










































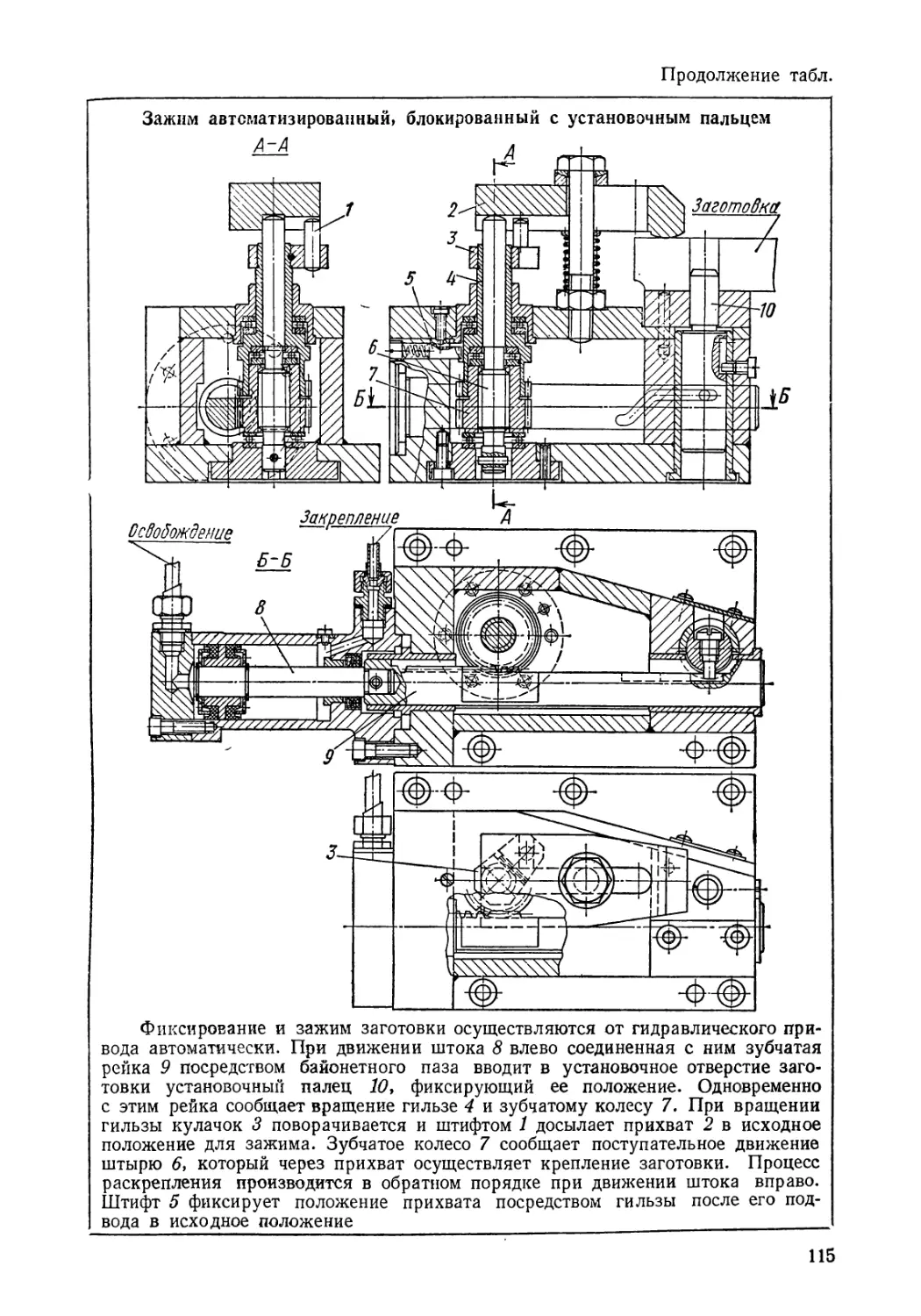
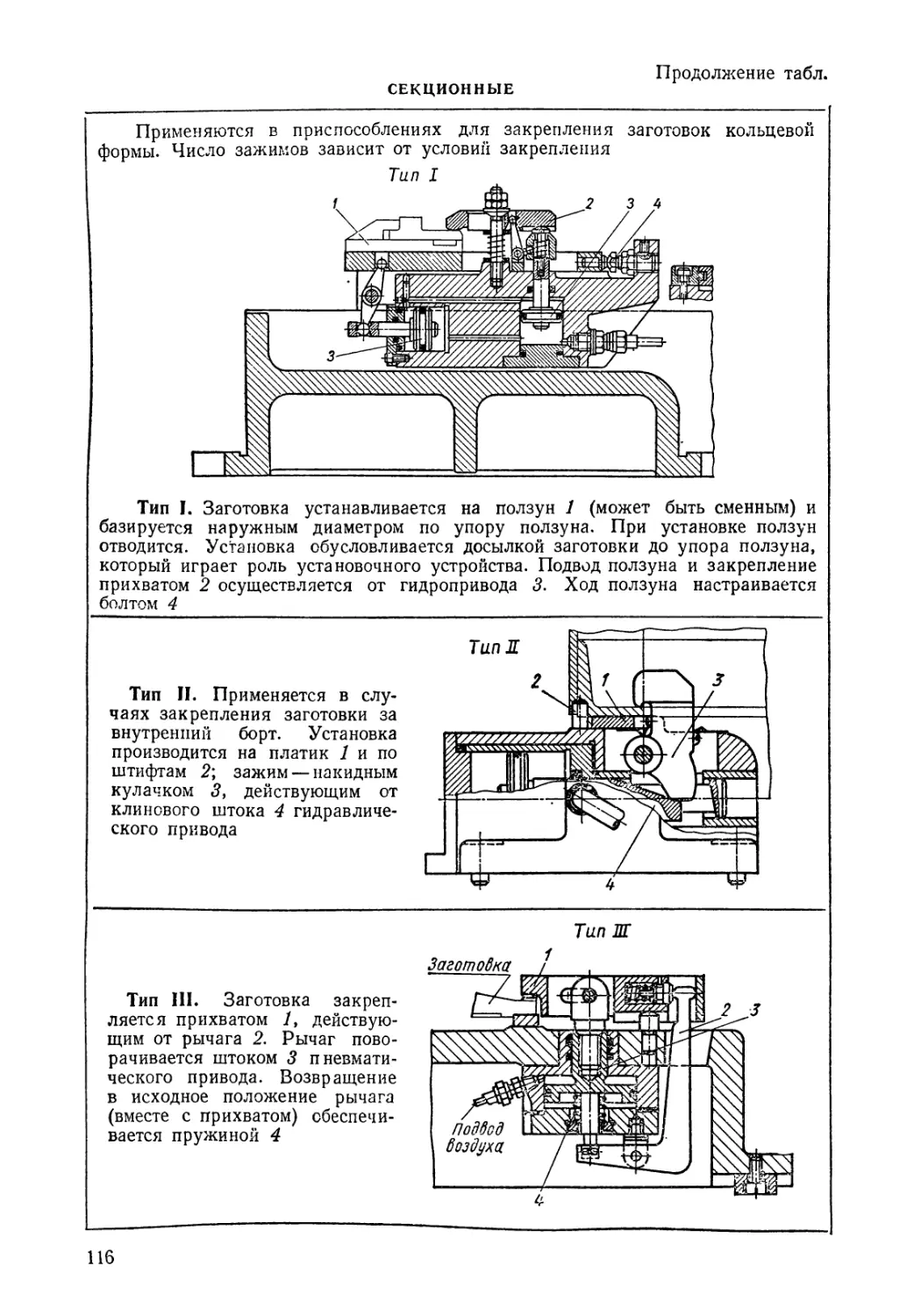


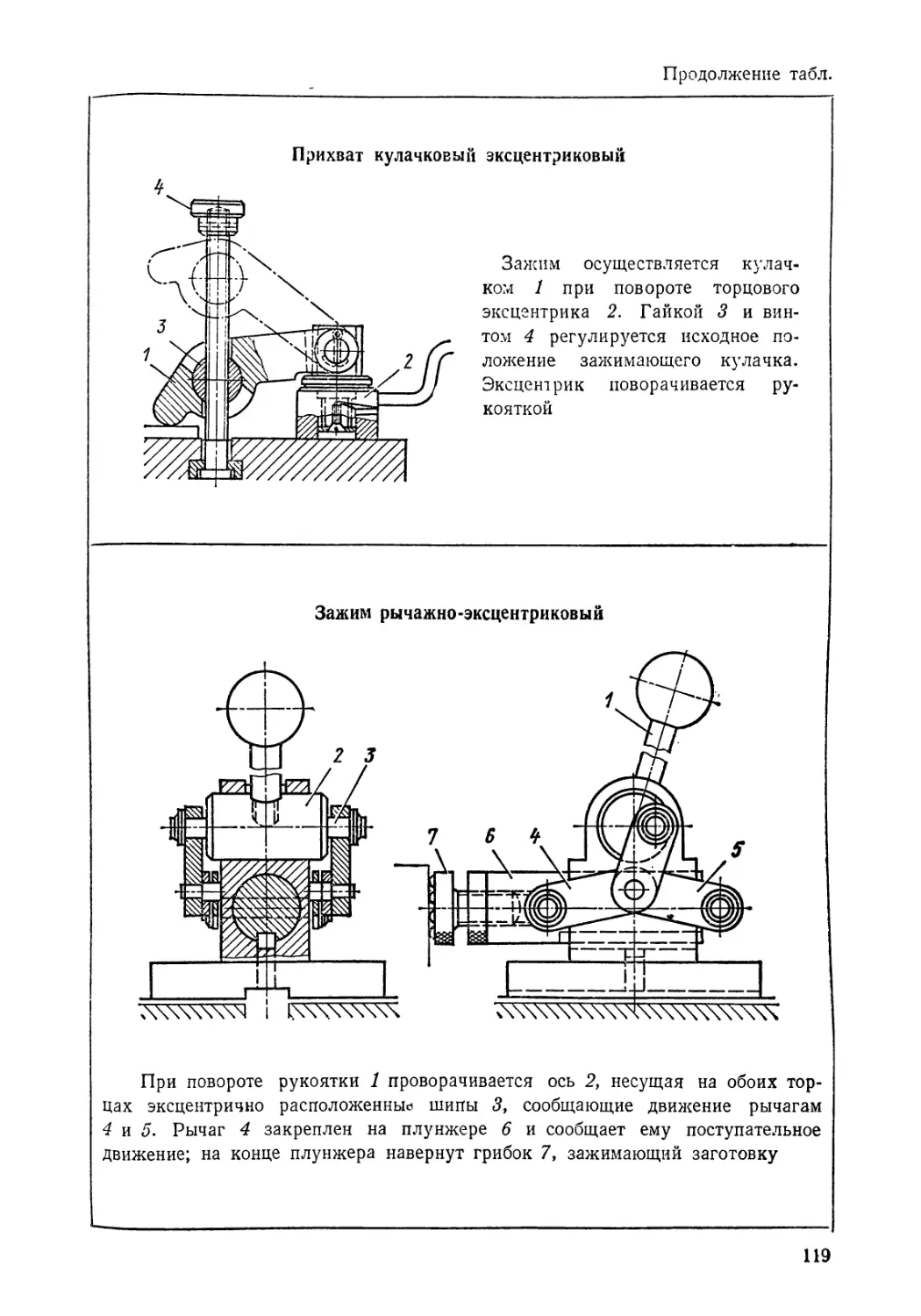

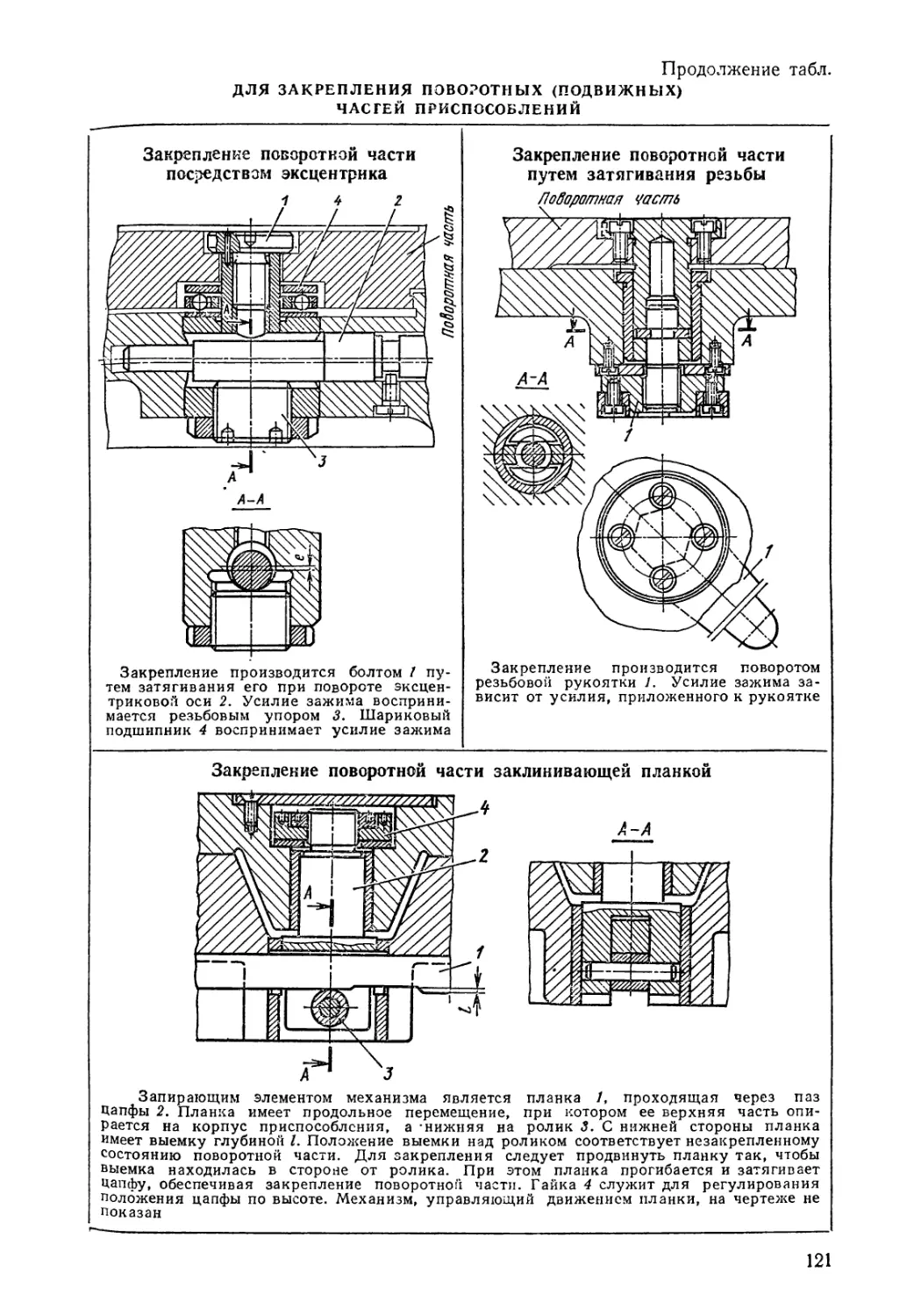




































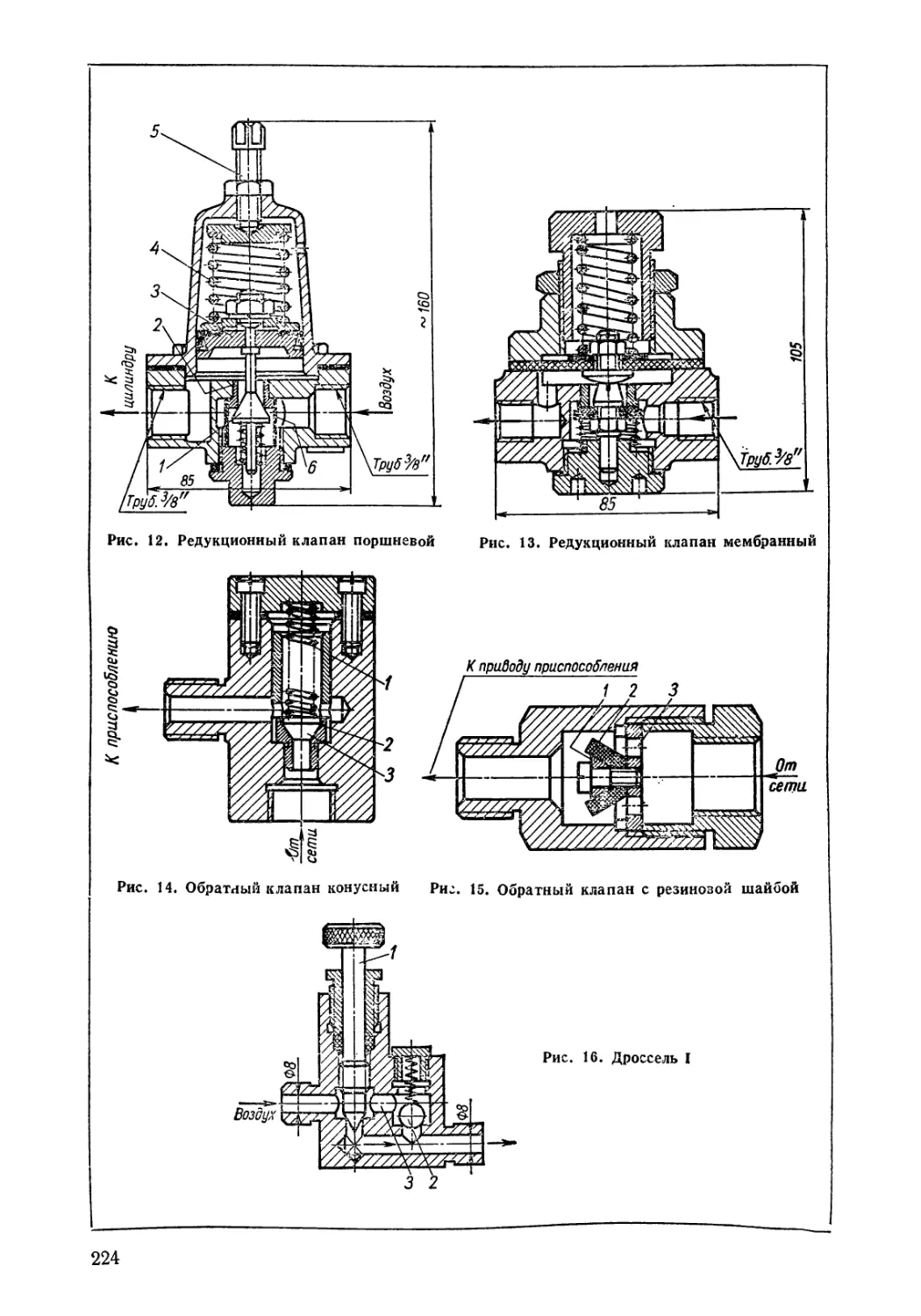




































Текст
ChipmaKer.ru
А.К.Горошкин
ПРИСПОСОБЛЕНИЯ
ДЛЯ МЕТАЛЛО
РЕЖУЩИХ
СТАНКОВ
СПРАВОЧНИК
ИЗДАНИЕ СЕДЬМОЕ,
ПЕРЕРАБОТАННОЕ
И ДОПОЛНЕННОЕ
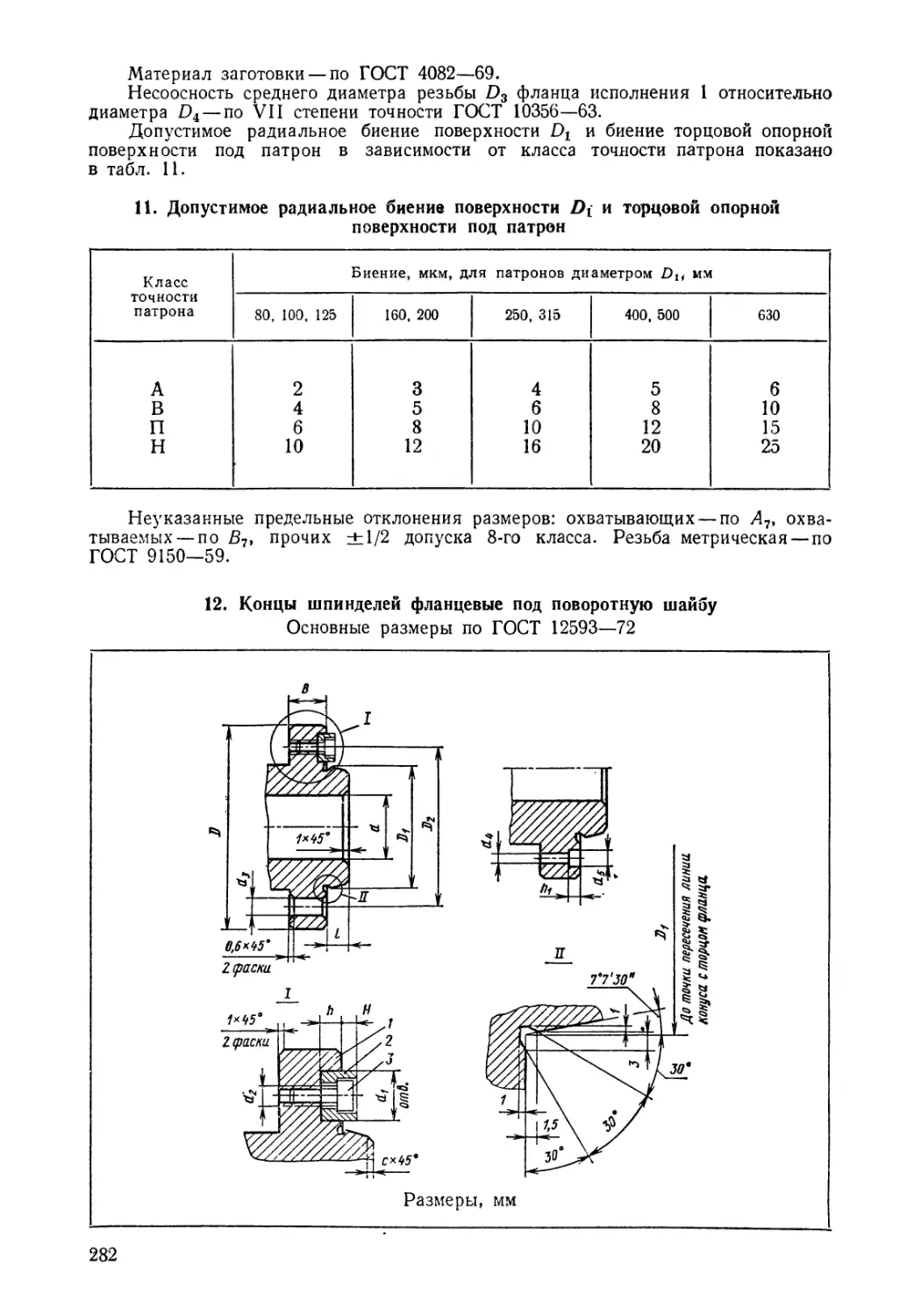
МОСКВА «МАШИНОСТРОЕНИЕ »1979
ББК 34.63-5
Г67
УДК 621,9.02-229(031)
Горошкин А. К.
Г67 Приспособления для металлорежущих станков: Спра-
вочник.— 7-е изд., перераб. и доп. — М.: Машинострое-
ние, 1979.— 303 с., ил.
В пер.: 1 р. 30 к.
В справочник включены сведения, необходимые при выборе рациональных
конструкций приспособлений и для их проектирования. Справочные данные
охватывают конструкции приспособлений, узлы, приводы, элементы и технико-
экономические расчеты. Приведены расчеты различных силовых узлов, способы
установки приспособлений на станках.
Новое издание справочника (6 е изд. 1971 г.) дополнено сведениями о
групповых приспособлениях, расчетами и рекомендациями по применению маг-
нитного и вакуумного закреплений.
Справочник предназначен для инженеров-конструкторов и технологов ма-
шиностроительных заводов, проектно-конструкторских и технологических орга-
низаций.
31304-143 _ Л
Г 143 79 2703000000
038(01)-79
ББК 34.63-5
6П 4.6.08
© Издательство «Машиностроение», 1979
Глава 1
ЭКОНОМИЧЕСКАЯ ЦЕЛЕСООБРАЗНОСТЬ
ПРИМЕНЕНИЯ ПРИСПОСОБЛЕНИЙ
Экономическая целесообразность выбора и применения станочных приспособ-
лений в любом производстве, особенно в серийном и массовом, определяется их
окупаемостью. Все затраты на оснащение производства приспособлениями должны
быть компенсированы за счет экономии производственных затрат. В общем виде
экономическая целесообразность применения приспособлений может быть выражена
5
условием-^----^1, где Э — ожидаемая экономия цеховой себестоимости обра-
ботки деталей при применении приспособления; о0бщ—затраты на изготовление
приспособления и на его эксплуатацию.
В зависимости от вида производства (единичное, серийное, массовое), техно-
логических требований, конфигурации обрабатываемых заготовок, их размеров,
условий применения станочные приспособления подразделяют на несколько групп:
специальные (СП); универсально-сборочные (УСП); сборно-разборные (СРП); уни-
версально-переналаживаемые (УПП); универсальные общего назначения (УП) и
некоторые другие.
Специальные приспособления (СП) предназначены для налаженных операций,
закрепленных за станками. Приспособления разрабатывают согласно технологи-
ческому процессу на конкретные операции, и поэтому они рассчитаны на уста-
новку и закрепление однотипных заготовок. Такие приспособления обеспечивают
высокую точность установки и быстрое закрепление. Для удешевления изготов-
ления специальных приспособлений следует предусматривать в их составе широкое
использование стандартных узлов и деталей.
Срок службы специальных приспособлений при постоянной загрузке 3—5 лет.
После выполнения заданной программы приспособления за ненадобностью с про-
изводства снимают, так как они необратимы.
Целесообразность оснащения производственного процесса специальными при-
способлениями подтверждают расчетом.
Годовые затраты Р на изготовление одного специального приспособления
р=(ЦА+лэсс),
где Ап— коэффициент проектирования специального приспособления (отношение
расходов на проектирование и отладку к стоимости изготовления), может быть
принят 0,5; А э —коэффициент эксплуатации специального приспособления (отно-
шение расходов на эксплуатацию за год к стоимости изготовления), может быть
принят 0,2—0,3 от стоимости изготовления; Т — срок эксплуатации приспособле-
ния (в годах); — = Аа— коэффициент амортизации; Сс — стоимость изготовления
приспособления в металле по имеющимся чертежам на основе нормативных дан-
ных или по фактическим затратам,
1* 3
Универсально-сборные приспособления (УСП) предназначены для оснащения
станков, работающих в условиях единичного (опытного) или мелкосерийного
производства, а также неустановившегося производства. Приспособления УСП
собирают из взаимозаменяемых узлов и детален, заранее изготовленных и хра-
нящихся на раздаточном складе.
Сборка приспособлений для конкретных случаев применения не требует зна-
чительных затрат времени на трудоемкую разработку чертежей и специального
изготовления, так как для таких случаев достаточно подобрать готовые детали и
собрать приспособление.
При сборке взаимоположение составляющих элементов относительно корпуса
(плиты) обеспечивают с помощью шпонок, устанавливаемых в мерные пазы кор-
пуса. Допускается в обоснованных случаях дополнять собранные приспособления
несложными специальными наладками. Заготовки в приспособлениях закрепляют
обычно клиновыми или резьбовыми зажимами, но возможно применение сило-
вого привода. Для сборки приспособления средней сложности необходимо
2—3 ч.
Точность обработки с применением УСП зависит от качества сборки, степени
износа и состояния базовых и установочных деталей. При нормальной сборке
точность обработки достигает 3-го класса, при особо тщательной подналадке —-
2-го класса.
После выполнения производственного задания (программы) приспособления
разбирают, а составляющие узлы и элементы сдают на склад для дальнейшего
использования.
Комплекты УСП характеризуют длиной связующих шпонок (пазов) 8, 12 и
16 мм, соответственно этому и шифруют комплекты: УСП-8; УСП-12; УСП-16.
Каждый комплект состоит из нескольких групп элементов и узлов: 1) базо-
вые элементы, в том числе плиты, угольники и др.; 2) опорные и корпусные
элементы (определяющие каркас приспособления), подкладки, опоры, планки,
угольники и др.; 3) направляющие и установочные элементы —втулки, шпонки,
кольца, штыри, колонны и др.; 4) прижимные элементы— прихваты, кулачки и
др.; 5) крепежные элементы — болты, гайки, шпильки, штифты, шайбы и др.;
6) прочие элементы; 7) неразборные узлы —зажимные, установочные, силовые и др.
Основные показатели комплектов УСП приведены в таблице.
Основные показатели комплекта УСП
Комплект Габаритные размеры обрабатываемых заготовок, мм Число элементов в комплекте Среднее число при- способлений, одно- временно собираемых нз одного комплекта
УСП-8 220 х 120 X ЮО 4100 30
УСП-12 700 X 400 X 200 2100—3100 15—20
УСП-16 2500 X 2500 X 4300 4300 20
Комплекты УСП —стандартизованы: УСП-8 ГОСТ 14582—69 по 14606—69 и
14607—70; УСП-12 ГОСТ 15436—70 по 15465—70; УСП-16 ГОСТ 15636—70 по
15761—70.
Кроме указанных, созданы комплекты переналаживаемых универсально-сбор-
ных приспособлений (ПУСП). Они включают набор неразборных узлов, быстро-
действующих зажимов, допускающих самостоятельную установку непосредственно
на столе станка.
В системе УСП созданы также комплекты универсально-сборных накладных
кондукторов (УСИК).
4
Годовые затраты на оснащение производства универсально-сборными приспо-
соблениями могут быть рассчитаны по формуле
Где Bi — затраты на специальные детали, приходящиеся в среднем на одну ком-
поновку в год, а также на употребляемые при сборке вспомогательные материалы
и инструмент; В2 — амортизационные отчисления за один комплект деталей УСП
и за оргоснастку, а также годовую заработную плату конструкторской группы
УСП с начислениями и накладными расходами;
В2 = Дк^к + ^о^о + ^к (1 + 0,01Як);
Дк и До — соответственно нормы амортизации для комплекта деталей УСП и
оргтехоснастки; Ск и Со — балансовые цены (себестоимость) соответственного завод-
ского комплекта деталей УСП и оргтехоснастки; ZK — годовой фонд заработной
платы конструкторской группы УСП; Нк— косвенные расходы конструкторской
группы, % заработной платы; В3 —средние затраты на однократную сборку и
отладку на рабочем месте одной компоновки УСП с учетом накладных расходов;
В3 = 7сб^сб(1+0,01//сб);
Zc6 —часовая заработная плата сборщика компоновок; tz§ — время сборки и отладки
на рабочем месте, нормо-часы; Hz§— косвенные расходы группы сборщиков;
Мк —число оригинальных (не повторяющихся) компоновок УСП, собираемых
в течение года, включая требуемые дублеры; g—повторяемость сборок одной и
той же компоновки в течение года, зависящая от числа партии компоновок, запу-
ли кт
скаемых в течение года, т. е. g—, N — годовая программа; п —средний раз-
мер партии.
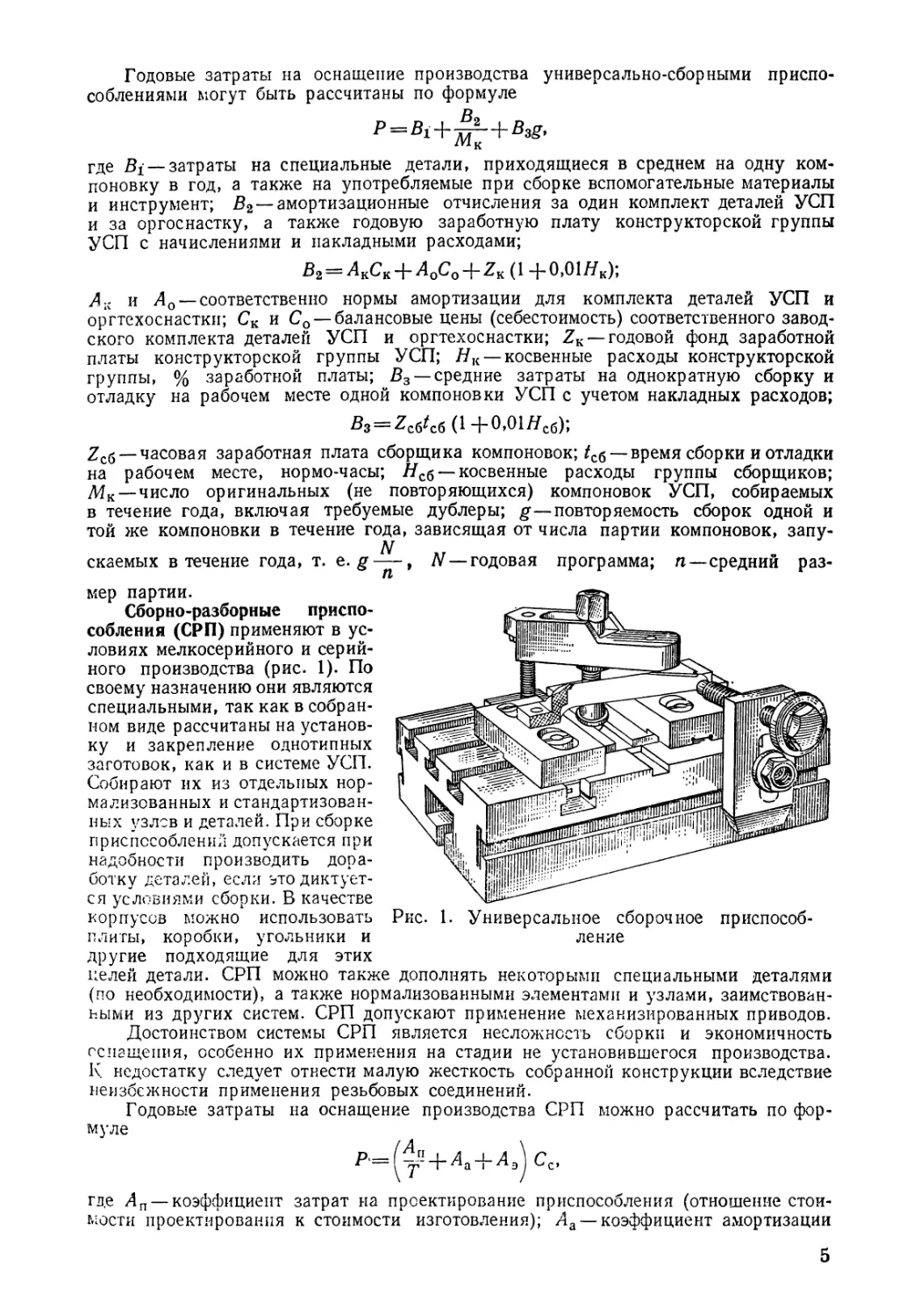
Сборно-разборные приспо-
собления (СРП) применяют в ус-
ловиях мелкосерийного и серий-
ного производства (рис. 1). По
своему назначению они являются
специальными, так как в собран-
ном виде рассчитаны на установ-
ку и закрепление однотипных
заготовок, как и в системе УСП.
Собирают их из отдельных нор-
мализованных и стандартизован-
ных узлов и деталей. При сборке
приспособлений допускается при
надобности производить дора-
ботку деталей, если это диктует-
ся условиями сборки. В качестве
корпусов можно использовать
плиты, коробки, угольники и
Рис. 1. Универсальное сборочное приспособ-
ление
другие подходящие для этих
целей детали. СРП можно также дополнять некоторыми специальными деталями
(по необходимости), а также нормализованными элементами и узлами, заимствован-
ными из других систем. СРП допускают применение механизированных приводов.
Достоинством системы СРП является несложность сборки и экономичность
оснащения, особенно их применения на стадии не установившегося производства.
1\ недостатку следует отнести малую жесткость собранной конструкции вследствие
неизбежности применения резьбовых соединений.
Годовые затраты на оснащение производства СРП можно рассчитать по фор-
муле
Р-(^- + Аа+Аэ} Сс,
где Ап — коэффициент затрат на проектирование приспособления (отношение стои-
мости проектирования к стоимости изготовления); Ла— коэффициент амортизации
5
приспособлений; Аэ — коэффициент годовых затрат на эксплуатацию СРП; Сс —
стоимость нормализованных, специальных деталей и узлов, включая затраты на
доработку этих деталей, узлов и сборку компоновок.
Универсально-переналаживаемые приспособления (УПП) предназначены для
серийного и мелкосерийного производства, когда применение специальных или
универсальных (УП) приспособлений экономически неоправданно (значительная
номенклатура и мелкие партии заготовок).
УПП состоят из корпусных деталей, собранных со сменными наладками.
При смене наладок корпусные детали и приводы сохраняются постоянными,
являясь неразборной частью.
В состав УПП входят кулачковые и цанговые патроны, тиски, делительные
устройства, скальчатые кондукторы, столы и др. До оснащения наладками осно-
вой таких приспособлений являются любые конструкции. Для установки и закреп-
ления наладок в основной части приспособления должны быть предусмотрены
посадочные места. УПП могут иметь ручное управление, если это целесообразно
по соображениям обслуживания и для упрощения конструкции. Для повышения
производительности следует отдавать предпочтение механизированному приводу.
Механизированный привод можно монтировать в корпусе приспособления или
устанавливать отдельно.
К группе УПП относят также отдельные зажимающие устройства, устанав-
ливаемые на столе станка.
Для снижения себестоимости изготовления приспособления и сменных наладок
в их составе следует широко использовать стандартизованные узлы и детали.
Годовые затраты на оснащение производства УПП
р__Ма4"^э\ । I д \ г»
р — у М ) суНд р г Чр
где Аа — коэффициент амортизации приспособления; А э — коэффициент эксплуата-
ции приспособления; Су— стоимость изготовления приспособления в металле;
Л „ — коэффициент проектирования сменных наладок (отношение стоимости проек-
тирования сменных наладок к стоимости их изготовления); Лэн— коэффициент
эксплуатации сменной наладки; С„ — стоимость изготовления сменной наладки;
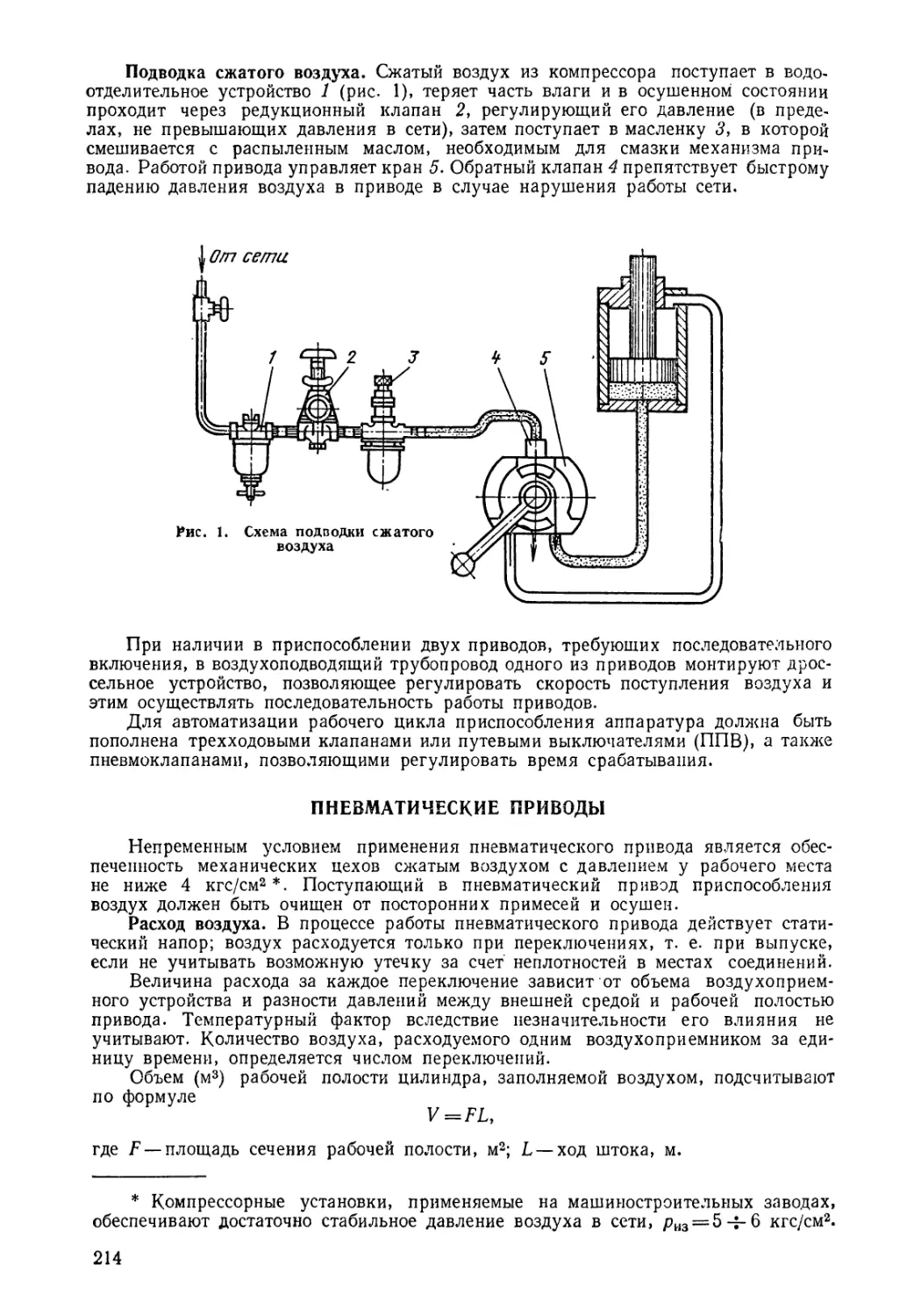
М— число сменных наладок, изготовленных для данногс приспособления; Т —
продолжительность эксплуатации сменных наладок, зависящая от времени выпуска
изделий заводом.
Универсальные приспособления (УП) применяют для оснащения станков,
обслуживающих единичное - и опытное производства, а также инструментальные
и ремонтные цехи. Допускают установку заготовок, различающихся формой и
размером вписываемых в габариты посадочных мест приспособлений.
УП высокой точности установки заготовок не обеспечивают. При установке
и закреплении обрабатываемых заготовок требуются большие затраты вспомога-
тельного времени, нередко превышающие машинное время обработки, так как
конструкция приспособления не предусматривает преимущественных условий уста-
новки и закрепления каждой заготовки, поступающей на обработку. УП состоят
из литого корпуса (условие достаточной жесткости) и несъемных узлов —устано-
вочных и зажимающих. Универсальности закрепления достигают регулированием
зажимающих деталей. УП могут быть дополнительно оснащены несложными
наладками, расширяющими установочные возможности. Закрепление заготовок
производят от руки, но оно может быть механизировано.
Все УП (патроны токарные, тиски, кондукторы, делительные устройства,
столы и др.) выпускает станкоинструментальная промышленность.
Затраты на оснащение производства УП рассчитывают по формуле*
Р = (Ла + Лэ)Суп,
где Ла = -^- —коэффициент амортизации приспособления; Аэ — коэффициент затрат
по эксплуатации одного УП; Суп —стоимость (цена) УП; Г —срок службы при-
способления, годы.
* Методика расчета предложена А. В. Проскуряковым.
6
Глава 2
ТИПОВЫЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
ПАТРОНЫ КУЛАЧКОВЫЕ
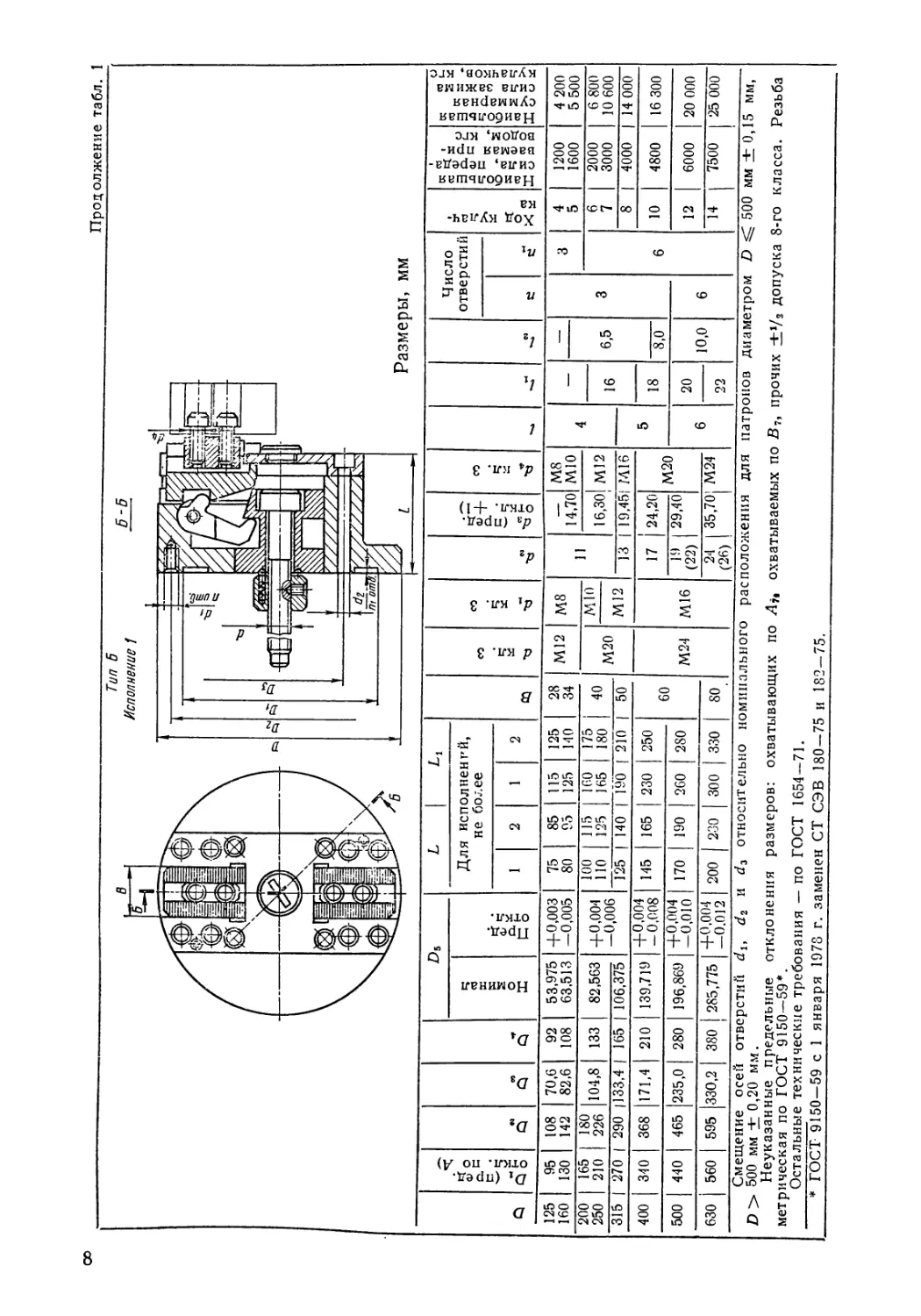
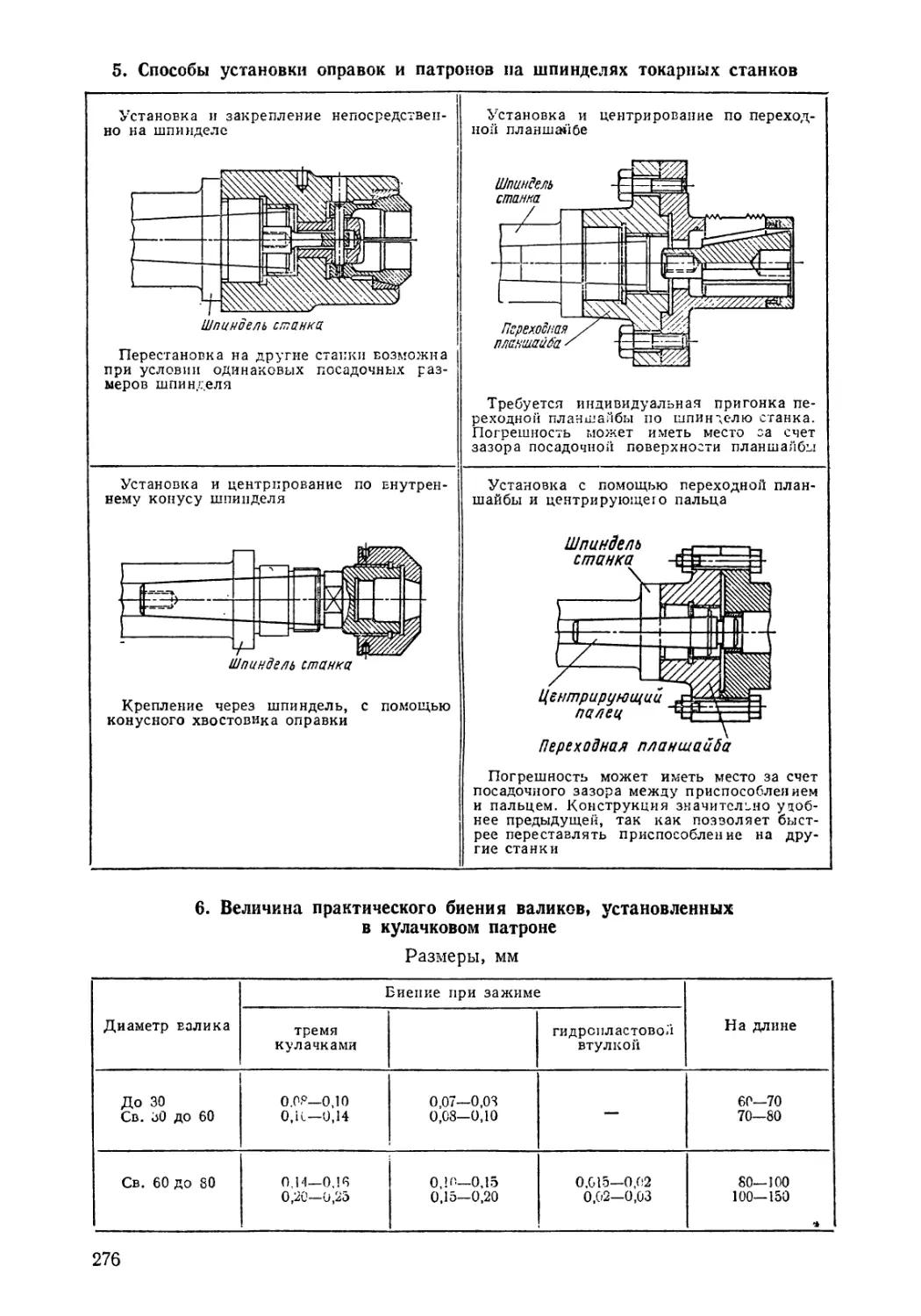
1. Патроны токарные самоцентрирующие трех- и двухкулачковые рычажно-клиновые
Основные размеры по ГОСТ 16682—71
Стандартом предусматриваются два типа патронов: А —трехкулачковые, Б —двухкулачковые, каждый из которых может
быть двух исполнений: 1—с креплением через переходный фланец по ГОСТ 3889—71; 2 —с креплением на фланцевый
конец шпинделя станка по ГОСТ 12595—72.
00
Продолжение табл. 1
Q Dt (пред, откл. по Д) Q L 1 Li CQ d кл. 3 dt кл. 3 м da (пред, откл. 4-1) £ *1ГЯ Число отверстий Ход кулач- ка Наибольшая сила, переда- ваемая при- водом, кгс Наибольшая суммарная сила зажима кулачков, кгс
Номинал Пред, откл. Для исполнений, не более
е е
1 2 1 2
125 160 95 130 108 142 70,6 82,6 92 108 53,975 63,513 4-0,003 -0,005 75 80 85 95 115 125 125 НО 28 34 М12 М8 11 14,70 М8 МЮ 4 — — 3 3 4 5 1200 1600 4 200 5 500
6,5
200 250 165 210 180 226 82,563 4-0,004 -0,006 100 110 115 125 160 165 Я «о» М20 мю 16,30 М12 6 6 7 2000 3000 6 800 10 600
104,8 1 133 1 /О 180 1 40 16
М12
315 | 1 270 | | 290 |133,4 | 165 | 106,375 125 | 140 1 190 | | 210 | 50 13 | 19,451 Ml 6 5 8 | 4000 14 000
400 340 368 171,4 | 210 | 139,719 4-0,004 -0,008 145 | 165 230 | 250 60 М24 MI6 17 | 24,20 М20 18 10 | 4800 16 300
8,0
500 440 465 1235,0 | 280 196,869 4-0,004 -0,010 170 | 190 | 260 | 280 19 (22) | 29,40 6 20 10,0 6 12 6000 | 20 000
630 560 595 330,2 | 380 | 285,775 4-0,004 -0.012 200 | । 230 300 | 330 80 24 (26) | 35,70' М24 22 14 | 7500 | 25 000
Смещение осей отверстий du d2 и d2 относительно номинального расположения для патронов диаметром D 500 мм ± 0,15 мм, D > 500 мм ± 0,20 мм. Неуказанные предельные отклонения размеров: охватывающих по Л,, охватываемых по В7, прочих -ы/, допуска 8-го класса. Резьба метрическая по ГОСТ 9150—59*. Остальные технические требования — по ГОСТ 1654—71.
* ГОСТ 9150—59 с 1 января 1978 г. заменен СТ СЭВ 180—75 и 183—75.
2. Патроны токарные самоцентрирующне трех- и двухкулачковые клиновые
Основные размеры по ГОСТ 16886—71
Стандартом предусматривается два типа патронов: А —трехкулачковые, Б — двухкулачковые, каждый из которых может
быть двух исполнений:
1—с креплением через переходной фланец по ГОСТ 3889—71; 2 —с креплением на фланцевый конец шпинделя станка
по ГОСТ 12595—72.
Исполнение 1 Исполнение Z
Размеры, мм
D L, не более Dt (пред, откл. по Л) d2 D3 Di D-, в, тип А d di d2 d3 (пред, откл. ±0,1) d.i n rtl rt2, тип A и3=--П1 I /1 l2 Ход ку- лачка S
Номи- нал Пред, откл.
100 70 | 72 86 70,6 — — - 30 М12 М8 11 — M8 3 3 6 4 6 — - 3
125 80 95 108 82,6 M10 6 4
— — 63,513 4-0.003 -0,005 108 — 14,70 — — 11,0 | 6,5
(130) 100 112 — - 1 - MS — 3 4 6 | 1 - 1 -
— — 63,513 4-0,003 । —0,005 ' 108 - 14,70 - 1 n,° j 1 6,5
(150) 120 104,8 — - 1 - 36 Ml 6 — M12 8 | | -
о
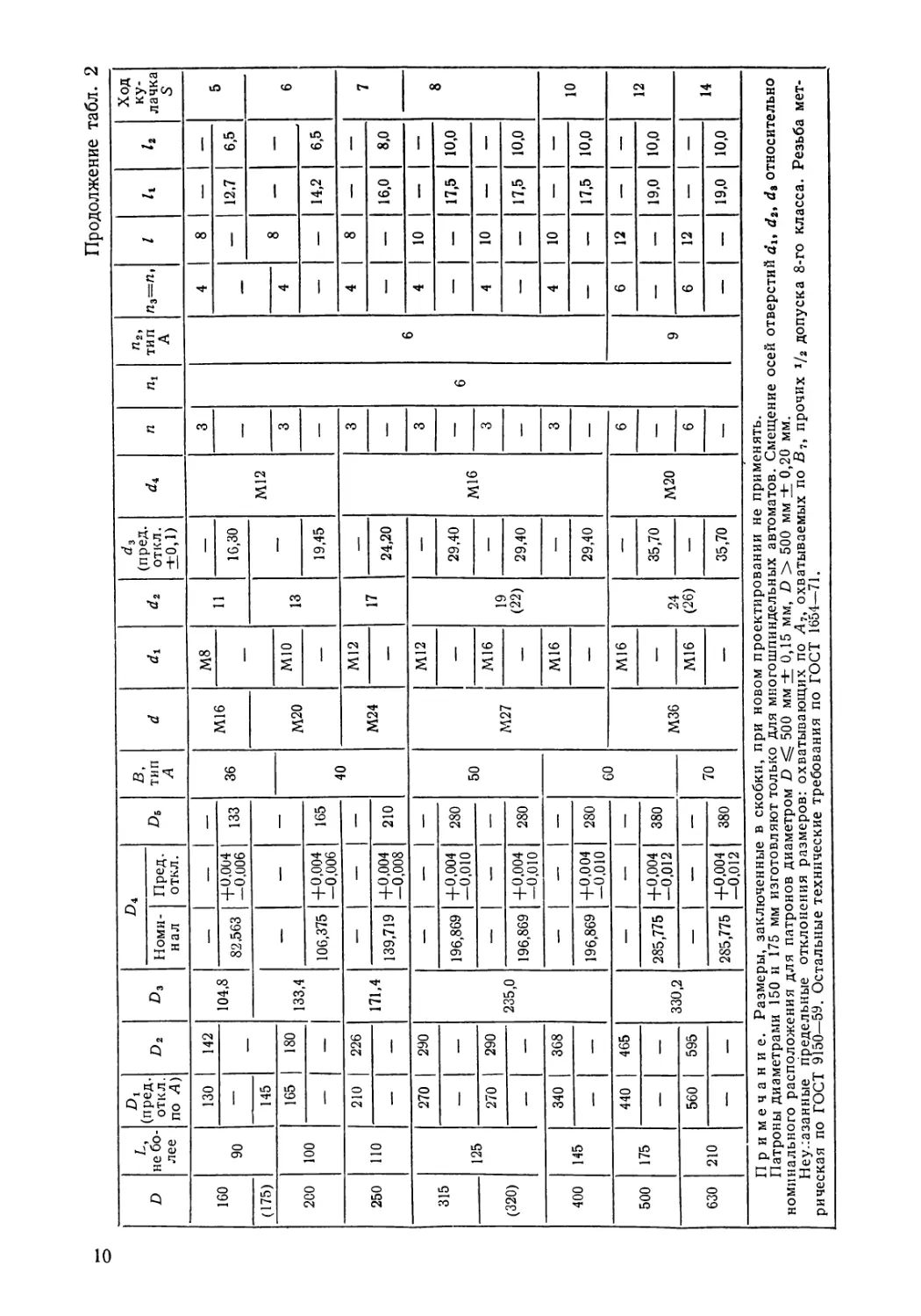
Продолжение табл. 2
D не бо- лее Dt (пред, откл. по Л) d2 7>з £>4 £>б в, тип А d di d2 (пред, откл. ±0,1) d. п л2, тип А п3=п, 1 71 7« Ход ку- лачка S
Номи- нал Пред, откл.
160 90 130 142 104,8 — — — 36 М16 М8 11 — М12 3 6 6 4 8 — — 5
— — 82,563 +0,004 -0,006 133 — 16,30 — — — 12,7 6,5
(175) 145 133,4 — — — М20 13 — 8 — — 6
200 100 165 180 40 мю 3 4
— — 106,375 +0,004 —0,006 165 — 19,45 — — — 14,2 6,5
250 ПО 210 226 171,4 — — — М24 М12 17 — М16 3 4 1 8 — — 7
— — 139,719 +0,004 -0,008 210 — 24,20 — — — 16,0 8,0
315 125 270 290 235,0 — — — 50 М27 М12 19 (22) — 3 4 10 — — 8
— — 196,869 +0,004 —0,010 280 — 29,40 — — — 17,5 10,0
(320) 270 290 — — — М16 — 3 4 10 — —
— — 196,869 +0,004 —0,010 280 — 29,40 — — — 17,5 10,0
400 145 340 368 — — — 60 М16 — 3 4 10 — — 10
— — 196,869 +0,004 -0,010 280 — 29,40 — — — 17,5 10,0
500 175 440 | 465 330,2 — — — М36 М16 24 (26) — М20 6 9 6 12 — — 12
— — 285,775 +0,004 —0,012 380 — 35,70 — — — 19,0 10,0
630 210 560 595 — — — 70 М16 — 6 6 12 — — 14
— — 285,775 +0,004 —0,012 380 — 35,70 — — — 19,0 10,0
Примечание. Размеры, заключенные в скобки, при новом проектировании не применять.
Патроны диаметрами 150 и 175 мм изготовляют только для многошпиндельных автоматов. Смещение осей отверстий d8 относительно
номинального расположения для патронов диаметром D 500 мм ± 0,15 мм, D > 500 мм ± 0,20 мм.
Неуказанные предельные отклонения размеров: охватывающих по А7, охватываемых по В7, прочих г/2 допуска 8-го класса. Резьба мет-
рическая по ГОСТ 9150—59. Остальные технические требования по ГОСТ 1654—71.
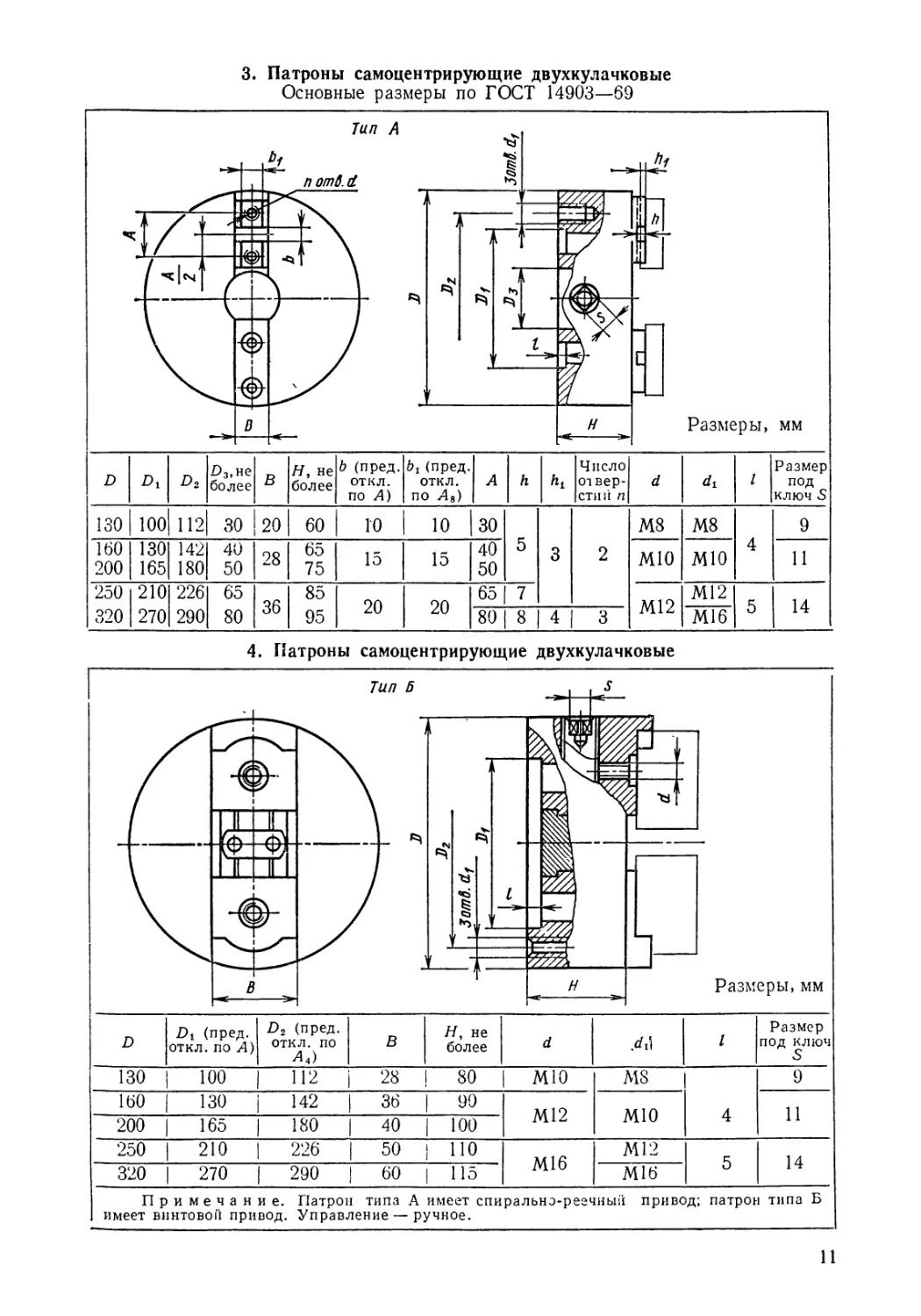
3. Патроны самоцентрирующне двухкулачковые
Основные размеры по ГОСТ 14903—69
D Dt d2 £>з,не более в Н, не более b (пред, откл. по А) Ьх (пред, откл. по А8) А h Число отвер- стий п d di 1 Размер под ключ S
130 100 112 30 20 60 10 10 30 М8 М8 9
160 200 130 165 142 180 40 50 28 65 75 15 15 40 50 5 3 2 мю мю 4 11
250 210 226 65 36 85 20 20 65 7 М12 М12 5 14
320 270 290 80 95 80 8 4 3 М16
4. Патроны самоцентрирующне двухкулачковые
Тип б
Размеры, мм
D Di (пред, откл.по А) D2 (пред, откл. по Л4) В Н, не более d dl] 1 Размер под ключ S
130 100 112 28 80 МЮ М8 4 9
160 130 142 36 90 М12 МЮ 11
200 165 180 40 100
250 210 226 50 | 110 М16 М12 5 14
320 270 290 60 | 115 М16
Примечание. Патрон типа А имеет спирально-реечный привод; патрон типа Б
имеет винтовой привод. Управление — ручное.
11
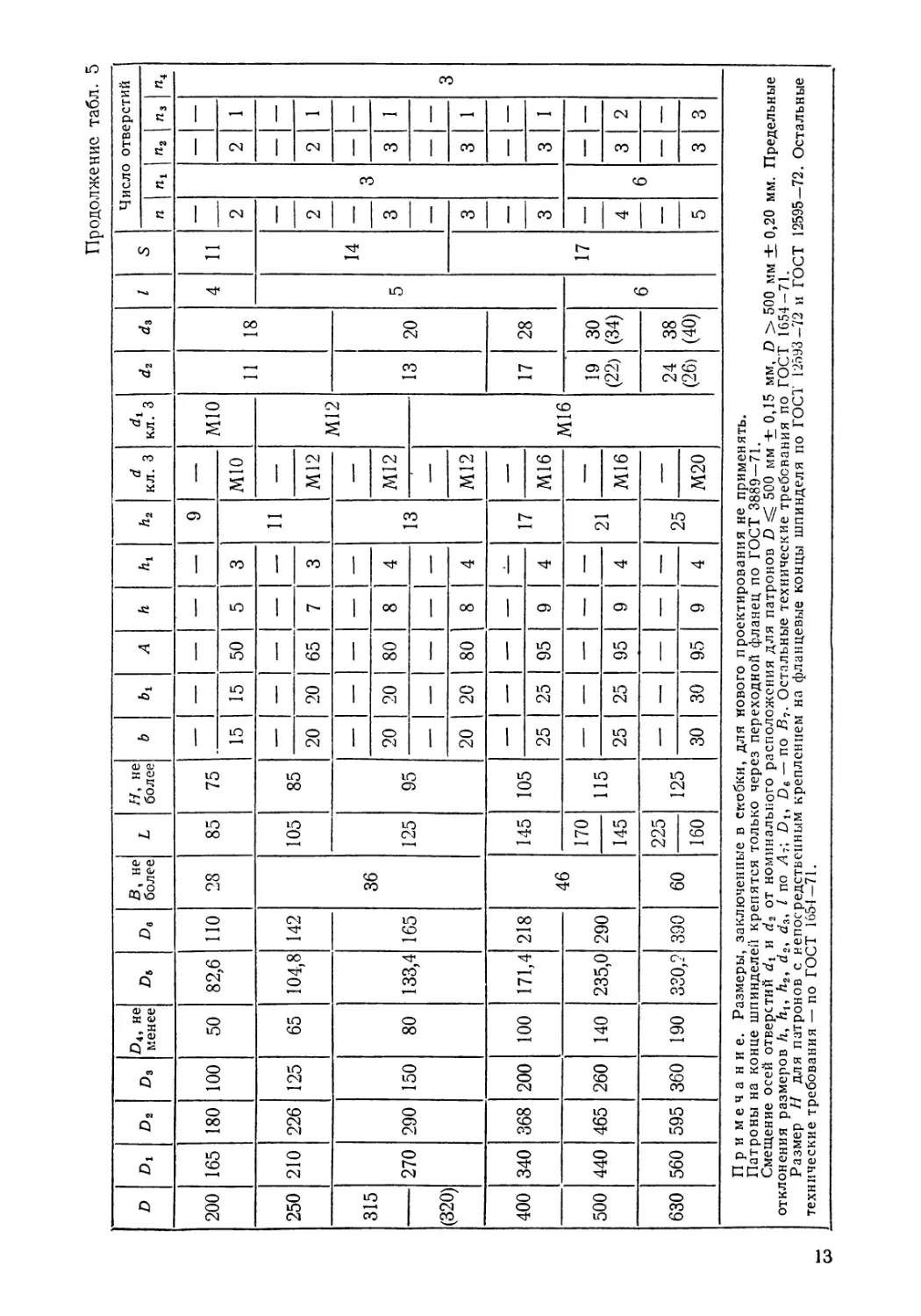
Патроны самоцентрирующие трехкулачковые со спирально-реечным механизмом, с цельными и сборными кулачками
Основные размеры по ГОСТ 2675—71
Размеры, мм
D Dt Do D3 D.if не менее D6 Da В, не более L Н, не более Ь bi А h hi h2 d кл. 3 кл. 3 1 d2 I S Число отверстий
п ni «2 1 1 п3
80 55 66 33 16 — 38 12 32 50 — — — — — — — Мб — — 3 4 6 2 3 — — —
100 72 86 38 20 45 15 42 55 М8 9
125 1 н 108 50 25 60 20 51 60
(130) 100 i 112 30
9 11 (9) 18 (15) 3
160 130 142 75 40 70,6 (02,0) 86 28 70 65 11
12 112 40 5 3 M8 2 1
Продолжение табл. 5
D Dt Dz D3 D4, не менее Da В, не более L Н, не более ь ь, А h Й1 Л2 d кл. 3 di кл. 3 d2 d3 I s Число отверстий
п П1 пг 1 п3 П4
200 165 180 100 50 82,6 по 28 85 75 — — — — — 9 — мю 11 18 4 11 — 3 — — 3
15 15 50 5 3 11 МЮ 2 2 1
250 210 226 125 65 104,8 142 36 105 85 — — — — — — М12 5 14 — — —
20 20 65 7 3 МГ2 2 2 1
315 270 290 150 80 133,4 165 125 95 — — — — — 13 — 13 20 — — —
20 20 80 8 4 Ml 2 3 3 1
(320) — — — — — — М16 — — —
20 20 80 8 4 М12 17 3 3 1
400 340 368 200 100 171,4 218 46 145 105 — — — — — 17 — 17 28 — — —
25 25 95 9 4 М16 3 3 1
500 440 465 260 140 235,0 290 170 115 — — — — — 21 — 19 (22) 30 (34) 6 — 6 — —
145 25 25 95 9 4 М16 4 3 2
630 560 595 360 190 330 ? 390 60 225 125 — — — — — 25 — 24 (26) 38 (40) — — —
160 30 30 95 9 4 М20 5 3 3
Примечание. Размеры, заключенные в скобки, для нового проектирования не применять.
Патроны на конце шпинделей крепятся только через переходной фланец по ГОСТ 3889—71.
Смещение осей отверстий dt и d2 от номинального расположения для патронов D 500 мм + 0,15 мм, D > 500 мм + 0,20 мм. Предельные
отклонения размеров /г, /ц, й2, d2, d3, I по Д7; Dt, D3 — по В7. Остальные технические требования по ГОСТ 1654 — 71.
Размер Н для патронов с непосредственным креплением на фланцевые концы шпинделя по ГОСТ 12593—72 и ГОСТ 12595—72. Остальные
технические требования — по ГОСТ 1654—71.
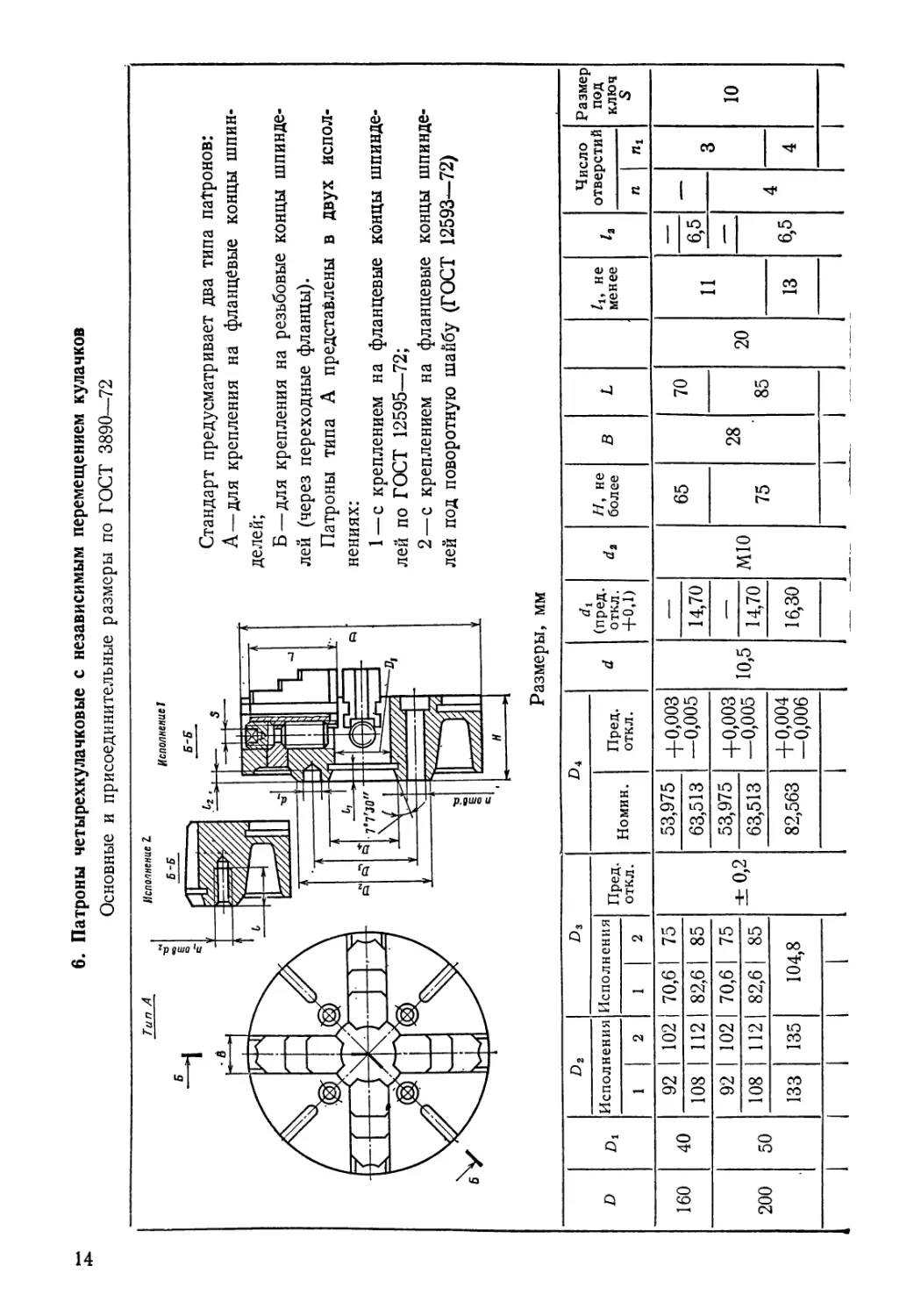
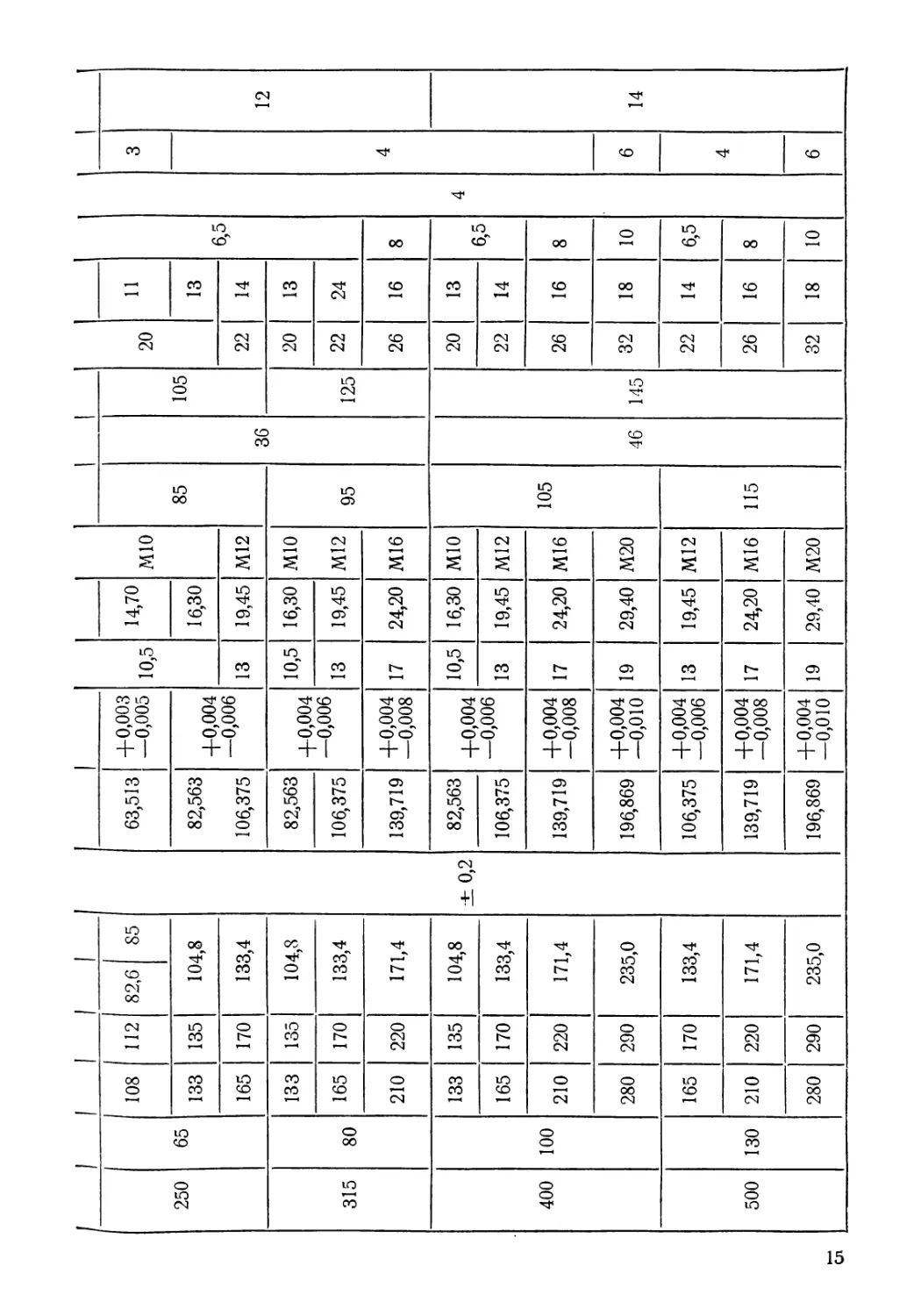
6. Патроны четырехкулачковые с независимым перемещением кулачков
Основные и присоединительные размеры по ГОСТ 3890—72
Стандарт предусматривает два типа патронов:
А—для крепления на фланцёвые концы шпин-
делей;
Б—для крепления на резьбовые концы шпинде-
лей (через переходные фланцы).
Патроны типа А представлены в двух Испол-
нениях:
1—с креплением на фланцевые концы шпинде-
лей по ГОСТ 12595—72;
2—с креплением на фланцевые концы шпинде-
лей под поворотную шайбу (ГОСТ 12593—72)
Размеры, мм
D Dt d2 D3 d4 d di (пред, откл. +0,1) d2 /7, не более в L Zj, не менее ^2 Число отверстий Размер под ключ S
Исполнения Исполнения Пред, откл. Номин. Пред, откл.
1 2 1 1 2 п
160 40 92 102 70,6 | 75 ±0,2 53,975 4-о,ооз —0,005 10,5 — мю 65 28 70 20 11 — — 3 10
108 112 82,6 | 85 63,513 14,70 6,5
200 50 92 102 70,6 | 75 53,975 +0,003 —0,005 — 75 85 — 4
108 112 82,6 | 85 63,513 14,70 6,5
133 135 104,8 82,563 +0,004 —0,006 16,30 13 4
1 i 1 1 L 1 1
1 1 1 1 it 0,2 10,5 MIO 1 20 6,5 4
250 65 108 112 82,6 85 63,513 4-0,003 —0,005 14,70 85 36 105 11 3 12
133 135 104,8 82,563 106,375 4-0,004 —0,006 16,30 13 4
165 170 133,4 13 19,45 M12 22 14
315 80 133 135 104,8 82,563 +0,004 —0,006 10,5 16,30 MIO M12 95 125 20 13
165 170 133,4 106,375 13 19,45 22 24
210 220 171,4 139,719 4-0,004 —0,008 17 24,20 M16 26 16 8
400 100 133 135 104,8 82,563 +0,004 —0,006 10,5 16,30 MIO 105 46 145 20 13 6,5 14
165 170 133,4 106,375 13 19,45 M12 22 14
210 220 171,4 139,719 4-0,004 —0,008 17 24,20 M16 26 16 8
280 290 235,0 196,869 4-0,004 —0,010 19 29,40 M20 32 18 10 6
500 130 165 170 133,4 106,375 4-0,004 —0,006 13 19,45 M12 115 22 14 6,5 4
210 220 171,4 139,719 +0,004 —0,008 17 24,20 M16 26 16 8
280 290 235,0 196,869 +0,004 —0,010 19 29,40 M20 32 18 10 6
о
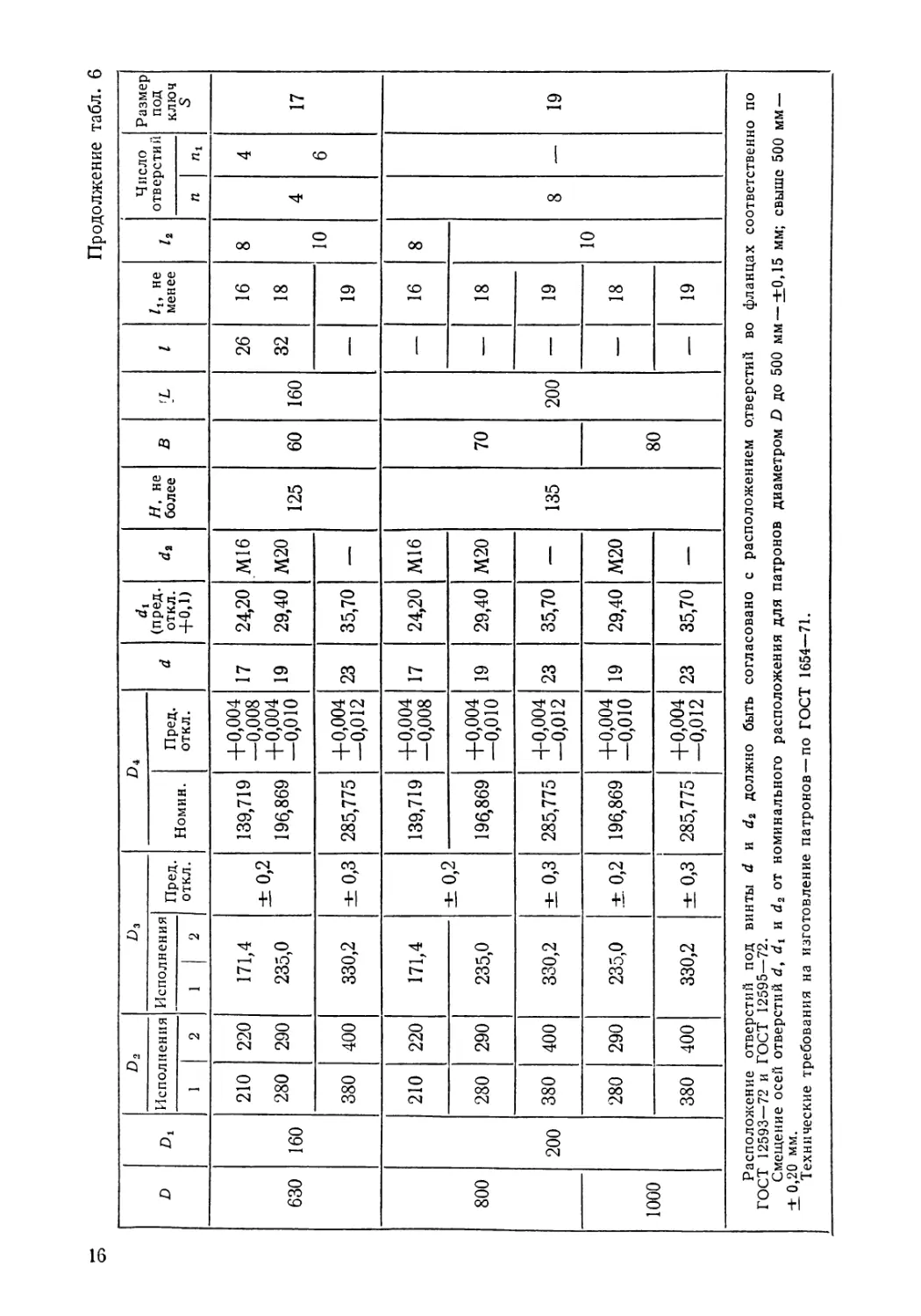
Продолжение табл. 6
D Dt d2 D3 d4 d di (пред, откл. +0,1) И, не более в 1 Zt, не менее h Число отверстий Размер под ключ S
Исполнения Исполнения Пред, откл. Номин. Пред, откл.
1 1 2 1 1 2 п
630 160 210 280 220 290 171,4 235,0 ±0,2 139,719 196,869 4-0,004 —0,008 4-0,004 —0,010 17 19 24,20 29,40 М16 М20 125 60 160 26 32 16 18 8 10 4 4 6 17
380 400 330,2 ±0,3 285,775 4-0,004 —0,012 23 35,70 — — 19
800 200 210 220 171,4 ± 0,2 139,719 4-0,004 —0,008 17 24,20 М16 135 70 200 — 16 8 8 — 19
280 290 235,0 196,869 4-0,004 —0,010 19 29,40 М20 — 18 10
380 400 330,2 ± 0,3 285,775 4-0,004 —0,012 23 35,70 — — 19
1000 280 290 235,0 ± 0,2 196,869 4-0,004 —0,010 19 29,40 М20 80 — 18
380 400 330,2 ±0,3 285,775 4-0,004 —0,012 23 35,70 — — 19
Расположение отверстий под винты d и d2 должно быть согласовано с расположением отверстий во фланцах соответственно по
ГОСТ 12593—72 и ГОСТ 12595—72.
Смещение осей отверстий d, dt и d2 от номинального расположения для патронов диаметром D до 500 мм — ±0,15 мм; свыше 500 мм —
±0,20 мм.
Технические требования на изготовление патронов —по ГОСТ 1654—71.
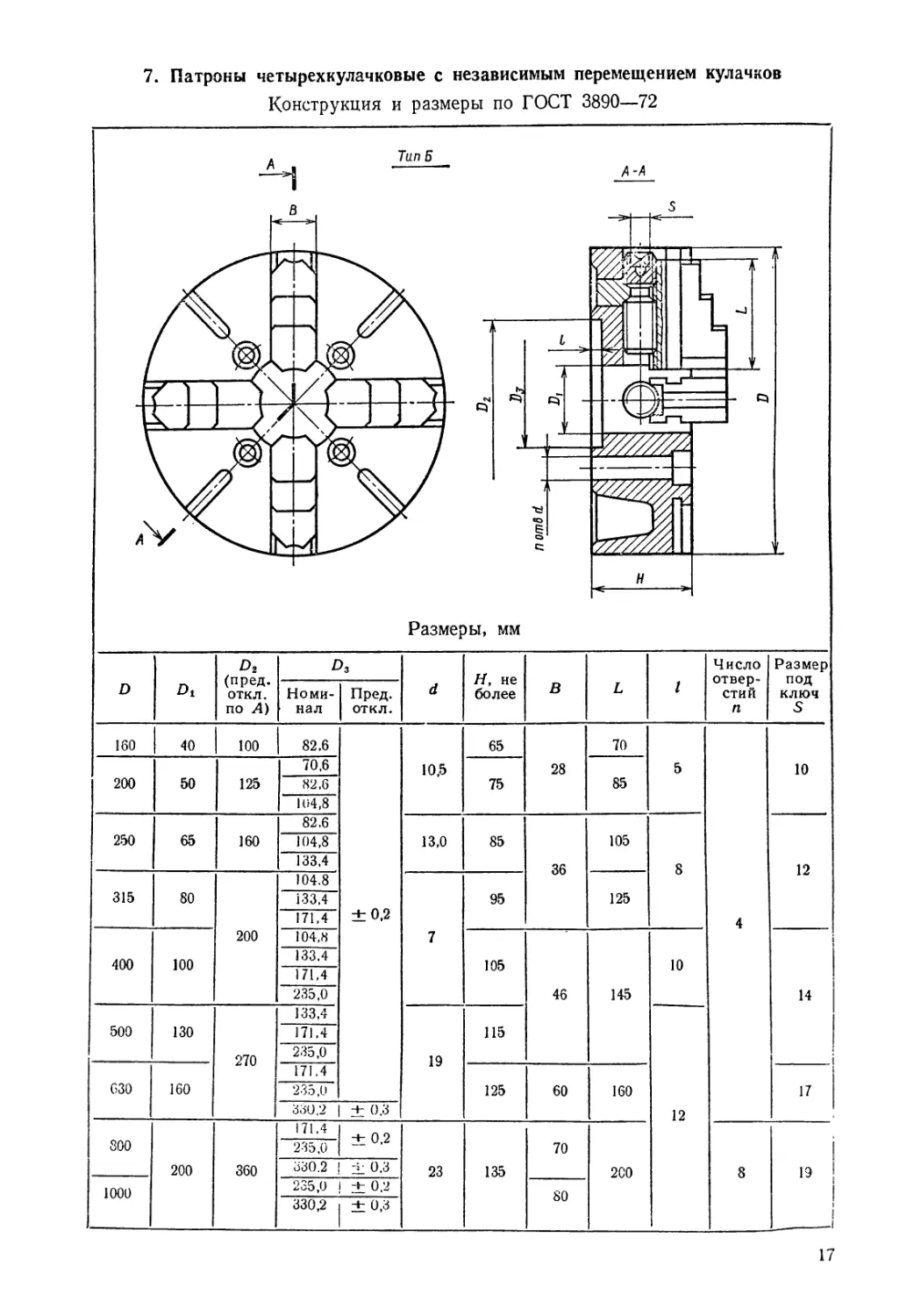
7. Патроны четырехкулачковые с независимым перемещением кулачков
Конструкция и размеры по ГОСТ 3890—72
Тип Б
D 7)1 d2 (пред, откл. по Л) 7>з d Н, не более В L 1 Число отвер- стий п Размер под ключ S
Номи- нал Пред, откл.
160 40 100 82.6 ±0,2 10,5 65 28 70 5 4 10
200 50 125 70,6 75 85
82,6
104,8
250 65 160 82.6 13,0 85 36 105 8 12
104,8
133,4
315 80 200 104.8 7 95 125
133,4
171,4
400 100 104,8 105 46 145 10 14
133,4
171,4
235,0
500 130 270 133,4 19 115 12
171,4
235,0
630 160 171,4 125 60 160 17
235,0
330,2 | ± 0,3
800 200 360 171,4 1 ±0,2 23 135 70 200 8
235,0 1 19
330,2 1 ± 0,3
1000 235,0 I I ± 0.2 80
330,2 ±0,3
17
ПАТРОНЫ ПОВОДКОВЫЕ
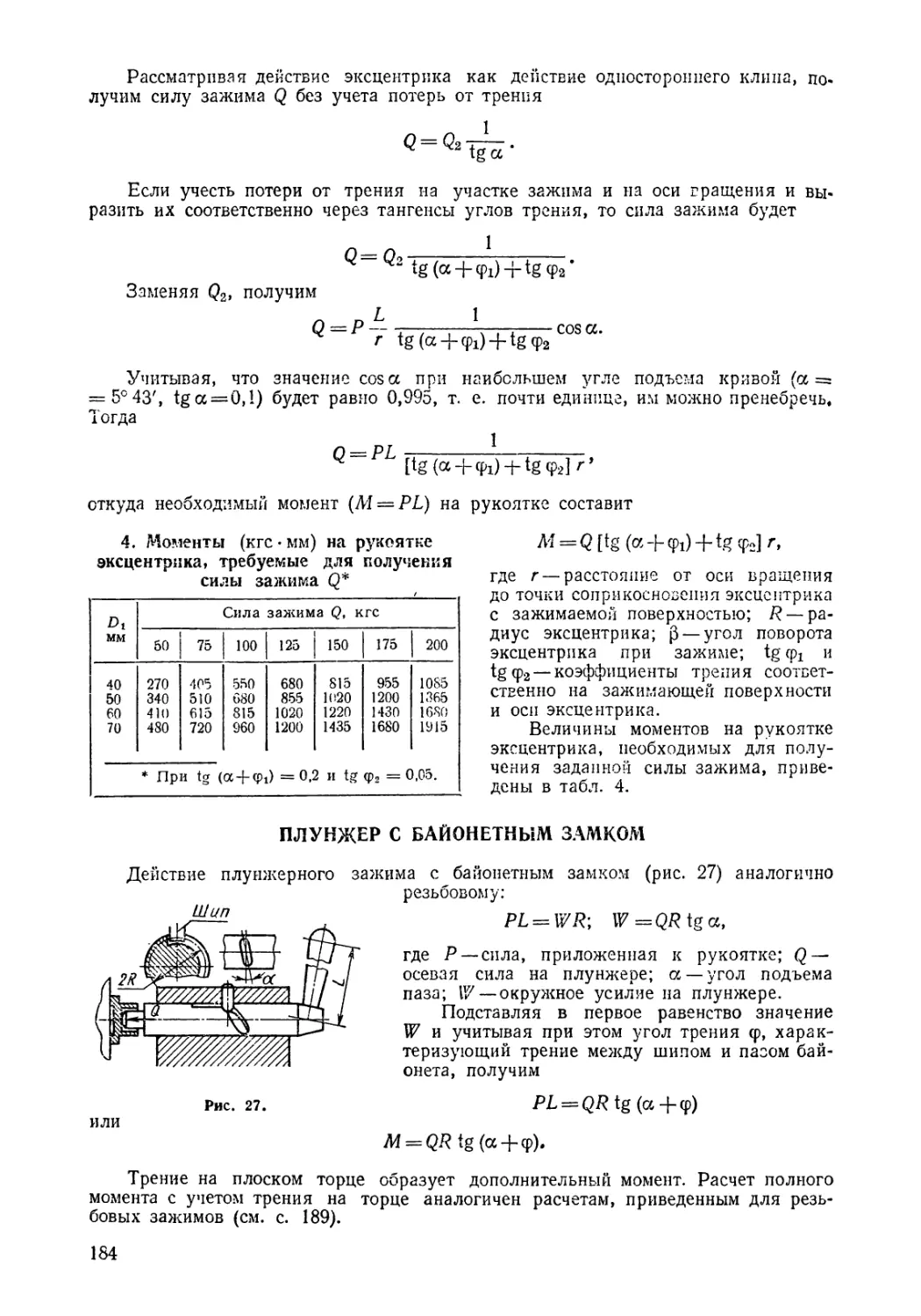
8. Патроны токарные поводковые
Конструкция и размеры по ГОСТ 2571—71
Исполнение 1
А-А
Размеры, мм
D Di 02 (пред, откл. ±0,15) d ^2 d3 (пред, откл. 4-ОДО)
Номинал Пред. откл.
200 108 82,60 63,513 4-0,003 -0,005 61,00 188 14,70
112
250 133 135 104,80 82,563 4-0,004 -0,006 79,6 236 16,30
315 165 133,40 106,375 4-0,004 —0,006 103,2 298 19,45
170
400 210 171,40 139,719 4-0,004 —0,008 136,2 380 24,20
220
500 280 235,00 196,869 4-0,004 —0,010 192,9 475 29,40
290
D 0t d4 d6 d& Z li h h H h hi h2 h3 /l4 b = bt Масса, кг
200 108 11 17 — 10 20 60 80 100 6,5 11 28 55 25 22 12
112 — — М10 —
250 133 11 17 — 12 75 100 112 11 65 35 18
135 — — MIO
315 165 13 20 — 13 22 90 120 125 8,0 13 35 70 45 28 30
170 — — M12 —
400 210 17 26 — 14 26 115 140 145 17 85 70 45
220 — — M16 —
500 280 22 32 — 16 32 155 180 165 10,0 21 42 100 80 35 60
290 — — M20 —
Крепление на шпинделях с фланцевым окончанием по ГОСТ 12593—72 и ГОСТ 12595—72.
Число гладких отверстий d4 или резьбовых отверстий da и их расположение должны
соответствовать расположению крепежных отверстий по ГОСТ 12593—72 и ГОСТ 12595—72.
Неуказанные размеры фасок и радиусов выполнять по технологическим соображениям.
Остальные технические требования — по ГОСТ 1654—71.
18
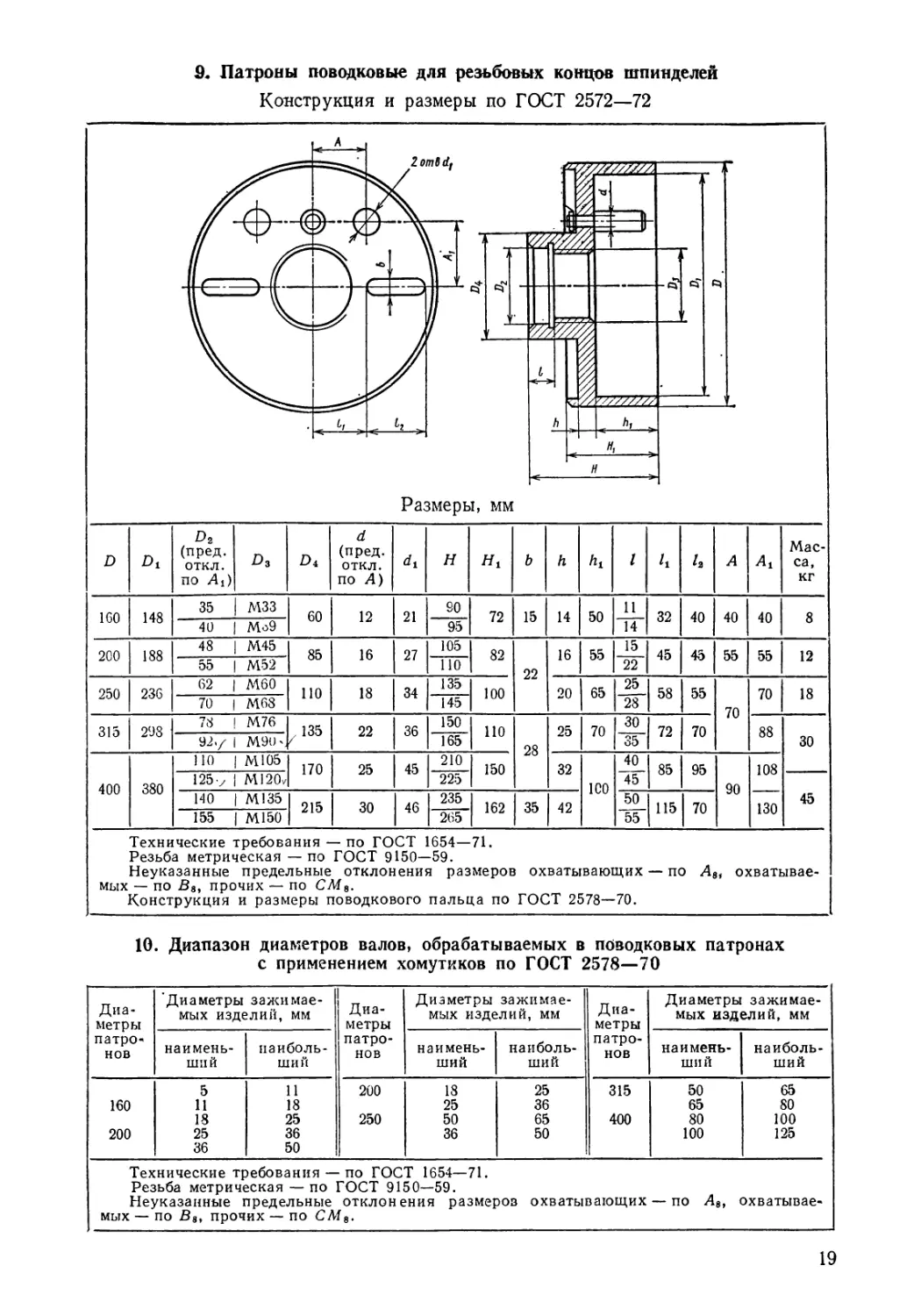
& Патроны поводковые для резьбовых концов шпинделей
Конструкция и размеры по ГОСТ 2572—72
6, h /1;
Hj
н
Размеры, мм
D Dt d2 (пред, откл. по ДО D3 d4 d (пред, откл. по A) di Я b h. I li A Ai Мас- са, кг
160 148 35 мзз 60 12 21 60 72 15 14 50 11 32 40 40 40 8
40 | | Мо9 95 14
200 188 48 | М45 85 16 27 105 82 22 16 55 15 45 45 55 55 12
55 | М52 НО 22
250 236 62 | М60 110 18 34 135 100 20 65 25 58 55 70 70 18
70 | М68 145 28
315 298 78 I М76 z 135 22 36 150 НО 28 25 70 30 72 70 88 30
92,/ | 1 М90у 165 35
400 380 110 | МЮ5 170 25 45 210 150 32 ICO 40 85 95 90 108
125 у I Ml20/ 225 45 45
140 | М135 215 30 46 235 162 35 42 50 115 70 130
155 | М150 265 55
Технические требования — по ГОСТ 1654—71.
Резьба метрическая — по ГОСТ 9150—59.
Неуказанные предельные отклонения размеров охватывающих — по Д8, охватывае-
мых — по В8, прочих — по СМв.
Конструкция и размеры поводкового пальца по ГОСТ 2578—70.
10. Диапазон диаметров валов, обрабатываемых в поводковых патронах
с применением хомутиков по ГОСТ 2578—70
Диа- метры патро- нов ’Диаметры зажимае- мых изделий, мм Диа- метры патро- нов Диаметры зажимае- мых изделий, мм Диа- метры патро- нов Диаметры зажимае- мых изделий, мм
наимень- ший наиболь- ший наимень- ший наиболь- ший наимень- ший наиболь- ший
5 11 200 18 25 315 50 65
160 11 18 25 36 65 80
18 25 250 50 65 400 80 100
200 25 36 36 50 100 125
36 50
Технические требования — по ГОСТ 1654—71.
Резьба метрическая — по ГОСТ 9150—59.
Неуказанные предельные отклонения размеров охватывающих — по Аа, охватывае-
мых — по В8, прочих — по СМа.
19
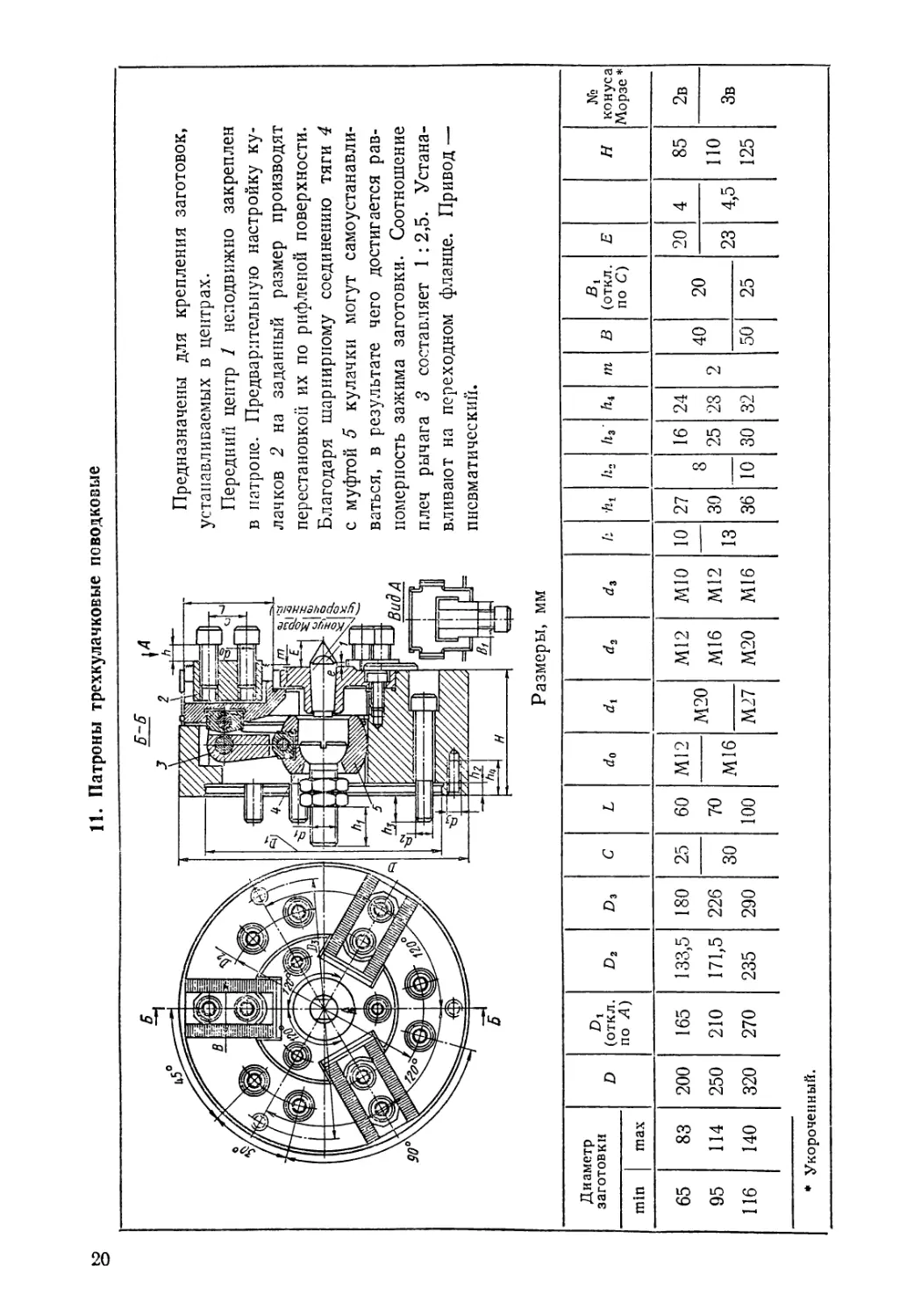
11. Патроны трехкулачковые поводковые
Размеры, мм
Предназначены для крепления заготовок,
устанавливаемых в центрах.
Передний центр 1 неподвижно закреплен
в патроне. Предварительную настройку ку-
лачков 2 на заданный размер производят
перестановкой их по рифленой поверхности.
Благодаря шарнирному соединению тяги 4
с муфтой 5 кулачки могут самоустанавли-
ваться, в результате чего достигается рав-
номерность зажима заготовки. Соотношение
плеч рычага 3 составляет 1 :2,5. Устана-
вливают на переходном фланце. Привод —
пневматический.
Диаметр заготовки D Dx (откл. по Д) d2 D3 с L do dx d2 d3 h A't /Io h3 tn в (откл. по C) E H № конуса Морзе *
min max
65 83 200 165 133,5 180 25 60 M12 M20 M12 M10 10 27 8 16 24 40 20 20 4 85 2в
95 114 250 210 171,5 226 30 70 M16 M16 M12 13 30 25 28 2 23 4,5 110 Зв
116 140 320 270 235 290 100 M27 M20 M16 36 To 30 32 50 25 125
* Укороченный.
12. Патроны двухкулачковые поводковые
Предназначены для крепления заготовок по наружной необработанной
поверхности, устанавливаемых в центрах. Предварительную установку кулач-
ков 1 на заданный размер d производят путем перестановки колодок 2, несу-
щих кулачки, по рифленой поверхности ползуна 3. Для согласованного поло-
жения кулачков с осью центра ползун может самоустанавливаться относи-
тельно корпуса 4 с помощью пружинящих ограничителей 5.
Устанавливают на переходном фланце.
Размеры, мм
d D н Dt (доп. откл. по Д) d2 di 1 в
min max
10 50 170 65 130 142 7418 22 6
20 70 220 80 165 180 М10 24
20 150 300 85 210 226 М12 28 8
21
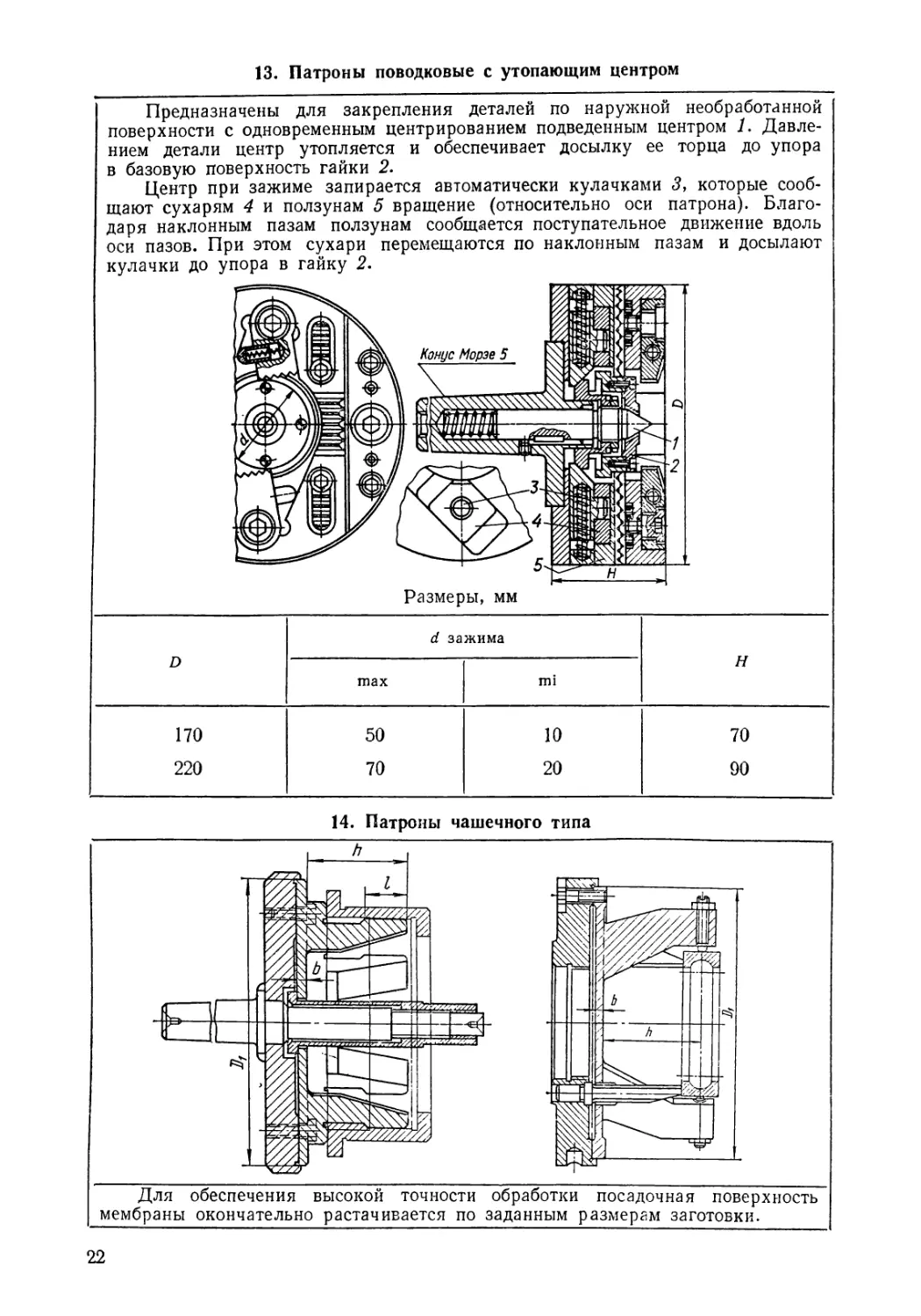
13. Патроны поводковые с утопающим центром
Предназначены для закрепления деталей по наружной необработанной
поверхности с одновременным центрированием подведенным центром 1. Давле-
нием детали центр утопляется и обеспечивает досылку ее торца до упора
в базовую поверхность гайки 2.
Центр при зажиме запирается автоматически кулачками 3, которые сооб-
щают сухарям 4 и ползунам 5 вращение (относительно оси патрона). Благо-
даря наклонным пазам ползунам сообщается поступательное движение вдоль
оси пазов. При этом сухари перемещаются по наклонным пазам и досылают
кулачки до упора в гайку 2.
Размеры, мм
D d зажима н
max mi
170 50 10 70
220 70 20 90
14. Патроны чашечного типа
22
15. Патроны и оправки рожкового типа
Диаметр базовой поверхности детали Толщина мембраны, b Высота рожков, h Длина зажимаю- щей части, мм Число рожков
Di 3Di 3 " 4 (0,025—0,035) Df Dt 3 ;<20 6—8
23
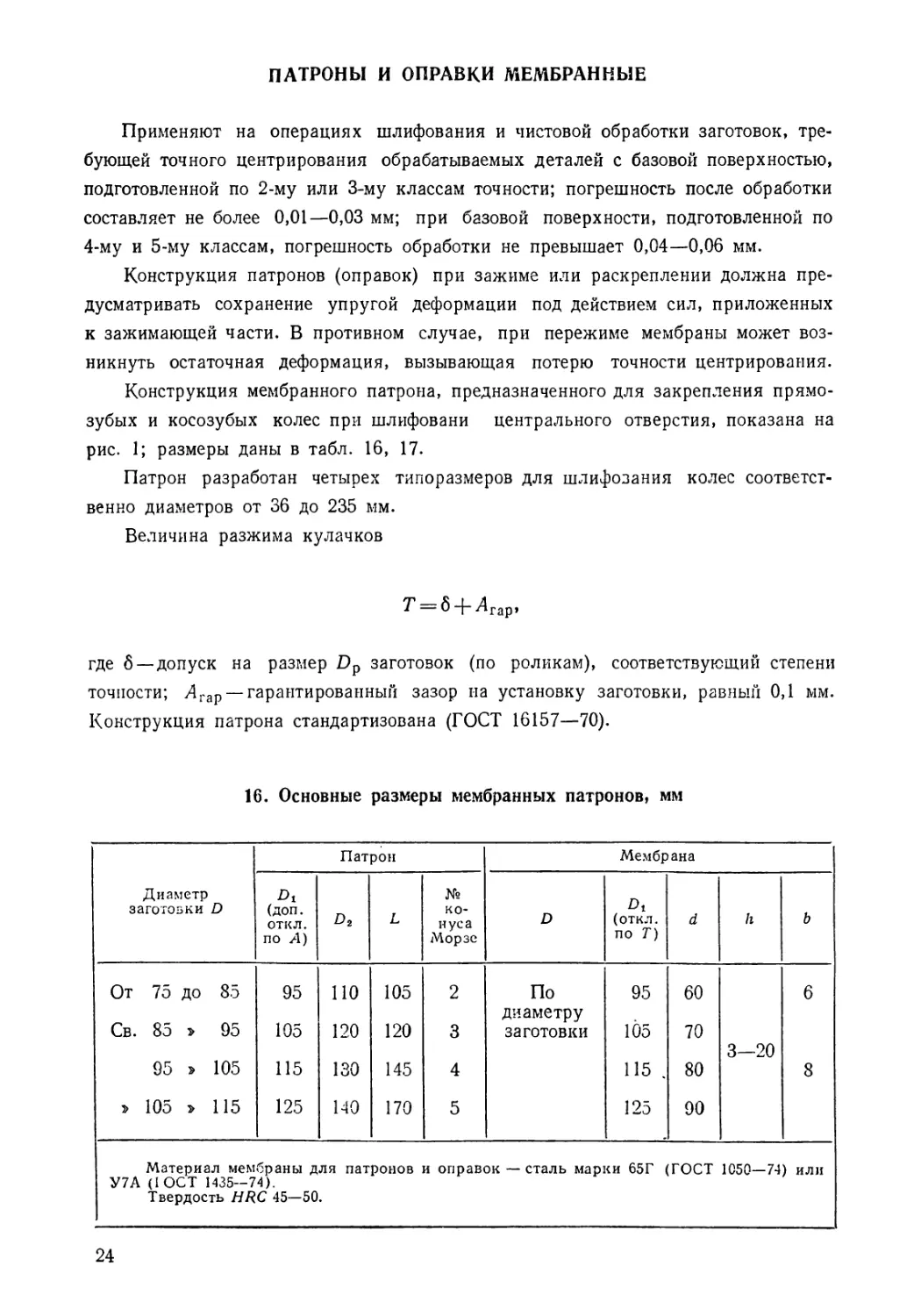
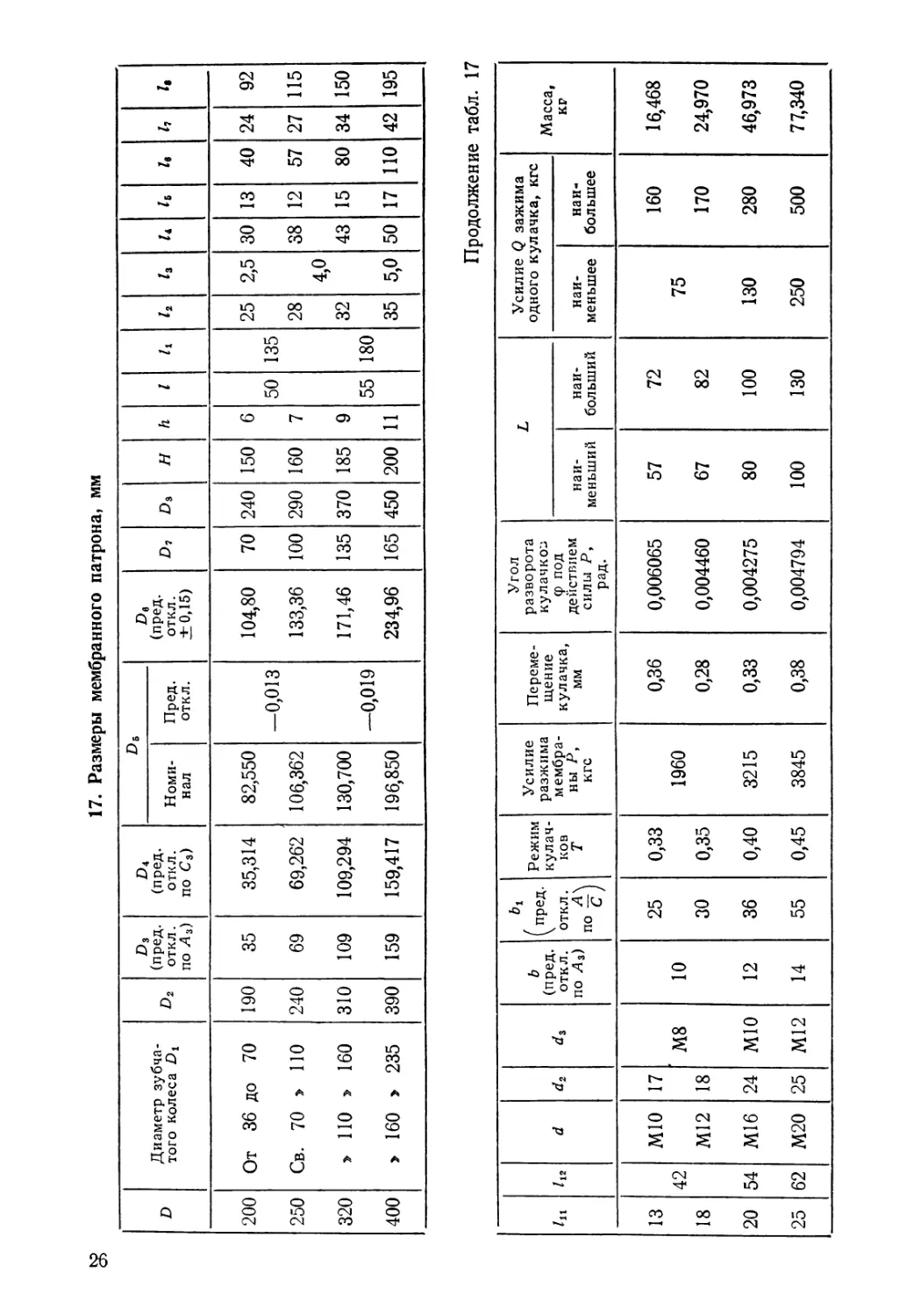
ПАТРОНЫ И ОПРАВКИ МЕМБРАННЫЕ
Применяют на операциях шлифования и чистовой обработки заготовок, тре-
бующей точного центрирования обрабатываемых деталей с базовой поверхностью,
подготовленной по 2-му или 3-му классам точности; погрешность после обработки
составляет не более 0,01—0,03 мм; при базовой поверхности, подготовленной по
4-му и 5-му классам, погрешность обработки не превышает 0,04—0,06 мм.
Конструкция патронов (оправок) при зажиме или раскреплении должна пре-
дусматривать сохранение упругой деформации под действием сил, приложенных
к зажимающей части. В противном случае, при пережиме мембраны может воз-
никнуть остаточная деформация, вызывающая потерю точности центрирования.
Конструкция мембранного патрона, предназначенного для закрепления прямо-
зубых и косозубых колес при шлифовани центрального отверстия, показана на
рис. 1; размеры даны в табл. 16, 17.
Патрон разработан четырех типоразмеров для шлифования колес соответст-
венно диаметров от 36 до 235 мм.
Величина разжима кулачков
Т = &-[- Агар,
где 6 —допуск на размер £>р заготовок (по роликам), соответствующий степени
точности; Агар —гарантированный зазор на установку заготовки, равный 0,1 мм.
Конструкция патрона стандартизована (ГОСТ 16157—70).
16. Основные размеры мембранных патронов, мм
Диаметр заготовки D Патрон Мембрана
Dt (доп. откл. по А) D2 L № ко- нуса Морзе D (откл. по Г) d h Ь
От 75 до 85 95 НО 105 2 По 95 60 6
диаметру 105
Св. 85 » 95 105 120 120 3 заготовки 70 3—20
95 » 105 115 130 145 4 115 . 80 8
105 ъ 115 125 140 170 5 125 90
Материал мембраны для патронов и оправок — сталь марки 65 Г (ГОСТ 1050—74) или
У7А (IOCT 1435-74).
Твердость HRC 45—50.
24
Б-Б А-А
Рис. 1. Мембранный патрон:
1 — мембрана; 2 — кулачок; 3 — кулачок сменный; 4 — винт по ГОСТ 1482—75; 5 — противо-
вес; 6 — втулка направляющая (1 шт.); 7 — кольцо предохранительное; 8 — шток; 9 — втулка
для направления калибра активного контроля; 10 — сменная опора; 11 — кольцо установоч-
ное; Г — выточка для установочного кольца 11\ Е — зажимная поверхность сменных кулач-
ков; базовые поверхности Ж, И патрона; К — для направления калибра активного конт-
роля; Л, П — для установочного кольца; У — для сменных опор; М—опорная поверхность
для сменных кулачков; X — торцовые поверхности сменных опор
17. Размеры мембранного патрона, мм
D Диаметр зубча- того колеса d2 D3 (пред, откл. по Л3) £>4 (пред, откл. по С3) Рб D, (пред, откл. ±0,15) D? D3 н h 1 /1 Z2 Z3 li Ze Ze Z, h
Номи- нал Пред, откл.
200 От 36 до 70 190 35 35,314 82,550 —0,013 104,80 70 240 150 6 50 135 25 2,5 30 13 40 24 92
250 Св. 70 > 110 240 69 69,262 106,362 133,36 100 290 160 7 28 4,0 38 12 57 27 115
320 > ПО > 160 310 109 109,294 130,700 —0,019 171,46 135 370 185 9 55 180 32 43 15 80 34 150
400 > 160 > 235 390 159 159,417 196,850 234,96 165 450 200 11 35 5,0 50 17 110 42 195
Продолжение табл. 17
Zit Z12 d ^2 d3 b (пред, откл. по Д3) bl ^пред. откл. Л\ по с) Режим кулач- ков Т Усилие разжима мембра- ны Р, к ГС Переме- щение кулачка, мм Угол разворота кулачкоз Ф под действием силы Р, рад. L Усилие Q зажима одного кулачка, кгс Масса, КР
наи- меньший наи- больший наи- меньшее наи- большее
13 42 M10 17 M8 10 25 0,33 1960 0,36 0,006065 57 72 75 160 16,468
18 M12 18 30 0,35 0,28 0,004460 67 82 170 24,970
20 54 M16 24 M10 12 36 0,40 3215 0,33 0,004275 80 100 130 280 46,973
25 62 M20 25 M12 14 55 0,45 3845 0,38 0,004794 100 130 250 500 77,340
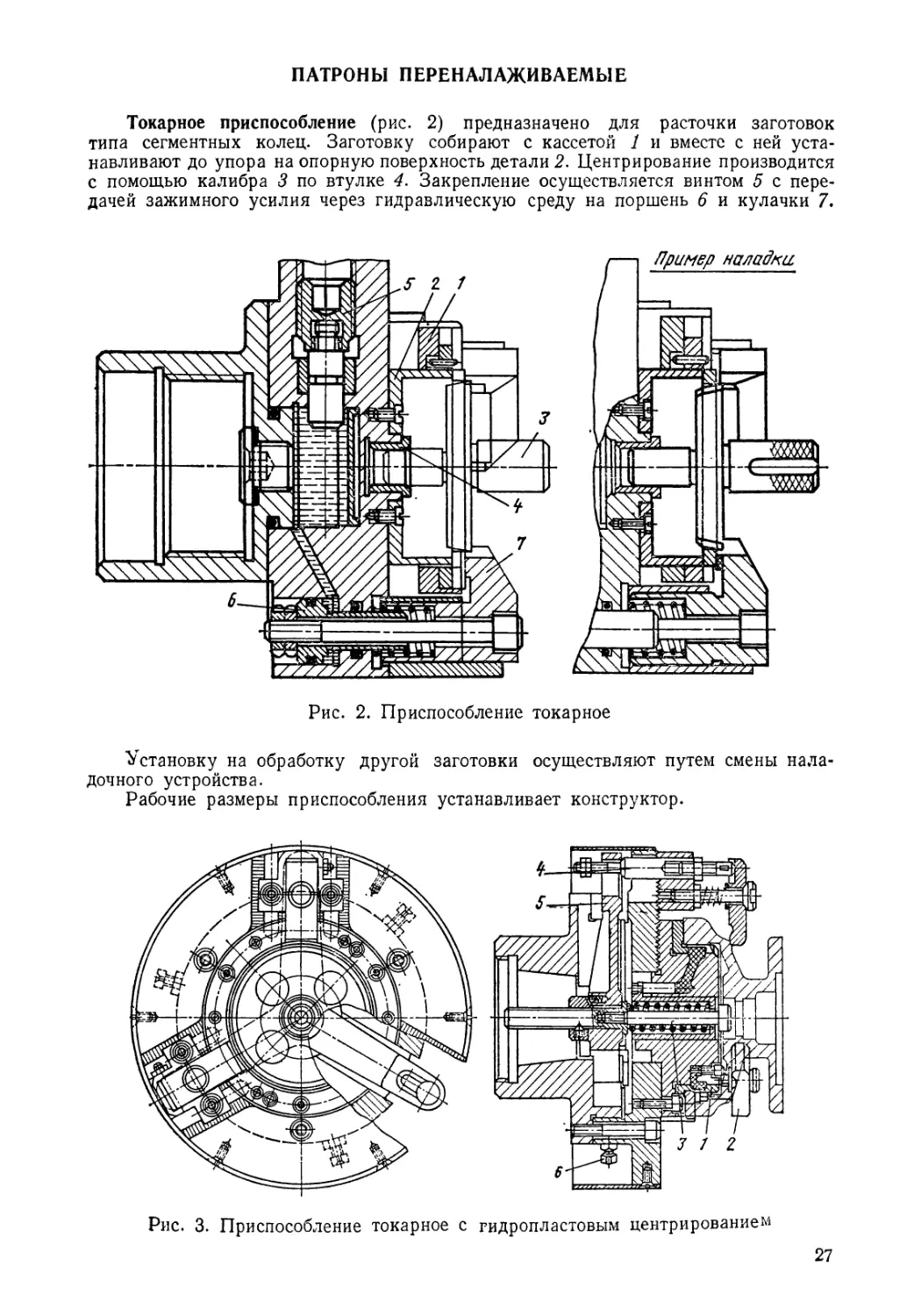
ПАТРОНЫ ПЕРЕНАЛАЖИВАЕМЫЕ
Токарное приспособление (рис. 2) предназначено для расточки заготовок
типа сегментных колец. Заготовку собирают с кассетой 1 и вместе с ней уста-
навливают до упора на опорную поверхность детали 2. Центрирование производится
с помощью калибра 3 по втулке 4. Закрепление осуществляется винтом 5 с пере-
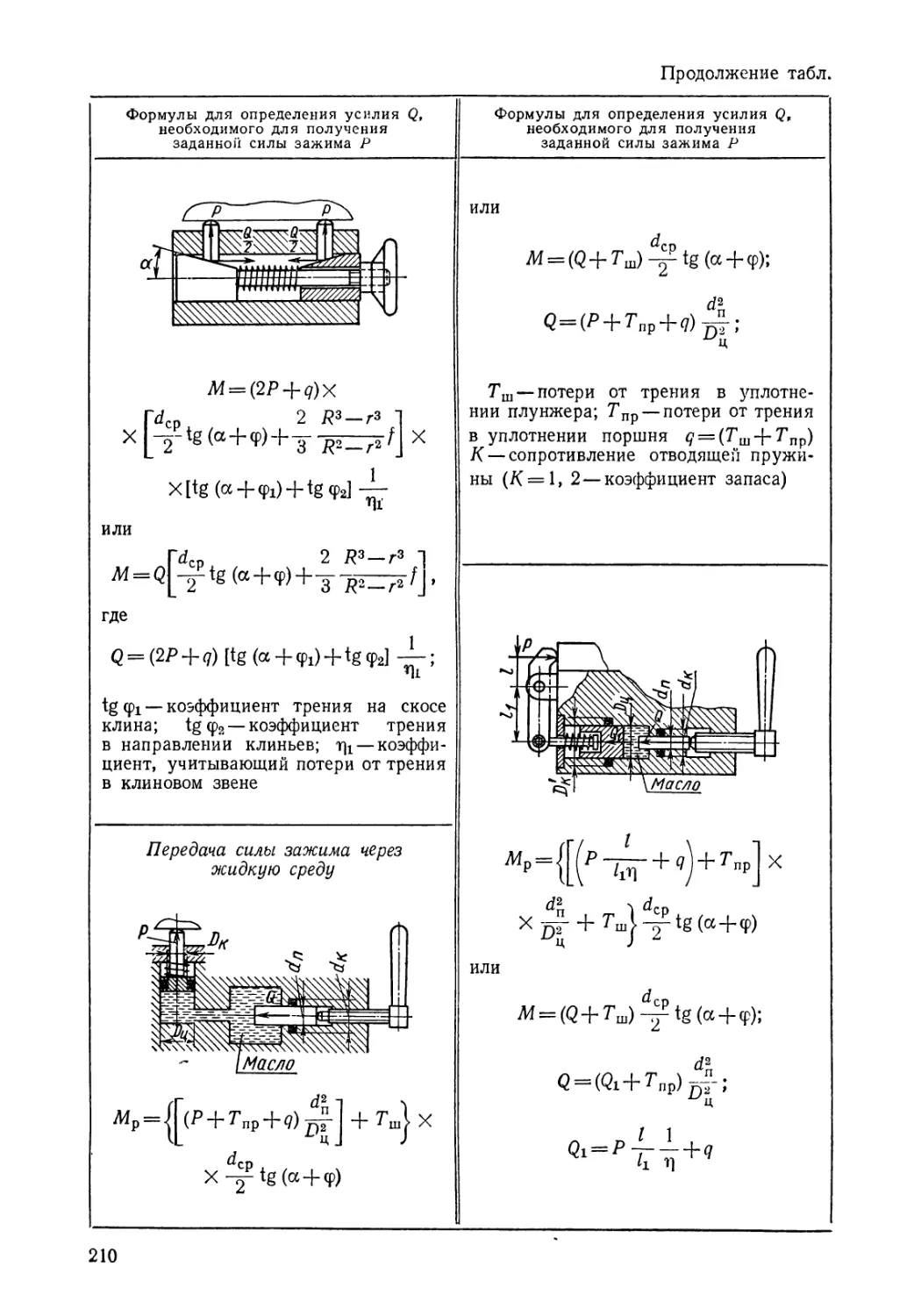
дачей зажимного усилия через гидравлическую среду на поршень 6 и кулачки 7.
Рис. 2. Приспособление токарное
Установку на обработку другой заготовки осуществляют путем смены нала-
дочного устройства.
Рабочие размеры приспособления устанавливает конструктор.
Рис. 3. Приспособление токарное с
гидропластовым центрированием
27
Рис. 4. Приспособление токарное с гидропластовым центрированием
для установки заготовок типа плоских дисков
Приспособление токарное с гидропластовым центрированием (рис. 3) при-
меняется для токарной обработки заготовок типа корпусных. Установка и за-
крепление производятся посредством гидропластового сердечника 1 и прихватов 2,
действующих от механизированного привода, через шток 3. Прихваты на задан-
ный радиальный размер могут настраиваться путем перестановки опор 4. Вели-
чина радиальной настройки незначительна —в пределах возможной перестановки
колодок 5.
Установка на обработку других заготовок осуществляется путем смены нала-
дочного устройства. Посредством винтов 6 производится настройка патрона в ра-
диальном направлении.
Рабочие размеры приспособления устанавливает конструктор.
Приспособление токарное с гидропластовым центрированием (рис. 4) пред-
назначено для установки заготовок типа плоских закрытых дисков. Установка и
центрирование производятся по базовой поверхности цапфы, помещенной в гид-
ропластовой втулке 1. Закрепление осуществляется кулачками 2, расположенными
по окружности патрона. При включении пневмопривода, связанного с механизмом
через шток 5, последний оттягивается и приводит в действие зажимное устрой-
ство. При этом гидропластовая втулка зажимает цапфу, а кулачки 2 производят
закрепление по внутреннему бортику заготовки. В зависимости от заготовки опор-
ные поверхности 4 и 5 сменные.
При установке на станок точность положения регулируется винтом 6,
Рабочие размеры приспособления устанавливает конструктор.
28
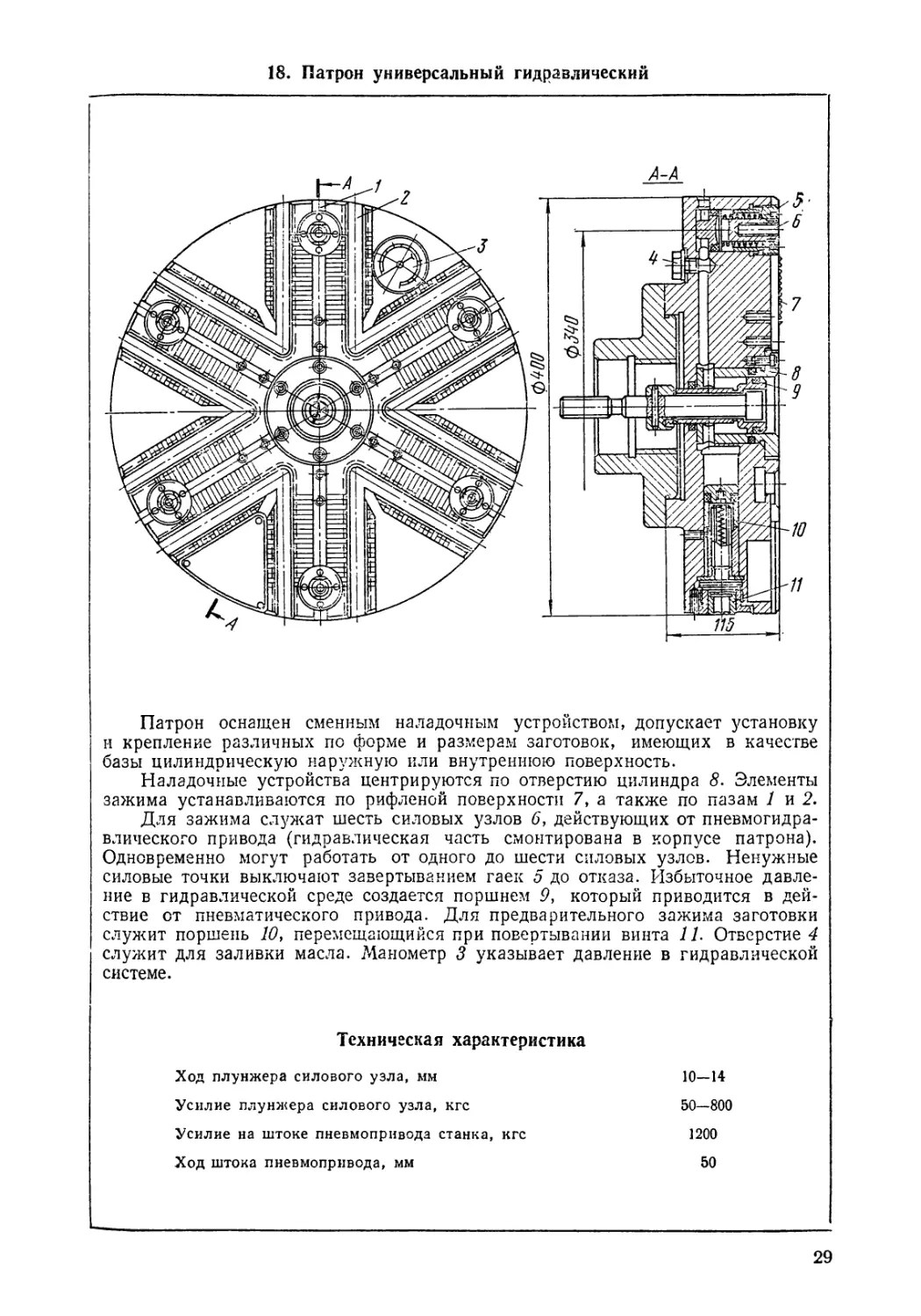
18. Патрон универсальный гидравлический
Патрон оснащен сменным наладочным устройством, допускает установку
и крепление различных по форме и размерам заготовок, имеющих в качестве
базы цилиндрическую наружную или внутреннюю поверхность.
Наладочные устройства центрируются по отверстию цилиндра 8. Элементы
зажима устанавливаются по рифленой поверхности 7, а также по пазам 1 и 2.
Для зажима служат шесть силовых узлов 6, действующих от пневмогидра-
влического привода (гидравлическая часть смонтирована в корпусе патрона).
Одновременно могут работать от одного до шести силовых узлов. Ненужные
силовые точки выключают завертыванием гаек 5 до отказа. Избыточное давле-
ние в гидравлической среде создается поршнем 9, который приводится в дей-
ствие от пневматического привода. Для предварительного зажима заготовки
служит поршень 10, перемещающийся при повертывании винта 11. Отверстие 4
служит для заливки масла. Манометр 3 указывает давление в гидравлической
системе.
Техническая характеристика
Ход плунжера силового узла, мм 10—14
Усилие плунжера силового узла, кгс 50—800
Усилие на штоке пневмопривода станка, кгс 1200
Ход штока пневмопривода, мм 50
29
со
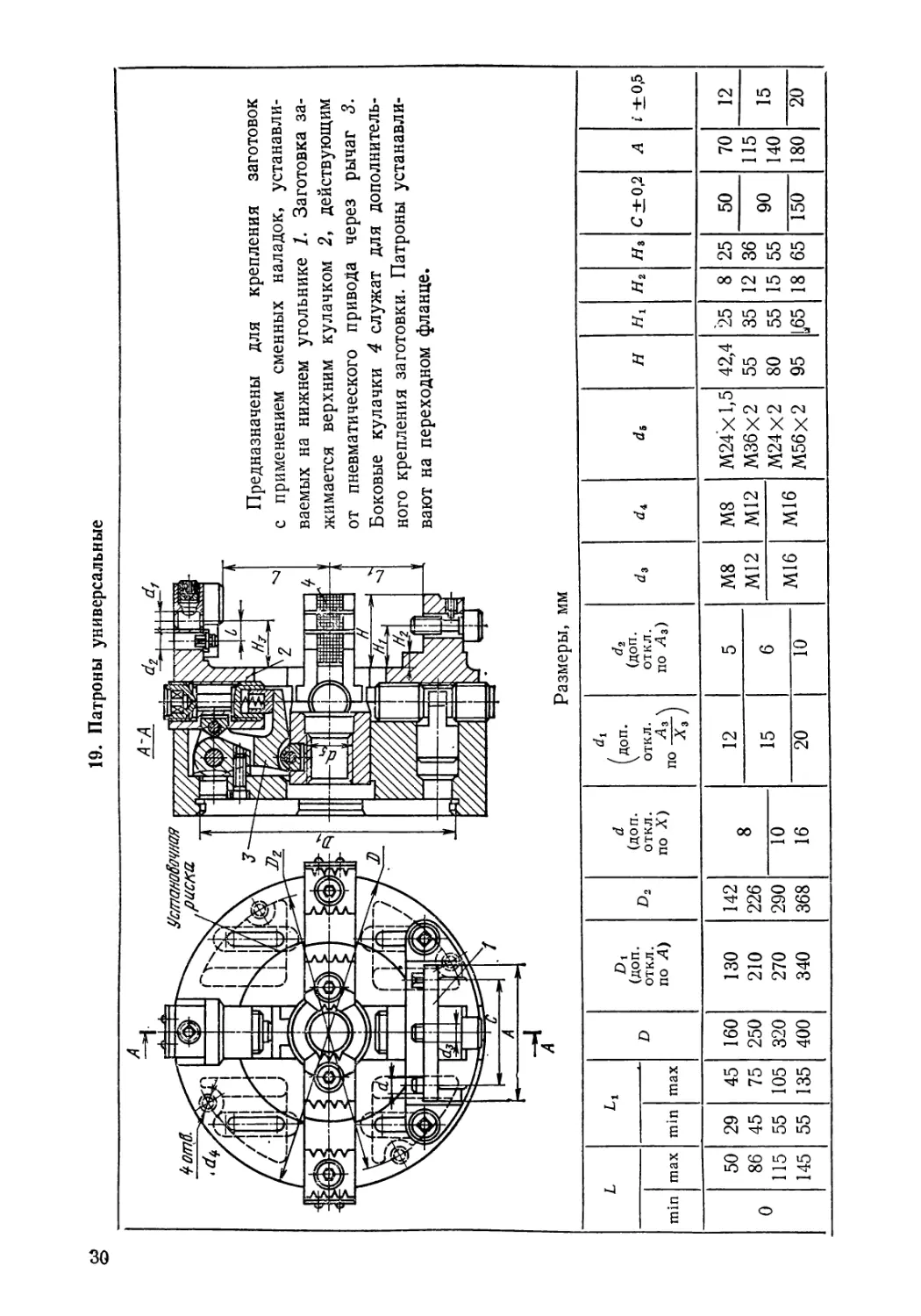
19. Патроны универсальные
А
А-А
Установочная
риска
3
Яг
к отв
Предназначены для крепления заготовок
с применением сменных наладок, устанавли-
ваемых на нижнем угольнике 1. Заготовка за-
жимается верхним кулачком 2, действующим
от пневматического привода через рычаг 3.
Боковые кулачки 4 служат для дополнитель-
ного крепления заготовки. Патроны устанавли-
вают на переходном фланце.
Размеры, мм
L Li D Pi (Доп. откл. по Л) D, d (доп. откл. по X) dt ^Доп. откл. по *г) d2 (доп. откл. по Л3) d3 d6 н я2 я8 С ±0,2 Л i ±0,5
min max min max
50 29 45 160 130 142 8 12 5 М8 М8 М24Х 1,5 42,4 25 8 25 50 70 12
0 86 45 75 250 210 226 15 6 М12 М12 М36Х2 55 35 12 36 90 115 15
115 55 105 320 270 290 10 М16 М16 М24х2 80 55 15 55 140
145 55 135 400 340 368 16 20 10 М56Х2 95 L65 18 65 150 180 20
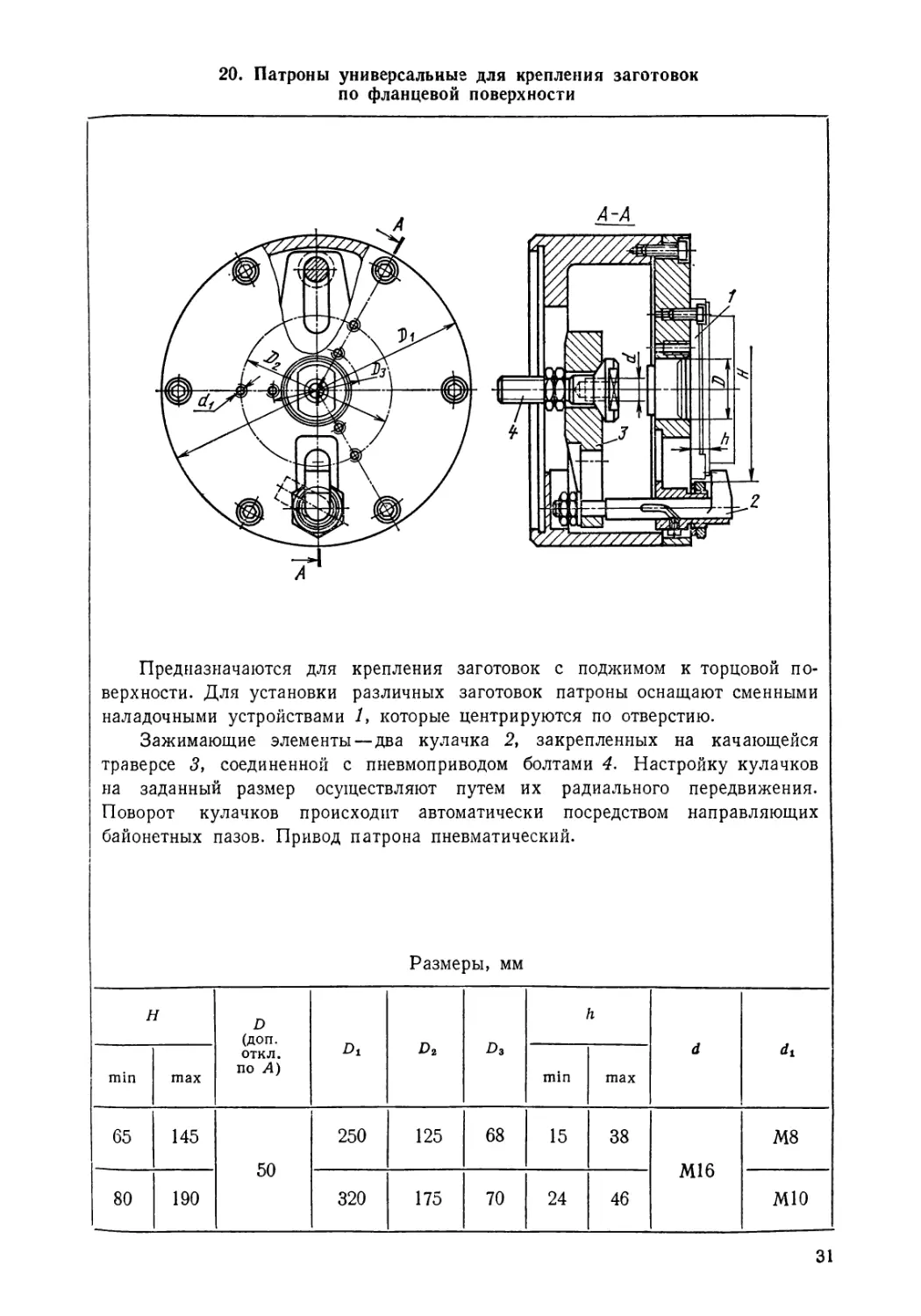
20. Патроны универсальные для крепления заготовок
по фланцевой поверхности
Предназначаются для крепления заготовок с поджимом к торцовой по-
верхности. Для установки различных заготовок патроны оснащают сменными
наладочными устройствами Л которые центрируются по отверстию.
Зажимающие элементы—два кулачка 2, закрепленных на качающейся
траверсе 5, соединенной с пневмоприводом болтами 4. Настройку кулачков
на заданный размер осуществляют путем их радиального передвижения.
Поворот кулачков происходит автоматически посредством направляющих
байонетных пазов. Привод патрона пневматический.
Размеры, мм
н D (доп. откл. по Л) Di d2 D3 h d di
min max min max
65 145 50 250 125 68 15 38 M16 M8
80 190 320 175 70 24 46 M10
31
ОПРАВКИ
21. Оправки кулачковые шпиндельные
Конструкция и размеры по ГОСТ 17528—72
Конце Морзе
А-А
L
Л I
Размеры, мм
Конус Морзе d L / D (пред. откл. по X) Масса, кг
4 От 36 до 40 Св. 40 до 46 200 205 60 50 56 1,05 1,27
5 » 36 » 40 » 40 » 45 230 235 50 56 2,27 2.45
ж 45 » 50 » 50 » 56 2ч 5 260 67 75 60 67 2,52 2,70
» 56 » 63 270 320 80 75 3,34 6,09
6 » 63 » 11 » 71 » 30 » 80 » 90 338 350 372 90 105 120 80 90 100 6,75 7,21 8,48
в А
А-А
Размеры, мм
Конус Морзе d L 1 D (прод. откл. по X) dx Масса, кг
4 1 От < b до 40 I Св. 0 до 45 | 250 60 50 56 MI2 190 200 1,33 1,63
5 » Зо » 49 » 40 » 45 » 45 » 50 280 50 56 60 М16 220 2 ,оо 2.65 2 60
» 30 » оь » 56 63 300 75 80 i 67 I /5 240 3,17 3,47
6 » 63 71 400 90 | 80 М20 300 310 7,03 7,56
» 71 » 80 105 | 90 320 | I 8,80
/ 80 » 90 | 420 | | J20 | 100 340 1 Г) 87
отклонением по С3 и параметрами шероховатости поверхности Ra не более 1,25 мкм.
0,02
0,02
Размер d должен быть выполнен после сборки по наименьшему значению с предельным
Радиальное биение поверхности Б относительно поверхности конуса Морзе не более
мм.
Торцовое биение поверхности В относительно поверхнос конуса Морзе более
мм.
32
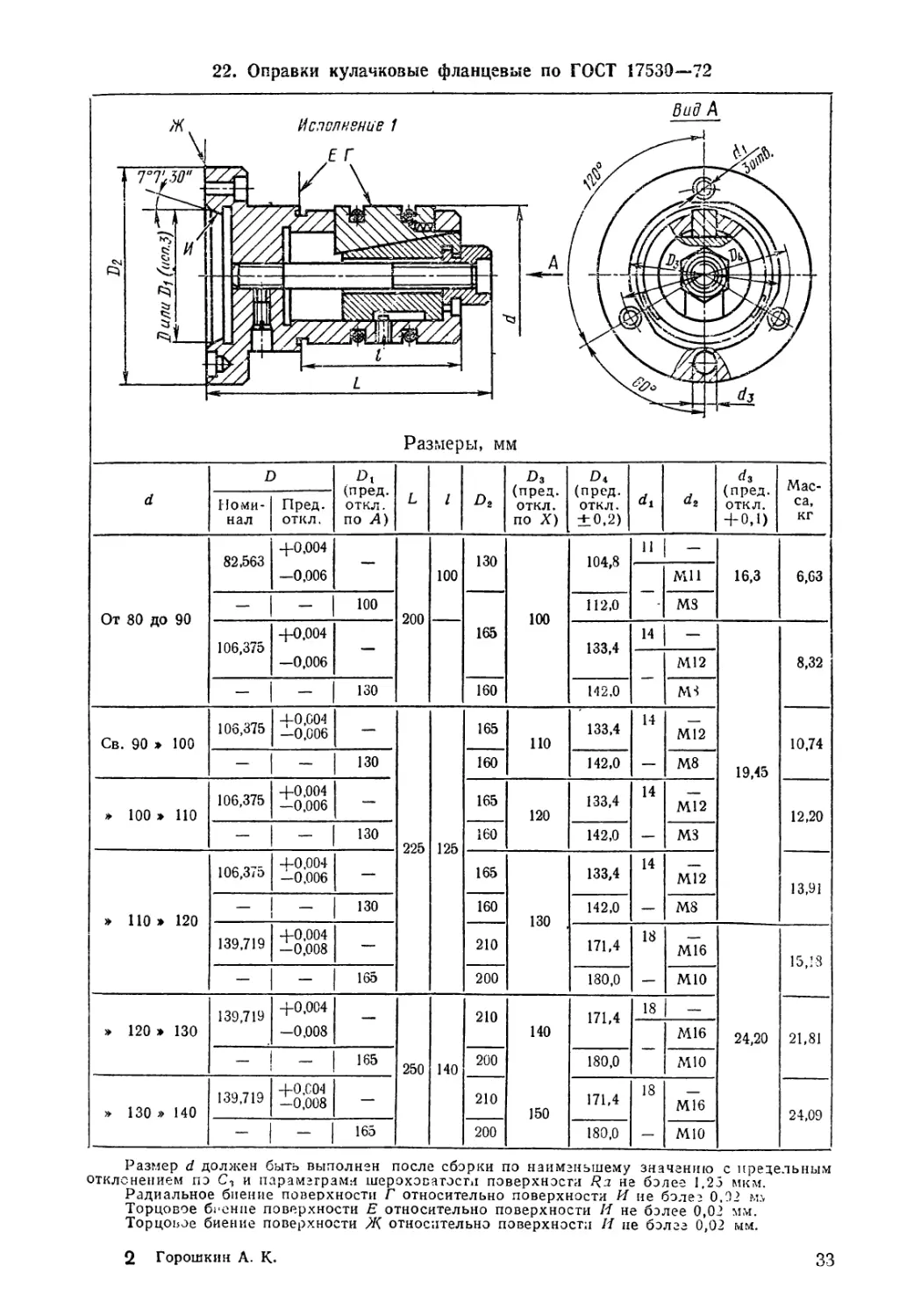
22. Оправки кулачковые фланцевые по ГОСТ 17530—72
Вид А
Ж Мг.пппиямир 1 '
Разхмеры, мм
d D Dt (пред, откл. по А) L 1 d2 Пз (пред, откл. по X) (пред, откл. ±0,2) di d2 d3 (пред, откл. + 0,1) Мас- са, кг
Номи- нал Пред, откл.
От 80 до 90 82,563 4-0,004 -0,006 — 200 100 130 100 104,8 4 1 16,3 6,63
— MU
— — 100 165 112,0 MS
106,375 4-0,004 -0,006 — 133,4 14 — 19,45 8,32
- M12
— — 130 160 142,0 MS
Св. 90 » 100 106,375 4-0,604 -0,006 — 225 125 165 ПО 133,4 14 M12 10,74
— — 130 160 142,0 M8
» 100 » 110 106,375 4-0,004 -0,006 — 165 120 133,4 14 M12 12,20
— — 130 160 142,0 MS
» 110 » 120 106,375 4-0,004 —0,006 — 165 130 . 133,4 14 M12 13,91
— — 130 160 142,0 M8
139,719 4-0,004 -0,008 — 210 171,4 18 M16 24,20 15,'8
— — 165 200 180,0 M10
» 120 » 130 139,719 -j-0,004 -0,008 — 250 140 210 140 150 171,4 18 — 21,81
— M16
— — 165 200 180,0 MIO
» 130 » 140 139,719 +0,004 -0,008 — 210 171,4 18 M16 24,09
— — 165 200 180,0 M10
Размер d должен быть выполнен после сборки по наименьшему значению с предельным
отклонением по С3 и параметрами шероховатости поверхности R'i не более 1.25 мкм.
Радиальное биение поверхности Г относительно поверхности И не более 0,32 м.\
Торцовое биение поверхности Е относительно поверхности И не более 0,02 мм.
Торцовое биение поверхности Ж относительно поверхности И не более 0,02 мм.
2 Горошкин А. К.
33
23. Оправки кулачковые фланцевые по ГОСТ 17531—72
Размеры, мм
d Z Номи- нал Пред, откл. Dt (пред, откл. по Д) L 1 Dz Из (пред, откл. по X) п4 (пред, откл. ±0.2) dt ^2 ^3 ^4 (пред, откл. + 0,1) Lt Мас- са, кг
От 80 до 90 82,563 4-0,004 -0,006 — 350 100 130 100 104,8 11 — М16 16,30 155 6,61
— МЮ
- 1 1 - | 100 112,0 М8
106,375 4-0,004 -0,006 — 165 133,4 14 | 1 - М12 М20 19,45 160 8,07
- 1 1 - 1 | 130 lol) 142,0 М8
Св. 90 > 100 106,375 4-0,004 -0,006 — 360 125 165 110 133,4 14 I. ~ 180 11,38
— М12
- 1 1 - I I 130 Тбо 142,0 М8
» 100 > но 106,375 4-0,004 —0,006 — 165 120 133,4 14 | 1 - М12 12,30
- 1 - 1 130 160 142,0 М8
» 110 > 120 106,375 4-0,004 —0,006 — 380 165 130 133,4 14 1 ~ М12 14,38
- 1 - 1 130 ~Тби~ 142.0 М8
139,719 +0,004 —0,008 — 210 171,4 i’3 j 1 ~ М12 24,20 185 17,63
- 1 — 1 165 200 180,0 МЮ
> 120 > 130 139,719 +0,004 —0,008 — 390 140 210 140 171,4 18 1 1 - М16 210 21,36
- 1 - 1 165 200 180,0 мю
» 130 » 140 139,719 —0,004 +0,008 — 210 150 171,4 18 1 I — М16 23,79
— — 165 200 180,0 мю
Размер d должен быть выполнен после сборки по наименьшему значению с предельным
отклонением по С3 и параметрами шероховатости поверхности Ra не более 1,25 мкм.
Радиальное биение поверхности Г относительно поверхности И не более 0,02 мм.
Торцовое биение поверхности Е относительно поверхности И не более 0,02 мм.
Торцовое биение поверхности Ж относительно поверхности И не более 0,02 мм.
34
24. Оправки зубчатые (шлицевые) прямобочные
Конструкции и размеры по ГОСТ 18438—73 и ГОСТ 18440—73. Предназна-
чаются для установки заготовок по базовому зубчатому отверстию прямобочного
профиля зубьев по ГОСТ 1139—58 при их обработке на станках.
Отклонение базового отверстия /) по А
Параметры
Оправки центро-
вые (а) по
ГОСТ 18438—73
Оправки шпиндель-
ные (6) по
ГОСТ 18440—73
Предельные диаметры D, мм
Предельные отклонения диаметра
Dlt мм
Длина оправки L, мм
Наибольшая длина обрабатываемой
поверхности Llt мм
32—102
По Mi
140—345
50—160
14—82
По Mi
148—410
22—110
Материал— сталь марок 20Х или 40Х по ГОСТ 4543—71. Твердость резьбо*
вого конца—HRC 35—40.
Неуказанные предельные отклонения размеров: охватывающих — по А7; охва*
тываемых — по В7, прочих—по СМ8.
Предельные значения радиального биения поверхности Г и Д и сред*
него диаметра резьбы относительно оси центров — III степени точности по
ГОСТ 10356—63. Предельные значения торцового биения Е относительно оси
Центров — IV степени точности поГОСТ 10356—63. Отклонение от параллельности
боковых сторон зубьев Ж относительно оси центров оправки — не более 0,02 мм
на 100 мм длины.
35
2*
25. Оправки центровые для точных работ
Конструкция и предельные размеры по ГОСТ 16211—70 и ГОСТ 16212—70
Предназначаются для установки заготовок по базовому цилиндрическому
отверстию при обработке на станках.
А
Наименование показателей Оправка коническая (а) по ГОСТ 16211—70 Оправка цилиндрическая (б) по ГОСТ 16212—70
Предельные диаметры от- 3—100 8—80
верстия d, мм Длина базового отверстия Предельные отклонения от- До l,5d Л1» Д1, /71, А> Д, 77, Д1, nlf Hlt Гр Tlt А, Д, 77, 77, Т, Г
верстия -^2а» А3
Длина оправки, мм 50—435 36—280
Номинальный диаметр Уменьшение диаметра Угол наклона (справ.),
отверстия d, мм оправок на длине 100 мм градусы
От 3 до 6 0,055 56
Св. 6 до 18 0,050 52
Св. 18 0,040 42
Материал для оправок размером ^20 мм—сталь марки У8А поГОСТ 1435—74;
для оправок размером Э=20 мм —сталь марки 20Х по ГОСТ 4543—71. Твердость
HRC 56—62.
Неуказанные предельные отклонения размеров: охватывающих —по А7, охва-
тываемых— по В7, прочих ±1/2 допуска 8-го класса.
Предельные отклонения радиального биения поверхностей Б и В относительно
оси центров — Ш степени-точности по ГОСТ 10356—63,
36
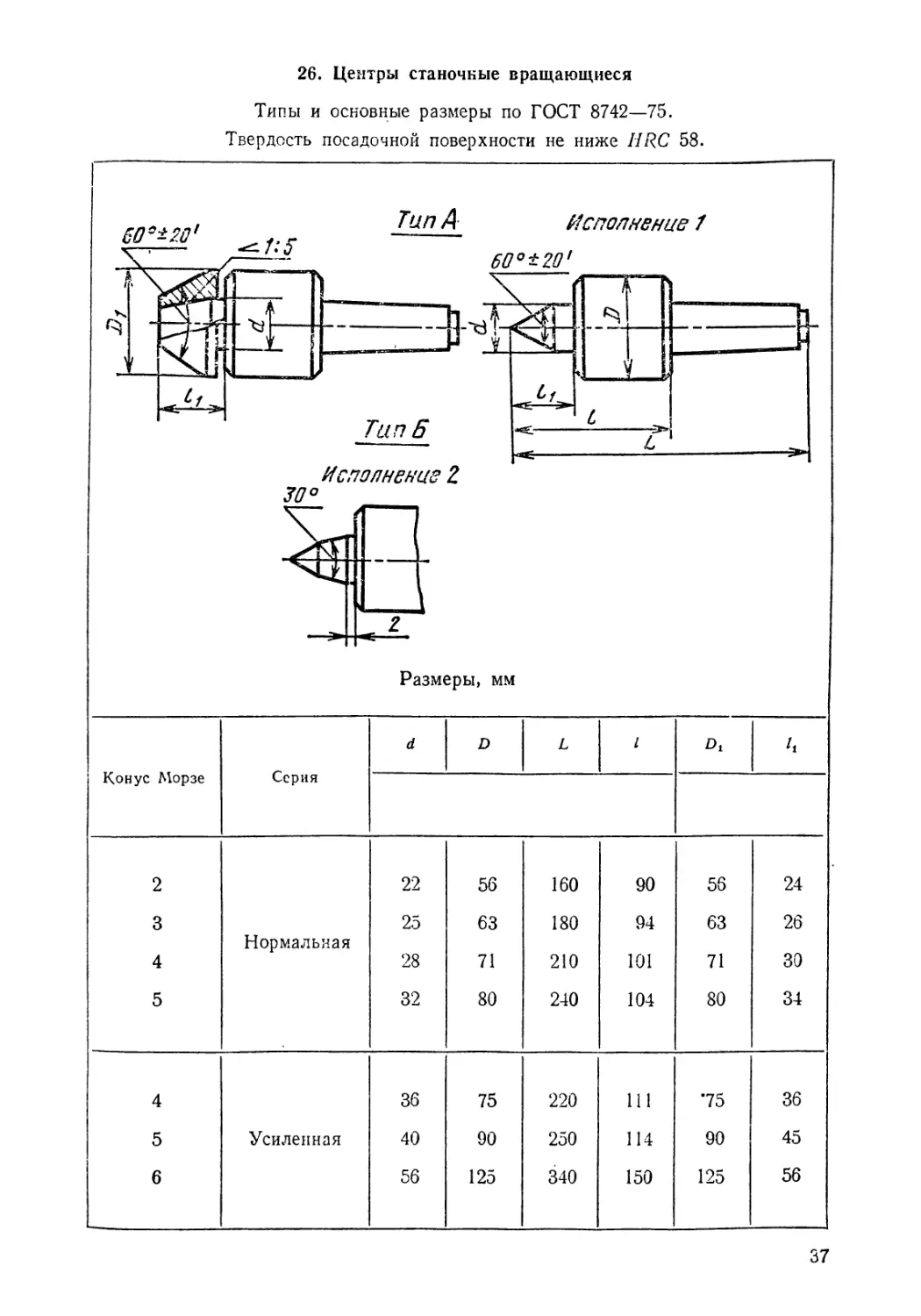
26. Центры станочные вращающиеся
Типы и основные размеры по ГОСТ 8742—75.
Твердость посадочной поверхности не ниже IIRC 58.
Исполнение 2
30°
Размеры, мм
Конус Морзе Серия d D L 1 Dt Л
2 22 56 160 90 56 24
3 Нормальная 25 63 180 94 63 26
4 28 71 210 Ю1 71 30
5 32 80 240 104 80 34
4 36 75 220 111 '75 36
5 Усиленная 40 90 250 114 90 45
6 56 125 340 150 125 56
37
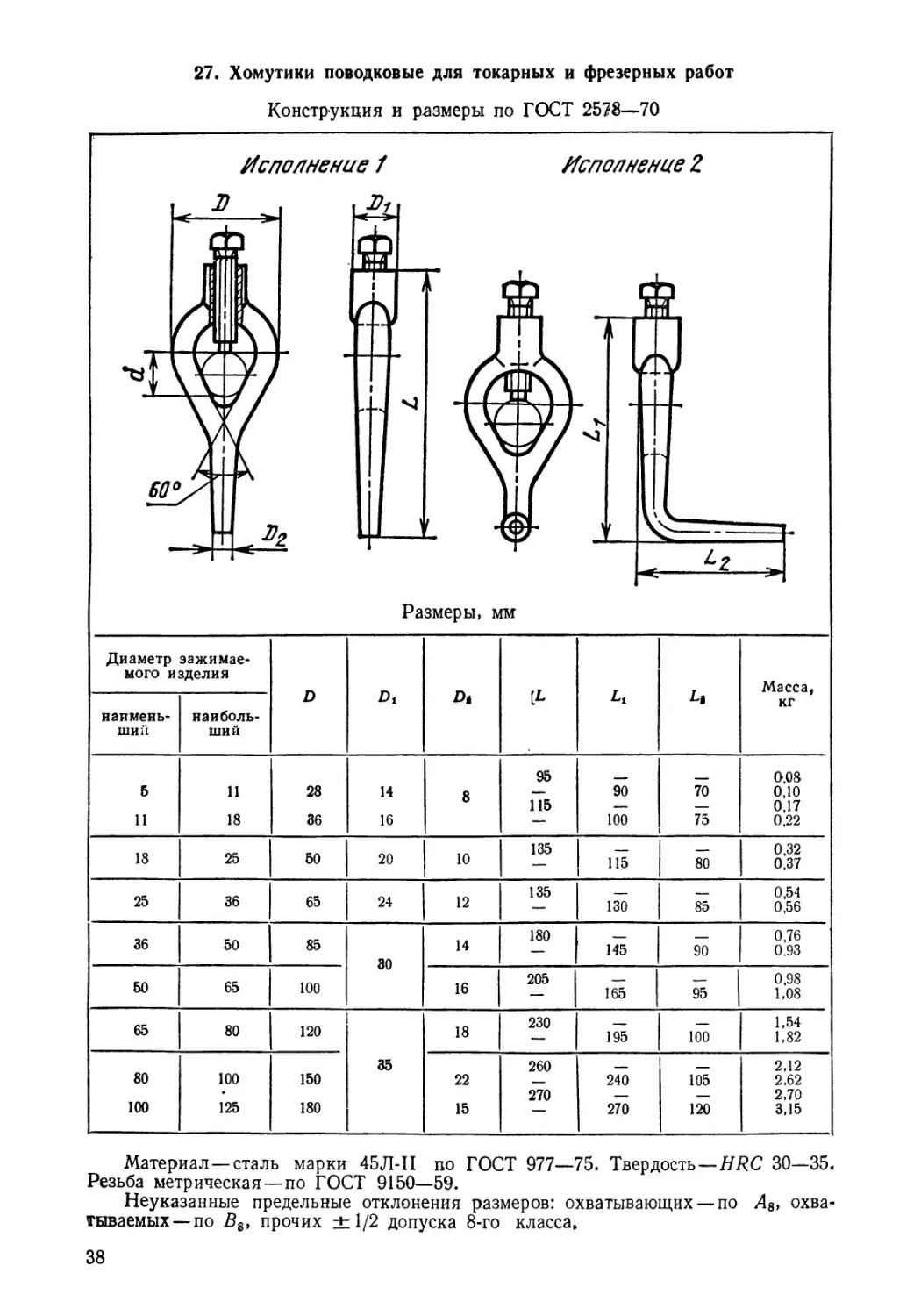
27. Хомутики поводковые для токарных и фрезерных работ
Конструкция и размеры по ГОСТ 2578—70
Исполнение 1 Исполнение 2
Размеры, мм
Диаметр зажимае- мого изделия D Di Dt (Ь Li Масса, кг
наимень- ший наиболь- ший
5 11 11 18 28 36 14 16 8 95 115 90 100 70 75 0,08 0,10 0,17 0,22
18 25 50 20 10 135 115 80 0,32 0,37
25 36 65 24 12 135 130 85 0,54 0,56
36 50 85 30 14 180 145 90 0,76 0,93
50 65 100 16 205 165 95 0,98 1,08
65 80 120 35 18 230 195 100 1,54 1,82
80 100 100 125 150 180 22 15 260 270 240 270 105 120 2,12 2,62 2,70 3,15
Материал —сталь марки 45 Л-11 по ГОСТ 977—75. Твердость — HR С 30—35,
Резьба метрическая — по ГОСТ 9150—59.
Неуказанные предельные отклонения размеров: охватывающих —по Л8, охва-
тываемых— по В8, прочих it 1/2 допуска 8-го класса,
38
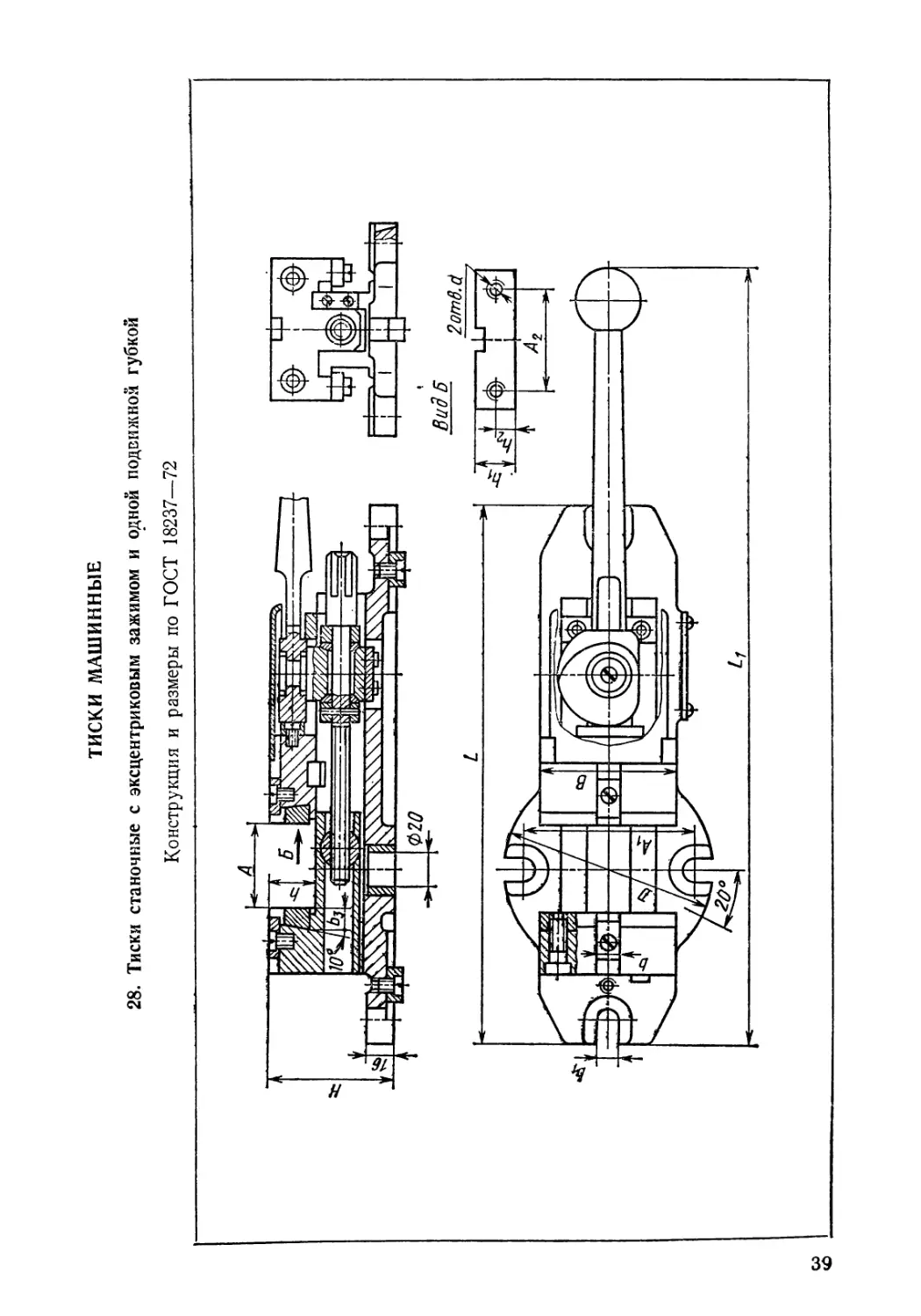
ТИСКИ МАШИННЫЕ
28. Тиски станочные с эксцентриковым зажимом и одной подвижной губкой
Конструкция и размеры по ГОСТ 18237—72
£
Продолжение табл. 28
D Dt L
125 100 220
160 126 260
200 160 300
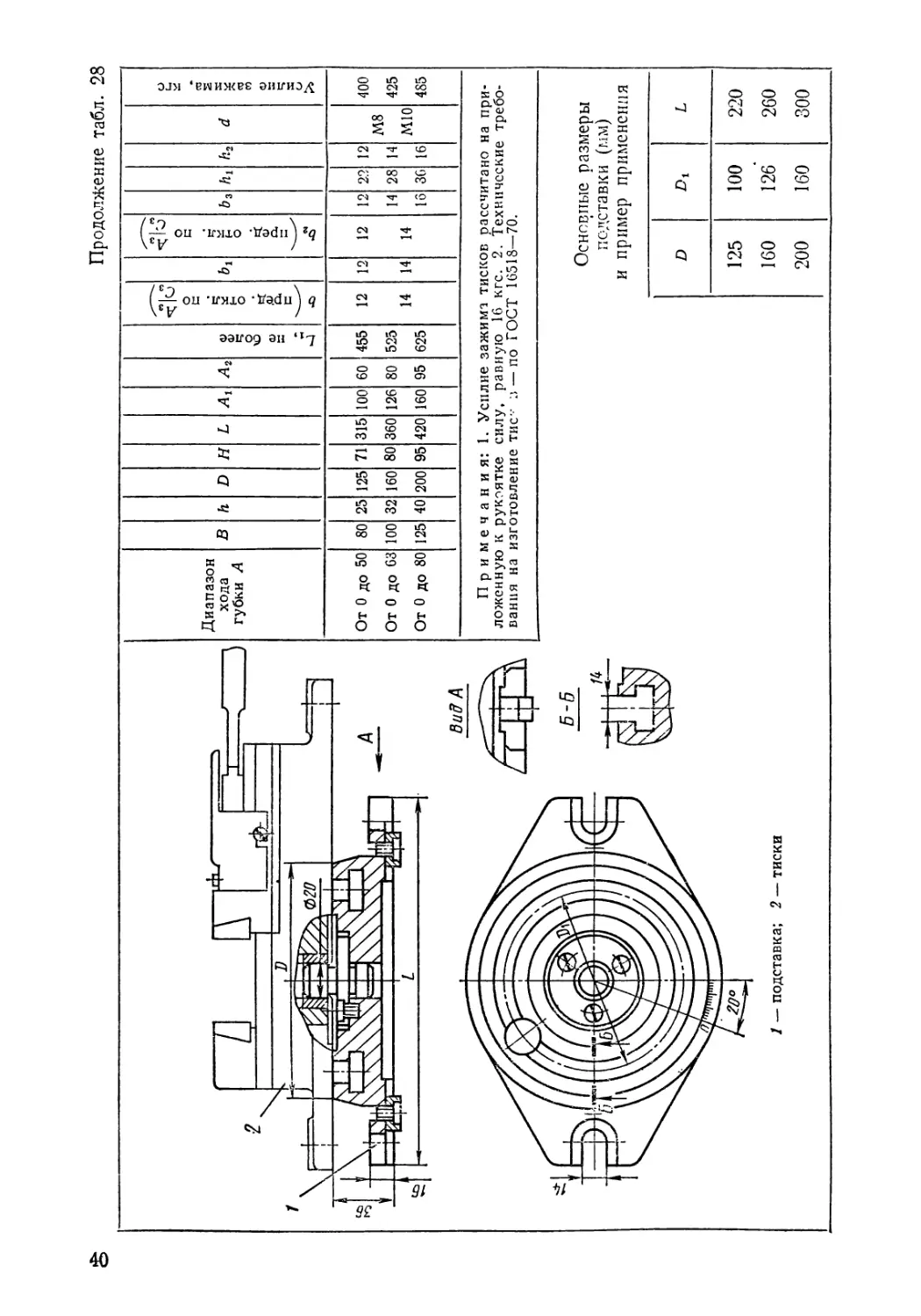
29. Тиски станочные с эксцентриковым зажимом и двумя подвижными губками
Конструкция и размеры по ГОСТ 18684—73
Ь5...125
Технические требования на изготовление тисков —по ГОСТ 16518—70,
Основные размеры подставки и пример ее установки с тисками
<Ъ200
1 — подставка; 2 — тнск
41
30. Тиски поворотные пневматические
180 так
Зажимающие губки тисков —сменные. Губки устанавливают на пальцах 3
и закрепляют болтами 4. Предварительную настройку на заданный размер
осуществляют передвижением левой губки винтом 1. Окончательное крепле-
ние—правой губкой от пневматического привода. Тиски могут поворачиваться
относительно плиты 2. Для закрепления их на плите служат гайки 5. При
давлении воздуха риз = 4 кгс/см2 усилие зажима достигает 2500 кгс. Зажимаю-
щий ход подвижной губки 6 мм,
42
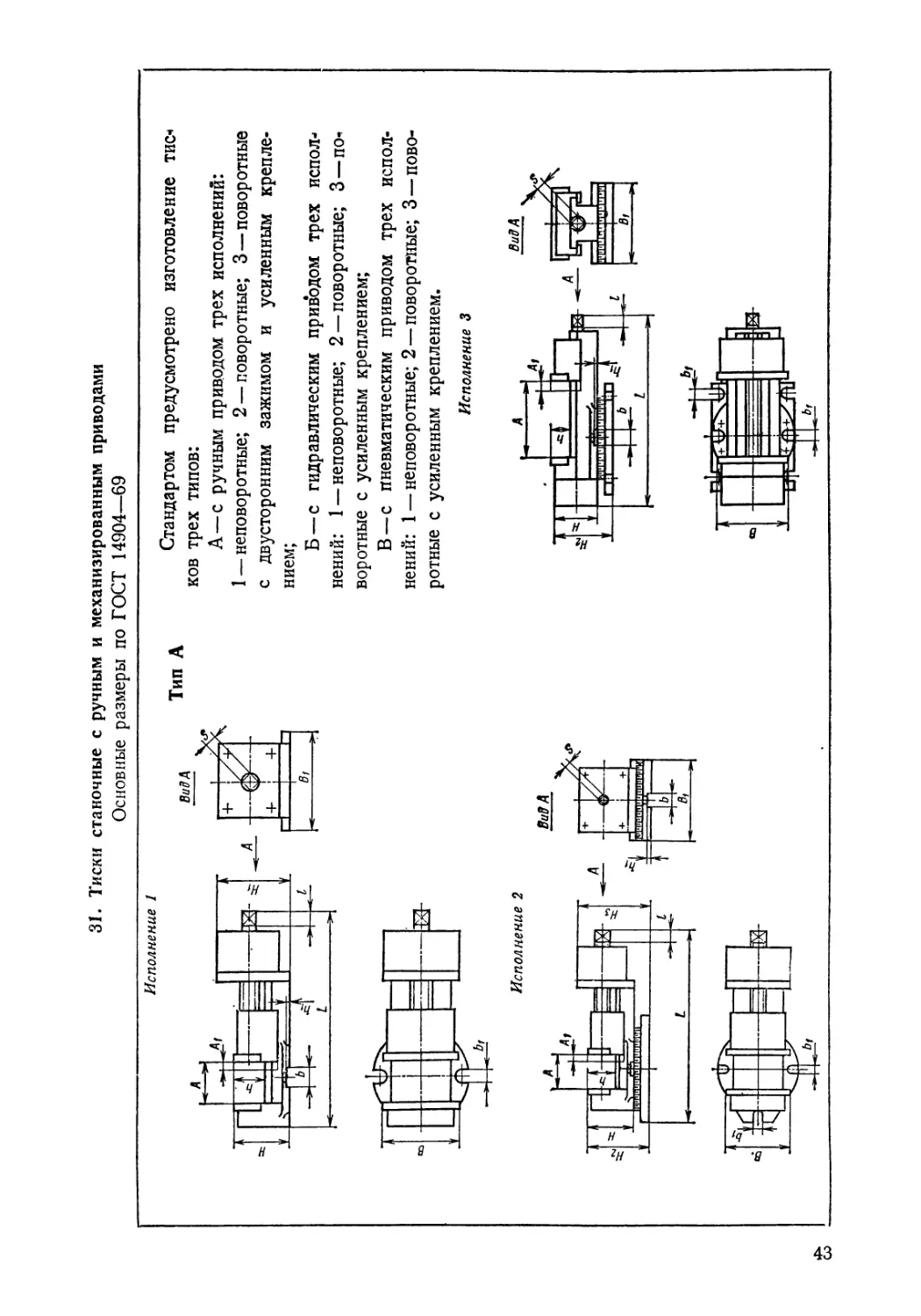
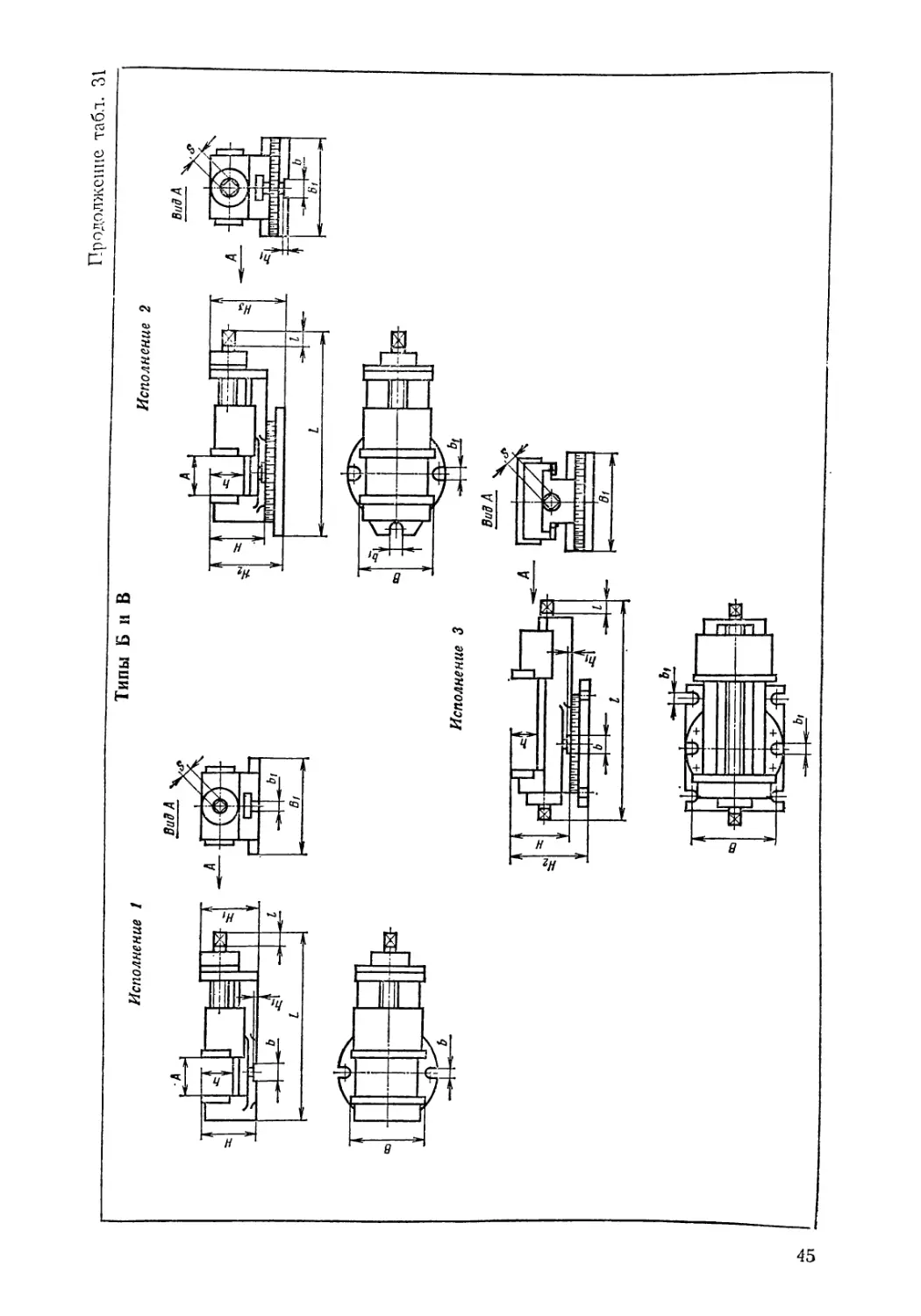
31. Тиски станочные с ручным и механизированным приводами
Основные размеры по ГОСТ 14904—69
Стандартом предусмотрено изготовление тис*
ков трех типов:
А—с ручным приводом трех исполнений:
1 — неповоротные; 2 — поворотные; 3 — поворотные
с двусторонним зажимом и усиленным крепле-
нием;
Б —с гидравлическим приводом трех испол-
нений: 1 — неповоротные; 2 —поворотные; 3—по-
воротные с усиленным креплением;
В —с пневматическим приводом трех испол-
нений: 1— неповоротные; 2 —поворотные; 3 —пово-
ротные с усиленным креплением.
Исполнение 3
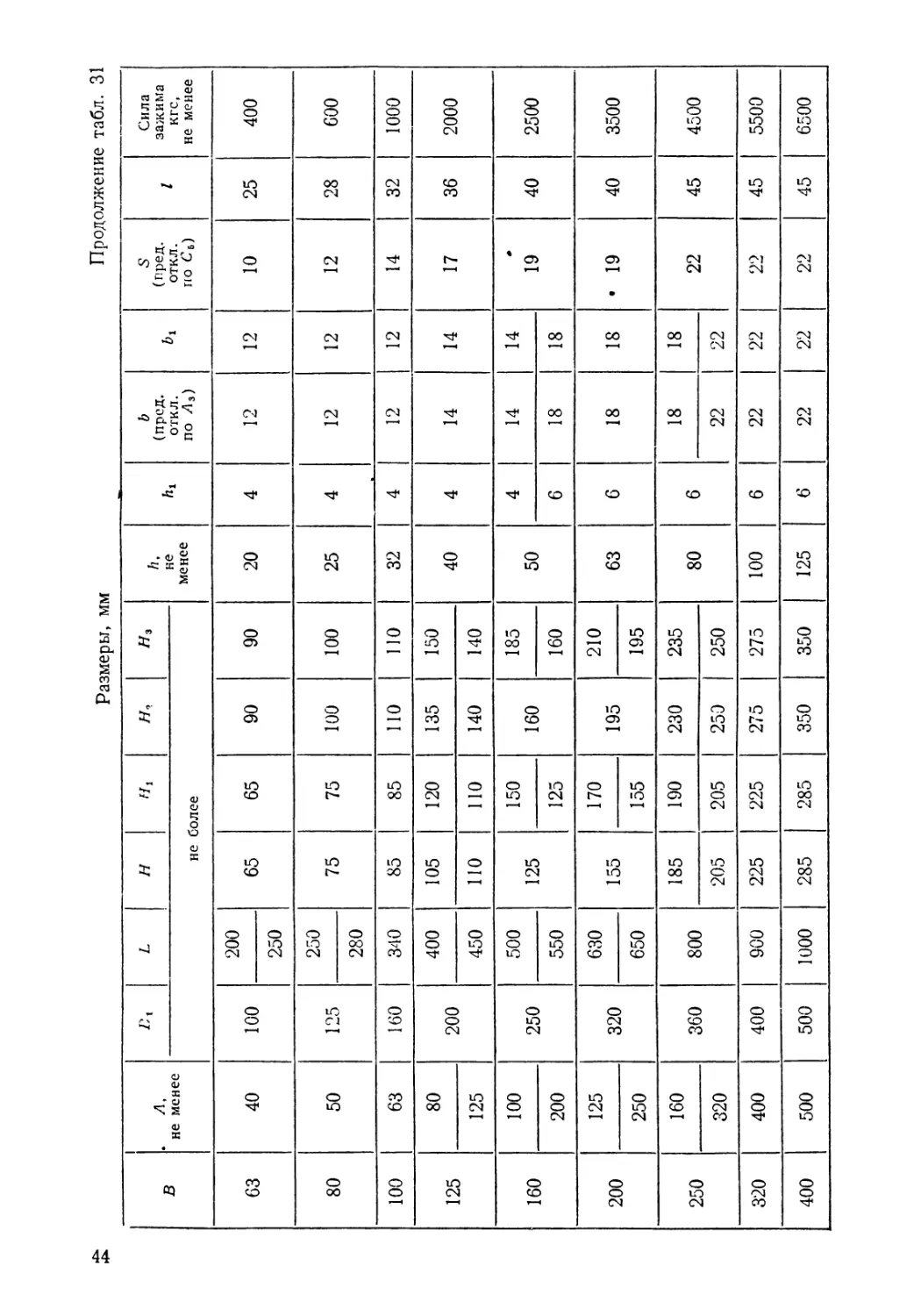
Размеры, мм
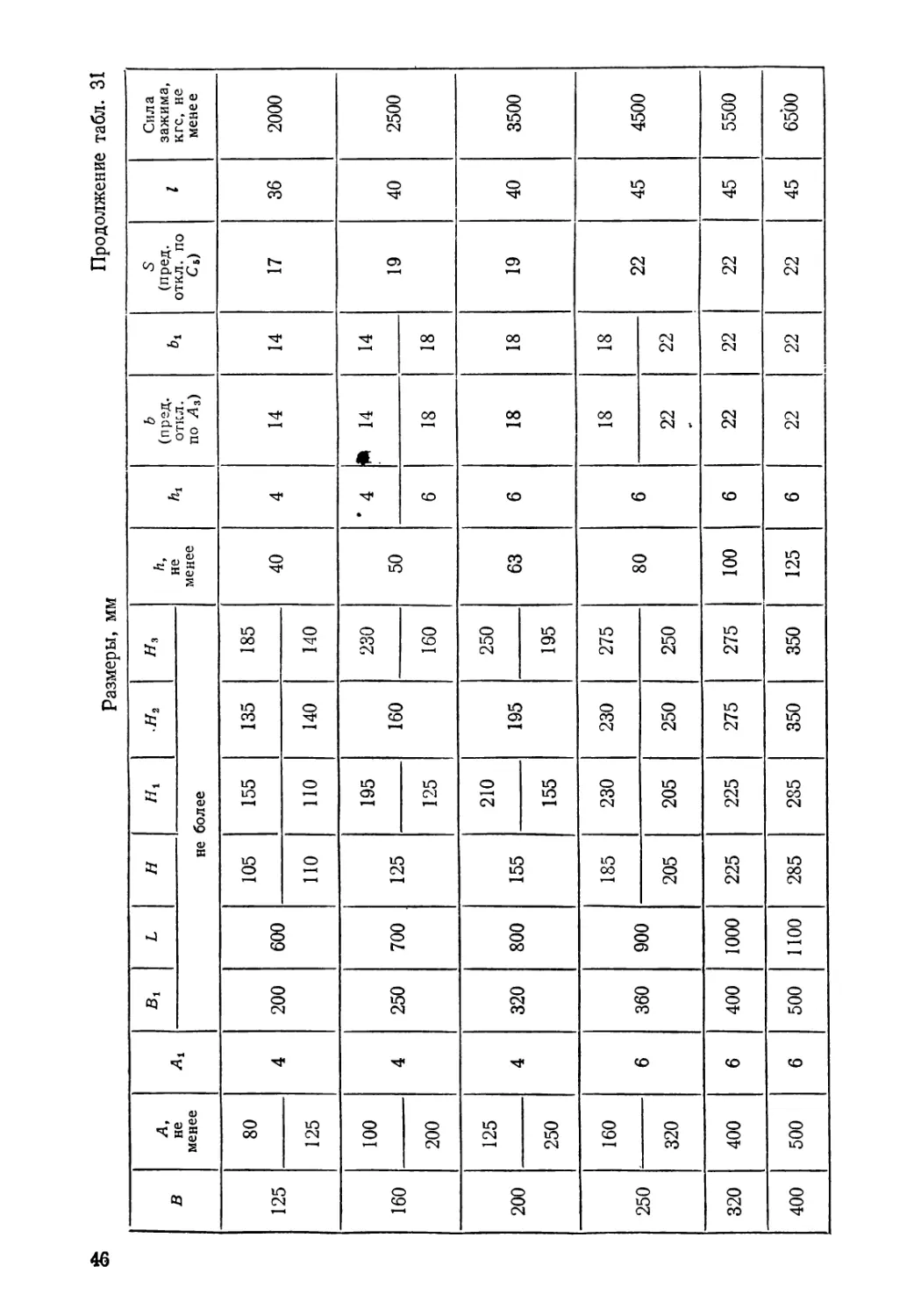
Продолжение табл. 31
В л, не менее г,х L н н. н3 /?, не менее b (пред, откл. по Л3) S (пред, откл. по С6) 1 Сила зажима кгс, не менее
не более
63 40 100 200 65 65 90 90 20 4 12 12 10 25 400
250
80 50 125 250 75 75 100 100 25 4 12 12 12 28 600
280
100 63 160 340 85 85 НО но 32 4 12 12 14 32 1000
125 80 200 400 105 120 135 150 40 4 14 14 17 36 2000
125 450 ПО НО 140 140
160 100 250 500 125 150 160 185 50 4 14 14 19 40 2500
200 550 125 160 6 18 18
200 125 320 630 155 170 195 210 63 6 18 18 • 19 40 3500
250 650 155 195
250 160 360 800 185 190 230 235 80 6 18 18 22 45 4500
320 205 205 250 250 22 22
320 400 400 900 225 225 275 275 100 6 22 22 22 45 5500
400 500 500 1000 285 285 350 350 125 6 22 22 22 45 6500
Продолжение табл. 31
Размеры, мм
Продолжение табл. 31
в А, не менее At Bl L н /Л •н2 Н3 ft, не менее fti ь (пред, откл. по Л3) Ь1 S (пред, откл. по С6) 1 Сила зажима, кгс, не менее
не более
125 80 4 200 600 105 155 135 185 40 4 14 14 17 36 2000
125 ПО по 140 140
160 100 4 250 700 , 125 195 160 230 50 ’ 4 Л 14 14 19 40 2500
200 125 160 6 18 18
200 125 4 320 800 155 210 195 250 63 6 18 18 19 40 3500
250 155 195
250 160 6 360 900 185 230 230 275 80 6 18 18 22 45 4500
320 205 205 250 250 22 22
320 400 6 400 1000 225 225 275 275 100 6 22 22 22 45 5500
400 500 6 500 1100 285 285 350 350 125 6 22 22 22 45 6500
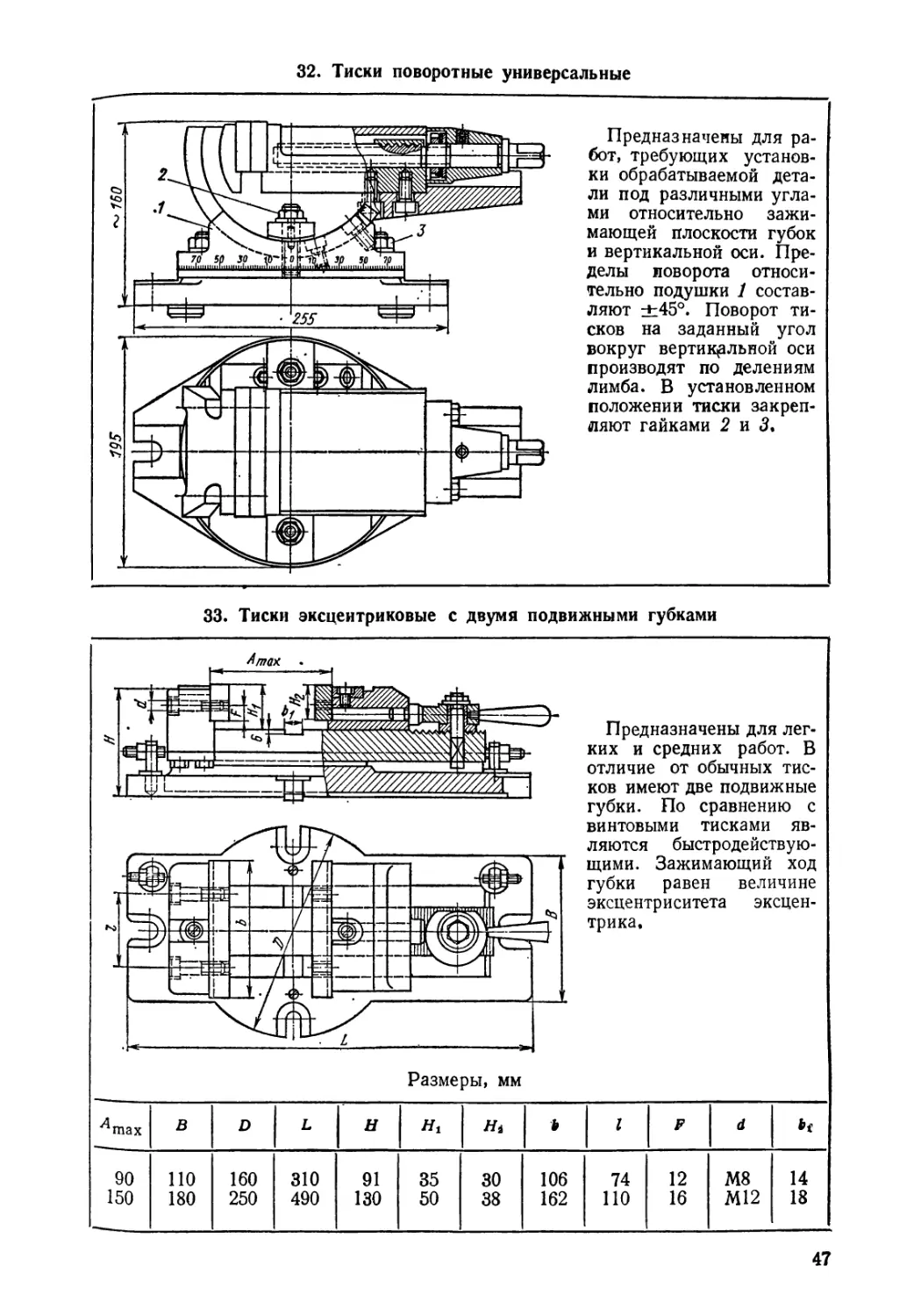
32. Тиски поворотные универсальные
Предназначены для ра-
бот, требующих установ-
ки обрабатываемой дета-
ли под различными угла-
ми относительно зажи-
мающей плоскости губок
и вертикальной оси. Пре-
делы поворота относи-
тельно подушки 1 состав-
ляют ±45°. Поворот ти-
сков на заданный угол
вокруг вертикальной оси
производят по делениям
лимба. В установленном
положении тиски закреп-
ляют гайками 2 и 3,
33. Тиски эксцентриковые с двумя подвижными губками
Предназначены для лег-
ких и средних работ. В
отличие от обычных тис-
ков имеют две подвижные
губки. По сравнению с
винтовыми тисками яв-
ляются быстродействую-
щими. Зажимающий ход
губки равен величине
эксцентриситета эксцен-
трика.
Размеры, мм
^тах В D L н Hi Hi b I F d bi
90 по 160 310 91 35 30 106 74 12 М8 14
150 180 250 490 130 50 38 162 110 16 M12 18
47
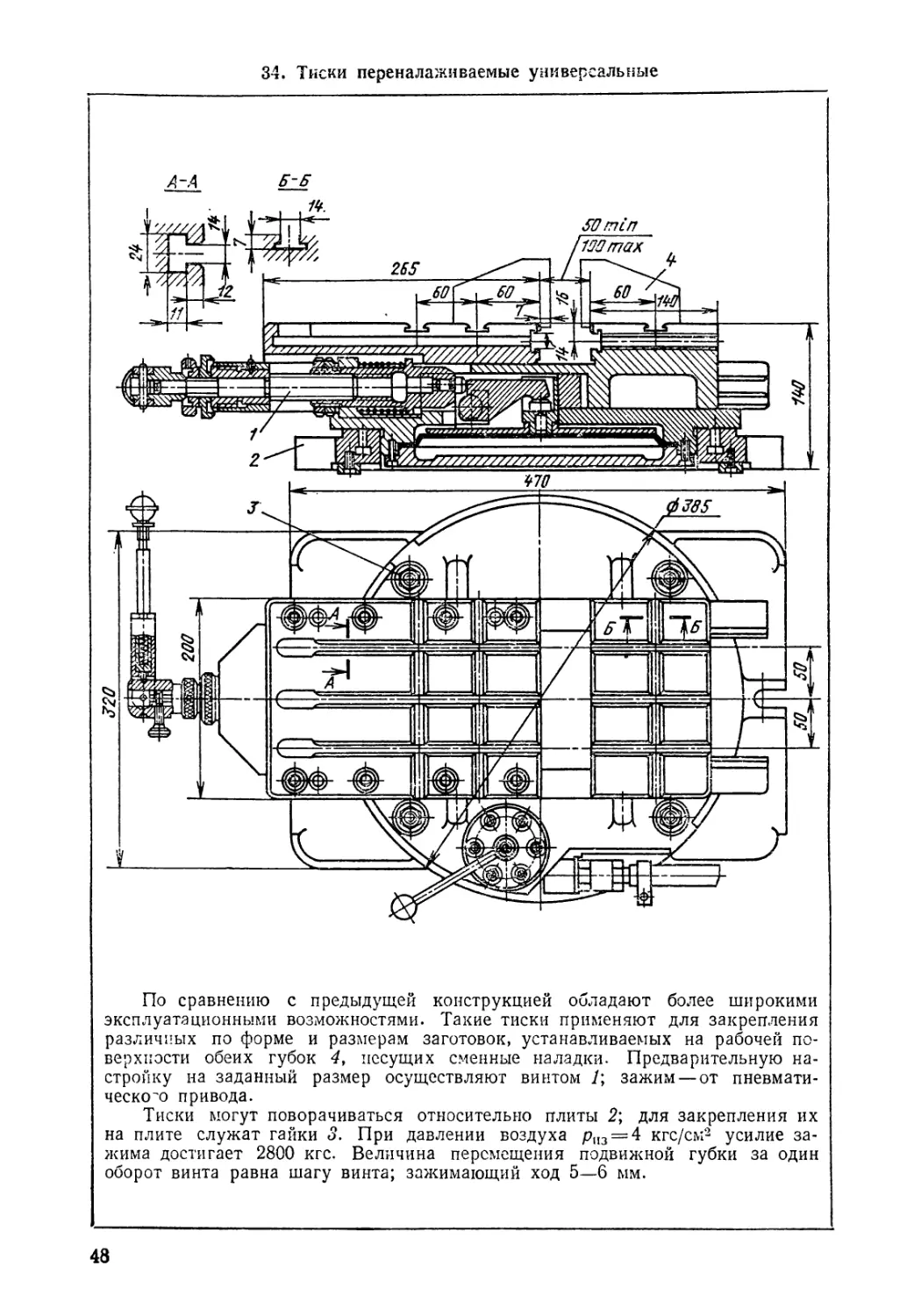
34. Тиски переналаживаемые универсальные
А-А Б^Б
По сравнению с предыдущей конструкцией обладают более широкими
эксплуатационными возможностями. Такие тиски применяют для закрепления
различных по форме и размерам заготовок, устанавливаемых на рабочей по-
верхности обеих губок 4, несущих сменные наладки. Предварительную на-
стройку на заданный размер осуществляют винтом /; зажим — от пневмати-
ческого привода.
Тиски могут поворачиваться относительно плиты 2; для закрепления их
на плите служат гайки 3. При давлении воздуха риз = 4 кгс/см2 усилие за-
жима достигает 2800 кгс. Величина перемещения подвижной губки за один
оборот винта равна шагу винта; зажимающий ход 5—6 мм.
48
35. Тиски переналаживаемые универсальные с увеличенным ходом губок
Размеры, мм
Расстояние L между
губками можно изме-
нять путем переста-
новки правой губки 1
и вкладыша 2. Зажи-
мающий ход губки,
сообщаемый пневмати-
ческим приводом, со-
ставляет ~ 18 мм.
♦ При давлении ^воздуха в сети риз = 4 кгс/см2.
49
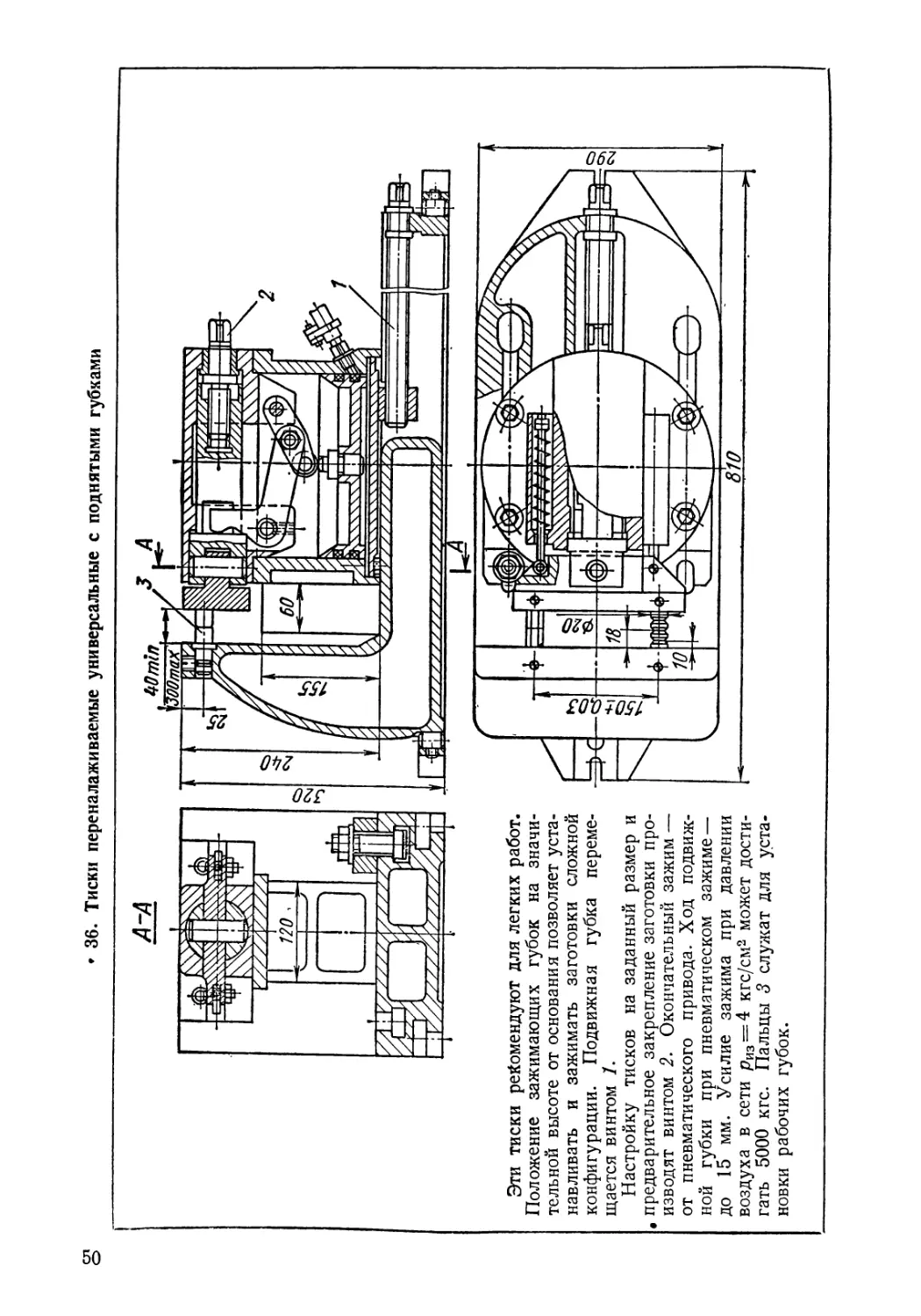
* 36. Тиски переналаживаемые универсальные с поднятыми губками
I
Эти тиски рейомендуют для легких работ.
Положение зажимающих губок на значи-
тельной высоте от основания позволяет уста-
навливать и зажимать заготовки сложной
конфигурации. Подвижная губка переме-
щается винтом 7.
Настройку тисков на заданный размер и
предварительное закрепление заготовки про-
изводят винтом 2. Окончательный зажим —
от пневматического привода. Ход подвиж-
ной губки при пневматическом зажиме —
до 15 мм. Усилие зажима при давлении
воздуха в сети риз = 4 кгс/см2 может дости-
гать 5000 кгс. Пальцы 3 служат для уста-
новки рабочих губок.
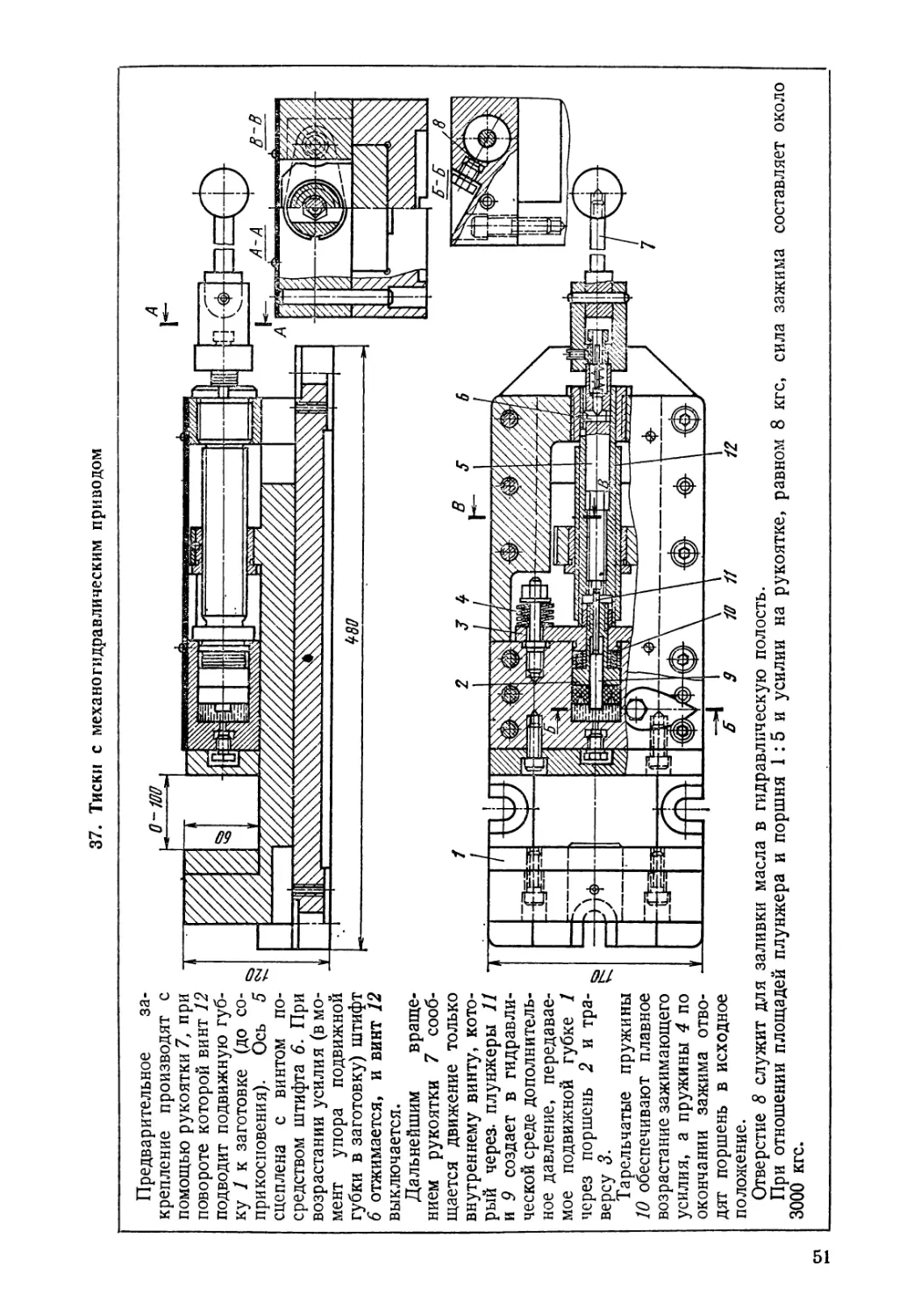
37. Тиски с механогидравлическим приводом
Предварительное за-
крепление производят с
помощью рукоятки 7, при
повороте которой винт 12
подводит подвижную губ-
ку 1 к заготовке (до со-
прикосновения). Ось 5
сцеплена с винтом по-
средством штифта 6. При
возрастании усилия (в мо-
мент упора подвижной
губки в заготовку) штифт
6 отжимается, и винт 12
выключается.
Дальнейшим враще-
нием рукоятки 7 сооб-
щается движение только
внутреннему винту, кото-
рый через, плунжеры 11
и 9 создает в гидравли-
ческой среде дополнитель-
ное давление, передавае-
мое подвижной губке 1
через поршень 2 и тра-
версу 3.
Тарельчатые пружины
10 обеспечивают плавное
возрастание зажимающего
усилия, а пружины 4 по
окончании зажима отво-
дят поршень в исходное
положение.
Отверстие 8 служит для заливки масла в гидравлическую полость.
При отношении площадей плунжера и поршня 1 :5 и усилии на рукоятке, равном 8 кгс, сила зажима составляет около
3000 кгс.
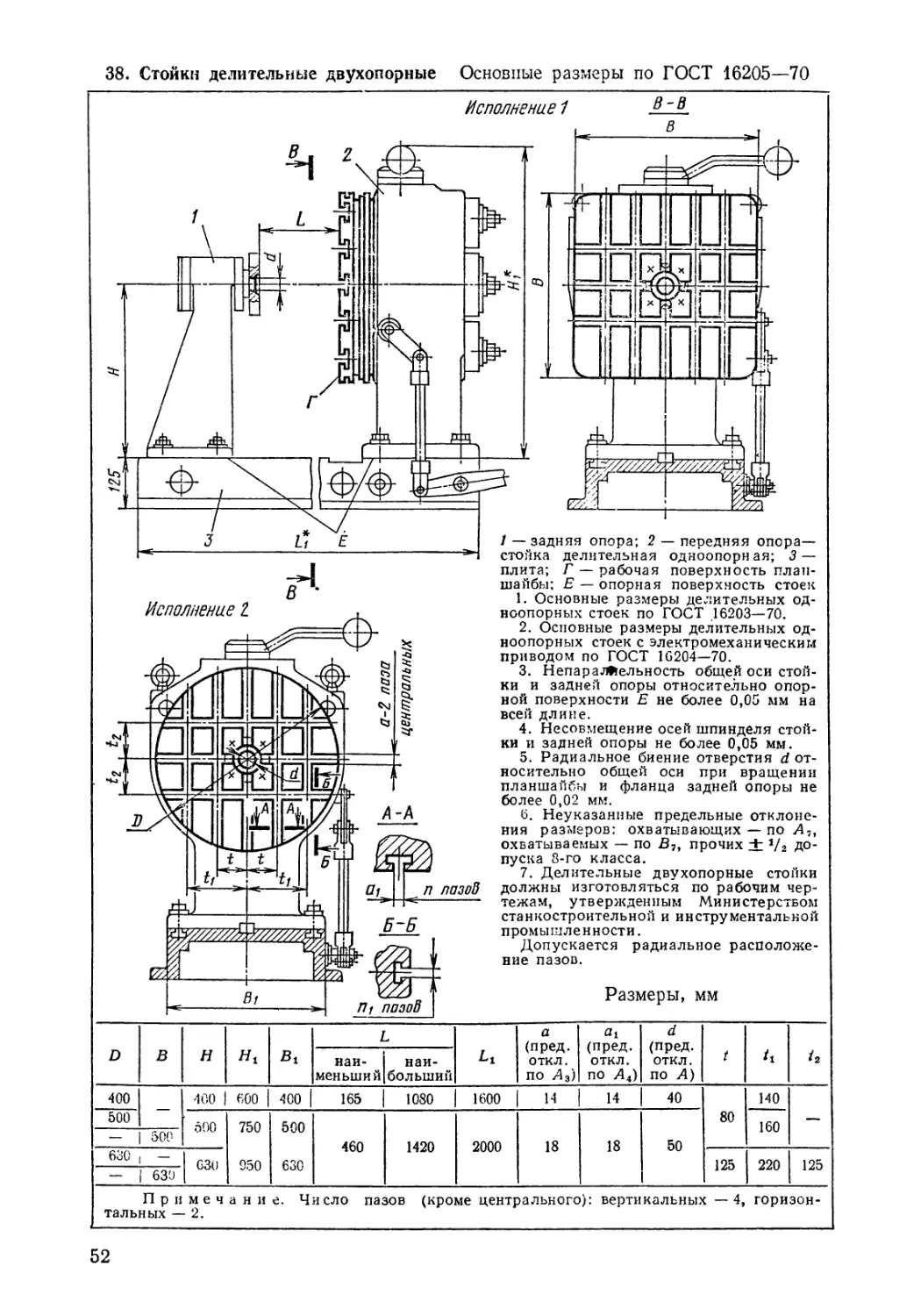
38. Стойки делительные двухопорные Основные размеры по ГОСТ 16205—70
В-В
Исполнение 1
Исполнение I
К-А
п лазоВ
Размеры, мм
Of лазоВ
5-6
/ — задняя опора; 2 — передняя опора-
стойка делительная одноопорная; 3~
плита; Г — рабочая поверхность план-
шайбы; Е — опорная поверхность стоек
1. Основные размеры делительных од-
ноопорных стоек по ГОСТ 16203—70.
2. Основные размеры делительных од-
ноопорных стоек с электромеханическим
приводом по ГОСТ 1G204—70.
3. Непаралйельность общей оси стой-
ки и задней опоры относительно опор-
ной поверхности Е не более 0,05 мм на
всей длине.
4. Несовмещение осей шпинделя стой-
ки и задней опоры не более 0,05 мм.
5. Радиальное биение отверстия d от-
носительно общей оси при вращении
планшайбы и фланца задней опоры не
более 0,02 мм.
6. Неуказанные предельные отклоне-
ния размеров: охватывающих — по Л,,
охватываемых — по В7, прочих ± */2 до-
пуска 8-го класса.
7. Делительные двухопорные стойки
должны изготовляться по рабочим чер-
тежам, утвержденным Министерством
станкостроительной и инструментальной
промышленности.
Допускается радиальное расположе-
ние пазов.
D в И Bi L bi а (пред, откл. по А3) (пред, откл. по А4) d (пред, откл. по А) t Л it
наи- меньший наи- больший
400 — 400 | 600 400 165 1080 1600 14 14 40 80 140 —
500 500 750 950 500 630 460 1420 2000 18 18 50 160
— | 500
630 । — G30 125 220 125
— | 630
Примечание. Число пазов (кроме центрального): вертикальных — 4, горизон-
тальных — 2.
52
стойки
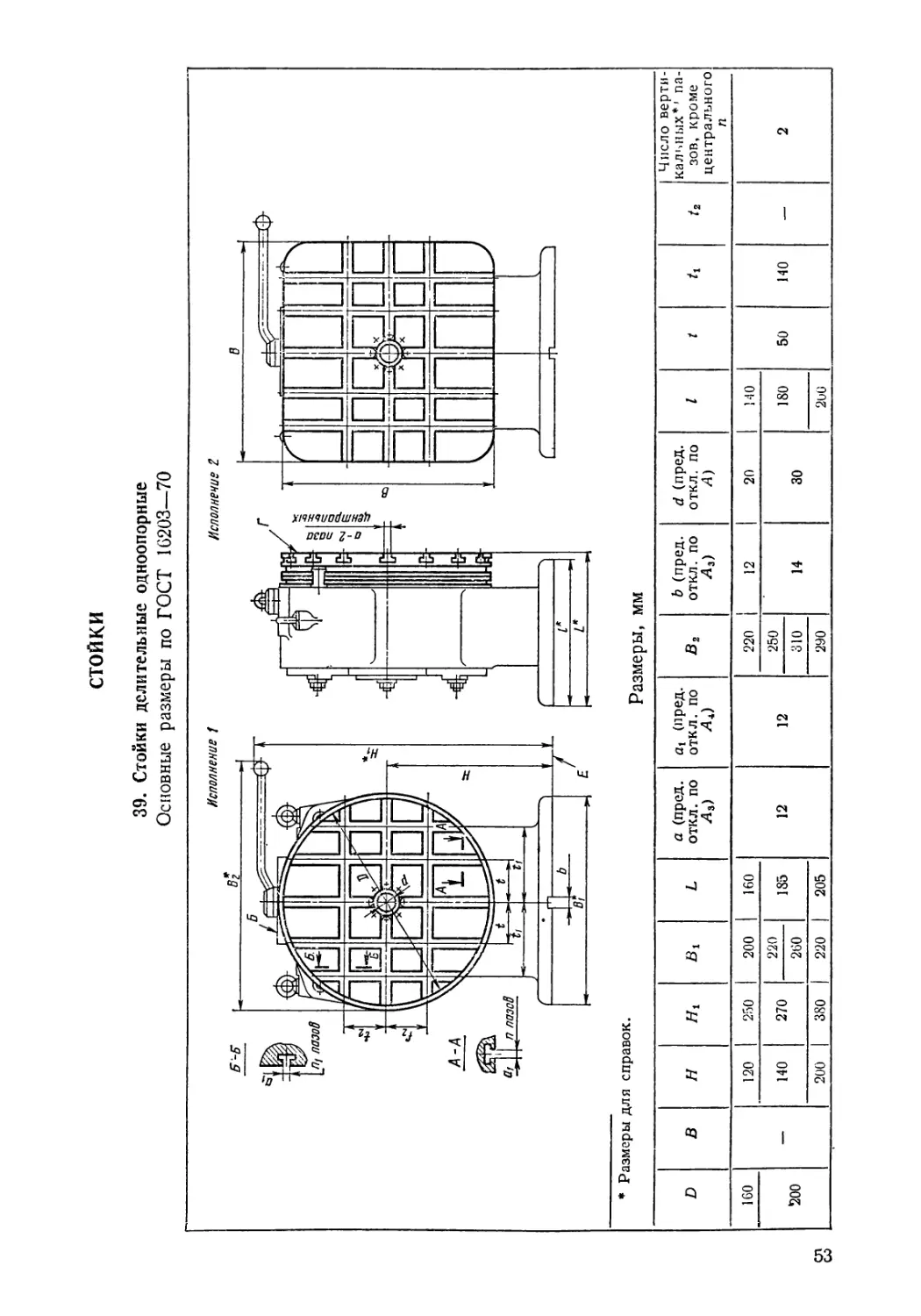
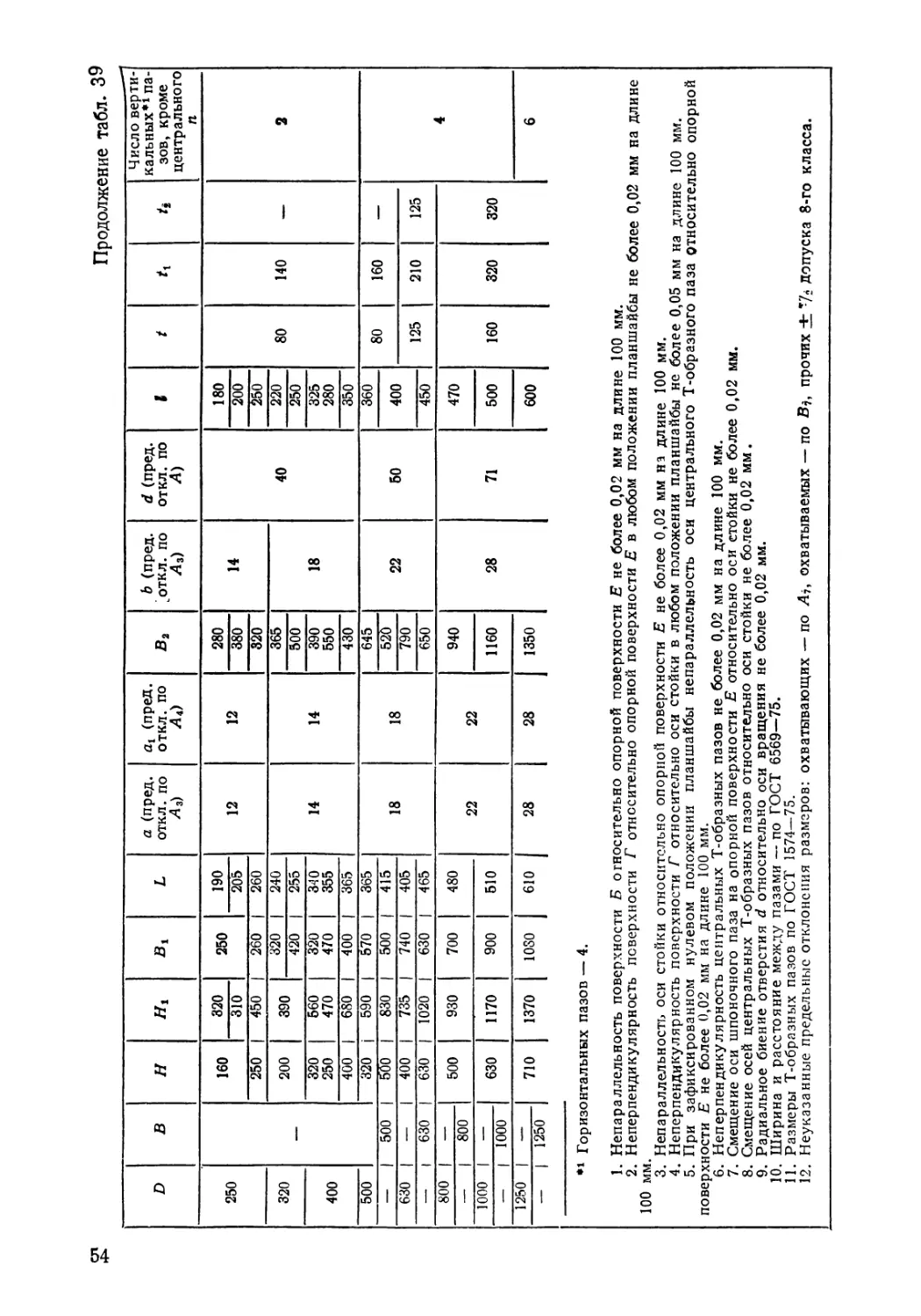
39. Стойки делительные одноопорные
Основные размеры по ГОСТ 1G203—70
Размеры, мм
* Размеры для справок.
D в н Hi £1 L а (пред, откл. по at (пред, откл. по Л4) в2 b (пред, откл. по Аз) d (пред, откл. по Л) 1 t ii tz Число верти- кальных*’ па- зов, кроме центрального п
160 — 120 250 200 160 12 12 220 12 20 140 50 140 — 2
500 140 270 220 185 250 14 30 180
260 310
200 380 220 205 290 200
Продолжение табл. 39
D В н Bi L а (пред, откл. по Л з) Oi (пред, откл. по Л4) в2 b (пред. соткл. по Лз) d (пред, откл. по Л) 1 t Число верти- кальных*1 па- зов, кроме центрального п
250 — 160 320 250 190 12 12 280 14 40 180 80 140 — 2
310 205 380 200
250 450 260 260 320 250
320 200 390 320 240 14 14 365 18 220
420 255 500 250
400 320 250 560 470 320 470 340 355 390 550 325 280
400 680 400 365 430 350
500 320 590 570 365 18 18 645 22 50 360 80 160 — 4
— 500 500 830 500 415 520 400
630 - 400 735 740 405 790 125 210 125
— 1 630 | 630 | 1 1020 | 1 630 | 465 650 450
800 1 - 500 930 700 480 22 22 940 28 71 470 160 320 320
— | 800
1000 1 - 630 1170 900 510 1160 500
— | 1000
1250 1 - 710 1370 1080 610 28 28 1350 600 6
- 1 1250
** Горизонтальных пазов — 4. 1. Непараллельность поверхности Б относительно опорной поверхности Е не более 0,02 мм на длине 100 мм. 2. Неперпендикулярность поверхности Г относительно опорной поверхности Е в любом положении планшайбы не более 0,02 мм на длине 100 мм. 3. Непараллельность оси стойки относительно опорной поверхности Е не более 0,02 мм на длине 100 мм. 4. Неперпендикулярность поверхности Г относительно оси стойки в любом положении планшайбы не более 0,05 мм на длине 100 мм. 5. При зафиксированном нулевом положении планшайбы непараллельность оси центрального Т-образного паза относительно опорной поверхности Е не более 0,02 мм на длине 100 мм. 6. Неперпендикулярность центральных Т-образных пазов не более 0,02 мм на длине 100 мм. 7. Смещение оси шпоночного паза на опорной поверхности Е относительно оси стойки не более 0,02 мм. 8. Смещение осей центральных Т-образных пазов относительно оси стойки не более 0,02 мм. 9. Радиальное биение отверстия d относительно оси вращения не более 0,02 мм. 10. Ширина и расстояние между пазами — по ГОСТ 6569—75. 11. Размеры Т-образных пазов по ГОСТ 1574—75. 12. Неуказанные предельные отклонения размеров: охватывающих — по Ау, охватываемых — по В^, прочих + *7* Допуска 8-го класса.
40. Стойка с делительной планшайбой и балансирами
Применяют для сверлильных и легких фрезеро-
вальных станков. Наладочные устройства или при-
способления центрируются по цилиндрическому
пальцу 4, для крепления их на планшайбе 3 слу-
жат пазы. Деление может производиться на 2, 3,
6, 9, 18 частей. Управление фиксатором 5 педаль-
ное. В рабочем положении планшайбу закрепляют
с помощью рукоятки /. С задней стороны стойки
расположены балансиры 2, уравновешивающие
планшайбу при повороте.
41. Стойка поворотная для накладных кондукторов
io 25 20 15 7,0 5 0, 5 10 15 W
12±0,1
W15 ±0,15
Вид В
Развертка
Я/пах
Я mln
520
Кондуктор центри-
руется по диаметрам
25 А или 150 Д шпин-
деля /. В заданном
положении устанав-
ливается посредст-
вом одного из перед-
вижных фиксаторов.
2. Для закрепления
кондуктора на флан-
це шпинделя служат
120°±6г болты 6. Шпиндель
в установленном по-
ложении стопорят
винтом 4. С помощью
червячной передачи
5 установочную по-
верхность стойки
можно наклонять в
обе стороны от вер-
тикального положе-
ния на 30°. Для за-
крепления служит
костыль 3.
55
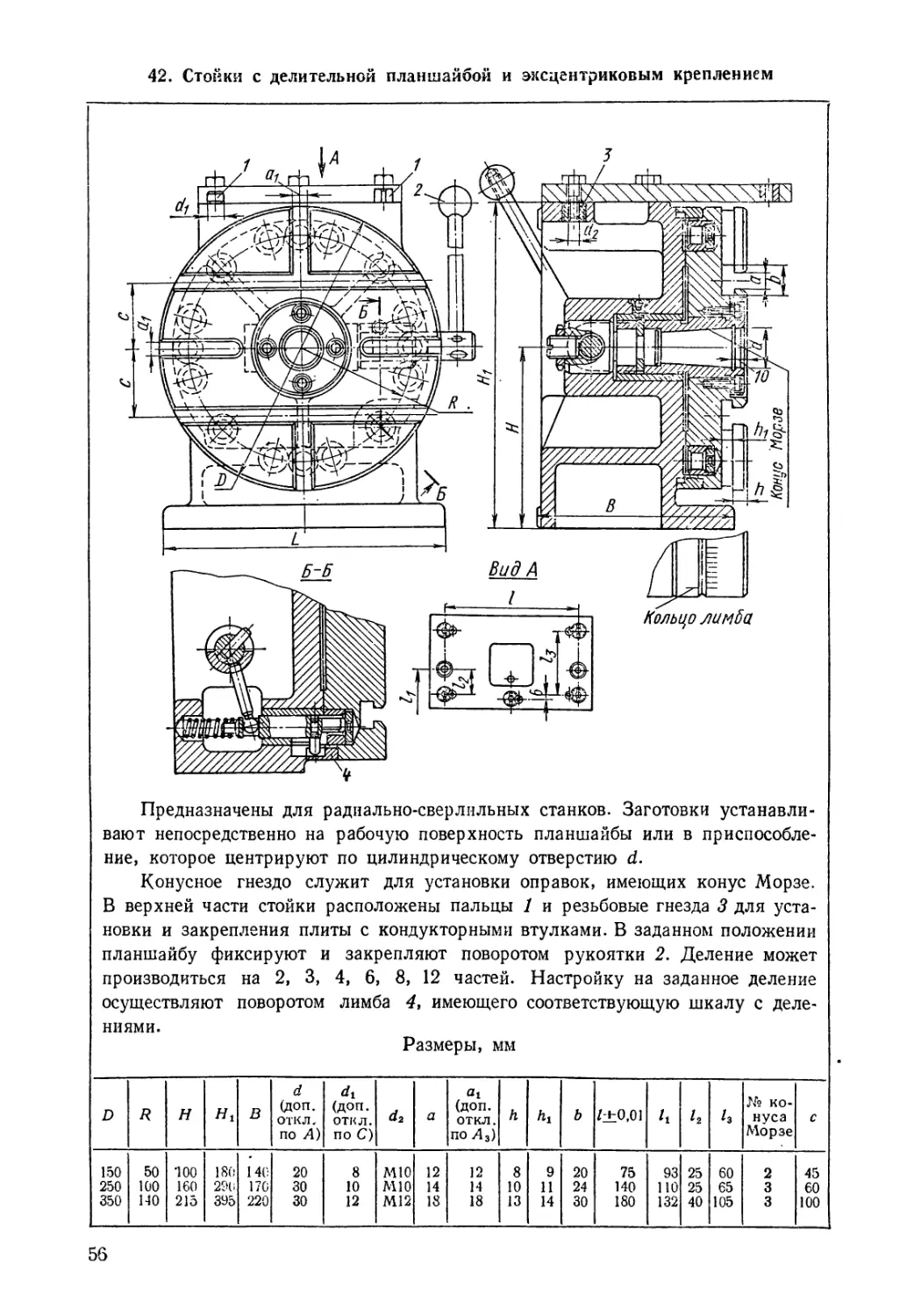
42. Стойки с делительной планшайбой и эксцентриковым креплением
Предназначены для радиально-сверлильных станков. Заготовки устанавли-
вают непосредственно на рабочую поверхность планшайбы или в приспособле-
ние, которое центрируют по цилиндрическому отверстию d.
Конусное гнездо служит для установки оправок, имеющих конус Морзе.
В верхней части стойки расположены пальцы 1 и резьбовые гнезда 3 для уста-
новки и закрепления плиты с кондукторными втулками. В заданном положении
планшайбу фиксируют и закрепляют поворотом рукоятки 2. Деление может
производиться на 2, 3, 4, 6, 8, 12 частей. Настройку на заданное деление
осуществляют поворотом лимба 4, имеющего соответствующую шкалу с деле-
ниями.
Размеры, мм
150
250
350
50 100
100 160
140 215
d
(доп.
откл.
по А)
dt
(доп.
откл.
по С)
8 МЮ
10 МЮ
12 М12
(доп.
откл.
по Д3)
Ь /±0,01 /t
№ ко-
/2 /3 нуса с
Морзе
2 45
3 60
3 100
D
R Н
56
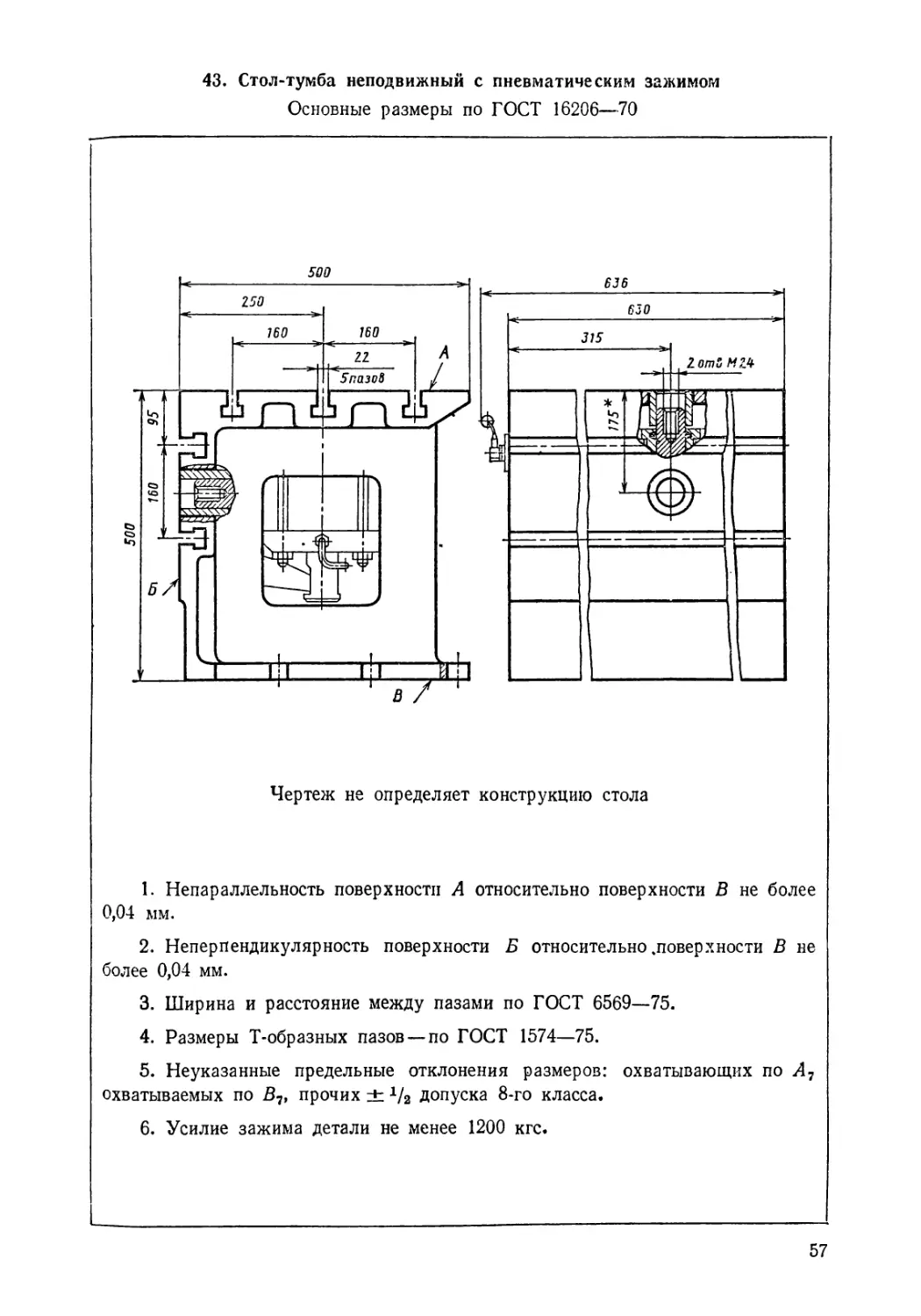
43. Стол-тумба неподвижный с пневматическим зажимом
Основные размеры по ГОСТ 16206—70
Чертеж не определяет
1. Непараллельность поверхности А относительно поверхности В не более
0,04 мм.
2. Неперпендикулярность поверхности Б относительно .поверхности В не
более 0,04 мм.
3. Ширина и расстояние между пазами по ГОСТ 6569—75.
4. Размеры Т-образных пазов — по ГОСТ 1574—75.
5. Неуказанные предельные отклонения размеров: охватывающих по Л7
охватываемых по В7, прочих ± */г допуска 8-го класса.
6. Усилие зажима детали не менее 1200 кгс.
57
44. Столы поворотные круглые с ручным и механизированными приводами
Основные размеры по ГОСТ 16936—71
ВидА
Исполнение 1 L
Размеры, мм
D Н для испол- нений 1 1 2 В Bi L Lt 1 а (пред, откл. ПО Д3) (пред. ОТКЛ. по А4) d (пред. ОТКЛ. по А) (пред. ОТКЛ. по С) o' а> si b (пред. ОТКЛ. по Д3) ь, h Число 1 пазов п 1
не более
160 НО — 250 | 420 | 260 — — 12 — 30 — 3 12 12 8 4 6 —
200 300 | 480 | 320 50 12 14 14 2 4
250 125 360 | 560 | 380 420 63; (70) 40 20 4
320 420 | 030 | 450 500 (70); 80 14 14 18 18
400 НО 500 | 670 | 560 600 63; (70)
500 160 600 | 750 | 630 700 ВО; (90) 18 18 50 5 22 22 12
630 180 — j 710 | 900 | 800 — • 100; (110)
800 200 900 11060 | 900 22 22 28 28 8 6
1000 220 1120 |1250 |1120 125; (140)
1250 1400 11500 |1400 160; (170) 28 28
Примечание. Размеры, заключенные в скоб.:и, допускается применять по тре-
бованию потреб ителя.
Неуказанные предельные отклонения размеров: охватывающих по Л7, охваты-
ваемых по В7, прочих z+z1^ допуска 8-го класса.
Технические требования —по ГОСТ 16935—71.
58
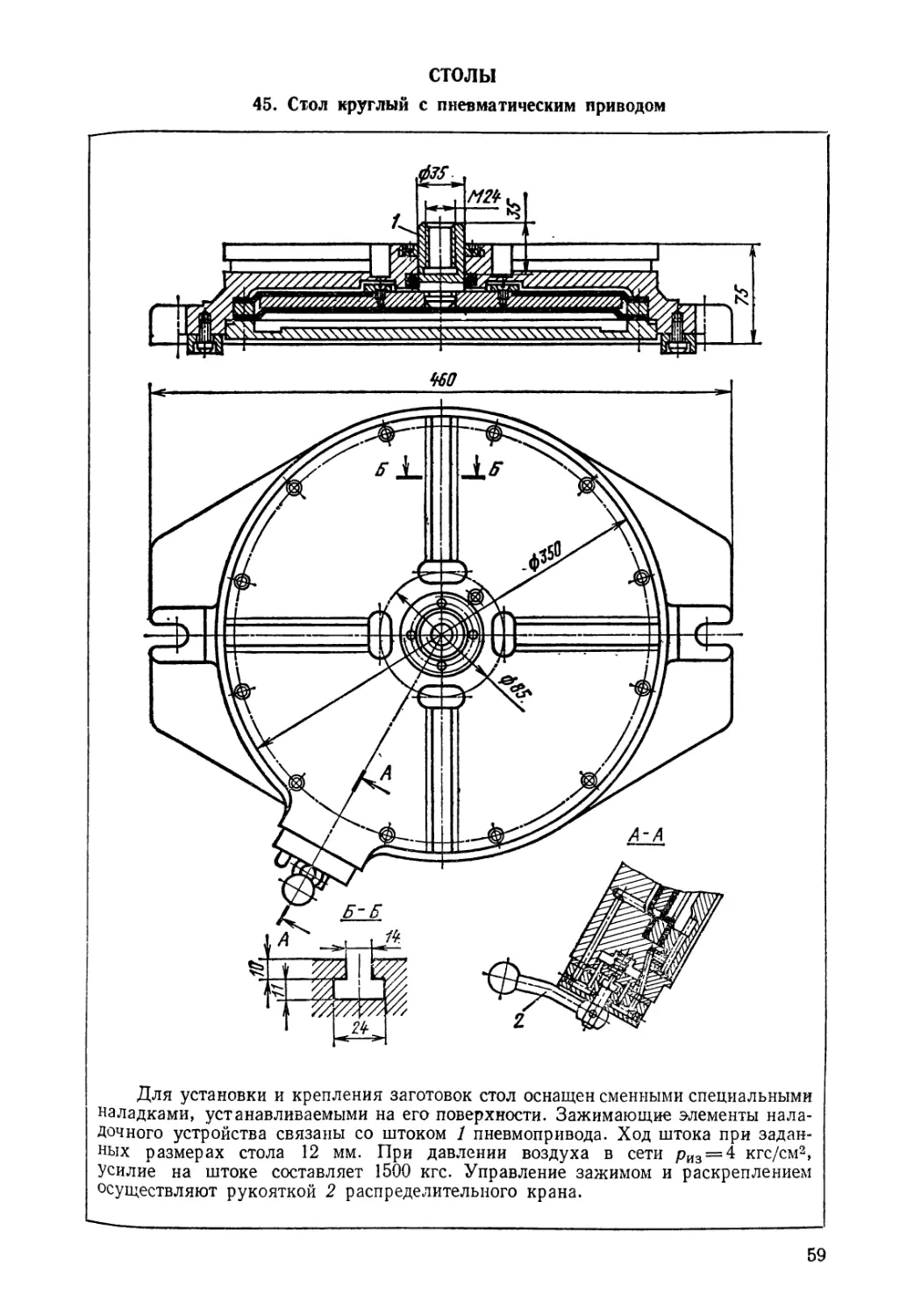
столы
45. Стол круглый с пневматическим приводом
Для установки и крепления заготовок стол оснащен сменными специальными
наладками, устанавливаемыми на его поверхности. Зажимающие элементы нала-
дочного устройства связаны со штоком 1 пневмопривода. Ход штока при задан-
ных размерах стола 12 мм. При давлении воздуха в сети риз = 4 кгс/см2,
Усилие на штоке составляет 1500 кгс. Управление зажимом и раскреплением
осуществляют рукояткой 2 распределительного крана.
59
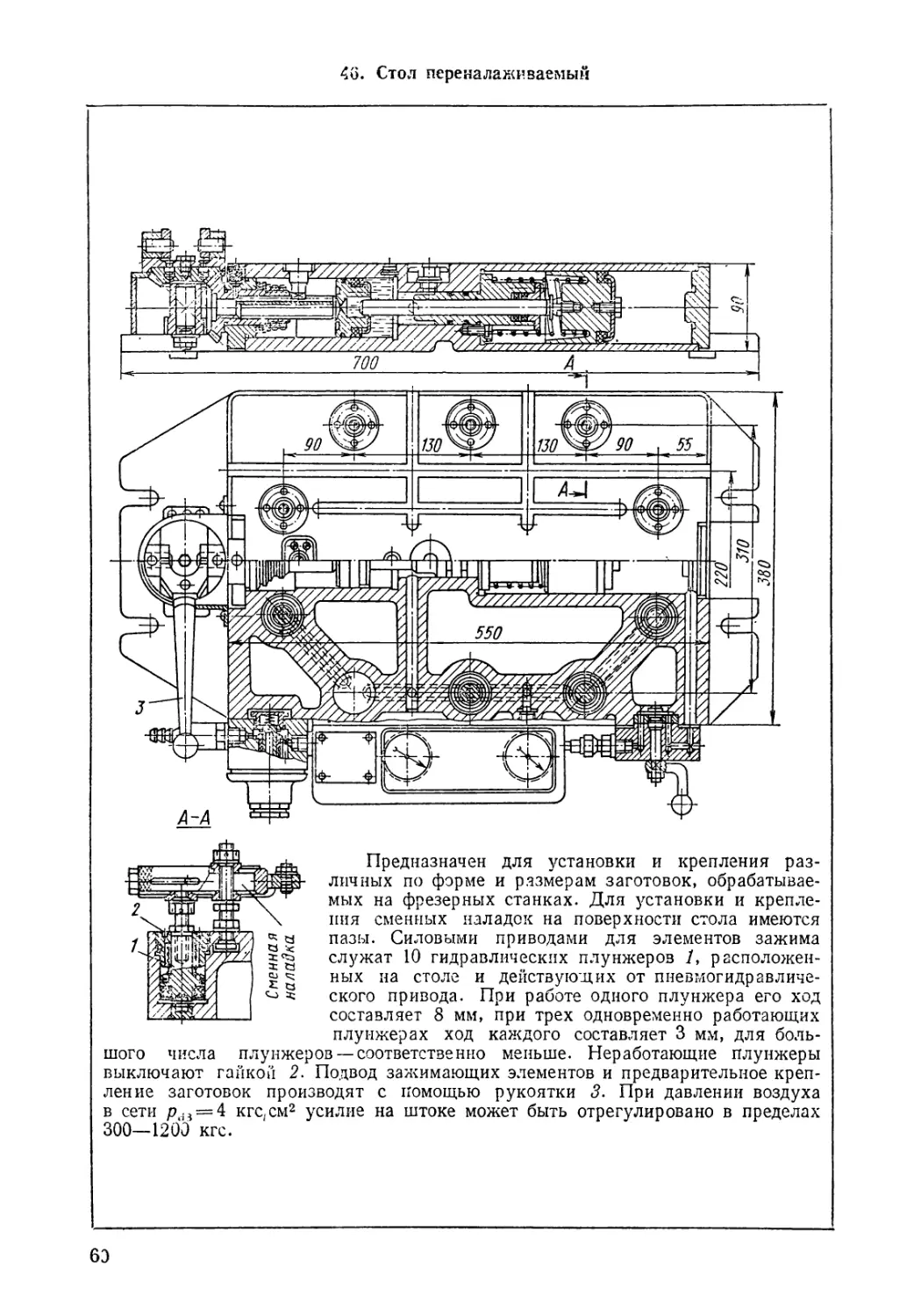
46. Стол переналаживаемый
Предназначен для установки и крепления раз-
личных по форме и размерам заготовок, обрабатывае-
мых на фрезерных станках. Для установки и крепле-
ния сменных наладок на поверхности стола имеются
пазы. Силовыми приводами для элементов зажима
служат 10 гидравлических плунжеров /, расположен-
ных на столе и действующих от пневмогидравличе-
ского привода. При работе одного плунжера его ход
составляет 8 мм, при трех одновременно работающих
плунжерах ход каждого составляет 3 мм, для боль-
шого числа плунжеров —соответственно меньше. Неработающие плунжеры
выключают гайкой 2. Подвод зажимающих элементов и предварительное креп-
ление заготовок производят с помощью рукоятки 3. При давлении воздуха
в сети ptB = 4 кгс,см2 усилие на штоке может быть отрегулировано в пределах
300—1200 кгс.
63
47. Стол круглый поворотный с механическим приводом
Заготовки могут устанавливаться непосредственна) на столе или в устано-
вленном на нем приспособлении. Стол имеет отверстие для центрирования и
пазы для крепления заготовок и приспособлений.
Для настройки стола на требуемый угол поворота служат пальцы 5,
установленные и закрепленные в кольцевом пазу стола. Упором для пальцев
является выдвижной фиксатор 2. Поворот производится ст механического при-
вода или вручную. Направление вращения стола может изменяться переклю-
чением реверсивного механизма посредством рукоятки 1.
h и hi—высота паза (h—нижней части)
Размеры, мм
D L в Bi н а (Доп. откл. по Л3) <h ь и At d (Доп. откл. по А) Конус Морзе
350 480 385 193 155 85 18 18 30 14 14 30 3
500 630 556 275 170 125 22 22 36 16 18 50 5
700 820 760 312 185 200
61
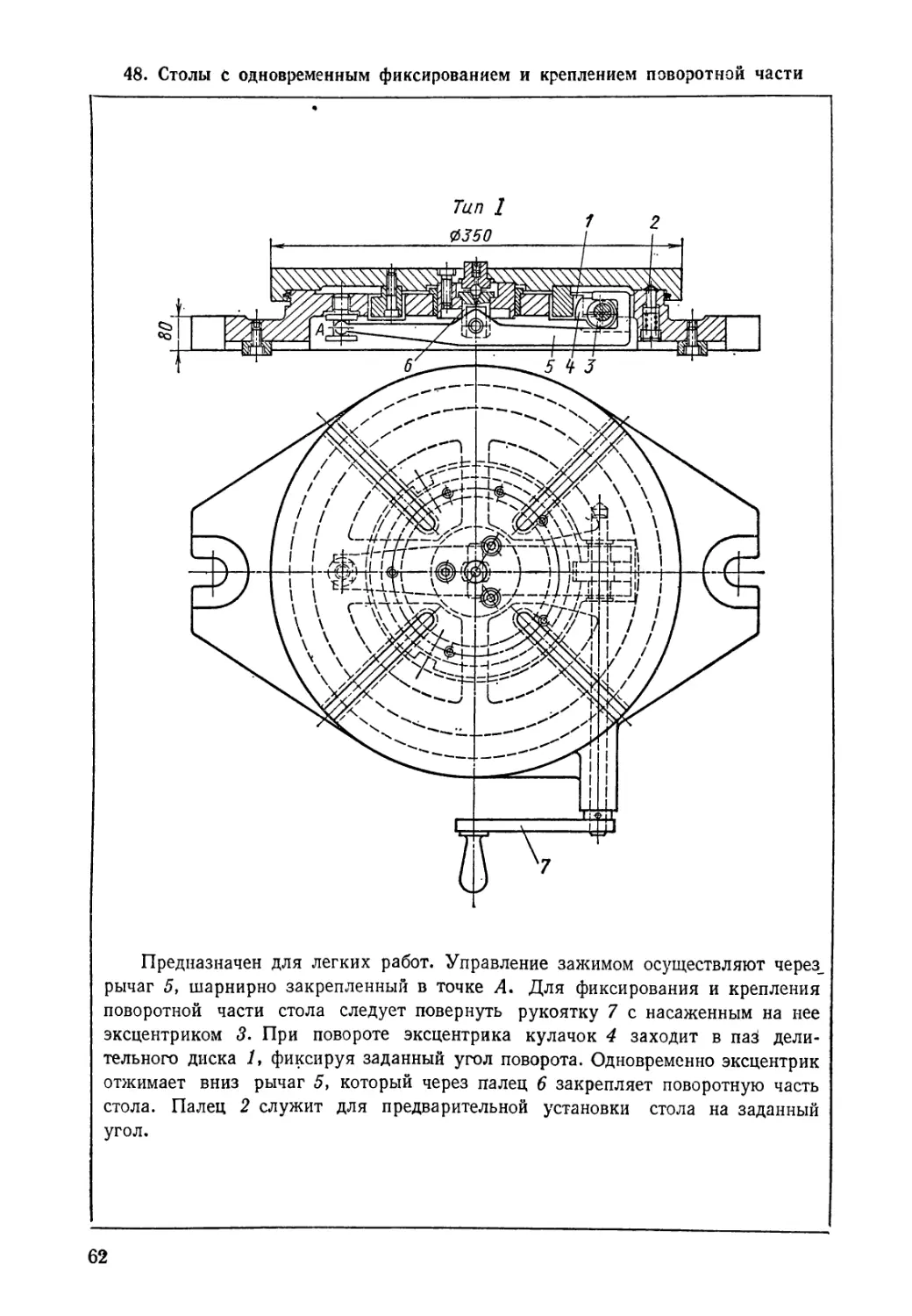
48. Столы с одновременным фиксированием и креплением поворотной части
Предназначен для легких работ. Управление зажимом осуществляют через,
рычаг 5, шарнирно закрепленный в точке А. Для фиксирования и крепления
поворотной части стола следует повернуть рукоятку 7 с насаженным на нее
эксцентриком 3. При повороте эксцентрика кулачок 4 заходит в паз дели-
тельного диска /, фиксируя заданный угол поворота. Одновременно эксцентрик
отжимает вниз рычаг 5, который через палец 6 закрепляет поворотную часть
стола. Палец 2 служит для предварительной установки стола на заданный
угол.
62
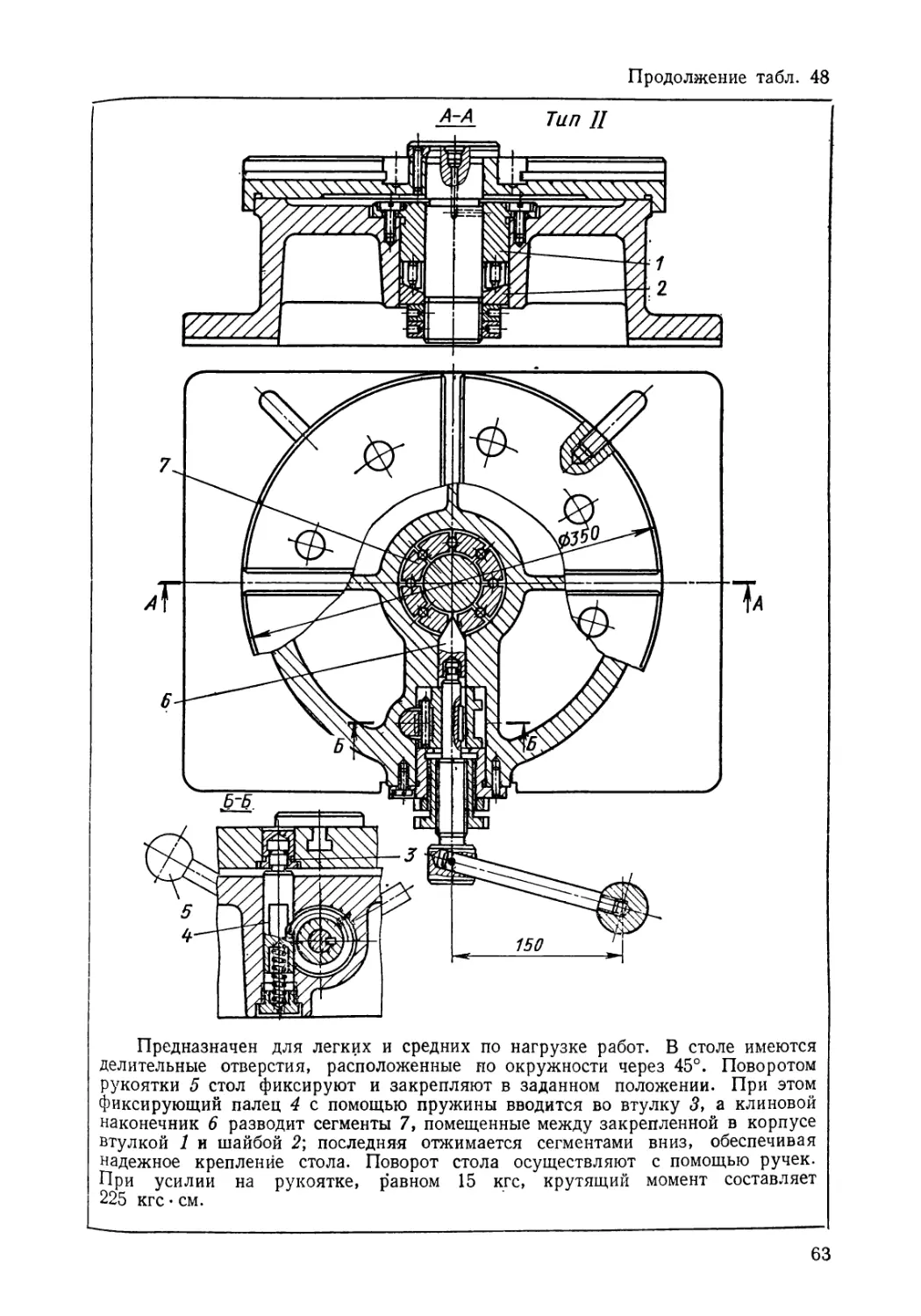
Продолжение табл. 48
±А Тип II
Предназначен для легких и средних по нагрузке работ. В столе имеются
делительные отверстия, расположенные по окружности через 45°. Поворотом
рукоятки 5 стол фиксируют и закрепляют в заданном положении. При этом
фиксирующий палец 4 с помощью пружины вводится во втулку 5, а клиновой
наконечник 6 разводит сегменты 7, помещенные между закрепленной в корпусе
втулкой 1 и шайбой 2; последняя отжимается сегментами вниз, обеспечивая
надежное крепление стола. Поворот стола осуществляют с помощью ручек.
При усилии на рукоятке, равном 15 кгс, крутящий момент составляет
225 кгс - см.
63
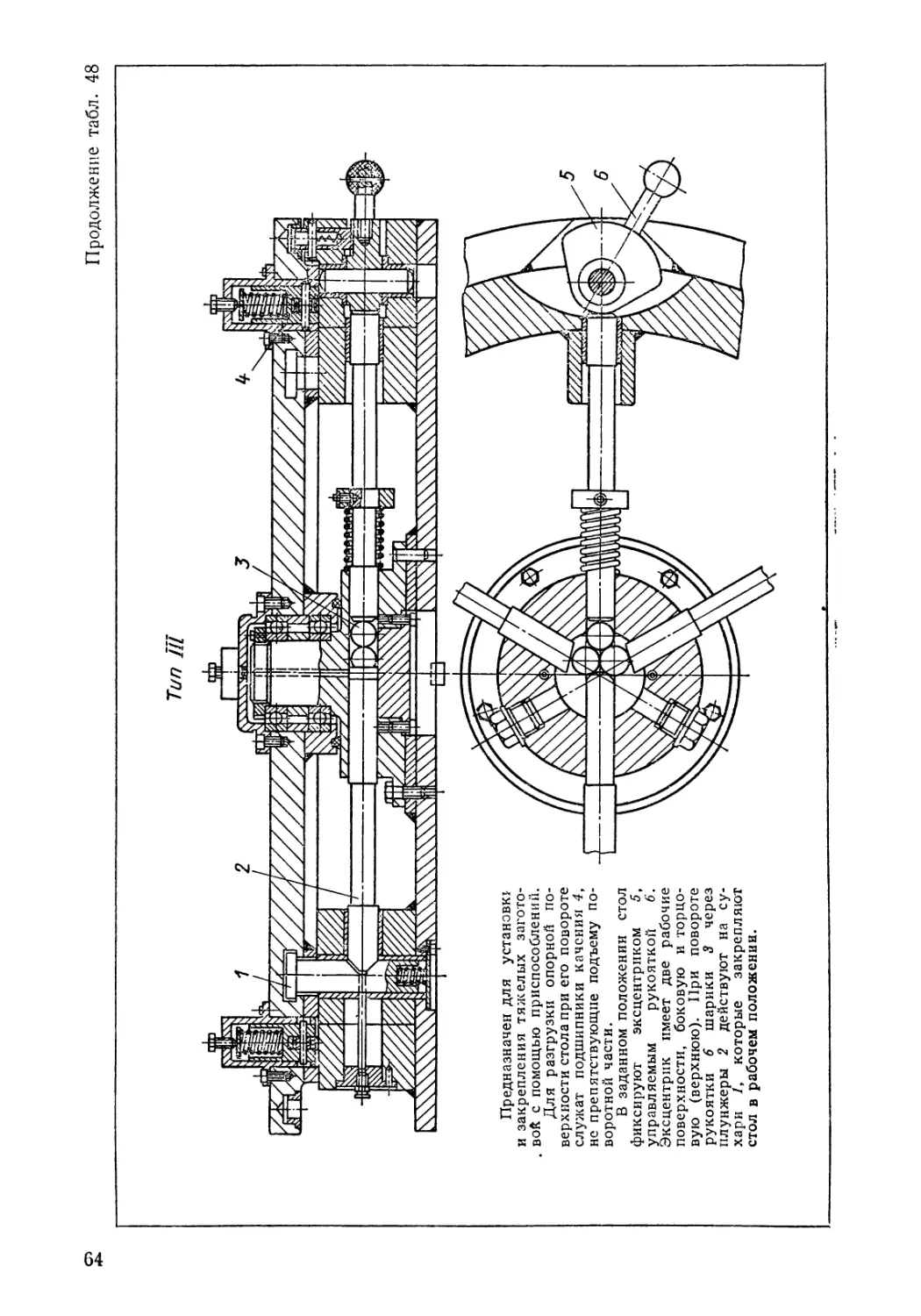
Продолжение табл. 48
Тип П1
Предназначен для установи!
и закрепления тяжелых загото-
вой с помощью приспособлений.
Для разгрузки опорной по-
верхности стола при его повороте
служат подшипники качения 4,
не препятствующие подъему по-
воротной части.
В заданном положении стол
фиксируют эксцентриком 5,
управляемым рукояткой 6'.
Эксцентрик имеет две рабочие
поверхности, боковую и торцо-
вую (верхнюю). При повороте
рукоятки 6 шарики 3 через
плунжеры 2 действуют на су-
хари /, которые закрепляют
стол в рабочем положении.
49. Стол поворотный двухпозиционный
А~А
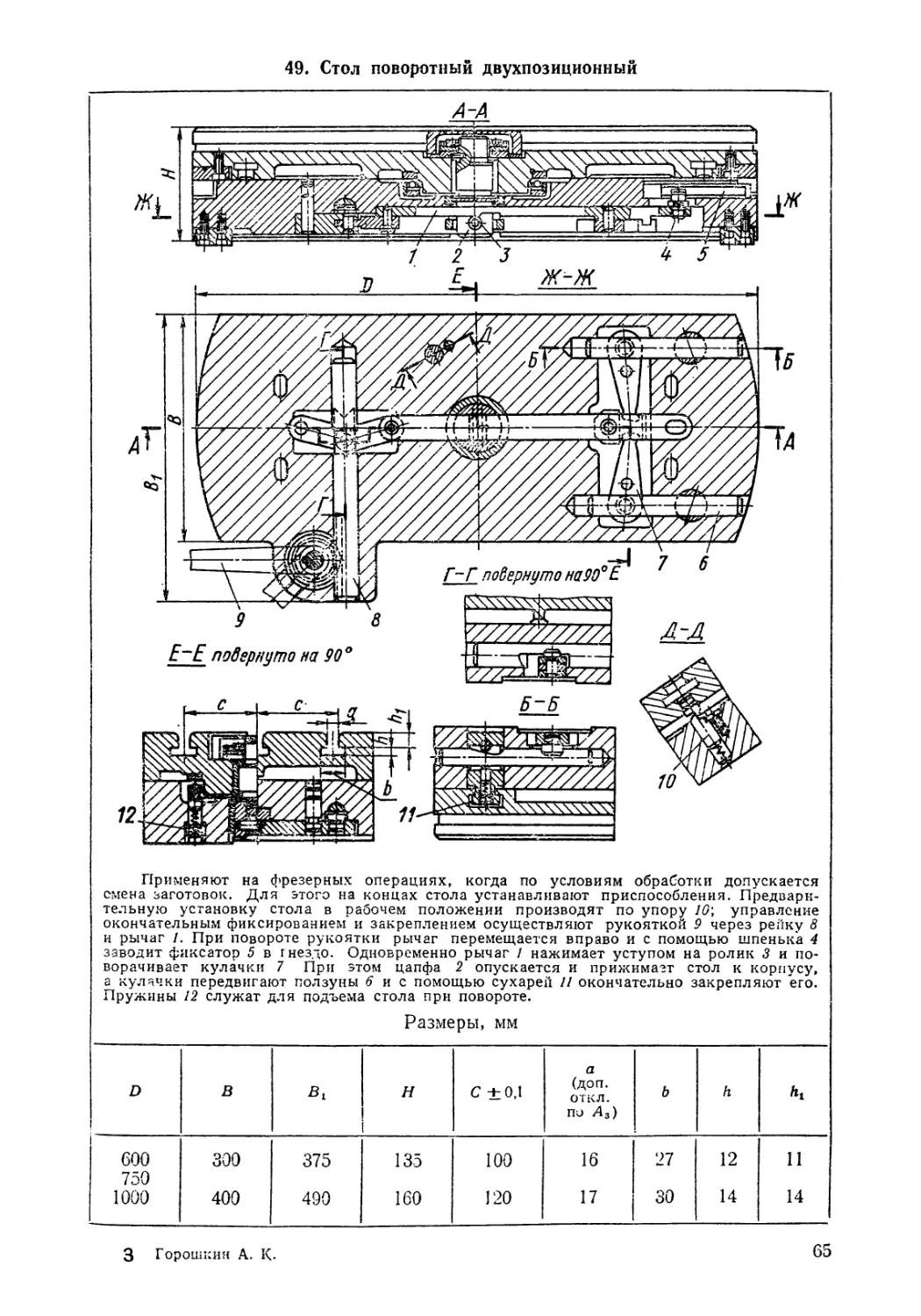
Применяют на фрезерных операциях, когда по условиям обработки допускается
смена заготовок. Для этого на концах стола устанавливают приспособления. Предвари-
тельную установку стола в рабочем положении производят по упору 10\ управление
окончательным фиксированием и закреплением осуществляют рукояткой 9 через рейку 8
и рычаг 1. При повороте рукоятки рычаг перемещается вправо и с помощью шпенька 4
заводит фиксатор 5 в гнездо. Одновременно рычаг / нажимает уступом на ролик 3 и по-
ворачивает кулачки 7 При этом цапфа 2 опускается и прижимает стол к корпусу,
а кулачки передвигают ползуны 6 и с помощью сухарей 11 окончательно закрепляют его.
Пружины 12 служат для подъема стола при повороте.
Размеры, мм
D в н С ±0,1 а (доп. откл. по А3) b h hi
600 300 375 135 100 16 27 12 11
750 1000 400 490 160 120 17 30 14 14
3 Горошкин А. К.
65
50. Стол угловой
о
0100
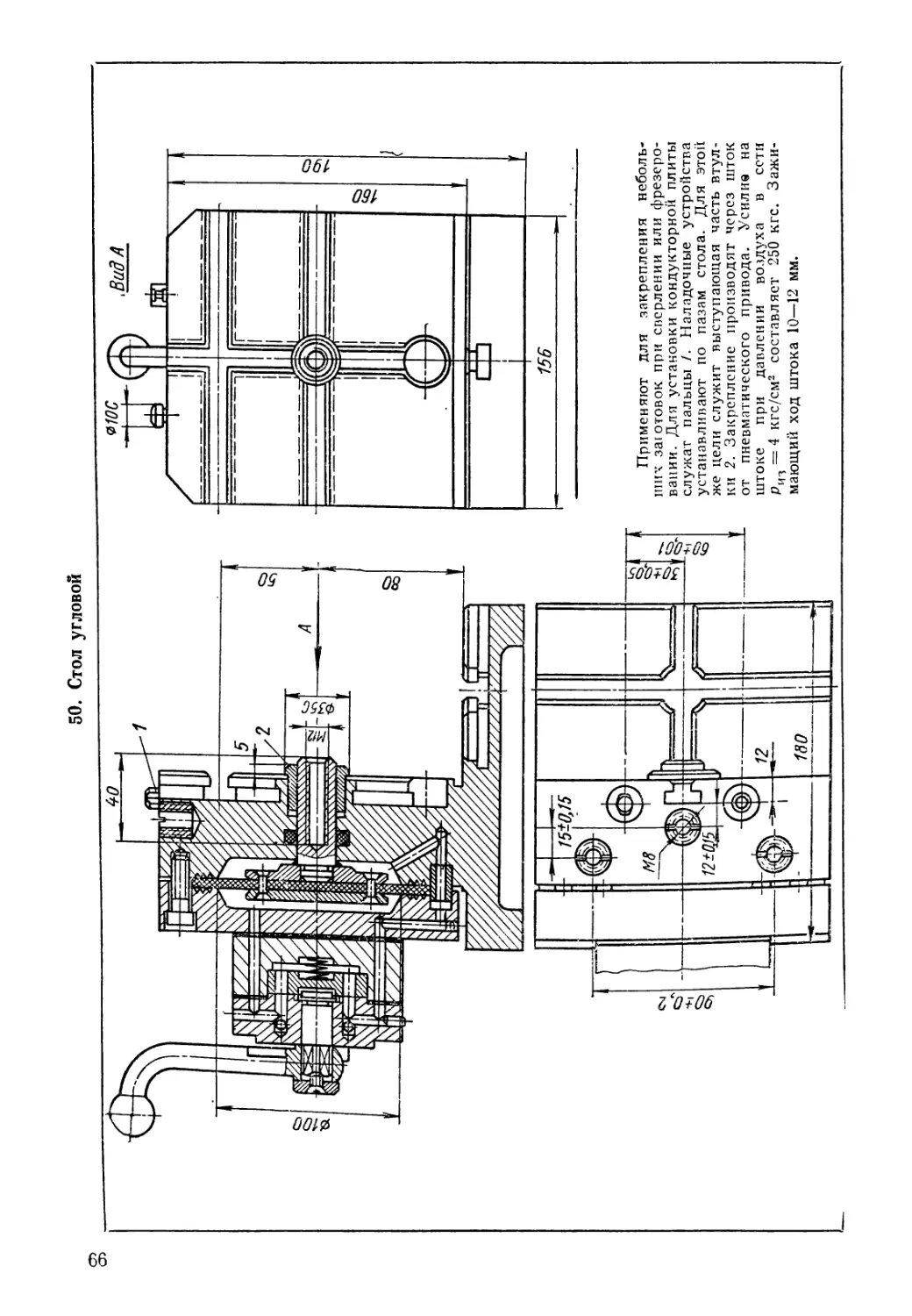
Применяют для закрепления неболь-
ших заготовок при сверлении или фрезеро-
вании. Для установки кондукторной плиты
служат пальцы /. Наладочные устройства
устанавливают по пазам стола. Для этой
же цели служит выступающая часть втул-
ки 2. Закрепление производят через шток
от пневматического привода. Усилив на
штоке при давлении воздуха в сети
рцз = 4 кгс/см2 составляет 250 кгс. Зажи-
мающий ход штока 10—12 мм.
51. Стол координатный универсальный
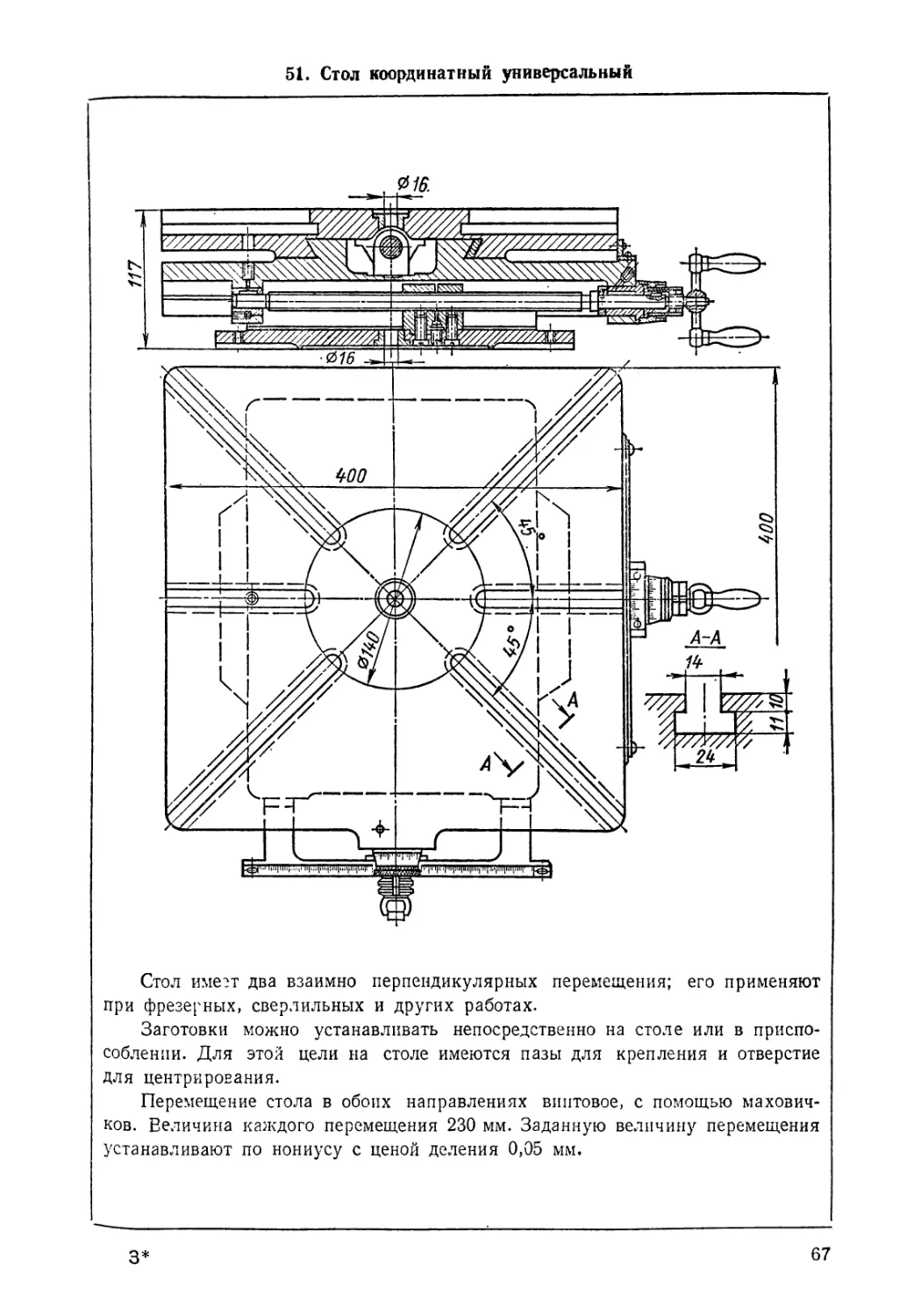
Стол имеет два взаимно перпендикулярных перемещения; его применяют
при фрезерных, сверлильных и других работах.
Заготовки можно устанавливать непосредственно на столе или в приспо-
соблении. Для этой цели на столе имеются пазы для крепления и отверстие
Для центрирования.
Перемещение стола в обоих направлениях винтовое, с помощью махович-
ков. Величина каждого перемещения 230 мм. Заданную величину перемещения
устанавливают по нониусу с ценой деления 0,05 мм.
3*
67
52. Столы для обработки по радиусу
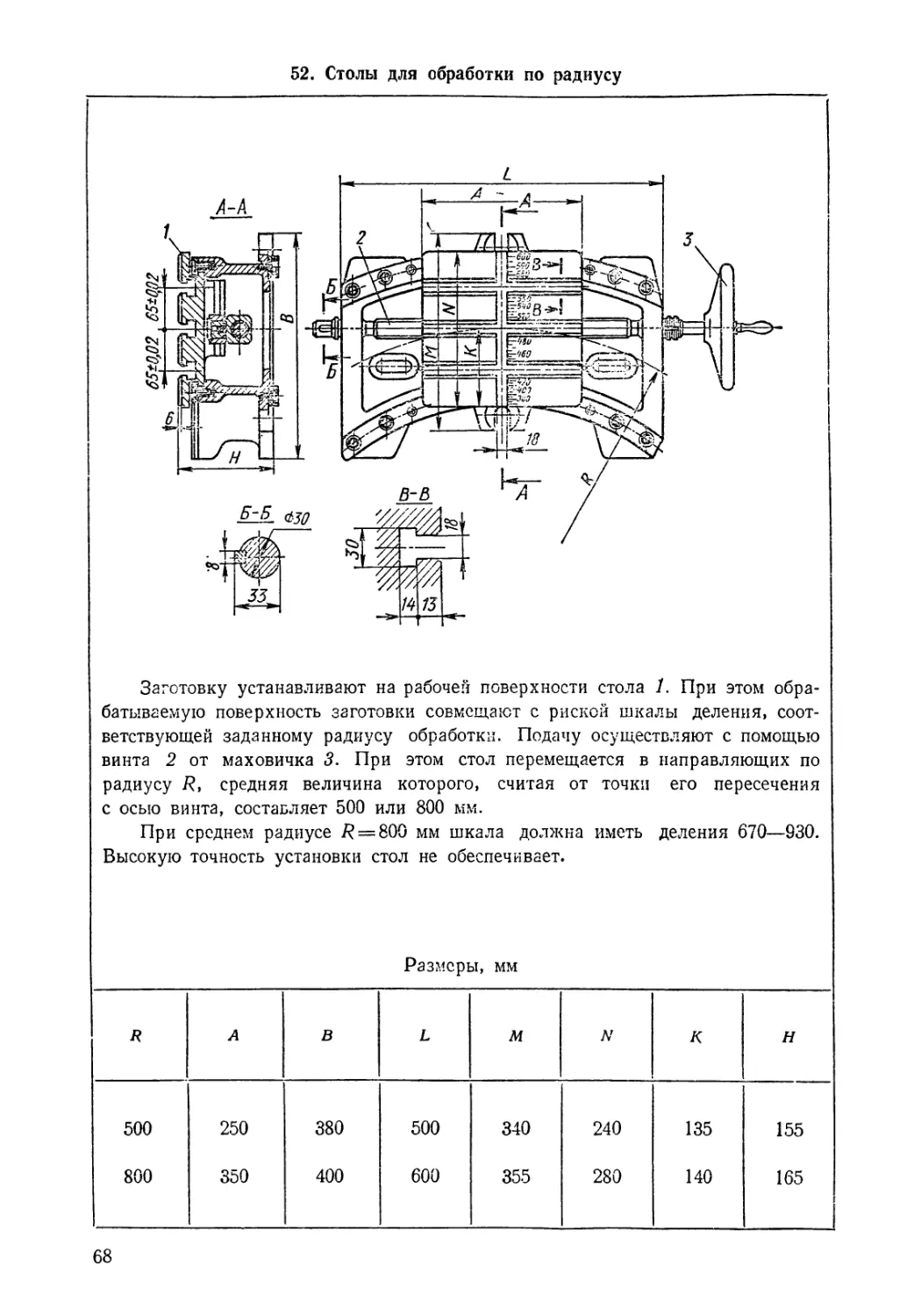
Заготовку устанавливают на рабочей поверхности стола 1. При этом обра-
батываемую поверхность заготовки совмещают с риской шкалы деления, соот-
ветствующей заданному радиусу обработки. Подачу осуществляют с помощью
винта 2 от маховичка 3. При этом стол перемещается в направляющих по
радиусу /?, средняя величина которого, считая от точки его пересечения
с осью винта, составляет 500 или 800 мм.
При среднем радиусе 7? = 800 мм шкала должна иметь деления 670—930.
Высокую точность установки стол не обеспечивает.
Размеры, мм
В А В L м N К н
500 250 380 500 340 240 135 155
800 350 400 600 355 280 140 165
68
53. Стол плавающий для сверлильных станков
Заготовки можно устанавливать в кондукторе, укрепленном па подвижном
столе 2 или непосредственно на столе, когда требуется подвод к инструменту
мест обработки, расположенных в различных точках поверхности заготовки.
Подвод к инструменту осуществляют перемещением стола вручную.
Для закрепления стола в заданном положении служит пневматический
прижим с приводом от мембранной камеры 3, обеспечивающий плотное при-
легание Лола к опорной поверхности плиты 4. Перемещение стола ограничено
пределами перемещения цапфы 1.
Для легкого и свободного передвижения стола воздух к крану 5 следует
подводить с помощью мягких и гибких шлангов.
69
54. Стол делительный^ универсальный
260
Предназначен для фрезерных работ. Поворот при делении осуществляют
вокруг вертикальной или горизонтальной осей.
Для установки стола на заданный угол используют сменные делительные
диски 1. Один делительный диск обеспечивает деление на 2, 3, 4, 5, 8, 12 ча-
стей.
Стол закрепляют поворотом рукоятки 2.
Для установки наладочного устройства используют посадочное отверстие
d = 80.4.
Стол можно устанавливать по двум взаимно перпендикулярным поверх-
ностям.
70
55. Стол поворотный
Предназначен для фрезерования по радиусу фасок, байонетных пазов и др.
Заготовку устанавливают на оправку или непосредственно на поворотную часть 1.
Вращение при обработке осуществляют маховичком 3 через червячную пару. Для установки на заданный угол
поворота служат два подвижных упора 2, переставляемых по кольцевому пазу крышки стола.
ND
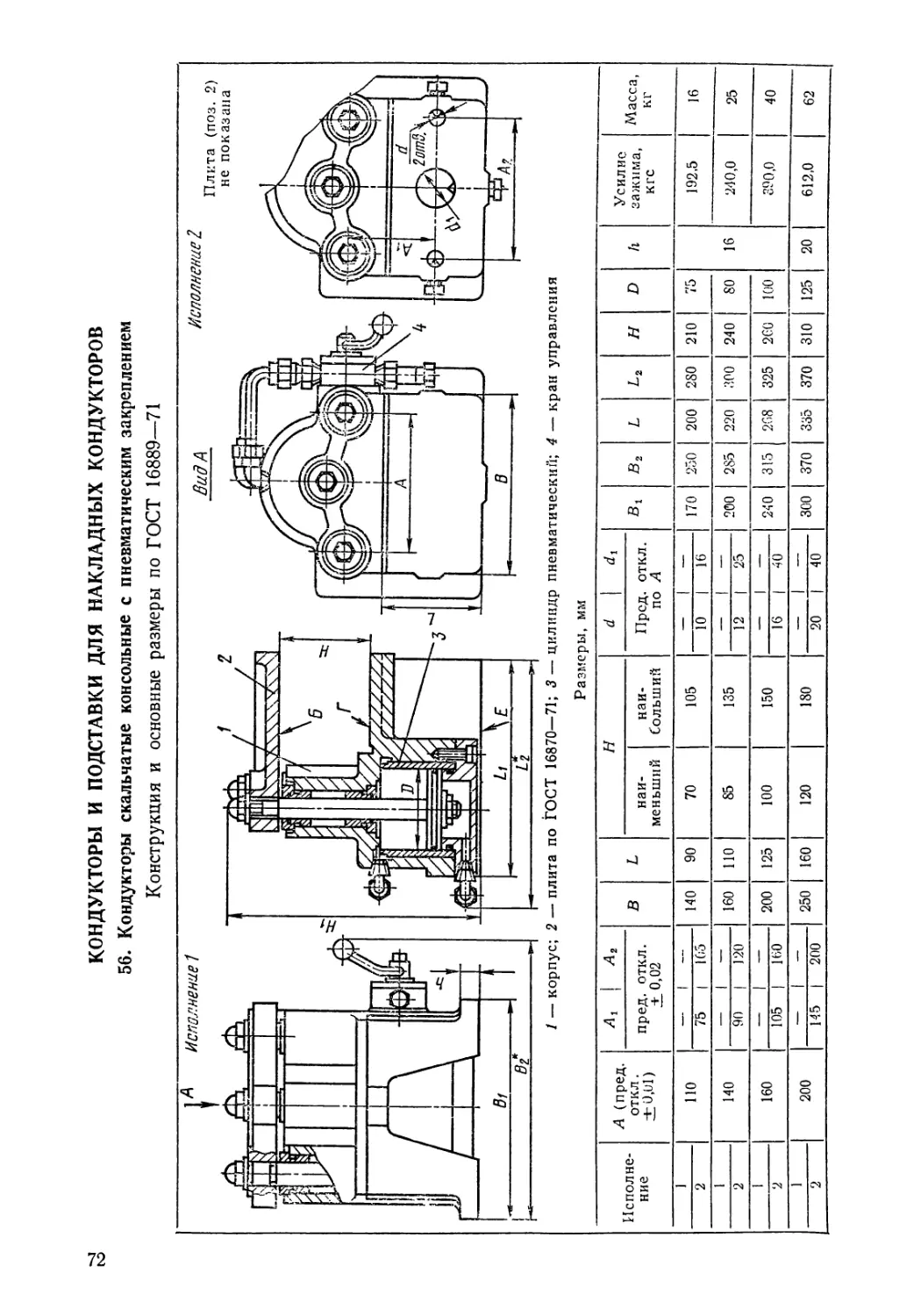
КОНДУКТОРЫ И ПОДСТАВКИ ДЛЯ НАКЛАДНЫХ КОНДУКТОРОВ
56. Кондукторы скальчатые консольные с пневматическим закреплением
Конструкция и основные размеры по ГОСТ 16889—71
Bz Lz.
1 — корпус; 2 — плита по ГОСТ 16870—71; 3 — цилиндр пневматический; 4 — кран управления
Размеры, мм
Исполне- ние Л (пред, откл. ±0,01) Л, 1 Аг В L Н d | d. Bi В2 L l2 Н D h Усилие зажима, кгс Масса, кг
пред. откл. ±0,02 наи- меньший наи- больший Пред. откл. по А
1 2 ПО 75 | 105 140 90 70 105 10 | 16 170 250 200 280 210 75 16 192.5 16
1 2 140 90 | 120 160 110 85 135 12 | 25 200 285 220 300 240 80 240,0 25
1 2 160 105 | 160 200 125 100 150 16 | 40 240 315 268 325 260 100 390,0 40
1 2 200 145 ( 200 250 160 120 180 20 ( 40 300 370 335 370 310 125 20 612,0 62
57. Кондукторы скальчатые портальные с пневматическим закреплением
Конструкция и основные размеры по ГОСТ 16892—71
Исполнение Т
1 — корпус; 2 — плита по ГОСТ 16893—71; 3 — кран управления; 4— ци-
линдр пневматический
Размеры, мм
| Испол- нение А (пред, откл. -+ 0,01) Пред. ~ откл. — + 0,02 В L наи- мень- ший 7 • л*, к ч- « о = ЕЮ 3 d (пред- откл. по Л) Lt l2 Н D Усилие зажима, кгс Масса, кг
1 2 320 160 125 160 240 120 180 12 345 390 570 385 125 500,0 65
1 2 400 210 180 220 320 200 16 415 479 650 420 160 850,0 105
1 2 200 280 250 300 420 160 280 20 540 575 750 465 150
Примечание. Размер /г = 30 мм.
73
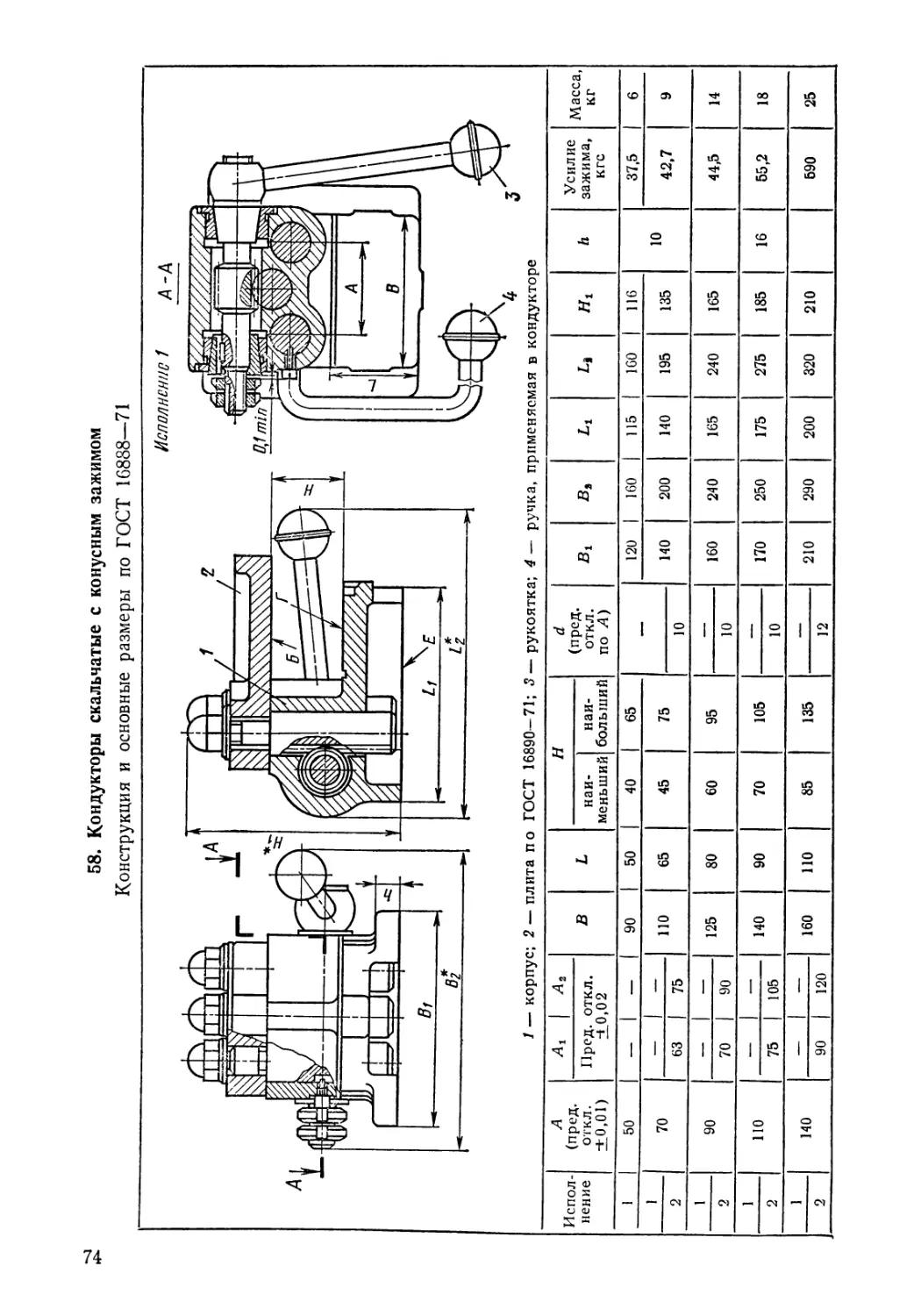
58. Кондукторы скальчатые с конусным зажимом
Конструкция и основные размеры по ГОСТ 16888—71
А
корпус; 2 — плита по ГОСТ 16890—71; 3—рукоятка; 4— ручка, применяемая в кондукторе
Испол- нение А (пред, откл. ±0,01) At | А2 В L И d (пред, откл. по Л) Bi вя Li bj Hi h Усилие зажима, кгс Масса, кг
Пред. откл. ±0,02 наи- меньший наи- больший
1 50 - 1 - 90 50 40 65 10 120 | 160 115 160 116 10 37,5 6
1 2 70 - 1 - 63 I 75 110 65 45 75 140 200 140 195 135 42,7 9
1 2 90 - 1 - 70 | 90 125 80 60 95 10 160 240 165 240 165 44,5 14
1 2 ПО - 1 - 75 | 105 140 90 70 105 10 170 250 175 275 185 16 55,2 18
1 2 140 - 1 - 90 | 120 160 НО 85 135 12 210 290 200 320 210 590 25
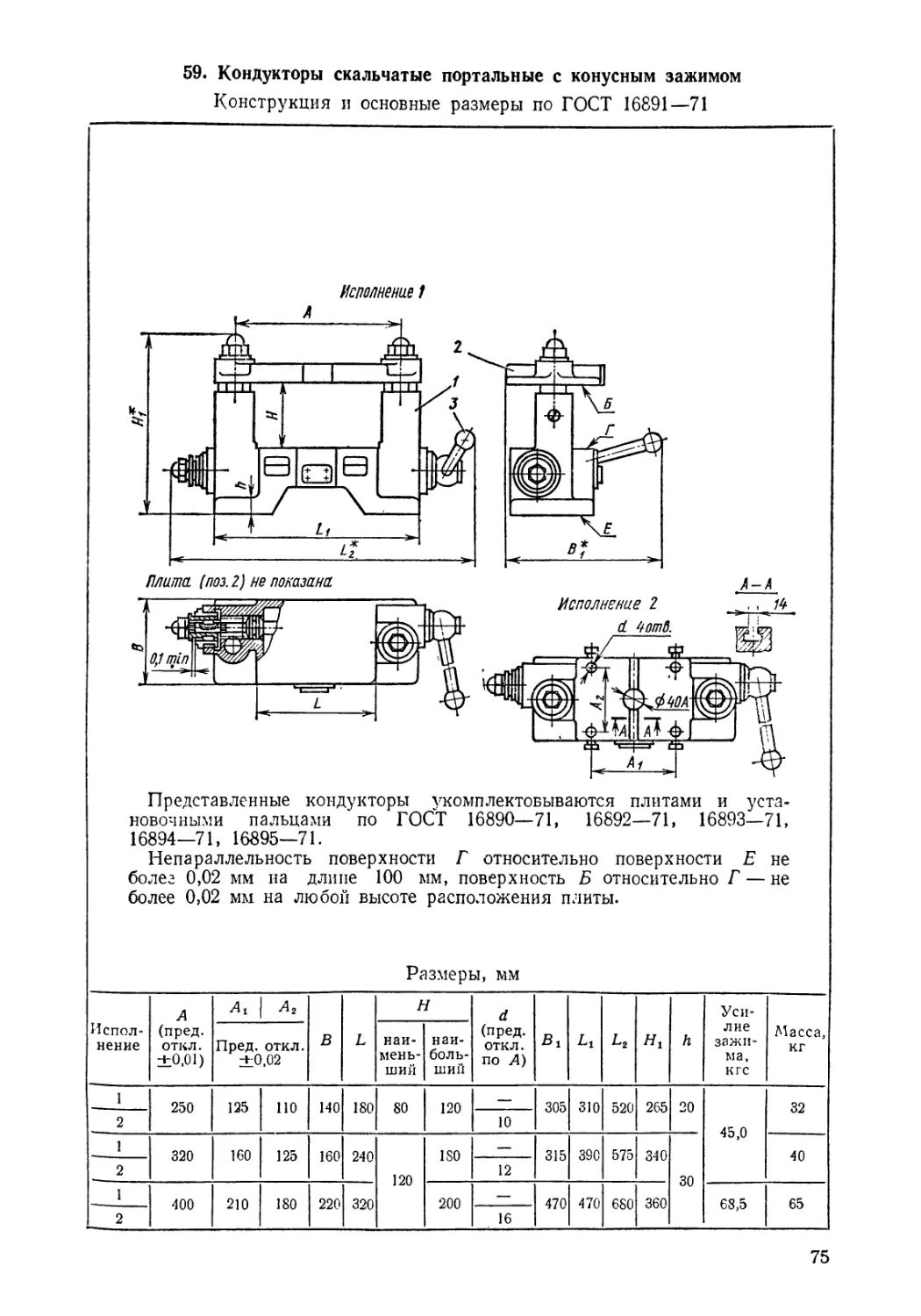
59. Кондукторы скальчатые портальные с конусным зажимом
Конструкция и основные размеры по ГОСТ 16891—71
Исполнение 1
А
Плита, (поз.2) не показана. А-А
Представленные кондукторы укомплектовываются плитами и уста-
новочными пальцами по ГОСТ 16890—71, 16892—71, 16893—71,
16894—71, 16895—71.
Непараллельность поверхности Г относительно поверхности Е не
более 0,02 мм па длине 100 мм, поверхность Б относительно Г — не
более 0,02 мм на любой высоте расположения плиты.
Размеры, мм
Испол- нение А (пред, откл. ±0,01) A 1 | А2 В L Н d (пред, откл. по Л) ^1 Ь2 ^1 h Уси- лие зажи- ма, кгс Масса, кг
Пред. откл. ±0,02 наи- мень- ший наи- боль- ший
I 250 125 но 140 180 80 120 — 305 310 520 265 20 45,0 32
2 10
1 320 160 125 160 240 120 180 — 315 390 575 340 30 40
2 12
I 400 210 180 220 320 200 — 470 470 680 360 68,5 65
2 16
75
60. Кондукторы скальчатые двухколонные с пневматическим зажимом
Предназначены для сверления различных по форме заготовок. Сменные
наладки устанавливают на пальцах 1 (цилиндрический и срезанный), плиту
с кондукторными втулками—-на верхних пальцах 2.
Заготовка зажимается при опускании верхней крышки 3, соединенной со
штоком 4 пневмопривода, расположенного в нижней части корпуса. Для
управления служит рукоятка 5 крана. Ход штока ~ 8 мм. Усилие на штоке
при внутреннем диаметре пневмокамеры 140 мм и давлении воздуха в сети
риз = 4 кгс/см2 составляет ~ 450 кгс.
Размеры, мм
А В н h hi c Ci D d (доп. откл. по С) L
mil max
70 90 50 80 160 12 6 125 38 210 13 280
100 120 80 120 20-5 15 8 180 53 270 15 350
76
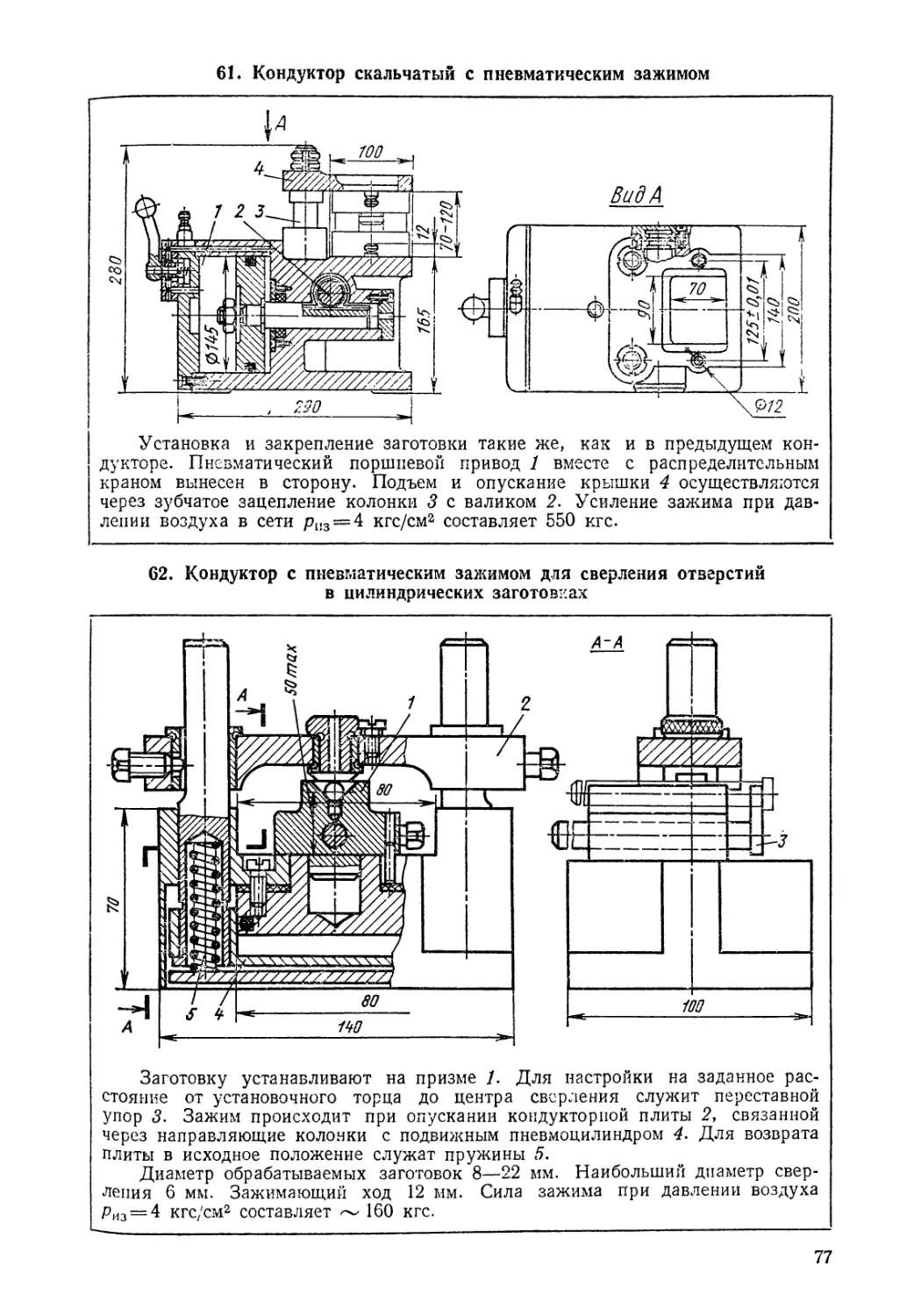
61. Кондуктор скальчатый с пневматическим зажимом
Установка и закрепление заготовки такие же, как и в предыдущем кон-
дукторе. Пневматический поршневой привод 1 вместе с распределительным
краном вынесен в сторону. Подъем и опускание крышки 4 осуществляются
через зубчатое зацепление колонки 3 с валиком 2. Усиление зажима при дав-
лении воздуха в сети риз = 4 кгс/см2 составляет 550 кгс.
62. Кондуктор с пневматическим зажимом для сверления отверстий
в цилиндрических заготовках
Заготовку устанавливают на призме 1. Для настройки на заданное рас-
стояние от установочного торца до центра сверления служит переставной
упор 3. Зажим происходит при опускании кондукторной плиты 2, связанной
через направляющие колонки с подвижным пневмоцилиндром 4. Для возврата
плиты в исходное положение служат пружины 5.
Диаметр обрабатываемых заготовок 8—22 мм. Наибольший диаметр свер-
ления 6 мм. Зажимающий ход 12 мм. Сила зажима при давлении воздуха
Риз = 4 кгс/см2 составляет ~ 160 кгс.
77
63. Кондуктор скальчатый с механическим зажимом для сверления
отверстий в цилиндрических заготовках
$12 max
Вид А
И ж
IIIIIII
Заготовку устанавливают на призмах 1
и 2. Поддерживающая призма 1 — подвиж-
ная. Для настройки на заданное расстояние
от установочного торца до центра сверления
служит упор 3. Заготовка зажимается при
опускании кондукторной плиты, запирается—
конусом. Размеры заготовок: диаметр 12—
30 мм, наименьшая длина 15 мм.
64. Конусный замок
78
Продолжение табл. 64
Применяют в скальчатых кондукторах для запирания кондукторной плиты.
Валик 1, несущий рукоятку 4, посредством косозубой передачи сцеплен
с колонкой 2, на которой закреплена верхняя крышка кондуктора. Для опу-
скания или подъема колонки следует повернуть рукоятку; после того как
верхняя плита опущена до упора на заготовку, наступает торможение, при
котором конус 3 валика начинает затягиваться в гнездо, заклинивая валик,
что препятствует самопроизвольному отходу плиты. Из-за простоты устройства
запирание конусом широко применяют в скальчатых кондукторах. Наклон
зубьев следует брать равным 45°, Угол конуса принимают равным ~11°+5'
(конусность 1 : 5),
Расчет зажимающего усилия с применением конусного замка (примени-
тельно к скальчатому кондуктору).
Требуемое зажимающее усилие
где / — расстояние от оси колонки до зажима; /х—дли-на направляющей части
колонки; / = 0,1—коэффициент трения; Qi —фактическое осевое усилие на
колонке кондуктора;
здесь Л4Кр--крутящий момент, приложенный к рукоятке; d/—диаметр началь-
ной окружности зубчатой части конуса; F — сила трения, противодействующая
опусканию колонки;
г,
dt sin (ах 4- ф)
где а = 45° —угол наклона зубьев колонки; ах — половина угла конуса; ф —
угол трения на конусе.
79
65. Кондуктор для сверления отверстий в болтах»
шпильках и валиках
Предназначен для сверления небольших (до 5 мм) отверстий. Колодка 5
в зависимости от диаметра детали имеет два призматических гнезда. Для
установки на заданную длину колодку можно перемещать вдоль направляю-
щих пазов корпуса 4. Шпилька 1 служит упором. Ее положение по длине
регулируют гайкой. Эксцентрик 2, зажимающий деталь, настраивают по вы-
соте болтом 3.
66. Подставка с накладным кондуктором для заготовок»
не имеющих установочных отверстий
Накладной кондуктор устанавливают на двух пальцах с помощью откид-
ных шайб. Заготовку зажимают между кондуктором и плитой. Зажим осуще-
ствляется при опускании кондукторной плиты, запивание в опущенном поло-
жении — конусами.
80
67. Подставки для накладного кондуктора с креплением от руки
D
Заготовку можно устанавливать непосредственно на подставку 1 или на
промежуточную прокладку. Накладной кондуктор центрируется по посадоч-
ному диаметру dC3 пальца 2, при закреплении удерживается быстросъемной
шайбой. Кондуктор и заготовку закрепляют одновременно — опусканием
пальца, соединенного посредством косозубого зацепления с валиком, несущим
рукоятку 3. Запирание —конусным замком.
Размеры, мм
D н h d (доп. откл. по С3) di ь
min max
125 75 20 75 20 12 21
200 90 20 85 25 16 21
300 105 25 120 28 20 25
81
68. Подставка для накладного кондуктора с пневматическим креплением
А-А
Установка заготовок аналогична предыдущей (см. с. 81). Закрепление
накладного кондуктора —от пневматического привода. Осевое усилие на штоке
пневмопривода при давлении воздуха в сети риз = 4 кгс/см2 для подставки
с £ = 190 мм составляет ~260 кгс, для подставки с D = 315 мм ~ 400 кгс.
Размеры, мм
D Di Di н d (ДОП. 0'1 кл. по С3) di h b
min max
190 200 100 95 22 16 94 90 16
315 330 120 115 28 20 130 18
82
Глава 3
УСТАНОВОЧНЫЕ, ДЕЛИТЕЛЬНЫЕ
И ЗАЖИМАЮЩИЕ УЗЛЫ ПРИСПОСОБЛЕНИЙ.
КОНСТРУКЦИИ И РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ
ОПОРЫ
Домкрат винтовой
с применением гаечного ключа
Используют в качестве опоры для
тяжелых заготовок. Установку и за-
крепление по высоте осуществляют
контргайкой
Используют в случае, когда над
домкратом расположено обрабатывае-
мое сквозное отверстие. Втулка дом-
крата предназначена для выхода ин-
струмента
Домкрат резьбовой
с накатанной контргайкой
Домкрат винтовой с рукояткой
Применяют в качестве опоры для
сравнительно легких и небольших
заготовок
Не требует применения ключа. Фик-
сирование в рабочем положении обе-
спечивается давлением заготовки
83
Продолжение табл.
Домкрат винтовой с поступательным
перемещениегт! опоры
Применяют для нетяжелых загото-
вок. Устанавливают в местах, доступ-
ных для управления. В отличие от
предыдущих конструкций при посту-
пательном перемещении не вращается
благодаря наличию направляющего
винта 1
Подпорка винтовая
Назначение—упор снизу. Конструк-
ция стандартизована ГОСТ 1559—67
Опора качающаяся
Давлением заготовки самоустанав-
ливается. В отличие от предыдущих
конструкций положение кулачков по
высоте не регулируется
Давлением заготовки самоустанавли-
вается. Два опорных плунжера /,
плавающие благодаря взаимной связи
через шток 2
Блок самоустанавливающихся
домкратов
Применяют для подвода нескольких
опор, расположенных на одной линии.
В установленном положении закреп-
ляют одним болтом
Опора двухплунжерная
Допускает установку заготовки по
черной необработанной поверхности.
Опорные плунжеры 1 благодаря коро-
мыслу 2 являются плавающими. По-
ложение плунжеров по высоте посто-
янное
84
Продолжение табл.
Опора двусторонняя
подводная
Применяют преимущест-
венно в поворотных кондук-
торах. Опорные кулачки 1
подводят винтом 2 через ша-
рик 3. Отвод кулачков обе-
спечивает пружина 4
Распорка винтовая
Рабочую длину регулиру-
ют подвертыванием гайки.
Конструкция стандартизо-
вана ГОСТ 1560—67
Домкрат клиновой
с винтовым поджимом
Применяют в качестве опо-
ры по обработанной поверх-
ности для небольших загото-
вок. Высота подъема до 3 мм.
Угол подъема должен быть
самотормозящим
85
Продолжение табл.
Домкрат клиновой плунжерный
со шпоночным запором
А-А
Подающий клин 1 досылается вин-
том 2 и фиксируется в установленном
положении шпонками 3 через шарик 4
Домкрат клиновой плунжерный с цан-
говым запором
В установленном положении фикси-
руется цангой 1. Цанга разжимается
конусом винта 2 и заклинивается
в положении зажима
Домкрат клиновой
с поджимающей гайкой
В установленном положении фикси-
руется клиновым распором при под-
вертывании гайки 1
Домкрат самоустанавливающийся
плунжерный
Заготовка
1
Применяют в качестве опоры для
нетяжелых заготовок с малой жестко-
стью. Фиксируется сухарем 1 при
завертывании болта 2
Опора призматическая регулируемая
Призма 1 опирается на кольцевой
торец винта 2; может устанавливаться
относительно оси заготовки. Регули-
рование по высоте осуществляется
винтом. Закрепляется гайкой 3.
Конструкция стандартизована ГОСТ
13158—67
86
Продолжение табл.
ДЕЛИТЕЛЬНЫЕ МЕХАНИЗМЫ
Фиксатор байонетный
Вид А
С цилиндрическим или коническим рабочим концом. При повороте
рукоятки 4 штифт 5 скользит по винтовому пазу фиксатора, посылая его
вперед или отводя назад (/—фиксатор; 2—корпус; 3 — пружина). Основные
размеры, мм: d—10 4-20; £>==32 и 40; Dl = Q0 и 65; / = 62 и 75; L =
= 72 4- 102. Конструкция стандартизована ГОСТ 13161—67
Фиксатор вытяжкой
С цилиндрическим или кони-
ческим рабочим концом. Для
выключения оттягивают кноп-
ку 4 и поворачивают ее на 90®.
Штифт 3 заходит в торцовые
пазы втулки и удерживает фи-
ксатор в крайнем заднем поло-
жении. Затем кнопка 4 повора-
чивается, и пружина 2 посылает
фиксатор 1 в крайнее переднее
положение. Основные размеры,
мм: d = 6 4-16; £) = 16 и 22;
£ = 83 4-109; £>г = 20 и 26;
£)2 = 25 и 32; / = 6 4-16.
Конструкция стандартизована
ГОСТ 13160—67
с эксцентриковым выключением
Применение эксцентрика облегчает
управление фиксатором, но ограничи-
вает величину оттягивания (в преде-
лах эксцентриситета)
87
Продолжение таб;
Фиксатор пружинный
с клиновым выключением
Имеет те же достоинства и недо-
статки, что и предыдущая конструкция
Фиксатор с эксцентриковым
управлением
Величина оттягивания фиксатора
определяется эксцентриситетом управ-
ляющей оси 1
Фиксатор цанговый
Фиксирование производится при
зацеплении зуба делительного диска 1
с вырезом цанги 2. Зазоры при зацеп-
лении выбираются благодаря пружи-
нящему свойству цанги. Подвод и от-
вод цанги осуществляются через шток 5,
связанный с приводом
Фиксатор реечно-кулачковый
Фиксирование осуществляется при
зацеплении конуса рейки 2 с пазом
делительного диска 1. Подачу конуса
обеспечивает пружина 3. Винт 4 слу-
жит для удаления зазора в месте за-
цепления. Управление делением про-
изводят рукояткой 5 через рейку с зуб-
чатым колесом 6, посаженным на ось
рукоятки
Фиксатор реечный с клиновым распором
Делительный диск
В отличие от предыдущей конструк-
ции при включении создается клиновой
распор между пальцем 1 и пробкой 2,
в результате чего повышается точность
деления. Плоскость скоса должна рас-
полагаться перпендикулярно направле-
нию вращения делительного диска
88
Продолжение табл.
Фиксатор реечный
При повороте рукоятки 6 зубчатое колесо 3 перемещает фиксатор 1
(имеющий нарезанную рейку) вперед или назад (2 — втулка; 4 — пружина;
5 — пробка). Основные размеры, мм: d = 8 4-36; £ = 60 4-160; £> = 25 4-55;
Di = 30 4-63; / = 8 4-25. Конструкция стандартизована ГОСТ 13162—67
Фиксатор откидной
Фиксатор откидной
с удлиненной рукояткой управления
Имеет преимущество перед пальце-
вым фиксатором, заключающееся в том,
что при делении используют наиболь-
ший радиус делительного диска. Кро-
ме того, клиновые скосы фиксатора
выбирают зазор в делительных пазах
Диска
Принципиального отличия в устрой-
стве и работе по сравнению с преды-
дущей конструкцией не имеет. Удобен
в управлении
89
Продолжение табл.
Фиксатор с компенсирующим клинОхМ
Конусный фиксатор 1 перед поворотом диска отводят рукояткой 3. Вклю-
чение фиксатора происходит под действием пружины 2; чтобы' фиксатор не
имел бокового зазора и обеспечивал точное деление, в устройство введен
клин 4, регулируемый винтом. Под действием пружины 5, находящейся
в натяжении, клин прижимает фиксатор постоянно к одной стороне
Фиксатор с рычажным управлением
Фиксатор 1 подводят и отводят по-
воротом рычага 2. Управляющая ру-
коятка вынесена в сторону и удалена
от фиксатора. Конструкция должна
исключать самопроизвольное выпаде-
ние фиксатора
Фиксатор сдвоенный
Применяют в случаях, когда шаг t
между делительными отверстиями мал.
Делительные отверстия располагают
в два ряда со смещением в шахматнОхМ
порядке. Управляющий валик 1 при
своем повороте (посредством зубчатого
зацепления) поочередно вводит и вы-
водит фиксаторы 2 и 3
90
Продолжение табл.
Делительное устройство
с зажимающим эксцентриком
Применяют при делении
по плоскостям граней по-
воротных устройств типа
оправок (головок). Одновре-
менно с делением осуществ-
ляется закрепление. При за-
креплении поворотная часть
оправки (головки) отжи-
мается на величину посадоч-
ного зазора, вызывая смеще-
ние оси
Делительное устройство с одновременным закреплением поворотной части
При повороте рукоятки 1 по часовой стрелке кулачок 4 скользит по
эксцентриковому скосу и выводит фиксатор 3 из гнезда делительного
диска 2. Одновременно с этим поворачивается гайка 5, которая, переме-
щаясь по резьбе гильзы 6, освобождает палец 7 и раскрепляет диск. При
обратном повороте рукоятки фиксатор заводится в гнездо диска, а гайка,
оттягивается пальцем, перемещаясь вправо, снова закрепляет делительный
диск
91
Продолжение табл.
Делительное устройство с закреплением посредством хомута
Фиксирование при делении производится с помощью пальца 3, управ-
ляемого рукояткой 4. Той же рукояткой через хомут 2 закрепляется
поворотная часть приспособления. Величину угла поворота рукоятки регу-
лируют винтом 1
ЗАЖИМАЮЩИЕ УСТРОЙСТВА
ЭКСЦЕНТРИКОВЫЕ И КЛИНОВЫЕ
Зажим эксцентриковый
Предусматривает закрепление ци-
линдрической заготовки, установлен-
ной на призме
Зажим эксцентриковый
с автоматическим подводом прихвата
(пружиной)
Заготовка
Зажимающая планка 1 под дейст-
вием пружины 2 находится в положе-
нии для зажима. Поворотом рукоят-
ки 3 производится закрепление заго-
товки и обратным поворотом отвод
планки
92
Продолжение табл.
Зажим осевым эксцентриком
Заготовка
'fe
Удобен из-за компактности и про-
стоты устройства. Величина хода в пре-
делах эксцентриситета. Сильного за-
жима не обеспечивает
Зажим эксцентриковый с плунжером
Заготовка.
Зажим консольным эксцентриком
заготовка
в»
Зажим эксцентриковый
с отводным прихватом
Зажим двухплунжерный
Достоинства и недостатки те
что и в предыдущем случае
А-А
Положение прихвата 1 по высоте
регулируется гайкой 2. При установке
и съеме заготовки прихват отводят
вместе с эксцентриком
Зажим эксцентриковый
с качающимся прихватом
Заготовка
Применяют в случаях, не требующих
отвода прихвата. Положение по высоте
настраивают сменными шайбами 1
Применяют для центрирования
закрепления с внутренних сторон
Двух противоположных точках. Силь-
ного зажима не обеспечивает
Применяют для закрепления заго-
товки в труднодоступном месте. Зажи-
мающий эксцентрик вынесен за стенку
приспособления
93
Продолжение табл.
Прихват с эксцентриком отводной
Закрепление осуществляется прихватом 1
посредством рукоятки, имеющей на оси
эксцентриковый палец 2, связанный с плун-
жером 3. Настройку на заданное положение
прихвата производят гайкой 4
Зажим эксцентриковый
с принудительным отводом прихвата
Зажим эксцентриковый
для закрепления заготовки
с внутренней стороны
Наличие промежуточного плунже-
ра 1 допускает удобное размещение
эксцентрика в корпусе заготовки
Заготовка
При повороте эксцентрика 1 заготовка
закрепляется прихватом 2. При раскрепле-
нии прихват отводится с помощью кулач-
ка. Положение прихвата по высоте регули-
руется гайкой 3
Зажим эксцентриковый потолочный
Применяют в случаях прижима к
потолочной базовой поверхности. Пре-
делы зажима в зависимости от вели-
чины эксцентриситета и плеча рычага.
Отводится пружиной
Зажим эксцентриковый с костылем
Зажим эксцентриковый
с качающимся прихватом
Применяют для закрепления, требующего
наклонного положения прихвата 1. Поло-
жение эксцентрика 2 (исходное) регули-
руется винтом 3
Хорошо вписывается в конструкцию
приспособления. Надежного крепле-
ния не обеспечивает
94
Продолжение табл.
Зажим эксцентриковый с сапожком
Зажим прихватом
с торцовым эксцентриком
Применяют в тех случаях, когда по усло-
виям закрепления зажимающий эксцентрик
должен быть вынесен за стенку приспособ-
ления
Зажим плавающим эксцентриком
Конструкция зажима позволяет одновре-
менно досылать прихват / и зажимать за-
готовку. При повороте рукоятки 2 эксцент-
рик 3 получает вращательное движение и
из-за смещенного положения цапфы 5 сооб-
щает ползуну 4 возвратно-поступательное
движение. Разжим заготовки и отвод при-
хвата осуществляются в обратном порядке
Зажим сапожком
с торцовым эксцентриком
Эксцентрик 1 — плавающий; взаимодей-
ствуя с кулачком 2, обеспечивает зажим
заготовки в двух направлениях. Для зажи-
ма необходим ключ
Зажим эксцентриковый
с прихватом и плоской пружиной
Зажим осуществляется поворотом руко-
ятки /, плечи которой имеют эксцентрико-
вые поверхности, упирающиеся в планку 2.
При разжиме заготовки ввиду упора руко-
ятки в штифт <5 производится одновремен-
ный отвод планки. Плоская пружина 4
Досылает планку вперед для очередного
зажима
Зажим подобен тисочному с одной зажи-
мающей губкой. Величина отвода костыля
определяется углом подъема эксцентрика
Зажим качающимся кулачком
эксцентриковый
Допускает пег\лиговяпир исходного поло-
жение зажимающего кулачка опорным бол-
том /
95
Продолжение табл
Зажим качающимся кулачком эксцентриковый с боковым упором
Конструкция зажима аналогична
предыдущей. Упор для эксцентрика —
штифт / вынесен на боковую стенку
приспособления
Зажим байонетный
Позволяет отводить зажимающий элемент 1 на значительную величину
(в зависимости от длины паза). Угол спиральной части паза должен обе-
спечивать самоторможение во избежание самопроизвольного отхода при
запирании
Зажим эксцентриковый двухсапожковый
Применяют при необходимости закрепления заготовки в двух точках
сапожками 1. Сапожки посажены на эксцентриковую ось 2. Величина
подъема сапожков в пределах эксцентриситета. Отвод сапожков пружиной 3
96
Продолжение табл.
Зажим эксцентриковый
двухкулачковый
Заготовка закрепляется кулачками Л
шарнирно связанными с цапфой 2,
перемещающейся при повороте экс-
центрика 3. Направляющие пазы
в кулачках обеспечивают последова-
тельное опускание и поворот кулачков
до положения зажима. Представлены
два варианта конструкций (для верх-
него и бокового крепления)
Зажим эксцентриковый
двухплунжерный
Зажимающий (двойной) эксцентрик 1
посажен на ось 2. При закреплении
заготовки эксцентрик может переме-
щаться вдоль оси, обеспечивая равно-
мерное закрепление
Зажим эксцентриковый
двусторонний
Заготовка
Применяют для закрепления заго-
товки за выступающие плечики. Ис-
ходное положение прихватов 1 регу-
лируется винтами 2
Зажим эксцентриковый с сапожками
Допускает одновременное закрепление заготовки в трех точках: двумя
сапожками 1 сверху и одним сапожком 2 с торца. Зажимающее усилие
передается эксцентриком 3 через систему рычагов 4 и 5
4 Горощкин А. К*
97
Продолжение табл.
Зажим эксцентриковый тисочного типа
Двусторонний эксцент-
рик 1 при повороте ру-
коятки 2 разводит плун-
жеры <?, которые через
кулачки 4 сообщают уси-
лие зажимающим ползу-
нам 5. При раскреплении
ползуны отводятся пру-
жинами
РЕЗЬБОВЫЕ
Прихват отводной
с отнесенным болтом
Обеспечивает надежное крепление
и хороший доступ к месту зажима.
Положение прихвата по высоте регу-
лируется
Прихват с эксцентриковым отводом
Прихват отво-
дится одновре-
менно с разжи-
мом благодаря
воздействию
эксцентрикового
кулачка 1 на
упорный уго-
лок 2. При за-
жиме эксцент-
риковый кула-
чок отходит от
уголка, и при-
хват под дейст-
вием пружины 3
возвращается
в положение
для зажима
Прихват отводной
для внутреннего закрепления
При смене заготовки прихват отво-
дят в сторону. Для поворота следует
торцовую часть винта вынести из опор-
ного гнезда
Прихват применяют для закреп-
ления в труднодоступных местах. При
смене заготовок прихват отводят в
сторону вместе с болтом
98
Продолжение табл.
Прихват отводной
с шаровой рукояткой
Заготовка
Рукоятка исключает применение
ключа
Прихват отводной
для внутреннего зажима
Прихват отводной качающийся
Обеспечивает хорошее закрепление;
высота зажима не регулируется; при
смене заготовки прихват отводят
в сторону
Прихват с вынесенной рукояткой
Применяют для крепления загото-
вок, имеющих внутренние буртики.
Отводят через паз в корпусе приспо-
собления
Применяют для крепления заготовок
в приспособлениях закрытого типа,
когда со стороны крепления располо-
жены копир, кондукторная плита или
стенка приспособления, которые из-за
необходимости сохранения точности
нельзя нагружать зажимными усили-
ями; 1 — бон
Применяют для крепления заготовок
в труднодоступных местах. Рукоятка
управления вынесена вверх
Зажим рычажный накидной
Применяют для закрепления сверху
по окружности или вдоль заготовки.
При смене заготовки откидывают вме-
сте с винтом
4*
99
Продолжение табл.
Зажим с откидной планкой
Прихват с вынесенной рукояткой
Применяют в тех случаях, когда заго-
товку устанавливают и снимают со стороны
зажима. При большом расстоянии между
опорными точками планки применять не
рекомендуется
Применяют для крепления заготовки со
стороны, закрытой стенкой приспособления.
Требует значительного отвода вследствие
качания планки
Прихват отводной с планкой
Применяют в условиях, не допускающих
деформации корпуса приспособления под
действием зажимающего усилия
Допускает закрепление в двух точках,
смещенных одна относительно другой по
направлению зажима. Плунжер 1 в подня-
том состоянии удерживается пружиной 2
Применяют для зажима по двум точкам.
При смене заготовки прихват отводят и
поворачивают
Прихват откидной с кулачком
Допускает закрепление заготовки по
двум взаимно перпендикулярным поверхно-
стям. Закрепление производят гайкой 1.
В отдельных случаях можно применять
гайку, не требующую ключа. При раскреп-
лении прихват 2 и кулачок 3 откидываются
100
Продолжение табл.
Прихват откидной с кулачками
Обеспечивает закрепление заготовки
двумя кулачками по двум базовым по-
верхностям. Управление — штурваль-
ной рукояткой. При смене заготовок
откидываются прихват 1 и болт 2
Прихват откидной с одним кулачком
Применяют при зажиме, требующем
бокового подвода кулачка. При смене
заготовки кулачок откидывают вместе
с прихватом
Прихват откидной с двумя кулачками
Обеспечивает удобный доступ к ме-
сту закрепления и наблюдение за про-
цессом
Прихват с качающимся кулачком
Применяют при необходимости за-
крепления с усилием, направленным
в сторону расположения рукоятки.
Сильного зажима не обеспечивает
Прихват с качающимися кулачками
Допускает закрепление по-двум вза-
имно перпендикулярным поверхностям.
Самоустанавливающиеся кулачки 1 и 2
обеспечивают зажим в четырех точках
Прихват откидной кулачковый
с поджимающим винтом
Предназначен для одновременного
закрепления трех заготовок. Поджим
к боковой базе производится самоуста-
навливающимися кулачками /, имею-
щими упругое резиновое основание 2.
Винт 3 служит для поджима заготовок
к нижней базовой плоскости
101
Продолжение табл.
Прихват кулачковый
Применяют для закрепления по чер-
ной необработанной поверхности за-
готовки
Прихват с качающимся кулачком
Быстродействующий, может устанав-
ливаться в одном из двух положений
Прихват кулачковый откидной
При установке заготовки верхняя
часть откидывается. Защелка 1 служит
упором для откидной планки 2
Костыль поворотный
Применяют для крепления заготовок
в недоступных местах. Костыль дол-
жен иметь упор со стороны затыло-
вочной части, так как в противном
случае он может изгибаться
Зажим кулачковый
Применяют в случаях, когда закреп-
ление должно производиться откидной
планкой сверху
Зажим с качающимся кулачком
Применяют при закреплении заго-
товки по двум взаимно перпендику-
лярным поверхностям. Съем заготовки
возможен только в сторону
102
Продолжение табл.
Кулачок для зажима с внутренней стороны
Применяют в приспособлениях зак-
рытого типа, верхняя часть которых
не должна нагружаться зажимными
усилиями
Прихваты патронные
Применяют при зажиме по окружности заготовки с наружной (а) или
внутренней (б) стороны. Из-за шарнирного сочленения с тягой 1 кулачки
самоустанавливаются (по окружности расположены три кулачка)
Зажим качающимся
кулачком боковой
Зажим трехкулачковый с центрированием
по отверстию заготовки
Применяют для одновременного центри-
рования и закрепления по торцу заготовки.
Центрирование осуществляется тарельчаты-
ми пружинами /; закрепление—кулачка-
ми 2. При раскреплении кулачки откиды-
ваются пружинами 3. Тяга 4 связана с при-
водом и при осевом перемещении затяги-
вает шайбу 5, закрепляющую заготовку
через кулачки
Применяют в случаях, когда управ-
ление зажимом расположено со сто-
роны, противоположной от зажимаю-
щего кулачка. Кулачок отводится
пружиной
103
Продолжение табл.
Зажим тангенциальный
однокулачковый
Применяют для зажима заготовки
по цилиндрической поверхности. Точ-
ность центрирования зависит от подго-
товки посадочного отверстия
Зажим тангенциальный
двухкулачковый
Применяют в тех же случаях, что
и предыдущий. Радиальное смещение
заготовки при зажиме происходит в
направлении, перпендикулярном к оси
кулачков
Зажим шариковый
Допускает закрепление по окруж-
ности в трех точках. После раскреп-
ления заготовки свободно снимаются
Применяют для одновременного
центрирования и крепления заготовки
по Цилиндрическому подготовленному
отве р стию
Зажим клинорычажный
Предназначен для крепления в труд-
нодоступных местах. Применение кли-
на повышает величину передаваемого
усилия, если угол скоса клина не
превышает 15—20°
Зажим плавающими плунжерами
При повороте гайки 1 плунжер 2
подтягивается, оказывая давление на
жидкую среду (гидропласт), и запи-
рает плунжеры 3. Одновременно через
гайку прихват 4 зажимает заготовки
104
Продолжение табл.
Зажим с резьбовым пальцем
Зажим с самоустанавливающейся
торцовой опорой
Заготовка
Заготовка
Осуществляется болтом /, который
через конус отжимает палец 2 и за-
тягивает резьбу заготовки
Предохраняет установленную заготовку
от перекоса по торцу. Гайка / служит для
удержания торцовой споры 2 от выпадания
Зажим затягивающим кольцом
Зажим с одновременным
центрированием
Заготовка
Заготовку ввертывают в корпус оправки 1.
Для закрепления в навернутом положении
служит кольцо 2, которое, перемещаясь по
резьбе шпинделя 3, натягивает оправку и
закрепляет заготовку
Зажим с замковым упором
Применяют для крепления заготов-
ки по резьбе с одновременным цент-
рированием по гладкому отверстию
Зажим затягивающей гайкой
Заготовка
При повороте гайки 2 палец 1 опу-
скается и зажимает заготовку
Б~Б
Обеспечивает быстрый подвод и отвод за-
жимающей призмы. Для досылки призмы
служит рукоятка, на оси которой имеются
усики /. Последние, упираясь в выступы
гайки 2, заставляют ее проворачиваться и
сообщать шпильке 3 движение вперед. Для
обратного движения следует повернуть
рукоятку в обратном направлении на 90*
и вывести усики через соответствующие
пазы гайки
105
Продолжение табл.
Зажим с откидным упором
Применяют в тех случаях, когда
для установки и съема заготовки тре-
буется значительный отвод зажимаю-
щего элемента
Зажим байонетный
Наличие байонетного паза позволяет
быстро подводить и отводить гайку 1,
несущую зажимающий болт 2. После
подвода производят окончательное
закрепление заготовки болтом. При-
меняют в случаях углубленного труд-
нодоступного расположения зажимае-
мой поверхности заготовки
Зажим с штифтовым упором
Применяют для крепления заготов-
ки с одновременным центрированием
по отверстию. При вращении шпиль-
ки 2 плунжер 1 подается вперед и
производит зажим. Упором для шпиль-
ки при ее вращении служит штифт 3.
При отводе плунжера следует повер-
нуть рукоятку в обратном направле-
нии и вывести штифт через пазы гай-
ки 4. Величину выхода плунжера
регулируют гайкой
Зажим с правой и левой резьбами
Применяют в тех случаях, когда
требуется ускоренное перемещение
зажимающей втулки 1. При повороте
рукоятки на V2 оборота втулка пере-
мещается на величину, соответствую-
щую полному обороту винта 2. Винт
имеет левую и правую резьбы
106
Продолжение табл.
Зажим с корректирующим направлением осевого усилия
Для быстрого подвода
и отвода винт 1 имеет
правую и левую резьбы.
Зажимающая втулка 2
направляется шпонкой 3.
Губка 4, установленная
на скошенной поверх-
ности втулки, исключает
отжим заготовки вверх
Зажим блокированный
с клиновым поджимом
При повороте гайки 1
с помощью прихвата 2
происходит закрепление
заготовки. То же самое
сапожком 3 в направле-
нии, перпендикулярном
к основному закреплению
Зажим блокированный
тремя прихватами
Заготовку закрепляют
прихватами /, 2, 3 с по-
мощью гайки 4 через
тяги 5 и 6 и рычаги 7
и 8
107
Продолжение табл.
Зажим плавающими
кулачками
Заготовку можно уста-
навливать свободно или
фиксировать. Зажимаю-
щие кулачки 1 в корпусе
приспособления закреп-
ляются при расклинива-
нии цанговых направляю-
щих посредством гайки 2
Зажим блокированный двумя
прихватами
Зажим плунжерный сдвоенный
Применяют в случаях, когда базо-
вая поверхность заготовки располо-
жена со стороны обработки
Заготовку закрепляют прихватами 1.
Их положение по высоте регулируется
гайкой 2; величина настройки по вы-
соте — незначительна
Зажим блокированный с плавающими плунжерами
Зажимающее усилие на
прихваты 1 передается
плунжерами 2 и 3. Плун-
жер 4 плавающий. Обе-
спечивает надежное за-
крепление
108
Продолжение табл.
Зажим передвижными
прихватами
Предназначен для одно-
временного крепления заго-
товки в двух точках. Креп-
ление осуществляется качаю-
щимися прихватами 2, вос-
принимающими давление
плунжеров 3 при их подъеме,
под воздействием конусных
эксцентриков 1, поворачи-
ваемых рукояткой 4. Конус-
ные эксцентрики имеют осе-
вое смещение
заготовка
Зажим двусторонний
Применяют для креп-
ления заготовки, устано-
вленной в заданном поло-
жении. Зажимающие ку-
лачки 1 могут самоу'ста-
навливаться благодаря
плавающей траверсе 2
Зажим блокированный поворотными кулачками
Предназначен для
закрепления заготов-
ки в двух точках по-
средством гайки 1.
Зажимающее усилие
сообщается через
тягу 2. Поворот са-
пожков производится
вручную. Размеры
заготовки не должны
иметь больших откло-
нений
Зажим блокированный
потолочный
Зажимающее усилие
гайкой 1 передается ку-
лачкам 2 через тягу 3.
Винт 4 предназначен для
досылки заготовки к бо-
ковой базе. Настраивает-
ся на постоянный размер
зажимаемой заготовки
109
Продолжение табл.
Зажим блокированный
качающимися прихватами
Заготовка.
Применяют для крепления двух
заготовок. Установка и съем загото-
вок допускаются вверх или вдоль
приспособления до упора
Зажим блокированный
четырехместный
Заготовка
Предназначен для крепления четы-
рех заготовок. Размеры заготовок
в местах зажима не должны иметь
больших отклонений вследствие огра-
ниченной величины отвода прихватов
Зажим тисочного
типа сдвоенный
Применяют для креп-
ления двух заготовок.
Крепление осуществляет-
ся плавающими губками
1—4. Постоянного поло-
жения заготовок относи-
тельно корпуса приспо-
собления не обеспечивает
Заготовки
Гайка
а
Заготовка.
z
Зажим блокированный
отводными сапожками
MfJJSSSSS
При повороте гайки 1 через плун-
жер кулачком 3 заготовка с внутрен-
ней стороны прижимается к боковой
базовой поверхности и одновременно
прихватом 2 сверху
Применяют для крепления двух
заготовок, устанавливаемых относи-
тельно промежуточного упора /; обес-
печивает надежное крепление
Зажим блокированный
кулачковый
. L .
по
Продолжение табл.
С МЕХАНИЗИРОВАННЫМ ПРИВОДОМ
Зажим накидными кулачками
внутренний
Зажим плунжерный клиновой
Заготовка закрепляется плунжера-
ми 1 при поступательном движении
штревеля 2, связанного со штоком
привода
Зажим накидными кулачками наружный
ков 1 осуществляется при возвратно-посту-
пательном движении штревеля 2, связан-
ного со штоком привода (пневматического)
вание. При разжиме костыли откидываются
из-за скольжения направляющих ггазов по
неподвижным штифтам 3. Штревель 4 сое-
нен со штоком привода
Кулачок 1 насажен на ось 2. При движе-
нии штока вторая ось 3, связанная с ку-
лачком через прорезь, приводит кулачок
в действие — подводит при зажиме и отки-
дывает при раскреплении. Пневмопривод
должен быть двустороннего действия
Зажим качающимся прихватом
Величина подъема прихвата при зажиме
незначительная и зависит от хода штока и
соотношения плеч промежуточного ры-
чага I
ш
Продолжение -табл.
Зажим сапожком
Допускает отвод костыля
на значительную величину.
Спиральный паз обеспечивает
автоматический поворот ко-
стыля
Зажим блокированный
трехкулачковый
Применяют для крепления
заготовок по окружности или
по фланцу с торца. Спираль-
ные пазы в костылях обеспечи-
вают их автоматический пово-
рот при зажиме или разжиме
заготовки
Зажим качающимся прихватом
клиновой
Величина подъема прихвата при разжиме
незначительная, зависит от хода плун-
жера / и соотношения плеч прихвата 2.
Съем заготовки допускается только в сто-
рону, так как прихват не поворачивается
и не отводится
Зажим кулачково-рычажный
Заготовка зажимается ползуном /, приво-
димым в действие кулачком 2 через рычаг 3
и шток 4 пневмопривода. Привод должен
быть двустороннего действия
112
Продолжение табл.
Зажим кулачковый
Применяют в случаях
закрепления, не требую-
щих значительного от-
вода кулачка. При рас-
креплении кулачок сво-
бодно откидывается
Зажим рычажный
Ползун 2 подводится и
отводится передающим
рычагом 3. Удлиненное
нижнее плечо рычага по-
вышает передаваемое уси-
лие зажима. Ход ползуна
незначительный. Для
уменьшения потерь на
трение рычаг и шток 5
опираются на ролики 4
и 6. Зажимающий кула-
чок 1 на ползуне — пла-
вающий
Зажим осевой качающимся кулачком
Действие зажима аналогично предыдущему. Конструкция позволяет по-
средством кулачка 1 сначала досылать ползун 2, а затем закреплять. Кулачок
отводится на значительную величину
ИЗ
Продолжение табл.
Зажим с автоматическим
подводом прихвата
Прихват 1 с пальцем 3
поднимается и опускается
при осевом перемещении
штока 2 благодаря сце-
плению спиральных вы-
ступов с пазами пальца.
Подвод и отвод прихвата
осуществляются через
рычаг 4
Зажим двухкулачксвый
Применяют для одно-
временного крепления
двух заготовок. Усилие
зажима передается от
мембранного пневмопри-
вода через плунжеры /,
рычаги 2 на зажимающие
кулачки 3- Для умень-
шения трения, концы
плунжеров снабжены ро-
ликами
Закрепление двухскосным клином
Клиновое устройство позволяет при
возвратно-поступательном движении
штока сообщать зажимающему плун-
жеру возвратно-поступательное пере-
мещение. На конце штока имеются
два разных скоса. Наружный скос
(при движении штока влево) подво-
дит плунжер в положение зажима;
при движении штока вправо — в
исходное положение, до зажима
114
Продолжение табл.
Зажим автоматизированный, блокированный с установочным пальцем
Фиксирование и зажим заготовки осуществляются от гидравлического при-
вода автоматически. При движении штока 8 влево соединенная с ним зубчатая
рейка 9 посредством байонетного паза вводит в установочное отверстие заго-
товки установочный палец 10, фиксирующий ее положение. Одновременно
с этим рейка сообщает вращение гильзе 4 и зубчатому колесу 7. При вращении
гильзы кулачок 3 поворачивается и штифтом 1 досылает прихват 2 в исходное
положение для зажима. Зубчатое колесо 7 сообщает поступательное движение
штырю 6, который через прихват осуществляет крепление заготовки. Процесс
раскрепления производится в обратном порядке при движении штока вправо.
Штифт 5 фиксирует положение прихвата посредством гильзы после его под-
вода в исходное положение
115
Продолжение табл.
СЕКЦИОННЫЕ
Применяются в приспособлениях для закрепления заготовок кольцевой
формы. Число зажимов зависит от условий закрепления
Тип I. Заготовка устанавливается на ползун 1 (может быть сменным) и
базируется наружным диаметром по упору ползуна. При установке ползун
отводится. Установка обусловливается досылкой заготовки до упора ползуна,
который играет роль установочного устройства. Подвод ползуна и закрепление
прихватом 2 осуществляется от гидропривода 3. Ход ползуна настраивается
болтом 4
Тип II. Применяется в слу-
чаях закрепления заготовки за
внутренний борт. Установка
производится на платик 1 и по
штифтам 2; зажим — накидным
кулачком 3, действующим от
клинового штока 4 гидравличе-
ского привода
Тип III. Заготовка закреп-
ляется прихватом /, действую-
щим от рычага 2. Рычаг пово-
рачивается штоком 3 пневмати-
ческого привода. Возвращение
в исходное положение рычага
(вместе с прихватом) обеспечи-
вается пружиной 4
Тип ПГ
116
Продолжение табл.
ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК БЕЗ ИСПОЛЬЗОВАНИЯ
СТАЦИОНАРНЫХ ПРИСПОСОБЛЕНИЙ
Прихват изогнутый универсальный
При повороте гайки 1 усилие за-
жима передается кулачком 2 на заго-
товку, а кулачком 3 на упор 4, уста-
новленный в пазу стола
Пределы зажима регулируются поворо-
том прихвата. Закрепление осуществляется
гайкой 1, навернутой на болт 2. Конструк-
ция прихвата стандартизована (ГОСТ
12942-67)
Зажим кулачковый
Заготовка зажимается кулачком 1 при
повороте гайки 2; с противоположной сто-
роны заготовка должна иметь упор 3. За-
жимающее усилие направлено под углом
и перпендикулярно к плоскости зажима
Закрепление предусмотрено по вер-
тикальной необработанной поверх-
ности заготовки кулачком 1 при на-
вертывании гайки 2. При раскрепле-
нии кулачок откидывается пружи-
ной 3
Зажим винтовой с клином
Предназначен для закреп-
ления тонких заготовок,
располагающих ограничен-
ным местом закрепления (по
высоте). Заготовка со сто-
роны, противоположной дей-
ствию зажима, должна иметь
упор. Конструкция стандар-
тизована (ГОСТ 1556—67)
117
Продолжение табл .
Прихват переставной со ступенчатой
опорой
Положение прихвата по высоте регули-
руется перестановкой его по зубцам ко-
лодки
Прихват передвижной
со ступенчатой опорой
По высоте прихват устанавливают подбо-
ром соответствующей опорной ступени.
Заготовка закрепляется болтом 1. При-
хват 2 подводится и отводится при пере-
движении в пределах прорези
Под действием болта 1, ввернутого в стой-
ку 2, прихват 3 закрепляет заготовку, а че-
рез шайбу 4 давление передается на та-
рельчат.ые шайбы 5. Шайбы заклиниваются
на колонке 6 и препятствуют сползанию
заднего конца прихвата
Зажим резьбовой кулачковый
При повороте болта 1 кулачок 2 переме-
щается по направляющему пазу башмака 3.
Применяют в комплекте с упором
Прихват рычажно-эксцентриковый
Рычаг 1 под действием эксцентрика 2 за-
жимает заготовку. Опорой эксцентрика
является приваренный выступ 3. Усилие
зажима не регулируется___________________
Прихват эксцентриковый
Эксцентрик 1 поворачивается рукоят-
кой 2 и зажимает заготовку. На столе
станка прихват закреплен гайкой 3. Ось
эксцентрика свободно ходит в пазу крон-
штейна 4
118
Продолжение табл.
Прихват кулачковый эксцентриковый
Зажим осуществляется кулач-
ком 1 при повороте торцового
эксцентрика 2. Гайкой 3 и вин-
том 4 регулируется исходное по-
ложение зажимающего кулачка.
Эксцентрик поворачивается ру-
кояткой
Зажим рычажно-эксцентриковый
При повороте рукоятки 1 проворачивается ось 2, несущая на обоих тор-
цах эксцентрично расположенные шипы 5, сообщающие движение рычагам
4 и 5. Рычаг 4 закреплен на плунжере 6 и сообщает ему поступательное
движение; на конце плунжера навернут грибок 7, зажимающий заготовку
119
Продолжение табл.
Зажим с гидравлическим приводом
Положение зажимающего ку-
лачка 1 по высоте регулирует-
ся винтом ’2, который через
гайку 3 связан с кулачком.
Усилие на кулачок передается
через грибок 4, установленный
на поршне 5 гидроцилиндра
Зажим с гидравлическим приводом бокового действия
Подвижная часть устройства
включает зажимающий сапо-
жок 1 и закрепленный на нем
гидроцилиндр 2. Поршень 3
одним концом закреплен на кор-
пусе 4 и во время зажима
остается неподвижным. Вели-
чина зажимающего хода зависит
от перемещения поршня
Зажим с гидравлическим приводом
Заготовка закрепляется при-
хватом /, передающим -зажим-
ное усилие от гидроцилиндра 2.
Прихват передвижной; его пере-
мещение ограничено длиной
прорези. Прихват поворотный
и может зажимать заготовку
при необходимости любой пло-
ской поверхностью или через
грибок 3
120
Продолжение табл.
ДЛЯ ЗАКРЕПЛЕНИЯ ПЭВО2ОТНЫХ (ПОДВИЖНЫХ)
ЧАСТЕЙ ПРИСПОСОБЛЕНИЙ
Закрепление поворотной части
посредством эксцентрика
Закрепление поворотной части
путем затягивания резьбы
Закрепление производится болтом / пу-
тем затягивания его при повороте эксцен-
триковой оси 2. Усилие зажима восприни-
мается резьбовым упором 3. Шариковый
подшипник 4 воспринимает усилие зажима
Закрепление производится поворотом
резьбовой рукоятки 1. Усилие зажима за-
висит от усилия, приложенного к рукоятке
Закрепление поворотной части заклинивающей планкой
Запирающим элементом механизма является планка 1, проходящая через паз
Цапфы 2. Планка имеет продольное перемещение, при котором ее верхняя часть опи-
рается на корпус приспособления, а -нижняя на ролик 3. С нижней стороны планка
имеет выемку глубиной I. Положение выемки над роликом соответствует незакрепленному
состоянию поворотной части. Для закрепления следует продвинуть планку так, чтобы
выемка находилась в стороне от ролика. При этом планка прогибается и затягивает
Цапфу, обеспечивая закрепление поворотной части. Гайка 4 служит для регулирования
положения цапфы по высоте. Механизм, управляющий движением планки, на чертеже не
показан
121
Продолжение табл.
Закрепление поворотной части с использованием пневмопривода
На чертеже механизм
закрепления показан в
положении зажима. По-
воротная часть 1 относи-
тельно неподвижной 2
закреплена сухарем 3,
находящимся в зацепле-
нии (через паз) с муф-
той 4. Для раскрепления
следует пневмоприводом 3
перевести шток 6 в верх-
нее положение. Прн этом
рычаг 7 отожмется кли-
новой частью штока, при-
поднимет муфту и выве-
дет ее из зацепления.
Для закрепления доста-
точно перевести шток в
нижнее положение. Ро-
лики 5 уменьшают трение
между рычагом и штоком
Закрепление подвижной части — клиновое
При повороте рукоят-
ки 1 гайка 2 наверты-
вается на шпильку 3,
заставляя ее перемещать-
ся (вправо). На конце
шпильки закреплен
клин 4, который, дви-
гаясь вместе со шпиль-
кой, отжимает вниз ко-
лодку 5 и посредством
прихватов 6 закрепляет
подвижную часть приспо-
собления. Прихваты сво-
бодно установлены и обе-
спечивают равномерный
зажим в тачках закре-
пления
Вид В без подвижной части
122
Продолжение табл.
Закрепление поворотной части посредством эксцентрика
Б-6
Поворотом рукоятки /, установленной на неподвижной части приспособления 2,
приводится в действие эксцентриковый валик 3 и сообщает поступательное перемещсниэ
цапфе 4 (в пределах эксцентриситета). Цапфа оттягивается и запирает поворотную часть.
Величина осевого перемещения валика регулируется упорным винтом
Закрепление поворотной части посредством эксцентрика
с одновременным фиксированием положения
Закрепление то же, что и в предыдущем случае. Эксцентриковый валик 1 имеет
реечное зубчатое колесо 2 и зубчатую муфту 3. Последняя связана с рукояткой. При
повороте эксцентрикового валика через зубчатое зацепление фиксатор 4 вводится в де-
лительное отверстие поворотной части и запирает ее
123
Продолжение табл.
Закрепление поворотной
части — резьбовое
Гайка 1 посредством рукоятки на-
вертывается на резьбовой конец цап-
фы 2 и закрепляет поворотную часть
Направляющие с призмой
Конструкция аналогична предыду-
щей. Применяют в случаях, требую-
щих относительно частой регулировки
натяга. Призма 2 закрепляется вин-
том 1
Направляющие с клиновым зажимом
Применяют в случаях, требующих
повышенной точности и надежности
настройки. Регулирование натяга
производится клином 2 и винтом о,
закрепление —болтом 1
Направляющие с клином
Для регулирования натяга следует
применять ключ. Отличается упро-
щенной конструкцией
Направляющие с призмой
Применение призмы / обеспечивает
достаточную точность настройки. На-
тяг призмы производится винтом 2,
закрепление — гайкой 3
Болт для закрепления подвижной
части приспособления
с использованием паза стола
Обеспечивает надежное закрепление
124
Г лава 4
ДЕТАЛИ ПРИСПОСОБЛЕНИЙ
КОНСТРУКЦИИ И ПРЕДЕЛЬНЫЕ РАЗМЕРЫ
Рекомендуемые предельные
размеры, мм
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Винты установочные
d = 6~ 20 I Сталь 35
/=16 4-100 I
I 1481—75 для типа I
I 1486—75 для типа II
Винты установочные с шлицами
rf = 3 4- 12
/ = 54-50
Сталь 45
1477—75 для типа I
1479—75 для типа II
1476—75 для типа III
1478—75 для типа IV
125
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
Винты с внутренним шестигранным отверстием
d = 6-^-20
D = 10 -4- 30
I до 120
Сталь 45, HRC
35—40
11738—72
8878—75
11074—75
для
для
для
типа I
типа II
типа III
j = 104-30
/ = 50-ь200
= 10 -4- 36
I =50-4-320
Болты со сферической головкой
Сталь 45, HRC 33—38
9048-69
Болты откидные
14724-69
Сталь СтЗ, Ст4
126
Продолжение
Конструкция и размеры
по ГОСТ
Рекомендуемые материалы
и твердость
рекомендуемые предельные
размеры, мм
rf = 54-24
I = 204-160
Винты нажимные
Сталь 45, HRC 33—38 I 13428—68 для типа I
I 13429—68 для типа II
Вариант
исполнения
гсловки бинта
Винты нажимные с широкой головкой
Сталь 45, HRC 33—38 I 14731—69
d = 6 + 16
1 = 20 4-100
Винты запорные
127
Продолжение
Рекомендуемые предельные
размеры, мм
Конструкция и размеры
по ГОСТ
Рекомендуемые материалы
и твердость
Винты ступенчатые
d для М4—М20
L до 100
Сталь 45, HRC 33—38
9052—60
Вариант
исполнения
резьбового конца.
Винты установочные с цилиндрической головкой
d для М4—М16
D = 7,0 24
/ = 8-=-50
Сталь 45, HRC 33—38
17773—72
d для Мб —М2Э
L = 25 4- 160
Винты нажимные с рукояткой
Сталь 45, HRC 33—38
I 13430—68;
| 13431—68
С цилиндрическим концом (по ГОСТ 1340-68^
С подвижной.
С концом под пяту (по ГОСТ 13431 -6в)
Пяты по ГОСТ 13436-63 и 13437-68
С подвижной
128
Продолжение
Рекомендуемые предельные
размеры, мм
Реко мендуемые мате риалы
и твердость
Конструкция н размеры
по ГОСТ
Винты грузовые (цапфы)
d = 12 4-48 | Сталь 45, HRC 33—38 1 8922—69
L = 50 4- 160 I
Винты с буртиком
d для М4—М12
L =38 4- 100
I Для детали в исполнении I 12458—67
I 1 —сталь Ст4, HRC 33—38 |
Винты нажимные с рукояткой звездообразной
d для Мб — М12
L =48 4- 143
D = 32 4- 62
Сталь 45, HRC 33—38
12463—67
5 Горошкин А. К.
129
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГО СТ
Рекомендуемые предельные
размеры, мм
Болты усиленные к пазам станочным обработанным
d для М16 — М42 I Сталь 45, HRC 35—40 1 12459—67
£ = 804- 1250 I I
Гайки с^рукояткой
d для Мб —М24
р = 16_±_40
/7 = 28 4-80
Сталь 45, HRC 30 35 I 13426—68
£=50 4-160
Гайки для законтрирования
Ю0
Продолжение
Конструкция и размеры
по ГОСТ
рекомендуемые предельные
размеры, мм
Рекомендуемые материалы
и твердость
Гайки для законтрирования с радиальными гнездами
d для Мб —М20
D = 16 4-45
Сталь 45, HRC 30—35 1 8381—73
d для Мб —М20
0 = 164-40
L = 63 4-169
/7 = 28 4-70
Гайки с шарнирной рукояткой
Гайки штурвальные
d для М12—МЗО I Сталь 45, HRC 35—40 1 14728-69
0 = 160 4-380
/7 = 504- 108
Исполнение 1
5*
131
Продолжение
Рекомендуемые материалы
и твердость
Рекомендуемые предельные
размеры, мм
Констоукция и размеры
* по ГОСТ
Гайки с накаткой
Сталь 45, HRC 30—35 I 14726—69
Гайки подвесные с буртикогл
d для М1.0 = М30
D = 25 4-52
/7 = 20 4-50
Сталь 45, HRC 40—45
12946-67
Гайки цилиндрические потайные
d для Мб —М24
/7=164-60
D = 10 4-38
Сталь 45, HRC 40—45
14729—69
Исполнение 2
132
Продолжение
Конструкция и размеры
по ГОСТ
Рекомендуемые материалы
и твердость
Рекомендуемые предельные
размеры, мм
d для М5—М12
Я = 6 4-14
L =30 4-70
Гайки крыльчатые
Сталь 35, HRC 30—35 I 3385—69
Гайки фасонные
d для Трап 10x2 —
Трап 40x6
//=164-60
Гайки с трапецеидальной резьбой шестигранные высокие
Гайки с трапецеидальной резьбой шестигранные с буртиком
d для Трап 10x2 —
Трап 40x6
//=16 4-60
133
Продолжение
Рекомендуемые предельные Рекомендуемые материалы
размеры, мм и твердость
Конструкциями размеры
Гайки шестигранные с буртиком
d для Мб — М48
D = 11,54-86,5
£1=14 4-90
Н =9 4-72
Сталь 40 и 40Х I 8918—69
Гайки шестигранные со сферическим торцем
d для М6 4-М48
£=11,54-86,5
27 = 94-72
Сталь 40Х, HRC 33—38
14727—69
Исполнение 1
Исполнение 2
Шайбы быстросъемные
£ = 20 4-80
Ь = 7 4-32
Сталь 45, HRC 40—45
4087—69
134
Продолжение
Рекомендуемые предельные Рекомендуемые материалы
размеры; мм и твердость
Конструкция и размеры
по ГОСТ
Шайбы концевые
d = 5,5 4-9
D = 28 4- 90
Сталь 45, HRC 40—45 1 14734—69
Шайбы плоские сферические и конические
^ = 34-30
£> = 74-56
Сталь СтЗ для типа I
Сталь 45 для типа II
Сталь 45 для типа III
HRC 40—45 для типов II
и III
11371—78 для типа I
13438—68 для типа II
13439—68 для типа III
Tan I
Тип Ш
Шайбы подвесные
</ = 6,64-39
D = 194-78
Сталь 45, HRC 40—45 I 4090-69
135
Продолжение
Конструкция и размеры
по ГОСТ
Рекомендуемые материалы
и твердость
Рекомендуемые предельные
размеры, мм
Шайбы откидные
Р = 20 4- 140
5 = 4 4-20
L = 36 4-210
Сталь 45, HRC 40—45 I 9060—69
Исполнение 2
Исполнение 1
Планки откидные
d для М5 — М20
В= 16 4-40
L =41 4-180
4 = 25 4-140
d для М5 —М20
5=164-40
Л =41 4- 180
4 = 25 4-140
Сталь 45, HRC 30—35 1 14735—69
Планки съемные
136
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
‘по ГОСТ
Рекомендуемые предельные
размеры, мм
Прихваты поворотные плоские
В = 18 100
Н = '2л) 4- 50
L = 40 4-320
Сталь 45, HRC 40—45 4734—69
Прихваты передвижные
d для Мб—М12
d для Трап 16x4 —
Трап 20x4
В = 18 4- 100
/7 = 20 4-50
£=40 4-320 _AzA
Сталь 45, IIRC 40—45
Исполнение 1
|*—Д
4735—69
'Вариант исполненияи 1
(с плоской, нажин ной.
поверхностью )
Вариант „исполнена я, 2
(с плоской нажимной
поверхностью)
137
Рекомендуемые предельные I Рекомендуемые материалы
размеры, мм и твердость
Конструкция и размеры
по ГОСТ
В = 16 4- 60
/7=12-5-45
L = 56-5-360
Прихваты откидные
Сталь 45, HRC 40—45
4736—69
Исполнение 1
Исполнение 2
Исполнение 3
5=25 4-900
/7 = 25 4- 100
L =80 4-28
Прихваты передвижные фасонные
| Сталь 45, HRC 40—45 | 14732—69
Исполнение' 2
Прихваты кулачковые
£ = 164-50
/7 = 84-36
В = 16 4-50
Сталь 45, HRC 40—45 14733 -69
Исполнение 1
D
Продолжение
Рекомендуемые предельные
размеры, мм
Рекомендуемые материалы
и твердость
Втулки к прихватам кулачковым
d = 164-50
D = 22 4-70
L = 40 4-160
Сталь 45, HRC 30—35
9059—69
Исполнение 1 Вид 4
Исполнение 2
d ДЛЯ М4 —М24
/7 = 22 4-100
L = 19 4- 95
Прихваты двусторонние
9057—69
Прихваты передвижные шарнирные
В =20 4-80
/7=14 4-40
L =63 4-200
Сталь 45, HRC 40—45
9058-68
139
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
Болты Г-образные
d для Мб —М36 ] Сталь 45, HRC 33—38 I 9047—69
/=25 4-280 1 1
£,= 164-80
0 = 32 4-100
В = 20 4-50
6=1,7 4-6,0
Эксцентрик круглый вильчатый
Эксцентрик круглый
б£ = 8 4-16
е=1,7 4-3,5
b =14 4-24
0=32 4-70
Сталь 20Х, HRC 55—60 | 9061—68
140
Продолжение
Рекомендуемые предельные размеры, мм Рекомендуемые материалы и твердость Конструкция и размеры по ГОСТ
Эксцентрик кулачковый сдвоенный
£> = 50 4-140 £=14 4-28 Сталь 20Х, HRC 55—60 12190-66
е = 2,5 4- 7,0
Эксцентрик кулачковый одинарный
D = 50 4-140
£ = 144-28
е = 2,54-7,0
12189—66
Эксцентрики двухопорные
141
Продолжение
Рекомендуемые предельные Рекомендуемые материалы
размеры, мм и твердость
Конструкция и размеры
по ГОСТ
Пластины опорные
£ = 144-40 I Сталь 20Х, HRC 55—60 14743-68
L =40 4- 220 I I
L.
Опоры регулируемые
d для М8 —М24
1 = 20 4-180
Сталь марки 20Х»
HRC 55—60
4084—68 для а
4085—68 для б
4086—68 для в
4740—68 для а
£ = 10 4-32
L =25 4-70
Опоры шаровые
Сталь 45, HRC 35—40
12216—66
142
Продолжение
Рекомендуемые материалы
и твердость
Рекомендуемые предельные
размеры, мм
Конструкциями ^размеры
Опоры постоянные
р==б4-40
£=9 4-72
Сталь У7А при £)<12 мм
Сталь 20Х, HRC 55-60
при D> 12 мм
Сталь 45, HRC 40—45 для
опоры с насечкой, при
£>>12 мм
13440—60 (с плоской
головкой)
13441—68 (со сфериче-
ской головкой)
13442—68 (с насеченной
головкой)
''Вариант исполнения
Опоры под эксцентрики и нажимные винты
5 = 30 4-70
£=30 4-70
I Сталь 15 и 20,
I HRC 40—45
9053-68
Пяты для нажимных винтов
Сталь 45, HRC 40—45 I 13436—68
Исполнение 1
Исполнение 2
143
Продолжение
Рекомендуемые предельные
размеры, мм
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Пяты увеличенные для нажимных винтов
Сталь 45, HRC 40—45
13437—68
Вариант исполнения
опорной поверхности
Опоры регулируемые с шаровой головкой
d = 64- 16
£ = 40-=-160
0 = 74- 17
Сталь 45, HRC 40-45
12481—67
Призмы неподвижные и подвижные
0=5 4-80 Сталь 20Х, HRC 55—60 12196-66 для а
В = 16 ч- 80 12193—66* для б
£=324-80
144
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
Призмы опорные
£ = 54-150
/5 = 32 4-190
£ = 104-70
Сталь 20Х, HRC 55—60 I 12195—66
Призмы с боковым креплением
£ = 54- 150
В = 32 4- 190
£ = 16 4-170
Сталь 20Х, HRC 55—60 I 12197—66
Колодки направляющие
Сталь 20Х, HRC 55—60 I 12198—66
145
Продолжение
Рекомендуемые предельные размеры, мм Рекомендуемые материалы и твердость Конструкция^ «^размеры
Хвостовики посадочные
Конус Морзе № 2—6 £ = 50 4-125 | Сталь У8А, HRC 55—60 | 12206-66 Конус Морзе укороченный (ГОСТ 9953-67**) L
Пальцы установочные постоянные
Для цилиндрических и
срезанных пальцев:
D до 50 мм
Сталь У8А, HRC 55—60
12209—66 для цилиндри-
ческих пальцев
12210—66 для срезанных
Цилиндрические
Срезанные
Для D>10mm
Для 1)>20мн
146
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
D до 50 мм
Пальцы установочные сменные
Сталь У8А, HRC 55—60
12211—66 для цилиндри-
ческих пальцев
12212—66 для срезанных
Для D* 10мм
ДЛЯ D>ttHM
ДЛЯ D>10mm
d = 3,4 4-9,0
£ = 164-40
/7 = 5-ь16
Шайбы опорные
Сталь 20Х, HRC 55-60 | 17778—72
147
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
В = 104-54
//=104-54
£=16 4-90
Bi= 144-65
Л = 44-12
Шпонки ступенчатые
Сталь 45, HRC 40—45
14738—69
D=l04-28
£ = 20 4-34
d = 84- 18
1=5 4-14
Шпонки круглые
Сталь 45, HRC 40—45
14739—69
Исполнение 1
Исполнение 1 Исполнение 2
8795—68
Шпонки сегментные
D = 6 4- 38 (диаметр вала) Сталь чистотянутая
b = I 4- 6 (для шпонок,
фиксирующих положе-
ние элементов)
148
Продолжение
Рекомендуемые предельные размеры, мм Рекомендуемые материалы и твердость Конструкция и размеры по ГОСТ
D ==5 4-105 мм (диаметр вала) 6 = 24-16 6 = 24-26 / до 200 Шпонки призматические Сталь чистотянутая 8788—68 8789—68
Сухари к пазам станочным
В, =6 4-54
В=9 4-85
/7 = 74-68
14730—62
Серьги с резьбовым отверстием
d для МЮ—М16
с\ для М16 — М24
В = 32 4- 40
L = 52 4- 68
Сталь 45, HRC 33—38 I 12466-67
149
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
Прихваты для крепления приспособлений
5 = 25-т-70
77 = 20-т-70
£ = 40-т-125
Сталь 45, HRC 35—40
12467—67
Оси потайные
£ = 20-7-140
Сталь 45, HRC 33—38 1 12469—67
Для d За 12 т
Для d сЗ. 12 мм
Вилки с резьбовым отверстием
d для М20 — М36
В = 16 -т-80
77 = 23 4-120
Сталь 45, HRC 33—38
12470—67
150
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
рекомендуемые предельные
размеры, мм
Серьги двухпазовые
5 = 20 4-40
L = 80 4-200
4 = 60 4-160
Сталь 45, HRC 35—40
j 12478—67
4 = 25 4- 160
L=41 4-200
3 = 164-40
Серьги однопазовые
Сталь 45, HRC 35—40 1 12477—67
Вилки с резьбовым хвостовиком
d для М5-М36 I Сталь 45, HRC 33—38 I 4738—67
£) = 1б4-80 • * 1
L = 25 4- 255 Исполнение Т Исполнение Л
151
Продолжение
Рекомендуемые материалы
и твердость
Рекомендуемые предельные
размеры, мм
Конструкция и размеры
по ГОСЛ
Ушки
£ = 30 4-142
d = 5,2 4- 32,5
D = 124-65
Сталь 45, HRC 33—38 I 4739—68
Исполнение 1 ( Исполнение 2
Штыри упорные
d для М4 —М36
0 = 104-60
£ = 20 4-140
Сталь 45, HRC 28—32 I 12465—67
б/=14 4-42
0 = 28 4-48
£ = 95 4-145
Штыри съемные
</ = 64-22
Н = 16 4- 220
£ = 24 4-250
Опоры постоянные высокие
| Сталь 45, HRC 40—45 | 12479—67
Исполнение I Исполнение й
152
Продолжение
Рекомендуемые предельные Рекомендуемые материалы
размеры, мм и твердость
Конструкция и размеры
по ГОСТ
£ = 36 4-70
/7 = 20 4-50
£=115 4-225
Опоры под нажимные винты для прихватов
1 Сталь 45, HRC 35—40 I 12480—67
Ролики
£> = 124-80
£ = 64-40
Сталь У8А HRC 52—58 I 12482-67
Плунжеры
d = 8 4-25 1 Сталь 45, HRC 40—45 I 12483—67
£ = 25 4-200 I I
Исполнение I Исполнение И Исполнение Ш
^=8 4-25
£=164- 125
Плунжеры пустотелые
| Сталь 45, HRC 40—45 | 12484—67
Исполнение I Исполнение И
153
Продолжение
154
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
Прихваты передвижные вилкообразные
d= 144- 26
5 = 40 4-100
5=100 4-300
// = 35 4-70
Прихваты корытообразные
Сталь 45, HRC 35—40 I 12941—67
5 = 30 4-50
£> = 100 4-160
Прихваты изогнутые универсальные
155
РекОлМендуемые предельные
размеры, мм
Рекомендуемые материалы
и твердость
Конструкцня^и^размеры
Шайбы
Я = 11 4- 26
£ = 22 4-45
/• = 50 4-800
Сталь 40Х, HRC 55—60 12943-67
Упоры плиточные
d = 94-3
£ = 50 4-90
Я = 35 4-70 (I)
77 = 20 4-35 (II)
£ = 704- 100
Сталь 20Х, HRC 55—60 1555—67
Опоры ступенчатые
£=50 4-80
Я = 50 4-350
Сталь 45, HRC 40—45
1557-67
156
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
рекомендуемые предельные
размеры, мм
Рычаги угловые с двумя отверстиями
/7 = 32 4-80
L =56 4- 165
Сталь 40Х, HRC 35—40 I 12472-67
Рычаги угловые двухкулачковые
/7=254-60
L = 454- 135
Сталь 40Х, HRC 35—40 I 12473—67
/7 = 25 4-60
L = 54 4-157
Рычаги угловые с кулачком и пазом
157
Рекомендуемые предельные I Рекомендуемые материалы
размеры, мм и твердость
Конструкция и размеры
по ГОСТ
Рычаги угловые двухпазовые
Я = 62 4-120 I Сталь 40Х, HRC 35—40 I 12475—67
L = 55 4- 100 I
Рычаги вильчатые
д = 40 4-160
В = 20 4-50
L =56 4-200
Сталь 45, HRC 35—40
12476—67
/7 = 32 4-80
L =55 4- 165
Рычаги угловые
Сталь 40Х> HRC 35—40 I 12471—67
158
Продолжение
Рекомендуемые предельные размеры, мм Рекомендуемые материалы и твердость Конструкция и размеры по ГОСТ
Втулки кондукторные постоянные
о о ©с о .1.^ ° т .I.00 о 1 .1. оо 1 II II II 'С' Сталь 9ХС при d до 9 мм Сталь У10, HRC 60; при D > 9 4- 27 мм 18429—73
Исполнение 1
D
Исполнение 2
d+OJ ,
Втулки кондукторные постоянные с буртиком
d = 0,l9 4- 80
/2 = 2,8 4-100
/7 = 44-80
Сталь 9ХС при d до 9 мм;
Сталь УЮ, HRC 60; при
D > 9 4- 27 мм
18430—73
Исполнение 1
Исполнение 2
Втулки кондукторные сменные
d = 4,5 -4-50
/2 = 84-63
/7 = 6,3 4-63
Сталь 9ХС при d до 9 мм;
сталь УЮ, HRC 60 при
D > 9 4- 27 мм
18431—73
159
Продолжение
Рекомендуемые предельные
размеры, мм
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Втулки кондукторные быстросменные
d = 3,4 4-50
£) = 94-63
// = 6,3 4-63
Сталь 9ХС при d до 9 мм;
сталь У10, HRC 60 при
D > 9 4- 27 мм
18432—73
Втулки промежуточные
<7 = 8 4-63
D = 124-80
Я = 6,33->633
Сталь 9ХС при d до 9 мм;
сталь У10, HRC 60 при
D > 9 4- 27 мм
18433—73
Втулки кондукторные промежуточные с бортиком
J = 8->63
D=12->80
// = 6,34-63
Сталь 9ХС при d до 9 мм;
сталь У10, HRC 60 при
D >> 9 4- 27 мм
18434—73
160
Продолжение
Рекомендуемые материалы
и твердость
Рекомендуемые предельные
размеры, мм
Конструкция и размеры
по ГОСТ
Втулки с буртиком для фиксаторов и установочных пальцев
Сталь УЗА, HRC 55—00 I 12214—66
d для Мб —МЗО
11 = Ю 4- 60
Втулки резьбовые
Сталь 40Х, HRC 33—38 I 12464—67
d для М5—М16
D = 84-‘25
L=104-50
d для М8 — М20
£> = 12 4-32
// = 32 4-160
' = 25 4-55
Ножки для кондукторов
Сталь 45, HRC 35—40 I 12205—66
Ножки высокие
Сталь 45, HRC 35—40
12204—72
Исполнение И
6 Горошкин А. К.
161
Продолжение
Рекомендуемые предельные Рекомендуемые материалы Конструкция и размеры
размеры, мм и твердость по ГОСТ
Рукоятки с шаровой головкой
d = 8 4-25 I Сталь 45, HRC 35-40 13055-69
£, = 62 4-200
Рукоятки с шаровой ручкой
0 = 20 4-50 | Сталь 45 18924-69
£,=63 4-320 |
Исполнение 1 Исполнение 2
162
Продолжение
Рекомендуемые предельные Рекомендуемые материалы Конструкция и размеры
размеры, мм и твердость по ГОСТ
Рукоятки штурвальные
d для М12-М30 I Сталь СтЗ I 14741—69
160-=-380 |
// = 50-4-112
Рукоятки цилиндрические
L = 80 -4- 320 1 Сталь 45 I 8923—69
D = 6 4-25 | I
Исполнение 1 Исполнение Z
Вариант исполнения 2
Рукоятки звездообразные
D = 32 4-80 I Чугун ковкий КЧ 30-6 I 4742—68
Я = 214-52 I
А-А
Заготовка Тип I Тип Л ТипШ
6*
163
Продолжение
Рекомендуемые материалы
и твердость
Рекомендуемые предельные
размеры, мм
Конструкция и размеры
’по ГОСТ
Рукоятки неподвижные
25
L = 50-S-630
Сталь 45, I1RC 35—40
17779-72
Сталь У7А, HRC 55—60
8925—68
Щуп цилиндрический
d=3->5
L=1GO
Сталь У7А, HRC 55—60 I 8926—68
164
Продолжение
Рекомендуемые материалы
и твердость
Конструкция п размеры
по ГОСТ
Рек мен дуемые предельные
размеры, мм
Ребра правые
В =-36 4-75
// = 125 4- 480
£ = 90 4-320
Чугун СЧ 18-36
12055-67
/3 = 40 4-80
//=125 4-480
£ = 95 4-320
Ребра боковые правые
Чугун СЧ 18-36
12957—67
165
Продолжение
Конструкция и размеры
по ГОСТ
Рекюме ндус мы о предельные Рекомендуемые материалы
размеры, мм и твердость
5 = 40 4-75
Н = 125 4- 480
5 = 90 4-320
Ребра двухсторонние правые
Лапки
5 = 52 4-70
/7 = 48 4-55
£ = 80 4-190
12961-67
Чугун СЧ 18-36
Плиты стальные
tu II II II 00 00 05 О . о •l-t-l- sc3 s ° £ 1,. ль СтЗ
it L
со
L
12947—67
166
Продолжение
рекомендуемые предельные Рекомендуемые материалы
размеры, мм и твердость
Конструкциями размеры
Коробки
£=60 4-400
Я = 60 4-90
£=80 4-400
Чугун СЧ 18-36 ] 12949—67
Швеллеры
Угольники
В =28 4-140
Я = 40 4-400
L =25 4-400
12951-67
Чугун СЧ 18-36
167
Продолжение
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
Рекомендуемые матери
и твердость
В =40 4- 180
Я = 60 4-500
L = 50 4-630
Угольники с ребрами
Чугун СЧ 18-36 I 12952-67
Плиты чугунные
Угольники для крепления равнобокие
5=80 4-800
/7 = 80 4-800
L = 125 4-800
Чугун СЧ 18-36 I 12944—67
Исполнение 2
168
Продолжение
Рекомендуемые предельные
размеры, мм
Рекомендуемые материалы
и твердость
Конструкция и размеры
В =70 4-590
И =190 4- <800
L =70 4-800
Угольники для крепления
неравнооокне
-67
Плиты круглые низки!
В = 140 4- 20
Н = 20 4- 50
4074—69
| Чугун СЧ 18-36
ры с ребрами
В =70 4-220
// = 70 4-320
L =800 4- Ю00
Чугун СЧ 18-36
4079-69
169
Продолжение
Рекомендуемые материалы
и твердость
Конструкция и размеры
по ГОСТ
Рекомендуемые предельные
размеры, мм
Тавры
5=250 4-400
Н =160 4-300
Ъ =40 4-50
Чугун СЧ 18-36
4080—69
Тавры с ребрами
5 = 200 4-400
//=125 4-360
6 = 30 4-70
Чугун СЧ
18-36
4081—69
Фланцы переходные
d= 22 4-265
D = 88 4-645
// = 45 4-150
Чугун СЧ 32-52
4082—69
170
Продолжение
Рекомендуемые предельные Рекомендуемые материалы
размеры, мм и твердость
Конструкция и размеры
по ГОСТ
Корпусы квадратные
5=60-4-400
// = 70-4-180
L=1104-500
Чугун СЧ 18-36
4585—69
Корпусы поперечные
5 = 80 4-200
L=110 4-230
// = 90-4-140
Чугун СЧ 18-36
4586—69
171
Продолжение
172
Глава 5
РАСЧЕТЫ ЗАЖИМАЮЩИХ УСТРОЙСТВ
ЭЛЕМЕНТАРНЫЕ КОНСТРУКЦИИ ЗАЖИМАЮЩИХ УСТРОЙСТВ
Принятые обозначения:
fo—коэффициент трения на оси;
/—коэффициент трения на зажимаемой поверхности; /=tgfp;
— коэффициент трения на участке прихвата (скос клина)’, воспринимающем
силу Q;
<p1 = arctg/ —угол трения;
tg<plnp = tg(pi^- — приведенный коэффициент трения на скосе клина при наличии
ролика (здесь d — диаметр оси; D — диаметр ролика);
ф1пр= arctg/lnp —приведенный угол трения.
РЫЧАЖНЫЕ (КУЛАЧКОВЫЕ) ПРИХВАТЫ, ВОСПРИНИМАЮЩИЕ УСИЛИЕ
ОТ ТОЛКАЮЩЕГО (ТЯНУЩЕГО) ПЛУНЖЕРА
Для прихвата, показанного на рис. 1. Из равенства моментов
сил, действующих наприхватгж,относительно оси вращения О имеем
2/Wo = Q/1-PZ-Q>/o=O
или
Q/i = Р/Q'rfo,
но
Q' = Q + P,
тогда
QZi = Pl + (Q+Р) rf0= Pl + QrfQ + Pr/0;
Qli-QrfQ = Pl + Prf<),
Q(li-rfQ) = P(l + rf^
Рис. 3.
Рис. 2.
173
Для прихватов, показанных на рис. 2 и 3. Учитывая дополни-
тельно силы трения и Pf, в точках, воспринимающих и передающих усилие,
получим
Q = P + -
к — h>ifi— rio
При /1 I Р ^Q.
Для прихватов, показанных на рис. 4 — 6. Для случая 1
(рис. 4 и 5):
при ZX^Z
0=zp + + .
h. — hfi — ^ArfQ9
при ZX = Z
0_p^ + ^+l,41r/o
4 1-Ы1 ‘
Для случая 2 (рис. 6):
при 1^1
0 = р l + QWrft .
4 /1 + О,4г/о 9
при 1± = 1
Q = p /+1,41г/о.
11
Для прихвата, показанного на рис. 7, при 1 = 1$
,_^-Д с®° \ fl/zd* с X/? ч 4<? Рис. 7. П—Р + Ь41го/о 4 li-rxh • В практических расчетах исходной величины уси- лия Q для рассмотренных конструкций (рис. 1—7) может быть применена приближенная и общая для всех случаев формула, в которую введен коэффициент т), учитывающий потери от трения на оси и на участке, воспринимающем и передающем усилие:
174
Для прихвата, показанного на рис. 8,
(/+о+
здесь — коэффициент трения на сферической головке болта.
Для прихвата, показанного на рис. 9,
Ц^-1) hr+hj
l^hh ’
Для случаев, показанных на рис. 8 и 9, при заданном коэффициенте т)
Z1 Т)
0=Р
Зажимающая сила Р будет всегда меньше исходного усилия Q.
Значения Q при силе зажима Р = 1 кгс приведены в табл. 1.
1. Значения исходной силы Q, кгс, при силе зажима Р = 1 кгс (см. рис. 1—9)
А. Для прихватов с конструктивным исполнением по рис. 1—7
Коэффи- циент, учи- тывающий потери от трения, Т] 1
1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0
0,95 0,88 0,75 0,66 0,585 0,525 0,48 0,44 0,405 0,375 0,350 0,33 0,31 0,29 0,28 0,265
0.90 0,925 0,795 0,695 0,62 0,555 0,505 0,465 0,43 0,40 0,37 0,35 0,33 0,31 0,29 0,28
0,85 0,98 0,84 0,735 0,655 0,59 0,535 0,49 0,45 0,42 0,39 0,37 0,35 0,33 0,31 0,295
0,80 1,04 0,895 0,78 0,695 0,625 0,57 0,52 0,48 0,445 0,415 0,39 0,37 0,35 0,33 0,31
Б. Для прихватов с конструктивным исполнением по рис. 8 и 9
Коэффи- циент, учи- ' тывающий потери от трения, т| 1± 1
3 2.8 2,6 2.4 2,2 2,0 1,8 1,6 1,4 1.2 ! ьо
0,95 0,90 0,85 0,80 1,40 1,48 1,57 1,67 1,43 1,51 1,60 1,70 1,45 1,54 1,63 1,73 1,49 1,57 1,67 1,77 1,53 1,63 1,71 1,82 1,58 1,67 1,76 1,88 1,63 1,73 1,83 1,95 1,71 1,80 1,91 2,03 1,80 1,90 2,02 2,14 1,93 2,04 2,16 2,29 2,12 2.22 2,36 2,50
При определении значений исходного усилия Q приняты формулы Q = Р 1 1 h П (ДЛЯ
рис. 1—7) и (для рис .. 8 и 9). Для любого другого значения 7 > табличные
данные умножаются на заданную величину силы Р.
175
РЫЧАЖНЫЕ (КУЛАЧКОВЫЕ) ПРИХВАТЫ, ВОСПРИНИМАЮЩИЕ УСИЛИЕ
ОТ СКОШЕННОЙ (КЛИНОВОЙ) ПОВЕРХНОСТИ ПЛУНЖЕРА (ШТОКА)
Для прихватов, показанных на рис. 10. Определяя сумму момен-
тов относительно оси, получим
Рис. 10.
2M0 = P/ + Pf/3+QZ1-
—Q1/2+Q7or=О;
Qi^2=Q^i+Q7or+
+Pi+Pfi3;
Qi=Qctg (a+<p).
При l2 > I
q__ p Z + W + 0>96rf0
4 r ctg(a + (p)(/2-.
-O,4r/o)-Zi
При Z2 = Z
п — р + 1,41/fp
4 ZaCtgCa+q))-/!’
Для практических
расчетов исходного уси-
лия Q может быть приме-
нена формула
Q — P--------------
/2 ctg(a+q>)— /х rf
Для прихватов, изображенных на рис. 11 и 12,
Рис. 12.
При l2 I
при Z2 = Z
Qi — Q ctg (ct 4* ф1).
Q — p_________^~rZ3/4-O>96rZo________.
с^(а4~ф1) (Z2 — O,4r/o)-|“Zi' ’
Q^P - Z + Z3/+ 1,414г
Z2 ctg (a + <p) 4- Zx
176
Сбщая упрощенная формула для обоих случаев
/2 cig (а + ср -) + li г)
Для прихвата, изображенного на рис. 13,
Qi=Qctg(a + (pinp); Q' = Qi4-Pi; Р0=Рсозоц и P^Psin a*
После подстановки значений Qi, Q', PQ и Pi
Qhi = Q ctg (a+<pInp) Z2 — ((& + PJ rfa—P cos —P sin a^;
Q ctg (a + <plnp) /2—Q ctg (a — <p, np) rfo—Qhi =* P sin atZ 4- P cos a £/г + P sin
<2 [ctg (a + <pinp) Z2 — ctg (a+<pinp) rf0—hs\ = P {I sin at4-r sin atf0+h cos aj;
0==p (! + rfo) sin «j 4-/1 cos af
ctg (a 4- Ф1пр) (Z2—rfo)—ht ’
Для безроликовой конструкции приведенный угол трения ф1пр следует заме-
нить основным углом трения q^.
Для практического расчета силы Q можно применить формулу
Q — p I S1‘n ai + h cos 1
/2ctga — hi т] *
Значения усилия Q при силе зажима Р=1 кгс для конструкций, показанных
на рис. 10 — 13, находят по табл. 2.
2. Значения исходной силы Q, кгс, при силе зажима Р = 1 кгс
рис. Коэффициент, учитывающий потери от трения, н Формула определен значения Q A i
2,0 1,8 1,6 1,4 1,2 1,0
10 0,95-0,90 0,85-0,80 Z 1_. Р Ц ctg (а-КфО — lt п* li = 0,2 1 0,10 0,11 0,11 0,12 0,12 0,14 0,14 0,16 0,165 0,185 0,20 0,22
11 0,95-0,90 0,85—0,80 1_ 1_ Z = li = z2
1г ctg (а+ф1) + /1 п 0,16 0 18
12 0.95-0,90 0,85—0,80 р 1 -1 Z2 с1§-(а+ф1пр)-Н1 П 0,13 0,14
13 0,95-0,90 0,85-0,80 р Z sin cos at 1 Z2ctga — hi T] л=л,=4 0,07 0,08 0,08 0,09 0,09 0,10 0,10 0,11 0,12 0,13 0,14 0,16
Примечание. В расчетах принято: угол скоса a = 5°; угол трения на скосе клина (р! = 5°; приведенный угол трепня ф1пп = 0,5 <pt; <Xi = 30°. Для другого значения силы Р данные из таблицы умножают на заданную величину силы Р._____________.
177
Г-ОБРАЗНЫЙ ПРИХВАТ
D
Рис. 14.
Зависимость между силой зажима Р (рис. 14) и осе-
вой силой Q определяют из равенства моментов относи-
2
тельно точки О, т. е. В этом равенстве нор-
мальные силы (реакции) N представляют собой равнодей-
ствующие сил, стремящихся перекосить прихват под дей-
ствием осевой силы Q.
По закону силовых треугольников равнодействую-
щие N приложены к прихвату на расстоянии, равном
Н
— от вершины треугольника.
О
Таким образом, из указанного равенства моментов
3 I
следует С другой стороны, сила Q = P-{-Ft
где Г —сила трения, относящаяся к направляющей части прихвата.
В рассматриваемом случае F = 2Nf, где / — коэффициент трения на направ-
ляющей поверхности прихвата. Подставляя в это равенство значения N, получим
F = 3Q^j-f, но P = Q—F, следовательно, P = Q fl — 3 /V С учетом сопротив-
п \ л J
Рис. 15.
178
ления q пружины
P = (Q-g)(l-31f).
Для достижения необходимой осевой силы Q с помощью затягивающей гайки
необходимый момент составит
Л*=^рср^(а + <РН
I /)з_^з л
3 о2 — d2 'Т_Г
здесь Q =-------—; rfcp—средний диаметр резьбы; а —угол наклона резьбы;
t
^а = ”лЗ—’ Ф~к0ЭФФициент трения в резьбе; ^ — коэффициент трения на
торце гайки.
Зависимость между Q и Р показана на рис. 15.
ТАНГЕНЦИАЛЬНЫЕ КУЛАЧКИ
Требуемая величина осевой силы Р, стя-
гивающей кулачки (рис. 16),
sin—+ 1,07/cos у-
------------а~~
(1 +1,07 cos ^Daf
Н»
где Мк — крутящий момент, сообщаемый
заготовкой; / — коэффициент трения на зажи-
маемой поверхности; q — сопротивление пру-
жины.
Рис. 16.
Момент, приложенный к гайке, необходимый для получения осевой силы,
д1г = Рр?Ср tg (а + фН
1 D3 — d3
3 D2 — d2
(2)
b] >
где Рср — средний радиус резьбы; ф —угол трения в резьбе; /т — коэффициент
трения ‘на торце гайки.
Подставляя значение Р, выраженное через момент Л1г, из формулы (2) в фор-
мулу (1) и преобразовав формулу (1), находят зависимость между моментами
и Л1Г:
Мг= Мк
. а , 1 А_ а
sin -£- +1,07 cos --
[1 пз _ из i
Кер tg (а + ф) + у kJ •
1 + 1,07cosy) £»«/
При угле обхвата а = 30® и коэффициенте трения / = 0,1
/ \ г 1 лз_d3 1
Mt = (1,78 g^+<?) |Rcp tg (а +<p) + y ь].
179
КЛИНОВЫЕ УСТРОЙСТВА
С клином одностороннего действия. Элементарная зависимость между силой Q,
приложенной к клину, и силой Р клинового скоса (рис. 17) без учета сил трения
Q = Ptga.
Рис. 17.
Рис. 18.
Для реального механизма (рис. 18) сила Q, обеспечивающая получение силы Р
с учетом трения (на направляющей поверхности и на скосе),
Q=Qi+F, (3)
где Qi — сила, приложенная к клину, учитывающая трение на скосе; F — сила
трения, возникающая на направляющей поверхности клина.
Из схемы следует Q1 = P tg (а + фх); F = Ptg(p2. После подстановки в равен-
ство (3) получаем
Q=P[tg(a+<p1)+tg<p2], (4)
В этом равенстве tg cpL характеризует коэффициент трения на наклонной
поверхности клина, a tg ф2 —коэффициент трения на его направляющей части.
При фх = ф2 = ф допускается принимать
Q = Ptg (a + 2tp).
С клином двустороннего действия (рис. 19). Сила Q, необходимая для полу-
чения на каждом скосе зажимающей силы Р, составит:
без учета силы трения на скосах
клиньев при а1 = а2 = а
Q = 2P tga;
при а2
Q = P (tgaj+tga,);
с учетом силы трения на скосах при
cq = a2 = a
Q = 2Ptg (a + ф);
при аг^а2
Q=P[tg (aj + <р) + tg (a2 + ф)],
Рис. 19.
где <p = arctg f — угол трения (/ — коэффициент трения на скосах клиньев).
КЛИНОПЛУНЖЕРНЫЕ УСТРОЙСТВА
Рис. 20.
С двухопорным плунжером. Цз статического
равновесия системы (рис. 20)
Q1 = JV'; P' = P—F'- ^' = W'tg(p';
заменяя во втором равенстве F' его выражением,
получим
Р’ = Р — N' tg фз
или
P' = P-Qitgq4 (5)
По аналогии из формулы (4) следует, что
р-%(,»+ф;)+1еф;' “’«• = р 16<“+’:>
180
После замены Р и Qi их значениями и преобразования найдем
0= р, tgfa + <PO + tgq>a
1 —tg(a + <p[) tg <р$
(6)
Рис. 21.
где At'— нормальная сила, образованная под действием силы Q,; F' — сила тре-
лия на направляющей поверхности плунжера; = arctg — угол трения; — коэф-
фициент трения.
Случай с применением опорного ро-
лика на плунжере (рис. 21). Расчетная формула
(6) примет вид
tg(a + <pfnr) + tgq)^
1—tg(«+4>;np)tg<p3 * u
где
tg(Pinp=tgfp[ <Pinp=arctg/'4-
Случай с применением двухопорных
роликов (рис. 22):
Q = р, tg(« + Tinp) + tg(p^p .
l-tg(« + q>;np) tg <Рз ’
tg Ф2пР = tg <₽2 ; <Р2пр = ar;tg Г .
С однородным плунжером. Рассуждая, как
дыдущем случае, получим (рис. 23)
Qi=2/V"; P"=P—2Г'; F"=N" tg <pJ.
В последнем равенстве через tg ср" вы-
ражен коэффициент трения направляющей
поверхности плунжера; следовательно, Р" =
= P-Q1 tgcp".
После подстановки в это равенство зна-
чений Р и Q получим
1 — tg (<хЧ-фГ) tg <pj
tg(a + q>;') + tgq>2
(9)
При определении действительной вели-
чины выходной силы Р" в формулу (9)
необходимо ввести поправочный коэффи-
циент К, учитывающий влияние перекоса:
Рис. 23.
1—tg («+фЭ tg<?;
tg(a + <p") + tg<p2'
ИЛИ
Q=P" tg(a+<p") + tg<p2"
1 —tg(a + q>;')tgcp.,K‘
(10)
Выражение tg характеризует приведенный коэффициент трения. Он опре-
деляется из условия, при котором под действием силы QA плунжер, передающий
силу, перекашиваемся, стремясь повернуться вокруг точки О. Равнодействующие
сил /7" от действующих па плунжер нормальных сил по закону силовых трсуголь-
181
ников будут располагаться каждая на расстоянии от вершин треугольников.
о
При условии Q1 = 2N" моменты этих сил относительно точки О будут равны,
т. е. Q1Z = 2V/-^-; заменив N" силой трения F", получим
о
откуда
2^ = 5^ tgq>r.
или
3Z F"
т^'=2<г-
3/
Выражение tg (pj является приведенным коэффициентом трения, в котором
3Z
в целях упрощения обозначим буквой [см. формулу (10)].
Для случая с применением опорного ролика на плунжере
(рис. 24) расчетная формула (10) примет вид
tg(«+<PinP) + W _
У l-tg^ + cp^tg^K’
в этом равенстве tg <р[пр то же, что tg (р{ пр в формуле (7).
Для случая с применением двухопорных роликов (рис. 25)
Рис. 24. Рис. 25.
tg (« + <PlnP) + tg<p^np .
4 l-tg(a + <Pinp)tg<P3np ’
здесь tg<p"nP то же, что tg <р£пр в формуле (8).
(12)
3. Значение т]
а0 tg <р3; tg q>3 пр; tg <Р3 к
0,05 0,10 0,20 0,30
3 5 0,99 0,99-0,97 0,98-0,95 0,98—0,94 0,97—0,92
10 15 0,99-0,98 0,98-0,97 0,97-0,96 0,96-0,93 0,94-0,91 0,94—0,90 0,91-0,87
20 0,98-0,97 0,96—0,94 0,92-0,89 0,89—0,84
Для упрощения расчета си-
лы Q по формулам (6), (7), (8),
(10) и (11), (12) значения знаме-
нателей в этих формулах мо-
гут быть выражены через коэф-
фициент т|. В этом случае они
могут быть заменены формулой
с подстановкой конкретных уг-
лов:
Q = Р [tg (а + ср2) -J- tg <р2] —.
Значения коэффициента Л
приведены в табл. 3.
182
ЭКСЦЕНТРИК КРУГЛЫЙ
Эксцентриковые зажимы по сравнению с резьбовыми являются быстродейст-
вующими, хотя по силе зажима значительно уступают им. Эксцентриковые зажимы
с обычными стандартными рукоятками развивают силу зажима, превышающую
силу, приложенную к рукоятке, в 10—15 раз.
Отношение длины рукоятки к радиусу эксцентрика не больше 5 — 6; в винто-
вых зажимах с применением ключа оно достигает 12 — 15-кратной величины сред-
него диаметра резьбы. Из-за простоты изготовления круглые эксцентрики широко
применяют в зажимающих механизмах приспособлений.
К недостаткам круглого эксцентрика
(рис. 26) относится непостоянство угла а
подъема его кривой, вследствие чего зажи-
мающее усилие возрастает непропорциональ-
но углу поворота. Зажимающий ход круг-
лого эксцентрика при повороте на 90° равен
величине эксцентриситета.
Допуск 6 на размер заготовки не должен
превышать величину эксцентриситета е. Для
надежного закрепления заготовки рекомен-
дуется принимать эксцентриситет 4-1,56.
Круглые эксцентрики следует проекти-
ровать самотормозящимися во избежание от-
хода в процессе зажима. Это условие может
быть соблюдено при правильном соотношении
диаметра эксцентрика и эксцентриситета. Отношение диаметра D к эксцентриситету
с’ является характеристикой эксцентрика. В зависимости от величины коэффициента
трения характеристика может изменяться.
В практике проектирования эксцентриков принято считать, что при коэффи-
циенте трения ^ = 0,1 (угол трения 5° 43') ~-^20, при f = 0,15 (угол трения
82° 30') 14. Таким образом, самоторможение обеспечивается условием, при
котором f всегда должно быть больше tga.
При одинаковых размерах эксцентрики с характеристикой 14 обеспе-
чивают больший зажимающий ход, чем при -^-^20. Самоторможение у таких
эксцентриков начинается при угле р = 40°, если /^0,1.
Величина силы зажима Q, развиваемого круглым эксцентриком, зависит от
диаметра эксцентрика, угла подъема а (в момент зажима), величины момента на
рукоятке и коэффициентов трения на участке зажима и на оси эксцентрика.
Рассматривая систему эксцентрика в статическом состоянии (при зажиме),
получим равенство моментов:
cos а ’
а0 = arctg
е cos Р
R4-е sin Р 9
где —сила, развиваемая эксцентриком под действием силы Р, приложенной
к рукоятке, направленная перпендикулярно к прямой, опущенной из центра вра-
щения к точке зажима.
Составляющими этой силы являются сила зажима Q и сила Q2, стремящаяся
сдвинуть заготовку: Q2 = Q!COsa; после замены в равенстве моментов Qi на Q2
выражение примет вид
PL = Q _1_г>
* cos a
откуда Qz = Р у- cos a.
183
Рассматривая действие эксцентрика как действие одностороннего клина, по-
лучим силу зажима Q без учета потерь от трения
Q=Q2T^— .
4 tg а
Если учесть потери от трения на участке зажима и на оси вращения и вы-
разить их соответственно через тангенсы углов трения, то сила зажима будет
— tg (а + Ф1) + tg <р2 ’
Заменяя Q2> получим
Q = Р -- -г—,---:-^-Т-7----cos
г tg (а + <pi) + tg <р2
Учитывая, что значение cos а при наибольшем угле подъема кривой (а =
= 5°43', tga = 0,1) будет равно 0,995, т. е. почти единице, им можно пренебречь.
Тогда
Q — PL____________!________
[tg(a + cpi)-t-tgq)2] г’
откуда необходимый момент (M = PL) на рукоятке составит
4. Моменты (кгс • мм) на рукоятке
эксцентрика, требуемые для получения
силы зажима Q*
Di
мм
40
50
60
70
Сила зажима Q, кгс
50 75 100 125 150 175 | 200
270 405 550 680 815 955 1085
340 510 680 855 1020 1200 1365
410 615 815 1020 1220 1430 1680
480 720 960 1200 1435 1680 1915
* При tg (ос-{-ф1) = 0,2 и tg ф2 = 0,05.
Л'1 = Q [ tg (a + <P1)+tg ф2] Г,
где г — расстояние от оси вращения
до точки соприкосновения эксцентрика
с зажимаемой поверхностью; R — ра-
диус эксцентрика; р— угол поворота
эксцентрика при зажиме; tg срг и
tg ф2 —коэффициенты трения соответ-
ственно на зажимающей поверхности
и осп эксцентрика.
Величины моментов на рукоятке
эксцентрика, необходимых для полу-
чения заданной силы зажима, приве-
дены в табл. 4.
ПЛУНЖЕР С БАЙОНЕТНЫМ ЗАМКОМ
Действие плунжерного зажима с байонетным замком (рис. 27) аналогично
резьбовому:
Шип
Рис. 27.
PL = WR\ W=QRtga,
где Р — сила, приложенная к рукоятке; Q —
осевая сила на плунжере; а —угол подъема
паза; 17 —окружное усилие на плунжере.
Подставляя в первое равенство значение
W и учитывая при этом угол трения ф, харак-
теризующий трение между шипом и пазом бай-
онета, получим
или
PL = QR tg (a+ф)
M = QR tg (a + ф).
Трение на плоском торце образует дополнительный момент. Расчет полного
момента с учетом трения на торце аналогичен расчетам, приведенным для резь-
бовых зажимов (см. с. 189).
184
ЦАНГИ ЗАЖИМНЫЕ
Установка заготовки без осевого упора. Осевая сила Q, необходимая для
затягивания цанги, обеспечивающая силу зажима Р2 (рис. 28),
<2 = (Pi + Р2) tg(a + <p),
где Pi = 3^^- — сила,
сжимающая лепестки цан-
ги до их соприкосновения
с поверхностью заготовки;
Р2 —сила зажима заготов-
ки всеми лепестками цан-
Д-4
ги; a — половина угла Рис. 28.
конуса цанги; ф— угол
трения, (p = arctg/i; f1 — коэффициент трения конусной поверхности; E = 2,l 106
кгс/см2 — модуль упругости стали, идущей на изготовление цанги; / — расстояние
от плоскости задела лепестка цанги до середины зажимающего конуса цанги;
f—стрела прогиба лепестка, / = 6; 6 — зазор между цангой и заготовкой (до нача-
ла зажима); z —число лепестков цанги;
D3S [ , . 2 sin2 \
— (ai-l-anaicosa,---------J
момент инерции в сечении заделанной части лепестка.
После подстановки значения J равенство примет вид
Р± = 0,375 ED°^Z f 0,0174 + sin a, cos К1 - 229,88 .
/3 \ 2 «г /
где cq — угол сегмента лепестка цанги, градусы; D — наружный диаметр лепестков
цанги; S —толщина лепестка цанги.
При существенно различных по величине диаметрах заготовки на участке
зажима и на участке приложения силы резания сила зажима
Рг^У-^К,
где M = Pzri — момент резания; гг — расстояние от оси до точки приложения силы
резания; г — радиус заготовки на участке зажима; Pz — сила резания, стремящаяся
повернуть заготовку относительно цанги; q — составляющая часть усилия, прило-
женного при резании, сдвигающая заготовку вдоль оси; /<= 1,5-^2,0 —коэффи-
циент запаса.
Установка заготовки с осевым упором (рис. 29). Осевая сила Q, необходимая
для затягивания цанги, обеспечивающая силу зажима Р2,
Рис. 29.
Q = (Pi + ^2) (а + <р) + tg <Pi].
185
Значения Pi, Р2 и tgcp те же, что и в предыдущем случае; tg — коэффи«
циент трения для поверхности цанги, соприкасающейся с заготовкой.
В случае упора торца цанги в неподвижную плоскость К (рис. 30) появч
ляется сила трения Qf2, где ^ — коэффициент трения на торце цанги, или Qtg<p2.
В этом случае в формулу подставляют tg <р2 вместо tg фр Значение tg ф2 можно
принять равным tg фр
ВТУЛКА КОНИЧЕСКАЯ РАЗРЕЗНАЯ
Рис. 31.
Зависимость между зажимающей силой Р и
втягивающей силой Q (рис. 31) та же, что и для
соответствующих сил клина одностороннего дейст-
вия, т. е.
<2 = Р [tg (а + ср)+tg ф!];
здесь ф —угол трения на конусной поверхности;
фх —угол трения на зажимающей поверхности.
Для определения необходимой величины осевой
силы Q в зависимости от силы резания Р2 надо,
чтобы момент резания Мр был не больше крутя-
щего момента MKt образованного зажимом заго-
товки, т. е. Мр^Мк или Рг ~ ^Р-^, откуда
Р = Р- -5. • следовательно,
а ’
Q = pz -j [tg (а +ф) + tg Ф1].
Введя в равенство коэффициент надежности К, учитывающий повышение силы
резания Рг в случае затупления инструмента, получим следующую формулу:
Q=Pz [tg (a + T) + tgT1],
ОПРАВКА С ЗАКЛИНИВАЮЩИМ РОЛИКОМ
Требуемый момент для закрепления при 'заданной силе Рг
Рис. 32.
При нескольких зажимающих роликах
Q=P*
Pt
4
где и —число роликов.
186
При заклинивании образуются две силы трения: F — в месте касания ролика
и заготовки и F1—b месте соприкосновения ролика с плоскостью оправки (рис. 32).
Следовательно, условию заклинивания должно отвечать равенство, при котором
угол заклинивания
а<ф + фь
где ф —угол трения между роликом и заготовкой; фх —угол трения между роли-
ком и оправкой.
Практически можно принимать ф = фх; значение угла а выбирают в пределах
5—7°; D— диаметр оправки; диаметр заготовки.
САМОЗАЖИМНОЙ ДВУХКУЛАЧКОВЫЙ ПОВОДКОВЫЙ ПАТРОН
Определение длины L кулачка по заданному диаметру заготовки (рис. 33):
ь = С + -ь Г - К(Як + гзг)2 ~ ('+/А
где с —половина расстояния между осями качания ку-
лачков; RK— радиус кривизны кулачков; гзг — радиус
обрабатываемой заготовки; г — радиус опорной части ку-
лачка; / — величина смещения центров качания кулачков.
Значениями сиг следует задаваться, учитывая
пределы диаметров заготовок (140 — 200 мм). Значение
RK подбирают так, чтобы угол а находился в пределах
12—20°.
Смещение центров / качания кулачков не должно превышать 3 мм.
ОПРАВКА С ЗАКРЕПЛЕНИЕМ ТОРЦОВ
Момент Л4х на зажимающем торце шайбы (рис.
34), исключающий провертывание заготовки под дейст-
вием силы резания Р2, должен быть больше момента
ТИ2> возникающего от силы резания, т. е. М2,
ля d t n
где Mx = Q ——/; М2 = Рг~-\ следовательно,
Рис. 34.
Из этого выражения получим необходимое условие затягивания
О — 2Р
Q (D + d)f
Для обеспечения надежного закрепления в формулу введем коэффициент
запаса /С, учитывающий затупление инструмента:
или
f—коэффициент трения между шайбой и заготовкой; Di — диаметр обрабаты-
ваемой заготовки; /< = 1,5-4- 2,0.
187
РЕЗЬБОВЫЕ ЗАЖИМЫ
Резьбовое звено. Момент, приложенный к винту, необходимый для сообщения
зажимающей силы Q,
^Ср
Afp = Q —tg (а + фПр),
г *
где dcp —средний диаметр резьоы; а— угол подъема резьбы; tga = ^—; г —шаг
/ СР
резьбы; tg(pnp = ^-p' —приведенный коэффициент трения для заданного профиля
резьбы; / — коэффициент трения на плоскости; f —половина угла при вершине
профиля витка резьбы.
Для треугольной резьбы (ГОСТ 9150—59) (3 = 30°; для трапецеидальной
резьбы (ГОСТ 9484—73) р = 15°.
Значения Мр при заданных коэффициентах трения приведены в табл. 5.
5. Значения моментов Л1р при заданных коэффициентах трения tg фпр
dcp t а *8(“ + Фпр) Л1р=01£Р13(а+Фпр)
мм tg ч’11Р=0-|;‘!?ФпР=0’15 tfT ф =0,1 чпр ‘гч’пр^’15
8 12 16 20 7,188 10,863 14,701 18,376 1,25 1,5 2,0 2,5 3°10' 2°56* 2°30' 2°30' 0,1536 0,1521 0,1444 0,1444 0,2071 0,2028 0,1950 0,1950 0,552 Q 0,826 Q 1,061 Q 1,327 Q 0,744 Q 1,10 Q 1,433 О 1,791 Q
Обозначения: du — номинальный диаметр резьбы.
Дополнительный момент Мг, приложенный к винту, необходимый для преодо-
ления трения на торце винта. Торец винта плоский кольцевой
(рис. 35).
Рис. 35. Рис. 36.
Момент Л1т, преодолевающий трение на торце, определяют через давление qt
действующее на зажимаемую поверхность:
Q
q~
Момент силы трения на кольцевой элементарной площади шириной dp:
dMT = 2ло/р2 dp;
R
С R3 — r3
М = 2aqf I p2 dp = 2^qf--------•
3 4 R2 — r2 1
Торец винта плоский сплошной’ (рис. 3G). В этом случае прини-
мают г = 0; тогда из предыдущего равенства
?< = -“ QRf,
О
где / — коэффициент трения па торце винта. _
188
Торец винта сферический. Момент трения, вызываемый давлением
сферического торца на конусное гнездо (рис. 37),
МТз = МВ/;
здесь N = Q —L----нормальное давление на поверхность гнезда от осевого уси-
sin 2"
о ,
лкя Q; В = R cos -у- — расстояние (плечо) от оси винта до линии контакта сфери-
ческого торца с поверхностью гнезда; /—коэффициент трения на торце.
После подстановки в формулу момента значений N и В, последняя примет
вид
Полный момент Л10б, приложенный к винту, необходимый для передачи
заданной силы (рнс. 38).
Гайка
Г^со 2 Я3-г3 1
Л'!об = Мр + Л1Т1 = Q |~2~ (а + фпр) + -3 _Г2 J •
Для винта с плоским сплошным торцом
Г den d 1
^o3 = AIp + Mt2 = Q [-2е tg(« + <Pnp) +3- fj.
Для винта со сферическим торцом, опирающимся на конусное гнездо,
^сп ~1
мо6 = мр + Л1Тз = Q tg(a+<рПр) + R etg т /].
Для винта со сферическим торцом потери от трения (на торце) практически
малы. В этом случае полный момент Л40б будет равен моменту Л4р, приложен-
ному к резьбовому звену, так как касание с зажимаемой поверхностью будет
происходить только в месте контакта (по кольцу). В процессе приработки пло-
щадь касания будет возрастать и увеличивать потери на трение.
Значения полных моментов 7Иоб для резьбовых зажимов приведены в табл. 6,
а формулы для их определения —в табл. 7.
189
§
6. Значения полных элементов Л40б» кгс • мм, для резьбовых зажимов (с метрической резьбой)
1 Коэффициент трения f Наружный диаметр резьбы мм
8 12 16 20 8 1 12 1 16 | 20 8 1 10 1 16
R — г (см. рис. 35) d (см. рис. 36) R (см. рис. 37)
7—4 9-5 9-6 12-7 12-8 15-9 15-10 19-12 2 3 5 8 8 10 10 15 5 7 8,5
0,1 1,12 Q 1,26 Q 1,58 Q 1,80 Q 2,10 Q 2,28 Q 2,59 Q 2,90 Q 0,62 Q 0,65 Q 0,99 Q 1,09 Q 1,33 Q 1,39 Q 1,66 Q 1,83 Q 0,84 Q 1,23 Q 1,55 Q
0,15 1,40 Q 1,61 Q 1,96 Q 2,23 Q 2,58 Q 2,90 Q 3,22 Q 3,69 Q 0,65 Q 0,70 Q 1,07 Q 1,23 Q 1,46 Q 1,56 Q 1,83 Q 2,08 Q 0,99 Q 1,43 Q l,80Q
7. Формулы для определения полных моментов Л10б для резьбовых зажимов прямого действия
Рис. Формула Рис. Формула
88, а 88, б "об^^^+Фпр) "o6 = «rfcp tS(“+<₽np) 38, в 38, з Моб = <2₽ + «) [4-Р tg (а+фпр) + R ctg Т 4 Р =Q—^- Г^гп 2 R3 - г» 1 "об = <2₽ - ‘8 (а + Фпр) + з 7
Обозначения: q — сопротивление пружины.
МНОГОЗВЕННЫЕ КОНСТРУКЦИИ ЗАЖИМАЮЩИХ УСТРОЙСТВ
Зажимающие устройства с силообразующими звеньями толкающего
(тянущего) действия
Для всех случаев
3/0 f
Т=1
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Передача силы зажима через про-
межуточные звенья (прихваты и ку-
лачки)
Q=-^[tg(a + P) + tg<pAj
или
<2 = ^1 [tg(a + ₽) + tg<p-£f],
где
Р1=Р----57—
1 ~Н~ '2
т] — коэффициент, учитывающий по-
тери от трения в звеньях зажимаю-
щего прихвата.
Для условия, при котором Q=<P,
надо, чтобы
1^1 и -£-Ss2.
*2
Р = arcsin f0 — дополнительный угол
к углу а, учитывающий потери от
трения на осях; /0 — коэффициент тре-
ния; tg ф — коэффициент трения на
опорной поверхности ролика; ^ — коэф-
фициент трения на направляющей
поверхности ползуна
Коэффициенты передачи усилия при
-р- = 2 имеют следующие значения:
*2
11 1 1 1,5 2
р 1 0,8 0,67
Q
191
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
ИЛИ
Q = Pi [tg (a + <Piпр) + tg <?•>] ,
где
-<+«
г) — коэффициент, учитывающий по-
тери от трения в шарнирах прихвата;
tg фг — коэффициент трения в напра-
вляющих штока
«-Р[18(« + ₽) + >8<р4]^
ИЛИ
(?=P1[tg(a+₽)+tg<p-^-],
где
Р1=°4-—•
11 t]
При заданном усилии Ро
Q = P0[tg(a + P) + tg<p4]l^
1] — коэффициент, учитывающий потери
от трения в звене рычага (эскиз а),
или в промежуточном рычаге (эскиз б).
Значения 0 и tg ср те же, что и
в предыдущем случае
или при заданном значении Pt
„ n I cos a , n
Q=?1-/r~fT+2<7’
где т] — коэффициент, учитывающий
потери от трения на осях прихватов
или
Q = 2Ptg(a + P) tgaf
Q = 2Pi tg(a + p),
где
Px = Ptg ax;
В = arcsi n f0 — дополнительный угол
к углу а, учитывающий потери от
трения на осях
192
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
7
Q=p Ро=р
ч q
ИЛИ
Q = Pitg(a+P),
где
li т)
При заданном усилии Р}
Q=P0|-tg(a + i3)^4
где q —коэффициент, учитывающий
потери от трения
пли, выражая PQ через Q, получим
P0 = Q —<7. С другой стороны
р^ = р0^ (при равенстве плеч ниж-
него коромысла); тогда
где
Q=2Pf-tg(a+P)-l-
*1 Л
откуда
или
0 = 2?! tg (сс + Р),
где
q и q-i—сопротивление пружин; h —
коэффициент трения на направляю-
щей поверхности Г-образного прихвата;
т]х — коэффициент, учитывающий по-
тери от трения в шарнирах коро-
мысла; q— коэффициент, учитываю-
щий потери от трения в звене верх-
него прихвата
При заданном усилии PQ
Q = 2Р0 7- cos а.1 tg (a + 0) -J-,
п Л
где q— коэффициент, учитывающий
потери от трения на осях прихватов
7 Горошкин А. к.
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
ИЛИ
1
q=(Pi+9)
где
ИЛИ
где
При заданном Ро
т] — коэффициент, учитывающий по-
тери от трения в обоих звеньях за-
жимающего устройства
здесь т] = Y)i — коэффициенты, учиты-
вающие потери от трения на осях
кулачка и рычага
h Л.
P, = ₽2±k_L.
где Р —дополнительный угол к углу а,
учитывающий потери от трения на
осях; k — расстояние от оси шарнира
ползуна до середины направляющей
поверхности ползуна; tg <р3 — коэф-
фициент трения на направляющей
поверхности ползуна
г|— коэффициент, учитывающий по-
тери от трения в шарнире верхнего
прихвата; -ty — коэффициент, учиты-
вающий потери от трения в шарнирах
нижнего прихвата
Q=e-Zzl-
3 _L
h n2
или
Z 1
h л
194
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
где
где т] — коэффициент, учитывающий
потери от трения в шарнирных сочле-
нениях зажимающего кулачка и ры-
чага, сообщающего усилие кулачкам
— коэффициент трения на направ-
ляющей поверхности ползунов; т] —
коэффициент, учитывающий потери от
трения на переднем кулачке
или
<3=(у- + 72)^-^+«
q = 2(P + 7)
ч Л
Как и в предыдущем случае, Q =
= 2 (Pt + q) -- - , по вследствие
4 Л
жесткой связи зажимающих губок
с ползунами РГ = Р.
Значение т]—то же, что и в преды-
дущем случае
1
л’
^=2Р/г1
где
qr — сопротивление пружины возврата
кулачка; q2 — сопротивление пружины
возврата зажимающей губки тисков;
/2 —коэффициент трения на направ-
ляющей поверхности подвижной губки;
-q — коэффициент, учитывающий потери
от трения в кулачке, передающем уси-
лие; Н—длина направляющей части
подвижной (зажимающей) губки
При
заданном усилии Ро
12 Л
<3=(Р+?)4Г;
и Л
т| = 0,7 -1- 0,8 — коэффициент, учиты-
вающий потери от трения в передаю-
щем кулачке
7*
195
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
<г-з q--*x
D 1
X -г —
а т]
или
Q=3Qi Y’
где
Q1-----
так как
PZ+ g/2 = Qi^b
^ — коэффициент,
учитывающий по-
тери от трения на
оси зажима кулач-
ка. Для нормаль-
ной передачи си-
лы Q на плунжеры
шарики должны
иметь диаметр не
более 3—5 мм и
быть смазанными
(солидолом или
другой пластичной
смазкой)
ИЛИ
где
<2=3^0 у i;
ТПр — сила трения в уплотнении
поршня для одного уплотняющего
кольца; т| — коэффициент, учитывающий
потери от трения при передаче усилия
через верхний кулачок.
2. Требуемое осевое усилие Q для
нижнего кулачка определяется по
формуле, выведенной для кулачкового
патрона.
3. Крутящий момент Л1к для заго-
товки
Л1к = 3(РД + Рог)>
где R — наружный радиус заготовки;
г —внутренний радиус заготовки
1. Требуемое осевое усилие Q для
верхнего кулачка
сЧ-(зЧ~+г"’+,Н
где /—коэффициент трения на на-
правляющей ’поверхности зажимаю-
щего звена
196
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
где 1] — коэффициент, учитывающий
потери от трения в шарнирах
где ^ — коэффициент, учитывающий
потери от трения в шарнирных сочле-
нениях прихвата
<2=3--—----
1-з|/
где т] — коэффициент, учитывающий по-
тери от трения в шарнирах.
Величину I следует принимать наи-
меньшей во избежание деформирова-
ния костыля
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
где г)—коэффициент, учитывающий по-
тери от трения.
Сопротивление пружины не учиты-
вают
Передача силы зажима через звенья
с клиновыми устройствами
Q = Р [tg (а+Фшр) + tg <jpd “;
d
tg ф1пр-JJ >
197
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
tg ф1 — коэффициент трения на скосе
клина; tg ф2— коэффициент трения на
направляющей поверхности штока
(клина); т] — коэффициент, учитываю-
щий потери от трения в звене клино-
вого устройства (выбирают по табл. 3)
Если устанавливаемая заготовка
имеет осевой упор, то сила
Q=(Pi + Pi) [tg (a+^ + tgq)!],
где Рх — сила, сжимающая лепестки
цанги до их соприкосновения с по-
верхностью заготовки; Р2 — сила за-
жима, действующая на заготовку;
ф— угол трения на конусной поверх-
ности цанги; tg фх — коэффициент тре-
ния на поверхности заготовки
Q = P tg (a+<p)n + </;
где Р — сила зажима, сообщенная
одним шариком (кулачком); tg ф — коэф-
фициент трения между конусом и ша-
риками (кулачками); п = 3— число
шариков (кулачков)
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Q=Ptg(a + <p)-^,
где tg ф—коэффициент трения на
скосе конуса; п = 3 — число зажимаю-
щих кулачков; т] — коэффициент, учи-
тывающий потери от трения на на-
правляющей (боковой) поверхности
кулачка
Передача силы зажима через
клинорычажные и
клинокулачковые звенья
Q = (p7’^’+4)|tg (“+(Pinp) +
или
Q=(Qi+о) |jg (а+фшр)+
, , d I 1
где q — сопротивление пружины плун-
жера; tgф1Пp —см. с. 181; tg фх —
коэффициент трения на скошенной
поверхности клина; tgф2 —коэффи-
циент трения на направляющей по-
верхности штока; гц — коэффициент,
учитывающий потери от трения в звене
рычага
.198
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
I__________1
ctgcc/i — /2 Побщ
^ — коэффициент трения на направ-
ляющих поверхностях призмы; т] =
= 0,85 4- 0,80 — коэффициент, учиты-
вающий потери от трения в звене
передающего рычага
Q = P [tg(a+<p1) + tg<p2] r-j-j-—;
61*2 Т]
выражая силу через получим
Q=Pi [tg (a+<pi)+tg <₽2] г X
X cos a0 —
П
или
Q = Q [tgfc+tPO + tg <p3]
где a — угол подъема кривой эксцен-
трика; tg <рх — коэффициент трения на
поверхности эксцентрика; tg ф2 — коэф-
фициент трения на оси эксцентрика;
г — расстояние от центра вращения до
точки соприкосновения с зажимаемой
поверхностью; ^ — коэффициент, учи-
тывающий потери от трения в зоне
зажимающего кулачка
Zi + ctga/2 т] ’
где ^ — коэффициент, учитывающий
потери от трения в звеньях рычага
и ползуна
Т G1 + ctg aZ2) Т)
или
л__ р _____J_
^i + ctga/a t)’
где
Л=—S:
1 0*0 с
^~ТГ12
f2— коэффициент. трения на направ-
ляющей поверхности зажимающего
ползуна; г)— коэффициент, учитываю-
щий потери от трения в звене проме-
жуточного кулачка
199
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Q = 2 f у + у [tg (а + Ф1Пр) + tg ф2]
ИЛИ
Q=2(Pi + <7) [tg (a + <-pinp) + tg ф2]
где
где f2 — коэффициент трения на на-
правляющей поверхности штока-при-
хвата; т)! — коэффициент, учитываю-
щий потери от трения в цепи плун-
жер—верхний прихват
Q = P [tg (а + epi) + tg фг]
или
Q = Qi [tg (а + Ф,)'+ tg ф2] ,
где
tg фх— коэффициент трения на скосе
клина; tg ф2 — коэффициент трения
на направляющей поверхности штока;
т] = 0,85 ч- 0,80—коэффициент, учи-
тывающий потери от трения
tgtpinp — см. с. 181; tg фх —коэффи-
циент трения на скосе клина; tgф2 —
коэффициент трения на направляющей
поверхности клипа (штока); /2— коэф-
фициент трения на направляющей
поверхности кулачка
Q = Р [tg (а + ф!) + tg ф2] --гг
ИЛИ
Q = Qi [tg (а + Ф1) + tg ф2] --1-,
где
Qi=Pj-;
tg фх — коэффициент трения на скосе
клина; tg ф2 — коэффициент трения на
направляющей поверхности клина
(штока); т]— коэффициент, учитываю-
щий потери от трения в звене зажи-
мающего рычага
200
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Передача силы зажима через
зубчато-винтовое и рычажное звенья
Передача момента рукоятки через
зубчато-конусное ззено
^ср Z 1
или
AlnVK = ^ 6+--Д----X
ру \ sin acos а
где
(«+<₽)>
\ 1
20г / т)
С учетом прочности зубчатой пере-
дачи радиус должен отвечать равен-
mz
ству г = —, где т — модуль опре-
деляют из условия прочности; z =
= 17 — наименьшее число зубьев, сво-
бодных от подрезания (при высоте го-
ловки зуба, равной /и, и угле заце-
пления 20°); f—коэффициент трения
на поверхности; а = 5°43'; г) =
= 0,85 0,80—коэффициент, учиты-
вающий потери от трения.
Наклон зубьев следует принимать
равным 45°.
Для скальчатых кондукторов зави-
симость между осевой силой Р на
рейке и силой зажима Рх (эскиз б)
должна быть следующей:
Р
31
Н
R — средний радиус зубчатого колеса;
гср — средний радиус резьбы плун-
жера; а — угол подъема резьбы; ф—
угол трения в резьбе; ?] —коэффи-
циент, учитывающий потери от трения
в шарнире прихвата
Передача силы зажима через
вубчато-эксцентриковое звено
где
0,5Z) е sin р .
cos а ’
201
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
R — средний радиус зубчатого колеса;
a — угол подъема кривой эксцентрика
(круглого); tg фх —коэффициент тре-
ния на зажимающей поверхности
эксцентрика; tg ф2 — коэффициент тре-
ния на оси эксцентрика; D — диаметр
эксцентрика; г —расстояние от центра
вращения эксцентрика до точки упора
в выступ зажимающего ползуна;
е — эксцентриситет; р — угол поворота
эксцентрика при зажиме
ЗАЖИМАЮЩИЕ УСТРОЙСТВА
С СИЛООБРАЗУЮЩИМИ
ЗВЕНЬЯМИ КЛИНОВОГО
ДЕЙСТВИЯ (ЭКСЦЕНТРИКОВЫЕ)
или
где
M = Q[tg(a + <pI) + tg<p2] г,
л—р sina^ + cosctx/г 1
У — г ' *
11 Г] ’
ecos Р
tga =
0,5£> + е sin р ’
Передача силы зажима через
рычажное (кулачковое) звено
L
и
М = .Р^(а + ф1)4-^ф2]г7^
а Л
Л
или
M = Q [tg (aH^ + tg <р2]
где
Q==P 7”“’
Zi V
1 — tg /j т) ’
или через силу Q3, развиваемую
круглым эксцентриком,
М = <2э [tg (a + фх) + tg ф2] г,
где
= Q (1 — tg ф3/С);
11 Г) h ’
т]— коэффициент, учитывающий потери
от трения в звене зажимающего при-
хвата; tg ф3— коэффициент трения на
направляющей поверхности передаю-
щего плунжера
COS СС1
M = P[tg (а+фО + tg <р2] ~ X
а
X (sin + cos аМ —
Л
Значения 1 — tg ф3К при заданных
величинах h и 10 и при tg ф3 = 0,1
h /о
6 7 8 9 10
10 15 20 30 0,82 0,79 0.76 0,81 0,82 0,80
h /о
11 12 13 16 18 20
10 15 20 30 0,84 0,82 0,80 0,84 0,82 0,80
202
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
ИЛИ
М = 2Q [tg (а + (fj) + tg ф2] г,
где а —угол подъема кривой кониче-
ского эксцентрика; г)— коэффициент,
учитывающий потери от трения в шар-
нирной части прихвата
М = Рр?ср tg ((% + (?!) +
2 /?з_гз -1 I 1
+ 3 7^2 _Г2 /J lt п
или
Г 2 Я3-г3 1
М = Q|tfcp (а+Ф1) +-д-
<2=Р
h п
где /—коэффициент трения на нижней
опорной поверхности эксцентрика;
т] —коэффициент, учитывающий по-
тери от трения в шарнирах прихвата
М = 2Р [tg (a+<pj + tg ф3] г
4 Л
A4=q[Rcp tg (а + <Р1) +
2 7?з_гз -1 i 1
+ 3 Я2—г2 ' J li т] •
Момент, приложенный к рукоятке,
необходимый для получения силы Р,
M — PRcp tg (a+q>i).
Потери от трения на нижней опор-
ной поверхности кулачка требуют
дополнительного момента
2 R3 — г3
M^-P^f,
тогда полный момент, выраженный че-
рез силу Р и приложенный к ру-
коятке,
Мп = А'1 + Мд = Р ^ср tg (а + Фх) +
+ -1*^/1
3
где
Р=<2
li п
f—коэффициент трения на нижней
опорной поверхности кулачка; tg срх —
коэффициент трения на рабочей по-
верхности кулачка
203
Продолжение табл.
Формулы для определения усилия Q,
необхозимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
M = P[tg (a +<pi) + tg <р2] г —
или
М = Q [tg (а+ф!) + tg ф2] г,
где
Q = P "'V1---; Pj = Pcosai;
'1 Ч
^ — коэффициент, учитывающий потери
от трения на поверхностях прихвата.
Сопротивление плунжера, отводя-
щего прихват, ввиду незначительности
не учитывают
( у +<?) [tg (a+фл)+tg <pj
ИЛИ
Al = Q[tg(a+(p1) + tg ср2| г,
где
Q = 2
Р , _\ 1
3/ + -п ’
1 —f ч
Н Г J
Т = 1—У- f;
Н h
^ — коэффициент, учитывающий потери
от трения в шарнирной части прихва-
тов
М = ^у + Qj [tg (a + Ф1) 4- tg ф21 г
или
= Q [tg (a+ф1) + tg <р2] г,
где
q — сопротивление пружины; / — коэф-
фициент трения на направляющей по-
верхности сапожка; Р всегда меньше Q
Л'1 = Q [tg (a + Ф1) + tg <р2] г,
где
<г_2(Р+,)±^Ь
Г]—коэффициент, учитывающий потери
от трения в шарнирной части прихва-
тов
204
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
/Р \ Г Dcn
М =l^y- + ?)|-2!-tg(a+cpi) +
, 2 №-1* 1
+ 3 №—г* '°]
ИЛИ
о Ср
AI=QL_2Ltg(a+<?1)+
2 /?3-г3 1
+ 3 W—r' '°]’
р /
где Q =--— в первой формуле
-7Г'
Т=1 —
/о — коэффициент трения на торце ру-
коятки; Р всегда меньше Q.
РЕЗЬБОВЫЕ ЗАЖИМАЮЩИЕ
УСТРОЙСТВА
Обозначения: dcp — средний
диаметр резьбы винта; a — угол подъема
резьбы; т) — коэффициент, учитываю-
щий потери от трения в шарнире (на
оси) прихвата; R и г — радиусы опор-
ного торца гайки; /—коэффициент
трения на торце гайки
Передача силы зажима через
рычажное (кулачковое) звено
dcp I -1 1
M = P^tg(a + <p)T-— -
Z C(Jо (X Ij
205
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Q
ИЛИ
drn
Af=Qi~y~tg (а + ср),
где
Qi = —, a Q = P-L—;
1 cos а ’ li т) ’
следовательно,
ИЛИ
Л4 = (С+<?) tg(а + Фпр) +
3 £2_ r2 /J»
где
li cos а т]
dcp I 1
M = P4Ltg(a+<p)-
Z bl T]
или
M=Q^tg (а+ф),
где
tg ф —коэффициент трения для задан-
ного профиля резьбы;
Р Р
PQ=-f—; Р1=-^~-
ctga’ cos a
<2=рф1;
li п к ч
q—сопротивление пружины; tg фпр —
приведенный коэффициент трения для
заданного профиля резьбы
М = Р ^^(а+фпр)+
, 2 Дз_гз 1 1
Т з 7?2-г2 'J Z + Zt 1)
или
м=® [4гtg (a+Фпр)+
3 Я2—г2
где
Q = P___—_____-•
У 1 + 11 V
Pi=<2 ф-л
(для конструкции на эскизе а)\ Р, г,
f—см. в начале таблицы
206
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Q
dcp li 1
или
М = Q tg (а + фпр),
где
М = 2
q/ \ X
1 6Zo f
\ 1 Я f2 /
Х ["Гtg +
2 I i 1
3 Я* — f2
Сопротивление пружины не учиты-
вают
или
Л4=<2
tg (а + ф)4
2 гз -I
/ ,
3 #
^ = P[^tg(a+(₽)+;?ctgTf]
I 1 , п
хг-,+2’
или
^со
M = (Q + 2(/) -р- tg (а + Ф) +
4-Z?ctg-|- /],
где
«-2р4
ч/
где
Q = P~+2q;
ф— угол трения в резьбе; R— радиус
сферы на торце гайки; 0 —угол ко-
нуса отверстия в прихвате под сфери-
ческую гайку
j[
П
R1 и г —радиусы кольцевого опор-
ного торца гайки; /2 — коэффициент
трения на направляющей поверхности
прихватов
^ + ^1 ^ср
м = р —- tg (а + ф)
или
^со
Л4 = <2 -^tg(a + «j>),
где Q = P 1 + ;
а
Р всегда меньше Q
207
Продолжение таб;
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
^ + ^1 Pen
М = Р —J— tg (а+Ф) +
,2^-^ I
3 R"—rz 'J
ИЛИ
[d 2 № гЗ ~|
-ftg(a+<p)+y-^—
где
*1
Р всегда меньше Q
M = (p-^- + q^ X
Рсо Р
X I tg (а + ср) + R etg -у f
или
M = (Q + q) X
^ср Р 1
tg (а+<р) + R etg - f j,
где
Q = P^+(?;
R — радиус сферы на торце гайки;
f — угол конуса отверстия в прихвате;
cos at
M=^P-^i- + q^ х
Pep ₽ '
X H-tgfa+qO+Kctg-g-f
ИЛИ
Rcp Pl
M=Q tg (a + Ф) + R etg -g- /J,
где
Q = P -^-+q.
208
Продолжение табл.
Формула для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
С другой стороны,
где
о =р А+А.
г, = 0,80 4- 0,70 — коэффициент, учиты-
вающий потери от трения при пере-
даче сил плунжерными парами;
Р всегда меньше Q
Уравнения моментов те же, что
в предыдущем случае;
P^Q-g)-^^
т) — см. предыдущую конструкцию;
Р всегда меньше Q
ИЛИ
Г ^ср Р
М = <ф-у tg (а + ф) + R ctg
где Qi = Qt]i; т]х = 0,80 4-0,70 —коэф-
фициент, учитывающий потери от тре-
ния при передаче усилия на правый
прихват; q — сопротивление пружины;
R — радиус сферы на торце гайки;
[3 — угол конуса в отверстии прихвата
под сферическую гайку
Передача силы зажима через
рычажно-клиновые звенья
Г4р 2 /?з__гз-|
М = р tg (а+ф)+у R2_r2 j X
I 1
X/ ____________
ctgaZ2 — lt т) ’
или
М = X
ГЯ 9 РЗ гЗ 1
X {Ц-tg (а + ф) + у 7^7?/] X
I 1
X —г—,---cos ,
ctg/2 — Zi <П
или
Мер 2 R3_f3
M = Q [-2 -tg (a + ф) + у
где
Q = P ______-______-•
ctg/2-/x Y] ’
T| — коэффициент, учитывающий по-
тери от трения
209
Продолжение табл.
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
Формулы для определения усилия Q,
необходимого для получения
заданной силы зажима Р
М = (2Р + <7)Х
Г4СР 2 №-гз
Х [“2" tg + У £2_f2 f
X[tg (а+фО+tg <pj
или
^со
7W = (Q + TII1)-rtg (а + ф);
d2
Q=(P + Tnp + q)-^-;
Тш — потери от трения в уплотне-
нии плунжера; Тпр— потери от трения
в уплотнении поршня ^ = (Тш + 7,пр)
К — сопротивление отводящей пружи-
ны (К = 1, 2 —коэффициент запаса)
или
M=(?fetg (а+<рН
2 гз -|
где
Q = (2Р + 7) [tg (а + Ф1)+tg ф2] ;
tg фх — коэффициент трения на скосе
клина; tg (р2 — коэффициент трения
в направлении клиньев; гц— коэффи-
циент, учитывающий потери от трения
в клиновом звене
Передача силы зажима через
жидкую среду
Мр
ИЛИ
(V 1 1
мр=Л(Р+тпр+9)7^ +гш1х
Ч_ ц J J
^со
X-ytg (а+ф)
+р ,
-ytg (а+ф)
ц
M = (Q+Tm) tg (а + ф);
dn
Q = (<?1 + 7’np)D1n-;
ц
210
Продолжение табл.
Формулы для определения усилия Q, необходимого для получения
заданной силы зажима Р
мр = {[(Р + qn) + Тш]^^ +
Ч ) 4р
“ЬПР/
М = (<?+Ли)^1§(а + <р),
ф W .
Q = (Q1 + Гпр) O2_J2 •*
п —число пружин
Во всех расчетных формулах, приведенных в гл. 5, значения коэффициентов
трения tg (р2; tg q>2; tg cp3; f; fa fa fr выбирают в пределах от 0,05 до 0,15. Непри-
веденные значения коэффициента т), учитывающего потери от трения при пере-
даче силы, выбирают в пределах 0,95—0,80, с учетом рекомендуемых значений,
данных в табл. 3.
Глава 6
МЕХАНИЗИРОВАННЫЕ И МЕХАНОГИДРАВЛИЧЕСКИЕ
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Механизированные приводы приспособлений —устройства, служащие для при-
ведения в действие рабочих органов (силовых) приспособлений, без приложения
физической силы оператора. Роль оператора сводится к общему управлению при-
способлением. Механизированный привод позволяет автоматизировать процесс
обработки.
Для механизированного закрепления обрабатываемых заготовок чаще всего
используют сжатый воздух или масло (находящиеся под давлением).
Механизированный привод допускает блокированное управление несколькими
зажимающими устройствами, обеспечивая надежное закрепление заготовок и тем
самым сокращает затрату времени на установку и съем заготовок (табл. 1).
1. Продолжительность закрепления заготовок зажимающими устройствами
Вид зажимающего устройства Продолжительность процесса закрепления, с
Плунжерное, действующее от механизированного (пневматического или гидравлического) привода 0,5-1,2
Эксцентриковое или байонетное, действующее от руки 0,6—2,0
Винтовое, действующее от руки: с рукояткой, маховичком или звездочкой 1,5—4,2
с применением гаечного ключа 3—12
Тиски, кулачковый патрон с применением ключа 6—18
212
2. Схемы и характеристики механизированных приводов
Привод
Источник
питания
Хар акт
Компрессор
Пневматический
Применяют при давлениях воздуха =
= 4-:-6 кгс/см2 с использованием усили-
вающего и тормозящего клинового или ры-
чажного механизма. Конструктивно может
быть встроен в корпус приспособления или
являться самостоятельным механизмом
Компрессор
Пневмогидравлический
Развивает более высокое выходное уси-
лие на штоке благодаря давлению пневмо-
привода с гидроузлом
Гидравлический
Насосная
установка
213
Масло
Давление масла 20—80 кгс/см2. Может
быть отдельным агрегатом с обслуживанием
нескольких зажимов
Подводка сжатого воздуха. Сжатый воздух из компрессора поступает в водо-
отделительное устройство 1 (рис. 1), теряет часть влаги и в осушенном состоянии
проходит через редукционный клапан 2, регулирующий его давление (в преде-
лах, не превышающих давления в сети), затем поступает в масленку 5, в которой
смешивается с распыленным маслом, необходимым для смазки механизма при-
вода. Работой привода управляет кран 5. Обратный клапан 4 препятствует быстрому
падению давления воздуха в приводе в случае нарушения работы сети.
При наличии в приспособлении двух приводов, требующих последовательного
включения, в воздухоподводящий трубопровод одного из приводов монтируют дрос-
сельное устройство, позволяющее регулировать скорость поступления воздуха и
этим осуществлять последовательность работы приводов.
Для автоматизации рабочего цикла приспособления аппаратура должна быть
пополнена трехходовыми клапанами или путевыми выключателями (ППВ), а также
пневмоклапанами, позволяющими регулировать время срабатывания.
ПНЕВМАТИЧЕСКИЕ ПРИВОДЫ
Непременным условием применения пневматического привода является обес-
печенность механических цехов сжатым воздухом с давлением у рабочего места
не ниже 4 кгс/см2*. Поступающий в пневматический привод приспособления
воздух должен быть очищен от посторонних примесей и осушен.
Расход воздуха. В процессе работы пневматического привода действует стати-
ческий напор; воздух расходуется только при переключениях, т. е. при выпуске,
если не учитывать возможную утечку за счет неплотностей в местах соединений.
Величина расхода за каждое переключение зависит от объема воздухоприем-
ного устройства и разности давлений между внешней средой и рабочей полостью
привода. Температурный фактор вследствие незначительности его влияния не
учитывают. Количество воздуха, расходуемого одним воздухоприемником за еди-
ницу времени, определяется числом переключений.
Объем (м3) рабочей полости цилиндра, заполняемой воздухом, подсчитывают
по формуле
V=FL,
где F — площадь сечения рабочей полости, м2; L — ход штока, м.
* Компрессорные установки, применяемые на машиностроительных заводах,
обеспечивают достаточно стабильное давление воздуха в сети, риз = 5 4-6 кгс/см2.
214
Расход воздуха (в м3/ч) в одноцилиндровом пневматическом приводе согтавляет:
для цилиндра одностороннего действия
W=pVn;
для цилиндра двустороннего действия
^i = ^ + (pVxn),
где р — давление воздуха в рабочей полости цилиндра, кгс/см2; п — число рабо-
чих ходов поршня за один час работы; V1 = (F-S)L-— объем рабочей полости со
стороны штока; S— площадь сечения штока, м2.
Расчет диаметра воздухопроводной трубы. Внутренний диаметр (в см) возду-
хопровода, подводящего сжатый воздух к пневмоприводу, вычисляют по формуле
d = 2"|/~ Квд.
Г nvt
где VBn —объем сжатого воздуха, проходящего по воздухопроводу, см3; v — ско-
рость протекающего воздуха, см/с (практически составляет 10 —20 м/с); t — время,
необходимое для заполнения полости пневмопривода, с (следует задавать); если
известен диаметр воздухопровода, то
Для подвода сжатого воздуха к пневмоприводам рекомендуется применять
латунные или медные трубы с наружным диаметром 8, 10 и 12 мм и толщиной
стенок 1 мм (ГОСТ 494—76 и 617—72).
Типы пневматических приводов даны в табл. 3.
3. Типы пневматических приводов
Тип Зависимость усилия о г хода штока Ход штока Конструк- тивное исполнение Утечка воздуха
Поршне- вой Сохраняется по- стоянным при лю- бом ходе штока Определяется длиной рабочей полости цилин- дра Относитель- но сложное Может иметь ме- сто за счет нару- шения герметично- сти уплотнения
Камер- ный С увеличением хода штока умень- шается, так как возрастает сопро- тивление мембраны (см. с. 216) Ограничен- ный; зависит от диаметра мем- браны и ее уп- ругих свойств Менее сложное Практически ис- ключена, так как мембрана полно- стью изолирует одну полость ка- меры от другой
215
4. Характеристики пневматических приводов одностороннего
силового действия
Привод Рекомендуемые , Допустимый ход шт
диаметр D отношение <Л/£>
Поршневой (рис. а) От 10 см и более пои F^2,5 (Гпш+ “Н^штк) — £ц— (^11 + 0
Камерный:
с тарельчатой мембраной (рис. б) От 13 см и более 0,65—0,70 (0,2 4- 0,3) D от исход- ного положения в сторону действия силы Рштк
с плоской мембраной (рис. в) От 15 см и более 0,75-0,80 (0,15 -г- 0,20) D от исход- ного положения в сторону действия силы; (0,10 4-0,13)1) в обрат- ную сторону от исходного положения
Примечание. Характеристики относятся к тарельчатым мембрана ,
ленным из прорезиненной хлопчатобумажной ткани бельтинг (ГОСТ 2924—77;,
ким — из прорезиненной ткани толщиной 3—6 мм (ГОСТ 20—76).
Обозначения: F — рабочая площадь цилиндра? Fmn — площадь боковой поверх-
ности манжеты поршня; FmTK — площадь боковой поверхности манжеты штока; / —
участок, занятый пружиной.
Несложная перенастройка привода позволяет штоку передавать тянущее или
толкающее усилие в зависимости от требования зажима (рис. 2). При переводе
с тянущего на толкающее усилие достаточно свернуть трубу 3 со штока 5 j\q сов-
мещения кольцевой риски на гайке 2 с торцом гайки 1. На рисунке положение
клапана 6 и пробок 4 соответствует настройке привода на тянущее усилие штока.
Для толкающего режима работы детали 6 и 4 достаточно поменять местами. На
видах а и б положение штоков (выше осевой линии на чертежах) соответствует
тянущему состоянию.
Камера сдвоенная приставная (рис. 3). Наличие двух мембран увеличивает
полезную площадь камеры без увеличения габаритных размеров.
При указанных размерах и при давлении воздуха 4 кгс/см2 усилие на што-
ке составляет 3000 кгс. Ход штока до 15 см»
216
217
15 ±0Ц
ND
CO
АППАРАТУРА И АРМАТУРА, ПРИМЕНЯЕМЫЕ В СИСТЕМЕ ПОДВОДКИ
И РАСПРЕДЕЛЕНИЯ ВОЗДУХА
Краны распределительные ручные с плоским золотником. Ось 3 (рис. 4) рукоятки
соединена с плоским распределительным золотником 2, верхняя полость которого
тщательно пригнана к корпусу 1 и поджата к нему пружиной 4. Воздух посту-
пает через ниппель 5.
При установке рукоятки в положения / и II отверстие ниппеля соединяется
поочередно с рабочими полостями привода через отверстия А и Б.
При наличии в приспособлении двух и более приводов, работающих последо-
вательно, применяют краны последовательного действия. Схема работы такого
крана показана на рис. 5.
Кран распределительный педальный с цилиндрическим золотником. В корпусе
крана (рис. G) имеются три отверстия: верхнее а соединено с трубопроводом,
подводящим сжатый воздух; отверстия б и в —с рабочими полостями пневмопривода.
При осевом перемещении золотника (от педали) его рабочая полость г поочеред-
но соединяет входной канал а с распределительными отверстиями бив через кана-
лы д и е соответственно. Отработанный воздух уходит в атмосферу через капал к.
Четырехходовой распределительный кран для последовательного включения
двух рабочих цилиндров (рис. 7).
В золотнике 1 имеются два глухих паза и одно сквозное отверстие /<. В поло-
жении I рукоятки 2 полости Б1У Б2 цилиндров соединены с сетью, а полости
Hi, А2 — с атмосферой (холостой ход обоих цилиндров) В положении II полость
А2 второго цилиндра соединяется с сетью, а его полость Б2 — с атмосферой (рабо-
чий ход второго цилиндра). В положении III полость Лх первого цилиндра
соединяется с сетью, а его полость Б±— с атмосферой (рабочий ход первого
цилиндра).
Муфта двустороннего действия (рис. 8) для подвода сжатого воздуха к вра-
щающимся цилиндрам (камерам). Воздух поступает в рабочие полости цилиндра
и выходит в атмосферу поочередно через ниппели 1 и 2. Во избежание просачи-
вания воздуха между внутренней поверхностью муфты и скалкой 4 помещаются
кольцевые манжеты 3. Масленка 5 предназначена для смазки подшипника. Нали-
чие шарикоподшипника позволяет применять муфту на станках, работающих
с повышенной частотой вращения.
Муфта одностороннего действия (рис. 9) для подвода сжатого воздуха к вра-
щающимся цилиндрам (камерам).
Водоотделитель (рис. 10) . Поступающий из сети воздух попадает в резервуар
/, в котором расширяется и выделяет влагу. Образовавшуюся воду сливают через
кран 2. Медная сетка 3 предохраняет воздух от попадания в него механических
примесей.
Масленку (рис. 11) присоединяют к воздухопроводу через резьбовые отверстия.
Поступающий из сети воздух попадает в резервуар 1 с маслом и подает масло
в верхнюю часть трубки 5 и далее в форсунку 3. В форсунке масло распыляется,
а в отверстии 4 смешивается с основной струей воздуха, поступающей в пневма-
тический привод.
Винт 2 служит для регулирования сечения отверстия форсунки.
Редукционные клапаны. Величину давления в поршневом редукционном кла-
пане (рис. 12) регулируют натяжением пружины 4 с помощью болта 5. При дав-
лении пружины, прерывающем давление воздуха, действующего на поршень 5,
между клапаном 1 и втулкой 2 образуется зазор для прохода воздуха. В случае
повышения давления в сети поршень поднимается, сжимая пружину, и клапан
перекрывает отверстие; при этом доступ воздуха в пневмопривод приспособления
прекращается. Сетчатый фильтр 6 служит для предохранения клапана от засорения.
Наряду с поршневыми редукционными клапанами применяют также мембран-
ные (рис. 13), допускающие более тонкую регулировку. Они менее чувствительны
к загрязнению и влажности воздуха, так как не имеют подвижного поршня.
Обратные клапаны (рис. 14 и 15). Конусный. При нормальном давлении
воздуха отрегулированная пружина 1 (рис. 14) обеспечивает зазор между отвер-
стием втулки 2 и конусом 3, необходимый для прохода воздуха из сети. При
падении давления пружина срабатывает, и конус перекрывает отверстие, препятствуя
выходу воздуха из полости привода.
219
2от6.М16
Рис. 5. Схема работы крана
С резиновой шайбой. При нормальном давлении воздуха лепестки
резиновой шайбы 2 (рис. 15) со стороны поступления воздуха прижаты к конусу
1 и не препятствуют проходу воздуха в привод. В случае падения давления
в сети воздух, стремящийся выйти из привода, действует на лепестки с обратной
стороны, и они закрывают входные отверстия 3. Клапан отличается простотой
конструкции.
Дроссели (рис. 16) Винт 1 служит для изменения сечения воздухопроводя-
щего отверстия. В тех случаях, когда воздух при обратном движении не должен
терять скорости, дроссель дополняют обратным шариковым клапаном 2, обеспе-
чивающим свободный выход воздуха в атмосферу через отверстие 3. Дроссель,
показанный на рис. 17, работает аналогично.
Пневмодроссель g обратным клапаном (рис. 18) предназначен для регулиро-
вания расхода воздуха в одном направлении и обеспечения свободного прохода
в обратном направлении. Пневмодроссель может применяться в приводе с одним
цилиндром, когда необходимо иметь замедленный рабочий ход и быстрый холостой.
Регулирование кольцевой щели А между коническим клапаном 2 и конусным
отверстием в корпусе 3 производится вращением накатанной головки 4. В зави-
симости от ширины щели изменяются скорость наполнения цилиндра воздухом
и скорость рабочего хода поршня. При обратном движении воздуха он отталки-
вает клапан 2, сжимая пружину 7, и свободно уходит в атмосферу (ускоренный
холостой ход).
100
Рис. 8. Муфта двусторон-
него действия для подсо-
да сжатого создуха к пра-
щающипся цилиндрам
Рис. 9. Муфта одностороннего дей-
ствия для подвода сжатого воздуха
к вращающимся цилиндрам
222
Из сети.
223
К приспособлению
224
5. Основные типы поршневых приводов
Диаметр D рабочей полости цилиндра, мм Расчетная сила на штоке, кгс, при давлении сжатого воздуха, кгс/см2
4 5 6
200 1256 1571 1884
250 1963 2454 2945
300 2827 3534 4241
350 3848 4810 5773
400 5026 6283 7540
Цилиндр двустороннего действия вращающийся
8 Горошкин А. К.
225
Продолжение табл. 5
Цилиндр качающийся
Цилиндр с усилительным звеном
Тип привода Диаметр D рабочей по- лости ци- линдра, мм Расчетное усилие на штоке, кгс, при давле- нии сжатого воздуха, кгс/см2
4 5 6
Цилиндр двустороннего 150 690 863 1036
действия с двумя поршня- 200 1228 1535 1843
ми при d = 0,15D вращаю- 250 1919 2399 2879
щийся (D — внутренний 300 2764 3455 4146
диаметр цилиндра) 350 3762 4702 5643
226
Продолжение табл. 5
Тип привода Диаметр D рабочей полости цилиндра, мм Расчетное усилие на штоке, кгс, при давлении сжатого воздуха, кгс/см2
4 5 6
Цилиндр, закрепляемый с помощью лапок 150 707 884 1060
А-А
№
А
Цилиндр двустороннего
действия с полым штоком
при d = 0,25D вращаю-
щийся
200
250
300
350
400
1180
1841
2647
3606
4712
1472
2300
3308
4508
5890
1767
2761
3970
5410
7068
ЦИЛИНДРЫ ПНЕВМАТИЧЕСКИЕ СТАНДАРТНЫЕ
6. Цилиндры пневматические вращающиеся с полым штоком:
исполнение 1—с одним поршнем; исполнение 2 — сдвоенные (см. рис. 2)
Конструкции и размеры обоих исполнений по ГОСТ 16683—71.
Размеры, мм
Наибольший диа- метр зажимаемого прутка Усилие на штоке Р, кгс Наибольшее число оборотов шпинделя в минуту D (пред. откл. по Л, \ Хг) d2 D.3 D.t D-o D6 d7 De (пред, откл. по 4) d (пред, откл. по А) dx d2
в начале хода в конце хода
25 989 1750 710 1360 3150 200 165 140 240 205 115 65 60 40 100 26 М33х2
40 1480 3000 1128 2265 2000 250 200 170 290 230 140 85 75 55 125 41 М18Х2
240 150
65 2100 1796 1250 320 370 285 200 — 110 90 68 М80ХЗ
8*
227
Продолжение табл. 6
Размеры, мм
(пред, откл. по ^з) d4 d6 (пред, откл. д\ по х) L ь, 1 ll Аз d4 Масса, кг
наи- мень- ший наи- боль- ший наи- мень- ший наи- боль- ший
33,5 М12 — 265 290 240 88 70 10 40 26 12 22 6 17,60
55 341 366 316 146 23,48
48,5 М16 — 349 386 325 108 72 16 45 34 28 11 27,00
70 474 511 450 181 74 42,70
81 — 465 522 430 138 82 25 15 40 23 63,00
Цилиндры пневматические на номинальное давление 10 кгс/см2 по ГОСТ
15608—70. Основные параметры цилиндров должны соответствовать указанным
в табл. 7.
7. Основные параметры
Диаметр, мм Усилие на штоке, кгс Масса постула- те ль но - движу- щихся частей, кг, не бо- лее (для цилиндров с тормо- жением)
ци- лин- дра D штока d теоретическое действительное, не менее
тол- каю- щее тяну- щее тол- каю- щее тяну- щее тол- каю- щее тяну- щее тол- каю- щее тяну- щее
Давление, кгс/см2
6,3 1 10 1 6,3 10
25 32 40 50 63 80 100 125 160 200 250 320 360 400 10 10 12 16 16 25 25 32 40 50 63 80 80 90 31 50 79 124 196 317 495 773 1267 1979 3092 5066 6412 7916 26 45 72 111 183 286 464 723 1187 1856 2896 4750 6096 7515 49 80 126 196 311 503 785 1 227 2011 3 142 4 909 8 042 10 178 12 566 41 72 114 176 291 454 736 1 147 1 885 2 946 4 597 6 539 9 676 11 930 24 40 63 99 156 278 435 680 1165 1820 2844 4660 6091 7520 20 36 57 88 146 251 408 636 1092 1707 2664 4370 5791 7139 39 64 100 156 248 442 690 1 079 1 850 2 890 4516 7 398 9 669 11 937 32 57 91 140 232 399 647 1 009 1 734 2710 4 229 6 935 9 192 11 333 60 90 300 500 800 1 600 4 000 7 500 15 000 20 000 25 000
Основные размеры цилиндров без торможения должны соответствовать:
на удлиненных стяжках— табл. 8;
на лапах—табл. 9;
на переднем или заднем фланце—табл. 10.
Цилиндры на удлиненных стяжках являются базовой моделью.
Размеры Д, В, Dlt d, dlf d2, d3, I, h, hlt m, K, S для всех остальных
исполнений цилиндров без торможения должны соответствовать указанным в табл. 8.
228
8. Без торможения с креплением на удлиненных стяжках*
229
D d £>i (пред, откл. по С3) Диаметр отверстий для подвода воздуха d2 d3 А (пред, откл. ±0,3) В 1 lt /2 т h, не более К Ki S (пред, откл. по С3) Ход поршня L по ГОСТ 6540—68
Резьба метри- ческая по ГОСТ 9150—59 Резьба кони- ческая по ГОСТ 6111—52, дюймы
25 10 20 М10Х1 К V» Мб М5 28 38 16 10 16 9 5 4 92 115 8 10—250
32 10 20 М10Х1 К Ve Мб М5 34 45 16 10 16 9 5 4 92 115 8 10-320
40 12 45 М12Х1.5 К М8 Мб 42 55 20 20 20 12,5 12 4 98 127 10 10—400
50 16 52 М12Х1.5 KV4 МЮ М8 52 70 25 24 25 12,5 12 4 106 143 14 10-500
63 16 52 M12XL5 KV4 мю MS 60 78 25 24 25 12,5 12 5 106 143 14 10—630
80 25 65 MI2XE5 М16х1,5 К1/* К 3/в М16 М8 75 92 32 28 28 12,5 15 18 5 НО 120 150 160 22 10-160 180—800
100 25 65 М12х1,5 М16х1,5 К ’/4 К 3/в М16 МЮ 92 115 32 28 35 12,5 15 13 5 НО 120 160 170 22 10—200 220—1000
125 32 75 М16ХП5 MI8XL5 к3/й к v2 М20 М12 НО 140 40 35 30 42 15 17,5 18 13 5 120 130 180 190 27 10—250 280—1250
160 40 85 M16XL5 M18XL5 К 3/8 К 1/2 М24 М16 140 180 50 38 33 52 15 17,5 22 17 8 120 130 193 230 36 10—250 280—1600
200 50 ПО М18Х1.5 М24Х1.5 к v2 К 3/4 мзо М20 172 220 60 45 40 62 17,5 20 29 24 8 132 142 220 230 46 10-320 360—2000
250 63 115 М18хЬ5 М24Х1.5 к v2 К3/4 МЗбхЗ М20 210 275 60 55 50 70 17,5 20 35 30 8 150 160 245 255 55 10-360 400—2500
320 80 135 М24хЬ5 М30Х2 К 3/4 К 1 М48ХЗ М24 265 345 80 77 67 80 20 55 10 160 180 270 290 75 10—400 450-2500
9. Цилиндр с креплением на лапах
10. С креплением на переднем или заднем фланце
Размеры, мм
D Дг Д2 Bi d* тг К, Кз Ход поршня L по ГОСТ 6540-68
(пред, откл. ±0,3) (пред, откл. ±0,1)
25 28 26 45 G 3,5 125 140 10—250
32 34 30 52,5 6 3,5 125 140 10-320
40 42 36 63,5 7 4 138 155 10—400
50 52 45 80 9 5 160 182 10-500
63 60 50 89 9 5 160 182 10—630
75 104 11 I 170 195 10—160
80 58 1 6 1 180 205 180-800
| 129,5 1 | 182 210 10—200
100 92 72 13 1 8 | 192 220 220-1000
155 1 I 210 246 । 1 10—250
125 ПО 85 17 I 10 | 220 256 1 1 280—1250
™ 1 1 230 272 1 | 10—250
160 140 ПО 200 22 1 12 1 240 282 | 280—1600
240 22 I 250 292 | 10—320
200 172 130 1 12 1 260 302 360—2000
155 292,5 278 326 I 1 10—3600
250 210 26 14 288 336 | 400-2500
190 362,5 32 320 376 10—400
320 265 18 340 396 450—2500
D Д з L±_ В, Во (пред, откл. по Д3) d5 Z3 Ход поршня L
Пред. +1 откл. 9,3
25 28 52 65 «20 6 8 4 10—250
32 34 60 72 20 6 8 4 10—320
40 42 70 85 50 7 8 4 10—400
50 52 85 100 60 7 8 4 10-500
63 60 95 ПО 60 7 10 5 10—630
80 75 112 130 80 9 12 7 10—160 180—800
100 92 138 162 80 11 14 9 10—200 220—1000
11. Цилиндр с креплением на удлиненных стяжках
D,
(пред,
откл.
по С3)
50
63
80
100
125
160
200
250
320
16
16
25
25
32
40
50
63
80
52
52
65
65
75
85
110
115
135
Диаметр отверстии
для подвода воздуха
Резьба метри-
ческая по
ГОСТ 9150—59
Резьба кони-
ческая по
ГОСТ 6111—52,
дюймы
А
(пред,
откл.
±0,3)
#4,
не
более
/?, не
более
3
(пред,
откл.
по С6)
Ход
поршня L
по ГОСТ
6540—68
MI2X1.5
№12x1,5
MI6X1.5
М16х 1,5
М18х1,5
MlSxl-5
М24х1,5
М24Х1.5
М30х2
М10
МП)
MI6
М16
М20
М24
МЗО
МЗбх-3
М48ХЗ
MS
MS
MS
MIO
M12
MiG
M20
M20
M24
52
60
75
92
110
140
172
210
265
86
95
110
135
160
205
245
305
375
5
5
10
10
18
23
25
30
38
106
106
138
138
143
163
170
198
208
143
143
178
188
203
236
258
293
14
14
22
22
27
36
46
55
75
80—500
80-630
80-800
80—1000
80-1250
100—1600
100—2000
125-2500
125-2500
Основные размеры цилиндров D = 50 4- 320 мм с торможением должны соответствовать: на удлиненных стяжках — табл. 15; на лапах —
табл. 12; на переднем или заднем фланце — табл. 13.
Цилиндры на удлиненных стяжках являются базовой моделью. Размеры А, В, В4, Dit d, dlt d2, d3, it llr L, h, hi, K, tn, S для всех
остальных исполнений цилиндров с торможением должны соответствовать указанным в табл. 11.
12. Цилиндр с креплением на лапах
D At (пред, откл. ±0,3) А2 (пред, откл. ±0,1) Я1 d< trii к2 Кз
50 52 45 80 9 5 160 182
63 60 50 89 9 5 160 182
80 75 58 104 11 6 198 223
100 92 72 129,5 13 8 210 238
125 ПО 85 155 17 10 233 269
160 140 ПО 200 22 12 273 315
200 172 130 240 22 12 288 330
250 210 155 292,5 26 14 326 374
320 265 190 362,5 32 18 368 424
13. Цилиндр с креплением на переднем фланце
На заднем фланце
Размеры, мм
D А, | А< в2 D2 (пред, откл. по Л3) do ^3 /4
Пред, от кл. ±0,3
50 52 85 100 60 7 8 4
63 60 95 по 60 7 10 5
80 85 112 130 80 9 12 7
100 92 138 162 80 11 14 9
125 ПО 165 190 100 13 16 11
160 140 212 245 125 17 18 11
200 172 260 300 160 22 22 14
250 210 305 345 200 22 28 20
320 265 380 430 250 26 32 22
232
14. Цилиндр с креплением на удлиненных стяжках
D d di (пред, откл. по С3) ds (пред, откл. ±0,5) Г>4 Диаметр отверстий для подвода воздуха d2 d2 1 Li 12 h, не более S (пред, откл. по С5) Ход поршня L по ГОСТ 6540—68
Резьба метри- ческая по ГОСТ 9150—59 Резьба кони- ческая по ГОСТ 6111—52, дюймы
380 80 135 425 470 М39х2 K1V, М56х4 М24 80 114 8<) 95 354 75 160—2500
400 90 145 480 544 М39Х2 КП/4 М56х4 МЗО 100 132 95 105 375 80 160—2500
15. Цилиндр с креплением на лапах
16. Цилиндр с креплением на переднем фланце
На заднем фланце
234
РАСЧЕТ ВЫХОДНОГО УСИЛИЯ НА ШТОКЕ ПНЕВМАТИЧЕСКОГО ЦИЛИНДРА
Цилиндр одностороннего силового действия с возвратной пружиной. 1. Выход-
ное усилие на штоке при уплотнении поршня одним круглым резиновым коль-
цом (рис. 19)
<2=^Р-(Тклйа+д),
где 7\ —сила трения, зависящая от твердости уплотняющего кольца и его отно-
сительного сжатия о (определяют по графику на рис. 20); р — давление воздуха,
Рис. 19. Схема уплотнения
резиновым кольцом
Рис. 20. График для определения
силы трения Тк
кгс/см2; q = TKnPlxR — жесткость пружины, возвращающей поршень в исходное
положение (К = 1,2 —коэффициент запаса жесткости пружины).
Относительное сжатие уплотняющего кольца (%)
v
а = 4 100,
а
где d — диаметр сечения уплотняющего кольца, см;
Рр — Рц .
2
здесь Do —наружный диаметр кольца; Du —диаметр цилиндра.
2. Выходное усилие на штоке при уплотнении поршня манжетой (рис. 21)
тгЛ2
Q = ^P~(P^pf + q)t
где / — коэффициент трения.
Цилиндр двустороннего силового действия. 1. Выходное
уплотнении поршня и штока круглыми резиновыми коль-
цами (по одному кольцу)
С = я Р— ^к + (^ц + ^п) •
2. Выходное усилие на штоке при уплотнении поршня
и штока манжетами (поршень с двумя манжетами)
<2 = n[^-W + dny)/|p,
где dn — диаметр штока (плунжера), см; Ь'— ширина
соприкасающейся поверхности манжеты штока.
Рис. 21. Схема
уплотнения манжетой
17. Значение коэффициента трения f для манжеты, изготовленной
из маслостойкой резины при трении по стали или чугуну,
имеющих параметры шероховатости поверхности Ra — 0,32 4- 1,25 мкм
Вид смазки | Масло | Эмульсия | Вода Всухую
При движении | 0,08 1 0.18 | 0,25 0,58
В состоянии покоя 1 0,33
235
18. Основные типы камерных приводов
Вращающиеся двустороннего действия
Устанавливают на заднем
конце шпинделя токарного
станка. Мембрана плоская двой-
ная. При ф 250 мм и давлении
воздуха в сети риз = 5 кгс/см2
тяговое усилие на штоке
1500 кгс. Допустимый ход што-
ка до 45 мм
Устанавливают на заднем конце шпинделя токарного станка через переход-
ный фланец. Для повышения тягового усилия имеет три секции. Мембраны
тарельчатого типа. При £> = 130 мм и давлении воздуха риз = 5 кгс/см2 тяговое
усилие на штоке 1000 кгс. Допустимый ход штока до 40 мм
236
Продолжение табл. 18
Неподвижно устанавливаемые камеры одностороннего действия
Устанавливают непосредственно на
приспособлении. Мембрана тарельча-
того типа. При £> = 178 мм, d1==85 мм
и давлении воздуха риз = 4 кгс/см2
тяговое усилие 400 кгс. Допустимый
ход штока 35—45 мм
Останавливают на столе станка. С зажимающими элементами приспособления
связывают посредством тяги 1. Состоит из пяти рабочих секций. При давлении
воздуха риз = 5 кгс/см2 тяговое усилие на штоке составляет 3000—3500 кгс
Устанавливают на столе станка.
Усилие на зажимающие элементы
передается вертикальным плунжером.
Мембрана тарельчатого типа. При
давлении воздуха р113 = 5 кгс/см2 и
отношении плеч рычага 1 :4 тяговое
усилие на выходном плунжере состав-
ляет 2700 кгс
237
19. Формулы для определения выходного усилия Q на штоке камерного привода
с плоской мембраной и уплотняющим кольцом
Схема При исходном положении штока При крайнем положении штока (при зажиме)
С уплотнением штока Без уплотне- ния С уплотнением штока Без уплотне- ния
1 0,78djp — Ткл^п - OJdjp — TKndn —
2 O,78dfp —(7кш?п+ qj - 0,7djp — (7,кЛб?п+ q) -
3 - | 0,78d2p — q 1 0Jd2p — q
Обозначения: р — давление воздуха, кгс/см2; q — жесткость пружины.
20. Формулы для определения выходного усилия Q на штоке камерного привода
с тарельчатой мембраной и уплотняющим кольцом
2
Схема При исходном положении штока При крайнем (в момент зажима) положе- нии штока
С уплотнением штока Без уплотне- ния С уплотнением штока Без уплотне- ния
1 0,2 (D + dt)2p - - (°+ф-гл —
2 — 0,2 (D-f- dj'-p-q — (D + dtfp-q
3 0,2 (D 4- dty р - -(ЛЛ + 'О - (D + dty Р- ~ (ГЛ + ’) —
238
21. Выходные усилия на штоке камерного привода с тарельчатой мембраной
Давление воздуха риз = 4 кгс/см2
Диаметр мембраны в свету, мм Усилие на штоке, кгс, при материале мембраны
Ткань прорезиненная Резина
В исходном положении При ходе штока, равном 0.3D В исходном положении При ходе штока, равном 0,22£)
125 350 270 475 375
160 570 435 720 615
200 900 680 1000 975
250 1400 1100 1730 1550
320 2300 1750 2900 2500
400 3600 2700 4650 4200
ПРИЛ1ЕРЫ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ПНЕВМАТИЧЕСКИМИ
ПРИВОДАМИ ПРИСПОСОБЛЕНИЙ, УСТАНОВЛЕННЫХ НА СТАНКАХ
С ВОЗВРАТНО-ПОСТУПАТЕЛЬНЫМ ПЕРЕМЕЩЕНИЕМ СТОЛА
Пневмораспределительное устройство с упорами показано на рис. 22. Уст-
ройство включает корпус 7, золотник 2, торцовые крышки 3 и 5, пружину 6У
манжету 4 и уплотняющее пружинное кольцо. Золотник цилиндрической формы
имеет три кольцевые выточки: сред-
нюю широкую и две крайние (узкие).
В крайних выточках просверлены по
четыре радиальных отверстия, которые
соединены с центральным отверсти-
ем Ё. Через широкую выточку и от-
верстие Б воздух поступает в цилиндр,
а через отверстия в узкой выточке,
центральное отверстие, полость Д и
отверстие Г выпускается в атмосферу.
При касании упорного устройства
золотник отводится, сжимает пружину
и переключает цилиндр. В это время
сжатый воздух через отверстие В по-
ступает в цилиндр, а через отверстие Б
отводится.
Конструкция пневмораспредели-
тельного устройства с применением
подвижных упоров показана на рис. 23.
В этом случае пневмораспределитель
устанавливают на неподвижной части
стола, а упор на столе станка. Пнев-
мораспределитель состоит из корпуса 1
и плунжера 2, находящегося под воз-
действием пружины. При движении
стола, в момент его подхода к началу
рабочего цикла, плунжер наскакивает
на рычаг 5, поворачивает его отно-
сительно оси 4, перемещает золотник 5
и закрепляет заготовку. При обрат-
ном движении стола в исходное
Рис. 22. Пневмораспределительное устройство
с неподвижными упорами
положение, воздействуя на рычаг,
плунжер перемещает рычаг в обратную сторону и раскрепляет заготовку.
По этой схеме золотник сбрасывает при ходе стола не менее 11 —13 мм, что
в известной степени задерживает процесс.
239
А-А
Рис. 23. Пневмораспределительное устройство с подвижными упорами
Схема пневмораспределительного устройства, показанного на рис. 24, ука-
занного недостатка лишена. В этом случае золотник срабатывает при ходе стола
не более 1,5 —2,5 мм. При заданном положении плунжера 1 сжатый воздух посту-
пает через клапанное отверстие А в рабочую полость цилиндра. При перемеще-
нии плунжера влево правое клапанное отверстие перекрывается шариком 2, а отра-
ботанный воздух уходит в атмосферу через клапанное отверстие.
240
Рис. 24. Пневмораспределительное устройство
ПНЕВМОГИДРАВЛИЧЕСКИЕ ПРИВОДЫ
В отличие от пневматических пневмогидравлические приводы развивают боль-
шие зажимающие усилия при относительно небольших размерах силовых цилинд-
ров благодаря высокому давлению, сообщаемому гидравлической средой. Гидрав-
лические зажимы пневмогидравлического привода могут быть встроенными в при-
способление или раздельно устанавливаемыми.
Пневмогидравлические приводы в зависимости от конструкции приспособления
также могут быть встроенными или раздельно устанавливаемыми.
ТИПЫ ПНЕВМОГИДРАВЛИЧЕСКИХ ПРИВОДОВ
Тип I (рис. 25). Заготовка закрепляется в два приема— предварительно и
окончательно. Для управления процессом закрепления служит четырехходовой
распределительный кран 1.
При первом повороте воздух из сети поступает в полость А и, действуя на
резиновую мембрану 2, перегоняет масло из левой части кольцевой полости в ци-
линдр Б, а оттуда в рабочий цилиндр приспособления, подводя плунжер 3 для
предварительного зажима заготовки. При втором повороте крана открывается
доступ воздуха в полость В, при этом поршень со штоком 4 перемещается вправо:
отверстие Г перекрывается, и в цилиндрах Б и рабочем создается давление, необ-
ходимое для окончательного закрепления заготовки. Для раскрепления заготовки
следующим поворотом крана открывают доступ воздуха в полость Див левую
полость рабочего цилиндра; одновременно с этим из полостей Л и В воздух выхо-
дит в атмосферу. При этом поршень со штоком 4 отходит в исходное положение,
давление в масляной среде падает, и плунжер разжимает заготовку.
При у =4 (см. рис. 18) принимают:
и
Давление сжатого воздуха, кгс/см2
Давление масла, кгс/см2
2 3 4 5
32 48 64 80
Редукционный клапан 5 стабилизирует давление поступающего воздуха.
Объем кольцево'й полости для масла устанавливают в зависимости от диаметра
рабочих цилиндров, их числа и величины хода, плунжера.
9 Горэшкин А. К.
241
Тип П. Пневматический привод, показанный на рис. 26, при конструктивном
различии имеет в основном аналогичную с предыдущим схему работы. От распре-
делительного крана 1 воздух по каналу поступает в полость А. Под его дей-
ствием упругая оболочка 2 сжимается, и заключенное в полости Б масло вытес-
няется в рабочие цилиндры приспособления, чем осуществляется предварительный
поджим заготовки. При этом в первый момент поршень 4 удерживается шариками
6, которые прижимаются пружиной 7, отрегулированной на расчетное давле-
ние воздуха.
Рнс. 25. Схема пневмогидравлического усилителя (тип 1)
Как только в полости В давление достигнет расчетной величины, поршень
отжимает шарики и начинает перемещаться. Плунжер 3, действуя на масло,
создает в рабочих цилиндрах давление, необходимое для окончательного закреп-
ления заготовки. Скорость хода поршня регулируют дросселем 5.
Пневмогидравлический привод (рис. 27) по устройству и принципу работы
отличается от предыдущих. Воздух из сети через распределительный кран 1 по-
ступает в верхний цилиндр 5, откуда через маслопровод 4 перегоняет масло
в правую часть рабочего цилиндра 6. Поршень рабочего цилиндра, перемещаясь
влево, осуществляет предварительное закрепление заготовки. Возрастающее при
этом давление воздуха в левой части цилиндра сообщается клапану 5; клапан
срабатывает и открывает доступ воздуха в верхнюю полость усилительного
цилиндра 7. Поршень усилительного цилиндра начинает опускаться и перекры-
вает каналы 5 (низкого давления), в результате чего давление масла в рабочем
цилиндре повышается до величины, необходимой для окончательного закрепления
заготовки. Диффузоры 2 препятствуют проникновению воздуха в масляную среду.
Величина давления масла при окончательном закреплении при ~ = 4 та же»
что в для типа II.
242
CD
Рис. 26. Усилитель пневмогидравлический (тип II)
Пневмогидравлический привод прямого действия, показанный на рис. 28, пре-
дусматривает питание четырех рабочих гидроцилиндров. Поступающий из сети
воздух" направляется в обратный клапан 2, распределительный кран 1 п далее по
трубопроводу 4 в полость А пневмо-
цилиндра. Под давлением воздуха
поршень 5 перемещается вверх, а его
шток (плунжер 8) сжимает масло, по-
ступившее в полость Б, и под давле-
нием нагнетает его в распределитель-
ную коробку 3, из которой масло
через шланги поступает в рабочие ци-
линдры и через механизмы зажима
закрепляет заготовку. В это же время
воздух из верхней полости В цилиндра,
через трубопровод 7 и распредели-
тельный кран выводится в атмосферу.
Далее, при переключении распреде-
лительного крана сжатый воздух по-
ступает в верхнюю полость В цилиндра,
Рис. 27. Схема пневмогидравлического уси- Рис. 28. Пневмогидравлический привод
лителя прямого действия
а из нижней полости А удаляется в атмосферу. В это же время поршни рабочих
лневмоцилпндров возвращаются в исходное положение, освобождая заготовки.
В случае утечек система пополняется маслом из бака 6. Первоначально система
заполняется маслом через отверстие 9 в распределительной коробке.
ГИДРАВЛИЧЕСКИЙ ПРИВОД К ПАТРОНУ ТОКАРНОГО СТАНКА
В корпусе 1 (рис. 29) привода установлена гайка 2 с закрепленной на ней
лопастью 3, вращающейся под давлением масла, нагнетаемого во внутреннюю
полость корпуса. Поворот лопасти происходит до упора 6. При этом втулка 4,
ввернутая в гайку (поворачиваемую лопастью), получает через тягу 5 поступа-
тельное перемещение, сообщаемое зажимным элементам приспособления (патрона).
244
Масло поступает в рабочую полость привода от насоса через распределитель-
ную муфту 7. Развиваемое тяговое усилие при давлении масла 50 кгс/см2 дости-
195
Рис. 29. Гидравлический привод к патрону токарного станка
гает 5СС0 кгс. Привод устанавливают на заднем конце шпинделя токарного
станка.
РАСЧЕТ ВЫХОДНОГО УСИЛИЯ НА ШТОКЕ ГИДРАВЛИЧЕСКОГО ЦИЛИНДРА
Цилиндр одностороннего силового действия с возвратной пружиной и одним
уплотняющим резиновым кольцом на поршне (см. рис. 18).
Входное усилие на штоке
г\__лА)ц Гт* тгтт _1 т । ।
У---j—р — ТклЯц + Тм---------------[-q ,
(0
где 7м —сила трения, зависящая от давления гидравлической среды (определяют
по графику на рис. 30); DK — внутренний диаметр уплотняющего резинового кольца
на поршне.
245
Цилиндр двустороннего силового действия с уплотняющими резиновыми
кольцами на поршне и штоке (по -одному кольцу).
Выходное усилие
хл л;/Эц Г/ ~ — D^\ {
Q — Р-п H Т КРЦ + Тм —------------у + (^к^п4“^м —4— I »
(2)
где г/п —диаметр плунжера (штока); dK — наружный диаметр
уплотняющего рези-
нового кольца на штоке
Рнс. 30. График для
определения силы
трения Т
Рис. 31. Схема пневмогидравлического устройства
Заменяя в формулах (1) и (2) выражение силы трения поршня
я ~ через Тпр, а выражение силы трения штока л ( TKda +
, г dl-d2n\ т
+ Тм —4---) -через 1 ш, полупим
<3=^ (3)
С=^р_(тпр + Тш^ (4)
Значения Тш выбирают по табл. 22, 7пр —по табл. 23.
22. Сила трения Тш на штоке при уплотнении его резиновым кольцом
Диаметр штока (плунжера) dn, мм Наружный диа- метр резинового кольца dR, мм Диаметр сечения кольца J, мм Т , кгс, при давлении масла, кгс,см2
50 75 1С0 125 150
6,0 100 1,32 . 1,96 2,43 2,78 3,0
8,0 124 2,4 1,25 2,26 2,75 3,13 3,39
10,0 148 2,10 ’ 2,75 3,35 3,80 4,10
1,2 159 2,67 3,46 , 4,16 : 4,69 5,00
246
23. Сила трения 7пр на поршне
Диаметр цилиндра д)ц, мм Наружный диа- метр кольца £>к, мм Диаметр сечения кольца d, мм Т’пр, кгс, при давле /см2
50 75 100 125 150
35 27,2 4,1 7,67 10,47 12,92 14,82 16,12
40 31,2 V 9,93 13,88 17,16 19,68 21,38
45 37,2 4Д 10,33 14,36 17,56 20,06 21,78
РАСЧЕТ ПНЕВЛ10ГИД?АВЛИЧЕСКОГО (УСИЛИТЕЛЬНОГО) УСТРОЙСТВА
Усилие Q (рис. 31), развиваемое пневматическим цилиндром,
<2= ^^-(Гпр+Тш+д);
здесь Тпр =Dnr(,bpf — сила трения поршня с манжетным уплотнением; Тш =
= 7\ndn + Т№ (d&—dn) — сила трения на штоке с уплотняющим резиновым
кольцом (значение Тш берут из табл. 22); q = (Tnp +7Ш)К — жесткость пружины
штока пневматического цилиндра; f—коэффициент трения манжеты; р—давление
воздуха, кгс/см2.
Зависимость между усилием Q на штоке пневматического цилиндра и зажи-»
мающей силой следующая:
<2=^ Ч-Гпр+ <&)) — ,
где Тпр = Ткл£) + ТМ у (£>2l—) — сила трения поршня гидравлического цилиндра
(с одним уплотняющим резиновым кольцом); qL = ТпрК—жесткость пружины (/< =
= 1,2).
Диаметр £>ц пневматического цилиндра определяют в зависимости от заданной
силы зажима Р:
р = [p + (rnp + ^i)]-^f + ^np+тш + д)
р
247
го
00
УПЛОТНЕНИЯ
24. Уплотнения для поршней и штоков
Уголковые
V-образные
Кольца резиновые
Крепление
на поршне
на поршне
в корпусе цилиндра
(для штока)
на поршне
в корпусе цилиндра
(для штокд)
Применяют в пневматических цилиндрах.
Большая боковая поверхность манжеты и во-
ротника создает значительное трение, на пре-
одоление которого расходуется часть усилия,
сообщаемого штоку. Применять в цилиндрах
диаметром менее 100 мм не рекомендуется. Для
нормальной работы нуждаются в смазке. Пара-
метры шероховатости рабочей поверхности ци-
линдра Ra = 0,63 4- 1,25 мкм
Применяют в гидравлических и пневмати-
ческих цилиндрах. Благодаря малой боко-
вой поверхности значительного трения не
вызывают, чем выгодно отличаются от угол-
ковых. Для нормальной работы следует
смазывать. Для поршня и штока применяют
уплотнения одинаковой формы. Параметры
шероховатости рабочей поверхности ци-
линдра Ra = 0,63 4- 1,25 мкм
Применяют в пневматических и гидравличе-
ских цилиндрах со скоростью движения порш-
ней (штоков) соответственно до 0,5 и 0,3 м/с при
величине хода до 100 мм; упрощают конструк-
цию поршня. Затраты усилия на преодоление
силы трения незначительны. Применение колец
в пневматических цилиндрах требует обильной
смазки. Параметры шероховатости рабочей по-
верхности поршня Ra — 0,80 4- 0,160 мкм
25. Размеры уплотнительных манжет и воротников, мм
Внутрен- ний % d dz S3 Диаметр d dt d2 h S Диаметр уплотняе- мой детали h
диаметр цилиндра штока ср D 1 d
80 80 84 50 10 2,5 10 10 8 28 6 20 24 12 16 4’°-0.2 1,0
100 100 105 70 12 12 10 30
2,0 32 20 6.°_о.з 1,5
105 105 НО 75 12 3,0 16 13 35
110 110 116 80 16 8 45 50 25 30 35
120 120 126 90 20 20 17 40 2,5
150 180 150 180 156 186 120 140 14 3,5 25 30 25 30 21 26 45 50 10 2,5 60 65 75 95 40 45 55 70 10-0,5
200 210 208 160 17 4,0 35 35 30 60 105 80 12,5-0.6 3,0
250 250 258 205 40 40 35 65 12 3,0 125 150 95 120 15-0,7 3,5
300 300 309 255 20 4,5 45 45 40 70 180 210 150 180
250 210 2O-i.o 5,0
249 * Материал - - резина маслостойкая. Размеры — по ГОСТ 6969— 54.
Соединение плоской мембраны с шайбами
Для камер одностороннего действия
Рис. 34. Защемление резьбовой шайбой
Для камер двустороннего действия
//////77777
Рис. 35. Защемление гайкой
^//'//////////^
Zzzzzzzzzzzz
Т7//////77775;
Рис. 36. Защемление резьбовыми шайбами
Крепление мембраны с корпусом камеры
Рис. 37. Защемление плоскими
поверхностями
250
2б. Мембрана тарельчатая
27. Кольца резиновые уплотнительные круглого сечения
для гидравлических и пневматических устройств
Df
,34
Размеры, мм
D Dt П3 а° Число отверст ий
174 154 130 60 30 12
198 178 140 70 22,5 16
228 204 178 85 20 18
Материал — резина маслостойкая.
Конструкция и размеры по ГОСТ 9833—73. f f Кольца должны изготовляться двух групп 44—z7 точности: \ 1 — для подвижных соединений; \ X. 2 — для подвижных и неподвижных соедине- НИЙ. — z/z $
Номинальный диаметр сечения Предельные отклонения для групп точности
1-й 2-й
1,4 1,9 4-0,10 -0,05 ±0,10
2.5 ±0,10
3,0 3.6 4,6 4-0,20 —0,10
5,8 7,5 ±0,15 4-940 —0,15
8,5 ±0,20 4-0.30 -0,20
Размеры, мм
d 2 d2 | dt d2 dx
1,4 1,9 2,5 2,8-3,8 2.8-16,0 3.8 — 15,0 3,0 3.6 4,6 9,7-95 13,6-245,5 27,5-245,5 5,8 7,5 8,5 49.0-493,5 79,5-128,5 129,5-393,5
Посадочные места для радиальных уплотнений d = 2,54-8,5 мм даны в табл. 28,
а для торцовых уплотнений — в табл. 29.
28. Предельные размеры посадочных мест под кольца
oC=Z7-5°
dL=0-5°
R0t6
R0.05
R0JJ5-0.1
d D Подвижное соединение Неподвижное соединение
^3 b Di Ь
1.9 3-50 6-53 3.2-50,2 5,8-52,8
2.5 4-150 8-155 4-18 8-22 3.3 4,3—151,3 7,7—153,7 3,6
3,0 10-150 15— 155 10-48 15-50 3.7 10.3-150,3 14,7-154,7 4,0
3,6 14—250 20—255 14—49 20—55 4,4 14,4-49 19.6—55 4,7
4,6 28—250 36—260 28-252 36—258 5,2 28,6-252 35,4-258 5,6
5,8 50-118 60-128 50-118 60—128 0,5 50,8-118,8 59,2—127,2 7,0
7.5 82—132 95-145 82—132 95—145 8,2 83—133 94-144 9,0
8,5 135-400 150-415 135-400 150—415 9,4 136,4—401.4 148.6—413,6 10,3
29. Посадочные места для торцовых уплотнений
7 -£,7
R0J \ /?^7 1
\\ \
RO.1
1 <М
dz di (пред, откл. по С5) D2 (пред, откл. по Д4) В R Радиальное бие- ние поверхности А относительно поверхности Б
1,4 1,9 2,5 3,0 3,6 4,6 5,8 7,5 8,5 1-2 2-47 2-45 7-144 11—242 25-241 45-489 75-489 125-389 5-6 7-52 9-52 16-153 21-252 37-253 60-504 94 — 143 146-410 |+0»1 j 4+0.1 1,85+0’1 2,2+(bl г.б4-0’1 з,з+0,1 4,2+0’1 5.5+0’1 6,5+0,1 0,4 0,4 0,4 0,4 0,6 0.6 0.6 0,6 0,6 0,04 0,04-0,06 0,04-0,06 0,04—0,06 0,04-0,07 0,06-0,07 0,06-0,07 0,06 0,06—0,07
252
Рекомендации го применению и монтажу защитных колец
1. Защитные кольца следует применять для предохранения от выдавливания
резины в зазор под давлением рабочей среды.
Защитные кольца устанавливают со стороны, противоположной направлению
давления, а при двустороннем давлении —с обеих сторон уплотнительного кольца.
Защитные кольца применяют при радиальных зазорах свыше 0,02 мм при
следующих условиях работы:
в подвижных соединениях при давлении >> 100 кгс/см2;
в неподвижных соединениях при давлении > 200 кгс/см2;
при пульсирующем давлении > 100 кгс/см2;
в неподвижных соединениях с уплотнительными кольцами из резин на основе
кремнийорганических и фторсиликоновых каучуков при давлении > 10 кгс/см2.
Допускается применять защитные кольца при меньших давлениях.
Ширина канавок под кольца должна быть увеличена на максимальную тол-
щину защитных колец.
2. Защитные кольца должны изготовляться из фторопласта, полиамида литье-
вого ГОСТ 10589 — 73 или других материалов цельными, разрезными или спи-
ральными по технической документации, утвержденной в установленном порядке.
Толщина цельных защитных колец из фторопласта должна быть не менее 1_0>1 мм.
Номинальные размеры диаметров защитных колец должны соответствовать
диаметрам цилиндров и штоков. Наружный диаметр защитного кольца выполняют
с предельным отклонением по А3, внутренний—-по С3.
МЕХАНОГИДРАВЛИЧЕСКИЕ ПРИВОДЫ
Приводы этого типа приме-
няют для зажимных устройств,
предназначенных для получения
больших усилий. Принципиаль-
ная схема механогидравличе-
ского привода показана на
рис. 39. Привод состоит из вин-
та /, передающего осевое усилие
на поршень 3 через гидравли-
ческую среду посредством плун-
жера 2.
Осевое усилие возрастает
Кратно отношению диаметров Рис. 39. Схема механогидравлического привода
плунжера и поршня.
Преимуществом такого привода является отсутствие внешнего стационарного
источника питания.
Требуемый момент на рукоятке винта
M — PL
F
где фш — усилие на штоке, кгс; Р —усилие, прикладываемое к рукоятке махо-
вичка, кгс; L — расстояние от оси винта до рукоятки, см; Рср —средний радиус
резьбы винта, см; F — активная площадь поршня, см2; / — площадь плунжера, см2;
а = 2°30'-т-3°30'— угол подъема резьбы; р —угол трения в резьбовом соединении
~ 6°34' (для метрической резьбы).
При изготовлении механогидравлического привода необходима тщательная
пригонка уплотнения в гидравлическом цилиндре, так как в случае просачивания
масла из-за отсутствия компенсирующего подпора может иметь место падение
силы зажима.
Механогидравлические приводы могут быть составной частью приспособления,
встроенной в его корпус, или являться самостоятельным устройством, питающим
гидравлические цилиндры.
253
ПИТАТЕЛЬ С МтЕХАЫОГИдаАЗЛИЧЕСКИМ ПРИВОДОМ ПЕРЕСТАВНОЙ
Схема питателя и его работа аналогичны работе механогидравлического при-
вода тисков.
При вращении рукоятки (рис. 40) сначала создается низкое давление для
подвода зажимающих элементов и предварительного закрепления заготовки, а
затем —высокое для окончательного зажима.
Рис. 40. Питатель переставной
Выходное отверстие питателя соединено с приемными цилиндрами приспособ-
ления медными трубками.
При заданных размерах питателя полезный объем рабочей полости состав-
ляет 330 см3, а полезный объем масла, перегоняемого для закрепления,—240 см3.
При усилии на рукоятке 6 кгс давление масла при. предварительном закреп-
лении составит 7 кгс/см2, при окончательном—100 кгс/см2.
Питатель устанавливают на свободном участке стола станка с таким' расчетом,
чтобы рукоятка могла свободно прокручиваться.
Схема установки механогидравлического питателя показана* на рис. 41.
переставного' питателя
ПИТАТЕЛЬ С МЕХАНОГИДРАВЛИЧЕСЦИМ ПРИВОДОМ СТАЦИОНАРНЫЙ
Питатель стационарного типа (рис. 42) по сравнению с предыдущей конст-
рукцией (см. рис. 4D)' имеет больший' объем рабочей полости и может одновре*
менно обслуживать несколько гидравлических цилиндров.
254
Питатель действует от маховика 7, сообщающего вращение гайке 3 через
гильзу 6 и фрикционную муфту 5. При вращении гайки поршень 2 перемещается
и перегоняет масло в зажимные цилиндры приспособления, чем осуществляется
предварительное закрепление заготовки. При возрастании давления фрикционная
муфта выключается, и начинает действовать плунжер 7, получающий перемеще-
ние от винта 4. Плунжер 1 создает в гидравлической среде рабочее давление для
окончательного закрепления заготовки.
Постоянное давление в питателе поддерживается специальным клапаном 8,
компенсирующим утечку масла. Обратный клапан 9 служит для подсоса масла
из запасного резервуара 10 при обратном движении поршня и плунжера.
30. Гидравлический цилиндр с зажимающим плунжером
Применяют в комплекте с механогидравлическим питателем. Подключают
посредством металлической трубки.
Размеры, мм
31. Гидроцилиндры одностороннего действия со сплошным штоком на
номинальное давление 100 кгс/см2 (10 МПа) для станочных приспособлений
Конструкция и основные размеры по ГОСТ 198Э7—74
256
Продолжение табл. 31
Размеры, мм
D (пред, откл. ДА по х J d di dz d> Dj. L Ход пор- шня / Л ^2 S (пред, откл. по С5) Усилие теоре- тиче- ское, кгс
Но- мин. Пред, откл.
40 М14Х1.5 22 Аз Хз М12 M42xl,5 56 90 12 67 14 19 1200
К1/,'
М14Х1.5 ПО 85 75 100
KVZ
50 Ml4xl,5 25 М16 М48х1,5 67 100 125 16 22 1883
Kvr
Ml4xl,5
KV4"
63 M14X1.5 32 СО 1 М20 М56х1,5 80 105 16 80 16 30 2985
KVT
M14xl,5 125 100
Kvr
80 M16xl,5 36 М24 Л160х1,5 105 ПО 85 32 47530,0 (4850)
K3//
M16xl,5 130 105
K3/8’
Не указанные предельные отклонения размеров: отверстий — по Д7; валов — по В7; остальных — по СМ. Резьба метрическая — по ГОСТ 9150—59.
32. Расчет механогидравлического питателя (см. рис. 42)
Определяемые параметры Расчетная формула Обозначение
Площадь поршня 2, см2 Площадь сечения плунжера 7, см2 _ nd2 4 ndf d — диаметр цилиндра, см —диаметр плунжера, см
257
Продолжение табл. 32
Определяемые параметры Расчетная формула Обоз
Объем рабочей полости А ци- линдра, см3 Усилие на поршне при предвари- тельном закреплении, кгс Угол подъема резьбы в резьбовом соединении поршня, градусы КПД в резьбовом соединении поршня 2 и гайки 3 Необходимое усилие на рукоятке маховика, кгс Крутящий момент, передаваемый фрикционной муфтой 5, кгс • см Окружная сила на фрикционной муфте (при одной паре трущихся поверхностей), кгс Сила нажатия пружины фрикци- онной муфты, кгс КПД в резьбовом соединении, плунжера 1 Усилие на поршне при оконча- тельном закреплении заготовки, кгс Усилие на рукоятке маховика, необходимое .для окончательного закрепления заготовки, кгс "Полное усилие на рукоятке ма- ховика, кгс Сила пружины регулирующего клапана 8, кгс , Сила пружины обратного клапана Р, кгс V^tF-FJh Q=.(F-'Fy)p , Л1 a = tga _ is; a —tg (a+P) n_ QK 2 MK=PR Pr = ^ p^ z p- _ tg «1 111 - tgKai+'P) Qi = PiF _ Q.h, 3 2 ЙЯ1Ц Р^Р+Рз Pa—P1F> P^ — P 2P3 h — на ибо льший ход поршня, см р—давление, развивае- мое поршнем, кгс/см2 hi — шаг резьбы, см; d2—средний диаметр резь- бового соединения, см р— угол трения в резь- бовом соединении R— радиус маховика, см г— средний радиус муф- ты, см р—коэффициент трения фрикционных дисков а —угол подъема резь- бы, градусы pi — давление, разви- ва емое плунжером J, кгс/см2 /12 — шаг резьбы, см —.площадь плунжера Б, см2 F3 — площадь наружно- го торца клапана, см2
258
33. Гидроцилиндры двустороннего действия, укороченные на номинальное давление 100 кгс/см2 (10 МПа),
для станочных приспособлений
Конструкция и основные размеры по ГОСТ 19900—74
Размеры, мм
р d dx d7 Pi н L Ход поршня 11 za S (пред, откл. по ё5)
Номин. Пред, откл. Номин. Пред, откл.
40 ^8 X М14Х1.5 К1/, 22 ^3 Х3 М12 56 71 90 12 32 85 19
М14х1,5 ПО 32 52 105
Примечание. Усилия теоретические 1256 кгс (толкающее) и тянущее — 876 кгс. Неуказанные предельные отклонения размеров:
отверстий — по А7; валов — по В7; остальных — по СМ7. Резьба метрическая — по ГОСТ 9150—59.
Г лава 7
ЗАЖИМАЮЩИЕ УСТРОЙСТВА РАЗНЫЕ
ЗАЖИМАЮЩИЕ УСТРОЙСТВА С ПРИМЕНЕНИЕМ ГИДРОПЛАСТА.
СХЕМЫ И РАСЧЕТЫ
Использование гидропласта в качестве среды, передающей давление, позволяет
создавать простые и рациональные конструкции зажимающих органов. В приспо-
соблениях типа оправок или патронов установочная поверхность втулки является
одновременно и зажимающей. Это обеспечивает высокую точность установки и
вместе с тем сокращает затраты времени на установку и закрепление.
Допустимое приращение зажимающей поверхности втулки
А — 5заз 4~ 6нат,
где 6заз — зазор между установочной поверхностью втулки и заготовкой; 6нат —
натяг, создающий зажим заготовки.
Приращение AD диаметра втулки зависит от свойств стали, из которой она
изготовлена, и условий термической обработки. Для изготовления втулок приме-
няют углеродистые и легированные стали с пределом упругости после терми-
ческой обработки о0,05 = 7090 кгс/мм2.
Для изготовления втулок диаметром до 40 мм применяют сталь марки
40Х (ГОСТ 4543 — 71) , свыше 40 мм — сталь У7А (ГОСТ 1435 — 74). Твердость
после термической обработки для втулок диаметром до 40 мм HRC 35 — 40,
свыше 40 мм — HRC 33 — 36. Применяют также легированные стали марок ЗОХГС,
12ХНЗА и др.
Допустимый предел упругости, по которому рассчитывают приращение АП
диаметра втулки, должен составлять (0,7 —0,8) о0,о5-
В целях наиболее рационального использования упругих свойств втулок
для центрирования и зажима их посадочную поверхность изготовляют по 2-му
классу точности с посадками А или Д (для патрона или оправки) . Практическое
применение втулок из стали с пределом упругости о0)05 = 504-70 кгс/мм2 воз-
можно для заготовок с базовой поверхностью, изготовленной по 2-му классу точ-
ности при d 10 мм, по 3-му классу точности при d 25 мм и по 4-му классу
точности при d^90 мм, где d—диаметр зажимаемой заготовки.
Основные формулы для расчета гидропластовых зажимов приведены в табл. 1,
рекомендуемые размеры установочных втулок — в табл. 2, а примеры приспособ-
лений с такими зажимами — в табл. 3.
1. Основные формулы для расчета гидропластовых зажимов
260
Продолжение табл. 1
Определяемый параметр Обозна- чение Формула
Максимальный посадочный зазор между заготовкой и уста- новочной поверхностью втулки (до зажима) ^тах При зажиме по внутренней по- верхности ^изд шах ^вт min При за^киме по наружной по- верхности max £\тзд min
Допустимое приращение диа- метра установочной втулки А£)доп £^0.05 Е ’ где D — номинальный диаметр втул- ки, мм; а0 С5 = 50-2-70 кгс/мм2 Е = 21 000 кгс/мм2 Практически для легированных сталей в среднем ДП = 0,002 -г- 0,0025 мм
Натяг при зажиме заготовки $нат ДЯ-^ах
Толщина стенки установочной поверхности втулки ь Размеры, мм
1 Z)<50 Da=50
0,5D 0,5D 0,015D + 0,5 0,010D +0,25 0,025D 0,0020
Усилие зажима, противодейст- вующее смещению заготовки, кгс р (b и D— в см; 6Пат —в мм)
Передаваемый крутящий мо- мент, кгс • см м 10006 -g- 6нат (Ь и D — в см; 6нат — в мм)
Рекомендуемая высота рабо- чей полости под заполнение ги- дропластмассой н 2 у/ D
Увеличение объема рабочей полости за счет приращения диаметра втулки ДУ nDL^r
Уменьшение объема гидропла- ста за счет сжимаемости нахо- дящихся в ее среде воздушных пузырьков V 0,0021/, где У — объем гидропла- ста, заключенного в рабочей поло- сти
Величина ввинчивания плун- жера, необходимая для зажима заготовки т 4 (ДУ + 0 •ГСб/ £
Диаметр плунжера d-i (1,5—1,8) KD
Обозначения: Z) О1Г — диаметр изделия; Do.r — диаметр втулки; L — длина
ИЗД В 1
рабочей поверхности втулки; Z — длина тонкостенной части втулки.
261
2. Рекомендуемые размеры установочных втулок, мм
/ = 0,50 / = 0,75D i = = D I = 1,5D
D А'к AD р b h k "к AD р b h AD p b h k Л/к &D P b h k
20 25 50 0,02 0,01 350 450 0,5 0,8 2,5 2,5 4 5 25 60 0,04 0,03 350 450 0,7 0,9 3 3 3,5 4,5 25 250 0,05 0,01 400 450 1,0 0,6 3 2 5 6 85 270 0,03 0,02 250 450 0,5 0,8 2,5 2,5 2,5 5
30 90 200 0,03 0,02 350 450 0,8 ЬЗ 3,5 3,5 5 7 90 200 0,06 0,05 300 450 1,0 1,4 4 5 6 7 85 800 0,07 0,02 450 450 1,5 0,9 4,5 3 7 8 250 900 0.05 0,93 250 450 0,8 1,2 4 4,5 5 7
40 200 450 0,04 0,02 250 450 1.0 1,7 5 6 6 8,5 200 450 0,08 0,05 300 450 1,4 1,8 5,5 6,0 8 10 200 2000 0,09 0,03 450 450 2,0 1,2 6 4,5 9 10 650 ‘2000 0,97 0,05 250 450 1,0 1,6 5 6,5 8 0
60 700 1500 0,05 0,04 250 450 1,5 2,5 7 8,5 8 11 750 1500 0,11 0,09 350 450 2,0 2,7 8 10 10 12 670 7000 0,13 0,04 450 450 3,0 1,8 10 7 13 13 2900 7000 0,1 0,07 250 450- 1,5 2,4 8 10 10 12
80 300 1600 0,10 0,07 150 250 1,2 2>0 6 7 10 10 300 1700 0,19 0,15 200 300 2,0 2,8 10 12 13 15 1600 0,18 450 4,0 12 18 750 5000 0,1 0,13 150 250 1,3 2,0 10 10 15 15
100 600 3000 0,15 0,10 150 250 1,5 2,6 7,5 10 14 15 600 3400 0,23 0,18 200 300 2,5 3,5 10 14 15 17 3100 0,2 450 5,0 15 22 1500 9500 0,22 0,17 150 250 1,6 2,5 8 11 15 13
Обозначения: — крутящий момент от силы резания, кгс • см; р — давление в среде гидропласта, необходимое для деформа-
ции втулки, кгс,'см2; AD — деформация втулки, мм (при давлении р, кгс/см2).
3. Примеры приспособлений с гидропластовыми зажимами
Патрон для закрепления и центрирования
заготовки по наружной цилиндрической
поверхности
Оправка для закрепления заготэзки по
внутренней цилиндрической поверхности и
с упором по внутреннему торцу
Патрон для зуборезных работ
Патрон для закрепления полых заготовок
небольшого диаметра.
Заготовку устанавливают на палец / и
досылают до его буртика. З^жим с одно-
временным центрированием производят ку-
лачками 2. Пружинящие кольца 3 служат
для развода кулачков
Оправка для закрепления заготовки по
внутренней цилиндрической поверхности
с упором торца в промежуточное кольцо.
Зажим осуществляется через кулачок /,
действующий от тяги, пропущенной через
шпиндель станка
Кондуктор накладной, устанавливают по
базовому отверстию заготовки
263
ЗАЖИМЫ ТАРЕЛЬЧАТЫМИ ПРУЖИНАМИ
Тарельчатые пружины применяют в приспособлениях для центрирования
и зажима заготовок по наружной и внутренней обработанным цилиндрическим
поверхностям.
В отличие от гидропластовых втулок, действующих на основе незначительного
приращения установочного диаметра в пределах упругой деформации, тарельчатые
пружины получают приращение посадочного диаметра на величину 0,1—0,4 мм
за счет выпрямления выгнутой части пружины в процессе зажима (при осевом
сжатии).
Точность центрирования заготовок с базовой поверхностью, обработанной
по 2-му классу, с применением тарельчатых пружин достигает 0,01—0,002 мм.
Усилия зажима значительны.
При закреплении заготовок тарельчатыми пружинами отсутствует трение
скольжения, которое имеет место, например, при цанговом зажиме. Поэтому
исключается опасность заклинивания пружин.
Осевое усилие Q для сжатия одной пружины, обеспечивающее необходимый
крутящий момент 7ИКП, можно рассчитать по формуле
Q = /<^ntg(|3-2)(
К/
где R — радиус установочной поверхности, мм; (3— угол прогиба в свободном
состоянии, градусы; / = 0,1—коэффициент трения на установочной поверхности;
К = 1,3 — коэффициент запаса.
Характеристика, рекомендуемые размеры и примеры применения тарельчатых
пружин приведены в табл. 4 — 6.
4. Характеристика тарельчатых пружин
Наибольший крутящий момент, передаваемый одной пружиной, кгс • мм Усилие осевого сжатия одной пружины, кгс Допустимое отклонение посадочного диаметра заготовки, мм Наибольший крутящий момент, передаваемый одной пружиной, кгс • мм Усилие осевого сжатия одной пружины, кгс Допустимое отклонение посадочного диаметра заготовки, мм
Узкие Широкие
13—19 13—22 3 140— 3 900 285.-315
39—95 22—35 0,12 3 900— 4 700 315—345
80—180 32—47 4 700— 5 600 5 600— 6 550 345—380 380—410
120—270 47—70 70—100 100—120 120—140 140—170 170—190 190—210 210-240 240—260 0,18 0,25
410—440 440—475
6 550— 7 500
270—480 485—750
7 500— 8 700
750—1080 1080—1470 8 700—10 000 10 000—11 300 475—505 505—535
1470—1900 И 300—12 700 535—565
1900—2400 12 700—14 100 565—600
2400—3000 14 100—15 700 600—630
3000—3600 15 700—17 300 630—660
264
5. Рекомендуемые размеры тарельчатых пружин
Размеры, мм
d D dt Р° t а° А В а Количе- ство прорезей
Узкие пружи II ы
4 18 1 14 1 н 11 0,2 1,0
1 22 11 18 9 0,50 30 15 14 12
10 27 15 22 19 18
10 32 15 27 20 23 19 0,4 1,5 18
15 37 20 32 28 24
20 42 25 37 33 29 0,2
25 47 30 42 38 34
30 52 35 47 10 0,75 15 43 39
35 57 40 52 48 44 0,5 24
40 62 45 57 53 49
45 67 50 62 53 54
50 70 65 67 12 62 58
Ш Ирок и е п р у ж ины
46 75 50 70 63 57
50 80 55 75 68 62
55 85 60 80 73 67 0,5
60 90 65 85 12 78 72 2 30
65 95 70 90 83 11
70 100 75 95 12 1,0 88 82 0,25
75 105 80 100 93 87
80 ПО 85 105 98 92
85 115 90 110 10 103 97 1,0 3,0 36
90 120 95 115 108 102
95 125 100 120 ИЗ 107
100 130 105 125 118 112
Примечания: 1. £>i и dx — предельные размеры, до которых можно изменять номинальные размеры пружины путем переточки.
2. Рекомендуемый порядок операций при изготовлении тарельчатых пружин: а) вырезка заготовок; б) сверление отверстия в пакете
заготовок; в) обтачивание пакета по наружному диаметру; г) штамповка формы; д) термическая обработка; е) шлифование базового отвер-
стия; ж) разметка прорезей; з) прорезка прорезей (для повышения пружинящих свойств)’ и) опиловка; к) предварительное шлифование
пакета пружин по наружному диаметру; л) чистовое шлифование по наружному диаметру в сборе.
6. Примеры применения пружинящих тарельчатых пружин
Эскиз
Назг
Оправка
Предназначена для установки
и закрепления заготовки при чи-
стовой токарной обработке. Пред-
варительным направлением слу-
жит поверхность 1. При заверты-
вании гайки 2 пружины 3 сжи-
маются и одновременно с центри-
рованием закрепляют заготовку
Патрон
Служит для установки и закреп-
ления заготовки при чистовой
токарной обработке. Заготовку
устанавливают непосредственно в
посадочное гнездо пакета тарель-
чатых пружин 1, которые затяги-
ваются гайкой 2 через проклад-
ку 3
Кондуктор накладной
Предназначен для сверления по
окружности. Центрируют и за-
крепляют в базовом отверстии
заготовки тарельчатой пружиной
(пакетом)
Оправка зуборезная
Заготовки поджимают сверху
специальной шайбой /, действую--
щей от трех кулачков 2, шарнир-
но закрепленных на верхней пли-
те. При повертывании гайки 3
кулачки испытывают давление от
тарельчатых пружин 4, сообщае-
мое им плавающими плунжерами
5, и передают его на заготовки.
Одновременно клинья 6 центри-
руют заготовки
266
МАГНИТНЫЕ ПРИСПОСОБЛЕНИЯ
Магнитные приспособления предназначены для закрепления плоских стальных
и чугунных заготовок при их обработке на металлорежущих станках и при сле-
сарной обработке. Магнитные зажимы при эксплуатации по сравнению с механи-
ческими имеют ряд преимуществ: сокращают затраты вспомогательного времени
на закрепление и съем заготовок (в 5 — 8 раз ио сравнению с закреплением в
механических тисках); имеют простую и жесткую-конструкцию, обеспечивающую
качественное постоянство обработки, простое и удобное управление; продолжитель-
ность эксплуатации до 10 лет и более.
Основой магнитного приспособления является магнитная система, включаю-
щая постоянные магниты или намагничивающие катушки и магнитопроводы, про-
водящие энергию к рабочей поверхности. Схема элементарной системы (П-сбраз-
ной) показана на рис. 1.
В зависимости от источника зажима маг-
нитные приспособления могут быть двух видов:
электромагнитные (с питанием от электрода че-
рез намагничивающую катушку) и с постоян-
ными магнитами (автономного действия), допу-
скающими намагничивание один раз в течение
нескольких лет. Электромагнитные приспособле-
ния (плиты) рекомендуются для применения на
станках, оснащенных абразивным инструментом,
так как, попадая в зону действия электромаг-
нитного поля, стальной инструмент намагничи-
вается, и его режущие свойства снижаются.
Постоянные магниты изготовляют из фер-
ромагнитных сплавов, способных сохранять на-
магниченность, а также из инструментальных
сталей. Для изготовления магнитных приспособ-
лений применяют также керамические оксидно-
бариевые магниты, которые более экономичны
и в своем составе не имеют дефицитных компо-
нентов. Сила Р (кгс) притяжения рабочей по-
верхности магнитного приспособления может
быть рассчитана по формуле
Р = 4,06B2S,
Гис. 1. Схема элементарной системы:
/ — постоянный =мат нит; 2 и 3 —ла-
гкитопроводы
где S—площадь, находящаяся под действием магнитного потока, см2; В —маг-
нитная индукция, Вб/м2.
Удельная сила притяжения
Р = ——
уя SO11 ’
где $оп — активная площадь поверхности заготовки.
Для магнитных патронов удельная сила притяжения в зависимости от класса
точности должна находиться в пределах 4 — 7 кгс/см2 (ГОСТ 16933 — 71), для
электромагнитных прямоугольных плит в зависимости от класса точности — в пре-
делах 1,6-2,5 кгс/см2 (ГОСТ 17519-72).
Малогабаритная магнитная плита (МПК-4М), показанная на рис. 2, имеет
керамические магниты. Она состоит из ряда параллельно установленных элемен-
тарных магнитных систем. Магнитные системы разделены на части, которые состав-
ляют три узла приспособления: подвижный магнитный силовой блок 2, неподвиж-
ный магнитный силовой блок 4 и адаптерную плиту 5. Магнитопроводы в блоках
и полюсники (торцовые поверхности магнитопроведов) в адаптерной плите выпол-
нены из стали СтЗ; корпус адаптерной плиты и основание / — из чугуна марки
СЧ 18-36; рамка неподвижного блока —из силумина. Пространство между нижней
плоскостью подвижного блока и основанием <?, а также между полюсниками адаптер-
ной плиты и ее корпусом 6 залито немагнитным сплавом. Поворотом рукоятки про-
изводится отключение магнитов и одновременно перемещение подвижного блока на
величину, равную 21т.
267
Магнитный патрон FITMl-250 (рис. 3) изготовлен из оксидно-бариевых магни-
тов; состоит из корпуса 5, подвижного и неподвижного блоков 2 и 3 и адаптерной
плиты 1. Силовые магнитные блоки состоят из секторов. Каждый сектор блока
представляет магнитную плиту. Два соседних сектора собраны так, что их полюс-
ники, расположенные по концентрическим поверхностям, имеют противоположную
Рис. 3. Магнитный патрсн
ПТМ-250
268
полярность. Полярность полюсников адаптерной плиты чередуется как в радиаль-
ном направлении, так и по длине окружности. Такое расположение полюсников
особенно удобно для закрепления заютовок типа дисков и колец практически
любых размеров в пределах диаметра планшайбы. Для прекращения действия
магнитного потока следует под сектор верхнего неподвижного блока подвести сек-
тор нижнего блока с противоположной полярностью. Подвижный блок поворачи-
вается с помощью конических колес 4, расположенных равномерно по окружности
в корпусе патрона. Ведомое колесо 6 — одно. Указанный патрон может быть при-
менен при внутреннем шлифовании и на легких токарных- станках.
Промежутки между полюсами магнитов рекомендуется заполнять латунями и
бронзами.
Из алюминия, силумина и других сплавов на основе алюминия и магния
(АЛ11, АЛ10В, ГОСТ 2685 — 75) следует изготовлять основания, корпуса, рамки
и другие детали.
Чугун немагнитный рекомендуется для изготовления ответственных деталей:
корпусов, оснований, плит, рамок и других подвергающихся механическим на-
грузкам. Пластмассу на основе эпоксидных смол рекомендуют для заливки прост-
ранства между полюсами магнитов, стали жаростойкие (12Х18Н9Т, 12Х18Н10Т,
и т. д.) — для изготовления ответственных деталей: плит, оснований и др.
Постоянные магниты изготовляют из инструментальных сталей с высоким
содержанием углерода или легированные; ферромагнитных материалов, способных
сохранять намагниченность в условиях сторонних помех; феррита бария.
Основные размеры прямоугольных плит и патронов регламентированы госу-
дарственными стандартами (табл. 7).
7. Основные размеры прямоугольных плит и патронов, мм
Наименование в L н гост
Электромагнитные пря- моугольные плиты Магнитные прямоуголь- ные плиты Магнитные патроны 125—630 100x320 80—500 400—2360 250x1000 100—125 80x100 500x115 17519—72 16528—70 16934—71
В настоящее время магнитные плиты (по ГОСТ 16528 — 70) изготовляют с пре-
дельными размерами рабочей поверхности от 100x250 до 320x1000 мм. Удельная
сила притяжения не менее 3 кгс/см2. Остаточная сила притяжения в выключенной
плите 0,05 кгс/см2. Усилие переключения не более 8 кгс.
ЗАЖИМАЮЩИЕ УСТРОЙСТВА С ПРИМЕНЕНИЕМ ВАКУУМА
Для закрепления на станках плоских и вогнутых, относительно тонкостен-
ных, подверженных деформации заготовок применяют приспособления с вакуумным
приводом.
“Принцип вакуумного закрепления показан на рис. 4. Закрепляемую заготов-
ку устанавливают на плиту, из полости которой затем откачивают воздух. Образо-
ванный вакуум (под заготов-
кой) присасывает заготовку
к опорной поверхности пли-
ты. Усилие присоса состав-
ляет разницу давлений —ат-
мосферного (избыточного) и
остаточного. Зависимость
Ра
Заготовка.
TZZZZZZZZZZZZ
между избыточным и оста-
ZZZZZZZZZZZZZZZZZZZA
точным давлениями пока-
зана на рис. 5.
Рис. 4. Схема закрепления заготовки с помощью вакуума
269
Рис. 5. Зависимость между избыточным и остаточным* давлениями
Сила закрепления может быть рассчитана по формуле
О = ГРИК,
где f —полезная площадь вакуумной полости, ограниченная уплотняющей про-
кладкой; Ри = Ра —Ро — избыточное ^давление воздуха; Ра —атмосферное давление,
кгс/см.2; Ро — остаточное давление (после образования вакуума), кгс/см2; /< —коэф-
фициент герметичности вакуумной полости (зависит от величины остаточного дав-
ления; практически составляет 0,8—0,85).
Схема монтажа вакуумного приспособления показана на рис. 6,
Рис. 6. Схема1 монтажа вакуумного приспособления
Распределительный
Полезный объем бака ресивера должен превышать объем вакуумной полости,
чтобы не задерживать образования вакуума. Степень разрежения зависит от гер-
метичности камеры и от работы вакуумных насосов. При нормальной работе
и исправности насосов сила зажима может составить от 0,7 до 1 кгс на 1 сма
полезной площади камеры. Применяемые уплотнения показаны на рис. 7 и 8.
Уплотнения изготовляют из резины.
Рис. 7(. Кольцевые вакуумные уплотнения
270
Вакуумные приводы применяют в приспособлениях, устанавливаемых на то-
карных, фрезерных., шлифовальных станках.
Технические характеристики насосов даны в табл. &
Рис. 8. Сечение кольцевого
вакуумного уплотнения
8. Технические характеристики насосов
Показатели Роторный насос (последователь- ного депсТЕИя) В Н-1 Объемный насос PB1I-2U
Тип электродвигателя насоса Частота вращения, об/мин Мощность, кВт Частота вращения ротора насоса, об/мин Разреженность, создаваемая насосом, мм рт. ст. Теоретическая подача, л/м3 Рабочая жидкость Масса укомплектованного насоса, кг А42-4 1500 2.8 5и0 1,3- IO"3 500 Масло неф' 312 АЛ-31/4 1ч10 0,6 400—450 5- IO"3 200 гяиое ВМ-4 75
Глава 8
УСТАНОВКА ПРИСПОСОБЛЕНИЙ
И ТОЧНОСТЬ ОБРАБОТКИ
ТОЧНОСТЬ ДЕЛЕНИЯ С ПРИМЕНЕНИЕМ ДЕЛИТЕЛЬНЫХ ПАЛЬЦЕВ
Де леиге с помощью делительных пальцев (рис. 1) широко применяют в пово-
ротных столах и приспособлениях. В зависимости от требования деления рабочая
часть делительных пальцев может
быть цилиндрической или конус-
ной. В последнем случае угол ко-
нуса выбирают таким, чтобы ис-
ключить заклинивание при выводе
пальца и вместе с тем не завысить
ход пальца.
Наиболее значительные по-
грешности, имеющие место в уст-
ройствах с делительными пальцами,
образуются за счет посадочного
зазора, эксцентриситета втулок,
устанавливаемых на делительном
диске, и отклонений шага между
делительными отверстиями на дис-
ке. Если диаметральные зазоры
между цилиндрическим пальцем и
делительной втулкой Д, в направ-
отклонение размера между осями
отклонение 6 по шагу делитель-
Рис. 1. Делительные фиксирующие пальцы:
q — с цилиндрической рабочей частью; б — с
нусной рабочей частью
и
е
лении пальца Дх, эксцентриситет втулки
отверстий делительного диска 60, то вероятное
ного диска будет;
для пальца с цилиндрической фиксирующей частью
6 = Д-|-Д1-|-8-|- бо;
для пальца с конической фиксирующей частью
6=Д1 -|- е -|~ ба»
1. Степени точности деления с помощью пальцев
Степень точности деления Фиксирую- щая часть пальца Диаметр пальца, мм Условия изготовления Вероятная точность деления, мкм
фикси- рующего dt направ- ляющего d-z Посадки для dt и d2 Допустимое с.мещение осей отверстий фиксирующей и направляю- щей втулок
Нор- мальная Цилиндри- ческая 8 10 10 18 Н7 £6 / А \ \ д / С 0,03 -_t (45—50)
12 16 20 22 26 34 zt (55—60)
272
Продолжение табл. 1
Диаметр пальца, мм Условия изготовления
Степень точности деления Фиксирую- щая часть пальца фикси- рующего направ- ляющего di Посадки для dt и d2 Допустимое смещение осей отверстий фиксирующей и направляю- щей втулок Вероятная точность деления, мкм
Нор- мальная Коническая — 8 10 12 16 18 HI gb / А \ д ) <0,03 zt (30—35) ± (35—40)
Цилиндри- ческая 8 10 10 18 zt (20—30)
Повы- шенная 12 16 20 22 26 34 Н6 /15 <0,02 ± (30—35)
Коническая — 8 10 12 16 18 Cj ) + (15—20)
Особо Цилиндри- ческая 8 10 12 16 20 10 18 22 26 34 <0,01 <0,015 ± (15—20)
точная Коническая — 8 10 12 16 18 ± (10—15)
Примечание. Эксцентричность внутреннего диаметра dtv;i пс к наружному не должна превышать 0,003 мм. > отношен ию
10 Горошкин А. к.
273
2. Расчет установки на центрирующие пальцы
Установка вэготовки на два пальца
Установка
палец и
заготовки на один
базовую плоскость
Л ,1
^(расстояние между центрами
отверстии заготовки)
базовая плоскость
U/(расстояние между центра-
Ии пальцев б приспособлении)*^
га i
N j I
1 . -1 1
Определяемая величи
Расчетная формула
Наименьший зазор между цилиндриче-
ским пальцем и отверстием ааготовки на
диаметр Amin
где £)ц — наибольший диаметр цилиндриче-
ского пальца; £0 — наименьший диаметр
отверстия
Зазор для срезанного пальца, обусловлен-
ный смещением отверстий и установочных
пальцев за счет допусков на межцентровое
расстояние £
У Ух Amin*
где 9— наибольшее отклонение расстояния
между центрами отверстий; ух — наиболь-
шее отклонение расстояния между центра-
ми пальцев
TTlin
Наименьший зазор между направляющим
пояском срезанного пальца и отверстием
заготовки Amjn
Наибольший диаметр срезанного пальца DCP3 £>0 — LAmi
Ширина направляющего пояска на срезан- ном пальце Ь, мм D b В
От 4 до 6 Св. 6 > 8 > 8 » 10 х 10 > 20 > 20 > 25 > 25 » 32 > 32 » 40 » 40 » 50 1,0 D — 0,5
Ширина пальца между срезами В, мм
2,0 1 £ — 1,0
3,0 D — 2,0 D — 3,0 D — 4,0
4,0 5,0 D — 5,0
Погрешность установки за счет возмож- ного угла поворота заготовки вследствие посадочного зазора между установочными пальцами и отверстиями а . ^тах ^тах t? а = j- , где Атах — наибольший зазор между стен- кой отверстия и направляющим пояском срезанного пальца; Атях — наибольший за- зор между стен сой отверстия и цилиндри- ческим пальцем; L — расстояние между центрами отверстий
274
3. Высота направляющей части пальцев
Схема съема заготовки Схема съема заготовки
с одного пальца с двух пальцев
а) ' б) '
Способ установки Опр Расчетная формула
На один палец (а) Рабочая высота пальца, исключающая заклинивание заготовки при съеме, Н Z+D’ K2£>Amin, (1) где 1 — расстояние от оси отверстия до опущенного края заготовки; D — наименьший диаметр отверстия заготовки; Amin— наименьший по- садочный зазор между пальцем и отверстием
На два пальца (б) Рабочая высота пальцев, исключающая заклинивание заготовки при съеме, для условия D = и 1 = 1±. Значение Н принимают наи- меньшим из формул (1) и (2)
+£ + В K2(^-+D) Amin , (2) где L — расстояние между центра- ми отверстий
4. Точность подготовки базового отверстия заготовки, устанавливаемой
на оправке
Тип оправк Класс точности базового отвер- стия Тип оправки Класс точности базового отвер- стия
Цилиндрическая цель- ная Конусная цельная Цанговая С гидропластовой втул- кой 2-й Не ниже 3-го То же, 5-го » 3-го С пружинящими та- рельчатыми шайбами Роликовая Кулачковая Не ниже 4-го То же, 8-го Необработанное
Примечание. Эти же условия могут быть отнесены к патронам с подобными центр ирующ ими устрой ства ми.
10*
275
5. Способы установки оправок и патронов па шпинделях токарных станков
Установка и закрепление непосредствен-
но на шпинделе
Установка и центрирование по переход-
ной планшайбе
Перестановка на другие станки возможна
при условии одинаковых посадочных раз-
меров шпинделя
Требуется индивидуальная пригонка пе-
реходной планшайбы по шпинделю станка.
Погрешность может иметь место за счет
зазора посадочной поверхности планшайбы
Установка и центрирование по внутрен-
нему конусу шпинделя
Установка с помощью переходной план-
шайбы и центрирующего пальца
Крепление через шпиндель, с помощью
конусного хвостовика оправки
Погрешность может иметь место за счет
посадочного зазора между приспособлением
и пальцем. Конструкция значительно удоб-
нее предыдущей, так как позволяет быст-
рее переставлять приспособление на дру-
гие станки
6. Величина практического биения валиков, установленных
в кулачковом патроне
Размеры, мм
Диаметр валика Биение при зажиме На длине
тремя кулачками гидрспластовой втулкой
До 30 Св. 30 до 60 0.08—0,10 0,11-0,14 0,07—0,03 0,08—0,10 — 60—70 70—80
Св. 60 до 80 0,14—0,16 0,20—0,25 0,16—0,15 0,15—0,20 0,015—0,02 0,02—0,03 80—100 100—150
276
7. Точность обработки при установке на конусной оправке
ко
Определяемое зн Оправки с пос на один конус В г^1,5£>зг Оправки с посадкой на конус и цилиндриче- скую часть
ш А
Ь1 . Z. хгТ - к$1 | К/
Л Ъ» С?'
1
L+lf ши в 'ШВ , в
L L
Рекомендуемая конусность * 2 ‘г а = Тйкг + -айкг для отверстий “ 2-г° классов точности 2 а юо • 300
Наибольший диаметр конуса Dt, мм £) + 6, где 6 = 0,01 — 0,02 (натяг) згтах Р □_ б, где б = 0,02 4- 0,05 згтах 1 ’
Длина конусной части, обеспечивающая натяг заготовки, Z 1 31 max Л
Длина конусной части, учитывающая отклонения отверстия заготовки, Zt D — D згтах armin К
Общая длина оправки L ‘ + ‘1 + В+ (0,34-0.5) D3r
Наименьший диаметр D, Di-KL D — 26 згтт
Наибольший посадочный зазор на сто- рону 6 * При выборе конусности необходим может быть конусность, но надо иметь в жесткой. о руководствоваться величиной отклонения отверс виду, что при этом для малых отверстий оправка D — D згтах згтт 2 гия заготовки: чем точнее отверстие, тем меньше получается удлиненной и, следовательно, менее
РАСТАЧИВАНИЕ ТОЧНО РАСПОЛОЖЕННЫХ ОТВЕРСТИЙ
НА УНИВЕРСАЛЬНЫХ СТАНКАХ (ТОКАРНЫХ, ВЕРТИКАЛЬНО-
ФРЕЗЕРНЫХ, РАСТОЧНЫХ И ДР.) С ПРИМЕНЕНИЕМ
ЭТАЛОННЫХ ВТУЛОК
Этот метод обеспечивает точное растачивание без применения сложных уст-
ройств- (рис. 2). На обрабатываемой заготовке размечают (обычным способом)
положение осей, по которым сверлят отверстия и
нарезают резьбу. В подготовленные отверстия
ввертывают эталонные втулки 1 и слегка их закреп-
ляют (винтами 4). Затем легким подколачиванием
с применением набора мерных плиток 2 втулки
тщательна устанавливают по заданному размеру
и прочно закрепляют. В таком положении заго-
товку с втулками устанавливают на планшайбу 3
таким образом, чтобы ось одной из втулок совпала
с осью шпинделя. Положение заготовки проверяют
с помощью индикатора. После этого втулку вывер-
тывают и производят расточку заготовки до задан-
1ис. 2. УстройстЕО для растачн- НОГО размера.
гания точно расположенных от- Необходимый набор плиток определяют под-
верстки счетом на основе заданных размеров L и г.
При подготовке станка следует обращать внимание на его состояние. Станок
должен соответствовать установленным нормам точности и не должен Сыть изно-
шенным.
КОНЦЫ ШПИНДЕЛЕЙ РЕЗЬБОВЫЕ И ФЛАНЦЕВЫЕ
8. Концы шпинделей резьбовые
Основные размеры по ГОСТ 16868—71
278.
9. Концы шпинделей фланцевые
Основные размеры по ГОСТ 12595—72
В L
-----«
Размеры, мм
D Di Отверстие в шпинделе d, не более (пред, откл. но d з (пред, откл. по ЬН) 1 h b В Дет. 1. Шпонка Дет. 2. Винт по ГОСТ 11738—72
Номинал Пред, откл. Номи- нал Пред, откл. цилин- дрическое коническое
Конус Морзе Конус метри- ческий
92 52,975 +0,008 10,6 ±0,2 Размер не регла- менти- руется 4 — — МЮ 11 — 1,5 16 — —
108 63,513 82,6 14,0 5 20 I 1 14-4 Мбх 14-011
133 82,563 -4-0,010 104,8 5 16,0 13 6 22 1 1 16-5
165 106,375 133,4 6 80 19.0 М12 1 14 1 8 25 1 | 19-6 М8Х20-011
210 139,719 +0,012 171,4 — 24,0 М16 1 16 10 28 | | 24—8
280 196,869 +0,014 235,0 100 28,0 М20 18 12 35 | | 28-11 1 1 MI0X25-ОН
380 | 285,775 | +0,016 | 330,2 ±0,3 120 1 б5.0 М24 19 2,5 42 1 35-15 1 М 12x25-0)1
520 | 412.775 | +0,020 | 463,6 - 1 42.0 21 1 16 48 | 42-20 1 1 М 12x30-011
725 | 584,225 | +0,023 1 047,6 50,0 | МЗО । । 24 20 56 1 50-28 | М)2х35-011
10. Фланцы промежуточные к самоцентрирующим патронам
Конструкции и основные размеры по ГОСТ 3889—71
Исполнение
Размеры, мм
D Di (пред, откл. по Н) D2 D3 кл. 2 (пред, откл. по D, d7 d9 II
80 55 66 МЗЗ 35 — 45 50 36 36
100 72 82 (86) М39 40 60 60 41 40
125 95 108 М45 48 80 70 49 45
(130) 100 112
160 130 142 М52 55 70,6 (62,0) 100 80 56 50
М60 62 90 63 55
200 165 180 М68 70 82,6 140 100 72 63
М76 78 120 80 70
250 210 226 М68 70 104,8 180 110 72 64
М76 78 120 80 71
М90 92 130 94 81
315 (320) 270 290 133,4 240
М105 ПО 150 112 91
М120 125 170 127 104
400 340 368 171,4 310
Ml 35 140 190 142 117
500 440 465 235,0 410 118
М150 155
210 157 133
630 560 595 330,2 520
280
to
00
Продолжение табл. 10
Исполнение 2 Исполнение 3
D Dx (пред, откл. по 11) d2 Dz D6 Я, не менее D Dt (пред, откл. по Н) d2 D. D6 Ре Я, не менее
Номи- нал Пред, откл. Номи- нал Пред, откл.
160 130 142 102 53,975 +0,003 —0,005 75,0 ПО 22 200 165 180 108 63,513 +0,003 л ллс. 82,6 140 25
200 165 180 112 63,513 85,0 140 I 25
250 л 1 оол 133 82.563 +0,004 —0,006 104,8 180 28
250 210 226 135 82,563 +0,004 —0,006 104,8 180 28
315 (320) 270 290 165 106,375 133,4 240 32
315 (320) 270 290 170 106,375 133,4 240 32
400 340 368 210 139,719 +0,004 —0,008 171,4 310 36
400 340 | 368 220 139,719 +0,004 —0.008 171,4 310 | 36 500 440 465 280 196,869 +0,004 ; -0,010 1 235,0 410 40
500 440 465 290 196,869 +0,004 1 —0,010 | 1 235,0 | 410 | 40 630 560 595 | 380 285,775 -4-0,004 1 -0,012 1 330,2 520 45
Материал заготовки — по ГОСТ 4082—69.
Несоосность среднего диаметра резьбы D3 фланца исполнения 1 относительно
диаметра £)4 — по VII степени точности ГОСТ 10356—63.
Допустимое радиальное биение поверхности £)х и биение торцовой опорной
поверхности под патрон в зависимости от класса точности патрона показано
в табл. 11.
11. Допустимое радиальное биение поверхности Dt и торцовой опорной
поверхности под патрон
Класс точности патрона Биение, мкм, для патронов диаметром мм
80, 100, 125 160, 200 250, 315 400, 500 630
А 2 3 4 5 6
В 4 5 6 8 10
П 6 8 10 12 15
н 10 12 16 20 25
Неуказанные предельные отклонения размеров: охватывающих — по Л7, охва-
тываемых— по В7, прочих it 1/2 допуска 8-го класса. Резьба метрическая — по
ГОСТ 9150—59.
12. Концы шпинделей фланцевые под поворотную шайбу
Основные размеры по ГОСТ 12593—72
282
Продолжение табл. 12
D Di d2 Отверстие в шпинде- ле d, не более (пред, откл. по Ла) ^2 (пред, откл. 7Н) d, dt>
Номи- нал Пред, откл. Номи- нал Пред, откл. цилин- дриче- ское Конус Морзе Конус метри- ческий
102 53,975 +0,008 70,6 ±од Размер не регламентируется 4 — — — 17 7,0 11,0
112 63,513 82,6 14,0 Мб
135 82,563 +0,010 104,8 5 16,0 21
170 106,375 133,4 6 80 19,0 М8 23 9,0 14,0
220 139,719 +0,012 171,4 — 24,0 29 11,0 17,0
290 196,869 +0.014 235 100 28,0 М10 36
400 285,775 +0,016 330,2 ±0,3 120 35,0 М12 43 13,0 19,0
540 412,775 +0,020 463,6 — 42,0
Продолжение табл. 12
Размеры, мм
D 1 В Н h Дет. 1. Шпонка по ГОСТ 12595-72 Дет. 2. Винт по ГОСТ 11738—72
102 11 16 — — 10 1 — —
112 20 5 5 14-4 М6Х14-011
135 13 22 6 16—5
170 14 25 8 11 1,2 19-6 М8Х20-011
220 16 28 6 10 12 24-8
290 18 35 8 12 13 28—11 М10Х25-011
400 19 42 15 1,6 35-15 М12Х25-011
540 21 48 16 42-20 М12Х35-011
Неуказанные предельные отклонения размеров: охватывающих — по Л-, охватывае- мых — по В7, прочих — по С Мт. Присоединительные размеры зажимных устройств — по ГОСТ 12594—72.
ТОЧНОСТЬ СВЕРЛЕНИЯ В КОНДУКТОРАХ
Точность сверления в кондукторах обусловлена следующими основными
факторами:
1) отклонением расстояния между центрами отверстий в кондукторной плите
(с запрессованными втулками) zt у'\
2) величиной зазора в посадочном отверстии сменной рабочей втулки
^вн ^сМ;
283
3) величиной зазора в направляющем отверстии рабочей втулки под сверло
^вн
4) велт чиной зазора между направляющим пояском кондукторной плиты
и базовым отверстием заготовки (для накладных кондукторов) Ьзг —DK;
5) эксцентриситетом рабочей втулки ерб;
6) глубиной сверления 6;
7) длиной направляющего отверстия рабочей втулки Z;
8) расстоянием между нижним торцом рабочей втулки и заготовкой h.
большей точности кондуктора значения DK, DBH, DCM и dBI1 следует
выбирать из расчета получения наименьших зазоров при сборке. Эксцентриситет
рабочей втулки не должен превышать 0,005 — 0,01 мм. Расстояние h принимают
равным 0,34-1,0 сГ в зависимости от глубины сверления и условий удаления
стружки.
13. Расчет допусков при различных способах установки заготовок
в кондукторах
284
Продолжение табл. 13
Тип кондуктора и формула для расчета величины допуска, обеспечиваем
кондуктором
- ^изд гУ ьконд —
+ 2 - вк~^с» ч-
— L 2 "
IZ ^ВН ^СВ , ,
2 — ^ерб —
2Г
хонд
йВн
J
тт—
— Р (^вн ^св)
Обозначения: у' — предельное отклонение размеров кондуктора: для кондук-
торов нормальной точности у' = + 0,05 мм, для кондукторов повышенной точности
+0,02 мм;
1>зг — наибольший диаметр бокового отверстия заготовки, мм;
DK — наименьший диаметр направляющего пояска накладного кондуктора, мм;
DBH — наибольший диаметр отверстия под сменную рабочую втулку, мм;
£>см—наименьший диаметр отверстия рабочей втулки, мм;
</вн — наибольший диаметр отверстия рабочей втулки, мм;
dCB—наименьший диаметр сверла, мм;
epg — эксцентриситет рабочей втулки, мм;
П — расстояние между торцом втулки и заготовкой, мм;
Ь — глубина сверления, мм;
I—длина направляющего отверстия рабочей втулки, мм;
F—коэффициент, учитывающий вероятный -
отверстий в кондукторе;
К — коэффициент, учитывающий
ниях и наиболее вероятное смещение;
т — коэффициент, учитывающий
сменной вгулки;
Р — коэффициент, учитывающий
предел отклонения координат центров
наиболее
наиболее
наиболее
вероятный
вероятную
вероятную
предел зазоров в сопряже-
величину эксцентриситета
величину перекоса сверла.
Коэффициент
Точность кондуктора F К т Р
Нормальная 0,8 0,5 0,4 0,35
Повышен 0,35 0,2
285
14. Определение координаты X (с помощью вспомогательной кнопки)?
связывающей ось отверстия с базовой поверхностью при сверлении отверстий*
расположенных под углом к оси заготовки
286
15. Установка приспособлений на фрезерных станках
В исходном полоиде ни и стола
расстояние между фрезой и заго-
товкой должно быть наименьшим,
чтобы не увеличивать холостого
хода стола
Зажимные рукоятки (гайки) сле-
дует располагать с той стороны
приспособления, с которой ими
удобно пользоваться, не допуская
нахождения рук в непосредствен-
ной близости от фрезы. Если кор-
пус приспособления не снабжен
сточными желобками для охла-
ждающей жидкости, он не должен
перекрывать края рабочей поверх-
ности стола. Зажимающие рукоят-
ки в поднятом положении (если
они не откидные) должны при дви-
жении стола свободно проходить
под оправкой с фрезами
Рабочее движение
----------1 сгпола
Фреза!
Фреза 11
При маятниковом способе обра-
ботки на горизонтально-фрезерном
станке приспособления надо распо-
лагать так, чтобы расстояние от
оправки с фрезами до каждого из
приспособлений было наименьшим;
вместе с тем рукоятки зажимов
обоих приспособлений должны быть
доступными для управления, так
как раскрепление и зажим в этом
случае производят в процессе ра-
боты станка
287
16. Погрешности обработки при фрезеровании
Схема установки
Зацанный
размер
Величина погрешности 8, получаемая
на заданный размер
Установка на плоскость
h
е —
В
е = h tg v
Угол а
e = v3
Установка на призму
h
Н
В
О . а
2sm —
а° 60 90 120
8 б 0,76 0,586
e = 0,56D
283
Установи для фрезерных приспособлений
17. Примеры установов для фрезерных приспособлений
289
18. Установи стандартные
Размеры, мм
Высотный (по ГОСТ 13443—68)
Торцовый (по ГОСТ 13444—68)
D Н (пред, откл. по С) d di h
16 8 6,6 12 4,5
25 10 9,0 15 5,5
40 12 11,0 18 7,0
Угловой (по ГОСТ 13445—68)
в И (пред, откл. по С) нг А d dt d2 h
16 8 20 6 6,6 12 3,9 4,5
25 10 22 15 9,0 15 4,9 5,5
40 16 28 28 11,0 18 5,9 7,0
н h (пред. откл. ±0,2) А (пред. откл. ±0,2)
32 10 12
40
50 20
60 30 20
70 40
80 50
Угловой торцовый (по ГОСТ 13446—68)
и /Д h (пред. откл. ±0,2) А (пред. откл. ±0,2)
32 40 10 12
40 50
50 60 20 20
60 70 30
70 80 40
Материал для установов: поГОСТ 13443—68 — сталь марки У7А (ГОСТ 1435—74);
по ГОСТам 13444—68, 13445—68 и 13446—68 — сталь марки 20Х (ГОСТ 4543—71). 1ермиче-
ская обработка рабочих поверхностей для всех установов — до твердости НДС 55—60. Не-
перпендикулярность плоскости Б относительно плоскостей В, Г и Д — не более 0,005 мм.
290
19. Фрезерование по копиру на вертикально-фрезерных станках
Заготовка и копир закреплены на столе станка
Рабочая подача осуществляется перемещением стола
Фреза и копирный палец имеют общую ось
Фрезерование наружного контура
Путь центров
пальца и фрезы
Для графического построения контура копира следует:
а) вычертить контур заготовки;
б) разделить его на равные части лучами, проведенными из центра О;
в) вычертить путь фрезы через точки пересечения ее оси с лучами;
г) по точкам, полученным от пересечения окружности пальца с лучами,
построить контур копира,
Радиус копира
— ^зг ~Ь гф гп»
в частном случае
^к = ^зг> а ^ф = ^п»
где 7?зг — радиус заготовки; Гф — радиус фрезы; гп — радиус пальца.
Фреза и копирный палец разделены
Фрезерование наружного контура
Построение контура копира то же, что и в первом случае,
Радиус копира
= К ^зг ^ф
291
Продолжение табл. 19
Фрезерование внутреннего контура
Заготовка
Путь центра
пальца
Построение контура копира аналогично предыдущему.
Радиус копира /?к = К—/?3г + гф + гп
20. Фрезерование по копиру на специальном станке
K(const)
Обработку осуществляют при продольном перемещении стола и поперечном движении
каретки, несущей шпиндель и копирный палец.
Применяют на копировально-фрезерных стан имеющих специальную траверсу
для установки инструмента и коппрного пальца.
Для графического построения контура копира следует:
а) вычертить контур заготовки;
б) разделить его на ряд равных участков; через деления провести горизонтальные
линии;
в) из точек, полученных от пересечения линий с центром фрезы, на расстоянии К
наметить путь копирного пальца;
г) построить профиль копира, соединив кривой точки кае ния окружностей копир-
ного пальца.
Для выпуклого профиля копира
~ *зг гф гп5
для вогнутого
я к = язг — гф 4- гп-
Для настройки копирного устройства и компенсации уменьшения диаметра фрезы
при ее переточке копирный палец и поверхность копира снашивают поц углом 10—15°.
При расчете про;;;ля копира принимают диаметр .'.альца на стыке вертикальной и
наклонной поверхностей копира (см. на эскизе а и Ь).
Радиус фрезы всегда должен быть меньше минимального радиуса вогнутой части про-
филя заготовки.
292
ПРИЛОЖЕНИЯ
1. Нормальные конусности (по ГОСТ 8593—57)
- L -Ы \
Конус- ность /< Угол конуса 2(1 Угол уклона а Исходное значение (К или 2а) Конус- ность К Угол конуса 2сх Угол уклона а Исходное значение (К или 2а)
1 : 200 1 100 1 50 1 30 1 20 1 15 1 12 1 10 1 8 0°17'12" 0°34'23" 1°8'45" 1°54'35" 2°51'51" 3°49'6" 4°4б'19" 5°43'29" 7°9'10" 0°8'36" 0°17'11" 0°34'23" 0°57'17" 1°25'56" 1°54'33" 2°23'9" 2°51'45" 3°34'35" 1 : 200 1 100 1 50 1 30 1 20 1 15 1 12 1 10 1 8 1 :7 1 5 1 :3 1 1,866 1 1,207 1 : 0,866 1 : 0,652 1 : 0,500 1 : 0,289 8°10'16" 11°25'16" 18°55'29" 30° 45° 60° 75° 90э 120° 4°5'8" 5°42'38" 9°27'44" 15° 22°30' 30° 37°30' 45° 60° 1:7 1 :5 1 :3 30° 45° 60° 75° 90° 120°
2. Расчет элементов конуса
Определяемое значени Формула
Конусность К D-d о + L : 2tga
Уклон N Я . D~d 2 ’ 2L ’ tg“
Наибольший диаметр D KL-\-d; 2tgaL-\-d
Наименьший диаметр d D — KL; D—2tgaL
Длина L D—d . D—d К ’ 2 tg a
Половина угла при вершине а x D—d К 2L ~'2
293
3. Установочная призма
4. Пазы станочные обработанные
(по ГОСТ 1574—75)
Определяемая величина Для угла а в общем виде Для углов
60° OCT 120°
Расстояние от основания призмы до центра окружности Н h+ h+D — В 1,154 /z + 0,707D—0,5В /i 4-0,578D—0,289В
9 • 06 25111 2' В 2 1В-“
Смещение центра окружности по биссектрисе S D-d n • а 2sm-2- D — d D-d 1,414 D-d 1,752
__Ь_
§
Размеры, мм
a b h
10 16 21 7 1
12 19 25 8
-14 23 28 9
J8 30 36 12 1,6
.22 37 45 16
28 46 50 20
36 56 71 25
42 68 85 32
48 80 95 36 2,5
54 90 106 40
Примечания: 1. Размер а может
быть выполнен с отклонениями по
Л4, Л5, Л7.
2. Шероховатость боковых поверхностей
/?а>20 мкм по ГОСТ 2789— 73.
5. Проушины в корпусах приспособлений
а и б — для литых корпусов; в—для прочих корпусов
Размеры, мм
Диаметр болта d D Dt h, не менее L н
8 10 20 16 28
10 12 24 3 18 32 1,5
12 14 30 20 36
16 18 38 D 25 46
20 22 44 2 5 28 54 2
24 28 50 30 60
27 32 58 я 35 70 о
30 36 62 о 38 76 о
295
Продолжение табл. 6
Определяемое з Обозна- чение Расчетная формула
Наибольшее осевое сжатие, мм /щах ^•(Р-d)2 м ' dG ' " ITJk
Прогиб при нагрузке в 1 кгс, мм ft fmax P max
Высота пружины, мм: ненагр уженной сжатой до соприкосновения вит- ков Нл /щах
На id-\-d
Зазор между витками, мм 6 H0-Hd i
Шаг пружины, мм S &+d=—°~--
Угол подъема витков а . s
Число рабочих витков i H6-d s
Полное число витков Ч i +1,5
Длина проволоки, необходимая для изготовления пружины заданных раз- меров, мм L [i + (1,54-2)] cos a
В расчетных формулах значение модуля сдгига принимается G — 7500 кгс;мм2. Наи- большее допустимое напряжение при кручении Гт]к, зависит от материала пружины и се-: чения проволоки. Для стальной углеродистой холоднотянутой проволоки [т]к 45 кгс/мм2.
296
7. Гнезда под головки болтов и винтов
Диаметр болта* (винта) d Тип !1, Тип II Тип III
D h D h D h
3 — — 6 2,5
4 - —. — 8 3,5
5 —. — .— — 10 4,5
6 25 .— 12 7 12 5
8 28 7 14 9 14 6
ГО 31 8 17 И 17 7
12 37 9 20 13 20 8
16 44 И 26 17 26 10
20 52 12 32 21 32
24 61 16 38 24 — —
П, р и м е ч а н и я: 1. Размер dt — по ГОСТ 885—77. ‘
2. Размеры головок болтов и винтов: для типа I — по ГОСТ 7805—70; для типа II —
по ГОСТ 11738—72; для типов III и IV — по ГОСТ 1491—72.
где х = 2 cos а
Расстояние S между точками, равномерно рас-
положенными по окружности:
S = Rx,
а \ _
"2“); а —радиус окружно-
сти; а — угол между двумя точками; п — число то-
чек, делящих окружность
X п X п X п X
3 1,7320 11 0,5635 19 0,3292 27 0,2321 34 0,1846
4 1,4142 12 0,5176 20 0,3129 28 0,2240 35 0,1793
5 1,1756 13 0,4786 21 0,2980 29 0,2162 36 0,1743
6 1,0000 14 0,4450 22 0,2845 30 0,2091 37 0,1647
7 0,8678 15 0,4158 23 0,2723 31 0,2023 38 0,1652
8 0,7654 16 0,3902 24 0,2611 32 0,1961 39 0,1609
9 10 0,6840 0,6180 17 18 0,3676 0,3473 25 26 0,2507 0,2411 33 0,1901 40 0,1569
297
8. Предельные отклонения от параллельности и перпендикулярности
и предельные значения торцового биения
(по ГОСТ 10356—63)
Номинальные размеры, мм Степени точности
I II Ш IV V VI VII VIII IX X XI XII
Предельное отклонение, мкм
До 10 Св. 10 до 25 25 > СО 60 > 160 > 160 > 400 0,4 0,6 . 1 1,6 2,5 0,6 1 1,6 2,5 4 1 1,6 2,5 4 6 1,6 2,5 4 6 10 2,5 4 6 10 16 4 6 10 16 25 6 10 16 25 40 10 16 25 40 60 16 25 40 60 100 25 40 60 100 160 40 60 100 160 250 60 100 160 250 400
Примечание. Под номинальным размером понимают длину, на которой задают отклонение от параллельности и перпендикулярности, или диаметр, на котором задают предельное торцовое биение.
9. Предельные значения радиального биения» отклонения
от симметричности и смещения оси
(по ГОСТ 10356—63)
Номинальные диаметры, мм Степени точности
I II Ш IV V VI VII VIII IX X
Предельные отклонения, мкм
До 6 — — 3 5 8 12 20 30 50 80
Св. 6 до 18 1,6 2,5 4 6 10 16 25 40 60 100
» 13 » 50 2 3 5 8 12 20 30 50 80 120
» 50 » 120 2,5 4 6 10 16 25 40 60 100 160
» 120 » 260 3 5 8 12 20 30 50 80 120 200
> 260 » 500 4 6 10 16 25 40 60 100 160 250
Примечание. Для получения предельных значений несоосности и несимметрич- ности в случае, если они оговорены независимым допуском, указанные в таблице вели- чины должны быть уменьшены вдвое с округлением до ближайшей величины.
238
10. Величины конусностей и углов, применяемых при проектировании
приспособлений
Величина конусности или угла а Применение и з Величина конусности или угла а Применение и эскиз
1 : 1000 до 1 : 3000 Опра НИЯ вки для шлифова- 5°43' * Круглые эксцентрики
а УЛЯЯшиЛ 1
1 100 Клиновые шпонки Г1-"' 1
5—6° Скосы на пальцах под- водных опор ад.
1 : 50 Соед нием к инения с п] онических и эимене- 1тифтов в
я в 8° Конус кулачковых оп- равок
3—4° «к Конус цанговых опра- вок с принудительным съемом деталей । 0
10° Скосы на пальцах под- водных опор, располо- женных перпендикулярно оси опоры —V
4—5° Конус зап замка в скал дукторах Г[Ь ирающегося ьчатых кон-
9—12° Пружинящая тарельча- тая шайба
5°43' * Уклон рабочей части паза байонетных зажимов
299
Продолжение табл. 10
Величина
конусности
или угла а
Применение и эск
Величина
конусности
или угла а
Применение и э
10—15°
Конусы копир иых паль-
цев
30—45°
Конусы центрирующих
устройств
15°
Скосы в делительных
устройствах
Конусы центровых оп-
равок
Конусы цанговых опра-
вок для зажима по на-
ружной поверхности
Углы направляющих
салазок
Рабочая поверхность
кулачков у самозажимных
патронов
Конус делительного
лимба
Конусы центров и уста-
новочных пальцев
30°; 45°; 60°
Опорные поверхности
призмы
60° Скосы у втулок для от- вода фиксирующих паль- цев 60° Гнезда под сферические шайбы, головки болтов, предохранительные фаски и др. 2а
* Значение угла а = 5°43' дано при условии, что коэффициент трения составляет 0,1.
П р и м е ч а и п е. Конусы хвостовиков оправок принимают соответствующими кону-
сам шпинделей станков.
300
СПИСОК ЛИТЕРАТУРЫ
1. Ансеров М. А. Приспособления для металлорежущих станков. 4-е изд. М.,
Машиностроение, 1975. 656 с.
2. Горошкин А. К. Приспособления для металлорежущих станков. 6-е изд.
М., Машиностроение, 1971. 381 с.
3. Константинов О. Я. Расчет и конструирование магнитных и электромаг-
нитных приспособлений. Л., Машиностроение, 1967. 316 с.
4. Корец Р. Б. Расчет установочных пальцев станочных приспособлений.—
В кн.: Приспособления и автоматизирующие устройства для металлорежущих
станков. М., Машгиз, 1951.
5. Корсаков В. С. Основы конструирования приспособлений в машиностроении.
М., Машиностроение, 1971. 288 с.
6. Проскуряков А. В. Технико-экономические основы нормализации и универ-
сализации приспособлений. М., Машгиз, 1959. 16Э с.
7. Толстов М. А. Пневматические и гидравлические приспособления. М.,
Машгиз, 1961. 272 с.
ОГЛАВЛЕНИЕ
Глава 1. Экономическая целесообразность применения присюсоблений 3
Глава 2. Типовые конструкции приспособлений 7
Патроны кулачковые 7
Патроны поводковые . 18
Патроны и оправки мембранные 24
Патроны переналаживаемые 27
Оправки 32
Тиски машинные 39
Стойки 53
Столы 59
Кондукторы и подставки для накладных кондукторов 72
Глава 3. Установочные, делительные и зажимающие узлы приспособле-
ний. Конструкции и рекомендации по применению 83
Опоры ...... 83
Делительные механизмы 87
Зажимающие устройства 92
Эксцентриковые и клиновые 92
Резьбовые ... 98
С механизированным приводом 111
Секционные ... ..... 116
Для закрепления заготовок без использования стационарных приспо-
соблений . . . . ... 117
Для закрепления поворотных (подвижных) частей приспособлений 121
Глава 4. Детали приспособлений 125
Конструкция и предельные размеры 125
Глава 5. Расчеты зажимающих устройств 173
Элементарные конструкции зажимающих устройств . . 173
Рычажные (кулачковые) прихваты, воспринимающие усилие от толкающего
(тянущего) плунжера . ... . ..... 173
Рычажные (кулачковые) прихваты, воспринимающие усилие от скошенной
(клиновой) поверхности плунжера (штока) 176
Г-образный прихват 178
Тангенциальные кулачки 179
Клиновые устройства . 180
Клиноплунжерные устройства 180
Эксцентрик круглый 183
Плунжер с байонетным замком 184
Цанги зажимные 185
Втулка коническая разрезная 186
302
Оправка с заклинивающим роликом . . 186
Самозажимной двухкулачковый поводковый патрон 187
Оправка с закреплением торцов 187
Резьбовые зажимы . ... 188
Многозвенные конструкции зажимающих устройств . .191
Зажимающие устройства с силообразующими звеньями толкающего (тянущего)
действия ...... . . 191
Зажимающие устройства с силообразующими звеньями клинового действия
(эксцентриковые) .... . 202
Резьбовые зажимающие устройства 205
Глава 6. Механизированные и механогидравлические приводы приспособ-
лений 212
Пневматические приводы . ................ . . . 214
Аппаратура и арматура, применяемые в системе подводки и распреде-
ления воздуха .... 219
Цилиндры пневматические стандартные 227
Расчет выходного усилия на штоке пневматического цилиндра . 235
Примеры автоматизированного управления пневматическими приводами
приспособлений, установленных на станках с возвратно-поступательным
перемещением стола 239
Пневмогидравлические приводы ... . 241
Типы пневмогидравлических приводов 241
Гидравлический привод к патрону токарного станка 244
Расчет выходного усилия на штоке гидравлического цилиндра 245
Расчет пневмогидравлического (усилительного) устройства 247
Уплотнения ................. . . 248
Соединение плоской мембраны с шайбами 250
Рекомендации по применению и монтажу защитных колец 253
Механогидравлические приводы......................... . 253
Питатель с механогидравлическим приводом переставной . 254
Питатель с механогидравлическим приводом стационарный 254
Глава 7. Зажимающие устройства разные 260
Зажимающие устройства с применением гидропласта. Схемы и расчеты 260
Зажимы тарельчатыми пружинами 264
Магнитные приспособления . 267
Зажимающие устройства с применением вакуума 269
Глава 8. Установка приспособлений и точность обработки 272
Точность деления с применением делительных пальцев . 272
Растачивание точно расположенных отверстий на универсальных ставках
(токарных, вертикально-фрезерных, расточных и др.) с применением эталон-
ных втулок . . . 278
Концы шпинделей резьбовые и фланцевые 278
Точность сверления в кондукторах 283
Приложения 293
Список литературы 301
И Б № 812
Chipmaker.ru
Александр Константинович
ГОРОШКИН
ПРИСПОСОБЛЕНИЯ
ДЛЯ МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
Редактор Л. П. Рыжова
Технический редактор Л. Т. Зубко
Корректоры: Л. А. Снастпна и И. М. Борейша
Переплет художника А. Я. Михайлова
Сдано в набор 18.03.78. Подписано в печать
11.03.79, Т-01180. Формат 60х90‘/1б. Бумага ти-
пографская № 1. Гарнитура литературная.
Печать высокая. Усл. печ. л. 19,0. Уч.-изд. л.
19,05. Тираж 120 000 экз. Заказ Кэ 143. Цена
1 р. 30 к.
Издательство «Машиностроение», 107885,
Москва, ГСП-6, 1-й Басманный пер., д. 3
Ордена Октябрьской Революции, ордена Тру-
дового Красного Знамени Ленинградское про-
изводственно-техническое объединение «Печат-
ный Двор» имени А. М. Горького «Союзполи-
графпрома» при Государственном комитете
СССР по делам издательств, полиграфии и
книжной торговли, 197136, Ленинград, П-136,
Гатчинская, 26.
Ip, 30 к.
• МАШИНОСТРОЕНИЕ •