
































































Текст
/t/i*r 'I; i1U;^'::JSMКозлов//// #'<y V гф tfi.' • ,^.л /я / ’ ^■4 »жi-ТЕПЛОУСТОЙЧ и ВЫХСТАЛЕЙ
...... Wkeim и'ШЩЩ Д£1ПБК 34 64Г
К «59.\*ДК 621.701ЛРецензентканд. техн. паук Ю. М. ВсловКозлов Р. А.к'Сварка тсплоустончивых сталей. Л.. Машииострое!1ие,
Ленимгр. отд-пис, 1986.— 160 с., ил.65 к.R кннгс 113,1ожсиы особенности сварки тсплоустоПчииых сталсЛ и метод оцея.И1 Обралованне холодных трещин при спарке рассмотрено сП031ШПЛ хру^ разрушения с учетом роли водорода. 11рослсжсгю илиянне тер-«арк»- температуры сопутс.твяощсго подогрева. содержлтГя
аодородп. ироменн н температуры выдержки после сварки и рожи-
ия^спслуюшгЛ гермическоЛ обработки на свариваемость теплоустоЛчипых сталей.
Ланы neico^ по выбору сварочных мйтер1!алов. усовертсмстнооаиию техно-Л0П1Н сварки тсплоустоПчнвых сталеП н уменьшению трудоемкости сварочных**"^Кннга предназначена для ннженеров-сварщнкив машиностроительной и другн*
отрослсЛ промышленности.fК2704060000-063038(01)-8663>86ББК 34.64J
6П4.3ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕРудольф Александрович КозловСВАРКА ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙРедактор Е. Миронченкова
Художественный редактор С. С. Венедиктов
Технические редакторы П. В. Шиканова. Т. М, Жилин
Корректор А. И. Лавриненко
ибложка художника В. В. ПожидаеваИБ № 4334литерате”м Л1-.И721. Формат 60Х90'/и- БумагаУ-«-нзд. л. 11.56. 13 бад%М‘’"з"к. <4 I™ ц“5^в5 к •‘Р-'О” Ю.25. .(строенне>. 191065, Ле11ниград,''ул.'Знамени издательства «Машнно-лнгра|^ро’1|‘о'’п?“^''® °^АНпених°€Техм ордена Трудового Красного Зна- ‘книжной юргоми la^2'Г лСССР То „елаы Соколовой Союзпо-1Я8052. г. Ленинград, л.52. Из^^Гйловс^ “роспе"^^^^^ полиграфии и© Издательство «Машиностроение», 1986 г.ПредисловиеДля строительства атомных электростанций и пазличнпгп
энергетического оборудования широко применяются теплоустой
чивые стали. Сварка этих сталей в ряде случаев nooS™
по сложной и трудоемкой технологии. Некоторые марки тепло-'’Г''”"” ' ™»пеИт?рой поГо.^ ' )* несмотря на высокую температуру по-догрева, нередки случаи образования холодных трещин в свао-
ных соедннениях. ^в настоящее время в литературе приведено недостаточно
сведении о свариваемости теплоустойчивых сталей. При оценке
свариваемости и выборе технологии сварки теплоустойчивых
сталей не учитывалось влияние водорода и часто не учиты¬
вались также такие факторы, как склонность металла шва и зоны
термического влияния к хладноломкости, синеломкости, отпуск¬
ной хрупкости, старению п дисперсионному твердению. Недоста¬
ток и иногда противоречивость таких сведений в литературе за¬
трудняют разработку надежной технологии сварки теплоустой¬
чивых сталей.В настоящей работе делается попытка осветить вопрос обра¬
зования холодных трещин при сварке теплоустойчивых сталей
с новых позиций — с позиций хрупкого разрушения.Наряду с достаточно изученными факторами, такими, как
термический цикл сварки, степень легирования основного ме¬
талла и др., в работе рассматриваются часто не учитываемые,
но значительно влияющие на свариваемость теплоустойчивыхсталей факторы.Учет этих факторов позволяет рекомендовать целый ряд но¬
вых технологических мероприятий по повышению сопротивляе¬
мости сварных соединений теплоустойчивых сталей образованию
холодных трещин. Применение этих новых технологических ме¬
роприятий позволяет для целого ряда марок стали значительно
снизить температуру подогрева н отказаться от немедленного
высокого отпуска сварных соединений, что значительно сокра¬
щает трудоемкость сварочных работ и повышает качество свар¬
ных соединений. п^тВ предлагаемой работе с учетом нсследоваиин последних леттакже даны рекомендации по выбору сварочных материалов,
Х™еч1ша10Щ«х качество и падеж,юсть сварных соедшмш..Книга окажет помощь инжеисрно-техническим и научным ра-КОЙ технологии сварки этих сталей^3I*’"М—ГТТП"1, ‘
ЛТГллшб■ivОСОБЕННОСТИ СВАРКИ
ТЕПЛОУСТОЙЧИВЫХ сталей, ПРИМЕНЯЕМЫЕ ТЕПЛОУСТОЙЧИВЫЕ СТАЛИ
и ОСОБЕННОСТИ ИХ ЛЕГИРОВАНИЯппинято называть стали, работающие при
Тсплоустойч^^ (ДО 500-580» С). Стали, работаю-„овышснных те р принято называть жароироч-ГшГКнне это является условным, так как некоторые марки
• аян ioT использовать как при повышенных температурах,
так и прп температуре, блнзкои к комнатной.По степени легирования к теплоустойчивым сталям относятся
НИЗКО* н срсднслегироваимые стали, а также 5 13 /о-иие хро¬
мистые мартенснтные н мартенснтно-феррнтные ста^1И с темпе¬
ратурой эксплуатаинн до 500—550®С.Особенности легирования теплоустойчивых сталей заклю¬
чаются в следующем. Для повышения длительной прочности
используют два вида структурного упрочнения: 1) образование
твердого раствора с введением элементов, повышающих темпе¬
ратуру рекристаллизации и снижающих интенсивность диффу¬
зионных процессов в сплаве; 2) получение высокодпсперсной
смесн фаз путем закалки стали и последующего отпуска [24].
Для первого вида структурного упрочнения обычно используют
хром, молибден и вольфрам. Для второго вида структурного
упрочнения используют карбиды ванадия, ниобия и титана.В процессе эксплуатации происходит изменение структурных
составляющих, что приводит к изменению жаропрочности. Для
длительной службы, как правило, используют малоупрочненные
стали, имеющие в исходном состоянии более низкую жаропроч¬
ность, но значительно более устойчивую структуру [53].Для сварных конструкций более предпочтительным является
первый путь структурного упрочнения. Это объясняется тем, что
твердые растворы замещения позволяют получить менее проч¬
ный и более пластичный металл в зоне термического влияния
при сварке по сравнению с карбидным упрочнением. В работе
[24] также отмечается, что хромомолибдеиовые теплоустойчивые
стали являются более предпочтительными для сварных конст¬
рукций, так как они обладают большей структурной стабиль-
Пдлительных выдержек при высоких темпера-элементами в тепло-теплоустойчивых “ молибден. Легированиееплоустоичивых сталей и металла шва хпомом (О 5 нстали ^противтяемост! иотипп- хрома увеличивается со-п-«ро*дс„„я„ в сро.
JuudCT сложное влияние на длительную проч-' тл.IIл<. гность стали [112]. Пеовый макгиму%«
содержащей 0,5 % „»л„6дека. „р„дается при содержании хрома в пределах 10-14^ п.!
ние содержания хрома до 5—6% поиво1ит'« uJZ
жению длительной прочности Повышешк» сни-до9-12% снова пр^оГт кности стали. Такое влияние хрома на поочн^ость стали не находит должного объяснения в лит“рат?Ге'
Тем не менее, у сталей, имеющих а-решетку же,теза 9 12^'йро,нГГ’“'Молибден широко применяется для легирования теплоустой¬
чивых сталей и легирования металла шва. Наиболее резкое по¬
вышение сопротивления ползучести стали и металла шва обес¬
печивается добавкой 0,5-1,0 % .молибдена. Молибден повышает
температуру рекристаллизации железа [19], что способствует
повышению его прочности при повышенных температурах. Но
роль молибдена в вопросах упрочнения стали при повышенных
температурах в настоящее время рассматривается шире.В настоящее время экспериментально доказано [68, 69], что
в процессе эксплуатации молибден образует с железом фазу
Лавеса РегМо, которая образуется в процессе длительной выдер¬
жки металла при температуре 450—600® С. Образование фазы
Лавеса РегМо идет, видимо, с уменьшением объема, поэтому
иногда наблюдается так называемая «отрицательная» ползу¬
честь. Образование фазы Лавеса РегМо повышает прочность
стали при повышенной температуре по механизму дисперсион¬
ного твердения. Влияние частиц второй фазы в настоящее время
объясняется дислокационной теорией. Согласно теории дислока¬
ций, частицы второй фазы являются препятствием для пере¬
движения дислокаций. Упрочнение сплава тем выше, чем меньше
расстояния, на которые может переместиться дислокация. Поэ¬
тому дисперсность второй фазы оказывает прямое воздействиена прочность стали.Выделение частиц второй фазы сказывается не только на по¬
вышении прочности стали, но также и на изменении пластич¬
ности. Форма выделений — глобулярная или пластинчатая
приводит к разным характеристикам пластичности. Частицы
второй фазы с глобулярной фор.мой позволяют получить металлс более высокими пластическими свойства.ми.Кроме этого, молибден при повышенных температурах оора-
т специальные карбиды, что также способствует повышению
юй прочности. Однако считается, что наибольшая длн^
тельная прочность наблюдается тогда, когда »ол‘1бден «а.ход!
в твердом растворе, а не в виде карбидов и в пр рР ^при повышенных температурах образуется 'I’f" ^Чем выше содержание молибдена, тем больше дность и сопротивляемость ползучести ста. ‘ q,4Введение молибдена в сталь и в металл швзует
длительной
■. I ■ i ♦ > с £ I Ii|';«• ' IЧ .I*■»Ti : nfirir. f «r<'»99 Ш999 99ЩЩЯтффЩЩГIII IHilla\..T nrtornc-iiiTb удоилстворительную ллнтольную
до l.;i% "Srypc до 500-(500“ с.прочность их "I"'' uiuacT темпсрату|)у рекристаллизацииВольфрам также п jjggcca TezW. Однако вольфрами оОразуст ч „ для получения удовлетво-ЖМ1-...1 п ■ элементом, и для ..ил^-.с..п« удиилетво-является более тяжсл ^го надо вводить в сталь при-р„тслы10й 1,ем молибдена. Поэтому вольфрам при-:;:|!“т?Л5.'Г«г..ро»а1ШЯ Tcn.0ycT0fi.il.«их CTMCI, значительно'’™;нГпда'||«^^^ »||Д« структурного У1.Р0.ШС1МШ Бста.,ьс Л(юбпазуюи1нс элементы ванадии н ниобии и со*;"Т-таи для этой цели ис-ГГзуется 3 .ачитель..о реже. Положительное влияние на жаре-
пользует „побиП оказывают тогда, когда они нахо-nS?ci в стали в виде высокодисиерсных карбидов [53]. Если эти
fnPMOMTbi в стали находятся в твердом растворе а-железа.тГ они оказывают слабое положительное или даже слабое
отрицательное влияние на ее жароирочиость. Поэтому для
получения максимальной длительной прочности теплоустойчи¬
вые стали с карбидным упрочиеинем подвергают полной терми-
ческоП обработке: закалке на мартенсит и высокому отпуску
Г53]. В процессе отпуска ванадии и ниобий образуют прочные
пысокодиспсрсные карбиды VC и NbC, что и обесночивает высо¬
кую длительную прочность стали при эксплуатации. Однако в
процессе эксплуатации в Tcwemie длительного времени при тем¬
пературе 550—600°С карбиды ванадия и ниобия коагулируют
и большей частью формируются по границам зерен, что приводит
к снижению жаропрочности стали н металла шва и разрушению
по границам зерен. Этим и объясняется перегиб на кривых дли¬
тельной прочности хромомолибденованадиевых сталей [24].Для повышения окалиностойкоети в теплоустойчивые стали
и в металл шва иногда вводят повышенное содержание кремния.
Кремний оказывает слабое влияние на их длительную прочность.
В настоящее время наблюдается тенденция снижать содержание
углерода в теплоустойчивых сталях [24]. Обычно прп повышении
содержания углерода повышаются прочностные характеристик!»
стали и металла шва. Однако при повышенных температурах
повышение содержания углерода иногда приводит к снижениЮ|.
их длительной прочности. Так. в работе [53] указано, что повы¬
шение содержания углерода выше 0.08—0,12% в Сг —Мо —V
ulnxu » отрицательно сказывается на их сопротивлении ползу-
niiuo ■^•'^**'^^'^ьнои прочности. Кроме этого» для улучшения сва-мотя^^'по^?' снизить содержание углерода в основномметалле и в металле шва.пованТя^^т!мк1^ элемент не применяют для леги-свыше 350° Г сталей, работаюншх при температуре0.8—10®А поивппит^^ увеличение содержания марганца свышеметалла шва к тйпплг!^ склонности стали, а такжесвой хрупкости в процессе эксплуатации приI гтllr.l! IllЩ (HRтемпературе 400° С и выше .температуре до ЗЗО” С, марганец по^шен?^ Работающих при
элемент. С увеличением содержания мяпТ” ^«•'нрующий
увеличиваются прочностные свойства (гшЛо ®прочности) и снижаетсяКроме этого, марганец используется как хрупкости,вредное воздействие серы Поэтому мяпг У^^и^шающий
1,0-1,5 вводят иногда в Тет^л ®“стали, которые работают при теГерТтуре до"з57Г"°"''”^“^щих пр? темпер1?уре до 350°С,''Г осн^вС"аПпыв^^^^^^^^=ГрЖ S Sи ползучести. Этим и объясняется возможность лепшова^я
марганцем теплоустойчивых сталей и металла шва в одних слу-
чаях и недопустимость легирования в других.Никель также не рекомендуется применять как легирующий
элемент в теплоустойчивых сталях, работающих при температуревыше 350 С» так как с увеличением содержания никеля не¬
сколько уменьшается длительная прочность стали и металла шва.
Это объясняется тем, что никель также образует фазу Лавеса с
молибденом NisMo, которая возникает при более низкой темпе¬
ратуре (400—500®С), чем фаза Лавеса Fe2Mo[31], Этим поль¬
зуются для частичного повышения прочности мартенситно-ста-
реющих сталей, вводя в них определенное количество молибдена.Поэтому введение никеля в сталь как бы уменьшает концен¬
трацию молибдена в твердом растворе а-железа и тем самым
снижает эффективность воздействия молибдена на ее длитель¬
ную прочность. Кроме этого, с увеличением никеля несколько
увеличивается склонность стали к радиационному охрупчива¬
нию [69. 77].Однако для теплоустойчивых сталей, работающих при тем¬
пературе до 350° С, где не требуется повышенная длительная
прочность, никель используется как легирующий элемент. С вве¬
дением никеля в сталь и в металл шва значительно повышается
сопротивляемость сварных конструкций хрупкому разрушению
при низких температурах (близких к комнатной), так какс увеличением содержания никеля снижаетсяпература хрупкости. Поэтому в металл шва и основной металлдля повышения сопротивляемости хрупким разрушениям вводят" нТк\1"тельно повышает coi.poT«.^«b стал«^>|талла шва хрупким разрушениям при ^ никелевыеэтому В криогенной технике широко “тс^^“'Гельстали с содержанием никеля до 6 ^ ^ б-феррнтавводят в 12 %-ные хромистые стали д У стоуктуре 12%-в структуре металла. Уменьшение ^'Ф^РР ппиводит к повыше-ных хромистых сталей и в жаропрочностиПИЮ их вязкости и прочности [82], а также жар р
0«Мярочнмй химический состав испольцгсиых сталей |5, 4в, 53, 8в, ЩС/>держаиие элемсит*)». %Таблмпа 1I2XMI5XMI0X2Mтим\л12Х1МФ1ДХМ1Ф12Х2МФ15Х2МФ
IOXMIM
15X21ГМФ
0НХ1.Ч
0Г,Х12И2М0.W)—0,10
0,10-0.1Я
0.W)0,МО.оя -0.1 ft0.10-0,170.130J70J00,100,080.04O.IR-Оде0.17—0.370.2(>0.270.17—0.370.15-0.360.270.26о.;ю0.32О.ГЮ0.17Mn1CrMl 1Mo »V0,4-0.7<0,04<0.040.4—0.60.4—0.6 '0.4-0.7<0.03<0.0350.8-1,1—> 10.4—0.60.510.0130.0102,36—0.730.540.0150.0 H)2.321,070.4-0.7< 0.025<0.0300.9—1.2—1 0.25—0.350.15—0300.4-0.7< 0.030<0.0301.1-1.4—1 0.9—I0.20—0.350.4Я0.0140,0122.2—0,710.280.620.0150.0! I2,8—0.680.310.4!0.030.0130.821.141 0.480.470.0230,0101.891.361 0.660.060.60< 0.025<0,0312—140.61—0.600.0120.01312.371.771 0,86—Химический состлй теплоустойчивых сталей, применяемых в Японии |I12JТаблица 2Гмп с1алнСоЛ(!рЖЛ11ИП «лсмеитой. %0,бСг—О.БМо
1Сг—О.ЬМоадасг—1МоI ДЫ'.г —0,5Мо—0.7GS I
Г)С'.г- -0,5М<1сSIMl)0.10-0,20<0,150.10-0,300.10-0.500,30—0.600,30—0,00<0,150,10—0.500,30-0.00<0,160.16<0.150,6-1,0
0,75
0.60-1,00,30-0.000,30—0.000,30—0.00СгМо0.50-0,700,80—1.202,0-2.51Д4.08.01.56.0Ю.О0.450.450,650.650.90-1.100.450.450.900,650.65МОМарка
рскомсн*
дуемых
электродов
для сваркиСМВ-86СМ В-95;СМВ-96СМА-106:СМВ-105СМВ-95СМ-5СЛ1-91Температура
подогрева
при сварке.
•С100—200150—300200-350200—350250—400250—400Температураотпускасварныхсоединений,•С650-700690—740710-760Таблица 3Химический состав мстнллп шил при сварке теплоустойчивых сталей в некоторых странах [!11, 11211-1рпиаМоркл»лектр<>д<т(^олержлиио элементов. %Сстл. ASTMSIМпSСгМоДлительная
прочность
пря 550 *С заЮ* ч,|
МПаИ8016-1И<0,12< 0.60< 0,90< 0,04—0,4—0.650,4-0.65H8015-IV21.< 0.05< 1,00<0.90<0,04—1.0-1.50,4—0.65i:Hoi6-ivi<0.12< 0,60<0,90<0,04—1.0-1.50,4—0,65A Л f AГ.‘Ю15-П31.< 0.05< 1.00< 0,90< 0.04—2,0-2.50|9“ U2i:90Ui-U3<0.12< 0,60<0.90< 0.04—2.0—2.50.9—1.2Шисции,фирмп us лиOK70.I8ОК70.2Нi).040.010.30.30.80.81.22,250.51.0ЯттичСМН*8аСМ!Ь9ЙCMU-V15СМЛ-ИХ^СМИ-106СМ-5смл>0.070,070.03O.Oti0.030.070.W0.470.580.940.480.790.540.280.t«>0,780.620,730.560.610.420.0140.0150.0090.0170.0090,0180.0210.009
0.010
0.0! 1
0,008
0.012
0.008
O.OU0.541.251.25
2.322.345.34
9.040.480.540,591.071.040.57I.IO14815013513096185I
tч “) ITT'JI г■I;Il/J: hir’/■'IfiiJ:.r^4i;''■- ,U’\ :'‘ ‘IfI *lfK'ifJI w-l
' ''iff:4i I I л,)1^ " г, ■
ii::'f ■'ill.iPcAofMо Поэтому, хотя никель н понижает не.
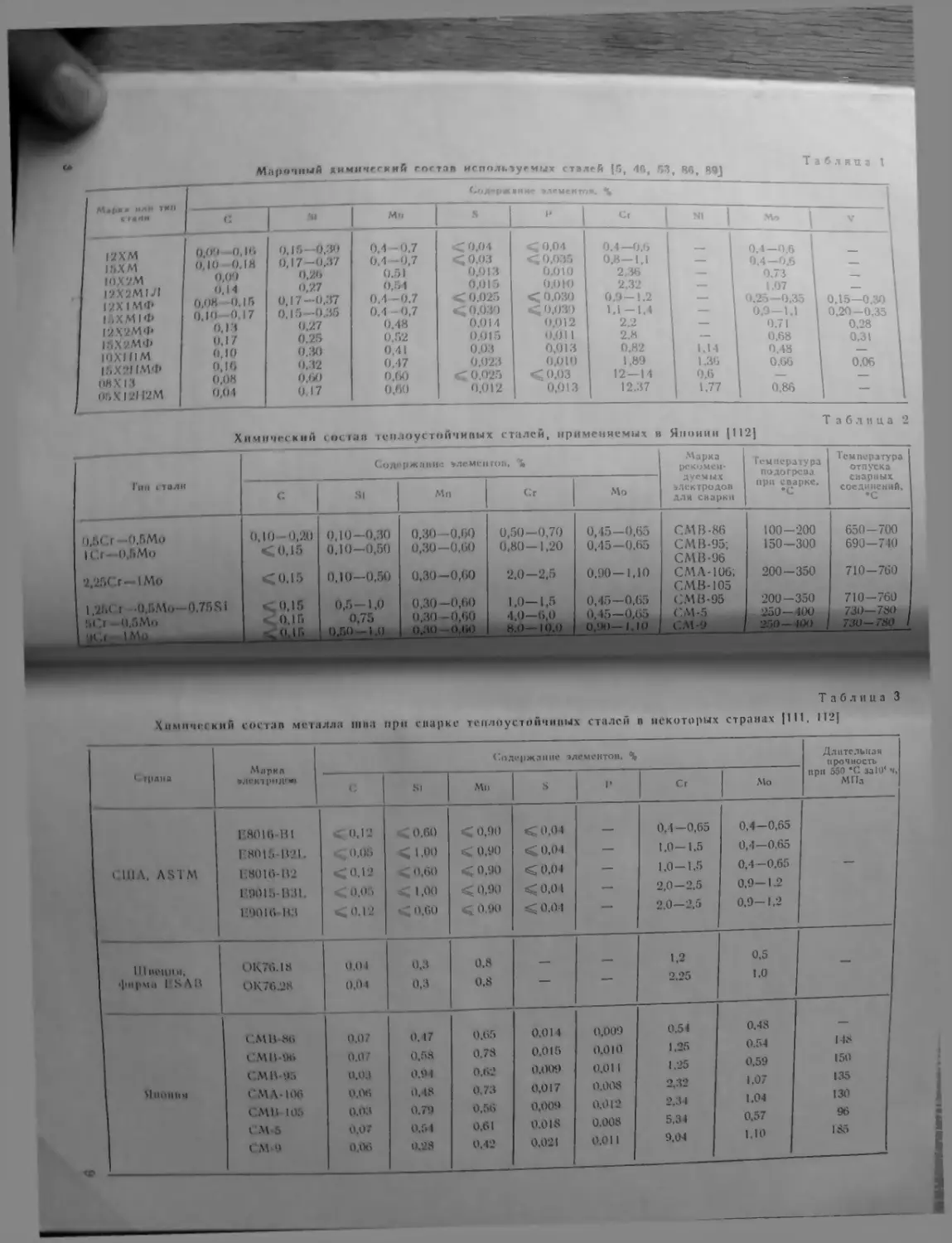
стали и ^!^^^оочность, его вводят в 12 %-ные хромистыеско.1ькодлнтсльн\ю при . ^^3^,,, „ 0 металл шва.^ртенситныс .. „аше^^^ стране 8. 18. 53. 57. 63. 68.К настояшему ®P^“^Qg 99 Ю1, 104. НО и др.] разработано77. 86) и за РУ®®*°\,а'рок теплоустойчивых сталей, широкобольшое „зготовлення реакторов, парогенераторов,применяемых для и Марочный химический со-трубопроводов и дру применяемых в нашейстав некоторых TC11. J ^ Химический состав теплоустойчивых
Ке^яемых в Японии [112]. приведен в табл. 2. Мароч-
"^■'««иче^^й состав металла шва при сварке теплоустойчи-
в"ы; ста5 эТктр^^^ применяемыми в некоторых странах.приведен в табл. 3.г ТРУДНОСТИ ПРИ сварке теплоустойчивых сталейТеплоустойчивые стали сварнваются в широком диапазонеттшин* от труб с толщиной стенкн 2 мм до корпусов реакторов
толшин. ^ толщиной стенки 200 мм. При свар-ке различного энергетического обору¬
дования применяются характерные
типы сварных соединении, имеющие
конструктивные концентраторы дефор¬
маций и напряжений [67]. На рис. 1
показаны типы сварного соединения
труб с трубными досками. Толщина
стенки трубы может изменяться от
2 до 4 мм, а толщина трубной доскн
от 40 до 300 мм. Поэтому при сварке
труб с трубными досками имеется
конструктивный непровар, высота ко¬
торого может изменяться примерно от
35 до 290 мм. При сварке корпусов
реакторов, парогенераторов и другого
энергетического оборудования сущест¬
вуют так называемые замыкающие
швы. Эти швы, как правило, выпол¬
няются на подкладном кольце или на
«усе» (рис. 2). Этот тип соединений
также применяется и для других
(незамыкающих) швов с последую-
шва. Сваока зтн» (после сварки) проточкой корнясварке '-Sx шв^^ГсуГствуТ^Г^^^ ’тор деформаций и наппяж«1.иг конструктивный концентра- J
«уса>. При сварке патоуйкпп ^ подкладного кольца или L
меняются типы CBaoSIi* с корпусом часто при- Дсварки) проточкой корня шва^7пнр"“ч\ п (после ;,in 1Рис. 6). При сварке этого типа щI. Типы сварного сое¬
динения труб с труОяыми
доскаииI» I ' • I I ' Wсоединений в корне шва имеется констрч-ктнвный
сота которого может быть значительной Сварка швов Г?з1о“в‘
как правило, выполняется непрерывно в течение
времени с сопутствующим подогревом. Для отдельныГуз1ов™
швов сварка выполняется непрерывно в течение 3-6 сут с со
путствуюшим подогревом до высокой температуры Дпя автома
тическои сварки стыковых швов часто испмьз“ются ™ с«-
динении с временным (в процессе сварки) конструктивным
непроваром со значительным объемом сварки с одной стт
В процессе сварки с одной стороны в корне шва существуеГкон!
структивныи концентратор деформаций и напряжений в видеЛо сваркиfkx^eOopNjАл сборкиПоиесйзр/ШРис. 2. Эскиз стыкового соедн
нения на сусс»Рис. 3. Эскиз сварки патрубка с
корпусомнепровара. При сварке с другой стороны этот непровар перевал
ривается.В сварных соединениях существуют и другие конструктивные
и технологические концентраторы напряжений и деформаций
[24]. В вершине конструктивного непровара, в корне шва у под¬
кладного кольца и других местах сварного соединения, где
имеются конструктивные и технологические концентраторы, наб¬
людается значительная локализация пластической деформации.При сварке теплоустойчивых сталей целесообразно отдельно
рассматривать деформации и напряжения, происходящие в про¬
цессе сварки, и остаточные деформации и напряжения, наблю¬
даемые после окончания сварки. Пластические деформации в
процессе сварки достигают большой величины. Влияние терми¬
ческого цикла сварки на образование полос текучести (полос
Чернова —Людерса) при нагреве с охлаждением наглядно по-
казано в работе [30]. Ширина зоны пластической деформациив 2—3 раза превышает ширину зоны термического влияш^Наибольшие скорости деформации наблюдаются R ^
металла непосредственно перед сварочной ' „.д.толщины сиарнваемых элементов приводит к
стической деформации в районе границы -„ао-Распределение пластической деформации
ного соединения происходит неравномерно. ^ Р можетння при многослойной сварке пластическая ^ ^ завн-достигать 4-5 %. Остаточные Деформации и напряжеш
сят от большого числа факторов. В работа [ »11
71I ’ ' •I •- t5It4,^п«аапя опснявастся величиной
рская Ji'^r.UoKc г одной сторгягы остаточ-
ofT - -ппТ„арастаст при иало-; .7-1." *' и глоя Наличие коиием-граюр^лиая •”'1оГо n--ic>iytoUicro сл являются характсриыхнсварка с ‘’,^,^гс?ического оГ.орудоваиня.« я^н конгтруки''^' ;;2х с,алей наиболее труднымfKofi'-нн.лтямн ,..„^,,у.:1011ЧЧВ«* ^ ХОЛОДНЫХ трсмиии П Me-^ Именно для предотвращения
"Р,,\ ’лошовнои „..„знодят сварку з»тих сталей„ллс 200—100’С II производя:'^Р";':‘':‘Г7- мпсратурой „осле сварки (не охлаждая1г#)МнатнГ‘К •*' . .U гиапке ':»тих сталей являетсяда-нП _1фи сварк(;_ --'SS «ажнг-й .ала.1. Г, при сварке_ '.тих сталей является
л ■и». '-BOJ- (В ^'варных соедииснин, близких или равных
„„JM гв.,й.твам основного металла. Ииымн словами
сваоны .. jiiHCHHH должны бить равнопрочными с основным
металлу по обычным характеристикам прочности, по длитель¬
ной tipoMHfKTH и плагтичностн. по сопротивляемости тепловому
II радиационному охрупчиванию, по сопротивляемости коррози¬
онным повреждениям и другим свойствам. Обе эти задачи ре¬
шаются за счет выбора или разработки технологии сварки, сва¬
рочных материалов и последующей термической обработки свар-
иых соединений.Гюльшая часть холодных третям в сварных соединениях об¬
разуется через некоторое время после окончания сварки. Это
дало некоторым исследонат1'Лям основание считать, что все хо¬
лодные трешнны имеют характер замедленного разрушения.
Однако значительная часть холодных трещин образуется сразу
же посд( охлаждения сварного соединения. Холодные трещины,
образовавшиеся сра.зу после охлаждения сварного соединения до
окружающей температуры, по своему характеру не являются
замедленным разрушением. Проведенные исследования [55] по-^Р^^^лиелегироваииые стали с содержанием углеродз
до 0,20 0,25 ие склонны к замедленному разрупгению при
сварке путем испытания по методу ЛТП-2 па установке ЛТП2-Л. что для стали марки 15Х2МФЛ, ис-п Jt. замедленное разрушение по методу ЛТПЗ-G (ско- ,10- “i ■20°/с; структура— 90 % мартенсита и i1ивля(!^^ст 4V), показатель сопро-К"»' н 1|ренын1а(.^ \8(К)'‘м[ь^'‘'''‘'''''* i pcHUiH а,-,„i« всс1.ма высо-лела к-кучести -.той сталИ йГ" ^ Р«за выше пре-'ПОЙ стали М0Ж1«1 пси» ^ также следует, что сварку1207с, т. С-. г,(', иол/п скоростью охлаждения дотрещин. Однако ппо <>пасаясь образования холодныхiju.Mi... ^ прелотппп.и.. ^лит12 -^MWi|M‘Fia. ие опасаясь образования холодныхI’lUHH. Одиако для *фелотвратеиия образования холодных
ними сварку коиструкпий из стали ма|жи 15Х2МФЛ ироизво;
т с Г(*М1И'ра*урой сопутствующего подогрева до 300- 3fj0 Ои немел,тен1ю поело сварки производят высокий отпуск Г671
говорит о том. что холодные тпешнны nnl °15Х2<МФЛ образуются (зарождаются^ но
ленного разрушения, а иначе механизму замед-Одной из основных причин сложности и трудоемкости технп
логии сварки теплоустойчивых сталей, по ^е„Тмнению
является повышенная склонность металла зоны термическогоСмещение критической температуры хрупкости Г," ^ПОИ увеличении con^n-^nuuc — '^'5Легирующий•лемент-СТ1р«делилсгнрокания.Л«гнрующиймеиект‘ л !•»*|Пределы.>сгнрож>нмя.С+ 14,7I0-0,40Ni-3.90-0.4Мп-5.60,3-1^— 1.70.4-3.0Sf0+7,20,1-0,6
0,6-1.8Сг0+ П,10-0.5
Более 0,5р+560-0.2Мо+ 19,50-0.18S00-0,05А100-0,10Си0+3,90-0.70.7-2.0Ti...-4.40-0,40В+2780-0,0044V+33,40-0,14влияния и металла шва к хладноломкости [39. 40]. Это объяс¬
няется спецификой легирования теплоустойчивых сталей. Леги¬
рующие элементы по-разному влияют на критическую темпера¬
туру хрупкости металла шва и ЗТВ. Для ориентировочной оцен¬
ки влияния легирующих элементов на смешение критической
температуры хрупкости Гг is, определенпой при испытании образ¬
цов 1Ларпи с острым надрезом по работе разрушения* равной
20,4 Дж, можно воспользоваться даииыми, приведенными в
табл. 4. Как видно из табл. 4, с увеличением в металле хрома,
молибдена и ванадия критическая температура хрупкости зна¬
чительно повып]ается,.в то время как с увеличением в металле
содержания никеля и марганца критическая температура хруп¬
кости понижается. Поэтому металл шва и ЗТВ теплоустойчивых
сталей, легированных хромом, молибденом и ванадием,
более высокую критическую температуру хрупкости, т. е. пр
ляет большую склонность к хладноломкости, чем
ЗТВ других пизко- и среднслегирооаниых сталей.никелем и марганцем. Критическая „оталла зоны термического влияния и металла шв ,превыик'нопьзи ком1гатную, н наличие - рпзлаютгических концентраторов деформаций и папря13
VШ:p| i ■ ^ '<'■•'
'4=^^' ' • I -I*''r f 11^, I t \III*■idli 'II}!|!Uvli'SMl*йшj j:J•I i’ r г ) "I 'Urn I)« j *. и'mmiусловиянаиболееблагоприятные для образования холодныхтрешин. - СК10НИ0СТИ сварных соедииспий теплоустой.Второй ,ован11Ю холодных трещин, по нашему мне.чивых стален « ^Р^е„„ое содержание водорода в металле шва„„ю. является повыше времени не ограничивали. Введе.(37, 39]. f водорода в ЗТВ и металл шва в количествение диффузно»»"'^ значения приводит к появлению склонностивыше крптического^^^ ^ ^ замедленному разруще.нню [54. 58]. jjgj, 3 стране и за рубежом уделяется® "Д"но бопьшее внимание роли водорода в образованин
'"'”Г„ых треш^н при сварке теплоустойчивых сталей [54, ЮЗ.
mil ГшУение уровня диффузионного водорода в металле шва
значительно повысить сопротивляемость сварных сое-ГенХобР^ температуру?onSvK)£ero подогрева при сварке теплоустойчивых сталей.
Третьей причиной сложности и трудоемкости технологии
CB8DK11 тепло}^1чивых стален являются большие размеры
сварных уз-юв н конструкций и толщина свариваемых элементов
(до 200 мм). Попытка оценить сопротивляемость образованию
холодных трещин по различным методикам, в которых исполь¬
зуются небольшие по размерам и толщине свариваемых элемен¬
тов образцы, не дают положительных результатов и не поз¬
воляют прогнозировать отсутствие холодных трещин в реальных
крупногабаритных толстостенных конструкциях. Так, в работе
[54] отмечается, что «показатель сопротивляемости трещинам не
может быть непосредственно применен для оценки стойкости
сварных соединений конструкций против трещим, так как он от¬
ражает только технологическую прочность материалов в усло¬
виях сваркиэ. Это объясняется тем, что при использовании не¬
больших по размерам образцов, имитирующих те или иные
условия сварки, не представляется возможным учесть все мно¬
гообразие условий многопроходной сварки реальных крупногаба¬
ритных толстостенных сварных конструкций. Все многообразие
>словий многопроходной сварки можно смоделировать только
п>тем сварки больших жестких проб натуральной толщины, наи-
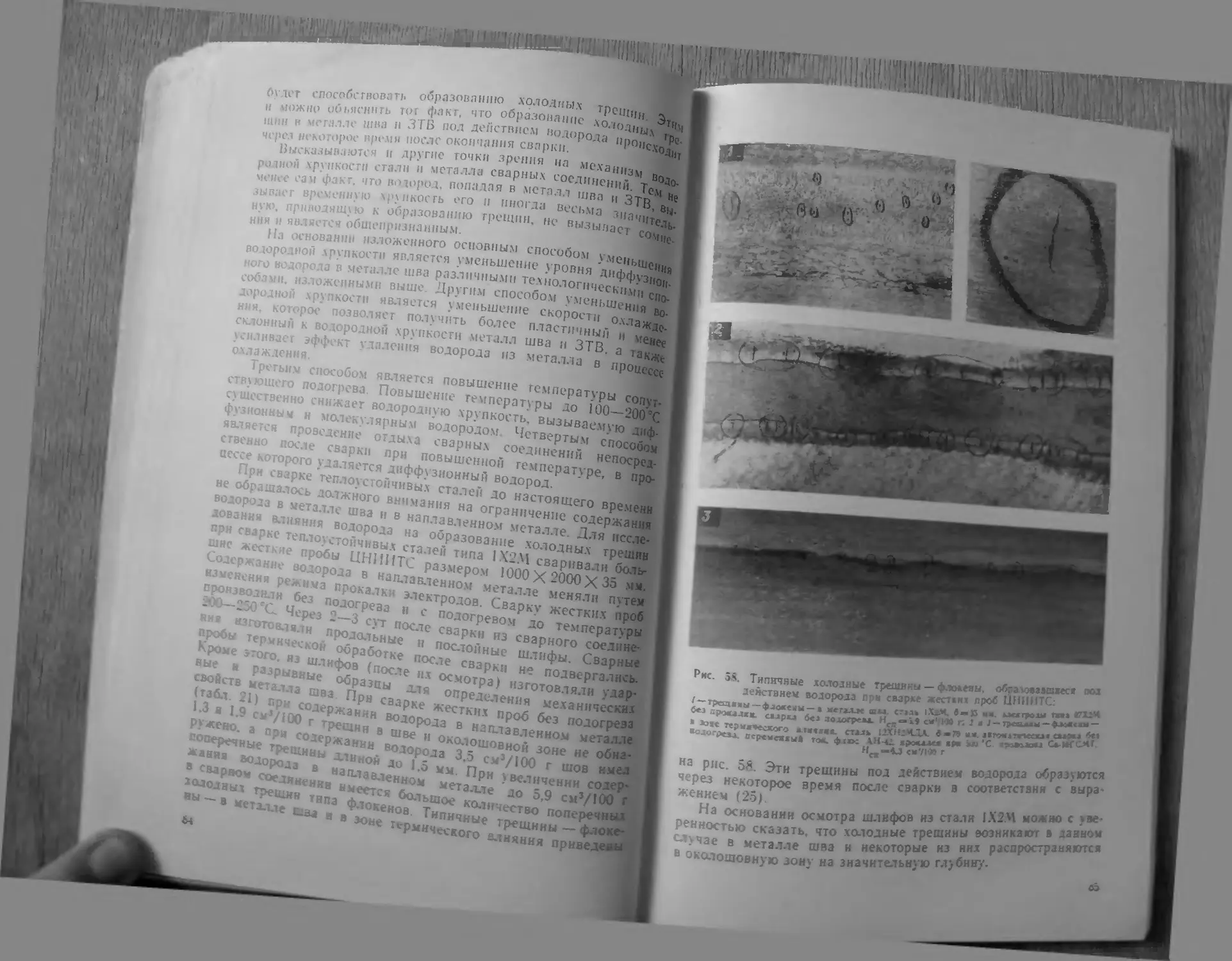
лее лизко отражающих условия сварки реальных конструкции.разрушение! fff Ятг, характеру является хрупкимшении гпппптип основание полагать, что при повы¬шению повысится^^т^ с?п?”“'' соединений хрупкому разру-лодных трещин и что ?пи образованию хо-состояние пои игтлпг. переводе сварных соединений в вязкоение. устраняется такжр "Р^^®'’^®Р^Щзется их хрупкое разруше*шин в металле шва и образования холодных тре-мости металла шва и ЗТН при оценке сопротивляе-сварки наиболее целесгюЛп^?^"'^®”^ разрушению для условийхрупкого разрушения использовать такие критерии14 ' Р можно применить при разработкеtIтехнологнп сварки и которые можно пог..„.ровать при сварке. Регулировать и контролн-Образоваиис трсщнн может произойти » г
него соединения, что приводит к HPofilL,!
оценку его сопротивляемости образоваи«ю производитьзоны путем имитации свойств эт^й зоны И^шнбоТео
выявления СКЛ011И0СТИ к обвазовяишп “аноолее полноготаиие следует производить при малой трещин нспы-рядка Ю- 1/с [54]. ^ скорости деформации по-ГлаваПОГЛОЩЕНИЕ ВОДОРОДА
МЕТАЛЛОМ ШВА ПРИ СВАРКЕ
И ДИФФУЗИЯ ЕГО В ОКОЛОШОВНУЮ ЗОНУМеталл шва поглощает водород в процессе сварки. Капли
электродного металла, находящиеся на торце электрода н про¬
ходящие через дуговой промежуток, поглощают водород из ат¬
мосферы дуги. Кроме этого, сварочная ванна также поглощает
некоторую часть водорода из атмосферы дуги. Считается [75],
что содержание водорода в сварочной ванне определяется пар¬
циальным давлением водорода в атмосфере дуги. Атмосфера дуги
представляет собой смесь паров металла и газов. Многочислен¬
ные исследования показывают [17, 32, 37, 38, 75, 98, 100, ПО],
что источником водорода в атмосфере дуги является влага,
находящаяся во флюсах, электродных покрытиях, защитных га¬
зах, окружающем воздухе, ржавчине, находящейся на поверх¬
ности свариваемых кромок и поверхности электродной прово¬
локи. Основной металл и сварочная проволока также вносят не¬
которую часть водорода в металл шва. Поэтому представляется
целесообразным рассмотреть поведение водяных паров в атмо¬
сфере дуги.3. ПОВЕДЕНИЕ водяных ПАРОВ В АТМОСФЕРЕ ДУГИВодород в атмосферу дуги в основном попадает в виде водя¬
ных паров. Вследствие высокой температуры пары воды могут
диссоциировать по реакции21ЬО (газ) 2Н2 + 02*При взаимодействии с раскисленным железом степень дис-
соц11ации В0ДЯ11ЫХ нароя в зависимости от температуры можи
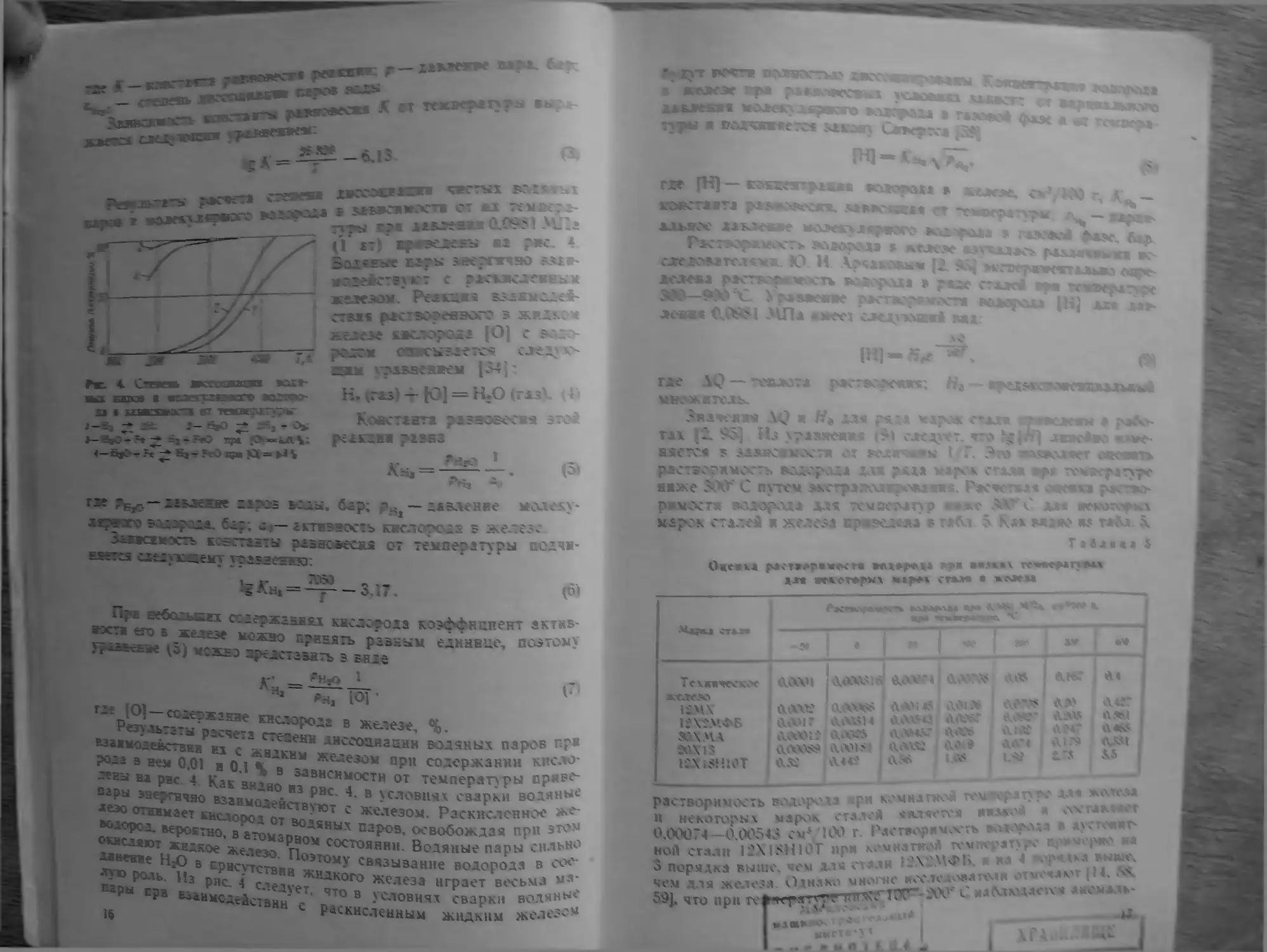
приближенно оценить по уравнению [79]paJijo(2)15/• -
глг Т—jMer*ir*s релашг г — ^^ташлшт арош ЖШь• —.» f — — cTf лгт> жкетеив* sa?o» кш^
Лишошлстъ aowmrtv ^мз^тама #[ от ruk.
ЖЖ7СЖ слсж}ясаапв \ъ1я^сжтеж:icA = Д^-6,134. Спи» жсс^шгяш КкК!'
та по» в «baccxrottort^и S IlM —n ^ в? ^укиу«?гчт^^ ^ - CS;*—^iK>-t-?t^ 19« {3§««UcV^1 1Т> 2ф«ь»е«ь; ^ рис 4
Ваи^Е'зл ыры 3-eepnj^’F*’?ЖС 1-«4сТ^>ЮТ с ггс V 1*слевьы н
Kfjeicv. Ре^к::кч s^^Evosci'CT5JES МСГ9|>>евЭ»ХХ* F жндкоч
% •ЖSJ^CЗC ИКЛС^Л^ jO] с .4\iCv-рмсу OCTCHs^seTcs к-щшм охвяентем i^^]:Н^ \г^\-г 10] = Н.О (ГАЗ^ 4
Ковстаита pisaoseckA зге.':реакгм piSBS1(5^•"Н; -.-где — 2£^зе£ве ижров воды, блр; — дазленне жиек>Jr—iSraSBOCTb пслорои Е желбоО.nj л^"ЛА^Я с Г»Т Т^\1ПАГ»«Т^*Т\и плzs^zc: BaiopDza, бгр; д j—акттавостъ пслорола е железг.Зглвамостъ гснс^еты p^BsoBecES от темп^атлры полпШ'
EJKTCS ск2\тк::е4гу тргвзеажю:Ig/CH,=^-3,17. («'«Бсбошхгюс coiepxafiBM кислорода коэффициент акткв-
«стж его Б железе можво apEHsm» равЕыи единице, поэтомуураьйеяк (о) можно представать в виден.IЮ1-СС>^п»,-■sssi V?^:аа а вел 001 Железом »^Дяных паров пр*на pnc 4 v j^^ ^ в z^nbtnZru <^^^Р^занн кнсло^^8Ч*П1чво !:> ИЗ рас 4 п ^wnepaTvpbi приво-*^опщкает кйслл^^^*^®>'*от с сварки водяныеверовтво ®®ляных *^^^*^»сленн(№ жо-жвдкое 'жр,^**®^®®»* состояв!^*’ ^®обождзя при Stt>MВодяные пары‘с«льноводорода в сое-срв ь^аинодейст»*^-^^' '^to в vc.4ntf^ играет весьма ма-
« ®“« с раскнад сваркн водяныеиыым Жидким железом1«>^т eOJrTJX-Vr« цтг^ 7>>я» I'wa»«^ v : ■“С*»'; t . : — -V"г£е ксвзгсшт^ыл » s»jk.v. Ш г, —ксдаггмг» pai(№»tcjrt. sa»«c«ru.£t г- .A,tbsc« ллвмт»с if.vwкчг/NMj 9 га»ж4 фазе.PiCt!<^¥VOCTV KMIWXl t f niwrnnwI шс^сде-К^^ат^л«34к. JO H Х^аксикын i?. ?^-V ^тт^е^чгечгтамм
дед<^^ Р^'т^'ччьиосл a ruif c^ajrc^ тгжгярлгур^XX^9C^X racT^jNiVvVT* 1С>:^^да |KJ xu mVCsiS^l ЛШа AUtfcv: c-K^^v^z:;r? f .:ЛС'£&«Л0 -vz^raijгде*VHOjKeT^Ob.с^начхл>'? Л0 ► fn;.* стд.*^ г г к'jk«^ *тл\ (2. ^*5) 1Ь >т>.1гагс*ж» (^* саг\\чт ч-о j},*:] дггг*» к»»«-а«т« 5 -«asHCHVcvTi. С'Т *ci.’:>;«;..Fs- ; ." с^о r\vt»ca«cr ове*»т».рэспк>р»мс<-т>. BOJSC^Ui Р<ЛЛ V4p^^^ v'TJHIi i.^t: ■X^vrttfjtn^нкже ЗЛ>'' С пчтх'у ^>кс"т'.';глдкрчт*ая*«. Рлс^огла^ с«к««иРКИЛГТИ яодоучил ДД* Т\'\»ГСГЛТ>1* ниже Л\"‘0 W «^WTV»r>tXuapc4^ стл--5ей и жмел* привслс^л р г*Л- Я Kjiv к?.:!?.' iis «Лл JLГ«4ав^А &p4CT»*^iw>cm течл*^лт>-|кл\М« стм • KisM'M»w‘.t.VkVM 'b.?«-?.Л*VMAfaa CXATtX13f4»т^лщщ^^кс< I (VvWM алЧХ^:сч‘ й.Л'ЛХ!^:\<V!«5 .\.\*;V
^V^VV<14 ЛЛХЧ.» лл>«-r?5- V' I ЛЛ»и' i\AW (VA4.V I <V*tA>rSv!?.. ; iVVU^t vUXVtJ , WIJ12\кчЧ>от / Л5г |1\«г лж I их?i\Jir А«ЛОЛХ? ЛХ* vVC* IA«>s:r АЛ\' 1 Л*м»\JA' I А?*Г I й«й*ЛАЧ ; »v;rs i ix.vt
1.Л' ' t-5 ' AAрастворнмосгъ тиорода ‘‘P" лч тдмлтИ ИСКОТХ>рЫ\ марч»К СТАД^'Л r0.00074-tuxv«>43 0V'\ 100 Г. n,M.wi'«v' мной сгяли laXlJ^HIOT прм « КА 4 ПчН'«КЧД «мвкч3 порядка «ышо. чом для IJ4.чем для Ж0Л0.5Л. Одндко , • •* - - pttfpn lyvc ЯППкШ^ ГРрт’.Л; ч Ч*.»1А»*1.**<К t . '' ’»*КИГ^ > I- “ •* - li Л Г Г а.^1]
tl'^I
г >.ногрИЛКЛ пи i ж imnVllU'K3> Н 00’1»1'М1* пГ‘ ,1о1п1мл.1'.т |.«.1Л.пм.1^с ггруктуриьк- М1ч-<,т-|.тп1с и;, к,,„.‘ I Г.Г «киклпсим». дислокации. ri)amiiu.i
■ЩЛЛИ'ИЛК I ППИМСОИЫС' )П(1М1.1 и Д|). (, поп упо.1П'/гп1и* рлстпприл*(>стм подпродл П ЖОЛСЛС ((л I
т Ш) грлиигиик) с рлсчотиымп :п1пчокиимгг, «(гтрог -Mi-!.* И иГГЫ'МС МГТПЛЛП. Под <>|<СЛС'^С ^оГгьие-
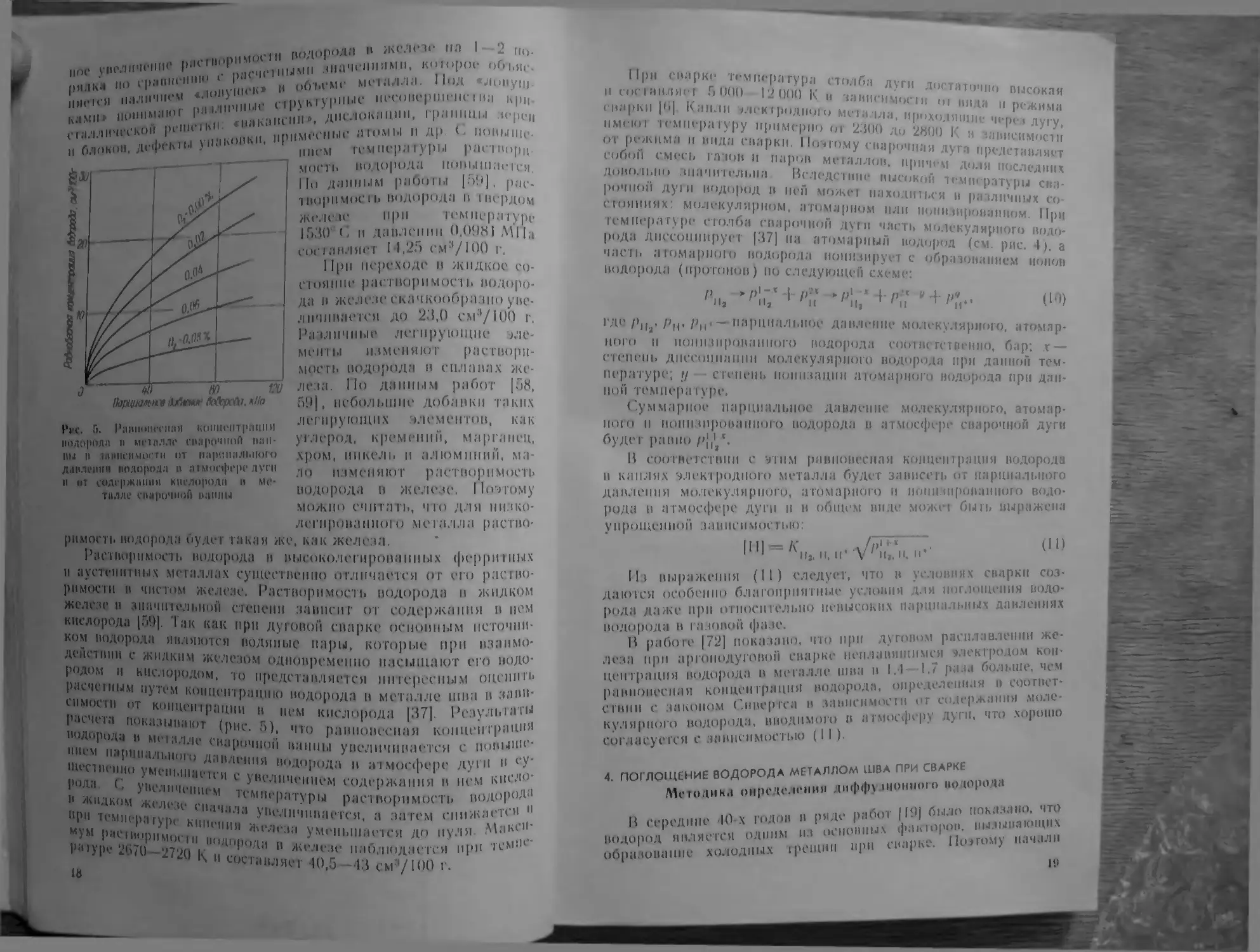
«Л1туп|кСТПЛЛ11'КЧ1\^|1 I- и Г5ЛПК0И. л<’<Иты уплкоикп.Е?"воPopuuatNiTfi diAfm* fioPrpcfio, xfkjРис. h. Рд|1Иои(ч'1И1>1 KoimeitTpfiiiiiH
подоролл li мотлял!' гилрочноА пяп*
ни и ЛЛПИСИМОСТИ пт М11р11ИЛЛ1|110Г()ддплскня полородя п атмпсфгре дуги
II от содсржлтш кислоридл л мс*
тиллс сиаричииЛ niiimuМ П'мпоратурм piirnu»pi|.
мость подороди 11()П1.1111:к*тся.
По данным работы \Щ, рас-
тнорпмосп. подородг» » тмсрдом>KiVK*:»c при температуре
1531ГО II даплсппп 0,098) МПа
счк'таилиот М.25 cmV^K) г.При нс'рс'ходо и жидкое со¬
стояние растморимость водоро¬
да и железе скачкообразно yiic-
личинается до 23.0 cmVIOO г.
|>азличныо легируюпию эле¬
менты изменяют раетшфи-
мость »одор^>Д^1 » снлапах же¬
леза. По данным работ 158,
59], небольшие добанкн таких
легнруюн^нх элементоп, как
углерод, кременнн, марганец,
хром, никель н алюмнннй, ма¬
ло изменяют растворимость
водорода н железе. I Ьтому
можно считать, что для низко-
легнроианного металла раство¬
римость нодорода будет такая же. как железа.Растпоримость нодорода в высоколегированных феррнтиых
и пустсиитиы.х металлах сун1ественно отличается от его раетио-
римости в чистом железе. Растпорнмость водорода и жидком
железе в значительной степени зависит от содержания в ном
кислорода (59]. Так как при дуговой сварке основным источни¬
ком водорода ИНЛ1И0ТСЯ водяные пары, которые при взаимо-
денствпп с жидким железом одновременно насыщают его водо¬
родом и кислородом, то представляется интересным оненнть
распетиым путем коицеитраиню нодорода в металле шва в завИ'
симостп от коииептранни в нем кислорода [371. Результаты
расчета показывают (рис. 5). что рав1И)весная концентрания
подороди U металле сварочной ванны увеличивается с иовыи^с*Д*п»леиия водорода в атмосфере дуги и су-
пппн г'" с увеличением содержания н нем кислО'и жилмпм температуры растворимость воДороДПРИ тсмп.-ч^тш '^'^ сиачала унслнчииастся, а затем .мум пастштни ^‘■•''‘‘3'' умсиьитотси до нули.parypv 2670 " >'<‘’•’'^■■'1' иаблюдаетс-я п|»'‘1 УР^ ^0/0-2720 К и составляет 40,5-43 смУШ г.1Кп.,lot K».u,„имеют п-ммсратуру примерно от 2И(Ю ло 2Н(Ш ^ ^..т ,,ежима и мида' с.,арки. 11оэт..му ва^^чиГн дуп
СоГ.,.Г, смес. газо» и „аров метп^..^'
донольи.. зиачительиа. Ислсдстаие „ысокоП 1ем,,ера??ры с Г
рочиоГ. дуги иод„р„д „ „,г. может находиться н ра^ичиш со молекулярном, атомарном или моннзнрова. н м Мш.температуре столба сварочной дуги часть молекулярного воло!
рода диссоциирует (37| иа атомарный водород (см. рис. 41 а
часть атомарного водорода ионизируете образованием ионов
водорода (протонов) по следующей схеме:где—парциаЛ1)Иое давление молекулярного, атомар¬
ного и ионизированного водорода со(»тиетстпепио. бар; ,t —
степень диссоцнацпн молекулярного водорода при данной тем¬
пературе; г/—степень ионизации атомарного водорода при дан¬
ной температуре.Суммарное парциальное давление молекулярного, атомар¬
ного и ионизированного водорода в атмосфере сварочной дуги
будет равноИ соответствии с этим равновесная концентрация водорода
в каплях электродного металла будет зависеть от парциального
давлеиня молекулярного, атомарного н нонизироваипого водо¬
рода в атмосфере дуги и в общем виде может быть выражена
уиронимпюй зависимостью:Из выражения (II) следует, что в условиях сваркн соз¬
даются особенно благоприятные условия для поглощения водо¬
рода даже прн отиосительно невысоких парциальных давленияхводорода в газовой фазе.И работе (72) показано, что при дуговом расплавленни же¬
леза при аргоноду1овоп сварке иеплавящпмся электродом кон¬
центрация водорода в металле иша в 1.-I-I.7 раза больше, чемравиовеспая копцептрация водорода. ",стипп с законом Сивертса в зависимости от со.иржаиия моле
кулярного водорода, вводимого в атмосферу дуги, что хорошо
согласуется с зависимостью (11 )•4. ПОГЛОЩЕНИЕ ВОДОРОДА МЕТАЛЛОМ ШВА ПРИ СВАРКЕМетодика определения Д1.ффу..ионного водородаП середиие 40-х годов п риде ра^ (-водород является одним "з ‘ сварке Поэтому началиобразоваиио холодных трещип при и.арке.19I—«5ч -Г
*1 %' ‘а 'т ^ ■if-ь ^
-• /•-фя Ч
. шипиммиг ЛмIЫ1тIII,ним у.нт.тм,и, I. ‘''''I'"'"„ „ ||г|||1и/| i.'WMii'miii < инрт.,,in ' ' , I I, IIS 11(11,III- l llll|IUII lljMI luiMIIIM I,u0 MMlM'I'diyi» . кмлттПЫ! н tUl'UI'IH ninuiin.l tUM^Ic" Ii’ПШ’К ими .1 (||/|1Ч11чг. HUM uni. jp^Mmiiii m,m,', и .шм ял» при- .n,„|,, л,1|ии1п п м....и,, оылм yi „пт,ж... imvi,m,i,„u
тишрмлП и. м.чмл,/т,'нж^ „миг п. И кпифыП',,„и и МСМ1ЛЛГ И'М'И' У/1М.'1Г||И.1 лиффупи.пп.ии |И1Д..|М,ЛП||,,11П„,|М11,|. ..1|МГ.И|КС лгиии’нИ'Ф\ '' ' Ч'"" ClUJIII|М1)ПМП01П11Ы МГ1И,||.| (Гм.|м мылглишщ. им и молпрклп II Н>Г)||;М11П,
нолумчимии сммгоппми м (чм'итк/м.тлн utnnoMninix,при к.иири^ III MlШЛ.'П» иопприд и \\wnv )tvu.)pt.М)И Гк1рЛм1Ируг( 'И‘[И| /Ull/IIUM'II. lilt oril.i'MV ИМ H'Cllt'lllMlfi Ли1Л
,„Н tit niipr И .»|11.'|ги оГн.гм 1'1»Гф/11|||1»|0 иодоролл и КЛ'ИМ'ПИ-1ЛКИ.Ч /М1Л1ИИ-|1*0 И<||оЛ1. кииинп I. I.'lllll(’pitll, piyii., илрпфии и /1р.
Ilfi^ymi'i^ioH миими 11. Mitpr^iv'iiiiini лнффу iiiuiiiioin молорпдп а\WWWW It)'ПриМиЛтИММ1.Им1 Ml tlrpitori.l МГ/КЛУ иКоИМЛМШ'М ИрШИм ГМ
riKlplUI II tKI'l/l.'ltiM iTmpit иолоркли,Mitxij 1|Г)рми|л (иришжгтим II. иЛрлтп имилмилстмио мс\i\AJ\4, МГШЛ.'Ш ИПИИЫ, lllllUI/tlUM'llllOtd ItfUltll(M),МГЦ1ЛЛ И||рг;И"11'ИИИ m.iniVHUUIIUMUCH Л1и1»фу iuutlllttiuojtmipnmirM I и tio I (i/irp/iu))iiii(i ;iiii|M|iy iiiniiiioi о милорплп и оûГИИ- II fi;ut(ip(i;iit(ir III no по Л11||и||у iitoiiiKifl iipniiillWH'Mor MlЛяя ymvni'iftimi iiiMMiH'iii i»ttp<vi(Vii*MtiM ипдирилл (ЧргМИИ'Иуиглимпи. Мпсгу rtnpltlllii, KtU liflK при Ш'рГХпЖ’ МСШЛЛП til /М1Лни-рл.и- и npti ЛПЛЫ1г(\ии-М i-m пхлммик-тшМП. II. m.m,p,„i„ |Г|М„,|П| Чгм мпи.пи' мп<тп оПрмпт. М’М
"I""'*'" 1"*'1"Р'1ЛП IlitllpllMfp, и рпГмцп НН| р*'К()М<’11Л\1 ИИ ШМ'< \ ‘iftpiuni» Иг Mi'llff to Iлг1П1н*л^^ ' ^***^' 1""1'**^"»|П||м мгтлинм niipr;H'tUUMUonirh rfinni""^'"1"*^*'* '* ксти!. ППНППМ'М II lUl'li’C llir И1
STZuT милои.мп uinpin Мри пгмилытитмиМ'|плл< 1И1Лпрплм и pni iuiniun*mtnMV^i-nnttth- . м.оирчим |и' *7’ "** Ч'^’^^УИМ.-и 11ол<*!Р*'»»Гил |h(,|(, Ilk Н . . "Принт глслоп ИЛМ1И, (И ininllM'ib *1"li'M im.MV'lltJlM rnitUtuu!!»''***' * '* Ul\ КИЧОЛИИП и Л^1ЛЫИ‘^iiuiii' *'*"*' "*'**»*И1П1’ ^<'и1|рим1м)| unpmiЛИ111И*!’*'I'VtHMtillHM, Ml ttiHHU МИ|ИМ1ГЛП111М 'Hl'l*""M Mitpr и h IhlMmiiii..^** " 'II' МроЛиЛЖИИ'МИ(М||( I „ ^^'’*iwiyiiHpiwiHt,iM imriiiiVM*^"Ир» Л1 ' ''^''V»*»pi,;niotii rinit/lnpin II* *>:ЯИИМ ИМ»ИИ|1|( к lilVlI'MIIIIIIII’nOiutJnJU\
MlИМП МММЛ |0/, \Щ ||ГП0Л1..У1НМ л;1.. кпц.г.мппмнЛРМИ'^ м. t.Hl.in г.мр. ;|r,riim. ЛМффу ИИИПН,! о 1и,;|ор„;.« pi/1 ^1;,,, l""'"l'l»l.J. чмо;...и М.арни А\||< и»»‘п!н»и ' \1п Iр. м.м. илу. , ,М1р,-Л. ЛИ„. иолот. л‘и Ч'П.-ил.тл.-тм.м. м.-пчлг ||1Н.|м пир,м' -и, и mi.ommJ' '' гч'/ИМ) I ()Ц|,|Н1, М( II-IMIIIII- IIIIMUIIII миоПMpi Mllnillt pMIII ИИ Ч1НИИЧ npailil* Itmpr.h.» ирмигииимо! l;|Hllrl"""''*'*''*; ""'I II лруни MMO.IM . и1(и1.и.им1питм .luim*Ml'lp'tll (Л/, Г||| llplM Kiril tl lOtM.l И101 II, Itltx Иг|ОЛ(||1 llpMMiMH
и miip<*l4iMV иримпц-нии! lu и pn I.IMMIIIJ^ пришли КЛК и ПроМММ!
•'*'■1111111 III. ШИ II и илу У4р1 /И;ц И(ИМ ( III 1И г 11. ШИЛ МИ« Ч #IIUff}V■Tijp"fnm****JA)I—-HI'I'» <1Jf*H‘ « ( МММ tlM'iyiMiMM . М11..Л Iimi д ."" "МП rt .Hurt IH'Uwm и .HiJM- n MillMIHii: I-::Mf'lO/llllt ГмЛр/|ИИ М/1ГГМ()ЛИ 11}(фн|М|ЛИИН riu flO (MVr< rfirfifMMV
i'ii|itVMvn'imni лиф|||) iiiotitiiii(» 1Ч1л<1ри^1,1 И :‘ I''HiHi.h tiij 4iMh
( IIIMMl' IHlpMltl Ии l'0/И'р Л\ Л IllljU IK )<tl >pl >.'l >1 и ptU'll I ЛЦ.'К'ИИОМ
Mt’ I ил;||'I*л ([MOfMHftuiiti rimp((iM.)K кг(<ь|инл «(((рглс /м иии лиффумиигIKHM ИОЛПриЛИ 1Л1\Л11|'|,|г МП и < .Г|( I УИ111И‘М '||Ч ли toM.I I И'ММИиЛII (11)Л ум и I (1М л t ИЧ1М КоП Ctiilplvtl Пн I флммпм пГ|рЛ И'И ('* и Лрли lillll
мим» НрмПи ) Л.*И1 иМргЛ1;И ими llninpol.l II М(1Л;|11' tillHi ИИотм
;пи'1г|| tiyii'M м14лиил1ми| (илримиип ii.iimu п р1т.<‘ммум1 мг,|(П«<«(млплишму (р1М' Ь) Иргмм мг Ь IV НИИПИМ I ll.IpKII и Ип|рули*мигм 1|П)ИИ11И и ill'ltlilMi 1р 1'0 ( ИМрЮК! 1111 П1Иим I I 'J мим 1ил
Mi'lp пОрИ HIM pMIMII ирио/пии И' It.lhl 10 мм, млн л оГ|рЛИЫ III
I'lniuinri '.Ml Ml I II 1М1ИИ iiMiM 111 oi |n-.nHMrt </1лрли /1(»и pv'^#n»0гмлрм’ к ftpM i (wipltr n liinUttnnM Ы ii' иПрЛ n il Л.1И olipt Ml .'li llllH
ИИЛнршщ и It (> МИ1 I tir ll'tl Ityitxl 11Л||1Л1И01 и ЬЛИ.ШНУ Mr.IMiifl иллI IIIIMil, ИИЛЛЛ^/ИИ’МиО ММЛиП (pm <|| llpiMtl Mr.I.jy KUIIIItiM СИЛрМ!II llltMrilll'UlirM itfipHIIHI It ill IIH'Mr I p ГМ гимр»им /piM' /I *■'»
МЛИ МИ'1 l(pl(M«’pM*t I )'>tmrpjj иЛ|1Л 1ЦЛ Л.1ММЛ ^0 /(1 UM.
||||(1Л1Л11М' ri'*M’llMi‘ HI IV* MM, МЛ11Л tiflpH lllil t'lH I;lli |iM‘l -^0 Г1О I
и tithlH IIMIir I и IM Л1И1М1ЧРЛ I l«’h I р||'1Л I loMrtlh'llltlJr It iltfllinMiMp
I I» tllMpltiM мЛрМШМ 11(.1Л1'рЛИ1ИИИ1Ц »( 1<(М J ('V( Л '1'* yihtipi'IMIM
riMlii'/HVH'initl ЛмЛмрм |Л iliil I pi»h lliml'III Miwiirl nun. \ Mrlll.nu ll ЛОI l yi Mi-I I. ri»ripii(im*ill M IM iitiiMi’ip*'I ii I itpiiMHMiM'M и 1л модпролUlI *■»1. ‘<1
СОДСРЖПН.-С ДИФФУЗ..О..НОГО подородп подс.м,гыпаотся по слс-
дующсл форму-^^^- 100 (lii)* «СП т 'nw'uiHc диффузиоииого водорода. г; I/o —где Мсп-С0дрр«‘*""^ ^' V61.CM газа в эвдиометре, см^; т~масса образца, г.Для повышения точности опреде¬
ления водорода изготовляется не менее
3-х образцов и за окончательный ре¬
зультат принимается среднее значение.В табл. 6 приведены результаты
сравнительных испытаний по опреде¬
лению водорода, собранного в авдио-
метрах со спиртом, глицерином и
ртутью, откуда видно, что при исполь¬
зовании спирта н глицерина получают¬
ся примерно од(шаковые значения, а
при использовании ртути — несколько
меньшие. Спиртовая карандашная ме¬
тодика отвечает современным требова¬
ниям. Время между концом сварки и
началом определения водорода состав¬
ляет 1—2 мин, масса образца состав¬
ляет 20—50 г. Определение водорода производится в расплав¬
ленном металле, поэтому эта методика применяется для различ¬
ных способов сварки. Образец «карандашная» проба по содер¬
жанию в нем диффузионного водорода и диффузионной npoHi*-Таблица 6Сравнительные испытания по определению содержания
диффузионного водорода при использовании спирта.Рис. 7. Схема установки дляопределения 8ЫДС.1ЯЮШСГ0СЯдиффузкоикого водорола кз
«карандашных» проб:1-выде.1Нвш>1йся «одород; «ка-
рАНдашнач» проба1 Сварочные матсрна.1ЫТемпература прокалки
».псктродоо или флюса. *ССодержание диффузионноговодорода, с»Ч\00 гв спирте0 глице¬
ринев ртути1 „Электроды типа1 ti% hmБез прокалки, влаж¬
ные7.25.65,11 08ХИ2М300, выдержка 2 ч
480, выдержка 3 ч3,10.22,0О.Ю1.70.121 Электроды
1 УОН11-13/45Без прокалки, влаж¬
ные8.76,8—1 марки КФ-27.1 марки1 Св-ЮГ2В состоянии поставки
500, выдержка 3 ч
700, выдержка 3 ч
выдержка 3 ч6.5
6.22.5
1.36,76,32.01.0-паемости является однородным ^тя *няется уже в течение 30 лет. успешно приме*Поглощение водорода при автоматической сварке под флюсомРанее проведенными исследованиями было показано R71
что поглощение водорода металлом шва при дуговой сваоке^’
ределяется; 1) количеством водяных паров в атмосфере Jyrl-
2) возможностью связывания атомарного водорода в атмосфере
дуги в стойкое химическое соединение HF; 3) воздействием poll
тока и полярности на ионизированную часть водорода атмос¬
феры дуги. ^Для получения низкого уровня диффузионного водорода в ме¬
талле шва необходимо уменьшать количество влаги во флюсе
путем его прокалки. В табл. 7 показано, что увеличение темпе¬
ратуры прокалки с 300 до 900для кислого флюса марок
КФ-16; КФ-19; КФ-27 и КФ-28 приводит к значитатьному сни¬
жению уровня диффузионного водорода в металле шва. СваркаТаблица 7Влияние температуры прокалки флюса на содержание водородав металле шваМарка флюсаМарка сварочной
проволоклТип сталиТемпература
прокалкн
флюса. *ССодержаяяеводородаН^С1Гси*(\(Л гСВ-04Х2МАIX2MСВ-03Х1С1М10X1С2МCb-IOPHIMAlO.XHIMCb-OSAСВ-0-1Х2МЛСтЗIХ2М300
500
600
700
800
900
<Сухая»
грануляция300
500
700
900300500700900300500700900900
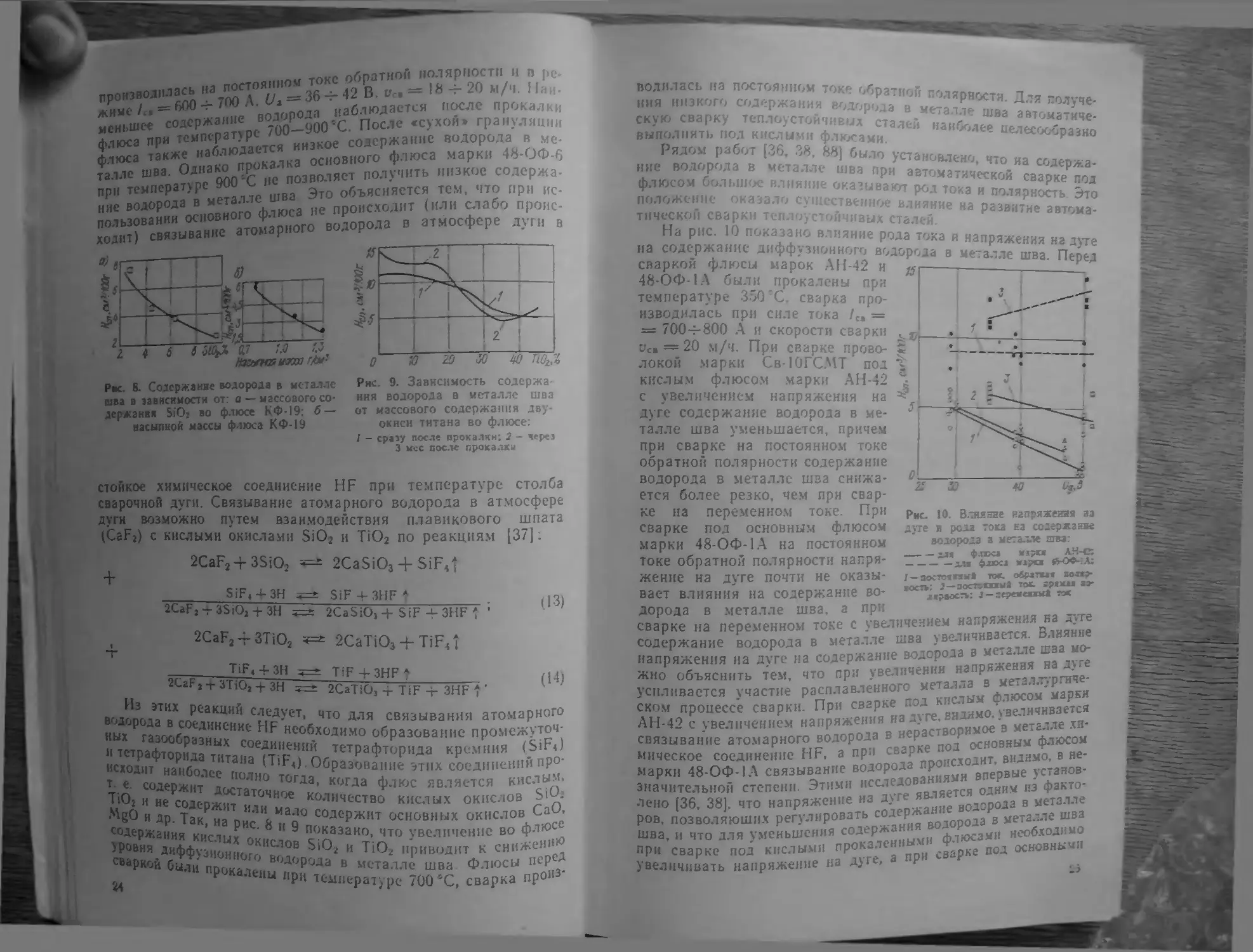
пооизводплась на постоянном токе обратной поляр»юстл н п ре-жС /° = 600^ 700 Л. 6/, = 36 - 42 В. i;.. = 18-20 м/ч, f-л^лплпа наблюдается аосле прокалки600 -г- 700 Л, наблюдается после прокалки'содержание водор^^ н? «сухой» грануляциименьшее ^'l^jp^paTvpe /ОО—^и ^ание водорода в ме-^ п!вя Однако прокалка по1У**ить низкое содержа-те», .,т« яри „сЕ «..юрод» » *Sa кё происиллт (или ^пабо провс:"Lo.«™ “Г“ аомрода в атмосфере дуги ,О)г'SsI1'^iZ it 66шсынзишх^г^Ршс. в. Содержание водорода в мста.т.тс
шва в эависямости от: о — массового со-
держанля SiO: во флюсе КФ-19; 6 —
васыпной массы флюса КФ-19^ 1 ;r•1L! 2i.Рис. 9. Ззвнснмость солержа-
ння водорода в металле шва
от массового содержания дву¬
окиси титана во флюсе:/ - сразу после прокалки; 2 - через
3 нес aoc^ie прокалкистойкое химическое соединение HF при температуре столба
сварочной дуги. Связывание атомарного водорода в атмосфере
дуги возможно путем взаимодействия плавикового шпата
(CaFj) с кислыми окислами SiOj и TiOj по реакциям [37]:++2CaF2 + 3SiOj =*=t 2CaSiOj + SiF^t SiF, + 3H :г=± SiF-f3HF» 2CaF, + 3SiO, + 3H 5=t 2CaSiOj + SiF + SHF2CaF, + 3TiOj 2СаТЮз + Т1РЛA *(13) TiF4 4-3H TiF4-3HFt (H)2CaF, + ЗТЮ, -f 3H :г=2: 2СаТЮ, + TiF + 3HF IИз ЭТИХ реакций следует, что для связывания
водорода в соединение HF необходимо образование
ных газообразных соединений тетрафторида кремния \
и тетрафторида титана (TiF^).Образование этих
исходит наиболее полно тогда» когда флюс является ki
т. е. содержит достаточное количество кислых окислов
TiOj и не содержит или мало содержит основных пюсеWgO и др. Так, на рис. 8 и 9 показано, что увеличение во Ф- ^
содержания кислых окислов SiOa и TiOj приводит куровня диффузионного водорода в металле шва. „поИЗ'сваркой были прокалены при температуре 700 X, сварка прводилась на постоянном токе обратной „rvния низкого солержання Для гтатуче-скую сварку теплоустойчивых ста Лг. авюиатиЛвыполнять ш.л кислыми флюсам? " “«-^ес<х^.разноРядом работ ГЗб 38 Wurf,нне водорода в мс-^алле La «а содержа-флюсом больщг: влияние оказывают^,‘1”“''®^“°й сварке под
положени» сказал , cvii-'^ гвскнг^. и " полярность Этотнчсской сварки Т'.плоустойчнвых сталей""® автома-На рнс. 10 показано влияние рода тока н »яппна содержание диффузионного водопада всваркой флюсы марок АН-42 и >*еталле шва. Перед48-ОФ-1Л были прокалены при
температуре 350 X, сварка пе^
изводилась при силе тока /г, == т^800 А и скорости сварки
Ос. —20 м/ч. При сварке прово- S
локой марки Св-ЮГСМТ под '
кислым флюсом марки АН-42
с увеличением напряжения на
дуге содержание водорода в ме¬
талле шва уменьшается, причем
при сварке на постоянном токе
обратной полярности содержание
водорода в металле шва снижа¬
ется более резко, чем при свар¬
ке на переменном токе. При
сварке пол основным флюсом
марки 48-ОФ-1А на постоянном
токе обратной полярности напря¬
жение на дуге почти не оказы¬
вает влияния на содержание во¬
дорода в металле шва, а присварке на переменном токе с уветнченнем напряжения на дуге
содержание водорода в металле шва уветнчнвается. Влияние
напряжения на дуге на содержание водорода в мета.тле шва мо¬
жно объяснить тем, что при увеличении напряжения на луге
усиливается участие расплавленного металла в металл}'рпР1е*
ском процессе сварки. При сварке пол кислым флюсом маркиАН-42 с увеличением напряжения на луге, видимо, >*велячнвается
связывание атомарного водорода в нерастворимое в мет^тле хи¬
мическое соединение HF, а при сварке пол основным флюсом
марки 48-ОФ-!А связывание водорода происходит, видимо, в не¬
значительной степени. Этими исс-тедованиями впервые устамв-
лено [36, 38], что напряжение на дуге является «^аперов, позволяющих регл’лировать содержание щзашва, и что для уменьшения содержания необходимопри сварке под кислыми прокаленными фл основнымиувеличивать напряжение на дуге, а при сварке под основный»Рас. 10. ВлЕЯше вапряженхя яа
Л>те в рода тоха на содержааяе
водорода а металле ты: — для фл>са Kjpu АН-С: злш флос! шмр€ж Л0Ф-:А;i—oocTcuJCnd TOC. обраткм вошр*
•ocTv: аоетосвжмА toe. зрош ао-
j«peoc?w J—sepeMtwMut токL,3S
иаi;!h/jci'i..„ять его Из приведенных лашгых йидпо. что
флюсами-уменьшу „олярностн имеет существенное пре-перед перемени "Р” умсньшеннн содержания подо-рода в металле в металле шва оказывает влияниеS3 вес флюса (см. рис. 8,6). Сварка производи-
также насыпной j „ф ,9 прокаленным прн температуре?SS-c"?2w« 3". "Р"»»»»»» ,1,00 с (видср^ ^ полярности на обычных режимах. КакZanoH3 1ис увеличение насыпной массы флюса с 0.8 до
Гч г/см’ приводит к с1П1жению содержания водорода примерно
в 2 оаза Это можно объяснить тем, что частички флюса малого
насыпного веса имеют значительно большую относительную по¬
верхность и, следовательно, больше поглотают влаги в процессе
мокрой грануляиин н в процессе хранения, что и приводит к по¬
вышенному содержанию водорода.Приведенные данные показывают, что высокотемпературнаяпрокалка кислого флюса, сварка на постоянном токе обратной
полярности и использование флюса с повышенным насыпным
весом позволяют получить низкий уровень диффузионного водо¬
рода в металле шва.Поглошенис водорода при сварке покрытыми электродамиРазные марки электродов дают различное содержание водо¬
рода. Уменьшить содержание водорода в металле шва при сва¬
рке покрытыми электродами можно также путем уменьшения[ количества влаги, попадающей*' * в атмосферу дуги, и путем свя¬зывания водорода в стойкое хи¬
мическое соединение HF. В на¬
шей стране сварка покрытыми
электродами выполняется, как
правило, на постоянном токе
обратной полярности.Ранее прокалка электро¬
дов типа УОНИ-13 произ¬
водилась при температуреч-ютгм, - —320—380 °С, выдержка 2 ч.при этой TCMneoaTvno .. Однако прокалка электродовлить связанную вплг,, , позволяет достаточно полно уДЗ'
было показано что и л ®®“^зки. В работах (36, 38] впервые
содержания водооопя d эффективным способом сннження
Ш€ние темпсратупи металле является повЫ'f «««х. npHBwSSSx ИЯ до 500-550'■с. Изпературы прокалки элрктп ’ ®”ЛНо. что с повышением тем
чтп”п“ **®^элле резко содержание водорода в «зпла -о при температуре Однако нужно отметить.% туре прокалки электродов 520 »С прочность пок-у/9Рис. 11. влияние теыперат)‘ры Про¬
шки vwKTpoaoB на содержание во¬
дорода а наплавленном металле:I—м«тродм 2—>л«тродм1Мо \тткры?^м электроды с по---сообразно иалиГь "ТрГИзвестно, что покрытие электоолой ижет поглотать влагу из воздуха Па oScT? *Ран^ния ио-^ па рис. 12 показано влияниеРис. 12. Влияние условий и времени хранения (/г») элогтро-
яов типа I0XH2M, прокаленных при ЗвО*С (а) н 4W*C (б),
из содержание водорода в наплавлеяком металле:/>*oTfiocirre.iMaii влажность шоллухл 9j—9S \ к темм^аттра 1**С;2—отяосггелыкя шлшжмость к»Д]гха ш пы^ггуршусловий И времени хранения (/*р) электродов типа I0XH2M,
прокаленных при 380X (а) и 460®С (б), на содержание водо¬
рода в наплавленном металле. Как видно из рис. 12, при отио-
снтельной влажности воздуха 85—95 % и температуре +10®С/4гус1» ДтасфьАпрель мои Рнс. 13. Ззвиснмость сол^ржзтл водорода от временя года для алеж-
тродов типа 10ХН2.^1. прока«1е1гвых прш 500 X:/~содержааие диффумоааого ш>ло?олм: З^лбсалжпшлш ядажаостъ шоглугшг
З—яопусхшиос сод«ржаам хм^ушжмого аодородаС увеличением времени хрзнсяня электродов резко возрастает
содержание волорола в наплавленном металле, что свидетель¬
ствует об их увлажиешш. При относительной влажностн воздуха
45—55 % с увеличением времени хранения электродов содержа¬
ние войорола в наплавленном металле увелнчнааегся незначи¬
тельно. Поэтозлу для предотвращения увлажнения электродов27
- 1Л «'«‘ГЛ- г 5,-. ,^ '.Ъ^РЛУе Т" i - ,■ ■ r.|f32 nvr«i':.'' Tti- ' ■• ^ 'ч^ ^^и.иГЫ1йЛSv «Г Tu». 1K53«5Hfc «®?.КЯ1«« ЗЛЬК.Ч'СЛ ze^ti-x&smc:-: к-^^-ггЗГИ1К- ff^- -^t 7.Ю jS. .глййг-лifM лшпкг^ i m. *^-%4№snrv'^>. -«*^-6^ vwt5P?4iii^«;r^ ^-'b>^Evr'^М» ' jcsijTBEi iCi-KBSrs- CRtnvi ПГ|ЦГ!Л Ш iOKSTT^X-ciKT i^.4t-i;‘;:-ri:~ г;ц_^iuv^:;: xi ^tnr. ? jtrr-{«se 5 ^'‘f-0 3iiiE££S£:^-ане'3iS3KSJb J. 3o?,^4V 2= csaacBsj
:>S; 5Ж5ЕЛ—C-_ -Til Узегшг-'TTVT^ CSaJfCsJLiiiBi- iC^*"COii£ $ St*
1.'..^^-г^.г~:'^7. 4CtK3; Г£^-n'i 5^ijcc^' ^c.:^^^^r^ 3^ I':-?,? rri^^eHr 1^' !4Ш ^Zt.h 5 Пиц." *^S bAi.OX*}et «:I^r^^>5T»t5s>*!>%- 3»*cu«,«i гйЗ:г.11и:^1«
■жтаву^^ст j £вм1в:еся№ 1сп&>-^ гг icBXiacc-j^ rsaganwHt -sa?-ДСПГ 'жм 5 ю:ё»э11] 5лчг^2tff зат ^^с£жхякЛ £^ъ:ксп:
fss^xt T^r Г I-. «<%в:? 5SC53Tix i^HCiSLXiC^ ^il4 -ЧТ*,'' 3;5?U^tHlitГГ-’ГЕХ ?3№Cjrrr t сахА:?5:ч.'С sc-nzqoj^ 2 moHusj$ii£favXttlTJUtlQ^ft; льшсадх ’Ш«: CSXT'^V? $ ЛЮТГ5^№£Л riSiXУ «ar^rffica -BwC2?i3irs;ftY^5f: СЧ-1Е£СГ^Ч^:Г >С^»Ж1^С^ 'ITC ГГ "
^Si?S2 t 5Ш1ПГЛ1аЛ. TiStl 3CJ3^^CiIi: ? Ver£7»J?? -SSil5НЕК5ШЗП1Л1 1C с^азшг^'ЕЕ' с' x^\-l\:zt!i^ Х?.Т;''сЗ;1Г‘ЗС-^ 5те ^'®:j??Pfc;:tt. с-'ггчтс^г^ч^': ^xvcs::f1^rtJU J,, -SiiiiC^r/.t: R*;tSH«:rr- Ti; M- ^»v—'•r-'t-’ m,451*- -' J'-s«‘Hsu.sidJ:i itKsaici rx=> ? к- --,'Г.'«£*:-ctv Ппг кн»:1иг.«и U;.«««■ T,^.- r , пз«ц^:-;ч - ::r•««e»-^ K« snific 13 ^.'Ч. n> ™wistr K:j.i.jw«i,.t 5 илл,як,'йюаг>.* •JCieoT.-'oa: ? }.дг^г^аш;ж ^сьл«. ' -L5 54.Я.!Т^.йА »2ШЛк?4<7Г< CSiKTV'iifijii n?vrBi%;^"^ЪМ^Л. --*>* 3*''i'^i>'HK3aiE I*5ii.W^it. i3Er.:;^.ft-':'* * -r ; I i. 5 ?^mTCuvz 4iicma: * tetabw t& с^йзгт.тапй: «азцокю^ «SM»actfHf^ tir'i&xeSvt ceat^v-..'■--Г'- ■ '.WNt•Чл.г%** * —• iSCCT*:*;%• •-. . ■,:■ ГУ* *-> . • Л• 1 . ^ .. % 1-.»• "*J с* PtmW^bS^^tst■V,-riJa*JULi:i-',>4^Xr^C?315^■Si.> >H5b£S3?i>дз1г*с^T-'^iV5ft5tt.«.n:.isic:i s^.V'^j;S. 4V><?/:4^St^pSX 5>i: 13чЛГТС?^:«1?о1Ч *4t;w тчч ^ vs£is:e ^ i:rrf:v?3r
fisi ^'лла», w:x -Щ^ м :4V=?<.v5;s^-'^isV-SBCCrr- Tijcbi »s iisici.v^v^ r-f^avits^rcs s ■4Kv-%:cS -s^es ЗКЛ ^avxv:x Л "чх-.'х:? ir.SiTJjari SuNS^'CC.tt J Vi-r*^>j^ 31JW. ix-isttra.^ Vi£ .«Kain^cc* s jitu. tr:^-v :«JCOi-scrs- «i akVf--:< seftv. -кл-е . ^ ;kv»Sf-i.-'r^^V- ч'**5‘.«а№^ jrjV^TiSIC*l»'S.S».>V>.'ri -., ^' — -'f. -i^an.ieC'J. iu.k ' bt.rjfjjjcK'jKV-xsjtsiai, *i»}Va!i<- WKSV’^*.тяк№Сйглх s '-' *I*3K!tfc>Vk-S:i. VCITAJbX Hf JSSfV-’UKV^K^-CS i -k.v: .' ' -i:• .ч:>^угш
Таблица 93' 1I,иiЬОДС|»я»« - •при яргоиодугоСВ-04Х2МЛ
СпОбХГСМ
СВ-04Х2МЛ
Св-ОйХМФ^^^^
«Ллпша» ЮХ2МДив метр
Ц|)ОЯОЛОКИ<мм1.6554Режим своркиСодержаниеводородаУд. всм71(Ю г180—20012-140,8220—280М0,22220—280И0,43200—250140,4300200,65.rnuv значительно меньше поглотает водорода при од-"‘Тм"той же вГжности защитного газа. Для получения более
ноЛ II тон же В.К1Л металле шва в некоторых слу-11;яхТр.Г?в?рТе"'среднелегнрованных теплоустойчивых сталейScoSpa^o применять аргонодуговую сварку неплавящимсяэлектродом.5. ДИФФУЗИЯ ВОДОРОДА ИЗ МЕТАЛЛА ШВА
В ОКОЛОШОВНУЮ ЗОНУв настоящее время общепризнано, что с увеличением содер¬
жания водорода в металле шва увеличивается склонность зоны
термического влияния к образованию холодных трещин. Это
объясняется тем, что водород диффундирует из шва в околошов-
ную зону. Так, в работе [9] показано, что уже при сварке низко-
углеродистой стали низкоуглеродистыми электродами водород
достаточно эффективно диффундирует в околошовную зону. При
комнатной температуре водород также продолжает интенсивно
диффундировать из шва в околошовную зону. В работе [87] было
впервые показано, что при автоматической сварке среднелегиро-
ванной стали марки ЗОХГС аустенитной сварочной проволокой
марки Св-10Х20Н10Г6Т под флюсо.м.АН-15 водород также диф¬
фундирует из шва в околошовную зону. Ранее считалось, что
зустсиитнымн мзтериалами низко- и среднелегиро-
п диффузии водорода из аустенитного металла шваботы IQ не происходит. По данным ра*продиЛ(Ьунпнп^о” построен график изменения количества
SEZK ; Гм^"3 шва в ЗТВ при сварке сред-электродамн 08ХН2ГМ и аустенитиымисунка, количество nnnniif видно из р»зону водорода ФФУ“Д'фовавшего через околошовну'Оводорода 11 наплавлР1и”° пропорционально содержанийуменьшения диффузни'Ln металле. Поэтому основным способо.
снижение содеожания в околошовную зону являет30 ‘^лержания водорода в металле шва.2!20ВюПри сварке аустснитиыми материалами диффузия волооода
„ околошовную зону происхо^,т только при повышенныТтемпе-
ратурах в процессе сварки. При ко.мнатион температуре n^ie
сварки происходит только распределение диффузионного Sрода, находящегося в околошовчой зоне. Это распределение отно
ситсльно быстро завершается в тече- » .иие примерно 600 мин после сварки.При сварке фсрритными матери¬
алами (низко-и среднелегированны-
ми) водород диффундирует в около¬
шовную зону как в процессе сварки,
так и при комнатной температуре,
и распределение его вблизи линии
сплавления продолжается 1300—1400 мин и более после сварки.Для установившегося процесса
масса продиффундировавшего веще¬
ства {т) через единицу площади и
за единицу времени будет пропор¬
циональна коэффициенту диффузии
(D) и градиенту концентрации (пер¬
вый закон Фика)mDдсдх(15)Коэффициент диффузии в значи¬
тельной степени зависит от темпе¬
ратуры и подчиняется известной за¬
висимостиQ(16)О•111 '11*1/ #и2&D = Doe2RTРис. 15. Зависимость объела
водорода, пролиффунднровав-
шего в течение 130Й—1400 мин
через ЗТВ плошадью 1 см*, от
содержания водорода в на-
плав,1снном мета.г1е:/ — ПОН нспольэомвин электродов
типа 08ХН2ГМ;
ннк электродов тяпа 10Х1бНйА.'1бгде D — коэффициент диффузиипри данной температуре, см®/с; ппЛАх-чниDo —некоторая постоянная;Дж/моль; У? —газовая постоянная, Дж/моль-град.лютная температура, К. тмническн чистом же-Коэффициент диффузии водорода ® „о Геллерулезе в зависимости от температуры выруравнениями [91]:в а-железеТ (17)Dn,„, = 2.2-10-^eв у'железе5000в чромонпкелевоЛ аусте-
Коэффициенты диффузии водорода в ^ g ^нитной стали с содержанием
„п«11П ..111»'»'-”"’'' '■'"■''I"'-
ш.'МУ |()-*с ' •«„-.ффишкичи днф..... .1.) формуй"'” У; 10 |1|.111.«71"И1114<- линии- ut,.'''VI j ,,.,,.rry|)<- кг.-.ффчт1«чп лиффу.лИИ ^ *’К»*ффн«нгмты днффукн* полоролп, см^/сЛлл луч9НН1М'<П гглги11« Г«ЫЙ'1*4lypii. *'•/|1л тглпл— —, ^ ^ --KW17'W!^Г|<):М • 10 ;-20AO.IO-;201.Гм 10"'100иг]ЯООШ((1|3.:i* 10 'Ш(У)1,7 П0“*fvpe, *с;Длн твлг ыJUn пуп*
tmiMon стели
тиий XiKlb70t)(a)4,0. 10700 (V)^КК)(«)
950(a)о.:мо ^
о;мо"0J* 10 ^»2,4 -10-'Н,0. К) ■'050 (у)1WK)(A)1,8. 10-
47 ■ 10~*1,0. иг'l6fK)(v)10 *Г,,7 • 10-'Таблице IIК09ффн1(нриты лиффушн йолороля п стали к п ипплаплгииом металлеГ«м»пКо)ффи111н;и1
лиффузии, cmVc2ГЮ10020-780.7-Ю-,'1.:мо-3.2 • 10"!Г),Н. 10"5,0 ■ 10"'2.В- 10";).2' 10"!
2,а. 10-'М*м и Mt‘ju
фу«ии поиыш;!И 11родя лля
ТИЛЛИ, или;)При ИОИЫШГИИИ о, АЛтыш-.жуц » и ()й .т)ма , *Ни»им)т»> ^иф.I ii|»itwvni(ij шя-И'имя У^'^чьи/ати' ''WK ft |,и .;м..|мых марок /|02|;|аил(*иши<> •,;м.к|ролаин IДля И!111Л!.|.Л<'|1И0И. М.чалла ко^Ф-Ьини.-к-г
ом|)сл<лял< я «мтором ««имепио с И kulJироин тя лиффу ши йо ; Т'*’'
чч 1П ♦кнрянлаиткх» проб, ||;, р„с 10 пока^ян"''”
к<лф(|»и)Л1<'11/,'| днффужи iiojiouoL Я1« ' ^и;м.л,'нл. ш,о,о MonliL■KV MfiiKJii (см. обл. 3.'')), К())ффн11ис((т лиффучии (и^дородГдля
мсг;1лл;| niff;i и «аниси ^^дорода дляМОП и от стсш'ми егоЛ(‘/И(ЮМЛИИИ М0Ж<*1
Оып, больше ИЛИ м<*иь
Ui<* К0'#ффиии(*м^л дн<Ь-
^(/у'1ии молоролл м ЗТИ.11р<71<-*ТЙ»ЛЯС'7С« ЦС-лсгооЛрл 4i(UM рассмог-
|н*71. слелуклаие трислучая лиф^|^y:^ии надо-
рола ич (ииа м около-
июииую чоиу.I. Коэффициент м
лиффу.'яи! иолорола л.'гя
металла м/ла и око-
лоикжиоЛ :юии (/Л,, м)
раи1»ы. Такое гюложс-
иис обычно иаблю-дастсн, когда металл ии*я ио химическому составу примерно ра*
и**и ocHoaifOMy металлу. Сх('Ма расирсделеи1(и диффузионного
иодорода и сиариом сосдииении для л^ниого случая представ-
леиа на рис. 17, а. Вслелстппе того, что ко^ффниненты диф-
фу.'ит ранггы и течение некоторого времени после сварки,
приток иодорода из И1на м oкoлoиJoниyю лону вблизи линии
сплаилении и отток подорола из околошоиной зоны в глубь
оеиоииого металла будут примерно раины. Поэтому максималь*
иам коиш'Итрации иодорода и околоии>ниоГ| зоне вблизи линии
силаи;им1ии сразу 1И>слс сиарки и и течение некоторого времени
будет ]>аииа полоииие иачальиоЛ коицеитрации водорода в ме¬
талле и1иа. Далее с течением нремен!* водород из металла шва
будет !1ыделит1>еи и атмосферу и н околошовную зону, а из око*
лот(и*иоП :и)иы и глубь оснооиого металла. Кроме -/того, часть
ли(|и|)узиоииог<* иодорода попадает »
и оснонного металла, образуй там молекулярный о
нодород. Поэтому и зоне термического влиян1Г^я мож
л»*е иы<'окое содержание остаточного иодорода,металле.Риг. IH. 3»ntu ИШК'Ти Н0'ир<риииеи7м ДЛффу1ИЯ
полорола лл)| гргдь1*.-)сгирм1аимого маплав.1гН'
иого м<*тллла от и^игнгинм сол^ржання чле-
шчпа (а) и /кпмаА«1е1(та углерода 0)2 Зйи. 1333
в ШЬЗ Ий2I'2 Коэффиая^ят дяфф>зяи водорода в не. au^Q J
«ж»1ка выше, 8 олалошоьшЛ зоне Тзу.ое ааложеииь
Р1бятлт1^ ар» сшрше q>eл)^t.1erиpoвaинur стгльй иало.гролястиыи и^.^етроллкиыыя смрочиыми материалам!' Г>- дйфф'> зноявсгго во лоро да в свгрном сос-м^,Х1Я этого Оучая rrSП, CiJMM pactpeiue**ws v^uj^iu X сшлрает сседам«*м:с /)гnsf««; s^ss;!—ie>e)spe«s4—чв>«*I-сгавлеиз на рис. 17,(5
Вследствие того что » j<t-
та-гле шва ко^ффицие^^-диффузии водорода ем-
ше, чем в околотогт^!
зоне, приток водорода из
шга в окатошовнул
ну будет больше, чем от¬
ток водорода я-i около-
шовной зоны в глубь ос¬
новного металла, В тече-
нне некоторого врекевх
после сварки водород бу¬
дет поступать из шва i
околошовную зону, а oi.>
лошовная зона в угом слу¬
чае будет «барьером>Л2'
кны ^раэом. концентр»'
пня диффузионного BOZ^r
род2 в околошовной зове'
вблизи линии сплавле??*
с течением времени гма-
шается. Л1акси мал ь«г<
конпентрааяя водорода г
окатошовной зоне ьблта
линия сплавления в уто«
стучае можсгт быть О/г-
0,8 (60—от ai'чальной кониентрааяй ^
металле шва.3. КоЦ^фиинент
фузии водорода г
талле шва при те<^
7 порядков меньшеfC*fратчре. близкой к комиа-пюй, на 5 . Г:1ьАя11Я€*^г зове 1ркс. 17,в). Уменьшение ср2В«^эо:у>рода в металле шва на 5—7
с '^олошоикЛ зоной имеет место яря сварке
t^;<04ruvR матер'/алгми малоуглеродистых,«И1 я сре:Глведеп!роьг;-?ных сталей Из аустеннтнотаа Уло;^>д Дкф^У^^РУ» ^ околошовиуюс«^>»и й охлаждений до темяераг-ры 500—700 ^W гг^н темпергг/ре ниже 3(Ю''С водор'^Д ^асоо*'*®^▼/йдхр^ет iti i:;ai b точках околошовной зовы, Рмиых на tpHHmz сп-т.члеяия. ко*гйе1гтра::я;(
рода начинает с,.^А;а7Ься сразу г гутил зиа ..^Ий п(.а»:тй^Гй к« гиз шва. а из о»а>лошгли^.й улц г^,дг«.д ^ "V«яовиого ие..,ыалсиия при свари: аустеиитиым* натч>яа.:а»^й
сразу ж.: после сезрки и к'.жет длстиггть 15-.ЭД », ^
кой кони^раыии водорода в «ета-тле шва В
коинаттй температуре вер<гргсдреде.1«:7ся толыи> тсп д-й^
зиояиыА водород, калорий проии< в w..ToaK««vr> эогу ваессе сварки И охлаждеикяРассмотрение трех случа^гг дя'^^'зия водорода аз "'гав окатошойную у.и) лока^ывает. тго др>гим >гжны«( оосс^^муменьшения содержак>?я д^фф-зконното £одо5<<:^з г >:,»* термя-ческого влияния я&тяется яразк.тьный выбор сварс^ных иаге-риглов. Для уменьшения дяфф>зиоаяого водорода г ЗТВ зеле-сообразио выбирать саар^чиые материалы, yiyLtx^^^. жег->^:иккоз«^иаиент диффузии глдорода г мета.тл^ шва so сргваеиш
с ЗТВ,Глава iffСВАРИВАЕМОСТЬ ТЕПЛОУСТОЙЧИВЫХ CTAJ^PtПри сварке ста^тей плкьл^нА^н в мета^^л^ свар^хо соедгзшс-
Нйя происходит ряд дроцессов: нагрев. ддаа.т«р?г& хр;«стахтхза'
пня, фазовые преврашени*. струхт^'рные у^у>таяи пластическая деформация. дяфф>зяя здем€»тов ?г др. Зтя
процессы привод5ГТ к дол/ченяяо сазраото соедя«г->гя. г тсЛ лш
иной степени отличгу>сжося от осйогвсго металла по мехаав-
ческнм свойствам, химическому состаг/, стр;.тт>т>е. зо сс^ю-
ти&.1еяяю хрупкшгу разрушению, коррозяонв^ сто^клст* г дру¬
гим свойствам-Поэтому под свариваемость» с^ычио soHH^faiTT j^JJ сосро-
тивляемость металла шва и околозо«юй зо*£ы с^ахвалюо
трешяи и степень соответствия свойств сзарвых
одноименным свойствам осиоваого мета,1ла На^вболее сделает
задачей прн сварке средве-тегиоованиых тсдлоусто^чявш стаде*
является обеспечение отс}-с1вхя хатодямх тре=*и а
соелинеяня*. Под холодными трешинаки з?яя*то
шини. обргзч-юшвсся в сварных соедяиестм врн теккр
ниже 200'С как в прооессе свар«. таж ■ в течедае ■ееоторогоВременя посте сварки. ^В работах f93, 94J было сфо?м>лкроваво
холодных трешян ори сварке. Хододвые тре***лшы х'
Г'гtjtl* w>,ie Jh мл<- ггцпгрягур НИИИЧЯЛКНОЙ угт0йиии^*г ги Луст/'НИУА. *'/(:, ш
лииупцмящ rUiiiyfX'lU *'!r. *-- • • •*• J* fti-iiun fififj ГЙЙ7»U4iv nicvirinyv*7 ТОГЛЛ, КО/ЛЯ . . ^ AJ Ailiмл»*, p„, „„|„.,^л»Г H|iy«iypy »,.I",„,1,1* v»H)i TM “"' г,,поо1ИИЛя'-м^/< f»< И* оГ>ра «онянию холо,1уг,и,г.llVam lTaLJi ж.ггкнх »г|.оГ,, ияилуш/ии 0r,j,;.40M пигщит
ZTuZ m, ri-лииижй и у(.о<,«н1. ияпряжи.ий и ланкой < ияр
3 S грукпин »0 MHOfu .лучйй» у<-Л0йН<- ^^0; оГл-гиг-жиа*.,лсутпии. *ололю« трмпин и Г(>а(.мых го. ли<Н'И.1ях, Оюш.0
« н»тяш< иу иремгин ИЯКОЯИЛЖЬ ,КС(1< (,ИММ17-'.ЛМ(М<- ЛЯИНШ-,Inopur покя.мвакп, '«го гко(<-/< гь о*л;.жл.-иня ti|.n п»я,,к«г («■
ЯЙЛИИГЯ мимпт-иимм /Ьяктором. о)1(н;м-гиюп1им гопргпимл'ие
HfHU. ималла швя н ТП5 о6р;г*/жйиию холод(иих грешим.(J ряГялт*' \‘fi\ покя »яио. 'ПО ИЯ оЛря ЮЙЯНИГ' ХОЛОЛНЫХ Tpf-шни (фи гв;*ркг лс'Гиромамиых гтялсй ок;пмняк/| клиями^ гри
факторй оруктурный, »«олоролныЛ и гило»к>й,Олияко /70 нг фяк70ры. илияклпи*' на обр;г»оиаииг' *о
лолних Трмиин мри гияркг*. Как Г10КЯ1ЫНЯ^7 миоюл«миий опмтпо СЙЯр(С« рГЯЛКИМХ коигтпукпий. НЯ Г0Ир01ИНЛЯ('М0ГТ», оОряю
ЦЯНИЮ ХОЛОЛИМХ 7р(!тИ11 ^ЛЫНО<г ИЛИ'ИИИС* 0КЯ»Ы»;»Ю7 томпсрятурнмА и ма(штатный фякторы/1о ИЯСТОЯИи.'ГО Нр^ГИРИИ 7гмпг-рятуру полог р#:»я рЯ('СМЯ7рИ'
МЛН толио КЯК ОЛИН и» смогобои ИЧМ<'ИСНИИ ГКОрОПИ ОХЛЙЖ
Л'-ИИЯ при ГПйрК#* Олияко ОИЯ 0КА')ЫИЯ<*7 'шячтсльио 60ЛЬШ<'*'R/1ИЯИИ^ ИЯ Г0ПрО7ИИЛИ<'И<>С7Ь ( ИЯрИЫХ ГО<'ЛИИ<'ИИЙ ОбрЯ'}<>ИЯНИК/хололимх тр»*тии и с*- иужио ряс< магриилть как гамогчоигсл^ИМЙ фАК70р,И** лс'гля учи7ииа»";гя магипаЛиый фак70р, и огмоииомли^яший гл 70ЛШИИи <И;1рИИЯ(ГМЫХ »Л<М('И70И, которая Ир^
^Ю^ММ ^*7ЯЛРЙ М0ЖС7 И'*М(’НЯ7М'Я 07 *1'^'р»»ом, ИЯ <омрг/'гииля# мо#7Ь ( Парных <0<*;п*и''иий^''ЛОЛНЫХ Тр*;||1ИН ОКа)ЫйаК/Г ИЛИЯИИО ПЯ7ЬШ7»йиий **^>лоролиый, силоиой, 7#*мпсра7урный и МЯ'"ОЛИОИЬгисингГ^И*’*”'* фякгороиПрОЛОЛЖй1^я/(. Ч'> llfinfj.l'-ur Х0Л0/1ИМХ Ipt»*'*к « у ' и '« руг„ ж.,м, .«к К«К Ш,ОГ0*J0fi пр./,л.мы н. ж,( faio,„o »мя< ... иы‘и ’*^''-'>«Л1ИИЯ^^-Г.Г0СГМИ1ИИЯ /ОП..,ц,м/ ,.ШУ1Н*'»Л'<ДИис- "Й^><''К;/1«-ИИЯ КОКЯЧМЛЯКЛ,*'МИ¥/Кй ‘"<'ЛИИ<-ИИЙХ /10 ((.ог муXDVflKuuu »*^'ЛИИ« НИЯХ но ГИО^МуР »РУ»Н'ииями, Как кравило, п райоисполии?: 7р<мнни ис ияЛлюля^мя *ЯМ1^Н0Й плаои'(#у>/,й л^ф^/о-
МЯИИИ Иногля П М0М< И7 ОбрЯК;ЙЯИИЯ ХОЛОЛИи/ Гр^'ШИИ Ий^1У>ля''7/ я ларакгериий (Иук (ipi fy.f лопнуиш<чо ииялляXpyHK/i^* рЯ фуШГ'ИИ»' ИИ"Г7 ряд прииияпиял>лмх (ЛЛИЧИА f/TЛруП1Х кило» рйфуПИ'ИИЙ М<'7ЯЛЛ0Н, 7ЯКИ/ »<ЯИ рЯЧр/»(''ИИ1', рЯ'1ру1)М‘НИ*‘ о» углялмти, ИОррО'1ИОИИ//#' раг.7р«гКЯ1*ЯИИ<' и др(|ри ОИ' НК*' (0Пр</ГИИЛЯ^М^/<.7И С7ЯЛИ хр/игомуlii^J'f/ш ftU'd ‘рЯ|руш^ЯИЮГГРИНЯ70 ра.л^лмго ог/..ииая,ь гопр/яикли^и.хфМНИМЫ и гопр/гтииляг-м^ь $ч- рЯгпркхгрйЖ'ИИК/ |2f^ 2П
оЧ М, 8^1 Приия70 t-m7ar», (2Г>, что ^нромл^и- хрул*с/,й
7РМНИИМ нрои-*ойл»'7 гглла, КОГЛЯ п КакОИ'Ю 07Д#'Л1Ж0К fcO.v/KH^««-^алла HfKVK' ж к^/горой плас7Иче/:кой л^ф<^рмя«ии ийкгиклли-
иы<' нормальные* иниряжтн'и (fu) дги1шнуу гопротинл#»ния ^Л'
рыну 7. <*.I'/ лальн<йн/' ч было нока'(аио, что очагн хрупкого ра*ру(«еиииht/fH4H^Hn » КрИГ7аЛЛ* к ПрОИ^гс<г НЯГруЖН(ИЯ 1Я С'И'Г ПЛЗ*гкой л^'формамии (^Г;| р#'<>л»лат«* плястимс<кой лгф^/риаииии ОНр('Л('Л( МНЫХ «<'Г7ЯХ ПрОИГХОЛИТ ГК0Г1Л<'ИИ^ ЛИ010К. аий ЧГОи прниоли7 и ?ф'|к'К7ам К0инг'и7ря||ии ияпряжгиий М»язи::г-(
0<;ра(0вания лг'ф«'Ктов плагтичггкой де4^1рмя»ин я поликр«?..^^
лах мож*'7 быть ря (ЛИЧНЫМ (10, 20. 20, V). V#. Л5) Коипеитр^
нню нанряж<‘ний (а,) м ж*ршиж* иол^м скол».ж<'Нии мя
7р'*х ч«'р^'И WiMWi ка'нч'ги/'иио огииит». Hjrt"TMWu )раяисни'«
Ин(лнсаf».- «|(| ♦tjtv Ь^Алаин мологы скольж^иия (лиямсгр иряя). мки, Г '
рялиус '(ЛкругЛСИИЯ копия tUhVH'U ГКОЛ»«Ж'*ИИЯ НЯ с;и* ‘- л',г.ри(. мии, Факлор (| +д/т jИ*’И7рЯ70Р0М иапряж'иийи ирон^сп- нляггимггкой лгформзнии нагфйжг-иия ft т ршимс/,. фск7,-| млйгш'.сакой лиИрианни :^рия‘|рйЖ<-иии логгишут со»ргпи1и.иии г/грмйу, т<лд- и .,.р.жДЛС7ГЯ хрупкая 7р<*шииа, 7 <* - ssrrjrГЛ<- ПцшЬ<'К7ИИПЫЙ ко #ффИНИ» ПТ7pf‘Hinn флоксноа
^ОМЙЛГЙОЙ гомпордтч ■•• Ы(ПЛЖ »W KV-WKJrKOII Г«-ЧП,р4Г\,Ч' :t5^v^ uv tjM 5' Л дифч*>>--"'-«*«'*=^ I'O-iH ..^rc< »Л5Лг^ К HvXTb erv'* чмчсгои HeCUVi •HbKVKOil (ovi таСч: 1П !^ ../* •'WЖ\-Х **’-.- \ji»w\VKv'd u'vi та(Ч: |П
.^rouiy p3CT!4'»p<'HHuA ^д: >.
ф\ ДИОННЫ A i ЬЧ> доро Д с i>^v,
V rrci? аы-холнгьоч иKNC VMKj4>n>VTV'rbl,T3V ’МЛ10КулчрНыА 1ЧТЛ0р\\-Прн суч^гноигекко межд\ ддялонном М1\1екулчрнО'
п> л.'до|ч>да в порах' н кон*
ценгрдцной р^иорадд Рт'р*ДОУ pacwpt" опрочолчсгся,5аконом СмрсртсаArt,(HI*1^U'4)Кч>•^v»trrР*С- 11 349ЧС1ЧССТ\ p4»RV>*«4'l№rO Х9Л‘
jtiT^ 1#<\«г.х1;чюгс* масрсаа • no^v20М уа) « 500^С
ияг^еттмаи toioooA*» СТ4Л»:1-аДч жьни: J-ад* стм» 1:ХгЧФБ; J-
стг L iW.i; 4^ЫЯлигде к — pacm>puMvKTb
дородз в стали при дзв.и'
НИН маюкулчрноп.^ li^uopo*
дд в газовой фа.ч' 0,05^1
МПа (I ат>. 100 г.Воспа1ьзовавшнсь ^ксгл'^
рнмонтальнымн данными по
paoTBopHMvX'TH водорода р
р^13.1нчны\ сталах, прн^'-
деннымн в работах [2,и проэкстраполнровав эти
данные до комнатноА
пературы, можно расчгчнтагь
равновесное давление мо.'*^''
кулярного водорода в пора'
в зависимости от конценграцин растворенно1ч> i-V*^
фузионного) водорода в ста;
ли. Как видно из рис.тапри ком11Р«тп^1.»« Как видно из рис. ^« S cuVlOO г * (диффузионного) водорода в ста*железа н по Давление малекулярного Bv\av>iH>x•• 12Х2МФБ н Л1Х13 при комнлтноЛ0»098ЫО* ~ О ПО.Ч1. ИГ wriv» in>—10B*'W|4V.. !!.'Х-'Л-ИинАсЧ нUe‘j v-U'K4!<,4' ДсЛ\-Т?мОv,n:,Mv-. могмл.. лuM>bHv нлчрчженич ,;j счсг лл»..- ^ * cw^a<-
IU444- osdpv* .^-.иист.не ^иы^- ii^.HVTu тч-ло смрм,к »йХ1чиюрд\ hcw.-;no Однако о п-чеи»!- -й ' - ’-'сч-лз!КЧМ0 овлркн tHV(u-xo.r,iT iU'rfpJon?v,i,.,CH«e
Щ НПО yvVU'KN.l^pHOrv> •О.^роДЛ I. мI s^-KO»l дсфч'рмлим. 1WBKIU.UTC4 л.и-ромо:илс;ч-« н ,к.„ы мо;а.;.и. где uv..vr^^p.cm^*.:р.жониц. r.iK К.1К гдм рдог.огмм.чгь киорс^д, Кя Н*прчжо.ич. »W.U«4CVUC ДД^и-KUCV
с>ч.мир>мп.-ц С1> СВЛр.>ЧНЬ!МИ НДПГЧЖСННЧЧИ Апы«ч'*7^Г "f'»''''-«т ^ .ЧП1РОГ»^,ОК«Ч v^tры«> (ЙЬ| Когда и \jt4-Tj\ кoмц^'нr:^д'•.мн нл"р«жо^*й owvi--ныо нлпрч.жснм» .г^ч-тнгн\т v4>HJ4>re^;cK,W огри»у. сн«жон»ч-Л>пол деасгвиом лн4'4*\.?«ошк>п.' »oдv'pv>лJ. г\'гдд н (»д-рожддогоч) грощннд 'J.' \ ? »\ т* t»■>*:5>где <»л. — мапрчже>5 л> вк,»и^аемые >4vVU'n\,1’*phn>i j4Uv44W>*ГЛ|в MHKpv^nopax, -МПа; ‘М..#' —смкж^^нне сч'прч'ш^тенм o^
рыву под доЛствием лифф>.пич;н\м\> в^'дор^ид* МПдПо вырч^женич слс1\ег* 4tv> члюлнлч греашма iuuдоЛсгвием »OAO|4ua злро.'кддетсч 'icpo.j нокотх'^чч' ixxmoсварки в местах концентрлинн нлпр'1'конмА ;кч‘ле ксиж'^ч'й
иластическоЛ дефч^рмацнм По-«Гч'м\ i« чач(\ч!<е vcpbi
лчсм^Ч'ги металла шва к з\'ны Tx'pvn4ecK\>iv p,;>i4h»'I ,и^ч'ж^
ним трещины можно прммчгь рабоп.металла в основлинн v4'rpvvx> на.^^чмл при сг^гмчччч^'м л.1ги<4‘до момента ^>6рл-»овлнич в кем трещины 1411зывают начальной раСчт'й оазруик'нпч i4,.J нлн рабч'ч'Л .м*рождения TLHHUHHN {Лг г)Сопротивляом1Ч'гь металла расп^чч'гранемим "Лчннчетсч другим ,вакономерн».ч'т-цм И. \0. Л. -л » '''ч*' и др.). \ls ра(Ч>г по хрупкомч ра-<р>шеник' м.^лчтч
тина не расщчч'транчотх'ч. когда7Г''где ifi; — высвоЛ^чжденис длЧ'лгд *«ер'трещины на величин) ^.сгаллл ира рас1пччмгл>*^'«
гни иа плаетическ) К' д^'Ф'Нтрещины на велнчинч У*. з»нергим 4*^ *Ч'**Величина nNCBv'<4'>KAeMHV»ft пч'шдлк оп|4'до.:чет\'<странении трещины на и чдрамх'ра иапр'*’*'^'^^
ловым фактором и ддвисмг от . ibi
Ч Л r •< *V Ч Л4.1 У v4'u9чшт:л. Tjf^МИЧСЧ'ТХ' 4 ^Г4Ч.‘*КЧК>Ае*«»*\* ч'зи^'^«\Ч-М Jt.4 вр« p4v*tf?<vr-jraiv««i^ Г;Ч'тЧН5^ Н4 5V’'V44-;,V * ,KJ»4««^*4. V4^ UW**«KViШ ac!MWfntii ar« p4v'tf?vvrj-j«x«^.^ -p. ,df I'e»wawrvw !^'-^\ч'4HЫ^i. I'Kxva а^сшпЛами ^fcn4W j ш s хм;ч'\ .\ '.vxe^'ix
• л4?ж:мшл:^» v'r r:j?jvv’-\'ч ’х'\ьч\К'г«н ч'ii^Jl^^ :Еч'.гм ЧЧ' -U*^;V"J *«v';'r*t . ч.| ;*.'u • л\'\\ я.' .ичК,'г«А««\' 4*v*r4,t-tj .-трчмч' /IVVI'U 4'.S.< ?ss.( М.ПлЛДЧ, н':1 \o44'W
(W4*ap4Vrp4JiKjJv> T*yVai.M*«j. ч' 'jtteглса^чч'г^мкснмч г|Ч'а;икы. v"»
Гоем W-.K'iMK- H№44.Ji,4Vri>JsC^ Ч rj4\Ul»HS 0\ .U
Д\я><ши1 Ml.«A.t-4Шverb чМС'uPa^orj riv'^lWTpjSVHtt'* Г!СЧ'1иИНЫ (.vrb rv' чЧЧЧЧЧ' 4'i?oAcrt4>
«mfHxu. vorvcvX' !*ч' МОЖСГ (>ы1ь^ |^мчменч' ^.'^ычнымг* vicrv'МММ ^W\J»H4V\.'N <\ MCtlNTJHUA Н K0!V^44' UvVlкЛЧ"ГЬХ> 01ЦЧ‘ЛОЛЧ01
CtK4X<4tvVr> 44TVpM4.t4 Оч>П1Ч>ГНМЧт'Ч pJ»4'Ul44'rpjlHCH>^4'‘ v‘4'ш»шыЬлррсг Ч мк>кс чПУсчдог |4), чи> |,м<!Ч>гл. и\\имч нл ^\к''yvVrpJM^MC rfvtaens. Н Сч'гк (5Н\ЛЛ4ч\ ГчТДИНЫЛ IK'pC'lOliUU 'лежлциД » vV(H>»c прчАкмы \р\икооги и вчлмч'ги Рл-
W4 рдсарчхчрдку'инч ггч'ишны rwKO скч.инд ч' налом иллч'МЛрл\пд рдсирчччрднонич Г14пиимы Hd(Vl4'UHMV4
гаа iD\ \*^*p\4TMv»M») *^пде ИчМомл* миним«1лмич» »K‘V rwmiiMbi ^сглллд «рм П^ОЛОЖ \0НН»1арГтоо. ком'^"” l-'Ьело. бы.,, р4чкГ'о1и'''ао>'"^^''*'' <^««л :ust*orM.ipo■IKTV^M *UW0\1C - ' . ; n ^ B4.<Kv'M »*чЧЛОКW«4VT»t VVM.UJ цтл'*» »» MH^VVHC МО^Ы v4MipOVH^^'TV^HVNHV Т1ЧЧЦ11МЫ ^'P^M4W'Kv.n\> H.lUxmtH 1ЧЧС1ЧЧ'°р0стр4нх:нии t( Tnn.^ I МОГДЛЛЛ upu рл0‘к WOUiij,, noetpXHivn, no *“ ovн^^ч^нн^^'трсщц,,^^ нл,«ы»лкч pa(4m»ft рдсщчч'грл• ewkvv ,14 CHfT ««‘тал.14 II.» \руПК01\'tpvuiHHbi ’^''^^^^'^'л^'\pы 1>а<Ч'гл рЛ'''*'P«tX-pM«. • - 1КП'ЧЛКЛМокц^ *'*'''"^<гран«ннв „ ^'<^'''^^«‘ЧII n. пичч'кмл \1Ч'»"‘«*‘VvoiiT''’ rwLiuiu'’^’ \pvnKv4MiiЦ. b^<»омон*л>*|'‘'^влл^? ** P'^VtU4UU\‘ 'H>uc оил.1нлс»И1'1 H HOMO%«« -, Чи'^v-1.V ::tl‘4 *VVv'lU' -^ ПЬ v4Vt^4». « 9^I <v^v^ ^ -4*7^ J4.,^yyuk-XVR^tv H ;мч;:;4vrpjMVftiMv и\к*д?^ылt Cv\»V.4"H^l4CU4Vt^ iKXtV C1U?rt4.4v ^ Ч i. Ч» «?е.Н'М “NtVV v4.1l'\^ v\V*ttV4r^>>^'tt^»V JA-i 'Coi’l4'r*?*414\'Vk4‘tb^ IV V\K\i«^V »;v.;i4 Vjtevi-СХЧЧЧЧ" l-v V»4 ЧМНГЧ\Ч'Л1Л*Ы.М .;!41>\:НЛМ\ TI'H C40;4V‘ i c»>i,::v ^ vMCV't\' П^ччичч- Ci4 t\0rv' Гр.1ч-«ч ГД.1.тч«Ч'х\\Л' V'4,<.n :;mK\*rv44'v \*с\лнйччЧ'кн\ c^khVt* ^;*jv-i»4V4\4 4vor CKV'^44'^5- AvN^H'Villp‘v СК\ЧЧЧ':И ЛСч{Ч';'\и., i * с > Чч *\Ч '«^ч\»\'ич-Ч'Ч•a*4'tlv4V \l'N 'Xv4V Л Vt l4vVx\V\' -сч***ЦтМК'йинч' v't- 1»4V‘HHC vv^S^V' 1 Л»Ч?\';'МЛАЛЛ ;i,'jv4u\4« •«.■r.iMmu^r \ UV'WW'^CHS’V n;s"*s4\-r« iinwM v жмачмя^чч. 4^ог\'»8»ч'й ';;лгр\л\ой ЛДОГ ?V ЖХ,- л«4чс«ач чч-t-Mv4'r^1\м\ **М\ Ч'ЧД^Ы^ЧП. ЧТ\'MCn>\S uVn- л- '^ \ r' t K4MxVU\ чЧЧЧ Ч^чКМч'ЧЧ 44V.44VTV
Avv.4AIVHH МчМ ДЛ.*Л UOi'< V44 ’.v' ‘ ^s.>av>H«vvr« мсглллд ;;:S.1 . .«oks пч-чч.ччм'.ч' ч Ч*^-jh.'WMnv WlV',\HM\ ...- - -vvN»Л^рчг.,и>. . Ui4Ul.CWKUV 4(.4U'V»N\ TJ4'U(,UH ч>а-'« vV.i V «S--Vv' UO'V »V' ^ ' \\.-.4.!.КЧЛ^-^Л-.14v'\ivVVW ЧЧ'1'Л 4't«.14rtV VlVUsttH «'■ од*.''"' V-* ^ ^ TJ«.liчч^ЧЛ'КНД 4НДЛ « OUl-' ЧС 4>«no>.,'\vM.ivnu 1,4 олч ;.и‘». '.'V -«ОЛ
под Ф>Т\ЧЧ'\» ^UvVN'.MVM’H'P'^’''''''^'* ’ .'■I V lla^rwvv ХЛЧ OUCHN" л.{« K\* f;4N'‘N;«JVfчЧЧМ «\'ЛД < V Чч‘-8'41, . ..v^^.v^y vix '-‘i'-'"'" ^v.7'.^^,tvUHN\ 1;чпадм i>K^bHUv' КДЧ ' Vl,»4 оценкисхинонич ч^ч-|рОЖ * \. ,,NH14 N*4’04H\.t .unvM uv.v-^v.v-ож'йо1чи M\'VA.uva *<•" *''•* ' "• «■ Kv-''»''*'*VKv'rv* (11ИЧМ11Ч Ui'v4i.<l"'U'*»*''' ' ,i.*v4*ictH••'■'* ''1'“"VUHV04 IkH'M 14\.Vv‘\» * лр»''»'' ' *“'‘'''' **»
V «, чгд». Jж»,».! мм Wf*r«VVvV4'Xv* MfTliH *■•'7\uj^*«JWC» -VirorVK»» fV*A«f4'S l?\
в CV-*WW ^ ^ rffwrwvvm».\V-AV*C.CV.W.-*> *tfWM Br^vt MrjWJ » .чиишь2!u^^!vv >Ui.c«»*J»*-*« «'•«мтта» «Г?«4 -«rvn»o*:*»-l5W^: *' KV^w «U1K^4 ? ЛЛЖ»*STc^vt^ «ГХХ11 «» ^*nsT«Jvaw ».т*и*< »* wvMwrrc*.* cfcA .»л [-1. ^'i Псчл<
ммакхв М\Л1«Ъ. «« * k*MM>-f 4fi1*vN» 0.14-ГПШк »JK>r>S**J «wr WHWfJinpy ври^яо(i Cfum TWM) Ш ovuKianrnr^ »f owii- С^*<ст|ч\ гдк м\ w
icii ctw* л?>ж^м cjotM mMki Пл»го><> r^^^crAKt'tifrvs■OeMCtKCWV ^MCW »»OJOnrTV «nMVNeiKV и CVV^^iWTV e^ ч" \Л'с»?^ч'ту»л HiwiKTeem^ лаг\.'!\\»кл «<гамх c<(f«6oraflnK ю ТЦС ж?лк»г с\зи1жлдть ? soJte. мдч\к,н>токг icdi>u ft.is sa сш.-«М«оз1 Kvuo^ve Pic4vr ско^хч'Ш
cojixjiewrt Mn?TOiftji i«ojk«o кроклкстш ao nr«-»ШПШ1 -V Л Н«МПК1АШ Jtfij ДДЧ «сисаых yN»C4CTV« к?-
«пет* c<&^K^2r«s Прж ovtixjeesn Mn>Tv>5K« ч-хлзаипых pvjtjt'
» мАсх« я щщ. wuj^e sacase орям^кмд д.ч« рлсчетАсх««4 «п'чш^го» Дл рок'чсга ско^ост« сл.1а5кленшч .vj-гстоао % KJJP х^шгаммд c.vmi скистого» шасли« Скорости
Ш1Ж£еш .итогом к> слеч« пм№т> «иели л>дсч1пымл4ч>» CJU^lWVX1^*0.*^^"'^ '^^**^*^***• * V. а — KvXa^^KtttK^irr T«tUOOT>
«XL IT .•-y‘i^\v» ’***^‘' тел*, ч»; «-VICCAт«»«-^пта 'сТ-f- wvmi*Хм счг«лм«1Г. "Сас темя((«п7ы Г ждлГ** от течпсрдтхр»^ '«евша: следхющммм УГ*>^•А;Лелоtc*t*олдии<«**, ,; Г —течткрапра к-лл »«• - WMwpaTNpi «лд » Kx>«^HHW*«_ » *<мГлг«'*’»* TTUfeffei V.? :г^\л« ,’ 1 ^ v^‘ ^^,тзе.;л/1ч» • ■- ■ ’IV »4*crv» »/V^ , ^Л1Л* S>j -,- ..jTT: -'*,.>... . .. S7-5* V0.»<j4^*«ee*T»i '-nftEi,VTX3^ лГ'^*5 > NJ^-JOTO 7nuwf4n7«xv 4»i-TVTO\i>rj*V•K\WC^ •■ »?<'»<*• '.'VtA*o«an ww««* J ^iakT^.v-nV . w?«aiei<»>i * r*^ myjA щлct V ^ •T•^1«^ ^ #xjas,»**4 ;г^хш*Chr%«S4\\ i 'Ж
1 i_ шт4C«Xг^ 1 CMN»^
*м fkWV^XT|1I# ««С»S w.»{«гоЯ4iiiU;(n:Я'_>ЯЧ'А «i\4.Г•u•15$»u5550iSя<,4<% *% • «Ur«Л*4г*•. <S • •♦ *J#Ч. *5й<' .tx"АХ<« « •i\5t:Ik ♦U4i.«^Я>IS5(й.41Я^iT,45ssu*’.Я’^Я>v\4^1М$Л4«ь%v«»iiic«>\X4vrv сллдаае^-ч =?« тсчлчмг'?^\v'Tv44«s<4'ni ivv'Txmnra it?«»fp»r>pe л-частка от »>x'* tv' 550'V' * '» '•*»M U CtK4vV>4>K14 »vViX>\e. 4..' * С-=?« ч'.\Г4^*М*» »
*<^Ч'АЛ. й 'Vc-iu'« 0ЛЛ4жге««» »
tT4 ,V* MtxWs» - ^^> V . i
0Ai4'14'4««ll4 «MUTSJiWl vWliXW»*-* ^ ''** 'Mr»4JLlS«OM »^>lтx^гмл^r CK44>vr^i .XV^4XK*«< « 'iJ^T \?лллж..глтъ на OnOKO**OV кхи.'"?C4i<M»«MTb C\41pOT«M4e4vVrV T\'A '*U..^,wc с V'V^VVXv>^pjk4VMM*X' V\TvVl»NV . VTV^^чхжной Кч'вгк-игрлц»* wnf4x<^*« i^' » c*ir*т^кт*»вны4 кл*4>ф«тжч1т ^ j^5,'''^'^Л*«кч«ич\ чо^жет иахлдит^сч • '„i'v <*.-« ч'МГUvV«TV>4\ м« OtK'HK« чЧЧ^?\'Т%4»>»'*<''‘’‘'^'^ V,4Nii»» •Л'«-''ЛП'«^'.' «-.NV»^»•^-'вол^.чумть оОралаы ч' HJOSV:Xаг
tI% rжчлж» atfoattfm? ^wnrw\:% j iх.'шкт^тшт » чх*л'аг5-г»m %wtt, • V Л-к .'/»*^Ma^rjwsTC 9- Л;' ч^.^ ^v v^l»r» v\i’5 w -^-1Ге№Ы V. v.'eawes^T'ewe ?s*K^Tt 4>_-\r^^i^’V-fW..-* \Ш»^\ртт'С^г ^WAV- 4<*£t% ч\КД>«4С<(4С>«т-5t^>it'^44Bcwr¥Ui»»k A,~tvvvv,.*^ HPIM f-VV'MOT««t« 1*ЛЛК»•**» ч-т».*^?«Л Vj^vrv^'t««^4V »t* --pdt^ixvКА». *TK «- »r\\: ?<KvoiTi4 1р,елх. 'S^*r^-r-4 'M W»UJI < MM4-VT v4 ч-улхгчсч^ O'XIM >•л» »41Г:ч.«,сшм i .vw*uwe v'^dTl, «fc'P^iJU».^^ * «v*v Ж» JVO«*4X ГЛ*Л^ч^WrvvMM Ш^с —<T7^-T».V , ^ , Jk^vv* A^TVMKV****^ »*\v'jr%4 » MtV4V**>«> eoc.^r <y. »srwJJJJJ" •KMiiMvv tv nio. KV=S'T^*•“ •*»» i^IZJL* ''■^» rvSS" в ''^•V'1»WrK)Nk»»rt. M
H* vv^r * *^'*»‘‘f'**«» ГА-ЧЧ*»OSJir»'••««V««WH\>Tч< <itv' ЧЧЧЧ-> .*»v?v4 .«.
;«vA cvVx v'W'CW - й-f,-* 4 f *fc
• V'tJCVi-Jrjtef — , Г7 ,V .v\*OVV?^ *ЯЛ^йЧШС « 14 vj lv^»i#i J* V * ШЯСГ&яв^м*V- «... - or v»v-p,v,. «vm-i, ^,, ^*tc^4 ot «г/. жх^>. ^:rya>tvx «si cr4rv«<v'A^ <af^H V.' Ii$ VTV v>• ^ «аяк^^ ct\4ji
Гог-^ K4iS.v\\t3 4M * 4>«w.4C^ \ч•VЕГ"*"mF1Гr^jKvrv44VC».t4 44^.Vsl^r ,MM4' n^\vTT* 4i?ifjkt*ti У‘ * I0J4V.^5 л>(Га.чи кi^wbi :^~ MMn^vtw |f^'^r>; С^'ЛЧЧ'^ ;• 'XWAtW» чч'г^ч^ 4\V^M4c- 5 • сvVVvi^N^, CV.4NX'‘> CO^VAi<i'> J»V'^4t04k • c i % CW-JCrV'-fc* I Ч A*44‘-Vil ,,4' «OW1ЛГ ГЧ^ XV*!KV44“ ^ ЙкЧ'-МЛ'Ч^С!! ч'ГЧчП?**
CVK.N(MIC4''t^ tt%X •* Ч.*АК *t>**»-V V4Vs»A.4MM^X' \ч\гч4^^>ч\ 3? •*\'^ ■X'" «-«i>V ' ?t#rtav V4lk ч-ГАГ^вНЧХ'^-ЛГ >»V\M^ •s'^^AiSe«^Щт ^gt<i.V-<as»»K\ чЧ>^'ач'^ w .'j-ww-»»iM)t4k^ Ik ,cjise4N»44V' • ч'^ 4^-A:*^ 4VM.vvi . Чч ччм'^
v\X»^' ^W 4'vV't^''of;4 ^1^ >^jt ЛКЧ .1^ ^ev.t4.l4K> 2>TV^ V.fik-n^'-i ^NЧa^Ж^^*'*nV'^ l^jt ;*4r .wvs' ,%ГЬЧttl'l^'. 'Л^ччмц <KK^,.4vrv4^»if**»^ гу%г^«<ад«к <. •1 —. ^ v*H'V %VNW^^ ''“^^'♦*^''V iMt ft^Mv'fWC^VXXV ^>^V'V#4st\' vs*^« » #4V^NV *<^v" M’» xM^V Сч''W*w.vvs* *.*л»v%c%4>.4kW
\Ч 'r„v 1' ^» """"'’'. пт* ,.v ' '*«**'' '"'''■"л«п хГ***""*'"/' " '^n-U'W v-v"»Vn\^ » •'• ' ^KOUOMUVV 1';'''':HvWrt'*. ' v\M^\VM.lH4v м.ч . ц\ n,s.,'»,Ч -('Л^хми-л' VV(,\‘,*»W\ м'' 'v'' '> .'S V -иl!,4kNV Ч,П«МЧ ‘Л-VV<V .\Vмлш««и. и*W ';;7^ '''• ;,,ПМ.и«и' v'V'л«\ к ' Vк V »\‘Ь>0 КУ'«ОМ«АЦ''' "7MOWMUV \«»'V»vA
« ,VV4U»"' ''''H»' «W'VVtt''-*M04V«WM U»'«tU4vVK4'U' «М>и'Л
«X» m>' \Wl^\»^<'',4'\\ > I'*'v«wm> «■' m>vVVtx'O «■'V' 'V "'I j u,»a”'5< 00» (Vv«\.\«0rtUrt «\V% «Liщи '•> ц^Ж«W«N«WV'»\ I'rtOo^V «^^WMЧ>x^ >V|'« 'П'ЛЧ>М»> « M.-mv o\ MrtKv'UMrt.iuuvN»«.»'M \\(0\l\l» \<VV»UOV\«.h' к к,luuvoMMv'UV \t\'U \^WU'KUU\ И'М »n.\\'MV\ U) ^no «ЛЛ^МЛЛГЬ'Ч ^ЧМ\'Ч\Л'ПиЧ Мй^ииии W t»>\»vO»W4ItvMMMHno ?V' \ W MvMtOO UV'K' \U\'\ntV' AUvV'""' '>HK4vV ^'rtO\M\ |\<и\ли»0»ии» v'Vb»'';\>Ц nU'Ow NMrM^UUWU »»ОЛИЧии\ v \VU' и^Л\’ЖЛи*, U\4vH\» VMV'UUUHHU \tWU\\' \n\'\U^^\Ш\М‘ *U\'\40U U\MV\WM4V\^M»rt U'U КП|Г\|'{ИЛ ^^,4МйМ^ИоЛ \»A\\'\U\rthWrt Urt\|4 1hn 1\ч*ч^ "V \МОНМУЬН* цоw tumvibnn \'0\Muvu »■ ц»\миии''Л.')U4U\W1MUV Ut\ «0\>4VXK» V^U'U\ЛUИ\t^ \U\'\UM\•U'M\ w m'K»M^\puv » i\M(\4v \ \л vo.\cu^n» V'\H\>AUOHn*t \VV'»UU4Ut\ '\»U U lUU ^ ^ ^■V,hu>»HU' Г\Л N'^' vH'»^ ^ \»0\Н(\\ци \0 " b' *''*^' 'V'unoft цч'т»иоП ги(\иииЛ uo .\0 MMA ’. i .I\\II:\1NH^SsV^VUH\U\N^ .=,, »* r,' 4V ^U»'\V4\'U«»«lx' 1"'‘' »' '-«‘-N '"' •*^' '' I'p,»*, w 1'Л\1Ч'>^ ■','">vrtV1H4«U4 «on '««I'' '''''''''''''!*V„wr«(WMUM VAV'VUWV
AMVU tuw'M0Ц'И>*чЛ1\'Щ«\ '' '\rt\nU4\. 1 |\.V «1ч\ИИ\'U"''KHO «I'vM'u uunuiv
^^^V^^W M»«(*\'um* V)'"' ■ jj,,,;.ЛХМН 4>\0«W4 V"''*' '.I'lVnnV
man ч^\ч^клп uj'ov'i^ IVnni«»v«\ \XV»VW«W \\N \om»4 ' "'‘V'"»».! «л»»'"*’'Н\и»и\ h\M\» »I" . ци,ч'Л)<nv(> ч^хчлкх'ии „ц«лчхтм '-''Т''ии.^Гт«0И *'VW \ П»'ПИ4\ VV^ II \>'У\ \ ' \ иилг*"'^x^'nv\r^^'VИИ ' ' »"kuvi»‘*b'\\\\\WS\\ t.vuuunu ''4'''’*'r,V4xxIn-V»H
^ На миr«v411^:»I-
'1 IiK'об no заданной технологии из
После сварки "^cm через 3 дня. изготовлялисьсварных сослмнсшш не ^ „ осматривалисьпоперечные, ценном в 3-16 раз на предмет выяв-под микроскопом с считаются такие условиялення трешнн. Положит пробах не наблюдаются холод-сварки. при этих проб позволяет определять7. ВЛИЯНИЕ ТЕРМИЧЕСКОГО ЦИКЛА СВАРКИ
НА СВАРИВАЕМОСТЬПон ДУГОВОЙ сварке термический цикл отличается быстрым
„агревом н более медленным охлаждением.^ что представляет
характерную особенность теплового воздеиствия сварочногоТаблица 13Свойства основного металла в различных участках ЗТВ
для стали марок 12Х1МФ и 15Х2Л\ФIf,1ii1.1>m _a?< uТемперат>*ра
яагреаа. *CА♦^к-МПаРmax*К1(^а. т*Джт*Дж/см'Срыв.%Во¬
локно
в из-
.юме,
%МПа%Без нагрева65348621,757,3106013,36,7250100A90073053211.248,2115012,55.8220100* l|
• » '11007905969,345.7127618,75.31000rI13007425468,642,8108518.66.51000, t
ЛXи1400-1500ft81760510.639.8121116,83.62*1000h!Наплавка79464816.154.1132417.87,131000в аргонеP. I]t0^XTzСЧXЮВез нагрева
1!00
1300
1400-1500
Нап.1авка
в аргоне690121711641148104757790788289986220,915.6
17,2
7,810.674,653.955.820,134,31467199219831420141417,525.2
24.8
191.019.329,58.3
8.6
0.91.3993,2*3,5*01001001001001000000 усталостно» ТрСЩИИОЯ- процесса на основной металл и на нижележащие ^ции*^^
шва. Термический цикл на различных расстояниях от *
тепла неодинаков, поэтому сварное соединение сво*"*'собой агрегат с неоднородной структурой и неоднородны*
ствамн как в околошовной зоне, так и » '“Гг-.-. V псодНОрОДНОЙ структурой и НеОДНОрОД1‘-"-'
ствами как в околошовной зоне, так и в металле шва. рй;Зона термического влияния улучшаемых сталей * ■ j^pyn*
структурных участков \Ы\: участок оплавления;
иого зерна (участок перегрева); участок полнойзации; участок Неполной перекристаллизации; участок
отпуска.Для имитации различных участков ЗТВ заготовки из основ
ного металла обрабатывались термическим циклом сварки
гревом до различной температуры и затем охлаждалисГна воГ
духе. Для имитации участка оплавления заготовки напламя
лись в аргоне с присадкой прутков из основного металла Затем
из этих заготовок изготовлялись 0
образцы и испытывались через
20—30 сут (табл. 13 и рис. 23,24). Как ВИДНО из табл. 13 и
рис. 23, 24, свойства металла в
различных участках ЗТВ значи¬
тельно отличаются от исходных
свойств основного металла. Наи¬
более хрупкими участками ЗТВ
являются участки оплавления и
перегрева. Так, для участка
перегрева ЗТВ стали 15Х2МФ
сопротивляемость зарождению
трешины уменьшалась с 29,5 до
0,9 Дж, т. е. примерно в 32 ра¬
за, а сопротивляемость распро¬
странению трещины — с 99 до дО40ио201\1t ж
i\J \
\ V . ' tAs Апл Т .X20ЮOTMUP Иис 24. Влняние температуры на-
Рис. 23. Вид диаграммы «^^т^ ^.ва „„„ имитированном «а^ч*
ского изгиба образцов из ^ ^ цикле на работ>' зарождс™1Х2Л\ в зависимости от температуры н мзксимальн>юнагрева при имитированном свар n«ovuiaK)mvK> нзгр>^зкуиом чикле: Lifl стали 1Х2М: б-для ctaiH/ — без нагрева; 2—нагрев доЭЭО iOX2AU^bгрее до 1100 *0; *5 —Ыз1рв8 до I5W с^ игхолными свойствами3,2 Дж/cм^ т.е. в 30 раз по трещины v4p.r Д-^яосновного металла. Работа Р ^ (кристаллическом из-том^е
этого участка ЗТВ при -«стной трещиной. На уч -определялась на образцах с *'j^e наблюдается 'стках перегрева и оплаатени „етатла и повышение прное сниж^ие пластических свойств металл“Хн^льнось пре6ы„«... -водит к увеличению роста ^^Р” ' „„ю хаюдных трешин.шению сопротивляемости образованию
I I,,>nvv».u>vtu UUi.T'KKU
' "'"'""r KOKOV 11.' щщ, ,.,,» ','A 'ii»« \mviiiMoiiM<'м-мт|-.пч'.- MlHt 1...П) , Ч... hМ1чл.11<1 tiiurt M ..<ны и(-.мм '114 ШЧ'.И'фл*»'!'*»!' ll|U4t|MlU<'tlllrt,\|.ы voi.i.i.irt UM » <;iitmnM.viti oi ,h% k4^-mrn»|vutim t»u,t‘p4vKH hjm'IU4' I.W^ H.t 4. , H n}Mi
Kv lU* cutM \V'S\ (MiMuirtiii» при ;V ЧЧ1ЧЧЧ I 1? Ч MtH tJ'» КО|'И\МП v'\-»aH\ VOtUN
v l|b»*ni ‘l U'pMOKUlUM ИМоV'MU' lMcir|»;»M.NUU4'' motiu'» |Ui,iU|1лк» ЧЛМ onu'iu 1'.*\|\\Ф
(|MUV '.'b) M.IMvMIOUUv' OKO
\WW) 0\Л;4ЖЛ''ииЦ ov 0/J
до :»('“ I' U|4ino,UU h «J-
моиомик' оц'укп pta or
форриии' П01'ЛИ1иоЛ
nivuu'oviov» M;UM\MU'uvuotV
Ih рлОо! 11Г\ \h\] 1ЛК
Ж0 ^'.10 l\OJ\ 'no и Ul'OmV'
i O 0\;»;<.4v Ч^'МИМ фл.*ОМЫО
ЩЧ'»р;иЦОПич и Mt оилркоU‘U.1vnv‘U4VlU«W\ »' ^’О10('ЧчсИ»И0М ХГЛОрОЛЛ ДО \-0 % ^1'hAUMUHrth'UM при M'Uttopcnv V МУ\'М \ lltopiUOpvmWM \и\ v»0*i0»vnuui ир\>»*ОЧОМНЫ\ Hv4M0AOttrtUUrt 44|s>pM\,nipo»iUIW noU^nUM A\4tVU\M4tbmiM OKv^pvVINи *дои\\мпмач i Kopovu» о\ллж aouU'I ' При \м\л\ЩrhOpiVUI 0\.1rt.4v\CUU4 W Л\\\ иЛО.П\'Д;иМОП иииииол^иил pv4't
,10pn.1 П »<‘»pVM\pO 1IOM»J4010M форр»И\ ЧИ' npMUt' UU' h \ tUM«
ЧГМИМ VpMIKOOtIt чП М np»t »M«O0MUVU%Hi> »0*MOi'Oh*.'*1 V'h'IttOpVSMH Itpu CvVtbUiOrt OKOpvVVM 0\ЛЛ>»\ U'UUn vMpVKi\p;( MOи.1.1л .MU 11 \\ш иол\мло*\'» M;ipvotuMmu'\1» 4\o иртчч"*^h ^'UU4\0)HthV v'tU'rtvMO Uv'Mv'MV OVIUOOV^UOV lUMVpHrt,1 01ИИМ,1ЛЬИ0|\ CKOpOiMM ИЧЛ.ЬЧ^ЛОИИ'К l> котором OOvVUOMUMhMvmnmuM.iMiwo M0\rtH»4tVKM(' ^ тмК'гил чим.млллч*н<»чот»ч ouvuMrt.ibuort u аои\о\имоЛ . м^р^чмой о\л;гчч lomw»1""‘'М0ИЫ » 1.Ч0.1 1>. М> К^'ИЧ"'^
lUnii'iKni" '''’’"''''"'''"''''JN v'\«,h'rt 0(ИИМЛ.И«1»Л'< OKV'I''"'Mvvt^o г»'*''"t '' л.» I 'Л' " >' »»и\ о» к'ЫЛИ.-1'!'*'''.!^.'''* " upv'M.» tt KiVMOvMiu' идрамоцм и'!',л»>.0 » I''''« ии^’ПИ HN'IUV И'И''( V ^^'Р' ' ''цООА 0\ЛА»\ W'HUn «пи'риало U'NUU'piUVj' I:Vl4 OUOUhU onortiMU M0\;uaa ^VIV \U'UW\tvU\U')^UVAA V4\ \\p04\OUOM 0\ЛЛЧч \Ии\»|, p;\UUUM U\ ’w iw»«rvvim'Hun \o iNopoovt'h' Ч'%% 'S > CftV\ \v\ sH'W« V w \\лии'рл\\рпом тигриллсMn ^UUI-ArtplUUO pCHvUMU \'\ЛЛЧ\ Vv'Ui^'V \ЛЧМ\ч^ '<4\t nil A tbklt t ^ *.1 |«UU \ V t\V'p44' \t ЛNОЧЛЙ.Чч \01ИИlllnpHUi' ЮМЫ U'pMUMt'CK\M\> плимнац, Д ТЛКЖО lltupiuid OV'\ ЧЛ1Л ко» vU U, \\ Ol'MoinioM, lamuMM oi noruuuoA «исргииwyw смлрко При 1*иарко юрмкл прочииомыч чллл\‘Л оплр«1>мк 1:1К - -v4U' VHIH4imi *VII> (;1К |1.ГМ4ИЛом«ч'*м«!ГЛ^^ v f-' U'n » >'П.»РИ1>\»П|<.ч и.икл .K.4..UUO. и ЧП мМ tl.'tl.VIHHrt U.'Pt'KpiUM.l.I.llr.jUUIII V4iOr,.Kж», »„■» ,; ,.ы'.V- I." 1.. |> «•1Гк,.а „I' Г"'’«I’"'- Т А А J « ц 4 IIДНЙЧ.Ниц тп«м.,,и.,» « V*nNC,«VO» .чор„.„»«10\1'М Vl^X-'UNV'TV;.м';л' г:л\sV4t^ #W|«14.V1 UUЛГ|(**)t\'n.'U'\v'hMV*U»U\ к.? Ui iiio MMt'KoA UptS'.UMlKU UpUtHXXIITк IU'K\M\'Pv'M\ K'nv. hCUU\\ V'. : VibUOA npoMMivni к'пдрны\ AVAM
lUMUlft no орлимоник' VMMV I^noi" .ЦЧ'ЧтЧМЬМ 14'HOniUW 4*c
1ЛЛЛЛ |S1| V'vOUOUb v'HH'Kv'tOK и АЛк41КЛ1Г or мдркмOUUtn u U\M4'UHv'ti ^иоргии, :пчи'к1*;ч KOU'p\K's МОЧчНО *»1Ч'К\|Л
i'\ UU4M иоино OUMlv'Itt* рл t\ ЧЧЬГ«0М»*Ч и ■•U'rt П^ЧЧ'ЛОЙМ'\ MOHUUh'UHOM >tu'pi t n \ VU'ti UM4M4W ишркнд -«tx^МЧГК\>Л 1ЦЧЧМл'ЛКИ » прч'\(м ::poOuit.i : Ы \иМЛ.!,1Л t* ♦tx'MU'MU0p;U'\ pUv'M иии'рол.ч' \ 5 kJ\ 1'0,;чЧЧ'Ы \М;5\чЛ^ к iU'px'
KpuvMrto *r..M»vnH “рччило 44'Vk * I о i'pn Wi'fiMtu'HKhИрОМОИН \М0НЬ»^1ЛМСЧ OUiU'Mb O^ OiN,^ %' 0;u'v:^ И0;Ч'кр>1СГЛЛ
ЛИЛЛЦПИ Имымп ч'ЛOUЛ^ : . о \\U'' N lOU U V .I'OMONI»Чим^ЛЛ;^ -U Г' и ^ U'VJ WVt iop: ^ V ^MK'M чи'рлл U' \ MCN^^.^:Лч'*^\W
OUMUMU* рл »\ ■'I'OMMtMhO* W ЧМГКЧ'»' UpOx .Яч>ИК0 v‘U'V>''' MVv’UUK
'U\' рЛ1\»pO4H0U‘U' M >VxM1 '.^pOx'.^v'iInO no \ p^H44‘i< iCUU14 tU400Kt*M OUnCNOM »ЛЧМ ■ Mv UUi>V'v>Up\M UW,»40\U4‘t S \p\’.tN'Xt p.; iO\ UlOU'»4Vl \;Лч‘*К.< lU'lSTpi'S^A• Л;им1х'Н1 vM opOMomi Vip4'0ui»,;n I'l vu'ui ^ 'it' ^ 'v>*»орлирП\'М »Unvp«.-.U' ^4'V( piu' (sprviu г.рхЧ'КЛЛММ^а xiOK* IM•ЧМ и ^U'M ,ч'\ии'рл |\prtov MNU'pnjU' iViv'AV'иорл v\ рои 1:ЧЧ>'Ч^ «л»ии'»и ч'^ г,чЧ\'«п^>Л i’p*'''^'лрко УП\М 'UMHU' ИхМЛ'ПМч'Л м«х'р\пп ир« ч'!^ЛрКч‘ ирм:^'ЛД‘.N \ по личонпк' npOMt'HM ирч'ОЫПЛНИ'» МчМЛ^М '^1* *• )VUiU''РЛ\\рНОМ (MMVpt'.i tv\ 4*t\' МрИИхХЛМ! h \ ПО iMVv'SiUV *44 »ор«л »л■'V'l, л ^лк^о N \ l»4\Mb.0i*Mh' UlupMHW \чЛч ' \44U' \UAtM40SHO 1*ЛЧМ\иЛ^ Vl'H-''<-ЬЛК0 Пч'рОИ'ОНЛ
»v'potpo»rt .ч'м IЛ^Ч'ч \ 1^'.J
Ii аГпотивлясмости стали хрупким разру., „ vMOHbmetimo ” „смосги > маечка Hopn pniaхво.1ПЧсн..я стспсни спмжсмимшенням. Д-т* -„.помцсння'' " ■ ,п по сравнению с ос-'‘?L"rnpoSn. свари»' следует «и.длительн сварку тспло\ 01нако умоиишонпо по-Kmv "нсХоДИМО ,'гг\% - -8. ВЛИЯНИЕ ТЕМПЕРЛТУРЫ ПОДОГРЕВА
НА СВАРИВАЕМОСТЬПо недавнего BpcN*cHH температуру подогрева пр» сварке
оассматривалн как фактор, влияющий иа скорость охлаждеипя
металла шва и ЗТВ. Одиако роль температуры подогрсмш при
сварке необходимо рассматривать тире (39» 40 . Температура
подогрева оказывает сложное влияние иа спарпиаемость ста¬
лей. Изменение температуры сопутсгвуютего подогрспа от ком¬
натной (сварка без подогрева при температуре от —20 до
+30®С) до 200—400®С помимо изменения скорости охлаждеиня
н связанного с этим изменения структуры металла аюа и ЗТИ
приводит к переходу металла шва и ЗТВ из хрупкого состоя¬
ния в вязкое (см. табл. 15); к увелпчспию степомм охрупчива¬
ния металла шва и ЗТВ вследствие сипеломкостп п термиче¬
ского старения (см. рис. 27—3G и 42—45).Из сказанного следует, что при даииой структуре металла
шва и ЗТВ, определяемой скоростью охлаждепии, 11змеиеиие
(повышенне) температуры сопутствующего подогрева может
привести как к резкому повышению сопротивляемости металла
хрупким разрушениям вследствие перехода его из хрупкого со¬
стояния в вязкое н снижения водородного охрупчпвапия, так
и к дополнительному охрупчиванию металла uiua и 3TI3 вслед-
nlnvnuuD^nn**^ синеломкости и термического старении. Это
нием йычмрп и ЗТВ суммируется с охрупчипа-Поэтому темпй^пя^.^*'^ подкалкой и ростом зерна при сварке,
сматривать кяк- сопутствуюи^его подогрева следует рас*Влияние Vпап параметр технологии сварки,при сварке Повишеиие температуры подогревасЬстояниГввязГс. " ЗТВ из хрупкого^ t ^хрупкости значения критической температур'*личные участки "^tr шва и металла, имитируюпк'го ря-'^*участков перегоевя некоторых сталей- При имитироваШ'^вок при 650—550V n скорость охлаждения загото'Рзтуру хрупкости / 3,67с. За критическую тсмпс^52 принималась температура, при которТ • rt .1 и U мKpimiMfffcrtH tfMnrprtrypa крутости ипя.мй m«<tи .iTH МСНОГОрЫ\ CfA^rAМарк*СТАЛИ>1оК| ceepHttIOс«>«янм»ниц!2Х!МФУчасток игрсг|н*пл> ОП.1АП.1Г1И1Я-ИМ1 \М)
1211Металл ШИЛ типа
08ХМФ.^ пидогргаомдо |ЗИ->|ЙП''(’. ».1гнГ’|х»ли типа II А141 ИХ)Участок lU'pcrponrtlUt)VO1X2MМеталл ииш ttitia
07Х2Мl»ei моАог|м*пйпилогргйом
до 2(К)*25И-(:. wcKt
ролы типа М-ШW) -70
120Мгтпл.1 шлп типа
05Х2МТ1>г1 молог|>гпа. апго
магимгскан спарна
под флйи'ом КФ IU20 iO1бХ’2МФУчасток пгрггргаа
» онлаплрипп-Ш12016X1МФВС1 (аплпплснмыЛ мс*
талл типа 08ХЛ\ФПС подогргт>м
Л*| 1;10 • 1Н()"(I, аргомп-
лугопли ГПЙрКЙ1:ю10Х2М1Ф11Участок пгрг||и*нл
» иплашсиин1:й115010ХИ1ММеталл И1ПЛ типа
IUIIM
Металл шпа типа
10II2MTЬг1 П«1Д01 |Н’ЙЛ,»лектр<»лы типа 11-2Л
|iri П1»логргпл. апго>
млгимп'кам саяркяп«)д флнкпм КФ 27( ИИ -
( f 10)( 10) ■
( 1 10)Участок iiri>rrpcne
» оплаплгинн10 Ж)
<10 W)05Х12М2МНаплаилгниыЛ не*
талл типа 01XI2II2M
11л11лайлсим1>1п ме>
талл типа OIXI2II2MTflPl П(1Л01'|>ГЙЯ, Йрю*иодугпама спарка
1»г1 ппдо|рг»а. яато-
матммгскла еаярка
мил флюеом КФ 2Я40 - IU)И)-40J^ - ЧГ ^ ^J
лтятическом изгибе наблюдаетсяв „зломс образов ^.д^тавляюшей нз 3-5 испита,,,в среднем НО % од„ом образце допускается с„„жс-„ь,; образцов. до ЗоЧ. Из дан,.ых табл. 15НПО волокнкстоЛ составляюш вндио, что критическая— г ! температура хрупкостиметалла шва и ЗТВ этил
сталей лежит от —10 до150®С и для большинстватеплоустойчивых сталей
лежит на 20—130®С вы¬
ше комнатной темпера¬
туры. Поэтому при охла¬
ждении сварных соедине¬
ний теплоустойчивых ста¬
лей до комнатной темпе¬
ратуры металл шва и ЗТВ ; перейдет из вязкого со-, „ „ стояния в квазихрупкоеР*с. 26. Термокннстнчсская диаграмма прс- ® хрупкое И, наобо-вращения зустеията для стали 12Х1МФ рот, при ПОДОГреве ЭТИХ[16] сварных соединений до80—150®С металл шва иЗТВ перейдет в вязкое состояние. Или, другими словами, при
сварке с подогревом до температуры, равной критической тем-
пературе хрупкости, металл шва и ЗТВ сталей будут находиться— ^г, мм^ис. 27 Вииашелу ^erunv ‘‘^оа и критическая‘Сварных ”3 основ..,! сталей ^абл. 4). Пок ogL а-решетку же-ОХлаяг ”^Рехоля Холпп склонностьчто ^“*0] Пп состоятрещин, являетсяcBanf нзмр? '^‘^‘^^ские Ля ® хрупкое в про-5, ^оед„Й2<^ние темпера показывают”Роцессл которой охлзж*^''ссе сварки, например от +20ДО —20Х. приводит к весьма резкому изменению склонностисварных соединений к образованию холодных трещин.UanuuHe высокой критической температуры хрупкости ме-^ --.-••лтрещпп и нениях и без охлаждения
их до отрицательных тем¬
ператур. Рассмотрим это
на примере сварки стали
12Х1МФ. Если использо¬
вать термокинетическую
диаграмму превращения
аустенита для стали
12Х1МФ 116), то при ско¬
рости охлаждения от 0,8
до 28 Ус превращение
аустенита в продукты
распада заканчивается
при 370—400®С (рис. 26).
При дальнейшем охлаж¬
дении от 370—400 °С до
комнатной температуры
фазовых превращений ненаблюдается.Представляется весь¬
ма интересным опреде¬
лить, как будет изменять¬
ся сопротивляемость ме¬
талла ЗТВ зарождению
и распространению хо¬
лодных трещин в интер¬
вале температур от350®С
до комнатной. Для ими¬
тации свойств участка пе¬
регрева ЗТВ заготовкииз
стали 12X1МФ обрабаты¬
вались ТЦС до темпера¬
туры 1400—1500®С, а за¬
тем охлаждались на воз¬
духе. Для имитации уча-
^rtAuua ЗТВ 3<^.0.Г«г-^^ I иПло ^Ю20> 5Ю. 0на свойстваи ХО WYРнс. 29. Влияние темпеоатуры на свойства
v4acTK3 оплавления ЗТВ стали 12Х1МФ* J ^ [jC. *✓•*•••• тем охлаждались на ьи^- участка оплавления
духе. Для имитации уча-стка оплавления ЗТВ заготовки наплавлялись аргонодуговойсваркой с использованием присадки из стали 12X1^ " “Г
охлаждались на воздухе. Для температур 20. 100, 300 и JW и
работу распространения трещины Ар. г определяли на оораз-цах с усталостной трещино,!.Как видно из рис. 27-29. сопротивляемость металла участ¬
ков перегрева и оплавления ЗТВ хрупким '
ияется по криво,", с максимумом. Приметалл, имитирующий участки перегрева и оплавления 31Ь,S3Г» *
На диаграмме статического иг-
.,„игм состоянии, на д»» к . „ повышениинаходится в хру „„;,„,к:тыо в вязкое актояние.гнСа срыв и изл полностью вг^локнистыйтемпературы л ^^сутствует, наблюдается при""»л. иая ‘*’Р'''*"‘"льная работа распространенияМаксимальная Р ^ максимальная р излома, тотемпературе Р^^,„ оценив ^^,„^„3) лежит притрещины пр^ хладноломкости j ^^^хладиоломкости (отсут-*‘^'Р*"пятуое 150’’С. а нижний ^ охлаждении от 150температур ^ изломе) — прн 80 - ^ ^-^^3 и оплавления""^"(Гметалл, имитирующий учас переходит из вязко-* \ur го состояния в хрупкм.При 150°С работа рас¬
пространения трещины;?вна 23-24.5 Дж/cм^ а
при комнатной темпера¬
туре для участка перегре¬
ва-3.2 Дж/см*. Такаяже зависимость наблюда¬
ется и для наплавленного
металла типа 08ХМФ(рис. 30).Как видно из рис./»—
30, результаты испыта¬
ния разрывных образцов
являются менее показа¬
тельными при оценке со¬
противляемости металлаPw. 30 B.^ияllи^ тшпсратурыиаплявлсииого металла типа ОНАМФпри I И»Л »•ЗТВ хрупким разрушениям, что полностью ^мыми работ 20. 561. Из рис. 28 и 29 сл ’ „варки
гварке стали 12Х1МФ сварные соединения в
можно охладить примерно до 130 С, не
ваиия хрупких разрушений (холодныххладноломкостью, так как металл ЗТВ стали трнитаохлажлсини от температуры конца превращения аус
(40() -ЗТОХ) до температуры 130Х не переходит в
актояиие. Явления хладноломкости в этом случае не на
дастся, так как температурный интервал хладноломкост
итого металла лежит ниже 130^С. При охлаждении ниже
металл ЗТВ стали 12Х1МФ перейдет в хрупкое состояние инеблагоприятных условиях возможно хрупкое ^
вследстпи^' реализации хладноломкости 1G4, 82). сваР'ждастся сваркой жестких проб «вварыш» (табл. IG). ..«ми
КС бе^ подогрева проб «вварыш> из стали 12Х1МФ „«нноМ
типа ОНХМФ с низким содержанием водорода в наплав qqo(;^
металле (электроды были прокалены при температуре j^eвыдержка :j ч) и металле шва и ЗТВ наблюдаются холом'4>1миииы. при сварке проб с подо» ревом до 130—200 С Р
66%п«ио с»i« vci Iss 2=: = = ?!;5 =ft С s 2S - ^ ?a- *5 Xc e n 5о S XоcibOH?S Г42riHгг•:r о3eS2ss<T* ^'' оО
8 fiis#“ s1%C4XXоЭ1ИИНП
iihviinli4«»i.'«. oiomiitiMiti'it
•VM *»1ЧГ1ч>п ч1.чтмлиа»*1 лм,|л«ммиил1П\Мп».1 кичил.К i»im 1Ч-1лмлм тлоклтлши.Лиол mv.ол.>»\ .>riiii.iim>il .|1итмм1.' ivnm.m.I.imih imvi.mu |.,ч>>мпмм.Ч.'.)<1| i(ГГ) имиi.M.'iiU4».» и мИлимКиим*»! иоиишком 0V ипношачно iM0iiih.’»i.> imiLa'KiM.'vo lulu ii'nluu,» нитм.цомо
огиш |1Л1<Ч.(П.ч1уо Nllinno.ll 1И.'ОМ1\(>ЬЧ*И1ММ.*\ Л1М1ИИи\ЛИон и.>лит1ПМ1(П ititoo 'пи
lOiunli nmiViM.’ov onnhini
III гик>1:»>1ии1|| p: u| I'oiiMoit’tni и*и .им.'*ПМ0Ь‘1И \\ ,).лт1
iUl.VI WiLnilN.H lulll *»>И11
hoi.io.) II itib'oNHilM\ 1/1*1М.ИЧ ги1лпм|л11|4.>1iuiiii>nit*iui)ii M(l|t01*11 .>oinrniiiMoiri и 'mimio.ijo.) imomIIAlIV И ИЛПОГоЧИИ 'МП,Г.)
uiiX KMt- umiHiiAdimiiMM.ItlA.I IML>IIHi>4 youIiimvi»! mill iiiMWl’NOI
iitnM.) tl.ir HiiiMtrdUijMm u>i
uuMiA ui.iyoiM .imi.iiMiMtii
omrt UMoii \)\) Л11(1 ИЦХлШ 0У1 "<lii• rimonsxl.i нм11«>111м||.)()||п•.MmI ir.lOOinl l(lMIMIi*in4tl.1MtU4
•I'lXnul.iiiw.)! mill
u.>i)ivo\ini I'lmmuul.i mmItlo^lMl uiririiriMNn.»itr\\f imnuoi.Hi.) т)у\iiXdv и K.ii.mroxim irinri.14(14 mlt t vh\A.\ inl.mi4.li.
М» 4tI>W4H() iriririM.■ л\ч oiioufw II n.inim.>imirif'ii
'im и1,1||(П1.1 .mii.m.twt it
DiiiM 1ГМОИ (j(; .imi \t\\or. I*mIaIu(l.mw.>i mill ii.>i.tinr
•oiiryim (i»\vr.X*JI tiirif M
(I (у «mi.ifrmrinm ifMr.itftiA
lunr iMiiimi.Mli ittm.)iiinh.ioilii.iml *11 Л11п.>и|ги11 loiliin.i
Hi/M'ii/-imii.)>nm oMiimi.K ....... ***''•' И>1И.<.»||(| (MUM I 11K-iiiu.Mii *»И(И(и1|.1и111/ ini MIfX Я1М 'wriiiM'nwniiiwo I mlM " Ч'Ч; ’О'И 'от: mi.luiii. '! nionm.w и|'.;* о uoiit 1!<1уо uoiiiH x.ijii iiici/ И11)|1М1И1/(1 mUitulJiia*1oriC^f '(1<л*»tV'У<КЛ'у -1'лf odbib'f "-<)fl
1 ^m<Fid.UidaiihJi JO WCXI Ull-uBViU» WKUH.A * "****«otW, 10 riinoit.wli нтк>ти||,)о(|цли,| м|„„ц. •* '"'>1 ''"‘‘'Mil .m.iHi.lg,, vfMihllll;!";’,'''''' ''•’'''«•I»»i i.li»' •’ ml .10111 ti.iy,, •uniim ' " ".'ii'w.tyo ii.M.nhlyn vrnii.m/,u,| 1и,н.пж'' л\'\> M\\\ |t||‘*'*<''‘*1 nimiiuli M-muiii/uv Н1ч n.i^ ..Ill Uliri.llMIU. y.MllI VUM1,UM< ) (WI, mill tiiniiMiiiMim.di илимпмии,.,.)„().J| 001 <.U w.Hi.ulmu,,,,,„,,,Хи.мл. iKlii i.,.MiMf..ii,-.jim „и imh.i.mIi' xrou ivdiia.lK.iN.ii y,„|„ хич.л.ж -.M.imi,. ,„l,, ( ,f,„.it(t.ul. .mmnnmx ,uumuvm uum .мппплн.)IIU1 и (I, i; |П|>«,К,|ПЧ.| „Н, .,.|ЛИ1.111. Iг„м.л,м.м1|. што UoM.liMi,, I/.,,!.,I.,„i ,1 i)V.ul..i,mi is.imiiPH.l.iw,.., iimM.iiii ы,-у/„ .„щ,wiv (Ш W IV'iiiilmn.i vvr.M шпи,. iii .iiipi.Imiii. ymjii i,y,„li, iiiM.lh.K.iii ...y oM.Imi.i mill -м»., |„| ,,y„,) ulum'I,,.,»1f>K.|.MnV..ii ^iin.lmni. II ;),|||ii|||, у,„|„oiiMiroiiiiium.m
11,)ИИИ1М141 II iMrinrbxs in.ioiihm
.itiiiMi 11 iii.nmhotlii iiMii.i.imlni•Mitditx uoit. ml| I I ml Of) 11 \i I
*n: ol( l.lIM.MtlllOU II.UIIIHO.l.X).! ЛОМ1ИИ и ипгоч.х!,Mi 1ППМЛ1М ; t>u ИИ1ИМnii.m Mi(AitMl.)iiw.>i miii.mimtiiiiiul|| ('•/i umiirti ^mIaihiI•МИЧИ1 ()<т.ппи4(и| mill rmmii
•uf.i. Kiiii.mudi.mdii.Mfd uuigud
'WriXI Htruij (11^: MiiiMi.'uinnio
«oi.MMtA (I MtntiiAMii I mvii ‘IM/■fiM.MV lur)/ .)iid III oilVmi >m>| uoiiimi«)di t/oiii.xn/in•’A .) XIMIIImIiJO IMI '1.)1МГ111Л»и{ГМ -.niii) ' ''I'* "or. *Ml,<,iiii|.»iiw.)i mill :)„()*J|‘“Hi imI.iiiin*» i mlii и.и .MiVoii/ijtMi oi mi,ни Adi ud ЛиоииАчч Mi.m•mirmi i.odiMK» uiMi'iiniwiM'iiiw U'**''’"**'"*'*’'"’ i'(,'**ihid.) '.MiiiiKM.)(),i .MPii liii II 11Пгоч^и1*н| irifiM.M'i (КП * ’'^‘l‘»niN.)i iiiiii.>iitrnmii iidil uini.bMiiiii'irui.HidM '"'**'**^,'‘1•*wwi(diiMM/ IMI 'iiimum.xi,» iMoMiiAdK и H.muAtuMi ‘ ‘•*'‘‘>1 uimiumvo)! mtii 'yy. и И: ***** **' m'u/i пчи.имик‘infbus оимт.мсшмгтм! Miinrinjw iivi/ NdAiwd.iiiw.t _ _" '"Jlll'll CIIVIirtMlMJIM/ К1И1 "irii.ii 4.11I1/1V Ii'lii """I ''''''‘'''‘'''I,,"ж..п мм..( 1.П/ •H.mmi.MiinM ..ж ,ш n>j.I.1M Mihi j
J'UIHU'Miln p t‘K (Klf, Я(1и >')• Mitll ItiMHJI IHltl r (ll.INit ИИи iM. m H.Mi I
riitAiud.tun.ti hi
II 1уЛХ/(1 “*'*0 ИЦ.НЫИ<Miimi.)i<«iui.iittii мы; 1iiio4Miitm>u fiwHihliumf tMi\| 11* mi,)mv*;wmИ1
■ Vt I dllr #и 39 сделана попытка оценить различи Tnv'nvnUV Dd'^nvmPUUbr. ./fa pw 38 и w г->..и«в.,сопротивляемость хрупкому разрушению в -* »•/-Л температуры металла шва типа IOHIM,-л<^»гтролаИИ марки Н-25 на стали IOXHIM толшинол'**^**^^, гип» I0H2MT выполненного автоматической сваркой „ ^НИНОЙ «J ^иого автоматической сваркой из CI^
10XHIM проволокой типа юпи,;
под флюсом КФ-27. При статичес|^'
и ударном изгибе на каждую тзд/
испытывалось 3—5 образцов и оаве--*,
лялось среднее значение.Определение ко'^ффиииеита «нч,сивности напряжений Kte лля «eiav.шва типа J0H1M и 10Н2МТ bosika
но только при низких, отрицателейтемпературах (от —150 до —404.
т с. для тех условий, когда мету,
шва находится полигктью в хрувк,
состоянии (излом полностью криаа;
лический при испытании на удар об
разиов Шарпи).При испытании образцов сечеяжк
38X38 мм на вязкость разрушеяипри температуре выше —40Х резулк.
таты определения /(и являются «•
корректными, так как нарушает
условие плоской деформации.
Испытание на ударную вязкгкть образцов ^(образцов Шарпи) лает хорошие результаты при р ^Ямс. 34. Злшмсммостк р^бО'
ты расАрострамямя треиш-
км t Х1Я участка ofLia»'
.1гни)( ЗТВ стали !5Х2МФот тгмп^атурм ffptf яспшв'
иаи ра1лмчиых образцов:/-*o6fka«M 17Х 10мм с ICTMOCT'
грсяипмэ4; 7'04р1ПШ 7Х7ММ
С «груш 7~обр«мш!•>: 10 мм с cKTjtdttIГIИис, 3ft 'Зависимость cwjftCTb наплаилеи-И010 h аргоне металла типа ОЙХМФЬ
от температуры300 Tfjffi^CРис. .Ж Зависимость свойст*
участка оплавления ЗТВ стали
10Х2М1ФБ от температуры1температурах и при положительных температурах примерно ДО
ИЮ С. Выше температуры ЮОХ ':^тот метод «не чувствуег^
60I¥Г1^ «к.*: ч|>' T-J■*'' ’ 1хдад-• -tРис. 37. Типичные хмодные трсшнны. °6p«of Г..мрыГ.“’'.юло-кости при сварке ;Гс?Г с«,-/. послойные и поперечвыв н ; cmVIOO г; ^ м 5-oocjolime тляфы,■" ПОДОГрСМ >леКТрОДвМ« тип* VJ%V^ со • ЭЛвлТрОДАММ тип»ОвХ'‘-^., «|.ариш.. д-ЭО мы. «ал. Мелтрод.ш.ка без
ироба
wi 'it и„«ГТН uerana шпа к сннеломкости в интервале темпсп,
"JTisO до ioo-c. Это об1..с,|.етс,_;ем. что „р„ «к„.ипч»'^Д>*<1см^•200 -100200 ТиспГСРис. 38. Сопротивляемость металла шва типа
I0H2MT хрупкому разрушению в зависимости от
температуры при оценке различными методами
(автоматическая сварка» проволока ЮГН2М, флюсКФ-27» сталь ! ОХ HIM)испытания.х склонность к динамическому леформацнонному ста¬
рению (синеломкости) проявляется при более высоких темпе¬
ратурах—примерно при температуре 350—450 °С.к,сМамУ2% боАокна
6 изломе7Sш50 УК,с/// ^\Ч. \10025iг200 -ПцЮ fт/> пКСКДж/см^150100/10HIM ХРУПКОМ^ пД шва типатемпературы ппн ® зависимости отная смпкя ® различными методами (руч-
сварка, электроды Н-25. сталь 10XHIM)рождения и распростоанрн*^”^ ^ определением работы за-
^ распространения трещины также дают хорошие ре¬гтггтзультаты во всем температурном интепп-».^тическпй изгиб хорошо «чувствует» CKin... на ста-синеломкости в температурном ннтспГап^тОпределение температуры перехода мстпппа ...1состояния в вязкое при повынюнин тсмпрппт;,„ >‘РУ«'‘огоже надежно производится ио велимнио паботГп''""*’'""^
трешииы. работы распрострпиенияОбращает иа себя внимание тякжр
тнчсскои изгибе полная работа разруптшн (,1 ’’ I'S™''!
ратуре „е„ыта„»я о, -20 до +10о\ „работа разрушения при ударном изгибе мчи.шс. <имПри комнатной температуре металл шва т.ша 10IUM и
10Н2МТ при ручной и автоматической сварке стали иаходнтс"в вязком состоянии. I абота зарождения TpcuiHiuj равна 33 35 Дж, работа раснространения трещины равна 98-105 Дж/см’
в изломе —80—100 % волокнистой составляюшей. Соответстпен-
но при сварке без подогрева жестких проб ЦПИИТС из стали
1QXH1M толщиной 30 мм электюдами типа 10I11M и спарочиоЛ
проволокой типа 10ГИ2М под флюсом КФ-27 холодных трсщни
не наблюдается (табл. 16).Таким образом, для металла шва и наплавлеииого металла
и для участков перегрева и оплавлеты ЗТВ иизкоуглеродистих
среднелсгироваиных сталей с повышением температуры наблю¬
дается повышение сопротивляемости хрупким разрушениям.
Наиболее высокая сопротивляемость хрупким разрушеииим на¬
блюдается при переходе металла в полностью вязкое состояние.
При переходе из хрупкого состояния в вязкое работа распро¬
странения трещины Ар,у для металла иша п ЗТВ повышается
в 10—30 раз. Повышаются также работа зарождения трещины
и другие пластические характеристики металла.На основаини выполненных исследований можно сформули-
ровать общий вывод для определеиня минимальной температуры
?о,“^етвующего „одотриа Г...... Для 'И>W"”'"””можного образования холодных трещин по
ломкости металл иша и ЗТВ долженстоянии и температура, до некоторого нременисоединение в процессе " . критической температурепосле сварки» должна быть равн ^ соединения, опрс-
хрупкости г. самой хрр л/.’т. е'деленной с учетом толщины ней7’„одт1п==7‘« + ЛЛ
где А/ —температурный |56| темпе-Для больших толщин в coojwtjc рапным 20-ратуриый коэффициент иоспол1.зоваться схемой, при-40'’С. Для пояснения этого можно в „рнведеиа схема за¬веденной в работах |56, 821^ среднего разрушающевисимости предела тскуч ™ „„J.octh излома (В) отиапряжения ((Тр) и прощ- ^гг
{:{If rtMZtrvpa хгл^логтш Tj-
ti.T>Me co^epatrrct 50теузераг.ре. нр? чг*1::з:*:-лее наггп^*--.- "Фv^T^rirrre ггв з гз. __ _ ^ .-.- Г:>- <.?J Brr-pas Г1ЭУГГ:~.-ГШ Г_ _ '%'“3'.i::i2>:лее напрасен - ^ *г- г - *0дрелелу тектгпест» с. к
. :::е Г^;. металл aaxcjstcs",
эйэком cocTOfiHHH н ?гзг\-^‘
rfi-e аройсзсолнт зазг-э,Г»- разрушение хрч^кое^^ду Го1 н Гжуе разрчтзеняе Ж51-^«хрупкое-Как видно из рис. 4^ з
гтроиессе ох.1эждення нря ^реходе металла нз вязкого со¬
стояния в хрупкое среднее ра>
рушаюшее напряжение досп-
^ tгает предела текучести н |ф|' дальнейшем понижении тeмa^
^:л1#>гг» средс-га ратл’ры еше больше снижает¬
ся. В тех местах сварного со¬
единения, где сварочные на¬
пряжения достигнут среднегоразрушающего напряженка.
ьозаикн>*т холодные {xp>*nKHe) трещины. Когда металл нахо¬
дится в вязком состоянии выше критической температуры хруп¬
кости 7*,;, среднее разрушающее напряжение находится выше
предела текучести и хр\т*кое разрушение мало вероятно. Эта
схема наглядно показывает, что при сварке теплоустойчивых
сталей при наличии концентраторов напряжений вполне воз¬
можно образование холодных трещин по механизму хладно¬
ломкости.Критическую температуру хрупкости верхнего порога хлад-
ноломкости можно также определять не по виду излома, а по
^личине работы распространения трещины. Опыт исследованийiHuuuI показывает [20], что при ве-распространеиия трещины 20 Дж/см2 иразоушени^ сопротивляемость сталей хрупкоЖоГо йгг KDMTuti^- *Рас. 4*. Слешл мк*:ли>гг» cptit-ia
7«/чест» От. с^1лего разртааюсего«2Г&ХЖГ»!! Cj ш ароеентг волокна*
лот шисм» В ^ теуператтры (56.%2jР»>РУедТк^'^"“'“»'«ГтойТ“ “ » ^“асштабнот темпепят^! сталей хрупккритической 156]. Наибгш *РУпкостн зависит"“»ае«ых r>6paS^r *РУ"костн оказивя"*"”® величину
пературз xovn.^,^ ^ У®^-1ичениеи ^’^^^“вает толщина испы-Лз хрупкости повышает^ критическая тем-минимальная темпс-iшI^U.u£L:MfL глК*'глт?7з с'^тстгух-сгего« a.lCVC5TO» 5Л»1К-*х С'Т Т\МЧ*ЛЫ С«ЗГ»М<^Б (\ лх'лед<19двтадНА 4p>n^xvt»Д.гя оаределсажв Kpetn'wcvoi ^ ^vtsi»«oJi Юинбо« т\'Л1инвы с&«р^»^е4ы\ эаем«»тг^ хл« д»>Всстные эдвяся^чпв 156. •сочмкмат^чеч-ст» г^мперзглту ЧУ::х.ч-^"л»бо4 ’‘Рзу-.тгт?.х «чгг.ытднн* об^^оаTXMUIHM lu, - кр»т«-1р\гч>а 1\\1ц;нны Кч'дл. лм«» „кч:по.т^заты:а ^амсямостыо npiiBs>i« '*'*боге (561. Д.18 этих тшщнв кр1г™«ч« '^рафвчечгки » р*.
стя верхнего по!>огл «адкччюТкостТг^^тжы"^^’^^VOCTH от !-*. поэточу эт\ зависыуг»-т1Biue выражения ' ' '*ож«о представить »свариваемых э-тементов до з'^м”к"нт«ч^^^ лищмныхрупкости понижается на 40'С. Поэтов мннн^ал^ую nS
ратлру сопч-тствующего подогрева д.,, сва“«ы”ГражеТГ ® '*'• по слсдч^^»о1ши * Гк =/* — SO(l—Ig^). (37)где Г* — критическая температура хрупкости, определенная нл
образцах та1щиной 10 мм для самой хрупкой зоны свлриом
^динения по ваюкнистой составляющей в нлюме. равкоА
50 ИЛИ по работе распространения трещины, равно»!
20 Дж/см*; 6 — татщииа свариваемых элементов, мм.Для татщин от 10 до 80 мм для определения критической
температуры хрупкости верхнего порога хладнаюмкости Гк
можно испатьзовать следующую зависимость 1*22):r*=f. + -^. (38)Из этого выражения следует, что при уиелнченнн танцниы
на 2 мм критическая температура хрупкости упеличивлетсм на
один градус. Для та1щин 6aiee 80 мм можно носио,1моватьоя
графиком, приведенным в работе (56|.Ширина зоны термического влняння для
тнческон сварки под флюсом на обычных
3-8 мм (871. Ширину зоны термического «л| Я1 ми |и^Ленин ее критической температуры И,«тому можноривать как толщину испытываемых , оипеделон-допустить, что критическая пмцтипонаиии„а,- „а Образ,,»» 111а,ш,, . 7,, Г,о Г Zc,»,.3 Зек. 13тЧ'у.
СКОП)10 ммрт»'"""' "'■’'""“О'’ ««.Wппшнм c..apm>ai‘MWx оомоигом (So.ioo 10 мм мииим,.,..., w,?TV п convrcrHVKituoro lUUOri'OUil можно 1)ОКОМСНДО.IVM образом. 1^мачало следует опре.ктГмннммальнук/^омперятурУ подогрева для самого хруп.
K W учимка лоны тормич^кого мняипя по слолуютеП завпсн-Гаод mmлп» = и 'ТО + V.(39)пе I 3IH критнч1Ч-кая температура хрупкости, определенная
для самого хрупкого участка ЗТВ на образцах толищнон 10 мм
по ttiUOKHiiciort состамяютеЛ » изломе, pamiofi 50%. или по
ря6*1то распрт-транения rpeuumu. ранной 20 Дж/см*.Затем пронзводнтся определение мннимальиой температуры
coiiyTCTRVMiiuTO подогрева для металла шва толщиной б по
слсдующеЛ завнснмости:яол mtn ш/ц. ю ~Ь ^ ■>(•10)где /»,ш — критическая температура хрупкост»*, определенная
для металла шва на образцах ташитоП 10 мм по 50% ваюк-
нисшй лч'тамяющеА в илюме шва по работе распространення
TiH'iuHUbi. равной Л) Дж/см*.Для сварки выбирается большее значение минимальной тем¬
пературы сопутствующего подогрева, папученной по формулам
и Иными словами» минимальную температуру сотт-
стнукпцего подогрева можно принять равной критической тем¬
пературе хрупмч'ти верхнего порога хладнаюмкости Гк. опре*
делениоЛ для сварного анминения с учетом татщины.синеломкости. С повышением температуры вышеи ЗТВ наблюдаются снижение сопро-
сйлЛ.-тп'^У** хрупким разрушениям, снижение пластическихкаиил свойств. На рис. 27-36 по-lucro раглнчн*^”^.^ моталла шва и металла, имитирую-»ышо 150зависимости от температурыи распгкктоаншмо снижение работы зарожден»*ние и трещины, снижаются отнскительные удлнне-" предел текучести. Прн
волокно, на дн^гппи!!*'* ^ изломе наблюдается *cyxi^^и диаграммл ппи и ^'^^^нческого изгиба появляются сры»^
«моет внд «шиы* образцов на растяжение иноП«ЗТВпер.чодитвт^!*''* ^^'^"^Татуро 250-:Ш^С металл швл нChhUuc сост^;яние.'^ишснии ” вязкости при одновременном\1»'талл*'66„ременным предстанлениям I-T 19. 731. механизм охрупчивания
мегалла при синеломкости объясняется тем, что при опреде¬
ленных условиях (температуре н скорости деформации) атомы
внедрения — углерод и азот, находящиеся в твердом растворе
начинают взаимодействовать с дислокациями и как бы блоки¬
руют их. При повышении температуры подвижность атомов
внедрения значительно возрастает, и при определенной темпе¬
ратуре (для железа 250—350®С) эта подвижность становится
соизмеримой со скоростью деформации прн испытании обычных
разрывных образцов. Поэтому при деформации в этих условиях
атомы внедрения блокируют плоскости скатьжения и приходит¬
ся как бы стащить» за собой атомы внедрения. Это выражается
п том, что в интервале температур синеломкости наблюдаются
рост предела текучести, предела прочности и резкое снижение
пластичности. При некоторой температуре, зависящей от ско¬
рости деформации, наблюдается максимум увеличения пределов
текучести и прочности и минимум пластичности. Это дает осно¬
вание ряду авторов синеломкость называть динамическим де¬
формационным старением [73]. Степень охрупчивания прн си¬
неломкости зависит от температл'ры и скорости деформации.
Увеличение скорости деформации сдвигает максимум хрупкости
в сторону более высоких температ>*р и наоборот. Прн сварке
скорость деформации металла шва и окаюшовнон зоны в пер¬
вом приближении пропорциональна скорости охлаждения. 1ак,
величина деформации f э.1оментарного всс,окна металла с^ноге соединения прн охлаждении на ЛГ грзл\сов б\дет равна(41)аЛП/= а ЛГ»где /-длина элементарного ватокна. мкм; з - коэффициентлинейного расширения. которая -.^ч-йслодит за вре-Скорость деформации в (с М. которая амя ЛГ. будет равна . (45)ЛГд;'XI'где ЛГ/Лг = :г. Х-. ^ сзаг'ного со-Таким образом, скорость охлажденияединения будет прямо Так.' простые расчетыи коэффициенту ,Пенмя Л'Ю''С разноЛ
показывают. чп> при скороот Д ‘ * ^^^^^ртном вспытдн«м1 ^/с, скорость дефлегмации Таким обра-разрывных образцов металла ui»3 изом, в условиях сварки ^ скоростыо деформаии?^ арноколошовной зоны обра-'aOF Гудре^он Э. il9jиспытании разрывных стакд Д образом о^>ч‘лов.1Н5аетсясодерж.^ннем .^зота. Она "з""двшегооя 9 растворе- Наиблт.е
малом содержании а-»ота.^ V .
IПЫ(шшОИЛИ th к Cffrr*vfc„r,„ fiiotn f$ pat ttiffpt‘ 0,01 % JlflAUUi.ННГЛОМИ0ГМ» 11йЛл»/;/|;К‘ГГЯ при co;u-p^,^пшч. Л«лии*Г»»м1 \\пш\ипт- я.г..^ ZW ут'Л1(»«'ММЮ гмопмоггм к < |1И(*;и1мк/м-,и“и и я 1КЛ0((110П.1 к (;инсломког7И с-ол1ч,ж;,,,„„
„Л 1т1 .к'ойхолммо «олл<ржим;.т,. м.-m.w.r- О.ООГ^ ^, лип" пГгломкогги няиболи- оияс.ю дли металл;. »„.» и -.ои,,Г||ИН-1.ТК0,0 ПЛ.(Я1111Я М.'|««|.<'ЛГТ1.И11(0 » fip(»IICCC4- СМ;.|,К(|. ко¬
ля ШЛГЛ.ТМИ.- ..олкллкп, крупною ..г,»мт<-.1И010 солср.
ЖЯ.1МЯ 1юлор«Л« и лруп.* фпнифш 1(Л«СГИ-(.Ч К().- снойгтма г,,.,ТОГО М(икиг Мотлт-мипи смоккопь моталлл и (опы тер.ММ'1ИК0»0 НЛИННКЯ к СИММОМИОГГИ MO/«Ct М|Ит*Ч*'1М к o5p;n0H;j-иию «ОЛОЛКМ* Т|МЧПИИ мри VHH\iKV с иыгоко'гсмпср«|уриым коло,
гпгмои 1пк. при rtutm 1руб лиямстром 12 мм (юлшиип СГСН-
ни 2 мм) И1 ггпли Г>Х1МФЬ^ г трудными доскгши и* пллн
|^Х1МФ i поло|рсиом /10 250 -'}()()''(> с мсгллле' miwi обилру-
жены oryifvii.HU»' 1р*’11111иы ллимоГ» 0,2 0,М мм (тбл. 17). <гМяг*КПЯ* ИЯПЛЛИК» Ий Трубиую лоску и» ("ГИЛИ 12Х1МФ ^ЛСКТрОЛЯМН
УОПП i:*/fifi при посл('лу1омюЛ прпииркс *|руО с |тло|рс»ом по
2Г»0 и** ирит'лл к у(грии<*ии1о Смпжсти* к*м*nrprttypw иоло1р«‘Ии ло |.'Ш 180"^ и (плмх при rioli гсмпсря*
гур*' ио ии/л ил II и (бсжирь оГ)рл:и)кг1МИя холодных f ретин. 11а
рис. :J5 1И)К/мпио илм*‘и*'11ис СИ0ЙП1* МС1ИЛЛЛ 1И11И 08ХМФ1), ими*
7ируют*мо мсшлл ити ири гиирк*» труб ii i стлли 15Х1МФЬСсТруГшЫМИ ДОСКНМИ, и «ИИИС'ИМОСТИ (Я '(СММГр;пурЫ ПСШЛАИМЯ,н и (ййл '1иниеим0с1|, (чк^Йсти мс'гллли шил типи 08ХМФ15
01 ши'мгии после сиарки.Гиппмпыг 1р(МИИПЫ, оПрЛ'КИтИИПИЧ’Я по М<*ХИПИ'1Му сиислом-
И0( П1, ириисдгиы пи риг 41 /)7И ’1р(*П1МПМ 0Г;рЛ'»у10'1(*И И И|Ю'
'■П*' гнмрю! при И*мисритурс 2Г)0 :\ЖС „ МГСТИХ КОППСПТрП'Т”*'*** * ** ПППрИЖСППЙ ИГЛ<7и’1ИПГ ПС'И'рППППЯ МЛПГГП'!'
MIIMll.tJu,7* Л^'форМИИИИ и ■Н*МПСрЛ|урИ(;М ИПТСрИИЛС* 0'
lliwwi.J. ! ^**'Ф*М'МИИИГ)ИИО|Ч) сгирсиии (списломкости).. . ..иргипя И'ПИ«‘ЯОМК*^1!|и';ип1фппи’||ис 0Г(рИ'10ИПИИИ трсчпип »и счет i* i*P'*ufpntypM иолоцкмш мож**о оГп.ястт* „исиьсипрк*' 1руО г 1руг»иими ДГ)СКПМИ пмпл ** ..(,СЛИ-Олтко (»лии 01 лру10|() а ц чпмрсх местах nji». Пр*'mmvn и иорнс иит имсги-и коисц>ук1И1»п14ЙnpHimpM’ о*и‘р(»лиой труЛы ртпп' :»пполис1ии»*с nmtJ * ипрпстп'
»'И 1*’рМОМ(’ХПИИ'ИЧ'КОМу 1И/:1Л*’Ги-П11110, ЧЮ ирИПОДИ!ИМИ) и иих и(иц)Яж<*ииП Пгтому <‘<>щипи1иии'Мосiii м ^.цосо^*’
Ч^’мигктпиии» Х0Л0Л»1ЫХ л рстии Г>удп ОИ1И‘ДСЛИ 1
u<u‘ib»o PUi к ясфирмании non наличии ичШ**Дли мсилл» итл шиа (ЖХ/'ДФГ* „,,иЛ», при 1Г,0’Ч; примерно и Н \МУМ\ И1ИИ1С. ' ции *Ч»*!
1'*м |im* :^Г)). :)|им и можно оГи.яснть (исуи'иии’ Inu(|iKi.‘ V- полпци-ш.м пи УМ) 1Ж)'С u<l СрЛП1И'ИИ»0индпгргиом до :Ю0*'С,I.Mп0тп'СfVниши1Л■3НV9Sа»-%К91»•ОVкОXи30о>.аша3Яслпда»I
iiчнрil&аищIII^а>* 2
■ Sоi!ПРЯ >»>3и1iS0Si!■’О1tf* if
* & 95^9V-rfcf cJ1 1у v>^ 5H'If§ fi51О**« 3
** 2
ш J5оII«Я2“III85S
p:*g8c« —I II I«3lA 00X ЛI I
# #
—S89SI,
' |2ITя«Оm4aSs?322^ClSOItsss878• 2
SisX S« S"IО
aоФ ^ -* •r ',l-\. 'fr-^ Г0■IT''->rt „
к,--.гпмо пысокоп температуры подо.репаОтрицательное сваркс б<к1.н..их т.шции.«ожет оказнться и "Р" ” ” ,„„i температуре 480 С .*лек-Так. при жс'сткпх проб «впарыш» из стали маркитродамн типа Ойлл* ^ - А-* ^ . 'А- - V '£V . . U-•Типичные холол*"О механнз-250-эоо-С: У'‘,?'*?^У»^вая с «мягкпо* ' ДОСКами;«Ргонодугойв, »лек?рол°!^°^' ’’РУбы-сталь* '*®плввящ|шсй *2ХШФ Tfn5? ^ Подогревом до
tnx. *^ект1>одо« с 15ХШФБС.^2Х1Мф "^'’^^Ревом до 250 - 300 *СподкладнойТ''"°® 30 мм с V «?? f - VC;;;: "*»S4o"S «стопо®Р"^«°й РазГ"" чтГп^“'^0~'80»С (см. табл. 16).«орно"“ '’Р"'*однт^ v°” ’'(’'■мок налож^’’*^® больших ТОШИН
150V "о мепп ^^^‘’"чению пп'1 валиков с одной^ работа запо£ ^^'’Олнения '''“‘^^ских деформаций вго TpeS При температуре>-т для металла, наплавлен'ного электродами типа 08ХМФ, примеоно « i-
при температуре .ЗОО^С (см. рис 30) чемВлияние термического старения Лп
целью исключения образования подкаточ, времени сИ шве сварка теплоустойчивых ciaieff пппп ^“^РУ^тур в ЗТВтемпературой сопутствующего подогрева (Го^гЕоГсТТ"тельная выдержка при высокой течпеоат^пр п«-.« Д-’’»-привести к неблагоприятным последствиям 821Опыт показывает, что пои гиппк-А
всегда получают металл шва менее прочный'’и "батТвязкий"чем при сварке без подогрева. Так. при автоматической свапкёпластин из стали 1Х2М толщиной 35 мм проволокой сТо4Х2МА
диаметром 5 мм под флюсом АН-42 с подогревом до 250-ЗТО“С
получают металл шва более прочный и .менее вязкий чем при
сварке без подогрева (табл. 18). ‘Т а б Л н ц а 18Мехзничсскне свойства метэлля шва* выполненного автоматической
сваркой проволокой Св-04Х2Л\А под флюсом АН-42 на стали1Х2М (без отпуска)Условия сварки®в-ЛШа*^02-МПа4. %%KCV.Дж/см*^KDO•СС подогревом газо¬71455615,352.345130вым пламенемдо 250-300Без подогрева68149716.252,552110Критическая температура хрупкости Ixdc ^'^талла шва при
сварке с подогревом равна 130°С, а без подогрева _критическую температуру хрупкости Uoc
тура, при которой в изломе трех "‘^пытанных на стат^^^^
гиб образцов Шарпи количество “"а®;™равно не менее 70% или величинатического изгиба составляет не более 1/ обоазца Сваркаруша„ш=» ».грузк„ дл,С подогревом до 250—30U с. upu-птппое их увеличение,прочности, в этом случае проис.ход Р,ел„ям о влияниичто не соответствует стпа металла шва. Намскорости охлаждения при ^ „.^аты не противоречатпредставляется, что полученные р У такой вы-существующим Свойства металла шва. кромесокон температуре подогрева на старение. Частотого, может оказывать влияние Р „тельного времени (20—
сварные швы выполняют в течен! термического влияния100 ч). В этом случае слои и зон ^^Р‘ дтуре соответ-имеют температуру, ПР"-''®Р“° Р Лительной выдержки приствующего подогрева. В за может произойти охруп-температуре сопутствующего подогрева может прIк1Ьг.-
♦ <
У!Iчпванне исталла шва и ЗТВ вслелствне термического стапен
Степень олрупчнмння будет зависеть от томперагуры соп^**’
ствуютего пологрева. На рис. 42 показана зависимость pa(fc'^ю200 Тм.1. ЧРис. 42. Влияние температуры вьиержкн на работу зарождения трещины
Ау,г н ¥аксяиа.тьн)то разр)*шакнц)Ю нагрузку Я«., для \-частка оплааде-
ния ЗТВ стали IX2.M (а) и для мета.гта шва. выпатненного из стала
1Х2М автоматической сваркой проваюкой Св-04Х2Л\Л под флюсом АН-42
(б). (Время выдержки —24 ч. испытано при температуре 20'С)зарождения трещины Л,.т н максимальной разрушающей на
грузкн Ягмх» определенных при комнатной температуре для ме
талла шва, выполненного проваюкой Св-04Х2Д1А пол ф:ме-
л юсомтS00^гм;с200ml%- 5025т,7~УrooS00im,V/5^-^^00 t7^ SI- Jn150 ЗООТш^'^Ои7‘"/Гр'*д‘ ’“^^^сратурь, —вы!нч^ Грп*^ температуры выД'Ржки-24 ч. нспыта^5 (®Ре«я ?ревТзтг1® свойстна участки т-ре^ ржки — 72 ч, пст^таио при темпеDarvno 20®С1ОТ» *** • •• • • Wратуре 20 ®С)^Н-42 На стали !Х2Моплавления стали IX2MПОН тр У**2сток оплавлР! “’*^3 ** металла, имп*температуре 300 и 3Sn<>r” стали 1Х2М, в течение 2472 ^ *^Рнводила к значительномуш к• -г** '«'W V*■^ндчителы»омуженню Hi.T и Рпо сравноннп г .св*ркн. а выдержка при теуператуп,'^^;;' «юсд*к повышению этих «рактгрнстнк.’б^.‘.У.,, )г “Р»»*"»
странения трещины .4^, xi« даниопл с , Л
ВОЗМОЖНЫМ, так как на диаграмме <wV п Лбыл па1Ностью кристаллическим '^^ныи срыв м пхлоч
^Х«^^^тельная выдержка пом яъкччкгъ-* шего подогрева оказывает отриц.тсльнсвойства металла лоны термическото ми,н« К,” " "*рн^. 43 4о. длительная выдержка в течение 24—72 ч ddm ЗОО^С
приводит к резкому снижению .4^,. Р,. - ^ нр« jw иповышению критической температур '
ры хрупкости /^40 на 30-90 С
После старения при 300‘С работа
зарождения трещины снижается
практически до нуля. При испыта¬
нии разрывных образцов после ста¬
рения при температуре ЗООХ на¬
блюдаются рост предела текуче^'тн
металла и некоторое увеличение от-
иосительного сжатия. П(Кло выдерж¬
ки при температуре 300 и 4сЮ''С уве¬
личивается также твердость метал¬
ла. Так» для участка перегрева ЗТВ
стали 15Х2МФ творД(.ч'ть увеличи¬
вается до 380 и 385 HV сошветст-
венно по сравнению с твердостью
после обработки ТЦС до старения,
равной 360 ед. по Внккерсу.Длительная выдержка при
температуре 150 *^С приводит кнезначительному повышению Л,.т и снижению предела тек>че'
сти, а также критической п'мпературы хрупк^ч'тн. Снн.«1ЛЛ1Ь
также твердость до 330 ел. по Пнккерсу. П.^мененнеталла шна и металла, имитирующего участки ии>кма
ления ЗШ после длительной выдержки при
объяснить термическим сгареинем. При
талла вып*е точки атомы лLWOAr- ‘ ■’* лствор и при рЛ? 'i^.vРж‘. 45, Вл««имг ГРмперату;^*»ЫД<‘рЖ1кЯ MJ С»«^*Г»Л \^вч'ТК1o)viaiL>eini« ЗТВ cra.w
(»речя »ыдсржк« — ч. ■С'
пмтамо пр* TtMwpaTvpc ?0V) ... ^,4iVU»/n4HIII, ”кучести и хрупкости (3. Ю|. гиттмн()еноп*1Ым»1 элементами. И1 .
иие, яил11‘Л 73Jv^cMonnijMii элементами, нылимлющнми п'рмн'*1Ч'кое етаро'
\ vu^лни>тcя азог и киел»>род. иачодиииич'м в
К 73J. Длшельиля ныдержка при leMnoparype iOO--W <■
*' 'I j'' Iilie ВЫЗЫВЯСТ /ГЛ пылр*^с'М1Ж из твсрдогп рястворя, и поэтомуохрупч1(вак1*я А*ст^*лла ис происходит.Зпач»тольное слижснне /1з. т и Ар. г пслсдстппс 'гсрмпчсского
старенля металла шва м ЗТВ при неблагоприятных условияхможет привести к образованию холодных ipcnuiH.Таким образом, для условии сварки теплоустойчивых сталей
можно сформулировать второй общий вывод. Для предотвра¬
щения возможного образования холодных трещин, вызываемых
синеломкостью и термическим старением, температура, прн ко¬
торой можно в течение длительного времени подогревать свар¬
ное соединение в процессе сварки, не должна быть выше нижней
гран1щы температурного интервала синеломкости н ннжней гра¬
ницы температурного интервала термического старения:Тппя тяг Т'СИЦ> 1с.. / (43)ПОД тех< т* пид “ Терм* <Из двух значений температуры выбирается меньшее.Таким образом, оптимальная температура подогрева огра¬
ничена естественными границами: снизу —хладноломкостью, а
сверху —синеломкостью и термическим старением.9. ОХРУПЧИВАНИЕ НАПЛАВЛЕННОГО МЕТАЛЛА
ПОД ДЕЙСТВИЕМ ВОДОРОДАГ Водородная хрупкость металла шва и наплавленного ме¬
талла имеет много общего с водородной хрупкостью стали. Во¬
дородная хрупкость стали имеет ряд особенностей и разновид¬
ностей, связанных с условиями эксплуатации конструкций (2, 14,15J\г0>к4ALmmРнс. 46. Изменение вида диаграммы растя¬
жения для наплавленного металла типа
06Х1НЗМ в зависимости от содержания
диффузионного водорода (см^/ЮО г):1.&; J-H «2,5-г 3,058, 59 и др.]. в зависимо
сти от условий насыще¬
ния стали водородом во¬
дородная хрупкость мо¬
жет проявляться по-раз-номз^гДля исследованияводородной хрупкости на¬
плавленного Л1еталла ав¬
тором была разработана
специальная методика,
описанная выше [37].По
этой методике водородвводится естественным
путем в процессе сваркив жидкий наплавленныйзнойного DaRHnw« ^ жидкий наплавленни.*делах от 05—^ ^ °^Разцах и Рзспределенне днффу-прокалки изменять его в пре-Г^Как покячя изменения темпера-исследования с с испп74 * ^^^ичен11ем гппо ^‘^•^ьзовапием этой методики'^одержания водорода в наплавлен¬ном металле уменьшается его сплгл#^
формацииЛак, на р„с. i6 показа,Г," "•''зстическон де-
растяжекия образца Гагарина диа етппм fi""' диаграммы
мого металла типа 06X1НЗМ при vbSLV’'' «""лаВДен-
фузиониого водорода от нуля до ^«Ф-испытывались через 2-3 ч пг.± „Г."'* г. ОбразцыW 4^1'UOUOI л—о ч после сварки. Как видно изрис. 46, с увеличением содержания водорода кривые оягтяжа»»»nrtonanoi/^-p I» гчо-^гл..^ -4 f, MMРис. 47. Изменение вида диаграммы стати¬
ческого изгиба для наплавленного метал¬
ла типа 10ХН2М в зависимости от содер¬
жания диффузионного водорола (imVIOOi):/ 7.3; г—5»2; 3.6; ^-1,5; 5—1.0совпадают и разрыв происходит „а болееТанТГстал!'’'^*
мирования при меньшей пластической деформации ^
На рис. 47 показано изменение внля
изгиба для наплавленного металла типа I0XH2M "'з™,Го°сти от содержания диффузионного водорода. -^,^ззо = ^67с
Образцы испытывалисьчерез 1 ч после сварки.Как видно из рнс. 47, при
изменении содержания
водорода от 1,0 до Ю
7,3 cmVIOO г начальные
участки диаграммы изги¬
ба совпадают, а разру¬
шение происходит на бо¬
лее ранней стадии дефор¬
мирования.На рис. 48 пока¬
зано изменение вида диа¬
граммы статического из¬
гиба для наплавленного металла типа 07Х2М в завнсимо-
'сти от содержания диффузионного водорода прн скорости
‘Охлаждения 3,6 ®/с. При содержании водорода 6,2 смуЮО г раз¬
рушение образца происходит в области упругой деформации.
'Снижение содержания диффузионного водорода до Ь2 см /100 г
увеличивает способность .металла к пластической деформации,
'Однако не позволяет избежать срыва на диаграмме статического
изгиба. С увеличением содержания диффузионного ®наплавленном металле резко уменьшается ‘^^противляемо
хрупким разрушениям. Так, на рис. 49 пок чяппсиуо■Лз.т, А,, г и максимальной разрушающен'СТИ от содержания водорода и скорости ох. Д 49тании образцов через 1ч оо" г'для наплавленного ме-при содержании водорода 7,3 ^13 дж. а прнталла типа 10ХП2М при л' VvlOO г работа за-уменьшенни содержания водорода д * ; - ^ g 12 раз. Уве-
рождения трещины Увеличивается до ^ще больше--личение скорости охлаждения до 6- / Р бопее 4,8 см’/ЮОг
му снижению л3... При содержанииработа А,., практически равна нул ^^^^ разрушающаяния водорода Уменьшается также^ ^^^^^ оллаждення она не-
нагрузка, однако с увеличением скоргрузка
сколько повышается.75t»*-L •г:v:лiк.
I II IРис. 48. Изменение
вила лиагряммы ста¬
тического изгиба для
наплавленного метал¬
ла типа 07Х2М в за¬
висимости от содер¬
жания диффузнонмого
водорода (cmVIOO г):J- 6.2; г-3,6; 3—2.0;<-1.2Рис 49. Влияние днффузноииого водорода из рабо¬
ту зарождения и распространения трещины и на
«Остальную разрушаюшую нагрузку для наплав-ленного металла типа шлп^т.62 */сш„„=3.е*/с: »охли,„„ = 3,6 7с -4р. т = 44 Дж/cм^ а при увеличении его содержа¬
ния до 7,3 cmVIOO г Лр., снижается до 14,о Дж/см , т. е. при
мерно в 3 раза. Следует отметить, чк^при увеличении содержа-шР'^0 7\
./ *''^1if,%6} с в, бо,2*^к» МПа50 то25 S00О2бНсп^смУЮОгРис. 50. Влияние диффузионного водорода на механические свойства наплавленного металла типа ЮХН2М:*/с; б-а,^„-62 */сния водорода изменяется вид поверхности изломаводорода 1,0 см^/ЮО г в изломе находится _ре,
но 95 % волокнистой составляющей при комнатной
а при 7,3 смV100 г содержание волокнистой составля
уменьшается до 30—40 %. Это указывает, что с увеличсодержания водорода крити¬
ческая температура хрупко¬
сти повышается. При повы¬
шении скорости охлаждения
до 62 ®/с работу распростра¬
нения трещины не представ¬
лялось возможным опреде¬
лить, так как на диаграмме
статического изгиба паблю*
д^тся полный срыв.ГС увеличением содержа¬
ния водорода в указанных
пределах в наплавленном
металле типа 10ХН2М резко
уменьшаются также относи¬
тельное удлинение и истин¬
ное сопротивление разрыву
(5к)дПрсдел текучести при
этом практически не изме¬
няется (рис. 50). Это гово¬
рит о том. что увеличение
содержания диффузионного
водорода не приводит к из¬
менению сопротивления его
пластической деформации.
Увеличение скорости охлаж¬
дения до 62°/с приводит к
повышению прочностны.х ха¬
рактеристик, пластические
свойства при этом мало из¬
меняются.Влияние водорода на
свойства наплавленного ме¬
талла типа 07Х2М при ско¬
рости охлаждения 3,6прииспытании образцов через
1,5—2,5 ч после сварки по¬
казано на рис. 51. Как
видно из рис. 51. увеличе¬
ние содержания диффузи¬
онного водорода с ,2 до
6,2 смV100 г приводит
резкому снижению относи¬
тельного сужения (примернов 12 раз) и к существенно¬
му снижению истинного со¬
противления разрыву. Пре¬
дел текучести приРис. 51. Влияние диффузнопного воде
рода на механические свойства наплав¬
ленного металла типа 07Х2Мmo/tкИ10144"Рис. 52. Влияние диффузионного водо¬
рода на работу зарождения трешнны я
максимальную разрушаюшую
для наплавленного металла типаО/А^лfOOO500к*6^_1-1Rн^см^Шэтомволокой77
riDii ЭТОМ тякжс резко снижается
„рактнчсскн НС изменяете^ I ^ ^2). Такое же сннжсине пла-
работя зарождения зарождения трещины истичсских cuoiicTU, снижен наблюдаются при увели-макснмальиой разрушающе! РУ содержания водородаДЛЯ металла шва типа
05Х2М, выполненного про¬
волокой Св-04Х2МЛ под
флюсом КФ'16 на стали10[- Н 1 : П ■ Х2М (рис. 53, 54).f Водородная хрупкость
стали зависит от температу¬
ры испытания [58], причем
наиболее полно она прояв*
Рис. 54. Влияние диффузионного водо- пается ПОИ комнатиой тем-r-aKc.fv.al’i» пературе. При повышениикуТ1я металла шва лша 05Х2М, вы- „ли понижепин тсмперату-
полнснного проволокой СВ-04Х2МЛ под ру сравнению С КОМНат-
флюсом КФ-16 иа стали 1Х2М ВОДОроДНая хруПКОСТЬуменьшается. Поэтому представляется возможным путем подо¬
грева при бварке уменьшить водородную хрупкость металла
сварных соединений. Для сварки низко- и среднелегированныхТаблица 19Влияние температуры на свойства наплавленного металлаКНРтахiАут»5_ А,х^01» 46Н„,см^100гВремя
ыежду
сваркой
U испы*
танисы.
чСодер¬
жание
«одородя
1 I ■СП*cu’/lOO гТемпера*тураиспыта¬ния.•СМеханические своАстоаПримечания<^в®02А^к-МПаМПа%2-36.3201007827696576432.85.94,223,0812940Разрыв хруп¬
кий, шейки нет
Разрыв полу*
хрупкий, есть
шейка3,0201008527686706517.98.925,238,010501070Разрыв полу-
хрупкнйРазрыв ВЯЗКИЙ.есть шейка^”^алсй этл 1>®Ь1полненин ^®льщое ппяк-уменьшить водор^оди" так как пр»темп^ “ ЗТВ пл'° хрупкость напп возможным'Пературе ‘^Равнению с ‘^^^-’^иного металла, ме-«еталла волп РУ"хостью при комнатяоЛ^"^«тродь, тш'Гшхн'?!:, направленного‘ВДН2М „ 07Х2М^^ были использоваичСкорость охлаждения заго¬товок составляла 3,67срис. 55 и 56 и п табл. 19. Как ш.д,'™наразрывных образцов повышение темпопат^пк. ’ "Р" "<^"ь.таниндо 100 С приводит к уменьшению вояопо? '"'"“тання от 20При содержаиии водорода 6.3 c.vVlOO г °*Р>"чнванияв указанных пределах приводит к ^<^”'>ературы
сужения с 4.2 до 25%. т^^пpLepГв Гп-удлинения с 2,8 до 5.9 % „ истинного относительногосопоотнвления Da.-^nuRv с.. о яю л Ja/ш^практически не изменяется.При испытании образцов на стати¬
ческий изгиб повышение температуры
испытания приводит также к весьмаВолокно^р.т»2020Г'г 1SP/nOf'^Ию■ю N. 5No-.г15/ f50bJ^т 0^jrМмт200Туа,:СPfng/f /iff/у [fe.Дж1си}Во/ошд"" '\fodв Исп,сы^1ШгРис. 55. Влияние диффузионного водорода
на работу зарожден1гя и распространения
трещины, иа максимальную разр>"шаюшую
нагрузку и процент волокна в изломе (В)
для наплавленного металла типа 10ХН2М
в зависимости от температуры: при 20*0: при 100 *С200Тшся:0Рис. 56. В.'тянне темпера¬
туры на работ)* зарожде¬
ния и распространения тре*
шипы, на макснма.тьную
разрушающую яагр>*эку' и
процент ватокиа в кз.юме
(В) Д.ТЯ наплав.1енного ме¬
талла типа 07Х2Л1 при со-
держакнн в кем днффузнон-
иого водорода:а—6.3 c*cVWr; б—3.0 cn*/joa гж vnvfiKOCTH наплзв»*1снсущественному металла типаного металла. Так, для комнатной до ЮО Сповышение температуры испы содержания «волокна>приводит к повышению '"Ь. т./*р. т, cmVIOO г работа за-
в изломе. При содержаниирождения трещины при этом у j5 дж/см ,бота распространения трещ| 14 2 до 15.6 кН н наибмальпая разрушающая содержание волокна в
существенно при этом увеличивается кломе —с 10-20 до 40-60%. „„ой температуре увеличеКак впдпо из рис. 55, снижению содержанкие содержания водорода прив д -у. •'А&кс
шлптли П изломе, при К0М1!ат*!0Л темпе-
лок1тстой „ояопода I 4 cmV^O г иаплав.чсипыП мс-ратурс и ^ояорж^ посс сварки „мес^ 95-талл типа и находится в вязком состоянии, а при100% °‘ола 7 4 cmVIOO г имеет 10-20 “/о волокна иЗится'а хрупком состоя Повышение температуры нс-ГтаСя до ГЖ'"С приводит к повышению содержания волокна
Гизломе до 40-60 i н наплавленный металл с содержа>.ием
^до^ма 75 cmVIOO г переходит в полувязкое состояние. Это
Зтельствует о том. что с повышением содержания водорода
увеличивается критическая температура хрупкости Udc и дляОплавленного металла типа 10ХН2М увеличение содержания
водорода с 1.4 до 7,'4 смУЮО г приводит к повышению крити-
ческой температуры хрупкости (кос примерно па oU С.Для наплавленного металла типа 07Х2А'\ повышение темпе¬
ратуры испытания от комнатной до 200 С приводит к более
значительному уменьшению водородного охрупчивания, чем для
наплавленного металла типа 10Х1'12М (рис. 56). Так, при со¬
держании водорода 6,3 cmV*00 г увеличение температуры испы¬
тания от комнатной до 200°С приводит к увеличению работы
зарождения трешины с 0.6 до 4,5 Дж, т. е. в 8 раз. При ком¬
натной температуре наплавленный металл типа 07Х2М на.чо-
днтся в хрупком состоянии, на диаграмме срыв и излом пол¬
ностью кристаллический. Работа распространения трещины при
кристаллическом изломе низкая (не более 2—3 Дж/cм^). При
повышении температуры до 200®С наплавленный металл типа
07Х2М с содержанием водорода 6,3 см^ЮО г переходит в вяз¬
кое состояние, содержание волокнистой составляющей в изломе
увеличивается до 100 % и срыв на диаграмме исчезает. Работа
распространения трещины при этом увеличивается до 26 Дж/см^.При снижении содержания водорода до 3,0 см^/100 г наплав¬
ленный металл типа 07Х2М переходит в вязкое состояние уже
при повышении температуры до 100®С. Дальнейшее повышение
температуры испытания может привести к снижению сопротив¬
ляемости наплавленного металла хрупкому разрушению. Так,на рис. 57 показано изменение работы зарождения и распро*
ранения трещины для наплавленного металла типа 04ХНЗМтемпературы при содержании диффузионного
А п л ** этом наибольшие значенияппи содержании водорода 1.1 cmVIOO г наблюдаютсяи выше 80—ЮО®С. Повышение температуры до 180 СХРУПКИМ ^ существенному снижению сопротивляемоститапа к объясняется склонностью этого ме-Уменьшен "Р" температуре 180-250 ”С.туры Объясняртго''^°'’°'‘^“°® хрупкости с повышением темперамнению олнпй Различными причинами |58). По наше» Уохрупчивания няпп причин уменьшения водороДНОРы ВЫ111Р •^'звленного металла с повышением темпера .плаплсниого металла хрупким разрушениям с повытепием тем-
nepaiypw» что и приводит к иоиышснию пластических свойств
и значений работы зарождения и распространения трешииы. Это
подтверждается увеличением количества волокна в изломе с
повышением температуры для данного содержания водорода.
Иными словами, для наплавленного металла, находящегося в
хрупком состоянии, водородное охрупчивание проявляется в зна¬
чительно большей степени, чем для металла, находящегося в
вязком состоянии. Тот факт, что для металла, находящегося
в вязком состоянии, водородная хрупкость проявляется в зна¬
чительно меньшей степени, чем для этого же металла, находя¬
щегося в хрупком состоянии, до настоящего времени в литера¬
туре не нашел должного освещения. По нашему мнению, этотjM-iitDdtiHH наплавленного металла с повышением темпервыше комнатной является повышение сопротивляемос?ожде^ия 0.3 cxVIOOr, ь» c¥/iwrфакт заслуживает самого металлазволяет существенно повышения температурысварных соединении за счет некоторого повышподогрева. пяа гипотез для объя^е-СВ настоящее время *2 14 47^ 58, 59, 84, 9^ Од*ния водородной хрупкости * точной меренако эти гипотезы не могут в д з^ому вопросу. Шри римеющиеся фактические среднелегированиой ^ "смотрении механизма учитывать, что Рпод действием водорода “ „пичных формах: ма1ек>- Р^^^^^
может находиться в стали ” Р ^^азной форме; м/водород в микропустотах в га в виде гидр Дтвердого раствора внедрения ^,еталле19 37 54 75. 76. Ю4] «"fРд°*ф|уз.юнныЛВ литературе [9. подразделять насварных соединений водород находится ^уарной
и остаточный. Диффузионны вероятно,
сыщенного твердого раствора Р
f! Iil(if • I
t '
IH'l-MO-Л.1ЛП Остаточный водород n раз-иРСШ«К„. вср„,™о. . ,•"“ёГ».!Г.Г про.»..ныс„,л. ш.а ти "«""'Г ?тГ, ЗД. Остаточный водород
диффузионным \ ОН обычно находится в наплавлен-в тсл'колнчсствахч оказывает влияния на свойства „а-„ом металле, пр Таблицам' о V .» I, ц j, ^Влнянн(г диффузионного (Hg„) н остаточного водородана охрупчивание напла&.1снн0г0 металла типа I0XH2M («^eso/sso/cjСодержание
Bften* Темпера* »одорода.исжяг тур, CUVIOO f С„Т««р.пт. с«р. „ромлкп Л, ^ А«сп‘ы7.»«. . «с- Д"Ф- оет.- Л* Д*/с>.= з*»™»»»ПЫТ1 - I изломе,вием ^Темоер!тур»прокалкп
мектро*
дов,С100'’С.
в кнпяшей
воде2 чБез про
калкп
3505 сутБез про
калкн
350Днффу.энон*яого7.43.7оста¬точ¬ногоООСодер¬
жание
волоква
в изломе.
%15,616.02.94.114,817.540-6080-90ОО1.40,620’С,
ва воздухе1 ч5 сутБез про
калкн
350
5008.34.51.3ООО17.618.514,215.116,512.312.436.238.61001001.82.59.511.215,732.610-2050-7075-90Без про¬01.518.516.037,3калки35000.618.116,538.550000,418,715.635.995-10095-10095-100плавленного металла. Естественно встает вопрос, почел ^
знойный водород оказывает такое большое влияние и ^
ханнзм его охрупчивания? Для того чтобы понять i' jjgQgxo-
охрупчивания под действием диффузионного водорода,
димо представить себе, в какой форме он находится ® дцф-
ленном металле. При комнатной температуре ^^^лвижно
фузионного водорода необычно велика по сравнению ^эфф»*’
элементами. Как показали проведенные исследования.
циент диффузии водорода для наплавленного I л-? cmV^термического влияния составляет порядка Ю тент
(см. табл. 11), Для сравнения напомним, что
фузии углерода н азота в железе при комнатной т *
составляет и 8,8-10-^’ см^/с соответственно&2большую разницу в подвижности диффузионного водорода
МО-12 порядков) в железе при комнатной температуре по
сравнению с атомами других элементов внедрения можно объ¬
яснить тем, что диффузионный водород в наплав,тенном металле
и в ЗТВ, по-видимому, находится в виде протонов. Это косвенно
подтверждается тем, что содержание диффузионного водорода
в металле шва и в наплавленном металле в значительной сте-
пени зависит от рода тока и полярности. Высокая подвижность
диффузионного водорода также свидетельствует о том. что он
находится не в связанном состоянии. Если допустить, что диф¬
фузионный водород в наплавленном металле находится в виде
протонов, то становится понятным, почему с такой легкостью
водород диффундирует из шва в околошовную зону как в про¬
цессе сварки, так и в течение некоторого времени после сварки,
почему он не взаимодействует с дислокациями к почему с >'ве-
личснием диффузионного водорода не изменяется предел теку¬
чести наплавленного металла. Дислокации в железе слишком
велики для протонов, чтобы они их могли закреплять и менять
предел текучести. Углерод и азот взаимодействуют с дислока¬
циями в железе, и эти элементы способны закреплять их, что
приводит к росту предела текучести. Именно взаимодеиствием
растворенного углерода и растворенного азота с
железа и объясняется |3, 19, 73] термическое старение и сине-■'“ХГанизм охрупчивания наплавленного «Сталла пм^ей-
ствием диффузионного водорода, видимо, за железа,модействии протона с внешними ситы связиВ результате этого взаимодействия в у“еньше-между атомами в решетке желиа, что Р^рдцедеяные иссле-нни эффективной поверхностной энер солер-дования подтверждают эту точк\ ' „„ом металле дожания диффузионного водорода в ,'л_10 «аз) работа за-
6-8 смЗ/100 г резко уменьшается (в раза)рождения трешины и также 'теииты. При этом такжеуменьшается работа распростране доставляющей в изломеуменьшается количество упупкостн. При сваркеи повышается критическая гкятиваться в различныхостаточный водород может о процессе сварки велел*микропустотах металла шва и о ■ «ервые мнн\'ты послествие кратковременности процес дд ^ микропорах, в -сварки давление молекулярного . ^^таточногороятно, невелико и в этот ^^„’„вания мала. _„огоного) водорода в механизме „ давление Веш-ченне некоторого времени после Р 1^^„пнноговодорода в микропорах концентрации диффучинаЧакого давления зависит от „oc.ie .ввркп(растворенного) водорода, /^^.^ярного водорода
и других причин. Давление ** 'порах будет усиливать действие • л-.—'л'Т1ч■*
/•^тнопат!. образовлтио хололных трсшни. ЭтимОулет 101 r|l-iKT. что обрак.иаиис- X(,:юл,ш^ гр,..II можно 1)Г>|.ЯСНИТ1. I дейстпмсм чолороли происхолнт'Z J, поспс окгя.маиия cuai.Kii.•icpri m-KOTopoc Hj>t.i • , зрения на мсханигш водо-еослинсмнй. ТемродноГ) вож.род. попадая н металл шна н ЗТН. bwмсмес сам -„уцкосп. его и иногда весьма чиачнтсль-;;"Гпр^2«^ к о6ражя.ани.о трсни.н, не вы.ииает гом.ю-'"'"|1?Г.кша1и^‘115!ожс1шГ^^ способом уменьшениягшлооодной хрупкости является уменьпюиие уровня диффузно,,-
?Хлорола в металле ,пва различным., технологическим,, со-
с баш „зложепнымн в.лпе. Другим способом уменьшений во-
мподной хруикопи является уменьшение скорости охлажде-
НИИ которое позволяет получить болсс пластичный и менее
склонний к водородной хрупкости металл шва и ЗТВ, а также
усилинаст эффект удаления водорода из металла в процессе
охлаждения.Третьим способом является повышение температуры сопут*
cTByioiiicro подогрева. Повып]Сние температуры до 100 200
существенно снижает водородную хрупкость, вызываемую дпф*
фузноиным и молекулярным водородом. Четвертым способом
является проведение отдыха сварных соединений непосрсл-
ствеино после сварки при повышенной температуре, в про¬
цессе которого удаляется диффузионный водород.При сварке теплоустойчивых сталей до настоящего времени
ие обращалось должного виимаиня на ограничение содержания
водорода в металле шва и в ианлавлениом металле. Для нссле-
довання влияния водорода на образование холодных трешнн
при сварке теплоустойчивых сталей типа 1Х2М сваривали боль¬
шие жесткие пробы ЦПИИТС размером 1000X2000X35 мм-
Содержание водорода в наплавленном металле меняли путем
изменения режима прокалки электродов. Сварку жестких пробподогрева и с подогревом до температура
200—2ЗД С. Через 2—3 сут после сварки из сварного соединС'
иия изготовляли продольные и послойные шлифы. Сварныпробы термической обработке после сварки не подвергалнсь-из шлифов (после их осмотра) изготовляли уД^Р
гппйгтп образцы для определения механическ(тяГ»л ‘“^3. При сварке жестких проб без1 3 и 1 q водорода в наплавленном ^*^4РУжеио я » околошовной зоне не обиа^KLcSifuoT водорода 3.5 см^/ЮО г шов иМSS «П гrf 1<5 мм. При увеличении ДРв сГп,,ом “ "^"^"«ленном металле до 5.9 см’Л5<олодиих треиш1!‘'тж,а"Т‘'^''” количество «^Рфлоке-MPT'innr флокенов. Типичные трешины^ ‘ шва и в зоне термического влияния приис. 58. Типичные холодные трсшнны — флокены, образовавшиеся пол
дсйствнсч водорода при сварке жестких проб UMMIfTC;—и мсгал.1е шм. спль 1X2.4 4*“i5 мм. медтроди in
ирокалкн. сиарка без подогрева. Н-„-5.9 с«*/ЮО г: ^ « ^-трещины-»*пая 07X2-'^_ , - --И"» ;^чн7ч№*■ аоие термического олк«!»нл. стал ^ ^ при wподогрева, переменный ток. фл»с cwVtOO г 3\'ЮТСЯна рис. 58. Эти трешины под соответствии с вырачерез некоторое время поелжением (25). „,кЬов из стали 1Х2М мНа основании осмотра ш Ф -^щнны ®°^“''^постраняютсярснностью сказать, что "je »з них распространяслучае в металле шва и н .j^ глубину.в околошовную зону на зиачительн>ю ^^ Л
„п,. limn II ЗТП пслолстпио тормичоскот стлррция:uii»iiccii. 01 т.-м1к>р;1тури
Slllom mCl’O»». И» l>"f |«.б„т„Ахи^ ^)Ртах*^^200 Твуд» '"СJ00|>Н1' А'2 Впняиис томпсратури ныдержки пл рпботу ^нрождснин трещины
А ' и мякснмпльнун) р.прушшотую ппгру^жу Ртпх дли участка опллилс-
нми ЗУ\\ стлли 1Х2М (<i) и для металла^ п\пл, пыиолш'нпого u:i стали
1Х2Л{ «птпмлтпчоскоП сипркоП проиолокоЙ Сп*0‘1Х2Л\Л пол (|viiocoM ЛП-12
[б]. (Нромя иылоржки —2-1 ч, пспытаио при темпоратурс 20“С)зарождения трещины А^.г и максммалмюп разрутаютеП па-
грузки /^,ux, определенных при комнатном температу1)с для ме¬
талла шва, выполненного пронолокон Си-04Х2МЛ под флюсом%7550?5б9txACi^тох5001 fsot?50V100^1Т £0Ur»tsД)Кm10300^Te^9;c200010Q .«ад.'ржкн_24 Ч ^JOOrgnd,'"^Phc, ‘M. Влилмис TOMiicpnTyp’JЛСрЖКИ lin CHoftOTlUl nu*rpewa 3TB стали 15Х2МФ-24 Ч nnitjr, . v»ih-mh rpewa 31И стали»‘Фптур" 20гГ "^•|>жк..-72 ... .1НШТ.Ш0 n|>"ратурс ^0 t./ЖОПЧЮ Л,.г II Pm»n no cpaniicimio с ИСХОЛНим гл
сплркм. а нылсржка при томморатурс |50 „к попытепию -.тих характеристик. Оппедел rf п,л "Р»воДнластраисиня трещины Лр., для данного cjivu^uпослевозможным, так как на диаграмме
был полностью кристаллическимДлительная выдержка нрн высокой температуре сопутствую
lucro 110Л0Г1.СВП оказывает отрицательное плняш.е 5акжеТма'
споПства металла зоны термического влияния. Как вяшю „з
рнс. 4.1 '1.), длительная выдержка в течение 24—72 ч nmi чпп'г
приводит к резкому снижению Л,,. „ « значительному
попышению критическон темнерату- р_ и
ры хрупкости (кдс па :Ю—90“С
После старения при ЗООТ работа Л*
зарождении трещины снижается
практически до пуля. При нспыта-
пни разр1»1впых образноп после ста¬
рения п|)и температуре 300®С на¬
блюдаются рост предела текучести
металла п некоторое увеличение от¬
носительного сжатия. После выдерж¬
ки нрп температуре 300 и 450®Суве¬
личивается также твердость метал¬
ла. Так, для участка перегрева ЗТВ
стали 15Х2МФ твердость увеличи¬
вается до 380 и 385 nV соответст¬
венно по сравнению с твердостью
после обработки ТЦС до старения,
равной 3G0 сд. по Виккерсу.Длительная выдержка при
температуре 150®С приводит к тркл-чр-незначительному новытению Л», г и ' Снизиласьстп, а также критпческоЛ температуры хр>^также твердость до ЗЗЙ ед. но , перегрепа н оплаи-талла пта и металла, имигируюииго у ьк ‘3()о_;}50°С можно
леиня ЗТВ, после длителыюП ,,'сиовного мс-объяснить термическим старением, ир' ‘ I ур.ц;,род и кис-
талла выше точки Лея атомы /„«рсходят в твсрдиЛлород) переходят в твердый раствор. ,р„^..,дочиого металла
раствор и при расилавлепип Jricmni комиатиоЛи сохраняются в нем при ‘ /зоо -350‘’С способ-температуры. Выдержка при « Омп выделяются вствуот их выделению ид твердого рас блокируют пло-виде пптрндоп, карбпЛ11В и окислов 'Inwuiennw предела т •
скости скольжения» что п приводитнучести и хрупкости |3, 19|. .. ^.^пмическое ст рJ00 г,^;сРнс. 45. Влияние температуры
выдержки на своАсша
оплаоления ЗТВ стали 15\2.МФ
(премя выдержки —72 "5*
пытано при температ)*рс 20 х)^\l лп нучести и хрупкости |.J. „..^„тми термическиеraincn"Jyp™4'iS "|1вд","ст",» «»» iini'm,”"!;,™'fi; 'ч. д~-' ”1'» темпсп^тупГчш ' стали 1Х2М, п течем . -4>aiypc 300 и 350”С приводила к зиачитсльномУV4k9200I “tSQ«•f•> •100f —
к ^»504Г^
„с пыяыпяст 1.x пылелопия из тпсрдот растпоря. и поэтомуfixnvntiiiiuiiiiiH металля пс ироисхолит.'з ачнтслы.ое сипжоинс/1,., п /1р., всж’дстти- тормп.ц.ского
стп|,спия мстпллп 1ППП .. ЗТВ при пеГ,лагоприятпых условпих
может припссти к Образопаипю холодных трещим.Таким образом, для условии спарки теплоустойчивых сталей
МОЖНО сформулировать нторой общии нывод. Для предотвра¬
щения возможного образопоиня холодных трсшпп, вызываемых
синеломкостью и термическим старением, температура, при ко¬
торой можно в течение длительного времени подогревать свар¬
ное соединение в процессе сварки, не должна быть выше нижней
границы температурного интервала синеломкости п пнжней гра¬
ницы температурного интервала термического старения:ПОД техсин»<т(43)ПОД ' терм, ст*Из двух значений температуры выбирается меньшее.Таким образом, оптимальная температура подогрева огра¬
ничена естественными границами: снизу — хладноломкостью, а
сверху— синеломкостью н термическим старением.9. ОХРУПЧИВАНИЕ НАПЛАВЛЕННОГО МЕТАЛЛА
ПОД ДЕЙСТВИЕМ ВОДОРОДАГВодородиая хрупкость металла шва п наплавленного ме¬
талла имеет много общего с водородной хрупкостью стали. Во¬
дородная хрупкость стали имеет ряд особеииостеП и разновид¬
ностей, связанных с условиями эксплуатации конструкций [2, 14,58. 59 и др.]. В зависимо-
стп от условий насыще¬
ния стали водородом во¬
дородная хрупкость мо¬
жет проявляться по-раз-
ному^Для исследованияводородной хрупкости на¬
плавленного металла ав¬
тором была разработана
специальная методика,описанная выше [37]. По
этой методике водородвводится естественным
путем в процессе сварки
металл. Это обеспочппа^ ® жидкий наплавленныйзнойного водоооля п лА равномерное распределение диффУ'
делах от 0 5 1 О пл r ** позволяет изменять его в пре-т'ры прокалки кпектродов^” ^ изменения темпера-исследования с ^ чспользовапием этой методик»и. увеличением содержания водорода в наплавлен-растя-06Х1НЗМ в зав^,^тГот“Т’''''“^ диффузноиного подорода (см’/100 оТ"”
СП .г "сп-''0+1.5; j-n^„=2.5 + 3.oНОМ металле уменьшается его способность
формашиикТак, па рис. 4G показано изменение
растяжения образца Гагарина диаметром 6 мм лпмс„л.а „и,а 06X1 н'зм „р„ «аГТГфузнонного водорода от нуля до 2.5-3,0 cmVIGO г Oeoaait„спытывались через 2-3 ч после сварки. Как в2) ?з
р„с. 46. с увеличением содержания водорода кривые растяжения
совпадают и разрыв происходит на более ранней стадии де*оп
мирования при меньшей пластической деформации.На рис. 47 показано изменение вида диаграммы статического
изгиба для наплавленного металла типа I0XH2M в зависнмо-
стп от содержания диффузионного водорода, 1£.'6й/55о = 3,67с.Образцы испытывались
через 1 ч после сварки.Как видно из рис. 47, при
изменении содержания
водорода от 1,0 до Ю
7,3 cmVIOO г начальные
участки диагра.ммы изги¬
ба совпадают, а разру¬
шение происходит на бо¬
лее ранней стадии дефор¬
мирования.На рис. 48 пока¬
зано изменение вида диа¬
граммы статического из- atyom н чзвнснмо-
тиба для наплавленного металла типа 07. . скооости
'Сти от содержания диффузионного водород Р ^ _'Охлаждения 3,6 “/с. При деформации,■рушение образца происходит в ^ i 2 cmVIOO гСнижение содержания c,LecKofl деформации,увеличивает способность металла к . статического'однако не позволяет избежать ^л,уз„онного водорода в
изгиба. С увеличениемнаплавленном металле резко jg показано нзмененнехрупким разрушениям. Так, на Р * . нагрузки в завнсимо-■Лз.., Л,, п максимальной при испы-'стп от содержания водорода н с Р видно из рис. 4У,танни образцов через I ч р для наплавленного ^te-при содержании водорода 7,3 ®/сталла типа I0XH2M при до 1,0 cmV**^уве-■уменьшении содержания ^ 15 Дж. т. е. в I- Р^^' 'рождения трещины увеличнва g9®/c приводит к j'/morличение скорости водорода болеему снижению /U. т-При содержажж ^о.|^Р^.^„,,чением
работа Лз.т практическиния водорода уменьшается * окорости
нагрузка, однако с увеличен
сколько повышается.^ jиРис. 47. Изменение вида диаграммы стати¬
ческого изгиба Х1Я наплавленного метал¬
ла типа I0XH2.M в зависимости от смер-
жания днффуанонного водорола (cm/IOOi):1 7.3; 5-5^; J-3.6: 4-1,5; 5-1.0тяJ-J^3
Г-r> ”т ; 10 omV'"" ''-.м.''". . , 1 1 Н„.АfUм .:оп>отИ|UiШОГж 'IU. Илпмпиг ;tni|if|tv UttiMIIOHi Ии I0)t(i;il1 lin pttOitiy U'tniM II ригиро! tpitiii'imit и iittМИ1И MMu.'iMiyH) Mitfi'Vtuy д-'Im Mffit.'wid/и'иипт Mi’Hi'i.in imirt 10\1Г^Л\
i.u *h>\ •M*|»m\ 4N. lliMcitrtint»
iiti.irt imnrpflMMw (4rt
1tl4iVhOlO И.ииГш Д.1И
11ПИЛППЛ*’ИИ|ИО Mt’Ttt.lли imin 07\*JM n 1»ПИ('ИМ(Н'1И 01 1'0Д(*р
жппии диффушонито|»о1(1рс»лп (i'mVH**' i)'; ,i,oj J- ;^,oj
4 l.tfV'' , - *1*1 Дж/гм\ n при ynr.illl'UMlMIt (M(l
ИИИ до 7,3 Гм71*Н) г .1,, , 1‘ПИЖПОЦ'И Дп’ I I,Г) I »' 1>Р**мерин и И pH.iM, (!лодугг tiiMiM'im.. мп^ |(|*и уигли'кмшп ('(i/и'ржл* »г. • * • *м м IIt*Mi. ЛО. UflMnmiP днффучнотино полоролп ил мскмиичп'ии» "»iлрпи(11о мпгпллн 11И1П lOXUVMi .««лиМ.И'Пи сj lon'pi*'Mt>p<t i(» upimi4 .....I i«ii I I'\1 Ill4):l I V И.1 VliVm.ii 1'•U-nwl'l U'\UI*’P<'‘\P‘‘ vpvnivnt III IldliMIII.M'U'tl I Ipil IKMUJ
ИИ'ИИИ t'KUpiU'IM\i\ [i'J ' Г р<И'»И V IWU'llpOi ipd1ИИИИ iprtllMMIil МГ MptVU'tMh.'III'tiu'i. тпмо)М1ым оирочгИИ)>, IMK |WH\ Ml) Ul.UpdMMr
l UUMMrrUOlO tniiKVt iinOuoI.LUh'M llti.lttMt) rpuinI г \ IU^■И1Чl'Иllг^^ fll.'irpUvOiimi no'Uipii'tjt и
iipt'it'.'i.n и mm.htM.'trMiioM
Ml' la i,'h’ 1 iiua r,'A\ p^* tuu
VMottuiiMtuh и 1,-tu U(* iiitiitt II
tiviMini' \ 'MiiiiriiiU' II iirmiiItov' i'uupm ИП UMU»4' piuptauv
Ipi’ UVl M'KV'li't (И lipilMiiM МрИЫИЧкЧ'КИ III* IMMt*
IIMl'H'U (piU' fvOi . Ц1ИП
ptil n HIM, ЧИ1 \ ИГ'ШЧГИШ'('D'U'pmitiimi д|||||ф\ iiKtiiiioiii
ипчорили \w ирииилт \\ и *
Mi'iiriiiiui riijipoimviviniH I'tiiII.'Ifli' I Il'h'i'UOfi 111м|)ИрМ||111111N'uwwi'U'mu' \’uo)>o» ntЧ«'И11И -И) iVy'/v liptlMtHlMI и
ИПМЫИИ'ИИК* llpOMIItH I IIM\ \flpiU\ ivplh’ \ ии, W:\iU \
t'liitDrihji при iioM MJi.'ii» II'
MrlltllDU'll.U.Miunuu' иииприча и*'
I'liiidriim iKm.'hiii.'h'MiiiMo m**
ift.'i.'iM iiiiio 0/4-A\ iipti *1»"P"Cni 0\,4tUl\iU‘UUM "piiiiriii,ii,)iimi iiOpH iiiiiii 'ii'pt'1,/^ i| Illir.ilO *1111ivn ijiiiu iia mir A
IMinilli II»\kv■V/1I’m Л1 il НИНИ»' »и*МИЬ'»ИpiM'l tl.( М»Л|Н1М>||‘« ЫИ «ИИЛИЙ! ИйММЙ
Н ИНОН» Ml».»• и им||« 0;\М\JIf •1 *4».1'и« nv М ШИММГ 1И|(>фИМиИИ(И<( ИИ |И|UMil 1Ы pilOtHV Iiipil'it U МММ 1|иИ1ИИМ и
М«)Ь( ММ«1 1МИ) И» р*ирНИйНМИ\И> MHIpMMV
it'ttf <(гИ( f'MMntNiNtf Ml м и>1ihll 1И<Killi\|И'.'111Ч1'м\\\ 111
,*J а* Iwwv I ши'ряитим
Ullllnili |И1М(1)ИИи1 1
It.y «mVIOII I lipiliiollll *'p*‘U\UMV *ИИ»К*'ИИИ1И'.чыми и г \ /1\*'11пи \ ирим»’р**"
и Г,' рп 1) II 1\ ' Vtn*M im НИИ
му rlllhunilllti Ml I Itlltli'l 1[ 1 'ирити-м* ими рм ipi'inv
дгл Mh\‘i*'i 1И1Г||НМ|*Н| ИМ}'|)«НИ1И|((Н|«pMilH (Ml ММ>1»М«»(М |НиЛМИН М< М t
'|<i IIHhl (ИМИ (>'Л|^<М ММ)ИНИ1'МИИ|И <«|i«
tiH'bibtirl I м ОМУ.'И Л1*| •/И14мм« ЬФ 10•• • • )М J.Si/M//мн ‘ I»*i4" .4 I..•«а
ftJI’t.«weHserc* При этом также резко o.^-.ctcs
npamiWK» iH 5:;). Такое си .ксетк: aia-pa<ioT* .ирождонмв работы злр1>*дснн- трешикы астмчлких свойств, . нагрузки наЛтюдаютсв при увслв-макс««*.1ыю* разрчтиаюшеа содержания водорода для металла шва типа05Х2Л1* выпа1ненного про-
В010КОЙ Св'СЧХ2МА под
<(1ЛЮсом КФ-16 на сталн
1Х2Л\ (рее. 5i 54).
f Водородная хрупкость
стали аавнспт от тсмоератл-ры нспытанвя (oS). врпч«м
наиболее пално она прояв^
ляется при комнатной тем-
ператл-ре. При повышсаг*»
Елн помиженнн темпсрат\'
ры по сравнению с комнат¬
ной водородная хрупкость
умеаьшэется^Доэтому представ^тяется возможным плетем подо-
грева яря кварке уменьшить водородную хрупкость мстаола
сварных соединений. Для сварки низко- н среднелегированныхТабдяцА 19Tvia*«p4Tvpu ва с9«йст»л мкшвлеяаого ч^х^ллл
т«в4 #Т\ЗМ шря со1«рждявм водороддРве. S4. Влшлтк шокьfcл^ 43 podotT тфею*ыв »т.вв1П11тп рлзрхшлхх::\г> вагр>'3'
KY хтч «ersJLia шм ТВВ4 05X2.4.■вкяммго fex«0LX«0i кафдоссо! Х^-16 в1 сш« IXiMTe»wfk»-•Ht.Tua%ecue свсЛстмS♦ 1 ».^jнп*%6Л100t-3) I7$:: I 657 1$ I "О7«д 5.9 i 2^.0xpv«-
nriL вкДкв wet
Рд5рывхруж$хКвкйкл■оду-
<ст>25Л3Si.O«050 Раз(М» »МГicpvtiKBA1070щT^M&erv?^ " ^тв fti ''Р>'окость B^wa^HK«J Итл-р^ cptBjj^jj ^^leHHoru металла,комнапк^ft Н_М а 0Г.\2.и^Р^Р“ *Ь1лн мспатьл'М»*'*-корость охлаждения З4а>-состаалвла 3,6'/с. ^зультаты »cuwTjna суиедтел и
рте 53 н 56 а в табл 19. Как миио кз tafia 19. сра шаатш^з*>ывны\ образцов оовыше&ае т^мператл^ы ас^ыта^ш :^т >>
^ОСС приводит к )*мешьамадоо водосюдиого оаруэтэт^зи^
При содержаяяя водорода 6.3 ск^ '100 г умдпешм ти1=<?ат>ты
в чказаиных пределах прщшхып к твелхчеки» отшкятелмях-л»«и* с 4^ до 25 %. т. е. артк^т s 5 раз. олюапвлмого
х:^и,ивення с 2.S до 5.9 \ н ист^ ^ротквленна разрыву s. с М2 ДР »^0 нПа Предел тек>^*ест» прж этом ^'щлктическй ее «змснаетс*. jПри нспытанни образао* на стати- ^1-
ческяЛ взгиб повышение температуры - П
испытанна пркэоднт также к вес1^ма-t«wРве >Х Вав^«sfj TOrfioTv 5дусж-*е«*« ■тшгргжс ш BPCBRVT »жж*» * ^д\»*Чв «»»CB^VTB от Tweep^n?*^ Л*с. fBc. S«L я
tr?*i м rj*Vrv
*лл ■ TJC'JOX'r;BBT^f. ft» «№ГГТГ-лт тжтжшявсу
тв№ т«а «:\2Ч m
je^kXMM ш тт г•сг»> 1»а|Ву»^П‘л—к_-,-м«ого мет*.«а. Так. >>•вовышеиме тх'мверат>Р“ ^ ^ ^ р^гсгд *>apwMAKT к по»ышск*1К' 7Л Л- wв изломе. При с\.'Дср»^а*“* Ч» с^-рождения трещины —с П ^ Лб ».Н » »л«*.'Л'-ебота рлспросграиеии* — с Н.2мальяая разрушз^агая *с>1«ествеы»о вр« этом >»е-’.*<е-доме — с 10—30 до ^ '^'ние охкржанм^ водо|;чиа щ
iR^ В нлломс. при комнатной темпе-
докнпсгоа ‘ ,опода 1 •< см*/100 >■ наплавленныйр„угч> п^ослс сваркн „мсм 95та.1Л типа Н'лп-‘ „ „аходипгя в вязком состоянии, а при,00<1Ь "^'^4 см7^ г \0-‘20% ваюкна'н%vn^.M с:ктояннн. Повышенно темпорагуры нс-
^«г«ыя V 100'^С приводит к повышенню лиержання волокна
rJioMC до 40-60 V и наплавленный металл с содержанием
7 5 cvVlOO г переходит в палувязкое состоянне. Это
«ил^ельствхх'т о том. что с повышением содержания водорода
увеТнчнвается критическая температура хрупкости t^oc и для^пламенного металла типа ШХН2Л\ увеличение содержания
водорода с 1,4 до 7А cmV^OO г приводит к повышению крити¬
ческой температл'ры хрупкости tj^oc примерно на 80'С.Для нап,тавл*ениого'металла типа 07Х2Л1 повышение темпе-
рат\ры испытания от комнатноЛ до 200 X приводит к батее
значительному уменьшению водо{ниного охрупчивания, чем для
наплавленного металла типа 10ХН2Л\ (рис. 56). Так^ при со¬
держании водорода 6.3 см^/ЮО г увеличение температуры испы*
тания от комнатной до 200X приводит к увеличению работы
зарождения трешины с 0,6 до 4,5 Дж, т. е. в 8 раз. При ком-
натной температуре наплав.тенный металл типа 07Х2.М нахо¬
дится в хрупком состоянии, на диаграмме срыв и нз-том плт-
ностью кристаллический. Работа распространения трещины при
кристаллическом из.юме низкая (не батее 2—3 Дж/см®). При
повышении температуры до 200наплавленный металл типа
07Х2М с содержанием водорода 6.3 cmV^OO г переходит в вяо-
кое состоянне, содержание ваюкннстой составляющей в изломе
увеличивается до 100 % н срыв на диаграмме исчезает. Работа
распространения трещины при этом увеличивается до 26 Дж/см^
При снижении удержания водорода до 3,0 см^/100 г наплав¬
ленный металл типа 07Х2Д\ переходит в вязкое состояние уже
при повышении температчры до 100 ®С. Дальнейшее повышение
температуры испытания может привести к снижению сопротнв-металла хрупкому разрушению. Так*
crn%u^uuJ изменение работы зарождения иBaami'uvi наплавленного металла типа 04XH^vтемперат>‘ры при содержании диффузионно^Аш п л * При этом наибольшие значенИ выше nnue;i. ^^^100 с. Повышение температуры до
хрупким na^nvi'^ ^yiuecTBOHHOMy снижению сопротивля^'^'^
1адла к объясняется склонностью этогоУменьшеГн^ "Р“ т««п<^Ратуре 180-251^'С
■^■ры объясняйт хрупкости с повышением '’’•''“'‘Lvпричинами (581 По
«рупчивання в*п1 причин уменьшенияРы выше комаатной^«»”°°™ металла с повышением«оявляется повышение сопротивляемостипламенного металла хрупким разрушениям с повш=гви,
псрзтуры что II приводит к повышению плааи^2
„ значений работы зарождения и распростраиеьн.ТДщин?^
подтверждается увеличением катнчества воллна в
повышением температуры для данного содержимя
Иными словами, для наплав^тенного мета.иа. вахо^яще^ «
хрупком состоянии, водородное охрупчивание прояа.,*етс« ГГмчнтельно бальшей степени, чем для мета.иа, находящегося i
вязком состоянии. Тот факт, что для металла, находящегося
в вязком состоянии, водородная хр\т1кость проявляете* в зва-
чнимьно меньшей степени, чем пя’ этого же металла. HaxtuR-
тегося в хрупком состоянии, до настоящего времени s литера-
т\ре не нашел латжноп? освещения. По нашему мкеинкх этотР»с. 57. гг11т?срлт>]^ырождеш1я ш pacnpocTTUHcsettuaiucHKOro MeT».vu твпа СЧ\Н1М при сод«-^
жанш ■ Kvao?^3 ixa си' KV Гш i ***• *■факт заслуживает самого li^rawзва1яет существенно уменьшить т^маератлтысварных соединений за счет некогорого повыаи”^^грева. num^TtM хтя объясяо-^ настоящее время предлагаемая Р"*^ ., ^ ^
ння водородной хрупкл'тн стали »«.*<нако эти гипотезы но могут в ^ eonp^w. Шряимеющиеся фак*тические данные по f * • сгалясмотрении механизма vi\pyn4HBaHH4 ^тх'» satop^aиод действием водорода «ci>6xoihmoхожст наход1Ггься в стали в л^>рме; водороя в bjucводород в микр^шустотах в - .ито I**'*твердого раствора внед1н'ния и B.WU в внлВ литературе (9, 37, 54, i5, нд -чяолны*сварных соединений принято ®и остаточный. ДиффузнонныЛ всрояг1К\ » лпзмарж>асыш^енного твердого раствора внедри- * ^tI
i♦v.nM.' IIWUMIVMV ОчТЛТОЧНЫП нодорол в радлич-fJI "AltUv 1г„о,.лл.и.ч>о« ,Ч'П..-,К,.,ПРО..ОДСННЫО 1ичмедовяння. хрупкость м..
наш поонного металла, в основном, вы.илкюгсч
чнй\Гшны" иодор.>дом (таМ. L'OK Осташчный одор^^д
fТР.П. в Lttipbiv он обычно находнгся в наплавлен-
^,v мо1ые. прлкп.'ич-ки не окд.шваст влияния на свойства на-Таблица..o«.ou. (Н,,) - ост.го,.ог« (Н О .о,оро„м 0\ру*Ч»»АИ11С H*IUMWrH«OrO ЧГТйЛЛЛ хшпл 10\Н-М -.6 ,)1Tt«t«V>4t!n^ '« ciw и
•с«ыт*ам*\, ,vriC>4i' *^Ч'Ч4*Чг* '4iKf4rV«>* V -h '
awt*- V Tv'«b»11 . ;v'v^
Ч. — *V T* Ж4»“’
•1‘ж^ 1*tк>о*с.» KvatmcA•са^5 ЧЬсл npo'
|«алккT.4ЗчТ10 KV6 2,9 U.S 40-6010 1^0 1 4Л r.51 5 cvTВед nf4>«
КДЛКК350001,40,617,6i:?,5>г.з 36,2 : ux>12.4 ■ 3S.6 UX>'Л'Т,«я IK>A\yX«) ЧSpkVКДЛКМЛ50ЫЧ»^34,5КЗ000u:2KM16.5».s2.59.5I IJi 10-2015.7 50-Л1
32.6 TS-905 cyt«Ьез apo-KMKM»0v4lO00011.5; 0.6
0.4K4,51^4»1&.7iei.0ltx.515.637.3 ' «-UW35ч5 S6-KV35.9 95-'*''талда. EcrecTttoHHvi йсгаот попр<ч\ почомч днфф>
^иный аодород окалывает так<ч' бллыиос влияние н клко»0\п\пчу»^[1'м*^^^'чтобы ПОНЯТЬ МОХЛНН.»'*1ММО А^'Лствисм днффузнонаого водорода, hoiA\<^‘ ^ какоА 4ч>рмо он находится в нап,1Л»»
фузнонного ^ил ” ^^'«натноЛ т\'мпорат\ро подвнжтч'тьx^tMCHTdwu Н1Чк6ычно велика по сравноннк> оUUCHT ДН(ЬА\Ч1п1' »Pv>BiMOHHNO ЖЧМОДОВЛНИЯ* КОЭфч ;на1иплв.тснноп> металла и
им ^чктанляот порядк.Ф^АИИ vru'iJi/» '■рлвнснцц няпомннм, что ко^ффнцнонт л-*;см^^с соопиччмвонко И^1 *CLb6a.1blUVW разницу в подвижности ДНффузноннйт
,10-12 порядков) в железе при комнатной
сравнению с «томам и других элементов внедр.„„ц можнГоб'Г
«снить тем. что диффузионный В^иород в напламснноД
„ в ЗТВ. по-видимому, находится в виде протонов Ло иквГняо
подтверждается тем. что содержание днффузнонвого
В мсталло шва и в наплав.лсннон металле в ^нячнтпыюД ст<^
пени завненг от рода тока н па1ярноотн. Вы<х>кая аодвижжхгть
диффузионного водорода также свндетельств\ет о том что ои
находится но в связанном состоянии. Если допустнтк что диф¬
фузионный водород в наплаатенном металле н’лхо’ктсч в мдо
1Цн>тонов. то становнп'я понятным. почем\ с такой легкостью
В1>дород диффундирует из шва в оксхтошовиую зону КЗК в про-
ucv'cc сварки, так и в течение HCKOTopiw времени после сварки,
иочом) он но в.?анмодеАствует с днслокзцнямн и почему с уве¬
личением диффузиониоп> водорода ио нзмснясп.‘я прслсл теку¬
чести наплаВчТенногг> металла. Лнслокацми п аслсос слышкоч
велики для прогонов. чго(^ы онн их могли закреплять п менять
предел текучести. Углерод и азот взлимолсАстбчлп с дислока'
цнямн в железе, и :>тн :),1ементы способны злкр^'аить н\, что
приводит к росту предела текучестн. Именно взакмодейстмем
pacTBv>poHHoro углерода и расгвореиногс» азота с дислсжлци'вми
?колеза и ^объясняется (3, 19. 73) гермичл'ккч' старение и сине¬
ломкостьМеханизм охрупчивания наплавленж-W металла под дей-
ствием диффузионного водорода, видимо, зак.1к^частся во
молоАетним пплглмл RMt'uiHHMH ^ктект1ч>намн атома жс.*сза."•'«vjfv.uncTOTex металла ш^л п - «'•^вые ммн>ты sv>\.«v^твие кратковременносш npvuiecca ” ^'‘'«арки дав.1енио ма10к\ лчрного ^ио.1ех>л«г*Р<>ятно> невелико н в эту>т период s re*С:?
fJ ' J‘ ‘ ' ,jl'
i-'/ l'-,lt]I:f -I.I.1ifI.rI, VtirI'T - r :/1ШМР»шмтшкг|ку|1(г|.'i,Г|/„,,,0 холодных трещин. Эти^,.гь образова1»“0 , азование холодных щ.
^ способствов»^’;^ факт. ®J„cm водорода происходитo6-b«fH«’^^ 31-ц под сварки.„ а^лс шва “ „ПСПС окончания механизм водо-Ш"" "„^которое вр«'>'” ругие точки ДР соединений. Тем непт1В0ДяЩ>'? ‘'„познанным. способом уменьшения"■:Г'н Кется основным спос«"Via основании изл является ,, .ге-чиологическими спо-1^1Н0Й п*. !пва различным»* . уменьшеняя во-V.":- V'«“ с•»лподной ,вл1«ет пап>чить „ 3id« а также:шм. ^ ^41^П£,..»ia 1л^л\ сваривали ба1ь*
-г>~« ЦП лите размером 1000 X 2000 X 35 мм® наплавленном металле меняли плтем
прокалки электродов. Сварку жесткн.х iipo6
200—‘>50 X ^ подогревом до температурыкия йзготое.ял^ npoL^SJ!.^’^ сварного соедине-пробы термической послойные шлнфы. СварныеК^ме S подвергались.иые ш разрывные
СВОЙСТВ ыеталла шла п.'таЛ*» *'*'—.«с шлифы. Сварные
г-'-'; ^хого, яэ после сварки не подвергались.аы< я разрывные образцы \1я изготовляли удар-“ойств металла шва Ппм определения механических;та6л. 21) при содержании жестки.х проб без подогрева1.3 ■ 1,9 см^/100 г твешнн ® наплавленном металлеружеяо. а при содержаннн ” окатошовной зоне не обна-
поперечные трещины хтиноб ^^орода З.о см’ 100 г шов имел
лааая водорода в напламАи **** >в«-чичении содер-> смряом сосдинени нм«тЛТ“ 5.9 см*/100 г1лкияыч грещив типа *1пгри количество попертднтпт•~-в хета.-ие шааТв . Типичные трещины
^ за н в зоне термического влияния пр:ГГТ:иК;'I*- *:ЛГ-58. Типичные ха'юлные треохяиы — ф,юк«н£«. обр^гоазвамся яол/-то«т. волорода прв сш^рке жвтях проб ЦНИИТС:без м^гллж шмл. стжл* iXlX 4-J5 «и. kJcxtyooftf г»>» Jo»r^^ смр*л 6«J аодогреп. — ofVfc» г, J ш i->TpcauKw-«iwe<cM-■‘««■ж», еталк 1гХН2ЧДА. бшТО шм.»лпшлгп«еж»ш€ш*рлл блъ
ре»А. aepc«eSMwi гоя. фл>е АНч! шрокллп m iJO *С шрааллжл Св-МГСМТ.ofViOe г^3 рис. 53. Эти трещины под действием водорода образуются^Рез некоторое время после сварки в соответствии с выра¬
жением (25).На основании осмотра шлифов из стали 1Х2Л1 можно с уве¬
ренностью сказать, что хаюдиые трешииы возникают в лаяном
случае в металле шва и некоторые из них распространяются
в окатошовную зону на значиге.тьную гл>бииу.
'ияишнпцт^ шл о^яи>яяяя€ %ФМ0мтш% 'tptmmm штщ
1ШЛШ %%2Щ t7X2M7 1Jli ' nOfttptS4'
rfW' yptujnnuAT^ijOA \x> ЫН ,12 wmtptHHidx Гретин
frt 2 до 50 wmМет>Э3061а2905TJ3123UflpH мй|ц IX2M толшиной 35 мм с лодогревол! д/;1й.'лн'оние содержания нодородз в наплавленном
мс-аллг. до 4.0 смуИЛ г не привело к образованию холодей^
7р<"пин Испьтаиис разрывных образцов, вырезанных из ш:
таллй шна /ксстких проб (табл. 22), показало, что при свар»
6<1 подогрснА при содержании водорода в наплавленном ме-
'•- 'ле -V; и Г>.0 («yifXi ( и металле шна имеются микротрещины,Таблица 22iffre moA( гяа мгтйлла шня, пыполмеиного на стали
IX2M 9лекгролами типа 07Х2ММвханнчрскнг скойстна«1.0„АЧ>Кр^ят-сам t<cy,TCMBtpl*TVDIДж/смхругшктМП*%•С«7070Н17,801.2УО100OfJi«)Г|1Н,158,4ПОн:5Г|773Г>.5*27,608—r^-IO5342.2*W10,1Об—нм74017,705.0104МОHfiH72217.П*i2,0081Ы)* И «СГЬ МНМ1Н1|{И-|КИ»Н4анм-ibic ПРИВОДЯТ X значительной;- сжаж^При меньшеы «>Держаяии'аод<^,’7? »«4ст»чес«и
при сварке с подогреаом ме*анич^«Л-3 шва впмне УДовлетворительвы* «Лствауеаом до 2(^250 X критнчада^ ^fr,. для металла шва увеличивается со 1п^и^?^*Р-'т«»ст»
gzl‘ с по сравнению со сваркой без по--огое^"® ^ ^Д,1Я выяснения условий образования
металле шва были исследованы свойства *о«>аных тр«щиаЬ<;.:лг типа 07Х2Л\ непосредственно после сваомg .гэисимости от содержания водорода 'На рис. 48 приведена диаграмма статического изг,«,
г,лд, испытанных непосредственно после сваокн„.«pa^w . >"»“«»"«- "^LST.:еидяо ИЗ рис. 48. при батьшом содержании(0^ cmVIOO г) разрушение образцов пронсхаднт хрупкТКполностью кристаллический. Работа зарождения тает
в этом с^тучае равна 0,4 Дж. разрушение образцов npS;^
в области упругой деформации я в металле шва жесткой поо^
при аналогичном содержании водорода имеется батьшое ^н-честно холодных трещин.При содержании водорода в наплавленном металле
3,6 CM^/WO г способность металла к пластической деформации
непосредственно после сварки также еще мала (.4,., -= 1,7 Дж)
и в металле шва жесткой пробы при примерно таком же содер¬
жании водорода имеются отдельные не6а7ьшие поперечные хо¬
лодные трещины.При дальнейшем снижении содержания водорода в наплав¬
ленном металле до 1.2 и 2,0 cmVIOO г способность его к пласти¬
ческой деформации в надрезе непосредственно после сварки
повышается (табл. 23) и в металле шва жестких проб при при¬
мерно таком же содержании водорода холодных трещин уже
ие наблюдается. При содержании водорода 1,2 и 2,0 cmVJOO г
; наплавленный металл также находится в хрупком состоянии, на
диаграмме полный срыв и излом полностью кристаллический.
;одиако работа зарождения трешииы при этом увеличивается до
3,3 и 7,0 Дж соответственно. Увеличиваются также относитель¬
ное сужение н относительное удлинение. Уменьшение содержа-
:11ня водорода с 6,2 до 1.2 cmVIOO г не привело в данном случаек переводу наплавленного металла из хрупкого ® *кое, к изменению кристаллического вида излома ®
тый, а привело к значительному увеличению ^ увр.1|)е1Ц.п.ы (от 0,4 до 7.0 Дж) и непосред-личение сопротивляемости наплавленного мет г,жжения
стиеиио после сварки зарождению трешииы за ^ дз^ванне
«олержяипя водорода и позволило ,,-„-„pLхолодных тротнк при сварке стали ' JJ, ^2oV°C прп содержа-Мс,.ыт;шио образцов пр.. ««"‘^Р^^Гиаплавлённын металл
ПИИ аодорода 3.G смУЮО г показало, что цаплавл н87
:нipf iI;, 1 ■t t\Чi/,ill I'.flii„,. этой температуре имеет
сварки пр» j. деформации
лтвсяно после пластическ сваренной с подо- fшва »^‘=^'‘°аком же содержании водо. f„..СХ.Ч-КОП „ф,,. ,"Р"®?у"ьтате чего <="° уц,ается между содержанием® шш суш«тве"Н° пов способностью металла ,образом. , металле.Таким „-плавленном Таблица й ,водорода ®Влияние- нй паботу зарождения и распростраиения
;ГмГал1Гнап.1авленного электродами типа 07Х2Ма —Температур*прокалкмkJKicTpoaoB.•СТемие-р*турввспы*тякия.•СВремяиеждусваркой
и испы*
таниемСодер¬жанкеводорода^СТГ
cmVIOO гр*^тах’кНгДж■^р. г
Дж/см*СрЫ1.нВо-
■40KIW
в NVломе.%500203-4 ч1,218.77.0100040020То же2.017.83.3—100030020>3.616.61.7—1000Сырые (без
прока^лкн)30020>6.213,30.41000100»3.621.23.8260100300200>3.621,05.4330100150200>4.916,84.8260100530205 сут0.020,611.7—1000Сырые (без
прокалки)205 сут0.017,610,31000К пластической деформация непосредственно после сварки и на¬
личием холодных трещин в сварных соединениях. Если непо¬
средственно после сварки работа зарождения трещины, харак¬
теризующая способность металла к пластической деформациив четалТ"швГ‘’°'’° «®«ьше или равна 1.7 Дж. тонабтТтяютг^ V жестких проб толщиной 35 ммщины больше или paaLтаких жргтииу ® металле шва при сваркеВесьма ннтапа^ трещин не наблюдается,между сктониогтк1п**° также исследовать зависимостьшин при сааоке ^ образованию холодных тре-14ХН4МД и работой ЦНИИТС из стали типаопределенной лля няпп “ распространения трещины,та^л шваГи^Гаа^ имитирующего ме-тродами типа 04ХНЗМ лнсваривали большие тока 260—280Асварке изменяли соде^шго^п^^^^^ толщиной 35 мм. Приизменения TeMneoaTvrfw п ®^лорода в металле шва за счет
^ Р УР прокалки ьлектродоэ. После сварки*'ссткяе пробы выдерживали не мсиес 3 cvt пп,»^"зли послойные продольные .. поперечные S.!'"'*затем осматривали под микроскопом пр„ увел^» Ч
с целью выявления трещин (табл. 24). Одн^рс„ёнГ-~
жестких проб производили наплавку заготовок пГп ‘^варкой
^ой методике. После наплавки заг^товкТбые^^медной изложницы и охлаждали в потоке воздГа со^кпп^ ""4,37с. Затем из этих заготовок изготовлялись образиЖпТи„ „гпытывались через 3—6 ч после сварки (табт 24?Содержание водорода в металле шва и иапламенноч
талле изменялось за счет изменения температуры прокалки
электродов. Содержание диффузионного водорода в образце
В момент испытания (Нсп.обр) определяли как разницу межлу
общим содержанием водорода (Нел) н выделившимся из него
количеством водорода (Нсп. .ыд) к моменту испытания образцов
Как видно из табл. 24. при сварке жестких проб без предвари¬
тельного подогрева и с охлаждением после каждого прохода до
комнатной температуры при содержании диффузионного водо¬
рода 0,9 и 1.2 CM7IOO г холодных трещин в металле шва жест¬
ких проб не наблюдается. Для примерно такого же содержания
водорода работа зарождения трещины для наплавленного ме¬
талла соответственно равна 6,2 и 3,3 Дж, работа распростране¬
ния трещины — 24 и 20 Дж/см^ соответственно. В изломе ме¬
талла наблюдается 95—100% волокнистой составляющей, срывнагрузки не превышает 15%.При увеличении содержания водорода до 1,5 и 2.4 cmVIOO гв металле шва жестких проб появляются .холодные трещины,
причем с повышением содержания водорода увеличивается ко¬
личество трещин и их размеры. Работа зарождения трещины
при этом составляет 2,8 и 2,3 Дж соответственно, работа рас¬
пространения трешины — менее 13 Дж/см’ (точно определить
ее не представилось возможным, так как на диаграмме почти
полный срыв). В изломе наблюдается при этом 15-20% во¬
локнистой составляющей. ,
При сварке жестких проб с подогревом до 50-60 С ^ных Трещин в металле шва не наблюдается прн
водорода 0,7 и 1,1 C-VIOO г Пришины равка '“"""“"*5. „аб-иодается 90-нения трещины —32 и 22 Дж/см . о „«гпузки не превы*
100% волокнистой составляющей, срыв р>шает 10 %. ПА 1 7 и 23 cmVIOO гПри увеличении содержания 50—60®С в металлепри сварке жестких проб с Рзбо^а зарождения тре-шва наблюдаются холод|*ые работу распростра-щины при этом снижается до 3,0 н ^ определить, такнення трешины не представилось возможном
как на диаграмме наблюдается ’ Р^ до |00—200°С при
При сварке жестких **Р° .^е г холодных трешннсодержании водорода 1,2—1,о см/
lit:rfvrJlirrilfS-^'p.l!i;;;^:jilUJ f,I\ г fj *'"•(I * i. f it 19 a>111 Г.111Щi J*1i i\rI I I'lltЩШ.1 ' г *c<01Cся Sь «X•1с«♦-«InaVXОuоSКVs(6Чc14Xmоartirta«оRКsя2сив«оQавмDEИНUОteма.п2ьг«А>tПСалГSз«'/• SJ.5^ Г(лdн ••8АА«6«V»W8— * ■ *3S0дЯга«9аиоЯ15<1£а -оХ*si&'Ь54я *1 оIIЩа3ОU3I0ишв1'пптадтийииайИметалле шва не наблюдается, работа запп-^,. V1T0M соответственно 5,1 н 4 о трещины;Р;Г^1.ц.и.ы-22 н 19О 100 % НОЛОКНИСТОЙ составляюишй. срыв ll^nL
г Увеличение содержания водорода до 2 0
L „оявленню в металле шва холодных трещин лл^ "Р»водит
" Г^том работа зарождения трещины р?„а j^Ti' “ ^ “«■
nLiip^i^TpaHCHHH трещины — 16 Дж/см». ” РаботаТаким образом, сравнивая данные, полученнив п
„ес'.<»< "1>«0 ШШИТС, . результат»,, 5":“,Е »Э“{зарождения и распространения трещины для ^^авГнХо м“
талла, нмигир>ющего металл шва при сварке жестких ппоб
>,„жио отмстить, что между наличием холодных трещин в ме
талле тва жестких проб и работой зарождения и рГспростпГ
нсиия трсишны существует корреляция. Холодные треш1ны
В металле шва наблюдаются, когда Л,.т<3,0 Дж н Л <^ 16 Дж/см^ Холодные трещины в металле шва не наблю-даются, когда Лз. 3,3 Дж и Лр.т^ 19 Дж/см^.Полученные результаты хорошо согласуются с данными по[оценке сопротивляемости стали хрупкому разрушению. В работе
■|20) показано, что сталь, имеющая работу распространения
трещины 20 Дж/см^ н более, обладает достаточной стойкостьюпротив хрупких разрушений.На основании проведенных исследовании можно сформули¬
ровать энергетическое условие отсутствия холодных трещин
в сварных соединениях. Холодные трещины не наблюдаются,когдаЛз.т>3,5Дж; (44)Лр. т > 20 Дж/см". (45)Это условие можно объяснить следующим образом. При
сварке в металле шва и ЗТВ происходит пластическая дефор¬
мация, величина которой, по данным работы 193], составляет
0,7—1,8% в зависимости от состава стали. В отдельных зонахсвар1юго соединении локальная „«яжет достигать больших значений до 5% |24, 30). 'предотвращения образования трещин металл
Жен обладать способностью ртпяиия Ра-величину в условиях объемного „ способностьбота зарождения трещины как раз и петого над-металла к пластической деформации в Поэтомуроза (в условиях объемного напряженного
работа зарождения трещины, равная о,о *к^^р(,(5уется для
необходимый уровень пластичности, прц сваркепредотвращения образования холодных р
больших жестких проб ЦНИИТС. соединении всегдаВ процессе сварки и после нее в свар ‘ которыеимеются непровары, подрезы, шлаковые
.к.,;ипк тпстниоиолобиыо дефекты. Ииш^можно pя^■^■'‘'"'^l’'"';JVlCllpocтpilll^ll^тctl тогда, когда|5Й1, чго грсиишя т-(46)ят”й’"“а^и'>я т5"""KarnoKnJW^r при работе ра^.
ппострашчши T|>i4UiiiiiJ. рлнмоП 19 Дж/см м болсо, металл 1111,3
'ТтГ 1 олнтся и 1'йзком состоя и .)бладаот достаточносопрог.. и«см<>стью распростраиоммк) л м мр„ спарко3 проб HII1I11TC I. «инарыш. холодных тропит „с „а.Тякнм образом, работа распрострамснми трсщ„„ь,^
пч^ам ->0 Лж/см». явлисгся тем необходимым уроннсм нязко.
^11 KOTiipuil (фсдотнратает стадию расиростраисмти холоднол
трстниы от гротммонолобиого дефекта при снаркс жестких
проб ЩПППЧ: и проб €вварыш>.10. ОГДЫХ СВАРНЫХ СОЕДИНЕНИЙСвойства металла шва и зоны термического илииипи сварных
соодииеним теплоустойчивых сталсм н амачпгсльиой степсни
зависят от времейи и условий вылеживания их ноело сварки
|371 Как правило, сразу после сварки (через i—3 ч) иластн*
чсскис свойства металла сварных соединений и сопротивляе¬
мость их образованию холодных трещин являются относительно
низкими. Через некоторое время (через 3—10 сут) при вылежи¬
вании при комнатной температуре происходит поиышеине их
пластичности и вязкости, а также сопротнвляомостн образова¬
нию холодных трещин.}]^1овышсние иластнчиостп и сопротинляс-
MocTii замс^гленному разрушению в процессе пылеживаиия
после сварки или после закалки в тсхнпческон литературе по¬
лучило на.*влнис oTAUxajj93|.l3 процессе отдыха не П1)онсходит фазовых превращениЛ,
имеют место лишь диффузионные и релаксационные процессы,
вызываюшио переход пластической деформации с границ зерен
на тело зерна, что и приводит к существенному повышеншо
пластичности и сопротивляемости об)азованию холодных трс*
lUHii^j Гу дремой Э. [19| отмечает, что после проведения отдыха
стали уменьшается се электросопротивление, что свидетель*
ствует об упорядочении атомного строения металла^ Основным
диффуаиоииым процессом является удаление дисшЬузиониого
иодорода из металла сварных соединений 37).<-'»арки н в течение некоторого иремонн после
ь видслястся ИЗ мсталла шиа наружуводорода н метТ™'^а”|Гн'чТ1'Г лиффузнонногоиом\ штипь...!.,! приводит К иесьма суиюствеи-КИМ оазо\шомнии п сопротнвляемосги его хру»'рнс. о9 приведено изменение вида ДНЗ'тнчсского 1^згиба от ннложипаиня дллnvo металла типа \0X112M. JVaw наплавки загтопок
1Аияиы влажные 'электроды. Охлаждение заготовок1К'И0Л1-»ОИ«'Р.кНГ 1 ' ’ ТИИ» 10ХП2М от
. ^ послеJit.Mfl Tlinii ирсмонн nWviOKimniiHH послесннрки:i.^ncpoi J.‘> '• ||f-»5.7 CM'/IW »•'CM7100 v;Л'I cMVloor;|y.. ^ cmVIOO r„Р„((31ШЛ11Л0С1, на поздухс, одновременно,ше сод<‘рж.->ння нодорода. Как нндно “ г “"Р^'Д^ле-„р.мени «ыложннання диаграмма стап1че koS’ '
Ьтптолыю изменяется. Цр„ ^иь изгиба весьмалом иремони иылежнваипя nfi. ^
разно» (1,5—7,5 ч) на диаграм- лГ~ ' Т—~~]ПMl- наблюдаются срывы (при пы- %>•|леж11влннн 1,5 н—сразу же за
участком упругой доформацнн)При унолнчсннн премони нылс-
жннания срывы на диаграммеисчезают.1д\,тн421000SOO.-▼1 J —-• *^гл —5f l>rt M1/N2SОРис. во. Влияпно иремоин пыле-
жтшиня иослс сиарк» ни содер¬
жание водоролп, и» работу заро¬
ждении и распространсюш трс-
1ПИНЫ и максимальную разру¬
шающую иигрузку для нпплаплсн-
него металла типа ЮХН2МfРис. 61. Влкяпио ореисии ни*
лсживлння пт*Л1* сварки ка мр-ХЛННЧОСКНС СПОЙСГа^! ИАПЛПП-лсмиого металл;! ттш J0X!l2.\t
ирн разлнчноЛ скорости охла*ждсинн;
u~cr„,,—см'ЛООг»а—cuVItwrA.TU ииюждс""м it
I la рис. (iO показано ”^^'^'”^'****^^м''пазРУша*отсй нагрузки н со
страиения трещины, максимальной \ ^к>
П,-у*I'. I‘ f< j-1. ( !■ If!/,,ooota и заШ(сииост.( от времени вилсж1ша„„,
д^рдянк* «олородя ^.,^,д„.,1.ц|н-м времени mJ.UvKHBaZКак ин.1«" "’ ’;' „,„к. .юлорода » обрншах и cWBeTCT8<..«„*•, ucHi.tiiai '"'' . /, :^я н()с-ми вилежипання f)f. .< 1д\,мия\>т. W /i-iHHifii* .ч^к агни л- /if/f.Hii.imiM
,М-V 1ва^5;;и мл 1.чрь;!;л?иия tprшн" * и мль< ичл.*!Ь> ><^> р» )i)YU)at*>mytr> на¬
го» ::t 'Я И1 Т#.г ЛА 1НЛЙ 08ХМФ (и/г/.дж:. М. I..1 (MVitW t)% чсодержание *ЛДорол;а£ уМСИЫ1И1Л0СЬ с 5,7 дг|0,9 г. paCoia за-„ождеиия трепшиы у^.
лнчилась с 2 до 22 Дж,
^ е. » 1 • раз, работа рас¬
пространения iptiiiMHuувеличилась с 15 до52 Лж/см*.т,е. в 3,5 раза,„ максимальная разру-
шаюшая нагрузка - с13 9 ло Kill т. с* На■^5 %.(23ылс*лсии1‘ иодоро-да I» iipoucccc иылежива-иия прмнолмт к полному
iKxrh'iHoiut'iiiiio ii;i;r'iii*K4'Kiix и iiH:iKiix споАстн напланлсиногомплллй И промсш* пылежииупни и.'шсииются также мехаииче-
IKIU' нюАпиа иаплаи.И'ипого металл^] Как иидно из рис. 61,Таблица 25CioftcT«a мммлли. нчигирующгю участки оплнйлсиий и исрсгрсва
JfH пдлгА и\1МФ н (6Х2МФ н (лписнмостн от преисиимослс сяаркнytecto*в(ПITHМарк*С1МЯЫi i
% s*5 *■• 2 sШ1$tSax®12Х1МФ2-3 -(
3 ryt00.215Х2МФ2 -3 •!
6 cyr0.3012Х1МФ1 -2 -1
4 сут15Х2МФ2 3
H cyr-СтI7Н47Ш‘Ж'.110-17720т\Ш)1Н:)шш8fi.4m2ш052нонтю.о10,1•1.010,00.10,00.110.323,7ГИЛ9.5to,o20.ЙЩ5УГ)8
I ш1002Ml*772107626,024,01иаГ|1«име полииП c^iuu.1320
1132•iЯuЖЩiЫг5qbi.bвA6.0.•r.r17.24.017,87.1—10,2010.31.33.310,63.817.!4.02.0Я.7I.O20.01.0IISAUM К}ШСГ«ЛЛ11Ч»СМ11А*"рнм*>ч*и|1.. Мсленною Mei;ui.n!!'”',!lJ!/''J»v'I‘|'yl^ |||к-дел текучести нанлав-
и иесьма Jmiiinie^bHo mu . "Р^^ктнческн не изменяется,о.кльно нзменнютси относительное сужение и ис-гП‘ /, , < f* И I : ‘ I <'1it,' 1? ' Mi '! b r.Mтакже'''.’ ( увеличением скорости aj„,^;>кдсния наплавленного
иеталла типа 10ХН2М до г«,627с отдыха так- <^у.имеет место, только
тл1ыи1еиие пластическихсвиЛств происходит до более
низких зиачсиий, чем прискорости охлаждения З.б7с.
а характеристики прочности
выше^ -Процесс отдыха наблю- у)
дас^тся также и для наплав- б)
леипого металла типа MfJa
08ХЛАФ (рис. 02) н 07Х2М
(рис. 63). Причем чем боль-
шс содержание водорода, ш
тем более эффективно про¬
текает отдых. Отдых также
наблюдается и для металла,
имитирующего участки пе¬
регрева и оплавления ЗТВ
сталей 12Х1.МФ и 15Х2МФ
(табл. 25), и для стали
IX2M (рис. 64). Эти данные
показыиают. что процесс
отдыха наблюдается как
д^1я наплавленного металла
(металла шва), так и для
металла, имитирующего
участки оплавлении и нере-^Н0СИТ€ЛЬ.500Щ -i-и.г ^К1.iРис. 63. Н.1НЯ1же врсисап вылсжнвакнА
после сварки на мсхакичсскне свойства
капллвлснкого металле типа 07Х2М лрн
содержании а пом диффузионного водо¬
рода 5.9 cmVIM г (в) и 1,7 см*/100 г (б)ИПагрена зоны термического
влияния. ^Повышение плас¬
тических и вязких свойств в
процессе вылеживания на¬
блюдается для металла как
с высоким, так и с низким 500
содержанием водорода. Это
подтверждает то положение.Что механизм отдыха объяс-
пистся не только удалением
водорода из металла, а так¬
же процессами, связанными
упорядочением строения
^■рамиц зере1М10,Н‘иситно-фсррит1!ого на плавленного4j//r iJ45025€Рис. 04. Влияние вромснн вы.южнвания
после сварки fia мсхлннческне свойство
участка оплавления ЗТВ стали IX2A!также и для пысоколегиропанного мар-'‘»'"1 fiunniMiimro металла типа 0XJ3, причем95
"si1, ' liI\"i']ii t.'Sr'/’''. 't litl1,1,11 "ii'uH ';ц\' шШН'IЧ ^ „ ||>VVHM«'1VH Ч-..- v..-f'« 4HT 10, ,| ■■ ■'' PO.NO iioi.iJiiiiih4v.i \;i|'iiM0|>iiniiMi ил,,^, 'тмтп.оо ачЧ'> <и1иот..' |..г.|>.аиу (,vj „' ,1М0М01'ГЬ \|>\11М*М pn-MVVinoiiiin( I, 1 II Ь», »K(J^ lipiMlCCl'o ilTili)'
N;\ yiU'.’lUMUHJUMVM KWUlMi'Clho щ,
ЛОММ n MJ.’UiMO II iU4'Ko.'(!*Mi „IIHMNxruMOll КРМПИКЧ'КЛЧ ГОМИоцз
V\\U\ \I>ynhlH'HIJИргдог.иитмтч 1кчм.м!1,(амз„
мииым »u'mub:i0u!ui. Mivionito o|..\u\i\ biiK ro\iKvmni4i4'K(K' моцо.
прпчгио Д,'1И llOnNUIOIIIht COIlpu.гнмлягмопп онприых iHH'uinoimft
o6pii.u>n:mmo чо.-ючиих гроиищ
l^wuu'npmu'Aoimuc длмиыс
1иж;иыиаюг. чго когда моюллптл м ЛГ1) иахолшч'м и пилкой
0(Н'тяиии, го 011 оОл.чдаог до-
сгагочиоП rtJiiponnviHOMocTi.hi
обра.шпапию холодных грсмцим
110!*тому дли 11рОД1>ГИрП1110Н11Н
оОралопанин холодцы ч rpouimi
и ирощчч'с отдыха металл пт
и зги должен HaxtvuM'boi и \т
ком состоиини Лл>1 iTort цели
спарныо сосдин1М1Ип и ироцоссс
оиарки и после снарки следует
(»хлажлап1 не до комнагноА юм
перагуры. а до гемперагуры.раипоП кригпчеекоП leMiieparypv
лрупмк'ти, и при *тоЙ температуре (не ниже) ныдермчипать
сварные с(н*дииеиин и ючеипе некоторого премепн, т. е. npoa.i
ftecTH отдых спариих еоедниеннЛ при гемнерагущ' пыше ком-натиин. 1/1темпер»rypw огдыха нам предстанлиеге»! целесообеп Образом При к(.мм;1ТН()Л гсм-г1я' ciK-rommii i-n;ipK”ll" ^-''-loycion-iUHiax сгп;.оП илхолпк«f.tio а.1и мгтлЛ'U-MIU'piUVpil хрупкостиоГфашиаиин хаипни» . * Чопому д.чя iipi'Aimipiiiuciiniцсссс отдыха мниим^111?Ги I'" Р»Ч'У"'1'""П) и пр'’ИИЖ1'hpimi-iecKofl'li-Mi м ouujxii должи;! Лип-мнерогуры хрупкоеVU, оиродслснпиЙ Д-'i**■ Л 10)04 cuapmno соолиисиим, т с numv loMiu'ivftч 1,^4'i'uv;» чфф‘'»''' огчычл ■ .„oft '''V.'Xnrt.'»» \л« ии>л..ммчм« \1« цш ь«> пок;и«н,ми«г„ ...мор'*"'"'"’ V.'-ипи'ичкоуо и,«ни« лл« мхпплли, нмн. ищпо KOMUtuiiort leMuepatvibM l.uc ^ » ,1лс\оь опла^.'ьмти М\\ cu\;\u \\2М Кйн пшм‘" ,,,л,.н-рж лж-v J Ц ' I :; ,0И^0П' ' и-мт;;пиур^« чп«м •• л ч „ОСЛО' 1о1^чч« оглыха .U' 11Р0»и-ч1>.. ■ ' ' м.малл iuu« IN'^M uax.mtuc, « х(,упком соспц-\iiiaVK upouvvv^ " С\млп, пшш тшикчш К\М\СГПЛЛП'и'-..и- тн-т>лииин ,u:u „p.,m-xv>A>u « оЛлпАи yupvwft .VРис б&. U нмнио ^ ф«'ррмтд на
;-^ч\ {Ч'кде»и«И •4;n .)IT1 ii.MiK (Л жонио (rt) V t4
I' • i‘ \1СЫЛЛ»П ТИ»пО\|Д» гпН;ПЧ<Х‘1« от ирсмоим noC.1l'
сялркнЗч. ;W *...Л'Ф"|'М'"Ч111. ||||||МО П1()"('Ы.1Л. tiMimipyiDiuiin учи- г» -,'•:oJ✓#./ fЛ4JtoIf‘4f.MW0• 4п«< '49Pm. Ш1. lintritemtr МИД,'}ЛИ(11 I'VJtrilMlH'KtMO Ml-(ИЛ.1 Л.1И учпсткп ОИЛПИ.'И'
tniK .trn СТИЛИ !\'JA\ II III-fl(U tIMOi'} м от rCMItrpa} \ pu
II иргмсии luuMO сипркм;I М Ч1*рс» 'J- ;1 : 141 4i,Mi'll#! .1 cvr; J- riu- lOl't:. 4g.4<«| ;• S HI 4- Ml» Ш M ‘lepot
Л ov»I'rtc. 1^7. U.iHvimw кмт'рптури wt peftoiy
ллрожлсиии и pfli'iipm'ipnMi'mn ipmmiN
дл« y'luciKn оплп«лр1Ш1» ;\Vn стили \5Ч^МФ
n .lauiicnMiuMH от промгми m>c.io спдрки.I и 3 * 1 ; - » Ч, I M 4 4f11 c> f,„K :ии .T»,... ..m« ix»M. И"'»»"»;; > ?.грамме oicvTcrnyei, .b. t *».*' p ‘ пЛлп'тлотушсгок оплаилоиии MW q'n .y жо1И10ЛПО доогагочиоЛ '’'’'М’'’’^ ммн-» lU'KOTopiJX случппх при ’'‘’’‘""У'!"'' L.irii'r m-п.ма малоП со-
(ирукиинй участок онлапленни Л\\^, однако йогирогиплиемоепио оЛралоиаиню холодш ■ * ^ ЮО *.»00Ч1же металл cpa.iy после спарки, т 1фи тсгониим и пЛ-(и jMinicHMocTH от состапа) паходиго ^ viftunaouainiH»ллдаст достаточно п».1сокоП^^'‘*”1’^**’“' „,,„и,ци* icMaepnivpNхолодных ipeninn. Па рис. ь7 и рлспрострта''и премепп после сиаркн па paOoiy ^ ч-члсток оилаи-'и’»*'"
ими третнны дл)1 металла, имтир)!»’3TU стали 1Г>Х2МФ, при1И1ДМ0 Н.1 рис. ()7. нрн комнапюП ‘ райога 1.1|>ожД1'ИН»|металл находится н хрупком ..„pocipa'ieaini■rpeuiunu pimna пулк*. раЛ(»ту • „Loei. по^можш^м Оданном случае определить тгираммс tl*.-iHocii.io крнсталлпческнП. и«HtviHoti J4K иfI. (t.
Vi ■Пои 150'C сраз> после сваркп этот металл находится в ^состояния —.45 т = 2.9 Лж. Лр.-=23 Лж/см* н в
блюдаегся 100 «ь валокна. Критическая температупа y,!. ® «а-
;^к<=120'Г адкось,"Р"бо"'"Гасп^Та^««я треш'шы в этом случае определя.^' *
(работ? трешиной) Мздом палностью крнстал-По энд^ излома этот металл при комнатной темпе--кже находится в хрупком состоянии. Однако сопро-его зарождению трешин. оцениваемая А,.,, значн-! выше Кооме этого, пластические и вязкие свойствамет1из после" отдыха также значительно повышаютсячОть технологической операции отдыха заключается в том,
чт^й после окончания сварки сварное соединение не охлаж¬
дать *^0 комнатной температл'ры, а выдерживать при повышев-
ной темлератлре в течение некоторого временп^^ После проведе¬
ния отдыха, в результате которого повышаются пластичность
металла сварных соединений и сопротивляемость их хрупким
разрчтпенням, сварное соединение можно охладить до комнат¬
ной температлры, не боясь образования хаюдных трещин.Можно сформулировать стедующее основное правило для
определения оптимальной температл'ры отдыха. Для предотвра¬
щения возможности образования хаюдных трещин в сварных
соединениях в процессе отдыха минимальная температура от¬
дыха датжна быть равной минимальной температ\т>е соплт-
ствуюшего подогрева, определяемой по формулам (37), (^)
н (40). Иными стовами, металл шва и ЗТВ в процессе отдыха
должен находиться в вязком состоянии7*отдых mln 7*под Еп1п'(47)fC повышением температуры процесс отдыха ускоряется^На
рис. 68 показана диаграмма статического изгиба образцов нз
наплавленного металла типа 04ХНЗМ с содержанием водорода
3,6 см /100 г. Как видно нз диаграммы, без отдыха наплавлен¬
ный металл нахо^тся в хрупком состоянии: на диаграмме
отмечается патный срыв, в изломе наблюдается 10 % ваюк*
нисгои составляющей, работа распространения трещины менее
’ работа зарождения трещины равна 2.8 Дж. После100®С сопротивляемость металла об-
в течений i повышается. После выдержкикое состоянир наплавленный металл переходит в вяз-содержится 100 ^ срыва не наблюдается, в изломестранения м волокнистой составляющей, работа распро*ло 29 Дж/см2 1Р^1^ины увеличивается соответственяо» Дж. Таким образом, в процессе отдыха вы-98дедрется значительная часть водорода^енне грании зерен. ,, пронсюд,^На рис. 69 показано изменение п л» >^орядо- тоешины в завнг„иХ?°1? ^*Р0жденн, н в.t л
ж J \\\— ™ — F^ М/мf iФГ* -VРмс. 69. Шк«вепе работы заро-
жденвя в picnpocTpABestt трпож-
ны 2ДЯ «тлдд -лгаз (ИХШ.Ч с
со^ержданем шффуэювюш «о>
аороаа АД г в ъмсшмуCVK. от длггелаостт ш темоерату-
ры выаерхкж:О* ® • А—Рис. 6S. Изяененне дна-
гпгимы статяческ(>го нзгнба
ддя наплавленного «ета.т.1а
даа 04ХНЗЛ1 с солержа-
Ш1£« аиффузновного водо-
рола Э,6 cmVIOO г в завн-
cBJcocm от :1Лнтельностн
выдержке металла при
100'С:/—без зыдержкш, ясаытаяо срк
30 *С; 5—аылержм 1.5 ч прш
1<Ю *С t:csHrs«9 ара 30 *С;J^лылt?жx* 4 ч оря 100 вс-
зь'гжяо срв ЭО *Свыдержки наплавленного металла с содержанием водорода
АЛ сн^/100 г при комнатной температхре и при 100Х. Испы*
тание образцов после отдыха производилось при комнатной тем¬
пературе. Так, после выдержки заготовок прн температ>реТаблацд %Заанснмость свойств наплавленного металла типа 08ХМФБот времеяв после сваркевремя междуCMpKOftа яс^ыт&яяемТемпе¬ратур*всоы-таная.•СИсдытаяяе яаД. \Через 2—3 ч
Через 3 сут
Отдых прн
150 “С, 8 ч
Отдых при
150 “С, 24 ч20202020..1МПа.ЧПл 1825694841654848680839696100 с в течение 4 ч Работа з р ^ ^„унатнои 'работадо 4,2 Дж. Во время выдержм за 16 „рнповышается до этого ^ вылеживания за ^распространения трешины _,-.но быстрее.100<>С также повышается значительнонатной температуре.99
1 ►tcsСмаридЗяПИСНМОСТк MfХАИМЧГСКМХ споЛстп илплпплсимог» метпллпмИргмн между сййркоП и исиытпииемОтдыхпри 3W •('Отдых
при 9fi0>3(>0 *СЛргоиодугопйм
(прнемлкп на
стали IX2M)i^MMfipHOQn|K*MNот NpCMClIH ПОСЛС сва(>кн.СП'cmVUK) гМИмntl.МПйft. %ч*. %«MiuРучная (элект
роды 07Х2М)Аргонолугопяя
(присадка из
стали 1Х2М)ч 15 мнн—1 ч 15 мнн1.48366484.25,3Н8325 ч—25 ч0.383062‘»10,42G.3101375 ч—75 ч084262313,944.5119010 сут
30 сут
5 чОтпуск прн
700 “С.
оыдоржка 10 ч10 сут
30 сут
15 ч00082084058264763(>48113.513.119,940.846.9
71.01200118711532 ч2 ч1.2844(4i812,350.91410б сут5 чОтпуск прн
700 “С»
выдержка 10 ч5 сут
15 ч0088360265052816,921,658,974,114601271'Г п ft Л и U п 27**ЙЯРУШРНН»хрупкое,шсПки истХрупкое, есть
шеПкп
Полупязкос.
шсПкн хорошая
То же
>Вязкое. шсПка
очриь хорошаяВязкое, шейка
хорошая
Го жеВязкое. шсПка
очень хорошаяI ч *10 мим
I ч ^0 мии2 ч
2 чРучная (элект¬
роды 07X2NV)I ч 5() мин1 ч 30 мин
I ч 45 мин2 мО2 ч 50 мнн4 ч 40 мни
23 чО2 ч 40 мин
4 ч 30 мии
23 ч1 ч 40 мнн4 ч6 ч 40 мни
25 ч0.03ООО1 ч 50 мин0,03В588578718(v1656731766743911 6768,812.412.112.223,348.052.257.013.0 49.11019123013301400Хрупкое, шейка
есть
Полунязкос.
шейка хорошая
То жеВязкое, шейкахорошая1410882869«9П7457:^57(к114.012.912,554 7 1 1440 1 ^^изкое, шеЛкя53.3 I М20 I55.3 I М(Ю*Т л (S л и гг л 1ftЛлйксимосгь сонротнвлясмостп наплавленного металла хрупкому ралрушснию от прсмсии после сиирнм\СвдркаНрсмя мгжду спдркоП II исиыглтюмАргонодугопая
(присадка
из стали 1Х2М)Огдыхпри 20 »cОтдых
при 250-3UO *ССуммарноеП|)0М)1’*С1ГCMVIOU г2-3 ч2-3 ч\А\ сутп1 сут0,33 сут3 сут030 сут30 сут0'hjj,-VДж03.21,2203,7140-1602.74.5S3.04,6'»р. г
Дж/см^max'
кИНолокио
п 1плиие.*KDC•С13.4016016.860-9015.4015017,160-UX)16,5014018.070-10017.4014018.270—100Аргонодугопая
Щрисадка
иэ стали 1Х2М)б ч2 Ч 20 мни
2 ч 10 мии
2 ч 30 мин
3 чОтпуск при
70t> "С.ныдержкп 10 ч*2 ч 30 мии
4 ч 20 мии
аз чРучная 1»лскт
роди 07Х2М)2 ч мии
2 ч 10 мии
*2 ч 30 мии
3 ч'2 ч 30 мии
4 ч 20 мир
23 ч1 сут2 ч 20 мнн
•I ч 40 мин
Ц ч 50 мни
26 ч2 ч 20 мин
4 ч *10 мии
U ч 50 мим
20 чО2030,040—5038.0200.0201.5203.8•202,84.»207.45.94.015.215.914.716.619.118.518.7
19.519.8
20.320-40
iW—1004090Оьг ,i 'IБ:1.»-III3аяя
t.гг99тч:тгп1г^$»^ттаттРЩ(Щ.ЧЩi-'»Ж“™ды5 npii teunepatype lOO'C достаточио про ’"«i04\НЗЛ\ ОТД д аплавлспного металла типа 08ХМфк
пУГ\"‘1перапте 150»С достаточно проводить в^'^п^ышенпем температуры уменьшается водородная xnvn
кость н увеличивается коэффициент диффузии водорода''Р^™диг к тому, что с повышением температуры водород з„"
чТельно быстрее удаляется из сварных соединений. ПоэтС:
для уменьшения отрицательного действия водорода темпера^потдыха должна быть возможно выше.В процессе отдыха металл шва н зоны термического влняниа
не должен охрупчнваться. На рпс. 42—45 показано, что длитель
ная выдержка при 300*^С приводит к резкому снижению Л
и Рт»х. к значительному повышению критической температуоы
хрупкости-на 30-90'‘С. При испытании разрывных образцов
после выдержки при 300 °С наблюдается рост предела текуче-
сти и твердости. Изменение свойств наплавленного металла
типа Х2М в зависимости от времени вылеживания после сварки
приведено в табл. 27 и 28 [43]. Как видно из приведенных дан-
ных, при вылеживании при комнатной температуре происходит
повышение пластичности и сопротивления хрупкому разрушению
наплавленного металла. Однако при вылеживании при темпе¬
ратуре 250—300®С наблюдаются рост предела текучести на¬
плавленного металла и снижение работы зарождения трещины.
Охрупчивание металла шва и металла, имитирующего ЗТВ,
после длительной выдержки при 250—350 объясняется тер¬
мическим старением.Таким образом, можно сформулировать второе основное пра¬
вило для выбора оптимальной температуры отдыха. Для пред¬
отвращения охрупчивания металла шва и ЗТВ в процессе от-температура отдыха не должна превышать
ния т температурного интервала термического старе-(48)max отдыхтерм, стРекомендуемаяотдых”^ка”к отдыха сварныхобоа^о ’■^^«ологическое ^ в табл. 52. Впервые"ри изготойл трещин предотвращенияизготовлении «°нстр?автором в 1968 г,Р/о^О’-оспособности сварных со-
Дотвраще„„, образоЕия других сталейолодныл трещи1| необлодими^miTb высокий отпуск. В табл. 29 ириаелош.»P°''S имитирующего участок перегрева ЗТВ стаГ, 12Х1МФ
“''S’cxa " после ировсдсиия высокого отпуска. Для cnamJ’
' -отпу свойства основного металла вПО‘’.шмведеНы' свойства основного метал'ла''в''‘'со^т‘”»"”Jf Металл, имитирующий участок перегрева ЗТп'л"1Поел! п'рове» высо"|1огГ^™'Тф",“-СуЭ:£бя*а»тся к свойст-"ам основного металлаВ работе 124] подроб¬
но изложены вопросы
термической обработ^кн
сварных соединений. Од¬
нако некоторые вопросы
(требуют дальнейшего изу¬
чения. Одним из них
является недостаточная
изученность возможного
охрупчивания сварных
(соединений при термиче¬
ской обработке. Наиболее
широко применяемым ви¬
дом термической обра-
»6отки является высокий
(отпуск сварных сосдпне-
, ним. При выборе режима
(высокого отпуска обыч¬
но исходят из требования.снятия сварочных напряжений (13] и получения необ.чодимых
(свойств сварных соединений [92]. Однако при выборе опти¬
мальной температуры и продолжительности высокого отпуска
сварных соединений помимо снятия напряжений и обеспечения
требуемых механических свойств сварных соединений необхо¬
димо также учитывать возможность охрупчивания металла шванЗТВ в процессе термической обработки.Теплоустойчивые стали, содержащие ванадий, ниобий и не¬
которые другие элементы, проявляют склонность к дисперсион¬
ному твердению в ЗТВ при проведении высокого отпуска. 1ак.
® табл. 30 показано изменен*1е свойств металла, имитирующе
участок оплавления ЗТВ стали 12Х1МФ. в зависимости от ре-
жнма отпуска. Как видно из табл. 30, выдержка заготовок npiтемпературах 600 н 650“С в течение 1 н б ч .UIPU зарождения трещины с 2,6 Дж до нул щ,согт'"^ "Р^лела текучести на 25—40 % по в те-цр, после сварки. Отпуск при температури пп. '* позволяет получить удовлетворительн Рстические свойства участка оплавления103Рис. 70. Зависимость работы зарождсиий
и раслростраисиня трещины от темпера*
туры для металла шва, выполненного
электродами типа 07Х2М на сталнI2X2M1:•. ■ —без отпуска; Q. после отпуске при
температуре 690 *С Ю ч
-jfг,'Ч1'Г! Ч1It' II ! 1' ■' ' 1 i..uilfj''*;:; I: 11
lilli I.:'"! ‘t I/IIf"»,ля имитирующего участок перегрсмИзмеиекне отпуска и с отиуском » аависимост..ЗТВ стал*' ил*^ температурыВид ысгвллаОсновной мс
талл 12X1Л1ФУчасток пере¬
грева без отпускаУчасток пере¬
грева после от¬
пуска при 740—
760 ‘‘С. б *1о«•а •я Xам
&) *•
еая SX"d0<тЬ*«яс{*оXмisЕ0.К\-АТ51-•аЛ\Па%2054537423.777,21614,03415047332619,673.016913,2295430049230718.668,614214,5249145041630219.173,0113——207956168,821.4515,91.23,415071759210,035,55414,42.7183007856309,019,13412,60.911 •45072457213,744,650- 1001003010020
150
300
450516561586529425и\43741512.519.5
16,4
17,272,066,853.964,618
144
206
8913.913,713,316,714,48.6• Определено при испытании обраШов с усталостноЛ трсщнноП.12Х1МФ. Однако в первые минуты отпуска (через 30 мин) при
температуре 700®С наблюдается значительное днсперснонное
твердение. Отпуск прн температуре 750 ®С п течение 6 ч позво¬
ляет обеспечить высокие пластические и хорошие прочностные
свойства металла, имитирующего участок оплавления ЗТВТаблица 30Свойства металла, имитирующего участок оплавлеиня ЗТВ
стали 12Х1МФ, в зависимости от режима отпуска (испытано при 20°С)^ежим отпускаМПаОо),МПаЧерез
сваркн
Через 3
Отпуск
Отпуск
Отпуск
Отпуск
Отпуск
Отпуск
Отпуск
Отпуск2-3послесут после сварки
600®С. I ч600 X.650’‘С,650 X.700 *С. 30 мни
700’С. 6 ч75030 мин
750 “С. 6 ч6 ч
I ч
6 чл. %Л\ПаmaxкН792613791592879743936834890800875769860760699596792692621506И.212.3
11,8
П.813.814.0
16,619.816.122.321.999714,31.130,6102015.42.639,4123813,80.034.2121215.00.048,3133014,40.040.4120015.20.050.5133816,40.667.5129017.219.556,4133716,4971,5123815.322’л. г
Джil.IL "1>0lii‘fUrtl;Ml;/стал»! 12Х1МФ, a также пи^грсчиш. Значительна» склп сопп„„аблюлается такжестали I0X2M1ФБ. ^''зстка 3a„„Ш рис. 71 показано ,,, ^‘"''Рева „ ''"“Му т^чиюг-.'-г г;~-te.»МПаffs.Soто750250/fmSOк04Г/'S'Т///г^0,2Ч'\Ь\—VД-1После С19 70 1,4Фрни^0.7i250/с V4/75050025004/%г/VHr1После О
сборки10 20 1,4%6045J015О5.Y%60455015О4212ioто750^-55II'СiГ./1ЬV. 1/ ■МПа12кто750500250сЗйряи7.ВО45^ 20 1,4Г«7.504-Vч<Гб^•,11 ff.tПосле С
сдарки10 20 t,i15ОW%6Q<5SO15SучастокМИ стали 10Х2М1ФБ от времени выдержки прн раз¬
личной температурепроизводилось на воздухе со скоростью
темпе заготовки подвергались отпуску прн разлнч-® течение л выдерживались прн заданной температуреобразцы . ** из заготовок изготовлялисьрнс 71 при комнатной температуре. Как видноУпрочнет/ температуре отпуска 600 и 650®С наибольшее
и J ц ^ металла наблюдается после выдержки в теченне 0,5** теченнр смижснпе пластичности после выдержки750®с vhA ^ '*■ повышении температуры отпуска до^ резкой., выдержки при этой температуре приводит^ Табл ’г\ пластичности и к снижению прочности.приведены свойства металла, uMJiTHpyroiucro участок105I
свойств металла, имитирующего участок псрцр^
ЗТВ стали 10Х2М1ФБ, в лавнсимости от рс*има
и термической обраПотки'Шчштшшщц’ Г'1/ь ^ItУчаао% I Режми тгрмйчсскоПзтвоОработхиМПа00 >«
лиил. %♦. %'к-МПа<9в&и»кв)сос«уУчастокоплав.1снняСостояние по¬52331331.779,2ставкиБез отпуска11188607.111,5700 *С. 10 ч96586312,744.2740 ®С. 10 ч85875215,954,4780 *0. 10 ч79667118,155,3850 ®С. 10 ч69644025,164,21060*^0, 1.5 ч740*С, 10 ч63451820,372,3Без отпуска10538677.820,4740 ®С. 10 ч82974316,059,3850 10 ч63342928,271.1>1350120G13001з;ю12201300132015,716.916И18.318,216,216.11399MIO136817.018.0
16.6УчастокЗТВРежим т«рмкчесхой
обработкив&VСXоьWС9УчастокоплавленияСостояние по
ставки
Без отпуска
700’С. 17 ч
740 *С. 10 ч
780 X. 10 ч
850®С, 10 ч
1060 *С, 1,5 ч
740 *С. 10 чБез отпуска
740 10 ч«50 X 10 чW^'з. г
Дж'^р. г
Дж/см>Срыв.%Волокно
а излоыс.
%Крити¬ческаятемпера*турахруо*костк^KDOос81910100100,9—10001700—10002503.1—100016011,6—100010019,7360-5050-7540344420—5060-70300.310001802.2—100016038640,3070-9520п оплйплсппя Зтв стали invoxin^^
'срмообработкм. Как в..д„о „з тао? завнснмостиККатУРС 700“С (выдержка 10 ч) пр„во51^''пр"металла, од,Lo "Т°Р°му
трещины снижается до нуля. Отпуск
Си 780“С в геченис 10 ч приводит кЛ пластических свойств и работы зарожлонпГ ^ повыше-
: ко проипостиые свойства еще недостатков" жС'"'"’температура хрупкости опреде2на„ L"’’"""'Йзлома. еще довольно высока. И только отпуск в межкпГ^
ScKoM интервале температур между точками л/„Т(Г“'
^810°С и Лс,= 1020 С) при температуре 850”С н нормам,7,,„Я с последующим отпуском позволяют получить метяпп 1й“ ках перегрева и оплавления ЗТВ. .фимерГо рав, ы, по^й‘
ствам основному металлу в состоянии поставки Это ofila/’ ,ястся тем. что металл тнна 10Х2М1ФБ содержит пиоб° Г°в^.
личсстве 0.33 % и для выделения и коагуляции карбидов ниобия
„3 твердого раствора требуется более высокая температура
отпуска (выше точки Лс.) или нормализация. Поэтому легиро-
ваиис теплоустойчивых сталсй ииобибм значительно ухудшает
их свариваемость и требует более высокой температуры отпуска.
Увеличение содержания углерода в стали при наличии в ней
ванадия и тюбия приводит к повышению эффекта дисперсион¬
ного твердения. Так, металл, имитирующий участок оплавлс-
ння ЗТВ стали типа 15ХШФБС, проявляет значительную
скл01пюсть к охрупчиванию при некоторых режимах, отпуска
(табл. 32). Сразу после сварки металл типа 15Х1МФБС имеет
очень низкий уровень пластичности (6 = 3,7 %. if = 3,4 %)
и низкую сопротивляемость зарождению трещины (Л,.т = 0)
прн высокой прочности. С течением времени (через 3 сут) пла¬
стичность несколько повышается. Отпуск при температуре 650—
680°С в течение 1 ч приводит к катастрофическому снижению
пластичности =0,5-=-1 % и б = 0,!-г2,75 %) и к значитель¬
ному уирочнетпо. Предел текучести увеличивается с 838 до
1101-1171 МПа. т. е. на 30—40%. что свидетельствует о про¬
текании значительного дисперсионного твердения н
отпуска прн этих температурах. Максимальная
нагрузка Р^ах также значительно снижается.
пературе Ш°С в течение 5 ч и при температурах /ии н
в течение 30 мин также приводит к значительному
пластичности и повышению прочностных хар r|-„y^e,|,ie
сравнению с исходным состоянием после _ ,,-лп1,ноститемперату|)ы отпуска до 780^С и увеличение прододж *^
выдержки до 6 ч прн температуре 760 С Ра-]!^»му повышению пластичности и к __„я от нуля доота зарождения трещины также увелнчи з течениегЛ" Д>»<- Однако отпуск при 'г^^*^*^Р^^/^ряостаточным. Ис-металла типа 15Х1МФБС ,, снижение угле-^'leiuie из состава стали ванадия i* ииобII
• I'' •' ш
fillil l Jщшт'ykf.i'h> I !,ih ":/ '/y ''fill'hjin'-nr
I ' jiiti', II'in 119я fi Л H IIГвпЯства металла, имитирующего участок оплавлсиин стали
гнпп 1БХ1М1БС. и зависимости от режима отпускав 32Ргм(яи ото/скаЧерез 1.5—**
после сварки
Через 3 сут послеСВЛрКИ сспв(- I UОтпуск 650 С. I *
Отпуск 680 С. 1 чОтиускбвО с 5 чОтпуск /W ь,30 МНН ‘ТОЛ
Отпуск 720 U,30 минОтпуск 720*С, б ч
Отпуск 740 С.30 мпн ^Отпуск 740 "С. 6ч
Отпуск 760 С.
30 мин
Отпуск 760 *С. 6 ч
Отпуск 780 ®С,
30 МНН
Отпуск 780 ®С, 6 ч*^||ЛИ1а‘’orМПай. %Ф. %я^. МПа^rtiax*10428083,73,4105312,1010998387.414,6125213.00II9IМ'П1201122511711101111411490.12,752.72.71,00.59.56.5120811551261122111,011,112.29.30000119711194.07.6129712.40991107387592610,89.829.625,01228136114,111.000911104577985815,59.949,327,51389130617.716,6м082490566667714,916.656,550,01230138015.916.82.1U866635U.040,8122115.11.6Таблица 33Свойства металла, имитирующего участок оплавления ЗТВ
стали 07XICIM, в зависимости от режима отпускаСостояние металлаЧерез 2—4 ч после
сваркиЧерез 3 сут после
сваркиОтпуск 680 ®С» 30 мин
Отпуск 680 ®С, 3 ч
Отпуск 680 *С. 6 ч
Отпуск 720 *С, 30 мин
Отпуск 720 *С, 3 ч
Отпуск 720 ®С, б ч
Отпуск 740 *С, 30 мин
Отпуск 740*С, 3 ч
Отпуск 740 *С, ^ ч
Отпуск 760 "С, 30 мии
Отпуск 760*С, 3 ч
Отпуск 760 *С, 6 ч«вМПаOqj. МПа759542747537760619693586689581696605668576663572696546658565651555705540672488654466Ь. %^шах*А, ДжЛ» Т19.358.917,21015.851.318,710.819.756.916.36.621,364,716,51421.864,216.31421.868,516.51919,671,216,82223.167,518,23022.162.818,72323.570,217.32423,867,217.22824,663,717.32324.067,716,71921Л62.716,720значительно снижают эффект Дисперсионногл теПРИ проведении высокого отпуска (1361^*1^Ч11Т1.. так как иа диаграмме статического изгик, гполный срыв н полностью кристаллический S'oM^U”'иженнс пластичности и увеличение прочности
отпуска при температурах 650-680“С по с^Л„
"Тсчоднь'м состоянием после сварки объясняется прусами
'..ScnoHHoro твердения за счет выделения карбидов Г.штГ
Е ЛЛ11Д0В ванадия и ниобия. Считают, что процесс выдёЗя
^ А.ппн н ннтермсталлидов из твердого оаствопя ^fPpi, стадии 131. 68]. Первая стадия-это стадия npLSi'
кармбдов н интерметаллидов. Выделяющиеся дисперсные
стицы сохраняют когерентную связь с матрицей, вокруг за
подышеи HOBofi фазы значительно искажается кристаллическая
пешетка матрицы, и в ней появляются значительные внутрен¬
ние напряжения, возникновение которых обусловлено разницей
в расстоянии между атомами на плоскостях сопряжения мат¬
рицы н новой фазы, а также различием в удельных объемах
матрицы и выделяющейся фазы. На этой стадии отмечаются
наибольшее упрочнение металла и наибольшее снижение пла¬
стических и вязких свойств.Вторая сталия — это выделение новой фазы с разрывом ко¬
герентной связи с матрицей и некоторым снятием напряженийкристаллической решетки матрицы.Третья стадия — это коагуляция и рост карбидов и интер-
металлидов, а также полное снятие искажений кристаллическойрешетки матрицы.На второй и третьей стадиях наблюдаются снижение проч¬
ности II значительное повышение пластичности и ударной вяз¬
кости металла. Выделение карбидов и ннтерметаллидов^зависит
от температуры и длительности выдержки при данной темпе¬
ратуре. При относительно низкой температуре отпуска процесс
выделения карбидов и интерметаллидов находится в основ¬
ном на первой стадии, что и приводит к увеличению проч¬
ности и к значительному снижению пластичности. Для повыше¬
ния пластичности и снижения прочности необходимо
температуру пли увеличить выдержку, чтобы
лсинс и коагуляция карбидов и интерметаллидов. ^
склонности металла шва и ЗТВ к Дисперсионному тверден*^^
может в некоторых случаях привести к образован Рв процессе отпуска или после него |12). Так, ^2Х1МФ"3 стали 15Х1МФБС с трубными досками сталиблюдалось увеличение количества /табл. 34).Тп^д^ ”^*^оторых режимов термической обра 250—350®СWHue модели сваривались с подогревом до ^ рзз.
сварки не позднее 72 ч производился У ^^^^.^^овляли
Режимам. Затем из сварных соеди . jqq раз для
и производили их осмотр с увеличением й н
Щ Ш f-' '•'/ тштшшттптттщ }Щ1'hi I 'Игщь Ш. i^.1 IIтябл 34, после проведош,
Как Учение 6 ч количество тр,.„я Tpcui»«„,,f.pc 680“С о „„ваются по сравнению
выявления ,1 ,пераТ)Р „азмер уве-'* типичные трещины"Р'^,пе ''„ём после vVaкcимaлbнaя твердопьШНН ^ Гм состоянием 41. j „тпуска увеличиваетсяс исходны^’ „р,1веде«ь> значительном диспер-®5енне Таблиц, а,.5X.^^ФБC с -гРУб«ь.ми доскамиС.ар.а - -Г cS'.Ус.10вия изготовления моделейТемпера¬тураподогрева.РежимотдыхаКоличествообнару¬женныхтрещин.шт.Макси¬мальнаядлинатрещин.ммМакси*
Маль каятеИсходное состояние
после сварки (без отпуска)
Отпуск 680 ®С —6 ч
Отпуск 720 ®С - 6 ч
Отпуск 760 ®С — 6 ч
сМягкая» наплавка на250—350250—350250-350250-300250-350—5109530,200,570,420,350,20387519345317272трубную доску электро¬
дами УОНИ-13/45, отпуск
760"С-6 ч
Мягкая наплавка на130-180130-180Нет284трубную доску электро¬
дами УОНИ-13/45, отпуск
760Т-6 ч®С, 8 чтрубную ДОСКУ ИЗ стали ioyim^жания ванадия и углеоола гг^? ^ уменьшения содер-полностью избежать лЛпо* в шов, не позволилои только применение шва.подогрева, проведение температурыпуска при 760°С позвппип^, сварки и проведение от-трещин в металле шва ^^олностью избежать образованияТаким образом ппа^твин дисперсионного неблагоприятных послед-сварных соединений пои “^обходимо проводить отпуск
тура дисперсионного oxDvmiuo^^^^^^^ большей, чем темпера*ограничивать желательноII »ы д ^^Держанне такиу основном металле и ме-
*^бий. элементов, как углерод, ванаднА110IV.1C клатериалыаботке среднелегированной сварочной проволоки
При Р^^^иитывают влияния водорода на охрупчивание ме-
„бычно не уч наплавленного металла. Это объясняется мето-
талла ' уаностями, связанными с высокой подвижностью
.„ческн^"’ ппраставляется целесообразным исследовать влня-
аодороДЗ- „егирующих элементов на склонность к водород-“ ,е основных ^ соеднелегированного наплавленного ме-5у »Sr";''S оптимальи»™ содержа»», каждогомеэле-ному охрупчиванию »ап-.«и,„.ппшиталла для выбора оптимального содержания каждогомента (45).Склонность наплавленного металла к водородному oxovn-
чнванию оценивали по изменению характеристик пластичности
5 и if ” работе зарождения и распространения трещины Д.7я
этого в лабораторной электропечи наплавляли сталь с различ¬
ным содержанием легирующих элементов. Разливку произво¬
дили в слиткн массой по 25 кг, причем в каждом последующем
слитке увеличивали содержание исследуемого элемента. Из
слитков получали проволоку» затем рубили ее на стержни
и методом окунания изготовляли электроды с карбонатно-флюо-
ритовым покрытием. Опытными электродами наплавляли заго¬
товки в медную водоохлаждаемую изложницу. Охлаждение
заготовок производили на воздухе со скоростью 3,67с. Содер¬
жание водорода в заготовках изменяли за счет нзменення тем¬
пературы прокалки электродов. Из заготовок изготовляли об¬
разцы и испытывали их при комнатной температуре через
2—3 ч после сварки. Одновременно с наплавкой заготовок
наплавляли «карандашные» пробы для определения содержания
водорода в образцах в момент их испытания, при этом учиты¬
вали скорость выделения водорода из карандашных проб во
времени. Содержание диффузионного водорода в образца.(Нсп.обр) определяли по формулегг IJ UНсп. Обр ^СП ^СП. 8ЫД»[Де Нс„-содержание Д"ФФУЗ''о»«°™^*сп.выд — содержание диффузионного гиЗ/юОг.из карандашной пробы к моменту испытания ’ ,ве/ен в-^“^мческий состав наплавленного .^увалн эквн-бл. 35. Для оценки степени легирования п Д ^рр„уле
'iCHT по углероду для наплавленного метал. ■С -г-1-о. -1--^ + —+ ^ + Т + ^‘Чк. —С +-g- + -g- + -4-+ 15 ^ 13ь & 111
уц:.Эр:®ii;4.,«же твердость наплавленного металла „п
Определялась такж ^2 „ 73 показано изменение отноВиккерсу „рння 6 н относительного сужения наплавлен.с^ ^льного УД--"Г"ассового (т) содержания легирующих эл1
„ого металла о^^^массо диффузионного водорода„ентов для ра Таблица ^.гкий состав наплавленного металлахимический » ^^Как видно нз рис. 72 и 7ч
Рующих элементов и волоппп, ^ Увеличением содержания лет-и сужение снижаются°^Т^“,-^^'^‘’"°® удлинение н отно-пш." "Pti VBoiiiim' ^’^^®лее резкое сиижеиие Л|>ола^ Так. ппн спп" углерода, мар-2,5—3_о см’/ЮО г' VRPtiii Диффузнонного нодп-112 увеличение содержания марганца ДОнлн молибдена до
, 54 % приводит к сн,(жо-
10Ю относительных )д,,и.
/яеяня II сужения до нуля. При этом разрушениеразрывных образцов попЬсходт хрупко, без слГ
п-'<асгичесной дефоо'тип- При том Же гпдержании водородаптение содержания хпп® "сследо--1-V-1 12.0 ^ io я,У.л^г-личение солерт^,...,
уд и ииналя в /*сследо-взниых пределах приво¬
дит к сушсственно мень¬
шему снижению этих ха
ртеристик. Эти резуль¬
таты показывают,” молибде/\ст ^ 11 ^к-гЛг-,«я тлг*"'тэты П0КЗЗЫв<11\/J,марганец и молибден
значительно больше уве-
1НЧНВЗЮТ склонность на¬
плавленного металла к
водородному охрупчива¬
нию по сравнению с хро
мом л никелем. При от
сутствпи диффузионноп
водорода влияние мар¬
ганца и молибдена на ха-'* '’"ЯГТИЧНО-0 0,5 1.0 1,5 to^ *jf л/Л
Рис. 72. Зависимость относительного удли-
плавлениого па. пения иаплавлеииого металла от массовоговодородному охруп 1ПЬ • содержания легирующих элементов принню по сравнению с хро- содержании диффузионного водорода;.. никелем. При от- а-о; e-i.o-i.s; e-w-w см-/юо гганца и молпиА^*1« -
рактеристики пластично¬
сти лишь незначительно
отличается от влияния
крома II никеля. На рис
74 и 75 показано измене¬
ние работы зарождения и
распространения трещи¬
ны в зависимости от со¬
держания легирующих
элементов при различном
содержании диффузион¬
ного водорода. Как видно
из рис. 74, с увеличением
содержания таких леги¬
рующих элементов, как
*^ремний, марганец, хром^ молибден, работа за-
рождения трещины для^Реднелегированного на-лавленного металла из-
^^«яется по сложной за-
'^нмости с максимумом.1 1=гП“Т?“7“№V* -rV—г-S; Мо СгМд _- Т5и молибден, раоота за- ^ о,5 ’ ^_ного су**'рождения трещины для Зависимость отнми „дссовогосрсднслегнрованного на- „аплавлс1пюг0 э.,смснтомплавленного металла нз- содержа»”''^ ,„ш днффузи»"??различном содер подпись к рис-дорода I1J
■ ' гtI* iI'lli'fгinVIH-^„-няется тем, что >зеличенне солержаа„д ,,
^ э^роятяо. объясня пределах приводит к >ве.1н41''^ «смента ^ стнк ;о. и о«) и сохранению спосол!'.'■nponoptuioaa.;'^
произведению напря?'
ния на величину деф^^'-
“ИИ. то при нек^оК
увеличении содерж^
данного элемента pafc,;
зарождения трещины
тет. достигая максиму^иг
При дальнейшем
ченин содержания легн
рующего элемента xapaj.
теристики прочности по¬
вышаются, однако способ¬
ность металла к пластя-
ческой деформаций в над.
резе значительно снижа¬
ется, что и приводит г
снижению работы зарож¬
дения трещины. Наибшее
резко снижается работа
зарождения трещины с
увеличением содержания
углерода. Так, при содер¬
жании диффузионного во¬
дорода 2,5—3,0 cmVIOO г
увеличение содержания
углерода в наплавлен¬
ном металле от 0,03 до
0,14% приводит к сни¬
жению Ai,T до нуля. Работа распространения трешины также
изменяется по кривой с максимумом при увеличении содержа¬
ния легирующих элементов. .Максимум на кривых .можно объ¬
яснить тем, что работа распространения трешины определяекя.
по-видимому, произведением таких величин, как характеристика
прочности, ве,1ичина деформации и глубина зоны пластическойдеформации при распространении трещины. Из рис. 75 также
видно, что с увеличением содержания никеля работа распро*
хранения трещины увеличивается. Это говорит о том, что с уве-^^Держания никеля сопротивляемость наплавленногоразрушениям увеличивается.оуюших Р^ультаты показывают, что увеличение лег *шению А ® определенных пределах приводит к повы*талла в "Р” легировании наплавленногольных пределах можно повысить его сопрот1UРис. 74. Згввсямость работы зарождения
трешхяы наплг&1еянаго металла от массо*
вого (т) содержгния легвруюшнх элемен¬
тов прш раэлпном содержавни двфф>*эион-
аого мюрода (см. подлись к рис. 72)JJ. яря которыл 1,^^.
диогся м а кснм ал ьн ыегзжячетш .-Ij.t н Лр ^Солержанне лнффузи-lossoro водорода, рав-
'gw 15—3,0 c»yioo гйгблюлается при свар-’поока*)ке иелостаточно прока- мffteBSbiya или отсырев-
[т «'V По-^НЫМИ и-1» -юимн электродами. По¬
этому на это содер'жание водорода не
ориентировались при
выборе хи.мического
состава наплавленногометалла.На основании про¬
веденных исследова¬
ний в наплавленном%#лгРис. 73. Зависимость работы распространенвя
трешины наплавленного мета-гяа от массового
^/л) содержаняя легнруюишх элементов прв
рааличном содержании днфф>‘знонного водо¬
рода (см. подпись к рис. 72)веденмх)1.\НИН в наплавленно.мпримерно опрелетпь оттшальное содержаниег легирующих элементов, при котором склонность егок водородному охрупчиванию минимальна,
виа обеспечения максимального значения работы зарожде-среднелегированного наплавленного металла с сО'05% водорода^ 1,0—1,5 смУЮО г хрома да1Жно быгь
, 'Ь н марганца 0,75 %, а содержание углерола, кремния, нн-и мадпбдена — возможно минимальное,
обоач ^ работы распространения трешины целесо-«оплавленный металл как можно батьше легироватьмости ^ ^«зченне работы распространения трешины в зависи-нзмена^^ сад^ржання углерода, кремния, марганца и хромакривой с максиму.чом. Для патучення макси*aorQ значения Лр. ^ для среднелегированного напла^1№15 ^ содержанием диффузионного водорода 1,0—o!20(t ^ ^ желательно иметь в металле до 0,07% >тлерода.
йнн ^2% хрома и 0,75% марганца. При солержа-воАорода 2,5-3,0 смУЮО г на лпагратеполный срыв, поэтому работуДелить ^ ^знном случае не представилось возможным р115
-с пказана зависимость пределов текч-чести н „п,.
На рис- 76 Гметалла от содержания легнрующ„;^-;
ност« нап.1ав.1енного « содержании Диффуз„о„;;;Sb при "Р^^"печ",валось за счет вылеживания загото^,:
что о^^;„д„о. пределы текучести и прочности SiСтечение 5 с увеличением содержания умер^^^toiee резко п°в“ша”иа. ,рома. молибдена и никеля пред^^С >зеличением р Лр^тие эпемеигы, такие как
, ,ИК^Ь. оказывают незначительн^ ^'*' «Р«мннй
/' .яость. несколько повышая или иа ;”"Р'-анеа‘"^зях лля повышения Х1ительн^ ее
го вводят ванадий в количестве
^ышения жаростойкости в мета, ^ ’^-35 % ШваШние кремния, который образЛт Увеличив хтяпленку, повышающую сопрот?,»ивЗЛИНЫ. Р ^^*^^МОСТЬ лЛ P^**HV|01 Для повышения олиоролиости хиг.'-р-»КГ.£-Х“'Йз2:"■’-"«-я ««vSS’'»»';^s2'*'.ier»P°®“""~iuero легированпп .., ^ соответств)^ содержании кремния с увеличениемI НО. Р*% содержания марганца вста-^ ^ ' лн увеличивается склон¬ность ее к отпускной и теп-Рис. 76. Зависямостъ предела тек>-честв (а) и на¬
дела прочности (б) наплавленного металла от мас-
«вого (т) содержания лсгируюшях элементовПри Нея = Отек>'чести и прочности также увеличиваются,
тельное действие оказывает марганец. С увеличением Р
пределы текучести и прочности наплавленного .металла ,ваются незначительно.Приведенные на рис. 72—76 данные о влиянии лег ^
элементов на водородное охрупчивание ср^днелегирован
наплав,7енного металла могут быть использованы при ^
состава сварочной проволоки или металла шва. При
состава металла шва необходимо стремиться к получению
низкой критической температуры хрупкости.
руюшими элементами металла шва при сварке теплоусто
сталей являются молибден и хром. Введение молибдена _
в катичестве от 0,4 до 1,0 % позволяет обеспечить -/рытельную длительную прочность металла шва до
эксплуатации 500—550Х. Для повышения длительной "Р"
сти металла шва содержание хрома в нем следует иметь в
делах 1.0-1.4% 1П21.П6о - 200 JVU -Ы. 77. Изиенеияе предела прочности Рис. 78. Изменение ds6otu з».I ) и относительного сужения рождения (- ) н васпоо-i-_) наплавленного мета.х1а типа странения трещины
^Х1С1Л\ в зависнмостн от температу- напламенного uejzxtz mJ
i-owT'i марганца: 04X1CIM в завнсяиостн 2?.<м%.г aS3%; 3-0.93% темперапры при массовом со¬держании марганцаn^fn/^Tu'показано изменение предела
т^я fUYir 1 сужения наплавленного металлажниии ® ^^внснмости от температуры прн содер-жанин марганца 0.08; 0,53 и 0,93%. Как видно из рис. 77.
ганда испытания 250S50X с увелнченнем м 'ленного пределах увеличивается склонность напл•генного ^ синеломкости. Изменение Лр.т и Л,.т напла«Hbijt ПОР из.менении содержания марганца в уквзаЯ'высокая показано на рис. 78, откуда видно, что нанбалее
neparvnu^^ зарождения и распространения трещины в тем*
ного “нтервале 150—350 °С наблюдается для направлен^
лання U с содержанием 0,08% марганиа.Увелнченпесолер-% приводит к существенному сннже*Для Vicpu *** зарождения и распространения трещины. Поэтом)•'*^ккостм склонности наплавленного металла к сине-^в'03Х1г.марганца в сварочной проволоке марки'Л^'ВИ ограничено до 0,2%. Для снижения содержа-U7
ШЗ'" JImiГШ ■'
||*
iliif I'-Ч'?■ ' 'i
'^1* ' V ;^ J'jI I
:?«IЖ), -п в сварочной проволоке я. следовательно, в
няя 3W.3 ® ,а!;ьнейшего уменьшения склонности его ^ ^
выплавку сталн для сварочной проватоки целес^^лочкости в» ^ ^ дак>-умно-нндукционнои печи.1^повышения 'коррозионной стойкости трубных Сй^
применяться мартенситно-феррнтные хромистые^'^^
1TR ^печения удовлетворительной коррозионной стой^^
«w^oe содержание хрома в основном металле я «1т^*
Га д<^^нГбыть равным примерно 12 % (105).Основной трудностью при сварке «артенситно-ферра^хро«йстых сталей является обеспечение отсутствия ха^
^ШИН в сварных соединениях. Повышение сопротивляе«^^
уартенс:!:но-феррнтного металла зарождению и распростравеян» хололных трешин возможно п\-тем снижения содержаний
углерода н азота в основном металле и сварочной проваюке
минЕма-'ьно возможного уровня, который может в настоящ!^
время обеспечить металлургическая промышленность, т. е. дг
0.010 V каждого.Кроме этого, свариваемость 12 %-ных хромистых мартен-
сйтно-феррнтных сталей зависит от количества 6-феррнтз
2 структуре основного металла и металла шва (82]. Проведен¬
ные HcciejoBaHHH показали ;см. рис. 65), что наиболее высока^
сопротнв-тяемость наплавленного металла типа 0X13 зарожле^
нию трешнн наблюдается при содержании 6-феррита 15—20''^,
определенного п>*тем расчета по диаграмме Шеффлера. При та¬
ком расчете ^(^ррнта его содержание патучается нескадько
завышенным по сравнению с фактическим, опреде-ляемым по
шлифам. При определении 6-феррита металлографическим ме¬
тодом оптимальное содержание 6-феррита будет находиться
Б пределах 5—10^. Как видно из рис. 65, увеличение 6-фер-
рнта свыше 30 % приводит к значительному снижению работы
зарождения трещины и относительного сужения непосред¬
ственно пс^те сварки (через 2—3 ч). Через некоторое время
(через 0—7 сут при вылеживании при комнатной темперап^ре)происходит отдых наплавленного металла и эти характеристики
значительно повышаются.время В лнтерат)ре встречается понятие «рас-
® мартенсите. (105]. Если воспользоваться
1DOW' ■ Шеффлера, то максимальное количествов M2pTeHCHTe/^^Si%4‘?“^^’ растмр^Увелнириил 1*».^ 1) при эквиваленте никелявалеита значения в зависимости от эквн-структуры Hnvrrx '^^ "^^Учению мартенситно-ферритйойФерр^£>« liZTuk >'«"ньшения б-фер^рита в ма^тенситво-хрома (или акймрЛ и в металле шва содержаниеКроме этого пя *РОма) ограничивают до 13—!**%■тенситно-феоонтний катичества 6-феррита в-реррнтный металл вводят аустеннтнообразуюшие але-тямом количестве. Как показали проведенные яс-
. ъ зрения свариваемости наибол«* целесо‘^»Дво 6-феррита в мартенситио-феррктном металлесчет введения никеля, а содержание углеродат»5дшз»л химический состав сварочиок яроводокв,
М»Р°’"“"емой для сварки теолоустокчввих стале»1тш*SiМас»-оехмС-ЮХМФТС»-06ХНС»-10Н>1-'0.06—0,10
До 0.06
0,06—0.J00.07—0,12
До 0.08
0,07—0,12!>300,12—0Д010Л5—0.60*, До ; До
0.12—035V 0JJ25 i ОХ1ЭО05-15IS^IZ0.4-0.7 До I До
ода) 0Л25 i
0,12—0^035—0J60 До До t 05—U QJ/25 I iДо \1.40-IJSOДо 0Л5
0^—0.70
0.12—0350,40-0,70OJXSДо04»0055К(60360,230^030-0,70» До
0/JS
0,40-0.70 До
0,0251320.0в0330,080,Ьо0ДЮ9OJ007OJ0070.006одзэоДо |J3J&-l5J3lОЛЭО ■До До ОJ0 i00200,009 00120015000600120JD060!2I»12312,41^8XxMK^ecxMft соста». \.Hijcj жлш тадрО»СЛОв*Истее*CbJ»XM
C#-04X2>UСв-оехмФА
Св-ЮХМФТ
Св-ОбхиCB-ioasuсв-iomiMACb-OSXICIM-BHСВ-01Х12Н2-ВИСв*01Х12Н2.ЧТ-ВИСВ-08ХГНМТАДо 030l030-0,7d -
л ?vu-0.701 —030| ^и-0350Д)5—0.ГОСТ '224&-Г0
То хеДо 0,601,0—13Ьб40,152,22,21.20,40—035
0.60
030,710,610.02008009с. 34.l«U.А* с.т„ного значена^- Д '
н азота ограничивать до возможно .'цой стойкостиобеспечения удовлетворительной „^оолокела шва содержание хрома в л^ииальвого«т и. ,2 %, а д.,_я п«у«».я— V w щ ш w *ннке-1ь в количестве
г I
IAi:I ' '
! 7-. . f ■ ■ ;• к !I . f ^ *•' 1,' ' f iisIr tyjt tt
n *p-■Г1ФШ lUvm^irn '’'штп,. '•. *■ • '. I :t ^ - - ■ I"' . /--■ ■Ф ■ _."“ЛЖчтГ?'.НЫХ npoBWOK д1„тельной прочности наплавленного"Рнного аргонодуговой сваркой с использованием S’’'-выполненно! к проволоки. Как видно из рис »п '^''•S“'ap°KH Св 01Х12Н2.МТ-ВИ. содержащая 0,71 %_ ’ и \ i I4' I.r f I « IT абляаа V
и Лормулы для подсчета изобарного потенииала
реа<ч"" пбразоваиия окисло» титана |15| Biu pcatfwnIo’ /:Г‘.р-с. 79. д.штельаая прочность ме¬
талла. наплавленного элект^дамиI *е#<тао1Ы тшйм MXICIM оря оОО C#
гт MXlClM при 557 ^С:1-SSSSS CKSXlCiM-BH при 5«*С:
4-!^ф2^1и C»-53XICIM ВИ ар« эбО *С^ ^Рис. 80. Длите-тьная прочность
тал13, наплавленного аргонодпоШ^
сваркой с нспользовайнем npoio.^"^i — с* 01Х12Н^ВИ ом 5М Т-
^-С»^1Х!2Н2ВИ прщ»9^:
3-С»Ч)1Х12Н2МТ.ВИ при 500-Ь
С»^1Х12Н2МТ-ВИ прщ КО»спозва1яет поучить балее высокую длительную прочность нг-
плавленного металла по сравнению с проволокой ыари
СВ-01Х12Н2-ВИ, не содержащей матнбдена.а ро/ь ДВУОКИСИ титанав МПАЯПУРГИЧЕСКИХ ПРОЦЕССАХ ПРИ СВАРКЕПри выборе нлн разработке флюсов и электродных покрытий
для сварки теплоустойчивых сталей необходимо также стре¬
миться к патучению низкого содержания водорода в ж*
талле шва.В работах [32. 37) было показано, что испатьзование дв;.-
окиси титана позватяет уменьшить содержание водорода в на-
плавленном металле, поэтому представляется целесообразны»(
батее подробно рассмотреть ее роль в металлургических про¬
цессах при сварке [42]. До недавнего времени считали, чтс
дв,|окись титана является довольно стойким окислом вр*
сварке. Однако в <ба1ьшой> металлургии отмечается [79], ^
титан образует окисты TiO, TijOj, fisOs и TiOj и что прн выс^и температуре (выше 2000 К) двуокись титана TiOj можп
диссоаиировать.литератлре указаний о возможности
срозствоу обнаружено. Титан обладает повышен^в табл. 37 даны вид реакции я «К
—[_ дсчета изобарного потенциала образования1'Л^с. mtn (СССР).2TI + 0j =^T1 + 0i=|T'»0.
’ Ti+0,=»Ti0,1 4TiO + Oj 2Т'|*Оз2TiA + 0,-*»TiO,ТемкраTTPeMiюгуермдBpmtcmH
MOCTV. К=- - 271 200 - 7Л6Г Ig r + 5ЙЛ^7
AZ}. = - 251 500 - 9.857 Ig Г + 73^:- 219 400 - 3.46Г Ig 7 + 54.IM МММ:SZAZ— 212200— 15.247 lgr+83327- 123000 + 15.727 Ig 7-3.47-3J9Ш-628,5CO,UOfisyУравнения для реакций 4 и 5 получены путем
I и вычитания первых трех реакций. Температурный
Кал применимости уравнений по реакциям 1-2 распрос-•пяйяется до температуры г%^кй^!тяь
«авления окислов титана.^пя опенки поведения окис-
' 7оъ титана при более высо-
ш температурах эти урав-
вения были экстраполиро¬
ваны до температуры кипе¬
ния окислов титана, что
(юзволило в первом прибли¬
жении оценить их сродство
к кислороду при более вы¬
соких температурах- По
'давним работы (15), точка
шения Ti02 равна пример¬
но 3200 К, TizOa — 3300 К и
ТЮ —3500К. Температура
жипеыия титана равна
^ЗЗК (б). На рис, 81 при¬
ведена зависимость изобар-
I потенциала образова-
[вия некоторых окислов от
*Лмпературы. Для окислов
1^титаиа расчет изобарного
^■отенциала производится
формулам, приведенным
табл. 37, а для доугих с11»еденным гпответствяв с работойiTCii^'n ^ других окислов в с провзво^« ^Для окислов FeO, Л\пО и Crfii Р .,ов СО и SiO —^3000 К. а для газообразна о«ясла-я
Как видно из рис. 81, наибатее )' I
•yymmBWtWWWeeerefUf]JT‘\imnjfi" '« wwwMЩffn^naTVPax являются окислы TiO „ Ti,o,высоких TeM""Pf ^д^нных. приведенных на p„c, & '"Лvet из Р"‘^""ЛнРует no следующей реакции-.Как слеД>® лнссоииир)йик»» „10. «=* 2TIA + О,. (51,«.АПК упругость диссоциации равняется«рпатуре 2460*^ „р,, температуре 2460Ки пР"п П ат). , 4тана выделяют одну грамм-моле-'^"\,опек'лы ДвЯ'1"^'’тюГвыделяют 32 г О,. Эти расчеты4 грамм-мО;^‘ - ^ ^ 320 г i титана в покрытие электро.кулу что введение q,-, защиты сварочной ванны от“7 g;Sr “ диссоциаиш, „а Tiftазота воздуха • которого вводится двуокисьи кислород. флюса, в шнл ? „астичная ее диссоциация.tS "P°"nrv? одновременно находиться раз-в готовом ” Ъсоцнации ТЮ» будет зависеть^Т2с?ы титана. Степень ди „лавка. Из рис. 81 также"“ гпстава флюса и /Условиях углерод и кремнии при0^ что ПР“ °"Р^^^ отк титан Возможность восстановле.ЧГГпГфп^м ,кспер««я,ально покния титана при „„рния тнтана при сваркеS Р^°Гоценки возможности онентов была подсчитанаvnpyrocTVi диссоцнац
1рт.зводился по формуле [50,791JgPo, = -^AZl3RT(52)где AZJ —изменение нзобариого потенциала образования окисла
из элементов, Дж/моль Ог; R — универсальная газовая постоян-^—температура, К.Упр) гость диссоциации окислов элементов в завнснмости от
концентрации можно подсчитать по формуле [79]Р' =zPОг02[Me]т(53)ГДб ртрации* 100 V окисла элемента при концсн*концентрации-* м* диссоциации при определенном*^лаке или газовой X ^концентрация окисла элемента в
трацня элемента в мйтап ^ *^олярных процентах; [Me] —концен-РйЯ1/1,..,. м^'Талле в мллапи!,^ к одно»!—хуоип фазе в молярных процентах; I
трация элемента в металле в молярных процентах.Реакция образования окисла элемента приводится
грамм-молекуле кислорода и записывается в видеm Me + == л (NitminOzinbт(54)|Л nvrocTH диссоцпацни окислов элементов для рядаоясчет концентрации приведен на рис. 82, откуда-чаев ^ температуре выше 2650—3000К при некоторой
углерода и’ кремния в металле возможно восста-
®I!йueHтpз^^‘"* на шлака. Так, при содержании 0,1 % С в ме-
1чение "Г' СО в газовой фазе возможно восстановление
' »i ’* годержании I % Si в металле и 1 % SiO в газовой
титана- возможно восстановление титана. При содержаниифазе также ^ giOв метал-1'^ .^зе восстановленне Iгазов°’’ГЛрпоятно. Введе--25в'и^гГна' маловероятномарганца в металл доI, хрома до 2,0 % не при-‘„»т к восстановлению тита-
, Восстановление титана из!пака железом возможно
только при очень низком со-
ярпжании окислов железа в5ке (не более 0.01 о/о FeO).ЧТО практически невозможнообеспечить.Таким образом, проведен¬
ные расчеты (см. рис. 81 и
82) н данные работы (48] по¬
казывают, что при некоторых
условиях возможно восстанов¬
ление титана при сварке.Для проверки возможности
восстановления титана при ав¬
томатической сварке под флю¬
сом была наплавлена серия
опытных флюсов с содержани¬
ем Т10г от О до44 %. Содержа¬
ние СаО и AI2O3 составляло по
15% каждого. Содержание
T1O2 во флюсе изменялось засчет изменения содержания плавикового шпата. Под опытными
флюсами производилась десятислойная наплавка автоматом на
режиме: /„ = 600^750 А; (Уд = 36-f-42 В и t»ce = 12-^20 м/ч.Р ^ “^плавки были использованы 4 марки проволоки; Св-08А,
^в*10Г2, СВ-04Х2МА и Св-03Х1С1М-ВИ. Из верхнего слоя на-
лавки производился отбор стружки и заготовок для химиче-
там1^ “ спектрального анализа. Определение содержания ти-
^®тодо^ ^^плавленном металле производилось спектралНа1500 2000 2500 ‘3000 Г,/Г.Рис. 82. Упругость диссоциации окис¬
лов различных элементов для:/ — 100% ТЮ в шлаке; 2—100% TliOi
в шлаке: Э—0.1 % С в металле и I % СО
в газовой фазе; 4—0.1 % С в металле и
10 % СО в газовой фазе; 5—1.0% S1 а ме«
галле н 1 % S(0 в газовой фазе; tf—O.t % SI
в металле к I % 5Ю в газовой фазе;
7—1,6 % Мп в металле н 0,5 % МпО в шлаке;
5—2,0 % Сг в металле н ОЛ % CrjOs в шлаке;
9—1,0% FeO в шлаке; /ff—0,01 % FeOв шлакеИа рл0 со^*^Рганца и V изменение содержания титана, кремния,?°'^*^РЖания rfn^^ ^ ^^^плавленном металле в зависимости отконаент Ф-^юсе. С увеличением содержания ТЮ;; во
“Трация т((тана в наплавленном металле увеличи-
TTJTГГ»ГТГТ• II .1:» *II;'iг.,гая максимального значения при l3-25,vвается Д0ст»гая содержания ТЮ, во флюсе до I'O;Дальнейшее ^ восстановления титана. Наибольщев^^.понводит Ь >«еньш становление титана лп п 1 наблюдается при сварке п ^*локой марки Cb'03X1Ci\|^®^
содержащей 1.05% креиЗ
небольшие прнмеси vr^ *(0,03%) и марганцаЭти данные свидетельствун^^
том. что кремний при оп^
ленных условиях сварки
обеспечить достаточное вос^!^новленне титана из шлака *
хорошо согласуется с расчД!'
мн. При сварке проволокой
марки СВ-04Х2МА, содеожа
щей 0,28% кремния, восст'
новление тнтана из шлака про¬
исходит в меньшей степени
что хорошо согласуется с рас'
четами. При сварке проводо,
кой марки СВ-10Г2. содержа-
щей 1.65% марганца и прак¬
тически не содержащей крем¬
ния, наблюдается незначитель¬
ное восстановление титана.Эти данные свидетельствуют
о том, что марганец при высо¬
ких температурах имеет значи¬
тельно меньшее сродство к кис¬
лороду, чем кремний, и лишьjp jg ^ незначительно способствуетвосстановлению титана, что
хорошо согласуется с расче¬
тами.При сварке проволокой мар¬
ки Св-08А также наблюдается
восстановление титана ДО
0.02 %, которое, видимо, можноотнести за счет углерода. Эти данные показывают, что вкда
углерода в процессе восстановления титана значительно слао^.
чем вклад кремния, что несколько расходится с расчетом. * °
расчету при высоких температурах углерод имеет больш
сродство к кислороду, чем кремний.Уменьшение восстановления титана при увеличении содер
жания ТЮг во флюсе выше 25% можно, видимо,введении небольшого количества T1O2 в •
флюса в процессе его выплавки происходит относительно полн124'ОРис. S3. Зависимость содержания в
кал.1а&.1еныои мета.1.*1е тнтана, крем*
кия. ыарганца и хрома от содержа*
ния лвуокисн титана во флюсе:
i~a^»040Ka Ск-оЗХЮЬМ-ВИ;3-О--;0Г2; 1-Сл- 8Аа»_■того окисла на T12O3 и кислород. При введении
я большого количества TiO^ диссоциация проис-
Ф'^ о в значительно меньшей степени. В процессе
'^Ч'^Гвшаяся часть TiOa диссоциирует, что приводит
iS»»' .ию кислорода в атмосфере дуги и к уменьшению
ения титана. С увеличением TiOj во флюсе наблю-
Ьос^‘‘^^^1горание кремния, марганца и хрома по сравнению
® ^ем этих элементов в сварочной проволоке. Причем
Т1О2 свыше 25% наблюдается более интенсивное
кремния, марганца и хрома, чем при меньшем со-
|Ыгоранн экспериментально подтверждает диссоциа-^^т'П в условиях сварки с выделением киаюрода.«родимо отметить, что содержание TiOj во флюсе сле-
^тать условным, так как в наплавленном металле вслед-
^аастнчной диссоциации окислы титана будут находиться
окислов Т1О2 н Ti203. а возможно и TiO.
увеличением содержания Т1О2 во флюсе уменьшается со-
крожание водорода в .металле шва (см. рис. 9), что хорошо
( тасуется с вышеизложенным. Восстановление титана при
^даатнческой сварке под флюсом оказывает положительное
действие на механические свойства металла шва. Так. при
кварке проволокой марки Св-ЮГ2 увеличение титана в металле
шва с 0,011 до 0,030% за счет изменения состава флюса при-
волит к увеличению вязких свойств и к незначительному увели¬
чению прочностных свойств (табл. 38). Ударная вязкость, опре-
1С,тенная при испытании образцов Шарли при комнатной тем-
кратуре, увеличивается со 132 до 263 Дж/см^. Увеличение со-
аержання титана в металле шва с 0.010 до 0.015% при сварке
^волокой марки Св-08А также приводит к некоторому увелн-
|чению прочностных и вязких свойств металла шва. Положитель¬
ное действие титана на механические свойства металла шва мож¬
но объяснить следующим образо.м. Создание условий, при кото¬
рых наблюдается восстановление тнтана, приводит к уменьше¬
нию содержания кислорода в .металле шва, а небольшое количе¬
ство восстановленного титана оказывает модифицирующее влия¬
ние, заключающееся в связывании азота и размельчении зерна в
*^Р»таллизации [80]. Восстановление титана до 0.010—
t • 30% позволяет обеспечить достаточные раскисление металла
и стойкость его против образования пор практически при
[^^сутствии кремния в металле шва (табл. 38). Введение двуокн-
Inpeluiy*^^ флюсы и в электродные покрытия может дать ряд(с ^ **зложенны.м выше при разработке новых флюсовсодержания водорода стремились
(•^ислий которые в дальнейшем получили название «К »'Ф-1К)самм ^ отличие от основных флюсов «0Ф>. Кислымипринято считать флюсы, в составе которы.ч отношени125
‘ j Ш',штШ г ! 'iШn '»•Щщt.HTaкСУММЫ кислых окислов к сумме основных в молярных ППсоставляет ].0 » более. Роц^Для получения низкого содержания водорода в мет,
слезет ввадить во флюс повышенное содержание^® Шва
Sa. При отсутствии кремнезема во флюсе onT,i^°'«'c
содержание двуокиси титана в нем составляет np„^eJ«o>TagВлияние титана на механические свойства металла ^Щ OQзапл1ЛЬркапроволокиСВ-08АХнмнческнЯ состав металла шва, %СStМпSрТ(10,060,060,050,020,140,210,0160,0120,0250,0300.010 (
0.015 ! сСВ-ЮГ20,050,06О.Ю0,020,460,970.0170,0080,0250,0320.011 0
0.030 0МаркапрояолокпМоханнческнесвойства1Од. МПа®02'й. %<>. %Св-08А40840930131130.328.373.575,4СВ-ШГ241743028631925J28,967,478.9W флюса была прн„„ткопого шпата п лп. Ш7я„ей флюсе было т/,та Ctlcr!ри снижения иодорода в^‘^^^'° Нслол^'*'''- eocj^L флюсс должно быть г, '^з Слрп^^чие Jjro>i содержании кремнезТ^^’^^^о■r>=rs„„ "Ф.<0.0100,013ш.Дж/|см-132263ж" ипана из шлака содержание кре.ч*больше/к'игпг^илп*^^*'* быть минимальным. Для получеии^? ■ 'определялось из условия полу
МпП U ^отнести введение во флюс основных окислов СаО, И лаоганпя d — - —Ня должно быть по возможности минимальным.ботятк положении была сделана попытка разра-шпатя Раи*^^ флюсы на основе двуокиси титана и плавиковогоЛ_ ^знее для автоматни1.Р1,«д tvn^1 КСодержание компонентов. %1 Маркаф.1юсаРекомендуемая
марка сварочной
проволокиОСЛ0с:SО(9U0мпCLаОтОРщ0fm<Щ0щUUКФ-161я. С. 338333
(СССР)!СВ-08ХМСВ-08ХМФАСВ-04Х2МА1912—4920——КФ-19
[а с. 676408
(CCCP^lСВ-08ГССВ-08ХГНМТЛСв-03Х1С1М-ВИ10—12—4533——' КФ-27
а. с, 737174
СССР)!СВ-08ГАСв-ЮГ2СВ-10ГН1МА3—8—443510—КФ-28
|а.с. 921736
(СССР))СВ-06Х14СВ-12Х13Св-01Х12Н2-ВИСв-01Х12Н2МТ-ВИ—•—735730—3под этим АлшТлГ''"' сварке проволокой марки Св-04МЛтельные ntouprr^ кремне- и марганцевосстановкислорода в метя^’ приводило к увеличению содержа _«им разрушениям ^ увеличению его склонности к
126го содср^*^^^''^„ось » уело... nS«^°o"nTiмарганца в металле шва ^ исследован составэтих положений были пр рекомендуем^” Р усский сост^кислый флюс маркн КФ ' • Типичные х ^тали iXZ.''
этого флюса приведен в табл^ „р„ сваркеи механические свойства мет • прои^'приведены в табл. 40 и 41. ппяорода в Одна«°Для снижения содержания дд^а ^''”2LtVP«водится высокотемпературная ■’'^''Ч-юса ПР°‘“^Д пенекоторых марок флюса при состава Ф-^ ллюса. ^'; выше определенной, компонентов ф.тЮI некоторое окисление отдельн правил*1 высокотемпературной прокалк ,
7ШГ1.Z1 Г>« 1 С4 1 ~О / О 1 О
1 » 1
о J с 1 о1в•о1 1 сч
® 1 о
о I оtm 1
0 1/2 |«
о 1 о 1 о
о 1 с* ( о1,i «
§ §iT / — Is 1^ 1 о 1 Я / сс 1 осмсо*О) 1®. 1 оо 1 о— I СЯs I S =-О I оис*л СО I -сfоо*г*юоо°Xrs.по о■м -ь7 Jс с с се оС5С 2с —3 3 ги52 гГ\ нсммости от состава в одних случаях он ста-М ,чсл. ® пже черным), в других случаях—светлым■^”^6с.1ЫМ)- ц_1„яния температуры прокалки флюса на
Kifl "P°®'’1’-^ieHHoro металла м на содержание водорода
jf'iBa изготовлен флюс марки КФ-16, содержащийЙО,-20.4%. МпО-12.7%, CaF,-45.8%.
!1Л.^18.о «’ ре Оз —0,3%. После выплавки и «мокрой» гра-пО'Ч И1С бит просушен при температуре 300°С, выдержка
д,цН11 Ф-''" ’^ыт разбит на 5 партий, каждая из которых
t Затем „ температурах 500, 600, 700, 800 и 900 “С” ->1Н0 выдержка при температуре прокалки —3 ч. Для
ьшяння температуры прокалки флюса на содержание
в металле шва произво-“^'■'^LmaBKa валика на сталь13СЬ НаП.1аол« ^§opCfРис. 84. Влияние температуры
прокалки флюса КФ-16 на со¬
держание водорода 8 металле
шва при сварке проволокой
Св04Х2.\и^Гпроваюк^'й марки Св-04Х2МА
"метром 5 мм. Результаты про- «J
К!! Приведены на рис. 84. Для
верки влияния температуры
кзлкн флюса на ме.ханические
йства наплавленного металла
изводилась десятислонная на¬
ставка на сталь СтЗ проволокой
ркн Св-04Х2Л\А под флюсом
КФ-16 с различной температурой
жалки. Наплавка производилась*3 подогрева, режим наплавки был следующий: /св = 600-=-
.-г700.А, f/д — 38-^ 42 В, Усв = 18 -f- 25 м/ч. Наплавки термнче-
ой обработке не подвергались. Из верхнего слоя каждой на-
алавкн изготовлялись разрывные образцы и образцы Шарпи
I вспытывались при различных температурах (табл. 42—44).
Химический состав наплавленного металла приведен в табл. 42.
ределение содержания углерода, серы и фосфора производи-
химическим методом, а кремния, марганца, хрома, никеля,
№одена п титана — спектральным. Как видно из рис. 84,
^1иченнем температуры прокалки флюса КФ-16 с 300 до^ содержание водорода в металле шваводорода л cmVIOO г. Наиболее низкое содержа-^'PeSOoV ^^^^'^^^дается после прокалки флюса при темпера-® cmVIOO г.Ф’Юса от 500 ^ изменением температуры прокалки®^п-1авленного ^ несколько изменяется химический состав
п читана |*ал Чуть большее содержание кремнияпосле прокалки флюса при 600®С.^одер^^анне к ^ ^^>йыше1пп1 температуры прокалки флюса
*^ется. *^Р^миия, марганца и титана несколько снн-Mexalululf^. ^^^пературы прокалки флюса изменяются
^кие свойства наплавленного металла (табл. 43,® и129
р I f J. I,^-a гостав металла, наплавленного проволокой <2Хиякчеслий состав флюсом КФ-16—^—■ ГТГ. Г! ' ^В«д металл!Темпер*. I ХпынческиА 'тура I соста,. ^прокллкп I г фл»оса. -cj с I SI Л1пI Смрочкая проволока
»СвЧМХ2.ЧА0.05 0.24 0.53 0.009[0.013ff Ij Наплавленный иет&.1Л j'.74 0,006 0,0310,008 0Д 310,012 ОI. . . . «-ГТП..«Рнно изменяется ударная вязкость, опре-
д.. Ианбатее существенно i процент «волокна» в изломе.1'рииая на образцах Шарп • . наплавленного металла™те.1ьно хч дшне при 900 “С. С повыше-Ййюдаются флюса свыше 800X наблюдается^мбл. 44). Таблица С» мета1ла наплавленного проволокой
Мехавичес»ие под флюсом КФ-16—J Гf Темпер*.,
I тур1I вр^«дп|*лосд. *С1^0Л011||0 в MXtIh
ме. %+ 20*с1-2оча40-90 ЮН70-95 10-
30-60 О
20-80 О
15-30 ОПоспе выплавим флюс, как правило, подвер-
закнс"-‘ ^„цнн, в процессе которой происходит
д^рой» '^^„'компонентов флюса и поглощение им.В1и‘’за^'‘гра„уляц1111, в процо
‘.fКоторых 'компонентов флюсаТаблица 44Механические свойства наплавленного
чгсталла при повышенных температуоах- П4УОМА 'что послеАтся. -i8v.mniJ флюс Кф-л/
- теииын (черный)■^гн
с*,^Г гемйыя .цег, в го врет как пос
jf сгда грвнуляшш этот^joc но окт.1яетсп « неgiraomser влагу и поэто-
fv 1шест св&гло~серыи
ит я лает низкое солер-ктеводорола (примеп- OJ-OJ смуюо г)Темпера¬
тура
ислыта*
ния. *СТемпера¬
тура
прокалки
флюсз. *СМеханические свойства95•лОплоолоtfi4-50065761017,059,060058852319,766,310070058751017.264.6800597532!7,064.190060355217,764,250057148317.865,960054845018.967.420070060450715.856.680055745315,359,190063353713,357,7■‘0063252315.853,160062153117,356,830070063050215,347,780064451314,046,390064854112,548,1л 9—-О,/ / —
sViiecce мокрой грану^
частички флюса
!5';одействуют с водон
является окислите-
Чем) н на поверхности
частичек флюса закись
нарганца окисляется наи-
6aiee вероятно до пере-
0СИ марганца. Оксид
МпО; имеет темный цвет.На некотором расстоянии
от поверхности частичек
окис.1ение закиси мар¬
ганца при мокрой грану¬
ляции, видимо, не проис-
шит. При последующейI прокалке флюса в зависимости от температуры может проис-) диссоциация перекиси марганца, так и окисление' акнсн марганца, а также удаление связанной влаги.марганец дает следующие оксиды: МпО.
” МпОг. Образование этих оксидов происходит по^ед^ющим реакциям:2Мп + 0.2 = 2Мп0;
6Мп0 + 02 = 2Мпз04;
4МпзО| “i“ Оо = бМп^Оз2Мп20з + 02==4Мп0а(55)(56)(57)(58)потенциал этих реакций в зависимо-
подсчитывается по следующим формуламл*131
=_ 183900 Ч-Э4.70Г;\LT“>AZ“•чО.= — 1301ЧЧ1-Т-47.36Г;
= - 32 280 + 23.5J Г;
= - 20 Г90 + 25^Г.IgiPoitu^40200 , ^ -оJ. Ч-/,оЗ;2S400--^+19МJ. +0,14;4543 , -J. + о,о2.155-(Ь,„'51,
<62,V мч-сопяааин марганца по вышеуказанным р«а*.. JJVl^Biumocru 07 revnepan-ры подсчитывается по следуй. ■ ~ №3)t&li
(65»
(66)Изменение \i;p\ гости днссоцнашш оксидов марганца по
реакциям -55)—(56) и для сравнения оксидов железа в зави-
CEVOCTH ог гемперат)-ры показано на рис. 85. Перекись нар-
ггндг при повышении температлры диссоциирует по реакции4МпО. 2.\ln,0j + 0;:. l67iУпр>тость лнссоаиацнн перекиси марганца достигает значе-
йеяРо1 = 21,3 кПа (0,21 атм» при температуре 460®С и значе¬
ния Poi= 101.3 кПа (I атм1при температлре 550"С. Это дает
осиованве палагать, что посте прокалки флюса КФ-16 при тем¬
ператлре 600 X его окистительная способность будет нескатько
снижена по срааненню с флюсом, имеющим температуру про¬
калки менее ^'С, что хорошо согласуется с полученными экс-
пернментальными результатами.Окснл марганца Л1п>0з при повышении температл’ры днссо-
цннрует по реакиин6Л\п20з ^ 4МпзО^ + Ог ;. (&5)Упругость диссоциации оксида марганца МпгОз достигает
значения Ро, = 21.3 кПа (0,21 атм) при температуре 940°С
и значения Яо,= 1о1,ЗкПа (I атм) при температуре ПОО'С.
оэтому при повышении температуры прокалки флюса до 900®Сявляется устойчивой и при этом может
ронсюдить дальнейшее окисление низших окнстов марганца(56) и (57) высшего окисла Л\пзОз по реакциямМпо“й%пТТ^^*'“ устойчивыми окислами являютс*1000 К ИЧЭТ 'Г» отметить, что до температуры примерно11327 С) окисел железа FejO, является ^л^е устоАч»-1325.V CU* -sc: г
Р»с SS. ■л«У4ри:>гооогекпяал! [а) ш >'гр)т:\’7 i*c-С0Ш1АШП оаСАОШ I '•мосте от температуры ддв ?=Я5-им*^эть до 0.2 % фосфора. ^ «еталле шва вместо марганцевой руды
**йльзовать синтетический окисел марганца- Для орНИА133-гI§<£i' I" Г7] Г 7/ Г : - vi~^- — ‘т^птпт’ети!: f ’ "14 ' ( ' f . '’л.ЩГД.ц. чем окисел марганца \\п,0 иto'является более устойчивым, чем в*>звосвзрки окисел марганца будет VМгьО, + Fe = зМпО + н*о ^ '*‘«виаПоэтому повышение темперапоы пп^900'С приводит к окислению закнсн^?п^ КФ*16высших окислов Л\пэ04 а **ар^анца >VnO до\\n-Os и. как стедствие этого, ^Гзеличению окислениости сва¬
рочной ванны. Это .хорошо
пслгверждается опытом (см.Tifi- 42—44). Так, с увеличе¬
нием температуры прокалки флю¬
са КФ-16 до 900 °С в наплавлен-
цом металле нескатько умень¬
шается содержание кремния.\iipraHua и титана, а также сни¬
жаются ударная вязкость и про¬
цент волокнистой составляющейв изломе.Проведенные исстедования
показали, что для повышения
пластичности и вязкости металла
шва флюс марки КФ-16 наибо¬
лее целесообразно прокаливать
при температуре 600®С, а дтяпо-
л\т1ення батее низкого содержа¬
ния водорода — при температ)'ре
bOO^'C. Удовлетворительные ме¬
ханические свойства и допусти¬
мое содержание водорода обес¬
печиваются при температуре про¬
калки флюса КФ-16 700 С,Для уменьшения ск,юнностн
к тепловой и отпускной хрупко¬
сти, а также для уменьшения
склонности к радиационному
охрупчиванию необходимо огра¬
ничивать содержание фосфора в
металле шва 77). Одним из ис¬
точников фосфора в металле шва
при автоматической сварке под
флюсом является марганцеваяруда (пиратюзит), вводимая в содср-ШИХТУ флюса при выплавке. содерж»""* фо^Ф<’Р*'Кать до 0.2 % фосфора. Для «нжен предложено не-D owi>,-Tn маоганцевой Р>л“ _ оонготовлони*I5>2:3т
'П■:S■ 'III,mi''-It''ь ♦ »r„(•пользуется металлический
a марганча ственно содержащий до
гп окисла „,,>\рО. соотвс марганца полу.,iTCTH4«'^°L„ МрО° Сйнтетическ!» ^,арганца в печи при' арганси фосФ°Р^ „еталлическо окисления полу-ss|r:щая уем маргз
фосфорз* леи.;.*'йж/см^,5 Si,%Рнс. 86. Влияние содержаниякрсыння в наплавленном металлетнпа 04Х1С1М на критическуютемпературу хр>’пкостн tKoc нударную вязкость:— без отпуска. отпуск7Э0*С. выдержка б чРис. 87. Изменение ударной вязко¬
сти металла шва тнпа 04Х1СЬМ с
различным содержаннем марганца от
времени выдержки прн температуре
450(а) н 500‘’С (6)окисла марганца взамен марганцевой руды при выплавке флю¬
са позволяет значительно уменьшить содержание фосфора в ме¬
талле шва прн автоматической сварке под флюсомИзвестно, что для повышения окалиностойкости металла
шва при повышенных температурах целесообразно как можно
больше легировать его кремнием. Однако прн увеличении содер¬
жания кремния в .металле шва уменьшается ударная вязкость*/ критическая темпера гура хрупкости (кясфис. 00). Поэто.му для получения удовлетворительной ударнойсодержание кремния в нем ограничивают
ТПП Jut-. повышенном содержании кремния в процессе дли-сктпмип^^^^ "Р” температуре 500Х может наблюдаться
оую ^ тепловой хрупкости, избежать кото-
DHC 87 ^ металле шва марганец [i)- На
04X1CIM изменение ударной вязкости металла шва типа
^ ь*полненного автоматической сваркой проволокой‘ Л. с. 636063 (СССР).134niapKi* Св-03Х1С1М1-ВИ под гь^,исм закиси марганца в нем типп i,выдеожки пп.. «Уля до сlie LpraHua в металлГ^'^'''"®р"аС^^ '0,85%. Как видно пз пр„ н 5оо->с"®“<=»мост,;содержании марганца 0 08 4. ' *’®’^злл шл^“*”'^ось
вой хрупкости при темпеоаг."® "Роявл^ '""а 04Xiri°*
с содержанием 0,85 % мап^1 ^^0 и "Р«„„еть к теил.^и.. хрупкости в^этиГ;“Х,;^;^^«^ельйу;‘;кГ;.
показали. -;то для предотвращения тепловой-1'" ''«-^^Аова„„я
шва тнпа 04Х1С1М целесообразно во фл2. «"алламарганца. Для автоматической свапк . . закисьСв-03Х1С1М-ВЙ можно рекомендовать(см. табл. 39). Типичный химический cocTat ”®Р'‘'' КФ-19механические свойства приведены в табт 40 и
Кипящая сталь марки 08КП не является
сталью, однако она применяется для изготовлениЛГ„°/''‘''‘'°‘'
чего циикования, которые работают пои
480“С. Исходя из требований коррозионной стойкостТ^талл'^
шва в расплаве цинка, для сварки ванн горячего цннкГвання
используют электроды марок ОММ-5. ЦМ-7 н др. с низким
содержаннем кремния в наплавленном металле. Прн сварке
стали 08КП электродами марок ОММ-5 и ЦМ-7 в металле шва
часто возникают поры, образование которых объясняется недо¬
статочным раскислением металла н повышенным содержаннем
в нем водорода. Другой трудностью при сварке ванн горячего
цинкования является образование холодных трещин в зоне тер¬
мического влияния стали 08КП при сварке тавровых соединений
днища со стенкой. Типичные холодные трещины слоистого от¬
рыва приведены на рис. 88. Эти трещины образуются через
некоторое время после сварки в соответствии с выражением
(25). За рубежом этот тип трещин называют слоистым или
пластинчатым растрескиванием (991. Образование этих трещин
при сварке объясняется наличием мелких расслоении в стали
и повышенным содержанием водорода в металле
предотвращения их образования необходимо
основной металл с достаточной пластичностью ® ^ Р
толщины, что определяется количеством возниклаи низководородистые сварочные сваркинеобходимость разработки флюса для ав содержаниеванн горячего цинкования, обеспечиваюше j^p„ эхомводорода и кремния в металле шва металла шва про-должна обеспечиваться достаточная • ^^зли 08КП.тив образования пор при сварке ки металла шваДля получения низкого кремнезема, а Д^яво флюсе должно быть низкое ^ металле шва флюсПолучения низкого содержания водор
должен быть кислым. 135iк2Г2Осо(ОйU3)г.13mойкDОГI.ifСЬ.f-f ■
У' I'if Ijl ,l f"r/W'Tl!a основании приведенных исследований Cu^ пакислый ннзкокрсмнеземистый флюс марки КФ-27. оОег,7®‘^'1ан
ш».;; низкое содержанке кремния н водорода в метаРаскникннс металла шва при низком содержании в hV ' *"83
ьяя обеспечивается за счет восстановления титана ■^ Флюсао,ри..:• сварка без подогрева; Н «оСЛ2см*/100гВ пределах 0,0J—0 04 <«. тSlSn стали'оЖ "««^ства ме-прив?деш. ^Ф-27 и Св-08ГЛ«Sia ” '*0 и 41. Это ж металла шва/Ь» сварки других топ также может быть ис-Ф-иос. в 12 и нейтпял! хромистых сталей цс-^ИЙ ЯВ1ЯЮТГ бромистом МЙТ5. отношегигю к хромуокиси титямо' ^ покяч^^и/ ” содержание их■'алле шва. Уменьшается^ Ув^^лнчением дву-содержа|{ие лрома в мс-flovTOMy было проверено какнаплавленном металле <, \вми?'’®"’’^ся coi^n1,юсе. Дл> '^той цели была выпла^Г"®” “УоЗГ""'Ja основе плавикового шпата и "^Р^ня оп^'“^ана^,учшения сварочно-технологич^и, "•,0% СаО и 15% AI2O3. Содерж^нно бы-?.,ось от нуля до 45 % за сче^ изЛ ^®>окнсн тнта^Под опытными флюсами пронзвод,п2“Г "•''®внковдго'‘шп1‘”"проволокой марки Св-01Х12Н2-ВИ „ в'‘^5»^1'>йная на^к,определялось содержание хрома, титана «*>^и^,03Рис. 89. Изменение содержания хрома, титана,
кислорода и азота в наплавленном мета-гле от
содержания двуокиси титана во флюсе при свар¬
ке проволокой Св-01Х12Н2-ВИКак видно из рнс. 89, с увеличением двуокнси титана во
флюсе содержание хрома в наплавленном металле уменьшается
с 12,2 до 11,1 %, содержание восстановленного титана изме¬
няется по кривой с максимумом так же. как при сварке низко¬
легированными проволоками, а содержание кислорода н азотанесколько увеличивается.Для уменьшения выгорания хрома было исследовано влия¬
ние содержания окиси хрома СггОз во флюсе иа содержание
^£рома в наплавленном металле. Для
лена серия опытных флюсов, содержащих 30% ^*5% AI2O3 и остальное —плавиковый шпат. содержа-хрома изменялось от нуля до 9 % за счет "^мения плавикового шпата. Наплавка ' определялосьмарки СВ-01Х12Н2-ВИ н в верхнем слое «апл^н
содержание хрома и титана. Как видно из р ■нием окиси хрома во флюсе содержание ' дп^нного титанаметалле увеличивается, а содержание вое нейтрального поснижается. Мо':^тому для получения проволокой.^>тиошеиию к хрому при сварке количество окиси** пего необходимо ввод11ТЬ онредел^l^oMa, jg7i3XгоtсоаL(DSГ!0ЮОаSк8
^7/ (*9^- # »f fГ j■IWIIll4 t^чииния 'глинозем) AI2O3 во флюсы вводится Дл„
0,„сь шва. Поэтому было проверено, ка^,..,шсння Ф°Р^”Рсодержания окиси алюминия во флюсе1тия.7 изменение с д н содержание хрома, кисло-рода и азота в наплавлен-ном мета^1ле (рис. 91).Содержание во флюсе
других компонентов было
следующим: двуокись ти¬
тана 30%, окись кальция10 % и остальное —пла¬
виковый шпат. Изменение
содержания окиси алю¬
миния во флюсе произ-
р.: 90 годсржания и водилось за счет измене-содоржан»,Как видносе при t.-. gi^ ^ увеличениемлк'мгн алюминия несколько снижается содержание хрома в на-^iLieHHOM металле и значите-1ьно увеличивается содержание
кисюрода и азота. Это можно объяснить тем. что при сварке
возможно некоторое восстановление алюминия [74), окислы
и нитриды которого трудно удаляются из металла шва. Поэтому
целесообразно ограничивать содержание окиси алюминия во
флюсах, при сварке под кото-
рыми наблюдается восстанов¬
ление титана.На основании проведенных
исследований был разработан
новый КНС.ТЫЙ нейтральный по
отношению к хрому флюс мар¬
ки КФ'28 для сварки 12 %-ны-
мн хромистыми сварочными
проволоками (см. табл. 39).Хтя исследования механи¬
ческих свойств 12 %-ного хро¬
мистого наплавленного метал¬
ла были испальзованы свароч-%1 1г** iCr* т—'—^11у1020 AhOj,%ЮРис. 91. Изменение содержания хро¬
ма. кислорола и азота в наплавлен¬
ном металле в зависимости от со¬
держания глинозема во ф^тюсе при
сварке проволокой Св-01Х12Н2-ВИ70«16 uot^in пипи»1ьзиваны свароч-ные проволоки «арок Св-12Х13. Св-06Х14 по ГОСТ2246-/иг проволоки марок Св-01Х 12Н2-ВИ иВ-01А12Н2МТ-ВИ с очень низким содержанием углерода (44).
для исследования механических свойств наплавленного металла
поизводилась многослойная наплавка на сталь СтЗ указаннымидиаметром 5 мм под флюсом марки КФ-28. Перед
ч и прокаливался при температуре 700 °С, выдержкаметал прокалки флк>са содержание водорода втем натавкй карандашной пробе в спирте пу¬ляло 2^ л проволокой Св-08А на сталь СтЗ. состав-/ W Г. 310 косв€;нно оценивает содержание водородаfjiлаплавлеином 12 %-ном хромистое% -иого хромистого металла при ««галле, та-. .£ГГф«температуре 700"С. выдержка 10 ч <^пуску' приизготовлялись разрывные образцы и o6pS Штания на ударный и статический изгиб Ир„ Р"" «спь1-„ронзводилось через 1-2 мес после сварки R Г,си химический состав наплавленного ммГ;,, "Р«в«-рго механические свойства при комняти«в ' ® ®видно из табл. 45. содержание углерода в нат?ы^<;йеи.ется о, 0,10 до 0,0.5 %’ а ^ЛОКИ. содержание кремния находится в пределах о ^к содержание титана — в пределах 0,02-006 ^Как видно из табл. 46. механические с^йава наплавленного 5
металла в зависимости от содержания углерода и количества -
6-феррита резко изменяются. При высоком содержании угле- S
рода, равном 0.10%, наплавленный металл без отпуска имеет V
высокие прочностные свойства и твердость и низкие пластичс- \
ские и вязкие свойства. При весьма низком содержании угле- 4
рода, равном 0,015—0.016%. наплавленный металл обладает О
вполне удов-тетворительными прочностныуи и пластическими ^
свойствами. При содержании углерода 0.04% наплавленный Q
металл имеет невысокие прочностные свойства в низкие плааи- ?)
ческйе и вязкие свойства. Это объясняется тем, что при на- >
плавке проволокой марки Св-06Х14 наплавленный металл 'X
й cTOVKTVpe имеет большое катичество б-феррита (-40 4,). что _
и приводит к снижению его прочностных и вязкихГЕстнГкГсв^йЖ S„аплакленного металла значнте.-.ьно^^
ваются. Однако повышение Р Св-06Х14, не позво- 2наплавленном сварочной дар^ю вязкость этого ме- Э лляет получить удовлетворительною > Р ' ударной вязкости 1 ?талла при комнатной температу'^Измененио^^^^^ ^ ^наплавленного металла ^«но на рис. 93, из “зависимости от температуры "Р з„,ры испытания ударна Jвидно, что при повышении температуры^^ ^вязкость наплавленного . свойства наплавленн tКратковременные “^*^^550“С приведены в ” «талла при температуре ^^J^gyneparypa* ^ дроч- jкуда видно, что вполне удовлет^з наибать- ^наплавленный металл име ^ вязкие .„^еожанием . ^косные и п.1а<^ическиешими прочностными щимя прочноаны {Проведенныеуглеро/а О.Ю ^^^дГржание^ 6-феРР««- .3,металл с наибольшим г\
IIrtC4cN ^ :r X
с w scс cc ЭM rt о5§Sf-г» i£Г» —С о
* ф55 г-
^ ««■t ^ссX лмг: Wс с^ С4 ^1rt •*- lO
r<?4-:-e;оeHZs3««;5c*« e^ С» 5# 4X ^ иУ
p Fu*5 a с •
*5-5 0* = S.Q
'Se*5<&§£S>Г о4>&>1He&t»iVк2*ФuШ0Tf&eЧi4rжVс^ £
« ?
^ IЫ 2с Sж —
«L=*- V «^ c.
s rSSSge^ 7 00Cl QO 00^ ^ c^ ^
оСЧ« «
O* о fl^*— о'Л 1ЛCl — %0 50Г» —h-' x' CC СЧ^1ЛЫГ£
«5 — rt
— 'Л » 30Л 1Л 1Л 'Лc*.Cl X C“. XZJ ~Л -r ?5 2XXXX«iSc
• • t ffбоббОзсоz г^:S^ 5“ СS3SSaiilС1 юсч С1т Ю tfl _fr V tсо Г^ N.л — Ci X-S-2X Г5 X г^ _
ь» С1 С1 '
1Л -г tCiAЬ» -г 'О 1Л
иС *Г Q
СО Л t>- '3. ^ •
01 СЧ 1л Т с« С1" оценка сопротивляемости наплавленного «ет,холодных трещин производилась птм '^'Р«овзарождения и распространения тре^ы РЩ?Й >‘^ :(у ‘v>/ 'V^Й5i^:b/- ^ - T* * -5.- ■• ■ '■-. ■-il r^ ■ ‘2)<ъ120t0Г)>2.1)SРис. 92. Изыенсние структуры язп.'.а».кипмо neiVLU ш ми *ч/ <от маржи прг.»олом .,,«тли,_С2Хи; .-С.*АИ; ,-С^О.л.Ж>ЬИ, .-с Х.....Ч.Н»,из верхнего слоя наплавки ''^°^"^]|й*’нзгнб при различной
надрезом и испытывались на испытанием образцов со-теупературе. Время между Р испытания оценивают сопр^ставляло 1—2 мес. ^о'^тому эт ^ и расп?«*^тивляемость наплавленного « п^,всдения отдыха.
нению холодных трешин no^i „.P^p^qeu наиболее И10испытания приведены на р • ^^удатной ^**‘°®^’^!!^во.1ок-йбота зарождения трешины Р ^ наплавленного ^ ^0.3 Дж. наблюдается “"Лишенным ^ваюкой^.-06X14. что объясняется повыш ^^^„^^енного прорита в структуре. Д-1Я3 •,2 .D ’1Г5DГ
'Ji.•fl, il—Т2=л«гзсчг^—.т*тае5:г-.>*3U«3TtXUr.4T> ТГЛЮКЗ» '
г■ ' ггглг^л<аг-- (ХйХ’.4- -./дас«^ *т - ^§/IСа-С1Х11?г2-Ы!
. Сз^ 1XIГЧ1МТ-Бir:-zjst:MT i.5—II JL= Ъ^
::i^T ?*5с^г Si;cAic^3j
:Lt* a-r-ti5-e-^ .'. :6v?:^€^C5 Ti% rr: »we-er г^»е& • :»r c:j:t:^jti-I "*11 ' гзстг :013%t Рк>-г ricrrc-
стзан ?• сззгг^г rtc^-^>■' зеа?52 С5-01Х12Н2ЧТ-515 1г.: I *-lXCC-^ К2Г'£Н K^2S
r "cM5iip5T7pe ЫХ1 2 S>} 'C^: -ттьзой z весхмы.:; r;**- 5г;»:*тэссгь .
ггь^сяжхх: грг> 1
.* .jvrr-0c« сзарз^ с“-:эсл:«з жгт^ ?«- к Rmlm jai»^ IZZtZ^-X 1 т\ Т-»Гьад гя > !■ J 4 3U f-^'i«.4 е.Лл1адё iifc=r5 ^.i^'•*ч*эе7fcSlft^T^rrcS бО":--’*-.*-=-’i=r:. ILzm «-
rii-^3, EZZ-IZbl-tiaCrOг;с'2сзл-4 Cs-t2X[E ;i-S: Ti :r;»>rrp^is£r -:«ТГ*г-15:Н;. Яе r>£JfcrTi:»-
• «^:<г эсаж^га» o»t«-zy^2^ T2£ "rj» всехcs nciiiii icr» z?*Лreicit^ir T-c ‘сгь-гав*-fci» £i<^trigtrCi Jb*"it-A.c .r^iocTb 5 rt" its- . --.'V-4.0CO аЛХ$5^^ i&JL £-csWX 5 ^ t -ЫСЖЖССТЖ or C^It:^^£:£S• *^:Zi- K»5 ЯЛЭС- E3 'rri3« укегьдс^дТж. 9k ^_тл^;х2 с 0-09:soCL0I- *^>rrs -~^iCTSi Sc’i*ci"»*i^*2. J 1РЖ^гт«ж X:-HfM 3 ^Aitrc* с 43'!' z-ъ ^"oH« * с- —no CSZVK1-ТГ!.-, l~- ■ ■
T ! 1 >-.1:0' !ДГЕО.27'’^ .IZT i^i^rTt-гьж?»'. .
■-CT^:. T^:-«2. ьог-з^-- ' :^7_::::*>.сr% « у-жлие:*i гг» '^.^l 'Л < • •►,* £ f- ,__ -—,»■ r? p.* ■* "" ■" ^ д-^t ^ ♦*-'-‘* <! ■_ .jeiise*®i » t:oj6%
и • I>»aaxxTt s сстоя» щецллтетве ii-ei«*Ti4. тгхзе.IItiy
«Не. 9L :райт ои»^к. '<4 ^ iiifn< fT«i я*3иавгл *Р*7^ж.»я» саеж» БХ*9 ^
ит‘«Я£С ->»t4 1Ь&^ «^w^O-^-Jb-OS* •EA-CvO"^
^’JCyrCt» Hgp.i C'AJ^> -#,»4>5П^жаг^ыкг ассгедсеаяЕЕжж ac-t^33E*o щто ссс’с^пэлж-
afca.»:niEEEg- v13c*.£C3l1 тжсзсе a чзсАстзг сытных оэе^
вЕясФ гажчт7*^Ейж1 гг2-&е& of^AejTOTcs csez}i:x3!33ai lz~
i»T7t£« 75хвг2этя гьгтц i| тс^кпесззя ажлсл гагрж- тгж2Ёд;2г:31сА соя^’зслясяаег: sKaijrpcsa; 3) созе^жагиея»fli^'3bcaBSffti 1 SBtrra-tAfr 2S.2; 4) orxsmw сзгрвмжсзыиежк? S; re^nntci^ :#С*?я?0стл4 сьар-зсж сосжв£якЯ.^"***7 ptA««£ cn^saL Чл^гэтж:э£аг*31мх аосждуемжжм
sraoiiaaci »n £&u гвгра otijJaeMer ^:гы1>сл1ЛГШН1 SJi саНфСС1ьЫДс1К«т, 'J07^ZЖ‘Ъl t fcJ^K^-iaen 73ec.f t t sz ШХ zsr^ma аадл~%1яиц вдлбал**$сай#а ■ iiacrt^ftcrt «етгхл^ 5TB к w iurir г тыгс*
"^а»! « j*t>i35«aoBBe сзагрс} fifc.Kcr>:fCi^23ao ьывс^хжжть яр*осмстс axzjt^aeert. Tiu хлзе техло>стЫЬ^в*^
■21* Т1яа 51Х2Ж’0' cimaiij:i*t2:b cxs/^jczb -KJfc*^J «гедал - i Аь 2SV: EcTv к» aoxir»^* •“* ^я-лаваастл ssirmx кгрс* техлснгт;:«^ЕЬ» i ст*ж*
*+»CTvг згпл еусдьЕм. таал ««^ттгу airr»-^***‘******** sytotctit ^TtJi ptfxs;*» Г*рт*И**5 ^4^CSi^-J 5
rv:f '-KJpocib orui*jM*« гг!а«а0^-^ 5 - «* Л,ьг- 15- 30: €0 12® с ^.хлъжжяяя^ »>»» rt W.i, г
ttiflCSe ^ ТОИИВв* CbS:pOac«j£X TJac“*ik in 'XM^u^
--ciwyeaero 30^X7^ 15SXсгтэетажюб А-изгавш ncmt»5» twsiajjr$Л?= 'li:птвеггяал i гг^Aatisit «*-t«вГМОЕМ ЖУГМС теенсу»^^**тагэж ISXcZajok «iЭ1Зits17SшHL^Ж*541ЛЗ J 2EJ
S3 I »А
3L4 - *3Г.1 5ГЛел16 .U Ki« .i> «ii S'*41^ Vi> *. 5^^cj , nr2i \ i-ui^ I -
*i -2f<I#•?i«»-, jpoca. csaggb^ таяяг^ ?«-«’■>= »w*« ^ ■5Г.ЦЖ*7^ *- •' = г '•^rSTf-'*—'*-*^?ccib c3Af Д =- ^ «feme*- auscjecrt зев- ^rS3*i — or O-W да /• «аеп* 'leiee^T}»**• _ - -ilIjrr ^accn«**tagp crfc»- свеаа^*^fiЖЛ T«tD«»*T»l»i» ВЧ'^
тшш/т /fk!
:-i\fi:V/In г11II1'Jашит//^па№тгТГ»’» xoVfiKor. что может принести„ Hnn.Mxpy^^lTx М.-Х.МИ .«у *Л«Д..ОЛОМГОСТОйИНИ л *к образоиан*"'' “<^Ра„,,,мг для "I’ ШСШИИ по мсхаишму" ^ак ""•‘*”Гсссс- скарк" ’‘'''^'’J^.parypa сопутсгпуютсп, „о-
мпаиия в мнп1(малм<ая тем температуре хрупко-а бигь Р«»''а “f" „й :юиы смриоп. с<и-т.и...ии''^"‘^"‘■"''ПгремГло ЙО :»50'Ч: М0.М0Ж..0 о<^р,пома„„;:температуре п - в rnapMW* гослмп-ииях при нал кон„,.„-,СшТлсфгКа«ий »о мех.'.ии-.иу п.пс-ломкости, Гак.к- гр.чан„и
^!«икают»ре-.ультат<- нс-.српанпя пластичности при л.форма-
.шГмс'мла в температурном инт<-р|.алс синеломкости, когламеталла шна и ЗТИ к пластическоГ. лоформа„„„« резко снижена Для нрелотнра1/ккня оГи,а:,онаиия хг,-LThZ трешин МО механи.му синеломкости нео^х.щнмо о.ра-
мичивать температуру порогрена «сиерху*. т. с- максималкиая71 «пература сопутствующего пологрсин должна Outh ппжс к-м-пературиого ннтерпйла снисмомкости./Ьнтглмкд* иахождсине металла сиарных гоелигкниП при
высокой температуре сопутстиуюшего подо/репа (2ГД)10()Х)
мож1'Т принести к термпчегиому старению металла nina и У1Н
В результате термического старения монышаекя критическая
температура хрупкгкти и режо снижается работа *арождеиия
трешины Поиому охлажл< пие снариых соединений ло комнат*
иоЛ температуры пг>сле дополнительною охрупчниания п резуль¬
тате термического старения может *1рииести к обра юиаиию
холодных трешии по мехаии*му хладноломкости. Дли предот
ьрашеиня ылможиого дополнительного охрупчииании снариых
соединений нследстиие термического старения необходимо огра¬
ничивать максимальную температуру иодогреиа, т. с*, макси¬
мальная температура гопутстиуюнкто подогрела не должна
превышать нижней Гранины термического старения, 1^*комеи*дуемая температура гопутстиуюпкто подогреиа прниед**иа
в табл. 40.06сгпсчгии« низкого уровня диффузионною нодорода и ме¬
талле шва. 06ecfie4eHHe оптимальной скорости охлаждении при
(варке и выб^лр оптимальной температуры сопутстнуюи1его по¬
догрева не вс1'(да гарантируют отсутстиие холодных трешни,'парке в металле шиа может быть рачличиыЙ уро*
»^>Лорода. Н иасгоянгее иремя у нас
ииу, рубежом улелятя иее больн1ес ииимаиие илия-в MOHon»irt!uu *<М1лоустойчииых сталей. Так.чивая rfa?i и-# »<'^К''*'*ано, что тсплоустой-ч leMneDaTvruu^u**” 1^2МФЛ при скорости охлаждении 507^
Р-^туриом интервале ГМ МЮ'ч; имее| иыгокий нокапа-I„.чютипляемости «-f.p:r.oi.:n,H„ хололтд»пали 1Г.Х2МФ лиффу:,„о\.„..,оI(,0 г спила*-' «101 uoKaiaiiM), ло KW) мн.W-f,,1,0 f»'finloxiiiMдиффузионною нол*ф*|да н коли'н*х1в4-oi »\окйлйтель до М1\а. даиии*-Т • <1А к а I VI^ни тгМ1|г1>‘ИУ(>» c«riyic»«ywttVMo m*atirp*«1».н« |ц>им»нлтв»1м:11Ггмтнмя. MU•гI2XM|5ХМДо W)
11 30
Си 3')lielX'-гМI2X2MI12Х1МФДо Н')Г/Х:/МФ15Х‘ЖФ16X211МФ1ЬХ1МФ1*С10Х2М1ФЬ0Г,Х12112МДо 200До 1>7 -Т)
С». 30До НО
Си. тtW'6y<>TC«IV»-ш
2^Ю-2ГЛ250 -3V)2ЙО-300lift 1|»г^|уетсиШ-Ш
Ш- 3V)Ь« 1 ||14Н I ууДо V»;ь7H-VJ
Ci У)У*К|(Иг тр^уися130 - 2П0До 4
Си W)lie 1р*.Луг!сл
ИЛ-lf/)
lyj-W)Ло 2001ЭД-2(Ю2ГЛ-3(Л»До ft
7-40
Си 4flДо 2fXJИг Ipr^jytifN I
|;У) -IHO I
150 -пт I|ГЛ 2<К1\^-Wim-wHr Tpr6y«tc(ifcl IW)✓12xoponjo с0(лисуклси с HajJiHAif ** мегаллеаыиак/г, что по1иоляп |н*:*но пош-^ пока-***^ ьии/К<*ннс днффуiHonnoio водорола в Mt-iM/i..' шва*опог ^^***лоус/ойч((пых сп1лей понюлкет pf JKo \т\ю\\ьобраюпанию холодных грешин, чго, и chowWX III и/ачн|ельпо cnnjHTii гемпера/уру пологрсна^/VCfu * ^'**арке млн пыполиип/ сварку бе* «ологрева |7Й) Цо-
Woe содержание лнф||;у (нопного нодорода а иаплбвленномН/5II0
А1Ч/СО?)>ал J
7Г, . iVi * ’’ Ji > . .' * f^\i- •». r J ' "‘f' . Ч Л* J M ИJ ifi p I I ! t. . . ml■■'ФI* \,4 II •.A '«ета.1.« шва некоторых сл>*чаев приведу.гс1еловання показали, что низкое солер*,,,.
Проклен»“^ возможно пат>-чить п>-геы. а) укеаьщBoioiSaa в в сварочных материалах, и вдап,.даП«П1. нство из окружающего возду»,"jacaK* в кромок и сварочной проаакед; с п»^'Р'*^тоЙрного водорода в атмосфере дуги в croS^eб) СВ«Ы5*М« ч-меньшення поглощения нонкзкро-м«а:т.лом 'шва за счет изменения рода тоышал25?пгсгя прокалкн флюса была невысом>6 ш со-Piaee данными исследованиями быдост1&л5Л1 ,^^ення батее низкого содержаниенеобходимо прокаливать при 6ол«
ТемператуТУ прокалкн ф^а. как Ера-
гьигс-с* из услй35:я обесаечення требуемого шо-ило. Как зидао нз табл. 7, наибатее икз-toTC c:-ecAi^^ в металле шза наблюдается ср->в)с Ч^дооХ. В процессе хранения *.i«aего .злгжненне за счет еоглоп«я.1
предотвращения узлажнеиия i?a-“.j^-'аосде выеокотемоергту-раой прокали ?е»с^в гоме-еннях прн отноотельао*
R бодее 5С- Ч я при температут>е ве мевее
Г:--.^?^,е5»с 'Т-15 с-.т. Хт£ ьозможво меньшеп) ^лосаеии
КЗ одюс после зысоютемзергтурвой ^.ро^и-Ciccxi6oi5so'ir-i^ 3 стштльанд ™кафах прн темверг^1 г^мет*^-иЛ тазе. Рехохендуемые ?ежж«
^ес22хх I с?оа гахвэст* саарочных матерЕг.гоз врнэе*еяы
5 Tidl. SI. ^v^cnc атсгЕ'. iii }1е€2ыэенжг со^-сржмжя ълггл г -"г*%схжх coezEBBzi. BDciiint-zi в ллтоэое гростраьстас-.^ *!Sn2
ziT-iTb ajaeoxBOCTb гьгхквзмых x^j40¥. » сь£р:?ж*^ - W—^ V ТПТГИPtset тысве^ггл-м г>жы1зе iijeirrT^zie состаьдл^ I--
^дЬХ. » s»czvoc7s от кк Проэедегншге »сс-гех<*^■та бшс аае^кл устгзюьэ«о. тто резкое cf? -
>1г1т Kizotn 1 ваыдгл-еж^-х нетглл-е ^гтъм счет ажск£?? Г1*ас$^т>7ы:ав*С- ikact* zje ггтт*'*'*^ созсржхьа»» «етзие згга ь:а£хт?сги с 1лр6сваггэо-фдкор«тгв'»«ТВ» xswucam. и>1вА1Кгтъ»*Сn>ifttjf£a£iaa кие.^:«Е£яв ^« CvLbc rtk^t
з?* vfCAUbt^r^x ^лмт^:^1к1л m »=^с£ЖоАTttbiOlVjiZ'жхш bizn D xazj'u iji Пс^т^лп jua“T **.мшц% 7:,T«*0€ C03«P*»-»«»70«*’.«•1*4 *гк)«4><л^ '• »*n>: *£-=***C,j>«C2MA. флос КФ-’Л 1Х2Л. JlXUiUlСИЛХМ. ♦-«^XK-ма Cs-^XMO ■®*'^с,.<ierc y*-iuC^IOTHIHA.wy^2sjr».T7r> •I’Pf4^SM- >jecrr>-‘ilyixy.«ГХ5Н 04-HILiJ<- ПЛ-'’J
r ' I! 'S tfi^V ^•ЫЫ'ШП *piltmk'i''’’ ■ ,'M’*iiir'^ * -Ч tl I |л ■f' JjJ. .Щг«Jf№li3J)W^v16--,fini/IШШi ' 1' • г* • ' гm'-i.t 1Л!/|ИЙГ|нй^-I .! i ^l'TfVJ'b| -'-l|:.'Регоменду«'*Ь1с режимы прокалки н сроки годностисварочных материалова б л н ц а511Срок РОЯНОСТН прн *ранс111Гя. cv, ^1!в помсшениях'1i Гемпера-Вргмас ОТНОС11Т«ЛЬ’нойв сушильныхСмрочяы!материй1 тур*1 аРока.ткм-
•С■ыдерж-
км, яв.1ажностыо
мэлуха лошкафахлрн••«^СКОЙ•150\ н темпе¬
ратурой^^теыпегатуре
50-|к» ‘Старе111более 18 СФлк>сы:630-670•«ЛН-424745КФ-16700-7505to30ограни¬15Не ограни¬чиваетсяКФ-19700—7505То жечиваетсяКФ-27700-750515То же>КФ-28700-750515>>Электроды:30УОНИ I3/45A450-48035>УОНИ I3/55A450-4603530>Н-3450- 48035Не ограни¬гчиваетсян-^450-48035То же», н-ю450-4803530>• Н-241450-4803530жН-251 1
1450-48035Не ограни¬>чиваетсяН-27 Ji 1450-48035То же>ния ЭТОГО было рекомендовано хранить электроды посте высо¬
котемпературной прокалки в помещениях при относительной
влажности воздуха не более 50 % и при температуре не менее
18®С в течение не более 5 сут. Для предотвращения увлажне¬
ния электродов при более высокой относительной влажности
воздуха было рекомендовано хранить электроды в сушильныхшкафах при температуре 50—150 °С или в герметической
упаковке.Вторым путем уменьшения водорода в металле шва является
связывание атомарного водорода в атмосфере дуги в стойкое
химическое соединение HF. Проведенные исследования пока¬
зали [371, что кислые флюсы позволяют получить значительно
меньшее содержание водорода в металле шва, чем основные
флюсы, при одной и той же температуре их прокалки. Это объ¬
ясняется большей активностью кремнезема и двуокиси титана
шлаках по сравнению с основными. Увеличение в со¬
пит ./ содержания кремнезема и двуокиси титана приво*
Тпрт^””*^ содержания водорода в металле шва.пппг!т!1йи,!* путем снижения водорода является уменьшениея ионизированного водорода металлом шва. Иссле*150чий проведенные автором 1371 t. ,
ппв' [87] показывают, что при автгaomt
ScoM. np« покрытыми электродамн^пп** «арке подгплепжанир У и пон сйяш/^вйТОрО® I'"' .IUH ilo,1%сом. при сварке покрытымибитных газах содержание водорода r « призначительно меньшим при использовани!|^*п’'’^ получат*'равнению с переменным. Причем пр„ тока"':;1ЯРИ0СТИ содержание водорода чены! о«РатнойМо»..о с дос,а,оч„Е,„ "»*«способы дуговой сварки дают наименьшее Z, металле шва пр.. использовании поаоя^*®""« “Wa
полярности. Поэтому для получения низкого обратнойрода в металле шва автоматическую ceaoKvHVK) сварку покрытыми электродами и ceaLv » РУч-за.х плавящимся электродом следует пронз£д1'1?'"“"
ном токе обратной полярности. ”«дить на постоян-Следует также добав..ть, что пои скят,» » ,
неплавяшимся электродом содержание в5дорода'?нама^"„ом металле оказывается значительно меиьшК, чем
плавящимся электродом, при одной и той же влажной
н использовании одной н той же сварочной проволоки Это Sv
ясняется тем, что при сварке плавящимся электродом капли
электродного металла проходят через дуговое проаранаво
имеют более высокую температ>'ру и легче поглошают водород
из газовой фазы. При сварке неплавяшимся электродом капли
электродного металла не проходят через дуговое пространаво
(присадка подается в сварочную ванну и оплавляется дугой).
Такой расплавленный присадочный металл имеет более низкую
температуру по сравнению с каплями металла, проходящими
через дуговое пространство, и поэтому меньше поглотает водо¬
род из газовой фазы при одной и той же влажноаи защит¬
ного газа.Осуществление этих трех путей снижения водорода позво¬
ляет обеспечить низкий уровень диффузионного водорода в ме¬
талле шва. Для контроля за содержанием ®
шва и в наплавленном металле при сварке
сталей на судо- н машиностроительных заводах в» Р
ботанная методика определения водорода Ь „оокалкн пе-электродов и флюсов после Если содер-ред сваркой проверяется на содержание Р _ з_,ек-жанне водорода превышает допустимую нормч.троды ..лн флюс для сварки не содержанияОтдых сварных соединении. Полу j^p,, оптимальнойводорода в металле шва, те«псрат)*ры со-
скорости охлаждения и выбор * глучаев об^печнваютпутстаующего подогрева в бальшинс теплоустой-
отсутствие холодных трешин в сваричнвых сталей ,.tu пои наличии кон-Однако при сварке больших наличии коистр>к-
иентраторов напряжений (например,)(00^ЛГ2оtк огоа
I П:-!!! Ч
» / ' / ,г ’il^■ ugT*^годсржаиис лпффузиоиного
,ч критнчс‘'«^’‘' . ^,,,,„.„ИС (ниже допустимого..„ого "‘-«Р""”!!? очень , его становится трудно обсс-1.1 ,.1ПГ0 и табл.->0) ' -, зо»ать чстнсртос тсхио-НИМ прип^^^’* * необходимо ** * j.„*vnnyK> термообработку
JoM о-гдых снариых J-"‘‘г ,,,1-с KOI- w^‘*’"‘'^’cтp^ll^e принято чаз поиым парамст-- jrssr™,u ■' г;.: , ..„vncii автором
смники из стали 1Х2М толщиной■ '(Г11ч%той же стали толщиной 300 мм.
.,0 мм с труЛиоГ. , соиутстиуютпм подогревом доСпаркп этого содержания .шдорода и металлеМО^ЗГЮ'С и ' псзультатон: н сварных сосди-„,„а „с 'I”;"";;;, Д„ комнатной температуры иаблю-Год'Г? h"iu--hu. Снижение температуры - .. .ин'дсиие отдыхяй_.1П •> В металле w.oiiMA рсзультатон: в сварных сосдн-исинях при охллжлстт их до комнатной температуры наблю-далпс!. хололиыр трещины. Снижение температуры подогрева
до lOO-ISOT и ииедеиие отдыха при этой температуре в тече¬
ние 8 -10 ч Н0.1И0ЛИЛН избежать о6ра.зойаиня холодных трсщнцИ 1972 I. отдых сварных соединений был включен в основные
моложения по сварке установок Fill и о прпмсненпп отдыха сде¬
ланы сообщения на семинарах. Позднее в работах [52, 63] под-тисрждсно влияние отдыха на повытенне сопротивляемости ме¬
талла ЗТИ н шва образованию холодных трещин.Проведенные исследовании показали, что выполнение отдыха
св.'фвых соел1Н1ений новыншет их сонротивлиемость образованнк> холодных грещии, а также повышает пластические и вяз
кие свойсгва металла шва в ЗТИ (см. табл. 25—28 п рис. 60ь9). Отдых —->то продолжение подогрева
гплрки (без охлаждения яг» -iecce отп****-пая температура отди.хасталей приведена п табл 50 сорл»,1^анее для некоторых Г
д„лся немедленно иосле св?Г" WM.1PK4I ИЛИТИП стелиРекомендуемая температура отдыха■ j
ОЛ1«^'*лщ|1ца
^^•♦ярииаемм*
элементов.ммI2X2MIСв. 3012Х1МФ12Х2МФ(*анее суикстйонявшме
'треГ>п«аккяВысокий отпуск,
не позднее 72 ч
после сваркиВысокий отпуск,
не позднее 72 ч ч
после спаркн I"“"'■Pjrypa.лица 52^'IkllOCTV
■"ЯЫИ, ,15Х2ИМФ15Х1МФВС10Х2М1Ф5Сп. 15НсмеллениыА вы*
сокнА отпуск8-10Высокий отпуск,
НС позднее 72 ч
после сваркн для каждого шва, ДляII парогенераторов высокий ^ , сварки готовилась п .
в печи. Почтому к моменту ‘ ,[цего подогрева "Р''^ днагретая до температуры сопу J црденнс высокого УДт других сталсй .».«»« S,-' ' 'кдого шва не позднее сроки изготоельно усложняло и удлни«л0Т'1i1
0»сX2
IS(!)IСооQ.L‘■’■Рукцнй. ' " этого, для трубных систем парогенераторов пракгн-
р- " ***^возможно было ocvHiecTBHTb высокий отпуск сварных со-
||(‘||/*^****'* позднее 72 ч после око/1ча11мя сваркн. Для срав-
в табл. 52 приведены ранее сушестоовавшпе требования.153(DГ(0ООа.гооf
*теЩ|и> -г'Гт VI. rrjBUtstF-'dt oT^ia сварных coejSLa^e»^^ '^.^_1^‘'^^-пгничевяя во времени между о&онч2:1й^хте'и'х^ргботи) и отказаться от npo&c=ea.«jrпровеаешгя отлыха'^?г&7ПШ че ограикчнзается. ^ позва.яетсоединений. Провеленве
^».ort- сшо-ска сваршд соединений после кт
-^Тг рег.ст«дуется п;>оводить iia отдельных крупных уалов
Т-Тьсао *.'4>sxci S 1-e.v.i*. без проведении прокежл-гочного вы-
^.,.о:о ог^.с1.в кгжл'АО шва За начинает при-^'тдьх сварных соединеийй (103. 109]. Однако зыбн-
- а^хгя -^»^2^?гг.ра'глдь'ха часто ве янляется оптима.1ьной.>Ь5гавых выше четырех технаюгических меро-
tpy.f'ryis поз&о.*я17 кгк правило, гарантировать отсутствие хо-
rptiujuf гря сва:ке средие-эегированных ннзкоуглеродв-:-uA T-^rL-iovcTOKKiiBUz ста-'зейТермоо(^абот«з сварных соединений. Для обеспечения требу-
tuui с&сгйсть сььрньгх coeJ^i^нeн^^й и повышения их работоспо¬
собности длг большинства теп-юустойчивых сталей применяется
пятое теяиологическое мероприятие — высокотемперат\*рная
термообработ*:а. В качестве высокотемпературной термообра-
б^ттки обычно проводится высокий отпуск сварных соединений.
Кроме лото, при сварке некоторых теплоустойчивых сталей
при на.1ичии ба^ьшого объема наплавленного метал-та и нали¬
чии кояиевтраторов напряжений при больших татшннах свари¬
ваемых элементов и больших размерах свариваемых конструк¬
ций для предотвращения образования холодных трешнн также
применяется немедленный высокий отпуск сварных соединений.
Проведение высокого отпуска сварных соединений значительно
повышает их сопротив-тяемость образованию холодных трешлн
и уменьшает их склонность к х-тадно- и снне.юмкостн.Как показали проведенные исследования, при некоторых
режимах высокого отпуска хтя сталей, легированных ванадием
и ии</;ием. возможно охрупчивание металла ЗТВ и шва. До¬
полнительное охрупчивание металла ЗТВ и шва вследствие
дисперсионного твердения может привести к образованию хо-
ло^ых трешли по механизму хладноломкости прн охлаждении
сварных соединений до комнатной температуры. Это наблю¬
дается при относительно низкой температуре отпуска сварных
а^линений и при наличии концентраторов напряжений. ДляУгого вида охрупчивания минимальную темпе-
необходимо повысить, что позволит избежать
трещин в сварных соединениях, вызы*
Tvoa твердением. Рекомендуемая темпера-ведеиа в табт соединений для некоторых сталей при-иой техио^пгиы теплоустойчивых сталей по прогрессив-дает значительный 'экономический ':#ффект. Раисе1М. -.:1г.гре=Ю" дотребовалось 2—3 ^' гего места. Один cBa;>mvi ^ ®63*^- в теченйе 15-30I который до 3:ог.теипер»ту1,» втвтго сгвт.г ‘3 TcaztcE» ^I 15Х1МФБС ■ IMAjUe ■ t iOX2MlC>5I > > If * ШC6Xi2H2,M > > 63C^:Wt— - . - -^ркй с более низкой температ>*рон подогрева позэолк: yuts^шнть количество сваршнков с 2—3 до 1—- чел. ва одна8ЫЙ ПОСТ. ЧТО примерно на 50 снижает—поззатлло о:Ш2Т>о1шить количество сваршнков с ^ ^ (.„ижает отmi пост, что примерно на ои позэа1в-'*оротных работ. Применеш№ отпроведения промежуточных пежиха * „дия «*'устойчивых сталей. При „„^ся ср°’‘промежуточных отпусков /„ух сист«« oW"*прукцнй. Кроме этого, лля тр. .ществять cstP*^практически невозможно бы. ^ око ^гг^-^рных соединений не огрзН‘*'**“ ^ upsi^'Применение отдыха ^озвапило отпу^’‘знием сварки и проведением .„gparopo®-
ски решило проблем> сварки пар
/ лi!-r-fтт9-9*т^^ШСписок литературы>urnn В В Журавле® Ю. М., Козлов Р. Л. Влияние марганца на
I Лрденгов В. . хрупкости при автоматической сварке i,oiстоЯкост^ £^уд„строения. Сер. Сварка, вып. 20. Л.: ЦНцифлюсом* Q—g уj yj.Румб». 1975, с. ^ Зддородоустойчнвые стали. М.; Металлургия» 19782 Арчаков150 с.ч Бабнч В. К.. Гуль Ю. П., Долженков И. Е. Деформационное старение1972 320 с"“■’У'БарреГч’'Хр^ разрушение. - В кн.: Атомный механизм разру..< II ..«trnrtfoiaT iQfil?. С. 9—18.•I. Dapper л. г--г^шення М: Л1сталлургиздат. 1963, с. 9 1о. а и /- «5 Бахматова И. А., Козлов Р. А.. Макошина А. И. Свойства С8арны.х
-п^пннрннй стали Ю.ХШМ, выполненны.х без термнческон обработки. —В кн •
S сулдашш. Сер. Сварка, вып. 32. Л.: ЦНИИ «Румб», 1981. с. 24-29!6 Бяшснко В. В., Донской Л« В.* Соломяхин И, М. Элсктроплэвильныс
печи цветной металлургии. А\.: А\еталлургия, 1971. 320 с.7 Белов Ю. М. Особенности плавления электродного металла к флюса
ирн автоматической дуговой наплавке ленточным электродом. — Сварочноепроизводство, 1964. -V 1. с, ! О—12. ,л « п8. Борисов А. Я.. Зимин Г. Г., Кофман Ю. В. Вакуумный дуговой пере¬
плав стали марки 15ХС1Л\ФБ. — В кн.: Л\ета-1лургня, № 10. Л.: Судострое¬
ние. 1967, с. 23—33.9. Боровушкнн И. В.» Петров Г. Л. Распределение водорода в окаю-
LIOBHOH зоне при сварке высокопрочных сталей.— В кн.: Тр. ЛПИ, Хо 262.
М.; .1.; .Машиностроение, 1965, с. 76—85.10. Браун У., Сроули Дж. Испытания высокопрочных металлических ма¬
териалов на вязкость разрушения при плоской деформации: Пер. с англ. М.:
Мир. 1972. 246 с.11. Бренькова В. И., Виноградов Р. П., Шкатов Ю. И. Исследование
влияния телиологических факторов на свойства металла околошовиой зоны
сварных соединений из хромоникельмолнбденованадневой стали. — В кн.: Во¬
просы судостроения. Сер. Сварка, вып, 26. Л.: ЦНИИ сРумб», 1978, с. 39-47.12. Бренькова В. И., Козлов Р. А. Влияние различных режимов отпуска
на свойства наплавленного металла типа 12Х1МФБС. 05Х1МФ и 07Х1;МС —
В кн.: Сварка, Л? 12. Л.: Судостроение, 1969.C. 90—100.13. Винокуров В. А. Отпуск сварных конструкций для снижения напря¬
жений. М.: .Машиностроение. 1973. 215 с.It Водород в металлах. М.; Металлургия. 1967.303 с.^нняийса о ’ Крестовников А. Н., Шахов Л. С. Химическая термо-..ннаанка в цветноЛ метамургни. М.; Л\еталлургиздат, 1963. 283 с..ХГО класса. М.: Л\ашинГт^^оен^е°1172"|(Юш.тн« гмГ Л.:“суд<^^ конструкций в эз-ЗОНЫ термич1^огГй.^^о^^^*^*® Р- А. Исследование свойствар 10Х2М1ФБ.-В кн.: Вопросы судостроения.19. Гудренон ^У^°"Р°«*не. 1972. с. 99-107.1959. 1638 с. ециальные стали: Пер. с нем. М.: Металлургиздат.^1. /?ёмянцевич В^гГ\Ь^1^?; ‘ ^*^таллургия. 1975. 183 с.М.; Л.: Машгиз 1962 ^^•^^>Рг»ческие и технаюгнческие основы сварки.92 Зввьядо* "ль иструканонны! сталей ’ '^‘>стнн П. А. Оценка надежностикн.. Материалы семинара «Повышение качеств!.156.еЖНОСТИ и долговечности изделий нч коигт.,"“румеиталышх сталсП и сплавов» (Л.. и„ябТ,9П “ > " и»-С ^и * ^ •^ДИТП 197723. Закс И. Л. Сварка разнородных сталей м. и208 с. п U III г. ^’“'"«острэдние, 197324. .Земзин В. Н., Шрои Р. 3. Термическая пГтитений. Л.: Машиностроение. 1978. 367 с и свойства сварных25. Карзов Г. П.. Леонов В. П.. Тимофеев Б Т гдавления. Л.: Машиностроение, 1982. 287 с ' сосуды высокого26. Касаткин Б. С. Структура н мнкромехат.,и ..Киев- Техника, 1964. 264 с. * «рупкого разрушения.27. Касаткин Б. С.. Мовчан Б. А. О структупны,^ого н вязкого Н.ЗЛ0М0В стали.-Изв. ЛН сССР ОТИС 151—‘153- ’ ‘ ^ 5.28. Касаткин Б. С., Мусияченко В. Ф. Низколйгипгчв,....„рочности для сварных конструкций. Киев: Техника 197029. Касаткин Б. С.. .Мусияченко В. Ф„ Мцходуй Л. И. Влияние водовода
„а склонность сварных соединении стали 14Х2ГМР к образованию холХых
трешнн. — Автоматическая сварка, 1975, 6, с.45—48 лодних30. Касаткин Б. С., Царюк А. К., Гедровин А. И. Полосы текучести в
сварном соединении. — Автоматическая сварка, 1973, М- 6. с. 1-4.31. Келли Л.. Никлсои Р. Дисперснонное твердение: Пер. с англ. М.: Ме¬
таллургия. 1966. 300 с.32. Киселев Я. Н.. Козлов Р. А. Влияние двуокисн титана в покрытии
'электродов на содержание водорода и механические свойства металла шва.—В кн.; Сварка, № 13. Л.: Судостроение, 1970, с, 205—212.33. Киселев Я. Н., Козлов Р. А. Оценка склонноаи к образованию хо¬
лодных трещин в металле шва по величине работы зарождения и распро¬
странения трещины при статическом изгибе наплавленного метала. —В кн.:
Вопр. судостроения. Сер. Сварка, вып. 28. Л.: ЦНИИ срумб». 1979, с. 49—55.34. Кнюппель Г. Раскисление и вакуумная обработка стали: Пер. с нем.М.: Металлургия, 1973. 311 с,35. Козлов Р. Л. Влияние водорода на образование холодных тршинпри сварке среднелегированнон стали.— Сварочное производство. 19о9, л» 4.I J ЛО36 козлов Р. А. Влияние условий сварки^ на содд)жанне водорода в ме-
'■-зГко'з^^оа^. А. Исследование:%=Гв “обГсГсв^^в^^™ 195а г. Л.. ЛДНТП. 1957.®l9.' Козлов Р. А. Свариваемость теплоустойчивых ста.1ей и выбор техно-
•'°™"o'Eob‘^P.'^V«ари^аемо^н теплоустойчивых ста.тей. - Сварочное'■'°^'rSoв‘^P^A"'o «ойк^'и сварных Л-3.холодных трещин.— Сварочнм промвод^^^^^^ „«а.мургнчесстх apoueccu42. Козлов Р- А. Роль ДВ>о-‘«» 7”" ^ о с. 5-7. 42. Козлов Р- А. Роль ДВ>о-1^" ^ g s_7.При сварке. — Сварочное „ -^.-eieHHoro мета*г1а типа“А. Свойства наплавленного^ сварЕя. lyw.мости от времени вылеживания после 43. Козлов Р. А,-\« 7, с. 58-^2. , р Е \\ехапические “ол44. Козлов Р. Ам Зубова * v^' у^^о при автоматяческоастого наплавленного «во 1982. S: 3. с элементов иа »-флюсом.— Сварочное пронзвод - Влияние-чегиру»®^ Сва-45. Козлов'р. А., Кис^е» нап.1авленного металла
дородное охрупчивание сред -рочное произзодство, 1977, • * 157
аI.VYM г 4. 4 Ю Cr-A*.-rrv?5« af»*f —-yr2v :ISitfug »era-juv% •* H??a^I rt. , 7 ». iSr
4> f Vt»,. ry- •- ■# 0«-'-> »* -»vr^, -■* I. ffjvt h 4 (ржлш т^ш*лашгтя шггглж}'ртш^.-ш*г»• fr Я b *r*T*t ri вд-г^^ c»i9«e y-r»^ ^г-iV-r^ y-; V ;Z с 2J—23 'Л 4 (^^\-у'гжь^9^.жп\ г^г.ум^г уъжл j;;r».viti• ."fr- д; tJV7S i^ei-^ Л » 5. a*--»*» Bbcit a*^«T?eer» - 0 « CTi«nr<eBW C*,.^ J7 у ^Х-'Л н *<«tii»yr»». 246 '^ ,^*nsrs•^мг4г»угш».771^ жум*Л . *." ?> г*V- •ljf»7t<« Н 4 Сл-г^/туллвг»? sjsarttsgifM имк i^rmtf/ny ваг-^mnr И HaaBe^vrf^j'TJit. IV71S 2УЛ :MrfjAVTfrmtxMr - те *у>«ша^гя гг^*т»а U9itpK^.Vj4 х:? с»гр<*rfMw •и>?^пг»*<^-4^*гт»'Х'’у rjtaetjr/b И. Ь^р«ж*г«>, Р В В^ссме»
ij А - fcff» fk>e^/cv с>д'>ст;^^впе;г. Се^ Метад.-»ургм» '»♦/'* Л С^шгу^т^ \U7X с ^ -JJ3 tHtrt^xAyfftr.n. fcun 4 'I6iLД С.. *1«тг)г#** Б Ь Й'.^^/;</дл43! хуутж/jcn «етаддгж М-Мв-TiJWf^'»* (Л7 /2й'iTlUt«M« А. И В'.У/^^.д » *у/т • стада Ч, Л MeraAijrpt**, :УА" V; И»«ГМ*1С& Д, И P*ci«t r»»pru« сле1Л»вп(А с к/лвавграшсяГ»^ртж*»9^ /| 171 сИеэ^ f У'/ч^^^рЬймя $1»ярпж^а(( М; Л Гостежя'^дат, IW7.Не«г«шс*»4 4 Л ->/ас^м */^гО/пп. Л.: Суд-Су/ШЯ1 iv>y *■vs HirM^ctuieptty^Mj» 7с^ми«есг«;г '//pitOf/iKii тхиАиьыгАйНХСП стадеА/А fc А С Г> П Колос и др, — Эиергстшиасоеrrj^^TMJurr*'/, Ai ^! < Ы'-Т/ifX И|ми№4ле» Г, А.. 1^ур%тн С. А., Нии<гсуроя В. А. С«»рми« конструвшии.(жгупм1 ал%тиашк ы ли^г\,ыьинц k/jhci^kuh^. М.: Ныешги шко-/4, m2 пг сИ/#»ме %лш/:и длж ик«1С^>д«тир<жяииих ^гмМ1Ь И. Г эли-мяч h С И. 34л#»гхийи др. — Лвтоиа7и<{£схдя сеарха,Л« \Ш f М 'ЛV. о tJiHiMifif су/>|//гре«а при г»»рк^ стали ии'4К/>легир^/1»аиниии >л«тро*с ufmumtuMutt Oj»tpA%nA»^^H *^>д//р^удл/Л. в. Г ри шеи ко. Т. В. Ка-летки*. Р А Когяош и др - В ги.; Cfeapiu, X» II. Л/, Сулпроытнь 1УД
^ 1Ч7“^14^W. ЮГ/ И иапла«>:< у>л^/л я кояструкиий атом-КМ1 1*м*7^х2»иммР, н иоги^дователи-ких ;*дернмх реакклов и уста'ЮЛ 161^72) М М#г7*л1ургия, I97-V 1^> с
Иармии Л, М, Стру^;тура. мр'ли/><^ь и пластичиост1« нгржявсухиих ииркм^ия^'иих « суд/>стробиии Д.: Судострое-Партии А И, Структура и рал>*аиж/ижу« расиухаии« сталей и спл»-
И ‘Ук^^гоатоиичдат. 108} М г70 rUfpok h Л. С*а{к/|им« ма1«ркали, Л/. Машитлтроеиис, 1972. 27Й с.I&4“1 TWryee Г Дt*««. А. 4 а.tOca^^xjaч '. <Чг-GiАХ37Т»ХТЪ xv^r^jMr, TitT, -„,■■ — -и П^пттш Н.Э. lUriAiM И. г. Гоы
n#s*jM ИQoKtf ^2ККХМOkas о01ЩЛЛ стиизк ЭС к*-15Г2. .1 iyi-дж^^-:1940. 54 I. €_ Г-»
Paul >■■■—» - acci'j^cu;^ии7пг7I■W01 оврезе> Са €»а^жт шах. — Лагтццтии.I? В. Ад«»с««* >1Кфгс1ЮДа7. i%i 1^1 с
Разрэбсггжаsrjk^xjOEM тшА. л. А W1 eV. R rVop'*- >**«»<■/“»«■- В V Н«ж-]|е^сы^^жы! катс?к1Ж« < «сок^оишае ^лп^ляасгж стар¬
ка без :»>длгреаа тостаавтоеп* жж»даеп^**о6 сгш>ВА Игаатот.*i. К. Копельмаш-С€рЕтхй»4, М. Ъ. Пог©рсдкска*.Г П Якоа-
д е а а, ^ В жяи С»арка, >в 14. Л : Стдьстрсспс, №К с 47—52
79 Роете—еа С Т. Terjpea 11етл2лурпв«£Адх «?лат. !5^. 515 сgprjf со». .4.: .Цетаааург>стж». 1&Э0. М, 9, tlO^I2 «««"t- - Cu»o«oe жр«рка’■ =•матер«гды для исхаекзеровашмо* сааркя JtopE>co» рш-
Tfip^ ^ шлшпсюю* шющяосп/В. В Ардеятоа. Ю Ф БадаадТ!.
К II Ьш яоградоа ■ др — А»то«ат»1еасав сва;жа. 19в1. -46. t 51-36
Ь4.0лялогшслшк .Н, Вдяхяве шолг^лл аа жАпм хедеза ■ его сода-
м. ~ Завагта металлов. 1967, Ла 3, с. 267—291.65. Стеяамо» А, В. Фялпеаса* прярода xp)incofo раэр>ю«я«-~ В
Хаадмс^сАкостъ стали ш сгадыгых ковструкши! Но^осабвра Наука, 1971.с 3—17.¥) ТсплоустоАчямя сталь дла короусоа ВВЭР ш оаеячл ее работосао-а/мосп/Н. В, Гормняя. Ю. Ф Баландня. Ю. И. Засздяя я др.—Энергомашякскгтросяяе. 1977, >в 9. с 18—21.87 Технология ':1Л«хтряческоА сварш металлов я сплавов алаалеявен/Под ред Б. Е. П а тоя а. М.: .Машнвостров»е. 1974. 768 сЙ8, Томкх В. Автома1ичесжое оорелелогое водорода а металлах, а такаье
методики оггбора проб, крятнчеосие эамечаняа я соаремеяяое состояаве мето-
,тякя; Пер. с аягл- —В яя.: Второй Межд)*иародяий комгресс по водородув мета.1лах> Париж. 6—11 июня 1977 г.. с. 1—5. , ,, „ 89 Федоров А. В.. Зуб^яао А* С, Тимофеев М. Ц. Влияияе термяческогоиикла сварки иа сюйкость соеднвеянй «али 15Х2МФА»олодиых тр^н в и«ряод зам«длея1юю pijp>-m«iHii. - Смрочное произ«)Д”"*90^^^'ло»**В. В. Поведеян* водорода при свар»е п-«в.кякеи. М.. Маш*-зиоиную подвижность водорода
45—149.Сварка оборудования электростанций. М.: Энергия,93. Шоршоров М. X., Белов В. В. Фазовые превращения и изменение
свойств стали при сварке S\.: Наука, 1972. 220 с.сяарке на диффузионную подаи>
строение, 1978, St \. с. 145—149.92. Xpomnthuo Ф. А
1977. 367 с159/?<•иi||5Г)>а23аD1S5DГ
ШШШШфк
||I
I• r* r 1 » • » f/)'94 Шоршоров AV X., Чернышова Т. " Испытаннпм’^^рейдер'’a“" в!!’Шпаб^^ Ю- ”• Влияние водорода „аа„,Ьря( resisting steels — Cambridge University Press, 1975. 190 p.9^ Determination of the hydrogen content of ferritic arc weld metal-Weld-ing Ш th^^\\^orld, Correlation of weld metal hydmgen contentwith HAZ embrittlement. —Metal Construction and British Welding Journal,The effect of hydrogen on the formation of lamellar tearing.—
Welding Research International. 1977, V. 7, N 2, p. 120—142.100. Codai Т.. Sugino M. The hydrogen sources in covered arc weldings.—
Journal of Japan Welding Society. 1976, V. 45. N 7, p. 14—20.101. Graville B. Effect of hydrogen concentration on hydrogen embriille-
ment. — British Welding Journal. 1968, N 4. p. 191 — 195.102. Hobson J. The diffusion in steeJ at temperatures of —78° to 200 ®C.—
Journal of the Iron and Steel Institute, 1958, V. 189, part 4, p. 315—321.J03. Kyte Chew B. Postweld heat treatment lor hydrogen removal. Welding Journal. 1979. N 2. p. 54—58.104. Morigaki O., Suzuki Т., Sugioka J. On the diffusible hydrogen in the
submerged arc weld metal used prefused fluxes. — Journal of the Japan Weld¬
ing Society. 1976, V. 45, N 7. p. 21—28.105. Pecknes D.. Bernstein J. M. Handbook of stainless steels. — McGraw-
Hill Book Company, New York, 1977. 1085 p.106. Recommended methods of reporting single Dead weld metal hvdrogen
contents. — Welding in the World, 1977, N 3/4, p. 69—72.107. Recomendations for the use charpy V-impact test as a complementary
information test on embrittlement of the heat affected zone (HAZ) of weld-
ments on steel. —Welding in the World. 1975, N 3/4, p 71—80.108. Suzuki H. Cold cracking and its prevention in steel weldine — Trans¬
actions of the Japan Welding Society. 1979, V. 10. N 2, p. 10—19.109. Takahashi E., Jwal K-. Horitsuji T. Prevention of the transverse cracksin heavy section butt wcldments of 2-|cr — IMo steel through low temperatureWelding Socfelv, 1979
?-.n T P- 1^5^ P-20-33: 1980. V. 11. N 2. p. 13-19.112, Yosetsubo kakuren. Kobe. 1964, Kobe Seikojo K. K., Ш p.160гпавпениеПредисловие ^Глава I Особенности сварки теплоустойчивых сталей1. Применяемые теплоустойчивые сташ м
легирования " ®та<»иностк «i2. Трудности при сварке теп^тоустойчивых амей ' ' ’Глава II Поглощение водорода металлом шва при свап« .его в околошовиую зону ^ ’“ФФуша3. Поведение водяных паров в атмосфере дуги4. Поглощение водорода металлом шва при сварке ' ‘ '
МетоАика определения диффузионного водорода ’ ' ' '
Поглощение водорода при автоматической смрке под
флюсом ^Поглощение водорода при сварке покрытыми электродами
Поглощение водорода при сварке в защитных газах5. Диффузия водорода из металла шва в околошовн>ю
зону Глава III. Свариваемость теплоусто14чнвых сталей ...6. Условия зарождения и распространения хо.юдных трешин7. Влияние термического цикла сварки на свариваемоаь8. Влияние температуры подогрева на свариваемость9. Охрупчивание наплавленного металла под действиемводорода 10. Отдых сварных соединений _I!. Возможное охрупчивание металла шва и ЗТВ при терми¬
ческой обработке
Глава IV. Сварочные материалы и технология сварки теплоустойчив
СТДЛбЙ *12. Влияние легирующих Т»13. Рать ДВУОКИСИ титана в металл)ргическн рои. вХ р.—ь«.» ...р." "”'’™*"”'сталей Список литературы 3410151923%283035365274921031201441561
г; л I 9\ г дрг • irj 7 • ' '/•'<