




























































































































































































































































































































































Текст
JIll X. t к
CjLpO^Q7^t£>e.
/ЪО Э'П^Си^^ггаЛ-
Jhepdog c a^za э л/ ,
ИЗ ПРЕДИСЛОВИЯ АВТОРОВ КО ВТОРОМУ ИЗДАНИЮ
Широкая популярность нашей первой книга у читателей США н европейских
стран вызвала необходимость написания этой второй книги. Со времени публикации
первой книги в 1957 г. технология эпоксидов стремительно развивалась. Например,
в 1957 г. не было эпоксидных компаундов для литьевого прессования. Число основных
типов эпоксидных смол, применяющихся в промышленности, возросло с трех до
двадцати пяти. Были созданы новые отвердители. Многие реакции, которые раньше
было трудно понять, теперь обстоятельно разъяснены. Широко применяются эпоксид-
ные смолы прн капсюлированин, для покрытий в псевдожидком слое, при намотке
нитью, для ремонта н покрытия бетона. В 1957 г. отмечалось только 150 работ по
эпоксидам, теперь их более 2000.
Во втором издании более детально освещены вопросы, затронутые в первом
издании, с учетом достижений за последние десять лет в области эпоксидных соеди-
Эта книга представляет собой теоретическое и практическое руководство по эпок-
сидный массам. В книге рассматриваются вопросы технологии и общей химии смол и
показаны разработанные конкретные композиции н техника их применения.
Химик найдет здесь обзор методов синтеза, механизма отверждения и отверди-
телей. Электроник — конструктивные данные для заливки электронного оборудования
и его работы в различных условиях. Энергетику станет понятно, почему с помощью
эпоксидных смол могут быть практически решены проблемы электроаппаратостроения
в корродирующих средах. Книга представляет, кроме того, большой интерес для спе-
циалистов, занимающихся разработкой покровных лаков с растворителями и без рас-
творителей, для самолето- и ракетостроителей, работающих в области высокопрочных
слоистых пластиков, нагревостойких клеев и химостойких герметиков, а также для
аатиыобил^.гоителс», инженеров-строителей и д,- их специалиста
Авторы
Глава первая
ВВЕДЕНИЕ В ТЕХНОЛОГИЮ ЭПОКСИДНЫХ СМОЛ
В широком смысле термин «эпокси» (epoxy) от- носится к химической группе, содержащей два связан- ных между собой атома углерода и один атом кисло- рода. Простейшее эпоксидное соединение представляет собой трехзвенное кольцо, получившее название а- или 1,2-эпокси. Окись этилена (I) является примером соеди- нения такого типа. Термины 1,3- и 1,4-эпокси примени- мы соответственно к окиси трнметилена (II) и тетра- гидрофурану (III): к названию обычно добавляются простой илн сложный эфир, амнн и т. д. в зависимости от природы группы, присоединенной к третьему атому углерода Мы предпочитаем придерживаться терминологии, принятой в США. Во избежание ошибок для общепри- нятых названий приводятся структурные формулы. Тер- мин глицндил используется на протяжении всей книги наряду с широко распространенными в США в настоя- щее время терминами эпокснсоединение и окись.
О' ОПРЕДЕЛЕНИЕ ЭПОКСИДНОЙ СМОЛЫ Под эпоксидной смолой следует понимать любую молекулу, содержащую более одной а-эпоксигруппы (располагаются внутри илн на конца'х цепи илн внутри
только трехзвенные кольца (т. е. производные окнсн этилена). До настоящего времени нет общепринятой термино- логии в области соединений, содержащих трехзвенные эпоксигруппы. Более того, не существует единого мне- 'ния в отношении самого термина «эпокси» (epoxy), ды» (epoxide), что, несомненно, правильнее американ- ского «эпокси» (epoxy) *. Эпоксидными соединениями могут быть названы окиси, например окись этилена — эпокснзтан, а окись циклогексана может быть названа 1,2-эпокси- или 1,2-оксициклогексан (IV). Термин «окси- ран» (oxirane), общепринятое название окиси этилена, кольца), способную к переходу в термореактивное со- стояние. Термин «термореактивное состояние» исполь- зуется для того, чтобы показать, что смолы могут на- ИСТОРИЧЕСКАЯ СПРАВКА Промышленные эпоксидные смолы получают: 1) де- гидрохлорированием хлоргидрина, полученного в ре- соединением, содержащим две или более гидроксильных групп, или другой молекулой, содержащей «активный»
группы. Несколько наиболее простых моноэпокснсоедн- нений имеют ненаучное название, такие как эпихлоргид- рнн (V), тлицидиловая кислота (VI) и глицидол (VII): ^2^5° CTj-CHCHjCl сн,—снсоон кислород; 2) в результате реакции взаимодействия оле- финов с кислородсодержащими соединениями, такими как перекиси илн перкислоты, и 3) дегидрохлорировани- ем хлоргидринов, полученных способами, отличными от указанного в п. I. Schrade (Л. 1-21] ссылается на первую попытку промышленного получения смол из эпихлоргидрина
и т И Окись циклогексана ЗпихлоргиВрин ГлицидилоВаи кислота специально полученные из эпихлоргидрина и бисфенола А, были одновременно получены Dr. Pierre Castan
сн2—СНСН2ОН CH2—tHCH, — Название глицндил (VIII) применимо к соединени- ям, имеющим концевые эпоксидные группы, при этом 1 При переводе на русский язык принята термино- логия, принятая в Советском Союзе (Прим, пер.) в Швейцарии и Dr. S. О. Greenlee в США. Эти смолы В 1936 г. Dr. Castan получил ннзкоплавкую смолу янтарного цвета, которая при взаимодействии с фтале- вым ангидридом переходила в термореактнвное состоя- ние Сотрудничая с швейцарской фирмой De Trey Fre- res. Dr. Castan применил такие смолы в производстве зубных протезов ” изделий (Л. 1-13, 1-14, 1-16, 1-17, 1-21]. Сдела ь ,>ытне впоследствии было за- патентовано фирмой Ciba.
Гл. 1. Введение е технологию впоксидных смол
В США Dr. Greenlee в 1939 г., сотрудничая с фирмой
Devoe-Raynolds, использовал обычный синтез эпихлор-
гидрина с бисфенолом А для (получения новых смол,
применяемых в качестве покрытий, причем эти смолы не
содержали эфирных связей, чувствительных к воздей-
ствию щелочей [Л. (1-18, 1-20].
Смолы, полученные в результате синтеза эпихлор-
гидрина с бисфенолом А, явились завершающим этапом
исследований в области получения серии производных
иа основе окиси этилена, проводившихся рядом исследо-
вателей на протяжении нескольких десятилетий. Не ума-
ляя заслуг Dr. Castan и Dr. Greenlee, следует упомянуть
я более ранних исследователей, обосновавших возмож-
ность получения эпоксидных смол и предвидевших пути
их синтеза, что ускорило промышленное использование
смол иа основе днглицидилового эфира бисфенола А по-
сле второй мировой войны. Коротко следует остановить-
ся на работах следующих исследователей: 1) McIntosh
и Wolford (Л. 1-2, 1-3] получили в 1920 г. в результате
синтеза фенола или крезола с эпихлоргидрином в при-
сутствия катализаторов пластики, используемые в каче-
стве покрытий, формовочных порошков и водостойких
пропиточных материалов; 2) Blumer (Л. 1-5], который
в 1930 г. описал способ получения состава для покры-
тий иа основе продуктов реакции фенолальдегида
с эпихлоргидрином; 3) Fonrobert н Lemmer [Л. 1-7), опи-
савших в 1930 г. способ этерификации фенольных гид-
роксильных групп дихлоргидрином в щелочной среде;
4) Elsleb (Л. 1-4], который в 1926 г. описал реакцию
эпихлоргидрина с вторичными аминами с последующей
гидрогалогенизацией в присутствии щелочи, и Stallman
[Л. 1-6], который в 1933 г. получил амины днглициди-
лового эфира из аммиака и эпихлоргидрина; 5) Van
Peski и Hueffelman (Л. 1-12], получивших дегидрогало-
генизацией двуокись бутадиена в 1935 г.; 6) Groll и
Hearne (Л. 1-8], которыми в 1934 г. дегидрогалогениза-
цией была получеяа серия днэпоксидов из хлорирован-
ных спиртов; 7) Schlack (Л. 1-10, 1-11], описавшего
в 1933 г. получение низкомолекулярного диглициднло-
вого эфира в результате реакции одного моля бисфено-
ла А с 10 молями эпихлоргидрина в щелочной среде;
8) Block и Tischbein [Л. 1-15], продолживших исследо-
вания Schlack и работавших в основном с низкомоле-
кулярными диэпоксидамн, такими как днглицидиловый
эфир и двуокись бутадиена.
К концу 30-х годов нынешнего столетия в некото-
рых странах был проведея ряд исследований как в об-
ласти синтеза эпоксидных смол, так и изучения хими-
ческих реакций, которые в дальнейшем могли быть
использованы в промышленных целях.
Реакции эпоксидных смол с различными соедине-
ниями, содержащими активный водород, были извест-
ны технологам и ранее. Так, в 1934 г. Schlack (Л. 1-9]
была описана ревкция днэпоксидов с органическими
кислотами, аминами и меркаптанами. На отверждение
эпоксидных смол ангидридами указывал Castan в своих
ранних экспериментах. В более ранней литературе все этн
реакция отверждения были описаны на моноэпоксидах.
Более подробное освещение исторических и хими-
ческих предпосылок, предшествовавших открытию спо-
соба получения эпоксидных смол нз эпихлоргидрина,
приводится в работах [Л. 1-23, 1-26].
В США производство днглицидилового эфира бис-
фенола А для промышленных нужд в период с 1948 по
1954 г. ежегодно увеличивалось примерно на 9 тыс. т;
в последующие годы наблюдается дальнейшее увели-
чение производства: в 1957 г. ежегодный прирост со
ставил около 13,6 тыс. г, а в период с 1957 по 1965 г,—
свыше 49,8 тыс. г. В 4963 г. рынок США был заполнен
смолами на основе днглнцндилового эфира бисфенола А
следующих применений:
Применение Тыс. m
Связущие в клеи .... .5,27
Защитные покрытия ... 17,88
Армированные пластики ... 4,74
Другие............................. 8,93
Экспорт . 3,5
Итого . . . 40,32
К 1965 г. было продано примерно около 49,8 тыс. т
смолы, а ежегодный прирост, который, по-вядимому,
принял стабильный характер, составлял .10%.
Большинство производимых ранее эпоксидных смол
составляли твердые смолы. Однако в 1960 г. производ-
ство жидкого днглицидилового эфира бисфенола А по
своему объему не уступало производству твердого
[Л. 1-28].
В конце 50-х и начале 60-х годов иа рынке появил-
ся ряд новых смол на основе глицидилового эфира,
синтезированных из эпихлоргидрина и полимеров, отли-
чающихся от бисфенола А и содержащих активный во-
дород.
Одновременно был исследован новый метод синтеза
эпоксидных смол. Еще в 1909 г. было известно, что оле-
фины могут быть превращены в эпоксисруппы в ре-
зультате реакции с перкислотами [Л. 1-1] я хлорнова-
тистой кислотой с последующей дегидрогалогенизацией.
Исследования Dr. Swern, проводившиеся в течение
1944—1948 кг. в США, были направлены иа решение
этой пробаемы, и к 1950 г. был разработан промыш-
ленный способ получения • эпоксидированного соевого
масла, применяемого в качестве пластификатора для
винилсодержащих смол [Л. 1-22, 1-29, 1-30]. Однако
такие эпоксидированные материалы не обладали до-
статочной реакционной способностью по отношению
к водородсодержащим соединениям, используемым
а качестве отвердителей, и оказались, в частности, не-
пригодными для получения термореактнвных пластиков.
В конце 50-х годов в результате расширенных
исследований Dr. Swern была синтезирована новая эпо-
ксидная смола, обладающая необходимой реакционной
способностью. Среди исследователей, работавших
в этом направления в США, следует отметить Dr. Phil-
lips В., сотрудничавшего с Union Carbide Chemicals, н
Dr. Greenspan F. — представителя фирмы Food Maschi-
nery Corp. В Европе такими же результатами увенча-
лись работы Dr. Batzer, Dr. Ernst, Dr. Fisch и Dr. Po-
rett, сотрудничавших с фирмой Ciba Ltd.
К 1963 г. ежегодный прирост производства новых
смол на основе перу'ксусной кислоты (за исключением
эпоксидированных масел), нашедших в основном при-
менение в композициях с виниловыми смолами, состав-
К середине 60-х годов эпоксидные смолы на основе
днглицидилового эфира и некоторые новые типы смол
изготовлялись в США, Канаде, Англия, Франции, Швей-
царии, Западной Германии, Польше, Чехословакии и
Кроме Lee и Neville [Л. 1-24] эпоксидные смолы
были описаны Paquin (Л. 1-26], Schrade (Л. 1-25] и
Skeist (Л. 1-27].
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭПОКСИДНЫХ
СМОЛ
Ряд ценных свойств эпоксидных смол привел к бы-
строму росту их производства и широкому применению
в ряде отраслей промышленности.
Рассмотрим жидкие смолы. Это ннзковязкие жид-
кости, легко переходящие в термореактивное состояние
прн введении соответствующих отвердителей. В отли-
Области применения впоксидных смол
чне от других жидких смол (например, фенольные,
полиэфирные, акриловые), отверждаемых подобным
образом, однако эпоксидные смолы обладают довольно
уникальным сочетанием свойств:
1. Низкая вязкость: жидкие смолы и их отвердите-
ли образуют ннзковязкие, легко подвергаемые перера-
ботке (нлн модифицированию) системы.
2. Легкость отверждения: эпоксидные смолы бы-
стро и легко отверждаются, практически прн любых
температурах от 5 до 150 °C в зависимости от типа
выбранного отвердителя.
3. Малая усадка: одним нз самых больших преиму-
ществ эпоксидных смол является их незначительная
усадка в процессе отверждения.
Фенольные литьевые смолы в процессе отверждения
выделяют воду и сильно усаживаются, точно так же
как акриловые и полиэфирные смолы, которые подвер-
гаются значительной перегруппировке н переориента-
ции ори переходе нз жидкого в телеобразное состоя-
ние. Эпоксидные смолы отверждаются с очень незначи-
тельной перегруппировкой, при этом не выделяется ни-
каких газообразных побочных продуктов.
4. Высокая адгезионная способность. Вследствие
' своей химической структуры, главным образом за счет
наличия полярных гидроксильных и эфкрных групп, эпо-
ксидные смолы являются прекрасными клеями. Отверж-
дение смолы протекает с незначительной усадкой, по-
этому на контактирующих поверхностях в процессе
отверждения не происходит никаких структурных на-
рушений. Прочность соединения, не требующая ни про-
должительного времени, ни высокого давления, по-ви-
димому, является самой высокой в современной техно-
логии пластиков.
5. Высокие механические свойства: прочность соот-
ветствующим образом подобранных композиций обычно
превосходит прочность всех прочих литьевых смол.
Вполне возможно, что высокая механическая прочность
частично объясняется незначительной усадкой, в силь-
ной степени ослабляющей напряжения, которые в про-
тивном случае значительно снижали бы механическую
прочность структуры.
6. Высокие электроизоляционные свойства: эпо-
ксидные смолы являются прекрасными диэлектриками.
7. Хорошая химостойкость: химостойкость отверж-
денной эпоксидной смолы в основном зависит от типа
применяемого отвердителя. Чрезвычайно высокая химо-
стойкость может быть получена в результате соответ-
ствующего выбора исходных материалов. В общем
ьш цство эпоксидных смол обладает исключительно
высокой стойкостью к действию щелочей и прекрасной
8. Универсальность: эпоксидные смолы, по-виднмо-
wy, являются самыми универсальными из современных
пластмасс. Основные свойства их могут регулироваться
путем изменения содержания различных смол в компо-
зиции, выбором отвердителей и путем введения моди-
фикаторов в наполнителей
Рассмотрим твердые эпоксидные смолы. Основная
область применения смол на основе твердого днглнцн-
днлового эфира бисфенола А —покрытия, наносимые
из раствора. Смолы с более высоким молекулярным
несом модифицируются соответствующими высыхающи-
ми маслами или метнлолсодержащими смолами. Струк-
турное строение эпоксидных смол придает нм эластич-
ность, устойчивость к истиранию и химостойкость. По-
перечное сшивание твердых смол среднего молекуляр-
ного веса может быть достигнуто в результате гомо-
илн гетерополнмеризации. Таким способом могут быть
получены пленки, отверждающиеся прн комнатной тем-
пературе, которые по своим свойствам не отличаются
или превосходят пленки большинства лаков горячей
•сушки.
Превосходная адгезия эпоксидных смол, легкость
их отверждения, механическая прочность и высокая хи-
мостойкость являются такими же важными преимуще-
ствами для твердых эпоксидных смол, как н для
жидких.
ОБЛАСТИ ПРИМЕНЕНИЯ ЭПОКСИДНЫХ СМОЛ
Благодаря овонм уникальным свойствам эпоксид-
ные смолы иашлн широкое применение в промышлен-
ности. Наиболее характерными областями применения
является их использование:
1) в качестве клеев иля изготовления деталей ячеи-
стой структуры в самолетостроении, в производстве ма-
лярных кистей и для отделочных покрытий по бетону;
2) для склеивания отдельных деталей н в качестве
замазок при ремонте пластмассовых н металлических
лодок, автомобилей и т. д.;
3) в качестве литьевых составов для изготовления
малых серий отливок и экспериментальных отливок,
штампов, шаблонов и инструментов;
4) в качестве набивочных н уплотнительных масс
в строительстве зданий и шоссейных дорог, а также
в тех случаях, когда требуется высокая химостойкость;
5) в качестве заливочных н герметизирующих со-
ставов, а также пропиточных смол и лаков в электро-
технической н электронной промышленности;
6) в качестве слоистых пластиков, применяемых
для изготовления корпусов самолетов и летательных
аппаратов, для намотанных изделий и для зажимных
приспособлений.
Покрытия, наносимые из растворов, используются
в качестве защитных н отделочных: для отделки судов
н кирпичной кладки, покрытий по стали, покрытий ци-
стерн, самолетов, грунтовых покрытий в инструмен-
тальной н автомобильной промышленности, футеровки
консервной тары и барабанов, отделки мебели н в ка-
честве покрытий разборных трубчатых конструкций.
Они применяются также в качестве красок для бетон-
ных полов и для отделки гимнастических залов, лаков
для полов и т. д.
Эпоксидные смолы находят применение также в ка-
честве декоративных покрытий, в производстве печат-
ных красок, для изготовления водоотталкивающих со-
ставов в текстильной промышленности, в зубопротез-
ной н протезной промышленности, в хирургии, в нефте-
перерабатывающей промышленности и длн изготовле-
-ння пенопластов.
— Эпоксидные смолы используются в качестве доба-
вок в производстве ряда других пластмасс, например
виниловых и акриловых, натуральных н синтетических
каучуков.
Первоначально как промышленные материалы и
материалы для ряда отраслей обрабатывающей про-
мышленности эпоксидные смолы появились на рынке
сбыта в виде клеев специального назначения в начале
60-х годов; с тех пор производство некоторых красок,
имеющих ограниченное применение, осталось на том же
уровне.
ВЫВОДЫ
Производство эпоксидных смол началось с иссле-
дований, проводимых в США и Европе накануне вто-
рой мировой войны. Первые смолы — продукты реакции
эпихлоргидрина с бисфенолом А—были получены
в промышленных масштабах в ISM’ - 10 лет уро-
вень их производства составил свы* |>,а -.«<•. Тг в по-
следующие шесть лет уровень -р эизводстп. |Х ’увели-
чился в 3 раза.
Гл. 2. Характеристики неоте
В конце 50-х годов были получены новые эпоксид-
ные смолы, отличные от диглицидилового эфира;
в конце 1960 г. промышленностью освоено производст-
во не менее 25 типов смол. На этом этапе термин «эпо-
ксидная смола» становится общим н в настоящее время
применяется к большому семейству материалов.
Эпоксидные смолы относятся к классу термореак-
тивных пластиков и сходны с такими материалами,
как фенолы н полиэфиры. Эпоксидные смолы универ-
сальны вследствие своей незначительной усадки, хоро-
шей химостойкости- и чрезвычайно высокой прочности
клеевого соединения.
Глава вторая
ХАРАКТЕРИСТИКИ НЕОТВЕРЖДЕННЫХ
ЭПОКСИДНЫХ СМОЛ
Рецептура композиций на основе эпоксидных смол надлежащего состава требует знания как молекуляр- ной структуры смол, так н химических и физических свойств смол коммерческого серийного производства. Для коммерческих смол свойствами, имеющими перво- эквивалент. Второстепенное значение имеют такие свойства, как температура размягчения, гидроксильный эквивалент, йодное число, молекулярная масса и моле- затель преломления, содержание хлора, и такие специ- фические свойства, как запах н время обеспенивания в высоком вакууме. Однако в некоторых случаях для некоторых составов свойства, имеющие второстепенное значение, приобретают решающее значение. Физические н химические свойства смол определяются их структу- рой, в частности реакционной способностью эпоксидных и других имеющихся групп. Количество и раоположе- ние реакционноспособных групп определяют функцио- иальность и плотность поперечных сшивок, которые а свою очередь в зависимости от природы выбранного отвердителя, стехиометрнн и режима отверждения определяют предполагаемые жесткость, иагревостой- кость и стойкость к действию растворителей отверж- денной системы. Кроме того, структурой определяется н вязкость смолы, что имеет особенно важное значение. Ниэковязкие жидкие смолы пригодны к использо- ваняю в качестве заливочных составов и клеев (без мененне в производстве слоистых пластиков. Высоко- вязкие и твердые смолы находят применение в систе- мах, отверждаемых при нагревании; используются в ка- честве формовочных масс и в технологии тонких пле- нок, наносимых из раствора или методом движущегося слоя. Эпоксидный эквивалент позволяет произвести расчеты точных количеств отвердителей и модификато- ров, которые используются для завершения процесса отверждения. В случае использования некоторых отвер- дителей, а также при определенных условиях реакции в равной степени необходимо знать гидроксильный эквивалент и йодное число. Другие свойства, например цвет, хотя и имеют решающее значение в некоторых областях применения, обычно не особенно важны В данной главе обсуждается значение отдельных характеристик, а также описаны методы испытаний, которые обычно используются для их определения ОПРЕДЕЛЕНИЕ СТРУКТУРЫ Определение структуры с помощью ИК-спектроскоп— Как правило, структура эпоксидных смол опреде- ляется (или Подтверждается) с помощью ИК-опектро- фотометров. С помощью этих приборов для каждой
Рис. 2-1. Спектр пропускания смол на основе DGEBA в ИК-областн [Л. 2-20].
гидроксильная группа; и — метильные группы; П! — метиленовые группы; IV— замещенный
латический углеводород; V — эфирные группы; VI — Простов фениловый эфяр; VZZ — эпоксидная
Определение структуры
-молы можно измерить энер-
гию поглощенных ИК-лу-
чей и построить спектры по-
глощения нли пропускания
как функцию длины волны.
Вследствие того что каж-
дая функциональная группа
в зависимости от ее мо-
лекулярного строения по-
глощает ИК-лучн при ха-
рактеристических длинах
волн, с помощью спектро-
скопии возможно точное оп-
ределение структуры (Л. 2-9;
2-10; 2-11; 2-14; 2-16; 2-19;
2-21; 2-25; 2-30]. Полосы по-
глощения в ИК-области
спектра для различных эпо-
ксидных трупп приведены
в табл. 2-1; полосы пропу-
скания для DGEBA—на
рис. 2-1. Как видно нз
рис. 2-2, наличие раствори-
телей нли добавок можно
легко установить. Исполь-
зование ИК-спрктроскопнн
Рис. 2-2. Влияние добавки, вводимой в количестве 5—10%, иа поглощение в диапа-
зоне длин волн 9 мкм [Л. 2-30].
а — немолнфнцироваииая жидкая смола; б — смола-Ь 10%-иый Оутилглицвдиловый эфир; а —
смола+10%-вый лиглицидиловый эфир димерной линолевой кислоты; г — смола+10% ный кре-
золглнцидиловый эфир; д — снола+10%-ный днбутилфталат. е—смола-Ы0%-ный полиэфир
для количественного определения эпоксидного эквива-
лента обсуждается в следующем разделе.
Полосы
Таблица 2-1
леио расположение атомов вокруг каждого атома во-
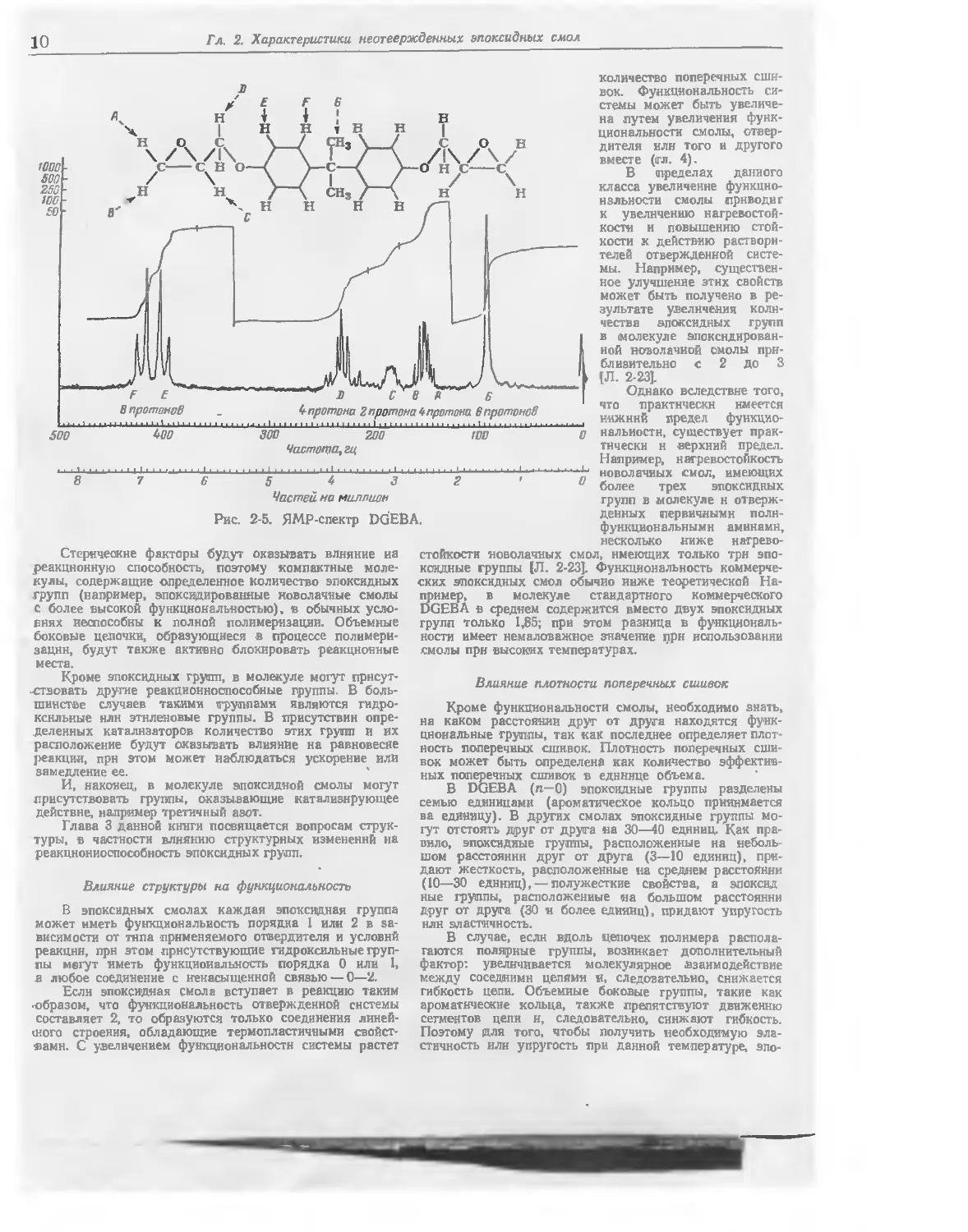
дорода (протона), что видно нз рис. 2-5.
поглощения различных эпоксидных групп
в ИК-области [Л. 2-21]
Монозамещенная (оконечная)
Влияние структуры на реакционную способность
Тип эпоксидной группы н ее расположение в мо-
лекуле оказывают влияние на реакционную способ-
ность. Некоторые положения являются наиболее пред-
почтительными для взаимодействия с отвердителями
кислотного типа, другие — основного; некоторые явля-
ются чрезвычайно реакционноспособными по отноше-
нию к определенным катализаторам, другие, наоборот,
инертными, и, наконец, некоторые обеспечивают хоро-
шую реакционную способность с подавляющим боль-
шинством отвердителей.
Двузамещениая (промежуточная)
Трехзамещенная
Определение структуры с помощью спектроскопии
е далекой ИК-области
Спектральный анализ в далекфй ИК-области (при
длинах волн 15—25 мкм) редко используется в техно-
логии эпоксидных смол. Наличие полос поглощения
(рис. 2-3 и 2-4) качественно не изменяет характера
поглощения в обычной ИК-области.
Определение структуры методом
ядерного магнитного резонанса
Ядерный магнитный резонанс является вполне при-
годным методом для точного определения структуры
эпоксидных смол: с его помощью может быть уставов-
Гл. 2. Характеристики неотеержденных эпоксидных смол
4W
С протона 2 протона Опротоеа бпротонсв
В
НЮ
Частотами
(пределах данного
Частей на миллион
Рис. 2-5. ЯМР-спектр DGEBA.
Стеричеокне факторы будут оказывать влияние иа
реакционную способность, поэтому компактные моле-
кулы, содержащие определенное количество эпоксидных
групп (например, эпоксидированные новолачные смолы
с более высокой функциональностью), в обычных усло-
виях неспособны к полной полимеризации. Объемные
боковые цепочки, образующиеся в процессе полимери-
зации, будут также активно блокировать реакционные
Кроме эпоксидных групп, в молекуле могут прнсут-
-ствовать другие реакционноспособные группы. В боль-
шинстве случаев такими группами являются гидро-
ксильные или этиленовые группы. В присутствии опре-
деленных катализаторов количество этих групп и их
расположение будут оказывать влияние на равновесие
реакции, прн этом может наблюдаться ускорение или
замедление ее.
И, наконец, в молекуле эпоксидной смолы могут
присутствовать группы, оказывающие катализирующее
Глава 3 данной книги посвящается вопросам струк-
туры, в частности влиянию структурных изменений на
реакцнониоспособность эпоксидных групп.
Влияние структуры на
иьность
может иметь функциональность порядна 1 или 2 в за-
висимости от типа применяемого отвердителя и условий
реакции, прн этом присутствующие гидроксильные груп-
пы мвгут иметь функциональность порядка 0 или 1,
а любое соединение с ненасыщенной связью —0—2.
Если эпоксидная смола вступает в реакцию таким
образом, что функциональность отвержденной системы
составляет 2, то образуются только соединения линей-
щого строения, обладающие термопластичными свойст-
вами. С увеличением функциональности системы растет
количество поперечных сши-
вок. Функциональность си-
стемы может быть увеличе-
на путем увеличения функ-
циональности смолы, отвер-
дителя илн того и другого
нальности смолы приводит
к увеличению нагревостой-
кости и повышению стой-
кости к действию раствори-
телей отвержденной систе-
мы. Например, существен-
ное улучшение этих свойств
может быть получено в ре-
зультате увеличения коли-
чества эпоксидных групп
в молекуле эпоксидирован-
ной новолачиой смолы при-
близительно с 2 до 3
(Л. 2-23].
Однако вследствие того,
что практически имеется
. нижний предел функцио-
В нальиостн, существует прак-
тически и верхний предел.
Например, нагревостойкость
4* новолачиых смол, имеющих
° более трех эпоксидных
групп в молекуле и отверж-
денных первичными поли-
функциональными аминами,
несколько ниже нагрево-
стойкости новолачных смол, имеющих только трн эпо-
ксидные группы [Л. 2-23]. Функциональность коммерче-
ских эпоксидных смол обычно ниже теоретической На-
пример, в молекуле стандартного коммерческого
DGEBA в среднем содержится вместо двух эпоксидных
групп только 1,85; при этом разница в функциональ-
ности имеет немаловажное значение при использовании
смолы прн высоких температурах.
Влияние плотности поперечных сшивок
Кроме функциональности смолы, необходимо знать,
на каком расстоянии друг от друга находятся функ-
циональные группы, так как последнее определяет плот-
ность поперечных сшивок. Плотность поперечных сши-
вок может быть определена как количество эффектив-
ных поперечных сшивок в единице объема.
В DGEBA (п-0) эпоксидные группы разделены
семью единицами (ароматическое кольцо принимается
ва единицу). В других смолах эпоксидные группы мо-
гут отстоять друг от друга на 30—40 единиц. Как пра-
вило, эпоксидные группы, расположенные на неболь-
шом расстоянии друг от друга (3—10 единиц), при-
дают жесткость, расположенные на среднем расстоянии
(10—30 единиц), —полужесткие свойства, а эпоксид
ные группы, расположенные на большом расстоянии
друг от друга (30 н более единиц), придают упругость
или эластичность.
В случае, если вдоль цепочек полимера распола-
гаются полярные группы, возникает дополнительный
фактор: увеличивается молекулярное взаимодействие
между соседними цепями и, следовательно, снижается
гибкость цепи. Объемные боковые группы, такие как
ароматические кольца, также препятствуют движению
сегментов цепи н, следовательно, снижают гибкость.
Поэтому для того, чтобы получить необходимую эла-
стичность илн упругость при данной температуре, эпо-
Определение структуры
Влияние типа структуры двухатомного фенола на
влаго-, паро- н кислородопроннцаемость
феноксисмол [Л. 2-41]
Структура основной цепи Кислородоиро- вкцаемость см1 мм fсм*-ат Водо-паропро- ннцаемость зв 24 ч при 38 °C н 90%-ноЙ влажности, г-мм/см*
-(3- 1,98ХЮ-’ 11,88X10-’
OlO 5 | 7.92ХЮ-’ 35.64ХЮ-’
ЪМ сн3 11,88X10-’ 11.88ХЮ-'
—^-сн,— Ч Ста /° 15,84ХЮ-’ 11,88X10-’
С1 С1 15,84X10-’ 11,88X10-’
<о | 19,8X10"’ 27.72ХЮ-’
сн, OJO 0 31,68X10-’ 27,72X10-’
о?о «/Рен, 31,68X10-* 27,72X10"’
59,4X10-’ 27.72ХЮ-’
ксидные смолы алифатического ряда должны иметь
более короткие цепочки по сравнению с ароматически-
ми эпоксидными смолами.
При изучении свойств смол прн повышенных темпе-
ратурах осложнения, обусловленные полярным взаимо-
действием между цепями, могут быть упрощены нлн
исключены. В этом случае гибкость полимерной цели
может рассматриваться как концепция, обусловленная
степенью сшнтостн структуры. Введение заместителей
в основную цепь, как правило, приводит к снижению
плотности поперечных сшивок. О влиянии заместителей
на свойства, имеющие практическое значение, можно
судить по результатам влаго-, паро- и кислородопро-
ннцаемости термопластичных феноксисмол (табл. 2-2).
По мере увеличения заместителей в основной цепи про-
ницаемость возрастает, по-видимому, вследствие уве-
личения расстояния между цепями.
Если эту концепцию перенести на фенокснмолу,
имеющую сшитую структуру (т. е. гомополнмер
DGEBA), то под действием заместителей отдельные
звенья цепи должны будут отодвигаться друг от друга,
что вызовет изменение количества первоначально при-
сутствующих атомов в местах поперечных сшивок и
приведет к уменьшению количества поперечных связей
в единице объема полимера.
Компактные трехчленные кольца эпоксидных групп,
обеспечивающие более высокую плотность поперечных
сшивок, будут давать более высокие температуры теп-
ловой деформации (см. ниже) по сравнению с менее
компактными смолами на основе ароматического гли-
цидолового эфира. Исходя нэ результатов измерений
проведенных на моделях, расстояние между центрами
поперечных сшивок в DGEBA (п—0) почти в 3 раза
больше по сравнению с бис-2,3-эпоксициклопентиловым
эфиром н почти на 25% больше по сравнению с 3,4-эпо-
ксн-6-метнлцнклогекснл метнл-3,4-эпокси-6-металцикло
гексанкарбоксилатом. На практике разница в ве-
личине плотности поперечных сшивок, по-внднмому,
значительно больше, так как среднее значение п
технического DGEBA немного больше нуля. Алнфатн
ческие эпоксидные смолы разветвленного и линейного
строения могут характеризоваться неожиданно низкой
плотностью поперечных сшивок. Объясняется это, по-вн-
днмому, гибкостью цепн, прн которой возможна реакция
нескольких эпоксидных групп, присутствующих в моле-
куле, с реакционными группами, расположенными
в соседней цепочке, что приводит к циклической поли-
меризации, а не к поперечному сшиванию.
Результаты исследования феноксисмол (Л. 2-41]
показывают, что температура перехода второго рода
(см. гл. 4) этих высокомолекулярных термопластичных
смол изменяется под общим влиянием типа связей н
различных биофенолов (табл. 2-3).
Циклизация в сочетании с беспорядочно расположен-
ными областями с низкой плотностью связей, объясняе-
мой другими причинами (высокое содержание хлора,
наличие монофункциональных реагентов н других при-
месей) , приведет к образованию внутренних трещин
в структуре полимера и образованию дефектов.
Влияние структуры на нагревостойкость
Нагревостойкость отвержденной эпоксидной смолы
зависит от химической структуры и типа связей, а так-
же от функциональности смолы и плотности поперечных
сшивок. Коммерческие эпоксидные смолы содержат в
основном углерод — углеродные связи. Смолы, синтези-
рованные из эпихлоргидрина, содержат другие типы
связи, определяемые условиями синтеза, —в основном
это эфирные связи.
Связь ароматический простой эфнр — ароматиче-
ский сложный эфнр обеспечивает хорошую нагрево-
стойкость эпоксидных композиций Связь алнфатнче-
7'.‘С Структура
115 [, 140 р — ьлифатическ: ипо нагревостой» a чянм- ъм сн3 oFo- сн3 ж ий сложный эфир местт юсти. Исследование когда X эпоксидных смол плогис
Определение структуры.
13
Таблица 2-4
Летучие продукты пиролиза смол иа основе
DGEBA, молярные проценты [Л. 2-37]
Соединение Отношение Молекулярная Молекулярная масса ~10000
ЗЫ>Р'С «<Пс При 350 X
Мртян 16 0,73 1,87 0,56
Родя 18 34,10 11,10 40,70 20,50
Этилен 28 1,09 0,88 1,41
ла
Этан 30 0,49 1,50 0,44 0,54
-сн2он 31 1,21 1,24 0,88 0,91
Аллен 40 0,15 0,93 0,34
Пропилеи 42 0,35 0,42
Ацетальдегид 44 —— — 4,34 12,90
Двуокись углерода 44 0,16 1.27 9,38 4,60
Хлористый метил 50,52 — 0,60 2,93 14,80
Акролеин -СН,СНаСО 56 57 0,07 3,89 0,57 3,75 — 0,09
Ацетон 58 0,77 1,32
Пропионовый аль- 58 0,13 0,22 — —
дегнд
Хлористый винил —СОС1 62,64 63,65 0,92 0,66 0,51 0,80
Масса 70 (и 97) 70,97 0.16 0,31
Циклопентадиен 66 0,25
Бензол 78 0,16 — —
Метилциклопента- 80 0,38 16,60 0,22 0,20
диен
Толуол 92 57,20 57,20 38,00 39,60
В таком случае степень улучшения иагревостойко-
сти от DGEBA к диглицидиловому эфиру 2,2-бис-(р-ги-
д^окси^еиил)-2-фенилэтана ие столь значительна
Вероятно, бисфенолы, соединенные в пара-положе-
нин, являются менее нагревостойкими по сравнению
Высококипящие продукты' пиролиза смол на основе
DGEBA (475 °C в вакууме) [Л. 2-37]
Соединение масса/аа- масса -ИНХЮ Молекулярная
Крезол Этилфеиол Из ропилфенол Из . ропенилфенол Би • енол А Нс тановлениая 94 108 122 136 134 228 Максималь- Высокое Ничтожное Невысокое Максималь- Высокое Ничтожное Невысокое
Соединение Отношение масса/заряд Содержание
Крезол 108 Наибольшее
Фенол 74 Высокое
(НОСвН*)аСН8 Этилфенол (НОСвН4)2(СНа)я Неустановленные массы 200 122 Ничтожное
214
— Невысокое
г бисфенолами,
]Л. 2-15]. Таким
положении
соединенными в орто-положении
образом, метиленовая связь в орто-
обеспечивает предельную нагревостойкость по срав-
нению с нагревостойкостью большинства метил-
замещенных и шара-положении. С целью улучшения
огнестойкости в качестве заместителя вводится хлор,
Таблица 2-6
Летучие продукты пиролиза эпоксидированных
ноиолачных смол, молярные проценты [Л. 2-37]
Отношение
Соединение “аС“/?РЯА При 350-С При 450 °C
Водород 2 0,39 1,49
Метан 1,05
Вода • • 25,80 7,42
Ацетилен __ 1,47
Этан 0,40 13,40
Формальдегид — 8,52
-СН2ОН 31 0,22 2,52
Аллен 40 -— 0,55
Ацетальдегид 44 5,32
Пропан 1 U — 2,42
Двуокись углерода 44 0,35 ——
Хлористый метил 50 52 —— 1,08
Акролеин -СН,СН2СО 1 56 57 0.11 1,12 4,24 6,75
Ацетон 58 0,49
Пропиововый альдегид 58 1,41
Хлористый винил -СОС1 62,64 63; 65 0,95 1.12 —
~(СН2),С1 76; 78 0,94
Хлористый аллил 76; 78 9,19
Метилциклопентадиен 80 0,26 0,38
Толуол 92 58,30 32,40
при этом нагревостойкость снижается, в особенности
в случае отверждения аминами. В этом случае хлор-
содерЖаший заместитель находится в непосредствен-
ной близости от гидроксильной группы в процессе
отверждения, поэтому в процессе теплового старения
может выделяться соляная кислота. Бронированные
смолы с более низким содержанием Вг обладают более
высокой нагревостойкостью при 200 °C по сравнению
со смолами с более высоким содержанием Вг; при тем-
Таблица 2-7
Высококипящие продукты пиролиза
эпоксидированных новолачных смол
(475 *С в вакууме) [Л. 2-37]
14
Гл. 2 Характеристики неотеерясденных эпоксидных смол
Таблица 2-8
Возможный путь пиролиза DGEBA смол в вакууме при 800 °C (Л. 2-35]
пературах выше 200 °C бронированные смолы не нагре-
востойки. Увеличение содержании хлора в этих брони-
рованных смолах не приводит к повышению иагрево-
стойкости [Л. 2-36].
Силоксан
Рис. 2-6. Зависимость вязкости от
структуры на примере эпоксидной
смолы на основе силоксана (Л. 2-26].
количество атомов углерода в основ-
ной цепи
Рис. 2-7. Зависимость вязкости от дли-
ны алкильных групп, присоединенных
к атому углерода в дифенилметилдигли-
цидиловом эфире бисфенола (Л. 2-29].
Термическая неустойчи-
вость других реакционно-
способных мест в молекуле
эпоксидной смолы значитель-
но больше, чем следовал»'
ожидать, исходя из энергии
связи и влияния заместите-
лей. Гидроксильная группа,
например, легко окисляется,
превращаясь в альдегид.
Вследствие того что в боль-
шинстве смол содержатся-
каталитические центры, та-
кие как третичные амины,
проблема в дальнейшем
усложняется.
Влияние структуры
Р ’ Несмотря иа то что вяз-
____гн кость не может быть опре-
* 3 делена путем исследования
химической структуры и.
обобщения опасны, следующие зависимости между
структурой и вязкостью являются оправданными:
1. Ароматические эпоксидные смолы, содержащие
три и более эпоксидных групп в молекуле, являются-
полутвердыми или твердыми при комнатной темпера-
туре. Смеси ароматических эпоксидных смол, содержа-
щие в среднем более двух, но менее трех эпоксидных
групп в молекуле, при комнатной температуре являют-
ся жидкостями в зависимости от молекулярного веса
исходных смол.
2. Циклоалифатические эпоксидные смолы обла-
дают меньшей вязкостью по сравнению с ароматиче-
скими эпоксидными смолами.
3. Вязкость алифатических эпоксидных смол линей-
ного строения меньше вязкости циклоалифатических
эпоксидных смол.
4. Влияние длины цепи на вязкость алифатических
диэпоксидных смол линейного строения в известных
пределах незначительно; однако в случае алифатиче-
ских полиэпоксидов линейного строения увеличение
длины цепи приводит к соответствующему увеличению
вязкости. Зависимость вязкости различных алифатиче-
ских силоксановых смол от длины полимерной цепи по-
казана на рис. 2-6.
5. Как правило, вязкость замещенного продукта
ниже вязкости незамещенного продукта, однако умень-
шение вязкости далеко не всегда прямо пропорциональ-
но длине полимерной цепи заместителя (рис. 2-7), точ-
но так же как и не все заместители снижают вязкость.
Например, вязкость дициглидилового эфира тетрабром-
бисфенола А составляет около 98 000 спз прн 60 °C;
вязкость же незамещенного продукта (смола той же
функциональности) составляет около 8 700 спз при той
же температуре; диглицидилоаый эфир тетрахлорбис-
фенола А размягчается три 35 °C, в то время как вяз-
кость жидкого незамещенного диглицидилового эфира
бисфенола А составляет 40000 спз при комнатной тем-
пературе.
6. Для смол данного типа вязкость увеличивается
прямо пропорционально содержанию высокомолекуляр-
ных соединений.
7. Установлено, что некоторые изомеры циклоали-
фатических эпоксидных смол имеют различные вязкости.
вязкость
Вязкость жидких эпоксидных смол обычно изме-
ряется с помощью прибора с вращающейся насадкой,
Эпоксидный эквивалент
ной массы диэпоксидной смолы, */3 средней молекуляр-
ной массы триэпоксидной смолы и т. д. Вполне приме-
ним и термин «эпоксидное число» (epoxy value), дроб-
ное число эпоксидных групп, содержащихся в 100 а-
Оба эти термина применимы. Делением эпоксид-
ного числа на 100 получаем значение эпоксидного экви-
валента.
Определение эпоксидного эквивалента химическим
методом
Как известно, большинство специальных практиче-
ских методов определения эпоксидного эквивалента
основано на введении галоидяодородов в эпоксидную
грурпу.
например вискозиметра Брукфильца. Типичная методи-
ка определения приводится в табл. 2-9. Зависимость
вязкости от температуры длн равличиых жидких эпо-
ксидных смол показана на рис. 2-8. Как видно из ри-
сунка, вязкость резко уменьшается с увеличением
температуры. Твердые смолы обычно растворяются
в 40%-ном растворе бутилкарбитола. Вязкость раствора
измеряется с помощью шпиндельных, шаровых виско-
зиметров, например вискозиметра Гарднера — Холта,
или капиллярных вискозиметров, например вискозиме-
тра Освальда. Вязкость различных твердых смол
в растворе приводится в гл. 22.
Методика определения вязкости впоксидных смол
[Л. 2-32]
Приборы. Вискозиметр Брукфильда типа RVF;
термометр со шкалой, градуированной через 0,1 "О;
стеклянный стакан емкостью 600 мл или банка 1 л.
зируемой смолы помещают в чистый стакан или банку.
Выбранную насадку с уплотнительным кольцом вводят
в смолу, при этом следят, чтобы воздух не попал под
пластинку насадки.
2. Анализируемую пробу выдерживают при темпе-
ратуре 25±0,1 ЬС.
Испытание. 1. Насадку с уплотнительным коль-
цом присоединяют к вискозиметру и устанавливают
в соответствии с риской иа хвостовике насадки.
2. Включают вискозиметр и дают возможность на-
садке вращаться в течение 0,5 мин, после чего прибор
выключают и снимают показания со шкалы индикатора.
Включают прибор несколько раз и снимают показания
до тех пор, пока не получат постоянное значение.
3. Переводят показания шкалы индикатора в санти-
пуазы по переводной таблице, входящей в комплект
прибора.
4. Записывают следующие данные:
а) вязкость, спз; б) тип насадки; в) скорость вра-
щения; г) температуру смолы с точностью до 0,1 °C;
д) температуру окружающей среды с точностью до
0,5 °C.
ЭПОКСИДНЫЙ ЭКВИВАЛЕНТ
Эпоксидный эквивалент (или эпоксидная эквива-
лентная масса) — это масса одного грамм-эквивалента
смолы, выраженная в граммах. Если предположить, что
смола имеет линейное строение (не содержит боковых
цепочек) и далее предположить, что на каждом конце
цепочки содержится одна эпоксидная группа, то тогда
эпоксидный эквивалент будет */з средней молекуляр-
являются следующие
хлористого пи-
Разница между количеством добавленной кислоты
н количеством прореагировавшей кислоты, определяемым
путем титрования стандартным раствором щелочи, дает
величину эпоксидного эквивалента.
На практике обычно применяются НС1, НВт или
HF (табл. 2-10). Одна из методик состоит в том, что
НВт получают из хлорной кислоты и четвертичного
бромида аммония; этот метод обеспечивает быстрое
титрование и большую контрастность по сравнению
с методом определения с помощью НВг и уксусной
кислоты [Л. 2-45].
Наиболее распрос
четыре метода:
1) определение с
ридина в пиридине;
2) определение с помощью бромистого водорода
и уксусной кислоты;
3) определение с помощью хлористоводородной
кислоты н йодистого калия;
4) потенциометрическое титрование хлористоводо-
родной кислотой.
Методики определения подробно излагаются
в табл. 2-11-2-14.
Применимость каждого метода зааисит как от типа
анализируемой смолы, так и от ряда других факторов.
Во-первых, реагенты должны обладать хорошей раство-
римостью по отношению к анализируемой пробе, осо-
бенно если проба не является жидкостью. Поэтому ме-
тод присоединения хлористого водорода из раствора
MgCl2 имеет весьма ограниченное применение вслед-
ствие того, что только такие эпоксиды, как глицидол,
легко растворяются в водном растворе соли, а менее
растворимые эпоксиды медленно растворяются и соот-
ветственно вступают а реакцию с меньшей скоростью.
Метод присоединения НС1 из спиртового раствора
MgCls более распространенный, так как более высоко-
молекулярные эпоксиды, такие как жидкие ароматиче-
ские глицидиловые эфиры, растворяются в реагенте.
Однако высокомолекулярные эпоксиды, такие как вы-
сокополимеризоваиные ароматические эпоксидные смо-
лы, не растворяются и спиртовой среде. Система хло-
ристоводородная кислота — этилрвый эфир — хороший
растворитель для большинства монозпоксндиых соеди-
нений, однако она не является удовлетворительным
растворителем для эпоксидных смол. Система НС1—
моноалкиловый эфир этиленгликоля является очень хо-
рошим растворителем для эпоксидных смол, ио боль-
шинство смол переходит в раствор довольно медленно,,
при этом требуются нагревание и перемешивание в те-
чение продолжительного времени. Пиридин, хлорофори
и лиоксаи являются хорошими растворителями для эпо-
16
Гл. 2. Характеристики неотеержденных эпоксидных смол
Основные хараитеристики 11 методов определения эпоксидного эквивалента [Л. 2-12, 2-17,
___________________________________2-28, 2-42, 2-44] ________________
Метод Реагент Необходимая аппаратура Температура про- ведения реакции Продолжи- тельность проведения Титрованный Индикатор
Лрисоедивеиие'НС! из водного раствора MgCl2 Присоединение НС1 из спиртового раство- ра MgClj НС1 — моноалкиловый эфир этиленгликоля НС1 — этиловый эфир НС1 — дноксан Хлористый пиридин— пиридин Хлористый пиридин— хлороформ Бромистый водород- уксусная кислота Йодистый водород Хлористоводородная кислота — метил- этилкетои Потенпнометрическое титрование Насыщенный водный раствор MgCls, со- держащий 0,1 И.НС1 0.5 и.НС1—MgCU в 0,2 в.НС! в моноалки- ловом эфире этилен- гликоля 0,2 B.HC1 (безводный) в этнлоаом эфире 0,2 н.НС1 в дноксане 0,2 Н.НС1 в пиридине 0,2 и 1 н. НС1 (без- водный) НС1 в пири- дине и хлороформе 0,1 н. бромистый во- дород-уксусная кислота в хлорбен- Йодистый калий—хло- ристоводородная кислота в и-пропа- Разбавленная НС1 в метилэтилкетоие 1 н. НС1 в дистилли- рованной Н,О и 4 h.HNO, в смеси: дистиллированная вода — ацетон Бутыль с проб-1 Колба с притер- той пробкой Колба с пробкой Колба с притер- той пробкой Колба с притер- той пробкой Колба с обрат- ным холодиль- ником Колба с обрат- ным холодиль- Колба или бюретка Колба с обрат- ным холодиль- ником Колба Колба, потен- циометр Комнатная Комнатная 65 «С Комнатная Комнатная Нагревание с обратным хо- лодильником при ~ 115 °C Нагревание с обратным хо- лодильником при ~60°С Комнатная Нагревание с обратным хо- при ~60°С Комнатная Комнатная 30 мак 30 мин 3 ч. 20 мак 30 мин (2 ч. вля 15— 30 мин 30 мин 20 мак Водный 0.1 H.NaOH Водный 0,5 и.ЫаОН Водный 0.1 н.ЫаОН Водный 0,1 H.NaOH 0,1 H.NaOH в метаноле Водный 0,5 и. NaOH или 0,1 н. КОН в метаноле 0,5 H.NaOH в метаноле 1 н.НС1 Спиртовой ₽к2н₽ I H.AgNO, Метилоранж Бромкрезол зеленый Бромтимол синий Фенолфта- красиый Фенолфта- Фенолфта- Кристалли- ческая нитросерная Броь-рлол голубой Крезол Система электродов
хсидов, в том числе и для смол иа основе ароматиче-
ских глицидиловых эфиров.
Применимость того или другого метода определе-
ния эпоксидного эквивалента зависит и от другого фак-
тора— глубины протекания побочных реакций. Любая
побочная реакция нежелательна, если в результате ее
на одни моль кислоты приходится более одного эпо-
ксидного эквивалента. Например, в определенных усло-
виях некоторые эпоксиды имеют тенденцию к изоме-
ризации с образованием соответствующих карбониль-
ных соединений, другие же эпоксидные соединения или
их хлоргидрины склонны к гидролизу или алкоголизу
(реакции разложения спиртом). Эти реакции могут про-
текать наряду с необходимой для анализа реакцией
присоединения хлористого водорода.
Присутствие в промышленных смолах других орга-
нических радикалов также нежелательно. Например,
наличием фенолов объясняегся погрешность определе-
ния эпоксидного эквивалента с помощью раствора хло-
ристого пиридина в пиригю.е; наличие органических
кислот, а в ряде других методов образование различных
эфиров, частично гидролизующихся, увеличивают погреш-
ность определения. Детальному исследованию факторов,
оказывающих вредное влияние на протекание основной
реакции, посвяшена работа ГЛ. 2-12].
Методика определения эпоксидного эквивалеи
с помощью раствора хлористого пиридина
в пиридине [Л. 2-22]
Реагенты. 1. 0,2 и. раствор клористого пириди-
на в пиридине (16 мл концентрированной HCI иа 1 л
пиридина).
2. Стандартный 0,5 н. раствор NaOH в метаноле
(20 г 'NaOH иа 1 л).
3. Фенолфталеин (0,1 г фенолфталеина на 100 мл
метилового спирта).
4. Метиловый спирт марки ч. д. а.
иой смолы (2—4 мэкя) помещают в круглодониую
колбу 200 мл. В другую колбу 200 мл с помощью
пипетки отбирают 25 мл раствора хлористого пиридина
в пиридине. Эта проба используется в качестве ков-
трольнор в ходе анализа. В колбу с навеской прили-
вают 25 мл вышеуказанного раствора и встряхивают
колбу круговыми движениями до полного растворения
смолы, в случае необходимости слегка подогревают.
Используют наружный обогрев и магнитную мешалку.
После полного растворения смолы устанавливают вер-
Эпоксидный эквивалент
17
тикальный холодильник н кипятят раствор при непре-
рывном перемешивании в течение 25 мин. После кипя-
чения раствор охлаждают вместе с холодильником,
после чего добавляют 50 мл метилового спирта через хо-
лодильник и дают ему стечь, а затем удаляют холо-
дильник. Добавляют 15 капель фенолфталеина и тит-
руют 0,5 и. iNaOH в метаноле (10-жл бюретка) до
окрашивания в розовый цвет.
Эпоксидный эквивалент=
_____________________(16) (навеска, г)________________
(г кислорода в эпоксидной группе анализируемой смолы)*
Продолжение табл. 2-12
Расчет. Определение титра раствора НВт в уксус-
ной кислоте:
(Na,СО,, a) XI 000
НВг -- 53Х(НВг. лм)
IP XI 000
эпоксидный эквивалент = gj др
где И7—навески смолы, г; S —количество (мл)
НВг, израсходованное на титрование анализируемой
пробы; В— количество (жл) НВг, израсходованное на
титрование контрольной пробы; N — концентрация НВг
Количество кислорода = (Л—В) (N) (0,016). а,
где А — количество (л:л) NaOH, израсходованное на
титрование контрольной пробы; В — количество (мл)
NaOH, израсходованное на титрование анализируемой
пробы; N — нормальность — NaOH; 0,016 —миллиэкви-
валентная масса кислорода, г.
Методика определения эпоксидного эквивалента
с помощью бромистого водороди (Л. 2-42]
Ревгенты. 1. Уксусная кислота, ледяная, марки
2. Бромистоводородиая кислота (30—32%-иая в
уксусной кислоте).
3. 0,1%-ный растиор иитросериой кислоты
(HsSOs • NO,) в ледяной уксусной кислоте.
4. Клрбонат натрия, технический, высушенный до
постоянного веса при 120—140 °C.
5. Хлорбензол марки ч. д. а.
6. Раствор бромистого водорода в уксусной кислоте
не более 0,1 и.
Раствор указанной нормальности приготовляют сле-
дующим образом: 30—32%-ную НВг в уксусной кисло-
те, содержащую 52 е НВг, наливают в 2-л бутыль
с притертой стеклянной пробкой, доливают до 2 л ледя-
ной ускусной кислотой и тщательно перемешивают.
Нормальность раствора НВг—НАс проверяют ежеднев-
но путем титрования раствором NaiCO, в ледяной
уксусной кислоте (0,1 а безводного Na,CO, в 10 мл ле-
довой уксусной кислоты) до окрашивания в сине-зеле-
ный цвет. В качестве индикатора применяют кристал-
лическую иитросерную кислоту.
х Млтодика определения. Навеску смолы
берут в таком количестве, чтобы в ней содержалось от
ОДЯКЛо 0,002 эпоксидного эквивалента (приблизительно
Методика определения эпоксидного эквивалента
с помощью йодистого калия (Л. 2-44]
Реагенты. 1. 1-н. НС1.
2. Раствор йодистого калия (3,0 г KJ) в 5 мл ди-
стиллированной воды). Концентрация KJ в йодатах не
должна быть высокой (0,0003% нли менее).
3. Индикаторный раствор (0,1 г бромфенола голу-
бого в 99,9 а п-пропаиола).
4. п-пропанол.
Методика определения. Берут навеску
смолы с точностью до 0,0001 г в количестве 1—5 г и
помещают во взвешенную колбу Эрленмейера. Добав-
ляют 26 мл n-пропанола. Колбу прмещают на баню, и
смесь смолы с п-пропаиалом нагревают с обратным
холодильником при непрерывном перемешивании до
полного растворения смолы, после чего сверху устанав-
ливают бюретку со специальным приспособлением и
быстро добавляют 20 капель индикаторного раствора
и свежеприготовленного раствора КЗ. Смесь подогрева-
ют с обратным холодильником и титруют 1 н. HCI до
окрашивания смесн в желтый цвет (т. е. когда одна
добавленная капля HCI вызывает изменение цвета смеси
от голубого до желтого, который не исчезает в течение
В процессе титрования по мере добавления НС1
голубой раствор мгновенно приобретает желтую окрас-
ку, что указывает на избыток НС1. Этот избыток
взаимодействует с К! с образованием HJ, которая в те-
чение нескольких секунд присоединяется к эпоксидной
группе. Как только HJ полностью прореагирует, раствор
сразу же приобретает голубую окраску. Скорость при-
соединении HJ к эпоксидной группе эависит от темпера-
туры. Титрование проводят при кипении. В процессе ти-
трования может наблюдаться помутнение раствора смо-
лы, в этом случае добавляют несколько мл п-пропанола,
нагревают до кипения и продолжают титрование.
навеску помещают в 125-лл колбу и приливают 10 мл
хлорбензола. Смесь перемешивают с помощью магнит-
ной мешалки до полного растворения смолы. Добав-
ляют 4—6 капель индикаторного раствора (раствор
/кристаллической нитросерной кислоты в уксусной кис-
\лоте), закрывают колбу резиновой пробкой, в которую
Лставлеиа бюретка (кончик бюретки должен находиться
-чад уровнем раствора), и титруют раствором 0,1 н. НВг
t уксусной кислоте до сине-зеленой окраски. Чтобы
Угать возможность реакции протекать до конца, скорость
титрования на конечной стадии должна быть очень
низкой, прн этом окраска должна точно соответство-
вать окраске титрованного растнора реагента. Кон-
трольное определение проводят по этой же методике и
иа тех же реагентах. Определение проводят на двух
параллельных пробах и записывают полученные ре-
зультаты.
2—1242
1й эквивалент, молей/кг =
НС1, xtXNHc:l
навеска смолы, г
Расчетная величина будет на 1—3% меньше теоре
тической.
Методика определения эпоксидного эквивалента
методом потенциометрического титрования (Л. 2-42]
Реагенты. 1. Ацетон марки ч. д. а.
2. Диоксан марки ч. д. а.
3. Хлористоводородная кислота —II н. (85 мл кон-
центрированной НС1 разбавляют 1 л дистиллированной
18
ых эпоксидных смол
Продолжение табл. 2-14
4. Азотная кислота ~4 и. (250 мл концентрирован-
ной HNOs разбавляют 1 л дистиллированной воды).
5. Нитрат серебра — 1 и. (84,5 е AgNOs разбавляют
""гтиллированной водой до 500 мл). Титр устаиавли-
дистиллирован»
вают no NaCl.
Примечание. Нормальность раствора кислоты
должна быть несколько ниже 1 и. В этом случае для
титрования контрольных проб может быть использова-
на микробюретка.
Методика определения. Берут навеску
смолы, в которой содержится около 0,002—0,004
эпоксидного эквивалента (примерно 0,4—0,8 г), в 250-лл
химическом стакане с точностью до 1 мг. Добавляют
25 мл диоксина в покрывают часовым стеклом. Длн
полного растворения смолы используют магнитную ме-
шалку. Затем добавляют 10 мл 1 и. НС1 н перемеши-
вают еще в течение 20 мин. Затем добавляют 50 мл аце-
тона, 35 мл дистиллированной воды и 2 ял 4 н. HNOs
(HNOs отмеривают с помощью пипетки). Для титрова-
ния используют pH-метр с системой электродов метал-
лическое серебро —Ag-AgCI. Титруют 1 и. AgNOs при
быстром перемешивании магнитной мешалкой до потен
циала 300 же. Для каждой серии проводят три кон-
трольных определения и рассчитывают среднее ариф-
метическое из трех определений. На каждую анализи-
руемую пробу проводят два определения и рассчиты-
вают среднее значение.
W'X 1 000
где IT — масса иавески; В — количество (жл) AgNOs,
израсходованное на титрование контрольной пробы;
•S — количество (мл) AgNOs, израсходованное на тит-
рование анализируемой пробы; N — титр раствора
AgNOs.
Определение апоксидноео эквивалента
с помощью ИК-спектроскопии
Для определения эпоксидного эквивалента может
быть применена ИК-спектросколия; однако этот метод
ие получил такого широкого распространения, как хи-
мический метод.
Зависимость интенсивности полос поглощения
ИК-спектров от молекулярного веса DGEBA
[Л. 2-13]
ВОЛНЫ, мкм Средняя молекулярная масса смолы
360-400 450 700 ?°ооо 1 400 2900 3800
СШ 2,90 0,125 0,186 0,332 0,402 М09 0,411 0,461
г 1? 3,37 с#.-С -^в,45 0,736 0,749 0,701 0,791 0,665 0,726 0,764
1,00 1,00 1,00 1,00 1,00 1,00 1,00
0,300 0,284 0,319 0,324 0,267 0,253 0,296
1,904 , 1,88 2,11 1,910 2,22 1,988
1 9,05 0,340 0,401 0,540 0,600 0,565 0,611 0,593
ЭЛ 10,95 0,712 0,578 0,450 0,337 0,260 0,204 0,193
511 11.60 0,592 0,480 0,393 0,289 0,228 0,180 0,157
И-ЛН2.О6 2,01 2,03 1,63 1,81 1,682 1,71 1,573
Рис. 2-9. Скорректированное ИК-погло-
щение смол на основе DGEBA как
функция эпоксидного эквивалента
(Л. 2-13].
При переходе от низкомолекулярных к более вы-
сокомолекулярным смолам одного н того же типа интен-
сивность полос поглощения ИК-спектров изменяется
а зависимости от процентного содержания различных
групп. Для смол «а основе DGEBA установлена зави-
симость изменения интенсивности от молекулярной мас-
сы, при этом за эталон выбрана интенсивность полосы
поглощения при 6,21 жки (табл. 2-15). Если относи-
тельное поглощение представить как функцию эпоксид-
ного эквивалента или молекулярной массы, установлен-
ной химическим методом, то полученные кривые будут
довольно плавными. Если относительное поглощение
скорректировать с учетом остаточного поглощения при
10,95 жки, наблюдающегося при отсутствии эпоксидных
групп, то скорректированное поглощение будет состав-
лять Rc=R—0,173. Логарифм скорректированного по-
глощения находится в прямо пропорциональной зави-
симости от эпоксидного эквивалента, о чем свидетель-
ствует график, приведенный на рис. 2-9. Подобные за-
висимости были получены и для полосы поглощения
при 11,6 жкж [Л. 2-13]
Для каждой эпоксидной смолы ЭПОКСИДНЫЙ ЭКВИ1
валент будет определяться определенной полосой по-
глощения. Например, в случае бронированных DGEBA
эпоксидный эквивалент может быть определен комби-
нацией двух сдвоенных полос при 6,21 и 13,2 мкм, вы-
бранных в качестве эталона, в противоположность
DGEBA, эпоксидный эквивалент которого определяется
комбинацией полос при 6,21 и 10,95 мкм (Л. 2-49].
Определение апоксидноео эквивалента методом
ИК-спектроскопии в ближней области
Спектроскопия в блнжией ПК-области охватывает
спектр с длиной волн примерно от 0,6 до 2,5 жкж в про-
тивоположность обычной ИК-области спектра, лежащей
в диапазоне от 2 до 15 мкм.
Полосы поглощения в блнжией области ИК-спек-
тра в основном являются первым или вторым оберто-
ном нли комбинацией их, по частоте же ие отличаются
от полос в ИК-области.
ct-элоксиды при 2,205 мкм имеют вполне четкий
максимум, который, по-видимому, обусловлен валент-
ными колебаниями связи С—Н (-и=3050 см-1) и де-
формационными колебаниями СН (у=1460 см-1}
[Л. 2-34]. Типичные спектры поглощения в ближней
ИК-области для DGEBA показаны на рис 2-10. Эпо-
Гидроксильный жвивалет
Таблица 2-16
эпоксидных групп и ближней ИК-области [Л. 2-34]
Спектры поглс
DGEBA Эпоксидное число (по резуль- татам химического анализа) Поглощение
ПЛОТНОСТЬ. “Г эквивалент/100 г эквивалеят/л <л2,205> 1,668 мкм <*1,168> *2,206 *1.668 МБ9 мкм
Закристаллизованный 1,162 0,585 6,79 0,707 0,311 2,27 0,164
Подвергнутый перегонке Мол. масса 380 1,165 1.165 0,573 0.522 6,68 6.08 0,685 0,620 0,311 0,309 2,20 2,015 0,161 0,140
Мол. масса 450 1.163 0.395 4,60 0,457 0,307 1,490 0,090
Мол. масса 950—1 000 1,188 0,197 2,34 0,208 0.293 0.710 0,015
Мол. масса 1 400 I 1,177 0,099 1,164 0,221 (3 мм) 0,937 (3 мм) 0,184
ксндные числа, рассчитанные по поглощению при
2,205 мкм, для пяти смол иа основе эпихлоргидрина
бисфенола А приведены л табл. 2-16 и на рис. 2-11.
Для определения эпоксидного эквивалента были
использованы также и косвенные методы. Для смол иа
на основе DGEBA возможно сравнение изменяющегося
поглощения эпоксидной группы с относительно постонн-
ным поглощением, например первым обертоном валент-
ного колебания ароматической связи С—И при 1,668 мкм
Рис. 2-10. Спектр поглощения DGEBA в бтижней
ИК области. Максимум, обусловленный эпоксид-
ной группой, наблюдается при 2,05 мкм, а эта-
лонный максимум —при 1,668 мкм (Л. 2 34).
Рис. 2-11. Определение эпоксидных чи-
сел DGEBA как функция молекулярной
массы (прямой метод) (Л. 2-34].
(Л. 2-34]. Результаты такого сравнения приведены
в табл. 2-16 и иа рис. 2-12.
Эпоксидный зканвалент может быть определен так-
же по поглощению прн 1,159 мкм (рис. 2-13).
ГИДРОКСИЛЬНЫИ ЭКВИВАЛЕНТ
Гидроксильный эквивалент—количество смолы
в граммах, в котором содержится один гидроксильный
эквивалент. Он может быть также определен количе
ством эквивалентов, содержащихся в 100 г смолы. Ги-
дроксильный зквнаалеит может быть определен не-
сколькими методами, из которых наиболее распростра-
ненными являются
I) этерификация кислотами, 2) реакция с хлоран-
гидрндом уксусной кислоты; 3) реакция с алюмогидри-
дом лнтня и 4) реакция с феиилнзоцианатом. Для опре-
деления может быть применена и спектроскопия
в ближней ИК-области.
Определение содержания а-гликоля в эпоксидных
смолах проводится с помощью химического метода, на-
пример с помощью перйодата бензилтрнметнламмония.
Гидроксильный эквивалент смолы нгрзет важную
роль прн определении средней молекулярной массы
смол. Вследствие того что гидроксильные группы явля-
ются потенциально реакционноспособными, гидроксиль-
ный эквивалент будет определять и функциональность
системы. Кроме того, с отвердителями определенного
типа гидроксильные группы могут активировать про-
цесс отверждения нли ускорять его.
ЗпонсиЗное число, эквивалент/ЮОг
Рис. 2-12. Относительное поглощение
DGEBA как функции молекулярной массы
в ближией ИК-области (Л. 2-34].
0,5
в ИкХ °щение DGEBA
Метод этерификации
н^“ жЧ>И“мнИ киыотами^яното” ® етеР«Фи«ации
ноты протекания реакции беД™* 2 асла <для пол-
о^итпСК0Г0 количества) при 225°С₽г3а больше тео'
оттитровыванием непрореагиоовяттоа последующим
Делении суммарного кодачеСтая««слоты и опре-
ксиднык групп (одна эгоксиХая X СИЛЬНЫ? « э"о-
двум гидроксильным). «лвая группа эквивалентна
Реакция о клорангидридом уксусной кислоты
лента, возможно, H°X«XXeXPOKCI““oro эк«ива-
-етодика определения noSpSffZ^^TO
голица 2-17
с помХЛ“хлоЖХЬНОГО 8квивалента
хлорангидрцда уксусной иислоты
^д7оХ7марки^НаМаРКИЧ-Да-
в толуоле.” раств°Р ллорангидрида уксусной кислоты
4. Пиридин марки х. ч
к п?Луол' <*<‘
о- 0,5 и. раствор МаОН' в спирте
в4-ЙХХе)(°-1%-НЫЙ ™ краевого
смолы ра0с?воря1т0"вре1оел/д"о *72 ' ®поксндной
60 °C, после чего раствор пт ”, °* Л"а' нагРетого до
температуры и добавляют 1СW до ком«атиой
ной кислоты, перемешивают и^ыстооаНпТРВДа УКСус’
О С, после чего добавляют 9 °Х?° охлаждают до
колбу пробкой. энергично встрХХпХ®' Закрывают
№яЯпХСаНЮ п₽и темпера^е ет^оаП°пМащают на
ВИЯ давления в колбе пообкС ‘ С’ Для сниже-
вают. Смесь выдерживают „то • “оментальио вытаски-
ратуре в течение 1“ и энетоии„„ ™ОЙ ВЬШ1е темпе-
каждые 40 мин. Затем колбХхл1жлВяС^ЯХИВаЮТ чеРез
со льдом и добавляют 9ч лажда|от в водяной бане
рованной воды, знеодаи? нХяХаЖДеиной ДИСТИЛЛИ-
ледяной баие иТ fo X Хя „X * оставл^ на
реагента колбу время от времени встоята™* п ытка
бежание образование эм™Х„ встряхивают. Во из-
яенного ацДХ?Хатем “риДЛаВЛЯЮТ 25 МЛ ““аж-
s яа
В ига™,,,,.. Продолжение табл. 2-/7
определения. Х условнях проводят два контрольных
дованнаойнеаттнтрование Х?™0™6 “'ело«и, израсхо-
Двух определений) и ппл««НТ₽ОЛьИ0® пР°бы (среднее из
™ДРокХьХЛруПп. Р “ СМ°ЛОЙ- co^SJe
Реакция с алюмогидридом лития
°SS" STSS?,. то.
« l™"
ппптоЕ "рппсссе реакции, с учето^то3’ ““^«h™-
поправок на воду, кислоте « к соответствующих
в анализируемой „роб?°Х солетж» аКТИавый B“>°m
групп [Л. 2-24]. содержание гидроксильных
Реакция с фенилизоцианатом
Х“иведеХРв°Х^
спектртскомиВНв Жбласти” и?» экв«валеита методом
сти ие является прямы1ГмДто? ближией ВД-обла-
эпоксидного эквивалента г °&ом» как определение
могут давать
так как присутствуют““ поглощения,
связанного водорода. Это означает , разл1™“х форм
Э гидроксильной группе кром/Хо;
Мзобестичвскал
точка при
w W и
Длина волны, мнм
охлажденного сФоИ?00Х НА>
меРа кривых укаяымнУ1’ 2'34 ’ Но"
гельность сияти? сиеХ в"°Ж
охлаждения.
Гидроксильный эквивалент
Рис. 2-15. Спектр поглощения с фе-
нилового эфира глицерина, охлажден-
ного со ПБ'С [Л. 2-34]. Номера на
указывают последователь-
кривых
сиятия спектров в процессе
охлаждения.
с кислородным атомом гидроксильной группы, еще ча-
стично связан с атомом кислорода соседнего кислоро-
да или кислородным атомом других полярных групп.
Водороду присуща как внутри-, так и межмолекуляр-
ная связь. Полосы поглощения, обусловленные свобод-
ными или связанными через водород гидроксильными
группами, разнятся своей интенсивностью и длиной
волны. Исследование нарушения равновесия между раз-
личными водородными связями при повышенных тем-
Таблица 2-18
Поглощательная способность в ближней ИК-области
аддукта, содержащего 4 моля фенилглицидилового
эфира и 1 моль этилендиамина, свидетельствующая
об изменении полосы поглощения ОН с изменением
температуры ]Л. 2-34]
НИЯ, мин* Поглощательная способность
у я эк у тпеег я
линия при 1.08 мкм ОН-макси- “.428 Эталонный максимум при гидроксильное
3 0,126 0,973 0.973 1.044
11 0,109 0,840 0,911 0,911
17 0,101 0,770 0,906 0.831
23 0,101 0,726 0,905 0,777
31 0,101 0,695 0.915 0,730
37 0,102 0,674 0,917 0,702
44 0,103 0,655 0,922 0,674
52 0,102 0,639 • 0.922 0.655
92 0,105 0,606 0.928 0,609
120 0,105 0,599 0,932 0,597
235’ 0,105 0,597 0,931 0,596
ре во время снятия спектров.
• Рксадтываля как М1.4231 — л1.03> ЛЛЯ ком-
Рис. 2-16. Спектр поглощения
аддукта, содержащего 4 моля фе
нилглицидилового эфира в 1 моль
этилеидиамнна, охлажденного со
122 °C (Л. 2-34]. Номера иа кривых
указывают последовательность
снятия спектров в процессе
охлаждения.
пературах с последующим его восстановлением при
охлаждении выявило наличие изобестической точки,
поглощение в которой не зависит от концентрации раз-
личных внутри- н межмолекуляриых форм связи
[Л. 2-34]. Кривая с изобестической точкой при длине
волны 1,474 мкм для диглицирилового эфира бисфено-
ла А показана на рис. 2-14.
Для двух других модельных соединений (рис 2-15
и 2-16 и табл. 2-18 и 2-19) установлено наличие изо-
Изобестические точки модельных соединений и
эпоксидных смол в ближней ИК-области
(Л. 2-34]
22
Гл. 2. Характеристики неотвержденных эпоксидных смол
бесгической точки при той же;длине волны. В изобести-
ческих точках поглощение является функцией лишь
общей концентрации гидроксильных групп и не зависит
от типа связи.
Таблица 2-20
Определение гидроксильных чисел неотвержденных
DGEBA с помощью спектроскопии в ближней
ИК-областн [Л. 2-34]
DGEBA. моль, масса
Величина
35Э 380 450 1000 1400
Химический анализ 0,622 0,198 0.273 0.306
валеитДОО г Гидроксильное число, ак- 0.016 0,129
вивалент/100 г Плотность 1.1653 1.165 1.163 1,188 1.177
Гидроксильное число, ак- 0,186 0,653 1 690 3.24 3.60
Спектроскопически? дан-
ные
Ширина полосы Ь, ем 1,0 1 0 0 Б 0,6
Температура . Комнатная
Поглощение *1,080 (Фон) 0,017 0.040 0,038 0,048 0 134
А1,188 (метильная группа) 0,226 0,285 0,171 0.190 0,276
А|,4бб (ОН, нзобестиче’ 0,184 0 305 0,239 0,376 0,479
скал точка)
Расчет
*1,456— *1,080 0.215 0.402 0.655 0.690
41,453—41,080 0.827 1.081 1.512 2.31 2.43
л. смолы 0,0 О.2 0 6 9,81 Л
СНз.% 8.83 9,05 9*40 10,15
Поправочный коффнциент 1,0 1,026 1.065 1.11 1,15
41,466-41,080 0.827 2.66 2.80
41.1В8-4Ц080
Результаты определения гидроксильного эквивален-
та путем определения изобестической точки хорошо со-
гласуются с результатами, полученными химическим
методом (табл. 2-20).
Для образцов с неизвестной шириной поглощения
может быть использован метод внутреннего эталона.
В табл. 2-20 показаны результаты определения гидро-
ксильного эквивалента с использованием максимума
при 1,188 мкм (второй обертон валентной частоты свя-
зи С—Н в метильной группе)
ТЕМПЕРАТУРА РАЗМЯГЧЕНИЯ
Классификация неотвержденных смол может, быть
осуществлена по температурам размягчения, опреде-
ляемым по методу кольца и шара или ртутным мето-
дом Дурана (Durran's method). Посредством этих ме-
тодов определяют температуру, при которой смола
размягчается. Температуры плавления смол, расплав-
ляющихся при температурах выше комнатной, часто
определяются этим методом, который предпочтительнее
метода определения вязкости раствора или вязкости
при повышенных температурах.
По методу Дурана иавеску смолы расплавляют
в пробирке и охлаждают, после чего на затвердевшую
массу помещают определенное количество чистой ртчти
и содержимое пробирки снова нагревают. Температу-
ра, при которой расплавленная смола достигает верх-
него уровня ртути, регистрируется как температура
плавления. Вследствие того что смолы не являются
монокристаллическими химическими соединениями, не-
возможно получить точные температуры плавления
Любая температура плавления смолы является эмпи-
рической и определяется условиями, в которых оиа
определяется. По-видимому, при определении темпера-
туры плавления методом Дурана происходит стабили-
зация этих условий, при этом в значительной степени
исключается погрешность определения за счет ошибок
экспериментатора.
Другим методом, применяемым для определения
температуры плавления, является дилатометрический
метод, при котором определяют температуры перехода
второго рода, т. е. температуры, при которых наблю-
дается резкое изменение характеристик теплового рас-
ширения (или других свойств), что указывает на вну-
треннюю пространственную перегруппировку, вызван-
ную расширением смолы при переходе ее из стеклооб-
разного состояния в каучукоподоброе.
ИОДНОЕ ЧИСЛО
йодное число — количество миллиграммов йода,
абсорбированного 1 г смолы, — характеризует степень
ненасыщенности молекулы эпоксидной смолы. Низкое
йодное число свидетельствует о низкой степени насы-
щения. Иодное число может быть определено, напри-
мер, методом Гайа i(Hanus method) (Л. 2-8].
йодное число в сочетании с содержанием кислорода
в эпоксидной группе может быть использовано для
определения Выхода продуктов в синтезе с надуксусной
кислотой.
МОЛЕКУЛЯРНО-МАССНОЕ РАСПРЕДЕЛЕНИЕ
В коммерческих смолах, в частности в смолах на
основе дитлицидилового эфира и эпоксидированных
смолах новолачиого типа, структура смолообразной
массы может сильно изменяться вследствие тенденции
эпоксидных групп взаимодействовать друг с другом
в процессе синтеза с получением ряда повторяющихся
группировок в молекуле. Для получения фракций
DGEBA с различными молекулярными массами было
использовано традиционное фракционное осаждение из
растворителя [Л. 2-43]. Более новыми методами, при-
меняемыми для фракционирования эпоксидных смол,
являются гель-проникающая хроматография (Л. 2-47]
и препаративная тонкослойная хроматография [Л. 2-48].
Исследования показали, например, что высокочи-
стая смола иа основе DGEBA содержит около 99%
DGEBA с п=0, в то время как коммерческие смолы
с эпоксидным эквивалентом, равным 190, содержат при-
близительно 88% смолы с п=0; 10% смолы с п=1 н
2% смолы с п=2. Подобным же образом высокомоле-
кулярные твердые смолы иа основе DGEBA с эпоксид-
ным эквивалентом, равным 640, обычно используемые
в качестве покрытий, являются представителями поли-
мера с п=2, ио фактически содержат свыше 60% по-
лимера с п=3, 4 и 5, около 15% полимера с п=2, 15%
полимера с п=1 и 20% полимера с п=0.
фракций может изменяться в зависимости от условий
производства, поэтому смолы с одинаковой молекуляр-
ной массой могут отличаться друг от друга вязкостью,
температурой плаалеиия, реакционной способностью,
пределом прочности иа растяжение, удельной ударной
вязкостью н другими свойствами.
Установлено, что другим присутствующим полиме-
ром является изомер 1,3-хлоргидрни, который образует-
Показатель преломления
23
ся в процессе реакции бисфенола с эптихлоргидрииом.
Таблица 2-22
Показатели преломления различных эпоксидных
смол и разбавителей при 25° С
Присутствие этого полимера крайне нежелательно;
изомер неспособен к дегидрогалогенизации, идущей
с образованием эпоксидной группы, и функциональность
образующейся смолы снижается пропорционально его
содержанию.
Для определения цвета иеотвержденных смол обыч
но пользуются жидкими эталонами Gardner, компара-
тором цветности Hellige или нормами АРНА.
Смолы, не содержащие фенола, дают лучшую
окраску в неотверждеином состоянии; в отвержденном
же состоянии имеют тенденцию выцветать в процессе
старения. Интенсивность окраски смол иа основе арома-
тических соединений, как правило, зависит от молеку-
лярной массы: чем ниже молекулярная масса, тем
интенсивнее окраска смолы.
ПЛОТНОСТЬ
Плотность смолы определяется по отношению мас-
сы данного объема смолы к массе равного объема
Существует множество способов определения плот-
ности. Обычными приборами, применяемыми для жидких
смол, являются гигрометр и пикнометр. Методика опре-
деления плотности веса приводится в табл. 2-21.
(Л. 2-31]
Прибор. 200-лл цилиндр.
Методика определения. Способ А. Для
низковязких жидких смол без наполнителя с помощью
гидрометра в соответствии с ASTM D901-56
Способ В. Для высоковязких жидких смол или
паст. 250 мл смолы выдерживают в течение некоторого
времени иа водяной баие при постоянной температуре
25±1°С. Взвешивают чистый пустой 200-мл цилиндр
иа рычажных весах, заполняют его дистиллированной
водой и взвешивают. За вес цилиндра принимают сред-
нее из 10 взвешиваний. Затем заполняют этот же ци-
линдр смолой небольшими порциями, давая этим воз-
можность выделяться вовлеченному воздуху. Лишнюю
массу смолы срезают острым ножом и взвешивают
плотность —
_ масса цилиндра со смолой, г—масса пустого цилиндра, г
масса цилидра с водой, г—масса пустого цилиндра, г
За величину плотности принимается среднее из трех
определений, при этом каждый раз цилиндр заново за-
полняют смолой.
ПОКАЗАТЕЛЬ ПРЕЛОМЛЕНИЯ
Показатель преломления может быть определен как
отношение скорости прохождения светового луча опре-
деленной длины волны в вакууме к скорости прохожде-
ния света той же длины волны в анализируемом ма-
териале.
Показатель преломления эпоксидных смол приво-
дится редко. Коммерческие смолы ие являются чистыми
материалами с контролируемой молекулярной массой,
и изменение показателя преломления может иаблюдать-
Материал Показатели преломле- кия"д
Бутилглицидиловый эфир 1,4170
Диглнцидиловый эфир пропиленглнколя . . 1.4556
Диглицидиловый эфир бутандиола 1,4589
Двуокись лимонена 1,4673
Двуокись вннилциклогексана 1.4758
Диглнцидиловый эфир димерной линолевой
1,4846
Смешанные изомеры бис (2.3-эпоксицикло-
1.4877
Бис (3,4-эпокси-6-метил циклогексилметил)
1,4877
1.4895
3 / 4-эпокси-6-метилциклогексиметил-3, 4-эпокси-6-метилциклогексан карбоксилат
1,4921 1,5148
Двуокись дициклопентадиена ”(65% эк?о- и
1,5175
Диглнцидиловый ₽эфир бисфенол-гексафтор-
ацетона 1.5186
ла (Ciba CY 175) 1,5209 1,5291
50%^вый раствор бис(2? 3-эпоксициклопеи- тил)ового эфира в DGEBA Аддукт, содержащий 2,5 моля DGEBA и 1.5296 1,5325
1 моль гидрированного касторового масла
60%-ный раствор DGEBA (мол. масса 1 000)
в ксилоле и бутилцеллозольве (1:1). со- 1,5350
держащий 60% твердого 60%-иый раствор DGEBA (мол. масса 4 000)
в ксилоле и ацетатцеллозольве (1:1), 1,5375
DGEBA, разбавленный 37,5"/о-ным бис(2, 3-эпоксициклопентиловым эфиром .... Смесь: 38% DGEBA, 38% DGE резорцина, 24% глицндилового эфира ионилфеиола DGEBA, разбавленный 13%-ным бутилгли- 1.5414 1.5478 1,5487
DOEBA, разбавленный 26%-ным бис(2. 1,5540
3-эпоксициклопеитил)овым эфиром ....
Л
DGEBA. разбавленный дибутилфталатом . . 1*5580
Триглицидил-р-амииофенол (молекулярно пе- 1,5660
Сись: 88%QDGEBA. i2% DGEBA (мол. 1,5681
DGEBA (молекулярно перегнанный) . . . 1,5683
DGEBA (мол. масса 360) 1.5689
1.5701
Эпоксидированная фенолформальдегидная 1.5804
Эпоксидированная фенолформальдегидная ио- 1,5866
Триглицидиловый эфир тригидроксидифеиила 1,5895
1.5963
24
Гл. 2. Характеристики неотвержденных зпоксидных смол
ся от партии к партии. Показатели преломления ряда
коммерческих смол и растворителей, а также их смесей
приводятся в табл. 2-22.
СОДЕРЖАНИЕ ХЛОРА
Синтезированные из эпихлоргидрина обычным спо-
собом эпоксидные смолы содержат некоторое количе-
ство гидролизующегося хлора (1,2-хлоргидрии, присут-
ствующий в результате неполноты реакции дегидрогало-
генизации). Этот хлор считается «активным».
Менее активный хлор может присутствовать в виде
1,3-хлоргидрииа (см. выше), в хлорметильных группах,
расположенных вдоль полимерной цепи, и т. д. Гидро-
лизующийся хлор может быть определен в соответствии
с методикой, описанной в табл. 2-23. Общее содержа-
ние хлора определяется методом испытания в бомбе,
т. е. методом Парра (Рагг). Активный хлор при опре-
деленных условиях можрт оказывать блокирующее дей-
ствие в процессе отверждения, особенно при отвержде-
нии щелочными катализаторами Льюиса. В тех слу-
чаях, когда количество вводимого катализатора имеет
решающее значение, изменение концентрации гидроли-
зующегося хлора может привести к существенным из-
менениям свойств отвержденной смолы [Л. 2-18]. Не-
-------------------- ----- ------- во взаимодей-
органические оснс
ствие с хлором с ------------ --------------- ...
увеличение содержания хлора в системе независимо от
. типа отвердителя приводит к снижению функционально-
' сти системы и плотности поперечных сшивок [Л. 2-20].
Определение содержания гидролизующегося хлора
в эпоксидных смолах (Л. 2-33]
Реагенты. 1. 0.1 н. раствор КОН в спирте (5,61 а
КОН марки ч. д. а. растворяют в 1 л метилового
спирта).
2. 0,1 н. НС1 (стандартный).
3. Толуол марки ч. д. а.
4. Метиловый спирт марки ч. д. а.
Методика определения. В две колбы
Эрлеимейера берут навески (6—8 а) анализируемой
смолы н приливают по 50 мл 0,1 и. раствора КОН
в спирте и каждую колбу и в дне контрольные. Затем
добавляют по 15 мл толуола в каждую колбу и закры-
вают их пробками. Для растворения смолы встряхи-
вают колбы вращательными движениями. Для ускоре-
ния растворения можно добавить 3—4 стеклянных ша-
рика. Колбы присоединяют к обратным холодильникам
и кипятят на слабом огне в течение 15 мин, после
чего их охлаждают до комнатной температуры вместе
с холодильниками. (В процессе охлаждения холодильник
промывают 5 мл метилового спирта.) Затем добавляют
по 3 капли фенолфталеина н титруют 0,1 и. НС1 до пер-
вого исчезновения розовой окраски.
X 3.55__ гидролизующегося хлора,
где А — количество кислоты, израсходованной на титро-
вание пробы, мл; В —количество кислоты, израсходо-
ванное иа титрование щелочи, мл; N — концентрация
раствора HCI; W — навеска, а.
ПРОЧИЕ СВОЙСТВА
Самыми характерными вз необычных свойств основ-
ных эпоксидных смол, вероятно, являются запах и про-
должительность обеспенивания в высоком вакууме.
Продолжительность обеспенивания в высоком вакууме
При использовании смол в качестве заливочных со-
ставов весьма существенно, чтобы вязкость смолы
в процессе обработки изменялась незначительно н про-
цесс обработки в вакууме протекал в минимально корот-
кие сроки. Для этого требуется высокая скорость вы-
деления газов в высоком вакууме. Промышленные пар-
тии смол характеризуются различным поверхностным на-
тяжением, поэтому для правильного выбора материалов
должна быть введена соответствующая методика испы-
тания. Методика определения времени обеспениааиия
в высоком вакууме приводится в табл. 2-24
Определение времени обеспенивания в высоком
вакуме эпоксидных смол (Л. 2-42]
мешивают отдельно смолу и отвердитель. В 1-л стака-
не с точностью до 0,1 а взвешивают отвердитель в ко-
личестве, необходимом дли получения 220 г смеси.
Берут навеску смолы в количестве, примерно иа 10%
большем необходимого, для получения вышеуказанного
количества смесн. Навески отвердителя и смолы на-
гревают до 54± 1 °C, после чего помещают их в вакуум-
ную камеру, где выдерживают их под давлением
2.5±0,5 мм рт. ст. в течение 5 лшн±30 сек.
Повторное нагревание проводят при той же темпе-
ратуре, после чего вручную перемешивают смолу и от-
вердитель и течение 1 мин ±5 сек и быстро помещают
смесь и вакуумную камеру. Смесь выдерживают при
давлении 2,5±0,5 мм рт. ст. в течние 30±5 сек.
Записывают время, за которое образовавшаяся
пена достигнет объема 400 мл. Начало отсчета времени
ведется с начала обработки в вакууме. Опыт повто-
ряется сначала, если максимальный объем пены будет
400 мл или менее
Записывают максимальный объем образовавшейся
Эпоксидные смолы, как правило, обладают слабым
запахом; их запах обычно перебивается сильным или
очень характерным запахом отвердителей. Однако в не-
которых областях применения можно отличить запах
одной смолы от другой.
Запах эпоксидных смол обусловливается примеся-
ми, такими, например, как сера (содержится в бисфено-
ле) и растворителями (следы), остающимися в смоле
после отгонки ее щелочью в процессе производства.
Практически запах смолы может быть определен
следующим образом: около 100 а смолы помещают
в 0,5-л жестяную банку, неплотно закрывают ее крыш-
кой и помещают в термостат при температуре 125 °C
на 0,5 ч, после чего, осторожно втягивая воздух, опреде-
ляют запах. Проделав такую процедуру с несколькими
смолами, можно провести сравнительную оценку за-
выводы
Основными свойствами неотвержденной смолы,
представляющими наибольший интерес, являются эпок-
сидный эквивалент и вязкость. Эпоксидный эквивалент—
масса одного моля эпоксидной смолы — дает возмож-
ность в некоторых случаях рассчитать необходимое
оптимал’-ч™ кс-апаг-вп отвердителя. Эквивалентная мас-
са друп' • .nvnn, таких как гидроксильные
и олефиновые, необходима в тех случаях, когда в про-
Определение механизма реакции
25
пессе отверждения принимают участие указанные груп-
пы. Другими свойствами, представляющими меньший
интерес, являются температура тепловой деформации,
используемая для характеристики различных смол, мо-
лекулярная масса и молекулярно-массное распределе-
ние, цвет, плотность, показатель преломления, содер-
жание хлора, продолжительность обеспенивания в вы-
соком вакууме и вапах.
Исследования структуры помогают глубже изучить
многие процессы. Исследование расположения эпоксид-
ных групп в молекуле дает возможность сделать более
правильные выводы относительно ее реакционноспособ-
В общем виде свойства отвержденного продукта,
такие как эластичность, нагревостойкость и предполагае-
мая стойкость к действию растворителей, будут обус-
ловливаться структурой основной цепи. В меньшей сте-
пени это относится к предполагаемой вязкости смолы
Следует подчеркнуть, однако, что эпоксидные смо-
лы являются только отдельными кирпичами в общей
кладке эпоксидной композиция. Композиция в конечном
итоге состоит нз одной или более смол с отвердителями
и модификаторами, такими как пластификаторы, флек-
сибилизаторы, ускорители, стабилизаторы, и выбранных
наполнителей. Эти составляющие детально рассматрива-
ются в данной книге.
Глава третья
МЕХАНИЗМ ОТВЕРЖДЕНИЯ ЭПОКСИДНЫХ СМОЛ
Самым важным свойством эпоксидных смол являет-
ся их способность к быстрому переходу из жидкого (или
термопластичного) состояния в упруготвердое терморе-
активиое состояние. Этот переход обычно не сопровож-
дается выделением побочных продуктов.
Превращение протекает при введении химически
актиаиых соединений, известных под названием отверж-
дающих агентов (отвердителей, активаторов или катали-
заторов). Большинство отвердителей промотируют про-
цесс в результате каталитического действия, другие
принимают непосредственное участие в химической ре-
акции и входят в состав смолы.
В зависимости от типа отвердителя отверждение
может протекать при комнатной температуре с выде-
лением тепла в результате экзотермической реакции
или при нагревании.
Реакционная способность эпоксидной группы
будет различной в зависимости от
места ее расположения: на конце или внутри цепи, или
внутри кольца. Установлено, что при соответствующем
ее расположении в праввльио выбранных условиях оиа
может вступать во взаимодействие более чем с 50 раз-
личными химическими группами.
Отвержденная структура, как правило, представля-
ет собой гомополимер (состоящий в основном из моле-
кул эпоксидной смолы, связанных друг с другом через
их реакционноспособные группы), или гетерополимер
(состоящий из молекул смолы, связанных друг с дру-
гом через реакционноспособные группы отвердителя),
или смесь того и другого.
Эпоксидная группа может вступать во взаимодей-
ствие одним из двух способов: анионным и катионным.
Оба типа реакции представляют значительный интерес
в технологии смол. При анионном механизме раскрытие
кольца эпоксидной группы сопровождается образова-
нием аниона;
Анион представляет собой активную группировку,
способную к дальнейшей реакции. При катионном ме-
ханизме эпоксидная группа раскрывается с помощью
активного водорода (т. е. водорода, способного заме-
щаться металлом, например натрием) с образованием
новой химической связи и гидроксильной группы. Ка-
тионный механизм может протекать различным спосо-
бом, например:
Как будет показано в этой главе, механизмы обра-
зования эпокси-анионов и эпокси-катионов значительно
более сложны, чем приведенные выше.
ния обсуждение реакции первоначально проводится на
более или менее идеальной эпоксидной группе, распо-
ложенной в молекуле таким образом, чтобы вступать
в описываемую реакцию. Далее в общем виде будет
показана предполагаемая реакционная способность эпок-
сидных групп различных типов.
ОПРЕДЕЛЕНИЕ МЕХАНИЗМА РЕАКЦИИ
Вследствие того что эпоксидные смолы отвержда-
ются до твердых неплавких материалов, продукты ре-
акции трудно поддаются химическому анализу. Этот
факт в сочетании со сложностью протекающих реакций,
выдвигает ряд проблем для исследователя. До некото-
рой степени эти проблемы могут быть разрешены пу-
тем использования монофункциональных реактантов,,
выбранных в качестве моделей за их химическое сход-
ство с составляющими истинных эпоксидных смол, и
путем контролирования условий протекания реакций,
позволяющих выделить установленные механизмы. Так,,
фенвлглицидиловый эфир
Гл. 3.
и толилглицидиловый эфир
Выделившийся алкокси-ион будет вступать в непо-
средственное взаимодействие с эпоксидной группой с вы-
делением нового алкокси-иоиа. Процесс продолжается
ханизму;
-ЯВЛЯЮТСЯ Представителями половины молекулы днглн-
цидилового эфира бисфенола А. Каждая такая «поло-
вина» может свободно вступать в реакцию, даже при
условии наличия ее в смоле; продукты реакции, не
имеющие поперечных ошивок, растворимы и могут под-
вергаться химическому анализу. Подобным же образом
дитотиловый эфир глицерина
может быть использован в качестве модельного соеди-
нения для смол на основе диглициднлового эфира бис-
фенола А средней молекулярной массы.
В процессе исследования сочетание модельных со-
единений в правильных соотношениях дает хорошее
приближение к истинным смолам.
Содержимое данной главы представляет собой ре-
зультаты ряда экспериментов Shechter, Wynstra и Kur-
kjy (Л. 3-5—3-7], Narracott [Л. 3-2], Fish, Hofman и
Koskikallio {Л. 3-3, 3-20], Newey {Л. 3-9], Gough и
Smith (Л. 3-16], Smith [Л. 3-25], Belanger и Denham
]Л. 3-11], проводимых как иа моделях, так и на смолах.
Авторы благодарны также Mr. Thomas F. (Mica of
Shell Development Co.), Mr. Ben Carroll (Western Elec-
tric Corp.), Dr. Donald G. Stoffey и Mr. I. T. Smith
(Epoxilite Corp.) за критику рукописи.
В химической литературе описаны многочисленные
реакции окиси этилена и подобных моноэпоксисоедине-
инй, которые ие нашли отражения в дайной главе Этот
вопрос достаточно освещен в (Л. 3-1, 3-12, 3-13]. Опас-
ность использования этих литературных данных, точно
так же как и данных, полученных иа истинных моио-
элокеидных соединениях, состоит, возможно, в том, что
скорости и направления реакций этих монофункциональ-
ных соединений, определяемых обычно в растворах, не
всегда идентичны с условиями и результатами, полу-
чаемыми иа полифуикциоиальиых смолах в жидкой не-
растворимой фазе.
ОТВЕРДИТЕЛИ ЩЕЛОЧНОГО ТИПА
Отвердители щелочного типа, применяемые в тех-
нологии эпоксидных смол,— это основания Льюиса, не-
органические основания, первичные и вторичные амины
и амиды
Основания Льюиса
Основания Льюиса —это соединения, содержащие
на наружной орбите атомы с необобщенными электро-
нами, молекулы которых при взаимодействии притяги-
ваются областями с пониженной плотностью электро-
нов. Органические основания, такие как третичные ами-
ны R3N, являются представителями наиболее реакцион-
носпособных оснований Льюиса, пригодных для приме-
нения в качестве отвердителей эпоксидов.
Третичный амин присоединяет один атом углерода
эпоксидной группы и присоединяется сам, как правило,
с другой стороны. Во всех случаях для дальнейшего
протекания реакции необходимо присутствие гидроксиль-
ной илн ей эквивалентной группы, обеспечивающей при-
соединение водорода к кислороду эпоксидной группы.
Промежуточное соединение представляет собой трех-
звеиное соединение, способное выделять алкокси-ион из
первоначально присутствующего водородного донора
Наличие атомов кислорода и присутствующих не-
обобщениых электронных пар стабилизврует комплекс
четырехзамещенного аммония, в то время как свобод-
ная гидроксильная группа стабилизирует алкокси-ион
в результате присоединения водорода.
В противоположность вышеописанному механизму
можно предположить, что первоначальная реакция ча-
стично протекает ие с выделением алкокси-иона, а идет
с образованием актив следующего
строения:
Дополнительные ,_.3. —
едииятьси к комплексу без увеличения зарида выделяю-
щегося иоиа:
R3Ne® в,к
Процесс может заканчиваться, как будет показано
ниже, с выделением новой гидроксильной группы и со-
единения с ненасыщенной связью без образования сво-
бодного алкоксн-иона.
Третичные амины, используемые исключительно в ка-
честве основных отвердителей, обычно вводятся в очень
высоких концентрациях. В процессе реакции возможен
обрыв цепи.
Анализ продуктов реакции февилглицидилового эфи-
ра, катализируемой третичным амином, показал нали-
чие как отдельных полимеров, не содержащих азот, так
и азотсодержащих полимеров, а также присутствие
вновь образованных гидроксильных групп и соединений
с ненасыщенной связью {Л. 3-9]. Можно предположить
что обрыв цепи без изменения заряда выделяющегося
«она протекает следующим образом;
::j®3
RSN + ROH
Вполне вероятно, что некоторое количество четырех-
замещеиного аминного комплекса может подвергаться
деалкилированию соседним алкокси-ионом;
Отвердители щелочного типа
В присутствии спирта может происходить перенос
протона: образовавшийся из спирта алкокси-ион непо-
средственно замещается третичным амином.
Показано (Л. 3-9], что активность третичного ами-
на, применяемого в качестве отвердителя эпоксидных
смол, не зависит от его основности (табл. 3-1). Боль-
Зависимость реакционной способности
днглицидилового эфира бисфенола А
от основности третичного амина [Л. 3-9]
Амин Константа иони- Время гелеобра-
Бензилдиэтиламин Триэтиламии Трипропила мии Пиридин 8.510-» 3.6-10-11 6,4-10“* 5,5-10"* 2.3-10-* 5.3 29 54
шее значение в этом случае имеют стерические факто-
ры. При наличии двух групп, превосходящих по своим
размерам этильную группу, реакционная способность
быстро падает (табл. 3-2). Таким образом, эффектив-
Та блица 3-2
Влияние заместителей на
реакционную способность амина
по отношению к DGEBA [Л. 3-9]
Бензилдиметиламин
Бензилдиэтиламин
Диметилэтаноламин
Диэтилэтаиоламии
Триэтиламии
Трипропиламии
Трибутиламии
Пиридин
2-пиколнн
4-пиколии
2.6-лутидин
ность третичного амина как отвердителя определяется
легкостью присоединения необобщенных электронных
пар к эпоксидной группе. Возможно, что молекулы тре-
тичных аминов слишком громозки, чтобы присоединить
несколько эпоксидных групп, однако они легко присо
единяют несколько зпоксидных групп нециклического
строении через мало блокированные атомы углерода.
Боковое присоединение, наблюдаемое в случае эпок-
сидных смол циклического строения очевидно, ие ха-
рактерно для третичных аминов, чем и объясняется
непригодность их применения в качестве отвердителей
для этих типов смол.
Влияние активного водорода на отверждение
основаниями Льюиса
Как уже было показано (Л. 3-6), анион, выделяю-
щийся на первоначальном этале реакции, может всту-
пать во взаимодействие с активным водородом, при-
сутствующим в виде воды, спирта, фенола или карбо-
ксила, с образованием нового аниона. Этот вновь обра-
зовавшийся анион может раскрыть кольцо второй эпок-
сидной группы, н реакция, таким образом, может про-
Рис. 3-1. Реакция взаимодействия
эпоксидной группы с гидроксильной
группой в эквивалентных количе-
ствах без катализатора, показываю-
щая порядок снижения реакционной
способности в направлении первич-
ный спирт—«-вторичный спирт—>-тре-
диэтмлеиглнколь. 2 — днпропнленглн
коль; 3 — пмнякол.
текать сначала через первую, а потом и вторую эпок-
сидную группу. Выделившиеся на первоначальном этапе
реакции гидроксильные группы могут также участво-
вать в реакции.
Направление реакции зависит от типа спирта. Ис
следование процесса полимеризации феиилдиглицидило
вото эфира в присутствии различных спиртов показало,
что все полимеры содержат спиртовой остаток в случае
применения эталона, половина полимеров — в случае
изопопилового спирта и один из семи полимеров —
в случае третичного бутанола (Л 3-9]. Для реакций
катализа эпоксидная группа — гидроксильная группа
в случае оснований Льюиса будет справедлив следую-
щий порядок:
первичные спирты—«-вторичные спирты—«-третий
ные спирты.
Такой порядок реакции наблюдался и в отсутствие
каталиазторов (рис, 3-1). Скорость реакции, что хорошо
видно нз рис. 3-2, зависит от количества присутствую-
щего спирта.
Если активный водород присутствует в виде феиола
или карбоксила, то реакция будет протекать исключи-
Рнс. 3-2. Зависимость скорости реакции
эпоксидная группа—гидроксильная груп-
па, катализированной 0,48%-иым рас-
твором бензилднметнламииа, от концен
трации спирта при 100 °C [Л. 3-5].
28
Гл. з
едения эпоксидных смол
Рис. 3-3. В присутствии основания
Льюиса реакция протекает по эпоксид-
ным и гидроксильным группам до тек
пор, пока не будет полностью израсхо-
дована вся кислота; одновременно
с большей скоростью протекает реакция
полимеризации, инициируемая спиртом
Рис. 3-4. Реакция взаимодействия неоргани-
ческих оснований с эпоксидной смолой при
1О0°С идет по легко ионизирующимся ги-
дроксильным группам. Концентрация спирта
оказывает невначительное влияние на ско-
рость реакции (Л. 3-5]. Катализатор —
0,20 %-иый раствор КОН.
1 — один гидроксильный эквивалент- 2—0,25 ги-
1— 0,20%-ный раствор КОН; 2 — 0,48%-кый
раствор веизилдиметиламкиа; 3 — 0,60%-иый
раствор гидроокиси бенэклдиметиламмосия.
тельно по пути образования соответствующего фенолят-
или карбоксил-иона.
Таким образом, реакционная способность анионов,
образовавшихся из эпоксидных трупп, будет изменяться
в соответствии с порядком [Л. 3-6]:
карбоксил—«-фенол—«-спирт/эпоксидиая группа.
Установлено также, что скорость реакции изменяет-
ся в обратном порядке [Л. 3-6].
Необходимо отметить, .что в соответствии с дан-
ным правилом реакция эпоксидная группа — карбоксиль-
ная группа, катализируемая осиованиямн Льюиса, бу-
дет протекать до тех пор, пока не будут полностью из-
расходованы все карбоксильные группы, после чего ана-
логично будет протекать с большей скоростью реакция
с фенолами; дальнейшая реакция будет протекать даже
быстрее, так как спирты, образовавшиеся в результате
предыдущих реакций или присутствующие в системе
в более активной форме, будут инициировать полимери-
зацию на конечном этапе. На рис. 3-3 показан именно
такой случай, когда реакция эпоксидная группа — кар-
боксил протекает до тех пор, пока не будет полностью
израсходована вся кислота; затем с большей скоростью
протекает реакция с оставшимися эпоксидными группа-
ми, инициируемая спиртом
Неорганические основания
Было показано [Л. 3-5], что неорганические основа-
ния, такие как гидроокиси щелочных металлов, должны
вступать в химическое взаимодействие согласно иоииому
механизму, предложенному выше для третичных ами-
пой выделяется аннон-
с эпоксидной груп-
< + ОН® + к» ----- X 1.Д> + к„
Реакция, протекающая подобным образом, по-ви-
димому, объясняется близостью расположения гидро-
ксильной группы; в этом случае, вероятно, для ини-
циирования реакции с эпоксидной группой не требуется
промежуточное соединение со связанным водородом,
Рнс. 3-5. Реакция между неорганическим
основанием и эпоксидной смолой (при
100 °C) подавляется в присутствии фе-
нола; доминирующей реакцией является
реакция фенол—эпоксидная смола
а скорость реакции при этом существенно не зависит
от концентрации спирта (рис. 3-4).
В случае присутствия фенола реакция протекает по
фенольной гидроксильной группе (рис. 3-5),
а при наличии карбоксильных соединений—предпочти-
тельно по карбоксильным группам (рис. 3-6). Таким об-
разом, как и в случае третичных аминов, реакция мо-
жет быть показана следующим образом:
карбоксил—«-фенол—«-основание.
Вследствие вышеизложенного, а также тенденции
к подавлению реакции эпоксидная группа — спирт неор-
ганические соединения являются более предпочтитель-
ными катализаторами для синтеза смол из фенолов и
эпихлоргидрина.
Отвердители щелочного типа
Рис. 3-6. Реакция изаимодействия меж-
ду неорганическим основанием и эпо-
ксидной смолой (при 125%:) подавляет-
доминирующей реакцией является реак-
ция карбоксильная группа — эпохсидиаи
смола (Л. 3-5].
Вторичные амины
Показано, что втор:
ппой по следующему упро-
модействие с эпоксидной гру
шейному механизму (Л. 5-6]:
во взаи-
В результате реакции образуется третичный амин.
В дальнейшем реакция может протекать по механизму,
предложенному для оснований Льюиса.
Протекание реакции присоединения амина. Было
показано, что реакция присоединения амина ие может
протекать при отсутствии гидроксильных групп или
других водородных доноров [Л. 3-16]. В каждом от-
дельном случае любой донор будет измени скоро
реакции, но ие ее направление. Влияние водородных до-
норов на скорость реакции показано иа рис. 3-7.
Водородный донор, одиако, сам ие вступает в хи-
мическое взаимодействие с системой и, по-видимому,
может быть обнаружен неизменным. .
В серии исследований (Л. 3-25] была выдвинута ги-
потеза о наличии двух последовательно протекающих
бимолекулярных реакций. Конечный этап реакции —
перенос протона от донора к выделяющемуся гидроксилу
и протона от амина к донору. В упрощенном виде ре-
акция протекает следующим образом:
Вследствие того что каждая реакция присоедине-
ния амина заканчивается выделением гидроксильной
группы, можно предположить, что удовлетворительная
скорость реакции будет достигнута лишь в случае весь-
ма небольшого количества первоначально присутствую-
щих гидроксильных групп; количество их увеличивается
по мере протекания реакции, что подтверждается на
практике.
Установлено (Л. 3-6], что фенол является более
эффективным донором по сравнению со спиртами. Мож-
но ожидать, что органические кислоты будут оказы-
вать более сильное каталитическое действие, чем фено-
лы, несмотря иа то, что реакция осложняется рядом
факторов (Л. 3-6, 3-16], к числу которых следует отне-
сти образование соли в результате взаимодействия кис-
лоты со вторичным амином. Салициловая кислота (в вы-
сококилящем спирте) и молочная кислота входят в чис-
ло кислот, предложенных в качестве ускорителей реак-
ции отверждения (Л. 3-27].
Как и в случае третичных аминов, вполне возможно
присоединение вторичного амина к атому углерода
эпоксидной группы, о чем свидетельствует скорость
реакции, идущей в обратном направлении. Несмотря иа
то что переходное состояние, по-видимому, связано с не-
которой деформацией молекулы, некоторые вторичные
амины по сравнению с третичными аминами характери-
зуются меньшей реакциониоспособностью по отношению
к ароматическим эпоксидным смолам. Чем сложнее сте-
рическая природа вторичного амина, тем ниже скорость
реакции присоединения амина, что хорошо видно из
рис. 3-8.
Протекание реакции катализа в присутствии третич
ново амина. Третичный амии, образующийся в резуль-
30
Гл. 3. Меха
Рис. 3-9. Реакция взаимодействия /Лме-
тиланнлниа с эпоксидной смолой, иду-
щая с присоединением амина. Реакция
ускоряется в присутствии фенола. Обра-
зующиеся третичные амины промоти-
руют реакцию эпоксидная группа — фе-
нол [Л. 3-6].
Рис. 3-i 1. Образующийся из диэтиламина третич
ный амии явлиется слишком слабым катализато-
ром, чтобы промотировать инициированную спир-
том реакцию полимеризации [Л. 3-6].
Z — спирт—эпоксидная смола; 2 —общее содержание
эпоксидкой смолы; 3 — амии—эпоксидная смола
эпоксидная смола;
эпоксидной смолы;
тате реакции взаимодействия вторичного амниа с эпок-
сидной смолой, может быть либо достаточно активным,
чтобы оказывать каталитическое действие иа последую-
щие процессы, либо инертным. Реакционная способность
будет зависеть от стерических факторов (доступности
азота) и плотности электронов на иеобобщеииой элек-
тронной паре. Многочисленные исследования вторичных
аминов с использованием в качестве ускорителей фено-
ла показывают, что в случае М-метиланилина реакция
присоединения протекает достаточно быстро (рис. 3-9);
образовавшийся третичный амин обладает необходимой
реакцнонноопособностью, чтобы натализировать реакцию
фенол — зпоксидиая смола. В случае диэтиламина и
пиперидина, несмотря иа быстрое протекание реакции,
образовавшийся третичный амин недостаточно реакцион-
носпособен, чтобы катализировать дальнейшую реакцию
взаимодействия фенола с эпоксидной группой.
После того как полностью будет израсходован весь
в обратном направлении выше ожидаемой скорости
реакции, катализируемой третичным амином; это свиде-
тельствует о том, что реакция эпоксидная смола —гид-
роксильная группа превалирует над реакцией эпоксид-
ная смола — фенол (рис. 3-10 и 3-11). Это реакция,
катализируемая фенолом, речь о которой будет идти
Рис. 3-10. Реакция между диэтнламииом
и эпоксидной смолой, идущая с присо-
единением амина, ускоряется в присут-
ствии фенола. Образующиеся третичные
амины не являются катализаторами
реакции эпоксидная группа — фенол;
фенол затем катализирует реакцию
I — спирт —эпоксидная сипла; 2 — фенол —
эпоксидная смола; 3 —общее содержание
ниже. Однако в отсутствие фенола третичный амии,
образовавшийся из диэтиламина, не является эффектив-
ным катализатором, в то время как в случае пипериди-
на третичный амин оказывает каталитическое действие.
Таким образом, исходя из реакционной способности,
можно считать, что циклический амии пиперидин зани-
мает промежуточное положение между W-метилани-
лином, замешенным ароматическим углеводородом и
*На основании изложенного выше можно i • лать
следующие выводы:
1) вторичные амины могут быть эффективными от-
вердителями лишь в том случае если каждая молекула
амнна будет содержать более двух молекул вторичного
амина (для дифункцнональной эпоксидной см-Мд);
2) для промотирования дальнейшей реакции по ме-
ханизму, предложенному для оснований Льюиса, необ-
ходимо, чтобы образующийся третичный амин имел бы
электроотрицательный ааряд и был бы соединением, не
испытывающим стерических затруднений.
Первичные амины
Первичные амины вступают в реакцию по механиз-
му, предложенному для иторичных аминов. Реакция
присоединения амина в упрощенном виде может быть
представлена следующим образом:
Результаты определения скорости реакции показы-
вают, что скорость реакции в случае первичных аминов
в 2 раза выше, чем в случае вторичных аминов [Л. 5-17,
5-23] Однако в системах, отверждаемых первичными
аминами, некоторое количество третичного амнна обра-
зуется почти мгновенно (рис. 3-12). Вообще говоря, тре-
тичные амины, образовавшиеся в результате реакции
взаимодействия днух эпоксидных групп с первичным
амином, ие являются активными катализаторами. Пер-
вичные амины, однако, могут быть использованы в ка-
Отвердители кислотного типа
31
Рис. 3-12. Первоначальными продуктами реак-
ции (при 50%) первичных аминов с эпоксид-
ной смолой являются вторичные амины и кар-
боксильные группы. Вторичные амины, вступая
в дальнейшую реакцию, образуют третичные
амины, которые являются слишком слабыми
катализаторами, чтобы промотировать реак
цию полимеризации (Л. 5-6].
Z — содержание эпоксидной смолы; 2 — пер-
честве эффективных отвердителей эпоксидных смол, если
функциональность отвердителя и смолы сходна. В слу-
чае, если иа каждую молекулу эпоксидной смолы при-
ходится более одной молекулы первичного амина, то
в результате реакции с диэпоксидами образуются струк-
туры с поперечной сшивкой.
Вследствие того что первичные амины имеют толь-
ко одни объемный заместитель, они могут присоедн
нять атомы углерода из эпоксидных групп, располо-
женных не только линейно, поэтому их можно использо-
вать для отверждения смол циклического строения;
однако реакционная способность их в этом случае сни-
жается; по-видимому, некоторое количество (несколько
процентов) образующегося вторичного амина блокирует-
ся в этих случаях.
Большинство так называемых «амидов», используе-
мых в эпоксидных композициях, фактически является
амидополиамннами, содержащими достаточное количе-
ство свободных атомов водорода, вступающих в реак-
цию по механизмам, описанным выше. Реакционная
способность атомов водорода амидогруппы значительно
ниже и поэтому для удовлетворительной скорости не-
обходимы повышенные температуры [Л. 5-4]. Механизм
реакции взаимодействия амидов с эпоксидными смола-
ми в литературе не описан; предполагают, что реакция
отверждения по своему механизму не отличается от
реакции отверждения первичными и вторичными амина-
ми. Со смолами иа основе глицидилового эфира реак-
ция, как правило, происходит при температурах около
140 °C [Л. 5-26].
ОТВЕРДИТЕЛИ КИСЛОТНОГО ТИПА
В технологии эпоксидных смол обычно применяе-
мыми отвердителями кислотного типа являются ангидри-
ды карбоновой кислоты, двухосновные органические кис-
лоты, фенолы и кислоты Льюиса.
Кислоты Льюиса
Кислоты Льюиса — это соединения,
свободные орбитальные положения в нару.„
ке одного из атомов. Они притягиваются поверхностями
с повышенной плотностью электронов
Исследование полимеризации окиси этилена трифто-
рндом бора (BF3) показывает, что реакция является
довольно сложной; в процессе реакции могут образо-
ваться внутримолекулярные соли оксония, безводные
эфиры и BF3, вступающие во взаимодействие с гидро-
ксильными группами (Л. 3-13]. Полагают, что подоб-
ным образом реагируют с эпоксидной смолой другие
кислоты Льюиса, такие как хлористый алюминий; га-
лоиды же металлов, например FeCls, могут ини-
циировать полимеризацию через нон карбоиия:
ClsFe-OCH2CH2+.
Большинство кислот Льюиса, обычно используемых
в технологии эпоксидных смол, представляют собой
соединения типа BFS. Как прааило, присутствуют гидро-
ксильные труппы, и реакция в упрощенном виде может
быть представлена следующим образом [Л. 3-31]-
ет протекать так:
r'o—г-С-ОН
RO—Н--ОВ
Реакция может протекать и таким образом, что
в результате может наблюдаться образование сочи оксо-
ння наряду с образованием иоиа карбоиия; реакция
в этом случае будет иметь следующий вид (Л. 3-29]:
Iroibf,
Дальнейший рост цепи происходит за стет иоиа
карбоиия.
При отсутствии гидроксильных групп и полнейшей
инертности катализатора реакция будет протекать сле-
дующим образом (Л. 3-31]:
Гл. S. Механизм отверждения впоксидных смол
В том случае, если гидроксильные группы вво-
дятся отдельно, конечным результатом реакции отверж-
дения будет образование гомополвмера. Если в исход-
ной системе присутствует лишь несколько гидроксиль-
ных групп, то реакция идет по гидроксильным группам
с образованием гомополимера, сходного с гомополиме-
ром, образующимся в случае отверждения третичным
амином. Однако в случае кислот Льюнса в процессе
реакции функциональность не изменяется, поэтому
отвержденные полимеры будут отличаться более плотно
сшитой структурой.
На основании .вышеизложенного можно сделать вы-
вод, что кислоты Льюиса являются весьма активными
катализаторами для более основных соединений, содер-
жащих активный водород, таких как первичные амины.
Объясняется это, ло-вндимому, тем, что перенос про-
тона от амина доминирует над процессом переноса про-
тона от спирта. В самом деле, в некоторых случаях
для ускорения процесса отверждения сравнительно
инертными первичными аминами могут быть использо-
ваны комплексы BFS. BF3 образует комплексное соеди-
нение с амином вследствие соответствующего распре-
деления иеобобщеииой пары электронов азота на не-
заполненных орбитах бора, при этом в результате бло-
кирования снижается реакционная способность и реак-
ция не будет протекать до тех пор, пока не произойдет
диссоциация комплекса прн повышенных температурах.
Комплексы амин — кислота Льюиса и эфир —кислота
Льюнса могут быть использоааны в качестве отверди-
телей эпоксидных смол.
В случае комплекса вторичный амин — BF», послед-
ний может диссоциировать с образованием
эпихлоргидрина соответственно
равна 0,7, а окиси пропилена—
3,6 (Л. 3-31]. BFs характери-
зуется чрезвычайно высокой
реакционной способностью по
отношению к эпоксидным смо-
лам на основе глицидилового
эфира —реакция заканчивается
за несколько секунд при ком-
натной температуре.
Фенолы
Было показано, что фено-
лы вступают во взаимодейст-
вие с эпоксидными смолами
Рис. 3-13. Фено
быстро реагируют
эпоксидными смола
при температурах i
рядка 200 °C [Л. 3
/'-бисфенол А
при повышенных температурах
(рис. 3-13). В процессе поли-
меризации фенол будет вызы-
вать независимо протекающую
реакцию этерификации за счет
реакции присутствующих гидро-
ксильных групп с эпоксидными
группами (рис, 3-14). Отсут-
ствие соответствующего колн-
честна гидроксильных групп в
исходной системе не является преградой для рег
ции — реакция будет протекать в основном аа с«
выделяющихся гидроксильных групп (рис. 3-16). Таю
образом, реакция по своему механизму противополож
реакции отверждения, предложенной для третичю
Точный механизм реакции до сих пор не опис
в литературе; по-видимому, реакция протекает с образ
ванием промежуточного иона оксония:
который при взаимодействии с эпоксидной смолой дает
способствующий росту цепи. И наоборот, в результате
диссоциации могут образоваться BFb и RaNH, отверж-
дающие смолу по двум независимым механизмам.
В случае отверждения ангидридами может образо-
ваться промежуточное соединение структуры
которое вступает во взаимодействие с гидроксильной
группой с образованием (Л 3-29]
Реакционная способность отвердителей типа BFs
сильно зависит от заместителя в эпоксидной группе. Если
положить, что реакционная способность фенилглициди-
лового эфира равна 1, то реакционная способность
Образующийся фенокси-ион может вступать г
взаимодействие по описанному выше механизму. Ис
карбония из оксониевого комплекса может вступать в
взаимодействие с гидроксильной группой:
Рис. 3-14. При взаимодействии фенола с эпо-
ксидной смолой (прн 200 °C) в отсутствие ка-
тализатора основного типа образуются кар-
боксильные группы, вступающие в дальнейшую
реакцию с эпоксидной смолой (Л. 3-6].
Отвердители кислотного типа
Рис. 3-16. При взаимодействии фенола
с эпоксидной смолой (при 200“С) в отсут-
ствие катализатора основного типа, ио при
наличии избытка спирта доминирующей
реакцией является реакция эпоксидная смо-
ла — спиот 1Л 3-6].
Рис. 3-16. При взаимодействии фенола
с эпоксидной смолой (при 100 “С) в присут-
ствии катализатора основного типа пред-
почтительной реакцией явлиется реакция
феиол — эиоксидиая смола. Любое основа-
ние влияет иа скорость реакции, но ие иа ее
направление [Л. 3-6).
/ — 0,20%-ный раствор КОН; 2 — 0,48%-кый рас
твор бенэилдиметиламина; 3 — О,60%.яый раствор
Свободный протон, образующийся в результате этой
реакции, может давать комплексное соединение с допол-
тВХГсое£^^^^^
новление фенольных гидроксильных групп в соответствии
с процессом выделения гидроксильных групп из спирта
в реакциях отверждения вторичными аминами.
При взаимодействии фенола с эпоксидной смолой
в присутствии неорганического основания и™ третич-
ного амина реакция (как было показано выше) проте-
кает исключительно по фенольным гидроксильным груп-
пам; реакция спирт — эпоксидная смола при этом по-
давляется^^ня^, катализИруемь1х основаниями, фенол
может вступать во взаимодействие с оси°^™е” с°®'
разеванием фенолят-иоиа, который в дальнейшем всту
пает во взаимодействие с эпоксидной группой. Для про-
должения реакции новый алкокси-иои восстанавливает
феиолят-иои. Вполне допустимо, что в случае третичных
аминов наблюдается отрыв протона с ™
каждый\атализатор изменяет скорость реакции, но не
ее направление (рнс. 3-16). —„™„„
Пон наличии фенола в системе ангидрид—эпоксид-
ная смола, по-виднмому, образуется трнмолекулярное
промежуточное соединение, конечный продукт при этом
имеет структуру (Л. 3-33]
Органические кислоты
Следует ожидать, что органические кислоты, т. е
соединения, содержащие карбоксильные группы
должны вступать во взаимодействие
с эпоксидной смолой подобно фенолам
3—1242
Первоначальной реакцией будет реакция присоеди-
нения с обрезованвем сложного эфира:
Образующаяся гидроксильная группа будет всту-
пать во взаимодействие преимущественно по механизму,
предложенному для реакции отверждения фенолом. На-
ряду с одновременно протекающими вышеописанными
реакциями, скорость которых зависит от температуры,
будет протекать реакция конденсационной этерифика-
+ н,о
Эксперименты, проводившиеся при 200 °C (3-5],
показали, что для протекания этих трех реакций суще-
ствует определенная закономерность (рис. 3-17). При
наличии в системе избытка спирта доминирующими яв-
ляются реакции эпоксидная смола —спирт (этерифика-
ция) и карбоксильная группа —спирт (конденсацион-
ная этерификация) (рнс. 3-18). При введении больших
избыточных количеств спирта реакция идет с образо-
ванием воды, при этом на каждую свободную гидро-
ксильную труппу приходится одна молекула воды.
Необходимо отметить, что а вышеописанном экспе-
рименте образующаяся в процессе конденсации вода
сразу же отводится. На практике можно ожидать, что
в условиях существующего равновесия реакция конден-
сационной этерификации фактически будет подавляться
]Л. 3-20], хотя вполне вероятно, что некоторое коли-
чество воды будет отводиться аа счет реакции с эпок-
сидными группами, идущей с образованием спиртов,
а образовавшаяся вода будет испаряться в процессе
отверждения при повышенных температурах.
Результаты исследования различных систем, содер-
жащих органические кислоты, показывают, что основны-
ми реакциями, протекающими в процессе отверждения,
являются реакция присоединения с образованием слож-
Рис. 3-17. Скорость реакции взаимодействия кап-
риловой кислоты с DGEBA при 200 “С при усло-
вии непрерывного отвода воды, образующейся
в результате реакции этерификации, такова, что
за время протекания каждой реакции конденса-
ционной этерификации (карбоксильная группа —
гидроксильная группа) и этерификации (эпоксид-
ная группа — гидроксильная группа) протекают
две реакции, идущие с образованием сложного
эфира (карбоксильная группа — эпоксидная груп-
па) (Л. 3-6].
2 — реакция карбоксильная группа — гидроксильная груп-
па; 3 — реакция карбоксильная группа — эпоксидная
смола; Г —общие потери эпоксидной смолы; 5 — общие
же от места расположения эпоксидной группы в мо-
лекуле [Л. 3-24].
Как и в случае фенолов, при использовании в ка-
честве отвердителей оснований или третичных аминов
реакция является крайне специфической. Доминирую-
щим процессом является реакция взаимодействия эпок-
сидной группы с карбоксильной. Реакция этерификации,
пропекающая с более высокой скоростью, иачииается по-
сле того, как вся кислота полностью прореагирует.
Такая закономерность подтверждается процессами,
протекающими в системах, хатвлиаируемых основаниями.
Скорость реакции зависит от выбранного основания,
одиако тип основания ие оказывает никакого влияния
иа направление реакции.
На основании вышеизложенного можно сделать сле-
дующие выводы; при отверждении при умеренных тем-
пературах в отсутствие катализатора (основание)
преобладающими являются более низкие отношения
карбоксильная группа/элоксидная группа и высокая
скорость реакции этерификации. При более высоких
температурах реакция этерификации подавляется вслед-
ствие низких значений отношения карбохсил/эпоксидиая
группа. При наличии в системе катализатора реакция
этерификации будет подавляться и введение спиртовых
остатков в отверждаемую систему не следует произ-
водить до тех пор, пока кислота ие будет полностью
израсходована. При наличии катализатора кислотного
типа влияние катализатора состоит в дальнейшем про-
мотировании реакции этерификации и подавлении реак-
ции присоединения, что иногда приводит к снижению
содержания карбоксильных групп и вследствие этого —
к неполной реакции отверждения.
При введении избыточного количества спирта (при
отверждении кислотами) в качестве отвердителя реко-
мендуется применять ангидриды, а ие кислоты, так как
в системах, катализируемых основаниями, как и в си-
стемах без катвлизаторов, спиртовые остатки входят
в структуру отвержденного полимера.
Ангидриды
В химии эпоксидных смол нашли
дриды только циклического строения;
Рнс. 3-18. При взаимодействии каприловой кисло-
ты с DGEBA при 200 “С в присутствии дипропн-
ленгликоля при условии непрерывного отвода
воды, образующейся в результате реакции этери-
фикации, реакция присоединения, идущая с обра-
зованием сложного эфира, подавляется, при этом
реакции этерификации и конденсационной этери-
фикации протекают примерно с одинаковой ско-
ростью [Л. 3-6].
кого эфира и реакция этерификация
скорость обеих реакций здвнсит от температуры. При
более высоких температурах отверждения доминирую-
щей является реакция присоединения, при более
низких — реакция этерификации. Степень этерификации
зависит от природы карбоксильной группы, а так-
Эти аигадриды не вступают в непосредственное
взаимодействие с эпоксидной группой. Необходимым
условием для протекания реакции отверждения являет-
ся раскрытие кольца. Раскрытие кольца может проис-
ходить под воздействием активных атомов водорода,
присутствующих в виде воды, гидроксильных групп или
оснований Льюиса Реакция между эпоксидной группой
и ангидридом будет зависеть от способа раскрытия
кольца
Раскрытие кольца активным водородом. Ангидрид-
ное кольцо может быть раскрыто активным водородом,
при этом образуются одна или две карбоксильные
группы. В случае воды раскрытие кольца происходит
следующим образом:
Отвердители кислотного типа
35
В случае гидроксильной группы
Образующиеся гидроксильные группы вступают
в реакцию с эпоксидными группами по механизму, опи
санному для органических кислот.
Установлено, что в случае ангидридов, так же как
я в случае органических кислот (при условии, что вы-
деляющаяся вода ие отводится), процессом конденса-
ционной этерификации можно пренебречь, так как в со-
стоянии равновесия ие обеспечиваются условия для ее
протекания. Одиако перед реакцией карбоксильная груп-
па — эпоксидная группа протекает новая обратимая ре-
акция, идущая с образованием моноэфира и летучих
соединений, равновесие которой вследствие испарения
нх с поверхности может нарушаться:
Так, например, количество прореагировавшего фта-
левого ангидрида, используемого для отверждения
DGEBA (мол. масса 450), будет составлять немногим
более 50% ожидаемого количества его на поверхности
(0,01—0.02 мм) отливки (Л. 3-20). Вполне очевидно так-
же, что потери массы в отвержденных ангидридами си-
стемах, при температурах 150—200 °C могут объяс-
няться расщеплением ие полностью прореагировавшего
ангидрида, первоначально присутствующего в виде мо-
иоэфира (рис. 3-19), и последующим его испарением.
При отверждении при повышенных температурах эти
недостатки устраняются (рис. 3-20).
Вообще, как н в случае гтверждеиия кислотами,
в системах, отверждаемых ангидридами, может ожи-
даться значительная этерификация. Однако это спра-
ведливо далеко ие для всех систем. То, что реакция
этерификации протекает довольно энергично, в большин-
стве систем является удивительным.
Рис. 3-19. Потери массы DGEBA,
отвержденного РА при 150 °C и по-
ниженном давлении, показывающие,
что основным компонентом, выделяю-
щимся нз смолы путем испарения,
является расщепленный РА [Л. 3-3].
/ — потеря мессы; 2—количество расщеп-
ленного РА (в пересчете на смолу).
Рис. 3-20. Повышение температуры
отверждения уменьшает количество ыо-
ноэфира н увеличивает содержание бо-
лее устойчивого днэфира в DGEBA,
отвержденном РА (Л. 3-3]. Исходное
соотиошенне ангндрнд/гидроксил/эпо-
ксидиые группы равно 0,85/1/1.
/ — дюфпр; 2 —скорость этерификации; з —
моноэфнр; 4 — ангидрид
Однако при простом продположеини, что реакция
ангидрид — карбоксильная группа протекает быстрее
реакции эпоксидная группа — гидроксильная группа,
можно сделать вывод, что фактически не должна на-
блюдаться сильная этерификация.
Например, если в системе первоначально присут-
ствует только одни активный водород, то будут проте-
кать следующие реакции: 1) ангидрид — карбоксильная
группа; 2) карбоксильная группа — эпоксидная группа;
3) ангидрид — карбоксильная группа; 4) карбоксильная
группа —эпоксидная грууппа;5) ангидрид — гидроксиль-
ная группа и т. д. Можно ожидать, что оптимальные
свойства в такой системе будут получены при А/Е
(ангидрид/эпоксидная смола), равном 1/1 при полном
отсутствии этерификации. О глубине реакции этерифи-
кации можно судить по концентрации присутствующих
гидроксильных групп, так как реакция до некоторой сте-
пени зависит как от концентрации, так и от природы
гидроксильных групп. Если, например, концентрация
гидроксильных групп настолько высока, что возможно
одновременное раскрытие всех ангидридных колец, то
фактически имеется система, отверждаемая кислотой;
в этом случае можно ожидать сильную степень эте-
рификации продуктов реакции; точная степень этерифи-
кации определяется природой карбоксильной группы и
температурной реакции. Следует ожидать, что средние
концентрации гидроксильных групп соответствуют опти-
мальным отношениям А/Е порядка 0,4/1 (для систем,
катализируемых сильной кислотой со значительной сте-
пенью этерификации) и 1/1 (для систем, катализируе-
мых очень слабой кислотой с фактически отсутствующей
этерификацией).
Несомненно, что подобные рассуждения являются
слишком упрощенными. В общем до сих пор ие дока-
зано, что реакция между образовавшейся корбоксиль-
иой группой и имеющейся эпоксидной группой происхо-
дит через какой-то промежуток времени после раскры-
показывает, что в некоторых случаях раскрытие кольца
сопровождается образованием тримолекулярного про-
межуточного соединения, дающего одновременно две
36
Гл. 3. Механизм отверждения эпоксидных смол
эфирные связи, подобно приведенному ниже (Л. 3-28]:
Анализ DGEBA (мол. масса 450), отвержденного
ННРА и NMA, показывает, что в течение первоначаль-
но протекающей реакции вплоть до гелеобразования
ие происходит этерификации. Это подтверждается об-
разованием тримолекуляриого промежуточного соедине-
ния [Л. 3-33]. В том, что в результате реакции обра-
зуется трнмолекулярное соединение, нетрудно убедить-
ся: степень этерификации будет функцией содержания
полиэфира, образующегося в результате непосредствен-
ного взаимодействия гидроксильной группы с ангидри-
дом. Выше было показано, что реакция этерификации
ие происходит до тех пор, пока не начнется гелеобразо-
вание, поэтому можно сделать следующие выводы:
1) более высокие температуры будут промотировать
реакцию, протекающую перед гелеобразованием; 2) си-
стема, отверждаемая на первоначальном этапе при бо-
лее высоких температурах, характеризуется более высо-
кими отношениями А/Е. Эти выводы подтверждаются
экспериментальными результатами.
Установлено, что при взаимодействии ангидрида
цис-циклогександикарбоиовой кислоты с DGEBA (мол.
масса 450) в результате реакции, идущей в течение
первых 4 ч при 1554:, образуется в основном полуэфир
(55:2% прореагировавшего ангидрида и 13,5% смолы).
На промежуточной стадии реакции (от 4 до 24 ч) обра-
зуются эфиры двухосновных кислот: прореагировало
87,7% ангидрида и 43,5% эпоксидной смолы ие вступи-
ло в реакцию. Последняя стадия реакции характери-
зуется быстрым уменьшением содержания эпоксидных
групп, а по истечении 48 ч—полным исчезновением как
эпоксидных групп, так и ангидрида (Л. 3-32J.
Вполне очевидно, что механизм довольно сложен.
В зависимости от природы образующейся карбоксильной
группы некоторые ангидриды будут характеризоваться
более высокой активностью по отношению к эпоксидной
группе, другие же будут весьма эффективными ускори-
телями реакции этерификации. Активность до некоторой
степени будет определяться температурой реакции
Рис. 3-21. С повышением температуры ско-
рость реакции этерификации, составляющая
при 100 °C 90% общей скорости реакции
отверждения, снижается до 40% при 200 С
в DGEBA, отверждаемся» РА (А/Е/гидро-
ксильная группа равно 0,85/1/1) (Л. 3-3].
ЯнеидриЯ: апоксианая смола
Рис. 3-22 Оптимальное отношение
А/Е, равное примерно 0,3—0,4
для 3 4-эпокси-6-метилциклогексил-
метил-3,4-эпокси-6-метилцикло-
гексанкарбоксилата, достигается,
если и исходной системе на каж-
дую ангидридную группу прихо-
дится одна гидроксильная группа.
Рис. 3-23. В системе (например,
DGEBA, мол. масса 450) с высо-
ким содержанием гидроксильных
групп минимальные потери массы
обеспечиваются при А/Е, равном
0,5/1 [Л. 3-3].
(рис. 3-21), а также концентрацией гидроксильных групп
(рис. 3-22—3-24) Таким образом, для отвердителей ан-
гидридного типа ие может быть выведено общее прави-
ло для оптимального отношения А/Е
Однако вполне очевидно, что оптимальные отно-
шения могут быть выведены эмпирическим путем для
каждой системы. Выше было показано, что в системах,
отверждаемых избытком ангидрида (для описанных ус-
ловий реакции), результатом раскрытия ангидридного
кольца будет обратимая реакция образования моноэфи-
ра и высокие аначення потерь массы при повышенных
температурах. Более того, результаты определений по-
терь массы показывают, что при недостаточном коли-
честве ангидрида в системе в промышленных изделиях
при температурах старения примерно 240 “С может на-
блюдаться выделение смолы. Каи видно из табл 3-3,
значения потерь массы в смолах, отвержденных без ка-
тализатора, вполне достаточны для объяснения потерь
массы систем, содержащих незначительные количества
ангидрида и отвержденных при тех же температурах.
На основании наложенного выше можно сделать
следующие выводы: для получения оптимальных свойств
смол, отверждаемых ангидридом без катализатора, не-
Отвердители кислотного типа
о ю го За Со so
Содержание РЛ в смеси, %
Рис. 3-24. В системе (напри-
мер. DGEBA) с низкой кон-
центрацией гидроксильных
групп минимальные потерн
веса обеспечиваются при А/Е
равном 0,9/1 [Л. 3-3].
обходимо контролировать содержание гидроксильных
групп, прн этом отверждение следует проводить при
более высоких температурах и в течение более продол-
Таблица 3-3
Потери массы смол, отверждаемых без
катализатора при 240 °C [Л. 3-3]
Смола Потеря массы. %
через 6 w через 2,, через 4^4
DGEBA (мол, масса 450) 8 11 12
DGEBA (мол. масса 350) 42 51 52
?вИ1ельИ0Г0 вРемени; отношение А/Е должно опреде-
«и прим21ительно к температурам отверждения и
степени этерификации при этих температурах
Рнс. 3-25. Относительные ско-
рости реакции ангидридов с ги-
дроксильными группами, иду-
щие с образованием полиэфи-
ров (Л. 3-8].
Рис 3-26. Относительные скоро-
сти реакций различных полуэфи-
рсв с DGEBA (Л. 3-8].
Активность ангидрида в каждом отдельном случае
будет определяться двумя факторами: 1) скоростью пре-
вращения ангидрида в полуэфир; 2) «горестью реакции
взаимодействия полузфира с эпоксидивй группой.
Зависимость постоянных скорости ~этах двух реак-
ций от температуры показана иа рис. 3-25 л 3-26. Из-
вестно, что замещение функциональных групп в спир-
тах, идущее с присоединением электрона, повышает.ско-
рость реакций отверждения (Л. 3-33].
Раскрытие кольца основаниями Льюиса Как уже
было показано, основания Льюиса могут вступать во
взаимодействие с эпоксидной группой с выделением
аииоиа, вступающего затем в реакцию с другими эле-
ментами цепи. Кроме того, основания Лыонса могут
вступать во взаимодействие с ангидридом с образовани-
ем карбоксил-иоиа:
Образующийся карбоксил-ион вступает во взаимо-
действие с эпоксидной группой с выделением нона, рас-
крывающего следующее ангидридное кольцо. Из
рнс. 3-27 хорошо видно, что в этом случае отсутствуют
одновременно протекающие реакции. Скорость реакции
(рис. 3-28) зависит от концентрации ускорителя (Л. 3-10,
3-15]. Данные кинетики реакций (Л. 3-30] свидетель-
ствуют об исключительной зависимости скорости реак-
ций от концентрации ускорителя.
При наличии активных атомов водорода может
быть предложен следующий механизм реакции, проте-
кающей на первоначальном этапе [Л. 3-33]:
Рис. 3-27. Эпоксидные
группы нз аллилглици-
дилового эфира и ангид-
рида исчезают с равны-
ми скоростями в присут-
ствии третичного амина
в качестве катализатора
с образованием линейно-
го полиэфира (Л. 3-16].
1 ~ 2 —«тиУ СМОЛ°:
Гл. 3 Механизм отверждения эпоксидных смол
Рис. 3-28. Зависимость скорости
реакции отверждения системы фе-
нилглицидиловый эфир — фтале-
вый ангидрид — дициклогексил-
амии бензойной кислоты прн
150 °C от концентрации ускори-
теля [Л.-3-10].
тели с двойными связями, например малеиновый анти;
ряд:
т<
Реакция малеинового ангидрида с имеющимся кар
боксилат-иоиом идет по двойным сяяэям с образована
ем трифункциональиых соединений, вступающих в даль
нейшую реакцию:
Для подтверждения этого механизма было установ-
лено, что сокатализаторы типа амин/спирт или амин/фе-
иол являются более активными ускорителями по
сравнению с одним амином или спиртом. После иници-
ирования реакция продолжается таким образом, чтобы
спиртовые остатки исшли в отвержденную систему.
Вполне допустимо, что в реакцию с ангидридом (подоб-
но иекатализируемой системе), идущую с выделением
карбоксил-иона (Л. 3-19), вступают частично и полиолы;
образующиеся карбоксил-ионы, как и в реакции, ката-
лизируемой основаниями Льюиса, вступают в реакцию
в соответствии с вышеописанным механизмом. Предпо-
лагали, что основания Льюиса сначала вступают в ре-
акцию с эпоксидной труппой и образующийся в резуль-
тате алкокси-иои раскрывает ангидридное кольцо
(Л. 3-22], ио расчеты скоростей реакций ие подтверди-
ли это предположение (Л. 3-28].
ПОЛИМЕРИЗАЦИЯ ЧЕРЕЗ ОЛЕФИНОВЫЕ
ГРУППЫ
В технологии эпоксидных смол реакция между оле-
финовыми группами представляет большой интерес
вследствие того, что некоторые эпоксидные смолы содер-
жат олефины, а в отвердителях могут содержаться со-
единения с ненасыщенными двойными связями или по-
следние могут быть введены в виде других соединений.
Реакция одной олефиновой группы с другой может
инициироваться свободным радикалом, например про-
дуктом разложения перекиси бензоила, широко приме-
няющейся в технологии. И наоборот, реакция полиме-
ризации может протекать по ионам карбсвйя, обра-
зующимся в процессе отверждения эпоксидных смол
кислотами.
При наличии ненасыщенных полимеризующихся со-
единений могут образоваться структуры с поперечной
сшивкой, так как функциональность будет превышать 2.
Кроме того, моиоолефинй могут быть введены в систе-
му для промотирования линейной полимеризации и ре-
распространенный моиоолефни — стирол
может применяться для снижения вязкости и соответ-
ственно может быть использован в эпоксидных смолах,
содержащих двойные связи. Для увеличения фуикцио-
яальиости системы могут быть использованы отверди-
Установлено, что удовлетворительная скорость от-
верждения может быть получена лишь при введении
малеинового ангидрида в количествах, превышающих
в 5 раз количество ангидрида, необходимого для реак-
ции с эпоксидными труппами; улучшение свойств систе-
мы малеиновый ангидрид — эпоксидная смола при усло-
вии, что полимеризация не идет по двойным связям
]Л. 3-14], достигается путем введения моноолефинов
в количествах, вызывающих ухудшение свойств системы.
РЕАКЦИОННАЯ СПОСОБНОСТЬ ЭПОКСИДНЫХ
ГРУПП
На основании вышеизложенного можно заключить,
что идеальной эпоксидной группой фактически являет-
ся группа, вступающая в вышеописанные реакции.
Однако ие все эпоксидные группы вступают в ре-
акции. Реакционная способность группы определяется
расположением ее в молекуле и природой соседних
функциональных групп.
В осиовиом реакционная способность определяется
доступностью эпоксидной группы и электронной струк-
турой кислорода, входящего в ее состав. В реакциях,
идущих с боковым присоединением или присоединением
к концу цепи, стерические факторы играют важную
роль. При этом большее значение имеет доступность,
а не природа замещающих групп.
Замещение, идущее с присоединением электрона,
повышает скорость реакции с отвердителями нуклео-
фильного типа, такими как амины и неорганические
соединения. Заместители, содержащие метиленовые и
винилъные группы, увеличивают реакционную способность
до реакционной способности электрофильных отверди-
телей кислотного типа. Окись пропилена, например,
обладает большей реакционной способностью по отно-
шению к кислоте, чем глицидиловый эфир или эпихлор-
гидрин, в то время как обратное справедливо для от-
вердителей основного типа. Влияние метиленовых групп
на реакционную способность амина показано «а
рис. 3-29.
По отношению к отвердителям кислотного типа
реакционная способность эпоксидных групп, входящих
в ароматическое кольцо, выше по сравнению с реак-
ционной способностью эпоксидных групп, входящих
в алифатическую цепь. При использовании органических
кислот и ангидридов в качестве отвердителей при на-
личии основания в качестве катализатора степень про-
исходящей этерификации будет вависеть от природы
эпоксидной группы. В случае смол иа основе глициди-
лового эфира отверждение на 99% происходит за счет
Термодинамика отверждения
39
Рис 3-29. Скорость реакции цикло-
гексилэпоксндиых смол с анилином сни-
жается в присутствии метильных групп
реакции ангидрида с эпоксидной группой, в случае
эпоксидированного циклогексана или вииилциклогексаиа
на 75—80% и в случае эпоксидных групп, расположен-
ных внутри молекулы, например как в случае алкил-
эпохсистеаратов, иа 60—65%' ]Л. 8-15].
ВЫВОДЫ
Эпоксидные смолы могут быть -переведены в термо-
реактивиое состояние под действием отвердителей кис-
лотного или основного типов
Отвердители могут быть либо кислотами, либо
основаниями Льюиса, либо могут содержать активный
водород. Как кислоты, так и основания Льюиса могут
быть использованы в качестве ускорителей реакций,
протекающих с участием активного водорода.
В случае оснований Льюиса выделяющийся алкокси-
нои (через промежуточный гидроксил) вступает в реак-
цию в следующей последовательности:
ангидрид—«-карбоксил—«-фенол—«-спирт — эпоксид-
ная группа.
Такая же последовательность справедлива для ре-
акций отверждения органическими кислотами и анги-
дридами, катализируемыми основаниями Льюиса.
В системах, отверждаемых кислотами или ангидри-
дами, без катализатора приведенная зависимость не яв-
ляется характерной. В этом случае наблюдаются реак-
ции этерификации. Прн отверждении кислотами Льюиса
реакция идет в основном по гидроксильным группам
либо присутствующим, либо выделяющимся в ходе ре-
Однако далеко ие все эпоксидные группы вступают
в реакцию со всеми отвердителями, в результате чего
скорость протекающих реакций различна. Как правило,
отвердитель основного типа вступает во взаимодействие
с атомом углерода, расположенным на конце цепи, в то
время как реакции, катализируемые кислотами, проте-
кают за счет взаимодействия атома кислорода с иона-
ми охсоиия. Таким образом, замещение, идущее с при-
соединением электрона, увеличивает положительный за-
ряд атома углерода, расположенного на конце цепи,
и уменьшает отрицательный заряд атома кислорода,
в результате чего имеет место реакция нуклеофильного
типа, и наоборот, замещение с выделением электрона
увеличивает отрицательный заряд иа атоме кислорода и
идет преимущественно с образованием иона оксоиия.
Кроме того, доступность эпоксидной группы в случае
присоединения к концу цепи имеет также большое зна-
чение при определении реакционной способности.
Глава четвертая
ХАРАКТЕРИСТИКА СИСТЕМ
ЭПОКСИДНАЯ СМОЛА/ ОТВЕРДИТЕЛЬ
Эпоксидные смолы очень разнообразны по моле-
кулярной структуре, они могут реагировать с большим
количеством различных отвердителей, при этом получа-
ются продукты, обладающие самыми разнообразными
свойствами.
Существует более пятидесяти смол и ста отверди-
телей, поэтому легко понять, как разнообразны свой-
ства отвержденных эпоксидных смол.
Целью данной главы является рассмотрение мето-
дов испытаний, ряда основных свойств н основного
влияния молекулярной структуры на свойства отверж-
денных продуктов. Свойства смол н отвердителей по-
дробно рассматриваются в соответствующих главах.
Из рассмотрения данных, приведенных в этой главе,
можно реально оценить сильные я слабые стороны
эпоксидных смол.
ТЕРМОДИНАМИКА ОТВЕРЖДЕНИЯ
Теплота активации
Теплота активации, или энергия активации — это
энергия, которая необходима для образования пере-
ходного состояния, т. е. разность между внутренней
энергией и максимальной энергией в процессе отверж-
Кажущаяся энергия активации DGEBA, реагирую-
щего с п-бутнл-амином, равна 11,6—11,8 ккол/лоль;
с этялендиамином 13,2 ккал/моль (Л. 4-56]. Третичные
амины дают более высокие значения в результате эпокси-
эпоксиполимернзацин [Л. 4-72] Кажущаяся энергия
активации DGEBA (мол. массы 300 н 950), от-
вержденных ННРА н триэтаноламином, составляет
13,7—14,1 ккал/моль с первой смолой н 14,4 ккал/моль—
со второй (Л. 4-81]. Система DGEBA/NMA/триэтаиол-
амии с каталитическим количеством бензойной кислоты,
бензилового спирта или фенола имеет кажущуюся энер-
гию активации 14,7 (Л. 4 95].
Теплота полимеризации
Теплота полимеризации эпоксидной смолы указы-
вает количество тепла, выделенного во время реакции
отверждения, н выражается в килокалориях на моль
эпоксидной смолы. Теплота полимеризации лчла опре-
делена для различных систем эпоксидная • _ля/отвер-
дитель сначала с целью выяснения породы । еакцнй
Гл. 4. Характеристика систем впоксидная смола/отвердитель
отверждения. Результаты одного из таких исследований
приведены в табл. 4-1.
Показано, что теплота полимеризации смолы
DGEBA с первичными аминами в качестве отвердите-
Таблица 4-1
Измеренные значения теплоты полимеризации
фенилглнцидилового эфира н DGEBA
с различными отвердителями [Л. 4-26J
Отвердитель Мономер Отверди- моль/эпок- Теплота полимери- ккал/моль значение)
Первичные амины: бензиламин PGE 0,48 27,62
DGEBA 0,53 26 83
т-феиилендиамин . . PGE 0,52 26,26
DGEBA 0,30 25,42
Третичные амины: пиридин PGE 0,19 26,17
DGEBA 0,37 26,98
бензилдиметиламин PGE 0,13 22,14
DGEBA 0,19 22,44
2, 4, 6-трис (диметила- минометил)-фенол POE 0,09 21,90
DGEBA 0,10 22,31
2, 4, 6-трис (диметил- PGE 0,022 20,47
аминометнл)-фегол/гри- DGEBA 0,028 19,88
2-этилкапроновой кис- Комплекс ВЕ,-диэтмл POE 0,34 22,15
эфир Смешанные типы аминов: диметиламинопропи- PGE 0,15 22,66
DOEBA 0,19 22,78
пиперидин ..... PGE 0,21 22,29
DGEBA 0,29 • 21,43
BF, — моноэтаноламино- PGE 0,15 25,39
вый комплекс DGEBA 0,17 24,98
лей составляет около 25 ккал/моль эпоксидной смолы
и 22 ккал/моль смолы при применении в качестве отвер-
дителей третичных аминов
Теплота, выделенная в короткое время в процессе
экзотермической реакции полимеризации, приводит
к значительному увеличению температуры реакционной
Типичные серии кривых вменения температуры для
различных реакций, показаны иа рис. 4-1 Со смолами
DGEBA и отвердителями комнатной температуры инк
кривых может достигать 260 °C без внешнего нагрева-
ния даже в довольно маленьких дозах —от 100 до
-450 е. С отвердителями горячего отверждения, в ча-
стности с ангидридами, экзотермическая реакция смеси
не может повысить температуру более чем иа 20—30 °C
по сравиеиню с температурой отверждения даже в сме-
си массой 20 кз и более.
Рассмотрение экзотермических кривых приводится
Время, жизни
Временем жизни эпоксидного состава называют вре-
мя, которое имеется в распоряжении для использования
его после того, как эпоксидная смола смешана с от-
вердителем. У некоторых составов вязкость нарастает
очень быстро, и для них (ввиду необходимости низкой
вязкости при применении) время жизни обычно закан-
0 ВО 120 №0 240 ЗОГ мин
Рис. 4-1. Профиль экзотерм, полученных
при отверждении DGEBA третичным ами-
ном при различных температурах (Л. 4-18]
Все испытания сделаны с 260 a DGEBA и
34 e DMP-30, без наполнителя.
чнвается при достижении 5000 спз при технологической
температуре. При применении высоковязких составов за
конец времени жизни обычно принимается точка, когда
использование смеси уже невозможно. Для составов,
сохраняющих низкую вазкость в течение нескольких
минут до образования геля, гель может считаться
пределом времени жизни. Время жизни эпоксидных соста-
вов может колебаться в пределах от нескольких секунд
до нескольких лет.
Были выведены формулы длс расчета относитель-
ного времени гелеобразования для составов, отвержден-
ных аминными отвердителями, и они совпали с наблю-
даемыми величинами [Л. 4-68]; однако обычно эти ве-
личины измеряются прямо иа практике.
МОРФОЛОГИЯ
Эпоксидные смолы типа DGEBA —это жесткие,
аморфные, стеклообразные твердые тела. Исследование
их молекулярной структуры показывает, что каждый
образец смеси смолы с отвердителем может быть в дей-
ствительности одной гигантской молекулой Однако нет
реального доказательства этого; наоборот, современные
теории я данные, полученные при помощи эле! донного
микроскопа, дают основания считать, что зпоксидиые
смолы состоят из относительно небольших макромоле-
кул— трехмерных разветвленных структур илн агломе-
ратов средних молекулярных масс, внедренных в окру-
жающую матрицу низкой молекулярной массы. Предель-
ный размер, которого достигают макромолекулы а те-
чение отверждения, ограничен пространственными фак-
торами, что сводит до минимума возможность проте-
кания межмолекуляриых реакций. По мере того как
молекулы полимеризуются, их вращательная и переход-
ная свобода уменьшается, а это снижает возможность
установления первичных связей с соседними молекулами
(рис. 4-2 и 4-3).
Дополнительное доказательство ииакой плотности
поперечных сшивок было установлена иа основе изуче-
ния динамических механических свойств, где темпера-
Степень отверждения ф|
Рис. 4-2. Электронно-микроскопический сиимок
(увеличение 3000) предварительно оттененной
угольной реплики с поверхности свежего ско-
ла отвержденной эпоксидной смолы. Частицы
смолы имеют около 0.85 мкм в диаметре и рас-
положены неупорядоченно. Нет явной про-
странственной связи между соседними части-
цами, что подтверждает идею о том, что су-
ществует большая объемная скелетная струк-
тура материала.
туриая зависимость модуля Юнга и внутреннего сцеп-
ления показала недостаточную поперечную сшивку по-
лимеров.
Аморфно-агломеративное понимание помогает объяс-
нить повышение нагревостойкости, твердости и стойко-
сти к растворителям, которые имеют место после до-
полнительного отверждения смол при повышенных тем-
пературах: увеличенные тепловые колебания при повы-
шенной температуре дают возможность реагировать
дополнительному количеству пространственно затруднен-
ных эпоксидных групп, и, таким образом, величина
агломератов увеличивается за счег окружающих ма-
териалов низкой молекулярной массы, которые имеют
визкую стойкость к растворителям, низкую температуру
тепловой деформации- (см. ниже) и меньшую твердость,
чем прочно сшитые агломераты. Дополнительное отверж-
дение также, возможно, способствует поперечной связке
и увеличению молекулярной массы низкомолекулярной
матрицы.
Ннзковяэкне смолы часто проявляют более высокие
свойства, чем подобные смолы более высокой вязкости,
ввиду того что низкая вязкость увеличивает молекуляр-
ную подвижность н, следовательно, могут быть полу-
чены агломераты с лучшими поперечными сшивками.
Это видно уже прн добавлении 2—3 частей иереакцион-
иоспособного разбавителя, такого как ксилол (см. гл. И).
Подобно этому прочность при растяжении и сжатии
эп- сидиых смол увеличивается, если расстояния между
неточными сшивками укорачиваются. Укороченные
расе:-мния поперечных сшнвок подразумевают высокую
Рис. 4-3. Электронно-микроскопический сни-
мок (увеличение 3000) предварительно отте-
ненной угольной реплики с поверхности све-
жего скола отвержденной эпоксидной смолы,
обработанной ацетоном. Сравнение этой ми
крофотографии с микрофотографией рис. 6-2
показывает, что, хотя растворитель удаляет
большие количества материала с поверхности,
размер многих отдельных частиц не умень-
шается. Это подтверждает предположение, что
отвержденная смола состоит нз макромолеку-
лярных агломератов или частиц, внедренных
в низкомолекулярную матрицу, имеющую
меньшую плотность сшивки н обладающую
большей растворимостью.
объемную концентрацию
.. .. ______ и, следова-
________ ... .. . ость реакции всех эпок-
сидных групп; при этом граница между агломератам»
с прочной поперечио-сшнтой структурой и окружающим
низкомолекулярным веществом может постепенно исчез-
нуть или разница в свойствах эгих двух зон -может
быть заметно уменьшена.
СТЕПЕНЬ ОТВЕРЖДЕНИЯ
При начальных стадиях отверждения эпоксидной
смолы, когда ие .все молекулы поперечно сшиты, смола
является термопластичной, или смолой В-стадии. Она,
хотя и с трудом, расплавляется и растворяется в раство-
рителях, таких как ацетон. На этой стадии реакция
отверждения начинается в ряде далеко отстоящих друг
от друга точек реакционной массы. При дополнительном
отверждении поперечные сшивки становятся общими и
соединение переходит в термореактивиое отвержденное
состояние. Измерение прочности иа срез в течение от-
верждения указывает на следующее: прочность возра-
стает сначала -медленно (происходит формирование раз-
ветвленных и линейных молекул), а потом почти в кон-
це реакции резко возрастает (образование окончатель-
ной структуры) [Л. 4-106].
42
Гл. 4. Характеристика систем эпоксидная смола!отеердителъ
Оптимизация физических свойств методом
статистического анализа для DGEBA, отвержден-
ного метилавдикангидридом [Л.4-21]
(уровни экспериментальных, переменных и полученные
значения температуры тепловой деформации)
Индексы факторов и их единицы измерения Приведение величин факторов к расчетным единицам
А. Температура гелеобразова- 90 ПО 130
В. Время гелеобразования, ч С. Концентрация ангидрида* 1 2 3
80 85 90
D. Концентрация ускорителя* 2.5 3 3,5
Е. Температура дополнитель- ного отверждения, °C 183 205 227
Расчетные единицы 0 +1
!is-
11
А в с D Е Й« ж
—1 1 —1 1 1 490 146,0 400
— 1 1 , 1 1450 158,0 420
1 I -1 1 1410 160,5 285
1 — 1 —1 — 1375 147,0 294
. 1 1 1 -1 900 163,0 334
—-1 1 1440 138,0 725
1 1 1 1 j 1540 150,0 754
1 1 1210 165,0 544
—1 1 1 1 j 1285 156,0 358
1 1 1 —1 1740- 144,0 695
г 1 1 _| 1 1 1640 145,0 324
1 „1 1 1 1230 156,0 579
-— 1 —.1 1 1 — 1 1540 144,0 710
__ 1 1 1 1 1116 163,0 491
—_ 1 1 1 1 1290 165,0 580
1 1 1 —1 1600 144,0 810
Анализ вариаций температуры тепловой деформации
Фактор Средний эффект скйоды Средшгёквад- Оценка коэффи- циентов линейных
д —1,81 1 13,1406*** 5,=0,9062
в 2,56 1 26,2656**** 5,= 1,2812
с 2,44 23,7656**** 5,=1,2188
D —1,31 1 6,8906 б.=0.6562
Е 16,06 1 1032,0156**** ' Ь,=8,0312
АВ —0,31 1 0,3906 5,,=0,1562
АС —1,19 5,6406 Ь ,,=0,5937
AD 1,06 1 4,5156 5,.=0,6312
АЕ 1.19 5,6406 5,.=0.5312
ВС 1,44 1 8,2656 5а,=0,7187
BD —1,81 1 13,1406*** ] fc„=0,9062
BE -0,94 1 3,5156 6„=0,4687
CD -3.75 I 6,8906 5и=0,6562
СЕ 3,94 1 62,0156**** 5, ,= 1,9687
DE —0,31 1 0,3906 5.J—0.1562
Продолжение табл. 4-2
Оптимальные значения
Переменные Ариадн. ПРОЧНОСТИ прочности при растя*
Температура гелеобразо- вания, °C 107 115 90
Время гелеобразования, ч Концентрация ангидрида 2,8 2,2 3.0
89 90 90
Температура дополни- тельного отвержде- 256 188 161
218 1610 915
критерию F ,, средний квадрат на I степень свободы до;
равен J2.2Sx4.75 - 10.69 н 2.25x9,33=20.99 соответственно
Теоретические методы расчета оптимального режима
отверждения пока не разработаны. Обычно степень
отверждения определяется эмпирически и зависит от
желаемых конечных свойств. Была применена статисти-
ческая обработка данных для того, чтобы определить
оптимальные свойства нескольких отвержденных эпок-
сидных составов (Л. 4-21, 4-34, 4-109]. Результаты пока-
зывают, что определенный режим отверждения, даю-
щий оптимум величины для одного физического свой-
ства, ие является необходимым для получения опти-
мальной величины другого свойства. Результаты одного
из таких исследований с точки зрения выбора оптималь-
ного соотношения ангндрнд/зпоксидная смола, концент-
рации катвлизатора, времени и температуры гелеобра-
зования, времени и температуры дополнительного от-
верждения приведены в табл. 4-2.
Некоторые системы отверждаются прн низких темпе-
ратурах и требуют последующего высокотемпературного
дополнительного отверждения. В них при низких темпе-
ратурах промотируется в основном линейная полимери-
зация, а иеобходимвя степень поперечных сшивок обес-
печивается дополнительным отверждением. Такие систе-
мы создают различные, часто меиее желательные отверж-
денные структуры при условии повышения начальной
температуры. Кроме того, могут быть получены повы-
шенные свойства в небольших массах с малым экзотер-
мическим эффектом по сравнению с большими массами
с высоким экзотермическим эффектом. Однако при при-
менении низкой температуры отверждения формирование
молекул в некоторых системах пространственно затрудне-
но н перегруппировка не может быть закончена даже под
влиянием длительного, высокотемпературного дополни-
тельного отверждения (Л. 4-6], поэтому здесь необхо-
димы повышенные начальные температуры отверждения.
Так называемое «ударное» отверждение ведет к недоста-
точному реагированию массы прн высокой температуре,
вследствие чего получаются плохо отвержденные хруп-
кие составы. При применении летучих отвердителей мо-
жет иметь место кипение и реакция может остаться не-
законченной.
Ангидридные отвердители, катализированные тре-
тичными аминами, особенно чувствительны к температу-
ре, и начальные температуры отверждения будут опре-
делять в некоторой степени тип связей в отвержденирй
системе и, следовательно, свойства отвержденного про-
дукта. Эпоксиноволачиые смолы более чувствительны
к изменениям режимов отверждения, чем DGEBA, по-
Степень отверждения
43
скольку гелеобрааоваине их
происходит прн более низ-
кой степени завершенности
[Л. 4-83].
Независимо от приме-
няемого отвердители допол-
нительное отверждение при
повышенных температурах
улучшает свойства смол,
гак как «виду увеличения
тепловой энергии происхо-
дят более частые столкно-
вения, ведущие к тому, что
реагируют оставшиеся сво-
бодными реакционноспособ-
ные труппы.
В технологии эпоксид-
ных смол степень отвержде-
ния обычно приводят, что-
бы оценить степень расхода
эпоксидных групп в смоле
и в случае наличия реак-
ционноспособных групп в
отвердителе.
Для практических це-
лей вполне отвержденной
системой считается та, в
которой степень поперечных
сшивок достаточна, чтобы
обеспечить оптимальные фи-
зические свойства для прак-
тического применения.
В процессе отвержде-
ния наблюдаются два явле-
нии: конверсия (исчезнове-
ние реакционноспособных
групп) и более важное по-
перечное сшивание (группи-
ровка молекул в трехмер-
ную структуру через реак-
образоваиием требуемых
термореактивных смол в
противоположность образо-
ванию просто длинных ли-
нейных смол без попереч-
ных сшивок).
Оба ивления значитель-
ны. Например, при приме-
нении в качестве отвердите-
ля третичного амина харак-
тер структуры и размеры
поперечных сшиаок зависят
от концентрации отвердите-
ля так же, как и от темпе-
ратуры отверждеиня. Ана-
лизы, указывающие размер
конверсии отвержденной си-
стемы (т е. исчезновения
эпоксидных групп), будут одинаковы при всех условиях,
в то время как свойства отвержденных систем будут
сильно отличаться.
Методы определения конверсии и поперечного сши-
вания приводятся ниже.
Определение конверсии с помощью спектров поглощения
в инфракрасной области
Инфракрасные спектры поглощения являются бы-
стрым и точным средством не только для опознавания
отвердителя, примененного для отверждения эпоксидной
смолы, но также для определения степени конверсии.
Рис. 4-5. Поглощение в инфраирасной области спектра DGEBA в процессе отвержде-
ния третичным амином (Л. 4-3]. Числа указывают время отверждения в часах.
Образцы для снятия спектров готовят в виде пленок
толщиной около 0,025 мм н помещают между пластинка-
ми из камеицой соли. Отверждение происходит в ячейке,
и спектр снимается через различные интервалы времени.
Данные о поглощении в течение различных интервалов
времени в процессе отверждения приводятся иа рис. 4-4
Эпоксидиые группы при длинах волн в -10,96 и
11,6 мкм постепенно исчезают по мере протекания реак-
ции, а гидроксильные группы появляются прн длине
волны 3,1 мкм. Интересно отметить, что на рис. 4-4, где
эпоксидная смола реагирует с первичным амином, кон-
центрация гидроксильных групп увеличивается в процес-
Гл. 4. Характеристика систем эпоксидная смола/отвердитель
Рис. 4-6. Сравнение эпокси- и гидроксиль-
ных величин в течение отверждения
DGEBA с 5 частями этнлендиамииа [Л. 4-53].
Г—сумма гидроксильных и зпоксидных чисел:
1 — гидроксильное число при 1,456 мкм-. S — зпо-
исидвое число при 1,159 мкм.
се всей реакции вследствие того, что образуются гидро-
ксильные группы, тогда как иа рис. 4-5, где смола
отверждается третичным амином, концентрация гидро-
ксильных групп вначале уменьшается, так как они при-
нимают участие в реакции, ио впоследствии, когда гидро-
ксильные группы почти полностью израсходованы, их
концентрация снова заметно увеличивается ввиду осво-
бождения на активных комплексов (см. гл. 3).
Спектры поглощения в области, близкой к инфра-
красной, могут быть использованы также для того, что-
бы исследовать концентрацию эпоксидных (табл. 4-ЗА и
4-ЗБ) и гидроксильных (табл. 4-ЗБ и рис. 4-6) групп.
Помимо опознавания отвердителя и определения разме-
ра кониерсии инфракрасные спектры поглощения способ-
ны дать дополнительную информацию об отвержденном
Таблица 4-ЗА
Спектроскопический анализ DGEBA, отвержденного
5 частями втилендиамино [Л. 4-68]
образце смолы. Например, изучение в области от 30 ш
вой для связанной ОН-группы при пониженных частота!
Изменения содержания эпоксидных и
гидроксильных групп DGEBA в процессе
отверждения его 5 частями этнлендиамииа
[Л. 4-68]
Время отмржде-
100*
150*
200*
। Рассчитано как (30 А1>1Я)/1.<Ж 4-1.39.
с увеличением температуры [Л. 4-71]. Это объясняется
заменой длинных связей иа короткие. Даже при 200 °C
в отвержденной амином смоле имеется некоторое коли-
чество несвязанных гидроксильных групп.
Определение конверсии с помощью химических анализов
Конверсию с помощью химических анализов опреде-
ляют обычно методом набухания частиц. Берется обра-
зец очень малого размера и подвешивается в жидкости,
которая вызывает его набухание. Затем аналитический
реагент вводится в разбухшую частицу и проводится
аналитическая реакция, после чего продукты реакции
диффундируют из частицы. Величины, полученные путем
химического метода, сравниваются с данными, получен-
ными методом инфракрасной спектроскопии, на рис. 4-7.
Пленки эпоксидной смолы подвергаются действию
хлороформа в течение суток при комнатной температуре
для того, чтобы растворить непрореагировавшую раство-
римую часть эпоксидной смолы. По проценту нераство-
ренной части оценивается степень отверждения. Значе-
нии, полученные таким образом, хорошо согласуются со
значениями, полученными при определении температуры
продавливания (температуры, прн которой происходит
электрический контакт провода, находящегося под дав-
лением, с бруском, имеющим покрытие) [Л. 4-111].
Степень отверждения
Температура отверждения. ° в
Рис. 4-7. Конверсия DGEBA в зависимости
от типа отвердителей и температур
отверждения [Л. 4-2].
Тонка размягчения по Вика
для оценки степени поперечного сшивания
Прибор для измерения точки размягчения по Вика
(ASTM 1525) может быть усовершенствован (Л. 4-24]
с целью использования его для определения точки раз-
мягчения нагревостойких термореактивных смол. Такой
усовершенствованный прибор показан на рнс. 4-8. Этот
прибор регистрирует проникновение иглы Вика в обра
зец смолы в зависимости от температуры. Для эпоксид-
ных составов проникновение, равное 0,25 мм, под грузом
5 кгс обычно имеет место при температуре, бливкой
к температуре тепловой деформации (см. ниже) Эти
данные приводятся на
рис. 4-9.
В то время как темпе-
ратура при определении
точки размягчения по Вика
возрастает и достигает мак-
симальной величины, отвер-
ждение эпоксидной смолы
соответственно продолжает-
ся. В процессе старения при
повышенной температуре и
испытаниях при высокой
температуре физическое со-
стояние поверхности будет
сильнее влиять на показа-
ния прибора по Вика, чем
ив температуру тепловой
деформации.
Рис. 4-8. Усовершенство-
ванный прибор Вика
[Л. 4-241
И —стальной сосуд, напод-
преломления
Были изучены показа-
тели преломления различ-
ных катализированных
эпоксидных составов в про-
цессе отверждения (Л. 4-23],
в результате чего установ-
лено, что суммарное увели-
чение показателя преломле-
ния, начиная от смешивания
смолы с отвердителями и
Рис. 4-9. Соотношение между точкой
размягчения по Внка и температурой
Рнс. 4-10. Зависимость времени отверж-
дении от концентрации отвердителя, из-
меренная с помощью показателя пре-
ломления дли DGEBA, отвержденного
пиперидином [Л. 4-23]. Цифры у кри-
вых— число частей пиперидина
до конца отверждения, составляет приблизительно 380 X
Х10_‘ для третичных и вторичных аминов и примерно
400 • 10-4 для первичных аминов. Изменение показателя
преломления в ходе реакции отверждения эпоксидной
смолы и пиперидина в качестве отвердителя показано
на рис. 4-10.
Оценка степени поперечного сшивания с помощью
измерения удельного электрического сопротивления
Исследование течения реакции полимеризации от
жидкого до твердого состояния можно проводить путем
измерения электрических характеристик в изотермиче-
ских условиях.
Измерение удельного объемного сопротивления по-
казывает, что скорость изменения величины удельного
сопротивления увеличивается только после окончания
реакции гелеобразования (Л. 4 13]. Развитие реакции по-
казано на рис. 4-1,1 и 4-12. Данные по измерениям удель-
ного объемного сопротивления для различных эпоксид-
ных составов в процессе отверждения приведены
в (Л. 4-20]. На рис 4-13 и 4-14 показаны результаты
других электрических измерений, проведенных в процес-
се отверждения (Л. 4-15]. Соотношения между механи-
ческими и электрическими свойствами рассматриваются
в (Л. 4-8]. Были получены соотношения между танген-
сом угла диэлектрических потерь при 10’ гц и прочно-
стью при растяжении для различных режимов отверж-
дения и для различных составов.
46
Гл. 4 Характеристика систем впоксидная смола/отвердитель
Рис. 4-13. Изменение диэлектри-
ческой проницаемости DGEBA
в процессе полимеризации с раз-
личными отвердителями (Л. 4-15].
Рис. 4-12. Изменение удельного
объемного сопротивления в те-
чение изотермической полиме-
ризации DGEBA и MPDA
[Л. 4-13].
Рис. 4-14 Изменение тангенса угта
диэлектрических потерь DGEBA
в процессе полимеризации с различ-
ными отвердителями [Л. 4-15].
Оценка степени поперечного сшивания
по набуханию в растворителях
Связь между величинами набухаиия и размягчения
(последняя измерялась с помощью горячей иглы по ме-
тоду, подобному методу Вика) показано иа рис, 4-15.
Для DGEBA, отвержденного гекса диамином и поли-
амидной смолой жирного ряда, после набухания в хло-
роформе и дноксане получаются расчетные величины мо-
лекулярной массы, отнесенной к единице измерения по-
перечного сшивания, которые хорошо согласуются со
значениями, полученными химическим путем (Л. 4-73].
Оценка степей
по температуре тепле
сшивания
Величина температуры тепловой деформации помо-
гает правильно выбрать режим отверждения и д4ЬТ воз-
можность судить об оценке поперечного сшивания
-Рис. 4-1о. Сравнение набухания и температу-
ры тепловой деформации отвержденного
DGEBA [Л. 4-2]
Влияние функциональности системы
Для установления влияния температуры отвержде-
ния иа температуру тепловой деформации часто жела-
деиия, отнесенного к температуре тепловой деформации,
от времени отверждения при различных температурах.
Если температура тепловой деформации ие зависит от
температуры отверждения в диапазоне рассматриваемых
температур, то все линии, нанесенные таким путем, со-
впадают. Если же температура тепловой деформации
зависит от температуры отверждения, то линии будут
отличаться по наклону [Л. 4-5].
Температура тепловой деформации определяется по
методу ASTM D648-56. В этом испытании стандартный
брусок отвержденной смолы, установленный концами иа
опоры, нагружаетси в середине грузом, способным дать
напряжение в 18,5 кгс/см2. После этого образец поме-
щается в масляную баню с контролируемой температу-
рой и индикатор указывает измеряемый прогиб. Баня
нагревается со скоростью 2 °C в 1 мин. Когда прогиб
бруска достигает 0,254 мм, температура банн записы-
вается как температура тепловой деформации. Образцы
при этом испытании имеют ширину 3.2; 6,4 или 12,7 мм,
длину 127 и высоту 12,7 мм.
Образцы 12,7x12,7 jkjk дают более высокие и вос-
производимые значения и используются более широко.
ВЛИЯНИЕ ФУНКЦИОНАЛЬНОСТИ СИСТЕМЫ
НА свойства отвержденных смол
Функциональность системы определяется как -сред-
няя функциональность иа молекулу компонентов си-
Для того чтобы подсчитать функциональность систе-
мы, необходимо определить потенциальную функциональ-
ность реакционноспособных центров молекул, определить
вид реакции этих центров в процессе отверждения и
определить величину потерь функциональности, которые
могут иметь место в ряде случаев.
Потенциальная функциональность данной реакцион-
носпособной группы может быть определена при рассмо-
трении механизмов отверждения (гл. 3). Тан, вторичный
амии, карбоксильная группа и гидроксильная группа
имеют потенциальную функциональность, равную 1. Пер-
вичный амии, ангидридная группа, эпоксидная группа и
непредельные реакционноспособные связи имеют потен-
циальную функциональность, равную 2.
Функциональность может быть потеряна в молекуле
в одном из следующих случаев: из-за изменения направ-
ления реакции, отсутствия групп кореагентов, простран-
ственного затруднения движения и уменьшения подвиж-
ности полимерных цепей.
Потери функциональности
вследствие влияния условий реакции
Условия реакции могут быть такими, при которых
некоторые скрытые функциональные группы ие являются
реакционноспособными. Например, при реакции первич-
ного амнна с эпоксидной смолой образовавшиеся в ходе
реакции гидроксильные группы не рассматриваются
обычно как функциональные и функциональность эпо-
ксидной группы в этом случае равна 1.
Потери функциональности
вследствие влияния кореагентов
Для того чтобы установить функциональность реак-
ционноспособных центров в сополимерной системе, не-
обходимо наличие кореагента. Функциональность систе-
мы зависит поэтому от соотношения реагирующих ве-
ществ и может уменьшаться, если одно из нях присут-
ствует в избытке Система реагирующих веществ под-
бирается в оптимальном соотношении для того, чтобы
избежать потерь эффективной функциональности.
Потери функциональности
вследствие влияния пространственных факторов
Реакционноспособные участки, обычно активные, мо-
гут быть блокированы в процессе реакции под влиянием
пространственных факторов. Например, третичный амии,
образующийся при отверждении эпоксидной смолы пер-
вичным амином, оказывается в таком положении, что ие
может промотировать отверждение, идущее по ионному
механизму, так что некоторые эпоксидные группы, при-
сутствующие в избытке против стехиометрического, не
отвердятся.
Потери функциональности вследствие уменьшения
Повышенная функциональность ведет к более быст-
рому гелеобразованию в ходе реакции. Ставшие непо-
движными молекулы обычно требуют более жестких
условий реакции для того, чтобы отверждение прошло
полностью. Можно предположить, что чем больше функ-
циональность системы, тем более жесткие условия допол-
нительного отверждении необходимы. Дальнейшее уве-
личение потенцивльной функциональности выше опреде-
ленной точки не дает существенных преимуществ, так
как увеличение неподвижности молекул ведет к увели-
чению потерь функциональности
Расчет функциональности
Отверждение первичными аминами. Функциональ-
ность смолы и первичного амина (при стехиометрии)
определяется иа основании того, что функциональность
каждой эпоксидной группы и каждого активного атома
водорода амина принимается равной 1.
Каталитическое отверждение. При каталитическом
отверждении можно предположить, что каждая эпоксид-
ная группа имеет функциональность 2, поэтому она мо-
жет быть записана, как
где Е — число эпоксидных групп в молекуле. Так, пере-
ход от ди- к триэпоксидной смоле увеличивает функ-
циональность системы от 4 до 6.
Это теоретически верное :----
изменено при двух условиях:
<ет быть
блокируются потенциально реакционноспособные участ-
ки молекулы, как, например,
то функциональность системы уменьшается пропорцио-
нально количеству использованного катализатора.
2. Механизм устранения разделения ионов, которое
происходит в процессе каталитического отверждения,
может также приводить к уничтожению некоторых реак-
ционноспособных участков и уменьшать функциональ-
ность системы. Значение этого явления возрастает, когда
используется большое количество третичных вмннов
в качестве катализаторов и когда реакция протекает
прн повышенных температурах.
Из-за этих двух факторов невозможно предсказать
функциональность квталитически отверждаемой системы,
так как эмпирически функциональность будет изменяться
48
Гл. 4.
в зависимости от отвердителя и температуры отверж-
Отверасдение ангидридами. Рассмотрение механиз-
мов отверждения эпоксидных смол ангидридами (гл. 3)
показывает, что оптимальное соотношение ангидридных
и эпоксидных групп (А/Е) может колебатьси в пределах
5,4 0,8 42 IS Z,0 2,4 км
}}
на свойства различных эпоксидных смол
0 0,4 O.B 42 46 ч) 2,0 2,4 км
250 X
Й,аа р «> -Л
растяжении, £ J 0,4 0,8 1.2 40 В) 0 • Bfl
H M
— —Л
в 0,4 0,8 42 46 2,0
г» ll ' л << К
"e --A
D 0,4 O.B 42 46 2.0 2^4 нм
г) ГЛ. 4-1001 Буквы hs СШИВОК i
0.4 О,В /,2 l,S 2fl 2,4 км
ЦВ 1,2 (£ Z.0 2,4 км
еево с помощью MPDA, дополяитмьиое отверждение прн 200'С. б-отверждено
MPDA, дополнительное отвержденье При 160‘С: в - отверждено с помощью MPDA.
ьное отверждение при 160"С.-. е —отверждено с шомощью МРПД. вополиитеьььп.
е поп 160 "С: Л —отверждено с помощью МРОАл,допо
отверждено с помощью NMA. дополнительное огеерждет
МА л<1плянйтм1,кое отвеождеиие Пон 160 С: з —
щТмРОА.
Расчет функциональности для систем, отвержден-
ных ангидридами, никногда не является прямым. В лро-
фуикциоиальность системы определяется, в частности,
количеством присутствующих гидроксильных групп.
Предложен и экспериментально проверен расчет темпе-
ратуры гелеобразования ""° ........
для систем, отвержденных
ангидридами (Л. 4-80]. При
других равных условиях бо-
лее высокофункциоиальные
системы обеспечивают повы-
шенную нагревостойкость,
химостойкость и отчасти по-
вышенные электрические
свойства. Это достигается,
однако, за счет увеличения
хрупкости и уменьшения
относительного удлинения.
ВЛИЯНИЕ ПЛОТНОСТИ
ПОПЕРЕЧНЫХ СШИВОК
НА СВОЙСТВА
ОТВЕРЖДЕННЫХ
СОСТАВОВ
Системы, имеющие оди-
наковую функциональность,
могут обладать различными
свойствами в зависимости
от большей или меньшей
плотности поперечных сши-
вок (Л. 4-40]
Снижение плотности
сшивки за счет потери
функциональности может
быть вызвано: 1) примене-
нием монофункциональных
реагентов, которые эффек-
тивно снижают число функ-
циональных групп, прини-
мающих участие в образова-
нии поперечных сшивок;
2) использованием иереак-
циоииноспособиых модифи-
каторов и пластификаторов,
которые облегчают движе-
ние молекулярных цепей и
физически разделяют попе-
речно сшитые точии; 3) ис-
пользованием реакционно-
способных модификаторов,
содержащих длинные боко-
вые цепи, которые также
приводят к разделению и
невозможности реакции
между функциональными
группами (внутренняя пла-
стификация) . Изменение
плотности сшивки без поте-
ри функциональности мо-
жет быть осуществлено пу-
тем выбора ингредиентов,
имеющих реакцион— особ-
иые участки, соответствую-
щим образом расположен-
ные в молекуле
Увеличение плотности
поперечных сшивок —обыч-
но путем выбора молекул
с короткими цепями—улуч-
шает нагрево- и химостой-
Влияние структуры на свойства отвержденных смол
49
кость, -тогда как снижение плотности поперечных сши-
вок—обычно при выборе молекул с длинными цепями—
вызывает повышение прочности, увеличение относитель-
ного удлинении и уменьшение усадки.
Для определения влияния плотности поперечного
сшивания были проведены испытания на ряде циклоали-
фатических эпоксидных смол, отвержденных MPDA.
Увеличение плотности сшивки, т. е. уменьшение рас-
стояния между реакционноспособными участками от 2,8
до 0,2 нм, ведет к повышению модуля упругости и пре-
дела текучести при сжатии, модуля упругости и преде-
ла текучести при растяжении, иагревостойкости и
удельной ударной прочности по Йзоду. Однако увеличе
ние плотности сшивки молекулы ведет также к умень-
шению стойкости к растрескиванию и увеличению хруп-
кости (Л 4-100]. Данные о влиянии плотности сшнвки
молекулы иа свойства отвержденных смол приведены
на рис 4-16,а—з. Максимальные расстояния между
сшивками для этих смол представлены в табл. 4-4. По-
добные же результаты были получены при испытании
ряда смол DGEBA различной молекулярной массы,
отвержденных аминами. Было найдено, что прочность
при растяжении с достаточной точностью соответствует
температуре тепловой деформации н температуре стек-
лования ниже верхнего предела. Однако некоторые на-
гревостойкие системы обнаруживают низкую прочность
при растяжении, которая считается следствием понижен-
ной стойкости к растрескиванию.
Это демонстрируется далее отрицательным соотно-
шением между удельной ударной вязкостью по Изоду
н Тс (температурой перехода второго рода—см. ниже),
указывающим на повышенную чувствительность к рас-
трескиванию, что встречается в циклоалифатических
смолах [Л. 4-101].
При намеренном уменьшении плотности сшивки за
счет аддуктов с длинными цепями физические свойства
ие обязательно зависят от концентрации аддукта. На-
пример, если выбранный образец с длинной цепью явля-
между активными участками в эиоксидных
смолах и отвердителях (из измерений,
проведенных на моделях) [Л. 4-100]
Максимальное
Смола нли отвердитель расстояние» до
А. 1,4-циклогексадиен диоксид бис- 0 = 0,25,
(2.3-вп<жснциклопснтил)эфир р = 0.275
В. Жидкий изомер 0,605
С. Твердый изомер D. Глицидил 2,3-эпоксициклопентил 0,775 0,780
E.So-2₽, 3-эпокснциклопентил РОЕ
(смешанные изомеры):
изомер 1 0,705
изомер 2 0,950
F. DGE диокса иа 1,050
G. DGE сульфолана 1,050
Н. Полн-2.3-эпоксициклопеитил PGE 0,705-1,100
(изомеры)
1. р-2,3-эпоксвцнклопеитил РОЕ 1,100
J. DOE бисфенола О 1,72
К. DGE бисфенола А L. DGE бисфенола гидрохинона 1,75 2,20
М. DGE бисфенола пентаэритрита 2,76
MPDA 0,520
MDA 1,66
NMA ~0,64
4-1242
ется диглицидиловым эфиром алифатического диола и
используется в небольших количествах, то вто может
привести к снижению прочности и растрескиванию, воз-
можно, потому, что длинные цепи служат центрами, ко-
торые концентрируют механические напряжении больше,
чем снимают нх. Увеличение количества диола и даль-
нейшее снижение плотности сшивки молекулы дадут
возможность преодолеть эту трудность [Л. 4-36].
Исследования показали, что наполнители будут зна-
чительно изменять кажущуюся плотность сшивки пленок
По-видимому, это достигается за счет изменения
подвижности сегментов макромолекул, и это влияние
распространяется на весь объем полимера от границы
раздела фаз полимер — частица наполнителя. DGEBA
с молекулярной массой 1000, сшитый 1,6-гександиами-
иом, имеет среднюю молекулярную массу М между
сшивками, вычисленную по данным растворения, 240.
При введении ТЮ2 до 14,31% по объему Ме снижается
• постепенно до 30 [Л. 108]
ВЛИЯНИЕ СТРУКТУРЫ НА СВОЙСТВА
' ОТВЕРЖДЕННЫХ СМОЛ
Структура отвержденной эпоксидной смолы может
быть различной в зависимости от типа смолы и отвер-
дителя.
Возможность изменения состава молекул, а твкже
функциональности н плотности сшивки приводят к по-
лучению отвержденных систем с самыми разнообразны-
ми свойствами.
Нагревостойкость
Нагревостойкость повышается обычно при наличии
ароматических групп в структуре отвержденной смолы.
В неароматических смолах- основным условием возмож-
но является плотность сшивки смолы, что было продемон-
стрировано на серии эпоксисилоксавовых смол (Л. 4-39],
причем наиболее стабильны молекулярные цепи, содер-
жащие циклы, затем следуют линейные цепи и менее
всех стабильны разветвленные цепи, что установлено по
измерению потерь массы при 260°C (рис. 4-17,о). Подоб-
ный порядок сохраняется прн определении температуры
тепловой деформации, как показано па рис. 4-17,6.
Исследования, проведенные для того, чтобы определить
влияние структуры бисфенолов, полученных из различ-
ных кетонов, на нагревостойкость и другие свойства,
дали результаты, которые приведены в табл. 4-5. Иссле-
Таблнца 4-5
Результаты испытаний отвержденных фенолов
диглицидиловых эфиров [Л. 4-58]
Заместители бензгн- лв1Г ио Изоду. к&пем/ем? (шкалаМ)
А В А В А В 24* * та
Метил метил 164 146 5,8 3,6 4,3 107 111 2 23
Метил этил 139 129 5,5 ПО 109 2 23
Метил изобутнл 154 135 5,3 3,9 105 104 2 29
Метил амил 137 125 3,7 97 101 2 24
Метил нонил 105 98 4 4 3,6 81 88 2 23
Метил гептадецил 76 72 4^3 3,1 4,2 28 37 2 18
Днгептадецил 54 50 2,4 98 18 3 17
А-отаердитель MPDA/MQA/PGE; Й--.ртьердзтель фталевый
БО
Гл . 4. Характеристика систем впоксидная смола/отеердитель
Силоксаны
е)
Рис. 4-17. Влияние структуры поли-
эпоксисилоксанов на потери массы
после старения в течение 100 ч при
260 ’С (о) и иа температуру тепловой
деформации (6) [Л. 4-39],
структура; 3-1
доваиия адгезивов различных составов с повышенными
прочностными свойствами показали, что они имеют по-
вышенную нагревостойкость при наличии симметричных
заместителей беиагидрнльного атома углерода бисфено-
ла. При наличии несимметричных алифатических замес-
тителей прочность снижается с увеличением цепи замес-
тителя [Л. 4-68]. В ряде экспериментов получены компо-
зиции с улучшенными свойствами прн замене одной
метильной труппы на фенильную (Л. 4-77]. В случае цикли-
ческих заместителей только диглицидиловый эфир 1,1-бис
(4-гидроксифеиил) циклогексана дает более высокие
свойства по сравнению с DGEBA (Л: 4-35].
Наличие простых эфирных связей и сложных эфир-
ных связей довольно благоприятно сказывается на на-
гревостойкости. Аминогруппы несколько снижают нагре-
востойкость, что установлено по потерям массы. Наличие
Рис. 4-18. Влияние содержания хлора
в смоле DGEBA на нагревостойкость
отвержденной системы ]Л. 14].
гидроксильных групп в отвержденных системах отриц
тельно влияет иа свойства систем прн повышенных те!
пературах. Высокое содержание хлора в смолах иа осш
ве глицидилового эфира снижает нагревостойкость. чт
показано иа рис. 4-18.
Хлорированные и бронированные смолы DGEBi
отвержденные аминами, значительно менее стабильн
при высоких температурах по сравнению со смолами, f
содержащими галогенов (Л. 4-86]. В результате исследа
вання нагревостойкости, определяемой по потерям вес
и по методу ИК-спектроскопии иа фракциях DGEB
с узким молекулярно-маосиым рвспределением, уставе!
лено, что системы из фракций с низкой молекулярно
массой подвергаются деструкции быстрее (Л. 4-88]. В<
роятио, слабым сегментом в смоле является амииосцир
товой остаток:
Химостойкость
Как правило, те факторы, которые повышают натре
востойкость, улучшают также и химостойкость. Это, в ча
стиости, верно в отношении молекулярной структуры 1
менее справедливо в отношении химических связей.
В отношении химических связей справедливы еле
дующие положения:
в отвержденных системах простые эфирные свяаг
достаточно стойки к действию большинства органически!
и неорганических кислот и щелочей;
связи между углеродом н азотом амина доаольнс
стойки к действию неорганических кислот и щелочей V
менее стойки по отношению к органическим кислотам
Сложные эфирные связи стойки к действию органиче-
ских кислот и менее стойки к действию неорганических
кислот и щелочей. Оии более подвержены гидролизу
чем связи углерод — азот в смолах, отвержденных ами-
Необходимо отметить снова, что структура отверж-
денной системы дает часто результаты, отличающиеся от
тех, которые можно было бы ожидать от природы толь-
Рис 4-19. Поглощение ацетона
(после 24 ч погружения) в зависимо-
сти от длины цепи алкильных групп
у бензгидрильного атома углерода
диглицидиловых эфиров бисфенолов
Физические свойства отвержденных смол
Рис. 4-20. Влияние содержания хлора
в DGEBA иа удельное объемное сопро-
тивление отвержденных систем [Л. 4-14].
Хлор,7с
ис. 4-21. слияние содержания хлора
DGEBA иа тангенс угла диэлектриче-
ских потерь отвержденных систем
(Л. 4-14].
ко химических связей. Влияние заместителей на бензги-
дрильный углерод в отношении стойкости к ацетону по-
казано на рис. 4-19.
Диэлектрические свойства
Увеличение полярности молекул в отвержденной
структуре приводит к снижению электроизоляционных
свойств. Полярные связи сложных эфиров оказывают
меиее отрицательное влияние иа электроизоляционные
свойства, чем полярные связи, возникающие в процессе
отверждения смолы первичными и вторичными аминами.
Третичные амины сообщают системам улучшенные ди-
электрические свойства но сравнению с первичными ами-
нами. Кислоты Льюиса, такие как BFsMEA, создают бо-
лее высокополяриые системы и это ведет к снижению
диэлектрических свойств (Л. 4-55]. Влияние содержания
хлора указано на рис. 4-20 и 4-21. Изучение DGEBA,
отвержденного ТЕТА, MPDA, MDA н DADPS, показы-
вает, что диэлектрические потери могут быть объяснены
ориентацией групп ОН в отвержденной смоле
Эти обобщения без учета действия влаги и темпе-
ратуры являются, конечно, упрощенными, но они могут
быть приняты ориентировочно как предварительные.
ФИЗИЧЕСКИЕ СВОЙСТВА ОТВЕРЖДЕННЫХ СМОЛ
Физические свойства отвержденных эпоксидных смол
обычно определяются по данным испытаний, проведен*
ных по методам ASTM или по усовершенствованным
методам, разработанным специально для эпоксидных
смол. The Epoxy Resin Formulators of the SP1 также
периодически выпускает методики испытаний, специаль-
но составленные для эпоксидных смол. Подобные микро-
миниатюрные методы испытаний описаны в [Л. 4-110].
В результате таких испытаний можно получить мно-
го полезных данных, которые, однако, нельзя принимать
безоговорочно, так как, с одной стороны, условия приго-
товления, смешивания и отверждения составов в лабо-
ратории отличаются особой тщательностью, чего не всег-
да можно ожидать иа производстве, а с другой стороны,
сами методы испытаний часто недостаточно совершенны,
чтобы охарактеризовать свойства. Например, для опре-
деления ударной прочности по Изоду используют образ-
цы с надрезом, в результате испытаний которых часто
иевозможио определить разницу между различными эпо-
ксидными составами. Кроме того, результаты испытаний
могут быть недостаточны, если они сообщаются в не-
достаточно широком интервале температур, который мо-
жет иметь место при эксплуатации.
И, наконец, что особенно важно, испытания в лабо-
раторных условиях проводятся на образцах, имеющих
строго определенные молекулярный вес и структуру. Нет
никакой уверенности, что их свойства сохранятся а усло-
виях производства. Например, даже самые лучшие испы
тания иа стойкость к тепловому удвру ие могут воспро-
извести наиболее неблагоприятные условия, которые мо-
гут возникнуть в условиях эксплуатации при необычных
формах изделий.
При определении физических свойств литьевых эпо-
ксидных смол особый интерес представлиет метод, по-
средством которого иаходит начальные повреждения и их
распространение.
Испытания, проведенные со смолой DGEBA, имею
щей в своем составе разбавитель и отвержденной DETA,
показали, что растрескивание начинается в местах скоп-
ления пузырей, включений н поверхностных царапин
Трещины распространяются медленно наружу в радиаль-
ном направлении до тех пор, пока они ве достигнут кри-
тического размера, соответствующего определенному
прилагаемому усилию, при котором происходит быст-
рое разрушение образца. Для «чистого» образца разрыв-
ная прочность равна 980 кгс!см\ а для образца «с при-
месями»—560 кес]смг. Большие трещины вызывают
преждевременное быстрое разрушение образца, о чем
свидетельствует положительный наклон кривой напря-
жение— деформация. Образцы, содержащие только ма-
ленькие трещины, разрушаются медленно.
Прочность при растяжении
Прочность при растяжении — это величина разру-
шающего напряжения при растяжении, т. е. отношение
нагрузки, при которой разрушился образец, к начальной
площади его поперечного сечения. Разрывная прочность
выражается в кгс/слА Метод испытания описан
в ASTM 638-52TD. Разрывная прочность немодифици-
рованной смолы DGEBA, отвержденной амином, состав-
ляет около 630 кгс1смг.
Прочность при сжатии и сжимаемость
Прочность при сжатии —это величина сопротивле-
ния материала сжимающему усилию, выраженная
в кгс1смг. Большое знач*ине имеет величина, регистри-
рующая нагрузку, при 1 орой начинается разрушение
образца. Если деформация продолжается без появления
повреждений, зто обеспечивает иаилучшнй предел теку-
чести (выражается в кгс/с.«г).
Предел текучести при сжвтпи —это напряжение,
при котором деформация возрастает без дополнительно-
го увеличения нагрузки. Измерения обеих величии про-
изводятся в соответствии с ASTM D695-54. Типичные
значения—это 1 050 кгс[см* и максимально—2 100 кгс/см.
Данные по сжимаемости приведены в табл. 4-6.
Если сжимаемость обусловлена сжатием свободного
52
Гл. i
ая смола/отвердитель
Данные по сжимаемости дли отвержденных
DGEBA [Л. 4-97]
Отвердитель Давление, Температура, Сжимаемость. %
DDSA 12000 23 14
DDSA 10000 182 15
MPDA 12000 23 13
MPDA 12000 138 14
DMP-30 12000 23 13
DMP-30 12000 193 15
Примечание. При отверждении DMP-30 Тс
объема, то предельное значение составляет 15%. Образ-
цы DGEBA, отвержденной DMP-30, DDSA и MPDA,
испытанные при давлениях до -12000 кгс!смг, после испы-
таний восстановились до своих первоначальных разме-
ров, что указывает на отсутствие остаточных деформа-
ций. Во всех исследованных системах наблюдался вы-
званный давлением переход в стеклообразное состояние.
Фазовые диаграммы для разных температур дают воз-
можность экстраполировать температуру стеклования,
отнесенную к атмосфере, причем для систем, отвержден-
'иых DMP-30 и DDSA, значения,, полученные путем
экстраполирования, хорошо согласуются с эксперимен-
тальными данными. Для более жестких систем с отвер-
дителем MPDA, например, температура стеклования
равна 196 °C, в то время как при измерении было полу-
чено 160 °C [Л. 4-115].
Прочность при изгибе
Прочность прн изгибе —это сопротивление материа-
ла изгибающей нагрузке. Брусок испытуемого материала
нагружается в центре, и регистрируется величина, прн
которой имеет место постоянная деформация илн раз-
рушение. Эта величина выражается в кгс/см1. Метод
испытаний описав в ASTM D790-49T. Типичная величина
прочности иа изгиб равна 1260 кгс/сж2.
Модуль упругости
Модуль Юнга (жесткость), который является отно-
шением напряжения к деформации, может быть опреде-
лен при растяжении, сжатии и изгибе по соответствую-
щим методикам ASTM, указанным выше. Типичные вели-
чины для всех трех значений составляют от 28000 до
42 000 кгс!смг.
Коэффициент Пуассона
Коэффициент Пуассона —это отношение поперечных
деформаций к продольным. Типичное значение для
отвержденной жесткой эпоксидной системы равно 0,34.
Ударная вязкость
Ударная вязкость (прочность на удар) — это способ-
ность материвла выдерживать внезапные нагрузки. Она
выражается обычно в кгс • м или кгс • м на 1 см (удель-
ная ударная вязкость) ширины надреза образца прн.
разрушении. Широко распространен метод испытания
При^испытввнях по этому методу образец зака-
ляется консольно и разрушается от удара, произведен-
ного с нефиксированного от зажима образца расстояния.
Образцы имеют надрез, с помощью которого создается
стандартная степень концентрации напряжения. Мето-
дика_ этого испытания описана в ASTM D256-54T.
Второй метод испытания с помощью падающего
шара регистрирует величину разрушения образца, под-
вергаемого внезапному удару, который ианоситси стан-
дартными шарами, падающими с определенного расстоя-
ния, причем вес шаров возрастает в процессе испытания.
Этот метод описан в спецификации M1L-I-16923.
Типичная величина ударной вязкости по Изоду око-
ло 1 кгс-см на 1 см ширины (до надреза), а по методу
падающего шара около 28 кес • м.
Установлено, что для удара, производимого нагруз-
ками с высоким ускорением (как, например, в случае
выстрела пулей), предпочтительными являются жесткие
залиаочные составы, ввиду того что гибкие материалы
допускают движение внутренних компонентов. В этих
случаях необходима высокая прочность при сжатии
Динамические механические свойства
Термин «динамические свойства» относится к свой-
ствам, полученным методами, результаты которых зави-
сит от времени действия нагрузки на образец, н образец
не приходит в равновесие с приложенной силой.
Были изучены' динамические механические свойства
эпоксидных смол, причем найдено, что вблизи или не-
сколько выше температуры стеклования они заансят от
структуры поперечных сшивок материала (Л. 4-25, 4-38].
В одной серии опытов использовались колебания
маятника с частотой 1 гц и отмечалось два пика пере-
хода в динамическом тангенсе потерь (т. е отношение
мнимой и вещественной частей сложных модулей)
]Л. 4-61]. Доказано, что низкотемпературный переход
обусловлен вращением глицидилэфирной части молеку-
лы, а высокотемпературный переход (соответствующий
температуре тепловой деформации) вызывается замести-
телями, расположенными иа центральном углеродном
мостике бксфенольного остатка молекулы. Подвижность
остатков глицидилового эфира, отраженного низкомоле-
кулярным переходом, может быть ограничена путем
использования отвердителя, который обеспечивает высо-
кую плотность сшивки, вызыиан эпоксидные группы
к реакции с функциональностью 2 (т. е. этерификации
отаердителей).
Температурный переход второго рода
Одним из наиболее важных свойств, характеризую-
щих смолу и определяющих предельные температуры ее
использования, является температура перехода второго
рода илн температура стеклования Тс. При температур-
ном переходе первого рода возникает определенное
изменение в объеме. Прн температурном переходе второ-
го рода изменение имеет место только в скорости изме-
нения объема в зависимости от температуры.
Ниже 7С полимеры являются жесткими, стеклооб-
разными матераламн. Выше Ус—это мягкие эла-
стичные материалы.
Переходы второго рода вызываются тепловыми коле-
баниями свободных частиц цепочки молекулы смолы,
вращающихся вокруг своих связей.
Температурный переход второго рода может быть
веющего шарика, с помощью дилатометра или измере-
нием температуры тепловой деформации. Вследствие-того
прн определенных скоростях, те методы испытаний, при
которых полимер нагружается быстрее, чем он может -
приспособиться, дадут более высокие значения Тс по
Физические свойства отвержденных смол
Рис. 4-22. Свойства различных отвержден-
ных систем на основе DGEBA при напря-
жении волокна 18,5 кгс/см1 в зависимости
от температуры [Л. 4-16].
Рнс. 4-24. Испытательная установка для опре-
деления температуры тепловой деформация
сравнению с теми методами, при которых полимер на-
гружается медленно, со скоростью, меньшей, чем его
время релаксации. Двумя основными медленными мето-
дами являются измерения температуры тепловой дефор-
мации и температурного коэффициента расширения.
Температура тепловой деформации
Температура тепловой деформации DGEBA с рас-
пространенными отвердителями составляет от 90 до
180 °C, но прн использовании высокофункциоиальных
смол н отвердителей эта величина может достигать
300 °C. Флексибнлнзированные алифатические эпоксид-
ные смол1 м мт температуру теп овой деформв
цин ниже нуля. Углубленные методики определения этой
температуры помогают лучше понять природу структуры
отвержденного полимера.
Если испытание на температуру тепловой деформа-
ции продолжается за произвольно принятым прогибом
0,254 мм, то кривые имеют вид, показанный на рнс. 4-22.
В основном они дают представление о поведении мате-
риала прн повышенных температурных нагрузках.
Чтобы объяснить наблюдаемые результаты, предпо-
ложили, что первоначальный излом на кривой в области
температуры тепловой деформации происходит за счет
уменьшения внутримолекулярных сил Ван-дер-Ваальса
и снижения сопротивления сегментов цепи к вращению
Рнс. 4-23. Свойства от-
вержденного DGEBA
при напряжении волокна
18,5 кес/сж’ прн 100 °C
(Л. 4-16]. Числа на кри-
вых указывают содержа-
ние отвердителя в ча-
стях Пунктирная кри-
вая— при 100 °C
Исходя из этого, система может тогда деформироваться
н приобрести почти линейный вид, причем размер дефор-
мации зааисит от возможности элементов цепи вращать-
ся, скручиваться, удлиняться, сжиматься. Цепь вытяги-
вания проверена уравнением, полученным в результате
исследования тех участков кривой, где наблюдалось
каучукообразное состояние полимера, причем в качестве
полимера был взят ряд систем нз DGEBA, отвержден-
ного аминами (Л. 4-58]. Следовательно, в зависимости
от природы сшитой сетки достигается тот предел, где
возможно незначительное вращение нли растяжение,
причем связи тогда удлиняются до максимума. Исходя
из этого, силы температурного расширения могут дей-
ствительно обеспечить некоторое восстановление связей
до величины, тде повреждение первичных валентных свя-
зей вызывается увеличенной деформацией н разруше-
нием образца.
Интересно отметить, что в свстемах с низкой плот-
ностью сшивки деформация идет быстро без дополни-
тельного увеличения иагруахи или температуры
(рис. 4-23).
Для того чтобы исследовать влияние стеклянного
рубленого волокна, используемого в качестве наполни-
такя, иа улучшение характеристик в условиях несущей
нагрузки в зависимости от температуры, была проведена
серия экспериментов на стандартной установке для опре-
деления (рнс. 4-24) температуры тепловой деформа-
ции. Было отмечено, что первоначальный прогиб увели-
чивался с температурой приблизительно до температуры
тепловой деформации ненаполнениой смолы, после-чего
при повышении температуры происходило восстановле-
ние формы образца (даже когда устранялось влияние
температурного расширений).
Когда образец охлаждался под нагрузкой, значение
температуры тепловой деформации, ожидаемое от неяа-
полненного образца, получалось в надлежащей точке,
но при дальнейшем охлаждении прогиб несколько увели-
чивался. Это показано на рис. 4-25.
Для того чтобы охарактеризовать отвержденную
смолу, проведение подобных испытаний является, ве-
роятно, более ценным, чем просто определение темпера-
туры тепловой деформации.
Температурный коэффициент расширения
Измерения температурного коэффициента расшире-
ния проводятся с помощью дилатометра. Образец поме-
щается в запаянную кварцевую трубку, и индикатор
устанавливается в верхней части образца. Образец на-
54
Гл. 4. Характеристика систем эпоксидная смола/отвердитель
го во too ил по°г
Рнс. 4-25. Свойства отвержденно-
го DGEBA, наполненного рубле-
ным стекловолокном под напря-
жением волокна 18,5 кас/ши2, в за-
висимости от температуры
[Л. 4-37]. Общая деформация из-
гиба в зависимости от температу-
ры. Данные приведены с учетом
теплового расширения.
Рнс. 4-2G. Влияние способов передачи
тепла на тепловое расширение
{Л. 4-7]. Скорость подъема темпера
туры 2 °C в минуту.
7 —иа воздухе; 2 —в масле.
Рнс. 4-27. Типичная кривая теплового расши-
рения для отвержденного DGEBA ]Л. 4-16].
гревают в масляной бане или иа воздухе и затем произ-
водят замеры его. Влияние способа передачи тепла по
казано иа рис. 4-26. Типичная кривая температурного
расширения будет иметь излом в линейкой части в обла-
сти температуры тепловой деформации. Этот излом яв-
ляется температурным переходом второго рода (Тс)
Выше Тс температурный коэффициент расширения уве-
личивается быстрее, чем до Тс. Типичная кривая тем-
пературного расширения с отметкой точки Тс приведе
иа на рнс 4-27.
Был проведен рнд испытаний с DGEBA, отверй'ден
«ого алифатическими и ароматическими ангидридами
Для систем, отвержденных алифатическими соединения-
ми, Тс можно определить расчетным путем на основании
обычных законов, относящихся к Те. Однако для си-
стем. отвержденных ароматическими соединениями,
Тс оказалась выше, чем теоретически рассчитанная
величина, вследствие большого содержания в продукте
ароматических колец [Л. 4-78].
Температурное расширение и степень усадки нахо-
дятся в соответствии с физическими представлениями
(см. гл. 15). Они могут быть также подсчитаны по дан-
ным физических характеристик. Например, полоска фоль-
ги, покрытая с одной стороны слоем отвержденной эпо-
ксидной смолы, будет прогибаться при периодических
изменениях температуры в соответствии с температур-
ными коэффициентами расширения, которые могут быть
рассчитаны на основании величины прогиба [Л. 4-102].
Измерение Тс электрическим
и динамикомеханическим методами
Температуры перехода второго рода были определены
также путем измерений удельного электрического сопро-
тивления {Л. 4-28]. Результаты ряда исследований изо-
бражены на рис. 4-28. Показано, что флексибилизирован-
ная смола ие имеет резкого взлома иа кривой, причем
материал находится над Тс прн 25 °C; у нагревостойких
смол также не наблюдается излома кривой, но нх Тс на-
ходится выше исследованных температур {Л. 4-65].
Для того чтобы повлиять на величину Тс, опреде-
ленную динамикомеханическим методом (гл. 2), показа-
на сущность замещения на бензгидрильный углерод
сбнсфеиоламн DGE (рис. 4-29).
Величина второго . низкотемпературного перехода
была определена в нескольких системах, причем эта
величина зависит от части глицидилового эфира в мо-
лекуле, как показано на рис. 4-30.
Усадка —это изменение размеров, которое происхо-
дит в материале за установленный период времени. Объ-
емная усадка обычно выражается в процентах изменения
объема. Линейная усадка измеряется в сантиметрах
изменения длины на 1 см длины.
гв ВО 75 too 125 °C
Рис. 4-28. Связь темпера-
турного перехода второго
порядка н удельного элек-
трического сопротивления
[Л. 28].
ла; i — смола, имеющая темпе-
ратуру тепловой деформации
70 С: 3 —смола, имеющая тем-
пературу тепловой деформации
Физические свойства отвержденных смол
-BD-40 О 40 80 Г20 ТВО °C
Рис. 4-29. Зависимость динамических
свойств от температуры и структуры
смолы [Л. 4-61].
Усадка происходит а то время, пока система смо-
ла/отвердитель находится в жидком и термопластичном
состоянии, после которого наступает состояние геля.
Из лабораторных данных прн исследовании усадки
трудно получить расчетные величины ввиду того, что иа
результаты испытаний в значительной степени влияют
и специфичность структуры, и масса реагирующего ма-
териала, и тип примененного разделительного вещестна.
Вообще усадка происходит по всему объему мате-
риала.
Усадка бывает двух видов: усадка прн отверждении,
вызываемая реакцией и перегруппировкой молекул в бо-
Рнс 4-30. Зависимость динамических
свойств от температурь^ и отвердите-
зыааемая охлаждением образца после выдержки прн
высоких температурах [Л. 4-44].
Объемная усадка может быть определена ]Л. 4-58]
с помощью закрытой формы, к которой прикрепляется
наполненная маслом пипетка. Уровень масла уменьшает-
ся при уменьшении объема смолы.
Масса смолы достаточно мала, и влияние темпера-
турного расширения иа результаты сведено к минимуму.
При исследовании ненаполиенных систем, отверждаю-
щихся прн комнатной температуре, было установлено,
что усадка начинается сразу же после смешивания ком-
понентов и достигает 3*/s% через несколько часов и 5%
в конце недели.
Наибольшая усадка происходит перед желатиниза-
цией, поэтому, чтобы ослабить ее, лнтье производят
а открытых формах путем подачи дополнительной смо-
лы через вертикальную трубу под давлением.
Объемная усадка при литье под давлением в за-
крытых формах предполагает увеличение размеров при
проектировании.
Линейная усадка обычно измеряется путем заливки
смешанного состава в механический желоб, покрытый
разделительным веществом. Стандартный желоб имеет
914 мм в длину и радиус 12,7 мм (рис. 4-31). Состав
сливается к одному концу формы. Небольшие продоль-
ные секции уменьшают экзотерму и влияние температур-
ного расширения в процессе отверждения.
При удовлетворительной низкофрикционной отде-
ляющей системе линейная усадка составов, отверждаю-
щихся при комнатной температуре, не будет обнаруже-
на до тех пор, пока не закончится процесс гелеобразова-
ния, и затем начнет увеличиваться до достижения
величины примерно 0,001 см на ,1 см длины. £ более вы-
сокофункциональных эпоксидных системах гелеобразо-
вание начииаетсн прн более низком процентном содер-
жании общей реакции отверждения н усадка будет воз-
растать в твердой фазе, причем около 4—5% усадки
жидкой фазы происходит теперь в твердой фазе.
В процессе усадки возникают значительные внутрен-
ние напряжения а эпоксидных составах На основании
показаний тензометров установлено, что в наполненных
эпоксидных системах, отвержденных аминами, в течение
первых 70 ч в процессе отверждения прн комнатной
температуре будет возникать давление в 63 кгс/см1, ко-
торое возрастет до 161 кгс/слР к концу 12 мес 1Л. 4-191.
Вопросы усадки рассмотрены более подробно
Рис. 4-31. Для определения усадки
производится измерение размеров ли
того образца из эпоксидной смолы
после отверждения (Clba Pro-
ducts Со.).
Рис. 4-32. Специальный поляри-
метр используется для измерения
напряжений, возникающих при
отверждении эпоксидной смолы.
используемой для склейки защит-
ного стекла с телевизионной труб-
кой (Dow Chemical Со.).
Стойкость к термоударам
Стойкость к термоударам — это стойкость отверж-
денной смолы к растрескиванию и излому при резкой
смене температур. Склонность смол к растрескиванию
при периодической смене температур усугубляется на-
личием введенных в конструкцию металлических элемен-
тов с острыми краями я с совершенно другими темпера-
турными коэффициентами расширения, чем имеет смола.
Основные типы эпоксидных смол обладают хорошей
стойкостью к термоударам по сравнению с другими
литьеаымн смолами, однако, когда этот параметр имеет
решающее значение, обычно производят модификацию
смол флексибилизаторами. Обсуждение методов испыта-
ний и результатов приводится в гл. 15.
Свойства при низких температурах
Последние космические научные исследования повы-
сили интерес к свойствам пластмасс при низких темпе-
ратурах (хладостойкости). На основании этих работ сде-
ланы некоторые обобщения. Модуль упругости эпоксид-
ных составов, так же как н прочность прн растяжении,
увеличивается при снижении температуры. При ниаких
температурах может быть получено улучшение прочно-
стных свойств вплоть до 100%.
Хрупкость смол возрастает прн снижении температу-
ры, и происходит значительная усадка. Смолы, обладаю-
щие повышенной прочностью (определенной как площадь
под кривой напряжение — деформация), имеют лучшие
свойства при низких температурах. Так, ряд жестких
Твердость
Твердость—это мера способности материала про-
тивостоять локализованным нагрузкам.
В зависимости от степени жесткости материала она
может быть выражена рядом рааличных размерностей.
Твердость по Роквеллу определяется по методу Е-18
ASTM, причем для эпоксидных смол используется шка-
ла М. Испытания пластмасс проводятся по ASTM
D785-51. Дюрометры (тип испытаний по Шору) исполь-
зуютм_для испытаний более мягких материалов (ASTM
Отвержденные жесткие эпоксидные смолы имеют
твердость по Роквеллу М порядка 100. Испытание твер-
дости по Барколу часто проводится для тех же мате-
риалов, которые испытываются по Роквеллу. Типичная
величина твердости по Барколу 40.
Специальные приборы для измерения твердости в го-
рячем состоянии, снабженные нагреваемым записываю-
щим пером, дают результаты, которые хорошо согла-
суются со степенью отверждения большинства жестких
эпоксидных систем (Л. 4-91]. Для испытания материалов
по Шору с успехом применяется игла диаметром 6,35 мм
с углом прн вершине 90° (Л. 42].
Относительная удельная теплоемкость
Относительная теплоемкость материала — это отно-
шение его теплоемкости к теплоемкости воды при 15 °C.
Теплоемкость—это количество тепла, необходимое для
того, чтобы изменить температуру единицы массы на
единицу температуры. Средняя теплоемкость может быть
определена во^всем диапазоне температур путем калори-
Опрелелены значения относительной теплоемкости
для ряда отвержденных эпоксидных смол ]Л. 4-19, 4-29].
Результаты испытаний приведены на рнс. 4-33—4-35.
Рис. 4-33 Удельная теплоемкость
DGEBA, отвержденного солью
DMP-30 (Л. 4-19].
Рис. 4-34. Удельная теплоемкость
DGEBA. отвержденного MPDA
]Л. 4-19].
Рис. 4-35. Удельная теплоемкость
DGFBA, отвержденного DEAPA
(Л. 4-19].
Термическая и радиационная стабильность
57
Теплопроводность
' Теплопроводность — это мера способности матерна
ла проводить тепло. Прибор для измерения теплопро-
водности описан в MIL-I-16923. Обычно он состоит из
гсточиика и приемника тепла и теплоизолированного
бруска меди с известной теплопроводностью. Термопа
ры помещают в источник и приемки» тепла, между ко
торыми плотно зажимается образец. Периодически при-
мерно в течение 90 мин снимаются показания, которые
наносятся на полулогарифмическую бумагу. Затем под-
считывается теплопроводность, исходя из толщины
и наклона полулогарифмической кривой. Были предло-
жены и другие методы испытаний. Об одном из них,
наиболее быстром, сообщается в [Л. 4-4, 4-45].
Ряд практических трудностей состоит в воспроиз-
ведении величины теплопроводности. Одна нз них со-
стоит в том, что необходимо по возможности полное
удаление воздуха из эпоксидных составов с наполни-
телями.
Эпоксидные смолы обладают в основном теплопро-
водностью порядка 500-10'® кал/(сек-см-°C).
Подобные же значения имеют и другие жесткие
пластмассы, они характерны для материалов с высоким
электрическим сопротивлением. Наполнители отчасти уве-
личивают теплопроводность (см. гл. 12), однако не
удается достигнуть тех значений, которыми обладают
металлы и другие материалы с высокой теплопроводио-
Воспламеняемость
Воспламеняемость — это способность данного мате-
риала поддерживать горение. Большинство пластмасс
в пламени загорается н сгорает. Эпоксидные системы ие
являются исключением. Воспламеняемость материалов
выражается во времени до воспламенения, причем источ-
ник тепла сразу удаляется.
Материалы считаются самогасящимнся, если через
мени. В противном случае указывается скорость горения
в см/мин. Эпоксидные смолы обычно подразделяются
иа самогасящиеся и медленно горящие в соответствии
с методом ASTM D767-49. Для этого испытания гото-
вятся образцы размером 152x42x3 мм Конец образца
помещается в самую горячую часть горелки Бунзена на
10 сек Затем пламя удаляют н регистрируется время
а секундах до затухании образца (или скорость горения
в минутах).
Воспламеняемость, определенная указанным мето-
дом, не всегда показательна для специфических произ-
водственных условий. Оказывают влияние конфигурации
установки н ее способность рассеивать тепло при удале-
нии пламени, поэтому характеристика неудовлетвори-
тельной воспламеняемости по данным лабораторных
испытаний часто не является истинной.
Обычно для превращения медленно горящих эпо-
ксидных систем в самогасящиеся пользуются введением
хлора, брома или фосфора в структуру отвержденной
смолы. Это может быть выполнено путем использования
хлорированных илн бромнрованных смол нлн отвердите-
лей, а также путем введения модификаторов, содержа-
щих эти атомы. Полученные системы после отверждения
обладают, однако, плохой натревостойкостью
Плотность
Плотность отвержденных смол определяется мето-
дом вытеснения воды, описанным в Federal Specification
LP-4-6 (метод 5011). Плотность отвержденных составов
без наполнителя обычно находится в пределах от 1,2 до
1,3 по отношению и плотности воды
Упругость паров в вакууме
Прн практическом применении в производстве осо-
бый интерес представляет стабильность эпоксидных со-
ставов при высоком вакууме. Она обычно определяется
путем измерения потерь.
Было установлено, что эпоксидные смолы обладают
низкими потерями массы при испытаниях от 95 до 120 °C
н давленнн от 5-10'® до 5-Ю-’ мм рт. ст. в течение
около 100 ч. Типичные значения потерь массы для ангид-
ридных отвердителей 0,15%, для отвердителей аминного
типа 2.2%, для полиамидов жирного ряда 3,5% [Л. 4-85].
Вообще стабильность эпоксидных систем в аакууме
с одновременным воздействием радиации и (илн) тепла
выше, чем в воздухе
термическая и радиационная
СТАБИЛЬНОСТЬ
Дифференциальный термический анализ (ДТА)
Дифференциальный термический анализ [Л. 33] мо-
жет быть использован для определения термостабильно-
сти. При таком анализе образцы нагреваются при по-
степенном повышении температуры и регистрируются
экзотермические и эндотермические реакции. В образцах
смол без отвердителей экзотермическую реакцию опре-
деляют в интервале температур 240—360 °C.
В образцах смол, смешанных с отвердителями, обна-
руживают экзотермию уже прн низких температурах,
зкзотермин при температуре около 300 °C вызывается
вторичной экзотермической реакцией. '
вторичной экзотермической реакцией. '
Экзотермическая реакция, которая встречается в не-
отверждекных системах, отчасти зависит от окисления
(рис. 4-36 и 4-37) *, которое может быть объяснено ча-
стичной гомополнмеризацней. Пониженный экзотермиче-
ский эффект в отвержденных системах (рис. 4 38 и 4-39).
возможно, определяется наличием некоторых непрореа-
гировавших эпоксидных групп, которые ие исчезают
даже после дополнительного отверждения (рис. 4-40) 2.
Появление экзотермических пиков может быть вы-
звано гомополнмеризацней или в некоторой степени
(в воздухе) изомеризацией эпоксидных групп в альде-
гиды. Однако степень изомеризации в воздухе вызывает
* На рис. 4-36—4-39 эндотермические процессы от
ложены вверх, а экзотермические — вниз.
г На рнс. 4-40 и 4-41 экзотермические процессы от-
ложены нверх.
58
Гл. 4. Характеристика систем эпоксидная смола/отвердитель
120 240 ЗБО 480 600
Температура образца, °C
— ыжифы-
— ogeba/mpda
Рнс. 4-37. Дифференциальная термо-
грамма DGEBA (молекулярная масса
10000) (Л. 75].
/ — воздух: 2 —азот.
' юо гос зон boo soo 600 °с
Рис 4-38. Дифференциальная термо-
грамма отвержденной и неотвержденной
эпоксиноволачной смолы [Л. 4-75].
Перепад температуры
Рнс. 4-39. Дифференциальная термо-
грамма отвержденного н неотвержденно-
го DGEBA (Л. 75].
— иеотвержденный; 3 — отвержде:
NMA; 3 — отвержденный MDA
Рнс. 4-40. Экзотермическая реакция
прн повышенной температуре указы-
вает на неполное отверждение даже
за длительное время [Л. 4-33]. Режим
отверждеиня: 24 ч при 10042+ 4 ч
при 150 °С+4 ч прн 200 °C.
Рис 4-41. Дифференциальный терми-
ческий анализ указывает на относи-
тельную реакционную способность
отвердителей с DGEBA (Л. 4-33].
некоторые споры. Было продемоистрнровано. Что если
это явление происходит у всех эпоксидных соединений,
то оно не вызывается некоторой формой действия сво-
бодных радикалов, так как дифференциальные терми-
ческие кривые для систем, содержащих свободный ра-
дикал-инициатор, например перекись МЕК, ие отличают-
ся от кривых для систем без инициатора [Л. 4-99].
Остается предположить ионный механизм реакции.
Дифференциальный термический анализ можно так-
же использовать для определения относительной реак-
ционной способности различных отверждающих агентов:
например, рис. 4-41 показывает сравнительную реакцион-
ную способность малеиновой кислоты и NMA. Диффе-
ренциальный термический анализ более предпочтителен
для анализа отвердителей, чем смол, я менее предпочти-
телен, чем термогравиметрия, для определения нагрево-
стойкости.
Т ермогравиметрия
Измерение потери массы образца при повышенной
-ти<ы„да.. —овом для 'ы1ределе-
темпё атуре явля
Потерн массы могут быть определены в течение
длительного времени старения прн постоянной темпера-
туре или в течение короткого периода времени с по-
Термическая и радиационная стабильность
59
ощью записывающего устройства, которое регнстря-
ует потерн массы в завнснмости от температуры в то
ремя, когда температура медленно возрастает. Влияние
-верднтелей иа нагревостойкость отвержденного DGEBA
сио видно на образцах, которые выдерживаются 2 ч
ри температуре 260 "С. Отверждающие агенты слева
вправо: алнфатнческнй полнамнн, ароматический диа-
ин, ароматический ангидрид и ароматический диан-
идрнд.
Например, отвержденная эпоксндиая система, кото-
>ая дает потерн массы около 1,2% после старения в те-
:енне 16 ч при 175 °C, будет давать общие потери массы
ia воздухе меньше I % прн 300 °C, если температура бу-
тет подниматься с постоянной скоростью 150 °C в час
Л. 4-49]. Величина, полученная этими двумя методами,
показана на рис. 4-43 н 4 44.
>111
Рнс. 4-42. Влияние отвердителей иа нагрево-
стойкость отвержденных эпоксидных смол
DGEBA становится особенно очевидным после
выдержки отвержденных образцов в течение
2 ч прн 200 °C. Отвердители слева направо:
алифатический полнамнн, ароматический ди-
амин, ароматический ангидрид и ароматиче-
ский диангидрнд (The Epoxylite Corporation).
отвержденной эпоксидной смолы,
нагреваемой со скоростью 150
в час [Л. 4-53].
1 - DGEBA+PA1A/E-V1); 3-
DGEBA+CA(A/E+l/l): 3 — тетрагли-
цилилэфир тетрафеинлэтана+1 часть
ВЕЛЭА; 4 - DGEBA+PMDA(A/E-
-0.5/1): 5-DGEBA+MA1A/E-1/1): 5-
Рис. 4-44. Сравнение отвержден-
ного DGEBA с различными дру-
гими полимерами в отношении по-
терь массы после пребывания в те-
чение 15 ч при 175 °C [Л. 49].
1 — бутеврфриол: 3 —полиэфиры: 3 —
Было исследовано газовыделение в вакууме и по-
казано, что по крайней мере в случае проведения иссле-
дований это ие дает возможности судить о термоста-
бильности, хотя при исследовании получены полезные
практические величины, которые приведены на рнс. 4-45.
Эффективность термооравнметрического анализа
(ТГА) при изучении нагревостойкостн была сравнена
с эффективностью дифференциального термического ана-
лиза (ДТА) и при этом были обнаружены более значи-
тельные результаты. В случае ДТА эндо- н экзотерми-
ческие реакции могут происходить одновременно при
любой данной температуре и результаты не отразятся
на записи. Для того чтобы определить это, использовали
NMA (А/Е=1/1) с 1 частью BDMA для отверждения
дипеитеидноксида и винилциклогександнокснда и про-
водили термогравнметрический и дифференциальный
термический анализы при скорости нагревания 5 °C
Дифференциальный анализ для обеих систем пока-
зал одинаковую нагревостойкость (пики прн температу-
ре около 275ЧС), а то время как термогравнметрический
анализ для виннлцнклогексендноисида дал максимальное
значение потерь массы прн 375 и для дипентендноксида
при 265 ЧС (4-41].
Следует'отметить, однако, что ни термогравиметри-
ческий, нн дифференциальный термический анализ не
является удовлетворительным для определения дей-
ствия нагревания на физические свойства
В серии опытов, в которых DGE резерпин взаимо-
действовал с о-, т- и р-фенилендиамииом (четырехфунк-
циональиым) и с анилином (двухфуикциоиальиым), все
полимеры при дифференциальном термическом анализе,
прн термогравнметрическом анализе и при пиролизе
дают одинаковые результаты. Таким образом, исклю-
чается влияние поперечной сшивкн молекул как фактора
оценки термостабнльности с помощью этих методов
[Л. 4-99]. Это также совпадает с данными, полученными
на новых линейных полимерах, где молекулярная масса
полимера (выше нижнего предела) по существу не на-
меняет нагревостойкостн, которая наблюдается при тер-
могравнметрическом анализе [Л. 4-117].
Определение удел
Изучение удельного электрического сопротивления
прн повышенной температуре может быть связано с опре-
делением величины нагревостойкостн [Л. 4-БО]. Измене-
ние сопротивления в зависимости от температуры для
различных температур пиролиза приведено на рис. 4-46
для отвержденной эпоксидированной иоволачной смолы.
Пиролиз
Ряд эпоксидных смол наблюдали при температурах
пиролиза и изучали продукты деградации. Когда смола
отверждается первичными аминами, непрореагнровавшне
эпоксидные группы улетучиваются, а высокомолекуляр-
ные фракции разлагаются, освобождая Н2, СО, СН4,
С2Н4, CsHe, СзНе н С3Н8; четыре последние возможны
при разложении радикалов полиамнна ]Л. 4-62]. Наибо-
ле типичные продукты разложения приведены в
табл. 4-7—4-11 для различных температур и отвердите-
лей. Выделение газа приведено на рис. 4-47.
Присутствие гидроксильных групп в системе, отверж-
даемой амином, по-ннднмому является одной из причин
ее относительно слабой термической стабильности; де-
гидратация может предшествовать расщеплению систе-
мы. В дополнение к этому возможно образование амн-
иогидрохлорида, который разлагается до НС1, что явля-
ется причиной расщеплеиня структуры бисфенола А.
Z.SZJZJZ.6«7«J3,7 В 10 20 30 Ц) 50 мин
tooo/°n
Рнс. 4-46. Удельное
электрическое сопро-
тивление отвержден-
ного DGEBA после
Рис 4-47. Кривые пиролиза
для 3,4-эпокси-6-метил-
цнклогексилтетил 3,4-эпо-
кси-6-метилпнклогексан кар-
боксилата, отвержденного
МА [Л. 4-52].
Таблица 4-7
Анализ летучих продуктов, выделенных прн
пиролизе 1, 1, 2, 2-тетракис (2, 3-эпоксипропокси-
фенил) этана (молекулярная масса 700),
отвержденного BE, МЕА [Л. 4-43]
Компоненты % по массе
При 600 *С При 800 вС Пря1200«С
Водород Окись углерода Двуокись углерода Ацетилен Ацетон Пропан Пропилеи Циклопентадиен Пеитан Бензол Прочие (5% каждого). Остатоу, нелетучие прн 6,0 6.0 1 8 2^3 0.5 1,3 0,7 82,0 0,8 3,7 3,7 1,6 3.0 2,2 1 6 2,8 0 73,1 2,1 25,9 1,8 4,5 2,' 3,« 0,6 8,1 0,8 50,9
Всего 100,0 100,0 100,0
Улетучивание. % образ- 75 86 87
Таблица 4-8
Летучие продукты, выделяющиеся при пиролизе
эпоксидной смолы, отвержденной метилендиани-
лином, определенные масс-спектроскопически
[Л. 4-75] (в молярных процентах)
Эпоксидиро-
ванный нево-
Компоненты II - лен
в-й
ih 360"С при при 450 °C 350 °C
Водород 2 1,02 1,12
Метан 16 — 3,59 0.14 2,59
Бода 18 97 , 70 ‘17,00 96.70 15,40
Окись углерода 28 — 25,40 16,80
Этилен 28 — 0,77 0,13 1,58
Этан (или НСНО) -СН„ОН 30 31 — 0,37 0.63 0,13 0,66
Аллен (или метнлаце- 40 __ 70 0,10 0,79
тилен) Пропилен 42 — 0,97 __ 0,76
Ацетальдегид 1 44 1,70 4,85 —• 0,71
Двуокись углерода 44 __ 13,90 0,79 9,95
Метнлхлорнд 50, 52 6,19 ___ 6,92
Акролеин 1 56 0,11 0,22
Ацетон 58 0,93 0,81
Пропиональдегид 58 — 0,41 0.23 0,26
Винилхлорид 62, 64 — 0,21 —
Этнлхлорид 64, 66 0,21 0,26
Циклопентадиен 66 0,79 0.03 1.26
Бензол 78 0,33 0,54
Метилциклопентадиеи 80 21,00 1,44 31,50
Толуол 92 0.56 0.56 0,58 0.62
Термическая и радиационная стабильность
Летучие продукты, выделяющиеся прн пиролт
эпоксидной смолы, отвержденной NMA,
определенные масоспектроскопнчески
[Л. 4-75] (в молекулярных процентах)
23.40 30.50
80 19,10
38,90 43,20
0,76 0,30
Водород
Окись углерода
Этилен
Этан (нли НСНО)
Аллен (илн метилаце-
тнлен)
Пропален
Ацетальдегид
Двуокись углерода
Метнлхлорнд
Акролеин
Ацетон
Пропиональдегид
Винилхлорид
Этилхлорид
Циклопентадиен
Толуол
В системах, отвержденных ангидридом, днэфкр
двухосновной кислоты может быть подвержен бета-от-
шепленню с освобождением олефина н двуокиси угле-
рода
прн пиролизе эпоксидировэнного новолака
при 475 ’С под вакуумом и определенных
спектральным методом [Л. 4-75]
360₽”С 4ЫГС
Компаунд Отношение Отвдрждеяо Отверждено
Крезол Фенол (HOCeH4) СН, Са фенол (НОС.Н.),(СН,), С,Н, фенол С,Н, фенол Вода с,н,о Нендентифицнро- ванные массы 108 94 200 122 214 134 136 18 58 Наибольший Больший Меньший количества Наибольший Больший Меньший Малые количества
скоростью 5 °C в 1 мин от начальной температуры 40 °C.
Составляющие затем подавались а ионизационный де-
тектор.
Пиролиз был использован в качестве метода для
определения состава отвержденных эпоксидных смол.
Выделяющиеся газы анализировались при помощи газо-
вой хроматографии, при этом получались характерные
кривые, как показано на рис. 4-48. Кривые, полученные
прн пиролизе, позволяют производить определение
отвердителей данной композиции путем сравнения дан-
ных кривых с известными. Дальнейшая работа по иденти-
фикации пиков этих кривых может показать полезность
этого метода (Л. 4-103]. Предварительные исследования,
проведенные со смолами на основе DGEBA, отвержден-
ными аминами и ангидридами, показывают, что ангид-
рид может быть отделен и определен при пиролизе на
с последующим разложением продуктов в эфирных
связях нли последующей дегидратацией [Л. 4-75].
Изучение пиролиза эпоксидных смол показало обра-
зование газа в количестве, достаточном для того, чтобы
вызвать опасность взрыва, если газ не будет отводиться.
Так, прн пиролизе 6,3 г отвержденной смолы в воз-
душном пространстве объемом 8194 см\ достигнут
низкий няжннй предел взрываемости [Л. 4-116].
Особенное значение имело выяснение природы продук-
тов пиролиза отвержденных эпоксидных смол, содержа-
щих галогены. Несколько систем сжигали в продолжи-
тельном пламени и анализировали выделяющиеся при
этом тазы (табл. 4-12). Было обнаружено, что токсиче-
ский дым состоял из большого числа кислотных соеди-
нений, которые вызывают болезненные'явления в легких.
Проявлений фосгена ие обнаружено (Л. 4-82].
Выделяющиеся продукты уносились азотом через
разделительную колонку высотой 4,6 м, заполненную
10%-ным полнэтнлентликолем Колонки нагревались со
Выход вьгсококнпящих продуктов, выделенных
прн пиролизе DGEBA прн 475 °C под вакуумом
спектральным методом [Л. 4-37]
.ерждено
Наибольший
Больший
Меньщвй
Больший
количества
Крезол
С2 фенол
Изопропнлфенол
Изопропеиилфенол
Бисфенол А
Неидентифициро*
ванные массы
Наибольший
Больший
Больший
Меньший
количества
62
Гл. 4.
Газовыделения ври непрерывном горении
отвержденной галогенсодержащей Эпоксидной
системы [Л. 4-82]
Продукты Бр~.ныЯ DGEBA 1МЧ
NMA MDA NMA MDA
начальной стадии. Одиако ясно, что это относится к мо-
ноангидридам, но не к днангндриду PMDA и отвер-
дителям, которые ие могут быть отделены.
Радиационная стойкость
Сопротивление радиации измеряется на материале,
выдержавшем действие частиц с высокой энергией, и
of—шо выражается в процентном нзменеини определен-
ие физического свойства (например, прочности прн
и. -бе) после данной дозы радиации.
Радиационное облучение может быть потоком быст-
.IX нейтронов нз атомного реактора, гамма-раднацией
И- тработаниого топлива реактора и электронным (бе
т облучением от линейных ускорителей.
В реакторах и отработанном топливе дополнительно
присутствуют также медленные (нтн тепловые) нейтро-
ны. Соотношение между различными видами радиации
приблизительно следующее (Л. 4-59]:
1 р (рентген) = 10*°-=-10“ медленных нейтронов на
1 см*-10*+10* быстрых нейтронов на 1 с.«2=2-10* фо
тонов (1 млн. за) <на 1 смг=5-10’ электронов (1 млн. за)
Испытания, проведенные для определения воздей-
ствия различных типов радиации, показывают {Л. 4-31]:
1) медленные нейтроны по существу не способствуют
деградации;
та через разделительную колонку длиной
4,5 ж, заполненную 10%-ным полиэтилен-
гликолем, содержащим хромосорб W. Ко-
лонка нагревалась с заданной скоростью
5 °C в минуту от начальной температуры
40 °C. Компоненты контролировались иони-
зационным детектором пламени.
2) быстрые нейтроны, гамма-лучн и ускоренные
электроны вызывают заметную деградацию, которая
определяется больше общей дозой облучения, чем мощ-
ность дозы, в том случае, если облучение производится
в вакууме;
Термическая и радиационная стабильность
63
Рнс 4-51. Влияние гамма-облучения
на температуру тепловой деформа-
ции эпоксидных систем, приведенных
в табл. 6-13 ]Л. 4-7].
(Харпер Ч. Заливка электронного
оборудования электронными смола-
ми. М., «Энергия», 1964.)
3) если облучение происходит в среде, то мощность
-з становится важным параметром; например, элек-
ониое облучение создает свободные радикалы в боль-
Рис. 4-52. Влияние гамма-облучення
на прочность прн сжатии эпоксидных
систем, приведенных в табл. 6-14
(Л. 4-7].
(Харпер Ч. Заливка электронного
оборудования синтетическими смола-
ми. М, «Энергия», 1964.)
шем количестве, чем кислород может диффундировать
в образец и таким образом вызывает реакцию попереч-
ной сшввки.
В случае гамма-радвации н облучения частицами,
получающимися в реакторе, выход свободных радикалов
цо существу низок н не позволяет диффундировать кис-
лороду в образец и влиять на процесс деградации, вызы-
вающей укорочение цепи и торможение поперечной
сшивки.
Из-за взаимной зависимости мощности дозы и внеш-
ней среды изучение старения в атмосфере при высокой
мощности дозы с целью получить данные ускоренным
методом не дает равнозначных величин, определяемых
в реальных условиях эксп"уатации.
Во время процесса о« учения происходят одновре-
менно II поперечное сшивание и расщепление (Л. 4-32].
Эпоксидные системы, содержащие связи углерод — азот,
особенно уязвимы для расщепления (Л. 4-10]. Обычно
более нагревостойкие эпокси» единения будут иметь бо-
лее высокое сопротивление радиг.ш (Л. 4-27]. Эп—сид-
ные соединения с наибольш“д н-у--остойкостью „удут
относится к пластмассам, о ад,м наибольшей ра-
диационной стойкостью. Величины раднационн* стой-
кости приведены На рнс. 4-50—4-52 для пластмасс, при-
веденных в табл. 4-13.
Относительная радиационная стойкость для различ-
ных термореактивных пластмасс приведена на рнс. 4-53.
Порог деградации для жестких эпоксидных систем с на-
полнителем кремнеземом появляется прн суммарной дозе
радиации — 5 • 1010 эрг на 1 г, причем значительное
ухудшение качества происходит прн 5 • 10“ эрг на 1 г
64
Гл. 4. Харак
эдитель
Эпоксидные группы и неотвержденвом DGEBA, как
было показано, подвержены полимеризации прн 775 рад
гамма-излучения от кобальта-60 (Л. 4-112].
ификация систем DGEBA, использованных
в изучении радиационной стойкости
Номер системы в режим отверждения, «/’С Разбавитель, Отвердитель, части
рола AGE MDA PDMA MPDA
1. 4,5/165 2. 16/23+2/854-4,5/165 3. 16/23+2/85+4,5/165 4. 16/23+2/85+4,5/165 5. 16/23+2/85+4,5/165 6. 20/220 7. 2/100+20/220 8. 2/100+20/220 9. 0,5/115+1/210 12 30 12 9?8 25,4 9.8 26,5 31,6 31,6 39,3 39,3 0,025 0.035 0,035 29,4 34,8 34,8 15
значительно ухудшают
Облученные образцы ........_____ --------- -----
физические свойства; как в при старении, при высоких
температурах появляются обесцвечивание поверхности
растрескивание и образование раковин.
Довольно необычным методом для определения ра-
диационной стойкости на массе материала является
>в3 ш* we юв 'в7 твв
Доза гамма-облучения, Аж/*г
’нс. 4-53. Относительная радиационная
стойкость термореактивных пластиков
{Л. 4-87].
использование мнкродатчвков, вводимых в массу мате-
риала. Датчики содержат ферритовые сердечники, чув-
ствительные к гидростатическим давлениям и устойчи-
вые к радиации до 10* р. Датчики, таким образом,
используются для исследования последующих статиче-
ских н динамических изменений в массе отвержденной
эпоксидной смолы в течение облучения [Л. 4-113].
В отношении химостойкоста после облучения было
установлено, что число очисток эпоксидных поверхностей,
способных противодействовать деградации, не вызызает-
•В'ыше этой дозы полезная жизнь уменьшается до
двух циклов [Л. 46].
Стабильность цвета
Стабильность цвета обычно измеряется путем вы-
ставления образцов на солнце или под искусственные
источники солнечного света, такие как везерометр илн
солнечная лампа S-l (ASTM 620).
Стабильность цвета отвержденных эпоксидных смол
типа DGEBA — слабая. Из них получают прозрачные
составы, однако в основном все они обесцвечиваются
при 100'С и обнаруживают плохую световую стабиль-
ность при воздействии ультрафиолетового облучения
[Л. 4-90].
ХИМИЧЕСКИЕ СВОЙСТВА
Химостойкостъ отвержденных смол может быть опре-
делена путем воздействия на стандартные образцы раз-
личных химических сред и записи изменений физических
свойств образцов до и после воздействия стандартными
методами испытаний. Метод, регистрирующий изменение
в массе, размерах в виде образца после воздействия на
него различных химических сред, рассматривается
в ASTM D543-52T. В статье (Л. 4-69] обсуждается во-
прос юб использовании электрических измерений для
определения химостойкостн. Испытания могут быть про-
ведены для того, чтобы определить стойкость соединения
к ускоренному разрушению в атмосферных условиях прн
воздействии на образец искусственного солнечного света
н тумана. Другие испытания, такие как солевое опыле-
ние или окисление, основываются на том же принципе
Водостойкость
По литературным данным наибольшее водопоглоще-
нне происходит после 24 ч погружения прн комнатной
температуре (ASTM D-570). Прн таких условиях испы-
Ч таивя многие эпоксидные системы ведут себя сходно.
Получены данные о результатах длительного погруже-
ния прн повышенных температурах, с помощью которых
можно установить различия равновесных значений меж-
ду различными составами. Краткое изложение этих дан-
ных приводится на рнс. 4-54—4-65. Ключ к расшифровке
примененных составов дан -втабл. 4-14. Из этих данных
видно, что есть значительное различие среди отвердите-
лей а отношении достижения равновесных значеннйдля
отвержденных смол DGEBA.
Изучение влияния воды на физические свойства ука-
зывает, что основное ее действие состоит в пластифи-
кации. Изменения полностью обратимы при сушке.
Стойкость к кислотам, щелочам и растворителям
Химостойкостъ отвержденных эпоксидных смол за-
висит от типа отвердителя и степени отверждения. Одна-
ко хорошо отвержденная эпоксидная смола вполне стой-
ка к большинству щелочей, растворителей • гяк - мым
сильным кислотам. Влияние структуры на ч»»«е»вМп<ть
уже рассматривалось ранее, и данные по химостойк гв
приводятся на протяжении всей кнвпи
Химические свойства
65
2,8
С В № Z4 32 io is 50 o'i 7.
Невели
Рнс 4-57. Водопоглощенне при pH—2
н температуре 721 эпоксидных со-
ставов С, D и Е (Л. 4-18]. Образец—
диск диаметром 50,8 мм и толщиной
6,35 мм
Недели
О 100 200 300 400
Сутки
Рис. 4-58. Водопоглощенне при тем-
пературе 22 °C эпоксидных составов
G, Н, I и 3 {Л. 4-84]. Образец—бру-
сок 25,4 X63,5X3,17 мм.
Рис 4-55. Водопоглощенне в дистил-
лированной воде прн 72 °C эпоксид-
ных составов С, D н Е [Л. 4-17]
Образец—диск диаметром 50,8 лов
и толщиной 6,35 мм.
О № 32 4« 44
Невели
Рнс. 4-56. Водопоглощенне прн рН-=
= 11 н температуре 72 °C эпоксидных
составов С, D н Е {Л. 4-17]. Обра-
зец-диск диаметром 50,8 мм н тол-
щиной 6,35 мм.
Атмосферостойкосп
Атмосферостойкость эпоксидных соединений валяет-
ся достаточно высокой. Было установлено, что стандарт-
ные жесткие литьевые системы снижают прочность при
растяжении иа 10% н прочность прн изгибе на 20%
5—1242
О >00 200 300 400
Сутки
Рис. 4-59. Водопоглощенне при тем-
пературе 66 °C эпоксидных составов
G, Н, I и J [Л. 4-84]. Образец—бру-
сок 25,4 X63,5X 3,17 мм.
после выдержки их в течение трех лет в различных
климатических условиях, причем объясняется это в основ-
ном появлением поверхностной эрозии Механические
свойства слоистых пластиков на основе эпоксидных смол
под воздействием атмосферных условий снижаются не-
значительно. Изменения цвета могут быть как слабыми,
так н значительными, причем в эластичных составах
наблюдается появление шероховатости поверхности.
Гл. 4. Характеристика систем эпоксидная смола/отвердитель
Таблица 4-14
Условия испытания водопоглощения, изучаемого на ненаполненных смолах DGEBA [Л. 4-74]
Размеры образца Температура и время
[4-1] Брусок 30X20X XI.6 мм 11 дней при 40 °C тнческий полиамин как отвердитель
[4-17] Диск: диаметр 50,8 леи; толщина 6,35 мм 504 суток (1>/, года) при 72 °C В —отвердитель третичный амин —соль днкарбоновой кислоты С — хлорированный циклоалифатический ангидрид D — ароматический диамин Е—кислоты Льюнса,—' аминные комплексы F — непредельный алифатический глицидиловый эфир как разба- витель, алифатический полиамин как отвердитель
[4-51] Образец с зубцами 540 суток (18 ме- сяцев) при 22 °C
[4-84] Брусок 25,4X63,5Х Х3.2 мм 365 суток (1 год) при 22 н 66 °C G — полиамив Н — амидополиамин •I — полисульфид н третичный амин J — жирный полиамид
[4-89] Брусок 63.5X12.7X Х8.5 леи (Ьск: 50,8X3.2 мм Д- к: диаметр 50 мм; толщина 0,5 мм 1 825 суток (5 лет) при 22 °C 60 суток прн 22 °C К—ароматический полиэфир как разбавитель, алифатический полиамин как отвердитель L — DGEBA (молекулярная масса 850) ароматический ангидрид N — алифатвческий амин выше предела стехиометрии О — такой же, как F, но дополнительно отвержденный Р — такой же, как N при стехиометрии Q — промышленные смолы R —третичный амин 1 S —третичный амин 2 Т—третичный амин 3 U — кислота Льюиса V — эвтектический ароматический диамин W — ароматический ангидрид дисперсный X — ароматический ангидрид дисперсный Y — алифатический ангидрид расплавленный
Таблица 4-15-
Составы, использованные для изучении атмосферостойкости [Л. 4-47]
Испытания, проведенные для того, чтрбы определить
влияние ультрафиолетовых лучей (в пределе от 200 до
60 нм) прн пониженном давлении (10~• мм рт. ст.), по-
казывают очень слнбое уменьшение (прочности эпохсид-
ных слоистых пластиков после 500 ч выдержки их в ука-
занных условиях н потери массы около 1% {Л. 4-64].
Атмосферостойкость некоторых типичных состаяов дана
на рнс. 4-66—4-68. Эти составы идентичны указанным
в табл. 4-15.
Снижение свойств отливок и слоистых пластиков,
вызываемое действием ультрафиолетовых лучей, —не-
значительно. Отмечается обесцвечивание н побеление
Химические свойства
Рис. 4-60. Водопоглощенне во влажном
воздухе эпоксидных составов С, D и Е
]Л. 4-17]. Образен —диск диаметром
50.8 мм н толщиной 6.35 мм
о го йц ев во юо
Сушки
Рнс. 4-61. Водопоглощенне прн темпера-
туре 22 °C эпоксидных состанон К, L и
М [Л. 4-89]. Образец—брусок
63,5X12,7X8.5 мм.
Рис. 4 64. Водопоглощенне прп
температуре 22% состава N при
различных соотношениях отверди-
теля [Л. 4-74]. Цифры у кривых —
части отвердителя. Образец—диск
диаметром. 50,8 мм и толщиной
О 4 В П !В
недели
Недели
Рнс. 4-65. Водопоглощенне
н дистиллированной воде
прн 37 % эпоксидных соста-
вов R, S, Т, U и V [Л. 4-74].
Образец —диск диаметром
50,8 мм и толщиной 0,5 мм.
Рис. 4-62. Водопоглощенне в дистилли-
рованной воде при температуре 37%
эпоксидных составов О, Р н Q [Л. 4-74].
Образец—диск диаметром 50,8 мм, тол-
щиной 0,5 мм.
Таблица 4-16
Летучие продукты, выделяемые эпоксидными
пленками [Л. 4-107]
Рнс. 4-63 Водопоглощенне в дистилли-
рованной воде при температуре 37%
эпоксидных составов W, X и Y [Л. 4-74].
Образец—диск диаметром 50,8 мм и
толщиной 0,5 мм.
721
730
912
992
1034
1 140
1217
1370
1740
2120
2160
2360
2960
Двуокись углерода
Ацетилен
Винильвав группа
Метиловый спирт
Карбонил
Окись углерода
Двуокись углерода
Н (валентное коле-
смола/твердитель
Измерения при ВО ней
П Измяпения пви твтн
1|| п ,П й Я Я Я й „В Н fl ,
ih-gf
I- Выдержка lead
Система]'! || Z || 3 II 4 l| S II 5 ll 7 II г II 3 ||w II » ll »Z || 13 || rt|
Рис. 4-66. Изменение диэлектрической проницаемости под влиянием атмосферных
условий для эпоксидных составов, указанных в табл. 6-16 (Л. 4-47]. Верхние ча-
сти — измерения при 60 eq; нижние — при 10s eq
•|1и ип ип" 1ГГГ u и
___________U U___________
* с выдержка! год
Ст2Г рпгяиимиимиигямплпл
Рнс. 4-67. Изменение прочности прн изгибе под влиянием атмосферных условий
для эпоксидных составов, указанных в табл. 6-16 [Л. 4-47].
эпоксидных красок. Ухудшение физических свойств на-
ступает вследствие уменьшения физико-прочностных
свойств пленок. Продукты деградации пленок на основе
DGEBA (молекулярная масса 1000), отвержденного
аддуктом первичного амина н полиамида, подверженных
действию ультрафиолетовых лучей, указаны в табл. 4-16.
Проницаемость
Благо-, паропроннцае-
мость отвержденных эпок-
сидных систем измеряется
по методу M1L-I-16923. Ти-
пичное значение проницае-
мости после выдержки об--
разцов в течение 24 ч со-
ставляет менее 0,01 г/дм* на
единицу толщины.
В литературе сообща-
лось мало информации от-
носительно газопроницаемо-
сти эпоксидных смол. Ме-
тод испытания ее описан
н (Л. 4-60], где указывает
ся, что газопроницаемость
эпоксидных систем сильно
зависит от структуры их.
Для двуокиси углерода ве-
личина газопроницаемости
колеблется от 0,0086 до
0,14, а для кислорода —от
0,0049 до 0,16. Водород
диффундирует немного бы-
стрее, чем его более тяже-
лые изотопы (с коэффици-
ентом от 1,2 до 1,7), а ге-
лий—быстрее, чем водород
[Л. 4-70].
Корродирующее воздействие
Было изучено действие
отвержденной эпоксидной
смолы «а металлические по-
новлено, что результаты за-
висят как от структуры
эпоксидной смолы, так н от
металла. Коррозия металла
вызывается непосредственно
химическими реакциями и
ускоряется при пропускании
тока. Коррозия замедляет-
ся, если иа поверхности ме-
талла образуются нераст-
воримые продукты и, наобо-
рот, ускоряется прн удале-
нии таких продуктов. Зна-
чительное влияние оказыва-
ет отсутствие или присут-
ствие воды. Кроме того,
важное значение имеют
концеитрацвя и подвиж-
ность ионов, образующихся
в эпоксидной смоле, прони-
цаемость воды и электроли-
тов в эпоксидную смолу
вителя. Эпоксидные смолы
вызывают слабую коррозию
меди [Л. 4-92], однако она
может быть усилена про
дуктами разложения эпок-
сидных смол [Л. 4-104].
Стойкость эпокридных смол по отношению
к взрывчатым веществам
Выла исследована (Л. 4-12] стойкость эпоксидных
смол к взрывчатым веществам прн контакте с ними, при-
чем было установлено, что она зависит от выбора отвер-
Электрические свойства
Рве. 4-68. Изменение проч-
ности при растяжении под
влиянием атмосферных ус-
ловий для эпоксидных со-
ставов, указанных в табл.
6-16 (Л. 4-47).
Плесенестойкость
Прн испытании целого
ряда отверждвиных эпок-
сидных компаундов была
обнаружена их высокая
плесенестойкость. Некото-
рые модификаторы, особен-
но растительного происхож-
стойкость. Отмечено, что
при выдержке отвержден-
ных эпоксидных компаундов
в термостате при темпера-
туре 5 илн 20 "С они не под-
верглись действию морских
бактерий (Л. 4-48].
ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
Основными электрическими характеристиками, кото-
рые обычно указываются для отвержденных эпоксидных
смол, являются диэлектрическая проницаемость, тангенс
угла диэлектрических потерь, коэффициент диэлектри-
ческих потерь (ASTM D150), удельное сопротивление
(ASTM D57-61), электрическая прочность (ASTM D149)
и дугостойкость (ASTM D495-48T). Обзор стандартных
электрических испытаний дан в [Л. 4-63].
В качестве испытательного образца может быть
использован конденсатор, причем пластины его служат
электродами. Конденсатор герметизируется. Может быть
определено влияние температуры н ускоренного старении
на свойства, и, наконец, если используются материалы,
имеющие различные температурные коэффициенты рас-
ширения, конденсатор может быть использован в каче-
стве образца для определения теплового удара [Л. 4-22].
Так как электрические свойства резко зависят от
температуры, частоты и относительной влажности, то
величина их обычно указывается длй нескольких усло-
вий. Типичные данные, приведенные ниже, указывают
значения, которые получены для отвержденного DGEBA,
испытанного при температуре 25 °C и частоте 10s ец.
Коэффициент диэлектрических потерь
Коэффициент диэлектрических потерь —это произ-
ведение тангенса угла диэлектрических потерь на диэлек-
трическую проницаемость, он выражает количественную
меру потерь анергии. Типичные значения 0,01 и 0,08.
Электрическая прочность
Электрическая прочность определяет способность
материала противостоять воздействию электрического
поля. Она рассчитывается из напряжения, необходимого
для того, чтобы пробить изоляционный материал данной
толщины, и выражается в вольтах на миллиметр. Вели-
чина ее сильно зависит от толщины — чем тоньше обра-
зец, тем выше электрическая прочность. Электрическая
прочность отвержденной эпоксидной смолы составляет
обычно 17 кв]мм при толщине образца 3,175 мм и
80 кв!мм при толщине образца 0.025 мм.
Удельное электрическое сопротивление (рис. 4-69)
Сопротивление—это способность материала проти-
востоять прохождению электрического тока. Различают
удельное объемное сопротивление (ож-сж) н удельное
Диэлектрическая проницаемость
Диэлектрическая проницаемость есть отношение
емкости данного диэлектрика к емкости вакуума, имею-
щего такой же размер и форму, что и диэлектрик. Ди-
электрическая проницаемость воздуха принимается при-
ближенно за 1, а типичное значение диэлектрической
проницаемости для отвержденной эпоксидной смолы
равно 3,8.
Тангенс угла диэлектрических потерь
Тангенс угла диэлектрических потерь есть мера элек-
трических потерь в диэлектрике. Ои приближается в изо-
ляции к фактору рассеяния. (Соотношения соэгр®
esin6«tgo«6 приблизительно правильны, причем
здесь <р — угол сдвига фаз переменного напряжения и
6 является его дополнением.) Типичные значения tgfi
составляют от 0,003 до 0,030.
Рис 4-69. Испытание удельного объемного
электрического сопротивления (Clba Pro-
ducts Со.).
70
Гл. 5. Алифатические первичные амины как отвердители
поверхностное сопротивление (ом). Электрическое сопро-
тивление—это функция обеих величин. Типичное значе-
ние удельного объемного сопротивления — 10й ом см.
Дуеостойкссть
Дугостойкость есть способность изоляционного мате-
под действием высокого напряжения прн малом токе.
Величина дугостойкости выражается и секундах и ука-
зывается время, за которое на поверхности образуется
проводящая дорожка. Типичная величина дугостойкости
для немодифнцированной отвержденной смолы состав-
ляет 60 сек
Короностойкость
Короностойкость (стойкость к ионизации и к частич-
ным разрядам) — это время, в течение которого изоля-
ция и система электродов противостоят действию опре-
деленного уровня напряженности поля, усиленного про-
цессами ионизации, которое не приводит к полному не-
медленному пробою изоляции. Короностойкость — это
сложное явление, и оно зависит от электрической систе-
мы в целом. Выражается она обычно в минутах илн ча-
сах. Величина короностойкости для эпоксидных смол
колеблется в широких пределах.
ВЫВОДЫ
Эта глава знакомит читателя с основными параме-
трами, которые дают возможность охарактеризовать
свойства смолы.
Эпоксидная смола отверждается обычно с выделе-
нием тепла. Системы, которые отверждаются при ком-
натной температуре, выделяют значительное количество
тепла в короткий период времени, результатом чего
является подъем температуры реакционной массы, что
ограничивает использование ее в больших объемах Си-
стемы, которые отверждаются прн повышенной темпера-
туре, выделяют тепло за значительно больший период
времени, что позволяет применять их для отливок с боль-
шой массой.
Жесткие эпоксидные смолы, имеющие температуру
тепловой деформации выше, чем комнатная, имеют
в основном сходные механические и электрические свой-
ства, если испытания их проводятся при температурах
ниже, чем температура тепловой деформации. Значи-
тельное различие заключается в «агревостойкости си-
стем: многие резко ухудшают свойства при 100 °C, тогда
как другие могут обеспечить приемлемые свойства прн
150 и даже ори 200 °C.
Химостойкость сильно зависит от структуры, причем
более нагреностойкие системы обеспечивают лучшую
химостойкость по сравнению с менее нагревостойкими
системами.
Глава пятая
АЛИФАТИЧЕСКИЕ ПЕРВИЧНЫЕ АМИНЫ
И ИХ ПРОИЗВОДНЫЕ КАК ОТВЕРДИТЕЛИ
ЭПОКСИДНЫХ СМОЛ
Амины являются производными аммиака (NHS).
В заннсимости от числа атомов водорода, замещенных
углеводородными группами, различают первичные, вто-
ричные илн третичные амины. В зависимости от количе-
ства аминогрупп в молекуле амины бывают моно-, ди-,
трн- илн полиамввамн. Дальнейшая классификация —
разделение аминов на ароматические, алициклические
и алифатические амины. В этой главе описываются
только алифатические н алициклические ди-, трн- и по-
лнамнны, а также их производные
Первичные алифатические амины—первые материа-
лы, получившие применение в США в качестве отвер-
дителей эпоксидных смол [Л. 5-1; 5-3; 5-20]. Смолы на
основе глнцидилового эфира отверждаются в их при-
сутствии прн комнатной температуре; отвержденная
востойкосгь в зависимости от функциональности и аро-
матической структуры достигает почти 100 °C. С други-
ми смолами при комнатной температуре реакция
отверждения протекает медленно [Л. 5-30; 5-39; 5-68];
для получения удовлетворительной скорости реакции
необходимы либо нагревание, либо ускорители кислот-
ного типа. Вследствие невысокой скорости реакции али-
фатические первичные амины редко используются в ка-
честве отвердителей промышленных эпоксидированных
олефиновых смол.
Эта глава посвящена в основном отверждению
глицнднловых эфиров, при этом основное внимание уде-
ляется наиболее главному классу — ароматическим глн-
цидиловым эфирам.
Несмотря иа то что влвфатнчес»
ны в общем являются довольно peal___________________
по отношению к эпоксидным смолам на основе глвци-
диловых эфиров, иногда используются ускорители Уста-
новлено, что у-лучн, испускаемые Со”, ускоряют реак
цию отверждения, но не обеспечивают полного отверж-
дения при температуре ниже комнатной [Л. 5-48]. Как
правило, в качестве ускорителей используются соедине-
ния, содержащие активный водород. В серин опытов,
проводимых с фенолом, мезо-внтрофеиолом, пара-кре-
золом, резорцином, циклогексаноном, 1-гексанолом и
1-бутанолом, была установлена линейная зависимость
между кислотностью ускорителя и скоростью реакции
ттгвержденвя диглнциднлового эфира бисфенола1А ами-
ном прн температуре 20 °C. При 5 °C фенол является
довольно эффективным ускорителем, активность других
фенолов значительно ниже, а спирты совсем неэффек-
тивны. Для диглнциднлового эфира бисфенола А (мо-
лекулярная масса 950) фенол является менее эффек-
тивным ускорителем по сравнению с более низкомо-
лекулярными смолами [Л. 5 63].
Прн отверждении смол на основе DGEBA (моле-
кулярная масса 950), используемых в качестве покры-
тий, часто применяются ускорители. Днметилфенол-30
более распространен, чем фенол. В отсутствие ускори-
телей прн отверждении прн более низких температурах
на лаковой пленке может наблюдаться образование мае
ляннстой поверхности. Ее образование объясняется взаи-
модействием атомов водорода первичного амнна с дву-
окисью углерода и водородом (Л. 5-60] Образовав-
Алифатические полиамины как отеержоающие агенты
шиеся при этом карбонаты ие вступают в реакцию
с эпоксидными смолами прн низких температурах. Прн
нагревании, однако, карбонаты могут быть удалены,
и в тех случаях, когда отверждение небольших масс
Гии?»* —»— .................часто
DGEBA проводится при низких температурах,
рекомендуется нагревание.
алифатические полиамины
КАК ОТВЕРЖДАЮЩИЕ АГЕНТЫ
Типичные алифатические полиамнны, используемые
в качестве отвердителей эпоксидных смол, приведены
в табл. 5-1 н 5-2. Вводимые в стехиометрических соот-
ношениях (одни активный водород амнна на одну эпок-
сидную группу) эта амины как класс обеспечивают
отвержденным смолам сходные свойства прн темпера-
турах ниже температуры тепловой деформации. Мак-
симальная температура тепловой деформации аромати-
ческих днэпоксидных смол составляет около 120°С,
а для ароматических с функциональностью 2,5 или вы-
ше-около 150 °C.
На практике вследствие сильной зависимости режи-
ма отверждения от степени перемешивания температура
тепловой деформации, как правило, значительно ниже
и составляет 80—90 °C для ароматических двзпоксидных
соединений н соответственно ПО—120 °C —для полн-
эпоксидных соединений. Смолы, отвержденные алифати-
ческими лолнамннамн, устойчивы к действию щелочей
и некоторых неорганических кислот и менее стойки
к действию большинства органических кислот. Онв об-
ладают высокой стойкостью к действию растворителей
н хорошей водостойкостью.
Номограмма для определения стехиометрических
количеств алифатических полнамннов, используемых для
отверждения различных эпоксидных смол, показана на
Структуры типичных промышленных первичных аминов, используемых
в качестве отвердителей эпоксидных смол
Н2К(СН2)„КН,
H2N(CH2)jO(CH2CH2O)„(CH2)„NH2
H2N (CH,)„NH (CH,)„NH,
Лпид>атичкние попиамины линейного и ризв.твл—гго строения
ын2
Ч,к[(сн2)2мн]п(сн2)гмнг H2N(CH2)jNH(CH2)2OH RNHCHjCCHj
СН3-
CHjCHjJnCCHjCHiNH^CHjCHiNHj [cHj(cH2)„]2N(CH2)3NHj
V”3
H2N(CH2)3N(CH2)aNH2
ЙлигратическиЕ имины, содержащие ар маши - ние группы
72
Гл. Б. Алифатические первичные амины как отвердители
Рис. 5-1. Номограмма для определения стехиометрических соотношений эпоксид-
ная смола/отвердитель (TSN 99, Ciba Products Со.).
Алийатические диамины (табл. 6-1)
Была исследована возможность применения полные
тилендиаминов (HsNCHjNHt) линейного строения с п,
изменяющимся от 0 до S, в качестве отвердителей
диглнциднлового эфира бисфенола А.
Эксперименты, имеющие
своей целью исследование
влияния длины полимерной це-
пи иа скорость реакции, про-
водились иа диаминах, начи-
ная от простейшего гидразина
(п=0) и кончая гексаметилеи-
диамяиом (п=6); полученные
результаты показывают, что в
том случае, когда аминные
группы расположены близко
друг от друга, первоначальная
реакция, идущая по первой
группе, протекает довольно
быстро; реакции, идущие по
второй аминогруппе, вслед-
ствие стерических затруднений
протекают медленно, и даль-
нейшее отверждение возможно
лишь под действием катализа-
тора [Л. 5-8].
Этилендиамии (п=2) и
1,3-диаминопропан (п=3) обес-
печивают весьма короткое вре-
мя жизни, при этом продукты
реакции являются довольно
хрупкими. Бутилен, амилен и
гексаметилеи ие придают хруп-
кости отвержденным продук-
Гексаметилен был предло-
жен в качестве отвердителя
для покрытий {Л. 5-19]. Экспе-
рименты, проводившиеся с
целью изучения сравнительных
электрических свойств, показа-
ли лишь незначительное их
улучшение с увеличением длины
полимерной цепи (Л. 5-18]. Как правило, амины гигро-
скопичны и весьма чувствительны к влаге, что хорошо
видно из рис. 5-2 и 5-3.
Диамины полиэфиров, получаемые в результате ре-
акции аммиака с этилен- или пропилентликолем или
в результате какой-либо другой реакции, и подобные
материалы, полученные ' в результате реакции эфиров
галоидгидрина (из эпихлоргидрина и полиолов) с ами-
нами [Л. 5-41], применяются в качестве отвердителей
эпоксидных смол, обеопечивая при этом повышенную
эластичность и гибкость по сравнению с полиметилен-
диамииами за счет более медленных реакций [Л. 5-49].
Биспропиламии диэталенгликоля, типичный диамин
полиэфира, обеспечивает отвержденному диглицидилово-
му эфиру бисфенола А свойства, приведенные
в табл. 5-3. Типичная усадка системы, отвержденной
Рис. 5-3. Влияние содержания
воды на е DGEBA отвержден
кого этилендиамином ]Л. 5-18]
Алифатические полиамины как отверждающие агенты
ленных алифатических полиаминов н их реакционная
способность ио отношению к DGEBA
Таблица 5-2
Амин Молеку- Количе- ство актив- ных атомов водорода количество отвердите- наЛОО час- Состояние Давление Плотность при 23 -с, г/гж’ Время жизви 50 е массы при 23‘С, мич Максимальная температура реакции для 100 £»массы.
Дивтилен гликоль-бис-про- пиламин 210 4 28 Жидкое <0,001 1.01 60 -
DETA 103 5 и 0,2 0.95 25 235
Имиио-бнс-пропиламии 131 5 14 <0,01 0,93 35 220
Бис-(гексаметилен)диа- 215 5 23 Твердое <0.01 0,88 при 35 °C 120 —
ТЕТА 146 6 13 Жидкое 0,01 0,98 26 233
ТЕРА 189 7 14 <0,01 . 0,99 27 228
DEAPA 130 2 7 1.2 0,82 120 (0,453 кг) 170 (0,453 кг)
Ментавдиамии 170 4 22 — 0,91 480 (1.1 кг) 93 (1.1 кг)
АЕР 128 3 23 0,98 17
полимерной
с более длинной
диамином полиэфира - _______
цепью, показана в табл. 5-4.
Более распространенные полиметилендиамины раз-
ветвленного строения придают отвержденным продук-
там свойства, сходные со свойствами систем, отверж-
денных линейными полиметилендиамннамн с той лишь
разницей, что они более прозрачны и не изменяют своей
Таблица 5-3
Физические и электрические свойства DGEBA,
отвержденного диамином полиэфира [Л. 2-7]
Физические свойства (отверждение
при комнатной температуре)
Температура тепловой деформации, "С........ 66
Предел прочности при растяжении, кгс/см* . . . 6200
Модуль упругости при растяжении, 10" кгс/см* . 0,027
Предел прочности при изгибе, кас/сл’....... 8 960
Модуль упругости при изгибе, 10" кгс/см*. . . 0,028
Ударная вязкость по Изоду] кгс-см/см ... . 8,2
окраски в процессе старения (Л. 5-2]. Свойства DGEBA,
отвержденного длинноцепиыы полиметилендиамином
разветвленного строения, приведены в табл. 5-5.
Усадка DGEBA, отвержденного диамином
полиэфира, вводимым в количестве 40 частей
на 100 частей смолы [Л. 5-57]
Температура перемешивания........ 23 °C
Режим отверждения, ч/*С.......... 15/234-5/46+15/74
Максимальная температура экзотер-.
мической реакции ................
Усадка, %:
общая усадка.....................
усадив перед гелеобразованием .
усадиа после гелеобразования . .
усадка после охлаждения.
2*80
Таблица 5-5
Физические свойства DGEBA, отвержденного
длинноцепным полиметилендиамином [Л. 5-21]
(режим отверждении: 24 « при 23 °C + 16 ч при 120
Предел прочности при растяжении, кгс/см' ....
Модуль упругости при растяжении, 10" кгс/сиА . 0,
Предел прочности прн изгибе, кас/си"..........
Модуль упругости при изгибе, 10" кгс/смг . . . 0,017
Предел прочности при сжатии, кге/см1 . . .. 17400
Модуль упругости при сжатии, 10" кгс/см' . . . 0 017
Относительная деформация, "/о.................57’t3
Ударная вязкость по Изоду, кас-сн/сж . . . . 1.25
Твердость по Роквеллу (шкала L).................. 87
Температурный коэффициент линейного расшире-
ниже .........................
выше Т„..................................2
Температура перехода второго рода Тс, *С .. . .
Температура размягчения, определяемая с помощью
усовершенствонинной иглы Вика, «С............
Гл. 5. Алифатические первичные амины как отвердители
Алифатические полиамины линейного
и разветвленного строения (табл. 51)
В технологии эпоксидных смол из всех промышлен-
ных полнамннов наиболее широко применяются али-
фатические полнамины линейного и разветвленного
строения. Свойства типичных представителей описыва-
ются ниже.
Диетилентриамин (DETA) представляет собой низ-
ковязкую жидкость, дымкщуюся иа воздухе прн ком-
натной температуре. Свойства DETA и реакционная
способность приведены в табл. 5-2.
Прочность на растяжение DGEBA,
-отвержденного DETA, как функция температуры
и концентрации отвердителя [Л. 2-6]
Ратура яй!х’ ill iffl м ИВ Ms Ий Модуль упругости lit Jw
100 8 He испытывались вследствие недостаточной твердости
50 8 690 430 28000 1 7 6,5
25 8 790 580 34 300 1> 3.7
0 8 640 38500 — 1.8 2.4
—25 8 820 800 38500 2 4
100 10 190 840 12250 о;8о 24.0
50 10 600 460 30 100 1 7 3,6
25 10 600 500 30450 13 5,7
0 10 790 480 37 100 1,5 3,2
—25 10 800 630 34 300 2.0 2,8
100 12 260 150 15400 1,3 18,2
50 12 630 385 23800 1.9 7,3
25 12 700 430 26600 1.8 5,3
0 12 760 420 33 600 1 4 3,9
—25 12 970 590 29400 23 4,9
100 14 230 ПО 10500 1.2 27,7
50 14 610 380 23100 1.8 7.3
25 14 690 410 25 900 5,8
0 14 750 430 31500 1’5 2,1 4.0
—25 14 980 570 30100 5.4
DGEBA в стехиометрн-
DETA обычно вводится в о .г..
чеоких количествах, что составляет около 11 частей иа
100 частей смолы. Однако в некоторых саучаях для
того, чтобы уменьшить количество выделяющегося
в процессе экзотермической реакции тепла и сделать
Рис. 5-4. Влияние концентрации
DETA и ТЕТА на температуру тепло-
вой деформации DGEBA (Л. 5-7].
возможной отливку изделий большей массы, он Вво-
дится в количествах составляющих 75% от стехиомет-
рической концентрации. Вводимый в количествах, мень-
ших стехиометрической концентрации, DETA значитель-
но снижает температуру тепловой деформации, что вид-
но из данных, приведенных на рис. 5-4. Влияние кон-
центрации DETA иа прочность при растяжении показа-
но в табл. 5-6.
Отверждение смол на основе глициднловых эфиров
происходит при комнатной темчературе даже в тонких
пленках; однако отверждение при низких температурах
приводит к получению более хрупких изделий. Отверж-
дение фактически заканчивается за 24 ч при 25 °C,
однако нанлучшие свойства отвержденных изделий
обеспечиваются лишь спустя 7 суток при этой темпера-
туре. Свойства системы, отвержденной при комнатной
температуре, будут значительно улучшены в результа-
те дальнейшего отверждения при 65—95 °C в течение
1—2 ч. Для DGEBA (п-0) жизнеспособность может
быть увеличена путем введения небольшого количества
полиола, ускоряющего реакцию отверждения (Л. 5-6].
Физические свойства свстемы, отвержденной DETA,
приведены в табл. 5-7. Наиболее показательными явля-
ются электрические свойства, приведенные в табл. 5-8.
Объемная усадка системы, отвержденной DETA, со-
ставляет 4,5%, при этом основная усадка (3,3%) про-
исходит в момент, когда- материал находится еще
в жидком состоянии.
DETA, обеспечивая длительное время жизни систе-
мы, может быть использован в качестве отвердителя
эпоксидированных олефинов. Время жизни системы
с двуокисью дивинилбензола составляет около 2 суток
при комнатной температуре (Л. 5-31]. Необязательно
вводить отвердитель в стехиометрических количествах.
Например, в случае 3,4-эпокси-метнлцнклогексилметил-
3,4-эпокси-б-метилциклогексан-карбоксилата DETA вво-
Таблица 5-7
Физические свойства DGEBA,
отвержденного DETA, вводимым
в стехиометрической концентрации [Л. 5-21]
(режим отверждения: 2 ч'при 120 °C)
Температура тепловой деформации, °C........... 91
Предел прочности при растяжении кгс/см':
при 100 °C................................... 400
Модуль ртр^тости при растяжении, 10" кгс/см':
при 100 °C.' ........0,059
Удлинение, %:
при 100 °C.......................
Предел прчности при изгибе, кгс/см':
при юо’с:' : .
Модуль упругости при изгибе. 10* кгс/см'
при 38 °C............................
при 100 °C.......................
Предел прочности при сжатии, кгс/см' . .
Модуль упругости при сжатии, 10° кгс/см'
Относительная деформация,
Ударная вязкость по Изоду, кгс-см/см
Твердость по Роквеллу (шкала L). . .
Температурный коэффициент линейного
иия, 10-° °C-’:
ниже 7С (122 °C).................
выше 7С..........................
Температура размягчения, определяемая с помощью
усовершенствованной иглы Вика, °C............
75
дится в количествах, при которых иа одну эпоксидную
группу приходится от 1,3 до 1,6 атомов водорода, при
этом время гелеобразования составляет около 40 мин
при 120 °C, а температура размягчения 100 °C. Добавка
отвердителя в количествах, превышающих стехиометри-
ческие, в основном вызвана очень низкой реакционной
способностью некоторых атомов амииа по отношению
к эпоксидным группам, расположенным в кольце.
DETA применяется в качестве отвердителя общего
назначения для ароматических смол на основе глицн-
дилового эфира для отливок небольшого размера, для
твердых слоистых пластиков, клеев средней адгезионной
прочности и лаков горячей сушки. Он вызывает раз-
дражение кожи и часто заменяется соединениями, вы-
зывающими меньшее раздражение.
Зависимость электрических свойств от температуры
дня DGEBA, отвержденного DETA [Л. 5-11J
Свойства Частота, гц
10* ю> 1 I ют 1 105 1 0. | ИИ
Тангенс угла диэлек- трических потерь:
при —40 "С. . . . 0 0220 0.0200 175 0 0170
0.0300 0,0700 0 0900 о’woo
при 20 °C. . . 1 ’ 0,0090 040 ,0480 0,1000 0.1300
при 60 °C G 0045 0 0100 0 0^00 0,0750 0 1100 0,1500
при 100‘С .... Диэлектрическая про- 0,0176 о’о165 о’оэоо 0.0600 0.1200 0,2000
ницаемость^ 3 А 3,35 3’2. 3,3 3 2 1
3,8 3,75 3.7 3,6 4
при 20 ’С ♦ • • • 4 1 4.2 4 2 А. 1 4 2 4,1
при 60 °C 4,3 4 «л А 4 5 4 4
при 1WC .... Удельное объемное со- противление. ом-см: щм 60 "С при 75 °C. . при 100 вС . при 126 “С . 4,6 4,7 2-! 6-1 6-1 6-1
Имино-бис-пропиламин. Имино-бис-пропнламии (табл.
5-2), как и DETA, иногда вводится в количествах,
меньших, чем стехиометрические. Вводимый в DGEBA
в количестве 10 частей иа 100 частей смолы, он при-
дает отвержденной смоле свойства, показанные
в табл. 5-9.
Таблица 5-9
Физические свойства DGEBA, отвержденного
имино-бис-пропиламином [Л. 2-4]
Йредел прочности при растяжении, кгс/см1 .... 630
одуль упругости при растяжении, 10» кгс/см* . 0,012
Удлинение, %..............................4,56
Предел прочности при изгибе, кгс/см?..........1 050
Модуль упругости прн изгибе, 10“ кгс/см? .
Предел прочности при сжатии, кгс/см1 . . .
Модуль упругости при сжатии. 10» кгс/см? . .
Ударная вязкость по Изоду, кгс-см/см . . .
1’200
. 0,038
Бис-(гексаметиленртриамин (табл. 5-2) имеет не-
приятный запах и растворяется в смоле только при
50 °C. Он представляет интерес, так как увеличивает
время жизни. Отверждение смол в его присутствии
происходит при комнатной температуре.
Триэтилентетрамин (ТЕТА) (табл. 5-2) — широко
распространенный отвердитель общего назначения для
смол на основе глицидилового эфира. ТЕТА часто вво-
дится в количествах, составляющих 70% стехиомет-
рической концентрации. Физические свойства отверж-
денной системы приведены в табл. 5-10, а химостой-
Физические свойства DGEBA, отвержденного ТЕТА,
вводимым в количестве 10 частей иа
100 частей смолы [Л. 2-1]
Температура тепловой деформации, °C . .
Предел прочности при растяжении, кгс/'см2
Предел прочности прн изгибе, кгс/см2 . .
Модуль упругости прн изгибе, 10* кгс/см2 .
Предел прочности при сжатии, кгс/см2 . .
Ударная вязкость по Изоду, кгс-см/см . .
Твердость по Роквеллу (шкала М) .
Теплопроводность, кол/(сек-сж°С) .
Воспламеняемость, см/мин.............
Усадка в процессе отверждения, % . . .
Водопоглощенне после 24 ч выдержки. % .
630
1 260
0,04
1700
1,6—2,
108
кость —в табл. 5-11. Прочность на растяжение DGEBA,
отвержденного ТЕТА, вводимым в стехиометрической
концентрации, фактически ие изменяется после выдерж-
ки в естественных условиях в течение 1 года; прочность
прн изгибе возрастает незначительно, иа 12%, и ди-
электрическая проницаемость — на 5% (Л. 5-45].
Введение ТЕТА в эпоксидированный лолибутаднеи
увеличивает срок жизни при комнатной темпера-
туре, однако даже в присутствии ускорителя кислот-
ного типа отверждение необходимо проводить в течение
2—4 ч при 150 °C, чтобы получить свойства, сходные
со свойствами DGEBA, отвержденного при комнатной
температуре.
Системы, огверждеииые ТЕТА, по сиоим свойствам
в общем не отличаются от систем, отвержденных DETA.
Более ниакое давление паров, как правило, говорит
в пользу ТЕТА.
Тетраэтиленпентамин (ТЕРА) (табл. 5-2) обеспечи-
вает необходимую реакционную способность, при этом
свойства отвержденных систем не отличаются от свойств
систем, отвержденных ТЕТА.
Как н в случае других алифатических полиаминов,
концентрация ТЕРА, вводимого в смолы на основе аро-
матических глнцидиловых эфиров, оказывает все мень-
шее влияние по мере увелич-—"
смолы; из-за стерических затру.
________ .. . бо-
----------смол лучше проводить при
нагревании с некоторым избытком ТЕРА по сравнению
с количеством, необходимым для отверждения при ком-
натной температуре. Влияние концентрации ТЕРА иа
нагревостойкость эпоксидированной фенолформальдегид-
ной новолачной смолы, отвержденной как при комнат-
ной, так и при повышенной температуре, показано на
Р Вполне возможно, что ТЕРА является наиболее рас-
пространенным отвердителем эпоксидных смол на основе
DGEBA (мол. масса 950), применяемых дли покрытий.
Диэтиламинопропиламин (DEAPA) табл. 5-2) яв-
ляется типичным представителем алифатических поли-
амииов, содержащих третичные аминогруппы. DEAPA
имеет только два активных атома водорода, посред-
ством которых амии вводится в отвержденную систе-
му, ио поперечное сшивание возможно лишь под дей-
ствием катализатора. Третичный амии обладает повы-
шенной реакционной способностью, обусловливаемой вы-
делением электрона замещенными алкилами, поэтому
прн взаимодействии DEAPA с монофункциональными
смолами, например с бутилглнцндиловым эфиром, до
стадии выделения водорода из аминогрупп, DEAPA
может рассматриваться еще и как отвердитель катали-
тического действия.
В смолы иа основе диглнциднлового эфира бисфе-
нола A DEAPA обычно вводится в количестве 4—8 ча-
стей на 100 частей смолы (Л. 5-4]. Если DEAPA вводить
в количестве 8 частей, то в процессе отверждения,
76
Гл. 5 Алифатические первичные амины как отвердители
Таблица 5-11
Химостойкостъ DGEBA. отвержденного ТЕТА. вводимым в количестве
10 частей на 100 частей смолы [Л 2-1]
Стойкость DGEBA
Жидкость Концентрация, % после выдержки в течение 3 нес. Примечания
при 23 "С
Аккумуляторная кислота 32 Устойчив
Ацетальдегид концентрированный 99 Относительно Ударная вязкость не изменяется, прочность при из-
устойчив гибе уменьшается на 45%, увеличение массы на
Ацетон 100 Не устойчив Полностью разрушается
Ацетон 50 То же То же
Ацетон 10 Относительно Ударная вязкость уменьшается на 30%, прочность
устойчив при изгибе уменьшается на 25%, увеличение мас- сы иа 2%
Раствор аммиака Раствор аммиака 10 3 Устойчив
Анилин 100 Не устойчив Полностью разрушается
Пиво черное 100 Относительно
Не устойчив Устойчив
Бензин 100 3 мес. подвергается значительному разрушению Ударная вязкость уменьшается на 50%, прочность при изгибе уменьшается иа 10%, увеличение массы на 2%
Бутанол 100
Бутилацетат 100 Относительно Ударная вязкость уменьшается на 30%, прочность
устойчив при изгибе уменьшается иа 60%, увеличение массы на 4%
Углерод сернистый 100 Не устойчив Опытные отливки набухают
Углерод четыреххлористый 100 Устойчив Ударная вязкость ие изменяется, прочность при из- гибе уменьшается на 20%, увеличение массы
на 8%
Раствор NaOH 10 г/100 а Устойчив
Раствор NaOH 50 г/100 г Относительно Ударная вязкость уменьшается на 30%, прочность
устойчив при изгибе уменьшается иа 10%, увеличение массы на 1%
Хлорбензол 100 Не устойчив
Клофен 100 Устойчив
Раствор поваренной соли 10 г/100 г Относительно Ударная вязкость уменьшается иа 50%, прочность
устойчив при изгибе уменьшается иа 20%
Раствор поваренной соли 20 г/100 г То же Ударная вязкость уменьшается на 30%, прочность прн изгибе уменьшается на 1%
Раствор поваренной соли 26 г/100 г Устойчив
Циклогексанол 100
Циклогексанон Диоксан Не устойчив
100
Этиловый спирт •96 Ударная вязкость не изменяется, прочность при из-
гибе уменьшается на 80%, увеличение массы
Этиловый эфир 100 Устойчив Прочность при изгибе уменьшается на 30%
Раствор железа хлористого 45 г/100 г Не устойчив
Фтористоводородная кислота 100 Полностью разрушается
Глицерин 100 Устойчив Уменьшение массы иа 0,3%
НС1 37 Относительно Ударная вязкость уменьшается на 25%, прочность
устойчив иа изгиб уменьшается иа 20%, увеличение массы на 7,5%
НС1 20 Устойчив Ударная вязкость уменьшается иа 20%, прочность
при изгибе уменьшается на 8%; увеличение массы на 1,5%
НС1 4 Относительно Ударная вязкость уменьшается на 55%, прочность
устойчив прн изгибе уменьшается иа 15%, увеличение массы на 2%
Хлористый водород (газ) — Устойчив Увеличение массы на 5%
Перекись водорода 30 Не устойчив Ударная вязкость уменьшается на 90%, проч-
ность при изгибе уменьшается на 70%; увели- чение массы на 13%
как отверждающие агенты
77
Продолжение табл. 5-11
Жадность
Концентрация.
в течение 3 нес.
Сероводород безводный
Раствор сероводорода
Раствор хлорноватистокислого на-
Молочная кислота концеитрироваи-
100
91
Устойчив
Минеральное масло
Парафин Nlbrene D88
Азотная кислота
Азотная кислота
Нитробензол
Проявитель для фотографии
Закрепитель для фотографии
Среда с относительной влажностью
Дождевание солевым раствором
Раствор бихромата натрия
Раствор бисульфита натрия
Раствор хлорита натрия
Раствор мягкого мыла
Стеариновая кислота
Серная кислота
Серная кислота
Сериал кислота
Тетрахлорэтаи
Тетрагидроиафталин
Толуол
Триэтаноламин
Уксусиаи кислота
Вода дистиллированная
100
100
100
100
66 г/100 г
20 г/100 г
10
100
100
100
100
Относительно
устойчив
Устойчив
Не устойчив
Относительно
Не устойчив
Устойчив
Относительно
устойчив
Устойчив
Не устойчив
Относительно
устойчив
Относительно
устойчив
Не устойчив
Устойчив
Не устойчив
Устойчив
Относительно
устойчив
Устойчив
Ударная вязкость уменьшается на 20%
14% активного хлорида
Ударная вязкость не изменяется, прочность при
изгибе уменьшается на 20%. увеличение массы
иа 7%
Ударная вязкость уменьшается иа 30%, прочность
при изгибе уменьшается на 20%, увеличение
массы на 2.7%
Состав: 1 л воды. 1 г метанола, 25 г сульфита на-
трия, 4,5 г гидрохинона, 17 г соды. 0,5 г броми-
да калвя
Состав: 1 л воды, 200 г сульфита [натрия. 20 мл
бисульфита натрия
Ежедневное доадеваиие 2 л раствора
Ударная вязкость уменьшается иа 55%. прочность
при изгибе уменьшается на 15%, увеличение
Опытные отливки набухают
Ударная вязкость уменьшается на 60%, прочность
при изгибе ие изменяется, увеличение массы на
2,5%
Опытные отливки разрушились
Ударная вязкость уменьшается на 20%, прочность
при изгибе уменьшается иа 20%, увеличение
массы иа 2,7%
Удараая вязкость уменьшается на 60%, прочность
при изгибе уменьшается на 20%, увеличенве
массы на 3,6%
проводимого в два этапа (24 ч при 25 °C и 24 ч при
65°C), будет связываться 95% имеющихся эпоксидных
групп (Л. 5-35]. Отверждение смол иа основе DGEBA
(мол. масса от 450 до 580) можно проводить прн ком-
натной температуре, вероятно, вследствие иаталического
действия присутствующих фенольных гидроксильных
групп.
Влияние температуры и продолжительности отверж-
дения иа различные физические свойства DGEBA смол,
отвержденных DEAPA, показано на рнс. 5-6—5-11. Ве-
личина усадки приведена в табл. 5-12.
Алициклические полиамины (табл. 6-1)
Промышленные алициклические полнамины могут
содержать первичные, вторичные или третичные ами-
ногруппы. Типичными представителями полиаминов яв-
ляются Ментаидиамин {Л. 5-34], Л'-аминоэтилпиперазин
[Л. 5-38], 2,6-диамнноцнклогексаиол ]Л. 5-62] и гидри-
рованные ароматические диамины, такие как 1,3-диами-
ноциклогексаи [Л. 6-13]. Синтез ряда других циклоали-
фатических аминов и их применение в качестве отвер-
дителей эпоксидных смол описаны в работах [Л. 5-14—
Ментандиамин. Как правило, меитаидиамии
(табл. 5-2) применяется для отверждения смол па ос-
нове ароматических тлицидиловых эфиров, обеспечивая
этим системам большее время жизни и высокую илн
умеренную скорость отверждения — в течение 2 ч при
80 °C или 30 мин при 130 °C. Если окончательное от-
верждение смолы проводится при 150 °C в течение ночи,
то температура тепловой деформации отвержденной
системы на основе DGEBA будет составлять около
160 °C По температуре тепловой деформации системы.
Гл. 5. Алифатические первичные амины как отвердители
отвержденные ментандиамииом, ие отличаются от си-
стем, отвержденных большинством ароматических ами-
нов, одиако но своей иагревостойкости эти системы
приближаются к системам, отвержденным алифатиче-
скими аминами; в процессе старения этих систем при
Таблица 5-12
Усадка DGEBA, отвержденного
диэтиламинопропиламнном, введенным
в концентрации 6 частей на 100 частей [Л. 5-57]
Свойства Значение
Температура перемешивания, °C . 23
Режим отверждения, ч/°С .... 15/234-5/46-1-15/74
термической реакции, ^*. . . . Усадка, %; 103
общая усадка 3,75
усадка перед гелеобразованием 2,87 0,25
усадка после гелеобразования
усадка после охлаждения . . 1,12
температурах от 160 до 200 °C может наблюдаться
существенное ухудшение свойств и выделение газов.
Другие физические свойства систем, отвержденных мен-
таидиамином, не отличаются от свойств систем, отверж-
денных алифатическими первичными аминами линейно-
го строения.
N-аминозтилпиперазин (АЕР) (табл. 5-2) содержит
циклический третичный амии, который весьма замед-
Рнс 5-5. Влияние концентрации ТЕРА на температуру
тепловой деформации различных эпоксидированных ио-
волачных смол ]Л. 5-27].
/ — режим отверждения: 21 « оря 23 "С (1-3.35); 2 — режим
отверждения: 24 ч прн 23 X (1-2,3); 3 —режим отверждения:
24 ч при 23’С (1-2,1); 4 — режим отверждения: 24 ч прн 93°C
(1—335); 5-режим отверждения: 24 ч при 93X (1-2,3); «-ре-
жим отверждения: 24 ч при 93 “С (1-2,1).
Рис. 5-6. Предел прочности при растяжении
DGEBA, отвержденного DEPA ]Л. 2-7].
Рис. 5-7. Предел прочности прн сжатии
DGEBA, отвержденного DEPA ]Л. 2-7].
Рнс. 5-8. Предел текучести при сжатии
DGEBA, отвержденного DEAPA
[Л. 2-7].
Взаимодействие А-аминоэтилпнперазина с избыт-
ком бутилглицидилового эфира приводит к образованию
аддукта, ие способного каким-либо образом ускорять
реакцию отверждения даже после выдерживания в те-
чение 4 ч при 120 °C. Увеличение температуры до 150 °C
способствует медленному протеканию реакции. Вполне
возможно что в истинных системах азот оказывает
Модифицированные отвердители аминного типа
даже большее затормаживающее действие. Поэтому
практически АЕР может рассматриваться как катализа-
тор в случае, если окончательное отверждение системы
проводят в течение длительного времени при повышен-
ных температурах. Однако АЕР, шо-видимому, обладает
более высокой реакцвониой способностью по сравнению
с алифатическими первичными аминами.
При введении стехиометрического количества АЕР
в систему нагревостойкость последней будет составлять
около ПО‘С, ударная вязкость по Изоду будет состав-
лять 48 кгс-см/см, что почти в 3 раза выше вязкости
системы, отвержденной ТЕТА. Высокая ударная вяз-
кость наблюдается лишь только в том случае, если
система отверждается в течение 2 ч или более при тем-
пературе 100 °C. При отверждении при комнатной тем-
пературе даже в течение 30 дней ударная вязкость си-
стемы не будет превышать 5,5 — 7 кгс-см/см. Повы-
шенная ударная вязкость, по-видимому, объясняется
снижением функциональности системы. Возможно, что
в процессе отверждения система быстро теряет свою
подвижность, поэтому необходимо окончательное
отверждение, в процессе которого в реакцию вступают
образовавшиеся вторичные амины. Как и следует
ежидать, для увеличения времени жизни системы и
уменьшения количества тепла, выделяющегося в про-
цессе экзотермической реакции, АЕР можно вводить
в количествах, меньших стехиометрической концентра-
ции. Даже при введении в систему в количестве 13 ча-
стей на 100 частей смолы АЕР является довольно актив-
ным; время жизни 'г'' - -------- ’’’ .... - ---
450 г массы 17 мин, а
Рнс. 5-9. Ударная внзкость по Изоду
DGEBA, отвержденного DEAPA [Л. 2-7].
Рис. 5-10. Твердость по Роквеллу (шка-
ла М) DGEBA, отвержденного DEAPA
Рнс. 5-11. Температура тепловой дефор-
мации DGEBA, отвержденною DEAPA
мальная температура реакции при этом составляет око-
ло 200 °C. Окончательный режим отверждения такой
састемы 2—4 ч при температуре 80—100 °C; свойства
отвержденной системы ие отличаются от свойств си-
стемы, отвержденной ТЕТА, эа исключением понижен-
ной химостойкости.
Алифатические амины,
содержащие ароматические ядра
(табл. 5-1)
Представителями алифатических амияов, содержа-
щих ароматические ядра, являются тп-ксилилендимети-
лендиамии и тетрахлор-р-кснлилеидиметилевдиамии.
Промышленный от-ксилилендиметилендиамин пред-
ставляет собой смесь мета- и пара-форм, при этом на
97% состоит из мета-формы. Он обеспечивает прекрас-
ное отверждение смол на основе диглицидилового эфи-
ра при нагревании (Л. 5-51]. Однако по этому вопросу
имеется весьма ограниченное количество работ.
Тетрахлор-р-ксилилендиметилендиамии придает
огнестойкость отвержденным системам {Л. 5-44].
Кроме этих соединений в качестве отвердителей
эпоксидных смол были предложены ди (ш-кснлилендиме-
тилен)трнамин (Л. 5-25] и продукты реакции фенола
с формальдегидом 1Л. 5-54; 5-69; 5-701 и различных
фенолов (Л. 5-46] с алифатическими аминами. Подоб-
ным образом в качестве отвердителей 1Л. 5-61J были
предложены продукты реакции этилеидиамииа с раз-
личными' эфирами бром- и хлорметилфенила
МОДИФИЦИРОВАННЫЕ ОТВЕРДИТЕЛИ
АМИННОГО ТИПА
Для улучшения свойств промышленных амниоВ,
применяемых в качестве отвердителей эпоксидных смол,
был разработан ряд производных. Получены аддукты
нз алкилзамещенных моно- и диэпоксисоедииений, оки-
сей этилена и пропилена, акрилонитрила и из алдегидов.
В качестве отвердителей использованы основания Шиф-
фа и комплексы амии-соль.
Аддукты амина с моно- и диэпоксидами
На основе алифатических полиамннов могут быть
получены аддукты с монофункциональными глицидило-
вымн эфирами (Л. 5-47], с пентахлорфенилглицидиловы-
ми эфирами (Л. 5 661, с продуктами реакции эпи-
хлоргидрина с бисфенолом А, содержащими гидроксиль-
Гл. Б. Алифатические первичные амины как отвердители
ные группы и менее одной эпоксидной группы в мо-
лекуле {Л. 5-32], с эпоксидированными олефинами из
ненасыщенных глицеридов жирных кислот [Л. 5-28],
с DGEBA и его более высокомолекулярными изомера-
ми. Общая цель заключается в получении fl-W-замещеи-
нрго оксиамина. В общем виде реакция может быть
представлена в следующем виде:
, « ?н
H,NRNH, + И’сЙ—--СН2-----HjNRNCHjCHR'
Вследствие своей большей молекулярной массы
полученные аддукты обладают меньшей летучестью и
повышенной реакционной способностью, обусловленной
более высокой концентрацией гидроксильных групп
[Л. 5-22]. Поэтому они вводятся в более высоких со-
отношениях. Типичными представителями этой группы
отвердителей являются аддукты амии — смола.
Аддукты амин—смола. Типичный аддукт амин —
смола получается в результате взаимодействия DETA
с DGEBA в котле с водяным охлаждением. DETA по-
догревают до температуры 75 “С, после чего медленно
добавляют смолу; в процессе реакции температура
поддерживается постоянной .(100 °C). По окончании реак-
ции продукт охлаждают до температуры 55°C; для
ускорения процесса отверждения в тоииих пленках до-
бавляют 4 части фенола.
Рис. 5-12. Предел прочности при растя-
жении DGEBA, отвержденного аддук-
том амин—смола [Л. 2-7].
Рис. 5-13. Предел прочности при сжатии
DGEBA, отвержденного аддуктом
амнн—смола ]Л. 2-7].
Рис. 5-14. Ударная вязкость по Изоду
DGEBA, отвержденного аддуктом
амин—смола (Л. 2-7].
Рис. 5-16. Температура тепловой дефор-
мации DGEBA, отвержденного аддук-
том амин—смола {Л. 2-7]
Вязкость аддукта прн комнатной температуре
ставляет около 8000 спз, в DGEBA ои вводится в
личестве около 25 частей на 100 частей смолы. Прн
ком соотношении отвердителя и смолы температ
экзотермической реакции будет достигать 250 °C
небольших масс, а время жизни 50 г массы будет
ставлять около 20 мин.
81
Твердые аддукты для композиций, используемых
в качестве покрытий, наносимых из растворов, получают
в результате реакции DETA с растворами более высо
комолекулврных изомеров DGEBA с добавлением ие
большого количества окиси стирола. Полученные аддук-
Рис. 5-17. Предел прочности при растя-
жении DGEBA, разбавленного BGE и
отвержденного аддуктом амии—смола
[Л. 2-7]
Рис. 5-18. Предел прочности при сжатии
DGEBA, разбавленного BGE и отвержден-
ного аддуктом амин—смола [Л. 2-7].
Рнс 5-19. Ударная вязкость по Изоду
DGEBA, разбавленного BGE и отвер-
жденного аддуктом амии—смола
ГЛ. 2-7].
6—1242
Рис. 5-20. Твердость по Роквеллу (шка-
ла М) DGEBA, разбавленного BGE и
отвержденного аддуктом амии—смола
Рнс. 5-21. Температура тепловой дефор-
мации DGEBA, разбавленного BGE »
отвержденного аддуктом амии—смол
Рис. 5-22. Предел прочности при растяже-
нии жидкой новолачиой смолы, отвержден-
ной аддуктом амин—смола [Л. 2-7].
обеспечивают ускоренные режимы отверждения:
окись стирола способствует повышению устойчв
к истиранию н уменьшает пожелтение (Л. 5-43].
На рис. 5-12—5-26 приведены физические свойства
трех систем, отвержденных жидким аддуктом амнн —
смола; хорошо видна предполагаемая разница между
82
Гл. Б Алифап
амины как отвердители
Рис. 5-23. Предел прочности при сжатии
жидкой иоволачиой смолы, отвержден-
ной аддуктом амии—смола (Л. 2-7].
Рис. 5-24. Ударная вязкость по Изоду
жидкой иоволачной смолы, отвержден-
ной аддуктом амии—смола [Л. 2-7]
Рис. 5-26. Твердость по Роквеллу (шка-
ла М) жидкой эпоксидированной иово-
лачной смолы, отвержденной аддуктом
амии—смола [Л. 2-7].
Рис. 5-26. Температура тепловой дефор-
мации жидкой эпоксидированной иово-
лачной смолы, отвержденной аддуктом
амии—смола [Л. 2-7].
DGEBA обладающим текучестью, и жидкой эпоксиди-
рованной иоволачиой смолой. В табл. 5-13 и 5-14 приве-
дены электрические свойства и химостойкостъ типичных
аддуктов, применяемы* в качестве отвердителей.
Таблица 5-13
Электрические свойства DGEBA, отвержденного
аддуктами [Л. 2-7]
Аддукт Тангенс угла диэлек- трических потерь при Диэлектрическая проницаемость при
60 кч | 1О*КЧ 10*ец 60 ец 1О»гу 10*ец
Аман—смола 0,009 I 0,019 0,032 ' л л 4,2 3.7
Аман—окись вти- 0.016 0,027 0,047 4,7 4^6 3,6
Цианоэтилирован- 0,0128 0.0195 0,0354 4.22 4.11 3,65
Высокоцианоэти да- рованный амин 0,019 0.026 0,054 6.1 4.9 4,0
Для получения аддуктов амии —смола можно ис-
пользовать различные первичные амины. Сообщалось,
например, что для этой цели вполне пригоден гидразин
Таблица 5-14
Химостойкостъ DGEBA, отвержденного аддуктами
[Л. 2-7]
Жалкоеть Увеличение массы после выдержки в течение 7 суток при 23 *С, %
ЙН
10%-вый Maori Неэначн- 0.40 Незначи- Незначи-
Этиловый спирт
Этилацетат 30%-ная H4S0« *0,88 6.10 '2.05 *4 0*
Этиловый эфир 0,55 1.05 1.32 0,88
Хлороформ 1.31 Расщеп- 17.30 0.55
Уксусная кислота ляется 8.53
0*88 Пластифи- 0,03
Трихлорэтилен л 13 цируется •.’3 0.03
83
[Л. 5-53]. Для получения аддуктов могут быть также
использованы ие только смолы на основе DGEBA. На-
пример, отвердитель, придающий эластичность, был по-
лучен в результате реакции алифатических полиаминов
с диглицнднловым эфиром лолиоксипропиленгликоля
[Л. 5-52].
Аддукты амин—-смола в основном используются
в клеях н слоистых пластиках. Повышенная вязкость
системы и непродолжительное время жизни (в смолах
зованию этих аддуктов в литьевых композициях. Не-
смотря на пониженную летучесть, этн аддукты, подобно
аминам, оказывают раздражающее действие на кожу.
Аддукты амин — окись этилена и амин — окись
пропилена
Эти аддукты получают в результате реакции с ами-
ном в присутствии воды. В зависимости от соотноше-
ний взятых реагентов и условий реакции конечный
продукт в основном будет состоять из производных
моно- нлн бнс-N-замещенного оксиамива. Типичными
являются следующие
HjNfCHjCHjNjjQkCHiOH
НО ((^„CH^rJjCHiCHjOH
J сн7
$ HjNCHjCHjNCH^CHOH
В том случае, если окись этилена или пропилена
вводится а достаточных количествах, реакция может
продолжаться с получением тетраоксиэтил- или про-
пнламииа [Л. 5-5], такого как
(HOCHatjliNCHzCHaNt^CHOHjj
фицированы как отвердители, обладающие минимальным
раздражающим действием.
А'-замещенные оксиамины гигроскопичны. При 21 °C
и 60%-ной относительной влажности, например, аодопо-
глощаемость пленки 1У-(2-окснпропил) -этилендиамина
толщиной 4 мм составляет [Л. 5-40]:
Увеличение массы, %
25
36,8
46,5
56
59,5
79,5
90
Вследствие своей гигроскопичности отвердители это-
го типа ие обеспечивают хорошего отаерждення в тон-
ких пленках, особенно во влажных средах. В этом
случае до некоторой степени компенсирующей является
добавка фенолов, бисфенолов или других ускорителей
кислотного типа.
Монозамещениые окснамнны как отвердители эпо-
ксидных смол более пригодны, чем соединения с более
высокой степенью замещения. Наряду с пониженной
функциональностью ди- и трнзамещенные амины труд-
норастворнмы. Так, бнс-(окснзтал)диэгилентрнамнн
полностью растворяется в DGEBA лишь под действием
тепла, выделяющегося в процессе экзотермической
реакции, в то время как окснэтилднэтилеитриамин
растворяется в смоле прн комнатной температуре.
В этом смысле аддукты амин —окись пропилена более
пригодны, чем аддукты амии —окись этилена: концевые
метильные группы повышают растворимость даже в со-
единениях с многочисленными гидроксильными группа-
ми [Л. 5-101
Оксиэтилдиэтилентриамин. Промышленный оксн-
этилдиэтнлентриамин, содержащий около 15% бис- и
85% моноокснзтилднзтилентриамина, имеет вязкость
примерно 200—500 спз прн комнатной температуре
Вводимый в DGEBA в количестве 20 частей иа
100 частей смолы, он обеспечивает время жизни при-
мерно 18 мин; максимальная температура экзотермиче-
ской реакции для 100-а массы составлиет 250 "С. На
рис. 5-27 показано влияние соотношения отвердитель —
смола на время жизни и температуру тепловой дефор-
По мере протекания реакции продукты реакции бу-
дут содержать все меньше активного водорода. На-
ряду с бис-(окснэтил)диэтилентрнамнном образуют-
ся вторичные полнамины, а с тетраокснпроннлэтнлен-
днамнном — третичные амины. Вторичные полиамнны
взаимодействуют с эпоксидной группой подобно пер-
вичным аминам, и отверждение днэпоксндных смол,
когда количество активных атомов водорода превышает
2, происходит в результате образования поперечных
сшивок. Как правило, третичные амины, полученные
вышеописанным способом, слишком инертны даже для
отверждения эпоксидных смол на основе глнциднлового
эфира и обычно используются в качестве ускорителей
в смесях аминов, что будет описано ниже.
Оксиэтнленамнны могут быть также получены пу-
тем нагревания смесей карбонатов диэтаноламина и
моноэтаноламина при повышенной температуре и дав-
лении выше атмосферного (Л. '5-24].
Замещение азота гидроксиэтильной или пропильной
группой снижает потенциал раздражающего действия
амнна [Л. 5-22; 5-26]. Несмотря на это оксналкнлн-
роаанные производные этилендиамина все же оказывают
раздражающее действие на кожу, в то время как соот-
ветствующие производные DETA могут быть класси-
Рис. 5-27. Влияние концентрации
аддукта амин—смола на жизнеспо-
собность н температуру тепловой де-
формации DGEBA (Л. 2-7].
Гл. S. Алифатические первичные амины как отвердители
Рис. 6-28. Предел прочное» при растя-
жении DGEBA, отвержденного аддуктом
амии—окись [Л. 2-7].
Рис. 6-29 Предел прочности при сжа-
тии DGEBA, отвержденного аддук-
том амин—окись (Л. 2-7].
Рис. 5-31. Твердость по Роквеллу
(шкала М) DGEBA, отвержденного
аддуктом амин—окись [Л. 2-7].
Рнс 5-32. Температура тепловой дефор-
мации DGEBA, отвержденного аддуктом
амнн—окись [Л. 2-7]
Рис 6-30. Предел текучести при сжатии
DGEBA, отвержденного аддуктом
амин—окись [Л. 2-7].
Время жизни систем на основе DGEBA
и аддуктов амин—окись этилена, вводимых
в стехиометрической концентрации [Л. 5-10]
1У-(2-фенил-2-окснэтил) DETA
АЧоксиэтил)- DETA -
N,N'-бис-(оксиэтил) DETA (смешанные изо-
N. А'-бис-(окснэтил)-3,3'-нмино-бис-пропила-
АМокснпропил) DETA
АГ,М-бис-(оксиэтил) ТЕТА
А,М'-бис-(окснпропил) DETA
А.А'-бис-н трн-(оксипропил) DETA
W./V'-бнс-н три-(оксиэтил) DETA
А-(2-окси-2,4-триметилфенил) DETA
АГ-(оксипропил)-1,2-диа минирован
«-(окснпропил)-ш-фенилендиамнн
отвердители аминного типа
85
нации. Типичные физические свойства отвержденных
систем показаны иа рис. 5-28—5-32. Электрические и
химические свойства приведены в табл. 5-13 и 5-14.
Время жизни других М-замещенных оксиаминов
приведены в табл. 5-15. Физические свойства смол, от-
вержденных этими аминами, показаны в табл. 5-16.
Обычно для получения отвердителей для эпоксид-
ных смол применяется DETA в сочетании с акрилони-
трилом, хотя известно, что циаитоэтилироваиный гек-
саметилеидиамии является флексибилизующим соотвер-
дителем [Л. 5-42].
В табл. 5-17 показано влияние степени цианоэтили-
рования DETA иа различные свойства. С точки зрения
Физические свойства DGEBA, отвержденного
различными аддуктами амин—окись этилена
[Л. 5-10]
Отвердитель У м при°сжатии. Прочность
|| II 11 упругости
AT./V'-бис-(оксиэтил) 58 3150 840 1015 0.035
АГ.ЛГ'-бкс-(окснпропил) 58 8900 945 1 155 0,037
Л^'-бнс-Соксиэтал) 76 2900 910 1085 0,028
ЛЦоксиэтал) DETA 96 2870 1 050 980 0,029
АЦоксиэтил) DETA 85 частей-»- 15 частей N, 92 3000 1 050 1085 0,029
А"-бнс-(сксиэтнл)
АЦсжснэтвл) DETA 85 частей-»-15 частей N. дг'-бйс-(оксв9тия> DETA+15 честей бнсфе- 84 2450 1020 1 183 0.0332
АЧоксипропил) DETA 94 2550 1050 1085 0 0294
Л/-(окснпропил)-т фенилен* 3 150 1 330 1547 0,040
М(2-окси-2,4,4-тркметил- пентил) DETA 90 2450 980 1225 0,032
N |2^енил, 2-оксиэтил) 03 2 730 1050 875 0,037
Влияние степени цианоэтилировання DETA на
реакционную способность по? отношению к DGEBA
(Л. 5-7]
Свойств, DETA/ахрвлонитрил
1/0 1 17\ лл; 1/2
Вязкость при 26 °C, спз . . Соотношение смолы и от- 7 30 50 110
вердителя ч смеси, части Время жизни при 25 °C, 9/1 5/1 4/1 3/1
г . . 40 80 150 240— 300
453 г Максимальная температура экзотермической реакции. 20 40 90 120
куб с длиной ребра
2,54 см 198 178 Не определи-
То же 5,08 си . . 223 200 I I 48
То же 7,62 см ... . 263 231 226 1 150
Вследствие того что по своему раздражающему дей-
ствию иа кожу некоторые аддукты иа основе окисей
этилена и пропилена ие отличаются от масла какао
(используется в композиции для косметических целей),
оии довольно широко применяются для отверждения
при комнатных температурах смол иа основе DGEBA
общего назначения
с акрилонитрилом
Кроме реакции с эпоксидными группами, амины мо-
гут быть модифицированы при реакции с другими орга-
-пособнымн к присоединению
активные атомы воДорода.
Было предл . _____ __ _________ ___
однако только немногие из них имели преимущества по
сравнению с немодифнцированиыми аминами. Реакция
аминов с акрилонитрилом (цианоэтилироваиие) дает
отвердители с пониженной реакционной способностью:
в процессе реакции не образуются гидроксильные груп-
"" в зависимости от сте-
пени модифнцироь_____
регулироваться в значительных пределах (Л. 5-9].
В процессе цианоэтилирования происходит насыще-
ние двойных связей акрилонитрила:
' Н.МШН,
• HjNRNCHiCHjCSN
применения бис-циаиоэтила DETA обладает почти пре-
дельными свойствами.
Типичный продукт цианоэтилирования, содержащий
почти эквимолярное отношение акрилонитрила и
DETA, характеризуется вязкостью 30—40 спз прн ком-
натной температуре. В DGEBA он вводится в стехио-
метрической концентрации (22 части иа 100 частей, смо-
лы) , прн этом вязкость смеси снижается до 100—800 спз.
Вводимый в стехиометрической концентрации, он лишь
незначительно увеличивает жизнеспособность по сравне-
нию с иемодифицированным амином, а максимальная
температура экзотермической реакции для 50-е массы'
достигает 230 °C. Механические свойства отвержденных
систем как функция времени отверждевия показаны
на рис. 5-33—5-35. В табл. 5-13 и 5-14 были приведены
электрические свойства и химостойкость отвержденных
Более высокомодифнцированные продукты сопо-
лимеризации DETA с акрилонитрилом имеют вязкость
примерно 90—125 спз при комнатной температуре. Сте-
хиометрическое отношение с DGEBA составляет около
38 частей, при этом первоначальная вязкость смеси со-
ставляет 800—1 600 спз Жизнеспособность 50-е массы
составляет более 2,5 ч прн комнатной температуре и
для 450-е массы — 60—80 мин. Максимальная темцера-
----------эрмической реакции для небольших масс не-
значительна, а для 450-е массы составляет
около 180 °C. Рекомендованный режим от-
верждения: 2 ч прн 70 °C; 3 ч при 100 °C
и 1 ч при ПО °C. С целью сокращения про-
должительности процесса отверждевия по-
следний может проводиться при более вы-
•оких температурах. Типичные физические
свойства | гвержденяых систем показаны
тура
86
Гл. 5. Алифатические первичные амины как отвердители
Рис. 5-33. Предел прочности при
растяжении DGEBA, отвержденного
продуктом сополимеризации DETA
с акрилонитрилом (Л. 2-7].
0,76
Рис. 5-34. Предел прочности при сжатии
DGEBA, отвержденного продуктом со-
полимеризации DETA с акрилонитрилом
Рис. 5-36. Предел прочности при растя-
жении DGEBA, отвержденного высоко-
циаиоэтилированным амином (Л. 2-7].
Рис. 5-37. Предел текучести при сжатии
DGEBA, отвержденного высокоциано-
этилнрованныц! амином [Л. 2-7].
Рис. 5-35. Ударная низкость по Изо-
ду DGEBA, отвержденного продук-
том сополимеризации DETA с акри-
лонитрилом (Л. 2-7].
Рнс. 5-38. Ударная вязкость по Изоду
DGEBA, отвержденного высокоциаио-
зтилироваиным амином [Л. 2-7].
и химостойкость были приведены s табл. 5-13 и 5-14.
Продукты сополимеризации DETA с акрилонитри-
лом успешно применяются в композициях для полу-
чения слоистых пластиков и клеев, при этом смачивае-
мость системы с увеличением степени модифицирования
повышается. Снижение температуры экзотермической
реакции более высокомодифицированиыми отвердителя-
ми делает их пригодными для применения в литьевых
композициях. С увеличением степени модифицировании
давление паров также снижается с 0,2 мм рт. ст. при
Модифицированные отвердители аминного типа
SB
Рнс. 5-39. Твердость по Роквеллу
(шкала М) DGEBA, отвержденного
высокоцнанозтнлированным амином
[Л. 2-7].
Рис 5-40. Температура тепловой дефор-
мации DGEBA, отвержденного высоко-
цианозтилнрованным амиисм [Л. 2-7].
25 °C для DETA до менее 0,1 мм рт. ст. для бис-циаяо-
этил-DETA; что делает возможным применение моди-
фицированных DETA в композициях для литья под ва-
куумом. Подобно (промышленным полиаминам продукты
сополимеризации с акрилонитрилом оказывают раздра-
жающее действие иа кожу.
Основания Шиффа и полиамины,
блокированные кетонами
Амины могут быть сконденсированы с альдегидами
с получением оснований Шиффа и с кетонами с образо-
ванием алкилнитрило(1-алкил)-алкиденов (иногда не-
правильно называемых «кетаминами»), которые могут
быть использованы в качестве отвердителей полускры-
того действия. Например, 2 моля кетона при взаимо-
действии с диэтилентрнамином
дают соединение, в котором оба первичных ацииа бло-
кированы. Реакция имина с одним молем фенилглицидн-
лового эфира идет с отрывом атома водорода у вторич-
ного амина:
Такое соединение, будучи введено в эпоксидную
смолу, будет крайне нереакционноспособным. Однако
вследствие гидролитической нестабильности двойной свя-
зи в этих соединениях при введении их в смолу про-
исходит гидролиз под влиянием влаги воздуха и от-
верждение регенерированными первичными аминами.
Регенерированный кетон диффундирует к поверхности
и испаряется [Л. 5-55; 5-56].
Имины подобного типа нашли широкое применение
в композициях, характеризующихся продолжительной
жизнеспособностью и отверждающихся при комнатной
температуре; эти композиции используются в качестве
покровных лаков без растворителя. Наиболее часто
отвердители этого типа применяются со смолами на
основе диглицидилового эфира бисфенола А, при этом
количество вводимого отвердителя составляет около
25—30 частей на 100 частей смолы. Подобные смеси
обладают текучестью, могут храниться примерно 8 ч.
сохраняя прн этом способность отверждаться в тонких
пленках в течение нескольких часов при комнатной тем-
пературе. Толщина отвержденной лаковой пленки, как
правило, составляет 0,1—0,2 мм, что значительно пре-
вышает толщину однослойной пленки, полученной из
смолы с растворителями.
В композициях, используемых для покрытий, приме-
нение простых смесей, кетонов с аминами предпочтитель-
нее применения конденсатов вследствие того, что в этом
случае при сохранении всех преимуществ конденсатов
исключается необходимость отвода воды, образующейся
в процессе реакции. Например, обычное смешивание
DETA с метнлэтилкетоиом дает комплекс, обладающий
низкой вязкостью, который, будучи введен в DGEBA,
обеспечивает время жизни около 6 ч и быстрое от-
верждение с образованием пленки толщиной около
0,12 леи, прн этом происходит диссоциация растворителя
и его испарение. Влияние кетонов на жизнеспособность
DGEBA, катализированного амином, показано на
Комплексы соль кислоты —первичный амин
Амины могут давать комплексы с солями - как
органических (Л. 5-23], так н неорганических (Л. 5-361
кислот, которые являются отвердителями, характеризую-
щимися продолжительным временем жизни; эти комп-
лексы, распадаясь, обеспечивают отверждение при тем-
пературах около 120°С. При меньших температурах
металл, образующий валентную связь с активным водо-
родом, оказывает блокирующее действие. Известно так-
же, что неорганические соли пераичных эфиров в при-
сутствии воды могут диссоциировать (Л. 5-581. Кислые
соли аддуктов амин —смола используются в качестве
HtNCH1CH1NCH,CH>NHil
И 1 н1°
88
Гл. 5 Алифатические первичные амины как отвердители
Рис. 5-41. Влияние кетонов на время
жизни смеси DGEBA+модифицирован-
ный алифатический полиамии (Л. 2-7].
1 —вез кетона; 2— с ацетоном; 3 —с метил-
атнлкетоном (МЭК); 4 — с метил-нэовутнл-
0 7,5 14,5 26 37,5
Рис. 5-42. Влияние содержания высоко-
модифицнрованного продукта сополи-
отвердителей в текствльной промышленности [Л. 5-33].
Известно также, что в качестве отвердителей приме-
------ и хлористые соли моиоэта-
иоламина [Л. 5-59].
Подобные комплексы, содержащие первичные ами-
ны, были тщательно исследованы, однако соли третич-
ных аминов нашли более широкое применение в каче-
стве отвердителей, чему и посвящается гл. 7 этой книги.
Соли первичных аминов, по-видимому, будут обеспе-
чивать быстрое отверждение лаков горячей сушки, од-
нако возможность их применения в литьевых компо-
зициях спорна. Известно, что бензоат цинка-диэтилен-
триамии является катализатором отверждения компо-
зиций эпоксидная смола/фенолформальлегнд (Л. 5-50].
СМЕСИ АМИНОВ
В случаях, когда необходимо получить отвердитель,
обладающий свойствами диух отдельных соединений,
часть алифатического амнна часто замещают вторичным
амином. Первичный амин, например DETA, может быть
смешан с моноамином жирной кислоты общей фор-
снДснДмн,
(где п=8ч-22), при этом получают отвердитель, при-
дающий эластичность отвержденной системе. Первичный
амин может быть смешан с вторичным амином, на-
пример этилендиимнноди(о-крезолом)
для того, чтобы остатки фенольных ядер вошли в струк-
туру отвержденного продукта. Наиболее распространен-
ной смесью является смесь первичного амина с третич-
ным ]Л. 5-53].
Известно, что смесь ТЕТА с триэтаноламином
обеспечивает синергетическое увеличение времени жизни
[Л. 5-12]. С целью получения систем, обладающих боль-
шим временем жизни и низкотемпературной зкзотермн-
меризации в смеси иа время жизни и
температуру экзотермической реакции
DGEBA {Л. 2-7].
Твердость гЬ-Ш 13J5 6,75 0 .5 >45 26 37,5
Рис. 5-43. Влияние содержания вы-
сокомодифицироваииого продукта со-
полимеризации в смеси на твердость
по Роквеллу Алкала М) DGEBA
Рис. 5-44. Влияние содержания высоко-
модифицированного продукта сополи-
меризации в смеси иа температуру теп-
ловой деформации DGEBA (Л. 2-7].
Рис. 5-45. Влияние сме-
си, содержащей продукт
сополимеризации амина
с акрилонитрилом и
аддукт амнн—смола иа
время жизни DGEBA
(Л. 2-7].
О 20 40 00 ВО ЮО
Продунтциаиизтилиро-
о варцр,%
ческой реакцией в смеси с первичными аминами, исполь-
зуются ^другие гидроксилированные третичные амины
В результате реакции взаимодействия аммиака
с этиленгликолем образуется смесь аминов, пригодная
к использованию в качестве отвердителя зпоксидных
смол; смесь содержит небольшое количество DETA, при-
близительно 35% АЕР, 20% смеси, содержащей окси-
зтилпиперазнн и аминоэтаноламин, остальное составля-
ют высокомолекулярные гомологи этих соединений
Смеси аминов
89
Рис. 5-46. Предел прочности при растяже-
нии DGEBA, отвержденного смесью первич-
ного н третичного аминов, вводимых соот-
ветственно в концентрации 5 частей и 2 ча-
сти на 100 частей смолы (Л. 2-7].
Рис 5-49. Ударная вязкость по Изоду
DGEBA, отвержденного смесью первичного
и третичного аминов, вводимых соответ-
ственно в концентрации 5 частей и 2 части
на 100 частей смолы (Л. 2-7]
54
Рнс. 5-50. Твердость по Роквеллу
(шкала М) DGEBA отвержденного
Рис 5-47. Предел прочности при сжатии
DGEBA, отвержденного смесью первичного
и третичного аминов, вводимых соответ-
ственно в концентрации 5 частей и 2 части
иа 100 частей смолы (Л. 2-7].
смесью первичного и третичного ами-
нов, вводимых соответственно в кон-
центрации 5 частей и 2 части иа
100 частей смолы [Л. 2-7].
О,Si
Рис. 5-48. Предел текучести прн сжа-
тии DGEBA, отвержденного смесью
первичного и третичного аминов, вво-
87
Рис. 5-51. Температура тепловой дефор-
мации DGEBA, отвержденного смесью
первичного н третичного аминов, вводи-
мых в концентрации соответственно
5 частей и 2 части на 100 частей смолы
(Л 2-П.
димых соответственно в концентра-
ции 5 частей и 2 части на 100 частей
смолы (Л. 2-7].
Гл. 5 Алифатические первичные амины как отвердители
о,ег
Рис. 5-52. Предел прочности при растя-
жении DGEBA отвержденного смесью
первичного и третичного аминов, вводи-
мых в концентрации соответственно
3 части и 4 части иа 100 частей смолы
2,0В
Рнс 5-53. Предел прочности прн сжа-
тии DGEBA, отвержденного смесью пер-
вичного и третичного аминов, вводимых
и 4 части на 100 частей смолы (Л. 2-7].
1,0
Рис. 5-54. Предел текучести при сжатии
DGEBA, отвержденного смесью первич-
ного и третичицро аминов, вводимых
в концентрации соответственно 3 части
и 4 части на 100 частей смолы ]Л. 2-7].
Прн использовании смесей аминов возможны самые
различные варианты. В качестве иллюстрации рассмот-
рим три вида смесей: I) смесь аддукта смола — амии
с продуктами сополимеризации амина с акрилонитрилом;
Рис. 5-55. Ударная вязкость по Изоду
DGEBA, отвержденного смесью первич-
ного и третичного аминов, вводимых
и 4 части на 100 частей смолы (Л. 2-7]
S0
Рис. 5-56. Твердость по Роквеллу
(шкала М) DGEBA, отвержденного
смесью первичного и третичного
аминов, вводимых в концентрации
соответственно 3 части и 4 части иа
100 частей смолы [Л. 2-7].
75
Рис. 5-57. Температура тепловой дефор-
мации DGEBA, отвержденного смесью
первичного н третичного аминов, вводи-
мых в концентрации соответственно
3 части н 4 части на 100 частей смолы
[Л. 2-7].
2) смесь двух продуктов сополимеризации амина
с акрилонитрилом и 3) смесь DEAPA с третичным ами-
ном в различных соотношениях.
В тех случаях, когда продукт сополимеризации,
синтезированный из эквимолярных количеств реактан-
тов. смешивается с более высокомодифнцированными
Выводы
продуктами сополимеризации, время жизни смесн уве-
личивается, а температура экзотермической реакции сии
«кается по сравнению с теми, которые следовало ожн
дать от соединений с меньшей степенью модифициро-
продукта в смесн, содержащей продукты сополимериза-
ции амнна с акрилонитрилом, на время жизни, твер-
дость и температуры тепловой деформации показано
соответственно на рис 5-42—5-44.
Аналогично для увеличения времени жизни аддук
та амин —смола следует применять более высокомоди
фицированные продукты сополимеризации амина с акри
лонитрилом.
На рис. 5-45 показано влияние содержания продук-
та сополнмернзацнн амина с акрилонитрилом в смесн
с аддуктом амин — смола на время жизни DGEBA.
Третичные амины в смеси с первичными аминами
являются весьма эффективными отвердителями. Такне
-смесн вводятся в композицию для снижения вязкости
н регулирования скорости реакции. Физические свойства
DEAPA в смеси с I оксиэтил-2-гептадеценнлглиок-
салндииом в соотношении 5:2 (частей) показаны на
рис. 5-46—5-51. Эти же соединении в соотношении 3; 4
использовались для отверждения смол, физические свой-
ства которых показаны на рис. 5-52—5-57. Приведенные
данные характеризуют ряд систем, которые могут
быть реализованы при использовании простейшей смеси
лериичного амнна с третичным.
ВЫВОДЫ
Амины были первыми материалами, получившими
широкое распространение в США в качестве отвердите-
лей эпоксидных смол. Амины пригодны для отвержде-
ния сравнительно недавно полученных эпоксидирован
ных олефинов, причем для этого типа смол амины
обладают почти всеми преимуществами по сравнению
с отвердителями кислотного типа. Среди амниов наибо-
лее широко применяются алифатические первичные по-
лнамниы и их модификации. Модификации представ
ляют собой аддукты, полученные из смол, моноэпоксид
ных соединений и из акрилонитрила. Полнамины и их
модификации могут быть использованы как самостоя-
тельно, так и в сочетании с другими аминами
Со смолами на основе диглицидилоаого эфира али-
фатические полиамниы вступают в реакцию, быстро
протекающую при комнатной температуре с выделением
тепла. Обычно отверждение 20-е массы илн более про-
текает в течение I ч, а отверждение в тоннах плен-
ках—в течение ночи. Для улучшения свойств отверж-
денной системы отверждение может проводиться
в 2 этапа.
Для отверждения смол иа основе эпоксидированных
олефинов с соответствующей скоростью необходимы по-
вышенная температура и присутствие катализатора кис-
лотного типа.
В отсутствие третичного азота первичные амины,
как правило, могут вводиться почти в стехиометриче-
ских соотношениях (т. е. один атом водорода в амин-
ной группе на 1 эпоксидную группу). При наличии
третичного азота количество вводимого амнна должно
быть уменьшено.
Первичные амины, как травило, обеспечивают удов-
летворительное отверждение даже при комнатных тем-
пературах. Смолы, отвержденные аминами, за исклю-
чением некоторых амниов с длинной цепочкой, прочны,
обладают хорошей адгезией и химостойкостью.
Модифицирование алифатических полиамннов было
предпринято с целью увеличения времени жизни или
улучшения других свойств. Аддукты амин — смола обес-
печивают наиболее приемлемые весовые соотношения и
ускоренное отверждение при комнатной температуре
По своим свойствам модифицированные полнамины не
отличаются от немощифицироваииых. Аддукты на осно-
ве полиаминов и окисей этилена и пропилена являют-
ся отвердителями со сниженным потенциалом раздра-
жающего действия, однако онн несколько снижают меха -
анческие и химические свойства. Продукты сополимери-
зации с акрилонитрилом обеспечивают прием темые масс-
ные соотношения н снижают давление паров, но по-
казывают значительное ухудшение физических свойств.
Смеси аминов используются с целью регулирования вре-
мени жизни, а также для избирательного модифициро-
вания широко применяемого отвердителя.
Глава шестая
АРОМАТИЧЕСКИЕ ПЕРВИЧНЫЕ АМИНЫ
В КАЧЕСТВЕ ОТВЕРДИТЕЛЕЙ ЭПОКСИДНЫХ СМОЛ
Ароматический амин — соединение, в котором азот
аминной группы непосредственно связан с ароматиче-
ским кольцом. Наиболее распространенными являются
следующие три аминв:
4 4'-««паьч&ии ИК»(МДЛ)
В США ароматические диамины стали применяться
в технологии эпоксидных смол с целью повышения
нагревостойкостн и хнмостойкостн по сравнению с по-
лучаемыми прн отверждении алифатическими полнами-
иамн Первоначально работы проводились в основном
на MPDA и -MDA, используемых в качестве отверди-
телей смол DGEBA в слоистых пластиках на основе
стеклотканей. Свойства этих систем были подробно
изучены на ранних этапах исследований.
сана в гл. 3. Каталитическая активность образующихся
третичных аминов как соединений содержащих актив-
92
Гл. 6. Ароматические первичные амины в качестве отвердителей
ный водород, затруднена стерическн. По этой причине
ароматические амины, так же как и первичные алифати-
ческие амниы, вводятся в смолы иа основе тличидилово-
го эфира в таких количествах, чтобы на каждую имею-
щуюся, эпоксидную группу приходился один атом актив-
ного водорода; в некоторых случаях допустим незна-
чительный избыток водорода.
Реакция взаимодействия эпоксидных групп с арома-
тическими аминами протекает медленнее по сравнению
с реакцией с алифатическими аминами вследствие их
же образованию в процессе отверждения высокоплавквх
соединений в В-стадин. Реакции отверждения смол на
основе DGEBA ароматическими аминами, протекающие
при 85—100 °C, по своей скорости и экзотермичиости
ие отличаются от реакций отверждения первичными
алифатическими аминами, протекающих при комнатной
температуре. Для большинства эпоксидированных оле-
финов реакция протекает крайне медленно даже при
температурах до 150 °C. В случае применения смол на
основе глицидиловых эфиров и нереакциовиоспособных
ароматических диаминов, таких как DADPS, а также
эпоксидированных олефинов и большинства, если не
всех, ароматических аминов обычно применяются ката-
лизаторы кислотного типа. Как правило, используются
фенолы и комплексы на основе фторидов бора. Для
отверждения некоторых систем при комнатной темпе-
ратуре в качестве катализатора был предложен хлорэн-
дикаигидрнд (Л. 6-23]; малеиновый ангвдрид исполь-
зуется для уменьшения времени гелеобразования при
100 °C примерно на */s по сравнению с временем геле-
Ароматические амины при комнатной температуре
представляют собой твердые вещества и в жидкое
состояние могут быть переведены следующими четырьмя
способами: I) плавлением (и переохлаждением); 2) по-
лучением эвтектической смеси; 3) образованием аддукта
и 4) модифицированием с помощью растворителей.
Ароматические диамины придают каждому типу
смол сходные свойства в отвержденном состоянии
Температура тепловой деформации большинства аро-
матических дизпоксидных смол будет составлять при-
мерно 150 °C и не более 200 °C у эпоксидированных
иоволачных смол и смол на основе ароматических
диглицидиловых эфиров, содержащих в среднем 2,5 илн
более эпоксидных групп в молекуле. Нагревостойкостг
смол, отвержденных DADPS, несколько выше нагрело-
стойкости смол, отвержденных другими ароматическими
Системы, отвержденные ароматическими аминами,
обладают высокой хнмостойкостью. По своей химостой-
кости они значительно превосходят системы, отверж-
денные алифатическими аминами (гл. 5), а по своей
стойкости к действию только щелочей и раство
рителей превосходят даже системы, отвержденные анги-
дридами (гл. 10). По нагревостойкостн и устойчивости
к длительному старению системы, отвержденные аро-
матическими аминами, превосходят системы, отверж-
денные алифатическими полиамииамн, но уступают
системам, отвержденным некоторыми кислотами
и ангидридами. Ароматические амины, как и алнфатн
ческие амины, являются веществами, оказывающими
раздражающее действие на кожу человека.
m-ФЕНИЛЕНДИАМИН (MPDA)
MPDA представляет собой бесцветный кристалли-
ческий порошок; молекулярная масса 108; температура
плавления около 62 °C. На воздухе MPDA темнеет
MPDA имеет четыре атома водорода; в DGEBA
вводится в стехиометрическом соотношении (14,5 частей
на 100 частей смолы).
Путем нагревания технического MPDA до тем-
пературы примерно 80 °C и последующего медленного
охлаждения до комнатной температуры можно получить
переохлажденную жидкость, время жизни которой,
составляет не менее 9 мес. при температуре 25 °C
[Л. 6-33].
В случае применения кристаллического порошка,
могут быть использованы следующие два метода пере-
мешивания. Первый состоит в том, что смолу и отвер-
дитель (MPDA) отдельно подогревают до температуры-
около 65 °C, после чего эти компоненты перемешивают
Второй метод ааключается в том, что сначала подогре
вают смолу до температуры 80 °C, а затем при непре-
рывном перемешивании' в нее вводят отвердитель.
В любом случае в процессе перемешивания будут
выделяться пары, оказывающие раздражающее действие
на кожу человека.
С целью увеличения жизнеспособности система пос-
ле перемешивания может быть охлаждена до комнатной
температуры. Для DGEBA время жизни 0,23 кг массы
будет составлять около 6 ч при температуре 25 °C
При повышенных температурах или в больших
массах в системах на основе |дитлицидплового эфира-
и MPDA наблюдается значительное выделение тепла.
Поэтому режим отверждения обычно проводится в 2 эта-
па: в течение I ч при температуре 85 С с последующим-
отверждением при 150 °C. Физические свойства DGEBA,
отвержденного MPDA, приведены в табл. 6-1; химо-
стойкость и электрические свойства — соответственно-
в табл. 6-2, 6-3 и на рис. 6-1 и 6-2. В табл. 6-4 при-
[Л. 2-6].
т-фенилекдиамин (MPDA)
93
ведены свойства диглициднлового эфира тетрахлор-бис-
фенола А, отвержденного MPDA.
Функциональность смолы, дли эпоксидированных
новолачных смол равная примерно 3, будет, по-видимо-
му, обеспечивать оптимальную температуру тепловой
Физические свойства DGEBA, отвержденного
ароматическими диаминами
Свойства MPDA MDA DADPS
Температура тепловой деформа- Предел прочности при растяже- нии, кес1см* .......... Модуль упругости при растяже- Удлинение при разрыве» %. Предел прочности при изгибе. Модуль упругости при изгибе, 10* хгс(см' ........ ... Предел прочности при сжатии. Модуль упругости при сжатии, 1&>кгс1см* ......... Ударная вязкость по Изоду, кгс-см/см Твердость по Роквеллу (шкалаМ) Температурный коэффициент ли- нейного расширения, . . 166 660 2*112 0,00048 165 665 0,025 2,16 НО 0.0005 175 630 е’о32 150 665 0,030 4.0 12^0
деформации. Температура тепловой деформации смолы
с функциональностью примерно 3,5 будет составлять
200 °C. Однако снижение функциональности смолы пу-
тем введении DGEBA (до 33 частей) не приводит к зна-
чительному снижению температуры тепловой деформа-
ции. Даже в случае введения DGEBA в количестве
100 частей температура тепловой деформации снижает-
Химостойкость DGEBA, отвержденного MPDA и
DADPS [Л. 2-6]
После выдержки в течение 30 дней в перечисленных жидкостях Изменение Изменение
М fill MPDA III
При 23 °C NaOH 50%-ный HsSO. 25%-ная НС1 25%-ная Уксусная кислота 25%-ная Трихлорэтилен 100%-ный Формальдегид 40%-ный Гипохлорит натрия 6%-ный Хромовая кислота 25%-ная Дистиллированная вода Сульфоалюмннат натрия 28, 50%-иый При 54 °C НС1 25%-ная Уксусная кислота 25%-ная Трихлорэтилен 100%-ный Гипохлорит натрия 6%-ный Дистиллированная вода —0,2 0,7 0,9 0,9 0,3 0,6 0,8 0.1 0,8 0,7 2,0 8> 0,5 1.6 0,*7 0,2 1.0 0,2 0,7 0,9 —0,5 0,9 1.0 0,6 1,8 9,3 0,6 1.6 —0*2 0.2 0.0 —0,2 0,0 0,0 —0.7 0.0 0,2 1.0 1.3 6,3 —0,2 0,7 —1.0 0,0 —0,2 0,2 —0,2 0.2 0,2 — 1.0 0,0 0,7 —0,2 1,0 6,6 —0,2 1.2
ароматическими диаминами [Л. 2-7]
Свойства MPDA MDA DADPS
Дугостойкость, сек Электрическая проч- 98 97 100
ность, kb/jkm . . . Удельное объемное сопротивление, 15,75 16,53 16,14 16,88
Удельное поверхност- ное сопротивление, Ы0« 0.18Х ХЮ- 2.10* >2.10*
Диэлектрическая про- ницаемость при 25 ”С: >4Х ХЮ- ><Х ХЮ- 4-Ю7 >4-10’
при 60 ац ... 4,42 4,35 4,22 4,20
при 10* ац . . . 4,34 4,27 4,15 4,13
при 10* гц ... Диэлектрическая про- ницаемость при 80’С: 3.80 3.72 3.94 3.58
при 60 ац 4,74 4,61 4.71 4.47
при 10* ац . . . 4,70 4,58 4,68 4,43
при 10* ац . . . Диэлектрическая про- ницаемость при 100 “С: 4,33 4,22 4,35 3.86
при 60 ац 4,70 4,58 4,71 4,72
при 10* гц 4,68 4,56 4.62 4,66
при 10* ац ... Тангенс угла дивлек- трических потерь при 25 "С: 4,42 4,35 4,38 4,12
при 60 ач ... 0,0068 0,0066 0,0044 0,0055
при 10’ гц . 0,0183 0,0172 0,0128 0,0133
при 10* ац ... Тангенс угла диэлек- трических потерь при 80 °C: 0,0346 0,0352 0,0268 0,0318
ври 60 ач ... 0,0038 0,0029 0.0084 0,0335
при 10’ ач ••• 0,0035 0,0025 0,0059 0,0523
при 10* ач . . . Тангенс угла диэлек- траческих потерь при 100 °C: 0,0353 0,0358 0,0273 0.0352
прн 60 ач . . . 0,0030 0,0021 0,0177 0,0407
прн 10* ач ... 0,0032 0,0022 0,0076 0,0627
при 10* гц . . . 0.0268 0.0260 0.0214 0.0422
ся только до 180 "С. Это свойство эпоксидированных
новолачных смол с повышенной функциональностью,
по-видимому, является харвктерным н не зависит от
ароматического амина, применяемого в качестве отвер-
дителя.
Эпоксидированный полнбутаднен, отвержденный
MPDA, по своим свойствам не отличается от DGEBA,
отвержденного ТЕТА. Используемые в качестве ускори-
телей фенол илн, что предпочтительнее, отвердители,
содержащие 2 гидроксильные группы, например резор-
цин, обеспечивают отверждение в течение 4 ч при
150 °C. В табл. 6-5 приведены физические свойства
одной из таких систем
Гл. 6. Ароматические первичные амины е качестве отвердителей
Способность ароматических аминов частично от-
верждаться с образованием сухих хрупких соединений
(В-стадия), которые размягчаются и приобретают свой-
ства текучести после нагревания, позволяет использо-
вать их в производстве слоистых пластиков, получае-
мых сухой намоткой (Л. 6-5]. Время жизни В-ста-
дии системы DGEBA — MPDA прн комнатной темпера-
туре составляет всего несколько дней
Свойства диглицндилового эфира
тетрахлорбисфенола А, отвержденного MPDA,
вводимым в концентрации 8,8 частей на 100 частей
смолы (Л. 2-4]
Свойства Значение
Время гелербразоваиия при 120 °C, мин Температуря тепловой деформации, °C Предел прочности при изгибе, кгс/смг 20 122 1 170 1.6
Твердость по Роквеллу (шкала М). . . Водопоглощенне за 24 •£, °/0 III 0,06
Потери массы за 168 ч, %: прн 150 ®С ... горизонтального вертикального 1,01 5.76
В технологии эпоксидных смол MPDA примеииет- си главным образом в качестве отвердителя для смол на основе DGEBA в производстве стеклопластиков, удовлетворительно работающих прн температурах 120— 150 °C. MPDA также применяются в производстве слон- стых пластиков, изготовляемых мокрой намоткой, глав- ным образом в качестве отвердителя иля смесей, со- стоящих из глицидилового эфира и эпоксидированных Таблица 6-5 Физические свойства эпоксидированного полибутадиена, отвержденного MPDA [Л. 2-3]
Свойства Значение
Температура тепловой деформации, °C . Предел прочности при растяжении, кгс/см* 90 630 0,01 6,5 I 120 0,034 5,9 114
Модуль упругости при растяжении, 10е кгс/сяР
Удлинение прн разрыве. % Предел прочности прн изгибе, кгс/сж’ 10 е кгс/см*
Удлинение, % Твердость по Роквеллу (шкала М) . . .
олефинов; MPDA обеспечивает сравнительно длительную
жизнеспособность. Системы, получаемые на В-стадии,
в сочетании с армирующими наполнителями применя-
ются в качестве клеящих припоев и формуемых соста-
вов. Неармнрованные заливочные композиции и клен
хрупки и характеризуются ограниченным применением.
Пары MPDA при соприкосновении оставляют на
коже темные пятна, которые очень трудно удаляются.
Известно, что пара-изомер обладает канцерогенным
действием в отличие от мета-изомера.
4.4'-МЕТИЛЕНДИАНИЛИН (MDA)
MDA представляет собой твердое вещество светло-
коричневого цвета с молекулярной массой 198 и тем-
пературой плавления 89 °C. В настоящее время имеется
несколько промышленных сортов. MDA обладает че-
тырьмя активными атомами водорода и вводится
в DGEBA в стехиометрическом соотношении (26 частей
иа 100 частей смолы).
Введение MDA в DGEBA в различной концентра-
ции [Л. 6-3] показывает, что стехиометрическая кон-
центрация обеспечивает максимальную температуру
тепловой деформации. MDA, вводимый в концентрациях
22, 27 и 32 частей иа 100 частей смолы, обеспечивает
температуру тепловой деформации 120, 160 в 135 °C со-
ответственно. Как и в случае с другими ароматически-
ми аминами, введение DGEBA (п=0) повышает тем-
пературу тепловой деформации примерно на 10 °C.
В случае MDA могут быть использованы три спо-
соба перемешивания. MDA может быть растворен
в горячей смоле, может быть подогрет до 100 °C и
введен в смолу, нагретую до 90 °C, или может быть
нагрет до 100 °C и смешан с равным количеством смо-
лы (по массе), нагретой также до 100°C, после чего
полученная смесь может быть добавлена к оставшейся
части смолы прн комнатной температуре. Последний
способ наиболее предпочтителен прн работе с большими
массами. С целью увеличения жизнеспособности переме-
шанную смесь целесообразно охладить до комнатной
температуры. Оптимальными рабочими температурами
являются 50—60 °C; в время жизни, и вязкость позволя-
ют работать при этих температурах. Время жизни
смеси MDA/DGEBA изменяется от 20 ч при 23 °C для
50 а массы до 30 мин при 100 °C для 450 г массы.
При повышенных температурах или в больших
массах смесь MDA/смола на основе глицндилового эфи-
ра выделяет значительное количество экзотермического
тепла. В результате, например, температура 450 а мас-
сы, отверждаемой при температуре 85 ЬС, достигает
260 °C. В случае отверждения больших отливок режим
отверждения желательно проводить в два этапа: сна-
чала прн комнатной температуре в течение ночи, а за-
тем в течение 4 ч при 150 °C. Следует следить за тем,
чтобы температура не снижалась ниже 25 °C, так как
MDA может закристаллизоваться, в этом случае имеет-
ся небольшая вероятность повторного растворения его
перед гелеобразованием '
Физические свойства DGEBA, отвержденного MDA,
приведены в табл. 6-1, а электрические — в табл. 6-3.
В случае эпоксидированных новолачных смол для
получения оптимальных свойств желательно вводить
MDA в избытке на 3—5% от стехиометрического коли-
кость эпоксидированной воволачной смолы и DGEBA,
отвержденных MDA, по результатам испытаний, прово-
дившихся в течение I года.
По сравнению с DGEBA эпоксидированным иово-
лачным смолам, отвержденным ароматическими или пер-
вичными алифатическими аминами, свойственна боль-
шая чувствительность к температурам отверждения.
Например, температура тепловой деформации DGEBA,
отвержденного MDA, постепенно увеличивается с уве-
личением температуры отверждения со 100 (температура
тепловой деформации 125 °C) до 150 “С (температура
тепловой деформации 155°C). Сходные результаты мож-
но получить при использовании ступенчатого режима
отверждения. Однако в случае эпоксидированных но-
волачных смол при отверждении их MDA необходимы
более высокие температуры, а ступенчатый режим не
является эффективным Изложенные выше зако - иерио-
сти показаны на рнс. 6-3 в 6-4 для двух смол, отверж-
даемых при температурах 140—180 °C.
Диаминодифенилсумфон (DADPS)
95
Таблица 6-6
Сравнительная химостойкостъ эпоксидированной
новолачной фенолформальдегидной смолы и
DGEBA, отвержденных MDA [Л. 6-10]
Жидкость Потери мессы, %, после выдержки в течение 1
Новолачная (/=з!б) DGEBA
Ацетон 1.9 12,4
Этиловый спирт 1,0 1.5
Днхлорэтилен 2.6 6,5
Дистиллированная вода Ледяная уксусная кислота 1.6 0,3 1.5 1.0
H,SO, 30%-ная 1.9 2,1
H2SO. 3%-ная 1.6 1.2
NaOH 10%-ный NaOH 1%-ный NH*OH 10%-ный L6 1 1.2 1.3 1
В технологии эпоксидных смол MDA используется
главным образом в производстве слоистых пластиков
с рабочей Температурой 120—160 °C. Реже используется
Продолжительность отввр-
ждения, ч
Рис. 6-4. Зависимость температуры теп-
ловой деформации новолачной смолы
(/=3,5), отвержденной MDA, от режи-
ма отверждения ]Л. 6-4].
ои в производстве клеящих припоев и армированных
формовочных порошков. Как и в случае MPDA, неармн-
оованные отливки являются хрупкими.
В отличие от MPDA MDA ие оставляет пятен на
коже человека. По этой причине, а также вследствие
его более низкой стоимости ои более предпочтителен
в технологии эпоксидных смол.
ДИАМИНОДИФЕНИЛСУЛЬФОН (DADPS)
DADPS представляет собой порошок, обладающий
текучестью; цвет его изменяется от красноватого до
желтого; температура плавления DADPS 175 °C; моле-
кулярная масса 256.
В DGEBA DADPS вводится в стехиометрическом
соотношении (33,5 частей на 100 частей смолы). Вслед-
ствие невысокой реакционной способности, объясняю-
Влияние концентрации DADPS на температуру
тепловой деформации отвержденного DGEBA
(Л. 2-1, 2-6]
Концентрация dadps, Температура тепловой дефор- мации, °C (без ускорителя) Температура теп- °С. ускоритель BFsMEA (1 часть); режим отвержде- 175*С+2*чПпри 200 Х
Отверждение при 175 СС
10 157
14 — 160
18 __ 176
20 — 175
22 — 173
24 172
26 117 138 175
28 — — 175
30 131 162 175
32 172
33 138 169
34 170
36 144 184 169
38 — — 166
щейся его низкой основностью, для получения иаилуч-
шнх свойств систем, отверждаемых без ускорителей,
DADPS целесообразно вводить в избыточном количе-
стве, превышающем на 10% стехиометрическую концент-
рацию. Влияние концентрации отвердителя на темпера-
Рнс. 6-5. Влияние концентрации по-
лиглицндилового эфира тетрафеннл
этана на температуру тепловой де-
формации DGEBA. отвержденного
DADPS (Л. 4 6’.
Гл. 6. Ароматические первичные амины в качестве отвердителей
Рис. 6-6. Зависимость температу
ры тепловой деформации систе-
мы DGEBA/DADPS/BF3MEA
(100/30/1) от температуры отверж
дения на конечном этапе (Л. 6-6].
I — температура
эм этапе 200 "С.
отвержденного DADPS, вво-
димым в концентрации 30 ча-
стей иа 100 частей смолы
[Л. 6-6]. Режим отверждения:
2 ч при 140°С+32 ч при 200 "С
туру тепловой деформации отвержденного DGEBA пока-
зано в табл. 6-7. Физические и электрические свойства
систем, отвержденных DADPS, показаны в табл. 6-1
и 6-3.
Для улучшения технических характеристик при по-
вышенных температурах используются смеси смол на
основе днглицидилового эфира с более высоко функ-
циональными ароматическими смолами. Влияние кон-
центрации технического полиднглицидилового эфира тет-
рафеннлэтана на температуру тепловой деформации
отвержденной системы DGEBA/DADPS показано на
рис. 6-5. DADPS может быть также использован в ка
честве отвердителя для других нагревостойких смол,
таких, например, как диглнцидиловый эфир 4,4'-днокси-
дифенилсульфона [Л. 6-25].
Время жизни системы DGEBA/DADPS составляет
3 ч при 100 °C, при этом для обеспечении наилучших
свойств в отвержденном состоянии необходим как более
продолжительный, так и более высокотемпературный ре-
жим отверждения на конечном этапе. Для сокращения
продолжительности процесса отверждения с одновремен-
ным уменьшением жизнеспособности до I ч прн 100 °C
.может быть использован ускоритель кислотного типа,
вводимый в количестве 0,5—2 частей. В случае исполь-
зования ускорителя, как видно из табл. 6-7, оптималь-
ная концентрация DADPS несколько ниже стехиометри-
ческого соотношения. Влияние температуры отверждения
иа конечном ’этапе на температуру тепловой деформации
систем, отаерждениых в присутствии ускорителей, по-
Рис. 6-8. Тангенс угла диэлектри-
ческих потерь системы DGEBA/
DADPS (100/30) [Л. 6-6]. Режим
отверждения: 2 ч прн 140 °С+
+32 ч при 200 °C
Рис. 6-9. Диэлектрическая
проницаемость системы
DGEBA/DADPS/BFsMEA
(100/20/1) [Л. 6-6]. Режим
отверждения: 2 ч при
120°С+2 ч при 200 °C.
Другие ароматические амины
97
Рис. 6-10. Тангенс угла диэлек-
трических потерь системы
DGEBA/DADPS/BF.MEA
(100/20/1) [Л. 6-6]. Режим
отверждения: 2 ч при 120 "С+
+2 « при 200 °C.
пользуемых в качестве ускорителей, ухудшает электри-
ческие свойства, что хорошо видно из рис. 6-7—6-10.
Химостойкость прн этом изменяется незначительно. Хи-
мостойкость систем с ускорителем показана в табл. 6-2.
DADPS обычно используется в высокоплавких си-
стемах; вязкость его в смеси с ароматическими эпок-
сидными смолами при комнатной температуре довольно
высока. Обычный способ введения DADPS состоит
в том, что последний растворяется в DGEBA, нагретом
до 135 °C. После полного его растворения смесь охлаж-
дают до температуры около 100 °C, после чего добавля-
ют ускоритель кислотного типа. Смесь желируют при
температуре 100—120 °C во избежание сильного разо-
грева за счет тепла экзотермической реакции. После
желирования смесь отверждают в течение 2 или 3 ч
при температуре 175—200 °C.
В технологии эпоксидных смол DADPS использует-
ся главным образом в качестве отвердителя в произ-
водстве слоистых пластиков, изготовляемых сухой н
«окрой намоткой.
DADPS до некоторой степени оказывает раздражаю-
щее действие на кожу человека; следует также избе-
гать контакта с его парами. Одиако в течение ряда лет
он назначался при лечении проказы, не вызывая неже-
лательных побочных явлений; вследствие этого он мо-
жет быть отнесен к классу нетоксичных соединений, по
крайней мере в концентрациях, случайно вдыхаемых.
ДРУГИЕ АРОМАТИЧЕСКИЕ АМИНЫ
В технологии эпоксидных смол, кроме MPDA, MDA
н DADPS, был предложен ряд других ароматических ди-
н полиаминов и были исследованы свойства нескольких
отвержденных систем. В общем эти предложенные аро-
матические амины, как известно, ие имеют никаких пре-
имуществ, а их стоимость и токсичность препятствуют
их широкому применению. В табл. 6 8 приводится пе-
речень этих ароматических аминов.
Очевидно, что из всех перечисленных соединений
наибольший интерес представляет бензидин; ои обес-
печивает высокую нагревостойкость и исключительно
высокую радиационную стойкость (рис. 6-11), одиако
он является канцерогенным соединением.
7—1242
1,2*10 анейтрон/см г, вутш
Рнс. 6-11. Радиационная стойкость
DGEBA, отвержденного ароматиче-
скими диамнваии [Л. 6-15].
Известно, что диаминодифениловый эфир и диами-
нодифенилсульфид обладают пониженной токсичностью
и повышенной растворимостью в смолах (Л. 6-11]. Изве-
стно также, что 2,4-толуолдиамнн обеспечивает отверж-
дение смол иа основе алифатических дигянцидиловых
эфиров с короткой полимерной целью при комнатной
температуре (Л. 6-19, 6-20]. Сообщалось, что темпера-
тура тепловой деформации DGEBA, отвержденного
бнс-(3,4-диаминофеннл)сульфоном достигает 244%:
[Л. 6-18]. В качестве отвердители применялся также
бис-(аминоксилил)сульфон (Л. 6-31]. Описаны также та-
кие отвердители, как полнаминозамещенные пиридины
[Л. 6-9] и диамииодифенилкетоиы 1Л. 6-291. Три-(4-амн-
иофенил) фосфат может быть использован в качестве
отвердителя скрытого действия для получения покрытий
методом движущегося слоя [Л. 6-35].
Свойства DGEBA, отвержденного некоторыми ти-
пичными представителями ароматических диаминов, при-
ведены в табл. 6-9Б. Прн отверждении о-фенилендиами-
ном наблюдаются более низкая прочность иа растяже-
ние, более низкие модули упругости и большее удлине-
ние по сравнению с мета-изомером [Л. 6-34].
еп-аминобеизиламни (МАВА) представляет особен-
ный интерес: он содержит как алифатические, так и
ароматические аминогруппы. Свойства DGEBA, отверж-
денного аминами, показаны в табл. 6-9А и на рис. 6-12.
О 2 4 6 8 10 Г2 th
УВлинение, %
Рис. 6-12. Зависимость удлинения от
величины растягивающей нагрузки
для DGEBA, отвержденного диами-
нами 1Л. 6-301.
г-MDPA: 1 — т амннобеазилвмкн:
т-кснлалендиаинн
98
Гл. 6. Ароматические первичные амины в качестве отвердителей
Структурные формулы и температуры плавления ароматических аминов,
предложенных в качестве отвердителей эпоксидных смол
Прн отверждении цис-транс-изомеров бис-2,3-эпокси-
циклопентилового эфира МАВА получают предел проч-
ности при растяжении около 1400 кгс/см1 при модуле
упругости, равном 53 600 кгс/см’ [Л. 6-34]. Приведенные
показатели являются наивысшими значениями, извест-
ными из литературы для эпоксидных смол. МАВА пред-
ставляет собой воскообразное твердое вещество, кото-
рое во избежание окисления следует хранить прн пони-
женной температуре. МАВА изготовляется эксперимен-
тально Naval Research Laboratory.
Прочность на растяжение DGEBA, отвержденного аминами [Л. 6-30]
Модуль
упругости
Стандартное
отклонение
900
880
870
910
900
890
29900
31600
34200
31600
34700
32400
1960
Предел
прочности
Удлаяевае Модуль,
28 700
29890
30310
31 150
32480
I 30520
29890
28 200
28100
28 700
28 400
28600
Эвтектические смеси ароматических аминов
Таблица 6-9Б
Физические свойства DGEBA, отвержденного
типичными диаминами [Л. 2-4] (режим отверждения:
2 ч при 120 °C 4-2 ч при 204 °C)
Свойства II! Is i.-e 1 fs sr. Egg
Температура тепловой де- формации, °C 140 166 110 128
Предел прочности при рас- тяжении, кгс/см* .... 775 837 1000 990
Модуль упругости при рас- тяжении, КН кгс/смг . . 1,6 1,5 1,7 1,6
Удлинение при разрыве, % 5,4 7,8 8,9 10,9
Предел прочности при изги- бе, кгс/стР 1020 1050 1640 1600
Модуль упругости при изги- бе, 10* кгс/см1 3,25 2,9 3,8 3.7
Предел прочности прн сжа- тии, кгс/см? 1200 1 160 1280 1340
Модуль упругости при сжа- тии, 10* кгс/см' .... 3,2 2,0 2.9 2,8
Ударная вязкость по Изоду, кгс-см/ся Твердость по Роквеллу (шкала М) 2.8 4.9 3,7 4,45
113 111 101 108
ЭВТЕКТИЧЕСКИЕ СМЕСИ АРОМАТИЧЕСКИХ
АМИНОВ
В настоящее время имеется ряд жидких эвтектиче-
ских смесей ароматических аминов. Они могут рас-
сматриваться как переохлажденные жидкости, которые,
как правило, кристаллизуются при хранении в течение
длительного периода времени Длн предотвращения
кристаллизации часто вводят ничтожные прнмеси дру-
гих соединений. Закристаллизовавшаяся жидкость мо-
жет быть переведена в жидкое состояние путем на-
гревания.
Использ
___________________________________ . гических
_ увеличению времени жнзнн смеси,
что позволяет проводить операцию перемешивания прн
комнатной температуре
Наиболее часто применяемые эвтектические смеси
содержат 60-75% MPDA н 40-25% MDA ]Л. 6-13].
Практически свойства систем, отвержденных эвтекти-
ческими смесями, в большинстве случае не отличаются
Таблица 6-10
Жидкие смеси, содержащие фенилеидиамин
и вторичный ароматический амин [Л. 6-7]
Амины Содержание вторичного
m-фенилендиамин и 2,4-толуолдиамии 45-15
М-метил-р-фенилендиамин 95—15
ЛЛхгетил-о-фенилендиамин 95-15
реакции деннтрования нафталина с по-
следующим восстановлением
Смешанный толуолдиамии, продукт реак- 65-15
ции денитроаанни толуола с последую-
щим восстановлением
о-фенилендиамнн и Л^-метил-о-фенилеи- 95—50
диамин
р-феннлендиамин и JV-метил-р-фенилен- 95-75
диамин
от свойств систем, отвержденных MPDA илн MDA каж-
дым в отдельности. При стабилизации эвтектических
смесей фенолами илн моноэпоксидамн свойства их не-
сколько ухудшаются. В табл. 6-10 приведены составы
других эвтектических смесей ароматических аминов.
В литературе (Л. 6-12] описаны трехкомпонентные
жидкие эвтектики, содержащие MPDA, о фенилендиа-
мин н 4-хлор-о-фенилендиамин. Известно также исполь-
зование анилина и его производных в качестве третьего
компонента жидких эвтектических смесей. Известно
(Л. 6 6], что в состав трехкомпонентных смесей не сле-
дует вводить стабилизатор.
Свойства DGEBA, отвержденного типичной эвтек-
тикой MDA/MPDA, стабилизированной бисфенолом А,
приведены в табл. 61 и 6-3. Результаты определения
усадки системы, содержащей фенилглнцидиловый эфир,
приведены в табл. 6-11; электрические свойства этой
Использование стабилизированной MPDA/MDA эв-
тектической смеси для отверждения смеси DGEBA и
бис-зпоксициклопентилового эфира дает возможность
получить ннзковязкне системы, характеризующиеся до-
статочной жизнеспособностью н повышенной эластич
Рнс. 6-13. Диэлектрическая про-
ницаемость "DGEBA, отверж-
денного MPDA/MDA/PGE
[Л 6-26].
Рнс. 6-14. Тангенс угла
диэлектрических потерь
DGEBA, -отвержденного
MPDA/MDA/PGE (Л. 6-26].
100
Гл. 6 Ароматические первичные амины в качестве отвердителей
Удлинение прирастеясении,%
15. Зависимость удлинения
DGEBA н композиций, содержащих
DGEBA и бис-эпокснциклопентиловый
jJpBa/md?^' эвтектикой, от величины
растягивающей нагрузки [Л. 2-7].
ностью, что хорошо видно из рис. 6-.15. Типичная смесь
из двух смол н отвердителя, вводимого в количестве
27 частей на 100 частей смолы, после отверждения в те-
чение 2 ч прн температуре 85 °C с последующей обра-
боткой в течение 4 ч при 150 °C приобретает механнче-
Усадка DGEBA, отвержденного MPDA/MDA/PGE
[Л. 6-22]
Свойства Значение
Температура перемешивания .... 23 °C
Отверждение, ч/°С 8/да9+
Максимальная температура экзотер- мической реакции, °C >121
Усадка, •/.: общая усадка 4,01
усадка перед гелеобразованием 2,43 —1,01 2,59
усадка после охлаждения....
ские свойства, приведенные в табл. 6-12. Такне системы
испойьзуются для намоточных изделий.
Свойства смеси, содержащей DGEBA
и бнс-эпоксициклопентиловый вфир (50/50)
н отвержденной стабилизированной эвтектикой
MPDA/MDA ]Л. 2-7]
Свойства Значение
Предел3 прочности при растяжении, кгс/см1 Модуль упругости прн растяжении, 10* кас/сж’ 141 0155 ° 0,03
Предел прочности при изгибе, кгс/ши*. . . Модуль упругости прн изгибе, 10* кгс/с-и1 Предел прочности при сжатии, кгс!см‘ . . Модуль упругости при сжатии, 10“ кгс/ctf 1575 0,037 1890 0,031
АДДУКТЫ АРОМАТИЧЕСКИХ АМИНОВ
И ИХ СМЕСИ
На основе ароматических диаминов, так же как и
на основе алифатических полиаминов, могут быть полу-
чены различные аддукты как с моноэпоксидаыв, напри-
мер с окисью стирола (Л. 6-16, 6-17] или PGE ]Л. 6-32],
кетоном (Л. 6-21], так н с диэпоксидамв. Типичным
представителем последних является смесь DADPS к
DGEBA в соотношении 10:1. Ароматические днамнны
могут вступать в реакцию с DMP-30 при температуре
120 С с выделением диметиламина и образованием
жидких первичного и третичного аминов, содержащих
фенольные гидроксильные труппы; ароматические диа-
мины способны к реакциям отверждения, сходным по
механизму с реакциями, протекающими в присутствии
алифатических аминов (Л. 6-8].
Известно, что хелаты амин — медь, т. е. медь —
моио-MPDA сульфат, гари использовании в качестве от-
вердителя для DGEBA обеспечивают уменьшенные по-
терн массы по сравнению с потерями, наблюдаемыми
в системе, отвержденной MPDA в течение 200 ч прн
260 °C (Л. 6-27]. На основе MPDA и MDA и солей
металлов, начиная с Си, Fe, Cd и др., могут быть по-
лучены комплексы, устойчивые в DGEBA при комнат-
ной температуре, ко распадающиеся в процессе отверж-
дения прн повышенных температурах (Л. 6-28].
Для получения желаемых промежуточных свойств
могут быть (получены смеси ароматических диаминов
с другими ароматическими аминами. Например, смесь
MPDA с 4-изопропил-МРОА увеличивает время жизни
системы на 40—50%' прн всех температурах по сравне-
нию с временем жнзнн одного MPDA.
Ароматические амины могут быть разжижены с по-
мощью разбавителей; некоторые разбавленные амнны
описаны в работе (Л. 6-14], в том числе диметнлаце-
тамид и диметилформамид.
Подобное модифицирование обычно приводит к не-
которому ухудшению свойств отвержденной системы;
с помощью разбавителей и некоторых аддуктов можно
снизить температуру тепловой деформации до ожидае-
мой от алифатических полнамннов. Свойства DGEBA,
отвержденного соответствующим разбавленным арома-
тическим диамином общего типа, приведены в табл. 6-13.
Физические свойства DGEBA, отвержденного
избавленным ароматическим диамниом [Л. 2-1]
(режим отверждения: 6 ч при 120 °C)
Свойства Значение
Температура тепловой деформации, °C . . 115
Предел прочности при растяжении, кас/сж* Предел прочности прн изгибе, кгс/смг. . . 840
1 400
Предел прочности прн сжатии, кгс/сл* . . 1 120
Ударная вязкость по Изоду, кес-см/см . . 4,9
Водопоглощенне после выдержки в течение 4 ч в кипящей воде, % 0,32
Потери массы после старения в течение 188 ч прн 240 °C, »/« 4,34
Смесь коммерческого ароматического амнна, со-
стоящая из 70% MDA и 30% высокомолекулярных
полиавилнновых смол, предохраняет ароматические
амнны от старения при повышенных температурах. Эта
смесь расплавляется прн комнатной температуре до
жидкого состояния, в котором устойчива в течение
около 2 дней, после чего затвердевает.
Третичные амины как отвердители эпоксидных смол
101
АРОМАТИЧЕСКИЕ ПОЛИАМИНЫ (АНИЛИНО-
ФОРМАЛЬДЕГИДНЫЕ СМОЛЫ)
Анилино-формальдегидные смолы могут рассматри-
ваться как ароматические полиамнны, которые являют-
ся аналогами отвердителей аминного типа алифатиче-
ского ряда [Л. 6-1].
В зависимости от степени полимеризации молеку-
лярная масса анилино-формальдегидных смол (A/F) из-
меняется в широком диапазоне. Они синтезируются
в сильнокислой среде нз двух полупродуктов с полу-
чением полимера структуры:
При соотношении A/F, равном 1/0,75, образуется
легкоплавкое (60 °C) твердое соединение; в эквимоляр-
ном соотношении получают высокоплавкую твердую
смолу с частичной поперечной сшнвкой.
Проведены исследования по использоваиию легко-
плавких A/F смол в качестве отвердителей жидких эпок-
сидных смол (Л. 6-2]. Использование высокоплавких A/F
смол в производстне покрытий, наносимых из раствора,
вполне осуществимо.
Легкоплавкие A/F смолы могут вводиться в DGEBA
при 100 °C. Прн такой температуре время жизни смеси
составляет около 30 мин. Для удлинения времени жиз-
ни смесь может быть охлаждена, но для получения до-
статочно низкой вязкости необходимо повторное нагре-
вание. Экзотермичность реакции низкая, н рекомендуе-
мый режим отверждения составляет 16 ч при 120°С.
Вводимая в DGEBA в количестве 35 частей A/F
смола состава 1/0,7 будет обеспечивать температуру теп-
ловой деформации примерно 155 °C. По своей хнмостой-
кости и устойчивости к действию растворителей систе-
мы, отвержденные A/F смолами, не отличаются от си-
стем, отвержденных ароматическими диаминами. Со-
ставы, подобранные соответствующим образом, обеспе-
чивают электрические свойства, которые фактически не
зависят от температуры вплоть до 200 °C; электрические
свойства незначительно изменяются после старения
в течение 1000 ч яри 200 °C (Л. 6-24]. В этом отноше-
нии эти отвердители более сходны с ангидридами (таки-
ми как ННРА), чем с ароматическими аминами.
ВЫВОДЫ
Ароматические диамины давно начали применяться
в технологии эпоксидных смол с целью увеличения иа-
грево- и хнмостойкостн отвержденных систем. Они ус-
пешно применяются в производстве слоистых пласти-
ков, начиная с первых дней существования эпоксидных
смол и до настоящего времени; они находят ограни-
ченное применение в производстве литых изделий и
клеев, где их улучшенные свойства ие оправдываются
трудностями процессов производства. Проведенные иссле-
дования ароматических полнамннов, начиная с анклино-
формальдегидных смол, показывают, что по своим слой-
ствам они могут быть отнесены к верхнему ряду аро-
матических диаминов. Ароматические амины, как пра-
вело, медленно реагируют н с глицидиловым эфиром, и
с эпоксидированными олефннамн, поэтому отверждение
обычно проводится при нагревании. Отверждение, как
правило, производится в два этапа, первый этап осуще-
ствляется при более низкой температуре для снижения
экзотермичности реакции, а второй — при более высокой
температуре для придания лучших Свойств
Коммерческие ароматические амины прн комнатной
температуре представляют собой твердые вещества, ко-
торые должны быть расплавлены или растворены в смо-
ле Имеются также жидкости специального назначении;
они включают эвтектические смеси, аддукты или со-
Ках правило, ароматические диамины вводятся в ко-
личествах, близких к стехиометрическим соотношениям;
однако при использовании в сочетании с ускорителями
кислотного типа оптимальная концентрация вводимого
диамина может быть меньше стехиометрического отно-
шения. Оптимум некоторых свойств может быть полу-
чен при введении диамина в количествах ниже или
выше стехиометрических соотношений
Ароматические амины вообще являются соединения-
ми, оказывающими раздражающее действие на кожу
человека, и вдыхание паров, выделяющихся в процес-
се обработки и отверждения, нежелательно.
Глава седьмая
ТРЕТИЧНЫЕ И ВТОРИЧНЫЕ АМИНЫ
В КАЧЕСТВЕ ОТВЕРДИТЕЛЕЙ ЭПОКСИДНЫХ СМОЛ
ТРЕТИЧНЫЕ АМИНЫ КАК ОТВЕРДИТЕЛИ
ЭПОКСИДНЫХ СМОЛ
Третичные амины образуются путем замещения
а молекуле аммиака трех атомов водорода углеводо-
родными группами. В реакции отверждения эпоксидных
смол третичные амины могут выступать в качестве
1) основного отвердителя; 2) соотвердителя для пер-
вичных аминов (гл. 5 и 6), амядов жирных кислот
(гл. 8) и подобным им соединениям и 3) в качестве
ускорителей при отверждении дикарбоновой кислотой
н ангидридами (гл. 9 и 10).
Во всех трех случаях реакционная способность ами-
нов определяется реакционной способностью лары
электронов азота, при этом от структуры третичного
амина (размера, формы, состава различных групп) за-
висит, насколько будет реакционноспособной пара элек-
тронов азота, имеющаяся или образующаяся в процес-
се реакции. Реакционная способность изменяется в ши-
роких пределах. На рис. 7-1 показано влияние длины
цепи на реакционную способность ряда третичных ами-
нов, используемых в качестве катализаторов реакции
отверждения фенилглицидилового эфира в присутствии
дипропиленгликоля в качестве инициатора реакции.
102
Гл. 7 Третичные и вторичные амины в качестве отвердителей
СеНбОСН2СНОНСЙ2—n(cHjCHCH2CH2CH2 СНЛ)2
0,s\
°х^С,Н,ОСН2СНОНСН2—n(cHjCHs)j
Ч С.Н,ОСН2СНОНСН2-н(СНэ)г
1
I М
свн5сн2-н(сн,)2
Рис. 7-1. Влияние структуры третичного амина на
реакционную способность эпоксидной группы
]Л. 7-6].
Подобные зависимости получены и для смол на основе
глицидилового эфира. Заместители, повышающие плот-
ность электронов в атоме азота, увеличивают реакцион-
ную способность; заместители, уменьшающие электрон-
ную плотность, снижают реакционную способность.
Объемные боковые цепи могут' вызвать стерические
затруднения, снижающие реакционную способность по
сравнению с той, которая ожидается, исходя из элек-
тронной плотности.
Третичные амины как отвердители характеризуются
удовлетворительной реакционной способностью по отно-
шению к смолам иа основе днглицидилового эфира, од-
нако отличаются низкой реакционной способностью или
полной инертностью при использовании в качестве ос-
новного отвердителя в реакциях с эпоксидированными
олефиновыми смолами.
Третичные амины редко используются в качестве
основных отвердителей эпоксидных литьевых компози-
ций. Свойства отвержденной системы до некоторой сте-
пени зависят от температуры и-изменяются в зависи-
мости от объема отливки: температуры в центре от-
ливки значительно выше, чем по ее периферии. Кроме
того, снижение функциональности (в особенности при
более высоких концентрациях третичного амина) приво-
дит к ухудшению всех свойств в отвержденном со-
стоянии.
Третичные амины как основные отвердители иашли
широкое применение в композициях, применяемых в ка-
честве клеев н защитных покрытий. В этих случаях
экзотермичность реакции незначительна и воспроизводи-
мость улучшается. Наиболее важным, однвко, являет-
ся то, что третичные амины способствуют повышению
адгезии за счет улучшения смачиваемости поверхности
благодаря уменьшению напряжений, возникающих в кон-
це реакции полимеризации (га. 3), а также вследствие
наличия полярных гидроксильных групп в отвержден-
ной системе
Третичные амины, используемые в качестве основ-
ного отвердителя, способствуют, как правило, образо-
ванию эфирных связей в отвержденной системе; кроме
того, присутствуют гидроксильные и винильные груп-
пы, образующиеся в местах обрыва цепи. Температура
тепловой деформации обычно составляет 80—100 °C;
такие низкие значения объясняются тем, что в резуль-
тате отверждения третичными аминами вследствие огра-
ничейного роста цепи образуются низкомолекулярные
полимеры. Физические свойства при температурах ниже
температуры тепловой деформации, как правило, не
отличаются от свойств систем, отвержденных аминами.
Радиационная стойкость довольно низкая, несмотря иа
то, что потери массы при повышенных температурах
могут быть довольно низкими.
Большинство третичных аминов требует умеренно
высоких температур в реакциях отверждения жидких
смол на основе глицидилового эфира. С более высоко-
молекулярными смолами, содержащими значительное
количество гидроксильных групп, удовлетворительное
отверждение может быть получено при комнатной
температуре.
Алифатические третичные амины линейного
и разветвленного строения (табл. 7-1)
Известно, что алифатические третичные амины ли-
нейного и разветвленного строения, содержащие не ме-
нее двух аминогрупп н ие содержащие никаких других
реакционноспособных групп, отверждают эпоксидные
композиции, используемые в качестве защитных покры-
тий, в условиях 80—100%-иой относительной влажно-
сти без коидеисвции [Л. 7-8].
Для отверждения литьевых композиций были пред-
ложены гидроксилированные модификации и аддукты их
с кислотами и ангидридами (Л. 7-9]. Гидроксильные
группы, присутствующие в этих аминах, играют роль
ускорителей отверждения, ио даже в свучае диметил-
аминоэтанола, отличающегося повышенной реакционной
способностью, для отверждения жидких смол па основе
глицидилового эфира обычно требуются умеренно вы-
сокие температуры в случае, если амин используется
в качестве основного отвердителя.
Алициклические третичные амины (табл, 7-1)
Алициклические третичные амины применяются
в композициях специального назначения. Триэтилендиа-
мнн, т. е. 1,4-диазобицикло-(2.2.2)-октан, обеспечивает
очень высокие скорости реакций отверждения смол на
основе глицидилового эфира. Гексаметилентетрамин,
вступающий в реакцию с фенольными смолами, в осо-
бенности со смолами новолачного типа, был исполь-
зован в композициях для клеев в качестве отвердителя
для смесей эпоксидная смола/фенольная смола.
Ненасыщенные гетероциклические третичные
Ненасыщенные третичные амины мало использу-
ются в техчологин эпоксидных смол. Известно, что ими-
дазолы без первичных нли вторичных вмннов иногда
используются в качестве соотвердителей для первичных
аминов н ускорителей для ангидрвдов.
Вннилпиридины были предложены для увеличения
времени жизни смол на основе DGEBA (Л. 7-11]; в этом
случае время жизни составляет 3—4 дня при комнат-
ной температуре Тяжелые основания пиридина, содер-
жащие хинолин, в сочетании с лроизиодиыми, полупро-
дуктами коксовой промышленности, при предполагаемой
низкой стоимости обеспечивают время жизни систем
около 48 ч [Л. 7-19]. Эти системы отверждаются прибли-
зительно при 80 °C в течение нескольких часов.
Алйфатические третичные амины, содержащие
ароматические ядра (табл. 7-1)
Алифатические третичные амины, содержащие • аро-
матические ядра, более широко применяются в сравне-
нии с вышеописанными аминами.
Третичные амины как отвердители епоксидных смол
103
Типичные промышленные третичные амины
Лйишаяичвспие I
(сн3)2ы<к(сн3)2
ы(сн2сн2он)3
[ch3(ch2)„Jn(ch2)2oh
(CH3)2nSi(CH2),N(CH3)2
n[(ch2j„ch,]
(СН,),И«СН2<
Бензилдиметиламин и а-м
вводимые в количестве 6—10 частей, используются для
отверждения DGEBA в течение шести дней при ком-
натной температуре (Л 7-1]. Время жизни обычно
смесей эпоксидная смола/фенольная смола при нагрева-
нии, в особенности литьевых композиций, а также ком-
позиций для слоистых пластиков.
Третичные амины, используемые в основное в каче-
стве основных отвердителей в литьевых композициях,
получают нз фенола (основания Маиниха). Фенольные
гидроксильные группы значительно повышают скорость
реакции. Диметиламннометилфенол (DMP-10) и трн-
(диметнламинометил) фенол (DMP-30) вводятся в
DGEBA в количестве 5—10 частей, при этом время жиз-
ни смеси приблизительно составляет от 30 мин до 1 ч
при соответственно высокой экзотермичности реакции.
Отверждение происходит в течение ночи при комнатной
Гл.1. Третичные и вторичные амины в качестве отвердителей
температуре даже в тонких пленках. В случае отверж-
дения при нагревании количество вводимого амина мо-
жет быть уменьшено до 2—3 частей; отверждение про-
текает в течение около 4 ч при 120 °C.
DMP-30 часто используется в качестве отвердителя
для смесей эпоксидная смола/полисульфид; в случае
отверждения при комнатной температуре количество вво-
димого амина составляет примерно J0 частей и 6 час-
тей — при отверждении при нагревании.
СОЛИ ТРЕТИЧНЫХ АМИНОВ И ЧЕТВЕРТИЧНЫЕ
ОСНОВАНИЯ КАК ОТВЕРДИТЕЛИ ЭПОКСИДНЫХ
СМОЛ
Соли третичных аминов, получаемые из органиче-
ских н неорганических кислот, могут рассматриваться
как отвердители эпоксидных смол скрытого типа. Амнн
и кислота прн нагревании, как правило, диссоциируют,
что способствует быстрому отверждению. Четвертичные
основания при нагревании также диссоциируют с обра-
зованием третичных аминов.
Соли третичных аминов
Соли третичных аминов, полученные из органических
жирных кислот, нейтральны и не содержат никаких дру-
гих групп, взаимодействующих с эпоксидной группой,
в эпоксидных композициях являются отвердителями
скрытого типа [Л. 7-5].
Для получения соли может быть использован любой
из описанных выше аминов; вмян может быть получен
также в результате реакции вторичного амина с эпоксид-
ной смолой [Л. 7-2]. Наиболее часто используемой в про-
мышленности солью является три-2-этил-гексоат DMP-30
наличия фенольных гидроксиль-
ных групп эта соль ие является иста
С 1Оггц I
1 \
1‘ru
Jih
и___________ .
го со во во юо /го м °с
Рис 7-3. Зависимость диэлектриче-
ской проницаемости DGEBA, отверж-
денного солью DMP-30, от те»ера-
гуры (Л. 2-6].
Рис. 7-4. Зависимость тангенса угла
диэлектрических потерь DGEBA, от-
вержденного солью DMP-30, от тем
пературы [Л. 2-6].
ром скрытого типа; она увеличивает время жизни
системы на 4—6 ч по сравнению с жизнеспособностью,
наблюдаемой в случае только одного амина. В DGEBA
соль обычно вводится в количестве 10—14 частей иа
100 частей смолы.
Предполагают (Л- 'T-ТВ], что механизм отверждении
протекает в два этапа: первый этап, определяющий ско-
рость реакции, заключается в выделении в результате
этерификации жирных кислот, после чего образующиеся
третичные амины инициируют реакцию полимеризации
в соответствии с механизмом, предложенным в гл. 3.
Вследствие того что гексоат DMP-30 увеличивает
жизнеспособность при комнатной температуре и требует
умеренных температур при отверждении, он нашел ши-
рокое применение в литьевых композициях для неболь-
ших отливок. На рис. 7-2 показаны экзотермы для отли-
вок различной массы для DGEBA, отвержденного Тексо-
атом DMP-30, вводимым в количестве 10,5 частей. Физи-
ческие свойства и химостойкость приведены в табл. 7-2,
> электрические свойства показаны на рис. 7-3 и 7-4.
Вторичные амины как отвердители эпоксидных .смол
105
Физические свойства и химостойкость DGEBA
Четвертичные основания
отвержденного 2-этил-гексоатом
три-(диметиламинометил)феиола, вводимым
в количестве 10,5 частей [Л. 2-6]
Свойства Змчекве
Физические свойства Предел прочности при растяжении при 23 °C, кгс/см' 660 0,046 1,6 560 0,037 1,5 630 0,046 1.7 1470 0,038 1300 5,5 1,95 0,36 Увеличение массы, % 0,75 0.26 0,07 0,20 0,47 1,00
Модуль упругости при растяжении, 10* кгс/см'
Удлинение, %
Предел прочности при растяжении при
Модуль упругости при растяжении, 10е KZCjCM,
Удлинение, %
Предел прочности при растяжении при Модуль упругости при растяжении, 10* кгс/см
Удлинение, %
Предел прочности при изгибе при 23 °C,
Модуль упругости при изгибе, 10* кгс/см' Предел прочности при сжатии при 23 °C,
Максимальное сжатие, % Ударная вязкость по Йзоду, кгс-см/см Твердость по шкале Баркола ..... Химостойкость После выдержки системы в: этиловом спнрте в течение 1 мес. бензоле в течение 1 мес Водопоглощение: за 1 неделю . . . за 1 месяц
Влаго-паропоглощение за 24 ч, г/л8 .
В качестве отвердителей было предложено множе-
ство солей других аминов. Тетрагидро-1,4-оксазин-р-то-
луол сульфонат—твердое кристаллическое вещество, пла-
вящееся прн температуре 128 °C,, используемое в виде рас-
твора, является отвердителем, стойким при комнатной
температуре; обеспечивает быстрое отверждение при тем.
пературах 100—150 “С (Л 7-4]. Соль получают путем
нейтрализации р-толуолсульфоновой кислоты морфоли-
ном. Известно, что гидрохлориды DMP-30 могут быть
использованы в качестве отвердителей для эпоксидиро-
ванных новолаков для формовочных составов.
Известие также, что триэтилендивмин, блокирован-
ный гидрохиноном с образованием комплекса следую-
щей структуры, может быть использован как отверди-
тель [Л. 7-18]
Типичным четвертичным основанием является хлори-
стый бензилтриметиламмоний (ВТМАС):
^^СН,м(СИ^,
ВТМАС при 135 °C разлагается с образованием хло-
ристого бензила и триметнламниа; его можно использо-
вать для повышения устойчивости системы при комнат-
ной температуре с быстрым протеканием процесса геле-
образования прн 150 °C (Л. 7-13]. Известно также, что
ВТМАС может быть использован в качестве ускорителя
для дицианамида (Л. 7-14], для первичных и вторичных
аминов (Л. 7-15], для отвердителей фенольного и ангид-
ридного типов (Л. 7-17], а также в качестве отвердителя
для смесей эпоксидная смола/полиол (Л. 7-12].
Четвертичные аммониевые солн диэпоксидных смол,
содержащих третичные амины, применяются как отвер-
дители для желатина и других карбокснлсодержащих
полимеров, используемых в фотографии (Л. 9-22]. Изве-
стно, что битейн (betaine), вводимый в DGEBA в кон-
центрации 1 часть иа 100 частей смолы, увеличивает
жизнеспособность смеси до 3 месяцев (Л. 7-281.
(CH3)3NCH,COO®
Окиси третичных аминоь, ь частности 1-метилпирро-
лидии, трибеизиламии и N. М-диметил-р-нитробеязиламин,
обеспечивают гелеобразование DGEBA в течение I ч при
100 °C с получением при последующем отверждении
в течение 2 ч при 200 °C оптимальных свойств [Л. 7-23).
ВТОРИЧНЫЕ АМИНЫ КАК ОТВЕРДИТЕЛИ
ЭПОКСИДНЫХ СМОЛ
В гл. 3 было показано, что реакция отверждения
вторичными аминами (ReNH) по своему механизму не
отличается от реакции отверждения первичными ами-
Моноднамины и вторичные диамины, используемые
в качестве отвердителей, неспособны через реакцию, иду-
щую только по активным атомам водорода, полностью
промотировать процесс поперечного сшивания в диэпо-
ксидных смолах. Увеличение функциональности дости-
гается в результате реакции, катализируемой третичными
амннчми, образовавшимися или присутствующими в си-
стеме, с избыточными эпоксидными группами. Таким
образом, можно считать, что реакцию отверждения вто-
ричными аминами можно рассматривать как особый слу-
чай реакции отверждении третичными аминами. Напри-
мер, третичный амин, используемый в качестве отверди-
теля, может быть получен в виде третичного аддукта
в процессе реакции избытка вторичного амнна с эпо-
ксидной смолой (Л. 7-3].
Вторичные амины как отвердители превосходят тре-
тичные амины, особенно в композициях, используемых
в качестве защитных покрытий. По-вндимому, это объ-
ясняется тем, что в случае отверждения вторичными
аминами образующиеся третичные амины непосредствен-
но входят в отверждаемую структуру, а не переносятся
к поверхности пленки испаряющимся растворителем. При
использовании вторичных диаминов может быть промо-
тирована линейная полимеризация с получением высоко-
молекулярных полимеров.
106
Гл. 7. Третичные и вторичные амины в качестве отвердителей
Типичные алициклические вторичные амины, примени
в качестве отвердителей эпоксидных смол
В качестве отвердителей могут быть использованы
алифатические вторичные амнны, такие как диэтанол-
амин, этил- и мегилэтаноламин, диметиламии, диэтнл-
амин, метилэтиламин и метил-п-пропиламин-
hn(ch2cHj.oh)i
Были предложены патентованные вторичные амины,
получаемые в результате реакции гидрогенизации эфи-
пов ацетоуксусной кислоты (Л. 7-7] или эфиров акрило-
вой кислоты (Л. 7-26] и алифатических нли ароматиче-
ских первичных эфиров.
Для получения систем на основе DGEBA повышен-
ной эластичности были использованы илн вторичный
N-N’-дибутилэтилентриамии, или смесь его с UtiA
'Л Типичными широко применяемыми представителями
алициклических вторичных аминов являются амины, при-
ВеД По своему каталитическому действию пиперазин ие
иожет быть сравнен с третичным амином, однако его
производные не отличаются от него. Пиперидин и пир-
ролидин, несмотря на то, что оба содержат лишь один
атом азота, являются прекрасными катализаторами, при
этом пирролидин обеспечивает очень быстрое отвержде-
ние прн умеренных температурах. Имеются сведении
о том, что анабазин является хорошим катализатором;
его каталитическое действие в основном объясняется
реакционной способностью азота третичного алн«ик™’
веского амина (Л. 7-24, 7-29, 7-30]. Известно, что 2,3-би-
липеридин является нетоксичным отвердителем; реко-
мендуемый режим отверждения DGEBA составляет 2 ч
при 80 °C [Л. 7-31].
Пиперидин и диэтаноламин могут рассматриваться
как типичные представители вторичных аминов.
Пиперидин
Пиперидин был одним из первых аминов, применяв-
шихся в промышленных масштабах в качестве отвер-
дителя эпоксидных смол. Он представляет собой бес-
цветную жидкость с характерным для аминов вапвхом.
В DGEBA обычно вводится в концентрациях 5—7
частей на 100 частей смолы. При перемешивании при
температуре 25 °C в больших массах наблюдается
резкое повышение температуры приблизительно до 50 °C
за счет теплоты экзотермической реакции. Температура
смеси затем снижается до температуры окружающей
среды, при этом время жизни смеси составляет от 2
до 6 ч. При отверждении при комнатной температуре
не наблюдается сильного разогрева, и смесь отверждает-
ся в течение 1—2 дней с образованием хрупкой, твер-
дой массы. Свойства системы при последующем выдер-
живании при комнатной температуре не улучшаются,
поэтому необходимо последующее отверждение. Режим
отверждения изменяется в широких -пределах: в тече-
ние ночи при 60 °C н 3 ч при 100 °C. Если процесс
гелеобразования проводят при повышенных температу-
рах, то наблюдается экзотермический максимум. На
рис. 7-5 показаны экзотермические кривые процесса
отверждения при 100 °C.
Вследствие того что регулирование экзотермическо-
го процесса в присутствии аминного отвердителя за-
труднительно, рекомендуется процесс гелеобразования
проводить при более низких температурах, чем процесс
окончательного отверждения. В случае пиперидина мак-
Рис. 7-5. Экзотермические кривые DGEBA,
отвержденного пиперидином (5 вес. частей
на 100 частей смолы) прн 100 °C [Л. 2-6].
Рнс. 7-6 Экзотермические кривые DGEBA,
отвержденного пиперидином (5 частей на 100 ча-
стей смолы) прн 60 °C (Л. 2-6].
I —отливка S0 а: 2 —отливка 600 с, 3 —отливка 600 е;
4 — отливка 1000 е
Вторичные амины как отвердители эпоксидных смол
107
Рис. 7-8. Зависимость tg6 от темпера
туры для DGEBA, отвержденного пипе-
ридилом (5 частей на 100 частей смо-
лы) (Л. 2-6).
симальная температура экзотермической реакции будет
невысокой (рнс. 7-6), если первоначальные температуры
были относительно невысокими. После образования геля
температура может быть повышена для последующего
отверждения, при этом не будет наблюдаться значитель-
ного выделения тепла за счет экзотермической реакции.
Физические свойства системы, отвержденной пипе-
ридином при температурах ниже температуры тепловой
деформации, не отличаются от свойств систем, отверж-
денных алифатическими первичными полиамииами. Тем-
пература тепловой деформации составляет около 75 °C
для систем, отвержденных прн умеренно высоких тем-
пературах. Типичные электрические свойства показаны
на рис. 7-7 и 7-8. Величина усадки приведена в табл. 7-4.
Аддукты на основе пиперидина и днглицидилового эфи-
ра бисфенола А (молекулярная масса 450) дают более
высокие температуры тепловой деформации и лучшие
электрические свойства.
Таблица 7-4
Усадка DGEBA, отвержденного пиперидине
(6 частей на 100 частей смолы) (Л. 7-21]
Температура перемешивания. *С. . . 23
Режим отверждения. ч/°С............ 15/23+5/46+
4-15/74
мической реакции, *С 88
Усадка, »/«: 3,82
перед гелеобразованием. 1,20
после гелеобразования 1,39
после охлаждения . . ... 1,24
Диэтаноламин (DEA)
DEA представляет собой твердое вещество, плавя-
щееся прн температуре около 28 °C. При добавлении
в подогретую смолу он не растворяется, но по мере про-
текания реакции, идущей с образованием аддуктов,
смесь становится прозрачной.
Рис. 7-9. Экзотермические кри-
вые DGEBA, отвержденного DEA
с наполнителем (66 частей слюды
на 100 частей смолы) [Л. 7-20].
Концентрация отвердителя в ча-
стях на ,100 частей смолы указа-
на иа кривых.
О ЮО 200 ЗОЯ ItOOrw
Рис. 7-10. Изменение максималь-
ной температуры экзотермической
реакции от веса образца для
DGEBA, отвержденного DEA
(12 частей на 100 частей смолы)
с наполнителем (66 частей слюды
иа 100 частей смолы) {Л. 7-20].
6 мм (диаметр) XS.46 мм (высота): 2 —
масса образца 460 в. размеры: 8,6 мм
(диаметр) XS.46 мм (высота); 3 —масса
образца 690 а. размеры: 6,5 мм (диа-
метр)х9.6 мм (высота); 4 — масса
образца 920 г, размеры: 10,5 мм
(диаметр) Х7 мм (высота).
108
Гл. 8. Амиды в качестве отвердителей эпоксидных смол
Рис. 7-11. Зависимость диэлектри-
ческой проницаемости от темпе-
ратуры для DGEBA, отвержден-
ного 12 частями DEA (Л. 7-201.
В DGEBA DEA обычно вводится в концентрации
12 частей на 100 частей смолы. Изменение концентрации
DEA, вводимого в iDGEBA со слюдяным наполнителем
(66 частей на 100 частей смолы), прн отверждении при
85 °C влияет на экзотерму 0,91 кг отливки, что хорошо
видно из рис. 7-9. Зависимость эизотермичности систем,
отвержденных DEA, от массы отливки показана на
рис. 7-10. Электрические свойства показаны на рис. 7-11.
ВЫВОДЫ
Третичные амины могут быть использованы в каче-
стве отвердителей, соотвердителей, а также в качестве
ускорителей реакции отверждения эпоксидных компо-
зиций. При применении в качестве отвердителей они ха-
рактеризуются удовлетворительной реакционной способ-
ностью в реакциях со смолами ка основе глицидилового
эфира и инертностью по отношению к эпоксидирован-
ным новолакам.
Электронная структура третичного амнна опреде-
ляет, в частности, его реакционную способность как
отвердителя. Реакция отверждения протекает по ионно-
му механизму, и скорость ее зависит от температуры
н от наличия примесей, содержащих активный водород.
Вследствие этого третичные амины редко использу-
ются и качестве отвердителей литьевых композиций;
одиако они повышают прочность адгезии и поэтому
иногда применяются в композициях для защитных по-
крытий и клеев.
Соли третичных аминов в отлнчне от третичных
аминов увеличивают время жизни смесей, однако они
обеспечивают удовлетворительное отверждение только
прн повышенных температурах.
Вторичные амины, используемые в качестве отвер-
дителей, могут рассматриваться как особый класс тре-
тичных аминов. Механизм реакции отверждения вторив
нымн аминами ве отличается от механизма отвержде-
ния первичными аминами. После реакции происходит
последующее поперечное сшивание вследствие каталити
четкого действия образовавшихся третичных аминов.
Системы, отвержденные третичными н вторичными
аминами, по сравнению с системами, отвержденными
первичными алифатическими полиамннамн, как прави-
ло, характеризуются более низкими нагревостойкостью
и химостойкостью. Физические и электрические свойст-
ва при температурах ниже температуры тепловой де-
формации вообще не отличаются от свойств систем,
отвержденных аминами.
Глава восьмая
АМИДЫ И РАЗЛИЧНЫЕ АЗОТСОДЕРЖАЩИЕ
СОЕДИНЕНИЯ, ПРИМЕНЯЕМЫЕ В КАЧЕСТВЕ
ОТВЕРДИТЕЛЕЙ ЭПОКСИДНЫХ СМОЛ
Кроме первичных, вторичных и третичных аминов
для отверждения эпоксидных смол может использовать-
ся большое число других азотсодержащих соединений.
В настоящей главе описываются также азотсодержа-
щие соединении, реагирующие с гидроксильными груп-
пами высокомолекулярных эпоксидных смол.
АМИДЫ
Амиды могут рассматриваться как карбоновые ки-
слоты, в которых гидроксильные группы аамещены
основной группой, полученной из аммиака. Подобно
аминам амид может быть первичным, вторичным, тре-
тичным илн полимерным:
RCNHj RCNH—R НСн(в'),
Водород первичных н вторичных амидов слабо
реагирует с эпоксидными группами, и такие простые
амиды, как ацетамид, бензамид и амид адипиновой ки-
слоты, используются для отверждения эпоксидных смол.
Однако их функциональность низка и ови плохо раство-
римы, поэтому отверждение такими материалами обыч-
но должно проводиться при высоких температурах
(150 °C) в присутствии катализвторов, таких как гидро-
окись натрия (едкий натр) илн гидроокись калия
(едкое кали), фенолят натрия илн бисфенол (Л. 8-6.
Простые амиды используются в качестве кислых
катализаторов, способствующих процессу отверждения
с ангидридами нислот [Л. 8-351 и мало используются
в технических целях. .Неделимая пара электронов азота
уже непригодна для ускорения процесса, протекающего
по механизму отверждения основаниями Льюиса-
Хота третичный амид (диметилформамид) и не
упоминается в качестве основного отвердителя, он опи-
сывается как соотвердитель (и растворитель) для ди-
Амиды
109
циаидизмида н метафенилендиамина (Л. 8-59]. Полифос-
фориламид используется для придания огнестойкости
покрытиям на основе эпоксидных мочевино- или мел-
амнноформальдегидных смол (Л. 8-13]; N, ЛГ-бис-1,2-эти-
ленамид себациновой кислоты используется в качестве
соотвердителя для аминов и ангидридов [Л. 8-66].
Продукты конденсации гндразокарбонамнда [Л. 8-7,
8-9] н биуретов [Л. 8-78] с алифатическими полиамина-
мн, содержащими первичные и вторичные амнды и вто-
ричные амины, используются в качестве основных отвер-
дителей эпоксидных смол. Полимерные амины — сопо-
лимеры амида А'-днэтиламииопропилакриловой кислоты,
третичного амида бутнлакрилоаой кислоты и этилакри-
лата (20/50/30) — считаются типичными отвердителями
для смол иа основе глицидилового эфира (Л. 8-60].
Амидополиамины
Хотя простые амины мало используются в качестве
отвердителей, аминосодержащие материалы, называе-
мые в продаже «амидами», широко используются.
Отверждение с этими веществами достигается не амид-
ными группами, а присутствующими аминными группа-
ми. Таким образом, одни класс отвердителей для эпок-
сидных смол амидного типа известен под названием
амидополнаминов.
Амидополиамины получают из одиоосиовиой кар-
боновой кислоты и алифатического полиамина:
CH3(CH2)riCOOH + HjNCBjCHsNHCHjCHjNHj
Кислоты, применяемые в таких синтезах, обычно
содержат 16, 18 и 19 атомов углерода; нх получают из
жирных кислот и масел, в частности соевого и талло-
вого масел и рицннолеиновых кислот. Используется ряд
специальных кислот, например сополимер жирной кис-
лоты касторового масла и стирола или вннилтолуола
(Л 8-75] и рисового масла, содержащий свободную
жирную кислоту и являющийся, с другой стороны, слож-
ной смесью глнцирндов [Л. 8-70]. Используемые поли-
амины охватывают диапазон от DETA, ТЕТА и ТЕРА
(см. гл. 5) до пиперазина. Амидополиамины получают-
ся путем обмена эфира алифатических кислот и али-
фатических полнаминов [Л. 8-83], типичным является
обмен между простым этиловым эфиром жирной кисло-
ты таллового масла н ТЕТА [Л. 8-82].
Общие свойства амидополиамина на основе жирной
кислоты галлового масла и ТЕТА [Л.8-2]
Свойство Величина
Цвет, Hellige 8-9
Вязкость прн 27’ С, спз .... 200—300
Плотность при 25'С, г/см1 0,95
Содержание влаги, »/«... 0,2-0,3
pH . 11,8
Показатель преломления, п^ . 1,4998
Амидополиамины, используемые в качестве отвер-
дителей, представляют собой ннзковязкие жидкости
янтарного цвета. В табл. 8-1 приведены свойства типич-
ного амидололиамина иа основе жирной кислоты тал-
Рнс. 8-1. Зависимость вязкости от
температуры для DGEBA, амндо-
полиамнна и их смеси.
левого масла и ТЕТА. На рис. 8-1 показана зависи-
мость вязкости для DGEBA, амидополиамииа и нх сме-
си от температуры.
Хотя такие продукты имеют эквивалентную массу
активного водородного атома, они часто используются
в смеси в различных соотношениях для получения же.
лательных физических свойств и регулируемой гибко-
сти, обычно за счет других свойств, таких как водо-
стойкость или стойкость к действию растворителей или
отверждение в процессе старения. В табл. 8-2 приведен
перечень свойств типичного амидополиамина (жирной
кислоты таллового масла и ТЕТА), используемого
в различных концентрациях.
Преимущества амидополнаминов по сравнению с по-
лиаминами линейного строения: I) меньшая летучесть,
2) меньший — хотя и ие полностью отсутствующий —
потенциал раздражающего действия, 3) более удобные
отношения в смеси и 4) повышенные гибкость и удар-
ная вязкость отвержденных продуктов. Недостатки:
1) низкая прочность в нагретом состоянии, приводящая
к растрескиванию отливок при максимальных темпера
турах экзотермической реакции и 2) некоторая несов-
местимость с эпоксидной смолой — степень несовмести-
мости явно зависит от используемых кислот, причем
между различными продуктами, имеющимися в прода-
же, существуют значительные различия. Амидополиамн-
ны требуют очень тщательного перемешивания, далее
следует индукционный период, во время которого ма-
териал может частично реагировать и стать совмести
Вследствие указанных выше преимуществ н недо-
статков амидополиаминовые отвердители используются
главным образом в строительстве в качестве отвердите
лей для связи бетона н растворов для расшивки. Спе-
циальные аминополиаинны используются в качестве
отвердителей для композиций на основе DGEBA дли
получения клея для плиток, отверждающегося в присут-
ствии воды. Типичная композиция этого типа содержит
Гл, 8. Амиды в качестве отвердителей эпоксидных слал
Свойства DGEBA, отвержденного амидополиамином
на основе жирной кислоты таллового масла и
ТЕТА [Л. 8-2]
CHjCHjNH,
X10
0,126
Удельное поверхностное со-
противление, ом. ,
Диэлектрическая проницае-
Тангеис угла диэлектричес-
ких потерь ...............
Время жизни, мин . .
Время гелеобразования.
Максимальная температура
экзотермической реакции.
Предел прочности при рас-
тяжении, кгс/см*. при
верждении при 25° С в
чение 7 суток ....
Удлинение, %............
Предел прочности при растя-
жении, кгс/см*. при от-
верждении при 25° С в те-
чение 7 суток + при 100° С
Твердость по Шору (шка-
ла D), после отверждения
в течение 24 ч .........
Предельная твердость/время
отверждения, сутки . .
Удельное объемное сопро
тивление, ом-см . , . .
1*4,6 частей вдипиновой кислоты и 40 частей W-октоде-
цннтриметиленднамина (Л. 8-87]. Считается также, что
амидополиаминовые отвердители могут быть модифици-
рованы путем добавления 5—50% воды или глицерола
Рис. 8-2. Влияние катализато-
ров на скорость гелеобразова-
ния в тонких пленках DGEBA,
отверждаемого типичным ами-
дополиамином (см. [Л. 2-4]).
> 'частей^О —’резорцин.
для образования устойчивых гелей, сообщающих тиксо-
тропные свойства композициям на основе DGEBA без
использования наполнителей [Л. 8-99].
В случае применения амидополнаминов в виде тон-
ких пленок для ускорения отверждения в приемлемые
сроки необходимо применять катализаторы. Типичные
катализаторы — алифатические полиамины илн третич-
ные амнны (увеличивающие раздражение кожи), фено-
лы, такие как бисфенол А, нонилфенол, резорцин, или
полуиеорганнческие катализаторы, такие как трифеиил-
фосфнт и толуол-р-сульфокнслота. На рнс. 8-2 показа-
но влияние катализаторов на время гелеобразования.
Имидазолполиамины
Другим классом отвердителей имидного типа явля-
ется класс нмидазолполиамннов жирных кислот. Способ
получения этих веществ подобен способу получения
амндополиаминов, описанных выше, при этом для про-
текания реакции циклизации, показанной ниже, необхо-
димы более высокие температуры:
Применение имидазолов в качестве отвердителей
сходно с применением амндополиаминов, однако так как
имидазолы содержат меньшее количество активных ато-
мов водорода, необходимы более высокие концентрации
вводимых отвердителей (Л. 8-43, 8-44, 8-61]. Одиако
функциональность часто такова, что полное отвержденйе
не может быть достигнуто только применением этих ве-
ществ, н используются смеси их с другими отвердите-
лями. В этом случае их основной функцией будет функ-
ция поверхностно-активного вещества —они улучшают
смачиваемость эпоксидной смолы относительно некото-
рых поверхностей и таким образом улучшают адгезию.
Для отверждения эпоксндиых смол используются
также диимидазолы на основе алифатических кислот
с длинной (Л. 8-38] и короткой [Л. 8-32] цепью и на
основе ароматических (Л. 8-39] двухосновных кислот.
Вследствие повышенной функциональности диимидазо-
лы обеспечивают более хорошую термостабильность по
сравнению с имидазолами.
Полиамиды жирных кислот
Линейные полиамиды с более высокими температу-
рами плавления типа найлона, содержащие карбоксиль-
ные и аминные к левые группы и амидные группы
вдоль цепочйн, исп ьзуются прн больших объемах за-
грузки в , "-'^меняемых для получения кле-
зоваиие, --ви мому, такими композициями н ограни-
чивается. Замещенные иайлоны (например, метаксиме-
тилполикапролактам или метилполнкалролактам) исполь-
зуются- в качестве отвердителей эпоксидных смол
(Л. 8-69, 8-74], так же как и найлоны алифатичесхо-
го/ароматического ряда Гполн(гексаметиленизофтал-
амид)] (Л. 8-921-
Обычно ж » >льзуются найлоны, растворимые в ме-
тиловом спирте (такие как сополиамид -из гексамети-
лендиаммониевой соли адипиновой кислоты, гексамети-
леидиаммонневой солн себуцииовой кислоты и капро-
лактама). Растворенные в смеси метанола с водой,
эти найлоны используются вместе с отвердителем эпо-
ксидных смол для получения гибкой пленки и клеев
(Л. 8-89].
Амиды
111
Одиако подобно дннмидазолам имеется большой
класс смолообразных амидополиамннов, получаемых на
двухосновных жирных кислот, в продаже нх называют
полнамидамн жирных кислот.
Первый патент на производстао полиамидов жир-
ных кислот из димеров и тримеров жирных кислот н
первичных аминов был выдан в 1945 г. (Л. 8-3]. Стрем-
ление ненасыщенных жирных кислот к декарбоксилиро-
ванию во время термической обработки заставило всех
первых разработчиков полимеризовать свои сложные
зфнры н либо использовать их в качестве реактаитов,
либо омылять их для восстановления димерных и три.
мерных кислот [Л. 8-63]. Первый удачный технический
процесс прямой полимеризации пэлненовых жирных
кпслот был открыт в 1949 г. (Л. 8-4].
Полиамиды жирных кислот, используемые в качест-
ве отверднтетей эпоксидных смол, обычно получают из
димера лниолеиновой кислоты и зтилендиамина или ди-
этнлеитриамнна:
(CHgJgCHs
£
(сна)а
(сн2)7-соон
т—(сн2)7соон
1СН2СН=СН (сн2)4сн2
2CH2NHR
h,nch2ch2nh,
(CHj)2CNHCH2CH2NHR
сн,сн=сн(сн2)4сн,
где R — водород или группа димера лниолеиновой ки-
слоты ]Л. 8-20].
Полиамины жирных кислот, пригодные для исполь-
зования в качестве отвердителей, могут быть также
получены из смеси полимерных жирных кислот и ди-
мерной смолы (Л. 8-23]; из полиэфиров, полученных из
кислот ]Л. 8-14]; из эфиров ацетоунгусной кислоты,
в езультате получается гидрогели роваиный амид
(Л 3-29] из димерной жирной кнстоты соевого масла
[Л. 8-17]; из продуктов конденсации ненасыщенных жир-
ных кислот с дициклопентадиеном (Л. 8-48]; из жирных
ки от. прореагирг 1ви < с окисью а и водой
с разованием карбокси, шных rpvnn <- ненасыщенными
дв нымн связями ]Л. 8-61]; пз касторового масла —
Di • ВА — аддукта окиси стирола и ТЕТА ]Л. 8-62]; из
этиленгликоля, адипиновой кнстоты и этаполампна
[Л. 8-81] п из продукта реакции малеинового ангидри-
да или кислоты с соединением олефинового ряда и
DETA (Л. 8-85].
Считается, что полиамиды жирных кислот, получен
ные путем использования смеси полиамидов, обеспечи-
вают пониженную вязкость н повышенную реакционную
способность, которая, по-видимому, обусловливается
разрывами цепи через неравномерные промежутки, что
снижает водородную связь между молекулами полиа-
мида жирной кислоты (Л. 8-53]. Пониженная вязкость
и повышенная реакционная способность могут быть так-
же получены в результате реакции полиамида жирной
кислоты с дополнительным количеством полиамида. Та-
ким образом, реакция полиамида жирной кислоты
с аминным числом примерно 225 может влиять на ча.
стнчную замену амида первичным амином с получени-
ем полиамида жирной кислоты с аминным числом, рав-
ным примерно 300 [Л. 8-31].
Коммерческие полиамиды жирных кислот — термо-
пластические компаунды янтарного цвета с молекуляр-
ными массами до 10000 и температурами плавления
в диапазоне до 190 °C. Компаунды с более высокой тем.
пературой плавления только а небольших концентраци-
ях совместимы с эпоксидными смолами н не представ-
ляют интереса для технологии изготовлении эпоксидных
смол, хотя эпоксидные смолы могут применяться в кон-
центрациях менее 10% в качестве отвердителей для вы-
сокомолекулярных полиамидов жирных кислот, исполь-
зуемых в производстве клеев (Л. 8-54].
В табл. 8-3 приведены свойства
трех имеющихся в продаже видов
низкомолекулярных полиамидов жир-
ных кислот, используемых в качестве
отвердителей эпоксидных смол Амнн-
пенн ожидаемой реакционной способ-
ности и может использоваться для
вычисления необходимых стехиоме-
трических соотношений. Аминное чис-
ло выражается как число миллиграм-
мов КОН, эквивалентное основному
содержанию 1 а полиамида жярной
кислоты, определенному при помощи
титрования с НС1.
Так как полиамид является отвер-
дителем, то пределы, в которых могут
изменяться отношения в смеси без по-
терн свойств, определяются как фи-
зическими, так и химическими сооб-
ражениями. Вычисления, основанные
на температуре размягчения, показы-
вают, что для имеющихся в продаже
полиамидов жирных кислот (с амин-
ным числом, примерно равным 225)
80 частей обеспечивают стехиометри-
ческие отношения для DGEBA
Для полиамидов жирных кислот с аминными числами
около 300 приблизительно 45 частей обеспечивают сте-
Типичные свойства коммерческих полиамидов
жирных кислот [Л. 8-1]
Величина
Аминное число
Т мпе тура
плавления, *С
Вязкость, спз:
при 25* С
при 150*С
10 ООО-
IS ООО
(85-95)*
210-230
(230-246)*
Жидкий
290- 320
(330-360)*
Жидкий
80000—
120000
40000—
60(00
аминной группе по методике, одобренной General mill, в декабре
1962 г. Во всей книге используются значения, основанные на Солее
। литературе.
Гл. 8. Амиды е качестве отвердителей эпоксидных смол
хиометрические отношения. Эти отношения могут быть
увеличены для получения более гибких материалов.
В допустимых пределах чем выше отношение полиами-
да жирной кислоты к эпоксидной смоле, тем больше
гибкость. При меньших концентрациях отверждение
может быть достигнуто добавлением второго отверди-
теля, чтобы получить жесткие системы, обладающие
в какой-то мере ударной вязкостью.
Зависимость твердости отвержденного DGEBA от
отношений полиамида жирной кислоты [Л. 8-1]
Полиамид жирной кислоты (8мгикое число 290—320), части Твердость
По Барколу* По Шору
66 60-65
100 20—25 __
150 90
185 85
234 50
300 30
400 - 5
' Испытательный прибор—модель GGZJ-939.
В табл. 8-4 приведены пределы твердости, получен-
ные при применении разжиженного DGEBA в полиами-
да жирной кислоты (аминное число примерно 300)
В стехиометрических отношениях температура размяг-
чения будет выше для полиамидов жирных кислот
с большими амиинымн числами, чем для полиамидов
жирных кислот с меньшими аминиыми числами. Если
хотят получить более высокие температуры размягче-
ния, то часть полиамина жирной кислоты можно заме-
нить ароматическим амином. Например, в случае при-
менения DGEBA, если 50 частей полиамида жирной
кислоты (аминное число примерно 225) используется
с 3,8 частями метафенилдиамина, то температура раз-
мягчения отвержденной системы будет около 104 °C
вместо- 80 °C дли системы, отвержденной иолиамином
жирной кислоты в стехиометрических отношениях.
В табл. 8-5 приведены физические свойства DGEBA,
отвержденного типичными полиамидами жирных кис-
лот в слегка больших отношениях, чем стехиометри
ческие -для получения повышенной ударной вязкости.
Типичные физические свойства DGEBA,
Температура размягчения, °C ... .
Предел прочности при растяжении.
Удлинение при разрыве, % ..........
Предел прочности при статическом
изгибе, кгс/см' ...................
Модуль упругости при изгибе,
10’ кгс/см'........................
Предел прочности при сжатии, кгс/см'
Ударная вязкость по Изоду, кгс-см/см
Удариаи вязкость по падающему ша-
ру, кгс-м..........................
Усадка линейная. %.................
Температурный коэффициент расши-
рения. 1Q-" °C*1...................
50-70
316-492
9-11
492-632
0,014—0,021
492—843
1,1—1,6
1,25-1,38
0,8—0,9
90-100
В табл. 8-6 приведены электрические свойства,
а в табл. 8-7—сопротивление действию химических
веществ.
Таблица 8-6
Электрические свойства DGEBA, отвержденного
полиамидами жирных кислот [Л. 2-9]
Частота, гц
Свойство 10 10» 10»
Полиамид жириой кисло- ты (аминное число 210—230), 100 частей: диэлектрическая про- ницаемость tg 4 электрическая проч- ность, кв/мм удельное ббъемиое со- противление, ОМ'см. . дугостойкость, сек , . Полиамид жирной кислоты (аминное число 290— 320), 66 частей: диэлектрическая про- ницаемость tg« электрическая проч- ность, кв/мм удельное объемное со- противление, ом-см. . дугостойкость, сек . . 3,20 0,0357 3,37 0,0285 1 3,14 0,0339 18,5 ьбхю- 3,32 | 0,0359 1 16,933 !.1ХГ 3,01 0,0572 3,08 | 0,0656
смол, отвержденных полиамидами жирных кислот, ни-
же, чем у систем, отвержденных алифатическими поли-
аминами [Л 8-56]. Однако может быть получено
Таблица 8-7
Сопротивление действию химических веществ для
DGEBA, отвержденного полиамидом жирной
кислоты (аминное число 290—320) [Л. 2-1]
Иснытательная среда. Изменение веса, %
через 24 ч 4cyroJ черев 30
Вода 0,2 0,4 1,2
Кипящая вода 1,8 — —
Ацетон 2,6 5,8 14,0
NaOH 20»/о-иый 0,2 0,4 0,6
HNO, 5%-иая о.з 0.7 1,3
Уксусная кислота 10%-иая 1,1 3,3 5,7
НС1 30%-ная 0,6 1.8 3,1
Толуол 1,3 б;7 12,0
некоторое увеличение водостойкости. В табл. 8-8 при-
ведены 'Данные по водопоглощенню после погружения
в воду иа I год. Повышенная водостойкость характер-
на для жирных групп, защищающих амид н гидро-
ксильные группы от такого быстрого воздействия воды,
как это было бы в противном случае (Л. 8 88].
В том г~” —*, в каком имидазолы присутст-
вуют В ПОЛНЫМ „ .'.ИП.ЧЫХ кислот, а они обычно при-
сутствуют имеющихс* в продаже полиамидах, имида-
113
золы повышают стойкость «ленок к действию раство-
рителей и кислот и увеличивают их теплостойкость.
Однако присутствие имидазолов в какой-то мере уве-
личивает время отверждения. Имеющиеся в продаже
смеси полиамидов жирных кислот и имидазолов прн-
го- пены в соответствующих условиях синтеза
[Л. 8-80].
Таблица 8-8
Зависимость водопоглощаемости (%) от времени для
DGEBA, отвержденного полиамидом жирной
кислоты (аминное число 290—320) [Л. 2-4]
имеющихся в
Появились данные о квслородопроницаемости раз-
личных отвержденных покрытий. Значения при 23 °C
и 50%-иой влажности помещения в см*/см{-24 чХ
X (кгс!см1) • мм следующие: фенол 18,8; алкидная смо
ла 4,6; полиамид/эпоксидная смола 3.05; внинл 2,05;
алифатический полиамнд/эпоксидиая смола 0,5 (Л. 8-88]
г, ........ ..........— ----------- -----мядов жир
ных кислот очень большая. Вследствие этого они часто
применяются вместе с жидкими смолами илн с ними
работают при повышенных температурах. На рис. 8-3
показана зависимость вязкости двух коммерческих
полиамидов жирных кислот от температуры.
При комнатной температуре можно получить
время жизни больших количеств готовых смесей поли-
амидов жирных кислот н DGEBA от I до 2 ч При
массе, равной 4 кг, время жизни будет около 90 мин,
а наибольшая температура экзотермической реакции
будет около 150 °C. Время жизни прн более высоких
температурах будет соответственно короче и попадет
в тот же общий диапазон, ожидаемый для алифатиче
ских волнамидов, вступающих в реакцию при комнат-
ной температуре. Типичные циклы отверждения для
тонких пленок колеблются от 20 мин прн 150 °C до
3 ч при 65 °C. Большие массы не требуют внешнего
тепла для отверждения.
Полиамиды жирных кислот наиболее часто испопь
зуются в качестве отвердителей глицндно-эфнрных
эпоксмных смол, хотя считается, что они обеопечн
ваюг удовлетворительное отверждение в тонких плен-
ках *рн температуре 175 °C прн использовании их
Рис. 8-3. Зависимость вязкости от тем-
пературы для коммерческих полиамидов
жирных кислот [Л. 8-1].
пекулярная масса 400): 4 — полисульфид (а
пекулярная масса 1000).
лани (Л. 8-25].
Полиамиды жирных кислот в качестве отвердите-
лей находят наибольшее применение в строительных
целях в качестве клеев для общих целей, в качестве
связующего для швов (Л. 8-52] и в качестве отверди-
теля для покрытий. В покрытиях предпочтительны
полиамиды жирных кислот с более низкими аминными
числами. Если аминные числа равны приблизительно
300, свойства в пленках сравнительно неудовлетвори-
тельны (Л. 8-21]
В отличие от ^модифицированных полнамннов и
амндополиаминов полиамиды жирных кислот, полу-
ченные из ненасыщенных димерных кислот и полнами-
нов, ие являются сильными раздражителями кожи.
Разжижение амидов
Из-за высокой визкости полиамидов жирных кис-
лот и некоторых имидазолов для удобства обработки
желательно уменьшить их низкость Это обычно дости-
гается применением нескольких частей нереактивиого
разжижителя, такого как дибутилфталат (Л. 8-46] илн
третичный амин. В литературе упоминается, что вяз-
кость можно в какой-то мере уменьшить, увеличив
в то же время нагревостойкость, путем реакции поли-
амида жирной кислоты с ароматическим амином прн
температуре около 150 °C (Л. 8 41]. Иногда снижение
вязкости может быть получено в результате реакции
части активных водородных атомов с моиоэпоксидной
смолой (Л. 8-49, 8-76] или с акрилонитрилом через
цианоэтилнрукмцую группу (см. гл. 5) (Л. 8-71]. Фор-
мальдегид считается разжижителем, удлиняющим жиз-
неспособность композиций эпоксидной смолы с поли-
амидом жирной кислоты, применяемых для покрытий
поверхностей, и сокращающим в то же время срок
сушки пленок (Л. 8-19].
Ускорение
Полиамиды жирных кислот и имидазолы дают
очень медленное отверждение в небольших массах, и
часто бывает желательно увеличить скорость реакции.
114
Гл. 8. Амиды е каяестее отвердителей эпоксидных смол
Продолжение табл 8-9
Ускоряющее действие различных добавок на
отверждение смеси DGEBA н имидазола [Л. 8-37]
Раотермв-
кислоты, малеиновая
Различные компаунды
этиленсульфит
ацетнитрил
нитрометан
нитробе л
Химостойкость DGEBA, отвержденного смесью
диметиламииэтанола и полиамида жирной кислоты
в соотношении 30/70 (аминное 41
225) [Л. 2-1]
Добайн (если ие оговорено
особо, прн 6,6%)
Кислоты:
муравьиная
уксусная .
масляная
каприновая .
молочная (иеочищен-
щавелевая, дигидрат
малеиновая
бензойная .
фталеван .
салициловая
р-толуол-сульфокисло-
та одноосновная . ,
Спирты и фенолы:
вода, 5% . . .
метиловый спирт ,
пропан-1,2- диол-поли-
этиленгликоль,
масса 300
глицерин
резорцин
Амиды и сульфамиды:
ацетамид . < . .
диметилформамид.
мочевина 2%-ная .
полиамид жирной кис-
лоты 5%-ный..........
салициламид .........
бензосульфамид . . .
N-этл-о- и р-толуол-
сульфамиды...........
Амииоспирты (оксиами-
ны):
диэтаноламин . .
триэтаиодаман . .
три (гидрокснметил)
амияометаи . . .
о-аминофевол . .
р-аминофенол . ,
ш-диэтиламииофенол
раствор гидроокиси
Различные компаунды:
толуол.
диоксая
метиленэтилкетон
этилацетат. . .
Этого можно достичь путем добавления небольших
количеств первичных алифатических полиаминов нли
третичных аминов, путем добавления фенолов или дру-
гих катализаторов. Феиолсодержащие третичные амины
являются наиболее предпочтительными [Л. 8-55].
В табл. 8-9 показано ускоряющее действие ряда та-
ких химикалиев
Использование амидов в аминоамидных смесях
Полиамиды жирных кислот и имидазолы часто
используются в смесях с третичными аминами, причем
третичные амины присутствуют в значительном коли-
честве. Типичной смесью является смесь диметиламвн-
этанола (Л. 8-44] с полиамидом жириой кислоты
(с аминным числом примерно 225) всоотношеини 30/70.
Эта смесь (10 частей) затем используется дли отвер-
ждения DGEBA. Смесь обеспечивает вязкость при
комнатной температуре около 800 спз. Время жизни
в какой-то мере уменьшается, а температура экзотер-
мической реакции повышается. Физические свойства
отиерждеииой системы находятся в тех же общих
пределах, что и физические свойства полиамида жириой
кислоты, хотя наблюдается некоторое повышение теп-
лостойкости, температура размягчения около 100 °C.
Химическая стойкость этой системы приведена
в табл. 8-.10. Подобно полиамидам жирных кислот
смеси диметиламииэтанола не ивлнются сильными раз-
дражителями кожи.
Кипящая вода
NaOH 20%-ный
HNO, 5%-ная
Уксусная кислота
10%-ная
НС1 30%-ная
Толуол
Меламины и другие отвердители типа цис-триазина
Конечно, возможно и множество других смесей.
Приведем только один пример: смесь амина жирного
ряда с радикалами углеводорода алифатического ряда
от 8 до 22 атомов углерода и полиамидов жирных кис-
лот [Л. 847].
МОЧЕВИНЫ, ЗАМЕЩЕННЫЕ МОЧЕВИНЫ
И МОЧЕВИНО-ФОРМАЛЬДЕГИДНЫЕ
ОТВЕРДИТЕЛИ
Мочевина
Мочевина, или карбамид, может вступать в реак-
цию с эпоксидными смолами при повышенных темпе-
ратурах. Для получения отвержденных продуктов
(Л. 8-16] она может использоваться в стехиометриче-
ских или меньших отношениях. Однако более часто
мочевина вступает в реакцию с формальдегидом и
продукты этой реакции используются в качестве отвер
днтелей.
МЕЛАМИНЫ И ДРУГИЕ ОТВЕРДИТЕЛИ ТИПА
ЦИС-ТРИАЗИНА
Меламины
Амид циануровой кислоты — меламин используется
в качестве отвердителя эпоксидных смол (Л. 8-10,
8-36]; отверждение может быть ускорено гидроокисью
иатрня (едким иатром) (Л. 8-27].
Мочевино-формалъдегид
Мочевино-формальдегидные компаунды получают
из реакции мочевины и формальдегида, в результате
образуются амидоподобные продукты структур:
HSNCNH,
MmiBwx
h2ncnhch,oh
Метилоловые группы в этих компаундах при ....
греве способны конденсироваться с гидроксильными
группами, что доказывает их ценность в роли отверди
телей высокомолекулярных смол DGEBA (Л. 8-8, 8-9,
8-24]. Мочевино-формальдегидные продукты реакции
могут использоваться в качестве катализаторов при
отверждении ангидридов « вместе с полиэфирами
с короткой цепью, оканчивающейся молекулой кислоты,
в качестве соотвердителей дли эпоксидированного
новолака горячей сушки, используемого для покрытий
(Л. 8-64].
Замещенные мочевины
Замещенные мочевины общей формулы
О
RHNCNHR
Замещенные ночеВи"»
тле- R=I-bI2 атомов углерода, участвовавших в реак-
ции с органической кислотой в таких пропорциях, что-
бы сохранилось «есколько вторичных амидных групп.
После этого этн мочевино-амиды использовались в ка-
честве отвердителей DGEBA для обеспечения времени
жизни, равного 8 суткам при 65 °C; отвержденные про-
дукты обладали повышенной стойкостью к термоуда-
рам [Л. 8-28].
Более предпочтительным, одиако, яаляетси (V.W-ди-
аллилмеламин, чем меламин. W.W-дналлилмеламин
обеспечивает длительное время жизни и быстрое отвер-
ждение прн 130 °C с DGEBA, как показано на рнс 8-4.
В табл. 8-11 приведены физические свойства отвер-
жденных систем. Разработаны разжиженные системы
с DGEBA, применяемые для покрытий (Л. 8-65].
Таблица 8-11
Зависимость физических свойств DGEBA от
концентрации N.N-диаллил меламина [Л. 8-73]
(Л. 8-73!. Цифры у кривых — ча-
сти отвердителя иа 100 частей
116
Гл. 8. Амиды в
Подобно мочевине меламин может конденсировать-
ся с формальдегидом; полученная в результате этого
меламино-формальдегидиая смола может использовать-
ся в качестве отвердителя в эпоксидных композициях,
применяемых для покрытий (Л. 8-8, 8-90].
Гексаметоксиметилмеламин
Продукты конденсации меламинов с избыточным
формальдегидам могут затем реагировать с избыточ-
ным метиловым спиртом, в результате чего образуется
гексаметоксиметилмеламин, который может использо-
ваться в присутствии кислого катализатора в качестве
отвердители для высокомолекулярных смол DGEBA,
содержащих гидроксильные группы; реакция происхо-
дит в результате конденсации с гидроксильными груп-
пами. Гексаметоксиметилмеламин считается совмести-
мым с DGEBA и сложными эфирами DGEBA. Он счн
тается лучшим отвердителем для отверждения лаков
горячей сушки, чем моче'внио-формальдегидные смолы
cn(chzoch3)2
5Г N
(CH3OCH2)2NC^ zCN(CH2OCH3)2
N
Гекамттам^пилтламин
Цианурат триаллиловой кислоты
Цианурат триаллиловой кислоты используется
в качестве отвердителя эпоксидных смол, обеспечиваю
щего длительную .жизнеспособность. Отвержденные им
композиции обладают улучшенными свойствами прн
повышенных температурах (Л. 8-18].
г=СНСН2ОС^ ^СОСН2СН=СН2
N. /N
Цианурат триаллилойой кислоты
Хлорид циануровой кислоты
Считается, что хлорид циануровой кислоты явля
ется латентным отвердителем для DGEBA (Л. 8-57].
Гуанамины
К отвердителям эпоксидных-смол-относятся раз-
личные гуанамины {Л. 8-96], кроме W/V-дналлилмел-
- амина. Типичными являются структуры, содержащие
алифатические цепи с вторичными аминами или без
них [Л. 8-72] и более высоко функциональные виды
следующей общей структурной формулы:
где R —из димерной ненасыщенной жирной кислоты
[Л. 8-67]. Кроме того, в качестве отвердителей эпо-
ксидных смол особо отмечались какаогуанамнны (це-
почки, содержащие от 16 до 18 атомов углерода)
(Л. 8-86, 8-91]. 2-феинл-4,6-диамино-цнс-триазнн (беизо-
гуанамия) считается отвердителем (Л. 8-100]. Это дает
удлинение полимеризации; время гелеобразования при
177’С может быть равным 30 мин; отверждение про-
исходит при 205 "С (Л. 8-98]. 2,4-диамнио-6-(2,5-эидо-
метилеи-3-циклогексннил)-цис-триазин (Л. 8-94] также
упоминается как отвердитель. В более общем виде
отмечается, что от 5 до 20% по весу гуанаминов
отверждают смолы на основе DGEBA прн температу-
{>ах от 80 до 120 °C в течение времени от 3 до 10 ч
Л. 8-93]
ДИЦИАНДИАМИД
Из более сложных неполимерных аминов в отли-
чие от мочевин и меламинов в технологии производ-
ства эпоксидных смол наиболее часто используется
дициандиамид:
Г
h2ncnhc=n
Дициандиамид
Дициандиамид отверждается по всем четырем
азотсодержащим функциональным группам и потреб-
ляет как эпоксидные, так и гидроксильные группы
в смоле. Конечная реакция поперечных сшивок дает
гуаниднлмочевннные группы — С=О—NH—R (Л. 8-84,
Дициандиамид используется с твердыми эпоксид-
ными смолами на основе DGEBA для производства
слоистого пластика, так как он обеспечивает удлинение
полимеризации при комнатной температуре и быстро
отверждается при 145—165 °C. С такими твердыми
смолами он обычно используется в виде раствора. Он
растворяется в растворителе, например в водном
растворе ацетона или диметилформамиде. Могут исполь-
зоваться также эфиры, содержащие гидроксильные
группы (Л. 8-77]. Дли применения с жидкими смолами
ои может быть растворен в аминах, таких как амнио-
этилпиперазии.
При перемешивании с DGEBA дициандиамид обес-
печивает жизнеспособность- смеси около 24 ч, после
этого он выделяется. Есдн его перетереть в системе
с достаточной тщательностью, то система может со-
держаться в одном сосуде н быть стабильной в тече-
ние по крайней мере 6 мес. Такие системы, храня-
щиеся в одном сосуде, используются в качестве клеев,
ио если любую из субстанций нагреть до температуры
отверждении, то нагрев экзотермической реакции фак-
тически тге "контролируется. Такие отвержденные си-
стемы обеспечивают температуры размягчении, равные
примерно 125 °C
Дициандиамид используется в качестве катализа-
тора для смесей эпоксидной смолы с ангидридом
(Л. 8-12] и эпоксидной смолы с формальдегидом
(Л. 8-5].
АКРИЛАМИДЫ
Полимеризующиеся амиды, такие как акриламид,
упоминаются в качестве отвердителей для DGEBA
(Л. 8-34]. Такие полимеризующиеся амиды реагируют
с иенасг- еи”>’““ “"мпг” •» ]Л. 8-40]; продукт,
получакм_.йся . 1ьт., г .дин с формальдеги-
дом, используется а поке*вны.х таках
Имины втилена
117
ИМИДАЗОЛЫ
Замещенные имидазолы упоминаются в качестве
отвердителей для эпоксидных смол; они обеспечивают
время жизни с DGEBA от 2 до 20 суток в зависимости
от типа замещенного имидазола и отверждаются
в течение примерно 2 ч прн 100 °C. Замещенные ими-
дазолы могут быть использованы в качестве катали-
заторов для отверждения ангидридов.
В табл. 8-12 приведены свойства DGEBA, отвер-
жденного 2-этнл-4-метилнмидазолом.
N—СНО,3
СНзСНгСч^С
Z-ртил-Ь-ме ин а ал
Прн использовании в небольших количествах
с DGEBA имидазолы обычно дают температуры теп
левой деформации до 150 °C, а другие их свойства прн
повышенных температурах находятся в пределах, ожи-
даемых прн отверждении ароматическими аминами
Свойства DGEBA, отвержденного
2-этил-4-метилимидазолом [Л. 2-6]
Отвердитель, раяаш отвержде-
4/66+2/120
используются в количестве примерно 12 частей при
отверждении DGEBA для клеев. Отверждение проис-
ходит в течение примерно часа при 150 °C. Отвержден-
ный продукт обладает хорошей • прочностью сцепления
и сохраняет свойства до 150 “С ]Л. 8-50].
Днгндразиды с более длинными цепочками следую-
щей структуры
h2nnhc(ghz)4cnhnhz
ДигидразиЗ айилиновой кислоты
обеспечивают время жизни с DGEBA около 4 мес. или
более при комнатной температуре [Л. 8-30]. Эти систе-
мы могут быть более быстро отверждены без значи-
тельного уменьшения времени жизни путем использо-
вания октата свинца и продукта, полученного в резуль-
тате реакции равных молярных весов октата цинка
н днэтнламннопропиламииа.
ГУАНИДИНЫ
Такие компаунды, как тетраметилгуанидии и геп-
таметилизобигуани гуаиидиииую струк-
туру
Температура тепловой де-
формации. °C ....
Предел прочности при
растяжении, кгс/см1:
при 23°С . .
при 100° С.........
Модуль упругости при
растяжении, кгс см*-
при 23° С .............
по
130
400
Удлинение прн разрыве.
35860
10550
37970
9140
37970
были признаны эффективными катализаторами при
отверждении DGEBA при повышенных температурах.
Они используются в количестве 0,5—2 частей н обес-
печивают время жизин при комнатной температуре
более 4 ч; отверждение происходит в течение около 1 ч
при 160 "С. Температура тепловой деформации от 80
до 90 °C (Л. 8-97].
НИТРОЗАМИНЫ
Ненасыщенные этиленом а, Р-иитрозамины, т. е.
ержащие следующую группу
при 100°С .........
Предел прочности при
статическом изгибе,
кгс/см1 ...............
Модуль упругости при
изгибе, кгс/см* ....
1477
1409
Ншпрозаншюм группа
37970
39584
упоминаются в качестве отвердителей, реагирующих
с эпоксидными смолами в присутствии света (Л. 8-58].
„„„.„..„ость достигается прн
жидкости, вязкость которой
находится в пределах от 4 000 до 8000 спз и которая
обеспечивает длительное ьремя жизни (Л. 8-95].
ИМИНЫ ЭТИЛЕНА
ГИДРАЗИДЫ
Гидразиды, формула которых
Полиалкидные имины используются с эпоксидными
смолами дли обработки тканей (Л. 8-22]
Зтил - ни! аягрцппа
HZNNHCNHNHZ
Kaptozuipaiui
а эфиры, содержащие этиленимидяые группы, упомииа
ются в качестве отвердителей ]Л. 8-33].
Гл. 9 Кислотные отвердители для эпоксидных смол
ТИОМОЧЕВИНЫ
Обнаружено, что политиомочевины (на основе
реакции диамина алифатического ряда с сероутлеро
дом), структурная формула которых
—^NHCNHR-j—
реагируют с DGEBA. Более реакционноспособные
•политиомочевины отверждаются при комнатной темпе
ратуре (Л. 8-42].
СУЛЬФАМИДЫ
Сульфамиды, имеющие структурную формулу
могут использоваться в качестве отвердителя эпоксид-
ных смол DGEBA (Л. 8-15] или же могут реагировать
с формальдегидом [Л. 8-7, 8-26]; продукт этой реакции,
подобно мочевино-меламнио -и фенолформальдегид-
ным компаундам, может использоваться в качестве
отвердителя для эпоксидных смол на основе спирта
многоатомного полиэфира для покровных лаков.
ВЫВОДЫ
Амиды как класс обеспечивают малую реактив-
ность даже с эпоксидными смолами иа основе глици-
дилового эфира (эфира эпигидринового спирта). Обыч-
но они используются в системах, отверждающихся при
повышенных температурах, и дают удлинение полиме-
ризации при комнатной температуре. Мономерные
амиды находит применение в клеях и слоистых пла-
стиках. Мочевнно-формальдегидные и меламнно-фор-
мальдегидные смолы широко применяются в покровных
Амиды жирных кислот, получаемые обычно нз
жирных кислот и первичных алифатических полнам
нов, используются в качестве отвердителей при ком-
натной температуре. Эти компаунды содержат сво-
бодные первичные и вторичные реакционноспособные
аминные группы. С увеличением степени амидирования
реакционная способность уменьшается, а ударнаи виз-
кость и гибкость результирующей отвержденной эпо-
ксидной смолы возрастают. Более высоко модифициро-
ванные материалы не вызывают раздражения кожи.
Амиды обычно применяются с эпоксидными смо-
лами на основе глицидилового эфира и реже с эпо-
ксидированными смолами иа основе кислот олефино-
вого рида.
Глава оевятая
КИСЛОТНЫЕ ОТВЕРДИТЕЛИ ДЛЯ
ЭПОКСИДНЫХ смол
Большим и разнообразным классам отвердителей
для эпоксидных смол является «ласс кислотных отвер
дителей. К нему относятся кислоты Льюиса (или
Фридель — Крафтса), действующие каталитически, фе-
нолы, неорганические (или минеральные) и карбоновые
кислоты. В широком смысле кислоты Льюиса и их
соединения включают различные соединения бора,
металлоорганические соедниения и амфотерные окислы
КИСЛОТЫ ЛЬЮИСА И ИХ СОЕДИНЕНИЯ
Кислоты Льюиса
Используемые в технологии производства эпоксид-
ных смол кислоты Льюиса состоят из таких соедине
ний, как хлористый алюминий, бромистый алюминий,
хлористый цинк, трехфтористый бор, четыреххлористый
кремний, четыреххлористое олово, хлористое железо и
четырехбромистый титан.
Возможно, что кислота Льюиса, действующая ка-
талитически, соединяется координационной связью
с эпоксидным кислородом и (ялн) кислородом сосед
ней гидроксильной группы и содействует переносу
протона и образованию эфирной связи. Кислоты Льюиса
отличаются от оснований Льюиса (например, третич-
ных аминов) тем, что оии являются эффективными
катализаторами для смол иа основе глицидилового
эфира, а также линейных (Л. S-I09] и циклических
(Л. 9-8, 9-79] эпоксидированных смол на основе кис-
лот олефинового рида. Из-за того, что кислоты Льюиса
служат только для содействия переносу водорода,
в отличие от оснований Льюиса они не снижают функ-
циональность системы и вообще могут использоваться
в меньших концентрацних, чем основания Льюиса.
Более реакционноспособные кислоты Льюиса при
комнатной температуре обеспечивают протекание экзо-
термических реакций как со смолами на основе глици-
дилового эфира, так и с эпоксидированными смолами
иа основе кислот олефинового рида. Вследствие этого
они могут использоваться в качестве отвердителей
только для небольших количеств, когда могут допу-
скаться времена жизни, равные примерно 30 сек. Прн
больших массах температура экзотермической реакции
довольно велика, что затрудняет возможность их при-
менении. Одиако с высокомолекулярными смолами,
содержащими большое количество гидроксильных
групп, смола может принимать дезактивационную
характеристику многоатомного спирта (Л. 9-59], и для
достижении удовлетворительной скорости реакции
могут потребоваться повышенные температуры. В слу-
чае систем, содержащих большое число гидроксильных
групп, возможно также, что содержание воды может
стать критическим и для удаления воды из системы
потребуется повышение температуры. Проведенные
авторами исследования показали, что, по-вяднмому,
вряд лн избыток воды вызовет затруднения с кисло-
той Льюиса и прокотирует предпочтительно гидролиз
Кислоты Льюиса и их соединения
119
эпоксидных групп, который в этих условиях происхо-
дит, по-видимому, очень медленно. До тех пор пока
вода не удалена, основное действие состоит в потреб-
лении эпоксидных групп, происходящем медленно в по-
бочных реакциях, что не способствует поперечному
сшиванию.
Обычно кислоты Льюиса применяются в качестве
отаерднтелей в сочетании с каким-нибудь переносчи-
ком-растворителем. Например, четыреххлористое олово
может быть смешано с многоатомными спиртами для
получения времени гелеобразования при 37 °C от 1
до 5 мин, в зависимости от концентрации многоатом-
ного спирта и катализатора (Л. 9-113]. Пятихлористая
сурьма считается эффективной прн переносе в трн-
этилеигляколе (Л. 9-149]. Аддукты моио- и диэпоксндов
с трехфтористым бором и борофтористоводородной
кислотой могут быть растворены в растворителях
(Л. 9-1141]. Обнаружено, что треххлорнстач сурьма,
одна нз наиболее инертных кислот Льюиса, обеспечи-
вает в смеси с МЕК-перекисью время гелеобразования
с DGEBA около 4 ч при комнатной температуре
(Л. 9-116].
Кислоты Льюнса вызвали значительный интерес
в качестве отвердителей для эпоксидных смол в вод-
ной среде для обработки ткани, где желательно вы-
звать реакцию эпоксидных смол с гидроксильными
группами в волокнах ]Л. 9-39]. Было обнаружено, что
для этой цели лучшими катализаторами для DGEBA
(молекулярная масса 950) являются фтористый борат
цинка, магния н алюминия. Фтористый борат цинка
пригоден также для использования с бис-(2,3-эпоксн-
циклопентаи) -эфиром для обработки ткаией (Л. 9-170].
Для удаления воды используется отверждение при
повышенных температурах./
Вследствие большой скорости реакции кислот
Льюиса с эпоксидными смолами желательно каким-то
образом снизить реакционную способность в тех слу-
чаях, когда дли этой цели не может быть использо-
вана вода.
Блокированные кислоты Льюиса
Для снижения реакционной способности кислот
Льюиса могут использоваться различные способы.
Обычно такие блокированные соединения не реаги-
руют или медлеиио реагируют при комнатной темпе
ратуре. В специальных случаях может использоваться
временная блокировка, цель которой — удлинить время
жизни для того, чтобы иметь больше времени дли
перемешивания, но отверждение все же проходит при
комнатной температуре. Одним из способов достиже-
ния отверждении является абсорбирование диэтилового
эфира трехфтористого бора BF>O(C>Hb)> в носителе
частиц, таком как пемза, и покрытие носителя парафи-
ном. При введении в смолу кислота Льюиса вытекает
нз капсулы и инициирует экзотермическую реакцию,
во время которой происходит плавление парафниа, это
в свою очередь освобождает отвердитель [Л. 9-42].
Конечно, этот метод пригоден также и при использова-
нии других отвердителей [Л. 9-72, 9-128, 9-129]. Кроме
того, отверждение при комнатной температуре может
быть осуществлено путем блокирования трехфтористого
бора тетрагидрофураном с раскрытием фуранового
кольца, прн этом группа— (CHz)s—О—ведет себя
как удлинитель цепи (Л. 9-57].
Более широко используемый метод снижения реак-
ционной способности обеспечивает получение комплек-
сов кислоты Льюнса с аминами. Такие блокированные
соединения обеспечивают увеличение времени полиме-
ризации при комнатной температуре, ио вызывают
быстрое отверждение при повышении температуры до
такой, при которой комплексное соединение распа-
дается (Л. 9-100]. Такие комплексные соединения могут
быть получены с аминами (Л. 9-43], ангидридами
[Л. 9-73] и дициандиамидными отвердителями [Л. 9-151].
Возможно, что отверждение я ускорение получаются
не только за счет кислоты Льюиса, ио также я вслед-
ствие влияния третичного азота и присутствующих
первичных и вторичных аминов.
Обычно в комплексном соединении с аминами
в качестве кислоты Льюиса используют трехфтористый
бор (Л. 9-22]. Предлагаютси различные комплексные
соединения, различающиеся по температуре диссоциа-
ции: от моноэтиламидного комплексного соединения,
диссоциирующегося при температуре примерно ЭСС,
до пиридинного комплексного соединения, диссоциирую-
щегося при температуре выше 300 °C. Могут исполь-
зоваться различные смеси комплексных соединений
трехфторнстого бора с амином, например смесь моно-
этиламинного комплексного соединения с комплексным
соединением пиперидина [Л. 9-85].
Комплексы трехфтористого бора с аминами гото-
вят путем смешения этерата трехфторнстого бора
с аминами в растворителях в нормальных условиях
илн путем введении трехфторнстого бора в раствор
амина в среде азота при минус 20—50 “С. Ряд испы-
таний, проведенных с различными аддуктами трех-
фтористого бора и амина, выявил большие различия
в реакционной способности этих аддуктов по отноше-
нию к DGEBA при температурах от 120 до 150 °C,
причем аддукт бензиламина наиболее патентен
(Л. 9-1168]. Вообще аддукты трехфтористого бора
с анилином и его производными реагируют с эпоксид-
ными смолами при комнатной температуре [Л. 9-168].
Было обнаружено, что моногидрофтористый борат
обеспечивает стойкие аддукты с ароматическими ами-
нами, такими как MPDA (Л. 9-159]. Вышеупомянутые
аддукты могут быть стабилизированы путем добавле-
ния избыточиого амина, причем стабилизирующий
эффект снижает также реакционную способность при
повышенных температурах.
Прн отверждении комплексными соединениями
PFs, AsFj и SbFs с аминами требуются более высокие
температуры, чем при отверждении комплексным со-
единением BFS (Л. 9-1751.
Представителем комплексных отвердителей явли-
ются BFa-моноэтиламии и JBFa-пиперидин.
BFi-монозтиламин (BFiMEA)
Моиоэтиламии трехфторнстого бора представляет
собой твердое кристаллическое вещество желто-белого
цвета, плавящееся при температуре, близкой к темпе-
ратуре диссоциации (около 90 °C). При воздействии
влажного воздуха он гидролизуется до вязкой жид-
кости, непригодной для использования в качестве
отиердителя.
5 н
•f-b:nch2ch3
условиях iBFsMEA растворяется
Для небольших партий процедура
В нормальных
в эпоксидной смоле. „ ---- ------,-----.----Jr_
состоит в нагревании смолы примерно до 85 °C и вве-
дении ее при перемешивании в отвердитель. После
введения и тщательного перемешивания катвлизатора
смесь охлаждается до комнатной температуры. В слу-
чае больших партий берут около 3 частей катализа-
тора иа 100 частей смолы и вводят в примерно 5 частей
смолы, предварительно нагретой приблизительно до
50 °C, и перемешивают; получается гладкая паста,
которая затем может быть добавлена к остальной
120
Гл. 9. Кислотные отвердители для эпоксидных смол
Ю го 30 io SO
’ BFjMEA.a
фурфурольный спирт, ЮОе
Рис. 9-1. Растворимость
BFBMEA в фурфуроль-
ном спирте [Л. 9-103].
части смолы, нагретой до 85 °C. Вместо этого BFsMEA
может быть растворен в носителе с большим содер-
жанием гидроксильных групп, таком как гликоль
[Л. 9-51], фуриловый спирт или бис(тетрагидрофурил)-
фталат (Л. 9-64], и этот раствор используется в ка-
честве отвердителя. На рис. 9-1 приведена типичная
кривая растворимости. Носитель обычно снижает вяз-
кость. В случае если его берут примерно 10 частей на
100 частей смолы, то ои придает некоторую эластич-
ность отвержденной системе. Так как носитель явля-
ется сореагирующим веществом через гидроксильные
группы с эпоксидной смолой, снижение свойств отвер-
жденных продуктов меньше, чем снижение, получаемое
с иереагирующим разбавителем. На рис. 9-С показано
типичное снижение вязкости DGEBA, получаемое при
использовании фурилового спирта. На рнс. 9-3 пока-
зано влияние увеличения количества спирта иа предел
прочности при статическом изгибе отвержденной систе-
мы. Увеличение прочности может быть достигнуто
вследствие полимеризации по двойным связям спирта.
Прн использовании с DGEBA BF«MEA может
рассматриваться как полуактивиый катализатор. Опти-
мальные свойстиа (хроме иагреностойкости) достига-
ются при использовании примерно 3 частей BFsMEA
на 100 частей смолы. При такой концентрации в конце
6-месячного хранения при комнатной температуре
произойдет значительное увеличение вязкости. На
- рис. 9-4 показана зависимость вязкости от концентра-
ции катализатора в условиих хранения прн наиболь-
шей комнатной температуре. Некоторые наполнители
прн соприкосновении с катализатором могут в некото-
рой степени нейтрализовать его действие, поэтому
следует избегать применения в композиции таких на-
полнителей, как слюда, асбест и щелочные материалы,
например углекислого кальция. Тенденции BFsMEA
прокотировать DGEBA с успехом используетсн при
производстве слоистых пластиков. Высокомолекуляр-
ные смолы готовят путем нагревания DGEBA с BFsMEA
до нужной вязкости и охлаждения для получения
гелеобразного материала, высыхающего при комнатной
температуре (Л. 9-126].
Со смолами на основе глицидилового эфира реак-
ция отверждения начинается быстро и сильно зависит
от температуры. Например, при использовании 3 частей
BFsMEA на 100 частей DGEBA отверждение массы
в 3 а прн 230“С произойдет за 2 мин. При' массе
в 25 г увеличение температуры отверждении от 100
до 407 °C снижает время гелеобразования с 3 ч до
30 мин, пропорционально этому снижается н время
отверждения. Реакцию довольно трудно контролиро-
вать, и воспроизводимость будет зависеть от точности
измерения компонентов и от удаления следов влаги
в катализаторе до введения его в смолу. Когда имеют
е о с большими массам и ол ив м
ператур в начале перноди отверждении приводит
к таким высоким температурам экзотермической реак-
ции, которые ухудшают физические свойства; чем
больше масса, тем серьезнее последствия.'
Вследствие экзотермической реакции системы
BFsMEA— DGEBA желатинируют прн температуре
примерно 120 Т с последующим дополнительным отвер-
Фурфурольный спирт, %
Рис. 9-3. Влияние фурфурольного
спирта иа предел прочности при
статическом изгибе DGEBA, от-
вержденного BFsMEA (Л. 9-103].
Недели
Рис. 9-4. Зависимость вязкости
жидкого эпоксидированного иово-
лака, ускоренного BFsMEA, от
времени при 43’С [Л. 2-7].
Кислоты Льюиса и их соединения
ждением. Обычно чем выше температура дополнитель-
ного отверждения (в практических пределах), тем
выше температура тепловой деформации (см. табл. 9-1).
С DGEBA при дополнительном отверждении в течение
4 ч температура тепловой деформации будет примерно
Температура тепловой деформации DGEBA,
отвержденного BF.MEA [Л. 2-4]
Температура теплотой деформации. 'С
BR4MEA
Рнс 9-5. Сравнительные радиа-
ционные стойкости DGEBA,
отвержденного BFSMEA, и других
систем DGEBA, обладающих ма-
лой радиационной стойкостью
• ]Л. 9-84].
/ — соль кислоты DMP-30; 2 —смесь
MPDA и MDA. 3 — пиперидин; 4 —
BFSMEA. 5 —аддукт алифатического
на 25 °C «иже
выбранной
дололинтель-
.... ___, _ температуры
него отверждения в диапазоне от 125 до------------
чалось (Л. 9-110], что температуры тепловой деформа-
ции могут быть повышены путем добавления около
4 частей трнарнлфоофнта
Несмотря на сравнительно высокие температуры
тепловой деформации нагревостойкость довольно пло-
Фианческне свойства DGEBA, отвержденного
BFjMEA [Л. 2-4]
+7/16? 16/93? +^/?W
Температура тепловой деформации. °C . . . 65 128 142
То же после 168 ч при 160 °C, °C 81 210 161
Предел прочности при растяжении, кгс/см2 590 600 590
Удлинение, % 1.8 2.3 2,4
Предел прочности прн статическом изгибе, кгс/см2 1 150 1 140 1400
Ударная вязкость по Изоду, кгс-см/см . . 1.6 1,45 1,93
Твердость по Роквеллу (шкала М) 93 108 112
Потеря массы через 168 ч при 150° С, % . . . . 0,71 0,24 0,38
хая в для максимальной нагревостойкостн предпочти
тельны меньшне концентрации отвердителя [Л. Э-Н”
что приводит к необходимости сравнительно длите,
них циклов отверждения прн высоких температурах
Во время таких процессов отверждения возможно, что
какой-то процент трехфторнстого бора улетучится из
системы (Л. 9-130]. что отразится на снижении днэлек
трнческой проницаемости и тангенса угла диэлектри-
ческих потерь отвержденной системы. Радиационная
стойкость ниже, чем можно было бы ожидать прн
относительно высоких температурах тепловой дефор-
мации (рис. 9-5).
В табл. 9-2 приведены физические свойства отвер
жданного DGEBA с использованием 1, 3 н 5 частей
BFsMEA. В табл. 9-3 показана хнмостойкость системы,
отвержденной 4 частями катализатора. Дополннтеть-
ные данные относительно хнмостойкостн приведены на
рнс. 9-6. Влияние старения прн высоких температурах
н влияние высоких относительных влажностей на
АистиллироВанная —
Bola I
ВУс-ныишелыи
ристый натрии Г
ВВ%-ная уксусная
кислота |
10%-ный mpuznop-
зтилен .
ZS %-ная соляная
кислота
50/к-ная гидро,-
25 %-ния серная .4
кислота |
Соуо-ный/рор^наль- , <
25 %-ная хромо- Ф-О
_ бая кислота
25,5%-нье квасцы к-
Изменение массы,%
Рис. 9-6. Изменение массы DGEBA,
отвержденного BF3MEA (через 180 су-
ток после погружения) (Л. 9-6].
122
Гл. 9. Кислотные отвердители для эпоксидных смол
Таблица 9-3
Химостойкость DGEBA, отвержденного 4 частями
BF.MEA [Л. 2-1]
После выдержки в жидкости в те генне 6 мес. Изменение преде- ла прочности при
Стойкость к действию солей:
10%-ный хлористый натрий . . . +8
25%-ный хлористый натрий . . . —3
10%-ный бисульфит иатрая . . . Стойкость к действию янслот: +8
3%-ная серная кислота . . 10%-ная серная кислота . . —8
—33
30%-ная серная кислота . . +2
10%-ная соляная кислота . . —4
10%-ная азотная кислота —12
10%-ная ледяная уксусная кислота Стойкость к действию оснований: +20
10%-ная каустическая сода . . 25%-иая каустическая сода . . ±33
25%-ный углекислый натрий . . — 1
25%-ный раствор аммиака .... —16
Стойкость к действию растворителей: —2
бензол этиловый спирт . . +20
этиленгликоль . . +18
Водостойкость:
при 25°С ... —22
в кипящей воде -39
диэлектрическую проницаемость и тангенс угла диэлек
трнческнх потерь показаны на рнс. 9-7 и 9-8, из кото-
рых видно, что влагостойкость относительно низка.
Вообще комплексное соединение BFjMEA более
реакционноспособно с эпоксидированными смолами на
основе кислот олефинового ряда, чем со смолами на
основе глнцидялового эфира. Отверждение происходит
при более низких температурах, и время жизни смеси
снижено.
Рис. 9-7. Зависимость диэлектриче-
ской проницаемости прн 25 °C от ста-
рения для DGEBA отвержденного
BF,MEA ]Л. 9-130].
а — прн нормальной влажности; б — при
96%-ной относительной влажности для
время старения, ч
а) 6)
Рнс. 9-8. Зависимость тангенса угла
диэлектрических потерь при 25 °C и
DCFBA 1 ““ °Т стаРеиня для
DGEBA, °Т(^ж9д“и°го BFbMEA
BFt-пиперидин
С 3,4-эпоксн-6-метнлциклогекснлметнл 34 эпок™
6-метилциклогексаи карбоксилатом и другими эпокси-
дированными смолами иа основе кисгот олеинового
ряда желательно использовать менее реакциониоспо-
сс^ные соединения трехфторнстого бора, та“е к№
п ^₽Пе^ДНН’ст Т° соедниенне ”ри комнатной темпе-
ратуре обладает полулатентиостью, увеличивая прн
этом вязкость от 1500 до 10 000 спз к течение”сГ суток
прн комнатной температуре. Однако добавление жид-
кого многоатомного спирта с концентрацией, равной
30% или более, обеспечит время жизни систем с пони-
женной начальной вязкостью примерно до 4 мес прн
комнатной температуре. Отверждение такой системы
прн температурах от 160 до 5оо°С может быть осу
щестелено в течение 1—4 ч. Изменяя концентрации и
типы многоатомного спирта, можно получать отвер-
жденные продукты. Обладающие различной степенью
эластичности, сочетающейся с хорошим соппотивлр
«нем тепловому удару ]Л. 9-ПИ]. лорошим «опротивле-
Борсодержащие катализаторы, кроме трехфтористого
Комплексы, бор —азот. Было исследовано большое
число соединений бораиов с аминами Было обнаи
жено, что дн- и трнметиламив-бораны (Л 9-1И1
пнрндин-боран, морфолнн-боран и трнсоктнлямнн^лпи
обеспечивают отверждение DGEBA при повышенных
=и₽^окиДТнеНОПпХе°ГЙ ст°й™-™™ра
неиии, хотя они и не представляют преимуществ по
сравнению с комплексными соединениям 2SoPh
стого бора. Эти соединения являются удовлетаорнтель
иыми ускорителями для отверждения в h^cvtctbhh
Я нров1иМадЛеНН° реагиРУют 9 исследован”
олефинового ряда, что, “о-Хмо^ка^ нГто
что основная часть катализа можетУ 6wt отнесена
(Л.С9435, Э-ПвЛ "° М0ГУТ ВЛИЯТЬ На отверждение
Борные кислоты н нх соли могут реагировать
с этаноламннами, образуя амины боратов? обестечн
Кислоты Льюиса и их соединения
вающие латентность прн отверждении смол на основе
глнцидилового эфира при повышенных температурах.
Представителями таких материалов могут служить
триэтаноламин борат [Л 9-30, 9-152], диэтаноламин
борат (Л. 9-106], М-эти л диэтаноламин феннлборат
]Л. 9 62] и другие эфиры борной кислоты ]Л. 9-167].
01
По-видимому, в этих случаях
простран-
......екулы вследст-
вие нагрева, разрушая координационную связь N—B,
освобождая таким образом неделимую пару электро-
нов азота н незаполненные внеядерные электроны бора
для обеспечения по существу отверждения по меха-
низму отверждения основаниями и кислотами Льюиса.
Однако реакция идет довольно медленно даже прн
повышенных температурах и для ускорения реакции
может быть использован катализатор — металло-циклн
ческое соединение с цепью, замкнутой коордннациониы
ми связями концевых атомов [Л. 9-71], для коордииа
цнонной связи с неделимыми парами азота, освобождая
таким образом внеядерные электроны бора. Одним из
таких катализаторов является ацетнлацетонат хрома.
Комплексные соединения окнсн бора с аминами,
такими как днэтнл- или дибутиламнн, обеспечивают
время жизни с DGEBA прн комнатной температуре
примерно в течение 6 мес, но требуют для отвержде-
ния 15—20 ч при температурах от 175 до 200 °C
(Л. 9-135]. Комплексы триметоксибората (ТМОВХ)
с первичными аминами образуют пенистые продукты,
причем ТМОВХ, реагируя с амином, образует связи
B—N с освобождением метилового спирта (Л. 9-127].
Пенистые продукты, образованные из первичных ами-
нов ароматического ряда и ТМОВХ, являются само-
гасящнмн к стабильными до 300 °C. Эти продукты
реакции окиси бора с амином обеспечивают каталити-
ческое отверждение по двухтактному механизму отвер-
ждения между кислотой и основаниями Льюиса
(Л. 9-143].
Комплексные соединения сложного эфира борной
кислоты с азотом тоже используются в качестве скры-
Рис. 9-9. Влияние концентрации
2 (3-днметнламнноэпокси)-«-метил-
КЗ. 2-дноксаборниана иа температу-
ры тепловой деформации нескольких
смол на основе глицидного эфира
[Л. 9-122]. Режим отверждения: 16 ч
прн 120 т:.
/ —. эпоксидированный фенолформальде-
гидный поводах (7-3.3). 2 —DGEBA (мол
масса B20I; 3—DGEBA; «-DGEBA
тых отвердителей для DGEBA, причем азот берется
нз амнна (Л. 9-88] илн ди- илн триалканоламннтитана-
товых эфиров ]Л. 9-36, 9 61], нлн аддукта амина
с кремнием (Л. 9-90]. В этом отношении хорошо себя
проявили такие комплексные соединения, как л-лропнл-
феннлборонат и тригекснленглнкольднборат [Л. 9-144].
В этих случаях отверждение прн повышенных темпе-
ратурах происходит, по-видимому, вследствие реакции
между эпоксидной группой и амином и соединением
бора. Для ускорения реакции могут использоваться
ускорители, такие как BFi-пнпернднн (Л. 9-36]
Довольно подробно был исследован 2-(2-днметнл-
амнноэтокси)-4-метнл-1,3-дноксн-2-боралкил. Это по-
движная жидкость, обеспечивающая время жнзнн
с DGEBA от 1 до 2 ч, отверждающаяся в течение 2—
3 ч при 120 °C (Л. 9-122]. Диапазон температур теп-
ловой деформации лежит в пределах от 100 °C с DGEBA
до 165 °C с эпоксидированным фенолформальдегидным
новолаком (]=3,3). На рис. 9-9 показана завнснмость
температуры размягчения от концентрации отверди
Е‘-
dC ^BOCHzCHjN(CH3) J
хн.—оХ
Амнно-борные отвердители используются со всеми
типами эпоксидных смол, выпускаемых промышлен-
ностью. Типичным является тетра-цис(днметиламнно)
днбор. С этими отвердителями отверждение происхо-
дит мри повышенных температурах (Л. 9-156].
Феинлбораты, такие как
считаются отвердителями (Л. 9-1571, так же как и
амнноборнлбензолы [Л. 9-169]
[(chJ1n]i»-^^-b ["(«lab],
С* [ (Линвягилеггаю «очи]
Соединения бора, не содержащие азота. Из иссле-
дованных безазотных соединений бора окись бора
обеспечивает время жизни с DGEBA в течение не-
скольких суток, быстрое отверждение прн повышенных
температурах н температуры тепловой деформации от
160 до 200 °C [Л. 9-153]. Борная кислота считается
отвердителем для эпоксидированных эфиров жирных
кислот [Л. 9-123] и других эпоксидных смол [Л. 9-147];
обнаружено, что метаборная кислота обеспечивает
отверждение (Л. 9-124]. Бензольная соль борной кис-
лоты отверждает DGEBA прн 150 °C; причем прн этой
температуре образуется пенопласт 1Л. 9-1351. Боргид-
риды натрия и калия в нерастворенном состоянии обла-
дают удовлетворительной реакционной способностью
в растворителе прн внесении в DGEBA 1Л. 9-971.
Алкнлборные кислоты растворяются в эпоксидных смо-
лах, но ие отверждают их. Метиловый эфир борной
кислоты также нереакцнонноспособен, а тетраметоксн-
124
Гл. 9. Кислотные отвердители для впоксидных смол
Рнс. 9-10. Влияние вре-
мени дополнительного
отверждения при 120 °C
клогекснлметил 3,4-эпо-
кси-6-метнлциклогексан
карбоксилата, отверж-
денного трикрезоловым
боратом, на температуру
тепловой деформации
(Л. 9-12].
борат натрия нерастворим
]Л. 9-97]. Было обнаруже-
но, что метилполнборный
эфир обеспечивает время
жизни с DGEBA примерно
30 мин, но для получения
оптимальных свойств тре-
буются относительно дли-
тельные дополнительные от
верждення прн повышенных
температурах (Л. 9-135]. Не-
которые виды реагируют
даже еще более быстро,
обеспечивая время жизни
с DGEBA при комнатной
температуре, равное 1 мин
[Л. 9-179]. Трнкрезиловые
эфиры борной кислоты [Л.
9-164] бурно реагируют с эпо-
ксидированными смолами на
основе кислот олефиново-
го ряда, обеспечивая ко-
роткие времена жизни и
температуры размягчения:
равные 150 °C, с 3,4-эпоксн-
6 - метнл-циклогексил-метил
3,4 эпокси - 6- метнлцнкло-
гексан карбоксилатом, после
дополнительного отвержде-
9-10). Трициклогексилбор-
трифурфурнлборный эфиры и т.д.
отверждают смолы на основе глицидилового эфи-
ра прн температуре 200 °C, а эпоксидированные
смолы на основе кислот олефинового ряда—прн тем-
пературе 100 °C (Л. 9-134, 9-180]. Используются эфиры
тноборной кислоты (Л. 9-173]. Было обнаружено, что,
например, трифеннлборный эфир, тетрафенилборат
натрия с DGEBA дают довольно гибкие продукты
отверждения при повышенных температурах (Л. 9-161].
Из метаборатов общей структуры
прй 120 °C (рис^
как трнметоксиборат (ТМОВХ) [Л. 9-137], так и трн-
бутнлборат [Л. 9-158] обеспечивают отверждение
с DGEBA, причем первый нз них обеспечивает повы-
шенную реакционную способность [Л. 9-135].
Если ТМОВХ рассматривать как ангидрид и
использовать примерно 25 частей на 100 частей DGEBA,
то он обеспечит отверждение прн комнатной темпера-
туре и время гелеобразования будет около 20 мин.
Реакция с 3,4-эпсксн-6-метнлциклогексилметил 3,4-эпо-
ксн-6-метилциклогексан карбоксилатом прн комнатной
температуре будет даже более быстрой, в результате
нее образуются жесткие пенопласты (Л. 9-97]. Вслед-
ствие большой реакционной способности «анлучшне ре-
зультаты получаются при использовании 6—7 частей
ТМОВХ на 100 частей DGEBA, так как в этом случае
происходит значительная этерификация. Прн исполь-
зовании 6,5 частей ТМОВХ на 100 частей дистилля-
ционной смолы образуются бесцветные отливки. Стой-
кость к действию ультрафиолетовых лучей исключи-
тельно высокая для эпоксидной системы, коэффициент
пропускания параллельного пучка света уменьшается
с 0,89 до 0,80 прн воздействии ® течение 520 ч попере-
менно ламп дневного света н затемнения [Л. 9-104].
Хелатные соединения па основе бора считаются
отвердителями для эпоксидных смол. Они разлагаются
прн температурах от 80 до 200 °C, что обеспечивает
отверждение. Типичным соединением этого вида явля-
ется аиетнлаиетонат фтористого бора (Л. 8-142]:
Хотя некоторые из борсодержащнх соединений
обеспечивают латентность, обычно прн отверждении
в их присутствии получаются продукты с довольно
большими диэлектрическими проинцаемостямн н тан-
генсом угла диэлектрических потерь и низкой влаго-
стойкостью.
Соли и окиси металлов
К отвердителям эпоксидных смол отнесены также
соли органических кислот многовалентных металлов
(дибутилдилаурат олова (Л. 9-36], стеарат алюминия
[Л. 9-50], нафтенат олова (Л. 9-38], стеарат цинка
[Л. 9-91]), феноляты [Л. 9-53, 9-165, 9-174], алкоголяты
[Л. 9-32, 9-139], эфиры (Л. 9-96] и алюминат триэтанол-
амина (Л 9-163]. Эти продукты реакции мета плов
в основном предлагаются в качестве отвердителей для
эпоксидных покровных композиций [Л. 9-40], но нх
применение ограничено вследствие нх низкой стойко-
сти к гидролизу. Феноляты нз фенолформальдегида
считаются более стойкими к гидролизу, чем феноляты
из фенола и алкоголяты (Л. 9-52]. Соединения метал-
лов могут использоваться вместе с каким-либо другим
отвердителем. Например, отмечается использование
гнтаната эфира с пиперидином; время жизни системы
с DGEBA при комнатной температуре одни месяц, ио
при повышенных температурах реакция идет довольно
хорошо —по-видимому, титанат и амии образуют ком-
плекс прн комнатной температуре.
Из солей металлов, по-виднмому, наибольшее при-
менение нашел октоат олова SnfOaCCiHisJz Он явля-
ется эффективным катализатором для отверждения
смол, содержащих группы циклогексановых и цнкло-
пеитаиовых окисей. Может быть получено достаточное
время жизни с отверждением прн комнатной темпе-
ратуре без быстрого гелеобразования и неконтролируе-
мых экзотермических реакций ]Л. 9-172]. Октоат олова
также может использоваться в качестве ускорителя
для этих смол, отверждаемых полифункциональнымн
аминами, поликарбоновымн кислотами н ангидридами,
многоатомными фенолами, полнтноламн и полннзоина-
матамн. Октоат олова считается достаточно эффектив-
ным для использования его со смесями эпоксидирован-
ного льняного масла и фталевого ангидрида (Л. 9-181].
Октоат олова (или подобные карбоксилаты, алкоголяты
н феноляты олова) могут быть смешаны с алко1*олята-
ми щелочных металлов, образуя ускорители для цикло-
алифатических эпоксидных смол, отвержденных ангид-
ридами. Эти ускорители обеспечивают большое время
жизни (Л. 9-177]. Типичной композицией может слу-
жить смесь 4 частей алкоголята (из 8,2 г натрия
и 1000 г 3-тндрокснметил-2,4-пентадиола) и 1 части
2-зтнлкалроната цинка. Смесь используется в коли-
честве приблизительно 15 частей на 100 частей смолы
Точный механизм отверждения для этих металло-
органических соединений в литературе не объяснен
Механизм этот, вероятно, сложный, реакция идег
Фенольные отвердители
125
частично через ионы образованных карбоксильных нестойкую группу, которая сразу же реагирует с по-
групп илн алкоголято®. Например, возможно, что алко- добнымн группами внутри системы (Л. 9-148]: см. так-
голяты металлов реагируют следующим образом: же (Л. 9-183].
(Ro)„m-or
+
Бутилтитанат отнесен к отвердителям, хотя воз-
можно, что акгнвность кислоты Льюиса очень мала.
В высокомолекулярных смолах DGEBA бутнлтнтанат
дает быстрое гелеобразование вследствие образования
сложного эфира с гидроксильными группами. Алкнл-
тнтанаты относятся к отаерднтелям для частично эте-
рнфнцированиых высокомолекулярных смол DGEBA
(Л. 9-27] н к соотверднтелям с первичными аминами
для зтнх видов смол (Л. 9-26]. Было обнаружено, что
третичные аминотнтанаты обеспечивают длительное
время жнзнн со смолами DGEBA, отверждение про-
исходит прн 120 °C в течение 16 ч [Л. 9-182].
Бутилтитанат может реагировать с эпоксидными
смолами, содержащими более одной гидроксильной
группы в молекуле, образуя неполный эфир. Такне
неполные эфиры стабильны прн комнатной темпера-
туре в течение нескольких месяцев и могут отвер-
ждаться через эпоксидные группы с такими отверди-
телями, как ангидриды; отвержденные продукты обла-
дают повышенной нагревостойкостью (Л. 9-70].
Кроме упомянутых выше хелатных соединений
бора, в качестве отвердителей используются также
хелатные соединения алюминия (Л. 9-142], а также
хелатные соединения других металлов, такие как сое-
динение ацетнлацетоиат хрома (Л. 9-146]. Алюминат
триэтаноламина был синтезирован в предположении,
что он обеспечит латентность в качестве отвердителя
эпоксидных смол н все же будет более быстро реаги-
ровать,' чем борат триэтаноламина вследствие более
слабой координационной связи алюминия по сравне-
нию с координационной связью бора. Материал дейст-
вительно обеспечил латентность н желировался в тече-
ние времени, в 2—3 раза меньшего, чем время, требуе-
мое для бората триэтаноламина [Л. 9-176].
Амфотерные онислы
Амфотерные окнелы — производные фосфора,
мышьяка, сурьмы, висмута, олова, свинца н германия.
Это соединения, которые могут реагировать и как кис-
лоты, и как основания. В Небольших количествах та-
кие материалы используются в качестве стабилизаторов
ДЛ" эпоксидных композиций, стойких при высоких
те» ературах; в больших количествах они являются
соотверднтелями для ангидридов и других соединений;
пр» использовании в еще больших количествах они
[ЛГ^ТЦ6]СЛУЖНТЬ самостоятельным отвердителем
Наиболее широко используемый амфотерный оки
сел — пятиокись мышьяка [Л. 9-136]. Точный механизм
отаерждення не изучен, хотя известно, что происходит
этерификация. Было обнаружено, что трехсерннстый
мышьяк реагирует таким образом, что сера химически
связана в продукте реакции. Предполагается промежу-
точная ступень, иа которой кислород эпоксидной труп
пы замещается серой, образуя
ФЕНОЛЬНЫЕ ОТВЕРДИТЕЛИ
Двухатомные и трехатомные фе-
нолы считаются отвердителями для
смол на основе глнцидиловых эфиров
[Л. 9-2, 9-3, 9-58, 9 80], для эпокси-
дированных полнбутадненов [Л. 9-47]
н для других эпоксидированных кис-
лот олефинового ряда ]Л. 9-75].
Кроме того, фенолы могут использоваться для
ускорения других реакций отверждения. Отмечено, что
одноатомные фенолы прн нспользоваянн их с ангид-
ридами придают продукту реакции гибкость и при
этом снижается количество требуемого ангидрида
[Л. 9-56J. Одноатомные фенолы заметно ускоряют ско-
рости отверждения в присутствии как алифатических,
так н ароматических полнамннов; отмечено также
использование двухатомных фенолов [Л. 9-5] и 1,3-бис-
(р-гндроксикумил) бензола в качестве сореагнрующнх
веществ для амнпоэпоксидных смесей.
Двухатомные фенолы, такие как бисфенол А и
продукты конденсации двухатомных фенолов н поли-
карбонатов (Л. 9-101], в некоторой степени использу-
ются в качестве отвердителей в существующей техно-
логии, чаще всего с элоксиднрованнымн смолами на
основе кислот олефинового ряда. Однако более часто
используются фенолформальдегидные смолы. Эта сме-
ты могут быть либо иоволачного, либо резольного
Фенольные отвердители
Двухатомные фенолы должны реагировать с дн-
эпоксиднымн смолами так, чтобы образовался простой
эфир через спиртовые гидроксилы, так как функцио-
нальность отаерднтеля не более 2. Как показано на
рнс. 941, при нспользоваянн фенолов в соотношении
1 фенольный гидроксил на 1 эпоксидную группу обра-
зуются довольно слабые поперечные сшивки. Однако
с более высокофункцнональными эпоксидными смо-
лами, такими как эпоксидированные фенолформальде-
гидные соединения с тремя —пятью эпоксидными груп-
пами, двухатомный фенол может удовлетворительно
использоваться в соотношениях 1 : 1.
Обычно двухатомные фенолы используются с дн-
эпоксидиымН смолами прн мольном отношеннн при-
мерно 0,6 к 1, прн этом получается дополнительная
этерификация, описанная в гл. 3. Реакции протекают
медленно даже с элоксиднрованнымн смолами на осно-
ве кислот олефинового ряда. Могут использоваться
катализаторы, способные содейстаовать этерйфнкацин
после селективного истощения феиотьных гидроксилов;
бензнлднметиламнп является обычно более предпочти-
тельным, хотя могут использоваться н соли четвертич-
ного аммония сильных кислот }Л. 9-86] в неорганиче-
ские основания. С эпоксидированными многоатомными
спиртами для ускорения реакция могут использоваться
кислые катализаторы, такие как серная кислота н
четыреххлорнстое олово; третичные амнны с этими
смолами обычно неэффективны как катализаторы.
В случае использования кислых катализаторов прн
расчете количества используемого отвердителя необхо-
димо ]Сг^лать поПРавкУ иа значительную этерификацию
Предлагаются также другие более высокофунк-
цнональные фенолы, полученные путем этерификации
спиртовых двухатомных фенолов (Л. 9-131]. Рассмат-
риваются также продукты прнсоедннення фенолов н
Гл. 9. Кислотные отвердители для эпоксидных смол
ненасыщенных масел или бутадиена (Л. 9-132], а также
полимерфосфонитрилхлорнда (Л. 9-107]:
(к°УУУ\У°УУ°^
Фенолформальдегидные отвердители
Фенольные смолы из фенолов (Л. 9-46] и формаль-
дегида могут быть двух типов: иоволачные смолы и
резольные смолы. Новолачиые смолы представлены
формулой
Резольные смолы представлены обобщенной фор-
или продуктами частичной конденсации фенола с из-
бытком фенолформальдегида; причем мономерное сое-
динение содержит более двух гидроксильных групп.
Иоволачные смолы. Если используется соответст-
вующий катализатор, «вправляющий механизм реакции
и подавляющий реакцию спирта с эпоксидной группой,
то гидроксильные группы новолачных смол реагируют
с эпоксидными группами.
Высокомолекулярные новолачиые смолы представ-
ляют собой твердые материалы и вводятся в эпоксид-
ные смолы, обычно в смолы на основе DGEBA, плавя-
щиеся при высокой температуре, в виде раствора;
в качестве катализатора используют примерно 0,5%
беизолдиметиламнна. Они используются прн производ-
стве слоистых пластиков и клеев для улучшения проч-
ности прн повышенных температурах.
Время старения при 239°С,ч
фенольных отвердителей иа стойкость DGEBA при
повышенных температурах (Л. 9-87].
резорцин; 3 — флороглюцин; 4 — 1,5-нафталввдкол; S—1,6-нафта-
лннднол; Г — 4.4-диоксидифекилсульфон.
Механические свойства смеси DGEBA с фенолом,
в качестве катализатора взят 0,5% а-метил
BDMA [Л. 2-7]
Свойстм. Режим отверждения
40 мин прн 9< при I60-G
Температура тепловой де- формации, °C 68,3 79,5
Предел прочности при растя- жении, кгс/см* 780 773
Предел прочности пра ста- тическом изгибе, кгс/ся? 1320 1340
Модуль упругости прн из- гибе, кгс/см* X 10’' • Предел текучести пря ста- тическом изгибе, кгс/см? 0,0352 0,03375
1 160 1090
Предел прочности при сжа- тии, кгс/см? Предел текучести при сжа- тии, кгс/см' 3230 2850
1 130 1020
Ударная вязкость по Изоду, кгс-см/см 1,44 1.79
Твердость по Роквеллу (шкала М) 82 84
После выдержки в те чение 200 ч при 200°С
Температура тепловой де- формации. °C 84
Удараая вязкость по Изоду, кгс-см/см ........ 1.18
Твердость по Роквеллу (шкала М) 1 91
Низкомолекулярные новолачиые смолы, очень вяз-
кие прн комнатной температуре, могут быть расплав-
лены и соединены с DGEBA, смесь обрабатывается
прн температуре 65—70 °C, при этой температуре на-
чальная вязкость смеси ниже 10000 спз. Срок хране-
ния таких некатализнрованных смесей составляет не-
сколько месяцев, циклы отверждения при небольшой
температуре экзотермической реакции —3—4 ч- при
температуре примерно 150 °C. В табл. 9-4 и 9-5 при-
ведены типичные свойства отвержденной смеси DGEBA
и низкомолекулярной иоволачной смолы
Резольные смолы. Резольные фенолформальдегид-
ные смолы представляют собой частично конденсиро
[Л. 9-37]
и другие производные бензола, содер-
жащие метилольные группы (Л. 9-23],
используются в покровых лаках го-
рячей сушки, обычно с высокомолеку-
лярными смолами иа основе DGEBA
[Л. 9-6, 9-7]. Они используются
Кислотные отвердители, не соде
127
Таблица 9-5
Химостойкостъ смеси DGEBA с фенолом, в качестве
катализатора взят 0 5% а-метил BDMA
(системи испытывалась в течение 7 сутск [Л. 2-7]
Жидкость Прибавление массы, %
0,33 0,37
Мыльный щелок 5%-ный
HaSO. 30%-ный NaOH 10%-ный 0,22 0,27
NH.OH 10%-ный 0,30
Этанол 0,30
Ледяная уксусная кислота 0,67
Ацетон Хлороформ о-дихлорбензол 9,7 11,9 0,08
Этиловый эфир 0,35
Уксусноэтиловый эфир 0,95
Дихлорэтан 4,90
Толуол 0,01
Трихлорэтан 0,43
также с эпоксидированными полиэфирами [Л. 9-48] и
с эпоксидированным полнбутадиеном [Л. 9-102]. Спе-
циальные еноты резольного типа используются прн
производстве клеев, выдерживающих высокие темпе-
ратуры.
Трудно сделать правильный выбор резольной смо-
лы (Л. 9-28], так как наряду с реакцией эпоксидной
группы с гидроксилом фенола резолы будут конденси-
роваться сами с собой по метилольным группам и
с эпоксидными смолами по имеющимся спиртовым
гидроксилам. Вообще соединения с высоким содержа-
нием метилольных групп предпочитают конденсиро-
ваться сами, оставляя эпоксидную смолу в основном
непрореагировавшей. Более предпочтительной считается
смесь резольных смол или специальных резолов, имею-
щих мало метилольных групп, так как они обеспечи-
вают равновесие между эластичностью н стойкостью
к действию растворителей, требуемое для покровных
КИСЛОТНЫЕ ОТВЕРДИТЕЛИ, НЕ СОДЕРЖАЩИЕ
КАРБОКСИЛЬНЫХ ГРУПП
Неорганические кислоты довольно быстро реаги-
руют с эпоксидными смолами при комнатной темпера-
туое. Отмечена реакция серной кислоты с эпоксидиро-
ванными смолами на основе кислот олефинового ряда
(Л. 9-78] как реакция, использующая ароматические
полисульфокислоты в количестве 0,5 частей на
100 частей смолы в качестве «мгновенных» отвердите-
лей для смол на основе DGEBA (Л. 9-14] и смесей
элоксидиой смолы с мочевиио-формальдегидными смо-
лами [Л. 9-15J.
Как отмечено в литературе, из кислот наболее
широко применяется фосфорная кислота. Она исполь-
зуется в качестве отвердителя для пленок горячей
сушки, обеспечивая большое время жизни в присутст-
вии кетоиовых растворителей (Л. 9-82]. Описывается
применение фосфорной кислоты в качестве отвердителя
высокомолекулярных смол DGEBA, реакция проходит
по имеющимся гидроксилам [Л. 9-24]. В качестве
отвердителя применяется также ортофосфооная кис-
лота (Л. 9-9]. Она реагирует с эпоксидной смолой,
обр.азуя
+ н3ро4-----вен
(роарарной чиеявтп
эфир фосфорной кислоты [Л. 9-19], который может
использоваться в качестве отвердителя (Л. 9-45].
Использовались также даэпоксидиые аддукты (Л. 9-16]:
(но),р==о
Фосфиновые кислоты реагируют с эпоксидными
смолами, образуя аддукты, которые могут отверждать-
ся другими отвердителями (Л. 9-33].
Хлорная кислота считается отвердителем для раст-
воримых а воде алифатических эпоксидных смол,
используемых для пропитки тканей. Хлорная кислота
поставляется в обезвоженном виде (таком, как хлорно-
кислый магний), при добавлении воды в процессе
обработки оиа отдает кислоту [Л. 9-54]. Хлорная кис-
лота также считается отвердителем (в количестве
0,02 частей на 100 частей смолы) для двуокиси 4-ви-
нилциклогексеиа ]Л. 9-1].
Жидкие алкилфосфаты следующей общей формулы
(HOjjPOOROOPfOH),
полученные в результате реакции окиси этилена
с фосфорной кислотой (Р показывает, что под дейст-
вием катализа кислотой происходит некоторая гомо-
полимеризация окиси этилена), обеспечивают отвер-
ждение при комнатной температуре как с глицидило-
вым эфиром, так и с эпоксидированными смолами на
основе кислот олефинового ряда. Присутствие длинной
углеродной цепи обеспечивает внутреннюю гибкость и
посредством этого снижает хрупкость отвержденного
продукта. Бремя жизни массы в 200 г с DGEBA будет
примерно равно 40 мин, температура экзотермической
реакции достигает только 100 ’С. .Пределы прочности
прн растяжении около 162 кгс/см1, предельное удлине-
ние — 45%. Время жизни с эпоксидированным поли-
бутадиеном и циклоалифатическими диэпоксидиымн
смолами равно приблизительно 5 мин, причем отвер-
жденная система обладает малой прочностью при
растяжении. С эпоксидированными новолачными смо-
лами из-за высокой функциональности и быстрой реак-
ции образование геля происходит в течение 1 или
Жидкие алкнлфосфаты не вызывают раздражения
кожи, но они гигроскопичны 1Л. 9-154). Отвержденные
системы стабильны прн соприкосновении с взрывчаты-
ми веществами
Трналкилфосфиты, Р—(OR)3, где R — углеводо-
родный радикал, содержащий 15 атомов углерода,
предлагаются в качестве отвердителей эпоксидных смол,
обеспечивающих латентность с DGEBA и в то же
время отверждение прн комнатной температуре при
нанесении их в виде тонкой пленки; относительная
влажность окружающей среды при' этом — более 25%
1Л. 9-105).
Гл. 9. Кислотные отвердители для вгижсидных смол
ОРГАНИЧЕСКИЕ КИСЛОТНЫЕ
ОТВЕРДИТЕЛИ
Как указывается в гл. 3, прн использовании орга-
нических кислот для отверждения эпоксидных смол
в среде, где нет гидроксильных групп, сначала идет
реакция с карбоксильной группой с последующей реак-
цией эпоксидной группы с образованной гидроксильной.
Реакция зависит от температуры, так как прн повы-
шенных температурах дополнительная этерификация
конкурирует с реакцией между эпоксидной н гидро-
ксильной группами.
Для того чтобы избежать сложных побочных реак-
ций, при отверждении эпоксидных смол иа основе глн-
цнднлоаых эфиров органическими кислотами обычно
используют катализ основанием (обычно третичным
амином), который служит для того, чтобы вызвать
реакцию между карбоксильной и эпоксидной группами,
ие вызывая реакции между эпоксидной и гндрокснль-
нрй группами и в то же время ускоряя реакцию.
Отмечено, что использование фенольных ускорителей,
содержащих несколько замещаемых водородных ато-
мов, в смеси с оргаиическямн кислотами обеспечивает
удовлетворительную эксплуатацию с цнклоалифатиче
скнмн днэпоксиднымн' смолами (Л. 9-74]; с этими смо-
лами используются специальные ускорители, такие как
октоат олова (Л. 9-98]. Сильные органические и неорга-
нические основания (например, тидроокнсь калия и
гидроокись трнметнлбензнламмоння) используются
в качестве ускорителей для реакции между эпоксид
нымн н карбоксильными группами с двуокисью 4-ви
ннлцнклогексена [Л. 9-11]. При использовании с днэпо-
ксидными смолами, если функциональность выбранной
кислоты ие более 2, необходимо рассчитать отношения
в смесн и условия реакции так. чтобы обеспечить по-
перечное сшивание в дополнение к линейной поли
мернзацин.
Вообще реакция органических кислот со смолами
на основе глнцидиловых эфиров протекает медленно,
для удовлетворительной скорости отверждения требу
ются температуры, равные 120 °C нлн выше С эпокси-
дированными смолами на основе кислот олефинового
ряда отверждение может проводиться при несколько
меньших температурах, и время отверждения меньше.
Прн отверждении органическими кислотами темпера
тура экзотермической реакции невысокая, но с увели
ченнем количества ускорителя температура экзотермн
ческой реакции повышается, так что с некоторыми
снстемамн прн больших массах могут возникнуть труд-
ности, связанные с экзотермической реакцией.
Органические кислоты, предлагаемые в качестве
отвердителей эпоксидных смол, могут быть классифи-
цированы следующим образом: насыщенные кислоты,
ненасыщенные кислоты и их аддукты, полиэфиры
с карбоксильными группами в конце цепи, алнфатиче
скне кислоты, содержащие ароматическую группу,
замещенные фталоцианином, н полимерные жирные
кислоты. Кроме использования нх в качестве самостоя-
тельных отвердителей, органические кислоты могут
использоваться вместе с ангидридными отвердителями
Среди исследуемых материалов — соединения, пред-
ставленные формулой
ноос(сн,)„соон,
такие как янтарная (п=2), глутаровая (п=3), адипи-
новая (п=4), пимеляновая (л=б), пробковая (л—6),
азелаииовая (л=7) и себацнновая (л=8) (Л. 9-44].
Прн использовании с этими кислотами 3,4-зпокси-6-ме-
тнлцнклогекснлметил 3,4-эпокси 6-метилциклогексан кар-
боксилата было найдено, что мольное отношение при-
мерно 0,6: 1 обеспечивает оптимальную температуру
тепловой деформации прн отверждении 160 °C в тече-
ние 6 ч. Как и предполагалось, прн увеличении длины
цепочки кислоты температура тепловой деформации
снижалась. Прн использовании глутарбвой кислоты
температура размягчения была равна 93 °C, прн исполь-
зовании себациновой она равна 67 °C [Л. 9-112].
Гелеобразование происходило в течение 5—10 мин при
120 °C с эпоксидированными олефиновыми смолами,
в то время как для диглнцидиловых эфиров требуется
около 9 ч прн этой температуре.
Предлагаются также другие кислоты, такие как
более реакционноспособная щавелевая (Л. 9-4], фтале-
вая и р-амннобензойиая кислоты. Сообщается, что на
основе р-амннобензойной кислоты
с эпоксидированными смолами и полнбутадненовой кис-
лоты могут быть получены предварительно пропитанные
слоистые пластики со стабильными характеристиками.
Щавелевая кислота прн использовании ее с DGEBA
обеспечивает время жнзнн в течение нескольких дней
н отверждается при температурах 125—175 °C.
Аддукты этих и подобных нм кислот также пред-
лагаются и качестве отвердителей [Л. 9-17]. Однооснов
ная салициловая кислота считается эффективным уско
рителем для мочевнно-формальдегндиых эпоксидных
смол, используемых для покрытий ]Л. 9-25].
Органические двухосновные хлориды взаимодейст-
вуют со смолами на основе DGEBA, образуя волокна
и пленки (Л. 9-171]
Насыщенные кислоты
Для промотнровання этернфнкацин используются
двухосновные насыщенные кислоты с днэпоксиднымн
смолами в мольном отношении менее чей 1:1; илн же
онн могут использоваться с избытком в присутствии
соответствующего катализатора, причем поперечные
связи образуются вс,—-------
фнкацнн с
Еением воды.
Ненасыщенные кислоты и их аддукты
Одноосновные ненасыщенные кислоты считаются
отвердителями для эпоксидных смол на основе глицн-
днлового' эфира. К таким кислотам относятся, напри-
мер. акриловая кислота (Л. 9-49] и шеллак (преиму-
щественно абиетиновая кислота) (Л. 9-29, 9 65].
Упоминается использование одноосновного б-моно-
аллилового эфира итаконовой кислоты в количестве
Органические кислотные отвердители
30 частей на 100 частей DGEBA для получения
стойкости до 200 °C [Л. в'! 15):
С ненасыщенными эпоксидными смолами использу-
ются и другие одноосновные ненасыщенные кислоты
(Л. 9-133]. В этил случаях во время отверждения проис-
ходит значительная этерификация и (или) дополнитель-
ная реакция по двойным связям.
Двухосновные кислоты, например малеино-
вая ]Л. 9-10]
и ненасыщенные трехосновные кислоты, например
аконитовая (Л. 9-12]
используются в качестве отвердителей. Малеиновая кис-
лота отверждается с DGEBA при 150 °C и выше и обес-
печивает свойства, подобные свойствам, получаемым
при использовании ненасыщенных двухосновных кис-
лот; аконитовая кислота дает пенообразные композиции
с DGEBA я эпоксидированными многоатомными спир-
тами, такими как двуокись винилциклогексена.
Хлорэнднккислота используется дли отверждения
эпоксидированных растительных масел в покровных
композициях (Л. 9-105].
Ненасыщенные кислоты могут реагировать с дру-
гими ненасыщенными соединениями (например, мети-
ловым эфиром метакриловой кислоты), и полученный
в результате этой реакции сополимер может использо-
ваться в качестве отвердителя нли, что более предпоч-
тительно, может быть подвержен частичной этерифи-
кации с многоатомным спиртом и использован (Л. 9-94].
Подобным образом малеиновая кислота может реаги-
ровать с трехосновным ненасыщенным растительным
маслом, и продукт этой реакции может быть подверг-
нут частичной этерификации (Л. 9-60, 9-10]; подобным
образом стирол может реагировать с итаконовой кис-
лотой (Л. 9-118]. Дешевые жирные кислоты могут реа-
гировать с пиперазином, образуя отвердитель с конце-
вой карбоксильной группой, в структуре которого име-
ются третичные амиды (Л. 9-117]. Подобным образом
можно получить (ступенями) специальные отвердители
иа основе органических кислот; таких отвердителей
разработано большое число (Л. 9-34, 9-92, 9-93].
Полиэфиры с концевой карбоксильной группой
Полиэфиры с концевой карбоксильной группой ис-
пользуются в качестве отвердителей как для смол на
основе глицидилов эфира, так и эпоксидированных
смол на основе кислоты олефинового ряда. В (Л. 9-119]
рассмотрев вопрос применения специального поли-
эфира на основе адипиновой инслоты, диэтилеигли-
коля и глицерина в качестве отвердителя для DGEBA.
Предлагаются различные полиэфиры из ангидридов
и спиртов {Л. 9-18, 9 81, 9-99, 9-138] к многоатом-
ные фенолы (Л. 9-120], а также полуэфиры, полученные
из полиорганосилоксаиов. содержащих карбоксильные
9—1242
группы (Л. 9-31]. В качестве отвердителей упоминается
(Л. 9-13] ряд специальных полифункциональных кар-
боксильных кислот, содержащих три или более карбок-
сильных групп, полученных в результате реакции пен-
таэритрита с двухосновной кислотой или ангидридом
К кислотам такого типа относится кислота из 1 моля
пентаэритрита, 3 молей фталевого ангидрида я 1 моля
малеинового ангидрида. Было отмечено, что при эте-
рификации жирной кислоты с длинной цепочкой, содер-
жащей гидроксильные группы, двухосновными кисло-
тами или ангидридами получаются кислотные отверди-
тели с длинной цепочкой повышенной функциональ-
ности (Л. 9-20]. Вообще, если полиэфир содержит от
<14 до 24 атомов углерода между карбоксильными груп-
пами, то соединение сообщит отвержденному продукту
некоторую эластичность (Л. 9-63].
Типичным полиэфиром является полиэфир, образо-
ванный в результате реакции 5 молей адипиновой кис-
лоты с 4 молями глицерина. Продукт этой реакции будез
иметь среднюю молекулярную массу около 800. В сте
хиометрических концентрациях в присутствии катализа
тора — третичного амина он может реагировать
с DGEBA при 160 °C, образуя эластичный отвержденный
продукт (Л. 9-21].
В табл. 9 6 даны примеры полиэфиров с карбок
сильными группами на конце, которые исследовались
Температуры тепловой деформации
3,4-эпокси-6-метилциклогекси-метил 3,4-эпокси-б-
метилцнклогексак карбоксилата, отвержденного
полиэфирами с конечной^ ка|)боксильной группой
Проиэводиые отвердителя теплово!Где|ор-
Аягждрвд Многое томный
Янтарный Этиленгликоль 65
Янтарный 1,1,1-триметилол- 100
Янтарный 1,2,6-гексантриол 100
Янтарный Глицерин 110
Янтарный Пентаэритрит 123
Метилтет^мгидроф- Глицерин 135
в качестве отвердителей для 3,4-эпокси-6-метилцикло-
гексаи карбоксилата. Эти полиэфиры получались а ре-
зультате этерифинации эквивалента гидроксильных
трупп из многоатомного спирта с одним молем ангид-
рида без катализатора.
Алкидная композиция следующего состава:
Фталевый ангидрид.................0,8
Гемеллитовый ангидрид , . . . . . 0,2
Линолевая кислота
может использоваться в качестве тугоплавкого отверди-
теля для эпоксидных смол как «а основе глицидилового
эфира, так и на основе нонглнцидилового эфира; свой-
ства отвержденных продуктов описаны в [Л. 9-155].
Полиэфир линейной структуры с конечной карбок-
сильной группой, обеспечивающий при комиатной тем-
пературе отверждение эпоксидированных глубоко поли-
меризированных масло-алкидных систем для покрытий,
может быть приготовлен из хлорэндик-ангидрида.
Полиэфиры, содержащие четырехкомпонентные
амнны, реагируют с DGEBA, образуя покрытия для
пленок в волокон, снимающие статические заряды.
Гл. 9. Кислотные отвердители для эпоксидных смол
Алифатические кислоты, содержащие бавления в середину молекулы двук молекул неиасы-
ароматические группы щеиной жирной кислоты, содержащей 18 атомов угле-
рода, а тример, содержащий 54 атома углерода, может
Трикарбоновые кислоты из дифенольной кислоты быть получен путем добавления трек такик молекул
получают конденсацией с алифатической кислотой, со- жирной кислоты. Димер и тример могут применяться
держащей галлоид: в качестве отвердителей для эпоксидных смол либо са-
и тример
XHSSSi
Они мопт применяться в качестве отвердителей
в смесях DGEBA-, фенол- или амииоальдегнднык сопо-
лимеров (Л. 9-69]. Кроме того, они могут быть частично
амндированы (Л. 9-68], образуя замещенные двухоснов-
ные кислоты илн четырекосновные кислоты, которые
могут использоваться в качестве отвердителей в сме-
сяк эпоксидной смолы с фенолальдегидом (Л. 9-66]
или амииа с альдегидом (Л. ®-67].
Замещенные фталоцианины
Фталоцианины получают путем реакции ангидридов
ароматического рида с мочевиной. Фталоцианины, со-
держащие карбоксильные группы, могут быть получе-
ны, когда ангидрид содержит более одного ангидрид-
ного кольца или когда имеются дополнительные кар-
боксильные группы. Такие замещенные фталоцианины,
с металлами или без металлов в качестие основной
мостиковой связи, получают нз пиромеллитового диан-
гидрида н триметиллитового ангидрида. Получение из
пиромеллитового диангидрнда более типично:
Эти соединения могут использоваться в качестве
отвердителей, они образуют соединения с исключитель-
но высокой иагревостойкостью, способные длительно
выдерживать температуры до 260°С (Л. 9-150].
Димерные и гримерные жирные кислоты
Димерные и тримерные жирные кислоты образуются
Путем полимеризации ненасыщенный жирных кислот.
Гак, коммерческая двукосновная кислота, содержащая
86 атомов углерода, может быть получена путем до-
мостоятельис, либо в смеси для получе-
ния промежуточных свойств. Предпочти-
тельна функциональность, большая чем 2.
В качестве типичной смеси может быть
взята имеющаяся в продаже смесь, со-
стоящая из 16% димера с 36 атомами
углерода в молекуле и 90% тримера
с 64 атомами углерода в молекуле
Эта смесь темно-коричневого цвета
обладает вязкостью прн комнатной тем-
пературе 65 000 спз и плотностью
0,959 г/смг. Оиа используется в количе-
стве примерно 160 частей на 100 частей
DGEBA. Система, ускоренная 1%-иы»
бензилдиметиламииом н отвержденная
в течение 3 ч прн 105 °C, обладает пре-
делом прочности при растяжении 175,8 кгс/см2 и отно-
сительным удлинением прн разрыве 250%. Прн исполь-
зовании с 3,4-эпокси-6-метилциклогексилметил 3,4-эпокси-
6-метилциклогексан карбоксилатом без катализатора
оиа отверждается за 3 ч при 175 °C, обеспечивая пре-
дел прочности при растяжении 175,8 кгс/см2 и относи-
тельное удлинение при разрыве 160%. На рис. 9-12 по-
казана зависимость электрический свойств DGEBA, от-
вержденного 160 частями кислоты и ускоренного 1%-
ным бензилднметиламнном при комнатной температуре.
Смесь димера с тримером совместима по крайней мере
с некоторыми эпоксидированными смолами на основе
кислот олефинового ряда при комнатвой температуре,
но совместимость с DGEBA достигается только при
температуре от 100 до 110°С.
Использование органических кислот в смесях
ангидрида с эпоксидными смолами
Обычно ангидриды (см. гл. 10) имеют тенденцию
придавать отвержденным продуктам крупность. Кроме
того, реакция с ними прокодит медленно. Для преодо-
Рис. 9-12. Влияние частоты (при
23,Б °C) на электрические свойства
DGEBA, отвержденного гримерной
кислотой [Л. 9-145].
Выводы
131
леиия этих недостатков желательно использовать в ка-
честве соотвердителя органическую кислоту. Наиболее
часто используют кислоты с длинными цепочками, та-
кие как полиэфир с гидроксильной группой иа конце
[Л. 9-55, 9-76, 9-77] или димерная или тримерная жир-
ная кислота. Например, в (Л. 9-89] описано использова-
ние двухосновной кислоты нз полиалкиленгликоля и
ангидрида в качестве соотвердителя для тетрапропе-
ниляитарного ангидрида. Аддукты эпоксидных смол и
двухосновных ннслот описываются в качестве соотвер-
дителей (Л. 9-41], а аддукты моиокарбоиовых жирных
кислот предлагаются в качестве флексибилизаторов для
систем, отверждаемых ангидридами (Л. 9-95]. Общее
действие увеличения количества кислоты, применяемой
в качестве соотвердителя, и (или) уменьшения функци-
ональности кислоты состоит в уменьшении температуры
размягчения, улучшении вязкости и уменьшении коли-
чества требуемого ангидрида.
В табл. 9-7 поясняется использование двухоснов-
ной адипиновой кислоты в смеси с фталевым ангидрн-
Таблица 9-7
Влияние органической кислоты иа температуру
тепловой деформации и ударную вязкость
3,4-эпокси-6-метилциклогексил метил 3,4-эпокси-6-
метилциклогексаи карбоксилата, отвержденного
фталевым ангидридом [Л. 9-112]
Молярные отношения ш Ударная вяз- кость по
Эпоксидная Ангидрид Кислота
1,о 1,00 0,00 200 ,
1,0 0,50 0,25 170 2>
1.0 0,25 0,50 117 2,2
1,0 0,00 0,60 89 4,7
покси-6-метилцик-
дом в качестве отвердителя для 3,4-эпс
логексилметнл 3.4-эпокси-6-метилцнкло
ксилата.
С кислотами с более длинными цепочками может
быть разработано множество смесей кислота — ангид-
рид, которые могут быть применены в качестве отвер-
дителей, причем свойства отвержденного продукта за-
висят от соотношений компонентов. Например, имею-
щаяся в продаже смесь димерной и примерной кис-
лот, описанных выше, с NMA в соотношении 100:25
используется для отверждения DGEBA. Отвержденный
этой смесью продукт обладает пределом прочности при
растяжении около 633 кгс/см* н относительным удли-
нением при разрыве, равным 40%. Выбирая различные
смеси и различные ангидриды, можно варьировать
в широком диапазоне свойства отвержденного продукта.
ВЫВОДЫ
Используемые в технологии производства эпоксид-
ных смол кислотные отвердители могут быть подразде-
лены иа кислоты Льюиса, фенолы, неорганические кис-
лоты и органические кислоты.
Кислоты Льюиса способствуют гомополимеризации
и обеспечивают исключительно экзотермические реакции
как с глицидиловым эфиром, гак и с эпоксидирован-
ными смолами на основе кислот олефинового ряда при
комнатной температуре. Реакционная способность мо-
жет быть снижена реакцией кислоты Льюиса (чаще
всего трехфтористый бор) с аминами, что позволяет
использовать комплексные соединения в латентных
одиокомпоиентных системах. Отверждение может проис-
ходить быстро при температуре диссоциации комплекс-
ного соединения.
Фенольные отвердители медленно реагируют как
с эпоксидированными смолами на основе кислот олефи-
нового ряда, так и со смолами иа основе глицидилово-
го эфира, поэтому отверждение приходится проиодить
при повышенных температурах. Отверждение эпоксиди-
рованных смол иа основе кислот олефинового ряда
может быть ускорено применением кислотных ускорите-
лей; для ускорения отверждения смол иа основе гли-
цндилового эфира обычно применяются амнииые уско-
рители. Для получения продуктов с поперечными сшив-
ками с диэпоксндными смолами используются диокси-
фенольные отвердители в количестве менее одного
фенольного гидроксила иа одну эпоксидную группу. Фе-
нольные отвердители, ие ускоренные или ускореииые
кислотой, кроме того, что они вступают в реакцию не-
посредственно с эпоксидной смолой, способствуют эте-
рификации эпоксидных групп со спиртовыми гидрокси-
лами. Смолообразные фенольные соединения как ново-
лачиого, так и резольного типа могут использоваться
в качестве отвердителей н сореагирующнх веществ.
С новолаками реакция подобна реакции с мономерными
фенолами; с резолами механизм реакции усложняется
самопроизвольной конденсацией через метилоловые
группы и с присутствующими спиртовыми гидроксилами.
Неорганические кислотные отвердители обычно обес-
печивают исключительно быстрое отверждение как для
эпоксидированных смол на основе инслот олефинового
ряда, так н для смол на основе глицидилового эфира.
Наиболее часто с эпоксидной смолой применяется фос-
форная кислота —либо самостоятельно, либо в качест-
ве непредельных эфиров.
Органические кислоты применяются в качестве
отвердителей или соотвердителей с ангидридами; они
реагируют как с зпоксндироваинымн смолами на основе
кислот олефинового ряда, так и со смолами на основе
глицидилового эфира, хотя с последними реакция идет
более медленно. При реакции двухосновных кислот
с диэпонсидиыми смолами для получения продуктов
с поперечными сшивками потребуется этерификация;
с более высокофункциоиальными кислотами для полу-
чения продуктов с поперечными сшивками этерифика-
ция или конденсационная этерификация не требуется.
132
Гл. 10. Ангидриды кислот—отвердители эпоксидных смол
Глава десятая >
АНГИДРИДЫ КИСЛОТ-ОТВЕРДИТЕЛИ эпоксидных СМОЛ
Ангидриды кислот обычно получают путем отщеп-
ления воды от дикнслот в результате обратимой реакции:
Ангндриды нашли распространение в Европе, „„
только началось промышленное использование эпоксид-
ных смол, ио ие применялись а качестве отвердителей
в США до середины 50-х годов, когда кончился срок
действия патента (Л. 10-10]. Однако уже в середине
60-х годов использовалось около 30 ангидридов и боль-
шинство из них имело большое промышленное значение.
Ангидриды обычно применяются со смолами глици-
дилэфнрного типа, они обеспечивают низкую вязкость
и длительное время жизни составов. По сравнению
с аминами они менее токсичны н могут только незна-
чительно раздражать поверхность кожи.
Эпоксидные смолы, отвержденные ангидридами,
обычно имеют повышенную «агревостйкость по сравне-
нию со смолами, отвержденными аминами, н лучшие
физические н электрические свойства прн температурах
выше их температуры размягчения? Ангидриды обеспе-
чивают повышенную радиационную стойкость эпоксид-
ных составов.
Большинство ангидридов требует повышенной тем-
пературы для отверждения, при этом максимальные
свойства аависят от дополнительного отверждения при
150 °C или выше.
Ангидриды используются для отверждения смол
глицидилэфирного типа, оин также (вместе с карбок-
сильными кислотами) являются основным типом отвер-
дителей, используемых и с эпоксидированными олефи-
нами (Л. 10-33, 10-34, 10-53—10-55]. Отделением пласт-
масс компании Allied Chemicals (главным поставщиком
ангидридов) издан подробный каталог о применении аи-
гидридов с эпоксидными смолами (Л. 10-107].
Реакции ангидридов со смолой яэляются сложными
н зависят от рида факторов: времени и температуры
гелеобразования, времени и температуры дополнительно-
го отверждения, наличия или отсутствия ускорителя,
типа ускорителя, количества присутствующих гидрок-
сильных групп, соотношения ангидрида и эпоксидных
групп (А/Е) и количества свободной кислоты.
При отсутствии ускорителя ангидриды ие реагируют
непосредственно с эпоксидными группами. Если в цепи
смолы присутствуют гидроксильные группы, то ангидрид
реагирует с ними с образованием карбоксильных смол,
которые затем могут реагировать с эпоксидными группа-
ми с образованием дополнительных гидроксилов, способ-
ных к реагированию с дополнительными ангидридными
группами. Если требуется, гидроксильные группы могут
быть введены отдельно. Для уменьшения времени от-
верждения до 60% используют низкомолекулярные
спирты в концентрации б частей с DGEBA (Л. >10-21].
Употребление этиленгликоля с ангидридами при отвер-
ждении дициклодиэпоксикарбоксильных смол (Л. 10-52]
н эпоксидированных полибутадиенов (Л. >10-76] ' уже
было описано. В случае наличия воды и превращения
ангидрида и кислоту отверждение ускорится, но с поте-
рей функциональности системы, функциональность эпок-
сидной грумпы может быть снижена до 1 {Л. 10-102].
Многоатомные спирты могут быть использованы
в более высоких концентрациях, так что, вероятно, об-
разуется какая-то полиэфирная композиция в случае,
когда ангидрид берется в избытке. Например, избыток
ангидрида или многоатомного спирта был ислользовая
с бис(2,3-эпоксициклопентил)эфиром для отвержде-
ния систем (Л. 10-70]. Высокая концентрация многоатом-
ного спирта соообщает отвержденной системе эластич-
УСКОРИТЕЛИ, ПРИМЕНЯЕМЫЕ
ПРИ ОТВЕРЖДЕНИИ АНГИДРИДАМИ
Почтя все эпоксидные составы промышленного
применения используются с каким-либо типом ускори-
Кислотиые ускорители поддерживают этерифика
цию простых эфиров, а основные ускорители — этери-
фикацию сложных эфиров. Оптимальное соотношение
А/Е, а также свойства смол в отвержденном состоянии
в значительной, степени определяются типом применя-
емого ускорителя.
Для отвердителей ангидридного типа предлагается
значительный ассортимент ускорителей. Наиболее ши-
роко используются третичные амины со смолами гли-
цидилэфирного типа (Л. 10-80], эпоксидными смолами,
содержащими кольцо, смолами с внешними эпоксигруп-
памн (Л. '10-50] и эпоксидированными маслами
[Л. 10-72]. Вулканизирующие агенты, содержащие серу
(тетраэтилтетраметилтиурамднсульфид) (Л. 10-02] и беи-
аилтриметиламмоииумхлорид (Л. 10-40] используют для
получения стабильности свойств при комнатной темпера-
туре
^Тиодигликоли применяют (Л. 10-43, 10-58] для того,
чтобы получить разнообразие меркаптансодержащих со-
единений [Л. 10-93]. Фенолы могут быть использованы
в качестве ускорителей (Л. 10-48] для поличення продук-
тов реакции фенолов с третичным амином или четвер-
тичным гидроксилом аммония (Л. 10-106]. Метэллхелаты,
содержащие эпоксидные группы, применяются в качестве
эффективных ускорителей (Л. 10-91]. Тетрабутилтитанат
применяется, если проводится отверждение вязкого
эпоксидированного льняного масла и ННРА в течение
2 ч при 150 °C (Л. 10-92]. Органофосфнны (например,
трициклогексилфосфин), арсины, стибивы и висмутины
обеспечивают отверждение при комнатной температуре
смесей алифатических и ароматических смол глицидило-
вого типа (Л. 10-16]. Хлорсодержащне амиды (Л. 10-65]
и натриевые соли карбоксильных кислот также могут
применяться в качестве ускорителей (Л 10-18]. Были
предложены также оловосодержащие октоаты [Л. 10-115],
некоторые из которых нашли применение в промышлеч-
Третичные амины применяются в качестве ускорите-
лей наиболее широко. Вначале для ускорения реакций
между эпоксидной смолой н ангидридом использовались
пиридин н диметнланнлни [Л. 10-9]. Наиболее предпочти-
тельными третичными аминами для ускорения реакции
эпоксидная смола — ангидрид являются бензилииметил-
амни (BDMA) и грис(диметиламииометил) феиол
(DPM-30), хотя некоторые другие третичные амииы,
врнменение для составов, используемых в вакууме.
Оптимальные количества третичных аминов как ускори-
телей в соответствии с необходимыми свойствами после
Алициклические ангидриды
133
отверждения колеблются от- 1 до 5 частей. Оптималь-
ную величину термостабильностн определяют измере-
нием потерь веса при повышенной температуре н тем-
пературы тепловой деформации (Л. 10-23].
ЛИНЕЙНЫЕ АЛИФАТИЧЕСКИЕ АНГИДРИДЫ
линейные ангидриды могут быть нли мономерными,
нли полимерными. Мономеры ие используются в качест-
ве отвердителей, так как молекулы их расщепляются на
монофункциональные молекулы карбоксильной кислоты.
Линейные полимерные ангидриды, получаемые пу-
тем межмолекулярной конденсации органических дикис-
лот, представляют собой полимеры с концевыми карбок-
сильными группами и внутренними ангидридными груп-
пами. Они обеспечивают дифункциональиость в реакции
н поэтому могут применяться в качестве отвердителей.
Ниже представлена общая формула линейного по-
лиангидрида
Рис. 10-3. Зависимость твердости и
стойкости к термоудару от концен-
трации отвердителя для DGEBA,
отвержденного PAPA и 0,3 части
BDMA [Л. 10-99].
I — твердость; 1 — термоудар.
не-
Типичными полиангидридами являются полиангид-
риды себацииовой и азеланиовой кислот
Полисебацшювый полиангидрид
Полисебацииовый полиангидрид (PSPA) плавится
при 80 °C. Вязкость смеси 85 частей его с DGBBA со-
ставляет 160 спз при 90 °C При 90 °C указанный состав
с 2 частями DMP-30 имеет время жизни около 1 ч.
После отверждения при 120 °C в течение 2 ч состав име-
ет предел прочности при растяжении 210 кгс/см’, удли-
нение при разрыве 80%.
PAPA
Рис. 10-4. Кривые температуры плав-
ления для РАРА/ангидридиые смеси
[Л. 10-99].
Я1 ______________
ВО 70 00 SB too °C
Рис. 10-1. Зависимость вязко-
сти от температуры PAPA
[Л. Ю-99].
Полиаэелаиноеый полиангидрид
Рис. 10-2. Срок жизни составов на
основе DGEBA с PAPA и PSPA
[Л. 10-99]. Числа на кривых указывают
количество частей BDMA.
Полиааелаивовый полиаигидрид .(PAPA) промыш-
ленного производства имеет молекулярную массу около
2300. Зависимость вязкости от температуры для этого
материала указана иа рис. 10-1. Времена жизни смеси
DGEBA с PAPA и PSPA представлены на рис. 10-2.
Смола на основе DGEBA, отвержденная 70 частями
PAPA (с ускорителем DMP-30), имеет предел прочиосги
при растяжении около 350 кгс/см? и удлинение при раз-
рыве 100%. Потери массы после старения при 150 °C
в течение 8 недель меньше 1% (Л. 10-99]. Влияние со-
держания PAPA в смеси иа твердость н иагревостой-
кость ее показано иа рис. 10-3.
Указана возможность использования линейных по-
лимерных ангидридов, смешанных с мономерными ан-
идрилами, если проводятся сложные реакции, где про-
странственные факторы, влияющие на один ангидрид, не
оказывают влияния иа другой [Л. 10-47]. Диаграмма тем-
ператур плавления для смеси некоторых ангидридов с
PAPA дава иа рис. 10-4.
АЛИЦИКЛИЧЕСКИЕ АНГИДРИДЫ
Алициклические ангидриды бывают двух типов: про-
стые алициклические ангидриды, в которых только коль-
цо является циклической ангидридной группой, и мно-
гоядерные алициклические ангидриды, где одни ангид-
ридные группы присоединяются к другим циклической
структурой.
134
Гл. Ю Ангидриды кислот—отвердители зпоксидных смол
Простые алициклические ангидриды
Представителями простых алициклических ангидри-
дов являются янтарный и замещенный янтарный ангид-
риды, ангидриды лимонной кислоты, малеиновый ангид-
рид и специальные аддукты малеинового ангидрида.
Эти ангидриды представлены в табл 10-1.
Янтарный ангидрид и его модификации. Янтарный
ангидрид (температура плавления 120 °C) нашел при-
менение в качестве отвердителя как для глицидилового
зфира, так и для эпоксидированных олефинов. Если
ввести в DGEBA 50 частей этого ангидрида как отвер-
дителя и 0,5 части BDMA как ускорителя, то получится
состав, имеющий предел прочности при растяжении
630 кгс!см\ удлинение при разрыве 6% и температуру
тепловой деформации около .100 °C [Л. 10-59]. С 3,4-эпок-
си-6-метилциклогексилметил 3,4-зпокси-6-метилциклогек-
сан карбоксилатом температура тепловой деформации
будет примерно на 100 °C выше
Метилянтарный ангидрид (температура плавления
37 °C) применяют в тех случаях, когда необходимо обес-
печить более высокие свойства составов и более светлую
окраску [Л. 10-39]. Используется также кумиляитарный
ангидрид [Л. 10-114].
Цитраконовый н итаконовый ангидриды отвержда-
ют диглицилзфириые смолы, но в процессе отверждения
в присутствии третичных аминов выделяется углекислый
газ (Л. 10-32].
Алкенильные ангидриды, обобщенные формулы ко-
торых приведены в табл. 10-1, также применяют для
ные материалы являются жидкостями; при п=17— 19-
это светлые пасты или воскообразные твердые тела. Ан-
гидриды с разветвленными цепями предпочтительны, они
имеют от 8 до 11 атомов углерода и при комнатной
температуре являются жидкостями. Типичными пред-
ставителями их являются ноиенил и додецеиилянтар-
ные ангидриды.
Додеценилянтарный ангидрид (DDSA).—светло-
желтая, низковязкая жидкость (300 спз), имеющая мо-
лекулярную массу 266. Ои может быть получен реак-
цией взаимодействия малеинового ангидрида с тетрапро-
пилеиом (Л. 10-61] и интересен главным образом своей
длинной алифатической цепью, которая уменьшает хруп-
кость отвержденных систем.
Смесь смолы иа основе глицидилового эфира (мо-
лекулярная масса 300) и 186 частей DDSA имеет срок
жизни около 8 суток и начальную вязкость ниже
1000 спз. Температура тепловой деформации около
40 °C. Вероятно, хлор, присутствующий обычно в али-
фатических эпоксидных смолах, синтезированных из эпи-
хлоргидрина, объясняет повышеиную реакционную спо-
собность этих смол с отвердителями ангидридного типа.
Если приготовить смесь нз промышленного полиглн-
цидилового зфира тетрафеиилзтаиа и 1 части BDMA, то
DDSA при соотношении А/Е от 0,2 до 0,6 даст макси-
мальную температуру тепловой деформации около 110 °C
по сравнению с 95 °C при А/Е 1/1 (Л. 10-4—40-6]. Это
указывает на флексибилизирующее действие боковой
цепи DDSA и, вероятно, иа влияние пространственных
помех из-за увеличенной
функциональности. Возмож-
но, что при более низких
концентрациях действитель-
Типичные алициклические ангидриды — отвердители эпоксидных смол
ный ход реакции отвержде-
ния вызывается этерифика-
цией под каталитическим
действием третичных ами-
нов яли отверждение не про-
ходит до конца.
При отверждении DGEBA
с помощью DDSA полу-
чают составы с довольно
плохими электрическими
свойствами по сравнению
с другими, более жесткими
ангидридами. Это показа-
но на рис. 10-5. Дополни-
тельная эластичность мо-
жет быть получена при
использования полиолов в
смеси с DDSA и смолой
(Л. 10-110].
Ангидриды лимонной
кислоты Некоторые ангид-
риды лимонной кислоты,
в том числе ацетиллнмон-
иый, аконитовый и трикар-
баллнловый, были исследова-
ны в качестве отвердителей
эпоксидных смол (Л. 10-32].
Из них только трикарбаллн-
ловый ангидрид ие вызывал
вспенивания смолы. Ввиду
наличия карбоксильных
групп в структуре, которые
являются промоторами эте-
рификации, продукт приме-
няется в отношении А/Е
0,4/1 с DGEBA; это обеспе-
чивает максимальную темпе-
ратуру тепловой деформа-
135
Температура, °C
Рнс. 10-5. Удельное объемное сопро-
тивление DGEBA, отвержденного
ангидридами (Л. 2-6].
1 — 134 части DDSA+I чисть BDMA: 2-
S0 частей NMA+4 часть BDMA; 3-73 ча-
стей ННРА+1 часть BDMA; 4—75 частей
РА+0,1 часть BDMA: 5 — ИО частей хлор-
•ндикангилрида
ади, равную 147 °C, тогда как при 0,5/1 оиа составляет
108 “С н при 1/1 65 °C (Л. 10-32].
Малеиновый ангидрид. Малеиновый ангидрид
(МА) — это белое кристаллическое твердое вещество с
молекулярной массой 98 и температурой плавления
53 °C Он выделяет раздражающие пары при температу-
рах, требующихся для введения его в смолу. МА с более
жесткими эпоксидными смолами дает хрупкие отливки и
применяется обычно с флексибилизатором или в смеси
МА может быть использован в комбинации с мно-
гоатомными спиртами и 3,4-элокси-6-метилциклогексил-
метил 3,4-эпокси 6-метилциклогексаи карбоксилатом
[Л. 10-78] н эпоксидированными жидкими полнбутадие-
иами [Л. 10-31].
Обычно, если многоатомный спирт вводится в до-
статочно низких концентрациях, то он мало влияет на
температуру тепловой деформации, но если количество
многоатомного спирта увеличивается или функциональ-
ность уменьшается и молекулярная масса увеличивает-
ся, то температура тепловой деформации снижается.
Например, температура тепловой деформации возра-
стает, если многоатомный спирт присутствует в соотно-
шении А/Е/Н 0,5/1/0,33: полиэтнлеитликоль (мол. масса
200) 102 °C, этиленгликоль 170 °C; 1,2,6-гексантриоль
180 °C и глицерин 214 °C (10-78]. Влияние многоатомных
Таблица 10-2
Влияние полиолов иа температуру тепловой
деформации и потери веса дициклопентадиеи
диоксида, отвержденного 48 частями МА [Л. 10-89]
Полиол (Н/Е-0,2/1) Температура тепловой деформации. *С; Ж80^+23чЦ?р^₽В Гооо“' при 260 *С,
ieo5c 2оо%: 200°С
Глицерин 202 257 294 21,3
Бисфенол А 187 234 277 18,2
Трнметилолпропаи 183 240 294 19,6
1, 2, 6-гексантриол 173 239 292 22,0
Этиленгликоль 159 218 293 20 0
Неопентилгликоль • 152 209 293 18^6
1, 4-бутандиол 149 202 295 21,7
1, 5-пеитанднол 134 184 294- 21,8
Т а б л н_ц а 10-3
Зависимость температуры тепловой деформации
3, 4-эпокси-6-метилциклогексилметил 3, 4-эпокси-
в-метилциклогексан карбоксилата, отвержденного
МА, от отношений А/Е и Н/Е [Л. 10-78]
А/Е Н/Е Температура тепловой деформации. *С
0,83/1 0,67/1 79
0,66/1 0,67/1 88
0,5/1 0,67/1 90
0,83/1 0,33/1 88
0,66/1 0,33/1 120
0,5/1 0,83/1 0.33/1 0,17/1 140 175
0,65/1 0,17/1 147
0.5/1 0.17/1 168
спиртов на температуру тепловой деформации дицикло-
пентадиендиоксида указано в табл. 10-2.
Замена оптимального отношения А/Е ведет к более
низким значениям. Это иллюстрируется в табл. 10-3.
Однако даже при этих малых значениях соотношения
А/Е в случае наличия многоатомного спирта улучшен-
ные результаты могут быть получены при добавлении
ВДМА в количестве 1 части, причем температура теп-
ловой деформации в этом случае возрастает со 140 до
170 °C.
К смеси МА/зпоксидная смола ввиду реакционной
собиости двойных связей могут добавляться другие
--------- ------- -тирол. В этом слу-
непределы
чае происходит дополнительная реакция через непре
дельность (Л. 10-19, 10-20, 10-951. Может быть применен
и малеиновый ангидрид в избытке, причем дополнитель-
ная реакция происходит при повышенных температурах
1Л. 10-421. Из рис. 10-6 видно, что при применении из-
бытка МА теплостойкость по Вика возрастает до
230 °C в процессе старения, а потерн веса ниже, чем
можно было бы предположить, если бы эта реакция
с избытком малеинового
При использовании МА
с непредельной эпоксид-
ной смолой, такой как
эпоксидированный жид-
кий полибутадиен или
другие непредельные со-
единения (Л. 10-81], для
увеличения температуры
тепловой деформации
примерно от 120 до
200 «С (Л. 10-44] можно
применить перекисный
катализатор.
Методом ИК-спек-
троскопии было установ-
лено наличие темпера-
турной зависимости про-
цесса цис-транс-изомерн-
зацин при взаимодейст-
вии малеинового ангид-
рида с DGEBA. Длитель-
ное медленное отвержде-
ние при 60 °C с последу-
ющим дйголнительным
отверждением при 150 °C
дает очень незначитель-
ное количество транс-изо-
меров; быстрое начальное
отверждение при темпе-
аигидрнда не происходила
Рис. 10-6 Теплостойкость
по Вика и потери массы
в зависимости от концен-
трации .отвердителя для
DGEBA (мол. масса 950),
отвержденного МА
1Л. 10-421.
136
Гл. 10. Ангидриды кислот — отвердители эпоксидных смол
ратуре от 460 до 180 °C вызывает образование значитель-
ного количества транс-изомеров в отвержденной смоле
[Л. 10-83]. Предполагают, что при температурах отверж-
дения поридка 180 °C двойные связи в структуре ма-
леата претерпевают дополнительную полимеризацию и
термическое окисление одновременно, в результате чего
образуются дополнительные поперечные связи и новые
карбонильные и гидроксильные группы (Л. 10-83].
МА применяют, в частности, для отверждения вы-
соковязних эпоксидированных иоволачных смол. Смесь,
приготовленная из 36 частей МА и 100 частей эпоксиди-
рованного иоволака, имеющего функциональность около
3,3, при комнатной температуре имеет вязкость б 000 спз,
тогда как при применении жидкого NMA .(взятого в со-
отношении 75 частей) вязкость при комнатной темпера-
туре равна 20000 спз.
Ввиду наличия двойных связей МА может взаимо-
действовать по реакции Дильса—Альдера илн по дру-
гим механизмам с образованием различных аддуктов.
Получены винильные н стирольные сополимеры (табл.
10-1). Об использовании гетерополнмеров из МА и бута-
диенстирольных сополимеров как отвердителей для эпок-
сидированных полибутадиенов уже сообщалось
[Л. 10-36]. МА может реагировать с тетрапропиленом
(что уже указывалось) с образованием DDSA, или
с органическими кислотами с образованием 4-карбок-
сил-3-метил-1,2-бутанкарбоксильного ангидрида (Л. 10-63],
илн с другими замещенными циклопентадиенамн
[Л. 10-94], а также с тетрагидрофуранами с образова-
нием таких материалов, как диэтнл (2-тетрагидрофу-
рол) янтарной кислоты [Л. 10-85]; с бутадиеном с об-
разованием тетрагидрофталевого ангидрида, с непре-
дельными жириыми кислотами с образованием соедине-
ний, представленных линоленовыми аддуктами, пока-
занными в табл 10-1 (Л. 10-41], с тунговым маслом
(комбинации пальмитиновой, стеариновой, олеиновой,
элеост-ариновой жирных кислот) (Л. 10-96] и с различ-
ными длинноцепными полинепредельными диэфирамн,
дикетонами, дикислотамн и диамидами с образованием
ди- и трнангидрвдов, пригодных для отверждения
[Л. 10-25].
МНОГОЯДЕРНЫЕ АЛИЦИКЛИЧЕСКИЕ
АНГИДРИДЫ
Рид миогоялерных алициклических ангидридов, по-
лученных по реакции Дильса—Альдера при конденсации
МА с соединениями, имеющими сопряженные двойные
саязи, являются жидкими н, следовательно, имеют пре-
имущества как отвердители эпоксидных смол перед вы-
сокоплавкими соединениями.
Гидрированные фталевые ангидриды, такие Как
тетра- и гексагидрофталевый ангидрид, в некоторых
случаях предпочтительно использовать с ароматически-
ми смолами. Выпускаемый промышленностью тетрагид-
рофталевый ангидрид меиее удобен, чем низкоплавкий
гексагидрофталевый, одиако появляются жидкие сме-
шанные его изомеры (Л. 10-86]. Гидрированный пиромел-
литовый диангидрид предлагается как соотвердитель
для смесей эпоксидная смола/моиоангидрид [Л. 10-51].
Малеиноангидридный аддукт метилциклопентадиена.
Аддукт малеинового ангидрида метилциклопентадиеиа
(NMA). обычно твердый, становится светло-желтой
жидкостью с точкой плавления ниже 12 °C после добав-
ления около 0,1 % фосфорной кислоты. Для отверждения
DGEBA обычно берется от 80 до 90 частей NMA (мол.
масса 178) н третичный амин в качестве ускорителя, хо-
тя отмечалось (Л. 10-73], что хорошая нагревостойкость
получается и при использовании низких концентраций
NMA, например 21 часть с 2 частями DMP-30.
2 части DMP-30 сами по себе отверждают смолу
достаточно, и, вероятно, этим объясняется возможность
использования NMA в таких малых дозах.
DMP-30—это сравнительно активный ускоритель,
прн введении которого смола густеет достаточно быстро
уже при комнатной температуре и имеет срок жизни
примерно 4 ч при применеиии 2—3 частей его. BDMA
действует значительно медленнее, срок жизни смеси
удлиняется до 3—4 суток. '
Обычиые условия отверждения для ароматических
глицидилэфирных смол с NMA и ускорителем — это же-
латинизация при 120 °C и последующее отверждение
при температурах от 150 до 180 °C. Однако статисти-
ческий анализ DGEBA, отверженного NMA в количестве
89 частей и BDMA в количестве 2,16 часта (количество
частей — оптимизировано) показывает, что необходимы
температура гелеобразования 107 °C и последующее от-
верждение при 256 °C (Л. 10-26]. Вторичный анализ по-
казывает, что температура тепловой деформации может
достигать 300 °C при введении 0,5 части BDMA и от-
верждении 2 ч при 120°С+6 ч при 200°С+24 ч при
260 °C (Л. 10-4—10 6]. Физические свойства двух систем
Физические свойства DGEBA, отвержденного
алициклическими ангидридами
Свойства 84 части ИМА+2,2 1 части BDMA, отвер- ждение 4 ч при 80*С+15 ч при 150 *С » .° 11: & 1 'Н 1
Температура тепло- вой деформации, °C Прочность при расти- жении. кгс/см* . . Удлинение, % . . . Предел прочности при изгибе, кгс/см* . . Модуль упругости при изгибе, 10‘ кгс/см* Предел прочности при сжатии, кгс/см* . . Модуль упругости при сжатии, 10° кгс/см’ 153 448 2,38 1 176 3,71 1 183 0,742 132 770 2,7 1449 3,99 1351 2,8 127 840 3,22 1099 2,66 135 609 1505 1 113
NMA/DGEBA (одна с ускорителем DMP-30, другая —
с BDMA) даны в табл. 10-4. На рис. 10-5 показана за-
висимость электрического сопротивления от температу-
ры для состава: 90 частей NMA и 1 часть BDMA. Ра-
диационая устойчивость приведена на рис. 10-7.
Обнаружена хорошая стойкость систем, отвержден-
ных NMA, к облучению электронным лучом электронно-
го микроскопа (Л. 10-69] Химостойкость приведена
в табл. 10-5.
Увеличение функциональности глицидилэфирных смол
ведет к увеличению температуры тепловой деформации
отвержденных систем. Соотношения, например, функцио-
нальности / эпоксидированного о-крезол иоволака «тем-
пературы тепловой деформации явлиются следующими:
при f—2,7 — температура тепловой деформации 280 °C:
при f=4,8 0,15-жл прогиб при 300 °C, при f—5,4 0,06-лок
прогиб при 300 °C ]Л. 10-7].
Исследования систем с NMA и эпоксидированным
новолаком (/=3,3) прн отношении А/Е от 0,85/1 до 1/1
с DMP-30 от 0,5 до 1,5 части н с различными режимами
отверждения показали, что оптимальная разрывная проч-
Многоядерные ам
137
Таблица 10-5
Химостойкость DGEBA, отвержденной NMA и РА
[Л. 2-1]
Химическая среда, шестимесяч- ное погружение мпийГ % ₽
60 частей NMA+ 2 ча- сти DMP-30, отверждение при 180 *С+ 250* "С*1 65 частей РА, отверждение 24 ч при МО *С
Стойкость к солям: 10%-ный хлорастый иа- 25%-ный хлористый иа- 10%-иый бисульфит на- Кислотостойкость: 3%-ная серная кислота 10%-ная сераая кислота 30%-ная сериая кислоте 10%-ная соляная кис- 10%-ная азотная кис- 10%-ная ледяная уксус- ная кислота .... Стойкость к основаниям: 10%-вый едкий натр 25%-иый едкий иатр 25%-ный углекислый газ 25%-иый раствор ам- Стойкость к растворителям: этиловый спирт .... этиленгликоль. . Водостойкость; при 25 °C кипящая вода . ... —12 +17 —18 +20 +2 +13 +25 —24 -23 +15 +20 +20 +20 —10 -38 -14 +9 -16 +13 +12 +12 -26 + 19 -80 —78 +8 Разрушился +20 +20 +8 Разрушился
ность отливок при комнатной температуре ие зависит от
выбора варианта. Однако когда испытании были про
ведеиы при 175°C, преимущество имели материалы
с высоким содержанием ускорителя. Значение образо-
вания прочной сетки в процессе отверждения (перед
проведением высокотемпературного дополнительного от-
верждения) подтверждается увеличением разрывной
прочности и уменьшением потерь веса в течение допол-
нительного отверждения [Л. 10-105].
Вообще потери веса систем, отвержденных NMA,
являются низкими и нагревостойкость высокой в том
случае, если условия отверждения и количество уско-
рителя — оптимальные. Однако для температур пример-
но 250 °C пока предпочитается дикарбоксилироваиие
[Л. 10-74].
Без флексибилизатора системы, отвержденные NMA,
являются в основном довольно хрупкими для лнтья.
В качестве флексибилизаторов могут быть исполь-
зованы аддукты касторового масла, но при этом, конеч-
но, теряется нагревостойкость. Низкая начальная вяз-
кость NMA и хорошие прочностные свойства при повы-
шенных температурах позволили широко применять этот
отвердитель в производстве стеклопластиков.
XtD ,
Дога, рады
Рис 10-7. Стойкость к радиации
DGEBA, отвержденного NMA
[Л. 10-38].
топливный
Алкилированный андоалкилентеграгидрофталевый
ангидрид по структуре подобен NMA, что видно из
табл. 10-2, где Я —водород или низший алкил я п
меньше единицы.
Материал, выпускаемый промышленностью, пред-
ставляет собой смесь изомеров, состоящих из коротких
гомологических рядов (Л. 10-1]. Это светлая прозрачная
жидкость со средней молекулярной массой 275. Вязкость
при комнатной температуре составляет 2 800 спз Не-
обходимо применение ускорителя, так как без ускори-
теля ангидрид реагирует очень медленно, особенно со
смолами глицнднлэфирного типа. Для отверждения
DGEBA необходимы введение от 95 до 110 частей этого
смешанного ангидрида и температура 140 °C, чтобы по-
лучить высокую температуру тепловой деформации
(140°C). С эпоксидированным новолаком (f=3,3) тем-
пература тепловой деформации получается на 20 °C вы-
ше, если температура отверждения 160 °C.
Диметил — замещенный бутенилтетрагидрофталевый
ангидрид представляет собой инзковязкую жидкость
желтого цвета с температурой плавления —10 °C и мо-
лекулярной массой 234 [Л. 10-5]. В смеси с DGEBA и
при применении ускорителя срок жизни составляет от
4 до 5 суток. Свойства смолы, отвержденной этим ангид-
ридом, приведены в табл. 10-4, где он назван DBTA
Метилтетрагидрофталевый ангидрид (МТНРА)
(табл. 10-1) — это ннзковязкая жидкость (60 спз при
25 °C) с температурой затвердевания 4 °C. МТНРА име-
ет молекулярную массу 166 и плотность 1,195 а/см’ при
25 °C. Смесь DGEBA, 84 частей МТНРА и 2 частей
этилметилимидазолина в качестве ускорители имеет вре-
мя гелеобразования 143 мин при 70 °C по сравнению со
162 мин для NMA. Температура тепловой деформации
155 °C по сравнению со 154 °C для NMA. Электрические
свойства и химостойкость также близки к данным для
NMA. МТНРА стал широко применяться только после
1965 г., когда начался его промышленный выпуск.
Гексагидрофталевый ангидрид (ННРА) является
воскообразным твердым веществом с молекулярной мас-
сой 154 и температурой плавления около 35 °C. Вяз-
кость смеси DGEBA и ННРА составляет около 200 спз
при 40 "С. Время жизнк при 40 °C около суток. Свойст-
ва отвержденной смолы показаны в табл. 10-4. Удель-
ное объемное электрическое сопротивление для составов
с ускорителем дано на рнс. 10-5. Влияние различных
ускорителей на нагревостойкость, определенную по по-
тере массы, показано в табл. 10-6. Вопрос оптимизации
систем с ННРА путем статического анализа рассмотрен
в (Л. 10:37].
Гл 10. Ангидриды кислот — отвердители эпоксидных смол
Таблица 10-6
Влияние аминных ускорителей на потери массы
DGEBA, .отвержденной ангидридом ]Л. 10-28]
Потера массы при 205 *С, %
3 суток т’сутох
й 8 Й 8 2’1 Й 8 S 2’! г й
Без ускорителя DM АРА Триэтиламии четиламин а «мети лбензил метиламин DMP30 Диизопропиламнн Триэтаноламин Диэтаноламин Me тил этанол амин «•метнлбензилдиэтанол- Пвперадин Моноэтаноламин Нсниламин А-аминопро пи л морфолин Моноизопропаноламин Монотйогликоль 1.86 о!з 0,43 1,03 1.79 1.54 3,59 4*00 10.3 0,72 0.98 3*11 0.98 1,13 0.95 75 8.89 1.68 2,24 2.38 518»sa.8ss"“esa sssassas % };й 2ДИ 2.61 2,14 2.06 3,84 4.00 3,26 7,96 2*91 3.21 3.46 5,28 6.47 7,08 7.80 6.76 6.99 6.61 7.75 6,33 6.83 6,31 7.95 6,12 8,67 8.71 U 3,06 3.27 6.04 3,32 6,31 9*33 6.44 17.40 3 70 12,25
При отверждении 3,4-эпокси-6-метилциклогексилме-
тил 3,4-эпоксиметилциклогексаи карбоксилата темпера-
тура тепловой деформации достигает 184 °C при при-
менении кислотных катализаторов (хлористое олово),
причем оптимальное отношение А/Е снижается пример-
но до 0.5/1. При А/Е, равном 0.75/1, система имеет тем-
Свойства алифатической эпоксидной смолы,
отвержденной ННРА [Л. 2-6]
Свойств. PAGE Полигли-
102 ННРА частей пи- отвержде- ние 168 ч при 23 *С 102 ННРА при *100 "С ННРА+? прнЮО *С
Температура тепловой деформации, *С . . . Предел прочности при растяжении, кгс/см? Предел прочности при изгибе, кгс/см* . . . Модуль упругости при изгибе, 10» кгс/см* . . Предел прочности при сжатии, кгс/см? 3. . . Модуль упругости при сжатии, 10‘ кгс/см? Ударная вязкость по Изоду, кгс-см/см* . . Твердость по Барколу 53 548 938 3,64 1 149 3,99 1,78 36 89 931 1281 3,28 1132 5,18 2.2 38 57 12250 3,85 1050 4,62
перат;
ятельио на 40 °C
ННРА совместно с 6 частями пиридина может от-
верждать полиаллиловый глицидиловый эфир (PAGE)
прн комнатной температуре. Свойства таких составов
даны в табл. 10-7. Приводятся также свойства PAGE и
полиглицидилового эфира глицерина с ускорителем
Ю0°С^ ° количестве 1 части после отверждения при
Показано, что при применении метил-ННРА необ-
ходимо добавлять в него 3% диизопропилкарбодиимида,
что предохраняет его от* превращения в кислоту при
хранении иа воздухе [Л. 10-109].
Многоядерные алициклические диангидриды
Помимо ангидридных сополимеров, приведенных
в табл. 10-1, может быть получен ряд других соедине-
ний, которые также могут быть использованы в каче-
стве отвердителей эпоксидных смол. Например, цикло-
гексанон может реагировать с ангидридами, содержа-
щими непредельные боковые цепи, такими как DDSA,
причем получаются соединения, пригодные для отверж-
дения [Л. 10-97].
Ряд ангидридов иа основе бисциклопеитадиеннлал-
канов рассмотрен выше [Л. 10-84] и их синтез подробно
описан [Л. 10-108]. Типичным представителем этих ан-
гидридов является бис-эидик ангидрилбутен, выпускае-
мый промышленностью:
Исследования показали, что это соединение пред-
ставляет собой наиболее высокотемпературный отверди-
тель для эпоксидных смол, применяемых при намотке
волокном стеклопластнковых изделий. Установлено, что
реакционная способность материала при температурах
выше 220 °C объясняется наличием ненасыщенных двой-
ные связей, которые обеспечивают образование допол
нительных поперечных сшивок [Л. 10-112].
Кроме того, миогоядерные алициклические диангнд-
риды, которые могут применяться для отверждения
эпоксидных смол, получают по реакции Дильса — Аль-
дера производных транс-циклогексадиен-2,5-дикарбоно-
вой кислоты с диенофилами (Л. 10-108].
АРОМАТИЧЕСКИЕ АНГИДРИДЫ
Ароматические моно- и диангидриды нашли шнро
кое распространение как отвердители зпоксидных смол
Фталевый ангидрид является примером моноангидрида,
тримеллитовый ангидрид является представителем моно-
ангидридов, содержащих дополнительную функциональ-
ность в виде карбоксильной группы. Представителями
диаигидридов являются соединения, перечисленные
в табл. 10-8, одним из которых является пиромеллито-
вый диангидрид. •
Фталевый ангидрид, который не получил такого
распространения в США, как в Европе, почти полно-
стью заменен жидкими продуктами несмотря на то,
что они обычно более дорогие. Тримеллитовый ангидрид
является очень реактивным продуктом, поэтому приме-
нение его ограничено. Пиромеллитовый н другие диаи-
гидриды, используемые самостоятельно или с моно-
ангидридами [Л. 10-24], являются более нли менее еле-
Ароматические ангидриды
139
Диангидриды—отвердители эпоксидных смол]
Структура
Молекулярная масса
Ангидридный эквивалент-
ный вес (А/Е = 1/1)
Карбоксильная эквива-
лентная масса
Внешний вид
Температура плавления.
Растворимость
410
205
102.5
Белый порошок
Образует 19%-ный растворив ацетоне
102,2
Образует 80%-ный раствор в МЕК
циальиыми соединениями, обеспечивающими исключи-
тельно высокие свойства составов при высоких темпе-
ратурах.
Фталевый ангидрид
Фталевый ангидрид (РА) — это белый порошок,
имеющий молекулярную массу 148 и температуру плав-
ления 128 °C:
При использовании его с DGEBA обычно до вве-
дения РА смолу разогревают до 120—140°С. Смесь
размешивается до тех пор, пока ие станет гомогенной,
при этом поддерживается постоянная температура. Во
время этой операции ангидрид частично улетучивается.
Когда ангидрид полностью растворится, смесь охлаж-
дается до 60 °C для продления времени жизни. В это
время, если требуется, вводится ускоритель. При
температурах ниже 60 °C РА выпадает в осадок, ио если
время жизни позволяет, то может быть превращен
в раствор при помощи нагревания. Высокомолекулярные
смолы DGEBA перерабатываются обычно соответствен-
но прн более высоких температурах, смешивание ведет-
ся при 150—.170 °C. Начальное отверждение проводится
обычно прн 120—130 °C. Более высоких температур сле-
дует избегать, особенно в случае больших отливок, что-
бы предупредить неконтролируемые экзотермические
реакции.
Гл. 10. Ангидриды кислот—отвердители впоксидных смол
В составах без катализатора обычно предпочитают
DGEBA (молекулярная масса 800). Эти смолы, кото-
рые представляют собой вязкие жидкости прн комнат-
ной температуре, при технологических температурах до
Рис. 10-8. Зависимость потерь массы н
температуры тепловой деформации от
концентрации отвердителя для DGEBA
(мол. масса 400), отвержденного РА
[Л. 10-13].
Рис. 10-9. Зависимость време-
ни гелеобразования и времени
отверждения от температуры
для DGEBA (мол. масса 800),
отвержденного РА [Л. 2-1].
0.06
~ ojA
120 °C
Рис. 10-10. Зависимость диэлектрической проницаемости и коэффи-
циента диэлектрических потерь от температуры для DGEBA (мол. мас-
са 800), отвержденного РА. Отверждение 4 ч при 150°C [Л. 2-1].
Таблица 10-9
Свойства DGEBA (молекулярная масса 800),
отвержденной РА [Л. 10-4]
Температура тепловой деформации, *С . .
Предел прочности при растяжении, кгс/см*
Модуль упругости при растяжении,
10~« кгс/см*............................
Предел прочности при изгибе, кгс/см? . . .
Ударная вязкость по Изоду, кгс-см/см* . .
Твердость по Роквеллу (шкала М) . . . .
Температурный коэффициент расширения.
Теплопроводность, 10‘ кал/(сек-сл<-оС) . .
Термоудар M1L-1-16923 ..................
Воспламеняемость, см/мин ..............
Водопоглощенне после 24-ч погружении, %
Влагостойкость при 93 °C и относительной
влажности 95%, г/м*-24 н-см.............
840
100
статочно жидкие, чтобы использовать их ----------------
Они обеспечивают лучшие твердость и нагревостойкость,
чем низкомолекулярные виды смол, и отверждаются бы-
дли литья.
Ввиду наличия гидроксилов в высокомолекулярных
DGEBA РА используется при отношении А/Е, меньшем
чем 1, и чем большее количество гидроксилов присут-
ствует в цели, тем ближе отношение А/Е к 0,5/1. Влия-
ние количества РА на температуру тепловой деформации
и потери массы для смолы с молекулярной массой 800
показано иа рис. 10-8. Обычно характерным для от-
верждения ангидридов является то, что максимумы
потерь весв и температуры тепловой деформации полу-
чаются при различных соотношениях А/Е.
Свойства DGEBA (молекулярная масса 800), от-
вержденной 30 частями РА без ускорителя, показаны
в табл. 10-9. Зависимость времени гелеобразования и
времени отверждения от температуры показана иа рис.
10-9. Зависимость коэффициента диэлектрических по-
терь и диэлектрической проницаемости от температуры
дана на рис. 10-10, а зависимость электрической проч-
ности от температуры приведена на рнс. 10-11. Изме-
нение линейной усадки в зависимости от температуры
показано иа рнс 10-12. Химостойкость показана в обоб-
щенном виде для 6-месячиого погружения в табл. 10-10.
При отверждении РА и DGEBA с ускорителем не-
обходимо около 75 частей РА. Температура тепловой
7.5 SO 75 100 125 №0 °C
Рис. 10-11. Зависимость электри-
ческой прочности от температуры
для DGEBA (мол. масса 800),
отвержденного РА [Л. 2-1].
/ — пластина иа литой смолы толщи-
ной 2 мм, 2 — бумага толщиной 3,2 мм.
Ароматические ангидриды
141
Таблица 10-10
Химостойкость DGEBA (мол. масса 800), отвержденной РА [Л. 10-11]
Концентрация
Аккумуляторная кислота
Уксусный альдегид
Концентрироваи-
20
Уксусиая кислота, ледяная
Ацетон
Аммивчиая вода
Анилин
Бутаяол
Бутилацетат
Масляная кислота
Сероуглерод
Четыреххлористый углерод
Водный раствор NaOH
Хлорсульфоиовая кислота
Водный раствор
Крезол технический
Кротоновый альдегид
Циклогексанол
Циклогексанон
Проявитель фотографический
Этиловый спирт
Этиловый вфир
Хлористое железо
Фиксажная ванна фотографическая
Муравьиная кислота
Глицерин
Соляивя кислота
Плавиковая кислота
40%
40%
100%
100%
100%
50%
1-10%
100%
100%
100"/.
100%
100%
100%
100%
100%
100%
100%
10 г/100 г
10 г/100 г
100%
10—20 г/100 г
10—20 г/100 г
100%
100%
100%
100%
100%
100%
100%
100%
45 г/100 г
Концеитрироваи-
100%
10%
I 50%
50%
1 100%
Водный раствор перекиси водорода
Жавелевая вода (14% активного хлора)
Жидкий воздух
Метилхлорид
Минеральное масло
Азотивя кислота
100%
Концеитрнрован-
30%
100«/о
100%
100%
Нитробензол
Цианистый калий (жидкая ванцд)
Марганцовокислый калий
। .онцентрироваг
ГйТ
6 г/100 г
20
70
20
60-100
20
20
20
20
20
20
20
60—80
20—80
20
20
20
20
45
20
20
60—100
20
20
20—70
100
20
20
20
20
20
20
20—40
60-80
20
20
20
20
60
100
20-100
20—100
100
20
60—100
20
20
20—100
-180
20
20—100
20
20
20
80
20—100
Стойкая
Ограниченно стойкая
Стойкая
Нестойкая
Стойкая
Нестойкая
Нестойкая
Ограниченно стойкая
Стойкая
Ограниченно стойкая
Стойкая
Нестойкая
Стойкая
Нестойквя
Стойкая
Стойкая
Нестойкая
Стойкая
Ограниченно стойкая
Нестойкая
Стойкая
Ограниченно стойкая
Ограниченно стойкая
Нестойкая
Стойкая
Ограниченно стойкая
Нестойкая
Нестойкая
Стойкая
Ограниченно стойкая
Стойкая
Нестойкий
Стойкая
Нестойкая
Стойкая
Стойкая
Стойкая
Стойкая
Ограниченно стойкая
Нестойкая
Стойкая
Стойкая
Стойкая
Ограниченно стойкая
Стойкая
Ограниченно стойквя
Стойкая
Стойкая
Стойкая
Стойкая (10-мниутное испытание)
Нестойквя
Стойкая
Нестойкая
Стойкая
Нестойкая
Стойкая
Стойкая
142
Гл. 10 Ангидриды кислот—отвердители эпоксидных смол
Продолжение пшбл. 10-10
в-месвчяое погружение в жядаость Концентрации Температура* яспы- Стойкость
Водный раствор бисульфита натрия 20 г/100 г 20 Стойкая
Водный раствор бихромата натрия Жидкое мыло 60 г/100 г 50% 20-100 Стойкая Стойкая
Стеариновая кислота 100"/. 20—60 Стойкая
Серная кислота 10"/. 20—100 Стойкая '
50"/. 20—60 Стойкая
50"/. 100 Нестойкая
75"/. 20 Стойкая
Концентрирован- 20 Нестойкая
ная
Тиовихлоид 100"/. 20 Нестойкая
Толуол р 100"/. 20 Стойкая
Трихлорэт илен Триэтаноламин 100"/. 100"/. 20 20 Нестойкая Стойкая
Вода дистиллирояаииая —— 70 Ограниченно стойкая
100 Нестойкая
деформации получается около 150 °C, физические свой-
ства при температурах ниже температуры тепловой
деформации обычно находится в диапазоне, приведен-
ном выше для высокомолекулярных видов смол. Зави-
симость удельного объемного сопротивления от темпе-
ратуры показвиа иа рнс. 10-5. Химостойкость дана
в табл. 10-11.
Прн использовании РА для отверждения DGEBA
без ускорителя обычно берется соотношение А/Е около
0,85/1 или приблизительно 65 частей РА. Химостойкость
такой системы указана в табл. 10-5.
Когда РА заменяется частично фталевой кислотой,
образуется менее прочная поперечно сшитан структура
ввиду потери функциональных- групп. Это иллюстри-
руется на рис 10-13 для DGEBA с ускорителем тре-
тичным амином.
При отверждении 3,4-эпокси-6-метнлциклогексилме-
тил 3,4-эпокснметнлциклогексан карбоксилата с помощью
РА получают составы, имеющие температуру тепловой
деформации около 200 °C, если в качестве катализатора
применяется или каустик, или третичный амии. Это по-
казано в табл. 10-12, где приводится также критиче-
ская концентрация катализаторов; прн увеличении ко-
личества катализатора лучшие результаты получаются
прн более высоком соотношении А/Е.
Рис. 10-12. Зависимость ли-
нейной усадки от темпера-
туры для DGEBA (мол.
масса 800), отвержденного
РА [Л. 10-12].
Прн использовании РА с днглицидиловым эфиром
дигидроксифенилсульфона ие требуется ускорителей,
температура тепловой деформации в значительной сте-
пени зависит от концентрации ангидрида (рис. 10-14),
и отверждение происходит быстро при 150 °C (рис.
10-15).
При отверждении хлорированной DGEBA с РА
свойства получаемых составов, как указано иа рис.
10-16, тоже сильно зависят от концентрации РА.
РА ввиду требуемых для переработки высоких тех-
нологических температур мало применяется в производ-
стве слоистых пластиков, он больше подходит для
литья, где обычно применяется с высоким содержанием
наполнителя для уменьшения хрупкости.
Ароматические ангидриды
14S
Таблица 10-11
Химостойкость DGEBA, отвержденного 75 частями PA-J-0,25 части BDMA со 110 частями
хлорэндикаигидрида [Л. 10-59]
Едкий натр 50%-ный:
1 сутки .........
7 суток ............
30 суток ...........
Серная кислота 25%-иая:
1 сутки ...............
30 суток 1 1 . . 1 1
Соляная кислота 25%-иая:
«м ...........
Уксусная кислота 25%-иая:
1 сутки ...........
7 суток . .
30 суток .........
Трихлорэтилен 100%-ный:
1 сутки .........
30 суток 1111.111
Формальдегид 40%-ный:
7 суток .11111.
30 суток ..........
Гипохлорит натрия 6%-ный:
7 суток .111...
30 суток...........
Хромовая кислота 25%-иая:
7 суток 1111111
30 суток .........
Дистиллированная вода:
30 суток . . 1 . . 1 .
Сульфат алюмината натрия
28%-ный:
30 суток ....
Кипящая вода 24 ч .
Кипящий ацетон 3 ч .
Тримеллитовый ангидрид
Тримеллятовый ангидрид (ТМА)—это белый кри-
сталлический порошок с молекулярной массой 192 и
температурой плавления 168 °C:
ТМА используется как отвердитель для смол иа ос-
нове DGEBA и для эпоксидированных иоволвков. Ои
обеспечивает хорошие свойства, составов при повышен-
ных температурах н высокую теплостойкость.
Для отверждения DGEBA необходимо введеиие 33
частей отвердителя ТМА. .При тщательном размешива-
нии ТМА в смоле образуется дисперсия, при нагревании
же до 125 °C ТМА растворяется в смоле. Время жизни
дисперсии составляет около 3 суток прн комнатной
температуре, время жизни смеси в виде раствора со
ставляет 10 мин прн температуре 125 °C. Физические
свойства, химостойкость и электрические свойства та-
ких систем даны в табл. 10-13 и 10-14.
ТМА может быть растворен в ацетоне и добавлен
в эпоксидную смолу в растворе Такие растворы иашли
применение в производстве слоистых пластиков. В ка-
честве ускорителей целесообразно применение аромати-
ческих аминов, обеспечивающих удовлетворительные
свойства (Л. 10-66].
144 Гл- 10 Ангидриды кислот — отвердители эпоксидных смол
Влияние концентрации и типа основного
катализатора на температуру тепловой
деформации 3, 4-эпокси-6-иетилциклогексилметил
3, 4-эпокси-6-метил циклогексан карбоксилата,
отвержденного РА [Л. 10-78]
Катализатор Катализатор, Температура тепловой др- формации, *С
А/Е 0.6/1 А/Е 076/1
BDMA 0,01 212 186
BDMA 0,05 198 197
BDMA 0.1 174 193
BDMA 0,5 130 213
KOH 0,004 216 175
KOH 0,02 197 194
KOH 0,04 140 220
Тримеллитовый ангидрид может реагировать с дио-
лом с получением дкангадридиого отвердителя, такого,
как показан в табл. 10-8 [Л. 10-114, 10-1111]. Тетраангид-
ридные отвердители могут быть получены из ТМА я
пентаэритрита [Л. 10-88]. ТМА может реагировать с ан-
гидридом уксусной кислоты с образованием внутренней
ангидридной группы, которая -вступает в реакцию в про-
цессе отверждения [Л. 10-74]. Карбоксильная группа
ТМА может реагировать с эфиром или амином, напри-
мер с ацетанилидом, с получением отвердителей
(Л. 10-87].
Рис. 10-16. Зависимость предела проч-
ности при изгибе, температуры тепловой
деформации и твердости DGE тетра-
хлорбисфенола А, отвержденного РА и
0,1% DMP-30, от количества отвердите-
ля [Л. 10-27].
1 — прочность пои изгибе; S — температура
тепловой деформации: 3 — твердость.
Таблица 10-13
Физические свойства DGEBA, отвержденного
33 частями ТМА в течение 6 ч при 250 «С [Л. 10-2]
'зо 4» 50 ВО ТО 80
Фталевый анеивриЗ. чисти
Рис. 10-14. Влинние концентра-
ции РА ив температуру тепловой
деформации DGE дифенилсуль-
фона (п=0,053-5-0,450) (Л. 10-79].
Отверждение 4 ч при 150 °C.
Температура тепловой деформации, *С . .
Предел прочности при растяжении, кгс/см1
Модуль упругости при растяжении,
10* кгс/см' .............
Удлинение при разрыве, %.......
Предел прочности при изгибе, кгс/см* . . .
Модуль упругости при изгибе, 10* кгс/см*
Ударная вязкость по Изоду, кгс-см/см . .
Твердость по Роквеллу (шкала М) ....
Плотность, г/см*........
(табл. 10-8)
температуре,
Пиромеллитовый днангидрнд (PMDA)
не растворяется в D6EBA прн комнатной -------г—/г-,
но полностью растворяется прн повышенных темпера-
турах. Предложено несколько способов переработки
PDMA а качестве отвердителя для DGEBA. Первый
включает в себя растворение PDMA в смоле при повы-
шенных температурах, причем для снижения реакцион-
ной способности используются моноантидриды. Второй —
Таблица 10-14
Химостойкость и электрические свойства DGEBA,
отвержденной 33 частями ТМА в течение 6 ч
при 250 «С [Л. 10-2]
Химостойкость Увеличение размера. %
Вес | Длина | Ширима |толщнна
Дистиллированная вода] NaOH 10%-иая Уксусная кислота 0,7349 0,7342 0,5651 0,0165 0,0165 0,0332 0,0498 0.1498 0,0998 0,4173 0,2038 0,0000
Серная кислота 10%-иая 0,42221 10,0665 10,00001 0,2052
Ароматические ангидриды
145
Рис. 10-19. Зависимость времени жиз-
ни прн 90 “С и температуры тепловой
деформации от соотношения
PMDA/MA [Л. Ю-4].
заключается в растворения PDMA в ацетоне и исполь-
зовании раствора PDMA—смола. Третий — реагирова-
ние PMDA с гликолем с целью создания продукта, раст-
воримого в более сильных растворителях, также для
использования в виде раствора. Четвертый — суспеизи-
рование PDMA в смоле при комнатной температуре.
В этом случае последующие температуры, необходимые
для отверждения, должны быть достаточны, чтобы за-
кончить полностью реакцию.
PDMA в смеси с моноангидридами. Было найдено,
что даже 5 частей диангидрида в моноангидридной си-
стеме уже существенно увеличивают нагревостойкость
[Л. 10-35]. С этой целью PDMA применяют в смесях
с моновигндридами, такими как МА (Л. 10-56]. Общее
количество ангидрида в отношении А/Е берется около
0,85/1 с DGEBA без ускорители в соответствии с раз-
личными эквивалентными весами введенных ангидридов.
Чем выше концентрация PDMA в отвердителе, тем
труднее осуществляется пермешивание и тем более ко-
роткое время жизни имеет состав. В DGEBA смесь ан-
гидридов добавляется или раздельно, или как твердый
сплав, причем смола подогревается до 70 °C. Нагревание
продолжается до 120 °C с перемешиванием. Когда ангид-
риды полностью растворятся, температура может быть
понижена до 90 °C, чтобы удлинить срок жизни. Таким
путем могут быть использованы смеси, содержащие до
65% PMDA, но при высоком содержании PMDA геле-
Рнс. 10-20. Зависимость температуры
тепловой деформвции DGEBA, отверж-
денного PMDA/PA, от времени отверж-
дения и температуры (Л. 10-4].
,eoizo №0 200 200 °1
Рис. 10-17. Зависимость
Рис. 10-18. Завнскмость
времени жизни при
90 °C от соотношения
PMDA/PA {Л. 10-17].
Рис 10-21. Зависимость темпе-
ратуры тепловой деформации
DGEBA, отвержденного
PMDA/MA от температуры
отверждения. Время отвержде-
ния — 24 ч [Л. 10-4].
времени
120 °C от
образование происходит слишком быстро при темпера-
турах смешивания (Л. 10-17]. Данные по времени жязчн
смесей PMDA/PA и PMDA/MA приведены иа
рнс. 10-17—10-19.
Пря применении смесей PDMA/моиоаигидрид темпе-
ратура тепловой деформации зависит от режима от-
верждения (рис. 10-20 и 10-21) и от модифицирующего
ангидрида. В отношении нагревостойкостн МА превос-
ходит РА как модифицирующий ангидрид. Превосход-
соотношения
PMDA/PA ]Л. 10-17].
ство выявляется при рассмотрении потерь массы после
старения при температуре 200 °C в течение 500 ч. Снеге-
10—1242
146
Гл. tD. Ангидриды кислот—отвердители эпоксидных смол
Физические и электрические свойства DGEBA,
отвержденного смесями PMDA/MA и PMDA/PA
Составы в свойства МА РА
А 1 в С 1 °
Состав 0,85/1
Суммарный процент ангидрида в
пересчете на PMDA РМДА, части 50 40 20
Второй ангидрид, части 1 23 28 20
Срок жизни при 20 °C, мин . . 10 66 20 90
физические свойства
Температура тепловой деформа-
Предел прочности при растяже-
НИИ, KBC/CAfl ........ . Модуль упругости при растяже- НИИ, 10е кгс/сМ* ...... • . 268 257 316 420
0,029 0,038 0,038
Предел прочности при изгибе. 777 Гб?8 910
“п{«шо-с 322 357 256
при 200 вС 273 266
Модуль упругости при изгибе. 0.028 0,029 0,037 0,039
10* кгс/см*. пре 160-С . 0,017 0,013 0,009
при 200вС . . . 0,013 0,009
Предел прочности при сжатии. Ударная прочиость по Изоду, Твердость по Роквеллу * (шкала 2 920 1,83 109 3 000
109 84
Температурный коэффициент рас- ширения. Ю-* “С"1 Потери массы при 230 -С, % 6,2 6,37 4.6 2.40
через 7 суток через 15 суток через 22 суток — — —
Электрические свойства Коэффициент диэлектрических по-
при 60 вц 0 0129 0,00706 0,0078
при 10е ец .......... прн 100 -С 200 -С ‘ ‘ 0.01030 0.0077
0,09690 0,0325
Диэл' кт^ическая проницаемость: * 4,06 3,73 3.76
при 10е гц прн 100-с при I60-C . . . при 10® ец ". . * 3.98 3,67 3,70 4,12
3*86 3.83 3.86 3^86
3,34 3,39
Электрическая прочность, кв/мм 12,8 13,7 15,7 15,8
иие, 10я ом'см......... 1,59 8,10 12.7 0,18
Удельное поверхностное сопро- тивление, 10’» ом........ 6,66 6.66 2,51 0.002
ма PMDA/PA 20/28 дает величину потерь 23,7%, а си-
стема PMDA/MA 21/29 дает величину потерь 2,3%
[Л. 10-4]. Другие свойства обеих отвержденных систем
приведены в табл. 10-15 и 10-16.
PMDA в растворах. PMDA может быть раст-
ворен в растворах смола — ацетон при температурах ки-
пения, причем смесь сохраняет стабильность примерно
около 1 недели. Для получения растворов PMDA могут
применяться также такие растворители, как диметил-
формалид, диметилсульфоксид и дкметнлацетамид. Си-
стемы растворов применяются в производстве стекло-
пластиков, а свойства стеклопластиков, изготовленных
с применением PMDA, приведены в гл. 20.
Аддукты PMDA — гликоль. PMDA может реагиро-
вать с гликолями с образованием аддуктов следующей
обшей формулы (Л. 10-75]:
Аддукты образуются в присутствии растворителя
под сухим азотом, реакция продолжается до образова-
ния прозрачного раствора [Л. 10-4]. В табл. 10-17 при-
ведены характеристики растворимости рядв таких ад-
дуктов.
Аддукты PMDA применяются для покрытий и высо-
котемпературных клеев.
Дисперсии PMDA. Мелко истолченный PMDA может
быть введен в жидкую эпоксидную смо'лу при комнат-
ной или слегка повышенной температуре путем переме-
шивания. Осаждения не происходит в смоле, имеющей
начальную вязкость 5 000 спз, даже после центрифуги-
рования дисперсии при 2 000 об/мин в течение 30 мин
при 38 °C ГЛ. 10-4].
PMDA благодаря его функциональности может быть
использован для отверждения моноэпоксидов, причем
такие системы имеют температуру тепловой деформации
примерно 150 °C [Л. 10-46]. Прн смешивании PMDA
с W-глицидилфгалимидом получают отливки с темпера-
турой тепловой деформации около 280 °C [Л. 10-68]:
Прн дисперсии в DGEBA PMDA обычно применяют
в отношении А/Е, равном 0,4—0,5/1 [Л. 10-77]. Времена
отверждения соответственно длительные, что указано яа>
рис. 10-22. Отверждение может быть ускорено добавкой
гликолей или кислотных ускорителей, ио обычно дости-
гается за счет повышения температуры. Физические
свойства систем без катализаторов даны в табл. 10-18
и электрические свойства — и табл. 10-19.
О В П № 20 26-
Время опвержИения, ч
Рнс. 10-22. Зависимость темпера-
туры тепловой деформации
DGEBA, отвержденного PMDA,
от времени и температуры отвер-
ждения [Л. 10-4]
147
Таблице 10-16 Химостойкость ЕСЕВА, отвержденной смесями PMDA/PA И PMDA/MA [Л. 10-4]
Испытательная среда Прибыль массы (или потери), % || Испытательная среда Прибыль пассы (алв потере) %
PMDA/PA MDA МА PMDA/PA PMDA/MA
11 .Is 1я 1 fi! гружения 11 1й 1=8» КОГО ПО.
Серная кислота: 85%-наа Соляная кислота: 35%-ная 10%-иая Азотная кислота: ::::::: Вода ( дистиллированная) Гидроокись иатрая: &::::::: Сульфат натрия 30%-ныЙ 0Л8 —0.06 0,12 0.12 0.20 0.10 0,16 0.18 0.04 pip ppp рр ip a?gss sss ss за1 бО.БЗ —0,11 0.38 0.47 1.23 0 40 -О 04 0,47 1*24 2,20 1.10 1.51 1,45 I 0,01 | 1,35 1 Хлористый «атрий 20%-иыЙ Фосфорная кислота; Уксусная кислота: 10%-ная ’.1’1.. 1 Щавелевая кислота ивсы- 1 Бтилацетат Бутилцеллсеольв ....*• 1 ХГТ".... 8 &S 38 tfcSSo 2 о о о* Cjo dodo о 0,06 0.09 1.82 0,54 —0.07 0.08 0.34 -0,09 0.54 0.21 5.44 0.5Б 0,08 1.68 0,38 1.44 0.88 ~О*47
Растворимость аддуктов PMDA [Л. 10-4]
Глвеоль Ж Реагенты. МЕК* М1ВК/МЕК* е/1 Целлозольвадетат.
Время. Результат Время. Результат Время, Результат
Этилен 15,5 28 3 Раствор
1,4-бутандиол 22,5 29 — — 3 Осадок
2-бутендиол-1,4 1,5-пеитандиол 22,0 26,0 29 30 __ 2 3 Раствор
Неопентил 26,0 30,0 ^-^садок 2
Диэтилеи 26,5 30 __ 8 2
Триэтилеи Полиэтилен (молекулярная масса 37,5 75,0 32 36 2, Раствор 9 2 Раствор 2 -
Дипропилев 33,5 31 — 8 Осадок 4 Раствор
Трипропилен 48,0 33 3 Раствор 8 —
* Продукты подвергнуты перегонке.
Физические свойства [СЕВА, отвержденной F№DA [Л. 10-4]
Свойства Значения । Свойства Значения
Температура тепловой деформации, *С: начальная 280—290 270—280 230—240 110 2,0 5.0 0,54 11,6 0,3 5,4 19.0 224 при [150’С при 205’С 140 55 30 0,027 600 350 210 140 0,027 0,014 0,01 0.008 2510 0.025
после 200 ч: при 205 *С .... при 260-С
при 260 «С Твердость по Роквеллу (шкала М) .... Усадка при отверждении линейная, Температурный коэффициент расширения, Модуль упругости при растяжении 10* Предел прочности при изгибе, кгс/см’: при 150 *С
Ударавя прочность по Изоду. кгс-см/см* Прочность к истиранию, потеря массы, мг (ивг^узка 1 000 гс. 1 000 циклов, CS-17 при 205*С при 260 °C Модуль упрости при изгибе, 10* кгс/см*:
Потеря массы, % после 200 ч старения: при 205 °C..... . при 150-С при 205 ®С
при 230 вС при 260 *С
при 260 «С Предел прочности при растяжении, кгс/см*: при 23 *С 10* Предел прочности при сжатии, кгс/см* , . Модуль упругости при сжатии, 10* кгс/см*
148
Гл. 10. Ангидриды кислот—отвердители эпоксидных смол
Таблица 10-19
Электрические свойства DGEBA, отвержденного PMDA [Л. 10-4]
Температу- ра, *С Дныектрвчеоия ирошщаемость в тангенс угла дяэлеятртеситя потер ь
При 60 вц Прн 10» «ц При 10‘ вц При 10* вц Пре вдхш» пт
• tgl в tgt tgt • tgB
23 93 150 205 260 300 3,57 3,70 3,73 3,76 3,84 4.14 0,0067 0,0050 0,0084 0,0062 0,0131 0,0800 3,52 3,65 3,70 3,71 3,78 3.98 0,0079 0,0044 0,0043 0,0053 0,0086 0.0200 3,34 3,52 3,61 3,64 3,69 3,79 0,0223 0,0189 0,0118 0,0078 0,0071 0,0145 3,26 3,48 3,58 3,59 3,60 3,60 0,0208 0,0260 0.0230 0.0159 0,0109 0,0115 2,89 2,92 2,95 2,98 2,98 2,98 0,0130 0.0193 0,0265 0,0343 0,0464 0,0570
Удельное поверхностное сопротивление, ом
23«С,>10<»; 100*С,>10»; IWC.>10»; ЯОО’С. 3-10»
ХЛОРИРОВАННЫЕ И БРОМИРОВАННЫЕ
АНГИДРИДЫ
Ряд хлорированных и бронированных ангидридов,
в том числе тетрабром- н тетрахлорфтвлевый, моно-
хлорфталевый, дихлормалеииовый, дихлорцитроконовый
и хлорэндикантидрид, предложены для отверждения
эпоксидных смол.
Хлорированные ангидриды, которые используются
для повышения огнестойкости отвержденных эпоксид-
ных смол, являются более реакционноспособными, чем
нехлорированиые, причем они обладают большей кис-
лотностью аа счет электронотдающего действия атомов
галогена [Л. 10-49]. Из хлорированных ангидридов наи-
более широко используется хлорэндикантидрид, из дру-
гих здесь будет рассмотрен дихлормалеииовый ангидрид.
Дихлормалеииовый ангидрид пред-
ставляет собой твердое белое веще-
ство с молекулярной массой 467. Ои
может быть введен в жидкую эпо-
ксидную смолу или после растворе-
ния его три повышенных температу-
рах, или путем диспергирования его
в смоле при комнатной температуре.
Если его растворяют в DGEBA при 70—804!, то
время жизни смеси очень короткое, если он вводится
в смолу при комнатной температуре путем размалыва-
ния и перемешивания в шаровой мельнице, то время
жизни смеси достигает примерно 8 ч.
Температуры отверждения для DGEBA даже без
ускорителя довольно низкие '(отверждение может про-
изойти, например, прн 854 в течение 4 ч). Для полу-
чения более высоких значений температуры тепловой
деформации необходимо более длительное отверждение
при повышенных температурах. Температура тепловой
деформации достигает 100 °C после отверждения прн
1204 в течение 1 ч (Л. 10-8]. По сравнению с иехло-
рнроваиными ангидридами повышается огнестойкость.
Хлорэидикангидрид
Хлорэндикантидрид получают путем дополнительной
реакция Дильса — Альдера малеинового ангидрида и
гексахлорциклопентадиена [Л. 10-15]. Это белый поро-
шок с молекулярной массой 370 и температурой плав-
ления 239 °C. Он обеспечивает огнестойкость эпоксидных
систем, но ограничивает нагревостойкость. Хлорэндикан-
гидрид разлагается следующим образом (Л. 10-30]:
диоирвтриЛмЛв
При технологических температурах '(120 °C) время
жизни смеси ангидрида даже с глицидилэфирными смо-
лами очень короткое, обычно меньше 30 мин, и в связи
с атнм ан обычно используется в смеси с другими ан-
гидридами, что будет рассмотрено в следующих разде-
лах. Ввиду повышенной реакционной способности хлор-
экдикакгидрнд можно рассматривать как ускоритель
кислотного типа, образующийся в процессе реакции.
С DGEBA отношение А/Е находится между 0,5/1 и
0,6/1 (т. е. 110 частей). Влияние времени и температу-
ры отверждения иа температуру тепловой деформации
отвержденных систем показано «а рис. 10-23.
На рис. 10-24 показано влияние концентрации ангид-
рида на температуру тепловой деформации, а на
рнс. 10-25 — на потерн веса. Физические свойства от-
вержденных систем даиы в табл. 10-20, химостойкость
в табл. 10-11. Зависимость удельного объемного сопро-
тивления от температуры приведена иа рис. 10-5.
Хлорированные и бронированные ангидриды
U9
• tZ 16 ZO Zi
Племя отвм-зкй’ния °
Рис. 10-23. Зависимость температуры
тепловой деформации DGEBA, отверж-
денного СА, от времени и температуры
отверждения (Л. 10-6].
Таблица 10-20
Физические свойства DGEBA, отвержденной
хлорэндикангйдридом и смесями
Свойстве Отмрдггель
СА МА/СА ННРА/СА
Предел прочности при растяжении, кгс/см* 840 680 880
Модуль упругости при растяжении, 10* кгс/см* 0,032 0,027 0,035
Предел прочности при изгибе, кгс/см* .... Модуль уп^гости при изгибе, 10* кгс/см* . . 1190 1080 1 100
0,036 0,029 0,035
Предел прочности при сжатии, кгс/см* . . . 1430 1270 1350
Рис. 10-24. Зависимость температуры
тепловой деформации DGEBA от кон-
[Л. 10-6].
1 — отверждение 24 « при 480'С; 3 —то
же прн НЮХ.
Рис. 10-25. Зависимость потерь
массы DGEBA от концентрации
хлорэвдикаигидрида (Л. 10 6].
Хлорэндикаигидрид, как и большинство других ан-
ндридов, поглощает влагу из воздуха, что ведет к
меньшеиию растворимости и ускорению отверждения.
Влияние хлорэндиковой кислоты иа экзотерму ог-
№рждеиной системы показано на рис. 10-26. Влияние
кислоты на температуру тепловой деформации систем
дано на рис. '10-27.
Хлорзндикаигидрид применяется обычно в тех слу-
чаях, когда большое значение имеет огнестойкость си-
стемы. DGEBA, отвержденный хлорэнднкангндрндом,
имеет скорость горения 3,8 мм/мин, время загорания
65 сек и время вспышки 115 сек (Л. 10-14]. Хлорэндик
ангидрид может быть применен для отверждения вяз-
ких эпоксидированных растительных масел ]Л. 10-67].
о го т бо во по w м too конин
Рис 10-26. Зависимость температуры экзо-
термической реакции DGEBA, отвержденно-
го СА, от концентрации хлорэндиковой
кислоты ]Л. 12-6]. Температура печи 120 °C,
отливка 100 г, А/Е=1/1,2.
Рис. 10-27. Зависимость температуры тепло-
вой деформации DGEBA, отвержденного
СА. от концентрации хлорэндиковой кисло-
ты [Л. 10-6] (А/Е-1/1,2).
1— отверждение 24 « при 180 "С; 2 —то же
Гл. 10. Ангидриды кислот — отвердители впоксидных смол
ЖИДКИЕ ЭВТЕКТИЧЕСКИЕ СМЕСИ
И АДДУКТЫ
Как к а случае ароматических аминов, возможно
ланне жидких эвтектических смесей и аддуктов к
на основе ангидридов.
Аддукты получают путем реакции ангидрида, взя-
того в избытке, с эпоксидной смолой — например реак-
ции 80 частей ННРА с 20 частями DGEBA. В этом слу-
чае избыток ННРА остается в эвтектической смеси с ад-
дуктом, но может выкристаллизоваться при стоянии.
Жидкие аддукты смолы со смесью ННРА, РА и тетра-
гндрофталевого ангидрида, со смесью NMA и ННРА и
со смесью МА и PMDA уже описаны [Л. 10-29].
Наиболее часто, однако, применяются эвтектические
смеси ангидридов. Ряд их уже описан, в том числе эз-
тектикн из азеланиового ангидрида или PMDA с фтале-
вым, янтарным или хлорэнднкангидридом {Л. 10-57],
78 частей ННРА с 13 частями ТНРА (Л. 10-101] или
Таблица 10-21
Типичные жидкие смеси ангидридов
50 МА/50 ННРА
80 МА/20 ННРА
20 МА/80 ННРА
20 МА/80 DDSA
30 МА/70 DDSA
60 МА/40 DDSA
65 МА/35 ТНРА
80 МА/20 РА
15 РА/85 ННРА
80 DDSA/20 ТНРА
90 DDSA/Ю ТНРА
50 DDSA/50 ННРА
70 DDSA/30 ННРА
40 СА/60 ННРА
15
—10
—20
5
23
20
-20
10
-20
10
ННРА [Л. 10-50] с ТНРА [Л. 10-25] и РА {Л. 10-25].
Представители жидких эвтектических смесей в темпера-
туры на внутренней кристаллизации даиы в табл. 10-21.
Наиболее широко применяются смеси с хлорэндик-
ангидпидом или NMA.
Эвтектические смеси с хлорэндиканеидридом
Хлорэнднкангндрид может быть смешан с другим
ангидридом путем плавления двух соединений вместе
прн повышенной температуре; после охлаждения до ком-
натной температуры получается жидкость илн ннзко-
плавкое вещество в зависимости от выбранных ангидри-
дов. Несколько таких смесей к температуры их затвер-
Хлорзндик, % *
Рис. 10-28. Диаграмма темпера-
тур плавления смесей СА/ННРА
(Л. 10-45].
девання указаны в табл. 10-22. Диаграмма температур
плавления смеси хлорэндик/ННРА дана на рнс. 10-28.
С уменьшением количества хлорэвдикаигидрида вре-
мя горения увеличивается н температура тепловой де-
формации падает. Например, если для отверждения
DGEBA применяют смесь 79/21 хлорэндик/ННРА, то
температура тепловой деформации системы равна при-
мерно 185 °C и время горения 1 сек; если же взять смесь
58/42, то температура тепловой деформации будет около
145 °C и время горения 8 сек.
Таблица 10-22
Температура затвердевания типичных
евтектических смесей с СА, *С [Л. 10-45]
Kccs гидрид
80/20 60/40 40/60 20/80
ННРА DDSA NMA РА МА 114-115 104—105 115—116 74—75 66—67 89—90 108 86 15 10 15 15 10 10
При отверждении ангидридами теплостойкость обыч-
но зависит от концентрации ускорителя и времени от-
верждения. Это показано на рис. 10-29 н 10-30 для
DGEBA (мол. масса 420), отвержденного 60/40 смесью
хлорэнднк и ННРА в отношении А/Е 1/1, где в качест-
ве катализатора использован а-метил BDMA. Типичные
физические свойства этой системы даны в табл. 10-20.
Влияние типа катализатора на оптимальную кон-
центрацию отвердителя указано на рис. 10-31. Влияние
на нагревостойкость DDSA, ННРА и NMA в увеличен-
ных концентрациях с хлорэндикаягндридом как отвер-
дителем для DGEBA (молекулярная масса 420) в от-
ношении А/Е, равном 1/1, показано на рнс. 10-32.
Эвтектические смеси с хлорэиднкангидридом позво-
ляют значительно снизить температуры переработки и
увеличить время жизни систем по сравнению с одним
хлорэнднкангидридом.
Жидкие аетектические смеси и аддукты
151
по во во 4о го о
Хлорзндик, %
Рнс. 10-30. Зависимость темпе-
ратуры тепловой деформации
DGEBA (молекулярная мас-
са 420), отвержденного при
180 °C смесью ННРА/СА, от
иремени отверждения
(Л. 10-45].
Рис. 10-31. Зависимость темпе-
ратуры тепловой деформации
для DGEBA, отвержденного
смесью ННРА/СА (21/32), от
концентрации отвердителя и
типа катализатора [Л. 10-3].
1 — катализатор кислого типа и а
основе эфиров цинка;
Жидкие смеси с NMA
NMA, который представляет собой жидкость,
используют для смешнваиня с другими агидридами, в ре-
зультате чего получают новые отвердители для эпоксид-
ных смол.
Жидкая смесь 60 частей NMA н 40 частей хлорэиди-
кангндрида, например, имеет вязкость около 3000 спз.
При введении этой смеси и а-метил BDMA в каче-
стве катализатора в DGEBA получается система, име-
ющая технологический срок жизни около 4 ч при ком-
натной температуре, а при 1100 “С гель образуется при-
мерно через 30 мин Температура тепловой деформации
системы равна 140 С после отверждения при 150 °C в
течение 24 ч. Физические сиойства даны в табл. 10-20.
Рис. 10-33. Изменение температуры
тепловой деформации новолачиой
смолы, отвержденной смесью
NMA/HHPA, в процессе старения прн
232 °C. Числа на кривых указывают
количество часов прн 232 °C перед
испытанием (Л. 10-60].
Было найдено, что смеси хлорэидик/NMA, использо-
ванные с ускорителем для отверждения смол диглици-
дилзфнрного типа, являются менее зкзотермичными, чем
каждый ангидрид в отдельности.
Жидкие смесн ННРА н NMA используются для от-
верждения эпоксидированных новолаков для создания
термостабильных литьевых смол. Была зарегистрирова-
на температура тепловой деформации компаунда, кото-
рый отверждался >16 ч прн 125 С и 5 ч при 160 °C и за-
тем старился в течение различных периодов времени.
Данные приведены на рнс. 10-33.
Вообще жидкие смеси с NMA являются отчасти
отвердителями специального назначения, причем NMA
используется для усиления нагревостойкостн систем
и для получения жидких смесей, которые ие могут быть
получены никаким другим способом.
Прочие смеси
Ангидриды смешивают ие только для получения
жидких продуктов, но и для получения продуктов
с определенными заданными свойствами. Так, например,
смесь РА и ННРА обеспечивает снижение экзотерм по
сравнению с одним РА [10-43]. Механические свой-
ства типичных смесей даны в табл. 10-23.
152
Гл. 11. Разбавители для зпоксидных смол
Механические свойства эпоксидных составов*
ндрндиыми
РАРА/МА/СА
PAPA/PA/NMA
DDSA/PA/NMA
РАР РА
DDSA/PA/CA
Предел прочности при растяжении.
Относительное удлинение при
разрыве, "/«
РАРА/МА/СА
PAPA/PA/NMA
DDSA/PA/NMA
РАРА/РА СА
DDSA/PA/CA
5,2 3,2 1,5»* 6,1
5,4 3.4 5,1 30
2,1 Не испытывался 3.3 34
7.1 6,4 2.2 I 11,8
4,3 Не испытывался Не испиты-
Данные получены при 100’С.
' Низкие значении обусловлены
выводы
Ангидриды как отвердитеаи эпоксидных смол полу-
чили широкое распространение в Соединенных Штатах
с середины 1956 г. Сначала применялись твердые ан-
гидриды, во они вскоре были вытеснены жидкими или
низкоплавкими, которые более удобны в употреблении.
Реакция ангидридов является сложной; одновремен-
но происходит несколько' реакций. Вследствие этого
представляет трудность правильный расчет отношения
ангидрид—смола. Однако, как правило, когда ангидрид
применяется без ускорителя, это отношение является
функцией реакционной способности ангидрида и смолы
и концентрации присутствующих гидроксильных групп.
Более активные ангидриды и активные по отношению
к кислоте эпокснгруппы стремятся изменить соотноше-
ние А/Е до величины меньше чем 1. Чем выше концен-
трация гидроксильных групп прн прочих равных усло-
виях, тем быстрее оно приближается к отношению 0,4/1.
В присутствии третичного амина в качестве катали-
затора механизмы реакции существенно отличаются от
вышеописанных и желательно отношение А/Е. более
близкое к 1.
Ангидриды' обеспечивают обычно повышенную
иагревостойкость составов по сравнению с аминами.
Большинство ангидридов, однако, за исключением тех,
которые содержат гибкие цепи, сообщают литьевым
составам хрупкость н поэтому в случаях применения
для литья они должны быть модифицированы флексибн-
лизаторамн. Введение флексибилизатора часто приводит
к уменьшению иагрево- и химостойкости отвержденных
продуктов.
Получены жидкие ангидридные смеси н аддукты из
твердых ангидридов. Хлорированные ангидриды сообща-
ют огнестойкость отвержденным системам. Почти все
ангидриды чувствительны к влаге, гидролизуются,
образуя днкислоты.
Кислоты обладают меньшей растворимостью в зпок-
сидных смолах и менее желательны как отвердители.
Ангидриды не обладают поверхностно-сенсибилизи-
рованным действием аминов, хотя прн повышенных
температурах они выделяют пары, оказывающие раздра-
жающее действие. Органические кислоты нз ангидридов
способны вызвать поверхностные ожоги при длительном
контакте.
Глава одиннадцатая
РАЗБАВИТЕЛИ ДЛЯ ЭПОКСИДНЫХ СМОЛ
В технологии эпоксидных смол разбавители приме-
няются преимущественно для снижения вязкости систем.
Определенные типы разбавителей изменяя свойства
отвержденных систем, являются модификаторами, они
могут быть, использованы с целью повышения или сни-
жения темпч>атуры тепловой деформации, могут
избирательно повышать химостойкость, изменять электри-
ческие свойства, сообщать огнестойкость н в определен-
ных пределах изменять ударную вязкость и физические
свойства.
С помощью разбавителей могут быть снижены или
увеличены время жизни системы и температура экзотер-
мической реакции.
В случае использовании ненаполненных систем раз-
б тели применяются в основном в композициях, отвер-
ждение которых происходит прн комнатной температуре.
В случае отверждения при повышенных температурах
нзмененне вязкости лучше производить путем регулиро-
вания температуры, чем введением разбавителей.
Разбавители, представляющие интерес для произ-
водства эпоксидных смол, можно разделить на три
основных типа:
1) иереакционноспособные;
содержащие эпоксидные
группы;
3) реакционноспособные, содержащие неэпоксидные
функциональные группы.
НЕРЕАКЦИОННОСПОСОБ НЫЕ РАЗЕ АВ ИТЕЛ И
Нереакциониоспособные разбавители — обычные
растворители, например ксилол, используются для пони-
жения вязкости эпоксидных смол, главным образом
в высокополимеризующнхся покровных композициях
с содержанием нелетучих около 95%. В этом случае суще-
ствует вероятность, что разбавитель остается в отвер-
жденной системе, но так как он присутствует в количе-
ствах 2—3 частей на 100 частей смолы, его влияние иа
свойства отвержденной композиции незначительно.
Прн использовании нереакциоиноспособных разбави-
телей можно получать системы с более высокой
степенью отверждения, чем без разбавителей. Это пока-
зано на рис. 11-1 н И1-2 ц виде зависимостей твердости
прн высокой температуре и процента экстрагируемых от
наличия разбавителей.
В качестве нереакционноспособных разбавителей
были предложены полнметоксиацетали (Л. 11-13], днбу-
тилфталат [Л. 11-9], метилметакрилат (Л. 11-8], сложные
эфиры эфиров гликоля с молекулярной массой более
258, полученные из эфиров этиленгликоля н однооснов-
ной алифатической кислоты (Л. 11-35], индол, скипидар
и т. д., которые используются в количестве от 10 до 20
частей без сколько-нибудь значительного понижения
свойств отвержденной системы.
Сообщалось [Л. 11-44], что фурфуриловый спирт,
используемый в качестве ускорителя отверждения
DGEBA в смеси с AEP/DMP-30, обеспечивал полное
отверждение системы за 10 мин при комнатной темпера-
туре.
Хлорированные разбавители, используемые с окисью
сурьмы, сообщают огнестойкость отвержденным литым
изделиям. Типичная композиция такого типа на основе
DGEBA с самогасящими свойствами: 15 частей хлори-
рованного фенола и 5 частей окиси сурьмы на 100 частей
смолы. Прн отверждении дизтнлентрнамином добавление
хлорированного фенола снижает температуру тепловой
деформации примерно до 90 °C; при отверждении фтале-
вым ангидридом температура тепловой деформации около
135 °C. Некоторые разбавители модифицируют физичес-
кие свойства отвержденных систем. Например, полиме-
тилацетали повышают адгезионные свойства композиций,.
отверждаемых при комнаткой температуре, а 4,4-диме-
тил-5-оксиметилметадиоксан (полученный реакцией кон-
денсации изобутилена с формальдегидом) в количестве
5—10 частей иа 100 частей смолы повышает предел
прочности при растяжении систем на основе DGEBA
(Л. 11-28].
Найдено, что галогенгидрины, например дихлоргид-
рнн, при использовании в качестве нереакционноспособ-
ных разбавителей в присутствии первичных и вторичных
аминов являются ускорителями отверждения. Эффект
ускорения является тем более значительным для смол
на основе DGEBA, чем ниже содержание хлора [Л. 11-19].
Как правило, нереакциониоспособиые разбавители
при низких концентрациях оказывают незначительное
влияние на физические свойства; в значительно большей
степени они влияют на химостойкость, в частности
стойкость к растворителям. По мере повышения концен-
трации разбавителя соответственно ухудшаются свойства
отвержденной системы. Часть разбавителя может выде-
ляться в процессе отверждения, что приводит к увели-
чению усадки и ухудшению адгезии.
Вренн отверждения, v
Рнс. 11-1. Зависимость раствори-
мости DGEBA, отвержденного
4 частями DMP-30 на 100 частей
смолы прн 65 °C, от содержания
разбавителя [Л. 2-6].
/ — вез разбавителя; 2 — 8 частей жси-
Врвмя отверждения, я
Рнс. 11-2. Зависимость твердости
прн 180 °C DGEBA, отвержденно-
го 4 частями DMP-30 прн 65 °C, от
содержания разбавителя [Л. 2-6].
Улетучивание разбавителя при выделении тепла за
счет экзотермической реакции или при отверждении прн
повышенных температурах до начала гелеобразования
может привести к образованию в литом изделии пузырей,
содержащих разбавитель.
Дибутилфталат
Из различных разбавителей дибутилфталат (DP),
пожалуй, обладает наибольшими преимуществами. Его
структурная формула
5(СН3)3СН3
(сн3)3сн3
При использовании днбутилфталата с DGEBA раз-
бавление обычно идет при нагревании и 17 частей DP
понижают вязкость смолы с 15000 до 4 000 спз. Кроме
того, он оказывает некоторое пластифицирующее дейст-
вие благодаря боковым цепям, которые несколько
понижают плотность поперечных связей. Это улучшает
стойкость к термоудару и адгезию [Л. 11-4] за счет
ухудшения характеристик при повышенных температурах
При старении систем на основе DGEBA ои не обнару-
живает тенденции к миграции. При тепловом старении
систем, отвержденных аминами, может произойти его
Физические свойства системы на основе DGEBA,
содержащей 17 частей DP и отвержденной стехиометри-
ческим количеством триэтилентетрамнна,- приведены
в табл. 11-1, химостойкость — ® табл. 11-2.
Физические свойства ниже температуры тепловой
деформации изменяются мало, химостойкость, как и
следует ожидать, в присутствии нереакционноспособиых
разбавителей снижается.
Изучено общее действие эфиров как пластификато-
ров эпоксидных смол. Найдено, что в ряду диэтил-, дн-
бутил- в т. д. понижение температуры перехода второго
рода прямо пропорционально молярной и объемной
концентрациям эфиров. Чем большее число СНг-групп
354
Гл. II. Разбавители для впоксидных смол
Физические свойства системы на основе
DGEBA, разбавленной 17 частями DP и
420
0,0215
1050
12600
Предел прочности прн растяжении, кгс/см*
Модуль упругости прн разрыве. 10* кгс/см*
Предел прочности при изгибе, кгс/см’ . . .
Предел прочности прн сжатии, кгс/см* . .
Ударная вязкость по Изоду, кгс-см/см* . .
Твердость по Роквеллу (шкала М) ....
Температурный коэффициент расширения.
Теплопроводность' кал/(сек'см- °C) i W
Стойкость к термоудару (MIL-1-16923B). .
Воспламеняемость, см/мин...............
-Усадка в процессе отверждения, линейная,
%......................................
Водопоглощение при выдержке 24 ч, % . .
содержится в алифатической части молекулы эфира, тем
сильнее его пластифицирующее действие. С увеличением
полярности эфиров они оказывают более слабое пла-
стифицирующее действие, но являются более совмести-
мыми (Л. 11-30].
Стирольные разбавители
В качестве нереакционноспособного разбавителя на-
сыщенных эпоксидных смол может быть использован
мономерный стирол. Типичные свойства DGEBA со сти-
ролом в качестве разбавителя приведены в табл. 11-3.
Состав на основе DGEBA (мол. масса 1000), раство-
ренный в 80 частях стирола иа 100 частей смолы, от-
вержден 113 частями хлорэндикового ангидрида,
0,5 вес. % днметнланимина и 1,5 вес. % перекиси трет-
бутила [Л. 11-43].
В качестве нереакционноспособиого разбавители
могут быть также использованы полистиролы с малой
молекулярной массой. Они совместимы с DGEBA в ко-
личестве до 40% н понижают температуру экзотерми-
ческой реакции и увеличивают времн жизни системы
за счет некоторого понижения ударной вязкости, пре-
дела прочности при растяжении, нагрево-н хнмостойко-
сти. Низкомолекулярные полистиролы несовместимы со
многими алифатическими первичными аминами, исполь-
зуемыми в качестве отвердителей (такими, как дизти-
лентрнамнн, тризтнлентетрамии), но совместимы
с М-амнноэтнлпиперазином, днатиламннопропиламином,
пропилендиамнном н ментандиамином.
Таблица 11-2
Химостойкость системы с DGEBA,
разбавленной 17 частями DP и отвержденной
триэтилентетрамином [Л. 2-1]
Ацетальдегид концентрированный
Ацетон 10%-ный.
Ацетон 1%-ный .
Аммиак 30%-иый .
Аммиак 10%-ный . .
Аккумуляторная кислота 32%-изя
Бутилацетат 100%-ный ....
Бутанол 100%-ный....................
Четыреххлористый углерод 100%-ный ,
Едкий натр, водный раствор, 10 г/100 г .
Клофен...................
Циклогексанол 100%-ны1!
Дистиллированная вода
Этавол . . .
Этиловый эфир
FeCl, 45 г/100
Глицерин 100%-вый
Хлористоводородная кислота концеитриро
Хлористоводородная кислота 50%-ная '
Хлористоводородная кислота 10%-иая . .
Хлористый водород, газ ,
Перекись водорода 30%-ная’
Сероводород..............
Сероводородная вода ....
Жавелевая вода...........
Молочная кислота концентрированная
Минеральное масло ............
Азотная кислота 10%-ная . . .
Проявитель для фотографии . .
Закрепитель для фотографии .
NaCl. водный: 10 г/100 г . .
20 г/100 г.
26 г/100 г. .
Паяльная жидкость.............
Стеариновая кислота 100%-ная .
Н SO* 50%-ная . . .
10%-ная .
Гетрагидроиафтол . .
Триэтаноламин . .
Влияние концентрация стирола на свойства DGEBA, отвержденного ТЕТА
8 i § i жизни при 23 *С, мин термичес- Водопоглоще- ние, % прочности при изгибе. тура^теп- формании, массы пос- при2С0’С, % Твердость Диэлектричес- кая проницае-
й 1 ss 1! 60% 10’₽ед 60е*
0 40 200 0,73 0,79 1400 120 1,89 87 4,17 3,67 0.0096
7 7 1500 71 157 0,87 1,08 1 140 93 3,84 86 3,66 3,39 0.0096 0 026
13*4 500 85 163 0,97 • 1,17 1040 81 4.93 84 3,53 3,31 0.0075 0*022
20 200 106 144 0,79 1,26 720 65 — 75 3,49 3,28 0,0087 0.020
Реакционноспособные разбавители, содержащие эпоксидные группы
155
Фенольные разбавители
Как уже указывалось в гл. 9, бисфенольные и фе-
нольные смолы могут быть использованы при соответ-
ствующих условиях реакции как отвердителя для смол
на основе глицидилового эфира я эпоксидированных
олефинов. В качестве катализаторов кислотного типа
онн могут быть использованы как ускорители прн от-
верждении аминами. Прн отверждении первичными ами-
лами фенольные гидроксилы участвуют в переносе про-
тока, но ие вступают в реакцию с системой.
Таблица 11-4
Физические и электрические свойства
DGEBA, отвержденного триэтилентетрамином;
разбавитель — З-(пентадецил) фенол; режим
отверждения: 16 ч при 120°С4-2 ч при 93 °C
Свойства 3-{пентадецил) фенол/триэтялен- тетремин, части
0/10 25/12.6 43/13
Время гелеобразования, 100 а при 23°, мин . . Предел прочности при растяжении. кгс/см/ Удлинение. % .... А Модуль упругости, ’ 10° кас/сж* Твердость по Шору (шка- ла D) Максимальная темпера- тура экзотермической реакции, °C Ударная вязкость по Изоду. кгс-см/см* . . Температура . тепловой деформации. °C . . . Водопоглошеиие. % tg i при 10* ац . . . Удельное объемное соп- ротивление, ом-см: 66 °с 93 °C 130 °C 150°С . ... 35 840 5,1 0,016 85 161 1.95 87 0,14 0,093 2,7-10” 6,3-10” 5,0-10" 1,6-10” <10* 10 610 0,013 85 185 1,95 67 0,15 0,052 1,3-10” 1.3-10” 5,9-10” <10’ 10 340 5,4 0,08 80 194 1.85 54 0,26 0,061 1,0-10” 2,5-10“ <10’
В случае третичных аминов фенольные гидроксилы
реагируют с эпоксидными группами; таким образом,
фенол химически связан в отвержденной системе.
Рис. 11-3 Зависимость вязкости
DGEBA от концентрации 3-(пен-
тадецил) фенола при 23 °C
дЛ. 2-4].
Следовательно, при
использовании фенолов
в качестве разбавителей
онн могут быть как ре-
акционноспособными (в
присутствии катализато-
ров основного типа нли
при отверждении при по-
вышенных температурах),
так и инертными (в слу-
чае первичных аминов
в качестве отвердителей).
Хотя фенолы могут
расплавляться в DGEBA,
давая смесь с низкой вяз
костью, в качестве раз
бавителей обычно нсполь
зуются моногидрокснл-
содержащне фенолы с
алкильным радикалом
с длинной целью; наибо-
лее типичным является ноннлфенол. Наиболее широко они
используются с такими отвердителями, как алифатиче-
ские первичные амины н моно- н полиамиды жирных
кислот для понижения вязкости н ускорения реакции
отверждения. В этих случаях, возможно, фенолы оста-
ются механически блокированными в системе и нх пла-
Рнс. 11-4. Зависимость вре-
мени гелеобразования 100 г
DGEBA от концентрации
3-(пентадецил)фенола при
23°С [Л. 2-4].
действию дибутилфталата.
Типичным промышленно выпускаемым фенолом
является З-(пентадецил) фенол [Л. 11-17], который по-
нижает вязкость системы, как указано на рнс. 11-3.
Действие фенола в качестве ускорителя прн от-
верждении системы триэтилентетрамином показано на
рнс. 11-4.
В табл. 11-4 представлены физические и электриче-
ские свойства системы на основе DGEBA, отвержденной
тризтилентетрамнном, в зависимости от концентрации
разбавителя.
Эпоксидированный З-(пентадецил) фенол исполь-
зуется с большим числом различных отвердителей, н
с точки зрения свойств отвержденной системы вообще
следует использовать эпоксидированные разбавители.
РЕАКЦИОННОСПОСОБНЫЕ РАЗБАВИТЕЛИ,
СОДЕРЖАЩИЕ ЭПОКСИДНЫЕ ГРУППЫ
Разбавители, содержащие эпоксидные группы, мож-
но разделить на два класса: 1) моноэпоксидиые разба-
вители и 2) ннзковязкие эпоксидные смолы.
Моноэпоксидиые разбавители
Моноэпоксидиые разбавители могут рассматривать-
ся как агенты, обрывающие цепь, так как, хотя онн
содержат другие реакционноспособные центры, но по-
нижают функциональность системы и плотность сшнаок.
В какой мере ухудшаются свойства отвержденной си-
стемы, зависит от концентрации разбавителя: более вы-
сокие концентрации используются для снижения вяз-
кости, а более низкие для сохранения свойств отверж-
денной системы.
Количество отвердителя определяется чн
сидных групп, содержащихся в разбавителе.
Соотношение между содержанием отвердителя и
разбавителя показано иа рис. 11-5, из которого видно,
что для повышения времени жизни днэтнлентрнамнн
используется в количестве, меньшем стехиометриче-
Реакциониая способность разбавителя по отноше-
нию к отвердителю зависит от положения эпоксидных
156
Гл. 11. Разбавители для эпоксидных смол
Концентрация разбавителе.
Рис. 11-5. Соотношение между
концентрациями разбавителя и
отвердителя для DGEBA [Л. 2-6].
аллилглицкдиловыЯ
групп в молекуле. Как видно иа гл. 3, разбавители, со-
держащие группы Глицидилового эфира, очень активны
по отношению к аминам; разбавители, содержащие
внутренние эпоксидные группы нли находящиеся в ядре,
более реакционноспособны по отношению к ангидридам
н кислотам. Следовательно, разбавители изменяют вре-
мя жизни композиции н понижают ее вязкость.
Однако даже прн использовании разбавителей, ре-
акционноспособных по отношению к аминам (например,
глицидоловых эфиров), отверждение систем аминами до
некоторой степени замедляется, хотя пик экзотермиче-
ского эффекта может быть несколько повышен по
сравнению с тем, который наблюдается у неразбавлен-
ных смол.
Как правило, моноэпоксидные разбавители понижа-
ют нагревостойкость и температуру тепловой деформа-
ции, хотя некоторые разбавители с длинной цепью не-
сколько повышают предел прочности при изгибе и не-
значительно—удельную ударную вязкость. Даже отно-
сительно большие количества
разбавителя мало влияют иа
твердость отвержденных си-
стем. Температурный коэф-
фициент расширения повы-
шается. Например, темпе-
ратурный коэффициент рас-
ширения смол, отвержден-
ных в отсутствие разбавите-
ля, составляет (50-1-55) X
глицидилового эфира
ГП 1 ion
держащих 10 частей моно-
функционального разбавите-
ля, составляет (60-1-65) X
X 10_® °C-*. Электрические
свойства ниже температуры
тепловой деформации могут
Эпоксидированные али-
фатические разбавители, хо-
тя они и более эффективны,
чем ароматические эпок-
сидированные разбавители, в значительно большей сте-
пени снижают стойкость к химическим реагентам и
растворителям [Л. 11-31].
Эпоксидированные ароматические разбавители очень
незначительно влияют на стойкость к кислотам и осно-
ваниям; стойкость к растворителям несколько снижает-
ся. Сообщалось (Л. 11-13], что эпоксидированный
3-(пентадецил) фенол улучшает стойкость к уксусной
кислоте систем, отвержденных первичными алифатиче-
скими аминами.
Полное улучшение свойств наблюдалось (Л. 11-37]
прн использовании полифункцнональных эпоксидных
разбавителей, таких как окись винилциклогексена, ко-
гда в смоле илн отвердителе имеются двойные связи, и
в присутствии перекисного катализатора.
Моноэпоксидные разбавители используются для
улучшения смачивающей способности адгезивов и ком-
позиций для получения слоистых пластиков и для по-
вышения объемного содержания наполнителя в формо-
вочных составах. Хлорированные моноэпоксидные раз-
бавители рекомендуются (Л. 11-5, 11-6] для повышения
огнестойкости систем.
Кроме улучшения смачивающей способности адге-
разбавители несколько снижают тенденцию первичных
и вторичных аминов улетучиваться в процессе отверж-
дения в тонких пленках. При получении литых изделий,
когда используется вакуум, необходимо предотвратить
высокое давление паров разбавителя, чтобы избежать
улетучивания прн вакуумировании.
На рис. 11-6 приведены кривые зависимости дав-
ление— температура для типичного реакционноспособ-
ного разбавителя.
Улетучивание может происходить даже при ком-
натной температуре. Бутнлглицидиловый эфир в коли-
честве 15% в DGBBA дает потерю массы 8,3% после
24 ч в атмосферных условиях, в то время как фенил-
глицндиловый эфир дает в тех же условиях потерю
массы 0,70% (при использовании в количестве 20%),
а крезилглицидиловый эфир 0,50% (при 24%) (Л 2-6].
Большинство монозпоксиднрованных разбавителей
обладает некоторой растворяющей способностью, и пе-
Рнс. 11-7. Зависимость вязкости
DGEBA от концентрации разбавите
ля прн 25 °C [Л. 2-6].
стирола; 3 — аллилгллцидиловый эфир;
Реакционноспособные разбавители, содержащие
157
ред их использованием не-
обходимо установить их со-
вместимость со всеми мате-
риалами, контактирующими
с разжижаемыми смолами
В табл. 11-5 приведены
моноэпоксидные разбавнте-
для технологии эпоксидных
смол. Газожидкостная хро-
матография является эф- го.кио.1ев'плизтммртсм
фективным методом иденти-
фикации моноэпоксидиых
разбавителей прн нх улету-
чивании из смолы (смесь
обычно растворяют в днэти-
ловом эфире и затем замо-
раживают). Всплывающий
жидкий слой, содержащий
разбавитель, анализируют.
Удовлетворительные резуль-
таты получают также с по-
мощью прямых методов вве-
дения смеси'смолы н разба-
вителя в аппаратуру, но
накопление в испарительной
камере углеродсодержащнх
веществ является нежела-
тельным [Л. 11-41].
Моноэпоксидные разба-
вители используются в ос-
новном со смолами на осно-
ве глицидиловых эфиров и
значительная часть сравни-
тельных данных была полу-
чена при нх использовании
Типичные данные приве-
дены в табл. 11-6—11-9 и
на рис. 11-7—11-11. В табл.
11-10 приведенные данные по
реакционной способности
разбавителей в зависимости от положения эпоксвдных
групп: неглицидиловые концевые группы, внутренние
глициднловые труппы и цруппы, связанные в ядре
Наиболее известные моноэпоксидные разбавители
приведены в табл. 11 5, другие находятся в стадии ис-
следования. Например, были использованы гидроксил-
содержащне моноэпоксидные соединения на основе спи-
роциклогексил-/п-дноксана с алкильным заместителем
Некоторые моноэпоксидные разбавители, например
бутилглицндиловый эфнр, чувствительны к незначитель-
ным количествам примесей, и тиксотропные свойства на-
полненных композиций изменяются в зависимости от
pH разбавителя; для наилучшей тиксотропии рекомен-
дуется слабоосиовная среда.
Моиозпоксндиые разбавители значительно сильнее
действуют прн попадании на кожу, чем сами смолы.
Эпоксидные смолы в качестве реакционноспособных
разбавителей
С целью сохранения физических свойств прн повы-
шенных температурах могут быть использованы ди-
нлн полиэпоксндные реакционноспособные разбавите-
ли. При соответствующих условиях реакции они не по-
нижают функциональность системы и в некоторых слу-
чаях повышают плотность поперечных связей. Типичные
разбавители такого типа приведены в табл. 11-11. Онн
могут быть использованы в более высокой концентра-
ции, чем моноэпоксидные разбавители, чтобы получить
необходимое снижение вязкости.
сн3(сн,)„сн—сн2
сн3(сна14
Выпускаемые промышленностью моноэпоксидные
реакционноспособные разбавители
{Мол. масса tS2}\m.ouna*c
Например, прн использовании примерно 26 частей
двуокиси дивнннлбензола на 100 частей DGEBA вяз-
кость снижается примерно до 1500 спз [Л. 11-24]; не-
обходимо 40 частей диглнцидилового эфира днэтилен-
гликоля, 30 частей двуокиси внннлциклогексена нлн
15 частей диглнцидилового зфира бутандиола,, чтобы
получить соответствующее снижение вязкости [Л. 11-16]
Ряд эпоксидных разбавителей запатентован:
«...гао.—снижения
Рнс. 11-8. Зависимость темпе-
ратуры тепловой деформации
системы на основе DGEBA,
отвержденного MDPA, от кон-
центрации аллилглицидилового
эфира (AGE).
158
Гл. It. Разбавители для епоксидных смол
Таблица 11-6
Влияние разбавителя ва свойства DCEBA,
отвержденного триэтил ентетрамииом (Л. 11-15]
Разбавитель в вязкость смесн. § S S к к | Водопоглощенне,*j h Ш ii. fig массы пос- при 200-С, %
В отсутствие раз- 40 200
Окись^жтилена: 206 1.10 1 040 74
180 1 18 800 65 Нестабилен
1.04 650 58 Нестабилен
Окись стирола: 1 600 48 200 0.71 1360 93
600 69 193 0.80 1320 82 4.29
200 64 178 1.06 1 160 70 6>20
3-(пентадецил)фе- нилглицидило- ВЫ1Е^"Р.:.... 1000
500 ...... Б8 148 |,48 590 65 4.15
Бутилглнцидило- w.... ББ 1.01 1300 101
500 ...... 63 1 >32 1210 85 2 72
76 1 >63 1 150 75 3 77
Аллилглицвдило- “ИТ.... 48 1310 95 1 86
600 Б9 194 L&1 1270 76 2,37
200 66 189 1.72 1 120 74 3.74
‘•wTT. 47 198 1.04 1380 2,37
600 . • • • 49 209 1,26 1360 3.28
200 • • • • . 64 1370 — 4.93
КрезилглиЦидило- вЭфир:---- 46 0.98 1 650 2.98
48 204 1.24 1 410 78 4.40
200 61 201 1.35 1 070 63 6,58
Глицидилметаири- 41 1.30 105 2.93
48 224 2,02 1230 1290 87 3.78 4.43
Таблица 11-7
Способность различных монофункциональных
разбавителей понижать вязкость DGEBA
[Л. 11-15]
Разбавитель Количество разбавителя, части иа 100 частей смолы, требуемое для повучения указанной вязко-
1500 500 200
Высокоэффективные раз- бавители: аллилглиццдиловый эфир 6,8 13,0 20,0
окись октнлена . . . 7,2 13,2 20,5
эфир , 7,2 13,5 21,0
окись стирола . . . 5.3 19,3 30,0
Разбавители средней эф- фективности: мономерный тлици- дилметакрилат . . 10,0 19,0 30,0
феннлглнцидиловый эфир 15,0 29,0 49,0
Продолжение тайл. 11-7
Разбавитель Количество разбавителя, части иа 100 частей смолы, требуемое для получения указанной вяз-
1500 500 200
Разбавители с низкой эф- фективностью: крезилглицидиловый эфир 19,0 38,0 65,0
3-(пентадецил)-фе- нилглицидиловый эфир 27,0 64,0 -
Влияние разбавителя на электрические
свойства DGEBA, отвержденного
триэтилентетраиином [Л. 11-15]
Разбавитель н вязкость. Диэлектричес- кая проницае- tB»
60₽“. .Ич при 60 а. ”₽еЧ
Без разбавителя: 12 200 4,17 3,67 0,0096 0,036
Бутилглицидиловый эфГ1Ьо 3,94 3,57 0,009 0,031
500 3,72 3,45 0,009 0,029
200 3,70 3,50 0,009 0,027
Аллилглицндитовый ... . 4,14 3,68 0,012 0,038
• 500 4,72 4,01 0,037 0,048
200 4,03 3,68 0,012 0,032
3-(пентадецил)-феинл- глицидиловый эфир: 1 500 3,49 3,27 0,0078 0,019
500 3,55 3,45 0,021 0,021
Феннлглицнд иловый ^Г&о 3,91 3,54 0,0076 0,032
500 3,70. 3,46 0,0048 0,027
200 3.46 3,28 0,0052 0.020
Влияние разбавителя и его 'концентрации
на вязкость DGEBA [Л 11-2]_____________
Разбавитель Вязкость, спз
^100 частей смолы
0 5 10 15 20
Окись октилена Окись доделена* Окиси олефинов*- Окись a-пинена Моноокись дипен- 18685 18 685 18685 18685 18685 3275 4 520 4540 7 508 6 120 1180 1880 2480 3855 2 950 490 975 1775 2 400 1465 260 560 1448 930
эпоксидны
вязкости DGEBA [Л. 11-20], двуокись лимо-
нена для снижения вязкости эпоксидирован-
ного полибутадиена (Л. 11-34]; двуокись
аллооцимена для DGEBA (Л. 11-36] и али-
фатические диэпоксиды для эпоксидирован-
ных галогенсодержащих ароматических со-
единений (Л. 11-26].
Возможно, наиболее важным является
применение зпоксидных смол в качестве раз-
бавителей с более высоко функциональны-
ми смолами. Например, двуокись вннилцнк-
логексена может быть использована для пре-
вращения обычно твердых или полутвердых Д
эпоксидированных о-крезольных новолаков
в жидкое состояние при комнатной темпе-
ратуре, причем она значительно меньше 1
влияет на свойства отвержденных смол, чем 1
монофункциональные разбавители. Разбавн
тели с короткой цепью н с циклической
структурой оказывают незначительное влия-
ние на температуру тепловой деформации
отвержденных композиций. Например, до-
бавление к системам, имеющим в отсутст <
вне разбавителя температуру тепловой де- “
формации 120 X, 15% двуокиси бутадиена |
повышает ее до 137 °C, а добавление 3,4 §
эпокси 6-метилциклогекснлметнл-3,4-эпоксн- €
6-метилциктогексанкарбоксилата—до 126°С. |
Линейные алифатические диэпохсидные J
разбавители с большей длиной цепи между
реакционноспособными центрами снижают *
температуру тепловой деформации отверж-
денных систем. Если двуокись бутадиена по
вышает температуру тепловой деформации,
то диглнцндиловый эфир бутанднола и ме
нее эффективный диглнцндиловый эфир ди
этиленгликоля снижают температуру тепло-
вой деформации, причем между величиной
левый эфир и □ — 10,1
.„L
%
11-10
Влияние катализаторов на реакцию
различными добавками' при 50 °C [Л. 11-2]
Разбавители в добавив
н»60%. ч
si
!-
i
1,2-эпоксиоктав:
с л-бутанолом . . .
с СН.СООН ....
с и-бутиламином в
хлорбензоле . . .
2,3-эпоксиоктан:
с л-бутанолом . . .
сСН,СООН. . . .
с л-бутиламином в
хлорбензоле ....
Моноокись дипентена:
с л-бутаволом . . .
сСН,СООН. . . .
с л-бутнламнвом в
хлорбензоле ....
Фенилглвцидиловый
эфир:
с л-бутанолом . . .
с СН,СООН . . .
с л-бутиламнном в
хлорбензоле ....
15
18
15
100
10
100
100
24
30
100
100
Рис. 11-9. Влияние 10 частей разбавителя на температуру тепло-
вой деформации DGEBA, отвержденного DETA (Л. 11-7];
отверждение 20 ч при 23 °C; термообработка 2 ч при 100 "С [Л. 11-7].
гоокись лимонена; F — окись а-пинеиа; G —
- бутилглицилвловый эфир; / — февилглициди-
частей диэтилеитриамииа иа 100 частей смолы.
Zv при темпе-
1,2
Рис 11-10. Влияние 10 частей, разбавителя иа водопоглощеиие
DGEBA, отвержденного днэтилентрнамином; отверждение 20 ч прн
23 °C; термообработка 2 ч при 100 "С [Л. 11-7].
ее уменьшения и концентрацией разбавителя существует
функциональная зависимость. При дальнейшем увели-
чении длины цели онн становятся все менее эффектив-
ными как разбавители и начинают выполнять функцию
флекснбилизирующих модификаторов.
Прн использовании в качестве разбавителей дигли-
цидиловых эфиров со смолами на основе глицв^иловых
эфиров увеличения времени жизни, как в случае мово-
эпоксидных разбавителей, не происходит При исполь-
зовании в качестве разбавителей неглицидиловых эфи-
ров нх влияние на время жизни состава зависит от ти-
па отвердителя: скорость реакции повышается в случае
кислотных отвердителей при подходящем расположении
эпоксидных групп и снижается при использовании
в качестве отвердителей аминов.
• В случае бис-(2,3-элоксициклопентилового) эфира
общее понижение реакционной способности наблюдает-
ся как в случае аминов, так и ангидридов.
30
30
160
Гл. II. Разбавители для впоксидных смол
Типичные эпоксидные смолы в качестве реакционноспособных
разбавителей
Двуокись винилциклогексеиа прн низких концентра-
циях снижает температуру тепловой деформации
DGEBA, отвержденного первичными аминами, со 120
до 109 °C [Л. 11-161, а эпоксидированные ненасыщен-
ные терпены — до 80 °C. В этих случаях снижение тем-
пературы тепловой деформации, возможно, указывает.
что эти эпоксидные группы снижают реакционную спо-
собность отвердителя, так что функциональность моле-
кулы полностью не используется.
В табл. 11-12—11-14 приведены данные по влиянию
типичных моиозпоксидных разбавителей на свойства
DGEBA.
Влияние концентрации диглицндилового эфира бутандиола на свойства DGEBA,
отвержденного триэтилентетраинном [Л. 2-1]
Свойства Количество диглицндилового 1 эфира бу тан диола, части
0 | 16 | S3 1 86 |
Начальная вязкость, спз . . 12000 1500 500 2001
-Время жизни прн 23 °C, мин Максимальная температура 40 41 42 43
экзотермической реакции. 200 217 230 225
Температура тепловой де- формации. °C 120 102 87 80
бе, кгс/ся2 Потери в массе после 48 ч 1420 1030 1060 920
при 200 °C 1,89 3,56 5,16 6,56
Твердость по Барколу . . . 87 87 84 82
Свойства Количество диглнцидилового эфира бутакдиола, части
0 | 16 I S3 ББ
Водопоглощение, %: после 2 ч кипения . . . 0,72 1,13 1,75 2,37
после 30-диевного пог- ружения 0,79 1,30 2,04 3,86
Диэлектрическая проницае- мость: при 60 ач 4,17 4,22 4,21 4,44
при 10е гц 3,67 - 3,73 3,76 3,96
Тангенс угла диэлектричес- ких потерь: при 60 гц 0,0096 2 0,012 0,13
при 10® гц . 0,036 0,037 0,040
161
Таблица 11-13
Влияние концентрации бие-(2,3-эпоксициклопентилового) эфира на физические свойства
DGEBA, отвержденного различными отвердителями [Л. 2-7]
Свойств. Бвс-(2.3-эпоксициклопентиловыЙ) вфир, частя
43 100
А В с 1 D Е В С D
Температура тепловой деформа- 45 140 161 129 63 165 161 123
Предел прочности при растяжении. 520 800 250 630 240 160
Модуль упругости. 10* кгс/см' . . 0,033 0,033 0,026 — — 0,034 0,029 0,031
Предел прочности при изгибе. 770 1400 700 900 1370 1 100 780 610
Модуль упругости, 10* кгс/см1 . . 0 025 0,0335 0.035 0,029 0.032 0.0385 0,027 0,030
Предел прочности при сжатии. 1060 2150 2300 1400 2500 2200 1380
Модуль упругости, 16* кгс/см* . . Твердость по Роквеллу (шкала М) В. Эвтектически смесь MPDA/MDA/ < 0,0365 91 1 м /в 0,037 118 отверждение 1 111 2 ч при 804 108 :+i <Лри 104 ле 13 дн. щ 160’С. 0,037 118 «23-С. 107 1П
Таблица 11-14
Электрические свойства DOEBA, отвержденного
MPDA/MDA/бисфенол А при режиме 2 ч при
80 **С4-4 ч при 160 *С, в зависимости от
количества бис-(2,3-эпоксициклопентилового)
эфира [Л. 2-7]
Сийс™. Концентрация (2,3-эпокснцикло* пентилового) эфяра, части
43 100
25*С пре 100»С 25®С 100"С
Дугостойкость сек Электрическая проч- ность, кв/мм . . . Диэлектрическая про- ницаемость: при 60 гц . . . . при 10* гц . . . при 10* гц . . . Коэффициент мошно- прн 60 гц . при 10* гц . , . при 10* гц ... Тангенс угла диэлек- трических потерь: при 60 гц . . , . при 10’ гц . , . при 10* гц . . . 20 4,22 4,03 3,66 0,0155 0,0628 0,0412 0,0648 0,107 0,151 4,42 4,41 4,09 0,00637 0,00268 0,0267 0,0281 0,0118 0,109 82 16 4,57 4,48 3,62 0,0062 0,0121 0,0315 0,0281 0,0542 0,114 4,56 4,51 4,24 0,0042 0.0028 0,0286 0,0193 0,0126 0,143
Низковязкие отвердители, такие как третичные ами
ны, могут смешиваться с более высоковизкими отвер
дителямн, такими как полиамиды жирных кислот, фак
тически явлиись реакционноспособными разбавителями
эпоксидных смол. Состав такой смеси может широко
варьироваться и этот вопрос рассматривается в других
Таблица 11-15
Влияние акриловых мономеров иа свойства
эпоксидированного полнбутадиена [Л. 2-3]
Композиция и Концентрация ингредиентов, режим отверждения, свойства
А В С D Е F с н
Эпоксидированный по-
Бут^метвкрвлат . 20 30 ’зо 20
Пропилеигликоль . . . Lupevsol 101 Режим отверждения. Температура тепловой 80 30 80 а> 80 80
24 л 24 24 24 24 24
Пределпрочвостн при
Прозрачность. . . . Да 9да 'д? д? Нет Нет д?
РЕАКЦИОННОСПОСОБНЫЕ НЕЭПОКСИДНЫЕ
РАЗБАВИТЕЛИ
Разбавителями такого типа являются низковязкие
отвердители, соединения, которые могут реагировать
с отвердителями, а не с эпоксидными смолами, и со-
единения, которые, ие являясь отвердителями, вызывают
реакцию с другими функциональными группами, при-
сутствующими в эпоксидных смолах.
11—1242
Ненасыщенные мономеры, такие как стирол и
d-лимонен (Л. 11-40], могут быть использованы с нена-
сыщенными эпоксидными смолами; реакция идет за счет
двойных связей в присутствии перекисных отвердителей
или при температуре 200 °C. В табл. 11-15 приведены
данные по влиянию таких разбавителей иа свойства
смолы. Ненасыщенные мономеры могут рассматривать-
ся хак реакционноспособные разбавители в том случае,
когда двойные связи присутствуют в отвердителе нли
смол£; например, прн использовании малеинового ангид-
рида или ненасыщенной кислоты (Л. 11-39]. Сообща-
лось (Л. 11-29], что ненасыщенные днены с сопряжен-
162
Гл. 11. Разбавители для впоксидных смол
Таблица 11-16
Влияние концентрации трифенилфосфита на свойства DGEBA. отвержденного
триэтилентетрамином [Л. 11-15]
Ввзкмть п^25’С, Водопоглощение Температура тепловой деформации. прочности при изгибе, Потери массы при 200 ’С. % Твердость по б рколу
Температура экзотерми'Ь 'кипяченая 30°двей в воде
0 40 200 0,73 0,79 120 1420 1,89 87
27 1500 16 300 1,36 1,21 96 1210 7,93 86
55 500 23 300 1.11 1,81 79 850 Нестабилен 80
92 200 33 300 2,81 1,91 49 440 68
В табл. 11-16 приведены свойства DGEBA, отвержден-
ными связями могут использоваться в качестве реакци-
онноспособных разбавителей эпоксидированных масел,
отверждаемых ангидридами ненасыщенных кислот, при-
чем реакции идет по двойным связям (Л. 11-27].
При использовании полиолов с короткой цепью ре-
акция может идти как с отвердителем (ангидридами),
так и эпоксидными группами (при использовании в ка-
честве катализаторов кислот Льюиса). Другие соеди-
нения, содержащие активный водород, например фено-
лы, могут также рассматриваться как реакционноспо-
собные разбавители в соответствующих условиях, как
сообщалось ранееJJI. 11-38].
Внутренние амиды, или лактамы, такие как е-кап-
ролактам [Л. 11-42], предложены в качестве разбавите-
лей при использовании совместно с кислотами Льюиса
(Л. 11-12], аминами (Л. 11-11] и эфирами титана
(Л. 11-10]. В последнем случае для системы на основе
DGEBA время жизни составляет до 4 мес. при комнат-
ной температуре, а отверждение при 150 °C проходит за
30 сек.
Реакционноспособные разбавители могут быть ис-
пользованы для понижения функциональности молеку-
лы эпоксидкой смолы и введения боковых цепей, что
вызывает понижение вязкости. В этой связи для сни-
жения функциональности и вязкости эпоксидных смол,
полученных при взаимодействии избытка диэпоксидно-
го соединения н циануровой кислоты ]Л. 11-18], может
быть использована 3-зтилгексойная кислота.
Реакция может также идти без участия двойных
связей и эпоксидных групп. Например, трифенилфос-
фит может реагировать с системой в процессе отверж-
дения при трансэтерификации, в которой участвуют об-
разующиеся гидроксильные группы (Л. 11-14]. Реакция
идет по следующей схеме:
ного триэтилентетрамином. в зависимости от концентра-
ции трифенилфосфита. Трифенилфосфнт чувствителен
к алаге и нестабилен в эпоксидных смолах.
Лактроны, используемые в качестве
реагируют с отвердителями — аминами
следующей схеме:
разбавителей,
(Л. 11-33] по
В—ЫН2--— НО—СН2—СН2—СНг—C-NHR
смол при использовании бутиролактона
табл. 11-17. Если в качестве разбавителя
Таблица 11-17
Влияние бутиролактона на свойства DGEBA,
отвержденного диэтилентриамнном [Л. 11-1]
Свойства Концентрация бутиролактона, частей иа 100 частей" смолы
0 5 10 1 15 1 80
Вязкость, спз Температура, теиловой 16700 4700 1820 910 680
деформации, °C Потери массы, %: из 93 77 65 67
после 6 и при 100 *С. 0,01 0,02 0,04 0,08 0 16
после 24 < при 160 °C Изменение массы после 0.65 0,69 1,05 i,ai 2,73
1В ч в кипящей воде, % Твердость по Барколу: после 2 ч при 25 вС . +1,39 — + 4,88 — +6,12’
46 45 41 38 22
после 2 ч при 60 ФС . 41 46 43 27
ZW- гилдт. А. д
+Оон
рифвнилфоарагп «>вкал
Реакция может продолжаться до выделения всех используют акрилонитрил, то он также реагирует с ами-
трех молекул фенола, которые могут в свою очередь нами (Л. 11-3], Он может применяться, если отвержде-
реагировать со смолами или ускорять реакцию [Л. 11-25]. иие идет в присутствии органических кислот [Л. 11-22].
Коммерческие наполнители
163
Глава двенадцатая
НАПОЛНИТЕЛИ ДЛЯ ЭПОКСИДНЫХ СМОЛ
В настоящей главе описывается влияние наполни- телей на различные свойства эпоксидных смол. В ка- честве справочного материала для последующих глав по применению эпоксидных смол приводятся довольно разделов содержатся сведения о молекулярных си- являются некоторые виды талька. Минерал слюда 4Х, Kershaw S. С., обладает пьезоэлектрическими свойст- вами. В системе DGEBA. содержащей слюду 4Х, кон- фигурация которой напоминает конфигурацию асимме- тричных пластинок, было обнаружено снятие напряже- ния во аремя. переходного периода ударной волны.
КОММЕРЧЕСКИЕ НАПОЛНИТЕЛИ Органические наполнители сравнительно мало ис- пользуются в технологии производства эпоксидных
В продаже имеется по крайней мере несколько со- тен наполнителей, пригодных для использования в эпок- от 200 меш до 0,015 мкм В табл. 12-1 приведены дан- ные типичных коммерческих наполнителей. В табл 12-2 приведено сравнение свойств различных наполнителей. Хотя большинство наполнителей, используемых в технологии производства эпоксидных смол, тонко раздроблены, могут использоваться н более грубые ма- териалы (песок, гравий и т. п.). Основная функция гру- бых наполнителей — частичная замена более дорогой смолы. Наиболее распространенные в продаже неорганиче- ские наполнители пригодны для использования с боль- шинством эпоксидных смол Наполнитель должен быть нейтральным или только слегка основным, не реаги- рующим ин со смолой, ни с отвердителем. Это требо- вание исключает возможность применения некоторых наполнителей с некоторыми видами отвердителей. Слю- да, используемая в значительной концентрации, может вызвать нежелательные реакции с DGEBA во время процесса отверждения при повышенной температуре, особенно с некоторыми ангидридными отвердителями. Асбест может вступать в нежелательные реакции в си- стемах, в которых в качестае катализаторов использу- ются комплексы трехфтористого бора. Было замечено, что ментан диамин вступает в реакцию с кремнекислым цирконием, в результате чего образуютси пузыри (Л. 12-25]. Действие других наполнителей может изме- няться в зависимости от содержания воды в наполни- теле и способности наполнителя поглощать воду во время хранения. В этом отношении особенно плохими смол, хотя некоторые из них предлагаются для прида- ния отвержденным продуктам специальных свойств. сопротивление тепловому удару и ударную вязкость [Л. 12-19]. Порошок отаерждеиного хлорированного по- лиэфира с трехокисью сурьмы придает огнестойкость бавляться к эпоксидным покрытиям для получения ма товой или полублестящей поверхности, стойкой к пыли, грязи и царапинам (Л. 12-63]. Органические поверхност- но-активные вещества используются для обработки на- полнителей с целью увеличения или уменьшения вяз- кости при постоянных объемах загрузки [Л 12-7]. Вступающие в реакцию с аминами продукты специаль- ных глин используются в качестве средств, препятст- вующих осаждению, для таких порошкообразных от- вепдителей, как дициандиамид [Л. 12-13]. Наполнители с малой плотностью, такие как органические полые отливках. Они используются там для снижения веса. Медиохелатиые соединения используются в качестве термостабнлизаторов в высокотемпературных клеях [Л. 12-28]. Однако наиболее широко органические на- полнители используются в качестве красок или пиг- ментов. Неорганические наполнители, так же как и органи- ческие, могут использоваться для придания специаль- ных свойств отвержденным продуктам Графит и дву- сернистый молибден используются для поверхностной смазки [Л. 12-30, 12-67]. Окись цинка с некоторыми си- стемами служит ускорителем процесса отверждения. Специальные керамические наполнители улучшают ра- диационную стойкость [Л. 12-71]. Таблица 12-1
щеские наполнители для эпоксидных смол
Наполнитель Поставщик Химический состав Результаты анализа с помощью молекулярных сит
Кремнекислый алюминий Edgar Brothers Со. 810,-44.20»/, Al,О,—40,14»/, MgO—0,02% СаО—0,02% Т1О,—0,40% Na,ОЦ-К,0-0.50»/, Fe,O,—Следы Через снто 400 меш проходит 100% наполнителя
Углеянстый кальций Diamond alkali Со. СаСО,—98,43% MgCO,—0,37% 810,-0.01% Fe,O,—0,01% CaSO,—0,88»/, Al,О,—0,05% На сите 100 меш осталось 0,01% наполнителя; на сите 200 меш оста- лось 0,05% наполнителя; на сите 300 меш осталось 0,50»/, наполнителя; размеры частиц 1—5 мкм 99,44»/»
164
Гл. 12 Наполнители для эпоксидных смол
Продолжение табл. 12-1
Наполнитель Поставщик Химический состав Результаты анализа с помощью молекулярных сит
Кремнекислый магний Whittaker. Clark & Daniels SiO,—57,06% MgO-28,68% CaO—3,07% A1,O,—0,81% Fe,O,—1,25% Через сито 325 меш проходит 100»/о наполнителя
Керамический циркон Orefraction Inc. Железо, ие более— 0,10% Т1О,—0,25% SIO,—0,50% Разное—0,15% Zr SIO.—99,00% Через сито 400 меш проходит 99% наполнителя
Алюминий в порошке Metals Disintegrating Co. Алюминий—99,00% Другие величины ие Через сито 40 меш проходит 99% наполнителя; через сито 325 меш про- ходит 40% наполнителя
Пластинчатая окись алю- миния Т-60 Aluminium Co. of America А1,О,—89,37% Потери при прокалива- нии—8,00% N.O 2.32% ПО.—0,01% Fe Д-0,21 % SIO,-0,09% Через сито 325 меш проходит 100% наполнителя
Каолин № 347 Whittaker. Clark & Daniels S1O,—46,25% А1Д—39,15% Fe,O,-0,64% СаО—0,20% MgO—Следы Потери щ>и прокалива- нии— 13,76% Свинец—4.7 части/10* Череа саго 325 меш проходит 99,98% наполнителя
Слюда 4Х Mineralite Sales Corp. S1O,—58,38% А1Д—29,63% К,О—6,91% СаО—1,08% MgO—0,41% 1 000 меш
Двуокись кремния United Clay Mines Corp. SiO,—99,92% Fe,O,—0,016% А 1,0,—0,04% СаО—Следы Через сито 325 меш проходит 93,5% наполнителя
Кремнекислый цирконий National Lead Co. ZrO,—62,47% 510,-35,67% MgO-0,17% Al,О,—0,59% Менее 1,5 мкм
Гидроокись алюминия Aluminum Co. of America Al,О,—64,40% Связанная вода—34,90% SiO,—0,05% Fe,O,—0,02% NaO (всего)—0,45% . 0,08—0,12 мкм
Кремнекислый литий— «кнсь алюминия Foote Mineral Co. Через сито 200 меш проходит 0.5% наполнителя; через сито 325 меш про- ходит 95% наполнителя; в среднем
Коллоидная двуокись кремния Godfrey L. Cabot Inc. SiO,—99,%—99,7% СаО, MgO—0,00% Fe,O,—0,004% 0.015—0.020 jkkm; площадь поверх- ности 175—200 мЧг
Диметилдиоктаде цил- •ентовит аммония National Lead Co. Пластинки 0,05—1,0 на 0,002— 0,004 мкм толщины; через сито 200 меш проходит менее 5% наполнителя
Влияние наполнителя на вязкость
165
Сравнение различных неволокнистых наполнителей [Л. 12-58
Таблица 12-2
Средний Удельная т“ршй Удельное Основные
Наполнитель частиц вес. а/с«« водность, калЦсму, ХСгк.’С)* раии°‘х’ сопротив- —
Металлы Алюминий Медь Железо 8,72 8,91 ш’б^ 83338 а.Ь O.64-IJ2 0,26-0.64 0,79—0,91 0,08-0,16 0,08-0.15 56-66 43 2(k-35 iiiii 3L69 19 r d.de‘'
Неорганические наполнители Окись алюминия Кремнекислый алюминий (гнд- 3.B9 30-160 1,28-1,6 0 003 g 51 2 0?0J£ 10» 8.3 f.b.l
Титанат Серия Б.62 5.62 30=50 L 2^1*6 - 40,6—48 I«0* 10“ 1,090— 1,160 3,8 8,3
Коллоидная двуокись крем- Углекислый* кальций Окись железа 2.6 2,83 2,96 1о=БО 0,1-18 20-30 ь && ! iff l»3-2,3 | hh i <ig ‘li IO3» Ю’*-10“
^лые магний* и алюминий} Двуокись кремния Карбид кремния Окись титана 2!б ь ffif! j kSSeSS jg sip| i j 45,7-68,6 I,3=3’3 18=23.4 rrif? 1 6*ta8’7 95=105 Й'-" “j ra
Окись циркония 2.6 6.6 зйо° 6 1,28—1,92 1,2-1,36 o;oi- 1.3 2690* IO3» 10*> *3.8 8-12 ’
Кремнекислый цирконий 4,7 1—30 ь 1,28-1,44 7.5 I 200** 10s* 12-6 1.Ы.1
Органические наполнители Углерод Грифит 5=45 6 0,32-0,64 0*28-0,48 i?£io 3 665**** 3Bwti43oo° c. e. g
Обычные коммерческие наполнители состоят на ча-
стиц различных размеров, как указано, например, во
фракционном составе коммерческого кремнекислого ли-
тия—алюминия (рис. 12-1).
В некоторых случаях наполнитель может быть об-
работан либо заранее, либо на месте для улучшения
свойств. Имеются обработанные полые стеклянные сфе-
рические частицы Volan А. Считается, что обработка
двуокиси кремния виниловыми кремиеводородами улуч-
Диаметр, пни
Рнс 12-1. Распределение частиц
промышленного кремнекислого ли-
тия — алюминия (Л. 12-1).
шает адгезию между иаполинтелем и смолой [Л. 12-46].
Для этой же цели к соединению смолы с двуокисью
кремния добавляют вещества, реагирующие с кремне-
водородами; в этом случае кремиеводород перемещает-
ся на поверхность наполнителя до отверждения
(Л. 12-65]. Могут использоваться также специальные
молекулы, содержащие эпоксидные группы, например
продукт реацции четыреххлористого кремния с частично
этерифицированной зпоксндиой смолой. Считается, что
использование кремневодородных добавок к эпоксид-
ным смолам с металлическим наполнителем улучшает
предел прочности прн статическом изгибе иа 94%,
а предел прочности при сжатии иа 75% по сравнению
с системами без этих добавок. В большинстве случаев
прочность улучшалась по сравнению с первоначальны-
ми свойствами после 72 ч нахождении в кипящей воде
[Л. 12-80].
ВЛИЯНИЕ НАПОЛНИТЕЛЯ НА ВЯЗКОСТЬ
Наполнители увеличивают вязкость систем эпоксид-
ных смол: наименьшее увеличение вызывают наполни-
тели, состоящие из пылевидных частиц, большинство
166
Гл. 12. Наполнители для впоксидных смол
волокнистых наполнителей вызывает наибольшее увели-
чение вязкости. Наполнители, состоящие из более мел-
ких частиц, с увеличением площади смачиваемой по-
верхности обычно увеличивают визкость больше, чем
такое же по массе количество наполнителей, состоящих
нз более крупных частиц, хотя это не всегда так. На-
пример, в системах, отверждающихся при комнатной
температуре, эпоксидная смола может допускать мень-
ше двуокиси кремния, чем слюда, имеющая значительно
большую поверхность. Некоторые наполнители, такие
как глины, могут быть чувствительными к изменению
pH в такой мере, что в присутствии щелочи (т. е.
с аминными отвердителями) произойдут дефлоккуляция
Использование большинства наполнителей в эпок-
сидных смолах приводит к образованию систем, обла-
дающих вязкостями, на которые почти ие влияет ско-
рость сдвига. Однако некоторые наполнители обеспе-
чивают кажущуюся зависимость скорости сдвига; при
малых скоростях сдвига* вязкость большая, при больших
скоростях сдвига вязкость малая (тиксотропия), или,
что встречается более редко, наоборот.
Тиксотропия обычно возникает при флоккулирова-
нии частиц, когда они тщательно смочены. Прн малых
скоростях сдвига частицы удерживаются вместе силами
Ван-дер-Ваальса, в то время как при больших скоро-
стях сдвига частицы расходятся на такие расстояния,
что силы Ван-дер-Ваальса уже не могут нх удержать.
Явление состоит в образовании систем, в которых от-
вердитель может легко диспергироваться, но которые
в спокойном состоянии не'оседают в достаточно боль-
ших массах. Тиксотропия может быть достигнута* прн
довольно малых объемах загрузки коллоидной дву-
окисью кремния, асбестовыми хлопьями, бентонитом
метилдноктадецнламмония, металлическими пластинча-
тыми порошками, металлическими мыльными порошками
и специальными гндросиликатами магния н алюминия.
КблЖждная двуокись кремния как представитель
тиксотропных материалов обычно вводится в смолу
в концентрациях порядка 10 частей иа 100 частей смо-
лы. Для получения улучшенного тиксотропного действия
могут использоваться тризтаноламинацетат, вода (0,5
части) или небольшое количество многоатомного спирта.
Системы на основе смол низкой вязкости обычно име-
ют тенденцию лучше сохранять тиксотропное действие
при повышенных температурах, чем системы на основе
смол большей вязкости.
Обратное действие тиксотропии: высокая вязкость
при больших скоростях сдвига и низкая вязкбсть при
низких скоростях сдвига — называется дилатантностью.
Найдено, что некоторые системы, отвержденные ангид-
ридами и наполненные окисью алюминия, дилатантиы
при температурах обработки примерно ПО °C (Л. 12-25].
Вообще эпоксидные системы с наполнителями ста-
новятся все более пастообразными при добавлении на-
полнителей. В пастообразных формовочных компаун-
дах и в пресспорошках верхний предел допустимого
объема введения наполнителя обычно определяется со-
ображениями, связанными со смачиваемостью, и прак-
тически возможны довольно большие объемы вводимого
наполнителя. Когда желательны вязкости, при которых
возможен разлив, количество наполнителя ограничено.
В табл. 12-3 и на рнс. 12-2 и 12-3 приведены предель-
ные количества некоторых наполнителей. Нз рис. 12-4
н в табл. 12-5 показана возможность увеличения коли-
чества вводимого наполнителя за счет введения отвер-
дителей малой вязкости.
Верхний предел для отливок может быть в диапа-
зоне от 4 000 до 5000 спз при рабочей температуре.
Объемы загрузки нескольких наполнителей для получе-
ния такой вязкости приведены в табл. 12 4. В случае
использования разжиженной смолы с целью увеличения
объема загрузки наполнителя можно получить некото-
рое увеличение, если система обрабатывается при ком-
Рис. 12-3. Зависимость вязкости
DGEBA, разбавленного дибутил-
фталатом, от наполнителя и
объема загрузки (Л. 2-1].
Влияние наполнителя на вязкость
167
Рис. 12-4. Зависимость вязкости
DGEBA, разбавленного дибутил-
фталатом и смешанного в стехио-
метрических количествах с DETA,
от наполнителя и объема аагруз-
Влияние различных наполнителей
на вязкость DGEBA [Л. 12-50]
наполнителя (частей ва 100
Черная окись железа
Пластинчатая окись а.
Тонко раздробленный алюминий
Углекислый кальций
Двуокись кремния
Графит
Двуокись титана
I — ^кремнекислый магний;
4—углекислый калышй; 5-
1 341
485
1 186
Процентное содержание наполнителя,
для получения начальной нязкостн
до 5000 спз для DGEBA с перечне,
отвердителями [Л. 12-25]
натной температуре или при температуре, близкой
к комнатной (рис. 12 б и 12 6). Однако при повышенных
температурах большие относительные изменения в вяз-
кости имеют относительно малое значение, использова-
ние разжиженной смолы не дает заметных преимуществ
(рис. 12-7) и увеличение количества отвердителя в не-
которых системах приведет к большей вязкости, чем
с неразжвжениой смолой.
Наполнитель 1? sh ! XS а* sb Хлорэндик- 1 Ментан диамин при 50е С 1
Слюда, 1000 меш 35 67 62 47 48
Двуокись кремния, 325 меш Кремнекислый цирконий. • 30 68 62 63
Гидроокись алюминия. 45 62 72 53 58
0,08—0,12 мкм. . . 30 32 50 37 33
Влияние наполнителей на вязкость, температуру экзотермической реакции, модуль упругости
при растяжении и усадку DGEBA, отвержденного
Асбестин
Альбалит
Двуокись кремния
Слюда
Сурфекс ММ
Абразивный порошок
Криолит
Портландцемент
Известняк
Тонко измельченный алюминий 101
Барит
Тонко измельченный алюминий 100
Тонко измельченный алюминий 120
Вязкость при 25 “С, спа Наибольшее пре- туры вкзотерми- Время жизни.
ческо н реакции, •с
Процент Процент
наполнителя наполнителя
20 | 36 | 60 | 65 20 | 36 |ео| 66 20 | 35 | 60 | 65
100 223 «С 48 мин
3 850 23650 100000 — 158 122 55 53 60 73 —
2700 9 600 95000 — 169 133 76 — 47 66 85 —
2 750 6 800 51500 — 170 115 53 52 72 95 —
2 100 4 800 54 500 — 159 111 51 50 71 94 —
2 200 3 500 22600 100000 186 125 55 33 49 57 70 80
2 200 4 300 39 500 — 178 113 53 52 75 96 —
2 100 3 750 13150 100000 178 113 51 34 49 74 107 130
1900 2 750 6 150 20900 166 113 56' 36 54 71 107 120
1 950 2400 4100 19300 183 147 77 41 52 62 89 102
1 700 3 250 10000 31 700 179 128 59 37 49 71 90 95
2 100 3100 4 600 34 500 174 127 47 37 56 68 100 105
1 700 2450 4200 17200 179 152 83 38 49 60 84 116
1 900 2 950 5 500 35500 176 115 52 35 53 70 99 105
1 800 3000 5900 35000 178 128 53 33 52 67 100 105
Модуль
168
Гл. 12. Наполнители для зпоксидных смол
Рис. 12-5. Количество напол-
нителя, обеспечивающее на-
чальную вязкость для DGEBA
и DGEBA, разбавленного BGE,
при рабочей температуре от
4000 до 5000 спз при смеши-
вании в стехиометрических ко-
личествах с DETA/акрилонит-
рилом (1/1) прн 25 °C.
Рнс. 12-6. Количество наполни-
теля, обеспечивающее началь-
ную вязкость для DGEBA и
DGEBA, разбавленного ВСЕ,
при рабочей температуре от
4 000 до 6000 спз, прн смеши-
вании в стехиометрических ко-
личествах с MPDA/MDA/бис-
фенол А при 50 °C (Л. 12-25].
вуокись кремния; 1 — кремнекислый цирконии
полнителя, обеспечивающее
начальную вязкость для
DGEBA и DGEBA, разбав-
ленного BGE, прн рабочей
температуре от 4 000 до
5000 спз, при смешивании
в стехиометрических коли-
чествах с РА и 0,1% BDMA
прн ПО °C (Л. 12-25].
ОСЕДАЕМОСТЬ НАПОЛНИТЕЛЕЙ
Обычно наполнители имеют тенденцию выпадать
из смолы в диде осадка прн хранении. Степень осе-
даемоста зависит от плотности и размера частиц на-
полнителя, вида смолы и вязкости наполненного ком-
Чем мельче раздроблен наполнитель, тем у него
слабее тенденция к выпадению в виде осадка; и наобо-
рот, чем грубее раздроблен наполнитель, тем быстрее
он осаждается. Наполнители, проходящие через сито
325 меш, обычно почти не осаждаются при хранении
при комнатной температуре в течение 24 ч в DGEBA.
Кремнекислый алюминий, кремнекислый магний, плас-
тинчатая окись алюминия и каолии 347, соответственно
33, 17, 64 и 23% которых проходит через сито 325 меш,
не имеют тенденции к выпадению в виде осадка, а ке-
рамический циркон, 50% которого проходит через сито
325 меш, осаждается в незначительной степени; в то же
время менее тонко измельченный алюминиевый поро-
шок довольно быстро осаждается во время того же
самого периода. Для задерживания оседаемостн обычно
используют вместе с грубо измельченными наполните-
лями некоторый процент тонко измельченного наполни-
теля [Л. 12-62]. Для уменьшения тенденции к выпаде-
нию в виде осадка может использоваться стеариново-
кислый алюминий нлм другое тиксотропное вещество.
Известняковые наполнители (известковый шпат, доло-
мит) имеют сильную тенденцию к выпадению в виде
осадка, но оии могут использоваться в гораздо боль-
ших объемах, чем тальки, для получения одинаковых
вязкостей [Л. 12-74].
Испытание, для приближенного определения харак-
теристик оседаемостн состоит в перемешивании смолы
ном обезгаживанин смеси и периодическом наблюдении
за ним во время хранения. Осадок может быть трех
тель легко проникает до низа сосуда со смолой (стек-
лянной банки). Этот суспензированный наполнитель
медленно выпадает из жидкости в виде осадка, остав
ляя над ним чистый слой. Однако образования слоев
наполнителя не наблюдается и шпатель легко проходит
даже спустя длительное время, i
б) Неоднородный мягкий осадок-
шпатель проходит через эту суспензию с небольшим за-
труднением, однако образуются видимые слон наполни-
ли, образованные иа дне банки. Прн введении шпателя
осадок оказывает некоторое сопротивление. Слой смолы
иад осадком обычно чистый.
в) Твердый осадок —на дне банки образует-
ся осадок тяжелого наполнителя, через который шпа-
тель проходит с трудом, при попытке вынуть шпатель
банка приподнимается со стола. Если осаждение про-
ходит а течение 10 дней, то образец считается с твер-
дым осадком [Л. 12-17].
Характеристики оседаемостн наполнителей и смол
имеют большое значение в случае длительного хране-
ния или отверждения при повышенных температурах.
Низкая вязкость, вызванная отверждением при повы-
шенных температурах, часто ускоряет тенденцию к вы-
падению осадка, так что после гелеобразования может
наблюдаться нежелательное образование слоев. Особен-
но тяжелый случай наблюдается при использовании
центробежного метода литья, так что нет смысла в при-
менении наполнителей, за исключением случаев, когда
желательно иметь внутренний слой, богатый смолой,
как, например, в трубе, отлитой центробежным спо-
ВЛИЯНИЕ НАПОЛНИТЕЛЕЙ НА ВРЕМЯ ЖИЗНИ,
ТЕМПЕРАТУРУ ЭКЗОТЕРМИЧЕСКОЙ РЕАКЦИИ
И УСАДКУ
Общее влияние наполнителей заключается в измене-
нии времени жнзин и снижении температуры экзотер-
мической реакции и усадки.
Увеличение времени жнзии зависит обычно от
объема наполнителей. При одинаковых объемах загруз-
ки наблюдаются различия влияния наполнителей вслед-
ствие нх удельных теплоемкостей и удельных теплопро-
водностей (табл. 12-4). Если в DGEBA введены напол-
Влияние наполнителей на физические свойства
ннтелн для обеспечения вязкости от 4000 до 5000 спз
при рабочих температурах, при использовании различ-
ных наполнителей можно наблюдать значительные раз-
личия времени жизни (табл. 12-6). Не во всех случаях
наполнители (особенно при малых концентрациях) удли-
няют время жнзнн. Гидроокись алюминия может уско-
рить отаерждечне с ангидридом, а, например, слюда и
кремнекислый цирконий ускоряют отверждение с арома-
тическими аминами (табл. 12-6).
Зависимость времени жизни и температуры
экзотермической реакции DGEBA от наполнителей,
введенных в таких объемах, чтобы получить
начальную вязкость от 4000 до 5 000 спз при
рабочей температуре, с перечисленными
отвердителями [Л. 12-25]
Время! казни и температура акзотермнческой реакции пра массе 454 е
DHTA/акрило- MPDA/MDA/бис- фенол А при 60 *С РА прн но *с
Наполнитель й к 11 1 к jh I h ffi 1 1 X 1 ф 1
Без наполнителя . Слюда. 1 000 меш Двуокись кремния, Кремнекислый* цир- коний, 1.5 мкм . Гидроокись алюми- ния, 0,08— 0,12 . . . . 150 175 222 145 37 75 60 75 60 кю 245 165 117 140 175 15 87 235 НБ 195 148
Кроме изменения объема смолы и поглощения теп-
ла экзотермической реакции, большое зиачеине для
уменьшения температуры экзотермической реакции име-
ет также отвод тепла наполнителем из отливки.
В табл 12-4 указано уменьшение, которое может быть
Таблица 12-7
Усадка DGEBA, отвержденного 12 частями
диэтаноламина (на 100 частей смолы), % [Л. 12-52]
(смешение при 75 °C, отверждение в течение 15 ч
при 75 °C)
термической реакции, чем любой нз этих наполнителей,
взятый отдельно, а со смесью углекислого кальция и
алюминиевого порошка получают обратный эффект.
Действие наполнителей на усадку подобно их дей-
ствию на температуру экзотермической реакции. Усадха
снижается пропорционально увеличению объема напол-
нителя, хотя в зависимости от наполнителя наблюда-
ются различия (см. табл. 12-4). Снижение усадкн вы-
зывается изменением объема смолы с инертным ком-
паундом, который не подвергается постоянным размер-
ным изменениям во время цикла отверждения. Сравне-
ние наполненной и ненаполненной систем (табл 12-7)
показывает влияние наполнителя на усадку до гелеобра-
зования, после гелеобразования н во время охлажде-
ВЛИЯНИЕ НАПОЛНИТЕЛЕЙ НА ФИЗИЧЕСКИЕ
свойства ОТВЕРЖДЕННОГО продукта
В табл 12-8 показано влияние двух типичных
наполнителей на физические свойства высокотемпера-
турного соединения. В табл. 12-9 показано влияние слю-
ды иа физические свойства DGEBA, отвержденного тре
мя различными амнйнымн отвердителями. В табл.
12-10 показано влияние наполнителей, состоящих нз ме-
таллических волокон..
Последующее рассмотреине покажет в общем виде
влияние наполнителей на специфические свойства. Хотя
результаты испытаний даны в основном для DGEBA,
подобное влияние наблюдается и с другими смолами,
хотя степень влиянии различна.
Температура тепловой деформации
Общее действие наполнителей, состоящих нз пыле-
видных частиц, на температуру тепловой деформации
отвержденного DGEBA небольшое. Некоторые наполни-
тели слегка увеличивают температуру тепловой дефор-
мации, как указано на рнс. 12 8; увеличение нарастает
с увеличением объема наполнителя. В некоторых случа-
ях можно получить некоторое снижение температуры
тепловой деформации, например в случае применения
в качестве отвердителя аддукта акрилонитрила и DETA
(табл. 12-11). Двуокись креминя особенно хорошо влия-
ет прн использовании ее с ННРА, в то время как гид-
роокись алюминия дает лучшие результаты с хлорэн-
дикангидридом н ментан днамни.
Увеличение температуры размягчения, получаемое
прн использовании наполнителей, состоящих нз пыле-
видных частиц, не такое большое, чтобы можно было
уравновесить уменьшение, получамое при использовании
Ьид усадка
слюды иа 100
Всего
До гелеобразования
После гелеобразования
Во время охлаждения
достигнуто при использовании больших объемов напол
кителей. Прн исследовании различных наполнителей
[Л. 12-24] было определено, что алюминиевый порошок
вызывает наименьшую температуру экзотермической
реакции, но в некоторых случаях изменение темпера
туры экзотермической реакции достигается смесью на-
полнителей. Сернокислый барий н углекислый кальций,
используемые в смеси, дают меньшую температуру экзо-
Напопнитвль, %
Рнс. 12-8. Зависимость темпе-
ратуры тепловой деформации
от концентрации окнен железа
в DGEBA, разбавленного BGE
до вязкости 500 спз н отвер-
жденного 10 частями ТЕТА на
100 частей смолы (Л. 12-11.
170
Гл. 12. Наполнители для зпоксидных смол
Таблица 12-8
Влияние наполнителей на свойства DGEBA, отвержденного PMDA [Л. 2-1]
Свойство На 100 частей DGEBA 56 48- гидрофурило- вого спирта+ + 1% дициан- верждение при 180 *С в На 100 частей DGEBA (мол. ^б^части отверждеиие при 220 еС Свойство На 100 частей DGEBA 56 ча- гидрофурило- вого спарта+ + 1% днцааи- отвержденне при 130 *С в течение 30jw«h На 100 частей DGEBA (мол. масса 420) «отверждение при220 -С
И ж й gZs 01 1 Окись железа (200 меш), i ISO частей й 1 if Нг| sii Окись железа (200 меш), | 150 частей
Температура тепловой деформа- Предел прочности при сжатии.
после 200 « при 204 *С. . . . 267 264 **npH23 *С 2464 2667 2672 2686
после 200 ч при 260 *С. . . . 1350 1378 1371
при 260 • С Б27 'те? 471
Предел прочности при растяже- нии, WC/CJK’: при 23 *С Модуль упругости При сжатии, 10дри гз^с
при 150 ®С 295 при 150 *С 0 010 0 007 0 007
При 260 *С 0.03 0*006
Модуль упругости при растяже- нии, 10» хгс!см\ при 23’С. . . 0,069 0,045 0.063 Напряжение^текучести при 1%-ном сдвиге, кгс)см"*:
Предел ^прочности при статачес- при 23 "С . . . 815°2 1240
при 23 *С. . . . ... 717 717 675 682 п?2 ио «с : ’.. :: Сдвига Сдвига Сдвига Сдвига
при 260 -С 640 155 112 Твердость по Баркоду
Мл»РУГ0СТИ ПрН нзгибе‘ при 23 ’С 0,8 1»0
0*039 0,045 0.075 0,063 Потеря массы после 200 ч. %: при 2Э4 “С 0.4 0.4 у 0,05
при 260 *с ‘’ 0.002 0.02 ада 260 'С '. 1 10,5 1Ь6 1
12-9 —
реактивного разбавителя, как указано на
Испытания наполненных систем, усиленных стекло-
волокном с длиной волокон 1,27 см, показывают значи-
тельное увеличение стойкости против деформации с во-
локнистыми наполнителями. Возможно, что увеличению
стойкости против деформации содействуют два отдель-
ных явления. При приближении температуры стеклова-
ния отливки становятся менее жесткими н часть нагруз-
ки переходит иа увеличение модуля. Прн медленном
охлаждении испытуемого стержня до комнатной тем-
Рис. 12-10. Зависимость температуры
тепловой деформации DGEBA и
DGEBA, раз(5ввлепного BGE (за-
штрихованная часть) до вязкости
500 спз, от наполнителя, взятого в ко-
личестве, обеспечивающем начальную
вязкость при рабочей температуре от
4 000 до 5000 спз, и отвержденного
MPDA/MDA/бнсфенол А, азятымн
в стехиометрических количествах
[Л. 12-25].
стве, обеспечивающем начальную вязкость
• прн рабочей температуре от 4 000 до
5000 спз, и отвержденного DETA/акрнло-
ннтрилом (1/1), взятыми в стехиометриче-
ских количествах ]Л. 12-25].
Пояснения см подпись к рис. 12-5—12-7.
Влияние наполнителей на физические свойства
171
гго
гоо
1 ISO •
140 1----
£ sT 1Z0 -
Ий!
Ри 12-11 Зависимость темпера-
туж тепловой деформации
1.1 С f ВА и DGEBA, разбавленного
ВС' (заштрихованная часть) до
вя . юти 500 спз, от наполнителя,
В31 »>го в количестве, обеспечи-
вав 1ем начальную вязкость прн
pal-, left температуре от 4 000 до
50« спз, и отвержденного сте-
хиометрическими количествами
РА и 0,1% BDMA (Л. 12-25].
Пояснения см. подпись к рнс
12-5-12-7.
Рис 12-12. Поведение системы
DGEBA с наполнителем, отверж
денной стехиометрическим коли-
чеством аддукта амин—смола при
напряжении волокна 18,5 кгс/см1
прн нагреве до 200 °C и охлажде
ннн 2 °C. в минуту {Л. 12-31]. Дан
ные даются с поправками на теп-
ловое расширение. Наполнитель:
20 частей стекловолокна с длиной
волокон 1,27 см, 180 частей окиси
алюминия, 20 частей Santocel.
пературы скорость охлаждения будет более постоянной,
чем скорость нагрева, и переходное состояние будет
достигнуто вероятнее всего между точкой, прн которой
силы обратного действия н силы Ван-дер-Ваальса спо-
собствуют сохранению прочности [Л. 12-31]. Прогиб,
равный 0,254 мм, произойдет тогда примерно у точки,
прн которой ожидается температура тепловой дефор-
мации ненаполненной отливки (рнс. 12-12 и 12-13), и
го во во во m ко ло ко ieo°c
Рнс 12-13. • Поведение системы
DGEBA с наполнителем, отверж-
денной стехиометрическим коли-
чеством MDA прн напряжении во-
локна 18,561 кгс/см1 при нагреве
до 200 °C и охлаждении 2 °C в ми-
нуту [Л 12-31]. Данные даются
с поправками иа тепловое расши-
рение. Наполнитель: 50 частей
стекловолокна с длиной волокон
1,27 см, 180 частей окиси алюми-
ния, 20 частей Santocel.
так как этот прогиб закрепляется дальнейшим охлаж-
дением, общий прогиб может быть значительно боль-
шим при достижении комнатной температуры.
Нагревостойкость
Вследствие изменения объема наполнителя сни-
жают длительную усадку н потерю массы прн повы-
шенных температурах, как указано на рнс. 12-14
Предел прочности при растяжении ,
Общее влияние наполнителей в виде пылевидных
частиц выражается в снижении предела прочности прн
остужении прн комнатной температуре отвержденных
эпоксидных смол, хотя при повышенных температурах
может быть получено некоторое повышение этого пре-
дела (тзбл. 12-12).
Использование волокнистых наполнителей в малых
концентрациях также может снизить предел прочности
прн растяжении, но прн больших концентрациях нх ис-
пользование ведет к увеличению предела прочности при
растяжении, а в случае слоистых пластиков увеличение
предела прочности прн растяжении исключительно ве-
лико. Влияние наполнителей, состоящих нз коротких
волокон, на предел прочности прн растяжении показано
в табл. 12-13. Обычно увеличение предела прочности
происходит прн концентрациях наполнителя более 10%
по объему.
В случае применения наполнителей, состоящих нз
пылевидных частиц, уменьшение предела прочности при
растяжении происходит больше с аминными отвердите-
лями (табл. 12-14), чем с ангидридными отвердителями
(табл. 12-15). С некоторыми ангидридами пределы проч
ностн прн растяжении могут быть даже улучшены прн
применении наполнителей, хотя это улучшение неболь-
шое. Показано, что размер частиц наполнителей влияв!
Гл. 12. Наполнители, для эпоксидных смол
Таблица 12-9
Влияние отвердителя на свойства DGEBA со слюдяным наполнителем [Л. 12-3]
0,082
1691
1301
I 30
1251
гейт расширения (от
541
1,105
471
1,905
0,067
Слюда, частей . . .
Температура тепловой деформации, *С . ’
Растяжение:
предел прочности, кгс/см'..............
деформация при максимальной нагрузке, %
нагрузка при 0,2%-иом сдвиге, кгс/см'. .
деформация при 0,2%-иом сдвиге, %.
модуль упругости, 10* кгс/см' ....
Статический изгиб:
предел прочности, кгс см'..................
деформация при максимальной нагрузке, %
нагрузка при 5%-ирй деформации волокон,
кгс/см' . . . ................... . . .
нагрузка при 0,2%-ном сдвиге, кгс/см' . .
максимальная деформация волокон при
0,2%-иом сдвиге, %.....................
модуль упругости, 10* кгс/см' . . .
предел прочности, кгс/см1...............
Деформация при максимальной нагрузке, %
нагрузка при пределе текучести, кгс/см' .
деформация при текучести, % ..... .
нагрузка при 0,2%-ном сдвиге, кгс/см? . .
деформация прн 0,2%-ном сдвиге, % . . .
Модуль упругости, 10“ кгс/см1...............
Ударная вязкость по Изоду, кгс-см/см' . . .
Твердость:
по Шору (шкала D).
по Барколу
Влияние металлических волокон на свойства отвержденного DGEBA [Л. 12-59]
• Влияние увеличения поперечного сечения волокон
Таблица 12-10
Тептопроводиость, ккалКму/
Предел прочности при рас-
тяжении, кгс/см' ....
Предел прочности прн сжа-
тии, кгс/см' .............
Модуль упругости при сжа-
тии, 10* кгс/см" ..........
Поперечное сечение алюминиевого волокна Способ улучшения
0,01016х 0.0J778X Х3.7Б см Х327б*«ж
0 33 0,274 0,259 Уменьшить площадь поперечного сечення
1,448 1,244 1,167
0,051 0,046 0,050 -
1,131 1,087 1.25 Увеличить площадь по- перечного сечения
95
Незначителен по срав-
нению с погреш-
ностью при испы-
Влияние наполнителей на физические свойства
173
Продолжение тайл. 12-10
Влияние типа металла
Свойство Объем Алюминий 0.01778Х Х3.75 см Медь 0.01524х Х3,75см Способ улучшения Доверительный интервал, %
Предел прочности при растяжении, кгс/см' 10 0.127 0.544 Замена алюминия медью 99
Предел прочности при сжатия, кгс/см' Модуль упругости прн сжатии, 10* кгс/см' 10 0,942 1,012 Замена алюминия медью 95
10 0,038 0,034 Замена меди алюминием 98
Теплопроводность, ккалЦм-°C-«) . 35 1,086 1,578 Замена алюминия медью 92
Продолжение табл. 12-10
Свойства эпоксидной смолы, усиленной стальными волокнами
0*952
Продолжение табл. 12-12
Прв 1Б0’С
Окись алюминия, 300
Предел прочности при растяжении, кгс/см'
Предел прочности при сжатии, кгс/см? . .
Модуль упругости прн сжатии, 10* кгс/см'
Теплопроводность, ккалЦ.м-*Сч)...........
Зависимость температуры тепловой деформации
DGEBA от наполнителя, взятого в количестве,
обеспечивающем начальную вязкость от 4000
до 5000 спз, при рабочей температуре,
с перечисленными отвердителями, взятыми
в стехиометрических количествах, *С [Л. 12-25]
Без наполнителя .
Слюда, 1 000 меш
Двуокись кремния. 325 меш
Кремнекислый цирконий.
Гидроокись алюминия, 0.08—
0.12 мкм .
Влияние наполнителей на предел прочности
при растяжении отвержденного DGEBA [Л. 12-39]
1,272
0,047
0,729
0,301
1,153
Алюминиевый порошок, 200.
Гидратированный кремне-
кислый алюминий, 75 . .
Слюда, 75................
Углекислый кальций, 175 . .
Кремнекислый алюминий, 75
Силикат 5 мкм, 100 ... .
Двуокись яремння 35 якле,
Без наполнителя ...........
Кремнекислый алюминий,',100
Двуокись кремния, 5 мкм,
174
Гл. 12. Наполнители для эпоксидных смол
При больших объемах за-
грузки волокнистые наполните-
ли увеличивают пределы проч-
ности три статическом изгибе.
В производстве стеклопласти-
ков используются стеклянные
хлопья толщиной около
0,0005 см и любой длины; при
содержании наполнителя, рав-
ном 75%, получвют предел
прочности прн статическом из-
гибе, равный 3160 кгс/см2.
Рис 12-14. Влияние наполнителей иа усадку и потерю веса DGEBA (мол. мае
са 400), отвержденного РА [Л. 12-41].
Предел прочности при сжатии
Наполнители в виде пыле-
видных частиц обычно снижают
величину предела прочности
при сжатии при испытания на
усталость, ио увеличивают мо-
дуль упругости и предел теку-
чести при сжатии вследствие
загустевания. Это показано
в табл. 12-19 и 12-20 и на рис.
12-16—12-18. В этом случае
алюминий, как указывалось ?ы-
ше, вызывает меньшее улучше-
ние, чем большинство других
наполнителей.
Далее приведены величины
предела прочности прв сжатии
а зависимости от температуры
для системы DGEBA с поли-
глицидиловым эфиром тетра-
фенилэтана, отвержденной
DADPS, в качестве наполните
ля взято 200 частей черной окиси
железа: 980 кгс/см2 при 150“С;
700 кгс/см2 при 204 С и
281 кгс/см2 прв 260 °C.
1ЫХ отливок
при растяжении (Л. 12-45]. Дву-.«~- ..г~----- -----
хорошим наполнителем, когда требуется наименьшее
уменьшение предела прочности при растяжении, хоти
она более эффективна с одними отвердителями и менее
эффективна с другими.
Прн испытании прн комнатной температуре модуль
упругости при растяжении обычно увеличивается, а от-
носительное удлинение прв растяжении уменьшается
пропорционально количеству наполнителя; при повышен-
ных температурах наблюдается обычно обратная иар-
В табл. 12-21 и 12-22 показано влияние наполните-
лей в виде коротких металлических волокон. Пределы
прочности прн сжатии и модуль упругости при сжатии
уменьшаются в меньшей мере, чем с наполнителями
в виде пылевидных частиц.
Предел прочности при статическом изгибе
Как указано в табл. 12-16 и 12-17, наполнители,
состоящие из пылевидных частиц, обычно уменьшают
предел прочности при статическом изгибе и увеличи-
вают модуль упругости при изгибе, хотя в случае ис-
пользования в качестве наполнителя дауокиси кремния
последняя мало влияет на предел прочности при стати-
ческом изгибе (табл. 12-18). Алюминий в виде порошка
вызывает, по-видимому, более заметное уменьшение, чем
большинство других наполнителей, и вызывает значи-
тельную деформацию во время испытания иа усталость
. перед разрушением; с большинством других наполните-
лей это условие не встречается. Исследования влияния
связи наполнителя со смолой на предел прочности при
статическом изгибе показали, что можно достичь улуч-
шения, если обработать кварц веществом, вступающим
в реакцию с соединениями кремния, как указано иа
рис 12-16.
Рнс. 12-15. Влияние обработки по
верхностн кварцевого наполнителя
(50% менее*17 мкм) на предел проч-
ности DGEBA прн статическом изги-
бе, отвержденного 3-амииопропилтри-
этоксисиланом (ароматическим эвтек-
тическим амином) [Л. 12-53]
Влияние наполнителей на физические свойства
175
Зависимость предела прочности при растяжении
эпоксидных смол, отвержденных NMA,
от концентрации и типа волокнистых
металлических наполнителей, кгс/см2 [Л. 12-39]
Двуокись дипиклопентаднена
Таблица 12-16
Влияние наполнителей на предел прочности при
статическом изгибе DGEBA, разбавленного
17 частями дибутилфталата и отвержденного ТЕТА,
взятым в стехиометрических количествах [Л. 2-7]
Алюминий
Медь
на 100 частей смолы
гибе, кгс/ся’
Модуль упру*
гости при
10
15
67
127
25
224
157
I
§
к
173
258
148
Кремнекислый алюминий, 50
Углекислый кальций, 90
Кремнекислый магний, 20
Керамический циркон, 150
Алюминиевый порошок, 100
Окись алюминия, 180
Каолин, 347, 30
610
612
647
701
451
597
0,023
0,0035
0,00
0,0356
0,0211
0,0500
0,0268
249
360
301
206
Таблица 12-17
Влияние наполнителей на пределы прочности
DGEBA, отвержденного MPDA MDA/PGE
при сжатии и растяжении [Л. 12-50]
Зависимость предела прочности при статическом
изгибе DGEBA, отвержденного перечисленными
ангидридами, взятыми в стехиометрических
количествах, от объема загрузки
двуокиси кремния [Л. 2-6]
Без наполнителя ...............
Окись железа, 400 .............
Тонко измельченный алюминий. 200
Асбестовые хлопья, 15 .
Слюдяная пульпа, 15 . .
Предел
прочности
1/130+24/150
1/140+24/150
I 061
980
1 190
1340
1220
1220
1190
1190
1220
0,049
0,070
0,049
0,070
0,091
0,011
NMA+1 часть
BDMA
DDSA+1 часть
BDMA
0,049
0,070
0,084
Хлорэндикангид-
рид/ННРА+0,5
части BDMA
1970
1 270
1050
1/120+24/150
Хлорэндик-
ангидрид
ННРА+0,5
части BDMA
Зависимость предела прочности при растяжении
DGEBA, отвержденного перечисленными
ангидридами, взятыми в стехиометрических
количествах, от величины загрузки
двуокиси кремния [Л. 2-6]
Й
1/130+24/150
Предел проч-
1/140+24/150
1/120+24/150
0,046
0,056
0,084
0,056
0,106
0 1 7
0,056
0,084
0,106
NMA+1
часть BDMA
DDSA+I
часть BDMA
Таблица 12-18
иа предел прочности
при статическом изгибе DGEBA,
отвержденного MPDA [Л. 12-47]
Модуль упру-
КН кгс/см'
Без наполнителя
Углекислый кальций, 175
Двуокись кремния 5 мкм, 100
То же 44 мкм, 175
0,028
0,063
0,049
0,070
176
Гл. 12. Наполнители для эпоксидных смол
Таблица 12-19
Зависимость предела прочности при сжатии DGEBA, отвержденного перечисленными ангидридами,
взятыми в стехиометрических количествах, от объемов загрузки двуокиси кремния [Л. 2-6]
Ангидрид Режим отверждения. Наполнитель, части/НЮ Предел проч- ности при W^ynpy- J0» кгс/см’ Текучесть при ОЖ-ном Деформация текучести, % Деформация
DDSA4-1 часть 1/130+24/150 43 790 0,028 'бЗО 2,8 5.3
BDMA 85 870 0,035 670 2,2 4,9
128 1000 0,042 700 1.8 6,0
213 1570 0,063 830 1.5 17,7
NMA-f-1 часть 1/140+24/150 52 1360 0,035 1060 3,3 5.6
BDMA 105 1640 0,049 1 280 2,9 6,1
157 2130 ' 0,063 1380 2,4 12,0
209 2450 0,077 1610 2,3 9,8
Хлорэндикаигид- 1/120+24/150 50 1530 • 0,042 1 130 2.9 ' 6,1
лид/ННРА+0.5 части BDMA 100 150 1884 1772 0,0633 0,0633 1322 1273 2,3 2,4 7.8 6,9
Таблица 12-22
Влияние наполнителя на предел прочности
яри сжатии DGEBA, отвержденного MPDA [Л. 12-47]
Наполнитель, части прочности при Модуль упругости НХ KtflcMf Предель- форма ЦЯЯ. %
Без наполнителя 1300 0,035
Окись алюминия, 300 . . . 2090 0,070 10
Алюминиевый порошок, 200 1290 0,063 11
Гидратированный кремнекис- лый алюминий, 75... . 1420 0,042 11
Углекислый кальций, 175 . 1 680 0,063 9
Двуокись кремния 5 мкм, 100 2570 0,035 23
То же 30 мкм, 175 ... . 2080 0,056 11
То же 44 мкм, 175 . 2010 0,049 12
Таблица 12-21
Зависимость предела прочности прн сжатии
эпоксидных смол, отвержденных NMA,
от концентрации н типа наполнителей в виде
металлических волокон, KidcxP (Л. 12-39]
лолнителя, % Двуокись дициклопеитадиена DGEBA
Алюминий Медь Сталь МПЙИЙ
0,37 см 0,75 см 0,25 см 0,37 см
3 5 £ 3 1 X 1 X 3 3 1
5 1202
10 940 , 940 1 160 1010
15 1320
20 1 160 940 1 180 1590 1230 1370
25 1 150
35 1450 1240 1 170 — 1 160 —
Зависимость модуля упругости при сжатии
эпоксидных смол, отвержденных NMA,
от концентрации и типа наполнителей в виде
металлических волокон, Ю" кгс/слг* [Л. 12-39]
Поверхностная твердость, прочности на истирание и
обрабатываемость
Обычно наполнители увеличивают поверхностную
твердость отливки. Степень увеличения различна в за-
висимости от используемого наполнителя. Например,
окись алюминия вызывает значительное увеличение по-
верхностной твердости, в то время как алюминий вы-
зывает незначительное увеличение (М90 по Роквеллу
по сравнению с М62 для типичной системы).
влияние различных наполнителей на прочность иа
нстнраиие приведено в табл. 12-23. Карбид кремния
считается особенно эффективным для увеличения проч-
ности на истирание [Л. 12-11], по-видимому, вследствие
его исключительной твердости, в то время как алюми-
ниевый порошок уменьшает прочность на истирание.
Обрабатываемость эпоксидных смол зависит от на-
полнителя. Дисульфид молибдена, углекислый кальций,
кремнекислый магний, алюминий н тальк обеспечивают
хорошую обрабатываемость; кремнекислый алюминий,
Влияние наполнителей на физические свойства
177
Таблица 12-23
Влияние наполнителя на прочность на истирание
DGEBA, разбавленного ВОЕ до вязкости 500 спз
и отвержденного 10 частями ТЕТА [Л. 12-50]
Потеря мессы.
мг/1000 циклов
Графит, 15.....................
Двуокись титана, 33
Найлон, 15 .........
Дисульфид молибдена, 3.5 .. .
Без наполнителя ...............
Тонко измельченный алюминий, 31
Окнсь железа, 58
100
111
129
130
131
147
147
керамический циркон обеспечивают удовлетворительную
обрабатываемость; прн введении двуокиси кремния и
окиси алюминия продукт обрабатывается с трудом.
Удельная теплопроводность
Общее влияние наполнителей в виде пылевидных
частиц состоят в увеличении теплопроводности, хотя это
справедливо только до того количестве, когда большие
Рис. 12-16. Предел прочности при
сжатии систем, приведенных иа
рнс 12-10 (Л. 12-25].
НапонншпелЬ'Ч,
Рид 12-17. Влияние концентра-
циа паполпнтёля на предел
пр- гости при сдвиге 0,2% прн
сжатии DGEBA, отвержденного
DETA (на 100 частей смолы
взято 8 частей DETA)
[Л. 12-50].
— 01,1, ь алюминия Т61-. 2 —окись
12—1242
железа. 3—алюминий MD10I
Рнс. 12-18 Влияние наполнителя и
величины загрузки на модуль
упругости при сжатии DGEBA,
отвержденного DETA (на 100 ча-
стей смолы взято 8 частей DETA)
(Л. 12-50].
железа; 3 — алюминий MD101.
объемы загрузки наполнителем приводят к образованию
в отливках воздушных пузырей. Увеличение теплопро-
водности может быть не таким значительным, какое
можно было бы предполагать на основе данных лабо-
раторных испытаний, проведенных без доступа воздуха.
Таблица 12-24
Зависимость теплопроводности DGEBA,
отвержденного MPDA/MDA/PGE,
от наполнителя [Л, 12-50]
Окись алюминия, 325 . .
Тонко измельченный алюмн
ннй, 200 ..............
Железный порошок, 300 .
Медный порошок, 1 200 .
Двуокись кремния, 150 .
Алюминий .
Медь . . .
На рнс. 12-19 и а табл. 12-24 показано влияние
различных наполнителей па теплопроводность. Увеличе-
ние объема загрузки наполнителей в виде пылевидных
частиц приводит к пропорциональному увеличению тепло-
проводности, но большие увеличения теплопроводности
могут быть получены путем введения металлических
волокон (Л. 12-27], как указано иа рнс. 12-20 н 12-21,
или фольгированного стеклотекстолита (Л. 12-34]. Как
показано в табл. 12-25, для того, чтобы получить значи-
тельные улучшения по сравнению с большими объемами
загрузки наполнителей, состоящих нз металлических
пылевидных частиц, -металлические волокна должны
браться в количестве ие менее 30% по объему.
В случае нежелательности использования металли-
ческих порошков и проводящих волокон с точки зрения
электрических свойств для целей получения значительно-
го увеличения удельной теплопроводности можно при-
менять двуокись титана [Л. 12-10] илн окнсь бериллия
(Л. 12-61]. Окнсь бериллия как в виде пылевидных
частиц, так и в виде волокон может применяться в ка-
178
Гл. 12. Наполнители для
о >о яо зо 4о so ео'п
Наполнителе, %
Рнс. 12-19. Влияние наполни-
Рис. 12-20. Зависимость тепло-
проводности DGEBA, отвержден-
ного MPDA/MDA/BDE, от напол-
нителя н количества загрузки
[Л. 2-6].
честве наполнителей эпоксидных смол для производства
электрической изоляции с высокой, теплопроводностью
(Л. 12-76], но из-за высокой стоимости и токсичности
она мало используется. Может использоваться также
окись магния. Удельвые объемные сопротивления такие
же, что и при использовании окиси алюминия, и лишь
слегка хуже, чем при использовании окиси бериллия
(10“ против 10« ом-см) (Л. 12-33].
Наибольшие объемы загрузки наполнителя получены
с окисью алюминия. Применяют следующий способ:
Металл. %
Рнс. 12-21. Влияние
металлических
волокон на теплопроводность
отвержденного DGEBA (Л. 14-40].
берется окись алюминия, состоящая из крупных частиц
(20—'30 меш), помещается в специальную вибрационную
форму н пропитывается затем эпоксидной смолой,
содержащей окись алюминия с размерами частиц
325 меш. Таким способом теплопроводность повышается
Таблица 12-25
Зависимость теплопроводности эпоксидных смол,
отвержденных NMA, от концентрации и типа
наполнителей, состоящих из металлических
волокон [Л. 12-39], 10“ • кал/(сексм°С)
до 60-10“* кал!(сек-см-°C). Объемное удельное элек-
трическое сопротивление изменяется мало, тангенс угла
диэлектрических потерь в какой-то мере уменьшается,
диэлектрическая проницаемость увеличивается, а . элек-
трическая прочность снижается [Л. 12-70, 12-71].
Теплопроводность при низких температурах была
определена для DGEBA, наполненного 100 частями
двуокиси кремния н 100 частями окисн алюминия на
100 частей смолы и отвержденного модифицированным
алифатическим первичным амином. С двуокисью кремния
была получена теплопроводность 0,011 кал!(сек см • °C)
прн температурах от —148 до —100 °C; с окисью алюми-
ния 0,0175 кал/(сек-см-°C) прн температурах от —142
до —124 °C. Во время процесса охлаждения в опреде-
ленных точках на кривой наблюдалось выделение тепла,
вероятно, это можно отнеста за счет виезапиого умень-
шения расстояния в полимерной цепи или переориента-
ции связей внутри цепи [Л. 12-48].
Влияние наполнителей на физические свойства
Температурный коэффициент расширения
Общее влияние наполнителей проявляется в том, что
снижение температурного коэффициента расширения
отвержденной эпоксидной смолы пропорционально
объему загрузки наполнителя. Это снижение не линейное
(рнс 12-22 и 12-23), хотя при приведении данных крн-
Рнс. 12-22. Влияние окнси железа
иа температурный коэффициент
расширения DGEBA, отвержден-
ного MPDA/MDA/PGE (Л. 12-50].
вые обычно выпрямляются (рис. 12-24). Изменения вы-
зывает природа теплоносителя, как показано на
рнс. 12-25 и 12-26.
В табл. 12-26 показано влияние различных наполни-
телей, загруженных в количествах, необходимых для
Наполнитель,%
Рнс. 12-24. Влияние няполнителей на
температурный коэффициент расши-
рения отвержденного DGEBA (Л. 2-6]
100 частей эпоксидной смолы и 15 ча-
стей т-фенилендиамина.
5 — двуокись крем-
.апьцкЯ; 1 — окись
Рис 12-23. Влияние наполнителей на
температурный коэффициент расшире-
ния отвержденного DGEBA [Л. 12-9].
Температурный коэффициент расширения DGEBA
с наполнителем, взятым в количествах,
обеспечивающих начальную вязкость при рабочей
температуре от 4 000 до 5000 спз, отвержденного
Рис 12-25. Температурный коэф-
фициент расширения в воздухе н
масле системы DGEBA с на-
полнителем, отвержденной СА
(Л. 12-31]. Наполнитель: 50 частей
стекловолокна с длиной волокон
1,27 см, 180 частей окиси алюми-
ния, 20 частей Santocel’a.
перечисленными отвердителями, взятыми
в стехиометрических количествах,
10-• ’С-" [Л. 12-25] (от +50 до —50 *С)
Рис. 12-26. Температурный коэффициент
расширения в воздухе и масле системы
DGEBA с наполнителем, отвержденной
аддуктом амин — смола (Л. 12-31]. На-
полнитель: 20 частей стекловолокна
с длиной волокон 1,27 см, 180 частей
окнси алюминия, 20 частей Santocel’a.
Г —в ьовлухе: 2 — я масле
Без наполнителя ....
Слюда, 1 000 меш. . . .
Двуокись кремния, 325
Сернокислый цирконий.
Гидроокись алюминия,
0,08-0.12 мкм. . . .
42
43
57
30
33
37
53
22
19
35
53 49
— 31
37 40
180
Гл. 12 Наполнители для зпоксидных смол
Температурный коэффициент расширения DGEBA,
наполненного двуокисью кремния и отвержденного
перечисленными ангидридами [Л. 2-6]
DDSA4-1 часть
BDMA
NMA часть
BDMA
1/130+24/150
1/1404-24/150
Хлорэндикангад-
рид (20)4-ННРА
<80,BDMAaC™
1/1204-24/150
обеспечения нормированной вязкости прн рабочей темпе-
ратуре. В табл. 12-27 показано влияние нескольких от-
вердителей на тепловое расширение систем с наполни-
Зависимость температурного коэффициента
расширения DGEBA, отвержденного MPDA,
от наполнителя [Л. 2-6]
Двуокись кремния
Кремнекислый цирконий
Алюминиевый порошок
Углекислый кальций
Железный порошок
Медь в порошке
Гидроокись алюминия
Окись алюминия
телем из двуокиси кремния. В табл. 12-28 показ
влияние нескольких наполнителей иа систему, отве)
денную MPDA. На рис. 12-27—12-29 показано,
использование разбавленных смол для увеличения обы
загрузки наполнителя не всегда приводит к соответст
ющему уменьшению теплового расширения, лоскол!
разбавленные смолы имеют большие начальные скорое
расширения.
коаффя-
Концент-
Температур-
ные коэффн-
Рис. 12-27. Температурный коэф-
фициент расширения для системы
DGEBA, приведенной на рис. 12-9
]Л. 12-25].
46
40
40
20
30>
16,2
33,3
45
36
46
Рнс. 12-28. Температурный коэф-
фициент расширения для системы,
приведенной на рнс. 12-16
12-29. Температурный
коэффициент расширения для
системы, приведенной иа
рис. 12-11 (Л. 12-25].
Влияние наполнителей на физические свойства
181
Рнс. 12-30. Зависимость темпе
ратурного коэффициенте рас-
ширения отвержденного
DGEBA от наполнителя: дау
окиси кремния и кремнекисло-
го лития-алюминия (Л. 12-1].
200 частей; а—ляиив
Имеются данные (рнс. 12 30), показывающие, что
наполнитель с отрицательным температурным коэффи-
циентом расширения более эффективен, чем двуокись
кремния, при снижении скорости расширения эпоксидной
смолы при больших объемах загрузки, а кремнекислый
цирконий, имеющий нулевой температурный коэффи-
циент расширения, считается более эффективным, чем
двуокиси кремния (при температурах свыше 100 °C) и
чем углекислый кальций (при температурах' свыше
40 °C) (Л. 12-43]. В табл. 12-29 показано влияние крем-
некислого лития-алюминия иа температурный коэффи-
циент расширения DGEBA, отвержденного диэтанол-
амином и MPDA.
Следует отметить, что снижение скоростей тепло-
вого расширения в смоле не ведет к образованию от-
ливок, свободных от напряжений, даже когда темпе-
ратурный коэффициент расширения соответствует тем-
пературному коэффициенту расширения включения. На
внутренних поверхностях наполнителя смолы будут раз-
виваться микроскопические напряжения.
Стойкость к термоударам
Наполнители, состоящие из пылевидных частиц,
обычно улучшают стойкость к термоударам отвержден-
ных эпоксидных смол, хотя так как они уменьшают
предел прочности прн растяжении и удлинение, то макси-
мальный объем загрузки ие всегда оптимален по отно-
шению к стойкости к термоударам. В идеальном случае
объем загрузки наполнителя должен быть достаточным,
чтобы как можно более точно соответствовать темпе-
ратурному коэффициенту расширения включения или
достичь средней величины температурных коэффициен-
тов расширения различных материалов включений.
В большинстве случаев зто невозможно н можно прий-
ти к компромиссному решению: уравновешиванию сни-
жения предела прочности за счет меньшей усадки и
меньшего теплового расширения, полученных при по-
мощи наполнителя.
В табл. 12-30 показано влияние кремнекислого ли-
тия-алюминия на. улучшение стойкости к термоударам
нескольких высокотемпературных (и не стойких к тер-
моударам) систем. В этом случае испытания на термо-
удары проводились путем отверждения эпоксидной си-
стемы вокруг стандартного шестигранного стержня по
военному стандарту и проводились наблюдения за тем,
возникают ли трещины во время высокотемпературного
цикла отверждения.
Таблица 12-29
Влияние кремнекислого лития-алюминия
температурный коэффициент расширения двух
отвержденных систем DGEBA [Л. 12-3]
Отвердитель, Температурим^ дна -
Диэтаноламин, 100 +100 4—50 36,3
12 133 +100——50 32.0
MPDA, 14 100 133 +100 ^--50 +26 4--50 +64——28 + 100 4-—64 35,0 25,6 33,8 44,5
Влияния наполнителей, состоящих из пылевидных
частиц, на стойкость к термоударам различны. Напри-
мер, считается, что двуокись кремния обеспечивает го-
раздо меньшую стойкость к термоударам, чем слюда
(Л. 12-4), хотя вследствие того, что для нагревостойких
композиций важны и другие переменные, трудно про-
вести сравнение наполнителей.
Волокнистые наполнители, используемые в больших
объемах загрузки, обычно содействуют исключительно-
Свойства новолачной эпоксидированной смолы (функциональность 3,3), наполненной кремнекислым
литием-алюминием и отвержденной перечисленными ангидридами [Л. 12-38)
стержне
(М-С-16923Л)
1,2(1068)
NMA, 11.7+ННРА, 59.8
NMA. 15.8+ННРА, 89,7
NMA, 101+DMP-30. 1.5
ННРА, 86
NMA. 13.3+ННРА. 75.2
Рис. 12-31. Влияние объема
н™УппИ иапол»™ля на удар-
иости РппНОСТЬ И предел "Р«-
ПОЕВАР™СТаТИЧеСКОМ изгибе
uueba, отвержденного ННРА
Влияние наполнителя >«> лица 1J
отверждециой смол^“у“7]вязкость
С“° теа“““П0ЛКИ- Ударная вяз- кгс-ел/с*» Ударная вяз- кость, % от Ударной вяз- кости отливки без наполни-
Ди'“кл°пентадие- *“ «<%; 4,4 молей МА + №а.Х.:Т₽ИМеталолпРо- без наполнителя. ялюминий. 75% ПЛЕнГ““мнния, 75% UGtBA + 11 частей DETA- без наполнителя. ялюминий. 67% «жвсь алюминия, 67%' 16 52 23 33,5 40,5 18,5 100 320 140 100 120 55
^^ино^х^^^^Р^УМру, но, к сожале-
— трудностей. иев°~°
Ударная вязкость
из видных
систем различно и завХтГЬО“Т“₽ЖЛ6ННЬ« эпоксидных
смолы и .метода
СМ°ЛВ ~₽ую
прн его применена окисьал,о“ниня _
чем системы без наполнителя В2?’?сть системы выше,
между смолами прн Хол^Ла6людаются различия
теля, как указано в тХ ?2 31 УГн ДаИНОГО HanMH-
НИИ испытания для опоелмХчи Однако "Рл проведе-
ftftws *Й=- "•=»"
окиси железа. Ня our 10
УДариой нрочносп,ю₽и ПоелелпПС®а3аЯа связь “еж
'«ком изгибе в зависимости Л пр!о,ности "Рн ста
нолнителя. исимостн от объема загрузки г
Режим отверждения. Содержание на- п^иитедя, Часта ва 100 частей смолы Ударная вязкость по Изоду
24/65 24/65+2 150 0 0,575
24/65 0,575
S«/t&+2/!S0 200 400 400 0,46 0,46 0,575 0,46
ударную вяэкадть°КособеииоНпо°Л«ИТеЛИ Увели™ваю1
грузки. ’ ОС00еии° при больших объемах за-
Прочность сцепления
«У. оннеосо™енен™Г^ф™гивдыЛНд]еЛИ У“еньшают усад
сти сцепления эпоксилнт» * я Увеличения прочно-
наполнителем является отась ЭФФе™ным
она хорошо измельчена аЛ1°миния, особенно когда
[Л. 12-44]. В табл ’“33 XeSНЭЯр0ВаНа в смолу
прочности при скалывании Рп Д И сравнение предела
наполнителя и наполненногоазжижениого DGEBA без
мнния на 100 частей свдлы В тами окн“ “»
сидвый клей предаазнХ плЛ “УЧае' когда «™«-
снижение теплового расцщп?иио “леввания металлов,
пользовании наполниз^ей Хж'чтполу,енное "рн ис-
формации клея во время'т^ для снижеиия де-
одиим преимущество^ полутеХымТ™ИЫХ адклов- Еще
поляителей, поскольку мог^ IL P при“енании на-
ших объемах загрузки явлХ>7„ ОЛЬЗОВаться вболь-
исключают необтодимоста тоичого У,ение пасг- ко™Рые
щииы СЛОЯ клея Олиакл И№° Регулирования тол-
могутбыть меньше мачги.?"™,“ДЛЬНЫе объе““ загрузки
концентрациях наполни^ может Т««КаК "РН большнх
чнвание. ия может быть неполное сма-
Наполнитель При 25 СС lOS^C ниявУ2>ду при 100 *С
Без наполнителя Окись влюминня, 100 частей на 100 ча- стей смолы 194 264 32 116 193 276
270
Хотя большинство
чения служит для увели-
концентрациях часто в малых
рошках, где он служит a “фОРИбвочных пе-
шего выемку изделий нз форм. веШества, облегчаю-
Влияние наполнителей на физические свойства
Большинство наполнителей, обладающих большей
плотностью, чем смолы, увеличивают плотность отверж-
денных систем пропорционально объемам загрузки. Не-
которые наполнители дают больший объем при мень-
ших объемных концентрациях, чем другие; в таких
системах плотность наполнителя не увеличивает так
сильно плотность системы, как наполнители, дающие
меньший объем. При одном и том же материале чем
мельче размельчен наполнитель, тем больше объем.
Таблица 12-34
Зависимость плотности DGEBA от наполнителя,
взятого в количестве, обеспечивающем начальную
вязкость от 4000 до 5 000 спз при рабочей
температуре; система отверждена перечисленными
компаундами [Л. 12-25]
Наполнитель DETA/акряло- нитрял (1/2) | Ж i* is I 1
Без наполнителя. . Слюда, 1 000 меш, . Двуокись кремния 325 меш 7,18 1,24 1,56 1,62 1,28 1,2 1,54 1,68 1,02 1,76 1,52 2,0 0,96 1,32 1,52
Кремнекислый цирко ннй, <1,5 jhkjh . Гидроокись алюминия 0,08—0,12 мкм . 1,84 1,40 2,48 1,24 2,36 1,60 1,14
Увеличение плотности, получаемое при использова-
нии наполнителей, в какой-то мере сводит на нет пре-
имущество в стоимости, получаемое вследствие более
низкой стоимости единицы массы.
Рис. 12-32. Плотность систем, приве-
денных на рис. 12-9 [Л. 12-25].
Рис. 12-33. Плотность систем, приве-
денных иа рис.. 12-10 [Л. 12-25].
В табл. 12-34 и на рис. 12-32—12-34 показано влня
ние нескольких наполнителей на плотность.
Наполнители, обладающие меньшнм объемным ве-
сом, чем смола, могут использоваться для уменьшения
плотности.. Это обычно газонаполненные микроскопиче-
ски малые сферические частицы, обычно они резко уве
личивают вязкость прн относительно малых весовых
концентрациях. В табл. 12-35 показаны свойства одной
Таблица 12-35
Свойства DGEBA, наполненного 43 частями
стеклянных полых сферических частиц и
отвержденного 12 частями диэтаноламина
[Л. 12-42)
При —55 “С При 23 *С
предел прочности.
модуль упругости,
10» кгс/crf ....
удлинение, % . . .
Статический изгиб:
предел прочности,
модуль упругости,
10» кгс!erf ....
удлинение, "/о ...
предел прочности,
модуль упругости.
10» кгс/см’ ....
удлинение, »/о . . .
Температурный коэффи-
циент расширения,
10-»
Теплопроводность,
кгыДсек-сж-’С) . . .
Плотность, г/см' ....
Температура тепловой
деформации. *С . . .
Влагопоглошение. % по
Плеснестойкость ....
184
Гл. 12. Наполнители для зпоксидных смол
эпоксидной системы, наполненной стеклянными лолымя
сферическими частицами. Результаты анализа этих ча-
стиц с помощью молекулярных снт следующие: через
сито +60 меш прошло 0,5%, через сито +200 меш про-
шло. 20-50%, плотность 0,39-0,46 г/см‘. В табл. 12-36
12-36
Сравнение свойств DGEBA, наполненного
стеклянннми полыми сферическими частицами,
со свойствами смолы, наполненной слюдой;
обе системы отверждены диэтаноламином
(12 частей диэтаноламина на 100 частей смолы)
(Л. 12-42]
Свойство Стеклянные полые сфери- ческие части- “юо'чёгеГ 1 000 меш, 100 частей яа 100 частей
Плотность, г/см* Предел прочности при рас- 0,36 0,69
тяжении. кгс/см* .... Модуль упругости при рас- 328 540
тяжении. 10’ кгс/см* . . Предел прочности, при ста- 0,03 0,084
тическом изгибе кгс/см* Модуль упругости при из- 410 790
гибе. 10* кгс/см* .... Предел прочности при сжа- 0,031 0,084
тии, кгс/см? 749 1260
Модуль упругости при сжа- тии, 10« кгс/см* 0,030 0,070
приведено сравнение этой системы с системой со слю-
дяным наполнителем. В гл. 17 в разделе, рассматриваю-
щем синтетические пены, дается описание других на-
полнителей с малыми плотностями.
ВЛИЯНИЕ НАПОЛНИТЕЛЕЙ на электрические
свойства
Непроводящие заполнители используются с эпоксид-
ными смолами для электроизоляционных целей, они
мало влияют на диэлектрические характеристики.
Металлические наполнители ухудшают диэлектриче-
ские характеристики. Всего лишь 2 части окиси железа
на 100 частей смолы уменьшают удельное объемное
электрическое сопротивление типичной эпоксидной смо-
лы на одни порядок от 3,9X10“ ом-см (Л. 12-36].
Металлические наполнители, такие как порошкооб-
разные медь и серебро, могут использоваться в доволь-
но больших объемах загрузки для получения системы,
обладающей электропроводимостью. В качестве провод-
никовых наполнителей предлагаются, серебряные хлопья
[Л. 12-20], а также серебряные хлопья я сочетании с по-
рошкообразным серебром [Л. 12-12] или углеродом
[Л. 12-21, 12-66]. Типичная пленка из эпоксидной смолы,
наполненной серебром, обеспечивает удельное объемное
электрическое сопротивление, равное 158-10-’ ом-см
при —55 °C, которое прн 80 °C увеличивается примерно
до 223x10-’ ом-см [Л. 12-49). Алюминий в порошке не
так эффективен, как можно было бы ожидать. Он мо-
жет использоваться в довольно больших объемах за-
грузки, сохраняя электрическое сопротивление (табл.
12-37). Электропроводящие эпоксидные смолы получа-
ют путем использования полых медных сферических
частиц с серебряным покрытием, которые берутся при-
мерно в количестве 90% по весу и отверждаются под
давлением, достаточным для того, чтобы был обеспечен
контакт между частицами [Л. 12-69]. Электропроводя-
щие эпоксидные смолы получают также путем исполь
зевания металлической ваты и проводящих волокон и
никелевых наполнителей прн отверждении системы
в магнитном поле (Л. 12-75]. Формующиеся постоянные
магниты получают путем наполнения композиции из
эпоксидной смолы намагничивающимся материалом
в виде порошка, таким как сплав алюмнння с никелем
[Л. 12-78].
еское сопротивление
На рис 12-35—12-37 показано влияние дауокиси
кремния — типичного наполнителя, обладающего высо-
кими электрическими свойствами, на удельное объемное
электрическое сопротивление нескольких типов отверж-
денных систем. Хотя имеется небольшое уменьшение
' /4г
wn-
10П-
юа-
70*1______I________I______I—
юо tso гоо гсо°с
Рис. 12-35. Зависимость удельного
объемного электрического сопротив-
ления от температуры DGEBA,
отвержденного DDSA (134 части) и
BDMA (1 часть), как функция
объема загрузки наполнителя. Режим
отверждения: 1 ч прн 130'С+24 ч
прн 150°С]Л. 2 6].
окись кремния. 85 частей; 3 -
кремния, 43 части; 4 — лвуоуись
Рис. 12-36. Зависимость удельного
объемного электрического сопротивле-
ния от температуры DGEBA, отверж-
денного NMA (90 частей) и BDMA
(1 часть), как функция объема загрузки
наполнителя. Режим отверждения: 1 ч
при 140°С+24 ч при 150 °C [Л. 2-6].
I - двуокись кремния, 209 частей; 2—дву-
окись кремнии, 157 частей; 3 —двуокись крем-
ния, 52 части; 4 — двуокись кремния, 105 ча-
Влияние наполнителей на влектрические свойства
185
2Б0“С
Рнс 12-37. Зависимость удельно-
го объемного электрического со-
противления от температуры
DGEBA, отвержденного СА/ННРА
(80,-20 частей) и BDMA (1 часть),
как функция объема загрузки на-
полнителя. Цикл отверждения-
1 ч при 120 “С+24 ч прн 150 “С
[Л. 2-6].
/ — двуокись кремния. 50 частей; i
двуокись кремнии, 100 частей.
Зависимость электрических свойств отвержденного
DGEBA от объема загрузки металлических
наполнителей [Л. 12-35]
Таблица 12-38
Зависимость дугостойкости DGEBA от наполнителя,
взятого в таком количестве, чтобы обеспечить
начальную вязкость от 4 000 до 5000 спз при
рабочей температуре, отвержденного перечисленными
отвердителями, взятыми в стехиометрических
количествах [Л. 12-25]
ннй. 1,5 мкм . ; .
Гидроокись алюми-
ния, 0,08—0,12 мкм
Слюда, 1 000 меш
Двуокись кремния.
325 меш . . . . .
верхность эпоксидной смолы до отверждения грубо из-
мельченными частицами [Л 12-22]. Гидроокись алюми-
ния н гидросульфит кальция [Л. 12-55] улучшают дуго-
стойкость при довольно медленном отвержденнн. прн
котором не происходит дегндрацин. Покрытие DGEBA,
содержащее по крайней мере 45% по весу безводного
кремнекислого магиня (<0,2% кальция), обеспечивает
улучшеннную стойкость к образованию проводящего
мостика [Л. 12-81].
Рис. 12-38. Дугостойкость систем,
приведенных на рнс 12-9 (Л. 12-25].
свойств, влияние может быть значительно большим при
использовании соответствующего отвердителя. В усло-
виях большой влажности наполнители могут иметь тен-
денцию вбирать в себя влагу, значительно уменьшая та-
ким образом удельное объемное электрическое сопро-
тивление по сравнению с удельным объемным электри-
ческим сопротивлением системы без наполнителя
[Л. 12-161
Дугостойкости
Наполнители, обладающие высокими электрически-
ми свойствами, обычно улучшают дугостойкость от-
вержденных эпоксидных систем, как указано в табл.
12-38 н на рнс. 12-38—12-40. В случае необходимости
дальнейшее улучшение дугостойкости может быть по-
лучено при шероховатой поверхности с частично высту-
пающим наполнителем; для обеспечения еще большего
увеличения дугостойкости предлагается посыпать по-
Рис 12-39. Дугостойкость систем,
приведенных на рис. 12-10 ]Л. 12-25]
186
Гл. 12. Наполнители для эпоксидных смол
Диэлектрическая проницаемость
Общее влияние наполнителей, обладающих высоки-
ми электрическими свойствами, состоит в увеличении
диэлектрической проницаемости отвержденной эпоксид-
ной смолы; с различными наполнителями наблюдаются
?„3й?чительные различия. Это иллюстрируется в табл.
12-39 н на рис. 12-41—12-49. В случае применения на-
полнителя в виде полых сферических частиц, содержа-
щих воздух (с диэлектрической проницаемостью, рав-
ной 1), влияние состоит в снижении диэлектрической
проницаемости. При использовании неорганических по
лых сферических частиц при объеме загрузки наполни-
теля, равном 20%, диэлектрические проницаемости рав-
ны 1,4 по сравнению с 4,4 у систем без наполнителя
[Л. 12-14]. В табл. 12-40 приведены величины диэлек-
Рнс 12-42. Диэлектрическая прони-
цаемость а систем, приведенных на
рис. 12-10, при 25 °C н частотах 60.
10* н 10е ач {Л. 12-25]
Зависнмось диэлектрической проницаемости DGEBA от наполнителя, взятого в таком количестве,
чтобы обеспечить начальную вязкость от 4000 до 5 000 спз прн рабочей температуре,
отвержденного перечисленными отвердителями, взятыми в стехиометрических количествах [Л. 12-25]
Наполнитель DETA/акрилонит- рил (1/2) MDA ННРА + 0,1% BDMA Хлорэндикаигид- Ментан диамин
26 °C 80 °C 1оо «с 26 °C 80 *С 2S»C 80*С 100 ’С 25 «С 80 «С 100 °C 25 °C 80’С 100 *с
Без наполнителя:
при 60 гц . . . 5,4 10 10 4,5 4.3 4,3 Л л 3,3 3,3 3,3 3,6 3,4 3,4 4.3 4,2 4,2
при 10» гц . . 5,2 10 10 4*3 3,2 3,2 3,2 3,4 3.4 з.з 4,2
рпи 10* гц . . Слюда, 1000 меш: 4,1 6,2 7,7 3.9 4,0 4.2 3,0 3,0 3,1 3,0 3,1 3,2 3,7 3-8 3>
при 60 гц . . 5,5 КГ 10 6,6 7 4 7,5 — - . - - — ,— — 6,5 7,8 7.5
при 10* гц . 5,2 10 10 6,0 6 4 6 5 ,— . - ,— - - 5.8 6,9 6.4
при 10* гц Двуокись кремния, 325 меш: 4,3 6,3 7,5 4,4 4*5 4> — — — — — — 3,9 4,4 4,2
при 60 гц 5,3 10 10 4,5 4,5 4.6 л А 4 4 4,6 4,0 4,0 л Л А 4 4 4 4
при 10" гц 5,2 6*4 10 4,5 4Д 4*2 4,3 3,8 3.6 3^9 4*3 4^2 4>
при 10* гц Кремнекислый цирконий. 4,4 7,6 3> 4*1 4,2 3,6 3,7 3,7 3,4 3,2 3,5 3,7 4,0 3,8
при 60 гц . 6,3 10 10 5,8 5,6 5,6 6,6 6.8 6.9 5,0 4,5 4 9 .
при 10* гц . . . 5,9 10 10 5,6 5,4 5.5 6,4 6,5 6.5 4.8 4>
при 10* гц Гидроокись алюминия, 0,08—0,12 мкм: 5,0 6,9 9,0 5,0 5,1 5,2 5,8 6.3 6.3 4,4 4> 4,5 - - —
при 60 гц . . . . 6,5 10 10 5,1 5,4 5,8 4,2 4,0 4,0 3,6 3.5 3.7 А 7 5,2 5,8
при 10" гц . 5,9 10 10 5,0 5.1 5.2 4,0 3,9 3,9 3,5 3.4 3,6 4> 4,6 5,1 4.2
при 10* гц . 4.9 8,4 7,7 4,0 4.4 4,7 3.4 3,5 3,6 3,0 3.3 3,5 4.0 4,1
Влияние наполнителей на электрические свойства
187
Рнс. 12-43. Диэлектрическая про-
ницаемость е систем, приведенных
на рнс. 12-11, прн 251 и часто
тах 60, 103 и 10е гц (Л. 12-25].
Рис. 12-45. Диэлектрическая прони-
цаемость е систем, приведенных на
рнс. 12-10, при 80 “С и частотах 60,
103 и 10е гц [Л. 12-25]
и 10е гц (Л. 12-25].
трической проницаемости и другие электрические свой-
ства системы, наполненной полыми сферическими ча-
стицами.
Электрические свойствва DOEBA с наполнителем
в виде стеклянных полых сферических частиц
(43 части на 100 частей смолы), отвержденного
диэтаноламином (12 частей на 100 частей смолы)
[Л. 12-42]
прн 10* гц...................
при 10е гц ..................
Тангенс угла диэлектрических потерь:
при 10» гц ............
при 10» гц ..................
Электрическая прочность, кв/мн ....
Удельное объемное электрическое со-
противление, ом-см:
2,43-10»
3,68-10»
Рис. 12-47. Диэлектрическая прони-
цаемость е систем, приведенных иа
рнс. 12-9, при 100 Г и частотах 60,
103 и 10е гц (Л. 12-25].
Электрическая прочность
Наполннтелн, обладающие высокими электрически-
ми свойствами, обычно мало изменяют электрическую
прочность эпоксплных смол, как указано в табл. 12-41
н на рис. 12-50—12-52.
Во время испытаний импульс!
ло установлено, что прн прнложе
бы-
Гл. 12. Наполнители для эпоксидных смол
Рнс. 12-48. Диэлектрическая прони-
цаемость е систем, приведенных на
рис. 12-10, при 100 °C и частотах 60,
103 и 10е гц [Л. 12-251
Рис. 12-49. Диэлектрическая про-
ницаемость е систем, приведенных
иа рис 12-11, прн 100 ®С и часто-
тах 60, 103 и 10е гц (Л. 12-25].
Рис. 12-50. Электрическая проч-
ность систем, приведенных иа
рнс. 12-9 (Л. 12-25].
Рис 12-51. Электрическая прочность
систем» приведенных иа рис. 12-10
(Л. 12-25].
пряжения иа электрическую прочность влияет тип на-
полнителя н размер частиц и что существует обратное
взаимное соотношение между электрической прочностью
при приложении импульсного напряжения и тепловым
Зависимость электрической прочности DGEBA
от наполнителя, взятого в таком количестве,
чтобы обеспечить начальную вязкость от 4000
до 5 000 спз прн рабочей температуре,
отвержденного перечисленными отвердителями,
взятыми в стехиометрических количествах,
6/см [Л. 12-25]
1,гЯ I п!
Электрическая
прочность систем, разведенных
на рис. 12-11 W 12-25].
ударом, что дает повод предполагать, что механическое
повреждение в отвержденной системе может оказывать
влияние на частичный пробой (Л. 12-77].
Тси^енс угла диэлектрических потерь
За некоторым исключением наполнители, обладаю-
щие высокими электрическими свойствами, имеют тен-
в**«ию увеличивать в какой-то степени тангенс угла
диэлектрических потерь отвержденной эпоксидной си-
стемы, хотя это увеличение зависят как от температуры,
Влияние наполнителей на электрические свойства
Таблица 12-42
Зависимость тангенса угла диэлектрических потерь DGEBA от наполнителя, взятого в таком количестве,
чтобы обеспечить начальную вязкость от 4 000 до 5 000 спз при рабочей температуре, отвержденного
перечисленными отвердителями [Л. 12-25]
DETA/акрилонитрил MDA ННРА + 0,1% BDMA Хл^ждвклвгндрнл Мент» диамин
Без иаполните-
при 60 гц
при 10’ гц
при 10* гц
I 000 меш:
при 60 гц
при 10* гц
при 10* гц
Двуокись крем-
ния, 325 меш:
при 60 гц
при 10* гц
при 10' гц
Кремнекислый
цирконий,
при 60 гц
при 10* гц
при 10' гц
Гидроокись алю-
миния, 0,08—
0.12 мкм:
-т* 60 гц
пр» .0* гц
пр,' '0* гц
0,016 >0,2 >0,2 0,008 0,003 0,002 0,004 0,004 0,004 0,006 0,002 0,002 0,006 0,004 0,004
0,024 0,159 >0,2 0,014 0,004 0,002 0,011 0,005 0,004 0,009 0,003 0,001 0,012 0,005 0,005
0,052 0,124 0,136 0,032 0,036 0,026 0,012 0,014 0,016 0,030 0,037 0,023 0,0 2 0,024 0,002
0,024 >0,2 >0,2 0,0Ы) 0,066 0,070
0,028 0,184 >0,2 0,062 0,075 0,074
0,044 0,112 0.115 0,044 0.074 0,073
0,064 0,056 0,065
0,072 0,079 0,072
0.045 0.080 0.073
0,024 >0,2 >0,2 0,014 0,024 0,033 0,032 0,054 0,064 0,016 0,032 0,038 0,010 0,019 0,029
0,023 >0,2 >0,2 0,016 0,012 0,016 0,022 0,035 0,044 0,014 0,016 0.021 0.009 0,012 0,013
0,044 0,114 0,104 0,024 0,025 0,020 0,008 0,010 0,011 0,012 0.014 0,014 0,022 0,016 0,012
0,022 >0,2 >0,2 0,012 0,019 0,014 0,009 0,028 0,044 0,010 0,020 0,021 —
0,024 0,192 >0,2 0,016 0,012 0,010 0,006 0,016 0,021 0,012 0,009 0,019 —
0,046 0,106 0.18 0,024 0,024 0,019 0,014 0,017 0,013 0,020 0,621 0,014 —
0,050 >0,2 >0,2 0,010 0,015 0,011 0,008 0,116 0,014 0,012 0.007 0,009 0,017 0,070 0.098
0,046 >0,2 >0,2 0,014 0,007 0,044 0,012 0,012 0,010 0,014 0,007 0,008 0,018 0,043 0,070
0,048 0,112 0,094 0,032 0,028 0,026 0,016 0,016 0,014 0,022 0,025 0,020 0,032 0,032 0,026
Ри 12-53 Тангенс угла диэлектрических
ерь систем, приведенных на рис. 12-9,
при 25'С и частотах 60, 103 и 10е гц
[Л. 12-25].
ских потерь систем, приведенных на
рис. 12-10, при 25 °C и частотах 60,
10* и 10* гц (Л. 12-25].
tgl
0,10 т
0,08-
OfiB
1 3 4 5
Рис 12-55. Тангенс угла ди-
электрических потерь систем,
приведенных на рис 12-11, прн
25 °C и частотах 60, 103 и
10е гц (Л. 12-25].
гене угла ди-
электрических
потерь систем,
приведенных на
рис. 12-9, при
80 °C и часто-
тах -60. 10s и |
10е гц [Л. 12-25J.I
190
Гл 12. Наполнители для эпоксидных смол
tS1
0^0-
0,18 -
О,№ -
О,tlf-
Рис. 12-60. Тангенс угла диэлектри-
ческих потерь систем, приведенных
на рис. 12-10, при 100 °C н частотах
60, 103 и 10« (Л. 12-25].
Рис. 12-57. Тангенс угла диэлектриче
скнх потерь систем, приведенных на
рис. 12-10, при 80 °C и частотах 60.
103 и 10е гц (Л. 12-25J.
Рис 12-58 Тангенс угла диэлек-
трических потерь систем, приве-
денных на рис. 12-11, при 80 °C в
частотах 60, 10s и 10е гц
[Л. 12-25].
Рис. 12-61. Тангенс угла диэлек-
трических потерь систем, приве-
денных иа рис. 12-11, при 100 °C и
частотах 60, 10s и 10’ ач
{Л, 12-25].
Рис. 12-59. Тангенс угла диэлектрических
потерь систем, приведенных иа рис. 12-9,
при 100 °C и частотах 60, КР и 10е гц
[Л. 12-25).
70 00 S0 100
влажность,%
Рис. 12-62. Влияние влаж-
ности при 35 “С на удель-
ное поверхностное электри-
ческое сопротивление
отвержденной системы
DGEBA без наполнителя
[Л. 12-29].
Влилние наполнителей на химостойкость и коррозионное действие
191
так « от частоты, как указано в табл. 12-42 и на рис.
12-53—12-61. Сообщается, что некоторые окисные напол-
нители, такие как окись хрома, окись титана, окись
марганца и окись магния, при добавлении их в коли-
честве от 1 до 2% в эпоксидные- смолы с наполните-
лем — двуокисью кремния уменьшают тангенс угла ди-
электрических потерь [Л. 12-44].
ТЛ7| llili_I_I—
Ю 20 30 М SO 00 мин
Рис 12 63. Восстановление
удельного
поверхностного
электрического сопротивления
при 80%-ной относительной
влажности и 25 °C для отверж-
денной системы DGEBA без
наполнителя (Л. 12-29].
Влажность,%,
Рис 12 64. Влияние влажности
прн 35 °C на удельное поверх-
ностное электрическое сопротив-
ление системы DGEBA с наполни-
телем [Л. 12-29].
1 — углекислый кальций,
кремния; 3 — слюда; 1
Удельное поверхностное электрическое сопротивление
На рис. 12-62—12 65 показано влияние наполните
лей, обладающих высокими электрическими свойствами,
иа удельное поверхностное электрическое сопротивление
по сравненнею с ненаполиеннымв отливками.
ВЛИЯНИЕ наполнителей на химостойкость
И КОРРОЗИОННОЕ ДЕЙСТВИЕ
Наполнители могут оказывать как благоприятное,
так н неблагоприятное влияние на влагостойкость, про-
пускание паров влаги н на стойкость к растворителям.
Некоторые наполнители, например углекислый кальций,
имеют тенденцию к снижению кислотостойкости, в то
время как другие, такие как двуокись кремния илн
алюминий, могут иметь тенденцию к снижению щелоче
стойкости. Многие волокнистые наполнители обладают
свойствами фитиля дли поглощения влаги, зто относится
особенно к стекловолокну после разрыва внутренних
связей. На рис. 12 66—12 69 н в табл. 12-43 показано
влияние нескольких наполнителей на влагопоглощение,
а на рис. 12-70 и 12-71—влияние наполнителя на по-
глощение растворителя. Влияние наполнителей иа стой-
кость в кипящей воде и кипящем ацетоне показано
в табл. 12-44. Порошок двуокиси кремния (от 1 до
75 мкм) улучшает стойкость эпоксидных пленок к ки-
пящей воде [Л. 12-64]. В табл. 12-45 приведены вели-
чины коэффициентов проницаемости дли эпоксидных
пленок с наполнителем.
Наполнители в иеотвержденных эпоксядных пленках
ие улучшают проницаемость паров аминов [Л. 12 57].
Общее влияние наполнителей на диффузию воды—сии-
Рис. 12-66. Поглощение воды систе-
мой, приведенной иа рис. 12-9, после
погружения в течение 7 суток
(Л 12-25].
Рис. 12-67. Поглощение влаги смете
мой, приведенной на рис. 12-10, по-
сле погружении в течеиве 7 суток
[Л. 12-25].
192
Гл. 12. Наполнители для эпоксидных смол
Рис. 12-68. Поглощение воды
системой. приведенной на
рис 12-11, после погружения
в течение 7 суток [Л. 12-25].
3S
^32
Сутки
Рис. 12-70. Зависимость поглощения бен-
зина отвержденной системой DGEBA от
наполнителя (Л. 12-3].
Сутки
Рис. 12-69. Зависимость поглощения
влаги отвержденной DGEBA от на-
полнителя 1Л. 12-8].
-смола. 2—+30% глины; Э-----------------Ь6О%
ICO,: 4 -+60% микросила; 5-+65%
ZrlSiO,),.
женне скорости диффузии. Были измерены энергия акти-
вирования U и пространственный коэффипиеит К длч
DGEBA без наполнителя и для DGEBA с 50% двуоки-
Таблнца 12-43
Зависимость поглощения влаги, »/>, DGEBA
от наполнителя, взятого в таком количестве,
чтобы обеспечить начальную вязкость от 4000
до 5 000 спз при рабочей температуре,
отвержденного перечисленными отвердителями
(Л. 12-25]
(после погружения в течение 7 суток)
Наполнитель Is || О £ .1 и t! X w 11
Без наполнителя 0,16 0.165 0,065 0,055 0,165
Слюда, 1 000 меш 0,185 0,09 — 0,15
Двуокись крем- ния, 325 меш . . 0,135 0,095 0,05 0,045 0,105
Кремнекислый цир- коний, <1.5 мкм 0,13 0,12 0,10 0 045
Гидроокись алюми- 0,12 мкм . . . >0.25 0,18 0,175 0,107 0,23
+60% мвкросила; 5—+65% ZrSIO,.
W 12
Сутни
Рис. 12-71. Зависимость поглощения спир-
та отвержденной системой DGEBA от иа
полнителя [Л. 12-Q.
/-смола: 2-+30% глины; S—+Б0% СаСОв-
4 -+50% ммкросила: 5-+65% Zr(SiOsh.
-Снопа
- +30% глины
-+5С%СаСО,
-1- 53% милросила
У- W%Zr(SiO^2
си кремния в качестве наполнителя, отвержденный
MGA. Скорость диффузия первого при комнатной тем-
пературе была 1,375 • 10-*, а для последнего 1.213Х
ХЮ”® г/см- ч -мм рт. ст. Изменения U отмечено ие
было, а К был меньше в системе с наполнителем. От-
сюда можно сделать вывод, что наполнитель служит
Влияние наполнителя на влагостойкость
и стойкость к ацетону DGEBA, отвержденного
MPDA [Л. 12-47]
Без наполнителя................... 1,0
Слюда, 75............ . 1,0
Углекислый кальций, 175 ... 0,9
Двуокись кремния 5 мкм, 100 . 1,0
То же 30 мкм. 175........ 0,7
То же 44 мкм, 175........ 0,5
Гидоросиликат алюминия. 75. 1,2
Введение наполнителей в смолу
193
Постоянные проницаемости для эпоксидных
пленок [Л. 12-18]
Наполнитель, % ! & Постоянные прони-
Вод. Бензин Этанол
Без наполнителя Кремнекислый цирконий, 65% Микросил, 50% 40 40 40 40 45 0,38 0,15 0,16 0,25 0,20 0,52 0,60 1.27 1,00 0,96 0,73 0,41 1,00
Углекислый кальций, 50% Глина, 30% Стеклянная дробь, обрабо- танная силанами, 40% . .
просто для увеличения длины пути проникновения воды
[Л. 12-56]. С другой стороны, изучение связи эпоксид-
ных полимеров с двуокисью титана показывает, что
появляется ограничение подвижности полимера. Изуче-
ние зависимости поглощения от парциального давления
паров растворителя позволило сделать заключение
о том, что двуокись титана снизила поглощаемость го-
раздо больше, чем можно было бы ожидать на основе
одного эффекта смещения [Л. 12-68].
Наполнители могут увеличивать коррозионное дей-
ствие пластических компаундов при соприкосновении
с металлами. Ионы, находящиеся в отвержденной си-
стеме или появившиеся в результате разрушения окру-
жающей среды, могут проводить гатьвччические токи
Рис. 12-72. Значения удельной проводимости
прн экстрагировании воды для различных ши-
роко используемых наполнителей для эпоксид-
ных смол (Л. 14-15].
13—1242
ДойаВна, части
Рис. 12-73. Влияние добавок иа со-
хранение прочности при статическом
изгибе DGEBA с наполнителем —
двуокисью кремния, отвержденного
модифицированным ароматическим
амином и погруженного иа 7 суток
в кипяшую воду (Л. 12-53]. По оси
абсцисс: части вииил-трис-2-метокси-
силана на 100 частей двуокиси крем
иия 270 меш.
и поддерживать коррозию. Были проведены испытания
нескольких отвержденных эпоксидных систем иа прово-
димость при экстрагировании воды. Эпоксидная смола,
отвержденная первичным амином, без наполнителя об-
ладала незначительной проводимостью при комнатной
температуре и примерно 5,8-10-* (ом-см)-1 при 70°C,
в то время как проводимости эпоксидных смол с на-
полнителями были от 0,5 до 2,8 при комнатной темпе-
ратуре н от 7,8 до 9,1 при 70 °C. По-видимому, увели-
чение было вызвано способностью наполнителей осво-
бождать ионы. Испытания проводимости при экстраги-
ровании воды были проведены с различными наполни-
телями, для того чтобы получить сравнительные вели-
чины (рис. 12-72).
Была проделана большаи работа по обработке стек-
лоткани для улучшения сохранения прочности слоистых
пластиков в мокром состоянии, ио мало было сделано
по обработке наполнителей, состоящих из пылевидных
частиц, для улучшения химостойкости; однако показа-
но, что кремневодородные компаунды улучшают сохра-
нение прочности эпоксидных систем с кремиеводород-
ными наполнителями в мокром состоянии, как указано
ВВЕДЕНИЕ НАПОЛНИТЕЛЕЙ В СМОЛУ
Для получения лучших результатов перед введением
в смолу наполнители должны быть нагреты для удале
ння влаги н адсорбирования газов. После этого их мож
но смешивать с жидкими смоламй, предпочтительно прн
большой скорости перемешивания. Во многих случаях
для получения более тщательного перемешивания жела
тельно использовать размалывающее устройство. Для
этой цели часто используется трехвалковая вальцовка.
Иногда в случае наполнителей, состоящих из более
крупных частиц, желательно взять сухой наполнитель и
пропитать его под вакуумом и давленвем смолой.
Для получения оптим л иых результатов система
с наполнителем ие должна содержать окклюдированио
го воздуха, а процессы смешивания и обработки должны
быть такими, чтобы уменьшить до минимума захват
воздуха. Проблема становится наиболее серьезной при
применении больших объемов загрузки наполнителей и
когда наполнитель обеспечивает тиксотропное действие.
Воздух обычно удаляется при помощи вакуумировки и
вибрации.
Гл. 12. Наполнители для эпоксидных смол
КРАСИТЕЛИ ДЛЯ ЭПОКСИДНЫХ СМОЛ
Большинство наполнителей, используемых в техно-
логии производства эпоксидных смол, окрашивают от-
—-птемы и делают их непрозрачными. При
прозрачных наполнителей, таких как
использовании .. г _______ ... ... ______
тонко измельченное стекло, отвержденная система мо-
жет остаться до какой-то степени прозрачной. Эффек-
тивность передачи изображения через отвержденную
эпоксидную смолу будет зависеть от того, насколько
хорошо соответствуют коэффициенты рефракции и чи-
сла Аббе прозрачного наполнителя и эпоксидной смо-
лы, ио сам по себе коэффициент рефракции ие играет
значительной роли в прозрачности и светопропускании
Красители для эпоксидных смол могут быть раз-
делены на краски и пигменты: краски — компаунды, раз-
мер частиц которых обеспечивает либо полное раство-
рение, либо коллоидную суспенаию; пигменты находятся
в высшем коллоидном диапазоне, размеры частиц более
0.1 мкм. Материалы могут быть органическими или не-
органическими. Предпочтение обычно отдается органи-
ческим материалам вследствие их яркости и сильной
концентрации. Неорганические материалы обычно недо-
статочно сильны для того, чтобы образовать более тем-
ные или более светлые тона, особенно в системах
с большими объемами загрузки наполнителей.
Размеры частиц коммерческих пигментов могут ко-
лебаться в довольно широких пределах, ио контроль раз-
меров частиц становится все более важным при разра-
ботке красителей, ценность которых основывается иа
сочетании отражения и поглощения света (Л. 12 6], в то
время как в случае сажи и белых пигментов допустимы
большие изменения размера частиц.
В связи с тем что жидкие впоксидные смолы явля-
ются хорошими смачивающими реагентами, иногда кра-
ситель можно вводить при механическом перемешива-
нии, хотя чаще он диспергируется в систему при по-
мощи специального оборудования, такого как трехвал-
ковые вальцовки. Целью этого является ие перемалы-
вание пигментов, иными словами, ие уменьшение раз-
мера частиц, а в основном дисперсия их таким образом,
чтобы сохранить их первичные размеры. Перемешива-
ние может вызывать большую начальную концентрацию
пигмента и смолы, которые перемешиваются во вращаю-
|ные дисперсные красители, используемые
в DGEBA [Л. 2-1] (мол. масса 420)
Цвет Краситель т^НИя пигмента
Белый Двуокись титана R-110; duPont 60
Белый Окись сурьмы Red Star. Nati- nal Lead 64
Черный Газовая сажа Ns 140; Columbian Carbon 25
Красный Толундни красный № 20-3785; 40
Красный Красный кадмий № 74-5650; Calco 50
Коричневый Окись железа коричневая № 1191; Whittaker, Clark & Daniel 60
Желтый Ганза желтый YT-395; Holland Фталоцианин синий BT-284-D; duPont 35
Синий 25
Зеленый Фталоцианин зеленый. Fine 25
щемся миксере с большой скоростью перемешивания.
Может добавляться смола, компаунд может пропу-
скаться через вальцовую краскотерку или другое под-
ходящее устройство.
Достаточно диспергированные системы могут вво-
диться в смоляную композицию в довольно малых
процентных количествах (примерно от 1 до 3% для орга-
нических материалов) для получения нужного цвета.
Обычно принято для получения укрывистости вместе
с красителем диспергировать двуокись титана. При пра-
ственный желтоватый цвет смолы
Вообще с эпоксидными смолами предпочтительнее
использовать неорганические пигменты. Единственные
органические пигменты, которые дают хорошие резуль-
таты— это фталоцианины, ганза желтый, красный BON
и разновидности специальных кубовых пигментов
[Л. 12-32].
Носителем для дисперсии может быть жидкая
эпоксидная смола, как указано в табл. 12-46, или же
могут использоваться более высокомолекулярные эпок-
сидные смолы в растворах растворителей, типичными из
которых являются следующие:
Двуокись титана ....
DGEBA (мол. масса 700)
Бутиловый спирт ....
Толуол ...............
15
Ити
Желтый крои................... .65
DGEBA (мол. масса 700) ... .15
Бутиловый спирт .... .10
Толуол..........................10
Кроме того, красители могут быть диспергированы
в носителе — веэпоксидной смоле, например в днбутил-
фталате. Пригодные дисперсные красители, совместимые
с эпоксидными смолами, можно получить от различных
поставщиков.
Проблемы, связанные с пигментацией эпоксидных
композиций, становятся довольно сложными, а выбор,
особенно для красочных композиций, подходящего пиг-
мента или краски для получения прочности -окраски, на-
гревостойкости, оттенка, блеска, укрывистости и т. д.,—
довольно специальная операция.
МОЛЕКУЛЯРНЫЕ СИТА
Молекулярные сита —это, кристаллометвллические
алюмосиликаты, относящиеся к классу минералов, из-
вестных под названием цеолитов. Они могут быть обез-
вожены без изменения или с незначительным измене-
нием молекулярной структуры, а оставшаяся сеть по-
лостей обеспечивает очень большую поверхность для
адсорбции посторонних молекул
Таким образом, молекулярные сита могут быть за-
гружены отвердителями эпоксидных смол. Когда за-
груженные молекулярные сита диспергируются в эпок-
сидную смолу, отвердитель оказывается эффективно за-
щищенным от системы. Освобождение происходит либо
под действием тепла, либо вследствие вытеснения дру-
гим адсорбируемым веществом, таким как вода или гли-
Было исследовано множество отвердителей. DETA
может быть загружен в молекулярные сита, имеющиеся
-в продаже, и полученный в результате этого порошок
может быть использован с DGEBA (65 частей порошка
иа 100 частей DGEBA). Этв система будет отверждать-
ся в тонких пленках (в которых влага из атмосферы
Выводы
195
вытеснит DETA) в течение ночи при комнатной темпе-
ратуре. Прн добавлении небольшого количества воды
система может использоваться в качестве жидкого кера-
мического раствора. Ои не отвердится при применении
одного только тепла н останется таким же в тщатель-
но укупоренных контейнерах в течение периода свыше
одного года [Л. 12 54].
Для достижения отверждения при повышенных
температурах с применением DETA с молекулярными
ситами может использоваться замещающий реагент.
В связи с этим хорошо себя зарекомендовали материа-
лы, имеющие гидроксильные группы, которые замещают
DETA при повышенных- температурах. Однако добавле-
ние гликолей имеет тенденцию вызывать тиксотропное
действие в системе. В этом случае время жизни обычно
ограничивается в лучшем случае несколькими днями.
Специальные модифицированные системы, содержа-
щие DETA, в роли отвердителей обеспечивают выделе-
ние тепла без использования замещающего реагента
[Л. 12-2].
В молекулярные сита загружаются катализаторы —
третичные амины. Некоторые из них могут быть осво-
бождены под действием тепла, для других требуются
ВЫВОДЫ
Причины применения наполнителей для эпоксидных
смол различны. В основном они используются для полу-
чения нужной вязкости, снижения усадки и уменьше-
ния температурного коэффициента расширения, для
уменьшения стоимости и для окрашивания.
Обычно наполнители инертные, это тонко раздроб-
ленные неорганические материалы в виде порошка, раз-
меры частиц которого доходят до 0,015 лоск. Они Могут
использоваться в таких малых объемах загрузки, как
0.5 части на 100 частей смолы, смотря по тому, что
нужно. С увеличением добавления наполнителя увели-
чивается вязкость, смола из жидкой превращается в па-
стообразную массу, а затем в формуемый компаунд.
Специальные наполнители придают тиксотропию. Вообще
для отливок верхний допустимый предел вязкости со-
ставляет около 5 000 спз при рабочей температуре, этим
ограничивается объем загрузки наполнителем.
Добавление наполнителя служит для снижения
температуры экзотермической реакции и уменьшения
усадки и в основном для удлинения времени жизни.
Введение наполнителей, состоящих из пылевидных ча-
стиц, мало влияет иа температуру тепловой деформа-
ции; пределы прочности при растяжении и при статиче-
ском изгибе в какой-то степени уменьшаются, а предел
прочности прн сжатии заметно повышается. Введение
волокнистых наполнителей в больших объемах загруз-
ки улучшает все эти показатели. Поверхностная твер-
дость увеличивается; прочность иа истирание может
быть больше или меньше, а обрабатываемость лучше
или хуже в зависимости от наполнителя. Теплопровод-
ность наиболее заметно возрастает при применении во-
локнистых металлических наполнителей. Температурный
коэффициент расширения уменьшается обычно пропор-
ционально объему загрузки наполнителем. Стойкость
к термоударам и ударная вязкость могут быть увели-
чены при введении наполнителей, состоящих из пыле-
видных частиц, при каком-то оптимальном объеме за-
грузки и значительно увеличены при введении больших
объемов загрузки волокнистыми наполнителями. Напол-
нители, состоящие из пылевидных частиц, часто исполь-
зуются для улучшения прочности сцепления эпоксидных
композиций.
При введении наполнителей увеличивается плот-
ность, что в какой-то мере сводит иа нет кажущиеся
выгоды в стоимости. В специальных применениях, где
вес имеет большое значение, применяются наполнители
с низкой плотностью.
Наполнители могут использоваться для превраще-
ния непроводящей эпоксидной композиции в систему,
обладающую электрической проводимостью. Для этой
цели обычно используются наполнители, состоищие из
металлических пылевидных частиц, металлических во-
локон, и газовая сажа. Так называемые «electrical gra-
de» (т. е. непроводящие) наполнители дают значитель-
ное увеличение дугостойкости и некоторое увеличение
диэлектрической проницаемости; влияние иа удельные
объемное и поверхностное сопротивления, электриче-
скую прочность и тангенс угла диэлектрических потерь
незначительно.
Наполнители могут привести к значительному уве-
личению или уменьшению химической стойкости, а не-
которые волокнистые наполнители имеют тенденцию
образовывать «фитили».
Наполнители (краски и пигменты) могут исполь-
говаться в качестве красителей эпоксидных смол Во-
обще предпочтительнее неорганические красители из-за
стойкости краски, в то время как органические красите-
ли более ярки и обладают большей концентрацией
окраски.
В специальные наполнители могут быть введены
отвердители эпоксидных смол, отверждение происходит
под действием тепла и (или) подходящего замещающе-
го реагента.
Глава тринадцатая
СМОЛИСТЫЕ МОДИФИКАТОРЫ для ЭПОКСИДНЫХ смол
И ЭПОКСИДНЫЕ СМОЛЫ В КАЧЕСТВЕ МОДИФИКАТОРОВ
Эпоксидная смола может взаимодействовать с сов-
местимыми смолами через активные атомы водорода,
образуя различные гетерополимеры; они могут реагиро-
вать независимо, образуя пластический сплав двух тер-
мореактивиых компаундов, ити же они могут реагиро-
вать независимо через эпоксидные группы, гетерополи-
меры в этом случае образуются через другие реагирую-
щие стороны в эпоксидной молекуле. Таким образом
могут образовываться различные гетерополимеры и пла-
стические сплавы,
13*
В других главах книги упомянуто большое количе-
ство смолистых модификаторов. В настоящей главе рас-
сматриваются главным образом те смолы, которые
обычно не считаются ин отвердителями, ни пластифииа
горами, рассматриваются также использование эпоксид-
ных смол в качестве добавок к этим материалам и спе-
цифические молекулы эпоксидных смол. Обсуждают-
ся также специфические эпоксидные смолы, струк-
турные формулы которых осиоввиы иа других типах
^л- 13. Смолистые модификаторы для впоксидных
Число смолистых модификатовов котопые были
рассмотрены в связи с эпоксидными мол ₽ °
тельно. Например, сложные эфиры целлюлозы' нетель
зуются для улучшения отверждения4 пленки эпоксйпн
роваииых масел из бутадиена [Л. 13 68i. кетон<Ьоом»Х
дегидные (Л. 13-65 и сульфамид-альдегивХ ТлР 13 81
смолы используются в качестве модХкагооонв по
кровных композициях. Продукты ацетоиКГальдегид-
ной реакции готовят с полиэталенгХД^b£S5-
ют в качестве модификаторов д“я DGEBA от-
вержденных аминами и ангидридами U-1611 Сгапт
полученный в результате реакциибисфенола А с окисью’
пропилена, используется в качестве тебикик SS-
Sa6=pTear
[Т 1Ж] нВХ"Хет * лу£й
ХттаИом^^е?мевой kSth^jT 1з"°60] п0ЛученнЫХ
телеОЛИЙ13П№ГдИо5,П»Р„адЛаГаеТСЯ в К0чес™е иаполни-
карбошггы ГЛ13 1461 ВЛ^“ ИИЗко“олехуляриые поли-
пользуется для улучшения ада^ш^ок^дных^клмв
к бутирату ацетилцеллюлозы [Л. 13-741Т^ачестте
(га8^
материала противления"склЖТдля
ния усадки [Л. 13-47]; бутадиен-акрилоиитомовые и
полимеры используются для улучшения стойте™ эпок
сидно-фенольных смесей протЬв отслаивания Г/Пз ?021
а различные молекулы, содержащий хлор бром в
фор, добавляются для придания . огнестойкости, обычно
гексахлорпентадиен, используемый в катестае добавки
к смесям DGEBA и МА [Л. 13-163],"ита^продугсГреак"
гл" э™“оргИДрииовогГспРирта
[Л. 13-W2J. Специальные эпоксидные смолы могиг иг
пользоваться в качестве добавок ™еВДа”°Хо
кия, например цианурат триглицидаловдго UHpa М-
пользуется для повышения дугостойкости так как пто-
м вр=таео-=г
Подобно этому довольно широко Рясттоостпямено
использование небольших количеств знойных смол
Другвх Асмол- °™ широко “Пользу-
ются в качестве пластификаторов и стябилизатопов
в виниловых композициях, что будет обсчжтено
в меньшем масштабе оии исполь^тся лл? стабили^
роваиия хлорпроизводиых таких материалов как му-
.Т ?и 3131’ па₽аФииы 1Л- ’3-156] иа ^ететерода
]Л. 13-11], целлюлозные пластики (Л. 13-30] целлюлоз-
ные пластики, содержащие связанные стапАатные
группы [Л. 13-42], галоидзамещениые замедлители го
рения (Л. 13-41], хлоралкены {Л 13-150] и“. & Эпок-
вок для клеевых композиций иа основе* морот^и^от-
верждаемых под малым давлением, для повышвГм те-
плостойкости [Л. 3-168]. Если синтетический каучук со-
держит соответствующие реагирующие группы
эпоксидная смола в небольших количествах может ис-
пользоваться в качестве пластификата™ ГЛ 14 76
13-133) или в стехиометрических кол®"таах в течте™
отвердителя (Л. 13-55] (см. также гж 14) Пол“™л№
стабилизируется против обесцвечивания при помощи ис-
пользования примерно 0,5% DGEBA, который будет
реагировать с хлористым водородом, выделяющимся из
катализатора, используемого при производстве полиоле-
финов [Л. 13-178]. Ацетали и их полимеры стабилизиру-
ются добавлением 0,1—1% эпоксидных смол, вязкость
в этом случае ие изменяется при хранении в течение
5 ч при температуре от 40 до 80 °C и в течение 3 меся-
цев при комнатной температуре {Л. 13-179].
Обычно при использовании небольших количеств
эпоксидной смолы в качестве добавки отвердитель не
применяется. В основном компаунде могут присутст-
вовать реагирующие соответствующим образом стороны,
например когда эпоксидная смола добавляется к сырой
сернистой коррозирующей нефти для реагирования
с меркаптанами и устранения запаха (Л. 13-73], когда
эпоксидная смола используется для загущения термо-
пластических полиамидных клеев (Л. 13-93] или для об-
работки текстильных тканей [Л. 13-48].
Смола предварительно реагирует, как, например,
при реакции смолы со спиртом, и полученный в резуль-
тате этой реакции продукт в небольших концентрациях
может использоваться в качестве антистатической до-
бавки к пластмассам (Л. 13-92]; или при реакции смолы
с полиамииом, и полученный в реэулыаге этой реакции
продукт может использоваться в качестве воднонераст-
воримой акионообмеиной смолы ]Л. 13-2, 13-3]; при ре-
акции эпоксидированных натуральных масел с серной
кислотой, образуя поверхиостио-активиые средства
(Л. 13-143]; при этерификации DGEBA (мол. масса 950)
с диаллиловым эфиром триметилолпропаиа, и получен-
ный продукт сополимеризуется с метилметакрилатом
(Л. 13-155]; или при реакции DGEBA с фосгеном, обра-
зуя поликарбонат (Л.' 13-162]. Аддукт DGEBA с избыт-
ком первичного амииа описывается, как составная часть
медикаментов [Л. 13-190]. Натуральный протеин (т. е.
казеин, протеин земляного ореха и т. д.) реагирует
с DGEBA, продукт згой реакции используется в клеях
на основе воды (Л. 13-194). Подобно этому все эпоксид-
ные смолы иа основе алифатических, кислот используют-
ся в качестве добавок к растворимым в воде феиотьиым
клеям или клеям на основе протеина (Л. 13-189].
Иногда эпоксидные добавки могут использоваться
с отвердителем, как, например, при использовании в ще-
лочном растворе, в качестве дубильных средств для об-
разования белой кожи [Л. 13-85], в качестве пропиточко-
го вещества для целлюлозного волокна (Л. 13-96] или
в качестве добавки к ацетатцеллюлозе для улучшения
качества волокна [Л. 13-83], в качестве восприимчивого
к краске модификатора для изотактического полипропи-
лена (Л. 13-136], в качестве пропиточного вещества для
шерсти (Л. 13-89] и в соединении со смесью цемента
с животным клеем (Л. 13-184]. Эпоксидированный иоли-
бутадиен считается совместимым с растворами хлориро-
ванного атактического полипропилена и хлорированного
сополимера этиленпролилена; раствор, содержащий от-
вердитель для эпоксидной смолы, может быть отлит
в пленку, обеспечивающую контактную прнлипаемость,
отверждаемую при повышенной температуре; свойства,
получаемые после отверждения, подобны тем, которые
ожидаются от термореактивных соединений ]Л. 13-180].
ВИНИЛОВЫЕ СМОЛЫ
Наибольшее применение в эпоксидных композициях
виниловые смолы находят в лаковых покрытиях
(табл. 13-1), в этом случае привлекают низкая стои-
мость и высокая стойкость против окисления.
Поливииилформаль используется в небольших кон-
центрациях в DGEBA, для улучшения ударной вязкости
и прочности против отслаивания клеев ]Л. 13-89] и в ка-
честве веществ, препятствующих растрескиванию, для
покровных композиций. Подобно этому в качестве ве-
ществ, препятствующих растрескиванию, используются
поливинилацетали с большим числом гидроксильных
Виниловые смолы
197
групп (Л. 13-40]. Поливинил-
ацетали с отвердителями ти-
па кислот Льюиса улучшают
ударную вязкость литьевых
смол DGEBA (Л 13-145],
а с фенолформальдегидны-
ми отвердителями улучшают
ударную вязкость и стой-
кость (против отслаивания
клеевых композиций DGEBA
[Л. 13-132]. Эти виниловые
смолы, по-видимому, дейст-
Структурные формулы коммерческой виниловой смолы
Таблица 134
вуют как высокомолекуляр-
ные пластификаторы для
эпоксидной смолы, идет ка-
кая-то реакция через имею-
щиеся гидроксильные груп-
пы, хотя для подобных целей
н смолы, не имеющие гидро-
ксильных групп, такие как
поливинилацетат [Л. 13-24]
Продукты реакции винило-
вых соединений и фенолов
предлагаются в качестве ускорителей
вердителей [Л. 13-115]. Не содержащие растворителей
термореактивные покрытия магннтолровода получаются
из систем, содержащих от 25 до 135 частей поливинил-
формвля вместе с полибутадиеном и вторичным пласти-
фикатором (Л. 13-185].
Поливинилхлорид используется в системах DGEBA,
отвержденных ангидридом, объемы загрузки поливинил-
хлорида от 200 до 400 частей на 100 частей смолы
[Л. 13-105]. Поливинилхлоридные смолы, пластифициро-
Влияние концентрации отвердители на свойства
ванные первичными пластификаторами, например днок-
тилфталатом и т. д., используются в смолах DGEBA
[Л. 13-53], отвержденных ангидридом или триэтаиола-
мйнборатом [Л. 13-50], с комплексами трехфтористого
бора (Л. 13-97], с ароматическими и алифатическими
аминами (Л. 13-105] н с жирными полиамидами
(Л. 13-76]. Поливинилхлоридные смолы с пластификато-
рами или без них используются со смолами 'DGEBA,
отвержденными комплексами трехфтористого бора, для
каландровых пленок [Л. 13-52] и огнестойких отливок
[Л. 13-36].
Пример типичной композиции пластизоль — эпок-
сидная смола (Л. 13-4]:
эпоксидированным олефином [Л. 10-4]
А/Е Предел прочности при растяжении, ТпоЩХру (шкала D)
0/1 91 368 29
0,2/1 42 38 37
0,4/1 91 42 58
0,6/1 162 3 77
0,8/1 197 3 77
1/1 281 3 80
1,5/1 281 3 80
Й
Использование эпоксидные смол в качестве добавок
к виниловым смолам
Дисперсный поливинилхлорид . .
Эпоксидное соевое масло (эпок
сидный эквивалент 260) . . .
Диоктнлфталат ..............
Стабилизатор . .
PMDA...........
100
90
10
Использование эпоксидных смол (полиглицидный
эфир глицерина) как добавок к виниловым отмечено
еще в 1943 г. (Л. 13-1]. Вскоре после второй мировой
войны было предложено множество эпоксидных смол
в качестве стабилизаторов н пластификаторов, среди них
эпоксидные смолы на основе двухатомных фенолов
13-2 Влияние отношения эпоксидированного олефина
к первичному пластификатору на пласгизол»
отвержденный PMDA А/Е = 1/1
го пластификатора к вторичному на свойства полихлор- виниловой пасты, отвержденной PMDA при отношении Эиоксидная смола: : первичный пласти- фикатор на 100 частей Предел проч- растяжевви. Удлине- ние, % Твердость по Шору
А/Е=1/1. виниловой KiCfCM* (шкала D)
В [Л. 13-121] подробно описано использование смо-
лы 3,4-эпокси-6-метилцнклогексилметил 3,4-эпокси-6-
ко композиций. В этом .случае было ^обнаружено, что 40/60 124 ^65 49
комплексы трехфтористого бора с аминами збесиечлвают 50/50 134 33 59
удовлетворительные качества отверждения. Низшие ал- 60/40 141 21 67
килтитанаты также считаются удовлетворителшыми от- ^80/20 197 4,8 76
эпоксидные смолы [Л. 13-187]. '
198 Гл. 18 Смолистые модификаторы для эпоксидных смол
[Л. 13-9] и бисфенола А [Л. 13-12], а также иа основе гидрин (Л. 13 10, 13-15] н полиалилглицидиловый эфир (Л. 13-23]. Когда в 1950 г. эпоксидные пластификаторы и ста- билизаторы появились в продаже для использования в технологи» изготовления винила, онн сразу же были приняты. Такие материалы используются в очень боль- ших объемах, но сделаем все же несколько общих за- мечаний, а также дадим несколько ссылок на литерату- ру по этому вопросу. Эпоксидные пластификаторы в основном использу- ются с поливинилхлоридными смолами, хотя онн до не- которой степени используются и для пластифицирования поливииилацетата. В дополнение к указанным выше эпоксидным соединениям, предлагаемым в качестве ста- билизаторов и пластификаторов, можно отметить эпок- сидированные жирные кислоты {Л 13-104], различные моноэпоксидиые [Л. 13-.14] и полиэпоксидиые [Л. 13-106] сложные эфиры на основе жирных кислот и частично ем в качестве состабилизатора, показывают, что хотя эпоксидная смола улучшает стабильность, она может быть восстановлена при неизменном содержании эпок- сидной смолы [Л. 13-72]. Возможно, что металлический стабилизатор действует как дегидрогалоидирующее ве- щество [Л. 13-117]. ПОЛИЭФИРНЫЕ СМОЛЫ Имеются два основных типа полиэфирных смол: на- сыщенные и ненасыщенные. Ненасыщенные полиэфиры Ненасыщенные полиэфиры — это смолистые полиме- ры, образующиеся в результате реакции ненасыщенной двухосновной кислоты или ангидрида со спиртом и раз- бавленные обычно стиролом или подобным ненасыщен- ным мономером. Эти смолы, называемые полиэфирами общего назначения, гомополнмеризуются через ненасы- щенные двойные связи в присутствии перекиси. Моно-
других стабилизаторов пластификаторов можно отме- тить эпоксидированные сополимеры стирола и бутадие- на (Л. 13-60], эпоксидные гексагидрофталаты {Л. 13-62]. эпоксидированные олефиновые смолы н моиоэтоксиды, полученные из циклогексана (Л. 13-70, 13-79, 13-107] и оловосодержащие зпоксядные смолы, такие как диал- килолово-зпоксисукцинаты (Л. 13-113]. Смолы иа основе ароматических глицидиловых эфи- ров обычно являются хорошими стабилизаторами, но плохими пластификаторами, в то время как эпоксидиро- ванные эфиры иа основе жирных кислот обычно являют- (Л. 13-63]. Эпоксидные группы, расположенные внутри молекулы иа длинных цепочках, придают большую пла- стичность, чем эпоксидные группы, расположенные на конце молекулы, на короткрх цепочках (Л. 13-57]. Эпок- сидные смолы с длинными боковыми цепочками обычно высокие молекулярные массы препятствуют миграции пластификатора, хотя они могут использоваться вместе неэпоксиднымн пластификаторами, такими как дноктил- фталат. Концевые эпоксидные группы на алифатических цепочках оказывают более эффективное стабилизирую- щее действие на винилы, чем эпоксидные группы, распо- ложенные в ядре, или циклические эпоксидные группы. Внутримолекулярные эпоксидные группы на алифатиче- ских цепочках лишь немного уступают в эффективности концевым эпоксидным группам иа алифатических це- почках [Л. 13-126]. частично за счет способности эпоксидных групп реаги- ровать с хлористым водородом, освобождаемым во вре- мя действия иа виниловые композиции тепла н (нлн) света. Обычно эпоксидные стабилизаторы используются вместе с хлоракцепторными металлическими стабилиза- торами, причем наиболее эффективными являются соли кадмия, цинка и стронция ]Л. 13-25]; наиболее предпоч- тительными являются соЛи кадмия [Л. 13-27]. Развивает- ся синергетический эффект, сочетание в несколько раз эффективнее любого из стабилизаторов, взятых отдель- но [Л. 13-80, 13-144]. С эпоксидными смолами использу- ются также комбинированные стабилизаторы, такие как стеарат^ циика плюс кадмий-ацетоуксусный эфир Переходной фазой является образование хлоргидри- на из эпоксидной группы во времи стабилизирующего процесса в присутствии подходящих металлических ста- билнзаторов; испытания, проводимые с барием и кадми- мер стирола, кроме уменьшения вязкости, обеспечивает образование поперечных сшивок коротких цепей. Этот тип ненасыщенного полиэфира используется в отливках и слоистых пластиках, где требуются затвердеаающие жидкости. По легкости обработки ненасыщенные поли- смолы, реагирующие с аминами. Они могут использо- ваться в качестве добавок к эпоксидным смолам, если эпоксидные смолы реакционно ие насыщены. В табл. 13 4 приведены свойства эпоксидированного полибутадиена, модифицированного насыщенным поли эфиром. Циклоалифатическая эпоксидная смола в со- четании с перекисью бензоила считается удовлетвори- тельно реакционноспособной с ненасыщенными полиэфи- рами с кислотными числами около 30 (Л- 13-191]. Ко второму типу ненасыщенного полиэфира отно- сятся алкидные смолы, получаемые путем эфириэации полиолов, таких как глицерин с ненасыщенными моио- осиовными натуральными маслами. Алкиды используют- ся в качестве твердых покрытий и предложены в каче- стве модификаторов в покрытиях DGEBA, наносимых из раствора [Л. 13-19]. Натуральные масла, содержащие со- предложены в качестве добавок [Л. 13-172] Насыщенные полиэфиры реакции насыщенных ароматических или алифатических двухосновных кислот или ангидридов или их сочетаний с полиолами Если двухосновная кислота или ангидрид относится к ароматическому ряду, то полиэфир обычно представ- ляет собой твердое вещество, даже при низких молеку- лярных массах, и может эффективно обрабатываться только нз растворов. Жидкие материалы иа основе исключительно ароматических кислот или ангидридов могут быть получены с некоторыми сочетаниями, напри- мер сочетание изо- и о-фталатного ангидрида и р-окси- бензойной кислоты со смесью полиолов, но они редко применяются. Смеси ароматических и алифатических ки- слот могут использоваться для получения жидких си- стем (Л. 13-103, 13-171], н многие насыщенные полиэфи- ры иа основе алифатических кислот представляют собой жидкие вещества ]Л. 13-148]. Ароматические полиэфиры майларового типа на ос- нове терефталатной кислоты представляют собой высо- комолекулярные полимеры, пригодные для образования пленок, волокон и покрытий обмоточных проводов, ио они непригодны для использования в технологии эпок- сидов. Тем ие менее эти композиции хорошо известны
Полиэфирные смолы
199
Свойства сочетаний эпоксидированного полибутадиена с полиэс
ния [Л. 3-3]
Рецептура
Эпоксидированный полибутадиеи . . .
Полиэфир общего назначения . . . .
Кислотный полиэфирный ускоритель
с короткой цепью ..............
Перекись бензоила .............
Третичный бутиловый эфир надбей
войной кислоты ................
Свойства
Температура тептовой деформа-
Предел прочности при растяжении
при 70 °C....................
при 120’С...................
Модуль упругости при растяжении,
10» кгс/см*-.
при 70 °C,
Удлинение при разрыве, %:
при 70 °C.................
при 120 °C............
Предел прочности при статическом
изгибе, кгс/см?-.
при 70° С.................
при 120 °C............
Модуль упругости при изгибе,
10® кгс/см*-.
Твердость по Роквеллу (шкала М)
вследствие своей термоста-
бильности приблизительно до
150 °C и прекрасной ударной
вязкости и хороших осталь-
ных свойств. В связи с этим
представляет теоретический
интерес сравнение структу-
ры отвержденного насыщен-
ного ароматического поли-
эфира со структурой арома-
тической эпоксидной смолы,
отвержденной ангидридом.
На рис. 13-1 приведена струк-
турная формула полностью
отвержденного полиэфира
этого типа. Она подобна
структурной формуле арома-
тической эпоксидной смолы,
отвержденной ангидридом,
относящимся к ароматиче-
скому ряду (рис. 13-2). Об-
разование сложноэфириых
связей при реагировании
эпоксидной труппы с карбок-
Рис. 13-1. Структурная фор-
мула насыщенной полиэфир-
ной смолы.
ляОутадие-
полиэфир
полиэфир
лвбутвдве.
Химостойкость
Исходные величины:
предел прочности при статиче-
ском изгибе, кгс/см? .............
модуль упругости при изгибе,
10® кгс/см? .........
Воздействие химически * чистой воды:
предел прочности при статичес-
ком изгибе, кгс/см1...............
мгдуль упругости при изгибе,
10® кгс/см? .........
изменение массы. % ...........
10%-ной гидроокиси натрия:
предел прочности при статичес-
ком изгибе, 10® кгс/см* . . . .
модуль упругости при изгибе,
10® кгс/см*...............
изменение массы, % . .
30%-ной серной кислоты:
предел прочности при статиче-
ском изгибе, кгс/см? . ... .
модуль упругости при изгибе,
10® кгс/см*.......................
Ацетона:
предел прочности при статиче-
ском изгибе, кгс/см? . ... .
модуль упругости при изгибе;
10® кгс/см?
Гл. IS Смолистые модификаторы для зпоксидных смол
сильной группой органической кислоты или ангидрида
приводит к образованию системы эпоксидная смола —
ангидрид, представляющей собой маловязкий жидкий на-
сыщенный ароматический полиэфир, отверждающийся
при повышенных температурах, за исключенвем наличия
гидроксильных групп и в зависимости от условий от-
верждения наличия некоторого количества эфирных свя-
Жидкие насыщенные полиэфиры могут оканчивать-
ся иа карбоксильную группу нли спиртовую гидрок-
сильную группу илв же они могут содержать случайные
окончания ]Л. 13-43]. Алифатические полиэфиры, окан-
чивающиеся на гидроксильные группы, широко исполь-
зуются в реакции с полиуретановыми смолами, и неко-
торые из этих имеющихся в продаже материалов могут
вступать а желательные реакции с эпоксидными смо-
В гл 14 рассматривается использование алифати-
ческих полиэфиров, оканчивающихся гидроксильными
группами, в качестве флексибилизаторов для эпоксидных
смол. В гл. 9 рассматривается использование алифати-
ческих полиэфиров, оканчивающихся карбоксильными
группами, в качестве отвердителей для эпоксидных смол.
ИЗОЦИАНОВЫЕ ЭФИРЫ
И ПОЛИУРЕТАНОВЫЕ СМОЛЫ
Полиуретаионые смолы получают в результате ре-
акции полиизоциановых эфиров (т. е. молекул, содержа-
щих группы N-C-O) с молекулами, содержащими актив-
ные атомы водорода. Терминология полиуретанов была
принята от одного из главных продуктов реакции меж-
ду спиртовой гидроксильной группой и изоциановым
эфиром.
В табл. 13-5 перечислены основные коммерческие
динзоцнановые эфиры. Основными реагентами для изо-
циановых эфиров являются по-
лиолы, полиэфиргликоли, поли-
эфиры с гидроксильными груп-
пами на конце молекулы и пер-
вичные амины.
В табл. 13-5 приведены
основные реакции группы изо-
циановых эфиров (проиллю-
стрированные на монофункцио-
нальных молекулах).
Уретаны широко использу-
ются при производстве пенооб-
разных материалов вследствие
легкости протекания реакций
(5) и (6) табл. 13-5, причем
газообразующим средством слу-
жит двуокись углерода. Урета-
ны применяются при производ-
стве эластомеров благодаря
возможности точного контроли-
рования длины цепочек, необ-
ходимого при реакциях (1) и
(2), и благодаря тому, что
можно достичь желаемого ко-
личества поперечных сшивок
реакцией (3) и водородных свя-
зей. Уретаны используются так-
же все в большем масштабе
для защитных покрытий, так
как очень высокая степень ре-
акционноспособиости обеспечи-
вает хорошие свойства при низ-
ких температурах окружающей
среды при отверждении
Иногда уретаны конкури-
руют с эпоксидными смола-
дополняют их. Уретаны придают
ми. Более часто они ------------..... _____---------
эластичность, которой, как правило, эпоксидные смолы
не обладают. Реакциоииоспособность же систем и химо-
стойкость отвержденных продуктов значительно отлича-
ются от реакциоиноспособности и химостойкостн, полу-
ченных с эпоксидными смолами, что ограничивает об-
ласти, в которых онн могут конкурировать.
Учитывая большой объем производства уретанов в
зпоксидных смол, можно прийти к мнению о том, что
следует провести многочисленные опыты rfo комбиниро-
ванию различных свойств этих двух типов, чтобы полу-
чить выигрышные «модификации. Это и в самом деле
так. Проводились реакции изоциановых эфиров с моно-
гидроксильиыми моиоэпоксидными смолами; в результа-
те этой реакции получались полиэпоксидиые аддукты
со структурным строением изоцианового эфира [Л. 13-71].
Описывается, что при реагировании эпоксидной смолы,
содержащей гидроксильные группы, с TD1 с добавлени-
ем первичного амина в качестве отвердителя реакция
идет достаточно быстро, что обеспечивает отверждение
тонких пленок под водой (Л. 13-81]. Более высокомоле-
кулярные смолы иа осноне DGEBA, рассматриваемые
как полиолы, реагируют с уретанами без отвердителя
[Л. 13-20, 13-84]. Эпоксидные смолы, содержащие ги-
дроксильные группы, смешиваются с дифенольной ки-
слотой (Л. 13-86], затем продукты конденсации дифе-
нольной кислоты и альдегидов алифатических кислот
[Л. 13-87) вступают в реакцию с полиуретанами. Низко-
молекулярный аддукт толилендиизоциаиового эфира и
трихлоррезорцииа считается отвердителем [Л. 13-153].
Некоторые из предлагаемых систем очень сложные, на-
пример смола, полученная из высокомолекулярной смо-
лы DGEBA в смеси с ангидридом и полиолом, а также
с нзоциавовым эфиром [Л. 13-127].
Хотя и показано, что в некоторых обстоятельствах
группа изоциановых эфиров реагирует непосредственно
Изоциановые эфиры и полиуретановые смолы
201
Перечень основных коммерческих диизоциаиовых эфиров
и основные реакции изоциановых эфиров
[Л. 13-120]
Диизо1шаие1ыез1риры
с эпоксидной группой, образуя оксазолидои (Л. 13-78,
13-149], реакция ие нашла своего отражения в техноло
гии производства эпоксидных смол.
Для смесей полиуретана с эпоксидной смолой пред
почтительным отвердителем является МОСА (4,4-мети
лен-бис (2-хлоранилин)]. Первая реакция происходит
между уретаном и амином; последующая реакция, про
исходящая при повышенных температурах, иле г между
образованной мочевиной и эпоксидной смолой [Л. 13-130].
На рис. 13-3 показаны свойства одной такой смеси эпок
сидной смолы и изоцианового эфира (из TD1 и 1,4-бу-
ткленокисного полигликоля, молекулярная масса 2200).
р-нитрозобензол также считается прекрасным катализа-
тором для клеев из эпоксидных смол и изоцианового
эфира (Л. 13-188].
Если высокомолекулярные эпоксидные смолы ис
пользуются в качестве источника гидроксильных групп
для изоцианового эфира, то эпоксидная смола может
рассматриваться как дорогостоящий полнол или же по-
лиизоциаиовые эфиры могут рассматриваться как доро
гостоящие вещества для поперечных сшивок по срав-
нению с более дешевыми фенольными смолами. Такие
системы исследовались, но оии пригодны только для
применений в растворе. Покрытия, отвержденные при
высоких температурах, удовлетворительны, ио хуже, чем
при высыхании иа воздухе (Л. 2-6]. В табл. 13-6 приведе-
Рнс. 13-3. Влия-
ние полиуретано-
вой добавки иа ве-
личины прочности
при растяжении
DGEBA, отверж-
денного модифи-
цированным аро-
матическим диа-
мином (Л. 10-41
сти прн растяжении:
202
Гл. IS. Смолистые модификаторы для впоксидных смол
Свойства пленок покровных систем изоциановый вфир—смола DGEBA с поперечными сшивками,
отвержденных в течение одного часа при температуре 150 °C [Л. 2-1]
ФТОРОУГЛЕРОДЫ
Различные имеющиеся ® продаже фторированные
•смолы представляют собой вещества, нерастворимые
в жидких эпоксидных смолах н ие реагирующие с ни-
ми, ио для использования предлагаются покрытия, полу-
чаемые способом нанесения из раствора- Считается, что
оин придают отвержденным композициям наряду с ад-
гезией эпоксидных смол высокую •водостойкость, химо-
стойкость и гибкость фторированных материалов
Тонко раздробленные политетрафторэтилен (PTFE)
и лолитрифторхлорзтилен (Л. 13-54], а также поливияи-
лиден [Л. 13-135] добавляются к эпоксидным покрыти-
ям. наносимым из раствора, при температуре запечки,
достаточно высокой для того, чтобы расплавить фтори-
рованное соединение. Политетрафторэтилен добавляется
ж DGEBA для снижения коэффициента трения
(Л. 13-154]. В (Л. 13-158, 13-175] описываются со- и ии-
терполиыеры фторолефииов с винилалкиловыми эфира-
ми и ненасыщенными моноэпоксидными смолами.
Экспериментально получены также эпоксидирован-
ные фторированные смолы, ио никаких явных преиму-
ществ они не дают.
КРЕМНИЙОРГАНИЧЕСКИЕ СМОЛЫ
Ранние работы по соединению кремиийорганиче-
скнх и эпоксидных смол привели к получению материа-
лов, содержащих как атом кремния, так и эпоксидную
группу, используемых при обработке стеклоткани. Цель
состояла в сохранении связи со стеклом при помощи
реакции кремния с кислородом в стекле и получения
реакции между эпоксидной группой в материале для
обработки и эпоксидной группой в смоле, улучшая та-
Кремнийорганические смолы
203
нии образом адгезию и водостойкость в стекло-эпок-
сидных слоистых пластиках Затем были получены си-
ланы, содержащие первичные и вторичные аминные
группы. Недавно были получены специальные силаноаые
отделочные покрытия для обработки стеклоткани, ис-
пользуемые с эпоксидными смолами, см. гл. 20.
Силоксаны, содержащие гидроксильные группы, мо-
гут быть эпоксидированы эпихлоргидрином, в результа-
те чего образуютсп материалы, такие как 1,3-бис [3 (2,3-
эпоксипропокси)пропил] тетраметилдисилоксан. В каче-
стве отвердителей этих материалов могут применяться
эпоксидные смолы. Как показано на рис. 13-4, в ре-
зультате не было получено значительного улучшения
нагреаостойкости. Силоксановая смола может использо-
ваться в сочетании со смолами иа основе DGEBA. Свой-
ства таких сочетаний приведены в табл. 13-7. Было от-
мечено, что аддукты силоксановой смолы с DADPS обес-
печивают улучшенные качества высокотемпературных
клеевых композиций [Л. 13-167]. Отмечено применение
подобных эпоксидных органосилоксаиов в парикмахер-
ском деле для сохранения прически [Л. 13-151]. Отмечен
синтез ароматического соединения, полученного из бис
(гидрокснфенил) дифенилсилаиа [Л. 13-173].
Отмечено эпоксидирование дивинилдиметилсилана
[Л. 13-16], алкеиилацетоксиснлана [Л. 13-157] и 1,3,5,
7-тетрафниил - 1,3,5,7 - тетраметилциклотетрасилоксана
[Л. 13-159], а также синтез силоксановых смол, имею-
щих 3,4-зпоксицнклогексиловые группы, присоединенные
непосредственно к атомам кремния (Л. 13-129]. Ди- и
трихлорсилоксаиы реагируют с высокомолекулярными
смолами DGEBA через гидроксильные группы
]Л. 13-177]; днхлордибутилсилаи реагирует с глицидо-
лом, образуя полиэпоксидные смолы в соответствии со
следующим уравнением ]Л. 13-46]:
Нет Ди Три Тетри Пента Гекса
Силоксан
Рнс. 13-4. Влияние эпоксидированного
силоксана (33 части иа 100 частей смо-
лы) на температуру тепловой деформа-
ции и нагревостойкостъ (по потере мас-
сы после 100 ч при 260 °C) отвержденно-
го DGEBA [13-108].
леза и т. д. (Л. 13-124]:
—S1OH + носн2н
• SiOCHjR + H,o
Таким образом, силанолы могут реагировать с эпок-
сидными смолами, содержащими гидроксильные группы,
образуя аддукт смолы, который может вступать в даль-
нейшую реакцию через имеющиеся эпоксидные группы.
Было также отмечено, что эпоксидные группы оказыва-
[сн^сн^аа,
2СН-СН,
^(сн^^аСоснгСТ-сн,),
Силаны могут реагировать с невасыщеннымн моио-
эпоксидиыми смолами в присутствии платины, образуя
полиэпоксидные смолы (Л. 13-108].
Были изучены различные сочетания эпоксидных
смол с кремнием с целью получения покровных систем
[Л. 13-114]. Большинство из них содержало силаиоловые
(Si—ОН) [Л. 13-34] или гидроксильные группы [Л. 13 56].
Показано, что силаиоловые группы ие реагируют
непосредственно с эпоксидными группами [Л. 13-82].
Однако при наличии гидроксильных групп на цепочке
эпоксидной смолы силанолы спокойно конденсируются
с ними в присутствии хлористого циика, хлористого же-
ют каталитическое влияние на конденсацию силаиоловых
групп друг с другом [Л. 13-111].
Кроме использования силоксановых смол, содержа-
щих силановые группы, полисилоксаиы [Л. 13-169] и си-
ланы [Л. 13-170], содержащие низшие алкоксигруппы,
присоединенные к атому кремния, могут конденсиро-
ваться с имеющимися гидроксильными группами в соот-
ветствии со следующим уравнением:
HOCHjR'
СН3СН2ОН ,
Влияние концентрации 1,3-бнс [3 (2,3-эпоксипропокси) пропил] тетраметилднсилоксана на свойства
DGEBA, отвержденного MDA [Л. 13-51]
Эпоксидиро- кремний, % Твердость Баркоду Температура тепловой деформации. ПЯЗЖХПс 'по tttCCMlCM Предел проч- ности при Предел прочности при статическом изгибе, кгс[см* Потеря массы после пребывания в течение 24 ч нри темпера- туре 260'С, %
0 50 140 1.35 2 590 1310 Не выдержал 19
20 44 121 2.7 3 120 1 250 Выдержал 10
40- 30 97 2.7 2 700 1000 8,5
60 16 77 6,7 2600 770 6.0
204
Гл. 13. Смол
Фофгалявяча, DUBOlmt) иемик-
кокжтеиатт
группами^азеивается алкоксисилаиов с гидроксильными
причем ёХе₽то2Г °J 200
температуры Пси Цепь требует более высокой
рая чРасТ апоХдн^ГгрВ™“Х₽Т:МЛера’Урах “к“
время реакции. Оставшиеся » о Израсходована во
реагировать со стаипяртны,ин етм"’™6 гРУ®пы могут
смол; или же может ₽также ителями эпоксидных
"bS«.%S." "«ч аНЯГ"”” в*
иола и алкокстремн„я ™эпоХД„УКйТаХ реа?цин сила‘
преодолений
группы), из атома' тоеминя“ “ каРб°ксильные
ней мере три атома Р Х Удалеио по край-
карбоксилалкилных силаиоя' н о„аВяе а“ииоалкилиых и
вердитодей эпокс^вы^оХТоТгл8 ТзТ^ °Т’
молекулярнодНесмола нГгонё^ВСЕ^T”® B““K°’
дающиеся при повыгтеииых ™и±а.3уя пленки, отверж-
локсан-алкидиые смЕлы ^п^емг:ератУРах (Л. 13-31]; си-
коксаиа, ^earSn^a&S “ Фенилметки-
новые амины (по^н^ые ВЛ^Д°” 'Л ’3’3^ си™-
идзамещениых силХ;анов с амёХЬТаТе реакцни гало-
близнтельно 150 «С U? И Т! теЮ1еРатурах при-
Диклодисилазаиов в кодестве 0™^’“° применение
Модификация кремиёйопгян™ерАителей 1Л- 13-176].
DGEBA (иГц приводнГк уХшён“КИХ КЛеез с 10~40%
ста при скалывании при У26о“с ГЛ 1ЖеЛ8М "Р04110-
Дициклопентаднена добавляется J^3-46]- а “Уокись
яа^-ersxax
ФУРФУРОЛЬНЫЕ СМОЛЫ
жет^^н говеем №Ф№падыуХИСП0ЛЬЗуется’ а> "°-
товлеиня эпоксидных смо^ но S, В тьехиологии изго-
Фурольные смолы, особенно найдено, что фур.
Фурола и кетонов подгооды „ полУчаем“е из фур.
стве модификаторов ₽От№чён^»^ПОЛЬЭОВания в “те-
Оля
чых смол
ss IJ ЗД я~
ТипйО„„„ ‘.1 ^са“ ФУРан [Л. 13-14!
“тонов, является п^од^к? "олУчениых
тона. Он может использовался я Л?У₽Фурола я а|
Ра как с аминными так » с ® катестве модифика-
(Л. 13-67J. в ' кислотными отвердителя
евдную сшивку через имеюшиес’ по"ввдим°му, а эпс
вводится смола. Кроме того* ^АИдроксильиые груш
являются веществами выаыв^₽Фурол"кетонные OMOJ
вердителей, основанных коя““ацию о
Вследствие. оея«>.»в1л™жЛициаид”амиде ГЛ. 13-б(
с аминами обычно это ^Р^Р°»1КетОНН<)го “единент
имеющее псевдоэпоксидн^э™ ™РаССМатрива1°т “
"яв с аминными отвердитмя™ э™ L’IpB использов;
пользование больших юлитеё™J» овУсловливает и<
приведено увеличенной°твеРДНтеля. В табл 13-
использоваиии с DGEBA d)vn<tX° тРебУем°го амина пр
кагора. Влияние модификаторФурол-кетоиного модифи
ио на рнс. 13-5. ®лияние моп^„?,ЯЗК0СТЬ смолы указа
свойства отвержденного нификатора на различны*
рис. .13 6-13-10.₽ Д НОГ0 "РОДУкта приведено “
„ «да г
•f К
£ 10000
Ь 8000 - \
|. ооое -
| iOOO N.
| 2000 -
Модификатор* %
&130 j-
«11---L , , , , ,
to 30 30 io 50 go'
Модификатор, %
вой0- деф^рмащ^ПСЕвГ^Р8^
ФУРФУ^-XS^
f®87-ffr
g|ezA "--------
JaM- ---
S 77,51 Illi,,
g О 10 го 30 io 50 60
Модификатор,
Денного DGEBA™<WonJBnM°C™ отвеРЖ-
ФУРфурол-катоино^
Каменноугольный деготь феноль
Модификатор, %
Рис. 13-8. Зависимость предела прочно-
сти при сжатии отвержденного DGEBA
от концентрации фурфурол-кетоиного
модификатора [Л. 13-90]
° го 30 40 50- 00
Модификатор, °/о
Рис. 13-9. Зависимость водопоглощения
отвержденного DGEBA от концентрации
Фурфурол-кетоиного модификатора
(Л. 13-90).
W9 .
4301
47/7 §
30/7
370 §>.
350
330 V
з/о|
'а ш~ го зо io so ъо
Модификатор, %
Рнс. 13-10. Зависимость предела прочности
отвержденного DGEBA при статическом
изгибе и модуля от концентрации фурфу-
рол-кетоиного модификатора (Л. 13-90].
/ — предел прочности при статическом изгибе;
а — модуль упругости при изгибе.
Продукты реакции фурфурола с кетонами исполь-
зуются в основном для снижения стоимости. Отмечено
улучшение химостойкости (в частности, стойкости к дей-
Таблица 13-8
Увеличенное количество требуемого амина для
аккомодации реакции при использовании
модификатора с DGEBA [Л. 13-37]
SS888S8
слот и особенно фтористоводородной кислоты)
еакции фурфурола и кетонов при использова-
лнчестве 66 частей иа 100 частей смолы,
ептрацни наблюдается некоторое сниже-
прочности (Л. 13-37]
качестве модификаторов дл
продук
при этой к
пне механ
КАМЕННОУ
ФЕНОЛЬНЫЕ
И ДЕГОТЬ И ДРУГИЕ
ДИФИКАТОРЫ
же были ранее рас-
тила, однако мно-
рассматрн-
мол. При их
смотрены как отвердители кисл
гочислениые фенольные соединения
использовании вероятно, что по крайней
пользовании аминных отвердителей смолы
в эпоксидную смолу просто как -нереакциони
разбавители.
Фенольные смолы как резольного, так и иоволачиого
типа могут использоваться в смеси с полифункциональ-
иымк аминами, чтобы получить системы, отверждаю-
щиеся при комнатной температуре, ио обеспечивающие
значительно сниженные температуры экзотермической
реакции. Типичной смесью является смесь коммерческой
модифицированной канифолью фенол формальдегидной
смолы (25 частей) и DETA (2,5 части), применяемая
примерно с 100 частями DGEBA (Л. 13-139].
Из других типичных фенольных модификаторов
можно отметить продукты конденсации многоатомных
фенолов и эфиров жирных кислот или высыхающих ма-
сел (Л. 13-7]; экстракты соснового дерева, содержащие
смоляные кислоты, фенольные материалы и полифенолы
[Л. 13-109], и алкилированный фенольный пек, получен-
ный из нефти (Л. 13-5]. Наибольший интерес представ-
ляют собой каменноугольные пекн и асфальтовые мате-
Естествеикый каменноугольный пек описывается как
модификатор для впоксидных смол (Л. 13-49], так же
как н низкомолекулярные каменноугольные средние неф-
тяные фракции (отгоняющиеся в пределах 200—275’С)
[Л. 13-91], высокомолекулярные фракции, выкипающие
в пределах 250—540 “С (Л. 122), и высокоароматические
остатки с числом остатка в пределах от 50 до 100
[Л. 13-99). Твердый каменноугольный деготь, расплавлен-
ный вместе с DGEBA (мол. масса 1500), был распылен
и соединен с порошкообразным отвердителем, в резуль-
тате были получены флюнлизироваиные покрытия
[Л. 13 186), а смесь каменноугольного дегтя (плавяще-
гося при температуре 80’’С и выше) с антраценовым
маслом (плавящимся при температуре 10 "С) описыва-
ется как улучшающая отверждение DGEBA во влажных
—-Л ГТТ 10 1041
условиях ^окружающей “среды (Л. 13-182].
Продукты каменноугольного дегтя обычно исполь-
зуются в покрытиях, оии распыляются нз растворов,
причем обычно при довольно большом содержании
твердых частиц. В атом применении наиболее предпоч-
тительной смолой считается DGEBA, для обеспечения
отверждения пленок при комнатной температуре в ка-
честве отвердителей используются первичные амины.
Такие композиции используются в качестве химостойких
покрытий для днищ кораблей, для покрытия труб и ба-
ков и при работах по техническому обслуживанию
Асфальтовые материалы представляют собой поли-
циклические ненасыщенные ароматнческве соединения,
полученные из нефти. Жидкие виды могут использовать-
ся как в впоксидных литьевых, так и покровных компо-
зициях. В табл.' 13-9 приведены свойства типичной литье-
вой композиции. В (Л. 13-193] описывается композиция
состоящая нз DGEBA, асфальта, димерио-тримерной
жирной кислоты и эфнризоваииого полйэтиленгликоля
Для улучшения свойств эпоксидНая смола может
использоваться с асфальтами, плавящимися при более
206
Гл. 13. См
агоры для впоксидных смол
высоких температурах. В таких системах соединение
эпоксидной смолы с асфальтом обычно присутствует
в качестве связующего в количестве от 8 до 15% обще-
го количества смеси, остальное занимает стандартный
асфальтный наполнитель. Эти системы обрабатываются
в горячем состоянии в оборудовании для погрузки и
разгрузки асфальта; получающиеся в результате компо-
зиции используются в качестве покрытий дорог и т. п.
Таблица 13-9
Свойства DCEBA, модифицированного жидким
асфальтом [Л. 2-1] (режим отверждения:
гелеобразование при 23 °C, затем 8 « при 100 °C)
Рецептура
Траисфальт L-4 . .
Трансфальт L-5 ........
ТЕТА...................
Время жизни 400 г при
Температура экзотермиче-
ской реакции, °C ... .
Температура тепловой де-
формации, *С............
Предел прочности при рас-
тяжении, кгс/см’ ....
Модуль упругости при ра-
стяжении, 10“ кгс/см’ . .
Удлинение, %;
при разрушении ....
при 0,2%-ном сдвиге
Предел прочности при теку-
чести (при 0,2%-ном сдви-
ге) ....................
Предел прочности прн ста-
тическом изгибе, кгс/см’
Модуль упругости при изги-
бе, 10“ кгс/см’.........
Твердость по Барколу . . .
Водопоглощенне после 2 ч.
нахождения в инпящей
Диэлектрическая проницае-
мость;
при 60 гц
при 10“ гц .............
Тангенс угла диэлектриче-
ски": потерь:
прн 60 гц ..............
при 10“ гц .............
Коэффициент диэлектриче-
ских потерь:
при 60 гц . .
прн 10“ гч . .
100
50
15
100
50
15
100
100
~15
100
100
15
95
140
90
550
0,22
3,4
1.9
430
880
0,24
69
0,75
3,23
3.11
0,010
0,017
0.033
0,052
69
160
90
600
0,22
4,8
1.9
430
890
0,23
71
0,66
3.29
3,15
163
ПО
81
370
0.15
3,8
257
460
0,14
44
0,76
3,09
3,02
Основное преимущество, получаемое при примене-
нии каменноугольного дегтя и асфальтовых добавок, со-
стоит в снижении стоимости.
Вообще свойства таких смесей значительно ниже
свойств, получаемых при применении иемодифицирован-
ных эпоксидных композиций нли систем, использующих
реакционноспособные флекснбилизаторы.
АКРИЛОВЫЕ СМОЛЫ
Термин «акриловые смолы» охватывает продукты
полученные из акриловой кислоты, метакриловой кисло-
ты нли нх эфиров, как показано в табл. 13-10.
Кроме того, акриловая и метакриловая кислоты или
эфир могут вступать в реакцию с множеством других
ненасыщенных соединений, образуя термопластические и
термореактивные гетерополнмеры.
Комбинация эпоксидной смолы и акриловой кисло-
ты дает интересные способы модифицирования обоих
типов. Введение небольшого числа эпоксидных групп
в акриловые смолы обеспечивает стандартный способ
получения термореактивных акриловых соединений и
позволяет использовать весь набор отвердителей эпоксид-
ных смол. Акриловые смолы могут использоваться в ка-
честве добавок (Л. 13-138], как, например в случае, ког-
да нормально жидкая акриловая кислота и метакрило-
вая кислота смешиваются с DGEBA и третичным ами-
ном, и полученный продукт отверждается (Л. 13-64].
Или же высокомолекулярная полимеризованная акрило-
вая кислота или сополимеры акриловой кислоты могут
быть соединены с эпоксидными смолами поперечными
сшивками [Л. 13-164—13166]. Специальная система на
основе эпоксидной смолы включает в себя вфиризацию
высокомолекулярной смолы иа основе DGEBA с акри-
лолхлоридом или метакрилолхлоридом, смешивание
с ненасыщенным растворителем, таким как стирол, и
~ 94]0ИИе смеси в качест8е литьевых смол, и т. д.
Сочетание эпоксидной смолы с акриловыми соеди-
нениями представляет иавболывнй интерес для твердых
связующих в покрытиях из раствора, основное иссле-
дование направлено на развитие эмалей горячей сушки
и автомобильных покрытий.
Эпоксидные группы в терморес
смолах
Акриловая и метакриловая кислоты могут реагиро-
вать с эпихлоргидрином, образуя молекулу, содержа-
щую эпоксидную группу и непредельиость (Л. 13-6]. Ти-
пичным соединением такого рода является глнцидил ме-
такрилат:
Такие соединения могут быть полимеризованы через
непредельиость, образуя полиэпоксидные смолы, в слу-
чае глнцидил метаирилата следующей структурной
формулы:
Посредством сополимеризации глнцидил метакрила-
та со стиролом [Л. 13-18], метил метакрилатом (Л. 13-1001,
эфирами акриловой и метакриловой кислоты [Л. 13-44],
акрилонитрилом, винилиден хлоридом (Л. 13-4] н т. д.
можно получить довольно сложные полиэпоксидные
смолы. Подобно этому посредством полимеризации эфи-
ров акриловой кислоты с аллилглицидиловым гфиром
(Л. 13-35, 13-131] можно получить смолы с акриловым
строением. В [Л. 13-17] описывается приготовление само-
отверждающихся эпоксидных смол из гетерополимера
глнцидил метакрилата, метилакрилата, стирола и акри-
Акриловые мономеры и смолы
сн2=снсоон
СН2=СНСООР
CHj=c(CH3)cOOH
снг=с(сн3)соов
СН2=С (СН3)СОО (CH,)iOOC(CHs) C=CH J
-[сн^Ссн,)^
coo(ch2)2ooc
-£ch,-c(ch,)^
ловой кислоты. Эти линейные полимеры при нагревании
образуют поперечные сшивки.
Акриловые смолы, содержащие эпоксидные группы,
обычно имеют большое число эпоксидных групп, при-
близительно от 5 до 10 в молекуле с молекулярными
массами от 5 000 до 10 000 и выше. Отверждение может
быть достигнуто при использовании стандартных отвер-
дителей зпоксидных смол, хотя, как показано
в табл. 13-11, была обнаружена некоторая несовмести-
мость с аминами, и даже с совместимыми аминами от-
верждение при комнатной температуре было ие очень
хорошим. Использование алифатических дикарбоиовых
кислот, таких как азелаииовая, по-виднмому, является
предпочтительным (Л. 13-58]. Или же отвердитель мо-
жет быть получен в результате реакции эпоксидных
групп с полимерными фосфатами, образуя эфиры фос-
форной кислоты [Л. 13-28, 13-38]. Эти соединения в свою
очередь могут вступать в реакцию с дополнительным
Испытание аминов в качестве веществ,
вызывающих поперечные сшивки, для
сополимера MMA/GMA (70/30) (Л. 13-98]
Тип структурной формулы Примеры Совместимость
Прнмоце почечный алифатический Полифуикцно- нальный алвфати- л-гексиламнн Этиленднамин Гексяметиленднамин (4-яминоцнкло- rew »л)метан * .етилгексаметнлен- Я >»эти лентриамин Совместимый Незначительное по- верхностное помутне- Незиачятельное по- верхностное помутне- Помутнение Незначительное по- верхностное помутне- Маслянистое поверх- ностное помутнение Незначительное по- верхностное помутне-
Блокированный алифатн геский алифатический С гидроксильны- ми группами Бис (аминометил) ме- У-(2-феиилвтил) гек- саметилендиамин \‘-(2-феиил-2-сксн- этил) диэтилеитриамни По.мутнение Маслянистое поверх- ностное помутнение Незначительное по- верхностное помутне-
Ароматический р*. />'-диаминодифе- нилметан Совместнмый
толуола с бутанолом (5/1) не вызывало резмагчення пленка.
количеством смолы, образуя
термореактивиые пленки
(Л. 13-59].
Эпоксидные смолы
в качестве отвердителей
для полимеризующихся
акриловых кислот
Акриловая и метакрило-
вая кислоты могут быть по-
лимервзоваиы до образова-
ния молекул с большими мо-
лекулярными массами: та-
кие смолы имеют 25 карбок-
сильных групп в молекуле
(Л. 13-128]. Могут быть об-
кислотосодержащие сополимеры
3-110] и триполимеры (Л. 13-137]. Кро-
ть образованы акриловые сополимеры.
{>азованы также
Л. 13-21, 13-22, 13-1'
ме того, могут быть
содержащие другие функциональные группы, реагирую-
щие с эпоксидной смолой [Л. 13-112]; могут использо-
ваться сополимеры с винилпиридином, содержащие
аминные ускорители {Л. 13-26]. Эпоксидные смолы мо-
гут использоваться для образования поперечных сшивок
между молекулами акриловой смолы; например, при
использовании DGEBA, для увеличения твердости и иа-
гревостойкости. Отмечается, что акриловые смолы, со-
держащие третичные амины, могут, в растворе с DGEBA,
быть стабилизированы при помощи использования сте-
хиометрических количеств днфтороуксусиой кислоты для,
получения покрытий, отверждающихся при повышенных
температурах (Л. 15-18].
Эти продукты более напоминают термореактивные
акриловые смолы, чем эпоксидные смолы.
ВЫВОДЫ
Эпоксидные смолы могут вступать в реакции с раз-
личными фуикциоиальиымн группами и могут быть мо-
дифицированы смолообразиыми материалами, содержа-
щими такие функциональные группы. В настоящей главе
рассматриваются материалы, которые сами по себе
обычно не считаются отвердителями и которые исполь-
зуются в специальных случаях, в основном для прида-
ния гибкости системам эпоксидных смол. Больше всего,
используются дешевые наполнители, такие как полиэфи-
ры, продукты реакции фурфурола с кетоном и продукты
каменноугольного дегтя. Другие материалы используют-
ся для придания специальных свойств, которые в боль-
шой мере являются заслугой модификаторов; например,
использование полиуретанов, фтористых углеродов или
силоксанов для улучшения свойств эпоксидных смол.
Третьи, например винилы, используются для получения
специальных модификаций, таких как модификация
с улучшенной стойкостью против отслаивания в клеевых
композициях илн с повышенной стойкостью против
растрескивания в покровных композициях.
Показано также, что эпоксидные смолы совместимы
прн использовании нх а качестве добавок с различными
другими смолами. Обычно эпоксидная смола использует-
ся в довольно малых концентрациях и без применения
отвердителя. Большинство зпоксидных смол, применяе-
мых в качестве добавок, используются в качестве ста-
билизаторов и пластификаторов для виниловых компо-
зиций и для других хлорированных материалов, хотя
в ограниченном масштабе онн используются для специ-
альных целей с различными видами смол.
208
Гл. 14 Флексибилизаторы и пластификаторы для эпоксидных смол
Глава четырнадцатая
ФЛЕКСИБИЛИЗАТОРЫ И ПЛАСТИФИКАТОРЫ
ДЛЯ ЭПОКСИДНЫХ СМОЛ
Имеются два способа придания эпоксидной смоле
гибкости: путем введения в структуру молекул с длин-
ными цепочками, которые остаются иепрореагировавши-
ми после отверждения, или путем введения в эпоксид-
ную смолу элементов с длинными цепочками, которые
вступают в реакции во время отверждения. Первые от-
носятся к пластификаторам, вторые — к флексибилиза-
торам. Обычно более предпочтительными считаются
флексибилизаторы.
В функцию флексибилизаторов н пластификаторов
не входит превращение нормально твердой в отверж-
денном состоянии эпоксидной системы в материал, со-
перничающий по своей гибкости и относительному удли-
нению при разрыве с натуральными и синтетическими
каучуками, кремнийоргаиическими соединениями, полиу-
ретанами и другими эластомерами. Цель состоит в том,
чтобы придать обычно довольно жесткой системе неко-
торую упругость и тягучесть, улучшая таким образом
прочность при резких изменениях температуры и сопро-
тивление удару отливок, улучшая прочность против от-
слаивания клеев и увеличивая гибкость плевок. Вслед-
ствие уменьшения внутренних напряжений во время от-
верждения эти флексибилизаторы позволяют делать от-
ливки больших объемов и сложных конфигураций без
увеличения температуры экзотермической реакции. Неко-
торые флексибилизаторы могут использоваться для
уменьшения темрературы экзотермической реакции и
(или) усадки.
Определение флексибилизатора илн пластификатора
по его функции не совсем четкое. Определение в ос-
новном сводится к степени придания гибкости: с одной
стороны, определение может охватывать любой матери-
ал, который в какой-то мере уменьшает жесткость,
а с другой стороны, оно может включать только мате-
риалы, обеспечивающие заданное удлинение.
В более широком понятии многие компаунды могут
рассматриваться либо как флексибилизаторы,- либо как
пластификаторы. Многие виды таких компаундов рас-
сматривались в других глазах книги.
Если флексибилизатор является также эффектив-
ным отвердителем, ои рассматривался в соответствую-
щей главе, относящейся к отвердителям. Например, по-
лидиаминовфиры рассматривались в гл. 5, полиамиды
жирных кислот н полиэфиры с конечными карбоксильны-
ми группами рассматривались в гл. 9, а такие ангидри-
ды с длинными боковыми цепочками, как DDSA, обсуж-
дались в гл. 10. Многие из реакционноспособных моди-
фикаторов, описанных в гл. 13, например продукты ре-
акции фурфурола с кетонами, могут рассматриваться
также и как флексибилизаторы.
В настоящей глазе рассматриваются такие добавки
в эпоксндиые смолы, основной функцией которых явля-
ется придание той или иной степени гибкости отверж-
денным системам в зависимости от концентрации доба-
вок, а не функции отвердителей или модификаторов.
ПЛАСТИФИКАТОРЫ
Вообще пластификаторы мало используются в тех-
нологии изготовления эпоксидных смол. Наиболее из-
вестные мономерные пластификаторы для каучуков и
внинлов обычно несовместимы с эпоксидными смола-
ми. Онн имеют тенденцию выделяться из системы во
время отверждения и последующего старения; и даже
если оии не выделились, их применение приводит к не-
значительному уменьшению жесткости.
Были исследованы молекулы с более длинными це-
почкам, в основном эфиры (Л. 14-25] и эфиризоваиные
высокомолекулярные смолы иа основе DGEBA (Л. 14-1].
Они придают механическую пластичность системе, хотя
в некоторых случаях оии частично вступают в реакцию
в системе через реакционноспособные гидроксильные
группы. Продукты реакции этиленгликолевого эфира
с органическими кислотами или ангидридами считаются
эффективными пластификаторами при использовании их
в количестве 40—60 частей на 100 частей смолы. Счита-
ется, что они ие выделяются из системы во время ста-
рения [Л. 14-23]. Удовлетворительными пластификатора-
ми для литых смол, отверждающихся аминами, счита-
ются аддукты тетрагидрофурфуролового спирта н окиси
этилена 1Л. 14-38], а также полимеризованные жирные
кислоты (Л. 14-46] и днглнцириды на основе диглицери-
нового спирта и монокарбоксильные кислоты непредель-
ных угловодородов ряда Св_«. "
Из всех рассмотренных пластификаторов наиболее
популярным является, по-видимому, дибутилфталат.
Этот материал, кроме того, что ои придает пластич-
ность и совместим со смолой, служит также разбавите-
лем для DGEBA, и это его свойство описано в гл. 11.
МОНОФУНКЦИОНАЛЬНЫЕ ФЛЕКСИБИЛИЗАТОРЫ
Монофункциональные флексибилизаторы в какой-то
мере более эффективны, чем пластификаторы, при ис-
пользовании их с эпоксидными смолами. Эти материалы
имеют в качестве реакционноспособного участка функ-
циональную группу и состоят из открытых цепочек, со-
держащих предпочтительно от 16 до 24 атомов
(Л. 14-19]. Наиболее часто функциональной группой
является эпоксидная группа. Примерами могут служить
эпоксидированные растительные масла и подобные ком-
~ паунды, содержащие алифатические цепочки длиной бо-
лее 12 атомов углерода. В том случае, когда реакция
отверждения идет в основном через эпоксйдные группы,
такие материалы служат для уменьшения функциональ-
ности системы и окончания образования полимерных
цепочек, создающих в основном длинные подвижные це-
почки в полимерной сети, независимо от длины цепочки
самого монофункционального флехсибвлизатора. Длин-
ная цепочка заставляет молекулы отвержденной системы
быть дальше друг от друга, чем это происходит обыч-
но, обеспечивая более свободное движение поперечно
сшитой структуры под действием наложенных усилий.
В этих условиях большинство реакционноспособных раз-
бавителей могут считаться флексибилизаторами.
Подходящие монофункциональные флексибнлизато-
ры могут быть выбраны по гл. 11.
ПОЛИФУНКЦИОНАЛЬНЫЕ
ФЛЕКСИБИЛИЗАТОРЫ
Гибкие эпоксидные смолы
Большинство флексибилизаторов для эпоксидных
смол обладают одним или несколькими недостатками
прн использовании вх в соединениях, отверждающихся
при комнатной температуре. В основном они должны
упаковываться отдельно от смолы._ча.сто они должны
Полифункционалъные флексибилизаторы
использоваться в стехиометрических количествах (на-
пример, амидополиамииы и полиамиды жирного ряда).
В результате либо получаются неудобные трехкомпо-
иентные системы, либо степень гибкости ограничивается
определенной величиной. В тех случаях, когда сообра-
жения относительно применения стехиометрических ко-
личеств ие являются первостепенными, выбор отвер-
дителя для смеси эпоксидной смолы и флексибилизато-
ра строго ограничен, так как реакция должна идти так,
чтобы флексибилизатор соединился с эпоксидной це-
почкой; либо при использовании пластификатора, во
время отверждения или после него могут возникнуть
проблемы совместимости, или пластификатор может раз-
бавить систему до такой степени, при которой отверж-
дение при комнатной температуре (зависящее в какой-
то мере от температуры экзотермической реакции) про-
исходит очень медленно.
Глицидоловые смолы способны обеспечить эластиче-
ские свойства, которые трудно получить с более деше-
выми веществами. Другие, неглицидиловые, смолы в ос-
новном обеспечивают такие же свойства, как и глициди-
диловые, так как оии обычно иереакциоиноспособиы
с отвердителями эпоксидных смол при комнатной темпе-
ратуре..
Некоторые флексибилизирующие смолы иа основе
глицидилового эфира могут быть потенциально синтези-
рованы через эпихлоргидриновую группу и другие моле-
кулы, такие как эпоксидированные тиолы с обшей
структурной формулой [Л. 14-31:
могут быть синтезированы подобным же образом, обес-
печивая стабильность при комнатной температуре. Кро-
ме того, высокомолекулярные виды смол DGEBA могут
при условии, что реакция будет происходить только че-
рез эпоксидные группы, использоваться для придания
некоторой степени гибкости эпоксидной системе.
Однако имеющиеся в продаже флексибилизирующие
смолы в основном являются глицидными производными
гликолей, димерных кислот или продуктов реакции ди-
карбоиовой кислоты с эпоксидными смолами; образова-
ние эпоксидов достигается реакцией с эпихлоргидрином
через карбоксильные или гидроксильные группы. Неко
торые из этих материалов обеспечивают хорошую реак
циоииую способность с алифатическими первичными ами-
нами при комнатной' температуре.
Эпоксидные смолы на основе многоатомных спир-
тов. Типичным примером имеющихся в продаже гибких
эпоксидных смол может служить следующий эпоксиди-
рованный гликоль-
Такие имеющиеся в продаже эпоксидированные
гл1а 1лн имеют разные значения п: приблизительно от 2
до 7. Низкомолекулярные виды не придают значитель-
ной гибкости системе, ио являются до некоторой степе
нн разбавителями ее. При п>7 эпоксидированные глико-
ли обычно обеспечивают повышенную вязкость с незна-
чительным флексибилизирующим действием, что не
оправдывает их применения.
Эпоксидированные гликоли используются в смесях
со смолами иа основе глицидного эфира ароматического
основания, полученными либо из бисфенола А, либо из
иоволаков. Их влияние, так же как и других флексиби-
лизаторов, состоит в уменьшении температуры тепловой
деформации систем, в снижении сопротивления дейст-
вию химических веществ, в особенности стойкости
к растворителям, в увеличении ударно вязкости в сни
жении поверхностного и объемного удельных электриче-
ских сопротивлений и в увеличении температурного ко-
эффициента расширения. Степень влияния зависит ча-
стично от использованного ароматического глицидного
эфира, отвердителя, концентрации эпоксидированного
гликоля и рабочей температуры.
Использование эпоксидированных смол иа основе
многоатомных спиртов в качестве флексибилизаторов
может быть показано на примере эпоксидированного
гликоля с эпоксидным эквивалентом примерно 330
[Л. 14-30]. Свойства смесей этого компаунда с DGEBA
приведены в табл. 14-1; со смолой при п=О —
в табл. 14-2; с эпоксидированной иоволачной смолой—
в табл. 14-3. Свойства системы, использующей более
высокомолекулярные эпоксидированные многоатомные
спирты и отвержденной АЕР, показаны в табл. 14-4.
Влияние увеличения молекулярной массы эпоксидиро-
ванного гликоля на прочности при растяжении, статиче-
ском изгибе и сжатии приведены иа рис. 14-1—14-4.
Как показано иа рис. 14-5, использование эпоксидиро-
ванных многоатомных спиртов приводит к образова-
нию материалов, характеристики которых скорее ближе
к улругопластическим материалам, чем к истинным эла-
стомерам.
Эпоксидные смолы на основе алифатических кислот.
Эпоксидные смолы могут быть получены из алифати-
ческих кислот через эпихлоргидрин. Типичным предста-
вителем является коммерческая димерная кислота, эпок-
сидированная для получения смолы иа основе днглици-
дилового эфира алициклического ряда.
Такой материал имеет эпоксидный эквивалент от
400 до 420 и вязкость примерно 500 спз при комнат-
ной температуре. Предел прочности при растяжении
смолы в смеси с DGEBA, отвержденной различными
Рис. 14-1. Зависимость преде-
ла прочности и модуля упру-
гости (цифры у точек
в 105 кгс/см’) при статическом
изгибе DGEBA, отвержденного
ТЕТА, от концентрации эпокси-
дированного многоатомного
спирта [Л. 14-30].
I — эпоксидный эквивалент 195: 2 —
210
Гл. 14. Флексибилизаторы и пластификаторы для зпоксидных смол
оксидированного гликоля иа свойства DGEBA, отвержденного различными
отвердителями [Л. 2-2]
Свойство ' DGEBA/гибкая смола || Свойство DGEBA/гибкая смола
100/0 90/10 70/30 60/50 || 100/0 | 90/10 70/30 50/60
Отвердитель DETA Модуль упругости при растяжении, 10* кгс/см* 0.10 0,11 0,09 0,08
Время гелеобразования при 50 °C, мин . . . . 9,1 12,5 20,3 34,0 Предел прочности при статическом изгибе.
Температура экзотерми- 1240 1 160 1230 860
ческой реакции, °C 240 213 165 147 Модуль упругости при
Температура тепловой статическом изгибе.
деформации, *С . . . 104 90 54 10* кгс/см* 0.29 0,28 0,31 0,26
Предел прочности при Предел прочности при 2130
растяжении, кгс/см* 530 330 436 98 сжатии, кгс/сж* . . . 2360 2360 2 370
Модуль упругости при растяжении, 10" кгс/см* 0,148 0,134 0,176 0,014 Модуль упругости при сжатии, (10“ кгс/см» 0,23 0.22 0,24 0,23
Предел прочности при Ударная вязкость по Изо- 0,41 0,92 2,3
статическом изгибе. ду. кгс-см/cnf . . . . 2,6
к-го/см* 860 1 125 870 ( 120 ) Диэлектрическая прони- цаемость:
Модуль упругости при статическом изгибе. при 60 гц . . 4,09 — 3,86
10* кгс/см* i 0,32 0,28 0,24 0,02 при 10» гц . . . . 4,02 3,78
Предел прочности при при 10» гц 3,71 3,53
сжатии, кгс/cnf . . . 1880 2250 2310 1 170 при 10’ гц 3,42 — 3,24
Модуль упругости при сжатой, 10s кгс/см* 0,26 0,25 0,21 0,20 Тангенс угла диэлектри- ческих потерь:
Ударная вязкость по Изо- ду. кгс-см/см*.... 2,35 2,6 4,1 10.8 при 60 гц . . . . 0,0078 — 0,0093
Твердость по'Шору (шка- при 10* гц . . . 0,0153 — 0,0125
ла D) 90/87 89/87 88/84 75/64 при 10* гц . . 0,0334 — 0,0309
Диэлектрическая прони- при 10’ гц 0,0300 — 0,0315
цаемость: Объемное удельное со- 6,8 6,7 8.7 7,8
при 60 гц . 4,19 — 4,14 противление , 10* * ом-см
при 10* гц 4,09 — 3,98
при 10* гц . . 3,67 — 3,60
при 10’ гц 3,30 — 3,13 Отвердитель PMDA
Тангенс угла днвлектри-
ческих потерь: Температура тепловой
при 60 гц . . 0,0162 — 0,0208 деформации, “С . . . — 170 133 56
при 10* гц . 0,0239 — 0,0269 Предел ‘ прочности при
при 10* гц . 0,0406 — 0,0396 растяжении, кгс/см* 253 570 410
при 10’ гц . ... 0,0310 0,0319 Модуль упругости при 0,31 0.015
Объемное удельное со- растяжении, 10* кгс/см* 0,34 0,27
противление. 3,1 1,0 1.1 1.1 Предел прочности при сжатии. кгс/слА . . . 1710 1750 1870 2130
Модуль упругости при сжатии. 10* кгс/сж* 0,26 0,21 0,20 0,16
Отвердитель MDA Ударная вязкость по Изо-
Температура тепловой 1 ду, кгс-см/см* .... 0,97 0,54 1.25 1,83
деформации. *С . . . 150 131 80 68 Твердость по Шору
Предел прочности при (шкала D) 90/91 90/88 89/87 86/83
растижеини. кгс/см* 360 470 1 580 480
Полифункционалъные флексибилизаторы
Влияние концентрации эпоксидированного гликоля
на свойства DGEBA ( = 0), отвержденного АЕР
Таблица 1-34
Влияние концентрации эпоксидированного гликоля
на свойства эпоксндироввнного новолака (] = 3,3),
отвержденного MDA [Л. 2-2]
(смешивавие при 40° С, отверждение в течение 4 ч при
Смесь DGEBA/гликоль
Предел прочности при ра-
стяжении, к
Удлинение, %
Потеря массы спустя В
аминами, приведен в табл. 14-5. В табл. 14-6 показано
влияние концентрации двух смол. В табл. 14-7 указано,
что монофункциональный амии может использоваться
для снижения функциональности и увеличения удлине-
ния. В табл. 14-8 показано, что при применении в ка-
честве отвердителей первичных аминов реакционная
способность при комнатной температуре относительно
мала, даже в больших массах. Реакционная способность
может быть повышена благодаря использованию феноль-
ных ускорителей (табл. 14-9). В табл. 14-10 приведены
величины предела прочности при растяжении при от-
Рис. 14-2. Зависимость предела проч-
ности и модуля упругости (цифры
у точек в 10» кгс/см’) при сжатии
DGEBA. отвержденного ТЕТА, от
концентрации эпоксидированного
многоатомного спирта {Л. 14-30].
Свойство Смесь яоволак/гйбкая смола
100/0 90/10 70/30
Предел прочности при ра- стяжении, КСС/СМ' .... 510 480 380
Модуль упругости .при ра- стяжении, 10“ кгс/см' . . 0,11 0,09 0,10
Предел прочности при ста- тическом изгибе, кгс/см1 770 940 1190
Модуль упругости при ста- тическом изгибе, 10' кгс/см’ 0,25 0,27 0,225
Предел прочности при сжа- тии, кгс/см’ 2 320 2190 2380
Модуль упругости при сжа- . тии, 10' кгс/см' Ударная вязкость по Изоду 0,11 0,17 0,19
0,75 1,25 2,3
Диэлектрическая проиицае- при 60 гц 4,04 3,82
при 10* гц 3,99 3,75
при 10“ гц 3,71 — 3,49
при 10’ гц - 3,18 — 3,15
Тангенс угла диэлектриче- ских потерь: при 60 гц 0,0044 0,0085
пря 10’ гц 0,014 — 0,016
при 10“ гц . ... 0,030 __ 0,031
при 10’ гц 0,023 — 0,029
Объемное удельное сопро тивление, 101* Ом-см . . 7,0 - 6,3
верждеиии смолы различными ангидридами. В табл. 14-11
показано влияние смеси смолы иа основе диглицидило-
вого эфира с DGEBA, в качестве отвердителя исполь-
зуется NMA.
В табл. 14-12 и 14-13 показано использование в ка-
честве отвердителей каучука с карбоксильной группой
иа конце и соединения трехфтористого бора. На
рис. 14 6—14-9 показано влияние использования флекси-
билизатора иа химостойкость для различных отвердите-
Рис. 14-3. Зависимость предела прочно-
сти и модуля упругости (цифры у точек
в 105 кгс/см'] при изгибе DGEBA,
отвержденного NMA и BDMA, от кон-
центрации эпоксидированного много-
атомного спирта {Л. 14-30].
Гл. 14. Флексибилизаторы и пластификаторы для зпоксидных смол
Свойства DGEBA, отвержденного АЕР, в зависимости от концентрации эпоксидированного многоатомного
спирта [Л. 2-1]
Свойство Смесь DGEBA/гибкая смола
100/0 80/20 | 80/40 40/60 | 20/80 1 0/100
Начальная вязкость при 25 *С, спз 1530 1 740 2050 2 320 2 470 2570
Время жизни массы 200 а при 25 *С,
16 19 22 30 52 120
Время гелеобразования массы 10 г
при 93 °C, мин ......... 2 6 1 1 13 40
Предел прочности при растяжении.
кгс/см1:
при отверждении в течение 2 ч при 93 *С . • 850 700 440 57 16 8.5
при отверждении в течение 8 ч при 93е С 880 740 590 280 100 8
Удлинение, %:
прн отверждении в течение 2 ч при 93 «С 9.8 13 76 117 160
при отверждении в течение 8 ч при 93 «С 6,6 6,4 11 23 62 68
Объемное удельное электрическое со-
противление, ом-см:
при 25 “С 4,4X10“ 1,8Х10>« 9,4ХЮ“ 8,2X10“ 1,5-10“ 2- 610*
при 100 °C 1.6.10“ 4,1-10’“ 2,7-10’ 2,9-10’ 6,6-10’ 3,4-10’
при 121 «С 7,6-10“ 3.2-10’ 7,7.10’ 2,5-10’ 7,4-10’ 2,4-10’
при 150 «С 9,8.10’ 2,0.10’ 7,9-10’ 6,6-10’ 3,4-10’ 2,9-10’
Сопротивление сдвигу при растяже-
нии*. кгс/см1:
при 0’С 220 260 290 380 280 140
при 25*С 260 340 430 250 160 50
при 75*С 350 240 124 96 68 37
Твердость по Шору (шкала D или А):
при -60 *С 90D 90D 90D 87D 86D 83D
при 0 *С . . ... 89D 87D 87D 86D 80D 60D
при 25 *С 89D 85D 83D 79D 60D 47А
при 75 *С . . . 83D 76D 75D 46D 70А 38А
в течение 2 ч В кипящей воде, % +0.7 +2,3 +2.5 +4,5 +5,8 +6,2
Приклеивание алюминия к алюминию, прн добавлении 3 пастей коллоидной двуокиси кремния для контроля толщины клеевого слоя
~ ' ---- 0/100 а 20/80.
лей. На рис. 14-10 дай пример влияния различной функ-
циональности аминов иа смесь эпоксидированных али-
фатических эфиров.
Флексибилизаторы с конечными
гидроксильными группами
Как указывалось выше, компаунды с гидроксильной
группой иа конце молекулы могут использоваться в ка-
честве сореагирующих веществ для эпоксидных смол.
Полифуикциональные многоатомные спирты с короткими
цепочками используются в различных композициях, от-
верждаемых ангидридами. Гидроксильные группы в мо
лекулах многоатомных спиртов служат для открытия
ангидридных колёц, для получения реакционноспособных
карбоксильных трупп. Использование таких материалов
с короткими цепочками имеет преимущества особенно
при использовании ангидридов для отверждения таких
эпоксидированных олефиновых смол, которые не содер-
жат гидроксильных групп вдоль цепочки молекулы смо-
лы. Кроме того, многоатомные спирты с короткими це
почками в молекуле могут использоваться для придания
реакционной способности системам, катализированным
с целью промотироваиия реакции эпоксидной смолы
со спиртом, н могут использоваться для улучшения
стойкости некоторых соединений трехфтористого бора
в эпоксидной смоле при комнатной температуре.
Многоатомные спирты с более длинными' цепочками
в молекуле, предлагаемые в качестве флексибилизато-
ров, могут быть разделены иа два типа: многоатомные
спирты без эфирных связей
и полиэфиры, молекулы ко-
торых имеют гидроксильные
группы на конце. Одиоатом-
Рис. 14-4. Зависимость пре-
дела прочности и модуля
упругости (цифры у точек
в 105 кгс/см1) при статиче-
ском изгибе DGEBA,
отвержденного MDA, от
концентрации эпоксидиро-
ванного многоатомного
спирта (Л. 14-30].
Гибкая смола, %
2 ^эпоксидный эквивалент 330*
Полифункционалъные флексибилизаторы
Таблица 14-5 Предел прочности при растяжении смеси DGEBA и смолы на основе глицидилового ефира, отвержденной в течеиие 4 ч прн 125 °C с различными аминными отвердителями [Л. 2-6]
От^дятель, части на »w частей смеси Прочность, Удлинение. %
DETA. 7,0 220 28
АЕР. 14,5 250 48
MXDA, 11,0 128 63
N (2-гидрокснпропил)этилендиа- мии, 13,0 117 103
Цис-2,5-днметилпиперазии, 18,5 79 200
Таблица 14-8
Время гелеобразования смесей DGEBA и
диглицндилового эфира [Л. 2-6]
Гибкая смола. DGEBA, части Отвердитель.
100 0 АЕР. 10.5
100 0 DETA, 5,2
75 25 АЕР, 13,8
75 25 DETA, 6,6
0 100 АЕР, 22
0 100 DETA, 12
185
185
60
80
15—20
15-20
Предел прочности при растяжении различных
смесей DGEBA и смолы на основе диглицндилового
эфира, отвержденных типичными отвердителями
эпоксидных смол [Л. 2-6]
Гибкая смола, части ! . S S 100 частей. растяжении
Удли H<i%
Отвердитель АЕР: 100 0 10,8 15 61
80 20 13,2 108 99
60 40 15,5 290 48
40 60 18,0 620 9
Отвердитель DETA*: 100 0 5.2 10,5 39
80 20 6,3 83 53
80 40 7 4 300 6
40 60 м 300 2
Отвердитель смесь MDA/MPDA РОЕ • 100 0 10,0 30 86
80 20 12,3 15 47
60 40 14,5 470 13
40 60 16,3 670 5
160-С.
Влияние фенола на время гелеобразования при
комнатной -температуре и свойства прн растяжении
смеси DGEBA и смолы на основе диглнцидилового
эфира (25/75) [Л. 2-6]
Свойства смолы на основе диглнцидилового эфира .
отвержденной различными ангидридами, при
растяжении [Л. 2-6]
Таблица 14-7
Влияние монофункциональных аминов на свойства
смеси DGEBA и диглицндилового эфира (67/33),
отвержденной иервичнымн аминами при растяжении
Отвердитель. МР-30. Режим Свойства при растя-
шгецР«ГС прочности. Удлинение. %
NMA, 47 1,8 3/100 88 70
NMA, 23,5 2,1 3/100 29 80
DDSA, 69 4.6 2/110 90 120
Адипиновый ан- гидрид. 33 1.0 16/110 9.7 50
[Л. 2-6]
(отверждение в течение 4 ч при 125 *С)
Отвердитель, части яа 100 частей Прочность, Удлинение. %
DETA, 7,0 221,5 28
DETA. 4,5 + бутилами», 4,0 151,2 70
DETA. 3.4 4-бутила мин. 6,0 MXDA, 11,0 87,2 128,0 109 63
MXDA, 7,5-]-бутилами», 4,0 144,1 114
MXDA, 5,6-]-бутиламин, 6,0 86.5 135
Свойства различных смесей DGEBA и смолы на
основе диглицндилового эфира, отвержденных
NMA, при растяжении [Л. 2-6]
смола, части DGEBA. МА, части Предел проч- 1 кости, ttecfcM* 1 Удлине- ние. %
100 0 44,8 56 1 70
80 20 54,6 360 17
60 40 64,3 670 । 6
40 60 72.5 625 3
214
Гл. 14 Флексибилизаторы. и пластификаторы для эпоксидных смол
Таблица 14-12
Свойства смолы на основе диглнци лилового
эфира, отвержденной в течение 16 ч при 110 °C
с синтетическим каучуком, содержащим
карбоксильную группу, при растяжении [Л. 2-6]
DMP-30, части
ине спирты используются меньше, хотя сообщалось об
их использовании для придания гибкости смолам, от-
верждаемым ангидридами [Л. 14-21].
Рис. 14-5. Кривая напряжение—де-
формация для отвержденных смол
DGEBA в зависимости от типов
эпоксидированных спиртов ]Л. 14-30].
Температура 3,5 “С.
ксидный эквивалент 185.
Таблица 14-13
Свойство смесей DGEBA и смол на основе
днглицидилового эфира, отвержденных
моноэтил амином фтористого бора (при
растяжении) [Л. 2-6]
Многоатомные спирты без эфирных связей. При
использовании в качестве отвердителей аминов много-
атомные спирты ие столько придают отвержденным про-
дуктам гибкость, сколько ослабляют связи и придают
рыхлость структуре, так как многоатомные спирты дей-
ствуют просто как пластификаторы. При использовании
в качестве отвердителей ки-
слот Льюиса, таких как
BFjMEA, достигается неко-
торое улучшение вследствие
реакции между эпоксидны-
ми и гидроксильными rpyn-to;
нами. Использование раз лич-
ных многоатомных спиртов
с 2,3-зпокси-6-метиладкло-
гекснл 2,3-зпокси-6-метил-
циклогексаи карбоксилатом,
катализированным соедине-
нием кислоты Лыоиса, обес-
печивает свойства, указанные
\m₽oa/mda/pge
глощеиия ацетона DGEBA
при погружении в него на
7 суток от концентрации
смолы на основе диглици-
дилового эфира [Л. 2-6].
io ia ее во юр
ввввл, %
Полифункциональные флексибилизаторы
в табл. 14-14. а влияние различных концентраций ката-
лизатора и одного из трехатомиых спиртов на темпера-
туру тепловой деформации показано на рис. 14-11
Влияние многоатомного спирта на свойства
2,3-эпокси-6-метилцнклогексил 2,3-эпокси-6-
иетилцнклогексан карбоксилата, отвержденного
4%-ным ВР,-пиперндином [Л. 14-33]
Двухатомный спирт
(мол. масса 425),
Трехатомный спирт
(мол. масса 700),
40
7)вхатомиый спирт
(мол. масса 1 000
жасторовое мас-
то), 35
ТМехатомный спирт
(мол. масса
1000). 40
Трехатомный спирт
Г мае
))••, 30
Выдержал
Выдержал
mpda/mda/pge
Многоатомный спирт может использоваться в раз-
данных отношениях, меньших, равных или больших от-
вавения 1/1 в смолах иа основе глицидилового эфира
гД 14-5], в эпоксидированном полибутадиене (Л. 14-20]
и других системах эпо-
ксидированных много-
атомных спиртов.
При использовании
многоатомных спиртов
с ангидридными отверди-
телями возможно, что
оптимальные результаты,
особенно в отношении
химостойкости, получают-
ся при подборе отверди-
теля и изменении коли-
честв многоатомного спир-
та. Например, прн ис-
пользовании ангидридов
и малой концентрации
многоатомного спирта не-
обратимая реакция обыч-
но достигается при отно-
шениях А/Е, меньших
1/1, в то время как при
больших концентрациях
многоатомного спирта си-
стема может считаться
отвержденной органиче-
20 40 ВО ВО КО
О6В80, %
решения изопропаиола
BGEBA при погружении
«него иа 7 суток от кон-
втрации смолы иа основе
рглицидилового эфира
Рис. 14-10. Влияние функциональности
амина на свойства отвержденной смеси
смол на основе алифатического дигли-
цндилового эфира при растяжении и
сжатии [Л. 14-41].
-—предел прочности прн
----------------удлинение
растяжении.
,o,i о,г д,з л/£
to го зо 4з
Трехатомный спирт,%
Рис. 14-11. Зависимость тем
пературы тепловой деформа-
ции от концентрации трехатом-
иого спирта (молекулярная
масса 700) и катализатора для
3,4-эпокси-6-метилциклогексил-
метил-3,4-эпокси-6-метилцикло-
гексан карбоксилата, отверж-
денного BFa-пиперидииом
(Л. 14-33]. Цикл отверждения:
1,5 ч при 80 °C, 1,25 ч при
120 °C и 6 ч при 160 °C.
ской кислотой в среде, богатой гидроксильными группа-
ми, а оптимальная концентрация ангидрида может пре-
вышать А/Е, равное 1/1. Сообщается, что имеются си-
стемы, отвержденные ангидридами с применением мно-
гоатомных спиртов, в которых отношение А/Е достигает
2/1 (Л. 14-22]. Влияние отношения А/Е на твердость от-
ливок модифицированных многоатомным спиртом, по-
казано иа рнс. 14-12.
Многоатомные спирты, используемые в качестве
флексибилизаторов, могут быть предварительно прореа-
гировавшими с эпоксидной смолой при температурах от
150 до 200 °C в течение короткого периода времени,
в основном для получения молекулы, оканчивающейся
с одной стороны эпоксидной группой, а с другой — ги-
дроксильной и содержащей вторичные гидроксильные
группы вдоль цепочки [Л. 14-24]. Данные о предвари-
тельно прореагировавшей системе такого типа приведе-
'fctL
.^рикитры оля зпоксидных смол
Ofi О.в 1,0 !,г 1.4Л/6
Рис. 14-12. Зависимость
молярного отношения
А/Е (DDSA/эпоксидная
смола) от твердости для
различных концентраций
полиэтиленгликоля (мол.
масса 1000) в системе
DGEBA, отвержденной
DDSA (Л. 14-13]
ны иа рис. 14-13 и 14-14 и
в табл. 14-15.
Полиэфиры с конечными
гидроксильными группами.
Как указывалось выше, по-
лиэфиры <с гидроксильной
Г пой на конце молекулы
14-14] могут рассматри-
ваться как особый случай
многоатомных спиртов.
Типичный полиэфир с ги-
дроксильной Группой на кон-
це молекулы может быть
синтезирован с использова-
нием 3 молей адипиновой
кислоты н 4 молей глицери-
на. Продукт реакции будет
вечных гидроксильных групп
иа 100 а. Путем замещения
амина, такого как этилди-
этаиоламин, в вышеуказан-
ной реакции будет образо-
вано соединение, содержа-
щее каталитические группы
Типичный полиэфир, мо-
лекулы, которого содержат
длинные цепочки с гидроксильными группами на конце,
обладает свойствами, приведенными в табл. 14-16 при
отверждении первичным амином и в табл. 14-17 при
отверждении ангидридом. В табл. 14-18 приведено срав
Таблица 14-15
Свойства DGEBA, модифицированного смесью
эпоксидной смолы и полиглмколя и отвержденного
в течение 3 ч прн 120 еС смесью ННРА и СА
(отношение 70/30), катализированной 0,25 части
DMP-10 (Л. 14-11]
Свойств
н нолигликоля/смесь ННРА к СА
100/0/116 70/30/98 30/70/75
Ударная вязкость по Изо- ду. кгс-см/см* .... 1,74 2,12 2,75
Водопоглощенне, % . . 0,10 0,13 0,58
Потеря массы после 24 « прв 150* С, •/>.... Твердость по Шору (шка- 0,20 1,04 2,24
ла D) 90 87 80
Тангенс угла диэлектри- ческих потерь при 10» гц и 23* С . . . . 0,015 0,016 0,027
Диэлектрическая прони- цаемость при 10’ гц и 23* С 3,83 3,95 4,31
Коэффициент диэлектри- ческих потерь при 10’ ач и 23*С .... 0,057 0,064 0.115
Удельное поверхностное сопротивление спустя 1 мин при 500 а, ом 2.48-10” 2,07-10” 5,42-10”
Удельное объемное со- противление спустя 1 лшн при 500 а. ом-см: при 23* С Неопре- Неопре- Неопре-
при 65*С деленно 1,5-10” деленно 4,4-10” деленно 1,2-10”
при 3* С З.б-Ю” 2,6-10” 1,1-10”
Рис. 14-13. Зависимость твердости DGEBA, отверж-
денного ННРА/СА (70/30), от концентрации смеси
эпоксидной смолы и полигликоля (Л. 2-4].
Таблица 14-16
Влияние концентрации полиэфирного модификатора
На свойства DGEBA, отвержденного DETA ]Л. 8-2]
Свойство Полиэфир /DGEBA/ DETA
1/1/0.12 1/2/0.24 0/1/0,12
Рабочее время, 200 г, мин 20—25 15-20 10—20
Время .схватывания" смеси, мин 20-25 20—25 15-20
Температура экзотерми- ческой {«акции, .°C. . 120-135 150—165 150—180
Отверждения при комнатной температуре Предел прочности при растяжении, кгс/см* 105-155 420-560 560-770
Удлинение при разрыве, % 30—60 0—12 0—3
Ударная вязкость по Изоду, кгс-см/см* . . 270—380 160—270 5,4-27
Твердость по Шору (шка- ла D) 45-55 70—80 85-95
Удельное объемное со- противление, ли-сл. . 10»’—10” 10”—10” 10”—10”
Удельное поверхностное сопротивление, ом . . 10”—10” 10”—10” lfti«_10”
Ди електрическая прони- цаемость при 10а гц 6,0-6,5 4,5-5.0 3,0—3,5
Полифункционалъные флексибилизаторы
217
Свойство
Тангенс угла диэлектри-
ческих потерь при
10’ гц ................
Дополнительное
отверждение в течение
Предел прочности при
растяжении, кгс/см1
Удлинение при разрыве,
Ударная вязкость по Изо-
ду. КгС'См/Ы& ....
Твердость по Шору (шка-
ла D) .................
Удельное объемное со-
претивление, ом-см . .
Удельное поверхностное
сопротивление, ом . .
Диэлектрическая прони-
цаемость при 10* гц
Тангенс угла диэлектри-
ческих потерь при
10» гц ................
Продолжение табл. 14-16
Полиэфир /DGEBA/ DETA
140
Б0
108-216
55
10»-10»
5-10»—
10»
5,5—5.8
0,040
460-530
0—10
54—108
70-75
10»—10»
1012—Ю»
4,5—4.8
1/2/0.24 | 0/1/0.12
Продолжение табл. 1.4-17
Свойство Полвэфнр/DGEBA
1/1 1/1.6 1/2
Твердость по Шору, (шкала D) 63 75 85
Удельное объемное со- противление. ом-еж 3,7-10» 4,3-101* 3,4-10»
Удельное поверхностное сопротивление, ом . . 4,6-10» 3,2-10» 2-10»
Диэлектрическая прони- цаемость при 10а гц 5.5 4.5 3.69
Тангенс угла диэлектри- ческих потерь при - Ю« гц 0,053 0,039 0,014
нение электрических свойств при использовании различ-
ных отвердителей в присутствии полиэфирного модифи-
катора (50 частей)
Экстракт от очистки аце-
при отверждении в
течение 4 ч пра 70’ С,
при дополнительном
отверждении в тече-
ние 7 суток при
Объемная усадка при от-
верждении (определен-
ная по плотности), от-
Водопоглощение после
при отверждении в
течение 4 ч при 70’ С
при дополнительном
отверждении в тече-
ние 7 суток при
14,7
10,3
3.9
2,7
0,9
0,030
Сравнение электрических свойств DGEBA.
содержащего 50 частей полиэфирного
флексибилнзатора и отвержденного различными
отвердителями [Л. 8-2]
Природный и синтетический каучуки
Таблица 14-17
Влияние концентрации полиэфирного модификатора
на свойства DGEBA, отвержденного в течение 22 ч
при 150’С 25 частей РА [Л. 8-2]
Предел прочности пра
растяжении, кгс/см1 114
Удлинение при разрыве,
%.......................... 70
Ударная вязкость по Изо-
ду, кгс-см/см1 .... 64
Природный каучук и большинство синтетических
каучуков, такие как полимеры дивинилстирола и диви-
иилакрилоиитрила, не содержат групп, реагирующих ие
посредственно с зпоксидиыми группами, ио они реак-
ционно не насыщены. Ненасыщенность может быть
эпоксидирована перкислотами (Л. 14-48] или же нена-
сыщенный материал может использоваться в смеси
с эпоксидной смолой. Во время процесса вулканизации
серы могут образоваться группы тиоловой кислоты, ко-
торые могут реагировать по крайней мере с некоторыми
типами эпоксидных групп, вводя таким образом эпок-
сидные группы в отвержденную систему (Л. 14-6]. Ти-
пичным примером может служить реакция взаимодейст-
вия нитрилкаучука с DGEBA (мол. масса 900), продукт
реакции обладает свойствами, указаными в табл. 14-19
и 14-20. С полимерами SBR улучшение совместимости
218
Гл. 14 Флексибилизаторы и пластификаторы для эпоксидных смол
Смеси иитрилкаучука и DGEBA (мол. масса 900) [Л. 14-61
100 100 100 100 100 100 100 100 100 100 100
5,0 5,0 1.0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 1.0 6.0 5,0
1,0 1.0 1.0 1.0 1.0 1,0 1.0
1.5 1,5 1.5 1.5 1,5 1.5 1.5 1,5 2,5 2.5 1.5 2,0 2,0
1.5 - 1.5 1?0 - 2 1.5 1?5 1,5 1.5
25,0 25,0 25,0 25,0 — 25,0 25,0 25,0 25,0
— - — — — 3.0 3,0 5.0 5.0
45 45 30 45 120 60 60 60 45 60 45
Нитрилкаучук ....
Окись цинка ...........
Стеариновая кислота . .
Сера...................
Дисульфид бензотиазола . . .
Дифенил гуанидин...............
DMP-30.........................
Соединение BF, с триэтаноламином
DGEBA (мол. масса 900) . . .
Меркаптобензотиазол цинка . . .
Гексаметилеидиамин.............
Оптимальное время отверждения
при 145* С, мин.
Предел прочности при растяже-
нии, кгс/сл»1..................
Модуль упругости при растяже-
нии 300%, кгс/см* .......
Модуль упругости при растяжении
100%. кгс/стр..................
Удлинение при разрыве, %. . . .
Остаточная деформация, % . . .
Твердость по Шору (шкала А). .
Прочность на разрыв, кгс/см* . .
Наименьший объем. %:
гексан при 25 *С через сутки . .
бензин при 25 ’С через сутки . .
Влияние структуры эпоксидной смолы иа смеси глйцидноэтиловых смол и иитрилкаучука [Л. 14-6]
(отверждение и течение 45 мин при 145 *С)
Компонент Количество, части
Нитрилкаучук Окись цинка .... Стеариновая кислота . Сера Дисульфид бензотиазола Глицидиловый эфир на основе гли- церина (мол. масса 300) .... DGEBA (мол. масса 900) . . DGEBA (мол. масса 1 400).... DMP-30 100 5,0' 1.0 1.5 1.5 25 1.5 100 5,0 1.0 1,5 1.5 25 ив 100 5,0 1.0 1.5 1.5 25 1?5 100 5,0 1.0 1.5 1.5 25 1.5 100 5,0 1.0 1.5 1,5 50 1.5 100 5.0 1,0 2,5 1.5 50 1.5 100 5,0 1.0 1,5 1,5 100 1,5 100 5,0 1.0 3,5 1.5 100 1.5
Свойство Величине
Предел прочности при растяже- нии. км/ctf ......... Модуль упругости при растяже- нии 300%, кгс/см* Модуль упругости при растяже- нии 100%. kzc{cj& ...... Удлинение при разрыве, «/о . . . ; Твердость по Шору (шкала А). . 53 18 1 100 69 21 895 105 56 480 45 114 60 425 49 148 74 650 53 162 103 315 60 169 98 175 183 113 110 72
Полифункционалъные флексибилизаторы
219
со смолами DGEBA достигается путем добавления ал-
киланилииа (Л. 14-50].
тельно прореагировала так, чтобы получились реакцион-
носпособные участки, содержащие серу. Например, эпок-
сидные смолы иа основе глицидного эфира реагируют
с политиоциаиатами (реакция е-капролактама, тиоциа-
ната аммония и хлористого цинка), и эти аддукты ис-
пользуются в качестве реагентов с синтетическими кау-
чуками (Л. 14-27]; DGEBA реагирует с HeS, который
используется в качестве сореагеита, придающего свой-
ства, указанные в табл. 14-21.
Свойства нитрилкаучука, отвержденного
сероводородным аддуктом DGEBA (мол. масса 900)
[Л, 4-5]
Нитрилкаучук . . .
Окись циика ....
Стеариновая кислота
Дисульфид бензоти-
азола ...........
DGEBA (мол. масса
900)
DGEBA (мол. масса
900) — сероводород-
ный аддукт ....
DMP-30.............
Предел прочности при
растяжении, кгс/см?
Модуль упругости при
растяжении 300»/о,
кгс/см? ...........
Удлинение при разры-
ве. »/. ...........
Остаточная деформа-
Твердость по Шору
(шкала А) ....
Величина набухаемос-
ти, %:
в - <е при 150 *С
сщм я 7 суток
в гексане при
25 °C спустя 1
в бензине при
25 *С спустя 1
сутки .............
При использовании эпоксидной ненасыщенной смо-
лы реакция может быть вызвана вулканизацией серы
или перекисного катализатора. В табл. 14-22 и 14-23
приведены типичные композиции и их свойства.
Природный каучук (латекс) используется <в смеси
с эпоксидной смолой, отвердителем, цементом и водой
для образования раствора компенсационного соедине-
ния (14-40].
Прн смешивании хлоркаучуков, таких как хлоро-
прен, с эпоксидными смолами реакция вулкаииаации
Таблица 14-22
Свойства SBR, модифицированного
ированным полибутадиеном. Вулканизация
серы [Л. 2-3]
полибута-
фкцировав-
Стирол-дивиииловый каучук, 1502
Печная сажа............
Дисульфид бензотиазола
Окись цинка............
Стеариновая кислота’. . . .
Эпоксидированный полибутадиеи
MPDA..........................
Резорцин .....................
Трнс-(1-хлорэтилфосфат........
Предел прочности при растяжении
кгс/рж1 ......................
Модуль упругости при растяже
нин. кгс/см1..................
Твердость по Шору (шкала А).
Прочность иа разрыв, кгс/см. .
Предел прочности при растяжении
спустя 48 ч пра 100* С. кгс/см?
Предел прочности при растяжении
спустя 70 ч в горючем В по
ASTM D471-59T, кгс/см1 . . .
Предел прочности при растяжении
спустя 7 суток в масле 3 пс
ASTM D471-59T. кгс/см? . . .
Удлинение. %.......................
каучука с участием хлора не промотнрует, по-видимому,
реакцию эпоксидных групп. Однако использование 8—9
частей DGEBA в качестве отвердителя для хлоропрена
описывается, как обеспечивающее удовлетворительные
статические и улучшенные динамические свойства по
сравнению со стандартными отвердителями, ио с некото-
рым уменьшением нагревостойкостн (Л. 14-39]. При со-
отверждении смесей хлоропрена и эпоксидной смолы
с применением вулканизирующего средства, реагирую-
щего с эпоксидной смолой, такой как полифеиолы вли
ароматические амины, достигается некоторое увеличение
модуля упругости и химостойкостн (Л. 14 6]. В диапа-
зоне молекулярных масс от 550 до 3300 наилучшие
свойства имеют смолы иа основе DGEBA с меньшими
молекулярными массамн. Прн увеличении молекулярной
массы наблюдается Небольшое уменьшение прочности н
небольшое уменьшение модуля упругости при 300%-ном
удлинении. Эпоксидная смола улучшила сопротивление
усталости н адгезию [Л. 14-45]. В больших концентраци-
ях смолы на основе DGEBA несовместимы, ио сообща-
ется, что эпоксидированные полибутаднеиы совместимы
во всех концентрациях [Л. 14-44]. Сообщалось, что ис-
пользование небольших количеств хлоркаучуков улуч-
шает свойства эпоксидных покрытий с применением ка-
менноугольного дегтя [Л. 14-34], н небольшие количества
DGEBA с алифатическими первичными аминами в каче-
стве отвердителей используются для улучшения харак-
теристики хлоропренфенолформальдегидиых раствори-
мых клеев по отношению к связям с виниловыми ма-
Гл. 14. Флексибилизаторы и пластификаторы для зпоксидных смол
териалами (Л. 14 42]. Сообщается, что смесь хлорэтиле-
нового каучука с введением хлористого сульфонила,
аминного отвердителя, наполнителей и растворителей
улучшает реакционную способность со смолой на основе
DGEBA, содержащей отвердитель для каучука, такой
как двуокись свинца (Л. 14-49].
Свойства SBR,
перекисью [Л
Свойство
тижении; 3 — 'i
ровеннын
полибута-
Рнс. 14-15. Физические свойства жидко-
го карбоксиполибутаднена, отвержденно-
го DGEBA (мол. масса 700) в течение
24 ч прн 80%: (Л. 14-28).
' --------- - -предел прочности ври рас
Стиролдивиннловый каучук. 1502
Печная сажа.................
Перокись дикумила...........
Октамнн.....................
Эпоксидированный полибутадиев .
ННРА...............
Пропиленгликоль . .
Пределпрочности при растяжении.
Прочность на разрыв, кгс/см . . .
Твердость по Шору (шкала А)
Предел прочности при растяжении
спустя 48 ч при 100“С. кгс/см*
Прочность на разрыв, кгс/см . .
Предел прочности при растяжении
спустя 70 ч в топливе В по
ASTM D471-59. кгс/см* ....
Предел прочности при растяжении
спустя 7 суток в масле 3 по
ASTM D471-59. кгс/см* ....
Синтетические каучуки, которые могут
вступать
в реакции с эпоксидными смолами, содержат метило-
ловые, гидроксильные, карбоксильные, ангидридные нли
тиоловые группы. Были исследованы свнтетвческие
каучуки, содержащие карбоксильные, ангидридные илн
тиоловые группы. Например, бутаднен-акрилонитрило-
вые каучуки могут реагировать с ненасыщенными
ангидридами, такими как малеиновый ангидрид, н эти
полученные полимеры могут отверждаться эпоксидны-
ми смолами. В табл. 14-24 приведены свойства одной
такой системы. Каучуки, содержащие карбоксильные
группы в цепочке, могут отверждаться эпоксидной смо-
лой, свойства полученного продукта приведены
в табл. 14-25 и рнс. 44-15. В {Л. 14-16] описывается
применение одной такой системы в качестве отверди-
теля для эпоксидных клеев. В (Л. 14-36] описывается
применение другой системы в качестве отвердителя
для липких лент.
Хотя кремнийорганнческие соединения и полиуре-
таны могут рассматриваться как синтетические каучу-
ки, онн уже описывались в предыдущей главе. Из
остальных каучуков довольно широко применяются
прн изготовлении эпоксидных смол полисульфиды.
Полисульфиды. Были исследованы компаунды, со-
держащие меркаптан SH, с целью возможности при-
пых групп
менения нх в качестве сореатеитов для эпоксидных
смол. Например, сернистый водород считается реаген-
том прн производстве высокомолекулярных термопла-
стических полимеров из смол на основе глицидного
эфира (Л 14-Е], а содержащие серу аддукты могут
использоваться в качестве отвердителей для нитрил-
каучука, как указывалось выше. Тиофенолы использу-
ются в смеси с первичными аминами в качестве отвер-
дителей (Л. М-26], а компаунды, содержащие одну
меркаптановую группу вместе с другими функциональ-
ными группами в цепи, также считаются отвердителями
(Л. 1445], как и имеющие длинные цепочки полнмер-
каптоэфиры жирных кислот [Л. 14-35].
Однако чаще полисульфнды, используемые в тех-
нологии эпоксидных смол (Л. 14-10], имеют следующую
структурную формулу (Л. 14-8]
Эти компаунды иногда содержат беспорядочные
меркаптаны вдоль цепочки, ио обычно считается, что
их функциональность равна 2. На практике поперечная
сшивка может быть получена с диэпоксидными смо-
лами только путем увеличения функциональности каж-
дой эпоксидной группы до величины, большей 1 (т. е.
путем реакции через образованные гидроксильные груп-
пы) или добавления дополнительной функциональности
(т. е. использования вторичных отвердителей).
Имеются также специальные лолисульфидные от-
вердители, содержащие в среднем по две гидроксиль-
ные группы в молекуле. Эти компаунды обладают
несколько меньшей вязкостью, но обычно придают не-
обходимые свойства вещества, не содержащим гидро-
ксильные группы (Л. 8-1] н не будут рассматриваться
здесь более подробно.
Имеющиеся в продаже полнсульфиды, не содер-
жащие гидроксильных групп, различаются в основном
по молекулярной массе, плотности поперечных сшивок
По/
Свойства ангидридных каучуков, отвержденных смолами DGEBA [Л. 14-6]
ухание спустя 1 сутки, %:
в воде при 100 ’С. . . .
в гексане при 25 °C .
в бензине при 25 °C .
Предел прочности при растяжении, кгс/см1 . . .
Модуль упругости при растяжении 300%, кгс/си?
Удлинение при разрыве, %...................
Бутадиенакрилонитриловый каучук . .
DGEBA (мол. масса 900) .
DMP-30...............
Гексаметилендиамнн/DGEBA (мол. масса 900) аддукт
Предварительно конденсированный DGEBA/DDSA . . . .
Предварительно конденсированный DGEBA/MPDA
Окись цинка .................. ......
Сера..........................
Стеариновая кислота ..........
Дисульфид меркаптобеизотриазола.........
Оптимальное отверждение при 145° С, мин. .
Табл’ица ,14-25
Свойства каучука на основе карбоновой кислоты, отвержденного эпоксидой смолой [Л. 14-6]
(отверждение в течение 80 ман при 60 °C)
Предел прочности при растяжении, кгс/ся? ....
Модуль упругости при растяжении 300%, кге/c/f .
Удлинение прн разрыве, % .......................
Остаточная деформация, % .
Набухание, %:
в воде при 100 °C в течение 7 суток. .
в гексане при 25 °C в течение 1 суток . .
в бензине при 25 °C в течение 1 суток . .
222
Гл. 14. Флексибилизаторы и пластификаторы для эпоксидных смол
и вязкости. Первоначально они получались в резуль-
тате разложения более высокомолекулярных материа-
лов с целью получения жидких материалов, но в лите-
ратуре указывается, что жидкие полимеры с регули-
руемой молекулярной массой можно получить ие
Свойства типичных коммерческих полисульфидов,
выпускаемых фирмой Thiokol Corporation [Л. 6-2]
Свойство Величина ,
LP-З | । LP-8 LP-33
Физическое состояние Молекулярная масса Процент поперечных сшн- Температура застывания. Маловяз- Кая жид- ШЮ 2,0 Маловяз- кая жид- 500—700 2,0 —32 Маловяз- кая жид- 1000 0,5 -12-=—15
Плотность спустя 20 ч при 4*С, г/см* Вязкость при 27 *С, спз Температуря вспышки в открытом тигле, "С Температура воспламене- ния в открытом тигле. 1,27 700— 1200 214 240 1,27 250—350 182 205 1,27 1 300- 1550 205 240
Содержание влаги, »/о |>Н (водная вытяжка) 0,1 6,0—8,0 Светло- янтарный 0,2 6/)—8,0 янтарный 0,1 6,0—8,0 Светло- янтарный
прибегая к разложению (Л. 14-.17]. В табл. 14-27 при-
ведены типичные коммерческие полисульфиды. Из
всех этих материалов наиболее часто применяется,
по-вндимому, материал с молекулярной массой 1000
и плотностью поперечных сшивок, равной 2%, поэтому
данные, приведенные в настоящей главе, основаны иа
этом компаунде.
Влияние концентрации полисульфндов иа скорость
отверждения систем DGEBA/DMP-30 ]Л. 8-2]
пред ьн
-Ы §
Время гелеобразования мас-
сы 50 г. мин...............
Без отлила, мин ...........
Температура .экзотермичес-
кой реакции, "С.'. . . .
Меркаптаны сами по себе слабо реагируют с эпо-
ксидными группами. Реакция протекает с практической
скоростью прн добавлении основания, которое прини-
мает протон для образования нона меркаптида. Этот
нои (RS-) довольно реакционноспособен по отношению
к эпоксидной группе, н этим объясняются практически
все реакции меркаптанов с эпоксидными смолами
[Л. 14-43].
Полнсульфиды наиболее часто используются вместе
с первичными нли третичными аминами. С этими отвер-
дителями мехаинзм отверждения очень специфичен да-
количеств полисульфида.
Например (Л. 14-4], при использовании 10 частей ТЕТА
в качестве отвердителя при комнатной температуре
для смеси лолисульфнд DGEBA 2/1 было обнаружено
иа основе данных, полученных при экстракции толуола,
что менее 8% меркаптанов остаются непрореагировав-
шнми. Прн использовании третичного амииа DMP-30
в качестве отвердителя реакция была даже еще более
избирательной. После отверждения при комнатной тем-
пературе остались непрореагировавшими менее 1 %
меркаптанов при отношении 2/1.
Если ие учитывать случайное число меркаптанов
вдоль цепочки, для получения меркаптанной группы
для каждой эпоксидной группы DGEBA требуется при-
близительно 260 частей типичного полнсульфнда на
100 частей смолы. Обычное соединение требует 100 ча-
стей или менее полнсульфнда — чаще всего от 25
до 50. Большинство эпоксидных групп поэтому оста-
ются для реакции с яолифункциональным отвердителем
гомополнмернзацией и поперечными сшивками
•- ВБСВЯ 80 677о
ПолисцлыриЬгО 33
Рис. 14-16. Зависимость предела прочно-
сти прн растяжении и твердости DGEBA,
отвержденного 12 частями DETA от кон-
центрации полисульфида ]Л. 2-6].
ПолисупыриЗ:зпоксиднаясмола
Рис. 14-17. Зависимость твердости и
удельного объемного сопротивления
отвержденного DGEBA от концентра-
ции полисульфида (мол. масса 1 000)
{Л. 14-7].
Полифункциональные флексибилизаторы
Типичные свойства DGEBA с полисульфидным флексибилизатором [Л. 14-4]
DMP-3D, 10 частей
ТЕТА, 10 частей
Удельвсе поверхностное
сопротивление, ом . . .
хлористоводородной
ислоте 10%-ной . . .
сернистой кислоте
гидроокиси аммония
гидроокиси натрия
10%-ной ....
то же 60%-ной .
DMP-30.10 частей
Водопоглощение, %
юо-с, % --------
Твердость по Шору (н.ка-
температуре
ческой реа
Предел прочности прн рас-
через образованные гидроксильные группы. На прак-
тике количество вещества, используемого для образо-
вания поперечных сшивок, зависит от состава эпоксид-
ной смолы н вычисляется без учета меркаптаиовых
групп.
Наблюдаются различна в свойствах компаундов,
отвержденных полифункцновальными веществами, ис-
пользуемыми для образования поперечных сшнвок,
отвердителями каталитического типа. Например, систе-
мы, отвержденные третичным амином, будут обладать
лучшей прочностью прн растяжении при комнатной
температуре, а системы, отвержденные первичным ами-
ном, хотя и обладают вначале более стойкими свойст-
вами при повышенной температуре, становятся более
хрупкими при старении.
Рнс. 14-18. Зависимость ударной вязко-
сти по Изоду (кгс-сле/2,5 см) и твердо-
сти по Шору (шкала А) через 10 сек
DGEBA, разбавленного BGE и отверж-
денного 10 частями ТЕТА, от концеитра-
ц - полисульфида. Режим отверждения:
2 ч прн комнатной температуре и 60 ч
при 80 °C.
используются со
смолами
ПОЛИСулЬфИДЫ ОбЫЧНО wv
на основе глицидилового эфира. Реакция полисульфн-
дов с эпоксидными группами, расположенными внутри
(Л. 14-29] и иа кольце (Л. 14-12], протекает в лучшем
случае медленно, и, возможно, имеются лучшие мате-
риалы для придания этим системам гибкости.
Полисульфнды могут использоваться с ангидрид-
ными отвердителями в эпоксидных системах на основе
глицидилового эфира, но отверждение требуется про-
водить при повышенных температурах, а свободная
кислота может вызвать последующее расщепление це-
пи в полисульфиде. Основное преимущество примене-
Пояисуяырид 20
4/7 5/7%
Рис. 14-19. Зависимость ударной вязкости
по Изоду (кгс-см/2,5 см) и твердости по
Шору (шкала А) через 10 сек DGEBA.
разбавленного BGE н отвержденного 16 ча-
стями DETA, от концентрации полисульфи-
да. Режим отверждения: 20 ч прн комнат-
ной температуре и 60 ч при 80 °C (Л. 2-6].
А — ударная вязкость! В — твердость до Шору
Гл. 14 Флексибилизаторы и пластификаторы для впоксидных смол
Рис. 14-20. Зависимость тем-
пературы тепловой деформа
пин DGEBA, отвержденного
DMP-30, от концентрации по-
лисульфида, части (Л. 14-9].
ние времени жизни может быть достигнуто только п
больших концентрациях полисульфида, когда ои ок
зывает на реакцию действие разбавителя. Сульфид
тиокарбамила и сульфиды тиазола увеличивают вреь
жизни и в то же время допускают отверждение п(
комнатной температуре в системах смол на осног
глицидилового эфира (Л. 14-18]. Реакция по крайне
мере с некоторыми аминами, по-видимому, зависит с
концентрации полисульфида, при больших концентр:
цнях может потребоваться небольшое повышение тек
пературы при отверждении, чтобы избежать увелнчс
ння твердости при старении.
Вообще третичные амниы и ароматические первич
ные амины совместимы с коммерческими полнсульфи
дамн, что позволяет перевозить амин и полисульфш
в одном контейнере в упаковках, состоящих из диу>
отделений. Однако первичные алифатические аминь
обычно образуют несовместимые смеси, имеющие тен-
денцию к отделению и образованию гелеобразного слоя
Рис. 14-21. Зависимость
температуры тепловой де-
формации DGEBA, отверж-
денного MPDA/MDA/PGE,
от концентрации полисуль-
фида (Л. 2-6].
Рис. 14-23. Зависимость
сдвига 0,2% при сжа-
тии DGEBA, отвержденного
MPDA/MDA/PGE, от концен-
трации полисульфнда и темпе-
ратуры {Л. 2-6]. Режим отверж-
дения: 1 ч при 90 °C и 2 ч при
Рнс. 14-22. Зависимость преде-
ла прочности при сжатии
DGEBA, отвержденного
MPDA/MDA/PGE, от концен-
трации полисульфида и темпе-
ратуры (Л. 2-6]. Режим отверж-
дении: 1 ч при 90 °C и 2 «при
Рис. 14-24. Зависимость моду-
ля эластичности при сжа-
тии DGEBA, отвержденного
MPDA/MDA/PGE, от концен-
трации полисульфнда и темпе-
ратуры (Л. 2-6]. Режим отверж-
дения: 1 ч при 90 °C и 2 ч при
175°С.
Реакционная способность возрастает с первичными
алифатическими аминами и более реакционноспособны-
ми третичными аминами, так что, как указано
в табл. 14-27, «еныцие концентрации полисульфидов
ведут к. уменьшению времени жнзнн системы. Улучше-
П олифункциональные флексибилизаторы
225
Деформация, %
Рнс. 14-25. Зависимость дефор-
мации прн сжатии прн 2 %-ном
сдвиге от концентрации поли-
сульфида и температуры дня
DGEBA, отвержденного
MPDA/MDA/PGE (Л. 2-6]. Ре-
жим отверждения: 1 ч прн
90 °C и 2 ч при 175 °C
Рис. 14-26. Зависимость пре-
дельной деформации прн сжа-
тии от концентрации полисуль-
фнда и температуры для
DGEBA, отвержденного
MPDA/MDA/PGE (Л. 2-6]. Ре-
жим отверждения: 1 ч прн
90 °C и 2 ч при 175 °C.
на внутренней поверхности при хранении (поэтому
тр--уется упаковка, состоящая из трех отделений)
В табл. 14-28 приведены свойства типичных соеди-
ни ,й полисульфида как с первичными алифатическими
ate [амн, так и с третичными аминами. В табл. 14-29
и иа рис. 14-16 показано изменение различных неэлек-
тр ескнх свойств прн изме: - ни ко,- гества поли-
су •. фнда. Изменение электрических свойств показано
на .ис. 14-17. На рнс. 14-18 и 14-19 показано влияние
ра ичиых первичных амииных отвердителей иа удар-
ную» вязкость. На рнс. 14-20 и 14-21 показано влияние
концентрации полясульфида иа температуру тепловой
деформации. На рис. 14-22—14-31 показано влияние
температуры иа раз «чиые свойства при сжатии и
растяжении по --ульп -иой системы, отвержденной
MPDA/MDA/PGE
15-1242
На рнс. 14-32 показано влияние различных кон-
центраций полнсульфнда иа переход воды в пар. На
рис. 14-33 н в табл. 14-30 показано влияние полисуль-
фида иа водопоглощаемость.
Подобно другим флексибилизаторам полисульфиды
увеличивают температурный коэффициент расширения
отвержденной системы, величина увеличения зависит
от их концентрации. Величины могут быть значительно
уменьшены путем добавления наполнителей (см. гл. 12),
как показано на рнс. 14-34.
Рис. 14-27. Зависимость пре-
дела прочности при растя-
жении от концентрации по-
лисульфида и температуры
для DGEBA, отвержденного
MPDA/MDA/PGE ]Л. 2 6]. Ре-
жим отверждения: 1 ч при
90°С и 2 ч прн 175°С
Пякгс/см*
I
Рис. 14-28. Зависимость пре-
дела прочности при растя-
жении прн смещении 0,2%
от концентрации полнсуль-
фнда и температуры для
DGEBA, отвержден: о
MPDA/MDA/PGE [Л. 2-bj. Ре-
жим отверждения: 1 ч прн
90 °C и 2 ч прн 175 “С.
Гл. 14. Флексибилизаторы и пластификаторы для эпоксидных смол
Рис. 14-29. Зависимость мо-
дуля упругости при растя-
жении от концентрации по-
лнсульфида и температуры
для DGEBA, отвержденного
MPDA/MDA/PGE [Л. 2-6]. Ре-
жим отверждения: 1 ч при
90°С и 2 ч при 175X.
Удлинение, ’J,,
Рнс 14-30. Зависимость удли-
нения при смещении 0,2% от
концентрации полисульфи-
да н температуры для
DGEBA, отвержденного
MPDA/MDA/PGE {Л. 2-6]. Ре-
жим отверждения: 1 ч прн
90 °C и 2 ч прн 175 °C.
Анилиноформальдегидиые смолы могут быть сме-
шаны с полнсульфидами при температуре 50 °C, обра-
зуя после охлаждения жидкость. Эта смесь вместе
Рис. 14-31. Зависимость пре-
дельного удлинения при растя-
жении от концентрации по-
лисульфида и температуры
для DGEBA, отвержденного
MPDA/MDA/PGE (Л. 2 6]. Ре-
жим отверждения: 1 ч прн
90 °C и 2 ч при 175 °C.
г-см/см1-сутки
Рнс. 14-32. Зависимость превращения1
влаги в пар от концентрации полисуль-
фида для различных эпоксидных смол,
отвержденных 10 частями DMP-30
(Л. 8-2].
— новолак — эпоксклнан смола (1-2.2)- 2
DGEBA (мол. масса 420); 3 —DGEBA.
Влияние концентрации полисульфида на свойства
отвержденной системы DGEBA [Л. 2-2]
Полксульфид/впоксидняя смола
Удлинение. •/>....
Твердость по Шору
(шкала А) . . . .
Объемная усадка, %
Диэлектрическая про-
ницаемость при
Объемное удельное со-
противление, ом-см
Рис. 14-33. Зависимость водопоглощення
от концентрации полисульфнда для
DGEBA, отвержденного ТЕТА [Л. 8-2),
при комнатной температуре. Числа на
кривых показывают отношения поли-
сульфида и эпоксидной смолы.
Выводы
w
Рнс. 14-34. Зависимость темпера-
турного коэффициента расшире-
ния от концентрации полисульфи-
да для наполненных н ненапол-
неиных систем DGEBA, отверж-
денных MPDA/MDA/PGE (20 ча-
стей) в течение 24 ч при 66 °C
(Л. 8-2].
1 —без наполнителя. 2 — атомнт 319;
S — ступалит А2410; 4 — графит 1230;
с фенольными ускорителями может быть затем исполь-
зо*< на для отверждения DGEBA. Этот отвердитель
об ..лечивает температуру тепловой деформации при-
мерно 70 °C и улучшенную ударную вязкость; время
жизни систем колеблется от 90 мин и выше в зависи-
мс и от ускорителя; отверждение достигается за вре-
мя около 1 ч при температуре 120 °C. Вязкость смесн
около 20000 спз (Л. 14-31]. Подобная смесь полисуль-
фнда и анилиновой смолы использовалась для отвер-
ждения эпоксидированных иоволачных смол [Л. 14-32].
Таблица 14-30
Зависимость водопоглошения, %, от времени
для DGEBA, отвержденного 50 частями
полисульфида и 10 частями DMP-30 [Л. 2-4]
|1Ш При 23 ”С При 66 вС
Прн 23 *С При 66 *С
' 0,67 1.54 26 1.75 3.22
0.52 2,27 33 ' 1,99 3.27
5 0,80 3,00 62 2.62 3.52
6 0.87 3,06 96 3.13 3,83
7 0,93 3,10 124 3.47 4.54
8 1.00 3,13 155 3,75 5.36
9 1.04 3.15 190 3,99 6.45
12 1.19 3,19 365 4.10 11.53
19 1.51 3,20
Коммерческие полисульфиды имеют неприятный
запах, и в качестве частичного решения этой проблемы
предлагается использовать окись стирола в качестве
доба-вки для блокировки части меркаптанов перед
использованием полисульфида в качестве отвердителя
(Л. 14-37].
ВЫВОДЫ
В технологии эпоксидных смол термин «пластнфи-
ка-/ор» означает инертный компонент с длинной цепоч-
кой, который добавляется к системе смолы для полу-
чения механического пластифицирующего действия.
Термин «флекснбнлнзатор» означает ингредиент с длин-
ными цепочками, который вступает в реакцию, по
крайней мере в какой-то степени, со смолой во время
отверждения, обеспечивая гибкость путем увеличения
расстоянии между поперечными сшивками.
Обычно эпоксидные смолы не являются гибкими
материалами, и даже прн добавлении довольно боль-
ших концентраций флекснбнлизатора нли пластифика-
тора отвержденные продукты не приближаются по
своим свойствам к эластомерам. Основная причниа
использования флексибилизаторов в качестве добавок
состоит в уменьшении в этом случае присущей эпо-
ксидной смоле хрупкости. Так как многие флексибнли-
заторы, используемые в качестве добавок, служат
больше для увеличения удлинения, чем для придания
эластичности, то в этот класс могут попасть многие
разнообразные реагенты. Многие из этих материалов
уже обсуждались в других главах книги. Настоящая
глава посвящена в основном рассмотрению использо-
вания флексибилизаторов с гидроксильными группами
иа конце, а также природных и синтетических каучу-
Этн материалы могут использоваться с эпоксидны-
ми смолами иа основе ароматических глициднловых
эфиров в различных пропорциях для получения раз-
личных степеней гибкости. Некоторые нз них могут
использоваться в качестве отвердителей прн комнатной
температуре, в то время как другие требуют отверж-
дения при повышенных температурах или пригодны
только для использования с ангидридами илн кислот-
ными (типа кислоты Льюнса) отвердителями. Вообще
эпоксидные смолы с флексибилизаторами и полисуль-
фндные каучуки могут использоваться в соединениях,
отверждающихся прн комнатной температуре или близ-
кой к комнатной, в то время как молекулы с конеч-
ными гидроксильными группами требуют отверждения
прн повышенных температурах.
Общее влияние, оказываемое флексибилизаторами
и пластификаторами,— улучшение ударной вязкости и
удлинения отвержденной системы за счет уменьшения
предела прочности прн растяжении. Применение фле
кснбилнзаторов и пластификаторов позволяет произво-
дить отливки смол больших размеров и более сложных
конфигураций. Отвержденные системы менее прочны
в механичесиом отношении, чем системы без флексн-
бнлнзаторов, у них более низкая химостойкость, в осо-
бенности стойкость к действию растворителей, и более
низкие электрические свойства. Вообще и температур-
ные свойства системы с введенными флексибнлнзато-
рамн ниже, а часто и значительно инже температурных
свойств систем без флексибилизаторов.
228
Гл. 15. Литье, заливка, капсюлирование и герметизация
Глава пятнадцатая
ЛИТЬЕ, ЗАЛИВКА, КАПСЮЛИРОВАНИЕ И ГЕРМЕТИЗАЦИЯ
Во всех предыдущих главах этой книги эпоксидные
смолы освещались с точки зрения химического состава
и строения. Эта же я все последующие главы книги бу-
дут посвящены современной технологии иопользования
эпоксидных смол в различных отраслях промышленности.
Твердые эпоксидные смолы в основном применяются
для лаковых |(защитных) покрытий. ® качестве формо-
вочных компаундов, покрытий в движущемся слое и в
меньшей мере для изготовления клеев и слоистых пла-
стиков. Жидкие (литьевые) эпоксидные смолы применя-
ются весьма широко, включая изготовление литых изде-
лий, ааливку деталей в смолу, герметизацию и капсюли-
рование изделий, изготовление инструментов, пенопла-
стов. клеев, слоистых пластиков и покрытий.
Технология применения эпоксидных смол включает
в себя рид общих закономерностей, которые подрооно
разобраны в данной главе, посвященной литью, заливке
и герметизации.
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ
Как видно из рис. 15-1, термины литье, заливка и
герметизация имеют специфичные значения. Однако иа
практике этими терминами пользуются довольно вольно
и часто они взаимозамеияются. Термины литье (casting)
и литьевая смола .(casting resin) — самые общие терми-
ны Они включают как виды литья, так и все компаунды,
используемые для этих целей.
ПРИМЕНЕНИЯ
Есть много других пластических-литьевых смол, сре-
ди «их можно отметить:, полнстиролвные, фенольные,
кремнийорганическне и акрилы. Жидкие эпоксидные
смолы обладают рядом преимуществ >(гл. 1), которые
дают возможность более широкого применения этих смол,
чем других материалов. Сравнение свойств нескольких
литьевых смол представлено в табл. 15-1.
Отвержденные эпоксидные смолы имеют цвет от
светло-янтарного до темио-яитарного, поэтому ив них
нельзя получать отливки такие же прозрачные, какие
могут быть получены из акрилов. Были изготовлены
специальные композиции на основе DGEBA (п-=0) и
ангидридов для получения прозрачных пленок. Но в
большинстве случаев литьевые эпоксидные смолы исполь-
зуются там, где «е требуется хорошей оптической проз-
рачности. Обычно литьевые смолы не содержат армиру-
ющих волокон и поэтому не обеспечивают структурной
прочности, которая может быть получена в армирован-
ных формовочных компаундах и в слоистых пластиках.
Последнее применение, например, потребовало
2 млн. кг смолы в 1963 г. В 1965 т. в результате исполь-
зования нового производственного оборудования и сме-
ны конструкций это количество уменьшилось до
400 тыс. кг. Остальные применения в отличие от залив-
Рис. 15-2. Измерительный щит отлит из
вязкой эпоксидной смолы. Отливка про-
изведена в виниловой форме. Отвержде-
ние производилось при комнатной тем-
пературе. После отверждения для полу-
чения требуемой окраски на щнт на
Применения
229
Сравнительные характеристики синтетических литьевых смол
Класс 105. Класс 105, Класс 105, Класс 130, Класс 180,
фенольные полиэфирные эпоксидные эпоксидные кремнийорганй-
Плотность, г/см' 1,30—1,32 1,10-1,46 420—700 1.11—1.23 1,15 1.70—1.90
Предел прочности при растяжении. 420—630 840 840—1 050 210—490
Удлинение, % 1.5—2.0 5 5 1.5
Модуль упругости при растяжении, 10’ кгс/см' 31,5 21-45 31,5 42 —
Предел прочности при сжатии. 875—1 050 910-1 890 1 120 1050 630-1 256
Предел прочности при изгибе. 770-1 190 595—1 190 1250 1 118 686
Ударная вязкость по Изоду, ] 1.35-2,15 1,15—2,15 2,7—9,2 1,05 23
кгс-см/см'
Твердость по Роквеллу (шкала М) 120 115 100 112 45
Температурный коэффициент рас- ширения. 10-* “С-1 60—80 80-100 60 60 308
Температура тепловой деформации. 78-82 60-100 120 300
Нагревостойкость, “С 71 12 149 177 249
Удельное объемное электрическое 16*»—10** 10'• Ю'К-Ю" 10*’ 10'*-1С*‘
сопротивление, ом-см Усадка, % 8-10 4—6 1—2 1—2 4—8
Адгезия к металлам, стеклу, пла- Отличная Достаточная Отличная Отчичная Плохая
стикам, керамике и т. д. Электрическая прочность, ке/мм 14,0—16,0 13,5-20,0 16.0—20,0 17.5-20.0 7.5*
Диэлектрическая проницаемость при 60 гц 6,5—7,5 3,0-4.36 3,8 3,8 4,0—5.0
Дугостойкость, сек 100-125 125' 50-180 100—140
tgJ при 60 гц Водопоглощение после 24 ч, "/« 0.10—0,15 0,003 0.С013 0,002 0.0055
0,12—0,36 0,15—0,60 0,14 1.Ю Малое
Слабое Действуют Не действуют Действуют Не действуют
Д чтвие сильных кислот Действуют Не действуют
Д, ь твне слабых щелочей Слабое Слабое Не действуют Не действуют Слабое
Действие сильных щелочей Разлагаются Разлагаются Очень с лабое Очень слабое Действуют
Действие органических растворите- Некоторые Действуют не- Стойкие Стойкие Некоторые
лей действуют которые и хло- действуют
рированные
растворители
ки и герметизации имеют более или менее малый объем,
включая производство специальных частей с электриче-
скими изоляционными свойствами (39), небольших шесте-
ренок и не^ 1ЫИНХ пластмассовых форм. Высокообъем-
иые производства в дальнейшем будут диктовать исполь-
зование эпоксидных литьевых смол.
Эпоксидные компаунды используются для трубча-
тых центробежных форм, оболочек эпоксидных отливок,
форм для производства шпулек н так далее. Значитель-
ный интерес представляет производство,форм для пара-
болических зеркал с использованием эпоксидных смол
[Л. 15-45) и использование эпоксидов для оснований пе-
чатных плат (Л. 15-31].
Литье электрических выключателей нз эпоксидных
смол описано в (Л. 15-83]. Внброгасящую облицовку ко-
раблей изготавливали также нз эпоксидных смол [Л
15-89]. Проводятся исследования по использованию эпок-
сидных смол в качестве пропитывающих материалов
для укрепления земляных моделей, для пропитки графи-
та с целью увеличения прочности и уменьшения прони-
цаемости [Л. 15-77]. При этом порошкообразные керами-
ческие частицы покрывались растворами пластифициро-
ванной эпоксидной смолы и впоследствии уплотнялись.
Эпоксидные компаунды наполняются порошкообразным
абразивом AlaOs и используются при монтаже образцов
для металлографических исследований, которые впо-
следствии стачиваются и полируются для микроскопи-
ческого изучения (Л. 15-85).
Эпоксидные отливки вполне пригодны для фото-
эластичного изучения. Эпоксиды превосходны для этой
цели. Действительно, оин дают высокий оптический коэф-
фициент двойного преломления. Он определяется через
E/s (Е —модуль упругости, s — фотоэластическая по-
стоянная). Это отношение должно быть максимально
возможным я эпоксиды дают Е/л=3000 под нагрузкой
при комнатной температуре. Эти значения Els — наиболь-
шие для имеющихся пластмасс.
В качестве заливочных компаундов для нужд элект-
ротехники и электроники эпоксиды практически не име-
ют себе равных. В электронной технике эпоксидные смо-
лы используются для герметизации целых систем и пе-
чатных схем, так же как и отдельных элементов: кон-
денсаторов, обмоток (Л. 15-53], нагрузочных катушек
[Л. 15-53], транзисторов и тороидальных сердечников
[Л. 15-9].
Они широко используются для заливки кабельных
муфт. В электротехнической промышленности эпоксиды
используются для герметизации всех типов трансформа
230
Гл. /5. Литье, ааливка, капсюлирование и герметизация
Рис. 15-3. Автоматическая заливка эпоксидной компо-
зицией пространства между наружным кожухом и те-
левизионной трубкой.
торов (Л. 15-7, 15:11, 15-17, 15-18, 15-26, 15-30, 15-36,
15-55, 15-58), двигателей (Л. 15-6, 15-8, 15-13, 15-14,
15-43 и 15-62) н дросселей [Л. 15-21].
ОБЩИЕ ЗАМЕЧАНИЯ О ЛИТЬЕВЫХ ЭПОКСИДНЫХ
СМОЛАХ
Эпоксидные литьевые смолы — это в основном жид-
кости, смешанные с отверждающими агентами. Смесь
отверждается прн комнатой или повышенной темпера-
туре, переходя а стадию С. Есть ряд важных факторов,
оказывающих существенное влияние на получение отли-
вок хорошего качества, без трещки и раковин:
1) вязкость;
2) реакционная способность;
3) акзотермичиость;
4) упругость паров;
5) усадка;
6) коэффициент расширения;
7) стойкость к термоудару;
8) нагревостойкость.
Будет полезно -
ров подробнее.
из этих факто-
Вязкость
Как показано на рис. 15-4, с повышением темпера-
туры вязкость быстро падает.
Одни отвердители и модификаторы влияют иа вяз-
кость системы до отверждения незначительно, в то вре-
мя как другие оказывают иа иее существенное влияние.
Наполнители увеличивают вязкость обычно прямо про-
порционально объему загружаемого наполнителя. Таким
образом, вязкость смолы — это только одни из факто-
ров, влияющих на вязкость компаунда в целом.
Часто бывает полезно подогреть компаунд до неко-
торой, заранее выбранной температуры (рис. 15-4). Это
делается для того, чтобы удалить воздушные пузырьки,
попавшие в компаунд во время его приготовления, для
удаления воздуха или газов, содержащихся во всех
включениях, попавших в отливку, для получения плот-
ной структуры без пустот.
Есть два способа нагревания компаунда: 1-) смола
(обычно обозначается часть А) и отверждающий агент
(обозначается часть В), ускоритель илн кзтализатор на-
греваются раздельно и затем смешиваются; 2) они сме-
Рис. 15 4. Вязкость DGEBA с ката-
лизатором и 25% наполнителя в за-
висимости от температуры.
шиваются в холодном состояния ’(когда не требуется
расплавления отверждающего агента) и затем смесь
нагревается.
В большинстве случаев желательно нагревать смолу
и отверждающий агент раздельно и затем смешивать
при рабочей температуре.
Смешивание в холодном состоянии с последующим
разогревом уменьшает время жизни компаунда. Выбор
того или иного способа вааисит от реакционной способ-
ности ингредиентов.
Реакционная способность
Нагреванием ингредиентов эпоксидного компаунца
до некоторой температуры мы хотим добиться снижения
вязкости. Есть, однако, ряд нежелательных факторов,
Имеющих прв этом место. Первый из них—это реакци-
онная способность. Реакция отверждения эпоксидных
смол подчиняется закону Аррениуса, который для ста-
дии превышения реакции гласит: повышение температу-
ры на 10 °C увеличивает скорость реакции в 2 раза.
Следствием этого является то, что повышение темпера-
туры па 10 °C уменьшает время жизни иа 50%. Следо-
вательно, если компаунд образует гель при температуре
25 °C через 30 мин, то при температуре 35 °C он обра-
зует гель приблизительно через 15 мин, прн температуре
45 °C—через 7,5 мин. Это явление проиллюстрировано
иа рис. 15-5, где по одной оси отложено время образо-
вания геля, а по другой — температура.
Таким образом, когда используется нагревание для
получения низкой вязкости, реакционная способность
становится нежелательным фактором, и, следовательно,
из-за высокой реакционной способности ие может быть
достигнута низкая вязкость. Реакционная способность
обычно измеряется временем образования теля, как иа
рис. 15-5. Следует отметить, однако, что, используя вре-
мя образования геля для измерения реакционной способ-
ности, надо учитывать два дополнительных фактора, ко-
торые могут изменить результат и дать данные, отлич-
ные от теоретических,—это молекулярная масса и масса
Общие замечания о литьевых эпоксидных смолах
Z.S 2JB 3,0 3,2
Ю3/°К
Рис 15-5. Кривые Аррениуса для
DGEBA, реагирующего с аминами
компаунда. Значения температуры гелеобразования со-
гласно с теоретическими данными были получены, когда
небольшие количества реагирующих масс исследовались
при комнатной температуре.
Вторым нежелательным фактором является измене-
ние массы. Если масса увеличивается, то температура
.также увеличивается вследствие экзотермнчиых явлений
Экзотермичносп
Экзотермичнрсть определяется как увеличение тем-
пературы компаунда благодаря энергии, выделяющейся
при реагировании эпоксидных групп. Обычно выделяется
24 000 кал «а 1 моль кислорода эпоксидв (Л. 15-19,15-3J.
Повышение температуры АГ при реакции 0,4 кг смо-
лы (2,39 моля, если марка применяемого эпоксида 190)
и 0,04 кг отвеождадлцего агента найдено из
ДЛ «гДУСрШ,
где ДЯ —тепло, выделяющееся из 500 г реагента, рав-
ное 5700 кал/кг. Возьмем сР=0.3 кал!е и т=500 е,
тогда
57000=Д7- 0,3 -500:
67== 374 °C
Это большое повышение температуры соответ-
ствует полному теплу, выделенному в течение отвержде-
нии смолы. Это значение, конечно, может быть получено
прн адиабатическом повышении температуры, т. е. для
смолы, реагирующей в полностью изолированном контей-
нере. Чем выше температура, тем выше реакционная
способность, тем короче период, за который выделяется
тепло, тем меньше тепла успевает уйти в окружающее
пространство, тем ближе повышение температуры к ади-
абатическому. Этот эффект показан на рнс. 15-6.
Если масса компаунда велика, го наблюдается эф-
фект, подобный предварительному подогреву, если даже
такового и не проводилось. Это происходит вследствие
плохой теплопроводности. Смола ближе к стенке формы
охлаждается окружающей средой, а смола в центре наг-
ревается гораздо больше, только тогда она может отда-
вать тепло наружным слоям. Когда применяют твердые
смолы, вполне возможно, что в центре отливки тепло
достигает значения теоретического адиабатического.
В таких отливках получаются пустоты, трещины н на-
углероживание.
Даже когда реакция протекает весьма быстро, есть
многочисленные вредные явления, получаемые вследст-
вие экзотермичности. Термочувствительные транзисторы
могут разрушиться, изоляция обмоточных проводов
может испортиться и вследствие этого могут возникнуть
короткие замыкания. Даже в простых отливках без вста-
Рис 15-6. Действие температуры
первоначального перемешивания иа
экзотермы. Навеска 100 а в четырех
стеклянных колбах.
вок может иметь место газовыделение и образование
раковин вследствие упругости паров.
С DGEBA отверждающие агенты—амины вследствие
высокой реакционной способности высвобождают тепло
быстро с соответствующим заметным повышением тем-
пературы, ангидриды высвобождают тепло медленно
н в основном дают малый экзотермический эффект даже
при повышении температуры отверждения. При упо-
треблении других марок смол экзотермнчность аминов
может снижаться, а с ангидридами — повышаться.
Упругость паров
Давление газообразной фазы вещества, находящейся
в равновесии с его жидкой фазой, называется
упругостью паров этого вещества. При иагреваиии
можно достичь температуры, при которой давление
паров равно окружающему илн атмосферному давлению;
граница между газом н жидкостью исчезает, и вещество
закипает. Если композиция эпоксидная смола и отвер-
дитель слишком разогревается, то это ведет к образова-
нию пузырькоа газа, которые, если онн возникают
незадолго до момента гелеобразоваиня, остаются
в отвержденной стадии. Эти пузырьки являются затем
причинами механических повреждений и трещин.
Упругость паров ряда отвердителей представлена
иа рнс. 15-8.
Упругость паров надо также принимать во внима-
ние, если устранение воздушных включений из эпоксид-
ного компаунда производят прн помощи вакуума.
Вполне возможно, что может оказаться удаленной при
вакуумировании также н часть отверждающего агента
или ускорителя.
Усадка
Другим аспектом действия температуры, кроме ее
воздействия на вязкость, реакционную способность,
экзотермнчность н упругость паров, является действие
ее иа усадку. Усадка —это уменьшение объема илн
линейных размеров в течение отаерждеиня (рис 15-9—
15-11). Усадка вызывает напряжения, которые могут
~.n,S=ShSS“-£
Я".,Ег=!=г5
няа „ 0 УлУчшает внеш-
ний вид изделия.
”°веста к бмстромТобразовмию8™6’1’'10 встввки или
«шснах pi. I7.]6, iWl^-^^JH^
для типичных ^литьевых 3 смолМ0С™ °Т гемпеРатУРЫ
отверждения представлен! н^ „яг 1еТСЛение лРоиесса
-аХ^^
цент“дли отаося~ K^^pXSZB2^
Парциальное давление,
ffff mtzonom
« т гоо зоо 4оо7шн
Рис. 16-9 Объемная
Усадка DGEBA при
ЛО с, отвержденного
алнфитическим амином
[Л. 2-6].
4 МГОА
g /ЛИРРА/ЫОА /PGE
нению: УРав-
Л<=1^29{1-6,8х
Х10-‘(/_20 °C)].
„„„J4™ ‘"'“РЖДеяие про-
водится при постонииой тем-
пературе, равной 120 °C то
"~ь бУдет продол- в-
жать увеличиваться вплоть 4
Ьли™™0™ отверждения. 8
ьсли отвержденная смола 53 3
pTar™ д0 ТИЯ1еРЬту- й
Р“ 20 с- то должны быть
??“?!°тРены два Различных >
коэффициента расшивеиия '
или коэффивдеетГХ™
Й? ^“иературы примерно
й !£(т0Чка изменение
в плотности происходит со
гласно уравнению “
£><=1,205 [1-5,0Х
Х10~‘ (/—ПО °C)];
105 °C пл°™ость “ме-
няется согласно уравнению
£><=1.231(1—2,2х
Х10-‘(/-^20°с)].
ДвухТпряКмых£линнТХ^ I
согласно определению™ t
кой перехода второго рода. S
При температуре 20 °C плот J
ИОСТИ отверженных и не: ,1
отвержденных смол практа- '3
чески равны. Если бы было
возможно отеерждцть пои
объеМнеаМяПечс?Ре’ «° Полная
~я„х:ат.гаПраб“
тичкки равной нулю ЕЬИ
бы было возможно провктн
ла^ы ДвННе "Р” °°С-тоб^
объемная^ отРиц™ьИая
разница в из^еиетии’^лотнтс^ей^аТ®8^11' °™еченэ
6) в гелеобразной фазе. Пока ип^1 В Жидкой Фазе и-
в жидкой фазе, никаких пихт ^вТ Нзм®неняе плотности
возникает. Однако в ™ eSS™ напРя«еинй
напряжения -возникают и ота.иеи^ ”ЛИ таеРД0® фазе
Ря отверждению = ^жГ“я
от аи зап йонин
1ч-10- Объемная
Усадка DGEBA
65 С, отвержденного
ароматическим амином
[Л. 2-6].
DEAPA
Аи»ЙМР~де
от zoo зоо tooHih
Рнс. 15-11. Объемная
усадка DGEBA при
оо С, отвержденного
третвчными аминами
[Л. 2-6].
• Общие замечания о литьевых впоксидных
Рис. 15*12. Изменение плотностн ни'тмги
DGEBA/PA в течение отверждения [л
фазами-жидкой и гелеобразной или твердой Н»
рисунке «оказана так называемая линия гелесХзоиа
няя. Усадка, которую надо принимать во mhmJX
в технике, т. е. та, которая может вызвать натояж^Л
появляется ниже этой линии. Эта vra™ Л™ЯЖения’
линией СС. Усадку при любой
можно найти но рисунку. Например, ™и “ола
отверждается при температуре 180 °C, то кривая “лот-
ности проходит через точку AHIKE и усадка в твеопой
фазе представлена линией IL. 3 а а твеРДой
Все предыдущие замечания верны только в том
случае, если время разогрева очень Хо и е^н
отверждение проводится при постоянной температХ
На практике это выполняется «ри малых
компаунда. В случае больших отливок частичная^нмН
ческая реакция протекает из-за разогрева, и невдзможно
поддерживать экзотермическую реакцию. Эти о&тоятель
ства представлены ломаными линиями Лп
ры 120 °C плотность изменяется до точкиВ покривей
а затем прямолинейно до точки М. С этой точки зпения
иостн, обусловленное повышением" теХатуры. п^о"'-
ладает над увеличением плотности, ЬбусШвлениым
химической реакцией. Усадка в твердой фвзе опреде
ляется максимальной температурой (линия NO);
О) после пересечения линии гелеобразования хими-
ческая усадка преобладает «ад расширением, обуслов-
ленным повышением температуры. Плотность увеличи-
вается, повышение температуры „е в^ет к умГичеХ
Усадка в твердой фазе (б) определяется не
максимальной температурой, а температурой пересечения
линии гелеобразования (точка Р) „ линией усадки PR
Для получения малой усадки экзотермическая реакция
2“м Пр°ВеДеИа> “ЛИ “зможно, следующем
а) пересечение линии гелеобразования должно
происходить при минимально возможной температуре-
б) -после пересечения линии гелеобразования р^к-
цня должна проводиться крайне медленно, так как тем-
ка вследствие химической реакции всегда больше чем
тепловое расширение, обусловленное повышением
температуры [Л. 17-56].
Недостатки высокой усад.
ки и напряжений, появ-
ляющихся вследствие эго-
статочное заполнение
формы или плохое вос-
произведение поверхно-
сти формы; 2) трещины
ся при охлаждении;
3) трещины в отливках,
появляющиеся в течение
тепловых циклов; 4) раз-
рушение элементов,, чув
ствительиых к давлению.
Внутренние ' напря-
жения исследовались при
помощи датчиков давле
ння, «оказанных на ряс.
15-13. Эти исследования
Рис. 15-13. Испытательный
прибор, использующий тен-
зодатчики для определения
напряжений в эпоксидной
отливке (Л. 2-6].
Э— окружное
ваиие пластифицирован-
ных компаундов умень-
шает внутренние напря
жеиия. Результаты ис-
следования приведены па
рис. 15-14 н 15-15. Было
показано, что режим от-
верждения также оказы
вает влияние (рис.
15-16).
Изучение напряжений в течение отверждения
проводилось также с помощью фотоэластических
измерений (Л. 15-60]. Последние дают данные, пред-
ставленные графиком рнс. 15-15. Напряжения, появляю-
щиеся в элементе, который герметизируется, в большей
степени зависят от модуля упругости герметизатора,
чем от разницы в температурных коэффициентах рас-
ширения. Меньшая температура отаерждення снижает
напряжения, так как получается меньшнй термоудар
гелеобразования (Л. 15-91].
Когда требуется применить жесткую систему,
чувстантельные к давлению элементы перед окончатель-
ной герметизацией можно покрыть пластичным
компаундом, этот барьер, как «оказано иа рис. 15-17,
уменьшает напряжения. Кремянйоргаиические раздели-
тельные слои были созданы для снятия напряжений
в чувствительных к ним конденсаторах, и ианлучшим
из них —и” гт™™™. -----------------
х является RTV. Покрытие служит для равномер-
распределения напряжений и предотвращения
-60-41-20 0 20 М 60 ВО ЮО°С
Риг. 15-14. Давление, создаваемое
жесткой и эластичной композициями
на основе эпоксидной смолы, в тече-
ние тепловых циклов (Л. 15-32].
и герметизация
* *0
s
-BO-bO-ZO о го 4о во во too°c
Рнс. 15-15. Влияние температуры
отверждения на давление, создавае-
мое эластичной композицией на осно-
ве эпоксидной смолы в течение теп-
лового цикла [Л. 15-32].
-образования местных повышенных напряжений
низких температурах. Вследствие высокой усадки
•отделится от поверхности вноксидн и предотвратгт
развитие напряжений
Можно отметить, что существует тесная связь
между модулем упругости герметизирующего материала
при пониженной температуре и емкостью слоистых
конденсаторов. Чем ниже требуется температура для
получения модуля упругости в 350 кгс/см2, тем меньше
изменение емкости.
Гидравлические испытания показали, что конденса-
торы стойки к этим испытаниям до значения пример-
но 490 кгс/см2. Эти испытания показали,, что давление
не является причиной изменений в значениях, тем не
менее местные напряжения являются крупным
недостатком. Там, где используются не очень жесткие
нли совсем эластичные эпоксиды, кремнийоргаиическое
покрытве необязательно. В добавление к сказанному
а применении пластифицированных композиций смол
н контроле процесса отверждения для снижения высо-
ких напряжений можно отметить, что для этой цели
могут быть применены и наполнители. Влияние
наполнителей на усадку
Рис. 15-16. Давление, со-
здаваемое наполненной
системой DGEBA иа
встроенный тензодатчик
в течение тепловых цик-
лов (Л. 15-72].
Коэффициент расширения
Наполнители, кроме сни-
жения усадки, уменьшают
расширения эпоксидного
компаунда. В полностью
отвержденной смоле изме-
нение с температурей дав-
ления на вставленные эле-
менты может быть рассчи-
тано исходя из разницы
в коэффициентах 'расшире-
ния этих материалов. В од-
ной из серий испытаний ги-
дростатическое давление
было приложено к столби-
ку ртутн для получения то-
го же аначения, что и иа
смежной термопаре. Давле-
ние на ртуть бралось как
мера давления, действую-
предварительного вла-
стнчиого покрытия иа
уровень напряжений в
системе DGEBA отвер-
дитель — жирный поли-
амид {Л. 15-36].
щего иа стеклянную труб-
ку термометра. Типичные
данные приведены на
рис. 15-18.
Характеристики темпе-
ратурного расширения за-
висят от смолы, отвердите-
ля, модификаторов, раство-
рителей и наполнителей,
присутствующих в компо-
зиции. Чем более пласти-
фицирован (эластичен) ком-
паунд, тем выше степень
расширения; чем больше
наполнителя, тем меньше
коэффициент расширения.
Хорошо, если коэффициент
расширения смолы близок
к коэффициенту расшире-
нии к среднему значению,
если элементов несколько я
они имеют разные темпера-
турные коэффициенты рас-
ширения. На практике, если
есть металлические элемен-
ты, требуется крайне боль-
шое количество наполните-
ля или первоначально же-
сткий компаунд. Уровни
расширения для различных
материалов указаны на
рнс. 15-19. Если бы было
возможно применением наполнителей получить со-
вершенно точное совпадение температурных коэффи-
циентов расширения компаунда и элемента, то и тогда
невозможно было бы получить сястему без напряже-
ний. так как появляются напряжения между частицами
наполнителя и объемом смолы Таким образом, в то
время как наполнители ведут к некоторому уменьшению
уровня напряжений, применение их необязательно
приведет к успеху, так как напряжения, вызываемые
эпоксидным компаундом в течение теплового цикла.
Сохраняются. Эпоксиды могут использоваться для
приложения давления «а встроенный элемент с умень-
шением температуры. Подобная герметизация эпоксида-
ми используется для восстановления рабочего режима
ферритовых сердечников при низких температурах. По-
лученные сердечники способны работать в более широ-
ком диапазоне температур, и, следовательно, ликвидиру-
ются ошибки электронного оборудования.
Рис. 15-18. Давление, создавае-
мое на стеклянный стержень со
стороны DGEBA, отвержденного
алифатическим амином с 20% на-
полнителя — стекловолокна
[Л. 15-41].
Общие замечания о литьевых эпоксидных смолах
235
Испытания на термоудар
Существует много методов испытаний и методик
для оценки стойкости эпоксидных композиций к термо-
удару. Все они основываются иа испытании залитого
в эпоксид металлического шестигранного образца.
Образец нагревается и быстро охлаждается помеще-
нием его в жидкость с низкой температурой.
Один из этих методов рассмотрим подробно.
Щестнугольная стальная пластина толщиной 18 н дли-
ной 25 лш помещалась а центр симметричной стеклянной
формы диаметром 25 мм и высотой 37 мм. Пластина
заливалась эпоксидом и отвердителем. Пять образцов
нагревались и выдерживались при температурах 90,
105, 130 или 155 °C и затем сразу опускались в ванну
со спиртом с температурой — 55 °C. Если после 10 цик-
лов четыре из пяти образцов ие имели трещин, то счи-
талось, что компаунд выдержал испытание.
Этот метод хорош для определенных компаундов
со сравнительно плохой способностью к термоудару,
ио ие может быть применен для компаундов с хоро-
шей стойкостью к термоудару.
Из сказанного следует, что когда встроенные эле-
менты находятся в отливках из эпоксидных смол, ве-
роятность появления трещин в течение оперждения
нли тепловых циклов будет зависеть от модуля упру-,
гости смолы, температурного коэффициента расширения
и напряжений, появляющихся прн температуре отвер-
ждения. Действительно, стойкость к термоудару может
стать сложной проблемой, особенно присущей жестким
эпоксидным системам. Проблема еще усложняется там,
где требуется высокая рабочая температура. Вследст-
вие относительно низкой нагревостойкости пластифи-
цированный компаунд, как и большинство -------------
других
Рис. 15-19. Сравнение температурных коэффициен-
тов расширения различных материалов,
эластичных систем, плохо подходит для этих целей.
Для исследования термоудара в жестких тепловых
циклах требуется изменение композиции.
Первоначальные напряжения, обусловленные усад-
кой и температурой отверждения, должны быть миии-
Рис 15-20. Типичные примеры тре-
щин н зпоксидных композициях, по-
являющихся во время эксплуатации
[Л. 15-22].
F1
Рис 15-21. То же, что 1Б-20.
мальиы. Обратимые напряжения, обусловленные харак-
теристиками расширения компаунда, должны быть
сведены к минимуму. Основной эпоксидный полимер
должен обладать сочетанием эластичности и жесткости.
Когда напряжение иа компаунд увеличивается, дости-
гается точка, при которой дальнейшее воздействие не-
возможно из-за удлинения. В этой точке только пре-
дельная прочность компаунда при растяжении способна
противостоять приложенному усилию. Если эта проч-
ность будет нарушена, то произойдет разрыв.
В точке теплового цикла с наименьшей темпера-
турой прочность при растяжении максимальна, а в точ-
ке теплового цикла с наибольшей температурой на-
оборот. К несчастью, увеличение удлинения композиции
ведет к уменьшению прочности прн разрыве, н на-
оборот.
В добавление к появляющимся напряжениям, рас-
смотренным ранее, добавочные напряжения могут воз-
никнуть в эпоксидных компаундах вследствие темпе-
ратурных градиентов (например, горячих внутренних
обмоток и пространств, охлаждаемых воздухом) и
внешних факторов (центробежные силы во вращаю-
щемся электротехническом оборудовании). Типы разру-
шений в результате термоударов, которые могут про-
изойти в основном в точках концентрации напряжений
в местах включений, представлены на рис. 15-20
и 15-21. Следовательно, проводя исследования иа тер-
моудар, надо применять встроенный элемент того или
иного типа, но дающий одинаковые виды местных
напряжений. Таким образом, композиции могут срав-
ниваться по своей стойкости к термоудару. Однако
данные этих испытаний ие дают точного совпадения,
так как величины напряжений зависят от размера и
формы вставных элементов, толщины отливки и усло-
вий работы.
Нагревостойкостъ
Нагревостойкость показывает способность смолы
работать при повышенной температуре и сохранять при
этом достаточный минимум свойств.
Прн действии повышенной температуры уменьша-
ется электрическая прочность и все остальные харак-
теристики ухудшаются. При дальнейшем увеличении
температуры происходит обугливание поверхности
с последующим растрескиванием и разрушением. Оче-
видно, что когда рабочая температура повышена,
характеристики отличаются от таковых для свежеот-
верждеииых образцов. Срок службы может быть полу-
Гл. IS. Литье,
и герметизация
Рис, 15-22. Механические характеристи-
ки отвержденного DGEBA в зависимо-
сти от температуры {Л. 2-7].
А — DGEBA. глнцидиловый разбавитель:
DETA; В —DGEBA и первичный цианоэтилат-
амии; С-DGEBA и MDA; D- DGEBA н
MPDA; Е- DGEBA и бисфенол A; F— эпо-
ксидированный воволак и фенольная смола;
С — контрольная; после 200 « при 200 “С,
чей, только после длительного старения нли в резуль-
тате ускоренных исследований при температуре, заве-
домо превышающей рабочую.
Теоретически после воздействия высокой темпера-
туры должен быть исследоваи уровень всех главных
физических свойств. Это, конечно, дорого и занимает
много времени. Поэтому применялся ряд упрощенных
методик. Одним из методов оценки относительной
нагревостойкости является изменение температуры теп-
ловой деформации. Другим — изменение прочности иа
изгиб (рнс. 15-22). Наиболее распространенным мето-
дом оценки времени жизни является определение
Рис. 15-23. Влияние длительного воз-
действия температуры на потерю
массы пяти нагревостойких смол.
потерь массы в зависимости от времени. Типичные
данные представлены иа рис. 15-23 и 15-24. На этих
кривых потери массы связаны с исследуемым сроком
работы, причем точка с потерями в 16% отмечена как
конечная. В тех случаях, когда литьевые эпоксидные
компаунды используются в качестве основного диэлек-
трического барьера (основной барьерной изоляции),
конечное значение срока службы может быть оценено
в соответствии с механизмом деградации как-завися-
щее от температуры по уравнению Аррениуса. Выби-
рают подходящее значение температуры, и испытание
• проводят до тех пор, пока не будут достигнуты мини-
мально допустимые значения электрических свойств.
Данные затем экстраполируют назад, приипмая во
внимание, что срок службы возрастает в 2 раза
с уменьшением температуры йа 10 °C. Типичная кри-
вая для эпоксидного обмоточного провода представ-
лена иа рис. 15-25. Здесь в качестве конечной точки
выбран пробой при переменном напряжении 1 000 в.
Очевидно, описанные выше методы могут широко
обсуждаться и практиковаться. Возможно, что лучшие
данные о нагревостойкости могут быть получены пу-
тем исследования метода термоудара. Более общедо-
ступным является использование модуля упругости в ка-
честве меры уменьшения относительного удлинения при
разрыве после действия нагревания. Например, одна
композиция может дать относительное в исходном со-
стоянии удлинение 3,5% прв —40°C и меиее чем поло-
вику этого значения после 80 ч выдержки при 200 °C,
а другая сохраняет относительное удлинение более чем
3,5% даже после выдержки в течение 400 ч при тем-
пературе 200 °C. Возможно, что подобные данные мо-
гут быть получены при проведении испытаний иа
растяжение. Следует отметить, однако, что иагрево-
стойкость ие может быть единственным соображением
при выборе заливочного компаунда. В эксплуатации
комплекс окружающих воздействий (нагревание, влаж-
ность. механические нагрузки) часто является более
Рис. 15-24. Потери массы отвердителей
для DGEBA в зависимости от времени
воздействия температуры.
Основные положения по применению заливки и герметизации
Рис. 15-25. Нагревостойкость проводов с эпо-
ксидной изоляцией (Л. I5-1J.
Рис. 15-26. Удельное объемное
сопротивление DGEBA,
отвержденного полисульфидом,
в зависимости от температуры.
определяющим, чем одно иагреваияе Например, эпо-
ксидные системы с меньшей нагревостойкостью, чем
кремннйоргаинческне соединения, при 180 °C могут
значительно ях превзойти, так как последние плохо
противостоят другим факторам. Эпоксидные системы
могут с- успехом применяться для создания оборудова-
ния, длительно работающего прн температуре 150 °C,
а специальные системы могут работать длительно при
температуре 180 °C. При температурах выше этих срок
службы значительно уменьшается.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ПО ПРИМЕНЕНИЮ
ЗАЛИВКИ И ГЕРМЕТИЗАЦИИ
ЭЛЕКТРОТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ
Существует ряд соображений по применению эпо-
ксидных смол в электротехнике и электронике. Далее
следует обсуждение этих соображений и примеры,
ограничивающиеся применением для трансформаторов
и электродвигателей. В области электроники сущест-
вует периодическое издание с акцентом иа современ-
ные пластики [Л. 15-2] н по крайней мере одна по-
лезная книга {Л. 15-57J.
Электрические свойства
Чаще всего при применении э ксидиых композв-
ип« для заливки с герметизацией ек— гческие свой-
ст. имеют второстепенное значение, смола предпа-
зп- -ается главным образом для ппгдохраиення детз-
леА от действия внешних фаю ,, создания моно-
пидмости и увеличения прочности. Число применений,
гд эпоксидный компаунд используется в качестве
осе.виого барьерного диэлектрика, ограничено. Из
зллгрических свойств главенствующим явчяется объем-
ное сопротивление, так как, хотя электрические свой-
ст»= обычно второстепенны, но все-таки литьевая
сквга должна обладать изолирующими свойствами.
Эахтропроводность' высокополимервых смол обуслов-
лена миграцией ионов через полимерную сетку
[Л. 15-27, 15-37, 15-52]. Иовы появляются вследствие
ионизационных примесей термического разложения.
продуктов разложения, происходящего из-за радиа-
ционного облучения.
Движение этого носителя тока в электрическом
поле зависит от активности иона. Активность пропор-
циональна внутренней вязкости отвержденного поли-
мера. Главным соображением при выборе композиции
электроизоляционной эпоксидной смолы является ба-
ланс между стойкостью к термоудару (которая пред-
полагает мягкую или эластичную систему с как можно
меньшей внутренней вязкостью) и высоким объемным
электрическим сопротивлением (которое предполагает
плотную твердую систему с большой внутренней вяз-
костью). Должна быть выбрана средняя композиция,
как видно из сравнения рис. 15-21 и 15-26. Как видно
из последнего рисунка, объемное сопротивление умень-
шается с увеличением температуры, так как умень-
шается внутренняя вязкость. Острые изломы кривой
возрастают в области температуры тепловой деформа-
ции. Кроме того, действие температуры уменьшает
объемное электрическое сопротивление, так как увели-
чиваются продукты ионизации
Химостойкость
Наиболее разрушающее воздействие на электро-
техническое н электронное оборудование оказывает
высокая влажность.
Эпоксидные смолы, показывая хорошую влагостой-
кость, могут быть применены для га]------ранения от
попадания влаги. Эта хорошая влагос- ..ость являет-
ся основной причиной, почему эпоксидные смолы так
широко применяются во всем мире. На рнс. 15-29,
15-30 сравнивается влагостойкость эпоксидных н поли-
эфирных литьевых смол. На рис 15-31 приведено
сравнение влагостойкости типичной композиции — эпо-
ксидная смола плюс отвердитель-амни н зпоксидиая
смола плюс ангидрид.
Ионные отвердители, такие как комплексы BFS,
показывают относительно плохие свойства, как видно
нз рнс. 15-33. Важность выбора и обработки напол-
нителей с точки зрения влагостойкости отвержденной
смолы показана на рнс. 15-34.
238
Гл. 15. Литье, заливка, капсюлирование и герметизация
Диффузия паров воды а эпоксидную смолу зави-
сит от плотности поперечных сшнвок и полярности,
определенной по tgiS, что видно из табл. 15-2 Влия-
ние температуры на диффузию паров воды показано
на рис. 15-35. Прекрасная стойкость эпоксидных смол
к действию растворителей, щелочей и кислот делает
их весьма полезными в качестве защитного средства
оборудования от этих веществ. Это свойство особенно
важно для предохранения обмоток двигателей, чувст
вительиых к дыму, попаданию воды и химических
Рнс 15-27. Сравнение лакированного и кап-
сюлированиого статоров. Изделия предна-
значены работать в среде фторированного
холодильного агента. Высокомолекулярные
эпоксидные смолы (с прочной связью меж-
ду цепями) показывают хорошую химиче-
скую стойкость.
Рис. 15-28 Статор, капсюлнрованный эпо
ксидной смолой, был помещен в ванну
с азотной кислотой, где растворилась ася
сталь статора, осталась лишь эпоксидная
смола. Хорошая пропитываемость видна из
тонких прослоек эпоксидной смолы, кото-
рые остались между слоями-листами
Основные положения по применению заливки и герметизации
239
Рнс. 15-31. Влияние влажности на
емкость эпоксидных (от А до /)
и полиэфирных (от 1 до (И) ком-
позиций (Л. 15-12].
Совместимость с проводником
Высокие напряжения при усадке в эпоксидных
литьевых смолах могут привести к трещинам при тер
моударе и разрушениям чувствительных встроенных
элементов, а также к другим осложнениям. Хорошая
адгезия эпоксидных смол в совокупности с напряже-
ниями прн усадке может создать большие напряжения
на витковую изоляцию, ведущие к внутренним корот-
ким замыканиям.
Одновременно возникают вопросы химической со-
вместимости. Некоторые отверждающие агенты корро-
зиоино воздействуют на' голую медь (рис. 15-36),
а отверждающие агенты
н разбавители, используе-
мые в эпоксидных ком-
позициях, могут также
размягчать витковую изо-
ляцию. Даже остатки не-
прореагировавшнх ве-
ществ могут воздейство-
вать на провод во время
эксплуатации залитого
элемента, особенно в те-
чение перегрузок и во
время, сутки
Рис 15-32. tg б при 1 000 гц
в зависимости от типа
отвердителя при '70 °C и
95%-ной относительной
влажности (Л. 15-65].
скмй амин; 2 — отверди?
ангидрид кислоты.
Теплопроводность
Теплопроводность за-
ливочных компаундов,
применяемых в электро-
техническом и электрон-
ном оборудовании, явля-
В большинстве случаев
Яреме, сутки
Рис. 15-33. к е при
1000 гц композиции
DGEBA, отвержденного
BFaMEA в зависимости от
времени выдержки при
70 °C и 95%-иой относитель-
ной влажности (Л. 15-66]
эпоксидные смолы (за
исключением содержа-
щих специальные напол-
нители) обладают отно-
сительно малой теплопро-
водностью. Следователь-
но, когда появляются ме-
стные нагревы, эпоксиды
работают как тепловая
изоляция. Это ведет к по-
вышению рабочей темпе-
ратуры. В зависимости
от конструкции это тре-
бует употребления ком-
понентов с более высо-
кой нагревостойкостью
или использования спе-
циальных теплоотводов
для рассеяния тепла. Это
бывает целесообразно
особенно с точки зрения
стоимости, массы и на-
дежности. Частично теп-
лопроводность может
быть улучшена примене-
нием наполнителей. Как
показано в гл. 12, приме-
нение наполнителей боль-
шей плотности повышает
теплопроводность, так же квк и применение наполни-
телей с крупными частицами Предпочтительней ис-
пользовать сильно наполненные системы. Надо выби-
рать режим отверждения, при котором возникает ми-
нимальное количество воздушных включений, так как
воздух обладает гораздо худшей теплопроводностью,
чем зпоксид.
Таблица 15-2
Коэффициент диффузии паров воды
в отвержденный шестью отвердителями DGEBA
Отвердитель дет Коэффициент
1 Ангидрид и пластификатор 28 0,050
2. Полиамин — амин 25 0,015
3. Амидополиамии 16 0,009
А Ароматический амии 14 0,011
5. Ангидрид 15 0,004
6. Диаигидрид 13 0,004
эпоксидом
воздушные
Действительно, ................ „„ ---,----
включения в обмотках, можно увеличить теплопровод-
ность по сравнению с некапсулированнымн системами.
Современные обмоточные провода, т. е. провода,
используемые во всех электромеханических устройст-
вах, таких как электромагниты, катушкн, трансформа-
торы, двигатели, изолируются пленкой органического
лака. В настоящее время в США и Европе использу-
ются для этих целей по крайней мере восемь типов
лаков, а именно:
1) масляно-бнтумиые (черная эмвль),
2) поливииилформалевые;
3) эпоксидные:
4) найлон;
5) полиэфирные;
6) полиуретановые;
7) кремиийорганические;
8) полиимидиые и полиамид-имидные.
240
Гл. 15. Литье, заливка, капсюлирование и герметизация
Рис. 15-34. Влияние 50% на-
полнителя на сопротивление
изоляции DGEBA, отвержден-
ного MPDA при 60°С и
90 %-ной относительной влаж
ности [Л. 2-6L
Первой рассмотрим масляно-битумную эмаль. Оиа
характеризуется низкой стоимостью и хорошими экс-
плуатационными характеристиками до температур
105°C (класс А). Одиако она весьма чувствительна
к повреждениям во время формования обмотки и по-
этому применяется только для узкоспециальных целей.
Поливинилформалевая — наиболее распространенная
эмаль для всех проводов класса А. С эмалированными
•ею проводами легко работать, и они дают очень хо-
рошие характеристики.
Эпоксидные лаки для эмалирования обмоточных
проводов применяются двух типов — эпоксидно-моче-
вино-формальдегидные « эпоксидио-полиэфирные. Пер-
вые применяются для вмалироваиия проводов для ра-
боты до температур 130 °C, вторые способны работать
при более высоких температурах. Провода, эмалиро-
ванные эпоксидио-мочевиио-формальдегидными лаками,
широко применяются в маслонаполненных трансфор-
маторах вследствие их очень высокой стойкости
к гидролизу.
Провода, эмалированные найлоном, применяются
в небольших обмотках, имеющих большое число вит-
«ов. Они могут работать при температурах до 130 °C.
Рис. 15-35. Влияние температуры на
коэффициент диффузии для эпоксид-
ных смол (см. табл. 15-21 ГЛ- 15-90].
Рис. 15-36. Зависимость коррозии
меди от применения различных
заливочных композиций [Л. 15-10].
/ — полиэфирная смола и перекись
МЕК; S — элоксид/полисульфид/DETA;
3 — медь; 4 — эпоисид/лолвсуль-
фидГОЕТА; 5 — эпоксид/DEAPA; в-
•локсид/ОМР-ЗО,
Провода, эмалированные полиэфирами на основе
этиленгликоля, тлицероля и терефталевой кислоты,
•нашли широкое применеиве вследствие их хороших
характеристик и большой стабильности при темпера-
турах до 155 °C. Правда, такие провода ие рекомен-
дуется применять в герметически залитых конструк-
циях или маслонаполненных трансформаторах, так как
полнэфириаи пленка имеет тенденцию к гидролизу.
Провода, эмалированные полиуретанами, имеют то
преимущество, что их можно паять, ие зачищая. Если
провод нагреть пламенем или паяльником до темпера-
туры 250 °C или выше, пленка превращается в газ,
оставляя чистый проводник.
Кремнийорганические эмали —это обычно алкид-
ные покрытия, модифицированные кремиийоргаиически-
ми смолами. Они обычно используются при темпера-
турах 155-180 °C.
Провода, эмалированные ароматическими полиими-
дами, представляют новый класс проводов иа темпера-
туры до 220 °C. Эти провода характеризуются очень
высокой химической стойкостью и очень высоким со-
противлением к истиранию.
Совместимость этих проводов с различными эпо-
ксидными композициями проверяется заливкой в смолу
образцов скрученных проводов. Затем эти макеты под-
вергаются старению при повышенной температуре и
одновременному действию химических веществ (соглас-
но программе, рекомендованной IEEE, метод I-C).
В течение
трическим испытаниям. Обычно прикладывается испы-
тательное напряжение 1 000 в. Если макет это напря-
жение выдержал, то его старение продолжают. Дан-
ные таких испытаний приведены в табл. 15-ЗА, 15-ЗБ
и 15-4.
Эксперименты, в которых испытывалось установ-
ленное количество макетов, показали, что наибольший
Основные положения по применению заливки и герметизации
241
Таблица 15-ЗА
Данные тепловоз старения эяоксилита* (время жизни в часах) [Л. I5-64J
1,342
Акриловая
Один слой стекла н термола-
Эпоксид
разрушается
190
210
230
190
210
230
Эпоксид
разрушается
Эпоксидно-мочевино-формаль
дегидная
Полиэфирная
k Производство компании ЕрохуШе.
Таблица 15-ЗБ
107
1902
264
110
1903
„л жизни в часах до снижения пробивного напряжения до 1 000 в [Л. 15-61J
Пая». ту^.'п; DGEBA, огаерждеввый
полиамином DETA разба- DDSA | NMA | DADPS BF»MEA
Политермаль 165 200 ,545зГ/2) 7 728* 744 5224 1008 15 456 без разр.** 4000 без разр. 14 784^9/1) 9524 140
Термаль-В 165 200 15456^(8/2) 3 528 493 4121 203 8693 2616 14 784 (9/1) 951 13440* 255
Формвар 165 200 15456 348 4 175 672 2675 331 3924 286 5989 208 9722 259
Найлон 165 200 5230 409 1322 198 2313 176 4 205 234 2826 130 5012 208
Герметез 165 200 15456^9/1) 4 702 294 4156 260 6 225 360 4 616 154 6 033 200
Эпоксид 165 200 15456^(7/3) 2704 133 4131 247 12550 331 5527 196 6 279 252
процент пробоев приходится на первые несколько часов.
цин находится на одном уровне (рис. 15 34). Из этих
и других (Л. 15-66] данных —— имеющиеся про-
вода и эпоксидные комг^ч., „«.я разнообразны
(изменяются по своей н«тевостойкост11
16—1242
Совместимость с изоляционными бумагами
Тщательные исследования часто появляющихся
трещин у конструкций, герметизированных эпоксидны-
ми кои"——чми, показали, что эти трещины появля-
ются б_-.. д ,,|я невозможности герметизировать дан-
ную • оляцио^ую систему. Например, многие изоля-
242
Гл. 15. Литье, заливка, капсюлирование и герметизация
Таблица 15-4
Действие различных обработок на нагревостойкость полиэфирных покрытий обмоточных проводов
Кремнийорганический лак полу-
жесткий
Эпоксидная смола жесткая
Эпоксидная смола эластичная
Полиэфирный лак жесткий
Эпоксидная смола жесткая
Проводник покрыт эпоксид-полиэфиром класса 130
Эпоксидная смола жесткая
Эпоксидная смола жесткая
Кремнийорганический лак полу-
жесткий
Кремнийорганический лак жест-
200
180
160
23
200
180
160
23
200
180
160
23
200
180
160
88
1227
2009
24
250
243
2009
89
970
1362
88
3 083
3990
194
2035
3 469
2446
1017
762
2140
2446
257
1364
2 142
4 259
4 494
4 294
4 294
5 954
531
70
3172
4 368
58
817
2395
3 467
203
482
1441
3 467
137
1 124
1779
5954
Предполагаемые сроки службы
покрытых системами смола —лак, ч
156
625
2500
20000
Не ограничено
937
3 750
15000
20000
Не ограничено
5000
20000
80000
Не ограничено
Не ограничено
Использование для трансформаторов и электродвигателей
243
Рнс 15-37. Электрическая прочность
при переменном напряжении нагрево-
стойких проводов в зависимости от
времени действия температуры 230 ЧС
(Л. 15 47].
двойные бумаги и ткани служат основой слоистых пла-
стиков. При герметизации эпоксид прочно приклеи-
вается к обеим сторонам. Усадка и термичежое на-
пряжение передаются иа бумагу. И если у бумаги
прочность на расслаивание меньше, чем силы, возни-
кающие в смоле, она расслоится. Если бумага нахо-
дится внутри конструкции, расслоение будет причиной
короны. Если бумага находится близко от поверхности,
то в тонкой пленке смолы, покрывающей бумагу, со-
здается большая концентрация напряжений. Пленка
треснет и обнажит расслоенную бумагу, тем самым
облегчая доступ влаги внутрь конструкции.
Упрочнение
Эпоксидные заливочные компаунды, имеющие не-
высокую структурную прочность, должны быть значи-
тельно упрочнены, если ожидаются термоудары и ме-
ханические перегрузки. Такое упрочнение может быть
сделано путем прокладки нескольких слоев стекло-
ткани в местах, где ожидается наибольшая концентра-
ция напряжений. С точки зрения упрочнения возможно
использование твердых, высокоиагревостойких компаун-
дов в случаях, где не требуется их широкое приме-
нение
ИСПОЛЬЗОВАНИЕ эпоксидных СМОЛ
ДЛЯ ТРАНСФОРМАТОРОВ
И ЭЛЕКТРОДВИГАТЕЛЕЙ
Эпоксидные смолы начали применяться для этих
целей с начала 1950 г. Больше всего эпоксидных смол
используется в трансформаторостроеиии.
Трансформаторы
Эпоксидные смолы используются для пропитки и
герметизации всех типов трансформаторов, дросселей
и других подобных изделий. Они могут быть разбиты
иа следующие категории:
1) трансформаторы для электроники;
2) распределительные трансформаторы;
Рис. 15-38. Сухой трансформа-
тор, герметизированный эпо-
ксидной смолой от попадания
пыли иа обмотку.
3) силовые трансформаторы;
4) электромагниты.
Трансформаторы для электроники Эпоксидные смо-
лы используются для пропитки и квпсюлирования
электронных трансформаторов, так как они дают сле-
дующие преимущества:
1) существенное уменьшение размера и веса транс-
форматора (во многих случаях на 50%) по сравнению
с трансформаторами старого типа;
2) более устойчивая работа трансформаторов при
высоких температурах (до 170°C);
3) объединение обмоток и выводов в одну твер-
дую конструкцию создает более прочное и красивое
изделие.
Требования к эпоксидным смолам для пропитки и
капсюлированкя трансформаторов следующие:
1) низкая вязкость и большой срок жизни ком-
паунда, позволяющие смочить всю изоляционную си-
стему до наступления периода гелеобразования;
2) низкое давление паров, так что возможно пред-
варительно вакуумирование, а затем создание давле-
Гл. IS. Литье, заливка, капсюлирование и герметизация
ния на компаунд до периода
гелеобразования. Вследствие
того что большинство этих
в работает при
-20 000 в, ухуд-
1 из-за короны
должно быть предотвращено
вытеснением воздуха из об-
мотки;
3) высокие 5 1чность и
стойкость термоудару. Так как
в трансформаторах много ме-
таллических элементов (сердеч-
ники, выводы), то смола долж-
на выдерживать напряжения,
возникающие три нагреве, не
давая трещин;
Рис. 15-40. Импульс-
ный трансформатор
на 150 кв, капсюлиро
ванный эпоксидной
композицией. Масла
ие требуется. Вну-
три трансформато-
ра помещен нейтрон-
ный генератор. Диа-
метр трансформато-
ра 100 мм, высота
190 мм. Масса около
характеристики. Объемное со-
противление смол, используе-
мых для пропитки, должно быть
очень высоким, так как рабо-
чие напряжения очень велики.
Также большое значение имеет
диэлектрическая проницаемость;
5) огнестойкость, там где
это требуется, обычно в воен-
ной промышленности. Для этой
цели композиция должна быть
специально подобрана. Типич-
ными добавками являются три-
хлорэтилфосфат и ось алюми-
ния в качестве наполнителя
[Л. 15-81].
_ -----------траисформаторостроений масло-
наполненные конструкции все еще лучше залитых эпо-
ксидами по короностойкости (Л. 15-79].
Распределительные трансформаторы. Распредели-
тельные трансформаторы — зто большие трансформато-
ры, использ иые для понижения напряжения, идуще
го от электростанции к домам. В прошлом они были
маслонаполненные и ставились иа телеграфных стол-
бах ок..о каждой группы домов, для которой требу-
ется п< шить напряжение. Использование эпоксидных
смол позволяет упразднить бак-расширитель.
В высоковольтном
Рис. 15-41. Импульсный транс-
форматор, капсюлированиый
эпоксидной смолой. Особенно
сти: четыре первичных и во
семь вторичных обмоток.
Рис. 15-42. Эпоксидные смолы применяют-
ся для герметизации вводов больших элек-
тромагнитов для кранов. Эпоксидные смолы
иашли применение в заливке больших элек-
тромагнитов. предназначенных для работы
в условиях вибрации, влажности и повы-
шенной температуры.
Экспериментальные 25-кв трансформаторы, зали-
тые эпоксидными компаундами, на 25% легче обычных
маслонаполненных. Некоторое уменьшение массы по-
лучается вследствие более высоких температур, при
которых трансформатор способен работать. Единствен-
ной причиной, сдерживающей полный переход иа эпо-
ксидные компаунды, является сравнительно высокая
цена смолы и оборудования для тщательной пропитки
обмоток.
Измерительные трансформаторы тока и напряже-
ния. Измерительные трансформаторы предназначены
для измерения тока или других величин без изменения
самих этих величин. Трансформаторы этого типа на-
чали капсюлироваться первыми в промышленном объе-
ме и сейчас в США и Европе есть трансформаторы,
проработавшие по 15 лет. В этих трансформаторах
эпоксиды успешно заменили и масляные, и сухие кон-
струкции. С помощью эпоксидных смол упростили
конструкцию и создали надежную защиту проводов,
что особенно важно для персонала, работающего
с трансформаторами.
Электромагниты
Термин электромагнит обобщает большое число
электрических аппаратов разных размеров и типов от
маленького, используемого в магнитофоне, до боль-
ших, используемых для поднятия металлолома и го-
рячих стальных слитков. Электромагниты иногда изо-
лируются нанесением тонких слоев эпоксидной компо-
зиции слой за слоем, пока ие наберется нужная
толщина; в этом случае получается высокая стойкость
Рис. 15-43. Три статора асинхронных электродви-
гателй мощностью 5 л. с., капсюлироваиных эпок-
сидной смолой для предохранения от соленой
(морской) воды.
Использование для трансформаторов и влектродвигателей
245
к вибрации и механическим перегрузкам. Часто оии
капсюлируются. В электромагнитах большой величины
жела льна пропитка и за вка кг. шек после их
ус-- 1И в ! твлли. скпе >р>г "пи оедииения.
Этк , .гем ся ,юк-“...компауи-
пнбр - > жую конструкцию за одну
операцию
Почти так же изолируют >1 болышн подъемные
элекгром иты. ие < -мые в цн- . .и других
эт э .с.<“ОмаП|Япт сод жат .едные |рубы, по ко-
TOjwM пр.<ач"»ается ох ..’лющи» аточт, а связы-
ваются в сди1 . целое об» ..я с и пр. ю эпоксидов.
В этом лучае смола наноси- > слоем по мере
установки труб или сразу * -wuiioii сборки.
Электродвигатели и генераторы
опою, тыс ел 1ы совершили настоящую револю-
цию в о(. сти элекгромашинострое —я. Их . -эбое до-
стоинство это очень хорошая защита дв1 •. теля от
окружающего воздействия. Двигатели пр гнтапиые
обычными лаками, при попадании иа н - морской во-
ды выходили из строя через 1 мин. в то время как
Рис 15-44. Статор электродвигателя
(7в л с.), капсюлироваииый эпоксидной
с. той для предохранения от попадания
Ри Капсюлироваииый электродвигатель,
гю 1ЫЙ в грязь. После завершения испыта-
.• । ои был готов к работе
Рис. 15-47. Влияние различных
смол иа охлаждение двигателя
при полной нагрузке. Полюсные
катушки сформованы по форме
полюса и защищены синтетической
смолой (Л. 15-67].
двигатели, герметизированные идами, работают
в течение 500 ч, будучи погруженными в морскую во-
ду. Конструкции электродвигателей такого класса,
герметизированных эпоксидами в соответствии с тре-
бованиями Mil-Spec 1760В, описаны в (Л. 15-84]. На
рис. 15-46 приведены типичные зависимости гермети-
зированных и пропитанных лаком двигателей в усло-
виях высокой влажности.
Полюсные катушки двигателей постоянного тока
могут быть также герметизированы, а затем залиты
вместе с полюсами, так как эг-.-сид, вытеснивший воз-
дух между катушкой и полю. л, не т""ько увеличи-
вает прочность, но н улечшает тс< опроводиость
(рис. 15-36). Статорные об> ->кн синхронных двигате-
лей могут представлять собой зпоксидно-стеклопласти-
ковые композиции. После того как катушка вставлена
в изделие, место соединения покрывается эпоксидом
Гл. 15. Литье, заливка, капсюлирование и герметизация
Рис 15-48 Полюсные катушки рото-
ра синхронного электродвигателя,
герметизированные эпоксидной смо-
лой для предохранения попадания
сажи, которое ведет к короткому за-
мыканию обмоток
Время эксплуатации, месяць!
Рис. 15-49. Сравнение сопро-
тивления обмотка — корпус
статорных обмоток при различ-
ных способах пропитки.
и стеклянной лентой. Высокие влагостойкость и хими-
ческая стойкость эпоксидных смол позволяют получать
большие сроки службы, такие же, как и у герметизи-
рованных статоров асинхронных машин. На рис. 15-49
приведены сопротивления изоляции мощного синхрон-
ного двигателя, защищенного эпоксидом, и двигателя
обычного типа.
ЭПОКСИДНЫЕ ЗАЛИВОЧНЫЕ КОМПАУНДЫ
Основные применения таких компаундов были при-
ведены выше. Кроме них интерес представляют еще
две области применения: использование для изготовле-
ния высоковольтных вводов н в стоматологии.
Рис 15-51. Двойные н одинарные разъеди-
нители, отлитые из зпоксидиой смолы Мэ*
са отливок вместе с медью составляет
Рис 15-' Б гы на 700 кв, способные вы-
держи рузкт в 9,5 тс, отлиты из
эпоксидной смолы.
Технология производства
Высоковольтные вводы
Эпоксидные смолы йене ются в основном для
изоляторов ИЛН . ВЫС0К0Г“'и,шыХ вводов вследствие
стабильности размеров, лс.„ости поучения строго точ-
ных размеров (в отличие от фа, ,юра) и хорошей
адгезии к меди.
Начатое в Европе применение в этих целях пол)
ЧИЛО широкое распространение в США. Например,
в США проводили испытание литых из эпоксидов вво-
дов на открытом воздухе. После 5 лет эксплуатации
изоляторы все еще были в удовлетворительном состоя-
нии, и на основе этих данных можно с уверенностью
сказать о том, что оии могут работать продолжитель-
ное время (Л. 15-93].
Эпоксидные компаунды для стоматологии
Хотя эпоксидные смолы были впервые синтезиро-
ваны швейцарской фирмой, работающей иа стоматоло-
гию, в этой области они стали использоваться сравни-
тельно недавно. Как первые композиции, имеющие
недостаточную стабильность окраски, так и более
поздние, лишашые этого недостатка, обладали недо-
статочной водостойкостью. Несмотря на это и иа
сравнительно малый рынок сбыта интерес к эпоксид-
ным смолам с точки зрения стоматологии ие ослабевает
из-за крайне высокой клеящей способности этих смол,
нх малой усадки и хорошей стабильности размеров
изделий из них.
КОМПОЗИЦИИ
Композиции, изготавливаемые промышленностью
для литья, заливки и капсюлироваиия, более сложны,
чем просто комбинации смола плюс отверждающий
агент. Для получения нужных свойств применяются
разбавители, наполнители и модификаторы. Отверди-
тели для каждого случая .могут быть специально син-
тезированы. Композиция затем оптимизируется во
время более или менее обстоятельных лабораторных
испытаний. Данные, приведенные в предыдущих гла-
вах—это только основа, которой надо придерживать-
Для электротехники и электроники в качестве
отвердителя применяют главным образом ангидриды и
пластифицирующие модификаторы. Смола типа DGEBA
рекомендуется для большинства применений.
Отвердители аминного типа используются для не-
больших отливок и тогда, когда требуется отвержде-
ние прн комнатной температуре. Однокомпоиеитиые
системы следует приготовлять, руководствуясь данны-
ми гл. 11. При выборе нужного компаунда следует
учитывать, как Он отверждается, а также удобно ли
с ним работать. Последнее, конечно, касается случаев,
когда изделия изготавливаются в промышленном
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
Залнвка и отверждение в формах будут рассмот-
рены в следующей главе; следует обратить иа иих
особое внимание при работе с термочувствительными,
высокореакциоииоспособиыми смолами. Хотя многие
трудности производства могут быть значительно умень-
шены выбором компаунда, часто удобство производст-
ва идет вразрез с теми характеристиками изделия, ко-
торые требуется получить Технологию производства
в этом случае приходится подстраивать под компунд,
обеспечивающий эти харакатеристикн.
Например, может потребоваться оборудование,
обеспечивающее непрерывное перемешивание, могут
потребоваться холодильники для уменьшения экзотер-
мии реакции и так далее Иначе говоря часто надо
подбирать оборудование под нужный компаунд, а не
наоборот. Факторы, представляющие главный интерес
для большинства эпоксидных композиций, представле-
ны в гл. 23, гам же приведены и особенности обра-
щения с ними. В гл. 20 приведено описание слоистых
пластиков, используемых там, где требуется крайне
высокая механическая прочность.
В гл. 19 описываются эпоксидные клеи и подго-
товка поверхности, что также имеет значение при за-
ливке, капсюлированин и герметизации Будут рас-
248 Гл. 1Б. Литье, заливка, капсюлирование и герметизация
Рис. 15-55 Контактные штыри с изоля-
ционными ручками из эпоксидной смо-
лы, отвержденной прн низкой температу-
ре, изготовлены в дешевых парафиновых
формах.
Рис 15-57. Трансформаторы залиты полу-
зластичиой эпоксидной смолой. Это дает
высокую вибростойкость, а также возмож-
ность работать при высоких напряжениях
без короиироваиия композиции и после
дующего пробоя
Рис. 15-56. Литьевая эпоксидная смола выливает-
ся в приготовленную форму и выравнивается.
Полученная отливка после отверждения исполь-
зкюя в качестве станины для крупного компрес-
сора. Станина должна выдерживать очень силь-
ное вибрацию. Эпоксидный компаунд был выбран
к. обладающий высокой прочностью, малой
усадкой, стойкостью к различным смазкам и мас-
лам и из-за быстрого отверждения.
кремнийоргаиического каучука, а также возможно из-
готавливать формы из специальных металлов или
пластмасс, которые могут расплавляться после отвер-
ждения эпоксида.
Формы могут изготавливаться из любых обычных
материалов, дающих хорошую стабильность размеров.
Вероятно, иаиболее широко распространены стальные
и алюминиевые формы.
Могут использоваться гипсовые формы —они по-
гружаются в расплавленный металл. Затем гипс удаля-
ется. Металл используется в качестве формы. После
отверждения форма выплавляется из капсюлированиого
изделия и изготавливается снова. Типичным металлом,
используемым для этой цели, является сплав Cerrotni,
у которого температура плавления равна 138 °C
[Л. 15-71]. Формы могут изготавливаться и из различ-
ных пластмасс, в том числе и эпоксидов. Если позво-
ляет температура отверждения, то можно использовать
и термопластичные материалы, например полипропилен.
Могут быть использованы формы из фторопласта. Они
придают изделию очень хорошую поверхность, ио не
могут быть использованы, если требуется строгое со-
блюдение размеров.
Если требуется легкое извлечение из формы, то ее
следует смазать разделительным веществом. Обычно
для этих целей используется кремнийорганическая
смазка (см. гл. 23). Она должна наноситься после
каждых нескольких циклов заливок. Иногда вместо
При заливке, когда не требуется снимать форму,
эта операция отпадает. Правда, там есть свои труд-
ности. Так, во время термоударов возможно растрески-
вание отливок вследствие разных темп»1'”'чриых коэф-
фициентов объемного расширения эпс «..а и формы
(Л. 15-48]. Для ряда случаев, например изготовления
резисторов, может быть применена о точка из эпо-
ксида (Л. 15-25].
смотрены описания форм, технология производства,
отливка изделий сложной формы и использование
сильнонаполиенных композиций.
Форма
Внутренняя поверхность должна быть ровной и не
иметь шероховатостей. Если конфигурация заливаемо-
го изделия сложна, надо делать форму разъемной или
выполнять ее из эластичного материала, например
ТЕХНОЛОГИЯ ПРИМЕНЕНИЯ
Исключая простейший метод наложения эпоксид-
ной пасты шпг’-елем, можно выделить четыре метода
применения эп :идных композиций: блочная отливка,
вакуумная заливка, заливка под давлением, окунание.
Блочная отливка. Она определяется как залчвкв
иа открытом воздухе при обычных условиях. Перед
рабочими, производящими эту заливку, стоит трудная
задача получить изделие без пустот н раковин, даже
Выводы
249
Эт* пузырьки могут быть полностью устранены прн
нс . пнем иеск"- „их приемов. Применяется тщатель
но перемети е нлн катализаторы, позволяющие
пр И ОДИТЬ верждение при комнат, 1 температуре,
время жизни компаунда дол» i быть статочно
большим, чтобы можно было устранить пузырьки.
На практике нагревание почти также х fJiuo устра-
устраш а в достаточной степени, компа,ад должен
быть и-орожио и медленно перелит в форму. Хоро-
шие результаты дает нагревание самих форм. Затем
залитое изделие должно быть нем ленио нагрето до
температуры, прн которой происходит отверждение.
Если эта температура выше комнатной, то будет
наблюдаться быстрое уменьшение вязкости и остав-
шиеся зырьки легче устранятся.
Вакуумная заливка Вакуумная технология хороша
практически для всех применений и по возможности
проводится вместе с пропиткой под давлением. Опре-
деляя тот вакуум, который требуется в этом случае,
надо руководствоваться задачами звполнения формы
и давленном паров (парциальным давлением) компо-
нентов эпоксидной композиции.
Некоторые реакционноспособные разбавители очень
легко испаряются, и степень вакуума должна быть
всегда такой, чтобы избежать улетучивания ОгверДю
используя компаунды с небольшой вязкостью. Пузырь кону Генри, широко не изучались. Для создания дав-
vu п> vnunavuaa m annua nanouSinuaauuo леННЯ ПрН ЗаЛИВКС КЭТуШеК И ПОДОбНЫЧ НМ ИЗДвЛИЙ
можно применить центробежный метод. Центробежная
установка состоит нз двигателя, вертикального вала,
камеры и бункера (осадительной камеры). Центрифу-
гирование создает давление около 70_дсдЕ1а « пре~"
'красно устр-i» в- йрькйо— 1вк.1 получается
"плотной, без пустот и, вероятно, лучшей по качеству,
чем просто прн вакуумировании (Л. 15-45].
Заливка методом окунания. Технология состоит нз
окунания в смолу изделий, которые требуется залить
нлн капсюлнровать. Компаунд, используемый для этих
целей, должен иметь большую вязкость, чтобы он не
стекал с изделий, а отвердитель должен быть таков,
чтобы он мог обеспечить компаунду большое время
жизни. Эта композиция описана в гл. 21.
Заливка больших изделий или изделий, имеющих
сложную форму. Когда прон. >чнтся б -ьшнх
объемов, за исключением лшья снльно11.|иоЛ11ен11ыми
композициями, то существует опасность образования
трещин. Изменение температуры по объему и местная
усадка создают очень высокие напряжения во время
отверждения. Высокая энергия экзотермической реак-
ции создает условия для большой летучести отверди-
теля и модификаторов, что в свою очередь является
причиной образования пузырьков Лучшими отверди-
телями для больших отливок являются ангидриды и
зпоксидно-фенольные смеси, так как они обладают
меньшей энергией реакции. Для проведения отвержде-
ния необходимы сложные печи.
Для уменьшения критических пвраметров хорошо
применять наполнители и пластификаторы. Во многих
случаях наиболее рациональным решением является
залнвка по стадиям; по этому методу большие залнвки
формируются нз отдельных слоев компаундов, при-
чем каждый последующий слой накладывается после
отверждения илн по крайней мере после процесса
гелеобразования в предыдущем Используя песок
в качестве наполнителя, компания Shelj Chemical про-
извела заливку массой 600 кг Фирма Ciba произвела
заливку большого трансформатора; масса загрузки
компаунда составила 800 кг. В результате напряжений,
возникающих во время отверждения, могут появляться
трещины. Там, где это возможно, следчет добавлять
пластификаторы. Онн значительно умен ,ают вероят-
ность появления трещин
Заливка композициями с большим содержанием
наполнителей. Для некоторых целей возможно исполь
зовать маловязкне композиции и работать с ними при
повышенных температурах. В этом ел- “зе возможно
вводить большое количество наполни - пей Иногда
возможно готовить такие композиции Ьз существен-
ного увеличения вязкости. Эту техно- гию полезно
применять для залнвкн нлн капсюлиро- пня изделий,
требующих хорошей пропитки н выс зполяеииой
_ оболочки. Лучше, чем проведение этою . - са п две
" стадии, является метод, по котг-эму покры-
теля~ ЬЛЗдуёт предусмотреть ловушки для предотвр
щеиня попадания в атмосферу летучих продуктов. Они
могут также звгрязнять масло в насосе. Хорошо, когда
низкий вакуум достаточен для того, чтобы компаунд
натек в форму. Если же необходим высокий вакуум,
то требуется особая осторожность в выборе эпоксидной
композиции. Поэтому следует тщательно изучить ве-
щества, входящие в композицию, прежде чем их при-
менять. Если влажность слишком велика, то необходимо
ее уменьшить сушкой нлн предварительным вакууми-
рованием. Там, где, конечно, возможно, хорошо про-
изводить заливку под вакуумом. Это устраняет пу-
зырьки воздуха, находящиеся в компаунде и сушит
компаунд.
При производстве заливки под атмосферным дав-
лением н предварительном вакуумировании, в изделии
образуется очень много пузырей. Поэтому приходится
компаунд заливать и сливать несколько раз, часто до
10 раз. Для получения наилучших результатов все
пузырьки должны быть устранены, прежде чем изде-
лие будет вынуто нз автоклава (не будет снят ва-
куум). На практике вакуум держится до тех пор,
пока не прекратится выделение пузырьков, а затем
быстро подают атмосферное давление. Если ценообра-
зование слишком сильное, значит, компаунд влажный
в примесях. Если много пузырьков, то это значит, что
мат- и > сильно ШмряетбяГ Для пил111>тгг~заполиепня
Пуйт>—бывает пмтириТ1.'~цнкл вакучмировання не-
С-" . ко раз. Однако надо строго сле""т1- за тем, чтобы
.тля не шла во время вакуум-,- шня, так как
вследствие зкзотермичиостн реакции отяерднтель мо-
жет , испариться. Вакуумирование нельзя продолжать
после TI >. как вязкость начнет возрастать.
Еж звлнвка производится без формы и есть воз-
можность стекания компаунда во время отверждения,
то эти •-делня должны вращаться во время процесса.
Зал— ха под давлением может быть применена
совместно с вакуумной технологией, а именно следо-
вать сразу за циклом вакуумирования. Залнвка н про-
питка ПОД давлением от 3,5 до 7 кгс/см' дают очень
хорошие результаты. Давления, необходимые для осе-
дания пузырьков н растворения газов в смоле по за-
питывается иенаполпениой композицией по 1,-.ноллгин,
описанной выше. В этом случае вакуум при пре пке
должен быть ниже I мм рт ст Наконец, по третьему
методу используют вибрацию. В этом счучае иногда
можно и ие вакуумировать.
ВЫВОДЫ
Благодаря высокому уровню комплекс ктерн-
стнк — физических н электрических, эпоксидные смолы
нашли широкое применение прн залньк герметизации
и капсюлироваини.
Эпоксиды предпочтительнее более дешевых систем.
Они хороши и для ряда специальных назначений. Но,
Гл. 16. Эпоксидные смолы для инструмента и приспособлений
конечно, главным применением являются капсюлнрую*
Щ1 g компаунды для электротехнического н электрон
но । оборудования. Однако применять эпоксиды для
целей надо с осторожностью, так как могут
пом-ляться большие внутренние напряжения, а сле-
довательно, н трещины. -Поэтому в конструкция нзде
лис надо учитывать это обстоятельство. Все детали,
вх >ящие ъ изделие, должны иметь хорошую совме
старость с эпоксидами, с которыми онн соприкасаются.
Эпоксиды можно применять в качестве капсюлирующнх
материалов для трансформаторов мощностью до
15 кв «в, онн хорошо работают <лрн напряжении до
20 кв. Возможно применение эпоксидов практически
для любого электронного оборудования, кроме рабо-
тающего прн очень высокой частоте.
Эпоксиды хорошо себя зарекомендовали в элек-
тромашиностроении, работают при температуре до
Глава шестнадцатая
ЭПОКСИДНЫЕ СМОЛЫ ДЛЯ ИНСТРУМЕНТА
И ПРИСПОСОБЛЕНИЙ
Использование пластиков для инструментов нача
лс во время второй мировой войны вследствие острой
нехватки металла.
Основными материалами, прнменяющнмнси для
этих целей, были фенольные, а затем полиэфирные
смолы. Эти материалы, хотя они н подходят для этих
целей, обладают рядом недостатков, которые ограни-
чивают нх широкое применение. Эпоксиды впервые
были использованы для инструментов в 1950 г. Затем
в течение следующих 10 лет нх использование для
этих целей быстро и неуклонно росло и в конце 50-х
годов составляло 90% всего использования пластмасс
для инструментов (Л. 16-23].
Использование зпоксидных композиций для ннст
румеитов дает ряд преимуществ:
I) быстроту и простоту производства:
2) стабильность размеров;
3) отличные прочностные характеристики, особен-
но у армированных композиций;
4) небольшую массу;
5) низкую усадку прн отверждении, что дает точ-
ную воспроизводимость размеров.
Применение эпоксидов, кбнечно, не совершило ре-
волюции в производстве инструментов, но дало выигрыш
во времени и в деньгах при замене нмн металлов н
улучшило характеристики по сравнению со старыми
пластмассами.
В небольшом количестве случаев, особенно в слож-
ных устройствах, использование эпоксидов оказывается
экономически невыгодным.
Инструмент — это термин, обобщающий различные
типы оборудования. Это может быть модель изделия,
которое надо нзготовнть; форма, в которой это изде-
лие производится; он может быть оборудованием,
используемым для формования прн. нагреве, под дав-
лением или вакуумом; штампом для штамповки
листов из металла илн пластмассы; это может быть
также вспомогательное приспособление для контроля
производственного процесса.
Впервые эпоксидные инструменты стали использо-
ваться в самолетостроении и автомобилестроении, н
сейчас эти отрасли промышленности являются глав-
ными потребителями эпоксидных инструментов.
В самолетостроении, где часты изменения конст-
рукций, эпоксидные инструменты имеют особенно боль-
шое значение (Л. 16-12]. Они . позволяют производить
изменение конструкций в течение очень непродолжи-
тельного времени, часто за один рабочий день (Л. 16-9].
В автомобилестроении эпоксидные штампы для
штамповки металлических листов не могут долго слу-
жить, но нх полезно использовать в качестве прототипа
для изготовления металлических штампов. Это эконо-
мит от 25“ до' 50% временя (Л. 16-6]. Кроме того, оин
могут использоваться для различных корпусов и ручек
ручного инструмента, т. е. там, где условия работы не
такие тяжелые, как у штампа.
Наиболее важно применение зпоксидных инстру-
ментов в литейном производстве, там где требуется
быстрое изготовление большого количества форм.
Использование эпоксидных смол для зтнх целей описа-
но в [Л. 16-18]. В литейном производстве эпоксиды
используются также для того, чтобы быстро превра-
тить песчаные формы нз сыпучего состояния в отвер-
жденное, Это достигается введением в песок не-
скольких процентов по массе зпоксндно-полнольного
связующего и затем инжектированием в песок под
давлением газа BFs в форму. Через несколько секунд газ
застывает, н оболочка позволяет провести отверждение
прн комнатной температуре примерно в течение часа
(Л. 16-34].
ФОРМЫ ИЗ ЭПОКСИДНЫХ смол
ДЛЯ ЗАЛИВОЧНЫХ И ФОРМОВОЧНЫХ
КОМПАУНДОВ
Эпоксидные инструменты с успехом применяются
прн изготовлении форм для литья пластмасс под ва-
куумом. Требования к композиции в этом случае более
жесткие, чем прн производстве моделей. Довольно
плохая теплопроводность эпоксидов уменьшает тепло-
отвод н тем самым повышает качество отлитых
изделий.
С другой стороны, температура на поверхности
в течение всего рабочего дня растет, и к концу дня
при работе, например, с поливниилхлорнднь"—
достигает 410 °C (Л. iI6-3I]. Прн более в:
пературах следует применять композиции,
ные ;ангидридами, так как композн.. ~
этлитзми IIJ4I комнатной темп
, _ _ ________ размягч тся
•при нагреве (л, lo Пр i высоких температурах
Трпдо’житеиЬность литья увеличится из-за плохой
теплопроводности зпоксндов.
Теплопроводность может быть увеличена введением
в композицию металлических волокон, что позволяет
повысить рабочую температуру (Л. 16-33], ио лучше
использовать залитые в композицию медиые трубки,
по которым прокачивается охлаждающий агент. Для
больших форм можно вводить до 50 м медных труб
диаметром 6 мм ]Л: 16-21]. В больших формах это
оборудование нужно для предотвращения экзотермнч-
ности реакции. Вставки покрываются разделительным
слоем н вставляются перед отверждением и вытаски-
ваются после отверждения, причем остаются необхо-
димые отверстия (Л. 16-2].
251
Эпоксидные смолы для матриц
пого формовании термореактнвных пластмасс. В этих
формах для укрепления использовались стальные опо-
ры и для укорачивания производственного цикла мед-
чие тпубки 1ВЛСНИС в эпоксидной форме ооыгно
металлических формах
Были и . >товл ы специальные армированные
- - 1в.чсь резина прн температуре 170 С
к. си!. Такне формы хороши для
,,х целей и мелкосерийного произвол
₽Ис 16-2. В формах такого типа отлива-
лось около I 000 изделий в сутки в течение
Двух лет без заметного износа форм. Платы
армировались стекловолокном.
ЭКь..м .МС"Т.1.Н
ства (Л. 1 1141
ЭПОКСИДНЫЕ ИНСТРУМЕНТЫ
ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ
ПЛАСТИКОВ
Эпоксидные Лтомы для прессования слоистых
пластиков изготнв. >ак>тся в несколько стадии. Сна
ч < шапка покрывается тиксотропным покрытием
при помощи кисти НЛП шпателя. Это покрытие необ-
ходимо для сов шенпо точного воспроизведения бол-
ГТ1КИ После 1ТОГО накладывается несколько слоев
стеклоткани чек-i'imhti ила стекловолокон, пропитан-
ных в жидкой иш'-енднон смоле. После отверждения
форма спишется болванки и покрывается иесколь-
кнмн слоимо парафинового разделительного слоя-
Стеклоиластикопое шдслне можно выклеивать в полу-
чившейся форме и Придавать ему любую толщину.
Разделительный слон устраняют, наливая воду между
формой и изделием.
ЭПОКСИДНЫЕ СМОЛЫ ДЛЯ МАТРИЦ
Эпоксидные матрицы могут быть изготовлены
литьем но чаще требуются матрицы, армированные
С№ОВОЛШ!НОМ Технология очень схожа с описанной
в^Те для производства форм для слоистых пластиков,
хотя, конечно, есть ряд существенных Про-
цесс начинается с нанесения разделительного слоя и
декоративного слои. Перед укладкой слоев> игi углы и
во впадины модели кладутся жгуты <?те™"ии“ "
хлопковые волокна, пропитанные смолой). Это пред
отвращает появление воздуха в этих ™ч>1ах в° вРе“
процесса выклейки. Обычно берется от 6 до 25 слоев
стеклоткани; прн большей толщине следует “блюлать
осторожность, так как возможна "ите"“вив" *30
тепмнческая реакция. Отношение масс стеклоткани и
смолы примерно один к одному. Стеклоткань можно
предварительно пропитывать жидкой смолой или уклады-
вать стеклоткань сухую н каждый слой промазывать
СМ0ЛВ°И некоторых случаях для получения более жест-
ких систем с большим содержанием стекла матрица
во время отверждения может вакуумироваться.
‘ В хорошо сконструированных формах можно нзго-
кРайвей меРе ЮОООО пластмассовых изделий
формы. изготовленные нз -ндов и металлнче
скоп стружки, имеют хорошую теплопроводность, что
умс|1ьиц1ет продолжительность цикла -штья. Из эпо-
ксидов, наполненных порошком алюминия н отвер-
жденных без давления, также получаются хорошие
Ф°Р*Ы (Л. 16-35]
Эпоксидные смолы могут применяться для нзго-
товлеиид форм для эпоксидных и других термореактив-
ных заливочных компаундов. Это контейнеры, в кою
РЫе Наливается жидкая смола н в них отверждается,
•затем контейнеры илн снимаются, или остаются. Из
зпоксид0в изготавливались формы и для полиэтилена,
но Вследствие нх малой теплопроводности была полу
чеиа ин8квя скорость процесса.
Специальные композиции применялись для быст
Рнс. 16-3. Легкая конструкция нз слоистых зпок
сидных «ластиков и эпоксидных труб по массе
составляет */* от стальной конструкции н в 2 раза
дешевле.
Гл. 16 Эпоксидные смолы для инструмент и приспособлений
Рис 16-4. Дешевая, прочная предохранительная
решетка сварочного агрегата, изготовленная нз
эпоксидных смол н стеклянной ткаин, демонстри-
рует одну нз областей применения эпоксидных
инструментов.
Если большие матрицы имеют в некоторых местах
тонкие стенки (3 мм нлн меньше), то в такие места
вклеиваются металлические пластины (Л. 16-26]. Боль-
шие матрицы могут изготавливаться с точностью до
0,05 ня и экономят металл, обычно принятый для
изготовления матриц. Например, стеклоэпоксидная
матрица массой 100 кг экономит 1400 кг металла
(Л. 16-1] Но так как металл можно использовать
несколько раз, а эпоксид нельзя, то эпоксидные матри-
цы нельзя считать значительно дешевле, но некоторое
удешевление безусловно есть (иногда до 75%]. Стои-
мость материала в производстве матрицы составляет
всего 15%, остальное стоит труд [Л. 16-26].
СИСТЕМЫ ИЗ ЭПОКСИДНЫХ смол
ДЛЯ ШТАМПОВАНИЯ МЕТАЛЛА
Эпоксидные системы хотя и непригодны для режу-
щих инструментов, но могут использоваться для штам-
повки металлических изделий в тех случаях, когда это
позволяют прочностные характеристики эпоксида и
когда требуемая поверхностная твердость штампов не
превышает 65 по Барколу. Эпоксидные штампы могут
быть отлиты или, чаще, для большей прочности, вы-
клеены
Эпоксидные штампы используются дли шттмночки
нз лнй нз латуни и других сплавов на основе меди,
ми ой стали, нержавеющей стали, титан) и т. д. Из
,.ч. линия, например, с помощью эпоксидных штампов
из гавливалнсь изделия с толщиной 0,5 мм (Л. 16 5,
16 ')]. Для более жестких листов (толще 0,15 мм) и
в тех случаях, когда требуется получение сложней
ф< )ы (например, для изделий нз мнггой стали тол-
ще эй 0,1 мм формование радиуса в 1 мм), бывает
каш I, так как прочность на сжатие эчокснда может
бь недостаточной в местах с высокими к.>"центра-
ц» 1и напряжений (Л. 16-29].
Большие штампы, изгот —леииые из стальной илн
1Л г> гинне й проволоки и эпоксидной смолы, ис.юль-
зо*,пнсь для штамповки шсгов стал'.: толщиной
0, мм при давлении 14 к,- см* и температуре 120°C
|Л 16-20]. Использование эпоксидно-металлических
ш | | лпов дает хорошие результаты вследствие их вы-
Рис. 16-5. Прочные эпоксидные штампы противостоят
ударам, возникающим прн штамповке алюминия, не-
ржавеющей стали.
COKHX пр<-»1ОСТ1|ЫХ свойств и х<
ности. Типичные композиции для <
лов приведены в гл. 12
Число изделий, которые можно отштамповать эпо-
ксидным штампом, составляет, вероятно, несколько
тысяч; конечно, оно меньше, чем число изделий, кото-
рые можно отштамповать стальным штампом. Эпо-
ксидным штампом, облицованным металлом, можно
отштамповать 15000 автомобильных кузовов (Л. 16-16].
Прн создании эпоксидных композиций для штам-
повки металлов обычно не добиваются получения вы-
сокой жесткости конструкции. Гор? о ваэи проч-
ность на сжатие Невысокая жесткость мо‘ г быта
компенсирована созданием надлежащего ш.эмподер-
жателя (Л. 16-28]. В пуансонах, где важна ударная
вязкость, наиболее ответственным фактором является
поверхностная твердость. И для пуансона, и для мат-
рицы в процессе штамповки требуется некоторая упру-
гость;. упругость создает плавность воздействия иа
штампуемый лист и помогает избежать во жновеиня
складок на нзделнн. Упругость обычно мктается обли-
цовкой отлитого пуансона и облицовкой выклеенной
матрицы. Обычно твердость штампов колеблется от 60
до 65 по Шору (шкале D). причем твердость пуансона
должна быть несколько меньше твердости матрицы.
Одиако упругие пуансоны могут применяться и с ме-
таллическими матрицами; отмечалось, что для неболь-
шого количества изделий можно применять жесткий
пуансон и пластмассовую матрицу ]Л. 16-22].
Другие эпоксидные инструменты, такие как матри-
цы для формования взрывом, требуют более твердых
поверхностей, примерно 70—75 по Шору
Когда эпоксид используется в качестве пс,.рхност-
ных покрытий, например в качестве покрытий гранит-
ных блоков, то от композиции требуется повышенная
абразивная сто"-ость (Л. 16-15].
Прн ИСПО”’ ваинн эпоксндно-метт.-i.i -ск"
пов прн тсм«,- rvne 70°C н выше мож • ni
ползучесть, по эт гоу до менее верояи
чае с фенольным» или полиэфирным)
устранения ползучести штампы д
чески укрепл ы. Подбирается эт
имеющая высокие прочность и твердост
Для
КОМПОЗИЦИИ
юпстые
Эбычно
В производстве инструмента н
вида композиции, литьевые, ге" -рорсЬиые
пластнки. Большинства компо-.днй
изготавлив тся иа i юве смолы Г »
смола отверждается при комнатной тем,
для специальных целей, когда т|- ->уе 1 вы<
гревостонкость, в качестве отвердителей и • >эчются
ароматические амины нлн ангидриды и отверждение
Композиции
253
. проводится прн повышенной температ * Наполнители
исшльз • - я д._ снижения стоп» , и 'Лучения
не, - ы\ . Власти
Действие специальных наполнителей, отобранных
высокой теплопроводности, иа теплопроводность
. •; в Т'”1. ' В гл. 12 приводится
п» .ч вне смолы могут применяться для заливки
ИСПОс, ‘летвеино в форму, могут ппимтшти-я для от-
ливки ’,‘ржней, когорые потом об/» - - >тся.
Отливка стерзкк°й. Главным требованием к смо-
л. м применяемым для этих целен, являются достаточ
ные прочностные характеристики. В случае, когда
требуется очень высокая жесткость конструкции,
применяются слоистые пластики. От этих смол требу-
ются так же ма >ая вязкость и малая зкзотермнчиость.
Так как применение наполнителей не дает возможно-
Таблнца I6-I
Сравнение Абразивной стойкости
различных материалов (Л. 16-11
DGEBA, отвержденный амином:
иенаполненный
наполненный кварцем
наполненный алюминием
наполненный сталыым порошком
5 000
450—500
200—250
ста создания композиции с малой вя -остью, то часто
Приходится ИДТИ 4 1 компромисс. Нап^ ните пн в лнтье-
®ыч с ах применяются для СНГ • гния стоимости
и получения требуемых свойств, таких, как абразивная
стойкость и хорошая теплопроводность. Действие на-
полнителей иа образнвпую стойкость показано
Таблица 16-2
Теплопроводность DGEBA в зависимости
от наполнителя и отвердителя [Л. 16-32]
Отвержденная
ароматическим амином
Ненаполненная
Залитая между медными нли алюми-
ниевыми проволоками (34,2% ме-
То же залитая под давлением:
65% проволоки
10% проволоки
50% проволоки
Отвержденная NMA
10% проволоки
50% проволоки
I-- -и применяют высокие темпериту ры, то кая смо-
.1 образует течь в горячем гостоянин н термическое
сжатие при охлаждении даст гад. всего изделия.
Отливка облицовок. Отливка облнцовкч проводит, я
главным образом для создания эл вчнон поверхности
в целом жесткого Штампа. Композиции для этих целей
выбираются по пластичности и ни»зй вязкости. Могут
использоваться различные пластификаторы, наиболее
распространенными являются жидкие полисульфиды.
Действие пластификатора — полнеульфида на усадку н
Окись железа,%
Рис. 16-6. Предел текучести прн
сжатии в зависимости от концен-
трации окисн железа и времени
отверждения для DGEBA, отверж
денного MDA/MPDA/PGE
[Л. 16-30].
А — измерение проводилось при 23 ’С
24 « прн 65 ”С плюс 2 « прн 150 ”С: С —
приГ65 'С’плюс 1 ч 15риГВ|Ю1”с'НО — из’
мереиве при 120 "С, отверждение 24 ч
орк 65 "С.
ки предела прочности на сжатие не
наполненной смолы на основе
DGFBA в зависимости от отвердите-
ля [Л. 16-30].
А— DMP-.Я соль, отверждение прн 65°C
туре плюс 21 ч прн 65 "С: С — отвердитель
MDA/MPDA/PGE, отверждение 20 ч при
комнатной температуре и 242 ч при 65 "С.
254
Гл. 16 Эпоксидные смолы для инструмента и приспособлений
Объемная усадка и предел прочности на сжатие композиции иа основе DGEBA
в зависимости от отвердителя, пластификатора и наполнителя [Л. 16-11]
Отвердитель В—MPDA/MDA/PGE. 20 чвстеВ
Предел прочности при сжатии, кгс/см*
Модуль упругости, 10* кгс/слР . . .
Предел текучести, кгс/см* ........
Деформация прн пределе текучести.
Объемная усадка. %................
Предел прочности при сжатии, кгс/см*
Модуль упругости, 10* кгс/см* . . .
Предел текучести, кгс/см* ......
Деформация при пределе текучести.
Объемная усадка, %...............
Предел прочности при сжатии, кгс/см*
Модуль упругости, 10* кгс/см* . .
Предел текучести, кгс/см* . .
Деформация при пределе текучести.
Объемная усадка, %...............
Предел прочности прн сжатии, кгс/см*
Модуль упругости, 10* кгл/см* . .
Предел текучести, кгс/см? .......
Деформация при пределе текучести.
Объемная усадка, % ..............
Предел прочности прн сжатии, кгс/см*
Модуль упругости, 10” кгс/см* .
Предел текучести, кгс/см*........
Деформация при пределе текучести,
Кремнекислый литий—алюминий (200 меш) 23% при А 26% при В
Графит (300 меш) 85% пра А. 11% пра В
Кварц 24% при К, 31% при В
Карбонат кальции (325 меш) 24% при К, 25% при В
Рубленое стеклянное волокно (0,75 мм) 10% при А 18% при
жденне по специальному реж этвх фак-
торов иа прочность на сжатие показано на рис. 16 6—
Объемная усадка, %...............
Предел прочности при сжатии, кгс/ см*
Модуль упругости. 10” кгс/см* . . .
Предел текучести, кгс/см*........
Деформация при пределе текучести.
прочность на сжатие системы показано в табл. 16-3.
Твердость может варьироваться добавлением различ-
ного количества пластификатора, но применение пла-
стификаторов значительно снижает нагревостойкость
композиции.
Повышение прочности на сжатие. Когда требуется
повысить прочность на сжатие, подбирают соответст-
вующие наполнители, отвердители и проводят отвер-
Гелеобразные композиции
Для получения нужной поверхности штампа от
эластичной до твердой чаще всего применяют покрытия
а гелеобразном состоянии, которые готовят с тикео-
Композиции
255
Рнс. 16-8. Модуль упругости прн
кистью илн шпателем. Выклейку илн отливку штампа
по покрытию начинают до того, как гелеобразное по-
крытие отвердится. Если все-таки отверждение произо-
шло раньше, то перед выклейкой для улучшения
адгезии это покрытие желательно отпескоструить. Геле-
образные покрытия служат защитой от воздействия хи-
мических веществ н дают гладкий верхний слой.
сжатии в зависимости от концен-
трации наполнителя и температу-
ры отверждения для DGEBA,
отвержденного MPDA/MDA/PGE
{Л. 16-30].
Рис. 16-11. Усталостная характе-
ристика предела прочности на
сжатие в зависимости от объема
загруженного наполнителя — оки-
си железа, в DGEBA, отвержден-
ном MPDA/MDA/PGE (Л. 16-30].
Режим отверждения: 20 ч прн
, ч прн 65 ”С;
120 °C. отверз
* го во то гоо боо коогооо
Циклы
Рнс. 16-9. Усталостные характери-
/и ши tuuu юиЛО
Циклы
стики при сжатии в зависимости
от типа наполнителя для DGEBA,
отвержденного MPDA/MDA/PGE
(Л. 16-30].
Рнс. 16-12. Усталостные характе
ристики предела прочности на
сжатие DGEBA, отвержденного
ТЕТА. в зависимости от наполни-
теля (Л. 16-30]
Циклы
Рнс. 16-10. Усталостная характе-
ристика предела прочности на
сжатие DGEBA, наполненного
кварцем (400 частей) и отверж-
денной MPDA/MDA/PGE
(Л. 16-30]. Режим отверждения:
72 ч при 23 "С плюс 24 ч прн 65 "С.
Л — 75 частей карбоната кальцш
отверждение 24 ч прн 23'С плюс 24
при Б5’С; В — 50 частей силиката ала
оиимо лтпепжление 4 дна ппи 23 °C
тропным наполнителем во избежание выпадания осад-
ка во время нанесения и отверждения. Часто для
этих целей используется колондальный кварц в коли-
честве 5—10 частей. Гелеобразные покрытия обычно
наносятся толщиной от 0,1 до 0,2 мм Наносят их
Рнс. 16-13. Усталостные характе-
ристики предела прочности на
сжатие DGEBA, отвержденного
ТЕТА и наполненного 150 частями
окнсн алюминия, в зависимости от
цикла отверждения [Л. 16-30].
256
Гл. 16. Эпоксидные смолы для инструмента и приспособлений
I SSOnedcM1 owuuna,
f при HSO циклах
Ч [
100
то
Рнс 16-14. Усталостные характе-
ристики модуля упругости при
сжатии DGEBA, отвержденного
ТЕТА в течение 4 дней прн 23 “С
и наполненной 100 частями окиси
алюминия ГЛ. 16-30].
в этих случаях в качестве разделительного слоя про
пнтывается поливняилацетатом нлн поливиниловым
спиртом. В этих случаях ою ельная доводи терж
ней производит на нажд тм. чл< е
успеш! приме. - литья по -вын- «яемым мо шм
для II товлеии. оксидных инструментов (Л. 10-13].
П] - констр -- ваинн болванов нли форм для
прочф j,CTBa 1 - лчых ||нгтпчм₽нтоп крайне важно
«. - -— — ... . к дная
winajt илн . эму,
смола абсолютно точно с.
включая н их дефекты.
После того как произведены заливка эпоксидной
смолой и ее отверждение, для удаления разделитель-
ного слоя можно провести нагревание. Если форма нлн
болван имеют меньший температурный коэффициент
расширения, чем эпоксидная композиция, то стержни
вогнутой формы должны быть нагреты, а выпуклой —
охлаждены. Для деревянных или пластмассовых стерж-
ней, имеющих большой температурный коэффициент
расширения, — наоборот.
выводы
Композиции для слоистых пластиков
Обычно такие композиции состоят нз отвердителя
холодного отверждения и смолы DGEBA, модифициро-
ванной 10 частями разбавителя, обычно бутилглициди-
лового эфира.
Уменьшение вязкости проводится дли того, чтобы
легче осуществлялось смачнванне. Если требуется по-
вышенная нагревостойкость, то разбавителя ие приме-
няют, а в качестве отвердителя используют аромати-
ческий амин или ангидрид.
Композиции для слоистых пластиков вместе со
стеклотканью, стекломатом нли стекловолокном исполь-
зуют, Когда требуется высокая структурная прочность,
особенно для крупных изделий.
Выклеенные инструменты дают заметный выигрыш
в весе по сравнению с отлитыми.
ИЗГОТОВЛЕНИЕ ФОРМ И БОЛВАНОВ
Эпоксидные смолы вследствие их малой усадки,
постоянства размеров и хороших физических свойств
применяются для изготовления инструментов гораздо
шире, чем другие термореактивные смолы.
Эпоксидные инструменты успешно применяются для
создания прототипов и моделей, литьевых стержней
н т. д., причем срок жизни эпоксидных инструментов
такой же, как и у изготовленных нз алюминия.
Эпоксидные инструменты вследствие высокой точ-
ности, с которой их можно изготовить, широко приме-
няются для корпусов небольших механизмов.
Эпоксидные инструменты также применялись для
выпуска небольших паотий пластмассовых листов по
технологии вакуумной формовки; соответствующим
образом армированные, оии могут использоваться и
для выпуска изделий прессованием и инжекцией.
Эпоксидные формы, как открытые, так и закрытые,
широко используются для производства отливок нз
различных термопластичных и термореактнаиых смол.
Эпоксидные штампы успешно применяются для
формовки изделий из металла (для небольших партий).
Лучше их применять, конечно, для штамповки цветных
металлов, но можно и для штамповки тонких сталь-
ных листов. Срок жнзии такого штампа целиком зави-
сит от конфигурации изделия и от того, нз какого
металла производится штамповка. Есть сообщения, что
на одном штампе изготовлено 50000 изделий.
Эпоксидные инструменты могут изготавливаться
двуми способами: отливаться и выклеиваться. Литьевой
способ предпочтителен для небольших изделий, изделий
где не требуется жесткость конструкционная, нли для
создания оболочки для какого-то сердечника. Способ
выклеивания предпочтителен там, где требуется высо-
кая жесткость/илн для больших изделий.
Большинство эпоксидных инструментов изготавли-
вается иа основе смолы DGEBA, соответствующим
образом наполненной нли моднфицнрованвой, и отвер-
дителей холодного отверждения. Применение этих
отвердителей позволяет использовать сравнительно де
шевые модели
Использование эпоксидных инструментов часто
снижает их стоимость, а также уменьшает время их
изготовления по сравнению с металлическими инстру-
ментами. Изготовление эпоксидных инструментов без
«ер, эпоксидные причиной значительно более широкого их применения
формах, песок в промышленности, чем в 50-х годах.
Для эпоксидных инструментов, изготовленных
литьем, за редким исключением, требуются открытые
формы. Для выклеенных эпоксидных инструментов
используют илн болван, или матрицу. Формы, изго-
товленные, например, из гипса, эпоксида, отливаются
иа болванах. Болваны изготавливаются из дерева,
гипса, цемента, металла или эпоксида. Одним из пре-
имуществ использования эпоксидных инструментов
является то, что форма может быть изготовлена на
обычных дешевых материалов.
Типичная форма может быть изготовлена нз гипса,
который наносится на деревянный болван. После того
как гипсовая форма снимается с болвана, она тща-
тельно высушивается прн температуре 50 ЧС, после
чего бывает необходимо форму отшлифовать. Форма
аатем покрывается быстросохнущим лаком, например
поливинвлацетатом и т. д. После этого на форму на-
носят разделительный слой, нлн кремнийорганическне
смазки, или композиции на основе карнаубского воска.
Болваны могуг быть изготовлены нз дерева илн
пластмассы, а также для этой цели может браться
часть какого-то готового изделия. Для изделий сложных
конфигураций, когда сложно вынуть изделие, разраба-
тываются специальные формы. Наприме"
стержни могут отливаться в песчаных
257
Глава семнадцатая
ПЕНОПЛАСТЫ ИЗ эпоксидных СМОЛ
Пенопласты нз эпоксидных смол характеризуются
костью, хорошей стабильностью размеров (особенно
в ботее густых композициях), хорошей иагревостой-
костью и особенно хорошей хнмостойкостью. Свойства
жестких я полужестких пен, менее густых, находятся
на том же уровне, что н для композиций нз полиуре-
тана. Эпоксидные смолы имеют ряд преимуществ, та-
кие как повышенная водостойкость, способность про-
тивостоять высоким температурам и длительно рабо-
тать при них. Но так как существующие более деше-
вые пены имеют свойства, вполне удовлетворяющие
большинству промышленных требований, то вследствие
крайних трудностей, заключающихся в создании эла-
стичной эпоксидной системы [Л. 17-11], то пены нз
эпоксидных смол ие завоевали широкого применения, и
используются только для специальных целей.
Эпоксидные пены низкой вязкости нашли широкое
применение как заливочный компаунд длн электронно-
го оборудования [Л. 17-22]. Эпоксидные пены большой
вязкости используются как объемные опоры, часто они
применяются совместно со слоистыми пластиками,
создавая многослойную конструкцию. Они могут быть
также использованы как теплонзоляцнонные покрытия.
Вследствие низкой водопоглощаемости эпоксидные
пенопласты находят применение в оборудовании для
рыболовных судов, в строительстве других больших
судов и для замедления испарений нефтепродуктов
в танкерах. Их использование для звукоизоляции менее
успешно, чем пенопластов с более открытыми ячейками,
вследствие одноклеточной структуры последних.
Существует два типа пенопластов — химические и
синтактические.
Химические пенопласты производятся продуванием
газа во время химической реакции в течение отвержде-
ния. Синтактические пены получаются добавлением на-
полнителей в систему.
ХИМИЧЕСКИЕ ПЕНОПЛАСТЫ
Эпоксидная смола может быть превращена в пену
во время процесса отверждения, если в ней присутст-
вует некоторый элемент, выделяющий газ илн пар яри
температуре, предшествующей гелеобразованию.
Отверждающий агент может сам реагировать та-
ким образом, что будет выделять газ. Примерами та-
кого типа отвердителей являются амины боранов, такие
как демителборан, пиридин борана, метиловый эфир
борана [Л. 17-32], акнднитовая кислота (Л. 17-.1] и
замещенный фосфатоборогидрид (Л. 17-32]. Могут быть
добавлены компаунды, которые, реагируй с отвердите-
лями, выделяют газ, например, М,М'-дннитросо-МЛ'-ДИ-
метил терефталатамид будет реагировать с отвердите-
лем — жирным полиамидом с выделением азота в те
черне отверждения [Л. 17-16], и перекись водорода
будет образовывать пены преимущественно с отвердн-
телямн-амниамн (Л. 17-18].
Газы, имеющие высокую температуру кипения
(например, фреон), могут быть добавлены в компози-
цию под повышенным давлением в впоследствии вы-
свобождены. Низкокнпящне жидкости могут быть до-
полнены испарением при нагревании. Наполнители
могут применяться те, которые содержат достаточно
влаги и воздушных включений, вместе с возможно
.—... в таком случае может
быть получена пена.
17—1242
Например, пробка и пробкообразные естественные
материалы, такие как бальзовое дерево, могут быть
использованы для производства пены. Применяя раз-
мельченную и просеянную через снто 10 меш пробку
и отверждающий при комнатной температуре отверди-
тель — амин, можно получить продукт, который по
объему в 3—4 раза больше первоначального уже через
15 мин после смешивания компонентов [Л. 17-23].
Простейшим пенообразующим агентом для эпо-
ксидных композиций является вода. Если температура
в течение отверждения и до пенообразовання дости-
гает 100 вод в парообразной фазе вызовет появле-
ние пеиы.
Одна система такого вида включает использование
водного раствора защитного коллоида, например, со-
полимера, состоящего из 40 частей винилацетата и
60 частей М-вннил-2-пнролифана и преимущественно
алифатический амин в качестве отвердителя (Л. 17-21].
Однако на практике обычно используются так на-
зываемые продувающие агенты [Л. 17-4]. Типичными
представителями этих материалов являются: целоген
(pip'-axibis benzenesulbonyl — hydrazide) и ND (dlni-
troao пентаметнлентетраамнн).
Разнообразные продувающие агенты утверждены
для отвердителей амина DGEBA пенопластов в [Л. 17-2].
Действие различных продувающих агентов на эпо-
ксидную композицию, отверждающуюся при комивт-
ной температуре, показано в табл. 17-1.
Влияние различных пенообразующих веществ
на свойства готового пенопласта [Л. 17-6]
Композиция
DGEBA (мол. масса 450) . . 100 г
Толуол................. 5 г
Tween..................2 капли
DETA................... 6 г
Пенообразующее вещество Плот- Прочность про сжатая кгс/ли»
*'“• пре-^
0,125 0,125 11.7
Углекислый аммоний 2 11J
175 0,14 9.1 V
Динитросопентамети- 1 195 0,175 20,2 20.2
лен тетратин Салициловая кислота 1 178 0,15 13,2 8.8
Диазоамидобензол 182 0,155 12,6 10,4
Вода 10» НО 0,07 1.6 1,55
Вода 3 110 0,23 22,4 17.7
• В частей БЕГА.
Действие изменения концентрации типичных про-
дувающих агентов приведено на рис. 17-1. В добавле-
ние к продувающим агентам часто вводят вещества,
контролирующие величину ячейки и создающие хоро
шую и однородную дисперсию пузырьков газа. Может
быть применимо несколько общих типов: *1) парциаль-
ные эфиры жирных кислот; 2) полиоксенгликолн;
3) гекситаны и гексиды иа сорбитов и матернвлы.
258
Гл. 17. Пенопласты из зпоксидных смол
Рис. 17-1. Электронные узлы залиты в эпоксидный пено-
пласт для предотвращения от действия влаги, вибрации,
ударов. Формы показаны на переднем плане.
получаемые добавлением цепей полиоксиэтилена. Так-
же предлагались полиоргаиосилоксаны (Л. 17-25]. По-
верхиостно-актнвные агенты существуют под опреде-
ленными торговыми названиями. Органические раство-
рители часто добавляются для уменьшения степени
экзотермнчиостн реакции н служат в качестве вторич-
ных продувающих агентов. Действие изменения кон-
центрации толуола на свойства пены показано на
Смолистые модификаторы для зпоксидных пенопластов
Для получения пенопластов с эпоксидными смо-
лами может быть использовано большое разнообразие
смолистых модификаторов.
Успешно применялись фенольные смолы, дающие
жесткие пенопласты.
Были созданы композиции для пенопластов, содер-
жащие отвердители ангидриды и поливинилхлорид.
Значительная часть работы проводилась с добавками
изоцианата. Технология получения пен из композиций
изоцианат — эпоксид имеет значительные отличия.
Обычно преполимер приготавливается из эпоксида и
изоцианата. Реакция отверждения протекает между
группами изоцианата и гидроксилами цепей эпоксидной
смолы. Могут быть применены другие добавки, такие
как альдегиды [Л. 17-12]. Преполимер затем вспени-
вается и отверждается путем добавления ила первич-
ного амина или совместно с катализатором — третич-
ным амином, путем добавления воды нли карбоксил-
содержащих молекул. Отмечается, что реакция крайне
ч, --твнтельна к нагреванию (Л. 17-3]. Замедление
эк'лтермичностн может быть получено в эпоксидных
пенах добавлением 25 частей фр'-дихлорднэтнлвннил-
фосфат гомополпмера (Л. .17-34].
Наполнители die пенопластов из эпоксидных смол
Наполнители могут применяться для снижения
стоимости очень вязких смолистых пен. Например,
м «ет быть использовано около 20 частей инертного,
раз, - гьченного наполнителя в композиции, имеющей
п. гность 0,28—0,33 г/смг, без существенных струк-
турных изменений в отвержденной стаднн. Однако если
наполнителя ввести много, это синзнт прочность,
вследствие того что стенки ячеек станут очень тон-
кими. В пенах, имеющих плотность около 0,08 г[см’,
нежелательно применение наполнителей в количествах,
превышающих 4—5 частей (Л. 17-8]. Наполннтелн
используются в качестве пигментов для определения
пыного смешения и для того, чтобы сообщить пено-
п..'ту специальные свойства. Например, окись сурьмы
совместно с хлорированным компаундом увеличивает
Рнс. 17-2. Зависимость свойств пено-
пласта нз DGEBA от концентрации
продувающего агента [Л. 2-6].
огнестойкость. Металлические наполнители используют-
ся для регулирования е вспениваемой композиции.
может доходить до 2, в то время как порошкообраз-
ными металлическими . наполнителями (такими как
медь, алюминий, серебро) е может быть увеличена до
любой нужной величины, по крайней мере до 7
[Л. 17-6]. Для этих целей лучше всего подходит
порошок алюминия.
Типичные композиции
Так же как прн выборе других эпоксидных систем,
выбор композиции химических вспенивающих эпокси-
дов требует учета ряда соображений. Для пен могут
применяться порошкообразные смеси (на основе высо-
комолекулярных смол DGEBA) или литьевые компаун-
ды, содержащие порошкообразные системы, смоченные
в растворителе. Для пенопластов также могут приме-
няться как одиокомпонентные системы, способные
реагировать прн повышенных температурах, так и
двухкомпонеитные системы, которые могут отверждать-
ся как прн комнатной, так н прн повышенной темпера-
туре в зависимости от вида применяемого отвердителя.
Типичные композиции приведены ниже (Л 17-3]:
DGEBA (мол. масса 950) . 100
MPDA............................ 10
Целоген......................... 10
Окись стирола . . 5
Plyronlc L-68 . . 0,1
Этот продукт крайне экзотермнчен
туре отверждения (120°С) -
ннн масс менее 100 а. С
_ ______Г________ прн темпера-
..г _____г — , - -) и пригоден прн использова-
нии масс менее 100 г. Он дает плотность порядка
0,1 е/смг н имеет предел прочности на сжатие около
0,6 кгс/см*.
Жидкая эпоксидао-новолачная смола (f = 2,1) 100
СА...................................... .80
Толуолдиизодианат..........................60
Трнэтаиоламнн ... ... 10
Plyronlc L-64 . . . . .0,5
Вода............. .... 2,5
Химические пенопласты
259
Можно изменять плотность этого пенопласта,
изменяя в любых пределах количество воды
DGEBA...............................ЮО
Толуолдиизоцианат . . .50
Триэтилэтаноламии .. 3
Plyronlc L-64.................... 0,5
Композиция начинает вспениваться как только сме-
шивается. Быти приготовлены композиции, плотность
которых доходила до 0,03 г/см1:
DGEBA......................... 80
MPDA .... .28
Целоген .... 2
Plyophen 5023 . . 20
Plyronlc L-64 0.1
•этот пенопласт хорошо работает прн температу-
рах до 100 °C и имеет хорошую структуру ячеек.
Двухкомпонеитные эпоксидные пенопласты, отверждаю-
щиеся при комнатной температуре, использующие хлор-
фторуглерод в качестве газообразующего средства, при-
менялись для покрытий распылением, которое сочетает
Таблица 17-2
Свойства напыленного пенопласта [Л. 2-6]
Плотность по всему объему, г/см*
Плотность в центре, г/см*. . . .
Теплопроводность при 23 “С.
начальная ..................
в эксплуатации..............
Прочность при ристяжеиии, кгс/см1
Удлинение, »/«.................
Прочность при сжатии, кгс/см1. .
Адгезионная прочность, кгс/см1:
к холодной стали ...........
к загрунтованной стали . .
к нержавеющей стали . .
к алюминию..................
к отпескоструенному полисти-
„ ролу ........................
Влагопроницаемость при 23 °C и
50%-ный относительной влажно-
Водопоглощение после 48 ч нахож-
дения в воде под давлением 3 м
водяного столба, г/см*.........
Изменение размеров при 160 “С
после 72 ч нахождения в жид-
изменение объема.............
изменение массы .............
То же при 60 °C и обычной влаж-
ности после 72 ч, %:
изменение объема ...
изменение массы ................
Количество закрытых ячеек, % . .
Стойкость к ристворителям:
алифатические углеводороды .
ароматические углеводороды .
иизкокипящие кетоны ....
Стойкость к химическим веще-
кислотам . . '
щелочам......................
0,027—0.03
0,0005—0.0007
Отличная
Отличная
Плохая
Хорошая
Рис 17-3. Зависимость свойств пено-
пласта из DGEBA от содержания
толуола [Л. 2-6].
в себе и тепловую изоляцию, и защиту от коррозии.
Для этих целей используются либо двойное сопло
(форсунка), либо оборудование, распыляющее под
напором смесь. Покрытие вспенивается через 20 сек
после напыления и ие дает отлила уже через 2 мин
при 23 °C. Тепло, выделяющееся в течение реакции
отверждения, испаряет хлорфторуглерод Типичные
свойства отвержденного материала представлены
Вообще говоря, свойства композиций, отверждаю-
щихся при комнатной температуре, могут быть улуч-
шены применением дополнительного отверждения вспе-
нивающегося продукта. Дополнительное отверждение
должно проводиться до того, как экзотермическое теп-
ло полностью исчезнет, так как низкая теплопровод-
ность твердого тела дает довольно медленное повтор-
ное нагревание, особенно во внутренних слоях боль-
ших сечений.
Требуется учитывать количество вспениваемого
материала, тип применяемого резервуара, температуру,
при которой проводится операция, температуру отвер-
ждения и т. д. Необходимо -выбрать отверждающий
агент, дающий требуемые экзотермические свойств'а
для данной массы и конфигурации изделия.
Это становится все более важным, так как увели-
чивается масса изделий и экзотермическое тепло может
быть причиной отверждения сердцевины массы вслед-
ствие плохой теплопроводности.
Часто для данной конфигурации стехиометрическое
количество особых отвердителей может дать прекрас-
ные свойства, и тем не менее необходимо исследовать
отвердитель с точки зрения уровня концентрации. Это
показано иа рис. 17-3, где DETA применялось для
отверждения DGEBA (мол. масса 8450). Действие
температуры, при которой производится процесс, иа
композицию показано на рис 17-4.
Воздух и другие газы должны быть введены
в смесь для создания центров кристаллизации. Требо-
вание создания центров кристаллизации понятно нз
следующего отношения:
44'
Эта пропорция показывает, что темп роста воз-
душных пузырьков есть функция от их радиуса г,
260
Гл. 17 Пенопласты из впоксидных смол
Рис. 17-4. Влияние количества отверди-
теля на свойства пенопласта из DGEBA
[Л. 2-6].
избыточного давления р внутри пузырьков, вязкости ч
поверхностного натяжения в середине жидкости у.
Когда пузырьки не появляются н не пропадают, т. е.
dr/dt^d, то можно записать, что р~Оу/г, откуда мож-
но видеть, что если нет пузырьков, т. е. г=0, то теоре-
тически давление становится бесконечным. Таким обра-
зом, для равномерного расширения пенопласта пред-
варительно (до подъема пены) в жидкость должны
быть введены пузырьки газа.
С точки зрения возможных переменных (рабочей
температуры, массы и формы изделий, метода смеше-
ния, выбора отвердителя и добавок, выбора концентра-
ции отвердителя и добавок, выбора температуры, при
которой проводится процесс, я температуры отвержде-
ния и т. д.) подбор композиции химических эпоксидных
пенопластов — довольно' сложное искусство. Наилучшие
результаты были получены, когда пенопласты изготав-
ливались при строго контролируемых условиях в фор-
мах в термостатах, сконструированных специально
для этих систем.
Рис. 17-5. Влияние начальной температу
ры иа свойства DGEBA (Л. 2-6].
в 0,08 г/см3 будут сжиматься иа 40% при 105 °C под
нагрузкой в 1,4 кгс/см3, в то время как пенопласты
плотностью 0,3 г/см3 будут сжиматься только иа 8%
при температуре 120 °C под действием той же на-
грузки.
При криогенных температурах может наблюдаться
некоторое увеличение прочности при растяжении по
сравнению с прочностью при комнатной температуре.
Это, однако, не вполне точно, так как меньшие проч-
ности при меньших температурах были получены, воз-
можно, вследствие неравномерности структуры, со-
здающей надрывы в местах, где ячейки касаются друг
друга (Л. 17-1]. Модуль упругости, модуль сдвига и
напряжения при изгибе для типичных эпоксидных пено-
пластов прн низких температурах показаны иа
рнс. 17-6 и 17-7.
Блоки эпоксидных пенопластов могут быть сжаты
при повышенной температуре и затем охлаждены под
Свойства
Физические свойства эпоксидных химических пено-
пластов могут изменяться в зависимости от отверди-
теля (согласно принципам, описанным ранее в этой
книге), особенно для улучшения нагревостойкостн ялн
ударной вязкоств. Кроме того, свойства вспениваемого
продукта свльно зависят от плотности самой пеиы.
Прочность прн сжатии для твердых пенопластов
при комнатной температуре изменяется от 4,2 кгс/см3
при плотности 0,08 г/см3 примерно до 77 кгс/см3 при
плотности 0,33 г/см3. Зависимость в этом диапазоне
очень близка к линейной. Типичные значения, получен-
ные для прочности при сжатии для материалов с раз-
личной плотностью, приведены на рис. 17-5. Для твер-
дых пенопластов с плотностью 0.08 г/см3 модуль
упругости составляет 175 кгс/см3, и то время как для
пенопластов с плотностью 0,'12 г/см3 ои составляет
190 кгс/см3 (Л. 17-8]. .Прочность при растяжении для
твердых пенопластов составляет 3,5 кгс/см3 при плот-
ности в 0,08 г/см3 н около 35 кгс/см3 при плотности
в 0,3 г/см3 [Л. 17 8]. Нагревостойкость эпоксидных пе-
нопластов в большой степени зависит и от выбранного
отвердителя, н от плотности пенопласта.
Например, если в качестве отвердителя применяет-
ся ароматический амин, то пенопласты Плотностью
1 ц» 1 oje 1 1
Плотность пенопласта, г/см3
Рис. 17-6. Зависимость прочности
при сжатии от плотности пено-
пласта нэ DGEBA (Л 2-6].
261
0 SO rn ISO 200 250 °л
Рис. 17-7. Модуль упругости и мо-
дуль сдвига жесткого пенопласта из
DGEBA в зависимости от температу-
гуры [Л. 17-7].
давлением. Они сохранят эту сжатую форму,
не будут нагреты вторично. Таким образом, они
работать в сжатом виде н затем расшириться под дей-
ствием нагревания.
Электрические свойства пенопласта, подобно физи-
ческим свойствам, зависят от плотности. При малой
плотности е имеет очень низкие зиачеиия, так как
объем главным образом занят воздухом с е=1. С по-
вышением плотности пенопласта е увеличивается,
Рис. 17-8. Кривые деформации для
жесткого пенопласта из DGEBA
[Л. 17-71
Рнс. 17-9. Теплопроводность
пенопласта из DGEBA в зави-
симости от размера ячеек
[Л. 17-24].
как увеличивается количество эпоксидной смолы
в единице объема.
стов очень высокие и приближаются к свойствам воз-
духа для пенопластов с низкой плотностью и к свой-
ствам эпоксидной смолы для пенопластов с высокой
плотностью ]Л. 17-9],
Низкая первоначальная теплопроводность зависит
от размеров ячеек (рис. 17-8] и плотности (рис. 17-9].
Когда требуется обеспечить рассеяние тепла, то иног-
да целесообразно вводить металлические включения,
чтобы создать пути потоку тепла. Химостойкость
падает прямолинейно по сравнению с неволенной ком-
позицией.
СИНТАКТИЧЕСКИЕ ПЕНОПЛАСТЫ
Второй способ производства эпоксидных пенопла-
стов состоит в использовании микроскопических полых
сфер, получаемых нз органических нли неорганических
материалов Органические полые сферы обычно изго-
тавливают из феиольиых, мочевиио-формальдегидиых
или полиэфирных смол. Эти смолы наполнены инерт-
ным газом, таким как азот (в случае фенольных сфер),
а также фреон или пеитаи (в случае полиэфирных
сфер). Неорганические материалы обычно основыва-
ются на основе силиката алюминия или стекла. Ти-
пичные из таких промышленных материалов представ-
лены в табл. 17-3. Применение органических сфер (нли
микрошариков) ограничено рабочей температурой, т. е.
нагревостойкостью органических смол, используемых
в их производстве. Использование неорганических же
ие ограничено, по крайней мере в тех пределах, где
используются эпоксиды. Неорганические материалы
создают более жесткие системы с лучшими прочност-
ными характеристиками, в то время как органические
материалы дают меньшую плотность [Л. 17-14]. Тех-
нологические характеристики органических и неоргани-
ческих материалов схожи, и поэтому будет удобно
обсуждать их вместе. Для полиэфирных мнкрошарн-
ков, однако, требуется отдельная обработка, так как
эти материалы в отличие от остальных могут расши-
ряться далее в течение реакции отверждения.
Когда микрошарики входят как наполнители, объем
этих шариков будет определять плотность отвержден-
ного продукта.
При малых общих объемах шариков композиции
могут получиться настолько жидкие, что могут течь,
хотя для этих объемов снижение плотности не страш-
но. Сравнение свойств нескольких систем, наполненных
микрошариками, с системами, наполненными кварцем
(все системы наполнялись так, чтобы получить вязко-
текучую композицию), представлено в табл. 17-3—
17-5. Влияние наполнителей на теплопроводность пока-
Рис. 17-10. Начальная теплопро
водность пенопласта из DGEBA
в зависимости от плотности (раз-
меры ячеек от 0,2 до 0.04 см2}
[Л. 17-24].
262
Гл. 17 Пенопласты из зпоксидных смол
Рис. 17-11. Сравнение влияния
органических и неорганических
микрошарнкои на температурный
коэффициент расширения DGEBA,
отвержденного 12 частями DEA
(Л. 12-3].
заио в табл. 17-о. Неорганические мнкрошарикн чаще
дают меньшие значения температурного коэффициента
расширения (рнс. 17-10).
Для создания пенопластов прямо на месте исполь-
зуют загрузку мнкрошариков в большом количестве.
Загрузочные объемы таких пенопластов довольно
•велики н они обычно уплотняются иа месте под значи-
тельным давлением. С фенольными микрошариками,
например, композиция может быть следующей:
Частя
DGEBA....................... 27
Бутилглицидиловый эфир ... 3
Фенольные мнкрошарикн ... 120
Сначала добавляется отвердитель, смесь перемеши-
вается и потом добавляются феиольиые шарики.
Результирующий продукт—густая замазка. Вообще
говоря, большие загрузочные объемы могут быть
получены смешиванием шариков с размельченными
частицами смолы (Л. 17-26].
Дегазация системы пустотелых шариков, когда это
требуется, довольно сложная вещь. Был предложен
метод, заключающийся в вибрации смеся в тонкой
пленке и пропускании потока горячего воздуха вдоль
поверхности, чтобы разрушить пузырьки.
Так же как с химическими пенопластами, могут
применяться металлические наполнители для создания
Физические и электрические свойства DGEBA, отвержденного двойной солью DMP-30
, в зависимости от применяемого наполнителя (Л. 17-10]
Физические свойства
Наполнитель Вязкость При 20eC, ел* усадка. Твердость (шкала Ий Теплопроводяость, 10-« калЦсм-сек^С) жи НИЮ ском- наполнен- ным квар- цем, %
Без наполнители 13500—19500 0,12 80—85 1.17 560 1.27 8.7 26,5 0
Кварц 325, 100 частей 43000—47 000 0,08 80—85 1,59 385 2,2 8,6
Фенольные шарики, 15 частей 34 000—38500 0,14 80—84 0,86 231 0,66 8,2 46,0
Kanamitl, 34 части 34 000-39000 0,06 75—80 1,01 140 0,85 6 7 36,5
Colboam. 4 части 45000—48000 0,17 80—85 1.01 290 1,43 8,6 36,5
Стеклянные шарики, 14 частей 44 000—47 000 0,25 80-85 0,95 304 1,58 8.2 41,0
& Продолжение табл. 17-4
Без наполнителя
Кварц 325, 100 частей
Фенольные шарики, 15 частей
тричесхнх потерь
1 | 1 Мец
0,0035
0,003
0,003
6,2.10'
5,3-10'
8,7-10
13-10«
1,0-10'
Выводы
263
Таблица 17-5
Свойства отвержденного DGEBA с равным
количеством наполнителя [Л. 17-19]
Характеристика шгв%" (сито 200) 33%
Плотность, г/см* 0,6 1 7
Прочность при изгибе, кгс/см' .... 308 294
Температурный коэффициент линейно- го расширения. 1О-* °C"1 .... 20 19
Диэлектрическая проницаемость при 10‘° гц 1.9 3,6
Тангенс угла диэлектрических потерь прн 10** гц 0.015 0.028
Удельное объемное сопротивление 1011 ом-см 1 ‘ 4
любого нужного значения а [Л. 17-5]; флексибилнза-
торы н смолистые модификаторы также могут прнме-
Полизфирные пустотелые шарики
Это микроскопические газонаполненные шарики,
при нагревании расширяющиеся и создающие увеличе-
ние объема вещества. Пустотелые шарики могут до-
бавляться в эпоксидную композицию, а экзотермическое
тепло (тепло, выделяющееся в течение реакции отвер-
ждения) может использоваться для их расширения.
Таким путем могут быть получены пенопласты с плот-
ностью порядка 0,08 а/сж1.
Однако, так как расширение полиэфира зависит
от температуры, требуется строгий контроль темпера-
туры, н так же как в случае с химическими пенопла-
стами, размер н конфигурация изделия оказывают су-
щественное влияние иа структуру нечного продукта.
Так как экзотермичность зависит от концентрации
композиции смола — катализатор, то наиболее сложным
является изготовление пенопластов высокой плотности.
Полиэфирные мнкрошарнкн обладают хорошей
адгезией к слоистым пластикам, если процесс прово-
дится в закрытой форме. Так как микрошарики рас-
ширяются, то шерхиость слоя эпоксидной смолы про-
питывает стеклотканные слон в форме. Для полной
пропитки перед гелеобразованием требуется ' прило-
жить давление около 0,7—2,5 кгс!смг.
Для упрощения процесса, в частности требований
строгого контроля температуры в течение реакции, мож-
Сравнение максимальных температур
на поверхности трубки и поверхности
пенопласта из DGEBA, в который залита
эта трубка, °C [Л. 17-10]
Наполнитель Температура на незалитой трубке при окружающей «мпературе Температуре на поверхно- сти пенопла- ста при окру- жающей температуре 23 ’С на поверхности щей темпера- туре 82 "С
Кремний Kanamlte Colboam шарики Стеклянные мнкро- шарикн 100 100 100 100 100 75 85 100 105 95 112 125 135 140 129
но полиэфирные микрошарики расширить паром и
в таком виде вводить а форму, нагретую в свою оче-
редь до температуры около 60 °C. Приготовленная
эпоксидная композиция протекает затем через пред-
варительно разбухшие гранулы и отверждается. В этом
случае дальнейшее расширение будет происходит .в ре-
зультате тепла экзотермичиости —-........ — •
произойдет полное заполнение
реакции и за его счет
___________________ —___________ формы. Типичная (ие
расширенная предварительно) композиция содержит
100—150 частей полиэфирных микрошариков. Коли-
чество микрошариков зависит от требуемой плотности
н конфигурации изделия.
Типичная композиция (Л. 17-4]
DGEBA......................... 10
Полиэфирные гранулы, отвержденные
с 60/40 изопропиловый спирт вода 10
DEAPA............................ 6
Отвердитель выбирается так, чтобы получить тре-
буемые экзотермические характеристики в течение
отверждения. Приготовленный компаунд лопаткой на-
носится в форму, нагретую до 95 °C. затем эта форма
закрывается и нагревается до 120 °C.
В результате получается твердый продукт с плот-
ностью около 0,1 г/см” и прочностью иа сжатие около
7 кгс/см1. У полиэфирных микрошариков физические и
электрические характеристики при температуре 20 °C
такие же, как в других органических синтактических '
наполнителей для пенопластов. Однако иагревостой-
кость для пенопластов с малой плотностью равна всего
70 °C; для пенопластов большой плотности оиа не-
сколько выше (Л. 17-42].
ВЫВОДЫ
Существуют эпоксидные компаунды' двух основных
типов: химические пенопласты, создаваемые при выде-
лении газа в течение отверждения и синтактические
пенопласты, получающиеся при введении в компаунд
наполнителей с малой плотностью Оба типа пенопла-
стов применимы и как жидкости, и как густые замаз-
коподобиые пасты.
Химические пенопласты чувствительны к ряду про-
изводственных факторов, включая температуру массы,
конфигурацию, поверхностное натяжение и вязкость.
Обычно правильно подобранная композиция для
каждого нового изделия уточняется после многих
испытаний и ошибок.
Необходимо учитывать следующие факторы: тип и
концентрация отвердителя (который может ие дать
наилучшнх результатов при стехиометрической концен-
трации), тип и концентрация газовыделяющего вещест-
ва, тип и концентрация растворителя (если таковой
применяется) и тип и концентрация поверхностно-
активного агента, используемого для создания более
равномерного вспенивания.
Прн применении расширяющихся наполнителей
с малой плотностью (т. е. полиэфирных пустотелых
шариков) придерживающихся тех же соображений, что и
для химических пенопластов, так хак свойства расши-
ренного продукта зависят от температуры процесса,
массы, размера в формы
При применении нерасширяемых наполнителей и
органических н неорганических придерживаются поло-
жений, относящихся к инертным наполнителям. Неорга-
нические пустотелые шарики обычно предпочтительнее,
когда важна жесткость при повышенных температу-
рах-
Физические свойства пенопластов зависят от их
плотности. Эта зависимость для большинства свойств
прямолинейна. Пенопласты дают е от 2 до 7 в зависи-
мости от плотности, размеров ячеек и наличия метал-
лических наполнителей.
компаунды и покрытия из порошков
Эпоксидные композиции для пенопластов могут
быть модифицированы флексибнлизаторамн, смолисты-
ми модификаторами или наполнителями, хотя приме-
нение наполнителей в некотором заметном количестве
аедет к повышению плотности. Отвердитель выбирается
из соображений экзотермической температуры и необ-
ходимых отверждающих свойств.
В настоящее время эпоксидные пенопласты при-
меняются сугубо для специальных целей и пока не
вышли на широкий рынок.
Глава восемнадцатая
ЭПОКСИДНЫЕ ФОРМОВОЧНЫЕ КОМПАУНДЫ
И ПОКРЫТИЯ ИЗ ПОРОШКОВ
ЭПОКСИДНЫЕ ФОРМОВОЧНЫЕ КОМПАУНДЫ
Впервые стало возможным изготовить формовоч-
ные эпоксидные компаунды в 1954 г. У этих первых
компаундов было очень малое время жизни и возмож-
ности использования были весьма ограниченными.
К 1958 г. формовочные эпоксидные компаунды стали
вполне доступными, а время их жизни стало также
удовлетворительным дли производства. Разработка
технологии ведется начиная именно с этого периода.
Эпоксидные формовочные компаунды существуют
а основном двух типов: собственно формовочные ком-
паунды и низко-текучие (компаунды для капсюлирова-
ння н герметизации).
Собственно формовочные компаунды аналогичны
другим термореактианым компаундам, таким как фе-
нольные я диаллилфталатные. Эти эпоксидные ком-
паунды применяются для изготовления объемных
изделий, например футляров, в жилищном строитель-
Вязко-текучие компаунды применяются главным
образом для герметизации электронных и электротех-
нических деталей н узлов и поэтому должны сравни-
Преимущества и недостатки по сравнению
с другими термореактивными компаундами
Рис. 18-2. Тонкая электронная печатная
схема герметизирована эпоксидной смолой
в пресс-форме для литьевого прессования.
Рнс. 18-1. Изделия, изготовленные нз эпоксидных литье
вых компаундов.
ми формовочными компаундами, среди инх [Л. 17 8]:
1) стабильность размеров отаержденного продукта;
2) хорошая совместимость с наполнителем;
3) хорошие электрические и механические свойст-
ва, которые для правильно подобранной композиции
сохраняются до 150 ЧС;
4) высокая химостойкость;
5) хорошая текучесть, что требует меньшие дав-
ления прв литье. Меиыине давления позволяют при-
менять менее дорогие формы с тонкими стенками;
кроме того, в пресс-формах для литьевого прессования
возможно применение сквозных литников, что умень-
шает размеры формы. Примером преимущества пони-
женных давлений может служить пресс с усилием
25 тс, размеры плиты которого составляют 45X45 см,
в то время как для прессования изделий из феноль-
ных порошков пресс с такими плитами должен иметь
75 тс (Л. 18-21];
6) отверждение проходит без выделения летучих
и с малой усадкой.
Однако у эпоксидных компаундов есть и иедо-
СТЙТКИ*
1. Эпоксидные формовочные компаунды дороже,
чем обычные термореактивные компаунды.
2. Очень хорошая адгезия эпоксидных компаундов
вносит некоторые трудности прн выемке изделий из
Эпоксидные формовочные компаунды
Рнс. 18-3. Оправки, при помощи которых рабо-
чий может герметизировать около 2400 то-
роидальных квтушек за смену.
3. Эти материалы при температурах, прн которых
производится формовка, мягки н выталкивающая
шпилька может проткнуть отливку (Л. 18-3].
4. Для предотвращения появления излишнего гра-
та вследствие текучести компаундов форма должна
быть герметичной [Л. 18-4].
5. Так как текучесть компаундов весьма сильно
зависит от температуры, то требуется строгий кон-
троль температуры. Например, некоторые эпоксидные
компаунды имеют иаилучшие вязкостные характери-
стики в диапазоне температур от 130 до 150 °C, а дру-
гие от 150 до 165 °C. Если температура ие будет под-
держиваться в этом диапазоне, то это приведет к не-
желательным последствиям.
Преимущества и недостатки формовки
по сравнению с заливкой
В некоторых случаях формовка изделий нз эпо-
ксидных компаундов имеет преимущества перед изго-
товлением деталей из эпоксидных смол, а именно:
1. Устранение операции смешивания, совершенно
необходимой прн заливочных смолах.
2. Простота дозировки.
3. Упрощение процесса производства.
4. Возможность применения аысоконаполнеиных си-
стем (с высоким содержанием наполнителя).
5. Возможность применения волокнистых наполни-
телей для армнровкн.
6. Устранение сложностей, сяязаиных с жидкими
системами, но при применении порошков из смол воз-
никает проблема дермвтита (см. гл. 23).
С -_-угой стороны.
1. Применение формовочных компаундов требует
дорогого оборудоваиня.
2. Уменьшается многообразие композиций.
для хра-
нения требуются холодильные комнаты.
4. Технология формовки пригодна для изготовле-
ния небольших изделий, требующих от 1 до 25 а мате-
риала для армированных формовочных компаундов,
массу формовок можно увеличить по крайней мере до
100 а [Л. 1848].
5. Формовка ие экономична при производстве не-
больших количеств изделий. Пресс может стоить
12000 долл, н дороже, а формы до 10000 долл. Если
производительность одного пресса за смену менее
20 000 изделий, то это нерентабельно.
В табл. 18-1 даиа характеристика изделий, которые
целесообразно изготавливать методом литья.
Цели, для которых лучше всего применять
заливку [Л. 18-15]
Небольшие количества (до 10000 шт. в год).
Изделия, чувствительные к давлению и темпера-
туре, такие как транзисторы, электронные лампы, кон-
денсаторы, пропитанные парафином, магнитопроаоды,
Изделия, которые постоянно работают при очень
низких нли очень высоких температурах — свыше
160 илн ниже —30 °C.
Изделия, содержащие большие металлические части
или другие предметы, дающие большие тепловые на-
пряжения.
Высоковольтная аппаратура, где требуется покры-
тие абсолютно без пустот для предотвращения короны.
Большие массы (в зависимости от мощности прес-
са, ио те, где требуется ие меньше 75 см? компаунда).
В табл. 48-2 приведены требования к изделиям, ио-
торые можно изготавливать и литьем и формовкой,
выбор того илн иного метода обусловлнваетсн эконо-
мическим фактором.
Требования, которым удовлетворяют и формовка,
и литье (Л. 18-25]
Рабочее напряжение изделий ниже 2 000 в.
Рабочая температура в пределах от —30 до
+ 155 °C.
Большое число химических веществ, с которыми
эпоксиды можно применять, такие как большинство
кислот и щелочей, гидравлические жидкости, соленая
Военное использование
Такие изделия, как резисторы, конденсаторы,
трансформаторы, выключатели, соленоиды, реле, выпря-
мители и комбинации этих изделий.
Рнс 18-4. Пресс для прессового литья
эпоксидов под низким давлением.
266
Гл. ia.
Таблица 18-3
Свойства формовочных компаундов и заливочных эпоксидных смол [Л. 18-32]
Формовочные компаунды Заливочные смолы
Характеристика Наполнитель—стекло- волокно Минеральный наполнитель Без наполнителя Наполнитель—кварц
Предел прочности при растяжении,
кгс/см1 ......... . . . . 980—2100 850—490 280-910 490-910
Удлинение, 4 — 1—3
Модуль упругости при растяжении, 10“ кгс/см? Предел прочности при изгибе, кгс/см’
212 1 400—1 820 700—1 050 213 920-1 470 650—980
Предел прочности при сжатии,
Ударнав вязкость по Изоду, 1 750—2 100 1 260—1750 1 050-1 470 1 190-1 960
кгс-см/см? ............ Твердость по Роквеллу (шкала М) 43—80 100—108 1,35—2,4 101 *80—110 1,6—2,4 85—120
Плотность, г/см’ Теплопроводность, 101 кал/(секся?} 7—10 1,6—2,06 7—17 1,11—1,4 10=20
Удельивя теплоемкость, кал/(г-*С) 0,19 0,25 0,2—0,27
Температурный, коэффициент расши- Нагревостойкости Температура тепловой деформации, 1,1—3 160—260 2,4—5 150-260 4,5-6 130—280 130—280
Объемное сопротивление, ом-см . . 200—260 3,8-10» 130—230 9-10» 25—280 10»—10» 60—280 Ю»_Ю»
Электрическая прочность прн толщи- не 0,3 мм, кв/мм Диэлектрическая проницаемость: 14,4 13,2—16 16—20 16—20
при 50 гц при 10» гц 4—5 4—5
прн 10« гц Дугостойкость, сек . . . 125—140 150=130 45—120 150=300
Водопоглошение. % . . 0,05—0,095 0.1 Самопогашается 0,08-0,15 0,04-0,10
Горючесть Самопогашается Слабая Самопогашается
В табл. 18-3 приведено сравнение свойств эпо-
ксидных формовочных компаундов и заливочных смол.
Более широкое сравнение приведено в [Л. 18-31]
Оборудование для формовки
Эпоксидные формовочные компаунды применяют
для работы с прессовым оборудованием илн с пресс-
формами для литьевого прессования, хотя в простей-
Рис. 18-5. Зависимость прочности
от количества стекла в формовоч-
ном компаунде на основе DGEBA
[Л. 18-11].
давление не
применяют, можно
шем случае, когда
работать по технологии
Технология расплавления. В тех случаях, когда
давление не используется, формовочный порошок по-
дается в форму или применяется в виде таблеток и
затем, если необходимо, чтобы компаунд тек, то поро-
шок расплавляется. Чаше всего в этих случаях приме-
няют гранулы (Л. 18-18].
Отмечалось использование гранул в технологии
формовки расплавом для заливки конденсаторов
[Л. 18-26] и в автоматической линии для герметизации
угольных резисторов (Л. 18-26].
Формовка давлением. Хотя для метода формовки
давлением можно применить компаунды и с волокни-
стыми, и с иеволокиистымн наполнителями, все-таки
эта технология наиболее пригодна для компаундов
с волокнистой армировкой. Здесь будет рассмотрено
применение этих компаундов, дальше будет рассмот-
рено применение формовки в пресс-формах для литье-
вого прессования и применение для этой технологии
компаундов, содержащих порошкообразные наполни-
тели. При формовке давлением формовочный компаунд
помещается в приготовленную форму, затем нагрев
и давление заставляют компаунд растекаться н при-
нимать очертания формы. После того как компаунд
затвердевает, изделие выталкивается из формы. Обыч-
но для всех термореактивных компаундов требуется
давление от 70 до 210 кгс/см2. Для эпоксидных же
компаундов достаточно давление 35 кгс/см’.
Обычное оборудование часто модифицируется для
приспособления к технологии формовки эпоксидных
компаундов. Для компаундов, у которых отношение
объема рыхлого порошка к объему _готового_нзделия-----------
267
Рнс. 18-6. Ударная вязкость
DGEBA формовочного ком-
паунда в зависимости от
содержания армирующего
стекловолокна {Л. 18-11]
I — плотность; J —ребро.
иевысоко. размеры уп-
лотняющей камеры мож-
но уменьшить. Датчики
можно делать гораздо
меньше, чем прн формов-
ке нз фенольных компа-
ундов Из-за пластично-
сти массы при темпера-
туре формовки выталки-
вающая шпилька должна
иметь возможно боль-
шую площадь и ход
поршня должен быть
очень ровным. Вентиля-
ционные отверстия (су-
ществующие для устра-
нения влаги из компаун-
да и формы пли для уда-
ления воздуха из формы
во время ее закрытия)
должны быть совсем не-
большими.
В противоположность
шя из эпоксидных преос-
маос имеют склонность остаться в форме, а не на пуан-
соне (возможно, -вследствие их малой усадки). Это явле-
ние должен устранить разделительный алой [Л. 18-21].
Прочностные характеристики прессмассы зависят
от типа примененного волокна, его длины н количества.
Влияние концентрации волокна .представлено на
рнс. 18-5 и 18 6. У прессмасс, содержащих длинные
волокна, довольно большое отношение объема рых-
лого порошка к объему готового изделия, и это создает
трудности при их формовке. У прессмасс с короткими
волокнами это отношение меньше, а характеристики
примерно те же, что и у прессмасс с длинными волок-
носта Кр°ме некотоРого снижения механической проч-
Прессмассы очень влагопроннцаемы. если их не-
плотно запрессовать, н дают очень шероховатую по-
верхность [Л. 18-31]. Так как во время отверждения
связующее становится жидким, то волокна ориенти-
руются, создавая повышенную прочность в одном на-
правлении [Л. 18-15]. Когда отпрессовывается изделие
сложной формы, то эта ориентация нежелательна, так
как может создать ослабление места в конструкции
в целом.
Формовка в пресс-формах для литьевого прессова-
ния. Оборудование для формовки в таких формах со-
стоит из камеры, в которой размещается и становится
жидким порошок, н
поршня, который переме-
шает жидкий материал
через литники в полости
формы
Схематическая диа-
грамма этого процесса
представлена на рис. 18-7
Так же как и в случае
формовки давлением, при
работе с эпоксидными
компаундами оборудова-
ние литьевого прессова-
ния необходимо изме-
нить. Литники обычно де-
лают меньше, чем прн
работе с фенольными
преосмассами. Поршень н
загрузочную камеру ча-
ще делают не круглыми,
а прямоугольными, для
того, чтобы разместить
итьевого прессова-
наиболыпее количество гнезд формы в данном рабо-
чем объеме
Плунжер н поршень должны быть гладкими,
и герметизирующая арматура в камере должна быть
удлинена, для того чтобы обратное течение было мини-
мальным.
Отношение объема рыхлого порошка к объему
готового изделия может быть ие выше 1,3, что требует
применения небольших загрузочных камер и поршней
[Л. 18-21]. Выталкивающие шпильки должны быть
изготовлены с точностью до 0,01 мм. Обычно формовка
в пресс-формах для литьевого прессования проводится
при давлении от 7 до 700 кгс!смг. Для эпоксидных же
прессмасс вследствие их большой вязко-текучести дав-
ление может быть снижено до 3,5 кгс!см\ хотя обычно
оно составляет около 35 кгс/см2.
Эпоксидные прессмассы. создаваемые для литьево-
го прессования при вязко-текучем состоянии, должны
содержать небольшое количество волокнистых напол-
нителей илн могут содержать довольно большое коли-
чество порошкообразных наполнителей. Вязко-текучие
прессмассы для упрощения прессовки могут постав-
ляться в таблетках.
Для больших загрузок, скажем, 50 а в более, пред-
варительное подогревание почти до температуры формы
дает возможность уменьшить давление на 2/з н умень-
шает на 50% время отверждения, кроме того, это
предотвращает появление пустот (Л. 18-37]. Эти так
называемые капсюлирующие прессмассы используются
для формовки и уплотнения электронных деталей, для
обеспечения электрической изоляции, механической
прочности и влагостойкости. Дроссели, импульсные
трансформаторы, резисторы — вот неполный перечень
изделий, для которых используются капсюлирующие
прессмассы.
Формы
Необходимые изменения форм приведены выше н,
как указывалось, их необходимо сделать очень плотно
закрывающимися для предотвращения появления из-
лишнего грата. Кроме того, так как эпоксидные пресс-
массы очень текучи, формы следует делать так, чтобы
их можно было периодически чистить.
Рекомендуется применять отполированные, .хроми-
рованные формы. Для формовки давлением хромом
должны покрываться и пуаисои, и матрица, а также
и плоскость раздела, для формовки в пресс-формах
для литьевого прессования хромироваться должны
поверхности камеры, литников, а также и гнезд ма-
Гл. 18. Эпоксидные формовочные компаунды и покрытия из порошков
и. — . & г
Рис. 18-8. Полностью автоматизированный пресс для
прессового литья небольших электронных и электро-
технических изделий из эпоксидных формовочных 7
компаундов.
Эпоксидные прессмассы должны отвечать требова-
ниям пластичности, необходимой для всех видов тех-
нологии формовки. Пластичность измеряется по стан-
дартам ASTM.
Порошки для прессмасс в зависимости от типа
операции в экономических факторов могут поставлять-
ся в виде чешуек, гранул нлн мелких частичек. Пресс-
масса может быть подобрана таким образом, чтобы
она была вязко-текучей для формовки, в пресс-формах,
а также для литьевого прессования, или она может
быть сильно наполненной, и тогда ее следует формо-
вать давлением. Обычно композиция состоит из эпо-
ксидкой смолы, наполнителей, красителей, отвердите-
лей и вещества, облегчающего разъем пресс-формы.
Смолы. Для прессмасс применяются и жидкие, и
твердые эпоксидные смолы. Они могут применяться
как раздельно, так и в смешанном состоянии. Кроме то-
го, могут применяться и высокомолекулярные смолы.
Эпоксидные смеси —обычно эпоксидированные но-
волаки и DGEBA, часто предпочтительнее, чем просто
эпоксидные смолы, вследствие их хороших вязкостных
характеристик и быстрого гелеобразования. На прак-
тике эпоксидную смесь часто видоизменяют, для того
чтобы получить быстрое гелеобрвзованяе и строго
определенную температуру плавлении. Типичными для
использования в качестве смолы в композиции пресс-
массы являются продукты реакции DGEBA с фенол-
формальдегидными новолаками. Этот продукт полу-
чают реакцией 70 частей фенолформальдегидной смолы
(отношение фенола к формальдегиду 0.85) с DGEBA.
реакция идет прн температуре 140 °C.
В результате реакции получают продукт с вяз-
костью 400 спз [Л. .18-2]. Затем этот продукт охлажда-
ется. Из подобных продуктов следует отметить еще
глициднловые эфиры.
Композиция и свойства прессмассы на основе эпо-
ксидированного полнбутадиена приведены в табл. 18-4.
зуя быстро твердеющие эпоксидные ком-
паунды. можно за 8-ч смену герметизиро-
вать около 20000 изделий.
Разделительный слой должен быть обильно нвне-
сен во время первого цикла формовки, причем карнауб-
ский воск предпочтителен перед синтетическими веще-
ствами [Л. 18-21]. Рекомендуется перед работой с эпо-
ксидами отформовать в этой форме обычную феноль-
ную прессмассу. После первого цикла наносить разде-
лительный слой не требуется.
Характеристика*
Температура тепловой деформации, “С .
Ударная вязкость по Изоду.........
Твердость по Роквеллу (шкала М)
Параметры при
повышенной температуре
при f=SO гц
прн 23 °C . . .
при 60j°C .
0,028
0, 469
0,0530
[4,79
Эпоксидные формовочные компаунды
269
Продолжение табл. 18-4
при 115 °C
при 148 °C
при 198 “С
5,14 0,0679 1,4-10”
5,40 0,0803 4,3-10”
5,31 0,1062 1,0 10”
Отвердители. Для большинства эпоксидных пресс-
масс применяются такие отвердители, которые позво-
ляют провести цикл формовки при температуре 150 °C
за 0,5—5 мин. Наиболее подходящими отвердителями
явлиются ароматические амины, твердые ангидриды и
«скрытые» отвердители, такие как дициандиамид. Для
придания прессмассам огнестойкости применяют хлор-
содержащие отвердители (Л. 18-43]. Типичным пред-
ставителем ароматических аминов, применяемых в ка-
честве отвердителей, является метнленднанилин
[Л. 18-1, 18-23].
Свойства прессмасс иа основе DGEBA с различ-
ными молекулярными массами, отвержденных MDA,
приведены в табл. 18-5. Другими ароматическими ами-
нами, пригодными для этих целей, являютси 2,6-ди-
аминопиридин [Л 18-5] и т-феиилендиамии.
Влияние* молекулярной массы DGEBA, отвержден-
ного MDA, на формовочный компаунд [Л. 18-3]
Время жизни прн 27 *с Время отвержде- ния прн 160 "С Температура деформации.
С"1 20—30 суток 8 чан 86
15—20 суток 2 ч 8 мин 111 100
650 15—24 ч 20 мин ПО 105 115
380 0,5 ч Очень быстро -
Для того чтобы уменьшить время гелеобразова- ния, применяют фенольные ускорители, такие как фе- нол или резорцин (Л. 18-2]. Типичным твердым ангид- ридом. использованным в периых композициях для прессмасс, является PMDA, хотя другие ангидриды сейчас заменили его вследствие своей дешевизны. Свойства некоторых композиций приведены в табл. 18-6.
Таблица 18-6
Свойства формовочных компаундов,
отвержденных PMDA
h 8Р А t ii Условия, прессо- ввкня, мин1°С отвержде- ния. чГС air 1
2 10/1004-10/185 16/200 120 10—12,5
п 10/180 30/200 200 4,9
in и 10/190 16/200 185 32,5
Композиция I состоит нз порошкообразной DGEBA
(мол. масса 950) и 13 частей PMDA, композиции II
н III состоят нз DGEBA и 56 частей PMDA. Компо-
спирта (содержащего 1% дициандиамида), компози-
ции III содержит 60 частей 4,4-оксиэтилфеиола и
20 частей полиэтилеигликоля (молекулярная масса
•3500). Композиция 1 получается смешиванием в мель-
нице порошкообразных ингредиентов. Композиции II
и III получены диспергированием PMDA и других
ииградиентов при повышенной температуре. Дисперги-
рованная композиция затем охлаждается для умень-
шения экзотермичности и переводится в стадию В при
комнатной температуре.
Вещества, облегчающие выемку изделия из формы
Для облегчения выемки изделия из формы в ком-
позицию вводятся специальные вещества, чаще всего
это эфиры жирных кислот или насыщенные кислоты
[Л. 18-47—18-52].
Кроме этих веществ в прессмассы могут вводить-
ся и другие вещества, тип и концентрация которых
зависят от ряда факторов, таких как наполнители
и т. д. Например, для деревянных опилок или кварце-
вого порошка хорошие результаты дает введение 2,5—
4 частей их в смесь из природного воска (37,5 части),
стеарита цинка (25 частей) и стеариновой кислоты
(37,5 части). Для слюды достаточно ввести 3 части
природного воска. Для талька количество природного
воска требуется увеличить до 4 частей (Л. 18-12].
Если необходимые вещества не ввести в компози-
цию прессмассы, то вследствие малой усадки эпоксида
и его высокой адгезии возникнут трудности при выем-
ке изделии из формы.
Наполнители
Влияние порошкообразных наполнителей иа свой-
ства эпоксидных прессмасс видно из гл. 12. Наиболее
предпочтительным наполнителем является кварцевая
мука, так как при ее введении даже в довольно боль-
ших количествах вязкость существенно не увеличива-
ется. Там, где требуется обрабатываемость изделия,
применяют тальк и карбонат кальции. Если не требу-
ется высоких электрических свойств и в то же время
требуется малая энергия экзотермической реакции, то
применяют в качестве наполнители порошкообразный
алюминий [Л. 18-33].
При применении волокнистых наполнителей длина
волокон составляет от 2 до 25 мм. Эти волокна могут
быть стеклянными, асбестовыми, полиимидиыми, поли-
эфирными. Синтетические волокна придают материалу
хорошую стойкость к термоударам и влаге, а также
хорошие электрические свойства; у них несколько мень-
шая иагревостойкость, и они дают во время производ-
ства заметно большую усадку, чем неорганические
волокна [Л. 18-46]. У прессмасс с асбестовыми волок
нами хорошие электрические и физические свойства,
ио невысокие влагостойкость и ударная вязкость.
Стеклянные волокна повышают иагревостойкость, но
иногда оставляют царапины на формах.
зиция И содержит 20 частей тетрагидрофурфуролового
Технология производства
Введение отвердителя Когда применяют высоко-
молекулярную смолу, ее следует размельчить в поро-
шок и затем смешать с порошкообразным отвердите
лем. Иногда высокомолекулирную смолу расплавляют,
добавляют отвердитель, затем композицию охлаждают
и размельчают. Прн введении отвердителя в жидкую
смолу проходит реакция, н смесь переходит в В-стадию.
Например, для перевода композиции в В-стадию при
помощи ароматического амииа достаточно растворить
амии в смоле при повышенной температуре и пере-
мешивать эту композицию в течение 2—3 мин. Затем
композицию охлаждают и размельчают.
Для размельчения используется обычно применяе-
мое для этих целей оборудование хотя при размель-
270
Гл. 18. Эпоксидные формовочные компаунды и покрытия из порошков
чении композиций с низкой температурой плавления
требуется охлаждение установки, иначе смола может
во время размельчения размягчиться.
Были разработаны специальные системы, состоя-
щие из частичек MPDA, капсюлироваииых высоко-
молекулярной DGEBA [Л. 18-49], наполнителя, пропи-
танного высокомолекулярной смолой, н наполнителя,
покрытого отвердителем — ароматическим амином
Введение наполнителей. Порошкообразные напол-
нители могут вводиться в жидкую эпоксидную компо-
зицию в роликовой мельнице или шнековой мешалке.
Если композиция твердая, наполнители могут вводить-
ся в шаровой мельинце, после чего оии могут проваль-
иовываться и размалываться [Л. 18-42]. Для введения
волокнистых наполнителей можно использовать не-
сколько способов. Если количество вводимого волокни-
стого наполнителя невелико, то -волокна и жидкая
эпоксидная смола смешиваются на мешалке с сигма-
образными лопатками. Сухие формовочные порошки
могут смешиваться с нарезанными волокнами в мешал-
ке с Z-образиыми лопатками прн повышенной темпера-
туре, полученный продукт нарезается иа центробеж-
ном ноже для получения чешуек.
Если содержание волокон довольно большое, то
волокна покрываются жидкой эпоксидной смолой,
а затем композиция переводится в В-стадию и нареза-
ется [Л. 18-38] или смола и нарезанные волокна по-
очередно вводятся в камеру, где таблетируются. Такая
же технология может применяться и для твердых
смол — волокна покрываются раствором смолы, а за-
тем растворитель испаряется (Л. 18-55].
Срок хранения у формовочных порошков (особен-
но у тех, которые переведены в В-стадию) чаше всего
ограничен: для поддержания свойств их необходимо
хранить при температуре ие выше 5 °C Для большин-
ства систем текучесть уменьшается даже яря неболь-
шом охлаждении. Для формовки давлением это ком-
пенсируют увеличением давления, при залввке распла-
вом требуется более высокая температура, а при
переработке прессмасс на шнеке это явление может
вызвать серьезные трудности.
ПОКРЫТИЯ ЭПОКСИДНЫМИ ПОРОШКАМИ
Технология применения эпоксидных порошков мо-
жет быть различной: распыление, разбрызгивание,
в виде хлопьев, в псевдожидком слое, в камере в виде
тумана. Например, покрытие разбрызгиванвем выводов
двигателей, описано в {Л. 18-54].
При производстве имеют большое значение сле-
дующие факторы: температура предварительного на-
грева, положение сопла, давление воздуха через сопло
и скорость подачи.
Наиболее шир<
жидком слое.
покрытия в псевдо-
Покрытие в псевдожидком слое
При покрытии в движущемся слое (Л. 18-4] порош-
кообразная смесь суспендируется в газовой среде и
затем наносится на изделие, нагретое выше темпера-
туры плавления смеси. Порошкообразная смола пла-
вится иа поверхности изделия, затем изделие переме-
шается.
При использовании термопластичных смол изделие
охлаждается до комнатной температуры, при исполь-
зовании термореактивиых смол требуется последующее
отверждение.
Покрытия в псевдожидком слое (Л. 18-44] обла-
дают рядом преимуществ перед обычными покрытиями
окунанием и распылением:
Рис. 18-10. Эпоксидные компаунды могут применяться-
в рвзличиом виде.
а — таблетки; £ —гранулы; а—порошок; а — чешуйки;
о —хлопья.
1. Порошок не содержит растворителя, такие по-
крытия обладают лучшими свойствами, чем покрытая,
содержащие растворитель.
2. Композиции для покрытий в псевдожидком слое
могут составляться так, что можно получить высокие
электроизоляционные свойства даже при высоких тем-
3. Покрытия обладают высокой влагостойкостью
и химостойкостыс. .
4. Эпоксидные покрытия экономичны с точки зре-
ния материала, так как не требуется растворителей
и отходы минимальны.
5. Прн нанесении эпоксидных покрытий в псевдо-
жидком слое можно получить большую толщину за
один слой. Пленку толщиной 1 мм можно получить
в несколько секунд, тогда как толщину пленки одного-
слоя при нанесении покрытия окунанием можно полу-
чить ие больше 0,5 мм. Эта величина в 20—40 раз
больше, чем толщина пленки, получаемая при нанесе-
нии систем, содержащих растворители.
6. Эпоксидное покрытие в псевдожидком слое дает
хорошие результаты иа изделиях сложной формы и-
хорошо покрывает даже ребра и острия.
7. Стоимость ' покрытия в псевдожидком слое со-
ставляет от 0,5 до V» стоимости покрытия распыле-
нием. Особенно существен выигрыш, когда одним слоем
покрытия в псевдожидком слое можно заменить не-
сколько слоев покрытия распылением.
8. Гораздо меньше токсичность, так как эпоксид
в порошкообразном виде, а растворителя нет.
Наряду с преимуществами покрытие в псевдожнд-
ком слое обладает некоторыми недостатками:
1. Эпоксидные порошки для покрытий в псевдо-
жидком слое довольно дороги. Частички порошка
имеют крайне малые размеры, что затрудняет их при-
менение. Кроме того, большая площадь поверхности
затрудняет предохранение от влаги [Л. 18-35].
2. Пленки малой толщины (тоньше 0,2 мм) трудно
получить. Правда, используя электростатическое оса-
ждение, можно получить покрытия еще тоньше.
3. Разнообразие композиции ограничено требова-
ниями применения эпоксидных смол, порошки из ко-
торых не слипаются.
4. При нанесении покрытий большой толщины-
Покрытия эпоксидными порошками
271
Свойства покрытий в псевдожидком слое [Л. 18-35]
вязкость, так как эти две характеристики зависят от
толщины покрытия.
5. Технология нанесения покрытия в псевдожид-
ком слое экономична для изделий небольших разме-
ров, для больших изделий более пригодна технология
нанесения покрытий распылением.
6. Дли получения хорошего покрытия требуется
тщательный контроль технологических параметров,
а количество этих параметров значительно.
Нанесение покрытия в псевдожидком слое приме-
няется для получения изоляционных слоев иа выводах
двигателей [Л. 18-39, 18-40] и для получения защитных
(антикоррозионных) покрытий иа небольших изделиях.
Описание автоматической линии для нанесения по-
крытий в псевдожидком слое на выводные провода
небольших электродвигателей приведено в (Л. 18-7].
Сравнение эпоксидных порошков с другими порош-
ками для покрытия в псевдожидком слое приведено
в табл. 18-7
У порошка должно быть малое сопротивление
иммерсии и он должен покрывать всю незащищенную
поверхность.
В качестве газа обычно используют или азот, или
сжатый воздух. Газ предварительно просушивают,
чтобы исключить влагу, присутствие которой может
повлиять на агломерацию порошка.
производимые при нанесении покрытий
в псевдожидком слое
Простейшие операции, входящие в технологию на-
несения покрытий, следующие [Л. 18-2].-
1. Очистка. Для получения хорошей адгезии изде-
лие должно быть очищено пескоструйной или методами
химической очистки, более детально это будет описано
в гл. 19.
Оборудование для нанесения покрытий в псевдожидком
Оборудование для нанесения покрытий в псевдо-
жидком слое состоит из устройства для ввода газа
в окончательно размельченный порошок. В упрощенном
виде оборудование представлено иа рис. 18-11. Описа-
ние процесса отверждения покрытий приведено
в (Л. 18-36].
В жидком виде слой эпоксидного порошка расши-
ряется на 80% и ведет себя как кипящая жидкость.
Для поддержания порошка в перемешанном состоянии
используется вибрация, иначе мп™т — ——го-
ты, неоднородности и иеравноме,- - г,_ а-
за, все эти явления могут повлиять на качество
покрытия [Л. 18-7].
Рис. 18-11. Типичный псевдо-
жидкий слой [Л. 18-19).
Гл. 18 Эпоксидные формовочные компаунды и покрытия из порошков
Рнс. 18-12. Влияние размера частиц
DGEBA (мол. масса 2000) иа тол
щииу покрытия с минимальной ско
рэстъю движения после 5-сек иммер
сии (Л. 18-43].
2. Зашита. Там, где требуется, изделия защищают-
ся для облегчения удаления обладающей высокой
адгезией эпоксидной смолы с поверхностей, где оиа
не вужна. Для защиты применимо обычное раздели
тельное вещество.
3. Предварительный нагрев. Изделие, иа Которое
требуется нанести покрытие, нагревается. Время иа
грева зависит от теплоемкости изделия и времени, ко-
торое проходит со времени выемки изделия из лечи
до иммерсии.
4. Сдувание. Предварительно нагретое изделие оку-
нается на определенное время и псевдожидкий слой.
Для сложного изделия однородиость покрытия дости-
гается вращением изделия в течение иммерсии.
5. Продувка. После того как изделия вынимают
из псевдожндкого слоя, излишек порошка выдувается
6. Отверждение. После того как покрытие нане-
сено, необходимо произвести его отверждение, так как
предварительный нагрев изделия редко бывает доста-
точен, для того чтобы композиция отвердилась. Во
время отверждения температура подбирается таким
образом, чтобы состав потек, это улучшает качество
покрытия [Л. 18-10]. Оптимальные схемы отверждения
были определены для композиций DGEBA (мол. масса
1 000 и 1400) и фталевого ангидрида, тетрагндрофта-
левого ангидрида, хлорэидикангидрнда и дициандиами-
да [Л. 18-28].
от температуры предварительного
нагрева бруска.
7. Отделка. После проведения отверждения де-
фекты, если таковые имеются, заделываются наложе-
нием порошка иа разогретую поверхность. После того
как дефекты заделаны и заплатки отверждены, изде-
лие очищается от смолы в тех местах, где оиа ие
нужна.
Переменные, которыми можно варьировать
при нанесении покрытия в псевдожидком слое
Толщина покрытия, а также степень покрытия
выступов и ребер определяются рядом факторов:
1) размерами частичек эпоксидного порошка; 2) тем-
пературой, до которой нагрето покрываемое изделие;
3) размерами покрываемого изделия; 4) скоростью
воздушного потока; 5) временем иммерсии.
Степень покрытия выступов составляет от 30 до
70% от степени покрытия плоскости, в то время как
при покрытии жидкой смолой оно составляет всего
15% (Л. 18-34] и тем не менее покрытие выступов
остается одной нз важнейших проблем.
Размеры частичек апоксидноео порошка. Для по-
крытий в псевдожидком слое оптимальные композиции
содержат порошки с частичками различных размеров
(от 50 до 35 меш). Когда требуется получить тонкое
покрытие, следует применять порошки с малыми раз-
мерами частичек, так как с размерами частичек 200 меш
и более трудно получить покрытие тоньше 0,25 мм
(Л. 118-19]. С другой стороны, когда требуется полу-
чить покрытие большой толщины, надо применять
порошки с большими размерами частичек (Л. 18-11].
Типичное распределение частичек порошков для про-
мышленных покрытий и псевдожидком слое приведено
в табл. 18-8. Влияние размеров частичек иа толщину
покрытия приведено на рис. 18-12.
Таблица 18-8
Размеры частиц эпоксидных порошков и процент
оставшихся на сите [Л. 18-19]
Температура изделия. Температура изделия, иа
которое следует нанести покрытие, оказывает влияние
на толщину покрытия и степень покрытия выступов.
На рис. 18-13 и 116-44 показано влияние температуры
— ТаПьм„сахариев''»кр^1а
О 254 ЗОВ 762 1016 1270 №24
Толщина,мим
нис. 18-14. влияние предварительно-
го подогрева и времени иммерсии на
толшнну покрытия DGEBA (Л. 18-7].
•------выше точки плавления;
.......— только «сахарное» покрытие
Покрытия эпоксидными порошками
273
Рис. 18-16. Процент покрытия ребер
бруска размерами 25 X 25 мм смолой
DGFBA в псевдожидком слое в за-
висимости от толщины пленки.
па степень покрытия выступов. На рис 18-15 и 18-16
показано влияние толщины покрытия иа степень по-
крытия выступов. Из рисунков видно, что чем выше
температура, тем толще покрытие и (для данной тол-
щины покрытия) выше степень покрытия выступов.
Для каждой системы есть нижний предел темпе-
ратуры. ниже которого покрытие становится порошко-
образным (так называемое сахарное покрытие) и не
течет при температурах последующего отверждении.
В гияние размеров изделия, на которое наносится
покрытие Чем больше масса изделия, тем больше
вр»«и предварительного нагрева до нужной темпера-
ту .' (рис. 18-17) и тем меньше изделие остынет во
вр»»я переноса его яз печи. Таким образом, чем мень-
ше изделие, тем до большей температуры его следует
нагреть (рис. 18-18).
Влияние скорости воздушного потока. Чем выше
ска, ость газа, тем меньше толщина покрытии. Практи-
чески скорость газа выбирают в пределах от 0,3
до 1 м/мин. Влияние скорости газа иа толщину по-
крытия приведено иа рис. 18-19.
Вшяние времени иммерсии. Чем больше время
иммерсии, тем больше толщина покрытия. Однако прн
покрытиях большой тотщниы для внешних слоев мо-
18—1242
жет быть недостаточно тепла для того, чтобы полу
чить одинаковую текучесть. Влияние времени иммерсии
иа толщину покрытия показано иа рис. '18-20.
Композиции для покрытий в псевдожидком слое
Эпоксядиые порошки для покрытий могут быть
изготовлены по любой нз технологий, описанных для
производства эпоксидных литьевых ворошков. Веро
ятио, наибольшая трудность заключается в получении
достаточной эластичности н вязкости покрытий боль-
шой толщины. Обычно в композицию для улучшения
укрывистости и окрашивания добавляют небольшое
Бремя нагревания. мин
Рнс. 18-17. Время нагревания,
необходимое для размягчения
частиц разной массы [Л. 18-17].
- диаметр провода 3 3—прямо-
Масса 8 граммах
Рис. 18-18. Влияние размера квадрат
иого бруска, на которое наносится
покрытие DGEBA в псевдожидком
слое, иа температуру его предвари-
тельного нагрева. Время погружения
3 сек (Л. 18-17].
Спорость газа, см/мин
Рис. 18-19. Влияние скорости
газа на толщину покрытии
DGEBA (мол. масса 2000, раз-
меры частичек 25 мкм) после
иммерсии при температуре
274
Гл. 19. Клеи на основе впоксидных смол
количество наполнителя. Для контроля текучести н
регулирования толщины покрытия применяют тиксо-
тропный наполнитель [Л. 4-4].
Типичные свойства пленок из
эпоксидиосиликоновых порошков [Л. 18-29]
Огнестойкость
Потери массы после 100 ч при
200 *С. %
Водопоглощение, %:
после 24 ч пребывания в воде
• после 2 ч пребывания в ки-
пящей воде
Химическая стойкость после пре-
бывания в течение 10 мин при
40 «С/:
спирты
ароматические растворители
алифатические растворители
хлорорастворители
Самогасшцаяся
Не действуют
моющие средства
разбавленные кислоты
разбавленные щелочи
Электрическая прочность, кг/мм
Диэлектрическая проницаемость:
при 60 гц
при 10* гц
Тангенс угла диэлектрических
потерь:
при 60 гц
при 105 гц
Удельное объемное сопротивление,
Не действуют,
кроме метилен
хлорида, который
слегка размягчает
пленку
Размягчают
Не действуют
40*
0,0671
0,013
4,4.10“
Рис. 18-20. Влияние време-
ни иммерсии на толщину
покрытия DGEBA (мол
масса 2000, размеры частиц
580 мкм). Скорость газа
80 см/мин (Л. 18-13].
ВЫВОДЫ
Порошкообразные эпоксидные смолы, которые на-
чали изготавливаться в 1958 г., сейчас нашли широкое
применение для литья и нанесения покрытий.
В порошкообразных композициях эпоксидные смо-
лы можно применять тремя способами: 1) совместное
измельчение сухой смолы и отвердителя; 2) расплав-
ление сухой смолы н отвердителя и последующее раз-
мельчение получившегося продукта и 3) для получения
твердого продукта перевод смолы и отвердителя
в В-стадию и последующее его размельчение.
В композициях для литья часто и в довольно
больших объемах используются наполнители, как во-
локнистые, так и порошкообразные. В композициях для
покрытий наполнители вводят в сравнительно неболь-
ших количествах.
Использование порошкообразных эпоксидных смол
предусматривает применение их по обычной техноло-
гии — распыление и окунание.
Глава девятнадцатая
КЛЕИ НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ
Клеи на основе эпоксидных смол начали патенто-
ваться в конце 40-х гг. [Л. 19-1] н получили довольно
широкое распространение я 50-х гг. для склеивания
металлов, т. е. там, где требуется высокая прочность.
Прн использовании для этих целей, чаще всего при
изготовлении корпусов ракет и самолетов, эпоксидные
клен обладают рядом преимуществ перед другими
материалами: простота использования, низкая темпе-
ратура отверждения, небольшое давление прн отвер-
ждении я высокая прочность. В начале 60-х гг. клен
на основе эпоксидных смол стали применяться во все
большем числе различных отраслей промышленности,
особенно в строительстве и в автомобилестроении.
В этих областях главным преимуществом эпоксидных
клеев явилась их способность склеивать разнородные
материалы, давая при этом очень высокое сцепление
почти со всеми материалами, за исключением несколь-
ких новых неполярных пластиков.
Всего же эпоксидных клеев в 1966 г. было выпу-
шено 3—3,7 млн. кг, и каждый год это количество уве-
личивается иа 10%. Чаще всего силу сцепления у эпо-
ксидов получают полным смачиванием поверхности при
небольшом сжатии во время отверждения. Полное сма-
чивание гарантирует, что жидкость хорошо контакти-
рует с поверхностями склеиваемых деталей и адгезион-
ные силы полностью выполняют свою роль.
Тесный контакт остается и после отверждения, я
напряжения, ведущие к разрыву обычных клеев, умень-
шаются вследствие небольших давлений прн отвержде-
НИИ (Л. 19-2, 19-6, 19-75, 19-95].
Эпоксидные клеи обладают следующими преиму-
ществами:
1. Могут склеивать разнородные материалы и тем
самым устраняется гальваническая коррозия.
2. Отверждение может проводиться при невысоких
температурах, чаще всего при комнатной.
Применение зпоксидных клеев
Рис. 19-1. Эпоксидные клен в двух тюбиках очень
популярны и в промышленности, н в быту. Это
обычно DGEBA и полиамид.
3. Может быть получено хорошее склеивание ма
терналов, плохо поддающихся склеиванию, например
стекол.
4. Чаще всего отверждение проводится без прило-
жения давления, так как во время отверждения почти
не выделяется летучих веществ.
5. Могут быть получены герметичные и химостой-
кие соединения.
6. Прочность клеевого слоя в довольно широких
пределах не зависит от его толщины.
Кроме довольно высокой стоимости и трудностей
производства у эпоксидных клеев имеются следующие
недостатки:
1. Для получения хорошего склеивания требуется
тщательная Подготовка поверхности.
2. Для получения высокой прочности требуется
хорошая конструкция соединения.
3. Ударная вязкость невысока, особеино у мате-
риалов, предназначенных для работы при повышенных
температурах.
Эпоксидные композиции могут использоваться для
склеивания металлов, ------------ ----------- - --
рнстых конструкций. Литература показывает, что чис-
ло и разнообразие применений зпоксидных клеев очень
велико и последующий обзор познакомит только с не-
которыми из них.
ПРИМЕНЕНИЕ ЭПОКСИДНЫХ КЛЕЕВ
Для склеивания разнородных материалов
Эпоксидные клен в ряде специальных отраслей
промышленности используются для приклеивания ме-
талла к пластмассе, чаще всего полиэфирных или фе-
нольных пластмасс .к алюминию нли стали. Количество
материалов, которые склеиваются, весьма значительно.
Так, например, одной и той же композицией можно
склеить между собой полиэфирную пленку, алюминий,
медь, железо, магниевые сплавы, медную проволоку,
изолированную пластмассой, резину и посеребренную
Недавно эпоксидные клеи стали широко применять-
ся для некоторых целей, где их применение экономи-
чески обоснованно, например для скрепления металли-
ческого каркаса бетона, укрепления осветительной
арматуры взлетно-посадочных дорожек аэродромов
разметки проезжей части улиц, склейки резиновых
прокладок у понтонных мостов, керамических и пласт-
массовых труб, приклеивания металлических пластинок
к бетону.
Существует ряд применений эпоксидных клеев
в авиационной и космической технике, наиболее рас-
пространенным нз которых является склеивание раз-
нородных материалов, например склеивание солнечных
батарей на спутниках или приклеивание медной фольги
к фенольной пластмассе для изготовления печатных
схем. Некоторые из этих применений крайне важны
с технологической точки зрения, ио материала требуют
очень .немного.
Кроме этого, эпоксидные смолы используютси до-
вольно широко для укрепления драгоценных камней
в оправах [Л. 19-64] и для реставрационных работ
в музеях [Л. 19-104].
Для связи органических и неорганических частиц
Эпоксидные клен могут использоваться для связки
практически любого типа наполнителя, причем коли-
чество эпоксида в этом случае в получающемся мате-
риале крайне незначительно, эпоксид идет только иа
покрытие частичек наполнителя и связывает их прочно
в точках соприкосновении. В качестве связующего
опилок они используются для изготовления скульптур
и барельефов. Можно получить декоративные пористые
композиции, используя эпоксиды для связки морской
гальки. Галька может затем помещаться в форму и
гальки. Галька может затем помещаться
Рнс. 19-3. Катушки, намотанные ... ______________
эпоксидным клеем проводников, получаются прочны-
ми и монолитными
покрытых
Гл. 19. Клеи на основе эпоксидных смол
в ней отверждаться, давая изделие, обладающее -при-
ятным внешним видом и большой прочностью.
В [Л. .19-36] предлагается использовать эпоксидные
связующие для повышения свойств .пробки.
В качестве грунтов
Эпоксидные композиции, обычно используемые
в качестве растворов, могут применяться в качестве
грунтов для создания хорошей адгезии внешнего по-
крытия к изделию или для увеличения коррозионной
стойкости. Типичным применением такого плана явля-
ется создание грунтового покрытия иа старой алкидной
к^аоге^перед нанесением нового слоя той же краски
Такие эпоксидные грунты используются и для со-
здания промежуточных покрытий на бетоне для того,
чтобы новые слои бетона хорошо сцеплялись со ста
рым бетоном. Композиции, которые могут использо-
ваться для этих целей, приведены в гл. 22.
В качестве химически стойких клеев и уплотнений
Вследствие своей высокой химической стойкости
эпоксиды часто используются в крайне тяжелых в этом
смысле условиях. Однако нужно сделать некоторые
ограничения, так как тип веществ, их концентрация
и окружающая температура — все это по-разному
влияет иа химическую стойкость материала.
Типичным примером использования эпоксидных
клеев для оборудования, подвергающегося воз-
действиям химических веществ, являются промазка
сплавов и заклепок емкостей для хранения химически
активных веществ (Л. 19-62], для склейки волосков
малярных кистей (Л. 19-5], в качестве уплотнений труб,
пц которым перекачиваются химически активные жид-
кости, например щелочи, и для разнообразных ремонт-
ных целей, например для уплотнения маслонаполнен-
ных трансформаторов. Для работы в тяжелых усло-
виях композиции должны быть сугубо специальными
Для склейки пластмасс
Эпоксидные смолы имеют хорошую адгезию ко
всем термореактнвным пластмассам, кроме кремиий-
оргаиических, и к большинству термопластичных, кроме
полиолефинов, фторопластов и некоторых пластифици-
рованных веннлов.
Эпоксиды широко используются для склейки поли-
эфирных слоистых пластиков, например при производ-
Рис 19-5. Витраж из стекла склеен
эпоксидным клеем.
стве переносных военных укрытий (Л. 19-35], баков
для горючего в военных самолетах (Л. '19-9] и для ре-
монта судов, изготовленных из полиэфирных стекло-
пластиков. Специальные клен используются для при-
клейки фторопластовых прокладок, для приклейки
иайлонофеиольных покрытий головок реактивных сна-
рядов и т. д. Были разработаны стойкие к воздействию
горячего пара клея для склейки целлофана (Л. 19-94].
Для склейки стекла
Эпоксидные клеи могут иметь хорошую адгезию
к стеклу и дают возможность изготавливать эпоксид-
ные стеклопластики (см. гл. 20). Кроме того, они ис-
пользуются для нанесения иа листы стекла, например
прн изготовлении окрашенных оконных стекол [Л. 19-60]
или при производстве цветных витражей [Л. 19-49).
К сожалению, эпоксидные клеи имеют температур-
ный коэффициент расширения существенно выше, чем
у стекла, поэтому применять эти два компонента вме-
сте надо осторожно, так как стекла могут разрушиться.
строительстве
Эпоксидные кл'н использовались и в строитель-
стве. Ими соединяли между собой кирпичи, бетонные
блоки, шлакоблоки и т. д. Это, конечно, очень неэко-
номично, ио аато толщина сцепляющего слоя полу-
чается очень малой н ряды кирпичей получаются иде-
ально ровными. Эпоксидные клеи использовались для
изготовления н ремонта мраморных плит, в этом слу-
чае в качестве наполнителя брался порошкообразный
мрамор. И совсем необычны^ было использование этих
клеев для реставрации памятников (Л. 19-56].
Рис 19-4. Часть бетонного покрытия обочины об-
валилась. Выбоина покрывалась тонким слоем
Для склейки дерева и других материалов с
невысокой прочностью
эпоксидного клея и затем накладывался свежий
бетон. Полученная заплатка прочнее, чем цельный
Когда склеиваются материалы, обладающие неболь-
шой прочностью, например дерево, эпоксидные клен не
обладают преимуществами (кроме влагостойкости) по
Рекомендации по применению клеев
Рис. 19-6. Бетонные плиты склеиваются
между собой эпоксидным клеем.
сравнению с обычными, более дешевыми клеями. Прав-
да, эпоксидные клея имеют еще то преимущество, что
они отверждаются без выделении летучих веществ п ие
требуют большого давления при отверждении.
Эпоксидные клеи могут использоваться' для при-
клейки алюминиевых штифтов, для реставрации анти-
кварной мебели и т. д.
Эпоксидные клеи использовались при производстве
декоративных пенопластовых панелей, дающих хорошую
тепло- и звукоизоляцию,
обладающих высокой
прочностью н малой мас-
сой (Л. I9-95J
Отмечалось исполь-
зование эпоксидных клеев
для скрепления сломан-
ных костей у людей и
Рис 19-7. Лепестки этой
со ечной батареи при-
клеены к алюминиевому
корпусу с помощью эпок-
сидного клен.
Для склеивания металла
Эпоксидные клеи при-
меняются для склеивания
различных металлов. Оии
используются для ремон-
та автомобильных кузо-
вов [Л. 19-23] (хотя ча-
ще применяются более
дешевые клеи), при про-
изводстве емкостей для
хранения нефти [Л. 19-63],
для скрепления железно-
дорожных рельсов и для
склейки крошечных дета-
лей в часах [Л. 19-50].
Одиако наиболее широ-
кое распространение эпо-
ксидные клеи дли склей-
ки металлических частей получили в самолетостроении.
Например, 85% несущей нагрузку обшивки бомбарди
ровшиков В-58 приклеено клеем [Л. 19-27]. Эпоксидные
клеи дают очень хорошие результаты при использовании
их для склейки металлических сотовых конструкций.
Одна крупиаи самолетостроительная компания сообщает
о постройке 40 000 таких конструкций, которые вот уже
4 года работают без каких-либо повреждений [Л. 19 18].
Эти конструкции в самолетостроении используютсн дли
изготовлении дверей, частей фюзеляжа, элеронов, рулей
высоты и направления, оконечностей крыльев, кожухов
моторов к самих крыльев (Л. 19-45).
МЕХАНИЗМ АДГЕЗИИ
Существует целый рид теорий, описывающих вопро-
сы адгезии полимера к твердой поверхности.
Адгезионные силы можно объяснить с точки зрения
сил Бан-дер-Ваальса. Некатализированиые DGEBA
имеют поверхностные натяжения примерно 47—
49 дин/см, в то время как катализированные — 30—
45 дин/см ,(в зависимости от отвердителя) [Л. 19-93].
Эти величины ниже, чем_ критическая поверхностная
энергия большинства твердых веществ, за исключением
нескольких пластиков и других органических веществ,
поэтому эпоксидные смолы смачивают хорошо очищен-
ные металлические, неорганические и органические по-
верхности. Серия опытов, проведенных с KEL-F, пока-
зывает важность такого фактора, как поверхностное на-
тяжение (Л. 19-102]. Было установлено, что прн комнат-
ной температуре поверхностное натяжение системы
DGEBA —DEAPA составляет 33 дин/см, а системы
DGEBA — DETA — 44 дин/см. Было обнаружено, что
в случае уменьшения поверхностного натяжения при до-
бавлении примесей или изменении температуры
свойства клея заметно улучшались.
В случае модифицирования DGEBA—DETA си-
стемы 0,1% фторсодержащего поверхностно-активного
вещества поверхностное натяжение снизилось до
28 дин/см и максимум адгезионной силы был получен
при очень низкой температуре отверждения.
Если присутствуют полярные адсорбированные ве-
щества, то могут проходить специфичные взаимодейст-
вия, напрямер, связывание водорода, и в некоторых слу-
чаях в связующих может образовываться главная ва-
Укрепление связи углерод — металл может возра-
стать вследствие обрззовзння свободных рздикалов
из-за теплового разложения клея во время отвержде-
ния, и оин могут аатем реагировать с веществом
(Л. 19-43) Выдвигалось также предположение, что
у только что очищенных металлов атомы, обладающие
плохим сцеплением, могут взаимодействовать с клеем, ио
из-за быстрого окислении этого явлении иа практике
не наблюдается [Л. 19-57]. Во всяком случае поверх-
ности окислов металлов всегда гидроксилированы, т. е
существуют добавочные анионы и катионы гидроксиль-
ных групп, а оии предоставляют места для абсорбиро-
вания органических групп.
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ КЛЕЕВ
Конструкция клеевого соединения
Напряжение, которое может выдержать место клее-
вого соединения, колеблется от 70 до 650 кгс/см'.
Разницу можно объяснить разницей сил, воздействую-
щих на место соединения. На рис. 19-8 приведены Че-
тыре основных вида напряжений, которые могут воз-
никать в месте соединения.
Гл. 19 Клеи на основе зпоксидных смол
Рис. 19-8. Четыре основных типа иапряже-,
ний, возникающих в клеевом соединении
(Л. 19-84].
Эпоксидные клеи и вообще жесткие клен обладают
плохим сопротивлением на неравномерный отрыв. Отрыв
уже произойдет при довольно малых силах. Однако если
силу пересчитать на напряжение '(кгс/см*), беря во вни-
мание только ту площадь, непосредственно к которой
приложена сила, то получим значения вполне удовле-
творительные.
Действие отрыва можно проиллюстрировать возра-
станием площади склеивания при испытании образцов,
склеенных внахлест, в этом случае силы отрыва хотя
минимальны, но все-таки присутствуют |(рис. 19-9 и
19-10). Если применяются жесткие эпоксидные клен, то
увеличение длины клеевого слоя образцов ведет
к уменьшению напряжений при разрушении. Следова-
тельно, увеличение длины соединения до 25 мм дает
значительно меиьшее увеличение прочности, чем при
длине 6 мм (данные приведены на рис. 49-11). С дру-
гой стороны, если применяются властичные клен, то на-
пряжение отрыва распределяется по всей длине клеево-
го слоя и, следовательно, увеличение длины этого слоя
ие ведет к снижению напряжений при разрушении
(табл. ,19-1).В этой таблице приведено влияние увели-
чения толщины клеевого слоя на концентрацию напря-
жений. Так как толщина клеевого слоя увеличивается,
то расчетное напряжение (кгс/см*) умеишается. В бо-
лее тонких образцах, видимо, происходит более равно-
мерное распределение напряжений, чем в толстых. Та-
ким образом, прочность клеевого слоя зависит от его
эластичности, эластичности клеевых образцов и пло-
щади склеенного слоя,« которой приложены силы отры-
Главиой задачей при конструировании соединения
является достижение равномерного распределения
напряжений по всей площади склеенного
слоя. Есть целый ряд путей для того, чтобы можно бы-
ло избежать неравномерного отрыва. Вероятно, наи-
более простой метод—это поставить заклепку или ме-
ханический аажим в начале клеевого слоя, это соеди-
нение будет выдерживать -------------------- -------
Рнс. 19-9. Напряжение,
прикладываемое во вре-
мя испытания к клеево-
му соединению внахлест
до применения усилий.
рис 19-9, но для де-
формированного соеди-
местиое напряжение отрыва,
в то время как весь клеевой
слой будет выдерживать
остальную нагрузку.
Таким образом, напри-
мер, изготовлены соединения
в фюзеляже самолета Боинг
727, комбинация клеевого
слоя и заклепок значитель-
но увеличивает усталостную
прочность по сравнению с со-
единением только заклепка-
ми, а увеличение массы
весьма незначительно (Л.
19-89]. Для того чтобы со-
единения выдерживали силы
отрыва, идут по двум пу-
тям— илн изменяют геоме-
трию места соединения, или
его укрепляют. Могут при-
меняться утолщенные соединения. Ребра жесткости, часто применяемые для укрепления трнких листов, должны иметь конусные фланцы для увеличения сопро- тивления отрыву. Таблица 19-1 Влияние длины клеевого слоя на прочность на
[Л. 19-70]
Толщина Длина Прочность на сдвиг прн 93 °C.
клеевого слоя.
1 6 6,5 310
1,6 12,5 350
1,6 2 37 25 Металл разрушился
2 31 190
2 37 165
2 43 155
2 50 180
2 56,5 150
2 3,1 65 65 Металл разрушился
3,1 65 160
3,1 88 140
3,1 3.1 10,1 135
113 125-
На рис. 19-12 приведены различные изменения фор-
мы клеевого слоя для соединения внахлест и утолщений
для соединений встык. Влияние длины клеевого слоя
на сопротивление неравномерному отрыву при склеива-
нии внахлест кромками приведено на рис. 19-13.
Для увеличения ударной вязкости применяют спе-
циальные конструкции
____г_____ _________ ___________ большей ударной
вязкостью, чем соединение с клеевым соединением ие
по всему периметру с такой же общей площадью
клеевого слоя (Л. 119-32]. разрушение клеевого соедине-
ния происходит вследствие распространения трещин,
имевшихся в клее в исходном состоянии. Проводилось
изучение факторов, влияющих на распространение тре-
щин (Л. 19-91].
Регулирование клеевого слоя
Эпоксидные клеи необычны в том смысле, что тол-
щину клеевого слоя можно изменять от 0,025 до 0,3 мм
без заметного уменьшения силы сцепления. Для слож-
Мапрязкение, кгс/смС
Рис. 19-11. Влияние длины клее-
вого соединения внахлест, выпол-
ненного на основе DGEBA,
отвержденного ТЕТА, иа расчет-
ные напряжения, которые в нем
возникают_[Л~И=331------------
Рекомендации по применению клеев
Рис. 19-12. Типичные конструкции
соединений внахлест и встык
(Л. 19-58].
толщины слоя, но в случае, когда не требуется давле-
ние, независимость прочности клеевого слоя от его
толщины — одно из самых ценных качеств для произ-
водственного процесса.
Когда эпоксидные смолы используются для склейки
сотовых конструкций, требуется строгое регулирование
толщины слоя.
го соединения состоит из ленты. Количество клея, оста-
ющегося между сердцевиной и оболочкой, слишком ма-
ло для того, чтобы такое соединение обладало доста-
точно большой прочностью. Следовательно, для получе-
ния хороших результатов необходимо строго контроли-
ровать толщину клеевого слоя, следовательно, и толщи-
ну ленты. Чем толще лента, тем выше прочность клея,
ио и тем больше требуется клея и тем больше вес
«лея. Для иллюстрации зависимости прочности пленки
ст ее толщины в сотовой конструкции можно привести
такой пример.
Пленка массой около 2,5а/сл<* обладает прочностью
иа неравномерный отрыв примерно 1,7 кгс/см*. а плен-
ка массой 4,5 г/см*—3,4 кгс/см1 (Л. 19-7].
Давление при отверждении
Прн использования немодифицироваииых эпоксид-'
яых клеев для создания хорошего соединения доста-
точно контактного давления.
Для порошкообразных клеев наилучшие результа-
ты получаются при приложении давления в 1,05 кгс/см1.
Для ленточных клеев может даваться давление до
7 кгс/смг, хотя оно обычно колеблется от 0,35 кгс/см1
до 3& кгс/см*. В остальных случаях давление должно
быть таким, чтобы быть уверенным, что произошло сма-
чивание клеем, ио не быть слишком большим, чтобы ие
повредить клеевой слой. Выбранное давление прикла-
дывается в самом начале отверждения.
При использовании некоторых модифицированных
эпоксидных клеев, особенно содержащих фенольные мо-
дификаторы, во время отверждения может происходить
выделение летучих
Когда клей используется в виде леяты, он должен
наноситься на подложку. Материал подложки имеет
очень важное значение в тех случаях, когда клей ис-
пользуется для высокотемпературных конструкций. Наи-
более подходящей подложкой является стеклоткаиая.
Для получения большой прочности при повышенных
2 IW
О 2JS SJ) ZS Ю,0
Длина соединения, см
Рис. 19-13. Влияние кон-
струкции соединений вна-
хлест на его предел проч-
ности при сдвиге [Л. 19-58].
температурах следует
лоткань для подложки и
проводить соответствую-
щую обработку ее по-
верхности. Как видно из
табл. 19-2, прочность за
висит от типа стаглотка
ин и ее обработки. По
пытки улучшить характе-
ристики стеклоткани при
повышенных температу-
рах обработкой нафтена-
тами металлов ни к чему
не привели, в то время
как обработка асбестоз
значительно улучшила их
по сравнению со стекло-
тканью [Л. 19-21].
Если конструкция не
будет работать при вы-
сокой температуре, то для
подложки можно использовать обычные дешевые ткани.
Если в качестве подложки используется графито-
вая ткань, но иа нее можно подавать напряжение, по
ней течет электрический ток, и оиа работает как нагре-
ватель для отверждения клея (Л. 19-105].
Влияние нагревания и типа клеевой ленты на
прочность на сдвиг для эпоксидно-фенольных
нагреностойких клеев [Л. 19-21];
(прочность на сдвиг измерялась при температуре 25 *С
на склеенных алюминиевых образцах после нагревания
до температуры 260 *С)
прв 260**С, Компози’ FPL-778, Композиция FPL-87BC.
отожжен- VobmA Отожжен-
0 175 131 146 138 135
50 145 103 89 95 .75
100 124 107 68,0 72,6 82
150 103 110 60,5 46,2 64,7
200 83 103 45 45,6 43.7
Применение тканых подложек нежелательно в тех
случаях, когда требуется высокая прочность на нерав-
номерный отрыв.
Подготовка поверхности
При использовании эпоксидных клеев подготовка
поверхности имеет очень большое значение
Для большинства применений поверхность должна
быть тщательно обезжирена, очищена от всевозможных
посторонних включений, часто требуется химическая
обработка поверхности, а иногда необходима н грунтов-
ка. Достаточно хорошая очистка поверхности может
быть достигнута при помощи растворителей, шлифовкой
или пескоструйной. Это относится к большинству метал-
лов и пластмасс.
Следует тщательно следить, чтобы иа очищенную
поверхность перед нанесением клея не попали посторон-
ние включения и, что еще важнее, какой-либо жир или
масло. В одном удачном методе для подготовки поверх-
ности в клей вводят 20 частей окнси алюминия.
Абразивный наполнитель может сделать поверх
иость шероховатой, прн тренин склеиваемых деталей
280
Гл. 19. Клеи на основе впоксидных смол
друг о друга i(60 ходов за 30 сек, длина хода — 2 мм)
или прн вибрации (амплитуда 0,8 мм частота 120 гц).
Эта технология дает результаты такие же, как при пес-
коструйке [Л. 19-108]. При тяжелых условиях работы —
повышенной температуре, действии химических веществ,
или если требуются очень высокие прочностные харак-
теристики, следует проводить подготовку поверхности
по специальным методам. Такие методы, приведенные
в приложении 19-1, дают достаточно хорошие резуль-
таты. Что касается подготовки металлических поверх-
ностей, то отмечаются трудности при повышенной тем-
пературе, особенно при воздействии воздуха на металл.
Окислительное разрушение наблюдается для ряда опре-
деленных металлов. Изучение различных металлов по-
казало, что более всего разрушаются клеи на меди, же-
лезе и никеле На алюминии разрушаются в меньшей
степени, а иа цинке и серебре дают некоторое улучше-
ние в нагревостойкостн иа воздухе. Влияние разных
металлов на нагревостойкость клея на воздухе при-
ведено в табл. 19-3.
Влияиие типа металла, которым плакирован
алюминий, иа прочность на сдвиг до и после
нагревания [Л. 19-25]
(прочность на сдвиг определялась при 75 *С)
Металл, которым алакирован До нагревания, После нагревания в течение 100 ч, 1=288 "С, кгс(см»
мин. макс. средн. мин. макс. средн.
Неплакирован из 141 124 60,5 75 65,5
Магний 115 131 121 65,6 75,8 73
Хром 109 118 114 55,2 73 65
Сталь 102 104 103 31,6 47,6 39
Никель ПО 117 112,5 45 55,3 49
Цинк 114 139 129 75 82 80
Медь 90 102 97,5 0 0 0
Серебро Церий 141 153 149 80 82,5 82
130 137 133 81 88 83
Проводились опыты по уменьшению окислительно-
го разрушения с помощью специальной обработки по-
верхности. Например, поверхность нержавеющей стали
обрабатывалась нафтенатом цинка; такая обработка
улучшила прочность клеевого сцепления при повышен-
ной температуре, но процесс сложен, так как требует
термообработки при темпе-
ратуре 650 °C.
Исследование антиокис-
лителей и добавок, вводи-
мых в клеи, дает результа-
ты по иатревостойкости вы-
ше, чем таковые после обра-
ботки поверхности. Вопрос
щее действие эпоксидно-
го клея в сравнении
с фенольным клеем
[Л. 19-54].
а — эластичная фенольная
клеевая пленка; б — эпок-
металла лучше, гладкая нли
имущества есть и у той и
у другой.
Шероховатая поверх-
ность теоретически увеличи-
вает поверхность клеевого
слоя и увеличивает адгезию.
С другой стороны, иа глад-
биться большей смачиваемо-
сти, а это в свою очередь
уменьшает количество газо-
вых включений и центров
концентрации напряжений
[Л. 19-92]. На практике ту
или иную поверхность надо
выбирать в каждом отдель-
ном случае, хотя в послед-
нее время все больше дан-
ных за гладкую поверхность
[Л. 19-17].
Грунтовки
Рис. 19-15. Использова-
ние композиционной
пленки для получения
более высокой прочности
фенольного клея на не-
равномерный отрыв
[Л. 19-54].
образующая буртики смола:
5 —пористое тело.
Грунтовки могут исполь-
зоваться для защиты очи-
щенных металлических по-
верхностей перед их склеи-
ванием. Так как между под-
готовкой поверхности я
оклеиванием может пройти
много времени, то примене-
ние грунтовок имеет боль-
шое значение. Кроме того,
грунтовки могут использо-
ваться для увеличения проч-
ности на отрыв, склеиваю-
щей способности, прочности
при растяжении, увеличения
влагостойкости и стойкости к ______.7_______j. ____
лее широко применяемые грунтовки — это вииилфеиоль-
ные клеи. Изучение этой системы показало, что лучшие
результаты получаются при тщательном отверждении
грунтовки перед нанесением эпоксидного клея (Л. 19-38].
Для склеивания сотовых конструкций большую
прочность иа неравномерный отрыв (чем обычно полу-
чаемую у эпоксидных клеев) можно получить, приме-
няя фенольно-иитриловые компаунды. Одиако эти сис-
темы обладают большой текучестью, из-за чего может
произойти стекание со стейки (рис 1944). Для соче-
тания хороших свойств эпоксидных и феиольно-иитри-
соленому туману. Наибо-
ловых компаундов бы
це ленты (рис.-19-15).
Технология применения
- В зависимости от типа применяемого клея и ус-
ловий производства клей на склеиваемые поверхности
может наноситься кистью, лопаткой, вальцеванием, на-
пылением, окунанием или в виде лент.
Способ напыления появился недавно, и он дает
несколько лучшие результаты по сравнению с остальны-
ми, ио на практике, как уже говорилось, способ выби-
рается в зависимости от композиции и условий произ-
водства. Когда применяют жидкие системы, полученные
расплавом твердых композиций, для лучшей смачивае-
мости следует покрывать клеем обе склеиваемые по-
верхности н немедленно соединять их. Если склеиваемые
поверхности с нанесенным на них клеем некоторое вре-
мя находятся на воздухе, то из отдельных композиций
может испариться отвердитель и, следовательно, проч-
ность соединения уменьшится. С другой стороны, в слу-
чае, когда применяются жидкие композиции, содержа-
щие растворители, наилучшие результаты получаются,
если перед соединением поверхностей дать растворите-
лю улететь; во всех подобных случаях растворитель
должен быть испарен как можно более тщательна
Когда поверхности соединены, следует проявлять
осторожность и не сдвинуть их, пока ие произойдет пол-
ного отверждения. Рекомендуется производить с клее-
вым соединением как можно меньше операций, а где
это возможно, для предохранения соединений ставить
на них зажимы илн заклепки.
При применении жидких расплавленных композиций
предварительное вакуумирование клея непосредственно
Рекомендации по применению клеев
перед нанесением на склеиваемые поверхности дает уве-
личение прочности клеевого соединения иа 10%
{Л. 19-38].
Контрольные испытания
Испытания по причинам, описанным выше '(в раз-
деле «Конструкция клеевого соединения»), могут быть
различными. Большинство стандартных испытаний ие
пригодны для эпоксидных клеевых соединений, хотя они
вполне пригодны, если требуется сравнить разные ком-
позиции.
Свойства клеевого соединения внахлест чаще всего
определяют по его прочности иа сдвиг по методике,
приведенной в MlL-a-8331.
Испытания проводят на отвержденных образцах
шириной 25 мм и с длиной соединения внахлест, равной
12 мм; прочность определяют на разрывной машине.
Обычно требуются очень малые нагрузки, хотя для
жестких эпоксидных клеев полученные значения прак-
тически ие зависят от нагрузки (кроме ударной на-
грузки), в то время как для эластичных клеев и для
клеев, испытываемых прн температурах тепловой де-
формации или выше, увеличение нагрузки увеличивает
прочность клеевого соединения (Л. 19-146]. При удар-
ных нагрузках (т. е. нагрузках, разрушающих мате-
риал за 1—2 мсек) получаются лучшие результаты по
срав ению с ста ическнми нагрузками, причем у же
стких наполненных систем разница менее заметна, '«ем
у эластичных ненаполненных систем (Л. 19-1 И]. Темпе-
ратура, при которой проводятся испытания, оказывает
существенное влияние на получаемые результаты при
увеличении температуры значения прочности значитель-
но падают. По существующей технологии можно полу-
чить клеевые соединения с прочностью 35 кгс/см' при
300 “С, а достаточную прочность в течение 1—3 мин
можно получить при температуре 350 °C (Л. 19-61].
Как отмечалось выше, по испытаниям клеевого со-
единения внахлест можно после пересчета говорить
о его прочности на отрыв. По этому методу максималь-
ные значения составляют от 280 до 350 кгс/см'. Прн
испытаниях на разрыв, проводимых на соединениях
встык, т. е. при испытаниях, исключающих отрыв, бы-
ли получены значения около 840 кгс/см2 (Л. 19-79].
«Кроме испытаний на неравномерный отрыв прово-
дился ряд других испытаний. Описания стандартных
методик испытаний на отрыв для жестких и эластичных
клеев приведены в ASTM >(метод D 903-49). Методики
испытания иа отрыв для слоистых пластиков приведе-
ны в ASTM D 1781-60Т.
В ]Л. 19-24] приведены методики испытания иа не-
равномерный отрыв металлической фольги от отверж-
денного эпоксидного клея, по по этой методике из-за
Рис. 19-17. Типичная установка для опр<
деления прочности на сдвиг эпоксидык
Рис 19-18. Прочность на неравномерный
отрыв алюминиевой фольги толщиной
0,04 мм от DGEBA, отвержденного
DETA [Л. 19-24]
нреиаб
под углом ЯГ; 6 — отрыв
; — фольге протравлена.
Рис. 19-16. Большой автоклав для проведения
Рис. 19-19. Прочность на неравномерный
отрыв алюминиевой фольги толщиной
0,08 мм от DGEBA, отвержденного
DETA ]Л. 19-24].
отверждения эпоксидных клеев при склеивании круп-
ных деталей.
282
Гл. 19. Клеи на основе эпоксидных смол
разной толщины фольги, разной подготовки поверхно-
сти и угла отрыва могут получаться разные значения
прочности (рис. 19-18 и 19-19).
Существует много методов испытаний для опреде-
ления ползучести, раскалывания усталостных характе-
ристик и т. д. Методики ускоренных испытаний приве-
дены в (Л. 19-42]. Особенности применения эпоксидных
клеев для военной промышленности приведены
в MIL-A-5090 О. В (Л. 19-19] приведены методики оп-
ределения прочности без разрушения материала.
Использование ультразвуковых приборов дает вполне
удовлетворительные результаты при определении де-
фектов в глубине соединения, пустот, пор, плохого по-
крытия, плохой смочениости и неравномерного распре-
деления наполнителя.
Одвако этот метод неприменим при определении
плохой адгезии, плохой подготовки поверхности, сов-
местимости, плохого перемешивания композиции, непол-
иого отверждения.
УЛУЧШЕНИЕ ХАРАКТЕРИСТИК КЛЕЯ
Промышленные эпоксидные смолы с соответствую-
щими отвердителями дают достаточную клейкость без
каких-либо модификаций. Одиако при применении их
в качестве клея возникают трудности, так как они легко
текут, а следовательно, клеевой слой становится не-
равномерным. Температура, при которой могут работать
такие клея, ограничена, тепловое расширение значитель-
но. вязкость '(в зависимости от смолы и отвердителя)
может быть слишком высока для получения хорошей
смачиваемости; хотя усадка таких клеев и не очень ве-
лика. во многих случаях она может быть все же боль-
ше допустимой, у таких клеев малая прочность иа не-
равномерный отрыв.
Эти характеристики могут быть улучшены, правда,
часто улучшение одной характеристики проходит за
счет ухудшения другой.
Контроль текучести
Характеристики текучести могут регулироваться вве-
дением наполнителей, использованием лент и тщатель-
ным регулированием цикла отверждения. Если требует-
ся, то могут готовиться тиксотропные пасты, которые
ие текут во время отверждения.
Увеличение диапазона рабочих температур
Для улучшения прочности клеевого соединения прп
температурах около —бОЧ) в композицию вводят плас-
тификаторы, их вводят также в случае, если склеивае-
мые материалы имеют разные температурные коэффи-
циенты расширения.
Если клеевые материалы Имеют близкие темпера-
турные коэффициенты расширения, то даже при крио-
генных температурах хорошую прочность клеевого сое-
динения можно получить применением а качестве от-
вердителей— первичных аминов и диэтиламинопропила-
мина (рис. 19-21) (Л. 19-80]. Получена высокая проч-
ность клеевого соединения (240 кгс1смг) алюминия
с алюминием при низкой температуре (—200°C), изго-
товленного иа основе DGEBA (мол. масса 600), от-
вержденного метафенклеидяамином [Л. 19-29].
Рис. 19-21. Прочность иа сдвиг
DGEBA, наполненного алюминием
и отвержденного DEAPA, в зави-
симости от температуры (Л. 19-28].
Рнс. 19-22. Свойства клеев, исполь-
зуемых при криогенных температурах
/ — эпоксидио-ивйлояовый; 2 — полиурета-
новый; 3 — эпоксидно-февольный; 4 — ви
ивлацеталь-февольиый; В — эпоксидный
с наполнителем; б — эяоксидно-поляа-
283
Увеличение молекулярной ведет
к снижению прочности прн низкой температуре (види-
мо) вследствие увеличения температурного коэффициен-
та расширения отвержденной композиции, в то время
как некоторого повышения ударной вязкости при тем-
пературе —2004; можно достичь применением смолы
с большей или меньшей молекулярной массой
(Л. 19-66]
Влияние действия комнатной
температуры на прочность на
сдвиг склеенных медных образцов
(клей на основе DGEBA,
отвержденного триэтаноламином
при 100 °C [Л. 19-30])
Время выдержки. Прочность сдваг.
0 73,5
10 77
20 73,5
30 73
40 70
50 70
60 68,5
различных промышленных
Серия испытаний
показала, что эпоксидные наполненные системы, стверж
денные полиамином, и эпоксидио-феиольные смеси впол-
не пригодны для работы при криогенных температурах.
Использование в качестве отвердителей жирных поли-
амидов дает плохие результаты, особенно когда тре-
буется радиационная стойкость (Л. 19-103]. Лучшие ре-
зультаты были получены для смесей эпоксид — найлои.
Данные приведены на рис. 19-22.
Для высоких температур выбрать отвердитель
сложнее. Действительно, алифатические амииы пригодны
для работы при температуре немного ниже 400“C. Тре-
тичные амины лучше применять для более высоких тем-
ператур (табл. 19-4 и 19-5). Ароматические амины дают
еще большую нагревостойкость (табл. 19-6). Наилучшие
Таблица 19-5
Влияние выдержки склеенных медных образцов
при высокой температуре на прочность на сдниг
для DGEBA, отвержденного DMP-30 и
DEAPA [Л. 19-30]
(прочность иа сдвиг определялась прн 100 *С)
Прочность на сдвиг, кгс!слР
DM.P-30 ПЕАРА
недели .2Т.С 160₽“с 120₽-С 160Р-С
0 92 92 63,4 63,4
2 63,4 — 64,5
А 56,5 — 63,4
5 80 88 —
6 49 60
8 42,3 52,6
10 63,4 38,6 81
15 61,5 80,5
20 59,8 80
25 59,8 - 80
— ЭпокаЛо-фвнольннй
----Фенольный
----ЗтнсиЗкнре ольньй
—о— ЭпонсшЬннренольньЛ
апоисиднв-фенальный
----Примврналхаранп1 рост кв
нагрвВотойного плен на Воздуха
Рис.
отрыв промышленных клеев
стн от времени^ выдержки t
19-23. Прочность на нормальный
. ............ R зависимо-
"зГб<,с‘(л7К"з7].и
результаты при высоких температурах получаются при
применении в качестве отвердителей специальных ангид-
ридов и амфотерных окислов. Для получения плотной
сетчатой структуры применяют специальные смолы, оии
обычно обладают высокой степенью ароматизации.
Проблема окисления клея появляется при темпе-
ратурах 260—320°C (рис il9-23). В табл. 19-7 приве-
дены сравнительные данные по действию антиокислите-
лей. Применение фенольных добавок также детально
исследовалось, однако разрушение зпоисидно-фенольиых
клеев при температуре около 290 °C происходит, види-
мо, за счет фенольных компонентов ]Л. 19-11].
Возможно, что во время отверждения фенольные
компоненты выделяют газ. тем самым уменьшается
плотность клеев и появляются пути проникновения кис-
лорода и происходит окисление с последующей деструк-
цией. При работе при высоких температурах клен
должны быть изолированы от воздействия кислорода,
должны быть максимально плотными и для улучшения
нагревостойкостн должны содержать антиокислители.
Если система работает при температурах в диапазоне
150—200 °C, наблюдается некоторое увеличение прочно-
сти при возрастании температуры, но при дальнейшем
увеличении температуры происходит быстрое падение
прочности.
Точка перегиба в кривой зависимости прочности от
температуры может колебаться в пределах 5—НО °C, по
этому при выборе рабочей температуры эту критиче-
скую температуру надо твердо знать.
Для некоторых высокотемпературных клеев даже
после весьма тщательно проведанного отверждения
прочность может падать довольно быстро в течение пер-
вых 25—50 ч, но с этого времени происходит обратное
изменение н к 100 ч прочность соединения становится
такой же, как и в начале работы.
Вследствие высокого температурного коэффициента
расширения иемодифнцированных смол происходит от-
рыв клеевого слоя при изменеини температуры, зто
явление проявляется в меньшей степени, если приме-
нить наполненные композиции ]Л. 19-76].
Следует отметить, что у высокотемпературных
клеев прочность при комнатной температуре ниже, чем
у низкотемпературных. То же самое для клеевых ком
позиций с низкой температурой стеклования —
прочность прн комнатной температуре больше, чем
284
Гл. 19. Клеи на основе эпоксидных смол
Т аблица 19-6
Влияние типа ароматического амина на прочность при сдвиге для клея DGEBA, нанесенного
иа стеклоткань 112
Отвердитель Количество. Условия, при которых произво- дится склеивание Прочность кв сдвиг, кгс/см2
•с кгс/см' при 23 ®С Ирн 127 -с | ПРИ 177 "С прн им вс
MPDA If* 150 <1,7 45 218 230 51,6 15,6
150 7 45 204 246 55,5 ।
о-фенилевдиампн 14.7 177 150 0.7 45 45 234 180 207 187 58 50 45*2
150 7 45 204 164 56
177 / 45 188 128 48 5
150 0.7 45 178 106 35
4- хлоро- о-фениленди- 19,2 150 177 1 45 45 185 137 103 42 36 -
2Л -олуоллиамип 16,7 150 0,7 45 210 192 58 38.6
177 1 45 222 198 62,5 •19.8
MDA 24 177 150 45 45 201 284 168 222 58 65,3 39,6 39.8
7 45 260 244 6! 41,4
177 0,7 45 260 220 65,5 43,2
27 150 45 226 293 49,1 38,8
150 0.7 45 275 325 65,6 42,6
177 0,7 45 284 306 53
29,6 150 45 345 266 56*1 39,6
150 7 45 326 253 52 41,5
177 7 45 301 256 49,8 37
4-метоксн-6-метил- т-феинлендиамин 20,7 150 150 0,7 7 45 45 186 171 142 139 69 69 28,4 29,6
224 71,5 37,2
177 / 45 172 270 69 39,4
23 150 0,7 45 243 245 63 46,2
150 / 45 245 245
7 45 154 175 38?6 336
" 4,4-бн-о-толуидии 25,0 150 0,7 45 216 170 48,8 40
150 7 45 216 185 40
177 0Л 45 214 212 58 41
27 150 45 254 163 73,6 49,5
/ 45 252 210 66 42.5
177 7 45 216 242 77
29 150 0,7 45 220 226 39^8
150 7 45 226 224 7Г
177 0Л 45 232 222 65,6 37Д)
150 45 218 246 70 54,6
150 / 45 234 256 71 46
177 ол 45 233 222 71 45
150 45 254 276 82
150 / ‘ 45 243 323 95 61
177 7 45 262 254 82 54,6
3 3 дпметокси-бен- 28,5 150 0,7 45 256 162 35 9Я
однв 150 7 45 246 112 36
30,5 177 150 0,7 45 45 254 255 107 158 35 54 л9,4 42,5
150 7 45 252 141 54.5
177 1 7 45 235 180
33.1 150 I ол 45 256 172 51,5 37
45 286 206 57,5 DO
177 1 45 291 165 55,7 39,9
Влияние противостарителей на прочность на сдвиг
впоксидно-фенольного клея (FPL-378) [Л. 19-25J
(прочность иа сдвиг измерялась прн 25 °C после
выдержки при 288 °C в течение 100 ч)
Алюминиевые
чешуйки
Окись алюмн-
Двуоквсь мзг-
Цинковая пыль
Окнсь олова
Окись циниа
Закись цннка
Сульфид олова
Сульфид меди
Трехокись
мышьяка
Пятиокись
мышьяка
Трехокись вис-
Трехокись
Сульфид
сурьмы
V композиций с высокой температурой
с другой стороны, последние композиции
для работы при высоких температурах.
стеклования,
необходимы
Уменьшение температурного коэффициента
расширения
Строгий контроль параметров при отверждении да-
ет некоторое уменьшение температурного коэффициента
расширения, но если для этого требуется более высо-
кая температура, этот метод применять не стоит. Наи-
более эффективно для уменьшения температурного ко-
эффициента расширения (как указывалось в гл, 12)
введение наполнителей.
В идеальном случае температурный коэффициент
расширения должен быть снижен до величины такового
у склеиваемого материала (а в случае склеивания раз-
ных материалов до значения, находящегося между ко-
эффициентами этих матернзлов), на практике, однако,
часто бывает невозможным введение большого количе-
ства наполнителя.
Введение наполнителя в больших количествах уве-
личивает вязкость настолько, что невозможно нанести
тонкий однородный слой клея. Для некоторых целей
можно вводить до 200 частей наполнителя, но обычно
оптимальные характеристики получаются ври меньших
количествах наполнителя. Для клеез в смолу на основе
DGEBA рекомендуется вводить следующие наполните-
ли. слюда 14 частей, коротковолокнистый асбест 25 ча-
стей, окись алюминия 50 частей, тальк 80 частей, цин-
ковая пыль 100 частей. Это, конечно, не оптимум для
всех композиций и применения для всех целей
Для устранения внутренних иаппяжеинй во время
нагревания <и для компенсации рази. *ы в температур-
ных коэффициентах расширения в композицию вводят
Рис 19-24. Эпоксидные клеи исполь-
зуются для заделки трещин в различных
электротехнических пультах
В случае большой разницы в температурных коэф-
фициентах расширения склеиваемых материалов может
произойти нх коробление, это явление особенно нежела-
тельно, когда отверждение проводится при высоких
температурах.
Улучшение смачивания
Смачивание можно улучшить подогреванием клея
или введением в него каких-либо разбавителей. В про
цессе производства.при применении двух компонентных
клеев наблюдается возрастание вязкости, которая мо-
жет стать больше допустимой, этого явления можно
избежать, если готовить клей небольшими порциями
илн применять автоматическое оборудование для пере,
мешнвания компонентов. Многие одиокомпонеитные. си-
стемы, которые применяют вследствие их большего вре-
мени жизни, следует периодически проверять
Было показано, что к концу времени жизни у эпок
сидных клеев значительно снижается стойкость к горя
чей воде и соленому туману, хотя это н необязательно
отражается на прочности клеевого соединения
(Л 19-106]. Если для увеличения смачивания применяют
Рис. 19-25. Смачивание поверхно-
сти водой применяется как мера
степени подготовки поверхности-.
286
Гл. 19 Клеи на основе эпоксидных смол
О 25 50 75 ЮО
Процент раз.аВитем с.
Рис. 19-26. Прочность на сдвиг
DGEBA, содержащего 30' ча-
стей асбеста и 6 частей поли-
винилацетата и отвержденного
MPDA/MDA/PGE, в зависимо-
сти от концентрации разбави-
теля (смесь полиглицидилово-
го эфира тетрафенилэтаиа и
2-глицидилфеиил глицидилово-
го эфира в соотношении 1:1)
[Л. 19-67]
Рис. 19-27. Влияние разбавителей иа
прочность иа сдвиг для DGEBA, со-
держащего 30 частей асбеста и 6 ча-
стей поливинилацетата и отвержден-
ного MPDA/MDA/PGE (Л. 19-67].
3-диэпоксид; fc—2,6-ляглацидилфеввл гли-
пидклового вфяра; 3,4-»токси-6-ме-
G — аллилглицидиловый эфир.
раэбавителн, то в случае, когда клей работает
комнатной температуре, выбирают однофункциоиальиые
разбавители. Когда от клея требуется способность ра-
ботать прн повышенных температурах, берут двухфунк-
циоиальные реактивные разбавители. Влияние разбави-
теля иа прочность клеевого соединения при повышенных
температурах приведено на рис 19-26 и 19-27.
Есть много ранних литературных данных о приме-
позиции готовились в основном иа основе DGEBA
с большой вязкостью и полиглишздилового эфира гли.
цероля. В дальнейшем появилась потребность в более
жидких клеях.
Лучшие результаты были получены при примене-
нии композиции из смол с разными молекулярными
массами —ароматической и алифатической (Л. 19-8].
Уменьшение усадки
Наполнители не только улучшают вязкостные ха-
рактеристики, уменьшают температурный коэффициент
расширения, повышают рабочую температуру, ио за счет
вытеснения объема они уменьшают усадку. Их дейст-
вие в целом значительно. Наполнители могут увеличить
прочность клеевого соединения на 50—100%.
О 20 50 60 ВО Ю0
Количество наполнителе,
части
Рис. 19-28. Влияние наполнителей
на предел прочности на сдвиг при
температуре 25 °C для компози-
ции иа основе DGEBA [Л 19-13].
/ — слюда; 2 —А|,Оа; 3— алюминий-
287
Таблица 19-8
Влияние наполнителей на прочность клеевой
композиции [Л. 19-46]
Наполнитель Прочность, кгс1см'
Фенольный слоистый властях, испытанный при Алюминиевые образцы, испы-
23 ®С 75 “С 90 °C 105 “С 23 *С |0Б®С
Порошок алюми- ниевый Корунд А1,О, Асбест с коротки- ми волокнами. 24 части Сажа Кварц Пылеобразный цинк 195 321 122 140 198 175 95,6 89,1 39,0 112 42 103 82 40,6 68,2 88 21 93 37,2 35,8 66 58 15,5 115 153 140 108 288 80 272 82 42 270
Влияние различных наполнителей иа прочность
клеевого соединения приведено иа рис. 19-28 и 19-29.
Влияние различных наполнителей, введенных в одина-
ковом количестве —100 частей, представлено в табл.
Влияние наполнителей на иагревостойкость
«катализированного DGEBA (мел. масса 950),
отвержденного в течение 16 ч при 260 °C
(клей нанесен на стеклоткаииую подложку
[Л. 19-21])
Наполнитель Содержа» Прочность иа сдвиг при 24 ®С (кгс/сж®) после выдержки при
полнителя % 25-С IO0 ч 200 ч 2К?-С
Без наполнителя 0 148 146 87
Трехокись сурьмы Порошкообразный цинк 50 166 192 137
50 106 46.6 37,6
Борат цинка 30 112 78 70
Сульфид меди 50 142 136 106
Алюминиевые чешуйки 25 182 79 —
19-8. В табл. 19-9 представлено влияние наполнителей
иа прочность клея иа основе DGEBA (без отвердите-
ля), отвержденного при нагревании..
Увеличение клейкости
Иногда бывает необходимо, чтобы клеевая компо-
зиция обладала какой-то начальной (исходной) клей-
костью. Самым распространенным методом для созда-
ния подобных эпоксидных клеев является неполное от-
верждение клеевой пленки, чтобы она стала клейкой.
В случае композиции полисульфид — эпоксид — амии
метод запатентован (Л. 19-81],
Клейкость может быть достигнута соответствую-
щим подбором ингредиентов, входящих в композицию.
В качестве отвердителя обычно используют высоко-
молекулярные вещества типа жирного полиамида, на-
полнитель также специально подбирается, хотя часто
приготовление композиций, скажем, для приклеивания
кафеля к стене, бывает затруднительно.
Были предложены следующие жидкие добавки,
придающие клейкость эпоксидным клеям: полиизобути-
Рнс. 19-30. Эпоксидные пасты используются для
заполнения пустот между секциями в электродви-
гателе для предотвращения вибрации и переме-
щения.
леновые, полиметановые, паракумароновые смолы, смо-
лопроизводиые, такие как триэтиленгликолевый эфир
гидрированной смолы, гидроабоэтиловый спирт, мети-
ловый эфир смолы. Для этих же целей могут приме-
няться твердые добавки: гидрированные, дегидрирован-
ные смолы, полнметаиовые, паракумероиовые смолы,
полналкиловые стеарены и маслорастворимые фенольно-
альдегидные смолы [Л. 19-87].
Улучшение опальных свойств
Механические и электрические характеристики;
а также химостойкость в этой главе специально не рас-
сматриваются. Данные по этим характеристикам при-
ведены в остальных главах книги. Правда, одна из ха-
рактеристик требует некоторого пояснения. Отличная
химостойкость эпоксида присуща и большинству зпок-
свдных клеев, например клею на основе типичной ком-
ловиции для соединения алюминия, прочность иа сдвиг
равна 150 кгс/см!, эти данные получены при отверж-
дении при комнатной температуре. При выдержке об-
разца в течение 30 дней, например, в струе воды, со-
леной воде, спирте, минеральном масле прочность даже
возрастает. Сильные растворители несколько снижают
прочность. Так, после 30 дней выдержки в метилэтнл
кетоне прочность снизилась до 100 кгс/см1. Хотя химо-
стойкость клеевых соединений та же, что и приведен-
ная выше, водостойкость и особенно стойкость к пару
могут быть ниже, чем следует нз других литературных
данных. Подробно об этом относительно адгезии к стек-
ловолокну сказано в гл. 20. Влагостойкость клеевого
соединения металла с металлом зависит прежде всего
от типз металла. Влагостойкость клеевого соединения
алюминия имеет малые значения, так как влага легко
поглощается окнсиой пленкой на алюмииии. Плохая
влагостойкость — это скорее результат плохой подго-
товки склеиваемой поверхности, чем свойство эпоксид-
ной клеевой композиции.
Кроме получения высоких механических свойств,
химостойкости и электрических свойств часто бывает
необходимо осуществить -модификации клеевых компо-
зиций с иными характеристиками
Применение модификаторов для улучшения удар-
ной вязкости приведено в табл. 19-12 Примером сугу-
бо специфичных модификаторов служит применение
288
Гл. 19. Клеи на основе эпоксидных смол
рабочая температура ие высока, выбор клеевой ком-
позиции проводят из сообрзжений стоимости и про-
В промышленности используются сотнн эпоксидных
композиций для клеев. Ряд из них был приведен в на-
чале этой главы. Теперь полезно рассмотреть некото-
рые основные типы композиций более детально
Для удобства эпоксидные клеи делят иа эластич-
Рис 19-31. Деревянные вкладыши
катушек в маслонаполненных транс-
форматорах связываются эпоксидным
клеем, что устраняет необходимость
бандажировки лентой.
Для повышения эластичности эпоксидного клея бы-
ло предложено много модификаторов. Например, для
создания высокой прочности на иерааномериый отрыв
при температурах 100—150 "С было предложено вво-
дить 20—30 частей линейного полиамида (типа найло-
на) (Л. 19-70]. Если ввести 300 частей и, чтобы рас-
плавить полиамид, вести отверждение при 160 °C, то
получится большая прочность соединения при комнат-
ной температуре [Л. 10-4]. Для повышения прочности
на отрыв в клеевых соединениях для печатных схем
применяют эпоксидно-фенольиые смеси, реагирующие
с бутадиен-акрилонитриловыми сополимерами (Л. 19 48]
Этот сополимер применяется и без фенольных модифи-
каторов.
Как видно из табл. 19-10, для увеличения эластич-
ности можно применять или диглицидиловые эфиры
с длинными цепями, или моноглицидиловые эфиры.
Чаще для увеличения прочности на отрыв в клее-
вую композицию вводят поливниилформаль [Л. 19-68]
или поливинклацетат [Л. 19-73].
Типичная композиция такого вида-
одят поливниилформаль [Л. 19-68]
г [Л. 19-73].
2 5-дифеннлоксазоля для повышения радиационной
стойкости: композиция без добавок теряет 40% проч-
ности при возведении радиации, а с введенными добав-
ками всего лишь 11% [Л. 19-11]. Для улучшения стой-
кости эпоксидной клеевой композиции к соленому ту-
ману вводят хроматы циика или свинца [Л. 19-44].
Примеры других модификаций приведены в сле-
дующем разделе.
DGEBA .........................
Низкомолекулярный поливииилацетат
Кристаллический алюминий 325 меш
DEAPA ......................
100
40
4
КОМПОЗИЦИИ
Для большинства основных применений — склеива-
ния металла с металлом, дерева со стеклом, пластмас-
сы со сталью —там, где условия работы ие сложны и
Увеличение прочности на отрыв дает увеличение
прочности на сдвиг (рис. 19-32). Но, как уже отмеча-
лось ранее, для получения этого увеличения надо очень
тщательно проводить отверждение. Было установлено,
например, что 25% снижения прочности у эпоксидн-
Г ванных новолачных клеев, работающих в течение
года при комнатной температуре, происходит именно
Таблица 19-10
Влияние пластифицирующего модификатора на прочность эпоксидных спал, отвержденных ТЕТА
при 23 °C в течение двух недель {Л. 19-33]
Г .. то - эЬир
удельная ударная вяз-
кость. кис-cnlctf
DGEBA
предел прочности при
сдвиге, кгс/сж*
DGE З-(пентадецедил) фе-
предел прочности при
сдвиге, кгс/сек
удельная ударная вяз-
кость, кгс-с м/с ж!
Композиции
289
из-за неполного отверждения [Л. 19-110]. Наибольшее
увеличение эластичности эпоксидных клеевых систем
дает использование эластичных отвердителей, например
амидополнамннов нлн жирных полиамидов, или приме-
нение специальных добавок, например полнсульфидов.
Пластифицирующие амиды. Чаще всего в качестве
пластификаторов применяют жирные полиамиды (см.
гл 8). Жирные полиамиды—сами хорошие клеи, таккак
они соде :ат полярные амнны, карбоксильные и амид-
ные группы. Как пластификаторы они реагируют не-
посредственно с эпоксидами и, являясь неотъемлемой
частью отвержденной системы, распределяют напря-
жения и местные нагрузки по всему клеевому слою.
Прочность на отрыв у отвержденной композиции, со-
стоящей нз DGEBA, жирного полиамида в 40 частей
наполнителя, составляет 100 кгс/см'.
Для жестких клеев эта прочность составляет 2 —
3 кгс. Соединение алюминиевых образцов, сделанное на
основе эластичных эпоксидных клеев, после испытания
иа удар обладает прочностью на сдвиг в 4 раза больше
таковой у жестких систем и мало отличается от той,
которой оно обладало до ислытаиня иа удар.
Колее высокий процент содержания жирных поли-
амидов в клее увеличит его прочность на неравномер-
ный отрыв. Если их содержание невелико, то клей
сможет работать при более высоких температурах и,
конечно, чем более эластичный нужен клей, тем больше
в него надо ввести жирного полиамида.
Оптимальная композиция может содержать до
250 частей -кнриого полиамида. Наилучшее отверждение
получается, если его вести в течение 4 ч прн темпе-
ратуре 66 еС и затем в течение 30 мин прн температуре
120*0, хотя дли многих целей вполне удовлетворитель-
ные результаты получают, если вести отверждение прн
комнатной температуре.
• лн позволяют условия производства, то хорошо
проводить отверждение при температуре 150 °C в те-
чение 20 мин; отверждение проходит очень быстро без
заметного снижения клеевых свойств.
При проведении отверждения прн комнаткой тем-
пературе часто применяют ускорители, такие как фе-
нол, илн более реакционноспособные отвердители. Ниже
приведена типичная композиция для склеивания метал-
лов иа основе эпоксида н жирного полиамида.
Жирный полиамид.................
DGEBA ..........................
Бутитглнцидиловый эфир..........
11 рошкообразный алюминий 325 меш
40
комнатной
температуре эта композиция прк
склеивании различных металлов имеет следующие зна-
чения прочности прн сдвиге:
Для алюминия..............: . 220 кгс/см'
Для холоднокатаной стали . 200 кгс/см'
Для латуни....................150 кгс/см'
Для меди......................100 кгс/см'
Влмпле типа наполнителя в его концентрации
прочность клеевого соединения при повышенной тем-
пературе приведено в табл. 19-11.
Склеивание резины с металлами Для этого можно
использовать ту же композицию, что и приведенная
выше, но без наполнителя. Эта композиция прн комнат-
ной температуре отверждается в течение 48 ч, и ее
прочность прн сдвиге при склеивании алюминия с рези-
ной равна 70 кгс/см', причем разрушается резниа. Так
как жирные полиамиды обладают довольно большой
вязкостью, то иногда бывает лучше применить в каче-
стве отвердителя амидополнамии, обладающий мень-
шей вязкостью.
19—1242
Рис. 19-32. Влияние полнвинилфор
маля на предел прочности при сдви
ге полиглицидилового эфира тетра-
феннлэтана, наполненного 100 частя-
ми алюмниневого порошка [Л. 2-6].
астей ADP
Одна из
[Л. 2-4]:
таких типичных композиций следующая
DGEBA....................... . . 100
Амидополиамнн .... . . 85
Бисфенол А......... 15
Алюминиевые чешуйки . . .15
Коллоидальный кварц............12,6
Амидополиамины используются и тогда, когда тре-
буется проводить отверждение клеев под водой.
Кроме промышленных аминов для некоторых це-
лей используют специальные амидоснстемы. Например,
для склеивания полиэфирных пластмасс использовался
клей, получаемый реакцией в менее чем стехнометрнче-
Влияние наполнителя на прочность на сдвиг
для DGEBA, содержащего 10 частей
бутилглнцидилового эфира и отвержденного
100 частями полиамида (амин марки 210—230)
[Л. 19-16]
Тип наполнителя Прочность при сдвиге, кгс/сл?
лря 23 "С при 120 *С* удар?6» 80 кес-см
Пластинчатый 20 225 178 206
алюминий 60 215 74,2
100 207 145 31
Кальций угле- 20 193 114 157
кислый 60 224 .— 21
100 238 100 9.1
ских количествах амидной кислоты из вторичного амн-
на и DGEBA н отвержденный днгидразидом [Л. 19-74].
Были разработаны специальные системы, в которых
пластифицированная полиамидная плёнка покрывается
DGEBA (мол. масса 950) [Л. 19-53]. Амидополнамииы
н жирные полиамиды обычно в смесн с другими отвер-
дителями и ускорителями широко применяются в ка-
честве отвердителей для эпоксидных клеев.
290
Гл. 19. Клеи на основе впоксидных смол
Полисульфиды. У композиций с полисульфндами вяз-
кость гораздо меньше, чем у композиций с жирными по-
лиамидами. Полисульфиды могут вводиться в довольно
больших количествах совместно со стехиометрическим
количеством выбранного отвердителя. Детально эти ма-
териалы рассмотрены в гл. 14. Полисульфидные ком-
паунды обычно отверждаются при комнатной темпера-
туре; в качестве отвердителя применяется DMP-30.
Композиция типичного компаунда иа основе поли-
сульфида следующая [Л. 2-4]:
Материал Части
Часть А
DGEBA...............................85
Бутилглнцидиловый эфир . . 15
Карбонат кальция .... 40
Асбест, волокна ................... 19
военя отверждения. *>
Часть В
Полисульфид (мол. масса 1 000). . . 200
Карбонат кальция ............... 80
Асбест............. . ... 29
DMP-30........................... 6
80
Эта композиция готовится измельчением компонен-
тов в мельнице, в результате получается пастообразный
эластичный компаунд. Хотя эпоксидные клеевые компо-
зиции, модифицированные полисульфидами, применяют-
ся в тех случаях, когда требуется провести отверждение
при комнатной температуре, оптимальная температура
отверждения зависит от отношения количества поли-
сульфида к количеству эпоксида. Эта зависимость для
системы, содержащей полисульфид (мол. масса 1 000),
DGEBA и 10 частей DMP-30, приведена иа рис. 19-33—
19-36. В некоторых случаях полисульфиды и жнрио-
местно. Можно получить прочность соединения на осно-
ве такого клея около 420 кес!смг и прочность иа нерав
иомериый отрыв примерно 15—20 кгс [19-39]. Ком-
позиция no MIL-A-5090-5, отвержденная при комнатной
температуре и обладающая корошей прочностью
прн повышенных (до 82 °C) температурах, приведена
в [Л. 19-26].
Рис. 19-34. Влияние длительности
отверждения прн температуре
10°С на предел прочности при
сдвиге при комнатной температу-
ре для DGEBA, пластифицирован-
ного полисульфидом (мол. масса
1000) и отвержденного 10 частя-
ми DMP-30 [Л. 19-41].
Жесткие системы
Рис. 19-35. Влияние последующего
доотверждения прн 70 °C иа пре-
дел прочности при сдвиге при ком
иатной температуре, после даух
недель при 25 °C для DGEBA,
пластифицированного полисульфи-
дом (мол. масса 1 000) и отверж-
денного 10 частями DMP-30
[Л. 19-41].
Жесткие клеевые системы можно разделить иа от
аерждаемые прн комнатной температуре и отверждае-
мые прн повышенной температуре.
дрене отверждения, сутки
вреня Выдвржки,сутки
Рнс. 19-33. Влияние длитель-
ности отверждения при темпе-
ратуре 25 ‘С иа прочность на
сдвиг для DGEBA — пласти-
фицированного полисульфидом
(мол. масса 1000) н отверж-
денного 10 частями DMP-30
[Л. 19-41].
Рнс. 19-36. Влияние выдержки прн
комнатной температуре на предел
прочности при сдвиге при 25 °C для
DGEBA, пластифицированного поли-
сульфидом (мол. масса 1000) и
отвержденного DMP-30 в течение 3 ч
при 70°С [Л. 19-41].
Композиции
Клеи, отверждаемые при комнатной температуре.
Типичным отвердителем для таких клеев являются та
кие алифатические амины, как DETA, триэтиламии н
катализированные амины, например DMP-30. При при-
менении этих отвердителей температура, начиная с ко-
торой происходит резкое падение прочности клеевой
композиции, лежит в диапазоне 80—120 °C, эта темпера-
тура зависит от типа наполнителя, типа смолы и длниы
цикла отверждения. Например, три применении DETA
в качестве отвердителя в типичной клеевой компози-
ции н отверждении прн температуре 25 °C в течение 8 ч
прочность этой композиции прн сдвиге прн комнатной
температуре будет равна 140 кгс1смг, однако если тем-
пература быстро возрастает до 85 °C, то прочность за-
метно падает (до 14 кгс/сж2). С другой стороны, при
применении трвэтиламниа отаерждение прн комнатной
температуре для получения достаточно высокой проч-
ности прн сдвиге при 20 °C требуется проводить в тече-
ние 8 дней, ио зато при 85 °C прочность ие уменьшает-
ся, а увеличивается. На рнс. 19-22 приведено влияние
аремени н температуры отверждения иа прочность
жестких клеевых композиций, отверждаемых при ком-
натной температуре.
В табл. 19-8 было приведено влияние типа наполни-
теля на прочность следующей композиции:
DGEBA....................... 75
Полнглицидиловый эфир глицероля 25
Аллиловый глицидиловый эфир ... 10
Наполнитель.......... .100
Триэтиламии.....................12,5
Применение в приведенной выше композиции в ка-
честве наполнителя алюминиевого порошка повышает
стойкость клея к горячей воде. Такой же эффект дает
применение в качестве отвердителя DETA [Л. 19-2,
19-3]. Введение в выше приведенную композицию моно-
эпоксида повышает ее водостойкость. Применение в ка-
честве отвердителя DETA дает десятикратное увеличе-
ние прочности при сдвиге [Л. 19-4].
Отверждаемые прн комнатной температуре жесткие
клеевые композиции могут быть и менее сложными. На-
Таблнца 19-12
Влияние количества введенного наполнителя
на прочность на сдвиг клеевой композиции
[Л. 19-13]
Наполнитель Прочность на нормальный отрыв для склеенных алюми- ниевых брусков, кгс/см*
ири 23 «С при 60-е
Без наполнителя — 72 88
Алюминий 40 177 262
60 177 251
80 168 183
Окись алюминия 36 175 204
50 253 252
70 178 187
Слюда 6 154 126
14 166 193
26 73,5 85
Кварц 40 42 42,2
90 102 86
Тальк 30 131 165
60 186 186
80 176 168
Рнс. 19-37. • Эпоксидные клеи исполь-
зуются для заделкн течей баков масло-
наполненных трансформаторов.
прнмер, достаточно хорошие результаты дает компози-
ция, состоящая из DGEBA и 10 частей трнэтнламина.
Для создания требуемой консистенции можно ввести
алюминиевый и тиксотропные наполнители. Оптималь-
ные количества наполнителей приведены в табл. 19-12.
Клеи, отверждаемые при повышенных температу-
рах. Чаще используют клеи холодного отверждения.
Однако малое время жизни таких композиций создает
значительные трудности, в этих случаях могут приме-
няться композиции горячего отверждения. Такие систе-
мы следует применять в тех случаях, когда от клеево-
го соединения требуется максимальная прочность
Композиции горячего отверждения — это одиоко-м-
понентные системы — порошки, жидкости илн ленты,
а то время как композиции холодного отверждения —
это, конечно, двухкомпонентные системы. Композиции
горячего отверждения обладают большей нагреаостой-
костью. Когда требуется получить достаточную проч-
ность клеевой композиции прн температуре 150 °C, при-
меняют специальные меры. Из многочисленных отверди-
телей для композиций горячего отверждения наиболее
подходящим для эпоксидной технологии является
DEAPA. Этот состав широко применяется в качестве
отвердителя, так как при его применении получают
прочностные характеристики, такие же как при приме-
нении DETA, но иагревостойкость получают большую;
время жизни этого компаунда 4 ч при комнатной тем-
пературе. Для получения большего времени жизни при-
меняют ароматические амины и иногда ангидриды, хо-
тя последние применяют редко, так как оии ухудшают
характеристики. Чаще всего применяют скрытые отвер-
дители, так как онн дают возможность использовать
однокомпонентные системы.
Применение для клеевых композиций горячего
отверждения таких отвердителей, как MDA и MPDA,
дает некоторое повышение нагревостойкости. Напри-
мер, прн температуре 105 °C у композиций, отвержден-
ных MPDA, прочность прн сдвиге в 4 раза больше, чем
у композиции, отвержденной DETA. При более высо-
ких температурах эта разница возрастает. Эти отвер-
дители дают увеличение прочности в диапазоне темпе-
ратур 100—150 “С. Для температуры 100 °C вполне при-
годны наполненные композиции холодного отверждения
с отвердителем DEAPA.
Сравнительные характеристики различных арома-
тических днамннов приведены в табл. 19-6.
Композиции, отвержденные ароматическими ами-
нами, обладают меньшей прочностью при комнатной
температуре, чем композиции, отвержденные алифати-
292
Гл. 19. Клеи на основе впоксидных смол
Рнс 19-38. Влияние цикла отвержде-
ния нв прочность на сдвиг компози-
ции на основе DGEBA (Л. 19-41].
ческимн аминами н оии более чувствительны к тща-
тельности проведения цикла отверждения. Усадка у та-
ких композиций очень высока <и не может быть сни-
жена введением наполнителей.
Для повышения прочности клеевого соединения
ли или добавок типа дилентаметилеи-тиомочеяинотетра-
сульфвда ]Л. 19-34].
Главным преимуществом клеевых композиций горя-
чего отверждения является ие их большая нагревостой-
кость, а то, что их можно применять как однокомпо-
иентную систему.
Типичным отвердителем для однокомпоиентной рас-
плавляемой системы является 'дициандиамид. Этот
отвердитель может размельчаться и вместе с наполни-
телем добавляться к твердой смоле, в результате полу-
чается порошкообразный клей. Он может также добав-
ляться и в жидкую эпоксидную смолу, в результате по-
лучают однокомпокектную жидкую систему е большим
временем жизни. Диметилциандиамии, токсичную жид-
кость, для получения одиокомпонентной системы можно
вводить в количестве 6 частей. Может применяться так-
же и трехфторнстый бор.
Типичная однокомпонеитная система иа основе
DGEBA, скрытого отвердителя и асбестового наполни-
теля отверждается при температуре 175 °C в течение
90 мин, время жизни такой системы при комнатной
температуре—около S лет. Прочность клеевого соеди-
нения алюминия, сделанного на основе такой компо-
зиции, приведена в табл. 19-13.
Таблица 19-13
Свойства типичной одиокомпонентной клеевой
композиции [Л. 2-6]
Прочность при сдвиге, кгс/см'-.
при 82 *С. . .
при 120 “С . .
при 150 *С . .
при 25 *С после 200 ч..............
при 82 *С после 200 ч..............
Удельная ударная вязкость при 25 *С,
Прочность при изгибе, кгс . .....
Композиция припоеобразного клея может быть
следующей:
DDEBA (мол. масса 400)... .100
MDA.............................28,5
Порошкообразный алюминий . . .60
Коллоидный кварц................ 10
Ингредиенты смешиваются, смесь плавится и зали-
вается в трубки небольшого диаметра или размель-
чается в порошок (до размера 60 меш) и затем отпрес-
совывается [Л. 19-55].
Для ианесеиня клен надо склеиваемые поверхности
разогреть паяльной лампой до температуры, когда клее-
вой «припой», соприкасаясь с ней, будет течь. После
отверждения можно проводить любую обработку. Мест-
ный нагрев пленки может быть осуществлен введением
в нее проволок с большим омическим сопротивлением и
пропусканием по ним электрического тока (Л. 19-83].
Этот способ обладает тем преимуществом, что не тре-
бует печей для проведения отверждения.
Нагревостойкие клеи. Нагревостойкие клен имеют
весьма отдаленное отношение к остальным эпоксидным
клеям. Было пройдено много этапоа в создании ком-
позиции, способной работать как клей при температурах
260—315*0. Одна из работ закончилась созданием клея,
способного работать, правда, в течение очень короткого
времени, при температуре свыше 2 ООО'С. Исследования
в области создания нагревостойких систем шли по че-
тырем параллельным путям: 1) создание сореагентов,
которые повышают нагревостойкость эпоксидной компо-
зиции; 2) создание антиокислителей; 3) создание иагре-
востойких отвердителей; 4) создание специальных эпок-
сидных смол.
Создание сореагентов. Выла проведена большая ра-
бота по влиянию на нагревостойкость эпоксидных клеев
введения кремнийорганических смол различного соста-
ва. Наиболее приемлемые результаты дало введение
кремнийоргакического вещества, получающегося прн
взаимодействии бисфенола А и пентаэтокситрифенклси-
локсаиа [Л. 19-78].
Вероятно, сейчас еще об этом говорить преждевре-
менно. Однако пока введение кремнийорганических мо-
дификаторов не решило проблему создания нагрево-
стойких клеев.
Большая работа проводилась также по улучшению
эпоксидно-фенольиых композиций. Однако, как уже от-
мечалось выше, на основе таких композиций смогли по-
лучить клеи, способные удовлетворительно работать лишь
до температуры 290 "С. Первой нз таких эпоксидио-фе-
Композиции
293
вольных систем была композиции компании Shell под
маркой Epon 422J. Она состояла из DGEBA (мол. мас-
са 1000), S0 частей фенольной смолы и 150 частей по-
рошкообразного алюминия. В качестве отвердителя при-
менили 9 частей дициандиамида, в качестве стабилиза-
тора 1,5 части 8-хниолата меди. Прочность клеевого со-
единения иа основе этой композиции приведена
в табл. 19-14. Оиа применяется в расплавленном виде
или чаще в виде липких лент. Дальнейшие исследования
в области эпоксидио-фенольных смесей привели к соз-
данию лабораторией Forest Products композиции
FPL-878, которая считается одним из лучших эпоксид-
ио-фенольиых клеев (Л. 19-11].
Прочность при сдвиге феиольио-
422 J [Л. 2-6]
При <25 после 100 циклов 25—
При 25 °C после 200 ч при 250 *С
Durez 16227 . . 12,5
Бакелит 9700 3,3
Epon 1007 ......................... 2,0
1-гидрооксн-2-нафтойная кислота 0,2
Пропнлгаллят ...................... 0,2
Этилацетат......................... 2,0
Этот компаунд надо нанести кистью на обе склеи-
ваемые поверхности, провести предварительное отверж-
дение при температуре 93 °C в течение 30 мин, а затем
провести отверждение прн температуре 160 °C в течение
30 мин под давлением в 3,5 кгс/см*. Сравнение компо-
внцин 422J и FPL-878 приведено в табл. 19-2. Фенольио-
эпоксиднаи смесь, дающая несколько меньшие аиачения
прочности, чем приведенные выше системы, при темпе-
ратуре 250*С, но большие при температуре 315”С
{склеивались алюминиевые бруски), состоит из DGEBA
(мол. масса 2000), 500 частей фенольной смолы, 100
частей метилэтилкетона н 20 частей отвердителя — гек-
саметилентетрамина [Л. 19-6]. Свойства этрго компаун-
да приведены в табл. 19-15.
Создание антиокислителей. Как показано в табл.
19-3, прн повышенной температуре окислительному раз-
рушению способствует целый ряд металлов. Для пред-
отвращения этого явления были разработаны антиокис-
Прочиость при сдвиге
фенольно-эпоксидных клеев,
отвержденных
гексаметилентетрамином [Л. 19-6]
лители и стабилизаторы. Хотя стабилизаторы и ие дают
блестящих результатов прн длительном воздействии тем-
пературы, но все-таки их введение в композицию 422J
увеличило ее прочность при сдвиге после выдержки
200 ч при температуре 260 °C до 50—60 кгс/см*, без ста-
билизатора прочность составляла 5—25 кгс/см*.
Ряд стандартных антиокислителей описан
в [Л. 19-15]; наиболее подходящим считают сажу. Дан-
ные исследования антиокислителей приведены в табл.
19-7. Рекомендуется в качестве антиокислителя вводить
нафтенат цника [Л. 19-25]. В связи с созданием анти-
окислителей важным является состав металла склеивае-
мых деталей. Метаалы со структурой, подобной струк-
уре алюмииня, редко применяются при высоких тем-
пературах, чаще всего применяются редкие металлы и
различные стальные сплавы, именно они и являются
источинками теплового разрушения эпоксидных клеев.
Создание нагревйстойких отвердителей. Другим пу-
тем в создании иагревостойкнх клеев является создание
иагревостойких отвердителей. Хорошим отвердителем и
одновременно антиокислителем для эпоксидной компо-
зиции является пятиокнсь мышьяка [Л. 19-78]. Несколь-
ко неожиданным является предложение применить в ка-
честве отвердителя для иагревостойких клеев пента-
этилдиэтилентетраамни (табл. 19-16). Хорошие резуль-
таты с эпоксидными смолами с большой молекулярной
массой дает применение днамииодифеинлеульфона
Прочность иа сдвиг эпоксидного
клея, отвержденного
пентаметил диэтилентриамином
[Л. 19-10]
Температура испытания, *С Прочность при сдвиге.
-58 26 121 149 204 260 226 218 206 73 40 37
Исследовался для этих целей и ряд отвердителей
ангидридного типа, ианлучшне результаты после 1000 ч
прн температуре 260 °C дало применение в качестве от-
вердителя PMDA [Л. 19-51].
Другим классом отвердителей применяемых для иа-
гревостойких композиций, являются фталоцианины.
Свойства эпоксидированного фенолформальдегидного ио-
волака, отвержденного Cu-PMDA фталоцианином, при-
ведеиы в табл. 19-17.
Прочность при сдвиге эпоксидированного иоволака, отвержденного Cu-PMDA-фталоцианином, кгс/см*
Режим отверждения Беа катализа- Металлический катализатор.
При 260 «С: после 100 ч при 260* 134 175
после 200 ч при 260 *С 120 143
При 316 *С после 100 ч при 260 *С: 4-30 мин прн 316 *С -j-П ч при 316 *С 42 66
95 115
294
Приложение к гл. 19
Создание специальных нагревостойких смол. Было
синтезировано много различных иагреностойкнх эпоксид-
ных смол. Из промышленных смол можно рекомендо-
вать эпоксидированный иоволак. Подобные материалы
были получены на основе полифениленовых окнслов
[Л. 19 98] Хотя и была проделана большая работа по
созданию нагревостойкнх эпоксидных клеевых компози-
ций, еще большая работа предстоит при создаинн си-
стем, способных длительно работать при температуре
ВЫВОДЫ
Эпоксидные смолы в качестве клеевых композиций
могут применяться для многих целей и в разных ви-
дах: в виде жидкостей холодного отверждения, в виде
жидкостей горячего отверждения; в виде однокомпо-
иентной жидкости горячего отверждения; в виде по-
рошков я лент. Эпоксидные клеи нашли широкое
применение дли склеивания металлов в самолете- и
ракетостроении. В промышленности США ни один клей
не применяется так широко, как эпоксидный.
Эпоксидные клеи — это высокопрочные компаунды,
и вследствие этого они требуют более тщательной под-
готовки склеиваемых поверхностей, чем другие менее
прочные материалы. Кроме того, так как онн обладают
малой прочностью на неравномерный отрыв, для полу-
чения иаилучших результатов место соединения надо
делать таким образом, чтобы напряжение распределя-
лось по поверхности всего клеевого слоя.
Эпоксидные клеи холодного отверждения способны
работать при температуре не выше 100 °C. Клен горя-
чего отверждения при повышенных температурах обла-
дают лучшими свойствами, и поэтому нашли более
широкое применение. Нагревостойкие клеевые компо-
зиции интересуют в основном авиационную промыш-
ленность и космическую технику; технология их при-
менения может быть очень специфичной для каждого
отдельного случая.
В эпоксидную клеевую композицию, состоящую нз
эпоксидной смолы и отвердителя, могут вводиться
пластификаторы и наполнители.
Введение пластификаторов увеличивает прочность
клеевого соединения на неравномерный отрыв и удар-
ную вязкость, но уменьшает его иагревостойкость.
Наполнители служат для уменьшения температурного
расширения композиции, снижения ее стоимости и
уменьшения усадки. Наполнители и пластификаторы
различных типов содержатся фактически во всех эпо-
ксидных клеевых комотазнцях.
Эпоксидные клеи могут применяться для склеива-
ния разнородных металлов, других трудно склеивае-
мых материалов, для получения высокопрочных соеди-
нений и в тех случаях, когда трудно получать клеевое
соединение, «е применяя твердую систему
Приложение к гл. 19
РЕКОМЕНДУЕМЫЕ МЕТОДЫ ПОДГОТОВКИ ПОВЕРХНОСТИ
Рекомендуемые здесь методы обработки поверх-
ности заимствованы из литературы. После одной нз
таких обработок поверхность следует нейтрализовать,
промыть водой и высушить.
Металлы
Черные металлы
Сталь обычно обрабатывают пескоструйной или
металлической щеткой. Мягкая сталь может обраба-
тываться 10%-йым раствором кремнекислого натрия
(сталь погружается в раствор с температурой 60 °C н
выдерживается в течение 10 мин), сталь может обра-
батываться и окунанием в 10—20%‘-ный раствор фос-
форной кислоты.
Одна самолетостроительная компания после тща-
тельных испытаний дала заключение, что лучшим ме-
тодом обработки нержавеющей стали является ее
обработка парами .трихлорэтилена. Химический раствор,
применяемый для очистки стали, состоит ив (частв):
Концентрированная серная кислота...........60
30%-иая перекись водорода...................2
Раствор формалина.................. . . .10
Вода.......................................45
Нержавеющая сталь выдерживается в этом раство-
ре в течение 10 мин при температуре 65 °C.
Цветные металлы
Алюминий и алюминиевые сплавы обезжириваются
и опускаются «а 10 мин в раствор следующего состава:
Бнхромат натрия........ . 66
96%-ная серная кислота . . . 666
Вода............................- 1000
Раствор не следует нагревать выше 70 °C, иначе
поверхностные слон алюминия изменяют свое строение
н последующее клеевое соединение будет непрочным.
Обработка бихроматом натрия создает иа поверхности
алюминия хороший пористый слой окиси алюминия,
дающий хорошие адгезионные и когезионные характе-
ристики (Л. 19-1]. Оксидная пленка под действием
воздуха образуется очень быстро н, если на металл
не нанесен клей нли грунтовка, то эта пленка стано-
вится слишком толстой. Исследования, проведенные
для определения влияния обработки поверхности на
прочность клеевого слоя при высокой температуре,
показали, что бнхромат натрия вполне пригоден для
обработки алюминия. Однако когда склеивают плаки-
рованные алюминиевые образцы, такая обработка дает
невысокую стойкость к соленому туману. Отмечается,
что для получения хорошей стойкости к соленому
туману в месте склея плакирующий слой следует снять,
но в этом случае может произойти загрязнение поверх-
ности, что крайне нежелательно. Поэтому плакирую
щий слой не снимают, а на него до склеивания наносят
грунтовку ]Л. 19-2].
Бериллий обезжиривается и погружается на 3 мин
в 20%нный раствор при температуре 80 °C.
Кадмий покрывается серебром гальваническим ые-
Хром травится в течение 1—5 мин прн температуре
90—95 °C в растворе следующего состава:
НС1 (концентрированная) .
Вода . . . . .........
Медь и медные сплавы. Травятся в течение 1—
2 мин прн комнатной температуре в растворе следую-
щего состава:
Приложение к ел 19
295
42»/.-ное хлорное железо...............15
Концентрированная азотная кислота 30
Вода..............•...............• 197
Можно достичь увеличения прочности клеевого
слоя, если сделать поверхность меди шероховатой. Прн
склеивании меди н медных сплавов прн высоких тем-
пературах наблюдается деградация. Латунь должна
быть обезжирена н отшлифована на наждаке.
Золото должно быть обезжирено и иметь шерохо-
ватую поверхность
Свинец должен быть обезжирен н обработан на
наждаке.
Магний и магниевые сплавы. Применялось несколь-
ко способов обработки магния (Л. 19-3], например,
если обработать по Indite 15, то при склеивании маг-
ния наполненным клеем, отвержденным DEAPA, полу-
чали прочность в 140 кгс!сн?. Более совершенной явля-
ется анодная обработка (DOW17), прочность клеевого
слоя после такой обработки несколько ниже, но зато
все остальные характеристики, особенно влагостой-
кость, значительно выше Но. вероятно, нанлучшей
обработкой магния валяется его восстановление. Для
этого обезжиренный магний -на 3 мин при комнатной
температуре погружают в следующий раствор:
Хромовая кислота ... .... 735 г
Азотнокислый натрий............... 900 а
Ледяная уксусная кислота . . 3,8 л
Дистиллированная вода..............3,8 л
Такая обработка дает возможность получить проч-
ность клеевого слоя (на клее, отвержденном DEAPA)
около 170 кгс/см2 при хорошей нагревостойности и
стойкости к соленому туману, но плохой влагостой-
Никель. Трааление <в течение 5 сек в концентриро-
ванной HNO3.
Серебро должно быть обезжирено Окисную пленку
снимают на мелком наждаке.
Титановые сплавы. Для обработки
вов применяют следующий раствор:
титановых спла-
Фтористый натрий . . 1U
Трехокись хрома...................... . 5
Дистиллированная вода . . . 250
Концентрированная H,SO,................. 50
В 4956 1958 тт. проводилось подробное изучение
в области склеивания титана. В течение следующих
7 лет новых сообщений появилось -очень мало. В ре-
зультате возобновленного изучения этого вопроса
в ,1966 г. появилась специальная обработка поверхно-
сти, которая может применяться в самолетостроении.
Удовлетворительные результаты дает и обработка по-
верхности храмовой кислотой.
Вольфрам и карбид вольфрама. Травление в тече-
ние 1—5 мин прн комнатной температуре в растворе:
HNO, (плотность 1,41)................. 30
Дистиллированная вода................. 15
Фтористоводородная кислота 5
Концентрированная HsSO« . 50
14,0».............................. Несколько
Цинк и цинковые сплавы должны быть обезжирены
в обработаны -на наждаке. Наносить клей следует не-
медленно. Возможно травление в течение (2—4 мин при
комнатной температуре а водном растворе соляной
кислоты в соотношении HCI/H2O 20/20.
Пластмассы
Т ермореактивные
Обычно обработка поверхности заключается в обез-
жиривании ее растворителем в пескоструйной для
очистки от оагрязненнй. Эта обработка признана год-
ной для диаминфталатных, эпоксидных, феяолышх,
полиэфирных, полиуретановых и мочевино-формаль-
дегидных смол. Плохо склеиваются кремнийорганнче-
ские смолы. Для некоторых кремянйорганических ве-
ществ хорошие результаты получают, если повысить
температуру отверждения до 140 °C или даже выше
Т ермопластичные
Целлюлозные пластмассы. После обезжиривания и
обработки на наждаке пластмасса должна быть на-
грета до -100 °C. Клей надо наносить, пока он не остыл.
Хлорированный полиэфир. Травление в течение
5 мин прн температуре 70 °C в следующем растворе:
H,SO4 (концентрированная)..........1 500
Бихромат натрия..................... 75
Вода ........................... 120
в течение 80 сек при
Полиацетат выдерживается
температуре 70 °C в растворе:
Кизельгур........... . 0,5
Диэтиловый эфир . . .3,0
Толуолсульфокислота . . . 0,3
Тетрахлорэтилен ............. 96,2
Просушить иа воздухе в течение 5 мин при темпе-
ратуре 65 °C и сразу промыть горячей водой.
Полиамид линейный. Для образцов на алифатиче-
ской основе достаточно смочить 15%-ным раствором
фенола. Для ароматических полиамидов хорошие ре-
зультаты дает обработка поверхности пескоструйной.
Полиэфир линейный сшивается (переориеятирует-
си) прн температуре примерно 135 °C, и хорошие ре-
зультаты получают, если отверждение клеевого слоя
ведут прн этой илн чуть более высокой температуре
Обработка поверхности оаключается в выдерживании
линейного полиэфира в течение 10 сек в 2%-ном раст-
воре вннилтрнхлорсилана в ксилоле [Л. 194] или
в травлении в течение 2—НО мин при температуре 70—
95 X в следующем растворе:
Каустическая сода . . .20
Вода.......................... 8
Полиэтилен. Для обработки поверхности полиэти-
лена было предложено много способов. Обработка
более эффективна для веществ с более высокой плот
ностью. Среди предложенных способов обработан поли-
этилена есть следующий: обработка ультрафиолетовым
светом и хлорорастворителем Можно применить дробе-
струйку нли травление в течевне 2 мин в растворе:
H,SO4................100 см'
Бнхромат натрия ..... 16 а
Вода ...... . . 60 см'
Обработка полиэтилена в течение 15 сек трихлор-
этиленом прн температуре 80 °C дает эффект микро-
травления (который сохраняется в течение 48 ч)
296
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
[Л. 19-6J. 'Производят обработку полиэтилена пламенем.
Проводят раз или |два по поверхности полиэтилена пла-
менем горелки.
Замечание Для устранения разделительного
слоя можно применить толуол илн ацетон. Саже-
вые пигменты в полиэтилене осложняют его
склеивание.
Полиформальдегис
кислоту (Л. 119-7].
Полипропилен. Проводят такую же обработку, как
н для полиэтилена. Можно также окунать на 1 мин
в хромовую кислоту с температурой 70 'С.
Полистирол. Обрабатывают поверхность окисли-
тельным пламенем, чтобы сделать ее гидрофильной.
Можно в клеевую композицию ввести 2—3 часта окиси
стеарина.
Политетрафторэтилен (фторопласт) и подобные ему
материалы можно обрабатывать коллоидальным квар-
цем (Л. 19-8] нли натриевым травлением (Л. 19-9, 19-10].
Жидкую обработку проводят травлением фторопласта
в растворе смеси натрия н нафталина.
Винил. Хорошая склеиваемость винила была полу-
чена, если он обезжиривался и слегка пескоструился.
Для более пластифицированных винилов применяют
полиуретановую грунтовку.
Другие пластмассы обрабатывают обезжириванием
н лепкой пескоструйной. В некоторых случаях поверх-
ность может грунтоваться мономером пластика или
небольшое количество мономера может вводиться
в клеевую композицию.
Окунание на 10 сек в храмовую
Поверхности смешанных веществ
Графит. Обезжиривание, обработка на наждаке,
обезжиривание.
Керамика Обезжиривание, обработка водио-карбо-
рундовой эмульсией.
Бетон следует тщательно вымыть раствором мою-
щих средств и затем обработать разбавленной соляной
кислотой. Если (для отверждения бетона применяется
кремннйорганическнй отвердитель, то склеивание не-
желательно, если даже проведена обработка поверх-
ности. Более детально см. в гл. 21. Если бетонные
блоки не загрязнены маслом клн жиром, они не тре-
буют никакой обработки.
Стекло. Для склеивания листового стекла считает-
ся (достаточной обработка его поверхности трихлор-
этиленом.
Драгоценные камни. Обезжиривание.
Кожа. Обезжиривается и зашкуривается.
Кладка не требует специальной обработки поверх-
ности, ио клей следует применять такой, который смо-
жет затечь в поры.
Резина. Выдерживание в течение 5—10 мин при
комнатной температуре в концентрированной серной
кислоте. Эта обработка пригодна для резин и из нату-
рального, и нз большинства синтетических каучуков.
Выдерживание в кислоте следует вести до побурения
поверхности. Для синтетических каучуков, для которых
нельзя применить концентрированную сериую кислоту,
применяют концентрированную азотаую кислоту.
Дерево. Поверхность отшкуривается.
Глава двадцатая
ЭПОКСИДНЫЕ СТЕКЛОПЛАСТИКИ И НАМОТАННЫЕ
ИЗДЕЛИЯ
Эпоксидные смолы могут попользоваться в качестве
связующего при изготовлении слоистых пластиков из
стеклоткани, бумаги, синтетических тканей, проволоки,
шпона, стеклянных чешуек или листов, слюды, асбеста
и многих другик материалов. Однако наиболее рас-
пространены в качестве армирующих материалов, за
исключением бумаги (которая используется при произ-
водстве материала для печатных плат), стеклоткань и
стекловолокно. Поэтому большая часть этой главы по-
священа обзору эпоксидных стеклопластиков. Лишь
в последнем разделе главы разбираются другие арми-
рующие материалы для эпоксидных пластиков
ТЕОРИЯ СТЕКЛОПЛАСТИКОВ
Стекла обладают очень высокой прочностью на
растяжение и на сжатие, но эти свойства трудно полу-
чить яа цилиндрических образцах. Часто встречающиеся
поверхностные дефекты являются причиной разруше-
ния образца при напряжениях, гораздо меньших теоре-
тического. Однако если изготовить иэ стекла волокна,
то поверхностными дефектами будет обладать только
часть нз них, у оставшихся же волокон прочность бу-
дет равна теоретической, поэтому прочность всего
жгута волокон в (целом будет также близка к теоре-
тической
Для использования этой высокой прочности воло-
кон следует их изолировать одно от другого, чтобы
исключить их истиранив и появление новых дефектов.
Таким образом, используя синтетическую смолу, можно
связать стекловолокно, будь то ткань, мат, жгут или
волокна, в твердый пластик с большой прочностью на
единицу массы (т. е. прочностью прн растяжении, от-
несенной к плотности). Например, прочность намотан-
ных изделий может доходить до 14 000 кгс/см» (всего
в 2 раза меньше теоретической) прн плотности около
2 г/см1. У стальной рояльной проволоки прочность прв
растяжении равна 21 ОООкгс/сл» прн плотности 7,8 г/см3.
Дальнейшее сравнение приведено в табл. 20-1.
Сравнение прочностей различных материалов
Материал Предел вроч- растяженяи. вп' Отношение при растяже- , НИИ к плотно-
Сталь 3700 7,8 475
Алюминий 900—4 200 2,88 1.8 310-1 450
Эпоксидный стекло- пластик (стекло в ваде ткани) 7000 3 900
Проволока сталь- ная рояльная 21000 7,8 2700
Эпоксидный стекло- пластик (стекло в виде волокна) 21000 2,03 10500
енение эпоксидных стеклопластиков
297
Рнс. 20-1. Расслоение стеклопластика
под действием начальной нагрузки
[Л. 20-16]
Изучение природы связывающих сил в пластике
показало, что под действием нагрузки сила сцепления
смолы со стеклом падает. Причиной высокой прочности
пластика являются силы трения между смолой и стек-
лом. Эта зависимость показана па рис. 204. Основную
прочность эпоксидным стеклопластикам безусловно
придает стекловолокно.
Связующие выбирают, базируясь на таких его
свойствах, как адгезия к стеклу, усталостные характе-
ристики, иагревостойкость, химостойкость, влагостой-
кость и т. д. Эпоксидные смолы обладают преимуще-
ством перед полиэфирными, особенно по влагостойко-
сти (Л. 20-18]; кремнийорганнческие смолы ислользуют-
си в тех случаях, когда требуется максимальная на-
гревостойкость. Усталостные характеристики у эпокси-
дов безусловно лучше, чем у других смол. Эпоксидные
связующие дают, вероятно, наибольшую прочность на
раскалывание, какую можно получить при существую-
щей технологии. Что касается намотанных изделий, то
здесь преимущество эпоксидных смол перед всеми
использовано в общей сложности около 1400 кг эпо-
ксидных стеклопластиков [Л. 20-121]. Онн используются
для внутренней обшивки фюзеляжа, для создания теп-
лоизоляции (Л. 2045], манжет винтов (Л. 20-45], бензо-
баков (Л. 20-17]. Эпоксидные стеклопластики вследствие
своего малого модули упругости чаще используются во
второстепенных конструкциях, однано с развитием тех-
нологии н особенно с возникновением высокопрочных
волокон интерес.к эпоксидным стеклопластикам значи-
тельно возрос в сейчас стало возможным изготовить из
такого пластика целиком весь самолет.
Использование эпоксидных стеклопластиков
в ракетостроении
В ракетостроении, вероятно наиболее широкое
применение нашли намотанные нздстня; они использу-
ются для корпуса ракетных двигателей (Л. 20-14]. На-
пример. корпуса, двигателей и первой и второй ступе-
ней ракеты Полярис изготовлены нз намотанного
стеклопластика (Л. 20-102]. Описывается в изготовление
корпусов ряда различных типов ракет (Л. 2043]. Изго-
товление рабочего отсека ракеты Атлас нз эпоксидного
стеклопластика дает 25%-ный выигрыш по массе по
сравнению с металлическим отсеком [Л. 20-89]. Эпо-
ксидные стеклопластики использовались и при изготов-
лении спутников (Л. 20404, 20-71].
Эпоксидные стеклопластики могут использозаться н
в качестве нагревостойкнх тепловых экранов (Л. 20-70].
Эпоксидные намотанные пластики применяются н при
изготовления баллонов для сжатого воздуха, азота и
гелия [Л. 20-37]. На остальных ракетах стоят бакп для
горючего, изготовленные на намотанных эпоксидных
стеклопластиков.
Испо
стеклопластиков
•нностойких труб
Большая часть эпоксидных стеклопластиков идет
на изготовление'коррознониостойких труб.
Эпоксидные трубы обладают наибольшей нагрево
стойкостью из всех пластмассовых труб [Л. 20-48].
ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ ЭПОКСИДНЫХ
СТЕКЛОПЛАСТИКОВ
Стремительное развитие эпоксидных стеклопласти-
ков вызвано потребностью самолете- н ракетостроения.
Затем они стали использоваться в производстве печат-
ных плат, а уже потом для производства коррозионно-
стойких труб. С появлением способа намотки волокном
стало возможным изготавливать сферические, цилин-
дрические изделия, а также изделия прямоугольной
формы. Кроме того, довольно много и других приме-
нений.
Использование эпоксидных стеклопластиков
в самолетостроении
Использование впоксидных стеклопластиков в са-
молетостроении упрощает конструкцию, делает ее
более легкой, дешевой неотражающей радиолокационные
сигналы [Л. 20-112, 10-153, 20-157].
Эпоксидные стеклопластики иашли широкое при-
менение практически иа всех стадиях изготовления
самолета. Они используются для изготовления аэро-
динамических моделей н для различных приспособлений
(см. гл. 16). Онн используются И непосредственно для
изготовления деталей самолетов, средн инх верхние
части плоскостей Боинг 720 (Л. 20-105], различных
обтекателей для антенн, иа Боинг 707 [Л. 20-33],
крыльев, стабилизатора и т. д. Только иа Боинг 727
Рис. 20-2. Образец части трубы нефтя-
ной скважины, изолированной эпоксид-
ной смолой и стеклотканью.
298
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
Химостойкость трубы, намотанной из эпоксидного стеклопластика
Вещество Предельная рабочая температура, *С Вещество температура. *С
Уксусный альдегид Уксусная кислота: ледяная 3%-ная 10%-ная 50%-ная Ацетон Спирт этиловый Спирт изопропиловый Спирт метиловый Спирт вторичной бутиловый Нитрат аммония Фосфат аммония Сульфат аммония Амилацетат Амилхлорид Анилин Трехлористая сурьма Углекислый барии Хлористый барий Гидроокись бария Хлористый аллил Хлористый алюминий Фтористый алюминий Гидроокись алюминия Азотистый алюминий Сульфат алюминия Квасцы Аммоияй водный раствор Аммоний углекислый Аммоний хлористый Аммоний фтористый Аммоний гидроокись: 10%-ная 20%-ная 28%-иая Бисульфит кальция Углекислый кальций Хлористый кальций Хлорат кальция Гидроокись кальция Гипохлорит кальция 5%-ный Нитрат кальция Сульфат кальция Тетрахлористый уголь Касторовое масло Хлороуксусная кислота 10%-ная Хлориая вода Гидроокись бария Сульфат бария Сульфид бария Бензойная кислота Щелок натронной варки Бура Бромноватая кислота Бромная вода Бутилацетат Бутилде ллозольв Масляная кислота Этилхлорид Этиленгликоль Жирные кислоты Хлорное железо Нитрат железа Сульфат железа 27 52 38 27 27 27 66 66 66 66 80 66 70 27 27 27 66 80 80 80 52 80 66 66 80 80 80 52 66 80 52 80 66 52 80 80 80 80 66 52 80 80 52 80 66 52 80 80 80 66 52 80 66 80 66 52 27 66 52 27 80 66 80 80 80 Хлористое железо Сульфит железа Кремнефтористоводородная кислота Муравьиная кислота Бензин Глюкоза Глицерин Хлорбензол Хлороформ Хромовая кислота: 30%-ивя 10%-иая Лимонная кислота Хлористая медь Фтористая медь Нитрат меди Сульфат медя Сырая нефть Диацетоиовый спирт Дихлорбензол Дихлорэтилен Этиладетат Этилцеллозольв Керосин Молочная кислота Лауриновая кислота Уксуснокислый свинец Магний углекислый Магний хлористый Гидроокись магния Нитрат магния Сульфат магния Малеиновая кислота 25%-ная Метилэтилкетон Метилизобуталкарбитол Гликольэтилен Гликольпропнлеи Гексаленгликолевый спирт Жидкость для гидросистем Хлористоводородная кислота 25%-иая Фтористоводородная кислота Перекись водорода: 30%-ная 10%-ная Сероводород Горючее для реактивных двигателей Двухромовокислый калий Гидроокись калия Нитрат калия Марганцевокислый калий: 10%-ный 25%-ный Сульфат калия Кремниевая кислота Азотное серебро Уксуснокислый натрий Двууглекислый натрий Метилизобутилкетон Минеральное масло Лигроин Нафталин Хлористый никель 80 80 80 52 66 80 80 80 27 52 27 52 80 80 80 80 80 80 66 52 27 66 52 80 80 80 80 80 80 80 80 80 80 80 66 66 80 80 66 80 66 80 27 Не рекомендуется 66 80 80 80 80 66 80 66 52 66 80 66 80 80 80 52 80 8 52 80
Практическое применение зпоксидных стеклопластиков
Продолжение табл. 20-2
Нитрат никеля
Азотная кислота: 10%-иая
15%-ная
30%-иаи
Олеиновая кислота
Щавелевая кислота
Фосфорная кислота: 85%-иаи
20%-ная
Травильнаи кислота
Лнкрановая кислота
Гальванический раствор
Двууглекислый калий
Бромистый калий
Углекислый калий
Хлористый калий
Дубильная кислота
Винная кислота
Четырехэтильиый свинец
Толуол
Бромистый натрий
Углекислый натрий
Хлористый натрий
Хлорноватокислый натрий 25%-ный
Хлористокислый натрий
Цианистый натрий
Двухромовокислый натрий
Железосинеродистый натрий
Фтористый натрий
Гидроокись натрия 50%-иая
Метилат натрия 40%-ный
Нитрат натрия
Нитрид натрия
Перекись натрия
Кремнекислый натрий
Сульфат натрия
Сульфит натрия
Тиосульфат натрии
Хлористое олово
Стеариновая кислота
Сернаи кислота: 10%-ная
50%-наи
66%-наи
70%-иая
95%-иая
Трихлорэтилен
Триэтиламии
Трехфосфат натрия
Живица
Мочевина
Винный ацетат
Вода дистиллированная
Вода пресная
Вода соленая
Вода морская
Ксилол
Хлористый цинк
Сульфат цинка
Химостойкость зависит от концентрации воздействую-
щих веществ, типа вещества н рабочей’ температуры.
Данные по химостойкости намотанной трубы приведены
в табл. 20-2. Но надо учесть, что эти данные весьма
приблизительны.
Как показали исследования, эпоксидные трубы мо-
гут работать прн давлении в 11 кес/см2 и температуре
120°С и могут удовлетворить 75 случаев нз 100 при
производстве различных тазов и масел, 85% потребно-
сти труб в промышленности и практически пол-
ностью— потребность в трубах для распределения газа
Если требуется способность работать при давлении
ться в 10—15 случаях
ксидиые трубы могут
из 100 (Л. 20-176].
Эпоксидные трубы могут наматываться нз стекло-
ткани и стеклоленты или стекловолокна, а также отли-
ваться центробежным литьем.
Для увеличения химостойкости слои, ближайшие
к внутреннему диаметру, должны содержать как мож-
но больше смолы (Л. 20-65].
Использование химостойких зпоксидных труб иля
нитяных скважин и нефтяных трубопроводов описано
Ярким примером выгодности применения корро-
зиониостойких зпоксидных смол явлиется нх примене-
ние для транспортировки сажевых шламов. Металли-
ческие трубы служат в этом случае всего лишь около
3 мес. (за это время толщина трубы уменьшается
вдвое), в то время как у впоксидных труб даже за
1D мес. никаких разрушений замечено не было ]Л. 20-73].
Использование эпоксидных стеклопластиков
при освоении океана
Вследствие своей высокой прочности при малой
плотности эпоксидные стеклопластики нашли широкое
применение при освоении океана: их использование на
малых глубинах предпочтительнее, чем металла.
Например, для обслуживания подводного домв на
глубине 1800 м использовалась маленькая подводнаи
лодка Алвии. Ее корпус состоил нз 40-лем стали, покры-
той синтактическим эпоксидным пенопластом, сверх
него был положен слой эпоксидного стеклопластика
толщиной 3 леи (Л. 20-146].
Другие применения эпоксидных смол
Эпокгидные стеклопластики нашли широкое при-
менение в электронике для изготовлении плат печатных
схем (Л. 20-32, 20-34]. Для этого отпрессовываются
плоские листы пластика.
Эпоксидные пластики широко применяются н для
спортивного оборудования: клюшек дли гольфа, стрел,
спиннингов и т. д. (Л. 20-95]. Они используются для
изготовления плавательных бассейнов н легких ободов
В больших количествах эпоксидные пластики в ви-
де пропитанных лент нли волокон применяются в элек-
тротехнической промышленности. Они используются для
изоляции катушек и особенно хороши для изоляции
электродвигателей (Л. 20-58].
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ
ПРОИЗВОДСТВА
Слоистый пластик изготавливают путем чередую-
отверждается. Стекло может быть внесено в виде
однонаправленных стренг для иамотки нитью, и виде
беспорядочно ориентированной формы, как сетка, иля
переплетенной (формы, хак ткань.
Для получения слоистой структуры используют два
вида технологии
2. Мокрое наложение.
Мокрое наложение включает этап пропитки ткани,
сетки или жгутов в смоле, ие содержащей раствори-
теля, после чего ткань немедленно используется для
операции наслаивания.
Во время мокрого наложения часто необходимо
прерывать процесс производства для того, чтобы рас-
сеялось экзотермическое тепло либо произошли уса-
дочные явления. Если компаунд при этом становится
гелем, то поверхность пластика слепка пескоструют для
того, чтобы быть уверенным в прилипании новых слоев
к старым. В (Л. 20-76] сообщается, что можно ограни-
чить необходимость в пескоструйте путем вытирания
мокрой поверхности пучком найлоновых волокон. После
отверждения излишки найлоновых волокон сдувают и
процесс наслаивания продолжается.
Сухое наложение включает этап пропитки ткани
или нитей после операции наложения 100%-ной смолой
или лаком. Если используется 100%-ная система, то
жидкая омола смешивается с отвердителем и наносится
на стекло. Получается твердая при комнатной темпе-
ратуре композиция (стадии -В), которая способна течь
при нагреве. Если используется система смолы с раст-
ворителем, то последний удаляется после использова-
ния, когда создается клейкая поверхность, способная
отверждаться при нагреве. Смесь наносится на стекло
с помощью отжимающих роликов или ножей таким
образом, что происходит регулирование яаиоса смолы
и растворитель улетучивается из сухого, но частично
заполнмеризованного покрытия. Обычная используемая
система показана на рис. 20-4.
Если применяют смолу с большой молекулярной
массой, то окончательно пропитанная ткань будет не-
эластичной и будет обладать плохими характернсти-
Рис. 20-3. Технология «мокрого» выклеивания по-
казана иа примере изолировки первичной катушки
400-кеа трансформатора. Из стеклоленты и нано-
симого кистью компаунда получается влагостой-
кий слоистый пластик.
ками при изгибе. Такие ткани используются для полу-
чения плоских прессованных пластиков. Для улучшения
гибкости прн сухом способе наложения можно исполь-
зовать смесь высокомолекулярных и низкомолекуляр-
ных смол с растворителем. Однако жидкие смолы мо-
гут быть переведены в твердую стидию прн помощи
ускорителя. Когда используют подсушенные ткани,
обычно требуется давление для равномерного тече-
ния и заполнения. Для нитей был разработан процесс
пропитки нитей в упаковке, который позволил исполь-
зовать -непосредственно бобины нитей и, таким обра-
зом, отпала необходимость в намотке и перемотхе
хрупкой стеклянной нити
Формование
Пластик может быть отформован при контактном
давлении, прн низком и высоком давлении.
При иамотке нитью стеклянные жгуты могут быть
наложены при выбранном натяжении, которое .обеспе-
чивает напряженное состояние
Пластики (слоистые) обычно формуются на меха-
нической или литой оправке, покрытой смазкой для
облегчения снятия изделия.
Процесс, использующий восковую матрицу, был
разработай для изготовления обтекателей антенн ра-
диолокаторов (Л. 20-74]. Подобная технология может
быть применена для сложных конструкций. Обсуждение
видов форм приведено в тл. 16.
Пластики контактного давления. Пластики такого
типа обычно имеют высокое содержание смолы и в ос-
новном используются там, где дорогое оборудование и
возмещение затрат производства не оправдывают уве-
личение производительности, получаемой прн изготов-
лении пластиков низкого и высокого давления.
Пластики низкого давления. Пластики низкого дав-
ления могут быть отформованы с помощью технологии
«пропитка вакуумной полости». По этому процессу
тропитаиная ткань помещается иа матрицу, обволаки-
вает ее и закрепляется воэдухоплотио по краям матри-
цы. Вакуум вытягивает ткань так, что оиа повторяет
контур матрицы. Можно прн этом использовать внеш-
нее надавливание с помощью шпателя. Обычно процесс
отверждения проводится под вакуумом. В дополнение
к вакуумной полости может быть использована тех-
нология полости давления, оба процесса показаны на
рис. 20-5.
Пластики высокого давления. Пластики высокого
давления формуются при помощи пресс-форм (рис. 20-3)
или плит, сжимаемых вместе механически и иагревае-
мой форме.
Технология центробежного литья также может быть
использована для получения давления. Такая техноло-
гия чаще применяется при производстве труб. Типич-
Композиции
301
Давление
нитью проводится иа специальных станках с механиче-
ским или электронным регулированием при определен-
ном натяжении нити. Поэтому в конструкции следует
избегать, насколько это возможно, плоских участков и
площадей обратной кривизны, которые будут снижать
натяжение нити в процессе намотки (Л. 20-79]. Расчет,
касающийся оптимальной величины натяжения нити,
приведен в (Л. 20-110].
Если производится намотка в стадии В, то изделие
хорошо снимается с оправки. Нить подается на оправ-
ку в виде плоских листов или лент, состоящих из не-
переплетенных однонаправленных жгутов, соединенных
смолой через каждые 76,2 мм. Это позволяет приме-
нить технологию намотки в производстве изделий, ко-
торые трудно сделать по стандартному способу намот-
ки [Л. 20-126]. Библиография по намотке нитью за
1962—1964 гг. приведена в [Л. 20-170].
Рис. 20-Б. Оборудование для произ-
водства пластиков низкого н высоко-
го давления [Л. 20-6].
иым для данного процесса является использование
стеклянной сетки, отформованной и установленной на
оправке. Заранее измеренное количество смолы нано-
сится, н изделие вращается.
Намотка нитью
Намотка нитью является одним нз наиболее новых
и быстро развивающихся процессов для производства
изделий. Этому вопросу посвящены специальные книги
(Л. 20-168]. В основном, намотка нитью содержит этап
пропитки жгутов из стеклянных нитей связующим ма-
териалом Пропитанные жгуты затем наматываются
прн натяжении в определенном порядке на оправку.
Намотанная конструкция отверждается. В 1965 г.
около 1,6 млн. кг эпоксидной смолы было использовано
при намотке интью. Так как конструкции, намотанные
нитью, показали высокую прочность при испытании иа
разрыв, раскладка нитей осуществляется так, чтобы
максимальная прочность изделия приходилась в на-
правлении максимальной нагрузки прн работе
Из-за равиопрочности и высокого содержания стек-
ла (80—85%) конструкции чрезвычайно прочны при
растяжении, но довольно хрупки н чувствительны
у Конструкции имеют малую прочность прн межслое-
вом сдвиге, и характер иамотки должен учитывать этот
фактор. Конструкции, намотанные высокопрочной нитью,
очень чувствительны к трещинам, образующимся в про-
цессе изготовления
Например, иа корпусах больших ракетных двига-
телей два узла, расположенных на расстоянии менее
30,5 леи, будут существенно снижать предел прочности
[Л. 20-122]. Из-за высокого содержания стекла механи-
ческую обработку конструкции после отверждения
следует свести к минимуму, а если механическая обра-
ботка требуется, конструкцию следует закреплять так,
как если бы оиа была полностью из стекла. Намотка
КОМПОЗИЦИИ
Главными факторами при изготовлении эпоксидных
стекловолокннстых композиций являются:
|1. Тип стекла и его поверхностная обработка.
2. Смола, модификатор, отвердитель.
3. Слоевое давление или натяжение стеклянной
нити, содержание смолы и цикл отверждения.
Типы стекол и поверхностная обработка волокон,
используемых в стеклоэпоксидных композициях
Из-за того что стекло, используемое в композиции,
в большей мере определяет окончательные свойства
слоистой структуры, выбор стекла и поверхностной
на называются нитями и имеют диаметр от 6 до 10 мкм
[Л. 20-94]. Волокна большего диаметра предложены
для улучшения прочности при сжатии конструкций, на-
мотанных нитью. 'При испытании пластика иа основе
волокон диаметром 25—250 мкм и с эпоксидным свя-
аующим наибольшая прочность при сжатии была полу-
чена прн диаметре волокна 132 мкм [Л. 20-183]. Первич-
ное волокно после изготовления не претерпевает за-
метной потери разрывной прочности во время процесса
получения ровницы, а ровиица дает прочность иа 20%
ниже термической, полученной суммированием прочно-
стей волокон. Это показывает, что современная -техно-
логия получения ровиицы является удовлетворитель-
ной, и что обрыв стеклянных волокон является после-
довательным, т. е. разрывается наиболее слабое волокно
и, таким образом, передается нарастающая нагрузив
иа оставшиеся, ие разорванные волокна [Л. 20-185].
Нити группируются в жгуты, каждый жгут обычно
содержит 102 илн 204 нити [Л. 20-13]. Жгуты мот
быть использованы для намоточного процесса. Из
жгутов может быть скручена нить, и из нити сплетает-
ся ткаиь. Обычно 20—60 жгутов иа бобине могут быть
объединены в ровницу. Плетеная ткань является более
дорогой, тогда как непрерывные жгуты дешевле. Для
эпоксидных композиций используются Е-стекло и
S-стекло. Е стекло является наилучшим стандартным
бесщелочиым стеклом, используемым для листовых
стеклянных конструкций. Была установлена обратная
зависимость между прочностью волокна и щелочными
свойствами [Л. 20-115). Например, слои, обработанные
DGEBA И отвержденные MPDA, дают при испытании
следующие величины: прочность при изгибе в сухом
состоянии Е-стекла 2952 кгс/см2 и остаточная проч-
ность после 4 ч кипячения 95,2%; щелочное стекло —
прочность прн изгибе в сухом состоянии 2 109 кгс/см2
н остаточная прочность 65,1%. То же самое 2 531 кгс/см*
и 91% против 1828 кгс/см* и 76% было получено, ког-
5 02
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
Таблица 20-3
Влияние Е-стекла (боросиликатного) иа свойства отвержденного MPDA, стекло типа 181 [Л. 20-101]
Условия испытания *г£дусы Прочность, кес/см* % к прочности при комнат- ной темпера- туре 10»KtC/CM* %ри комнат- ной темпера- туре
Испытание на изгиб: при комнатной температуре . . . после 2 ч кипячения в воде . . . после 30 дней в воде после 0,5 к прн 150 “С ... . Испытание иа сжатие: при комв'атиой температуре после 2 ч кипения в воде . после 30 дней в воде после 0,5 ч при 150 °C . . ... Испытание иа разрыв: при комнатной температуре . .... после 2 ч кипячения .... . . после 30 дней в воде ... после 0,5 ч при 150-С . . . . - . Прн не чан не. Плотность 1,> s /си". содержание сн Влияние высокомодульного стекла с от MPDA, ст 0 0 0 0 0 0 0 0 0 0 0 алы 22,32% исью берилл екло типа 18 5000 3 900 4 300 4800 2 900 3800 3200 3 300 1550 4 500 4 100 4 100 2900 ия на свойс 1 [Л. 20-101] 87,3 95,9 57,6 104,1 108,2 50,3 91,2 90,8 64.0 тва DGEBA, 0,26 0,14 0,26 0,26 0,17 0,29 0,28 0,29 0,25 0,24 0.23 Таб отверждени 99.7 100,0 68.6 93,8 96,3 98,9 94,6 >лица 20-4
Условия испытания Направление Прочность. % прочности при комнат- ной темпера- 1(И»М/Й" ?при комнат-
Испытание иа изгиб: при комнатной темперзту» е после 2 ч кипячения в воде после 30 дней в воде после 0,5 ч при 150 *С Испытание на сжатие: при комнатной температуре после 2 ч кипячения в воде после 30 дней в воде после 0,5 » при 150 *С Испытание иа растяжение: при комнатной температуре после 2 ч кипячения в аоде после 30 дней в воде U ц U 0 { 45 U U 0 U U U молы 26,12%. 6 300 4 400 5 550 4 200 5300 4 000 3100 4 300 2300 3 300 2100 3100 2100 2 250 4 500 2200 4 350 2000 4 350 1950 88,3 95,1 84,5 91,2 49,2 76,6 95,9 72,5 94,3 53,0 96,3 99,6 97,1 90.7 0,34 0,18 0,34 0,16 0,32 0,17 0,26 0.40 0,21 0,38 0,21 0,38 0,19 0,33 0,20 0,32 0,15 0,34 0,14 95,8 91,2 93,2 91,2 73.8 97,2 99,3 96,7 90.8 96,2 75,2 101,1 69,3
Композиции
303-
да брали отвердитель ННРА (Л. 20 83]. Волокна нз
S-стекла поздней разработки дают значение прочности
49 200 кгс/см1 в сравнении с 35 000 кгс/см1 дли волокон
из Е-стекла. В дополнение к Е- и S-стеклам было
разработано пысокомодульиое (нли бериллиевое) стек-
ло (Л. 20-478], которое имеет хорошие характеристики,
как это видно из табл. 20-3 н 20-4. Для такого стекла
было получено 50%-ное увеличение модули упругости
по сравнению с Е-стеклом (il,29 • 10» кгс/см1 против
1,1 10е—8,4-10е кгс/см2) в сочетании с общим увели-
чением прочности (Л. 20-128]. Высокомодульное стекло
применяется для ответственных намоточных изделий,
где необходимо обеспечить наименьшее удлинение, но
оно создает особые проблемы обращения с точки зре-
нии токсичности бериллия. 96%-иое кремниевое стекло
с высокой температурой плавления разработано для
использования в конструкциях при высоких темпера-
турах.
Стеклянные нити с малой диэлектрической прони-
работаиы с широким интервалом характеристик дли
СВЧ передач (Л. 20-134]. Полые волокна, имеющие
40% пустоты, разработаны для получения изделий
с малой массой (Л. 20-<134].
Стеклоткань. Пряжа сплетается в тааиь. Нити, ко-
торые идут параллельно длине волокна, определяют
основу ткани, а инти, пересекающие основу, определяют
уток ткани. Специфический тип переплетений определяет
до некоторой степени свойства волокна, и применение
для изслаиваиия будет во многих случаях определять-
ся наиболее подходищим характером переплетений.
Переплетение, изгибы, скрутка, диаметр нити являются
важными факторами в изготовлении стеклоткани. Ннтч,
которые имеют изгибы и намотаны под иатягом, пере-
дают нагрузку смоле, таким образом, повреждение про-
исходит уже при небольших нагрузках.
Зависимость свойств пластика от типа стекла при-
ведена в табл. 20-5. Необходимо отметить определен-
ные свойства тааии. Уток и основа ткани имеют не-
одинаковую прочность при растяжении и изгибе и, сле-
довательно, прочность при растяжении у пластика
будет зависеть от того, как вырезаны образцы дли
испытаний. Дополнительно должно быть уделено вни-
мание расположению слоев в испытуемом объекте.
Обычно считают, что для оптимальной прочности осно-
II
Дни
Рис. 20-6. Влияние удаления
замасливателя на свойства
стеклопластика на DGEBA,
отвержденного MPDA
(Л. 20-82].
I — текстиль; Я — карамелнзиро-
ванно; 3 — очищено нагревом.
ву следует располагать параллельно в каждом слое,,
хотя другие придерживаются другого взгляда (это дает
небольшое увеличение прочности, но появляются труд-
ности при производстве) (Л. 20-49].
Поверхностная обработка Во время производства
стекла примениетси сортировка по размерам, которая
предохраняет хрупкие -нити от разрыва. Обычно исполь-
зуют текстильный тип декстрина и эмульсированного
масла. После производственного процесса замаслива-
тель может быть удален химической обработкой, ио
обычно он удаляется с помощью высокотемпературных
очищающих процессов. Такая очистка оставляет 0,2%
замасливателя, но можно получить меньше 0,1%. Дей
ствие замасливателя иа прочность пластика иа DGEBA
И MPDA показано на рис 20-6. Карамелизнрованное
стекло является стеклом с не полностью удаленным за-
масливателем. Улучшение сортировки по размерам
приводит к увеличению прочности стекла и, таким
образом, к высокопрочным пластикам. Одни процесс
включает использование эпоксидного замасливатели
в точке, где стеклиииые инти выходит из «лодочки»
во времи операции вытяжки. Торговое стекло HTS,
например, является Е-стеклом с замасливателем 1—
Влияние типа стекла на свойства стеклопластика из высокомодульного и из Е-стекловолокна
на основе DGEBA, отвержденного MPDA [Л. 20-101]
Свойства Стекло типа 181 Стекло типа 14 3 Параллельные стержни
*дульное Е Е Е
Изгиб 1. Сухое состоииие: предел прочности, 10’ кгс/см1 модуль упругости, 10е кгс/см’ 2. Мокрое состояние: предел прочности, 10* кгс/см? модуль упругости. 10е кгс/см1 Сжатие 1. Сухое состояние: предел прочности, 10* кгс/см1 модуль упругости. 10е кгс/см1 2. Мокрое состояние: предел прочности, 10* кгс/см? модуль упругости, 10е кгс/сж8 5,06 0,267 4.3 0.25 2,9 0,34 2,3 0,32 4,07 0,19 3,51 0.18 2,74 0,24 2,53 0,22 10,5 0,55 9,1 0,54 5,48 0,64 9,51 0,62 9,14 0,41 0*38 4,64 0,42 3,44 0,43 17,5 0.70 15,4 0,53
304
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
2% DGEBA/A-1100 кремний (1/1). В другом процессе
используется замасливатель из силановых смол
/Л. 20 82]. Стекло со специальным замасливателем
может быть использовано без дальнейшей обработки.
Обзор литературы по сортировке по размерам стекла
для ткани, удалению замасливателя и агентам для
обработки нитей приведен в [Л. 20-154]. Необходимо
отметить, что полезность накопленного опыта следует
рассматривать в каждом случае отдельно. Стекло HTS,
например, способствует полимеризации и гидролизу при
обычном хранении, и только последнее обстоятельство
будет частично обратимым, во оба они изменяют свой-
ства пластика. Рекомендуется хранение при охлажде-
нии для того, чтобы быть уверенным в постоянстве
качества (Л. 20-192]. Во избежание образования пленки
воды на поверхности стекла его обычно покрывают
органическим веществом. Первые органические покры-
тия были исследованы для использования с полиэфир-
ными смолами. Это были хромовые комплексные сое-
динения или силановые покрытия, которые конденсиро-
вались с имеющимися иа поверхности стекла гидро-
ксилами. Обсуждение химии хромистых соединений
как вспомогательных агентов приведено в (Л. 20-111].
Популярное покрытие из стекла для полиэфиров
Volan А составляется из хромистого комплекса, кото-
рый действует вследствие ионизации группы хрома
в воде и аммовия, связанного с поверхностью стекла
[Л. 20-4]. Силановые покрытия, например винилтрихлор-
силаи (гараи), образуют с водой систему, содержащую
небольшое количество органической кислоты и реаги-
рующую через силанольную группу, совмещающуюся
со стеклом. Полиэфирные покрытия обычно содержат
ненасыщенные гидроксильные группы — ненасыщенные
связи, позволяющие проводить реакцию с полиэфирны-
ми смолами и гидроксилами и, по крайней мере, до
некоторой степени позволяющие возникнуть реакции
с эпоксидами. Было показано в [Л. 20-187], что сила-
новые покрытия должны реагировать с термореактив-
иыми смолами, так что происходит эффективная обра-
ботка стекла. Силановые покрытия были разработаны
для эпоксидов и содержат диффункциональиые реак-
ционные группы (Л. 20-84], такие как дисфункциональ-
ные вмины в случае покрытий А-1100, продукты гид-
ролиза у-аминопропилтриэпоксисилаи {Л. 20-133], н
эпоксицсодержащнх силанов, таких как 4-эпоксицикло-
гексаиэ.тлметоксилан, глицндоксиярапил-триметокси-
силаи, и продукты реакции аыилглицндила илн глици-
дил метакрилата сметал-, винил- илиамилтрихлорсила-
иом (Л. 20-1]. 1
Также подходящими являются силаны, содержащие
амилэфир и фенольные функциональные группы. По-
следние являются, в частности, эффективными по край-
ней мере с ароматическим амином, отвержденным аро-
матическими глицидиловыми эфирными системами
]Л. 20-129]. Силановые покрытия наиболее часто
используются с эпоксидными смолами, но может быть
предложен ряд других систем. Тетрахлорид титана
используется для обработки волокна в предположении
применения тонких покрытий DGEBA от бензина,
а эпоксвдироваиные растительные масла и продукты
присоединения их к первичным алифатическим аминам,
как сообщалось, служат обрабатывающим агентом и
также замасливателем (Л. 20-171].
Силановые покрытия стекла обычно наносятся нз
водного раствора; было установлено, что пластики
имеют лучшие свойства при нанесении покрытия тон-
ким слоем.
Хотя эпоксидные смолы не так чувствительны
к типу покрытая, как фенольные смолы, хорошие ре-
зультаты могут быть получены при отжиге стекла, ио
имеется улучшение физических и электрических свойств,
даже когда используются покрытия, разработанные
для полиэфиров (Л. 20-98]. Действие различных покры-
тйй^иа^чрочность эпоксидных пластиков приведено
Влияние типа покрытия стекла на прочность
при изгибе стеклопластиков при нагрузке в воде
при 66“С
Смола Твп покрытая етаюи Время до повреждения^
Хром 15
Эпоксид 1 Силви 16
Усовершенствованный хром 15
Хром 50
Эпоксид 11 Силан 198
Усовершенствованный хром 461
Из таблицы можно видеть, что тип смолы, так же
как н покрытие, оказывает влияние иа рабочие харак-
теристики. Видно, например, что DGEBA, отвер-
жденный кислотой Льюса (например, BFaMEA), покры-
тие которой является оптимальным, возможно, ие дает
оптимума для смолы, отвержденной MPDA, и никакие
нз покрытий не дают оптимальных результатов для
систем, отвержденных DEAPA (Л. 20-27].
Было показано, что пластики, обработанные волок-
ном Volan А и отвержденные амином, дают плохую
нагревостойкость яри высоких значениях влажности,
ш то время как силановые покрытия с ангидридным
отвердителем имеют тенденцию к улучшению характе-
ристик (Л. 20-64]. Особенно по отношению к влаго-
стойкости к стойкости к горячей воде были получены
улучшения при поверхностных покрытиях эпоксидными
смолами. Причина этого не ясна полностью. Изучение
адгезионных повреждений иа моделях стеклянных
слое® показало, что усадочные напряжения от темпе-
ратурного сокращения приводят к образованию путей,
по которым влага может проникнуть внутрь. Напряже-
ния в несколько тысяч килограмм-силы иа квадратный
сантиметр могут образоваться при отверждении, и этот
Одиако было замечено, что иет соот-
ветствия при наличии адгезионных повреждений между
напряжением отверждевия и влагостойкостью, так как
иа практике температура 174 °C ие приводит к адге-
зионному повреждению, хотя приводит к высокому
уровню напряженности и низким величинам адгезии.
Растягивающие нагрузки создают трещины, кото-
рые приводят к низкой влагостойкости, в то время как
сжимающие нагрузки не создают трещин; это приво-
дит к заключению, что недостаток эластичности —
следствие повреждения адгезионных свойств. Было
предположено, кроме того, что поверхностное покры-
тие волокна вносит требуемую местную эластичность
между смолой и стеклом (Л. 20-39], так что силы адге-
зии в присутствии абсорбированной влаги ие зависят
от обработки стекла (Л. 20-46]. Напротив, было сделано
предположение, что покрытая облегчают увлажнение
при производстве и соответственно было предположено,
что совмещающий агент действительно обеспечивает
меньшее увлажнение при повреждении связи смола —
стекло (Л. 20-127]. По отношению к смачиванию кри-
тическая энергия незагрязненного стекла довольно
высока, так что оно может смачиваться в сущности
всеми чистыми жидкостями. Тщательное смачивание
должно обеспечить адгезионную прочность к стеклу
выше прочности при разрыве для эпоксидного связую-
Композиции
305
щего даже в отсутствие химической связи между этими
двумя материалами. Более того, тщательное смачива-
ние должно служить уменьшению пустот, пузырей
и других дефектов, которые обычно возникают и сни-
жают прочность ниже теоретической (Л. 20-190].
При изучении обработанных и необработанных сте-
кол было обнаружено, что способность смачиваться
стекла, обработанного силаном, такая же, как это было
обнаружено в опытах с полиэтиленом (Л. 20-447]. Как
было сообщено, критическая энергия для таких систем
16 эрг/смг для стекла, обработанного снлаиом, против
20 зрг/смг для стекла с адсорбированным слоем воды
(Л. 20-188]. Это впоследствии было подтверждено при
измерении углов смачивания различных эпоксидных
связующих материалов к силоксановым покрытиям.
Углы смачнваиия были от 60 до 80° для обработанного
стекла и около 28° для необработанного (Л. 20-175].
Поверхностное натяжение MPDA, смешанного
с DGEBA, 41,9 дин/см и для бнс (2,3-эпоксидиклопеи-
тил) около 41,4 дин/см эфира, что является пределом
для большинства эпоксидных слоистых смол. Также
должно быть ясно, что даже при оптимальных усло-
виях, когда используются обычные связующие агенты,
получают неодинаковую степень смачивания.
Далее, теория о том, что поверхностные покрытия
улучшают свойства вследствие химических связей, ие
соответствует полностью истине. Гипотеза о том, что
покрытие обеспечивает деформируемость поверхност-
ного слоя, который поглощает остаточные напряжения,
точно так же ие является полностью удовлетворитель-
ной, так как слой слишком тонок для требуемой дефор-
мации. Однако более поздние исследования показали,
что деформируемый слой может быть создан в свя-
зующем материале и проходить внутрь от поверхност-
иого покрытия на расстояние в несколько ангстремов.
Этот слой, способный к деформации, создается поверх-
ностным покрытием через адсорбцию, по механизму
которой одно или несколько образующих связующего,
в то время как оии находятся в жидкой фазе, деакти-
вируются, или разрушаются, нли адсорбируются по-
крытием. И, таким образом, свойства окончательно
отвержденного связующего непосредственно вблизи
покрытия стекла являются совершенно отличными от
свойств связующего в объеме [Л. 20-135].
Заключение о том, что слой, способный к деформа-
ции в стеклоткани, возникает вследствие действия со-
вмещающих агентов, возможно, в дальнейшем подтвер-
дится экспериментами иа стеклянных стержнях, оти
стержни, расположенные с более или менее одинако-
выми промежутками, были использованы для изучения
распределении напряжений в габких и жестких свя-
зующих веществах
>При повреждении некоторых из отдельных нитей
распределение напряжений было улучшено с эластич-
ными смолами. Это, однако, ие находится в соответст-
вии с опытами в действительных пластиках, где гиб-
кие связующие вещества ие имеют никаких преиму-
ществ перед жесткими материалами. Можно заключить
[Л. 20 141), что в действительных пластиках волокна
не расположены иа равных промежутках н в некото-
рых затрагиваемых случаях высокие концентрации
напряжения могут развиваться независимо от связую-
щих веществ; ио может быть также и случай, когда
в связующем развивается слой, способный деформиро-
ваться, существенно преобразующий (с точки зрения
распределения) жесткое связующее в гибкое звено.
Смола, отвердитель и модификатор
Смола, отвердитель и модификатор вносят глав-
ные изменения при образовании композиции.
Смола обычно выбирается с точки зрения требо-
20—1242
ваиий вязкости; смолы низкой вязкости более предпо-
чтительны для мокрого наложения, а высокомолекуляр-
ные смолы — предпочтительны для сухого иаложеиия.
Большинство эпоксидных смол, используемых для пла-
стиков, типа DGEBA.
При производстве пластиков с использованием эпо-
ксидных омол стехиометрическое количество отверди-
теля, определенное как оптимальное для проведения
блочной полимеризации, часто ие обеспечивает опти-
мальных свойств пластика, по крайней мере таких,
как прочность при растяжении и при изгибе (Л. 20-50].
1) высокая температура отверждения и .температура
доотверждеиня могут благотворнее повлиять на реак-
цию отверждения, чем соблюдение стехиометрических
количеств, и 2) армирующее действие стеклянной ткани
может диктовать для оптимальных свойств немного
более пластичный отвердитель. Однако специфическое
свойство пластика, который испытывается, может быть
также существенна. Сообщалось, например, что сте-
хиометрические концентрации предпочтительны для
получения наименьшей ползучести (Л. 20-30].
Из всех эпоксидных пластиков, разработанных
к настоящему моменту, одни, несомненно, наиболее
широко нспытри — это DGEBA, отвержденный MPDA.
Типовые свойства такого пластика представлены
в табл. 20-7. Такие пластики устойчивы к циклам тем-
Основные физические свойства стеклоткани
типа 181-1 с DGEBA и MPDA (содержание
смолы ЗЗ’/о)
Свойства Величина
Испытание изгибом Предел прочности, кгс/см': 5550-6250
при 127 °C 3660-4 220
при 28 °C после 2 ч кипячения в 5410—5760
Модуль упругости, 10* кгс/см': 0,25-0.,27
при 127 °C при 23 °C после 2 ч кипячения в воде 0,21—0,24 0,22—0.25
pj /2 *** ««-««a—1 — 3510-4 080
Модуль упругости. 10е kzcIcjiP 0,23—0,25
Испытание сжа/пием Предел прочности, кгс/ск' Модуль упругости, 10е кгс/см' .... Твердость по Роквеллу (шкала М). • . Ударная вязкость по Изоду, кгс-см/см' Влагопоглощенне после 24 ч в воде, »/. 3440-3580 115—117 65—80 0,05—0,07
пературы и влажности по MlLStd-354 (Л. 20-7] н отве
чают требованиям M1L-R-9300A, класс I, тип 1 (Л. 20-4].
Остаточная прочность пластиков при изгибе после
10 миллионов циклов была 40% от первоначальной
против 22—28% для полиэфирных, кремиийорганиче-
ских и фенольных пластиков ]Л. 20-21]. Значение проч-
ности прн изгибе после усталостного цикла —около
1'12 кгс/см2 (Л. 20-26]. Обширные работы были проде-
ланы при отверждающих циклах с температурами
доотверждеиня до 200 °C, максимальные свойства по-
лучаются при температуре 150 °C (Л. 20-5].
306
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
Система может быть использована для операций
мокрого наложения или в стадии В для сухого нало-
жения и может быть отверждена при «высоком давле-
Другое, обычно используемое соединение, приме-
няющееся для сухого наложения, состоит нз DGEBA
(мол. масса 950) и около 3 частей дициандиамида.
Смола используется в виде 50%-иого раствора в аце-
тоне. Дициандиамид растворяют в метилцеллозольве
(10%! основы). Смесь, используемая при содержании
компонентов около 30—35%, дает содержание смолы
в отвержденном пластике от 25 до 30% при отвержде-
нии от 30 мин до 2 ч при давлении 0,07—21 кгс/см2 и
температуре 160 °C [Л. 20-1]. При получении печатных
плат формование дает около 40%' содержания смолы
при использовании давлений до 70 кгс/см2 и темпера-
тур от 160 до 170 °C и времени от 30 до 120 мин.
200 ООО 800 800 ч
Предел прочности при
изгибе при 260 °C в зависимости
от времени старения пластика иа
DGEBA, отвержденного PMDA
(Л. 20-66].
Л — 56 частей PMDA, 8 частей ди-
эталенглнколя, 0,2 часта DMP-10, .
низкотемпературное отверждение; В — *
31® часта PMDA. высокотемператур-
41---1----1----5----1---
3____zj/gfDGEBA/DCPDO____
ЛЮЕВА
200 flto SOO 800 *
Рис. 20-8. Влияние типа смолы на
прочность при изгибе в зависимо-
сти от старения, отвердитель
PMDA. DCPDO — дициклопепта-
диен диоксид (Л. 20-66].
Пустоты,
Рнс. 20-Я. Эффективней пори-
стость в зависимости от про-
цента пустот для пластиков иа
DGEBA, отвержденном продук-.
лы, содержащим трихлорэти-
лен (Л. 20-63].
Для пластика типа G-Il NEMA используется
DADPS с DGEBA. Основные свойства некоторых обыч-
но используемых отвердителей агентов с DGEBA смо-
лами приведены в табл. 20-9 и рнс. 20-7 н 20-8. Были
Свойства стеклопластиков иа основе DGEBA
и зависимости от типа отвердителя [Л. 2-6]
Отвердитель i & а L Ss Время отаерж- н а
hi при И м*
А. DDSA-М часть BDMA 134 23,0 3 20 24
В. СА 117 27,0 3 15 24
С. ННРА+1 часть 78 25,0 Нет 20 24
D. NMA 90 25.6 4 15 24
Свойства при изгибе
НХн“'еНСК прочности, 1 Модуль упру- 1 IVtacIcM* прочности, I KWlCJfi | I Модуль уп- ругости, 1 10" ио/м’
OJ ж 23 «с пр к 121-С
д 5 270 0,25 562 0,0696
В 5 760 0,26 4500 ! 0,21
С 6320 0,27 1050 0,11
D 6390 0,27 1610 0.12
Продолжение табл. 20-8
Прочностъ при сжатии в поперечном
направлении
Наименова* Предел проч- ности. хгс1слА Модуль уиру- Дефяшаши,
д 1690 0,105 । ।
В 2040 0,098 Сз
Q 2390 0,084 1,6
D 2810 0,182 1.4
Свойства при растяжении
Нанмено прочности. Модуль уп- Прочность при межслое- вом сдвиге при 23’С, кгс/см*
А 3660 0,246 1 7 119
в 3870 0,260 1,’в 112
С 4070 0,280 1,8 140
D 4210 0,292 1,7 162
разработаны пористые пластики (прн введении раство-
рителей), как показано иа рис. 20-8. DGEBA была-
использована с небольшим количеством BFsMEA для
получения системы сухого наложения. Смола осажда-
лась из раствора. Результаты, которые были получены
с несколькими отвердителями в этой системе, показаны
в табл. 20-10. Хлорированный DGEBA был отвержден
Композиции
307
Таблица 20-9 Зависимости прочности при изгибе отвержденного стеклопластика на смоле DGEBA от типа отвердителя [Л. 2-6]
Отвердитель Предел проч* нести» кес/ем* Модуль уп- 10‘У«к/о«* I
Ж 1Б0Х $2 1Гс
BF.MEA DADPS/BF.MFA Дициандиамид 5270- 5 200 5550 3370 4 070 1480 0,189 0,197 0,210 0,154 0,189 0,119 30 30 30
огнестойкая система со свойствами, показанными
в табл. 20-1'1.
Т аблица 20-10
Свойства стеклоткани Н6-28 с хлорированным
и фенольным отверждающим агентом,
содержание смолы 33% [Л. 20-109]
Прочность при изгибе, кгс/см':
поперек ..................
Водопоглощенне после 24 ч, %
Пробивное напряжение параллельно слоям.
кратковременно .....................
ступенями ..........................
Тангенс угла диэлектрических потерь пря
10*, гц ................................
Диэлектрический проницаемость . .
Сцепление с медью, кге/мм...............
Образование раковни в припое при 260’С,
4 850
4 570
0,049
57
53,5
0,0094
4,45
0,159
60
Эпоксидированные новолачиые омолы (Л. 20-55] и
эпоксидированные олефиновые смолы (Л. 20-52] исполь-
зовались для повышения нагревостойкостн пластиков.
Например, дициклопентадяен диоксид, отвреждеииый
малеиновым ангидридом, отвечал высокотемпературным
требованиям M1L-R-9300A [Л. 20-86], как эпоксидиро-
ванный полибутаднен, отвержденный иеиасьпцеичыми
ангидридами и перекисными катализаторами (Л. 20-119].
Усталостные свойства эпоксидированных новолачных
пластиков в зависимости от температуры приведены на
рис 20-9 я 20-10
Рис. 20-10. Усталостное сопротив-
ление в зависимости от темпера
туры для пластиков без надреза
нз отвержденной эпоксииоволач-
ной смолы [Л. 20-12].
20’
Таблица 20-11
Физические свойства структур.
намотанных нитью с различными типами
связующего
Средняя прочность при растяжении, 10s кес!см*
при 25’С 26о"с з<ю*с 2S^C &
д 0,105 0,084 0,059 0,16 0,120 0,084
в 0,112 0.043 0,16 0,069
с 0,105 0,077 0,057 0,14 0,104 0/167
D 0,088 0,13
Е 0,098 0,084 0,068 0,16 0,13 0,091
р 0,098 0,091 0,059 0,157 0,13 1,05
G 0,107 0,085 0,078 0,145 0,135 1,06
Н 0,087 0,077 0,044 0,129 0,117 0,068
0,116 0,060 0,053 0,170 0,091 0,069
0,102 0,081 0,057 0,165 0,133 0,084
К 0.116 0,090 0,059 0,156 0,120 0,077
у, 0,127 0,082 0,055 0,170 0,107 0,077
м 0,142 0,057 0,045 0,183 0,075 0,057
N 0,127 0,094 0,037 0,168 0.122 0,046
О 0,114 0,105 0,063 0,155 0,145 0,088
р 0,099 0,092 0,067 0,134 0,126 0,072
Q 0,124 10,090 0,039 0,169 0,126 0,050
Продолжение табл. 20-11
Связуюшее Средняя прочность ив межслоевой сдвиг. кес1см •
Отнесена к поперечной Отнесена к площади
при 25 -с 260’С 39?”С 25-С 2во*"С ЗЭЭ^С
д 541 239 48 1 890 843- 162
В 520 1960
С 428 162 26 2100 534 119
Е 639 260 62 1610 661 224
F 548 203 29 1 890 703 91
О 682 309 44 2320 1050 148
Н 696 162 1 890 471
1 387 91 37 2170 485 203
I 520 267 39 1 890 984 168
к 527 176 46 2390 773 203
464 105 42 2460 527 232
м 464 51 25 2 100 239 112
N 309 161 —— 1 690 843
О 379 183 68 1400 682 210
р 422 211 40 1890 914 182
Q 541 197 43 2170 773 182
Z-DGE воволачная (/=3.3) NMA/DMP-30.
В-DGEBA/MPDA.
С—DGEBA/NMA.
державне аминов8^—320)?ЛВЯЛ
Е—полиглацндвл эфнр тетрафеяил этава/NMA
F—полнглицядвл эфнр тетрафеяил этаиа/BF.MEA.
G-DGE новолачвый (/-ЗД)/ВР:МЕА.
Н-DGE воволачвый (/=3.3)/PMDA аддукт.
1—DGE воволачвый (/=ЗЛ)/трналвл цианурат.
ицяклоп нтадиен двоксяд/МА/глв
К—эпоксилнроваяный линейный олефнв (9% эпоксидных содер-
ж ннйиМА
I.—DGE резорцина/NMА.
М— DGE диаагал бисфенола A/NMA.
N—тряглицидвл цианурат/NMA.
О—аллнлднглицвднлцванурат/NMA/PMDA
Р—аллилдиглицидилцианурат/DGE новолачный (f=3 3)/NMA.
Q—винилрезорцин DGE/NMA.
Циклы Во повреждения
дачной смоле.
Максимальное
скон сжатии. «атиче-
Предел прочности при рас-
П™Же«™ К0ЛЬца при 25°С
Предел прочности при сдви-
межслоевая
поперек слоя .............
соединение связи ' ' '
Отверстие с резьбой-
радиальное .
аксиальное .
тииеЛ Про,Иос™ ПР" сжа-
Извосоустойчивос’ть ’
113000
91000
421
632
281
843
633
2810
4220
отвердителиМисмолыИТЬ1° б“Ли яси«“а«ы различные
в та&Г&м™ 0ДИ°Г0 таког° исследования приведены
ияющейся^мол^Хк^вджо1?™ ует Ллительио сохра-
нением при растяжении™^00™ с нормируемым удли-
УдлииениеР при ;ТсЗ™Г₽ЖДеНН0Г0 “ЯЗУ~
исвязующее должно иТетс бплы.КЛа ~Порядка 3%.
3„°- чтобы ои° мотл“Тереда™“ удлиие»ие. чем
Удлинение связующего мены™.—? напряжения. Если
вия будут Прикладываться к’Л^* стекла> то иапряже-
интервале тем,пеп-27- я связующему. В соаанем
обычно используются4^—”
истемахЩ е” л “Ли полУчаны
истемах с большой иатпя».
'Sins"
‘.xr:;;
Теплопроводность. ккалНм-ч'м^.^ ' '
^"ДР^пмв коэффициент расширеивд,'
Твердость по Барколу ..........
°с
Предел рабочей тсмпе^туры, ^от“°<™
281
492
105
703
1 760
2810
' ’использмиГ^ЕР’™ . применений
отвержденные аиги^шдХиИИЫупГ°„Волетиь'е «о-
и* Удовл ^творительная
Основные физи,еские свойст^\С™Ца 2°-13
намотанной нитью pblo-sef^’
ЯреДПОЧЯ-
интервале темпера™ а„1tCTH3- . - ^ем
(Л. 20-961 1и"Учения Fee'--
^a^™^<^eSfKfi,S*:Tb иевысо“. и она
струкдии в целом восговКосп> намотанной нитью кои-
Плотность, г/см'
ПООЧНПСтк гти..
Велачви
40-70
150
4 500
2,03
14 000
9140
0,21-0,41
4920
2460
120—300
Таблица 20-14
Механическая прочность
намотанных изделий с
см3?Л-ВзазГЙ новолачной
DMP-30 [Л. 2M3?
м. -
6 дней
12 ч
82 мин
55 мин
40 мин
25 мин
П родолжение табл. 20-15
50 частей
Transphalt
Модуль упругости,
при 23 °C
в сухом состоянии . . .
после 2 ч кипячения . .
после 30 суток в воде
пекле £ просушки при
Предел прочности прн сжа-
тии при 23 °C, кгс/см’:
в сухом состоянии . . .
после 30 суток в воде
Таблица 20-15
Физические свойства и химостойкость
i-?ia.C™Ka на основе DGEBA, отвержденного
ТЕТА, модификатор—Transphalt. содержание
смолы 30% [Л. 2-1]
Физические свойства
Предел прочности при рас-
тяжении
прн 23 ’С. кгс/си?-.
в сухом состоянии . .
после 2 ч кипячения . .
после 30 суток выдер-
жки в воде ............
Модуль упругости при 23 °C,
10" кгс/см’:
в сухом состоянии . . .
после 2 ч кипячения . .
после 30 суток в воде
Предел прочности прн изги-
бе при 23 “С, кгс/см’:
в cvxom состоянии . .
>• ‘2ч кипячения . .
после 30 суток в воде
Transphalt
Продолжение табл. 20-15
Сопротивление агрессивной среде [Л. 20-93]
Раствор химического реагента S0 частей L-4 50 частей L-5
£ h s8 h р* 111 ш с§8
Серная кислота 3%-иая Натрий хлор 10%-иая Дистиллированная вода Азотная кислота 10%-ная Соляная кислота 10%-ная Уксусная кислота 50%-ная Перекись водорода 3%-ная Гидроокись натрия 1%-ная То же 20%-вая Фенол 99 Органическая испытательная жидкость Этиленглвколь Гндривлическое мае то ч 1 н НО,7 НО,2 но,2 -4,0 HL5 1-0,1 1-0,1 -0.02 -0,02 1-0,14 НО,09 83 100 95 43 51 87 77 96 96 100 100 100 100 +2J +0,8 +0.5 +о;оз —0,11 —0,01 +0.01 +0,02 84 100 96 54 58 92 78 93 93 100 100 100 100
вагревостойкость (до 400 °C) была получена для спе-
циальных целей прн малом сроке службы (Л. 20-100],
но в опытах авторов срок службы даже лучших стекло-
пластиков был от 1 000 до 2 000 ч прн 250 °C и 23—
100 ч прн 300 ’С.
Основные механическве свойства конструкций, на-
мотанных нитью, приведены в табл. 20-12. Таблица 20-13
представляет основные промышленные величины для
намотанных нитью труб. Рабочие свойства и механи-
ческие прочности нитяных намоток со связующим из
эпоксидированной новолачной смолы, отвержденной
NMA, показаны в табл. 20-14
В дополнение к выбранным смоле и отвердителю
можно в некоторых случаях выбрать жетаемые моди-
фикаторы.
Часто прн операциях наложения используют реак-
ционные разбавители, хотя они обычно вызывают
деградацию прн длительной службе пластика и сии-
310
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
Физические и эле
Таблица 20-16
IX пластиков (содержание сиолы 24—28%) [Л. 8-2]
Компоненты Количество части
DGEBA 100 100 100 100 100 100 100
DMP-10 ... . . .... 10 10 10 10 10 20 10
Полисульфид — 16,7 20 25 33,3 50 100
Свойство Величина
Предел прочности при изгибе, 10* кгс/см2 4,57 4,43 4,29 4,23 4,14 2,46 0,703
после 2 ч кипения 2,67 2,60 2,25 2,18 2.11 1.41 1,05
Модуль упругости» 10* кгс/см? 0,217 0,211 0,20 0,196 0,183 0,148 0,091
после 2 ч кипячения 0,183 0,176 0,169 0,169 0,119 0,105 0,049
Ударная вязкость по Изоду, кгс-см/см2 . . 60 60 65 65 75 81 90
Прочность при поперечном сжатии.
10» кгс/см2 2,46 2,46 2,32 2,18 2,11 1,89 1,19
при 10* гц . ... 4,6 4,6 4,9 5,0 5,2
при 10» гц . ... 3^6 •3,6 3.8 ЗЛ 4,0 4.1 4,2
tgi:
при 101 гц . 0,002 0,0026 0,0028 0,003 0,003 0,0030 0,004
при 10* гц . 0,0021 0,011 0,013 0,014 0,018 0,019 0,0
жают нагревостойкость. Чаще всего для систем, со-
держащих разбавители, используют дибутилфталат
в DGEBA, отвержденным ТЕТА.
На рис. 2040 приведены прочности прн изгибе
такой системы в зависимости от концентрации отеер-
Свойства системы, модифицированной асфальтовой
добавкой, приведены в табл. 20-15. Свойства системы,
модифицированной полисульфндом, даны в табл. 20-16.
Был сделан ряд попыток сочетать кремиийоргани-
ческне смолы с эпоксидными пластмассами для того,
чтобы повысить нагревостойкость системы. Одна серия
экспериментов включала полимеризацию DGEBA (мол.
масса 950) с силанолсодержащим кремнийорганическнм
соединением и отаерждеине результирующего продукта
MPDA. Прочность прн изгибе и электрические свойствад
такого пластика в зависимости от концентрации сило-
ксана приведены в табл. 20-17 и 20-18.
Таблвца 20-17
Прочность при изгибе эпоксикремнийоргаиических
пластиков в зависимости от концентрации
кремнийорганнческой смолы, кгс/см2 [Л. 20-38]
Условия
0 25 60 75
Сразу после отвер- 5270 5 620 4 710 3 660
ждения при 23 “С при 260 “С 422 843 583 703
После 200 ч выдерж- КИпри 23»С Растрес- 4 400 3 300 1 550
при 260 »С кался То же 1260 1 260 984
После 500 ч выдерж- ки: при 23»С 3 300 843 682
при 260» С 1050 984 647
Таблица 20-18
пластиков в зависимости от концентрации смолы [Л< 20-38]
% кремнийоргипической смолы
0 1 25 [60 75
Дугостойкость, сек .... Электрическая прочность. 15 160 150 110
на воздухе . . . 10 10 9,5 9,7
после старения в тече- ние 100 ч при 232 *С 15,4 12.6 14,6 13.8
на воздухе Диэлектрическая проиицае- в сухом состоянии: 10,6 14,6 18,5
прн 60 гц 5 7 4 7 4,68 5,8
при 10* гц . . . . 5^58 4>6 4,64 5
при 10» гц во влажном состоянии: 5,22 4,6 4,55 5,0
при 60 гц 5,28 5,88 6,28
прн 10* гц . . 6,8 4,98 5,88 5,34
прн 10» гц Тангенс угла диэлектричес- ких потерь: 5,29 4,67 4,71 5,08
в сухом состоянии:
при 60 гц ...............
при 10*. гц.............
при 10» гц .............
во влажном состоянии:
прн 60 гц ...............
при 10’ гц . .
при 10* ,
0,0241 0,006 0,008 0,007
0,0243 0,004 0,005 0,005
0,0183 0,005 0,008 0.008
* 0,04 0,07 0,0291
0,586 0,04 0,04 0,03
0,023 0,01 0,02 0,013
Композиции
Свойства креминйорганнческой эпоксидной смесн
25/75 в зависимости от отвердителей даны в табл. 20-19.
Кремиийоргаиические смолы могут сочетаться с эпо-
ксидными смолами, которые содержат некоторое коли-
Табл’ица 20-19
Прочность при изгибе эпоксикремнийорганических
пластиков (75 25) в зависимости от вида
отвердителя, кгс/см' [Л. 20-38]
MPDA
PMDA
PMDA+
+DMP-30
NMA+DMP-30
Триметиловый
ангидрид
групп, любое начальное коли-
честео гидроксильных ...............
честно групп при использовании небольшого количества
органической кислоты обеспечивает необходимое коли-
чество гидроксилов. -Влияние при использовании та-
Сравнение прочности при изгибе пластиков
на основе различных эпоксидных смол в
композиции кремнийоргаиика /эпоксид (25/75),
отвержденных NMA, кгс/см' [Л. 20-38]
Сым, Срезу после отверждения Последов
2342 МОТС 2з"?С 2^С
DGEBA (мол. масса 950) 6190 914 5 130 1 190
Эпоксидированная иоволач- иая (/±3,3) 4 850 1830 3370 1760
Полнглицидиловый эфир тет- рифенилэтана 4 290 1890 3 660 2 250
кого силоксана на свойства двух смол представлено
в табл. 20-20. Действие концентрации на силанол-
снлоксан (эпоксидированную новолачиую смесь) пред-
ставлено в табл. 20-21.
Наполнители в композицию вводят редко
В общем стекло само может считаться наполните-
•лем, добавление других наполнителей служит только
Влияние концентрации NMA на прочность при
изгибе пластиков, изготовленных с применением
эпоксидированной новолачной смолы (/=3,3) н
25’/о силанолсилоксана, DMP-30 0,5%, тс см'
___________________[Л. 20-38]
Лели NM А/зпок- сидный эквивалент После отверждения После^МО,* прв
при 23 «С 1 при 260-С при 23 -с | прв 260 °C
°-? 1 4 290 1 690 3 230 1 890
0,85 4 850 1 830 4 060 1 830
0,95 4080 1 760 2 810 1 760
Рис. 20-13. Окончательная отделка огромных емко-
стей — хранилищ, намотанных нитью.
Рис. 20-14. Предел прочности прн изги-
бе в зависимости от толщины пластика
и концентрация ТЕТА для DGEBA-ди-
бутилфталатных пластиков [Л. 2-1].
-------сухой образец;-------влажный
образец.
снижения содержания стекла. Кроме того, иена-
____ленная структура предпочтительнее для получения
лучшего смачивания в свободной от пустот конструк-
Влняние нескольких наполнителей на прочность
при растяжении пластика из зпоксистеклосетки пока-
зано на рнс. 20-14. Наполнители могут обеспечить не-
которое улучшение во влагостойкости, как показано
иа рис. 20-15.
Давление прессования, содержание смолы
и цикл отверждения
Давление прессования, содержание смолы и отвер-
ждающий цикл рассматриваются совместно из-за того,
что они взаимно связаны в отношении их действия на
свойства пластика. Оии также зависят до некоторой
степени от используемой технологии.
Давление прессования. Одним из преимуществ эпо-
ксидных смол является, то что они могут быть отпрес-
сованы контактным давлением. Однако в этом случае
редко достигается плотная свободная от пустот струк-
тура, и пластик обладает областями с разным содер-
жанием смолы. Содержание смолы около 50—60% дает
предел прочности при изгибе 2 100—3 160 кгс/см*.
сти при растяжении пласти-
ков из стеклосетки
[Л. 20-130].
Рис 20-15. Влияние напол-
нителей иа предел прочно-
Наполнитель, %
312
Гл. 20. Эпоксидные
Рис. 20-16. Влияние напол-
кителей на влагосгойкХ?,
пластиков из стеклосетки
(Л. 20-130].
«люкияий
пе». . • 3~ Углекислый каль-
5кй’4д'^й?7е,1,'сли<| алюми-
нии W мкм; 4-то же 0.8 мкм.
изделия
нес!см'
5000—
Наполнитель, %
ков коитХгногоХавленодХмТют Отличие т пластн-
шие прочностные свойства rS?LC00meTCTBeHH0 ЛУ"-
ности лри комнатной тейпеп.^?пЮ1ЦИе эваЧеиия проч-
иться как типичные для“аодй?оисХУТ расс“атрв-
Давдением прессования" н пХ^ХТриХТибе.^
о',75
Влияние давления
стик- »» ПГ-.сол
2 670
4 420
5480
пластик "из eDGEBAHHL>meCC0BaH,1’[ и температуры на
на рнс. 20-17 и MPDA-
поддерживалось пос^нХ? дХодД
0,196
0,196
моточной гологаи ХжХ б я Ю- растяже«ие иа-
перенапряженную конструкцию М?™’ ™ создаст
это напряжение, сочетаясГ?"Х,М ЖИО °«ВДать, что
мн, возникающими во время Хо™”111™** иапРяжеиии-
И разности темпеоатоп иаготовлеикя нз-за усадки
к внешним прнк^ваейым н’ХоНИе сопР°тиодеиии
как местные уровни напряжений Время
могут превышать силу
-0,03
max 0,035 чов
кес/смв
4
5
лОДниТтемпеодтчпы Формующего дав-
стп прн и"ХУРплЯДМОДуЛЬ УНРУ1-0'
DGEBA пластика на основе
И"™ MPDA
инн' 8’ Влиявие Формующего давле
изгибе пТХП«%ИЖГ вря
иого MPDA [ЛЕВ^зТ₽адеН'
к местным повре-
те 2^1би?еТ,иват‘’ "рочицаемотть папдацию пласти-
1Л. 20464]. Однако на практике ™ „ Д»я «««костей
большой прочности межслоДпгп% крайней мере при
жения оказывали незначительное'м“таые напря-
Бо1ЬЮ СЧ’УК1Уры (Л. 20472]. ЯН11е на иамотан-
KOHJ₽°e риУ««Рует В“Д^жаиие₽птстотМ0Г° давлення-
конструкции. Пустоты имкоХ К ® с°ЗДаваемой
на межслоевой сдвиг и“у^± “ВЖа1” "Ро-мость
водилось с истользоваииемУ SLT. фак™ра лро-
ТУРЫ, содержащей объем 4,,, “° аниой ««тью струк-
вался с помощью иХнения Т“' который Р«гулщ£-
иэготовлеиии. Эти экстеряХ.тиДаВЛе1шя иамотки при
могут быть 1<«колХРтХ“ "“а3али- ч™ "ycroL
хвата и адсорбирования возляг.0**** возникают от за-
кон реакции, от трещин S ' 01 х11мическнх остат-
поверхности, когдаЩ лодермоеХ**”10** при ‘’«Работках
а соединением одной и“™ с дХой ОТдеЛка сояза,,а
Щий материал не может «?РуГ0Й так- чт° связую-
перерывах в намотке и внутр?S’" «нутрь- При
плоские пустоты. утри конструкции возникают
пустотыТ°ве^Т“и[а^:“В^ваи,,я Установили, что
пряжений и, когда пустот^ К0Н1«™трацнй на-
длн соЛХн^ вдоль
давления прессования и одХХет™0™ Зависвт ог
прочность готового пластика ₽ Д в 08010 очеРедь
УлругостаИЯХ'астакаВДЭтн ХХгениеЛтивает модуль
П₽ИВл^~е^ияВ
при изгибе для РразлХ^?0ЛЫ ва пРе«ел прочности
Рис. 20.19 и длиРразХныхТ^е₽аТУр "°каза.ю од
рис. 20-20. Для Dgfra форм армирования-—иа
комнатной зХр“реВ^РХХД?Ш0Г0 MPDA- "Р«
стоя обратно пролорциоиальнсXLТ* Взгвбе Измевя-
Гмол“ В "ределах 29—16% (Л 2пеяИЮпС°ДеЛЖа11ИЯ
(мол. масса 950), отвеожпеи..// 20’8)- Для DGEBA
лучшая прочность на иХбХ, Д.ЛИДНа11диам11лом. наи-
=текла 30% (Л. 20-29“ ОбыХ ПрИ С0«Р«авяи
ине стекла имеет большое зкачеиод ».аЛЫЮе с°Держа-
растяжении (рнс. 20-21) н небА. Д и "Р^иости при
Усилий. Прн Ъамотке нит* J ® “ ДЛя сжимающих
Иа
стиков рассматрнваетси «ак hto-toXS'S“ожоде, Тм
Композиции
313
для отливок, покрытий н клеящих веществ. Режим
может быть разбит иа три стадии: 1 — предваритель-
ное отверждение, 2 — отверждение при давлении н 3 —
добавочное отверждение без давления.
Специфические примеры служат для иллюстрации
основных циклов отверждения. При формовании пла-
стика мокрого наложения без давления используется
многофункциональный первичный алифатический амин
в качестве отверждающего агента DGEBA, разбавлен-
Влияние послеотверждения на свойства пластика
контактного давления со связующим из DGEBA
с бутилглиц
алифатичес!
отвержденным
ином [Л. 20-15]
Предел прочности при изгибе, кгс/см1 .
после 2 ч в воде с температурой
100 °C .............................
Модуль упругости, 10* кгс/см1. . .
после 2 ч в воде с температурой
100 °C..............................
Предел прочности при поперечном сжа-
тии, кгс/см* .......................
Модуль упругости, 10* кгс/см*.......
Предел прочности при растяжении.
Модуль упругости, 10* кгс/см*.
Ударная вязкость по Изоду .
ного бутнлглнцндиловым эфиром; отверждение может
быть закончено в печн или прн инфракрасном облуче-
нии прн 90—1120 °C в течение 30 мин — 1ч Было обна-
ружено, что инфракрасный свет эффективнее, чем чечн.
01 «*енио для тонких плоских форм, так как при этом
нет необходимости нагревать полностью массу для
получении отверждения. Влияние доотеерждення пока-
зано в табл. 20-22. В ряде опытов с использованием
DGEBA и 10 частей DETA было показано, что макси-
мальная прочность связи стекло — смола получается
30 00 50 60 70 ВО
Стенке, °/с
Рис. 20-20. Зависимость преде-
ла прочности при изгибе от со-
держания стекла [Л. 20-182].
А — сетка; В — ткань; С — ровница.
Стекло, ”/<>
Рис. 20-21. Зависимость предела
прочности при растяжении от содер-
жания стекла [Л. 20-182].
к к го гб гв зг
Смола, %
Рис. 20-22. Влияние содержа-
ния смолы на межслоевой сдвиг
колец NOL, сделанных с ис-
пользованием бис(2,3-эпокси-
циклопентил) эфира, отверж-
денного ароматическими амн-
отверждение при 160. "С; 1-го же
Тл. 20. Эпоксидные стеклопластики и намотанные изделия
при отверждении с температурой ие выше 55 С, при
более высоких температурах отверждения прочность
связи снижается (Л. 20-116].
Таблица 20-23
Основные режимы отверждения и свойства
пластиков из DOEBA, отвержденного MPDA [Л. 2-6]
Цикл отверж- Температур* отверждения, 'С Время отверж- отаерждення, кгс/см* *
в с 107 143 224 30 15 15 14 14 14
ОюВсга. ш ih 1
Предел прочности на 10* кгс/см*: В С изгиб. 5,60 6,04 5,64 4,14 5,76 5,55 4,85 5,06 5,34
-Модуль упру: 10* кгс/см*-. В С гости при изгибе. 0,239 0,281 0,246 0,126 0,281 0,218 0,267 0,239 0,232
Твердость по Барколу. В С 70 70 70 40 70 68 70 70 68
Увеличение массы, %: В С 2,В 0,12 0,09 0,25 0,17 0,18
Сухое прессование, использующее DGEBA с MPDA
в системе с растворителем, прн отверждении в пресс-
формах с применением давления дает аналогичные
результаты, физические свойства будут зависеть от тем-
пературы отверждения и отверждающего давления.
Выбранные величины представлены в табл. 20-23.
Рис. 20-23. Влияние времени вы-
держки при различных температу-
рах послеотверждения на предел
прочности пои сжатии для пла-
стика на DGEBA отвержденного
MPDA
Таблица 20-24
Влияние давления отверждения и последующего
отверждения иа свойства при повышении
температуры пластика из DGEBA,
отвержденного MPDA ]Л. 4-6]
Цикл Температура отверждения. верждения, отаерждекня. Последую- щее отвер- 24о” с, «
в D 150 150 150 159 15 15 15 15 14 14 1,75 1.75
Свойство 15F-C 26о""С
Предел прочности при изгибе 10* кгс/см*-. В D Модуль упругости при изгибе, В D 5,27 5,06 5,20 4,85 0,225 0,211 0,225 0,197 1,27 4,00 2,26 1,83 0,098 0,225 0,105 0,126 0,618 0,773 0,435 0,492 0,091 0,112 0,091 0,084
Действие доотверждеиия на ту же самую систему
представлено в табл. 20-24. Действие доотверждеиия
на пластики из DGEBA отвержденного MPDA пока-
зано на рис. 20-23.
свойства отвержденной композиции
.Параметры для' ряда пластиков были даны ранее
в этой главе н оии вместе с величинами, представлен-
ными в предыдущих главах (в частности, гл. 5—10),
будут использованы для классификации пластиков по
нх специфическому применению (Л. 20-123].
Физические свойства, которые обычно сообщаются
для пластиков, приведены в табл. 20-25. Анализ и кри-
тика методик испытаний приведены в (Л. 20-103].
В основном испытания пластиков иа растяжение приво-
дились иа брусках прямоугольной формы.
Прн сжатии использовались несколько типов испы-
таний. Испытание на сжатие перпендикулярно слоям,
например, включало установку колоннообразного образ-
ца, который препятствовал изгибу при нагрузке его.
Испытание на изгиб образца проводится при установке
плоского образца на небольшом расстоянии между опо-
рами н нагрузке его в центре. Прн испытании на меж-
слоевой сдвиг обычно используют образец с просвер-
ленным отверстием или оправкой в ием. При испыта-
нии на износостойкость образец воспринимает нагрузку
от стержня, размеры стержней определяются концен-
трацией напряжений.
Для структур, намотанных нитью, существуют от-
личные от предыдущего способы испытаний, испытания
иа растяжение проводят на образцах: кольцах с внут-
ренним диаметром 146 мм и кольцах с наружным дна-
Свойства
315
метром 3,17 мм, намотанных иа специальной оправке
-так называемых колвцах NOL (Naval Ordnance
Laboratory) )Л. 20-42]. Недостаток этого типа испыта-
ния заключается в том, что как только зажимное
приспособление отделяется, образец тотчас же выпрям-
ляется.
Стандартные методы испытаний для пластиков
из стеклоткани [Л. 20-103)
Испытание ASTM АГА Федеральный стандарт мето- дов испытаний
Растяжение D638-58T D759-48* ARTC-11-I1 № 406-1011
Сжатие D695-54 D759-48» ARTC-11-I № 406-10211
.Изгиб D790-58T ARTC-11-VIII № 406-10311
Твердость D732-46 D785-S1 ARTC-11-V № 406-1041
Ударная вяз- D256-56 D758-48* — № 406-1071
•Износостой- D953-54 ARTC-11-IV № 406-1051
Тис. 20-24. Влияние толщи-
ны на предел прочности при
-растяжении для пластика
<на основе DGEBA, отверж-
денного MPDA [Л. 20-10].
Сведение к минимуму влияния таких выгибающих
напряжений достигается увеличением диаметра кольца
и снижением толщины образца [Л. 20-135]. Другие
алпяппя различных особенностей изготовления яри
испытаниях на кольцах NOL приведены в [Л. 20-140].
Свойства колец NOL не всегда, в общем, соответствуют
свойствам отливок илн пластикам из ткани, за исклю-
чением некоторых совпадений между напряжениями
.для кольца и свойствами при растяжении, определяе-
мыми с 0,2%-иой разницей прн комнатной температуре
Возникает также вопрос, как хорошо свойства
кольца обеспечивают конструктивные величины для
действительных цилиндрических конфигураций. Про-
блемы эти встречались прн рассмотрении вопроса
о концевых усилениях и опоре прн разрушающих
испытаниях плоских намотанных нитью образцов
1Л. 20-167].
Прн использовании микрометрических окулярных
трубок иа многоступенчатых микроскопах можно изме-
рить содержание смолы, стекла, захваченного воздуха
и площади со слабым смачиванием.
При точном оборудовании данное явление может
быть оценено и дает величину напряжений внутри
образца [Л. 20-165]. Неразрушающие испытания для
конструкций, намотан-
ных нитью, используют
корону, вихревые токи,
₽-лучи, а токи высокой
частоты используют для
измерения отношения со-
держания смолы и стек-
ла, изоляционной толщи-
ны, пустот и расслоений
[Л. 20-120, 20-144].
Образец. Физическим
более часто приводится
в литературе по стекло-
пластикам, является
прочность иа изгиб. Она
определяется относитель-
Рнс. 20-25. Влияние толщи-
ны нз прочность прн сжа-
тии для пластика иа основе
DGEBA, отвержденного
MPDA [Л. 20-20}.
но просто, ио величина
ее по существу ие имеет
значения для конструк-
ции (Л. 20-103].
Хотя ИИ одно свой-
ство ие может рассма-
триваться как критерий
для композиции из смо-
лы, испытание иа сжа-
тие — наиболее показа-
тельно. Изгибающие н
растягивающие испыта-
ния являются контроль-
ными для стекла; в то
же время, как при йены
таинях на сжатие, кон-
тролируются свойства
смолы (Л. 20-49]. Толщи-
на пластика сама по се-
бе, конечно, будет до не-
которой степени влиять
иа результаты, как это показано на рис 20-24—20-26,
точно так же, как тнп армировки и т. д.
Попытки связать физические свойства намотанных
изделий с молекулярной структурой эпоксидных свя-
зующих с помощью статистического анализа выявили
некоторую связь между модулем упругости при растя-
жении н динамическим модулем сдвига между темпе-
ратурой тепловой деформации и температурой перехода
второго рода. Сообщалось о высокой степени совпа-
дения между пределами прочности прн межслоевом
сдвиге н пределом прочности прн растяжении, эти два
последних свойства явно являются функциями связую-
щего материала в большей степени, чем взаимодейст-
вие между связующим материалом и стеклянной арма-
турой [Л 20-191] Другие испытания намотанных
нитью структур сжимающей нагрузкой показали, что
прочность регулируется точкой текучести связующего
[Л. 20-167]. Серия интересных испытаний сосудов, изго-
товленных намоткой нитью, показала, что предел
прочности разрыва в совершенстве сконструированного
и изготовленного сосуда ие зависел от предела проч-
ности на растяжение и удлинения связующего мате-
риала. Действительно, было обнаружено, что сосуды,
содержащие связующее DGEBA/MPDA, работают луч-
ше, когда связующее находится в стадии В, чем когда
оно полностью отверждено [Л. 20-174].
Свойства стеклокомпозиций, конечно, зависят от
температур, при которых проводятся испытания. Проч-
ность пластиков все больше и больше уменьшается
с увеличением температуры. При температурах ниже
комнатной прочность при растяжении, сжатии и изгибе
постепенно увеличивается. Прн понижении темпера-
туры до —196 °C прочность при изгибе достигает пико-
вого значения, в то время как прочность при сжатии
и растяжении продолжает увеличиваться до темпера-
туры —253 °C [Л. 20-149]. Изменение модуля упругости
имеет ту же самую тенденцию, по снижение при росте
Рис. 20-26. Влияние толщины на
модуль упругости пластика на
основе DGEBA, отвержденного
MPDA.
316
• /в "* \'^•Удлинение* %
стояв™ 2п^ХЫена8ХТИОТО “•
Денного DEAPA ?Л 20-3]ТВе₽Ж'
рис —линенш.7,
стояний2плас?ХняНАПрЯЖенЛь“
стояний 2плЙ^“е “"Риженных со-
(мол. масса 950) отвел»™6 DGEEA
«**андНам^о„КИ4ОГОДИ-
томнературы идет <• г.
•ss«“»«
s=asXSra
отнесенная к н»п наблюДалась статяч«-™„ огеиных
ssra^asisa
ййУЙР®. --JSL»
предел^Хо^Х на
"^«основе^ВДл^о^3-
толщиной 3,17 мм п
11не отоевдХ^
при повышении тр«и остат°чиую прочность п ®ЛИя"
“Я?ЛЙ
____ РУке до предела
отвержденногоТабЛИЦа
<2-слоевого',плаСстаКа,вд,,?/гсоовЩаю«
ка вд volan А, Е-сте^7“7„““ ^Ля
• *- втекла типа 181
Основные свойства нласгиков да
алифатическими
Модуль упру
0,197
0,211
0,239
0,218
0,232
DMP-30
DETA
DMAPA
DMP-Ю
DEAPA
BDMA
Пиперидин
Диэтила мии
Пиридин
Свойства отвержденной композиции
Таблица 20-27
Основные свойства пластика из DGEBA, отвержденного 120 частями СЛ,
в зависимости от температуры [JI. 10-6]
(режим отверждения- отверждение А при давлении 7 кгс/см1 в течевне 2 ч при 180 “С;
отверждение В при давлении 7 кгс/см1 в течение 24 ч при 180 °C)
Свойства При 23’С При 138 °C При 177 -С При 204 вС При 260 *С
Отверждение А: предел прочности при изгибе, кгс/см* . 6 270 5 270 5 130 2110 ’ 682
модуль упругости. 10* кгс/см1 .... Отверждение В: 0,29 0,23 0.23 0.15 0.08
предел прочности при изгибе, кгс/см? . 6120 5410 ’ 5 200 2740 689
модуль упругости, 10* кгс/см1 ... 0,28 0,24 0,23 0,19 0,08
разрушения, конечно, отличается от работы свстемы
прн динамической нагрузке п прн длительной нагрузке.
Особенный интерес представляют физические свойства
При переменных нагрузках (усталостные испытания) н
прн постоянных статических напряжениях (сопротив-
ление ползучести). Ползучесть и усталость обычно
регулируются больше свойствами смолы, чем свойст-
вами стекла. Стеклопластики работают при длительной
нагрузке обычно очень хорошо, как зто видно из
рнс. 20-10 н 20-11. Прн тканевых пластиках, однако,
свойства прн некоторых измерениях под длительной
нагрузкой будут зависеть от направления нагрузки,
ткань обычно обеспечивает лучшие характеристики ра-
боты, когда напряжения составляют угол 0° с сухой
основой ткаии и 0—45° с «окрой основой [Л. 20-22].
Таблица 20-28
из DGEBA, отвержденного MDA [Л. 20-15]
(режим отверждения: давление 1 ч при 160 ’С,
послеотвержденне 2 ч при 150 “С-|-
4-6 ч прн 200 °C)
Основные свойства пластика из DGEBA,
отвержденного PMDA и смесями PMDA/MA.
в зависимости от температуры ]Л. 10-4]
(режим отверждения: давление 7 кгс/см1 в течение 1S мин
при 150 *С, доотверждение 2 мин
прн нулевом давлении, послеотвер-
ждение 16 ч при 160 ’С)
Свойство PMDA PMDA/MA
Предел прочности прн из- гибе, кгс/см1 прн 23 “С . . . 5 130 5200
прн 150 °C 3160 3 230
при 260 »С 1050 1 120
при 260 ®С после ста- рения при 200 ®С . . прн 260 ®С после ста- рения при 260 ®С . . 1 600 (500 ч) 1 690 (500 ч)
1 190 (192 ч) 1 830 (500 ч)
Модуль упругости, 10е кге'ом?: прн 23 ®С 0.24 0,25
при 150 ®С 0,18 0,20
прн 260 "С 0,15 0,16
при 260 *С после старе- ния прн 200 «С . . . 0,17 (500 ч) 0,19 (500 ч)
при 260 *С после старе- ния при 260 -С . . . 0,17 (192 ч) 0,18 (500 ч)
Потери массы, «Л: после 500 ч при 200 *С 1.2 1.2
после 192 ч при 260 »С 6,0 —
после 500 ч при 260 *С 7.5
Предел прочности прн растяжении. 3510—4080;
Модуль, 10* кгс/см1 Предел прочности прн поперечном сжа- 0.232-0,253
тии. кгс/см* 3 440—3 580
Модуль упругости. 10* кгс/см1. ... . 0,246-0,253
Предел прочности при изгибе, кгс/сж8: при 25 ®С 5550—6 260
при 127 «С 3660—4220
побле 2 ч в воде при 100 ®С . . . 5410-5760
Модуль упругости, 10е кгс/сж1: 0,253-0.274
при 127 «С 0,210—0,246
после 2 ч в воде при 100 *С . . . Ударная вязкость по Изоду, кгс-см/см? 0.225-0.253
65-80
Твердость по Роквеллу (шкала М) . . . 115—117
Водопоглощение после 24 ч при 25 -С % 0,05—0,07
Для получения нанлучшнх характеристик предпочи
тают содержание смолы от 26 до 34%. Прн одно-
направленных намотанных нитью структурах нанлуч-
17,8 37,8 83,3 tCB.S ZOifi Z60
Температура, °C
Рис. 20-31. Влияние температуры на пре-
дел прочности прн изгибе для пластиков
на основе DGEBA (мол. масса 950)
[Л. 20-3].
дициандиамид.
318
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
Таблица 20-30
Типичные механические свойства слоистых
пластиков, отвержденных MDA. в зависимости
от молекулярной массы DGEBA [Л. 20-15]
(цикл отверждения; давление 28 кгс/сма в течение 1 ч,
последующее отверждение в течение
8 ч при 160 °C)
Характеристики 1X1 ЕВА
молекулярная масса 1 000 молекулярная
Предел прочности при рас- тяжении, кгс/см* .... 3640—4130 4270-4610
Модуль упругости, 10» кгс/см* 0,2—0,24 0,245—0,28
Предел прочности при сжа- тии параллельно слоям, кгс/см* 3150—3500 3380—3640
Модуль упругости, 10* кгс/см1 0,245—0,26 0,27—0,31
Предел прочности при изги- бе, кгс/см*: при 250 »С 5600-5950 6650-7000
при 127 *С 4 820—5180 4 900-5250
после выдержки 2 ч в воде при 100 *С . . 5 400—5530 5950—6300
Модуль упругости. при 25 *С 0,252—0,27 0 31-0,32
при 127 °C 0,245—0,26 0,28—0,32
после 2 ч выдержки в воде прн 1=100 *С . Ударная вязкость по Изоду, кгс-см/см* 0,24—0,26 0,27—0,28
65—80 85—100
Твердость по Роквеллу (шкала М) 110—112 102-107
Водопоглошение, после 24 ч прн 25 *С, «/. 0,04-0,06 0,04-0,08
Таблица 20-31
Сравнение удельных характеристик ]Л. 20-159]
10000
1.12
2380
20 000
2.1
2600"
Модуль упругости,
10* кгс/см*..........
Предел прочности при i
гибе» кгс/см* ....
Модуль упругости.
19000
0,49
1760
6300
3 650
7000
0,38
2100
5 740
0,74
1980
ОДЗ
0.27
3 400
0,44
5800
шая прочность при усталостных испытаниях получается
прн переменных слоях лод углом ±5° к главной оси,
содержание смсцы при таком угловом отклонении бу-
дет сказываться незначительно [Л. 20-113]
Сравнение различных типов композиций с точки
зрения усталостного сопротивления приведено на
рнс. 20-32. Пластики со стекловолокном плетеной струк-
туры имеют прочность при усталостных испытаниях»,
разную половине прочности пружинной стали SAE 1060;
намотанные нитью конструкции — равную или немного
меныпую, чем половина прочности стали SAE; намо-
танные нитью конструкции имеют в 9 раз большую
способность накапливать еиергию, чем пружинная сталь
(Л. 20-152]. Эпоксидные пластики имеют лучшие по-
сравнению с полиэфирными свойства, например при
низких внешних температурах при динамических испы-
таниях, как показано на рис. 20-33.
Наконец, в отношении усталостных нагрузок.
Пластики яе чувствительны к наличию зарубок, проч-
ность стеклопластиков, имеющих зарубки, составляет
80—90% от определяемой
на стеклопластиках без аа- °C
Рнс. 20-32. Сравнение влияний типа стек-
лянной арматуры на усталостную проч-
ность (Л. 20-152].
рубок [Л. 20-152].
Влияние влажности иа
усталостную прочность все
еще остается спорным во-
просом. Некоторые величи-
ны показывают улучшение
после напряженного состоя-
ния в условиях влажности,
другие ухудшения. Боль-
шинство литературных даи-
иых показывают, что влаж-
ность с приложением на-
грузки нли без нее мало
влияет иа усталостные ха-
рактеристики [Л. 20-160].
0 2 4 6 8 Ю/2141618 20
Амплитуда, к г/ммг
в частности при намотанных
Рис. 20-33. Средняя тем-
пература пластика лриг
ниях [Л. 20-182].
Свойства отвержде
слоевом сдвиге являются смачивающее действие смолы
и степень ее удлинения. Были получены совпадения
между величинами прочности межслоевого сдвига и
прочности при сжатии, оба типа повреждений конст-
руки.иивызьгввются процессом разъединения [Л. 20-179],
снова показывающим влияние смолы ив это свойство*
Однако маловероятна попытка объяснять улучшения
межслоевого сдвига только изменением одной дефор-
мации смолы Возможно, даже большее значение, чем
связующее, оказывают на межслоевой сдвиг пустоты.
Прочность при межслоевом сдвиге изменяется обратно-
пропорционально содержанию пустот в конструкции
(Л. 20-179]. Дополнительные улучшения могут быть
достигнуты соответствующей ориентацией волокна.
При намотке нитью .улучшение до 90% может быть-
получено при использовании трипланариого типа на-
мотки (Л. 20-177].
Температурный коэффициент расширения для пла-
стиков почти такой же, как у стали,—(5—6) 10 Х" ;
но зависит от направления измерения. Коэффициент
имеет минимальное значение, когда его определяют
под углом О’ к главной оси. Характеристики расшире-
ния -могут меняться после яатрева до критической тем
ператуьы. Основные зависимости для теплового расши-
рения приведены иа рис. 20-36 и 20-37.
нитью структурах, большинство испытаний иа уста-
лость (и другие) были проведены иа небольших образ-
цах. Это показывает, что нельзя делать упор на кон-
структивные детали для выравнивания напряжений и
предпочитаемой ориентации волокон [Л. 20-160].
Через процесс отверждения обычно достигаются
уменьшение ползучести, как показано иа рис. 20-34,
и меньшая усадка под действием постоянной нагрузки.
Ряд исследований был проведен иа пластиках для
определения свойств ползучести и свойств при разрыве
[Л. 20-54], была получена формула для определений
значений этих величии (Л. 20-60], были получены также
величины ползучести яри низких температурах
(Л. 20-60].
Плотность пластика возрастает при использоваили
более высокого содержания стекла и улучшенного
стекла, ио межслоевой сдвиг становится меньше. Зна-
чение предела прочности при межслоевом сдвиге обыч-
но подают до 35—59 кгс/см.* (Л. 20-11]. Хотя могут
быть получены величины до 110 500 кзс/сзА Ясно, что
определиющими величинами для прочности при меж-
Рис. 20-36. Влияние ориентации
арматуры на температурное расшире-
ние пластика иа основе DGEBA, со-
держащего ровницу № 60 ]Л. 20-90].
/ — 90” к главной оси; г — 45” к главной
Рис. 20-35. Протнволопасти для вертолетов, откло-
няющие воздух. Оии изготовлены из эпоксидных
стеклопластиков. Срок службы по сравнению с алю-
миниевыми увеличивается в 10 раз, а масса умень-
шается на 10%.
Рис. 20-37. Сжатие эпоксидных стек-
лопластиков при низких температу-
рах [Л. 20-130].
320
Гл. 20 Эпоксидные стеклопластики и намотанные изделии
Снопа, оСъен °JQ
Рис. 20-38. Влияние содержания
смолы на диэлектрическую прони-
цаемость слоистого пластика на
основе DGEBA при комнатной
температуре и частоте 375 Л1гц
[Л. 20-68]
Теплопроводность пластиков, когда ее измеряют
в поперечном направлении, определяется в большей
степени арматурой, чем смолой; когда она измеряется
перпендикулярно пластику, влияние смолы больше.
Стеклопластики, испытанные в поперечном направле-
нии, дают большее значение теплопроводности, чем
отливки JJI. 20-90]. Удельные величины являются функ-
цией стекла. S-стекло, например, дает несколько боль-
шие величины, чем Е-стекло.
Важной характеристикой- для отраслей ракето-
строения и самолетостроения является огнестойкость
пластиков. Пластики с очень коротким временем само-
тушения могут быть получены прн использовании хло-
рированных отвердителей, клорироваииых добавок,
таких как хлорированные парафины, илн хлорирован-
ных, или бронированных смол. Обычно несколько ве-
совых частей трехокисн сурьмы добавляются к выше-
приведенным композициям -для более быстрого его га-
шения после удаления пластика от источника пламени.
Время прекращения горения пластиков, устойчивых
к воздействию пламени, меньше 1—3 сек и зависит от
состава. Основные свойства пластика иа основе хло-
рированного DGEBA, отвержденного MDA, приведены
иа рис. 20-38.
Электрические свойства
Как обычно в случае наполнителей, влияние стекла
на электрические свойства эпоксидных смол в случае
увеличения его содержания приводит к пропорциональ-
ному увеличению диэлектрической проницаемости, как
показано иа рис. 20-32. На рис. 20-39 и 20-40 приве-
дено сравнение диэлектрической проницаемости DGEBA,
отвержденного тремя частями BFsMEA в зависимости
от частоты и температуры для отливки я пластика.
Влияние иа другие электрические свойства менее зна-
чительно. На рис. 20-41 и 20-42 праведено сравнение
D СО во КО КО 200 °C
Рис. 20-39. Диэлектрическая про-
ницаемость в зависимости от тем-
пературы и частоты для отливок
из DGEBA. отвержденных 3 ча-
стями BF,MEA (Л. 20-174]
tgfi DGEBA, отвержденного тремя частями BFsMEA,
в зависимости от частоты и температуры для отливки
и типа пластика.
Электрические свойства для пластиков, содержа-
щих DGEBA, отвержденного DADPS с ускорителем,
приведены на рис. 20-43 и 20-44. Влияние молекулярной
массы смолы и отвердителя иа электрические свойства
показано иа рис. 20-45—20-48. Электрические свойства
для смесей смол, отвержденных DADPS, показаны иа
рис. 20-49 и 20-50. Электрические свойства некоторых
эпоксидных пластиков приведены в табл. 20-32—20-38.
Электрические свойства пластиков из эпоксидной
смолы представляют большой интерес с точки зрения
их использования для лент электрического градарова-
20 СО 8'0 КО КО °C
Рис 20-40. Диэлектрическая про-
юшаемость в зависимости от тем-
пературы и частоты для слоистых
пластиков иа основе DGEBA,
отвержденных BFsMEA [Л. 20-118].
О >0 во КО КО °C
Рис. 20-41. Тангенс угла диэлек-
трических потерь в зависимости от
температуры и частоты для отли-
вок из DGEBA, отвержденных
BFsMEA (Л. 20-117].
Рнс 20-42. Тангенс угла диэлек-
трических потерь в зависимости от
температуры и частоты для слои-
стых пластиков на основе DGEBA,
отвержденных BFsMEA [Л. 20-118]
Свойства
Рис. 20-44. Тангенс угла диэлектри-
ческих потерь в зависимости от слои-
стых пластиков на основе температу-
ры и частоты для DGEBA, отверж-
денных DADPS и 1 частью BF3MEA
[Л. 2-6].
иия, печатных плат, обтекателей антенн радиолокато-
ров (Л 20-88] и намотанных изделий — при монтаже
муфт кабелей высокого напряжения ]Л. 20-194—20-200].
Химостойкость
Устойчивые к химическому воздействию коррозион-
иостойкие трубопроводы и цистерны — одно нз наибо-
лее важных применений стеклопластиков. В связи
с этим все возрастающий интерес представляет изуче-
ние изменения свойств пластиков в зависимости от
времени выдержки в химической среде. -• -
Вода является самой обычной жидкостью, к ко-
торой должны быть устойчивы пластики, и эпоксидные
21—1242
Рис. 20-45. Влияние темпера-
туры на тангенс угла диэлек-
трических потерь при 60 гц для
пластиков иа основе DGEBA
]Л. 2-44].
Л - DGEBA/MPDA; В - DGEBA
(мол. масса Эй) с дициандиами-
дом: С — DGEBA (мол. мас-
са 4501—СА.
*25 50 15 №0 125 №0 П5°С
Рис. 20-46. Влияние температу-
ры иа тангенс угла диэлектри-
ческих потерь при 10* гц для
слоистых пластиков иа основе
DGEBA (Л. 20-44].
Л — DGEBA/MPDA;
25 50 15 ЮО t25 150 П5°С
Рис. 20-47. Влияние температу-
ры на диэлектрическую прони-
цаемость при 60 гц слоистых
пластиков на основе DGEBA
(Л. 20-44].
А - DGEBA/MPDA; В - DGEBA
<мол. масса 950) с дициандиами-
дом; С — DGEBA (моЛ. мае
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
cL—।—1_____।_।___i_।__
25 50 75 100 KS НО I7S°C
Рис. 20-48. Влияние температу-
ры на диэлектрическую прони-
цаемость при 10’ гц слоистых
пластиков на основе DGEBA
[Л. 20-44].
Л - DGEBA/MPDA; В-DGEBA
(мол масса SSO) с лвиианлиами-
дом; С-DGEBA (мел. мас-
са 450)—СА.
50 too if а гав гм‘с
Рис. 20-49. Диэлектрическая про-
ницаемость в зависимости от тем-
пературы и частоты для слоистых
пластиков на основе DGEBA/no-
этаиа (1/1), отвержденный
DADPS [Л. 2-6].
ты для слоистых пластиков на
основе DGEBA/полиглицидило-
вый эфир тетрафенилэтана
(1/1), отвержденный DADPS
ГЛ. 2-61
Типичные свойства хлориров
на основе DGEBA
энного пластика
[Л. 2-7]
Характеристика Зшчеим
Изгиб: предел прочности при 23 *С. кгс/см* модуль упругости, 10* кгс!с& . . . предел прочности при 127 “С, кгс/см* 6000—6800
0,26-0,29 4 550-4 750
модуль упругости, 10* кгс/см* . . . 0,25—0,27
предел прочности при 23 еС после 2 ч выдержки в кипящей воде. 6450
модуль упругости, 10* кгс/см* . . . 0,28
Растяжение: предел прочности при 23 ’С, 4650
модуль упругости, 10* кгс/см* . . . 0,26
предел прочности при сжатии парал- лельно слоям при 23 °C, кгс/см*, 3700
модуль упругости, 10* кгс/см* . . . Твердость по Роквеллу (шкала М) . . . Ударная вязкость по Изоду, кгс-см/см*. 0,28 114
95
Водопоглощенне после 24 ч, »/«. - . . . 0,034
Сравнение электрических свойств четырех
пластиков на основе DGEBA (Л. 20-3]
(DGEBA (мол.масса 380), с DEAPA и MPDA
(мол. масса 1 000> с другими компаундами]
Отвердитель Я характеристика .3% Мац 18%
Диэтиламинопропвламин: tgS 0,0192 0,0167 0.0131 0.0222
tg8 после24ев воде 0,0292 0,0195 0.0141 0,0226
диэлектрическая про- 516 5,01 4,91 4,77
ницаемость • • после 24 ч в воде 5,26 5,08 4,96 4,82
Метафенилендиамин: tg« 0,0231 0,0180 0,0163 0,0202
tgJ после 24 ч в воде 0,526 0,0347 0,0213 0,0211
диэлектрическая про- 5,68 5,25 5,38 5,22
ницаемость • е после 24 ч в воде 6,03 5,66 5,44 5,23
Дициандиамид: g 0.0093 0,0080 0,0102 0,0219
tgS после 24 ч в воде 0,0213 0,0106 0,0108 0,0226
д иэлектрическая про- 5,35 5,27 5,22 5,05
ницаемость • « после 24 ч в воде 5.44 5,35 5,27 512
Фенольная смола: tgJ 0,021» 0,097 0,0127 0,0157
tge после 24 ч в воде 0,0866 0,0784 0,0331 0.0213
диэлектрическая про- 4,65 4,49 4,38 4,33
ницаемость • • после 24 ч в воде 5,6» 6,10 4,76 4,51
Свойства отвержденной композиции
Типичные электрические свойства слоистого
пластика, отвержденного MDA, в зависимости
от молекулярной массы DGEBA [Л. 20-15]
(режим отверждения: прессование в течение 1 ч при
160 °C. отверждение в течение
2 ч при 150 *С и 6 ч при 200
после 2 суток прес
в воде при 50 *С
0,016—0,018
0,019—0,021
0,02—0,025
0,07—0,09
0,010-0.014
0,016—0.018
0,016—0,02
0.05-0,07
потерь при f О* гц:
в сухом виде . . .
после суточной выдержки
прочность,
перпендикулярно
0,08-0,09
Таблица 20-35
Типичные электрические свойства пластика
на основе DGEBA, отвержденного MPDA [Л. 2-6]
Диэлектрическая проницаемость:
при 60 гц ...................
прн 10’ гц .
при 10* гц .
при 10* гц .
при 10’ гц .
при КН гц . . . .
при 1,5-Ю’ гц . .
при 7,8-10’ гц ..........
Электрическая прочность, кв/м:
импульсная ...............
прн медленном подъеме напря-
прн 10* гц .
при 10* гц
при 1,5-10’ ...
при 7,8-10’ гц .............
Дугостойкость прн 50 »/. влвжно-
Сопротивление изоляции. Мом:
исходное .......................
после 24 ч при 2 *С н 90 »/.-иой
относительной влажности .
при 60 *С и 95 «/«-ной отно-
сительной влажности . . .
5,05
4,89
4,81
16,5
13
0,006
0,0096
0,0089
0,0135
0,0173
0,0204
0,0197
127
0,004
0,0139
0,0084
0,0061
0,0072
20-10»
5.10»
1-10»
Продолжение табл. 20-35
Характеристика При 23 -С при J00X
Объемное сопротивление, ом-см: исходное 1923-10»
после 24 ч при 2 *С и 95 °/о-ной относительной влажности. . 2000-10»
Поверхностное сопротивление, ом: исходное 238-10»
после 24 ч при 2 °C н 95 »/о-ной относительной влажности. . - 240-10»
Таблица 20-36
Типичные электрические свойства пластика
на основе DGEBA—фенольной смолы,
катализированной 0,5 %-ным а-метил-BMDA
(Л. 20-15]
(режим отверждения: прессуется при 2,8 кгс/см' в тече-
ние 1 ч при 160 *С, отверждение
в течение 8 ч при 160 *С)
Характеристика
tg4 при 10» гц:
в сухом состоянии • •.................
после суточной выдержки в воде . .
после 2 суток пребывания в воде
при 50 "С .....................
Диэлектричесиая проницаемость при
10» гц:
в сухом состоянии ................
после 2 суток пребывания в воде
при 50 ’С......................
Коэффициент диэлектрических потерь
при 10» гц:
в сухом состоянии ................
после суточной выдержки в воде. .
после 2 суток пребывания в воле
Электрическая прочность перпендикуляр-
но слоям, кв/мм......................
То же после 2 суток пребывания в воде
Дугостойкость. сек.........
Сопротивление изоляции, Мом
0,01—0,018
0,01—0,02
0,014-0,021
5,0—5,2
0.04—0,09
0,05-0,1
0,06-0,11
15—20
13-15
150—180
(1—3) 10*
Влияние температуры на электрические
свойства пластика на основе DGEBA,
отвержденного MA/PMDA и PMDA (Л. 10-14]
Характеристика PMDA MA/PMDA
1Й 1 К hl
Диэлектрическая про- ницаемость при 10’ гц: прн 23 *С. при 100 °C . . . при 150 °C . . . при 200 *С . . . 4,06 4,94 4,96 4,97 4,67 4,72 4,69 4,77 4,11 4,43 4,51 5,38 4,20 5,21 5,21 5,21
324
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
Продолжение табл. 20-37
Характеристика PMDA MA/PMDA
swrl при 180 *С sgg. 1
tg в,"при 10’ ад: при 23 °C ... 0,0013 0,0052 0.0041 0,0044
прн 100 °C . . . 0,0053 0,0031 0034 0,0036
при]150 °C . . . при',200 °C . . . 0,0071 0,0035 0,0047 0,0038
0,0650 0,0052 0,0136 0,0042
пластики в эток отношении имеют лучшие свойства
в сравнении с фенольными и полиэфирными [Л. 20-15].
Значения, полученные при эксплуатации пластиков
при комнатной температуре, показывают, что полное
разрушение связи между обработанным стеклом и эпо-
ксидной смолой следует ожидать только после 45 лет
непрерывного погружения в воду (Л. 20-142]. Однако
если эпоксидные смолы и обладают иаилучшей стой-
костью к воздействию воды, то влияние горячей аоды
(65—85°С) даже при низких давлениях является тяже-
лым испытанием я, таким образом, стойкость к горячей
воде — одна из наиболее важных характеристик. Стой-
кость к высокой влажности при подъеме температур
может быть даже еще более важной «характеристикой.
Роль покрытий поверхности стекла иа воздействие
воды была изучена подробно, н основное положение
заключается в том, что замасливатель создает улучше-
ние характеристики. При изучении плоских пластин
из Е-стекла было обнаружено, что без совмещающих
веществ агентов появляются повреждения, которые
носят адгезионный характер; с совмещающими аген-
тами повреждения были либо в связующем материале,
либо в этих агентах, показывая, что преимущества
были получены благодаря влиянию агента иа смолу.
Интересно, что при обычных условиях наблюдается
обратная свизь между смачиванием и остаточной проч-
ностью (Л. 20-161]. Было также отмечено, что лишен-
ное натрия Е-стекло обеспечивает улучшенные свойства
по сравнению с Е-стеклом, содержащим натрий
]Л. 20-142].
Механизм появления повреждений объясняется
проникновением воды (либо через смолу, либо между'
смолой и стеклом). До сих пор еще ие установлен
тот факт, что специфические повреждения могут воз-
никать из-за выщелачивания щелочных матерчалов
с поверхности стекла; стекло, травленное соляной кис-
лотой, обладает лучшими свойствами в сравнении
с иетравленным. Однако хотя изменения в композиции
могут внести некоторые улучшения (Л. 20-189], воз-
Рис. 20-51. Печатная электронная схема
для компьютера сделана нз эпоксидного
стеклопластика.
можно, что это является только вторичным явлением.
Вода проникает в пространство между смолой и стек-
лом в 450 раз быстрее смолы ]Л. 20-161].
Хорошая стойкость к влажности была получена
в намотанных нитью композициях с использованием
стекла HTS, Однако когда данную структуру подвер-
гали циклическому воздействию температуры к нагруз-
ки, то наблюдались микроскопические трещины на
границе стекло — смола. Растрескивание может про-
исходить при нагрузке, на 10% ниже предельной, и
может проявляться прн уровнях ниже предельного
удлинения для связующего. Появление трещин возни-
кает повсеместно в; намотанных нитью сосудах и мо-
жет быть отнесено на счет слабой стойкости к влаге
(Л. 20-148].
Основное влияние воды на прочность смолы заклю-
чается в увеличении эффекта смазки водой и умень-
шении коэффициента трения между смолой и стеклян-
ным волокном. Как было показано ранее, когдв адге-
зионная сзязь между стеклом и смолой разрушалась
вследствие действия напряжений, только давление
усадки смолы передавалось иа стеклянное ------------
Вследствие того, что имеетси трение, а вода является
смазкой, прочность пластика снижается (рис. 20-53),
Таблица 20-38
Типичные влектрические свойства пластика на основе DGEBA, отвержденного 10 частями DMP-30
и пластифицированного полисульфидом (мол. масса 1 000) [Л. 8-2]
Характеристика Полвсуль^ид, часта
0 1 16.7 1 20 I S6 | чз.з 1 60 1 100
Диэлектрическая прони- цаемость: при 10’ ач . . при 10е ач . . tg«: при 10’ ач . ... . . ; при 10’ ад 3^6 0.0020 0,021 4,6 3,6 0,0026 ' *0,011 У; М 0,0028 0,013 М 0,0033 0.014 4.9 5.0 4 4,1 0,0'”° 0,0035 0.1,,., 0,019 5,2 4,2 0,0040 0,023
Свойства отвержденной композиции
Рис. 20-52. Одни человек может переносить
восемь стеклоэпоксидных труб длиной 9 м.
Трубы, легки, прочны, устойчивы к корро-
зионному воздействию земли, нефти, соле-
ной воды н т. д
J’
i ю го зо Ьо so во
Дни
Рис. 20-53. Влияние воды на
пластики на основе DGEBA.
отвержденного 4 частями дн
циаидиамида [Л. 2 6]
/ — кипящая вода; 2 мыльный
раствор; з — 38 'С. 95%-ная относи
тельная влажность
хотя захват влаги может быть и не слишком высоким,
как показано на рис. 20 54—20-57.
Влияние воды и масла на прочность при изгибе
для пластика при постоянной нагрузке приведено на
рис. 20-58, а влияние воздуха и воды на прочность прн
изгибе дано на рис. 20-59.
Для определения временя жизни намотанных
нитью труб были разработаны специальные методы
испытания [Л. 20-132]. Пластики, имеющие на поверх-
ности большое количество смолы, обладают повышен-
ной влагостойкостью, так как смола в данном случае
защищает стеклянные волокна от внешней среды н
уменьшает влияние внешних повреждений. Важность
поверхностной защиты была продемонстрирована ря-
дом гидростатических испытаний на вырезанных образ-
цах -------« (Л. 20-163]. При избг------1 давлении
490 - - .х'-черимеиталыю было . де »»чо высо-
кое поглошен» воды, приводящее эассланва тию пла-
стика. Нанесенное кистью эпоксидное покрытие сни-
жает поглощение воды до 0,05% после 100 циклов при
1 цикле в минуту (давлеййе от 0 до 650 кгс/см*),
расслаивание при этом не наблюдалось.
Другие химические вещества также приводят
к значительному ухудшению свойств. Влияние некото-
рых из них объясняется тенденцией реагентов вызы-
вать набухание или растворение отвержденной смолы
или воздействовать иа стекло.
Особые величины для пластиков из DGEBA, от-
вержденных ароматическим амином н ангидридом,
приведены в табл. 20-39 н 20-40. Исчерпывающие дан-
ные для труб, намотанных нитью, представлены
в табл. 20-411. Трубы иэ стеклоэпоксидных композиций
используются при переработке сернистой коррозиоиио-
Недели
Рис. 20-54. Стойкость к дистилли
роваииой воде (прн 77 °C) взави
симостн от типа отвердителя для
слоистых пластиков иа основе
DGEBA [Л. 20-35].
Недели
Рис. 20-55. Стойкость к воздействию
воды (рН=2 при 77 “С) в зависимо-
сти от типа отверждения для слои-
стых пластиков иа основе DGEBA
(Л. 20-35].
О В 16 24 32 4я 46 56 64 72
недели
Рнс. 20-56. Стойкость к действию
воды (pH—И при 77 °C) в зави-
симости от типа отверждения для
слоистых пластиков на основе
DGEBA (Л. 20-35].
326
Гл. 20. Эпоксидные стеклопластики и нам
IBBB ШВВВ
Рис. 20-58. Влияние масла н воды
иа ползучесть слоистого пластика
иа основе DGEBA при напряже-
нии изгиба в 1 760 Kedcifi и тем-
пературе 65 °C (Л. 20-106].
В В <6 84 32 40 48 5В В4 7Z
Недели
Рис 20-57. Стойкость к влажному
воздуху в зависимости от типа
отвердителя для слоистых пласти-
ков иа основе DGEBA [Л. 20-35]
активной нефти авиационного бензина, J-P-4, дизель-
ного топлива и специальных топливных масел, при-
чем смола отверждается алифатическими аминами и
модифицируется 50 частями полисульфида (Л. 20-53].
Погодные испытания иа открытом воздухе пласти-
ков из DGEBA (мол. масса 950), отвержденного ди-
циандиамидом, показали, что после 12 мес происходит
снижение прочности иа 5—10% номинального [Л. 20-19];
испытания с другими композициями пластика обычно
дают сравнимые величины даже при значительной
разнице между композициями (то величине прочности),
но высокотемпературные композиции ие всегда приво-
дят к улучшению погодных характеристик (Л. 20-131].
Пластики обычно по отношению к газам высокого
давлении являются пористыми и имеют тенденцию
к поглощению газа включениями. Непроницаемость
может быть получена на практике при использовании
непроницаемой внешней пленки или наложением ме-
таллической фольги на слоистую конструкцию.
Таблица 20-39
Химостойкость пластика на основе DGEBA, отвержденного MPDA (Л. 2-6]
(режим отверждения: прессование давлением 14 кгс/см’ в течение 15 мин при 150 °C, отверждение
в течение 1 ч при 204 °C)
Увеличение пассы при указевиоВ выдержке.
Модуль упру-
гости после
1 года выдерж-
Предел проч-
ности при
Расслаивается после 7 суток
Расслаивается
4 210
Серная кислоте: 95%-иая .
70%-ная .
3%-ная .
Соляная кислота: 37%-ная
10%-ная
Азотная кислота: 50%ная
30%-иая . .
Фосфорная кислота: 98»/0-ная .
10%-иая .
Уксусная кислота: ледяная . .
10%-иая , .
Щавелевая кислота: насыщенная
50%-ная ,
1%-ная .
Гидроокись аммония -28%-иая .
Хрористый натрий 20%-ный . .
Сульфид натрия 30%-ный . . .
Азотнокислый аммоний 50%-ный
Ацетон............
Этилацетат ....
Двухлористый этилен
Этиленгликоль . .
Соляровое масло .
Метилэтилкетон .
Изопропилоаый спирт
Хлористый аллил. .
Перекись водорода .
Води дистиллировали:
1 Данные через 90 суток выдержки.
• Данные через 180 суток выдержки.
4 070
4 070
4070
4030
31000
4070’
4 090
1780
4 870
4730
3940
3600
4000
4 000
4200
4300 I
4070
4300
4 000
4 200
Эпоксидные пластики, содержащие не стекло, а другой тип армировки
327
Рис. 20-59. Влияние масла и воды
на ползучесть отливки из DGEBA
при напряжении изгиба
в 246 кгс/см’ [Л. 20-106].
В некоторых применениях интерес представляет
защита окиси кремния от загрязнения рабочих жид-
костей стеклом. Испытания, проведенные с использо-
ванием стеклоэпоксидиой трубы с синтетической футе-
Габлица 20-40
Химостойкость пластика на основе DGEBA
(мол. масса 450), отвержденного СА [Л. 2-1]
(после 30 суток выдержки)
Вещество, и котором произ- водилась выдержка Ясы.%С' Й 1н III
0,272 0,188 0,000 0.000
Перекись водорода 3%-иая 32 6i
Серная кислота 3%-ная —0,266 0,000 86 100
Соляная кислота 10%-иая —3,61 0,000 49 70
Азотная кислота 10%-ная —0,119 0,000 41 82
Уксуснвя кислота 5%-ная 0,173 0,000 100 100
Гидроокись аммоини 10%-ная 0.236 0,060 91 100
Хлористый натрий 10%-ный 0,015 0,000 100 100
Изопропиловый спирт 98%-ный 0,017 0,000 100 100
Кипящая вода после 3 ч выдержки 83,4 1000
Ацетон после 3 ч вы- держки - - 78.8 70
ровкой, показали очень низкую величину загрязнения
стенки трубы, как приведено в табл. 22-41,
При испытании в космических условиях пластики
вели себя удовлетворительно. Пластики подвергались
ультрафиолетовой радиации 2000—6000 А, давлению
10-’ мм рт. ст. н температуре до 160 “С и имели не-
значительные изменения после 500 ч.
Одна система, использующая жидкий DGEBA, на-
пример, обладала потерей массы 0,83%, а снижение
прочности при изгибе составило от 6 670 до 6 070 кгс/см'
ГЛ 20-108].
ЭПОКСИДНЫЕ ПЛАСТИКИ, СОДЕРЖАЩИЕ
НЕ СТЕКЛО, А ДРУГОЙ ТИП АРМИРОВКИ
Армирование волокном
Стеклянное волокно само имеет довольно слабую
стойкость к химическому воздействию, н это умень-
шает общую стойкость, присущую связующему из эпо-
ксидной смолы. По этой причине иногда используют
футеровку из другого синтетического волокна для за-
щиты высокопрочного стекла от химической среды. Для
этой цели часто используют асбестовое волокно.
Большое количество эпоксидной смолы использует-
ся для получения пластиков иа основе бумага (Л. 20-139].
В этом случае DGEBA (мол. масса 950), отвержден-
ный СА, обеспечивает огнестойкость. Пропитанная
эпоксидной смолой бумага используется также для
производства вводов иа 15—69 кв с бумажной конден-
саторной втулкой.
Свойства различных синтетических волокон, при-
годных для использования совместно с зпоксндиой смо-
лой. приведены в табл. 20-41 и 20-42.
Специальное применение для синтетических пласти-
ков включает использование полиамидных волокон для
увеличения ударной вязкости по сравнению с величиной
для стеклянного волокна (Л. 20-31], а также использо-
вание их в сочетании со стеклосеткой для той же цели
[Л. 20-57].
Были
из эпоксидной смолы и
—г------- -------, ____ ....астики обеспечивают низ-
кое водологлощеиие и высокую стойкость к кипящей
ноде [Л. 20-25]. Оии используются для получения кон-
цевых кабельных разделок без покрышек на напряже-
ния до 15 кв (Л. 20-47I. Плвстики с полиэфирным
волокном были использованы для изготовления синте-
тических мундштуков для духовых инструментов
Разработаны нити на базе углерода, которые при-
годны для намоточных операций. Были получены при-
емлемые прочности с системами, отвержденными MPDA,
но смачиваемость была ниже оптимальной; с система-
ми, отвержденными NMA, наблюдалась слабая смачи-
ваемость (Л. 20-166].
Экспериментальные композиции были получены
с борным волокном (имеющим модуль упругости
в 5 раз больше модуля упругости стекла); предел
прочности при растяжении доходил до 25 100 кгс/см',
а модуль 1,12- /О'кгс/см'. Были приготовлены специаль-
ные высокопрочные стальные проволоки [42000 кгс/см'
при диаметре 0,0762 мм и модуле упругости (1,8—
2,1) • 10« кгс/см'] (Л. 20-178].
Одиако обычно применение иестеклянных волокон
используется для специальных целей.
Металлические опилки — монокристаллы небольшой
величины—вызывают большой интерес в эксперимен-
тальных лабораториях. Даже если длина кристаллов
очень небольшая, их свойство течь позволяет достичь
прочности по крайней мере 5170 кгс/см' в сравнении
с 7900 кгс/см' для систем, использующих стекло.
С опилками окиси алюминия резкие улучшения в проч-
ности наблюдались при 14%-иом содержании по объе-
му, и дополнительно (Л. 20-77], как минимум 1% стек-
ла увеличивает иа 10—20% межслоевой сдвиг. Ожи-
дают, что композиции иа базе опилок дадут прочность
при растяжении до 10 500 кгс/см' [Л. 20-184] .
328
Гл. 20 Эпоксидные стеклопластики и намотанные изделия
Свойства волокон [Л. 20-196]
Тип волокна llSf' Дакка. Диаметр. Предел проч- Модуль упруго- го* кгс]см* Нагревостой^ Температур- ный коэффи- циент линей- ного ^сш^ре-
Синтетические неорганические: боросиликатное (Е-стекло) 2,6 5—15 280 7 1 160е 2,8 .
бериллиевое стекло 2,6 о, Ь 5-15 195 8,4—14 4354 6
квврцевое 2,2 1.8 а, Ь 8—10 70—250 7—17,5 1040» Еу у
углеродаое a, b 1—100 14 0,7—2,8 1890» 1 -
кремнекислый алюминий 2.7 До 25 2—20 70-420 1,4—10,5 985а 1—8
графитовое 1.6 До 10 2—30 1 4 —14 2060/ 0,6—4
окись алюминия (А!,О,) окись бериллия (ВеО) двуокись титана (Т1О,) 3,99 а, Ь 250 ’ 70 38,8 2 010/ у
3,0 До 10 100 2,1 28—35 2565« 5,8
4 2—4 4 До 10 100 —~ 14-35 1900« 7-9
двуокись циркония (ZrOJ ' 5,б' До Ю 100 —— 18 26904
окись магния (MgO) 3,65 100 49-105 17,5—22 28004 —-
Естественные неорганические: асбестовые 2,5 До 7,6 0,02 70-140 14—17,5 8254
Металлические: стальное 7,8 а, Ь 1—25 14—28 44—21 8-10 87*
алюминиевое 2,8 а, Ь 4-20 4,2—6,3 17 17—20 345е
вольфрамовое 19,3 До 2,5 20 14 40 4,5 1869*
танталовое 16,6 До 1.2 5 4,9-6,3 20 6,6 5 4 1 635е
молибденовое 10,2 До 1,2 5—20 28 1 425е
магниевое 1.8 а. Ь 6,15 2.8 4,2 8-20 345*
Синтетические органические: фторуглеродное 2,2 /Т f) 20 з.з 0,28 135/
полиэфирное I А а, b 10—25 7 1204
акриловое 1.2 а, Ь 10—25 3,5 — ПО*
полиамидное а, Ь 10—40 4,9-9 120*
целлюлозоацетатное йз а, Ь 11-44 1,75 125*
Натуральные органические: хлопковое 1.6 До Ю 17 3,5-7 — 589«
волокно сизаля 1.3 До 70 19 9 38»
шерстяное 1,3 До 40 28 2 — 38»
бумажное 0,7—1,15 До 1,2 1—4 — — 135»
Таблица 20-42
Сравнение свойств различных волокон [Л. 20-155]
Очанка АбрвзивостоЙ- Химостойкость Стойкость к Водопоглоще- Плотность
к кислотам к щелочам растворителям ние
о™,- Нейлоновые Полиэфирные Фторуглеродные Фторуглеродыне Нейлоновые Стеклянные Стеклянные Фторуглеродные Шерстяные Искусствен- ный шелк Стеклянные Фторуглеродные
Модакриловые Полиэфирные Акриловые Модакриловые Полиэфирные Олефиновые Полиэфирные Полиэфирные Нейлоновые Хлопк-ш. е НаЙлоновые Нитриловые' Нитриловые* Хлопковые Искусственный Модакрнловые Полиэфирные
Й*' Нитриловые Шерстяные Искусственны Ацетатные Нитриловые Стеклянные Шерстяные НаЙлоновые Стеклянные Хлопковые Полиэфирные Искусственный Нитриловые Искусствен- Искусственный Шерстяные Олефиновые Ацетатные Шерстяные Нитриловые
Плохая Фторуглеродные Стеклянные Ацетатные Акриловые Шерстяные Олефиновые Ацетатные Полиэфирные Фторугле- Сгеклянные Олефиновые
Эпоксидные пластики, содержащие не стекло, а другой тип армировки
329
В дополнение к волокнам, проволокам н опилкам
для армирования смол могут быть использованы че-
шуйки Пластики со стеклянными чешуйками были
предложены для печатных плат [Л. 20-59] и армиро-
ванных покрытий [Л. 20-117]
Сравнение электрической изоляции катушек
[Л. 20-77]
Пробивное напряжение при
50 гц после 60 сек при
90 °C. кг/мм
Возникновение короны, ке/мм
Рис. 20 60. tgd в зависимо-
сти от приложенного на-
пряжении дли нзолиции ка-
тушки {Л. 20-77].
Слюдояюксидиые пластики получили признание
в электропромышленности для изоляции катушек. Слю-
дяная изоляции на эпоксидном связующем в сравнении
с другими типами представлена в табл 20-44 и на
рис. 20-61 и 20-62. Пластики нз слюдобумаги и эпо-
ксидной смолы обладают хорошими свойствами
(табл. 22-45) при меньшей стоимости, чем со стеклян-
ной тканью
Таблца 20-44
Физические м электрические свойства пластика на основе слюд на эпоксид
смоле, отвержденной амином [Л. 20-55]
Предел прочности при изгибе,
кгс/см*:
при 23 °C................
при 260°С................
Модуль упругости, №* кгс/см*:
пр" 260 °с;
Предел прочности при растя-
жении, кгс/см*:
при 23 °C . .
прн 260 °C...............
Модуль упругости. 10° кгс/см*,
при 23 °C....................
Предел прочности при сжатии
перпендикулярно слоям при
23»С, кгс/см* .......
Предел прочности при сжатии
параллельно слоям, кгс/см*:
Диэлектрическая проницае-
мость:
при; 60 гц .............
при 10* гц . . . ...
при 10* гц .............
То же после 24 ч пребывания
при 60 гц . ....
при 10' гц ............
при 10* гц.............
Тангенс угла диэлектрических
потерь:
при 60 гц . ...
при 10’ гц . .
при 10* гц .............
Предел прочности при сдвиге
при 23 °C, кгс/см*..........
Плотность, г/см* . .
Огнестойкость
(ASTMD568-56T) .
Иагревостойкость, °C . . .
Водопоглощеине после 28 с
ток выдержки в воде, %
1530
2,4—2,6
Самогася-
Средняя—
хорошая
127—260
при 60 гц ..............
при 10* гц .............
при 10° гц..............
Электрическая прочность (при
толщине 0,8 мм), ке/мм . .
Дугостойкость после 96 ч при
96%-иой относительной
влажности, сек..............
Объемное сопротивление.
То же посте 96 ч при 96«/»-ной
относительной влажности
Поверхностное сопротивле-
ние, Ом .........
То же после 96 ч при 96%-пой
относительной влажности .
179
3.4-10’*
5,23-10“
9,26.10“
6,77-10“
330
Гл. 20. Эпоксидные стеклопластики и намотанные изделия
ВЫВОДЫ
иые характеристики, которые могут обеспечивать пре-
дел прочности при растяжении до 8400 кгс/см2. Пла
стики из стеклосеткн дешевле, имеют однородные ха-
рактеристики прочности, ио они ниже, чем у ткани.
Для большинства пластиков используют боросиликат-
ное стекло, так называемое Е-стекло, которое имеет
предел прочности первичных нитей до 35 000 кгс/см2.
Для сохранения прочности в процессе обработки стек-
лянной нити были разработаны специальные способы
замасливания. После того хак стекло прошло техноло-
гический процесс, оио обычно обрабатывается каким-
либо химическим веществом для исключения образова-
ния воды иа поверхности стекла и улучшения свойств
пластика при высокой влажности и воздействии горя-
чей воды.
Связующее выбирается с низкой вязкостью, с отве-
чающими технологическим требованиям характеристи-
ками. Когда необходима работа при повышенной тем-
пературе, к выбору связующего подходит более кри-
тически. Для большинства применений используют
смолы -на основе DGEBA, «о для более высокой темпе-
ратуры, предназначают эпоксидированные иаволачные
и эпоксидированные олефиновые смолы. Отвердители
обычно выбирают для обеспечения желаемых характе-
ристик службы, исходя из требований остаточной проч-
ности прн подъеме температуры. Содержание стекла
в композации обычно определяет прочностные свойства
при изгибе н при растяжении, в то время как связую-
щее влияет ма прочность при сжатии и нагревостой-
кость. За исключением диэлектрической проницаемости
(которая растет с увеличением содержания стекла)
электрические свойства являются функцией используе-
мой смолы. 'Композиции могут наноситься по одной из
нескольких технологий: может быть использовано мок-
рое наложение, при котором применяют жидкую систе-
му с отверждением сразу после применения; при сухом
наложении используется смола с большой молекуляр-
ной массой, содержащая отвердитель, или композиция
в стадии В; композиции наносятся на стекло -в раство-
ре с последующим удалением растворителя. Стекло,
приготовленное по сухому способу, может храниться до
последующего использования. При мокром способе на-
ложения отверждение может быть проведено либо прн
комнатной температуре, либо прв нагреве в зависимо-
сти от природы смолы.
Технология производства пластиков может исполь-
зовать контактное 'Давление, низкое или высокое дав-
ление: та илн иная технология выбирается «а основа-
нии предельных свойств пластиков и с учетом имеюще-
гося оборудования.
Композации иа основе стекла н эпоксидной смолы
---------------------л----лучшие в сравнении с по-
Композиции иа стекловолокна и эпоксидной смолы
обеспечивают высокопрочные конструкции прн отноше-
нии прочности к массе, сравнимым с отношением для
металла, а часто превосходящим его. Первоначально
они использовались как конструктивные элементы
в самолете- и ракетостроении, теперь они находит все
-большее промышленное применение, главное из кото-
рых применение для химически стойких трубопроводов.
По существу, композиции содержат некоторые
формы волокнистой арматуры вместе со связующим.
Стекло является наиболее часто используемым типом
арматуры и может быть в форме стреиг (составленных
из ряда тонких нитей) для иамоткн нитью; стренги
могут быть собраны в розницу и сплетены в сетки;
иля стренги могут быть скручены в пряжу и сотканы
в ткань. Намотка нитью обеспечнаает наиболее высо-
кие (однонаправленные) значения прочности, предел
прочности при растяжении до 21000 кгс/см2 и более.
Пластики из стеклоткани дают однородные прочиост-
лиэфирными, электрические свойства, лучшие в сравне-
нии с фенольными смолами, а влагостойкость, стой-
кость к усталостным нагрузкам н прочность при меж-
слоевом сдвиге лучшие, чем у полиэфирных и феноль-
ных смол. Лучшая прочность прн высокой температуре
получается со специальными фенольными и кремний-
органическими рецептурами. Исследования, направлен-
ные иа улучшение эпоксидных смол, продолжаются.
Свойства стеклоэпоксидных композиций могут из-
меняться в довольно широких пределах с помощью вы-
бора смолы, отвердителя и модификатора. Из-за много-
сторонности ях свойств и очень хороших характеристик
композиции иа основе стекла и эпоксидной смолы на-
ходят широкое применение в военной и гражданской
технике.
331
Глава двадцать первая
ЭПОКСИДНЫЕ ПОКРЫТИЯ, НЕ СОДЕРЖАЩИЕ
РАСТВОРИТЕЛЕЙ
Так как многие эпоксидные смолы и их многочис-
ленные отвердители являются маловязкими жидкостя-
ми, то оии могут применяться для нанесения покры-
та® композициями, содержащими 100% основы.
Иногда для таких композиций рекомендуется при-
менять ничтожные количества растворителя для регу-
лировки вязкости.
Растворитель большей частью остается в покрытии
н, таким образом, его можно считать иереакционноопо-
-собьым разбавителем.
В лаковых покрытиях, как будет показано в гл. 22.
растворитель присутствует в довольно больших коли-
чествах и должен быть удалей до того, как произой-
дет отверждение, это, таким образом, ограничивает
толщину покрытия. Кроме того, для лаковых покрытий
чаще всего применяются смолы с большей молекуляр-
ной массой, которые являются твердыми веществами
при комнатной температуре и для приготовления лаков
требуют применения разбавителя.
Покрытия на основе эпоксидных смол, ие содержа-
щих растворителя, наносятся окунанием, распылением,
кистью и лопаткой, оии могут быть декоративными и
армированными Такие покрытия могут наноситься
любой нужной толщины в один слой, так как не тре-
буется испарения растворителя, а следовательно, мень-
ше шансов, что появятся пустоты, отставания покры-
тия от изделия и другие дефекты. Плотное покрытие,
дающее высокие электрические свойства и хорошую
химостойкость, может быть получено в течение не-
скольких часов прн комнатной температуре, без запеч-
ки. Покрытия могут наноситься на поверхности, кото-
рые боятся нагревания илн попадания на них раство-
рителей, они особенно хороши для нанесения на
маленькие площади нлн для предохранения внутренних
элементов Одним из необычных использований таких
систем, отвержденных жирными полиамидами, было
защитное покрытие картин, написанных в XVIII в.
[Л.- 21 -39]
Одн--------------------
и недостатки. Они
..........— .........ценную температуру
и термоудары н довольно дороги. Если требуется про-
ведение отверждения при комнатной температуре, то
еще одним недостатком является малое время жизни
компаунда. Очевидно, что эти недостатки могут быть
сведены к минимуму, и в этом направлений проводит-
ся большая работа. Хрупкость, например, может быть
уменьшена, правда, за счет химостойкости и иагрево-
стойкости, введением пластификаторов.
Физические свойства систем, ие содержащих раство-
рителя, близки к свойствам наполненных систем, кото-
рые рассмотрены в гл. 12, и в большей степени зависят
от типа отвердителя и модификаторов. Сравнительные
данные отвердителей и модификаторов приводились
неоднократно в втой книге н здесь мы нх не будем
повторять.
Покрытая без растворителей наиболее широкое
распространение получили прн выполнении трубопрово-
дов, где от покрытий требуется хорошая химостой-
жость. Типичным примером является их использование
дня покрытий цемеитоасбестовых канализационных
труб. Например, в городе Саи Бисавинтура штата Ка-
лифорния н др. проложено 10 000 км труб такого типа
ПОКРЫТИЯ, НАНЕСЕННЫЕ ОКУНАНИЕМ
Такие покрытия для электронного оборудования
готовятся на основе DGEBA, низкомолекулярных ио-
волачных эпоксидов и жидких эпоксидированных оле-
финовых смол.
Жидкая смола или связующее модифицируется
тиксотропным наполнением или комбинацией наполни-
телей. Эта система приготовляется для создания одно-
родного покрытия даже иа острых выступах. Это покры-
тие не стечет во время отверждения. Когда во время
эксплуатации ожидается наличие термоударов, приме-
няются пластификаторы.
В качестве отвердителя таких систем, отверждаю-
щихся при комнатной температуре, могут служить пер-
вичные алифатические полиамиды, ио чаще использу-
ются жирные полиамиды. Простейшая композиция со-
стоит из:
Часта
DGEBA................................100
Химически обработавший бентонит . , 15
Черная окись железа................... 5
DETA ................................ 10
Для систем, отверждающихся при нагревании от-
вердителем служат ангидриды, такие как DOSA. Для
однокомпонеитиых систем лучше использовать ВЕз МЁА
или дициаидиамик. Простейшая одиокомпоненткая ком-
позиция состоит из:
Часта
DGEBA...................................90
Бутаиодиот дигтицидилового эфира .... 10
Коллоидальный кремний.................10—20
BF.MEA.................................. 8
Рис 21-1 Монолитное покрытие пола в масло-
дельне. По бетону кладется стеклянная ткань. За-
тем она пропитывается эпоксидным компаундом.
Окончательную отделку для получения ровного
блестящего пола производят также эпоксидным
компаундом
Гл. 21. Эпоксидные покрытия, не содержащие растворителей
Хорошо, если материалы для нанесения покрытий
окунанием довольно жидки для того, чтобы можно
было удалить газы во время вакуумирования, ио в то
же время довольно тиксотропны для того, чтобы мож-
но было получить однородную пленку толщиной до
1,5 ям зв одно окунание. Кроме покрытия электрон-
ных изделий, например таких, как конденсаторы, инте-
ресным является применение метода окунания для -на-
несения защитного покрытия иа печатные платы для
предохранения элементов схемы ст воздействий окру
жающей среды. Создание таких покрытий является
единственным в своем роде Схема содержит много
компонентов и выступающих иад ними соединений, ко-
торые довольно трудно бывает покрыть за один раз.
Если нанести толстое покрытие, все закрывающее,
то увеличится масса платы и на это уйдет много ком-
паунда, что, естественно, сильно повысит стоимость
платы. Если покрытие сделать тонким, то появятся
места иа плате с недостаточной влагостойкостью
[Л. 21-19].
Вопрос еще более усложняется, когда требуется
получить огнестойкое покрытие, да еще достаточно про-
зрачное, чтобы через него были видны все элементы
схемы. Появившиеся в последнее время полиуретаны
обладают для покрытия печатных плат рядом преиму-
ществ перед эпоксидами н, вероятно, вытеснят их.
При нанесении покрытия методом окунания изде-
лие, на которое наносится покрытие, должно вынимать-
ся из ванны с компаундом с определенной скоростью,
иначе покрытие ие будет однородным.
ПРЕДВАРИТЕЛЬНЫЕ ПОКРЫТИЯ
Предварительные покрытия, состоящие из связую-
щего без растворителя, наносятся кистью или лопаткой
иа формы перед ее заливкой или выклейкой стекло-
пластика. Это создает хорошую гладкую поверхность
и точное соблюдение изделием формы. (Покрытия окра-
шиваются в нужный цвет и состоят из жидкой смолы
и тиксотропного -наполнителя. Кроме того, подбираются
наполнители для создания требуемых свойств мате-
риала иа поверхности, а когда требуется эластичность,
добавляют соответствующие модификаторы.
В качестве отвердителя чаще всего используют
первичный полнамии
АРМИРОВАННЫЕ ПОКРЫТИЯ
Там, где требуется очень высокая химостойкость
бывают температурные перепады, необходимо наис
сить довольно толстые покрытия без каких-либо пл,
стнфицкрующих добавок >В таких случаях композит!
для покрытия состоит из твердой эпоксидной смоль
соответствующего отвердителя и армируется синтетиче
ской тканью. Поверхность, на которую наносится по
крытие, тщательно очищается, металлические поверх
кости предварительно обрабатываются пескоструйной
Эпоксидная композиция наносится кистью «ли роликом
Затем ткань вдавливается в смолу и сверху -наносите!
еще слой смолы. Может наноситься один или несколько
слоев в зависимости от требуемой толщины покрытия.
Такие армированные покрытия применяются для футе-
ровки цистерн, т. е. там, где позволяют окружающие
условия (ие наблюдается повышенная температура). Та-
кое покрытие кажется кустарным, «о при хорошей под-
готовке поверхности оно обладает оче:,ь высокой химо-
стойкостью, а отверждается при комнатной температуре.
ЛАКИ, НЕ СОДЕРЖАЩИЕ РАСТВОРИТЕЛЕЙ
Часто в электротехнике требуется применить пропит-
ку -веществом, не содержащим растворителя. Компаунд
должен обладать возможно -меньшей вязкостью при про-
питке и оставаться в изделии после пропитки. При про-
питке очень плотно намотанных катушек и обмоток тре-
буется применить вакуум и затем избыточное давление
и компаунд должен остаться в катушке.
В изделиях с рыхлой намоткой катушки плотно обо-
рачиваются стеклянной лентой и ватем пропитываются.
Лента предотвратит стекаине компаунда во время от-
верждения. В других случаях применяются наполни-
тели, которые отфильтровываются из компаунда, остав-
ляя иа поверхности катушки слой с большим содержа-
нием наполнителя, или, иногда, катушка покрывается
сухим наполнителем, а компаунд проходит сквозь него
под действием вакуума и давления Наполнитель за-
держивает пропитывающий состав во время отвержде-
ния. Так как пропитка с использованием вакуума и
давления — довольно длительный процесс, то компаун-
ды для этой цели должны обладать большим временем
жизни. Они используются для пропитки трансформато-
ров, особенно высоковольтных и высокотемпературных
[Л. 21-4], и для пропитки обмоток электродвигателей
Обычно отвердителем для таких систем является аигид
Рис. 21-2. Керамические трубы, покрытые эпо-
ксидной смолой, используются в дренажных си-
стемах больших химических заводов, где кислоты
разрушают незащищенные керамические трубы.
Рнс. 21-3. Потрескавшийся бетонный желсб-кормушку
можно отремонтировать, применяя эпоксидное покрытие,
не содержащее растворителей
333
Рис. 21-4. Покрытие эпоксидом бетонной
отпескоструенной стены.
Рис. 21-5. Многократным покрытием бетонных
стен эпоксидом можно добиться поверхности та-
кой же, как у кафеля
КОРРОЗИОННОСТОЙКИЕ ПОКРЫТИЯ,
НАНОСИМЫЕ РАСПЫЛЕНИЕМ И КИСТЬЮ
Композиции для таких покрытий обычно содержат
небольшие количества нереакциониоспособных разбавите-
лей для уменьшения шязкости и для того, чтобы можно
было ввести больше пигмента. В жидкие смолы обычно
вводятся различные комбинации наполнителей, по край-
ней мер'е один из них должен создавать тиксотропное
действие и дивать возможность покрывать вертикальные
поверхности. Для предотвращения появления дефектов
в пленке добавляются небольшие количества веществ,
регулирующих текучесть.
Было разработано- оборудование для нанесения
пленки распылением (см. гл. 23), дающее возможность
использовать быстро отверждающиеся системы. При ра-
боте с композициями, содержащими 100% основы, на-
пыление производилось пламенем (Л. 21-20], порошкооб-
разная смесь смолы, отвердителя и наполнителя перед
нанесением иа изделие разжижалась нагреванием. По-
крытие, наносимое композициями, содержащими 100%
основы, обладают повышенной химостойкостью по
сравнению с лаковыми покрытиями. Но они довольно
хрупки и вследствие высокого содержания компаунда
довольно дороги. Часто для покрытий, содержащих
100% основы, в качестве отвердителя применяют кети-
мины. Эти отвердители состоят из первичных алифатиче-
ских полиамипов и растворителя — кетона (гл. 5). Буду-
чи смешанными с эпоксидными смолами на основе
DGEBA, они дают время жизни компаунда в 4—5 ч при
комнатной температуре, но в то же время быстро от-
верждаются в пленках толщиной 0,1—2 мм Реакция
отверждения инициируется под действием влажности
атмосферы. Таким образом, на материал в большой мас-
се влажность никакого действия не оказывает, в то
время как на пленку влажность оказывает быстрое дне-
соцнонное действие. Типичной смолой, используемой
с кетимин-отверднтелем, является смола на основе
DGEBA, содержащая около 18 частей дибутилфталата.
ся пигменты в дисперсиях по методу, описанному
рид, а технология пропитки выглядит примерно таи
(Л. 21-18]:
'1. Нагреть трансформатор в автоклаве до 80 °C.
2 Нагреть эпоксид до 80 °C. тщательно перемешать
а течение 5 мин
3. Перелить компаунд в форму в автоклаве.
4. Создать вакуумм примерно 1—3 мм рт. ст.; вы-
держать в течение 5 мин; соединить с атмосферой.
5. Создать вакуум 1—3 мм рт ст.; выдержать
10 мин; соединять с атмосферой.
6. Повторить пункт 5.
7. Вынуть трансформатор и формх
8 Провести гелеобразование (15—16 ч) при 60 °C.
9. Отверждать 24 и при 95 °C (при более высоких
температурах могут появиться трещины).
С использованием этой технологии бытн изготовле-
ны высоковольтные трансформаторы, которые выдержа-
ли 1 200—1 500 циклов подачи напряжения 150 кв.
Высокотемпературные электродвигатели могут изо-
лироваться по следующей технологии: катушки наматы-
ваются как обычно и бандажируютси. Затем они поме-
щаются в пазы и делаются соответствующие соединения.
Обмотка двигателя погружается затем в бак с эпокси-
дом, имеющим большое время жизни п высокую иагре-
востойкость, и приводится вакуумная пропитка обмотки.
Затем двигатель вынимается, суш ся и . гекается. Про-
цесс очень похож иа пропитку обычными лаками, за
исключением того, что катушки ие пропитываются под
давлением и вакуумом и компауич не содержащий ра-
створителя, lie требует прове-'- - ^-чержлепня под
давлением.
Толщина покрытия определяется требованиями со
стороны атмосферных условий. Распыление считается
лучшим 'методом нанесения покрытия.
ДЕКОРАТИВНЫЕ ПОКРЫТИЯ
Эпоксидные покрытия, содержащие 100% основы,
использовались для отделки строительных блоков, для
создания внешнего вида, такого же как у кафеля.
Покрытие наносится в два слоя, первое закрывает по-
334
Гл. 21. Эпоксидные покрытия, не содержащие растворителей
ристую поверхность, а затем ва этот слой распылени-
ем наносится второй, создающий гладкую, блестящую
поверхность (Л. 22-16].
Типичной композицией для этой дели является сле-
дующая (Л. 21-17]:
DGEBA . . 61,5
Ксилол...............................18,7
Парафиновая вакса (5у<>-иый раствор в ки-
слоте) ............................... 3,6
Двуокись титана . . 25
Кадмий красный . . . , . 0,4
Бентонит............................. 4,6
Смесь, отвержденная алифатическим полиамином,
используется и для первого и для второго слоя по ме-
тоду, описанному выше.
Также отмечалось покрытие шлакоблоков, наноси-
мое лопаткой. Эти композиции, содержащие в качестве
отвердителей алифатические первичные лолиамины и
жирные полиамиды и пигментированные белым, серым
или каштановым пигментом, дали хорошие результаты
после работы в течение 2 лет (Л. 21-7].
Другим применением эпоксидов для декоративных
покрытий является использование в качестве связую-
щего композиций, содержащих 100% основы, для мо-
заики (Л. 21-7]. Покрытие изготавливалось толщиной от
5 до 6 мм и сравнивалось с обычным мозаичным по-
крытием толщиной в несколько сантиметров, изготов-
ленным иа обычных материалах. Снижение массы при
замене обычного материала на эпоксид позволяет изго-
тавливать мозаичное покрытие пола без специальной
тяжелой арматуры и относительно малая толщина по-
крытия позволяет наносить их иа поверхности, иа ко-
торые невозможно нанести толстые покрытия. Проч-
ность и химостойкостъ таких покрытий выше, чем
у обычных мозаичных покрытий, кроме того, онн боиее
разнообразны по цвету.
Если требуется занести покрытие «а бетон, то сле-
дует произвести подготовку поверхности по технологии,
описанной ниже. Композиции для мозаики состоят из
наполненной смолы иа основе DGEBA. Хорошим напол-
нителем является 100 частей карбоната кальция.
К нему добавляется примерно 700 частей мраморной
крошки. Затем добавляются высушенные, обезмасленные
пигменты, отвечающие требованиям цвета. Затем свя-
зующее тщательно перемешивается с жирными полиа-
мидами—мраморная крошка добавляется ® конце пе-
ремешивания, смесь затем «вносится лопаткой. Через
24—48 « после отверждения следует производить шли-
фовку, так как через неделю производить шлифовку
практически невозможно. Конечно, для таких покрытий
могут использоваться и другие композиции.
ПОКРЫТИЯ, НАНОСИМЫЕ ЛОПАТКОЙ
На основе эпоксидных смол, содержащих 100%
основы, покрытия, наносимые лопаткой, отверждаемые
при комнатной температуре, исг!ользовзлись для хнмо-
и влагостойких хранилищ, покрытий, подвергающихся
непрерывному воздействию воды, влагостойкой штука-
турки [Л. 21-6].
Типичной композицией для этих целей язляется
следующая (Л. 21-2]:
Часта
DGEBA................................ 125
Химически обработанный бентонит .... 32,9
Полисульфид (мол. масса 1000) • . . . 100
Сульфид цинка .... - -............. 52,8
Химически обработанный бентонит .... 34,7
DMP-30.............................. 12,5
Когда эпоксидные покрытия такого типа исполь-
ауются для работы под водой, композиция обычно от-
верждается амином. Возможно, что жирный полиа-
мид— лучший отвердитель, «о используются жирные
моиоамиды и алифатические первичные амины.
Наибольшее распространение эпоксидные компаун-
ды, наносимые лопаткой, получили для покрытия бето-
на и в качестве ремонтного материала. Эпоксидные
композиции, используемые для монолитного покрытия
поверхности бетона, используются для двух целей: для
покрытия полов, там, где пол подвергается различным
воздействиям химикатов, и как покрытие дорог. Кроме
того, эпоксиды используются для связки старого и но-
вого бетона, для ремонта тротуаров и связи разметки
улиц с бетоном. Эпоксидные композиции могут исполь-
зоваться в качестве покрывающего н ремонтного ма-
териала для бетона вследствие своих высоких физиче-
ских свойств и адгезиовиой способности. Сила сцепле-
ния эпоксида с правильно подготовленной поверх-
ностью бетона 'даже выше, чем сила сцепления самого
бетона. Испытания, проведенные «а лабораторных
образцах и обрвзцах, вырезанных иа блоков, доказали,
что прочности при сжатии, растяжении и ударная вяз-
кость чистого бетона ниже, чем бетона с прослойкой
эпоксида (Л. 21-28].
Покрытие и ремонт полов. Использоввиие эпоксид-
ных смол для покрытия и ремонта полов ограничено,
во-первых, вследствие высокой стоимости как самой
эпоксидной композиции, так и рабочей силы при ее на-
иесеиии, и, во-вторых, что более важно, вследствие
быстрого повреждения покрытия из-за неправильно по-
добранной композиции или технологии ее нанесения.
Эпоксидные композиции для покрытия полов, со-
стоящие из жидкой смолы и большего или меньшего
количества крупнозернистого иаполннтеля '(обычно про-
сеянного песка), наносят «а бетон слоем толщиной
6 мм м при особенно тяжелых условиях работы —
12 мм. Более топкие покрытия разрушаются под дей-
ствием удара или действия химически активных ве-
ществ (Л. 21-14].
Более толстые покрытия дают исключительно хоро-
шие прочностные характеристики. Например, эпоксид-
ное покрытие толщиной 6 мм нанесли иа пол в гальва-
ническом цехе площадью 840 мг, где пол подвергается
действию растворов сероводорода, соляной и азотной
кислот, многих других химических веществ и воды. Воз-
действие этих веществ в течение 16—20 ч в сутки иа
протяжении 2 лет никак на эпоксидное покрытие не
повлияло (Л. 21-21]. Эпоксидные покрытия полов приме-
няют и там, где требуется стойкость к лимонной кисло-
те, сахарному сиропу, острому пару и соляной кислоте
[Л. 21-10]. Бетой под действием этих веществ разру-
шается очень быстро.
Конечно, прн покрытии полов следует стремиться
к минимальной затрате эпоксида. Этого можно достичь
несколькими методами. Если существующий пол сильно
поврежден, го ои очищается и покрывается эпоксидной
шпаклевкой. Такая шпаклевка состоит из слегка напол-
ненной жидкой эпоксидной смолы, разбавленной не-
большим количеством растворителя и отвержденной
отвердителем холодного отверждении, или жирного по-
лиамида с ускорителем — третпчиым амином, или смесью
третичного амина с жидким полисульфидом. Шпаклевка
наиосится кистью или шпателем; ее идет около 1,5 л на
15 мг. После наиесеиии шпаклевки дают ей постоять не-
которое время, чтобы улетел растворитель, и аатем, пока
оиа еще клейкая, иа нее заливается бетой. Когда шпак-
левка отвердится, старый и новый бетоны прочно скле-
Новый бетон следует подчистить и затем на него
можно наносить эпоксидное покрытие. Если перед нане-
сением покрытия необходимо заделать одну-две выбо-
ины, то это делается нанесением на них эпоксидной
шпаклевки и затем плотной заливкой бетоном (Л. 2'1-2].
Шпаклевку, конечно, можно применить для склеивания
старого ,ч нового бетонов, если требуется отреставриро-
вать старый пол (Л. 21-8].
Сокращения расхода эпоксида можно добиться, при-
меняя сильно наполненные композиции. Бетонный пол
покрывается эпоксидной шпаклевкой, затем перед от-
верждением покрывается смесью песка и эпоксида и
утрамбовывается, смесь из-за большого содержания пес-
ка практически сухая.
Эпоксидные компаунды должны давать покрытие не-
скользкое, оно должно быть простым в эксплуатации.
Идеально ровное н гладкое покрытие удобно в эксплуа-
тации, но становится очень скользким, если намокнет.
Чтобы пол был нескользким, следует сделать его немно-
го шероховатым, этого можно добиться или подбором
соответствующих заполнителей бетона, нли покрытием
бетонного пола перед •нанесением эпоксидного покрытия
слоем раствора с крупнозернистым наполнителем.
Получить и наносить эпоксидные компаунды, при-
дающие покрытию шероховатость — трудно. Для тонких
покрытий шероховатость придают тем, что наносят жид-
кий компаунд роликами с коротким ворсом.
Применение для ремонта автотрасс. Эпоксидные
композиции применяются для заделки выбоин в бетон-
ном покрытии автотрассы, для ремонта трещин, для
покрытия поверхностей с мелкими трещинами, для со-
вда'ния водонепроницаемых подушек, для нанесения
шероховатого покрытая в опасных местах и для иаие-
Подроби о материалы для этих целей описаны в
{Л. 21-5], а технология применения —в (Л. 21-20].
Выбоина очищается от кусков бетона и сора, за-
тем очищенный бетой покрывается эпоксидной грунтов-
кой. До того как это покрытие отвердится, выбоина
заполняется сильно •наполненным эпоксидным компауи-
дем н утрамбовывается.
Для того чтобы избежать больших концентраций
напряжений во время тепловых циклов при эксплуата-
ции, трещины в плитах сначала следует расширить
в два, а иногда и больше раз по сравнению с их пер-
воначальной шириной.
Трещина затем продувается сжатым воздухом
(важно, чтобы в нем ие было масла) и заливается жид-
ким эпоксидным компаундом холодного отверждения;
в случае очень тонких трещин компаунд заливают под
давлением. Если произошла осадка после гелеобразова-
ния, то следует произвести повторную заливку. В слу-
чае большой трещины нижняя ее часть заполняется
дешевым наполнителем. Затем ма наполнитель зали-
вается эпоксидный компаунд.
Потревкавшаяся поверхность бетона ремонтируется
нанесением кистью эпоксидной композиции холодного
отверждения. Жидкая композиция проникает в мелкие
трещинки и твердеет. В качестве наполнителя нсполь-
Для предохранения от возникновения выбоин эпок-
сидные композиции применяют в очень тонких слоях.
Обработанные таким образом поверхности обладают
хорошей погодостойкостью, ие образуют пыли, стойки
к действию соленых растворов, бензина и мвсла
]Л. 21-8].
В (Л. 21-31] описан ремонт крупных мостов в США
н Канаде с применением эпоксидных смол.
Толщина эпоксидного покрытия является предме-
том оживленной дискуссии в литературе. Сначала по-
крытия делали минимально возможно тонкими и, на-
пример, в случае трассы в Калифорнии, где иет резких
колебаний температуры в течение года, это было оправ-
данно. В случае же покрытия трасс более загружен-
ных и находящихся в более жестких климатических
условиях, толщина покрытая должна составлять при-
мерио 1,5 мм (Л. 21-30]. Минимальное скольжение на-
дороге и ее износостойкость — два противоречивых
фактора. Компромиссное решение нашли, применяя ма-
териалы с размерами частиц 12—30 меш [Л. 21-30].
Эпоксидные смолы использовались в качестве во-
донепроницаемых покрытий бетона перед его асфаль-
тированием. DGEBA применялся в смеси с горячим ас-
фальтом, подогретым заполнителем бетона и жирными-
полиамидами в качестве отвердителя [Л. 21-55]. Так
как использование каменноугольного дегтя в комбина-
,цнн с эпоксидными смолами удешевляет стоимость ком-
позиции по сравнению с чистой эпоксидной смолой иа
50%, то это довольно привлекательная композиция
[Л. 21-13, 21-99]. Эти композиции впервые начали при-
менять в 1956 г. [Л. 21-12] н с небольшими улучшения-
ми применяют до сих пор. Широко применяется ком-
позиция, в которую входят эти два компонента в соот-
ношении 1/1.
Для покрытий автотрасс было разработано много
автомашин — цистерн, покрывающих трассу со ско-
ростью 120 м/мин.
Подготовка поверхности бетона. При покрытии и
ремонте бетона одним из важных факторов является
правильность подготовки поверхности бетона. Без та-
кой подготовки адгезия эпоксидного компаунда будет
незначительной, и результаты его применения будут
плохие.
Не все составы бетона сцепляются с эпоксидом.
Те составы, в которые дли ускорения отверждения вхо-
дят кремиийоргаиическне добавки, ремонтировать эпо-
ксидными компаундами нельзя из-за очень плохой ад-
гезии таких бетонов к эпоксиду. Дли создания прочно-
сти самого бетона в его состав может входить разное
количество воды, а также других химических веществ.
Вследствие разнообразия состава бетона нельзя реко-
мендовать какого-то одного метода обработки для всех
случаев. Кроме того, лучший метод обработки ие всег-
да можно применить иа практике; тогда идут иа ком-
промисс.
Подготовка поверхности состоит из нескольких
Первая стадия: Убрать так называемый
«мертвый» бетон и заделать образовавшуюся выбоину.
Рве. 21-7 Эпоксиды используются!
для нвиесеиия разметок иа аэро-
336
Гл. 21. Эпоксидные покрытия, не содержащие растворителей
Рис. 21-8. На этот съезд дороги нанесено эпоксидное по-
крытие толщиной 12 мм. После годичной эксплуатации
каких-либо разрушений ие наблюдается.
Если этот бетон не убрать, то в дальнейшей (произойдет
отслаивание покрытия от бетона.
Вторая стадия. Заполнить трещины и щербин-
ки. Если этого ие сделать, то покрытие ие будет моно-
литным и поверхность будет неровной.
Третья стадия. Очистить соответствующим об-
разом поверхность для получения хорошей адгезии. Если
поверхность останется загрязненной, то покрытие раз-
рушится н отслоится. «Мертвый» бетон обычно обкалы-
вается и выметается кисточкой или выдувается. Полу-
чившиеся выбоины заливаются жидким эпоксидным ком-
паундом. Трещины заполняются по технологии, описан-
ной выше.
Окончательная обработки поверхности проводится
по одаому из следующих методов:
1. Пескоструйка.
2. Шлифование.
3. Травление кислотой и мойка струей воды под
большим давлением. Травление проводят разбавленной
соляной кислотой. Кислоту разбрызгивают на бетой и
оставляют иа нем в течение 10 мин.
4. Очистка моющими средствами или растворите-
лями. Могут применяться обезжиривающие моющие
средства, например наиионового типа; в случае осо-
бенно сильного загрязнения могут потребоваться рас-
творители, например перхлорэтилен.
Рис. 21-9.- Применение эпоксидио-полисульфидных ком-
паундов для заделки трещин в бетонных плитах моста.
Рнс. 21-10. Нанесение эпоксидного компаунда, на-
полненного песком, при помощи выравнивающего
бруса.
В свежем бетоне содержится много воды, н поэто-
му, прежде чем наносить покрытие, надо дать бетону
затвердеть. При идеальных условиях для этого доста-
точно 10 дней, ио лучше, если отпустить иа это 30 дней.
Перед тем как (наносить покрытие, следует провести ис-
пытание бетона на прочность. Методы таких испытаний
приведены в (Л. 21-39].
Методы применения зависят от консистенции ком-
паунда, требуемой чистоты поверхности, требуемой тол-
щины покрытая. Для наложения эпоксидных подушек
толщиной от '1,5 до 3 мм можно использовать ролик,
кисть или распыляющий пистолет.
Для получения более, толстых слоев компаунд мо-
жет просто наливаться. У него вязкость небольшая, ч
поверхность получится очень гладкой. Сильно напол-
ненные композиция могут наноситься лопаткой и утрам-
бовываться. Получается лучшая консистенция компо-
зиции, особенно для наносимых лопаткой, если исполь-
зовать наполнители с разными размерами частиц. Так
как технологические характеристики будут частично за-
висеть от окружающей температуры, то бывает полез-
но давать возможность рабочему самому выбирать кон-
центрацию наполнителя.
Температура является очень важным фактором при
нанесеннн покрытия н при его отверждении. Если тем-
пература ниже 15 °C, то покрытие трудно нанести, и
его отверждение будет проходить очень медленно. По-
этому .наносить покрытие надо в те дни, когда окру-
жающая температура достаточна для проведения нор-
мального отверждения. Иногда для отверждения «за-
платок» выбоин используют нагрев пламенем, но это
очень неудобный и дорогой метод. Для небольших пло-
Рис -’1'1. Нанесение-эпоксидного компаунда.
Заполненного -песком,- при помощи, лопатки.
Покрытия, наносимые лопаткой
337
щадей можно применить такой метод нагрева: покрыть
поверхность, которую надо отвердить, металлическим
листом, и уже этот лист прогревать пламенем. Для за-
медления остывания затем это место можно закрыть
пластмассовой пленкой.
Типичные свойства двух композиций для покрытий
бетона в сравнении со свойствами бетона представлены
в табл. 21-1. Химостойкость различных пластификато-
ров, пригодных для покрытий бетона, представлена
Что касается очень толстых слоев компаунда, там
можно получить излишний самораэогрев за счет экзо-
термичиости реакции. Это получается, «апример, в слу-
чае заделки глубоких выбоин в жаркий день. Очистку
оборудования от эпоксидных смол можно произвести
растворителями, но для обычных композиций достаточ-
но мыла и теплой воды.
Прн применении эпоксидных компаундов для по-
крытий полов и автотрасс бывает полезно заранее упа-
ковать смолу я отвердитель в контейнеры в соответст-
вующих для композиции количествах, а затем просто
вылить то н другое в какую-то емкость и перемешать.
Это устранит ошибки при .взвешивании компонентов.
Смешивание смолы с отвердителями производится
механической мешалкой с электрическим приводом. Пос-
ле этого добогляется наполнитель и перемешивание
продолжается до полного его смачивания. После окон-
чания смешивания и выливания компаунда из смеси-
теля надо тщательно соскрести остатки компаунда со
стенок н диа смесителя. Если одновременно перемеши-
вается большое количество компаунда (более 20 л), то
эта операция занимает довольно много времени.
Типичные физические свойства эпоксидных
компаундов'в сравнении с таковыми у бетона
Используемые композиции
Цемент марки 2
Гравий ....
DGEBA (мол. масса 400)...
Бутилглицидиловый эфир ........
Эпоксидироваиный-З-(пеитадецил) фенол . .
Жирный полиамид (амин марки 290—310)
DMP-30.................................
Песок .................................
210
49
220
15
13
1440 1580
Композиции
Данные испытаний после 28 дней'выдержки
Выбор композиции компаундов для ремонта и ло-
1тия автотрасс и зпоксидных подушек делится иа
две части:
1) выбор комплекса смола — отвердитель — моди-
фикатор;
2) выбор нужных наполнителей и их оптимального
количества.
Выбор комплекса впоксидная смола — отверди-
тель — модификатор. Чаще всего для ремонта и покры-
тия бетона применяется смола иа основе DGEBA. Ча-
сто ее вязкость уменьшают добавлением разбавителя,
например 10 частей бутилглицидилового эфира, и в слу-
чае большей концентрации—пластифицирующих разба-
вителей. Дополнительное применение небольших коли-
честв растворителя, например скипидара, в качестве
инертного разбавителя '(обычно в количестве 10 частей)
ие уменьшает прочность компаунда в отвержденном
состоянии (Л. 21-П].
Обычно применяется какой-либо пластификатор.
На практике предпочитают применять амидополиамины,
жирные полиамиды или полисульфиды (мол. масса
Нет какого-то одного пластификатора, который бы
применялся во всех случаях. Полисульфид (самый до-
рогой из пластификаторов) предпочтителен с точки вре-
иия химостойкости в зависимости от эластичности. По-
лисульфвда '(мол. масса 1000) обычно вводят 30—50
частей; концентрация отвердителя — третичного амина
(DMP-30) может изменяться в зависимости от требуе-
мого срока службы, времени отверждения. Наибольшая
химостойкость получается при введении 5—6 частей
DMP-30. Время жизни может быть повышено приме-
нением меиее активного отвердителя.
Амидополиамины н жирные полиамины дают боль-
шее время жизни, чем полисульфиды, ио прн этом уве-
личивается и время отверждения. Для ускорения от-
верждения может вводиться ускоритель—третичные
амины, но это уменьшает химостойкость получаемого
покрытая. Оптимальную химостойкость дает применение
Твердость по Роквеллу (шкала М):
Композиция № 1 .
Композиция № 2 .
Композиция № 1
Композиция № 2
Композиция ге ..............
Предел прочности при сжатии, кгс/см .
после 1 суток .
после 28 суток .
Композиция № 1:
после 7 суток .
после 28 суток .
Композиция № 2:
после 3 суток . ... • • •
после 7 суток .........................
после 28 суток ........................
Испытание по Вика (ям) при поднятии темпера-
тчоы от 23 до 204 «С, нагрузка 1 000 гс:
Композиция № 1
Композиция № 2
Нагрузка 3 000 ас:
Композиция № 1:
при 52 *С .
при 66 *С . .
при 93 *С .
при 121 •С .
71
0,0012
0,0010
0,0015
220
440
580
577
175
438
588
о'.ОбЗ
сичны.
22—1242
Полиамидные отвердители ие ток-
Композиция № 2:
при 23«С. . . .
Взята
как 0
338
Гл. 21. Эпоксидные покрытия, не содержащие растворителей
при 93 °C.
при 121 °C .
при 149 °C .
при 177 °C .
при 204 °C......................
Предел прочности при изгибе, кгс/см':
Композиция № 1 . . ,
Композиция № 2 . .
МОДУЛЬ УПРУГОСТИ, 10* Кс: ,
Продолжение табл. 2-21
0,018
0,055
0,142
0,155
160
Максимальный прогиб, см:
Композиция № 1....................
Композиция М2.....................
Предел прочности при растяжении, кгс/см':
6000
5000
4000
1000
Плохие техно
логические ха-
'.нтвристики
ё 3000
S 2000
Попатной,
Отношение песок / жидкость
Адгезия к стали, кгс/см1:
*105
100
Рнс 21-12. Количество песка, вво-
димое в композицию, в зависимости
от технологии ее применения.
Композиции № I . , . ......
Композиция №2..........................
Абразивосгойкость, уменьшение толщины за
1 500 циклов, см:
Бетон .
. Образец
разру-
90
70
0,075
Наполнители и их количество. Как отмечалось вы-
ше, чтобы зпоксияное покрытие получилось нескольз-
ким, следует и . ьзовать крупнозернистые наполните-
ли. Кроме того, когда требуется заделать большие -вы-
боины, применяют в качестве наполнителя гравий,
а иногда и камни. Тиксотропные напол—™"” —
ются в тех случаях, когда требуется,
чтобы наполнитель не оседал.
Чаще всего наполнителем для
эпоксидных покрытий служит песок.
Чистый сухой песок применяется
с различными размерами частичек от
140 до 80 меш.
Так как объем воздуха в песке
составляет 34%, то для получения
монолитности нельзя вводить песка
больше чем 66% по объему. Однако
при утрамбованин некоторое количе-
ство воздуха выйдет, тем самым уве-
личивая количество наполнителя
Выбор типа песка и его количе-
ства очень важен. Влияние типа и
количества наполнителя на эксплуа-
на рис 21-12. Песок может оказывать
следующее влияние на свойства ком-
паунда для покрытий бетона [Л. 21-25].
1. Уменьшает прочность иа рас-
тяжение, сжатие, изгиб.
2. Увеличивает модуль.
3. Уменьшает усадку.
4. Улучшает абразивосгойкость.
5. Улучшает стойкость к термо-
ударам.
6. Уменьшает температурный ко-
эффициент расширения.
Влияние количества введенного наполнителя иа
прочность эпоксидного раствора приведено иа
рис. 21-13.
ВЫВОДЫ
Эпоксидные композиции зта основе жидких эпо-
ксидных смол без растворителей -имеют ряд промыш-
ленных применений, включая покрытие окунанием, по-
крытие напылением, изготовление пропитывающих ком-
паундов и шпаклевок. Твердые покрытия наносятся
довольно толстым слоем i(l,5 мм илн больше) и обла-
дают хорошей химической стойкостью.
Типичным примером применения таких покрытий
являются ремонт н покрытие бетона. Такие композиции
готовят на основе разбавленной DGEBA, в которую
вводят пластифицирующие добавки или применяют
пластифицирующий отвердитель. В них вводится мак-
Рис. 21-13. Влияние типа и количества наполнителя иа прочность при сдви-
ге для растворов на основе DGEBA [Л. 4-2].
Коррозия
339
симально возможное количество просеянного песка.
Эти композиции следует тщательно подбирать, учиты-
вая напряжения, возникающие прн эксплуатации.
Очень важным фактором ав ремонте и покрытии бе-
тона эпоксидными компаундами является подготовка
поверхности бетоиа. Эта подготовка заключается в уст-
ранении непрочных кусков бетона и последующем его
химическом травлении.
Глава двадцать вторая
ПОКРЫТИЯ РАСТВОРАМИ ЭПОКСИДНЫХ СМОЛ
Покрытия из растворов состоят из трех компонен-
тов: пленкообразующего (основа), который вместе
с растворителем называется лаком, и пигмента.
Покрытия эпоксидными лаками различных типов
год от года все более и более расширяются, н сейчас
по крайней мере половина произведенных эпоксидных
композиций идет иа приготовление лаков. Вот список
типичных применений: покрытие различных типов ме-
таллических изделий, включая сварочное железо
(Л. 22-11] н алюминий (Л. 22-7], покрытие лабораторно-
го оборудования (Л. 22-18]; специальные покрытия дере
ва, стойкие против действия спиртов; покрытия моеч
ных машин (Л. 22-46] и холодильников (Л. 22-9]; покры-
тие емкостей и смесительных барабанов (Л. 22-51; по-
крытия больших алюминиевых труб ]Л. 22-32], покры-
тия зданий промышленных предприятий (Л. 22-12] и их
оборудования (Л. 22-19, 22-55], для специальных целей,
таких как покрытие стволов винтовок ]Л. 22-50], по-
крытие магнитопроводов; производство влагостойких
печатных плат [Л. 22-59], покрытия судов, полов, пла-
вательных бассейнов, грунтовки металлов и т. д. До
1965 г. автомобильная промышленность была главным
потребителем эпоксидных смол — оиа потребляла 30%
всех производственных эпоксидных лаков; эти лаки
шли на покрытие кузовов и шасси автомобилей. Около
40% всего производства лаков для покрытий уходило
иа разнообразный ремонт предприятий, около 20% —
иа покрытие трубопроводов и судов. Оставшиеся 10%
удоилетворяли все другие требования покрытий.
Применение эпоксидов для покрытия морских судов
широко освещено в литературе. Данные о работе та-
ких покрытий на громадных танкерах даны в ]Л. 22-94],
покрытиям..
Хорошие результаты дает применение смеси эпок-
сидных и битумных компаундов Использование таких
компаундов для покрытия днищ судов описано в
[Л. 22-84]. Несмотря ла всеобщий интерес к эпоксид-
ным покрытиям, до 1965 г. вышла только одна большая
книга, посвященная эпоксидным лакам —это [Л. 22-96].
Ряд разнообразных применений очень велик. Неко-
торое представление о разнообразности применения эпо-
ксидных покрытий можно получить из следующих крат-
ких замечаний.
Эпоксидные композиции сохраняют белизну (Л. 22-36],
водостойкость (Л. 22-29] и ие дают морщин нли
усадку (Л. 22-34, 22-35]; они применяются и на мебель
ных фабриках для получения хорошего покрытия, ко-
торое можно наносить вместе с другими синтетически-
ми покрытиями (Л. 22-51]. В последнем случае, напри-
мер, смесь DGEBA и полиглнцнднлового эфира глице-
рина смешивается в воде с жирными полиамидами и
0,1 %-ным раствором этой смеси покрывают дерево. При
покрытии фибры этим методом остаются пятна, так
как к фибре в некоторых местах смола не пристает
Для этих целей можно применять обычную эпоксидную
смолу, но лучше, по крайней мере частично, алифати-
ческие смолы. Были разработаны специальные эпок-
сидные смолы на основе ряда алифатических амнион
[Л. 22-48]. Обозрение в этой области сделано в
[Л. 22-85].
Ряд эпоксидных покрытий был разработан для вы-
равнивания эмиссии электронных устройств. Прн соот-
ветствующем покрытии участки с повышенной темпера-
турой могут быть обнаружены инфракрасными прибо-
рами (Л. 22-86].
Эпоксидные смолы применялись для заполнения
пор у пористых материалов, таких как почва (Л. 22-76],
и для прочной связки наполнителей, для получения за-
ранее заданной структуры, как, иапример, у фильтра
сигареты (Л. 22-78]. Растворы эпоксидов с успехом при-
менялись для предотвращения осыпания песка со сте-
нок нефтяных скважин. В последнем случае песок сна-
чала промывается спиртом для удаления загрязнений.
Затем применяется эпоксид. Когда раствор заполнит
скважину полностью и эпоксид отвердится, то песок
останется пористым, ио плотно связанным, п опасность
попадания песка в нефть исключена. Несколько сква-
жин, таким образом обработанных, работают в течение
2 лет и дали около 2 млн. баррелей нефти без замет-
ного попадания в нее песка [Л. 22-68]. Растворы —по-
крытия из DGEBA, отвержденные аминами, применялись
для пропитки бумажной основы [Л. 22-81]. Покрытия
применялись для печатания водяных знаков иа бумаге
[Л. 22-82]. Они применялись н для окрашивания мячей
для гольфа (Л. 22-47]. Смесн полипропилена, раствори-
телей, пигментов и отвердителей использовались для
приготовления печатных красок для печатания па поли-
этиленовой пленке [Л. 22-53], а иеотвержденная DGEBA
(мол. масса 1 500—4 000) использовалась а качестае
термопластичного слоя в гармпластииках.
Эпоксидные лаки использовались для обработки
алюмниневых печатных плат [Л. 22-88], одиако Главной
целью этих покрытий является предохранение от кор-
КОРРОЗИЯ
Причиной коррозии металлов, исключая прямое
воздействие сильных кислот илн оснований, являются
местные гальванические элементы [Л. 22-52]. Для пре-
дотвращения коррозии, следовательно, надо предотвра-
тить создание таких элементов. Это может быть достиг-
нуто: 1) устранением разности потенция юв в металле,
2) устранением образования электролита и 3) предот-
вращением начала реакции на аноде или катоде.
В первом случае должны быть устранены загряз-
нения с поверхности металла, такие как опилки или
инородные вещества, а также разные металлы должны
быть отделены один от другого. Во втором случае
должна быть защитная пленка, жесткая, прочная, стой-
кая химически, имеющая хорошую электролитическую
стойкость и минимальную проницаемость, а также удов-
летворяющая другим требованиям.
В третьем случае надо в защитную пленку вводить
компаунды, замедляющие появление ржавчины, для
предотвращения протекания реакции иа аноде и катоде.
Очевидно, что выполнение всех трех требований
Гл. 22. Покрытия растворами зпоксидных смол
Рис. 22-1. Эпоксидные смолы применяются для окраски
железнодорожных товарных вагонов.
требует большой осторожности и внимания при выборе
нужной композиции.
Кроме того, отвержденная пленка должна плотно
приставать к поверхности л как можно лучше противо-
стоять воздействию окружающих условий.
Хорошую^ адгезию можно получить или грунтовкой,
илн такой обработкой поверхности, при которой при-
меняемая пленка, хорошо ложится. В свое время про-
водилась большая дискуссия по поводу толщины плен-
ки-покрытия, я пришли к выводу, что толщина выби-
рается в зависимое™ от типа композиции. По крайней
мере, у нескольких типов эпоксидных пленок отмеча-
лось возрастание адгезии примерно на 60% при увели-
чении толщины первого слоя до некоторого предела,
конечно, в то время как увеличение общей толщины
покрытия без увеличения толщины первого слоя дава-
ло увеличение в среднем иа 5% (Л. 22-45]. При воздей-
ствии высокой влажности или полного погружения
в воду эпоксидных красок, как, впрочем, и всех других,
адгезия ухудшается. Однако уменьшение адгезии от-
нюдь ие означает, что покрытые ими металлы будут
корродировать. Смолы иа основе DGEBA, отвержден-
ные жирными полиамидами, после погружения в воду
имели адгезию к металлу ие более '10% первоначаль-
ной, однако металл не корродировал. Исходя из этого
можно сделать вывод, что при выборе композиции
нельзя за основной критерий брать адгезию, так хак
она может иметь второстепенное значение (Л. 22-95].
Действительно, было показано, что прн длительном
полном погружении в воду идгезня ие зависела от на-
полнителя и среднего осмотического давления, при ко-
тором погружалась пленка, оба эти фактора влияли на
потерю адгезии, но не имели определяющего значения
Большие водопоглощенне <и водопроницаемость дают
гораздо более быстрое снижение адгезии. На основании
того факта, что вода проникает сквозь плевку красив
очень быстро и распределяется идоль пограничного
слоя, было предположено (Л. 22-95], что уменьшение ад-
гезии яиляется результатом воздействия воды па погра-
ничный слой, который, возможно, по структуре отли-
чается от рыхлого полимера. Было замечено, что этот
пограничный слой более восприимчив к воде, чем рых-
лый полимер, и состоит из водорастворимых веществ.
Механизм воздействия аоды иа пограничный слой еще
точно ие изучен. Вода может разрушать полярные свя-
зи и уменьшать силы сцепления Ван-дер-Ваальса, из-за
воды пограничный слой может сильно набухать и в нем
появятся большие напряжения, нлн вода может изме-
нить пограничный слой физически, тзк же как она
ослабляет его механически. Во всяком случае резуль-
таты серии экспериментов [Л. 22-95] совпадают с дан-
ными по адгезии к стекловолокну, описанными в гл. 20.
Таким образом, разработка композиций, наилучшим
образом противостоящих окружающей среде, должна
включать в себя специальные исследования. Покрытия,
дающие хорошую стойкость к растворителям, могут
иметь недостаточную стойкость к щелочам или кисло-
там; покрытия, прекрасно работающие при комнатной
температуре, легко могут разрушаться при слегка по-
вышенных температурах.
Практически наиболее суровым испытанием эпок-
сидных покрытий является погружение в воду. Резуль-
татом плохой работоспособности может быть неудачная
композиция, но могут быть и разнообразные другие
факторы: неправильно подобрана толщине пленки, не-
верно проведено отверждение, применение при нивкой
температуре, неправильно подготовлена покрываемая
поверхность, применен «е тот растворитель, который
нужен, или загрязнены -вещества.
Если чистота воды возрастает, то проблема стано-
вится еще более сложной, особенно когда в компози-
ции присутствуют водорастворимые вещества. Если оня
перейдут в раствор, то в покрытии могут образоваться
раковины (Л. 22-72].
Возможно, что с точки зрения создания композиции
наиболее трудным для выполнения требованием по кор-
розионной стойкости является достижение минималью
возможного проникновения влаги и кислорода (Л. 22-60].
Кроме того, что принято называть постоянной про-
ницаемости отвержденной пленки, нужно учесть влия-
ние окружающей среды иа эту величину. Методы ин-
фракрасного изучения проникновения кислорода сквозь
пленку показали, что простое окисление спиртовых гид-
роксилов в кето-i руппы частично объясняет увеличение
адсорбции и проницаемости кислорода, хотя в целом
реаиция более сложная [Л. 22-17].
Непрореагировавшне эпоксидные группы будут дей-
ствовать как центры окисления, следовательно, 'для -по-
лучения лучшего покрытия требуется как можно более
полное отверждение, хотя для полного и быстрого окис-
ления эпоксидных пленок, отвержденных фенолом или
аминами, требуется температура 180—200“С. Химиче-
ские изменения в эпоксидных пленках могут быть так-
же рассмотрены, как результат воздействия ультрафио-
летовых лучей (Л. 22-89], так же как и воздействия
разных веществ друг на друга.
Несколько работ были посвящены исследованию
диффузий разных жидкостей, кроме воды. Например,
диффузия кислоты сквозь эпоксидную пленку может
быть определена применением пигментированной пленка
поверх чистой пленки, содержащей кислотный индика-
тор, например метилен коасный. Степень диффузии
Рнс. 22-2 Эпоксидными покрытиями защи-
Твердые связующие
341
определяется затем с помощью микроскопа по измене-
нию цвета.
Для подвергнутых исследованию впоксидных пле-
нок диффузия 10%-ной серной, азотной и соляной кис-
лот за' 5 суток составила соответственно 200, 140 и
100 мкм.
В другом эксперименте, заключавшемся в изуче-
нии проникновения нитроглицерина сквозь эпоксидную
пленку, было установлено, что он проходит всего
0,47 мм за две недели при температуре 55 °C [Л. 22-54].
ТВЕРДЫЕ СВЯЗУЮЩИЕ
Твердые связующие, применяющиеся для покры-
тий,— это в основном высокомолекулярные смолы, пла-
вящиеся при комнатной температуре; они не дают от-
лила, полимеризируются при нагревании или без него.
Наиболее подходящими для использованя в качестве
покрытий являются смолы иа основе DGEBA, имеющего
молекулярную массу 900 и выше. Смолы иа основе
DGEBA, имеющие молекулярную массу от 900 до
1 000, отверждаются непосредственно аминами; реакция
отверждения протекает преимущественно через эпок-
сидные группы. Смолы иа основе DGEBA, имеющие мо-
лекулярную массу от 1 500 до 2 000, обычно использу-
ются для этерификации жирных кислот. Получающиеся
в результате эпоксидные эфиры отверждаются затем
в пленке реакцией менасыщения жирных кислот. Смолы
иа основе DGEBA, имеющие молекулярную массу от
3 000 до 4000, обычно попользуются в смеси с моче-
вино-меламиниыми или фенолформальдегидными смола-
ми; реакция отверждения протекает благодаря конден-
сации метилольных групп с гидроксильными группами
эпоксидной цепочки, эпоксидные группы мало или сов-
сем не способствуют реакции.
Даже более высокомолекулярные представители
DGEBA, имеющие молекулярную массу 80000 или око-
ло этого, используются в качестве твердого связующе-
го без добавления каких-либо отвердителей; молекуляр-
ная масса пленки будет тоже достаточно высока, давая
хорошую стойкость к проникновению влаги. Сравнение
некоторых из этих покрытий приведено в табл. 22-1.
Кроме смол иа основе DGEBA, для использования
в качестве покрытий исследовалось большое количество
других смол. Эпоксидно-новолачные и кремнийоргани-
Сравнение характеристик покрытий, изготовленных
на основе DGEBA
Цвет пленки 2325
Эластичность 2121
Твердость 2311
Абразивность 2 2 11
Водостойкость 2111
Стойкость к растворителям 2311
Коррозионная стойкость 12 11
Химостойкость 3421
ческие смолы использовались для создания более нагре-
востойких пленок. Алифатические многоатомные спирты
с введенными в них эпоксидами использовались для
покрытий эмульсиями.
Льняное масло с частично введенными в него эпо-
ксидами использовалось вместе с ангидридными отвер-
дителями [Л. 22-65]. Проводились реакции разнообраз-
ных низкомолекулярных эпоксидов с полнфенолами для
получения смол, обладающих большой молекулярной
массой (Л. 22-3]. Эпоксидированный полибутадиеа, про-
реагировавший с феноло-формальдегидными смолами,
дает хорошие результаты при использовании его в ка-
честве покрытия. Оии также могут быть этерифициро-
ваны жирными кислотами для получения эфирных
пленок (Л. 2-3].
Блочная полимеризация эпоксидированных высы-
хающих масбл отмечалась как повышающая элластич-
иость эпоксидных эмалей при низких температурах
[Л. 22-10].
Кроме твердой смолы, ш композиции может содер-
жаться ряд модификаторов и соореагентов, некоторые
из них описывались в других разделах этой книги.
Сравнение смол иа основе DGEBA с другими ма-
териалами, использующимися для покрытий, приведено
в табл. 22-2.
Когда эпоксидное связующее и модификаторы вы-
браны, необходимо добавить небольшое количество смо-
листых веществ, регулирующих текучесть. Оии добав-
ляются в количествах порядка 1—2%. Типичными ве-
ществами этого типа являются масляный поливинил и
специальные кремнийорганические смолы; последние
предпочтительнее для смол эпоксидно-фенольных и
амино-эпоксидиых. Мочевиио-формальдегидные смолы
в количестве 3—4 части используются для регулирова-
ния текучести низкомолекулярных смол. Моторное мас-
ло, парафин, ланолин, касторовое масло и т. д. также
могут успешно применяться для этих целей [Л. 22-26].
Как следует на гл. 13, эпоксидные смолы могут ис-
пользоваться в качестве модификаторов в различных
других композициях для покрытий в основном из акри-
лов и алкидов, хотя иногда требуются их модификации.
Например, высокомолекулярные смолы иа основе
DGEBA слишком функциональны для производства ал-
кидов, модифицированных эпоксидами. Когда оии, на-
пример, используются с глицерольфталевыми алкидами,
Требуется проведение частичной этерификации для
vumtiiimm eur.s ГИДРОКСИЛЬНЫХ Групп В МОЛекуЛв ДО
трех(Л. 22-38].
Растворы для покрытий на основе DGEBA
(мол. масса 900-1000)
DGEBA (мол. масса 900—1000) содержит эпоксид-
ные группы, которые полностью сшиваются распростра-
ненными отвердителями. Большинство отвердителей,
описанных ранее в этой книге, могут, по крайней мере
теоретически, применяться для покрытий растворами
совместно со смолами с этой молекулярной массой. На
практике, однако, требуется определенный отбор. Наи-
большим преимуществом использования эпоксидных
смол для покрытий является высокая химическая стой-
кость отвержденных при комнатной температуре систем.
Если допускается проведение отверждения при повы-
шенной температуре, то возможно, что более подходя-
щей с точки зрения отверждения и стоимости будет
смола, имеющая большую молекулярную массу. Сле-
довательно,- на практике выбор отвердителя ограничи-
вается. Это либо алифатические первичные полиамины,
либо жирные кислоты и при отверждении при комнат-
ной температуре — катализаторы, такие как третичные
амины и сильные кислоты и различные смеси этих ве-
342
Гл. 22. Покрытия растворами впоксидных смол
сульфидами, приведены в табл. 22-9 и 22-10. В этих
таблицах также проводится сравнение между смолой
на основе DGEBA с молекулярной массой 340 и смо-
лой яа основе DGEBA с молекулярной массой 950.
Совместимость DGEBA с различными покровными материалами [Л. 2-5]
Покровный материал
Типичные алкидные смолы:
алкид короткий, соевый
алкид средний, соевый
алкид длинный, соевый
алкид стеариннроваиный
алкид непросушенный
Типичные очищенные фенольные
фенольная
фенольная, модифицированная
канифолью
Типичные производные целлозольва
ацетат целлозольва
нитрат целлозольва
этил целлозольва
Типичные аминосмолы:
сульфонамидная
мочевино-формальдегидиая
Типичные хлорпроизводные:
хлорированный бисфенил
хлорированный каучук
Типичные вииилпроизводные:
поливинилацетат
поливииилхлоридацетат
поливииилформаль
Тмачиые компаунды:
ок. тенное льняное масло
бу •-чацетилрицинолеат
дамвроаая смола
эф.,ная смола
эф^чая смола, малеиновая
терпеновая смола
кумароновая смола
стеариннроваиный полиэфир
с местами помутнениями.
Типичные характеристики покрытий иа растворов,
отвержденных аминами и жирными полиамидами, при-
ведены в табл. 22-3—22-8.
Рис. 22-3. Эпоксидная краска использовалась для
покрытия пола в ангаре для самолетов в аэро-
порту им. Джона Кеннеди. Краска хорошо про-
тивостоит против горючего, смазок н моющих
средств.
Алифатические первичные полиамины
Наиболее часто используемыми из алифатических
первичных полиаыинов являются DETA, ТЕТА и тетра-
этиленпентамин. Амниы такого типа, ках DEAPA, так-
же используются, так как они в одной молекуле соче-
тают преимущества и первичных и третичных аминов.
Первичные алифатические полиамины используются
а количестве 6 частей со смолами иа основе DGEBA
(«ол. масса 900-41000). Так как системы весьма реак-
тивны прн комнатной температуре, то наблюдается рез-
кое увеличение вязкости, после того как лак смешан.
Поэтому амниы обычно хранятся для удобства отдель-
но в растворе.
Для DETA, например, растворителем может слу-
жить смесь бутанола я толуола в соотношении 1/1.
Срок жизни компаунда зависит от типа амина и
концентрации дана и колеблется от 8 ч до нескольких
дней прн условии хранения при комнатной температуре.
Твердые связующие
343
идиых пленок [Л. 22-15]
10%-яыВ №ОН при
3 раз.
MDA/DETA
ииие. Образцы выдерживают изгиб вокруг оправки днеметром 3 мм.
DETA
DETA
DETA
DETA
ПЕТА
MDA/DETA, 1/1
MDA /DETA, 1/1
MDA DETA, 1 I
MDA/DETA. 1/1
4p, 4k
3k
2p
3k
4p, 4k
DETA
DETA
DETA
DETA
DETA
DETA
MDA
MDA
MDA/DETA
MDA/DETA
MDA/DETA
Без изм.
Хорошая
Отличная
Плохая
жсидных пленок [Л. 22-15]
Без изм.
3 раз.
Отличная
Хорошая
Прекрасная
Иммерсионные испытания DMP-30/DGEBA пленок [Л. 12-15]
Физические свойства эпоксидных пленок,
отвержденных DMP-30 [Л. 22-15]
1С%-ный NaOH
>8-7 СУТОК При 24 “Г"
s 2—небольшая; з—
- 30>и« при 159 ”С.
344
Гл. 22. Покрытия растворами впоксидных смол
Таблица 22-7
Иммерсионные испытания пленок из DGEBA, отвержденного жирным полиамидом [Л. 22-15]
10%-выЯ NaOH
Дистиллированная
вод а при 52 *С
3 раз.
2 раз., Зм
4р, Зо
Без изм.
2 раз.
Без мвм.
Без изм.
83
83/93
210-230
210-230
210-230
210—230
210—230
210—230
210—230
210—230
290—320
290—320
290-320
290—320
290—320
290—320
290-320
290-320
50/50
50/50
70/30
70/30
70/30
70/30
50/50
50/50
50/50
50/50
80/20
80/20
80/20
80/20
60/40
60/40
60/40
60/40
Физические свойства впоксидных пленок, отвержденных жирным полиамидом [Л. 22-15]
DGEBA, мол. Жирный поли- амид» амии № Соотношение полиамиду Режим от- верждения* Твердость по карай- 1 DGEBA, 1 мол. масса Жирный поли- амид., амии № Соотношение эпоксида к полиамиду Режим от- верждения1 Твердость по карай-
380 83—93 50/50 б т 1 960 210-230 50/50 б 2Т
950 83—93 50/80 2Т 380 290-320 80/20 Т
380 210—230 70/30 а Т 950 290—320 80/20 а 2Т
950 210—230 70/30 л 2Т 380 290—320 80/20 Т
380 210-230 70/30 б т 950 290—320 80/20 2Т
960 210—230 70/30 б 2Т 380 290-320 кп/40 а 2Т
380 210—230 60/50 а 2Т 950 290-320 4В/40 а Т
950 210-230 50 50 2Т 380 290-320 60 40 4Т
380 210—230 50/50 б 2Т 950 290-230 60/40 б 2Т
* а—7 суток при 24* С; б—З мин при 15о" С Примечания: i. Образцы выдерживают изгиб вокруг оправки диаметром 3 мм 2. Адгезия всех образцов признана отличной.
Иммерсионные испытания пленки из смолы на основе DGEBA, модифицированного полисульфидом
(мол. масса 1 000) [Л. 22-15] -
Отношение дисульфид ь S? отвержде- Химостойкость*
10%-ная НС1 при Б2 °C l°%-»w^NaOH Дистиллированная вода прн 52 "С Метилэталкетон
24 и | 48. 24 « 7 суток 24 а 7 суток 24 Ч 7 суток
380 80/20 10 Зр, Зо. 4о, 3 рас. 4м 4м Зр, 4к 4р, 4к 2 раз. 2 рас.
950 80/20 2 а 3 раз. Без взм. 4р, Зм Без изм. 2м Зр. 4м Зр, 4м 4 рас. 4 рас.
Твердые связующие
345
Продолжение твВл. 22- 9
10%-иый Nboh
10%-вая НС1 прв 52 "С
' суток прн U‘Ci 6—30 кин прн 160 "С
ВО
50/50
50/50
50/50
380
950
Однако резкое увеличение вязкости может потребовать
периодического разжижения компаунда добавлением
растворителя и тем самым -уменьшения в нем основы.
Зависимость вязкости от времени для лаков, содержа-
щих два разных амина, показана на рис. 22-5.
Рис. 22 4. Эпоксидные смолы использовались для по-
крытий железнодорожных платформ.
Рис. 22-5. Влияние отвердителя
аминного типа иа вязкость компо-
зиции при комнатной температуре.
1 — дяэтилеятрнемвн: 2 — днэтнламнно-
Таблица 22-10
Физические свойства эпоксидно-полисульфидных
пленок [Л. 22-15]
Р зруш
80/20
Выдержал
80/20
X ш я
50/50
80/20
80/20
50 50
50/50
380
950
380
950
380
950
Если лак применяется в -условиях высокой влажно-
сти нли композиция, катализированная амином, приме-
няется слишком быстро после смешивания (после сме-
шивания лак должен выдерживаться около часа, преж-
де чем его можно наносить), то пленка мутнеет. "В пиг-
ментированных покрытиях будет плохая глянцевитость,
и амины чаще всего дают плохие цветовые характери
В сравнении с жирными полиамидами алифатиче-
ские полнамины имеют большую химостойкость и стой-
кость к растворителям; однако они не водостойки, чув-
ствительны к влажности во -время отверждения и дают
довольно хрупкую, не полностью отвержденную пленку,
если проводить отверждение при низкой температуре.
Аминные добавки, содержащие фенольные ускори-
тели. улучшают качество отвержденной пленки.
Для получения хороших свойств отвержденной
пленки лучше проводить отверждение при повышенной
температуре. Циклы отверждения непродолжительны:
346
Гл. 22. Покрытия растворами зпоксидных смол
При комнатной температуре (покрытие высыхает до
отсутствия отлила в течение нескольких часов '(в зави-
симости от растворителя) и отверждается до такой сте-
пени, когда можно наносить повторное покрытие, за
24—48 « в зависимости от окружающих условий. Пол-
ное отверждение пленки прн температуре около 23 °C
достигается через 7 дней. Типичная композиция, от-
верждаемая полиамином, состоит из следующих компо-
Материал ю -
Часть А
DGEBA (мол. масса 950) 192 175
Толуол 64,4 21,5
Метилизобутилкетон 57,5 77
Бутилцеллозольв 6,7 8,08
Агент, регулирующий теку- честь (содержание лету- чих 60%) ЧаЪь В 9,76 10,3
DETA 117 13,3
Ксилол б:9 7,38
Бутанол 5,9 7,82
Всего 354 380
Эта композиция имеет следующие фиаические ха-
рактеристияи:
Вязкость массы no Ford 4 при 25 °C, сек ... . 104
при 25° С, сек................................ 18
Летучесть композиции для распыления. % . 60
Время отверждения при 25 °C, дни 7
Толщина пленки, мм.......................... 0,03
Ударная вязкость, кгс-см ...........
Эластичность иа конической оправке
Стойкость к истиранию (падающий лесок), л/мм 1,6
Типичные характеристики покрытия, отвержденного
амином, приведены в табл. 22-14. Концентрация амина
оказывает большое влияние на химическую стойкость
композиции.
Наилучшая влагостойкость получается у компози-
ции,- где концентрация слегка меньше стехиометриче-
ской, что .уменьшает число свободных аминных групп
в системе.
С другой стороны, наилучшая стойкость к раство-
рителям получается при концентрации выше стехиомет-
рический, что дает высокий процент прореагировавших
эпоксидных групп. Во всяком случае точная концен-
трация для каждой композиции будет зависеть от цик-
ла отверждения [Л. 22-22].
Жирные полиамиды. Считается, что жирные полт-
амиды имеют некоторые преимущества перед первич-
ными алифатическими полиамииами при применении их
совместно с DGEBA :(мол. масса 950), для лаковых по-
крытий. Они дают большую эластичность и увеличива-
ют ударную вязкость. Кроме того, использование жир-
ных полиамидов позволяет наносить прочные пленки
даже на мокрые или покрытые ржавчиной поверхности.
Влажность и обработка поверхности, таким образом, не
являются важными факторами при нанесении пленки.
Жирные полиамиды также увеличивают влагостойкость
пленки по сравнению с пленками, отвержденными по-
лиаминами. Они даже допускают погружение пленки
в воду. Жирные полиамиды дают пленке прекрасный
глянец, и пленка ие мутнеет, хотя первоначальная
окраска и выцветает. Кроме того, время жизни компо-
зиций с жирными полиамидами значительно больше;
остальные характеристики у них находятся на том же
уровне, что и композиций с первичными аминами. Так
же как полиамииы, жирные полиамиды должны хра-
ниться раздельно от смолы.
Вещества, имеющие высокую молекулярную массу,
могут быть растворены в органических растворителях,
таких как смесь изопропила и толуола в соотношении
1/1. Жидкие жирные полиамиды могут храниться вме-
сте с растворителем, содержащим регулирующий теку-
честь агент, или могут быть разбавлены разбавителем,
например смесью ксилола и бутанола в соотношении
9/1.
Так же как полиамикы, жирные полиамиды требу
ют после смешивания индукционный период перед упот-
реблением. Минимально ои равен 30 мин, ио лучше,
если он будет равен 1 ч. Особенно важно выдержать
этот период, когда требуется от пленки способность ра
ботать погруженной в воду.
Типичная композиция, отвержденная жирным поли-
амидом, состоит из следующих компонентов:
Материал и Л
Часть А DGEBA (мол. масса 950) 130,2 122
Толуол 45,4 57
Метлизобутилкетои 39,3 53,3
Бутилцеллозольв 5,5 6,65
Часть В Жирный полиамид 79,2 81,5
Толуол 43,3 55
Целлозольв 5,7
Всего . . . 352 388
Эта композиция Обладает следут
стиками:
Остаток после полного испарения летучих, % 59,8
Масса одного литра, кг........................ 0,9
Отношение смолы к полиамиду............... 64/35,7
Время жизни при вязкости, при которой воз-
можно распыление, сутки.................... 2.5—3
Типичные характеристики пленки, отвержденной
жирным полиамидом, приведены в табл. 22-12.
Твердые связующие
347
Физические свойства и химостойкость типичной композиции для покрытий иа основе DGEBA,
отвержденного амином [Л. 2-6]
(образец для испытания: многослойное покрытие иа цилиндрический образец; толщина покрытия 0.15—0,2 мм)
Физические свойства
Эластичность — хорошая
Ударная вязкость — хорошая
Твердость — отличная
Долговечность — отличная
Цвет — очень хороший
Износостойкость — хорошая
Химостойкость'
Органический
Неорганический
Ацетон
Метилэтилкетои
Метилизобутилкетои
Спирт этиловый
Вторичный бутиловый спирт
М тилизобутилкарбанол
Толуол
Ксилол
Минеральные спирты
Четыреххлористый углерод
Хлористый аллил
Формальдегид 37%-ный вод- 1
Этиленднамин
Диэтилентриамии
Льняная жирная кислота
Уксусная кислота:
5%-ная водная
50%-иая водная
ледяная
Метилат^ натрия 40%-нь
Раствор моющего средства
Лимонная кислота 10%-иая
ср
нд р р
Разрушается за 1 неделю
Гидроокись натрия 20%-иая
Гидроокись аммония 27%-ная
водная
Пары аммония
Фосфорная кислота 85%-иая
водная
Соляная 10%-иая водная
20%-ная водная
36%-иая водная
Пары солиной кислоты
Серная кислота 25%-ная вод-
Разрушается иа 1 неделю
нд | ид | ид | цд
Разрушается за 1 день
ид
ид
нд 1 ид I ид
Разрушается аа 1
нд
ид
50%-иая водная
70%-иая водная
80%-ная водная
90%-иая водная
Азотиая кислота 10%-ная
20%-ная водная
30%-иая водная
Хлористый натрий 25%-иый
водный
Гипохлорит натрия 5%-ный
Гипохлорит кальция 5%-иый
водный
Вода |
Типичная композиция
нд
ид
ид
шился
То же
| Обесцветился
Обесцветился
Разрушается за 1 неделю
Разрушается за 1 день
ид
ид
нд j Разру-
Разрушился
Разрушился
нд
Разру-
шился
Paspy-
... ___ серой эмали для покрытий
полов состоит из следующих компонентов:
Материал
Таблица 22-12
Характеристики пленки на основе DGEBA,
отвержденого полиамидом [Л. 2-1]
Выдерживает
Эластичность иа конической оправке
Абразнвостойкость, падающий песок,
Химостойкость:
10 %-иая NaOH после 24 ч . .
10%-ная НС1 после 7 суток . . .
Кипящая вода после 1 ч кипения
Соленый туман 200 ч ..........
Не действует
Размягчает
То же
Сажа
Тиксотропный элемент
Жирный полиамид
Ксилол
Бутнлцеллозольв
84
Гл. 22. Покрытия растворами эпоксидных смол
Продолжение
Покрытия на основе эфиров DGEBA
Материал не -
Часть В DGEBA (мол. масса 950) 101 94,1
Ксилол 42,6 61.9
Метилнзобутилкетон 21,8 29,5
Бутилцеллозольв 30,1 36,1
Всего. 404 | 382
Эга композиция обладает следующими характери-
стиками:
Отношение пигмента к связующему (по массе). . 45/55
Объемная концентрация пигмента, у0............. 23
Летучесть, •/,.............................. . 35
Вязкость Stormer. KU . 0,84
М сса одного литра, кг , . 10,1
Время жизин, ч . . . 8
Эксплуатационные данные приведены в табл. 22-13.
Катализаторы Катализаторы иногда применяют сов-
местно с DGEBA, ио они не столь распространены, как
полнамины и жирные полиамиды. Типичным катализа-
тором является DMP-30 (данные приведены в
табл. 22-5, 22-6, 22-9 и 22-10).
Таблица 22-13
Свойства пленки иа основе DGEBA,
отвержденного полиамидом н пигментированной
двуокисью титана, углекислым кальцием и
сажей (Л. 2-1]
Свойство Значение
Л/ММ'
после отверждения 2 суток . , . после отверждения 9 суток . . . 1.2 1,75
после отверждения 30 суток . . . 1,65
Стойкость к щелочам:
Юо/о-ная NaOH после 24 ч . . . Выдержка в кипящей воде в те- Не действует
ченме 1 ч* ... То же
Бензостойкость после 7 суток** , . Маслостойкость после 7 суток**
Блеск, Gardner, 60* ’ 84"
Третичные амины часто являются ускорителями для
отвердителей жирных полиамидов и иногда применя-
ются в смеси с полиамииами. Другие катализаторы мо-
гут вводиться вместе со смолой. Когда в качестве ка-
тализатора применяется 2-этилгексановая кислота,
DGEBA отверждается при температуре около 150 °C.
Одиако такне катализаторы применяют только для спе-
циальных целей
Большое количество производимой смолы иа осно-
ве DGEBA идет иа синтез высокомолекулярных смол
для использования их в качестве эпоксидно-эфирных
покрытий. В этом случае можно считать, что смолы яв-
ляются многоатомными спиртами, которые затем реа-
гируют с ненасыщенными кислотами. Эпоксидяо-эфир-
ные покрытая применяют для грунтовки металлов,
лакировки полов, для покрытия приборов и для улуч-
шения характеристик поливииилацетатаых покрытий.
Эти эпоксиды, модифицированные маслом, совмещают
в себе хорошую адгезию, вязкость, износостойкость,
эластичность, гляицевость и долговечность. Хотя эпо-
ксидно-эфирные покрытия имеют меньшую химостой- -
кость, чем другие тсрмореактивиые покрытия иа основе
DGEBA, но она все-таки равна химостойкостн феноль-
ных лаков на непластифицироваиных слабо полимери-
зованных маслах и гораздо больше химостойкостн бо-
лее эластичных лаков на сильно полимеризованных мас-
лах. Первоначальный цвет у эпоксидных эфиров гораз-
до лучше, чем у фенолов, а также очень незначительно
выцветание с течением времени.
Эпоксидные эфиры при длительном полном погру-
жении в воду дают значение стойкости к щелочам
меньшее, чем хлорированный каучук и вияильные крас-
ки, и они обладают тенденцией более быстрого побе-
ления, чем алкиды.
Процесс этерификации состоит из реакции гндро-
ксилсодержащих смол с жирными кислотами, такими
как льняное, дегритратированное касторовое или соевое
масло, реакция сопровождается получением двух полу-
фабрикатов при 200—300 °C.
В течение этого процесса продукты могут несколько
раз очищаться (Л. 22-42]. Могут применяться н другие
методы, иапример пар может пропускаться через смесь
эпоксида и жирной кислоты, а катализатором может
быть или металлический свинец, или окись свинца
[Л. 22-6]. Эфиры с более точно выдержанным молеку-
лярным весом получают в результате реакции DGEBA,
бисфенола А и выбранной жирной кислоты. Изменение
количества бисфенола А изменяет молекулярную массу
конечного эфира. Эфиры иа основе DGEBA в течение
варки могут модифицироваться стеарином для получе-
ния стеариновых эфиров; стеарин добавляют в количе-
стве, равном весу DGEBA. Такие эфиры очень быстро
высыхают, имеют хорошую жесткость, хорошую стой-
кость к царапанию и эластичность. Нанлучшими смо-
лами иа основе DGEBA для этерификации являются
Твердые связующие
349
Сравнение свойств эфиров на основе DGEBA [Л. 2-1]
Тунговая
Талловое масло
Кокосовая
Льняная
Касторовая (дегидрати-
М дифика -
Запекаемый
Воздушной сушки
Долговечный
Прочный, запекается, химостой-
Прочный, химостойкий
Дешевый
Смола (канифоль)
Гидрированная канифоль
.Малеиновый ангидрид
Дешевый, прочный, воздушной
сушки, стойкий к щелочам
То же. что н у предыдущего, но
лучше цвет
Улучшает вязкость и цветовую
стойкость
Улучшает вязкость и сушку
смолы, имеющие молекулярную массу 1 500—2000. Смо-
лы, имеющие большую молекулярную массу, содержат
больше гидроксильных групп и в процессе варки сгу-
щаются.
Эфиры иа основе DGEBA растворяются в углево-
дородных растворителях, если правильно подобрана мо-
дификация жирной кислоты. Для эфиров на основе
слабо полимеризованных масел требуются ароматиче-
ские углеводороды. Для эфиров на основе сильно поли-
меризованных масел растворителями служат алифати-
ческие углеводороды, такие как минеральные спирты.
Эфиры иа основе DGEBA могут использоваться и
как композиции, сохнущие иа воздухе (в которые до-
бавляются небольшие количества сушильных веществ),
и как отверждаемые при нагревании композиций (сов-
местно с меламиииымн и карбамидными смолами)
Характеристики эфиров иа основе DGEBA зависят
от разнообразных факторов, среди которых тип вы-
бранной кислоты, соотношение между реагентами, цикл
варки, тип оборудования [(открытый или закрытый ко-
тел), способ варки и молекулярная масса смолы.
Влияние степени полимеризации масла и выбора
кислоты на характеристики пленки такое же, как и
у алкидных смол. В табл. 22-14 приведены главные из
Как указывалось выше, обычно эфиры берутся на
основе DGEBA с молекулярной массой 1 500—2 000, хо-
тя могут использоваться и DGEBA с большей и мень-
шей молекутярной массой; две ив таких композиций
приведены ниже [Л. 22-61:
Эмаль воздушной сушки—композиция
DGEBA (мел. масса 1 С00)
Льняная жирная кислота .
Сосновая канифоль . . .
47%
10%
Данные этой композиции
Кислотное число, яг КОН/г
Вязкость Gardener-Holdt .
Масса одного литра, кг
Растворители ..........
Летучесть, % ..........
Сушильным агентом явл
бальта
. Минеральные
спирты
............ 40
тся 0,04 % ко-
Эмаль горячей сушки—композиция
DGEBA (мол. масса 4000) .
75%
Данные этой композиции
Температура варки. *С................
Кислотное число, яг КОН/г . .
Вязкость Gardener-Holdt . . .
Цвет Gardener..........
Масса одного литра, кг .
Растворитель...........
Летучесть, % . . . .
W-Y
Ксилол
50
Хотя эпоксидные эфиры и похожи «а обычные ал-
кидные смолы, они тем не менее обладают тремя преи-
муществами: более высокой адгезионной способностью,
эластичностью и химостойкостью. Так как эфирные
связи более всего уязвимы к действию каустиков, то
можно считать, что испытание па стойкость к щелочам
является достаточной мерой химостойкости. В табл. 22-15
приведены данные по химостойкости нескольких отверж-
денных пленок. Пленки погружались в 2%-ный мыль-
ный раствор, имеющий температуру 70 °C.
350
Гл. 22. Покрытия растворами впоксидных смол
Сравнение стойкости к щелочам покрытий на основе DGEBA и покрытий на смол [Л. 2-6] Таблица 22-15 основе алкидных
Время ста- Состояние пленки после иммерсии аа период
‘дпи’ 186 ч 336ч
85% эпоксидного эфира 15% меламина 85% алкида 15% меламина 85% эпоксидного эфира 15% меламина 85% алкида 15% меламина 60% эпоксидного эфира 40% меламина 60% алкида 40% меламина 60% эпоксидного эфира 40% меламина 60% алкида 40% меламина 30 30 Без изменения Некоторая потеря адге- Небольшое помутнение Без изменения Некоторая потеря адге- Неболыное помутнение Небольшое помутнение Отслоилась Полностью отслоилась Некоторая потеря адге-
30 30 Отслоилась Полностью отслоилась
Эфиры иа основе DGEBA имеют достаточно боль-
шое время жизни и ие требуют применения двухкомпо-
нентных систем Для отверждаемых при повышенной
температуре покрытий требуется запечка при средних
температурах. Например для пленки, отверждаемой
меламином, достаточно выдержки при температуре
150 СС в течение 30 мин Эфиры на основе DGEBA мо-
гут использоваться по той же технологии, что н для
обычных смол. Хотя все характеристики пленок эфиров
иа основе DGEBA находятся на более низком уровне
по сравнению с другими эпоксидными пленками, оии
обладают одним преимуществом, а именно: они дешев-
ле за счет уменьшения содержания етоксида и исполь-
зования более дешевого растворителя.
Лаковые покрытия на основе DGEBA
(мол. масса 3000—4000)
Кроме реакции с карбоксильными группами жирных
кислот гидроксильные группы высокомолекулярных смол
иа основе DGEBA могут реагировать с молекулами, со-
держащими метилольные группы (реакция конденса-
ции) [Л. 22-30].
Из смол, содержащих такие группы, для производ-
ства лаковых по : ытий чаще всего используют два ти-
па: мочевино-формальдегидные и меламино-формаль-
дегидные (считающиеся аминосмолаыи), а также фе-
нолформальдегидные резольиого типа. Эти смолы реа-
гируют со смолами иа <« ове DGEBA (мол. масса
3000—4000); содержание DGEBA в этой композиции
колеблется от 40 до 75%.
Аминосмолы. Покрытия из зпоксидио-амияных смол
применяются для отд -кн приборов, для футеровки ба-
рабанов, 'декоративны» лелей и т. д.
С мочевино формальдегидами эпоксиды дают очень
хорошие цветовые характеристики, а с меламино-фор-
мальдегидами—наибши.ую эластичность и ударную
вязкость. Меламино-формальдегищвые смолы дороже
мочевиио-формальдеп . гых, и для лаковых покрытий
могут применяться БЬто-ные растаоры этих смол. Наи-
более распространенным растворителем для снижения
вязкости яляется ксилол. Мелакиио-формальдетидные
смолы в смеси с эпоксидными смолами имеют время
Гексаметоксиметилтеламии, получаемый из метано-
ла н гексаметилолмелакниа, может использоваться в
качестве отвердителя для смол иа основе DGEBA—ре-
акция будет идти как гидролиз смолы с метокснгруп-
иами, метанол испаряется (Л. 22-69].
Твердые связующие
351
Мочевино-формальдегидные смолы имеют некото-
рые отличия: варьируемая реакционная способность и
то, что для приготовления лака можно брать до 60%
твердой фазы.
В качестве растворителя обычно используется
смесь кситола и бутанола в отношении 4/6. У продуктов
с большей реакционной способностью время жизни ко-
леблется от ,1 до 2 мес. у продуктов с меньшей реак-
ционной способностью он достигает 2 лет.
Типичная композиция, отверждаемая очень реакци-
онным отвердителем, полностью отверждается при дан-
ных температурах отверждения за следующее время:
Время отверждения. Температура. *С
60 120
20 150
6 177
3 204
Чтобы отверждение мочевиио-формальдегидиых
смол, обладающих меньшей реакционной способностью,
произошло аа то же время, температура отверждения
должна быть повышена.
Аминосмолы могут использоваться либо совсем без
катализаторов, либо для ускорения отверждения могуг
применяться кислотные катализаторы [Л. 22-4].
Например, когда к смеси мочевино-формальдегида
и DGEBA добавляют р-толуолсульфоновую кислоту,
растворенную в л-бутилацетате, покрытие за 10 мин
высыхает до отсутствия отлила и становится совсем
твердым за 1 ч. Такие композиции хорошо применять
там, где покрытие ианоситси распылением.
Фенолформальдегидные смолы. Композиции на ос-
нове DGEBA, где в качестве отвердителя используются
фенолформальдегидные смолы, дают наибольшие хи-
мостойкость и стойкость «а истирание, а также способ-
ны работать при более высоких температурах; ио вслед-
ствие посредственных цветовых свойств фенолформаль-
дегидных смол эти композиции ие рекомендуется при-
менять для декоративных покрытий. Они чаще всего
используются для изготовления коррозионностойких
труб, покрытий проводов, электротехнических лаков
Фенолформальдегидные смолы требуют более дли-
тельной запечки или проведения ее при более высокой
температуре, чем амииосмолы. Онн либо совсем не pe-
ar- юииоспособны, либо обладают весьма малой реак-
ц ной способностью в эпоксидных композициях без
к лизаторов, и поэтому требуется катализатор (обыч-
нс кислотный), чтобы реакция прошла до нужного
уровня.
Использование таких катализаторов уменьшает
время жизни компачвиов до 1—3 мес, в зависимости
от выбранного катализатора. Фенолформальдегидные
смолы могут использоваться для растаоров. Типичная
композиция состоит из следующих частей ]Л. 2-6].
Связующее нелетучее, 35%..............
DGEBA (молекулярная масса 3000) . .
Фенолформальдегидная смола............
Агент, регулирующий текучесть
Фосфорная кислота...........
Сея. г ощее летучее 65% . .
J .е-шизобутилкарбииол .
М< - тцзобутилкетои . .
24Л
Типичная композиция, содержащая 1,5% фосфорной
кислоты, отверждается согласно следующим данным:
Время отверждения. Температура. *С
60 30 20 10 150 177 190 204
Типичная химостойкость покрытия на основе ком-
позиции фенолформальдегид+DGEBA приведена в
табл. 22-16.
Стойкость к химическим веществам
и растворителям покрытия иа основе DGEBA,
отвержденного фенолформальдегидной смолой [Л. 2-6}
Пленка осталась без изменения после выдержки
в течение 3 месяцев при комнатной температуре
в водном растворе следующих веществ:
Этиловый
Изопропиловый
Вторичный бутиловый
л-бутиловый
Метилизобутиловый
Диацетоновый
Гексилен гликолевый
Глицерин
Углететрахлорид
Аллилхлорид
Метилизобутилкетои
Формальдегид 30%-иый
Толуол
Ксилол
Эфиры
Диэтиловый эфир
Бис (в-хлорэтиловый) эфир
NaOH (любой концентрации)
Гидроокись аммония 10%-иая
Ускусиая 1%-ная
Сериая до 75%-иой
Соляная до 20%-ной
Азотиая до 20%-ной
Фосфорная до 85%-иой
Жидкие моющие средства 100%-иые
То же 50%-ные
Твердые моющие средства 1%-иые
Закись натрия, 40%-иый раствор в к
Хлористый натрий 25%-иый
Ти"”ПОРИСТЫ® с%-иый
Ти лористы' л%-ный
Хлорное жетезо 5%-ное
352
Гл. 22. Покрытия растворами впоксидных смол
Продолжение табл 22-16 полимер с молекулярной массой примерно 30—80 ты- Вода Такие материалы могут использоааться для лако- Соленый туман при 38 °C в течение 500 ч вы» покрытий. Они могут дальше разбавляться разба- Пленка осталась без изменения при выдержке вителями, такими, например, как в течение 3 недель при температуре 66 °C в следующих перечисленных растворах: Целлозольвацетат . 60% Метилэтилкетои . . . . 30% изопропиловый спирт Толуол 10% вторичный бутиловый спирт метилизобутилкарбииол Вследствие большой молекулярной массы твердого' диацетоновый спирт связующего не требуется никакого отвердителя. Покры- гексилеигликоль тие высыхает по мере испарения растворителя, давая метилизобутилкетои непрерывную жесткую пленку с хорошей прочностью аллилхлорид на истирание. Химостойкость у пленки, полученной та- (кипячение 24 *> „ ким образом, ниже, чем у термореактивных пленок. 73%-иый NaOH при 138 С в течение 2 недель Свойства чистой пленки иа основе высокомолеку- глицерин „ лирных смол в сравнении со свойствами других компо- глицерии при 138 С в течение 2 недель зиций приведены в табл. 22-17. Типичная пигментнроваи- воды иая композиция представлена ib табл. 22-18. Пленка слегка размягчается при выдержке в те- чение 1 месяца в ацетоне, метилэтилкетоие, этилен- ПОКРЫТИЯ НА ОСНОВЕ DGEBA, mWSn ™е!!2еи,^^ч=3т?ч'ЛатСе₽НОЙ КИСЛ0Те МОДИФИЦИРОВАННОГО ТЕРМОРЕАКТИВНЫМИ 1/О7&-НОИ), перекиси водорода (13%-иои). л па мм Покрытие имеет ограниченную стойкость к серной акрилами кислоте (при концентрациях выше 85%-иой) и к пере- чЯ71вкЯеМЫе покоытня кпмлочипий на основе киси водорода (при концентрации выше 15%-ной). DGE^^M0^“™ смол в себе хорошие цветовые свойства с высокой химо- стойкостыо. Отверждаются они при 15042 в течение Лаковые покрытия на основе DGEBA 30 мин. ми лучше брать смолы на основе DGEBA, имеющие мо- лекулярную массу около 950—1000, такая композиция Бисфенол А и эпихлоргидрин могут реагировать дает покрытия, обладающие весьма высокой твер- в растворе и давать в результате реакции линейный достью. Таблица 22-17 Сравнительные характеристики различных растворов для покрытий [Л. 2-6]
Условные испытания (мол. мас- са 80000) Летучие смолы Композиция на основе DGEBA
Ванильная Дадо- Найлон n^'F4 Эфир, от- ный мела- при 204 -С Смола, от- вержден- Смола, от- вержден-
20%-ная NaOH после II суток
при 93 *С
30%-ивя H2S04 после 14 суток
при 23-С
10%-ная НС! после 14 суток при
Химостойкость
Дистиллированная вода после 20
суток при 23 *С
Дистиллированная вода после 11
суток при 93 *С
Влагостойкость после 1 000 ч при
38’С и 100%-иой относительной
влажности
Влагостойкость после 2 500 ч при
38*Си 10%-ной относительной
влажности
Нагревостойкость
Износостойкость, потери в массе
иа 100 циклов, аса
Стойкость к окружающей среде
Таблица 22-18
Типичная композиция вмали воздушной
сушки на основе DCEBA (мол. масса
80 000) [Л. 2-6)
Ингредиенты Латры
Двуокись титана П,Б
Фталоцианин голубой Очень мало
Кремнекислый магний Бентонит DGEBA. содержание летучих 60% 1,9 0,76 162
Ацетатцеллозольв
Solvesso 100 82
Растворитель 3,5
Всего . . 382
Параметр Значение
25
Основа, *% 29,96
Плотность, г]с>& 60'°75
Консистенции, единицы
Композиция разбавителя % по массе
Ацетатцеллозольв 20
МЕК 30
Толуол 30
Метилизобутилкарбииол 20
Всего. 100
Композиции более дешевые, с большей эластично-
стью, хотя и менее твердые, можно получить, используя
полигликоль или эфиры в качестве модификаторов
DGEBA.
Глянцевые свойства различных композиций на ос-
нове DGEBA и термореактивных акриловых смол пока-
заны иа рнс. 22-8.
Разработанные другие акрило-эпотсидные компози-
ции включают в себя термопластичный продукт реак-
Рис. 22-8. Влияние ускоренных иены
таиий на погодостойкость иа блеск
белой эмали ив DGEBA/акриловой
основе [Л. 2-6].
23—1242
ции эпоксидной смолы и карбоксилсодержащего акри-
ла, который может реагировать с мочевино-формаль-
дегидиымн смолами [Л. 22-175], а также добавки
результата реакции DGEBA (мол. масса 1 400) и нена-
сыщенных спиртов к акриловым смолам [Л. 22-77] и ис-
пользование специальных третичных аминов, что уве-
личивает срок хранения эпоксидно-акриловой компози-
ции до 1 месяца.
ЭПОКСИДНЫЕ ЭМУЛЬСИИ
Эпоксидные эфиры используются для улучшения
свойств эмульсионных покрытий из поливииилацетатов,
акриловых и бутадиеновых сополимеров (Л. 22-43].
Водорастворимые алифатические эпоксиды могут
использоваться для улучшения характеристик эмульси-
онных покрытий из поливинилацетатов, акриловых и бу-
тадиеновых сополимеров [Л. 22-25] и других нераство-
римых в воде акриловых покрытий [Л. 22-49].
Эмульсии со смолами на основе DGEBA готовятся
с кислотными или щелочестабильиыми иеиоииыми эмуль-
гаторами (т. е. неполными частичными эфирами жир-
ных кислот) и стабилизированными коллоидами, таки-
ми как поливинилацетат. В эмульсиях иа основе DGEBA
с молекулярной массой 1 000 используются жирные по-
лиамиды, органические растворители н органические и
неорганические кислотные стабилизаторы )Л. 22-27,
22-31]. Запекаемые покрытия могут быть получены из
эпоксидной эмульсии и водорастворимых фенольных
смол (Л. 2-7]. Приготовление эмульсии из эфира на ос-
нове DGEBA описано в (Л. 2-1], использование эпоксид-
ных эмульсий при производстве печатных плат приве-
дено в [Л. 2244].
Эпоксидные эмульсии в каменноугольном дегте при-
менялись в качестве кровельного материала )Л. 22-73].
Эпоксидные эмульсии нестабильны, и поэтому они
ие используются в чистом виде, дая улучшения же
свойств других эмульсий они нашли широкое распрост-
ранение.
РАСТВОРИТЕЛИ
Неотвержденные смолы иа основе DGEBA разбав-
ляются насыщенными кислородом растворителями, та-
кими как кетоны, простые и сложные эфиры и т. д.,
а также сильно галоидозамещениыми гидрокарбоната-
ми, хотя эффективность растворителя уменьшается с
увеличением молекулярной массы. Быстро испаряющие-
ся растворители готоаятся на основе низкокипящих
кетонов, таких как ацетон или металэтилкетон; медлен-
но испаряющиеся растворители готовятся па основе бо-
лее высоКокилящих материалов. Ароматические раство-
рители, такие как толуол и ксилол, так же как и про-
стые спирты, например изопропиловый и п-бутиловый
спирты, ие являются активными растворителями для
смол на основе DGEBA. Однако в комбинации оии да-
ют слабое растворение. Таблица 22-19 содержит данные
о растворителях; DGEBA брался с молекулярной мас-
сой 1000—4000.
Композиции для покрытий, как правило, включают
в себя комбинацию истинно растворителей и разбави-
телей; разбавители используются, чтобы снизить стои-
мость композиции и для регулирования ее вязкости. На
рис. 22-9 показана зависимость вязкости композиции от
содержания твердой фазы для смол иа основе DGEBA
с различными молекулярными массами.
Определение правильного соотношения между твер-
дой фазой и растворителем — своего рода искусство, и
сделать правильный выбор крайне трудно
Смесь растворителей ксилола и М1ВК дает плохие
результаты, в то время как смесь, содержащая 7%
циклогексанона, дает существенное улучшение (Л. 22-24].
354
Гл. 22. Покрытия растворами эпоксидных смол
Вязкость 60%-кого растворе
(Gardner - Holdt)
npUTOO'V
Длина волны, мнм
Рис. 22-10. Стойкость пленки из
DGEBA (мол. масса 950), отвержден-
ного амином, определенная инфра-
красной спектроскопией (Л. 22-44].
Таблица 22-19
Характеристики растворимости смол иа основе
DGEBA (Л. 2-6]
Очевидно, что разнообразию смесей растворителей яет
конца; одна типичная смесь для смолы иа основе
DGEBA (мол. масса 950) состоит из (Л. ’22-21]:
1900 | 1W0 | 3000 | <000
Ксилол
Метилизобутилкетои
Целлозольв
Циклогексанол
32
32
32
Кетоны
Ацетон
Метилэтилкетои
Метилизобутилкетои
Диацетоновый спирт
Эфиры
Полимерные растворы, получаемые в этих раство-
рителях, дают хорошую однородность и текучесть и во
аремя испарения не дают пузырей, струпьев и других
дефектов. Даже при правильно подобранной смеСи
растворителей может случиться, что одни из яих оста-
нется после отверждения. Для удаления растворителей
требуется проводить отверждение при нагревании ин-
фракрасным светом, как показано иа рис. 22-10, где
пик МЕК заметен при 5,7 мкм (Л. 22-44]. Конечно, не-
обходимо ие только выбрать смесь растворителей, но и
подобрать количество вещества твердой фазы для каж-
дого данного случая. Чаще всего он колеблется от 20
до 70%. Концентрация будет определять толщину од-
ного слоя, ио оиа не является определяющим факторен
для покрытия в целом. Покрытие в несколько слоев
лаком с малым содержанием основы дает лучшие ха-
рактеристики, чем покрытие одним слоем с большим
содержанием основы, в частности, вследствие того, что
многослойные покрытия дают возможность растворите-
лю легко испариться я уменьшают возможность отслаи-
вания (происходящее во время испарения растворителя)
покрытия от поверхности покрываемого изделия.
Толщина покрытий обусловливается главным об-
разом требованиями эксплуатации. Мягкие климатиче-
ские условия требуют ващитиую пленку на изделиях
толщиной 0,08 леи, жесткие условия—пленку толщиной
0,125 им н непрерывно погружаемые изделия — от 0,125
до 0,375 мм. В некоторых случаях, таких как грунтов-
ка металла и т. д., требуется покрытие толщиной менее
0,08 мм, иногда до 0,0125 мм.
Соответствующей комбинацией разбавителей мож-
но снизить вязкость данной композиции, сохраняя иуж-
п-бутилацетат
Целлозольвацетат
Метилцеллозольв
Этилцеллозольв
Бутилцеллозольв
Этилкарбитол
Бутилкарбитол
Хлоррастворители
Трихлорпропаи
Хлороформ
Эфиры спиртов
Толуол/ацетои, 1/1
Толуол/метилвтилке-
t-z
Z„_,
Смешанные растворители
иую концентрацию основы.
Голуол/метилизобутил-
кетои, 1/1
Толуол диацетоиовый
спирт, 1/1
Толуол/изопропиловый
спирт, 1/1
Толуол бутиловый
спирт, 1/1
Толуол/метилизобути-
ленкарбииол, 1/1
Толуол/целлозольв
ацетат, 1/1
Красители и наполнители
Например, DGEBA может быть разбавлен комбииа-
Метилизобугилкетон . 33
Целлозольв .... 33
Ксилол............. 34
в соотношении 70 к 30, что дает вязкость лака при
комнатой температуре около 5 000 спз.
То же самое отношение, ио с комбинацией
тетилизооутилкетон . 4о
Бутилцеллозольв.......... . . 5
Толуол.............................. 50
дает вязкость лака при комнатной температуре около
2400 спз. Если разрешается уменьшение концентрации,
то раствор может разбавляться, пока ие будет достш
нута нужная консистенция. Разбавитель для распыляю-
щейся композиции состоит из n-бутанола и толуола
может состоять из метилизобутилкетона, циклогексано-
ла и толуола в отношении 1/1/2. Если концентрация ос-
новы такими растворителями и разбавителями уменьше-
на до 40%, то вязкость полученного лака будет состав-
лять всего 30 спз.
КРАСИТЕЛИ И НАПОЛНИТЕЛИ
Чистые связующие редко используются для анти-
коррозионных покрытий, так как они ие долговечны,
т. е. почти все эпоксидные лаки для покрытий, кроме
покрытий магнитопроводов, электротехнических лаков
и других специальных целей, пигментируются. Кроме
улучшения стойкости к ультрафиолетовым лучам пигмен-
ты улучшают укрывистость, цвет и коррозионную
стойкость.
Для зпоксидных композиций в качестве пигментов
могут применяться наиболее распространенные красите-
ли. Типичными материалами являются фталевый циаиии
голубой и зеленый, двуокись титана, сажа черная,
окиси железа.
Наполнители состоят из карбоната кальция, силика-
тов, диатомовой аемлн и т. д. Для получения нанлучше-
го покрытия применяют алюминиевые пигменты. Грунты
<ь г000|о о Исходное
£ • п Пост 1вчпри 100°С
g’ BOO в □ поспевОчЕгнсина-
а SOli
итношение
Пигмент/лаковая основа
Рис. 22-12. Влияние пигмента
(ТЮа) иа механические свойства
DGEBA (мол. масса 3000),
отвержденного мочевиио-формаль-
дегидиой смолой [Л. 22-39].
для металла могут готовиться на основе свинцового су-
рика, окиси железа, цинковой пыли или окиси цинка.
Влияние пигмента, введенного в композицию в раз-
личных объемах, иа вероятность появления трещин по-
казано иа рис. 22-12.
Главным действием химически инертных пигментов
является их способность увеличивать время отверждения.
С отвердителями, которые отверждают композицию
при комнатной температуре, время отаерждеиия иногда
удваивается. Некоторые типичные пигменты а даспер-
снях для использования в лаковых покрытиях иа осио-
ае DGEBA даны ниже:
Дисперсия свинцового сурика для грунтовки
Свинцовый сурик . . . .... 69
Диатомовая земля........ .6,5
Силикат магния............................. 5,4
Связующее DGEBA 55%
толуол 22,5%; 1
метализобутилкетои 20,3% > 18,8
бутилцеллозольв 2,2% )
Темная эмаль
Фталевый цианин зеленый .
Связующее (смола 33’/,%;
бутанол 33'/,%;
толуол 33'/,%)
% по массе
25
Композиция для грунтовки металла распылением
Пигмент:
коллоидальный кварц . 12
Раствор смолы:
DGEBA (мол. масса 950) . 51
Mtnv ю
Рис 22-11. Эпоксидные смолы применяются для
покрытия внутренних поверхностей водяных, ци-
целлозольв..................................12
ксилол .................................... 12
Раствцжтели и агенты, регулирующие текучесть:
целлозольв . . .... 20
ксилол..................................... 20
Всего связующего 163,2
356
Гл. 23. Методы обработки и меры предосторожности при работе
Часть В
Жирные полиамиды..........................
Целлозольв . . . ................. .
Ксилол ... ..........................’ ,
сего отвердителя
Цинковая пыль................................1 100
Всего композиции......................... . 1325,2
Свойства композиции
Содержание нелетучей части, •/« по массе . . . 89,8
Объемная концентрация пигмента, % по объему 70,0
Вязкость, Krebs eg........................... 100
Масса 1 л, кг . . . .................. 3
ПОДГОТОВКА ПОВЕРХНОСТИ И ГРУНТОВКА
Как было показано в гл. 14 и 21, подготовка поверх-
ности оказывает большое влияние на адгезию к ней
эпоксидных смол. Для большинства металлов лучшей
подготовкой поверхности является пескоструйка его до
блеска и покрытие поверхности металла как можно ско-
рее после пескоструйки. Техника подготовки поверхно-
сти пластмасс и других поверхностей дана в преды-
дущих главах.
Вследствие очень хорошей адгезии покрытий эпок-
сидными лаками оии часто используются в качестве
грунтовки металлов, пластмасс и конструкционных ма-
териалов перед покрытием их другими веществами
(Л. 22-28]. Например, использование эпоксидной грунтов-
ки перед покрытием акриловыми смолами увеличивает
срок службы последних вдвое (Л. 22-66]. Когда на полу-
отвержденную эпоксидную грунтовку наносится покры-
тие иа основе полиэфирных смол, то получается хоро-
шее прочное эпоксидно-полиэфириое покрытие [Л. 22-97].
Может казаться, что если эпоксидные смолы обла-
дают очень хорошей адгезией, то нет необходимости
готовить поверхность перед их нанесением. Однако
это не так.
Грунтовки на основе эпоксидов, пигментированных
свинцовым суриком, цинковой пылью, цинком желтым
едиными покрытиями [Л. 22-67], хотя увеличение стои-
мости таких покрытий является причиной дискуссий.
Такие грунтовки ненамного улучшают стойкость
при полном погружении изделия в воду, и их эффектив-
ность зависит от выбранного отвердителя. Отмечалось,
' что грунтовки, пигментированные цинком, имеют низкие
механические свойства (Л. 22-83].
Испытания па коррозионную стойкость, во время ко-
торых чисто эпоксидное покрытие и такое же покрытие,
ио иапесениое на эпоксидную грунтовку, пигментиро-
ванную хроматом цинка, в течение 62 ч поливались
раствором соли, показали, что ни то, ни другое покры-
тие нисколько не пострадали [Л. 22-61].
ВЫВОДЫ
Эпоксидные смолы высокомолекулярные (мол. мас-
са более 950) могут широко применяться для лаковых
покрытий. Смолы с молекулярной массой от 950 до 1 000
обычно применяются с первичными алифатическими ами-
нами, их производными и жирными полиамидами для
нанесения покрытий, сохнущих при комнатной темпера-
туре. Смолы с молекулярной массой от 3000 до 4000
применяются совместно с фенолформальдегидными и
аминосмолами для аапекаемых покрытий. Смолы с очень
большой молекулярной массой могут применяться без
отвердителя.
Чаще всего покрытия, сохнущие при комнатной
температуре, показывают химостойкость и вязкость од-
ного порядка с запекаемыми покрытиями. Эпоксидио-
феиолформальдегидные системы дают наибольшие химо-
стойкость и стойкость иа истирание; амиио-эпоксидные
системы—наилучшие в отношении эластичности
и цветовом.
. Глава двадцать третья
МЕТОДЫ ОБРАБОТКИ И МЕРЫ ПРЕДОСТОРОЖНОСТИ
ПРИ РАБОТЕ С ЭПОКСИДНЫМИ СМОЛАМИ
Твердые эпоксидные смолы без отвердителей сход-
ны с обычными синтетическими смолами. Эксплуата-
ционные характеристики твердых эпоксидных смол очень
сходны с таковыми у других твердых покровных мате-
риалов, и нх применение на производстве ие создает
каких-либо непредвиденных затруднений.
Жидкие смолы, наоборот, крайне многосторонние
материалы и вследствие этого вторглись в ряд областей
промышленности, которые раньше вообще ие применяли
пластмасс, и так как многие нз тех, кто применяет эпок-
сиды, не изучили их ® деталях, применение эпоксидов в
производственных условиях сначала может сопровож-
даться некоторыми трудностями. Большинство из них
можно предусмотреть я предотвратить.
Весьма желательно инженерным я производствен-
ным работникам поработать с лабораторными образца-
ми для ознакомления с основными свойствами эпоксид-
ных смол; понять явления экзотермии, характеристики
времени жизни, влияние температуры на вязкость и оце-
нить другие разнообразные зависимости эксплуата-
ционных характеристик системы.
Отвержденные лабораторные образцы могут поме-
щаться в ааранее подготовленные окружающие условия
или оцениваться специальными испытаниями, чтобы уста-
новить годность составленной композиции и ряда фак-
торов влияния изменения эксплуатационных условий иа
конечные свойства. Полный итог этих данных покажет
получены в последующем производстве
ХРАНЕНИЕ
Для жидких эпоксидных смол чаще всего проблемы
хранения не существует, если обеспечено отсутствие
влаги. Составные компаунды могут потребовать специ-
ального хранения; покровные растворы, содержащие ле-
тучие растворители, огнеопасны.
Жидкие эпоксидные смолы, как правило, имеют до-
вольно высокую температуру вспышки, например для
DGEBA оиа равна 240’С. Материалы с меньшей моле-
кулярной массой имеют температуру вспышки несколько
ниже, DGEBA, разбавленная эфиром, имеет температуру--
Оптимальный размер навески
357
вспышки порядка 90 °C. Они, однако, не огнеопасны и
могут нагреваться для уменьшения вязкости. Материа-
лы, обладающие ннэкой вязкостью, перекачиваются при
окружающей температуре 40—50 °C, а материалы, обла-
дающие более высокой вязкостью, — при 70 °C и в не-
которых случаях даже выше.
Трубы и емкости хорошо делать из углеродистых
сталей, так как оии не коррозируют под действием эпок-
сидных смол. Такая коррозия, которая появляется выше
уровня эпоксида, может быть устранена с помощью
фильтров, покрытой эпоксидом железной или алюминие-
вой трубы, трубы из нержавеющей стали, трубы из эпок-
сидного стеклопластика, ставившейся ниже фильтров и
предотвращающей дальнейшие корродирование {Л. 2-6].
Составные продукты, содержащие наполнители, тре-
буют периодического встряхивания, чтобы размешать
твердый осадок; а те системы, в которых содержится
отвердитель, должны храниться в прохладном месте,
чтобы увеличить время жизни. Отвердители, обычно
поставляющиеся как часть В составных продуктов, тре-
буют осторожности при хранении. Часто они крайне
чувствительны к атмосферной влажности и должны очень
плотно закрываться, часть может при низких темпера-
турах кристаллизоваться и должны перед использовани-
ем подогреваться; часть требует хранения в стеклянных
или других специальных контейнерах. В этих случаях
рекомендации по хранению композиций или отвердите-
лей должны строго выполняться. Условия хранения
растворов в большей степени определяются применя-
ющимся растворителем. Эпоксидные смолы и их отвер
днтели при использован ин в промышленности не созда-
ют такого же риска, как полиэфирные композиции (т. е.
опасность взрыва при загрязнении органических переки-
сей промоторами), и в литературе ие описаны какие-либо
серьезные инциденты в результате неправильного их
хранения. Однако многие из ингредиентов, идущих в
впоксидиую композицию, весьма реактивны, и это обус-
ловливает возможную неприятность при случайном сме-
шении с другими реактивными химическими веществами
ВВЕДЕНИЕ НАПОЛНИТЕЛЕЙ
Обычно бывает затруднительно ввести наполнители
во время начальных стадий процесса производства. По-
лучение наилучших результатов требует нагревания на
полиителей до удаления влаги, содержащейся в них, и
после введения наполнителя и перемешивания, хранения
смолы в течение некоторого времени, достаточного, что-
бы вышли воздушные пузырьки. На практике удобтее
всего подогревать смолу во время введения наполните-
ля, и если производственные условия требуют комнатной
жизнеспособности, то перед введением отвердителя сис-
тема должна быть охлаждена до окружающей темпера-
турь^
По этим причинам наполнитель обычно хорошо до
бавлять заранее (до производства компаундирования).
Наполнители могут быть добавлены иа обычном краско-
смешивающем оборудовании, хотя для того, чтобы по-
лучить полное смешивание, часто используют дюли-
новые мельницы. ’~
ОПТИМАЛЬНЫЙ РАЗМЕР НАВЕСКИ
Оптимальный размер навески будет заансеть от при-
меняющегося отвердителя и температуры, при которой
яяют рабочую вязкость при их времени жизни; однако
как только появилась ощутимая экзотермии, гель мо
ментально отверждается. Для более экзотермичных
компаундов размер навески будет определять время
жизни. Для данного смешивающего оборудования чем
Рис. 23-1. Влияние повторного напол-
нения иавески иа вязкость DGEBA,
катализированного этилендиамином
(Л. 23-1].
г —кривая временя жизни; 2 —60%-ное
больше масса, тем дольше время смешивания, таким
образом, уменьшается время, идущее на применение
компаунда. Иногда используется метод, по которому
компаунд заливается частями.
Рисунки 23-1 и 23-2 показывают различные коли-
чества добавок к навеске для днух типичных алифати-
ческих систем, отвержденных аминами. Эти кривые хо-
рошо иллюстрируют изменение периода скачков и вне-
запных увеличений вязкости. С наиболее реактивными
(реакционноспособными) аминами и DGEBA иавески
обычно составляют 0,5—I кг, иногда доходят до 2,5 кг.
Системы, отверждающиеся ангидридами, чаще всего
допускают использование больших иавесок, а при исполь-
зовании скрытых отвердителей размеры иавески не ог-
раничены. Часто сильно наполненные системы или те,
которые разбавлены растворителем, дают увеличение
времени жизни, достаточное для того, чтобы можно бы-
ло применить довольно большие иавески, даже для ком-
паундов, отверждающихся при комнатной температуре.
Размеры иавески, конечно, должны быть -выбраны так,
чтобы возможно было использование всех материалов,
входящих в нее, и при этом ие было бы резкого воз-
растания вязкости
Рис. 23-2. Влияние повторного наполнения
на вязкость DGEBA, катализированного
аминной смолой (Л. 23-1].
/ — кривая срока жизни; 2—2,6% наполнения
каждые -10 яин; 3 — 5% наполнения каждые
10 мин-, 4 — 10% наполнения каждые 10 мин.
Гл. 23. Методы обработки и меры предосторожности при работе
ИЗМЕРЕНИЕ КОЛИЧЕСТВА И СМЕШИВАНИЕ
Одним из методов приготовления эпоксидной ком
позиции является взвешивание составных частей раз
дельно я затем тщательное смешивание их вручную.
Этот метод не требует какого-либо оборудования, нуж-
ны только весы и какая-нибудь посуда, ио ои требует
большого труда и не всегда дает хорошую воспроизво-
димость результатов. Смешивание должно быть очень
тщательным, иначе ие получится удовлетворительных
результатов. Ручное перемешивание составных частей
обычно производят при помощи шпателя. Для переме-
Рис. 23-3. Для отмеривания малых коли-
честв эпоксидных композиций исполь-
зуют медицинский шприц.
Рис. 23-5. Отмеривание ком-
паунда производят по весу.
Когда нужное количество со-
става переливается в стакан,
край автоматическиз закры-
шивания применяются также сосуды, способные дефор-
мироваться н тем самым облегчающие этот процесс
[Л. 23-87]. Дли того чтобы проследить, равномерное и
полное ли произошло перемешивание, часто производят
окрашивание двух компонентов в разные цвета, тогда
легко обнаружить некачественное перемешивание ви-
зуально. Обычно это бывают голубые и желтые две га,
а смесь должна получиться зеленой. Было высказано
предположение (Л. 23-25], что трифенилметаиовые кра-
сители могут вводиться в эпоксидную смолу, это ведет
к изменению цвета, как только отвердитель — амии
добавляется в систему. В большинстве случаев даже
для производства небольших количеств композиций
были созданы различные виды электрических мешзлок
Простейшей из них является обычная ручная электри-
ческая дрель, в патрон которой вместо сверла вставля-
ются перемешивающие лопасти. Может быть создано и
более совершенное оборудование.
Есть несколько изобретений, например специальные
лопасти мешалки, дающие минимальное количество воз-
душных включений и хорошо собирающие смесь со сте-
нок и диа сосуда, в котором идет перемешивание. В од-
ном нз последних изобретений предложена неподвижная
мешалка и вращающаяся платформа, сосуд ставится
яа платформу, в пето вводится мешалка, и платформа
приводится во вращение. Возможно также создание
непрерывно распределяющего оборудования, снижающе-
го затраты трудя и дающего большую точность. Такое
оборудование может изготавливаться от самого просто-
го до весьма сложного. Непрерывно действующие маши-
ны могут представлять собой, например, шестеренчатые
насосы, дающие составные части композиции в опреде-
ленном соотношении, которое можно изменять заменой
шестерен; они могут включать в себя весы с клапаном,
который закрывает поступление ингредиентов свыше
заданного количества, нли она может содержать клапаи
в магистрали, отрегулированный так, что по магистрали
зечет смола с определенной вязкостью и под определен-
ным давлением [Л. 23-24].
Измерение количества и смешивание
Рис. 23-7. Отмеривающее и смешивающее обору-
дование в действии.
Рис. 23-6. Типичный настоль-
ный отмеривающий прибор для
впоксидных смол.
Позирующие и смешивающие машины
Дозирующие и смешивающие машины с успехом
применялись в технологии производства полиэфирных
смол, но эти машины без соответствующих переделок я
регулировки не могут применяться при производстве
эпоксидных композиций. Полиэфиры могут формировать-
ся из двух компонентов с довольно низкой, равной у
обоих вязкостью, имеющих одни и тот же удельный вес,
и. кроме того, они берутся в равных количествах. Хотя
требуется тщательное перемешивание и точное соотно-
шение компонентов, это не трудно сделать. С эпоксида-
ми это далеко не так. Вязкость и плотность смолы и от-
вердителя редко бывают одинаковыми; часто бывает не-
обходимо создавать системы, имеющие отношение содер-
жащихся компонентов 5:100, перемешивание должно
быть крайне тщательнам, чтобы'получить хорошие од-“
неродные свойства отвержденного продукта. Таким обра-
зом, оборудование для дозирования и перемешивания
должно быть более сложным н точным, чем это требу-
ется при производстве полиэфиров. Кроме того, сущест-
вуют многие тысячи эпоксидных композиций, наполнен-
ных и незаполненных, и система машин, пригодная для
производства одной нз них, может быть непригодна прч
производстве другой. Это, а также требование высокой
точности прн производстве этих композиций осложняет
создание универсальной дозирующей и перемешивающей
машины. В настоящее время лучшие результаты получе-
ны при подгонке и регулировке машины под какую-то
одну определенную композицию. Регулировочные работы
могут быть простыми, но могут быть и довольно слож-
ными. Лучше сначала выбрать композицию и под нее
подбирать машину, чем наоборот. При этих условиях
хорошие результаты были получены на целом ряде про-
мышленных дозирующе-смешивающнх машин.
Дозирующее оборудование. В непрерывно дозиру-
ющем оборудовании смола и отвердитель загружены в
отдельные камеры, оттуда через отмеряющие приборы
компоненты в заранее аыбранном соотношении посту-
пают в смесительную камеру, а затем в сопла.
Смесь должна двигаться как можно быстрее с ми-
нимальными потерями в смесителе; эжектор должен быть
крайне прост, чтобы облегчить его очистку
Оборудование должно изготавливаться из химо-
стойких материалов (трубы, прокладки и т. д.), и если
производится композиция, наполненная абразивом, то
вти материалы должны быть и абразивостойкие.
При движении компонентов в смесительную камеру
требуется давление; бывает необходимо контролировать
температуру компаундов и производить перемешивание,
чтобы наполнитель не оседал на дно. Кроме того, могут
потребоваться дегазирующие аппараты. Во многих про-
мышленных установках устанавливаются дозирующие
насосы различных типов — шестеренчатые, поршиевые,
диафрагменные или червячные. Они бывают отрегулиро-
ваны на различные соотношения компонентов и создают
различные скорости подачи компонентов. Лучше всего
работает поршневой иасос [Л. 23-21]. Приспособления
для смешивания разнообразны: .закрывающие камеры,
вращающиеся валы со —------------- —
ходные мешалки колеб--------------- .... —
Ппомышленные установки (некоторые, по крайней
мере) могут изготавливать композиции при вязкости
смолы, достигающей 100 000 спв, с одной стороны,
и вязкости отвердителя, составляющей всего 0,5—
ные установки способны изготавливать композиции
нз разбавленных смол, содержащих до 55% кремниевой
пудры и отвердителя — амина (Л. 21-13]. Когда изго-
тавливаются наполненные композиции, необходимо
их перемешивание, чтобы наполнитель не осел на дно,
хотя иногда наполнитель в смесительную камеру посту-
пает отдельно. Одна такая система рекомендуется при
производстве компаундов, содержащих смолу н отвер-
дитель, поступающих через доризующий насос, со сторо-
ны червячного смесителя; с другой стороны поступает
наполнитель — кремниевая пудра, отмеряемая вибраци-
онным дозатором. Три компонента смешиваются н дви-
гаются вдоль вращающегося червяка вниз и затем
расходуются со дна цилиндра вкструзнонного насоса
(Л. 23-18]. Компаунд может проходить вакуумную ка-
меру, если требуется полное отсутствие в компаунде
воздуха, или вакуумные камеры могут присоединяться
к соплам для вакуумирования компонетов и компаун-
да в течение производства операции герметизации
[Л. 23-43] или дегазаторы включены в саму линию
[Л. 23-20]. Эти последние представляют собой прибо-
ры, через которые пропускают тонкие струйки жидко-
сти Во время этого прохождения оии подвергаются
действию вакуума. Оборудование представляет собой
цилиндричесг—- ""лониу, заключенную в стеклянный
цилиндр. F > • .а.-тце между двумя цилиндрами поме-
щены мет.- шчесюи генточные нагреватели для того,
360
Гл. 23. Методы обработки и меры предосторожности при работе
Рис. 23-8. Отмеривающее, смешиваю-
щее и распределяющее оборудова-
Рис. 23-9. Смешивающее оборудо-
вание для компаундов, наполнен-
ный песком, отмеряет компоненты
раздельно и смешивает нх
в шнекомешалке.
чтобы уменьшить вязкость жидкости. Жидкость
ся со дна в промежуток между двумя цили
и под действием тепла двигается вверх. Дойдя
ха цилиндров, жидкость стекает во внутренний ц
где происходит окончательная дегазация.
Оборудование для распыления. Оборудование для
распыления двухкомпонентных эпоксидных систем со-
стоит из дозирующего устройства и присоединенного к не-
му смешивающе-распыляющего устройства. Компаунды
подводятся к смесителю, сжимаются н распыляются под
давлением. Распыление может быть достигнуто потоком
вводнт-
Рис. 23-10. Двусопловое распределяю-
щее оборудование.
воздуха, направленным вокруг или навстречу в форме
конуса илн веера. Такое распыление возможно, если вяз-
кость жидкости невелика, и у него есть недостаток —
чрезмерное расходование жидкости. Частичное распыле-
ние может быть получено, если жидкость выбрасывает-
ся через очень тонкое сопло с большой скоростью.
В этом случае расходование жидкости невелико; могут
использоваться жидкости с большой вязкостью, хотя,
конечно, для этого надо повысить давление.
Перемешивание может осуществляться гидравли-
чески, жидкость на большой скорости создает завихре-
ния и перемешивается, иногда перемешивание произво-
дится механически, непосредственно перед распылением.
Из имеющегося оборудования пистолеты для распыле-
ния, в которых смешивание происходит внутри
смесительной камеры, более совершенны, чем те, кото-
рые имеют двойные сопла и у которых смешение про-
исходит после эжектировачия распыляющей струей.
Данные о шести промышленных типах распылителей
представлены в [Л. 21-11]. Наполнители, так же как
и в дозирующем оборудовании, часто бывает удобно
применять отдельно. Они эжектнруются через специаль-
ные отверстия и смачиваются в воздушном потоке.
Чаще эта технология используется при распылении со
стеклоровннцей, ровница рубится и эжектируется
специальным устройством, связанным с распыляющим
пистолетом [Л. 21-1]. Однокомпонентные и двухкомпо-
иентные системы, имеющие большое время жизни, с ус-
пехом распыляются этим оборудованием, ио в интерва-
лах'между распылениями требуется тщательная чистка,
чтобы предотвратить полимеризацию наиболее реакцион-
носпособных композиций в головке распылителя.
УПАКОВКА
Очень часто трудности, встречающиеся при дозиров-
ке в производстве эпоксидных композиций, устраняются
специальной упаковкой. В основном используются два
разных устройства для хранения:
1) емкость с днумя отделениями,
2) общий патрон.
Первая система надежно разделяет ранее отмерен-
ные ингредиенты одни от другого. Наиболее широко ис-
пользуется система упаковки, в которой смола (часть А)
упакована в бидон или банку, а отвердитель в точно
отмеренном количестве — в прикрепленную к нему ам-
пулу (часть В).
Упаковка
361
Рнс 23-11. Дешевый распыляющий пистс
для напыления эпоксидных покрытий.
Возможны, конечно, более сложные устройства: оба
компонента могут быть помещены в одну пластмассовую
емкость н разделены между собой легко устраняющейся
перегородкой илн плавкой пломбой, которую можно
устранить, повысив давление; они могут помещаться
в отдельные тюбики (при использовании можно выдав
ливать равные количества ингредиентов) или в смеши
вающий тюбик, отвердитель помещается внутри трубоч-
ки в тюбике, а смола непосредственно в тюбике; два
компонента могут помещаться и в одну емкость с устра
пимой нлн складкой перегородкой илн в раздельных
ампулках на ровном листе.
Одноемкостная система чаще всего состоит из ранее
упакованных композиций, содержащих скрытые отверди-
тели. Применяются также охлажденные одиокомпонент-
ные системы. Это обычно небольшие упаковки, отверж-
дающиеся при комнатной температуре и хранящиеся
охлажденными до нх употребления [Л. 23-15]. Порош-
кообразные зпокендиые системы обычно поставляются
в блоках нли гранулах н не требуют особых условий
прн хранении.
Рнс. 23-12 Использование упаков
кн в двух тюбиках дает возмож
ность применять эпоксидные смо-
лы холодного отверждения.
Отвердитель отмеряется в тюбик
в количестве, необходимом для
Рис. 23-14. Расфасовка эпоксидных клеев в небольших количе-
ствах очень удобна. Нужно раскрыть два пакета, смешать палоч-
кой, и клей готов
отверждения тюбика смолы. По
сче того как вводится отверди
тель, компаунд смешивается
в капсуле.
Рис. 23-13. После смешивания
Рис 23-15. В полиэтиленовой капсуле
содержится замерзший компаунд. Когда
клей вносят в помещение, то компаун-
выдавливается • за счет давления воз-
капсула вставляется
в шприц и компаунд выдавливается на изделие.
362
Гл. 23. Методы обработки и меры предосторожности при работе
ОТВЕРЖДЕНИЕ
Литые эпоксиды
Если для отверждения эпоксидной системы требует-
ся температура выше окружающей (выше 20 'С), то
могут использоваться четыре вида аппаратов для нагре-
ва: печь, инфракрасные лампы, высокочастотные нагре-
ватели и пучок электронов. С точки зрения оценки окон-
чательных свойств печь с принудительной циркуляцией
воздуха создает наиболее хорошие условия контроля
экзотермического нагревания, и в результате отливки
почти ие имеют остаточных напряжений. Инфракрасные
лампы удобны для ускорения процесса холодного от-
верждения н дают результаты, вполне удовлетворитель-
ные для большинства промышленных применений. Нагре-
вание высокой частотой находит ограниченное использо-
вание, так как низкий тангенс угла диэлектрических по-
терь эпоксидных смол мешает созданию эффекта нагре-
ва. Повышения температуры, полученные таким методом
для нескольких типов систем на основе DGEBA, пред-
ставлены в табл. 23-1. Нагрев пучком электронов ис-
пользуется для ускорения отверждения тонких пленок
(Л. 23-34]. Для получения быстрого непрерывного от-
верждения небольших отливок и герметизированных
систем созданы туннельные печи непрерывного действия.
Таблица 23-1
Повышение температуры DGEBA, нагревающегося
за счет диэлектрических потерь [Л. 23-33]
DMAPA
Ароматические амины
NMA
Жирные полиамиды
DMP-30
Во всяком случае оборудование для проведения
отверждения должно обеспечивать условия отвержде-
ния, наиболее подходящие для данного материала.
Иногда изменения температуры при отверждении раз-
ных изделий существенно влияют иа окончательные
характеристики отвержденного изделия.
ОТЫСКАНИЕ ДЕФЕКТОВ
При применении жидких эпоксидных смол часто
появляются повреждения. Иногда бывает трудно выяс-
нить причину повреждения, для этого требуется тща-
тельная н аккуратная работа исследователя. Список
наиболее часто встречающихся повреждений и мер по
нх ликвидации приведен в табл. 23-2
МЕХАНИЧЕСКАЯ ОБРАБОТКА
Бывает необходимо выполнить различные обрабаты-
вающие операции над эпоксидными отливками [Л. 23-19]
нлн слоистыми пластиками [Л. 23-10, 23-17]. Эпоксид-
ные отливки подвергаются механической обработке го-
радо легче, чем эпоксидные слоистые пластики, так как
стекло, входящее в состав последних. — весьма абра-
зивный материал.
Обработка на токарном станке. Литые эпоксиды мо-
гут обрабатываться на токарном стайке стальными рез-
цами, яо лучше применять алмазные нлн карбид-вольф-
рамовые накоиечнйки. Резец должен быть тщательно за-
точен. Скорость должна быть большой, а подача малой.
700 об/мин при подаче 10,6 мм на 1 оборот являются
хорошими при обработке ненаполнеиных систем или
систем, Содержащих неабразивные наполнители, хотя
лучшая поверхность получается, если подачу снизить
до 0,25 мм иа 1 оборот [Л. 23-22]. Наполненные эпокси-
ды требуют более внимательного отношения; скорость
рекомендуется снизить до 200—300 об/мин и нужно
внимательно следить, чтобы не было перегрева
Сверловка. Для сверления впоксидо® могут успешно
применяться высокоскоростные дрели. Подача должна
быть небольшой; следует следить, чтобы эпоксид не
перегревался.
Опиловка. Толстые детали из эпоксидов обрезаются
на дисковой электрической пиле. Для их опиловки выб-
раны пилы с 5—16 зубьями на 1 см.
Шлифовка. Шлифовку эпоксидов лучше всего произ-
водить на алмазных шлифовальных камнях Обязательно
применение охлаждающей жидкости, н должна быть ма-
лая подача при шлифовке. Если этого не будет сделано,
то вследствие перегрева могут появиться нежелательные
напряжения и изделие может покоробиться. Можно
производить и фрезеровку и строгание эпоксидов,
но это должен производить рабочий высокой квалифи-
кации и очень важным фактором является правильный
выбор инструмента.
Слоистые пластики
Эпоксидные стеклопластики следует обрабатывать
алмазными инструментами, обычными стальными или
карбидными резцами можно обрабатывать только гети-
наксы и другие мягкие неабразивные материалы.
Обработка на токарном станке. Эпоксидные стекло-
пластики могут обрабатываться на токарном станке при
400—800 об/мин. Пластик должен быть зажат во избе-
жание коробления. Пыль прн обработке очень абразив-
на и действует раздражающе, поэтому оиа должна
тщательно отсасываться.
Сверловка и штамповка. Для этих целей хороши
спиральные сверла с углом заточки больше 90°. Для
штамповки годятся обычные стальные штампы. При
производстве, где требуется отштамповать большое ко-
личество изделий, применяют штампы с карбидными
наконечиикамн. Штамповку эпоксидных стеклопластиков
производит при обычной температуре, поэтому ие нуж-
но учитывать температурный коэффициент объемного
расширения. Чаще всего штампы делают на 3% боль-
ше, чем толщина материала. Так как слоистые пластики
при штамповке немного раздаются, то это является при-
чиной того, что отверстие становится меньше пробойни-
ка, а выштампованное изделие больше штампа, ио эта
тенденция у эпоксидных стеклопластиков значительно
меньше, чем, иапрнмер, у гетинакса кли пластиков
на основе целлюлозы.
Опиловка Наиболее подходящей пилой для опилов-
ки эпоксидных стеклопластиков является ленточная пи-
ла. Срок работы такой пилы превосходит срок жизни
циркулярной в 5—10 раз. Наилучшей же пилой, конечно,
является алмазная. Алмазная пила (алмазные наконеч-
ники) используется для опиловки эпоксидных стекло-
пластиков прн работе на высоких скоростях
(13000 об/мин)-, прн обрезании листов толще 12 мм
требуется применение охлаждающей жидкости.
363
Таблица 23-2
Дефект Признаки Возможная врачам Действия по устранению дефекта
Смола ие Термопла- стичность Смола остается жидкой или очень мягкой и лип- Изделие выглядит каче- ственным при комнатной температуре и становится жидким или липким при повышенной температуре Температура отверждения мала Время отверждения слишком ма- ло, неправильно соотношение, не- отрегулироваио дозирующее обору- дование Плохое смешивание Части ие смешиваются Загрязнение Соотношение компонентов невер- но, большой зазор в пресс-форме Влажность Загрязнение Несовместимость электроизоля- ционных материалов Проверить температуру печи. Уве- личить температуру Продлить время отверждения. Про- верить процесс смешения. Провести отверждение контрольной навески. Отрегулировать оборудование Тщательно перемешивать, цвет должен быть однородным Держать детали, формы, смолу чи- Проверать процесс перемешивания, отладить оборудоазиие, использовать точную пресс-форму Тщательно просушить компоненты перед заливкой Проверить емкость со смолой на возможное загрязнение маслом, грязью, жи^ом, воском и т. д.
фицирование пленки, такие как винил-
разжижающиеся при рабочих темпе- ратурах — битум, воск. Заменить сом- нительный материал известным. Про-
Увлажнение Отливка открыта, влага выделяется сквозь тре- щину или по границе Поверхность в пятнах Несовместимость электроизоля- ционных материалов Влажность с проводником и эпоксидом Те же действия, что н в предыдущем ^Внутренняя изоляция увлажнена. Хорошо просушить компоненты Очистить или отполировать форму Использовать в тонком разделитель- ном слое кремнийорганические соеди-
Толстый разделительный слой
Мягкие участки на поверхности На поверхности есть небольшие или значитель- ные участки мягкие; имеются иногда пустоты Пузырьки на поверх- ности смолы Толстый разделительный слой То же, что в предыдущем пункте Очистить форму после употребле- Отполировать поверхность формы Отремонтировать форму Набирать вакуум медленно Изменить конструкцию пресс-формы
Форма течет Воздушные включения не ушли во время вакуумирования Неправильно сконструирована форма. Есть места, где остается
Внутренние пустоты Пузырьки, пустоты или сухие области в отливке могут быть не видны на поверхности Применялась неподходящая смо- Плохой вакуум Подобрать смолу Держать смолу н форму под ваку- умом перед заливкой. Вакуум набирать
Применять композиции, которые медленно отверждаются Нагреть компоненты, форму и, если необходимо, смолу для умень- шения вязкости Устранить раковины Подобрать и правильно нанести раз- делительный слои Отполировать форму Увеличить время отверждения для получения максимальной прочности Смола повреждается во время от- деления формы Произвести правильный выбор смолы
Липкость, клейкость Трещины Всю пли часть формы трудно сиять Трещины, появляющие- ся в отливках в течение отверждения, охлажде- ния и та термоудара ушел воздух F Слишком толстая отливка Раковины в форме Неподходящий разделительный Неровная поверхность формы Смола не отверждена Клейкость Неправильный выбор смолы
364
Гл. 23 Методы, обработки и меры предосторожности при работе
Продолжение табл. 23-2
Дефект Признаки Возможная иркчива Действия по устранению дефекта
Образование волосяных трещин Поверхность покрыта трещинами, неровностями Отверждение проводится при очень высокой температуре Слишком большая масса Снизить температуру, при которой проводится отверждение Производить заливку частями. Дож- даться гелеобразовании первой части заливки и потом производить вторую
Изделие обуглилось Плохая адгезия Искривление Смола становится на- углероженяой Смола отстает от зали- того изделия на углах, выступах и т. д. Отливка покороблена или отличается от формы пресс-формы Температура отверждения слиш- ком высока, или температура экзо- термической реакции очень велика Загрязнение поверхности маслом, жиром, разделительным слоем и Окисленная поверхность металла Высокая температура отвержде- Снизить температуру отверждения, уменьшить массу смолы. Использо- вать охлаждение Работать в перчатках, соблюдать чистоту и аккуратность Очистить поверхность Снизить температуру Взять другую смолу Взять больше наполнителя. Приме-
Большая усадка
ные смолой
РАЗДЕЛИТЕЛЬНЫЙ слои смолы, тем труднее ее растворить. С практической точ-
Так как эпоксидные смолы обладают очень хорошей адгезией, то требуется применение разделительного слоя для предотвращения приклеивании формы и других эле- ментов, соприкасающихся со смолой." Разделительный слой может быть в виде пасты, пленки или жидкости. Главное — разделительный слой не должен растворять- ся в эпоксидной композиции, ие должен плавиться прн температуре, при которой проводится отверждение смо- лы, должен образовывать непрерывную пленку. Большинство жидких н пастообразных разделитель- ных слоев изготавливается на основе кремннйорганнче- винилового спирта. Пастообразные разделительные слои также изготавливаются нз специальных глин, свойства которых хорошо проверены. Разделительный слой может быть изготовлен из полиэтилена или фторопласта, это дает некоторые преимущества с точки врения срока службы разде- лительного слоя. Но повторное использование приведет к приклеиванию. Целлофановые или подобные пленки могут с успе- хом применяться для разделения между собой слоев. Непокрытый целлофан легко смачивается водой и легко обдирается. ки зренки, однако, часто бывает дешевле пожертвовать небольшим недорогим элементом, чем растворять пласт- массу. С больших деталей эпоксидные смолы могут уст- раняться пескоструйным аппаратом, так же, например, как алюминий. Наиболее эффективным устранением эпоксида, ие содержащего хлора, или содержащего, но в небольшом количестве, является его выжигание при температуре около 400 °C. При этом надо учесть, что эпоксид горит, выделяя много черного удушливого ды- ма, следовательно, должна быть сделана хорошая вен тиляция. Если отвержденный материал остался на вдается без затруднений. Неотвержденная смола может устраняться обычными растворителями, такими как кси- лол, или горячей мыльной водой, или, если степень поли- такими как метилэтилкетои. Тонкие отвержденные пленки снимаются довольно легко при помощи растворителя. Обычный компаунд че- рез час размягчается до такой степени, что пленка мо- жет быть легко удалена механически. МЕРЫ ПРЕДОСТОРОЖНОСТИ Существует два вида возможных воздействий иа
РАСТВОРЕНИЕ здоровье прн работе с эпоксидными смолами: 1) те, которые вызываются систематическим воз-
Отвержденную эпоксидную смолу вследствие ее крайне высокой стойкости к растворителям очень труд- но очистить с поверхности. Тщательно отвержденные н наполненные системы должны находиться в течение довольно длительного времени (от нескольких дней до недели) в специальном растворителе, прежде чем их можно удалить, причем н в этом случае их удаление ли изготавливаются на основе метнлендихлорнда и дру- гих хлористых растворителей, они обычно содержат силь- ные щелочи или кислоты [Л. 23-32] для разрыва хими- ческих связей. Эти растворители хорошо применять для систем, отвержденных алифатическими аминами, систе- Ридами, крайне трудно, почти невозможно растворить. действием смолы и влекут за собой серьезные физиоло- гические расстройства; 2) те, которые вызывают местные раздражения илн, у некоторых, аллергию. Токсичность Прн работе с эпоксидными смолами класса DGEBA практически нет риска получить серьезные физиологи- ческие нарушения. Действительно, этн смолы н в жид- ком, и твердом состоянии используются вот уже около 20 лет, и пока не зарегистрировано ни одного случая серьезного заболевания ни у одного рабочего. Но далеко не все эпоксидные смолы настолько же безопасны. Ряд новых смол, особенно некоторые виды жидких смол, обладающих высокой реакционной способ- ностью, могут вызвать заболевания. Обсуждая эту
Меры предосторожности
365
возможность, надо учитывать два аспекта: действие на
дыхательные пути и действие на кожу. DGEBA показал
свою относительно низкую токсичность при проведении
серин экспериментов на животных, результаты которых
приведены в табл. 23-3.
Т а б л и ц в 23-3
Токсичность неотвержденных смол типа DGEBA
Подспыт- животные Доза xg. !й Классификация смертель- ная доза
950 Крыса 30 г/кг Нет Относитель- 1 -
но безопасно
950 Мышь 20 г, кг То же 1 л
3 000 30 г/кг 1 л
3 000 20 г кг
700 Мышь 20 мл/кг
45 М ЫШ h 30 мл/кг 1
38 , Крыса 11,4 г/кг LD,0 Практически 1 л
1 I не токсична
* Токсичность класснршщруется по Hodge a Sterner, Am Ind.
Hyd. Assoc. Quart, vol. 10, Ai 4, декабрь 1949 г.
Как видно из таблицы, возможная смертельная доза
для человека равна 1 л, количество, которое не может
быть случайно потреблено. Даже у более реакционно
способных эпоксидов, таких как полиглицидиловые эфи-
ры глицеринов, смертельная доза составляет около 0,5 л.
Для проведения испытания по определению хронической
токсичности неотвержденных смол смола вводилась кры-
сам вместе с пищей на протяжении 26 недель. Исходи
из этого было сделано заключение, что взрослому чело-
веку потребуется принимать дозу смолы в 10 а каждый
день, чтобы вызвать изменения в организме [Л. 2-6].
Для всех практических целей эта смолы могут считать-
ся не токсичными, если они попадают внутрь. Такие же
результаты были получены, когда подопытные живот-
ные подвергались действию воздуха, смешанного с па-
рами смол на основе DGEBA в течение 50 полных 7-ч
рабочих дней (Л. 2-6].
Некоторые из новых эпоксидных смол имеют кри-
вые LDso ниже и, следовательно, мот быть названы
токсичными. LDso смол на основе DGEBA для крыс
составляет 11,4 г/кг, в то время как для 3,4-эпокси-6-
метнлциклогексометнла 3,4-эпоксн-6-метнлциклогексо-
карбокенла составляет 4,92, для двуокиси внннлцикло-
гексаиа 2,83, для DGE резорцина — от 2 до 3 и для
дауокисн бутадиена всего 0,088.
Дневная доза соевого масла в 5 мг увеличивала
торможение у крыс, а дневная доза в 45 мг убивала в
течение 8 дней 80% подопытных животных (Л. 23-26].
Н,которые нз новых эпоксидных смол могут вызвать
за ' - левание при попадании их иа кожу (двуокись вкиил-
ш югексаиа) и прн вдыхании их паров, например дау-
оь - ь бутадиена, которую крысы вдыхали в течение 4 ч
(л ибли 56%). Так как низкомоленулярные эпоксиды
со । ают заболевания, особенно растворы с молекуляр-
но массой ниже 200, такие как эфир бутилглнциднла,
ок - ь стеарина, эфир фенилглицидила, то по требованию
за на о безопасности применяемых веществ 1962 г. на
HI наклеиваются специальные ярлыки и рабочие долж-
на, предохраняться от вдыхания горячих паров этих
компаундов. В некоторой степени новым эпоксидным
сь-'ам присущи также и карциогенные свойства. Этой
oi>»----1 нет прн работе со смолама на основе
Di— , ., чг, 0На может существовать в какой-то степени
у DGE р юрцина и у жидких эпоксидов, у которых
эпоксидные группы разделены четырьмя или больше ато-
мами углерода или некоторыми другими элементами.
Следовательно, прежде чем пустить новые эпоксидные
смолы в производстве, следует убедиться в том, что онн
не создают опасности при попадании на кожу или прн
вдыхании их паров.
Кроме того, что заболевания могут 1
эпоксидные смолы, некоторые ингредиенты, ______ .
композицию, также могут быть весьма токсичными.
Главным образом нужно относиться осторожно к отвер-
дителям низкой вязкоств, если нет данных об нх токсич-
ности. К счастью, материалы, которые больше всего при-
меняют в технологии эпоксидных композиций, не очень
токсичны (данные приведены в табл. 23-4), и с точки
Токсичность отвердителей
Матервал LD»% г/га ALH А—классификация
DFTA 2,3“ Слабо токсичен
ТЕТА 4,34“ От слабо токсичного до
Тетраэтиленпен- 3,90“ почти нетоксичного Слабо токсичен
Окись втилена 4.8“ От слабо токсичного до
MPDA 0,3““ почти нетоксичного
DDSA 0,125-0 25С Средне токсичен
DEPA 1,70*“ ——
РА 3,2“ Слабо токсичен
•• Опыты производилась на крысах.
••• Опыты производились на мышах.
Опыты производились на кроликах.
зрения попадания внутрь не опасны, хотя первичные
амины, такие как амины DETA и ТЕТА, требуют наклей-
ки специальных ярлыков согласно закону 1962 г. Многие
из этих материалов широко используются в производ-
стве эпоксидных композиций на протяжении многих лет,
и при правильном с ними обращении не дают каких-
либо заболеваний, хотя, если онн попадут внутрь в
большом количестве, есть опасность получить серьезные
желудочные заболевания.
С новыми химическими веществами следует обра-
щаться осторожно, пока не будут исследованы их токсо-
логические данные. Отвержденные эпоксидные смолы,
как было показано, инертны и не токсичны; данные при-
ведены в табл. 23-5. Крысы, которым вместе с пищей
давали 10% отвержденного эпоксида ня протяжении
6 недель, не показали каких-либо изменений по сравне-
нию с контрольными.
Отвержденные эпоксидные смолы применяются в
ряде случаев, когда онн непосредственно контактируют
с пищей или питьевой водой. Смола на основе DGEBA.
отвержденная алифатическим амином, ие может приме-
няться там, где она контактирует с вином, так как
1%-ный раствор винной кислоты в спирте пли 2%-иый
раствор уксусной кислоты воздействует на отвердитель
[Л. 23-29]. Там, где требуется контакт смолы с пищей,
подходят следующие отвердители для DGEBA. дифени-
ламин, DETA этилендиамин, ТЕРА, ТЕТА, DMP-30, соли
жирных кислот и ТЕРА с жирными кислотами (Л. 11-31].
Раздражение и чувствительность (восприимчивость)
Жидкие эпоксидные смолы не вызывают раздраже-
ния, попадая на кожу, но отвердители, входящие в ком-
позицию, раздражают кожу
366
Гл. 23. Методы обработки и меры предосторожности при работе
Исследования, ври которых в пищу крысам прибавлялась отвержденная сиояа
Вещестао ПРОИСХОДИЛ опыт, недели Содержание смолы в пище, % Масса пищи. Прирост массы, % Отношение массы органа к массе тела, %
Печень Почки
Контрольные животные 6 900 189 3,89 0,696
DGEBA. отвержденный BF.MEA 6 1 978 168 3,71 0,695
5 901 204 3,59 0,685
10 1,010 173 3,53 0,724
DGEBA. отвержденный MPDA 6 1 966 168 3,71 - 0,726
5 ь 925 175 3,79 0,745
10 1,053 181 3,65 0,703
DGEBA, отвержденный ароматиче- 6 1 980 177 3,71 0,710
ским аманом 5 917 202 3,48 0,705
10 1,019 203 3,48 0,729
DGEBA (мол. масса 950), отверж- денный DETA 6 1 903 173 3,93 0,715
5 1,062 160 4,04 0,712
10 1,100 189 3,89 0,721
DGEBA (мол. масса 950), отверж- 6 1 1,000 178 3,97 0,727
денный жирными полиамидами 5 987 185 3,86 0,732
10 1,062 177 3,82 0,720
Контрольные животные 12 — — 183 —
DGEBA (мол. масса 3000), отверж- денный DETA 12 20 - 203 —
DGEBA (мол. масса 3000), отверж- 12 20 213 _.
денный мочевино-формальдегишой
Отвердители можно разбить на два класса: амины
и кислоты, причем оба класса способны вызывать хими-
чески». ожоги. Некоторые амины являются сильными ще-
лочами, они вызывают местное раздражение даже прн
кратковременном воздействии и представляют серьезную
опасность для глаз. Органические кислоты и в меньшей
степени ангидриды вызывают раздражение, зависящее
от летучести. Жидкие ангидриды представляют опас-
ность для глаз. Пары жидкостей и нагретых твердых
веществ так же крайне опасны для глаз, слизистой
оболочки и легких.
Токсичность и раздражение при прямом попадании
на кожу при производстве эпоксидных смол и при рабо-
те с ними не больше, чем у большинства химических
веществ, применяемых в домашних условиях. Наиболь-
ший риск при работе с эпоксидными смолами и их от-
вердителями—это дерматит. Дерматит от эпоксидов и их
отвердителей очень похож на действие яда плющей и
прежде всего по воздействию на поверхность лица и
рук, особенно на веки, губы, аапястья и предплечья. В
наихудшем случае яд может действовать иа другие
части тела. В 1959 г. писали, что эпоксидные смолы вы-
зывают дерматит чаще, чем какое-либо другое химичес-
кое вещество, открытое в течение последних 10 лет
1Л. 23-6].
Нет процесса в производстве реакционных систем,
где полностью отсутствует риск, так как химическая и
биологическая активность не разделимы (Л. 23-9]. Эпок-
сидные группы могут реагировать с группами аминов,
заключенных в растворах аминных кислот, входящих в
протеин; отверднтелн-амины могут реагировать с про-
теином, где остатки аминокислоты связывают концевые
карбоксильные труппы, и кислоты, так же как ангидри-
ды, обладают свойством реагировать с протеином. Такая
реакция с протеином тела может быть причиной дерма-
тита и заболеваний дыхательных путей (Л. 23-16]. Риск
заболевания прямо пропорционален времени воздействия.
растворимости вещества
концентрации, летучести и ,_______г______ __________
Кроме того, эпоксидные смолы часто применяются вмес-
те с растворителями, растворители часто неправильно
используются для отмывания рук и т. д. Растворители
сами являются причиной возникновения промышленного
дерматита (Л. 23-3]. Очевидно, что дерматит (и реже
аллергия и заболевания дыхательных путей) вызывается
рядом ингредиентов и эффект в целом может быть
совместный.
Если человек однажды отравился эпоксидной смо-
лой или отвердителем, то при повторном воздействии
вещества, даже незначительной концентрации, превзой-
дет реакция. Отрезок времени, который требуется для
отравления, зависит от индивидуума и колеблется от
нескольких дней до месяца. Однако автор делает вывод,
что продолжительное и повторяющееся попадание хи-
мических веществ, используемых в производстве эпок-
сидных композиций, в конечном счете приведет к отрав-
лению практически любого человека.
Однажды отравленный человек должен опасаться по-
падания иа кожу вещества. Отмечались случаи, когда
некоторые люди приобретали иммунитет после первона-
чального дерматита, и поэтому рекомендуется операто-
ров, у которых появились первые симптомы, не убирать
с рабочих мест, так как они могут адаптироваться
]Л. 2-1]. Этот иммунитет, основанный на личном опыте
автора, длится 10 дней, в течение которых нужно осте-
регаться попадания вещества на кожу. Мы думаем, что
чувствительность к эпоксидам полностью пропадет с те-
чением времени, если в это время полностью исключено
попадание вещества на хожу.
Ингредиенты, входящие в эпоксидную композицию,
могут быть сведены в список по их потенциальной от-
равляющей способности, в котором оиа максимальна
у первого вещества и минимальна у последнего (Л. 23-5].
1) Летучие первичные амины.
2) Нелетучие первичные амины.
Выводы
367
3) Реакционные разбавители, такие кзк окись сте- арина, бутялглнцнднловый эфир, амилглицидиловый эфир и фенилглицидиловый эфнр. 4) Жидкие эпоксидные смолы, низкомолекулярные в большей степени, чем высокомолекулярные 5) Аминные остатки. 6) Ангидриды инслот я соли третичных аминов 7) Растворители. 8) Отвержденные эпоксиды—при обточке, шли- 9) Твердые эпоксидные смолы. Растворители -в этом списке стоят довольно низко. Однако у растворителей а комбинация с ингредиентами эти свойства, так как растворитель обезжиривает кожу, делая ее уязвимой для других веществ. Есть два пути по уменьшению риска: 1) выбирать ют наименьшие раздражающие действия; 2) эпоксидные композиции изготавливать таким образом, чтобы пол- ностыо исключить воздействие ингредиентов на кожу. На практике, где это возможно, следуют первому пу- ти. Такне системы могут быть получены из окиси этиле- на первичных аминов н DGEBA; такие же безопасные системы могут быть созданы из ангидридов и частично ных смол. В тех случаях, когда необходимо использо- вать системы, обладающие большой токсичностью, необ- ходимо полностью исключить возможность попадания вещества на кожу но избежание дальнейшего отравления. Ни в коем случае нельзя допускать попадания эпок- сидной смолы и композиции на кожу. Это может быть щитаых кремов. Если все-таки вещество лопало на кожу, надо немедленно его смыть горячей водой с мылом или спиртом. Нн -в коем случае нельзя пользоваться раство- рителем. Если требуется повторное смывание, то при этом надо покрыть рукв ланолиновым кремом. Для вы- тирания пролитой смолы и очистки оборудования хоро- шо использовать бумажные полотенца, причем нх не следует использовать повторно. Надо соблюдать осто- рожность, чтобы пролитая смола не попала за пределы рабочего места. Это может случиться, если трогать ру- чертежный инструмент и т. д. Рабочая одежда должна меняться и стираться каж- наверняка попадет и иа кожу. Одежда собирает в себе смолы и особенно пары отвердителей. Одежда, имеющая длинные рукава, должна меняться ежедневно. Частая стирка даже неиспачканной смолой одежды должна вой- та в привычку, тогда это в значительной степени пре- дохранит от попадння смолы на кожу. Особенно боль- шое внимание следует уделить гигиене во время теплой погоды. Вентиляция должна быть создана на каждом рабо- чем месте, когда же работают с горячими смесями, оиа просто необходима. Над каждым рабочим местом дела- ется колпак, и пары должны отсасываться в атмосферу. Конечно, не исключено, что даже при прекрасно сде- ланной вентиляции какой-то процент людей все равно будет подвержен аллергии, такие люди должны перево- диться иа работу в другие места. Если вентиляция не будет сделана как следует, будет большое количество заболеваний дерматитом. Разбавитель Borrow вызывает значительную сыпь, которая проходит через несколько дней без каких-либо медикаментов, если, однако, не бы- ло повторного воздействия. В случае попадания какого- либо ингредиента в глаз, следует промывать глаз теп- лой водой в течение примерно 15 мин, чтобы полностью вымыть попавшее вещество, и затем немедленно обра- титься к врачу для осмотра. Хорошо отвержденные эпок- сидные смолы не вызывают каких-либо раздражений, по- падая на кожу, однако, частично отвержденные компа- унды так же опасны, как и совсем не отвержденные По этой причине обточиа и подобные операции должны проводиться таким образом, чтобы уменьшить загрязне- ние воздуха пылью. ВЫВОДЫ Отличные свойства и большая многосторонность слоистые пластики, покрытия) стали причиной того, что они очень широко применяются в промышленности, даже в тех ее областях, где ранее не были знакомы с термо- реактивными пластиками Однако прежде чем применять эпоксидные смолы, следует хорошо изучить нх свойства, сконструировать или подобрать соответствующее оборудование, на что, естественно, идет довольно много времени. Следует об- *занных с эпоксидными* смолами. Когда все эти меры будут проведены, можно брать- ся за изготовление изделий с применением эпоксидных смол и можно быть уверенным, что все затраты в ско- ром времени окупятся, так как эти изделия получаются весьма высокого качества.
СЛОВАРЬ СОКРАЩЕНИЙ
А^-отношение ангидрид/эпоксидная смола
а Р “ ^«ниозтилпиперазии
' ~“б). “^«альдегидная смола
А/Н/Е - “~He ает*«рид/гидроксил/эпоксидная
BDMA — бензнлднметиламии.
пр трехфтористый бор.
ВЛР~Л“°НОЭТИЛаМ,1Н тР“ФторисГОго бора
ВТМ дг ~ б~~овый эфир. Р
ВТМАС - хлористый бензилтриметиламмоний
<-А — хлорэиднкангидрид
ПР л ~ диа“инодифеннлсульфон.
utA—Диэтаноламин.
°пр™ ~ ииэтиламинопропнламин.
1А — Диэтилентриамин.
^Д-ладенеиилсунуиииловый ангидрид
пгрп»~ДНГЛИЦИДИЛОВЫЙ ЗФНР-
DGEBA — деглицидиловый эфир бисфенола А
масса около 300). “«-фенола А
DMP ~ ДИЫеТИЛанинопР°™ламин
ПМРчп ~ Диметиламииометилфенол.
- О трис (диметиламннометил) фенол
f-функциональность смолы или отвердителя.
ННРА-гексагидрофталевый ангидрид
1 млв^~малеиН0ВЫЙ аигвдРВД
М^.А ~ т-аминобензиламин.
г *4 -металенднанилин.
М1^~“етилэтилке1он-
МРПА-7*ИЗ°бУ1ИЛКеТ0н-
Mvn. '"фенилендиамин.
/г?А ~ Л!ксилилендиамин
р1“Тилгвдрофталевый ан™лрид-
РАРА~Ф инеидрид
PGE ЛП°ЛНааеЛаИН0В“Й полиангидрид
Рмпд~ФеИИЛГЛИШ,ДИЛОВЫЙ зфир-
MDA — „нромеллитовый днангвдр
ЫМА“ХИНОаНГВД₽идный аДДукт метил
пентаднена. * метил
Р5РА~П0ЛИаЛ^ИЛ°ВЫЙ гли«иднловый эфир
ТП^~ аЦИНОВЫЙ иелиангидрнд
толилеццннэоциановый эфир
ТЕРА—гетраэтиленпентамин
Т₽ИЭТИЛентет₽а“ин-
™ л~теГРаГВД₽°ФТаЛеНЫЙ аи™ДРид.
TMOb?“~~ ангвдрвд'
1 МОИХ - трнметоксибороксин.
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Алкоголяты (отвердители) 124
^щелочных металлов (ускорители) 124
аминов (отвердите.
Адипиновый ангидрид (отвердитель)
АзелаииовыЙ ангидрид 128, 150^ 207
Азотная кислота (реагент) 77. 114, 122,
137. И1. 147. 154, 299. 309, 326. 327.
Алкоксисилан 203
Аллилбромид 62
А л ли л гл иди д иловый эфир (AGE) 37. 64,
166, 157, 158, 206, 286, 291
Аллилхлорнд (реагент)^ 351
Альбалит (наполнитель) 157
тель) 124, 125
(отверди
(реагент) 326
АЛ1«.ИИ1,£!Ы?66.П‘167,ШП4.
176. 179. 180. 182. 184. 185, 193. 263.
кислота (отвердитель) 129
ангидрид (отвердитель)
Акрвловаи* кислотаА (отвердитель) 128,
кислоты (отверди-
крнловой
31 108. 132
Акриловый эфир 207
162. 57. 1 1 170 1 1
166, 166, 169; 192. 206
— (резжижнтель) 113
Акролеин 13. 60. 61
Амилхлорид 298
Активный водород 6, 28. 27.
Алифатическая кислота 130. 153
Алифатические амины (отвер;
66. 197, 232, 287. 291
— вторичные амины (отвердители) 108
— диамины 72. 159
— иервичные амнны (отвердители) 70,
155. 313, 342
... — (отвердители) 66. 79.Р169
— полиэфиры (модификаторы) 200
— третичные амины (отвердители) 102,
Алфавитный указатель
405
(модификаторы) 198
Гексаметилеиднаммоииевая
13^биЛ₽°гадрохси^иуШ4л) бензола 125
^^бис1(Г2-гиодокси)пропил] пипери-
и
бЖ
ЛГ-бММГИл) DETA 85
N.N•— «этил) DETA 54. 85
Бис-(оксиэтил)диэтилентриамин 8?
(пропиламин) 84
1,№бис-( .-нэтил)!
Бис (тетрагидрофурил) фталат
— натрия (реагент) 77, 122, 137. 142
Бисф нол А б, 13. 61. 99. 108, ПО. 136.
168. 170. 236, 289. 292
Бис(Рхлорэтиловый) эфир (реагент) 361
Бисциклопентвловый эфир 100
Бис-эндикангидридбутан 136
«Г™
’ тетрамётилдисилоксаи 203
Бис-эпоксицн. ^пентиловый эфир 100
Бис-2,3 эпоке,- м клопеитиловый эфир
23. 98. 119. 132. 1ST. 159. 160 161. 313
Л^Л-бис1,2-этиленамнд себацнновой
БитеЙн (отвердитель) 105
Биуреты 109. 20!
бавка) 66. 331
Бутанол (реагент) 76. 141, 154. 346
п-бутаиол 154. 169
Гекса мети лек тетра а мин 102. 103
Гексаметгоксиметилднамнн (отвердитель!
Гександиизоциановый эфир 201
.гексаиол (ускоритель) 70
Дб-гексантриол 129, 136
ексаны 62
'ексахлорпентадиен (модификатор) 196
Бутилацетат (реагент) 76. 141. 154. 298
Бутилен (отвердитель) 72
Бутиловый спирт 194. 298. 347. 351. 354
иирт (реагент) 298
р-бутилф 1.
«У I npainyc 1ллц| (модифика-
Гетерополимеры 25
Гетероциклические третич
(отвердитель) 102, 103
'ибкие смолы 208
иодированные смолы 287
Вакуумная заливка 249
Введение наполнителей в смолу 193
Вин ил алкиловые эфиры 202
— смолы (модификаторы) 198. 197
Випилпирнднны (отвердители) 102. 207
N винил-2-пиролифан 257
Биннлтолуол 109
Виннлтрихлороксисилаи 204
Вискозиметры 15
Внутренние амиды (разбавители) 162
Вода (катализатор) 29
— (модификатор) НО
- (ре2?е°нт)а3!3ВабО^61, 77. 114. 121. 122,
127. 137, 142, 143, 144. 154, 192, 198,
199. 371, 299. 324, 325. 326. 327. 340.
— бромистый 62
Водостойкость. 84. *203
алогеигидриды 72,^188 ННРА
(отвердитель) 36, 37. 101, 132. 134.
136, 135, 137, 136, 149, 160, 151, 161.
167. 169, 173 175. 176. 179. 160. 181.
162, 183. 166, 166. 188. 189, 192,216.306
— (отвердитель) 72. 218, 221
рите ь) 124
лидин 103
Гидроокись алюминия (наполнитель)
157, 169. 173, 180. 168. 166. 166. 183,
192. 223. 298
127. 137. 141.
343, 344. 347. 361
— (ускоритель) 115
Гидросульфат кальция
Гидрохинон 105. 126
Гидрохлориды МР-30 105
— натрия (реагент) 143
'полиэфиром
Глицерин (реагент) 76. 129, 135. 141
154. 199. 298. 351
— (ускоритель) 114
Глицеринтрисмеллитат 139
Глнцерол(модификатор) 110, 307
Глнцидил 5
(разбавитель) !Б7.
Глицидиловаи иислотв Б
Глицидиловые смолы (флекенбилиэато-
ГлицидиловыЙ эфир 36
2-глицидилфеиилглицидиловыЙ
АГ-глнцидилфталимид 146
Глнцидил-2 З.эпоксициклопеитял
406
Алфавитный указатель
Глицидол 5
Глицидоксипропил-триметоксисилаи 304
Глнцириды 108
Глутаровая кислота (отвердитель) 128
Глюкоза (реагент) 298
Гомедимеризация 7, 12. 57
Гомс . лимеры 25
Горючее для реактивмых двигателей
(реагент) 298
Графит (наполнитель) 163. 185. 167. 1Z7
Грунтовка 280, 356
Грунты 276
Гуаиинины 116, 117
Двузамеедеииая группа S
Двуокись аллооцимеиа (разбавитель)
129, 157, 160
— 4-вияилциклогексаиа 127, 128
— дивянилбензола (разбавитель)
— днметилпентаиа 160
— днциклопентадиеиа 23, 204
(наполнитель) 163. 164, 165,
66. 167. 169, 173, 174 175/ 176. 177.
’iVf 192 181 ’ ,83’ ,б4’ 185’ 1в5‘ 188‘
2» “игыь’ 177-,93-
Двууглекислый калий (реагент) 299
ленитроваиия реакции 99
Дефлокуляция 165
(пенообразователь)
Диамииодифеняасульфон — DADPS
(отвердитель) 51, 91. 93, 95. 100. 109.
174. 203. 241, 298, 306, 320, 321. 322
Диаминодифекилкетоиы11 (отвердители)
Диаминодифениловый эфир (отверди-
(отвердители) 99
(отвердитель)
Ди ан из и дни 98
Диацетоновый спирт (реагент) 361. 354
Дибутиламии (отвердитель) 123
Дибутилдиаурат олова (отвердитель)
Ди?75ТИаитжвт 9’ ** 1,3‘ ,53, 166# 18?-
К.А^’-дибу тил этилентри амии (отвердв-
Дивиннлакрилоиитрил (флексибилиза-
топ) 217
Дивииилднметисиляи 203
бисфеиолгексафторацетоиа 23
бутандиола 23, 157, 169, 160
- дибутилсилаиа 203
4,4’.диоксидифенилсульфоиа 98
дигидроксифекклсульфоиа 142
-----дифеиилсульфона 144
-----диэтнленгликоля (разбавитель!
167. 159, 160
-----3-(пеитадецил)феиола 286
----- пентаэритрита 49
— пропилеигликоля 23
-----резорцина 23. 60, 180
-----сульфона 49
-----тетрахлорбисфенола А 14. 94, 144
2, 6-д игл ици ди л феи ил гл и ци ди левый
эфир 160. 266
Диглицириды (пластификаторы) 208
Диглицириловый эфир бирфенола А 20.
Диизопропиламии (ускоритель) 136
Диизопропилкарбодиимид 136
Диимидоазолы (отвердители) НО
Дикарбоиовая кислота (отвердитель)
Дикетоны 136
Дилатаитность 166
Дилатометрический метод 22
Димерная кислота 209
Димерио-тримерная жирная кислота
(модификатор) 205
Димерные жирные кислоты 130, 131
Диметил 50
Диметиламин (отвердитель) 100, 108
2-диметиламиио-2-гидроксипропаи 103
Днметиламинометилфенол — DMp-jO
w 103. 136. 216, 310. 316, 362
Днметиламниопропиламнн - ОМАРА
(отвердитель) 40, 71, 138
)
„ диоиси-2-боралкил (отвердитель) 123
Диметилаинлии 132
Диметклацетоамид Ю0» 146
Диметилбораи 122. 257
Диметнлдиоктадецнлбеитопит аммонии
(наполнитель) 164
ад!
ангидрид 134
дификатор) 153
иметнлфталат (разбавитель) 153
иметнлциаиднамид (отвердитель) 291
Дииитросопентаметилентетратин (пенс
образователь) 257
— (ускоритель) 114
4.4’-диоксидифеиилсульфои 128
Диоктнлфталат (пластификатор) 197
Диол 49
Диолы 161
Дипентеидиоксид 69
Дипропилен 147
Дипропилеигликоль 27, 101
затор) 218, 219
— меръаптобензотиазола (флексибили-
Дисцетоновый спирт (реагент) 298
Дйфенйлгуанндии (флекенбилизатор)
5-дифеиилоксоазоль (модификатор) 288
^фенольная кислота 130,. 200
о-дихлорбензол (реагент) 127. 298
Дихлорбутнлсилан 203
Дихлоргндрин 153
Р Р’-дих^юрэтнлвинилфосфат гомополи-
ангидрид 148
148
Ди
Дициаиамид (отвердитель) 105. 108. 183,
170. 204. 269. 292
Дициаиамидные отвердители 119
Дициандиамид (отвердитель)
292. 293. 306, 316. 317, 321. 322. 326. 351
Дициклогексиламин бензойной квелоты
Дициклодиэпокснкарбоксильиые смолы
ициклопентадиендиоксид DCPDO 136.
Диэлектрическая проницаемость 69. 186
з-диэпоксид 286
Диэпоксидные разбавители 157
Диэтаноламин — DEA (отвердитель) 108,
107, 136, 183. 172. 181, 183. 164, 1В7,
232, 316
Диэтиламкнопропиламии — DEAPA (от-
вердитель) 71. 76. 78, 108 117» 232. 240,
277. 283, 286. 291, 304, 316. 342. 345,
— (модификатор) 207
m-диэтиламинофенол (ускоритель) 114
Диэтиленгликоль 27, 129
Диэтиленгликоль-бис-пропиламии (от-
вердитель) 72. 73
Днэтилеи 147
вердитель) 51, 71. 73. 74, 30, 57. 88,
106, 135, | 169 162, 167 168, I 170,
173, I . 162 I , 185 168, 1 1
190. 191. 192. 194, 205, 210, 213, 214
215. 216, 217 232. 236. 240. 241. 289.
260. 277. 291, 313, 316, 336. 342. 343,345,
346. 347, 365
— (разбавитель) 155'
кислоту 185
Диэтил эфир (отвердитель) 40
Днэфир малеинового ангидрида 148
— хлорированной фталевой кислоты 148
Диэфиры 35, 138
Додецеииляятарный ангидрид — DDSA
( 51. 62. 134, 135, 150. 151.
175. 176. 180. 184, 213. 216. 221. 241.
306, 365
Дубильная кислота (р
Дугостойкость 70. 165
Алфавитный указатель
407
(наполнитель) 165
Жесткость 8
Жидкий воздух (реагент) 141
Жидкое мыло (реагент) 142
Жирная кислота таллового масла
Керосин (реагент) 32, 298
Кетимины (отвердители) 333
Кетоновые растворителя 127
КейЛ^к11» 271, 274
Кислородолроякц.еиость 11
Кислотные отвердители 118
— (реагенты) 298
- полиамиды 66. 197. 257. 289. 307. 337,
340. 341. 344. 346, 347, 362
116, 162, 197. 214. 304
— олефинового ряда 118. 122, 125
— Фридель—КРаФтса (отвердители) 116
Кислый хлористый натрий (реагент)
132. 198.’ 201 ,’204, *219» 274
Клеящие припои 98
— под давлением 249
циклопентадиена (метилзндикаиги-
дрид)— NMA (отвердитель) 35, 39»
48. 49, 51, 58, 59, 61, 131, 135. 136,
11 3,1 1
1 1
241. 306, 307. 308. 311. 327. 362
Малеиновая кислота 114. 129. 199. 299
Малеиновый ангидрид—МА (отверди-
тель) 37, 38, 48. 1П. 129, 134, 135.
140. 145, 147. 148. 149, 161 162. 196.
221, 307. 317, 323
М^^^евокислый калий (реагент) 141,
Масло касторовое 109, Ш
— льняное 124
— рисовое 109
— соевое 109, 111
— талловое 109
₽-А'-замещенный онсиамни 83
Замещенный полиамии (отверг
Композиции 247, 252, 801
ГМ|*
33
Масс-спектрометрия 61
Изом«*1зация 57
Изон 1енилфенол 13
4-изо *.пил-MPDA (отвердитель) 100
-« —ирт 27. 283. 298, 32
И ин . «ол (катализатор) 29
ИК см* -оскопии 8, 18, 20, 43
Изофталатный ангидрид 198
Изоцианат 258
— Пуассона S2
Медь-моно-MPDA сульфат (отверди-
тель) 100
Медно-РМОА-фталоцнапии 293
Медное волокно (наполнитель) 173
Медный порошок (наполнитель) 177
били заторы) 153
Кремиийорг
эфир 157. 158
эфир (добавка) 9
! смолы 202, 228.
деготь (модифнка-
(ускоритель)* 114
Карбид' кремния (наполнитель) 165,176
Карбогидразид (отвердитель) 117
Карб- силаты олова (ускорители) 124
КарЕьсил-иои 28. 87
188. 166. 165, 157, 173, 178. 176. 312.
— кальций (наполнитель) 191, 193
/„в„п»ви«нк\ 1М, (85. 180.
Меламин (отвердитель) 350
Меламино-формальдегидные смолы
(отвердители) 116
Меламины (отвердители) 115
Ментан 13. 80. 61
Ментан диамин 68, 71, 73. 77. 188, 167.
169. 173. 188, 166, 166. 183. 169. 192
Меркаптаисодержащне соединении 132
166, 181. 193
1ИИИ 1ИИ.,мотель) 154. 168, 157.
175. 176, 183. 385
натрий 299
— цирконий (наполнитель) 183. 164. 165.
166. 167, 166, 169 173, 177, 180. 183.
185, 166, 188, 193
Кремнефтористоводородная кислота
Криолит (наполнитель) 168, 177
Кротоновый альдегид (реагент) 141
~ ксилилеидиамив (отвердитель) 71,
79. 97. 98, 213
Ксилол 23, 153. 168. 299. 334, 346, 347,
361, 354. 355
КумнляитариыЙ ангидрид 184
— (обработка) 362
1К
12.
Каустическаи сода 122
Каучук (наполнитель) 163. 214. 219
К (фле1 в ) 2 7
Кварц (наполнитель) 165, 166. 174. 253,
254 262 288 9Я7 9SQ 901 909
тиролиза 12
а-лимоиен (разбавитель) 161
Лимонная кислота 298, 347
Линейные алифатические ангидриды 133
— диамины 103
-полиамиды (модификаторы) 288
Линолеваи кислота 129
Метабориая кислота (отвердитель) 123
дитель) НО
днтели) 118
м"а!!55а“1о”Ы350<0
108
Метилат натрии (реагент) 299. 348
а-метил бензол диметиламина — BDMA
103. 128, 127. 151, 328
Метил-4-гилрокси-4-акриоксибензозфир
(модификатор) 198
Метилен бне (о-хлоранилнн) 98
4.4’-мети л ей-би с-(2х л орвин и л )—МОС А
(отвердитель) 200
Метилен бромистый 62
Квасцы (реагент) 121. 298
Керамика (наполнители) 163
тель) 49. 51, 68. 61, 62, 64. 66. 93. 95.
99. 100. 161, 157. 183. 170. 171 173.
175. 177. 179. 162. 183, 185. 168. 188.
169, 192. 203. 209, 2Ц Ц
2 5. 224 . 226.
254. 255. 269. 264. 286, 291. 292. 316.
317. 318, 343
Метиленэтнлиетон (ускоритель) 114
Метилизобутил 49
408 Алфавитный указатель
Метилизобутил карбитол (реагент) 298 Моноэтвиоламии 40, 136 Метил-изо-бутил кетон—Ml В К (реа- Моноэтил амии (отвердитель) 119 гент) 88, 298, 346, 347, 348. 351, 354 —трехфтористого бора BfWEA 119, Метил-изобутиловый спирт (реагент) 120. 214» 236, 239. 241. 304, 306, 320, 351 325, 366 Метил метил 49 Морфолин 105, 106 2-метилморфин 103 Морфолин-бораи (катализатор) 122 а-метнлнафтол (разбавитель) 188 Морфология смол 40 Метил ионил 49, 60 Мочевина 1114. 180. 201. 299 НО, 114. 123 Мочевиио-формальдегяд (отвердитель) - эфир 287 115 борана (отвердитель) 287 Мотевиио-формальдегидные смолы 351 борной кислоты 123 Мочевине формальдегидные эпоисид- метакриловой кислоты 129 иые смолы 128 Метнлполибориый эфир (отвердитель) 141. 298 124 (реагент) 298 Метилполикапролактам (отвердитель) Мыло (реагент) 298 ПО Мыльный раствор (реагент) 325 Метил-л.пропиламин (отвердитель) 108 Металт^еграгидрофта левый ангидрид— Н Метнлтрихлорснлан 304 нХ’воХкпе клеи 292 мнил о фенилендмамин (о^ердигель) Нагревостойкость 6, 10, 11, 49, 171. 292 ЛГ-иегил-р-фенилендилиии (отвердитель) Й&ЗЛХ’дкый кле» 278. 288 Метилхлорид 60, 61, 62, 141 НамотанныТ изделия 2^ПОлиители 164 J л оп° адиеи 60 61 136 Намотка нитью 801, 307. 308 Метвлвидикаагадрид (отвердитель) 42 НлК?®™л11 49- ,вз- ззв- Метилэтаиоламии 106, 136 НиХйые пенопласты 259 м"“лет"амин (отвердитель) 108 5*Я±. ^£"’ТЫ 128 Метил-этнлкетон-МЕК (реагент) 88, " ПОЛ,“*“РЬА 1011 139, 223. 237. 298. 326, 343. 344. 347. кислот Метилянтвраый ингадрид 134 аг» 22 gS ИоХки) .90 4 м«^кс"6 метил феиилеадиамии 98, 1.6-иафталиидиол (отвердитель) 128 Механические свойства 7 124 Мииаиит на эпоксиде 330 ио Микросил (наполнитель) 193 Неароматические смолы 49 Микрош.ри'ки (наполнитель) 261 жврвые ввслоты 111 Минеральное масло (реагент) 77. 141. ~ полиэфиры (моднфииаторы) 198 Минеральные спирты (реагент) 347 ~ <4»™и«ю« кнелот (модк- ““ЖаТ с,ш₽ты (Ф'"ив"ЛИ- HeSSfН7 Миопмшеоные влиимклическиа аигндпи Неопентилгликоль 135 пы”|36Р И «им™ «и.дх/Арп Неорганические кислоты (реагенты) 271 — — лХгйгтпилм 1ЧА — основания (отвердители) 28 а=7,ш- * ™ £SFpZb“tL .оз Модуль упругости *52 “ 79 Нефть (реагент) 298 Молекулярио-массиое распределение 22 8» ^и'теЛ1ТЬ" ₽аССТ°*ИИЯ 49 Н™ра? «SJSmS«™t) 298 Молочиаи кислота ^реагент) 77. 184. 298 ~ калия"(реагент)*Юв8 6-моноаллнловый эфнр итаконовой кис- !t.»™il.HB/^p^eBT*nS8 лоты (отвердитель) 128 “л™“" 999 Моноамиды жирных кислот (отвердите. _ ““рня^агмт) 299 Моноамины жирных кислот (отверди- Ннтрилкаучук^ЕТ^ 2" МоГоХофтористый борат 119 НИй°б™“".Л'е.В.7"Т’ 141 ’Ф”Р 3 <Пе“- (катализатор) 20. м??*тг".“ а° Т!пГл 108 и Xм» ’«X ' Моноиз—эблаиоламин (ускоритель) 138 йЛ™°Р“ТД£Ь) “• 1,4 Мойока^ «сильные кислота (пласти- ... фнкаторы) 208 “““ 181 м Й™оо£с“= Кб. 127. 136. 181. 236. 258, 294’. ЗОА — допентана* (разбавитель) 157. 158. Й^^ТусХтел’ь! ’1з8 — углерода 13 Ноинлфенол 155 Моноолеф1ШыЛ381ИНЫ <отвердители) 83 Нои ил янтарный ангидрид 134 Монотиогликоль (ускоритель) 188 О ры 208 Обрабатываемость 176 Монохлорфталевый ангидрид 148 оХтойк’о ““ю’зот’У62 МоноэпокстдиЛаМИИ б5 156 Окзирая 5^ (р б ) 7 58 166, 167, 171, 173, 176, 176, 177, 173, 179, 180, 182. 193. 285. 291. 326 — бериллия (наполнитель) 177. 328 — бора (отвердитель) 123 - внии л циклогексен в (разбавитель) 156 — додецена (разбавитель) 156 173. 175. 177. 179, 182, 164. 194, 331 — магния (наполнитель) 178. 168, 328 — октилен а (разбавитель) 157, 158 — а-пинена 157» 166 — пропилена 32. 36, 83 - стирола 64. 100, Ill. 157» 158. 258 — сурьмы 153, 185, 194 — триметнлена 5 — углерода 60. 61, 67 — циклогексана 5 — — (ускоритель) 183 (флексибилизатор) 216, 219. 221 -этилена 5, 26. 31, 62, 127. 208. 355 Оксазолидон 201 N- (2-оксипропил )-1,2-диамннпропян 84 лентриамина'66 I ^лентриамина 64. 85 4,4 оксиэтаиол 269 Оксиэтилдиэтилеатриамнн 88 М-(оксиэтил)триамина 64. 65 Оксиэтилеиамииы (отвердители) 60 ОксониЙ 32 Октоат олова (катализатор) 124, 132 (ускоритель) 124. 129 — свинца 117 — циииа 117 Окунание 249, 332 Олеиновая кислота (реагент) 271, 299 Олефиновые группы 36 — кислоты 122. 124, 127. 126. 129 Олефины 6 Оптимизация физических свойств 42 Органические кислоты (отвердители) 33 Орга ио фосфины (ускорители) 132 * Оседание наполнителей 166 Основании Льюиса (отвердители) 26,87 — Манника 103 - Шиффа 79, 67 Отвердители 25, 70. 91. 118. 289 — иагревостойкие 293 — щелочного твпа 28 Отверждение 6, 7. 25. 39. 91, 100 230, 269, 312. 362 Отливки 166 Паракумароновые^смолы (добавки) 287 Парафиновая вакса 3$4 Парциальные эфиры жирных кислот Пек^ каменноугольный (модификатор) Пенопласты 123. 124. 257 3-(пентадецил)-феннлглицидиловый эфир 157. 188 3-(пентадецмл)-фенол (разбавитель) 155. 1.5-пеитадиол 135. 147 Пентаны 80, 62 Пентаэритрит 129, 144 дитель) 293 Пентаэтиленгексаамин (отвердитель) 71
Алфавитный указатель
409ч
— водорода (реагент) 76. 141» 147. 164,
257. 298. 309. 328. 327
Пни а кол 27
Пипе •алии (отвердитель) 109. 129
Пипе - 1нн (отвердитель) 40, 46, 108.
Iff 119. 124, 138. 172
— трслфтористого бора (отвердитель)
Пиразин 108
Пиридин 27, 40, 97, НЕ, 103, 132. 136. 316
Пиридин-боран (катализатор) 122. 127
Пиромеллнтовый ангидрид — РОМА
(отвердитель) 59, 64. 170. 198, 197.
210, 269. 293. 307. 317. 323
— диангидрид — PMDA 130, 136. 138
139. 144, 160
Пирромидин 108
Плавиковая кислота (реагент) 141
Пластнзол 197
Пластификаторы 197. 208, 289
Платина (катализатор) 203
Плеиии 7. 8. 128, 243. 274
Плесенестойкость 60
Плотность 188
Полиэтилен 147 •
135, 198. 205.
— смолы 198, 229
-отовка поверхности 279. 294. 335
РАСЕ 136
Поливинилиденхлорид 197
Покрытия 6. 7. 113, 116. 116, 128. 361
— растворами смол 339
Полна зела и новый полнаигидрид PAPA
— цирконий (наполнитель) 179
(реагев
Лс^-шки формовочные 98
Тортландцемеит (наполнитель) 167
дитель) НО
Полигликоль 216
Пропитка тканейJ
Поливинилацетат (модификатор) * 197,
— смол 23, 57
Поваренка и соль (реагент) 76. 154 см
Повреждении 362
Си л окси л она я связь 204
гейт) 271. 352
175. 1Ж^ТО^И182
188.
.... . _____ . 177.
160. 165. 188. 188. 191, 192. 240.
Пропан 13, 62
Пропан-1,2-дио.
Пропиламин 83
Пропилен 13, 60. 61. 153
Пропилен гликоль (отвердитель) 72. 161
^(отвердители) 88
«ислоты (отверди-
(реагент) 13, 114, 121.
43, 147. 309, 328. 327.
Соляровое* масло (реагент) 325
Сорбиты 257
----глицерина
----глицероля 286.
----тетра фен илэта! .... _______
Полиамидная смола (отвердитель)’ 45
Полиамины (отвердители) 67. 241
Полибутадиен 93. 135, 135, 161, 197, 199.
п 215^ 219. 320
Поливинилхлорид *—
Полнкарбоновые кислоты и ангидриды
(отвердители) 124
Полилеиднизоциановый эфир 201
Полимерфосфонитрнлхлорид (отверди
Полиметилацетали (модификаторы) 153
Полиметоксиацетали (разбавители) 183
П НОКС нгликоли 257
Полиолы 72. 134, 162
I —PSPA 135
/тиролы (разбавители) 153
тетрафторэтилен (модификатор)
Полиуретановые смолы (модификаторы)
Поли^осфориламид (отвердитель) 109
тели)Н1124ОНа Ы ИН еРДИ
Прочность на истирание 176
сцепления 182
Проявитель (реагент) 154
Резол (отвердитель) 128
Резольные феиоло-фо
смолы (отвердители) 1
Резорцин 219, 269
Резорцин (катализатор)
— (отвердитель) 126
Ж1И
— (наполнитель) 193. 194, 219. 220. 287,
Салициламид (ускоритель) 114
Салициловая кислота 29. 114, 128.
Й= S й gl j ! I 8
CepF (флекснбилизатор)^218^ 219.
Сариан° кисХаН%?талим’той 125
142. 143, 144. 147.’164.’ 199.’ 299-’
326, 327. 347, 351
Сернистаи кислота (реагент) 223
Сернокислый кальций
410
Алфавитный указатель
Триалкил фосфаты (отвердители) 127 Триалкилцнаиурат 307 триаллилборный эфир (отвердитель) 124 Три- (4-аминофенил)фосфат (отверди- Триарилфосфат 121
Трмбутиламни 27
Три бути л борат 124
Триги дрок си мети л алл ил оксибензол
(от рн ) 1
р!^ (гпД»рОКСВ^985,,1 ^л) я ^4 ч Г1 м (уСКО •
рнтель) 114
Трнглицидил-р.амяноф| иол 23
Триглицидиловый эфир тригндроксиди-
фснила 23
Трнкарбаллиловый ангидрид (отверди-
Трикар бон ильный ангидрид 134
Трикарбоновые кислоты 180
Р (отвердители) %4₽ Тримеллитовый диаигидрид — ТМА 130
Тримерные жирные кислоты 130, 131
Трнметиламин 105
Триметилборан (катализатор) 122
Триметиловый ангидрид ^311
Трииетокаиборат ₽123?И124
Трипропиламии 27
Трипропилен 147
(отвердитель) 46. 51, 52. 56. 60. 160. 103. 132. 135. 138. 144, 153. 182 214,
7 218. 219. 221 222. 223, 224. 226.
227, 232, 240. 283, 290. 291, 307, 308,
311. 316. 334. 337. 343. 347. 362
4 три (диметиламинометил)фенол
(отвердитель) 40 Трнс-Э-хлорэтнлфосфат (флексибилиза-
Трисоктиламин бораи (катализатор) 122
Трифенилборный эфир (отвердитель)
Трифенилфосфит ПО, 162 Трнфторид бора (отвердитель) 31 Трифурфурилборный эфир (отверди.
В-трихлорборацин (катализатор) 122
Трихлоппропан (растворитель) 354 (КВТ.ЛИ-
затор) 122
Трихлорэтаи (реагент) 127
Трихлорэтилен (реагент) 82, 121. 142,
Трициклогексилбориый эфир (отверди-
тель) 124
Трициклогеисилфосфии 152
Триэтаноламид 258, 259
Триэтаноламин 39, 77, 88. 103. 114. 139.
142. 218. 232 Йнв’т^^Жо'аГ (отвердитель) 123.
Тальк 2»бП291ИНТеЛЬ^ 168’ 176> 179’
Тангенс угла потерь 48. 69» 188
Твердость 68. 176
Твердые смолы 7. 8. 14
Температура перехода второго рода 11
Триэтила мин 27, 136, 232, 291, 299
Т₽ла)ОМР-30 (отвердитель) 104
Трнэтнлеи 147
Триэтилеигликолевый эфир гидрирован-
ной смолы (добавка) 287
Триэтиленгликоль 119
Трнэтилеидиамин (отвердитель) 102.
т.
III 154. 185 158 160, 182. 169, 175,
208. 209 211, 217 222. 223, 228. 232,
236, 242. 248, 255. 256. 288, 309. 310.
ЗИ- 355 , .
Трнэтнлснтрнамин (отвердитель) 153»
Тунговое масло 135
— барий (реагент) 298
- калий (реагент) 299
Алфавитный указатель
Хлорнокислый магаий 127
(отверди
Хлоруксусная кислота 130
лорэндикапгидрнд — СА 37. 62. 92.
143 148. 150, 167. 169. 173, 176.
179. 180. 183. 185. 186, 188, 188.
216 258. 306. 317. 321, 322, 325.
Фенилглицкдиловый эфир—PGE (отвер-
дите л ) I, 25, 26. 27, 32, 36 40
49 99. 100. 101. 166, 157, 158 159. 166,
я-феииловый эфир’глицерина 21
п-февилендпамин — MPDA (отверди-
&8. w. М. Do, 91. 92. 94. 97. 98, 99.
100, 119. 157. 161, 168, 170. 175. 176.
17° ! 1 I 1 I. 1
2 1 228 228
232. 236. 240. 253. 254. 258. 258. 269.
259. 284. 286» 291. 801. 304. 307. 310.
327* 385 ’ 313> 314> 3,5‘ 321 * 3221 325‘
2-февил.4.6-диамнноцис-трназии (отвер-
дитель) 116
Четыреххлористый кремний (отверди
— углерод (реагент) 141. 154. 223. 347
Четырехэтильный свинец (реагент) 299
Шеллак (отвердитель) 128
Штампы 252
129, 147. 299. 326^
Щелочи (реагенты) 274
412 Алфавитный указатель
Электропроводность 237 Электропроводящие системы 164 Электротехническое оборудование 237 Эк ь-ляки 240 Эмульсии 353 Энергия активации 39 ЭП^°2ЙЛ2ТО S’ 6 ,1’ 23’ 32> 72’ 134> 1,2-ЭПОКСИ 1.3-эпокси 5 1,4-эпокси 5 Эл * .налкиловые эфиры 3.4-дигидро-1,2- фнкаторы) 198 Эпоксидированные олефиновые смолы — растительные масла (флекскбилиэа- торы) 208 Эпоксидированный 3( пента деци л) фено л — полибутаднеи 307 — тиол (флексибилизатор) 209 — циклогексан 39 Эпоксидная смола 5 Эпоксндноаминные смолы 350 Эпоксидное соединение 5 — число 15 4-эпокси-б-метилгексаи карбоксилат 23 Этилендиамии 21. 79, 111, 207. 357 2,3-эпокси-6-метилциклогексаи.2,3-эпо- Эти л ен диамин од н (о крезол) 88 кси-6-метилциклогексаи карбоксилат Этилен никель (реагент) 328 8,4-эпокси-6-метнлциклогексилметил Этилеисульфат (ускоритель) 114 ксилат 36. 66, 122, 124, 128. 129. 130, Этилкарбитол (растворитель) 354 131. 134. 136. 138. 142, 144, 160. 197, 2-этил-4-метнлимидазол (отвердитель) 216. 286 117 1,2-эпоксноктаи (разбавитель) 169 Этиловый спирт (реагент) 76, 82, 122, о-2.3-9поксипентнл РЕ 49 137. 141. 298, 347, 351 Эпоксиснлоксановые смолы 49 - эфир (реагент) 76, 82, 127. 141. 154 р-2,3-эпоксициклопентил PGE 49 рители) 114 23 Этнлхлорид 60. 61, 298 Эпоксиэтаи 5 Этклцеллозольв (реагент) 298, 354 Этан 13. 60, 61, 62 Этилэтаноламин (отвердитель) 108 Этанол 27, 127, 164, 193 ^этилэтаноламин фенилборат (отвер- Моноэтаиоламин 232 дитель) 123 Этанола мины 111, 122 Этоксисилан 203 Этерификации 6, 12. 20. 33 35. 124 Эфиры (отвердители) 32. 188. 208. 271 Этилакрилат (отвердитель) 109 — акриловой кислоты 106 Этилацетат (реагент) 52. 114, 147, 298, — ацетоуксусной кислоты 108. ill 298, 326. 354 — борной кислоты (отвердители) 123 Этнлбекзии 62 — бром- и хлорметилфеиила 79 Этнлбромнд 62 — иа основе DGEBA 348 2-этилгексановаи кислота (катализатор) — титана (отвердители) 162
смолы 240 Эпоксидно полиэфирные лаки 240 Эпоксндно-фенольные композиции 292 — смеси 286 Эпоксидные меламяиоформальдегидные смолы 108 — органосилоксаиы 203 — смолы как модификаторы других смол 198. 197 — — — отвердители других смол 207 Эпоксидный эквивалент 8. 15 348 — триэтаноламина (отвердители) 124 2-этил-гексоат три-(диметиламинометил) — Фосфорной кислоты (отвердители)1 фенола (отвердитель) 105 127 Этилен 13, 60, 61. 62. 147 — циануровой кислоты (моднфикато- Этилеиямидные группы (отвердители) ры) 198 117 — этиленгликоля 153 Этнлеигляколь 72. 68. 111, 122. 128. 132, а 135. 137, 147. 199, 298. 309. 326 *
ОГЛАВЛЕНИЕ
Из предисловия авторов ко второму изданию 3
Предисловие к русскому изданию ... 4
Глава пятая Алифатические первичные ами-
ны и их производные как отвердители
эпоксидных смол . . ... .70
сидных смол ...........................
Определение эпоксидной смолы
Историческая справка ..................
Основные характеристики эпоксидных смол
Области применения эпоксидных смол .
Выводы.................................
Алифатические полиамины как отверждающие
агенты...................................71
Модифицированные отвердители аминного ти-
па ......................................79
Смеси аминов . 88
Выводы . . .91
ава шестая. Ароматические первичные
амины в качестве отвердителей эпоксидных
m-фенилендиамин (MPDA)
4,4'-метилендианилин (MDA) . .
Диамииодифеиилсульфон (DADPS)
Другие ароматические амины..............
Эвтектические смеси ароматических аминов .
Аддукты ароматических аминов и их смеси
Ароматические полиамииы (аиилино-формаль-
дегидные смолы)
Выводы ...
91
101
101
ава третья. Механизм отверждения эпок-
сидных смол
Определение механизма реакции
Отвердители щелочного типа .
Отвердители кислотного типа .
Полимеризация через олефиновые группы
Реакционная способность эпоксидных групп
Выводы ....
Глава четвертая. Характеристика систем
эпоксидная смола/отвердитель . 39
Термодинамика отверждения 39
Морфология . . 40
Степень отверждения.................... . 41
Влияние функциональности системы на свой-
Влияиие плотности поперечных сшивок иа
свойства отвержденных составов .... 48
Влияние структуры на свойства отвержден-
ных смол ... . ... 49
Физические свойства отвержденных смол . 51
(ерническая и радиационная стабильность 57
Химические свойства .... 64
Электрические свойства . 69
Глава седьмая. Третичные и вторичные ами-
ны в качестве отвердителей эпоксидных смол
Третичные амины иак отвердители эпоксид-
ных смол...............................
Соли третичных аминов и четвертичные осно-
вания как отвердители эпоксидных смол .
Вторичные амины как отвердители эпоксид-
ных смол...............................
Выводы . ...
держащие соединения, применяемые в каче-
стве отвердителей апоксидных смол
Амиды , ............. . .
Мочевины, замещенные мочевины и мочевино
формальдегидные отвердители . .
Меламины и другие отвердители типа цис-
триазина ... . ,
Дициандиамид
Акриламиды .
Имидазолы .
Гидразиды
Гуаиидииы .
Нитрозамины
Имины этилена........................
108
115
115
116
116
117
117
117
117
414
Оглавление
Тиомочевииы 118
Сульфамиды 11°
Выводы . 118
Глава девятая. Кислотные отвердители для
впоксидных смол ............................118
Кислоты Льюиса и их соединения 118
Фенольные отвердители.......................125
Кислотные отвердители, не содержащие кар-
Органические кислотные отаердители . 128
Выводы .... ... .131
Глава десятая. Ангидриды кислот — отвер-
дители эпоксидных смол ....................
Ускорители, применяемые при отверждении
ангидридами ...............................
Линейные алифатические ангидриды .
Алициклические ангидриды ....
Многоядерные алициклические ангидриды
Хлорированные и бронированные ангидриды
Жидкие эвтектические смеси н аддукты . .
132
132
133
133
136
138
148
150
152
Выводы
Глава одиннадцатая. Разбавители для
эпоксидных смол . . . . 152
Нереакционноспособиые разбавители . . . 152
Реакционноспособные разбавители, содержа-
щие эпоксидные группы....................155
Реакционноспособные иеэпоксидиые разбави-
тели ................................... 161
Глава двенадцатая. Наполнители для
эпоксидных смол .... 163
Коммерческие наполнители ... 163
Влииние наполнителя на вязкость . 165
Оседаемость наполнителей . . 168
Влияние наполнителей на время жизни, тем-
пературу экзотермической реакции и усадку 168
Влияние наполнителей на физические свой-
ства отвержденного продукта..............169
Влияние наполнителей иа электрические свой-
ства .......................... . .184
Влияние наполнителей на химостойкость и
коррозионное действие . . .191
Введение наполнителей в смолу 193
Красители для эпоксидных смол 194
Молекулярные сита . . . 194
Выводы . .195
Глвва тринадцатая. Смолистые модифи-
каторы для эпоксидиых смол и эпоксидные
смолы в качестве модификаторов .
Виниловые смолы . . 196
Полиэфирные смолы........................198
Изоциановые эфиры и полиуретановые смолы 200
Фтороуглероды ...........................202
Кремнийорганнческие смолы...............202
Фурфурольные смолы.......................204
Каменноугольный деготь и другие фенольные
модификаторы ..................205
Акриловые смолы . 206
Выводы ... ... 207
вва четырнадцатая. Флексиоилизаторы
и пластификаторы для эпоксидиых смол . . 208
Пластификаторы..................... 208
М<— функциональные флексибилизаторы . 208
По. функциональные флексибилизаторы 208
сюлироваиие и герметизация
Определение терминов ....................
Применения . . .................
Общие замечания о литьевых зпоксидных смо-
Основные положения по применению заливки
и герметизации электротехнического обору
дования .................................
Использование эпоксидиых смол для транс-
форматоров и электродвигателей
Эпоксидные заливочные компаунды
Композиции . .
Технология производства
Технология применения
Выводы ... .
лава шестнадцатая. Эпоксидные смолы
для инструмента и приспособлений .
Формы из зпоксидных смол для заливочных и
формовочных компаундов .................
Эпоксидные инструменты для изготовления
слоистых пластиков ....
Эпоксидные смолы для матриц ....
Системы из эпоксидиых смол для штампова-
ния металла . ...
Композиции .................
Изготовление форм и болванов
Выводы ....
ая. Пенопласты из эпок-
сидиых смол . . . .
Химические пенопласты
Синтактические пенопласты
Выводы
Глава восемнадцатая. Эпоксидные фор-
мовочные компауиды и покрытия из порошков
Эпоксидные формовочные компаунды
Покрытия эпоксидными порошками .
Выводы . . .
Глава девятнадцатая. Клей на основе
эпоксидных смол..................
Применение эпоксидных клеев
Механизм адгезии.................
Рекомендации по применению клеев
Улучшение характеристик клея
Композиции ......
Выводы
Приложение к гл. 19. Рекомендуемые методы под-
готовки поверхности ........................
Глава двадцатаи. Эпоксидные стеклопла-
стики и намотанные изделия..................
Теория стеклопластиков ................
Практическое ,.TOIrm.
пластиков .............................
Технологические приемы производства .
Композиции ............................
Эпоксидные пластики, содержащие ие стекло,
а другой тип армировки ................
Выводы .
Глава двадцать первая. Эпоксидные по-
крытия, не содержащие растворителей .
Покрытия, нанесенные окунанием
Предварительные покрытия
Армированные покрытия ...................
Оглавление
415
Лаки, не содержащие растворителей . . 332
Коррозионностойкие покрытия, наносимые
распылением и кистью.......................333
Декоративные покрытия ... . 333
Покрытия, наносимые лопаткой . . 334
Выводы ... . 338
Глава двадцать вторая. Покрытия рас*
творами впоксидных смол . , 339
Коррозия ... ..... 339
Твердые связующие.......................,341
Покрытия на основе DGEBA, модифицирован-
ного термореактивнымн акрилами 352
Эпоксидные вмульсии . . . 353
Растворители..............................353
Красители и наполнители . . 355
Подготовка поверхности и грунтовка 356
, Выводы .... .... 356
ботки и меры предосторожности при работе
с впоксидными смолами
Хранение ....
Введение наполнителей
Оптимальный размер навески
Измерение количества и смешивание
Упаковка
Отверждение
Отыскание дефектов
Механическая обработка
Разделительный слой .
Растворение ...
Меры предосторожности
Выводы
Словарь сокращений
Литература ....
Алфавитный указатель........................