





















































































































































































Автор: Писманик К.М. Шейко Л.И. Денисов В.М.
Теги: отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение металлорежущие станки станки
ISBN: 5-217-01854-2
Год: 1993



Текст
БИБЛИОТЕКА I ГЧ СТАНОЧНИКА
К.М.Писманик, Л.И.Шейко,
В.М.Денисов
СТАНКИ ДЛЯ ОБРАБОТКИ
КОНИЧЕСКИХ ЗУБЧАТЫХ
КОЛЕС
БИБЛИОТЕКА
К.М.Писманик, JI И. Шейко,
В.М. Денисов
СТАНКИ ДЛЯ ОБРАБОТКИ
КОНИЧЕСКИХ! ЗУБЧАТЫХ
КОЛЁС
МОСКВА « МАШИНОСТРОЕНИЕ » 1993
Редакционная коллегия: В. Н. Гулин, А. В, Коваленко, Г. Н. Кохма-
ров, В. В. Кувшинский, В. А. Куприянов, В. В. Лоскутов, С. И, Са-
мойлов, Ю. И. Тулаев, Ю. С. Шарин
Рецензент: д-р техн, наук проф. Г. Н. Кирсанов
Писманик К. М., Шейко Л. И., Денисов В. М.
П34 Станки для обработки конических зубчатых колес. - М.: Ма-
шиностроение, 1993. -184 с.: ил. (Б-ка станочника).
ISBN 5-217-01854-2
Приведены основные сведения о конических и гипоидных передачах,
необходимые для зубообработки конических коле'с, требования к их качеству.
Описаны процессы формообразования зубьев, устройство (конструкция, кине-
матика и наладочные элементы) основных типов отечественных станков для
нарезания колес с прямыми и круговыми зубьями, зубошлифовальных, зубо-
притирочных, контрольно-обкатных. Рассмотрены вопросы наладки, эксплуа-
тации станков, проверки качества зубообработки.
Для рабочих-станочников, наладчиков и технологов по обработке кониче-
ских колес; может быть использована в качестве учебного пособия для студен-
тов вузов.
2705020000-602
038(01)-93 *
ISBN 5-217-01854-
- -< .£>
ББК 34.630.01-5
© „Машиностроение”, 1993
[роизводственное издание
сманик Калман Малкиевич, Шейко Леонид Иванович,
Денисов Владимир Михайлович
СТАНКИ ДЛЯ ПРОИЗВОДСТВА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
ИБ № 6229
Редактор А. И. Баранова.
Технический редактор Р. Д. Гольдштейн.
Корректор А. П. Сизова.
Сдано в набор 7.02.92. Подписано в печать 28.10.92. Формат 60x88 Vl 6. Бумага газетная. Гарниту-
ра Тиде. Офсетная печать. Усл. печ. л. 11,27. Усл. кр.-отт. 11,52. Уч.-изд. л. 12.20.- Тираж 500 экЗ
Заказ 179. Цена ,fi".
Ордена Трудового Красного Знамени издательство .Машиностроение”, 107076, Москва, Стрй
минский пер., 4.
Барановичская укрупненная типография. 225320, Барановичи, Советская, 80.
ПРЕДИСЛОВИЕ
Конические зубчатые колеса изготовляют на специальных
зубообрабатывающих станках, имеющих своеобразную структуру,
высокий уровень автоматизации, сложное устройство и наладку.
Станки позволяют реализовать специальные технологические
процессы формообразования рабочих поверхностей зубьев этих
колес, обеспечивающие высокое качество их зацепления и работо-
способность. Персонал, обслуживающий станки, главным образом
наладчики, может успешно решить стоящие перед ним задачи при
знании не только устройства и принципов обслуживания конкрет-
ного станка, но и технологического процесса обработки зубьев
конической или гипоидной пары. Хотя сложный расчет наладок
станка не входит непосредственно в задачу наладчика (при совре-
менной организации производства наладчик должен получать
наладки, предварительно рассчитанные и проверенные моделиро-
ванием процесса обработки зубьев и зацепления на ЭВМ), ему
необходимо знать принципы этого расчета для доводки процесса
обработки зубьев на конкретном станке до получения нужного
качества зацепления. “
Указанные положения лежат в основе построения книги. В
ней очень кратко изложены принципы, лежащие в основе техноло-
гических процессов зубообработки конических и гипоидных зубча-
тых колес, даны краткие сведения об инструменте, конструкциях
зубообрабатывающих станков для конических зубчатых колес, их
кинематические схемы, методики наладок. Приведены данные о
станках, освоенных и выпускаемых нашей промышленностью в
последние годы. Среди них новые оригинальные конструкции,
соответствующие мировому техническому уровню, разработанные
под руководством ведущих конструкторов В. К. Сороковского,
Г. В. Левашова, В. Г. Смольянинова, Д. И. Азбеля и др. Теоретиче-
ские исследования, разработки и методики наладочных расчетов
выполнены под руководством М. Г. Сегаля.
1*
Условные обозначения
Zj - число зубьев нарезаемого колеса, i = 1 - шестерня, 1=2 - ко-
- лесо;
zfc- 7. число зубьев плоского колеса;
Й среднее (делительное) конусное расстояние;
6 - угол делительного конуса;
- угол головки зуба;
9/ - угол ножки зуба;
&£ - сумма углов ножек зубьев шестерни и колеса;
hg -внешняя высота зуба; .
hae ^внешняя высота головки зуба;
hfe - внешняя высота ножки зуба;
/( - отношение длины пятна контакта к длине зуба;
А' -отношение ширины пятна контакта к длине профиля зуба;
А’Аф ~ коэффициенты требуемого и фактического профильного
. г отвода;
do> го ~ номинальные диаметр и радиус зуборезной головки;
Ко . - коэффициент диаметра зуборезной головки;
Л/р - расчетный номер резцов;
Л/ф - фактический номер резцов применяемой зуборезной го-
ловки;
WpS, - расчетная и фактическая сумма номеров резцов для наре-
Л/ф£ зания шестерни и колеса;
ц/г - развод резцов для чистовой и черновой обработки;
А5 - осевая установка бабки изделия;
Г •- угол установки бабки изделия;
В - смещение стола;
Е • т- гипоидное смещение;
Q - угол установки люльки;
Ф„ - угол качания люльки;
Фу - угол качания управляющего вала;
q - угловая установка инструментального шпинделя;
U - радиальная установка инструментального шпинделя;
е - угол установки эксцентрикового барабана;
zs - число зубьев производящего колеса, по которому настраи-
ваются сменные зубчатые колеса обкатки;
У» - передаточное отношение сменных зубчатых колес* соответ-
<у> ‘о, ственно главного движения (скорости резания), подачи,
*д управления, обкатки, деления;
Gn - проверочный угол поворота люльки;
q - проверочный угол поворота шпинделя изделия;
д - поправка к какому-либо наладочному параметру;
аа, ар - коэффициенты изменения угла профиля и угла наклона .
линии зуба;
а^, а% ~ коэффициенты изменения профильной и продольной кри-
визны;
aD - коэффициент изменения диагональности
* Под передаточным отношением сменных зубчатых колес понимается отноше-
ние чисел зубьев ведущих колёс к числам зубьев ведомых колес.
4 .
ГЛАВА 1. ОСНОВНЫЕ СВЕДЕНИЯ О КОНИЧЕСКИХ
И ГИПОИДНЫХ ПЕРЕДАЧАХ
Конические зубчатые передачи предназначены-для передачи
вращения между валами с пересекающимися осями, а гипоидные
передачи - со скрещивающимися. Меньшее из зубчатых колес в
передачах обоих типов обычно называют шестерней, а большее -
колесом. Как шестерни, так й колеса имеют коническую форму с
соответствующими размерами. Технология формообразования ра-
бочих Поверхностей зубьев шестерни и колеса передач обоих типов
основана’на единых методах и реализуется на одних и тех же зу-
бообрабатывающих станках.
Конфигурация (продольное очертание) зубьев шестерни и ко-
леса обусловливается траекторией движения режущих кромок
инструмента в зубообрабатывающих станках. В отечественных
станках такой траекторией может быть или прямая линия,-или
окружность. В первом случае будут нарезаться колесо и шестерня
с прямыми зубьями, а во втором - с круговыми. >
Конические передачи могут быть как прямозубые, так и с кру-
говыми зубьями. Гипоидные передачи могут быть только с кру-
говыми зубьями. . '
В конических прямозубых передачах (рис. 1.1, а и 1.2) зубья ко-
леса и шестерни ориентированы вдоль образующих их делитель-
ных конусов так, что толщина и высота зубьев пропорционально
уменьшаются от наружного торца к внутреннему. —~
Определяющими параметрами конических прямозубых пере-
дач являются числа зубьев шестерни Zi и колеса и внешний ок-
ружноймодуль те. Через эти параметры определяются основные
размеры колес - внешние делительные диаметры dei и de2, углы де-
лительных 61 и 6 2, внешнее конусное расстояние Re и передаточ-
ное число и:
я)
Рис. 1.1. Коническая и гипоидная передачи:
а - коническая прямозубая; б - коническая с круговыми зубьями; е -гипоидная с
круговыми зубьями
5
Рис. 1.2. Коническое колесо прямозубое
dei =mez1; de2 = mez2; tg6i=Zi/z2; fi2 = 90°-«i;
Re = dei/(2sin6i) = de2/(2sin62); U = z2/«i -de2/dei =
= sin62/sin6i =nj/n2.
В конических колесах с круговыми зубьями (рис. 1.1, би рис. 1.3)
зубья расположены так, что касательная к ним в середине зубча-
того венца М наклонена по отношению к образующей делительно-
го конуса ОМ на угол 0nm, называемый углом наклона зуба. На-
правление наклона на одном из колес (обычно шестерне) левое,
на другом правое или наоборот (это зависит от нужного направле-
ния осевых сил в конической передаче). Высота зубьев пропорцио-
нально уменьшается от наружного торца к внутреннему, а углы го-
ловок 0а и ножек 0у зубьев рассчитывают так, чтобы получить наи-
более благоприятно изменяющуюся толщину зуба и достаточно
широкую впадину у основания зубьев на внутреннем торце, что по-
зволяет существенно увеличить ширину носика резцов зуборезных
головок. Поэтому вершины делительных конусов выступов и кону-
сов впадин не совпадают.
Основными определяющими размерами конических передач
с круговыми зубьями являются нормальный модуль тп и угол на-
6
Рис. 1.3. Коническое колесо с круговыми зубьями
клона зуба pnm в середине зубчатого венца. Модуль тп должен
иметь стандартное значение, чтобы можно было применять зуборезные
головки с параметрами, соответствующими этому стандартному
значению. Нормальный модуль тп и внешний окружной модуль
mie- связаны соотношением
™nRe
т‘* COS0nm£m ’
где Rm =Re - 0,5 b.
Угол наклона зуба = O...450. Наиболее часто Pnm =35°. Ко-
нические колеса с круговыми зубьями с 3nm 0° называют колеса-
ми с нулевым углом наклона зубьев.
Основные геометрические размеры конических колес с кру-
говыми зубьями определяются по формулам, приводимым выше
для прямозубых колес.
Остальные геометрические размеры и параметры конических
7
оо
Н5-.1
3
55
A-A
M5-.1
R0,15max
0,8
ZOJ83
18,82
£
74’ZZ'*#7
8,58
выступов
35
FZJ 5,3
R1,5
4>
1
да depotаньг делитель- s
--------?
нога конуса
да верш ины конуса
впадай .
до вершины кануса
1357
13°36
' 50
15810,5
181
НЗ^расчетный
113,0 монтажный
-4/^ki
—|z|y,m|£ I
I
о,вз,
1,s^sy
¥
R7O...3Q
резьба полного
, профиля
9сех зубьях с
казанной сторонbt
Профиль зуба 8нормальном
сечении В середине здВчапюго
венаа М5-1
После
ь нарезка
зубьев
\Псь ведомого
колеса
o|yg,m
|=|wwj£
lo^gg»
Bad JL
3,17-<7,oz8;
R*>
36.
зубьев
Профиль зуба 8 нормальном сечении
8 середине зубчатого венца
Л77
Пот1Н1Ы>25-бН
Пасяе нарезки | ф.|од@ |f@]
№гз
31,10расчетный
Wt до вершины j ts
конуса выступов4^ \ >
2^80 до вершины .
делительного
конуса
8,88 до вершины
конуса впадин
tffy'tis
\16
zs
Ось ведущей
шестерни
вив в
И
60
'Монтажный
Рис. 1.5. Ведомое колесо гипоидной передачи
колес с прямыми и круговыми зубьями, необходимые для изго-
товления заготовок и выполнения других технологических опера-
ций, в том числе и для зубообработки на станках, приводятся
на рис. 1.2 и 1.3. ,*
В гипоидных зубчатых передачах (см. рис. 1.1, в) оси шестерни
и колеса скрещиваются, межосевое расстояние (гипоидное смеще-
ние) a w. Хотя, как указано, внешними очертаниями шестерни и
колеса являются конусы, процесс зацепления (взаимодействия ра-
бочих поверхностей зубьев) в этих передачах происходит иначе,
чем в конических передачах с прямыми и круговыми зубьями.
Геометрические размеры и другие параметры шестерни и коле-
са гипоидной передачи, необходимые для изготовления их заго-
товок и зубообработки, приведены на рис. 1.4 и 1.5. Основными па-
раметрами являются: числа зубьев колеса и шестерни z2 и z\, нор-
мальный модуль в середине зубчатого венца тп, средние дели-
тельные диаметры шестерни и колеса dlm и d2m (на рабочих черте-
жах не указываются), углы наклона зубьев шестерни 0nml и колеса
Pnm2, различные по значению и направлению. Передаточное число
гипоидной передачи выражается через эти параметры:
«r = ni/n2 = z2/zj =K₽d2m/dlm, (1.1)
где = cos₽nm2/cospnmi> 1.
1а Зак. 179.
9
Коэффициент Kg показывает, во сколько раз шестерня гипоид-
ной передачи больше шестерни конической при том же среднем
диаметре колеса.
Гипоидным передачам присуще дополнительное продольное
скольжение между зубьями. Оно тем больше, чем больше гипоид-
ное смещение a w.
Качество конических и гипоидных передач оценивается их
точностью, качеством контакта и уровнем шума при работе пере-
дачи.
Точность отдельного конического колеса или шестерни оцени-
вается отклонениями шага и их накопленной погрешностью (цик-
лической -и кинематической). Точность собранной передачи опре-
деляется суммарной кинематической точностью и плавностью ра-
боты, измеренной при зацеплении шестерни и колеса при номи-
нальных значениях наладочных установок. ,
Качество контакта характеризуется размерами, формой, поло-
жением и поведением пятна контакта (рис. 1.6). Пятно должно
иметь заданную длину /п; форма должна быть в виде овала или
прямоугольника с округленными углами; в ненагруженной пере-
даче пятно смещено к внутреннему торцу (на „носке” зуба), не вы-
ходя на его кромки; в нагруженной передаче пятно перемещается
вдоль зуба к наружному торцу (к „пятке” зуба), также не выходя
на кромки. 4
В конических передачах размеры и поведение пятна контакта
одинаковы на колесе и шестерне; в гипоидных, вследствие нали-
чия продольного скольжения, пятно на зубьях шестерни длиннее,
чем на зубьях’колеса.
Точность нарезанного конического или гипоидного колеса
определяется в основном точностью станка, а также его состояни-
ем и качеством режущего инструмента. Роль наладчика в обеспе-
чении точности сводится к воздействию на последние два из пере-
-численных факторов. Однако в некоторых случаях в единичном и
мелкосерийном производстве иногда удается повысить точность
за счет снижения интенсивности режимов обработки или увеличе-
ния числа рабочих ходов.
Что касается пятна контакта, то его форма и положение в
значительной степени зависят от квалификации и искусства на-
ладчика даже в тех случаях, когда наладки, по которым проводит-
ся нарезание, предварительно смоделированы на ЭВМ.
Рис. 1.6. Пятно контакта в конической и
гипоидной передачах
10-
ГЛАВА 2. ГЕОМЕТРО-КИНЕМАТИЧЕСКИЕ ОСНОВЫ
ПРОЦЕССОВ ФОРМООБРАЗОВАНИЯ
ПОВЕРХНОСТЕЙ ЗУБЬЕВ КОНИЧЕСКИХ
И ГИПОИДНЫХ ПЕРЕДАЧ, КИНЕМАТИЧЕСКИЕ
СТРУКТУРЫ И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
СТАНКОВ
2.1. ПРОЦЕССЫ ФОРМООБРАЗОВАНИЯ
ПОВЕРХНОСТЕЙ ЗУБЬЕВ КОНИЧЕСКИХ
И ГИПОИДНЫХ ПЕРЕДАЧ
Боковые стороны зубьев конических и гипоидных передач яв-
ляются сложными пространственными поверхностями, которые
должны быть изготовлены с высокой точностью. Методом, обеспе-
чивающим изготовление таких поверхностей, является метод оги-
бания (обкатки). Он заключается в том, что боковые поверхности
зубьев шестерни и колеса, являющиеся взаимоогибающими, долж-
ны быть образованы как огибающие некоторой третьей, называ-
емой производящей, поверхности. Производящая поверхность
должна быть технологически легко воспроизводимой (например,
простым движением прямолинейных режущих кромок инстру-
мента) и ее движение в процессе огибания должно быть также
простым (например, вращение).
Схема формообразования поверхностей зубьев конических пе-
редач обкаткой плоским производящим колесом показана на
рис. 2.1, a. Ki и К2 - делительные конусы конической передачи,
имеющие в точке Ос общую вершину и касающиеся друг друга по
образующей ОСМ. Эта общая образующая является также мгно-
венной осью относйтельного движения конической передачи при
вращении шестерни и колеса со скоростями <оi и <о2. Круг Ко, про-
водящий через образующую ОСМ, является делительной плос-
Рис. 2.1. Схема нарезания обкаткой плоским производящим колесом:
а — конической пары; б — гипоидной пары
1а* ц
костью плоского производящего колёса, ось вращения которого пер-
пендикулярна этой плоскости. Производящая поверхность S уста-
новлена на производящем колесе. При вращении с производящим
колесом поверхность S в зоне обработки (в окрестностях точки М)
взаимодействует (режет) с заготовкой шестерни или колена, обра-
зуя на них рабочие Поверхности зубьев. Чтобы образованные та-
ким образом боковые поверхности зубьев колеса и шестерни пра-
вильно сцеплялись друг с другом, передавая вращение с заданным
передаточным отношением, относительное движение между про-
изводящим и каждым из нарезаемых колес должно определяться
той же мгновенной осью ОСМ, что и при зацеплении нарезанных
шестерни и колеса. Из этого условия вытекает следующее выраже-
ние для угловой скорости производящего колеса:
(ое = «i sinfii = <o2sin62-
Отношение угловых скоростей обратно отношению чисел
зубьев. Обозначив воображаемое число зубьев плоского произво-
дящего колеса zc, получим для него следующее выражение: '
zc =zi/sin6i =z2/sin62 = Vzj+z2. (2.1)
По этому значению zc - с учетом необходимых поправок (см.
ниже) - настраиваются цепи обкатки зубообрабатывающих
станков.
На рис. 2.1, б приведена одна из возможных схем формообразо-
вания обкаткой плоским производящим колесом сопряженных по-
верхностей зубьев колеса и шестерни гипоидной передачи. Схема
соответствует наиболее распространенному способу нарезания,
когда ось производящего колёса проходит через вершину дели-
тельного конуса колеса. Поэтому параметры производящего коле,
са такие же, как и при нарезании конической передачи. Гипойд-
ную шестерню при нарезании смещают по отношению к этому про-
изводящему колесу. Число зубьев производящего колеса опреде-
ляется так же, как и при нарезании конической пары.
При точном воспроизведении схемы на рис. 2.1, б получается ги-
поидная передача с точечным контактом сопряженных поверх^
ностей зубьев. Такой контакт обладает низкой нагрузочной спо-
собностью, при нем проявляется склонность к образованию зади-
ров рабочих поверхностей, поэтому передача не работоспособна.
Для устранения этих недостатков и получения в зацеплении ло-
кализованного контакта с заданными размерами, формой, Положе-
нием и поведением пятна контакта при нарезании шестерни вво-
дят поправки в ее положение и ее движение. -
Методом обкатки нарезаются конические колеса как с прямы-
ми, так и с круговыми зубьями. Различие соответствующих стан-
ков состоит в разных траекториях движения резцов в плоскости
производящего колеса и соответствующих им приводных механиз-
мов. При обработке прямых зубьев движение резцов прямолиней-
ное вдоль образующей плоского производящего колеса, а произ-
водящей поверхностью S будет плоскость. При обработке круговых
12
Рис. 2.2. Схема компоновки эубообрабатывающего
станка для конических и гипоидных колес
зубьев резцы вращаются вместе с корпусом зуборезной головки во-
круг ее оси, установленной определенным образом, и произвойя-
щая поверхность S будет конусом.
Схема компоновки станка для зубообработки методом обкат-
ки конических и гипоидных колес с круговыми зубьями показана
на рис. 2.2.
В левой части станины С расположена стойка СТ, в которую
встроены люлька Л и основные приводные механизмы станка. На
передней плоскости, люльки расположен зубообрабатывающий ин-
струмент с утройствами для его установки и крепления, а внутри
люльки и в стойке расположен механизм привода движения ин-
струмента. На верхней плоскости стойки размещен механизм де-
ления МД. Ось вращения люльки является осью вращения произ-
водящего колеса.
На правой части станины имеются направляющие НС, парал-
лельные оси люльки, по которым мбжет перемещаться стол СТЛ.
На столе находится и может поворачиваться вокруг вертикальной
оси призматическая направляющая ПН (называемая также шпон-
кой), вдоль которой может перемещаться стойка СБИ бабки изде-
лия БИ. Перемещением стойки с бабкой вдоль призматической на-
правляющей обеспечивается нужное значение осевой установки
нарезаемого колеса Ау|, а поворотом этой направляющей вместе с
стойкой вокруг вертикальной оси - ее угловая установка Г, . Отсчет
значений этих величин проводится по шкалам Ш1 и Ш2. После уста-
новки в нужные положения стойку бабки и призматическую на-
13
правляющую крепят к столу болтами, расположенными в круговых
пазах на верхней плоскости стола.
Бабка изделия БИ может перемещаться по вертикальным на-
правляющим стойки и закрепляться со смещением. Этим обеспе-
чивается гипоидное смещение Е нарезаемого колеса. В станках
для нарезания прямозубых колес гипоидное смещение бабки из-
делия отсутствует.
Движение от механизмов, расположенных в стойке люльки, на
шпиндель бабки изделия передается верхним приводом ВП.
Стол, со всеми расположенными на нем устройствами, в ре-
зультате перемещения по продольным направляющим НС может
занимать три положения:
1 - рабочее, при котором обрабатывается очередной зуб; в этом
положении вертикальная ось поворота бабки изделия пересекает-
ся с осью люльки в точке Ос, называемой центром станка;
2 - положение деления (точка Од, находящаяся от центра стан-
ка Ос на расстоянии BJ, при котором происходит делительный по-
ворот нарезаемого колеса;
3 -положениеразгрузки (точка О3, находящаяся от Ос на рас-
стоянии В2); в этом положении происходит смена заготовки.
Рассмотрим взаимное положение инструмента и нарезаемых
колеса или шестерни конической или гипоидной пары.
На рис. 2.3, а - в показаны базовые установки заготовок и зубо-
резных головок для нарезания на станках с ненаклоняющимся
инструментальным шпинделем раздельно колеса и шестерни ко-
нической и гипоидной передачи с круговыми зубьями. Инструмен-
том является зуборезная головка радиуса г0, положение кото-
рой характеризуется базовыми установками - горизонтальной
Но и вертикальной Уо или же радиальной Uo и угловой <2о- Их рас-
считывают в зависимости от среднего конусного расстояния наре-
заемого колеса R т и заданного угла наклона зуба в средней точке
₽nm-
Но - rosin₽nm,
Vo =T0cosP„m,
и0 = у/н2+У2 , (2.2)
q0 = arctg(H0/V0).
Установки для нарезания колеса с правым наклоном линии
зуба показаны на рис. 2.3, а. Зуборезную головку располагают над
осью люльки и угловую установку = д0 берут со знаком плюс. За-
готовку Колеса устанавливают так, что вершина его делительного
конуса располагается на оси производящего колеса (люльки) Ос,
а ось колёса повернута по отношению к плоскости его вращения
под углом Г2 = fy2. Точка Ос является центром станка. Положение
колёса определяется углом Г2, осевой установкой А^и смещением
стола В2, отсчитываемым по соответствующим шкалам.
Установки для нарезания шестерни с левым наклоном ли-
14
Рис. 23. Нарезание колеса (а) и шестерни конической (6) и гипоидной (в) передач на станке с ненаклоняющимся шпинде-
лем зуборезной головки
нии зуба к колесу, нарезаемому по схеме рис. 2.3, а, показаны на
рис. 2.3, б. Зуборезная головка расположена под осью люльки, и
угловая установка Qi - Qq отрицательна. Положение заготовки
определяется угловой установкой , осевой установкой Ау1 и
смещением стола В;.
Нарезание гипоидной шестерни, зацепляющейся с колесом,
нарезанным по схеме рис. 2.3, а, показано на рис. 2.3, в. Поло-
жение шестерни на станке должно соответствовать ее положе-
нию по отношению к производящему колесу (см. схему на
рис. 2.1, б) и определяется гипоидным смещением £ir (см. рис.
2.3, в), угловой установкой <?ir = <?о + Ц> осевой установкой A?ip и
смещением стол а В1Г. Координаты зуборезной головки определя-
ются по формулам (2.2), угловая установка отрицательна (на-
правление наклона левое). Вследствие гипоидного смещения
Е1г наклон линии зуба шестерни изменяется и становится равным
₽nm j, как это требуется для зацепления с колесом гипоидной пе-
редачи, имеющим наклон зубьев |3nm = fJnm2. По этой же причине
угловая установка корректируется на величину р. Е^, В^, A?1f и
р определяют по специальным формулам при расчете наладок
станка. Кроме того, во все эти величины, а также в угловую ско-
рость производящего колеса в целях обеспечения надлежаще-
го качества локализованного контакта, вносят рассчитанные со-
ответствующим образом поправки.
Разновидностью метода обкатки является полуобкатной ме-
тод, а конические и гипоидные передачи, нарезаемые этим мето-
дом, называются полуобкатными. При этом методе колесо кониче-
ской или гипоидной передачи нарезается на специальных (иногда
на универсальных - в зависимости от размеров партии) станках
способом врезания или одноциклового протягивания инструмен-
том прямолинейного профиля (см. гл. 9). Движение обкатки отсут-
ствует, и профиль инструмента в точности воспроизводится на бо-
Рис. 2.4. Нарезание полуобкатных передач:
а - колеса без обкатки; б — шестерни обкаткой конусным производящим
колесом
16
ковых сторонах зубьев колеса (рис. 2.4, а). Чтобы шестерня кониче-
ской или гипоидной передачи могла зацепляться с колесом, на-
резанным таким образом, она должна нарезаться обкаткой конус-
ным производящим колесом, параметры которого 6С = Ь2, -ыс = w2
должны точно соответствовать параметрам колеса, нарезанного
без обкатки.
Принцип конусного производящего колеса реализуется на
станках *. с наклоняющимся инструментальным шпинделем
(рис. 2.4, б). В этом случае зуборезную головку устанавливают на
станке так, чтобы воспроизвести один зуб не плоского, а конусно-
го производящего колеса. Движение обкатки - вращение люльки
и нарезаемой шестерни - должно быть таким, чтобы отношение их
угловых скоростей wc и g>i было обратным отношению их чисел
зубьев:
(Oc/COi =Zi/z2.
Для обеспечения надлежащего качества контакта в изобра-
женные на рис. 2.4, а, б положения колеса и шестерни, а также в
движение обкатки при нарезании шестерни вносятся соответст-
вующие поправки.
В некоторых случаях шестерня полуобкатной передачи может
быть нарезана на станках с ненаклоняющимся инструментальным
шпинделем, если в станке имеется с^рециальный механизм моди-
фикации обкатки.
2.2. ЦИКЛИЧЕСКИЙ ХАРАКТЕР РАБОТЫ
И КИНЕМАТИЧЕСКАЯ СТРУКТУРА СТАНКОВ
^Положения зуборезной головки (см. рис. 2.3, а - в) в точке Ои
соответствуют моменту обработки средней точки впадины нареза-
емого зуба. Обработка начинается раньше, когда зуборезная го-
ловка находится в положении О'и, и заканчивается в момент, ког-
да она придет в положение О”. Сумма углов Ф' и Ф" является уг-
лом поворота люлька Фл = Ф' + Ф" (углом ее качания) для выпол-
нения чернового или чистового нарезания впадины зуба с обкат-
кой. Для обработки следующего зуба Движение обкатки реверси-
руется, люлька быстро поворачивается обратно на угол Фл, и зубо-
резная головка возвращается в положение О'и. Заготовка при этом
должна повернуться на определенный угол, чтобы против зубо-
резной головки оказалась непрорезанная часть заготовки для дру-
гой впадины зуба. Этот поворот заготовки называется делением и
может осуществляться следующими способами: ,
последовательным единичным делением, при котором от спе-
циального делительного механизма заготовке сообщается поворот
на один угловой шаг и все зубья нарезаемого колеса обрабатыва-
ются последовательно;
групповым делением, при котором специальный реверсивный
механизм^встроенный в цепь обкатки, реверсирует только, враще-
ние люльки, оставляя вращение заготовки неизменным, и согла-
сует 9ти пвмдкения тя^с. что деление происходит через группу угло-
вых шагов. ' ..чл. ’.... .
Я , i 1 I
I - •- - ‘ ' I 17
а / 4 -'е I
Станки для нарезания конических колес должны обеспе-
чивать:
1) вращение зуборезных головок или возвратно-поступательное
движение зубострогальных резцов; 2) вращение люльки; 3) враще-
ние нарезаемого колеса, согласованное с вращением люльки (дви-
жение обкатки); 4) реверсирование вращений люльки и нарезаемо-
го колеса и их ускоренный обратный ход; 5) деление; 6) перемеще-
ние нарезаемого колеса из рабочей позиции в позицию деления
или загрузки. Эти движения настраивают в зависимости от разме-
ров нарезаемых колес, их материалов, режимов резания. Для со-
гласования работы механизмов, осуществляющих эти движения, в
станке должна быть соответствующая система управления.
Структурная схема станков, обеспечивающая эти движения,
показана на рис. 2.5 и 2.6. На этих схемах представлены начальные
и конечные звенья кинематических цепей станка - элетррдвига-
тели, червячные (или гипоидные) передачи на люльке, на шпин-
деле изделия, на управляющем валу, а сами кинематические
цепи условно (без детализации конкретных передаточных меха-
низмов, кроме конечных звеньев) изображены сплошными жирны-
ми линиями. Ромбами обозначены звенья настройки - обычно
сменные зубчатые колеса. Тонкими штриховыми линиями обозна-
чена передача команд управления (осуществляемая в станке
электро- и гидроаппаратурой). Указаны также некоторые харак-
терные механизмы и устройства.
Рис. 2.5. Структурная схема зубообрабатывающих
полуавтоматов для конических колес с последова-
тельным единичным делением:
Ml — электродвигатель привода инструмента;
М2 — электродвигатель привода подач; iv — гитара
скоростей; iQ — гитара обкатки; — гитара деления;
is— гитара "подач; L- .гитара цепи управления;
УВ — управляющий вал; МРО — механизм реверси-
рования обкатки; МД — механизм деления; СЧУ —
счетное устройство; ГЦ — гидроцилиндр
18
Рие. 2.6. Структурная схема зубообра-
батывающих полуавтоматов для кони-
ческих колес с групповым делением
(обозначения см. рис. 2.5)
В станках, работающих спо-
собом последовательного еди-
ничного деления (см. рис. 2.5),
имеются следующие кинема-
тические цепи:
главного движения, пере-
дающая вращение от электро-
двигателя Ml шпинделю зубо-
резной головки или зубостро-
гальным резцам; настраивается
из условия обеспечения необхо-
димой скорости резания;
обкатки, согласующая вращение люльки с вращением нареза-
емого колеса, настраивается из условия обеспечения необходимо-
го соотношения угловых скоростей производящего и нарезаемого
колес;
деления, передающая делительное движение (вращение) от
делительного механизма шпинделю изделия, настраивается из
условия, чтобы за один или несколько оборотов ведомого' звена
делительного механизма нарезаемое колесо повернулось точно на
один зуб;
подачи, передающая вращение от электродвигателя М2 люль-
ке и другим кинематическим цепям станка, кроме цепи главного
движения, эти вращения должны быть сравнительно медленны-
ми - с технологически обусловленной скоростью во время рабоче-
го вращения (хода), люльки и быстрыми во время ее обратного
(вспомогательного) йода. Для изменения направления этих враще-
ний в цепь подачи вс.троен механизм реверсирования Л/РО.Цепь по-
дачи настраивается из условия обеспечения технологически необ-
ходимой скорости вращения люльки при рабочем ходе (задава-
емой скорости подачи или временем обработки одного зуба);
управления, передающая вращение валу управления УВ. Этот
вал вращается согласованно с люлькой, поворачиваясь на опреде-
ленный угол Фу < 360° при рабочем ходе люльки и обратно при ее
вспомогательном ходе. Кулачки на этом вале через соответству-
ющие электро- и гидроаппараты в определенные моменты време-
ни дают команды механизму МРО на реверсирование обкатки, ме-
ханизму МД на выполнение деления и гидроцилиндру ГЦ на пере-
мещение стола станка из рабочего положения Ос в положение де-
ления Од или загрузки О3 и обратно.
В станках, работающих способом группового деления (см.
рис. 2.6), кинематические цепи главного движения, обкатки и де-
ления имеют те же назначения, что и аналогичные цепи в станках
с последовательным единичным делением. В цепь обкатки-деле-
19
ния, связывающую люльку и обрабатываемое колесо, встроен спе-
циальный механизм реверсирования люльки (составное реверсив-
ное колесо МРЛ), осуществляющий реверсирование вращения
люльки и групповое деление (МРЛ подробно описан в гл. 5). Регу-
лируемый электродвигатель М2 вращает через МРЛ цепь обкатки-
деления, а также управляющий вал УВ. Двигатель вращает эти-
цепи медленно, с технологически обусловленной скоростью во
время рабочего хода люльки, и быстро - во время обратного. Управ-
ляющий йал, вращаясь в одну сторону с различными скоростями и
делая один оборот за время цикла tw управляет необходимыми ме-
ханизмами для обработки очередного зуба - изменяет частоту вра-
щения двигателя М2, переключает механизм МРЛ, дает команды
гидравлической системе на отвод стола в позицию деления, обес-
печивает медленное поступательное движение стола вдоль оси
люльки с нужной скоростью при корректирующем винтовом дви-
жении (см. п. 2.3).
Во всех типах станков имеются счетные устройства СЧУ, в кото-
рые поступают сигналы после завершения" обработки каждого
зуба. СЧУ настраивают на число зубьев нарезаемого колеса, и оно
по окончании обработки последнего зуба дает сигнал на отключе-
ние станка.
Кинематические цепи станков настраивают подбором соответ-
ствующих сменных зубчатых колес.
Станки для зубообработки конических зубчатых колес явля-
ются полуавтоматическими, и их работа носит циклический харак-
тер. Работа станка каждого типа характеризуется двумя циклами:
полным, определяющим время обработки зубчатого колеса t3K, и
малым (или внутренним) циклом, оцениваемым временем обра-
ботки одного зуба 1Ц. Циклограмма полного цикла (рис. 2.7) одина-
кова для всех станков (кроме зубошлифовальных). Циклограммы
малых циклов различны для каждого типа станка, так как в каж-
дом-станке они осуществляются с помощью различных механиз-
мов. Малые циклы будут рассмотрены ниже при описании кинема-
тических схем станков.
Рис. 2.7. Циклограмма полного цикла зубообработки коническо-
го колеса
20
2.3. ПОГРЕШНОСТИ ПРОЦЕССОВ ФОРМООБРАЗОВАНИЯ
И ИХ КОМПЕНСАЦИЯ, КОРРЕКТИРОВАНИЕ ПРОЦЕССОВ
Процессы нарезания колеса и шестерни конических и гипоид-
ных передач на станках с ненаклоняющимся шпинделем зуборез-
ной головки (см. рис. 2.3, a-в) не точно соответствуют принци-
пиально необходимой схеме нарезания (см. рис. 2.1, а, б). Отступле-
ниями являются: а) установки нарезаемых колеса и шестерни не
под углами делительных, а под углами внутренних конусов; б) не-
совпадение производящих поверхностей при обработке сопряжен-
ных боковых поверхностей зубьев шестерни и колеса. Вследствие
этих отступлений нарезанные поверхности зубьев искажаются на-
столько, что их зацепление становится невозможным.
Эти искажения можно оценить отклонением элементов по-
верхности от их теоретически необходимых значений. На рис. 2.8
показан зуб конического или гипоидного колеса или шестерни и
отклонения элементов поверхности зуба в какой-либо ее точке (в
данном случае средней точке М). На рисунке сплошными линиями
показаны теоретически необходимое положение нормали Мп, про-
филь /п/„ и линия зуба /л/л. Под воздействием указанных отступле-
ний от теоретической схемы процесса формообразования элемен-
ты изменяются; нормаль займет положение Мп’, профилем зуба
будет кривая /„fn, а линией зуба - кривая /„/„.Эти изменения оце-
ниваются отклонением угла профиля Дап по отношению к, отсчет-
ной плоскости По, касательной делительного конуса нарезаемого
колеса или шестерни, отклонением направления линии зуба Др
в этой плоскости, отклонением Дх кривизны линии зуба Ол по
сравнению с /^}л в точке М и отклонением А? кривизны профиля
Г„Гп по сравнению с в той же точке. Такие отклонения имеют
место во всех точках нарезаемых поверхностей зубьев, и количест-
венно они различны.
В гл. 1 было указано, что непременным показателем качества
контакта конически* и гипоидных перадач является локализо-
ванный контакт сопряженных поверхностей зубьев с определен-
ными размерами, формой, положением и поведением пятна кон-
такта. Для получения такого контакта точно сопряженным по-
верхностям зубьев должны быть приданы определенные отклоне-
ния. Для обеспечения этого рассмотренный выше процесс формо-
образования зубьев колеса и шестерни должен быть откорректи-
Рис. 2.8. Искажения поверхности зуба
нарезаемого колеса
рован (изменен) так, чтобы, с одной стороны, скомпенсировать
отклонения элементов поверхностей зубьев, нарушающие зацеп-
ление, а, с другой стороны, придать такие дополнительные откло-
нения, которые обеспечат локализованный контакт с заданными
параметрами. Для этой цели при нарезании конических и гипоид-
ных зубчатых колес предусмотрены и применяются следующие
виды поправок.
1. Изменение углов профилей резцов зуборезных головок. Для
компенсации влияния установки нарезаемых колес под углами их
внутренних конусов углы боковых профилей внутренних резцов
зуборезных головок увеличиваются на Да№ а у наружных на ту же
величину уменьшаются по сравнению с номинальным значением
угла зацепления (обычно ап = 20°). Эта поправка,',
Aaw = 10N,
rneN = (0Zi + 9/2)sinpnm/20. (2.3)
Здесь N - номерная поправка (или номер резцов), ее значения
стандартизованы (см. гл. 3);
9р и Оу! - углы ножек зубьев колеса и шестерни, (3nm - угол«нач
клона зубьев в средней точке.
При нарезании гипоидных зубчатых колес в профильные углы
резцов вносят дополнительные специальные поправки для ком-
пенсации несимметричности зацепления, присущей гипоидным
передачам.
При нарезании колес конических и гипоидных передач на
станках с наклоняющимся шпинделем зуборезной головки нуж-
ное значение угла профиля может быть получено соответствую-
щим изменением наклона шпинделя.
2. Изменение направления линии зуба компенсируется соот-
ветствующим изменением положения зуборезной головки в пло-
скости вращения люльки станка - ее поворотом относительно
точки М на угол ДР в направлении, обратном компенсируемому от-
клонению (см. рис. 2.3, б, в).
3. Применение для нарезания зубьев шестерни односторонних
зуборезных головок с соответствующим расположением внутрен-
них и наружных резцов, определяемым значениями их образую-
щих радиусов. •
4. Изменение угловой скорости вращения люльки пй отноше-
нию к угловой скорости нарезаемого колеса или шестерни, осу-
ществляемое изменением передаточного числа сменных зубчатых
колес обкатки станка. Для этого значение скорости настраивают
по числу зубьев производящего колеса zs=zc± &zs, где Azs - вводи-
мая поправка.
5. Изменение осевой установки нарезаемой шестерни на вели-
чину ±ДАЬ В целях сохранения глубины зуба сопровождается до-
полнительным смещением стола станка ДВ'1 = +ДА13тГ1.
6. Введение гипоидного смещения +ДЕ при нарезании кониче-
ской шестерни, а при нарезании гипоидной шестерни - изменение
основного гипоидного смещения на аналогичную величину.
22
7. Введение корректирующего винтового движения с парамет-
ром р осуществляется за счет того, что при рабочем вращении
люльки бабка изделия с нарезаемым колесом или шестерней рав-
номерно перемещается вдоль оси люльки со скоростью, соответст-
вующей этому параметру.
8. Изменение угла делительного конуса производящего колеса
на Д6С, осуществляемое изменением соответствующего положе-
ния зуборезной головки. Может применяться только на станках с
наклоняющимся шпинделем зуборезной головки.
9. Вращение люльки с переменной скоростью, осуществляемое
наложением на основное вращение люльки дополнительного вра-
щения. Осуществляется при наличии в станке эксцентрикового
механизма модификации обкатки (см. п. 2.4).
Поправки 1-6 вводят при нарезании шестерен всех конических
и гипоидных передач средних и крупных модулей односторонними
и двусторонними зуборезными головками. Поправки 7, 8 приме-
няют при нарезании колеса и шестерни мелкомодульных передач
(тп < 2,5) двусторонними головками (в последнее время этот
метод распространяется на некоторые передачи среднего модуля).
Поправка 9 может применяться при нарезании шестерен полу-
обкатных передач на станках с ненаклоняющимся шпинделем зу-
борезной головки и при нарезании конических колес с малым
межосевым углом и относительно большой длиной образующей
делительного конуса, превышающей значение, указанное в пас-
порте станка. Набор поправок и их численные значения опреде-
ляют при расчете наладочных данных для нарезания конической
или гипоидной пары в зависимости от метода нарезания.
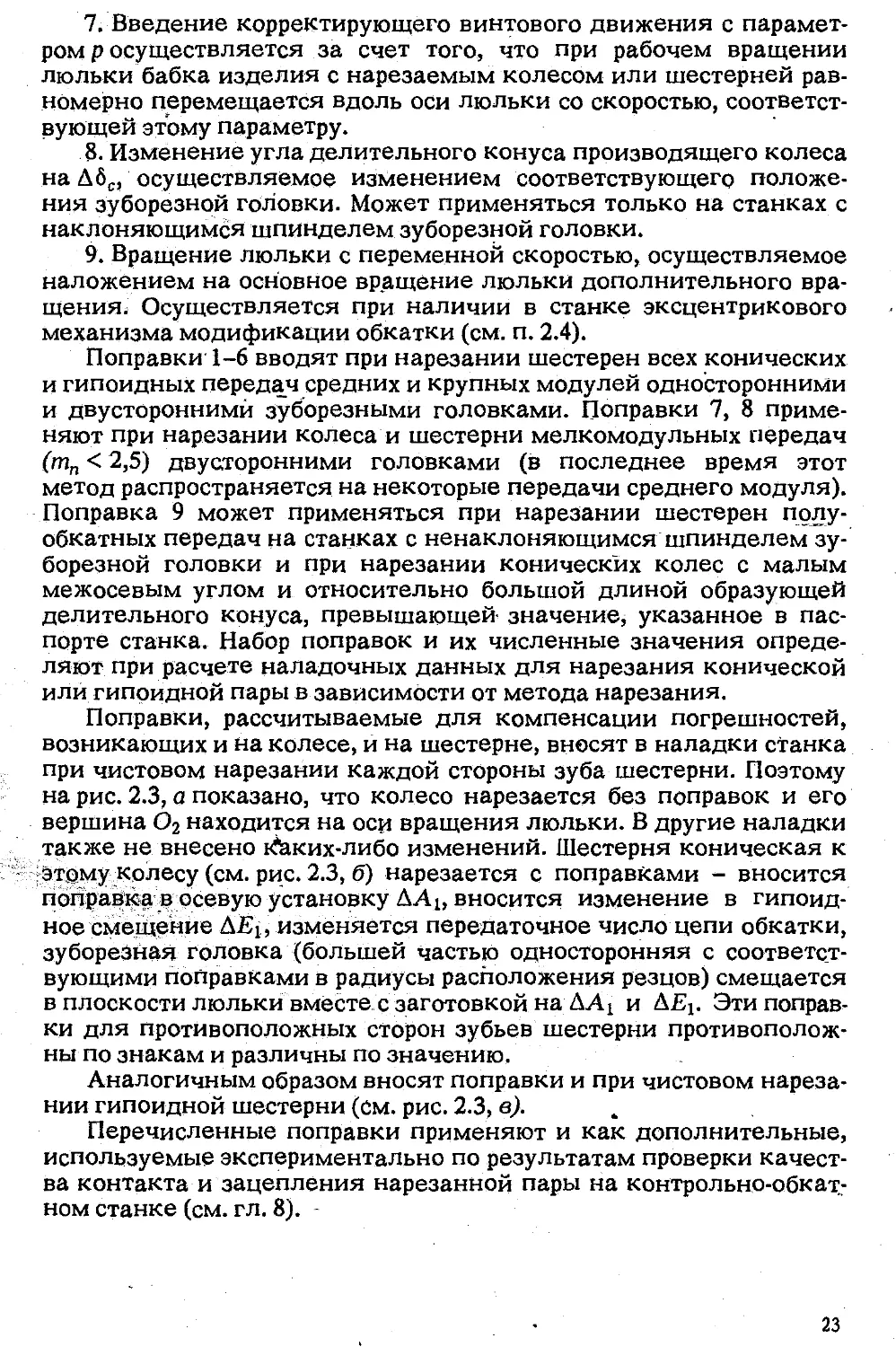
Поправки, рассчитываемые для компенсации погрешностей,
возникающих и на колесе, и на шестерне, вносят в наладки станка
при чистовом нарезании каждой стороны зуба шестерни. Поэтому
на рис. 2.3, а показано, что колесо нарезается без поправок и его
вершина О2 находится на оси вращения люльки. В другие наладки
также не внесено 1^аких-либо изменений. Шестерня коническая к
этому колесу (см. рис. 2.3, б) нарезается с поправками - вносится
поправка в осевую установку ДА1( вносится изменение в гипоид-
ное смещение AEl( изменяется передаточное число цепи обкатки,
зуборезная головка (большей частью односторонняя с соответст-
вующими поправками в радиусы расположения резцов) смещается
в плоскости люльки вместе с заготовкой на AAt и AEj. Эти поправ-
ки для противоположных сторон зубьев шестерни противополож-
ны по знакам и различны по значению.
Аналогичным образом вносят поправки и при чистовом нареза-
нии гипоидной шестерни (см. рис. 2.3, в).
Перечисленные поправки применяют и как дополнительные,
используемые экспериментально по результатам проверки качест-
ва контакта и зацепления нарезанной пары на контрольно-обкат-
ном станке (см. гл. 8).
23
2.4. СПЕЦИФИЧЕСКИЕ МЕХАНИЗМЫ И УЗЛЫ СТАНКОВ
Высокоточные червячные передачи и модификаторы. Такие
червячные передачи применяют в качестве конечных звеньев
точных кинематических цепей - обкатки и деления - и устанавли-
вают на люльках и шпинделях бабок изделия. Они имеют переда-
точные числа от 60 до 180, их изготовляют и монтируют с очень
высокой точностью (степень точности 2-4). Однозаходные цилинд-
рические червяки этих передач делают из легированной стали,
закаливают и шлифуют с соответствующей точностью. Венцы чер-
вячных передач выполняют из высококачественной бронзы и на-
резают по специальной технологии на особоточных зубофрезерных
станках. При сборке высокоточных червячных передач особенное
внимание уделяется правильному положению пятна контакта -
без выхода его на кромки зубьев колеса. Этим предотвращаются
неправильная приработка, преждевременное изнашивание и поте-
ря точности передач. Точность передач в значительной мере
определяет точность станка, а следовательно, и точность нарезае-
24
мых на них колес. За состоянием передач необходимо периоди-
чески наблюдать в процессе эксплуатации станков.
Червячная передача с цилиндрическим червяком является
механизмом с двумя "степенями подвижности - вращение червяч-
ному колесу может сообщаться вращением червяка или переме-
щением червяка вдоль его оси. Последнее используется как кор-
ректирующее движение - дополнительное вращение люльки с пе-
ременной скоростью. Механизм, осуществляющий такое движе-
ние, называется механизмом модификации обкатки' или, сокра-
щенно, модификатором.
Механизм устроен и работает следующим образом (рис. 2.9).
Движение на модификатор передается от вращающегося червяка
(z4) люльки и через коническую передачу (ufci =1), сменные зубча-
тые колеса модификатора 6М), еще одну коническую передачу (uk2 =
= 1), затем через червячную передачу диска модификатора
(z1M/z2M) передается на диск DM с эксцентрично расположенным
роликом Рм. Этот ролик, поворачиваясь на угол Фм, воздействует че-
рез ползушку Пм, прижимаемую гйдроцилиндром Цм, на червяк z4,
перемещая его на hMl. что вызывает дополнительный поворот чер-
вячного колеса (z4fc) и люльки на угол ДФМ ««2hM/d4k. В результате
полный угол поворота люльки
ф_ = Ф + дф = ф + К Ф2
где Фо - угол поворота люльки, сообщаемый ей по цепи обкатки, а
коэффициент модификации Км и постоянная кинематической це-
пи модификатора См равны:
1 г1м
м’ '<' 22м •
Настраиваемыми параметрами модификатрра являются экс-
центриситет ем ролика и передаточное число iM сменных зубчатых
колес гитары модификатора. Кроме того, в ряде случаев может
оказаться необходимым сместить нулевое положение ролика мо-
дификатора, которому соответствует момент профилирования
средней точки зуба'нарезаемого колеса или шестерни, на некото-
рый угол Ч^. Угол зацепления в этой точке изменяется на величи-
ну
KMsinTM cos2Pnm
Да„ -------— —-—’— -
См tgan
и сопровождается изменениями других элементов поверхности
зуба, как это показано на рис. 2.8. Поэтому Тм также является на-
страиваемым параметром. Установка заданных значений ем и
осуществляется с помощью рукояток Ре и Pijr по соответствую-
щим шкалам.
25
Рис. 2.10. Высокоредукционная гипоид-
ная передача
Механизм модификации
обкатки может использоваться
для следующих работ:
нарезания шестерен полу-
обкатных передач;
нарезания шестерни и ко-
леса конических и гипоидных
передач зуборезными голов-
ками с резцами несоответст-
вующего номера;
нарезания шестерни и колеса конических колес с малым меж-
осевым углом и относительно большой длиной образующей дели-
тельного конуса;
воздействия на пятно контакта в нарезаемой конической или
гипоидной передаче.
Высокоредукционные гипоидные передали. Высокоредукцион-
ными называются гипоидные передачи с передаточными числами
и = > 10 и числом зубьев шестерни < 5. В описываемых стан-
ках применяют передачи с и от 15 до 30. Смещение в этих переда-
чах сравнительно велико, а различие углов наклона зуба колеса и
шестерни значительно. Передаточное число таких передач опре-
деляется по формуле (1.1).
Чтобы получить конструктивно приемлемые размеры шестер-
ни, коэффициент Кр в формуле (1.1) принимают в пределах 10-20.
Для этого угол наклона зуба на колесе выполняют в пределах
30-40°, а угол наклона на шестерне 80-87°. Шестерня внешне напо-
минает конусный многозаходный винт (рис. 2.10).
Колесо и шестерню выполняют стальными (из сталей специ-
альных марок), закаливают, шлифуют, притирают, чтобы получить
высокое качество рабочих поверхностей зубьев и точность пере-
дачи вращения 2-3-й степени точности.
Скорости скольжения в высокоредукционных гипоидных пе-
редачах такого порядка, что и в червячных передачах, однако,
вследствие высокой твердости рабочих поверхностей зубьев и бо-
лее благоприятных условий контакта, гипоидные передачи менее
склонны к изнашиванию и образованию задиров и могут более
длительно сохранять первоначальную высокую точность. Этим
обусловливается возможность работы зубообрабатывающих стан-
ков для конических колес (особенно зубошлифовальных) с более
короткими циклами обработки зуба по сравнению со станками на
червячных передачах.
Следует иметь в виду, что гипоидные передачи (благодаря
меньшей редукции по сравнению с червячными) в меньшей сте-
пени уменьшают влияние неточностей промежуточных звеньев
кинематических цепей на точность перемещения конечных звень-
ев - шпинделей изделий и люлек. Поэтому качеству изготовления
26
и сборки всех зубчатых передач цепей обкатки и деления и их
состоянию в процессе эксплуатации необходимо уделять повы-
шенное внимание.
Бабки станка. Бабки предназначены для установки в нуж-
ном положении и закрепления нарезаемых конических зубчатых
колес. Основные элементы конструкции бабок показаны на
рис. 2.2 и 2.11.
Бабка изделия состоит (см. рис. 2.2) из призматической пово-
ротной направляющей ПН, стойки СБИ и самой бабки БИ. Стойка
вместе с поворотной направляющей может поворачиваться вокруг
вертикальной оси, проходящей через центр станка Ос и устанавли-
Рис. 2.11. Бабка изделия:
а —разрез по шпинделю; б — разрез по ведущей гипоидной шестерне
27
ваться к плоскости вращения люльки под углом внутреннего ко-
нуса нарезаемого колеса или шестерни. Стойка может переме-
щаться вдоль поворотной направляющей на требуемую осевую
установку Ау1 или Ау2. Эти повороты и перемещения осуществля-
ются вручную вращением соответствующих накидных рукояток.
Углы и перемещения отсчитываются по соответствующим шкалам
и нониусам, расположенным с разных сторон станка, с точностью
Г и 0,01 мм. Поворотную направляющую и стойку с бабкой в уста-
новленном положении на столе закрепляют болтами, головки ко-
торых расположены в круговых Т-образных пазах стола.
В станках для нарезания конических колес с круговыми зубь-
ями бабка изделия (называемая гипоидной головкой) может сме-
щаться вверх или вниз по отношению к ее номинальному положе-
нию (для нарезания гипоидных шестерен и для введения коррек-
тирующего гипоидного смещения при нарезании конических
шестерен). В станках для прямозубых колес гипоидное смещение
бабки изделия отсутствует.
Шпиндель изделия 1 (см. рис. 2.11, а) установлен в корпусе-баб-
ки на прецизионных подшипниках качения, и на нем закреплены
ведомое гипоидное (или червячное) колесо 2, диск гидравличе-
ски управляемого ленточного тормоза 3 и цилиндр гидрозажи-
ма 4.
Ленточный тормоз используют для гашения крутильных коле-
баний во время рабочего хода, а также для выборки зазоров в ки-
нематических цепях обкатки и деления. При вспомогательном
ходе тормоз отключается.
С помощью тяги 5 и гидрозажима закрепляют заготовки, уста-
навливаемые в специальных оправках в переднем конце шпин-
деля.
На рис. 2.11, б гипоидная головка показана смещенной с по-
мощью винта 6 в нижнее положение - наибольшее гипоидное сме-
щение вниз. В приводе гипоидной шестерни 7 установлена мелко-
зубая муфта (детали 8-11), которая может быть расцеплена, и ше-
стерня 7, а следовательно, и шпиндель изделия повернуты на
нужный угол (для обеспечения заданной толщины зуба, разделе-
ния припуска и т. п.).
Механизмы деления. Механизмы деления применяют в зубо-
обрабатывающих станках, работающих по способу последователь-
ного единичного деления. Они представляют собой суммирующий
механизм, встроенный в кинематическую цепь обкатки, который
сообщает одному из валов цепи обкатки во время вспомогатель-
ного хода дополнительно один или несколько целых оборотов,
обеспечивающих совместно с гитарой деления поворот нарезае-
мого колеса на один шаг зубьев. Механизм устроен таким образом,
что при обработке с обкаткой движение обкатки идет через дели-
тельный механизм только во время обратного вспомогательного
хода люльки и шпинделя изделия, не изменяя при этом переда-
точного отношения цепи обкатки. При рабочем ходе движение
обкатки происходит, минуя механизм деления (рис. 2.12.). В его
основе лежит двухподвижный планетарный зубчатый механизм из
28
Рис. 2.12. Механизм деления (обобщенная схема)
цилиндрических или конических зубчатых крлес (типы зубчатых
колес, их числа зубьев и передаточные отношения, а также управ-
ление фиксатором Ф будут указаны при рассмотрении кинемати-
ческих схем конкретных станков). Ведущими звеньями механизма
являются корпус К> получающий вращение от закрепленного на
нем конического колеса z4, и водило ВД, получающее вращение
Йтгишс г.ерни г0, вращаемой при поступательном перемещении рей-
к£г Ртйдроцидиндром Ц2. Ведомым звеном планетарного меха-
низма является втулка ВТ, на торце которой имеется паз, в кото-
рый может входить выступ муфты М. Эта муфта переключается во
время деления гидроцилиндром Ц1, .
Числа зубьев планетарного механизма, а также конической
пары z3 и z4 рассчитаны таким образом, чтобы: втулка ВТ враща-
лась синхронно с зубчатых колесом Z2 и валом 2; за определенное
перемещение гидроцилиндром Ц2 рейки Р зубчатое колесо по-
вернуло бы водило ВД на определенный угол, в результате которо-
го втулка ВТ сделала бы дополнительно п0 полных оборотов (п0 =
= 1...4).
Вал 2 на рис. 2.12 передает вращение на шпиндель изделия, а
вал 1 вращается от механизма вращения люльки.
При рабочем ходе, люльки (происходит обработка) муфта М ме-
ханизма деления занимает положение, изображенное на рисунке,
29
правый выступ муфты входит в паз конической шестерни z2. Муфта
М находится на валу 2 на направляющей шпонке, поэтому движе-
ние обкатки передается с вала 1 на вал 2 через коническую пару
Zj, Z2> минуя механизм деления,
При обратном ходе люльки, когда бабка изделия отведена,
должен произойти делительный поворот нарезаемого колеса. Для
этого по команде системы управления цилиндр Ц1 переключает
муфту М влево так, что ее левый выступ входит в паз втулки ВТ,
а ее правый выступ выходит из взаимодействия с шестерней z2.
Начиная с момента переключения муфты М, движение обкатки
от вала 1 на вал 2 идет через планетарный механизм.
Скорость этого движения не меняется, поскольку все переда- .
точные отношения подобраны так, что втулка ВТ вращается син-
хронно с зубчатым колесом z2 и валом 2. После переключения муф-
ты М срабатывает гидроцилиндр Ц2, сообщая водилу ВД, а затем
шестерне z0 и втулке ВТ’п0 полных делительных оборотов. Они
передаются через муфту М, вал 2 на шпиндель изделия, и осу-
ществляется делительный поворот нарезаемого колеса. Механизм
деления возвращается в исходное положение вовремя рабочего хода.
В станках, работающих способом группового деления, специ-
альные делительные механизмы отсутствуют. Деление осущест-
вляется кинематически за счет того, что после реверсирования
движения люльки и возврата ее в первоначальное положение в
зоне обработки оказывается уже другой участок нарезаемого ко-
леса. Это осуществляется с помощью специального механизма -
составного реверсивного механизма, описываемого, в гл. 5.
Механизмы реверсирования обкатки. Назначением этих меха*
низмов является реверсирование движения люльки и всей цепи
обкатки после обработки очередного зуба и возобновления движе-
ния цепи обкатки в прежнем направлении после завершения всех
движений рабочего цикла. Так как при обратном движении обра-
ботка не производится, то целесообразно его выполнять ускорен-
но. Скорость рабочего хода должна быть регулируемой в зависи-
мости от размеров и материала обрабатываемого колеса, вида и
режимов обработки. Всем этим условиям удовлетворяет механизм
реверсирования, показанный на рис, 2.13. Он работает следующим
образом.
При рабочем движении фрикционная муфта Мф включена впра-
во, и движение от электродвигателя Mi через ременную передачу
Д1 . Д2 и коническую пару Z!:Z2 пере дается валу 1, а от него через
сменные шестерни Л/М на вал 2, а затем через передачу Zy/Zg на
вал 3 и от него через цилиндрическую, червячную и другие пере-
дачи " на люльку и соединенные с ней последовательно другие
звенья цепи обкатки. Сменные шестерни Л/М подбирают так, что-
бы обеспечить технологически необходимую скорость движения,
Для реверсирования гидроцилиндр Ц по команде управляю-
щего вала переключает муфту Мф влево. Движение с вала 1 пере-
дается на вал 3 непосредственно через муфту и постоянные ше-
стерни z3 и z4 или z5 и z6, обеспечивающие ускоренный обрат-
ный ход.
зо
Рис. 2.13. Механизм реверсирования
обкатки
Обведенные на рис. 2.13
тонкой линией механизмы об-
разуют конструктивный узел,
называемый коробкой по-
дач.
Системы управления. Как
указано в п. 2.2, рассматривае-
мые станки являются полуав-
томатическими, и их работа
имеет циклический характер.
Время внутреннего цикла tH - это время, необходимое для выпол-
нения всех движений для обработки одного зуба. Для управления
всеми этими движениями предназначена система управления от
управляющего вала У В (см. рис. 2.5 и 2.6). Она выполняет следую-
щие функции: управляет продолжительностью и структурой внут-
реннего цикла; углами качания люльки; делением; способом вре-
зания; выполняет другие функции, в том числе по управлению
собственной частотой вращения.
Bqe эти функции выполняются с помощью настраиваемых ме-
ханических или электромагнитных механизмов, установленных на
У В. При этом могут быть две разновидности привода УВ.
В станках с последовательным единичным делением (см.
рис. 2.5) привод УВ является ответвлением от привода вращения
люльки, и УВ вращается согласованно с люлькой - вперед (мед-
ленно) и назад (быстро). Поэтому УВ настраивают из условия, что
за время рабочего хода люльки он должен делать менее одного
оборота (обычно Фу < 300°).
В станках с групповым делением (см. рис. 2.6) УВ делает один
полный оборот за время цикла, но часть этого оборота - во время
Ra&ojiHX ходов - вращается медленно, а остальную часть - быстро.
^^йтЖвгашения вала меняется при изменении частоты враще-
ЙйгШййеетёктродвигателя по команде одного из кулачков УВ.
"^угйесособенности систем управления будут разъяснены при
описании кинематических схем соответствующих станков.
Система управления устанавливает также связь внутреннего
цикла с внешним t3K. Счетное устройство (счетчик циклов)
СЧУ (см. рис, 2.5 и 2,6) настроено на число зубьев нарезаемого ко-
леса Zj. По окончании обработки каждого зуба от УВ передается им-
.пульс в СЧУ и по окончании обработки последнего зуба отклю-
чается станок. Время обработки (см, рис. 2.7) зубчатого колеса
Чк, ” ^ПОД + ^ОТВ + ^СМ>
где £под - время на подвод стола из позиции загрузки в позицию
деления; tOTB - время на отвод стола из позиции деления в позицию
загрузки; tCM- время на ручную смену заготовки.
31
Люльки являются самыми характерными, и сложными узлами
зубообрабатывающих станков для конических зубчатых колес В
люльках расположены устройства для закрепления и регулирова:
ния положения зубообрабатывающих инструментов и механизмы
для сообщения им главного движения. В результате этого движе-
ния режущие кромки инструментов описывают поверхность зуба
производящего колеса, а вращение люльки является обкаточным
движением. Имеются четыре основных типа люльки.
Люлька с ненаклоняющимся шпинделем зуборезной головки.
Эти люльки (рис. 2.14) применяют в станках для нарезания кони-
ческих колес с круговыми зубьями.
В корпусе 1 люльки, вращающемся в стойке люльки на “роликах
2 круговых направляющих, имеется отверстие с эксцентрисите-
том Еэ, в котором может поворачиваться и фиксироваться в нуж-
ном положении эксцентриковый барабан 3. В этом барабане также
имеется отверстие эксцентриситетом Еэ, в котором на прецизион-
ных опорах качения установлен шпиндель зуборезной головки 6.
Через зубчатый венец 7 с внутренним зацеплением шпинделю
сообщается вращение от шестерни 4, к которой движение переда-
ется от электродвигателя. •
При установочном повороте эксцентрикового барабана вокруг
своей оси Оэ расстояние между осью люльки и осью зуборезной го-
ловки изменяется от 0 до 2ЕЭ. Этим достигается требуемое значе-
ние радиальной установки зуборезной головки U= ОСОИ (см.
рис. 2.3, a-в). Чтобы получить положение зуборезной головки в се-
редине обкатки зуба шестерни или колеса, как это изображено на
том же рисунке, нужно, расцепив сменные шестерни обкатки, по-
вернуть люльку в нужное положение.
Поворот и установка эксцентрикового бараба-на на угол е, соот-
ветствующий заданному значению радиальной установки U и от-
считываемый по шкале Ш1, производится ключом, вставляемым
во внутренний шестигранник 10. От него, через не показанную на
рисунке коническую передачу, вращается винт 8, сцепляющийся с
круговой рейкой 9, закрепленной на барабане 3. В установленном
положении эксцентриковый барабан закрепляется болтами 11.
Люлька устанавливается в заданном положений (по углу установ-
ки люльки Q) с помощью нониуса Ш2 по шкале, нанесенной на
окружности люльки. Углы е ° и Q° определяются по формулам:
е = arcsin U/ (2С);
для станков 5С280П, 5С26В, 5С270П, 5С23П Q = е/2 ± q;
для станка 527В Q = 180 + е/2 ± q, -
где q - угловая установка зуборезной головки, знак минус - пра-
вый наклон линии зуба, плюс - левый наклон линии зуба нарезае-
мого колеса.
Значение постоянной С (равной эксцентриситету Еэ) зависит
от модели станка: 5С26В - 72; 527В - 120; 5С270П, 5С23П - 135;
5С280П -180 мм.
32
2 Зак. 179.
Рис. 2.14. Конструктивная схема люльки с неиаклоняюпдамся шпинделем зуйореаиой гож>вки
На рис. 2.14 показаны также: 12- ведомое колесо гипоидной
передачи люльки; 13 - ленточный тормоз люльки; 5 - кронштейн
для установки калибров выверки резцов зуборезных головок.
Люлька с наклоняющимся шпинделем зуборезной головки.
Эти люльки (рис. 2.15) также используют в станках, для нарезания
конических колес с круговыми зубьями.
В корпусе 1 люльки, вращающемся в стойке люльки на роликах
2 круговых направляющих, имеется отверстие с эксцентриситетом
Е3, в котором может поворачиваться и фиксироваться эксцентри-
ковый барабан 3. В этом барабане также имеется отверстие (с
тем же эксцентриситетом Еэ), в котором поворачивается и фикси-
руется в нужном положении промежуточный барабан 4. В свою оче-
редь в промежуточном барабане выполнено отверстие, которое на- .
клонено к оси вращения люльки под углом т = 15...200. В этом от-
верстии установлен наклонный корпус 5, который может повора-
чиваться для установки находящегося в нем инструментального
шпинделя 9 с гильзой 8 на требуемый угол i. В нулевом положении
эксцентрикового барабана и наклонного корпуса оси вращений
люльки й инструментального шпинделя соосны (см. рис. 2.15).
Вращение шпинделю передается по кинематической цепи,
изображенной штриховой линией (подробнее см. кинематическую
схему соответствующего станка). Осевое перемещение шпинделя
с гильзой для установки вершин резцов на центр станка Ос осуще-
ствляется вручную механизмом 6. Проворачивание шпинделя с
зуборезной головкой для выверки радиального расположения ее
резцов („веера”) осуществляется рукояткой с шестерней, встав-
ляемой в отверстие 10. Шестерня зацепляется с зубчатым венцом
11, закрепленным на переднем торце шпинделя. На рис. 2.15 пока-
заны также ведомое колесо 12 гипоидной передачи люльки и лен-
точный тормоз 13 люльки.
Люльки с наклоняющимся инструментальным шпинделем
.применяют для нарезания шестерен полуобкатных передач и в
других случаях, когда желательно изменить угол делительного '
конуса колёса или шестерни или угол профиля зуборезных голо-
вок. В этих случаях используют наклон инструментального шпин-
деля. Для изменения этого наклона на i наклонный корпус 5 пово-
рачивается на угол е„ при этом положение плоскости наклона зу-
борезной головки не будет соответствовать требуемому. Чтобы
обеспечить нужное положение, промежуточный барабан 4 с за-
крепленным наклонным корпусом поворачивается на соответст-
вующий угол 1 и фиксируется. Эксцентриковый барабан поворачи-
вается на угол е, обеспечивающий нужное значение радиальной
установки U, а люлька устанавливается на угол Q, обеспечиваю-
щий ее положение в середине обкатки (аналогично тому, как это
описано для люльки с ненаклоняющимся шпинделем).
Наклонный корпус устанавливается на нужный угол ef, отсчи-
тываемый по шкале Ш1, с помощью рукоятки, вставляемой в от-
верстие Р1; промежуточный барабан на угол I устанавливается по
шкале Ш2 рукояткой, вставляемой в отверстие Р2; отсчет угла
установки эксцентрикового барабана е осуществляется по шкале
34
hO
*
Рис. X15. Конструктивная схема люльки с наклоняющимся шпинделем зуборезной головки
z=33 СПВ z=20 z=15 CB z=27 P6 z=17
Z=23 z=170 B2 К1 СПН CH РЗ Р1P7
fitc. 2.16. Конструктивная схема люльки зубофрезерного станка
ШЗ, а поворот барабана осуществляется рукояткой РЗ. По шкале Ш4
отсчитывается угол установки люльки Q. Формулы для опре-
деления отсчитываемых углов приводятся в руководствах стан-
ков.
На передней плоскости наклонного корпуса 5 имеется круговой
Т-образный паз 7 для крепления калибров для выверки резцов
зуборезной головки.
Люлька зубофрезерного станка. Эти люльки применяют в зубо-
фрезерных станках, нарезающих прямозубые колеса двумя диско-,
выми фрезами.
Конструктивная схема люльки показана на рис. 2.16. Люлька
состоит из корпуса Л, на переднем торце которого установлены
верхний и нижний суппорты СПВ, СПН. На суппортах расположе-
ны салазки СВ, СН, на которых размещены шпиндельные головки
ШГВ, ШГН, несущие инструментальные шпиндели ШИВ, ШИН. В
корпусе люльки находится привод вращательного движения этих
шпинделей. ,
При вращении центрального зубчатого колеса z = 65 движение
через зубчатые колеса z = 48; 65; 33; 20; 27; 15; 20; 17; 43 передается
на инструментальные шпиндели. Для гашения крутильных коле-
баний на инструментальных шпинделях установлены фрикцион-
ные тормоза ФТ. Ручной привод этих шпинделей осуществляется
вращением накидной рукояткой Р1 валика. В кинематической це-
пи привода верхнего шпинделя предусмотрена мелкозубая муф-
та, которая при необходимости может прерывать кинематическую
связь между шпинделями.
: При наладке верхний суппорт СПВ можно поворачивать и уста-
навливать относительно оси люльки на требуемый угол по шкале
Ш1 и нониусу Н1 с помощью рукоятки Р2 валика. Крепление верх-
него суппорта осуществляется Винтами В1. Нижний суппорт СПН
поворачиваться относительно оси люльки не может. Он жестко
соединен с деталью К1, установленной в расточках корпуса люль-
ки, и может перемещаться вместе с этой деталью вдоль оси люль-
ки с помощью винта В2. При вращении рукоятки РЗ поворачивает-
eg зубчатое колесо z-= 16, сцепляющееся с венцом z = 170, который
Поворачивает шестерню z = 23 с винтом В2, заставляя нижний суп-
порт перемещаться вдоль оси люльки. Нижний суппорт в установ-
ленном положении фиксируется с помощью винтов ВЗ. Это пере-
мещение необходимо для выверки установки дисковых фрез
после их переточки.
Салазки СВ, СН могут передвигаться относительно соответ-
ствующих суппортов по шпонкйм й Т-образным пазам с помощью
рукояток Р4, Р5и зубчато-реечного зацепления. Установка сала-
зок (радиальная установка) выполняется по шкалам Ш2, ШЗ и но-
ниусам Н2, НЗ. Крепление салазок осуществляется винтами В4.
Шпиндельные головки ШГВ, ШГН могут также перемещаться
относительно салазок по наклонным направляющим вдоль оси
вращения инструментального шпинделя с помощью Р6, Р7. Креп-
ление шпиндельных головок выполняется винтами В5.
Люлька зубострогалъного станка. Эти люльки применяют в зу-
37
бострогальных станках, обрабатывающих прямозубые колеса стро-
ганием двумя резцами.
Конструктивная схема люльки показана на рис. 2.17. Люлька
состоит из корпуса Л, на переднем торце которого смонтированы
верхний и нижний суппорты СВ, СИ. В суппортах устанавливают
соответственно верхний и нижний ползуны ПВ, ПН с резцедержате-
лями РВ, PH. В корпусе люльки расположен привод, сообщающий
возвратно-поступательное движение ползунам, а также механизм
отвода резцов. Движение на ползуны передается центральным
зубчатым колесом z = 69 через центральный вал ЦВ, ползушку П
с кривошипным пальцем КШ, шатун Ш, серьгу Си вал-коромысло
ВК. Механизм отвода обеспечивает отвод резцов от обрабатывае-
мой поверхности во время обратного хода ползунов за счет пово-
рота резцедержателей вокруг оси О. Этот поворот осуществляется
следующим образом. Кривошипный палец КП1 своим продолже-
нием КП2 вращает кулису КЛ, которая установлена на одном валу
с торцевым кулачком К. При этом кулачок К вращается синхрон-
но с центральным валом ЦВ. Во время рабочего хода одного из
ползунов, например ПВ, резцедержатель РВ своим выступом при-
жат к жесткому упору У действием силы резания и пружины TIP
(показано на схеме механизма), а между планкой ПЛ, расположен-
ной на звеньях 3^ 32 параллельно направлению движения ползу-
нов, и роликом Р имеется небольшой зазор. Перед началом обрат-
ного хода ползуна кулачок К толкает звено 32, планка ПЛ нажи-
мает на ролик Р, и резцедержатель РВ поворачивается вокруг оси
О, отводя резцы от заготовки.
Длина хода ползунов регулируется за счет изменения положе-
ния кривошипного пальца КП1 (радиус г), установленного на пол-
зушке П. Перемещение ползушки осуществляется с помощью
лимба ЛБ, шестерни z = 16 и рейки, смонтированной на ползушке.
После установки ползушки в нужном положении она закрепляет-
ся с помощью рукоятки Р1 и клинового зажима КЗ. При наладке
ползуны можно перемещать вручную. Для этого необходимо
ввести в зацепление шестерню z = 68 с зубчатым колесом z = 96 и
^йщатьР2
И нижний суппорты СВ, СН можно поворачивать отно-
стевьно оси люльки на требуемый угол по шкале Ш1 с нониусами
Н1,Н2с помощью накидных рукояток, вставляемых в отверстия
РЗ и Р4, и закреплять винтами В1.
Резцедержатели РВ и PH могут передвигаться относительно
соответствующих ползунов по Т-образным пазам (радиальная уста-
новка резцедержателей) и закрепляться в нужном положении
винтами В-2.
39
Г Л AB A 3. ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
3.1. ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ
ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС
Прямозубые конические колеса могут нарезаться, в зависимо-
сти от вида применяемых зубообрабатывающих станков, зубостро-
гальнЫми резцами, дисковыми зуборезными головками и фре-
зами-протяжками.
Зубострогальные резцы. Резцы применяют для обработки
зубьев модулем 0,3-20 мм на зубострогальных станках и изготов-
ляют в соответствии с ГОСТ 5392-80, в котором предусмотрены че-
тыре типа резцов, отличающихся главным образом типоразмерами.
Типовая конструкция чистового зубострогального резца пока-
зана на рис. 3.1. Резец выполнен в виде призматического тела с
резьбовыми отверстиями и крепится опорной плоскостью S к рез-
цедержателям с помощью винтов. Опорная плоскость S расположе-
на под углом 6 = 70...750. Режущая кромка резца прямолинейная.
Высота режущей части h должна быть несколько больше высоты
зуба обрабатываемого колеса; она определяется по формуле
Рис. 3.1. Зубострогальный резец
40
h = Зще. (3.1)
Ширина вершины резца SB должна быть не более ширины дна
впадины на узком торце зуба и не менее половины ширины дна
впадины у широкого торца, т. е.
SB > 0,4те. (3.2)
Радиус закругления резца
ro*=O,3me. (3.3)
Длина резца L = 40... 125 мм, его высота Н = 27...75 мм, а ширина
основания В = 10,36...37,61 мм.
Базовый размер К изменяется в зависимости от типа резца,
К= 18,63...39,78 мм.
Резцы имеют следующие геометрические параметры режущей
части: угол профиля рабочей стороны резца ао = 2О°; угол профиля
нерабочей стороны а0„ = 8°; передний угол резцов в плоскости, пер-
пендикулярной к главной режущей кромке, у = 20°; передний угол
для вершинной режущей кромки в рабочем положении резца
равен нулю; задний угол образуется в результате того, что резце-
держатель с резцом наклонены к линии движения резца на угол
«в = 12°.
Тип резцов выбирают в зависимости от модели зубострогаль-
ного станка и параметров обрабатываемого зубчатого колеса.
Зубчатые колеса модулем до 4 мм обычно нарезают методом
обкатки из целой заготовки за одну операцию чистовыми зубо-
строгальными резцами, а зубчатые колеса модулем свыше 4 мм за
две операции - черновую и чистовую соответственно черновыми и
чистовыми резцами.
Зубострогальные резцы для черновой обработки не стандарти-
зированы и конструкция их режущей части в зависимости от спо-
соба нарезания может быть различной - трапециевидной, фасон-
ной, прорезной. * .
.Зубострогальные резцы для чистовой обработки изготовляют
-из быстрорежущих сталей по ГОСТ 19265-73. Резцы длиной более
40 мм допускается изготовлять сварными. Державки сварных рез-
цов изготовляют из сталей 45, 40X. Твердость режущей части рез-
цов должна быть HRC3 62-65, державок сварных резцов HRC3 35-40.
Установка резцов в резцедержатели зубострогального станка
производится с помощью соответствующих калибров по длине и
высоте резца. Верхний и нижний резцы выставляются по одним и
тем же калибрам.
Калибры настраивают на необходимый размер на специальном
приспособлении - контркалибре 1 (рис. 3.2), на котором устанавли-
вают шаблон 5 соответствующего зубострогального резца.
По длине чистовые резцы устанавливают с помощью калибра
длины следующим образом (рис. 3.2, а, б). Калибр длины 2 устанав-
ливают на плоскость А контркалибра 1 (см. рис. 3.2, а) и касаются
измерительным наконечником 4 индикатора 3, установленного на
калибре 2, плоскости В чистового шаблона 5. В этом положении
2а Зак. 179. 41
5
Рис. 3.2. Установка чистовых зубострогальных резцов по калибрам:
а, б — по длине; в, г — по высоте
индикатор устанавливают на ноль с натягом 0,1-0,2 мм. Затем ка-,
либр 2 переносят на станок и устанавливают его на плоскость Б
резцедержателя (см. рис. 3.2, б). Перемещая резец по длине (вдоль
наклонной площадки резцедержателя), добиваются такого его по-
ложения, при котором вершинная режущая кромка касалась бы
измерительного наконечника индикатора, а индикатор при этом
показывал бы ноль. В этом положении резец закрепляют.
По высоте чистовые резцы устанавливают с помощью калибра
высоты в следующей последовательности (рис. 3.2, в, г). Калибр вы-
соты 6 устанавливают на контркалибр 1 и измерительным наконеч-
ником индикатора 7 касаются плоскости Г чистового шаблона 5, В
42
этом положении индикатор устанавливают на ноль с натягом 0,1 -
0,2 мм, затем калибр 6 переносят на станок и устанавливают на
резцедержатель и планку ползуна, как показано на рис. 3.2, г. Пере-
мещая резцедержатель с резцом в вертикальном направлении,
устанавливают его в такое положение, при котором боковая режу-
щая кромка резца коснется измерительного наконечника индика-
тора, а индикатор покажет ноль. В таком положении резцедержа-
тель фиксируют. Затем проводится контрольная проверка пра-
вильности установки резца по длине и высоте.
Черновые резцы устанавливают так же, как и чистовые. Одна-
ко при черновом нарезании вершинную режущую кромку (носик)
резца необходимо располагать симметрично относительно оси впа-
дины обрабатываемого колеса. С этой целью при пользовании ка-
либром 6 (см. рис. 3.2, в) между плоскостью Г чернового шаблона,
изготовленного применительно к конкретному зубчатому колесу,
и измерительным наконечником индикатора 7 необходимо поме-
щать шлифованную прокладку толщиной, равной половине шири-
ны носика резца.
Заточка зубострогальных резцов проводится по передней по-
верхности с обоих концов на заточных или плоскошлифовальных
станках с помощью специального приспособления. Параметр ше-
роховатостипередней поверхности Ra = 0,16...0,32 мкм. Правиль-
ность заточки резцов контролируется контрольным калибром.
Дисковые зуборезные головки (дисковые фрезы). Дисковые зу-
борезные головки применяют для нарезания зубьев прямозубых
колес модулем 0,5-12 мм на зубофрезерных станках, их изготовля-
ют в соответствии с ГОСТ 24904-81; ГОСТ 24905-81, ГОСТ 24906-81.
Предусмотрено три типоразмера дисковых фрез: диаметром
150 мм - для нарезания прямозубых колес модулем от 0,5 до 3 мм;
диаметром 278 мм - для модуля от 1,5 до 6 мм; диаметром 450 мм -
Рис. 3.3. Дисковая зуборезная головка диаметром 278 мм для прямозубых кониче-
ских колес:
а - праворежущая; б - леворежущая
2 а*
43
Рис. 3.4. Резцы дисковых зуборезных головок для прямозубых кони-
ческих колес:
а — диаметром 150 мм; б — диаметром 278 мм, 450 мм
для модуля от 3 до 12 мм. Один комплект инструмента, устана-
вливаемый на зубофрезерный станок, состоит из двух фрез -
праворежущей (нижней) и леворежущей (верхней).
Дисковая фреза (рис. 3.3) является сборной конструкцией и со-
стоит из корпуса 1, резцов 2 (правых на праворежущих фрезах и ле-
вых на леворежущих), диска 3 и винтов 5, служащих для крепле-
ния резцов в корпусе, винтов 4, с помощью которых осуществляет-
ся съем фрез с инструментального шпинделя. Фрезы диаметром
150 и 278 мм закрепляют на шпинделе одним центральным вин-
том, а диаметром 450 мм - четырьмя винтами.
Корпуса, диски или опорные кольца (для фрез диаметром
150 мм) изготовляют из стали 40Х или ХВГ твердостью HRC3 40-45.
Резцы - из быстрорежущей стали твердостью HRC3 62-65.
Резцы дисковых фрез изготовляют в соответствии с ГОСТ
24905-81. Главная режущая кромка резцов может быть выполнена
с углом поднутрения 0 (рис. 3.4) или направленной по радиусу фре-
зы. Угол поднутрения р зависит от модуля обрабатываемого зуб-
чатого колеса и может изменяться от 0 до 5°; С увеличением угла
поднутрения длина пятна контакта на зубьях колеса уменьшает-
ся. Передний угол резцов принимается обычно равным у = 20°. Вы-
сота режущей части резца h должна быть больше высоты зуба обра-
батываемого колеса на 2-3 мм. Радиус г0 закругления вершин рез-
ца зависит от ширины вершины SB резца
г0 «(0,4...0,5)SB. (3.4)
К точности изготовления и сборки фрез предъявляют высокие
требования. Отклонение профиля рабочей стороны резца, в зави-
симости от модуля, должно находиться в пределах 0,002-0,016 мм,
биение цилиндрической поверхности корпуса под диск или опор-
ное крльцо, а также биение опорного торца на наибольшем диа-
метре относительно посадочного отверстия не должны превышать
44
0,005 мм. Радиальное биение по вершинам резцов относительно
оси конического посадочного отверстия после сборки и заточки
фрез должно находиться в пределах 0,03-0,04 мм, а биение резцов
в головке посередине режущих кромок относительно опорного тор-
ца корпуса не должно превышать 0,01-0,025 мм в зависимости от
модуля. Диаметр фрез в комплекте после заточки не должен от-
личаться друг от друга более чем на 0,05 мм.
Заточка дисковых фрез производится в сборе по передней по-
верхности на специальных заточных станках. Параметр шерохова-
тости передней поверхности после заточки Rz < 1,6 мкм. После за-
точки режущие кромки противоположных резцов должны быть
прямолинейными, параллельными и лежать в плоскости, проходя-
щей через центр фрезы. После заточки резцы выверяют на специ-
альном приспособлении.
Установка верхней и нижней дисковых фрез производится на
соответствующий- инструментальный шпиндель, после чего с по-
мощью индикатора проверяют биение резцов и при необходимости
их выверяют. Затем осуществляют наладочную установку верхней
и нижней шпиндельных головок с фрезами по специальным ка-
либрам после каждой заточки или замене резцов.
Верхнюю шпиндельную головку с фрезой устанавливаютпо
верхнему калибру 1 (рис. 3.5). Вначале калибр 1 настраивают по
контркалибру с эталоном, имитирующим фрезу, для чего его уста-
навливают на планку 5 контркалибра 6 таким образом, чтобы из-
мерительный наконечник индикатора 7 касался поверхности А
Рис. 3.5. Схема осевой установки верхней шпиндельной головки
45
эталона 8 с углом скоса, соответствующим углу поднутрения рез-
цов. В этом положении калибр закрепляют на контркалибре гай-
кой 4 и индикатор устанавливают на ноль (должен быть обеспечен
натяг 0,1-0,2 мм). Винт 3 ослабляют и вращением гайки 2_ переме-
щают ползушку калибра до соприкосновения ее ограничительного
штифта 9 со скошенной поверхностью Б эталона. Винт 3 закрепля-
ют. Затем настроенный калибр 1 переносят на планку . 10 салазок
верхней шпиндельной головки и закрепляют. Шпиндельную го-
ловку открепляют и перемещают в осевом направлении до такого
положения, при котором измерительный наконечник индикатора
коснулся бы боковой режущей кромки одного из резцов фрезы
этой головки, а ограничительный штифт - вершинной режущей
кромки. Индикатор должен показывать ноль. В этом положении
шпиндельную головку закрепляют и считывают показания шкалы
12 корпуса 11 калибра.
Затем калибр снимают со станка. Показание шкалы калибра
соответствует величине В, на которую необходимо сместить стол
от нулевого положения, чтобы плоскость, проходящая через вер-
шину резца и перпендикулярная оси вращения люльки, проходи-
ла через центр станка. На калибре имеются две шкалы, одна слу-
жит для отсчета смещения стола вперед (на люльку), а другая -
назад (от люльки).
Нижнюю шпиндельную головку с фрезой устанавливают по
нижнему калибру аналогично верхней шпиндельной головке.
После установок шпиндельных головок с фрезами по верхнему
и нижнему калибрам точки пересечения боковых и вершинных ре-
жущих кромок обеих фрез будут находиться на оси вращения
люльки, однако вследствие вероятной разноразмерное™ радиусов
верхней и нижней фрез указанные точки могут не совпадать друг с
другом. Для смещения этих точек нижнюю шпиндельную головку
перемещают вдоль оси враще-
ния люльки но калибру-план-
ке. Этот калибр . 2 (рис.. 3.6)
устанавливают на планку
1 верхней, шпиндельной голов-
ки и, перемещая его вдоль
Т-образного паза планки, под-
водят поверхность В до приле-
гания к вершинной режущей
кромке резца верхней фрезы. В
этом положении калибр 1Д
закрепляют гайкой 3. Затем рас-
крепляют нижнюю шпиндель-
ную головку и перемещают ее
Рис. 3.6. Схема установки нижней
шпиндельной 'головки по калибру-
планке
46
вдоль оси люльки до касания вершинной режущей кромкой ниж-
ней фрезы поверхности В калибра. В этом положении нижняя
шпиндельная головка закрепляется, калибр осевой установки
снимается со станка.
Дисковые фрезы-протяжки. Дисковые фрезы-протяжки явля-
ются специальным инструментом и применяются для нарезания
зубьев прямозубых конических колес дифференциалов транспорт-
ных машин на зубопротяжных автоматах в крупносерийном и мас-
совом производстве. Конические колеса, нарезанные протяжками,
имеют профиль, очерченный дугой окружности. Они не взаимоза-
меняемые с колесами, нарезанными зубостроганием или зубофре-
зерованием. ,
Фреза-протяжка (рис. 3.7) состоит из корпуса 1 большого диа-
метра (более 400 мм) и резцовых сегментов 2, которые крепят к кор-
пусу винтами 3. Протяжку устанавливают на инструментальный
шпиндель зубопротяжного станка по конусному отверстию В и
торцу Т.
А-А
Рис. 3.7. Комбинированная дисковая фреза-протяжка
47
Фрезы-протяжки изготовляют трех номинальных диаметров -
406,4; 533,4; 635,0 мм, и трех типов - комбинированные, черновые и
чистовые. ‘ '
Комбинированные протяжки применяют для окончательной
обработки зубьев с модулем до 5 мм из целой заготовки за один
установ. Они состоят из черновых резцов (сегменты С1-СЮ), полу-
чистовых (сегмент СИ) и чистовых (сегменты С13-С16), а также
двух безрезцовых участков 4 и 5, один из которых (4) служит для
установки фасочного резца, а другой (5) - для делительного пово-
рота заготовки на один зуб. Получистовой сегмент Cl 1 устанавли-
вают по контрольной шпильке 7, а чистовые - по контрольной
шпильке 8. Между собой сегменты контактируют выступами 6.
Черновые протяжки состоят только из черновых резцов и слу-
жат для предварительной обработки зубьев. У них отсутствует уча-
сток 4 для фасочного резца, и на это место устанавливают дополз
нительный сегмент с резцами.
Чистовые протяжки отличаются от комбинированных тем, что
имеют только получистовые и чистовые резцы.
Цикл обработки одной впадины зуба осуществляется за один
оборот протяжки.
3.2. ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Обработка круговых зубьев конических и гипоидных передач
осуществляется зуборезными головками, которые бывают цельны-
ми с номинальными диаметрами от 20 до 80 мм и сборными с номи-
нальными диаметрами 100-1000 мм (ГОСТ 11902-77, ГОСТ 11903-77).
В СНГ применяют также зуборезные головки с дюймовой систе-
мой обозначения номинальных диаметров. Такие головки бывают
-трех типов: цельные, с диаметром от 1/2" до 2,0''; сборные, с диа-
метром 3 1/2" - 18,0"; сегментные, с диаметром 7 1/2"; 9,0"; 12,0". Кро-
ме того, для чистового нарезания зубьев колеса полуобкатных пе-
редач методом копирования (врезания) применяют специальные
зуборезные головки-протяжки.
В зависимости от вида резцов и вида обработки зуборезные го-
ловки подразделяют на односторонние, двусторонние и трехсто-
ронние, праворежущие и леворежущиё, а также черновые и чи-
стовые.
Основными геометрическими параметрами зуборезных голо-
вок являются (рис. 3.8):
номинальный диаметр d0, определяющий диаметр условной
окружности, проходящей посередине впадины зуба нарезаемого
колеса;
наружный и внутренний образующие диаметры &Ое, dOi, харак-
теризующие расположение вершин режущих кромок наружных и
внутренних резцов;
развод резцов W, определяющий расстояние между вершинами
режущих кромок наружных и внутренних резцов;
48
doe
Рис. 3.8. Зуборезные головки праворежущие:
а — цельные; б — сборные чистовые; в — сборные черновые
Внутренний
49
угол профиля рабочей стороны наружных («Ое) и рабочей сторо-
ны внутренних (aOi) резцов;
угол профиля нерабочей стороны наружных (а0„е) и нерабочей
стороны внутренних (аОп,) резцов;
номер резцов N, характеризующий изменение угла профиля
Да рабочей стороны резца относительно номинального. При изме-
нении номера резца на одну целую единицу угол профиля изменя-
ется на 10 мин;
задний угол ав при вершине резца;
передний угол в плоскости, перпендикулярной к главной ре-
жущей кромке резца у;
ширина вершины резца SB;
радиус закругления по вершине резца г.
Образующие диаметры зуборезной головки определяются по
выражениям:
dQe=d0+W', (3.5)
d0i~d0-W. (3.6)
Резцы зуборезных головок в зависимости от вида и назначения
головок бывают черновые и чистовые, наружные и внутренние,
праворежущйе и леворежущие. Стандартные зуборезные головки
имеют затылованные резцы, вследствие чего обеспечивается пря-
молинейность режущей кромки в любом осевом сечении, а следо-
вательно, и । неизменность профильного угла аОе или а0, ( а также
стабильность геометрических параметров режущей части, т. е. пе-
редних и задних углов в процессе переточки по передней поверх-
ности.
Развод резцов W рассчитывают в зависимости от способа и вида
нарезания, типа и параметров конических колес; для стандартных
-зуборезных головок он может изменяться от 0,2 до 18 мин.
Углы, мин, профилей резцов с учетом номерной поправки вы-
числяют по формулам
для рабочих сторон:
наружных резцов a0e = an-10N; (3.7)
внутренних резцов aOl = an + 10N; (3.8)
для нерабочих сторон:
наружных резцов aOne = a0, ; (3.9)
внутренних резцов аОп,- = аОе. (3.10)
ГОСТ 11902-77 предусмотрены следующие номера резцов:
для черновых головок 0 - 4 - 8 - 12 - 16 - 20 - 24;
для чистовых головок 0 - 2 - 4 - 6 - 8 - 10 - 12 - 14 - 16 - 18 - 20 -
22-24-30-36-42.
Цельные зуборезные головки. Эти головки изготовляют дву-
сторонними, т. е. они имеют наружные и внутренние резцы (см.
50
рис. 3.8, а), которые расположены поочередно и могут быть
праворежущими и леворежущими. Имеются два типа цельных го-
ловок:
тип 1 - с нормальным числом резцов, которое может изменять-
ся в зависимости от диаметра от 4 до 8;
тип 2 - с увеличенным числом резцов, которое может быть от 8
до 16. -
Головки обоих типов изготовляют нормальной и повышенной
точности из быстрорежущей стали с твердостью рабочей части
HRC3 62-65. Параметр шероховатости передних и задних поверх-
ностей на рабочих сторонах резцов у головок нормальной точности
Ra <0,4 мкм, у головок повышенной точности Ra < 0,2 мкм, парамет-
ры шероховатости задних поверхностей на нерабочих сторонах со-
ответственно Ra < 0,8 мкм и Ra < 0,4 мкм. Торцовое биение вершин
резцов головок нормальной точности от резца к резцу должно быть
не более 0,015 мм, а в пределах одного оборота не более 0,025 мм;
для повышенной точности - соответственно 0,01 мм и 0,02 мм. Ра-
диальное биение резцов посередине режущих кромок не должно
превышать для головок нормальной точности 0,01 мм, для головок
повышенной точности 0,005 мм. Расстояние между режущими
кромками резцов и плоскостью, проходящей через ось головки,
должно быть не более 0,03 мм для головок нормальной точности и
не более 0,02 мм для головок повышенной точности.
Номинальные диаметры цельных зуборезных головок (мм):
тип 1 - 20; 25; 32; 40; 50; 60; 80; тип 2 - 32; 40; 50; 60; 80.
Развод резцов W для головок обоих типов может изменяться от
0,2 до 2,0 мм.
Основные параметры цельных зуборезных головок приведены
в ГОСТ 11903-77, ГОСТ 11906-77.
Сборные зуборезные головки. Такие головки в зависимости от
вида обработки изготовляют чистовыми и черновыми, они не-
сколько. отличаются по конструкции друг от друга.
Чистовые зуборезные головки состоят из корпуса 1 (см. рис.
З^б^.вДазах которого на.прокладках 7 и клиньях 4 установлены
|^^^^ёзцы крепят винтами 5. Клинья 4 могут перемещаться
вдЬЖ*резц6впрйнёзатянутыхвинтах 5 с помощью регулировоч-
ных винтов 8. Прокладки 7 й клинья 4 служат для обеспечения не-
обходимых образующих диаметров, развода резцов, а также для
регулировки радиального биения резцов. Головки на инструмен-
тальном шпинделе крепят центральным винтом 3 через фланец 2.
Для съема головки с посадочной поверхности шпинделя пред-
усмотрена планка 9.
Корпуса головок изготовляют из цементируемых сталей ма-
рок 12ХНЗА или 20ХН2М с твердостью HRC3 56-62.
Резцы изготовляют из быстрорежущих сталей с твердостью
HRC3 62-65. Резцы зуборезных головок диаметром 250 мм и более
допускается выполнять сварными с державкой из стали 40Х твер-
достью HRC э 40^45.
В зависимости от вида резцов чистовые зуборезные головки из-
готовляют трех типов:
51
двусторонние с наружными и внутренними резцами для обра-
ботки выпуклой и вогнутой сторон зубьев;
односторонние с наружными резцами для обработки вогнутой
стороны зуба;
односторонние с внутренними резцами для обработки выпук-
лой стороны зуба.
Все типы головок изготовляют нормальной и повышенной
точности, они могут быть праворежущими и леворежущими.
Стандартом предусмотрены следующие номинальные диамет-
ры d0 сборных зуборезных головок (мм): 100, 125, 160, 200, 250, 315,
400, 500, 630, 800, 1000.
Черновые зуборезные головки (см. рис. 3.8, в) конструктивно от-
личаются от чистовых головок главным образом-тем, что у них от-
сутствует клин 5 (см. рис. 3.8, б), обеспечивающий регулирование
радиального положения резцов в корпусе, а также тем, что голов-
ку крепят к инструментальному шпинделю не одним централь-
ным винтом, а несколькими, расположенными на определенном
диаметре.
Черновые зуборезные головки изготовляют двух типов:
двусторонние с наружными и внутренними резцами, причем
наружные и внутренние резцы обрабатывают одновременно соот-
ветствующую боковую сторону зуба (выпуклую или вогнутую) и
часть дна впадины;
трехсторонние с наружными, внутренними и средними резца-
ми. Наружные и внутренние резцы предназначены только для об-
работки боковых сторон зубьев. Средние резцы (прорезные) уста-
навливают на 0,20-0,25 мм выше наружных и внутренних, и они об-
рабатывают только дно впадины зуба. Число средних резцов равно
половине общего числа резцов.
Корпус двусторонних и трехсторонних головок одинаковый и
изготовляется из стали 40ХН2МА с твердостью HRC3 40-45.
Резцы изготовляют из быстрорежущей стали, так же как и
для чистовых головок.
Сборные черновые зуборезные головки изготовляют следу-
ющих номинальных диаметров do (мм): 160; 200; 250; 315; 400; 500.
Основные параметры сборных чистовых и черновых зуборезных
головок приведены в ГОСТ 11902-77, ГОСТ 11906-77.
Заточка резцов зуборезных головок осуществляется по перед-
ней поверхности в сборе с зуборезной головкой. Периодичность пе-
реточки зависит от изнашивания резцов в процессе резания, про-
исходящего главным образом по задней и передней поверхно-
стям. Обычно переточку выполняют, когда износ по задней по-
верхности чистовых резцов достигает 0,25-0,35 мм, а черновых -
0,8-1,2 мм. При заточке передний угол наружных и внутренних рез-
цов принимают равным 20°, а средних резцов трехсторонних голо-
вок равным 13°. Резцы затачивают на специальных заточных-
станках.
Выверка резцов выполняется после того, как зуборезную го-
ловку устанавливают на инструментальный шпиндель зуборезно-
го станка. Резцы выверяют с помощью индикатора, установленно-
52
го на штативе в Т-образном пазу эксцентрикового барабана люль-
ки, по режущим кромкам. Для односторонних и двусторонних чи-
стовых зуборезных головок выверка производится относительно
неподвижного контрольного резца следующим образом. Измери-
тельным наконечником индикатора касаются режущей кромки
контрольного резца и устанавливают индикатор на ноль с натягом
0,05-0,1 мм. Затем, вращая зуборезную головку маховичком ручно-
го привода инструментального шпинделя в направлении, об-
ратном вращению при резании, подводят к измерительному на-
конечнику индикатора очередной резец, имеющий одноименную с
контрольным режущую кромку. По показаниям индикатора опре-
деляют значение и направление отклонения режущей кромки.
Для устранения этого отклонения ослабляют винт, крепящий ре-
зец, и регулировочный винт, перемещающий клин, поворачивают на
определенную величину в соответствующем направлении. После
перемещения клина следует слегка ударить по вершинной кром-
ке .резца медным молотком для посадки резца опорной поверх-
ностью на торец корпуса головки, закрепить резец и снова прове-
рить отклонение режущей кромки. Регулирование выполняется
до получения требуемого отклонения положения режущей кром-
ки. Остальные резцы выверяют аналогично. Положение режущих
кромок каждый раз сравнивают не с соседним, а с контрольным
резцом.
Рис. 3.9. Зуборезная головка-протяжка
53
Кроме того, после каждой переточки резцов зуборезную голов-
ку (плоскость, проходящую через вершины резцов) устанавливают
на центр станка по специальным калибрам (в зависимости от типа
станка).
Зуборезные головки-протяжки. Зуборезные головки-протяжки
применяют для чистового нарезания методом копирования колес
полуобкатных конических и гипоидных передач в крупносерий-
ном и массовом производстве. Цикл обработки одной впадины
зуба осуществляется за один оборот протяжки. Между первым и
последним резцами (рис. 3.9) имеется безрезцовый сектор, кото-
рый позволяет производить делительный поворот обрабатываемой
заготовки без остановки протяжки и отвода ее от обрабатываемого
изделия. Резцы расположены в корпусе 6 на различном расстоя-
нии от оси вращения. Радиус расположения боковых режущих кро-
мок внутренних резцов, начиная с первого, уменьшается пропор-
ционально снимаемому каждым резцом припуску, а радиус распо-
ложения наружных резцов соответственно возрастает. Разница в
образующих радиуса первого и последнего наружных или внутрен-
них резцов равна припуску на одну сторону зуба. Обычно припуск,
снимаемый одним резцом, принимается равным 0,02-0,004 мм, а
общий припуск на одну сторону зуба - 0,2-0,4 мм. Последние два
резца в протяжке являются калибрующими (один наружный и
один внутренний), и их высота на 0,05-0,1 мм меньше высоты пред-
шествующих зубьев. Эти резцы расположены в корпусе протяжки
таким образом, чтобы расстояние между ними и от последнего ре-
жущего зуба превышало ширину зубчатого венца обрабатываемого
колеса и во время резания во впадине находился бы только один
калибрующий резец. Наружные и внутренние резцы располагают-
ся поочередно. Образующий радиус каждого резца регулируется за
счет подбора прецизионных прокладок под резец. Резцы в протяж-
ке обычно разбиваются на три группы (конструкция ЗИЛ): получи-
стовые 8 (резцы 9-18), чистовые 7 (резцы 19, 20) и калибрующие 4
(резцы 21,22). Каждой группе резцов может соответствовать, свой
снимаемый припуск. Резцы крепят к корпусу протяжки 6 зажимны-
ми винтами 3. Протяжку устанавливают коническим отверстием
5 и торцом на инструментальный шпиндель и крепят к нему че-
тырьмя винтами, которые вставляют в отверстия 1. Для съема про-
тяжки предусмотрены резьбовые отверстия 2, в которые ввинчива-
ют съемные винты.
54
ГЛАВА 4. СТАНКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС СРЕДНЕГО И КРУПНОГО
МОДУЛЯ
В зависимости от типа зубьев обрабатываемых конических ко-
лес различают станки для нарезания колес с круговыми зубьями и
станки для нарезания прямозубых колес. Технические данные
станков, выпускаемых в России, приведены в табл. 4.1, 4.2. По сво-
ему основному назначению эти станки делят на универсальные и
специализированные.
Универсальные обеспечивают черновое и чистовое нарезание
зубчатых колес методами обкатки и копирования (врезания). Из
них можно выделить две основные группы:
1. Станки, предназначенные для нарезания зубчатых колес
средних размеров (т < 8 мм, d< 500 мм): 5С26В, 5С270П, 5C276I1,
5С267П1, На конечных звеньях кинематических цепей обкатки
(люльке и шпинделе изделия) этих станков установлены высоко-
редукционные гипоидные передачи. Базовой моделью является
станок 5С26В.
2. Станки, обеспечивающие обработку крупномодульных зуб-
чатых колес (т «2 12 мм, d < 800 мм): 527В, 5С280П, 5С286П, 5С277П.
На конечных звеньях кинематических цепей обкатки этих стан-
ков установлены червячные передачи и предусмотрено встраива-
ние, при необходимости, механизма модификации обкатки (моди-
фикатора). Базовой моделью является станок 527В.
Станки обеих групп имеют идентичную кинематическую
структуру и являются полуавтоматическими. Циклограмма рабо-
ты станков при нарезании зубчатого колеса показана на рис. 2.7.
Последовательность работы механизмов полуавтоматов при
обработке одного зуба зубчатого колеса методом обкатки показа-
ла на рис. 4.1. Цикл нарезания зуба Гц складывается из времени на
рабочий ход tp, при котором осуществляется обработка, и времени
на вспомогательный ход tB, при котором механизмы возвращаются
в исходное положение и происходит делительное движение. На
рабочем ходу осуществляется движение обкатки с рабочей ско-
ростью (согласованные вращения люльки и шпинделя изделия), а
также возврат механизма деления в исходное положение. При
этом стол с нарезаемой заготовкой неподвижен и находится в по-
зиции резания. Во время вспомогательного хода стол отводится в
позицию деления, движение обкатки реверсируется, и люлька со
шпинделем изделия на ускоренном ходу возвращаются в исходное
положение, шпиндель изделия получает от механизма деления
делительный поворот, а затем происходят реверсирование движе-
ния обкатки на рабочий ход и подвод стола с заготовкой в пози-
цию резания. Далее цикл повторяется. Движение инструмента
(движение резания) осуществляется в течение всего цикла обра-
ботки.
55
4.1. Основные параметры станков для нарезания конических колес с круговыми зубьями
среднего и крупного модуля
Параметр Универсальные Специальные
5С26В 5С270П 527В 5С280П 5А284 5С262Е 5С261МП 5С272Е
Наибольший диаметр нарезаемого колеса, мм 320 500 500 800 1600 320 320 800
Наибольший средний модуль, мм 6 8 10 12 22 5,6 5,6 12
Наибольшее внешнее конусное расстояние, мм Число зубьев: 175 245 260 422 800 162 162 445
наименьшее 5 5 5 5 10 20 20 20
наибольшее Угол делительного конуса, °: 75 150 150 150 • 150 80 80 75
наименьший 5 5 . 5 5 5 50 50 50
наибольший 90 90 90 90 .85 90 90 90
Наибольшая ширина зубчатого • венца, мм • 50 50 80 125 250 45, 45 110
Наибольший угол качания ЛЮЛЬКИ, ° Наибольшее наладочное смешение стола, мм: 60 60 60 60 51
к люльке 20 20 30 30 50 — — —
от люльки Наибольшее гипоидное смещение шпинделя изделия, мм: 70 70 65 65 50 — — —
вверх 80 80 125 125 260 125 125 125
вниз 80 80 125 125 260 125 125 125
Наибольший угол наклона инстру- ментального шпинделя, ° Диаметр зуборезной головки, мм: 36 40 — — — —
наименьший 60 100 160 160 320 125 125 200
наибольший 250 400 400 500 1000. 250 250 500
Частота вращения инструмента, МИН-1 28-265 26-210 21-161 18-172 8—62 8-30 26-166 6,6-200
Габаритные размеры, мм: длина 2885 2885 3235 3235 5600 2670 , 2670 3750
ширина 2570 2570 2180 2530 4000 2370 .2370 3170
высота 1995 1995 2200 2200 3200 2020 2020 2990
Масса, кг 9000 8750 15500 15100 42332 7000 7000 14500
оо 4Л. Основные параметры станков для нарезания прямозубых конических колес
среднего и крупного модуля
Параметр Универсальные Специализи- рованные
Зубострогальные Зубофрезерные Зубопротяжные
5С276П 5С286П 5Е283 5С267П 5С277П 5С268,5С269
Наибольший диаметр нарезаемого коле- са, мм 500 800 1600 320 500 320
Наибольший внешний модуль, мм 10 16 30 8 12 8
Наибольшее внешнее конусное расстоя- ние, мм Число зубьев: 250 460 800 165 260 165
наименьшее 10 10 10 10 10 8
наибольшее Угол делительного конуса, °: 150 200 300 150 150 50
наименьший 5 5 5 10 10 15
наибольший 90 90 90 90 90 75
Наибольшая ширина зубчатого венца, мм 80 125 . 270 50 80 50
Наибольший угол качания люльки, ° Наибольшее наладочное смещение сто- ла, мм: 60 60 — 60 60 —
к люльке 20 30 10 30
от люльки 70 65 — 70 65 мн
Диаметр инструмента, мм 278 450 635
Частота вращения инструмента, мин”1 Габаритные размеры, мм: 48-400* 34-167* 17-127* 28—150 23-56 ю-зо
длина 2885 3235 3785 2885 3285 3700
ширина 2570 2530 2780 2570 2530 2740
высота 1995 2200 2405 1995 2200 2250
Масса, кг .8750 15100 19000 8750 15100 9500
* Частота движения инструмента, дв. ход/мин.
Движение инструмента
VWWWAWWW//
Механизм обкатки (вращение/- люльки и шпинделя изделия') Рабочий ход У»»»»»»»»»»».
Реверсирование 5 Е
Обратный ход ивнмини
Стол Подвод 6 позицию резания S3
В позиции резания
Отвод в позицию деления
В позиции деления
Механизм деления Переключение муфты на деление
Поворот делительный
Переключение муфты на обкатку Е
Возврат механизма в исходное положение
tp te
Рис. 4.1. Циклограмма работы механизмов полуавтоматического станка
при нарезании методом обкатки одного зуба
Деление на станках периодическое единичное, т. е. после
окончания обработки очередной впадины зуба нарезаемая заго-
товка поворачиваемся на один зуб.
аа^йиклограмма обработки методом врезания отличается от рас-
Только тем, что движение обкатки отсутствует и стол
с нарезаемой заготовкой во время рабочего хода движется на ин-
струмент е заданным законом подачи до прорезания впадины зуба
на полную глубину. В остальном цикл работы такой же, как и при
нарезании методом обкатки.
Станки 5А284 и 5Е283 отличаются от указанных выше станков
конструкцией и методами обработки, и сведения о них приведены
в работе [1].
Специализированные станки (см. табл. 4.1, 4.2) предназначены
для чернового и чистового йарезания зубчатых колес специаль-
ными высокопроизводительными методами обработки в крупно-
серийном и массовом производстве.
На станках 5С262Е, 5С261МП и 5С272Е обрабатывают методом
копирования колеса полуобкатных конических передач с круго-
выми зубьями. Такие колеса нарезают различными технологиче-
скими способами, описанными в гл. 9. Шестерни к этим колесам
Рис. 4.2. Полуавтоматический зуборезный станок 5С26В:
С —станина; СЛ — стойка люльки; Л —люлька; СТ — стол бабки изделия; БИ — бабка изделия; МД — механизм деления;
ПБИ — привод бабки изделия; ГЗ — гидрОзажим; СГП — станция гидропривода; ТШ— транспортер шнековый; СО —
станция охлаждения; Э — электрошкаф; П — пульт управления; СЦ — счетчик циклов; НИ — шкала установки угла
люльки; Ш2 — шкала угловой установки бабки изделия; ШЗ — шкала установки гипоидного смещения шпинделя
йзделия; НМ — шкала осевой установки бабки изделия; Ш5 - шкала установки угла эксцентрикового барабана; Ш6 —
шкала угловой установки наклонного корпуса; Ш7- шкала угловой установки промежуточного барабана
обрабатывают на рассматриваемых в данной главе универсальных
станках с механизмом наклона инструментального шпинделя, ко-
торые могут быть оснащены автоматическими загрузочными уст-
ройствами.
На станках 5С268, 5С269 ведут обработку методом кругового
зубопротягивания специальных прямозубых конических колес,
широко применяемых в автомобильных и транспортных диффе-
ренциалах. Принципы работы, кинематические схемы и конструк-
ции этих специализированных станков описаны в гл. 9.
4.1. СТАНКИ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Универсальные станки для нарезания круговых зубьев пред-
назначены для обработки методами обкатки и врезания и бывают
с механизмом наклона инструментального, шпинделя или без
него. Станок первого типа (5С26В, 527В) применяют в основном
для нарезания шестерен полуобкатных передач обкаткой конус-
ным производящим колесом. Станок второго типа (5С270П,
5С280П, 5А284), а также первого, при отсутствии наклона инстру-
ментального шпинделя, используют для нарезания конических
колес методом обкатки плоским производящим колесом и вре-
занием.
Рассмотрим типовые конструкции станков 5С26В и 5С280П.
Зуборезный полуавтоматический станок 5С26В. Общий вид
станка показан на рис. 4.2. На левой от рабочего места части стани-
ны смонтирована стойка люльки СП, внутри которой на роликовых
опорах установлена люлька ЛЮ. В люльке размещены инстру-
ментальный шпиндель и механизмы для его наладочных устано-
вок (радиальной, осевой и наклона). Рядом ’со стойкой люльки рас-
положены приводные механизмы станка. На правой части, стани-
ны на продольных направляющих установлен стол СБИ, на кото-
ром размещена бабка изделия БИ. В бабке изделия смонтирован
щпиндель изделия. Электрошкаф Э и станция гидропривода СГП
взнесены за пределы станка.
' Кинематическая схема станка показана на рис. 4.3. Рассмот-
рим его.о.сновные кинематические цепи.
Кинематическая цепь главного движения сообщает вращение
инструментальному шпинделю. Движение на шпиндель передает-
ся от асинхронного электродвигателя Ml (N= 4 кВт, и = 1430 мин-1)
через коническую зубчатую передачу 12:45, сменные шестерни
А:Б, определяющие скорость резания, цилиндрические зубчатые
передачи 46:46, 20:20, 20:20, конические передачи 36:47, 30:30 и ци-
линдрическую передачу 16:64. Уравнение баланса этой цепи
, 12 А 46 20 20 36 30 16 .
45 Б 46 20 20 47 30 64 П*’
отсюда iv = А/Б - nv/13, (4.1)
где nv - частота вращения инструментального шпинделя, мин-1;
61
Рис. 4 Л. Кинематическая схема зуборезного полуавтоматического станка 5С26В
„ lOOOv
n„ =---i— .
” nd0
(4.2?
Направление вращения инструментального шпинделя изме-
няется за счет реверсирования вращения электродвигателя ML
Коробка подач приводит в движение люльку, шпиндель изде-
лия и вал управления станка со скоростями, обусловленными ре-,
жимами обработки, а также осуществляет реверсирование их дви-
жений и ускоренный возврат в первоначальное положение.
Вращение на выходной вал В2 коробки передач передается от
асинхронного электродвигателя М2 (N = 4 кВт, п = 720 мин-1 (через
клиноременную передачу 0160:0160, коническую зубчатую переда-
чу 18:27 и вал В1. Далее с этого вала движение может передавать-
ся следующим образом: на рабочем ходу - через сменные шестер-
ни подач Л:.М, цилиндрическую передачу 31:77, фрикционную муф-
ту ФМ, включенную вправо, цилиндрические зубчатые колеса
36:29 и червячную передачу 2:28; на вспомогательном ходу - через
цилиндрические зубчатые колеса 80:40(или 59:61), фрикционную
муфту ФМ, включенную влево, и далее через зубчатые колеса,
указанные выше. При вспомогательном ходе вал В2 будет вращать-
ся в обратном направлении ускоренно с одной из двух скоростей в
зависимости от положения блока Б. Переключение муфты ФМ для
реверсирования движения производится гидроцилиндром Ц4 по
команде с вала управления У В.
С вала В2 движение разветвляется и идет на вал управления
У В, люльку Л и шпиндель изделия ШИЗ.
Вал управления УВ координирует работу механизмов станка
во время цикла обработки одного зуба. На этом валу установлены
диски Д1 и Д2 с переставными планками, которые, взаимодейст-
вуя с бесконтактными выключателями БВК-1 и БВК-2, дают коман-
ды на реверсирование движения подачи (переключением фрик-,
ционной муфты ФМ), а также на подвод-отвод стола. Кроме того,
на валу УВ имеется сменный кулачок К1, который при обработке
методом обкатки имеет круговой профиль, вследствие чего стол
при нарезании неподвижен, а при обработке методом врезания
имеет профиль, обеспечивающий, при взаимодействии со следя-
щей системой, заданные значение подачи и закон движения пода-
чи стола.
Движение на вал управления передается с вала В2 коробки по-
дач через коническую передачу 20:^0, цилиндрическую 49:28,
сменные шестерни управления Н:П и червячную передачу 2:42.
Вал УВ совершает за цикл обработки одно качательное движение.
Угол качания вала, а также момент реверсирования настраивают-
ся переставными планками дисков Д1 и Д2. Обычно угол качания
вала управления принимается равным Фу = 300°.
Сменные шестерни И:П настраивают в зависимости от метода
обработки.
При нарезании методом обкатки муфта ЗМ включена, и смен-
ными шестернями Н: П производят настройку заданного угла
качания люльки из условия, что за время поворота вала управле-
63
ния на указанный угол Фу люлька повернется на угол качания Фл
(в градусах). Уравнение баланса этой цепи
42 Л 28 20 30 В Д 5
Фу 2 Н 49 20 30 Г Е 150 л
Н пл_$уВД
отсюда 1у = - = 0,4^— .
(4.3)
С учетом значения io
В Д
= ~г — из
ГЕ
формулы (4.20) получим
j- = _Н = 12ФУ
у П zs&~'
(4.4)
При обработке методом врезания муфта ЗМ выключена, люль-
ка неподвижна (Ф л = 0), и поэтому сменные шестерни Я; Z7 настраива-
ют - из условия обеспечения заданного времени обратного вспомо-
гательного хода стола при врезании tBB. Вспомогательный ход вы-
полняется при ускоренном повороте вала управления УВ на тот же
угол Фу. Соответствующее уравнение баланса кинематической
цепи
160 18 80 36 2 20 49 Н 2 360 = J>y
160 27 40 29 28 20 28 П 42 60 tBB, ’гРадУс/с’
отсюда
.„=_Н Фу
ly fl 42,56tBB
(4.5)
если Фу = 300°, тогда
„ _н _ 7>05
У П tBB '
(4.6)
При обработке методом врезания блок шестерен Bj всегда
включен влево.
Минимальное время вспомогательного хода tBB должно быть до-
статочным для обеспечения делительного поворота шпинделя из-
делия.
Движения подач передаются с вала В2 коробки подач и настраи-
ваются сменными зубчатыми колесами Д:М в зависимости от ме-
тода нарезания и времени на обработку впадины зуба.
При нарезании методом обкатки муфта ЗМ включена, и движе-
ние с вала В2 через коническую зубчатую передачу 30:30, сменные
шестерни обкатки В:Г, Д:Еи гипоидную передачу 5:150 переда-
ется на люльку, обеспечивая ее круговую подачу. Сменные ше-
стерни Л:М коробки подач настраивают из условия, чтобы при из-
64
вестном передаточном отношении сменных шестерен обкатки
люлька во время рабочего хода вращалась со скоростью круговой
подачи ылр (градус/с), определяемой по формуле
“np = <M*p- (4-7)
Уравнение баланса цепи круговой подачи люльки
720 160 is л 3i зб 2 зо в д Л_ 360 _
° 160 27 М п 29 28 30 Г Е 150 60 “лр’
отсюда
.. Л ытГЕ
h М 3.427ДД ’
(4.8)
с учетом значения
J
Г Е °
из формулы (4.20) получим
Угловая скорость (градус/с) качания люльки на обратном вспо-
могательном ходу не зависит от передаточного отношения смен-
ных зубчатых колес Л:М, а определяется положением блока ше-
стерен Bj и вычисляется по формулам:
когда блок Bj включен влево,
w^ = 510,7/2s, (4.10)
когда блок Bj включен вправо,
со" =246,9/2,. (4.11)
При обработке методом врезания муфта ЗМ выключена, вслед-
ствие чего движение на люльку не передается и она во время обра-
ботки неподвижна. Скорость подачи врезания vSBi (мм/с), опреде-
ляемая по выражению
vSB = ft/fp.B, (4.12)
сообщается столу гидравлической следящей системой станка, уп-
равляемой сменным кулачком К1вала управления У В. Ход стола
(мм)
й = йе + 1,5, (4.13)
где he - внешняя высота зуба. Ход настраивают с помощью пере-
ставной планки ПП, а также установкой смещения, стола. Смен-
ный кулачок К1 подбирают в зависимости от внешней высоты
3 Зак. 179. к
зуба he. Время рабочего хода при врезании tpB определяют исходя
из режима обработки и настраивают кинематической цепью при-
вода вала управления У В из условия, что вал УВ должен повернуть-
ся на угол Фу за время tpB. Уравнение баланса этой цепи
72О1бо ^.=^.(градус/с);
/2и 160 27 М 77 29 28 20 28 П 42 60 Грв
.........._ Л Н Фу
отсюда isiy у П 8,6i '
’ р.в
(4.14)
С учетом значения /” = Н/П из формулы (4.6) при Фу = 300° получим
i's' = Л/М = 4,94 tB B/t_ в.. (4.15)
Скорость перемещения стола при врезании (скорость подачи
на врезание) может быть переменной и задается профилем смен-
ного кулачка К1.
Продолжительность обработки одной впадины зуба вычисля-
ется по формулам:
при нарезании с обкаткой
, .1 +, .±l+A
•'ll *р * *в >
Р ыл.р ил.в
при обработке врезанием
(4.16)
^ц.в — ^р.в 4" ^в.в- (4.17)
Кинематическая цепь деления сообщает поворот шпинделю
изделия на один зуб нарезаемого колеса от механизма деления во
время вспомогательного хода.
Принципиальная схема и устройство делительных механизмов
были описаны ранее. Ниже описывается конкретное устройство
это1 о механизма.
Делительный механизм состоит из планетарного механизма
(дифференциала) Д, гидроцилиндра КЗ, взаимодействующего с зуб-
чатой рейкой, конической передачи 30:63 и кулачковой муфты
КМ, переключающейся гидроцилиндром Ц2.
В состав дифференциала входит зубчатый венец внутреннего
зацепления z - 84, жестко скрепленный с коническим колесом
z - 63, соосное с ним цилиндрическое колесо z = 40, свободно вра-
щающееся на валу ВЗ, водило с сателлитами, г = 22 и цилиндриче-.
ским колесом z = 18, зацепляющимся с рейкой гидроцилиндра. Со
ступицей зубчатого колеса z - 40 может сцепляться муфта КМ.
Механизм деления работает следующим образом. При нареза-
нии методом обкатки во время рабочего хода муфта КМ включена
вправо, и движение обкатки с вала В2 на вал ВЗ передается через
коническую передачу 36:36 и муфту КМ, минуя механизм деления.
Шестерня z = 40 вращается при этом вхолостую, синхронно с валом
ВЗ и муфтой КМ, получая вращение от вала В2 через зубчатые пе-
бб
редачи 30:63, 84:22, 22:40. При обратном вспомогательном ходе
муфта КМ по команде от системы управления переключается гид-
роцилиндром Ц2 влево (как изображено на схеме), и движение с
вала В2 на вал ВЗ идет через зубчатые передачи 30:63, 84:22, 22:40,
муфту КМ. Для осуществления делительного поворота цилиндр
ЦЗ перемещает шток-рейку до упора на такое расстояние, чтобы
вызванное этим перемещением вращение шестерни z=18 и водила,
будучи переданным через дифференциал, сообщало валу ВЗ
один ДЪполнительный оборот. Этот оборот передается по кинема-
тической цепи на шпиндель изделия. В начале рабочего хода муф-
та КМ вновь переключается вправо, отсоединяя шестерню z - 40
от вала ВЗ, и гидроцилиндр ЦЗ возвращает рейку с шестерней z = 18
и дифференциал в исходное положение. По окончании делитель-
ного поворота кулачок К2 с помощью микропереключателя МП
дает сигнал в счетное устройство об окончании очередного цикла.
Для выполнения деления необходимо, чтобы за один дополни-
тельный оборот вала ВЗ, сообщенный механизмом деления, шпин-
дель изделия повернулся на один зуб. Уравнение баланса кинема-
тической цепи деления
36 30 Ж И 5 _ 1
36 30 3 К 75 z.
отсюда
15
(4.18)
При обработке методом врезания кинематическая цепь обкат-
ки неподвижна, муфта КМ и гидроцилиндр ЦЗ работают так же,
как и при нарезании методом обкатки, а вал ВЗ совершает только
делительный поворот, получаемый от механизма деления.
Кинематическая цепь обкатки согласовывает вращение шпин-
деля изделия с вращением люльки. Уравнение баланса этой цепи
zs
150 £ Г 3.0 36 36 30 Ж И 5 _ 1
5 Д В 30 36 36 30 3 К 75 z(
(4.19)
с учетом значения
из формулы (4.18) получим
Движение стола обеспечивает подвод заготовки в позицию ре-
3*
67
зания, отвод заготовки из этого положения в позиции деления и
загрузки, движение подачи при обработке методом врезания, оно
осуществляется с помощью гидроцилиндра Ц1.
При нарезании методом обкатки гидравлическая система обес-
печивает быстрое перемещение стола из позиции деления или за-
грузки к позиции резания, а затем плавный его подвод до жестко-
го упора в этой позиции. Во время нарезания стол неподвижен. В
конце рабочего хода вал управления У В воздействует на бескон-
тактный переключатель БВК-1, который дает команду на отвод
стола в позицию деления, фиксируемую переключателем БВК-3. В
конце вспомогательного хода, после окончания деления вал УВ
воздействует на переключатель БВК-2, который дает команду на
подвод стола в позицию резания. В позицию загрузки стол отво:
дится после нарезания всех зубьев заготовки по команде счетчика
циклов.
При обработке методом врезания гидравлическая следящая
система под воздействием специального кулачка К1, установлен-
ного на валу управления, обеспечивает заданный закон движения
подачи стола в процессе обработки впадицы зуба. В конце движе-
ния подачи, когда впадина зуба прорезана на полную*г лубину, вал
управления дает команду на отвод стола.
Зуборезный полуавтомат оснащен системами смазывания и
охлаждения.
Наладку полуавтомата выполняют для каждого типоразмера
нарезаемого колеса на основании его чертежа и карты наладки.
При наладке настраивают кинематические цепи, а также устанав-
ливают требуемые положения наладочных элементов полуавто-
мата и их ходы.
Различают следующие виды наладок:
на чистовое нарезание методом обкатки; на черновое нареза-
ние методом обкатки; на черновое нарезание методом врезания.
При наладке осуществляют следующее: устанавливают пере-
ключатель режимов на пульте управления в положение „Налад-
ка”; включают гидравлическую систему и стол отводят в позицию
загрузки; рукоятку переключения видов работ устанавливают в
положение „Обкатка” или „Врезание”; подбирают и устанавлива-
ют сменные шестерни скорости резания, подач, управления, деле-
ния и обкатки; на люльке устанавливают угол эксцентрикового
‘барабана, угол наклона инструментального шпинделя и угол про-
межуточного барабана; выполняют вертикальное (гипоидное) сме-
щение шпинделя изделия; устанавливают бабку изделия на за-
данный угол; проводят осевую установку бабки изделия; устанав-
ливают величину отвода стола на деление и плавность подвода
стола; устанавливают, кулачок для обработки обкаткой или вре-
занием; выполняют смещение стола; устанавливают перемещение
стола по кулачку врезания (при обработке методом врезания);
устанавливают угол люльки и соответственно угол качания вала
управления, скорость реверса и скорость обратного вспомогатель-
'ного хода; в шпиндель бабки изделия устанавливают оправку и
регулируют давление в гидроцилиндре зажима заготовки; на инст-
68
рументальный шпиндель монтируют зуборезную головку и уста-
навливают вершины резцов на центр станка; устанавливают на-
правление вращения зуборезной головки и счетчика циклов на
число зубьев обрабатываемой заготовки, при необходимости вы-
полняют разделение припуска. При наладке используют рукоятки
Р1-Р12.
После настройки кинематических цепей и наладки полуавто-
мат готов к обработке данной заготовки. Затем отводят стол в по-
зицию загрузки; устанавливают переключатель режимов в положе-
ние „Полуавтоматический цикл”, устанавливают в оправку заго-
товку и при необходимости разделяют припуск, зажимают заготов-
ку переключателем „Зажим изделия” и запускают полуавтомат от
кнопки „Пуск”. Нарезаются все впадины зубьев по автоматиче-
скому циклу.
Типовая карта наладки полуавтомата аналогична карте на-
ладки станка 5С270П, приведенной в гл. 6.
Зуборезный полуавтомат 5С280П. Полуавтомат показан на
рис. 4.4., а основные технические данные приведены в табл. 4.1.
Как конструктивно, так и кинематически полуавтомат 5С280П
в основном подобен полуавтомату 5С26В, отличаясь от него глав-
ным образом большими размерами, конструкцией люльки, в кото-
рой отсутствует механизм наклона инструментального шпинделя.
На конечных звеньях кинематической цепи обкатки (люльке и
шпинделе изделия) используются червячные передачи вместо ги-
поидных. Имеется механизм модификации обкатки.
Вис. 4.4. Полуавтомат зуборезный 5С280П
69
о
Рис. 4Л. Кинематическая схема зуборезного полуавтомата 5С280П (обозначения те же, что и на рис. 4Л)
Кинематическая схема полуавтомата показана на рис. 4.5.
Вращение инструментального шпинделя (главное движение)
осуществляется по кинематической цепи
23 37 А 23 33 19 _
37 37 Б 33 50 91 п'”
i4 = А/Б = nv/86,9. (4.21)
Коробка подач - ее назначение и принцип работы такие же,
как и у полуавтомата 5С26В.
Вал управления У В идентичен У В полуавтомата 5С26В.
Передаточное отношение сменных шестерен управления Н: П
при нарезании методом обкатки определяют из выражения
42 П 100 32 100 100 100 20 1
Фу 2 Н 32 100 100 100 92 30 144 л’
отсюда
!у =Н/П=Фу/(9,5Фл). (4.22)
При обработке врезанием передаточное отношение этих смен-
ных зубчатых колес Н:П определяют исходя из заданного времени
вспомогательного хода из выражения
720 166 18 80 32 Н 2 Фу
U 166 27 40 100 П 42 tBrB ’
1; = Н/П = Фу/(14,63^в), (4.23)
если Фу = 300°, тогда
г" = Н/П = 20,5/tSB. (4.24)
При этом рукояткой Р1 зубчатое колесо z =; 100 выводят из зацеп-
ления, и кинематическая цепь обкатки отключается от цепи по-
дач. .
Движения подач идентичны движениям полуавтомата 5С26В.
Уравнение баланса кинематической цепи круговой подачи
ыл у, градус/с, люльки при обработке с обкаткой
166 18 Л_ 31 32 100 100 100 20 1 360
; '166 27 М 77 100 100 100 92 30 144 60 л,р’
4= Л/М = (ол.р/1,867. (4.25)
Угловая скорость качания люльки на обратном вспомогатель-
ном ходу:
(о лв =9,3 градус/с, блок Б! включен влево;
ыл.в ~ 4,5 градус/с, блок Бг включен вправо.
При обработке врезанием передаточное отношение сменных
шестерен подач Л:М определяется из выражения
71
166 18 Д 31 32 Н 2 360 Фу
° 166 27 1И 77 100 П 42 60 tp.B ’
откуда
_ Л Н_ _ Фу
'у " М П ~ 17,67 tp.B ’
(4.26)
с учетом значения 1" = Н/П из формулы (4.24), и если Фу = 300°, по-
лучим
/;= Л/М = tB.B /(1,2Гр.в). (4.27)
Кинематическая цепь деления выполняет такие же функции,
как и кинематическая цепь в полуавтомате 5С26В. Делительный
механизм конструктивно несколько отличается от рассмотренного
ранее. В нем вместо цилиндрического дифференциала использу-
ется конический. Механизм деления сообщает при делении валу
ВЗ четыре дополнительных оборота.
Уравнение баланса цепи деления
36 32 Ж И 1 _ 1
4 ’36 32 3 . К 96 ’
отсюда
Ж И 24
‘д 3 К Zj ‘
(4.28)
Кинематическая цепь обкатки аналогична цепи обкатки полу-
автомата 5С26В. Уравнение баланса этой цепи
1 144 30 В Д 36 32 Ж И 1 1
ewww* «м** «wm* вммчммв 5*5
zs 1 30 Г E 36 32 3. К 96 zt
В Д 2гаЖИ
отсюда »0-г Е - 3 зк ,
с учетом значения id
= —---— из формулы (4.28) Получим
В & zs
0 ГЕ 36 *
(4.29)
(4.30)
Кинематическая цепь модификации обкатки обеспечивает до-
полнительное качательное движение люльки с настраиваемой
амплитудой, фазой и частотой, которое необходимо для выполне-
ния функций, указанных в гл. 2.
Модификация обкатки осуществляется с помощью модифика-
тора, который состоит из червячной передачи 1:60 и корпуса, жест-
ко скрепленного с червячным колесом z = 60 и соосно с ним. В кор-
пусе расположены зубчатое колесо г = 14 и рейка, на которой име-
ется ролик. Эта зубчато-реечная передача обеспечивает установку
7?
ролика с заданным эксцентриситетом ем относительно оси вра-
щения корпуса. Ролик модификатора взаимодействует с подвиж-
ной опорой червяка люльки (z= 1), обеспечивая ее осевое переме-
щение вместе с червяком с необходимыми амплитудой, фазой и
частотой. Силовое замыкание между роликом модификатора и
подвижной опорой червяка, а также отключение модификатора
производится с помощью гидроцилиндра Ц5, рейки и зубчатого
колеса z = 18.
Движение на червяк модификатора (z = 1) заимствуется с вала
В4 через сменные шестерни модификатора Р:С, Т:У и коническую
передачу 20:20.
Модификатор и его сменные зубчатые колеса настраивают на
каждый вид работ по специальным инструкциям.
Движение стола осуществляется так же, как й в полуавтомате
5С26В.
Наладка полуавтомата в основном аналогична рассмотренной
выше наладке полуавтомата 5С26В, некоторое отличие заключа-
ется в том, что в полуавтомате 5С280П может дополнительно осу-
ществляться наладка модификатора (настройка сменных шесте-
рен модификатора, установка амплитуды и фазы) и Отсутствуют
установки угла наклона инструментального шпинделя, а также
угла промежуточного барабана.
4.2. СТАНКИ ДЛЯ НАРЕЗАНИЯ ПРЯМОЗУБЫХ
КОНИЧЕСКИХ КОЛЕС
Прямозубые конические колеса обрабатывают на зубостро-
гальных, зубофрезерных и зубопротяжных станках. Зубострогаль-
ные и зубофрезерные станки являются универсальными, зубопро-
тяжные - специальными (см. гл. 9).
Зубострогальные полуавтоматы. Зубострогальные станки пред-
назначены для нарезания прямозубых конических колес зубо-
строгальными резцами, движущимися возвратно-поступательно.
Станки для обработки зубчатых колес с модулем до m = 16 мм'
(5С276П, 5С286П) могут нарезать зубья как методом обкатки пло-
ским производящим колесом, так и методом врезания. При наре-
зании зубчатых колес модулем свыше 16 мм применяют станки,
работающие только методом копирования по шаблону (5Е283).
Зубострогальные полуавтоматы по кинематической схеме и
конструкции соответственно идентичны выше рассмотренным зу-
борезным полуавтоматам 5Q26B и 5С280П и отличаются от них
главным образом кинематической схемой привода зубострогаль-
ных резцов (главного движения), конструкцией люльки и бабки
изделия.
Кинематическая схема привода главного движения полуавто-
мата 5С276П представлена на рис. 4.6. Уравнение баланса этой ки-
нематической цепи
12 А 23
1430 45 Б 69 -Пу;
За Зак. 179.
73
Рис. 4.6. Кинематическая схема приво-
да зубострогальных резцов полуавто-
мата 5С276П
1У = А/Б = nv/127,1, (4.31)
где nv - частота движения пол-
зунов, дв. ход/мин.
Полуавтомат 5С286П имеет
подобный привод зубострогаль-
ных резцов.
Конструктивная схема
люльки полуавтомата 5С276П,
5С286П и описание ее устройст-
ва приведены в гл. 2.
Бабки изделия зубостро-
гальных полуавтоматов 5С276П, 5С286П отличаются соответствен-
но от бабок изделия зуборезных станков $С26В, 5С280П только
отсутствием в них механизма вертикального (гипоидного) смеще-
ния шпинделя изделия.
Наладка зубострогальных полуавтоматов незначительно от-
личается от наладки ранее рассмотренного зуборезного полуавто-
мата 5С26В. Отличие заключается главным образом в наладке
люльки. При ее наладке выполняют следующие работы: резце-
Рис. 4.7. Полуавтомат зубострогальный 5С276П
74
держатели устанавливают для осуществления резания в требу-
емом направлении (к центру или от центра станка); по калибрам
выставляют резцы по длине и высоте; устанавливают резцедержа-
тели в радиальном направлении; устанавливают длину хода пол-
зунов; выполняют угловую установку суппортов.
Зубострогальный полуавтомат 5С276П показан на рис. 4.7.
Зубофрезерные полуавтоматы. Зубофрезерные станки (5С267П,
5С277П) предназначены для нарезания прямозубых конических
колес двумя дисковыми фрезами, совершающими вращательное
движение. Они могут обрабатывать зубья методами обкатки, вре-
зания и комбинированным методом. Производительность обра-
ботки зубьев на этих станках в 2-4 раза выше, чем на зубостро-
гальных. При нарезании зубьев на зубофрезерных станках движе-
ние подачи вдоль зуба отсутствует, вследствие чего дно нареза-
емой впадины получает несколько вогнутую форму.
Зубофрезерные полуавтоматы отличаются от зубострогальных
полуавтоматов 5С276П, 5С286П только кинематической схемой
привода дисковых фрез (главного движения) и конструкцией
люльки.
Кинематическая схема привода главного движения полуавто-
мата 5С267П показана на рис. 4.8. Уравнение баланса этой кинема»
тической цепи
1430 12 А 2LJ8 65 20 15 П ~
45 Б 65 65 33 27 20 43 "v’
iv =А/Б = nv/50,6,
(4.32)
где nY - частота вращения дисковых фрез, мин'1.
Полуавтомат 5С277П имеет привод вращения фрез, подобный
показанному на рис. 4.8.
Конструктивная схема люльки зубофрезерных полуавтоматов
5С267П, 5С277П и описание ее устройства приведены в гл. 2.
Наладка зубофрезерных станков отличается от наладки зубо-
резного полуавтомата 5С26В главным образом установкой элемен-
тов . люльки. При наладке
устанавливают фрезы по ка-
либрам, угол развода суппор-
тов; выполняют радиальное
смещение фрезерных головок и
устанавливают взаимное
положение дисковых фрез.
Зубофрезерный полуавто-
мат 5С267П показан на рис. 4.9.
4.8. Кинематическая схема привода
дисковых фрез полуавтомата 5С267П
За*
75
Рис. 4.9. Полуавтомат зубофрезерный 5С267П
76
Г Л А В A 5. СТАНКИ ДЛЯ НАРЕЗАНИЯ МЕЛКОМОДУЛЬНЫХ
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
К станкам этой группы относятся универсальные станки для
нарезания круговых и прямых зубьев конических колес модулем
до 2,5 мм.
Основные модели выпускаемых станков и их технические
характеристики приведены в табл. 5.1.
Указанные станки имеют идентичную кинематическую струк-
туру и выполнены на единой конструктивной базе. Главной их от-
личительной особенностью является то, что они работают по прин-
ципу группового деления и не имеют специального делительного
механизма. Деление в этих станках осуществляется за счет того,
что люлька во время обработки с помощью специального ревер-
сивного механизма совершает качательное движение, а шпиндель
изделия вращается в одну сторону. Поскольку во время обратного
хода люльки шпиндель изделия продолжает вращаться в неиз-
менном направлении, то к моменту начала следующего цикла об-
работки будет пропущено определенное число зубьев zd, которое
не должно иметь общих множителей с числом зубьев нарезаемого
колеса.
5.1. МЕХАНИЗМ РЕВЕРСИРОВАНИЯ ЛЮЛЬКИ
Схема этого механизма.показана на рис. 5.1. В основе механиз-
ма лежит многооборотное составное зубчатое колесо СК. Оно со-
стоит из двух частей - цельной кольцеобразной, на которой наре-
заны внешние z4 и внутренние z5 зубья одинакового модуля, и,
сборной, представляющей собой сектор с наружными z„ и внутрен-
ними zB зубьями того же модуля, у которого наружный и внутрен-
ний венцы соединены между собой двумя поцувенцами z6. Таким
образом, сборная часть колеса СК образует замкнутый зубчатый
контур с общим числом зубьев zK = zH + zB + 2zg. При этом наруж-
ные и внутренние зубья целой и сборной частей (z4 и zH, zs и.хв) яв-
ляются продолжением друг друга и могут быть нарезаны на одной
заготовке. Составное зубчатое колесо СК крепится к корпусу Д,
свободно вращающемуся в подшипниках. На задней стороне кор-
пуса Д имеются две круговые направляющие Hi и Н2, расположен-
ные соосно с полувенцами z6.
В состав реверсивного механизма входят: ведущее зубчатое ко-
лесо Zi, на оси 01 которого установлен рычаг Р; зубчатое колесо z2)
находящееся в постоянном зацеплении с Zj; шестерня z3, которая
может зацепляться с одним из зубчатых венцов колеса СК (z4, zs,
z6, zH, zB), причем z3 и z2 смонтированы на одном валу рычага Р, ко-
торый вместе с этими зубчатыми колесами может поворачиваться
на угол а относительно оси Oi и перемещаться вдоль составного
77
Й 5.1. Основные параметры станков для нарезания мелкомодульных конических
зубчатых колес
Параметр Станок
5С23П 5Т23В 5236П 5С237
Тип нарезаемого колеса Круговой Прямой Прямой Прямой
Наибольший диаметр нарезаемого'; колеса, мм 125
Наибольший внешний окружной модуль, мм 2,5 1,5 2,5 2,5
Наибольшее внешнее конусное расстояние, мм 73 69 73 73
Число зубьев: наименьшее наибольшее 5 12 12 10
200
Угол начального конуса, °: наименьший наибольший 5 85
НаибольшаЯ ширина зубчатого венца, мм Угол наклона зуба, °: наименьший наибольший 20 0 12 20 20
45 - - i — • 1
Наибольший угол качания люльки, *
Наибольшее смещение стола, мм:
впёред
назад
Наибольшее гипоидное смещение шпинделя изделия, мм:
вверх
ВНИЗ
Диаметр зуборезной головки или дисковой фрезы, мм
Частота движения инструмента, дв-ход/мин
Габаритные размеры, мм:
длина
ширина
высота
Масса, кг
* Частота вращения, мин~Ч
60 70 70 60
5
♦ 5
30 — — —
15 - - -
20-80 - - 150
110-550* 210-660 160-630 64-315*
1845 1620 1620 1825
1160 1050 1050 1160,
1600 1415 1415 1600
3100 3000 3000' 2600
Buff A
Рис. 5.1. Схема механизма реверсирования люльки
зубчатого колеса СК. С внешними его зубьями зацепляется ве-
домое зубчатое колесо z7, передающее движение на люльку.
Механизм работает следующим образом. Ведущее зубчатое ко-
лесо всегда вращается в одном направлении. При рабочем ходе
люльки рычаг Р вместе с зубчатыми колесами z2 и z3 находится в
положении I и упирается в жесткий упор У1, а шестерня z3 зацепля-
ется с внешними зубьями z4 цельной части колеса СК. Колесо СК
делает пп полных оборотов. За это время ведомое зубчатое колесо
z7 сделает пг? = nn(z4/z7) оборотов в направлении, соответству-
ющем рабочему ходу люльки. Для реверсирования этого движения
кулачок Kt распределительного вала РВ1 перемещает рычаг Р
вместе с зубчатыми колесами z2 и z3 вдоль оси О2 в положение II
(показано на рис. 5.1 штрихпунктирной линией). При этом шестер-
ня z3 войдет в зацепление с замкнутым зубчатым контуром zK
сборной части колеса СК - первоначально с его наружным секто-
ром z„, затем с одним из полувенцов z^ и после этого с внутренним
сектором zB. При переходе шестерни z3 в зацепление с полувенцом
Zf, палец П рычага Р входит в круговой паз направляющей Н1 или
Н2, обеспечивая зацепление z3 с z6 и поворот рычага Р относитель-
но оси Oi до соприкосновения с жестким упором У2. После этого
шестерня z3 начинает зацепляться с внутренним сектором zB сбор-
ной части колеса СК. В этот момент кулачок Ki перемещает рычаг
80
Движение инструмента
Движение '"люльки Рабочий ход
Реверсирование
Обратный (вспомо- гательный) ход
Вращение шпинделя изделия
Стоп Подбод в позицию резания
в позиции резания (неподвижен) Ъмтмнтмл
Отвод в позицию деления
8 позиции деления (неподвижен)
tp
Рис. 5Л. Циклограмма работы механизмов станка при нарезании одно-
го зуба методом обкатки
Р вдоль оси Ог в первоначальное положение I, и шестерня z3 пере-
ходит в зацепление с внутренними зубьями zs цельной части ко-
леса СК. В таком положении колесо СК делает пп полных оборо-
тов, но уже в обратном направлении. В обратном направлении
будет вращаться и ведомое зубчатое колесо z7, что соответствует
вспомогательному ходу люльки. После окончания вспомогатель-
ного хода движение подобным же образом реверсируется на рабо-
чий ход.
• Число оборотов шестерни z3 за цикл обработкиодного зуба
п*з z3 Пп + z3 n" + z3
(5.1)
Станки (см. табл. 5.1) работают методом обкатки в полуавто-
матическом цикле. Циклограмма работы станков при нарезании
зубчатого колеса не отличается от циклограммы ранее рассмот-
ренных станков (см. рис. 2.7). Вследствие указанных конструктив-
ных особенностей рассматриваемых станков циклограмма работы
их механизмов при обработке одного зуба несколько отличается
от циклограммы выше рассмотренных универсальных станков и
представлена на рис. 5.2. В рассматриваемых станках осуществля-
ется непрерывное движение инструмента в течение всего цикла
обработки, люлька совершает качательное движение - медленное
на рабочем ходу и ускоренное на вспомогательном, шпиндель
изделия всегда непрерывно вращается в одном направлении, стол
81
в начале рабочего хода подводится в позицию резания до жестко-
го упора и остается неподвижным в течение профилирования бо-
ковой поверхности зуба, а после окончания профилирования, в
конце рабочего хода, отводится в позицию деления. При этом вре-
зание инструмента в заготовку осуществляется за счет движения
обкатки.
В случае нарезания конических колес с углом начального ко-
нуса от 70 до 85° применяется комбинированный метод, при кото-
ром инструмент в заготовку врезается за счет медленного движе-
ния стола одновременно с протеканием процесса обкатки. По до-
стижении определенной глубины зуба врезание прекращается, и
происходит профилирование зуба при неподвижном положении
стола.
Управление циклом обработки производится с помощью рас-
пределительного вала с кулачками, который за время нарезания
одного зуба делает один полный оборот.
5.2. СТАНКИ ДЛЯ НАРЕЗАНИЯ МЕЛКОМОДУЛЬНЫХ
КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
Мелкомодульные конические колеса с круговыми зубьями об-
рабатываются на зуборезных полуавтоматах 5С23П. Изготовляют
две модификации указанных полуавтоматов, отличающиеся друг
от друга только конструкцией механизма для наклона инструмен-
тального шпинделя. Рассмотрим кинематическую схему и конст-
рукцию зуборезного полуавтомата 5С23П с механизмом, обеспечи-
вающим наклон инструментального шпинделя на угол до 15°. Кон-
струкция механизма наклона инструментального шпинделя,
обеспечивающая его наклон на угол до 5°, аналогична описанной
в[1].
Полуавтомат 5С23П. Станок обрабатывает конические и ги-
поидные зубчатые колеса ме-
тодом обкатки плоским и ко-
нусным производящими коле-
сами без винтового и с винто-
вым движением, а также ком-
бинированным методом.
Полуавтомат показан на
рис. 5.3. Конструктивные схемы
люльки и бабки изделия в
основном соответствуют типо-
вым для обработки круговых
зубьев (см. рис. 2.2,2.11,2.15).
Рассмотрим кинематиче-
скую схему полуавтомата
(рис. 5.4).
Рис. 5.3. Полуавтомат зуборезный 5С23П
82
00
u>
n=240...150Q мин~1
N=1,3kBt
Z‘12O
z=35
z=120
0744
£.
z=24
z=36
z=32
0105
z=64
z=96
z=80
z=10
z=120
z=B1-
z=20-
0180
z^B z=S4 P11 К И 3 Ж
n=600...3000мин~1
N=1,3kBt
z=24
PS
РГ1
РГ2
PB2
K4
М2
K5
090'
Рис. 5.4. Кинематическая схема зуборезного полуавтомата 5С23П:
Р4 — шестигранник для осевого перемещения бабки изделия; Р5 — шестигранник для смещения стола (вперед или назад);
Р6 — шестигранник радиальной установки инструмента; Р7 — шестигранник установки утла наклона инструментального
шпинделя;Р8— шестигранник установки угла промежуточного барабана; РЮ— шестигранник осевого перемещения
инструментального шпинделя; Р11 — шестигранник вертикального (гипоидного) смещения шпинделя изделия; Р12 —
шестигранник установки параметра винтового движения
Рейка
Б-Б
P12 A
РГ2
Вращение инструментального шпинделя осуществляется от ре-
гулируемого электродвигателя постоянного тока Ml через клино-
ременную передачу и систему зубчатых передач по кинематиче-
ской цепи
Jzri05 35 32 36 32 25 20 16
пэл дв 0144 "32- 36 32 35 25 20 64 "
nv = 5,5/пэл.да. (5.2)
Частота вращения электродвигателя Ml регулируется бессту-
пенчато.
Цепь управления служит дЛя вращения распределительного
вала, который за цикл обработки одного зуба делает один оборот.
Имеются два синхронно вращающихся участка этого вала -РВ1 и
РВ2. На первом РВ1 установлен кулачок К1, который управляет ра-
ботой реверсивного механизма. На втором участке РВ2 расположе-
ны кулачки К2,КЗ,К4,К5. Кулачок К2 служит для отвода через
систему рычагов стола во время .обратного хода люльки и подвода
его в исходное положение после окончания обратного хода. Кула-
чок КЗ обеспечивает движение подачи стола на врезание при ком-
бинированном методе и при нарезании методом обкатки с винто-
вым движением. Кулачок К4 сообщает с помощью микропереклю-
чателя импульсы счетчику циклов, который, отсчитав установлен-
ное число зубьев (циклов), возвращается в исходное положение и
отключает электродвигатели Ml и М2 для остановки полуавтома-
та. Кулачок К5 с помощью переключателя обеспечивает рабочую
и ускоренную частоту вращения электродвигателя М2. Кулачки
К2 и КЗ являются сменными.
Вращение на распределительный вал передается следующим
образом. От электродвигателя постоянного тока М2 через клино-
"ременную передачу •0'90:0'180, цилиндрические зубчатые переда-
чи 20:65, 30:35 вращается вал В. От вала В вращение через червяч-
ную передачу 1:40 поступает на первый участок распределитель-
ного вала РВ1. Второй участок этого вала РВ2 получает вращение
от вала В через цилиндрические зубчатые передачи 50:50, 50:50 и
червячную 2:80.
Частота вращения распределительного вала, а следовательно,
и время цикла регулируется бесступенчато изменением частоты
вращения электродвигателя М2.
Вращение люльки передается от вала В через конические зуб-
чатые передачи 20:20,20:20, цилиндрическое колесо z = 61, ревер-
сивный механизм, сменные шестерни гитары обкатки В:Г, Д:Е и
червячную передачу 1:120.
Люлька за цикл обработки совершает с помощью реверсивного
механизма одно качательное движение, а распределительный вал
за это время делает один полный оборот. При этом зубчатое коле-
со z = 20, приводящее во вращение составное зубчатое колесо, в
соответствии с формулой (5.1) сделает следующее число оборотов
за цикл:
84
120 80 96 + 64 4- 2 • 10
nz = 20- 20 ’3 + 20 ’3+ 20
+ 1 = 40.
3a 22,8 оборота происходит рабочий ход, за 15,2 - обратный вспо-
могательный, а за 2 оборота - реверсирование. В соответствии с
этим на рабочем ходу распределительный вал поворачивается на
угол 205,2°, на обратном вспомогательном ходу - на угол 136,8° и
при реверсировании - на угол 18°.
Используя эти данные, определим формулу для настройки
угла качания люльки Фл, исходя из условия, что этот угол люлька
должна пройти за время поворота распределительного вала на
угол, соответствующий рабочему ходу, т. е. 205,2°. Учитывая, что
подвод и отвод стола выполняются на рабочем ходу и при этом рас-
пределительный вал поворачивается на угол около 45,2°, профили-
рование поверхности зуба должно быть закончено при повороте
распределительного вала на угол 160°.
Таким образом, за время поворота распределительного вала на
угол 160° люлька должна повернуться на угол Фл. Уравнение балан-
са этой кинематической цепи
40 20 20 61 62 20 120 . 1
lbU 1 20 20 62 61 120 20 '° 120 = Ф*'
Подставив в это выражение значение io по формуле (5.5), полу-
чим
Фл = 160^а/^. (5.3)
Следовательно, угол качания люльки настраивается за счет
подбора соответствующего значения zg.
Вращение шпинделя изделия передается также от вала В че-
рез конические зубчатые передачи 20:20, 20:20, 20:20, 23:23, 24:24,
сменные колеса гитары деления Ж:3, И:К и червячную передачу
1:120. Шпиндель изделия вращается всегда в одну сторону.
Деление (переход к обработке следующего зуба) происходит,
как указывалось выше, за счет вращения шпинделя изделия в
одну сторону в течение всего цикла, в то время как люлька совер-
шает прямой и обратный ход. За цикл шпиндель изделия должен
повернуться на угол гДг(, гдегд - число зубьев, пропускаемых при
делении.
Уравнение баланса цепи деления
40 20 20 20 23 24 • 1 гд
* 1 20 20 20 23 24 д 120 z,- ’
• Ж И 3z
тогда (5.4)
Число зубьев, пропускаемых при делении zd, выбирают таким,
чтобы обеспечивался требуемый угол качания люльки, и оно не
имело бы общих множителей с числом зубьев нарезаемого колеса
85
Zj. zd можно вычислить по формуле (5.3), полученное значение сле-
дует округлить в сторону увеличения до такого ближайшего цело-
го числа, которое бы не имело общих множителей с числом зубьев
нарезаемого колеса.
В процессе обкатки вращение шпинделя изделия и вращение
люльки должны быть строго согласованы. Это согласование осу-
ществляется кинематической цепью обкатки.
Уравнение баланса цепи обкатки
1 120 1 20 120 61 62 20 23 24 . 1 1
Zs 1 i0 120 20 62 61 20 23 24 120 ’
подставив в это выражение значение id по формуле (5.4), получим
, (5.5)
° Г Е zs k
Движение стола осуществляется с помощью кулачков К2, КЗ
и системы рычагов, а также с помощью гидроцилиндра Ц1 (см.
рис. 5.4).
После включения полуавтомата стол гидроцилиндром Ц1
подводится в зону резания. На протяжении всего цикла обработки
> масло под давлением поступает в правую полость гидроцилиндра
Ц1. Если обработка ведется методом обкатки, то стол во время ре-
зания прижат гидроцилиндром к жесткому упору. После нареза-
ния последнего зуба обрабатываемого колеса и остановки станка
стол с помощью гидроцилиндра Ц1 отводится в зону загрузки, при
этом масло подается в левую полость гидроцилиндра. Гидроци-
линдром Ц1 управляют вручную.
Для отвода стола в зону деления при обратном ходе люльки
служат кулачок К2 и рычаг РГ1 (см. рис. 5.4). После окончания ра-
бочего хода люльки кулачок К2 выступающей частью поворачива-
ет рычаг и, преодолевая давление масла в правой полости гидро-
цилиндра Ц1, отводит стол в зону деления. По окончании обратно-
го хода люльки рычаг РГ1, взаимодействуя с ниспадающей частью
кулачка К2, поворачивается в обратном направлении, и стол под
действием гидроцилиндра Ш возвращается в первоначальное по-
ложение (зону резания). Для изменения хода стола заменяют ку-
лачок К2.
Движение подачи стола при нарезании зубьев комбинирован-
ным методом и методом обкатки с винтовым движением осуще-
ствляется с помощью сменного кулачка КЗ, рычага РГ2и ползушки
П, установленной на столе. В этом случае стол подается в зону ре-
зания гидроцилиндром Ц1 до тех пор, пока ролик ползушки П не
упрется в плоскость А рычага РГ2. Как и в предыдущем случае,
масло в течение всего цикла подается в правую пблость гидроци-
линдра. При взаимодействии кулачка КЗ с рычагом РГ2 и наличии
смещения Е оси ролика ползушки П относительно оси поворота
рычага РГ2 (нулевого положения) будет осуществляться движе-
ние подачи стола. Подача (параметр движения) регулируется сме-
щением Е оси ролика ползушки за счет вращения винта Р12.
8б
В полуавтомате предусмотрены также ручной подвод стола и
ручное смещение стола (вперед или назад) относительно центра
станка с помощью шестигранника Р5.
Гидропривод обеспечивает кроме отвода и подвода стола так-
же зажим и отжим обрабатываемой заготовки.
В полуавтомате предусмотрены системы смазывания и охлаж-
дения.
Наладка полуавтомата выполняется в основном подобным же
образом, что и рассмотренного выше полуавтомата 5С26В. Некото-
рое отличие заключается в том, что в рассматриваемом полуавто-
мате необходима дополнительная наладка механизма винтового
движения (настраивается параметр винтового движения) и двух-
проходного механизма (устанавливается расстояние, на которое
стол не доходит до конечного положения).
При наладке используют рукоятки Р4-Р12.
5.3. СТАНКИ ДЛЯ НАРЕЗАНИЯ ПРЯМОЗУБЫХ
МЕЛКОМОДУЛЬНЫХ КОНИЧЕСКИХ КОЛЕС
Прямозубые мелкомодульные конические колеса обрабатыва-
ют на зубострогальных полуавтоматах 5236П, 5Т23В, 5М236В и зу-
бофрезерных полуавтоматах 5С237.
Указанные полуавтоматы имеют единую конструктивную базу
с рассмотренным выше зуборезным полуавтоматом 5С23П. Их ки-
нематические схемы в основном соответствуют изображенной на
рис. 5.4. Главное отличие полуавтоматов заключается в конструк-
ции люльки, а также бабки изделия, у которой отсутствует меха-
низм для вертикального
(гипоидного) смещения
шпинделя изделия.
Зубострогальные полу-
автоматы. В зубострогаль-
ных полуавтоматах приме-
няют люльки двух принци-
пиально различных кон-
струкций.
В полуавтоматах 5236П
используют люльку типо-
вой конструкций.
Полуавтоматы 5Т23В и
5М236В имеют люльку
оригинальной конструк-
ции, отличающуюся от
типовой тем, что резцы при
нарезании совершают не
возвратно-поступательное,
Рис. 5Л. Полуавтомат зубострогальный
5Т23В
87
а качательное движение и всегда работают в одной впадине зуба.
Кроме того, при обратном вспомогательном ходе люльки отводит-
ся не стол, а резцедержатели с зубострогальными резцами.
Другие механизмы и устройства зубострогальных полуавтома-
тов аналогичны рассмотренным выше для полуавтомата 5С23П.
Рассмотрим особенности конструкций зубострогальных полу-
автоматов на примере модели 5Т23В.
Зубострогальный полуавтомат 5Т23В предназначен для нареза-
ния прецизионных мелкомодульных конических колес с прямыми
зубьями модулем до т = 1,5 мм и диаметром до 125 мм двумя ка-
чающимися в одной впадине резцами методом обкатки и комби-
нированным методом. Полуавтомат показан на рис. 5.5.
Как было указано, рассматриваемый полуавтомат отличается
от полуавтомата 5С23П главным образом конструкцией люльки.
Схема люльки зубострогального полуавтомата 5Т23В показана на
рис. 5.6. Она состоит из корпуса Л, верхнего и нижнего суппортов СВ,
СН, привода зубострогальных резцов^ и механизмов, обеспечива-
ющих отвод резцов при их вспомогательном ходе и обратном, вспо-
могательном ходе люльки.
Движение на зубострогальные резцы передается от асин-
хронного электродвигателя М через клиноременную передачу
ф80:ф208, зубчатые передачи 33:67, 31:69, сменные шестерни ско-
рости резания А.-Б, центральное зубчатое колесо z = 95, зубчатые
колеса г = 25, z = 25, кривошипные диски Д с кривошипным паль-
цем КП и шатуны Ш. От шатунов получают качательное движение
вокруг оси О, расположенной на рычагах Р, резцедержатели РДВ,
РДН (на рис. 5.6 показан привод одного резцедержателя РДН). Урав-
нение баланса этой кинематической цепи
Рис. 5.6. Схема люльки зубострогального полуавтомата 5Т23В
88
1400
<080 33 31 95
0208 67 69 v25
fv = А/Б = n4 /452,8,
(5.6)
где nv - требуемая частота движения резцедержателей, дв.ход/мин.
Во время вспомогательного хода резцедержатель вместе с рез-
цом отводится от обрабатываемой поверхности. Это осуществляет-
ся за счет того, что торцовый кулачок К, вращающийся вместе с
кривошипным диском Д, и взаимодействующий с кулачком толка-
тель Т, поворачивают рычаг Р вокруг оси О!, смещая ось О качания
резцедержателя и тем самым отводя резец от обрабатываемой по-
верхности. Кулачок К является сменным, его выбирают в зависи-
мости от модуля нарезаемого зубчатого колеса.
После окончания профилирования очередной впадины зуба по ко-
манде распределительного вала осуществляется отвод резцедержате-
лей в позицию деления, а затем выполняется обратный вспомога-
тельный ход люльки. Отвод в позицию деления производится
гидроцилиндром Ц который через толкатель Т поворачивает рыча-
ги Р вокруг оси Ор отводя резцедержатели с резцами от заготовки
на расстояние, необходимое для вспомогательного хода люльки. —
Ход резцов устанавливают за счет изменения положения криво-
шипного пальца ЮТ (радиус г) на кривошипном диске Д рукояткой Р1.
Зону работы резцов устанавливают в зависимости от среднего
конусного расстояния обрабатываемого зубчатого колеса смеще-
нием корпусов КВ, КН, рычагов Р рукоятками Р2, РЗ и соответству-
ющим изменением длины шатунов Ш. Установка резцов на угол
конусности боковой, поверхности зуба выполняется за счет поворо-
та верхнего и нижнего суппортов СВ, СН.
Остальные механизмы полуавтоматов аналогичны соответст-
вующим механизмам полуавтомата 5С23П. ’
Зубофрезерные полуавтоматы. На зубофрезерных полуавтома-
тах обрабатывают впадину зуба двумя спаренными дисковыми
фрезами методом обкатки и комбинированным методом, о России
выпускают зубофрезерные полуавтоматы 5С237. Кинематическая
схема и конструкция указанного
полуавтомата незначительно
отличаются рт кинематической
схемы и конструкции зуборезного
полуавтомата 5С23П.
Отличительной особенностью
является конструкция люльки,
которая аналогична конструкции
люльки станка 5230, описанной в
работе [1 ],
Зубофрезерный полуавтомат
5С237 показан на рис. 5,7,
Рис. 5.7. Полуавтомат зубофрезерный
5С237
89
ГЛАВА 6. КРАТКИЕ СВЕДЕНИЯ О ТЕХНОЛОГИИ
ОБРАБОТКИ ЗУБЬЕВ И НАЛАДКЕ СТАНКОВ
6.1. ТЕХНОЛОГИЧЕСКИЕ СПОСОБЫ НАРЕЗАНИЯ И ОСНОВНЫЕ
ВОПРОСЫ ТЕХНОЛОГИИ ОБРАБОТКИ ЗУБЬЕВ
Под технологическим способом нарезания понимают процесс
(этапы) получения впадин и профилей зубьев конических колес
из целых заготовок. Специфичность форм заготовки, конструкция
и траектория движений инструмента в станке определяют особен-
ности этого процесса.
Нарезание прямозубых колес на зубострогальных станках. Ко-
леса обрабатывают в два этапа:
черновая прорезка впадин, чистовое зубострогание.
Черновое нарезание (прорезка впадин) проводится без обкат-
ки - методом врезания - и может осуществляться несколькими ва-
риантами: строганием одним специально заточенным резцом,
установленным в середине впадины, с последовательным единич-
ным делением (рис. £.1, а), строганием двумя такими же резцами,
установленными в серединах двух соседних впадин с последова-
тельным двойным делением (рис. 6.1,6); строганием двумя трапе-
цеидальными (или фасонными) резцами в двух соседних впадинах
с двойным последовательным делением (рис. 6.1, в). В последних
двух случаях возрастает производительность чернового наре-
зания.
Чистовое нарезание в подавляющем большинстве станков про-
изводится обкаткой двумя резцами с прямолинейными режущими
кромками, охватывающими обрабатываемый зуб (рис. 6.1, г); в не-
которых станках резцы строгают попеременно в одной впадине.
При нарезании конических колес с большим углом делитель-
ного конуса (62 > 70°) приме-
няют комбинированный
метод нарезания - сочета-
ние обкатки с врезанием в
начале цикла обработки
каждого зуба.
Подробнее об обработке
зубьев прямозубых колес
см. [1].
Нарезание конических
и гипоидных колес с круго-
выми зубьями. Колеса наре-
Рис. 6.1. Черновое (а -в) и чистовое
(г) нарезание прямозубых колес
90
зают двусторонними и односторонними зуборезными головками
(см. гл. 3). Двусторонней головкой можно резать сразу обе стороны
впадины, такой способ называется двусторонним. Односторонни-
ми головками обрабатывается только одна сторона зуба, вследст-
вие чего способ называется односторонним. Этот способ может
быть применен и при двусторонней головке, если нарезание прово-
дится или только наружными или только внутренними резцами.
Для каждого способа требуются соответствующие наладки станков.
Черновое нарезание конических колес (как собственно колеса,
так и шестерни), принадлежащих как коническим, так и гипоид-
ным передачам, осуществляется двусторонними (а при больших
нарезаемых партиях - трехсторонними) зуборезными головками с
разводом резцов, определенным из условия оставления двусто-
ронних припусков на чистовое нарезание. Установки зуборезной
головки как для шестерни, так и для колеса принимаются базо-
выми [см. (2.2)] их различие связано с противоположными направ-
лениями наклона зубьев.
Чистовое нарезание колеса и шестерни может быть различ-
ным. Существуют следующие четыре комплексных способа чисто-
вого нарезания конической или гипоидной пары:
1. Двусторонне-односторонний (простой двусторонний). При
этом способе колесо нарезается одновременно по выпуклой и вог-
нутой сторонам зубьев (за один рабочий ход) (по тем же базовым
наладочным установкам, что и при черновом нарезании) чистовой
двусторонней зуборезной головкой с разводом, обеспечивающим
нужную ширину впадины зуба в его среднем сечении (рис. 6.2, а).
Шестерня к этому колесу нарезается за два установа, раздельно по
выпуклой и вогнутой стороне зубьев, односторонним способом од-
ной двусторонней (редко) или двумя различными односторонними
(чаще) головками с внутренними и наружными резцами (для соот-
ветствующей стороны зуба шестерни). Параметры зуборезных го-
ловок (углы профиля резцов, образующие диаметры) различны
для каждой стороны зуба. Наладочные установки (как и указан-
Рис. 6.2. Нарезание колес с круговыми зубьями различными способами:
а — двусторонним; б — поворотным; в — односторонним
91
ные параметры головок), учитывающие введенные корректуры
для улучшения качества контакта, сопряженности с формой зуба
колеса и другие условия, различны при обработке каждой стороны
зуба шестерни.
Для отдельной конической или гипоидной пары, нарезаемой
этим способом в сочетании с черновыми рабочими ходами, необ-
ходимы пять переналадок станка со сменой инструмента, что, ко-
нечно, повышает трудоемкость и стоимость зубообработки. Одна-
ко с повышением размеров нарезаемой партии эти показатели рез-
ко улучшаются. При определенных размерах этой партии может
оказаться целесообразным выделить отдельный станок для наре-
зания колеса и отдельный - для шестерни. При еще больших раз-
мерах партии оказывается целесообразным закрепить за каждой
из пяти операций отдельный станок. В этом варианте двусторонне-
односторонний способ нарезания называется способом постоян-
ной установки, его применяют в серийном и массовом производстве.
Двусторонне-односторонний способ в большинстве случаев
обеспечивает высокое качество контакта нарезаемых конических
или гипоидных зубчатых колес.
2. Поворотно-односторонний способ нарезания конической или
гипоидной пары заключается в том, что чистовое нарезание коле-
са производится за два рабочих хода двусторонней зуборезной го-
лрвкрй с разводом -резцов, недостаточным для получения нужной
ширины впадины зуба на колесе за один рабочий ход. Наладочные
установки зуборезной головки при обоих рабочих ходах такие же,
как и при черновом нарезании. Перед вторым рабочим ходом за-
готовка колеса вместе с шпинделем поворачивается на опреде-
ленный угол X (рис. 6.2, б), обеспечивающий нужную ширину впа-
дины зуба колеса в среднем сечении. Шестерня к этому колесу на-
резается односторонним способом по различным наладкам для
каждой стороны зуба, как указано выше. Способ менее производи-
-телен по сравнению с двусторонне-односторонним, качество кон-
такта высокое.
3. Двойной односторонний способ нарезания характеризуется
тем, что чистовое нарезание каждой стороны зуба производится с
различными наладочными установками односторонним способом
как шестерни, так и колеса, односторонними (а иногда и двусто-
ронними) зуборезными головками с соответствующими парамет-
рами. С учетом двух черновых рабочих ходов всего требуется
шесть наладок станков. Способ наиболее трудоемок и применяет-
ся в тех случаях, когда другими способами не удается подучить
надлежащего качества контакта.
4. Двойной двусторонний способ. У колеса и шестерни двусто-
ронними головками С определенным разводом одновременно об-
рабатываются обе стороны зуба, обычно за один рабочий ход, Для
осуществления этого способа необходимы корректирующие дви-
жения, которые при определенном знаке оказывают нужное кор-
ректирующее воздействие как ца рыпУкДУЮ> так и на вогнутую
стероны зуба нарезаемого кодеса или шестерни. Такими коррек-
турами являются изменение угла делительного конуса произво-
92
дящего колеса, осуществляемое на станках с наклоняющимся
шпинделем зуборезной головки, и винтовое движение производя-
щего колеса, осуществляемое вращением люльки в сочетании с
поступательным движением нарезаемого колеса или шестерни
вдоль оси люльки. Обычно применяют обе корректуры. Способ
наиболее производительный. Применяется для нарезания кони-
ческих колес с круговыми зубьями модулем тп < 2,5 (при Pnm=35°).
В настоящее время этот способ используется для обработки ко-
нических колес модулем тп > 6 на специальных зуборезных стан-
ках, имеющих механизмы наклона инструментального шпинделя
и винтового движения.
Основные вопросы технологии обработки зубьев на станке. Ка-
чество конического зубчатого колеса и его главный показатель -
точность, в основном определяются точностью станка. Главной за-
дачей наладчика и оператора, обслуживающих станок, а также ма-
стера и технолога является не внести при этом обслуживании ка-
ких-либо погрешностей, которые могли бы снизить точность и дру-
гие показатели качества. Эти погрешности можно разбить на три
группы: зависящие от состояния станка; зависящие от режущего
инструмента; зависящие от способа и надежности крепления за-
готовки нарезаемого колеса и шестерни.
Станок должен быть в работоспособном состоянии - проверены
его геометрическая и кинематическая точность, плавность рабо-
чих и регулировочных движений, надежность всех креплений,
функционирование системы управления, электро- и гидропривода,
наличие и качество масла в гидроприводе и системе смазывания,
а также соответствующей марки СОЖ в системе охлаждения инст-
румента. Станок должен быть правильно установлен на фунда-
менте. Подробные указания по эксплуатации механизмов станка
изложены в соответствующих руководствах к станку.
Инструмент, посредством которого выполняется зубонареза-
ние на станке того или иного типа, устанавливают на станок в хо-
рошо заточенном состоянии. Основным вопросом эксплуатации зу-
борезного инструмента является выверка правильности его поло-
жения на станке. Такая выверка проводится после каждой пере-
точки инструмента. Заточка и выверка инструмента на станке опи-
саны в гл. 3.
При креплении заготовок на шпинделе изделия необходимо
обеспечить соосность заготовки и шпинделя и определенное осе-
вое положение заготовки на шпинделе. Это осуществляется с по;
мощью специальных оправок, конструкции которых для различ-
ных видов нарезаемых колес показаны на рис. 6.3.
Конусные концы оправок (с конусостью 1:100), которыми их
вставляют в отверстия шпинделей, должны быть подогнаны к
этим отверстиям так, чтобы после их установки в отверстия с не-
большим ударом между торцом шпинделя и опорным торцом
оправки оставался зазор 0,1-0,2 мм. Этот зазор затем полностью
выбирается силой гидрозажима. Биение оправки при вращении
шпинделя должно быть < 0,005 мм, а биение заготовки, установ-
ленной на оправке, < 0,01 мм. На наружной цилиндрической части
93
Рис. 6.3. Универсальная оправка (а) и схемы крепления дискового колеса на спе-
циальной (б) оправке, зубчатого колеса на универсальной (в) оправке и вал-шестер-
ни на специальной (г) оправке:
1 - оправка; 2 - шлицевая гайка для снятия оправки; 3 - паз для у^ановки калиб-
ра разделения припуска; 4 тяга гидрозажима; 5,6- оправка специальная
оправки должен быть сделан продольный паз для ориентирования
-приспособления для разделения припуска (см. ниже), а также вы-
гравирован размер бурта оправки Б ± 0,005 мм.
Разделение припуска. При черновом нарезании партии колес и.
шестерен каждую заготовку устанавливают и закрепляют на
шпинделе бабки изделия без какого-либо ориентирования. При
последующем их чистовом нарезании заготовка колеса или ше-
стерни перед закреплением на шпинделе должна'быть ориенти-
рована так, чтобы прорезанная при черновом нарезании впадина
занимала определенное положение, обеспечивающее равномер-
ное распределение припуска, оставленного под чистовую обработ-
ку, на обе стороны зуба.
Разделение припуска выполняют двумя способами: с помощью
резцов; с помощью калибра.
С помощью резцов („ввод резцов во впадину”) припуск разде-
ляют при чистовой обработке единичной заготовки, а также при
настройке калибра разделения припуска. Это выполняется сле-
дующим образом. Люлька на рабочем ходу останавливается в по-
ложении, соответствующем середине обкатки. Стол с бабкой изде-
лия отводится в позицию загрузки. Мелкозубая, муфта (см.
94
рис. 2.11, поз. 10), расположенная на валу гипоидной шестерни
(или червяка) бабки-изделия, расцепляется, и на гипоидную ше-
стерню устанавливается рукоятка для вращения шпинделя изде-
лия. Предварительно нарезанная (начерно) заготовка зажимается
на рипинделе изделия. Вращением рукоятки шпиндель изделия с
заготовкой за несколько попыток поворачиваются в такое положе-
ние, чтобы резцы (при медленном толчковом подводе стола до
жесткого упора) полностью вошли во впадину нарезаемого колеса
и коснулись боковыми режущими кромками или обеих ее сторон
(при обработке прямозубых колес, а также колес с круговыми зубь-
ями двусторонним способом), или одной из сторон, на обработку
которой налажен станок (при нарезании круговых зубьев односто-
ронним способом). Во втором случае необходимо, чтобы резец кос-
нулся обрабатываемой стороны зуба приблизительно в середине
его длины, для чего при необходимости зуборезная головка дово-
рачивается вручную. После этого мелкозубая муфта сцепляется,
стол отводится в позицию загрузки, мелкозубая муфта вновь рас-
цепляется, и шпиндель с заготовкой дополнительно поворачива-
'ется на угол, соответствующий размеру снимаемого припуска.
Угол поворота шпинделя для снятия припуска Д5 рассчитыва-
ют с помощью цены деления мелкозубой муфты или цены деле-
ния. рукоятки поворота шпинделя, определяемой по формуле,
приводимой ниже (цена деления приводится также в карте налад-
ки станка).
После установки на калибре снимаемого припуска мелкозубая
муфта сцепляется и нарезается один зуб. Если окажется, что снят
недостаточный припуск, то шпиндель поворачивается дополни-
тельно, после чего обрабатываются все зубья заготовки, в том чис-
ле и первый.
Установка на калибре
снимаемого припуска при
чистовой обработке второй
стороны зуба выполняется
подобным же образом,
однако при этом дополни-
тельно контролируется
ширина впадины зубчатого
колеса.
С помощью калибра
припуск разделяют при
чистовом нарезании двух и
более одинаковых зубчатых
колес.
При нарезании прямозу-
Рис. 6.4. Калибр для разделения
'припуска в станках для нарезания
гфймозубых колес
95
бых колес на зубострогальных станках используют
занный на рис. 6.4. Калибр устанавливают в указанное на'МяЩ
положение после установки люльки на рабочем ходу на угол, соот?
ветствующий середине обкатки । (q = 0), выполнения указанной
выше операции „ввод резцов во впадину” и обработки первого
колеса или шестерни партии.
Основание-кронштейн 5 устанавливают на торце корпуса баб-
ки изделия в специальном пазу так, чтобы ролик 3 с винтовыми по-
верхностями касался прорезанной впадины в середине зуба. Для
этого рычаг 7 с роликом 3 откидываются в рабочее положение (по-
казано" пунктиром) и ролик 3 за рукоятку 2 поворачивают до плот-
ного согфикосновения с прорезанной впадиной. Если число зубь-
ев нарезаемого колеса нечетное, то спираль ролика должна войти
5
Рис.6 Л. Калибр для разделения припуска при нарезании кони-
ческих колес с круговыми зубьями
96
в прорезанную впадину зуба своими наружными поверхностями,
если четное - то охватить прорезанный зуб заготовки. После такой
настройки калибра болты и гайки 1, 4, 6 затягивают и рычаг 7 отки-
дывают. Перед установкой очередной заготовки этот рычаг уста-
навливают в рабочее положение.
При нарезании конических колес с круговыми зубьями приме-
няют калибр, показанный на рис. 6.5. Калибр 4 устанавливают на
корпус бабки изделия и закрепляют винтами 5. В шпиндель изде-
лия вставляется оправка таким образом, чтобы фиксатор 6 калибра
при нажатии на рукоятку 7 плотно входил в продольный паз оправ-
ки. После этого-в оправку устанавливают предварительно наре-
занную заготовку так, чтобы при опущенном рычаге 1 калибра ша-
рик 2 попал в прорезанную впадину зубьев и коснулся ее обеих
сторон примерно в середине зубчатого венца (регулируется по-
ложением кронштейна 3 и шарика 2). Затем рычаг 1 откидывается
в нерабочее положение (показано на рисунке), разделяется при-
пуск с помощью резцов и срабатываются все зубья колеса или ше-
стерни.
Последующие заготовки устанавливают при любом положении
люльки. При этом калибр поворачивают в положение, при котором
фиксатор 6 плотно входит в паз оправки, и в этом положении ка-
либор закрепляют. Нарезаемую заготовку устанавливают в оправ-
ку так, чтобы при опускании рычага 1 калибра шарик 2 коснулся
обеих сторон впадины. Заготовку зажимают, фиксатор 6 выводят из
паза оправки, рычаг 1 откидывают в нерабочее положение.
• При выполнении операций „ввод резца во впадину” часто бы-
вает необходимо рассчитать цену деления А, мм, мелкозубой муф-
ты или цену деления рукоятки поворота шпинделя изделия:
с?и cos Pnm
иби^м.м
где - диаметр, на котором производится измерение (наружный
делительный для прямозубых колес, средний делительный - для
колес с круговыми зубьями), мм; |3nm - угол наклона зуба в средней
точке; иби - передаточное число передачи на шпиндель изделия,
иби> 1; zMM- число зубьев мелкозубой муфты, или число делений
в лимбе поворота шпинделя изделий.
Зная цену этого деления, можно заранее рассчитать угол пово-
рота шпинделя изделия для снятия заданного припуска.
6.2. ОСОБЕННОСТИ РАСЧЕТА НАЛАДОК СТАНКОВ
ДЛЯ ОБРАБОТКИ ЗУББЕВ КОЛЕНА И ШЕСТЕРНИ
КОНИЧЕСКИХ И ГИПОИДНЫХ ПЕРЕДАЧ
Как рассмотрено в п. 2.3, при нарезании Конических колес с
круговыми понижающимися зубьями в каждой точке нарезанной
поверхности зуба возникают искажения этой поверхности, оцени-
ваемые четырьмя элементами: Аап, А р, Д£ и АХ. В каждой точке
/поверхности эти искажения различны. Если компенсировать их
способами, рассмотренными в п. 2.4, только в какой-либо одной
4 Зак. 179.
(обычно средней) точке, то в остальных точках искажения ком-
пенсируются не полностью, что приводит к дефектам пятна
контакта в йарёзаййдЙ Иёрёдаче. Поэтому, чтобы получить удовле-
творительные результаты, нужно компенсировать искажения
больше чем по четырем параметрам в пределах числа способов
корректирования, возможных для конкретного станка. Опреде-
ленные трудности возникают в связи с ограниченной номенкла-
турой номеров резцов, имеющихся в наличии (например, на дан-
ном предприятии). Обеспечение надлежащего поведения пятна
контакта может потребовать многовариантности расчетов.
Применение ЭВМ позволяет быстро и экономично рассчитать
нужное число вариантов с оптимизацией наладок по заданным па-
раметрам качества контакта.
При нарезании конических прямозубых колес на зубострогаль-
ных или зубофрезерных станках заготовки колеса и шестерни уста-
навливают под углами их внутренних конусов. Так как pnm = 0, то
влияние значений углов ножек скажется только на том, что про-
фили нарезанных прямых зубьев будут более крутыми, чем это
теоретически необходимо [1]. Следствием этого будет значитель-
ная циклическая погрешность зубцовой частоты, ограничиваю-
щая, как правило, область применения прямозубых колес, наре-
заемых на зубострогальных и зубофрезерных станках. Если эта по-
грешность не допустима, то надлежит перейти на конические ко-
леса с круговыми зубьями с ₽nm = 0, в которых эта погрешность мо-
жет быть снижена до допустимого значения.
6.3. УНИВЕРСАЛЬНАЯ СИСТЕМА РАСЧЕТА НАЛАДОК.
ЗУБООБРАБАТЫВАЮЩИХ СТАНКОВ ДЛЯ КОНИЧЕСКИХ
И ГИПОИДНЫХ ЗУБЧАТЫХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
В основе этой системы расчета лежит математическое моде-
лирование (воспроизведение в виде точных математических фор-
мул) реальных процессов формообразования на станках боковых
рабочих поверхностей зубьев колеса и шестерни, оценка.сопряжен-
ности этих поверхностей по расположению приведенных зазоров в
Рис. Ь.б. Схема для оценки < сопряженности поверхностей
зубьев колеса и шестерни:
а — схема сопряженйяповерхнос,тей зубьев; б — поле нор-
мальных зазоров
98
окрестностях средней точки боковой поверхности зуба колеса (см,
ниже), оптимизация наладок станков по условию обеспечения за-
данных параметров качества локализованного контакта, выявле-
ние и компенсация отдельных дефектов геометрических парамет-
ров шестерни и колеса.
Для понимания сущности этих расчетов рассмотрим рис. 6.6, а.
Поверхность Ф 2 зуба колеса получена математически точным вос-
произведением реального процесса формообразования боковой по-
верхности зуба Колеса (см. рис. 2.3, а). Поверхность Ф1 зуба шестер-
ни получена математически точным воспроизведением ее реаль-
ного процесса формообразования в соответствии со схемой
рие. 2.3, б или 2.3, в. Эти поверхности контактируют между собой
по линии КК.
Если бы в зацеплении образованных таким образом поверх-
ностей зубьев существовал полный (нелокализованный) линей-
ный контакт сопряженных поверхностей зубьев колеса и шестер-
ни, то эти поверхности должны были бы быть взаимоогибающими.
Это значит, что если бы найденную выше поверхность зуба шестер-
ни Ф1 преобразовали.к системе координат колеса, с учетом относи-
тельного движения между ними, то получили бы поверхность
Ф2. Этого, однако, не произойдет, так как вследствие отступлений
от принципиальной схемы формообразования, влияния значений
углов ножек зубьев и других причин, о которых было рассказа-
но выше (см. п. 2.3), а также введения поправок для их компенса-
ции и образования локализованного контакта вместо поверхности
$2 будет получена несколько иная поверхность Т2. Различие меж-
ду поверхностями Ф2 и Т2 можно оценивать как меру несопряжен-
ности. Поверхность Т2 называется отсчетной.
Эта несопряженность оценивается нормальными зазорами
между поверхностями Ф2 и ^2 в указанных на рис. 6.6, б точках
1-9, причем в средней точке 5, принимаемой за центр пятна кон-
такта, зазор полагается равным нулю (для этого поверхности Ф 2 и
Т2 соответствующим образом совмещаются). По зазорам в осталь-
ных.восьми точках судят о степени сопряженности.
Если зазор во всех восьми точках положителен, то контакт бу-
дет локализованным. Границы пятна контакта определяются точ-
ками, в-которых зазор 6 >0,006Jm. Так, если зазор будет таким в
точках 2, 4, 6 и Я, то можно ожидать пятно контакта эллиптиче-
ской формы. Если в точках 1 и 8 зазор будет существенно больше
^указанного, а в точках 3 и 7 будет меньше или даже отрицатель-
ным, то это будет свидетельствовать о диагональности контакта
определенного знака, а при противоположных отклонениях зазо-
;ров в точках !, 8 и 3, У - противоположных знаках диагональности.
^Анализом поля зазоров можно выявить и другие особенности ло-
кализованного контакта, а также циклическую погрешность пе-
ресопряжения зубьев. \
Можно оценить и поведение пятна контакта. Для этого указан-
исследование пятна контакта нужно провести ‘для трех раз-
ных взаимных положений колеса и шестерни, соответствую-
99
щих положению пятна контакта в центре, у наружного или внут-
реннего торца.зуба колеса (рис. 6.8, б).
Если нужно улучшить пятно контакта или внести в него ка-
кие-либо изменения, то это осуществляется введением дополни-
тельных поправок в наладку станка при нарезании шестерни. На-
ладки с новыми поправками соответствующим образом пересчиты-
вают, определяют новую поверхность <£>i и затем Т2, после чего рас-
считывают новые приведенные зазоры и повторно оценивают со-
пряженность. И так до тех пор, пока не будут получены оптималь-
ные результаты.
Наладчик должен исполь-
Исходные
Ванные
для расчета
-1-1 -
Вы fap метода
нарезания;
преоваритель
ные расчеты;,
кодирование
Вводные
I данные
_ if ——.—
Расчет
наладок станков
5 —1 —
» Расчет
поверхностей
Ф, и Фг
Г О -J--
Расчет
поверхности Тг
и поля зазоров
Характеристики
качества
зацепления
г ? ; I q
Анализ и
корректирование
геометрических
параметров
зуда
шестерни и
колеса
зовать только такие предвари-
тельно апробированные на
ЭВМ наладки.
Более полная схема систе-
мы расчета наладок станков
для нарезания конических и
гипоидных зубчатых колес с
круговыми зубьями, поясняю-
щая изложенные положения,
приведена на рис. 6.7.
Исходными данными для
расчета являются размеры
колеса и шестерни конической
или гипоидной зубчатой пере-
дачи, данные о станке и воз-
можных параметрах инструмен-
та, требования' к пятну контак-
та. .
Затем, с учетом характера
производства, производствен-
ного опыта, имеющегося инст-
румента выбирают метод
нарезания.’ и по имеющимся
инструкциям -рассчитывают
параметры инструмента, на-
ладки для чернового и чисто-
вого нарезания колеса и шес-
терни. Все рассчитанные значе-
ния и исходные данные коди-
руются и в таком виде посту-
пают в программу для дальней-
ших автоматических расчетов.
Наладочные данные уточ-
-10----1------
Данные для
карты наладки
Рис. 6.7. Схема системы расчета^нала-
док станков для нарезания кониче-
ских и гипоидных зубчатых колес с
круговыми зубьями
100
няют по введенным параметрам, после чего определяют реальные,
соответствующие введенным наладкам, поверхности зубьев коле-
са Ф2 и шестерни ФР Поверхность Ф! пересчитывается в отсчетную
поверхность Т2 и определяется поле зазоров в девяти точках. Если
распределение зазоров неудовлетворительное, то включается
подпрограмма оптимизации - в наладку станка для соответствую-
щей стороды зуба шестерни автоматически вносятся поправки,
которые влияют на перераспределение зазоров в нужном направ-
лении. Поправки определяются последовательными пробами
автоматически как для выпуклой, так и для вогнутой стороны
зубьев шестерни.
При получении положительных результатов рассчитывается
конфигурация пятна контакта как для номинального положения
шестерни и колеса, так и при определенном их взаимном смеще-
нии, возможном в процессе эксплуатации (рис. 6.8).
Кроме того, возможна оценка циклической погрешности пере-
сопряжения зубьев колеса, присущая локализованному контакту
(рис. 6.9).
Введение корректур в основные наладки при нарезании каж-
дой стороны зуба шестерни, в целях улучшения распределения по-
ля зазоров, изменяет относительное движение при нарезанйй'ше-
стерни. Вследствие этого изменяются условия подрезания и за-
острения, и возможно изменение конструктивной формы зубьев.
Поэтому в системе расчета предусмотрены анализ и корректирова-
ние сужения и заострения зубьев шестерни, измерительных разме-
ров зубьев, боковых зазоров, формы переходных поверхностей, вы-
соты граничных точек подрезания.
При обработке зубчатого колеса возможно корректирование
его геометрических параметров в случаях: нарезания без обкатки;
нарезания с исправлением наклоном инструментального шпинде-
ля; нарезания с корректирующим винтовым движением.
В результате проведенного всестороннего анализа и расчетов
получают все необходимые данные для заполнения карты ’налад-
ки (см. табл. 6.2).
4а Зак. 179.
Рис. 6.8. Положение и форма пятна кон-
такта:
а — при номинальном положении
колеса и шестерни; б — при изменении
взаимного положения колеса и шестер-
ни (метод V/H)
Рис. 6.9. Зависимость циклической
погрешности <р пересопряжения зубьев
колеса от угла поворота ведомого зве-
на
101
6.4. ОПРЕДЕЛЕНИЕ НАЛАДОЧНЫХ ДАННЫХ СТАНКОВ
ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ С pnm = 35°
Приводимые ниже расчетные таблицы могут быть переписаны
непосредственно в программы имеющихся персональных компью-
теров. Данными для наладки называются параметры инструмента,
производящего и нарезаемых колес, характеризующие их взаим-
ные положения и движения на станке с учетом введенных попра-
вок. По наладочным данным, с учетом конструктивных и размер-
ных особенностей конкретных станков рассчитывают их наладоч-
ные установки, вносимые в карту наладки.
В табл. 6.1 приведен расчет наладочных данных для нарезания
конических колес с круговыми зубьями с углом наклона |3nm = 35°
двусторонне-односторонним способом. Форма зубьев может быть
любой. Расчет данных для конических колес с углом наклона
+ 35°, а также для нарезания двойным односторонним или по-
воротно-односторонним способом приведен в [2]. Для расчета нала-
дочных данных для нарезания конических и гипоидных передач
двусторонними способами, полуобкатных, а также различных спе-
циальных конических и гипоидных передач надлежит обращаться
в Саратовское станкообъединение.
6.1. Расчет параметров инструмента и данных для наладки зубообрабатывающего
станка для нарезания колеса и шестерни конической передачи двусторонне-
односторонним способом
N°п°- зиции Параметр и формула для расчета Значение
Предварительные данные
r0 = 0,5d0 100,0 мм
2 Кд = R/dg (см. пояснение) 0,55230
3 ctg q = (2К0 - sin ₽nm )/cos₽nm 0,64826
4 q (см. пояснение) 57°03'
5 sin q 0,83915
R [Re R \
6 sin₽ne sin ₽nm+^ Re )K0 0,65089
R 1 R> R \
7 sin ₽ni = sin Pnm-Ц я X"/ ° -0,49719
8 cos₽ne 0,75917
9 cos₽ni 0,86764
10 fyml = h/el~O>5btg0/l 4,08 мм
11 hfm2 = fye2~°>5btg0/2 6,65 мм
12 hfil = hfel ~ btg Op 3,49 мм
13 hfi2 = hJe2 ~ 5,68 мм
14 hfml + hfm2 10,73 мм
15 hfil + fy:2 9,17 мм
16 (R/Re)Stel 9,37
17 (J?,ZRe)3,1416mte 14,08
102
Продолжение табл. 6.1
№ по- зиции Параметр и формула для расчета Значение
18 (16)-cos₽nm - 2hfm2^e«-n 2,83
19 3,1416m(ecos₽ne - 2(fyel + hfe2) tgan - (18) 2,54
20 (17)-cos₽nf-2-(15)tgan -(18) 2,71
21 AW (см. пояснение) 1,00 мм
22 . ^рЕ=(в/1+0/2)«п₽пт-О.1 Параметры зуборезных головок и наладочные данные для черновог и чистового нарезания колеса 19,16 о
23 d02~d0 200 мм
24 W2<(18) 2,8 мм
25 ЛГф2 (см. пояснение) 12
26 W24 * W2 - A W (см. пояснение) 1,8 мм
27 ^ф2ч 12
28 U= r0 cos ₽nm / sing = U2 = П2ч 97,62 мм
29 zs2 = zccos0/2 =zs24 42,0781
30 Gn2 20°
31 G2 ~ Gn22s2Zz2 21°35’
32 JJs24=Be2=(Ret80/2 ~ fye2)cos0p, вперед, „+” назад 0
33 A's2 =^324 ПО мм
34 т2ч= г2 = 8/2 64*15'
Параметры зуборезных головок и наладочные данные
для чернового нарезания шестерни
35 IV1 < (19) или Wj < (20) 2,20 мм
36 W^Wj-AW 1,10 мм
37' *ф1ч= *ф1 [см (46)] 12,0
38 97,62 мм
39 ^sl4 = zccos0/l 42,1258
40 °л1ч 20°
41 G14 =<3л1ч2з1ч/21 52°39'
42 Вз1ч= (Ke‘g0/l-tyel)cos0/l> 0
„—’’вперед; „+”назад
43 Аз1ч=-А1 155 мм
44 , Г1 = вд 20°12'
Параметры односторонних зуборезных головок
для чистового нарезания шестерни
45 А/фХ (см. пояснение) 24
46 Мф1 = КфЪ - ЛГф2 (см. пояснение) 12
47 ДЛ72=Мф1 + Мф2-МрЕ 4,84
48 aaN-- ANj/344 -0,014
103
Продолжение табл. 6.1
- № по- зиции Параметр и формула для расчета Значение
49 Д«а . 0,021
R -U64cosM16 aN cos₽nm /
50 „ {6апт 0,013
zs \ / UN cos2B_„ t wo p nm
51 COS2pflm / \ sin an tg0/2 f ~ tg₽"'"ctgg/ 0,104
52 slnPnrn /. - \ a«N sinan I1 - 2t8₽nmct89/ -0,002
53 (51)+ (52) 0,102
54 /х ф = (53) cos ₽ nm / (zccos2 an) 0,002
55 fx = 0,006 / 0,005
56 Допускается |/Хф - fx | < 0,002 (см. пояснение) 0,003
57 /xzccos2an /tos^nm 0,227
[(57)-(59)1 sin a_tgan
58 0,035
0 cos₽nm-sin₽nmctgq
59 R \cos pnm / 0,009
60 AM/zs = (А£5/й) (ctgq/cos2 ₽nm) 0,034
61 Azs/zs = (50) + (60) 0,047
62 ДЯ/Я = (49) + (59) 0,030
63 Д£/Я=ДЕ5/й 0,035
64 Проверка (см. пояснение) —0,014
cos2 -Ёх>.И_ rzcii s‘n2 Pnm
“aw- tg an [(6l)-(62)J- 2tgan -<63)
65 ax = cos₽nmcos2₽nm ctgq 0,18162
66 aXfl = sin₽, тш-(65) 0,39196
67 aXE = cos₽ nmsin2Pnmctg9 0,4990
r2 / \ Дг, / \ ЛЯ / \ ДЕ’
68 Дга~ R (65) —+(бб)—-(67) — 0,26 мм
69 Д r6 = 0,5 Wj + (14) X tgan 5,31 мм
70 71 72 д гв = rotg a Arr =rotga Ard = 0,048 ANZ n 344 r0 . NpS . n(l~ R s*nPnm 344 ' 0,51 мм 0,97 мм
!— ( r0cos₽nm^ 1,81 мм
’",n\ bfe I
73 Ar£ = Дга + Дгб - Дгв - Дгг - А гд 2,28 мм
74. Д Гу = + Д г-, „+” выпуклая 2,28 мм
,,-”вог1тутая —2,28 мм
104
Продолжение табл. 6.1
. № по- зиции Параметр и формула для расчета Значение
75 dOi ~dg + выпуклая 204,56 мм
76 dOe =dg + 2Ar^, вогнутая 195,44 мм
; bfe^d 10 1ft 1П/
77 д/Дга + Дгб - Дгв - Arr-Arj.' Л7>ХО ММ
Наладочные данные для чистового нарезания шестерни
78 Q Pnm 22’03'
sin(g - ₽nm) 0,37541
cos(q - Pnm) 0,92686
tg(q _ Pnm) 0,40504
79 (69) + (74), выпуклая 3,03
вогнутая 3,03
- tg(<? - ₽nm>
80 — (79) • , выпуклая -0,01227
r0 u _ вогнутая -0,01227
81 tg0/j;cosPnmtga„ 0,02906
82 AUa = +[(80) + (81)] • r0cos(q - ₽nm) 1,56 мм
—1,56 мм
83 a₽0 = 0>5йп2₽пт 0,46985
84 аря = ctg<J ~ apo 0,17841
85 a₽E = cos2 ₽nm 0,67101
Дг, ДЯ ДЕ
86 (83)- 2 +(84)- R +(85)- R 0,05092
87 ДU6 = + (86) x r0cos(q - ₽nm)', выпуклая 4,72 мм
s'- вогнутая — 4,72 мм
88 Uj = U+ AUa + AUg, выпуклая 103,90 мм
вогнутая 91,34 мм
89 Esl = + (63) X E, вниз 3,87 мм
вверх — 3,87 мм
90 ’ Г! = 6Л 20’12’
R
91 ДA! - ± (62) X „ , выпуклая 3,53 мм
. 1 вогнутая — 3,53 мм
92 As\ = Aj + ДА1( выпуклая 158,53 мм
вогнутая 151,47 мм
93 Bsl = Bsl4 - AAisinFi, вперед —1,22 мм
назад 1,22 мм
94 ZS1 = z^cosOyj [1 + (61)], выпуклая 44,1057
вогнутая 40,1458
95 Gnl, выпуклая 20°
вогнутая 20’
96 zsl Gj “ Gnl > выпуклая 55’08'
вогнутая 50’11"
Примечание. В круглых скобках указан номер позиции в таблице.
105
Методика расчета (см. табл. 6.1) так же, как и система расчетов
[2], рассчитана на использование сокращенного комплекта номе-
ров резцов - 0; 12; 24; 36. В качестве корректур используют: измене-
ние числа зубьев производящего колеса Azs, изменение осевой
установки шестерни АА1; гипоидное смещение шестерни ДЕЬ по-
правку радиуса зуборезной головки Дг.
Пояснение к расчету данных для наладки зубообрабатыва-
ющего станка выполняют (см. табл. 6.1).
1. Определяют исходные данные для расчета по рабочим чер-
тежам зубчатых колес и формулам [2].
Исходные данные:
Zi = 16; z2 = 39; zc = 42,1545; mte = 6; mnm = 4,29; an = 20°;
pnm = 35°; Re = 126,46; R = 110,46; Rt = 94,46; 62 = 67°42';
6Z1 = 20°12'; 6/2 = 64°15'; 0p = 2°07'; 0/2 = 3°27'; 0/Z = 5°34';
6 = 32; Stel = 10,73; At = 155; A2 = 110; he2 = 11,21;
hjei = 4,67; h/e2 = 7,61; fe = 0,6; fh = 0,8; d0 = 200;
направление наклона зуба: шестерня - левое; колесо - правое.
2. Выполняют расчет предварительых данных (поз. 1-22). При.
этом необходимо учитывать следующее: коэффициент Ко рассчиты-
вается с точностью до 0,00001 (поз. 2); если значение ctgq отрица-
тельно, то необходимо уменьшить диаметр зуборезной головки
(nod. 3); угловая установка центра зуборезной головки q определя-
ется по значению котангенса этого угла (поз. 4). При этом, если
6 > 40°, необходимо выполнить проверку на отсутствие вторичного
резания (когда нерабочая зона зуборезной головки задевает заго-
товку). Вторичное резание отсутствует, если выполняется условие:
при черновом нарезании с обкаткой
9 > ц;
при чистовом нарезании с обкаткой
q>0,5n+(300°/zc)cospnm,
I he2sinS2 \ 28,66
гдеу-arccos^- 15 .
Для рассматриваемого случая Ц = 46°35'-57°03' > 46°35' - т. е. при
черновом нарезании вторичное резание отсутствует. Нет вторич-
ного резания и при чистовом нарезании, так как 57°03' > 46°35'. Ес-
ли данные условия не выполняются, необходимо увеличить do-
При нарезании врезанием вторичное резание не возникает и про-
верка не требуется; если значения, полученные в поз. 19 и 20, от-
личаются друг от друга более чем в 1,5 раза, следует изменить диа-
метр зуборезной головки и начать расчет сначала, так как зуб ко-
леса при этом будет иметь неправильное сужение (прямое или об-
ратное); при определении припуска под чистовое нарезание на обе
стороны зуба A W (поз. 21) используют следующие рекомендации:
для модуля тп до 3; от 3 до 6; от 6 до 10; от 10 до 16; от 16 до 20 со-
106 '
ответственно принимают значения A W = 0,75; 1,0; 1,25; 1,5; 2,0 мм;
при расчете Np£ (поз. 22) значения 0д и 0;2 принимаются в минутах.
3. Определяют параметры зуборезных головок и наладочные
данные для чернового и чистового нарезания колеса (поз. 23-34).
При этом необходимо учитывать следующее:
рассчитанное в поз. 18 теоретическое значение развода резцов
для чистового нарезания W2 округляют до одного из ближайших
значений нормализованного ряда (поз. 24);
фактический номер резцов для чистовой обработки рекомен-
дуется принимать равным: при ₽nm = 0 - 20° N$2 = 0; при Pnm > 20°
Мф2 = 12 (поз. 25);
расчетное значение развода резцов для чернового нарезания
округляется до ближайшего значения нормализованного ряда
(поз. 26).
4. Определяют параметры зуборезных головок и наладочные
данные для чернового нарезания шестерни (поз._35-44).
5. Определяют параметры односторонних зуборезных головок
для чистового нарезания шестерни (поз. 45-77).
При этом необходимо учитывать следующее:
сумму номеров резцов для конической передачи с«п = 20°
и |3nm = 35° рекомендуется выбирать в зависимости от Ко и zc следу-
ющим образом (поз. 45): при Ко = 0,4; zc = 25; 40; 60 соответственно
= 36; 24; 12; при Ко = 0,5; zc = 25; 40; 60; соответственно = 48;'
24; 12; при Ко = 0,6; zc = 25; 40; 60 соответственно = 60; 36; 24;
фактический номер резцов для чистовой обработки шестер-
ни округляется до ближайшего из ряда 0; 12; 24; 36 (поз. 46);
если|/ХФ -/х|> 0,002 (поз. 56), то вводятся дополнительные по-
правки (корректуры), определяемые в поз. 57,58, 60;
при правильно выбранных поправках значение aaN, найденное
в поз. 64, должно быть равно значению, найденному в поз. 48 с точ-
ностью до 0,002.
6. Вычисляют наладочные данные для чистового нарезания
шестерни. При этом направление вертикального (гипоидного) сме-
щения оси шпинделя изделия Esl (вверх или вниз) определяется
знаком Esl (плюс или минус) следующим образом (поз. 89): при пра-
вом направлении линии зуба и положительном значении Esl - сме-
щение вверх, а если значение Esl отрицательно, то смещение вниз;
при левом направлении линии зуба положительному значению
Esl соответствует смещение вниз, отрицательному - вверх.
6.5. КАРТА НАЛАДКИ СТАНКА ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ
КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
Карта наладки зубообрабатывающего станка должна содер-
жать все необходимые данные для его наладки и настройки. Для
каждого типа станка имеется своя карта наладки, учитывающая
его конструктивные особенности, ее прикладывают к руководству
станка по его эксплуатации. В качестве примера в табл. 6.2 приве-
дена карта наладки станка 5С270П.
107
о 6.2. Карта наладки зуборезного полуавтомата 5С270П для нарезания конической передачи с круговыми зубьями
Параметр Колесо Шестерня
Число зубьев 39 16
Межосевой угол/ 90
Модуль, мм: средний нормальный внешний окружной 4,29
6
Гипоидное смещение, мм 0
Угол профиля, ° 20
Угол наклона линии зуба, ° . 35
Направление линии зуба Правое Левое
Внешняя высота зуба, мм 11,21
Расстояние до измерительного сечения, мм 5,0
Размеры зуба по зубомеру, мм: высота толщина 3,9
7,2
Базовое расстояние, мм ПО 155
Боковой зазор, мм 0,4 , *
Номер уста- новки Наладочные установки станка и,данные инструмента
1 Зуборезная головка: номинальный диаметр, мм
2 развод или образующий диаметр, мм
3 нрмер резцов (угол профиля)
4 ширина вершины резца, мм
5 Угол установки бабки изделия
6 Осевая установка бабки изделия, мм
7 Гипоидное смещение: значение, мм
8 направление
9 Угол эксцентрикового барабана
10 Угол люльки
11 Смещение стола: значение, мм
12 направление
Колесо Шестерня
Черновое нареза- ние Чистовое нареза- ние Черновое нареза- ние Чистовое нарезание стороны
выпуклой вогнутой
200
1.8 2.8 1,1 204,56 195,44
12
1.2 1,8 0,6 0,9 0,9
64’15’ 64’15’ 20’12’ 20’12’ 20’12'
110 + высота бурта оправ- ки 110 + высота бурта оправ- ки 155 + высота бурта оправ- ки 158,63 + высо- та бурта оп- равки 151,47 + высо- та бурта оп- равки
0 .0 0 3,87 -3,87
- - - Вниз Вверх
42’24' 42’24' 42’24' 45’16' 39’32'
324’10' 326’20' 81’25' 80’25' 80’25'
0,01 0,01 0 -1,22 1,22
Назад Назад - Вперед Назад
Номер уста- новки Наладочные установки станка и данные инструмента
13 Отвод стола, мм
14 Передаточное отношение обкатки
15 Число зубьев сменных зубчатых колес: обкатки
16 деления
17 управления (угла качания люльки) .
18 скорости резания
19 подачи
20 Проверочный угол люльки,” '
21 Угол обкатки заготовки
22 Проверочный угол деления
23 Цена деления Д мелкозубой муфты, мм
Продолжение табл. 6.2
Колесо Шестерня
Черновое нареза* ние Чистовое нареза- ние Черновое нареза- ние Чистовое нарезание стороны
выпуклой вогнутой
14
Врезание 0,71300 0,71211 0,6802 0,7473
Врезание 6?x69 75 80 48XZ1 58 86 4^59 57 70 ♦ Их6-! 56 73
45 60 78 Х 90 45 60 78 Х 90 65 60 52Х 80 65 60 52Х 80 65 60 52 Х 80
Врезание 100 35 95 40 100 35 •100 35
- - - - -
- - - - -
20 20 20 20
21’35' 52’39' 55’8' 50’11'
9’14' 9’14' 22’30' 22’30' 22’30'
0, 20 0,08
Все наладочные установки и настройки, содержащиеся в кар-
тах наладки, можно разбить на две группы. К первой группе от-
носятся определенные при расчете наладочные данные по
табл. 6.1 и перенесенные в карту наладки непосредственно. К ним
относятся: параметры зуборезных головок (поз. 1-4, табл. 6.2), угло-
вые и осевые установки, гипоидное смещение и смещение стола
бабки изделия (поз. 5-8,13,14), проверочные углы обкатки люльки
и изделия (поз. 24, 25). При этом следует иметь в виду, что осевые
установки бабки изделия следует отсчитывать по шкалам .с уче-
том высоты буртов оправок.
Ко второй группе наладочных установок относят рассчитанные
по наладочным данным из табл. 6.1 с учетом конструктивных осо-
бенностей конкретных станков. Сюда относят числа зубьев смен-
ных зубчатых колес цепей управления, обкатки, деления, скоро-
сти резания, подачи, углы эксцентрика, углы люльки и значения
других величин (см. табл. 6.2, поз. 9, 10, 15, 18-23, 26, 27). Их рассчи-
тывают по формулам табл, 6.3.
По этой таблице сначала рассчитывают углы качания люльки,
достаточные для осуществления полной обкатки как шестерни,
так и колеса. Сменные зубчатые колеса управления подбирают
так, чтобы рассчитанное передаточное число соответствовало_бли-
жайшему значению из числа возможных передаточных чисел
комплекта сменных зубчатых колес, имеющихся на станке (состав
комплекта указан в руководстве или в специальной табличке на
станине станка). Это же относится и к сменным зубчатым колесам
скорости резания и подачи (в зависимости от диаметра зуборезной
головки, скорости резания, материала заготовки, времени обра-
ботки одного зуба).
Передаточное число сменных зубчатых колес обкатки рассчи-
тывается с точностью 0,00001 по числу зубьев производящего коле-
са zs, определенного в табл. 6.1. Число зубьев сменных зубчатых
колес определяют с помощью таблиц Сандакова [4] с той же точ-
ностью. -
Числа зубьев сменных зубчатых колес деления рассчитывают
абсолютно точно - методом разложения на простые множители.
Все остальные значения рассчитываются с точностью, с какой
они указаны в табл. 6.3.
Исходные данные для расчета:
6.3. Расчет наладочных установок станка 5С270П
№ поз. Параметр и формула для расчета Значение
I. Расчет угла качания люльки
1
2
* ... -
Фй = 144,3 m „--------
Р mr,zr
15°
16°
а 1200
Фе=~c°s3₽nm
zc
111
Продолжение табл. 6.3
№ ПОЗ. Параметр и формула для расчета Значение
3 ,, / Ф1 = arccos 11 — 4,5 1 \ 2с / 17°
4 ,, 1 tg62 \ ф2 = arccos 11 — 4,5 —— 1 42°
5 Фл = Ф₽ + Фе . 31°
6 Ф1ч= Ф'1 + 0,5ф 33’
7 ф2ч= ф2 + 0,5ф 0°
(врезание)
П. Передаточное отношение iy = (Н/П) = ЗбООДФ^)
8 Нарезание колеса черновое — (врезание)
9 Нарезание колеса чистовое 100/35
10 Нарезание шестерни черновое 95/40
11 Нарезание шестерни чистовое 100/35
Ш. Передаточное отношение ioi = 30/zsi
-* и числа зубьев сменных шестерен обкатки
12 Нарезание колеса черновое -(врезание)
„ 62 • 69
13 Нарезание колеса чистовое, io2 0,71296 75-80
14 Нарезание шестерни черновое, ioi4 o(7i215=^2L 58-86
15 Нарезание шестерни чистовое, выпуклая сто- 0,68018 = -^-^—
Р°на> <О1ВЫП 57-70
16 Нарезание шестерни чистовое, вогнутая сто- 47 • 65 0,74728=
рона, (о1ВоГН 56 • 73
IV. Передаточное отношение и числа зубьев
сменных шестерен деления, iw- = 15/z(- Нарезание колеса (д2
15 45-60
17 39 ”78-90
18 Нарезание шестерни ;д1 15 65-60
16 “ 52-80
V. Угол установки эксцентрикового барабана sin -у-=Ц/270
19 Нарезание колеса черновое и чистовое, е2 42’24'
20 Нарезание шестерни черновое, ej4 =е2 42’24'
21 Нарезание шестерни чистовое, выпуклая сторона, е 1 вып 45’16'
22 Нарезание шестерни чистовое, вогнутая сторона, eiBOrH 39’32'
112
Продолжение табл. 6.3
№ ПОЗ. Параметр и формула для расчета Значение
23 VI. Угол люльки Правое направление линии зуба 78°15'
24 С?п ~ + @2п Левое направление линии зуба 324°10'
25 Q„ = 360° + 0,5е2 - q, ДО1 = 90°/лНч 2°10'
26 AQ2 = 90°/zs2 0°
27 Д03 = О,5(Ф1ч-Ф) 0°
28 - ДО4 = °.5(Ф1ч-Ф) 1°
29 Нарезание колеса черновое, 324°10'
30 С?2ч = С?2п + Д<?2 + ДС?3 Нарезание колеса чистовое, 326°20'
31 @2 = С?2п+Д£?1 Нарезание шестерни черновое, 8Г25'
32 (?1ч= С?1л+ д01 + д<?4 Нарезание шестерни чистовое, 80°25'
33 Qi = Q'in+&Qi VII. Уменьшение толщины зуба при повород бабки изделия на одно деление Д52 = 0,0012d2cosPnm е лимба 0,20 мм
34 Д£1 = 0,0012djcos₽nm 0,08 мм
35 VIII. Проверочный угол деления и полный от Ог1 =360716 вод стола 22°30'
36 Gz2 = 360739 9°14'
37 HM = l,2he 14 мм
Zx = 16; z2 = 39; тп = 4,29; dael = 108,11; dae2 = 236,73; ₽nm = 35°;
6! = 22°18'; 62 = 67°42'; zs2 = zs24 = 42,0781; zsl4 = 42,1258;
^1вып= 44,1057; zslBOrH= 40,1458; zc = 42,1545; U2 = U24 = П1ч =
= 97,62; UlBbm = 103,90; [71BOr = 91,34; q = 57°03'; he = 11,21; fe=32;
направление зуба колеса - правое, шестерни - левое.
6.6. ОПРЕДЕЛЕНИЕ ДОПОЛНИТЕЛЬНЫХ ПОПРАВОК,
ВВОДИМЫХ В НАЛАДКУ СТАНКА ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
С ЦЕЛЬЮ УЛУЧШЕНИЯ КАЧЕСТВА КОНТАКТА
Поправки, определяемые по табл. 6.4, должны быть рассчита-
ны заблаговременно вместе с заполнением карты наладки станка
и включены в „Карту дополнительных поправок” (табл. 6.5), пере-
даваемую наладчику вместе с картой наладки.
пз
6.4, Определение дополнительных поправок в наладку
станка для регулирования пятна контакта
№ поз. Параметр и формула для расчета Значение
1 I. Сместить пятно на головку зуба шесте AR = 0,0021? рни 0,22 мм
2 ДА = ДЯ/cosTi 0,23 мм
3 ДВ = - Atftgri —0,08 мм
4 =ctgq-0,5sin₽nm 0,36147
5 cos0,5e2 0,93232
6 arsing Де-Д1?С—“77 2'
И. Сместить пятно к внутреннему торцу на выпуклой стороне
7 8 Д₽пт CRsinq &е--Ь?пт 3440(5) + 10' -7'
Ш. Исправить нормальную диагональность на выпуклой стороне
9 Д Е = - 0,011?, вверх (см. пояснение) — 1,1 MM
10 Д А = - AEtg ₽nm /cos Tj 0,82 мм
11 AB=A£tg₽nmtgr1 sin(q - ₽nm) —0,28 мм
12 Де-ДЕС . c0SPnm^ -14'
IV. Сузить пятно на выпуклой стороне
13 ДЕ = 0,021?, вниз +2,21 мм
1 -etgq \ 1 0,63 мм
14 AA = -AE lg₽nm ? - r \ 6 Knm cos2Pnm / cosTj
15 ДВ = - AAsinTj ’ —0,22 мм
16 Де="(^) fAEsinq+AAcosTjcosq) 58'
17 Azs AEctgq - zs =l?cos2 ₽nm 0,01933
18 Передаточное отношение и числа зубьев сменных шестерен обкатки:
/ Д25 1 я проба 101вып ~ ioiBbln с > / \ *s / (58 • 69) °’66703= (75-80)
1 Azs \ 2-я проба 1о1вып - 101вып ^1 - 2 ] (47 72) 0,65388= (69.7S)
V. Увеличить длину пятна на 20% на выпуклой стороне
19 . о \2 1 r0cosp пт ) 1,12 мм
Дго = О,О4тп( b -j
20 sin(q -₽nm) 1Г
Дв - Д/qC ф
114
Исходные данные для расчёта:
гг = 16; z2 = 39; mn = 4,29; pmn = 35°; R = 110,46; b = 32;
r0 = 100; q = 57°3'; Г1 = 20°12'; e2 = 42°24'; 1о1вып = 0,68012;
ieiBOPH = 0,74728; C = 25;
направление зуба шестерни левое, колеса - правое; станок 5С270П.
Использование дополнительных поправок зависит от качества
контакта, выявленного при проверке качества зацепления на
контрольно-обкатном станке (см. гл. 8). В большинстве случаев
(особенно если наладки были проверены и оптимизированы на
ЭВМ) могут потребоваться лишь небольшие поправки для смеще-
ния пятна контакта в требуемое положение. Если для смещения
пятна в нужное положение изменение осевой установки и гипо-
идное смещение контрольно-обкатного станка не превышает 0,5 -
1,0 мм, то достаточно (если это допустимо по технологическим
соображениям) эти смещения учесть на положении зуборезного
станка с обратными знаками и повторить нарезание, чтобы полу-
чить требуемый результат. Если же эти смещения большие и
нужно также изменить размеры и форму пятна, то следует вос-
пользоваться более трудоемким методом введения дополнитель-
ных поправок (см. табл. 6.5).
При этом следует иметь в виду следующее. Все поправки вно-
сят,-по мере выявления их надобности, последовательными про-
бами. В таблице приводятся значения и знаки поправок для пер-
вой пробы. Для второй и последующих проб значения поправок
удваивают, утраивают и т. д.
Значения и знаки поправок 1 (см. табл. 6.5) для смещения пят-
на на головку зуба шестерни относятся как к выпуклой, так и вог-
нутой стороне зуба шестерни. Для смещения пятна на ножку обе-
их сторон зуба шестерни знаки поправок нужно изменить на про-
тивоположные.
Значения и знаки остальных дополнительных поправок: 11, П1,
IV и V (см. табл. 6.5) - относятся только к выпуклой стороне зуба
шестерни. Для противоположного характера изменений на выпук-
лой стороне знаки поправок меняют на противоположные. На вог-
нутой стороне зуба шестерни знаки поправок должны быть проти-
воположны тем, которые вводят для соответствующего изменения
на выпуклой стороне.
6.7. НАЛАДКА ЗУБОСТРОГАЛЬНОГО СТАНКА ДЛЯ НАРЕЗАНИЯ
КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС
В табл. 6.6 приведена карта наладки зубострогального станка
5С276П для чернового и чистового строгания зубьев конической
пары зубчатых колес. Аналогичные карты составляют для других
моделей зубострогальных и зубофрезерных станков для нарезания
конических прямозубых колес.
В первых восьми сдвоенных строках карты наладки приведены
основные данные о геометрических параметрах нарезаемой кони-
ческой пары.
115
6.5. Карта поправок в.наладку станка 5С270П для регулирования пятна контакта
при нарезании шестерни
I. Исправление пятна контакта по высоте зуба
Необходимое смещение пятна контакта Изменение наладки
осевой установки, мм положения стола, мм угла эксцентрика
К головке + 0,23 (назад) -0,08 (вперед) + 2’
К ножке - 0,23 (вперед) +0,08 (назад) —2'
II. Исправление пятна контакта по длине зуба
Необходимое смещение пятна контакта Изменение угла эксцентрикового барабана
Выпуклая сторона зуба , Вогнутая сторона зуба
К внутреннему торцу К внешнему торцу —7' (уменьшить) +7’ (увеличить)
+ 7' (увеличить) —7’ (уменьшить) 1
til. Исправление диагональности пятна контакта
Изменение наладки Характеристика пятна контакта
Выпуклая сторона Вогнутая сторона
Диагонально сть обратная Диагональность обратная
Диагональность нормальная Диагональность нормальная
Р-левое Р-правое Р -левое Р-правое р -левое Р-правое р-левое 8-правое
гипоидного смещения, мм Вверх -1,10 Вниз Вниз +1,10 Вверх Вниз +1,10 Вверх Вверх -1,10 Вниз
осевой установки, мм +0,82 (назад) -0,82 (вперед) . -0,82 (вперед) +0,82 (назад) •
положения стола, мм -0,28 (вперед) ' +0,28 (назад) +0,28 (назад) —0,28 (вперед)
угла эксцентрикового барабана —14' v +14' +14' -14'
IV. Исправление ширины пятна контакта по высоте зуба
Изменение наладки: 1 Изменение пятна контакту по высоте зуба
Сузить ч Расширить
Выпуклая сторона Вогнутая сторона Выпуклая сторона Вогнутая сторона
Р-левое Р-правое Р-левое Р-правое * Р -левое Р-правое Р -левое Р-правое
гипоидного смещения, мм Вниз +2,21 Вверх Вверх -2,21 Вниз Вверх -2,21 Вниз Вниз +2,21 Вверх
осевой установки, мм +0,63 -0,63 ; , -0,63 +0,63
Продолжение табл. 6.5
положения стола, мм -0,22 +0,22 +0,22 -0,22
угла эксцентрикового барабана + 58’ —58’ -58’ +58’
сменных шестерен обкатки: 1-я проба 2-я проба 58 69 75 Х 80 47 72 69 Х 75 69 75 79 Х 86 63 73 х 75 7^- 46 63 55 Х 76 48 66 59 Х 76 56 67 64 Х 80 57 76 67 Х 90
V, Исправление длины пятна контакта
Изменение Изменение пятна контакта по длине
Увеличить Уменьшить
Выпуклая сторона Вогнутая сторона Выпуклая, сторона Вогнутая сторона
Радиуса зуборезной головки, мм + 1,12 .(увеличить) -1.12 (уменьшить) -1,12 (уменьшить) + 1,12 (увеличить)
Угла эксцентрикового барабана + 11' -И' —11’ +11'
Примечание. Указанные поправки соответствуют изменению длины пятна контакта на 20%.
6.6. Карта наладки зубострогальногополуавтомата 5С276П для нарезания конической прямозубой передачи
Данные нарезаемой прямозубой передачи
Параметр Колесо Шестерня
Число зубьев . . 39. 16
Межосевой угол, ’ * 90 ,
Модуль окружной внешний, мм 6
Внешнее конусное расстояние, мм 126,46
Длина зуба, мм 32,0
Число зубьев производящего колеса zc = 42,1545
Внешняя высота зуба, мм 11,2
Угол ножки зуба 5’27’ 2’7’
Угол внутреннего конуса 64’15’ 20’12'
Размеры по зубомеру, мм: ' t ' высота тбльцина 4,49
8,32
Базовое расстояние, мм 110,0 а 155,0
Боковой зазор, мм 0,4
Продолжение табл. 6.6
№ поз. Наладочные установки станка " Колесо Шестерня
Нарезание Нарезание
черновое чистовое черновое \ чистовое
1 Способ деления ’ Двойной Единичный Двойной Единичный
2 Тип резца Специальный _ _ Нормальный Специальный Нормальный
3 Длина хода ползунов, мм 33,0
4 Радиальная установка резцов, мм 127,0 *
5 Угол развода суппортов 5’31' 5’Г
6 Угол установки бабки изделия 64°1Г 64’15' 19’50' 20’12'
7 Осевая установка бабки изделия, мм > .110,0 + высота бурта оправки 110,0 + высота бурта оправки 155,0 + высота бурта оправки 155,0 + высота бурта оправки
8 Смещение стола, мм 0
9 Отвод стола, мм 14,0
10 Угол качания люльки, ° - 24 - 24
11 Угол установки люльки, ° 0
5 Зак. 179,
12 Сменные зубчатые колеса: деления обкатки цепи управления скорости резания подачи •45 60 ‘ 78 Х 45 *45 60 ’ 78 Х 90 65 60 52 Х 40 65 60 52 Х 80
13 - 45 34 50 Х 43 45 34 50 Х 43
14 105 30 — 105 30
15 - - - -
16 - - - -
17 Проверочный угол обкатки: люльки заготовки Проверочный угол деления — 20’ - 20’
18 - 21’37' - 52’42'
19 18’28' 9’14' 45° 22’30'
Наладочные установки рассчитаны и назначены с учетом сле-
дующего.
Способ деления при черновом нарезании принят двойной, а
при чистовом - единичный.
Ход ползуна, мм, /п = b + 1 = 33.
Радиальная установка резцов, мм, Lp = Re + Д = 126,46 + 0,54 =
= 127.
Угол развода суппортов, °:
ti>i = 57,3[(0,5лт + J?esin8;1tga')/(Lecos9yf)],
где tga' = tgacosl2° = 0,9781 • 0,364 = 0,356.
«2 = 57,3[(1,57 • 6 + 126,46 • 0,06018 • 0,356)/(126,46 • 0,998)] = 5°ЗГ.
(01 = 57,3[(1,57 • 6 + 126,46 • 0,03699 • 0,356)7(126,46 • 0,9993)] = 5°Г.
Угол установки бабки изделия равен при чистовом нарезании
углу внутреннего конуса соответственно колеса и шестерни, а при
черновом нарезании
tgH = tg 6Z1 cos ~~ = 0,3679cos (180е/16), Tj = 19’50'
1
tgr2 = tg6/2cos-«= 2,0732cos(180°/39), Г2 = 64’11'.
Осевые установки бабки изделия для колеса и шестерни при-
няты равными их базовым установкам плюс высота бурта соответ-
ствующей оправки (см. рис. 6.3). Смещение стола принимается рав-
ным нулю. Полный отвод стола принимается равным 1, 2 внешней
высоты зуба.
Угол качания люльки, обеспечивающий в процессе нарезания
полную обкатку зуба,
Ф „ = 1040/zc = 1040/42,1545 = 24°40',
гдегс = 42,1545 - число зубьев плоского производящего колеса на-
резаемой пары.
По величине Фл рассчитывают сменные зубчатые колеса управ-
ления. Принимая угол качания управляющего вала станка
Фу = 300°, определим их передаточное число:
Н 12 Фу 12-300
П “ 2СФЛ “42,1545-24,67 “3,45;
Н Ю5 , с
принято—- = —— = 3,5.
' 11 Ли
Сменные зубчатые колеса деления is «= 15/25 подобраны мето
дом разложения на множители так, чтобы при переходе с двойно
го деления На единичное заменить в этой гитаре только одно во
домое зубчатое колесо на колесо с вдвое ббльшим числом зубьев.
Передаточные числа сменных зубчатых колес обкатки рассчи
122
таны по приведенной ниже формуле из условия zs = zc и подобра-
ны по таблицам [4] (точность - 0,00004):
i0 = 30/zs = 30/42,1545 - 0,71167;
i0 = (Ж • И)/(3- К) = (45 • 34)/(50 • 43).
Проверочные углы обкатки (G„ = 20°):
G2 = (30 • 20)7(0,71167 • 39) = 21°37';
Gj = (30 • 20)/(0,71167 • 16) = 52°42'.
Сменные зубчатые колеса скорости резания и подачи рассчи-
тывают в зависимости от материала нарезаемых зубчатых колес,
материала и конструкции резцов и режимов обработки по реко-
мендациям, приводимым в п. 6.8, а также по указаниям, имею-
щимся в руководствах к конкретным моделям станков.
6.8. РЕЖИМЫ ОБРАБОТКИ ЗУБЬЕВ
Процесс нарезания конических зубчатых колес характеризует-
ся значительной неравномерностью процесса резания - непостоян-
ством сечения стружки во время обкатки нарезаемого колеса. Как
при черновом, так и при чистовом нарезании сечение стружки (ее
ширина и толщина), снимаемая одним резцом, изменяется от ми-
нимального значения в начале и конце' рабочего хода обкатки, до
максимального - в середине обкатки. Поэтому режимы обработки
зубьев установлены на основании практически проверенных экс-
периментальных данных. Обобщенные сведения о них приведены
в табл. 6.7 и 6.8 (подробнее см. [5]).
При обработке зубьев колес с круговыми зубьями скоростью
резания считается окружная скорость резцов зуборезной головки
на ее номинальном диаметре d0 мм. Необходимая частота враще-
ния заготовки, мин-1,
1000V
где v выбирают из табл. 6.7 в зависимости от обрабатываемого ма-
териала и вида обработки. Значение v округляют до ближайшего
Значения, допускаемого имеющимся комплектом сменных зубча-
тых колес,
По времени обработки одного зуба tp, выбираемому из этой же
таблицы, может быть рассчитана средняя угловая скорость люль-
ки, градус/с:
л.р ₽
где Фл - см, табл. 6.3, поз. 5, 6 или 7. По этому значению (или непо-
средственно по tp) рассчитывают передаточное число сменных зуб-
чатых колес подачи is с округлением до ближайшего значения,
допускаемого имеющимся комплектом зубчатых колес.
В табл. 6.7 (как и в табл. 6.8) значения tp указаны для наимень-
5* 122
6.7. Режимы обработки зубьев при нарезании конических колес с круговыми зубьями
-Обрабатываемый материал и его твердость Модуль me, мм, длина зуба Ь, мм Вид реза- ния Скорость резания», м/мин Время обработки одного зуба tp, с
Колесо Шестерня
Передаточное отношение нарезаемой пары
от!: 1 доЗ:1 3:1 и выше
Сталь 18ХГТ или экви- валентная, НВ 160-212 те = 3 ... 10* Черновое 35-45 9-23 17-54 17-58
Ь = 20 ...55 Чистовое 50-60 14-50 14—44 19-49
Сталь 45ХН или эквива- лентная, НВ 212-269 те = 3 ... 10 Черновое 30-35 11-29 17-70 17-77
Ь = 20 ... 60 Чистовое 45-50 17-58 17-52 - 20—58
Сталь 45ХН или экви- валентная, НВ 269-302 те = 3 ... 10 Черновое 25—30 17-45 22-95 25-95
Ь-20... 60 Чистовое 35-42 23-81 23-69 28-70
6.8. Режимы обработки зубьев при нарезании конических прямозубых колес
Обрабатываемый материал Твердость, НВ Модуль те, мм, длина зуба bt мм Нарезание Средняя скорость резания v_n. м/мин4” Время обработки одного зуба tp> с
Сталь 18ХГТ, 20ХМ или эквивалентная 156-207 те=1,5..,6 Ь = 15 ... 65 Черновое 12-13 8-72
Чистовое 13-15 8-42
Сталь 35ХМ или экви-, валентная 230-286 те -1...6 Ь=15 ...65 Черновое 9-11 14-130 .
Чистовое 11-13 9—72
шего и наибольшего значения модуля. Для промежуточных зна-
чений модулей значения tp определяют интерполированием.
При обработке зубьев прямозубых колес скоростью резания-
считается средняя скорость одного двойного хода резца на длине
1„, мм. Необходимая частота движения резцов, дв.ход/мин, опреде-
ляется по значению vrn из табл. 6.8:
= _1000v^
2х 21п •
Это значение округляют до ближайшего,, допускаемого комп-
лектом сменных зубчатых колес.
По времени обработки одного зуба tp из табл. 6.8 определяют
угловую рабочую скорость люльки б)л-р и передаточное число смен-
ных зубчатых колес подачи is так же, как это описано для колес с
круговыми зубьями.
ГЛАВА 7. ЗУБОШЛИФОВАЛЬНЫЕ И ЗУБОПРИТИРОЧНЫЕ
СТАНКИ
Зубошлифовальные и зубопритирочные станки относятся к зу-
боотделочным. Они предназначены для окончательной обработки
предварительно нарезанных и термически обработанных до опре-
деленной твердости рабочих поверхностей зубьев. Основные пара-
метры зубошлифовальных станков приведены в табл. 7.1, прити-
рочных станков - в табл. 7.3.
Ниже приведено описание полуавтомата 58К70В. Полуавтомат
5А872В отличается от него только размерами (см/табл. 7.1). Кине-
матическая схема, конструкция основных узлов, процесс шлифо-
вания идентичны.
7.1. Основные параметры зубошлифовальных станков.
Параметр Станок
58K70B 58П70В 5A872B
Тип зубьев Круговой Прямой Круговой
Наименьший диаметр обрабатывае- мых колес, мм 320 320 - 800
Модуль внешний, мм 6 2-8 15
Наименьший угол делительного ко- нуса, ° 9 9 5’42'
Наибольшее передаточное отноше- ние щлифуемой передачи . 6:1 6:1 10:1
Наибольшее конусное расстояние, мм 140 140 420
Наибольшая ширина зуба, мм 50 32 100
Гипоидное смещение, мм + 25 — + 190
Угол профиля 20° ± 5° 20-25“ 20’ + 5’
Диаметр шлифовального круга, мм 100-250 275-235 160-500
Время внутреннего цикла (качания люльки), с 4-40 ' 4-40 6-40
Плофадь (длина X ширина), занимае- мая станком, мм^ 4465 X 3480 5250 X 4090
7.1. ЗУБОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ 58К70В
ДЛЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
Процесс формообразования боковых поверхностей зубьев при
шлифовании конических колес с круговыми зубьями аналогичен
процессу формообразования при нарезании зуборезными головка-
ми обкаткой плоским производящим колесом. Конические боко-
вые поверхности шлифовального круга выполняют роль произ-
водящих поверхностей (боковых поверхностей зуба производяще-
127
Рис. 7.1. Схема крепления,!
ограждения и правки шлифо-
вального круга:
А1 — алмаз для правки наруж-
ной конической поверхности;
А2 — то же, для внутренней;
АЗ — то же, для торца; 1 — балан-
сировочный сегмент; 2 — план-
шайба; 3 — прокладка; 4 — шли-
фовальный круг; 5—фланец; 6 —
ограждение; 7 — шлифовальный
шпиндель
го колеса), описываемых вращающимися режущими кромками рез-
цовых головок в зуборезных станках. Отличительной конструк-
тивной особенностью зубошлифовальных станков по сравнению с
зуборезными является наличие механизмов правки и управления,
необходимых при периодической правке шлифовального круга
для поддержания его режущих свойств и геометрической формы, а
также компенсации его износа. Схема правки шлифовального кру-
га, его крепление и ограждение показаны на рис. 7.1.
Рис. 7Л. Циклограмма шлифования конического колеса:
tp —время одного рабочего хода, tp= 1цг(-; 1Ц—время цикла; ts—время на по-
дачу врезания; tn — время правки шлифовального круга; t шм — время шлифа*
валиля конического колеса
128
Рис. 7.3. Полуавтомат зубошлифовальный 58К70В:
С — станина; СЛ — стойка люльки; Л — люлька; МПР - механизм правки шлифоваль-
ного круга; ПБИ — привод бабки изделия; БИ - бабка изделия; ГЗБИ — гидрозажим
бабки изделия; ППБИ — поворотная плита бабки изделия; СБИ — стол бабки изде-
лия; ПРУ — программное устройство; Ш — пульт управления главный; П2 — пульт
управления скоростью правки; Р1 — рукоятка механизма разделения припуска;
Р2 — маховичок для подачи стола вручную; РЗ — шестигранник для рукоятки гипоид-
ного смещения; Р4 — шестигранник для рукоятки осевой установки бабки изделия;
Ш1— шкала для определения числа оборотов двигателя шлифовального шпинделя;
Ш2 — паспортная табличка; ШЗ — шкала гипоидного смещения; Ш4 — шкала осевой
установки; Ш5 — шкала угла качания люльки; ОГР — ограждение; Ml — электродви-
гатель привода шлифовального круга; М2 — электродвигатель привода обкатки
.Схема работы основных механизмов станка при шлифовании
конического колеса показана на циклограмме рис. 7.2. При каж-
дом рабочем ходе (черновом и чистовом) последовательно шлифу-
ются все зубья колеса при установленной подаче на врезание.
Перед каждым рабочим ходом устанавливается соответствующее
значение этой подачи, а перед некоторыми ходами шлифоваль-
ный круг правят. Все операции, кроме снятия обработанной дета-
ли и установки новой заготовки, осуществляются автоматически
от системы управления, рассматриваемой ниже.
Станок показан на рис. 7.3. Указанные на рисунке обозначения
и наименования частей и органов управления будут в дальней-
шем использоваться и на других рисунках.
Габаритные размеры станка: 3515 х 1970 х 1765 мм. За станком
приблизительно на такой же площади расположены бак для ох-
лаждающей жидкости, гидростанция, шкафы с электрооборудова-
нием, центрифуга, пылесос, электро- и гидропроводы. Полная пло-
щадь, занимаемая всем оборудованием, указана в табл. 7.1.
5а Зак. 179.
ил
о
Рис. 7.4. Кинематическая схема зубошлифовального полуавтомата 58К70В
Кинематическая схема полуавтомата представлена на рис. 7.4.
Главное движение - вращение шлифовального шпинделя -
осуществляется от регулируемого электродвигателя постоянного
тока Ml через три ременные передачи с общим передаточным чис-
лом uv =4x7 ХХ7 4х|о,983 = 1,2. Ременные передачи размещены в
1^3 1.Z5 1*53 -
специальном барабане БЗ с задней стороны люльки. Этот барабан
поворачивается вместе с эксцентриковым барабаном Э люльки.
Благодаря этому при настроечном повороте эксцентрикового ба-
рабана взаимное положение шкивов и натяжение ремней остают-
сянеизменными.
Частота вращения (мин-1) электродвигателя Ml определяется
в зависимости от скорости шлифования v (м/с) и диаметра шлифо-
вального круга d0 (мм):
1000-60v
Пм1 ~ ndouv
(7.1)
и регулируется с помощью электроаппаратуры.
Круговая подача - вращение люльки - осуществляется регули-
руемым электродвигателем постоянного тока М2 через червячную
передачу 4:28, цилиндрическую 34:48, коническую 17:34, сменные
В D
зубчатые колеса обкатки k = ~p~^ и гипоидную передачу 5:150.
При шлифовании очередного зуба люлька вращается против часо-
вой стрелки на заданный угол Ф® со скоростью, обусловленной за-
данным временем цикла качания люльки (ц. Возврат люльки в ис-
ходное положение происходит по часовой стрелке за время tB =
= 1.5...2 с. Реверсирование осуществляется с помощью электроап-
паратуры под воздействием концевых выключателей КВ1 и КВ2,
установленных на указанный угол Фл на задней стороне люльки
(см. рис. 7.5). Частота вращения пм2 (мин-1) двигателя М2 должна
быть такой, чтобы за время рабочего хода tp = -1,5 с люлька по-
вернулась на угол Фл, тогда
^_L2£_Ef_Lf, 15)=-^
60 28 48 34 0 1501 ц ’ } 360 ’
98,8Ф°
откуда им2=— - _ 1>5)-. (7.2)
Вращение шпинделя шлифуемого колеса в процессе обкатки
осуществляется тем же электродвигателем М2 согласованно с вра-
щением люльки. Движение заимствуется от зубчатого колеса
z = 48 и передается на шпиндель через зубчатые колеса дифферен-
циала z = 48, z - 24, z = 48 (при неподвижном корпусе КД), три ко-
нические передачи 14:28, 36:36 и 30:30, сменные зубчатые колеса
деления |д = — — и гипоидную передачу 5:75. Уравнение баланса
цепи обкатки, согласующей вращения люльки и шпинделя,
131
1 150 1 34 , 14 36 30 . 5 1
zs 5 j0 17 “диф 28 36 30 ,д' 75 " zf ’
где zs - число зубьев производящего колеса (задаваемое картой
наладки); идиф = 1 - передаточное число дифференциала при пе-
редаче вращения с одного центрального колеса на другое при ука-
занных зубчатых колесах и неподвижном корпусе.
Делительный поворот шлифуемого колеса происходит в нача-
ле обратного хода люльки. Под воздействием переключающих уст-
ройств масло поступает в гидроцилиндр ЦД, поршень-рейка кото-
рого, перемещаясь, воздействует через зубчато-реечный и винто-
вой механизмы на фиксатор ФКД корпуса дифференциала и муф-
ту МКД. Фиксатор освобождает корпус, муфта включается, и ло-
пастной гидродвигатель ГД1 сообщает корпусу поворот на 180°.
Это движение передается на шлифуемое колесо по делительной
цепи
180° „ 14 36 30 . 5 1
360° Ыдиф 28 36 30 'д 75 ~ г,- ’
где ЦдИф = 4 - передаточное число дифференциала от корпуса на
центральное колесо (при вращении корпуса) при указанных чис-
лах зубьев зубчатых колес.
Из приведенных уравнений делительной цепи и цепи обкатки
получаются следующие формулы для передаточных чисел смен-
ных зубчатых колес деления и обкатки:
ifl=15/zj, io = 30/z£.
Привод управляющего вала (УВХ на котором расположены ку-
лак КП подачи врезания и диск ДЗП управляющего программно-
го устройства, осуществляется от электродвигателя М3 через две
червячные передачи 1:28 и 1:34. Управляющий вал делает один
полный оборот за время шлифования зубчатого колеса, но враща-
ется не непрерывно, а с периодическими остановками, как это за-
дается программой шлифования (см. ниже). При непрерывном его
вращении время его полного оборота, как это следует из рассмот-
ренной кинематической цепи, было бы
tyB = 28 • 34/1370 = 0,7 мин = 42 с.
Подача врезания при автоматической работе станка осуществ-
ляется кулачком КП при его повороте на определенный угол, за
даваемый программой. Стол СБИ перемещается под воздейст
вием давления масла в гидроцилиндре Ц1 на расстояние, допускав
мое падением профиля кулачка. Цилиндр Ц1 служит и для отвода
стола с бабкой изделия БЙ (угловое положение которой устанав
ливают с помощью Р5) из рабочего положения в положение дл?
деления и обратно. Второй цилиндр Ц2 предназначен для быстро
го подвода стола из загрузочного положения в рабочее и обратно.
Движение подачи на врезание вручную осуществляется с по
мощью рукоятки Р2, расположенной на передней стенке станка
132
Рис. 7.5. Схема передней плоскости
люльки (механизм правки снят)
л
э
РЮ
ш
Ро
U1S
через две конические пары
23; 23, червячную передачу 2:24
и винтовую пару с шагом
Р = 3 мм. Наладочное переме-
щение стола вручную произво-
дится от рукоятки, надеваемой
на квадрат Р4, через зубчатую
передачу и винтовую пару с ша-
гом Р= 1,5 мм.
Механизм разделения припу-
ска (см. рис. 7.4, разрез А-А) пред-
назначен для поворота шлифуемого колеса относительно шлифо-
вального круга без расцепления зубчатых колес настроенной цепи
обкатки. Этот поворот осуществляется с помощью рукоятки, на-
деваемой на квадрат Р1 на передней стенке станка (см. рис. 7.3).
От этой рукоятки движение передается через две конические^и
одну цилиндрическую передачи с и = 1:1 на червяк z = 1, сцепляю-
щийся с червячным колесом z = 73, закрепленным на корпусе де-
лительного механизма КД. От корпуса поворот передается при
включенном фиксаторе ФКД по делительной цепи на шпиндель
бабки изделия.
Устройство люльки (рис. 7.5, см. рис. 7.4). В люльке Л станка,
вращающейся в направляющих качения стойки СЛ и приводимой
во вращение гипоидной передачей 5:150, расположены следующие
механизмы: эксцентриковый барабан Э с гилйзой шпинделя шли-
фовального круга, барабан БЗ для крепления опор ременных пе-
редач привода вращения шпинделя, механизм осевого перемеще-
ния шпинделя. Кроме того, на эксцентриковом барабане люльки
расположен механизм правки шлифовального круга.
Эксцентриковый барабан предназначен для изменения и уста-
новки радиальной координаты шлифовального шпинделя. Этот
механизм аналогичен рассмотренному в п. 2.4 эксцентриковому
барабану люльки зуборезного станка. Эксцентриковый барабан
поворачивается на нужный угол вращением шестигранника Р6 и
закрепляется стопорными болтами Р10. Отсчет угла поворота про-
изводится по шкале Ш5 (см. рис. 7.5).
В барабане БЗ, как указано выше, расположены не показанные
на схеме кронштейны с опорами для шкивов ременных передач.
Для сохранения неизменности межосевого расстояния шпиндель-
ных ременных передач барабан БЗ должен изменять свое положе-
ние в соответствии с изменением положения эксцентрикового ба-
рабана Э. Для этого зубчатый венец эксцентрикового барабана
z ” 200 (см. рис. 7.4) связан зубчатыми колесами z = 20 и z = 13 с зуб-
чатым венцом z « 186 на барабане БЗ. В этом барабане имеется
133
также устройство для его закрепления в установленном положе-
нии.
Шлифовальный шпиндель Ш установлен в гильзе шпинделя
ГШ в прецизионных подшипниках (см. рис. 7.4). Гильза может пе-
ремещаться в осевом направлении пр направляющим качения.
Это перемещение необходимо как движение подачи шлифоваль-
ного круга при его правке для компенсации износа. Осевое пере-
мещение ГШ осуществляется с помощью лопастного гидродвига-
теля ГД2. При получении импульса от системы управления его ро-
тор поворачивается на 120° и сообщает поворот через храповый ме-
ханизм ХМ валу, проходящему внутри ГД2„ и от него через зубча-
тые колеса z = 17 и z = 68 на винтовую пару с шагом Р = 3 мм. Хра-
повый механизм предназначен для регулирования осевого движе-
ния подачи при правке путем соответствующего изменения числа
зубьев храпового колеса, захватываемых собачкой при указанном
повороте ротора. Настройка подачи в интервале 0-0,14 мм (десять
подач) производится вращением внутреннего шестигранника Р7
по соответствующей шкале Ш6 (см. рис. 7.5). Перемещение гильзы
шпинделя вручную йри наладке осуществляется вращением
шестигранника Р8.
, Механизм правки шлифовального круга (рис. 7.6) смонтирован
на выступающей части эксцентрикового барабана. Состоит из
Рис. ТА. Механизм правки шлифовального круга
134
опорной плиты ОП, на которой может поворачиваться и закреп-
ляться в нужном положении поворотная плита ПП. На этой плите
имеются прямолинейные направляющие, по которым перемеща-
ется и закрепляется’в установленном положении опорный кор-
пус ОК. Оба эти перемещения необходимы как наладочные для
обеспечения при правке круга заданных значений образующих ра-
диусов шлифовального круга йив и /?ин (см. рис. 7.1). '
В корпусе ОК смонтированы сдвоенные /гидроцилиндры ЦЗ,
оси которых параллельны оси шпинделя. Поршни-рейки этих ци-
линдров находятся в зацеплении с зубчатым колесом z = 20, кото-
рое жестко связано с откидным корпусом ОТК. В этом корпусе смон-
тирован механизм движения правочных алмазов. На рис. 7.6 кор-
пус ОТК изображен в рабочем положении - при правке. По оконча-
нии правки под воздействием гидроцилиндров ЦЗ откидной кор-
пус поворачивается относительно оси ОjOj от изображенного по-
ложения на 120° (откидывается), вследствие чего алмазодержатели
Т2 и Тз выходят из соприкосновения с шлифовальным кругом.
Механизм движения алмазов состоит из алмазодержателей
Tl и Т2 для правки внутренней и наружной боковых поверхностей
круга, поворачивающихся вокруг оси О2О2, и алмазодержателя Т3
для правки торца круга, качающегося вокруг оси О3 (см. также
рис. 7.1). Движения для правки круга сообщаются рычагам сдвоен-
ным гидроцилиндром Ц4, установленным в откидном корпусе
ОТК. Поршни-рейки' этого цилиндра, перемещаясь в противопо-
ложном направлении, поворачивают через зубчатые секторы С2
алмазодержатели боковой правки Tj и Т2, а через реечную шестер-
ню z =16 поворачивают валик с кулачком КПР, который покачи-
вает алмазодержатель торцовой правки Т3. Для того чтобы при
Рис. 7.7. Структурная схема управления полуавтоматом 58К70В
135
правке боковых поверхностей круга были обеспечения нужные
углы профилей, алмазодержателям Т\ и Т2 сообщаются также осе-
вые перемещения от секторов С1 и наклонных упоров 1У1 и У2.
Наклоны упоров могут регулироваться в зависимости от заданных
значений углов профилей ав и ан отсчетом по соответствующим
шкалам Ш 7. Алмазо держатели Д и Т2 прижимаются к упорам
пружиной ПР.
Согласование работы механизмов станка. Осуществляется
комбинированной системой управления, состоящей из централь-
ного управляющего вала У В с кулачком КП и программным дис-
ком ДЗП (см. рис. 7.4), определяющего весь цикл шлифования
конического колеса за несколько рабочих ходов („большой” цикл),
и двух релейных подсистем - для управления циклом шлифова-
ния каждого очередного зуба („малый” цикл) и для управления
правкой шлифовального круга. Схема управления показана на
рис. 7.7. На ней прямоугольником СУ1 условно обозначена сово-
купность электрических, гидравлических и электронных реле и
аппаратов для управления большим циклом, прямоугольником
СУ2 - также для управления малым циклом, и прямоугольником
СУЗ - также для управления правкой круга, МД - механизм деле-
ния. Работа комплексной системы управления будет описана
ниже после предварительного рассмотрения работы управляю-
щего вала.
Управляющий вал с диском ДЗП и кулачком КПповорачивает-
ся от периодически включаемого электродвигателя М3 (рис. 7.4).
При повороте кулачка осуществляется движение подачи на вре-
зание. Схема этого кулачка при’его положении в начале цикла об-
Рис. 7.8. Схема кулачка (а) движения подачи на врезание и расположения отверстий
(4) в диске программного устройства
136
работки зубчатого колеса, когда упор стола соприкасается с его
профилем в точке 0, показана на рис. 7.8. Профиль кулачка со-
стоит из четырех участков: участка 0-1 на угле (pi = 192°, очеред-
ного по архимедовой спирали с падением на 0,6-0,14 мм; анало-
гичного участка 1-2на угле ф2 = 96° с падением на 0,14-0,02, подоб-
ногоже участка 2-3 на угле <р3 =32° с падением на 0,02-0 мм и
кругового участка 3-4 на угле ф4 = 32°. На участке 4-0 профиль
приходит в исходную точку 0. Первый участок профиля кулачка
определяет подачу для черновых рабочих ходов, второй - для по-
лучистовых, третий - для чистовых, четвертый участок предназна-
чен для выхаживания.
Схема программного устройства диска ДЗП показана на том же
рис. 7.8. На диске имеются три концентрических ряда отверстий по
44 отверстия в каждом. Отверстия расположены в секторах, соот-
ветствующих указанным выше участкам профиля кулачка. Поэто-
му каждому отверстию соответствуют определенные указанные
перемещения стола станка в направлении движения подачи на
врезание, отсчитываемые от исходного положения диска (и ку-
лачка) в начале цикла.
В исходном положении диска первый ряд отверстий, располо-
женных по радиусу, находится против источника света, воздейст-
вующего через отверстия в диске на фотоэлементы.
Нормально в отверстия вставлены штыри (отверстия зачер-
нены). Наружный ряд отверстий предназначен для задания подач
врезания для запрограммированных рабочих ходов, что осущест-
вляется освобождением соответствующих отверстий (отверстия не
зачернены) в этом ряду. В среднем ряду отверстия освобождаются
в случаях, когда с изменением подачи должна производиться оче-
редная предварительная правка шлифовального круга. Во внут-
реннем-ряду отверстия освобождаются, если должна произво-
диться окончательная правка.
Вместо высвобождаемых штырей программа может быть быть
зафиксирована на специальном программоносителе - картонном
диске - пробивкой отверстий в соответствующих местах.
' Рассмотрим работу системы управления по реализации про-
граммы, заданной на рис. 7.8 и соответствующей циклограмме на
рис. 7.2,
После установки и закрепления очередной заготовки стол
вручную рукояткой Р2 (см, рис, 7,4) подводится в рабочее положе-
ние, и нажимается кнопка „пуск”. В результате включаются
электродвигатели и приводимые ими механизмы и устройства,
непрерывно работающие за весь цикл шлифования зубчатого ко-
леса (см. рис. 7.2). Одновременно включается электродвигатель
Af3 И-управляющий вал УД вместе с кулачком КП и диском ДЗП
поворачивается в направлении, указанном стрелкой, на угол, оп-
ределяемый на диске отметкой 0,24, против которой имеется от-
верстие в среднем ряду. Под воздействием соответствующего фо-
тоэлемента система СУ1 (см. рис. 7,7) отключает двигатель М3,
останавливая УВ, и включает систему СУЗ для осуществления
первой черновой правки круга. По окончании правки система СУЗ
137
включает систему СУ2, и начинается последовательное шлифова-
ние всех зубьев зубчатого колеса при установленном смещении
стола 0,24 мм. По окончании шлифования каждого зуба система
СУ2 дает импульс в счетчик СЧ. По получении последнего им-
пульса (счетчик настроен на число зубьев шлифуемого колеса z,-)
счетчик посылает импульс в систему СУ1. Снова включается дви-
гатель М3, и УВ вместе с диском ДЗП проворачивается до отмет-
ки, соответствующей 0,18, а стол перемещается в сторону шлифуе-
мого колеса на 0,24-0,18 = 0,06 мм. Так как отверстие против этой
отметки находится во внешнем ряду, механизм правки не включа-
ется, и система СУ1 передает команду системе СУ2 на шлифова-
ние всех зубьев зубчатого колеса с дополнительной подачей
0,06 мм. По окончании этого рабочего хода счетчик через систему
СУ1 снова включает двигатель М3, и УВ вместе с программным
диском снова поворачивается до отверстия с отметкой 0,12, пос*,
ле чего снова происходит шлифование со снятием припуска!
0,06 мм. И так далее до отметки 0,02, где пробиты отверстия в сред-
нем и внутреннем рядах. Поэтому при этом положении включится
чистовая правка, после чего чистовое шлифование продолжится с
снятием припуска 0,01 мм и закончится выхаживанием.
Согласование работы механизмов станка, осуществляемое си-
стемой, условно обозначенной СУ2, представлено на циклограм-
ме рис. 7.9. Реверсирование люльки осуществляется переключате-
лями КВ1 и КВ2 от упоров, устанавливаемых на люльке (см.
рис. 7.5).
Согласование работы механизмов станка при правке щлифова-
вального круга, осуществляемое условной системой СУЗ, показа-
Механизм обкатки (вращение люльки) Рабочий ход
//szszzsszssss/ZSSSx
Обратный ход
Реверсирование Z E
Механизм деления Фиксатор вкл. • * и
выкл. tz?
Му<рта Вкл.
Выкл.
Поворот делительный
Стал в рабочей позиции
в позиции деления
ft
Рис. 7.9. Циклограмма работы механизмов обкатки, деления и отвода
стола
138
Люлька Подвод в положение правки и отвод 7Л V7.
Остановка
Откидной корпус Подвод в положение правки и отвод Г?Я Г771
Остановка в рабочем положении
Движение алмазов
Гильза шпинделя 8 исходном положении
в положении правки
tn
Рис. 7.10. Циклограмма правки шлифовального круга
но на циклограмме рис. 7.10. Очередная правка круга производит-
ся после того, как при каждой, предусмотренной программой, по-
даче прошлифованы все зубьев обрабатываемого колеса и полу-
чен соответствующий импульс в счетном устройстве СЧ. В этот мо-
мент люлька “останавливается в середине обкатки, а гильза шли-
фовального шпинделя выдвигает шпиндель с кругом в зону прав-
ки с учетом припуска, подлежащего снятию при правке. Затем
вступает в работу механизм правки (см. рис. 7.6) - откидной корпус
ОТК поворачивается в рабочее положение, изображенное на ри-
сунке, и гидроцилиндры Ц4 сообщают правочные движения алма-
зодержателям Ti, Т2 и Л- По окончании правки все механизмы
возвращаются в исходное положение, как это показано на цикло-
грамме.
Все системы управления объединены едиными гидравличе-
ской и электрической схемами станка.
Машинное время шлифования зубчатого колеса, с,
Ч.к = + Pfn>
где 1ц - время малого цикла (одного качания люльки), с; q - число
всех рабочих ходов; р - число правок за время шлифования зубча-
того колеса; tn - время правки, с.
Наладка зубошлифовального станка 58К76В производится по
Экарте наладки, аналогичной карте наладки станков для нареза-
ния конических колес с круговыми зубьями (см. табл. 6.2). В карту
^наладки зубошлифовального станка добавлены данные о режи-
мах шлифования, числе рабочих ходов и другие, необходимые
для настройки программного и правочного устройств.
Режимы шлифования. Размеры заготовок шлифовальных кру-
гов и сегментов, применяемых на станках 58К70В и 5А872В, приве-
дены в табл. 7.2. (Подобная же номенклатура кругов и сегментов
139
7.2. Шлифовальные круги и сегменты для конических колес с круговыми зубьями. Размеры в мм.
do _ ' номинальный D Н *1 d h Размер и вид заготовки №ГОСТ
100 110 100 90 S 51 86 ПП 125 X 100 X 51 2424-83.
125 ‘ 140 100 110 . 51 86 ПП 150 X 100 X 51 2424—83
160 ' 175 115 145 j 96 100 ЧЦ175 X 115 Х96 2424—83
200 230 124 170 — 78 Сегменты ЧС 100 X 40 X 150 2464-82
250 275 124 225 — 78 Сегменты ЧС 100 X 40 X 150 2464—82
315 345 124 285 — 78 Сегменты ЧС 100 X 40 X 150 2464—82
имеется в дюймовом измерении для номинальных значений
do = 4,5; 5; 6; 7,5; 9; 12"). Круги обычно электрокорундовые, зер-
нистости 40, 60 или 80, твердости СМ1, СМ2, Cl, С2 на бакелитовой
или керамической связке.
Режимы шлифования оцениваются числом и характеристикой
рабочих ходов, скоростью резания и временем рабочего хода (ма-
лого цикла
Подачи при черновой, получистовой, чистовой обработке и вы-
хаживании и методика их программирования рассмотрены выше
при описании программного устройства. Скорость резания при
шлифовании v = 30...50 м/с. Время малого цикла может быть ори-
ентировочно принято следующим:
те,мм... 2-4 4-6 6-9 9-12
Гц, с... 6-10 8-12 10-16 14-20
По значениям v и Гц и формулам (7.1) и (7.2) определяют часто-
ту вращения электродвигателей Ml и M2i
7.2. ЗУБОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ 58П70В
ДЛЯ КОНИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС
Этот полуавтомат имеет единую конструктивную базу с рассмот-
ренным полуавтоматом 58К70В, аналогичную кинематическую
схему (см. рис. 7.4), единую конструкцию большинства узлов. Глав-
ное отличие - в конструкции люльки и устройства правки для ди-
сковых шлифовальных кругов.
На рис. 7.11, а показаны схема люльки, привод дисковых шли-
фовальных кругов и схема шлифования прямозубого конического
колеса. Если эту схему поместить на рис. 7.4 вместо изображенной
люльки с механизмом вращения шпинделя для круговых зубьев,
то получим кинематическую схему станка 58П70В. Дисковые шли-
фовальные круги имеют только рабочие вращения. Дополнитель-
ных рабочих движений шлифовальным кругам (например, вдоль
шлифуемого зуба) не сообщается. Но их суппорты (головки) могут
выполнять установочные перемещения, используемые как нала-
дочные и компенсирующие при правке.
Таким образом, основные механизмы и устройства станка
58П70В такие же, как и для станка 58К70В. Механизм правки ди-
сковые шлифовальных кругов (по схеме рис. 7.11, б) конструктивно
отличается от рассмотренного для цилиндрических кругов (см.
рис. 7.1 и 7.6), однако управление правкой и задание ее программы
(см. рис. 7.8) аналогичны.
7.3. ЗУБОПРИТИРОЧНЫЕ СТАНКИ
Притиркой называется процесс приработки зубчатых колес с
абразивной смесью. При притирке уменьшается шероховатость
рабочих поверхностей зубьев, вследствие чего притертые колеса
работают с меньшим шумом.
Притирка происходит за счет свойственного каждой зубчатой
141
Ml]
z=150
Шлифуемое
колесо
9120
X9120
9125
/ Н=ЗкВт
п=2850мин~'
9160
z=W
Z=4/7
z
KZZZZZZJ
Z=26
23°
Ось люльки
а)
Верхний круг
Нижний круг
S)
Центр станка после
правки кругов
Центр станка перед
правкой кругов •
Подача правочного
' механизма
Алмаз торцовой
правки
Алмаз периферийной
правки
Рис. 7.11. Схема люльки и привод шлифовальных кругов (а) и схема правки
шлифовальных кругов (6) зубошлифовального полуавтомата 58П70В
142
передаче взаимного скольжения сопряженных поверхностей зубь-
ев, прижимаемых друг к другу с определенной силой. Очень хоро-
шо притираются гипоидные передачи благодаря присущему им до-
полнительному продольному скольжению зубьев. Конические пе-
редачи притираются хуже при условии, что числа зубьев колеса и
шестерни не имеют общих множителей. Конически© передачи с
u = 1 притираются плохо.
Особенностью притирки конических и гипоидных зубчатых пар
является необходимость сохранения в дальнейшем (после при-
тирки) локализованного контакта, полученного предшествующи-
ми операциями обработки зубьев. Такой контакт характеризуется,
как указано в гл. 1, 6 и 8, ограниченными размерами, формой, по-
ложением и определенным поведением пятна контакта при изме-
нении взаимного положения шестерни и колеса. Поведение пятна
контакта имитируется на контрольно-обкатном станке введением
смещений ± А V и ± АН, при которых пятно смещается из заданно-
го номинального положения к широкому или узкому торцу, зубча-
того колеса или обратно (подробнее см. гл. 8). На рис. 7.12 показа-
ны возможные соотношения AV и АН. Они могут быть различны
для смещений пятна к широкому или узкому торцу. Перелом ли-
нии, выражающий это соотношение, может не совпадать с точкой,
соответствующей номинальному положению пятна. Для противо-
положных сторон зубьев эти соотношения также различны.
Таким образом, для сохранения локализованного контакта в
зацеплении конических и гипоидных пар их притирку надлежит
вести при многократно изменяющемся взаимном положении ко-
леса и шестерни (осциллировании) в соответствии с закономер-
-V чн
Рис. 7.12. Смещения (осцилляции) шестерни и колеса при притирке:
а — направления (знаки) осцилляции ДУ, АН, ДА2; б-е—различные соотношения ос-
цилляции ДУ и ДН при смещении пятна контакта; ж — перемещение пятна контак-
та по поверхности зуба при притирке
143
ностями изменения AV и АН для каждой стороны зуба конкретной
пары. Кроме того, в связи с тем что при указанных смещениях в об-
рабатываемой паре изменяется также радиальный зазор, необхо-
димо ввести компенсирующее изменение (осциллирование) осе-
вого положения колеса ±АА2. В результате этих осцилляций пят-
но контакта многократно перемещается от широкого торца к уз-
кому и обратно, чем обеспечивается притирка всей поверхности
зубьев с сохранением локализованного контакта в зацеплении
(рис. 7.12, ж).
7.3. Основные параметры зубопритирочных станков для конических
и гипоидных колес
Параметр Станок
5П722 5725Е 5П726ФЗ
Наибольший диаметр, мм, ведомого колеса: и=10 320 500 800
и~ 1 220 - 320 —
Наибольшее внешнее конусное расстоя- 160 250 400
ние, мм Внешний окружной модуль, мм: наибольший 6 10 16
наименьший 2 2,5 , 5
Расстояние, мм, от оси шестерни до торца ве- домого шпинделя станка: наибольшее 190 260 400
наименьшее 175 175 20
Расстояние, мм, от оси колеса до торца веду- щего шпинделя станка: наибольшее 250 300 450
наименьшее 160 245 200
Наибольшее межосевое расстояние (гипоид- +50 +50 + 160-80
ное смещение), мм Межосевой угол, ° 90 90 90
Частота вращения ведущего шпинделя, 1450 1450 12—1500
мин'1 Амплитуды осцилляций в направлениях +1,5 . +1,5
V, Н, А 2, мм Смещение осцилляций, мм ±1,0 +1,0
Подвод и отвод ведущей бабки, мм 60 60 —
Частота осциллирующих движений, дв.ход/мин: наибольшая 30 30 99
наименьшая 2 - 2 2
Продолжительность цикла, мин: наибольшая 40 4» 20
наименьшая 0,7 0,7 —
Габаритные размеры, мм: длина 7530 1540 2185
ширина 1380 1480 2132
высота 1615 1810 1860
Масса, кг 4600 4800 ' 7120
144
Рис. 7.13. Полуавтомат зубопритирочный 5П722:
К - кожух; МО - механизм осциллирования; ГП1 - гидропривод; ГП2 -гидропанель; ГА — гидроаккумулятор; ГО - гидро-
отжимы ведущего и ведомого шпинделя; ГЦ1 — гидроцилиндр кожуха; В — блок подготовки воздуха; УПС — установка по-
дачи притирочной смеси; ПУ — панель управления; Р1 — винт гипоидного перемещения ведущей бабки; Р2 — винт переме-
щения ведущей бабки; РЗ — винт перемещения стойки; Р4 — рукоятка фиксации промежуточной плиты; Р5—рукоятка фик-
сации ведущего шпинделя; Р6 - рукоятка фиксаций ведомого шпинделя; Р7—рукоятка ручного тормоза; Р8 —: гайки фик-
сации гипоидного смещения; Ml -М3 —электродвигатель; В1, Б2—< ведущая и ведомая бабки; СТ - стойка, С — станина; ГТ—
гидротормоз; П — плита
п=1500мин-1
z=20^ N=0,12k8t
070
М2
М1
z*18
Z*100
z=10D
z=25
z.=100
z=20-
z=25
KP KB Ф90
п=14-50ниц-1 n=3OQ...3OOO мин-’1
\N=5,3kBt I N‘0,63К St
z-28
Ш2
P3
K1
ПЗ
-KK
Is
'w
'Д1
КЗ
TK3
z=90
0160
ГТ
CT
0160
TK.
Ш1
±AH
A-А
Z‘28
*AV
Ш2 51 ГШ
СТ Б2 P1
KK
K2
ГЦ2
ДП1
ДП2 I
'ДП2
TK3 ПЗ АЗ ГЦ* Л2
-^-4-
c
ПП
ДП1
BL
3C
z^18
Z-27
TK1 ПЗ К1 ГЦ9
Б-Б a> /2/3
Для осуществления притирки необходимы следующие движе-
ния: основные - -вращение ведущего и торможение ведомого
шпинделя; осциллирующие движения ведущего шпинделя в на-
правлениях V, Н и А2; вспомогательные - отжим патронов ведуще-
го и ведомого шпинделей, осуществляемый гидроприводом под-
вод и отвод ведущей бабки; закрытие и открытие дверцы кожуха;
подводы ведущей бабки в рабочее положение. Также необходимо
выполнять: смазывание механизмов станка; приготовление и по-
дачу притирочной смеси; обдув шпиндельных узлов сжатым воз-
духом. Станок должен быть оснащен механизмом ориентирова-
ния, предназначенным для медленного вращения ведомого
шпинделя для попадания зубьев шестерни во впадины зубьев ко-
леса в начале цикла.
Основные данные о зубопритирочных станках для конических
колес приведены в табл. 7.3. Ниже приведено описание полуавто-
мата 5П722; полуавтомат 5725Е отличается от него только некото-
рыми размерами (главным образом в рабочей зоне).
Зубопритирочный полуавтомат 511722. Схема полуавтомата с
указанием основных частей и органов настройки показана на
рис. 7.13. Все обозначения на этом рисунке относятся и к кинема-
тической схеме на рис. 7.14. Для понимания устройства полуавто-
мата следует использовать рис. 7.13 и 7.14.
Полуавтомат имеет две бабки - ведущую Б1 с шпинделем • Ш1
для закрепления притираемой шестерни, и ведомую Б2 с шпинде-
лем Ш2 для закрепления притираемого колеса. Передние концы
шпинделей Ш1 и 1112 аналогичны передним концам шпинделей
контрольно-обкатных станков, а на их задних концах расположены
не показанные на схеме рис. 7.14 гидроцилиндры отжима (на рис.
7.13 они обозначены ГО).
Ведомая бабка Б2 смонтирована на стойке СТ, по которой она
может перемещаться вертикально для установки шпинделя на
нужное гипоидное смещение Е с помощью-накидной рукоятки на
квадрате Р1 (см. рис. 7.14, А -А). Стойка СТ может перестанавли-
ваться по горизонтальным призматическим направляющим стани-
ны С параллельно шпинделю Ш1 для обеспечения осевой установ-
ки шестерни A i (с помощью квадрата РЗ). На шпинделе Ш2 имеет-
ся гидротормоз ГТ, с помощью которого обеспечивается прижим
друг к другу притираемых поверхностей зубьев, а на бабке Б2 уста-
новлен также специальный привод от электродвигателя М3 для
медленного проворачивания колеса в целях ориентирования зуба
колеса относительно впадины зуба шестерни в момент установки
на станке очередной притираемой пары. В установленном положе-
нии ведомую бабку закрепляют, и при работе полуавтомата она
неподвижна.
В шпинделе И11 ведущей бабки Б1 закрепляют притираемую
шестерню, шпинделю сообщается вращение для обеспечения при-
тирки и необходимые осцилляции Д V, ДБ и ДЛ2. Бабка Б1 распола-
гается на плите П,по поперечным направляющим которой она мо-
жет с помощью винта Р2 устанавливаться на нужную осевую уста-
147
нрвкуАз, а с помощью гидроцилиндра ГЦ2 осуществляется быст-
рый отвод и подвод бабки при смене притираемой пары.
Привод ведущего шпинделя осуществляется от электродвига-
теля Ml через клиноременную передачу 0 160: $ 160. Шпиндель
вращается с постоянной частотой п = 1450 Мин-1. Ведомый шпин-
дель тормозится гидротормозом ГТ. Тормозной момент передается
клиноременной передачей 160:0 160 мм. При наладке станка и
его использовании как контрольно-обкатного применяется ручной
тормоз РТ.
Осциллирующие движения осуществляются ведущим шпинде-
лем 1111. Для этого шпиндель Ш1 установлен эксцентрично (с экс-
центриситетом ОШОГ) в гильзе шпинделя ГШ и при покачивании
гильзы получает осцилляцию в направлении V. Осцилляции в на-
правлении йи Aj сообщаются плите П, на которой закреплена баб-
ка Б1 ведущего шпинделя. Плита П, установленная на опорах ка-
чения, может перемещаться в горизонтальной плоскости в двух
указанных направлениях от рассматриваемого ниже механизма
рсциллирования, приводящего в движение переходную -плиту
ПП (см. рис. 7.14,Б-Б)?с которой плита П соединяется в процессе
притирки фиксатором Ф, управляемым гидроцилиндром ГЦЗ.
Привод механизмов осциллирования (см. рис. 7.14) осуществля-
ется от реверсивного регулируемого электродвига'теля М2. Через
клиноременную передачу $6 70: J2T 90, две червячные передачи 1:28,
зубчатое колесо z = 24 и реечные передачи ползун ПЗ и каретка КР
с переставными упорами получают возвратно-поступательное дви-
жение Число двойных ходов ползуна и каретки, настраиваемое
частотой вращения электродвигателя, может быть от 2 до 50 в мин
в зависимости от длительности цикла притирки. Амплитуда пе-
ремещений настраивается перестановкой упоров на каретке КР,
воздействующих на переключатели КВ.
При возвратно-поступательном движении ползуна ПЗ толкате-
ли ТК под воздействием прямолинейных профилей неподвижно
установленных кулачков KI, К2 и КЗ совершают движения в попе-
речном направлении и через тяги и рычаги воздействуют на соот-
ветствующий механизм осциллирования.
Для осциллирования в направлении V (см. сечение А-А) толка-
тель ТК1 под воздействием кулачков К1 через’ стержни и угловой
рычаг передает возвратно-поступательное движение зубчатой рей-
ке, которая через зубчатые колеса z = 18, z = 27 и зубчатый сектор
ЗС, закрепленный на гильзе шпинделя ГШ, сообщает ей качание
и, как следствие, перемещение шпинделя в направлении V.
Для осциллирования в направлении Н толкатель ТКЗ (см. сече-
ние Б - Б) под воздействием кулачков КЗ покачивает валики с ди-
сками ДТП, эксцентрично установленные пальцы которых пере-
мещают переходную плиту ПП вместе с плитой П (при вставленном
фиксаторе Ф) в указанном направлении.
Подобным же образом осуществляется осциллирование в на-
правлении А2. Толкатель ТК2,^юдобно толкателю ТКЗ, сообщает
качательные движения втулкам с дисками ДП2, эксцентричные<
пальцы которых перемещают ПП и Л в этом направлении.
148
Рис. 7.15. Наладочный пульт механизма осциллирования
Для возможности притирки противоположных сторон зубьев с
различными параметрами ДУ: АН в станке имеются два комплек-
та кулачков KI, К2, КЗ. Они расположены в разных плоскостях -
одни под другими, но так, чтобы могли касаться роликов толкате-
лей ТК1, ТК.2, ТКЗ (см. сечения А-А и Б-Б). В зависимости от при-
тирки той или иной стороны зубьев автоматически с помощью гид-
роцилиндров ГЦ4 вводится в рабочее положение нужный комп-
лект кулачков. ;
Кулачки KI, К2 и КЗ имеют прямолинейный профиль. Они
установлены в специальных каретках КК так, что наклон профи-
лей по отношению к направлению движения толкателей ТК может
регулироваться, с тем чтобы перемещения Д V и ДН могли бы из-
меняться от 0 до 3 мм. Наклон регулируется лимбами ЛИ. Положе-
ние кареток КК, соответствующее номинальному (среднему) по-
ложению пятна контакта, регулируется лимбами Л2. Таким обра-
зом, с помощью лимбов Л1 и Л2 механизм осциллирования может
быть настроен на любой заданный закон изменения Д V: Д Н (см.
рис. 7.12) для каждой стороны зубьев. На рис. 7.15 показан наладоч-
ный пульт механизма осциллирования. У каждого лимба (с вштам-
пованным в него квадратом для ключа) указаны регулируемые им
перемещения (АН, АА2, ДУ) и его знаки. Девять лимбов определя-
ют эти перемещения для притирки одной стороны зубьев, осталь-
ные - для противоположной.
Направления смещений в зависимости от стороны зубьев (вы-
пуклой или вогнутой) и наклона зубьев (первое или левое) «приве-
дены в руководстве к станку.
Согласование работы механизмов полуавтомата показано на
циклограмме (рис. 7.16). Во время подготовительной операции ра-
бочий устанавливает очередную пару притираемых колес, включа-
149.
Операции
Механизм Подгото- витель- ные Притирка Заключи- тельные
Прямой ход Обратный ход
вращения шпинделей и ги дроторможения "+п, -П,
Ш****8****й*й1
осциллирования &KAH',AAi -ЛУГ-АН", -ААг
падвада и отвода ведущей вавки Подведена
зажима и отжима заготовки Зажата
*77777777777777.
закрытия и открытия дверцы кожуха Закрыта
ориентации Вк точен
подачи притирочной смеси
М/ШШМ >»>»77»77?7Я
Гидропривод
Пневмообару давание wm
tnp foffi
Рис. 7.16. Циклограмма работы зубопритирочного полуавтомата
ет зажимные устройства шпинделей и механизм медленного вра-
щения колеса для ориентирования попадания зубьев шестерни в
впадины зубьев колеса. После этого закрываются дверцы кожуха и
осуществляется полный рабочий цикл притирки на прямом и об-
ратном ходу. По окончании обратного хода подвод притирочной
смеси прекращается, и на заключительной операции отводится ве-
дущая бабка, отжимаются зажймные устройства шпинделей и рас-
крываются дверцы кожуха.
Наладка полуавтомата производится в следующей последова-
тельности.
1. Притираемая пара устанавливается сначала на контрольно-
обкатном станке, по номинальным монтажным расстояниям и по
краске определяются размеры и положение пятна контакта при
этом положении колес, а также перемещения ДУ и АП, при кото-
рых пятно смещается к наружному торцу (на „пятку” зуба) или к
внутреннему торцу (на „носок” зуба). Это проделывается для каж-
дой боковой стороны зуба. Определяется также боковой зазор. Все
данные фиксируют (см. гл. 8).
2. Притираемая пара переносится на притирочный станок, ко-
торый включается на наладочный режим так, чтобы все лимбы на-
ладочного пульта механизма осциллирования (см. рис. 7.16) были
150
Рис. 7.17. Кинематическая схема зубопритирочного полуавтомата 5П726ФЗ:
ТР — ручной тормоз, используемый при наладке; Ц1 — гидроцилиндр наладочного перемещения стойки; Ц2 — гидроци-
линдр бабки !
установлены на нули, а рейка с упорами КР (см. рис. 7.14) занимала
среднее, положение. Станок включается, осуществляется тормо-
жение вручную, и с помощью краски определяется соответствие
среднего положения пятна контакта определенному на контроль-
но-обкатном станке. В необходимых случаях вносят коррективы в
осевые установки и гипоидное смещение. Затем с помощью на-
строечных лимбов механизма осциллирования и смещением упо-
ров на рейке КР воспроизводятся смещения А V, АН и ДЛ2 для пе-
ремещения пятна как на „носок”, так и на „пятку” зуба. Покрасив
предварительно зубья, по стиранию краски убеждаются в том, что
пятно контакта перемещается по всей поверхности зубьев. В не-
обходимых случаях с помощью лимбов на наладочном пульте ос-
циллирования в значения ДУ, АН и ДА 2 вносятся поправки. Подоб-
ные операции проделывают для каждой стороны зубьев в отдель-
ности.
3. Включается система подачи притирочной смеси, станок пе-
реключается на рабочий режим и работает в соответствии с цикло-
граммой на^ис. 7.16.
Зубопритирочный полуавтомат 5П726ФЗ. Основные параметры
полуавтомата приведены в табл. 7.3, Компоновка полуавтомата
аналогична компоновке других моделей станков этой группы. Осо-
бенности конструкции будут разъяснены при'описании кинемати-
ческой схемы. Осциллирующие движения осуществляются систе-
мой числового управления. Необходимая электро- и гидроаппара-
тура управления располагается в отдельных шкафах. Циклограм-
ма полуавтомата аналогична изображенной на рис. 7.16. Кинема-
тическая схема полуавтомата представлена на рис. 7.17.
Вращение ведущего шпинделя осуществляется от регулиру-
емого электродвигателя Ml через поликлйновую передачу со шки-
вами диаметром^ 140 :)2Г 280 мм.
Торможение ведомого шпинделя осуществляется с помощью
выполняющего функцию тормоза электродвигателя М2. Тормозной
момент передается на ведомый шпиндель через две последова-
тельные поликлиновые ременные передачи с передаточным чис-
лом и = 1 со специальным устройством для регулирования натяже-
ния ремней.
Осциллирующие движения в направлениях V, Н и А2 сообщают
ся ведущему шпинделю Ш1, который для этой цели расположен в
гильзе ГШ. Гильза может покачиваться относительно оси О1О1, чем
осуществляются осцилляции ± А V. Покачиванием гильзы вместе с
осью OjOi относительно оси О2О2 осуществляются осцилляции
± АН, а перемещения всей системы вдоль оси О2О2 являются осцил-
ляциями ±ДА2.
Привод осцилляций осуществляется от однотипных шаговых
электродвигателей МШ1, МШ2 и МШЗ через червячные передачи
2:23 и шариковые пары с шагом Р = 5 мм. При числе угловых:!
шагов электродвигателя за один его оборот К ш = 240 перемещение^
А, мкм, по винту за один угловой шаг (цена импульса) составит
152
1 'I
Осцилляции ± Д V передаются от соответствующего шагового
двигателя на гильзу ГШ через тягу Т1, осцилляции ± Д Н -через тя-
ги и рычаги Т2, а осцилляции ± Д А2 - через тяги и рычаги ТЗ. Их пе-
редаточные отношения соответственно равны 1,0; 1,2 и 1,2.
Насхеме также показаны насос Н для подачи притирочной сме-
си, приводимый от электродвигателя М3, и смеситель притироч-
ной смеси с крыльчаткой К, приводимый от электродвигателя М4
через ременную передачу,# 100:0 200. Показаны также различные
пружины ПР, используемые для уравновешивания, силового за-
мыкания и возврата механизмов в исходное положение, ТР - тор-
моз ручной, IZi ~Пз~ гидроцилиндры наладочного перемещения
стойки, быстрого подвода и отвода ведущей бабки и управления
дверцей Д соответственно.
6 зак. 179.
Г Л А.В A 8. КОНТРОЛЬНО-ОБКАТНЫЕ СТАНКИ
Контрольно-обкатные станки предназначены для контроля за-
цепления конических и гипоидных зубчатых колес - размеров,
формы, положения и поведения пятна контакта, бокового зазора
и относительного уровня шума в зацеплении. При оснащении
контрольно-обкатных станков шумоизмерительными приборами
можно определять абсолютный уровень шума.
Пятно контакта определяют не только при окончательной при-
емке изготовленной конической или гипоидной пары или партии
колес, но и в процессе чистовой обработки шестерни (первой из
партии) для воздействия на пятно контакта в целях его исправ-
ления. Поэтому наладчику зубообрабатывающих станков для ко-
нических и гипоидных колес нужно обязательно знать устройство
и работу на контрольно-обкатных станках.
В России выпускаются и находятся в эксплуатации следующие
контрольно-обкатные станки:
Станок................... 5Б720 5А725,. 5Б726 5А727
5Г725Ф1
Наибольший диаметр колес ор-
тогональных передач, мм .... 125 500 800 1600
Все станки универсальные и предназначены для проверки как
ортогональных, так и угловых передач. Наибольшие размеры ко-
лес угловых передач несколько меньше указанных для ортого-
нальных и зависят от передаточного числа контролируемой пары,
они приведены в руководствах соответствующих станков.
Контрольно-обкатные станки могут также использоваться для
контроля качества зацепления цилиндрических колес внешнего и
внутреннего зацепления, передач с цилиндрическими винтовыми
колесами, червячных и спироидных передач.
8.1. УНИВЕРСАЛЬНЫЙ КОНТРОЛЬНО-ОБКА'ГНОЙ
СТАНОК 5Г725Ф1
Станок автоматизирован, для него характерно широкое ис-
пользование систем гидравлики, а также электроники и пневма-
тики. С помощью гидравлической системы закрепляются прове-
ряемые детали в шпинделях ведущей и тормозной (ведомой) ба-
бок, автоматически закрепляются подвижные узлы станка после
выполнения установочных перемещений, а также осуществляется
быстрый отвод ведущей бабки из рабочей позиции в загрузочную и
обратно. Электронная система используется в устройствах цифро-
вой индикации для отсчета всех установочных перемещений и
тормозного момента при торможении. Пневматическая система
применяется в приводе тормоза.
154
Рис. 8.1. Контрольно-обкатной станок
5Г725Ф1:
1 — станина; 2 — каретка; 3 — плита; 4 —
ведомая бабка; 5 - стойка; 6 — ведущая
бабка; 7 - хобот; 8 — механизм измере-
ния бокового зазора; 9 — гидропривод;
10 - электрооборудование; 11 — пульт
главный; 12 — пульт цифровой индика-
ции; 13 — прибор тормозной нагрузки;
14 — гидроотжим; 1’5 — устройство регу-
лирования положения кожуха; Р1 -
рукоятка торможения ведомого шпин-
деля (с упорами ограничения поворота
рукоятки); Р2 - маховик ручного пере-
мещения каретки; РЗ — рукоятка уп-
равления перемещением ведущей баб-
ки; Р4 - рукоятка отжима ведущей
бабки; Р5 — маховик ручного переме-
щения ведущей бабки; Р6 — квадрат
вертикального (гипоидного) смещения
стойки
Рис. 8.2. Рабочая зона контрольно-обкатного станка 5Г725Ф1:
Ф1 — фиксатор шпинделя тормозной бабки; Ф2 — фиксатор шпинделя ведущей
бабки; ФЗ — фиксатор для установки тормозной бабки на угол 90 °; Р7 — квадрат осе-
вого перемещения тормозной бабки;, Р8 — квадрат эксцентрикового • механизма
угловой установки тормозной бабки; Ш1 — шкала и нониус отсчета углового положе-
ния тормозной бабки; К1 — К4~ калибры для настройки блоков цифровой индика-
ции (соответственно перемещения каретки, осевого перемещения тормозной
бабки, поперечного перемещения ведущей бабки, гипоидного смещения); осталь-
ные обозначения см. рис. 8.1
6* 155
Станок показан на рис. 8.1. В левой части станины 1 имеются го-
ризонтальные • направляющие, по которым перемещается карет-
ка 2. На каретке имеются круговые направляющие, по которым мо-
жет устанавливаться на нужный угол плита 3 с тормозной ведомой
бабкой 4. При обкатке ортогональных передач этот угол равен 90° и
фиксируется специальным упором ФЗ (рис. 8.2). В правой части ста-
нины имеются вертикальные направляющие, по которым переме-
щается стойка 5. На верхней части стойки по горизонтальным на-
правляющим, перпендикулярным направляющим станины, пере-
мещается ведущая бабка 6.
Привод ведущего шпинделя осуществляется от двухскорост-
ного электродвигателя М (рис. 8.3) так, что частота вращения
шпинделя п = 640/1265 мин-1. Ведомый шпиндель вращается че-
рез проверяемые зубчатые колеса. Торможение ведомого шпинде-
ля осуществляется дисковым тормозом Т от пневмоцилиндров
ПЦТ. Тормозной момент может быть до 60 НМ и фиксируется дат-
чиком Д с прибором 13 (см. рис. 8.1). Тормоз управляется рукоят-
кой через соответствующий пневмоклапан.
На рис. 8.2 показаны направления установочных перемещений
С1( СгиЕ(Е- гипоидное смещение, направлено вертикально),
определяющих заданное взаимное положение шестерни и колеса
ортогональных передач, и возможные поисковые значения пере-
мещений ±ДАЬ + ДЕи±ДА2, которые могут потребоваться, что-
бы поставить пятно контакта в нужное положение. Отсчет этих пе-
ремещений с точностью 0,01 мм производится по шкалам приборов
цифровой индикации соответствующих перемещений (см.
рис. 8.1, поз. 12). Настройка этих приборов, а также периодическая
проверка точности установки их шкал производится с помощью че-
тырех специальных калибров KI - К4 (см. рис. 8.2).
. Рис. 8.3. Кинематическая схема станка 5Г725Ф1:
поз. 1 -8 см. рис. 8.1
156
Рис. 8.4. Схема механизма измерения
бокового зазора
Механизм измерения боко-
вого зазора. Схема механизма
показана на рис. 8.4. Перед
включением этого механизма
ведомый шпиндель фиксирует-
ся фиксатором Ф1 (см. рис. 8.2).
При включении механизма со-
бачка 3 (см. рис. 8.4) входит в
зацепление с мелкозубым вен-
цом 2 маховика 1. При наличии
бокового зазора в проверяемой
передаче возможно покачи-
вание ведущего шпинделя за
маховик 1. Это движение передается через венец 2, собачку 3,
вал 4 и рычаг 5 на измерительную планку 6, которая может по-
ворачиваться вокруг оси О. С этой планкой контактирует изме-
рительный наконечник индикатора 9. Индикатор установлена
ползушке 8 и может перемещаться вместе с ползушкой по не-
подвижной линейке 7. При изменении бокового зазора индикатор
устанавливают против такого деления линейки, которое соответ-
ствовало бы радиусу контролируемой шестерни. При покачивании
ведущего шпинделя индикатор покажет ширину бокового зазора в
передаче.
8.2. НАЛАДКА КОНТРОЛЬНО-ОБКАТНЫХ СТАНКОВ
И РАБОТА НА НИХ
Цель наладки - обеспечить правильное взаимное положение
на станке проверяемых колеса и шестерни, соответствующее за-
данному их положению в эксплуатации. Для этого станок должен
иметь необходимую геометрическую точность, одним из условий
которой является пересечение осей в центре станка (см. рис. 8.3) и
соответствие нулевых значений отсчетных шкал этому положению.
Шестерни и колеса ортогональных конических или гипоидных
пар с межосевым углом, равным 90°, устанавливают на станке в за-
висимости от характера производства одним из следующих спосо-
бов: а) по блокам цифровой индикации или непосредственно по
соответствующим шкалам станка (см. рис. 8.2); б) по эталонным
дискам (рис. 8.5); в) по плоскопараллельным мерам.
Способ „а” является наиболее универсальным и широко при-
меняется в мелкосерийном производстве. Способ „б” более произ-
водителен и применяется в массовом производстве, но требует
предварительного изготовления точных эталонных дисков. Способ
„в” применяется как контрольный для проверки шкал, индика-
ции и эталонных дисков. Для пользования плоскопараллельными
мерами на торцах бабок контрольно-обкатных станков имеются
157
Onpatiia
Рис. 8Л. Схема установки конических зубчатых колес по
эталонным дискам
специальные площадки. Данные об их размерах, расположении,
системе отсчета приведены в руководствах к конкретным станкам.
На контрольно-обкатных станках проверяют также качество за-
цепления конических и гипоидных передач с межосевым углом,
не равным 90°. Способы наладки станков для контроля таких пар
изложены в руководствах соответствующих станков.
Обычно шестерню и колесо устанавливают на контрольно-об-
катном станке на тех же оправках, на которых производилось их
нарезание, но иногда для этой цели используют другие оправки - с
другой высотой бурта, которая должна быть учтена в схеме уста-
новки (см. рис. 8.2).
После установки и закрепления оправок в шпинделях веду-
щей и ведомой бабок ведущая бабка подводится с помощью гид-
равлической системы в номинальное положение, после чего обяза-
тельно проверяют наличие достаточного бокового зазаора. (Это
можно сделать с помощью рассмотренного выше специального
прибора.) Если же колесо и шестерня изготовлены с припуском,
так что шестерня упирается в колесо, не доходя на величину недо-
хода ДА2 до номинала А2, то этот недоход и отсутствующий ра-
диальный зазор S нужно перераспределить между поправками в
осевые установки колеса и шестерни так:
Д'А2 = (ДА2 + 6)—
41 т
z2
A'Aj = (ДА2 +б)——г—— .
•’ *1 Т 4^2
158
Увеличив на эти поправки осевые установки колеса и шестер-
ни и убедившись в наличии радиального зазора, можно начинать
обкатку. В результате обкатки проверяют: размеры, положение,
форму, а иногда и поведение пятна контакта; уровень шума при
работе передачи.
Для выявления пятна контакта несколько зубьев на колесе с
помощью кисти смазывают краской (густая смесь свинцового су-
рика с минеральным маслом), включают вращение ведущего
шпинделя и подтормаживают (вручную) ведомый шпиндель.
После этого вращение ведущего шпинделя выключается и его
бабка отводится.
О пятне контакта судят по стертой краске на колесе и нане-
сенной краске на шестерне. В конических передачах пятна кон-
такта на колесе и шестерне идентичны, в гипоидных длина пятна
на шестерне в (cos(3nm2/cos₽nmi)2 больше, чем на колесе.
8.3. ИСПРАВЛЕНИЕ ПЯТНА КОНТАКТА ЗУБЬЕВ
В КОНИЧЕСКИХ И ГИПОИДНЫХ ПЕРЕДАЧАХ
С КРУГОВЫМИ ЗУБЬЯМИ
На рис. 8.6 показаны различные возможные формы, размерил
положения пятна контакта. Из них на схеме I, а показано правиль-
ное расположение, размеры и форма пятна контакта при номи-
нальном положении шестерни и колеса на контрольно-обкатном
станке при легкой испытательной нагрузке, и на схеме I, б показа-
но то же пятно после приработки в узле при эксплуатационной на-
грузке (оно стало длиннее). Такое пятно контакта всегда получа-
ется при правильно рассчитанных наладках, оптимизированных по
системе расчета, изложенной в п. 6.3. В этом случае могут потдебо-
ваться только очень небольшие поправки в наладку 'зуборезного
станка для установки пятна в надлежащее положение путем' ком-
пенсации вызвавших их возможных тёхнологических погрешно-
стей.
. Поправки определяют так. Если при номинальном положении
шестерни и колеса на контрольно-обкатном станке пятно на
данной стороне зуба шестерни смещено из нужного положения, то
изменением осевой установки шестерни и ее гипоидного смеще-
ния его перемещают в необходимое положение. Также поступают
и со второй стороной зуба шестерни. Установленные таким обра-
зом поправки контрольно-обкатного станка переносят на зуборез-
ный станок с обратными знаками и перенарезают соответствую-
щую сторону зуба шестерни. При повторной обкатке на контроль-
но-обкатном станке пятно будет занимать правильное положение
при номинальном положении шестерни и колеса.
Остальные схемы (см. рис. 8.6) показывают пятна контакта с
различными дефектами. Для их исправления применяют соче-
тания дополнительных корректур, приводимые в табл. 6.5 „Карты
поправок”. Эту „Карту поправок” рассчитывают и передают налад-
чику вместе с основными наладками станка (см. табл. 6.2).
На схеме II показано пятно, смещенное по длине зуба: к внут-
159
Рис. 8.6. Размеры, форма и положение пятна контакта в конических и гипоидных
передачах с круговыми зубьями
160
l реннему торцу (к „носку”) (см, рис. 8.6, II, а), к наружному торцу (к
; „пятке”), (см. рис. 8.6, II, б), перекрестное (см. рис. 8.6, II, в). Для ис-
‘ правления такого пятна контакта необходимо изменить угол экс-
• центрикового барабана зуборезного станка, как это указано в соче-
тании поправок Л „Карты поправок”.
На схеме III рис. 8.6 показано пятно, смещенное по высоте
зуба: на ножку (см. рис. 8.6, III, а), на. головку (см. рис. 8.6, III, б),
„хромое” (см. рис. 8.6, III, в). Для исправления такого пятна в
табл. 6.5 используют сочетание поправок I-изменение осевой уста-
новки шестерни, положения стола и угла эксцентрика зуборезного
станка.
. На схеме /Урис. 8,6 показано пятно контакта с неудовлетво-
рительной шириной: слишком широкое - без локализации по вы-
соте зуба (см. рис. 8.6, IV, а), слишком узкое - с избыточной локали-
зацией (см. рис. 8.6, IV, б) с разрывом - мостовым контактом по вы-
соте зуба (см. рис. 8.6, IV, в). Такие пятна контакта исправляют с
помощью приводимого в „Карте поправок” сочетания поправок
IV, в котором одновременно используются пять поправок - вво-
дится гипоидное смещени'е, изменяются осевая установка шестер-
ни, смещение стола, угол эксцентрика и заменяются сменные
шестерни обкатки.
На схеме V рис. 8.6 показано пятно контакта С, неудовлетвори-
тельной длиной: длинное (см. рис. 8.6, V, а), короткое (см. рис. 8.6,
V, б), слишком длинное с образованием мостового контакта по длине
(см. рис. 8.6, V, в). Исправление производится перенарезанием соот-
ветствующей стороны зуба шестерни с измененным образующим
радиусом односторонней зуборезной головки и измененным
углом эксцентрика (сочетание поправок V „Карты поправок” - см.
табл. 6.5).
На схеме VI рис. 8.6 показаны пятна контакта с невыправлен-
ной диагональностью контакта: внутренняя („нормальная”, см.
рис. 8.6, IV, а), наружная („обратная”, см. рис. 8.6, IV, б). Для ее уст-
ранения служит приведенное в „Карте поправок” сочетание Щ
(см. табл. 6.5), в которое входит введение гипоидного смещения,
изменения осевой установки, положения стола и угла эксцент-
рика.
В тех случаях, когда встречаются несколько недостатков одно-
временно, их устраняют в следующей последовательности: уби-
рают диагональность, воздействуют на ширину пятна контакта’,
затем на его длину, после чего регулируют положение пятна.
Поведение пятна контакта - это изменение положения, раз-
меров и формы пятна контакта при изменении взаимного положе-
ния шестерни и колеса от деформирования под нагрузкой в про-
цессе эксплуатации. Чтобы моделировать поведение пятна кон-
такта на контрольно-обкатном станке, наладчику должны быть за-
даны смещения шестерни из номинального положения - горизон-
тальное Н (изменение осевой установки) и вертикальное V (гипо-
идное смещение), при которых пятно перемещается из номиналь-
ного положения на „носок” и на „пятку” при этих деформациях.
Некоторые из этих смещений приведены в табл. 8.1.
6а Зак. 179. 161
8.1. Вертикальные (V) и горизонтальные (Н) смещения шестерни относительно колеса
на контрольно-обкатном станке для имитации поведения пятна контакта
Вид и размер конических зубчатых колес Термообработка Сме- ще- ние Сторона зубьев шестерни
вогнутая выпуклая
на ,^осок” на ,/тятку” суммар- ное на э^осок” ,дятку” суммар- ное
Главная передача легковых автомо- билей d2 = 240 мм Незакаленные V + 0,20 -0,4 0,61 -0,08 + 0,48 0,56
н -0,28 + 0,56 0,84 + 0,05 -0,66 0,71
Закаленные и притертые V + 0,10 -0,23 0,33 -0,10 + 0,25 0,35
н -0,10 + 0,20 0,30 + 0,08 -0,33 0,41
Главная передача грузовых автомо- билей d2 = 330 м Незакаленные V + 0,18 -0,76 . 0,94 — 0,15 + 0,81 0,96
и -0,20 + 0,81 1,01 + 0,18 -0,94 1,12 >
Закаленные и притертые V + 0,05 -0,91 . 0,96 -0,08 + 0,96 Г,04’
н -0,08 + 0,94 1,02 + 0,10 — 1,0 1,10
Примечание. Угол наклона зуба ₽nm = 30...500.
Рис. 8.7. Исправление контакта прямо-
зубых колес:
а - смещение пятна к носку; 6 - смеще-
ние пятна с головки к ножке зуба
Поведение пятна контакта считается удовлетворительным,
если при воспроизведении на контрольно-обкатном станке указан-
ных смещений шестерни смещенное пятно сохраняет форму и раз-
меры, не выходя на кромки зубьев.
Следует еще раз подчеркнуть, что в ответственных случаях, во
избежание длительных подналадок рассчитанные наладки зубо-
обрабатывающих станков целесообразно предварительно прове-
рять, и оптимизировать на ЭВМ (см. п. 6.3).
8.4. ИСПРАВЛЕНИЕ ПЯТНА КОНТАКТА ЗУБЬЕВ
ПРЯМОЗУБЫХ ПЕРЕДАЧ
В зубострогальных станках имеются следующие способы кор-
ректирования процесса обработки в целях воздействия на поверх-
ности нарезаемых зубьев и их пятно контакта: изменение угла рас-
хождения суппортов со,; передаточного числа сменных зубчатых
колес обкатки; осевой установки шестерни. Все поправки вносят
при нарезании шестерни.
Изменение угла расхождения суппортов используют для сме-
щения пятна к внутреннему торцу - на „носок”, с тем чтобы оно
имело вид, изображенный на рис. 8.7, а. Для этого при чистовом на-
резании угол о, из поз. 5 карты наладки станка (см. табл. 6.6)
уменьшается на 5-10 мин.
Изменение передаточного числа обкатки используется для
смещения пятна контакта по высоте зуба. Чобы сместить пятно с
головки к ножке зуба шестерни (рис. 8.7, б), нужно увеличить угол
зацепления, для чего передаточное число обкатки следует умень-
шить. Практически это достигается тем, что наибольшая ведомая
шестерня гитары обкатки заменяется на шестерню, имеющую на
один зуб больше. Если пятно нужно сместить с ножки к головке,
заменяемая шестерня должна иметь на один зуб меньше.
Изменение осевой установки шестерни, сопровождаемое ком-
пенсирующим изменением положения етола станка на +ДAjtgTj,
также используют для смещения пятна контакта по высоте зуба.
Изменение осевой установки шестерни + ДА j должно быть равно
по значению, но противоположно по знаку, определенному экспе-
риментально ее смещению на контрольно-обкатном станке, при
котором пятно займет нужное положение.
ба*
163
ГЛАВА 9. СПЕЦИАЛЬНЫЕ ЗУБОРЕЗНЫЕ СТАНКИ
ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Эти станки применяют в условиях крупносерийного и массо-
вого производства, они обеспечивают высокую производитель-
ность обработки.
Для нарезания круговых зубьев ведомых конических колес
полуобкатных передач, как наиболее трудоемких, применяют зу-
борезные автоматы 5С262Е, работающие врезанием и используе-
мые для черновой обработки, зубопротяжные автоматы 5С261МП,
используемые для чистовой обработки, а также зуборезные авто-
маты 5С272Е, используемые как для черновой, так и для чистбвой
обработки (см. табл. 4.1).
Прямозубые конические колеса специального назначения,
применяемые в автомобильных, тракторных дифференциалах и
других устройствах, нарезаются на зубопротяжных автоматах
5С268 и 5С269, первый из которых предназначен для чистовой, а
второй - для черновой обработки.(см. табл. 4.2).
На базе указанных автоматов выпускаются автоматические
линии для обработки конических колес с круговыми и прямыми
зубьями (см. рис. 9.1,9.2).
Рис. 9.1. Автоматическая линия для нарезания круговых зубьев ведомых кониче-
ских колёс полуобкатных передач на базе зуборезных автоматов 5С272Е
164
Рис. 9.2. Автоматическая линия для нарезания прямозубых конических колес на
базе зубопротяжных автоматов 5С268,5С269
9.1. ЗУБОРЕЗНЫЙ АВТОМАТ 5С272Е
Автомат предназначен для черновой и чистовой обработки
круговых зубьев ведомых колес конических и гипоидных полуоб-
катных передач. Он состоит из станины С (рис. 9.3), на которой
слева от рабочего места установлена инструментальная бабка
БИН со сцепным устройством УС, а справа - стойка бабки изделия
СБИ с бабкой изделия БИ. Над стойкой бабки изделия располо-
жено автоматическое загрузочно-разгрузочное устройство ЗРУ,
обеспечивающее смену обрабатываемой заготовки. Это устройство
крепят к станине. Кроме того, в автомате имеются механизм сня-
тия фасок МСФ и шнековый транспортер стружки ТШ, которые по-
казаны на рис. 9.5.
Инструмент (зуборезную головку) устанавливают на инстру-
ментальный шпиндель ШИН (см. рис. 9.3, 9.5), во время обработки
он вращается вместе со шпинделем в гильзе ГИ и перемещается в
осевом направлении вместе с гильзой на заготовку по определен-
ному закону. Вращение инструментального шпинделя и осевая
подача гильзы производятся кинематическими цепями главного
движения и подачи. При наладке автомата инструментальная
бабка БИН вместе с поворотной поперечной направляющей ПН
устанавливается под определенным углом Г и перемещается
вдоль направляющей ПН на величину горизонтальной установ-
ки Н.
Нарезаемое колесо устанавливают на шпиндель изделия ШИЗ.
В процессе обработки шпиндель неподвижен, а после нарезания
очередного зуба получает вместе с заготовкой делительный пово-
рот от делительного механизма, расположенного в бабке изделия.
По окончании обработки всех зубьев стойка бабки изделия СБИ
перемещается по продольным направляющим станины, отводя за-
готовку от инструмента и обеспечивая к ней доступ автоматиче-
165
93. Автомат зуборезный 5С272Е
— формообразующие движения;
— -— —9* — установочные движения
ского загрузочно-разгрузочного устройства. При наладке автомата
бабки изделия БИ перемещают в вертикальном направлении до
стойке СБИ на V, обеспечивая вертикальную установку заготов-
ки относительно инструмента.
На автомате можно нарезать зубья четырьмя технологически-
ми способами - врезанием (черновая обработка), комбинирован-
ным за один рабочий ход (черновая и чистовая обработка), комби-
нированным за два рабочих хода (черновая и чистовая обработка)
и зубопротягиванием (чистовая обработка). При первых трех спо-
собах рекомендуется использовать трехсторонние зуборезные го-
ловки, а при четвертом способе - зуборезные головки-протяжки,
описанные в гл. 3. Последовательность работы механизмов авто-
мата при различных способах обработки одного зуба показана на
циклограммах (рис. 9.4).
При черновой обработке врезанием (рис. 9.4, а) зуборезная го-
ловка вращается непрерывно с постоянной скоростью, а гильза с
инструментом подается на обрабатываемую заготовку. После на-
резания впадины зуба на полную глубину гильза отводится в ис-
ходное положение, и осуществляется делительный поворот заго-
товки. Далее цикл повторяется. Механизм деления в первона-
чальное положение возвращается во время рабочего хода (реза-
ния).
При комбинированном способе за один рабочий ход (рис. 9.4, б)
черновое и чистовое нарезание выполняется на целой заготовке
за один установ. Впадина зуба на глубину до 90% от полной глуби-
ны обрабатывается при режиме резания, соответствующем черно-
вой обработке, после чего скорость перемещения гильзы с инстру-
ментом (скорость подачи) снижается, а частота вращения инстру-
мента увеличивается, т. е. обработка оставшейся части впадины
осуществляется на чистовом_режиме. После нарезания впадины
на полную глубину подача гильзы прекращается, а инструмент со-
вершает еще один-два оборота с целью получения требуемого ка-
чества поверхности (выстой).
Комбинированный способ за два рабочих хода (рис. 9.4, в) также
позволяет производить черновую и чистовую обработку.
целой заготовке за; один установ. Однако в этом-случае йеЯИнб:
зуют два рабочих хода. За первый рабочий ход (черновойт^^ЛжЙМЕ-
ществляется нарезание^всех зубьев с большой скоростью подачи я
малой скоростью резания, а за второй рабочий ход (чистовой цикл)
все зубья обрабатываются с малой скоростью подачи и большой
скоростью резания.
Зубопротягиванием (рис. 9.4, г) выполняют чистовую обработку
зубьев, предварительно нарезанных способом врезания. При этом
инструмент (протяжка) вращается непрерывно с постоянной ско-
ростью, движение подачи гильзы с инструментом отсутствует, а
делительный поворот обрабатываемой заготовки производится в
тот момент, когда против нее находится безрезцовая часть про-
тяжки.
При всех способах нарезания инструментальная бабка и стойка
бабки изделия жестко зафиксированы в течение обработки всех
167
Вращение инструмента
4
Механизм подач Движение подачи гильзы на врезание
Отвод 8 исходное положение в
Механизм деления Деление
Возврат 6 исходное положение -
а) tp
tu. ' \
Вращение инстру- мента Со скоростью черно1 вого резания ezzzzzzzzzz
Со скоростью чис- тового резания !.
Механизм подач Движение подачи керновая обработку
Движение подачи (чистовая обработка!
Выстой Е
Отводв исходное положение
Механизм деления Деление
возврат в исходное положение ZZ22Z2
в) _ i'Meo tfMRfC
вращение инстру- цента Со скоростью чер- нового резания
Со скоростью чис- тового резания
Механизм подачи Движение подачи (черновая обработка}
Выстой Е
Отвод 8 исходное положение Т77Т7\
Подбод ускоренный
Движение подачи (чисто вая обработка}
Отвод ускоренный в исходное положение 1
Механизм деления Деление Е
Возврат 8 исходное положение Z3 za
в) г Увчер'С (&ЧЦС
, Мичея _ hl.WC _
1-й рабочий ход Mрабочий ход
Вращение инструмента
Механизм подач Движение подачи гильзы отсутствует.
Механизм деления Деление 2
Возврат в исходное положение Z3
Рис. ЭЛ. Цжлогремма работы механизмов автомата при обработке:
а —врезанием; б —комбинированным способом заодин рабочий ход; в— комбинированным способом за два рабочих
хода; г—зубопротягиванием '
зубьев и стойка бабки изделия расфиксируется лишь во время ее
отвода для смены обрабатываемой заготовки. Шпиндель изделия
также жестко зафиксирован и расфиксируется во время его дели-
тельного поворота.
Опишем основные части зуборезного автомата (см. рис. 9.3,9.5).
Станина С является основанием, на котором смонтированы
составляющие автомата. На левой ее части имеются круговые на-
правляющие, на которых устанавливают под определенным углом
инструментальную бабку БИН с поворотной поперечной направ-
ляющей ПН. С правой стороны станины на продольных направ-
ляющих размещена стойка бабки изделия СБИ. Плоскости направ-
ляющих инструментальной бабки и стойки бабки изделия накло-
нены в продольном направлении относительно станины. К боко-
вым стенкам станины крепятся автоматическое загрузочно-разгру-
зочное устройство ЭРУ, а также ограждение. Во внутреннюю по-
лость станины устанавливается шнековый транспортер ТШ.
. Бабка инструментальная БИН представляет собой разъемный
корпус, в котором размещены инструментальный блок, кинемати-
ческие цепи вращения инструментального шпинделя и подач, ме-
ханизм подач и барабан управления БУ. Инструментальный блок
состоит из гильзы ГИ, установленной в корпусе бабки на направ-
ляющих качения, и инструментального шпинделя ШИН, смонти-
рованного в гильзе на прецизионных опорах (см. рис. 9.5). При на-
ладке автомата инструментальная бабка поворачивается вместе с
поворотной поперечной направляющей ПН по круговым направ-
ляющим станины на угол Г (угловая установка)' за счёт вр^Щ6'
нйя рукоятки . Р1 и перемещается вдоль поворотной поперечной
направляющей ПН на величину Н (горизонтальная установка) за
счет вращения рукоятки Р2. После установки на эти величины
инструментальная бабка и поворотная поперечная направляющая
закрепляются на станине.
Стойка бабки изделия СБИ предназначена для установки и
крепления бабки изделия БИ. Она с помощью гидроцилиндра ЦЗ
перемещается по продольным направляющим станины из исход-
ного положения в позицию загрузки-выгрузки и в позицию реза-
ния (см, рис. 9.3, 9.5). В позиции резания стойку бабки изделия
прижимает гидроцилиндр ЦЗк жесткому упору станины. Крепле-
ние стойки к станине осуществляется гидрозажимами. При на-
ладке автомата стойка бабки изделия может перемещаться вруч-
ную за счет вращения рукоятки РЗ, обеспечивая осевую установку
заготовки.
Бабка изделия БИ состоит из корпуса, в котором на прецизион-
ных подшипниках смонтирован шпиндель изделия ШИЗ
(ем, рис. 9,5) и установлен механизм деления. На заднем конце
шпинделя изделия крепится гидравлический зажимной патрон
ГЗП, который закрепляет в шпинделе оправку и обрабатываемую
заготовку, Во время резания шпиндель изделия зажимается в баб-
ке изделия специальным гидрозажимом. При наладке бабка изде-
лия перемещается в вертикальном направлении (вертикальная
установка V) по направляющим стойки бабки изделия за счет вра-
169
щения рукоятки Р4. После необходимой установки бабка изделия
закрепляется на стойке.
Устройство сцепное УС крепится йа инструментальной бабке
и служит для соединения (силового замыкания) во время резания
верхних частей инструментальной бабки и стойки бабки изделия
(см. рис. 9.5). Управление работой сцепного устройства при переме-
щении стойки бабки изделия в позиции загрузки-выгрузки, реза-
ния и исходное положение осуществляется гидросистемой ав-
томата.
Механизм снятия фасок МСФ (см. рис. 9.5) устанавливается на
бабке изделия и служит для снятия фасок на наружном торце на-
резанных зубьев. Управление работой механизма снятия фасок
выполняется гидросистемой автомата.
Автоматическое загрузочно-разгрузочное устройство ЗРУ состо-
ит из портала П, каретки К, загрузочного механизма ЗМ, разгрузоч-
ного механизма РМ, накопителя заготовок НЗ и накопителя гото-
вых изделий НИ(см. рис. 9.3, 9.5). Устройство работает следующим
образом. Загрузочный механизм ЗМ берет из накопителя заготовок
НЗ заготовку, поднимает, поворачивает, ориентирует и устанавли-
вает ее в зажимной элемент каретки К, расположенной в позиции
загрузки. Далее каретка К с заготовкой перемещается по порталу
П, останавливается над оправкой шпинделя изделия и фиксиру-
ется. В этом положении ползун ПЛ каретки К с зажимным устрой-
ством и заготовкой опускается до жесткого упора в позицию сме-
ны заготовки на оправке. При этом заготовка должна быть соосна с
оправкой шпинделя изделия. Стойка бабки изделия СБИ переме-
щается по станине на заготовку (из исходного положения в пози-
цию смены заготовки), заготовка устанавливается на оправку и за-
жимается. Затем стойка бабки изделия отводится в исходное по-
ложение, каретка также возвращается в первоначальное положе-
ние, а стойка бабки изделия подводится в позицию резания. Осу-
ществляется цикл обработки. По окончании нарезания всех зубь-
ев стойка бабки изделия отводится из позиции резания в исходное
положение, каретка К с ползуном ПЛ устанавливается в позицию
смены заготовки и производится выгрузка нарезанного зубчатого
колеса в зажимное устройство каретки в порядке, обратном за-
грузке. После этого каретка с обработанным зубчатым колесом
перемещается в позицию выгрузки и разгрузочный механизм РМ
выгружает зубчатое колесо из каретки в накопитель готовых изде-
лий НИ. Затем каретка возвращается в позицию загрузки, и далее
цикл загрузки-выгрузки повторяется.
Транспортер шнековый ТШ служит для отделения стружки от
смазочно-охлаждающей жидкости и удаления ее из зоны резания
за пределы автомата, привод транспортера осуществляется от
электродвигателя М3. .
Кроме указанных частей в состав автомата также входят стан-
ция гидропривода, станция охлаждения, блок подготовки возду-
ха, шлангоукладчик, электрошкаф и ограждение.
Рассмотрим кинематическую схему зуборезного автомата (см.
рис. 9.5).
170
V1V
Кинематическая цепь главного движения сообщает вращение
инструментальному шпинделю ШИН. Движение на шпиндель пе-
редается от двухскоростного асинхронного электродвигателя
Ml (N = 11/13 кВт, п = 1000/1500 мин-1) через клиноременную пере-
дачу со сменными шкивами Д\ :Д2, сменные шестерни скорости ре-
зания А :Б, коническую зубчатую передачу 18 : 27 и цилиндриче-
ские передачи 19 : 43, 25 : 100. Уравнение баланса этой кинемати-
ческой цепи
1000 (или 1500)
’ Д2 Б 27 43 100 4
где пч - частота вращения, мин-1.
Таким образом, заданная частота вращения интрументального
шпинделя nv может настраиваться за счет подбора диаметров
сменных шкивов ДуД 2, выбора числа зубьев сменных шестерен
А, Би установки одной из указанных частот вращения электродви-
гателя Ml.
Установка частот вращения инструментального шпиндейя в
диапазоне от 6,6 до 26 мин-1 осуществляется за счет сменных шки-
вов Д1,Д2 при максимальном передаточном отношении сменных
шестерен А, Б, равном 0,358 (29 : 81). Тогда формула для определе-
ния передаточного отношения сменных шкивов при и =4000 мин-1
будет иметь вид
1у=Д1/Д2 = пу/26,4. (9.1)
Частоты вращений инструментального шпинделя в диапазоне
26 - 134 мин-1 настраиваются с помощью сменных шестерен А, Б
при передаточном отношении Дх :Д2 = 1ип = 1000 мин-1. В этом
случае формула настройки сменных шестерен будет иметь вид
iv =А/Б = nv/73,6. (9.2)
Частоты вращений инструментального шпинделя в диапазоне
от 134 до 200 мин-1 устанавливаются при переключении электро- (
двигателя Ml на вторую ступень с и = 1500 мин-1.
Для снижения крутильных колебаний инструментального
шпинделя, связанных с выборкой зазоров в зубчатых передачах
при переменных нагрузках, в кинематической цепи предусмотре-
но тормозное устройство ТУ, регулируемое рукояткой PH.
Для останова в конце цикла нарезания в определенном поло-
жении инструментального шпинделя при обработке зубопротяги-
ванием, а также останова в нужном положении копира подач
КП и барабана управления БУ при других способах обработки на
ведомом шкиве Д2 установлен гидравлический фрикционный трр;
моз ФТ, управляемый гидроцилиндром Ц6. Для поворота инстру-
ментального шпинделя вручную используется рукоятка Р10.
Направление вращения инструментального шпинделя изме-
няется за счет реверсирования вращения электродвигателя Ml.
Кинематическая цепь подач сообщает вращение барабану
управления БУ, а также копиру подач КП, с помощью которого осу-
172
ществляется подача на заготовку гильзы ГИ с инструментальным
шпинделем ШИН. Движение при всех способах обработки врезани-
ем, кроме второго рабочего хода комбинированного способа за два
рабочих хода, передается с вала В1 кинематической цепи привода
инструментального шпинделя через коническую зубчатую переда-
чу 28:28, сменные шестерни подач В: Г, зубчатую муфту ЗМ, чер-
вячную передачу 2 :28 валу В4, на котором устанавливается копир
подач КП. С этого же вала движение через коническую зубчатую
передачу 31:31 передается барабану управления БУ. Таким обра-
зом, копир подач КП и барабан управления БУ всегда вращаются
синхронно. Запишем уравнение баланса кинематической цепи из
условия, что за цикл обработки одной впадины зуба инструмен-
тальный шпиндель с зуборезной головкой сделает К оборотов, а ко-
пир подач - один оборот. Тогда
100 28 В 2
К 25 28 Г 28 ’
отсюда
is=B/r = 3,5/K. (9.3)
Число оборотов К инструментального шпинделя с зуборезной
головкой за цикл обработки вычисляется по формуле
К=-^-+Кв + К„Е, (9-4)
где h - ход гильзы инструментального шпинделя, мм; Sp . - усред-
ненная подача гильзы на один резец зуборезной головки, мм/ре-
зец; zp - число резцов зуборезной головки (для трехсторонней зу-
борезной головки число средних резцов); Кв - число оборотов ин-
струментального шпинделя, при котором отсутствует подача
гильзы инструментального шпинделя (выстой на жестком упоре);
КОтв ~ число оборотов инструментального шпинделя, совершаемое
за время отвода гильзы инструментального шпинделя в исходное
положение и за время деления.
Направление" вращения копира подач должно быть всегда по-
стоянным (против часовой стрелки). При изменении направления
вращения инструментального шпинделя постоянство направле-
ния вращения копира подач обеспечивается за счет соответству-
ющей установки ведущей шестерни R гитары подач на вал В2
или ВЗ.
При втором рабочем ходе комбинированного способа обработки
за два рабочих хода зубчатая муфта ЗМ расцепляется с помощью
гидроцилиндра Ц4; копир подач КП и барабан управления БУ
приводится электродвигателем постоянного тока М2 (N = 0,75 кВт;
и = 1000 мин-1) через коническую зубчатую передачу 14:53 и далее
по указанной выше кинематической цепи. В этом случае враще-
ние копира подач и барабана управления кинематически не свя-
зано с вращением инструментального шпинделя и настраивается
изменением частоты вращения электродвигателя М2.
173
Подача гильзы ГИ инструментального шпинделя производит-
ся механизмом подач, расположенным в инструментальной бабке.
Механизм состоит из толкателя Т, смонтированного в направляю-
щих качения и постоянно поджимаемого гидроцилиндром Ц2 к ко-
пиру подач КП, и ползуна П, который установлен в направляющих
скольжения: и соединен | с гильзой ГИ инструментального шпин-
деля с помощью винтовой передачи. Ползун П постоянно поджи-
мается рабочей поверхностью установленного на нем регулируе-
мого кулачка К10 к толкателю Т гидроцилиндром Ц1. Механизм
подач работает следующим образом. При взаимодействии толка-
теля с ниспадающей частью вращающегося копира подач толка-
тель под действием гидроцилиндра Ц2 перемещается в направле-
нии к копиру, а гидроцилиндр Ц1 передвигает ползун, обеспечи-
вая постоянный контакт рабочей поверхности кулачка К10 ползу-
на с толкателем, и тем самым осуществляет подачу гильзы инст-
рументального шпинделя на заготовку.
Перемещение гильзы регулируется угловым положением рабо-
чей поверхности кулачка КГО ползуна, которое устанавливается
рукояткой Р5. Угол установки рабочей поверхности кулачка опре-
деляется в зависимости от требуемого перемещения гильзы
h по формуле
а = arctg(h/35). (9,5)
Конечное положение гильзы, при котором окончательно фор-
мируется профиль обрабатываемой впадины зуба, определяется
положением регулируемого жесткого упора У1. При нарезании
комбинированным двухпроходным способом ограничение хода
гильзы при первом рабочем ходе осуществляется посредством
передвижного гидроцилиндра Ц7 упора У2.
В механизме подач предусмотрено также устройство для регу-
лирования исходного осевого положения инструментального
шпинделя с зуборезной головкой, состоящее из червячной (1:73) и
винтовой (1:73) зубчатых передач. Регулирование осевого положе-
ния инструмента при первоначальной его установке и в процессе
смены после переточек производится вращением рукоятки Р6,
после чего осуществляется фиксация установки поворотом ру-
коятки Р7.
Подача на каждый зуб зуборезной головки зависит от профиля
копира подач и может быть переменной, что позволяет выравни-
вать силы резания в течение всего цикла обработки впадины зуба.
Копир подач является сменным и выбирается в зависимости от
способа обработки.
Барабан управления служит для управления циклом обработ-
ки и содержит девять регулируемых кулачков, которые выполня-
ют следующие функции: К1 - дает сигнал на пульт управления о
нахождении инструмента в исходном положении; К2 - совместно
со счетчиком дает команду на выключение электродвигателя Ml;
КЗ - дает команду на деление; К4 - дает команду на включение
механизма снятия фаски; К5 - дает команду на включение второй
ступени (и = 1500 мин-1) электродвигателя Ml;Кб- дает команду
174
на ускоренный подвод инструмента от электродвигателя М2; К7 -
дает команду на ускоренный отвод инструмента от электродвига-
теля М2; К8- дает команду на рабочую подачу инструмента от,
электродвигателя М2; К9 - дает сигнал на пульт управления о вре-
зании инструмента на полную глубину. Указанные кулачки уста-
навливают соответствующим образом в зависимости от способа об-
работки, а затем фиксируют.
При обработке зубопротягиванием согласование исходных по-
ложений копира подач (в этом случае устанавливается нулевой
копир) и барабана управления с инструментом производится за
счет поворота инструментального шпинделя с установленным на
нем инструментом при расцепленной мелкозубой муфте ММ руко-
яткой Р8. В исходном положении инструмент должен распола-
гаться таким образом, чтобы нарезаемая заготовка находилась в
промежутке, свободном от резцов протяжки, а кулачок К1 дал сиг-
нал на пульт управления о нахождении инструмента в исходном
положении.
Время, с, обработки одной впадины зуба (цикл обработки) вы-
числяется по формуле
= 60K/nv, (93)
где К - см. (9.4).
Деление - периодический поворот шпинделя изделия ШИЗ на
шаг зубьев нарезаемого колеса, осуществляется специальным ме-
ханизмом деления, состоящим из делительного диска ДД, маль-
тийского диска МД, кулачка К11 с кривошипным пальцем КП и
фиксатора Ф. Делительный и мальтийский диски жестко закрепле-
ны на шпинделе изделий. Привод механизма деления осуществ-
ляется от гидродвигателя ГД через цилиндрическую зубчатую пе-
редачу 102 : 34. Механизм работает следующим образом. По коман-
де с барабана управления БУ гидроцилиндр Ц5 перемещает в осе-
вом направлении вал с кулачком КП, подводя кривошипный па-
лец КП к мальтийскому диску МД. После этого включается гидро-
двигатель ГД, который поворачивает кулачок К11 с кривошипным
пальцем КП и через мальтийский диск МД производит делитель-
ный поворот шпинделя изделия. В начале поворота кулачок КП
дает команду на отжим шпинделя изделия и своей рабочей по-
верхностью отводит фиксатор Ф от делительного диска ДД, кото-
рый во время резания зафиксирован указанным фиксатором. Пос-
ле окончания делительного поворота делительный диск вновь
фиксируется фиксатором, подается команда на зажим инстру-
ментального шпинделя, гидроцилиндр Ц5 отводит кулачок KI 1
от мальтийского диска и гидродвигатель возвращается в первона-
чальное положение.
Вручную шпиндель изделия поворачивают при расфиксирован-
ном делительном диске вращением рукоятки Р9.
Делительный и мальтийский диски изготовляют для каждого
конкретного числа зубьев нарезаемого колеса.
Гидросистема состоит из станции гидропривода, контрольно-
175
регулирующей и распределительной аппаратуры, расположенной в
различных частях станка, и трубопроводов. Гидросистема выпол-
няет следующие функции: поворачивает и перемещает загрузоч-
ный и разгрузочный механизмы к накопителям, к каретке и в ис-
ходное положение; зажимает и отжимает изделие в загрузочном и
разгрузочном механизмах; ориентирует изделие в загрузочном ме-
ханизме; перемещает и фиксирует каретку портала в позицию за-
грузки, установки заготовки на оправку шпинделя изделия и вы-
грузки; перемещает ползун каретки; зажимает и отжимает изде-
лие в зажимном устройстве каретки; переключает зубчатую муфту
ЗМ кинематической цепи подач; перемещает выдвижной упор
гильзы; отжимает сцепное устройство; затормаживает главный
привод; поджимает ползун механизма подач к толкателю, а тол-
кателя к копиру подач; осуществляет деление; зажимает и отжи-
мает изделие на оправке шпинделя изделия; зажимает стойку
бабки изделия и шпиндель изделия; обеспечивает работу меха-
низма снятия фасок; перемещает стойку бабки изделия в позиции
резания, смены заготовки и исходное положение.
Пневмосистема предназначена для контроля прилегания тор-
ца заготовки к торцу оправки шпинделя изделия и состоит из бло-
ка подготовки воздуха, контрольно-регулирующей и распредели-
тельной аппаратуры и пневмопроводов.
Наладка выполняется по карте наладки, которая составляется
на основании чертежа и способа нарезания зубчатого колеса.
В общем случае при наладке выполняют следующие операции:
переключатель режимов на пульте управления устанавливают в
положение „Наладка”, включают гидравлическую систему и от-
водят стойку бабки изделия в исходное положение; рукоятку пе-
реключения видов работ устанавливают ,в одно из положений -
при обработке врезанием „ВР”, при комбинированном способе „К1”
или„К2”, при обработке зубопротягиванием-„ПР"; устанавливают
сменные шкивы или сменные шестерни скорости резания и пода-
чи; в соответствии со способом нарезания устанавливают копир
подач и проверяют направление его вращения; устанавливают ход
гильзы, положение жесткого упора, ограничивающего ход гильзы,
и исходное осевое положение гильзы; выполняют угловую и гори-
зонтальную установку инструментальной бабки; устанавливают
кулачки барабана управления; производят вертикальную установ-
ку бабки изделия и осевую установку стойки бабки изделия; уста-
навливают оправку в шпиндель изделия; устанавливают инстру-
мент, выверяют его и проверяют направление вращения; при обра-
ботке зубопротягиванием устанавливают калибр разделения при-
пуска и ориентируют кулачок барабана управления, дающего
команду на деление таким образом, чтобы делительный Поворот
заготовки выполнялся в момент прохождения мимо нее безрезцо-
вой части протяжки; устанавливают на счетчике циклов число
зубьев нарезаемого колеса.
176
9.2. ЗУБОПРОТЯЖНОИ АВТОМАТ 5С268
Автомат предназначен для чистового нарезания прямозубых
конических колес методом кругового зубопротягивания. Инстру-
ментом в этих автоматах является наборная дисковая фреза-про-
тяжка, состоящая из 15-17 блоков, каждый из которых имеет по
четыре-пять резцов. Первые 10-13 блоков черновые, остальные чи-
стовые (см. гл. 3), Черновые резцы снимают основной объем метал-
ла и работают боковыми и вершинными режущими кромками.
Чистовые резцы работают только боковыми режущими кромками
И обеспечивают профилирование боковой поверхности зуба. На
фрезе-протяжке имеется свободный от резцов сектор.
Сущность метода зубопротягивания заключается в следую-
щем, В процессе обработки заготовка неподвижна, протяжка рав-
номерно вращается и одновременно ее центр перемещается вдоль
образующей зуба, из точки O t в точку О2 и обратно (рис. 9.6), по
определенному закону. Благодаря этому перемещению участки
впадины в различных сечениях зуба обрабатываются резцами раз-
личного профиля и обеспечивают получение зуба, сужающегося
от наружного торца к внутреннему. Полная обработка одной впа-
дины зуба производится за один оборот фрезы-протяжки. Дели*
тельный поворот заготовки выполняется без остановки инстру-
мента в то время, когда против заготовки находится свободный от
резцов сектор протяжки. По окончании нарезания всех впадин 'за-
готовка отводится от инструмента.
Этот метод обработки является весьма производительным.
Время нарезания одной впадины составляет от 1,5 до 6 с. Зубчатые
колеса с модулем т< 6 мм обычно обрабатывают из цельной заго-
товки за одну установку. Если модуль т > 6 мм, .то нарезание вы-
полняют за две операции: черновую - на зубопротяжном автомате
5С269 и чистовую на зубопро- }
тяжном автомате 5С268,
Автомат 5С268 (рис, 9.7, 9.8)
состоит из станины С, стола СТ,
расположенного на правой ча-
сти станины, стойки бабки из-
делия СБИ, установленной на
левой части станины, бабки из-
делия БИ, смонтированной в
стойке СБИ, инструментальной
бабки БИН, расположенной на
столе, двурукого автооператора
АО, установленного на стойке
бабки изделия, транспортного
устройства ТУ, механизма
снятия фасок МСФ, Кроме то=
Рис. 9.6. Схема нарезания прямозубых
конических колес зубопротягиванием
9раа~прот»кка
177
Рис. 9.7. Автомат зубопротяжной 5С268:
------ '» -формообразующие движе-
ния; -♦ — установочные движе-
ния
178
Рис. 9.8. Кинематическая схема зубопротяжного автомата 5С268
го, в автомате имеются станция гидропривода, электрошкаф,
пульт управления и транспортер стружки.
Автомат работает следующим образом. Транспортное устрой-
ство типа цепного конвейера перемещает на один шаг очередную
заготовку и заполняет камеру загрузки-выгрузки КЗВ. Автоопера-
тор одной рукой берет заготовку из камеры, а второй - нарезанное
колесо из оправки шпинделя изделия и, поворачиваясь на 180°,
ставит заготовку на оправку шпинделя изделия, а нарезанное ко-
лесо - на освободившееся место в камере загрузки-выгрузки. За-
готовка зажимается в шпинделе изделия. После этого автоопёра-
тор отводится в исходное нерабочее положение, а бабка изделия
поворачивается в стойке на 90°, подводя шпиндель изделия с за-
готовкой в позицию резания, и зажимается. Включается электро-
двигатель привода фрезы-протяжки ФП,я происходит нарезание
зубьев. Шпиндель изделия во время резания зажат и разжимается
только во время делительного поворота. После нарезания всех
зубьев электродвигатель привода фрезы-протяжки отключается,
кинематическая цепь вращения протяжки тормозится, бабка из-
делия отжимается и поворачивается на 90°, подводя шпиндель из-
делия с обработанной заготовкой в позицию загрузки. Далее цикл
повторяется. >
Управление циклом обработки осуществляется барабаном
управления, который вращается синхронно с инструментальным
шпинделем.
Рассмотрим кинематическую схему автомата (см. рис. 9.8).
Кинематическая цепь главного движения приводит во враще-
ние инструментальный шпиндель ШИН от асинхронного электро-
двигателя Ml (N - 11 кВт, л = 1460 мин-1) через клиноременную пе-
редачу со сменными шкивами ДйД2, коническую зубчатую пере-
дачу 12 : 60 и цилиндрические зубчатые передачи 30 : 60, 17 : 81.
Уравнение баланса этой кинематической цепи
Д1 12 30 17
1460д7'бо'бо Й
отсюда
iv =ДХ/Д2 = nv/30,6.
В кинематической цепи главного движения предусмотрен ме-
ханизм выборки зазоров в зубчатых передачах, состоящий из зуб-
чатого колеса г = 17, зацепляющегося сг= 81, и зубчатого колеса
г = 60 со встроенными тарельчатыми пружинами, зацепляющегося
с зубчатым колесом z = 30. Регулировка этого механизма выполня-
ется зубчатой муфтой ЗМ:
Для быстрого останова инструментального шпинделя с про-
тяжкой в определенном положении по окончании обработки зуб-
чатого колеса на ведомом шкиве Д2 установлен гидравлический
фрикционный тормоз ФТ, управляемый гидроцилиндром ЦЗ.
При наладке инструментальный шпиндель с протяжкой'может
перемещаться в осевом направлении.
180
Управление циклом обработки производится кулачками бара-
бана управления БУ, который вращается синхронно с инструмен-
тальным шпинделем. Движение на барабан управления переда-
ется с инструментального шпинделя через зубчатые передачи
81:17,17:20,20:81. Уравнение баланса .этой цепи
1 d niTJITLl 81 20 . - —
1 оборот ШИН -т=- -хтг "от* = 1 оборот БУ.
1/ 2U о!
Движение подачи вдоль образующей зуба выполняется инстру-
мёнтальной бабкой БИН, перемещающейся по роликовым направ-
ляющим стола СТ под действием копира КП, закрепленного на
инструментальном шпинделе. Копир взаимодействует с роликом
РЛ, установленным на столе, и поджимается к нему гидроцилинд-
1>бм Н1.
Скорость подачи и подача определяются профилем копира.
При наладке автомата предусмотрена угловая и поперечная
установка инструментальной бабки, которая выполняется за счет
поворота и смещения в указанном направлении стола СТ, на кото-
ром установлена инструментальная бабка. Закрепление стола про-
изводится гидрозажимами.
Деление - периодический поворот шпинделя изделий ШИЗ на
шаг зубьев нарезаемого колеса осуществляется специальным ме-
ханизмом деления в тот момент, когда изделие, закрепленное на
шпинделе, оказывается против безрезцового сектора фрезы-про-
тяжки. Механизм деления состоит из барабана БМДс профильной
канавкой, упорного ролика УР, кулачка К1 с кривошипным паль-
цем КП, мальтийского диска МД, делительного диска ДД и фик-
сатора Ф. Мальтийский и делительный диски жестко закреплены
на шпинделе изделия. Механизм работает следующим образом.
Движение с вала В1 привода протяжки через зубчатые передачи
17:54,48:30, 40:24, 17:17, 17:17, 17:17, 27:45, 45:81 передается валу
Выделительного механизма. С этого вала вращение через зубча-
тую передачу 81:18 передается кулачку К1 с кривошипным паль-
цем- КП, а через передачу 27:72 - барабану БМД, который должен
вращаться синхронно с инструментальным'шпинделем. Уравне-
ние баланса этой цепи
1 а 81 60 17 48 J0 17 Г7 2 7 27 45 J7_. й
1 оборот ШИН 1? 3() 54 30 24 17 17 17 45 31. 72 1 оборот БМД.
Барабан БМД, взаимодействуя своей профильной канавкой с
упорным роликом УР, подводит вращающийся кулачок. К1 с кри-
вошипным пальцем КП к мальтийскому диску МД в то время,
когда заготовка находится против безрезцовой части протяжки.
Кулачок К1 отводит фиксатор Ф от делительного диска ДД и кри-
вошипным пальцем КП осуществляет поворот мальтийского дис-
ка МД со шпинделем изделия, после чего делительный диск
вновь фиксируется фиксатором Ф и барабан БМД отводит кулачок
К1 от мальтийского диска в первоначальное положение.
Согласование положений инструментального шпинделя с про-
181
тяжкой и барабаном БМД производится при расцепленной мелко-
зубой муфте ММ.
Во время резания шпиндель изделия зажат и разжимается
только при делительном повороте.
Бабка изделия БИ, в которой размещены механизм деления и
шпиндель, может поворачиваться в круговых направляющих ка-
чения стойки СБИ с помощью гидроцилиндра Ц2, зубчатой рейки
и зубчатой передачи 34:204. Причем шпиндель изделия установ-
лен эксцентрично оси поворота бабки изделия и при повороте ее с
помощью указанного гидроцилиндра на 90° подводится или в по-
зицию резания, или в позицию загрузки.
Стойка бабки изделия СБИ при наладке может перемещаться
по станине вдоль оси шпинделя изделия.
В процессе обработки бабка изделия и стойка бабки изделия
жестко фиксируются.
Привод механизма снятия фасок МСФ осуществляется от зуб-
чатого колеса z = 120, установленного на инструментальном
шпинделе, через зубчатые колеса z = 15, z = 40, z = 16.
Привод механизмов автооператора выполняется гидравличес-
кой системой с помощью гидроцилиндров Ц4, Ц5.
Гидросистема автомата выполняет следующие функции: от-
жимает стол инструментальной бабки; отжимает заготовку; зажи-
мает и отжимает шпиндель изделия; отжимает бабку изделия; по-
ворачивает бабку изделия в позицию резания и загрузки; прижи-
мает инструментальную бабку к копиру; осуществляет торможе-
ние инструментального шпинделя, приводит в движение меха-
низмы автооператора и транспортного устройства; приводит в
движение конвейер для удаления стружки.
Наладка выполняется по карте наладки и чертежу детали в
следующей последовательности: переключатель режима работы
на пульте управления устанавливают в положение „Работа с руч-
ным управлением” и включают гидравлическую систему. Устанав-
ливают фрезу-протяжку на инструментальный шпиндель; выпол-
няют угловую установку инструментальной бабки; выставляют
фрезу-протяжку по высоте и по базовому резцу; выполняют попе-
речную установку инструментальной бабки; выполняют установку
стойки бабки изделия; согласуют положение фрезы-протяжки и
барабана механизма деления; выставляют кулачки барабана уп-
равления; регулируют тормозные устройства; устанавливают в ме-
ханизм для снятия фасок фасочный резец; производят отладку
механизмов автооператора и транспортного устройства.
СПИСОК ЛИТЕРАТУРЫ
1. Кедринский В. Н., Писманик К. М. Станки для обработки конических зубча-
тых колес. М.: Машиностроение, 1967. 584 с.
2. Инструкция по расчету наладочных установок станков для нарезания кони-
ческих колес с круговыми зубьями. М.: Станкоимпорт, 1986.80 с.
3. Лопато Г. А., Кабатов Н. Ф., Сегаль М. Г. Конические и гипоидные передачи с
круговыми зубьями. М.: Машиностроение, 1977. 423 с.
4. Сандаков М. В. Таблицы для подбора шестерен. М.: Машиностроение, 1982.
424 с.
5. Производство зубчатых колес: Справочник / С. Н. Калашников, А. С. Калаш-
ников, Г. И. Коган и др.; Под общ. ред. Б. А. Тайца. 3-е изд., перераб. и допол. М.: Ма-
шиностроение, 1990.464 с.
ОГЛАВЛЕНИЕ ,
Предисловие........................................................
Условные обозначения.............................................. 4
Глава 1. Основные сведения о конических и гипоидных передачах..... 5~
Глава 2. Геометро-кинематические основы процессов формообразо-
вания поверхностей зубьев конических и гипоидных пере*
дач, кинематические структуры и конструктивные особен-
ности । станков............................................... 11
2.1. Процессы формообразования поверхностей зубьев конических 'Т'
и гипоидных передач. ..................................... 11
2.2. Циклический характер работы и кинематическая структура
станков.................................................. 1-7
2.3. Погрешности процессов формообразования и их компенсация,
корректирование процессов.................................... 21
2.4. Специфические механизмы и узлы станков................. 24
Глава 3. Инструменты для нарезания конических колес............... ,40
3.1. Инструмент для нарезания прямозубых конических колес....
3.2. Инструмент для нарезания конических колес с круговыми
зубьями................................................... 48
Глава 4. Станки для нарезания конических зубчатых колес среднего
и крупного Модуля .............................................. 55
4.1. Станки для нарезания конических колес с круговыми зубьями. ..._ 61
4.2. Станки для нарезания прямозубых конических колес ............' 73
Глава 5. Станки для нарезания мелкомодульных конических зубчатых колес.77
5.1. Механизм реверсирования люльки............................ »77
5.2. Станки для нарезания мелкомодульных конических колес
с круговыми зубьями ........................... ;....... $2
5.3. Станки для нарезания прямозубых мелкомодульных
конических колес.............................................. 87
Глава 6. Краткие сведения о технологии обработки зубьев и наладке
станков........................................................... 90
6.1. Технологические способы нарезания и основные вопросы
технологии обработки зубьев........................... ... 90
6.2. Особенности расчета наладок станков для обработки зубьев
колеса и шестерни конических и гипоидных передач ............ ,97
6.3, Универсальная система расчета наладок зубообрабатывающих
станков' для конических и гипоидных зубчатых колес с круговыми
зубьямй.................................................. 98
6.4. Определение наладочных данных станков для нарезания
конических колес с круговыми зубьями с Pnm = 35°........... .102
6.5. Карта наладки станка для нарезания конических колес с
круговыми, зубьями . .................................... 107
6.6. .Определение дополнительных поправок, вводимых в наладку
станка для нарезания конических колес с круговыми зубьями
с целью улучшения качества контакта........................ ИЗ
6.7. Наладка зубострогального станка для нарезания конических
прямозубых колес............................................. И®*
6.8. Режимы обработки зубьев................................ 123
Глава 7. Зубошлифо.вальные и зубопритирочные станки ............. 127
7,1, Зубошлифовальный полуавтомат 58К70В для конических
колес с круговыми зубьями.................................. 127
7.2, Зубошлифовальный полуавтомат 58П70В для конических
прямозубых колес............................................. 141
184
7.3. Зубопритирочные станки................................... 141
Глава 8. Контрольно-обкатные станки................................. 154
8.1. Универсальный контрольно-обкатной станок 5Г725Ф1......... 154
8.2. Наладка контрольно-обкатных станков и работа на них...... 157
8.3. Исправление пятна контакта зубьев в конических и
гипоидных передачах с круговыми зубьями........................ 159
8.4. Исправление пятна контакта зубьев прямозубых передач..... 163
Глава 9. Специальные зуборезные станки для автоматизированного
производства конических зубчатых колес............................... 164
9.1. Зуборезный автомат 5С272Е................................ 165
9.2. Зубопротяжной автомат 5С268.............................. 177
Список литературы................................................... 183
5^
-МАШИНОСТРОЕНИЕ-