировать процесс гелеобразования. В частности, это характерно для некоторых органических каучуков и нескольких марок кремнийорганических каучуков холодной вулканизации. При использовании этих материалов необходимо следить, чтобы они не соприкасались с кремний-органическим гелем. Ограниченное ингибирование вызывают также некоторые целлюлозные .материалы. Предварительный нагрев компонентов сводит ингибирование к минимуму.
ПОЛИУРЕТАНОВЫЕ СМОЛЫ
Другим классом материалов, который применяется для заливки электронных устройств, является группа полиуретановых смол. Эти смолы могут получаться самой различной твердости, что делает их перспективным материалом для тех случаев, где требуется хорошая удельная ударная вязкость в сочетании с хорошими электроизоляционными свойствами. Другим выдающимся свойством отвержденных полиуретановых каучуков, которое в залитых изделиях обычно не используется, является отличная стойкость к истиранию.
Некоторые свойства полиуретановых смол приведены в табл. 5-'9. Ввиду того, что для получения полиуретанов можно использовать многочисленные соединения, полиуретаны известны также под названиями: изоциана-
Таблица 5-9
Свойства некоторых неотвержденных промышленных полиуретановых форполимеров1 [Л. 5-7]
Марка2 Вязкость, пз Удельный вес Исходная смола
Горючесть Срок хранения
Hysol 8530 230—280 (при 25° С) 1,06 Самоза-ту хающая Неограниченный при комнатной температуре и отсутствии влажности
Hysol 8531 100—190 (при 25° С) 1 16 Негорючая Неограниченный
Hysol 8532 100—1 500 (при 25° С) 42 (при 40°С) 16 (при 60°С) 6(при 90°С 1,03 Самоза-ту хающая Неограниченный при комнатной температуре и отсутствии влажности
1 Все указанные в табл. 5-9 смолы янтарного цвета, без запаха. Отвердители: СВ (порошок), СВ-1, СН, CG-2 (жидкости).
2 Торговые марки смол и их изготовители:
Adiprene —Du Pont de Nemours and Co.
Daycollan — American Latex Products Corp.
Disogrin — Disogrin Industries, Inc.
Elastacast —Acushnet Process Co.
Hysol (различные номера)—Hysol Corp.
Multrathane—Mobay Chemical Co.
Neothane—Goodyear Tire and Rubber Co.
Solithane —Thiokol Chemical Corp.
ты, диизоцианаты, полиэфирдиизоцианаты. В связи с тем, что рецептура смол может быть подобрана таким образом, чтобы отвержденный продукт 'был упругим или резиноподобным, конечные материалы также часто называются полиуретановыми каучуками или полиуретановыми эластомерами. .Рассматриваемый класс смол применяется также для производства полиуретановых пеноматериалов (см. гл. 7). Сведения, которые приводятся в гл. 7 о природе полиуретановых материалов, здесь не 'повторяются.
Существуют два основных типа полиуретановых материалов, а именно: одностадийный и форполимер. Основное различие между ними заключается в том, что в одностадийной системе полная реакция между диизоцианатом и другими реагентами производится у потребителя. В случае форполимера диизоцианат и другие компоненты сначала частично реагируют друг с-другом и лишь после этого направляются к потребителю. В обоих случаях в систему вводится катализатор.
Так как в одностадийной системе используются исходные диизо'цианаты, которые в целом ряде случаев являются токсичными и действуют на кожу, а также в связи с тем, что форполимер является системой, в которой реакция уже частично прошла и которая в значительной степени свободна от выделения летучих, наиболее часто потребители предпочитают форполимер. Однако одностадийные системы часто реагируют быстрее и более полно. Поэтому их иногда применяют с тем, чтобы обеспечить большую степень отверждения и, следовательно, получить продукт с лучшими физико-механическими и электрическими свойствами. Одностадийным системам свойственна большая экзотермичность, что иногда вызывает повреждение отливки, если последняя имеет большие размеры или если температура реакции настолько высока, что влияет на детали или материалы • заливаемого изделия. Для более конкретного представ-, ления о применяемых для заливки полиуретановых материалах ниже описываются как форполимер, так и одностадийные системы.
Полиуретановые форполимеры. Свойства некоторых выпускаемых в промышленном масштабе уретановых', форполимеров приведены в табл. 5-9. Эти смолы имеют концевые группы, которые легко реагируют с водой и ее парами. В связи с этим необходимо тщательно следить, чтобы вода не соприкасалась с форполимером. Если емкости со смолой остались на открытом воздухе, то на поверхности смол образуется пленка, которую можно удалить без ухудшения качества жидкой смолы. Однако необходимо тщательно помнить о том, что сосуды со смолой должны быть закрыты сразу после использования.
Полиуретановые смолы в результате реакции со следами воды иногда содержат некоторое количество двуокиси углерода. Для того чтобы получить отливки без пузырьков, необходимо перед отверждением удалить двуокись углерода. Это можно быстро сделать с помощью нагрева и вакуумирования. Технологические данные и типичные рецептуры приведены в табл. 5-10. Свойства типичных уретановых форполимеров описаны в табл. 5-11.
Одностадийные полиуретановые компаунды. Некоторые типичные рецептуры одностадийных компаундов
Таблица 5-10
Технологические данные1 для некоторых типовых полиуретановых форполимеров [Л. 5-7]
Рецептура2 Температура переработки, 0 С Вязкость при 90° С, пз Жизнеспособность, мин
1 90—100 4 90—120
2 90—100 3,5 20—30 При 90° С
3 20—100 — —
i Режим работы: 1) Нагреть смесь смол Hysol 8530 и Hysol 8531 до 00° С. В случае малой вязкости подогрев не требуется. 2) Вакуумировать не менее 7— Ю мин при 28—29 мм. рт. ст. 3) Нагреть отвердитель до 90° С. 4) Тщательно смешать смолу с отвердителем. 5) В случае воздушных включений снова вакуумировать. 6) Залить в предварительно нагретую форму. 7) Произвести отверждение 4 ч при 140° С или 24 ч при 105° С.
2 Состав (в весовых частях):
Рецептура 1. Hysol 8530— 35, Hysol 8531 — 65, отвердитель СВ—26.
Рецептура 2: HysoT 8530—50, Hysol 8531—-50, отвердитель СВ—22,5-Рецептура 3: Hysol 8530— 38, Hysol 8531—62, отвердитель СВ—24,5.
Таблица 5-11
Свойства типичной отвержденной полиуретановой смолы на основе форполимера
Свойства Рецептура (по табл. 5-Ю)
1 1 2 1 3
Цвет Прозрачный, Прозрачный Прозрачный
Плотность, г!см3 . . янтарный 1,16 1,16 1,15
Твердость по Шору (шкала D) . . 85 79 89.
Прочность при растяжении кГ/см2 608 250 293
Удлинение при разрыве, % 10 170 10
Водопоглощаемость, % • . 0,53 0,68 0,22
Усадка, см) см . • . . • . 0,022 0,022 0,022
Удельная ударная вязкость (образец с надпилом), кГ-см/см 4,53
Диэлектрическая проницаемость 3,25 4,4 3,54
tg s 0,021 0,0245 0,029
Удельное объемное сопротивление, ом-см . . . . >1012 . >10’2 >1012
Таблица 5-12
Состав некоторых полиуретановых одностадийных компаундов1 [Л. 5-8]
Компонент Компаунд
DC-1 DC-2 | DC-3 DC-4
Nacconate 80 —— 53,0 82,8
Nacconate 300 • .... 119,0 — — 83.6
Касторовое масло 100,0 100,0 100,0 100,0
Дипропиденгликоль •— 19,0 — 20,2
Ди(2-этилгексил) себацинат — 19,0 — 23,1
Этиддиэтаноламин 4,4 — 3,7 —
1 Диизоциаиаты (марки Nacconate) выпускает фирма National Aniline Div. Allied Chemical and Dye Corp-; касторовое масло фирмы Baker Castor Oil Co. и Spencer Kellogg and Sons'; дипролиленгликоль—фирмы Union Carbide Chemicals Cd., Celanese Corp, и Dow Chemical Co.; ди(2-этилгексил)себацинат—фирмы Dewey and Almy Chemical Div., Grace Corp., Eastman Chemical Products Corp, и др.; этил диэтаноламин—фирмы Union Carbide Chemicals Co., Pennsalt Chemical Corp.
приведены в табл. 5-12, а их' свойства в отвержденном состоянии в. табл. 5-13.
Процесс изготовления одностадийных компаундов недостаточно технологичен. Это может быть показано в нижеследующем полном изложении методики изготовления систем, описанных в табл. 5-12 [Л. 5-8].
Рецептура DC-1. Смолу Nacconate 300 нагревают выше температуры плавления (50—55°С), избегая местного перегрева. Затем к расплавленной смоле постепенно добавляется в сухой инертной атмосфере (например, в сухом азоте) безводное касторовое масло и производится перемешивание в течение 1 ч при температуре смеси 60—70° С. Для поддержания температуры на заданном уровне может оказаться необходимым при работе с небольшими количествами реагентов подогревать смесь. С другой стороны, при больших количествах смеси тепло реакции будет повышать температуру выше заданной, в связи с чем может потребоваться охлаждение.
По окончании процесса для удаления растворенных газов в реакторе создается вакуум 30 мм рт. ст. на срок 30 мин, причем температура остается равной 60°С.
Затем добавляется катализатор и производится энергичное перемешивание в течение 2 мин. По окончании перемешивания перед заливкой в формы производится
Таблица 5-13
Свойства отвержденных одностадийных полиуретановых компаундов [Л. 5-8]
Свойства Компаунд
DC-1 ‘ DC-2 DC-3 | DC-4
В неотвержденном виде
Удельный вес при 50° С . , Вязкость (без катализато- 1,081 1,025 (25°) 1,070 1,027
ра), пз:
при 25° С 100 -—• 40 -—.
при 50° С 20 1* 10 2*
В отвержденном виде
Физические свойства: Удельные вес при 25° С . . Усадка при отверждении, 1,140 1,075 1,128 1,1085
% Твердость по Шору (шка- 5±0,5 5±0,5 5+0,5 5±0,5
ла А) Прочность при растяже- 100 60 99 70
нии, к Г! см* Удлинение при разрыве, 0/о Температура деформации, 370 43 88 78
-— 450 — 225
°C 62 .— -—
Водопоглощаемость, % . . Увеличение размеров после 24 ч пребывания в воде, 0,03 0,12 0,07 0,10
С-ЩСМ ... • Работа удара по Гарднеру, кГ-см'. 0,0015 0,0015 0,0010 0,0015
при 25° С 17,6 Образец не разрушился 10,3 Образец не разрушился
при 50° С Истирание (потери по Taber, ротор H-22; 2 000 8,2 8,2 8,2 10,8
циклов), г Электроизоляционные свойства**: Электрическая прочность, 0,39 0,39 0,71 0,18
кв]см .......... 182 144 152 173
* Вязкость компаундов DC-2 и DC-4 растет непрерывно, начиная с момента реакции изоцианат — касторовое масло. Приведены данные для вязкости через 10 мин после начала реакции.
** Компаунды удовлетворяют военным техническим требованиям MIL-I-16923В „Электроизоляционные заливочные компаунды". Компаунды DC-1 и DG-3 удовлетворяют требованиям по типу В, а компаунды DG-2 и DG-4—требованиям по типу С.
Продолжение табл. 5-13
Свойства Компаунд
. DC-1 DC-2 DC-3 DC-4
Диэлектрическая проницаемость tg 8 при 1 000 гц Химостойкость: к сильным основаниям и к сильным кислотам . . к маслам и бензину . . . к алифатическим растворителям к ароматическим растворителям и хлорированным соединениям . 3,04 0,0050 3,61 0,1020 Очень хорошая Отличная Очень хорошая Плохая Плохая 3,01 0,0090 3,36 0,0370
обезгаживание в течение 5 мин, так, как это описано выше.
Отверждение компаундов DC-1 происходит при 105° С в течение 6 ч. Жизнеспособность после добавки катализатора составляет при комнатной температуре 1 ч. Срок хранения без катализатора около 2 недель.
Рецептура DC-2. При комнатной температуре происходит смешивание безводного касторового масла, дипро-пиленгликоля и ди (2-этилгексил) себацината. Эта смесь-в сухой инертной атмосфере добавляется к смоле Nacco-nate 80. Реакция является экзотермической и должна проходить при температуре до 70° С.
После окончания периода смешивания продукт реакции обезгаживается путем снижения давления сначала до 5 мм рт. ст. на 10 мин, затем до 10 мм рт. ст. на 40 мин (для предотвращения потерь смолы Nacconate80 при дистилляции) и, наконец, до 5 мм рт. ст. на 10 мин. После этого компаунд готов к немедленной заливке в формы. Отверждение продолжается 14—16 ч при 105°С. Жизнеспособность при комнатной температуре составляет около 24 ч.
Рецептура DC-3. Безводное касторовое масло добавляется к Nacconate 80 в сухой инертной атмосфере, перемешивается и нагревается до температуры 50—55° С
в течение 4'5 мин. В связи с экзотермическим характером реакции при работе с большими количествами материала может потребоваться охлаждение до указанной выше температуры.
•После окончания реакции конечный продукт обезга-живается в реакторе при 50—55° С и вакууме 5 мм рт. ст. в течение 30 мин. Затем добавляется катализатор и смесь энергично перемешивается 2 мин. В заключение давление снижается до 5 мм рт. ст. на 2 мин для окончательного обезгаживания перед заливкой.
Отверждение DC-3 происходит при 105°.С за 6 ч. Срок хранения без катализатора составляет 3 мес., а жизнеспособность при комнатной температуре — 3 ч.
Рецептура DC-4. Nacconate 300 'нагревают до температуры выше температуры плавления (50—55° С), избегая местного перегрева. Заранее полученная при комнатной температуре смесь безводного касторового масла, дипропиленгликоля и ди(2-этилгексил) себацината добавляется к расплавленной смоле в сухой инертной атмосфере. После перемешивания смесь обезгаживается снижением давления до 5 мм рт. ст. на 15 мин.
Компаунд DC-4 является весьма реакционно способным продуктом, который способен давать гель за счет тепла реакции. При навеске в 1 г реакция вызывает подъем температуры до 90° С приблизительно за 20 мин, причем гель образуется за срок около 30 мин. При больших количествах (примерно более 225 г) во избежание преждевременного гелеобразования необходимо предусматривать охлаждение компаунда перед заливкой. Оптимальные характеристики конечного продукта получаются при отверждении в течение 2—4 ч при 105° С. Жизнеспособность при комнатной температуре составляет 30 мин.
ПОЛИСУЛЬФИДНЫЕ ЗАЛИВОЧНЫЕ КОМПАУНДЫ
Полисульфидные каучуки, поставляемые в виде жидкостей, могут применяться для заливки некоторых электронных устройств. В отвержденном видеполисуль-фидный каучук является эластичным продуктом, весьма стойким к действию растворителей и к окислению, озоне- и атмосферостойким. Кроме того, он имеет низкую газопроницаемость и хорошие электроизоляционные свойства при температурах от —36 до +150°С. При
25° С удельное объемное сопротивление отвержденного полисульфида составляет 109 ом-см, а диэлектрическая проницаемость при частоте 1 Мгц равна 7,5 (Л. 5-9]. В качестве примера широкого использования 'полисульфидных заливочных компаундов можно назвать заливку кабельных муфт.
Данные полисульфидные каучуки относятся к тому же химическому классу соединений, что и полисульфид-
Рис. 5-6. Связь вязкости полисуль-фидной смолы LP-3 и температуры ([Л. 5-9].
ные каучуки, .описанные в гл. 4 в качестве модификаторов эпоксидных смол. С химической точки зрения полисульфидные каучуки представляют собой органические соединения, содержащие серу, находящуюся в полимерной цепочке в виде меркаптановых групп (-SH).
Свойства одной из выпускаемых в промышленном масштабе жидких полисульфидных смол (каучуков) приводятся в табл. 5-14. Полисульфидные смолы имеют ха
рактерный запах серы или меркаптанов. Некоторые смолы поставляются в готовом виде, так что потребитель не знает всех компонентов и рецептуры. Однако, тиокол LP-3 поставляется как основная смола, к которой необходимо добавлять другие компоненты. В связи с этим ниже приводятся некоторые сведения об этой смоле и
отвержденном продукте на ее основе.
Как и у большинства жидких смол, вязкость смолы LP-3 зависит от температуры. На рис. 5-6 приводится такая зависимость.
Превращение жидкой смолы LP-3 в отвержденный резиноподобный материал совершается с помощью окислительных агентов, например кобальтового или марганцевого, Hexogen1, октоата свинца2, п-хинондиокси-
1 Advance Solvents and Chemical Corp.
2 National Lead Co.
; Таблица 5-14
Свойства жидкого полисульфидного каучука марки LP-3* [Л. 5-9] S
Свойство Показатель
физическое состояние Цвет Удельный вес 20/20° С Вязкость при 25° С, пз Средний молекулярный вес .... Температура текучести, °C Температура вспышки (прибор с открытым тиглем), °C Температура воспламенения (прибор с открытым тиглем), °C... . Значение pH водной вытяжки . . . Влагосодержание, °/0 Жизнеспособность Подвижная жидкость Прозрачный янтарный 1,27 7—12 1 000 —25 214 240 6,0—8.0 До 0,1 Практически неограничен- ная О 3 лет)
* Продукт LP-3 выпускает Thiokoi Chemical Corp. Из других поставщиков полис ульфидных компаундов можно назвать Churchill Chemical Corp., Coast Pro-Seal and Mfg. Co., Products Research Co., Minnesota Mining and Mfg. Co
ма1 и ди- или тринитробензола. В табл. 5-15 приведены две рецептуры и физико-механические свойства отвержденного материала. Полисульфидные каучуки полимеризуются также при помощи двуокисей свинца и теллура.
Превращение этих полимеров из жидкого в упругое резиноподобное состояние является в известной степени экзотермическим процессом, и подвода тепла не требуется. Однако нагрев, высокая влажность, присутствие щелочей и серы ускоряют реакцию, а кислоты замедляют ее. Компаунды на основе вышеуказанных жидких полисульфидов применяются для целого ряда целей, когда не требуются очень высокие электроизоляционные свойства. Примерами применения полисульфидов в объектах такого типа являются электрические муфты для авиации, управляемых снарядов и другого оборудования, а также покрытия трансформаторов.
Для повышения прочности и улучшения электрических характеристик в жидкие полисульфидные компаун-
1 Naugatuck Chemical Со.
Tao лица 5-15
Физико-механические свойства отвержденного полисульфидного каучука LP-3 [Л. 5-9]
Свойства
Отвердитель
ДФГЦ-ХДО | ТНБ
Состав компаунда:
Thiocol LP-3 .............................
Titanox А*................................
2, 4, 6-тринитробензол (ТНБ)..............
n-хинондиоксим (ХДО)......................
Дифенилгуанидин (ДФГ).....................
Сера......................................
Свойства вулканизата (после отверждения
16 ч при 70° С):
Твердость по Шору (шкала А)...............
Напряжение при удлинении 300%, кГ1см2 . .
Прочность при растяжении, кГ{см2..........
Удлинение при разрыве, %..................
Усадка (2 ч при 70° С и сжатии на 25%)** Низкотемпературный абсолютный модуль упругости при ' кручении:1
ёкомн.темпер., кГ]смг, кручение на 100°С . .
.............................
£%о..............................
S14C0 .............................
100
50
7
3
40
20,4 24,6 400
40
8,5
—48
—51
—52
100
50
4
3
1
40
12,6
17,5
600
40
7,2
—48
—51
—53
* Фирмы Titanium Pigments, Inc.
*» Метод ASTM D 395-49T, способ В.
1 Определение по методу ASTM D 1043-49T; йкоын.темПер —МОДУЛЬ УПРУ" гости при кручении прн комнатной температуре; g350— g, 40о и т. д. — температура, при которой модуль упругости при кручении равен соответственно 350, 700 и 1 400 кГ/см*.
ды вводят наполнители. Рекомендуются {Л. 5-9] такие не содержащие сажи наполнители, как сульфид цинка, lork Whiting, литопон, Cab-0-Sil и пигмент Burqess№20 в количестве 15—50 частей на 100 частей полисульфида. Для достижения оптимальных электрических характеристик необходимо 'полное отверждение. Этому способствует введение в компаунд 0,1—0,5 частей серы на 100 частей полисульфида, что одновременно несколько повышает удельное сопротивление материала.
Вообще говоря, пластификаторы в полисульфиды не вводятся, так как они ухудшают электроизоляционные свойства. В тех случаях, когда требуется, чтобы ком-
Таблица 5-16
Химостойкость отвержденного полисульфидного каучука [Л. 5-9]
Реагент Изменение объема, % Состояние отливки
Алифатические и ароматические углеводороды' Минеральное масло —2 Без изменений
Бензол 110 Малопрочная
Толуол 70 Набухшая, но проч-
Ксилол 41 ная Без изменений
Галогенированные углеводороды: Четыреххлористый углерод .... 46 То же
Этилендихлорид 230 Очень слабая
159 Малопрочная
Перхлорэтилен 28 Без изменений
Монохлорбензол 166 Малопрочная
Алифатические и ароматические топлива, масла и растворители: SR-6 14 Без изменений
SR-1O 1 То же
Топливо A (ASTM) 2 я *
Топливо В (ASTM) 10 я Я
100-октановый бензин ....... 2 Я •
Масло № 1 (ASTM) —4 я я
Масло № 3 (ASTM) —2 я п
Скипидар 4 я я
Дизельное масло 3 я я
Circosol 2ХН —2
Отработанное масло 62 Малопрбчная
Pydraul 37 Без изменений
Skydrol 24 То же
Sovaloid N 2
Sundex 53 —1
Тетрагидрофуран 175 - Очень малопрочная
JP-4 1 Без изменений
Органические кислоты: 50%-уксусная кислота 26 То же
Ледяная уксусная кислота 18 я я
Технический крезол 123 Малопрочная
Продолжение табл. 5-16
Реагент
Изменение объема, %
Состояние отливки
Сложные эфиры:
Этилацетат ....................
Бутилацетат ...................
Дибутилфталат..................
Пластификатор SC...............
Дибутилсебаиинат...............
Диоктилфталат..................
Трикрезилфосфат................
Adipol ВСА.....................
Растительные и древесные масла:
Льняное масло..................
Хлопковое масло ...............
Касторовое масло ..............
Кукуруз ное масло..............
Масло белой сосны . .
Сырое соевое масло.............
Спирты:
Этиловый спирт (денатурат) . . . .
Бутиловый спирт................
Изопропиловый спирт ...........
Диацетоновый спирт.............
Метиловый спирт................
Этиленгликоль .................
Глицерин ......................
Кетоны и простые эфиры:
Ацетон.........................
Метилэтилкетон ................
Метилизобутилкетои ............
Этилцеллозольв ................
Дибензиловый эфир..............
Бутилкарбитол .................
Неорганические соединения:
10%-ная серная кислота.........
20%-ная серная кислота ......
50°/о-ная серная кислота.................
10%-ная азотная кислота
10%-ная соляная кислота
50%-ная соляная кислота
35
30
10
6
2
—2
7
20
—2
—2
—3
—4
14
—4
2
2
0
18
6 0
1
37
35
24
14
30
13
2
3
3
Без изменений
То же
» >1
П и
Без изменений
То же
Очень малопрочная Без изменений
То же
Небольшое размягчение
Разрушение через
2 недели
То же
Без изменений
Малопрочная
Продолжение табл. 5-16
Реагент Изменение объема,% Состояние отливки
100%-ная соляная кислота . . 20%-ный едкий натр . ... . 10%-ный хлористый натрий . 10%-ный сульфат меди . . . 10%-ный хлористый циик . . Вода . . . 2 3 5 2 5 Разрушение через 1 день Без изменений То же Без изменений То же Я я
Таблица 5-17
Проницаемость (г/см-сутки•№) отвержденного полисульфидного каучука для различных растворителей [Л. 5-9]
Растворитель Температура испытания
24° С 80° С
Бензол Диизобутилен SR-6 Метилэтилкетон Этилацетат Метиловый спирт Четыреххлористый углерод . • . 65 Незначительная 2,4 33,6 16,8 0,60 5,05 210 Незначительная 9,6 78 61 15,6 29,0
паунды имели малую вязкость, рекомендуется применять растворители — толуол или ксилол. На электрических свойствах отражается также тип отвердителя. Компаунды с худшими электрическими характеристиками получаются при использовании в качестве отвердителя не двуокиси свинца, а гидроперекиси кумола.
Уже упоминалось, что стойкость «к маслам и растворителям делает полисульфидные каучуки полезными для целей заливки в тех случаях, где изделия соприкасаются с этими жидкостями. Таблица 5-16 отражает стойкость полисульфидного каучука. Данные р проницаемости полисульфида для различных растворителей приводятся в табл. 5-17.
ФЕНОЛЬНЫЕ СМОЛЫ
Фенольные смолы для заливки электронных устройств применяются мало, главным образом из-за корродирующего действия кислого катализатора на детали, усадки и выделения в процессе отверждения воды. Фенольные литьевые смолы поставляются в виде сиропообразных жидкостей и для отверждения обычно требуют нагрева. Исходя из метода отверждения, можно говорить о двух классах фенольных литьевых смол. В одном случае для сокращения времени отверждения применяются ускорители (катализаторы). Во втором случае ускорители не применяются, но используется нагрев, что значительно удлиняет цикл отверждения. Свойства фенольных литьевых смол приводятся в табл. 5-18. Среди характеристик фенольных смол следует отметить их относительно низкую стоимость и очень хорошую обрабатываемость.
ПОЛИСТИРОЛЬНЫЕ смолы
В тех случаях, когда требуются малые диэлектрические потери, часто применяются полистирол и его различные модификации, в частности модифицированные полиэфиры с высоким содержанием стирола. Преимуществами смол стирольного типа являются их отличные электроизоляционные свойства при высоких частотах. В частности, необходимо отметить низкую диэлектрическую проницаемость, низкий tg6 и высокое удельное сопротивление. Однако смолы стирольного типа мало применяются для заливки из-за целого ряда практических трудностей, к которым относятся: обычно длительный цикл отверждения и небольшой предел рабочих температур. Стирольные смолы, как правило, применяются-при рабочих температурах ниже 120° С. Они имеют большую усадку и поэтому склонны к растрескиванию во время отверждения. Большой температурный коэффициент расширения этих смол также повышает тенденцию к растрескиванию во время отверждения и в процессе испытания на тепловой удар. Ввиду высокого давления паров стирола часто трудно получить отливки, которые не содержали бы пузырьков или раковин. Следующей проблемой, с которой приходится встречаться при работе с заливочными смолами стирольного типа, является ингибирование воздухом реакции отверждения;
Таблица 5-18
Свойства отвержденных литых фенольных смол1 [Л. 5-10].
Испытания по ASTM
Свойства Значения
Свойства смол:
Удельный вес 1,30—1,32
Удельный объем, см'3/кг 775—760
Коэффициент преломления nD 1,58—1,66
Свойства отвержденных смол: Прочность при растяжении, кГ/см2 . . 420—630
Удлинение при разрыве, % Модуль упругости при растяжении, 1,5—2,0
Т/см2 28—35
Прочность при сжатии, кГ/см2 .... 840—1 050
Прочность прн изгибе, кГ/см2 ..... Удельная ^ударная вязкость по Изод, 777—1 200
образец с надпилом, кГ-см/см . . . Удельная теплопроводность, М93—М120
кал/сек-см-град .......... (3—5)-10-4
Удельная теплоемкость, ккал[г-град Температурный коэффициент линейного 0,3—0,4
расширения, °С-10-5 6—8
Длительная нагревостойкость, °C . . . 71
Температура деформации, °C Удельное объемное сопротивление (при 165—175
относительной влажности 50% и температуре 23° С), ом-см....... low—] о13
Электрическая прочность (при толщи-
не 3 мм), кв/см: при кратковременном подъеме напряжения при ступенчатом подъеме напряже- 118—157
НИЯ 99—118
Диэлектрическая проницаемость:
при 60 гц при 10s гц при 10° гц 6,5—7,5 5,5—6,0 4,0—5,5
tg8:
при 60 гц 0,10—0,15
при 103 гц 0,01—0,05
при 10е гц 0,04—0,05
Дугостойкость, сек .......... Водопоглощаемость (за 24 ч, толщина 200—250
образца 3 мм), % 0,3—0,4
1 Торговые марки и поставщики смол: Gemstone (Knoedler Chemical Со.); Marblette (Marblette Corp.); Syncast (Snyder Chemical Corp.).
Продолжение табл. 5-18
Свойства
Степень горения ....................
Действие солнечного света ..........
Действие слабых кислот .............
Действие сильных кислот . ..........
Действие слабых щелочей . .........
Действие сильных щелочей...........
Действие органических растворителей Обрабатываемость...................
Внешний вид........................
Значения
Очень мала
Цвет может выгорать
Не влияют или влияют мало (в зависимости от вида кислоты)
Восстанавливающие и органические кислоты не действуют. Окисляющие кислоты разрушают
В зависимости от щелочности меняются мало ил.и заметно
Разрушают
Некоторые влияют
Отличная
Прозрачный, полупрозрачный или мутный
это приводит к тому, что поверхность, открытия действию воздуха, остается липкой. Этот недостаток можно преодолеть, нанося на поверхность такой смолы слой другой смолы и отверждая его или же закрывая поверхность во время отверждения листовым алюминием или другими материалами.
Хотя вышеуказанные затруднения не позволяют использовать заливочные смолы'стирольного типа в целом ряде устройств, отличные электроизоляционные свойства при высоких частотах обеспечивают их применение в определенных случаях. Важнейшие электроизоляционные характеристики этих смол имеют следующие приблизительные значения: диэлектрическая проницаемость 2,3—2,4; tg б менее 0,001 в диапазоне частот от 60 до 1010 гц; удельное объемное сопротивление более 1013 ом-см; электрическая прочность более 150 кв!см.
ПОЛИБУТАДИЕНОВЫЕ СМОЛЫ
Полибутадиены могут быть полезными для заливки электронных устройств, но не нашли широкого распространения. Они представляют собой жидкие полимеры бутадиена, превращающиеся в вязкий гель и отверж-
дающиеся до состояния сильно сшитои прозрачной смолы при нагреве до 260° С в отсутствие воздуха [Л. 5-11]. Отливки имеют интересные электрические свойства; например, при частоте 106 гц диэлектрическая проницаемость составляет 2,42, a tg6 менее 0,00'05. Они также обладают исключительной нагревостойкостью, не претерпевая или претерпевая лишь небольшую деструкцию при температурах до 315°С. О нагревостойкости более подробно см. гл. 10.
Свойства типичной жидкой полибутадиеновой смолы без растворителя приведены в табл. 5-19. Свойства не-наполненных отливок из полибутадиеновой смолы приведены в табл. 5-20.
Таблица 5-19
Свойства типичной жидкой полибутадиеновой смолы без растворителя [Л. 5-11]
Свойства Значения
Приблизительный молекулярный вес . . .
Вязкость при 38° С, пз...............
Цвет по шкале Гарднера...............
Удельный вес ........................
Коэффициент преломления .............
Содержание двойных связей на звено С4
Иодное число.........................
1300
25
10 0,91 1,319 0,8 325
Углеводородная смола, представляющая собой сополимер бутадиена и стирола и содержащая боковые виниловые группы, описана Clark и Adams [Л. 5-12]. Она может отверждаться без катализатора при температурах до 200—260° С. Более быстрое отверждение происходит при введении сшивающего мономера, например стирола или винилтолуола, и применении перекисных катализаторов, например перекиси дикумила или ди- или третичной перекиси бутила. Эта углеводородная смола является прозрачным, почти бесцветным продуктом, имеющим вязкость при комнатной температуре около 4 000—4 700 пз и плотность 0,915 г! см?. Свойства отвержденной смолы приводятся в табл. 5-21.
Таблица 5-20
Свойства отвержденной полибутадиеновой смолы [Л. 5-И]
Свойства Условия отверждения
.6 ч, 245° С 18 ч, 245° С 6 ч. 262° С 18 ч, 262° С
Плотность, г/см3 Твердость по Шору (шка- 0,979 0,990 0,991 0,993
ла D) Работа при ударе по Изоду, 73 87 84 88
кг>см 1,0 0,320 0,395 0,246
Прочность прн изгибе,
кГ/см3 Прочность при растяжении, 92 575 635 379
кГ[см3 89 379 348 196
’Удлинение при разрыве, % 18 3 4 1,3
Температура деформа-
ции, °C . . — 91 64 205
Таблица 5-21
Свойства отвержденной углеводородной термореактивной смолы [Л. 5-12J. Испытания по ASTM
Свойства
Внешний вид.............................
Коэффициент преломления.................
Плотность, г/см3........................
Прочность при нзгнбе, кГ/см3 ..........
Модуль упругости при изгибе, Т/см3......
Температура деформации, °C..............
Водопог лощаемость (за 24 ч при 22° С), % . . . • Удельное объемное сопротивление, ом-см..
Диэлектрическая проницаемость: при 103 гц.............................
при 10° гц ..................
tg 8 при 103 гц ............................
при 106 гц...........................
Характеристики при частоте 9,375-106 гц.
Дугостойкость, сек ............... Электрическая кратковременная прочность (толщина образца 3 мм), кв/см.................
Удельное поверхностное сопротивление, ом, прн относительной влажности: 50%.................................. . .
96%..................................
Значение
Прозрачный 1,563 1,01—1,03 600—985 23—36 85—138
-0,0—0,5 5,56-10*6
2,53 2,53 2,46 0,0011 0,0014 0,007 78
318
31,0-10*2
24,5-10*2
ПРИМЕНЕНИЕ КРЕМНИЙОРГАНИЧЕСКИХ, ПОЛИУРЕТАНОВЫХ, ПОЛИСУЛЬФИДНЫХ И ДРУГИХ ЗАЛИВОЧНЫХ МАТЕРИАЛОВ
Хотя полиэфирные и эпоксидные смолы наиболее широко применяются для заливки, материалы, описанные в данной главе, благодаря ряду уникальных свойств, также нашли применение. .Ниже следует ряд указаний, которыми необходимо пользоваться при их применении.
Кремнийорганические каучуки холодной вулканизации. Применяются Для заливки в тех случаях, когда отверждение должно происходить при комнатной температуре, но отливка должна эксплуатироваться при температурах порядка 230° С. Применение этих смол часто может производиться в полевых условиях. К другим преимуществам относятся: 1) эластичность, которая обеспечивает стойкость к растрескиванию и возможность ремонта; 2) сохранение эластичности при температурах ниже 0°С; 3) малые диэлектрические потери. Недостатками этих продуктов являются: высокая стоимость и ограниченная прочность, характерная для резиноподобных материалов.
Кремнийорганические смолы без растворителей. Применяются для заливки изделий, эксплуатируемых при температурах 200—260° С, так как не изменяют свойств при этих температурах. Эти смолы .также отличаются исключительно малыми диэлектрическими потерями. Недостатками их являются высокая жесткость, которая ведет к растрескиванию, а также значительная стоимость.
Кремнийорганические гели. К числу основных областей применения следует отнести использование этих смол: 1) в качестве заливочного материала, отличающегося «самозалечиванием».после удаления пробника для проверки электрических цепей; 2) в качестве достаточно твердой нетекучей заливочной и пропиточной смолы, применяемой для замены масляной изоляции, которая обычно связана с необходимостью герметизации и проблемой утечки масла. Эти смолы достаточно' дороги и не имеют прочности, достаточной для применения в отливках без кожуха.
Полиуретаны. Этот класс смол дает эластичные отвержденные материалы, которые можно использовать
в тех случаях, где требуются высокая ударная проч-ность и устойчивость к растрескиванию. Отвержденные материалы весьма прочны, имеют высокую прочность при растяжении, очень большое удлинение и хорошо сопротивляются действию масел, воды, окислению; они озоностойки. Основным недостатком являются пониженные электроизоляционные свойства при повышенных температурах. Форполимеры обладают технологическими преимуществами по сравнению с одностадийными материалами, хотя в некоторых случаях одностадийные полиуретаны обладают лучшими свойствами.
Полисульфидные каучуки. Эти каучуки широко применяются в первую очередь в тех случаях, где требуются высокая эластичность, возможность ремонта, хорошая адгезия и высокая стойкость к действию растворителей, озона, окислению и низкая газопроницаемость. Их можно использовать так же, как и кремнийорганические каучуки холодной вулканизации, с учетом того, что при повышенных температурах свойства кремнийорганиче-ских каучуков лучше свойств полисульфидных каучуков. Основным недостатком полисульфидов являются ухудшенные электроизоляционные свойства при повышенных температурах.
Фенольные смолы. Их основным преимуществом является низкая стоимость. Эти смолы являются отличными диэлектриками, но их использование затруднено в связи с тем, что кислые катализаторы фенольных смол могут вызвать опасную коррозию.
Полистирольные смолы. Применяются в тех случаях, где требуются малые диэлектрические потери. К недостаткам относятся плохая технологичность и склонность к растрескиванию.
Полибутадиеновые и углеводородные смолы. Наиболее ценными свойствами этих смол являются низкие диэлектрические потери, малая диэлектрическая проницаемость и высокая нагревостойкость. Однако эти смолы в широком масштабе не применяются.
ГЛАВА ШЕСТАЯ
НАПОЛНИТЕЛИ, КРАСЯЩИЕ ВЕЩЕСТВА И МОДИФИКАТОРЫ
В предыдущих главах было отмечено, что заливочные компаунды с различными свойствами получаются при использовании различных систем смол и отвердителей. Однако при этом не всегда достигаются нужные технологические и другие свойства компаундов. Большинство затруднений такого рода может быть преодолено путем добавки наполнителей, красителей и модификаторов. Об их значении свидетельствует то, что в редком заливочном компаунде не присутствует та или иная добавка этих компонентов или их комбинация.
НАПОЛНИТЕЛИ
Имеется большое число наполнителей, обеспечивающих достижение различных целей. С другой стороны, с одними и теми же наполнителями применяется большое число смол. Несмотря на исключительно большое число переменных факторов, имеются определенные закономерности в использовании наполнителей и смол независимо от их вида. Приводящиеся ниже сведения о наполнителях, вообще говоря, применимы к любой системе смол.
Действие наполнителей. Перечень изготовителей, стоимость и свойства наиболее широко применяемых наполнителей приведены в табл. 6-1. Вследствие большого разнообразия материалов и изготовляющих их предприятий эта таблица не может считаться исчерпывающей. Однако в ней приведены основные сведения о наиболее распространенных наполнителях. Как правило, наполнители, перечисленные в табл. 6-1, применяются с величиной частиц 200 меш или более мелкие, за исключением песка и армирующих наполнителей. В этом случае оптимальный размер частиц зависит от их конфигурации.
Хотя различные наполнители меняют свойства одной и той же смолы в различной степени, характер действия различных наполнителей часто сходен. В результате больших работ Formo и Isleifson было показано, что
Стоимость и эффект применения различных наполнителей [Л. 6-1], обозначено: х—применяется: X—широко применяется
Наполнитель Стоимость, цент {кг Увеличение Уменьшение
удельной теплопроводности стойкости к тепловому удару удельной ударной прочности прочности при сжатии дугостойкости обрабатываемости электропроводности стоимости растрескивания экзотермичнос ти температурного коэффициента плотности оседаемости усадки
Неволокнистые наполни-
тели:
Песок 2,2 X X X X X X
Кремнезем 2,2—4,4 X X X X X X
Тальк 2,2—8,8 X X X X
Глина 2,2—6,6 X X X X X X X X X
Карбонат кальция . . . Сульфат кальция (без- 1,1—11,0 4,4—8,8 X X X X
водный) Армирующие наполни- X X X X X X X
тели:
Слюда 6,6—20 X X X X X
Асбест 4,4—11,0 X X X X
Волластонит 4,4—6,6 X X X X X
Дробленое стекло ... 100 X X X
Стекловолокно i
Древесная мука .... — X X X X
Опилки — X X X X
Керамические шарики . о О Е W к 2 О Гй о и Графит Бентонит Кремнезем (аэрогель) Берилл Литиево-алюминиевый силикат Гидрат окиси алюми-НИЯ Двуокись алюминия . . Кварц тели: Специальные наполни- Наполнитель
165—3 300 1 13,2—66,0 110—100 66—177 6,6—13,2 11,0—33,0 О’П— О Стоимость цент[кг
X X X X X теплопроводности
X X стойкости к тепловому удару
X X удельной ударной прочности •%* 03 ф
X X X X X прочности при сжатии Я П> к Я п
И дугостойкости
X X обрабатываемости
X X электропроводности
стоимости
X X X X растрескивания
X X X X экзотермичности £ п
X X X X X температурного коэффициента я в* Е ф я
X плотности я о
оседаемости'
X X X X X X усадки
родолжение
основной функцией любого наполнителя, по-видимому, является «объемный эффект» ,{Л. 6-2], т. е. действие наполнителя тесно связано с его количеством. На рис. 6-1—
Рис. 6-1. Влияние содержания наполнителя на ход экзотермической реакции отверждения эпоксидной смолы (образец 100 г) {Л. 6-2].
6-5 отображен этот факт для нескольких наполнителей. С целью получения более подробных сведений
Наполнитель, %
Рис. 6-2. Влияние содержания наполнителя на усадку эпоксидной смолы {Л. 6-2].
ды, стекла и карбоната кальция на физико-механические и '.электрические свойства полиэфирных и эпоксидных смол.
Основным недостатком большинства систем смол является их тенденция к растрескиванию в заливочных ком-
Таблица 6-2
Влияние некоторых наполнителей на свойства эпоксидных и полиэфирных смол [Л. 6-3]
Свойства Эпоксидные смолы Полиэфирные смолы
без. наполнителя карбонат кальция слюда стекло двуокись алюминия слюда стекло карбонат кальция без наполнителя
Температурный коэффициент линейного расширения*, 10~6г/?яй-1 Удельная теплопроводность, . вт[см-град . ... . 72 0,0031 57 0,0055 43 0,0047 0,0047 70,5 0,0036 65 0,0029 70 0,0029 84 0,0027 97 0,0026
Водопоглощаемость, мг 24 20 22 24 60 50 40 50 50
Прочность при сжатии, кГ/см2 1 100 527 400 — 1 860 1 370 1750 1 295 1260
Прочность при растяжении, кГ)см2 677 420 395 — 259 350 350 298 490
Твердость по Бринеллю (нагрузка 50 кГ, шарик 10 мм) — — — — 76 49 49 65 49
tg8: при 1 Мгц при 10 Мгц 0,029 0,029 0,026 0,026 0,035 0,034 0,026 0,026 0,0194 0,0188 0,0213 0,0204 0,0165 0,0171 0,0173 0,0171 0,018 0,031 (при 1 кгц)
* Определение при 60 —80° С для эпоке и дт ых смол и при 60° С для полиэ фириых.
Свойства Эпоксидные смолы
без наполнителя карбонат кальция сл юда стекло
при 20 Мгц при 50 Мгц при 100 Мгц .... Диэлектрическая прочность: при 1 Мгц при 10 Мгц при 20 Мгц при 50 Мгц при 100 Мгц .... Электрическая прочность, кв]см . ... . Примечание: 0,028 0,026 0,020 3,9 3,75 3,7 3,65 3,6 126 0,026 0,025 0,023 4,45 4,2 4,2 4,15 4,03 145 Луч-шие общие свойства 0,032 0,030 0,026 4,05 3,9 3,85 3,75 3,7 165 Наибольшая электрическая прочность 0,026 0,025 0,023 4,05 3,9 3,85 3,8 3,75 145
Продолжение табл. 6-2
П олиэфирные смолы
ись иния kJ К К я ч о
g ч м о tf к ф
СЗ о к -к ко к
0,0183 0,0197 0,0170 0,0170 0,045 (при 50 гц)
0,0176 0,0185 0,0165 0,0167
0,0177 0,0176 0,0.160 0,0164 0,016
5,05 3,62 4,33 4,75 3,13
4,92 3,53 4,4 4,63 3,18 (при 1 кгц)
4,9 3,5 4,35 4,60 3,91 (при 50 гц)
4,85 3,47 4,29 4,55
4,8 3,44 1 7 4,25 4,51 3,2
106 156 150 ПО 99—118
Наибольшая теп-лопро-вод-ность Наименьший температурный коэффициент расширения -—- •— —
паундах ввиду разницы в температурных коэффициен-тах расширения заливаемых деталей и заливочных материалов. Эта разница отражена на рис. 6-6, где сравниваются температурные коэффициенты линейного
Рис. 6-3. Влияние содержания наполнителя на температурный коэффициент линейного расширения эпоксидной смолы (Л. 6-2].
расширения различных материалов как наполненных, так и ненаполненных эпоксидных смол. Из рис. 6-3 и 6-6 можно видеть, что, вводя достаточное количество на-
Рис. 6-4. Влияние содержания наполнителя па дугостойкость эпоксидной смолы (Л. 6-2].
полнителей, можно уменьшить температурный коэффициент расширения эпоксидных смол (а также в общем случае всех других заливочных смол) до значений, соответствующих температурному коэффициенту расширения металлов. В то же время, хотя характер действия
Рис. 6-5. Влияние дисперсности наполнителя кремнезема на вяз-. кость эпоксидной смолы [Л. 6-2].
Рис. 6-6. Влияние содержания наполнителя на температурный коэффициент линейного расширения эпоксидной смолы (для сравнения приведены температурные коэффициенты линейного расширения других материалов) (Л. 6-4].
большинства наполнителей и одинаков, определенные наполнители дают наибольший эффект (рис. 6 7).
Наполнителем, который рекомендуется для рецептур компаундов с низким коэффициентом линейного расширения, является Stupalith 2410 (Stupakoff div., The Carborundum Co.). Рекомендованная рецептура [Л. 6-6]:
Материал Весовые части
Смола Epi-Rez 510 (или подобная ей) . . 30,00
Модификатор Cardolite С-513........... 3,33
Наполнитель Stupalith 2410 ....... 66,67
Отвердитель Shell Z................... 7,83
Изготовление компаундов происходит путем смешения смолы, модификатора и наполнителя при 121° С, вакуумирования для удаления воздуха и последующего добавления при 63,5° С отвердителя. Отверждение ком-
го
§
^г
сз
Порошок мескр Порошок алюминия Порошок люелеза Алюминиевый силикат лития
: кремнезем
Карбонаткальция
t ।____। - . । 1 । t । . . I
о го ьо во во юо
Содержание наполнителя , вес. %
Рис. 6-7. Влияние различных наполнителей на средний температурный коэффициент линейного расширения (и пределах от —50 до +50° С) эпоксидной смолы, отвержденной метафенилеидиамином (15 иесовых частей смолы) (Л. 6-5].
паунда происходит в течение 2 ч при 63,5° С, после чего температура постепенно поднимается в течение нескольких часов до 149° С и поддерживается на этом уровне в течение 2 ч. Улучшение свойств может быть достигнуто при дополнительном 2-часовом прогреве при 177— 204° С.
Влияние наполнителей на тепловые свойства. Кроме значительного 'снижения температурного коэффициента расширения, наполнители 'повышают теплопроводность данной смолы и снижают потери веса при тепловом старении. Вопросы теплопроводности детально рассматриваются в гл. 8.
'Потеря веса сильно снижается благодаря термостабильности наполнителей. Чем больше наполнителя вводится в систему, тем 'меньше потеря веса в процессе теплового старения. Хотя смола при этом будет претерпевать деструкцию, с введением наполнителей качество компаунда почти всегда повышается. Это является результатом не только уменьшения потери веса, но' также снижения усадки и повышения удельной теплопроводности при введении наполнителей.
Другим полезным эффектом при введении наполнителей является уменьшение экзотермического тепла, выделяемого в процессе отверждения (рис. 6-1). Наряду со снижением усадки и температурного коэффициента расширения это обстоятельство в значительной степени снижает опасность растрескивания системы. В некоторых случаях это очень важно, так как экзотермичность реакции бывает так значительна, что вызывает интенсивное растрескивание в процессе полимеризации. До-' банка наполнителей часто снимает эту проблему и превращает обычно непригодный материал в ценную систему, удовлетворительную в отношении растрескивания.
Другой характеристикой компаундов, которая модифицируется благодаря введению наполнителей, является жизнеспособность. Теплопроводность наполнителя способствует передаче тепла от отверждаемого компаунда, что увеличивает жизнеспособность системы. Увели-.чение жизнеспособности связано с регулированием экзотермического тепла, выделяемого в системе.
Еще одним термическим свойством, которое может быть улучшено путем введения наполнителей, является огнестойкость. Загораемость во многих случаях снижается или совсем исключается при введении хлор- или бромсодержащих соединений или же наполнителей, в частности окиси сурьмы. Для этой же цели в заливочные композиции вводят некоторые фосфаты. Снижение горючести при введении этих соединений объясняется снижением концентрации горючих газов до концентра
ции ниже температуры воспламенения. Окись сурьмы плавится под действием температуры и образует вид покрытия, которое стремится отделить воздух от огня, что останавливает горение.
Влияние наполнителей на механические свойства. Влияние наполнителей на механические свойства может быть весьма значительным. Это зависит главным образом от типа наполнителя. По влиянию на механические свойства компаундов наполнители подразделяются на усиливающие (армирующие) и неусиливаю«щие или на волокнистые и неволокнистые. iB табл. 6-1 описываются некоторые армирующие наполнители.
Наполнители обычно повышают предел текучести компаунда при сжатии, но снижают предел прочности. Твердость и обрабатываемость зависят от вида наполнителя, но, как правило, при использовании наполнителей твердость повышается, а обрабатываемость ухудшается. В частности, весьма трудно обрабатывать системы с использованием абразивных наполнителей, таких, как кремнезем и песок. Более подробно об этом говорится в гл. 11.
Ударная прочность и прочность при растяжении при иопол'ьзовании армирующих наполнителей может повышаться, но в случае неволокнистых наполнителей, как правило, снижается. Очень хорошим армирующим наполнителем является молотое или дробленое стекловолокно.
Использование молотого стекл.оволокна. Молотое стекловолокно обычно пропускают через сито размером 0,8; 1,6; 3,17; 6,35 мм. Оно получается измельчением на молотковой, дробилке прядей стекловолокна и просеиванием полученного продукта. Влияние молотого стекловолокна на удельную ударную вязкость эпоксидных смол показано на рис. 6-8. Во многих случаях трудно предотвратить утечку смолы по линии раздела формы. Введение в смолу 5% молотого стекловолокна (частиц с размером 0,8 мм) вместе с другими наполнителями устраняет это.
Важным фактором при выборе стекловолокнистого наполнителя может быть тип замасливателя, применяемого в -производстве стекловолокна. Этот фактор отражается на электроизоляционных свойствах наполненного стекловолокном компаунда.. Замасливатели обычно
наносятся на стекловолокно для того, что ы улучшить адгезию стекловолокна к смоле и, таким о’бразом, изменить конечную прочность композиции. Обработка такого рода может производиться крахмалом, силанами или хлоридом хрома. Есть много за и против того или иного способа, но обычно считается, что применение крахмала способствует проникновению влаги вдоль волокон и, таким образом, снижению электроизоляционных свойств
Рис. 6-8. Влияние наполнителя молотого стекловолокна на удельную ударную прочность (по Изод, 'Образец г надпилом) эпоксидной смолы. Числа при кривых — размер стекловолокна. Отливка эпоксидного компаунда толщиной 1,27 см; состав: эпоксидная смола Ероп 828 — 100 весовых частей, отвердитель Z — 20 весовых частей. Технология изготовления компаунда: снижение вязкости нагревом до 52° С; введение молотого стекловолокна и осторожное перемешивание, чтобы не попадал воздух; охлаждение до 38° С; введение отвердителя (20 весовых частей); заливка, отверждение при комнатной температуре с последующей термообработкой при 115° С [Л. 6-7].
наполненного компаунда, особенно если он работает в условиях повышенной влажности. Этот дефект не в такой степени проявляется при двух других способах обработки стекловолокна. Обработка хлоридом хрома (воланирование) производится с помощью водного раствора метакрилатхлорида хрома (выпускаемого фирмой Du Pont под названием Volan). Влияние обработки стекловолокна этим препаратом показано на рис. 6-9.
Влияние наполнителей на электрические свойства. Хотя некоторые электрические характеристики систем из синтетических смол могут быть улучшены при введении отдельных 'наполнителей в определенных концентрациях, обычно влияние наполнителей на эти свойства не так резко выражено' по сравнению с влиянием на тепловые, и механические свойства систем. Например, элек-
Рис. 6-9. Сопротивление изоляции эпоксидных отливок при температуре 63° С и относительной влажности воздуха 95% в зависимости от вида и характера обработки наполнителя (Л. 6-9].
1 — стекло, обработанное воланом; 2 — слюда, обработанная волвном; 3 — слюда; 4 — целлюлоза, обработанная воланом; 5 — прокаленное стекло.
троизоляционные свойства обычно не улучшаются при введении наполнителя. Фактически, если наполнитель увлажнен или загрязнен, электроизоляционные свойства снижаются. Однако tgS и диэлектрическую проницаемость можно регулировать введением наполнителей с малым объемным весом и некоторых специальных наполнителей, например титаната бария.
Влияние наполнителей на стоимость компаундов. Одним из основных преимуществ применения наполнителей является то, что в большинстве случаев их стой-
мость ниже стоимости смол. Поэтому стоимость наполненного компаунда снижается ъ зависимости от количества наполнителя, введенного в смолу. Конечная стоимость компаунда зависит как от концентрации наполнителя, так и от стоимости смолы (например, относительно дешевой полиэфирной смолы или дорогой кремнийорганической). Конечно, маловероятно, чтобы стоимость наполненного кремнийорганического компаунда была так же низка, как стоимость наполненного полиэфирного компаунда, однако в обоих случаях стоимость можно в значительной степени снизить.
С точки зрения удешевления компаунда желательно использовать максимально допустимое количество наполнителей. Экономия может быть подсчитана для любого вида компаунда, однако .подсчет, основанный только на содержании наполнителя в весовых процентах, может привести к ошибкам. Большая степень введения наполнителей практически скорее приводит к получению компаунда с большой плотностью, чем к увеличению объема компаунда. Во многих случаях более важное значение имеет стоимость единицы объема компаунда; в частности, при заливке электронного оборудования имеет значение именно объем заливки. Однако-, так как наиболее употребительные смолы незначительно различаются по плотности, стоимость большинства компаундов, наполненных в одинаковой степени, можно сравнивать по весу.
Введение наполнителей в смолу. .Перед введением в смолу наполнители обычно высушиваются, так как находящаяся в наполнителях влага может приводить к образованию пузырей и раковин во время процесса отверждения и ухудшению электроизоляционных свойств отвержденного продукта. Однако, если наполнители не поглощают влагу, этого можно не опасаться.
Введение наполнителей в смолу можно производить с помощью различного рода механизмов: вальцевой мельницы, шаровой мельницы, планетарной мешалки, мешалки с сигмовидными лопастями или же простым механическим перемешиванием с помощью сжатого воздуха. Способ введения наполнителя зависит от его вида и концентрации. Детально это обсуждается в гл. 12.
Концентрация наполнителя зависит как от вида наполнителя, так и от вязкости смолы. Обычно в случае
применения коллоидного кремнезема и волокнистых наполнителей, например молотого стекловолокна и асбеста, максимально допустимая для заливки вязкость компаунда получается при введении менее 10—15 частей наполнителя на 100 частей смолы (по весу). Из-за их способности быстро повышать вязкость смешивать эти наполнители со смолами несколько труднее, чем другие виды наполнителей.
Наиболее часто, применяемые наполнители, такие как кремнезем, карбонат кальция и тальк, можно вводить в количестве 50—150 или более частей на 100 частей смолы (при размере частиц 200—325 меш). Такие наполнители, как окись алюминия, порошкообразный алюминий и силикат кальция, можно вводить в количестве до 200 частей на 100 частей смолы. Тяжелые наполнители, как железо, окись железа и медь, можно использовать в количестве до 300 частей и больше на 100 частей смолы. Песок с частицами крупных равмеров (50 меш и больше) часто вводят в количестве до. нескольких сотен частей на 100 частей смолы.
Вообще говоря, наполнители, которые можно вводить в большом количестве, имеют большую склонность к оседанию, чем легкие наполнители. Почти во всех случаях для поддержания 'наполнителей во взвешенном состоянии в суспензии в течение определенного периода времени требуется перемешивание. Некоторые из тяжелых наполнителей, например порошок меди или крупнозернистый песок, могут оседать так быстро, что затрудняется заливка, даже если операция заливки следует сразу за перемешиванием. При использовании кремнезема, слюды и карбоната кальция, а также других широко распространенных наполнителей с размером частиц 200—325 меш поддерживать их в суспензии относительно легко путем очень медленного перемешивания в емкостях для компаундов.
Количество вводимого наполнителя не обязательно ограничивается начальной вязкостью смолы. Если смола стабильна при нагреве (например, эпоксидные смолы), ее можно свободно нагреть до 60—70° С или выше и, таким образом, сильно снизить вязкость, что позволит ввести больше наполнителя. В частности, эпоксидная смола общего назначения с вязкостью 120—160 пз при комнатной температуре может быть доведена до вязкости око
ло 1.0, пз нагревом до 70оС. При смешивании с нагретой смолой кремневема с размером частиц 3'26 меш можно ввести'в количестве 200 частей на 100 частей смолы. Выполнение той же операции при комнатной температуре при высокой начальной вязкости также может быть осуществлено, но введение даже небольшого количества кремнезема может привести к получению компаунда с вязкостью, слишком большой для заливки.
В ^некоторых случаях часть наполнителей, таких как слюда и бентонитовые глины, вызывает желатинизацию ряда смол. Это явление может служить причиной ненормально высокого 1повышения вязкости при использовании этих наполнителей.
Тиксотропные наполнители. Коллоидальный кремнезем и другие тиксотропные наполнители, которые имеют тенденцию повышать вязкость при очень низком содержании в компаундах, редко используются в заливочных системах. Однако они обычно применяются в рецептурах, предназначенных для герметизации изделий способом макания, так как эти наполнители обеспечивают толстые покрытия с тиксотропными свойствами. Они легко наносятся методом макания или кистью, но не стекают во время отверждения. Наполнители этого типа обычно имеют очень большую поверхность при очень' малом размере частиц. Типичными наполнителями такого рода, которые применяются для получения тиксотропных систем, являются Cab-O-Sil (Godfrey L. Cabot, Inc.)• Santocel (Monsanto Chemical Co.) и Bentone 34 (National LeaM Co.). Первые два продукта являются наполнителями на основе кремнезема, a Bentone 34 представляет собой бентонитовую глину.
Эти тиксотропные наполнители лучше всего вводятся в смолу при помощи трехвальцевой мельницы или смесителей с сигмовидными лопастями. Применение этих смесителей позволяет получить тиксотропный эффект с минимальным количеством наполнителя (Л. 6-8].
В качестве примера приведем рецептуру белого' тик: сотропного компаунда [Л. 6-6]:
Эпоксидная смола Epi-Rez 510 .... 26,79 вес. ч.
Эпоксидная смола Epi-Rez 504 .... 44,65 вес. ч.
Двуокись титана...............17,85 вес. ч.
Bentone 34....................10,71 вес. ч.
Отвердителем для этой рецептуры служит Epi-' u-re 82 в количестве 17,86 весовых частей на 100 частей смеси, указанной выше. Компаунд с отвердителем имеет жизнеспособность около 1 ч при комнатной температуре. Перемешивание смолы и наполнителей осуществляется в трехвальцевой краскотерке до получения вязкости 760 пз (по вискозиметру Брукфилда с ротором № 6 при 2 об/мин). Перемешивание с отвердителем производится после достижения этой вязкости.
Наполнители низкой плотности. Некоторые наполнители могут быть в виде полых шариков или сами по себе иметь малую плотность. Их вводят в заливочные смолы с целью получения заливочных наполненных компаундов малой плотности. Подробности технологического процесса и свойства компаундов приводятся в гл. 7. Однако ниже приводятся некоторые данные о наполнителях такого типа.
Микрошарики. Микрошарики—это крошечные пластмассовые шарики, наполненные азотом, диаметром от 0,0051 до 0,0089 мм. Они были -впервые разработаны с целью получения плавающего барьера для уменьшения потерь при испарении в хранилищах горючего и получили торговое наименование Microballoon. Однако их свойства оказались настолько интересны, что они стали применяться в качестве наполнителей низкой плотности в заливочных компаундах.
Хотя микрошарики могут изготовляться из большого числа пленкообразующих материалов, каковы поливинилацетат, поливиниловый спирт и неорганический силикат натрия, более всего распространены два материала на основе пластмасс — это фенольные и мочевинофор-мальдегидные микрошарики. Свойства этих наполнителей приведены в табл. 6-3.
Неорганические полые сферические наполнители. Хотя наполнители типа Microballoon обычно изготовляются из пластмасс, выпускается несколько типов неорганических наполнителей из полых шариков. Представителями таких наполнителей являются Kanamite и Eccosphere. Первый из них является материалом на основе глины (одноячеистым), в то время как «эккосфе-ры» делаются из стекла. Свойства этих двух материалов приводятся в табл. 6-За и 6-36.
Свойства микрошариковых наполнителей и для сравнения — кремнезема [Л. 7-16]
Марка наполнителя Описание Гранулометрический состав частиц Объемный вес, г/мл Производитель
Colfoam Microballoons Шарики из мочевино-формальдегидной смолы 90% 20—100 меш 10%f мельче 200 меш 0,2—0,5 Colton Chemical Со.
Microballoons BJOA-0840 Полые шарики из фенольной смолы 10% 40—100 меш 74% 40—200 меш 16% мельче 200 меш 0,3—0,4 Union Carbide Plastics Co.
Microballoons CPR 2077 Полые стеклянные шарики 89% 60—325 меш 11% мельче 325 меш 0,26 Standart Oil of Ohio
Порошкообразный кремнезем Белый порошок, содержащий 99,86% SiO2 39% 80—325 меш 61% мельче 325 меш 2,32 Harshaw Chemical Co.
Таблица &3а
Свойства глиняных шариков [Л. 6-12]
Свойства Марка Средняя плотность частиц (плавающая фракция)
200 200 230 300
Г ранулометрическое распределение частиц, %: 20 меш 4 6 30 0,45
30 меш 22 26 61 9 0,52
40 меш 40 42 9 41 0,62
60 меш ..... 28 22 — 44 0,73
мельче 60 меш 6 4 — 6 0,80
Плотность шариков, кг/м3 356—418 338—385 274—305 370—400
Средний удельный вес частиц, г/см3 0,67 0,62 0,51 0,64 —
Фракция, способная плавать, % . . ... 90—95 99 99 95 —
Состав (%): SiO2—53; А12О3— 21,5; Fe2O3— 7,2; СаО — 9,2; MgO—5,8; Na2O и К2О—3,3.
Физико-механические свойства: влагопоглощаемо'сть (72 ч при 82° С и 100% относительной влажности воздуха) < 0,01%.
Температурный коэффициент линейного расширения — 5,5Х ХЮ-6 град~1;
Таблица 6-36
Свойства стеклянных шариков Eccospheres фирмы Emerson and Cuming, Inc. [Л. 6-13]
Свойства Стекло Марка шариков
8 SI
Электроизоляционные свойства: Диэлектрическая проницаемость . . . 4,1 1,2 1,15
tgS • . Удельное объемное сопротивление, 0,002 0,002 0,0005
ом>см 10’6 — —
Физико-механические свойства: Удельный вес частиц, г)см3 2,4 0,3 0,3
Объемный вес, кГ/м3 — 224 193
Температура размягчения, °C 538 538 1 649
Прочность при сжатии, кГ/см2 .... Водопоглощаемость (за 24 ч), % . . • 2 800 175 161
0,04 5,0 0,00
КРАСЯЩИЕ ВЕЩЕСТВА
Красящие вещества обычно включаются в рецептуру компаундов для заливки или герметизации электронного оборудования. Окраска может достигаться путем применения готовых паст, пигментов или красок. Чаще всего применяются готовые пастообразные концентраты, так как их применение наиболее удобно для окрашивания компаунда потребителем. -
Красящие пасты обычно представляют собой смесь пигментов и красителей с разбавителем или реакционно способной смолой, которая служит носителем. Например, если нужно окрашивать полиэфирные смолы, пигменты обычно растираются в полиэфирной смоле, так что окрашивающая паста будет в большей части реакционно способной частью компаунда. В случае эпоксидных компаундов пигменты растираются в эпоксидной смоле. Несмотря на то, что нужный цвет в большинстве случаев может быть получен независимо от того, какой носитель использован, лучше применять пасту па основе эпоксидной смолы для эпоксидных компаундов, на основе полиэфирной смолы для полиэфирных компаундов и т. д. Применение нереакционно способных смол может иногда приводить к нежелательному побочному действию. При заливке электронных устройств часто требуется окраска в небольших объемах, что не всегда легко осуществимо. В связи с этим много легче по возможности подобрать выпускаемые промышленностью стандартные красящие пасты. Однако в этом случае могут быть некоторые отклонения в цвете, особенно если потребитель пытается добиться того, чтобы цвет заливочного компаунда не отличался от цвета других частей объекта. В некоторых случаях цвет может меняться не только от замеса к замесу, но и в процессе термообработки залитых изделий. По этой причине черный цвет является наиболее желательным, так как он меняется меньше других. Небольшая разница в окраске в случае черного цвета меньше заметна.
Пигменты в чистом виде редко применяются потребителями заливочных компаундов, кроме тех случаев, когда потребители располагают собственными краскотерками и т. п. В то время как окрашивающие концентраты поставляются в уже растертом виде и могут вво-
Таблица 6-4
Влияние пигментов на свойства полиэфирных смол [Л. 6-14]
Пигменты С ветос тойкост ь Теплостойкость Кроющая способность Химическая активность
Белые:
Двуокись титана Посредственная Хорошая Хорошая Инертный
Окись цинка . . . п Я в Очень мощный ингибитор
Черные:
Ламповая сажа Хорошая я я Мощный ингибитор
Углерод Я я эт То же
Железо в я я Инертный
Желтые:
Кадмий я я Посредственная Ингибитор
Хром Плохая Хорошая Инертный
Ганза и Посредственная я
Охра Хорошая Хорошая я Инертный к ускорителям
Красные:
Кадмий Я ( Плохая Ингибитор
Литоль Плохая Плохая Хорошая Слабый ингибитор
Пара • я я я Ингибитор
Толуидин .... я Посредственная
Окись железа . . Хорошая Хорошая Хорошая Инертный
Пигменты
Светостойкость
Теплостойкость
Оранжевые:
Кадмий ........
Молибдат . . . .
Хром............
Зеленые:
Гидрат окиси хрома ............
Хром............
Фталоцианин . .
Синие:
Кобальт ........
Ультрамарин . .
Фталоцианин . .
Коричневые:
Сырая сиена . . . Жженая сиена . . Сырая умбра . . .
Пурпурный:
Вольфрамовый тонер ...........
Хорошая Плохая
Хорошая Плохая Хорошая
Посредственная Хорошая
Посредственная Хорошая Посредственн ая
Плохая.
Хорошая
Продолжение табл. 6-4
Кроющая способность
Химическая активность
Плохая
Хорошая
Ингибитор Инертный
Плохая
Хорошая
Ингибитор
Плохая Хорошая
Инертный
Ингибитор
Мощный ускоритель Инертный к слабым ускорителям Мощный ускоритель
Плохая
Инертный
диться в компаунд простым перемешиванием, пигменты должны растираться с компаундом. Некоторые свойства пигментов, вводимых в полиэфиры, приведены, в табл. 6-4.
Красители могут служить эффективным средством контроля концентрации и однородности при введении отвердителя в компаунд. В этом случае краситель добавляется к отвердителю, а при его смешивании с компаундом последний приобретает определенный цвет. Однако, для того чтобы использовать этот тип контроля, необходимо растереть в компаунде без отвердителя двуокись титана или добавить в компаунд красящий концентрат. Если этого не сделать, краситель будет давать оттенки, по которым невозможно контролировать однородность смешения. Только в том случае, если в компаунде присутствует двуокись титана, краситель будет легко давать нужный цвет. Такими красителями обычно служат судан оранжевый и судан зеленый.
Серый цвет трудно получить с помощью красителей, так как большинство черных красителей при- смешивании с белым компаундом дает лиловый оттенок. Это приводит к тому, что при использовании красителей для целей контроля компаундов, оказывается необходимым ориентироваться не на тот цвет, который был задан, а на тот, который получается.
РАЗБАВИТЕЛИ И МОДИФИКАТОРЫ
Разбавители обычно используются с высоковязкими смолами. Их основной целью является снижение вязко-ти для того, чтобы улучшить технологические свойства композиции или вводить в компаунд больше наполнителя. Второй важной причиной для их использования является стремление понизить стоимость заливочных компаундов. Вследствие высокой вязкости и дороговизны эпоксидных смол понятно, почему так много внимания уделялось разработке разбавителей для них.
Основным правилом при выборе разбавителя является требование совмещаемости с разбавляемой смолой. Например, в случае полиэфиров наиболее общеупотребительным разбавителем является стирол, так как он принимает участие в реакции отверждения. На практике промышленные полиэфирные смолы, применяемые для заливочных целей, обычно содержат в качестве сши-
вающего мономера 25—30% стирола. При этом смолы имеют низкую вязкость, облегчающую работу с ними. Вязкость может быть снижена в еше большей степени добавкой очень небольших количеств стирола, .так как последний обладает свойством очень сильно снижать вязкость. Добавка 5% стирола к любой промышленной полиэфирной смоле в очень значительной степени снижает вязкость. Таким образом, использование разбавителей с полиэфирными смолами не является проблемой, даже если требуется сильное разбавление.
Для эпоксидных смол предлагалось много разбавителей как реакционно способных (активных), так и инертных. Обычно предпочитают активные разбавители, так как они меньше влияют на изменение свойств отвержденных юмол. Тем .не менее применяются инертные разбавители, например ксилол, причем в низких концентрациях (до 5—10%) они не вызывают значительных изменений, которые влияли бы на применение смол для заливочных целей. В то же время обычно считают, что большинство разбавителей действует на те или иные свойства отвержденной смолы. Влияние различных разбавителей на физические и электрические свойства эпоксидных смол отражено в табл. 6-5 и 6-6.
Таблица 6-5
Влияние различных модификаторов на физико-механические свойства отвержденной эпоксидной смолы [Л. 6-10]
Разбавитель на 100 весовых частей смолы Предел прочности при изгибе, кГ1см? ’Модуль упругости при изгибе, Т/см^ Работа удара, кГ-см Твердость по Роквеллу М о с к g ч? Температура деформации, °C
Без разбавителя .... Бутилглицидиловый 1 305 38 1,74 100 1,06 100
эфир, 12,8 1 300 32 3,02 91 1,06 75
Окись стирола: 12,8 . . 1 260 33 2,94 96 1,06 90
14,8 . . 1 390 36 2,70 96 1,06 80
16,8 . . Фенилглицидиловый 1 240 42 2,34 95 . 1,06 79
эфир, 12,8 1 260 33 3,28 95 1,06 89
Ксилол: 6 1 250 33 2,75 94 1,06 74
12,8 975 29 2,48 79 1,06 62
Таблица 6-6
Влияние различных отвердителей на электроизоляционные свойства отвержденной эпоксидной смолы Bakelite [Л. 6-10]
Разбавитель весовых частей на 100 вес. ч. смолы Частота, erj tgh Диэлектрическая прони* цаемость Коэффициент потерь
Без разбавителя 10 0,009 4,4 0,03
103 0,019 4,2 0,08
10е 0,032 3,7 0,11
Бутилглицидиловый эфир,
12,8 10 0,0072 4,16 0,03
103 0,0146 4,9 0,060
106 0,0327 3,57 0,116
Окись стирола, 12,8 . . . . 10 0,0052 3,76 0,019
103 0,0144 3,75 0,054
106 0,0277 3,16 0,088
Окись стирола, 14,8 .... 10 0,00561 0,0147 0,0273
103 3,65 3,58 3,35
106 0,0205 0,0526 0,0913
Окись стирола, 16,8 .... 10 0,00526 3,58 0,0188
103 0,0133 3,53 0,0469
106 0,0260 3,39 0,0881
Основным требованием при использовании разбавителей является, стремление к максимальному снижению вязкости |При минимальной добавке разбавителя. Это способствует лучшему сохранению свойств системы. Большую роль также играет способность разбавителя совмещаться со смолой и смачивать наполнители. Часто наиболее эффективными активными разбавителями являются низковязкие эпоксидные соединения. Они обеспечивают максимальное снижение вязкости, хорошо смачивают наполнители и в минимальной степени влияют на свойства компаунда. Исходя из этого, наиболее часто в рецептурах используется комбинация высоко- и низковязких эпоксидных смол.
Если требуется значительное снижение вязкости, часто используют алилглицидиловый и бутилглицидило-вый эфиры и окись стирола. Так как эти разбавители имеют высокую упругость паров, необходимо принимать меры для уменьшения их потерь, особенно если компаунд обезгаживается под вакуумом или отверждается
при повышенных температурах. Чтобы не было высокой концентрации паров, требуется предусмотреть вентиляцию. Наиболее летучим разбавителем является алилгли-
цидиловый эфир, а окись стирола наименее реакционно способна при использовании аминных отвердителей. По-видимому, там, где требуется наибольшее снижение вяз кости и наименьшее влияние на физико-механические
Рис. 6-10. Влияние различных активных разбавителей на вязкость (при 25° С) эпоксидной смолы Epi Rez 510 (Л. 6-6].
1 — аллилглицидиловый эфир, 2 — бутил-глицидиловый эфир; 3 —окись стирола;
4 — фенилглицидиловый эфир; 5 — трифе-нилфосфит; 6 — кардолайт NC-513.
свойства компаунда, наилучшим разбавителем является бутил-глицвд'ил'овый эфир. Фе-нилглицидиловый эфир менее летуч, но меньше снижает вязкость. Хотя ксилол является инертным разбавителем, он несколько лучше, чем вышеупомянутые вещества, снижает вязкость и очень хорошо совмещается с большинством эпоксидных смол.
Влияние различных реакционно способных разбавителей на вязкость обычной эпоксидной смолы отображено /на рис. 6-10. Для реакционно способных разбавителей требуется введение дополни-
тельного количества
отвердителей (рис.
6-11). Для снижения
вязкости в рецептурах с эпоксидными смолами также используются трифенил-фосфит и Caildolite NC-513. Эти материалы менее эффективно снижают 'вязкость, чем другие реакционно способные разбавители, и они обычно применяются, если нужно не только снизить вязкость, но и обеспечить получение других свойств. Применение Cardolite NC-513 обсуждалось в гл. 4.
Сообщалось,, что при смешивании трифенил фосфита с эпоксидными смолами обеспечивается эффект, не..до-стижимый с обычными модификаторами [Л. 6-15]. Найдено, что этот модификатор повышает прочность эпоксидных отливок при сжатии (табл. 6-7). Отвержденные компаунды имеют лучшие электрические свойства, чем в случае обычных разбавителей (табл. 6-8). Кроме
того, эпоксидные смолы, модифицированые три-фенилфосфитом, быстрее отверждаются, значительно снижают вязкость и стоимость эпоксидных компаундов.
Трифенилфосфит химически связывается с эпоксидным полимером и поэтому является реакционно способным моди-' фикатором. Трифенилфосфит полностью совместим с обычными жидкими эпоксидными смолами и может смешиваться с ними в любом соотно
Рис. 6-11. Количество отвердителя, необходимого для различных активных разбавителей [Л. 6-5].
а — отверждение ароматическим диамином; б — отверждение диэтилеи-триамином; 1 — аллилглицидиловый эфир; 2 — фенилглицидиловый эфир.
шении, обеспечивая нужные физико-механические свойства. Однако оптимальные свойства обеспечивает введение 25 частей модификатора на 100 частей смолы [Л. '6-15].
Смолы, содержащие трифенилфосфит, могут храниться в закрытых емкостях в течение нескольких месяцев без заметного изменения вязкости. Однако вода может реагировать с модифицированной смолой, заставляя модификатор действовать в качестве отвердителя. Поэтому в открытых емкостях после нескольких недель образуется пленка. Вязкость смолы под пленкой изменяется очень медленно.
Важно помнить, что вредное действие эпоксидных смол на кожу характерно также для большинства реакционно способных эпоксидированных разбавителей. Кро-
Таблица 6-7
Физико-механические свойства* и стоимость различных модифицированных эпоксидных смол [Л. 6-15]
Компоненты 1 1 Контрольная рецептура Рецептура
1 2 3 4
Состав: Жидкая эпоксидная смола (типа Ероп 828) 100 100 100 100 100
Трифенилфосфит (Mod-Epox) . . — 25 ‘ 25 —
Аллилглицидиловый эфир .... — .— —~ 10
Бутилглипидиловый эфир .... — -— .— — 13,5
Диэтилентриамин ........ 12 8 11 13 13
Стоимость модифицированной смолы**, долл)кг Свойства: Вязкость при 25° С, из 1,34 1,34 1,56 1.47
16,5 9,2 6,2 4,5 4,2
Твердость по Роквеллу М ... 102 103 53 90 90
Температура деформации, °C . . 114 74 78 83 76
Прочность при сжатии, кГ/см2 . В’Одопоглощаемость за 7 дней, % 1 090 1 150 —. 985 930
0,40 0,38 0,58 0,50 0,52
Привес в 10%-ной NaOH за 7 дней, °/о 0,31 0,32 0,54 0,40 0,42
* Отверждение 20 ч при комнатной температуре +2 ч при 100° С.
** По ценам на сентябрь 1959 г.
Таблица 6-8
Электрические свойства различных модифицированных эпоксидных смол* [Л. 6-15]
Состав 1g 8. %, при частоте, гц Диэлектрическая прон ицаемос ть при частоте, гц Удельное сопротивление при 50° С, ом-см
Компоненты Весовые части 108 106 103 10»
Смола Диэтилентриамин . . 1001 12/ 1,4 3,6 4,9 4,3 16,6-10’»
Смола Диэтилентриамин . . Трифенилфосфит . . 1001 8 25 J 0,4 1,7 4,0 3,9 18,8-10’?
Продолжение табл. 6-8
Состав tg 6, %, при частоте, гц Диэлектрическая проницаемость при частоте, гц Удельное сопротивление при 50° С, ОМ’см
Компоненты Весовые части Юз 10е 103 10е
Смола.............
Диэтилентриамин . . Аллил глицидил овы й эфир..............
Смола ............
Диэтилентриамин . . Бутилглицидиловый эфир..............
7,1-10”
100'
13 .
10
100’
13
13,5
7,3-10”
* Типичные смолы: Araldite 6010 (Ciba), Epi-Rez 510 (Jones —Dabney Со.), Epon 828 (Shell).
Сходные жидкие смолы производятся также Union Carbide Plastics Co. и Reichhold Chemicals. Inc.
ме того, из-за повышенной летучести реакционные эпоксидированные. разбавители неприятны при вдыхании, что может потребовать применения респираторов. Таким образом, предосторожности, требующиеся при работе 'С эпоксидными смолами, должны соблюдаться и при использовании реакционно способных эпоксидированных разбавителей.
Каменноугольная смола в качестве модификатора эпоксидных смол. Многие типы каменноугольных смол легко совмещаются с эпоксидными смолами в любых соотношениях. Вследствие этого обстоятельства, а также низкой стоимости и доступности таких смол модификация ими эпоксидных смол может быть 'весьма экономичной для целого ряда целей [Л. 6-6]. С другой стороны, следует помнить, что определенные свойства компаунда, модифицированного смолами такого типа, препятствуют его применению в ряде объектов. Свойства эпоксидных компаундов, модифицированных каменноугольными смолами, приводятся в табл. 6-9.
' Так как каменноугольные смолы имеют значительно большую вязкость, чем обычные эпоксидные смолы, системы, модифицированные ими, обладают повышенной
Таблица 6-9
Свойства эпоксидных смол, модифицированных каменноугольными смолами [Л. 6-6]
Компоненты и свойства Рецептура, весовые части
1 2 3 4 5 6 7 8
Состав
Epi-Rez’510 100 75 25 — 50 100 50 —
Epi-Rez 504 Каменноугольная —- 25 75 100 50 — 50 100
смола Reilly № 4202* 100 — — по НО 200 200 200
(ТЕТА) .10 10 10 10 10 10 10 10
Свойства в п ) о ц е с с е отверждения
Твердость** по Шору
после выдержки при 20° С:
48 ч £>62 £>87 £>83 А58 А85 А 80 А60 А10
72 ч £>64 £>87 £>83 А60 А87 — —. .—-
96 ч £>70 D87 £>83 А65 £>48 — — .—-
120 ч £>70 D87 £>83 А67 £>54 — — —
144 ч — — — — —— А42 ДЗО £>40
240 ч £>70 £>87 £>83 А80 D60 £>46 £>37 А53
Жизнеспособ-
ность***, мин . . Вязкость при 25° С, 75 18 28 165 105 140 190 330
пз 112 18,1 2,94 7,7 28 323,5 86,6 30,8
Свойства о т в е ржденного компаунда
(16 ч при 20°С + 2 ч при 100° С)
Прочность при растяжении, кГ/см* . .
Удлинение при разрыве, %............
Твердость по Шору
Удельная ударная вязкость, кГ-CMjcM (образец с надпилом) ..............
Водопоглощаемость
ASTM D 570-57Т, »/0
Плотность, г!см* . .
Объемная усадка, % (расчетная) ....
151
7,4 D76
1,24
0,21
1,20
3,54
79,5 570 12,3 93 52 32 7
6,7 D87 6,6 D85 44 А67 45,5 D55 33 D45 36 А90 90 А38
1,90 3,74 **** 2,38 1,63 1,30
0,20 1,19 0,32 1,17 1,74 1,18 0,51 1,18 1,11 1,19 1,62 1,19 2,51 1,18
5,12 5,50 3,97 2,90 1,85 2,62 2,37
* Фирмы Reilly Tar and Chemical Corp.
** Образец 3,17 мм, отверждение при комнатной температуре.
*** Образец 300 г; температура 20° С.
•*** Образец слишком мягкий.
вязкостью по сравнению с немодифицированными систе-мами. Это затрудняет их переработку при изготовлении отливок, свободных от пустот. Однако вязкость может быть значительно снижена небольшим нагревом смеси до заливки или применением эпоксидных смол пониженной вязкости.
Добавка каменноугольных смол к эпоксидным значительно увеличивает жизнеспособность компаундов. С другой стороны, добавка смол увеличивает время достижения отвержденным эпоксидным компаундом при комнатной температуре (*в неэкзотермических условиях) максимальной твердости.
По твердости отвержденных образцов можно судить, что каменноугольная смола пластифицирует отвержденную эпоксидную смолу. Снижение твердости отливок с каменноугольной смолой сопровождается понижением их теплостойкости. Однако, к сожалению, введение каменноугольной смолы не сопровождается повышением удельной ударной вязкости, которая для большинства рецептур с этим модификатором снижается. Хотя механизм отверждения эпоксидных смол, модифицированных каменноугольными смолами, полностью не изучен, по-видимому, .можно считать, что каменноугольные смолы не реагируют с эпоксидной смолой, в связи с чем модифицированные системы имеют большие потери веса при таких относительно невысоких температурах, как 130°С. Из этого следует, что эпоксидные компаунды, модифицированные каменноугольными смолами, не следует использовать там, где температура намного превышает комнатную. Другим фактором, который следует учитывать при применении подобных компаундов в условиях повышенных температур, является усадка отвержденного продукта. Хотя расчетная объемная усадка, приведенная в табл. 6-9, свидетельствует о> том, что усадка модифицированных и немодифицированных эпоксидных смол почти не отличается друг от друга, фактическое значение этого показателя, несомненно, будет много больше, если системы будут эксплуатироваться при повышенных температурах достаточно' длительное время.
Электрические свойства компаундов подобного типа почти нё отличаются от свойств немодифицированных эпоксидных смол и других эпоксидных компаундов. В связи с этим многие рецептуры с. каменноугольными
смолами ведут се я вполне удовлетворительно в целом ряде электрических устройств, которые не эксплуатируются длительное время при повышенной температуре.
Хотя недостатки каменноугольных смол как модификатора эпоксидных смол совершенно очевидны, в целом ряде случаев дешевизна модификаторов такого типа перевешивает их недостатки.
ГЛАВА СЕДЬМАЯ
ПЕНОПЛАСТЫ И КОМПАУНДЫ НИЗКОГО ОБЪЕМНОГО ВЕСА
Пенопласты и компаунды низкого объемного веса обеспечивают многие из преимуществ твердых заливочных материалов и одновременно обладают дополнительными интересными особенностями. Во-первых, несомненной пользой является возможность снизить вес залитого изделия. Это требование является обязательным во многих случаях при применении заливочных компаундов в военно-воздушной и ракетной технике, а также в целом ряде других случаев вследствие снижения веса, облегчения транспортировки, упрощения переработки и других преимуществ. Во-вторых, существенным достоинством материалов низкого объемного веса является снижение стоимости материалов. На первый взгляд это утверждение может быть непонятным, если вспомнить, что стоимость многих материалов, применяемых для вспенивания на месте применения или изготовления легких деталей, выше, чем стоимость таких материалов высокой плотности, как полиэфирные и эпоксидные смолы. Однако если рассматривать стоимость заливки определенного объема, то стоимость единицы объема является более правильным фактором для сравнения, чем стоимость единицы веса исходного материала. Поэтому в случае пенопластов или материалов низкого объемного веса с помощью 1 кг исходного материала можно залить значительно больший объем изделий, чем с помощью 1 кг материала высокой плотности, например полиэфирных или эпоксидных смол. Таким образом, анализ стоимо-
сти, основанный на стоимости единицы объема, показывает, что пенопласты и компаунды низкой плотности являются относительно дешевыми материалами.
Большое число пенопластов и материалов низкого объемного веса для заливки электронного оборудования в настоящее время выпускается в промышленном масштабе в готовом виде или для приготовления из -компонентов. Основные типы таких материалов описываются в настоящей главе. Вообще говоря, пенопласты получаются двумя основными способами, хотя известны также другие методы. Этими наиболее распространенными способами являются: 1) газообразование как часть химической реакции получения .пенопласта и 2) образование или выделение газа вследствие разложения вспенивающего агента, добавленного к реагирующим материалам. Пенообразователь — это материал, который высвобождает газ при температуре реакции. В первом случае выделение газа является следствием химической реакции между основными компонентами, в то время как во втором выделение газа происходит без взаимодействия основных составных частей.
Компаунды низкого объемного веса (не типа пенопластов) обычно получаются добавкой легких наполнителей к смоле, составляющей основу компаунда.
ПОЛИУРЕТАНОВЫЕ ПЕНОПЛАСТЫ
Наиболее широко распространенными заливочными материалами для вспенивания на месте являются пенополиуретаны. Пенополиуретаны, вообще говоря, являются продуктом реакции полифункциональных изоцианатов с материалами, содержащими два или более активных водородных атома, каковы полиэфиры, многоатомные спирты и вода. Эти материалы известны не только под названием пенополиуретанов; иногда их называют изоцианатными пенопластами, диизоцианатными пенопластами, пенопластами на основе полиэфиров (полученных в свою очередь из простых и сложных эфиров) и полиэфиризоцианатными пенопластами. Хотя каждое •наименование не совсем правильно страждет любую комбинацию материалов, использованную для получения пенопласта, любое из этих наименований относится
к одному классу тех пенопластов, которые мы будем называть пенополиуретанами.
Получение пенополиуретанов. Рассмотрим для иллюстрации пенополиуретаны, получаемые в результате реакции между некоторыми полиэфирными смолами и диизоцианатами. Для облегчения понимания можно предположить, хотя это и будет не совсем строго, что полиэфир, использованный для данного пенопласта, того же типа, что и полиэфиры, описанные в гл. 2. Необходимо помнить, что известно очень большое число разнообразных полиэфиров: длинноцепных, короткоцепных, сильно разветвленных с большой реакционной способностью, слабо разветвленных и с малой реакционной способностью. Подобно тому как каждый из этих полиэфирных материалов при сшивании со стиролом в процессе образования полиэфирных смол образует продукт с индивидуальными свойствами, каждая индивидуальная полиэфирная смола будет давать свой конечный продукт при реакции с диизоцианатом. Вообще говоря, соображения, приведенные в гл. 2, применимы для определения того, будет ли конечный продукт (как при реакции со стиролом, так и .при реакции с диизоцианатом) эластичным или твердым. Молекулярный йес полиэфира, его количество в реакции, расстояние между реактивными точками в молекуле полиэфира и другие особенности структуры полиэфира, в большей или меньшей степени обусловливающие его химические свойства, влияют на природу конечного полиуретана. Например, низкий молекулярный вес или большое количество разветвлений в молекуле полиэфира приводит к образованию более твердого пенопласта, тогда как увеличение молекулярного’ веса и расстояния между реактивными точками ведет к получению упругих и эластичных полиуретанов. Разумеется, при заливке электронного оборудования в большинстве случаев используются твердые пенопласты. Все описываемые ниже системы, за исключением пенополиуретанов на основе простых эфиров, относятся к твердым пенопластам.
На свойствах конечного полиуретана отражается тип выбранного диизоцианата. Наиболее широко используемым в промышленном масштабе диизоцианатом является толиулендиизоцианат (TDI). Обычно TDI представляет собой смесь 80% 2,4-изомера и 20%' 2,6-изомера:
Применение этой смеси обусловлено главным образом тем, что она получается в процессе производства диизоцианатов.
Реакционной группой в диизоцианате является группа NCO, известная под названием изоцианатной группы. До сих пор мы обсуждали только реакцию между диизоцианатом и полиэфиром. Практически взаимодействие только этих компонентов будет приводить к образованию твердого конечного продукта высокой плотности, а не пеноматериала малой плотности. Такие материалы высокой плотности подобны тем твердым полиуретановым материалам, о которых говорилось в гл. 5.
Таким образом, для получения пенопласта с диизо-цианатом должен взаимодействовать еще какой-то реагент. Таким реагентом является вода или подобный ей материал, который будет реагировать с изоцианатной группой TDI с выделением газообразной двуокиси углерода. Для иллюстрации рассмотрим взаимодействие с водой. Можно считать, что при производстве пенополиуретанов одновременно идут две основные реакции: взаимодействие полиэфира с диизоцианатом с образованием полиуретана и взаимодействие диизоцианата с водой с образованием двуокиси углерода, которая вызывает расширение полиуретана, причем двуокись углерода не удаляется, что в результате приводит к получению пенопласта. Объемный вес пенополиуретана регулируется соотношением диизоцианата и воды. Большее количество воды и диизоцианата, вступающее во взаимодействие во время образования диизоцианат-полиэфирного полимера, приводит к выделению большего количества двуокиси углерода и, следовательно, к снижению объемного веса конечного пенопласта. С другой стороны, пенопласты высокого объемного веса получаются,
если возможность взаимодействия воды и диизоцианата уменьшается.
Склонность смеси полиэфира с диизоцианатом реагировать с водой создает определенные трудности при хранении. Если смесь находилась в открытом состоянии или в контакте с влажным воздухом, из-за взаимодействия с влагой указанной смеси смол на поверхности последней часто образуется толстая пузырчатая пленка. Взаимодействие с влагой с образованием газа и пузырьков часто происходит при работе с блочными (невспениваю-щимися) полиуретанами, что и обусловливает наличие пузырьков, обычно наблюдающихся в блочных смолах. После того как вся смола из бидона использована, необходимо тщательно очистить его края, так как в противном случае остатки смолы при взаимодействии с влагой затвердеют и благодаря хорошей адгезии полиуретанов может быть трудно или даже невозможно открыть крышку и использовать бидон повторно.
При производстве понелиуретанов применяются еще два материала: катализатор и эмульгатор. Катализаторы обычно служат для регулирования скорости отверждения. В качестве катализаторов чаще всего используются третичные амины. Скорость отверждения можно регулировать в нужных пределах как количеством, так и типом катализатора. Повышение концентрации катализатора, как правило, приводит к ускорению отверждения. Кроме того, повышение концентрации катализатора ускоряет реакцию ценообразования и, таким образом, снижает реальную жизнеспособность. В связи с тем, что обычно реакция ценообразования полиуретанов протекает очень быстро, так что на смешение и заливку остается меньше минуты, необходимо иметь какой-то компромисс между жизнеспособностью после добавки катализатора и временем отверждения. Обычно в качестве отвердителей применяются амины класса, известного под названием алкилморфолинов. Однако, если требуется более реакционно способный отвердитель, применяются такие амины, как триэтил-амин или диметилэтаноламин.
Так как часто бывает трудно получить хорошую, однородную смесь диизоцианата и полиэфира из-за высокой вязкости полиэфира и низкой вязкости диизоцианата, общераспространенной является добавка поверх
ностно-активного вещества иля эмульгатора. До авка эмульгатора помогает получить пенопласты с очень мелкими и однородными ячейками. В числе эмульгато ров, выпускаемых в промышленном масштабе, можно назвать Emulphor EL719 (Antara Chemical Div. General Aniline and Film Corp.); Triton, X-100 (Rohm and Haas Co.); Tween 21 и Tween 40 (Atlas Powder Co.) и Witco 77-86 (Witko Chemical Co.).
Рис. 7-1. Диэлектрическая проницаемость e в функции объемного веса пенополиуретанов (кривая пенопласта Nopco Lockfoam А, отдельная точка — рецептура В403) при температуре 22° С и двух частотах.
а—1 Мгц; 6 — 500 кгц [Л. 7-1].
Очень интересной особенностью пенополиуретанов, как и других пенопластов, является зависимость их свойств от объемного веса пенопластов. Примеры этого приведены на рис. 7-1 и 7 2, на которых отображена зависимость диэлектрической проницаемости и tg б от объемного веса для двух частот. В зависимости от объемного веса изменяется и большинство других свойств.
Форполимеры и одностадийные пенополиуретаны. Кроме классификации по эластичности или твердости и по объемному весу, полиуретановые пенопласты обыч
но разделяются на два основных класса: форполимер-ные и одностадийные пенополиуретаны. Одностадийные пенополиуретаны можно описать как систему, .в которой потребитель смешивает все компоненты, а именно: полиэфир, диизоцианат, воду, катализатор и эмульгатор. Таким образом, вся реакция проходит в «одну стадию».
По целому ряду причин часто желательно' модифицировать этот способ изготовления пенопласта. Во-первых, так как реакция получения пенопласта проходит
Рис. 7-2. Тангенс потерь как функция объемного веса пенополиуретанов.
а — Nopco Lockfoam В и б — Nopco Lockfoam А при частоте 9 375 гц и температуре 22° С [Л. 7-1].
очень быстро и так как вязкость и другие физические характеристики всех пяти компонентов часто трудно изменить в нужную сторону, желательно уменьшить число компонентов, смешиваемых одновременно. При работе ПО ОДНОСТаД'ИЙНОМу СПОСобу ЭТОГО' можно достичь предварительным смешиванием основных компонентов в две отдельные смеси, которые затем перемешиваются для вспенивания. Разумеется, необходимо предпринимать предосторожности, чтобы вода не попала в диизоцианат и материалы смешивались таким образом, чтобы реакция не начиналась до тех пор, пока не будут смешиваться две подготовленные смеси.
'Однако при этом у данного способа остаются два других основных недостатка. Во-первых, диизоцианат
исключительно токсичен и раздражает глаза и органы дыхания. Таким образом, работа с TDI как с сырьем для потребителя нежелательна. Во-вторых, реакция часто сопровождается очень высокой экзотермичностью, так что во многих случаях центральная часть изделия из пенопласта обугливается. Это особенно проявляется при увеличении размеров изделия, так как с увеличением массы повышается температура экзотермической реакции и, следовательно, увеличивается тенденция к обугливанию сердцевины материала.
Преодолеть три указанных недостатка—большое число компонентов, токсичность диизоцианата, высокую экзотермичность — можно путем применения форполимерной системы. В этом случае диизоцианат и полиэфир частично реагируют между собой до так называемого форполимера на предприятии, производящем смолу. На рынок поступает система из двух частей, причем одной частью является частично полимеризованная диизоцианат-полиэфирная смола, содержащая очень мало свободного диизоцианата, а второй частью служит катализатор. Таким образом, при смешивании катализатора и форполимера потребитель получает пенопласт. Вообще говоря, для потребителя форполимер более удобен.
Часто возникают споры между сторонниками форполимеров и сторонниками одностадийных систем. Сторонники одностадийных систем считают, что их применение обеспечивает большую полноту реакции и, таким образом, повышает качество конечного продукта. Сторонники форполимерных систем не совсем согласны с этой точкой зрения. Таким образом, очевидно, что различия в свойствах конечного материала, полученного по одностадийному способу и способу форполимера, не настолько явные, чтобы за них был ответствен только выбор способа. В связи с этим желательно в каждом случае применения проверять пенопласты, полученные по различным способам. В случае большого объема производства нельзя забывать о возможном' упрощении производственного процесса и снижении токсичности.
Производство и свойства различных пенополиуретанов. Так как число исходных материалов для получения уретановых смол обычно не менее пяти и так как эти материалы могут комбинироваться в различных соче-
таниях, для читателя, незнакомого с пенополиуретанами, полезно описать наиболее характерные системы этого типа.
Одностадийные системы. Рецептура типичной многокомпонентной системы приводится ниже. Потребитель имеет дело со всеми компонентами системы [Л. 7-2].
Материал Марка Поставщик Весовые части
Полиэфир PFR-6 Allied Chemical 100
Corp.
Вода — —- 4,0
Эмульгатор Tween 21 Atlas Powder 1,0
Катализатор R-метил-
морфолин — —— 1,0
Диизоцианат 1080-Н Allied Chemical 170
Nacconate Corp.
Изоцианатный эквивалент диизоцианата составляет 118—123, а вязкость (при 25°С) 1,5—2,0 пз. Кислотное число полиэфира 15—20, а вязкость (при 25° С) 700— 800 пз.
Первым шагом в производстве твердых пенопластов является приготовление предварительной смеси (премикса) из полиэфира, воды, эмульгатора (поверхностноактивного вещества) и катализатора перемешиванием их при малой или умеренной скорости до получения совершенно гомогенной смеси. На это может потребоваться 0,5—1 ч. Необходимо тщательно следить, чтобы во время перемешивания в смесь попадало возможно меньше воздуха, так как воздушные пузырьки в премиксе приводят к получению пенопласта с неоднородными свойствами. Премикс может приготовляться в любой таре, обеспечивающей отсутствие потерь влаги в процессе хранения и переработки.
В зависимости от назначения введение диизоцианата производится периодическим способом или при непрерывном перемешивании в соответствующем смесителе. В связи с тем, что вспенивание начинается через 30— 60 сек после введения диизоцианата в премикс, на смешивание и заливку остается только несколько минут.
Нужное количество премикса отвешивается в емкость (в случае периодического способа), добавляется диизо
цианат и смесь быстро и тщательно 'Перемешивается 20—30 сек или более для получения однородной смеси.
Очень большое значение имеет тщательность перемешивания. Недостаточное перемешивание приводит к получению пенопласта неоднородной структуры, а слишком длительное смешивание крайне снижает время, остающееся на заливку композиции в форму. После каждой операции смешения смесительное оборудование должно очищаться; в качестве- растворителей применяются ацетон или метиленхлорид. Если пенопласту позволить отвердеть на лопастях мешалки, их надо удалять для обжига.
До вспенивания смесь представляет собой жидкость относительно малой вязкости. Однако по мере вспенивания масса густеет и пенопласт стремится расширяться во всех направлениях.
При заполнении форм или других емкостей твердыми пенополиуретанами в зависимости от их назначения необходимо в той или иной степени ограничивать вытекание избыточных количеств пенопласта. Это приводит к тому, что в открытых формах развивается небольшое, а в закрытых — довольно значительное давление. Для того чтобы форма не теряла своей конфигурации, не коробилась и не изгибалась, необходимо ее заключать в соответствующий каркас. Любой избыток пенопласта в закрытой форме создает давление.
Как правило, в форму загружают 5—10%-ный избыток компонентов для того, чтобы обеспечить ее полное заполнение. Если требуется более точное соблюдение размеров, может потребоваться больший избыток компонентов.
Рекомендуется, чтобы закрытые формы имели в соответствующих местах небольшие отверстия диаметром приблизительно 3 мм для удаления воздуха. Более подробно о формах — см. гл. 11.
При соблюдении идентичных условий колебания в объемном весе пенопласта от партии к партии весьма невелики. При изготовлении больших количеств пенопласта его объемный вес несколько снижается вследствие уменьшения отношения веса наружного слоя к весу внутреннего и более высокой температуры, развивающейся из-за экзотермической реакции. Тонкие отливки и закрытые формы ведут к развитию внутренних давле
ний, которые о ычно повышают объемный вес изделия. Для того чтобы избежать колебаний объемного веса, температура формы должна поддерживаться на постоянном уровне. При повышении температуры объемный вес снижается. При температуре ниже 10°С скорость реакции оказывается слишком малой для нормального .вспенивания, что в итоге приводит к малопрочному пенопласту.
Если реакция вспенивания происходит быстро, то и заливка смеси должна также производиться весьма быстро. В случае большого объема работ рационально использование смесителей непрерывного действия. При добавочной заливке на поверхность уже образованного пенопласта получаются плохие результаты. Большие детали можно заливать как в вертикальном, так и в горизонтальном положении.
Физико-механические свойства пенопласта достигают почти максимальных значений уже через несколько часов выдержки при комнатной температуре, но максимальная прочность развивается в течение 1—7 дней в зависимости от конфигурации и объема формы. Скорость отверждения можно повысить термообработкой пенопласта при 65—ПО9 С в течение 1—4 ч. И в этом случае время отверждения зависит от конфигурации и объема изделия. После начального отверждения пенопласта может наблюдаться небольшая хрупкость поверхности. Однако если переработка происходит по веем правилам, то разрушения поверхности не наблюдается и после отверждения хрупкость исчезает и деталь становится жесткой и нерастрескивающейся. Физико-механические свойства пенополиуретана этого типа, полученного по одностадийному способу, приведены в табл. 7-1.
Для получения пенопласта, описанного в табл. 7-1, все основные компоненты смешиваются потребителем. Необходимо, однако, отметить, что перед операцией вспенивания полиэфир, вода, эмульгатор и катализатор могут быть предварительно смешаны вместе, причем вторым компонентом в этом случае является диизоцианат. Для удобства потребителей на рынок выпускаются -различные двухкомпонентные системы такого типа. Однако такие системы не могут быть причислены к форполимерам, так как диизоцианат и полиэфир в этом случае не
подвергаются предварительной частичной 'полимеризации. Свойства одной из систем такого типа приводятся в табл. 7-2.
Таблица 7-1
Свойства типичного отвержденного многокомпонентного пенополиуретана, полученного по одностадийному способу [Л. 7-2]
Свойства Значения
Объемный вес, кг/м3 Объем замкнутых ячеек, -% ...... Прочность при сжатии (при пределе текучести), KTjcM3 Действие нагрева (24 ч при 121° С) . . Действие увлажнения (70° С, относительная влажность 90—100%, 7 суток) Действие погружения в воду (24 ч при 24° С): стабильность размеров водопоглощаемость, кг/мг .... Удельная теплопроводность при 24° С, кал!ч-град-с1л Электрическая прочность, кв/см . . . Химостойкость ' . 29—35 85—90 1,05—1,75 Размеры не меняются Размеры не меняются Размеры не меняются 0,244 0,31 43,5—59,0 Не действуют: смазки, масла, разбавленные кислоты и щелочи и большинство органических растворителей
Таблица 7-2
Свойства типичного отвержденного двухкомпонентного пенополиуретана, полученного по одностадийному способу* [Л. 7-1]
Свойства При температуре
комнатной 4-93° с — 40° С
Прочность при растяжении,
кГ1см2 11 8,2 8,55
Удлинение при разрыве, % Прочность при сдвиге, 6,9 6,2 2,2
кГ^см? Прочность -при сжатии, 5,1 2,8 2,8
кГ/слб . . • 7,2 5,2 8,3
Продолжение табл. 7-2
Свойства При температуре
комнатной +93° С -40° С
Электроизоляционные свой-ства tgs Диэлектрическая проницаемость
Частота, гц: 103 3-10’ 0,002 0,002 1,10 1,30
Тепловые свойства При средней температуре, °C
24 49 -18
Удельная теплопровод- ность, ккал/ч-м-град . . 0,025 0,028 0,028
Время возгорания, сек Распространение пламени, см Время горения, сек
Горючесть 32,2 119 62,2
Температура, °C Коэффициент
Температурный коэффициент линейного расширения, град~х J 0—60 (25—70 3,5-10-® 3,9-10-®
* Пенопласт Lockfoam А206, объемный вес 96 кг}м\ фирма Nopco Chemical Со.
Форполимерные системы. Форполимерные системы — такие двухкомпонентные системы, в которых полиэфир и диизоцианат частично прореагировали между собой. Опознать, форполимерные системы можно двумя способами. Во-первых, запах диизоцианата слаб, но достаточен для того, чтобы его легко распознать. Во-вторых, второй компонент обычно используется в количествах, характерных для катализатора (до 10 весовых частей катализатора на 100 весовых частей смолы).
Переработка одностадийных и форполимерных систем практически одинакова. Смешение должно быть очень быстрым, так как реакция ценообразования протекает быстро даже в случае форполимеров. Часто экзо-
термического тепла достаточно для отверждения вспененного изделия, так что с последним можно работать уже через несколько часов после того, как в смолу введен отвердитель. Однако обычно для достижения 'пенопластами наилучших физико-механических свойств требуется отверждение при комнатной температуре в течение 1—-7 дней. Отверждение при повышенной температуре ускоряет процесс. В табл. 7-3 отражены свойства типичного пенопласта, полученного из форполимеров.
Таблица 7-3
Свойства типичного отвержденного пенополиуретана, полученного через форполимер [Л. 7-31. Методы испытаний по ASTM
Свойства Плотность пенопласта, кг]мР
ill 1 1
32 | .64 | 96 | 160 | 256 | 320
Тепловые свойства:
Температурный коэффициент линейного расширения в интервале температур от —30 до +30° С, 10~5-град~1 . . Механические свойства:
Предел прочности при сжатии, кГ/см2......................
Сжимающее напряжение для 50%-ной деформации, кГ)см2 Предел прочности при растяжении, кГ/см2...............
Электроизоляционные свойства:
tg 6 (при 103 гц)...........
Диэлектрическая проницаемость (при 103 гц)..........
2,48
0,31
0,67
1,12
0,003
1,42
1,45
2,8
2,94
8,05
15,40
9,80
9,25
19,50
23,40
42,0
25,90
Полиэфир-уретановые пенопласты на основе простых полиэфиров. Основной модификацией полиэфир-уретановых пенопластов является пенополиуретан, основанный на простых, а не сложных полиэфирах. Основным химическим различием между пенополиуретанами обоих видов, таким образом, является использование в качестве реагента, содержащего активный водород, полиэфира на основе простых, а не сложных эфиров. Таким образом, мы по существу имеем в основе пено-
полиуретана новый полимер. При этом .полиэфир харак-теризуетоя простыми эфирными связями, а не сложными (в случае полиэфира, основанного на сложных эфирах).
Такое изменение химической природы полимера приводит к известной разнице в свойствах конечных продуктов. Например, деформация пенополиуретана на простых полиэфирах с повышением сжимающей нагрузки гораздо меньше, чем деформация под такой же нагрузкой пенополиуретана на сложных полиэфирах. Это пока-
Рис. 7-3. Связь деформации и напряжения сжатия для пенопластов на основе простых и сложных эфиров [Л. 7-4].
/ — пенопласт на сложном эфире (исходный); 2 —пенопласт на сложном эфире (улучшенный); 3 — пенопласт на простом эфире.
зано на рис. 7-3. Подобные пенопласты являются эластичными. Как следует из рис. 7-3, в случае пенополиуретана на сложных полиэфирах, но деформация по мере увеличения нагрузки растет постепенно, существует точка (нагрузка около 0,07 кГ]см2), при которой деформация увеличивается очень быстро при небольшом увеличении нагрузки. Из-за этого залитые изделия хуже защищены от любого вида сжимающих усилий. Однако в промы'нь ленности пенопластов еще более важным является то, что пенопласты с такими свойствами не совсем удовлетворительны в качестве материала для мягкой мебели.
Из рис. 7-3 следует также, что свойства пенополиуретанов на сложных полиэфирах могут быть улучшены. Сравнивая кривые этого рисунка, можно видеть, что деформация для пенопласта на простом полиэфире гораз
до больше. Другим преимуществом 1пенопластов на про-стых полиэфирах является их эластичность при низких температурах, более высокая, чем у пенопластов на сложных полиэфирах. Это видно на рис. 7-4, из которого следует, что деформация пенополиуретанов на простых полиэфирах значительно больше, чем деформация пенополиуретанов на сложных полиэфирах, хотя кривые деформации обоих материалов следуют одному закону.
Для сравнения на том же графике приводится кривая деформации при низких температурах для натурального каучука.
Пенопласты на простых полиэфирах считаются более стойкими к растворителям, чем пенопласты на сложных полиэфирах (Л. 7-4]. В табл. 7-4 приводятся некоторые данные о стойкости к растворителям этих двух материалов. Кроме того, при использовании полиэфиров на простых эфирах по сравнению с полиэфирами на сложных эфирах -значительно улучшается стой-
Рис. 7-4. Морозостойкость при —20° С пенопластов на основе простых и сложных эфиров
[Л. 7-5].
/ — натуральный каучук; 2 — пенополиуретан на простом эфире; 3 —пенополиуретан на сложном эфире.
кость к длительному действию влаги. Соответствующие
данные приводятся в табл. 7-5. Следующим различием
между этими материалами является то, что реакция между полиэфирами на простых эфирах и изоцианатами протекает гораздо медленнее, чем между полиэфирами на сложных эфирах и изоцианатами. Таким образом, наиболее часто полиэфиры на простых эфирах используются в форполимерных системах (см. выше). Однако име
ются сведения о том, что пенополиуретаны на простых эфирах с хорошими физико-механическими свойствами можно получить и по одностадийному способу, если в качестве катализатора применяется триэтилендиамин [Л. 7-6].
Таблица 7-4
Стойкость* к растворителям, маслам и реактивам отвержденных пенополиуретанов на основе сложных (а) и простых (б) полиэфиров [Л. 7-4]
Среда Растяжение Удлинение Износостойкость
а б а 6 а 6
Бензол —48,0 —23,3 —40,6 —3,5 —2,3 +9,1
Четыреххлористый углерод —22,2 —7,7 —16,3 0 —14,6 —3,0
Этиловый спирт : —29,2 —16,1 —19,3 0 0 —3,0
Этилацетат —37,2 —4,1 —31,2 —20,0 —3,0 +3,0
Льняное масло —47,4 —24,3 —49,2 —12,9 —27,2 +3,0
Масло ASTM: № 1 —31,0 —4,1 —31,0 +3,5 —11г0 +6,1
№ 3 —26,0 — 18,6 —19,4 —9,0, +6,5 0
5%-ная уксусная кислота —25,3 +1,5 —25,4 +11,7 —5,5 + 12,1
5%-ный едкий натр Разрушился +4,6 Разрушился —29,4 Разрушился +12,1
5%-ная соляная кислота Разрушился +6,2 Разрушился +П.7 Разрушился + 18,2
* Данные представляют собой изменение свойств (%) после 7 суток пребывания в указанных средах при комнатной температуре. . ,
Таблица 7-5
Влияние длительного увлажнения и нагрева на свойства пенополиуретанов на простых и сложных полиэфирах [Л. 7-4]
Режим старения Сжимающая нагрузка после действия влажности, % к начальной
Сложный полиэфир (исходный) Сложный полиэфир (улучшенный) Простой полиэфир
При температуре 70° С, в камере относительной влажности 95—100%; длительность старения, дней: 98
7 83 92
14 74 86 93
21 50 78 93
28 Разрушился 62 90
56 . ~— Разрушился 83
140 При температуре’ 150° С, в водяном паре в автоклаве; длительность старения, ч: 74
3 75 78 88
6 61 70 77
9 46 62 77
12 Разрушился 58 72
18 — 50 70
24 — — 72
Техника безопасности при работе с диизоцианатами.
Ввиду широкого использования пенополиуретанов и потенциальной опасности, связанной с применением диизоцианатов, был разработан аналитический способ контроля при работе с уретанами или диизоцианатами [Л. 7-7]. Этот способ основан на быстром гидролизе диизоцианата до соответствующего производного диамина, диазотировании диамина в присутствии азотистой кислоты, разрушении избытка азотистой кислоты сульфаминовой кислотой и, в заключение, сочетании стабильного диазосоединения при комнатной температуре с N—1 нафтилэтилендиамином с образованием продукта реакции красновато-голубого цвета, определяемого спектрофотометрически.
Фирмой The Mine Safety Appliances Co. разработан портативный прибор для диазометрического контроля,
позволяющий проводить полный анализ, включая отбор образцов воздуха, проведение цветной реакции и сравнение цвета со стабильными .пластмассовыми эталонами. Такой' анализ осуществляется непосредственно там, где применяется толуилендиизоцианат.
Токсикологическое исследование показало, что .максимально допустимая концентрация TDI в воздухе составляет около 10-7. В том случае если концентрация TDI превысит этот уровень, производство должно быть приостановлено или должна быть организована очистка помещения интенсивной изоляцией. Работа при концентрации TDI выше 10~7 приводит к нарушению работы органов дыхания.
ЭПОКСИДНЫЕ ПЕНОПЛАСТЫ
Как правило, эпоксидные пенопласты получаются при действии вспенивающего агента, добавленного к эпоксидной - смоле. При нагревании вспенивающий агент .разлагается, выделяя газ, который во время реакции отверждения приводит к расширению эпоксидной смолы с образованием ячеистого пенопласта. Получение пенопласта по этому способу требует очень хорошего контроля всех факторов процесса, так как -необходимо, чтобы отверждение эпоксидной смолы и выделение газа пенообразователем происходило одновременно. Если газ выделится из вспенивающего агента слишком рано, то он сможет удалиться.и пенопласта совсем не образуется или он будет плохой. С другой стороны, если отверждение смолы происходит до выделения газа, материал становится слишком твердым или вязким для вспенивания и в результате образуется твердый, монолитный эпоксидный материал. Таким образом, между типами смолы и отвердителя, температурой, вязкостью и другими переменными должно поддерживаться строгое соотношение.
Способ получения эпоксидного пенопласта в небольших количествах (Л. 7-8]:
«Смешайте 2 г вспенивающего агента Celogen 709 (Naugatuck Chemical Со.) с 5 мл толуола и 2 каплями смачивающего агента Tween 20 (Atlas Powder Со.). Добавьте -смесь к 100 г эпоксидной смолы Epon 864 (1064) (Shell Chemical Corp.), нагретой до 110°С. После тща-
Таблица 7-6
Свойства типичных эпоксидных пенопластов* [Л. 7-9]
Свойства Метод испытаний Показатель для рецептуры
A Б .
Объемный вес, кг/м3 . . Прочность при сжатии, AMS** 3730 80 112+16
кГ/см2 Прочность при растяже- AMS 3730 5,7 7,7
нии, кГ/см2 Температура размягче- Forest Products Lab. United States Ocpath-nent of Agriculture Bullet in 1555 6,9 5,3
ния, °C Удельная теплопровод- AMS 3730 144 108
ность, кал/ч-град-см Влагопоглощаемость за Cenco-Fitch 0,35 0,29
24 ч, % . . . ... . Жизнеспособность при комнатной темпера- MH***, метод № 3 1,5 1,3
туре Грузоподъемность при погружении в воду, 4—10 ч Месяцы (в закрытой таре)
кг/м3 AMS 3730 880 818
* Определения проводились на свободно вспененных образцах. Ограничение объема при вспенивании повышает объемный вес.
** Aeronautical Material Specification.
*** Minneapolis Honeywell Regulator Co.
тельного смешивания -размешайте эту композицию е 6 г диэтилентриамина. Вспенивание начинается в течение около 30 сек, причем образуется пенопласт с объемным весом приблизительно 112 кг]м'А.
Найдено, что наиболее прочный пенопласт получается термообработкой смолы (после вспенивания) в течение 1—2 ч .при 75—100° С для того, чтобы отверждение прошло до конца. Эту операцию желательно производить перед охлаждением детали, так как из-за низкой теплопроводности пенопласта повторный нагрев осуществляется с трудом, особенно внутренних частей толстых изделий.
Так как разработка и контроль композиций, дающих эпоксидные пенопласты, иногда затруднительны для по
требителей, наиболее рационально потребителям применять готовые композиции. Такие композиции в зависимости от активности катализатора представляют собой одно- или двухкомпонентную систему. Готовые системы готовы к употреблению, обычно требуя только смешения и отверждения. Свойства двух типовых эпоксидных пенопластов приводятся в табл. 7-6.
ФЕНОЛЬНЫЕ ПЕНОПЛАСТЫ
Фенольные смолы могут быть превращены в пенопласт с помощью химического вспенивания. Так же как в случае' получения фенольных материалов высокой плотности, три составлении рецептур для получения 'пенопластов основными компонентами являются жидкая-смола и отвердители или ускорители. Кроме того, к смеси прибавляется вспенивающий агент. Реакция между смолой и кислыми отвердителями является экзотермической. Тепло этой реакции используется для разложения вспенивающего агента, который выделяет при этом газ. Так же как и в случае других пенопластов, при изготовлении фенольных пенопластов применяются такие дополнительные компоненты, как эмульгаторы, которые регулируют объемный вес, размер ячеек и другие характеристики. Процесс вспенивания фенольных смол подобно вспениванию других смол отличается быстротой.
Большинство эксплуатационных характеристик фенольных пенопластов подобны характеристикам исходных фенольных смол. Из выдающихся свойств фенольных пеноматериалов следует назвать их теплоизоляционные и звукоизоляционные свойства и химостойкость, за исключением стойкости к некоторым щелочам, кетонам и спиртам. В табл. 7-7 показаны некоторые свойства типичных фенольных пенопластов, а в табл. 7-8 сравнивается удельная теплопроводность этих пенопластов с некоторыми теплоизоляционными материалами.
Несмотря на то, что фенольные пенопласты по сравнению с другими пеноматериалами относительно дешевы, из экономических соображений для заливки применяются эти пенопласты с объемным весом не более 16 кг!м2. Хотя отвержденные фенольные пенопласты хорошо себя показывают при транспортировке залитых
Таблица 7-7
Свойства отвержденных фенольных пенопластов [Л. 7-10]
Свойства Объемный вес, кг!м?
16—48 | 80-,112 | 128—160
Прочность при сжатии, кГ/см2 Прочность при растяжении, кГ/см2-....................
Прочность при сдвиге, кГ/см2 Модуль упругости при сжатии, кГ/см2 . .............
Коррозия: мягкая сталь ..............
алюминий 61-S..........
Горючесть........... . • .
Обрабатываемость...........
Длительная нагревостойкость
0,35—1,55 3,15—6,3 8,4—15,4
0,9—2,2 2,7—4,1
— . 0,7—1,55 1,9—2,7
— — 360
0,37 мг/см2-сутки (при 100% относительной влажности и 38° С)
0,12 мг/см2-сутки (при 100% от* носительной влажности)
Самозатухающий материал
Легко режется, пилится и т. д.
150° С
Таблица 7-8
Теплоизоляционные свойства фенольного пенопласта Insulfoam В (Westinghouse Electric Со.) в сравнении с другими теплоизоляционными материалами [Л. 7-10]
Материал Т еплопроводиость, кал /сек • град-см-Мг* Объемный вес, KZ{M.S
Insulfoam В при 25° С ... . Insulfoam В при 30° С . Древесноволокнистая плита Пробковая плита Минеральная шерсть Волос Стеклошерсть 0,701 № 0,810 0,780—0,850 1,26 0,95 0,92 0,89 0,89 12,7—22,4 12,7-* 22,4 288 112 96 144 64
электронных изделий, они редко применяются для заливки электронных схем путем вспенивания в месте применения. Причины те же, что и для фенольных смол высокой .плотности, т. е. в основном 'корродирующее действие кислых отвердителей фенольных смол. Наименьший объемный вес пенопластов на основе фенольных смол может достигать значения 4,8—'6,4 кг/л3 (около 0,1 от объемного веса свободно уложенной измельченной бумаги) при прочности, достаточной для того, чтобы
применять эти пеноматериалы в качестве амортизирующего материала. Такие пенопласты получаются в результате тепла реакции отверждения смолы, которое вызывает испарение небольших количеств воды и растворителя, присутствующего в смеси смолы и отвердителя.
В процессе вспенивания смола быстро изменяется от свободно-текучей жидкости до неплавкого ячеистого материала. При правильном соотношении времени отверждения и вспенивания образуется пенопласт, имеющий объем в 200 раз больший, чем исходная жидкая смола [Л. 7-11].
Несмотря на то, что технологический процесс изго-готовления фенольных пенопластов очень прост и заключается в смешении жидкой смолы и кислого отвердителя при комнатной или несколько пониженной по сравнению с комнатной температурой, быстрота процесса делает весьма желательным применение автоматического оборудования, а наличие тщательно регулируемых технологических устройств является совершенно необходимым.
КРЕМНИЙОРГАНИЧЕСКИЕ ПЕНОПЛАСТЫ
Для тех случаев, когда требуется совместить высокую нагревостойкость с такими преимуществами пенопластов, как низкий объемный вес или высокая теплоизоляционная способость, рационально применять кремнийорганические пенопласты. При этом может идти речь как о твердых, так и о эластичных кремнийор-ганических пенопластах.
Твердые кремнийорганические смолы для вспенивания представляют собой однокомпонентные, сухие гранулированные порошки. Таким образом, они не требуют ни дополнительного смешивания, ни добавки катализатора или других компонентов (Л. 7-12]. Вспениваемые материалы нетоксичны, и потребители могут не думать о защите от вредных газов. Давление и влажность незначительно влияют на вспенивающее действие таких материалов.
Вспенивание происходит при атмосферном давлении, причем внутреннее давление, развиваемое самим пенопластом,- практически незначительно. Форма или другая-
емкость,-заполняемая пенопластом, не требует предварительного нагрева. Порошки легко плавятся и .вспениваются при нагреве.
Пеноматериалы, полученные из таких кремнийорганических материалов, отличаются исключительной на-гревостойкостью и стойкостью к тепловому удару. Они применяются при температурах выше тех, при которых еще возможно использование органических пенопластов. Подобные характеристики наряду с хорошими физическими и электрическими свойствами и низким водопо-глощением делают подобные пенопласты весьма ценными термо- и электроизоляционными материалами.
О нагревостойкости этих материалов можно судить по тому, что их температура деформации выше 370° С. Образцы, выдержанные при температуре 370°С более 50 ч, показали лишь незначительные структурные изменения и небольшие потери веса. Подобные же образцы, нагретые прямым пламенем до красного каления, не загораются и лишь незначительно изменяют состояние поверхности [Л. 7-12].
При правильном вспенивании каждый из этих материалов образует пенопласт, имеющий однородную многоячеистую структуру, причем ячейки являются сферическими и замкнутыми. Типичные свойства трех твердых кремнийорганических пенопластов приведены в табл. 7-9.
Объемный вес пенопластов, описанных в табл. 7-9, легко -регулируется температурой вспенивания. Из нижеследующей сводки видно, как зависит плотность от температуры вспенивания.
Температура вспенивания, ° С Объемный вес, KzjAfi, для рецептуры
R-7001 R-7002 . R-7003
149 225 256 288
160 193 225 256
171 176 208 240
179 160 193 225
В очень небольшой степени объемный вес зависит от размера и конфигурации заливаемой полости.
Кремнийорганические пенопласты доступны также в качестве эластичных,, вспениваемых в месте, примене-
Таблица 7-9
Свойства отвержденного жесткого кремнийорганического пенопласта [Л. 7-12]
Свойства Рецептура*
R-7001 R-7002 R-7003
Температура вспенивания, ° C . . . 160 160 160
Объемный вес, кг/м3 192 224 256
Диаметр ячеек, см <0,2 <0,2 <0,2
Прочность при сжатии, кГ1см2-. при 25° С 7 14 22,7
при 25° С, после выдержки 200 ч при 260° С 7 13,3 14,6
при 260° С, после 0,5 ч выдержки при 260° С 0,35 1,75 4,9
Потеря веса, °/о:
во время вспенивания 1,2 1,3 1,0
после выдержки 1 000 ч при 260° С 3,5 2,6 2,6
после выдержки 1 000 ч при 300° С 8,0 4,2 4,2
после выдержки 72 ч при 370° С 8,5 5,2 5,2
Водопоглощаемость за 24 ч, % 3,2 2,3 2,1
Температура деформации, °C.. 371 371 371
Огнестойкость — Не горит —
Диэлектрическая проницаемость при 10s гц 1,23 1,25 1,25
tg S при 105 гц 0,0004 0,00102 0,00105
Удельная теплопроводность, кал]см-ч-град 0,37 0,37 0,37
* Рецептуры R-7001 и R-7002 могут вспениваться Фирма Dow Corning Corp.
в месте применения.
ния смол, находящих применение для заливки некого-рых видов электронного оборудования. Как правило, такие материалы известны в виде двухкомпонентных жидких систем. Смола, описанная в [Л. 7-13], имеет жизнеспособность (для заливки) около 30 мин, причем отверждение происходит при температуре 65° С да 2— 3 ч или при комнатной температуре за 16—24 ч. Обыч-
но объемный вес пенопласта составляет около 320— 400 кг/м?; хотя в известной степени объемный вес можно снизить отверждением при повышенной температуре. Типичные свойства упругого -кремнийорганического пенопласта приводятся ’в табл. 7-10.
Таблица 7-10
Свойства эластичного кремнийорганического пенопласта [Л. 7-13]
Свойства Показатели
Цвет Светло-коричневый
Плотность жидкой смолы, г/см3 ...... Объемный вес пенопласта, кг/м3 Жизнеспособность при 25° С, мин 1,1 320—400
30—45
Вязкость жидкого компаунда при 25° С, пз 200
Прочность при растяжении, кГ/см2 4,2
Удлинение при разрыве, % Напряжение сжатия, кГ/см1, по ASTM D 575 для деформации (при 25° С): 80
25% •0,85
50% 1,82
Влагопоглощаемость за 24 ч, % Стойкость к растворителям: 0,01 Хорошая
полярные растворители ....... ароматические углеводороды и хлори-
Набухание
рованные растворители .
Электроизоляционные свойства: Диэлектрическая проницаемость при 100 гц и 25° С Удельное объемное сопротивление при отно- 2,8
сительной влажности 50% и температуре 25° С, ом-см 1,8-Ю13
Удельное поверхностное сопротивление при
относительной влажности 50% и температуре 25° С, ом 1,4-Ю15
Пробивное напряжение (при толщине 6,4 мм), в 6 000
Сочетание высокой нагревостойкости с низким значением tg6 у кремнийорганических пенопластов делает возможным одно их интересное применение, а именно: использование в устройствах высокой мощности, работающих яри высоких частотах. Интересно заметить, что tg6 снижается по мере снижения объемного веса пенопласта. Из этого можно заключить, что любой пенопласт будет иметь достаточно низкий tgб при работе в области высоких частот в установках большой мощности,
если объемный вес его будет достаточно мал. Однако, так как стенки ячеек пенопласта практически представляют собой монолитный материал, они будут влиять на эти свойства, как и любой другой монолитный материал. Таким образом, диэлектрические потери исходного ма териала также надо принимать по внимание.
В небольших масштабах для вспенивания в месте применения может использоваться полиэтилен, который также имеет потери, позволяющие применять его в области высоких частот. Это же можно сказать о полисти-' рольных пенопластах, хотя в последнем случае ограничивающим фактором .может быть рабочая температура.
ПОЛИСТИРОЛЬНЫЕ ПЕНОПЛАСТЫ, ВСПЕНИВАЕМЫЕ В МЕСТЕ ПРИМЕНЕНИЯ
Хотя пенополистирол наиболее широко применяется в виде предварительно вспениваемых плит и блоков, в ряде случаев он вспенивается в месте применения. В целом ряде случаев эти пенопласты имеют преимущества по сравнению с другими благодаря невысокой стоимости и простоте переработки. Однородность ячеистой структуры пенопласта хорошая, так как при вспенивании полистирола в месте применения процесс сводится к вспениванию под действием тепла полистирольных гранул одного размера.
Полистирол для вспенивания в месте применения поставляется в виде белых или .окрашенных гранул, которые помещаются в форму и нагреваются, причем происходят их вспучивание и сплавление в прочный, легкий пенопласт с очень однородными закрытыми ячейками. Объемный вес пенопласта обычно регулируется количеством гранул, загруженных в форму, и составляет от 16 до 240 кг/м3. Готовая деталь из пенопласта выходит из формы с твердой гладкой поверхностью, которая повышает прочность. Одним из недостатков пенополистирола является то, что он не может обычно применяться при температуре выше 80° С, что объясняется невысокой теплостойкостью исходного полистирола. Механические свойства вспененного в месте применения пенопласта приведены в табл. 7-11, а электроизоляционные свойства — в табл. 7-12. Зависимость между удельной теплопроводностью и объемным весом показана на рис. 7-5.
Таблица 7-11 Типичные физико-механические свойства вспененного в месте применения пенополистирола Dylite фирмы Koppers Со [Л. 7-14]
Свойства Объемный вес, кг/м* Метод испытаний
16 1 32 48 80
Прочность при растяжении, кГ/см? Удлинение при разрыве, % Модуль упругости при растяжении, кГ]см2 2,15 4 25,2 3,35 5 52 7,05 3 . 175 8,95 2 427 ASTM (скорость движения захватов испытательной машины 1,27 мм/мин)
Предел упругости при сжатии, кГ/см2 Модуль упругости при сжатии, кГ/см2 Остаточное сжатие, °/о 0,7 19,5 11 1,4 38,5 3,5 2,66 77,0 1,5 4,64 154,0 1,1 То же
Прочность при изгибе, кГ{см2 Максимальная деформация при изгибе, см Модуль упругости при изгибе, кГ/см2 3,5 5 119 5,25 1,25 266 8,95 1,52 448 18,2 1,0 945 MIL-P-19644 (скорость движения захватов испытательной машины 2,54 мм/мин)
Номинальный объемный вес, кг!м2 16 32 40 48 80 Вла1 Х)ПРОН1 гцаемость, г/24 ч м2 11,8 8,2 6,8 5,0 3,5
Таблица 7-12
Типичные электроизоляционные свойства пенополистирола, вспененного в месте применения1 [Л. 7-14]
Условия испытания Частота, гц Диэлектрическая ппоиицае- мость tgJ Электрическая прочность, кв/см
при кратковременном испытании при ступенчатом подъеме напряже- ния
При относительной влажности воздуха, 50%> и температуре 23° С 60 1 000 1-10® 1,19 1,07 1,02 <0,0005 <0.0005 <0,0005 18,9 19,2
Продолжение табл. 7-12
Условия испытания Частота, гц Диэлектрическая проницае- мость tg г Электрическая прочность. KBjCM
при кратковременном испытании при ступенчатом подъеме напряжения '
После выдержки 48 ч при 50° С 60 1 000 1-Ю6 1,24 1,06 1,05 <0,0005 <0,0005 <0,0005 19,6 19,2
После выдержки 96 ч при температуре 35° С и относительной влажности воздуха 96 °/о 60 1 000 1-Ю6 1,24 1,05 1,05 <0,0005 <0,0005 <0,0005 18,9 19,2
1 Dylite фирмы Koppers Со. Удельное объемное сопротивление >3,8 1018 ом-см; удельное поверхностное сопротивление > 9,8- 106 ом (при всех трех видах условий испытания, указанных в таблице). Материал недугостоек — плавится при первой нскре.
Вспучивание полистирольных гранул может происходить несколькими путями. Они могут быть вспучены в формах, нагреваемых горячим воздухом или паром, или же при прямом .поступлении сухого пара в полость
Рис. 7-5. Зависимость удельной теплопроводности от объемного веса для пенополистирола, полученного в месте применения [Л. 7-14].
формы [Л. 7-14]. Температура вспучивания лежит в пределах ПО—132°С. Давление пара составляет от 0,7 до 2,1 кГ)см2. Так же как и в случае других пенопластов, дикл вспучивания или пенообразования не является длительным. Практически цикл вспенивания полистирола
составляет для изделий толщиной 30 см до 3 мин и сокращается до 10 сек для очень небольших деталей. Этим временем характеризуется вспучивание при прямом действии сухого пара. При вспучивании в формах с внешним обогревом цикл вспенивания равен приблизительно 10 мин для деталей толщиной 12,5 мм и 20лшн для деталей толщиной 25 мм.
Ввиду термопластичности этого материала формы после вспенивания должны быть охлаждены для того, чтобы пенопласт имел достаточную прочность для удаления из формы без деформирования. Время охлаждения колеблется от 30 сек для небольших деталей до 15 мин или более для деталей толщиной 300 мм. Охлаждение должно быть постепенным.
Интересный способ вспучивания полистирольных гранул описан Graham [Л. 7-15]. Этот способ основан на применении рецептур, представляющих собой смеси по-листирольных гранул и экзотермических термореактивных смол, например эпоксидных. Вспенивание сопровождается выделением экзотермического тепла при отверждения термореактивной смолы. Это тепло размягчает и вспучивает полистирольные гранулы, содержащие пенообразователь. В изделиях, полученных по этому способу, термореактивная смола образует твердую поверхность с большим содержанием смолы, а также служит связующим для вспученных гранул.
КОМПАУНДЫ НИЗКОГО ОБЪЕМНОГО ВЕСА НА ОСНОВЕ ЛЕГКИХ НАПОЛНИТЕЛЕЙ
Еще один тип компаундов низкого объемного веса, применяемых для заливки электронного оборудования, получается введением легких наполнителей (см. гл. 6) в такие смолы, как полиэфирные и эпоксидные. Эти компаунды отличаются от пенопластов тем, что в них низкая плотность достигается скорее за счет наполнителя, а не путем химических реакций. Таким образом, объемный вес готового компаунда такого типа регулируется количеств-ом легкого наполнителя, введенного в смолу, и типом использованного наполнителя. Отсюда, однако, не следует, что легкий наполнитель будет обеспечивать получение компаунда низкого объемного веса с такими же рабочими характеристиками, как при использовании
пенопласта равного объемного веса. ричиной этого является то, что легкий наполнитель может влиять на тиксотропные свойства смолы, что заставляет вводить меньше наполнителя в смолу для того, чтобы обеспечить заданную вязкость компаунда. Это .практическое ограничение количества легкого наполнителя в свою очередь ограничивает плотность готового компаунда. Вообще говоря, можно сказать, что применение легких наполнителей будет давать компаунды большей плотности при вязкости, обеспечивающей их заливку, по сравнению с плотностью пенопластов. С другой стороны, если применяются смеси низкого объемного веса мастикоподобного типа для заливки в месте применения, объемный вес компаундов получается почти такой же низкий, как и объемный вес пенопластов, получаемых вспениванием в месте применения.
Снижение веса, достигаемое при использовании различных легких наполнителей в эпоксидных компаундах, показано в табл. 7-13. Свойства эпоксидных компаундов с такими наполнителями приведены в табл. 7-14.
Из данных, приведенных в табл. 7-13 и 7-14, видно, что, хотя при использовании легких наполнителей достигается значительное снижение веса, объемный вес компаундов на их основе значительно .больше, чем объемный вес, достигаемый с помощью пенопластов. В то же время в тех случаях, когда снижение веса значительно, компаунды, полученные с легкими наполнителями, оказываются прочнее, чем пенопласты, получаемые в месте применения. Кроме того, большой процент смолы в компаундах с легкими наполнителями приводит к тому, что обычно такие компаунды имеют повышенную стойкость к действию влаги и других эксплуатационных факторов по сравнению с пенопластами. На самом деле в некоторых случаях пенопласты оказываются недостаточно стойкими при крайних значениях эксплуатационных факторов. Компаунды с легкими наполнителями оказываются более стойкими в этих условиях и лучше отвечают поставленным требованиям, учитывая необходимое снижение веса.
Так же как и в случае пенопластов, компаунды низкого объемного веса отличаются пониженной удельной теплопроводностью по сравнению с компаундами, наполненными тяжелыми наполнителями. Практически
Таблица 7-13
Снижение веса эпоксидных компаундов при использовании различных легких наполнителей [Л. 7-16]
Наполнитель (см. гл. 6) Количество наполнителя, весовых частей на 100 частей компаунда Объемный вес ком паунда, г/см3 Снижение ве-са, % по сравнению с компаундом с кремнеземом
Кремнезем 100 1,59 0
Kanamite 34 1,01 36,5
Colfoam . • 4 1,01 36,5
Фенольные микрошарики Microballoon EJOA-0840 . . . 15 0,86 46,0
Стеклянные микрошарики CPR 2077 14 0,95 41,0
Таблица 7-14
Свойства эпоксидных компаундов с различными легкими наполнителями [Л. 7-15]
1 № п/п. 1 Рецептура Линейная усадка по ASTM D551-41 Твердость по Шору D Объемный вес компаунда’ при 210 С, г/см^ Прочность при растяжении при 25° С, кГ/см
1 100 вес. ч. смолы Epon 828; Отвердителя Shell D—10,5 вес. ч. 0,12 80—85 1,17 560
2 100 вес. ч. смолы Epon 828; 100 вес. ч. кремнезема 325 меш. 10,5 вес. ч. отвердителя Shell D . . 0,08 80—85 1,59 385
3 100 вес. ч. смолы Epon 828; 15 вес. ч. микрошариков Microballoon BJOA-0840; 10,5 вес. ч. отвердителя Shell D 0,14 80—84 0,86 224
4 100 вес. ч. смолы Epon 828; 34 вес. ч. Kanamite; 10,5 вес. ч. отвердителя Shell D 0,06 75—80 1,01 140
Продолжение табл. 7-14
№ п/п. Рецептура Линейная усадка по ASTM D551-41 Твердость по Шору D Объемный вес компаунда® при 21° С, г/см? Прочность при растяжении при 25° С, кГ!см
5 100 вес. ч. смолы Ероп 828; 4 вес. ч. Koifoam; 10,5 вес. ч. отвердителя Shell D 0,17 80—85 1,01 284
6 100 вес. ч. смолы Ероп 828; 14 вес. ч. стеклянных микрошариков CPR-2077'; 10,5 вес. ч. отвердителя Shell D Пре 0,25 д о л > 80—85 к е н и 0,95 е т а б 300 л. 7-14
№ п/п. Температурный коэффициент линейного расширения (25 — 100° С), град'1 Вязкость при 25° С, спз Диэлектрическая проницаемость при 25° С
1 2 3 4 5 6 оо оо СП 00 оо 00 ND СП ND CD Ч ООО о о о Illi II сл сл сл ьл ьл сл 13500— 19 500 23 000 — 45 000 34 000 — 38500 34000 — 39 000 45 000 — 48 000 44 000 — 47 000 Предо При 1 кгц — 3,8, при 1 Мгц — 3,7 3,4/3,4 При 1 кгц — 3,4, при 1 Мгц — 3,4 При 1 кгц — 3,2, при 1 Мгц — 2,7 лжение табл. 7-14
№ п/п. tg 8 при 25° С Удельное объемное сопротивление, ом-см Электрическая прочность при 25° С, кв]см
1 При 1 кгц—0,0035, при 1 Мгц—0,015 При 25° С—8,7-1014, при 100° С—5-10*1, при 150° С—1-109 150—200
2 При 1 кгц—0,003, при 1 Мгц—0,012 При 25° С—1,3-10м, при 65° С—6,2-10’3 >130
3 При 1 кгц—0,003, при 1 Мгц—0,014 При 25° С—1,0-1014, при 65° С—5,3-1013 >120
удельная теплопроводность снижается от значения удельной теплопроводности монолитной смолы в функции объемного веса почти линейно. Это справедливо как для материалов типа пенопластов, так и для материалов о легкими наполнителями. Практически это свойство наиболее наглядно демонстрируется в табл. 7-15, в которой .сравниваются 'температуры наиболее горячих в процессе эксплуатации субминиатюрных ламп, залитых различными компаундами с легкими наполнителями. Дальнейшая проверка была проведена для компаунда 'на эпоксидной смоле с фенольными микрошариками (BJOA-0840) в рабочих условиях на металлическом шасси [Л. 7-16]. Средняя температура наиболее горячих мест залитой схемы (при температуре окружающей среды 23° С) снижалась от 105° С в начале опыта до 83°С, а при температуре окружающей среды 85° С снижалась от 140 до 103° С. Очевидно, это происходит благодаря металлическому шасси, на которое отводят часть тепла контакты. Таким образом, металлическое шасси улучшает отвод тепла.
Таблица 7-15
Температура наиболее горячей точки при работе субминиатюрных ламп, залитых различными компаундами низкого объемного веса [Л. 7-16]
Наполнитель (см. гл. 6) Температура, °C
Незалитые лампы, температура окружающей среды 23° С Залитые лампы, температура окружающей среды 23° С Залитые лампы, температура окружающей среды 82° С
Кремнезем . • 100 75 112
Kanamite 100 85 125
Colfoam 100 100 135
Фенольные микрошарики
BJOA-0840 • 100 105 140
Стеклянные микрошарики 100 95 129
Трудности, которые могут возникать при переработке компаунда низкого объемного веса, возникают из-за того, что легкие наполнители могут агломерироваться в смоле и, таким образом, затруднять смешение, особенно если концентрация наполнителя велика. Это заставляет применять особые приемы для смешения лег
ких наполнителей со смолами. Хорошим способом яв-ляется 'высушивание наполнителей и просеивание их через сито, причем агломераты разрушаются. Проблема агломерирования может осложняться в связи со склонностью легких наполнителей к агломерации до введения их в смолу. Это происходит из-'за большой поверхности частиц, что приводит к адсорбции влаги на поверхности наполнителей. Этот фактор зависит от типа наполнителя и должен быть исследован в каждом отдельном случае. В тех случаях, когда возникает такая проблема, она лучше всего разрешается упаковкой высушенных и просеянных наполнителей в полиэтиленовые мешки.
Следующей трудностью при использовании легких наполнителей является то, что наполнители стремятся всплыть на поверхность смолы до гелеобразования. Это, разумеется, приводит к неоднородности изделия, что в свою очередь вызывает такие проблемы, как неоднородная теплопередача и вибростойкость. В большинстве случаев это не является серьезной проблемой. Указанная трудность может быть уменьшена двумя путями: во-первых, применением компаундов с малой жизнеспособностью, что снижает время для всплывания наполнителя; во-вторых, добавкой в компаунд небольших количеств тиксотропных веществ, которые помогают удерживать наполнитель в суспензии.
ПРИМЕНЕНИЕ ПЕНОПЛАСТОВ И КОМПАУНДОВ НИЗКОГО ОБЪЕМНОГО ВЕСА ПРИ ЗАЛИВКЕ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ
Пенопласты и компаунды низкой плотности должны применяться для заливки электронного оборудования в тех случаях, когда необходимо снизить .вес и стоимость. Снижение стоимости часто является следствием того, что благодаря низкому объемному весу для заливки данного объема требуется меньшее количество заливочного материала.
Чтобы облегчить сравнение различных материалов низкого объемного веса -и их выбор для заливки электронного оборудования ниже описываются их основные преимущества и недостатки.
Пенополиуретаны. Удобны в употреблении и хорошо себя показывают в большинстве случаев. Объемный вес
обычных рецептур 32—320 к.г)м6. Пенопласты получа-ются по одностадийному способу или через форполимер’. Как правило, форполимеры технологичнее, особенно при периодическом способе производства. Электроизоляционные свойства пенополиуретанов обоих видов сходны и являются функцией объемного веса. Физико-механические и эксплуатационные характеристики пенопластов, полученных из одностадийных систем, в ряде случаев выше, чем свойства пенопластов из форполимеров. Адгезия пенопластов к большинству поверхностей хорошая, причем прочность связи достигает прочности пенопласта (Л. 7-17]. Пенополиуретаны идеальны для заливочных целей. Основными недостатками пенополиуретанов являются снижение электроизоляционных свойств при длительной выдержке в условиях сильно повышенной влажности, относительно низкая стойкость к тепловому старению, а также токсичность диизоцианатов. Большинство недостатков можно преодолеть при правильном конструировании изделия.
Эпоксидные пенопласты. Приблизительно такая же широкая применимость, как и в случае пенополиуретанов. Могут смешиваться из исходных компонентов потребителями, хотя чаще перерабатываются заранее смешанные порошки, в то время как полиуретаны—всегда жидкие материалы. Таким образом, эпоксидные пенопласты предпочтительнее, когда желают применять порошкообразные, а не жидкие продукты. Подобно пенополиуретанам у эпоксидных пенопластов электроизоляционные свойства при длительном увлажнении ухудшаются.
Фенольные пенопласты. Основное преимущество — низкая стоимость. Фенольные смолы дешевы, а пенопласты на их основе имеют объемный вес 16 кг/м? и более. Основным недостатком является наличие кислых отвердителей, вследствие чего фенольные пенопласты не могут применяться в тех случаях, когда проявляется корродирующее действие кислого отвердителя.
Кремнийорганические пенопласты. Обладают' исключительно высокой нагревостойкостыо, более высокой, чем у других пенопластов. Кроме того, эти пенопласты имеют очень малые диэлектрические потери. Основные ограничения —высокая стоимость и хрупкость твердых пенопластов.
Пенополистирол. Основными преимуществами явля-ются низкая стоимость -и малые диэлектрические потери. Однако -переработка этих материалов не так проста ввиду того, что требуются формы с паровым обогревом. Кроме того, так как полистирол — термопластичный материал, пенопласт на его основе снижает прочность и размягчается при относительно невысокой температуре.
Наполненные компаунды низкого объемного веса. Вследствие того, что эти компаунды сходны с другими наполненными компаундами (за исключением того, что применяются легкие наполнители), физические, электрические и эксплуатационные характеристики этих компаундов приблизительно соответствуют данным для исходных смол. Поэтому, хотя при использовании таких компаундов не достигается максимальное снижение веса, они являются примером комбинации ограниченного снижения веса с максимальной стойкостью к внешним условиям. Компаунды низкого объемного веса относительно легко перерабатывать, но при этом не следует забывать о таких проблемах, как -всплывание наполнителя и быстрое нарастание вязкости с повышением концентрации наполнителя.
ГЛАВА ВОСЬМАЯ
ТЕПЛОПРОВОДНЫЕ И ЭЛЕКТРОПРОВОДНЫЕ КОМПАУНДЫ
ТЕПЛОПРОВОДНЫЕ КОМПАУНДЫ
Часто бывает необходимо повысить удельную теплопроводность .компаунда без изменения его электроизоляционных свойств. В целом ряде случаев, как в электротехнике, так и в радиотехнике улучшение теплопередачи оказывается полезным. В качестве примера можно назвать разработку силовых установок, при -конструировании которых -оптимальным является решение, совмещающее минимальный размер оборудования и минимальную стоимость при получении максимальной мощности.
Преимущества применения компаундов с большой удельной теплопроводностью. Одной из целей этой главы
является демонстрация того, что повышения теплопроводности с большим эффектом можно добиться иными способами, чем обычно применяемыми форсированным охлаждением и устройством ребер и т. д. Многие из тех, кто конструируют оборудование, рассчитанное на работу при невысоких температурах, согласятся с тем, что подобные механические способы не лишены некоторых недостатков. Оба указанных способа значительно повышают стоимость оборудования, а также его размер и вес. Это особенно нежелательно в случае электронного оборудования, предназначенного для летательных аппаратов, для которых крайне важно снижение веса.
В электротехнических устройствах, если не повышать теплорассеивание, приходится применять электроизоляционные материалы, рассчитанные на большие температуры. Обычно это повышает стоимость производства и часто вызывает появление дополнительных производственных проблем, снижающих выпуск продукции или ее надежность, причем эти проблемы не связаны с температурой. Таким образом, заливочные компаунды с высокой теплопроводностью должны исключать необходимость механических способов теплоотдачи или по крайней мере снижать зависимость от таких механических способов.
Хотя в первую очередь ниже будут обсуждаться эпоксидные компаунды, все основные принципы применимы к другим заливочным материалам.
Значение наполнителей для получения высокой удельной теплопроводности. Так как многие из имеющихся нена-полненных заливочных смол незначительно различаются по теплопроводности, ясно, что ключом для получения наибольшей удельной теплопроводности является изучение наполнителей и наполненных компаундов.
Обзор наполнителей с относительно большой теплопроводностью показывает, что для них характерны следующие значения {Л. 8-1] удельной теплопроводности (в кал!сек-см-град)-.
слюда — 0,0012;
песок — 0,0028;
алюминий — 0,497;
медь — 0,918.
Из этих данных можно .сделать .вывод, что для получения компаундов с наибольшей теплопроводностью следует применять порошкообразные металлические наполнители, например алюминий или медь. Однако из табл. 8-1 видно, что это справедливо не во всех случаях. Действительно, компаунды с крупнозернистым песком и пластинчатой двуокисью алюминия имеют несколько большую удельную теплопроводность, чем компаунды с тонкодисперсным алюминием. С другой стороны, компаунд, наполненный алюминием с размером частиц 30 меш, имеет удельную теплопроводность, заметно повышенную по сравнению с компаундами с песком или с тонкодисперсным алюминием. Может возникнуть вопрос, как может один наполнитель быть лучше другого, когда они оба представляют собой один материал (алюминий). Отметим также, что компаунд, наполненный медью, имеет меньшую теплопроводность, чем компаунд с алюминием 30 меш, хотя сама медь имеет значительно большую удельную теплопроводность, чем алюминий.
Таблица 8-1
Удельная теплопроводность заливочных компаундов с различными наполнителями [Л. 8-2]
Наполнитель Содержание наполнителя в компаунде, вес. % Удельная теплопроводность наполненного компаунда, вт1см‘град
Медный порошок Venus A (U. S.
Bronze) 90 0,016
Алюминий 30 меш 80 0,025
Алюминий мелкодисперсный .... 40 0,088
Крупнозернистый песок . . . • . . 70 0,098
Пластинчатый глинозем • 80 0,0010
Слюда 325 меш • . 45 0,005
Двуокись кремния 325 меш .... 55 0,0075
Эпоксидная смола без наполнителя 0 0,002
Полые фенольные шарики Ненаполненный пенополиуретан с объемным весом 80 кг/м3 (для 15 0,0012
сравнения) — 0,0004
Выявление .причин таких аномалий привело к за-ключению о том, что, кроме сравнительной теплопроводности (наполнителей, играют >роль конфигурация и размер частиц наполнителя. Форма и размер частиц наполнителя определяют количество его, которое можно .ввести в данную смолу, чтобы получить компаунд достаточно малой .вязкости для целей заливки. Кроме того, необходимо принимать во внимание плотность наполнителя. Ниже будет показано, что для повышения удельной теплопроводности более существенной является объемная, а не весовая концентрация наполнителя. Конечный вывод: максимальная удельная теплопроводность композиции достигается при применении наполнителя с наибольшей удельной теплопроводностью и при наибольшей объемной концентрации наполнителя в композиции.
Объемный эффект. Основной причиной того, что компаунд, наполненный песком, имеет лучшую теплопроводность по сравнению с компаундом, наполненным алюминием (табл. 8-1), служит объемный эффект. Сущность объемного эффекта заключается в том, что повышение теплопроводности компаунда больше зависит от количества наполнителя, добавленного к компаунду, чем от материала наполнителя, разумеется, при одном и том же характере частиц. Из табл. 8-1 следует, что компаунды со слюдой и алюминием имеют около 40 вес. %, наполнителя. Можно видеть, что при одинаковой весовой концентрации наполнителей компаунд с алюминием имеет значительно большую удельную теплопроводность, чем компаунд со слюдой. В то же время из таблицы следует, что компаунд с песком содержит 70 вес. % наполнителя; в этом компаунде наполнителя как по весу, так и по объему, значительно больше, чем в компаунде с песком.
Практические рекомендации сводятся к следующему. Мелкодисперсные наполнители, например порошкообразные слюда и алюминий; при содержании 40%' дают компаунды с высокой вязкостью и плохой текучестью. (Во всех описываемых здесь случаях значения вязкости приводятся для температуры 70°С, так как вязкость эпоксидной смолы при комнатной температуре слишком велика для применения.) С другой стороны, компаунд с песком сохраняет достаточно малую для практических
целей вязкость, даже при содержании наполнителя 70%. Практически содержание мелкодисперсного алюминия в 'компаунде 40% делает материал почти непригодным к переработке методом заливки, так как компаунд принимает консистенцию пасты. С другой стороны, песка можно вводить до 80% или более. Причиной этого является намного больший размер частиц песка по сравнению со слюдой и мелкодисперсным алюминием. Результаты, подобные тем, которые получены для компаундов с высокой концентрацией песка, могут быть получены также в случае использования в больших количествах пластинчатой двуокиси алюминия и других наполнителей, имеющих большие размеры частиц и характеризующихся высокой удельной теплопроводностью. Однако наиболее экономичным является песок. Хотя из табл. 8-1 видно, что наполненный медью компаунд имеет относительно высокую удельную теплопроводность, медь используется сравнительно редко из-за ее высокой плотности. Часто бывает затруднительно поддерживать медный порошок в состоянии суспензии в заливочном компаунде достаточно долго (до отверждения компаунда), так как медь стремится быстро осесть на дно сосуда. Снижение вязкости компаунда и увеличение жизнеспособности усложняют проблему оседания.
Очевидно, наиболее убедительное объяснение вышеописанного объемного эффекта заключается в том, что заливочные смолы, будучи хорошими диэлектриками, образуют слои электрической изоляции между каждой частицей наполнителя; увеличение теплопроводности через частицы наполнителя имеет меньшее значение, чем уменьшение теплопередачи через слои смолы. Таким образом, общая теплопроводность возрастает в наибольшей степени при введении в компаунд большего количества частиц наполнителя, или, более конкретно, при повышении объемной концентрации наполнителя в компаунде. В результате этого путь потока тепла по смоле сокращается, а по наполнителю — увеличивается и, следовательно, общее сопротивление проводимости потока тепла в материале снижается. Поэтому, вообще говоря, улучшения теплопроводности можно достичь введением дополнительного количества наполнителя в компаунд. Верхний предел содержания наполнителя практически ограничивается рабочей вязкостью материала. Для лю-
бого наполнителя существует концентрация, три которой компаунд оказывается слишком густым для хорошей заливки деталей электронного оборудования.
Это .положение изучали Formo и Isleifson (Л. 8-3]; .полученная ими зависимость удельной теплопроводности от содержания наполнителя показана на рис. 8-1.
Однако имеется один случай, при котором введение большего количества наполнителя снижает теплопроводность. Это имеет место, если наполнитель состоит из частиц полого, сферического типа, а не из сплошного
Рис. 8-1. Влияние содержания наполнителя1 на удельную тепло' про-водность компаунда {Л. 8-3].
материала. В табл. 8-1 отмечена исключительно низкая удельная теплопроводность эпоксидного компаунда, наполненного легким полым наполнителем. Полости наполнителя такого типа обычно заполнены воздухом или другим газом. В данном случае введение сферического наполнителя сводится к снижению удельной теплопроводности из-за того, что такие наполнители обладают хорошими теплоизоляционными свойствами (газы имеют оптимальные свойства в качестве теплоизоляционных материалов). Разумеется, полые наполнители обычно вводят с целью снижения объемного веса заливочного компаунда, а не изменения его теплопроводности. В табл. 8-1 для сравнения приведены данные о теплопроводности ненаполненной эпоксидной смолы и пенополиуретана низкой плотности. Как и следовало ожи-
1 Вид наполнителя и смолы не указаны. (Прим, ред.)
дать, 'пенопласт с очень низким объёмным весом имеет исключительно низдую удельную теплопроводность.
Теплопроводность в случае, локализованных источников тепла. На рис. 8-2 отражены результаты некоторых экспериментов по определению рассеивания тепла от локализованного ‘источника компаундами с различными наполнителями и различной их концентрацией. Источником тепла являются трубчатые сопротивления, в которых поглощается мощность по 4 вт. Сопротивления были
Рис. 8-2. Рассеивание тепла различными заливочными компаундами от локализованного источника тепла (стандартное сопротивление 24 вт, под нагрузкой 4 вт). Температура определялась на поверхности сопротивления [Л. 8-2].
Г—наполнитель — слюда (25%); 2 — наполнитель — слюда (50%); 3 — наполнитель — алюминий (25%); 4 — наполнитель — алюминий (40%); 5.— наполнитель— песок (65%); 6— выключение нагрева.
залиты в цилиндрах диаметром приблизительно 90 и длиной 75 мм. Температура регистрировалась медь-кон-стантановой термопарой, присоединенной к корпусу сопротивления. Как можно видеть из рис. 8-2, кривые отвода тепла очень хорошо согласуются с данными по удельной теплопроводности, приведенными в табл. 8-1. В частности, рост температуры в компаунде снижается с повышением количества наполнителя для случаев как слюды, так и алюминия. Кроме того, видно, что ком
паунды, наполненные алюминием, имеют повышенную удельную теплопроводность по сравнению с 'Компаундами, наполненными слюдой. Тем не менее, можно сделать .вывод, что компаунды с песком значительно лучше рассеивают тепло по 'Сравнению с компаундами как со слюдой, так и с алюминием, 'особенно если концентрация этих наполнителей достаточно низка для поддержания вязкости компаунда в рабочих пределах. Исходя из данных табл. 8-1, можно ожидать, что пластинчатая двуокись алюминия даст результаты, эквивалентные песку и алюминию с размером частиц 30 меш, и подъем температуры с двуокисью алюминия будет даже .меньше, чем с этими наполнителями. Реальное преимущество песка над слюдой по уменьшению роста температуры можно легко видеть из того, что перегрев снижается приблизительно на 75° С при переходе от компаунда, наполненного слюдой, к компаунду с песком. В то же время тот факт, что снижение перегрева позволяет улучшить конструкцию электротехнического изделия, является общепризнанным. Уменьшение перегрева позволяет конструктору увеличить мощность машины и снизить размеры залитого изделия (а, следовательно, и его вес) или свести к минимуму применение вспомогательного оборудования, например системы принудительной воздушной вентиляции для охлаждения, или же исключить устройство ребер для охлаждения! Для оценки практического снижения перегрева в равной степени важно учитывать рост температуры в момент пуска оборудования и темп снижения температуры при выключении тока. Все это ясно видно из рис. 8-2.
Теплопроводность в случае источников тепла с переменной температурой. На рис. 8-3 показано приложение полученных ранее данных к источнику Тепла со значительным градиентом температур на примере заливки кольцевой катушки. Могут быть также другие источники тепла с переменной температурой. Источником рассеиваемой мощности служил кольцевой сердечник с внутренним диаметром 51 мм, наружным диаметром 76 мм и высотой 13 мм при величине рассеиваемой мощности 10 вт. Сердечникбыл залит в цилиндрической форме диаметром около 89 мм и высотой 76 мм. Температура регистрировалась медь-константановой термопарой, расположенной в геометрическом центре сердечника. В процессе
экспериментов сердечник заливался эпоксидной смолой — ненаполненной и наполненной слюдой и песком, для того чтобы создать высокую, среднюю и низкую удельную теплопроводность. Хотя очевидно, что ненаполненная смола в подобных случаях на практике не будет применяться, кривые для ненаполненной смолы приведены на рис. 8-3 наряду с другими кривыми для сравнения. Различие в темпе роста температуры для разных компаундов на рис. 8-3 соответствует данным табл. 8-1. Как было указано выше, снижение темпа роста темпе-
Рис. 8-3. Рассеивание тепла от источника со значительным градиентом температур. Источник тепла — стандартный залитый магнитный тороидальный сердечник под нагрузкой 10 вт. Замер тем-ператур в геометрическом центре сердечника .[Л. 8-2].
1— эпоксидная смола без наполнителя; 2 — наполнитель — слюда (25%);
3 — наполнитель — песок (65%); 4 — перегрузка 200%.
образом, снижение темпа роста температуры зависит как от величины нагрузки, так и от типа источника тепла (с постоянной или переменной температурой). Однако во 'всех случаях температурные кривые имеют одинаковый характер.
Интересно отметить влияние перегрузки па находящиеся под нагрузкой магнитные сердечники, залитые
различными материалами'. В случае перегрузки отмечается улучшенная теплоотдача наполненного песком компаунда наряду с более медленным ростом температуры. Конечная разница в темпе подъема температуры между компаундами, наполненными песком и слюдой, намного больше в случае перегрузки, чем в .случае номинальной нагрузки, причем компаунд с песком при перегрузке имеет большие преимущества. Если учесть, что температура в случае .компаунда с песком растет намного медленнее, а ее снижение при снятии перегрузки происходит намного быстрее, становится ясным, что большую надежность при работе в условиях перегрузок дает компаунд, наполненный песком.
ИЗМЕРЕНИЕ ТЕПЛОПРОВОДНОСТИ
В связи со стремлениями повысить теплопроводность заливочных компаундов, читателей могут заинтересовать методы определения удельной теплопроводности заливочных материалов. Два метода описываются ниже.
Метод A S ТМ. Принципиальная схема способа приведена на рис. 8-4. Электрическая мощность выделяется в центральном нагревательном элементе 1 и регулируется таким образом, чтобы перепад температур по толщине образца 10 был не менее 23 град. Величина выделяемой в защитном кольце 3 мощности устанавливается такой, чтобы максимальный перепад температур между центральными пластинами 2 и защитными пластинами 4 не превышал 0,75% от среднего падения температуры через две половины образца, определенного дифференциальными термопарами 7. и поверхностными термопарами 8 и 9. После того как установится температура от 40 до 50° С, опыт продолжается до тех пор, пока наблюдения с интервалом не более 1 ч в течение 5 ч дадут значения удельной теплопроводности, различающиеся между собой не 'более чем на 1%. Удельная теплопроводность k подсчитывается по формуле
k = ~л 1тЯЬ тх ’ end см • град,
где q — мощность теплового потока, вт;
L — путь теплового потока, см;
А—площадь плоской поверхности, см2;
7\— температура горячей поверхности, °C;
Т2— температура холодной поверхности, °C.
Лабораторные измерения производятся с помощью ваттметра и микрометра.
Нагревательное устройство
Рис. 8-4. Принципиальная схема метода защитного кольца для определения теплопроводности [Л.8-4].
7—центральный нагреватель
2—поверхность центральных пластин
3—защитное кольцо
4—поверхность защитных пластин
часть нагрева-
центральная
тельного устройства
защитная часть нагревательного устройства;
5 — охлаждающее устройство; 6 — поверхностные пластины охлаждающего устройства; 7—дифференциальные термопары; 8— поверхностные термопары нагревателя; 9—поверхностные термопары охладителя; 10—испытуемый образец.
Аппарат Сепсо — Fitch для определения теплопроводности. Этот прибор, описанный фирмой Central Scientific (Л. 8-5], изображен на рис. 8-5. При работе на приборе тонкий (3—6 мм) кусок материала, подлежащего исследованию, помещается между верхней частью, под-
держив'аемой при постоянной температуре 100° С, и .нижней, представляющей собой изолированный блок из меди с известной теплопроводностью. Тепло, проходя через материал, поднимает температуру медного блока до определенного измеряемого значения. Для определения перепада температур служат термопары и гальванометр.
Теплопроводность определяется следующим образом:
Рис 8-5. Установка Сепсо—Fitsh для определения удельной теплопроводности.
отсчеты показаний гальванометра производятся с интервалом 1, 2 или 3 мин в зависимости от скорости отклонения стрелки гальванометра. Отсчеты производят, пока стрелка не пройдет всю шкалу прибора, или в течение 30 мин. Толщина образца измеряется микрометром. Затем строится график зависимости времени от десятичного логарифма отсчета гальванометра. Удельная теплопроводность подсчитывается по этому графику (рис. 8-6) и следующему уравнению:
k = 2,303 ~ - ,
где k — удельная теплопроводность образца, кал/сек • см град-,
I — толщина образца, см;
М — масса медного блока, а;
с — удельная теплоемкость меди, кал! г-град-,
A — площадь медного блока, см2', i — конечное (показание гальванометра; io — начальное показание гальванометра; t—10 — время между отсчетами i и i0, сек.
Рис. 8-6. График для расчета удельной теплопроводности на установке Сепсо—Fitch.
Ниже следует пример расчета, основанный на данных рис. 8-6. хМатериал — пробка; толщина образца
/=0,48 см. Отсчеты гальванометра во времени:
Время, мин 0 2 4 6 8 10 12 14
Отсчеты по гальванометру 1,12 9,88 9,63 9,37 9,10 8,81 8,54 8,28
Логарифм отсчета . . 13,2 0,991 0,984 0,972 0,959 0,915 0,932 0,918
Время, мчн 16 18 20 22 24 26 28 30
Отсчеты гальванометра 8,00 7,78 7,50 7.30 7,08 6,85 6,65 6,48
Логарифм отсчета . . 0,903 0,891 0,875 0,863 0,850 0,836 0,823 '0,812
Принимаем i'o= 13,2; i=6,48; t—/о=ЗО мин. Наклон кривой
Igtp —Igi _1.12 — 0,817 t — tB 30-60
Данные медного блока: А4 = 340 г; с=0,093 кал/г-град-, Л = 15,6 см2. Расчет дает:
г.да-ж-о.вз 7 кал1см. 15,0 1
7<=4,7 • 0,48 (1,72 • Ю-4) =38,8-10-5-0,0004 кал!сек-град-см.
ЭЛЕКТРОПРОВОДНЫЕ КОМПАУНДЫ
Хотя электропроводные компаунды применяются не так широко, как теплопроводные, в целом ряде -случаев и они имеют очень большое значение. Наиболее широко они применяются для изготовления или ремонта контактов реле, контактных колец, выводов. Подобные электропроводные компаунды применяются чаще для ремонта, чем для изготовления основных электрических контактов, так как металлические контакты имеют большую прочность. •
Другим 'применением электропроводных компаундов является заполнение пространства вокруг термопар или других датчиков, смонтированных в местах, где необходимо снимать показания термических и электрических величин. Для таких целей ча-сто предпочитают применять материалы типа замазок -и мастик. Это позволяет вводить в -компаунд большое количество электропроводного -наполнителя и получать более электропроводный материал, чем в случае заливочных компаундов, отличающихся относительно малой вязкостью.
Состав. Электропроводность может быть достигнута применением таких наполнителей, как некоторые металлические порошки или электропроводные виды углерода. Из наиболее часто применяемых наполнителей следует назвать серебро, графит и печную сажу. Фирма Du Pont поставляет серебряный наполнитель; подходящий наполнитель углеродного типа Х1516 поставляет фирма Union Carbide — это электропроводная ацетиленовая- газовая сажа. С технической стороны серебро имеет ряд преимуществ. Электропроводные компаунды с серебром можно использовать как основу при нанесении гальванических покпытий на пластмассы или другие материалы, которые в противном случае не могут быть металлизованы. Принцип получения таких компаундов подобен получению электропроводных красок, например электропроводных покрытий Du Pont [Л. 8-6]. Однако компаунды, наполненные серебром, например эпоксидные компаунды Hysol 6251 [Л. 8-7], позволяют наносить толстые покрытия более просто по сравнению с лакокрасочными материалами. Сообщается, что Hysol 6251 имеет очень низкое удельное объемное сопротивление — 0,00008 ом-см при 25° С. Эпоксидные компаунды, разумеется, отличаются отличной адгезией к большинству
материалов. Это особенно важно, если такое покрытие наносится на теплопроводное покрытие.
Литьевые электропроводные компаунды, наполненные графитом. Исследования литьевых электропроводных компаундов были проведены Tanner [Л. 8-8]. О.н сообщил, что на удельное объемное сопротивление электропроводной полиэфирной смолы, наполненной неметаллическими наполнителями, влияют на состав полиэфирной смолы, добавка стирола, тип иколичество электропроводного наполнителя и размер частиц графита. Вместо графита можно применять печную или газовую сажу, но сажа обычно дает компаунды с большим удельным сопротивлением, чем наполненные графитом, причем разброс удельного сопротивления более значителен. В связи с этим приводимые ниже данные относятся к наполненному графитом полиэфирному компаунду.
В табл. 8-2 показано, как меняется удельное сопротивление трех литьевых композиций в зависимости от типа полиэфирной смолы.
Таблица 8-2
Удельно^ объемное сопротивление компаундов на различных полиэфирных смолах [Л. 8-8]
Смола в рецептуре
Удельное сопротивление отлив-
ки, ом -см
Твердый полиэфир
Эластичный полиэфир.............
Состав компаунда:
Полиэфирная смола...............
Стирол .........................
Графит 1-го сорта (марки JAN-G-155)
Перекись метилэтилкетона .......
Нафтенат кобальта (6°/о)........
( 4,81 \ 5,76
6,54
33 вес. ч.
25 вес. ч.
42 вес. ч.
2 вес. ч.
0,5 вес. ч.
Из табл. 8-2 можно видеть, что удельное сопротивление композиций зависит от химического состава полиэфирной смолы, причем наибольшее удельное сопротивление отмечено для эластичного полиэфира.
В полиэфирную смолу можно вводить дополнительное количество стирола для снижения вязкости и соответственно для возможности введения большего количества наполнителей, а также для придания системе достаточной подвижности для заливки. Влияние введения
стирола На удельное сопротивление отражено на рис. 8-7.
Основными факторами, определяющими электропроводность системы, являются тип и .количество электропроводного наполнителя. Теория, объясняющая электропроводность подобных систем, сводит проводимость к контактам частиц электропроводных наполнителей
Рис. 8-7. Изменение удельного объемного сопротивления при добавке мономера — стирола |[Л. 8-8].
Рецептура: графит 1-го сорта — 42 весовые части; эластичный полиэфир — согласно рисунку; стирол —
согласно рисунку; перекись метил-этилкетона — 2,0 весовые части; нафтенат кобальта — 0,5 весовой части.
по которым может течь ток. Далее, электропроводность
Графит, весовые части । » „ 1_____' । ।
80 80 70 60 50
Связующее, весовые части
Рис. 8-8. Изменение удельного объемного сопротивления при добавке графита (Л. -8].
Рецептура: графит I-го сорта — согласно рисунку; связующее (1,9 весо юй части стирола на 1 весовую часть смолы) — согласно рисунку; перекись ме-тилэтилкетона — 0,5 весовой части;
нафтенат кЪбальта — 0,2 весовой части.
между собой. Дисперсные наполнители обусловливают множественность путей,
в значительной степени зависит от собственной про-
водимости наполнителя, сопротивления контактов частиц наполнителя и его концентрации. На рис. 8-8 показано, как меняется удельное сопротивление в зависимости от количества наполнителя (графита). Необходимо подчеркнуть, что минимальное удельное сопротивление практически достигается при соотношении связующего к графиту 1:1. Таким образом, при добавлении дополнительного количества графита можно Ожидать лишь незначительного измене-
Таблица 8-3
Влияние размера частиц графита на удельное сопротивление [Л. 8-8]
Размер частиц, мк Содержание углерода в графите, % Удельное сопротивление, ом-см
10 97—98 3,76
5 97—98 3,53
2,5 97—98 2,67
Состав компаунда:
Эластичный полиэфир 20,8 вес. ч.
Стирол 59,2 вес. ч.
Графит электротехнический 20,0 вес. ч.
Перекись метилэтилкетона 2,0 вес. ч.
Нафтенат кобальта (6/о) 0,5 вес. ч.
ния удельного сопротивления. Кроме того, большее количество графита делает компаунд слишком вязким для литья. Таблица 8-3 доказывает, что удельное сопротивление композиций зависит также от размера частиц
наполнителя.
Можно видеть, что отливки с частицами графита
меньших размеров характеризуются меньшим удельным сопротивлением. Однако применение наполнителя с не-
большими размерами частиц приводит к увеличению вязкости системы, причем повы
шение вязкости происходит значительно бы
стрее, чем снижение удельного сопротивления. Это делает невозможным введение достаточного количества наполнителя для полу
Таблица 8-4
Ситовой анализ графита 1-го сорта [Л. 8-8]
Сито
Доля фракции
140 0,009
200 0,025
325 0,175
325 0,789
чения рецептуры с хо-
рошими технологическими свойствами и нужной величиной удельного сопротивления. Оказалось, что графит 1-го сорта с размерами частиц, отвечающими ситовому анализу, приведенному в табл. 8-4, подходит для получения литьевого компаунда с низким' удельным сопро
тивлением.
Промышленностью выпускается кремнийорганиче-ский каучук силастик-2086, обладающий полупроводниковыми 'свойствами [Л. 8-9]. Сообщается, что он имеет удельное сопротивление около 15 ом-см. Этот материал выпускается «в прессованном или шприцованном виде, но его можно подвергнуть размолу и получить дисперсию в ксилоле или толуоле. Такая дисперсия, имеющая сухой1 остаток до 25%, будет течь под действием собственного веса.
ГЛАВА ДЕВЯТАЯ
ДЕЙСТВИЕ ОСОБО СУРОВЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ НА ЗАЛИТОЕ ЭЛЕКТРОННОЕ ОБОРУДОВАНИЕ
Так как большой процент залитого электронного оборудования предназначен для военных целей, естественно, что значительная часть испытаний материалов и залитых изделий проводится в наиболее жестких условиях эксплуатации. Обычно встречающиеся жесткие эксплуатационные условия изложены в большом числе военных технических условий, которые существуют как для материалов, так и для электроинопо оборудования. Из наиболее важных эксплуатационных факторов, приводимых в .различных технических условиях, следует назвать высокую и низкую температуры, тепловые удары, разреженность воздуха (связанную с большой высотой), высокую влажность, действие морской воды, тепловое старение, действие плесневых грибков, действие радиации, механические удары и вибрации. Некоторые из этих эксплуатационных факторов больше действуют на залитые изделия, чем другие. Например, обычно высокие температуры рассматривают как очень сильно действующий фактор. Зависимость время — температура, определяющая нагревостойкость, представляет отдельную и широкую область исследования. Исходя из этого, нагревостойкость будет обсуждена отдельно в гл. 10.
Требования к морозостойкости предполагают эксплуатацию или хранение оборудования в пределах температур от —55 до —65°С. Обычно минусовые температуры в указанном температурном интервале не так вред-
но влияют на залитое оборудование, как высокие температуры. Однако, особенно если оборудование должно работать, а не просто храниться при низких температурах, следует определять не только морозостойкость, но и стойкость к тепловому удару, который является следствием перепада температур между повышенной температурой, развивающейся при работе залитого оборудования, и низкой температурой окружающей среды. Подобный тепловой удар может привести к растрескиванию отливки. Кроме того, разные материалы по их тенденции к растрескиванию при действии низких температур различаются весьма значительно.
В основном эластичные материалы лучше противостоят низким температурам, чем жесткие. По этой причине, как это уже указывалось в предыдущих главах, разработке эластичных материалов было посвящено много исследований. В большинстве случаев растрескивание есть результат разницы температурных коэффициентов расширения заливочного материала и материалов заливаемых деталей. Тенденция к растрескиванию может быть уменьшена введением такого наполнителя, который будет понижать температурный коэффициент расширения заливочного материала. Это сближает температурные коэффициенты расширения заливочного материала и заливаемых деталей. Обычно заливочные материалы имеют значительно большие температурные коэффициенты расширения, чем металлы, стекло, керамика и другие материалы заливаемых деталей.
Испытание на тепловой удар в основном включает попеременное действие высоких и низких температур, что может быть рассмотрено как ужесточение работы залитого оборудования при отрицательных температурах. Практически тепловой удар может быть гораздо более суровым. Например, для оборудования, работающего при +130 или +155° С, термический удар между этой максимальной температурой и температурой —55 или —65° С является (чрезвычайно жестким фактором. Решение проблемы обычно заключается: 1) в использовании более эластичных или менее склонных к растрескиванию материалов; 2) применении правильно подобранных наполнителей, обеспечивающих минимальное тепловое расширение заливочного материала или 3) в защите заливаемых деталей покрытием из оластич-
ного материала, например кремнийорганического каучука. Такое покрытие обычно применяют ввиду того, что оно .выполняет две функции. Во-первых, оно поглощает энергию удара заливочного материала об острые углы, твердые предметы и т. д., что уменьшает возможность его растрескивания. Во-вторых, при поглощении энергии удара покрытие предотвращает хрупкие детали от разрушения при ударе.
Высокая влажность является следующим очень вредно действующим эксплуатационным фактором. Основные сведения о влиянии влажности на залитое оборудование и заливочные материалы будут приведены в этой главе. Морская вода обычно не особенно сильно влияет на сами заливочные материалы, однако, попадая между проводниками, морская вода .может вызывать короткое замыкание или снижать сопротивление изоляции. Попадание солей часто вызывает периодическое закорачивание, так как проводимость будет повышаться при увлажнении солей. Если установка хорошо герметизирована от попадания морской воды., последняя обычно не влияет на поверхность заливочных материалов.
Большинство заливочных материалов не поддерживает роста плесневых прибков, так что грибостойкость не является проблемой. Большая высота обычно незначительно влияет на заливочные материалы, так как физическое влияние большой высоты заключается в понижении давления и температуры. Однако в связи с понижением температуры может возникнуть опасность термического удара. Хотя заливочные материалы не изменяются под влиянием больших высот и под действием грибков, другие части залитого электронного оборудования могут при этом ухудшаться.
Влияние ионизирующей радиации меняется в зависимости от облучаемого материала, источника радиации, интенсивности и времени облучения. Вообще говоря, для отрицательного действия на заливочные материалы требуется очень большая доза радиации, хотя различные детали оборудования относятся к ней различно.
Механические удары и вибрации при достаточной силе могут привести к растрескиванию заливочных материалов. Особенно это проявляется в тонких слоях. Кроме того, механический удар и вибрация разрушающе действуют на металлические детали и заливаемые узлы.
ВЛИЯНИЕ ВЫСОКОЙ ВЛАЖНОСТИ
Одним из наиболее опасных эксплуатационных факторов, влияющих на заливочные 'материалы и залитое электронное оборудование, является высокая влажность. Вредное действие влажности может проявляться различно. Кроме коррозионного действия на находящиеся на поверхности металлические детали, например зажимы и т. д., влажность может отрицательно влиять и на заливочные материалы. Большинство сведений, относящихся к действию влаги, относится к полиэфирным и эпоксидным смолам. Согласно этим данным эпоксидные смолы в отношении стойкости к влаге являются более высококачественными. В связи с этим эпоксидные смолы более широко применяются в тех случаях, когда изделия эксплуатируются в условиях повышенной влажности. Однако существует так много видов материалов, что нельзя считать, что полиэфиры являются неудовлетворительными во всех случаях.
Возможными причинами замеченной разницы в поведении эпоксидных и полиэфирных смол в условиях высокой влажности можно считать несколько основных исходных положений. Необходимо вспомнить, что, как указывалось в гл. 2, при производстве полиэфирной смолы в ней остается очень небольшое количество свободной кислоты или других незаполимеризованных исходных компонентов. Обычно их так мало, что они не влияют на качество продукта. Однако при совместном действии высоких значений температуры и влажности возможно, что эти небольшие количества незаполимеризо-ванных материалов смогут реагировать с влагой при температурах, при которых .проверяется циклическое увлажнение согласно военным техническим условиям. Частично это подтверждается тем фактом, что в некоторых случаях на поверхности полиэфирных материалов образуются продукты деструкции, которые обладают очень плохими электроизоляционными свойствами [Л. 9-1]. Продукты деструкции имеют вид липких или сиропообразных капелек на поверхности. Предполагается, что причиной появления этих продуктов является выщелачивание или реакция с небольшими количествами свободной кислоты или других остатков непрореагировавших продуктов, оставшихся в полиэфире.
Таблица 9-1
Сопротивление изоляции (с контактов на шасси) залитых эпоксидными смолами электронных устройств после 15-дневного циклического воздействия высокой влажности по MIL-E-5272, Мом [Л. 9-1]
№ опыта Обозначения контактов
А в С D Е н G
1 6 200 20 000 15 000 11 000 30 000 9 500 7 000 6 200
2 3 300 11 000 22 000 5 200 18 000 8 500 2 800 4 000
3 1 000 1 300 2 200 1 400 1 400 8 000 1 500 1 500
4 3 000 5 000 3 000 11 000 3 600 30 000 6 000 3 500
5 19 000 50 000 35 000 50 000 22 000 40 000 30 000 22 000
6 20 000 30 000 24 000 35 000 30 000 19 000 20 000 19 000
7 15 000 12 000 15 000 24 000 20 000 11 000 11 000 10 000
8 3 000 11 000 3 000 3 000 10 000 19 000 11 000 3 500
9 2 900 9 000 4 000 3 000 16 000 6 400 10 000 3 700
10 480 9 000 1 000 580 14 000 12 000 4 800 600
Примечание. До начала опытов сопротивление во всех случаях превышало 100 000 Мом,
Таблица 9-2
Сопротивление изоляции (с контактов на шасси), залитых полиэфирными смолами электронных устройств после 15-дневного циклического воздействия высокой влажности по MIL-E 5272, Мом [Л. 9-1]
№ опыта Обозначения контактов
А в С D Е F н с
1 2 6 9 5 7 15 3 3
2 4 4 11 8 5 3 5 6
3 0,8 1 1 1,5 3 2 1- 2
4 35 600 60 60 1 600 120 170 170
5 2 500 2 3 3 4 5 19
6 500 1 000 450 480 1 150 600 1 100 1 200
7 270 11 12 950 110 45 13 50
8 9 6,2 6,2 16,5 0,240 110 4,6 140
9 6 350 8 60 5 000 24 8 10
10 700 1 900 900 460 300 2 700 350 450
Примечание. До начала опытов сопротивление во всех случаях превышало 100 000 Мом.
Наиболее изучено влияние высокой влажности на электроизоляционные характеристики заливочных материалов. Одной из важных характеристик является удельное сопротивление заливочных .материалов и его ухудшение в процессе циклического определения влагостойкости. В табл. 9-1 и 9-2 отражено влияние влажности на две .партии залитых изделий, отличающихся только видом смолы, использованной для заливки: в первом случае применялся наполненный двуокисью кремния полиэфирный компаунд, а во втором — эпоксидный компаунд с тем же наполнителем. Циклические испытания на влагостойкость проводились согласно военным техническим условиям MIL-E-5272. Сопротивление изоляции в процессе испытаний значительно лучше сохранялось у эпоксидного материала, чем у полиэфирного. В обоих случаях сопротивление изоляции перед испытаниями превышало 100 000 Мом. Из таблиц следует, что сопротивления обоих материалов сильно изменились.
Часто электроизоляционные свойства, например сопротивление изоляции, восстанавливаются после снижения влажности. Время восстановления может колебаться от минут до дней, но заметное восстановление обычно происходит в течение часов.
При изучении влияния влажности на сопротивление изоляции необходимо различать изменения объемного и поверхностного сопротивлений. В тех изделия, где проверяется электрическое сопротивление, например в печатных схемах или контактных кольцах, поверхностное удельное сопротивление часто является более важной величиной. В то 1время как может потребоваться несколько дней или даже месяцев для обнаружения влияния влажности на объемное сопротивление, изменение поверхностного сопротивления является почти единственным видом ухудшения, обнаруживаемым достаточно быстро. Разумеется, состояние поверхности пластмассы будет в значительной степени отражаться на стойкости изоляции к действию влаги. Большое влияние на поверхностное сопротивление оказывает наполнитель, особенно если материал подвергнут механической обработке.
Buchoff и Botjer изучали влияние влаги на удельное поверхностное сопротивление нескольких наполненных
и 'ненаполиенных эпоксидных систем и время восстановления свойств этих систем (Л. 9-2]. .Результаты их (работ приведены на рис. 9-1—9-4. Из этих рисунков следует, что существует значительная разница между различными эпоксидными системами и .'наполнителями.
Рис. 9-1. Влияние относительной влажности воздуха на удельное поверхностное сопротивление при 35° С ненаполиенных эпоксидных смол |[Л. 9-2].
1 — метнлнаднк-ангндрид; 2 — диэтилентриамин; 3 — ароматический амин; 4 — новолачно-эпоксидная смола, ароматический амин.
Рис. 9-2. Восстановление удельного поверхностного сопротивления ненаполиенных эпоксидных смол при относительной влажности воздуха 80% и при температуре 25° С (Л. 9-2].
1 — ароматический амин; 2 — метилнадикчалгидрид; 3 — диэтилентриамин.
Ввиду того, что проводить полный комплекс 'Испытаний .на готовых изделиях трудно и дорого, а также в связи с тем, что камеры влажности имеются не .на всех предприятиях, в целом ряде случаев применяются менее
дорогие, но надежные методы испытаний. Например, для того чтобы обеспечить в закрытых емкостях определенную относительную влажность воздуха, применяются насыщенные растворы различных солей или растворы серной кислоты.
Рис. 9-3. Влияние относительной влажности воздуха на удельное сопротивление при 35° С наполненных эпоксидных смол |[Л. 9-2] (отвердитель — ароматический амин).
1 — без наполнителя; 2 — двуокись кремния; 3 — карбонат кальция; 4 — слюда; 5 — силикат кальция.
Рис. 9-4. Восстановление удельного поверхностного сопротивления наполненных эпоксидных смол при 80% относительной влажности воздуха и 25° С '[Л. 9-2].
I — слюда; 2 — без наполнителя; 3 — двуокись кремния; 4 — силикат кальция; 5 — карбонат кальция.
Простой, удобный и надежный метод определения влияния высокой влажности на 'электроизоляционные свойства литьевых смол был предложен Graves и Pizzino [Л. 9-3]. Этот метод заключается в помещении
электродов, залитых проверяемым компаундом >в атмо-.сферу повышенной .влажности. Схема прибора приведена на рис. 9-5. Залитые компаундом электроды снабжаются плотно пригнанной резиновой пробкой и погружаются в пробирку, которая служит миниатюрной камерой влажности. Выводы электродов подключаются к'измерительным приборам. Как показано на рисунке, вода заливается на высоту 25,4 мм и весь прибор нагревается до температуры 70° С подходящим нагревательным устройством. Периодически прибор удаляется из нагревательной камеры и охлаждается 2 ч, при '23° С, после чего производятся электрические измерения. После каждого замера прибор опять нагревается. По этому способу влияние влажности определяется путем сравнения с результатами измерений, проведенных при комнатной температуре. Также легко, если это необходимо, подключить измерительные приборы непосредственно в нагревательной камере, с тем чтобы производить измерения при повышенной температуре.
Проверенные по этому методу компаунды перечис
лены в табл. 9-3. Влияние увлажнения в течение различных inp о меж утков времени на важнейшие электроизоляционные свойства показано на рис. 9-6—9-8. Из этих рисунков можно видеть, что полученные данные подтверждают ранее приведенные сведения о лучшей влагостойкости эпоксидных смол по сравнению с полиэфирными. Конечно, необходимо помнить, что в связи с тем, что существуют различия внутри каждой группы .мате-
№
3.>7
3
4
<5
Схема прибора с за-
Рис. 9-5.
литыми электродами для кондиционирования заливочных компаундов при различной влажности (Л. 9-3].
1 — резиновая пробка; 2 — вода; 3— четыре электрода диаметром 2,38 мм, расположенные под углом 90° друг к другу; 4 — заливочный компаунд;
5 — пробирка диаметром 25 н длиной .200 мм; 6 — поперечное сеченне (в удвоенном масштабе).
Сопротивление изоляции, Мом
Рис. 9-6. Влияние увлажнения при 70° С на сопротивление изоляции заливочных компаундов (см. табл. 9-3); измерение на залитых электродах (Л. 9-3].
Рис. 9-7. Влияние увлажнения при 70° С на tg б при частоте 60 гц заливочных компаундов (см. табл. 9-3); измерение на залитых электродах [Л. 9-3].
to\ го
Емкость, пф
/5/
1/ 10 5 7
Ik 7 ~~~ г
1 1 | 1 6 1
/00
Рис. 9-8.
70° С на
паундов ...
при частоте 60 гц на залитых электродах [Л. 9-3].
при ком-
4дод 7гд выдержка, дни
Влияние увлажнения емкость заливочных (см. табл. 9-3); измерение
Таблица 9-3
Условные обозначения заливочных компаундов, использованных для определения влагостойкости залитых электродных узлов [Л. 9-3]
Условное обозначение
Компаунд
1, 2, 3, 4
-5, 6, 7
8, 9
10
11
12, 13, 14, 15, 16
Ненаполненный эпоксидный Наполненный эпоксидный Ненаполненный эпоксидный Ненаполненный модифицированный полиэфирный
Наполненный модифицированный полиэфирный
Наполненный полиэфирный
Примечание. Данные для перечисленных компаундов приведены на рнс. 9-6—9-8.J
риалов для получения оптимальных результатов в каждом отдельном случае .необходимо проводить дополни^ тельные эксперименты.
ВЛИЯНИЕ ВЛАЖНОСТИ НА ЖЕСТКИЕ ПОЛИУРЕТАНОВЫЕ ПЕНОПЛАСТЫ
Из-за значительного снижения веса применение твердых пенополиуретанов при заливке электронного оборудования в целом ряде случаев является прогрессивным. Одним из факторов, ограничивающих использование этих материалов, часто является неизвестность того, как эти‘материалы защищают от действия повышенной влажности. При определении влияния влаги на основные электрические характеристики изделий, залитых пенополиуретанами, часто наблюдаются большой разброс данных и невоспроизводимость результатов. Это обстоятельство становится понятным, если принять во внимание, какое большое число материалов и переменных технологических факторов используется при изготовлении пенополиуретанов. Особенно большое значение имеет сткуктура ячеек пенопласта. Наиболее важны размер ячеек и отношение открытых ячеек к закрытым. Открытые ячейки обусловливают повышенную влагопро-ницаемость. Регулирование процесса производства систем, образующих пенопласты, значительно более труд-
но, чем систем смол большой плотности. Следовательно, контроль дожен быть более жестким.
Хорошим путем для преодоления проблем влагостойкости при работе с пенопластами является нанесение барьерного покрытия из хорошего влагостойкого материала или на пенопласт, или на заливаемые детали перед заливкой. Однако во многих случаях это является непрактичным и во всех случаях увеличивает число операций в технологическом процессе. Тем не менее, если решающими факторами являются низкий вес и высокая влагостойкость, такое решение является наиболее целесообразным.
По сообщению Barringer для получения пенополиуретанов с пониженной влагопроницаемостью необходимо правильно выбирать смолу, рецептуру пенопласта и режим смешения компонентов '[Л. 9-4]. При этом особенно важно 'обеспечить получение наибольшего числа небольших замкнутых ячеек в пенопласте. Влияние на влаго-проницаемость типа смолы, газа в ячейках пенопласта, наполнителей, пластификаторов и среднего молекулярного веса отрезка полимера между поперечными связями показано в табл. 9-4. Проницаемость связана со структурой закрытых ячеек, их размерами и плотностью пенопласта, как это следует из рис. 9-9. Связь между молекулярным весом отрезка полимера между поперечными связями и скоростью смешения компонентов, с одной стороны, и структурой ячеек пенопласта, с другой стороны, приведена на рис. 9-10. При этом процент замкнутых ячеек определялся способом вытеснения воздуха, описанным Remington и Pariser [Л. 9-5]. Проницаемость пенопластов для паров воды (влагопроницае-мость) определялась по модифицированному методу «сухой чашки», подобному методу ASTM Е 96-53'Т. Согласно этому методу плитки пенопласта размером 50,8X X 50,8X25,4 мм приклеиваются к крышкам небольших банок, содержащих влагопоглотитель (алюмогель). Затем банки с образцами ставятся во влагостат, в котором поддерживаются относительная влажность воздуха 100% и температура 38° С, причем через правильные интервалы времени определяется привес пенопласта и сорбента; подсчитывалось количество прошедших через образец водяных паров, отнесенное к единице времени и к единице поперечного сечения образца. Опыт продол-
Таблица 9-4
Влияние некоторых переменных факторов на влагопроницаемость твердого пенополиуретана* [Л. 9-4]
Переменный фактор Влагопроннцае-мость прн 38° С г/л2-сутки
Смола: Смешанные полиэфиры 46,0
Полиэфир на основе короткоцепных кислот . . 36,8
Полиэфир на основе длинноцепных кислот . . . 23; 1
Полиол-уретан (низкомолекулярный многоатомный спирт + толуилендиизоциант) 19,0
Газ в ячейках (пенопласт с объемным весом 40 кг/м3): Воздух • . . . . 38,0
Фреон 11 и воздух (в соотношении 60:40 по объему) . . . . • 29,2
Фреон 11 • 19,0
Наполнитель (6 вес. %): Без наполнителя 37,4
Hi-Sil 234 37,4
Графит 36,0
Глина Dixie 44,2
Сажа SAE • 47,6
Алюминиевый порошок 55,0
Celite (диатомит) 56,5
Santocel CS (осажденный гель SiO2) • 61,2
Пластификатор (6 вес. %): Без пластификатора 37,4
Каменноугольная смола 41,5
Хлорированный трифенил . . 64,5
Полипропиленадипат 70,0
Триоктилфосфат 143,0
* Объемный вес пенополиуретана во всех случаях около 32 кг/см>.
Продолжение табл. 9-4
Связь Мс* жесткого пенополиуретана с количеством замкнутых ячеек и влагопронидаемостью (гидрофобная смола)
"с Замкнутые ячейки, % Влагопроницаемость прн 38° С, г}л?‘Сутки
2 300 5 123—150
1 500 15 96—122
600 65 47—54
500 85 34—41
350 90 20—27
* Мс—средний молекулярный вес отрезка цепочки полимера между поперечными связями.
Замкнутые ячейка в пенопласте, %
влагопроницаемость, г/2^ч-м
Рис. 9-9. Влияние структуры и объемного веса па влагопроницаемость при 38° С пенополиуретана (Л. 9-4].
1 — пенопласты с открытыми ячейками; 2 — полиэфир А; 3 — полиэфир В; 4 — пенопласт на основе полиэфира; объемный вес 32 кг!м\
жается более 4 недель, чтобы обеспечить установление равновесия влажности.
Потребителю проще всего регулировать процесс смешения компонентов для получения пенопласта. В тех случаях, когда допущены ошибки в смешении, становит-
Спорость перемешиванияt оБ/мин
Рис. 9-10. Влияние среднего молекулярного веса отрезка полимера между поперечными связями (Мс) и скорости перемешивания на структуру ячеек пенополиуретана (Л. 9-4].
/ — область нерабочей вязкости форполимеров.
ся видно, насколько важна правильная рецептура. Как при недостаточном, так и при излишнем перемешивании компонентов может образоваться пенопласт ухудшенного качества вследствие малого содержания замкнутых пор и соответствующего повышения влагопроницаемо-
сти. Плохое смешение ведет к плохому распределению компонентов, что вызывает большую местную концентрацию частично прореагировавшей смолы или изоцианата. Слишком продолжительное перемешивание может вызвать механическое разрушение начавшего полимеризоваться материала. Увеличение времени смешения больше оптимального ведет к снижению процента замкнутых ячеек и ухудшению их структуры. Очень длительное излишнее перемешивание ведет к разрушению пенопласта, так как прореагировавший полимер будет разрушаться из-за механического воздействия, до того как он будет залит. Перемешивание должно быть таким, чтобы только смешать смолу и изоцианат в гомогенную массу. В каждом отдельном случае правильные режимы смешения установливются опытным путем.
ВЛИЯНИЕ НИЗКИХ ТЕМПЕРАТУР И ТЕПЛОВОГО УДАРА
Низкие температуры и тепловой удар часто являются серьезным препятствием при применении для электронного оборудования многих заливочных смол. Как уже говорилось, тепловое расширение большинства заливочных смол значительно больше расширения материалов, применяемых при изготовлении заливаемых компонентов, каковы стекло, керамика и металлы. Это обусловливает возникновение значительных напряжений, так как заливочные материалы и заливаемые детали будут по-разному расширяться при переходе залитого изделия от температуры —65° С к максимальной температуре, при которой работает изделие. Если заливочный материал не может противостоять этим напряжениям или поглощать их, это приводит к его растрескиванию или же к разрушению залитых деталей.
Преодолеть эти трудности можно различными способами, начиная от применения эластичных компаундов и до подбора системы наполнитель—смола. Устойчивость к растрескиванию значительно различается в зависимости от вида компаундов, конструкции электронного устройства, способа испытаний и т. д. Подобные затруднения в установлении связи простого метода испытаний с устойчивостью к растрескиванию различных залитых изделий часто приводят к тому, что испытания проводят на специально залитом изделии. Такой способ, ра
зумеется, обеспечивает наи олее ценные результаты ис-пытаний на стойкость к растрескиванию данного материала в данных условиях. Однако применение реальных электронных приборов в качестве образцов для испытаний может быть непрактично или невозможно ввиду их высокой стоимости и ввиду того, что испытание на растрескивание предусматривает разрушение образца.
Так как исключительно трудно использовать данные по стойкости к растрескиванию, полученные для одного изделия, для получения рекомендаций для другого изделия были предприняты большие работы с целью разработки такого способа определения относительной устойчивости к растрескиванию заливочных материалов, который позволил бы исключить проверку залитых изделий. Одним из наиболее распространенных методов испытаний является так называемый способ шестигранного бруска (hexbar test), который предусмотрен военными техническимй требованиями MIL-I-46923C.
По этому способу отрезок шестигранного 19-жж стального бруска длиной 25/1 мм помещается по оси цилиндрической стеклянной формы диаметром 25,4 и высотой 38,1 мм, после чего заливается компаундом, который затем отверждается. Пять таких залитых образцов нагреваются до заранее заданной температуры (90, 105, 130 или 155° С) и затем немедленно помещаются в спиртовую баню, имеющую температуру —55° С. Такой температурный цикл повторяется 10 раз, причем считается, что заливочный материал выдержал испытания, если 4 или 5 образцов остались без изменений. Этот способ является весьма суровым из-за наличия острых краев бруска и тонкого слоя заливаемого вокруг бруска компаунда. Кроме того, жесткость испытаний повышает масса стали, большая по сравнению с количеством заливочного материала вокруг бруска. Этот способ широко используется, но является скорее сравнительным, чем количественным. Кроме того, трудность воспроизведения и интерпретации полученных результатов в ряде случаев ограничивает его применение.
Другой сравнительный способ испытания на тепловой удар описал Olyphant [Л. 9-6]. Этот способ считается значительно более жестким, чем способ шестигранного бруска. В связи с этим данный способ применяется для оценки стойких к растрескиванию заливочных компози
ций, выдержавших испытание с шестигранным бруском. Образец для этого способа представляет собой круглую шайбу с наружным диаметром 31,7 и внутренним диаметром 11,1 мм. Толщина шайбы может быть от 3,17 до 6,35 мм. На шайбе равномерно расположены четыре ножки, выступающие на 2,38 мм по обе стороны кольца. Ножки обеспечивают определенную толщину смолы над и под шайбой. Они расположены дальше от отверстия, для того чтобы исключить их влияние на концентрацию
Рис. 9-11. Прибор Black для количественного определения стойкости к рас-т.рескива1нию .заливочных смол.
напряжений в отверстии. Местные трещины, образующиеся на тонкой пленке смолы под ножками, оставляются без внимания. Подобный образец легко получается двумя операциями фрезерования.
Описанные выше методы являются в первую очередь сравнительными и не дают возможности получить количественные данные о склонности данного материала к растрескиванию. Пытаясь преодолеть этот недостаток, Black предложил способ, по которому получается численный показатель растрескивания [Л. 9-7]. Прибор и способ его применения запатентованы (пат. США № 2821082 от 28 января 1958 г.) под названием «Методи устройство для определения относительной стойкости различных заливочных смол к растрескиванию». Фото прибора приведено на рис. 9-11. Устройство состоит из стальной опоры, на которой расположено шесть1 ради
1 На фотографии—12. (Прим, переводчика).
ально расположенных ста ьных з к ленных и заострена, вых лопаток, расположенных под углом 60°. Эта цилиндрическая часть крепится в центре на шпиндель и помещается в цилиндрическую оболочку. Размеры лопаток таковы, что между концами лопаток и стенкой оболочки получаются зазоры определенного размера. Размеры зазоров меняются в арифметической или геометрической прогрессии. При заливке смолы в пространство между центральной частью и оболочкой и ее последующем отверждении усадка в процессе полимеризации обычно приводит к разрушению одной или нескольких тонких перемычек смолы в зазорах. Охлаждение образцов до постепенно снижающихся температур обычно увеличивает степень растрескивания. Так как толщина перемычек в соответствии с величиной зазоров может возрастать в арифметической или геометрической прогрессии, можно прямо и количественно определять тенденцию к растрескиванию путем сравнительных испытаний. Стремление к снижению напряжений в оставшихся перемычках после разрушения первых из них уменьшается при установке фиксаторов в виде вставок с закругленными концами. Относительный показатель растрескивания может выражаться наибольшей толщиной растрескавшейся перемычки. Например, если толщина разрушенной перемычки составляет 3,17 мм, то говорят, что относительный показатель растрескивания составляет 4. Если, однако, в наиболее толстых секциях будут получаться неоднозначные результаты, т. е. будет оставаться одна неразрушившаяся перемычка между двумя разрушившимися, то показатель растрескивания принимается как средняя величина между уменьшенными вдвое значениями максимальных толщин разрушившихся перемычек.
Сравнение данных о степени растрескивания, полученных по этому способу, с результатами испытаний по MIL-C-16293 (при 90° С) показало, что материалы, имеющие показатель растрескивания, равный 2 или меньше, проходят испытания по способу шестигранного бруска, в то время как материалы с показателем 3 и более — не проходят [Л. 9-7].
Описанный выше способ не лишен некоторых недостатков. Стоимость прибора значительна в связи с тем, что точность его изготовления весьма велика, а детали
Рис. 9-12. Влияние содержания наполнителя на показатель растрескивания эпоксидной смолы.
а—двуокись кремния, 325 меш; отвердитель Shell D, 10,5 весовых частей на 100 весовых частей смолы; б — двуокись кремния, карбонат кальция, тальк и волластонит; отвердитель тот же [Л. 9-7].
должны изготовляться из твердых и прочных материалов с тем, чтобы можно было их очищать и повторно использовать. В некоторых случаях очистка затруднена, что объясняется неправильным подбором разделительных веществ для отдельных узлов прибора. Необходимо также проверять зазоры между лопатками и оболочкой с тем, чтобы обеспечивалось сохранение нужных размеров. Кроме того, по этому способу не получается устой-
Рис. 9-13. Влияние условий отверждения на показатель растрескивания эпоксидного компаунда (Л. 9-7]; состав: смола — 47,5%; двуокись кремния — 47,5%; отвердитель Shell D — 5%.
1 — отверждение 17 ч при 25° С+2 ч при 65° С+2 ч прн 122° С; 2 — отверждение 2 ч при 95° С+2 ч при 122° С; 3 — отверждение 2 ч при 122° С’
чивых результатов при определении -хрупких материалов, имеющих показатель растрескивания более 3 при —40° С.
Из рис. 9-12—9-14 следует, что на показателе растрескивания отражаются соответственно содержание наполнителя, его тип, условия отверждения и тип отвердителя. На рисунках приведены значения показателя растрескивания, полученные как среднее значение для четырех или пяти образцов, отвержденных одновременно в камере с принудительной' конвекцией (отклонение температуры от заданной для отверждения в пределах ±3°С). Циклические испытания при низких темпера
турах проводились в холодильных камерах при заданной температуре ±2° С. До проверки на растрескивание образцы выдерживались в этих камерах в течение 2 ч. Данные, приведенные на рис. 9-14, были получены на приборах с зазорами, возрастающими, начиная с 0,38 мм в геометрической прогрессии с показателем прогрессии 1,5. Все остальные данные получены на приборах с за-
ЕД / Е Z О 3
Рис. 9-14. Влияние отвердителя на показатель растрескивания эпоксидных смол 1[Л. 9-7]; наполнитель — двуокись кремния 325 меш, 47,5%.
1 — отвердитель Shell D, 10,5 весовых частей на 100 весовых частей смолы; отверждение 2 ч прн 65° С+2 ч при 122° С; 2 — отвердитель Epi-Cure 852 — 52 весовые части на 100 весовых частей смолы-, отверждение 2 ч при 38° С+2 ч прн 122° С; 3 — отвердитель Versamid 140 — 43 весовые части на 100 весовых частей смолы; отверждение 1 ч при 38° С+1 ч при 65° С.
зорами, увеличивающимися, начиная с 0,39 мм в арифметической прогрессии (разность прогрессии 0,39 мм).
Очень хороший количественный способ исследования факторов, вызывающих напряжения в заливочных компаундах, описан Sampson и Lesnick [Л. 9-8]. По этому способу применяются чувствительные к напряжениям элементы, содержащие датчики напряжений (электротензометры сопротивления). После того как тензометр залит смолой, напряжения в отливке в процессе термообработки определяются из показаний тензометра. При этом можно получить данные о различии между жесткими и эластичными заливочными компаундами, влиянии добавки различных компонентов и влиянии различных циклов отверждения. Кроме того, можно получить све-
Рис. 9-15. Разрез приспособления для определения напряжений с помощью тензометров |[Л. 9-8].
1 — термопары; 2 — к индикатору SR-4; 3 — вывод для проводов; 4—тефлоновая форма; 5 — смола; 6 — стальная крышка; 7 — трубка из нержавеющей стали (датчик); 8 — тензометр, расположенный вдоль оси датчика; 9 — тензометр, расположенный поперек оси датчика; 10 — стальная крышка и болт;
11 — гайка.
дения о напряжениях, вызываемых полимеризацией смолы, добавкой различных наполнителей, отвердителей и комбинациями различных смол. Схема прибора для определения напряжений с помощью тензометров приведена на рис. 9-15.
В этом приборе используются тензометры Baldwin SR-4 типа АВ-7 с датчиками длиной 6,35 мм, прикрепленными к внутренней стороне трубки из нержавеющей стали. Трубка имеет внешний диаметр 25,4 и толщину стенок 0,89 мм, причем длина трубки составляет 50,8 мм, а ее концы перпендикулярны оси трубки. То, что в качестве датчика выбрана трубка из нержавеющей стали, а не какой-либо элемент электронного оборудования, объясняется тем, что металлические трубки весьма чувствительны к напряжениям и точно передают их. На такие трубки не влияет быстрая смена температуры и влажности; простая цилиндрическая форма обеспечивает симметрию
напряжений и, кроме всего, они намного дешевле готовых электронных приборов. На трубке, вдоль ее оси и по окружности, смонтировано три датчика. Два из них установлены по окружности под углом 180°, а третий — между ними со сдвигом в направлении оси трубки. Осевые напряжения важно фиксировать в связи с тем, что гидростатическое давление стремится деформировать трубку в этом направлении, так же как и в поперечном, и силы, приводящие к осевой деформации, необходимо выделить из общих напряжений.
После того как трубка с тензометрами готова, она калибруется на влияние температуры и давления. Темпе
ратурные деформации определяются путем помещения трубки в термостат и отсчета напряжений в интервале от —80 до +110° С через каждые 10° С. При этом определяется изменение сопротивления тензометра и разме-
Рис. 9-16. Влияние режима отверждения на напряжения, развивающиеся в обычной эпоксидной смоле [Л. 9-8].
Температура, °C
Рис. 9-17. Влияние типа отвердителя на напряжения, развивающиеся в обычной эпоксидной смоле (Л. 9-8].
1 — отвердитель Z; 2 — отвердитель D.
ров трубки в результате теплового расширения, что используется потом для компенсации деформаций в процессе проведения экспериментов.
Трубка должна быть также калибрована по отношению к давлению. Для этого она помещается в камеру повышенного давления, где снимаются показания датчиков в диапазоне гидростатического давления от 0 до
70'кГ/см?, что позволяет предсказать напряжения, воз-никающие при искривлении трубки.
После калибровки чувствительного к напряжениям
Температура, ° Г,
Рис. 9-18. Влияние реакционно способных разбавителей на напряжения, развивающиеся в обычной эпоксидной смоле |[Л. 9-8].
I — фенилглнцидиловый эфир; 2 — немодифицированная смола; 3 — окись стирола.
Рис. 9-19. Сравнение напряжений, развивающихся в жесткой и эластичной смолах [Л. 9-8].
1 — Selectron 5003+двуокись кремния; 2 — Acme 2002; 3 — Scotchcast 235М.
товленную форму, состоящую из тефлонового цилиндра диаметром 69,8 мм с дном также из тефлона (рис. 9-15). Применение тефлона обусловлено его исключительными свойствами в качестве разделительного вещества. Болт, установленный в конце трубчатого элемента, точно помещается в отверстие в центре дна формы и плотно крепится к ней. Затем исследуемый компаунд заливается
в форму вокруг трубчатого элемента вплоть до верхнего уровня трубки. В смолу помещаются две термопары: одна — сбоку от элемента, а вторая — на расстоянии 25,4 мм от его внешнего края. С помощью этих термопар устанавливается перепад температур в смоле и опреде-
ляется температура, при которой производятся отсчеты напряжений. После этого установка готова для определения влияния на заливочные композиции любых искусственно созданных условий эксплуатации. При проведении экспериментов значения деформации, полученные на датчиках, тщательно фиксируются и пересчитываются в напряжения при помощи соответствующих формул. В большинстве случаев чувствительный элемент из-за усадки полимеров испытывает напряжения сжатия. Однако в неко-
Рис. 9-20. Сравнение напряжений, развивающихся в обычных смолах и в кремнийорганическом геле [Л. 5-6].
1 — литьевые смолы; 2 — кремннйорга-нический гель.
торых случаях, когда деформации в отливке распределены неравномерно, с помощью чувствительного к деформациям элемента можно определять напряжения растяжения.
Напряжения в компаундах на основе различных смол в зависимости от температуры отверждения типа отвердителя и реакционно способных модификаторов и эластичности систем в широком диапазоне температур приведены на рис. 9-16—9-19. Кроме того, на рис. 9-20 приведены значения напряжений в кремнийорганическом геле в сравнении с обычными компаундами.
ВЛИЯНИЕ ИОНИЗИРУЮЩЕЙ РАДИАЦИИ НА ЗАЛИВОЧНЫЕ МАТЕРИАЛЫ
Несмотря на то, что гораздо больше известно о действии ионизирующей радиации на термопластичные материалы, а не на заливочные материалы, имеется ряд
данных, представляющих интерес для читателя. Часть этих данных будет приведена в настоящем разделе.
Colichman и Strang сообщили о действии у-излучения на некоторые физико-механические и тепловые свойства ряда композиций на основе эпоксидных смол
Рис. 9-21. Влияние у-облучения на твердость различных эпоксидных смол 1[Л. 9-11]. Обозначения кривых — см. в тексте.
[Л. 9-11], что отражено на рис. 9-21—9-23. Данные, приведенные на этих рисунках, соответствуют следующим условиям:
1. Типовая стандартная рецептура аминного отверждения: 200 г смолы ERL-2774; 53,0 г щп-метилендиа-нилина. Смола, нагретая до 90° С, и пл-метилендиани-
лин, нагретый до 100° С, хорошо перемешиваются, после чего смесь заливается в стеклянные пробирки. Отверждение происходит в течение 4,5 ч в термостате при температуре 165±10°С.
2. Стандартная рецептура с ароматическим реакционно способным" разбавителем: 200 г смолы- ERL-2774, 24 г окиси стирола, 63,2 г п,п-метилендианилина. Метилендианилин нагревается до 100° С, к нему добавляется
Рис. 9-22. Влияние у-облучения на теплостойкость различных эпоксидных компаундов (Л. 9-11]. Обозначения кривых — см. в тексте.
смесь смолы с окисью стирола, нагретая до 50° С, и все хорошо перемешивается, после чего происходит отверждение смеси при комнатной температуре в течение ночи. Термоообработка образцов происходит 2 ч при 80° С и затем 4,5 ч при 165± 10° С.
3. Стандартная рецептура с алифатическим реакционно способным растворителем; 200 г смолы ERL-2774, 19,6 г аллилглицидилового эфира, 63,2 а, метилендианилина. Смола и аллилглицидиловый эфир нагреваются до 160° С, и к ним добавляется мегилендианилин, нагретый до 120° С, после чего смесь оставляется на ночь при
комнатной- температуре.. Затем следует термообработка при 85° С в течение 2 ч и еще 4,5 ч для (полного отверждения при 165 ± 10° С.
О }Ое ю7 Юв
Интегральная доза, р
Рис. 9-23. Влияние у-облучения на прочность при сжатии различных эпоксидных компаундов [Л. 9-11]. Обозначения кривых—см. в тексте.
4. Стандартная рецептура с большим содержанием алифатического реакционно способного разбавителя: 200 г смолы ERL-2774, 49 г аллилглицидиловото эфира, 78,6 г п,п-метилендианилина. Смола и аллилглици-
диловый эфир нагреваются до 65°С, и к ним добавляется :метилендианилин, нагретый до 110° С. После выдержки в течение ночи при комнатной температуре смесь отверждается при 85° С в течение 2 ч и 4,5 ч при 165 ±110° С.
5. Стандартная рецептура с большим содержанием ароматического реакционно способного разбавителя: 200 г смолы ERL-2774, 60 г окиси стирола, 78,6 г п,п-метилендианилина. Смола и окись стирола нагреваются до 65° С, а метилендианилин —до 100° С и смешиваются. После выдержки при комнатной температуре в течение ночи смесь нагревается 2 ч при 85° С и затем 4,5 ч при 165+10° С.
* 6. Типовая рецептура кислотного отверждения: 200 г смолы ERL-2774, 58,4 г пиромеллитового диангидрида, 0,05 г п,п-метилендианилина. Смола нагревается до 60° С и заливается в смеситель перед добавлением отвердителей. Смешивание механическим путем происходит в течение не менее 7 мин, причем во время перемешивания температура поднимается примерно до 65° С и вязкость массы снижается. Смесь заливается в стеклянные пробирки, выдерживаемые в течение ночи для удаления пузырьков воздуха. Затем пробирки с содержимым нагреваются 20 ч при 220+10° С на масляной бане с циркуляцией масла до полного отверждения смеси.
7. Типовая рецептура кислотного отверждения с алифатическим реакционно способным разбавителем: 200 г смолы ERL-2774, 69,6 г пиромеллитового диангидрида, 0,075 г п,п-метилендианилина, 19,6- г аллилглицидило-вого эфира. Все компоненты смешиваются в смесителе не менее 7 мин, заливаются в стеклянные пробирки и выдерживаются при комнатной температуре до удаления воздушных пузырьков. Затем смесь нагревается 2 ч при 100° С, после чего температура в течение 3 ч повышается до значения 220° С, при котором происходит отверждение в течение 20 ч.
8. Типовая рецептура кислотного отверждения с ароматическим реакционно способным разбавителем: 200 г смолы ERL-2774, 69,6 г пиромеллитового диангидрида, 0,07 г п,п-метилендианилина, 24 г окиси стирола. Все материалы заливаются в смеситель и перемешиваются 7 мин. Смесь заливается в стеклянные пробирки для выдержки. После предварительного отверждения 2 ч при
100° С температура поднимается в течение 2 ч до 220° С, и при этой- температуре происходит отверждение в течение 20 ч.
9. Рецептура аминного отверждения: 100 г смолы ERL-2774, 15 а метафенилендиамина. Метафенилендиамин нагревается до 75° С и смешивается со смолой. Смесь заливается в стеклянные пробирки и отверждается 30 мин при 115° С и 1 ч при 210° С.
Действие ионизирующей радиации на электроизоляционные свойства некоторых заливочных компаундов показано в табл. 9-5. Влияние радиации на физико-механические свойства полиэфирной смолы отражено на рис. 9-24.
Таблица 9-5
Влияние ионизирующей радиации на электроизоляционные свойства некоторых заливочных компаундов* [Л. 9-12]
эецептура компаунда Интегральная доза Диэлектрическая проницаемость при 10е гц tg 5 при 10е гц Коэффициент потерь при 10е гц Электрическая прочность, кв}см
Ероп 828 + отвер- До облучения 5,38 0,0156 0,0848 53,0
дитель D IO’4 nvt 3,89 0.0327 0,127 74,5
Го же модифици- До облучения 3,47 0,019 0,066 58,6
рован ный полибутадиеном IO14 nvt 4,19 0,0379 0,158 70,0
Ероп 828 + отвер- До облучения 3,43 0,0198 0,068 58,7
дитель D-4-30 °/о волластонита CaSiO3 IO14 nvt 4,28 0,0327 0,140 10,7
Hysol 6020+от- До облучения 4,71 0,0203 0,196 54,0
вердитель ХА-С-21 IO14 nvt 4,15 0,0773 0,319 56,5
* Толщина образцов 3,17 мм.
По сообщению Javitz и фирмы Dow Corning Corp, кремнийорганические материалы имеют очень хорошую радиационную стойкость [Л. 9-14]. Сообщается о следующем действии радиации:
1. Кремнийорганические смолы сохраняют свои свойства при дозах у-излучения 1 000 Мрад.
2. Кремнийорганический каучук становится хрупким после облучения дозой 100—500 Мрад. В связи с этим
1ОБ' io7 юв to3 to'0
Рис. 9-24. Влияние у-облучения на некоторые физические характеристики полиэфирной смолы [Л. 9-13].
1 — разрушение; 2 — светопроницаемость; 3 — помутнение; 4 — шкала R;
5 — шкала а.
стойкость кремнийорганического каучука зависит от требуемой эластичности.
3. Образцы брусков кремнийорганической смолы без растворителя R-7521 (Dow Corning) с наполнителем — двуокисью кремния подвергались действию у-лучей до доз 1 000 Мрад. После облучения 'проверялись цвет, прочность при изгибе, электрическая прочность, tg б, диэлектрическая проницаемость, удельное объемное сопротивление и дугостойкость. Хотя некоторое влияние радиации отразилось на большинстве свойств, эффект обычно мал и имеет ограниченное практическое значение. Однако электрические измерения на образцах в процессе сильного облучения показали, что диэлектрические потери намного больше во время облучения, чем до него или сразу после его окончания.
Для большинства целей дозы до 1 000 Мрад заметно не отражаются на основных свойствах смолы R-7521, наполненной двуокисью кремния. Однако отмечалось некоторое влияние радиации:
1. Смола слегка темнеет.
2. При облучении дозами от 500 до 1 000 Мрад наблюдается быстрый рост электрической прочности.
3. tg б в области низких частот повышается очень слабо.
4. Диэлектрическая проницаемость возрастает весьма незначительно.
5. Влагостойкость поверхности снижается.
6. Дугостойкость падает, причем разброс показателей уменьшается.
7. Диэлектрические потери во время облучения весьма велики и являются функцией мощности дозы.
ГЛАВА ДЕСЯТАЯ
ЗАЛИВОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ВЫСОКИХ РАБОЧИХ ТЕМПЕРАТУР
Одним из суровых эксплуатационных факторов при заливке устройств автоматики синтетическими смолами является высокая температура. Это фактор име-
ет большое значение как в связи с окружающей температурой среды, при которой может эксплуатироваться залитое изделие, так и в связи с подъемом, температуры в процессе работы. Как правило, если заливочные материалы могут устойчиво работать при высоких температурах, развивающихся внутри изделия, размер узла может быть уменьшен. Кроме того, наличие нагревоустойчивых заливочных материалов помогает избежать устройства теплоотводящих ребер и вспомогательного оборудования для отвода тепла, например вентиляторов. Эти факторы являются особенно важными в военной авиационной технике, где особое значение имеет уменьшение объема и веса. Помимо конструктивных соображений, основные требования к заливочным материалам, длительно эксплуатируемым при высоких температурах, должны основываться на том, что срок службы залитого изделия часто зависит главным образом от срока службы заливочных и электроизоляционных материалов.
Термин «высокая температура» по отношению к применению заливочных материалов стандартизован не до конца. Однако обычно под высокой температурой для залитых электронных устройств понимают температуры выше 125° С, но, как правило, ниже 500° С. Этот температурный диапазон настолько широк, что трудно подобрать один заливочный материал, который был бы хорош для всего диапазона. Обычно понятие высокой температуры также различно для разных устройств, так как срок эксплуатации и .условия работы меняются в очень широких пределах. Очень важен фактор времени. Некоторые промышленные электронные устройства должны служить долгое время, тогда как часть военных устройств должна эксплуатироваться в течение очень короткого срока.
В связи с такими различными требованиями в настоящей главе не делается попыток рекомендовать какой-либо конкретный заливочный компаунд. Вместо этого на основании литературных данных будут изучены зависимость температура—время и влияние этой зависимости на основные свойства заливочных материалов, применяемых в устройствах автоматики. Сначала будут рассмотрены системы для температур до 25° С, а затем и системы для более высоких температур (300—500° С).
ХАРАКТЕРИСТИКИ ЗАЛИВОЧНЫХ СИСТЕМ ДЛЯ РАБОТ ПРИ ТЕМПЕРАТУРАХ ДО 250°С
Вообще говоря, для использования при этих температурах, особенно ниже 200° С, наиболее пригодны органические заливочные смолы. Разумеется, при определении температурных возможностей любого залитого устройства необходимо учитывать его назначение и срок эксплуатации. В настоящем разделе будут обсуждены данные о температурно-временной зависимости некоторых из наиболее стабильных систем синтетических смол. Несмотря на то, что существует много путей определения термической деструкции материала, об этом процессе наиболее часто судят по потере в весе и изменению физических характеристик образца в процессе теплового старения при повышенных температурах. Кроме того, конечно, важно знать степень изменения основных электроизоляционных свойств, каковы удельное объемное сопротивление, tgfi и диэлектрическая проницаемость.
Тепловое старение заливочных материалов проявляется по-разному. Большая потеря веса сопровождается дополнительной усадкой и сильным растрескиванием. В других случаях в результате деструкции выделяются газообразные продукты, приводящие к образованию пузырей в заливочном материале. Большей частью тепловое старение сопровождается потемнением смолы и потерей поверхностью глянца. Сами по себе такое потемнение и потеря глянца обычно не отражаются на функциях заливочного материала. Изменение электроизоляционных свойств протекает различно у разных материалов. При изучении изменений электроизоляционных свойств важно различать характеристики, измеренные в процессе старения или при рабочих температурах, и остаточные изменения характеристик, к которым приводит старение. Например, электроизоляционные свойства после старения могут быть получены более высокими, если их измерять при комнатной температуре, и более низкими, если их измерение происходит при повышенной температуре.
В начале процесса теплового старения обычно происходит увеличение степени отверждения заливочного материала, так как при стандартном цикле отверждения этот процесс, как правило, до конца не проходит. Таким
образом, дополнительное отверждение в результате теплового старения повышает твердость материала. Однако такая дополнительная степень отверждения приводит также к ухудшению механических свойств, особенно таких, как удельная прочность, которая уменьшается с увеличением хрупкости. Хрупкость может вести к растрескиванию и повреждениям, которые являются основными причинами влагопоглощения, пробоя и других вредных явлений. Дополнительное отверждение на начальных стадиях теплового старения приводит к улучшению электроизоляционных свойств, а в дальнейшем — к ухудшению этих свойств или же эти свойства остаются прак тически без изменения.
Физико-механические свойства смол при повышенных температурах. Одним из наиболее общих способов сравнения нагревостойкости смол или возможности их работы при повышенных температурах является измерение температуры тепловой деформации (теплостойкости). По этому методу определяется температура, при которой брусок отвержденной смолы определенных размеров будет прогибаться на заданную величину под определенной нагрузкой. Разумеется,залитые узлы электронных устройств не всегда находятся под механической нагрузкой. Однако механическое смещение залитой смолы может быть проблемой в устройствах, претерпевающих значительные ускорения и замедления, особенно принимая во внимание разницу в плотности смол и металлов. Металлы и заливаемые детали обычно имеют большую плотность, чем заливочные смолы. Тем не менее теплостойкость является мерой стабильности смол при повышенных температурах. Определение этой величины представляет тем больший интерес, что теплостойкость тесно связана с потерей в весе. Там, где возможно, наряду с теплостойкостью обычно проверяют потерю в весе.
Lee провел весьма детальные исследования по изучению практических возможностей компаундов различных типов при работе в условиях повышенных температур [Л. 10-1]. Сравнение этих компаундов по температуре тепловой деформации показано на рис. 10-1 и 10-2. Расшифровка и свойства смол, использованных в работе Lee, приводятся в табл. 10-1. Отвердители, применяемые с эпоксидными смолами, приводятся в табл. 10-2.
Таблица 10-1
Состав и свойства некоторых марок нагревостойкйх смол [Л. 10-1]
Свойство Laminac 4232 Vibrin 135 Permafil 73517 Epon 828 D. С. Р-7501 Butarez 15
Фирма-изготовитель American Cyanamid Naugatuck General Electric Shell Dow-Corning Phillips
Тип смолы Полиэфир- ная Полиэфиртриа-лилцианурат-иая Полиэфирстирольная Эпоксидная Кремиийоргаии-ческая Пол нбута диеновая
Катализатор Перекись беизоила 0,5%. Перекись бензоила, i,0—2,0% Трет-б ути л пербензоат, 1,0% Металиадик-ан-гидрид, 90 вес. ч. на 100 вес. ч. смолы Перекись дикумила, 2,0% Нет
Срок хранения, мес.:
без катализатора 6 12 >12 >12 >12 >12
с катализатором — 72 ч (70° С) 1 Несколько часов 6 —
Режим отверждения — 75—165° С, 3 ч 100—150° С, 2 ч 120—200° С, 5 ч 127—200° С, 10 ч 220 —260° С, 10 ч
Усадка при отверждении, % — 10 7—8 2—3 — 8
Прочность при растяжении (20° С), кГ]см* — 420 — 770—820 196 280 —350
Прочность при изгибе (20° С), кГ1см* 502 850 __ 1400 383 560 — 590
Удельная вязкость по Изод, кГ см1см — 1,08 — — 1,08
Во допоглощае месть за 24 ч, % — 0,73 — — 0,04
Таблица 10-2
Отвердители для нагревостойких эпоксидных компаундов
Отвердитель Сокращенное обозначение
Бензилдиметиламин Комплекс дибутилового эфира и трифторида бора Комплекс трифторида бора и моноэтиламина Диаминдифенилсульфон Додецил-янтарный ангидрид Диэтиламинопропиламин Диэтилентриамин Диметиламинопропиламин Три (диметиламинометил) фенол (Rohm and Haas Со.) Малеиновый ангидрид .Метилендианилин Метафениле ндиами-н Метилнадик-ангидрид Пиромеллитовый диангидрид Триэтаноламин Триэтилентетрамин Фталевый ангидрид Отвердители фирмы Shell Chemical Со. BDMA BF3-DBE BF3-MEA DDS DDSA DEAPA DETA DMAPA DMP-30 MA MDA MPDA NMA PMDA TEA TETA PA D, CL, Z, BF3-400
Рис. 10-1. Теплостойкость нескольких типов смол {Л. 10-1].
1 — Dow Corning R-7S01 с и-адголнителем +2% перекиси дикумила; 2 ~ Ероп 828+ +25 весовых частей метилендианнлина; 3 — Araldite 6005+NMA с добавкой DMP-30; 4 — Ероп 828+пиромеллитовый днангидрид; 5 —Vibrin 135+1% перекиси бензоила; более 200° С; 6 — Laminac 4232+0,5% перекиси бензоила; 7 — Permafil 73517+1% третичного бутилпербензоата; более 165° С; 8 — Butarez 15;
более 205° С.
При анализе рис. 10-1 и 1 -2 можно заключить, что в общем по данным о температуре тепловой деформации лучшими смолами для работы при повышенных температурах являются отвержденные ангидридами кислот и
Рис. 10-2. Теплостойкость эпоксидной смолы (Ероп 828) с различными отвердителями (см. табл. 10-2). Цифры после названия отвердителя 'соответствуют его содержанию в 'весовых частях на 100 в. ч. смолы (Л. 10-1].
1 — этилендиамин; 2 — днзтилентрнамнн 10; 3 — ТЕТА 10; 4 — пиперидин 6; 5 — диаминоментан 22; 6 — м-ксилидендиамин; 7 — ОМАРА 10; 8— DEAPA;
9 — TEA 12; 10 — бензилдиметиламин 10; 11 — DMP-0,6; 12 — Shell О 10,5; 13 — м-фенилендиамин; 14—(ускоритель CL); 14 п — фенилендиамин /5; 15 — п,п-метилендианилин 25; 16 — MPDA+MDA 20 (ускоритель Z); 17 — бензидин 24; 18— ntrt DDS 30 (BF3400); 19— BF3 зтиламин 3; 20 — DDSA 130; 21 — РА 75 (BDMA 0,1); 22 — ННРА 80 (BDMA 1,0); 23 — NMA 91,8 (BDMA 1,0);
24 — НЕТ 110; 25 — PMDA 46; температура искривления 260° С.
ароматическими аминами эпоксидные смолы, триаллил-циануратные полиэфиры, кремнийорганические смолы и полибутадиены. Хотя существуют модифицированные
смолы, которые не хуже упомянутых выше, достаточно доказанным является тот факт, что смолы, являющиеся лучшими согласно рис. 10-1 и 10-2, будут также лучшими, если судить по другим критериям, например потере в весе. Это показывает, что нагревостойкость в большой степени является функцией стабильности химической структуры молекул смолы. Считается, что материалы на основе термореактивных смол стабильны при повышенных температурах, если молекула смолы имеет много функциональных групп, благодаря чему обеспечивается высокая степень сшивки. Таким образом, высокая стабильность химических связей, проявляющаяся у кремнийорганических смол, или высокая степень сшивки макромолекул, характерная для большинства органических высокотемпературных систем, в итоге приводит к наиболее нагревостойким системам смол.
Еще одной системой смол, отличающейся хорошими свойствами при повышенных температурах, являются эпоксидно-новолачные смолы. Эпоксидированные ново-лаки, имеющие большую функциональность, чем бис-фенольные эпоксидные смолы, обеспечивают большую степень сшивки и соответствующее повышение нагрево-стойкости. Так как эпоксидированные новолаки отверждаются теми же отвердителями, что и бисфенольные эпоксидные смолы, включая ангидриды кислот и ароматические амины, можно ожидать, что эпоксидно-новолачные смолы будут иметь повышенную нагревостойкость по сравнению с бисфенольными. Сравнение теплостойкости новолачных и бисфенольных эпоксидных смол в зависимости от разных отвердителей приведено в табл. 10-3.
На величину теплостойкости, кроме типа смолы, влияет много других факторов. Это может быть ярко продемонстрировано на примере того, в каких широких пределах изменяется температура тепловой деформации для наиболее нагревостойких смол. Например, рассмотрим эпоксидную смолу, отвержденную пиромеллитовым ди-ангидридом (PMDA). В гл. 3 указывалось, что PMDA обычно смешивается с малеиновым или фталевым ангидридом. На рис. 10-3 показано, как эти два моноангидрида дают различные результаты. Точно так же влияют условия отверждения системы PMDA — эпоксидная смола (рис. 10-4 и 10-5).
Таблица 10-3
Сравнение теплостойкости1 новолачно-эпоксидной (D.E.N. 438) и бисфенольных эпоксидных (D.E.R. 331 и
D.E.R. 332) смол [Л. 10-2]
Отвердитель Термообработка после отверждения1 D.E.N. 438 D.E.K. 332 D.E.K. 331
на 100 вес. ч. смолы теплостойкость, °C на 100 вес. ч. смолы теплостойкость, °C на 100 вес. ч. смолы теплостойкость, °C
NMA+1.5 вес. 2 ч при 93° C-J-15 ч 101 206 101 178 93 170
ч DMP-30 при 232° С 2 ч прн 93° С+24 ч 101 298 101 228 93 228
BFj-MEA при 260° С 2 ч при 93° С+ 14 ч 2 256
при 232° С 2 ч прн 93° С+18 ч 5 239 5 160 5 160
при 176° С 18 ч при 76° 04-24 ч 5 151 5 Разру- 5 Разру-
DDS при 260° С 18 ч при I76° С 34 220 34 шился 190 32 шился 187
НЕТ 18 ч при 176° С 100 210 100 196 92 183
MDA 2 ч при 93° С4-4.5 ч 28 206 28 167 27 155
MDPA при 240° С 2 ч при 93° C-J-4.5 ч при 204° С 18 ч прн 176° С 16 205 16 160 14 158
BDMA 5 160 —
ТЕТА 4 ч при 166° С 14 150 14 127 13 120
MA 18 ч при 176° С 26 133 — — — —
PA 18 ч при 176° С 39 125 42 107
напря-
1 Температура деформации по методике ASTM 648-56 (изгибающее жение 18,5 к Псы5), ₽С.
8 Отверждение 2 ч при 93° С или 16 ч при 24° С.
Отвердители
NMA (метилнаднк-ангидрнд)
НЕТ (хлорендик-ангидрид) MA (малеиновый ангидрид) PA (фталевый ангидрид)
Ароматические амниы
MDA (л, п'-метилендианилии) MPDA (метафенилендиамин) DDS (4, 4-диаминодифенилсульфон)
Продолжение табл. 10-3
Фирм a-и зготовитель
National Aniline Div., Allied Chemical Corp.
Hooker Electrochemical Corp.
Многие фирмы
The Dow Chemical Co.
E. I. du Pont de Nemours and Co.
E. I. du Pont de Nemours and Co.
Алифатические амины
ТЕТА (триэтилентетрамин)
The Dow Chemical Со.
Каталические амины
BFg-MEA (комплекс трифторида бора и Balker and Adamson —Div. oj Allied моиоэтаноламина) Chemical Corp.
BDMA (бензилдиметиламин) Maumee Chemical Co.
Кроме того, можно ожидать, что на величине теплостойкости будет отражаться концентрация отвердителя, так как его содержание (до стехиометрического количества) будет обусловливать степень сшивки данной смолы. Этот эффект показан Па рис. 10-6 на примере изменения температуры тепловой деформации эпоксидной
смолы с разным количеством метилнадик-ангидрида.
% РМЛД в смеси с моно-ангидридом
Рис. 10-3. Влияние отношения диангидрид: моноангидрид на теплостойкость эпоксидной смолы Araldite 6020 (Л. 10-3].
Исходя из общих соображений, ясно, что теплостойкость повышается при дополнительном отверждении, до известной степени обеспечивая дополнительную степень сшивки. Однако существует предел, при котором термическая деструкция перекрывает преимущества, полученные при дополнительном отверждении или тепловом старении. Это показано в табл. 10-4, в которую включены сведения о термической деструкции при тепловом старении для нескольких систем смол.
Потеря веса. Другим критерием, применяемым для сравнения нагревостойкости заливочных смол, является потеря веса при тепловом старении. Сведения подобно-
го рода получить труднее из-за длительных сроков выполг нения экспериментов. Тем не менее такие показатели в том случае, если они доступны, дают более прямой ответ на поставленный вопрос, чем величина теплостойкости. Значение потерь веса обеспечивает более точную информацию о нагревостойкости при длительной эксплуатации. С точки зрения конструктора потеря веса обычно является более важным' показателем, чем величина тепловой деформации.
Начнем с того, что рассмотрим потери в весе различных смол, изученных Lee для температур До 250° С. На рис, 10-7—10-10 продемонстрированы потери - веса
деформации. При кривых ука
Рис. 10-5. Влияние отверждения при разных температурах на теплостойкость эпоксидной смолы Araldite 6020. Отношение ангидрид : смола=0,55 : 1, ангидрид — смесь PMDA с РА в соотношении 1 : 1 [Л. 10-3].
1 — время при 160° С, после 4 ч при 120° С.
Таблица 10-4
Термическая деструкция некоторых эпоксидных систем в процессе теплового старения [Л. 10-2]
Рецептура •• Отвердитель вес. ч. на 100 вес. ч. смолы Теплостойкость*
.контроль- 1 ное исход ное значение после старения при 260° С. ч
4 8 24 72 120
D.E.N.438+NMA** 101 160 242 274 298 266 257
D.E.R.331+NMA*** 93 137 177 198 228 213 213
D.E.N.438+BFaMEA 5 239 133 128 151 177 0
D.E.R.331+BF.MEA 5 160 52 0 0 0 0
D.E.N.438+MDA 28 206 182 142 116 0 0
D.E.R.331+MDA 27 155 124 100 0 0 0
• Температура тепловой деформации по методике ASTM 648-56 (изгибающее напряжение 18,5 кГ{см\ испытание после отверждения при 93° С с последующим прогревом при 170° С).
** Обозначения—см. табл. 10-3.
•*• Также 1,5 вес. ч. ускорителя DMP-30.
в области температур 175—250° С. Кроме того, учитывая широкое распространение эпоксидных смол для заливочных целей, рассмотрим данные по потере веса эпоксидных смол с различными отвердителями. На рис. 10-11— 10-14 приведены соответствующие данные для той же области температур 175—250° С. Эти данные снова ука-
Рис. 10-6. Влияние отвердителей и их содержания на теплостойкость эпоксидных смол (Л. 10-1]. Числа после названия отвердителя соответствуют его содержанию в весовых частях на 100 весовых частей смолы.
1 — пиперидин; 2 — надик-ангидрид 20; 3 — NMA 25; 4 — NMA 43; 5 — NMA 83; 6 — НЕТ.
зывают на то, что нагревостойкость эпоксидных смол, отвержденных ангидридами кислот и ароматическими аминами, выше нагревостойкости смол, отвержденных алифатическими аминами. По мере увеличения темпе-
Рис. 10-7. Потеря веса различных заливочных смол при 175° С (Л. 10-1].
Рис. 10-8. Потеря веса различных заливочных смол при 200°С (Л. 10-1].
ратуры старения разница в стабильности в зависимости от этих трех классов отвердителей становится более заметной. Было также отмечено, что комплексный отвердитель на основе фторида бора дает относительно хорошую стойкость к тепловому старению.
Основываясь на потере веса в процессе теплового старения, Lee предложил серию кривых для определения срока службы различных нагревостойких синтетических смол. Эти кривые хорошо помогают конструкторам и в какой-то степени похожи на хорошо известные
Рис. 10-10. Потеря веса различных заливочных смол при 250° С (Л. 10-1].
кривые срока службы, обычно применяемые для оценки эмалированных обмоточных проводов в электротехнической промышленности. Указанные кривые определения срока службы заливочных смол основаны на максимально допустимой потере веса в течение срока эксплуатации, равной 16%. На рис. 10-15 показаны экстраполированные до 300° С кривые срока службы для различных ти
пов смол, а на рис. U-1 б — для обычных эпоксидных смол с различными отвердителями.
Необходимо учитывать некоторые дополнительные данные, касающиеся потери в весе. Во-первых, на
Рис. 10-11. Потеря веса при 175° С эпоксидной смолы Epon 828, отвержденной различными отвердителями. Цифры при кривых в скобках — температура деформации, °C (Л. 16-1].
Рис. 10 12 Потеря веса при 200° С эпоксидной смолы Epon 828, отвержденной различными отвердителями {Л. 10-1].
рис. 10-17 отражена потеря веса обычной эпоксидной смолы, отвержденной тремя различными отвердителями и подвергнутой тепловому старению в течение 1 300 и 2 000 ч. Из рис. 10-17 следует, что потеря в весе для смол, отвержденных двумя ангидридами и пиперидином,
остается небольшой даже при этих суровых условиях. До некоторой степени странно, что потеря в весе для эпоксидной смолы, отвержденной пиперидином, исключительно мала. Это как раз тот случай, когда, основы-
Рис. 10-13. Потеря веса при 225° С эпоксидной смолы Ероп 828, отвержденной различными отвердителями {Л. 10-1].
Рис. 10-14. Потеря веса при 250° С эпоксидной смолы Ероп 828, отвержденной различными отвердителями (Л. 10-1].
ваясь на данных о температуре тепловой деформации, можно сделать ошибочное заключение о стойкости смолы к тепловому старению.
Во-вторых, представляет интерес влияние ускорителей на потерю в весе эпоксидных смол, отвержденных ангидридами кислот. В гл. 3 указывалось, что аминные ускорители применяются в некоторых случаях с эпоксид-
ними смолами, отверждаемыми ангидридами, в основном с целью регулирования скорости отверждения. Crespi и Delmonte [Л. 10-5] показали, что выбор ускорителя будет отражаться на потере веса смол, отверж-
Шкало 1/°К
Рис. 10-15. Длительная рабочая температура различных заливочных смол при разной степени потери в весе (Л. 10-1].
денных ангидридами. В частности, в табл. 10-5 отражено влияние различных ускорителей на эпоксидные смолы, отвержденные фталевым (РА) и гексагидрофталевым (ННРА) ангидридом. Далее, весьма существенно, что потеря веса при работе в инертной атмосфере не всегда так велика, как на воздухе. Отсюда следует, что во всех
случаях срок службы заливочного материала будет больше того, который можно ожидать по данным старения образцов на воздухе. Этот факт продемонстрировал Wenzel в специальной работе [Л. 10-6], в которой образцы различных кремнийорганических смол были под-
Рис. 10-16. Длительная рабочая температура эпоксидных смол с различными отвердителями при разной степени потери в весе [Л. 10-1].
вергнуты тепловому старению на воздухе и в атмосфере азота при 250° С в течение 900 ч. Некоторые данные из этой работы представлены в табл. 10-6.
Электроизоляционные свойства смол при повышенных температурах. Электроизоляционные свойства заливочных смол при повышенных температурах изменяются
Таблица 10-5
Влияние различных ускорителей (1°/о по весу на смесь смолы с отвердителем) на потерю веса при тепловом старении при 205° С эпоксидных смол, отвержденных двумя различными ангидридами—РА и ННРА [Л. 10-5]
Ускоритель Продолжительность старения, дни
РА ННРА РА ННРА РА ННРА
Эпоксидная смола+ангид-рид (100/60 весовых ча- (1,86 10,3 2,44 12,2 3,46 14,7
стей без ускорителя) . . 1 — 0,72 — 1,90 -—. 3,39
10,33 0,98 1,68 1,91 5,28 3,06
Триэтиламин . • 0,43 0,91 1,34 1,79 5,47 3,27
Диэтиламин 1,03 3,11 2,42 4,07 7,08 5,58
Бензилдиметиламин .... 1,79 0,98 4,29 2,04 7,60 3,42
а-метилбе нзи лд имети ла ми н 2,17 1,36 5,39 2,51 7,90 3,80
ДМР-10 1,81 1,13 4,97 2,14 7,32 3,29
ДМР-30 1,44 0,95 4,54 2,06 6,76 2,28
Диизопропиламин 1,21 2,75 3,18 3,84 5,99 5,04
Триэтаноламин '. 1,30 0,90 4,15 1,91 6,61 3,32
Диэтаноламин 2,85 3,04 5,51 4,00 7,75 5,31
Метилэтаноламин 0,41 2,36 2,25 3,26 6,33 4,73
а-метилбензилдиэтаноламин 2,17 6,61 4,28 7,96 6,83 9,33
Пиперидин 1,54 3,10 2,43 3,96 6,31 5,44
Моноэтаноламин 3,59 6,61 4,85 7,28 7,95 9,70
Нониламин 6,11 14,20 7,49 16,21 10,05 17,40
п-аминопропилморфин . . .' 0,65 1,64 1,53 2,48 5,12 3,70
Моноизопропиламин . . . 4,00 8,89 5,41 10,77 8,57 12,25
Метилдиэтаноламин .... 2,50 1,58 4,34 2,43 8,71 3,62
Меркаптоэтанол 3,97 2,24 5,24 2,91 6,03 3,57
Меркаптопропионовая кис- лота . 3,65 2,38 4,98 3,21 5,80 3,87
Таблица 10-6
Потеря веса образцов кремнийорганических смол при 250° С на воздухе и в атмосфере азота [Л. 10-6]
Образцы . Потеря веса, %, за время теплового старения, ч
50 150 300 450 600 750 900
На воздухе
№ 1 1,4 ' 2,1 2,7 3,2 3,8 4,4 4,8
№ 2 I,4 2,4 3,3 3,9 4,6 5,1 5,6
№ 3 1,6 3,0 4,0 4,7 5,5 6,2 6,9
№ 4 2,1 4,1 5,9 7,4 8,8 9,9 10,9
№ 5 2,3 4,5 6,3 7,6 8,8 9,8 10,7
№ 6 3,4 7,1 10,2 12,6 14,5 16,0 17,4
№ 7 5,7 7,3
№ 8 3,6 4,9
№ 9 1,8 2,8
Продолжение табл. 10-6
Образцы Потеря веса, %, за время теплового старения, ч
50 . 150 300 450 600 750 900
В атмосфере
азота
№ 1 1,1 1,3 1,6 1,7 1,8 1,8 1,8
№ 2 1,5 2,0 2,9 3,3 3,5 3,7 3,9
№ 3 1,3 1,8 2,6 2,9 3,3 3,5 3,7
№ 4 1,7 2,3 3,3 3,9 4,6 4,9 5,2
№ 5 1,3 1,8 2,7 3,1 3,6 3,9 4,3
№ 6 1.7 2,5 4,3 5,2 6,3 7,2 8,1
№ 7 5,4 6,1
№ 8 4,8 4,5
№ 9 1,4 1,6
в значительной степени; имеет значение не только температура, но и время старения и частота. Кроме того,
электрические свойства меняются в зависимости от ти-
jiob .смол, отвердителей, наполнителей и модификаторов.
3000чпра!80°0
Е^/зооч при.гго°с
Рис. 10-17. Потеря веса некоторых обычных эпоксидных смол при длительном тепловом старении [Л. 10-4].
1 — NMA; 2 — надик-ангидрид; 3 — пиперидин.
Хотя и можно сделать некоторые обобщения, однако в большинстве случаев будут встречаться многочисленные исключения из правил. По-.этому, очевидно, лучше привести некоторые характерные данные, проанализировать их с целью--возможных обобщений,
но предоставить читателю делать собственные заключения о пригодности смол для работы при повышенных темпе-
ратурах.
Одним из наиболее важных электроизоляционных
свойств заливочных смол, применяемых в электронной технике, является удельное сопротивление. В общем слу-
чае удельное сопротивление данного компаунда повышается по мере дополнительного отверждения или полимеризации в процессе теплового старения и снижается с ростом температуры. Характерные примеры приве-
дены на рис. 10-18, на котором сопротивление изоляции возрастает в течении нескольких первых сотен часов теплового старения, после чего происходит снижение сопротивления. На рис. 10-19 и 10-20 показано, как меняется сопротивление изоляции при быстром изменении температуры, когда тепловое старение не проявляется. Хотя, по-видимому, в каждом случае колебания слишком велики для того, чтобы точно предсказать или
рассчитать сопротивление изоляции или удельное сопро
тивление для любых условий, некоторые обобщения могут быть сделаны. Во-первых, очевидно, что в большинстве случаев сопротивление снижается или имеет тенденцию к снижению по мере роста температуры. Во-вторых, из рис. 10-20 следует, что сопротивление изоляции снижается, если концентрация отвердителя ниже стехиометрического соотношения. Очевидно, это можно объяснить, ИСХОДЯ из ТОГО, что если отвердителя берется меньше, чем это требуется по стехиометрическому соотношению, то наблюдается неполнота отверждения.
Две другие электроизоляционные характеристики,
Рис. 10-18. Влияние теплового старения при 215° С на сопротивление изоляции двух отвержденных ангидридами эпоксидных смол.
которые часто имеют большое значение для заливочных
материалов в электро- и радиотехнике,— это диэлектрическая проницаемость и tg6. Низкие диэлектрические потери имеют особенно большое значение в высокочастотной технике, так как большие потери будут приводить к чрезмерному нагреву, снижению эффективности оборудования и иногда даже к неправильному функционированию оборудования. В особенности это имеет значение при работе мощных микроволновых установок.
Многие смолы, особенно полярного типа, например содержащие гидроксильные, карбоксильные, аминные, галогенные и тому подобные группы, могут иметь низ-
Рис. 10-19. Зависимость от температуры удельного объемного сопротивления некоторых нагревостойких смол {Л. 10-3].
Рис. 10-20. Зависимость от температуры сопротивления изоляции некоторых эпоксидных компаундов {Л. 10-4].
Отвердители: 1 — НЕТ; 2 — NMA — 83 весовые части; 3 — надик-аигидрид; 4 — NMA — 43 весовые части; 5 — NMA — 25 весовых частей; 6 — пиперидин.
Рис. 10-21. Зависимость от температуры диэлектрической проницаемости е и tg б некоторых нагревостойких смол. Числа в скобках — температура деформации смолы [Л. 10-1].
1 — DCR-7501, 1 Мгц (150).
Рис. 10-22. Сравнение зависимостей от температуры tg б кремнийорганических и эпоксидных смол (Л. 10-7].
1 — эпоксидная смола, отвержденная пиперидином (102 гц)\ 2 — эпоксидная смола, отвержденная мета-фенилендиами'ном (102 гц)\
3 — кремннйорганическая смола Union Carbide без растворителя (102—10s гц).
! в- >
s>
2\-----1____I____I____|_____|____L-
25 50 75 ЮО /25 /50 /75
Температура, °C
Рис. 10-23. Сравнение зависимостей от температуры диэлектрической проницаемости е некоторых кремнийорганических и эпоксидных смол {Л. 10-7].
1 — эпоксидная смола, отвержденная пиперидином (lO2^); <2 — эпоксидная смола, отвержденная метафенилдиамином (102 гц); 3 — крем-ннйорганнческая смола Union Carbide без растворителя (102—10s гц)
Температура, °C
Рис. 10-24. Зависимость от температуры диэлектрической проницаемости е и tg б кремнийорганической смолы без растворителя, наполненной ортосиликатом циркония {Л. 10-8].
ций tg6 при комнатной температуре, который увеличивается по мере роста температуры. Это частично связано с поляризацией полярных групп в электрическом поле при повышенной температуре, при которой эти группы имеют большую свободу перемещений. В то же время при комнатной температуре полярные группы как бы замораживаются. По этой причине у смол повышенной
Рис. 10-25. Влияние уеплового старения при 300° С на диэлектрическую проницаемость е и tg б кремнийорганической смолы без растворителя, наполненной ортосиликатом циркония [Л. 10-8].
теплостойкости электроизоляционные характеристики с повышением температуры до температуры тепловой деформации меняются меньше, чем у малотеплостойких смол того же типа.
На рис. 10-21—10-23 показаны зависимости tg 6 и диэлектрической проницаемости от температуры для некоторых компаундов. Видно, что для различных смол наблюдается широкое колебание их электроизоляционных характеристик. Тем не менее ясно, что кремнийорганические смолы и полибутадиены при повышенных
температурах имеют лучшие свойства, чем другие компаунды.
Влияние наполнителей и модификаторов на электроизоляционные свойства при повышенных температурах может быть значительным, что необходимо учитывать. В частности, этот факт продемонстрирован на рис. 10-24 и 10-25. При сравнении рис. 10-21, 10-22 и 10-23 с рис. 10-24 и 10-25 можно видеть, что хорошие характеристики кремнийорганических смол значительно меняются при добавке наполнителя. Разумеется, применение наполнителей и модификаторов является тем не менее необходимым во многих случаях.
ЗАЛИВОЧНЫЕ СИСТЕМЫ ДЛЯ РАБОТ ПРИ ТЕМПЕРАТУРАХ 300—500° С
Требования к электронному оборудованию для космических целей проявляются в усилении требований к эксплуатации изделий при высоких температурах. В связи с этим представляет особый интерес получение заливочных систем, удовлетворяющих этим требованиям. Особенно остро стоит проблема для температур 300—500° С, при которых обычно должны применяться неорганические материалы, особенно при более высоком пределе температуры или длительном сроке эксплуатации.
Хотя неорганические материалы нагревостойки при температурах 300—500° С, при их применении возникает много проблем. В большинстве случаев их получение и переработка отличаются от техники получения и переработки органических заливочных материалов. Например, стекло или другие неорганические материалы, которые хорошо работают при 500° С, обычно не размягчаются, пока их не нагревают до температуры значительно выше 500° С. Подобные материалы обычно исключаются из числа заливочных материалов, рассчитанных на работу при 500° С, так как заливочные материалы в момент заливки должны быть жидкими, а высокая температура этих неорганических материалов в жидком состоянии может привести к разрушению деталей заливаемых узлов. Однако некоторые виды стекла, например стекло для пайки с высоким содержанием свинца, плавятся при температуре ниже 500° С. Надо иметь в виду, что
у многих стекол электроизоляционные свойства быстро ухудшаются с ростом температуры.
В некоторых случаях стекла с высоким содержанием свинца могут быть диспергированы в растворителе и использованы в качестве неорганического связующего для температур в пределах 400—500° С. Типичная система получается суспензированием порошкообразного стекла в низковязком носителе, например растворе нитроцеллюлозы в амилацетате. Этот материал не может применяться для получения заливкой толстых слоев из-за испарения растворителя; он должен заливаться тонкими слоями. Кроме того, стекла такого типа требуют тщательного соблюдения техники безопасности в связи с высоким содержанием свинца, летучестью и возгораемостью растворителя. Тем не менее они в расстеклованном состоянии являются очень хорошими связующими.
Наиболее широко распространенными высокотемпературными материалами являются цементные материалы или системы неорганическое связующее—наполнитель. Хотя они более технологичны, чем стекло, при их использовании возникают свои собственные проблемы. Большинство этих систем является водными дисперсиями. Это требуется для придания материалу большей текучести. Кроме того, после удаления воды в материале остаются пустоты и поры. Данная проблема является общей при .залийке толстых узлов любой жидкостью или дисперсией. Так как пористость пролагает путь для проникновения влаги, электроизоляционные свойства системы ухудшаются. Эти пористые продукты должны в дальнейшем пропитываться или герметизироваться. Для подобных целей иногда применяется стекло или же залитое устройство помещается в герметически закрытый кожух.
Другим слабым местом большинства неорганических компаундов является свойственная им хрупкость. Это приводит к растрескиванию и раскалыванию, особенно при сильных механических воздействиях ударного характера. Проблема растрескивания усугубляется напряжениями, возникающими при смене температуры от 500° С до наиболее низкой отрицательной температуры, при которой будет эксплуатироваться .изделие.
Бороться с этими недостатками можно, учитывая особенности цемента или системы связующее — напол-
Таблица 10-7
Неорганические связующие [Л. 10-9]
Тип материала Примеры
Силикаты щелочных металлов Водный золь двуокиси кремния Органические силикаты Силикат кальция Алюминат кальция Сульфат кальция Глина Стекло Магнезиальный цемент Фосфорнокислый цемент Неорганические полимеры Силикат кальция и натрия Этилсиликат Портланд-цемент Люмнитовый цемент Штукатурный гипс Фосфат алюминия
Таблица 10-8
Неорганические наполнители [Л. 10-9]
Наполнитель Заливочная система
Слюда Волокна Природная и синтетическая Стеклянное и кварцевое волокно, асбест, волокно из силиката алюминия
Вспученные наполнители Наполнители сферического типа Вермикулит, перлит Полые стеклянные и глиняные микрошарики, шарики из двуокиси алюминия
Плотные наполнители Двуокись кремния, двуокись титана, двуокись алюминия
Таблица 10-9
Состав и технология переработки различных литьевых огнеупоров [Л. 10-11]
А-1: Caltab 15 (Aluminum Со. of America)
Caltab 15.................•..........89,5 вес. ч.
Вода..............•..................10,5 вес. ч.
Тщательное смешивание с небольшим уплотнением; отверждение 24 ч при 35° С и относительной влажности воздуха 90%; сушка 20 ч при 110° С.
Продолжение табл. 10-9
А-4: Alkophos С (Monsanto Chemical Со.)
Двуокись кремния.......................100 вес. ч.
Alkophos С.............................. 8 вес. ч.
Тщательное смешивание с небольшим уплотнением; сушка при 125° С в течение 2 ч\ отверждение 2 ч при 600° С.
В-1; Alkophos С
Двуокись кремния........................45 вес. ч.
Полевой шпат............................ 5 вес. ч.
Alkophos С.............................7,5 вес. ч.
Вода....................................10 вес. ч.
Смешивание и отверждение—см. А-4.
В-2: Alkophos С
Двуокись кремния.......................100 вес. ч.
Alkophos С............................20 вес. ч.
Смешивание и отверждение—см. А-4.
В-3: Alkophos С
Двуокись кремния.......................100 вес. ч.
Alkophos С............................25 вес. ч.
Смешивание и отверждение—см. А-4.
В-4: Alkophos С
Двуокись кремния.......................100 вес. ч.
Alkophos С............................30 вес. ч.
Смешивание и отверждение—см. А-4.
В-5: РЦ-Tab Trowl mix (Plibriko Со.)
Порошок................................60 вес. ч.
Жидкость’ .............................20 вес. ч.
Смешивание и уплотнение; сушка при комнатной температуре 24 ч\ отверждение 24 ч при 100° С.
С-1: Kasil № 1 (Philadelphia Quartz Со.)
Двуокись алюминия............• . . . • 90 вес. ч.
Глина................................. 10 вес. ч.
Kasil № 1 (удельный вес 28° Боме) . . 13 вес. ч.
Вода.................................. 2 вес. ч.
Перемешивание с добавкой воды; сушка 2 ч при 125° С; отверждение 2 ч при 600° С.
С-4: Kasil № 1
Двуокись кремния ..................... 45 вес. ч.
Глина..................................55 вес. ч.
Kasil № 1 (удельный вес 10° Боме) ... 13 вес. ч.
Смешивание и отверждение—см. С-1.'
Продолжение табл. 10-9
С-5: Kasil № 1
Двуокись кремния........................ 40 вес. ч.
Полевой шпат . . •....................... 5 вес. ч.
Глина..................................2,5 вес. ч.
Kasil № Т (удельный вес 10° Боме) Ч . . 20 вес. ч.
Смешивание и отверждение—см. С-1.
С-6: Kasil № 1
Двуокись кремния.........................40 вес. ч.
Полевой шпат............................. 5 вес. ч.
Глина.....................'.............2,5 вес. ч.
Kasil № 1 (удельный вес 10° Боме) ... 13 вес. ч.
Смешивание и отверждение—см. С-1.
D-l: Kasil № 1
Двуокись кремния.........................40 вес. ч.
Полевой шпат............................. 5 вес. ч.
Глина...................................2,5 вес. ч.
Окись цинка............................. 25 вес. ч.
Kasil № 1 (удельный вес 28° Боме) . , . 17 вес. ч.
Смешивание и отверждение—см. С-1.
D-2: Kasil
Двуокись кремния . . 40 вес. ч.
Полевой шпат ............................ 5 вес. ч.
Глина...................................2,5 вес. ч.
Окись цинка.............................2,5 вес. ч.
Kasil № 1 (удельный вес 28° Боме) ... 12 вес. ч.
Вода..................................... 3 вес. ч.
Перемешивание с добавкой воды; отверждение—см. С-1.
D-6: Цемент LP-28 (General Electric—General Engineering Laboratory).
Цемент LP-28 ........................... 40 вес. ч.
Связующее LP-28 ........................ 23 вес. ч.
Перемешивание и затем нанесение кистью на опескоструенную листовую сталь; сушка 2 ч при 125° С.
Е-1: Electrical Cement A (Titanium Alloy Mfg. Div. of National Lead Co.)
Цемент A................................100 вес. ч.
Вода .................................. 5 вес. ч.
Перемешивание, виброуплотнение в сосуде; сушка 4 ч при 125° С; отверждение 2 ч при 600° С.
Продолжение табл. 10-9
Е-2: Цемент, твердеющий на воздухе (Titanium Alloy Mfg. Div. of National Lead Co.)
Цемент.................................100 вес. ч.
Вода.................................. 8 вес. ч.
Перемешивание, виброуплотнение в сосуде; время схватывания около 6 мин.
Е-3: Цемент на основе двуокиси циркония № 102 (Titanium Alloy
Mfg. Div. of National Lead Co.)
Цемент № 102 .......................... 75 вес. ч.
Связующее воздушного отверждения, № 1 25 вес. ч.
Вода....................................15 вес. ч.
Перемешивание, литье и виброуплотнение для удаления воздуха; время схватывания 9 мин\ сушка 4 ч при 125° С; отверждение 2 ч при 600° С.
Таблица 10-10
Оценка результатов применения литьевых огнеупоров, описанных в табл. 10-9 [Л. 10-11]
А-1: Образуется твердый брикет; пузырки воздуха в смеси вызывают на поверхности брикета отслаивание; влагопоглощае-мость 4,73%.
А-4: Хрупкость; отсутствие адгезии.
В-1: Образуется хороший брикет, цвет темный; действует на алюминиевый сосуд.
В-2: Образуется хороший брикет, несколько мягче, чем В-1.
В-3: Образуется хороший брикет; высокая плотность совмещается с хорошей адгезией; влагопоглощаемость 10,6%.
В-4: Повышенное выделение воздушных пузырьков; отверждение с образованием твердого брикета.
В-5: Хорошая адгезия; небольшая усадка.
С-1: Растрескивание; плохая адгезия.
С-4: Образуется твердый брикет; наблюдается некоторое растрескивание; влагопоглощаемость 10,4%.
С-5: Значительное растрескивание; несоблюдение режима сушки приводит к разрывам; отсутствие адгезии.
С-6: Образуется хороший брикет; требуется значительное уплотнение.
D-1: Образуется очень твердый брикет; отмечается наличие воздушных пузырьков.
D-2: Растрескивание и разрушение.
D-4: Сильное растрескивание во время сушки.
D-5: Мелкие волосяные трешины.
D-6: Хорошее однородное покрытие: хорошая адгезия к металлу; сравнительно большая мягкость.
Е-1: Образуется хороший твердый брикет с очень малой усадкой.
Е-2: Образуется хороший твердый брикет с гладкой поверхностью; влагопоглощаемость 5,4%.
Е-3: Наилучшие результаты из всех опытов; брикет твердый и гладкий с очень малой усадкой; влагопоглощаемость 8,5%.
Продолжение табл. 10-10
Данные по другим литьевым огнеупорам
1. Окись магния-J-Alkophos С: очень твердый, быстро схватывающийся цемент с низкой пористостью.
2. Двуокись кремния + Alkophos С: исключительно твердый, медленно схватывающийся цемент с низкой пористостью.
3. Неорганическое волокно + Fiberfrax -]- сульфат магния: после уплотнения и сушки — легкий изоляционный материал.
4. Комбинация окиси магния, двуокиси кремния и Alkophos С: материалы промежуточного времени схватывания, причем их структура хуже, тем при использовавии каждого материала по отдельности. Данные о подобной системе приводятся ниже:
Окись магния ......................... 1 вес. ч.
Двуокись кремния...................... 1 вес. ч.
Alkophos С............................ 1 вес. ч.
Отверждение: 2 ч при 25° С; 4 ч при 70° С; 4 ч при 125° С; 4 ч при 500° С.
Стойкость к тепловому удару — хорошая.
Электрическая прочность при 25° С — 97 кв/см.
Стойкость и хранение при низких температурах после выдержки 24 ч при —65° С нет заметного изменения.
Время схватывания — 30 мин (в небольших количествах; при (больших количествах время схватывания сокращается из-за выделения тепла).
Таблица 10-11
Свойства полностью отвержденного неорганического заливочного компаунда Eccoceram SM25 (Emerson and Cuming, Inc.) на основе синтетической слюды
и геля кремниевой кислоты [Л. 10-10]
Свойства
Режим отверждения............................
Плотность, г/см3.............................
Прочность при изгибе, кГ/см?.................
Диэлектрическая проницаемость (102—Ю10 гц) . tg 8 (102—1010 гц)...........................
Удельное объемное сопротивление, ом-см\ при 21° С . . •............................
при 500° С..............................
после 120 ч выдержки при 21° С и 90% относительной влажности воздуха . . .
Электрическая прочность (образец толщиной 2,5 мм), кв/см.............................
Стойкость к тепловому удару (диапазон температур, °C, которую отливки выдерживают без растрескивания) .............................
Видимая пористость, объеми. %................
Значения
16 ч при 120° С
1,8
70
Около 4,2 0,004
10"
2-10е
106
40
+1 093-т- — 56,7 Около 27
Таблица 10-12
Свойства некоторых компаундов для сверхвысоких температур [Л. 10-10]
к СЗ -« Л со _ ч а « Удельное объемное сопротивление, ом-см
Наполнитель, вес, % Связующее (коллоидг двуокись кремния), ч 100 вес. ч. наполните. Время отверждения, ч, при температуре, °C Пористость объемы. ' Модуль разрушения кПсм* 25’С 500’С | Плотность
Синтетическая слюда, 45 Волластонит*, 35 33 24 при 20 4 при 60 4 при 160 36,8 73,5 1,4-10» 1,99-10» 1,98
Синтетическая слюда, 30 Волластонит, 70 33 24 при 20 12 при 60 4 при 160 38,3 — 9,35-10» 1,33-10® 1,78
Синтетическая слюда, 15 Волластонит, 85 33 24 при 20 12 при 60 4 при 160 36.8 - 4,97’10® 1,27-10» 1.72
Волластонит, 100 33 24 при 20 24 при 160 31,2 125 9,64-10» 1,12-10» 1,70
Свинцовое стекло 7570, 75 Синтетическая слюда, 25 30 24 при 20 24 при 60 8 при 160 1 при 550 5,4 — 4,4-10'» 1,96-10’ 2,14
Свинцовое стекло 7570, 75 Синтетическая слюда, 25 30 36 при 20 24 при 60 16 при 160 8 при 550 12,2 141 4,4-10“ 3,25-10’ 3.05
Свинцовое стекло 7570, 70 Синтетическая слюда, 30 30 36 при 20 24 при 60 16 при 160 8 при 550 27,2 — 1,56-10м 5,0-10’ 2,78
Синтетическая слюда, 95 Активатор М-25 5 75 24 при 20 24 при 60 8 при 160 50,0 56 1,53-10» 3,43-10’ 1,8
Природный силикат кальция.
Таблица 10-13
Некоторые поставщики неорганических материалов для высокотеплостойких компаундов
Поставщики Материал
Sauereisen Cements Со. Pennsylvania Salt Mfg. Co. Aluminum Co. of America U. S. Gypsum Co. Orell, Inc. Russel Mfg. Co. Monsanto Chemical Co. -The Carborundum Co. Corning Glass Works Duramic Probucts, Ins. Plibrico Co. Philadelphia Quartz Co. Co Titanium Alloy Mfg. Div. of National Lead Co. Цементы Sauereisen Цементы Synar Алюмо.кальциевый цемент Цемент Keene и штукатурный гипс Компаунды Temporell Клеи Rusco Алюмофосфаты Alkophos Заливочная изоляция Fiberfrax Стекло для пайки Thermal- Setting Компаунд Sur-Braze S Смесь Pli-Tab Kasil № 1 Различные цементы (см. табл. 10-9)
нитель. Перечень некоторых неорганических связующих приводится в табл. 10-7, а перечень наполнителей для высокотемпературных неорганических заливочных систем— в табл. 10-8. Наполнители применяются отчасти по тем же причинам, что и в органических заливочных системах: для снижения усадки, повышения прочности и регулирования температурного расширения.
Из керамических заливочных материалов типичными являются компаунды на основе фосфата алюминия и другие тугоплавкие материалы. Фосфат алюминия способен реагировать с такими материалами, как асбест, силикат магния, силикат кальция, окиси алюминия, цинка и свинца. Реакция фосфата алюминия с одним из этих материалов или их комбинацией приводит к образованию твердого водостойкого соединения. Однако эти материалы являются пористыми и, следовательно, гигроскопичными. Состав, детали технологического процесса и свойства некоторых заливочных огнеупоров приводятся в табл. ,10-9 и lO-ilO.
Другим высокотемпературным заливочным материалом является синтетическая слюда на связующем из
геля кремниевой кислоты (табл. 10-11). Свойства неко торых других систем неорганическое связующее — наполнитель описаны в табл. 10-12. Список некоторых фирм — поставщиков неорганических материалов для нагревостойких заливок приводится в табл. 10-13.
Пример применения при 500°С литьевых неорганических заливочных композиций показан на рис. 10-26, на котором изображена заливка обмотки электродвигателя.
Рис. 10-26. Пример применения герметизирующей системы, работающей при 500° С. Обмотка двигателя герметизирована цементом, пропитанным стеклом (Westinghouse Electric Corp.).
Рис. 10-27. Засыпка силового трансформатора порошком окиси алюминия в виде сферических частиц (Bell Telephone Laboratories Inc.).
При этом используется пропитанный стеклом материал типа цемента.
Материалы, описанные в этой главе, относятся к материалам так называемого жидкого заливочного типа. Эти материалы требуются для заливки, пропитки и герметизации. Однако в тех случаях, когда узел помещается в общий кожух и затем герметизируется, в качестве среды, в которой находятся узлы изделия, может служить сухой порошок. Kirkwood и Key сообщили о применении порошка при изготовлении силовых трансформаторов [Л. 10-12]. При этом использовалась окись алюминия в виде сферических частиц диаметром 0,126—0,346 мм. Пример применения показан на рис. ГО-27.
ГЛАВА ОДИННАДЦАТ Я
ФОРМЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАЛИВКИ
Разумное использование приспособлений является одним из основных факторов, обеспечивающих правильное выполнение технологических операций при заливке электронного оборудования. Этот фактор особенно важен при технико-экономической оценке технологического процесса. Поэтому неудивительно, что этим проблемам посвящено много работ. Так как 'большая часть операций при заливке связана с формами, имеется больше данных по формам, чем по другим видам приспособлений.
Однако в процессе заливки требуются и другие виды приспособлений. Некоторые из них нужны для обработки залитых узлов. Это пилы, шлифовальные станки различных типов. Сюда же относятся мельницы для размола смол и наполнителей. Кроме того, часто применяются приспособления и инструменты для очистки залитых деталей от грата, приспособления и оборудование для маркировки готовых изделий и устройства для удаления отливок из форм, использованных Для заливки. Если в технологический процесс включены операции покрытия, . например покрытие формы разделительными веществами или покрытие отдельных деталей в процессе герметизации, требуются специальные емкости для этих операций. Кроме того, могут требоваться специальные виды приспособлений и арматуры для особых целей. Однако ввиду ограниченности применения эти устройства здесь не рассматриваются.
ФОРМЫ
Формы могут изготовляться из различных материалов разными способами. Чаще всего формы изготовляют из металлов, пластмасс и иногда стекла, дерева и гипса. Каждый материал имеет преимущества и недостатки, и выбор материала зависит от назначения формы и экономических соображений.
Механически обработанные металлические формы. Подобные формы наиболее широко распространены в тех случаях, когда заливаемый узел имеет особо сложную форму или много вкладышей. В качестве примера
па рис. П-1 изображена форма с выводными контактами фирмы Western Electric. Такие сложные формы более точно получаются путем механической обработки, чем другими способами. Однако металлические формы значительно дороже других видов форм, в связи с чем в электротехнической промышленности, там, где не требуется особо сложных конфигураций, металлические формы применяются реже, чем они могли бы приме-
25!-О MOLD Я PART!
Т—ГЯТ’ГТ-—
. ROW .
Рис. 11-1. Пример применения механически обработанных металлических форм для случая, когда их использование является оправданным. Характерно большое число отверстий.
пяться. Как правило, металлические формы хорошо проводят тепло. Благодаря этому, в тех случаях, когда в технологический процесс входит отверждение в нагревательных устройствах, применение металлических форм способствует быстрой и равномерной теплоотдаче и соответственно более равномерному отверждению компаунда. Таким образом, в отливке возникают меньшие внутренние напряжения и уменьшаются другие проблемы, связанные с разной скоростью отверждения различных частей отливки, что бывает, если форма изготовлена из других материалов, обладающих худшей теплопроводностью.
Однако то же обстоятельство является недостатком в тех случаях, если экзотермическое тепло реакции
отверждения требуется сохранить в отливке для ускоре-ния процесса отверждения, а не отводить его. В этом случае металлические формы способствуют отводу тепла и, таким образом, замедляют процесс отверждения. Это может быть недостатком в случае компаундов холодного отверждения, для которых тепло экзотермической реакции существенно для отверждения отливки. В некоторых случаях эти обстоятельства могут сделать невозможным отверждение при комнатной температуре.
Рис. 11-2. Металлическая форма, полученная в песочной форме, и изделие, залитое в такой форме.
В тех случаях, когда применяются механически обработанные металлические формы, часто рационально придавать поверхностям формы, соприкасающейся с заливочным материалом, твердость и глянец путем хромирования. Хромирование не только обеспечивает получение твердых и более прочных поверхностей, что не может быть достигнуто другими путями, но также снижает адгезию между формой и компаундом. В тех случаях, когда компаунд не обладает очень высокой адгезией, например у некоторых полиэфиров, хромированные поверхности почти или совсем не требуют применения разделительных веществ. Однако это не распространяется на эпоксидные компаунды.
Литые алюминиевые формы. Другим типом металлических форм, которые часто используются, являются литые алюминиевые формы (рис. 11-2). Они относительно экономичны, так как по одной модели можно изго
товить не одну форму. Гаким о разом, основная стои-мость при изготовлении этих форм падает на стоимость модели. Однако с одной модели можно снять ограниченное число форм. Одним из недостатков таких форм является худшее по сравнению с моделью качество поверхности. Поэтому потребитель или должен довольствоваться «рябой» поверхностью, или полировать внутреннюю поверхность форм и (или) покрывать ее гальваническим покрытием. Разумеется, эти операции повышают стоимость форм. Другим недостатком является то, что средний потребитель не располагает установками для изготовления таких форм. Таким образом, модели приходится изготовлять в одном месте, а формы — в другом; мало того, отделка поверхности форм может производиться в третьем месте. Это приводит к тому, что формы такого типа обычно не могут быть изготовлены за день-два, как некоторые пластмассовые формы, о чем будет сказано ниже.
Напыленные металлом формы. Во многих случаях существенным преимуществом является применение техники напыления металлов, благодаря которой можно изготовлять дешевые формы [Л. 11-1]. Этот способ заключаемся в напылении расплавленного металла на исходную форму до образования слоя заданной толщины. Затем полученный слой снимается с формы и используется в качестве обратной модели для заливки такими материалами, пригодными для изготовления форм, как различные выпускаемые в промышленном количестве литьевые пластмассы, полиэфирные стеклопластики контактного формирования и гипсовидные материалы.
Особенно важное значение имеет качество изготовления исходной формы (модели), так как при изготовлении металлического слоя напыляемый металл с большой точностью воспроизводит поверхность исходной формы. Хотя для изготовления исходных форм лучше применять твердые высокоплавкие материалы, при использовании способа напыления для исходных форм берутся многие низкоплавкие материалы. Например, можно металлизировать модели из воска или различных термопластов, в частности виниловых и целлюлозных. Модели из мягких материалов обычно требуют небольшой подготовки под напыление. Общим правилом является требовайие,
чтобы поверхность, на которую производится напыление, была тщательно высушена.
Другим фактором, который надо принимать во внимание, является 'природа напыляемого металла. Могут применяться такие металлы, как свинец, цинк и олово, которые с успехом напыляются на такие материалы, как пластифицированные и непластифицированные виниловые полимеры, полисульфиды, каучуковые литьевые компаунды и различные резиновые композиции, не требующие особой подготовки, кроме очистки.
С большими трудностями связано изготовление исходных форм из твердых материалов. Осаждение очень тонких пленок разделительных веществ, например кремнийорганических материалов, на поверхность форм способствует отделению металлического слоя. Однако при получении сплошного, плотного металлического осадка возникают затруднения из-за того, что применяется избыток разделительного агента или же поверхность модели должна иметь очень гладкую поверхность. Аналогичное положение возникает при определенных сочетаниях металла и материала для изготовления моделей. В таких случаях помогает отложение путем напыления на поверхность модели очень тонкого слоя олова или цинка. Для получения наиболее равномерного по толщине слоя металла обычно производят напыление на вращающемся столе.
Изготовление форм способом макания. Еще одним способом изготовления форм является способ макания (dip molding или slush casting). При этом формы готовятся приблизительно тем же способом, что и алюминиевые при их литье в песок. Особенность заключается в том, что в качестве металлов для форм служат легкоплавкие сплавы, которые значительно облегчают потребителю задачу изготовления форм. При этом значительно сокращается время между конструированием формы и ее готовностью к использованию.
По данному способу модель из полированного металла погружается в сосуд с расплавленным сплавом и немедленно вынимается. За короткое время погружения на модели застывает слой металла. Этот слой затем снимается с модели и служит формой для' литья смол (рис. 11-3). Наиболее сложным в этом способе является изготовление модели.
Было найдено, что для способа макания наи олее подходящими являются эвтектические сплавы, имеющие отчетливо выраженную температуру плавления или застывания (рис. LI-2). Один из этих сплавов — Cerrotru (Cerro de Pasco Sales Corp.) имеет температуру плав-
Рис. 11-3. Этапы изготовления форм способом макания.
а — полированная металлическая модель (деления на масштабной линейке — дюймы); б — макание модели в расплавленный металл; в — удаление слоя с модели; г — форма для заливки смол.
ления 138° С. Проверка, проведенная в производственных условиях, показала; что этот сплав дает хорошие результаты при изготовлении из него форм. Его температура плавления выше температуры отверждения большинства смол, применяемых при заливке. Если же температура отверждения несколько выше температуры плавления этого сплава, оказывается рациональным после начального отверждения удалять отливку из формы
и заканчивать отверждение вне формы при температу-рах, превышающих температуру плавления сплава.
Основным преимуществом изготовления форм способом макания является сокращение времени изготовления по сравнению с другими способами [Л. 11-3]. Например, при выпуске 100 форм с двух моделей требуется 50 циклов, в то время как при процессе макания понадобится только одна форма, так как в течение нескольких минут с одной модели можно снять всю серию.
Рис. 11-4. Демонстрация возможности замены металлических форм на дешевые эпоксидные формы.
Сплав Cerrotru имеет интересное свойство: при затвердевании он слегка расширяется. Этого расширения (0,0005 мм/мм) достаточно для того, чтобы форма легко снималась с модели. Другие металлы, например олово (температура плавления 232°С), при затвердевании дают заметную усадку, что затрудняет снятие формы с модели.
Формы из эпоксидных смол. Применение эпоксидных смол для изготовления заливочных форм достигло широкого развития. Причинами этого являются исключительная простота процесса изготовления, низкая стоимость, малая усадка и высокая прочность эпоксидных смол, что позволяет получать высококачественные формы. Хороший пример того, как простая форма из эпоксидных смол может заменить сложную форму, полученную путем механической обработки, показан на
рис. 11-4. При изготовлении таких форм основные затраты падают на стоимость механической обработки модели.
Материалом для моделей обычно является сталь или алюминий. При соответствующем обращении с моделей можно снять любое число форм. Этот способ позволяет изготовить большое количество форм буквально в тот же день или на следующий день после окончания конструирования ее. Это, собственно,, зависит от времени отверждения материала, из которого изготовляется форма. Если для заливки электронного оборудования применяются эпоксидные компаунды, часто оказывается возможным этот же самый материал применять для изготовления форм. Разумеется, то, что одна и та же операция требуется как для заливки, так и для изготовления форм, весьма удобно.
Однако формы повышенного качества можно получить при использовании специально приготовленных эпоксидных компаундов с большим количеством порошкообразных стали и алюминия в качестве наполнителей. Это повышает теплопроводность форм и приближает их свойства к характеристикам металлических форм. Как указывалось выше, преимуществом металлических форм по сравнению с пластмассовыми является их лучшая теплопередача. В то же время, если использовать эпоксидные формы, этот недостаток можно преодолеть предварительным нагревом формы до заливки ее смолами. С другой стороны, подобный нагрев часто требуется для уменьшения степени включения воздуха в отливку.
Иногда получение гладкой поверхности эпоксидных форм связано с трудностями. Решить эту проблему можно несколькими путями. Один из них заключается в покрытии поверхности модели слоем геля. Этот гель является тиксотропным покрытием, наносимым на модель маканием и образующим относительно тонкий слой, не стекающий с поверхности. Такое покрытие отверждается с образованием гладкого и твердого слоя на поверхности модели. При этом отверждение происходит более равномерно, чем в толстой отливке, что, учитывая способность прилипать к поверхности, дает хорошую основу для заливки компаунда с целью получения формы. Другой проблемой, которая встречается при изготовлении форм из эпоксидных смол, является бы
строе оседание некоторых наполнителей. Это приводит к тому, что иногда, если содержание наполнителей мало или скорость их оседания велика, поверхность формы сморщивается. В этих случаях лучше использовать максимально возможное количество наполнителей, а также определять скорость их оседания и, основываясь на этом, выбрать наполнитель, оседающий медленнее Других.
Формы из эпоксидных смол, полученные центробежным литьем. Эпоксидные смолы и компаунды имеют известные преимущества для изготовления форм, если их перерабатывать методом центробежного литья. В этом процессе подобно изготовлению эпоксидных форм простым литьем специальная эпоксидная смола заливается вокруг модели. При центробежном литье несколько форм собирается на роторе центробежного литьевого аппарата. Buenger [Л. 11-4] описал этот процесс и показал, что такой способ во многих случаях может быть более экономичным и производительным, чем литье под давлением и прессование пластмасс.
Кроме того, центробежное литье создает максимальные возможности для пропитки заливаемого изделия смолой. Точно так же центробежные силы сводят к минимуму включения воздуха. Эти особенности делают центробежное литье особенно желательным в тех случаях, если необходимо избежать воздушных включений в процессе заливки, а заливаемое изделие при переработке может противостоять центробежным силам.
Формы из других пластмасс. Среди других пластмасс, которые могут применяться для изготовления форм, следует назвать виниловые пластизоли, кремнийорганические каучуки холодной вулканизации, различные термопластичные материалы, например ацетобутират целлюлозы и ацетилцеллюлоза, а также литьевой полиэтилен. Способ производства форм из этих материалов подобен изготовлению форм из эпоксидных смол и заключается в изготовлении модели, заливке ее указанными материалами и охлаждении до комнатной температуры с переходом в твердое состояние или отверждении в случае виниловых пластизолей и кремнийорганических каучуков. Преимуществами указанных умеренно твердых или эластомерных материалов являются их технологичность и быстрота переработки.
Основным недостатком является недостаточная жесткость, что часто является причиной несоблюдения точных допусков по размерам. Однако в некоторых случаях этот факт может быть нерешающим. В тех случаях, когда необходим постоянный контроль точности размеров, следует отдавать предпочтение формам из жестких материалов, так как формы из эластомеров изменяют конфигурацию в процессе переработки и отверждения. Следующей проблемой, которая возникает при использовании эластомеров, является в ряде случаев ограниченный срок службы, что приводит к сокращению числа изделий, получаемых с таких форм, до того как они разрушатся или их конфигурация изменится. С другой стороны, в некоторых случаях их преимуществом является ненужность разделительных агентов. В частности, это бывает, если поверхность форм благодаря свойствам материала является воско- или жироподобной, если форма мягка настолько, что ее можно изогнуть для того, чтобы удалить залитую деталь, или если усадка заливаемого материала велика, например в случае полиэфирных смол.
Изготовление форм для малосерийных, изделий. Если форма нужна срочно или число изделий, которое надо изготовить, невелико, часто можно делать формы из листового тефлона или полиэтилена в случае прямоугольных изделий или из труб из этих же материалов в случае цилиндрических изделий. Этот тип форм не может быть использован в тех случаях, когда требуется точное соблюдение размеров или выпускается крупная серия изделий, так как тефлон и полиэтилен легко деформируются. Полиэтиленовые формы дешевле тефлоновых, а удалять готовые изделия одинаково' легко как из тех, так из других форм. В обоих случаях применять разделительные вещества нет необходимости.
Axelrad описал интересный способ, по которому можно быстро и просто изготавливать формы для малосерийных изделий [Л. М-5]. По этому способу металлическая модель впрессовывается в пачку неопреновых или полихлорвиниловых листов с образованием полости, повторяющей форму модели, в которую затем заливается смола. При этом может применяться любая смола, которая не совмещается с неопреном. Хотя изделия, полученные в подобной каучуковой форме, не могут
отличаться такой же точностью размеров, как в соответствующей металлической форме, получаемая точность вполне удовлетворительна и воспроизводима.
Для максимальной точности и лучшего качества поверхности следует применять стальные модели. В некоторых случаях используются также модели из алюминия или нагревостойких пластмасс. Применение дерева нежелательно из-за нестабильности его размеров, что снижает точность размеров изделий. Точно так же не следует ’применять медь или бронзу ввиду того, что резина имеет тенденцию прилипать к этим материалам, что ухудшает качество поверхности.
Форма может состоять из одной или нескольких частей в зависимости от сложности заливаемого изделия. Цельные формы применяются для всех изделий, которые имеют только одну плоскую сторону, на которую можно приложить давление. Они получаются вдавливанием модели в пачку сырых неопреновых листов и обрезкой пачки по внутренним размерам камеры для прессования. Камера представляет собой неглубокую коробку с удаляемыми верхней и нижней плитами, которые подогнаны по внутренним размерам коробки. Камера с моделью и неопреновыми листами помещается в пресс, нагретый до температуры 150° С, и прессуется под давлением 56—405 кГ)см2 в течение 20 мин. После охлаждения отвержденная неопреновая форма готова к употреблению.
Формы для вспенивания. Хотя, вообще говоря, одни и те же формы могут применяться для заливки как пенообразующих, так и обычных заливочных материалов, необходимо принимать во внимание одно основное различие. При заливке пеноматериалов часто в процессе вспенивания развивается высокое давление. В связи с этим форма должна быть достаточно прочна, чтобы противостоять этому давлению. Величина давления зависит от применяемого материала и от того, в какой степени форма препятствует его расширению. Особенно большое давление развивается иногда при переработке одностадийных пенополиуретанов. Это — компаунды, при использовании которых полиэфир и диизоциант полностью реагируют в форме. Были случаи, когда прочные эпоксидные формы со стенками толщиной 12,5 мм
деформировались и растрескивались из-за давления, развивающегося при вспенивании полиуретана.
Несмотря на то, что это давление может регулироваться выбором вспениваемого материала и температурных режимов и точным соблюдением соотношения между объемом формы и увеличением объема пенопласта, формы для вспенивания требуют особого внимания. Давление будет минимальным, если форма остается открытой. При этом, однако, недостатком является то, что пенопласт при отсутствии тщательного контроля может попасть на внешнюю сторону формы и т. д. Лучше препятствовать уходу пены, так как ее сохранение создает условия для образования мелких ячеек пенопласта, его равномерной ячеистой структуры и одинаковой плотности. Если пене позволить свободно расширяться и вытекать, то это часто приводит к неоднородности структуры пенопласта и образованию в нем пустот. Так как часто трудно подсчитать объем пенопласта при разнообразных условиях работы, которые возникают из-за колебаний температуры летом и зимой, лучше конструировать форму таким образом, чтобы выход пены был в основном ограничен. Это достигается тем, что форма должна иметь небольшие отверстия, через которые удаляется избыток пены и которые можно легко очистить после окончания реакции. Разумеется, необходимо предусмотреть отверстие для заливки компаунда. Размер заливочного отверстия зависит от вязкости пеноматериала и времени его реакции. Некоторые пенопласты реагируют очень быстро и имеют повышенную вязкость, что требует сравнительно больших заливочных отверстий. В тех случаях, когда заливочные отверстия не слишком велики, их можно использовать в качестве отверстий для выпуска избытка пенопласта.
В случае, если первая заливка дала мало пены, операцию можно повторить, однако этого следует избегать по следующим причинам: 1) так как во время первой заливки пенопласт мог свободно расширяться, это может привести к неоднородной структуре и плотности пенопласта; 2) адгезия пенопласта к пенопласту и соответственно прочность конечного материала меньше по сравнению с заливкой в один прием. Таким образом, следует отдавать предпочтение системам, которые можно заливать в один прием.
Изображенная на рис. 11-5 форма для заливки пенопластами является примером хорошо сконструированной формы для изготовления больших изделий из пенополиуретана. Следует отметить, что для большей прочности форма механически усилена и что предусмотрено несколько регулярно расположенных заливочных отверстий. Заливка в несколько отверстий обеспечивает более однородную структуру пенопласта, чем в случае заливки
Рис. 11-5. Форма для заливки с вспениванием больших изделий. На поверхности видно большое число отверстий для равномерной заливки и более равномерного вспучивания пенопласта.
в один конец или в середину формы. Большая часть этих отверстий сразу после заливки закрывается, а другие остаются открытыми для выпуска избытка пены.
Конструирование моделей и форм. При всех способах изготовления моделей для получения форм необходимо иметь в виду некоторые конструктивные соображения. Во-первых, всегда следует конструировать модель с уклоном не менее 0,25° и, если это возможно, до 1°, так как это сильно облегчает удаление готового изделия из формы. Точно так же важно, чтобы поверхность модели была отполирована возможно более тщательно,
так как любой дефект на поверхности будет воспроиз-веден на форме, а с формы он передается на все заливаемые изделия. Желательно, чтобы форма была сконструирована таким образом, чтобы было обеспечено как легкое удаление формы с модели, так и удаление залитого изделия с формы с помощью простых средств, например высадочного пресса и тому подобного оборудования.
В качестве материала для изготовления моделей сталь имеет ряд преимуществ, так как она является твердым материалом и ее поверхность не так быстро портится, как в случае алюминия. С другой стороны, преимуществом алюминия является его высокая коррозионная стойкость по сравнению со сталью, если модели и формы из последней эксплуатируются и хранятся в плохих условиях. Существуют и другие металлы, которые могут применяться для изготовления моделей и форм, но наиболее распространены алюминий и сталь. Часто можно получать модели из эпоксидных смол путем их заливки в первую форму и, таким образом, получить добавочное число моделей и ускорить процесс изготовления большего числа форм. Однако не всегда следует продолжать получать модели с каждой вновь изготовленной формы, так как неточность из-за усадки будет нарастать. В связи с этим для получения дополнительного числа эпоксидных моделей следует пользоваться только первой формой, полученной с исходной металлической модели.
'При конструировании формы желательно предусмотреть наличие быстро работающих запорных устройств для сборки и разборки форм, так как попадание смолы (из-за утечки) на крепежные винты приводит к их быстрому выходу из строя. Из других соображений, которые следует учитывать при конструировании форм, можно назвать разработку простого уплотнения зажимаемой части формы и простоту способа зажима, а также необходимость удаления воздуха из формы в процессе заливки перед отверждением. На рис. 11-6 изображены некоторые примеры правильного и неправильного с этой точки зрения конструирования.
Разделительные вещества. Вследствие адгезионных свойств некоторых заливочных смол, в частности эпоксидных, операция заливки часто осложняется труд-
ностью разделения формы и залитого изделия. Способ разделения часто зависит от типа формы и вида заливочного материала. Это может заставить провести для каждого конкретного случая соответствующие эксперименты. Наиболее распространенным классом разделительных веществ являются кремнийорганические покрытия, например кремнийорганическая смазка DC-7 и
в)
Рис. 11-6. Особенности конструирования форм для заливки электронного оборудования.
а —в — особенности конструирования форм с точки зрения их установки, сборки и уплотнения: а — правильно; б — уплотнение затруднено и возможно просачивание смолы вокруг штифтов; в — затруднены смыкание формы и ее установка, так как детали стремятся разойтись и возможно просачивание смолы; г — е — особенности конструирования формы с точки зрения правильного удаления воздуха; г — правильно; д и е —остаются -воздушные ,м№ии; / — отливка; 2 — форма; 3 — основание отливки; 4 — основание формы; 5 — ленточная прокладка из ацетобутирата целлюлозы; 6 — быстродействующие зажимы.
жидкий разделительный агент DC-20 (Dow Corning Со.). Разделительные вещества в виде смазки часто трудно наносить равномерным слоем, особенно в углах. Жидкость DC-20 в состоянии поставки обычно является слишком вязкой; если ее наносить в таком виде на внутреннюю поверхность формы, образуется покрытие, которое после отверждения приводит к появлению определенных трудностей. Эти трудности заключаются в том, что подобное покрытие с большим трудом удаляется из формы. В связи с этим следует разбавлять жидкость
DC-20 соответствующим разбавителем. Фирмой Dow Corning вместе с жидкостью DC-20 поставляется растворитель Stoddard Solvent. Из других подходящих растворителей следует назвать лаковый бензин, лигроин с высокой температурой вспышки и хлорированные растворители, например метиленхлорид.
Некоторые низковязкие разделительные вещества на основе кремнийорганики выпускаются в промышленном масштабе. В качестве примера можно назвать Aritemp Mold Release В (Aries Laboratories, Inc). Эти низковязкие разделительные вещества позволяют покрывать способом макания большое число форм одновременно при условии, что скорость испарения растворителя поддерживается на одном уровне с тем, чтобы вязкость жидкого разделительного раствора была постоянной.
Могут применяться также другие разделительные вещества. Например, раствор карнаубского воска в лигроине легко наносится и дает хорошие результаты. Растворы карнаубского воска обычно не используются при температуре выше 82°С. Выше этой температуры—-до 93° С и несколько более высокой — применяется природная смола даммар, растворенная в лигроине. Однако при более высоких температурах требуются кремнийорганические разделительные вещества. Вообще говоря, кремнийорганические разделительные вещества широко распространены. Часто используется также твердая автомобильная полировочная паста в измельченном виде, особенно если пренебречь трудозатратами.
Отличный разделительный слой дает тефлон, напыленный на алюминиевые или стальные формы. Тефлоновые покрытия нельзя наносить обычными способами из-за высокой температуры спекания тефлона. Эти покрытия очень легко разрушаются и отслаиваются в процессе работы с формами, что сводит на нет их преимущества. Из других покрытий можно назвать поливиниловый спирт и виниловые дисперсии. В некоторых случаях их также трудно применять, чем, очевидно, объясняется их небольшое распространение для заливочных целей, особенно если применяются эпоксидные компаунды.
Особенно важно возможно более тщательно покрыть и отполировать модель и форму для первых циклов заливки, так как часто замечается, что в это время изде
лия труднее вынимать из формы, чем после того, как модель и форма прослужат некоторое время. Таким образом, желательно произвести двойную полировку поверхности с нанесенным разделительным слоем для нескольких первых циклов заливки.
ПРИСПОСОБЛЕНИЯ
Приспособления для разборки форм. Для удаления залитых деталей из не очень сложных форм может быть использован простейший высадочный пресс или домкратный винт. Однако, если форма сложная или объем производства велик, эти приспособления не годятся. В этих случаях высокую эффективность дает пневматический механизм для удаления изделий из форм, совмещенный с автоматической подачей и установкой форм. С точки зрения разборки форм более рационально иметь форму цельную, или открытую с обеих сторон, или снабженную простым выталкивателем, чем располагать формой из большого числа частей, которую каждый раз следует разбирать. Если же объем производства слишком мал для механизации, целесообразны быстродействующие запоры типа описанных выше.
Приспособления для нанесения разделительных веществ. Если применяются пасто- или воскообразные разделительные вещества, а поверхность форм является сложной, может потребоваться нанесение вручную. Это делает пастообразные вещества не очень желательными. Жидкие разделительные агенты на поверхность форм можно наносить распылением или окунанием. Так как все дефекты на поверхности формы, получившиеся из-за нанесения разделительных веществ, воспроизводятся на готовом изделии, лучше применять нанесение окунанием. При разработке соответствующих приспособлений следует учитывать два основных обстоятельства. Одно требование заключается в' необходимости поддерживать вязкость разделительного вещества «а постоянном уровне. Обычно это достигается путем регулирования испарения растворителя. Для этого бак для окунания должен тщательно герметизироваться в перерывах между операциями, а растворитель — периодически туда добавляться. Так как вязкость раствора очень мала .и удельный вес разбавленного разделительного вещества зави
сит от концентрации растворителя, определение удельного веса является простейшим способом для контроля соотношения разделительного вещества и растворителя и, таким образом, вязкости. Кроме того, в приспособлениях для окунания необходимо предусмотреть возможность очистки разделительного вещества и бака периодическим фильтрованием или другим способом, с тем чтобы грязь, попавшая в раствор, не попадала на поверхность формы.
Второе требование заключается в необходимости регулирования скорости удаления формы из разделительной жидкости. Обычно, чтобы не было подтеков на поверхности, приходится убирать форму очень медленно- При этом скорость должна быть такой, чтобы подтеки, образующиеся при подъеме формы из бака с разделительным веществом, успевали стекать в жидкость до того, как форма поднимется. Скорость удаления форм должна быть также равномерной во избежание появления на форме горизонтальных полос. Установка должна быть такой, чтобы скорость подъема формы могла регулироваться в зависимости от вязкости и поверхностного натяжения жидкости. .Упомянутые здесь способы покрытия и удаления покрытых деталей приложим также к покрытию различных изделий лаками и другими материалами способом окунания. В качестве примера на рис. 11-7 изображено приспособление для одновременного1 покрытия большого числа форм.
Приспособления для очистки форм. Во многих случаях на форме после каждого цикла использования остается некоторое количество подтеков заливочного компаунда, большинство которых необходимо удалить перед последующим циклом заливки. Еслй форма изготовлена из инструментальной стали или другого достаточно твердого и износостойкого материала, для очистки можно использовать аппарат типа пескоструйного (Pangborn Corp.) с мягким абразивным материалом, например дроблеными кукурузными кочерыжками или Shelblast (С. Р. Hall Со.; Agrashell, Inc.), который представляет собой дробленую скорлупу ореховых и абрикосовых косточек.
Если формы недостаточно прочны для такого способа очистки, применяется ручная очистка. В тех случаях, когда форма целиком покрыта разделительным веще
ством (например, по способу окунания), возможно выбивать избыток отвержденного заливочного материала постукиванием деревянным молотком, обтянутым кожей. Последнее средство, хотя часто и рекомендуется, приводит к царапанию форм. Если наблюдается царапание, не следует применять острый инструмент, который может
Рис. 11-7. Бак для окунания форм в низковязкое разделительное вещество.
привести к дефектам поверхности и в результате к выходу форм из строя, повышению стоимости их содержания, а также снижению качества изделия.
Загрязнения могут удаляться щетками или иногда обработкой парами растворителей. В случае металлических форм может применяться активный растворитель типа метиленхлорида. Если формы пластмассовые, то для очистки должен использоваться менее активный растворитель, например Stoddard Solvent. В противном случае формы за короткий срок могут разрушиться. При применении в качестве разделительного агента
низковязкой жидкости пленка на орме может быть столь тонка, что между циклами может не потребоваться большой очистки ют загрязнений. Это является оптимальным случаем, иногда достижимым при использовании низковяз'ких жидких разделительных веществ.
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ
Зачистка. Обычно заливочные компаунды абразивны по своей природе и с трудом обрабатываются механическим путем. Степень абразивности в значительной степени зависит от использованного наполнителя. Наиболее абразивны такие наполнители, как двуокись кремния и песок, тогда как тальк или карбонат кальция относятся к малоабразивным наполнителям. Из этого следует исходить при определении способа зачистки.
Операция может выполняться шлифованием, фрезерованием или обрезкой. Наихудшие результаты дает шлифование, особенно если объем производства велик. Причиной этого является то, что большинство типов шлифовальной шкурки имеет тенденцию к быстрому засаливанию. Это, как правило, приводит к неоднородности зачистки и ухудшению качества поверхности. Шлифование вручную дает неоднородную поверхность детали, а изготовление специальных приспособлений и державок для шлифования не всегда легко. Кроме того, затраты на инструмент весьма высоки, так как шлифовальную шкурку приходится часто менять. Кроме того, из-за разного качества и разных марок шкурки поверхность деталей время от времени может меняться. Для получения хорошей поверхности операцию шлифования приходится часто повторять ввиду того, что при быстром грубом шлифовании абразивные зерна большой величины царапают поверхность. Одним из недостатков шлифования с помощью шкурки является' значительное пылеобразование, приводящее к загрязнению и недопустимое с точки зрения охраны труда.
Фрезерование обычно лучше шлифования, так как при этом получается более равномерное режущее действие. Однако фрезерование — медленная и, следова-гельно, дорогая операция. Фрезерованная поверхность подобно грубошлифованной поверхности обычно имеет грубую поверхность, особенно если с целью ускорения операции применяется глубокое фрезерование за один
проход. В связи с этим, если требуется гладкая поверх-ность, часто после фрезерования' применяют обработку тонкой шлифовальной шкуркой.
Для зачистки часто применяются шлифовальные круги, при правильной работе дающие очень хорошие результаты. Шлифовальные 'Круги во избежание засаливания не должны быть на смоляной связке. Кроме того, зерно на кругах не должно быть мелким, так как в противном случае круг во время работы будет нагреваться и засаливаться. Хорошие результаты дает воздушное охлаждение кругов ВО’ время работы. Если в шлифуемой детали есть термопласт или материал, размягчающийся при невысокой температуре, шлифовальный круг надо защищать покрытием воском. Примером кругов хорошего качества для шлифования таким способом являются круги Carborundum С24К'6 (Carborundum Со.).
Для обрезки хорошо зарекомендовали себя циркульные пилы. При этом должно быть предусмотрено приспособление, удерживающее обрабатываемую деталь, с тем чтобы режущий край пилы обрабатывал неподвижную деталь. Это обеспечивает получение очень гладкой поверхности. Как в случае фрезерования, так и в случае опиловки лучшие результаты дает инструмент с алмазными режущими гранями. В некоторых случаях такой инструмент является просто незаменимым. На втором месте стоит инструмент с твердосплавными (карбидными) резцами, который применим во всех случаях, за исключением обработки особо’ абразивных материалов. Масштабы применения будут обусловливать вид инструмента, но если объем производства велик, алмазный инструмент обеспечит целый ряд преимуществ, несмотря на его высокую начальную стоимость. Помимо того, что такой инструмент имеет повышенную износостойкость, его применение обычно позволяет получать поверхность достаточно гладкую, чтобы исключить дополнительные операции обработки. На рис. 11-8 показана циркульная пила с алмазным инструментом.
Относительно новым способом повышения износостойкости инструмента является газопламенное напыление [Л. Ill-б]. Этот способ заключается в нанесении тонкого покрытия карбида вольфрама или окиси алюминия на поверхность металла. Хотя такая защита не помогает при механической обработке прочных наполненных
смол, она применяется для покрытия ножей для резины и некоторых пластмасс.
Маркировка готовых изделий. Маркировка может выполняться с помощью печатных красок, горячим штемпелеванием или шелкографией. Одним из простейших и наиболее распространенных способов маркировки
Рис. П-8. Циркульная пила с алмазными режущими гранями для обрезки приливов сильно наполненного заливочного компаунда. Пила надвигается на неподвижное изделие.
является использование печатных красок. Большинство поставщиков печатных красок и оборудования для их нанесения в состоянии предоставить потребителям исключительно прочные краски, выдерживающие военные требования, в том числе увлажнение и действие соленой воды. Этого нельзя в полной мере сказать о маркировке способом шелкографии, которая требует выпуклой поверхности. При этом маркировка, полученная по такому способу, может осыпаться под руками и не вы
держивает таких жестких условии эксплуатации, как печатные краски. Маркировка печатными красками показана на рис. 11-9.
При маркировке печатными красками или шелкогра-фией необходимо следить, чтобы на маркируемой поверхности не оставалось разделительного вещества, применяемого при заливке в формы. Маркировка непосредственно по пленке разделительного вещества приводит
Рис. П-9. Маркировка залитых узлов электронного оборудования штемпелеванием с помощью печатной краски.
к плохой адгезии между поверхностью изделия и маркировочным материалом. Поэтому, если возможно, желательно маркировать зачищенные поверхности. Если этого нельзя сделать, маркируемая поверхность перед операцией маркировки должна быть очищена с помощью растворителей. В случае необходимости высушенная маркировка может быть покрыта прозрачным лаком с целью защиты от стирания и разрушения.
Отмечается, что почти во всех случаях зачищенная поверхность имеет более светлый цвет и меньше блестит, чем поверхность после заливки. Особенно это заметно на наполненных компаундах, главным образом потому, что зачистка происходит по частицам наполнителя. Первоначальный глянец и цвет могут быть восстановлены протиркой поверхности смазкой или маслом. Если такая протирка производится после марки-
ровки поверхности, ее необходимо защищать дополни-тельным покрытием.
- Другие приспособления. Существует большое число других приспособлений, которые (повышают эффективность и экономичность любой данной операции. В то же время бывают .приспособления, полезность которых проявляется только в некоторых случаях. При заливке часто может потребоваться предварительное покрытие некоторых деталей с целью их защиты во время заливки. Примером может служить нанесение покрытия из кремний-органического каучука на сверхминиатюрные лампы или другие детали перед заливкой. Существует большое число других аналогичных операций предварительного покрытия. Часто отмечается, что такие операции выполняются над каждой деталью в отдельности. Разумеется,. намного эффективнее применять покрытие в барабанах и в приспособлениях для окунания, так как при этом покрывается одновременно большое число деталей.
ГЛАВА ДВЕНАДЦАТАЯ
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
Эффективность и экономичность технологических операций заливки электронного оборудования в такой же степени зависят от правильного выбора соответствующего оборудования, как и от выбора приспособлений и инструмента. Расширение использования заливочных материалов привело к быстрому накоплению знаний и опыта по технологии переработки и технологическому оборудованию, предназначенному для заливки. Многие эффективные операции, осуществляемые сегодня, сильно отличаются от технологических схем, которые были обычными несколько лет тому назад. Первоначально наиболее распространенные технологические схемы при заливке включали перемешивание вручную и другие операции периодического характера. В настоящее время большинство операций технологического процесса полу-автоматизировано; существует и несколько полностью автоматизированных производств.
При заливке, герметизации или пропитке основными операциями являются: 1) размол или перемешивание основных компонентов (смолы, наполнителей и пигментов) с образованием компаунда; 2) хранение, перемещение и вакуумирование компаунда; 3) дозирование компаунда и катализатора (отвердителя) и подача компаунда с катализатором в форму или емкость с заливаемым изделием; 4) отверждение компаунда с катализатором различными способами. Так как вышеуказанный порядок характерен для обычного способа переработки заливочного материала, перечисленные операции описываются ниже в таком же порядке.
РАЗМОЛ ИЛИ ПЕРЕМЕШИВАНИЕ КОМПАУНДОВ
Мнения относительно правильного выбора оборудования для перемешивания компаунда часто расходятся. ,Согласно одной точке зрения хорошее смешение смолы и наполнителя требует операции размола. Согласно другой точке зрения такой сложный путь для перемешивания совсем не обязателен, так как получаемый компаунд представляет собой простую физическую смесь, для которой не требуется такого тщательного смачивания наполнителей, как в случае лакокрасочных материалов. Обе точки зрения имеют свои основания, в связи с чем на практике с учетом логических и экономических соображений необходимо выбирать возможно более простые способы перемешивания, которые обеспечивали бы получение конечного продукта удовлетворительного качества. Таким образом, желательно проделать некоторые эксперименты перед выбором оборудования для изготовления компаундов и их переработки. При этом часто хорошие результаты дает простое перемешивание, однако в некоторых случаях такое механическое перемешивание может быть недостаточным, например если наполнитель, в частности рубленое стекловолокно, очень плохо смачивается. Обычно наполнитель подобного типа из-за плохого смачивания при простом механическом перемешивании может агломерироваться. В таких случаях для получения однородного и гомогенного компаунда может потребоваться размол.
Размол — это процесс, применяемый для механического разрушения частиц наполнителя в смоле или для
повышения смачивания наполнителя смолой, так как смесь смолы с наполнителем является основой заливочных компаундов. Размалывание может осуществляться путем пропускания смеси смолы с наполнителем в узком зазоре между вальцами на оборудовании типа вальцовой краскотерки или при вращении смеси в цилиндрической шаровой или галечной мельнице, заполненной размольными телами наполовину или одну треть. В таких мельницах измельчение происходит благодаря тому, что шары или галька непрерывно падают через жидкий компаунд при вращении мельницы. Такие мельницы выпускаются различных размеров — от небольших лабораторных мельниц емкостью 3—4 л до очень больших промышленных мельниц емкостью в сотни литров. Мельницы такого типа наиболее распространены в лакокрасочной промышленности. По размалывающим материалам они делятся на шаровые и галечные мельницы. Галечные мельницы обычно облицованы керамикой и заполнены керамической галькой определенной формы. Шаровые мельницы, как правило, облицованы металлом и заполнены металлическими шарами. При размалывании компаундов для заливки электронного оборудования обычно предпочитают галечные мельницы, чтобы исключить возможность попадания металлических примесей в компаунд. Такое загрязнение в известной степени наблюдается, так как стенки мельницы и шары подвергаются износу. Другой причиной, по 'которой галечные мельницы имеют преимущества по сравнению с шаровыми стальными мельницами, является то, что некоторые смолы, входящие, в состав компаундов, в известной степени катализируются металлическими примесями. Это особенно характерно для некоторых полиэфиров. В связи с износом в процессе размола особое значение приобретает выбор керамической облицовки и гальки; применение в заливочных компаундах абразивных наполнителей, например двуокиси кремния, будет ускорять износ гальки и облицовки. Обычно поставщики галечных мельниц имеют ряд соображений относительно правильного выбора гальки и облицовки для мельниц. Примером хорошей гальки является французская кремнистая галька.
Другим важным фактором, который следует учитывать при использовании галечных мельниц, является
время размола. Существуют самые различные мнения о времени размола. Многие считают, что очень длинный цикл размола важен для хорошего смачивания и компаундирования, в то время как по мнению других для размола требуется несколько часов. Сравнение электрических и физических характеристик компаундов, подвергавшихся размолу в течение различного времени, дает ответ на этот вопрос. При этом обычно оказывается, что для изготовления заливочных компаундов не всегда требуется очень длительный размол. Разумеется, сокращение периода размола сократит весь технологи^ ческий процесс. Кроме того, длительность размола будет обусловливать количество и стоимость требуемого капитального оборудования. При большом объеме производства стоимость оборудования может быть значительна.
Другим фактором, обусловливающим продолжительность размола, является значительное количество тепла, выделяющегося при размоле из-за соударений шаров или гальки при вращении мельницы. На практике наблюдается, что при размоле компаунда его температура постепенно растет. Если применяются смолы, отверждающиеся только за счет повышенной температуры, например - некоторые полиэфиры, контроль температуры становится особенно важным. Температура может регулироваться или за счет сокращения продолжительности цикла размола, или за счет применения мельниц с’ водяной рубашкой. Пренебрежение этим фактором может привести к тому, что значительная часть такого капитального и дорогого оборудования, как галечные мельницы, выйдет из строя, так как окажется заполненной отвержденным компаундом. Обычно летучие растворители, такие как ацетон и др., являющиеся хорошими растворителями полиэфиров, не могут быть использованы для очистки галечных мельниц ввиду того, что мельницы, как правило, не рассчитаны на большое давление, образующееся из-за повышения упругости паров растворителя при вращении мельницы. Поэтому очищаться мельницы должны вручную механическим путем, причем очистке способствует применение каустической соды или других нелетучих материалов, помогающих удалению компаунда.
Установка больших галечных мельниц требует также значительных затрат из-за необходимости устройства
мощных фундаментов, чтобы противостоять силам, воз-никающим при вращении больших мельниц. Несмотря на все это, размол компаундов в некоторых случаях является совершенно необходимым и эффективным процессом. Операция размола компаунда изображена на рис. 12-1.
Рис. 12-1. Пример хорошо установленных галечных мельниц для помола заливочных смол. Видны приспособления для охлаждения мельниц при помощи 'водяных оубашек, для удобной выгрузки размолотого компаунда в передвижную емкость и платформа для загрузки мельниц.
Существует большое число смесителей и мельниц, и список фирм — изготовителей этого оборудования весьма велик. Небольшие лопастные смесители могут быть получены у большинства поставщиков химико-технологического оборудования. У них же мощно получить вальцовые краскотерки. Галечные мельницы типа изображенной на рис. Г2н1 выпускаются самых различных размеров и конструкций фирмами Р. О. Abbe, Inc и The Patterson Foundry and Machine Co. Стоимость галечных мельниц колеблется от нескольких сотен долларов для
лабораторных установок до многих тысяч долларов для промышленных мельниц.
Механическое смешение. Изучение физических и электрических свойств компаундов показало, что в большинстве случаев механическое смешение дает не худшие результаты, чем размол. Если учесть, что к тому же механическое смешение легче подается контролю, дешевле и более разносторонне, не удивительно, что оно применяется более широко, чем размол.
Механическое смешение обычно производится в емкости, которая для снижения вязкости высоковязких компаундов может нагреваться. Бак обычно оборудован мешалкой с переменной скоростью, как правило, с пнев-5матическим приводом, и оборудован вакуумной линией для удаления воздуха из готового компаунда. При работе с синтетическими смолами мешалки с пневматическим приводом безопаснее, чем мешалки с электрическим приводом. Кроме того, мешалки с пневматическим приводом обычно дешевле и скорость их вращения регулируется легче.
Из числа таких факторов, которые надо учитывать при смешении, в первую очередь следует упомянуть о нагреве. Так как мешалка смонтирована в баке, где производится перемешивание, лучше производить нагрев снаружи при помощи нагревателей или горячей водяной рубашки. Электронагреватели, намотанные на смеситель, обеспечивают обычно равномерный нагрев, но временами могут вести к местному перегреву. Так как ленточные электронагреватели обычно особенно склонны к местному перегреву, их избегают применять. Лучшим способом является применение рубашек с горячей водой или другим жидким теплоносителем. Опыт показал, что этот способ обеспечивает более равномерную температуру компаунда в смесителе, которую к тому же проще регулировать. Если используется обогрев горячей жидкостью, необходимо особо внимательно следить, чтобы мешалка не царапала внутренних стенок смесителя во избежание образования отверстий, через которые горячая вода или масло может попасть в компаунд. Казалось бы, что это бесспорное положение; тем не менее проблемы, аналогичные описанной, возникают из-за того, что внутренний и наружный баки устанавливаются неточно. Хотя равномерный нагрев желателен для лю-
оого смешиваемого компаунда, соолюдение этого сракто-ра особенно важно для полиэфирных смол, которые могут отверждаться при перегреве. В то же время это обстоятельство не является столь существенным для эпоксидных смол.
Желательно иметь регулировку скорости привода мешалки, если смеситель служит и для хранения компаунда. В то время как большая скорость требуется для введения наполнителя в смолу, малая скорость мешалки требуется, чтобы избежать оседания наполнителей из смолы. Медленное перемешивание предпочтительно для хранения компаунда, так как быстрое перемешивание приводит к попаданию воздуха в компаунд. Существует много типов мешалок, которые дают одинаково хорошие результаты. Однако при смешении компаунда, как и при его перемешивании в процессе хранения, существует некоторая тенденция к агломерации наполнителей на внутренних стенках смесителей и хранилищ. Поэтому лопастные мешалки с гибкими концами, которые непрерывно соскребают агломераты с внутренних стенок аппаратов, являются весьма полезными. Кроме того, так как наполнители не так текучи, как смолы, крышка смесителя должна или легко сниматься, или иметь большой загрузочный люк для наполнителей. В противном случае загрузка наполнителей в смеситель может быть затруднительной. Для того чтобы предотвратить пыление наполнителя во время загрузки, необходимо располагать смеситель под вытяжкой или применять для загрузки виброворонки. Кроме того, полезно иметь указатель уровня компаунда в виде смотрового стекла или калиброванной линейки, опущенной в смеситель. Контроль уровня весьма важен, особенно если смеситель применяется не только для смешения компаунда, но и для его хранения и вакуумирования и если он соединен е автоматической дозирующей и смесительной установкой.
Если вакуумирование компаунда производится в том же баке, где он смешивался, важно, чтобы уровень компаунда в баке был достаточно низок — в процессе вакуумирования должно быть достаточно места для образования и разрушения пены. Если уровень компаунда слишком высок, пена не разрушается и компаунд плохо вакуумируется. По этой причине желательно выбирать
емкость такой формы, чтобы ее диаметр был наибольшим из практически возможных, а высота наименьшей, так как слой образующейся пены больше зависит от высоты компаунда в емкости, чем от его диаметра. Для контроля за пенообразованием емкость, в которой производится вакуумирование, должна быть снабжена двумя смотровыми окнами на крышке. Одно окно служит для-освещения, а второе —для наблюдения за пеной.
Известное внимание необходимо уделять выбору материала, из которого изготовляются смесители и хранилища, особенно их внутренние рубашки. Внутренняя поверхность не должна корродировать и должна иметь минимальную адгезию к могущим образовываться агломератам. Облицовка внутренних поверхностей может быть из нержавеющей стали или же полиэтилена и других пластмасс. В случае работы с полиэфирами гладкость поверхности имеет значение не только с точки зрения коррозии аппарата и агломерации наполнителей, но и в связи с тем, что полиэфирные смолы имеют тенденцию образовывать слой на поверхности аппаратов. Это приводит к необходимости периодически очищать баки, содержащие полиэфирные смолы, что связано с затратой времени и средств. Поэтому желательно по возможности снизить необходимость очистки, применяя очень гладкую облицовку или сменные контейнеры.
ПЕРЕМЕЩЕНИЕ КОМПАУНДОВ
Перемещению компаундов во время технологического процесса необходимо уделять соответствующее внимание. Применение для этой цели насосов различных типов связано с недостатками. В случае наполненных компаундов насосы быстро изнашиваются из-за абразивного действия наполнителей, особенно таких абразивных наполнителей, как двуокись кремния. Кроме того, если компаунды, которые могут постепенно отверждаться без катализатора, за счет взаимодействия с воздухом или при действии тепла, зажелатинизируются в насосах, это потребует их разборки- и очистки. В то же время перекачка ненаполненных смол, которые не имеют тенденции желатинизироваться в насосах, дает, разумеется, хорошие результаты. Наилучшим способом перемещения компаундов является в большинстве случаев перемеще-
ние под давлением. Этот способ требует наличия баков для давления, но исключает проблемы, возникающие при применении насосов. Для перемещения эпоксидных смол хорошие результаты дают воздушные насосы, так как эти смолы не так легко желатинизируются, как полиэфиры. Расстояние, на которое происходит перемещение, должно быть, по возможности, более коротким, так как трубопроводы забиваются зажелатинизированной смолой столь же легко, как и емкости для хранения. Таким образом, при конструировании линии транспортировки необходимо учитывать те же самые общие соображения, что и при конструировании хранилищ, с дополнительным условием, заключающимся в том, что расстояние, на которое происходит перемещение, должно быть возможно короче.
ОБОРУДОВАНИЕ ДЛЯ ВАКУУМНОЙ ЗАЛИВКИ
При заливке электронного оборудования всегда желательно, а часто и необходимо удалить весь воздух из компаунда перед тем, как использовать его для заливки. Это вызывается, с одной стороны, тем, что воздух в компаунде может быть причиной низкой электрической прочности и, таким образом, причиной развития пробоя в случае применения изделий при высоких напряжениях. С другой стороны, во всех случаях воздух в компаунде является источником пустот и раковин на поверхности готовой детали, что ухудшает внешний вид и может привести к необходимости ремонта. Для того чтобы преодолеть эти недостатки, было проделано много работ по разработке оборудования, которое обеспечивало бы отсутствие воздуха в компаунде во время заливки.
Основные этапы вакуумной заливки показаны на рис. 12-2. Один из наиболее показательных типов промышленного оборудования для вакуумной заливки поставляется фирмой Hull-Standard Corp. При работе на этом оборудовании компаунд помещается в верхний бачок, а заливаемые изделия — в нижнюю камеру (рис. 12-3). Затем дверцы и крышки закрываются и система вакуумируется. Скорость вакуумирования в верхней камере контролируется оператором, который наблюдает через смотровое стекло в крышке за обезгажива-нием материала. Если пузырьки перестали появляться,
оператор может считать, что компаунд полностью свободен от включенного воздуха. Необходимо принимать меры предосторожности при регулировании вакуума, чтобы пониженное давление было не ниже упругости паров составных частей компаунда.
Во время обезгаживания нижняя камера также вакуумируется, а заливаемые изделия обычно нагреваются
Рис. 12-2. Схема вакуумной заливочной системы [Л. 12-1].
а — обезгаживание и сушка; б — смешение смолы с отвердителем; в —заливка компаунда; г — отверждение; 1 — вакуум; 2 — смола; 3 — отвердитель;
4 — нагреватели.
до заранее заданной температуры (обычно 65—93° С) для ускорения удаления влаги и других летучих. Время обезгаживания и сушки, как правило, составляет 10— 40 мин в зависимости от массы формы, температуры, природы летучих и т. д. Когда изделия нагреты до нужной температуры и в компаунде прекратилось образование пузырьков, оператор открывает отверстие в баке для компаунда, позволяя вытекать ему в нижнюю заливочную камеру. Перетекание компаунда происходит через воронку для того, чтобы струя попала в нужное место. Оператор наблюдает через нижнее смотровое стекло и
вращает поворотный стол так, чтооыкаждое изделие получило свою порцию компаунда. Подачу смолы из верхнего бачка можно остановить, хотя на практике заливаемые части обычно установлены так, что их можно передвигать при непрерывной подаче компаунда.
Рис. 12-3. Вакуумная заливочная система Hull-Standard Corp. Смола вакуумируется в верхней камере, а заливаемые детали'— в нижней камере. Затем под действием собственного веса смола под вакуумом поступает в контейнеры с заливаемыми деталями. Благодаря наличию вращающегося стола и смотрового стекла за один прием можно залить несколько деталей.
Как только все изделия окажутся залитыми, подача компаунда из верхнего бачка прекращается и вакуум снимается путем подачи атмосферного давления в камер Ы. Залитые узлы остаются в камере при определённой температуре или " же удаляются из камеры и помещаются в ’ печь для дальнейшего отверждения смолы. Как только установлены новые узлы, подлежащие заливке, и заменен' верхний бачок, установка готова к следующему циклу.
Другая 'Промышленная установка, работающая йа подобном принципе, но по-другому устроенная, выпускается фирмой Red Point Corp. На этой установке компаунд с катализатором загружается в отдельные стаканы над формами, содержащими детали, подлежащие сза-ливке (рис. 12-4). Как стаканы с компаундом, так и
Рис. 12-4.
а — общий вид вакуумной заливочной установки Red Point Corp, с общей камерой для стаканов со смолой и заливаемыми деталями; б — виутреиияя часть установки со стаканами со смолой (наверху) и заливаемыми деталями (внизу), устанавливаемая в нагретую вакуумную камеру; в — детальное изображение бачков для подачи смолы и запорного клапана. Рычаг с пружиной на стаканах держит запорный клапаи в стаканах в закрытом положении. По достижении нужного вакуума рукоятка иа внешней стейке установки поворачивается; при этом опускается верхний диск верхней платформы, на котором стоят стаканы со смолой. Так как рычаги на стаканах связаны с верхним диском, движение диска преодолевает действие пружин, удерживающих запорные клапаны в закрытом положении. Это приводит к подъему клапанов и одновременному поступлению смолы из всех стаканов к заливаемым деталям. / — рукоятка; 2 — рычаги с пружинами; 3 — верхний стол со стаканами со смолой (верхний н нижний диски); 4 — нижний стол с заливаемыми деталями; 5 — запорный клапан; £ —стакан.
заливаемые детали помещаются в общую вакуумную камеру, в которой создается определенный вакуум и температура. В заданный момент времени .поворачивается рукоятка, расположенная вне камеры, приводящая в действие рычаги на стаканах с компаундом, которые поочередно открываются так, что нужное количество смолы с катализатором попадает в форму с заливаемыми деталями. . .
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОГО ДОЗИРОВАНИЯ, СМЕШЕНИЯ И ПОДАЧИ КОМПАУНДОВ
Широкое распространение заливочных и пропиточных материалов 'и процессов их применения стимулировало большой интерес к разработке оборудования для непрерывного дозирования, смешивания и подачи полимеризующихся жидких систем смола — отвердитель. Причин для такого интереса много. Во-первых, следует сказать об экономии, достигаемой при большом объеме производства. Смешение вручную производится медленно и стоит дорого. Кроме того, для такого смешения характерно плохое состояние техники безопасности и. возможность профессиональных заболеваний, а также возможность ошибок оператора. Далее, при смешении вручную наблюдаются значительные отклонения в выполнении операции при работе разных операторов. Даже при работе одного оператора, несмотря на все предосторожности, такие отклонения наблюдаются время от времени. Кроме ч уже упоминавшихся факторов, автоматическое дозирование, смешение и подача помогают преодолеть трудности, связанные с жизнеспособностью компаунда. Ясно, что для повышения производительности процесса заливки желательно, чтобы время отверждения было возможно короче. С другой стороны, малое время отверждения связано обычно с малым сроком жизнеспособности. Это нежелательно в случае смешения вручную, так как малая жизнеспособность вызывает необходимость очень частого смешения небольших порций компаунда, что повышает стоимость производства и снижает эффективность технологического процесса. В большинстве дозирующих и смесительных устройств автоматического характера компаунд с катализатором смешиваются по мере необходимости в небольших количествах. Благодаря этому становится возможным использовать компаунды с малой жизнеспособностью для того, чтобы сократить время отверждения, причем удается избежать вышеуказанных недостатков, свойственных ручному способу смешения. .
Разработка автоматических систем, удовлетворяющих всем требованиям, является непростой задачей; требований к ним так много, что ни одна машина не может обеспечить их выполнение во всех случаях. Например, наблюдаются очень широкие 'Колебания в вязкости,
жизнеспосо ности, содержании наполнителя, соотношении между компаундом и отвердителем, температурном режиме и многих других переменных факторах, включая производительность и степень вакуумирования компаунда. Несмотря на подобные трудности для создания универсального оборудования, существует несколько типов выпускаемых в промышленном количестве автоматических агрегатов.
Gammel (Л. 12-2] сообщает о детальном изучении этих систем и приводит описок поставщиков дозирующего, смесительного и подающего оборудования:
Auto-Air Industries
Automatic Process Control Co.
Bell and Gossett Co.
Delsen Corp.
'H. V. Hardman Co.
Hull-Standard Corp.
Isocyanate Products, Inc.
Jennings Engineering Co.,
Leon Machine and Engineering Co.
G. Diehl Mateer
Mechanical 'Handling Systems, Inc.
Meter-Mix Corp., Div. of Federal Tool Co.
Murphy and Miller, Inc.
Mitchell Specialty Div., Industrial 'Enterprises, Inc.
National Instrument Laboratories,
Pyles Industries, Inc.
'Red Point Corp.
Semco 'Research, Inc.
Martin Sweets Co.
Gabriel Williams
Оборудование, поставляемое указанными фирмами, различается по производительности и подходит для переработки в различных условиях всех материалов, применяемых при заливке. Степень автоматизации оборудования может быть самой различной: от простого контроля взвешивания до почти полного и автоматизированного смешения, вакуумирования, дозирования, подачи, очистки и 'контроля длительности цикла. Стоимость оборудования колеблется соответственно от нескольких сотен и до более чем 10 тыс. долл.
Принципы, на которых основано различное оборудование, значительно различаются. В одних случаях для дозирования и перемещения материалов применяются насосы, в других — материалы подаются под давлением при помощи дозирующих цилиндров или же питание
происходит под давлением через заранее установленные диафрагмы. Эти способы не исчерпывают всех возможностей, применяемых на практике, но они являются наиболее общими. В каждом случае необходимо изучать работу оборудования и преимущества и ограничения, характерные для переработки данного материала на данном оборудовании.
Для того чтобы дать представление о принципах работы ряда автоматических систем, выпускаемых в промышленных масштабах, ниже мы описываем некоторые типы оборудования.
Автоматическое взвешивание. Первым этапом перевода ручных операций на автоматические явилось автоматическое взвешивание компонентов [Л. 12-3]. На рис. 12-5 показаны весы, приспособленные для регулируемого взвешивания жиДких компонентов. При работе на таких весах необходимо только установить движок на шкале весов на нужный вес и нажать кнопку. После этого электрически регулируемый клапан подает жидкий компонент и прекращает подачу, когда нужное количество жидкости
позволяет также использовать несколько клапанов для контролируемого отбора навесок нескольких компонентов.
Автоматическое взвешивание и подача. Дальнейшее развитие автоматического взвешивания получило воплощение в оборудовании, изображенном на рис. 12-6, при помощи которого осуществляются взвешивание, дозирование и подача (Л. 12-3]. Однако этот аппарат не производит смешения компонентов и подачу компаундов с ка
Рмс. 12-5 Оборудование для автоматического взвешивания жидких компонентов заливочных компаундов (Delsen Corp.).
отмерено. Это устройство
тализатором. Подача отдельных компонентов пройзвО-дится .рукояткой вручную или при помощи насоса, действующего от электродвигателя. Устройство допускает смешение компонентов в зафиксированном или изменяемом соотношении (ют 400 : 5 до 100 : 50).
Автоматическое дозирование, смешение и подача. Много систем позволяет полностью или почти полностью автоматизировать указанные операции. На таком
Рис. 12-6. Оборудование для автоматического взвешивания и подачи дозированных количеств жидких компонентов заливочных компаундов. Подача компонентов осуществляется поворотом рукоятки. Смешение происходит вручную.
оборудовании дозируются смола и отвердитель, -производятся их смешение и непрерывная подача катализированного компаунда определенными порциями с заданной скоростью. Во многих случаях размер порции не является постоянной величиной и может меняться за счет предварительной установки в случае периодического процесса или изменением положения соответствующего рычага в случае оборудования непрерывного действия. Точно так же во многих случаях может регулироваться скорость подачи. В большинство систем входят устройства для чистки и таймер для предотвращения отверждения компаунда в оборудовании. Кроме того, по желанию по-
'гребитёлёй в систему мбгут включаться йагревйтёльйыё и охлаждающие устройства, емкости для хранения компонентов и их смешения, вакуумные насосы и оборудование для вакуумной заливки, расходомеры или индикаторы и другое специальное вспомогательное оборудование.
Хотя существует много различных систем для дозирования, смешения и подачи, в настоящей главе описаны только три системы. Положенные в основу этих систем принципы с известными отклонениями широко используются.
СИСТЕМА AUTOMATIC PROCESS CONTROL СО.
Принцип принудительного объемного вытеснения, использованный в этой машине, сводит к минимуму про-
Рис. 12-7. Схема установки Automatic Process Control Со. во время цикла всасывания [Л. 12-4].
1 — отвердитель; 2 — воздух под низким давлением; 3 — воздух под высоким давлением; 4 — смола; 5 — масло; 6 — подача воздуха; 7 — клапан воздушного компрессора; 8 — воздушный головной вентиль; 9 — датчик высокого давления;
10 — датчик низкого давления; 11 — штанги, регулирующие отношение смола: отвердитель; 12 — цилиндры; 13 — диафрагма; 14 — вентиль; 15 — .резервуары с маслом; 16 — шодающий вентиль.
блемы, еойни'кающйё при перекачке Матёрийлбй с ИЗМё-няющейся вязкостью {Л. 12-4]. Материал выдавливается сжатым воздухом, причем размер порции может меняться и устанавливается заранее. На рис. 12-9 и 12-;10 приведен вид машины спереди и сзади, а. на рис. 12-7 и 12-8 — рабочие циклы (всасывание и подача), из которых. хорошо понятны операции, выполняемые машиной.
Рис. 12-8. Схема установки Automatic Process Control Со. во время цикла подачи |[Л. 12-4]
(обозначения 1 — 15 — см. иа рис. 12-7). 17 — смеситель; 18 — компрессор.
Во время работы под действием сжатого воздуха отвердитель и компаунд из отдельных хранилищ по питательным линиям поступают в смеситель и камеру подачи. Правильное направление потока материалов контролируется серией пневматических запорных клапанов.
Соотношение смола — отвердитель регулируется относительным положением двух цилиндров на двух дозирующих штангах (рис. 12-9 и 12-10). Изменение положения одного из дозирующих цилиндров на штангах изме
няет относительный вытесняемый объем и соответственно соотношение смолы и отвердителя во время смешения.
В 'процессе работы (всасывания) отвердитель поступает в один из цилиндров. Из этого цилиндра отвердитель одновременно со смолой или компаундом принуди-
Рис. 12-9. Вид спереди установки Automatic Process Control Со. для автоматического дозирования, смешения и подачи компаунда с отвердителем.
1— вакуумная камера для заливки; 2 —узел с гибкой диафрагмой; 3 — линия подачи смолы; 4 — резервуар с маслом для диафрагменного насоса; 5—камера для смешения (пневматическим способом) и подачи компаунда; 6 — таймер; 7 — пусковые кнопки; 8 — лниия подачи отвердителя; 9 — регулировка нагрева; /0 — температурный индикатор.
тельно поступает в смеситель и камеры подачи. Уникальный насос с гибкой мембраной, использованный в настоящей машине, сводит к минимуму проблему износа насосов жидкими смолами, содержащими абразивные компоненты. Гибкая мембрана разделяет цилиндрический резервуар на две части, на каждую из которых дей
ствует насос. Нагретый компаунд под давлением посту-пает в одну часть резервуара, а низковязкое масло — в другую. Линия для масла соединена с дозирующими
Рис. 12-10. Вид сзади установки Automatic Process Control Со.
1 — резервуар с маслом для диафрагменного насоса; 2 — цилиндр Дозирования смолы; 3 — цилиндр дозирования отвердителя; 4 — регулируемый выключатель длительности цикла; 5 — штанга с передвижными держателями цилиндров.
цилиндрами. Во время цикла подачи определенный объем масла поступает из цилиндра в резервуар, принуждая мембрану изгибаться наружу; при этом компаунд нагнетается в смесительную и подающую камеры.
СИСТЕМА HULL-STANDARD CORP.
Вместо принципа принудительного вытеснения в этой машине используются находящиеся под давлением емкости, из которых компоненты под регулируемым давлением поступают через микрометрические дозирующие клапаны [Л. 12-5]. Такой способ позволяет осуществлять непрерывную подачу катализированного компаунда.
Рис. 12-12. Установка Hull-Standard Corp, для автоматического дозирования, смешения и подачи катализированных компаундов или смол под давлением с помощью микрометрических клапанов.
Рис. 12-11. Схема установки Hull-Standard Corp, для смешения, дозирования и подачи компаунда [Л. 12-5].
1 —• воздух под давлением 0—3,5 кГ(см2\ 2 — смола и наполнитель; 3 — растворитель; 4 — отвердитель; 5 — воздух; 6 — ручной вентиль для подачи растворителя с целью промывки оборудования; 7 — двигатель смесителя; 8 — микрометрический дозировочный клапан для смолы; 9 — микрометрический дозировочный клапан для отвердителя; 10—смесительная камера с мешалкой; 11 — смесительная и подающая головка (подающий клапан — ручной или электромагнитный); 12 — сдвигающийся клапан для подачи компаунда,- 13— сменное сопло.
Величина подачи по желанию регулируется для каждого цикла нажимом на педаль. Так как подача материалов осуществляется непрерывно, в данном случае отсутствует время для вторичного наполнения, которое необходимо при работе по принципу принудительного вытеснения. Соотношение смолы и отвердителя устанавливается при помощи микрометрических клапанов и регулирования давления. Схема такого устройства приводится на рис. 12-11. Общий вид устройства приводится на рис. ,12-12.
СИСТЕМА Н. V. HARDMAN СО.
В данной системе [Л. 12-6] в противоположность другим не применяются насосы принудительного' вытеснения, мембраны или подача под давлением. Вместо этого в машинах Hardman типа 500 применяются для дозирования компонентов шестеренчатые насосы. Это позволяет обеспечить более высокую производительность и дает возможность работать даже со смолами очень высокой вязкости (до 1 000 пз) без затраты времени для повторного заполнения при использовании системы с принудительным вытеснением. Кроме того, в установке с шестеренчатыми насосами не требуется вспомогательных клапанов. Очистка лучше производится смолой без отвердителя, чем растворителем.
Система Hardman типа 500 обеспечивает прерывистую подачу смешанных материалов. После каждого нажима на кнопку .или ножной выключатель точно отмеренные порции смолы и отвердителя подаются в смеситель. Затем насос автоматически подает новые порции материалов. При нажатой кнопке (непрерывная работа) насос подает 72 порции в минуту. На нагнетательном сопле после каждого цикла остается очень мало отходов материала, что делает эту систему идеальной для прерывистой подачи заливочных компаундов на сборочную линию, если допускается непрерывная работа насосов. Для заливки форм большого размера пусковые выключатели могут быть устроены таким образом, что при одном нажиме подаются две или более порции материалов. Объем каждой порции регулируется простым оборотом винта. На рис. 12-13 показан принцип работы одной из описываемых установок. Сообщается, что
шестеренчатые насосы подвержены сильному износу, если перекачиваются компаунды с большим содержанием таких абразивных наполнителей, как двуокиси
Рис. 12-13. Установка Н. V. Hardman Со. для автоматического дозирования, смешения и подачи катализированных компаундов или смол с помощью шестеренчатого насоса.
/ — установка соотношения компонентов; 2 —установка объема компаунда; 3 — двигатель 60 гц, 115 в, 0,187 кет; 4— литая алюминиевая станина; 5 — шестеренчатый насос для смолы; 6 — шестеренчатый насос для отвердителя;
7 — стальной резервуар для смолы; 8 — стальной резервуар для отвердителя; $ —приводной ремень для смесителя; 10—смеситель; 11— проходной клапан;
12 — точный отсекатель; /3 —двигатель 0,187 кет для привода мешалки; 14— подключение ножного выключателя; 15 — электрические приборы.
кремния или алюминия [Л. 12-6]. Однако установлено, что износ возрастает по линейному закону, что позволяет составить точное расписание ремонта насосов.
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
В процессе изучения различного оборудования и полученной о нем информации каждый потенциальный потребитель должен получать ответ на вопрос: в какой степени данное оборудование подходит для тех или иных целей. По. отдельным пунктам оно иногда может
и не подходить. Важнейшие пункты содержат следующие вопросы:
1. Все ли материалы, использованные в данной машине, инертны .по отношению к смоле, наполнителю и системе отвердителей, которые будут применяться? Это распространяется и на металлические части, например диафрагмы и т. д. В частности, в тех случаях, где применяются перекисные катализаторы, может потребоваться полиэтилен или тефлон. Все сомнения должны быть разрешены до того, как машина будет установлена.
2. Снабжена ли машина приспособлениями для предотвращения образования «козла» (отверждение компаунда в машине)?
3. Может ли система быть быстро очищена в случае каких-либо затруднений?
4. Имеются ли на машине фильтры для предотвращения попадания в компаунд частиц грязи от запорных клапанов и т. д.?
5. Насколько серьезны затруднения, связанные с износом машины, в случае применения абразивных наполнителей?
6. Будут ли колебания вязкости компаунда вызывать колебания дозировки и в положительном случае каким образом это будет компенсироваться?
7. В случае использования воздушного давления — достаточно ли хорошо' уплотнены все линии, во избежание потери воздуха? Если требуется точное регулирование давления, то допускает ли машина такую регулировку?
8. Можно ли в случае необходимости достаточно просто удалить компаунд из системы без того, чтобы пропускать его через все узлы?
9. Снабжена ли машина устройствами для регулирования температуры и соответствующими измерительными приборами?
10. Позволяет ли машина без затруднений контролировать точность дозирования?
11. Имеется ли на машине расходомер для быстрого определения засорения?
12. Может ли обслуживать машину малоквалифици-эованный рабочий или ее поддерживание в рабочем состоянии является серьезной проблемой?.
13. Представляет ли Доставщик о орудования хорошие чертежи и обеспечивает ли он обслуживание машины?
14. Можно ли варьировать дозировку компонентов?
15. Обеспечивается ли для различных целей изменение скорости подачи и объема подаваемого компаунда?
16. Непрерывным или периодическим способом производится подача материалов? В какой степени (при периодическом способе) зависит время перезарядки от вязкости компаунда? Если такая зависимость существует, не будет ли замедляться время операции?
17. Обеспечивается ли в смесителе равномерное и полное смешение?
Разумеется, возникают и другие вопросы, которые в тех или иных случаях будут иметь решающее значение. Необходимо, однако, предупредить, чтобы к оборудованию не предъявлялось слишком много требований, так как при этом обычно соответственно возрастает его стоимость, а также стоимость его эксплуатации.
КАМЕРЫ ДЛЯ ОТВЕРЖДЕНИЯ
Хотя для отверждения заливочных компаундов продолжают преобладать камеры периодического действия, во многих случаях 'применяются камеры с конвейерами. Выбор тех или иных камер в известной степени зависит' от конкретных условий. Тем не менее существует ряд факторов, которые следует учитывать при выборе камер. Так, следует рассматривать конвейеризированные камеры в сравнении с автоматически действующими камерами периодического действия. Во многих случаях может оказаться, что камеры первого типа не так дороги, как это представляется с первого взгляда, особенно если сравнивать их стоимость с ценой больших камер периодического Действия.
Фактором, диктующим выбор камеры, является цикл отверждения. Если время отверждения очень велико, требуется очень длинная и очень большая конвейеризованная камера. Размер такой камеры может быть сведен к минимуму применением возможно меньшей скорости ленточного транспортера; ограничивает это обычно только технические возможности. Кроме того, в этом случае нельзя осуществить цикл отверждения любой длительности, если это окажется крайне необходимо.
Например, при времени отверждения 4 ч длина камеры с конвейером составит 3—3,6 м, даже при скорости настолько незначительной, что ее трудно заметить простым глазом. Следовательно, при времени отверждения 12 или 24 ч длина камер такого типа будет практически слишком велика.
Производительность камер является важным фактором для камер как периодического, так и непрерывного действия. Если для отверждения используется периодический способ, то длительный цикл отверждения приводит к необходимости иметь камеры больших размеров или в большем числе. В связи с этим лучшим способом для определения экономичности отверждения является определение производительности и сравнение стоимости камер двух типов. Если существенное значение имеет вопрос производственных площадей, то конвейеризированные камеры обычно невыгодны, так как камеры периодического действия больше развиты в высоту, в то время как камеры непрерывного действия больше вытянуты в длину. Следует, однако, иметь в виду, что это не обязательно, так как могут быть другие конструктивные решения. Несмотря на все сказанное выше, камеры непрерывного действия имеют преимущества по сравнению с камерами периодического действия. Например, камера непрерывного действия может быть смонтирована вплотную к установкам, где происходит заливка форм и где происходят удаление изделия из формы и его отделка. При этом камера не только служит для отверждения компаунда, но и обеспечивает транспортировку; это позволяет исключить захламление рабочих мест ручными приспособлениями для транспортировки. Фото типичной камеры непрерывного типа — см. рис. 12-14.
Как в случае периодических камер, так и в случае камер непрерывного действия постоянство температуры обеспечивает - циркуляция горячего воздуха. Равномерный нагрев, как правило, очень 'важен, так как в противном случае полимеризация компаунда в данном изделии может идти с различной скоростью. Результатом могут явиться раковины или другие дефекты поверхности.
Циркулирующий воздух может нагреваться электрическим или паровым обогревателем. Иногда считается, что лучше применять паровой обогрев из-за меньшей
опасности воспламенения парой компонентов 'компаунда. Тем не менее электрический обогрев обычно более прост, дает большую равномерность и весьма успешно применяется во многих случаях. Разумеется, в любом случае камеры должны быть снабжены устройством для регулирования температуры и термометрами-самописцами. Запись на графиках зависимости температуры от времени позволит изучать колебания температуры в процессе отверждения и разрешать возникшие при этом проблемы.
Рис. 12-14. Типовая печь непрерывного действия с конвейером, применяемая для заливки электронного оборудования.
Если применяются камеры непрерывного действия, лучше, чтобы конвейер был сетчатого типа или в виде рольганга, а не ленточного типа, так как ленточный конвейер может теплоизолировать основание изделия, транспортируемого через камеру. В результате это может привести к созданию перепада температур и различной скорости отверждения со всеми неприятностями, о которых уже упоминалось выше. Кроме того, если компаунд попадет на ленточные конвейеры, что часто случается, они с трудом подвергаются очистке. Поэтому как с точки зрения теплопередачи, так и с точки зрения ухода за оборудованием рольганги или сетчатые конвейеры лучше ленточных конвейеров.
ГЛАЁА ТРИНАДЦАТАЯ
ПРОИЗВОДСТВЕННЫЙ КОНТРОЛЬ ПРИ ЗАЛИВКЕ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ
Как и все производственные процессы, процессы заливки, герметизации и пропитки электронного оборудования требуют хорошо продуманного производственного контроля для того, чтобы обеспечить оптимальный ход технологического процесса. Фактически указанные процессы требуют более тщательного контроля, чем некоторые операции по механической обработке, так как заливочные и тому подобные процессы гораздо менее автоматизированы, чем большинство процессов механической обработки.. На правильное проведение заливки, гермети-зиции и пропитки влияет гораздо больше переменных факторов, чем на операции механической обработки. Кроме того, недостаток механизации ведет к увеличению влияния человека на технологический процесс.
/Необходимо отметить, что в большинстве случаев заливке подвергается очень дорогое электронное оборудование, которое обычно нельзя вновь использовать .при плохой заливке. Эти экономические соображения должны лежать в основе контроля. |Хотя стоимость заливочных материалов обычно низка по сравнению со стоимостью дорогого электронного оборудования и труда, потраченного на его сборку, ^плохой контроль заливочных материалов или процессов их приготовления и,применения может привести в результате к браку весьма дорогостоящего конечного изделия. Отсюда видно, что хороший производственный контроль очень важен. \
Очевидно, весьма логично, чтобы соответствующий контроль был введен и неуклонно соблюдался. Однако при выполнении очень большого числа операций, включая заливку, герметизацию и пропитку, правильным контролем часто пренебрегают. Очень часто установление и соблюдение хорошей схемы контроля связано с преодолением препятствий. Успешное решение этой проблемы может быть достигнуто только при полном сотрудничестве всех служб данного предприятия. Важность такого контроля трудно переоценить. Каждый, кто убеждался, как хороший контроль повышает производительность, снижает стоимость и повышает эффективность процесса, подтвердит это.
ОРГАНИЗ ция КОНТРОЛЯ
Контроль должен быть хорошо спланирован й Организован. Хорошо организованная контрольная сеть должна охватывать следующие четыре категории:
1. Контроль материалов. Этот контроль включает наиболее важные для данной операции физические и химические испытания. Хотя относительная важность различных испытаний может колебаться от операции к операции, определенные свойства материалов являются важными почти для всех операций. В качестве приме, ров можно назвать вязкость, экзотермические характеристики, усадку, твердость и электрическую прочность. Контролируются как поступающее в производство сырье, так и компаунды, полученные из этого сырья. Кроме того, периодически контроль должен охватывать длительно хранящиеся материалы, особенно если они подвержены в процессе хранения ухудшению.
2. Контроль оборудования. Сюда входит проверка основных узлов технологического оборудования, инструмента и испытательных приборов. Такай проверка должна совмещаться с программой периодического калибрования.
3. Контроль технологического процесса. Важно время от времени проверять соответствие технологического процесса регламенту, для того чтобы быть уверенным в том, что последний .соблюдается.ЙСюда же относится периодическая проверка рабочих, выполняющих соответственные операции в цехе, для изучения того, насколько хорошо они обучены и насколько ответственно производят взвешивание и замеры, выполняют другие порученные им работы. Хотя такой контроль является наиболее щепетильным, он имеет очень большое значение. Независимо от того, насколько хорошо производятся все остальные виды контроля, ошибки рабочего ,могут привести к непоправимым последствиям. Лучшие результаты при выполнении этого вида контроля можно получить в виде помощи рабочим, а не .проверки их.
4$ Контроль готовых изделий. Контроль готовых изделий включает все виды контроля, необходимые для проверки того, насколько изделие удовлетворяет чертежам и всем пунктам технических условий. По эффективности проверка качества конечного продукта является очень хорошим мерилом правильности всех остальных
ЁйДбй контроля. Если дефекты готового ийдёлия очень малы, то, следовательно, все остальные виды контроля выполняются очень хорошо. Если, с другой стороны, дефекты существенны, это является следствием недостаточного контроля на других участках. Важность точных записей нельзя переоценить.’^Невозможно вспомнить многочисленные данные без соответствующих записей, и т^чно так же невозможно без записей их передать. , - цС организационной точки зрения при установлении сети производственного контроля необходимо продумать конкретно его выполнение. Ясно, что очень важно записать все виды контроля в контрольные карты и передать их непосредственно на различные участки технологического процесса.чНа практике часто бывает, что на одном участке технологического процесса считают, что ответственным за выполнение контрольных операций является другой участок. Хорошо составленные и правильно переданные схемы контроля будут в этом отношении исключать много проблем, которые возникают при отсутствии таких предосторожностей. Кроме того, в этом случае сводятся к минимуму горячие споры, обычно возникающие как следствие неправильного распределения ответственности.
Вообще говоря, желательно иметь группу контроля качества, руководящую контролем технологического процесса. Контроль должен являться следствием коллективных усилий группы контроля качества, технического отдела и цеховых работников. Правильным взглядом является представление, что хороший контроль помотает производственному процессу, а не тормозит ► его.
^'Контрольная проверка должна проводиться двумя путями. Во-первых, следует определить контрольную сеть так, чтобы с определенной частотой в наиболее важных местах технологического процесса проверялись материалы, оборудование, соблюдение регламента и готовое изделие. Вся полученная информация должна заноситься в специальные карты, которые легко поддаются анализу, причем копии этих карт направляются соответствующим специалистам. Кроме того, инспектор качества должен проводить так называемую патрульную инспекцию, во время которой он не должен быть связан упомянутой выше контрольной сетью и проведением
испытаний в определенные моменты. Он должен по слу-чайному признаку контролировать все точки, вошедшие в контрольную сеть, плюс точки, где могут возникнуть ошибки из-за рабочих и т. д. и которые не вошли в указанную спецификацию, у
Частота проверки, разумеется, меняется в зависимости от контролируемой операции. Однако желательно, особенно на первых порах, проверить 2 раза. После того как контроль будет проводиться в течение недель или месяцев, станет совершенно ясно, какие переменные факторы меняются чаще, а какие реже. Эти данные могут затем послужить основанием для выбора образцов для испытаний и установления частоты контролирования.. В конце концов может оказаться, что для того чтобы технологический процесс не нарушался, проверку можно производить совсем не так частоЙКроме того, может быть сокращен план отбора образцов. Какой бы план ни был введен, его следует выполнять, ибо часто, как только получаются хорошие результаты, о контроле забывают. Пренебрежение контролем может повести к появлению существенных затруднений, которые с трудом поддаются анализу и исправлению и поэтому серьезно влияют на технологический процесс и качество готовых изделий.
--- КОНТРОЛЬ исходных смол
Испытания, описанные в этом разделе, наиболее часто применяются для контроля материалов, используемых при заливке электронного оборудования.
. Вязкость. Этот критерий является одним из наиболее часто используемых, так как по вязкости можно судить о текучести смол .или заливочных компаундов. Текучесть является очень важным свойством ввиду того, что при заливке не применяется высоких давлений. Благодаря этому особо важное значение приобретает способность компаунда течь и пропитывать при атмосферном или немного повышенном давлении.
Вязкость- можно рассматривать как меру внутреннего трения.^кидкости или как сопротивления движению жидкости.,^'Если вязкость слишком велика, компаунд плохо затекает вокруг заливаемых деталей, что в итоге приводит к появлению внутренних раковин.|Высоковяз
кие смолы слишком густы для того, чтобы хорошо ваку-умироваться, что в свою очередь приводит к образованию раковин.
\С другой стороны слишком малая вязкость смол приводит к затруднениям, возникающим из-за утечки смолы из отверстий в форме или кожухе. Таким образом, для заливки, герметизации и пропитки существует оптимальный диапазон вязкости. Например, для пропитки желательна очень малая вязкость (1 из или менее), так как сплошная пропитка требует применения вакуума. Сплошная пропитка очень затрудняется или становится совсем невозможной при повышении вязкости. Обычно очень хорошо осуществляется пропитка материалом с вязкостью 0,5—1 пз. Практически пропитку можно часто производить, если вязкость много выше (до 10 пз или около того). Однако повышение вязкости приводит к увеличению продолжительности цикла и требованию более высокого вакуума для сплошной пропитки без включения пузырьков воздуха. \|/
Для целей заливки нижних пределов вязкости не существует, если форма и емкости достаточно герметичны, чтобы предотвратить утечку. Однако часто, если пропитка не производится и заливаемые детали герметизируются недостаточно тщательно, лучшие результаты при заливке показывают материалы с вязкостью в пределах 10—50 пз.
С другой стороны, при герметизации с пом идью покрытий требуются тиксотропные материалы с очень большой вязкостью, так как в этом случае деталь погружается в компаунд, после чего деталь с нанесенным покрытием отверждается без применения формы или емкости. Следовательно, покрытие не должно стекать во время операций отверждения. Другими словами, вязкость должна быть очень велика, причем материал должен обладать тиксотропными свойствами.
% Существует много приборов для измерения и контроля вязкости заливочных, герметизирующих и пропиточных материалов. Одним из широко используемых приборов является вискозиметр Брукфильда.\'Принцип его работы весьма прост. Момент вращения’фотора, вращающегося с постоянной скоростью, замеряется при помощи калиброванной пружины. Прибор поставляется с набором роторов различных размеров, причем скорость их
ЁраЩёнИЯ Может быть различной. Изменение размеров роторов и скорости позволяет определять вязкость в очень широких пределах: от очень жидких герметизирующих материалов до очень густых заливочных. Кроме того, может замеряться и контролироваться вязкость материалов, не подчиняющихся ньютоновскому закону вязкости, например тиксотропных герметизирующих компаундов. Вискозиметр Брукфильда градуирован в сантипуазах. Переход от сантипуазов к значениям вязкости, получаемым на других приборах, показан на рис. 13-1.
Определение вязкости может быть произведено за несколько секунд, причем воспроизводимость результатов вполне удовлетворительная, если опыт повторяется с тем же ротором, при одинаковой скорости и на том же материале. Однако методику испытаний необходимо стандартизировать на основании опытных данных для того или иного материала, так как при различных роторах и скоростях будут получаться различные отсчеты. Примеры колебаний такого рода приведены в табл. 13-1.
Таблица 13-1
Влияние условий работы вискозиметра1 на определение вязкости [Л. 13-2]
Условия работы Вязкость, пз Условия работы Вязкость, пз
Полиэфирная смола Эпоксидная смола
1 34 6 180
2 28 7 160
3 26 8 130
4 25 9 220
5 23 10 240
1 Различные условия работы заключаются в подборе различных роторов и скоростей их вращения для определения вязкости. Использовался один прибор» причем прочие характеристики были постоянные.
Вязкость также выражается часто в сантистоксах. Число сантистоксов — это кинематическая вязкость, измеренная в стоксах, — отношение абсолютной (динамической) вязкости, измеренной в пуазах, к плотности испытываемой жидкости в граммах на кубический сантиметр (а/с№).
[Единицы вязности б 1 % 3 4 £ В
— - "I -I 1 Г ГТ"|—I "l,,r— r-| I- Г г . Ггт“г^-1—Т" [ *1 ' г Г- I 1 ‘1 I I I |—г-т-
бар& --------------'°-------
г. 3- п 26 60 75
<рипусы Эн вл ера ...— Г - - —.....। —......... ।-----—<—
Сенинды по воронке 25 60 76 1ОО 125 150 175 200 225 260
Форда 3 i 1 । - । I- " ' i । I ’ г i -
Секунды по воронке 25 60 75 ЮО 125 150 175
Форда. 4 • ".....’ * 1 1 1 * 1 1 Г"
Гарднер-гальдтЖО*^.^ «-g- ". { *-*г ¥W-°r$- Г ~т -?-------------f-----
ЙЗА! Гарднер литограф- I I___________ООО • 00
С кий, 25 ° С * 1 1 ’ ’’
Z50 500 750 1000 izso 1500
• tfj. тесало т । 1 1 I
Мобильметр /2.5 25 37,5 50
ко г. го см Парлин ? ПарлинЮ го 50 75 " 1 100 150 200 250 1 300 — J-
1 1 25 1 । 50 1 1 75 юо 125
1 1 i к 1
Парлин /5 5 7,5 to 12,5 /5 /7,5 го гг,5 гб 27,5
1 ' 1 ( к i 1 I 1 1
Перлин 20 г.5 5 7,5 ю
1 - 1 - 1
Pratt в Lambert 5 ю /5 го 25 30
Редвуд стандартный 1 250 500 1 1- 750/000 1250 /500 2000 2500
i 1 1 1 1 1 1 1
СэйВолт фурил 50 юо . 150 200 Z50 300
1 500 1 1000 1 1500 2000 1 2500 3000
ный Вестингауз 25 50 75 । 100 — ( 125 150 /75
1 | 1 1 Г г п 1
брунсрильд, спз* ю 50 юо 200 300 (юо 600 500
1 1 1 1 1 1 1 "
Брей- Стартер .57
(ни)* Цилиндр Стормера (ISO г)* ю 1— 1 !в 1— 1 • 27 1 1 1 (9 1 11 1 J_ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 - 11й —I t I I I I ill!
единицы блок ости 0 / - 2 3 4 5 Б
Рис. 13-1. Таблица перевода
Пользуйтесь шкалой «единицы вязкости» наверху и внизу. Шкалы с отметкой * лютная вязкость) по шкалам «единицы вязкости». По всем остальным шкалам ле «единицы вязкости» при этом получается вязкость в стоксах (кинематическая жить кинематическую вязкость в стоксах иа плотность в граммах на кубический вода абсолютной вязкости в кинематическую разделите абсолютную вязкость в ская вязкость получается в стоксах. Переход от одной шкалы к другой, за ис одинаковых
7 е 9 to н 15 15
. 1 | И 1 7,5 1 1 1 1 5 ‘ 1 I 1 . | г " ' ' 1 ' •5 1 1 1
юо 125 150. 175 i 200
1 275 300 325 - 1 350 375 500 г 450 1 - 500 550 1 600
1 1 200 1 225 1 — 1 250 1 275 " 1 300 1 325 350 1 375 ... 500
~~~I " V " 1 W 1 1 ' 1 X L-
0 I I J&1
П50 1 2000 2250 2500 2750 3000 3250 3500
т 67,5 75 1 87,5 /ОО 1 ) 125 [“ 1
150 175 200 226 250
275 300
i 30 35 J 40 T 50 1 55 [ — 60 » 65
1 12,5 1 15 1 17,5. 20 1 I . 22,5 i 25
" Г 35 50 j 45 1 50 55 60 85 1 70 . ... , 75
3000 I 3500 f 4000 i ( 4500 5000 1 5500 1 6000 1
1 350 500 V -450. 500 1 550 i 600 г 650 700
3500 5000 ’1 5500 5000 5500 1 6000 6500 1 7000
1 1 200 .... . -J 225 J 250 275 300 325 350 1 375 • 1 400
। 800 i IODO 1200 th 00 i
1111 65.
1 ” 1 223.
1 -lit L-1 I1 1 1 Lj 1 1 1 1 L_l 1 1—1 1 L_1 Ld 1 1 1 Lj 1 1 1 1 1 1 L_l 1 "1 .1 J I—L
7 8 3 10 // <2 13 15
значений вязкости {Л. 13-3].
можно сравнивать между собой или непосредственно переводить в пуазы (абсо-переход от одной к другой может быть произведен непосредственно, а на шка-вязкость). Для перевода кинематической вязкости в абсолютную следует умно-(?антиметр (г/сж3), причем абсолютная вязкость получается в пуазах; для пере-пуазах на плотность в граммах на кубический сантиметр, причем кинематнче-ключением шкал Гарднер а-Хол ьдта и Гарднера литографского, производится при температурах.
Фактором, который сильно влияет на вязкость, является температура. При регистрации результатов определения вязкости всегда необходимо записывать, при какой температуре производилось измерение.
Если, как это происходит во многих производственных процессах, отсчет температуры затруднен, измеренная вязкость приводится к стандартной температуре (25° С) при помощи кривых вязкость — температура (см. рис. 3-1) или номограммы, например типа показанной на рис. 13-2. Для некоторых смол важным фактором, влияющим на вязкость, является время. Срок хранения ряда смол ограничивается несколькими неделями, если только температуру хранения не поддерживать на достаточно низком уровне. Особенно это проявляется для многих полиэфиров. Так как вязкость повышается по мере полимеризации, измерение вязкости используется для определения степени изменения качества материала в процессе хранения. Повышение вязкости свидетельствует о частичном химическом изменении смолы из-за преждевременной полимеризации. Если использовать такую смолу, это может привести к конечному материалу пониженного качества.
Экзотермические свойства. Все синтетические смолы, применяемые для заливки, герметизации и пропитки, характеризуются экзотермической реакцией, так что в результате реакции отверждения выделяется тепло. Экзотермические свойства данной системы являются весьма важным показателем и должны контролироваться.
Обычно для контроля экзотермических свойств используются три величины: время желатинизации, пиковая экзотермическая температура и время достижения пиковой экзотермической температуры. Для каждой системы смола — отвердитель эти факторы имеют определенное значение и получаются из простой графической зависимости экзотермической температуры от времени. Типичная экзотермическая кривая для полиэфирной смолы показана на рис. 13-3. Хотя практически кривые будут значительно изменяться от системы к системе, кривые для одной системы должны точно воспроизводиться и, следовательно, служить средством хорошего контроля.
умеренная вязкость, cnj
=rlZOO
Ь- 2/7/7
Рис. 13-2. Номограмма вязкость — температура для обычной полиэфирной смолы. Соедините прямой линией точку измеренной вязкости на левой шкале и точку температуры измерения на правой шкале и прочтите вязкость при 25° С на средней шкале (Л. 13-2].
Температура измерения, °C
Пиковая экзотермическая температура и время ее достижения видны из рис. ,13-3. Временем желатинизации обычно считается интервал от достижения температуры 65,5°С (150°F) до времени, при котором экзотермическая температура на 5,56° С (10° F) превышает тем-
ТемгЪратура. °C
пературу окружающей среды, как это показано на графике. Причина, почему отсчет начинается от температуры 65,5° С, а не от времени смешения смолы и отвердителя, заключается в том, что практически не всегда возможно иметь температуру ингредиентов точно одну и ту же в начале реакции, т. е. во время их смешения, и сразу после этого. Поэтому, если отсчет времени на-экзотермической реакции 65,5° С, обеспечивается общая база измерения времени желатинизации, при которой обеспечивается лучшая воспроизводимость. Желатинизация обычно наблюдается при времени экзотермической реакции, отвечающей температуре, лишь незначительно превышающей исходную температуру. Из кривой можно сделать вывод, что экзотермическая температура растет значительно сильнее после желатинизации, чем до нее.
Так как обычно жела-
Рис. 13-3. Кривая экзотермической тельно проводить предва-реакции типичной полиэфирной рительные контрольные смолы [Л. 13-2]. испытания в относитель-
но короткие сроки, для таких опытов можно использовать систему с более активным катализатором, чем применяемый нормально. Обычно, если смола с таким быстродействующим катализатором дает воспроизводимые результаты, такая же воспроизводимость будет получаться и с медленнодействующим катализатором. Например, кривая на рис. 13-3 отвечает катализатору — перекиси бензола. Для практических целей может быть использован гораздо менее активный катализатор или более длительный цикл отверждения. Желательно проверять как смолу в качестве исходного материала, так и отверждение смолы в компаунде в реальном технологическом процессе.
Обычный способ определения экзотермических свойств включает: 1) смешение с определенным катализатором стандартной навески смолы; 2) помещение навески смеси в пробирку определенного объема; 3) поддержание пробирки при точно регулируемой температуре бани в определенном положении по отношению к бане, причем термопара должна быть расположена точно в центре образца. Все детали этой установки должны быть стандартизированы и время от времени контролироваться для того, чтобы получить воспроизводимые результаты. Небольшие отклонения от стандартных параметров и полученные в итоге невоспроизводимые результаты могут вызывать необоснованные заключения о качестве смолы.
Если для контрольных испытаний прменяется система с быстрым экзотермическим подъемом тепла, то для воспроизведения графической зависимости температура — время следует производить запись температуры самопишущим термометром с малой скоростью. При малой скорости обеспечивается наилучшее визуальное сравнение экзотермических кривых для разных замесов одного и того же материала. Наиболее существенными переменными факторами при этих испытаниях являются системы катализаторов, температура бани и масса испытуемого образца. Экзотермическая температура будет .весьма значительно меняться при изменении массы материала (рис. 3-7).
Типовая схема установки для замера экзотермических свойств исходных материалов показана на рис. 13-4.
Основными факторами, от которых зависят экзотермические свойства, являются реакционная способность смолы и катализатора, время и температура отверждения, а также размеры и конструкция заливаемого изделия. Таким образом, изменение экзотермических свойств
5
Рис. 13-4. Схема типичной установки для определения экзотермических свойств поли-«эфлрных 'И эпоксидных смол [Л. 13-2].
1 — пробирка с образцом смолы,' смешанной с отвердителем; 2 — термопара; 3 — жидкостная баня;
мешалка; 5 — нагреватель.
в данной отливке обычно свидетельствует об ухудшении контроля смолы, отвердителя или цикла отверждения. Экзотермическая реакция может быть замедлена добавкой наполнителей или снижением температуры отверждения. Экзотермические свойства имеют важное значение, так как от них в очень большой степени зависят показатели конечного продукта. Если экзотермическая температура слишком мала, смола или компаунд будут плохо отверждаться и, следовательно, не будут иметь наиболее высоких электрических и физико-механических показателей. С другой стороны, если температура экзотермической реакции слишком велика или поднимается слишком быстро, это приводит к возникновению очень больших внутренних напряжений, которые ведут к очень быстрому растрескиванию компаунда, быстрой усадке и даже разрушению проводов, ламп и других заливаемых деталей или узлов. Таким образом, контроль экзотермических свойств имеет очень важное значение.
.. Усадка смолы имеет значение не только потому, что от нее зависит точность размеров отвержденного материала, но также вследствие того, что степень и скорость усадки влияют на внутренние напряжения и тенденцию к разрушению заливаемых деталей и проводов. В некоторых случаях усадка влияет даже на электрические характеристики некоторых деталей, например сопротивлений.
Замерять усадку можно различными способами, которые зависят от конкретного применения данного материала. Линейную усадку можно измерить просто, путем изготовления формы стандартных размеров, в которой происходит отверждение в стандартных условиях образца смолы или компаунда. В этом случае замер формы и отвержденного образца дает величину изменения размеров и, следовательно, позволяет рассчитать усадку. Необходимо только -учитывать, что образец для измерений не должен быть слишком длинным и тонким во избежание его коробления, так как это приводит к ошибкам измерений.
Объемная усадка может измеряться по изменению удельного веса отвержденного продукта по сравнению с удельным весом жидкой смолы с катализатором, так как по окончании усадки один и тот же вес будет у тела
с меньшим объемом. При этом величина объемной усад-ки рассчитывается по следующей формуле:
Объемная усадка —
удельный вес отвер-\ /удельный вес жидкого ждснного образца ) I образца -смолы с ката-/ \ лизатором
удельный вес жидкого образца смолы с катализатором /и‘
Твердость. Так как твердость является мерой полноты отверждения смол, измерение твердости часто применяется в качестве контрольного испытания. Измерять твердость можно различными методами. Наиболее часто применяются прибор Баркола (Barber Colman Со.) и прибор Шора (The Shore Instrument Mfg. Co., Inc.).
В обоих приборах используется принцип вдавливания шарика или подобный ему в измеряемую поверхность. Измерение твердости является простой и быстрой операцией. Иногда применяются другие твердомеры, например прибор Роквелла.
Любая система смола — отвердитель должна давать реальные значения твердости, воспроизводимые с учетом статистической обработки данных. Как и при других испытаниях, имеют значение все этапы .изготовления образца и проведения опыта. Так как на окончательной степени отверждения отражаются степень и скорость реакции, обусловленные массой смолы, для сравнения твердости следует применять образец стандартных размеров. Если стандартный образец для определения твердости отливается в форме с точными размерами, этот же образец можно использовать для определения линейной усадки компаунда. Для получения средних результатов, как при определении твердости, так и при определении линейной усадки, следует проводить несколько замеров во всех частях образца.
Сухой остаток. В случае систем смолы, в состав которых входят растворители или мономеры (например, стирол в полиэфирных смолах), часто требуется определить содержание сухого остатка или же содержание летучих. Этот показатель является важным, так как наличие растворителя отражается на вязкости системы, а если применяется мономер, то меняются, кроме того, скорость реакции и. конечные свойства продукта. Применяемый для этих целей метод заключается в помещении
определенной навески материала во взвешенный алюминиевый тигель и нагревании его выше точки кипения растворителя или мономера в течение 1—2 ч. При этой температуре (при которой еще не должно происходить обугливания смолы) все летучие удаляются, после чего образец охлаждается и определяется разница в весе, на основе которой определяется содержание летучих или же сухого остатка (в зависимости от способа расчета). Необходимо проводить опыт при одной температуре и времени сушки, так как большинство полимеров при нагреве теряет в весе. Таким образом, если образец нагревается более долгое время или При более высокой температуре, чем образец, с которым его сравнивают, то потеря веса будет представлять собой сумму обычной потери в весе и потерю от более сильного нагрева.
Кислотное число. Полиэфирные смолы изготовляются в основном из спиртов и кислот. Если реакция между ними проходит до конца, то получается твердое тело. Обычно основной процесс изготовления полиэфира прекращают до того, как реакция между спиртом и кислотой пройдет до конца. В результате в полиэфире, получаемом от поставщиков, находится небольшое количество свободной кислоты. Ее содержание иногда может служить как средство контроля при определении отверждения заливочной смолы. Оценка содержания свободной кислоты (определение «кислотного числа») заключается в нейтрализации свободной кислоты в образце щелочью и замере количества щелочи, израсходованной на нейтрализацию. Типичный метод определения кислотного числа: 10 г смолы помещаются в 100-.МЛ мерную колбу и дополняются до метки химически чистым ацетоном. 10 мл смеси помещаются в 125-лм колбу. К этому количеству добавляется 10 мл 96-градусного этилового спирта и 25 мл химически чистого ацетона. Добавляется 15—20' капель индикатора «щелочной синий». Смесь титруется 0,1-н. едким натром до точки перехода. Кислотное число подсчитывается согласно следующей формуле:
Кислотное число=
число мл 0.1-н. едкого натра Х4,0 навеска смолы, г, в 10 мл смеси
Так как полиэфирная смола является' химически ненасыщенной (имеет двойные связи), иногда производит-
ся определение ненасыщенности («иодное число»). Определение заключается в поглощении йода двойными связями и замере израсходованного количества йода.
_т,„, Удельное сопротивление. 'Большинство полиэфиров и эпоксидных смол при комнатных температуре и влажности имеют высокое удельное электрическое сопротивление. Однако у некоторых систем, у которых значение сопротивления при комнатной температуре практически почти бесконечно, удельное сопротивление снижается до малых значений, если температура или влажность (или то и другое вместе) значительно меняется. Поэтому замер сопротивления является практически ценным только тогда, когда это проделано в условиях, приближающихся к условиям эксплуатации. Условия измерения должны поддерживаться точно на одном уровне для получения сравнимых данных.
Электрическая прочность. Необходимо иметь стандартизованную систему электрода и образца, так как высокое напряжение может вызвать перекрытие до того, как произойдет пробой изоляции. Другой причиной, из-за которой требуется, чтобы образец имел стандартную толщину, является то, что при изменении толщины не получаются воспроизводимые значения электрической прочности.' Тонкие образцы обычно дают более высокое значение электрической прочности (пробивной напряженности), чем толстые образцы. Напряжение можно повышать непрерывно или же ступенями; разные способы подъема напряжения дают различные результаты, в связи с чем это обстоятельство также должно быть оговорено.
Температура тепловой деформации (heat-distortion temperature). Это — температура, при которой наблюдается заданная деформация при механической (изгибающей) нагрузке стандартного образца в определенных условиях испытаний. '^Температура деформации является характерной величиной для каждой системы смол. Испытание заключается в погружении образца в жидкую теплопередающую среду, приложении заданной нагрузки и равномерном повышении температуры до тех пор, пока не будет зафиксирована заданная деформация.
Дополнительно к перечисленным контрольным испытаниям можно применять и другие- испытания, если
условия применения материала требуют этого. Сюда относится определение механической прочности, тепловых и оптических свойств и т. д. Для заливки электронного оборудования обычного типа эти испытания в качестве контрольных требуются редко. Однако в ряде случаев они могут иметь важное значение.
Вышеуказанные испытания большей частью относятся к смолам, так как их особенно важно контролировать. Однако и все другие компоненты компаундов (катализаторы, ускорители, наполнители и т. д.) должны быть высокого качества. Так, если полиэфирная или эпоксидная смола дает результаты более низкие, чем предписываемые техническими условиями, то следует проверить все остальные компоненты. Знание относительных функций каждого компонента вместе с правильным анализом результатов испытаний покажет наиболее вероятный источник брака. Дополнительные опыты позволят уточнить этот источник.
Контрольные испытания компаундов такие же, что и испытания исходной смолы. Результаты испытаний наполненного компаунда будут отличаться от результатов испытаний исходной смолы, так что необходимо иметь отдельные технические условия на смолу, как исходный материал и на компаунд, применяемый в производстве. Совсем не обязательно контролировать готовый компаунд по такому же числу показателей, как исходную смолу, если время и условия хранения были в норме и если условия переработки контролируются.
---- КОНТРОЛЬ ОБОРУДОВАНИЯ
Все основное оборудование и приборы для испытаний должны регулярно проверяться. Ниже приводятся сведения о контроле наиболее важного оборудования.
Термостаты. Во всех термостатах (камерах для отверждения) должна регулярно контролироваться температура. Оптимальным является наличие на камере устройства для непрерывной записи температуры, так что в любой момент можно узнать, какая температура поддерживалась в течение суток. Если непрактично или неэкономично устанавливать такое устройство, следует по крайней мере помещать в термостат портативный регистратор температур для контроля цикла отвержде
ния. тсутствие такого контроля может вызвать различные неприятности.
Если используются камеры непрерывного действия с конвейерами, систематически должна проверяться скорость движения конвейера. В случае камер периодического действия особо должна контролироваться длительность цикла отверждения. Это требование автоматически выполняется при наличии камер непрерывного действия, но в камерах периодического действия действительная длительность цикла отверждения значительно колеблется, если его не поддерживать в точных пределах.
Весовое хозяйство. Так как конечные свойства отвержденного компаунда обусловливаются рецептурой, очень важно, чтобы весы и все весовое хозяйство часто подвергались проверке. Это особенно важно при заливке, пропитке .и герметизации ввиду того, что компаунд, пролитый на весовое оборудование, будет накапливаться па нем и вызывать все увеличивающиеся ошибки. Таким образом, чистота оборудования является основным фактором исправности весового хозяйства.
Автоматическое дозирующее и смесительное оборудование. При использовании такого оборудования необходимо предусмотреть его всесторонний контроль. В противном случае в короткие чсроки будет переработано много материала, а в результате получится большой брак.уНаиболее важной при контролировании' автоматического дозирующего и смесительного оборудования является проверка соотношения отвердителя и компонентов компаунда. Частота такой проверки будет зависеть от типа оборудования.
- Даже если на оборудовании получается воспроизводимое соотношение компонентов, существуют другие, могущие вызвать брак -факторы, например засорение питательных линий или клапанов. Таким образом, дополнительно к контрольной проверке соотношения компонентов, желательно включить в состав оборудования какие-либо расходомеры, которые позволяют в любое время установить, есть движение материалов или нет.
- - Вакуумное оборудование. Вакуумное оборудование должно подвергаться периодической проверке, для того чтобы быть уверенным, что вакуум поддерживается на нужном уровне^.На практике может произойти поломка
вакуум-насоса, нарушение уплотнений и т. д. контрольная проверка вакуумного оборудования легко может производиться при наличии на нем манометра (вакуумметра). Если манометр постоянно подключен к оборудованию, любое нарушение вакуума будет сразу заметно. ^-Приборы. Так как точность любых измерений обусловливается точностью приборов для испытаний, исключительно важно регулярно проверять приборы на их соответствие стандартам и установить расписание для калибровки и проверки всех приборов. Многие приборы для испытаний весьма просты, я проверять их не представляет сложности. Например, оборудование для определения и регистрации температур можно проверить по образцовому ртутному термометру. Для проверки твердомеров можно использовать стандартные блоки — эталоны твердости. Проверка вискозиметров производится по материалам стандартной вязкости, например по контрольным маслам, получаемым в Бюро стандартов США. Кроме того, для такой проверки можно применять такие стабильные, жидкости, как кремнийортанические масла. Если испытательные приборы неудобно проверить на предприятии, их время от времени необходимо отправлять поставщику для проверки и ремонта. Большинство поставщиков испытательного оборудования охотно сотрудничает в осуществлении таких программ.
Инструмент. Трудно предположить специальные методы проверки инструмента, так как инструмент зависит от вида операции. В то же время от качества инструмента в значительной степени зависит качество конечного продукта. В связи с этим необходимо предусмотреть программу контроля для периодической проверки размеров и качества инструмента. Особое внимание при этом следует обращать на формы из-за их склонности к изменению размеров вследствие рабочих операций (во всех случаях) и вследствие старения (только в случае форм из пластмасс). По этим причинам размеры форм должны периодически проверяться на соответствие предъявляемым к ним требованиям.
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ
Технологический контроль подразумевает соответствие рабочего персонала выполняемым им операциям и контроль переменных факторов, изменяющихся по
ходу процесса. Наиболее целесообразным путем под-держания необходимого контроля технологического процесса является наличие специального инспектора, достаточно квалифицированного для того, чтобы хорошо знать все фазы производства. Он должен быть человеком, чей опыт и положение делают его влияние на работающих решающим. Он должен быть в состоянии анализировать технические условия и должен знать, к чему может привести отклонение от них.
Температура и время. Два основных переменных фактора, которые должны контролироваться в процессе заливки, — температура и время. Оба фактора отражаются на рабочей вязкости материала (на рабочей жизнеспособности компаунда с отвердителем) и на правильном отверждении заливочного материала. Как температура, так и время важны не только с точки зрения удобства переработки компаундов; они обусловливают и конечные свойства отвержденного полимера.д Например, низкая температура приводит к повышению вязкости материала, что может повести к образованию пустот, а также замедлить реакцию отвержденйя настолько, что она не пройдет до конца. В результате физико-механические и электрические свойства конечного продукта будут ухудшены. С другой стороны, высокая температура может снизить вязкость и вызвать утечку компаунда из формы и в результате исказить форму изделия, или же она может ускорить реакцию отверждения, приводя к чрезмерно высокой экзотермической температуре, большим внутренним напряжениям и возможности растрескивания. | Некоторые встречающиеся ,при заливке типичные затруднения, вызывающие их причины и способы устранения перечислены .в табл. 13-2.
7 Отклонения реакции отверждения. Часто в тех случаях, когда возникают трудности, связанные с отклонениями процесса отверждения от заданного режима, можно предусмотреть’ некоторый контроль реакции с тем, чтобы выбрать такой технологический вариант, при котором вредные факторы сводятся к минимуму. Например, удельное электрическое сопротивление смолы должно меняться аналогично изменению сопротивления для эталона. Это справедливо для любой системы смола — катализатор. Типичный график зависимости удельного сопротивления от времени для эпоксидной смолы, от-
Таблица 13-2
Брак при заливке, его причины и способы устранения [Л. 13-2]
Недостатки Возможные причины Возможные способы устранения
Небольшие мягкие участки Плохое смешение компонентов Улучшение смешения при помощи механических смесителей или нагревом смеси для снижения рабочей вязкости (учесть, что нагрев снижает жизнеспособность!)
Слишком много или слишком мало отвердителя Подбор концентрации отвердителя
Большие мягкие участки Неравномерное отверждение Обеспечение более равномерного отверждения
Отливка мягкая Неполное отверждение Увеличение времени или температуры отверждения
Неправильное соотношение смолы и отвердителя Подбор соотношения смолы и отвердителя
Раковины или пустоты ' Преждевременная желатинизация смолы, что вызывает захват пузырьков воздуха Вакуумирование смолы с отвердителем перед отверждением или увеличение времени желатинизации снижением количества отвердителя, температуры среды, температуры отверждения или другими способами
• Различная скорость отверждения, что проявляется в различной усадке Более однородное распределение тепла
Попадание разделительного вещества в заливаемую поверхность Более однородное покрытие разделительным веществом или применение другого вещества
Недостатки Возможные причины
Полосы на поверхности Неравномерное нанесение разделительного вещества или неподходящее разделительное вещество
Трещины Температура отверждения по всей отливке или в ее частях слишком высока Изменение экзотермических свойств смолы при хранении и т. д. При этом экзотермическая реакция проходит слишком быстро, пиковая температура слишком высока
Низкое сопротивление изоляции между проводниками Неполнота отверждения или влияние влажности
Продолжение табл. 13-2
Возможные способы устранения
Нанесение разделительного вещества другим способом или применение другого вещества
Снижение температуры отверждения
Скорость экзотермической реакции можно снизить снижением температуры отверждения, изменением соотношения смола — отвердитель или подбором другого отвердителя. Смола, может быть забракована, если свойства конечного продукта неудовлетворительны или сомнительны
Увеличение температуры или времени отверждения
верждаемой аминами, приведен на рис. 13-Ь. На этом рисунке приведены два графика: зависимости температуры экзотермической реакции от времени и удельного сопротивления от времени. Необходимо отметить, что экзотермическая температура быстро поднимается до пико'вого значения и затем падает до нормальной. С дру-
Рис. 13-5. Зависимость удельного сопротивления и экзотермической температуры от времени при отверждении эпоксидного компаунда аминами [Л. 13-4].
ся с началом процесса полимеризации, но при быстром подъеме экзотермической температуры снижается. Причиной этого является то, что удельное сопротивление представляет собой функцию как температуры, так и степени полимеризации. Таким образом, удельное сопротивление достигает наименьшего значения при максимальной температуре. После этой точки температура падает, а удельное сопротивление быстро растет до максимального значения, отвечающего отвержденному изделию.
Определение усадки во время отверждения. Другим переменным фактором, который часто вызывает растрескивание, является усадка, развивающаяся во время отверждения. Выше описывались способы определения
усадки отвержденного изделия по отношению к залитому в форму жидкому компаунду с катализатором. Однако, по этим методам нельзя определить, как развивается усадка во время желатинизации и отверждения смолы. Это определение можно провести при помощи простого дилатометрического прибора, описанного в (Л. 13-5].
Дилатометр изготавливают приклеиванием градуированной пипетки на 1 мл к стеклянной капельнице с оттянутым концом, притертой к колбе (рис. 13-6). Прибор промывается и собирается на смазке для стеклянных кранов. Разделительных веществ не применяется. Это предотвращает удаление смолы из колбы и появление воздушных карманов, но заставляет каждый раз применять новую колбу.
Смола, отвердитель и дилатометр выдерживаются при температуре испытания, после чего готовится приблизительно 100 г смеси смолы с отвердителем. Если при смешении выделяется заметное количество тепла, смола до смешения должна быть охлдждена на 5° С ниже температуры испытаний. Смесь тщательно перемешивается мощной мешалкой в течение 1 мин и затем центрифугируется 2 мин при 2 000 об!мин для удаления воздуха. За начало опыта принимается время начала смешения.
В колбу дилатометра отвешивается с точностью до 0,01 г около 20 г смеси.
Рис. 13-6. Дилатометрический прибор для определения усадки смолы во время полимеризации .[Л. 13-5].
1 — смола; 2— масло; 3 — клеевой шов; 4 — колба на 57,0 г; 5 — градуированная пипетка [ мл.
После этого колба дополняется до горлышка жидким минеральным маслом. Пипетка заполняется маслом до отметки 0,4 и вставляется в колбу.
Заполненный прибор помещается в баню с постоянной температурой. Отсчет производится через 10 мин после начала опыта, так как при 25°С тепловое равновесие устанавливается приблизительно за это время.
6,0
Рис. 13-7. Усадка эпоксидного компаунда, отвержденного алифатическими и ароматическими аминами, измеренная дилатометрическим способом.
а — алифатические амины, 25° С; б — ароматические амины, 65° С [Л. 13-5]: / — триэтилентетрамин; 2 — диэтилентриамин; 3 — метафенилендиамин; 4 — отвердитель Z.
Рис. 13-8. Измеренная дилатометрическим способом усадка при 65° С отвержденного третичными аминами эпоксидного компаунда [Л. 13-5].
1 — отвердитель А; 2 — отверди-тель D.
Однако при 65° С равновесие может достигаться за иное время, несмотря на то, что весь прибор и материалы предварительно нагреваются до температуры испытаний. Усадочные кривые нескольких общеупотребительных эпоксидных систем, полученные дилатометрическим способом, показаны на рис. 13-7 и 13-8.
Таблица 13-3
Воспройзводимость определения усадки по дилатометрическому способу [Л. 13-5]
Отвердитель и температура отаерждения Время желатинизации, мин Объемная усадка, %
после желатинизации общая
20 весовых частей отвер- 116 2,31 5,75]
дителя Z и 100 весовых 112 2,29 5,72}за 24 ч
частей смолы, 65° С 110 2,34 5,79)
8 весовых частей диэтилен- 130 2,08 4,33]
триамина и 100 весовых 130 2,00 4,301 за 48 ч
частей смолы, 25° С 130 1,96 4,21)
Таблица 13-4
Сравнение усадки, определенной по изменению плотности и дилатометрическим способом [Л. 13-5]
Отвердитель весовых частей иа 100 весовых частей смолы Температура бани, °C Плотность при температуре бани, г(мл Объемная усадка, %
общая1 после желатинизации по дилатометру
смеси конечная по изменению плотности по дилатометру
Диэтилентриамин, 8 25 1,478 1,1980 4,2 4,3 2,0
Триэтилентетрамин, 10 Отвердитель Z, 20 25 1,1458 1,1959 4,0 3,8 1,9
65 1,1341 1,1993 5,4 5,8 2,3
Метафенилендиамин, 14,5 65 1,1333 1,2037 5,9 6,1 2,9
Диэтиламино-пропиламин, 8 65 1,1018 1,1730 6,1 6,2 2,9
Отвердитель-D, 10,5 65 1,1152 1,1723 4,8 5,4 2,9
1 Определение после отверждения 48 ч при 25° С для диэтилентриамина и триэтилентетрамина и после отаерждения 24 ч при 65° С для других систем. Отвердители D и Z выпускаются фирмой Shell Chemical Со.
Для того чтобы исключить эффект теплового расши-рения при замере усадки во времени, необходимо поддерживать изотермические условия отверждения. Это обеспечивается отбором образца небольших размеров (во избежание экзотермического подъема температуры) и проведением испытаний в бане с постоянной температурой. При этом, однако, точность замера будет пониженной из-за малого размера образцов. Воспроизводимость результатов измерений двух систем по этому способу приводится в табл. 13-3. В табл. 13-4 сравнены данные по усадке, полученные по способу измерения изменения плотности и по дилатометрическому способу. Образцы для опытов были отверждены одновременно в одной и той же бане.
КОНТРОЛЬ ГОТОВЫХ ПРОДУКТОВ
Мерой действенности всех перечисленных выше видов контроля может служить степень, с которой конечный продукт удовлетворяет всем требованиям. Теоретически, если только изделие и технологический процесс разработаны .и если соблюдался производственный контроль, качество готового изделия должно лежать в пределах поставленных требований с учетом статистической обработки. ^Недоумение начинается тогда, когда контроль свидетельствует, что как будто бы все в порядке, а готовый продукт не проходит по отдельным показателям. Часто может быть, что пониженные физико-механические и электрические свойства конечного продукта обусловлены совместным влиянием компонентов заливаемого узла и заливочными материалами. Так как эти слабые места могут быть в скрытом состоянии при эксплуатации в комнатных условиях, существенно подвергать контролю готовое изделие с тем, чтобы убедиться в его хорошем качестве. )
Кроме гарантирования качества конечного продукта, такой контроль может служить для обнаружения неправильности производственного контроля. Правильно проведенный анализ данных по контролю готовых изделий позволяет разработать наиболее правильную схему всех остальных видов контроля. Этой точкой зрения часто пренебрегают, что приводит к потере времени и средств из-за ненадежной или слишком частой проверки. Важ
ность правильной регистрации и постоянного анализа контрольных данных трудно переоценить.
Контроль качества. При определении качества залитых электронных изделий исходят из двух основных вопросов:
1. Хорошо ли выполняет заливочный материал физико-механические или электрические функции?
2. Удовлетворяет ли залитое изделие соответствующим техническим требованиям?
~ Повреждение определяется по физическому или электрическому разрушению заливочного материала или залитого- изделия. В случае заливки электрических схем (что, например, требуется для военных целей) испытание готовой продукции должно производиться непосредственно по соответствующим военным техническим условиям. Такой контроль может состоять из испытания на вибростойкость, тепловой удар, механический удар, влагостойкость или любых других испытаний, наиболее критических в данном случае. Возможно, что те виды контроля, которые являются критическими для одного изделия, не являются критическими для другого. Для того чтобы убедиться в том, что заливочный материал хорошо отвержден, может оказаться желательной проверка твердости. Для тех же целей может оказаться необходимым проверить сопротивление изоляции, что является существенно важным в ряде конструкций.
Контроль размеров. Общим требованием для всех залитых электронных изделий является контроль размеров. Объем контроля зависит от вида смолы и других факторов, присущих данной системе. Размеры изделий из большинства материалов будут оставаться в пределах статистических допусков, если они основаны на достаточном числе опытных данных. Примеры контроля приведены на рис. 13-9. Следует обратить внимание на меньший разброс данных при- использовании эпоксидных смол по сравнению с полиэфирными смолами. Здесь снова проявляется одно из преимуществ эпоксидных смол, заключающееся в небольшой усадке. В дополнение к данным контроля готового изделия сведения, подобные приведенным на рис. 13-9, помогают при конструировании форм.
Тщательность контроля готовых изделий в большей степени зависит от требований к этим изделиям, чем от
Рис. 13-9. График разброса размеров электронных узлов, залитых полиэфирными и эпоксидным компаундом в одной и той же форме (Л. 13-6].
Размеры формы 49,965 мм; 1 — эпоксидный компаунд; 2 — полиэфирный компаунд.
применяемых материалов. Говорить о таком контроле более конкретно трудно, однако значение тщательности контроля как для потребителей, так и для поставщиков «готовой продукции не вызывает сомнений.
-J
РЕГИСТРАЦИЯ РЕЗУЛЬТАТОВ КОНТРОЛЯ
Без правильной регистрации результатов измерений польза от контроля в значительной степени снижается. Запись результатов выполняет двойную функцию: 1) обеспечивает постоянный анализ полученных данных как средство для рационализации контроля и 2) позволяет быстро сравнить данные контроля за любой интервал времени. При этом обеспечивается наглядная оценка наиболее важных направлений дальнейшей работы.
Вообще говоря, запись должна быть по возможности более простой, чтобы обеспечивать быструю оценку данных. Типовая форма журнала контроля исходной смолы или готового компаунда показана на рис. 13-10. Для других видов контроля могут быть использованы такие же простые формы записи. Если данные объемисты, то следует предпочесть графическую форму типа показанной на рис. 13-9. Для того чтобы записи были наиболее эффективны, их следует производить по мере накопления данных, а не в один прием. Во многих случаях очень хорошо, зарекомендовал себя способ, по которому контрольные карты находятся на наиболее ответственных участках производственного процесса. Упрощенные кон-
трольные карты, расположенные по ходу технологического процесса, могут отражать эффективность работы производственного участка. Кроме того, если результаты работы будут наглядны и доступны для всех, кто проходит мимо, это послужит стимулом для того, чтобы на данном производственном участке технологический процесс был под контролем. Таким образом, карты будут служить хорошим средством для оценки контроля.
Рис. 13-10. Типовая контрольная карта для исходной смолы или готового компаунда {Л. 13-2].
1 — дата испытания; 2— дата получения на предприятии; 3 — дата изготовления поставщиком; 4 — номер партии; 5 — вязкость, спз, при 25° С; 6 — время желатинизации, мин; 7 — пиковая температура экзотермической реакции, °C;
8— время достижения пиковой температуры; 9 твердость; 10 — примечания.
Важным фактором, касающимся регистрации результатов, является правильная передача данных в упрощенной форме. Дубликаты контрольных данных должны направляться в технологический и производственный отделы и в отдел технического контроля с тем, чтобы в каждом из них были видны слабые места производства и чтобы соответствующие сотрудники знали, что надо делать. Хорошо иметь специального контролера ОТК или другого сотрудника, который регулярно анализировал бы зарегистрированные контрольные данные и обращал внимание специалистов на возникающие проблемы с целью их быстрейшего разрешения. Эго особенно важно в связи с тем, что сотрудникам или целым группам или отделам легко пройти мимо недостатков, если за них отвечают другие лица. Таким образом, дополнительно к правильной записи результатов хорошему производственному контролю способствуют правильная информация и энергичное распространение полученных данных.
ЛИТЕРАТУРА
s К гл. 1
1-1. Javit z, Cast Resin Embedments of Circuit Subunits and Components, Electrical Manufacturing, September, 1951.
К гл. 2
2-1. Plastics Properties Chart, Modern Plastics Encyclopedia, Plastics Catalogue Corp., 1959.
* 2-2. Allied Chemical and Dye Corp., National Aniline Div., Composition and Utilization of Polyesters.
2-3. Harper, Application of Polyester and Epoxy Resins, Plastics Industry, June 1956
2-4. Bjorksten, Tovey, Harker, Henning, Polyesters and Their Applications, Reinhold Publishing Corp., New York, 1956.
2-5. C a 11 i n a n, Curing Resins through Radiation, Electronic Equipment Engineering, July 1956.
2-6. Rohm and Haas Co., Resinous Products Div., Resin Review, January 1954.
2-7. Westinghouse Electric Corp., Micarta Div., Fostercast 17 Casting Resin, Fostercast 26 Casting Resin.
2-8. The Acme Wire Co., Acme Compounds.
К гл. 3
3-1. Таблица свойств термореактивных пластмасс, Modern Plastics Encyclopedia, Plastics Catalogue Corp., 1959.
3-2. Firth, Potting and Encapsulation, Modern Plastics, April 1956.
3-3. Swackhamer, Epoxy Resins, Modern Plastics Encyclopedia, Plastics Catalogue Corp., 4955; Pitt, Epoxy Resins, Modern Plastics Encyclopedia, Plastics Catalogue Corp., 1959.
3-4. Jones-Dabney Co., технический бюллетень Epoxy Resins for Plastics.
3-5. Shell Chemical Corp., технический бюллетень Ероп 828.
3-6. Ciba Products Corp., Plastics Div., инструкция R/265 H-7.
3-6a. Fisch, Hofmann and К о s k i k a 11 i o, The Curing Mechanism of Epoxy Resins, Proceedings, Symposium of British Society of Chemical Industry, April, 1956.
3-7. Lee and Neville, Epoxy Resins, McGraw-Hill Book Co., Inc., New York, 1957.
3-8. E. I. du Pont de Nemours and Co., Explosives Department, технический 'бюллетень Pyromellitic Dianhydride — A Curing Agent for Epoxy Resins.
3-9. Robitschek and Nelson, Flame and Heat Resistant Epoxy Resins, Industrial and Engineering Chemistry, October '1956.
3-10. Hooker Electrochemical Co., технический бюллетень № 43.
3-11. Allied Chemical and Dye Corp., National Aniline Div., технический бюллетень Anhydride Hardeners for Epoxy Resins.
3-12. Union Carbide Corp., Union Carbide Chemicals Co., технический бюллетень Diepoxides.
3-13. Beasley, Diepoxides with Improved Properties, S.PE Journal, April 1959.
3-14. The Dow Chemical Co., Plastics Department, технический бюллетень Dow Liquid Epoxy Resins.
3-15. Marblette Corp., технический бюллетень Maraglas.
3-16. Cooke, A New Chlorinated Epoxy Resin, Technical Papers, 15th Annual, January >1959.
3-17. Dow Chemical Co., технический бюллетень Dow Epoxy No-volac.
3-18. Food Machinery and Chemical Corp., Chemicals and Plastics Div., технический бюллетень, New Epoxy Resins.
3-19. Dorman, Dermatoses and Epoxy Resins, SPE Journal, August 1'957; H a r p e r. Safety with Resins, SPE Journal, March 1961.
К гл. 4
4-1. Jones — Dabney Co., технический бюллетень Epoxy Resins for Plastics.
4-2. Belanger and Klassen, Characteristics of Flexible Epoxy Resins, Technical (Papers, 14th Annual National Technical Conference of the Society of Plastics Engineers, Detroit, January 1958
4-3. Thiokoi Chemical Corp.,технический бюллетень Thiokoi Liquid Polymer-'Epoxy Resin Cominations.
4-4. General Mills, Inc., Chemical Div., технические бюллетени по полиамидам Версамид.
4-5. Emery -Industries, Inc., технические бюллетени Emery Acids.
4-6. Minnesota Mining a. Mfg. Co., Irvington Chemical Div., технические бюллетени по смолам Cardolite NC-513.
4-7. Ciba Products Corp., Plastics Div., технический бюллетень по смоле Lancast А.
К гл. 5
5-il. Hofmann, Westinghouse Electric Corp., неопубликованные данные.
'5-2. Dow Coming Corp., данные технических бюллетеней nt. кремнийорганическим каучукам.
5-3. General Electric Corp., данные технических бюллетеней по кремнийорганическим каучукам.
5-4. Lewis, High-temperature Solventless Encapsulating Resins, Electrical Manufacturing, March 1957.
5-5. Ernst and ‘Parr, ‘Potting with Vinyl Silicone, Electronic Design, May 1959.
5-6. Christensen, Dielectric Gel — A New Silicone Potting . Compound, Proceedings, 2d National Conference on Electrical Insulation, Washington, D. C., December 1959.
5-7. Hysol Corp., данные технических бюллетеней по смолам Hysol.
5-8. Allied Chemical and Dye Corp., National Aniline Div., технические бюллетени по диизоцианатам Nacconate.
5-9. Thiokol Chemical Corp., Технический бюллетень Thiokol LP-3 Liquid Polymer.
5-10. Plastics Properties Chart, Modern Plastics Encyclopedia, Plastics Catalogue Corp., 1959.
5-11. Crouch and Shot ton, Liquid Polybutadiene, Industrial and Engineering Chemistry, October 1955.
5-1-2. Clack and Adams, A New All-hydrocarbon Thermosetting Resin for Use in Electrical Insulation, Proceedings, 2d National Conference on Electrical Insulation, Washington, D. C., December 1959.
К гл. 6
6-1. Black, Westinghouse Electric Corp., неопубликованные данные.
6-2. F о r m о and I s 1 e i f s о n, Producing Special Properties in Plastics with Fillers, Proceedings, Society of Plastics Engineers Regional Technical Conference, Fort Wayne, Ind., May 1959.
6-3. Dummer, Embedded and Printed Circuits, Electrical Manufacturing, May 1953.
6-4. Lee and Neville, Epoxy Resins, McGraw-Hill Book Co., Inc., New York, 1957.
6-5. Shell Chemical Corp., технический бюллетень по смоле Epon 828.
6-6. Jones—Dabney Co., технический бюллетень Epoxy Resins for Plastics.
6-7. Ferro Corp., Fiber Glass Div., технический бюллетень по стекловолокну Ferro.
6-8. Ciba Products Corp., Technical Service Note № 78.
6-9. Parry, Carey and Anderson, Effect of Fillers on High Humidity Insulation .Resistance of Epoxy Resin System, Proceedings, Society of Plastics Engineers Regional Technical Conference, Lowell, Mass., June, 1957.
6-10. Union Carbide Plastics Co., технический бюллетень по эпоксидным смолам Bakelite.
6-11. Colton Chemical Co., технический бюллетень no микрошарикам Colfoam.
6-12. Ferro Corp., технический бюллетень no микрошарикам Ka-namite.
6-13. Emerson and Cuming, Inc., технический бюллетень по микрошарикам Eccospheres.
6-14. Со wee and Moffett, Colors for Polyesters, Modern Plastics, October 1954.
6-Г5. Barnstorf f, Cummings, Cannon, and Coran, A Unique Modifier for Epoxy Resins, Proceedings, Society of Plastics Engineers, 15th Annual Technical Conference, New York, January 1959.
К гл. 7
7-1. Nopco Chemical Со., технические бюллетени по пенопластам Nopco.
7-2. Allied Chemical and Dye Corp., National Aniline Div., технический бюллетень по диизоцианатам Nacconate.
7-3. Isocyanate Products, Inc., технический бюллетень по пенопластам I.P.I.
7-4. S.anger, Gmitter, and Maxey, A Comparison of Properties between Polyester and Polyether Based Isocyanate Foams, Proceedings, Society of Plastics Engineers Regional Technical Conference, Minneapolis, October 1957.
7-5. Brenner, Foam Plastics, Materials in Design Engineering, June 1956.
7-6. E r n e r, Farkas, and Hill, One Shot Polyther Urethane Foams Produced with Triethylenediamine, Proceedings, American Chemical Society, Division of Paint, Plastics and Printing Ink Chemistry Conference, Atlantic City, N. J., September 119’5'9.
7-7. Marcali, Controlling TDI Hazards, Chemical and Engineering News, October 1956.
7-8. Shell Chemical Corp., технический бюллетень по эпоксидным пенопластам фирмы Shell.
7-9. Minneapolis — Honeywell Regulator Co., технический бюллетень по эпоксидным пенопластам фирмы Minneapolis—Honeywell.
7-10. Westinghouse Electric Corp., технический бюллетень по пенопласту Insulfoam В.
7-11. Union Carbide Plastics Co., технический бюллетень по наполнителю Bakelite Phenolic Microballoons.
7-12. Dow Coring Corp., технический бюллетень по кремний-органическим пенопластам Dow Corning.
7-13. Minnesota Mining and Mfg. Co., технический бюллетень по пенопластам Scotchfoam.
7-'14. Koppers Co., технический бюллетень Dylite Expandable Polystyrene. ’ -
7-15. Graham, A New Low Density Molding Material, Proceedings, Society of Plastics 'Engineers, '13th Annual Technical Conference, St. Louis, January 1957.
7-16. Parr, Low Density Fillers with Epoxy Resin for Embedding Airborne Electronic Circuits, Proceedings, American Chemical Society, Division of Paint, Plastics and Printing Ink Chemistry Conference, Atlantic City, N. J., September 1959.
7-17. Gerstin, Best iRecipe for Casting Urethane Foam, Product Engineering, November 10, 1958.
К гл. 8
8-1. American Institute of Physics Handbook, Section 4-g, McGraw-Hill Book Co., Inc., New York, 1957.
8-2. France, Walsh, Mueller, and Harper, Sand Filled Epoxides Increase Power Ratings, Electrical Design News, March 1960.
8-3. F о r m о and I s 1 e i f s о n, Producing Special Properties in Plastics with Fillers, Proceedings, Society of Plastics Engineers Regional Technical Conference, Fort Wayne, Ind., May 1959.
8-4. A x e 1 r a d, Westinghouse Electric Corp., Materials Engineering Department, неопубликованные данные.
8'5. Central Scientific Co., технический -бюллетень Selective Experiments in Physics.
8-6. E. I. du Pont de Nemours and Co., Electrochemicals Department Bulletin CP2-453.
8-7. Hysol Corp., технический бюллетень Hysol 625il.
8-8. Tanner, Castable Conductive Plastics, SPE Journal, March 1959.
8-9. Dow Corning Co., технический бюллетень no Silas-tic S-2086.
К гл. 9
9-1. Harper, Environmental Tests for Embedded Electronic Units, Electrical Manufacturing, December 1956.
9-2. В u c h о f f and В о t j e r, Effec of Humidity of Surface Resistance of Filled Epoxy Resins, Proceedings, Society of Plastics Engineers Annual National Technical Conference, Chicago, January 1960.
9-3. Graves and Pozzino, Effects of High Humidity on Dielectric Properties of Casting Resins, Electrical Manufacturing, April 1956.
9-4. Barringer, Designing Rigid Urethane Foams for Low. Moisture Permeability, SPE Journal, November .1959.
9-5. 'Remington and P a r i s e r, Rubber World, v. 138, № 2, 1§58.
9-6. Olyphant, Thermal Shock Tests for Casting Resins, Proceedings, First National Conference on the Application of Electrical Insulation, Cleveland, Ohio, September 1958.
9-7. Black, A New Test Device for Determining the Resistance of Cast Resin Compositions to Thermal Shock and Shrinkage Stress, Proceedings, Society of Plastics Engineers Regional Technical Conference, Fort Wayne, Ind., April 1959.
9-8. Sampson and L e s n i c k, Strain Gauge Evaluation of Casting Resins, Proceedings, Society of Plastics Engineers Annual Technical Conference, Detroit, January 1958.
9-9. Linnenbom, The Effects of Radiation on Materials, Insulation, January 1960.
9-10. Javit z, Impact of High-Energy Radiation on' Dielectrics, Electrical Manufacturing, June 1955 (перевод —в сборнике «Воздействие радиоактивных излучений на электроизоляционные материалы», Госэнергоиздат, 1959, стр. 5—29).
9-11. С о 1 i с h m a n and S t г о n g, Effect of Gamma. Radiation on Epoxy Plastics, Modern Plastics, October 1957.
9-12. L a s с a г о and Long, Effect of High Intensity Radiation on Electronic Parts and Materials, Electrical Manufacturing, September 1958.
9-43. Collins and Calkins, Radiation Damage to Elastomers, Plastics and Organic Liquids, U. S. Air Force Contract AF 33(038) -21.J02, U. S. Atomic Energy Commission Contract AT (11-1)-1'71, Office of Technical Services Publication APEX 261, U. S. Department of Commerce, Wachington 25, D. C.
•9-14. Javit z and Jacobs, Electronic Materials and Components for Extreme Environmental Problems, Electrical Manufacturing, November 1958 (перевод — в сборнике «Электроизоляционные материалы повышенной нагревостойкости»,- Госэнергоиздат, '1961, стр. 5—36).
10-1. Lee, Heat Resistant Encapsulating Resins, Proceedings Society of Plastics Engineers, Fifteenth Annual Technical Conference' New York, January 1959.
10-2. The Dow Chemical Co., технический бюллетень.
10-3. Field and Robinson, Pyromellitic Dianhydride in Curing of Epoxy Resins, Industrial and Engineering Chemistry March 1957.
10-4. Mueller and Harper, An Improved Epoxy Resin System for Electronic Embedments, Electrical Manufacturing, February 1960.
10-'5. С r e s p у and D e 1 m о n t e, Influence of Amine on Cure of Epoxy-Anhydride Systems, Proceedings, American Chemical Society, Division of Paint, Plastics and Printing Ink Chemistry Conference, Atlantic City, N. J., September 0959.
10-6. Wenzel, Westinghouse Research Laboratories, неопубликованные данные.
10-7. Bailey and Kidney, Class H Spacer Bars, Proceedings, Second National Conference on the Application of Electrical Insulation, Washington, D. C., December 1959.
10-8. Allen, Spraetzn and Nelson, New Extreme Temperature .Silicone Encaipsulans, Proceedings, First National Conference on the Application of Electrical Insulation, Cleveland, Ohio, September 1958.
'10-9. Cuming, Electronic Encapsulants, Proceedings, First National Conference on the Application of Electrical Insulation, Clever land, Ohio, September 19'58.
dO-10. Sieffert, R. and D. Progress in Ultrahigh-Temperature Dielectric Materials, Electrical Manufacturing, September 1959.
10-11. Barkan, Transformer Structural Materials for Extreme Environments, Electrical Manufacturing, June 1960.
10-12. Kirkwood and Key, Proceedings, Second National Conference on the Application of Electrical Insulation, Washington, D. C., December 1959.
К гл. II
11-1. Brenner and Hase, Sprayed Metal Molds, Modern Plastics, September J952.
11-2. Cerro de Pasco Sales Corp., технический бюллетень How to Slush Cast Molds for Epoxy Encapsulation.
11-3. Insulation, October 1957.
11-4. Buenger, Epoxy Parts Cast by Centrifugal Force, Product Engineering, May 23, 'I960.
11-5. Axelrad, Short Run Plastic Parts, Materials in Design Engineering, February 1957.
11-6. Union Carbide and Carbon Corp., Linde Air Products Div., Flame Plating Department, технический бюллетень.
К гл. 12
-12-1. Hull, New Techniques in Encapsulating and Potting with Thermosetting Resins, Proceedings, First National Conference on Electrical Insulation, Cleveland, Ohio, September 1958.
12-2. Gammel, Multi-Component Resins and Machinery, Insulation, December 1959; Method of Handling Epoxy and Polyester Resins in the U. S. A., Rubber anr Plastics Age, January 1959; Processing System for Optimum Design Use of' Casting Resins, Electrical Manufacturing, September 1958; Material Handling of Epoxy and Polyester Resins, Proceedings, Society of Plastic Engineers 14th Annual National Technical Conference, Detroit, January Ц958.
12-3. Delsen Corp., технические бюллетени по дозаторам смол.
12-4. Automatic Process Control Co., технический бюллетень по АРС Hydrospensers.
12-5. Hull-Standard Corp., технические бюллетени по оборудованию для переработки смол Hull.
12-'6. Н. V. Hardman Со., технические бюллетени по оборудованию для переработки смол Hardman.
К гл. 13
13-1. Brookfield Engineering Laboratories, Inc., технический бюллетень, Solutions to Sticky Problems.
13-2. Harper, Resin Embedment Process Control for Optimum Electronic Package Design, Electrical Manufacturing, January 1957.
13-3. Armour Industrial and Chemical Co., Technical bulletins;-United States Testing Co., Inc., технический бюллетень.
13-4. Warfield, Studying Electrical Properties of Casting Resins, SPE Journal, November 1958.
13-5. Parry and Mackay, Cure Shrinkage of Epoxy Systems, SPE Journal, July 1958.
13-6. Harper, Dimensional Control of Potted Electronic Components, Electronic Design, January 1957.
ИМЕЮТСЯ В ПРОДАЖЕ
1. Андрианов К. А., Высокомолекулярные соединения для электрической изоляции. Госэнергоиздат, 1961. 328 стр.
2. Андрианов К. А., Скипетров В. В., Синтетические жидкие диэлектрики. Госэнергоиздат, 1962. 176 стр.
3. Богородицкий Н. П. и Лас ы н к о в В. В., Материалы в радиоэлектронике. Госэнергоиздат, 1961. 352 стр.
4. Б е л о в Ф. И. и С о л о в е й ч и к Ф. С., Вопросы надежности радиоэлектронной аппаратуры. Под ред. О. Ф. Пославского. Госэнергоиздат, 1961. 208 стр.
5. Д е к к е р А., Физика электротехнических материалов. Пер. с англ, под ред. Б. М. Тареева. Госэнергоиздат, 1962. 255 стр.
6. Рубчинский А. М., Оперативно-производственное планирование на заводе радиоаппаратуры. Госэнергоиздат, 1960, 118 стр.
7. М е с я ц е в П. П., Регулировка и испытание радиоаппаратуры. Госэнергоиздат, 1960. 207 стр.
8. Мейнке X. иГундлах Ф. В. Радиотехнический справочник. Т. 1. Пер. с нем. Госэнергоиздат, 1961. 416 стр.
9. Мейнке X. и Гундлах Ф. В., Радиотехнический справочник. Т. 2. Пер. с нем. Госэнергоиздат, 1962. 576 стр.
10. Привезенцев В. А. и Магидсон А. О., Искусственные и синтетические волокна и пленки для электрической изоляции. Госэнергоиздат, 1962. 112 стр.
11. Слуцкая В. В., Тонкие пленки в технике сверхвысоких частот. Госэнергоиздат, 1962. 399 стр.
12. Ш теге р Г., Электроизоляционные материалы. Пер. с нем. под ред. Б. М. Тареева. Госэнергоиздат, 1961. 264 стр.
13. Штейн Н. И., Автогенераторы гармонических колебаний. Госэнергоиздат, 1961. 623 стр.
14. Электроизоляционные материалы повышенной нагревостойкости. Сборник переводов статей под ред. Б. М. Тареева. Госэнергоиздат, 1962. 104 стр. (серия «Энергетика за рубежом»).
15. Справочник по электротехническим материалам. В 2 томах. Под общ. ред. К. А. Андрианова и др. Т. 1. Электроизоляционные материалы. Ч. 2. Методы испытания и применения материалов. Под
общ. ред. Ю. В. Корицкого и Б. М. Тареева. Госэнергоиздат, 1959. 476 стр.
16. Справочник по электротехническим материалам. В 2 томах. Под общ. ред. К. А. Андрианова и.др. Т. й. Магнитные, проводниковые, полупроводниковые и другие материалы. Под ред. Н. П. Богородицкого и В. В. Пасынкова. Госэнергоиздат, 1960. 289 стр.
Перечисленные книги требуйте в магазинах Книготорга. В случае их отсутствия заказ можно направить по адресу: Москва,' К-50, ул. Медведева, 1. Отдел «Книга—почтой» магазина № 8 «Техническая книга».
ИЗДАТЕЛЬСТВО НИКАКИХ ЗАКАЗОВ НЕ ПРИНИМАЕТ.