




























































































































































































Текст
В. Г Лупачев
УДК 621.791 (075 32)
ББК 34.641 я 722
Л 85
Рецензенты: зав. кафедрой порошковой металлургии и технологии материалов БГПА, доктор технических наук, профессор В. Н. Ковалевский; зам директора по учебно-производственной работе ПТУ-227 металлистов Г. А. Качанов
Лупачев В. Г.
Л 85 Газовая сварка: Учеб, пособие / В. Г. Лупачев. - Мн.: Выш. шк.» 2001. - 400 с.: ил.
ISBN 985-06-0654-1.
Изложены вопросы технологии и техники сварки и резки углеродистых и легированных сталей, чугуна, цветных металлов и их сплавов, а также наплавка и пайка металлов. Описываются оборудование, инструмент и приспособления для газопламенной обработки металлов. Показаны способы и приемы выполнения различных видов сварных швов и соединений при изготовлении и ремонте изделий.
Для учащихся профессионально-технических учебных заведений. Может быть использовано при подготовке газосварщиков и газорезчиков на производстве
УДК 621.791 (075.32)
ББК 34.641 я 722
ISBN 985-06-0654-1
© Лупачев В. Г., 2001
© Издательство «Вышэйшая школа», 2001
ОТ АВТОРА
Сварка - один из наиболее распространенных технологических процессов соединения материалов. К сварке относятся собственно сварка, наплавка, сваркопайка, пайка, склеивание, напыление и некоторые другие операции.
С помощью сварки соединяют между собой различные металлы, их сплавы, некоторые керамические материалы, пластмассы, стекла и разнородные материалы.
Газовая сварка относится к сварке плавлением и по практическому значению уступает лишь дуговой сварке. Сравнительная простота и универсальность делают газовую сварку незаменимой для соединения небольших деталей из различных металлов и для всевозможных ремонтных работ в машиностроении, строительстве и сельском хозяйстве. Она находит широкое применение при сварке сталей малой толщины, чугуна, цветных металлов и сплавов.
Широкое применение во многих отраслях получила газотермическая резка металлов. Для резки высоколегированных сталей используют кислородно-флюсовую резку, цветных металлов и сплавов - воздушнодуговую, плазменную, плазменно-дуговую. Плазменно-дуговая резка позволяет осуществлять чистовую вырезку деталей, что значительно повышает производительность заготовительных работ.
Разработка современного оборудования и новых технологий для газовой сварки и резки осуществляется в научно-исследовательских организациях, учебных заведениях и на промышленных предприятиях Республики Беларусь. В Научно-исследовательском и конструкторско-технологическом институте сварки и защитных покрытий с опытным производством (НИКТИ СП с ОП, Минск) создано различное оборудование: горелка сварочная малой мощности Г-2 «Беларусь», которая предназначена для ручной сварки, пайки, наплавки, подогрева и других видов газопламенной обработки металлов с применением ацетилено-кислородного пламени; резак низкого давления для ручной резки с использованием ацетилена и его заменителей для ручной резки углеродистых и низкачеги-рованных сталей; горелка наплавочная СП-4 для наплавки покрытий порошками самофлюсующихся сплавов; установка порошковая термораспылительная для нанесения покрытий из порошковых материалов и др.
Созданию оригинального оборудования способствует техническое творчество учащихся. Так, например, в Могилевском политехническом
4 От автора
техникуме под руководством преподавателя Венеры Титовны Николай-ченко спроектированы и внедрены в производство ручной резак с кислородной завесой, воздушно-дуговой резак, горелка для сварки на газах-заменителях и другие разработки. Все они были отмечены наградами на республиканских выставках технического творчества, а на газовый паяльник получен патент Республики Беларусь, он удостоен серебряной медали на Всемирном Интеллектуальном Фестивале «Научно-технический досуг - поколению XXI века», проходившем в 1998 г. в Москве.
Непрерывно повышающиеся требования к качеству продукции, совершенствование технологических процессов производства и методов труда, внедрение в промышленность и строительство новейших достижений науки и техники - все это повышает требования к уровню подготовки сварщиков.
В книге содержатся сведения, которые позволят учащимся и сварщикам освоить современные технологические процессы газовой сварки и резки, широко используемые при изготовлении конструкций, восстановлении и ремонте различных деталей машин и оборудования.
Структура учебного пособия обусловлена последовательностью изучения тем. Вначале приводятся общие сведения о сварке, сварных соединениях и швах, описывается оборудование сварочного поста. Затем рассматриваются технология и техника газовой сварки и резки металлов. Излагаются особенности сварки цветных металлов и наплавки твердыми сплавами. Основная часть пособия посвящена сварке и резке сталей, даны примеры сварки некоторых типовых конструкций. Описываются дефекты сварных швов, приводятся сведения о методах контроля качества сварных соединений. Для лучшего усвоения программного материала и закрепления полученных знаний после каждой главы приведены контрольные вопросы.
Высокий технический уровень сварочного производства предполагает и высокий уровень общеобразовательной и специальной подготовки сварщиков в профессионально-технических учебных заведениях и на производстве. Цель данного учебного пособия - помочь учащимся в изучении основ газовой сварки и резки металлов, что в сочетании с производственным обучением позволит им стать квалифицированными сварщиками.
Учебное пособие предназначено для подготовки газосварщиков в профессионально-технических училищах, может быть использовано при подготовке и повышении квалификации газосварщиков и газорезчиков на производстве, а также при самостоятельном изучении технологии газосварочных работ.
Замечания и пожелания можно направлять по адресу: 220048, Минск, проспект Машерова, 11, издательство «Вышэйшая школа».
СВЕДЕНИЯ О СВАРКЕ И РЕЗКЕ МЕТАЛЛОВ
1.1. СУЩНОСТЬ ПРОЦЕССА СВАРКИ
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании.
Процесс сварки - это комплекс нескольких одновременно происходящих процессов, основными из которых являются: тепловое воздействие на металл в околошовных участках, плавление, металлургические процессы, кристаллизация металла шва и взаимная кристаллизация металлов в зоне сплавления.
Свариваемость - свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. Различают технологическую и физическую свариваемость.
Тепловое воздействие на металл в околошовных участках и процесс плавления определяются способами сварки, ею режимами. Отношение металла к конкретному способу сварки и режиму называют технологической свариваемостью.
Физическая свариваемость определяется процессами, происходящими в зоне сплавления свариваемых металлов, в результате которых образуется неразъемное сварное соединение.
Сближение частиц металла и создание условий для их взаимодействия осуществляются выбранным способом сварки, а соответствующие физико-химические процессы определяются свойствами соединяемых металлов. Эти свойства характеризуют физическую свариваемость.
Свариваемые металлы могут иметь одинаковые и различные химические составы и свойства. В первом случае это однородные по химическому составу и свойствам металлы, во втором -
6 Глава 1
разнородные. Взаимная растворимость и образование сварного шва происходят при расплавлении однородных металлов и их сплавов, например стали, меди, алюминия и др. Все однородные металлы обладают физической свариваемостью.
Более сложным является соединение разнородных металлов. Это объясняется их различными физическими и химическими свойствами, например температурой плавления, теплопроводностью, а также различным атомным строением. Свойства разнородных металлов не всегда обеспечивают необходимые физико-химические процессы в зоне сплавления, поэтому эти металлы не обладают физической свариваемостью. Одни металлы, например железо и свинец, не смешиваются при расплавлении и не образуют сварного соединения, другие ~ железо и медь, железо и никель, никель и медь - хорошо смешиваются при сварке и образуют сварные соединения.
Соединение металлов при сварке достигается за счет возникновения атомно-молекулярных связей между элементарными частицами соединяемых деталей. Сближению атомов мешают неровности на поверхностях, загрязнения в виде оксидов, органических пленок и адсорбированных газов. Поэтому для установления атомно-молекулярных связей между элементарными частицами соединяемых деталей нужны нагрев, нагрев и давление или только давление.
Известны два основных способа защиты металла от вредного влияния воздуха: шлаковая защита и газовая защита. Часто эти способы используют совместно, что позволяет получить высококачественный наплавленный металл и сварной шов.
В зависимости от способов, применяемых для устранения причин, препятствующих получению прочного соединения, все виды сварки (а их около 70) делят на три основные группы: сварка плавлением (сварка в жидком состоянии), сварка плавлением и давлением (сварка в жидкотвердом состоянии) и сварка давлением (сварка в твердом состоянии).
Все способы дуговой и газовой сварки относятся к сварке плавлением. При сварке плавлением соединение деталей достигается путем расплавления металла свариваемых элементов по кромкам в месте их соприкосновения. При этом расплавленные кромки соединяемых деталей и расплавленный присадочный материал сливаются, образуя общую сварочную ванну. По мере
Сварные соединения и швы 7
удаления источника нагрева происходит затвердевание - кристаллизация металла сварочной ванны и формирование шва, соединяющего детали в одно целое. Металл шва при всех видах сварки плавлением имеет литую структуру.
1.2. КЛАССИФИКАЦИЯ ПРОЦЕССОВ СВАРКИ
Признаки классификации. В основе классификации сварки металлов лежат физические, технические и технологические признаки.
При классификации процессов сварки выделяют три основных физических признака: форму вводимой энергии, наличие давления и вид инструмента - носителя энергии.
В зависимости от вводимой в изделие энергии сварочные процессы (сварка, резка и пайка) делят на три класса:
термический - виды сварки, которые осуществляются плавлением с использованием тепловой энергии: дуговая, плазменная, электронно-лучевая, лазерная, электрошлаковая, газовая, высокочастотная, термитная и др.;
термомеханический — виды сварки, осуществляемые с применением тепловой энергии и давления: контактная, диффузионная, газопрессовая и др.;
механический - виды сварки, которые требуют использования механической энергии и давления: ультразвуковая, трением, холодная, взрывом и др.
К техническим признакам относят способ зашиты зоны сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, вакууме, защитных газах, под флюсом, по флюсу, в пене и с комбинированной защитой.
По непрерывности процесса выделяют непрерывные и прерывистые виды сварки; по степени механизации - ручные, механизированные, автоматизированные и автоматические.
Классификация способов сварки по технологическим признакам производится в зависимости от формы сварного соединения, рода и полярности тока, вида плавящегося или не-плавящегося электрода и т. д. По этим признакам различают газовую, электрошлаковую, электронно-лучевую, диффузионную, ультразвуковую, холодную и другие виды сварки.
8 Гпава 1
Сварка плавлением. При сварке плавлением образующийся при нагреве посторонним источником жидкий металл одной оплавленной кромки соединяется с жидким металлом другой оплавленной кромки и создается общий объем жидкого металла, который называется сварочной ванной. После охлаждения металла сварочной ванны получается металл шва Он образуется только за счет переплавления металла по кромкам или дополнительного присадочного металла, введенного в сварочную ванну.
Зона вблизи границы оплавленной кромки свариваемой детали и шва называется зоной сплавления. В поперечном сечении сварного соединения она очень мала и измеряется микрометрами, но ее роль в прочности соединения очень велика.
Источником местного нагрева при сварке плавлением могут быть электрическая дуга, плазма, газовое пламя, химическая реакция с выделением теплоты, расплавленный шлак, энергия электронного излучения, энергия лазерного излучения.
Наиболее распространены ручная сварка покрытыми электродами, механизированная и автоматическая сварка плавящимся электродом в среде углекислого газа, механизированная и автоматическая сварка плавящимся и неплавящимся электродами в среде инертных газов, автоматическая и механизированная сварка под флюсом, газовая сварка и др.
Сварка плавлением — сложный процесс, и для получения высококачественной сварки необходимо выполнить ряд металлургических операций, таких как раскисление металла, легирование, рафинирование (очищение металла от вредных примесей) и др. Наиболее вредное влияние на сварочную ванну оказывает атмосферный воздух. Кислород и азот воздуха при высоких температурах активно взаимодействуют с металлом, при этом выгорают углерод и легирующие элементы стали (кремний, марганец и др.), металл азотируется, засоряется оксидами, становится хрупким.
Дуговая сварка. Эта сварка осуществляется с использованием тепловой энергии электрической дуги, обладающей высокой температурой. Современные виды ручной, механизированной и автоматической сварки дают возможность успешно решать задачи наиболее рационального соединения металлов. С помощью сварки получают сварные соединения, прочность которых равна или приближается к прочности основного металла. Поэтому дуговую сварку применяют при изготовлении различных изделий и
Сварные соединения и швы 9
конструкций, в том числе ответственного назначения. Эти конструкции работают при статических и переменных нагрузках, высоком давлении и в вакууме, высоких и низких температурах и т. д.
По мерс развития техники расширяется область применения дуговой сварки и повышаются требования, предъявляемые к качеству, надежности и долговечности сварных соединений различных металлических конструкций.
Сварочную дугу получают с помощью специальных источников питания. Для питания дуги электрическим током используют: при переменном токе - сварочный трансформатор, при постоянном — сварочный выпрямитель, сварочный преобразователь или агрегат с двигателем внутреннего сгорания.
При дуговой сварке один полюс источника сварочного тока присоединяется к свариваемому изделию, другой - к электроду. Между электродом и изделием зажигается сварочная дуга, расплавляющая металл и образующая сварочную ванну. Сила тока в дуге обычно 100-500 А, напряжение дуги 20-40 В. Металл на конце электрода и в сварочной ванне не только расплавляется, но и кипит, дуга имеет температуру 6000-8000, а сжатая дуга - до 30000 °C.
Дуговую сварку осуществляют плавящимся и неплавящимся электродами. К плавящимся электродам относят стальные, медные и алюминиевые, к неплавящимся - угольные, графитовые и вольфрамовые сплавы. При сварке плавящимся электродом шов образуется вследствие расплавления электрода и кромок основного металла. При сварке неплавящимся электродом шов заполняется металлом свариваемых частей.
При горении дуги и плавлении свариваемого и электродного металлов требуется защита сварочной ванны от воздействия газов воздуха (кислорода, азота, водорода), с тем чтобы они не проникали в жидкий металл и не ухудшали качество металла шва. Поэтому при сварке защищают зону дуги (нагреваемый электрод, саму дугу и сварочную ванну). По способу защиты металла от воздуха дуговую сварку разделяют на следующие виды: покрытыми электродами, под флюсом, порошковой проволокой, в защитном газе и др.
При ручной дуговой сварке (рис. 1.1) подача электрода и перемещение дуги вдоль свариваемых кромок осуществляется вручную. Для обеспечения защиты металла, а также заданного состава и свойств шва сварку выполняют покрытыми электродами.
10 Глава 1
Рис. 1.1. Ручная дуговая сварка:
1 - основной металл (изделие); 2 — сварочная ванна;.? - закристаллизовавшийся металл шва; 4 - застывший шлак; 5 - расплавленный шлак; 6 — газовая защитная атмосфера дуги (факел); 7 - столб дуги; 8 — капля расплавленного металла; 9 - стержень электрода; 10 - покрытие электрода; 11 -покрытий электрод; 12 — электрододержатель; /3 - сварочные провода, идущие к источнику питания дуги
Покрытый электрод представляет собой металлический стержень с нанесенным на его поверхность слоем из смеси порошкообразных материалов на клеящем растворе. Сварка покрытыми электродами улучшает качество металла шва, так как при расплавлении они создают шлаковую и газовую защиту сварочной ванны от вредного влияния кислорода и азота воздуха. Ручной сваркой покрытыми электродами можно выполнять швы в любом положении и в труднодоступных местах.
1.3. ГАЗОВАЯ СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
Применение газопламенных процессов. Газопламенная обработка металлов объединяет свыше 30 технологических процессов. По технологическому назначению они могут быть подразделены на четыре основные группы: резка, соединение, на
Сварные соединения и швы 11
грев и напыление материалов. Основой этих процессов является высокотемпературное пламя. К газопламенным относятся процессы газоэлектрической, в том числе плазменной и газолазерной, обработки металлов, при которых теплоносителем служит газ, а источником нагрева - плазменная дуга, лазерный луч и т. д.
Табл. 1.1. Области применения основных процессов газопламенной обработки металлов
Процесс Область применения
1 2
Газовая сварка Ручная кислородная резка - Машинная кислородная резка Машинная плазменная резка Сварка стали малой толщины, чугуна, цветных металлов и сплавов Разделительная резка низкоуглеродистой и низколегированной стали толщиной З-ЗОО мм Разделительная резка низкоуглеродистой стали толщиной 300-800 мм Разделительная резка скрапа, лома и низкоугте-родистой стали толщиной до 200 мм Разделительная резка высоколегированной стали Поверхносгная зачистка местных дефектов на заготовках из низкоуглеродистой и низколегированной стали Заготовительная прямолинейная резка Точная фигурная вырезка заготовок и деталей из листовой низкоуглеродистой стали толщиной до 100 мм Обрезка торцов труб в цеховых и полевых условиях (диаметром 194-1420 мм) Резка стали большой толщины (до 2000 мм) Разделительная резка блюмсов и слябов на установках непрерывной разливки стали Сплошная поверхностная зачиегка блюмсов и слябов в потоке прокатки Точная фигурная вырезка заготовок и деталей из листовой низкоуглеродистой высоколегированной сгали толщиной до 80 мм и алюминия толщиной до 100 мм
12 Глава 1
Окончание табл. 1.1
1 2
Машинная лазерная резка Рунная газопламенная пайка Машинная газопламенная пайка Ручная газопламенная наплавка Г азопорошковая наплавка Газопламенный нагрев, правка и очистка Газопламенное нанесение покрытий Точная фшурная вырезка деталей й заготовок из листов Пайка легкоплавкими и тугоплавкими припоями, низкотемпературная пайкосварка чугуна чугунными припоями Механизированная высокопроизводительная пайка деталей ив медных сплавов Наплавка цветных металлов и твердых сплавов на стальные и чугунные изделия Тонкослойная наплавка износостойких покрытий из порошковых твердосплавных материалов Нагрев до 300 °C изделий из черных и цветных металлов и неметаллических материалов, а также оплавление поверхности битумной гидроизоляции Правка металлоконструкций до и после сварки Пламенная очистка поверхности металла от ржавчины, окалины и краски Нанесение покрытий из цинка, алюминия, стали и других материалов для защиты металлоконструкций от коррозии, повышения износостойкости деталей и восстановления их размеров Нанесение покрытий из порошков цинка и тер мопчасгических материалов с температурой плавления до 800 °C д ля защиты от коррозии и уплотнения поверхностей Нанесение покрытий из самофлюсующихся твердых сплавов, оксида алюминия и других материалов для повышения износостойкости деталей
Газопламенная обработка применяется во многих отраслях промышленности (табл. 1.1). Она охватывает такие широко распространенные в промышленности и строительстве технологические процессы, как газовая сварка и наплавка, пайка, газовая и газоэлектрическая резка, термическая плавка с применением газового пламени, пламенная поверхностная закалка, газовая металлизация, сварка пластмасс и других неметаллов. Наиболее широко применяются сварка, пайка и термическая резка. Распространенными процессами газопламенной обработки являются га
Сварные соединения и швы 13
зовая сварка и кислородная резка. Они сохраняют свое значение для некоторых видов металлообработки, несмотря на успешное развитие дуговых методов сварки и резки.
Газопламенная обработка преимущественно ведется с применением кислорода и горючих газов (ацетилена и его заменителей). Иногда используются смеси кислорода и паров горючих жидкостей (керосина или бензина). Горючие газы и кислород подаются к месту работы в сжатом состоянии по газопроводам или в стальных баллонах. Широко используется выработка ацетилена в передвижных генераторах на месте производства работ.
Газовая сварка. Источником нагрева при газовой сварке служит пламя сварочной горелки, получаемое путем сжигания горючего газа в смеси с технически чистым кислородом. Сварку выполняют как с применением присадочной проволоки, так и без нее, если формирование шва возможно за счет расплавления кромок основного металла (рис. 1.2). Газовая сварка широко используется при сварке стали малой толщины, чугуна, цветных металлов и сплавов.
Газовая сварка не требует сложного оборудования, а также источника электроэнергии, что является ее преимуществом. Недостатками являются уменьшение производительности с увеличением толщины свариваемого металла и большая зона нагрева. Однако при правильном выборе мощности и вида сварочного пламени, а также марки присадочной проволоки газовая сварка обеспечивает получение качественных сварных соединений.
Пайка металлов. Пайкой называется процесс соединения частей изделия, обеспечиваемый за счет кристаллизации расплавленного промежуточного металла - припоя, температура плавления которого всегда более низкая, чем температура плавления соединяемых металлов.
При пайке происходит одновременно три процесса: нагрев паяемого металла до температуры расплавления припоя, плавление припоя, взаимодействие припоя с металлом и возникновение межкристаллитных связей. Свойства паяного соединения определяются свойствами литого припоя, промежуточного слоя и основного металла, подвергнутого термическому воздействию припайки. Существует большое количество разнообразных припоев, которые применяют в зависимости от соединяемых металлов и назначения паяных соединений. Важнейшей характеристикой припоев является температура плавления.
14 Глава 1
Рис. 1.2. Газовая сварка
7 - соединяемые детали; 2 - сварочная ванна; 3 - газовое пламя;
4 - горелка; 5 - присадочный материал
Различают два основных вида пайки: высокотемпературную и низкотемпературную. Тем пера-тура плавления припоев для высокотемпературной пайки составляет свыше 550, а для низкотемпературной - ниже 550 °C.
Припои с высокой температурой плавления содержат кадмий, медь, цинк и серебро, а припои с низкой температурой -олово, свинец и сурьму.
Пайку широко применяют при изготовлении изделий из чугуна и цветных металлов.
Термическая резка металлов. В зависимости от способа нагрева разрезаемого металла различают газовую и электрическую резку, по способу механизации - ручную и механизированную резку.
Резку начинают с нагрева металла подогревающим пламенем резака до температуры воспламенения металла в струе кислорода. Металл сгорает с выделением теплоты, которая передается через образовавшийся шлак нижележащим слоям; происходит сгорание металла по всей толщине разрезаемого листа с образованием узкой щели (реза). Образующиеся в процессе резки оксиды удаляются из реза струей кислорода, а также под действием силы собственного веса.
По характеру применяемого подогрева термическая резка подразделяется на кислородную, кислородно-флюсовую, кислородно-дуговую, плазменно-кислородную и другие виды.
Различают поверхностную (срезается поверхностный слой металла), разделительную (металл разрезается на части) и копье-вую (в металле прожигается глубокое отверстие) кислородную резку.
Область применения поверхностной кислородной резки - исправление брака литья и проката.
Разделительная кислородная резка используется при раскрое листов и резке профильного материала. В настоящее время по
Сварные соединения и швы 15
лучила распространение высокопроизводительная разделительная кислородная резка, которую выполняют на стационарных и переносных машинах. Ручная кислородная резка используется для разделки металла в условиях цеха при ремонте, монтаже и в строительстве.
Копьевая резка применяется при обработке неметаллических материалов, например бетона.
1.4. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ГАЗОСВАРЩИКА И ГАЗОРЕЗЧИКА
Под термином «рабочий (сварочный) пост» понимают рабочее место, где производится газопламенная обработка металлов. Рабочие посты могут быть передвижными или стационарными.
Передвижной пост используется, как правило, для ручных сварочных работ, выполняемых в цехе, а также при монтаже и на стройплощадках. Газопитание передвижных рабочих постов выполняется по схемам, приведенным на рис. 1.3. В качестве источников питания обычно используют баллоны для кислорода и горючего газа с соответствующими редукторами для снижения давления. Газы к рабочему инструменту (горелке или резаку) подаются по рукаву длиной не менее 10 м (рис. 1.3, а). Вместо ацетиленового баллона иногда применяют передвижной генератор с предохранительным затвором (рис. 1.3, б). Для удобства перемещения передвижного поста допускается установка оборудования на одной тележке. Ацетиленовый передвижной генератор во время работы должен находиться не ближе 5 м от кислородного баллона. Перевозка генератора в заряженном состоянии запрещается.
Газосварщик (газорезчик) должен иметь на рабочем месте плоскогубцы, молоток, металлическую щетку для очистки поверхности металла, иглы для прочистки мундштуков и небольшой ломик для кантовки обрабатываемых изделий (деталей), а также инструмент (ключи) для крепления редукторов, открывания (закрывания) вентилей баллонов и устранения мелких неисправностей горелок (резаков).
Сварщики (газорезчики) снабжаются спецодеждой по установленным нормам и защитными очками (с плотностью светофильтров С-3 при работе с резаками и С-4 - при сварочных работах с расходом ацетилена до 2500 л/ч).
16 Гпава 1
Рис. L3. Схема питания газами передвижного сварочного поста:
a - от баллонов; б ~ от ацетиленового генератора; 1 - баллон с кислородом; 2 -кислородный редуктор; 3 - баллон с ацетиленом: 4 - рукава: 5 - горелка; б - передвижной ацетиленовый генератор
Рис. 1.4. Стационарный рабочий пост:
1 - сварочный стол. 2 - крышка; 3 - ящик для хранения материалов; 4 - присадочный материал; 5 - редуктор для подачи кислорода в горелку (резак); б - кислородопровод; 7 - предохранительный затвор; 8, 9 - рукава для подачи ацетилена и кислорода; 10 - эко номизатор; 11 - горелка. 12 - ящик для вода; 13 - стул поворотный; вентиляция с местным отсосом воздуха в количестве 1700-2500 м/ч на рис. 1.2 не показана
При использовании передвижных постов в закрытых помещениях необходимо обеспечить их естественную либо принудительную вентиляцию.
Стационарный рабочий пост (рис. 1.4) предназначен для выполнения ручных и механизированных работ в условиях цеха, участка или мастерской.
Газопитание (газоснабжение) стационарных постов осуществляется централизованно: газ подается по газопроводам к местам потребления, если количество постов превышает 10. При меньшем количестве постов,
Сварные соединения и швы 17
Рис. L5. Схема централизованного питания ацетиленом и кислородом сварочных постов:
/ - центральный групповой затвор; 2 - шкаф ввода ацетилена; 3 - газоразборный пост кислорода; 4 - газоразборный пост ацетилена; 5 - газопровод кислорода; 6 - запорные вентили ацетиленовые; 7 - запорные вентили кислородные, 8 - сбросной вентиль ацетилена; 9 - сбросной вентиль кислорода; 10 - газопровод ацетилена, 5П - сбросной трубопровод; 10П - сбросной газопровод ацетилена
когда устройство газопроводов нерационально, разрешается подача газа от индивидуальных баллонов.
Типовая схема централизованного газопитания постов показана на рис. 1.5. Кислород поступает к стационарным рабочим постам по газопроводу 5 от кислородной установки, газификатора или перепускной рампы, а ацетилен по газопроводу 10 от ацетиленовой установки, стационарного генератора или перепускной рампы. В последнем случае ацетилен подается непосредственно в цеховой газопровод.
При использовании других источников питания ацетиленом на входе ацетиленопровода в цех устанавливается центральный
18 Глава 1
(групповой) предохранительный жидкостный или сухой затвор /, предназначенный для зашиты межцехового газопровода от обратного удара пламени. Тип затвора выбирают в зависимости от давления и расхода ацетилена. Непосредственно за затвором (по ходу газа) на вводе газа в цех устанавливается шкаф 2 ввода ацетилена с запорным вентилем и манометром, которые должны располагаться в доступном и удобном месте. Запорные вентили 6 имеются на ответвлениях апетиленопроводов, предназначенных для подачи ацетилена на отдельные участки цеха.
К ацетиленопроводу через запорный вентиль 8 присоединяется трубопровод 10П для сброса продувочных газов в атмосферу. Этот трубопровод располагается не менее чем на 1000 мм выше конька перекрытия. Аналогично к кислородопроводу через запорный вентиль 9 присоединяется сбросной трубопровод 5/7.
На входе кислородопровода в цех, как и на каждом ответвлении внутрицеховой разводки газопроводов, устанавливается запорная арматура 7.
Высота прокладки апетиленопровода над полом должна быть не менее 2200 мм, а кислородопровода - не менее 1600 -1800 мм. Кислородопровод прокладывают не менее чем на 250 мм ниже ацетиленопровода (при параллельном расположении). Расстояние между газопроводами при их пересечении должно составлять не менее 100 мм.
В местах потребления газов на газопроводах ацетилена и кислорода устанавливают газоразборные посты 3 и 4, в состав которых входят соответствующие запорные, регулирующие и предохранительные устройства, обеспечивающие нормальную работу газосварочной аппаратуры. Питание ее кислородом ведется от редуктора газоразборного поста, если давление кислорода в газопроводе не превышает 1,6 МПа (16 кгс/см2). Когда давление кислорода в газопроводе не может быть более 1,6 МПа и расход кислорода не превышает 10 м3/ч, используют газоразборный пост с сетевым редуктором. В этом случае присоединение аппаратуры к газопроводу допускается непосредственно (без редуктора) через запорный вентиль и газоразборный пост не имеет регулирующего устройства.
К ацетиленовому газопроводу подсоединение инструмента (горелки или резака) во всех случаях должно осуществляться через предохранительное устройство: жидкостный или сухой за
Сварные соединения и швы 19
твор. При питании цеховых газопроводов для ацетилена от перепускных рамп, когда давление в сети может превышать 0,12 МПа (1,2 кгс/см2), используют газоразборный пост с сухим затвором. Если давление в ацетиленопроводе не может превышать 0,07 МПа (0,7кгс/см2), применяют газоразборные посты с жидкостным или сухим затвором. Предохранительные затворы должны соответствовать максимально возможному давлению в ацетиленопроводе и расходу газа. Для присоединения аппаратуры (горелки, резаки) к газораздаточным постам применяют рукава: для ацетилена - класса I, а для кислорода - класса III.
Городской газ, метан, природный, нефтяной, коксовый и другие сжатые газы-заменители ацетилена, как правило, поступают к рабочим постам по газопроводу от заводской газорегуляторной станции и реже от перепускных разрядных рамп, питающих цеховые газопроводы. Типовая схема централизованного газопита-ния рабочих постов при использовании сжатых газов-заменителей ацетилена и кислорода отличается от типовой схемы для ацетилена и кислорода только составом оборудования и отсутствием предохранительного устройства на входе в цех.
При использовании газов-заменителей ацетилена с давлением газа до 0,15 МПа (1,5 кгс/см2) для защиты газопровода от перетекания в него кислорода на каждом i азоразборном посгу устанавливают обратный клапан вместо постового предохранительного жидкостного или сухого затвора. В том случае, когда давление горючего газа в газопроводе может превысить 0,15 МПа, устанавливают редуктор, который снижает давление газа и защищает газопровод от попадания в него кислорода.
Пропан-бутановая смесь поступает к стационарным рабочим постам по газопроводам от раздаточной станции или от перепускных (разрядных) рамп. Типовая схема газопитания стационарных рабочих постов с использованием кислорода и пропан-бутана отличается от типовых схем с применением других газов-заменителей ацетилена только составом оборудования. Причем кислородопровод прокладывают над газопроводом для горючего газа на расстоянии 250 мм. Выбор источников питания, запорной и редуцирующей аппаратуры, а также предохранительных устройств зависит от расхода и давления газа.
В состав стационарного рабочего поста для ручных работ входят:
20 Глава 1
D газоразборный пост для питания газами горелок или резаков;
□ стол с приспособлениями для крепления обрабатываемых деталей;
□ система местной вытяжной вентиляции для удаления вредных выделений, образующихся при проведении газопламенных работ;
□ грузоподъемное приспособление для перемещения обрабатываемых изделий;
П противопожарный инвентарь и оборудование.
Газоразборные посты, входящие в состав рабочего поста, встраивают в стол или располагают на трубопроводах потребления газов.
Рабочие столы для сварки покрывают металлической плитой или кирпичом. Оснащение столов общим или местным вентиляционным устройством производится с учетом вида выполняемых работ.
На каждом рабочем посту должен быть инструмент (ключи) для подключения аппаратуры к источникам питания и устранения возможных неполадок в работе горелок и резаков.
Рядом со сварочным столом должно стоять ведро с водой для охлаждения горелок в процессе работы.
При газовой сварке чугуна кроме перечисленного оборудования на рабочем посту устанавливают нагревательные устройства (печь, горн и т. д.) на расстоянии не менее 5 м от места работы. Вблизи должны располагаться также ящики с песком для охлаждения деталей, склонных к образованию трещин.
В состав оборудования стационарного поста для механизированных работ входит механизм перемещения инструмента и изделия (или одного из них). Так, стационарный рабочий пост для машинной кислородной резки включает собственно машину, раскроечный стол с системой вентиляции и газоразборные посты, расположенные на газопроводах, от которых газы поступают к резакам. Столы для машинной резки обычно имеют либо неподвижные точечные, либо вставные опоры в виде полос толщиной 1,5-3 мм, поставленные на ребро. Такие столы выдерживают большие нагрузки и обеспечивают легкое удаление шлака. Иногда столы комплектуются специальными коробами-контейнерами, устанавливаемыми в приямке. Эти столы удобно
Сварные соединения и швы 21
использовать для механизированной уборки мелких отходов металла после резки.
При кислородно-флюсовой резке флюсопитатель следует располагать на расстоянии не менее 5 м от места резки.
1. Что называется сваркой?
2. По каким признакам классифицируют процессы сварки?
3. Назовите основные способы сварки.
4. В чем сущность процессов сварки плавлением?
5. Какие бывают способы термической резки металлов?
6. Как устроены передвижные посты сварщиков?
7. Что входит в состав стационарного поста сварщика?
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
2.1. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Общие сведения. Работоспособность сварного изделия определяют тип сварного соединения, форма и размеры сварных соединений и швов, их расположение относительно действующих сил, плавность перехода от сварного шва к основному металлу и др.
Различают разъемные соединения и неразъемные. Примером первых могут служить болтовые соединения, примером вторых -сварные и заклепочные. .
Сварным соединением называют неразъемное соединение двух элементов, полученное с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями, произошедшими в результате термического воздействия сварки (зона термического влияния), и примыкающие к ней участки основного металла.
Сварной узел представляет собой часть сварной конструкции, в которой с помощью сварки неразъемно соединено несколько деталей. Прочность сварной конструкции и надежность ее при эксплуатации во многом зависят от качества сварных соединений и швов.
Различают следующие основные виды сварных соединений: стыковое, угловое, тавровое, нахлесточное (рис. 2.1). В зависимости от типа сварного соединения сварные швы называют стыковыми, угловыми и т. д.
При выборе типа сварного соединения учитывают условия нагружения сварной конструкции при эксплуатации (статические или динамические нагрузки), способ и условия изготовления сварной конструкции (ручная сварка, автоматическая, в заводских или монтажных условиях), удобства и возможности при сборке и сварке, экономию основного металла, сварочной проволоки, электродов и др.
Сварные соединения и швы 23
Рис. 2.1. Типы сварных соединений:
а - стыковое, б - стыковое с отбортовкой; а - угловое; г -тавровое; <) ~ ториевое: е - нахлесточное; м- - с накладкой
Стыковые соединения. Наибольшее распространение в машиностроительных, строительных и других конструкциях получили стыковые сварные соединения (рис. 2.1, а).
Стыковое соединение - сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями. В соединениях такого типа после сварки кромок элементов встык поверхность одного из них является продолжением поверхности другого. Различают следующие стыковые соединения: без скоса кромок, с отбортовкой (рис. 2.1, б), с односторонним скосом (V-образное) и с двухсторонним скосом (Х-образное). ГОСТ 5264-30 устанавливает 32 вида стыковых сварных соединений, которые обозначаются Cl, С2, СЗ, С4 и т. д.
24 Гпава 2
Преимущества стыкового сварного соединения по сравнению с соединениями других типов: возможность сварки элементов неограниченной толщины; равномерное распределение напряжений при передаче усилий от одного элемента конструкции к другому; более высокая прочность сварных стыковых соединений в случае статических и переменных нагрузок при нормальной и высоких температурах; минимальный расход металла на образование сварного соединения; надежность и удобство контроля.
Недостатки стыкового соединения: необходимость более точной сборки элементов соединения под сварку, сложность обработки кромок под сварку профильного проката (уголки, швеллера, тавры, двутавры).
Угловые соединения. К угловым соединениям (рис. 2.1, в) относят соединения двух элементов, расположенных под углом и свареных в месте примыкания их краев. Такие соединения обозначаются У1, У2, УЗ и т. д. Они широко применяются в машиностроительных, а также строительных конструкциях (балках, мачтах, фермах и т. п.).
При толщине свариваемых элементов менее 3 мм угловое соединение выполняют заподлицо; если толщина более 3 мм, применяют соединение со сдвинутыми кромками; при толщине элементов более 8 мм угловое соединение сваривают с двух сторон.
При изготовлении металлических конструкций, которые дают возможность поворачивать изделие в поворотных приспособлениях, используют угловое соединение, которое сваривают швом «в лодочку».
Тавровые соединения. Тавровым называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 2.1, г). Сечение этого соединения имеет вид буквы Т, отсюда и название.
При тавровом соединении угол между полкой и стенкой может быть как прямым, так и отличаться от него. Сочетание толщин также может быть различным. Тавровые соединения обозначаются Т1, ТЗ, Тб и т. д. Они часто встречаются в строительных конструкциях.
Тавровые соединения выполняют без скоса и со скосом кромок с одной или двух сторон. Угол скоса кромок обычно принимают равным 55-60°, а зазор между соединяемыми элементами 0,5-1 мм.
Сварные соединения и швы 25
В сварных конструкциях из листового и профильного проката толщина свариваемых элементов в тавровых соединениях 2— 30 мм.
Торцовые соединения. При сварке применяют также торцовое соединение (рис. 2.1, д) - сварное соединение, в котором боко-вые поверхности сваренных элементов примыкают друг к другу.
Нахлесточные соединения. Нахлесточным является соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга, т. е. один лист металла накладывается на другой (рис. 2.1, е, ж). Величина перекрытия составляет 3*240 мм и зависит от толщины свариваемого металла (нахлестка должна быть не менее трех толщин тонкой детали). Нахлесточные соединения обозначаются Н1 и Н2. Они могут быть как с односторонними, так и с двухсторонними швами. Соединения внахлестку широко используют при изготовлении резервуаров, мачт, ферм, колонн и других конструкций.
Преимущества соединений внахлестку: более простая подготовка элементов под сварку, чем в других соединениях; простота сборки и небольшие деформации, возникающие в сварных конструкциях при сварке.
Недостатки соединений внахлестку: расход металла на нахлестку; необходимость сварки с двух сторон; возникновение в соединении очагов коррозии; большой расход наплавленного металла и затраты времени на сварку.
Эти соединения чаще используются при сварке элементов малых и средних толщин (менее 10 мм).
Прорезные соединения. Это соединения, имеющие прорезь в одной из деталей, прикрепляемой внахлестку. Прорезные соединения могут быть с круглыми и удлиненными отверстиями. Если диаметр отверстия превышает 30 мм, то сварку по внутреннему контуру отверстия выполняют без его полного заполнения.
Значительные деформации металла, возникающие в процессе газовой сварки, ограничивают возможности выбора рациональных форм сварных соединений. При газовой сварке используют, как правило, лишь простейшие стыковые соединения без скоса кромок и с отбортовкой кромок (особенно удобное соединение для газовой сварки), а также с одно- и двухсторонним скосом кромок. Угловые, нахлесточные и тавровые соединения при газовой сварке используются редко.
26 Глава 2
2.2. ВИДЫ СВАРНЫХ ШВОВ
Сварной шов является участком сварного соединения, который образуется после кристаллизации (затвердевания) расплавленного металла сварочной ванны.
Сварные швы подразделяют:
□ по расположению действующего на сварной шов усилия: на фланговые (рис. 2.2, а), торцовые, или лобовые (рис. 2.2, б), комбинированные (рис. 2.2, в) и косые (рис. 2.2, г). Это относится к угловым швам нахлесточных соединений. Лобовой шов расположен перпендикулярно к усилию, фланговый - параллельно, а косой - под углом;
□ по расположению в пространстве: на нижние (рис. 2.3, а\ горизонтальные (рис. 2.3, б), вертикальные (рис. 2.3, в) и потолочные (рис. 2.3, г);
□ по выпуклости сварного шва: на нормальные (рис. 2.4, а\ ослабленные (рис. 2.4, б) и усиленные (рис. 2.4, в). Как правило, все швы сваривают с небольшой выпуклостью. Иногда требуется получить швы без выпуклости, что должно быть указано в чертежах. Ослабленными (вогнутыми) выполняют угловые швы (это также указывается в чертежах), которые необходимы для улучшения работы сварных соединений при переменных нагрузках. Стыковые швы ослабленными не делают, вогнутость таких швов является браком;
□ по ширине: на ниточные и уширенные. Ниточные швы обычно выполняют при сварке тонкого металла, а уширенные - при наплавочных работах;
□ по числу слоев: на однослойные и многослойные (рис. 2.5). Однослойные швы, как правило, бывают однопроходными, а многослойные - многопроходными. При сварке каждый слой многослойного стыкового шва, кроме усиления и подварочного шва, отжигается при наложении последующего слоя. В результате такого теплового воздействия улучшаются структура и механические свойства металла шва. Толщина каждого слоя в многослойных швах составляет около 5-6 мм;
Сварные соединения и швы 27
□ по протяженности: на сплошные и прерывистые (рис. 2.6). В основном швы выполняют непрерывными. Швы выполняют прерывистыми, если они не несут нагрузку или не требуется сплошности соединения;
□ по назначению: на прочные, плотные (непроницаемые для газов или жидкостей) и прочноплотные;
□ по форме: на стыковые, тавровые, нахлесточные, угловые, по кромке и прорезные.
При сварке сталей выполняют нижние, горизонтальные, вертикальные и потолочные швы, при сварке цветных металлов - в основном нижние швы.
Сварка швов в нижнем положении по сравнению со сваркой других швов наиболее удобна и экономична (при прочих равных условиях).
конструкций под
сварку часто используют короткие сварные швы - прихватки, которые служат для фиксации взаимного расположения подлежащих сварке деталей. В зависимости от массы собираемых элементов и их толщины назначают длину и сечение прихваток: чем больше масса и толщина, тем больше длина и сечение прихваток. Обычно высота прихваток не превышает 1/3 толщины шва.
Детали металлических конструкций нередко соединяют про-плавным швом, образуемым в результате сквозного проплавления одного из соединяемых элементов. Соединение, выполненное проплавным швом, называют проплавным. Проплавной сварной шов применяют в нахлесточных или тавровых соединениях, если толщина проплавляемых деталей не превышает 10 мм. На рис. 2.7 показаны проплавные швы в нахлесточном {а) и тавровом (б) соединениях; 5 - толщина проплавляемой детали.
При сборке
Рис. 2.2. Виды сварных швов по отношению к направлению действующих усилий:
а - фланговый; б - лобовой; в -комбинированный; г - косой
28 Глава 2
Рис. 2.3. Пространственное положение стыковых и угловых сварных швов: и - нижнее; б - горизонтальное; a - вертикальное, г — потолочное
Рис. 2.4. Виды сварных швов по типу усиления. a - нормальный; б - ослабленный; в - усиленный
Рис. 2.5. Виды сварных швов по количеству наложения слоев:
и — однослойный; б многослойный; и — многослойный многопроходной
Сварные соединения и швы 29
Рис. 2.6. Виды сварных швов по протяженноеги:
а - непрерывный; 6 - прерывистый; в - цепной прерывистый; г - шахматный прерывистый
Рис. 2.7. Проплавные швы
Рис. 2.8. Определение формы проплавления и формы шва
Глубина проплавления (провара) — наибольшая глубина расплавления основного металла в сечении шва.
Коэффициент формы проплавления (провара) ~ характеризует форму валика или стыкового шва без разделки кромок. Определяется как отношение ширины е валика или шва к глубине проплавления h (рис. 2.8).
Коэффициент формы шва - характеризует форму стыкового шва с разделкой или углового шва. Определяется как отношение ширины шва е к его толщине 5 (рис. 2.8).
Ширина сварного шва и глубина провара изменяются в зависимости от способа сварки, режимов сварки, толщины свариваемых элементов и других факторов.
30 Гпава 2
Рис. 2.9. Рабочие (а) и связующие (б) сварные швы
Симметричный стыковой шов отличается от других стыковых швов тем, что обе его части, выполненные с двух сторон относительно сечения, имеют одинаковые форму и размеры.
Двухсторонний симметричный шов с Х-образной разделкой требует меньше наплавленного металла, чем V-образный односторонний, а значит, меньших затрат труда, электроэнергии и материалов. Существенное преимущество симметричных швов -меньшие, чем в односторонних швах, деформации, возникающие при сварке.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости. При расчете швов на прочность выпуклость сварного шва не учитывается.
Корень шва (одностороннего) - часть шва, наиболее удаленная от его лицевой поверхности. Лицевая поверхность одностороннего шва - открытая поверхность шва, параллельная его продольной оси, со стороны которой осуществляется сварка.
Сварные швы разделяют на рабочие и связующие. Рабочий шов передает рабочие усилия в конструкции (рис. 2.9, а). Связующий сварной шов (рис. 2.9, б) не предназначен для этого, поэтому дефекты в нем не приводят к выходу из строя сварной конструкции. Наплавленный металл связующих швов под действием внешних сил деформируется вместе с основным металлом, в них возникают примерно одинаковые напряжения. Наплавленный металл и основной металл работают совместно. Напряжения, возникающие в сварных связующих швах, не влияют на прочность конструкции.
Увеличение размеров сварных швов по сравнению с заданными приводит к возрастанию расхода наплавленного металла. В результате увеличивается себестоимость сварных конструкций, повышается трудоемкость сварочных работ и т. д.
Сварные соединения и швы 31
2.3. ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ
Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений и швов на чертежах, а также форма и размеры подготовки свариваемых кромок из различных конструкционных материалов, применяемых при сварке, регламентируются стандартами.
На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72.
Видимый шов изображают сплошной линией, невидимый -штриховой. От изображения шва проводят линию-выноску с односторонней стрелкой, указывающей место расположения шва. На чертежах поперечных сечений границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
Обозначения сварных швов наносят над полкой линии-выноски для лицевой стороны шва и под полкой - для обратной. Эти обозначения состоят из следующих элементов:
П обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
□ буквенно-цифровое обозначение шва по стандарту;
О условное обозначение способа сварки;
О знаки профиля шва и его катета для швов угловых, тавровых и нахлесточных соединений;
□ длина и расположение участков прерывистого шва;
□ вспомогательные знаки (табл. 2.1).
Примеры условных обозначений сварных швов даны в табл. 2.2.
Для обозначения на чертежах видов и методов сварки используют следующие буквы: Г - газовая, Э - дуговая, LII - элек-трошлаковая, И - в инертных газах, Дф - диффузионная; Вз -взрывом, Пз - плазменная, К ~ контактная, У - в углекислом газе, Тр - трением, X - холодная.
Дуговая сварка в связи с ее широким применением на чертежах не обозначается
Способы сварки обозначаются следующим образом: Р - ручная, М - механизированная, А - автоматическая.
Если форма шва не предусмотрена ГОСТом, то перед его обозначением ставится буква О (особый).
32 Гпава 2
Табл. 2.1. Условные обозначения сварных швов
Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака
Усиление шва снять
Наплывы и неровности шва обработать с плавным переходом к основному металлу
1 Монтажный шов
Шов прерывистый или точечный с цепным расположением участков
Z Шов прерывистый или точечный с шахматным расположением участков т /
Шов по замкнутому конту-РУ
Шов по незамкнутому кон-
ТУРУ
Сварные соединения и швы 33
Табл. 2.2 Примеры условных обозначений сварных швов
Наименование шва Пример обозначения
Односторонний шов без скоса кромок с катетом 5 мм, выполненный по замкнутому контуру газовой сваркой
Шов без скоса кромок с расчетным катетом 5 мм с шахматным расположением участков, выполненный газовой сваркой. Г 5^502150
Упрошенное обозначение одинаковых швов при условии полного обозначения одного из них под № 3 №3
То же, если все швы на чертеже одинаковы
Чертежи, содержащие необходимые данные для сборки, сварки и контроля свариваемого изделия, называют сборочными. Они дают возможность определить, как устроено и работает изделие, какие детали в него входят, какими должны быть типы сварных соединений, какой следует применить способ сварки для соединения деталей между собой, каким видом контроля следует подвергнуть сварные соединения и швы, каким техническим требованиям должны соответствовать сварные швы и т. д.
Приступая к работе, сварщику необходимо прежде всего изучить чертеж - все надписи, изображаемые виды, условные обозначения, материал деталей, технические требования, предъявляемые к сварным швам, и пр.
2.4. РАСЧЕТ СВАРНЫХ СОЕДИНЕНИЙ
Прочность сварных соединений зависит от прочности применяемых материалов, их свариваемости, правильного выбора способа и режимов сварки, а также от типа сварного соединения и его размеров.
2 Зак 1907
34 Глава 2
При расчете сварного соединения на прочность имеют в виду, что его надежность определяется прочностью наиболее слабого участка. Таким участком часто является не только металл шва, но и прилегающая к нему зона термического влияния. Ее прочность бывает ниже прочности основного металла. Поэтому при конструировании сварных изделий учитывают расположение сварного соединения относительно действующих сил, тип соединения, вид сварки и свойства сварочных материалов. Правильное сочетание всех этих факторов дает возможность обеспечить равнопрочность всего сварного изделия.
Прочность стыкового соединения рассчитывают по формуле а ~ Р / F < [<у]р , где о - напряжение в соединении; Р - растягивающая нагрузка; F — площадь поперечного сечения наиболее слабого из соединяемых сваркой элементов конструкции; [о]р -допускаемое напряжение для основного металла изделия.
I. Что называется сварным соединением?
2. Какие бывают виды сварных соединении?
3. Почему газовой сваркой наиболее удобно выполнять стыковые соединения с отбортовкой?
4. Что представляет собой сварной узел?
5- Какие преимущества характерны для стыкового соединения?
6. Как классифицируют сварные швы по отношению к действующим усилиям?
7. Как классифицируются сварные швы по положению в пространстве?
8. Как изображают сварные швы на чертежах?
ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ
3.1. ОБЛАСТИ ПРИМЕНЕНИЯ И СПОСОБЫ ГАЗОВОЙ СВАРКИ
Области применения сварки. Газовая сварка - это сварка плавлением, при которой для нагрева используется теплота пламени смеси газов, сжигаемой с помощью горелки. Соединение образуется при плавлении кромок соединяемых металлов и присадочного материала за счет теплоты пламени сжигаемых газов. Для получения газосварочного пламени сжигают ацетилен и другие газы и вещества в технически чистом кислороде. Для сварки многих металлов пригодно пламя с температурой не ниже 2500-3000 °C.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной I-3 мм, монтаже труб малого и среднего диаметров, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых и других сплавов на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Она проста, универсальна, не требует дорогостоящего оборудования и используется в заводских (цеховых) условиях, а также при строительно-монтажных и ремонтных работах, в сельском хозяйстве. К недостаткам относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Сварка деталей из листового металла толщиной до 2 мм ведется без присадочного металла за счет расплавления предварительно отбортованных кромок.
Применять газовую сварку при соединении углеродистых сталей толщиной свыше 3-4 мм возможно, но дуговая сварка бо
36 Глава 3
лее производительна. Для изделий из высокопрочных и легированных сталей также целесообразнее использовать дуговую сварку, в том числе аргонодуговую, обеспечивающую более высокое качество соединения и производительность процесса.
Способы и техника сварки. Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной мощностью, которая определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств.
Пример. Для сварки низкоуглсродистой стали на I мм юлшины свариваемого металла требуется 100-130 дм' ацегилена в час.
При сварке низкоуглсродистой стали толщиной 3 мм минимальная мощность сварочной горелки составит 100 3 = 300 дм3/ч. максимальная - 130 3 = 390 дм3/ч.
Для сварки различных металлов требуется пламя определенного вида - нормальное, окислительное или науглероживающее. Сварочное пламя регулируется по форме и цвету его характерных зон.
При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2-6 мм от конца ядра. Конец присадочной проволоки должен находит ься в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона а мундштука к поверхности свариваемого металла (рис. 3.1, а). Угол выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают большим, затем по мере прогрева свариваемого металла снижают до величины, соответствующей толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предотвратить пережог металла.
Рукоятка горелки может располагаться вдоль оси шва или перпендикулярно к ней. То или иное положение выбирается в зависимости от условий (удобств) работы газосварщика: его руку не должен обжигать нагретый металл.
Технология газовой сварки 37
Рис. 3.1. Угол наклона (с?) и способы перемещения мундштука горелки (б)
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное - перпендикулярно к оси шва и продольное - вдоль оси шва. Основным является продольное движение, поперечное служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
На рис. 3.1, б показаны способы перемещения мундштука горелки по шву. Способ 7, когда пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 - по спирали и способ 3 - полумесяцем рекомендуются при сварке металла средней толщины, способ 4 - при сварке тонких листов.
Присадочной проволокой можно совершать такие же колебательные движения, но в направлениях, противоположных движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени. Вид движений, совершаемых концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависит от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварочного шва. Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
Качество сварных соединений, выполняемых газовой сваркой, выше, чем дуговой электродами с тонкой обмазкой, но не
38 Гпава 3
сколько ниже, чем качественными электродами. Основная причина этого состоит в том, что при газовой сварке не происходит легирования наплавленного металла, в то время как при дуговой сварке качественными электродами, в обмазке которых содержатся ферросплавы, производится довольно значительное легирование.
Производительность газовой сварки, высокая при малой толщине основного металла, быстро снижается с увеличением его толщины. При толщине металла 0,5-1,5 мм производительность газовой сварки может быть выше, чем дуговой. С увеличением толщины металла до 2-3 мм скорости газовой и дуговой сварки становятся одинаковыми, а затем разница быстро возрастает с увеличением толщины металла в пользу дуговой сварки. При малой толщине абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет расход газов и времени на сварку I м шва, и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, газовая сварка экономически выгоднее при сварке металла малых толщин.
К особенностям газовой сварки следует также отнести почти исключительное выполнение сварных швов за один проход. Получение швов за несколько проходов, т. е. в несколько слоев, широко практикуемое в дуговой сварке, почти не применяется при газовой. Часто на практике используется проковка шва в горячем состоянии, повышающая плотность наплавленного металла и прочность шва.
Газовое пламя менее яркое, чем сварочная дуга, оно не обжигает лицо, поэтому для зашиты глаз сварщика достаточно очков с цветными стеклами.
3.2. Свойства кислорода и способы его получения
Влияние кислорода на процесс сварки. При сжигании различных горючих газов в воздухе образуется пламя с низкой температурой (не выше 1800-2000 °C), пригодное для сварки лишь самых легкоплавких металлов, например свинца. Это объясняет
Технология газовой сварки 39
ся большим содержанием в воздухе газов, главным образом азота, не участвующих в процессе горения и резко снижающих пирометрический эффект и температуру пламени. При сжигании одного и того же горючего в воздухе и кислороде общий тепловой эффект реакции горения в обоих случаях практически одинаков, но температура пламени различна. Для сварки в промышленности применяют лишь пламя, получаемое сжиганием горючего в технически чистом кислороде (не ниже 98,5%).
В промышленности технически чистый кислород получают двумя способами:
а) из воздуха - методом глубокого охлаждения;
б) из воды - путем электролиза.
Способ производства кислорода из воздуха более экономичный: на 1 м1 кислорода расходуется 0,5-1,6 кВт/ч электроэнергии. Чтобы получить 1 мэ кислорода путем электролиза воды требуется 10-21 кВт/ч.
Свойства кислорода. Кислород является самым распространенным элементом на земле. При нормальных условиях (температура 20 °C, давление 0,1 МПа) - это бесцветный, негорючий газ, немного тяжелее воздуха, не имеющий запаха, но активно поддерживающий горение.
Кислород цмеет высокую химическую активность, образуя соединения со всеми химическими элементами, кроме инертных газов (аргона, гелия, ксенона, криптона и неона). Реакции соединения с кислородом происходят с выделением большого количества теплоты, т. е. носят экзотермический характер.
При соприкосновении сжатого газообразного кислорода с маслами,, жирами, угольной пылью, горючими пластмассами может произойти их самовоспламенение. Поэтому необходимо тщательно следить за тем, чтобы кислород не находился в контакте с легковоспламеняющимися и горючими веществами.
Всю кислородную аппаратуру, кислородопроводы и баллоны необходимо тщательно обезжиривать. Кислород способен образовывать взрывчатые смеси с горючими газами или парами жидких горючих, что также может вызвать взрыв при наличии открытого огня или даже искры.
Производство кислорода из воздуха. Атмосферный осушенный воздух представляет собой смесь, содержащую 20,93% кислорода и 78,03% азота, остальное - инертные газы, углекис
40 Глава 3
лый газ и пр. Содержание водяных паров в воздухе может изменяться в зависимости от температуры и степени их насыщения. Для получения технически чистого кислорода воздух подвергают глубокому охлаждению и сжижают (температура кипения жидкого воздуха при нормальном атмосферном давлении минус 194,5 °C.) Полученный жидкий воздух подвергают дробной перегонке или ректификации в ректификационных колоннах.
Воздух, засасываемый многоступенчатым компрессором, проходит сначала через воздушный фильтр, где очищается от пыли, а затем последовательно через ступени компрессора. После каждой ступени давление воздуха возрастает и достигает 5-22 МПа в зависимости от системы установки и стадии производства. После каждой ступени воздух проходит водяной холодильник и влагоотделитель, где отделяется вода, конденсирующаяся при сжатии воздуха.
Сжатый воздух из компрессора проходит через осушительную батарею из баллонов, заполненных кусками едкого натра, поглощающего влагу и остатки углекислоты. Затем сжатый воздух поступает в кислородный аппарат, где происходит охлаждение, сжижение и ректификация (разделением на кислород и азот). Газообразный азот применяют как защитный газ для сварки меди.
Кислород направляется в газгольдер и подается для наполнения кислородных баллонов под давлением до 16,5 МПа; масса 1 м3 кислорода при нормальном атмосферном давлении (0,1 МПа) и 0 °C составляет 1,43 кг, при 20 °C - 1,31 кг; масса 1 л жидкого кислорода равна 1,13 кг; в результате испарения образуется 0,79 м3 газообразного кислорода (при 0° С и нормальном атмосферном давлении); 1 кг жидкого кислорода занимает объем 0,885 л и, испаряясь, образует 0,70 м3 газообразного кислорода (при 0 °C и атмосферном давлении 0,1 МПа).
Технический кислород, используемый для сварки и резки, выпускается трех сортов: 1-й - чистотой не менее 99,7%, 2-й - не менее 99,5%, 3-й - не менее 99,2% (по объему). Чистота кислорода имеет большое значение: чем меньше содержится в нем газовых примесей, тем выше скорость резки, чище кромки и меньше его расход.
Технология газовой сварки 41
3.3. КАРБИД КАЛЬЦИЯ
Карбид кальция является основным сырьем для получения ацетилена. Карбид кальция - это химическое соединение кальция с углеродом (СаС2), представляющее собой твердое вещество темно-серого или коричневого цвета. Плотность карбида кальция 2,22 г/см3. Он имеет резкий чесночный запах и активно поглощает воду. Его получают в электрических дуговых печах при температуре 1900-2300 °C путем сплавления кокса с негашеной известью:
СаО + ЗС = СаС2 + СО - 452,5 кДж/моль.
Расплавленный карбид кальция из печи разливают в специальные изложницы, где он остывает и затвердевает.
Затвердевший карбид кальция дробят и сортируют на куски размером 2-80 мм. ГОСТ 1460-81 устанавливает следующие размеры кусков карбида кальция: 2x8; 8x15; 15x25; 25x80 мм. Технический карбид кальция содержит 75 % химически чистого карбида кальция, остальное - примеси (негашеная известь, оксиды железа, магния, алюминия и др.).
Карбид кальция активно взаимодействует с водой и интенсивно поглощает влагу из воздуха, выделяя при этом ацетилен. Поэтому его упаковывают в специальные барабаны из кровельной стали вместимостью 100 и 130 кг. На складах и рабочих местах его хранят в специальных бидонах с герметичной крышкой. Вскрывать барабаны с карбидом кальция необходимо специальным латунным ножом или латунным зубилом и молотком с соблюдением мер безопасности, исключающих возможность получения искры. При раскупорке барабана может образоваться взрывоопасная ацетилено-воздушная смесь, что при наличии искры может привести к взрыву.
Карбид кальция, взаимодействуя с водой, быстро разлагается с образованием газообразного ацетилена и гашеной извести:
СаС2 + 2Н20 = С2Н2 + Са(ОН)2 + 127,3 Дж/моль.
Теоретически для разложения 1 кг карбида кальция требуется 0,562 кг воды, но так как реакция сопровождается выделением большого количества теплоты, на практике берут от 5 до 20 кг воды. Скорость разложения карбида кальция зависит от температуры воды, размера кусков и качества карбида кальция. Чем вы
42 Глава 3
ше температура воды, тем быстрее разлагается карбид кальция. Чем мельче куски карбида кальция, тем больше скорость его разложения. Например, куски карбида кальция размером 18x15 мм разлагаются в течение 6,5 мин, а размером 50x80 мм - 13 мин.
Карбидная пыль (частицы меньше 2 мм) при взаимодействии с водой разлагается почти мгновенно, поэтому ее нельзя применять в обычных ацетиленовых генераторах, так как это может привести к взрыву.
Из 1 кг карбида кальция в зависимости от его качества и грануляции можно получить 235-285 л ацетилена. ГОСТ 1460-81 устанавливает следующие нормы выхода ацетилена в зависимости от размеров кусков карбида кальция:
Размеры кусков, мм Выход ацетилена, л/кг
1 сорт П сорт
2x8 255 235
8x15 265 245
15x25 275 255
25x80 285 265
Смесь 275 265
3.4. АЦЕТИЛЕН И ДРУГИЕ ГОРЮЧИЕ ГАЗЫ
Свойства ацетилена. Ацетилен (С^Н?) является основным горючим газом, который используется для газовой сварки и резки металлов. Температура его сгорания в смеси с технически чистым кислородом достигает 3200 °C.
Ацетилен является химическим соединением углерода и водорода. Технический ацетилен при нормальных давлении и температуре представляет собой бесцветный газ с резким чесночным запахом, обусловленным содержащимися в нем примесями сероводорода, аммиака, фосфористого водорода и др. Длительное вдыхание его вызывает тошноту', головокружение и даже отравление.
Ацетилен легче воздуха, масса 1 м3 ацетилена при температуре 20 °C и нормальном атмосферном давлении составляет 1,09 кг. При нормальном давлении и температуре от -82.4 до -84,0 °C ацетилен переходит в жидкое состояние, а при температуре -85 °C затвердевает.
Технология газовой сварки 43
Ацетилен - самое распространенное горючее, используемое при газопламенной обработке металлов. Это высокоэндотермическое соединение, при разложении 1 кг ацетилена выделяется 8373,6 кДж теплоты.
Выделение теплота при сгорании ацетилена обусловлено следующими процессами:
распад ацетилена С2Н2 - 2С + Н2;
сгорание углерода 2С + О2 = 2СО, 2СО + О2 - 2СО2;
сгорание водорода Н2 + 1/2 О2 = Н2О.
При использовании ацетилена необходимо учитывать его взрывоопасные свойства. Это единственный широко применяемый в промышленности газ, горение и взрыв которого возможны даже при отсутствии кислорода или других окислителей. Температура его самовоспламенения колеблется от 240 до 630 °C и зависит от давления и наличия в нем различных примесей.
Зависимость температуры воспламенения ацетилена от давления:
Температура, °C 630 . 530 475 350
Абсолютное давление, МПа 0,2 0,3 0,4 2,3
Наиболее взрывоопасны ацетиленовоздушные смеси, содержащие 7—13% ацетилена. Взрыв ацетиленокислородной и ацетилено-воздушной смеси может произойти от сильного нагрева и искры.
Присутствие оксида меди снижает температуру самовоспламенения ацетилена до 240 °C. При определенных условиях ацетилен реагирует с медью, образуя взрывоопасные соединения, поэтому категорически запрещается при изготовлении ацетиленового оборудования применение сплавов, содержащих более 70% меди.
Взрывоопасность ацетилена понижается при растворении его в жидкостях. Особенно хорошо ацетилен растворяется в ацетоне. В одном объеме технического ацетона при 20 °C и нррмальном атмосферном давлении можно растворить до 20 объемов ацетилена. Растворимость ацетилена в ацетоне возрастает с увеличением давления и понижением температуры.
При нагревании ацетилена легко идет процесс полимеризации, т. е. соединения нескольких молекул ацетилена в одну более сложную молекулу:
лС2Н2 = С2йН2й.
44 Гпава 3
В результате получают такие соединения, как бензол С6Н6, стирол С8Н8 и другие, образующие жидкие смолообразные продукты сложного состава. В условиях работы ацетиленовых генераторов полимеризация может начинаться при 150-180 °C. Полимеризация, обнаруживаемая по наличию смолообразных продуктов в трубопроводах и желтоватой окраске ила, удаляемого из генератора, указывает на нарушения в работе генератора и сильный перегрев ацетилена.
Технический ацетилен получают двумя способами: из карбида кальция и природного газа, нефти, угля. Ацетилен, полученный из природного газа, называется пиролизным. Этот способ на 30-40% дешевле, чем из карбида кальция.
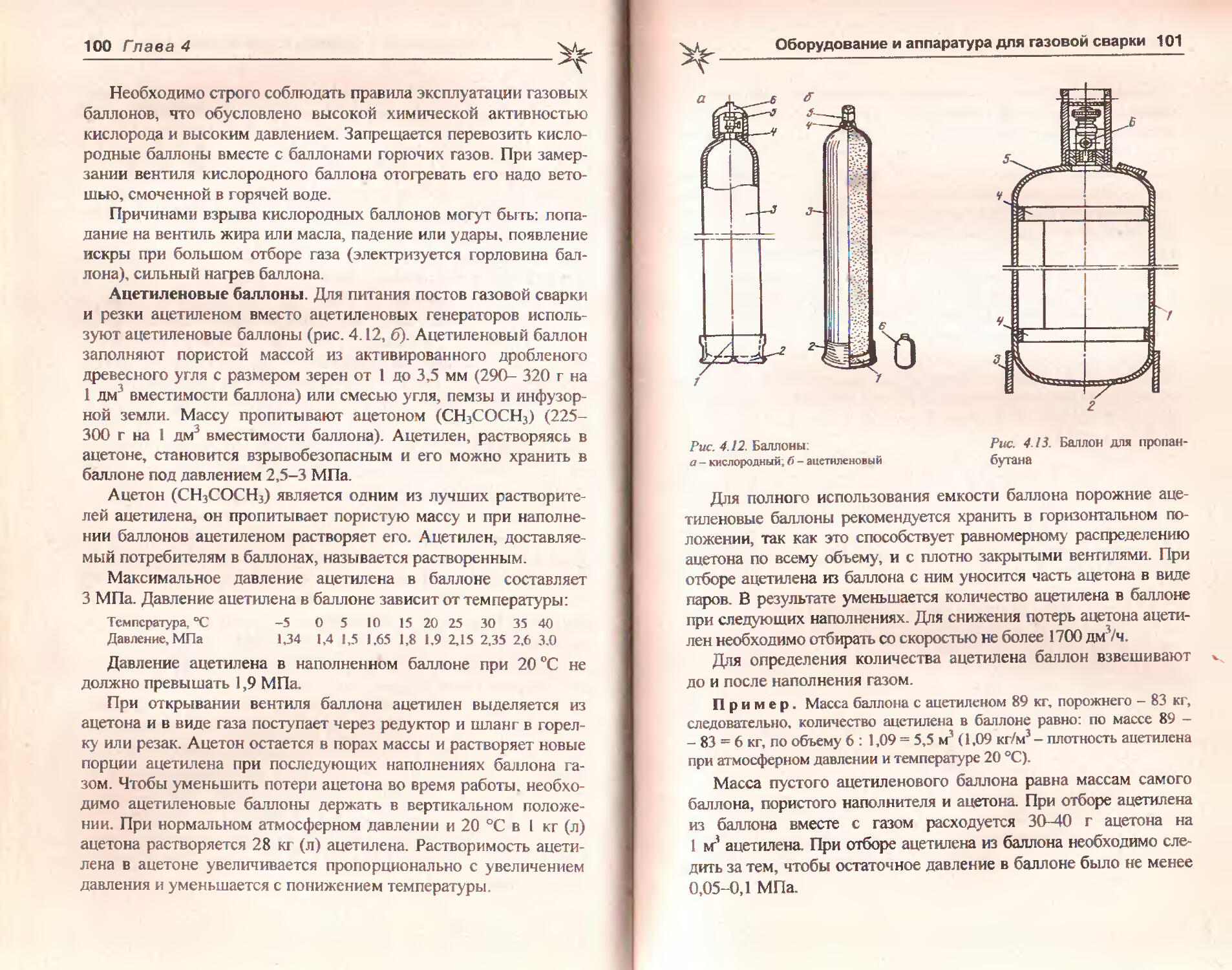
К месту сварки ацетилен доставляется в специальных стальных баллонах, заполненных пористой, пропитанной ацетоном массой, под давлением 1,9 МПа.
Горючие газы-заменители ацетилена. Кроме ацетилена, при сварке и резке металлов используют и другие, более дешевые и менее дефицитные горючие газы и пары горючих жидкостей. Основная область применения газов-заменителей - кислородная резка, однако в последние годы они используются и при других видах газопламенной обработки металлов - пайке, наплавке, газопламенной закалке, металлизации, газопрессовой сварке, сварке цветных металлов и сплавов.
Использование газов-заменителей не ухудшает качество сварки и резки металлов; применение их дает высокую чистоту кромок прй резке металлов малых толщин. При сварке температура пламени должна примерно в два раза превышать температуру плавления металлов, поэтому газы-заменители, температура пламени которых ниже, чем у ацетилена, необходимо использовать для сварки металлов с более низкой температурой плавления, чем у сталей.
Кислородная резка осуществляется горючими газами, которые, сгорая в кислороде, образуют пламя, температура его не ниже 2000 °C. Выбор горючего газа зависит от его теплотворной способности.
Теплотворной способностью газа называется количество теплоты (в килоджоулях), получаемое при полном сгорании I мя газа. Чем выше теплотворная способность газа, тем меньше его расход при сварке и резке металлов. Для полного сгорания одинакового
Технология газовой сварки 45
объема различных горючих газов требуется различное количество кислорода, от этого зависит эффективная мощность пламени.
Эффективной мощностью пламени называется количество теплоты, вводимой в нагреваемый металл в единицу времени.
Коэффициент замены ацетилена (р — это отношение расхода газа-заменителя V3 к расходу ацетилена Уа при одинаковой эффективной тепловой мощности: <р = V3 / Va.
В табл. 3.1 и 3.2 приведены основные свойства горючих газов и жидкостей и области их применения.
Горючие газы-заменители ацетилена подразделяются на две основные группы: сжиженные и сжимаемые,
К сжиженным газам относятся пропан, бутан и их смеси. Крупные потребители получают эти газы в железнодорожных или автомобильных цистернах, из которых их переливают в заводские стационарные емкости (хранилище). Из них газ проходит через газификатор или отбирается в паровой фазе и поступает в заводской газорегуляторный пункт (ГРП) и далее в межцеховые газопроводы.
Мелкие потребители пользуются обычно баллонами, получаемыми со станций наполнения. Баллоны устанавливаются в разрядные рампы или применяются для индивидуального питания рабочих постов. Давление пропан-бутана, подаваемого по трубопроводу, при максимальном отборе газа должно быть не менее 0,01 МПа (0,1 кгс/см2).
К с ж и маемым газам относятся метан и такие многокомпонентные газы, как природный, коксовый, городской и нефтяной газ. В эту же группу входит и водород.
Природный газ состоит в основном из метана и подается к потребителю по трубопроводам или (реже) в баллонах под давлением до 15 МПа (150 кгс/см2).
Коксовый газ - бесцветный газ с запахом сероводорода. Его получают при выработке кокса из каменного угля, состоит он из смеси водорода, метана и других непредельных углеводородов. Применяют в основном для резки сталей, сварки и пайки легкоплавких цветных металлов. При сварке и резке используют коксовый газ, очищенный от сернистых соединений и смолистых веществ. Для полного сгорания 1 м3 необходимо 0,9 м3 кислорода. К месту сварки и резки коксовый газ подают по трубопроводам под давлением 1,3-1,5 кПа.
46 Гпава 3
Табл. 3.1. Основные свойства и области использования горючих газов при I азопламенной обработке металлов
Наименование Низшая удельная теплота, Мдж/м3 (ккал/м3) Температура пламени смеси с кислородом, РС Коэффициент замены ацетилена Объем кислорода (м\ подаваемого в горелку или резак на 1м3 горючего Предел взрываемости (%) горючего в смеси с кислородом Область использования
Ацетилен 52,8 (12600) 3100-3200 1,0 0,8-1.3 2,3-93.0 Все виды газопламенной обработки
Природный газ 31,4-37,7 (7500-9000) 2000- 2200 1,8 1,6-1.8 5,0-61,0* Кислородная резка, правка и гибка стали
Городской газ (типа московского) 17,1-21 (4100-5000) 2000- 2200 3,0 1,3-1.5 5,0-61,0* Пайка медных сплавов, сварка неответственных соединений из низкоуглеродистой стали толщиной до 5 мм
Пропан-бутановые смеси 9 Л (22000) 2500- 2700 0,6 3.4-4,2 2,3-57,0** Те же области применения, а также напыление цинка, алюминия и других легкоплавких материалов
Керосин 4.2-5 (1000-1200) 2400- 2450 1,0-1.3 1,7- 2 4*** — Кислородная резка, сварка легкоплавких металлов
Примечание.* но метану ; ♦♦ по пропану; **♦ в м3/кг
Технология газовой сварки 47
Табл. 3.2. Использование ацетилена и его заменителей при газовой сварке
Спариваемые материалы Ацетилен Водород Природный и городском газы Пропан-бутановые смеси Керосин, бензин
Низкоуглеролистые стали + + + + 4-
Легированные и высоколе-I ированные стали 4- + — — —
Чугуны + ± 4- 4- 4-
Алюминий и его сплавы + + ± + +
Магниевые сплавы + — 4 4- +
Медь + — — — —
Латуни + 4- 4“ + 4-
Бронзы + + + 4й
Никель, нихром — — —
Свинец 4- 4 4я 4- 4-
Цинковые сплавы + + 4- 4 +
Серебро 4~ —• — — —’
Стекло 4- + 4 4- +
Примечания: 1. + ,± - — использование данного газа целесообразно, ограничено и нецелесообразно соответственно
2. Для сварки применяют осветительный керосин. При работе на факторном керосине сварочная аппаратура «забивается» смолистыми веществами
Городской газ является многокомпонентным горючим газом. Обычно основным составляющим его служит природный газ, к нему добавляют коксовый и генераторный газы. Состав городского газа непостоянен. Например, московский газ имеет следующий состав: метан (70-95%), водород (до 25%), тяжелые углеводороды (до 1%), азот (до 3%), оксид углерода (до 3%), диоксид углерода (до 1%), кислород (до 0,5%). К месту сварки городской газ подают' по трубопроводам под давлением 0,005-0,3 МПа (0,05-3 кгс/см2). Как заменитель ацетилена он используется для резки сталей, сварки и пайки легкоплавких цветных металлов.
48 Глава 3
Пропан технический - бесцветный газ с резким запахом, состоящий из пропана С3Н8 или из пропана и пропилена С3Н6, суммарное содержание которых должно быть не менее 93%. Получают пропан при переработке нефтепродуктов. В нормальных условиях он находится в газообразном состоянии, а при понижении температуры или повышении давления становится жидким.
Пропан-бутановая смесь - бесцветный газ с резким запахом -является побочным продуктом переработки нефти. Смесь легко переходит в жидкое состояние, например при температуре —40 °C пропан-бутановая смесь сжижается при атмосферном давлении. Сжиженные газы хранят только в закрытых емкостях, так как испарение жидкости происходит даже при 0°С. Пропан-бутан тяжелее воздуха, поэтому необходимо тщательно следить за герметичностью аппаратуры и коммуникаций во избежание образования взрывоопасной смеси газа с воздухом. Пропанбутановые смеси широко применяются при резке сталей, сварке и пайке легкоплавких цветных металлов, закалке, газовой сварке пластмасс. К месту сварки смесь поставляют в стальных балло-
нах под давлением 1,6 МПа (16 кгс/см2) или по газопроводам через перепускную рампу. При испарении I кг пропана образуется 500 дм3 газа.
Водород - в нормальных условиях представляет собой горючий газ без цвета и запаха. Это один из самых легких газов, он в 14,5 раза легче воздуха. С воздухом и кислородом водород может образовывать взрывоопасные смеси. Получают водород путем разложения воды электрическим током. К месту сварки доставляют в стальных баллонах зеленого цвета под давлением 15 МПа (150 кгс/см2). Водород, применяемый для сварочных работ, должен удовлетворять требованиям ГОСТ 3022-80. Водородно-кислородное пламя - синего цвета и не имеет четких очертаний характерных зон, что затрудняет его регулировку.
Жидкое горючее — керосин и бензин - поступает к потребителю только из специальных бачков (передвижных и стационарных) под давлением до 0,3 МПа (3 кгс/см2).
Вензин - продукт переработки нефти. Это легко испаряющаяся прозрачная жидкость с резким характерным запахом. Пары бензина при сгорании в кислороде дают температуру пламени 2400-2500 °C. Бензин используют для кислородной резки, а также для сварки и пайки легкоплавких металлов.
Технология газовой сварки 49
Керосин - также продукт переработки нефти. Он представляет собой бесцветную желтоватую легко испаряющуюся жидкость. Керосин, применяемый для сварки и резки металлов, должен удовлетворять требованиям ГОСТ 4753-68. Его используют также для сварки и пайки легкоплавких цветных металлов.
Тракторный керосин для газосварочных работ применять не следует, так как при температуре 300-600 °C в нем образуется большое количество смолистых веществ, которые забивают асбестовую оплетку и внутренние каналы огневой аппаратуры.
Бензин и керосин перед использованием следует очистить от механических примесей фильтрованием через войлок Бензин применяют в смеси с керосином в соотношении 1:1.
Жидкое горючее широко применяется для кислородной резки; для сварки оно используется редко из-за недостаточно высокой температуры пламени.
При резке жидкое горючее поступает в зону пламени в виде паров, а также в распыленном состоянии в виде мелких капель. В этом случае происходит достаточно полное его сгорание в активной зоне сварочного пламени. Жидкое горючее транспортабельно, удобно в обращении, сравнительно дешево и безопасно.
3-5. СВАРОЧНЫЕ ФЛЮСЫ
Назначение флюсов. В процессе сварки все металлы и их сплавы, соединяясь с кислородом воздуха и кислородом сварочного пламени, образуют оксиды, которые имеют более высокую температуру плавления, чем металл. Для защиты расплавленного металла от окисления и удаления образовавшихся при сварке оксидов применяют сварочные порошки или пасты, называемые флюсами. Следовательно, флюсы - это вещества, которые вводят в сварочную ванну для раскисления расплавленного металла и удаления из него образовавшихся оксидов и неметаллических включений.
Применение флюсов необходимо при газовой сварке чугуна, цветных металлов и некоторых специальных сталей. Во флюсы могут вводиться восстановители и присадки, легирующие наплавленный металл.
При газовой сварке флюс используют в виде порошков, паст или легкоиспаряющейся жидкости. В первых двух случаях его
50 Гпава 3
наносят на кромки свариваемою металла и на присадочные прутки либо вводят в сварочную ванну в процессе сварки периодическим погружением присадочного прутка в сосуд с флюсом.
Если флюс используется в виде паров (например, флюс БМ-1 при сварке меди, медных и никелевых сплавов), он подается в пламя горелки автоматически специальным прибором в строго дозированном количестве.
В процессе сварки флюсы, вводимые в сварочную ванну, расплавляются и образуют с оксидами легкоплавкие шлаки, которые всплывают на поверхность сварочной ванны. Пленка покрывает расплавленный металл шва, предохраняя его от дальнейшего воздействия атмосферного воздуха. Необходимость использования флюсов при сварке металлов и сплавов, высоколегированных сталей и чугуна обусловлена тем, что в случае нагревания металлов до высокой температуры на их поверхности образуется оксидная пленка, которая при расплавлении переходит в сварочную ванну, препятствуя надежному сплавлению основного и присадочного металлов. При сварке углеродистых сталей флюсы, как правило, не используют.
Требования к флюсам. Сварочный флюс, применяемый при сварке и пайке, должен удовлетворять определенным требованиям:
□ быть более легкоплавким, чем основной и присадочный металлы;
О хорошо растекаться по нагретой поверхности металла, т. е. обладать достаточной жидкотекучестью;
□ не выделять ядовитых газов в процессе сварки и не вызывать коррозию сварного соединения;
О раскислять оксиды;
□ образовывать в процессе сварки шлак, который надежно защищает металл от воздействия кислорода и азота воздуха и легко отделяется от шва после сварки;
О обладать плотностью, меньшей, чем плотность основного и присадочного металлов, чтобы в процессе сварки шлак всплывал на поверхность сварочной ванны, а не оставался в металле шва;
О сохранять свои свойства в течение всего процесса сварки;
П быть дешевым и недефицитным.
Технология газовой сварки 51
Состав и химическое действие флюсов. В зависимости от вида свариваемого металла в сварочной ванне образуются основные и кислые оксиды. В первом случае применяют кислый флюс, во втором - основной. Реакция происходит по следующей схеме: кислотный оксид + основной оксид = соль.
Химическое действие флюсов заключается в образовании с оксидами металлов легкоплавких соединений, устойчивых при высоких температурах. Для удаления из металла основных оксидов, например оксида железа FeO, во флюсы вводят кислые оксиды, например диоксид кремния SiO2 (кварцевый песок, толченое оконное стекло) и борный ангидрид В2О3 (буру, борную кислоту).
Для кислых оксидов, например SiO2, применяются соединения, образующие основные оксиды. С этой целью обычно используют соду Na2CO3 и поташ К2СО3, образующие соответственно в зоне сварки основные оксиды Na2O и К2О.
Для получения флюсов-растворителей применяют главным образом галоидные соли щелочных и щелочноземельных металлов NaCl, KCl, LiCl. CaCl2 , NaF, KF, Ca3P2 и другие, а также углекислые и фосфорнокислые соли натрия. Чтобы усилить действие флюсов-растворителей, в них часто добавляют бисульфаты натрия или калия: NaHSO4 и KHSO4. При расплавлении флюса бисульфаты взаимодействуют с галоидными солями, образуя свободные галоидоводородные кислоты:
NaF + NaHSO4 = Na2SO4 + HF.
Полученная свободная кислота переводит оксиды металла в галоидные соли, усиливая их растворимость во флюсе и понижая температуру плавления шлака.
В качестве флюсов используют буру, борную кислоту, оксиды и соли бария, калия, лития, натрия, фтора и др. Состав флюса выбирают в зависимости от свойств свариваемого металла.
При сварке чугуна в сварочной ванне образуется кислый оксид SiO2. Чтобы его растворить, вводят сильные основные оксиды - К2О, Na2O. В качестве основных флюсов применяют углекислый натрий (Na2CO3), углекислый калий (К2СО3) и буру (Na2B4O7).
При газовой сварке меди, латуни получаются основные оксиды (Cu2O, ZnO, FeO и др.), поэтому для их растворения вводят кислые флюсы. Обычно это соединения бора.
52 Гпаев 3
При кислородной резке нержавеющих сталей, чугуна и цветных металлов флюс вводится в струю режущего кислорода. Основой флюса в этом случае служит железный порошок.
3.6. СВАРОЧНАЯ ПРОВОЛОКА
Для заполнения зазора между кромками свариваемого металла и образования шва в сварочную ванну вводят присадочный металл в виде проволоки, прутков или полосок из металла того же (или близкого) состава, что и свариваемый металл. Для улучшения свойств металла шва в присадочный металл добавляют легирующие элементы.
Перед сваркой сварочная проволока должна быть тщательно очищена от ржавчины, масла, краски и других загрязнений.
Сварочная проволока поставляется в мотках массой не более 80 кг. На каждый моток проволоки крепят бирку, где указываются завод-изготовитель, марка проволоки, номер партии.
Сварочную проволоку выпускают по ГОСТ 2246-70, который включает 6 марок из низкоуглеродистой стали (Св-08, Св-08А, Св-08 А А, Св-08ГА, Св-ЮГА. Св-10Г2), 30 марок из легированной стали (Св-08ГС, Св-08Г2С, Св-18ХГС и др.), 41 марку из высоколегированных неомедненной и омедненной проволок (Св-06X18Н9Т, Св-10Х17Т, Св-12X11НМФ и др.).
Для сварки изготовляют стальную холоднотянутую проволоку диаметром 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм.
Марка сварочной проволоки включает буквы Св (сварочная) и буквенно-цифровое обозначение ее состава. Легирующие элементы, содержащиеся в проволоке, обозначаются: Б - ниобий, В - вольфрам, Г - марганец, Д - медь, Н - никель, С - кремний, Ф - ванадий, X - хром, Ц - цирконий, Ю - алюминий.
Цифры после букв Св указывают содержание в проволоке углерода (в сотых долях процента), а цифры после легирующего элемента - содержание данного элемента (в процентах). Отсутствие'цифр после буквы означает, что данного легирующего элемента в проволоке меньше 1%.
Буква А в марках низкоуглеродистой и легированной проволоки указывает на низкое содержание в металле вредных примесей - серы и фосфора. Две буквы А означают более низкое со
Технология газовой сварки 53
держание серы и фосфора по сравнению с проволокой, в обозначении которой одна буква А.
Например, проволока сварочная диаметром 4 мм марки Св-08А с омедненной поверхностью обозначается: 4Св-08А-О ГОСТ 2246-70; проволока сварочная диаметром 3 мм марки Св-08Г2С с не-омедненной поверхностью - ЗСв-О8Г2С ГОСТ 2246-70.
Присадочный металл, используемый при газовой сварке, должен отвечать следующим требованиям:
П температура его плавления не выше температуры плавления основного металла;
□ поверхность проволоки и стержней ровная и чистая - без окалины, ржавчины, масла, краски и других загрязнений;
□ плавиться спокойно, без разбрызгивания, способствуя получению наплавленного металла, по свойствам близкого к основному;
□ содержать минимальное количество вредных примесей.
Диаметр присадочной проволоки и прутков выбирают в зависимости от толщины и вида свариваемого металла.
3.7. ПОДГОТОВКА И СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
Подготовка и сборка деталей под сварку включает следующие операции: очистку свариваемых кромок, разделку кромок под сварку и наложение прихваток для соединения свариваемых листов или деталей.
Кромки и прилегающие к ним зоны (шириной 20-30 мм с каждой стороны) очищают от окалины, ржавчины, краски, масла и других загрязнений до металлического блеска. Для этого используют металлические щетки или пламя сварочной горелки. При сварке ответственных изделий небольших размеров применяют травление или пескоструйную обработку поверхности.
Вид (подготовка) кромок производится в зависимости от толщины свариваемых изделий (табл. 3.3). Разделка выполняется на гильотинах, фрезерных или строгальных станках. Иногда применяют пневматические зубила, а на небольших деталях отпиливают кромки соединяемых элементов вручную напильником. Угол разделки проверяется контрольным шаблоном.
54 Глава 3
Табл. 3.3. Подготовка кромок стыковых швов при газовой сварке
Толщина металла, мм Шов Поперечное сечение шва h. мм с, мм
0,5-2 С отбортовкой кромок 2 0-1
При использовании заменителей ацетилена для металла толщиной 3-6 мм скос кромок делают с углом раскрытия 70-90° и зазором 1,5-3,0 мм по всей толщине без притупления, так как опасность прожога кромки значительно меньше, чем при ацети-лено-кислородной сварке.
Технология газовой сварки 55
Перед сваркой детали соединяют друг с другом короткими швами-прихватками. Прихватки необходимы для того, чтобы положение свариваемых деталей и зазор между ними не изменялись в процессе сварки.
Длина прихваток, расстояние между ними и очередность наложения зависят от толщины свариваемого металла и длины шва. При сварке тонкого металла и коротких швах длина прихваток не должна превышать 5 мм, а расстояние между ними -50-100 мм. При сварке толстолистовой стали и швах значительной протяженности длина прихваток 20-30 мм и расстояние между ними 300-500 мм.
Выполнять прихватки при сборке элементов изделий необходимо с особой тщательностью, так как непровар в них может привести к браку всего сварного соединения.
Стыковые швы можно выполнять без прихваток. В этом случае для сохранения постоянного зазора л Исты укладывают так, чтобы они образовали между собой небольшой угол. В процессе сварки листы стягиваются за счет поперечной усадки шва и зазор остается постоянным.
При сварке медных изделий сборка деталей на прихватках нежелательна, так как в местах прихваток при повторном нагреве могут появляться трещины. Детали следует закреплять в кондукторах или других сборочных приспособлениях.
От правильной и тщательной подготовки и сборки деталей под сварку во многом зависят качество, внешний вид сварочного соединения, его прочность и надежность.
3.8. СВАРОЧНОЕ ПЛАМЯ
Строение пламени. Сварочное пчамя — основной источник теплоты при сварке и других процессах газопламенной обработки. Оно образуется в результате сгорания горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металлы в месте сварки. При газовой сварке наиболее широко прменяется кислородно-ацетиленовое тамя высокой температуры (3200 °C), обеспечивающее концентрированный нагрев. Однако учитывая дефицитность ацетилена, в настоящее время широкое распространение (особенно при резке металлов) получили газы-заменители - про-пан-бутан, метан, природный и городской газы.
56 Глава 3
a б 6
Рис. 3.2. Виды сварочного пламени.
и - окислительное; б - нормальное; « -науглероживающее; I - ядро; 2 - восстановительная зона: 3 - факел
Рис. 3.3. Образование пламени и распределение температур по его длине’ / - ядро (ацетилен + кислород из горелки), 2 - восстановительная зона (оксид углерода + водород); 3 — факел (углекислый газ + пары волы + азот); 4 — кислород к азот из воздуха
Состав горючей смеси, т. е. соотношение кислорода и горючего газа, определяет температуру и влияние сварочного пламени на расплавленный металл. Изменяя состав горючей смеси, сварщик тем самым изменяет основные параметры сварочного пламени.
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три четко различимые зоны: ядро, восстановительную зону и факел (рис. 3.2). Водородное пламя ярко различимых зон не имеет, что затрудняет его регулировку по внешнему виду. При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается так, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен нагреваться до температуры воспламенения, ацетилен воспламеняется при 450-500 °C, а газы-заменители при 550-650 °C. Поэтому ядро пламени при сгорании газов-заменителей длиннее, чем при сгорании
ацетилена.
Технология газовой сварки 57
Процесс сгорания ацетилена в кислороде можно условно разделить на две стадии. Сначала под влиянием нагрева осуществляется распад ацетилена на элементы:
С4Ь = 2С+Н>. Л* «VI
Затем происходит первая стадия сгорания ацетилена за счет кислорода смеси:
2С + Н2+ О2 = 2СО + Н2.
Вторая стадия горения происходит за счет кислорода воздуха: 2СО + Н2 + 1,5О2 = 2СО2 + Н2О.
Процесс горения горючего газа в кислороде экзотермичен, т. е. идет с выделением теплоты
Схема нормального ацетиленокислородного пламени и график распределения температур по его длине, а также состав пламени по зонам представлены на рис. 3.3.
Первая зона - ядро - имеет резко очерченную форму (близкую к цилиндру), плавно закругляющуюся в конце, а ярко светящаяся оболочка состоит из раскаленных частиц углерода, образующихся при распаде ацетилена, которые сгорают в наружном ее слое. Частицы углерода светятся, поэтому оболочка ядра является самой яркой частью сварочного пламени, несмотря на то что ее температура относительно невысока (не превышает 1500 °C).
Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения. Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси - его длину. Площадь поперечного сечения канала мундштука горелки пропорциональна толщине свариваемого металла. Сварочное пламя не должно быть слишком «мягким» или «жестким». «Мягкое» пламя может вызывать обратные удары и хлопки, «жесткое» - способно выдувать расплавленный металл из сварочной ванны. При увеличении давления кислорода скорость истечения горючей смеси возрастает и ядро сварочного пламени удлиняется, при уменьшения скорости истечения ядро укорачивается. С увеличением номера мундштука ядро увеличивается. Температура ядра достигает ]000 °C.
Вторая зона - восстановительная (средняя) - располагается за ядром и отличается от него более темным цветом. Длина ее зависит от номера мундштука и достигает 20 мм. Эта зона состоит из
58 Гпава 3
Рис. 3.4. Размеры ядра пламени для мундштуков разных номеров
продуктов неполного сгорания ацетилена - оксида углерода и водорода. Она называется восстановительной, так как оксид углерода и водород раскисляют расплавленный металл. Если в процессе сварки расплавленный металл сварочной ванны находится в средней зоне, сварочный шов получается без пор, газовых и шлаковых включений. Этой зоной пламени выполняют сварку, поэтому ее называют также рабочей. Она имеет наиболее высокую температуру (3140 °C) в точке, отстоящей на 3-6 мм от конца ядра.
Третья зона - факел (зона полного сгорания) - находится за восстановительной зоной. Она состоит из углекислого газа, паров воды и газа, которые образуются в пламени при сгорании оксида углерода и водорода восстановительной зоны за счет кислорода воздуха. В факеле протекает вторая стадия горения ацетилена. Как углекислый газ, так и водяные пары при высоких температурах окисляют железо, поэтому факел пламени называют также окислительной зоной. Температура в ней значительно ниже, чем в восстановительной, и колеблется от 1200 до 2520 °C.
Температура пламени различна в различных его точках и зависит от состава газовой смеси и степени чистоты газов. Наивысшая температура бывает по оси пламени, причем она невысокая в ядре, достигает максимума в сварочной зоне (на расстоянии 2-3 мм от конца ядра) и снова уменьшается в наружной зоне.
На рис. 3.4 приведены длина и диаметр ядра пламени для различных номеров мундштуков, соответствующие им диаметры канала сопла (мм) и расход ацетилена (л/ч).
Технология газовой сварки 59
Виды сварочного пламени. В зависимости от соотношения между кислородом и ацетиленом существует три основных вида сварочного пламени: окислительное, нормальное и науглероживающее.
Окислительное пламя (см. рис. 3.2, а) образуется при избытке кислорода, когда в горелку на один объем ацетилена подают более 1,3 объема кислорода. Пламя с некоторым избытком кислорода будет частично выжигать углерод. При этом ядро становится более бледным и приобретает конусообразную форму, длина его значительно сокращается. Длина восстановительной зоны и факела также уменьшается. Пламя приобретает синеватофиолетовую окраску, горит с шумом, уровень которого зависит от давления кислорода.
Сваривать стали таким пламенем нельзя из-за наличия в нем избытка кислорода, который вызывает окисление металла шва. В результате шов образуется пористым и хрупким. Для получения качественного металла шва с хорошими механическими свойствами при сварке низкоуглеродистой стали необходимо применять проволоку марок Св-08ГС и Св-12ГС, содержащую раскислители - марганец и кремний.
Окислительное пламя применяют при сварке цветных металлов и их сплавов, имеющих повышенную по сравнению со сталью теплопроводность, а также при пайке твердыми припоями.
Нормальное пламя (см. рис. 3.2, б) получается, когда в горелку на один объем кислорода подают от 1,1 до 1,2 объема ацетилена. Это пламя характеризуется отсутствием свободного кислорода и углерода в его восстановительной зоне. В нормальном пламени ярко выражены все три зоны, и используется оно, как правило, при газовой сварке низкоуглеродистых сталей.
В случае газов-заменителей ацетилена, чтобы получить нормальное пламя, отношение горючих газов к кислороду должно быть: для природного газа 1,5-1,6 и для пропан-бутана 3,4-3,8.
Науглероживающее пламя (см. рис. 3.2, в) получается при избытке ацетилена, когда в горелку на один его объем подается 0,95 и менее объема кислорода. С уменьшением содержания кислорода или увеличением ацетилена в газовой смеси реакции окисления замедляются, поэтому ядро пламени удлиняется; увеличивается количество свободного углерода, частицы которого появляются и в сварочной зоне. Ядро такого пламени теряет рез
60 Глава 3
кость очертания, на конце его появляется зеленый венчик, что свидетельствует об избытке ацетилена. Восстановительная зона значительно светлее и почти сливается с ядром, а факел приобретает желтоватую окраску.
При большом избытке ацетилена частички углерода появляются и в наружной зоне, пламя начинает коптить, удлиняется и приобретает красноватую окраску из-за недостатка кислорода, необходимого для полного сгорания ацетилена. Избыточный углерод легко поглощается расплавленным металлом и ухудшает качество металла шва. Температура науглероживающего пламени ниже, чем нормального и окислительного. При уменьшении подачи ацетилена в горелку до полного исчезновения зеленого венчика на конце ядра науглероживающее пламя превращается в нормальное. Слегка науглероживающее пламя используют для сварки чугуна и при наплавке твердыми сплавами.
Характер сварочного пламени сварщик определяет по внешним признакам: форме и окраске пламени. При регулировании пламени необходимо обращать внимание на правильность подбора расхода горючего газа и кислорода.
В процессе сварки происходит нагрев мундштука, что вызывает необходимость в дополнительной регулировке состава пламени для предупреждения возникновения обратного удара. Такая регулировка возможна, если горелка обладает «запасом ацетилена» (инжекции) при холодном мундштуке. Это позволяет установить нормальное пламя, когда не полностью открыт вентиль горючего. В этом случае при нагреве мундштука можно, постепенно открывая вентиль, обеспечивать в течение некоторого времени нормальный состав пламени.
Вид пламени определяется не только по его внешним признакам, но и по количеству брызг, возникающих при сварке, а также по активности процессов в сварочной ванне. Сварщик должен следить за составом пламени и регулировать с помощью вентилей требуемый расход кислорода и горючего газа, так как для сварки различных металлов требуется определенный состав пламени.
Выходящая из мундштука горючая смесь оказьгвает механическое воздействие на расплавленный металл сварочной ванны и формирует валик шва. Жидкий металл отжимается к краям ванны. Внешний вид шва зависит от угла наклона мундштука горелки к поверхности свариваемого металла (рис. 3.5, а. б).
Технология газовой сварки 61
, Жидкий металл
++ Направление манена ^-Направление потоков металла
Рис. 3.5. Схема механического воздействия пламени на жидкий металл сварочной ванны при различных положениях мундштука:
а - вертикальном; б — наклонном; в - перемещение жидкого металла в ванне
Под давлением газов жидкий металл перемещается к задней стенке сварочной ванны, образуя чешуйки шва (рис. 3.5, в). При большом давлении кислорода горючая смесь выходит из мундштука с большой скоростью, пламя становится «жестким» и выдувает расплавленный металл из сварочной ванны, затрудняя тем самым сварку.
3.9. СПОСОБЫ ГАЗОВОЙ СВАРКИ
Различают два способа ручной газовой сварки: левый и правый. При левом способе (рис. 3.6, а) сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку двигают впереди пламени. Для лучшего прогрева металла и расплавления сварочной ванны горелку и пруток перемещают зигзагообразно поперек шва. Сварщик хорошо видит свариваемый шов, поэтому внешний вид его лучше, чем при правом способе. Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов.
При правом способе (рис. 3.5, б) сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемешают вслед за горелкой. Мундштуком горелки осуществляют незначительные поперечные колебания. Так как пламя направлено на шов, то обеспечиваются лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при этом способе выше, чем при левом. Теп-
62 Глава 3
Рис. 3.6. Способы сварки
лота пламени используется рациональнее, поэтому при правом способе угол разделки шва делается не 90°, а 60-70°, что снижает количество наплавляемого металла и уменьшает коробление свариваемого изделия.
Правый способ сварки экономичнее, производительность на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более 5 мм и при сварке металлов, обладающих большой теплопроводностью. В случае сварки металла толщиной менее 3 мм более производителен левый способ.
Мощность сварочной горелки для сварки стали правым способом выбирается из расчета расхода ацетилена 120-150 л/ч, а левым - 100-130 л/ч на 1мм толщины свариваемого металла.
На практике часто применяется сварка пламенем повышенной мощности. В этом случае мощность горелки берется в два раза больше, чем при обычном способе сварки, а пламя устанавливается с избытком ацетилена на 7-10%. Сварка стали производится следующим образом. Кромки металла нагреваются только до начала оплавления науглероживающим пламенем. Вследствие этого верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200 °C кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления. Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Технология газовой сварки 63
Диаметр проволоки должен быть больше, чем при обычной сварке. Скос кромок 60-70 °C. Сварка производится правым способом.
Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
ЗЛО. РЕЖИМЫ СВАРКИ
Параметры режима. К параметрам режима сварки относятся: мощность пламени, диаметр присадочного прутка (проволоки). расход присадочного металла, состав пламени.
Выбор режима сварки зависит от теплофизических свойств свариваемого металла, габаритных размеров и формы изделия. Большое значение имеют способ сварки и положение сварного шва в пространстве.
Мощность пламени М. (л/ч) пропорциональна толщине свариваемого металла S (м): М - км S.
Коэффициент пропорциональности kv представляет собой удельный расход ацетилена (л/ч), необходимого для сварки данного металла толщиной 1 мм.
Удельный расход ацетилена и кислорода, соотношения газов в смеси при газовой сварке различных металлов даны в табл. 3.4. Используя данные таблицы, можно определить мощность пламени, необходимую для сварки металла данной толщины, и легко подобрать номер наконечника горелки.
Диаметр сварочной проволоки присадочного металла d (мм) для сварки низко- или среднеуглеродистой стали толщиной 5 (мм) определяется по следующим формулам:
для левого способа сварки d = S/2 +1, для правого способа сварки d ~ S/2.
Масса присадочного металла Р (кг), расходуемая на сварку 1 пог. м шва, пропорциональна квадрату толщины свариваемого металла: Р = knS2.
В первом приближении можно принять, что при сварке металла толщиной до 5 мм кп равен: для низкоуглеродистой стали -12, для меди - 18, для латуни - 16 и для алюминия - 6,5. При сварке металла толщиной более 5 мм значения коэффициента кп уменьшаются на 20-25%.
Табя.3.4. Удельный расход ацетилена и кислорода, соотношение газов в смеси при газовой сварке некоторых металлов и сплавов
Технология газовой сварки 65
Для сварки низкоуглеродистой стали используют окислительное пламя состава О2 / С2Н2= 1,4 мощностью 200 л/ч на 1 мм толщины стали. Применяют сварочную проволоку Св-12ГС, Св-08Г или Св-08Г2С диаметром 6-8 мм. Сварку ведут правым способом. В этом случае увеличивается производительность сварки (на 10-15%), но требуется высокая квалификация сварщика, так как возможен перегрев металла шва.
Сварка газами-заменителями ацетилена. В качестве газа-заменителя ацетилена применяют пропан-бутан. При сварке низкоуглеродистой стали используют присадочную проволоку Св-12Г или Св-08ГС. Диаметр ее должен быть на 1 мм больше половины толщины свариваемого металла. Присадочный пруток наклоняют к поверхности свариваемого металла на 35-40°.
Коэффициент замены ацетилена пропан-бутаном при сварке стали равен 0,6. Соотношение пропан-бутана к кислороду в пламени 3,4-3,8.
Сварку с применением сжиженных газов можно вести во всех пространственных положениях специальными или ацетиленокислородными горелками. Для получения пламени нормальной мощности наконечник горелки выбирают на два номера больше, чем при ацетиленокислородной сварке.
Сварку городским газом выполняют окислительным пламенем горелкой ГЗУ с применением присадочной проволоки Св-12ГС. Мощность сварочного пламени для сварки стали выбирается из расчета 180 л /ч на 1 мм толщины свариваемого металла. Прочность свариваемого соединения ниже, чем при сварке ацетиленом.
Термическая обработка. При сварке термообработка производится до, во время и после процесса получения сварного соединения. Для каждой марки металла существуют свои режимы нагрева и охлаждения, улучшающие структуру и свойства шва и околошовной зоны. Обычно эти режимы указываются в технических условиях на термообработку или изготовление изделия. В случае, когда такие условия отсутствуют, можно пользоваться общими рекомендациями по термической обработке сварных соединений из различных металлов (см. гл. 5).
13ак 1907
66 Гпава 3
3.11. ТЕХНИКА НАЛОЖЕНИЯ СВАРНЫХ ШВОВ
Перемещение горелки и прутка. При сварке сварщик перемещает горелку вдоль оси шва, по спирали, полумесяцем (при сварке металла средней толщины) либо прямолинейно (при сварке тонких листов) (рис. 3.7). Колебательные движения горелки обеспечивают прогрев кромок основного металла, разогрев присадочного металла, а также получение требуемой ширины шва. Углом наклона горелки к плоскости свариваемых листов регулируется скорость их нагрева. С увеличением толщины и теплопроводности свариваемого металла увеличивается угол наклона горелки (см. рис. 3.1). В начале сварки для лучшего прогрева угол наклона устанавливают около 90е к поверхности изделия, а в процессе сварки он должен быть уменьшен соответственно толщине свариваемого изделия.
Сварочную проволоку располагают под углом около 45° в сторону, противоположную наклону мундштука горелки.
Для лучшего перемешивания металла в ванне и равномерного его распределения по сечению проволоке сообщают колебательные движения, противоположные направлению движения горелки. Во избежание окисления шва конец проволоки нельзя вынимать из сварочной ванны и особенно из зоны сварочного пламени.
При сварке угловых швов пламя и конец присадочной проволоки перемещают так же, но с большей задержкой по краям шва.
Выполнение сварочных швов. При многослойной сварке шов заполняется в несколько слоев. Многослойная сварка имеет ряд преимуществ перед однослойной - меньшая зона нагрева металла, возможность проковки швов перед наложением последующих, огжиг нижележащих слоев при наплавке последующих.
Многослойную сварку выполняют короткими участками, стыки валиков в различных слоях не должны совпадать. При наложении каждого последующего слоя поверхность предыдущего тщательно очищают металлической щеткой до блеска
К недостаткам многослойной сварки относятся малая производительность- и большой расход газов, поэтому ее применяют при изготовлении ответственных конструкций и соединении металла большой толщины.
Технология газовой сварки 67
Рис. 3.7. Движение горелки и прутка при сварке:
а - зигзагообразное (при левом способе); б - спиральное - прутка, прямолинейное - горелки (при нравом способе); « - зигзагообразное, с разделкой кромок при толщине металла более 8 мм (при правом способе)
Рис. 3.8. Порядок наложения швов:
а — сварка от кромки, б — сварка от середины шва
При сварке длинных швов используют ступенчатую и об-ратноступенчатую сварку. В этом случае весь шов разбивается на участки, которые сваривают в определенном порядке. Схема наложения швов показана на рис. 3.8. При наложении каждого последующего участка предыдущий участок перекрывают на 10-20 мм в зависимости от толщины свариваемого металла.
3.12. СВАРКА В РАЗЛИЧНЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ
В зависимости от положения в пространстве сварные швы подразделяют на нижние, горизонтальные, вертикальные и потолочные. Особенности техники газовой сварки при выполнении различных сварных швов приведены в табл. 3.5.
Сварка в нижнем положении. Нижние швы выполнять наиболее легко, так как расплавленный присадочный металл не вытекает из сварочной ванны. Кроме того, за сваркой такого шва удобно наблюдать. Нижние швы выполняют как левым, так и правым способом в зависимости от толщины свариваемого металла.
68 Глава 3
Табл. 3.5. Особенности техники сварки при выполнении сварных швов
Классификационный признак Вид сварного шва Особенности сварки
1 2 3
Расположение в пространстве Нижний Производится как правым, так и левым способом в зависимости от толщины свариваемого металла
Вертикальный Применяется преимущественно для тонколистового металла толщиной не более 4-5 мм. Сварка производится снизу вверх -левым способом с приданием горелке такого наклона и перемещения, чтобы не дать стечь расплавленному металлу и дутьем пламени поддерживать в зазоре ванночку металла. Сварка сверху вниз правым способом требует большой сноровки сварщика
Поточечный Представляет наибольшие трудности. Сварку ведут правым способом. Необходимо удерживать расплавленный металл от стекания вниз под давлением газов пламени. Предпочтительнее производить сварку правым способом в несколько слоев с минимальной толщиной каждого слоя. Присадочный пруток следует держать полого во избежание стекания по нему жидкого металла
Взаимное расположение соединяемых деталей Стыковой Металл толщиной от 1 до 5 мм сваривают без скоса кромок с зазором между кромками 0,5-2 мм
Металл толщиной 5-10 мм сваривают со скосом кромок одной стороны под углом 45° и зазором между кромками 1,5-3 мм
Металл толщиной свыше 10 мм сваривают с двухсторонним скосом кромок (под углом 35-45°) и зазором между ними 2-4 мм
Угловой Зазор между кромками свариваемых деталей устанавливается 1-2 мм. При толщине свариваемого металла более 5-6 мм производится одно- или двухсторонний скос кромок под углом 50-60°
Технология газовой сварки 69
Окончание табл. 3.5
1 2 3
Нахлесточный Применяется только в случаях крайней необходимое™ (за исключением свинца) Возникают значительные деформации соединяемых листов. При этом виде сварного шва рациональнее использовать дуговую сварку
Форма шва Нормальный Стыковой шов. у которого толщина наплавленного валика равна толщине свариваемого металла
Усиленный Стыковой шов, у которого толщина наплавленного валика на 20% больше толщины свариваемого металла
Ослабленный Стыковой шов, у которого высота наплавленного валика меньше толщины свариваемого металла (применяется редко, для неответственных сварных соединений)
Сварка в вертикальном положении. Вертикальные швы при малой толщине металла сваривают сверху вниз правым способом (рис. 3.9, а) и снизу вверх левым способом (рис. 3.9, б, в).
Вертикальные швы выполняются преимущественно для тонколистового металла толщиной не более 4-5 мм. Сварка производится снизу вверх - левым способом. Горелку перемещают таким способом, чтобы не дать стечь расплавленному металлу, и пламенем поддерживают в зазоре ванночку металла. Сварка сверху вниз правым способом требует большой сноровки.
При сварке металла толщиной от 2 до 20 мм вертикальные швы целесообразно выполнять способом двойного валика (рис. 3.9, г). В этом случае скоса кромок не делают и свариваемые детали устанавливают с зазором, равным половине толщины свариваемого металла. Процесс ведется снизу вверх.
При толщине металла более 6 мм сварку выполняют два сварщика. В нижней части стыка проплавляется сквозное отверстие. Пламя, постепенно поднимаясь снизу вверх, оплавляет верхнюю часть отверстия. Шов формируется на всю толщину, а усиление получается с обеих сторон стыка. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия. Процесс продолжают до полного получения шва.
70 Глава 3
Рис. 3.9. Выполнение вертикальных швов:
a - сверху вниз; б, в - снизу вверх;? — схемы сварки двойным валиком
Рис. 3.10. Выполнение горизонтальных швов (о) и потолочных швов левым (б) и правым (в) способами
Горизонтальные швы на вертикальной плоскости, при сварке которых металл может стекать на нижнюю кромку, выполняют правым способом, держа конец проволоки сверху, а мундштук горелки снизу ванны (рис. 3.10, а). Сварочная ванна располагается под некоторым углом к оси шва, что облегчает формирование шва и предотвращает стекание жидкого металла.
Сварка в потолочном положении. Наибольшие трудности возникают при сварке потолочных швов. Кромки нагревают до начала оплавления и в сварочную ванну вводят присадочную проволоку, конец которой быстро оплавляется (рис. 3.10, б, в).
Технология газовой сварки 71
Металл сварочной ванны удерживается от стекания вниз давлением газов пламени. Сварку лучше вести правым способом и выполнять в несколько слоев с минимальной толщиной каждого слоя. Присадочный пруток следует держать полого во избежание стекания по нему жидкого металла.
Сварка стыковых швов. Металл толщиной от ! до 5 мм сваривают без скоса кромок с зазором между кромками 0,5-2 мм.
Металл толщиной 5-10 мм сваривают со скосом кромок одной стороны под углом 45° и зазором между кромками 1,5-3 мм.
Металл толщиной свыше 10 мм сваривают с двухсторонним скосом кромок (под углом 35- 45°) и зазором между ними 2-4 мм.
Сварка угловых швов. Зазор между кромками свариваемых деталей устанавливается 1-2 мм. При толщине свариваемого металла более 5-6 мм производится одно- или двухсторонний скос кромок под углом 50-60°.
Сварка нахлесточных швов. Применяется только в случаях крайней необходимости (за исключением свинца) из-за коробления соединяемых листов. Для получения таких швов рациональнее использовать дуговую сварку.
7. Перечислите основные области применения газовой сварки.
2. Какие металлы и сплавы могут соединяться газовой сваркой?
5. Назовите основные свойства кислорода, ацетилена и каково их назначение при газовой сварке и резке?
4. Какие горючие газы применяют в качестве газов-заменителей ацетилена?
5. Для какой цели служат флюсы при газовой сварке?
6. Перечислите требования к сварочным флюсам.
7. Какие.вещества входят в состав сварочных флюсов?
8. Какие марки сварочной проволоки используют при сварке сталей?
9. Как производят подготовку кромок металла под сварку?
10. Какую температуру имеет ацетиленовое пламя?
11. Какие зоны имеет газовое пламя?
12. Какие виды сварочного пламени применяют при газовой сварке и резке металлов?
13. По каким признакам выбирается вид сварочного пламени?
14. Какое строение имеет нормальное, окислительное и науглероживающее пламя?
15. Чем различаются левый и правый способы сварки и когда они применяются ?
Глава ( 4
ОБОРУДОВАНИЕ И АППАРАТУРА ДЛЯ ГАЗОВОЙ СВАРКИ
4.1. АЦЕТИЛЕНОВЫЕ ГЕНЕРАТОРЫ
Классификация генераторов. Ацетиленовым генератором называется аппарат, служащий для получения ацетилена путем разложения карбида кальция водой. Ацетиленовые генераторы, применяемые для сварки и резки металлов, классифицируют:
□ по производительности - 1,25; 3; 5; 10; 20; 40; 80; 160; 320; 640 м3/ч;
□ по способу применения- передвижные производительностью 1,25-3 м3/ч, стационарные производительностью 5-640 м3/ч;
□ по давлению вырабатываемого ацетилена - низкого давления (до 0,02 МПа), среднего давления (0,02-0,15 МПа);
□ по способу взаимодействия карбида кальция с водой - генераторы системы КВ («карбид в воду»), в которых разложение карбида кальция осуществляется при подаче определенного количества карбида кальция в воду, находящуюся в реакционном пространстве;
□ генераторы системы ВК («вода на карбид»), в которых разложение карбида кальция происходит при подаче определенного количества воды в реакционное пространство, где находится карбид кальция;
□ генераторы системы ВВ («вытеснение воды»), в которых разложение карбида кальция осуществляется при соприкосновении его с водой в зависимости от изменения уровня воды, находящейся в зоне реакции и вытесняемой образующимся газом.
Оборудование и аппаратура для газовой сварки 73
Все ацетиленовые генераторы состоят из следующих основных частей: газообразователя, газосборника, предохранительного затвора, автоматического регулятора вырабатываемого ацетилена.
На корпусе генератора имеется табличка со следующими данными: марка; заводской номер и год выпуска генератора; производительность (м3/ч); рабочее давление (МПа); единовременная загрузка карбида (кг); интервал температур, в которых может работать генератор.
Ацетиленовые генераторы системы КВ обладают высоким коэффициентом использования карбида кальция, обеспечивают наилучшие условия его разложения, хорошее охлаждение и промывку газа. Недостатками являются значительный расход воды, что обусловливает увеличенные габариты генераторов, и большое количество отходов. Эга система применяется в стационарных генераторах большой производительности.
Ацетиленовые генераторы системы В К проще по конструкции, требуют небольшого количества воды, способны работать на карбиде различной грануляции. Данную систему используют преимущественно в передвижных аппаратах производительностью до 3 м3 /ч. Недостатки таких генераторов — возможность перегрева ацетилена в зоне реакции и неполное разложение карбида кальция.
Ацетиленовые генераторы системы ВВ надежны и удобны в эксплуатации. Эта система применяется в передвижных аппаратах низкого и среднего давления производительностью не выше 10 м3/ч. Недостатком является возможность его перегрева при прекращении отбора газа.
Передвижные генераторы широко применяются для газовой сварки и резки в строительстве, промышленности, сельском хозяйстве, а также при выполнении ремонтных и монтажных работ.
Стационарные генераторы, как правило, входят в состав ацетиленовых установок, однако возможно их самостоятельное использование в качестве отдельного агрегата для централизованного снабжения нескольких рабочих (сварочных) постов ацетиленом.
74 Глава 4
Основные требования к генераторам. К конструкциям ацетиленовых генераторов и условиям их работы предъявляют определенные требования:
□ температура окружающей среды, при которой допускается работа ацетиленовых стационарных генераторов, составляет +5 - +35 °C, передвижных -25 - +40 °C;
□ производительность генератора должна соответствовать расходу ацетилена;
П разложение карбида кальция в генераторе регулируется автоматически в зависимости от расхода газа;
□ не допускается применение деталей и арматуры ib сплавов, содержащих более 70% меди, а также устройств, способных вызвать при работе образование искр;
□ коэффициент использования карбида кальция обычно не меньше 0,85;
О генератор рассчитан на работу с определенной грануляцией карбида кальция;
□ генератор должен быть герметичным и иметь газосборник достаточной емкости, чтобы при прекращении отбора газа не происходил выброс ацетилена в помещение;
□ в генераторах предусматривают продувку всех объемов для удаления остатков воздуха до заполнения их ацетиленом;
□ консгрукция генератора должна обеспечивать хорошее охлаждение в зоне реакции, чтобы температура воды и гашеной извести в зоне реакции не превышала 80 °C, а ацетилена 115 °C;
О габариты и масса передвижных генераторов должны быть минимальными.
Наибольшее распространение получили передвижные ацетиленовые генераторы низкого и среднего давления.
Ацетиленовый генератор АНВ-1,25. Этот переносной генератор низкого давления работает по системам ВВ и В К (рис. 4.1). Он является одноретортным, однопостовым генератором прерывистого действия, может быть использован на монтажных и ремонтных работах в зимних условиях при температуре до минус 25 °C.
Оборудование и аппаратура для газовой сварки 75
Рис. 4.1. Ацетиленовый генератор АНВ-1,25
76 Глава 4
Генератор состоит из корпуса 1 с вваренной в него ретортой 2, в которой помещается загрузочная корзина 3. Корпус делится на две части (нижнюю - газосборник и верхнюю, открытую сверху,- водосборник) горизонтальной перегородкой 25. Эти части сообщаются между собой соединительной циркуляционной трубой 8, доходящей почти до дна газосборника. Между га-зосборником и водяным затвором помещается карбидный осушитель 22, соединенный с ними резиновыми шлангами 23 и 21.
Генератор заполняется водой через открытую верхнюю часть корпуса до уровня воды 24. Вода в реторту поступает по газоотводящей трубке 28 через отверстие 26 при открывании вентиля 27. Реторта закрывается крышкой 5, рычагом 6 и специальным болтом 7.
Ацетилен, выделяющийся в результате взаимодействия карбида кальция с водой, поступает по газоотводящей трубке 28 в газосборник и вытесняет находящуюся в нем воду через циркуляционную трубу 8 в верхнюю часть генератора. Вода в реторту подается до тех пор, пока не будет вытеснена из газосборника ниже уровня вентиля 27. При этом по мере выделения ацетилена и возрастания давления ацетилена в газосборнике и реторте вода вытесняется из реторты 2 в камеру 13 через трубу 12. Благодаря этому дальнейшее газообразование замедляется. При отборе газа из газосборника давление в нем и реторте падает, вода, вытесненная в камеру, возвращается в реторту и газообразование возобновляется.
При падении давления в генераторе до 2,3-2,7 кПа вода в газосборнике поднимается выше вентиля 27 и начинает также заполнять реторту. Поступление воды в реторту прекращается после того, как давление газа превысит 2,7-2,8 кПа, т. е. когда уровень воды в газосборнике снова станет ниже вентиля 27.
Газ при отборе поступает из газосборника в карбидный осушитель 22, загруженный карбидом, после чего проходит водяной затвор 14, а из него через ниппель 15 в горелку или резак. Карбидный осушитель 22 представляет собой цилиндрический сосуд, имеющий входной и выходной ниппели. Внутри корпуса помещена решетка, на которую загружают карбид кальция. Водяной затвор 14 защищает генератор от проникновения в него взрывной волны при обратном ударе пламени. При низких температурах затвор устанавливают в соединительной трубе 8, чтобы предохранить его от замерзания; в теплое время года его ус
Оборудование и аппаратура для газовой сварки 77
танавливают снаружи генератора. Ацетилен поступает в водяной затвор по резиновому шлангу 20. Уплотнение в месте соединения нижнего донышка с корпусом затвора создается резиновой прокладкой (кольцом) 10. Нижний конец трубки имеет шесть отверстий, через которые ацетилен поступает в корпус затвора. Над отверстиями трубки расположена шайба 9, служащая рассекателем.
Ацетилен, пройдя через воду, залитую до уровня контрольного крана 11, вытесняет часть воды через зазор между предохранительной и газоподводящей трубками. Газ выходит из затвора через ниппель 15. При обратном ударе взрывчатая смесь газов вытесняет воду в предохранительную и газоподводящую трубки до тех пор, пока не покажется нижнее отверстие предохранительной трубки. Через предохранительную трубу взрывчатая смесь газов выходит в атмосферу, унося с собой воду. При прохождении через отверстие в трубе часть воды задерживается в обечайке 17 и стекает обратно в затвор. Газоотводящая труба закрывается пробкой 16.
Перед пуском генератор необходимо осмотреть, в реторте 2 и шлангах 21 и 23 не должно быть ила. Затем следует зарядить карбидный осушитель 22 карбидом кальция (1 кг); закрыть крышку, положив под нее резиновую прокладку; заполнить генератор водой до уровня 24. При этом вентиль 19 водяного затвора, который присоединяется гайкой 18 к предохранительной трубке, должен быть открыт, а вентиль 27 закрыт; заполнить водой затвор 4 через открытую верхнюю обечайку 17 до уровня контрольного крана 11, после чего закрыть вентиль 19.
При температуре ниже О °C затвор заливают антифризом (ан-тифризы-водные растворы спиртов, гликолей, глицерина и некоторых неорганических солей, не замерзающие при низких температурах). Если в качестве антифризов используют растворы хлористого калия и кальция, после окончания работы затвор необходимо промыть водой для предотвращения коррозии.
Открыв вентиль 27, надо убедиться в том, что вода поступает в реторту, после чего закрыть вентиль и контрольный кран 4. Вставив корзину 3 (в корзину можно загрузить до 4 кг карбида кальция) в реторту 2, плотно закрыть реторту крышкой 5 специальным болтом 7 и рычагом 6. Открыть вентиль 27, пустить воду в реторту с выделившимся ацетиленом, закрыть вентиль 27. Продуть реторту через контрольный кран 4 и затем закрыть его.
78 Глава 4
Чтобы перезарядить реторту, необходимо открыть крышку, вынуть корзину, очистить реторту от ила и просушить ее. Снова загрузить в корзину карбид кальция, вставить в реторту и закрыть ее, после чего открыть вентиль 27.
Ацетиленовый генератор АМВ-1,25. Этот переносной генератор работает по системе ВВ, его производительность 1,25 м3/ч, рабочее давление 1-7 кПа (рис. 4.2).
Генератор представляет собой вертикальный цилиндрический сосуд, корпус 5 которого состоит из трех частей: верхней (газо-образователь), средней (вытеснитель) и нижней (промыватель).
Вода, заливаемая в газообразователь, по трубке 14 подается в промыватель, который заполняется до уровня контрольной пробки 3. Карбид кальция загружают в корзину 7 с теплораспределительной перегородкой 19 и поддоном 6. Корзина соединена с крышкой 10. Уплотнение между крышкой и горловиной генератора обеспечивается мембраной 9 за счет усилия, создаваемого винтом 17 через траверсу 18.
Ацетилен, образующийся в газообразователе, по переливной трубке поступает в промыватель через слой воды, ацетилен охлаждается и промывается. Наконечник 13 предотвращает унос воды в промыватель. Из него ацетилен через вентиль 16 по шлангу 2 поступает в предохранительный затвор 15 и далее - к сварочной горелке.
При повышении давления в газообразователе пружина 11 сжимается, корзина перемещается вверх, вода вытесняется в пе-ретеснитель. В результате уровень влажного карбида кальция снижается, выработка ацетилена уменьшается и повышение давления газа прекращается.
Давление ацетилена внутри генератора контролируют манометром 8. Ил из газообразователя и иловую воду из промывателя сливают через штуцеры 4 и 1 соответственно. Предохранительный клапан 12 служит для сброса избыточного давления ацетилена.
Теплораспределительная перегородка обеспечивает выравнивание температуры в газообразователе и исключает возможность перегрева генератора при переработке карбидной мелочи (не более 5% массы единовременно загружаемого карбида кальция).
Оборудование и аппаратура для газовой сварки 79
Рис. 4.2. Ацетиленовый генератор АМВ-1,25
80 Глава 4
Предохранительный затвор защищает генератор от взрывной волны при обратном ударе пламени, а также от проникновения воздуха и кислорода со стороны сварочной горелки. При подготовке генератора к работе необходимо залить воду в предохранительный затвор /5 до уровня контрольного крана. В газообра-зователь и промыватель вода подается через горловину верхнего эллиптического днища до уровня контрольной пробки 3. Опустив загруженную карбидом кальция корзину 7, необходимо уплотнить крышку 10, после чего плавно открыть вентиль /би продуть ацетиленом шланги и сварочную горелку или резак в течение минуты. После полного разложения загруженного карбида кальция необходимо перезарядить генератор. Завершив работу, следует тщательно промыть корзину.
Ацетиленовый генератор АСП-1,25-6. Этот переносной генератор работает по системе ВВ, его производительность 1,25 м3/ч, рабочее давление 0,01-0,07 МПа (рис. 4.3). Корпус 5 состоит из трех частей: верхней (газообразователь), средней (вытеснитель) и нижней (промыватель). Воду в газообразователь заливают через горловину.
Вода по трубке 3 переливается в промыватель, который заполняется до уровня контрольной пробки 2. Карбид кальция загружают в корзину 8. Уплотнение между крышкой 12 и горловиной обеспечивается мембраной 11 и усилием, создаваемым винтом 13 через траверсу 14. Ацетилен, образующийся в газообра-зователе, по трубке 3 поступает в промыватель, охлаждается и промывается. Из промывателя ацетилен через вентиль предохранительного клапана 4 по шлангу 15 поступает в предохранительный затвор 7 и далее к горелке или резаку. По мере повышения давления в газообразователе пружина 10 сжимается, корзина перемещается вверх, а вода поступает в вытеснитель. В результате количество карбида, контактирующего с водой, уменьшается, выработка ацетилена ограничивается и его давление не повышается. Давление ацетилена контролируют манометром 9. Ил из газообразователя и иловую воду из промывателя сливают через штуцеры би 1. Предохранительный клапан служит для сброса избыточного давления ацетилена. Предохранительный затвор защищает генератор от проникновения в него взрывной волны при обратном ударе пламени, а также от воздуха и кислорода со стороны сварочной горелки.
Оборудование и аппаратура для газовой сварки 81
Рис. 4.3. Ацетиленовый генератор АСП-1,25-6
Подготовка генератора к работе: заливают воду в предохранительный затвор до уровня контрольного крана; затем наливают воду в корпус генератора до уровня контрольного крана; загружают корзину карбидом кальция (не более 3,5 кг, размер гранул 25x80 мм ) и вставляют в реторту, плотно закрыв крышкой.
При работе в зимнее время генератор утепляют ватным чехлом.
Ацетиленовый генератор АСВ-1,25-4. Это переносной генератор среднего давления, работающий по системе ВВ (рис. 4.4). Состоит из корпусов промывателя 1 и газообразователя 2. К верхней части газообразователя приварена сферическая крышка корпуса 7 с горловиной, через которую в него помещается корзина 6, укрепленная на крышке 12. Крышка уплотняется винтом 14 и рычагом 13.
82 Глава 4
Рис. 4.4. Ацетиленовый генератор АСВ-1,25-4
Оборудование и аппаратура для газовой сварки 83
Корпусы газообразователя и промывателя сообщаются с помощью трубки 22. Пространство между корпусом газообразователя и шахтой 4 образует газовую подушку. Верхний конец грубки 22 находится в газообразователе, нижний - в промывате-ле. Воду в газообразователь заливают через горловину. В про-мыватель вода подается через трубку 22 до уровня контрольного крана 29. Ил из газообразователя удаляют через штуцер 31, а воду из промывателя - через штуцер 30.
В шахте установлена решетка 3 с отверстиями для мелких кусков карбида кальция. Загрузочная корзина, изготовленная из стальных прутков, крепится к крышке, опускается в шахту и фиксируется винтом 14 и рычагом 13.
Образующийся ацетилен по трубке 22 поступает в промыва-тель, проходя через слой воды, где охлаждается и промывается. Из промывателя ацетилен, пройдя бобышку 27, предохранительный клапан 24, по шлангу 28 попадает в предохранительный затвор 32 и затем поступает в горелку или резак. Предохранительный клапан устанавливается в скобе 35, которая крепится на крючках 36. Уплотняется клапан прокладкой 25 и нажимным винтом 37.
На генераторе с помощью накидной гайки 9 закреплен манометр 77, который уплотнен прокладкой 10 и присоединен к бобышке 8. Для предохранения генератора от резкого повышения давления свыше допустимого служит мембрана 18, устанавливаемая в бобышке 20 между прокладками 79. Усилие для уплотнения создается накидной гайкой 75 через нажимное кольцо 77. От повреждения мембрана предохраняется сеткой 76.
Для защиты генератора от взрывной волны при обратном ударе пламени служит предохранительный затвор 32, который закрепляется на генераторе хомутиками 33.
Чтобы подготовить генератор к работе, необходимо снять крышку и вынуть корзину; установить решетку 3 в шахте генератора и надеть стакан 27 на трубу 22; прикрепить предохранительный клапан 24 к генератору и закрыть вентиль до упора; залить воду в затвор до уровня контрольной пробки 34 и в генератор до уровня контрольной пробки 29, предварительно их вывернув. Воду в затвор заливают через штуцер, а в генератор -через горловину. После слива избытка воды следует закрыть контрольные пробки 29 и 34\ соединить шлангом 28 предохра-
84 Глава 4
нительный клапан и затвор с помощью гайки 26 и уплотнительной прокладки 25; загрузить карбид кальция (не более 3 кг, размер гранул 25x80 мм) в сухую и очищенную от ила корзину; закрепить ее за крышку 12 и опустить в шахту, уплотнив крышку с помошью рычага и винта; плавно открыть вентиль клапана 24 и оттянуть шток 23, чтобы предотвратить прилипание мембраны. Затем продувают шланги и приступают к сварке или резке.
После полного разложения карбида кальция, находящегося в корзине, необходимо произвести перезарядку. После очередной перезарядки и после каждого обратного удара проверяют уровень жидкости в предохранительном затворе. При необходимости пополняют его водой до уровня контрольного крана, а зимой - морозоустойчивым раствором. В случае разрыва мембраны необходимо вынуть загрузочную корзину, заменить мембрану и снова произвести зарядку генератора.
Переносят генератор в вертикальном положении, используя ручки 5, при этом необходимо избегать толчков, встряхивания, а вентиль клапана должен быть закрыт.
Предохранительный клапан регулируют каждые шесть месяцев, о проведенной регулировке ответственное лицо вносит запись в паспорт генератора.
Для обеспечения нормальной эксплуатации генератора необходимо:
□ не реже одного раза в месяц промывать клапан предохранительного затвора;
О не реже двух раз в месяц прочищать трубку 22 и бобышку 27;
□ не реже одного раза в три месяца проводить общий осмотр, устранять неплотности в соединениях, очищать и промывать арматуру;
□ не реже одного раза в год производить пневматическое испытание на плотность при закрытом вентиле клапана 24.
Технические характеристики передвижных ацетиленовых генераторов приведены в табл. 4.1.
Оборудование и аппаратура для газовой сварки 85
Табл. 4.1. Технические характеристики передвижных ацетиленовых генераторов
Марка генератора Система генератора Рабочее давление, МПа Единовременная загрузка карбида кальция, кг Масса генератора без воды и карбида кальция, кг
ГНВ-1,25 ВКиВВ 0,0025-0,008 4 42
АНВ-1.25-73 То же 0,0015-0,0025 4 42
АСМ-1,25-3 ВВ 0,01-0,07 2,2 18
АСМ-1-66 То же 0,01-0,07 2 37
АСВ-1,25 » 0,01-0,07 3 19
ГВР-1,25М ВКиВВ 0,08-0,015 4 50
АСП-1,25-6 ВВ 0,01-0,07 5 21
АМВ-1,25 То же 0,01-0,07 3,5 21
Примечание. Производительность генератора 1,25 м’/ч, размер кусков карбида 25x80 мм.
Табл.4.2. Технические характеристики передвижных ацетиленовых »енера-торов «Малыш» и БАКС-1
Парамсгр «Малыш» БАКС-1
Номинальная производительность при температуре 20 °C и давлении 760 мм рт. ст., м3/ч 0,5 1,5
Диапазон рабочих давлений, МПа 0,02-0,15 0,02-0,15
Пределы установки (регулировки) никнего давления в генераторе. Ml 1а 0,02-0,05 0,03-0,05
Допус каемая (еди i ювре менная) 3ai рузка карбида кальция, не более, кг 1.0 3,0
Размеры кусков карбида кальция, мм 25x80 25x80
Габаригные размеры генератора, мм 690x340x340 850x400x400
Масса генератора (без карбида и воды), нс более, кг 17 90
86 Глава 4
Передвижные ацетиленовые генераторы «Малыш» и БАКС-1. Эти генераторы разработаны АО «Барнаульский аппаратурно-механический завод» и предназначены для получения газообразного ацетилена из карбида кальция и воды. Они используются для газопламенной обработки металлов (сварки, пайки, резки, напыления) при температуре окружающего воздуха от -10 до +40 °C. По способу взаимодействия карбида кальция с водой относится к типу «контактный» (вариант «вытеснение воды»). Технические характеристики генераторов даны в табл. 4.2.
Для снабжения ацетиленом стационарных газосварочных постов используют ацетиленовые генераторы большой производительности. Наибольшее распространение получили стационарные ацетиленовые генераторы АСК-2, АСК-10, ГНД-80 и др.
Стационарный ацетиленовый генератор типа АСК. Это генератор среднего давления непрерывного действия, работающий по совмещенным системам ВК и ВВ (рис. 4.5). Он состоит из двух поочередно работающих реторт 14, газосборника 2, регулятора подачи воды 5, предохранительного клапана 7, обратного водяного клапана 6, двух обратных клапанов 12, загрузочных корзин 18, предохранительного водяного затвора 24 и влагосборника 22. Обе реторты разделены перегородкой 16 на две части; вытеснитель 75 и загрузочную камеру 77. Вокруг загрузочной камеры имеются водяные рубашки 19, охлаждаемые проточной водой.
Перед пуском генератора газосборник 2 заливают водой до уровня контрольного крана 9, водяной затвор 24 - до уровня контрольного крана 23 и включают подачу воды в рубашки загрузочных камер. Загружают в корзины карбид кальция и вставляют в реторты 14, плотно закрывая их крышками 20. Открыв продувочный 7 и сбросной 8 вентили, продувают реторту. Затем, перекрыв вентиль 25 перед затвором и сбросной вентиль 21, продувают влагосборник и водяной затвор. После продувки вентили 7. 8 и 21 закрывают.
Генератор начинает работать после открытия вентиля 7 подачи воды 4 на одной из реторт. Начало газообразования проверяют, открыв пробный кран на реторте. Ацетилен поступает по трубопроводу 7 7 через обратный клапан 72 в трубу 13 газосборника 2. По мере выделения ацетилена давление в газосборнике возрастает, происходит переливание воды из загрузочной камеры в вытеснитель 75 через отверстие в разделительной перегородке
Оборудование и аппаратура для газовой сварки 87
Рис. 4.5. Стационарный ацетиленовый генератор АСК
и отключение воды через регулятор. В результате процесс газообразования приостанавливается. По мере отбора газа из газосбор-ника давление в нем падает, вода вновь поступает из вытеснителя в реторту и процесс выработки ацетилена возобновляется. Клапан регулятора воды отрегулирован так, что при давлении в газосборнике выше 0,024-0,026 МПа подача воды прекращается. При давлении 0,02-0,022 МПа вода опять начинает поступать.
Затем подготавливают к работе вторую реторту. Открывают вентиль подачи воды 4 второй реторты и замачивают карбид до интенсивного газовыделения из пробного крана 10, Затем оба крана перекрывают и открывают кран 5, через который автоматически начнется подача воды для разложения карбида во второй реторте.
88 Глава 4
Необходимо следить за тем, чтобы давление газа в генераторе не превышало 0,07 МПа, а давление газа в сети - 0,03 МПа. Если температура воды в газообразователе повышается до 35-40 °C, ее следует поменять. Уровень воды в водяном затворе контролируют не менее двух раз в смену. Замену воды производят после отбора газа.
Обслуживание передвижных ацетиленовых генераторов. Ацетилен образует взрывоопасные смеси с кислородом и воздухом, поэтому газосварщик должен знать правила техники безопасности при работе с карбидом кальция и ацетиленом.
Генератор и водяной затвор заполняют до уровня контрольного крана. Реторты и корзины генераторов должны быть промыты водой и высушены. Карбид кальция требуемой грануляции загружают в количестве, указанном в инструкции по эксплуатации. Первые порции ацетилена, содержащие примесь воздуха, выпускают в атмосферу, чтобы в генераторе не осталась взрывоопасная смесь ацетилена с воздухом.
В зимнее время нельзя допускать замерзания воды в генераторах, поэтому их утепляют, а при длительных перерывах в работе сливают воду. Образовавшийся ил следует утилизировать в специальные ямы.
Нельзя находиться с зажженной горелкой рядом с генератором или выгруженной из генератора гашеной известью, так как вблизи них возможно выделение ацетилена в окружающую среду и образование взрывчатой смеси.
Работающий генератор запрещено оставлять без надзора. После окончания сварочных работ его необходимо освободить от ила и тщательно промыть.
Не допускается установка переносных ацетиленовых генераторов в наклонном положении и на одной тележке с кислородным баллоном.
Помещение, в котором работал генератор, должно быть тщательно проветрено.
Профилактические осмотры генераторов проводят каждые три месяца, при этом разбираются и проверяются водяной затвор, газоподводящая и отводящая трубки. Очищать и ремонтировать генератор можно только под открытым небом. Ежегодный осмотр генераторов производит администрация предприятия, о чем составляется соответствующий документ.
Каждый переносной ацетиленовый генератор должен иметь паспорт и инструкцию по эксплуатации.
Оборудование и аппаратура для газовой сварки 89
4.2. ПРЕДОХРАНИТЕЛЬНЫЕ ЗАТВОРЫ
Назначение затворов. Предохранительные затворы - это устройства, защищающие ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называется воспламенение смеси газов в каналах горелки или резака и распространение пламени навстречу потоку горючей смеси.
Ацетиленокислородная смесь сгорает с определенной скоростью. Горючая смесь вытекает из отверстия мундштука горелки или резака также с определенной скоростью, которая должна быть больше скорости сгорания. Если эта скорость меньше, пламя проникнет в канал мундштука и воспламенит смесь в каналах горелки или резака, что вызовет обратный удар пламени. Обратный удар может произойти также от перегрева и засорения канала мундштука горелки.
Обратный удар характеризуется резким хлопком и гашением пламени. Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора - в ацетиленовый генератор, что может привести к его взрыву и вызвать серьезные разрушения и травмы.
Предохранительные затворы бывают жидкостные и сухие. В жидкостные затворы обычно заливают воду, а сухие заполняют мелкопористой металлокерамической массой.
Предохранительные затворы устанавливают между ацетиленовым генератором или ацетиленопроводом и горелкой или резаком. Если сварку или резку ведут от ацетиленового баллона, предохранительный затвор не ставят, потому что ацетилен из баллона в горелку или резак поступает с повышенным давлением, а установ- . ленный на баллоне редуктор и заполняющая баллон пористая масса надежно защищают баллон от пламени обратного удара.
Затворы классифицируют: по пропускной способности - 0,8; 1.25; 2,0; 3,2 м3/ч; по предельному давлению - низкого, в которых предельное давление ацетилена не превышает 0,01 МПа; среднего давления - 0,07 МПа; высокого давления - 0,15 МПа.
Предохранительные водяные затворы подразделяют на центральные, устанавливаемые на магистрали стационарных ацетиленовых генераторов, и постовые - на ответвлениях трубопровода у каждого сварочного поста или на однопостовых ацетиленовых генераторах.
90 Глаеа 4
Конструкция предохранительных затворов должна отвечать следующим основным требованиям:
□ обеспечивать наименьшее сопротивление потоку газа;
□ осущесгвлять удаление взрывчатой смеси в атмосферу;
□ обеспечивать минимальный вынос воды проходящим через затвор газом;
□ обеспечивать необходимую прочность при гидравлическом испытании на давление, равное 6 МПа;
□ не допускать прохождения кислорода и воздуха через затвор со стороны потребителя;
□ каждый затвор должен иметь устройство для контроля за уровнем воды в нем;
□ все части затвора должны быть доступны для очистки,
промывки и ремонта.
Рис. 4.6. Схема работы водяного предо-хранителя гагвора
и - заполнение затвора водой; й - нормальная работа затвора; в - момент обратного удара пламени; г - подсос воздуха при недостатке ацетилена
На корпус каждого затвора наносят его паспортные данные. Окрашивают водяные предохранительные затворы в белый цвет.
Устройство водяного затвора. Схема работы водяного предохранительного затвора показана на рис. 4.6. Затвор состоит из цилиндрического корпуса / и двух трубок - газоподводящей 4 и предохранительной 8 (рис. 4.6, а). Предохранительная трубка несколько короче газ’оподво-дящей и снабжена сверху воронкой 6 с отбойником 7. На корпусе затвора находятся газовывускной кран 3 и контрольный кран 2, а на газоподводящей трубке -кран 5. При нормальной работе водяного предохранительного затвора (рис.
Оборудование и аппаратура для газовой сварки 91
4.6, б) ацетилен по газоподводящей груб ко 4 поступает в воду и через газовыпускной кран 3 идет в шланг и далее в горелку или резак. При обратном ударе пламени (рис. 4.6, в) давление в затворе возрастает, часть воды вытесняется, при этом нижний конец короткой предохранительной трубки 8 оказывается на уровне воды. В этот момент вода из предохранительной трубки 8 выбрасывается наружу. Когда горящая ацетил ено кислородная
смесь оказывается на уровне нижнего конца предохранительной трубки 8, она также выбрасывается наружу и не может пройти в трубку 4 и в ацетиленовый генератор, так как эта трубка длиннее трубки 8, заполнена водой, а ее конец находится ниже уровня воды в затворе. Подсос воздуха при недостатке ацетилена показан на рис. 4.6, г.
Жидкостный затвор низкого давления. Конструкция такого затвора показана на рис. 4.7. Затвор представляет собой цилиндрический корпус 10 с приваренной к нему бортшайбой 5. В затворе размещается газоподводящая труба 5 с приваренным в ее нижней части дном и установленным наверху запорным вентилем 7. На газоподводящую трубу надевается предохранительная труба 9 с закрепленным на ее верхней части водоприемником 3. Необходимую герметичность создают гайкой 2, которая при навертывании нажимает нато-
Рис. 4.7. Жидкостный предохранительный затвор
92 Глава 4
рец трубы 9, зажимая прокладку 6 между бортшайбой 5 и диском 4 водоприемника. Гайка тянет трубу 8 вверх, сжимая прокладку 13 между дном 14 и бортшайбой 72. К трубе 9 приварена решетчатая шайба 77, на которую насыпают керамические кольца. Шайба 76 служит для лучшего распределения потока газа в воде. Газ подается в затвор по ниппелю 18 и выходит через ниппель 7. Затвор заполняют водой до уровня верхней кромки трубы 77. Сливается вода через трубу 8 при вывернутой заглушке 75.
Предохранительный водяной затвор среднего давления ЗСП-8-75. Конструкция затворов производительностью 1,25 и 3,2 м3/ч представлена на рис. 4.8. Принцип действия этих затворов одинаков, а различие в конструкции определяется их пропускной способностью. Затвор состоит из корпуса 4, в дно которо-
Рис. 4.8. Водяной предохранительный затвор ЗСП-8-75
Оборудование и аппаратура для газовой сварки 93
го ввернут обратный клапан, состоящий из штуцера 8, шарикового клапана 7 и колпачка 6, который ограничивает подъем клапана. К верхней части корпуса приварен рассекатель 2, выше него находится выходной ниппель 7. Для контроля уровня воды имеется кран 3. а для слива воды из затвора с нижней части корпуса - пробка 5. Газоподводящая труба 77 с вентилем 72 на входе ввертывается в тройник 10 с пробкой 9, который соединяется со штуцером 8. Перед тройником в газоподводящей трубке расположен сетчатый фильтр, который задерживает карбидный ил или другие твердые частицы, чтобы они не попадали под клапан
и не нарушали его герметичность.
При работе затвора ацетилен поступает по газоподводящей трубке, поднимает шариковый клапан, проходит через слой воды и выходит, огибая рассекатель, через верхний штуцер к сварочной горелке или резаку.
В случае обратного удара клапан давлением воды прижимается к седлу и препятствует проникновению пламени в газоподводящую трубку, т. е. в генератор или сеть. Затвор заливают водой через верхний штуцер, вывернув предварительно выходной ниппель. Рабочее давление ацетилена в затворах не должно превышать 0,07 МПа.
Водяной предохранительный затвор среднего давления ЗСГ-1,25-4. Предельно допустимое давление этого затвора 0,15 МПа, пропускная способность 1,25 м/ч, масса 2,5 кг (рис. 4.9).
Затвор состоит из цилиндрического корпуса 7 с верхним и нижним сферическими днищами. В нижнее днище ввернут обратный клапан, состоящий из корпуса 4,
Рис. 4.9. Предохранительный затвор ЗСГ-1,2 5-4
94 Глава 4
гуммированного клапана 3 и колпачка 2, ограничивающего подъем этого клапана (гуммирование - покрытие резиной или эбонитом рабочей поверхности металлических деталей для предохранения от коррозии и действия агрессивных сред). Обратный клапан имеет отверстие для слива воды, закрытое пробкой 6. и ниппель 7 для ввода ацетилена в затвор.
Сетка 5 предназначена для задержания карбидного ила, окалины и других твердых частиц. В верхней части затвора расположены пламепреградитель 10 и штуцер /7. а в нижней части -рассекатель 14. Пробка 8 предназначена для слива воды. Вода в затвор заливается до уровня контрольной пробки 9 при вывернутой накидной гайке /2 и снятом ниппеле 13.
Ацетилен поступает в затвор по газоподводящей трубке, приподняв гуммированный клапан, проходит через слой воды и выходит через ниппель 13 в шланги горелки или резака. При обратном ударе ацетиленокислородного пламени клапан прижимается к седлу и препятствует проникновению ацетилена из генератора в затвор, а пламя гасится столбом воды.
Сухой предохранительный затвор ЗСЗ-1. Преимуществом сухих предохранительных затворов является возможность их эксплуатации при любой температуре окружающей среды. Затвор ЗСЗ-1 (рис. 4.10) состоит из корпуса 1 и крышки 77, которые крепятся между собой шпильками 20. Между крышкой и корпусом установлены отбойник 16, пламегасящий элемент 79, мембрана /2 и клапан 4. Затвор приводится в рабочее состояние вводом штока 29. Газ по ниппелю 26 поступает в затвор, своим давлением отжимает мембрану 72 от штока 6 и через выходной ниппель поступает в горелку или резак.
При обратном ударе ударная волна пламени гасится на отбойнике 76, а пламя - в пламягасящем элементе 79. Мембрана 72 прижимается давлением пламени к штоку 6 и закрывает доступ горючего газа в корпус затвора. Под давлением горючего газа мембрана 72 давит на шток 6, который перемещается вниз, в результате чего под действием пружины 23 клапан 4 закрывает входное отверстие для доступа газа в затвор. Пропускная способность затвора при температуре 20 °C и давлении 0,1 МПа -5 mVm, рабочее давление поступающего газа 0,15 МПа.
Аналогично устроен и работает сухой предохранительный затвор среднего давления ЗСМ-1. Номинальная пропускная способность его при температуре 20 °C и давлении 0,1 МПа -3,2 м3/ч, рабочее давление ацетилена 0,15 МПа.
Оборудование и аппаратура для газовой сварки 95
Рис. 4.10. Сухой предохранительный затвор ЗСЗ-1: -
1 - корпус; 2 - уплотнитель; 3, 23 - пружины; 4 - клапан; 5, 10, 28 - кольца; б, 29- штоки; 7, 18- шайбы; 8, 14 - прокладки; 9- агулка фиксатора; 1J - винт; 12 - мембрана, /5. 20 - шпильки; 16 - отбойник, 17 - крышка; 19 - пламегасяший элемент, 21 - проволока; 22 - пломба. 24 - шарик. 25» 27 - гайки, 26 — ниппель
Сухой предохранительный затвор ЗСА-1. Предназначен для защиты трубопроводов ацетилена от обратных ударов пламени и попадания в них кислорода из сварочной горелки. Устанавливается на постах газопламенной обработки, пропускная способность 5 м3/ч, рабочее давление поступающего ацетилена 0,15 МПа, масса 2,04 кг (рис. 4.11).
В нижней части внутреннего корпуса 2 находится штуцер 7 ввода газа и шток 75. В корпусе 2 установлены кольцо 8 и втулка 7, внутри которой расположен подвижной шток 77 с седлом 10 обратного клапана и пружиной 13. На втулке установлены отсекательный клапан 14 и пружина 72. Иа седле расположена мембрана, зажатая по периметру кольцом и гайкой. В отверстиях втулки установлены фиксирующие шарики 5. Гайки 3 и 6 образуют наружный корпус затвора, в котором установлены пламегасящий элемент 4 и пла-меотбойник 9.
96 Гпава 4
Рис. 4.11. Сухой предохранительный затвор ЗСА-1
Принцип действия затвора следующий. В рабочем положении отсекательный клапан зафиксирован шариками в открытом состоянии; газ поступает в затвор через нижний штуцер, поднимает мембрану обратного клапана и, пройдя через пламегасящий элемент, попадает в сеть. При поступлении кислорода в линию горючего газа мембрана обратного клапана прижимается к седлу, предотвращая перетекание газа. При возникновении обратного удара ударная волна на входе в затвор разрушается пламеот-
Оборудование и аппаратура для газовой сварки 97
бойником и пламя гасится пламегасящим элементом. Под действием повышенного давления обратный клапан закрывается. При этом седло обратного клапана со штоком смещается вниз до тех пор. пока фиксирующие шарики не попадут в проточку на штоке» в результате чего под действием пружины отсекательный клапан закрывается. Затвор приводится в рабочее положение при подъеме отсекательного клапана вверх и его фиксации с помощью штока.
Химические очистители. Ацетилен, получаемый в ацетиленовых генераторах, содержит твердые частицы извести, пары воды и различные химические соединения аммиака, сероводорода, фосфористого и кремнистого водорода. Твердые частицы удаляют, промывая ацетилен водой. Для очистки от влаги применяют осушители и влагоотделители, а от фосфористого водорода и сероводорода - химические очистители.
В химических очистителях в качестве очистительной массы используют геротоль, представляющий собой инфузорную землю, пропитанную хромовым ангидридом, серной кислотой и водой. Одним килограммом геротоля можно очистить 25 м3 ацетилена.
Химический очиститель представляет собой цилиндрический сосуд с несколькими горизонтальными сетками, на которые укладывают марлю, слой геротоля и затем снова марлю. При прохождении ацетилена через геротоль фосфористый водород и сероводород вступают с ним во взаимодействие. При этом ярко-желтая масса приобретает темно-зеленый цвет.
4.3. БАЛЛОНЫ ДЛЯ СЖАТЫХ ГАЗОВ
Назначение баллонов. Для хранения и транспортировки сжатых, сжиженных и растворенных газов, находящихся под давлением, используют баллоны различной вместимости - от 0.4 до 55 дм3.
Баллоны представляют собой стальные цилиндрические сосуды, в горловине которых имеется конусное отверстие с резьбой, куда ввертывается запорный вентиль. Для каждого вида газа разработаны определенные конструкции вентилей, что исключают установку кислородных вентилей на ацетиленовые баллоны и наоборот. На горловину плотно насаживают кольцо с наружной резьбой для навертывания предохранительного колпака, который защищает вентиль баллона от ударов при транспортировке.
4 Зак 1907
98 Глава 4
Табл 4.3. Баллоны для raw в, используемые при газопламенной обработке
Газ Состояние газа в баллоне Предельное рабочее давление, Мпа (кгс/см') Цвет баллона (надписи) Резьба присоединительного штуцера
Ацетилен Расзворенный 2,5 (25) Белый (красный) Присоединяется хо-мугом
Водород Сжатый 15(150) Темно-зеленый (красный) 021,8 мм, 14 ниток на 1" левая (профиль резьбы ГОСТ 6357-81)
Горючий газ То же 15(150) Красный Тоже
Кислород » 15(150) Голубой (черный) 3/4” трубная правая
Коксовый газ » 15(150) Красный 021.8 мм,14 ниток на Г* левая (профиль резьбы ГОСТ 6357-81)
Меган » 15(150) То же Тоже
Пропан Сжиженный 1,6(16) » »
Природный газ Сжатый 15(150) »
Сланцевый газ Тоже 15(150) » »
Аргон чистый 9 » 15(150) Серый с белым верхом 3/4” трубная правая
Аргон технический » 15(150) То же Тоже Як
Азот » 15X150) Черный с поперечной коричневой полосой »
Гелий » 15(150) Коричневый
Углекислый газ » 7,5 (75) Черный »
Баллоны для сжатых, сжиженных и растворенных газов изготавливают из бесшовных труб углеродистой и легированной стали. Для сжиженных газов при рабочем давлении не более 3 МПа допускается применение сварных баллонов.
В зависимости от вида газа баллоны окрашивают снаружи в определенный цвет, а также соответствующей краской пишут
Оборудование и аппаратура для газовой сварки 99
название газа (табл. 4.3). Например, кислородный баллон окрашивают в голубой цвет, а надпись делают черной краской, ацетиленовый - в белый цвет и надпись красной краской, пропан - в красный и надпись белой краской. Часть верхней сферической части баллона не окрашивают и выбивают на ней паспортные данные: тип и заводской номер баллона, товарный знак завода-изготовителя, массу порожнего баллона, вместимость, рабочее и испытательное давление, дату изготовления, клеймо ОТК и клеймо инспекции Проматомнадзора, дату следующего испытания. Баллоны периодически, через каждые пять лет, подвергают осмотру и испытанию.
Кислородные баллоны. Для газовой сварки и резки кислород доставляют в стальных кислородных баллонах типа 150 и 150 Л. Кислородный баллон (рис. 4.12, а) представляет собой стальной цельнотянутый цилиндрический сосуд 3, имеющий выпуклое днище 7, на которое напрессовывается башмак 2, вверху баллон заканчивается горловиной. В горловине есть конусное огверстие, куда ввертывается запорный вентиль 5. На горловину для защиты вентиля навертывается предохранительный колпак 6.
Наибольшее распространение при газовой сварке и резке получили баллоны вместимостью 40 дм3, наружным диаметром -219 мм, толщиной стенки 7 мм, высотой 1390 мм. Масса баллона без газа 67 кг, рассчитан на рабочее давление 15 МПа.
Чтобы определить количество кислорода, находящегося в баллоне, нужно вместимость баллона (дм3) умножить на давление (МПа). Например, если вместимость баллона 40 дм3 (0,04 м3), давление 15 МПа, то кислорода в баллоне 0,04 15 = 6 м\
На сварочном посту кислородный баллон устанавливают в вертикальном положении и закрепляют цепью или хомутом. При подготовке кислородного баллона к работе отвертывают колпак и заглушку штуцера, осматривают вентиль, чтобы установить, нет ли на нем жира или масла, осторожно открывают вентиль баллона и продувают его штуцер, после чего перекрывают вентиль, осматривают накидную гайку редуктора, присоединяют редуктор к вентилю баллона, устанавливают рабочее давление кислорода регулировочным винтом редуктора. После окончания отбора газа из баллона остаточное давление в нем было не менее 0,05-0,1 МПа.
100 Глава 4
Необходимо строго соблюдать правила эксплуатации газовых баллонов, что обусловлено высокой химической активностью кислорода и высоким давлением. Запрещается перевозить кислородные баллоны вместе с баллонами горючих газов. При замерзании вентиля кислородного баллона отогревать его надо ветошью, смоченной в горячей воде.
Причинами взрыва кислородных баллонов могут быть: попадание на вентиль жира или масла, падение или удары, появление искры при большом отборе газа (электризуется горловина баллона), сильный нагрев баллона.
Ацетиленовые баллоны. Для питания постов газовой сварки и резки ацетиленом вместо ацетиленовых генераторов используют ацетиленовые баллоны (рис. 4.12, б). Ацетиленовый баллон заполняют пористой массой из активированного дробленого древесного угля с размером зерен от 1 до 3,5 мм (290- 320 г на 1 дм3 вместимости баллона) или смесью угля, пемзы и инфузорной земли. Массу пропитывают ацетоном (СН3СОСН3) (225-300 г на 1 дм3 вместимости баллона). Ацетилен, растворяясь в ацетоне, становится взрывобезопасным и его можно хранить в баллоне под давлением 2,5-3 МПа.
Ацетон (СН3СОСН3) является одним из лучших растворителей ацетилена, он пропитывает пористую массу и при наполнении баллонов ацетиленом растворяет его. Ацетилен, доставляемый потребителям в баллонах, называется растворенным.
Максимальное давление ацетилена в баллоне составляет 3 МПа. Давление ацетилена в баллоне зависит от температуры:
Температура, °C -5 0 5 10 15 20 25 30 35 40
Давление, МПа 1,34 1,4 1,5 1.65 1,8 1,9 2,15 2,35 2,6 3,0
Давление ацетилена в наполненном баллоне при 20 °C не должно превышать 1,9 МПа.
При открывании вентиля баллона ацетилен выделяется из ацетона и в виде газа поступает через редуктор и шланг в горелку или резак. Ацетон остается в порах массы и растворяет новые порции ацетилена при последующих наполнениях баллона газом. Чтобы уменьшить потери ацетона во время работы, необходимо ацетиленовые баллоны держать в вертикальном положении. При нормальном атмосферном давлении и 20 °C в 1 кг (л) ацетона растворяется 28 кг (л) ацетилена. Растворимость ацетилена в ацетоне увеличивается пропорционально с увеличением давления и уменьшается с понижением температуры.
Оборудование и аппаратура для газовой сварки 101
Рис. 4.13. Баллон для пропан* бутана
Рис, 4.12. Баллоны:
а - кислородный; б - ацетиленовый
Для полного использования емкости баллона порожние ацетиленовые баллоны рекомендуется хранить в горизонтальном положении, так как это способствует равномерному распределению ацетона по всему объему, и с плотно закрытыми вентилями. При отборе ацетилена из баллона с ним уносится часть ацетона в виде паров. В результате уменьшается количество ацетилена в баллоне при следующих наполнениях. Для снижения потерь ацетона ацетилен необходимо отбирать со скоростью не более 1700 дм3/ч.
Для определения количества ацетилена баллон взвешивают до и после наполнения газом.
Пример. Масса баллона с ацетиленом 89 кг, порожнего - 83 кг, следовательно, количество ацетилена в баллоне равно: по массе 89 -- 83 = 6 кг, по объему 6 : 1,09 = 5,5 м3 (1,09 кг/м3 - плотность ацетилена при атмосферном давлении и температуре 20 °C).
Масса пустого ацетиленового баллона равна массам самого баллона, пористого наполнителя и ацетона. При отборе ацетилена из баллона вместе с газом расходуется 30-40 г ацетона на 1 м3 ацетилена. При отборе ацетилена из баллона необходимо следить за тем, чтобы остаточное давление в баллоне было не менее 0,05-0,1 МПа.
102 Глава 4
Использование ацетиленовых баллонов вместо ацетиленовых генераторов имеет ряд преимуществ: компактность и простота обслуживания сварочной установки, безопасность и улучшение условий работы, повышение производительности труда газосварщиков. Кроме того, растворенный ацетилен содержит меньшее количество посторонних примесей, чем ацетилен, получаемый из ацетиленовых генераторов.
Причинами взрыва ацетиленовых баллонов могут быть резкие толчки и удары, сильный нагрев (свыше 40 °C).
Баллоны для пролан-бутана. Баллоны изготавливают сварными из листовой углеродистой стали (рис. 4.13). Наиболее распространены баллоны вместимостью 40 и 50 дм3.
Баллон представляет собой цилиндрический сосуд 7, к верхней части которого приваривается горловина 5, а к нижней-днище 2 и башмак 3. В горловину ввертывается латунный вентиль 6. На корпус баллона напрессовываются подкладные кольца. Для защиты вентиля баллона служит колпак 7.
Баллоны рассчитаны на максимальное давление 1,6 МПа. Сжиженные газы обладают большим коэффициентом объемного расширения, поэтому баллоны для сжиженных газов заполняют на 85-90% от общего объема. Норма заполнения баллонов для пропана - 0,425 кг сжиженного газа на 1 дм3 вместимости баллона. В баллон вместимостью 55 дм3 помещают 24 кг жидкого пропан-бутана. Максимальный отбор газа не должен превышать 1,25 м’/ч.
- Баллоны для других газов. Баллоны для водорода, азота, аргона и других газов изготавливают цельнотянутыми в соответствии со стандартом. Для указанных газов используют баллоны типа 150 и 150 Л, а для метана и сжатого воздуха - типа 200 и 200 Л.
Хранение и транспортировка баллонов. Перевозка баллонов разрешается только рессорными транспортными средствами, а также на специальных ручных тележках или носилках. При бесконтейнерной транспортировке баллонов необходимо выполнить следующие требования:
П баллоны должны иметь предохранительные колпаки;
□ кислородные баллоны укладывают в деревянные гнезда (разрешается применять металлические подкладки с гнездами, оклеенными резиной или другими мягкими материалами);
Оборудование и аппаратура для газовой сварки 103
П кислородные баллоны укладываются только поперек кузова машины предохранительными колпаками в одну сторону; укладывать баллоны допускается в пределах высоты бортов;
□ баллоны должны грузить рабочие, прошедшие специальный инструктаж.
Перевозка в вертикальном положении кислородных и ацетиленовых баллонов допускается только в специальных контейнерах. Совместная перевозка кислородных и ацетиленовых баллонов на всех видах транспорта запрещается за исключением транспортировки двух баллонов на специальной тележке к рабочему месту. В летнее время баллоны должны быть защищены от солнечных лучей брезентом или другим покрытием. Баллоны в пределах рабочего места разрешается перемещать кантовкой в наклонном положении. На рабочих местах баллоны должны быть прочно закреплены в вертикальном положении.
4.4. ЗАПОРНЫЕ ВЕНТИЛИ ДЛЯ БАЛЛОНОВ С ГАЗАМИ
Вентиль - запорное устройство, служащее для наполнения баллонов газом, подачи газа в горелку или резак.
Вентили бывают баллонные и рамповые. Принцип работы баллонных вентилей одинаков, однако они различаются материалом, из которого изготовлены, присоединительной резьбой и способом уплотнения. Вентили разделяют также по роду газа.
Вентили для кислородных баллонов рассчитаны на рабочее давление 20 МПа (200 кгс/см2). Их изготавливают из латуни, так как она в отличие от стали не горит в среде сжатого кислорода. Серийно выпускается вентиль ВК-74, отличающийся наличием фторопластового уплотнителя в клапане, благодаря чему вращение маховичка производится вручную. Все детали вентилей должны быть тщательно обезжирены, и их следует предохранять от загрязнения в процессе эксплуатации. Вентили для кислородных баллонов могут быть использованы также в баллонах с азотом, гелием, аргоном, углекислотой и сжатым воздухом.
104 Гпава 4
Рис. 4.14. Вентили:
a - кислородный, Ci - ацетиленовый; в — пропан-бутановый
Устройство кислородного вентиля показано на рис. 4.14, а. Вентиль состоит из корпуса 9 со штуцером. К штуцеру, имеющему правую резьбу, присоединяется накидной гайкой кислородный редуктор. В корпусе находится клапан 11 с уплотнителем 12. На верхнюю часть корпуса навертывается накидная гайка 6, плотно прижимающая фибровую прокладку 7. На выступающую часть шпинделя 5 надевается маховичок 3, который закрепляется с помощью пружины 2 и маховиковой гайки 1 и уплотняется фибровой прокладкой 4. Вентиль снабжается заглушкой 10. Открывается вентиль поворотом маховичка 3 против часовой стрелки, а закрывается по часовой стрелке. Вращение от шпинделя 5 к клапану передается соединительной муфтой 8. Вентиль имеет сальниковое уплотнение в виде фибровой прокладки 7. Для уменьшения трения буртика шпинделя фибровую прокладку пропитывают парафином в течение 40 мин при температуре 70 °C.
Вентили для ацетиленовых баллонов, рассчи-танны на рабочее давление 2,5 МПа (25 кгс/см2), изготавливают из стали. Применение сплавов меди с содержанием ее более 70% недопустимо, так как при контакте с ацетиленом такой сплав
Оборудование и аппаратура для газовой сварки 105
взрывоопасней. Этот вентиль отличается от других вентилей резьбой, что исключает возможность установки его на другие баллоны. Присоединение баллонного редуктора к вентилю про* изводится хомутом, а открытие и закрытие - специальным торцевым ключом. Серийно выпускаются ацетиленовые вентили грех типов, из них два (ВБА и ВАБ) с мембранным уплотнением и один (ВА) с сальниковым.
Вентиль для ацетиленового баллона (рис 4.14, 6) состоит из корпуса 10, редуктор к баллону присоединяется хомутом, снабженным специальным нажимным винтом. Для вращения шпинделя 5 применяют торцевой ключ, который надевают на выступающий квадратик хвостового шпинделя. Нижняя часть шпинделя имеет уплотнитель 6 из эбонита, который является клапаном. В качестве сальника применяют кожаные прокладки 3, прижимаемые сальниковой гайкой 1 и шайбой 2 к сальниковому кольцу 4. В резьбовой хвостик вентиля вставляется прокладка из войлока 9, выполняющая роль фильтра. Войлочный фильтр 9 и сетка 7 крепятся стальным кольцом 8. На боковой грани корпуса вентиля имеется кольцевая выточка, в которую вставляется прокладка штуцера //, изготавливаемая из кожи или другого эластичного материала. К этой прокладке прижимается входной штуцер ацетиленового редуктора.
Вентили пропан- бутановых баллонов рассчитаны на рабочее давление газа до 1,6 МПа (16 кгс/см2). Они отличаются способом обеспечения герметичности газовой полости. Для этих целей используются мембраны, резиновые чулки, прокладки и т. д. Все вентили имеют присоединительные штуцеры с такой же резьбой, как вентиль типа ВВ-73.
Вентиль (рис. 4.14, в) состоит из стального корпуса 5, внутри которого имеется резиновый чулок-ниппель 3. Ниппель надевают на шпиндель 4 и клапан 2 и зажимают сальниковой гайкой 1.
Вентили для водородных баллонов рассчитаны на рабочее давление 20 МПа (200 кгс/см2). От вентилей кислородного баллона они отличаются лишь наличием левой резьбы на присоединительном штуцере (вместо правой на вентиле типа ВК). Серийно выпускается вентиль ВВ-7Э, имеющий присоединительный штуцер с левой резьбой диаметром 21,8 мм, 14 ниток на Г* (профиль резьбы по ГОСТ 6357- 81).
106 Глава 4
4.5. РЕДУКТОРЫ ДЛЯ СЖАТЫХ ГАЗОВ
Назначение и классификация редукторов. При газовой сварке и резке металлов рабочее давление газов должно быть меньше, чем давление в баллоне или газопроводе. Для понижения давления газа применяют редукторы.
Редуктором называется прибор, служащий для понижения давления газа, отбираемого из баллона, до рабочего и поддержания этого давления постоянным независимо от изменения давления газа в баллоне или газопроводе.
Для газопламенной обработки и смежных процессов выпускается свыше 30 типов редукторов различного назначения.
Согласно стандарту, редукторы классифицируются по следующим признакам:
□ назначению (месту установки в системе газопитания): Б -баллонные, Р - рамповые, С - сетевые;
□ роду редуцируемого газа: А - ацетиленовые, К - кислородные, М - метановые (метановая группа газов), П - пропан-бутановая группа газов, В - воздушные;
П конструктивной схеме: О - одноступенчатые, Д - двухступенчатые, 3-е задатчиком, Е - с непроточной пневмокамерой.
Баллонные редукторы используют при индивидуальном способе газопитания рабочего (сварочного) поста от баллона. Конструктивно они выполнены на одной базе за исключением редуктора БКО-25, который имеет уменьшенный корпус.
Сетевые редукторы применяются при централизованном газопитании одного рабочего (сварочного) поста от газопроводов, когда давление газа в газопроводе превышает допустимое давление перед аппаратурой или предохранительным устройством, а также если давление в газопроводе для сжиженных и природных газов превышает 0,15 МПа (1,5 кгс/см2). В отличие от баллонных сетевые редукторы снабжены не двумя, а одним манометром, показывающим давление газа, выходящего из редуктора.
Рамповые редукторы используются в основном для централизованного питания рабочих постов от газопроводов.
Оборудование и аппаратура для газовой сварки 107
Они устанавливаются на перепускных рампах с помощью фланцевого крепления.
Специальные баллонные редукторы для инертных газов (аргона, гелия, азота и др.) и водорода предназначены для индивидуального питания рабочих (сварочных) постов от баллонов при газопламенной обработке, например плазменной резке, плазменном напылении покрытий и т. д. Эти редукторы применяют также для баллонов с инертными газами и углекислым газом.
К специальным баллонным редукторам для сжиженных газов относятся также бытовые редукторы типа РГД. Некоторые потребители используют эти редукторы при газопламенной обработке. Однако необходимо учитывать, что давление на выходе из этих редукторов меньше предусмотренного стандартом минимального давления 0,02 МПа (0,2 кгс/см2), поэтому для увеличения выходного давления газа следует устанавливать более жесткую пружину.
Редукторы необходимо применять только для тех газов, для которых они предназначены. Следует иметь в виду, что надежным предохранительным средством против обратного удара пламени редукторы не являются. Поэтому, если на газопроводе имеется редуктор, необходимо предохранительное устройство, предотвращающее проникновение обратного удара пламени в его полость. Оно устанавливается после редуктора по ходу движения газа.
Редукторы отличаются цветом корпуса и устройствами крепления их к баллону. Редукторы, за исключением ацетиленовых, присоединяют накидными гайками, резьба которых соответствует резьбе штуцера вентиля. Ацетиленовые редукторы крепят к баллонам хомутом с упорным винтом.
Принцип действия редуктора определяется его характеристикой. У редуктора прямого действия - падающая характеристика, т. е. рабочее давление по мере расхода газа из баллона несколько снижается, у редукторов обратного действия - возрастающая характеристика, т. е. с уменьшением давления газа в баллоне рабочее давление повышается
Более удобны в эксплуатации редукторы обратного действия.
108 Глава 4
Рис, 4.15. Редукторы:
a - обратного действия; б - прямого действия
Редуктор обратного действия (рис. 4.15, а) работает следующим образом. Сжатый газ из баллона поступает в камеру высокого давления 8 и препятствует открыванию клапана 9. Для подачи газа в горелку или резак необходимо вращать по часовой стрелке регулирующий винт 2, который ввертывается в крышку 1, Винт сжимает пружину 3, которая в свою очередь выгибает резиновую мембрану 4 вверх. При этом передаточный диск со штоком сжимает пружину 7, поднимая клапан 9, который открывает отверстие для прохода газа в камеру низкого давления 13. Открыванию клапана препятствует не только давление газа в камере высокого давления, но и пружина 7, более слабая, чем пружина 3.
Рабочее давление на заданном уровне поддерживается следующим образом. Если отбор газа в горелку или резак уменьшится, то давление в камере низкого давления повысится, пружина 3 сожмется и мембрана 4 выпрямится, а передаточный диск 5 опустится. Редуцирующий клапан 9 под действием пружины 7 прикроет седло клапана 10, уменьшив подачу газа в камеру низкого давления
При увеличении отбора газа процесс будет автоматически повторяться. Давление в камере высокого давления 8 измеряется
Оборудование и аппаратура для газовой сварки 109
манометром б, а в камере низкого давления 13 - манометром 11. Рели давление в рабочей камере повысится сверх нормы, то с помощью предохранительного клапана 12 произойдет сброс газа в атмосферу.
Помимо однокамерных применяют двухкамерные редукторы, в которых давление газа понижается постепенно в двух камерах редуцирования, расположенных одна за другой. Такие редукторы обеспечивают постоянное рабочее давление и менее склонны к замерзанию, однако они сложнее по конструкции.
Двухкамерные редукторы используют в случаях, когда необходимо поддерживать рабочее давление с высокой точностью.
В редукторах прямого действия (рис. 4.15, б) газ через штуцер 3 попадает в камеру высокого давления 6 и стремится открыть редуцирующий клапан 7 (а в редукторах обратного действия - закрыть его). Клапан 7 прижимается к седлу запорной пружиной 5 и преграждает путь газа высокого давления. Мембрана 2 стремится отвести клапан 7 от седла и открыть путь газу высокого давления в камеру низкого (рабочего) давления 10. В свою очередь мембрана 1 находится под действием двух взаимно противоположных сил. С наружной стороны на нее через нажимной винт 12 действует пружина 11, которая стремится открыть клапан 7, а с внутренней стороны камеры редуктора на мембрану давит редуцированный газ низкого давления, противодействующий нажимной пружине 11. С уменьшением давления в рабочей камере эта пружина распрямляется и клапан уходит от седла, при этом приток газа в редуктор увеличивается. При возрастании давления в рабочей камере 10 пружина 11 сжимается, клапан подходит ближе к седлу и поступление газа в редуктор уменьшается.
Рабочее давление определяется натяжением пружины 11, которое изменяется регулировочным винтом 12. При вывертывании этого винта и ослаблении пружины 11 рабочее давление снижается, и, наоборот, при ввертывании регулировочного винта пружина 11 сжимается и давление газа повышается. Для контроля за давлением на камере высокого давления установлен манометр 4, а на рабочей камере - манометр 9 и предохранительный клапан 8.
Наибольшее распространение получили редукторы обратного действия как более удобные и безопасные в эксплуатации.
110 Глава 4
Рис. 4.16. Кислородные редукторы ДКП-2-78 (я) и ДКД (б)
Оборудование и аппаратура для газовой сварки 111
Кислородные редукторы. Кислородные редукторы, применяемые при газовой сварке и резке металлов, окрашивают в голубой цвет и крепят к вентилям баллонов накидными гайками.
На рис. 4.16, а представлена схема баллонного одноступенчатого редуктора ДКП-2-78. Наибольшее допустимое давление газа на входе в редуктор 20 МПа, наименьшее - 3 МПа, наибольшее рабочее давление 1,5 МПа, наименьшее - 0,1 МПа. При наибольшем рабочем давлении расход газа составляет 60 м3/ч, при наименьшем - 17,5 м3/ч. Масса редуктора 2,25 кг.
Редуктор подсоединяют к баллону накидной гайкой 4. Отбор газа идет через ниппель, присоединяемый к редуктору гайкой с резьбой Ml6x1,5. Газ, пройдя через фильтр, попадает в камеру высокого давления. Давление кислорода снижается при одноступенчатом расширении газа после прохождении его через зазор между седлом 2 и клапаном 7. Вращением регулировочного винта 5 по часовой стрелке усилие нажимной пружины передается через диск, мембрану и толкатель на редуцирующий клапан, который, перемещаясь, дает возможность газу через образовавшийся зазор между клапаном и седлом попасть в рабочую камеру. Два фильтра 3 и 6 (на входе в редуктор и клапанном узле) обеспечивают повышенную стойкость редуктора к загоранию. Давление в баллоне и рабочей камере контролируют манометрами. Шланг диаметром 9 мм, идущий к горелке или резаку, присоединяют к ниппелю.
Двухступенчатый кислородный редуктор ДКД изготавливают в двух вариантах: ДКД-8 - для сварки и ДКД-15 - для резки.
Понижение давления газа в редукторе происходит при двухступенчатом расширении газа.
Редуктор ДКД (рис. 4.16, б) присоединяют к баллону накидной гайкой 2(1- хомут). Г аз, пройдя фильтр 3, попадает в камеру Д давление в которой контролируют манометром 4. Нажимная пружина 19 рабочей камеры первой ступени редуцирования под действием регулирующего колпачка 20 находится в сжатом состоянии и через диск 2/, мембрану 22 и толкатель 18 отжимает клапан от седла. Газ, выйдя из камеры высокого давления А через образовавшийся зазор между клапаном 77 и седлом /6, снижает давление газа до 1,1 МПа в редукторе ДКД-8 и до 1,94 МПа в редукторе ДКД-15. Затем газ проходйт вторую ступень редуцирования. Давление в рабочей камере Б устанавливают враще
112 Глава 4
нием регулирующего винта 8 и контролируют манометром 1/. При повороте винта по часовой стрелке нажимная пружина 7 через диск 6, мембрану 5, толкатель 9 отжимает клапан 14 от седла 10 и газ через образовавшийся зазор поступает в рабочую камеру Б, где расширяется до требуемого давления и поступает в горелку или резак. В случае прекращения отбора газа давление в рабочей камере через мембрану 5 отожмет нажимную пружину 7, а запорная пружина 15 прижмет клапан к седлу, прекратив дальнейшее прохождение газа. При этом давление в рабочей камере первой ступени также возрастет и отожмет нажимную пружину /9, а запорная пружина 23 прижмет клапан к седлу.
На корпусе редуктора установлен предохранительный клапан 13, соединенный с рабочей камерой первой ступени индуцирования и отрегулированный на начало выпуска газа при давлении в интервалах: для ДКД-8 от 1,75 до 2,16 МПа, для ДКД-15 -от 2,3 до 2,8 МПа. Отбор газа осуществляется через ниппель /2.
Ацетиленовые редукторы. Редуктор ДАП-1-65 (рис. 4.17), предназначенный для понижения давления ацетилена, поступающего из баллона, рассчитан на максимальное давление на входе 3 МПа, наибольшее рабочее давление 0,12 МПа, расход газа при наибольшем рабочем давлении 5 м3/ч. Наименьшее рабочее давление составляет 0,01 МПа, расход газа при этом давлении 3 м3/ч.
Редуктор присоединен к вентилю баллона хомутом 1. Газ, пройдя фильтр 2, попадает в камеру высокого давления А. При вращении регулировочного винта 4 по часовой стрелке усилие нажимной пружины 5 передается через мембрану 7, нажимной диск и толкатель 6 на редуцирующий клапан 12. Газ проходит через образовавшийся зазор между клапаном и седлом 13 (И -пружина).
На корпусе редуктора в рабочей камере устанавливают предохранительный клапан 10, отрегулированный на выход газа при давлении 0,18-0,2 МПа. Давление в.баллоне контролируют манометром 3, в рабочей камере - манометром 8. Отбор газа осуществляют через ниппель 9.
Устройство и принцип работы ацетиленового двухкамерного редуктора ДАД и кислородного редуктора ДКД аналогичны. Разница только в том, что редуктор ДАД присоединяется к баллону хомутом.
Оборудование и аппаратура для газовой сварки 113
7<УЛ 72 7/ 70
Рис. 4.17. Ацетиленовый редуктор ДАН-1-65
Рис. 4/8. Ацетиленовый редуктор РАД-3-1
114 Глава 4
Редуктор РАД-30-1 (рис. 4.18) предназначен для снижения давления ацетилена, поступающего к редуктору из баллонной рампы газораспределительной сети, и автоматического поддержания рабочего давления.
Понижение давления ацетилена происходит при двухступенчатом его расширении в первой и второй ступенях редуцирования. Регулирующая система первой ступени редуцирования состоит из клапана 7, седла 2, пружины /7, толкателя 3, мембраны 4 и пружины 5. Герметичность посадки клапана 7 на седло 2 обеспечивается пружиной 17. Давление на входе в редуктор устанавливают вращением регулирующего винта 6.
После первой ступени редуцирования газ проходит вторую ступень, которая состоит из седла /2, клапана 10, пружины 9, толкателя 13, мембраны 14 и пружины 75, обеспечивающей герметичность посадки клапана 10 на седло 72.
Рабочее давление после второй ступени редуцирования устанавливают вращением регулирующего винта 76. Из рабочей камеры газ через патрубок 77, приваренный к выходному газопроводу, подается потребителю. Давление газа на входе и выходе контролируется манометром. Редуктор присоединен к источнику газопитания накидной гайкой 79. Во входном штуцере редуктора установлен фильтр 18.
Предохранительный клапан расположен в камере рабочего давления. Газ при срабатывании предохранительного клапана 8 сбрасывается через дренажную систему, которая присоединяется к ниппелю 7.
Пропан-бутановый редуктор ДПП-1-65. Одноступенчатый редуктор ДПП-1-65 (рис. 4.19) предназначен для понижения давления, поступающего из баллона пропан-бутана. Редуктор рассчитан на максимальное давление газа 2,5 МПа, наибольшее рабочее давление 0,3 МПа, расход газа при этом давлении 5 м3/ч. Наименьшее рабочее давление составляет 0,01 МПа, расход газа при этом давлении 3 м3/ч. Масса редуктора 2 кг.
Редуктор присоединяют к вентилю баллона накидной гайкой 7. Газ, пройдя фильтр 2, попадает в камеру высокого давления Л. При вращении регулировочного винта 6 по часовой стрелке усилие нажимной пружины 5 передается через нажимной диск 4, мембрану 3 и толкатель 7 на редуцирующий клапан 72. Он, перемещаясь, открывает проход газу через образовавшийся зазор
Оборудование и аппаратура для газовой сварки 115
Рис. 4.19. Пропан-бутановый редуктор ДПП-1-65
между клапаном и седлом клапана 74 в рабочую камеру Б. Редуцирующий узел редуктора, состоящий из клапана 12, пружины 13 и фильтра 77, для надежности выполнен в виде самостоятельного узла. На корпусе рабочей камеры установлен предохранительный клапан 10, отрегулированный на начало выпуска газа под давлением 0,36-0,42 МПа. Давление в рабочей камере контролируют манометром & Отбор газа осуществляется через ниппель 9.
Правила эксплуатации редукторов. При эксплуатации редукторов необходимо строго соблюдать правила безопасности труда.
Перед присоединением редуктора к вентилю баллона необходимо отвернуть вентиль баллона и продуть его штуцер, стоять при этом надо сбоку от струи газа. Необходимо также проверить исправность фибровой прокладки, резьбы накидной гайки редуктора, манометров и наличие фильтров на входном штуцере.
Накидную гайку на штуцер накручивают рукой и затягиваю! специальным ключом. Регулировочный винт перед открытием вентиля баллона или магистрали нужно повернуть до полного освобождения нажимной пружины. Вентиль баллона открывают медленно, затем устанавливают рабочее давление при открытом
116 Глава 4
запорном вентиле горелки или резака. Проверяют герметичность всех соединений, для чего закрывают вентиль расхода газа и вывертывают регулирующий винт. Стрелка манометра рабочего давления при этом останавливается (не должно увеличиваться давление).
В случае кратковременных перерывов в работе закрывают только запорный вентиль, не изменяя положения регулировочного винта. При регулировании давления газа стрелка манометра не должна переходить красную черту. При любой неисправности немедленно закручивают вентиль баллона и выпускают из редуктора газ, а затем устраняют поломку.
После окончания работы необходимо закрыть вентиль баллона и вывернуть регулирующий винт редуктора до освобождения нажимной пружины.
При эксплуатации редукторов возможны неисправности: воспламенение, замерзание и утечка газа.
Воспламенение редуктора может произойти при резком открывания вентиля баллона. В первую очередь загорается эбонитовое уплотнение клапана, а затем остальные детали. При воспламенении вентиль баллона надо немедленно закрыть. Чтобы избежать воспламенения, вентиль баллона следует открывать плавно, необходимо также следить, чтобы на редуктор не попадали пыль и особенно масло.
При больших расходах газа влага, имеющаяся в баллоне, превращается в лед и закупоривает выходные отверстия из камеры высокого давления. При этом подача газа в сварочную горелку или резак уменьшается или прекращается совсем. Особенно быстро редуктор замерзает при температуре воздуха около О °C. Однокамерные редукторы замерзают скорее, чем двухступенчатые.
Чтобы избежать замерзания, надо осушать кислород до его поступления в редуктор путем пропускания через негашеную известь или медный купорос. При электроподогреве вентиль баллона закрывают специальным устройством, содержащим спираль, внутри которого имеется трубка. Электрический ток, проходя по спирали, нагревает трубку и проходящий по ней кислород, который затем поступает в редуктор.
Замерзший редуктор отогревают чистой горячей водой или паром, отогревать открытым огнем запрещается.
Оборудование и аппаратура для газовой сварки 117
При эксплуатации редуктора из-за имеющихся неплотностей может возникнуть утечка газа. Газ поступает в рабочую камеру в результате неплотного прилегания клапана к седлу. Это приводит к повышению давления в рабочей камере и шланге, а при неисправном предохранительном клапане - к разрыву мембраны.
Причинами, вызывающими утечку газа, могут быть попадание под клапан посторонних частиц (стружки, окалины и пр.), неровная его поверхность, поломка и усадка запорных пружин, заедание клапана в направляющих, перекос поверхности клапана.
Для предотвращения утечки газа необходимо следить, чтобы внутрь редуктора не попали пыль и грязь. Особенно опасна утечка горючего газа, образующего в соединении с воздухом взрывоопасную смесь.
Неплотности выявляют обмазыванием мыльным раствором частей, присоединяемых к редуктору, - в местах утечки появляются мыльные пузырьки.
Манометры. Для измерения избыточного давления газа применяют приборы, которые называются манометрами. На кислородных и ацетиленовых редукторах используют пружинные манометры. Основной частью манометра является изогнутая запаянная трубка, по которой пропускается газ: под его давлением она выпрямляется. Трубка соединена со стрелкой, которая показывает ее перемещение. Манометры рассчитаны на определенное давление. На каждом манометре имеется красная черта, соответствующая наибольшему допускаемому давлению. Запрещается использовать манометры для давления, превышающего их верхний предел изменения.
Манометры присоединяют к камерам высокого и рабочего давления с помощью гаечного ключа, для уплотнения соединений применяют прокладки из фибры и кожи.
Не разрешается пользоваться манометрами, если отсутствует пломба или клеймо, просрочен срок проверки, стрелка манометра при включении редуктора не возвращается на нулевую отметку, разбито стекло или имеются другие повреждения. Манометры проверяют не реже одного раза в год.
118 Глава 4
4.6. КИСЛОРОДНЫЕ УСТАНОВКИ И ГАЗИФИКАТОРЫ
Для газопламенной обработки используют кислород, получаемый в установках разделения воздуха (УРВ). Кислород можно транспортировать в газообразном и жидком виде.
Источниками питания газообразным кислородом служат:
□ индивидуальные баллоны вместимостью 40 л, поставляемые потребителю отдельно или в контейнерах;
□ разрядная рампа с баллонами вместимостью 40 л, подключаемая к сети потребления;
О автореципиенты, на которых смонтированы в одном коллекторе баллоны вместимостью 400 л с одним присоединительным штуцером. Автореципиент перевозится к потребителю и подключается к расходной сети потребления, рассчитанной на давление 20 МПа (200 кгс/см2);
□ стационарный реципиент потребителя, к которому кислород поступает по газопроводу от УРВ. Реципиент подключается непосредственно к сети потребления.
Источниками питания кислородом в сжиженном состоянии могут быть:
□ автомобильные газификационные установки (АГУ), которые заполняются жидким кислородом из заводского хранилища и направляются к потребителю, где заполняют кислородом под высоким давлением реципиент или баллоны;
□ стационарная насосная ратификационная установка (СГУ), которая заполняется жидким кислородом, доставляемым транспортными емкостями. Кислород, получаемый в СГУ, поступает в реципиент и далее к потребителю;
□ стационарный безнасосный газификатор, рассчитанный на максимальное рабочее давление 1,5 или 4,0 МПа (15 или 40 кгс/см2), автоматически поддерживающий в сети заданное давление.
Жидкий кислород из заводского хранилища доставляется потребителю автомобильными газификационными установками типа АГУ или транспортными резервуарами (танками) типа ГРЖК. Распространение получили транспортные резервуары объемом от 0,3 до 8,0 м3.
Оборудование и аппаратура для газовой сварки 119
Габл. 4.4. Расход кислорода и оборудование, используемое при некоторых процессах 1азонламенной обрябшки
Процесс газопламенной обработки Наибольшая толщина обрабатываемой стали. мм Кислород Оборудование
расход, м3/ч давление, МПа
Газовая сварка стали, пайка и подогрев 7 0.65 0.3 Г орелки ун и вер-сальные Г2
30 2,7 0,3 I орелки универсальные I 3
Газовая сварка стали на газах-заменителях 4 0.85 0.4 Комплект сварочный ПГУ-3
Ручная разделительная резка стали 50 8,5 0,6 Вставные резаки РГС и РГМ
200 28 0,6 Резак РК-71
200 22 0,7 Универсальные резаки Р2А-01
300 33 1,0 Универсальные резаки РЗП-01
800 115 0,7 Резаки РЗР
Механизированная резка стали 100 12 0,1 Машины НКЦ, ПКФ, ПИК и ACUI
160 12 1.2 Машины ПК Л
7 1,4 0,4 Горелка ГЗУ-З
Ручная поверхностная резка стали 75 1.2 Резаки PI IA и РПК
Газопламенная правка металлоконструкций 5,8 0,4 Горелки ГЗУ-4
Газопорошковая наплавка 1 вердых сплавов 1.5 1,95 0,5 Горелка ГН
Газопламенная очистка поверхностей — 2,2 0,4 Горелка ГАО-2
Газопламенное напыление покрытий из стали —— 2.5 0.4 Газовый мсталля-затор МГИ-4
— 5.5 0,5 Тоже
Газопламенное напыление покрытий из твердых сплавов — 0,4 Установка УГПТ
* Толщина наплавочного слоя.
120 Глава 4
При потреблении газообразного кислорода свыше 300 м3/ч целесообразно использовать трубопровод.
Производительность источника питания кислородом обработки определяют исходя из единовременной работы всех рабочих постов для газовой резки и сварки с учетом параметров питаемого оборудования (аппаратуры). В табл. 4.4 приведены расход технического кислорода и оборудование для некоторых процессов газопламенной обработки.
4.7. ПЕРЕПУСКНЫЕ РАМПЫ
Перепускные (разрядные) рампы предназначены для подачи газа из баллонов в газопровод потребителя и снабжения им сварочных постов. Такие рампы применяются, как правило, при отсутствии на предприятии ацетиленовой или кислородной станции, резервуарных установок сжиженных газов и других источников централизованного питания рабочих постов. Возможно также использование перепускных рамп для питания одного рабочего поста при значительном расходе горючего газа и кислорода. Перепускные рампы могут содержать различное количество баллонов.
Ацетиленовая перепускная рампа (рис. 4.20), выпускаемая АО «Автогенмаш» (Воронеж), рассчитана на присоединение одновременно 12 баллонов. На выходе из рампового редуктора типа РАД установлен центральный затвор ЗПС-20 для предотвращения проникновения обратного удара пламени газовоздушной смеси или воздуха в коллектор рампы. Рабочее давление ацетилена после редуктора Р - 0,02-0,1 МПа (0,2-1,0 кгс/см2). Допустимый отбор ацетилена из одного баллона с насыпной пористой массой - не более 1 м3/ч. с литой массой -не более 1,5 м3/ч. Пропускная способность рампы до 15 м3/ч.
Пропан-бутановая перепускная рампа серийно не изготавливается. Рампа 2x5 комплектуется рамповым редуктором типа РПД для сжиженных газов, рассчитанным на расход газа до 25 м3/ч. Пропускная способность рампы определяется количеством баллонов и отбором пропана из них. Максимально возможный отбор пропана из полного баллона емкостью 45 кг в сухом спокойном воздухе при температуре +21 °C составляет 6,35 кг/ч, а при температуре -21 °C - 1,86 кг/ч; во влажном воздухе при температуре +21 °C - 2,09 кг/ч.
Оборудование и аппаратура для газовой сварки 121
Рис. 4.20. Ацетиленовая перепускная (разрядная) рампа РАР-15:
/ - узел крепления; 2 - продувочный вентиль; 3 - коллектор; 4 - присоединительный рукав; 5 - пропускной вентиль; б - центральный коллектор; 7 - редуктор; 8 - предохранительный клапан; 9- предохранительный затвор
Кислородная перепускная рампа рассчитана на присоединение одновременно десяти или двадцати баллонов. На ней установлен рамповый редуктор РКЗ-250.
При использования некоторых инертных газов (аргона, азота, гелия) допускается применение кислородных рамп с окраской их в соответствующий цвет: черный - для аргона и азота, коричневый - для гелия.
Кислородную рампу можно применять для водорода, окрасив ее в темно-зеленый цвет, при условии замены кислородных вентилей водородными (типа ВВ) и установки на накидных гайках рукавов переходников диаметром 21,8 мм с левой резьбой 14 ниток на 1” (профиль резьбы по ГОСТ 6357-81).
Перепускные рампы крайне редко применяют для газопита-ния стационарных рабочих постов природным или городским газом. Более экономичны в этом случае газопроводы. Однако при необходимости организации рампового питания сжатыми горючими газами-заменителями ацетилена давлением до 15,0 МПа (150 кгс/см2) допускается использование кислородной рампы. При этом необходимо окрасить ее и редуктор в красный цвет и переделать накидные гайки. Наименьшее рабочее давление газа в сети в соответствии с технической характеристикой рампового
122 Глава 4
редуктора РКЗ-250 будет составлять 0,3 МПа (3 кгс/см3). После переделки рампы необходимо проверить пригодность ее к эксплуатации и оформить соответствующий документ.
I
4.8. РУКАВА И ТРУБОПРОВОДЫ
Рукава, применяемые для подвода газа к горелке или резаку, должны обладать достаточной прочностью, выдерживать определенное давление, быть гибкими и не стеснять движений сварщика.
Рукава изготавливают из вулканизированной резины с тканевыми прокладками. Кислородные рукава имеют внутренний и наружный слои из вулканизированной резины и несколько слоев из льняной или хлопчатобумажной ткани.
Для газопламенной обработки применяются резиновые рукава следующих классов: I - для подачи горючих газов под давлением до 0,63 МПа (6,3 кгс/см2); II - для подачи жидкого топлива или его смеси под давлением 0,63 МПа (6,3 кгс/см2); III - для подачи кислорода под давлением до 2 МПа (20 кгс/см2). Допускается использование рукавов класса II вместо рукавов класса I при условии нанесения на них красных полос. Обычно применяют рукава следующих диаметров (мм):
внутренний 6±0,5 9±0.5 12±0,5 16±0,5
наружный 14±0,5 18±1,0 22,5±1,0 26±1,0
Рукава поставляют длиной 10 и 14 м. В зависимости от назначения наружный слой рукава окрашивают в следующие цвета: красный - класса I, желтый - класса IL синий - класса III.
Рукава предназначаются для работы при температуре от +50 до -35 °C, для более низкой температуры изготавливают рукава из морозостойкой резины, выдерживающей температуру до -65 °C.
Длина рукавов при газопламенной обработке не должна превышать 30 м в цеховых условиях и 40 м - на монтаже. Если используется жидкое горючее, длина рукавов не может превышать более 10 м.
К аппаратуре рукава подсоединяют при помощи ниппелей. Для соединения двух рукавов используют двухсторонние ниппели (применять в этом случае гладкие ниппели запрещается). Минимальная длина каждого из стыкуемых рукавов должна быть не менее 3 м. Рукава на ниппелях закрепляют хомутиками или мяг
Оборудование и аппаратура для газовой сварки 123
кой отожженной проволокой не менее чем в двух местах по длине ниппеля.
Присоединение резиновых рукавов к резакам машин термической резки производится с помощью ниппельно-муфтовых соединений.
Рукава испытывают на герметичность в течение 10 мин. Давление для рукава каждого типа выбирают в соответствии с ГОСТ 9356-75. При этом рукава и все их соединения погружают в ванну с чистой водой. Образование пузырей при испытаниях не допускается.
Хранят рукава в помещении при температуре от 0 до 25 °C.
Кислород и горючие газы от газораспределительных рамп к рабочим местам подают по трубопроводам. Ацетилено-проводы в зависимости от рабочего давления делятся на две группы: низкого давления - до 0,02 МПа включительно; среднего давления - от 0,02 до 1,5 МПа включительно.
Кислородопроводы низкого давления изготавливают из стальных бесшовных труб (усиленных), а кислородопроводы высокого давления - из медных или латунных труб, на которые устанавливают только латунную или бронзовую арматуру. Трубы соединяют сваркой, для медных труб применяют также пайку.
При монтаже арматуры сальниковая набивка на кислородо-проводах выполняется из прокаленного асбестового шнура. Арматура предварительно обезжиривается и просушивается. В качестве растворителей применяют четыреххлористый углерод, трихлорэтилен и водные моющие растворы. Кислородопроводы окрашивают в голубой цвет, перед пуском в эксплуатацию они подвергаются пневматическому испытанию и продуваются кислородом.
4.9. ГАЗОРАЗБОРНЫЕ ПОСТЫ
Газоразборные (газораздаточные) посты предназначены для отбора и подачи газов от газопроводов к аппаратуре для газопламенной обработки металлов. Они устанавливаются на ответвлениях газопроводов в местах потребления газа.
Газоразборные посты ацетилена состоят из запорного вентиля и предохранительного устройства (постового затвора) жидкостного или сухого типа. Серийно выпускаются газоразборные посты ацетилена двух типов.
124 Глава 4
Рис. 4.22. Газоразборный пост ацетилена ПГУ-5:
/ - затвор; 2 - замок; 3 - вентиль, 4 - корпус; 5 -крышка
Рис. 4.2/. Газоразборный пост ацетилена ПГ А-3,2-70:
1 - хомут; 2, 8 - пробки; 3 - гайки;
4 - ниппель, 5 - ключ; 6 - замок; 7 - предохранительный затвор; 9 -вентиль; 10 — шкаф
Газоразборный пост ПГА-3,2-70 укомплектован жидкостным постовым затвором типа ЗСП-8 с малым сопротивлением потоку газа - до 0,006 МПа (0,06 кгс/см2) и рассчитан на газопровод с максимальным давлением газа 0,07 МПа (0,7 кгс/см2) (рис. 4.21).
Пост ПГУ-5У имеет сухой затвор типа ЗСУ-1 с повышенным сопротивлением потоку газа - до 0,025 МПа (0,25 кгс/см2), но зато может быть использован в газопроводах с повышенным давлением та - до 0,15 МПа (1,5 кгс/см2) (рис. 4.22). Газоразборные посты ацетилена разрешается применять для газов-заменителей (пропан-бутана, природного газа, водорода и др.).
Газоразборные посты газов-заменителей устанавливают так же, как посты ацетилена. Однако в отличие от последних они содержат не постовой затвор, а обратный клапан.
Оборудование и аппаратура для газовой сварки 125
Газоразборные посты ПГЗ-10 комплектуются запорным вентилем и обратным клапаном типа ЛЗС-1 (рис. 4.23), а посты ПГП-6 и ПГМ-10 также и сетевыми редукторами (соответственно ДПС и ДМС). Обратные клапаны, входящие в состав этих постов, служат для предохранения газопровода от перетекания в него кислорода. Посты типа ПГЗ-10 следует устанавливать на газопроводах заменителей ацетилена с давлением не более 0,15 МПа (1,5 кгс/см2). Если давление газа составляет 0,15-0,3 МПа (1,5—3 кгс/см2), необходимо использовать посты типа ПГП-6 или ПГП-10. При давлении газа в газопроводе свыше 0,3 МПа (3 кгс/см2) вместо сетевого применяют баллонный редуктор. Газоразборные посты газов-заменителей запрещается использовать для
ацетилена и водорода.
Газоразборные посты кислорода в отличие от постов для горючих газов не содержат предохранительных устройств. В зависимости от давления и пропу
Рис. 4.23. Обратный клапан
ЛЗС-1:
/ - ниппель к рукаву диаметром 9 мм; 2 - гайка М 16x1,5 левая, 3 -крышка; 4 - гайка накидная М16х1,5; 5 — прокладка; 6 - корпус; 7 - клапан; 8 - проволока; 9 -пломба; 10 - кольцо; 11 - сетка; 12 - обойма
скной способности они комплектуются запорным устройством и сетевым или баллонным редуктором.
Выбор типа поста зависит от параметров (давления и расхода газа) питаемой кислородом аппаратуры. Если давление кислорода в газопроводе не превышает 1,6 МПа (16 кгс/см2), в газоразборном посту кислорода редуктор разрешается не устанав
ливать.
126 Глава 4
4.10. СРЕДСТВА ВЗРЫВОЗАЩИТЫ СИСТЕМЫ ГАЗОПИТАНИЯ
К средствам взрывозащиты системы газопитания относятся огнепреградители, предохранительные затворы и обратные клапаны.
Огнепреградители служат для предотвращения проникновения в коммуникации пламени и детонационной волны, образующихся от взрыва ацетилена. В линиях низкого и среднего давления используются, как правило, огнепреградительные башни, которые устанавливаются на выходе из генераторного отделения перед газгольдером и на входе в отдельно стоящий газопотребляющий цех или наполнительное отделение. Тип башни и место ее установки определяет проектная организация. В линиях высокого давления для локализации возможного очага взрыва ацетилена применяют огнепреградители высокого давления трех типов: сетевые, баллонные и манометровые.
Предохранительные затворы предназначены для предотвращения проникновения пламени, а также воздуха или кислорода в защищаемое оборудование и коммуникации. Они устанавливаются на ацетиленопроводах низкого и среднего давления до 0,15 МПа (1,5 кгс/см2), а также на передвижных и стационарных ацетиленовых генераторах производительностью до 10 м3/ч. В зависимости от вида пламегасящего элемента предохранительные затворы подразделяются на жидкостные и сухие, а от назначения и места установки - на центральные (групповые) и постовые.
Через центральные (групповые) затворы идет газопитание группы инструментов (резаков, горелок) для газопламенной обработки, каждый из которых обеспечен индивидуальным средством защиты (постовым затвором). Они устанавливаются на ацетиленовых станциях и распределительных ацетиленопроводах.
В качестве центрального (группового) затвора для распределительных ацетиленопроводов среднего давления рекомендуется использовать затвор ЗПС-20.
Центральные (групповые) жидкостные затворы, используемые для защиты распределительных ацетиленопроводов, рекомендуется устанавливать в запираемых вентилируемых шкафах, а сухие - на открытых панелях.
6
Оборудование и аппаратура для газовой сварки 127
Постовые затворы являются индивидуальными защитными устройствами, через которые осуществляется питание газом инструмента для газопламенной обработки. Серийно выпускаются ipn типа постовых затворов среднего давления производительностью до 5 м3/ч: затвор ЭСП-8 - жидкостный; ЗСУ-1 с пламегасящей металлокерамической вставкой; ЗС-3,2, работающий по принципу пламезадержания. Наиболее компактным и надежным является затвор типа ЗСУ-1. Постовые затворы устанавливают в газоразборных постах на газопроводах в местах отбора газа, а также на передвижных ацетиленовых генераторах. Для работы на всех газах-заменителях ацетилена, включая водород, допускается использовать постовые затворы, предназначенные для ацетилена. Использовать для водорода затворы или обратные клапаны, применяемые при работе на газах-заменителях ацетилена, запрещается.
Обратные клапаны предотвращают поступление газа от сварочной горелки в оборудование и коммуникации (газопроводы). Они используются только при работе аппаратуры и оборудования на газах-заменителях ацетилена (за исключением водорода). Различают обратные клапаны для горючих газов-заменителей ацетилена (кроме водорода) и для горючих жидкостей. Обратные клапаны типа ЛЗС-1 (см. рис. 4.23) устанавливаются на газопроводах для газов-заменителей ацетилена в местах отбора газа для потребления (газоразбориых постах). Обратные клапаны типа ЛКО-1 применяются при работе на жидком горючем и служат для защиты кислородного рукава от обратного удара пламени.
Обратные клапаны типа ЛЗС, а также жидкостные предохрани-гельные затворы являются защитными устройствами гравитационного действия и должны устанавливаться строго вертикально. Обратный клапан ЛКО присоединяется к рукоятке керосинореза.
Пламегасители предназначены для предотвращения проникновения обратного удара пламени в рукав, соединяющий огневую аппаратуру с предохранительным устройством (постовым затвором) или газовым коллектором газопотребляющего агрегата (машины или установки). Пламегасители устанавливаются на входных штуцерах резаков, горелок, напылительных устройств, стационарных машин и установок для газопламенной обработки. Допускается также использование пламегасителей на
128 Гпава 4
ручной аппаратуре, если давление горючего газа не менее 0,03 МПа (0,3 кгс/см2). При условии установки пламегасителей на машинах и установках для газопламенной обработки металлов разрешается использование центральных затворов вместо постовых на газоразборных постах.
Пламегасители выпускаются двух типов: для ацетилена (ПГа) и кислорода (ПГк). В пламегасителях используются пламегасящие элементы из металлокерамики, обладающие повышенным сопротивлением потоку газа, поэтому давление ацетилена на входе в резак или горелку должно быть не менее 0,03 МПа (0,3 кгс/см2). Пламегасители ПГа могут применяться для работы на горючих газах-заменителях ацетилена.
4.11. СВАРОЧНЫЕ ГОРЕЛКИ, ИХ НАЗНАЧЕНИЕ И УСТРОЙСТВО
Классификация горелок. Сварочная горелка является основным инструментом сварщика при газовой сварке, пайке, наплавке и нагреве. Сварочной горелкой называется устройство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени. Каждая горелка имеет устройство, позволяющее регулировать мощность, состав и форму сварочного пламени. Сварочные горелки подразделяют:
□ по способу подачи горючего газа и кислорода в смесительную камеру- инжекторные и безыижекторные;
□ по роду применяемого горючего газа -ацетиленовые, для газов-заменителей, жидких горючих и водородные;
□ по назначению - универсальные (сварка, резка, пайка, наплавка) и специализированные (выполнение одной операции);
□ по числу пламени - рднопламенные и многопламенные;
□ по мощности пламени - микромощные (расход ацетилена 5-60 л/ч), малой мощности (25-700 л/ч), средней мощности (50-2500 л/ч), большой мощности (2500-7000 л/ч);
□ по способу применения - ручные и машинные.
Табл. 4.5. Технические данные универсальных сварочных горелок
Аналог горелки А Д св g , -г- <Й ГС <T-J г 5 L ® 00 00 го ГО U L. u U *
ков мм) №4 i о о о о СЧ el -г ОС \© \p mm г S m m г*- »с хг тГ <4
<его газа, л/ч юв наконечни 1ваемой стали, О О со g R о vn ж еч m m —• S 'Т <A <i do Д о m m ^Г ж \o сч еч — m ГЧ
Расход горю’ i разных ном С] толщине свари №2 1-2 vr О St? r- <**- r- m ж c — — О. ГЧ ГЧ = g i
с “ *7 Л о о ° «л *n о 2 о 2 ОС OO V. 3 МЭ X <A <А «А д <A д \O VO еч pl VT g C*
Давление газа МПа (кгс/см2) 5-i.s>7 --?7 sgs~ - e QOmiD ОСД1Л c S о о о -:—' 2o-_- 7 О С о "-"О а X © еч ° о еч о о
Г орючий газ is JX X Ч X <4 »4 *4 и о о о * £ о • £ о ГТ о. t; £Х х 5 о. X «х X о ХО вз „ О о « ° о fr- с; Н ст С 5 S- гт С £Х гт W о О О 2 X О о 2 X О ах X О-Г Q.Q X D.C CXQ X < X < Сю Си Ь4 СюСиС
Назначение ж Сварка стали, чугуна и цветных металлов Пайка, нагрев металла толщиной до 4 мм Сварка стали, чугуна и цветных металлов Пайка, нагрев металла толщиной до 30 м Сварка деталей из низко-углеродистой стали толщиной до 6 мм (когда изделия не подлежат сдаче представителю Промптом-надзора) Сварка чугуна. Нагрев и пайка Сварка чугуна. Наплавка литых твердых сплавов Нагрев и пайка
Тип горелки S 5 rsl о «с Ъ © ч- 5 х -ч- X х т1 Т <?§з s>Sa > > П « О еч К о m m USX U о S Um U
Примечание. При использовании наконечников № 5,6,7 максимальный расход горючего газа соответственно равен 700-950; 1350-1750; 1800-2500 л/ч.
5 Зак 1907
130 Гпава 4
Сварочные горелки должны быть просты и удобны в эксплуатации. безопасны в работе и обеспечивать устойчивое сварочное пламя.
Наиболее широко применяются ручные инжекторные горелки универсального и специализированного назначения.
Универсальные горелки служат для сварки, пайки, наплавки и нагрева стали, чугуна и цветных металлов с использованием в качестве горючего газа ацетилена или газов-заменителей (пропан-бутан, природный газ и др.). Преимущественное распространение получили горелки инжекторного типа, работающие на ацетилене. Выбор типа горелки и номера наконечника для сварки стали и чугуна соответствующей толщины следует производить согласно табл. 4. 5.
В том случае, когда необходимо попеременно выполнять работы по сварке и резке металлов, рекомендуется использовать газосварочные комплекты КГС-1-02, КГС-2-02, КГС-Im-A, КГС-2м-А, КГСЧм-П, КГС-2м-П, «Крепыш-А», «Крепыш-П», УСП, ПТУ и др.
Газосварочный комплект КГС-1-02 (рис. 4.24) включает: огневую аппаратуру для сварки деталей толщиной до 7 мм и разделительной резки металла толщиной до 50 мм; вставной резак РВ-1А-02 с набором сменных мундштуков и наконечников; гаечный ключ и футляр.
Газосварочный комплект КГС-2-02 включает горелку ГЗ-ОЗ с наконечниками 3. 4, 6 и вставной резак РВ-2А-02. Предназначен для сварки чугуна толщиной до 17 мм и резки металла толщиной до 100 мм.
Газосварочный комплект КГС-1м-А состоит из горелки ГС-2 и резака РС-2А.
Газосварочный комплект КГС-2м-А включает горелку ГС-3 и резак РС-2А.
Газосварочный комплект КГС-1м-А включает горелку ГСП-3 и резак РС-ЗП.
Газосварочный комплект КГС-1М-П включает горелку ГСП-4 и резак РС-ЗП.
Газосварочный комплект «Крепыш-А» включает горелку ГС-3, резак РС-2А, редуктор БКО, редуктор БАО, очки газосварщика, рукава в сборе.
Газосварочный комплект «Крепыш-П» включает горелку ГСП-4, резак РС-ЗП, редуктор БКО, редуктор БПО, очки газосварщика, рукава в сборе.
Оборудование и аппаратура для газовой сварки 131
Рис. 4.24. Комплект газосварочной аппаратуры КГС-1-02:
1 — наконечник; 2 - комплект приспособлений для прочистки: 5 - ствол сварочной горелки; 4 - вставной резак; 5 - комплект внутренних мундштуков; б - специальный ключ;
7 - комплект наружных мундштуков; 8 - футляр
Газосварочный комплект УСП «Компакт» включает горелку ГС-3, резак РС-2А, редуктор БКО, генератор АСП-10, рукава напорные.
Газосварочные комплекты ПГУ включают транспортное средство (каркас или тележка), баллон ацетиленовый (пропановый), баллон кислородный, редуктор БАО (БПО), ре
132 Глава 4
дуктор БКО, рукава в сборе, комплект КГС-Im-A (КГС-1м-П), в который входят горелка и резак.
Специализированные горелки в отличие от универсальных горелок предназначены для выполнения одной технологической операции, например наплавки, нагрева, пайки, поверхностной очистки, правки и т. д.
Горелки для наплавки (табл. 4.6) позволяют наплавлять гранулированные самофлюсующиеся порошковые сплавы хром-бор-никелевой или другой основы на новые или восстанавливаемые детали машин и механизмов.
Серийно для газопорошковой наплавки выпускаются горелки ГН четырех типов, которые отличаются от универсальных наличием дозатора порошка с бункером и рычажным механизмом или затвором подачи порошка.
Размеры частиц используемого порошка составляют40-100 мкм.
Газы подаются в горелки ГН-1 и ГН-2 по резинотканевым рукавам внутренним диаметром 6,3 мм, а в горелки ГН-3 и ГН-4 -диаметром 9,0 мм. Конструкция горелок ГН-1, ГН-2, ГН-3 аналогична конструкции горелки ГАЛ-2.
Горелки для пайки, нагрева и очистки поверхности представлены на рис. 4.25, технические данные этих горелок - в табл. 4.7.
Горелка для сварки пластмасс ГЭП-2 служит для соединения деталей из термопластичных материалов (винипласта, полиэтилена, полипропилена и др.) газовым теплоносителем (нагретым воздухом, азотом или другим инертным газом) с применением присадочного прутка. Теплоноситель нагревается нагревательным элементом, встроенным в горелку.
Многопламенные горелки используются обычно в установках д ля механизированной газопламенной пайки или нагрева. Трудность создания универсальных средств нагрева сужает область механизации этих процессов. Тем не менее в промышленности успешно применяются паяльные автоматы, многоместные установки для нагрева стекла, волокон и других материалов, станки для поверхностной пламенной закалки и т. д. Установки комплектуются линейными многопламенными горелками, которые обеспечивают высокую производительность нагрева. Это безынжекторные горелки мощностью 10-20 м3/ч, работающие как на ацетилене, так и на газах-заменителях (природном, пропан-бутане).
Табл.4.6. Технические данные горелок для газопорошковой наплавки
Масса горелки с о' •м £‘1
Расход ацетилена. л/ч 140-300 350-600 1500-1750 800-1100
Давление ацетилена, МПа (кгс/см2) не менее 0.001 (ОД) Не менее л л/ч 1 о о - х р — о о еч < о s Q о" 25 о О ' Не менее 0,03 5
Расход по- J рошкд кг/ч До 0,9 До 2,0 Не менее 5,0 До 3,6
Вид напыляе- мого порошка *> г 8. никелевые сплавы То же л Никель-алюминие- вые порошки с экзо- термическими свойст- вами
Способ наплавки 3 <s О е: и X с чей порошка через пламя с после- дующил иилавлс- НИеМ То же Ручной с подачей порошка через пламя с после- дующим оплавлением Механизированный с внешней подачеи порошка без последующе- ск X 5 =: с о 2>
Назначение ► паплавка на поверхности . м . .. мелких деталей и механизмов для их упрочнения и ис- правления диц/смив jnibx или механических повреж-дений То же, на детали средних размеров Восстановление изношенных и упрочнение новых крупногабаритных деталей, исправление литья Упрочнение новых и восстановление изношенных де- W ♦ . _ .. талей, имеющих форму тел вращения
Тип 1 S о й S I Е мощности ГН-2 средней мощности ГН-3 большой мощности ГН-4
134 Глава 4
Рис. 4.25. Горелки:
a - ГВП-5 для пайки: / - сменный наконечник; 2 - смесительная камера, 3 - ствол; 6 -Г В-l для нагрева: 1 - стабилизатор; 2 - наконечник; 5 - ствол; в - ГАО-2 для очистки: 1 - мундштук; 2 - наконечник, 3 - ствол
Инжекторные горелки. В инжекторной горелке подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия сопла. Процесс подсоса газа низкого давления (0,001-0,12 МПа) струей кислорода более высокого давления (0,15-0,5 МПа) называется инжекцией.
Схема инжекторной горелки представлена на рис. 4.26, а. Кислород из баллона под давлением через ниппель, трубку и вентиль 5 поступает в сопло инжектора 4. Выходя из сопла инжектора с большой скоростью, он создает разрежение в ацетиленовом канале. В результате этого ацетилен, проходя через ниппель б, трубку и вентиль 7, подсасывается в смесительную камеру 3. В этой камере кислород, смешиваясь с горючим газом, образует горючую смесь, которая, выходя через мундштук /, поджигается и, сгорая, образует сварочное пламя. Подача газов в горелку регулируется кислородным 5 и ацетиленовым 7 вентилями, расположенными на корпусе горелки. Сменные наконечники 2 подсоединяются к корпусу горелки накидной гайкой.
Табл. 4.7. Специализированные горелки для пайки, нагрева и поверхностной очистки
Область применения оо Ручная пайка стальных деталей с толщиной стенки до 2 мм высокотемпературными припоями (температура плавления до 600 йС). Ручная пайка деталей толщиной до 20 мм низкотемпературными припоями (температура плавления до 400 °C). Механизированная очистка однотипных детапей. Нагрев пластмассовых труб и изделий. Сушка литейных форм и др. Нагрев изделий из черных и цветных металлов, а также неметаллических материалов до 300 °C. Нагрев элементов стыковых соединений при сварке.
Особенности конструкции Г'- •Е -° *< X У о — 5 X X 1 « 2 s |»gi | 1 я S 8 = | g 8 &1?' £ i S * X g £ I g t g: гас г о. » о й g X ° p. ai cxCqJpSao К g >, в; c ; r, c =3 S3 о = ra l_ j x y'X e< u“‘ x О rt н X X n “ ф ' X m л О ! pEdbu.O10E «4 f-x XX!
Технические данные номера наконечников (мундштуков) в комплекте 'D «П i r- I n c-ч ; ! J
расход горючего газа, л/ч V) 30-600 75-1200 850-6000 670-1700
давление горючего газа, Мпа (кгс/см2) тт । > O — 4> — ID lZK 1 й> О W О С о —s X c-r X -r t=t x } S «> S о о о « s ~ S x v5 1Z) S1T g 8. £ ° £5“ i О о 1 1
рабочий газ i Л в & i = 1 i— x; i-2* и zz» i о 2 x s о E & >4 °- 3 о «X r tz 1ф С = m Ею ;
я £ X S П х «J О X гЧ raw S‘ * В c. : >x h ir « $ ra ‘ E 3 X
с 1 c - £ £
Окончание табл. 4.7
Оборудование и аппаратура для газовой сварки 137
Рис, 4.26. Инжекторная горелка (а) к инжекторное устройство (б)
Инжекторное устройство (рис. 4.26, б) состоит из инжектора 2 и смесительной камеры 3. Для нормальной инжекции большое значение имеют правильный выбор зазора между коническим торцом инжектора 2 и конусом смесительной камеры 3 и размеров ацетиленового 1 и кислородного 4 каналов. Нарушение работы устройства приводит к возникновению обратных ударов пламени, снижению ацетилена в горючей смеси и др.
Устойчивое горение пламени обеспечивается при скорости истечения горючей смеси от 50 до 170 м/с.
Нагрев наконечника горелки уменьшает инжекцию и снижает разрежение в камере инжектора, что сокращает подачу ацетилена в горелку. Поступление кислорода в горелку при этом остается постоянным, но уменьшается содержание ацетилена в газовой смеси и, следовательно, усиливается окислительное действие сварочного пламени. Для восстановления нормального состава сварочного пламени сварщик по мере нагревания наконечника горелки должен увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки.
При засорении мундштука горелки возрастает давление горючей смеси в смесительной камере. Смесь обогащается кислородом, что ведет к усилению окислительного действия сварочного пламени.
138 Глава 4
Рис. 4.27. Бсзынжекторная горелка
Рис. 4.28. Горелка ГС-1
Диаметр канала инжектора можно определить по формуле
где VK - расход кислорода, м3/ч; р - давление кислорода, МПа.
Недостатком инжекторной горелки является непостоянный состав горючей смеси, а преимуществом то, что она работает на горючем газе как среднего, так и низкого давления.
Безынжекторные горелки. В безынжекторной горелке горючий газ и кислород полаются примерно под одинаковым давлением (0,05-0,1 МПа). Вместо инжектора - смесительное сопло, ввертываемое в трубку наконечника горелки. Схема такой горелки приведена на рис. 4.27. Кислород по резиновому рукаву через ниппель 4, регулировочный вентиль 3 и специальные дозирующие каналы поступает в смеситель горелки. Через ниппель 5 и вентиль 6 поступает в смеситель и ацетилен. Из смесительной камеры горючая смесь, проходя по трубке наконечника 2, выходит из мундштука 7 и, сгорая, образует сварочное пламя. Чтобы пламя было нормальное, горючая смесь должна вытекать
Оборудование и аппаратура для газовой сварки 139
со скоростью, равной скорости горения. Если скорость смеси больше скорости горения, пламя отрывается от мундштука и гаснет, если меньше - горючая смесь загорается внутри наконечника. Следовательно, безынжекторные горелки менее универсальны, так как работают только на горючем газе среднего давления. Для нормальной работы безынжекторных горелок сварочный пост дополнительно снабжают регулятором давления, который автоматически обеспечивает одинаковые рабочие давления кислорода и ацетилена.
Безынжекторная горелка ГС-1 (рис. 4.28) предназначена для сварки металла толщиной от 0,05 до 0,6 мм. Кислород и горючий газ поступают в наконечник / через специальные дозирующие каналы 2 под разным давлением. Для точного регулирования давления газов у вентилей 4 горелки предусмотрены игольчатые шпиндели 5 с усеченным конусом (3 - корпус, 6 -рукоятка).
Горелка сварочная малой мошности Г-2 «Беларусь» (разработана НИКТИ СП с ОП, Минск) предназначена для ручной сварки, пайки, наплавки, подогрева и других видов газопламенной обработки металлов с применением ацетилено-кисл сродного пламени. Ее технические характеристики приведены в табл. 4.8.
Табл. 4.8. Технические характеристики сварочной горелки малой мощности Г-2 «Беларусь»
Показатель Для наконечника с номером
0 I 2 3 4
Толщина свариваемой стали, мм 0,2-0,5 0,5-1,0 1,0-2.0 2,0-4,0 4,0-7.0
Давление на входе в горелку, МПа (кгс/см2) 0,001-0,10(0,01-1,0)
Расход, л/ч: ацетилена кислорода 30-50 30-52 65-90 65-98 130-180 135-190 250-350 260-370 420-600 440-630
Длина ядра пламени, мм 5-6 6-7 8-9 IO-11 13-15
Масса горелки, не более, кг 0,86
140 Глава 4
Горелка наплавочная СП-4 (разработана НИКТИ СП с ОП, Минск) предназначена для наплавки покрытий порошками самофлюсующихся сплавов с целью восстановления изношенных поверхностей седел клапанов ДВС, пуансонов, рычагов, кулачков распределительных валов, для заварки трещин в стальных и чугунных деталях. Снабжена набором сменных сопловых наконечников. Рабочий газ - пропан-бутан (ацетилен). Производительность наплавки до 12 кг/ч. Масса горелки 1,1 кг.
Сварочная универсальная однопламенная инжекторная горелка ГС-3 (рис. 4.29) используется для ручной ацетилено-кислородной сварки, пайки, наплавки, подогрева и других видов газопламенной обработки металлов. С ее помощью можно сваривать металл толщиной от 0,5 до 30 мм, она имеет семь сменных наконечников (№ 1, 2, 3, 4, 5, 6, 7), присоединяемых к стволу горелки накидной гайкой. Горелка работает, как все инжекторные горелки, описанные выше.
К штуцеру, имеющему правую резьбу, ниппелем и гайкой подсоединяют кислородный (класс III) рукав, а к штуцеру с левой резьбой - ацетиленовый (класс I) рукав внутренним диаметром 9 мм.
Перед присоединением ацетиленового рукава необходимо проверит^ разрежение (подсос) в ацетиленовом канале горелки. Нормальное пламя образуется при неполном открывании вентиля горелки, его ядро имеет ярко очерченную правильную форму. В противном случае необходимо прочистить и продуть выходной канал мундштука.
По мере нагрева мундштука горелки необходимо периодически регулировать пламя, не прекращая работы, а также очищать его от нагара и брызг, которые можно снимать мелкой наждачной шкуркой или напильником.
Однопламенную инжекторную горелку малой мощности ГС-2 применяют для сварки металла малой толщины. Конструкция этой горелки аначогична конструкции горелки ГС-3. Различаются они только габаритными размерами и размерами присоединительных штуцеров. Горелки ГС-2 выпускают в комплекте с четырьмя наконечниками (№ 0, 1,2, 3). Они снабжены игольчатыми ацетиленовыми и кислородными вентилями, которые обеспечивают точную регулировку подачи газов. Для подсоединения горелок используют рукава внутренним диаметром 6,3 мм.
Оборудование и аппаратура для газовой сварки 141
уплотнительное; 7 - инжектор; 8 - гайка накидная; 9 - вентиль ацетиленовый: /0- штуцер, И - ганки накидные; 12 - ниппель шланговый; трубка; 14 - рукоятка, /5 - сальниковая набивка вентилей (резиновое кольцо); 16 - вентиль кислородный
142
Оборудование и аппаратура для газовой сварки 143
Горелка ГС-4 отличается от других инжекторных горелок гем, что узел инжекции и смесительная камера расположены непосредственно около мундштука. Наконечник горелки состоит из двух концентрично расположенных трубок, которые вставляются одна в другую.
Кислород подается между наружной и внутренней трубками, горючий газ — по внутренней, что исключает его нагревание пламенем горелки и уменьшает возможность образования обратных ударов и хлопков.
Горелка работает устойчивее по сравнению с другими инжекторными горелками. Недостатками горелки являются малая ее длина и нечеткое очертание ядра пламени. Горелку комплектуют двумя сменными наконечниками № 8 и 9. Она предназначена для сварки металла большой толщины и массивных изделий.
Горелки малой мощности Г2-02 и средней мощности ГЗ-02 предназначены для ручной сварки и пайки черных и цветных металлов (рис. 4.30). Горелка состоит из корпуса /2, ацетиленового и кислородного вентилей 13, 14. Кислород подается через ниппель 8 и трубку 6. Ниппель 8 накидной гайкой 7 крепится к корпусу горелки. Ацетилен подается через ниппель 9, штуцер 10 и трубку 11. К корпусу горелки накидной гайкой прикрепляется наконечник 15, состоящий из смесительной камеры 4 с инжектором 5, трубки 3, ниппеля 2 и мундштука 1.
Кислород подается через ниппель 8, вентиль 13 и далее через инжектор в смесительную камеру. При прохождении кислорода через узкий канал инжектор создает разрежение, что способствует засасыванию в смесительную камеру ацетилена, поступающего через ниппель 9 и штуцер 10. В трубке наконечника ацетилен смешивается с кислородом. Образовавшаяся горючая смесь поступает в выходной канал мундштука. Принцип действия горелок один и тот же, они отличаются только габаритными размерами комплектующих деталей.
Горелки Г2-02 комплектуют четырьмя наконечниками (Ks 1, 2, 3 и 4), нулевой наконечник (№ 0) поставляется по особому заказу. Горелки ГЗ-02 комплектуют тремя наконечниками № 3, 4 и 6. Наконечники № 1, 2, 5, 7 поставляются по особому заказу. Масса горелки Г2-02 составляет 0,45-0,485 кг, ГЗ-02 - 0,71-0,97 кг в зависимости от номера присоединяемого наконечника.
144 Глава 4
« и о cd
3
u
Оборудование и аппаратура для газовой сварки 145
Горелка Г2-02 предназначена для сварки низкоуглеродистой стали толщиной 0,2-7 мм, давление кислорода 0,15-0,3 МПа, ацетилена - не менее 1 кПа.
Горелка ГЗ-02 используется для сварки низкоуглеродистой стали толщиной от 0,5 до 30 мм, давление кислорода 0,15-0,36 МПа, ацетилена - не ниже 1 кПа.
Горелку ГЗМ-З используют для ручной газовой сварки, наплавки, пайки и нагрева деталей из черных и цветных металлов и сплавов (кроме меди). Горелка - инжекторного типа, состоит из трех сменных наконечников, ствола горелки ГС-2 с регулировочным вентилем для кислорода и горючего газа и штуцеров с ниппелями для присоединения резинотканевых рукавов диаметром 6 мм. Горелка работает на пропан-бутане и других газах-заменителях ацетилена. Толщина свариваемых деталей из низкоуглеродистой стали от 0,5 до 4 мм. Давление кислорода 0,1-0,4 МПа, пропан-бутана - не менее 0,03 МПа. Масса горелки 0,577-0,644 кг в зависимости от номера наконечника.
Горелки Г2-04 (рис. 4.31) и ГЗ-ОЗ предназначены для ацетилено-кислородной сварки, пайки и подогрева черных и цветных металлов. Горелка состоит из корпуса 2, вентиля J кислорода, вентиля 7 ацетилена, трубки со штуцером 3 для подачи кислорода, трубки со штуцером 6 для подачи ацетилена, ниппелей 4 и 5 с накидными гайками. К корпусу горелки с помощью накидной гайки прикреплен наконечник, состоящий из смесительной камеры 9 с инжектором 8У трубки 10, ниппеля //и мундштука 12. Кислород через ниппель 4 подается к вентилю 1 и далее через инжектор в смесительную камеру. При прохождении кислорода через узкий канал инжектора в смесительной камере перед ее узким цилиндрическим каналом создается разрежение, которое способствует засасыванию в смесительную камеру ацетилена, поступающего через ниппель 5 и штуцер 6. В трубке наконечника происходит смешивание ацетилена с кислородом. Образовавшаяся горючая смесь поступает в выходной канал мундштука, на выходе из которого она загорается.
Горелка Г2-04 комплектуется пятью сменными наконечниками, а горелка ГЗ-ОЗ - семью сменными наконечниками. Горелкой Г2-04 можно сваривать низкоуглеродистую сталь толщиной 0,2-7 мм, а горелкой ГЗ-ОЗ - 0,5-30 мм.
146 Глава 4
Рис. 4.32. Горелка ГНЛ6-73
Масса горелки Г2-04 составляет от 0,445 до 0,49 кг. ГЗ-ОЗ -от 0,695 до 0,955 кг в зависимости от номера присоединяемого наконечника.
Горелка ГНЛ6-73 (рис. 4.32) предназначена для наплавки порошковых гранулированных самофлюсующихся сплавов различного назначения типа СГНН, ПГХН80СР и НГЧ с целью восстановления изношенных и упрочнения новых деталей машин. Горелка состоит из ствола 1 с регулировочными вентилями и присоединительными штуцерами с ниппелями, наконечника 2 с накидной гайкой, бункера 5 для порошка с устройством 4 дозированной подачи и подающей трубки 3, а также узла крепления бункера на стволе горелки. Процесс наплавки осуществляется в две стадии: напыление порошка на подогреваемую поверхность и оплавление сформировавшегося покрытия.
Порошок, находящийся в наклонном бункере, через дозирующую регулируемую щель и направляющую tрубку подается в подковообразное пламя на срезе сопла мундштука. Двигаясь в потоке сгорающих газов пламени, частицы порошка нагреваются и при контакте с подогретой поверхностью детали образуют ровный напыленный слой требуемой толщины.
Оборудование и аппаратура для газовой сварки 147
Рис. 4.33. Про пан-воздушная горелка ГВП-5
Горелка укомплектована двумя укороченными наконечниками для напыления и оплавления, а также одним наконечником обычных размеров для оплавления. Мундштуки наконечников имеют сетчатое расположение сопл.
Горелку ГВП-5 (рис. 4.33) используют для пайки небольших деталей из черных и цветных металлов. Это горелка инжекторного типа с принудительной подачей газа сжатого воздуха.
Горелка состоит из ствола 3 сварочной горелки типа Г-2 и трех сменных наконечников L Наконечники имеют смесительную камеру 2 с инжектором, соединительную трубку и стабилизатор с рассеивателем. Наконечники № 1 и 2 по конструкции одинаковы и различаются лишь размерами проходных сечений смесительных камер, инжекторов и стабилизаторов. При горении газов эти наконечники обеспечивают получение удлиненной формы ядра и факела пламени, что необходимо для пайки ювелирных изделий, сварки легкоплавких сплавов и других целей.
Наконечник № 3 обеспечивает дополнительное инжектирование воздуха из атмосферы, что позволяет уменьшить потребление первичного воздуха и образование широкого фронта пламени. Этот наконечник рекомендуется при отжиге старой краски, сушке земляных форм в литейном производстве, при низкотемпературном нагреве деталей (250-300 °C) перед сваркой, при нагреве деталей под лужение и т. д.
Основные детали горелки выполнены из латуни ЛС-59-1. Давление горючего газа не ниже 0,001 МПа, воздуха - 0,5-0,6 МПа. Масса горелки 0,74-0,69 кг.
148 Глава 4
Установка ПГУ-3-02 (рис. 4.34) переносная и используется для ручной сварки, пайки и резки металлов с применением пропан-бутан-кислородного пламени при аварийных работах и монтаже. На каркасе закрепляются баллоны для пропан-бутана (емкостью 4 л) и кислорода (емкостью 5 л) с редукторами и рукавами. Сварочная горелка Г2-04 с наконечниками № 1, 2, 3 и вставной резак с внутренним, наружным мундштука-
ми и принадлежностями поставляются в футляре.
Тол щина разрезаемой стали 3-30 мм, свариваемой -0,5-4 мм. Расход пропан-бутана 200-400 л/ч, кислорода 1800- 4800 л/ч. Масса установки 27,5 кг. -
Рис. 434. Установка П1 У-3-02:
1 - баллон кислородный; 2 - рукав кисло родный; 3 - редуктор кислородный; 4 - каркас; 5 - рукав для пропан-бутана; 6 - редуктор пропан-бутана; 7 — баллон для пропан-бугана; 8 - футляр
Установка ПГУ-3-0,2, как и горелки ГЗУ-З-0,2 и ГЗУ-4, рабо
тающие на газах-заменителях, для сварки ответственных деталей, подлежащих сдаче Проматомнадзору, не применяются.
Основные правила эксплуатации сварочных горелок. В горелках происходит смешивание горючего газа с окислителем (кислородом и воздухом). Для обеспечения высокого качества сварочных работ необходимо, чтобы горелка находилась в исправном состоянии. Это тем более важно, поскольку используемые газы могут образовать взрывоопасные смеси.
При работе с горелками необходимо соблюдать следующие требования.
Подготовка к работе?
□ осмотреть горелку и убедиться в соответствии номера наконечника толщине свариваемого металла;
Оборудование и аппаратура для газовой сварки 149
□ проверить герметичность резьбовых соединений и при необходимости подтянуть накидные гайки наконечника и ниппелей рукавов;
□ проверить герметичность сальников вентилей и при необходимости подтянуть сальниковую гайку;
□ проверить наличие разрежения (подсоса) во входном ацетиленовом ниппеле при пуске кислорода. При слабом разрежении следует проверить зазор между концом инжектора и входом в смесительной камере и при необходимости вывернуть инжектор на 1/2-1 оборот из смесительной камеры. Если разрежение отсутствует (подсоса нет), следует проверить, не засорено ли отверстие инжектора или мундштука.
Выполнение работы:
□ установить необходимое давление на редукторах;
□ открыть кислородный вентиль для создания разрежения в канале горючего газа;
□ открыть вентиль горючего газа и поджечь горючую смесь, поступающую из мундштука;
□ отрегулировать мощность и состав пламени при помощи вентилей;
О при хлопках перекрыть ацетиленовый, а затем кислородный вентиль. В случае сильного нагрева мундштука пламя необходимо погасить и охладить горелку в воде.
Прекращение работы:
О перекрыть вентили - сначала вентиль горючего газа, а затем кислородный вентиль для избежания хлопка и вывернуть нажимные регулировочные винты на редукторах;
□ проверить мундштуки, очистить их наружную поверхность от брызг расплавленного металла;
□ прочистить внутренний канал мундштука шестигранной иглой из латуни или другого металла, который мягче меди. При чрезмерном износе и обгорании мундштука его следует заменить.
Сварщик должен знать устройство горелки, уметь обнаруживать неисправности и быстро их устранять. В обязанности сварщика любой квалификации входит выполнение текущего (малого) ремонта, который включает:
а
150 Глава 4
П устранение наружных загрязнений (брызг, окалины) на мундштуках и наконечниках горелки;
О прочистку выходных клапанов для создания разрежения (подсоса) в ацетиленовых каналах;
□ регулировку формы пламени калибровкой выходных каналов мундштука;
П устранение неплотностей в соединениях без разборки ствола горелки и наконечников.
Неисправности, требующие разборки вентилей, подпайки корпуса с трубками, установки новой смесительной камеры вместо сгоревшей при обратном ударе, исправления седел вентилей, штуцера корпуса, ствола устраняются в ремонтных мастерских или слесарем по ремонту газосварочной аппаратуры.
При эксплуатации горелок, работающих на газах-заменителях ацетилена, необходимо соблюдають те же правила, что и для ацетиленовых горелок.
Штуцеры и гайки, которыми присоединяются рукава для подачи ацетилена и газов-заменителей, имеют левую резьбу и метки, а маховички - надпись «Горючий газ».
1. Для чего служат ацетиленовые генераторы и по каким признакам они классифицируются?
2. Каково назначение предохранительных затворов?
3. В чем состоит принцип работы запорного вентиля?
4. Как классифицируют редукторы и для чего они используются?
5. Как устроены и работают редукторы прямого и обратного действия?
6. Что является причиной взрыва кислородных и ацетиленовых баллонов?
7. В какие цвета окрашивают баллоны?
8. Каково назначение перепускных рамп?
9. Как нужно крепить рукава?
10. Как устроены предохранительные затворы?
11. Как классифицируются сварочные горелки?
12. Как устроены и работают инжекторные и безынжекторные горелки?
13. Назовите основные правила работы с горелками.
Глава
НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКЕ
5.1. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Основные понятия. Изменение формы и размеров твердого тела под влиянием внешней или внутренней силы называется деформацией. Если форма и размеры восстанавливаются после прекращения действия силы, деформация является упругой. Если тело не принимает первоначальную форму, значит, деформация остаточная, или пластическая. Размеры деформации определяются приложенным усилием. Чем оно больше, тем больше деформация. О величине усилия судят по напряжению, вызываемому данным усилием в теле.
Напряжением называется внутренняя сила, приходящаяся на единицу площади поперечного сечения тела: а = Р / F, где ст -напряжение, Па; Р - нагрузка, Н; F - площадь, на которую действует нагрузка, м2.
Таким образом, между напряжением и вызываемой им деформацией существует прямая зависимость.
Напряжения и деформации, возникающие в процессе неравномерного нагревания и охлаждения материала, называются тепловыми или термическими. Расширение металла зависит от температуры его нагревания и коэффициента линейного расширения - величины, на которую удлиняется металлический стержень длиной I м при нагревании его на 1 °C. Чем больше коэффициент термического линейного расширения и выше температура, тем большую деформацию будет испытывать металл при нагревании и охлаждении.
Если закрепить концы стержня так, что он не сможет свободно удлиняться или укорачиваться, то термические деформации стержня вызовут в нем термические напряжения. Чем большую
152 Гпава 5
нагрузку испытывает закрепленный стержень, тем больше его деформация и возникающие в нем напряжения.
На степень деформации при сварке влияет теплопроводность металла. Чем она выше, тем деформация меньше. Так, например, при сварке нержавеющей стали, обладающей меньшей теплопроводностью и большим коэффициентом термического линейного расширения, чем малоуглеродистая сталь, деформации больше. Алюминий же, имеющий более высокий коэффициент термического линейного расширения, но значительно лучше проводящий теплоту, чем низкоуглеродистая сталь, при сварке деформируется меньше по сравнению с малоуглеродистой сталью.
Термические напряжения, которые возникают в металле без действия внешних усилий, называются собственными. Наибольшее значение имеют напряжения, возникающие во время охлаждения изделия. Если они действуют только вдоль шва, это не сказывается на прочности сварного соединения. Более опасны напряжения, действующие перпендикулярно к оси шва (поперечные), так как они могут вызвать появление трещин в шве и зоне термического влияния.
Причины возникновения деформаций. Внутренние напряжения возникают только в том случае, если свободному расширению и сокращению детали что-либо препятствует, например соседние участки металла, оставшиеся более холодными вследствие неравномерного нагрева и потому менее расширившиеся. Наличие сосредоточенного источника теплоты (газового пламени), перемещающегося вдоль шва с определенной скоростью и вызывающего неравномерное нагревание металла при сварке, является основной причиной образования внутренних напряжений и деформаций в сварных изделиях.
При переходе наплавленного металла из жидкого состояния в твердое объем его уменьшается, происходит усадка направленного металла. Явление усадки объясняется тем, что при затвердевании металла он становится более плотным, вследствие чего объем его сокращается. В результате усадки возникают растягивающие напряжения на соседних участках детали, которые вызывают напряжения и деформации. Различные металлы имеют разную усадку. Она обычно измеряется в процентах от первоначального линейного размера образца или детали. Так, усадка алюминия составляет 1,7-1,8%; бронзы - 1,45-1,6; латуни - 2,06; меди -2,1; малоуглеродистой стали - 2%.
Напряжения и деформации при сварке 153
Рис. 5. /. Виды деформаций:
а - изменение размеров деталей после сварки, б - угловая деформация стыковых соединений; в, г - угловая деформация тавровых соединений
Рис. 5.2. Изменение размера бру ска (л) при нагреве (б) и охлажле
НИИ (в)
Напряжения, вызванные усадкой, возрастают до тех пор, пока металл не начнет деформироваться. Если он недостаточно пластичен, деталь может дать трещину в наиболее слабом месте, например в зоне термического влияния. Вследствие усадки или сокращения объема металла в процессе сварки образуются трещины, называемые горячими.
Различают продольную и поперечную усадки (рис. 5.1). Продольная усадка вызывает сокращение длины листов при сварке продольных швов. Если центр тяжести поперечного сечения шва не совпадает с центром тяжести сечения свариваемого элемента, то в результате продольной усадки неизбежно возникает коробление этих элементов в продольном направлении. Поперечная усадка вызывает коробление листов. При этом усадка всегда больше там, где больше объем наплавленного металла, т. е. листы будут коробиться вверх, в сторону усиления шва. Если деталь закрепить, не давая ей деформироваться, это вызовет напряжения в закрепленных участках изделия.
Деформация и связанные с ней напряжения зависят от зоны нагрева при сварке. Чем больший объем металла разогревается при сварке, тем сильнее деформации и коробление.
Размеры и положения швов влияют на величину деформации при сварке. Наибольшие деформации возникают в длинных
154 Глава 5
швах, расположенных несимметрично относительно сечения свариваемого профиля. Чем сложнее форма детали, чем больше в ней различных швов, тем сильнее она деформируется.
Во время сварки теплота дуги расходуется не только на расплавление металла сварочной ванны, но и на нагрев изделия. При этом оно нагревается неравномерно: на границе с ванной -почти до температуры плавления, а чем дальше от ванны, тем температура ниже.
В результате усадки при затвердевании наплавленного металла, неравномерного нагрева и охлаждения различных участков сварного соединения в процессе сварки, изменения объема металла, вызванного изменением структуры металла при сварке, в металлической конструкции возникают напряжения.
Образование напряжений в сварных соединениях. При нагревании металл расширяется. А если кусочек металла зажат так, что ему некуда расширяться? Именно в таком положении находятся при сварке участки шва и зоны термического влияния. Вырежем мысленно брусок так, чтобы шов пришелся на середину его длины (рис. 5.2). Пусть пламя нагревает брусок равномерно до 600 °C. Положим его между прочными неподвижными стенками. Ведь в реальных изделиях участки металла связаны между собой и не могут перемещаться. При нагревании брусок будет стремиться к удлинению. Однако удлиняться ему некуда - на металл действуют сжимающие усилия от стенок. В то же время нагретый металл становится более пластичным и, поддавшись сжатию, сминается. При остывании он укорачивается настолько, насколько не смог удлиниться. Если стенки не позволяют бруску свободно сокращаться, в нем возникают внутренние напряжения растяжения.
При сварке те участки изделия, которые не были нагреты до пластического состояния и сохранили свою жесткость, препятствуют укорочению металла в зоне термического влияния. Но и околошовные участки также стремятся сжать расположенный рядом металл. Эта сложная картина внутренних напряжений и деформаций еще более усложняется при сварке пересекающихся швов; закреплении заготовок перед сваркой, предварительном подогреве и охлаждении. Конструкции после сварки изменяют свои размеры, изгибаются, вспучиваются, коробятся.
Внутренние силы, возникающие в металле при сварке, могут привести к образованию трещин в швах или рядом с ними.
Напряжения и деформации при сварке 155
Напряженное состояние, вызванное сваркой малопластичных материалов, склонных к закалке (чугуна, легированных сталей, инструментальных сталей и др.), способствует образованию трещин в сварном шве и в основном металле.
Виды деформаций. Представим себе твердое тело, например резиновый брус. Под действием внешних сил он изменяет свою форму и размеры (деформируется). Если затем убрать внешние силы, брус примет свои первоначальные форму и размеры, т. е. деформация полностью исчезнет.
Тело, находящееся под действием нагрузок, которые стремятся вызвать в нем деформации, сопротивляется этим нагрузкам. При этом в нем возникают внутренние силы, противодействующие силам, вызывающим деформации. Тело становится напряженным тем больше, чем сильнее действуют на него нагрузки.
Возникающие при сварке деформации разделяют на временные^ существующие только во время сварки конструкции, и ос-таточные, которые сохраняются после сварки.
Внутренние напряжения и деформации, возникающие при сварке, зависят от вида сварки. Чем больше зона разогрева металла, тем сильнее деформации. Так, при газовой сварке зона разогрева больше, чем при ручной дуговой. Поэтому и деформации, возникающие при газовой сварке, увеличиваются.
Внутренние напряжения вызывают значительные остаточные деформации сварных конструкций, которые иногда делают сварное изделие непригодным к эксплуатации.
При изготовлении сварных конструкций предусматривают различные мероприятия, предупреждающие появление деформаций или уменьшающие их.
Типы деформаций. В зависимости от характера, формы и размеров свариваемых деталей различают деформацию в плоскости и деформацию из плоскости соединяемых элементов (рис. 5.3).
Деформация в плоскости проявляется изменением (уменьшением) размеров конструкции. С этим необходимо считаться при заготовке деталей и сборке под сварку, предусматривая припуск на изменение размеров.
Деформация из плоскости (угловая деформация) проявляется образованием выпучин (хлопунов), местным изгибом листов, грибовидным изгибом пояса при сварке элементов тавровых или двутавровых сечений, а также другими изменениями формы изделий.
156 Гпава 5
Рис. 5.3. Сварочные деформации:
а - при сварке пластин втавр; 6 - при наплавке валика на кромку;л - при сварке продольно! о шва трубы; г - стыковых соединений; г) - угчовых соединений; с - тавровых соединений
До сварки После сварки
Величина и характер остаточных деформаций в значительной степени определяются толщиной и свойствами основного металла, режимом сварки, последовательностью наложения швов, конструкцией свариваемых деталей и формой шва. При увеличении толщины свариваемого металла деформации уменьшаются, что обусловлено возрастанием жесткости конструкции.
Изменение размеров и формы сварной конструкции в некоторых случаях снижает ее работоспособность и портит внешний вид. При разработке технологии сборки и сварки конструкции учитывают необходимость снижения остаточных деформаций до величины, не влияющей на работоспособность конструкции и не затрудняющей сборку отдельных элементов.
Концентрация напряжений. Представим себе сварную пластину со стыковым швом, обработанным заподлицо (усиление шва удалено режущим инструментом). Эта пластина растягивается силами Р. В пластине под действием нагруюк возникают напряжения, противодействующие внешним силам, которые в любом сечении пластины распределены равномерно.
Если стыковой шов не обрабатывать заподлицо с поверхностью пластины, а пластину нагрузить теми же растягивающими силами Л то возникшие в пластине напряжения не будут равномерно распределены по ее сечению. В местах перехода от по
Напряжения и деформации при сварке 157
верхности пластин к сварному шву, на границе сварного шва, напряжения достигнут наибольшей величины, а в сечении, удаленном от сварного шва, они распределятся равномерно.
Явление местного повышения напряжений называется концентрацией напряжений. Она выражается коэффициентом концентрации оск, который представляет собой отношение максимальных напряжений в месте концентрации ок к напряжениям <у0, удаленным от того места, где они распределены равномерно: о* = <\ / <5О-
Концентрация напряжений в соединениях со стыковым швом зависит от усиления шва. Чем меньше усиление шва и плавнее сопряжение шва с основным металлом, тем меньше концентрация напряжений. В стыковых швах не только его усиление, но и непровар или чрезмерное проплавление являются местами значительной концентрации напряжений.
Концентрация напряжений вызывается дефектами в сварных соединениях и швах: подрезами, чрезмерным усилением швов, раковинами, шлаковыми включениями, трещинами, непроварами и др. Она может быть обусловлена также неправильными очертаниями сварных швов и нерациональной конструкцией сварного соединения.
5.2. ПРЕДОТВРАЩЕНИЕ НАПРЯЖЕНИЙ
И ДЕФОРМАЦИЙ
Жесткое закрепление деталей. Эффективной мерой снижения сварочных остаточных деформаций является сварка деталей и узлов в приспособлениях Однако при этом значительно возрастают сварочные напряжения. После того как сварной узел освобождают от приспособления, в котором он был закреплен, появляются деформации от усадки швов. Уменьшение деформаций при сварке в приспособлении объясняется тем, что в процессе нагрева до высоких температур происходит пластическая деформация. Этот способ применяют для конструкций, изготовленных из вязких материалов, не склонных к образованию трещин.
Создание обратных деформаций. Часто заготовку подвергают дополнительной обратной деформации. Такая деформация свариваемых элементов может выполняться по схемам, показанным на рис. 5.4. Метод предварительного изгиба свариваемых деталей используют для предотвращения угловых деформаций.
158 Гпава 5
Рис. 5.4. Методы борьбы с деформациями: a - сборка деталей с учетом возможных деформаций; б - рациональная последовательность наложения швов; <? - уравновешивание деформаций; г - механическая правка, t) - термическая правка
При сварке листов небольшой ширины их располагают, предварительно выгибая в сторону, обратную ожидаемой деформации. Листы большой ширины можно укладывать с предварительным изгибом свариваемых кромок.
Для устранения деформаций тавровых и двутавровых балок используют приспособления, которые изгибают балку в сторону, обратную ожидаемой деформации (рис. 5.4, а).
Снижение массы наплавленного металла. Это достигается правильным конструированием изделия, сокращением количества и размеров сварных швов, уменьшением сечения швов за счет изменения угла скоса кромок, использованием технологии сварки с глубоким проплавлением и сварки на форсированных режимах.
Последовательность наложения швов. Технологией производства сварных конструкций предусмотрены способы сварки, обеспечивающие получение минимальных деформаций (рис. 5.4, б, в). При сварке длинных швов применяют различные
Напряжения и деформации при сварке 159
приемы обратноступенчатой сварки (в направлении, обратном направлению сварки участков, участками от середины к краям, от краев к середине и др.), сварку «каскадом», «горкой» и др.
Стыковые соединения с Х-образной подготовкой кромок следует сваривать попеременно с каждой стороны для уменьшения коробления свариваемых элементов.
Применение многослойных швов. Такой прием позволяет уменьшить внутренние напряжения, улучшить структуру и качество наплавленного металла, выполнить послойную термическую обработку швов. Целесообразно использование таких присадочных материалов, которые обеспечивают получение наиболее пластичного металла шва.
Принудительное охлаждение. Уменьшение сварочных напряжений и деформаций при сварке низкоуглеродистых и неза-каливающихся сталей достигается применением принудительного охлаждения (водой, с помощью теплоотводов из меди и др.).
5.3. УСТРАНЕНИЕ НАПРЯЖЕНИЙ
И ДЕФОРМАЦИЙ
Подогрев свариваемого металла. Если меры, предотвращающие образование сварочных напряжений и деформаций, оказываются недостаточными, возникает необходимость в устранении (снятии) возникших напряжений и деформаций. Для частичного или полного устранения внутренних напряжений применяют предварительный подогрев металла перед сваркой, термическую обработку швов и околошовной зоны после окончания сварочных работ, иногда полную термическую обработку изделия.
Местный предварительный подогрев для уменьшения сварочных напряжений и деформаций используют при сварке сталей, чугуна, алюминиевых сплавов, бронзы. При этом алюминий подогревают до 300 °C, бронзу - до 400, сталь - до 400-600, чугун - до 500-800 °C.
Аргонодуговая обработка. Расплавление участка перехода от шва к основному металлу неплавящимся электродом в аргоне нарушает равновесие внутренних сил напряженного поля вследствие перехода части металла в жидкое и пластическое состояние. Естественно, что при кристаллизации расплавленного ме
160 Гпава 5
талла вновь возникают напряжения, однако они сравнительно малы, так как объем этого металла во много раз меньше, чем металла шва. Расплавление небольшого количества основного металла и металла шва приводит к уменьшению напряжений на 60— 70%. Получаемый в этом случае плавный переход от шва к основному металлу способствует значительному повышению прочности сварных соединений, особенно при переменных нагрузках.
Проковка швов. Сварочные напряжения можно снять почти полностью, если в шве и зоне термического влияния создать дополнительные пластические деформации, что достигается проковкой швов. Послойная проковка швов применяется при сварке металлов большой толщины и специальных жаропрочных сталей. Ее производят при остывания сварного шва (температура 450 °C и выше либо 150 °C и ниже). В интервале температур 400-300 °C в связи с пониженной пластичностью металла при его проковке возможно образование надрывов. Специального нагрева сварного соединения для выполнения проковки, как правило, не требуется. Проковку выполняют после наложения каждого слоя частыми легкими ударами пневматическим зубилом или вручную молотком массой 0,6-1,2 кг с закругленным бойком.
Частота и интенсивность проковки зависят от толщины металла, состава стали, температуры нагрева, при которой ведется сварка, и ряда других факторов. Проковку ведут до сглаживания рисунка шва. Обычно первый и последний слои металла не подвергаются проковке, так как в них могут появиться трещины и надрывы. Проковка сварного шва способствует также повышению усталостной прочности конструкции.
Механическая правка металла. Деформацию деталей устраняют механической правкой с помощью прессов, домкратов, правильных вальцов, ударных приспособлений и др. (рис. 5.4, г). При толщине металла до 3 мм правку производят вручную молотком. В процессе механической правки образуется местный наклеп, повышающий предел текучести металла. Пластические свойства его при этом резко снижаются. Вызываемая наклепом неоднородность механических свойств отрицательно сказывается на статической прочности конструкции и при эксплуатации ее под переменными нагрузками. Эта правка менее целесообразна, чем термическая, и ее применение следует ограничивать.
Напряжения и деформации при сварке 161
Термическая правка металла. Различные деформации, возникающие после сварки, исправляют термической правкой (рис. 5.4, d). Такая правка производится путем воздействия местного источника теплоты на деформируемый участок (газовой горелкой, угольной дугой прямого или косвенного действия, наплавкой валика и т. д.). Она широко используется, так как она проста, удобна, дешева, позволяет исправлять общие и местные деформации. Термической правке можно подвергать металлы, обладающие достаточной пластичностью и не меняющие своих свойств в интервалах температур правки.
При правке деформированную поверхность нагревают до 750-850 °C со стороны выпуклой части. Нагретый участок стремится расшириться, однако окружающий его холодный металл препятствует этому, в результате чего возникают пластические деформации схсатия. В зависимости от величины деформации нагрев производят несколько раз, начиная с максимальной точки прогиба и постепенно переходя к краю исправляемого участка. После охлаждения линейные размеры нагретого участка уменьшаются, что приводит к снижению или полному устранению деформаций.
В случае деформации тонкого листа, приваренного к массивной раме, правку можно осуществлять путем нагрева металла в симметрично расположенных точках с выпуклой стороны листа. Нагрев следует начинать от центра выпуклости.
Деформации в листовых конструкциях успешно устраняются местным нагревом с одновременной правкой металлическим или
деревянным молотком.
5.4. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
Виды термической обработки. Термическая обработка сварных соединений состоит из нагрева их с определенной скоростью до нужной температуры, выдержки при этой температуре и охлаждения также с определенной скоростью. Термическую обработку применяют для снятия сварочных напряжений и улучшения структуры (табл. 5.1).
6 Зак 1907
162 Глава 5
Табл. 5.1. Термообработка сварных соединений при газовой сварке
I Свариваемый материал Вид термообработки Режим термообработки Назначение термообработки Используемые средства нагрева
1 2 3 4 5
Низкоуглеродистая сталь (до 0,25% С) Проковка шва с последующей нормализацией (требуется только при необходимости улучшения свойств металла шва) 11агрев после сварки до 850-900 °C, выдержка при данной температуре в течение 2,5 мин на 1 мм толщины металла и охлаждение на воздухе Улучшение структуры, повышение прочности и твердости Нагревательная печь
Среднеуглеродистая сталь (0,25-0,6% С) Предварительный нагрев изделия до сварки Нагрев до 300-400 °C (для крупных изделий) Устранение образования структур закалки в зоне термического влияния То же
Высокотемпературный отпуск после сварки Нагрев изделия до 600-650 °C, выдержка его при этой температуре в течение 2,5 мин на 1 мм толщины ме-галла и медленное охлаждение в печи до нормальной температуры Получение качественного сварного соединения при содержании углерода в стали до 0,6% «
Низколегированная хромомолибденовая сталь (I2XM, 15ХМ, 12ХМ1Ф и др.) Предварительный нагрев обратной стороны стыка перед сваркой Нагрев до 200-300 °C _________ Устранение образования сгруктур закалки в зоне термического влияния Сварочная горелка
Напряжения и деформации при сварке 163
Продолжение табл. 5.1
1 2 3 4 5
Нормализация сваренного стыка после сварки Нагрев стыка на ширину, не менее чем в 5 раз превышающую ширину сварного шва, и охлаждение на воздухе Получение сварного шва, близкого к равнопрочному Тоже
Низколегированная хромокрем нем ар-ганновистая сталь (20ГС, 25ХГС. ЗОХГС, 35ХГС, ЗОХГСА и др.) После сварки закалка с последующим высоким отпуском Нагрев до 880 °C с охлаждением в масле и последующим высоким отпуском (режим термообработки указывается в технических условиях на изделие или на чертежах) Уменьшение возможности образования трещин Нагревательная печь
Чугун (от 1,7 до 6,3% С) При горячей сварке чугуна: предварительный нагрев изделия до сварки, отжиг после сварки Общий или местный нагрев до 300-400 °C для мелких изделий и до 500-600 °C для крупных изделий Нагрев до 650-750 °C и охлаждение вместе с печью Снижение возможности образования хрупких структур от-бела и закалки: умень- шение вероятности появления трещин в шве и зоне термического влияния; уменьшение внутренних напряжений и предупреждение образования трещин Сварочная или нагревательная горелка для местного на- грева Печь или горн для общего нагрева
164 Глава 5
Продолжение табл. 5. /
I 2 3 4 5
При низкотемпературной пайко-сварке чугунными прутками: предварительный нагрев детали Нагрев до 300-400 °C перед сваркой Снижение возможности появления структур закалки в око-лошовной зоне Сварочная горелка, печь или горн в зависимости от размера детали
При низкотемпературной пайко-сварке латунными припоями: нагрев места дефекта; проковка наплавленного металла при температуре 600 - 700 °C непосредственно после пайкосварки Нагрев места дефекта до 450-500 °C в процессе сварки. Повышение прочности металла шва. При пайко-сварке латунными припоями: предварительная термообработка не применяется, после сварки медленное охлаждение То же Сварочная горелка (пламеокислительное)
Медь Проковка металла толщиной до 5 мм в холодном состоянии, а толщиной более 5 мм в нагретом состоянии до 500-600 °C После проковки отжиг с нагревом до 500-550 °C и быстрое охлаждение в воде Придание меди необходимой пластичности Сварочная горелка
Напряжения и деформации при сварке 165
Окончание табл. 5.1
1 2 3 4 5
Латуни (Л62, Л68 и др.) Проковка при температуре свыше 700 °C для латуни, содержащей менее 60% меди, и в холодном состоянии для латуни, содержащей более 60% меди Отжиг после сварки с нагревом изделия до 270-300 °C с последующим медленным охлаждением в печи I (овышение плотности металла. Предохранение от коррозионного растрескивания, снятие остаточных напряжений Горн или горелка
Бронзы Для оловянных бронз -отжиг Режим отжига регламентируется требованиями. предъявляемыми к отливкам Улучшение свойств сварного соединения Тоже
Для алюминиевых бронз -проковка с последущим низкотемпературным отжигом Режимы те же, что для сварки латуни Повышение прочности металла шва и снятие остаточных напряжений «
Алюминий и его сплавы (типа AM, АМг, Д, АС и др.) Отжиг после сварки (для отливок из силумина сложной конфигурации и небольших размеров) Haipee до температуры 300-350 °C с выдержкой в печи в течение 2-5 ч, охлаждение вместе печью Снятие остаточных напряжений после заварки дефектов «
Используют следующие виды термической обработки: высокий отпуск; нормализацию; термический отдых; аустенизацию; стабилизирующий отжиг; улучшение. На рис. 5.5 приведены графики температур и времени термической обработки, характерные для низколегированных хромомолибденовых и высоколегированных хромоникелевых сталей.
166 Гпава 5
Рис. 5.5. Графики термической обработки:
a - низколегированных хромоникельмолибденовых сталей; б - высоколегированных хромоникелевых нержавеющих сталей; I — термический отдых; 2 - высокий отпуск: 3 -нормализация: 4 ~ аустенизация; 5 - стабилизирующий огжиг
Наиболее часто применяют высокий отпуск (нагрев до 650 °C, выдержка до 3 мин на каждый миллиметр толщины, медленное охлаждение на воздухе). Режим охлаждения в основном зависит от химического состава стали. Чем больше содержание элементов, способствующих закалке, тем меньше должна быть скорость охлаждения.
Отпуск после сварки, обычно применяемый для выравнивания структуры шва и зоны термического влияния, также снижает внутренние напряжения. Отпуск может быть общим, когда нагревается все изделие, и местным, когда нагревается лишь зона сварного соединения. Преимущество общего отпуска состоит в том, что снижение напряжений происходит во всей сварной конструкции назависимо от ее сложности. Технологическая операция отпуска состоит из четырех стадий: нагрев; выравнивание температуры по длине и сечению изделия; выдержка при температуре отпуска; охлаждение.
Нормализацию применяют главным образом для сварных соединений труб из легированной стали диаметром до 100 мм и небольшой толщины. Она заключается в нагреве изделия до более высокой температуры, чем при высоком отпуске (для низколегированных сталей 900-950 °C), выдержке в течение нескольких минут и охлаждении на воздухе.
Напряжения и деформации при сварке 167
Термический отдых используют для сварных соединений из низколегированной стали, имеющей склонность к образованию трещин вследствие выделения растворенного водорода, диффундирующего из шва в зону термического влияния. Нагрев изделий производят до 250-300 °C и выдерживают при такой температуре несколько часов.
Аустенизацию применяют для получения в сварных соединениях из хромоникелевых нержавеющих сталей однородной структуры аустенита, улучшения механических свойств (пластичности) и снижения сварочных остаточных напряжений (на 70-80%).
Стабилизирующий отжиг улучшает механические свойства, снимает сварочные напряжения, обеспечивает стабильную структуру и предупреждает появление коррозионных трещин.
Улучшение, заключающееся в нормализации с последующим высоким отпуском, относится к полной термической обработке и производится в стационарных термических печах. Оно снижает остаточные сварочные напряжения и полностью восстанавливает структуру и свойства металла, изменившиеся после сварки.
Оборудование для термической обработки. При термической обработке применяют несколько способов нагрева: в стационарных термических печах; радиационный (электросопротивлением и газопламенный); индукционный; термохимический и смешанный (электросопротивлением и индукционный токами промышленной частоты).
Нагревательные устройства, их конструкция и технология использования должны соответствовать методам нагрева.
На практике широко применяют нагревательные устройства для местной термической обработки сварных соединений: гибкие электронагреватели сопротивления (ГЭН) и комбинированные электронагреватели (КЭН).
ГЭН содержат набор пальцевых нагревателей, изолированных керамическими втулками, внутри которых проходят плоские спирали из нихромовой проволоки. Подогреватель состоит из большого количества таких нагревателей, гирлянда которых шириной до 160 мм достаточно гибкая для обхвата труб и корпусов конструкций диаметром до 56 мм.
168 Глава 5
Большая удельная мощность, возможность использования для нагрева спирали обычных сварочных трансформаторов и преобразователей, а также простота обслуживания и ремонта обусловили широкое применение этих нагревателей.
КЭН состоят из гирлянды керамических изоляторов, внутри которых проходит пучок нихромовых проволок. Эта гирлянда, питаемая от одного источника (мощного сварочного трансформатора), подогревает сварное соединение за счет электронагрева нихромовой проволоки, а также наведения индукционных токов нагрева, что обеспечивает общую температуру подогрева до 1000 °C. КЭН применяют при строительстве тепловых электростанций для термической обработки стыков труб диаметром до 1620 мм.
Индукционные электронагреватели представляют собой индукторы-соленоиды, выполненные из медной трубы или проволоки. Используют индукторы с воздушным и водяным охлаждением. При воздушном охлаждении медный неизолированный провод сечением 120-240 мм2 (частота электрического тока 50 Гц) наматывают в один слой с зазором 15-20 мм на изделие, предварительно покрытое теплоизоляцией.
Применяют также электронагреватель, состоящий из охлаждаемой водой латунной или медной гибкой трубки, по наружной поверхности которой навит многожильный медный кабель, покрытый сверху гибкой асбестовой изоляцией.
Газопламенные нагреватели представляют собой горелки (многопламенные, кольцевые, трубчатые с факельным устройством и др.), в которых в качестве горючего газа используются ацетилен, пропан, природный газ с добавлением кислорода или воздуха.
Для полной термообработки шаровых резервуаров и других корпусных конструкций применяют специальные теплогенераторные установки с мощными факельными горелками.
Для термохимического нагрева используют устройства, изготовленные из экзотермических смесей, в виде гибкого шнура, охватывающего стык с двух сторон, или в виде пакетов и ковриков, закрепляемых на стыке металлическими полосами. При сгорании они обеспечивают нагрев до температуры высокого отпуска (600 °C).
Напряжения и деформации при сварке 169
Источники питания для термической обработки Источниками питания электрических нагревателей служат в основном сварочные трансформаторы, мощность которых подбирается в зависимости от величины изделия. При необходимости используют сдвоенные трансформаторы для параллельного питания нагревателей. Для индукционного нагрева, кроме токов промышленной частоты, на которых работают сварочные трансформаторы, используются высокочастотные токи от машинных преобразователей повышенной частоты (2450, 2960 и 8000 Гц ) и от тиристорных преобразователей (2400 Гц).
Для термической обработки сварных соединений труб и корпусов различных аппаратов, газгольдеров и емкостей из перечисленных нагревателей и источников питания комплектуются установки (посты), имеющие ручное управление процессом, ручное дистанционное управление и программное управление. Установки с дистанционным и программным управлением могут обслуживать одновременно несколько сварных соединений. Посты лдя газопламенной термообработки комплектуются горелками, коллекторами для газовых баллонов или емкостями с горючим.
Для контроля температуры при термообработке применяют термоэлектрические пирометры, специальные термометры, приборы, регистрирующие температуру и время (самопишущие автоматические потенциометры), термоиндикаторные карандаши и краски.
После окончания термообработки проверяют ее качество путем измерения твердости наружной поверхности сварных соединений или контрольных соединений и образцов, вырезанных из конструкции.
®/. Что называют деформациями и напряжениями?
) 2. Перечислите причины возникновения деформаций при сварке
__ 3. В чем разница между временными и остаточными деформациями?
4. Укажите причины, приводящие к возникновению концентраторов напряжений при сварке.
5. Какими мерами можно снизить остаточные напряжения при сварке?
6. Какие правила должен выполнять сварщик, чтобы предупредить возникновение сварочных напряжений и деформаций?
7. Какие виды термической обработки используют для снижения внутренних напряжений в сварных соединениях?
ТЕХНОЛОГИЯ КИСЛОРОДНОЙ РЕЗКИ
6.1. ОСНОВЫ ПРОЦЕССА РЕЗКИ
Общие сведения. Кислородная резка входит в группу процессов термической резки (табл. 6.1).
Кислородная резка является одним из наиболее распространенных процессов газопламенной обработки металлов. Она широко используется в металлообработке и металлургии при резке листов, заготовок профильного проката, труб и т. д.
Различают два вида кислородной резки: разделительную и поверхностную.
При разделительной резке образуются сквозные разрезы, а при поверхностной — канавки круглого очертания.
Разделительная резка производится без и со скосом кромок под сварку, а поверхностная бывает либо сплошной, когда обрабатывается вся поверхность заготовки за один проход, либо выборочной с удалением поверхностного слоя металла.
В отличие от сварки кислородная резка на вертикальной плоскости или в потолочном положении не представляет трудности и может производиться в любом пространственном положении.
В процессе резки металл расплавляется и вытекает из полости реза. Однако железо легко окисляется, а в чистом кислороде горит и превращается в оксиды и шлаки.
К термическому и химическому действию может присоединяться механическое действие струи газа, выталкивающее жидкие и размягченные продукты из полости реза.
При кислородной резке происходит химическая реакция сгорания железа в кислороде.
Технология кислородной сварки 171
Табл. 6.1. Способы термической резки различных металлов
Металл Кислородная (газовая) Кислородная флюсовая Воздушно-дуговая Плазменно-дуговая Дуговая I азола-зерная
Низкоуглеродистая 4“ 0 4* + 0 4-
сталь
Коррозионно-стойкая + + + + +
сталь
Чугун — + + + -у 0
Алюминий и его — 0 + 0 —
сплавы
Магний и его сплавы — — + — —
Медь и ее сплавы — 0 0 4- + —
Титан + 0 0 4* 0 +
Никель 0 0 + 0 —
Примечание. + — резка целесообразна; 0 — резка нецелесообразна; - — резка затруднена или невозможна.
Железо и сталь не загораются, как известно, в кислороде при низких температурах, поэтому кислород хранят в стальных баллонах. Температура начала горения металла зависит от его химического состава и равна 1000—1200 °C. Температура начала горения повышается с увеличением содержания углерода в металле при одновременном понижении температуры его плавления. Высококачественная кислородная резка металла возможна лишь в том случае, если он горит в твердом состоянии. Если же металл загорается лишь при расплавлении, то в процессе резки он вытекает из полости реза и рез получается широким и неровным.
Сущность процесса кислородной резки. Процесс газокислородной резки приведен на рис. 6.1. Смесь кислорода с горючим газом выходит из подогревательного мундштука резака и сгорает, образуя пламя, которое называют подогревающим. Когда металл нагревается до температуры начала горения, по осевому каналу режущего мундштука подается технически чистый кислород. Он попадает на нагретый металл и зажигает его. В процессе горения выделяется значительное количество теплоты.
172 Глава 6
Рис. 6.1. Газокислородная резка:
I - разрезаемый металл; 2 - режущий кислород; .1 - режущий мундштук; 4 - подогревательный мундштук; 5 - подогревательное нламя; 6- шлаки
Нижележащие слои металла нагреваются и горение быстро распространяется в глубину, прожигая сквозное отверстие, через которое режущая струя кислорода выходит наружу, пробивая металл. Если перемещать резак с определенной скоростью, то металл будет разрезаться.
Таким образом, кислородная резка состоит из нескольких процессов: подогрева металла, сжигания металла в струе кислорода, выдувания расплавленного шлака из полости реза. Подогревательное пламя обычно не тушат, и оно горит в течение всего процесса резки, так как теплоты, выделяющейся при сжигании железа в кислороде, недостаточно для возмещения всех потерь теплоты в зоне резки. Если подогревательное пламя потушить, то процесс резки быстро прекра-
щается, металл охлаждается настолько, что кислород перестает на него действовать, и реакция горения металла в кислороде останавливается.
Условия резки. Кислородной резке подвергаются только те металлы и сплавы, которые удовлетворяют определенным условиям.
П Температура воспламенения металла в кислороде должна быть ниже температуры его плавления. Этому требованию соответствуют низкоуглеродистые стали, температура воспламенения которых в кислороде около 1300 °C, а температура плавления около 1500 °C. Увеличение содержания углерода в стали сопровождается повышением температуры воспламенения в кислороде и понижением температуры плавления. Поэтому с ростом содержания углерода кислородная резка сталей ухудшается.
Технология кислородной сварки 173
□ Температура плавления оксидов металлов, образующихся при резке, должна быть ниже температуры плавления самого металла. В противном случае тугоплавкие оксиды не будут выдуваться струей режущего кислорода, что нарушит нормальный процесс резки. Этому условию не удовлетворяют высокохромистые стали и алюминий. При резке высокохромистых сталей образуются тугоплавкие оксиды с температурой плавления 2000 °C, а при резке алюми- ния — оксид, температура плавления которого около 2050 °C. Кислородная резка их невозможна без применения специальных флюсов.
П Теплоты, которая выделяется при сгорании металла в кислороде, должно быть достаточно для поддержания непрерывного процесса резки. При резке стали около 70% теплоты выделяется в результате сгорания металла в кислороде и только 30% ее поступает от подогревающего пламени резака.
□ Образующиеся при резке шлаки должны быть жидкотекучими и легко выдуваться из места реза.
П Теплопроводность металлов и сплавов не должна быть слишком высокой, иначе теплота от подпревающего пламени и нагретого шлака интенсивно отводится от места реза, процесс резки становится неустойчивым и в любой момент может прерваться. При резке стали сгорание железа в кислороде происходит в соответствии со следующими реакциями:
Fe + 0,5О2= FeO + 269 МДж/кмоль,
2Fe + l,5O2= Fe2O3 + 272 МДж/кмоль,
3Fe + 2О2 = Fe3O4 + 276 МДж/кмоль.
Из уравнений следует, что на сгорание 1 кг железа расходуется 0,38 кг (0,27 л) кислорода, или на 1 см3 железа требуется 2,1 л кислорода. На практике же расход кислорода в процессе резки может быть выше или ниже теоретического значения, так как часть металла выдувается из полости реза в неокисленном виде и вытекающий шлак содержит не только оксиды, но и металлическое железо. Выделяемое при горении железа значительное количество теплоты оплавляет поверхность металла. Этот жидкий металл увлекается в шлак вместе с расплавленными оксидами. Количество теплоты, образующееся в результате сгорания железа при резке, в 6-8 раз превышает количество теплоты, выделяемой подогревающим пламенем резака.
174 Глава 6
Табл. 6.2. Характеристика разрезаемости углеродистых сталей
Сталь Характеристика разрезаемости
Н изкоуглсродистая Присодержании углерода до 0,3% резка без затруднений
Среднеуглеродистая С увеличением содержания углерода от 0,3 до 0,7% резка осложняется
Высокоуглероднсгая При содержании углерода свыше 0,3% до 1% резка затруднена и требуется предварительный подогрев стали до 300-700 °C При содержании углерода более 1-1,2% резка невозможна (без применения флюсов)
Указанным условиям удовлетворяет лишь железо и его технические сплавы — стали. Большинство других металлов не поддаются кислородной резке.
Разрезаемость металла. В табл. 6.2 приведены характеристики разрезаемости углеродистых сталей.
Разрезаемость кислородом конструкционных сталей оценивают по содержанию в них эквивалентного углерода (табл. 6.3):
Сэ = С+0,16 Мп + 0,3(Si+Mo) + 0,4Cr + 0,2V + 0,04(Ni+Cu).
Цифры, стоящие перед обозначением элементов, указывают их содержание в сталях (в процентах по массе).
Влияние легирующих элементов на разрезаемость стали при кислородной резке приведено в табл. 6.4.
Предварительный подогрев необходим в первую очередь для предупреждения образования трещин и выполняется в газовых печах, нагревательных колодцах или пламенем многопламенной горелки.
Высоколегированные стали кислородной резке не поддаются из-за образования в процессе резки тугоплавких оксидов, которые с трудом удаляются из полости реза (разреза). Высокоуглеродистые, высоколегированные аустенитные, высокохроми-стые стали не поддаются газокислородной резке. В этом случае применяют кислородно-флюсовую или плазменно-дуговую резку.
Для резки необходим чистый кислород; даже небольшое количество примесей заметно снижает ее скорость и значительно повышает расход кислорода. В качестве горючего для подогревающего пламени при кислородной резке можно использовать любой промышленный горючий газ, а также бензин, бензол, керосин и т. д.
Технология кислородной сварки 175
Табл. 6.3. Характеристика разрезаемости конструкционных сталей
Содержание,% Разрезаемость стали Марка стали
углерода эквивалентного углерода
До 0,3 До 0,6 Возможна резка в любых условиях без ограничении и без подогрева до или после резки 15Г.20Г, 10Г2, 15М, 15НМи др
До 0,5 0,6-0,8 В летнее время - хорошая без подогрева В зимнее время необходим подогрев до 150 °C ЗОГ, 40Г, 30Г2,15Х, 20Х, 15ХФ, 10ХФ, 15ХГ, 20М, 12ХНЗА, 20ХНЗА и др
До 0,8 0.8-IJ Резка затруднена в связи с возможностью образования закалочных трещин. Необходим предварительный подогрев до 300 °C 50Г-70Е 35 Г2-50Г2, ЗОХ-50Х и др., 12ХМ-35ХМ, 20ХГ-40ХГ, 40ХН-50ХП, 12Х2Н4Л-20Х2Н4Л, 40ХФА.5ХНМ, ШХ10, 25ХМФА и др.
Более Болес Резка затруднена в связи с 25ХГС-50ХГС, ЗЗХС-40ХС,
0,8 1,1 возможностью образования трещин после резки. Необходим предварительный подогрев до 300-400 °C и замедленное охлаждение металла после резки 20X3,35ХЮА, 37XH3A. 35Х2МА, 25НВА, 38ХМЮА, 40ХГМ, 45ХНМФА, 50ХГА, 50ХФА, 50ХТФА. 5ХНМ, 12Х2НЗМА, LUX15, ШХ15СГ и др.
Табл. 6.4. Влияние легирующих элементов на разрезаемость стали при кислородной резке
Элемент Разрезаемость стали
I 2
Марганец При содержании до 0,6% Мп резка выполняется без затруднений, однако твердость поверхности реза значительно повышается по сравнению с твердостью основного металла
Кремний При содержании до 0,2% С и до 4% Si металл резре-зается без затруднений. При содержании свыше 0,2% С и до 2,5% Si резка выполняется удовлетворительно
Хром Стали, содержащие до 0,7% С и до 1,5% Сг, подвергаются резке без затруднений. При содержании до 0,4% С и до 5% Сг необходим предварительный подогрев, который позволяет избежать закалки. Если содержание Сг превышает 6%, сталь не разрезается
176 Глава 6
Окончание табл. 6.4
1 2
Никель При содержании до 0,5% С и до 35% Ni сталь разрезается удовлетворительно, если в ее составе нет значительного количества других элементов
Вольфрам Сталь, содержащая до 0,7% С и до 10% W, разрезаемся без замруднений. При содержании 10-15% W резка возможна только с предварительным подогревом
Молибден Содержание Мо до 2% не влияет на процесс резки. При содержании свыше 3,5% Мо резке поддаются только стали, которые содержат не более 0,3% С
Медь Содержание до 0,7% Си на процесс резки не влияет
Алюминий Содержание до 0,5% Ai на процесс резки не влияет При большем его содержании ухудшается процесс резки При содержании свыше 10% Л1 сталь не разрезается
Сера и фосфор Если общее содержание этих элементов не превышает 0,1 %, на процесс резки они влияния не оказывают
Чугун не режется вследствие низкой температуры плавления и высокой температуры начала горения; он горит в кислороде в расплавленном состоянии, что исключает возможность получения качественного реза.
Цветные металлы также не поддаются процессу резки из-за высокой температуры плавления их оксидов и значительной теплопроводности.
Медь не режется вследствие высокой теплопроводности и незначительного количества теплоты, выделяющейся при ее сгорании. Медь и ее сплавы можно обрабатывать кислородно-флюсовой резкой.
Алюминий не режется по причине чрезмерной тугоплавкости образующегося оксида. Для алюминия и его сплавов применяют плазменную дуговую резку.
Рекомендуемые способы термической резки чугуна и цветных металлов и их сплавов приведены в табл. 6.5.
Показатели режима резки. Основными показателями режима являются: мощность пламени, давление режущего кислорода и скорость резки. От их выбора во многом зависят производительность и качество резки.
Технология кислородной сварки 177
Табл. 6.5. Рекомендуемые способы термической резки чугуна и цветных сплавов
Материал Резка
Чугун Алюминий и его ставы Магний и его сплавы Медь и его сплавы Гитан и его сплавы Основная резка - воздушно-дуговая. Кислородная резка затруднена, так как температура плавления чугуна выше температуры воспламенения в кислороде Применяют также ручную дуговую и плазменно-дуговую резку. Кислороднофлюсовая резка технически выполнима, но резчик должен работать в скафандре Наи лучшие результаты дает плазменнодуговая резка. Кислородную резку затрудняют тугоппавкость шлака и высокая теплопроводность металла Плазменно-дуговая резка Наиболее эффективна плазменно-дуговая резка. Используют также кислородно-фпюсовую и ручную дуговую резку. При кислородно-флюсовой резке необходим подогрев до 400-900 °C Кислородная, а также дуговая и плазменнодуговая резка
Мощность пламени определяется толщиной разрезаемого металла, составом и состоянием стали (прокат или поковка). При ручной резке из-за неравномерности перемещения резака обычно приходится в 1,2-2 раза увеличивать мощность пламени по сравнению с машинной. При резке литья следует повышать мощность пламени в 3-4 раза, так как поверхность отливок, как правило, покрыта песком и пригаром.
Для резки стали толщиной до 300 мм применяют нормальное пламя, а толщиной свыше 400 мм - подогревающее пламя с избытком ацетилена (науглероживающее) для увеличения длины факела и прогрева нижней части разреза.
Давление режущего кислорода зависит от толщины разрезаемого металла, формы режущего сопла и чистоты кислорода. При повышении давления сверх нормативного скорость резки уменьшается и качество поверхности реза ухудшается. Соответственно увеличивается расход кислорода.
178 Глава 6
Рис. 6.2. Характер выброса шлака:
a — скорость резки мала: б - скорость велика; в - оптимальная скорость
Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа. Судить о правильном выборе скорости резки можно по следующим признакам. При замедленной скорости происходит оплавление верхних кромок разрезаемого листа и расплавленные шлаки (оксиды) вылетают из разреза в виде потока искр в направлении резки (рис. 6.2, а).
Слишком большая скорость характеризуется слабым вылетом пучка искр из разреза в сторону, обратную направлению резки, и значительным «отставанием» линий реза от вертикали (рис. 6.2, б). Возможно непрорезание металла. При нормальной скорости резки поток искр и шлака с обратной стороны разрезаемого листа сравнительно небольшой и направлен почти параллельно кислородной струе (рис. 6.2, в).
6.2. ТЕХНИКА КИСЛОРОДНОЙ РЕЗКИ
Подготовка поверхности. Перед резкой поверхность разрезаемого металла должна быть тщательно очищена от окалины, ржавчины, краски и грязи. Для ручной резки достаточно очистить пламенем резака место реза в виде узкой полосы (30- 50 мм) с последующей зачисткой металлической щеткой. Перед механизированной резкой на стационарных машинах листы обычно правят на листоправильных вальцах и очищают всю поверхность либо химическим, либо механическим (дробеструйной обработкой) путем.
Технология кислородной сварки 179
Рис. 6.3. Положение мундштука при Рис. 6.4. Положение резака при резке стали большой толщины: резке круглых заготовок
а - в начале резки; б - в конце резки
Листы укладываются горизонтально на опоры. Свободное пространство под листом должно составлять половину толщины разрезаемого металла плюс 100 мм.
Положение и перемещение резака в процессе резки. Перед началом резки подогревающим пламенем нагревают кромку разрезаемого металла до температуры оплавления и затем включают режущий кислород.
Положение резака в начале резки зависит от толщины разрезаемой стали. При прямолинейной резке листовой стали толщиной до 50 мм резак устанавливается вертикально, а при большой толщине листа - под углом 5° к поверхности торца листа. Затем его наклоняют на 20-30° в сторону, обратную движению резака (рис. 6.3). Такое положение резака способствует лучшему прогреву металла по толщине и повышению производительности резки. При вырезке фигурных деталей резак должен быть строго перпендикулярен к поверхности разрезаемого металла.
Положение резака при резке заготовок круглого сечения показано на рис. 6.4.
Для облегчения резки и ускорения прогрева металла целесообразно делать зарубку зубилом в начальной точке реза.
Пробивка отверстий. Техника пробивки отверстий в листовой стали имеет особенности. При небольшой толщине металла (до 20 мм) и выполнении резки вручную пробивка отверстий внутри контура листа производится резаком. После предварительного нагрева металла до температуры оплавления подогре-
180 Глава 6
Рис. 6.5. Пробивка отверстий в листе при резке:
1 - начало; 2 - конец
ваюшее пламя выключается и на время пробивки отверстия с помощью вентиля на резаке включается подача режущего кислорода, после чего пламя вновь зажигается в раскаленном металле. Такая техника пробивки отверстий исключает возможность возникновения хлопков и обратных ударов.
При пробивке отверстий в металле толщиной от 20 до 50 мм лист следует устанавливать в наклонном положении или вертикально для облегчения стекания образующегося шлака.
При пробивке отверстий в металле толщиной более 50 мм вначале сверлением выполняют небольшое отверстие.
Машинная резка допускает возможность пробивки отверстий резаками в металле толщиной до 100 мм. Для этого после нагрева места пробивки до температуры оплавления медленно увеличивают давление режущего кислорода до требуемого значения с одновременным включением резака (машины), скорость которого должна составлять 150-600 мм/мин. Благодаря такому приему (рис. 6.5) брызги металла не попадают на торец резака, уменьшается вероятность хлопков и обратных ударов. Отверстия можно пробивать как с контура, так и вблизи его.
В процессе резки расстояние от торца мундштука до металла следует поддерживать постоянным. При ручной резке это достигается использоьанием специальных тележек, прикрепляемых к головке резака, а при машинной — укладкой листа в строго горизонтальное положение и применением суппортов с плавающей кареткой (обработка листов, не подвергавшихся правке).
В случае резки листов толщиной до 100 мм расстояние от торца мундштука до поверхности разрезаемого металла должно быть на 2 мм больше длины ядра пламени. При резке стали толщиной более 100 мм и работе на газах-заменителях ацетилена указанное расстояние увеличивают на 30-40% во избежание перегрева мундштука.
Технология кислородной сварки 181
6.3. РУЧНАЯ РАЗДЕЛИТЕЛЬНАЯ КИСЛОРОДНАЯ РЕЗКА
Резка листов. Ручная разделительная резка применяется для резки листов, поковок профильного проката и скрапа. При резке в качестве горючего газа используется как ацетилен, так и газы-заменители ацетилена (пропан-бутан, природный газ и др.). В последнем случае увеличивается время предварительного подогрева металла до начала процесса резки, поэтому предпочтительнее использовать ацетилен (где это возможно). Резка скрапа преимущественно производится с применением жидкого горючего (керосин, бензин и их смеси).
Для резки листов толщиной от 3 до 300 мм используются универсальные ручные резаки Р2А-01, РЗП-01, а до 800 мм -специализированные резаки типа РЗР-2.
Резка стали малой толщины сопровождается значительным перегревом, оплавлением кромок и короблением разрезаемого металла. При этом на резаках устанавливается внутренний мундштук № 0 с минимальным отверстием для режущего кислорода и наружный мундштук № 1. Лучшие результаты дает резка с последовательным расположением подогревающего пламени и режущего кислорода. Резку ведут с максимальной скоростью и минимальной мощностью подогревающего пламени. Мундштук резака наклоняют под углом 15-40° к поверхности реза в сторону, обратную направлению резки.
Режимы ручной резки листовой стали приведены в табл. 6.6.
Перед началом резки нужно положить лист на опоры, очистить место реза и установить на резаке мундштуки в зависимости от толщины разрезаемой стали (см. табл. 6.6). Мощность пламени и давления газов (кислорода и горючего) регулируют при открытом вентиле режущего кислорода. Подогрев листа начинается с кромки и длится обычно 3-10 с. Если резку начинают с середины листа, продолжительность подогрева увеличивается в 3-4 раза.
Точность и качество ручной резки зависят от правильного выбора режимов и квалификации резчика. Чтобы повысить точность, резку выполняют по разметке и направляющим (при прямолинейной резке). Качество резки в значительной степени зависит от своевременного пуска режущего кислорода, равномерного перемещения резака и поддержания постоянного расстоя-
182 Глава 6
Гобл. 6.6. Режимы ручной кислородной резки листовой стали
Гол шина разрезаемого металла, мм Номер мундштука Давление газа, МПа Скорость резки, мм/м НН
наружного внутреннего кислорода г орючего
Нс менее
8-10 1 1 0,3 0.001 400-500
10-20 I 2 0,4 Тоже 300-400
25-50 I 3 0,6 « 250-300
50-100 1 4 0,8 « 200-250
100-200 2 5 1,0 « 130-200
200-300 2 5 1.2 « 80-130
ния между резаком и поверхностью листа. Для этого используют простейшие приспособления: циркуль для вырезки фланцев и отверстий, тележку для поддержания постоянного расстояния между резаком и поверхностью листа; направляющую линейку или уголок для прямолинейных резов и т. д.
Существуют особые технологические приемы повышения качества ручной резки. К ним относятся, например, безгратовая и пакетная резка.
Безгратовая резка применяется для получения поверхности реза без грата на нижних кромках. При этом используют кислород чистотой не ниже 99,5 и сопло режущего кислорода с расширением на выходе (для резки металла толщиной более 12 мм).
Пакетная резка позволяет получать качественный рез тонких листов (толщиной 1,5-2 мм). Листы складываются в пакет и стягиваются струбцинами (рис. 6.6). Максимальная толщина каждого листа 8-10 мм, а общая толщина пакета — не более 100 мм (рис. 6.6, о). Режимы резки устанавливаются по суммарной толщине пакета, однако скорость ее должна быть несколько ниже, чем для однослойной стали той же толщины.
Пакетную резку можно производить без плотного прилегания листов (с зазорами между ними до 3—4 мм). В этом случае пакет закрепляют с одной стороны (рис. 6.6, 6) и выполняют резку кислородом низкого давления (0,3-0,5 МПа) с рассверливанием горлового канала мундштука на 0,3-0,4 мм. Облегчает начало процесса резки сборка листов с небольшим сдвигом (рис. 6.7). Пакетную резку используют и при машинной резке.
Технология кислородной сварки 183
Рис. 6.6. Пакетная резка листов: и — кислородом обычного давленая; f> — кислородом низкого давления
Резка поковок и отливок. Производится ручным резаком типа РЗР-2, работающим на пропан-бутане в смеси с кислородом. Этот резак режет поковки и отливки толщиной от 300 до 800 мм. Для обеспечения качественной резки заготовок такой толщины важное значение имеют положение резака и скорость его перемещения. В начале резки резак располагают под прямым углом к разрезаемой поверхности или под углом 5° в сторону, обратную движению. После предварительного подогрева места начала резки и пуска режущего кислорода необходимо убедиться в полном прорезании металла по всей толщине и затем начать перемещение резака. К концу реза следует немного снизить скорость резки и увеличить угол наклона резака в сторону, обратную движению, до 10-15° для обеспечения полного прорезания конечного участка и уменьшения отставания линий реза.
Резка труб. Ручная кислородная резка используется для обрезки торцов труб под сварку, вырезки дефектных участков и отверстий в трубопроводах и т. д. Резка выполняется с использованием в качестве горючего газа ацетилена или газов-заменителей. Трубы можно резать в любых пространственных положениях. Резка труб небольшого диаметра выполняется без их поворота. При резке неповоротных труб большого диаметра резак перемещается по направляю тему угольнику, а при резке поворотных груб используются специальные каретки и роликовые стенды (рис. 6.8).
184 Глава 6
Рис. 6.9. Расположение резака при скорост ной резке труб
Рис. 6.7. Сборка листов в пакет, облегчающая начало процесса резки
Рис. 6.8. Роликовый стенд для резки труб:
1 - резак; 2 - труба; 3 - приводные ротики
Рис. 6.10. Последовательность резки уголка: a — резка уголка за один проход: I — положение резака при резке первой полки; 2 - при резке второй полки; б - резка уголка с обушка: 1 - при резке первой полки: 2 - положение резака при прорезании уголка с обушка; 3 - при резке второй полки
Скорость резки труб с толщиной стенок 6-12 мм не превышает 800 мм/мин. Для повышения скорости резки резак устанавливают под углом 15-25° к касательной в точке пересечения оси резака с поверхностью трубы (рис. 6.9). При этом увеличивается зона взаимодействия кислорода с металлом и образующийся в процессе резки шлак нагревает лежащий впереди участок трубы, благодаря чему улучшается окисление металла. Однако время предварительного подогрева поверхности трубы до температуры воспламенения увеличивается до 60-70 с. Чтобы избежать этого, необходимо ввести в зону реакции стальной пруток (или желез-
Технология кислородной сварки 185
Рис. 6.11. Резка двутавровой балки:
I и 3 - положение резака при обрезке соответственно верхней и нижней полки;
2 - при обрезке стойки
Рис. 6.12. Резка круглых заготовок: а - одной заготовки; б - нескольких заготовок, уложенных в ряд; 1-6 - последовательность перемещения резака и его положения
ный порошок). В этом случае средняя скорость резки труб диаметром 300-1020 мм с толщиной стенки до 12 мм составляет I „5—2,5 м/мин, т. е. повышается в 2-3 раза по сравнению с резкой при перпендикулярном расположении резака.
Резка производится универсальными или вставными резаками. Режимы ее устанавливаются в зависимости от толщины металла согласно паспортным характеристикам резаков.
Резка профильного проката. Последовательность операций резки зависит от профиля разрезаемого металла. Резку уголка начинают с кромки полки (рис. 6.10). Резку двутавровых балок начинают с резки полок, а затем прорезают стойку. Положение резака и последовательность резки показаны на рис. 6.11, а резка круглых заготовок - на рис. 6.12.
6.4. МАШИННАЯ РАЗДЕЛИТЕЛЬНАЯ КИСЛОРОДНАЯ РЕЗКА
Машинная резка применяется для вырезки заготовок (деталей) и раскроя листов из низкоуглеродистой, среднеуглеродистой, низколегированной и среднелегированной листовой стали или плит толщиной до 300 мм.
При машинной резке используются ацетилен и газы-заменители.
186 Глава 6
Технологический процесс обработки этих сталей на универсальных машинах кислородной резки достаточно прост, но требует строгого соблюдения режимов и приемов резки.
Рассмотрим последовательность операций при разделительной резке листов.
1. Подготовка и настройка машины.
□ Подготовить газовые коммуникации.
□ Проверить работу и исправность систем зажигания, плавания, копирования, прорезания пуском их на холостом ходу.
П Установить в резаках мундштуки, необходимые для резки металла данной толщины.
□ Отрегулировать на пульте управления режимы работы (давление газов, скорость резки и т. д.) в зависимости от разрезаемой толщины стали.
П Установить суппорты (резаки) на заданном расстоянии друг от друга и от поверхности обрабатываемого металла.
2. Подготовка листа.
□ Выполнить (на правильных вальцах) правку и очистку * листа перед резкой.
□ Проверить состояние поверхности листа и при необходимости очистить его. Очистка — химическая или механическая (дробеструйная).
□ Уложить на стол лист и проверить его плоскостность уровнем, натягиванием нити или стальной линейкой.
3. Начало резки.
□ Зажечь резаки и подвести к начальным точкам реза (при ровной кромке). Обеспечить поочередное вступление в работу резаков по мере их приближения к неровной кромке с остановками машины и включением подачи режущего кислорода (автоматически или вручную в зависимости от типа машины).
□ Нагреть металл в начальной точке до температуры оплавления.
□ Произвести пуск режущего кислорода. Пробивку отверстий, как правило, производят вне контура.
□ Начать резку со скоростью, установленной согласно габл. 6.7. При резке металла, покрытого ржавчиной, скорость резки снижается на 10-20%.
Технология кислородной сварки 187
Табл. 6.7. Режимы машинной кислородной резки низкоуглеродистой стали
Толщина разрезаемого металла, мм Давление режушего кислорода, МПа Скорость резки, м/мин Расход газов подогревающего пламени, м/ч Время нагрева металла до температуры воспла-мснения, с
кислорода ацетилена
5 0,24 500-530 0.4-0,5 0.25-0,3 10-12
10 0,26 400-450 0,45-0,6 0,3-0,4 12-13
20 0,30 300-340 0,45-0,6 0,3-0,4 14-15
30 0,37 260-290 0,45-0,6 0,3-0,4 15-16
50 0,40 210-230 0,5-0.6 0.35-0,4 16-18
80 0,50 170-190 0.6-0.8 0,4-0,5 18-20
100 0,60 160-180 0,64),8 0,4-0,5 20-25
4. Процесс резки.
□ Регулировать скорость резки при обходе контура вырезаемой детали со снижением ее: на 10 15% при переходе с прямолинейного участка к фигурному; в 1,5-2 раза при дорезании участков длиной 30-70 мм на криволинейном контуре.
□ Переходить от контура к контуру со скоростью до 2500 мм/мин, выключая подачу режущего кислорода.
5. Прекращение работы.
О После обхода последнего контура выключить режущий кислород и ацетилен; одновременно поднять резаки и остановить машину; выключить подогревающий кислород (через 1-2 с); возвратить резаки в исходное положение.
□ Проверить наличие полного прорезания по всему контуру детали или заготовки и при необходимости произвести дорезание (см. выше).
О Перекрыть все газовые вентили и отключить машину от электросети.
П Остановить машину.
Режимы резки. Наибольший объем работ приходится на резку листов толщиной до 100 мм. Резка производится без скоса кромок, реже - со скосом. Режимы резки без скоса кромок приведены в табл. 6.7. Ширина реза для металла толщиной 5-30 мм составляет 2-3 мм.
188 Глава 6
Технологические приемы машинной разделительной резки зависят от системы копирования, степени автоматизации управления используемой машины и ее конструктивных особенностей. Немаловажное значение имеют также марка и толщина разрезаемой стали, состояние ее поверхности и т. д.
На машинах для кислородной резки удобно выполнять резку металла со скосом кромок под сварку. Процесс обеспечивает получение требуемых геометрических размеров фасок и хорошее качество поверхности реза. Производительность резки в 3-5 раз выше, чем при строжке или фрезеровании.
Подготовка кромок может выполняться за один проход машины различными способами: двумя резаками с односторонним скосом и тремя резаками с двухсторонним скосом (рис. 6 13).
При подготовке кромок под сварку с односторонним скосом возможны два варианта скоса фасок.
1. Резаки 7 и 2 устанавливаются на расстоянии А один от другого, причем резак 7 - перпендикулярно, а резак 2, срезающий фаску,— наклонно и со смещением по отношению к резаку 7 на расстояние В для получения необходимого притупления (рис. 6.13, а).
2. Резаки 7 и 2 устанавливаются так же, как в первом случае, но расстояние Б между резаками значительно меньше (рис. 6.13,6).
Расстояние А определяется толщиной металла, а расстояние В -толщиной металла, углом скоса и величиной притупления (с учетом ширины реза).
Первый вариант используется при резке листовой стали толщиной свыше 40 мм, а второй - менее 40 мм.
Подготовка кромок под сварку с двухсторонним скосом выполняется тремя резаками, установленными в специальном трех-резаковом суппорте стационарной машины (рис. 6.13, в).
Первый резак выполняет вертикальный рез, второй срезает нижнюю кромку, а третий - верхнюю. При толщине разрезаемого металла до 60 мм резак 2 располагается в плоскости, перпендикулярной к резу, а при толщине свыше 60 мм - с наклоном 12-15° к этой плоскости углом вперед.
При резке со скосом кромок мощность подогревающего пламени вертикального резака такая же, как при резке одним резаком. Мощность пламени боковых резаков увеличивается в 1,5-2 раза.
Технология кислородной сварки 189
Рис. 6.13. Расположение резаков при скосе кромок: а б - односторонний скос; в - двухсторонний скос
Точность и качество резки. При машинной резке ее точность и качество поверхности реза могут быть различными и зависят от типа машины, режимов резки, требований, предъявляемых к детали, и ее назначения.
Различают кислородную резку заготовок с припуском под механическую обработку и резку деталей.
Точность вырезаемых деталей и заготовок устанавливается по предельным отклонениям размеров этих деталей и заготовок от номинальных. Отклонения получаются из-за смещения оси резака при его перемещении по заданному контуру или вследствие деформации листа под влиянием теплового воздействия подогревающего пламени и внутренних напряжений в разрезаемом металле. На точность резки оказывают влияние также расширение режущей струи и изменение угла наклона резака. Предельные отклонения размеров вырезаемых деталей и заготовок устанавливаются в зависимости от их номинальных размеров и толщины разрезаемого металла. ГОСТ 14792-80 предусматривает три класса точности резки металла толщиной от 5 до 100 мм: для первого класса предельные отклонения составляют ±1...±3 мм; для второго ±2...±4,5 и для третьего ±3,5...±5,5 мм.
Качество поверхности реза определяется сочетанием двух показателей: отклонение поверхности от перпендикуляра и шероховатость поверхности реза.
190 Глава 6
По обоим показателям устанавливается три класса качества. Норма отклонения поверхности от перпендикуляра при толщине разрезаемого металла 5— 100 мм составляет 0,2-2,5 мм.
Шероховатость определяется средней глубиной бороздок (неровностей), оставляемых режущей струей на поверхности реза.
Норма глубины бороздок для этого же диапазона толщины составляет 0,05-1 мм.
Глубина бороздок для данной конструкции мундштука зависит от давления режущего кислорода, скорости перемещения резака и вида горючего.
Поверхности реза высокого качества с наименьшей глубиной бороздок получаются при использовании жидкого горючего. Резка на природном газе дает более ровную поверхность реза, чем кислородно-ацетиленовая. Отсутствует оплавление верхней кромки, радиус закругления которой не превышает 2 мм. На величину оплавления влияют мощность подогревающего пламени (при данной скорости резки) и вид горючего газа.
Деформации при кислородной резке. Термические деформации металла при кислородной резке появляются вследствие неравномерного нагрева и охлаждения разрезаемых листов. Деформации снижают точность резки и могут вызвать искажение формы детали (рис. 6.14, а).
Приведем основные рекомендации по устранению или уменьшению деформаций при газовой резке.
1. Общие правила.
О Отверстия в деталях вырезать раньше, чем основной контур.
□ Охлаждение металла водой производить непосредственно в процессе резки.
2 .Состояние металла перед резкой.
□ Применять отжиг или отпуск перед резкой (для сталей, предварительно подвергающихся термообработке).
3 .Способ крепления листов или заготовок.
□ Закреплять листы перед резкой, чтобы предотвратить их поворот под воздействием остаточных напряжений (при помощи струбцин или других приспособлений).
□ Закреплять детали клиньями (1-4) после прохождения резака (рис. 6.14, в).
Технология кислородной сварки 191
Рис. 6.14. Деформации и способы их уменьшения при вырезке деталей:
а -деформации обрезной части листа: б - начало резки по зигзагообразной линии; в - закрепление детали клиньями после прохождении резака; г - последовательность резки листа на полосы одним резаком
□ □
4. Последовательность резки.
□ Начинать резку с кромки, имеющей наибольшую длину, и заканчивать на короткой кромке или кромке с припуском на механическую обработку.
Начинать резку по зигзагообразной линии (рис. 6.14, б). Производить резку мелких деталей и деталей, требующих меньшей точности, после вырезки крупных деталей.
5. О т х о д ы.
□ Производить резку так, чтобы часть металла, идущая в отходы в процессе резки, не имела возможности свободно деформ ироваться.
6. Равномерность нагрева.
□ Резку листа на полосы одним резаком производить в последовательности, при которой деформации действовали бы в противоположных направлениях (рис. 6.14, г).
□ Раскрой листов на полосы или вырезку однотипных деталей производить одновременно несколькими резаками для равномерного нагрева металла и снижения остаточных напряжений.
□ Применять суппорты с плавающими каретками, что обеспечивает равномерность нагрева за счет сохранения расстояния между торцом мундштука и поверхностью разрезаемого листа.
192 Гпава 6
7. Скорость резки.
□ Производить резку на максимально допустимой скорости для уменьшения нагрева кромок и снижения деформации (с учетом требований к качеству реза и точности резки).
Повышение производительности резки. Основными на-правлениями повышения производительности труда при кислородной резке являются: увеличение степени механизации и автоматизации процесса резки листовой стали; совершенствование технологии резки и применение многорезаковых машин. Последние позволяют одновременно вырезать несколько деталей или выполнять несколько прямолинейных резов.
Наибольшая производительность достигается при комплексной механизации процесса резки, начиная от подачи листа к машине и кончая перемещением вырезанных деталей и удалением отходов. При этом один оператор-наладчик может обслуживать несколько машин. Созданные для этих целей поточные линии оснащаются машинами с числовым программным управлением.
Максимальная скорость разделительной резки (0,9-1 м/мин) значительно ниже теоретически возможной (4 м/мин). Повысить скорость кислородной резки можно путем увеличения интенсивности окисления за счет использования кислорода чистотой не менее 99,5%, а также применением специальных технологических приемов резки и резаков с несколькими режущими струями.
Резка стали большой толщины. Применяется преимущественно в металлургической промышленности и на заводах тяжелого машиностроения. Для резки стали толщиной более 300 мм используется кислород низкого давления (0,1-0,4 МПа). Такой кислород имеет меньшую скорость истечения, благодаря чему увеличивается время соприкосновения его с поверхностью реза и уменьшается количество теплоты, выносимой из него. Кислородная струя окисляет больше металла в верхней части разреза. В результате образуется расплавленный шлак, который нагревает нижние слои металла, а затем струей кислорода он удаляется из реза.
Перед резкой изделие следует уложить на подпорки так, чтобы высота свободного пространства под ним составляла около 60% его толщины, но не менее 300 мм.
Расстояние между резаком и поверхностью разрезаемого металла нужно увеличить до 50 мм для уменьшения нагрева мундштука и вероятности засорения его выходных каналов.
Технология кислородной сварки 193
До начала резки следует хорошо прогреть нижние слои разрезаемого металла, для чего мундштук должен не более чем на 1/3 своего диаметра находиться над кромкой.
С целью повышения устойчивости процесса перемещение резака начинают сразу после пуска режущего кислорода. При врезании мундштук должен быть наклонен в сторону резки на 2-3°. По мере приближения к концу реза необходимо постепенно наклонять резак в обратную сторону (рис. 6.15) для улучшения прорезания нижней части реза.
При ручной резке стали толщиной от 300 до 700 мм используются резаки типа РЗР-2, работающие на газах-заменителях ацетилена. Для увеличения длины факела резку производят науглероживающим пламенем.
При машинной резке применяют установку ПМР-1000, позволяющую резать плиты, слитки или литейные прибыли толщиной 300-1000 мм кислородом низкого давления (0,1— 0,25 МПа) со скоростью 40-100 мм/мин.
Рис. 6.15. Положение мундштука при резке (пали большой толщины:
а - перед началом резки; б - перед окончанием резки
6.5. ПОВЕРХНОСТНАЯ КИСЛОРОДНАЯ РЕЗКА
Поверхностной кислородной резкой называют процесс снятия слоя металла кислородной струей. Эта резка отличается от разделительной тем, что вместо сквозного разреза на поверхности обрабатываемого металла образуется канавка. Профиль ее зависит от формы и размеров выходного канала мундштука для режущего кислорода, а также режимов резки и расположения (угла наклона) резака относительно листа.
Суть процессов разделительной и поверхностной резки одинакова. Однако в последнем случае струя кислорода направляется под острым углом к поверхности металла и быстро перемещается (рис. 6.16). Источником нагрева металла является не только подогревающее пламя резака, но и расплавленный шлак, кото-
7 Зак 1907
194 Глава 6
Рис. 6.16. Схема поверхностной кислородной резки:
/ - мундштук; 2 - шлак; 3 - канавка
рый, растекаясь по поверхности листа вдоль линии реза, подогревает нижележащие слои металла. Следовательно, при поверхностной резке эффективнее используется теплота, выделяемая в результате окисления железа, чем при разделительной. В результате этого скорость поверхностной резки достигает 2-4 м/мин, соответственно по-
вышается и производительность труда. Ручным резаком удаляется до 40 кг/ч металла, в то время как при пневматической вырубке - не более 2-3 кг/ч.
Поверхностная резка широко применяется в металлургической промышленности и сварочном производстве. В металлургии она используется для устранения местных поверхностных дефектов металла, а также для сплошной так называемой огневой зачистки блюмов и слябов. В сварочном производстве поверхностная резка используется для вырезки дефектных участ-ков швов и при ремонтных работах.
Ручная резка выполняется резаками типов РПК и РПА, а машинная с помощью машин огневой зачистки (МОЗ). Они удаля-* ют слои металла толщиной от 0,5 до 3,5 мм одновременно с четырех сторон сляба или блюма. Производительность сплошной зачистки проката велика и составляет 600-1000 кг/ч в зависимости от сортамента обрабатываемой стали. Скорость движения металла при зачистке достигает 45-50 м/мин.
Ручная зачистка начинается с прогрева начального участка до температуры воспламенения металла. При включении режущего кислорода образуется очаг горения металла и обеспечивается устойчивый процесс зачистки за счет равномерного перемещения резака вдоль линии реза. При нагреве резак обычно располагается под углом 70-80° к поверхности. В момент подачи режущего кислорода его наклоняют на 15-45°.
При прочих равных условиях глубина и ширина канавки зависят от скорости резки и с ее увеличением уменьшаются. Глубина канавки увеличивается с возрастанием угла наклона мундштука резака, повышением давления режущего кислорода и уменьшением скорости резки. Ширина канавки определяется
Технология кислородной сварки 195
Табл. 6.8. Режимы поверхностной кислородной резки низкоуглеродистых сталей резаком типа РПА
Показатель Номер мундштука
1 2 3
Давление режущего кислорода. МПа Скорость резки, м/мин Расход кислорода, м’/ч Расход ацетилена, м’/ч Размеры канавки, мм: ширина глубина 0,3-0,6 1,5-8 18-40 0,9-1,0 15-30 2-12 0,3-0,8 1,5-10 20-55 0,9-1,0 18-35 2-16 0,35-1,0 1,5-10 30-75 0,9-1,0, 30-50 2-20
диаметром канала режущей струи кислорода. Чтобы избежать появления закатов на поверхности заготовки, ширина канавки должна быть в 5-7 раз больше ее глубины.
При необходимости зачистки дефектов на значительной поверхности обычно производят резку «елочкой» за один или несколько проходов, придавая резаку колебательные движения. Расстояние между мундштуком и зачищаемым металлом должно быть постоянным. Режимы поверхностной кислородной резки приведены в табл. 6.8.
Поверхностная кислородная резка может быть использована для зачистки дефектов на поверхности высоколегированных сталей. В этом случае следует применять кислородно-флюсовую резку в сочетании с поверхностной, используя резаки типа РПА или другие с кислородно-флюсовой оснасткой и установку типа УГПР.
6.6. СВОЙСТВА ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ ПРИ РЕЗКЕ
В процессе газокислородной резки в разрезаемый металл вводится значительное количество теплоты. Нагрев происходит неравномерно и распределяется по кромке реза и сравнительно узкой полосе металла, прилегающей к резу. Это создает напряжения в металле и деформирует его, искажая геометрическую форму. Кромка реза несколько укорачивается и в прилегающем
196 Глава 6
слое возникают растягивающие напряжения, которые могут быть полностью сняты лишь отжигом с равномерным нагревом всей детали. Напряжения и деформации также уменьшаются при механической обработке (строгание или фрезерование кромки реза). Полоса металла шириной 2-5 мм, прилегающая к резу, быстро нагревается выше критических температур, а затем быстро охлаждается вследствие отвода теплоты в холодную основную массу металла. Происходит термообработка металла, соответствующая закалке.
Степень закалки, образующиеся структуры и максимальная твердость кромки реза определяются в первую очередь химическим составом стали и ее чувствительностью к термической обработке. Простые углеродистые стали, содержащие менее 0,3% углерода, при резке почти не закаливаются. У легированных сталей и сталей с повышенным содержанием углерода часто значительно повышается твердость по кромке реза. Металл нагревается до наивысшей температуры у поверхности кромок, где обычно происходит полное аустенитное превращение, наблюдаются максимальные изменения структуры и твердости. В низкоуглеродистых сталях образуется сорбитная структура; по мере повышения содержания углерода и легирующих элементов в стали появляется троостит. а затем и мартенсит, свидетельствующий о высокой твердости и хрупкости металла. По мере удаления от кромки изменения структуры постепенно становятся менее заметными, твердость уменьшается и на расстоянии несколько миллиметров от кромки основной металл сохраняет первоначальную структуру.
Ширина зоны термического влияния при кислородной резке зависит от химического состава и толщины разрезаемого металла, возрастая вместе с ней. При резке низкоуглеродистой стали толщиной Ю мм ширина зоны влияния не превышает 1 мм; при толщине 150-200 мм ширина этой зоны составляет около 3 мм. Стали легированные и с повышенным содержанием углерода толщиной 100 мм могут иметь зону термического влияния шириной до 6 мм.
Исследования структуры и механических свойств металла показали, что кислородная резка меньше изменяет свойства кромки, чем механическая резка ножницами и фрикционной пилой. Для низкоутлеродистой стали нет необходимости удалять поверхностный слой металла с кромки реза; при последующей сварке достаточно очистить кромки от окалины. После резки
Технология кислородной сварки 197
сталей, чувствительных к термической обработке, иногда приходится прибегать к дополнительным операциям: механическому строганию кромки, местному отжигу. Особенно опасным является возникновение мелких трещин в зоне влияния, что иногда наблюдается у сталей, легко закаливающихся. В подобных случаях используют предварительный подогрев металла. Он уменьшает коробление, внутренние напряжения, изменения структуры, твердость металла. Поэтому подогрев часто является единственным надежным средством, обеспечивающим качественную кислородную резку легко закаливающихся легированных и углеродистых сталей. При машинной кислородной резке подогрев осуществляется мощными многопламенными горелками, смонтированными на режущей машине и перемещающимися вместе с кислородным резаком вдоль поверхности разрезаемого металла.
Помимо структурных превращений металла, при кислородной резке происходит изменение его химического состава на глубину до 2-3 мм. Наиболее существенным является повышение содержания углерода у поверхности реза, что можно объяснить науглероживающим действием подогревательного пламени. Однако повышение содержания углерода происходит и при использовании водородного пламени, которое не может науглероживать металл. По-видимому, основной причиной является миграция (перемещение) углерода при неравномерном нагреве металла в более нагретые области. Так как наиболее сильно нагревается поверхность кромки реза, то наблюдается перемещение углерода из внутренних менее нагретых слоев металла к поверхности кромки.
/. Как подготовить металл к кислородной резке?
2. Какими основными параметрами характеризуется режим кислородной резки?
3. Как влияет состав стали на процесс кислородной резки?
4. Как осуществляется кислородная резка стали малой толщины?
5. Как выполняется пакетная резка стали?
6. Чем характеризуются точность и качество кислородной резки?
7. Каким способом уменьшают деформации вырезаемых деталей?
8. В чем заключаются особенности технологии резки различных профилей металла?
9. Каковы особенности технологии машинной кислородной резки?
10. В чем сущность процесса поверхностной кислородной резки?
1I. Каков размер зоны термического влияния при резке низкоугле-родистой стали ?
Глава
АППАРАТУРА И МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
7.1. РЕЗАКИ
Классификация резаков. Резаки - основной инструмент, используемый при кислородной резке. Они служат для смешивания горючего газа или жидкости с кислородом, разогрева металла подогревающим пламенем и подачи струи кислорода в зону резки.
Ручные резаки для газовой резки классифицируются по следующим признакам:
П роду горючего газа, на котором они работают (для ацетилена, газов-заменителей, жидких горючих);
□ принципу смешения горючего газа и кислорода (инжекторные и безынжекторные);
□ назначению (универсальные и специальные);
□ виду резки (разделительная, поверхностная, кислородно-флюсовоая, копьевая).
Особенности конструкции резаков. Как и сварочные горелки, резаки имеют инжекторное устройство, обеспечивающее их работу при любом давлении горючего газа. Инжекторный резак отличается от инжекторной горелки тем, что имеет отдельный канал для подачи кислорода и специальную головку, которая представляет собой два сменных мундштука - внутренний и наружный.
Ацетиленокислородный инжекторный резак (рис. 7.1) включает две основные части - ствол и наконечник. Ствол состоит из рукоятки 7 с ниппелями 5 и б для присоединения кислородного и ацетиленового рукавов, корпуса 8 с регулировочными кислородным 4 и ацетиленовым 9 вентилями, инжектора 70, смесительной камеры 72, трубки 73, головки резака 7 с внутренним мундштуком 14 и наружным 75. трубки режущего кислорода 2 с вентилем 3. Ствол присоединяется к корпусу 8 накидной гайкой 77.
Аппаратура и машины для кислородной резки 199
Рис, 7./. Инжекторный резак
Рис, 7.2. Конструкции мундштуков:
I. — неразборные. 6 — составные; л. г — многосопловыс
200 Глава 7
Кислород из баллона поступает в резак через ниппель 5 и в корпусе идет по двум каналам. Часть газа, проходя через вентиль 4, поступает в инжектор 10. Выходя из инжектора с большой скоростью, струя кислорода создает разрежение и подсасывает ацетилен. В результате в камере 12 получается горючая смесь, которая, проходя через зазор между наружными и внутренними мундштуками, сгорает, создавая подогревающее пламя.
Другая часть кислорода через вентиль 3 поступает в трубку 2 и, выходя через центральный канал внутреннего мундштука 14, образует струю режущего кислорода.
Основной деталью резака является мундштук, который в процессе резки быстро изнашивается. Мундштуки разделяют на две группы: к первой группе относятся цельные неразборные (рис. 7.2, а), ко второй - составные. Последние состоят из двух самостоятельных мундштуков, имеют кольцевую щель для выхода горючей смеси (рис 7.2» б), которая поступает по кольцевому зазору между внутренним и наружным мундштуками. По центральному каналу внутреннего мундштука подается кисло
род.
Конструкции многосопловых составных мундштуков изображены на рис. 7.2, в, г.
Составные резаки с кольцевой щелью легче изготавливать и заменять.
Рис. 7.3. Форма выходных каналов режущих сопл в мундштуках:
а - со ступенчатым расширением; б - без расширения; в - с плавным расширением
Вид режущей струи кислорода зависит от формы (профиля) каналов сопла мундштука, их размеров, давления кислорода перед соплом, расхода кислорода в единицу времени, давления внутри сопла и скорости истечения.
При резке металла толщиной 10—350 мм наиболее широкое распространение получили сопла со ступенчатым расширением на выходе (рис. 7.3, а). Эти сопла используют при давлении
Аппаратура и машины для кислородной резки 201
кислорода от 0,3 до 1,2 МПа. При давлении кислорода на входе в сопло до 0,3 МПа применяют простые цилиндрические сопла без расширения на выходе (рис. 7.3, б). Их используют при резке металла толщиной до 10 мм и свыше 350 мм. Наименьшие потери давления кислорода обеспечивают мундштуки, сопла которых имеют плавное расширение на выходе (рис. 7.3, в).
Давление кислорода выбирают в зависимости от толщины разрезаемого металла и конструкции сопла.
Резаки универсальные. В настоящее время широкое применение получили универсальные резаки. К ним предъявляют следующие требования: возможность резки стали толщиной от 3 до 300 мм и в любом направлении; устойчивость к обратным ударам; малая масса; удобство в использовании. Машинные резаки часто применяют в безынжекторном исполнении.
Рассмотрим резаки инжекторного типа. Принцип их работы аналогичен принципу работы горелок для сварки и нагрева. Однако в отличие от горелок резаки имеют каналы для подвода кислорода и специальную головку, к которой крепятся два сменных мундштука - внутренний и наружный.
Ручной резак РАВ-1 (рис. 7.4) предназначен для ручной разделительной резки низкоуглеродистой стали толщиной 3-300 мм с использованием подогревающего пламени, образующегося при сгорании смеси ацетилена с кислородом. Резак — безынжектор-ный, работает при давлении ацетилена 0,05-0,07 МПа, характеризуется повышенной устойчивостью к обратным ударам, продолжительным временем горения пламени, повышенной скоростью резки низкоуглеродистой стали, экономичностью расхода ацетилена. Меняя мундштук, можно применять различное горючее. При оснащении приспособлением для подачи флюса резак можно использовать для флюсовой резки легированных сталей, чугуна, цветных металлов, а также неметаллических материалов. Резак состоит из ствола, присоединительных ниппелей 5 для резинотканевых рукавов, головки 7, вентиля 2 для режущего кислорода, вентиля 3 для кислорода подогревающего пламени и горючего газа, а также рукоятки 4, На торце мундштука 6 имеются кольцевой ряд отверстий для горючей смеси и канал для режущего кислорода. Источниками питания резака являются баллоны или рампы баллонов, газопроводы, ацетиленовые генераторы среднего давления. Масса резака 1,3 кг; его комплектуют шестью сменными мундштуками.
202 Глава 7
Рис. 7.4. Ручной резак РЛВ-1
Резак РАП-1 (рис. 7.5) инжекторного типа предназначен для удаления струей кислорода корней сварных швов и выправки небольших пороков в стальном литье. Состоит из корпуса 5, рукоятки б, наконечника 7 со смесительной камерой 2 и инжектором 4. На корпусе расположены рукоятка и вентили: 3 - для подачи режущего кислорода, 8 - подогревающего кислорода и 7 -ацетилена. В качестве горючего используют ацетилен. Расход ацетилена и кислорода для подогревающего пламени регулируют соответствующими вентилями. Работа резака основана на использовании инжектирующего действия струи кислорода, поступающего в резак под давлением, значительно превышающим давление инжектируемого ацетилена. Масса резака 1,2 кг; комплектуют двумя сменными мундштуками № 1 и 2.
Резак Р2А-01 (средней мощности) состоит из ствола, ниппелей, инжектора, смесительной камеры, трубок для подачи кислорода и горючих газов, головки и сменных мундштуков. Предназначен для ручной резки низкоуглеродистой и низколегированной сталей толщиной от 3 до 200 мм. Работает на ацетилене.
Резак РЗП-01 (большой мощности) предназначен для тех же целей, что и резак Р2А-01, но работает на газах-заменителях (пропан-бутане или природном газе). Диапазон разрезаемых толщин металла - от 3 до 300 мм. По сравнению с резаком Р2А-01 имеет большие диаметры проходных каналов инжектора, смесительной камеры и выходных каналов внутренних мундштуков. Оба резака показаны на рис. 7.6.
Аппаратура и машины для кислородной резки 203
204 Глава 7
•4W!
3
S
2
£
к
ГС
ю
ГС
о
S ьс
ГС
ГС ГС
о Ь-<и
2
о
5 Q а>
«
о
>ж о
2
§
ГС ю
£ а> ш
ГС
ё ГС
<v
<и
‘»WW\\W ж
Аппаратура и машины для кислородной резки 205
Резаки вставные. Используются при выполнении монтажных, ремонтных и других работ в условиях индивидуального рабочего поста, когда часто приходится осуществлять и сварку, и резку. Вставные резаки присоединяются к стволам универсальных горелок. Выпускаются в двух исполнениях.
Резак РВ-1А-02 присоединяется к стволу горелки Г2-О4. Предназначен для ручной кислородной резки низкоугяеродистых и низколегированных сталей толщиной 3-100 мм. Работает на ацетилене. Комплектуется двумя наружными мундштуками (№ 1 А, 2А) и пятью внутренними мундштуками (№ 0А, 1 А, 2А, ЗА, 4А).
Резак РВ-2А-02 присоединяется к стволу горелки ГЗ-ОЗ и позволяет разрезать сталь толщиной 3-200 мм. Комплектуется дополнительным внутренним мундштуком № 5А.
Общий вид вставных резаков РВ-1А-02 и РВ-2А-02 приведен на рис. 7.7.
Резаки специальные. Используют для ручной разделительной резки металла толщиной более 300 мм, поверхностной резки и резки с использованием жидкою горючего.
Резаки РПК-2-72 и РПА-2-72 предназначены для ручной поверхностной резки низкоуглеродисгой и низколегированной сталей с целью удаления местных дефектов с поверхности литья и черного проката. Резаки состоят из корпуса с наружным и внутренним мундштуками, вентилей и рычага пуска режущего кислорода. Проходные сечения и диаметры выходных каналов в мундштуках несколько увеличены по сравнению с универсальными резаками с целью получения широкой и мягкой струи режущего кислорода. Длина резака 1350 мм, масса 2,5 кг.
В резаке РПК-2-72 используется в качестве горючего коксовый или природный газ давлением не менее 0,02 МПа (0,2 кгс/см2), а в резаке РПА-2-72 -ацетилен давлением не менее 0,01 МПа (0,1 кгс/см2).
Резак РЗР-2 служит для ручной разделительной резки поковок, отливок и прибылей из низкоуглеродистой и низколегированной сталей толщиной 300-800 мм. Резак - с внутрисопло-вым смешиванием горючего газа и подогревающего кислорода. Для повышения устойчивости горения подогревающего пламени давление горючего газа на входе в резак составляет не менее 0,05 Мпа (0,5 кгс/см2). В качестве горючего газа используется пропан-бутан. Наибольший расход его - 7,5, кислорода - 114,5 м3/ч.
206 Глава 7
Рис. 7.7. Вставные резаки РВ-1А-02 и РВ-2А-02.
7 - трубка для режущего кислорода; 2 - корпус; 5 - вентильный узел режущего кислорода; 4 - переходник; 5 - ниппель; 6 - накидная гайка; 7 - инжектор; 8 -трубка для горючей смеси; 9 - головка резака; Ю - внутренний мундштук; 1 I - наружный мундштук
«
Для контроля давления режущего кислорода предусмотрен манометр. Питание газом осуществляется от цеховых магистралей или распределительных рамп. В последнем случае необходима кислородная рампа на 10 баллонов и пропан-бутановая рампа на 3 баллона. Масса резака 5,5 кг.
Керосинорезы. Для кислородной резки низкоуглеродистых сталей с использованием в качестве горючего керосина применяют керосинорезы двух типов - с испарением и распылением горючего. Керосинорез, работающий по принципу испарения горючего, имеет испарительную камеру с асбестовой набивкой. Камера, в которую поступает керосин, подогревается дополнительным пламенем. Керосинорезы, работающие по принципу распыления, имеют специальное распылительное устройство, проходя через которое жидкое горючее распыляется, поступает в мундштук и там испаряется.
Аппаратура и машины для кислородной резки 207
/tofoepefc/ayee пламя иепаршпелл j'l \^^спо^яае пп^пгреУа/пщее пламя
г ’ Режущий rucnapaP
Рис. 7.8. Резак керосинореза с испарителем
Режущим /амлоряд
Керосинорез состоит из двух основных частей: бачка для горючего и резака. Бачок устанавливается на расстоянии не менее 5 м от баллона с кислородом и не более 3 м от рабочего места резчика. Под давлением керосин или бензин подается в специальный резак или горелку. Для питания керосинорезов применяют бачок БГ-68.
Схема работы резака с испарителем представлена на рис. 7.8. Керосин из бачка по шлангу через ниппель, трубку 8 и вентиль 7 идет в асбестовую набивку испарителя 11. Кислород через вентиль 9, проходя инжектор 4. поступает в головку резака 3. В головке 3 кислород смешивается с парами керосина, образуя горючую смесь. Испаритель 11 нагревается пламенем вспомогательного мундштука 12. Образовавшаяся в смесительной камере головки горючая смесь выходит наружу через кольцевой зазор между мундштуками 7 и 2, образуя подогревающее пламя. Состав пламени и его мощность регулируют вентилем 9 и маховичком 10, который изменяет положение инжектора в смесительной камере. Режущий кислород проходит через вентиль б и по трубке 5 направляется в центральный канал мундштука 7. В рукоятке размещены трубки для подвода керосина и кислорода.
Резак РК-02 (керосинорез) используют для ручной разделительной резки скрапа, металлургического лома, рельсов и листового металла толщиной до 200 мм. Резак снабжен испарителем, обогреваемым подогревающим пламенем. В качестве горючего применяют керосин и бензин, а также их смеси. Подача горючего производится под давлением 0,3 МПа (3 кгс/см2) из шарообразного бачка БГ-02 (рис. 7.9), снабженного ручным насосом и предохранительным клапаном. Вместимость бачка 8 л. Резак РК-02 выпускается с бачком БГ-02 в виде комплекта КЖГ-1.
208 Гпава 7
Рис. 7.9. Бачок для жидкого горючего БГ-02:
/ - опорное кольцо; 2 - нижняя полусфера; 3 - верхняя полусфера; 4 ~ заливная горловина, 5 - крышка; 6 - центральная горловина; 7 - крышка; 8 - насос; 9 - ручка; 10 - петля; 11 -шток; 12 - манометр; 13 — клапан сброса давления; 14 - вентиль; 15 - узел отбора горючего, 16 - патрубок; 17 - поршень; 18 - клапан; 19 - воздушная трубка; 20 - подножка
Аппаратура и машины для кислородной резки 209
Резаки машинные. Отличаются формой головки, количеством регулировочных вентилей, габаритами и т. д. В зависимости от схемы образования газовой смеси для подогревающего пламени машинные резаки разделяются на инжекторные, равного давления и внутрисоплового смешивания.
Инжекторные резаки имеют такую же схему смешивания газов, как и универсальные ручные резаки Р2А-01 и РЗП-01. В резаках равного давления отсутствует инжектор и газы подаются в смеситель под одинаковым давлением через центральный и боковые каналы головки. Резаки внутрисоплового смешивания отличаются тем, что смесь образуется не в смесителе, а в выходных каналах мундштуков. Резаки этого типа могут быть как инжекторными, так и равного давления.
Резаки равного давления и внутрисоплового смешивания более устойчивы, чем инжекторные, к хлопкам и обратным ударам пламени. Они надежны в работе и обеспечивают постоянный состав подогревающего пламени, но требуют повышенного давления горючего газа на входе в резак.
Машинные резаки работают на ацетилене и газах-заменителях.
Правила эксплуатации резаков. Регулировка пламени, последовательность его зажигания и гашения у универсальных резаков те же, что и у горелок. Но ввод в эксплуатацию вставных резаков несколько различается ввиду особенности их конструкции.
Вставные резаки присоединяют к стволу горелок с помощью накидной гайки, надетой на штуцер. Затем подтягивают сначала накидную гайку смесительной камеры, а затем гайку трубки вентиля режущего кислорода. Это исключает перекос инжектора.
Присоединение шлангов и проверку на подсос производят так же, как для горелок. Причины отсутствия подсоса: засорены каналы мундштука, смесительной камеры или инжектора; не завернут инжектор, не затянута накидная гайка смесительной камеры; засорен резак в корпусе кислородного канала, подающего кислород к инжектору. Устраняют эти неисправности путем продувки и прочистки каналов, а также подтягиванием накидных гаек и завертыванием инжектора.
После испытаний на подсос следует присоединить ацетиленовый рукав к стволу горелок, зажечь и отрегулировать подогревающее пламя.
210 Гпава 7
Рис. 7.10. Форма пламени резаков:
a - при концентричном расположении кислородной струи относительно внутренних и наружных мундштуков; 6 - при смещении струи режущего кислорода; в -при износе наружных каналов мундштуков; г - при износе внутренних каналов мундштуков: д - при засорении выходного канала внутреннего мундштука
Качество и производительность резки во многом зависят от формы кислородной струи и расположения ее относительно подогревающего пламени (рис. 7.10).
Наибольшая производительность достигается при концентричном расположении кислородной струи относительно внутренних и наружных мундштуков или газовых каналов неразъемных мундштуков, а также правильной конфигурации подогревающего пламени (рис. 7.10, а). Смещение струи режущего кислорода (рис. 7.10, б) приводит к одностороннему нагреву и скосу кромки. При износе выходных каналов наружных (рис. 7.10, в) и внутренних (рис. 7.10, г) мундштуков пламя приобретает вид «метлы». Это приводит к снижению скорости резки, расширению полости реза у верхних кромок и их оплавлению.
Засорение выходного канала внутреннего мундштука вызывает смещение струи режущего кислорода с образованием либо «косого» реза (рис. 7.10, д), либо недопустимого уширения нижней части разреза (рис. 7.10, е).
Газорезчик должен знать устройство резаков и уметь устранять неправильную форму пламени или струи режущего кислорода калибровкой выходных каналов мундштуков.
Аппаратура и машины для кислородной резки 211
7.2. УСТАНОВКИ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Установка для кислородно-флюсовой резки УГПР. Предназначена для ручной резки коррозионно-стойких сталей и чугуна. Она используется при вырезке деталей и заготовок в цехах заводов металлоконструкций и машиностроительных заводов.
Установка УГПР (рис. 7.И) состоит из бачка флюсопитатсля, смонтированного вместе с редуктором ДКС-66 на специальной тележке, и ручного универсального резака Р2А-01 с узлом подачи флюса. В качестве флюса используется железный порошок ПЖ, а флюсонесущего газа - кислород.
Техническая характеристика установки УГПР
Наибольшая толщина разрезаемого металла, мм:
стали I2X18H9T ’ 250
чугуна 200
Наибольший расход, мУч*
кислорода 40
ацетилена 1,3
флюсонесущего газа 3
Расход флюса, кг/ч 6,24
Вместимость флюсопитателя, кг 12,5
Масса порошка, загружаемого во флюсоноситель, кг Нс более 30
Масса установки, кг Не более 20
Установку УГПР следует использовать для резки стали толщиной более 80 мм. Резку стали меньшей толщины целесообразно выполнять плазменно-дуговой резкой.
Установка УФР-5. Применяется для порошково-кислородной резки железобетона. Состоит из флюсоносителя, смонтированного на тележке, копьедержателя, ручного или машинного резака, кислородной рампы на 5-10 баллонов, воздушной рампы на 3 баллона. Копьедержатель служит для крепления стальной трубы, по которой подается кислород при кислородно-копьевой резке. Резаки (ручной и машинный) работают на пропан-бутане в смеси с кислородом и имеют устройство для внешней подачи флюса в струю режущего кислорода. В качестве флюса используется смесь железного порошка (75-85%) и алюминия (15-25%), а флюсонесущего газа - воздух.
ЗидА
Рис. 7.11. Установка тля кислородно-флюсовой резки УГ'ПР:
1 - тележка; 2 - циклонное устройство; ? - бачок флюсопитагсля; 4 - кислородный редуктор; 5 - ручной резак; 6 - рукава
Установка УФР-5 позволяет производить резку железобетона толщиной 90-300 мм и прожигать отверстия диаметром 50-70 мм и глубиной до 1500 мм.
7.3. МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ
Назначение машин. Механизированная кислородная резка обеспечивает повышение производительности труда, экономию металла, улучшение качества поверхности реза, снижение трудоемкости работ. По сравнению с ручной она исключает операции разметки, уменьшает припуски, исключает необходимость последующей обработки кромок, допускает одновременную резку несколькими резаками.
Аппаратура и машины для кислородной резки 213
Механизированная кислородная резка применяется преимущественно в заготовительном производстве металлообрабатывающих предприятий для резки низко- и среднеуглеродистой листовой стали толщиной 5—160 мм. Одним резаком можно резать листы толщиной до 300 мм и прокат толщиной до I 000 мм.
Эта резка используется также для разрезания титана толщиной до 500 мм. Механизированная кислородно-флюсовая резка коррозионно-стойких сталей и чугуна сейчас практически не применяется. Этот процесс выполняется преимущественно вручную на специальных установках типа УРХС для резки металла толщиной свыше 80 мм, поскольку резку металла меньшей толщины рациональнее производить плазменно-дуговым методом. Сплошная огневая зачистка слябов и резка горячей стали (свыше 600 °C) большой толщины производится на специальных установках (МОЗ, УНРС и т. д.).
При осуществлении механизированной кислородной резки необходимо учитывать следующее:
□ для получения качественной безгратовой резки следует использовать кислород чистотой не менее 99,2%. С уменьшением чистоты кислорода на 0,5% изменяется скорость резки и соответственно увеличивается удельный расход кислорода на (5-12%);
□ в качестве горючего газа наиболее рационально применять ацетилен.
Классификация машин. Машины для кислородной резки делят на два основных типа: стационарные и переносные.
Стационарные машины в зависимости от конструктивной схемы бывают: портальные (П), портально-консольные (Пк), шарнирные (Ш).
В зависимости от системы контурного управления (копирования) различают машины: с числовым (цифровым) программным (Ц), фотокопировальным (Ф), магнитным (М), линейным (Л) управлением.
По способу резки машины обозначаются: К - для кислородной, Пд-для плазменно-дуговой, Гл - для газолазерной резки.
В обозначение модели машин вводятся буквенные и цифровые индексы, указывающие: наибольшую ширину обработки и скорость резки, наличие технологической оснастки, длины рель
214 Глава 7
сового пути. Например, ПКФ2,5-2-10 означает: машина портальная (П) для кислородной резки (К), с фотокопировальным управлением (Ф), шириной обработки 2,5 м и наибольшей скоростью резки 2 м/мин. Машина оснащена двумя суппортами (2), в том числе дополнительным трехрезаковым блоком (1) и имеет рельсовый путь длиной 8 м (0).
Портальные машины для кислородной резки. Эти машины используют на крупных металлообрабатывающих предприятиях с объемом обработки листовой стали свыше 15-20 тыс. т в год. Они имеют ширину обработки от 2,5 до 8 м и допускают: резку одним резаком низкоуглеродистых и низколегированных сталей толщиной до 300 мм; подготовку кромок под сварку X- и Y-образным швом; одновременно резку листов несколькими (от 2 до 12) резаками.
Портальные машины выпускаются с тремя системами контурного управления: числовым программным; масштабным фотокопировальным; линейным.
Машины с числовым программным управлением наиболее точны и производительны. Они используются преимущественно на поточно-механизированных линиях обработки листов. Годовая производительность поточной линии, оснащенной машинами с ЧПУ, может достигать 30-35 тыс. т листовой стали толщиной 20-40 мм.
Предприятия, обрабатывающие 15-20 тыс. т листовой стали в год и не имеющие возможности подготовки программ для резки крупных фигурных заготовок могут использовать портальные масштабные фотокопировальные машины, работающие по ко-пир-чертежам в масштабе 1:10 или 1:5. Применение машин рационально также при небольших объемах резки. Для раскроя листов на полосы и на заготовки прямоугольной формы без применения копирующих устройств целесообразно использовать кислородные портальные машины с линейным управлением.
К особенностям портальных машин относятся:
П использование безынжекторных резаков (равного давления или внутрисоплового смешения), обеспечивающих стабильное горение пламени при давлении горючего газа перед резаком не ниже 0,08-0,1 МПа (0,8-1 кгс/см2). Поэтому питание портальных машин ацетиленом может осуществляться от разрядной рампы или стационарного ацетиленового генератора с газодувкой, обеспечивающей рабочее давление газа не менее 0,1 МПа (1 кгс/см2);
Аппаратура и машины для кислородной резки 215
□ наличие редукторов для рабочих газов (режущего и подогревающего кислорода и горючего газа) непосредственно на газовом пульте управления машины. В связи с этим отпадает необходимость в установке газоразборных постов кислорода с редукторами на магистральном газопроводе, если давление в нем не превышает 1,6 МПа (16 кгс/см2). В этом случае достаточна установка вместо газоразборного поста запорного вентиля для кислорода.
При резке металлов газами-заменителями можно использовать машинные резаки для ацетилена с незначительными усовершенствованиями, заключающимися в изменении диаметров газоподводящих каналов в смесителе и мундштуках. Чертежи, необходимые для выполнения этих усовершенствований, и порядок перевода системы газопитания машин на работу с использованием газов-заменителей приведены в инструкции по эксплуатации машин. Средства газопитания, используемые для подачи газа к различным типам портальных машин, должны выбираться в зависимости от их технических характеристик.
Портально-консольные машины. Предназначены преимущественно для автономного использования в цехах при объемах обработки листового металла 5—10 тыс. т в год. Широко применяются в заготовительном производстве металлообрабатывающих предприятий, а также при небольших объемах вырезки фигурных заготовок или готовых деталей средних габаритов (2000x1000 мм) из низко- и среднелегированных сталей толщиной до 100 мм. Машины удобно использовать и для раскроя листов на полосы или прямоугольные карты.
Портально-консольные машины оснащены системой фотокопирования по копир-чертежу, выполненному в масштабе 1:1. Изготовление копиров доступно каждому предприятию. Обслуживание фотопривода и машины не требует высокой квалификации. Хорошая производительность машины обеспечивается возможностью одновременной вырезки четырех одинаковых заготовок (деталей). Машины могут работать как на ацетилене, так и на газах-заменителях (пропан-бутане и природном газе).
В отличие от портальных машины комплектуются резаками инжекторного типа, работающими при низком давлении горючего газа — до 0,005 МПа (0,05 кгс/см2). Однако на газовом пульте управления машины смонтированы редукторы для поддержания
216 Глава 7
постоянного давления газа перед резаками. С учетом возможных потерь давления газа в элементах схемы газопитания давление ацетилена перед машиной должно быть не менее 0,03 МПа (0,3 кгс/см2). Наибольший расход кислорода (52 м3/ч) необходим только при резке одновременно четырьмя резаками металла толщиной 100 мм. На практике резка стали такой толщины производится, как правило, одним резаком, поэтому достаточно подавать кислород к машине под давлением не более 1,6 Мпа (16 кгс/см2).
Питание машин ацетиленом может производиться от стационарного ацетиленового генератора среднего или низкого давления, если в последнем случае установлена газодувка, повышающая давление газа в газопроводе до 0,05 МПа (0,5 кгс/см2). Возможен вариант подачи газов от разрядной рампы. Газы-заменители подаются к машине обычно от магистральных (заводских) газопроводов с давлением газа не ниже 0,03 Мпа (0,3 кгс/см2).
Шарнирные машины. Предназначены для резки заготовок небольших габаритов (1000x1000 мм или 1500x700 мм) из низко- и среднеуглеродистой листовой стали толщиной до 150 мм одним резаком. При работе одновременно тремя резаками толщина резки снижается до 100 мм. Допускается только вертикальная (разделительная) резка без скоса кромок, но с большой точностью (до ±0,5 мм). Поэтому шарнирные машины применяются в заготовительных производствах для вырезки готовых деталей. Машины работают по стальному магнитному копиру в масштабе 1:1. Они компактны, просты в обслуживании и требуют небольших затрат при эксплуатации.
Серийно выпускаются шарнирные машины двух типов: для обычной кислородной резки (АСШ «Огонек») и для резки кислородом высокого давления - до 0,018 МПа (18 кгс/см2) (АСШ-В). Повышение давления кислорода до указанного значения снижает его расход в 1,8 раза.
В отличие от портально-консольных шарнирные машины не имеют встроенных в газовый пульт управления редукторов и комплектуются специальными резаками, конструкция которых обеспечивает соосность каналов режущего кислорода и оси магнитного пальца ведущей головки. Этим достигается высокая точность резки и универсальность машины, так как она может потреблять горючие газы от любого источника среднего давления.
Аппаратура и машины для кислородной резки 217
К машине АСШ-В кислород подается от отдельного баллона с установленным на нем редуктором высокого давления типа ДК-40, который обеспечивает возможность подачи кислорода к резакам при давлении его до 1,8 МПа (18 кгс/см2). Присоединение редуктора к машине производится рукавом класса III по ГОСТ 9356—75.
Переносные машины для кислородной резки. Такие машины обеспечивают высокое качество поверхности реза, значительно ускоряют процесс и освобождают рабочего от тяжелого ручного труда. Они имеют небольшую массу, просты по конструкции и удобны в эксплуатации.
Переносные машины общего назначения применяются в основном в заготовительном производстве для резки листов на заготовки прямолинейной или круговой формы и с кромками плавной кривизны. К специализированным относятся машины для резки труб в цеховых условиях и на трассе.
Так, машина «Спутник» обеспечивает обрезку торцов труб перпендикулярно к оси трубы, а «Орбита» выполняет резку перпендикулярно к оси трубы или под углом до 7°. Система крепления и перемещения машины по гибкому кольцевому поясу (шаблону) гарантирует точное совпадение начала и конца резов.
При кислородной резке переносными машинами в качестве горючего используется ацетилен или газы-заменители (пропан-бутан и природный газ).
Все переносные машины оснащены машинными резаками инжекторного типа и устойчиво работают при давлении ацетилена на входе 0,01 МПа (0,1 кгс/см2) и газов-заменителей 0,03 МПа (0,3 кгс/см2). Газопитание машин, эксплуатируемых на территории предприятия, на трассе или монтаже, может осуществляться от передвижных постов.
/. По каким признакам классифицируют резаки для кислородной с/ л резки?
2. Назовите основные правила обращения с резаками.
3. По каким признакам классифицируют машины для кислородной резки?
4. Где наиболее эффективно применение портальных машин?
5. Для каких целей предназначены шарнирные машины?
6. В чем преимущества переносных машин?
Глава ( 8£______________
КИСЛОРОДНО-ФЛЮСОВАЯ РЕЗКА
8.1. ОСОБЕННОСТИ ПРОЦЕССА КИСЛОРОДНО-ФЛЮСОВОЙ РЕЗКИ
Сущность процесса резки. Высоколегированные хромистые, хромоникелевые стали, чугун и цветные металлы не могут подвергаться обычной кислородной резке, так как они не удовлетворяют ее основным условиям. Хромистые и хромоникелевые нержавеющие стали на поверхности реза образуют тугоплавкие оксиды хрома температурой плавления около 2000 °C, которые препятствуют процессу резки.
Чугун имеет температуру плавления ниже температуры воспламенения, поэтому при обычной резке он плавится, а не сгорает в кислороде. Содержащийся в чугуне кремний образует тугоплавкий оксид, который также препятствует резке.
Цветные металлы (медь, алюминий, латунь, бронза) имеют большую теплопроводность, образуют тугоплавкие оксиды и также не поддаются обычной газовой резке. Удалить их можно путем перевода в легкоплавкие оксиды либо введением в зону реза дополнительной теплоты. Резку высоколегированных сталей обеспечивают наложением вдоль линии реза низкоуглеродистой стальной полосы, при сгорании которой выделившаяся теплота, а также переходящее в шлак расплавленное железо и его оксиды способствуют разжижению оксидов хрома. Этим способом можно резать нержавеющие стали толщиной до 20 мм, однако при этом рез получается широким, а скорость резки низкая.
Для хромистых, хромоникелевых нержавеющих сталей, чугуна и цветных металлов применяют кислородно-флюсовую резку, сущность которой заключается в том, что в разрез вместе с режущим кислородом вводится порошкообразный флюс, при сгорании которого выделяется дополнительная теплота и, следовательно, повышается температура в зоне реза. Кроме того, про
Кислородно-флюсовая резка 219
дукты сгорания флюса, взаимодействуя с тугоплавкими оксидами, образуют жидкотекучие шлаки, которые легко удаляются из зоны реза, не препятствуя нормальному протеканию процесса.
Флюсы. Основным компонентом порошкообразных флюсов, применяемых при кислородно-флюсовой резке металлов, является железный порошок, который при сгорании выделяет большое количество теплоты - около 1380 кДж/кг. Необходимо иметь в виду, что процесс резки зависит от химического состава порошка и величины гранул. При использовании порошков, содержащий до 0,4% углерода и до 0,6% кислорода, процесс резки нержавеющей стали протекает устойчиво. Дальнейшее увеличение содержания углерода и кислорода приводит к увеличению расхода порошка и ухудшению качества поверхности реза. Химический состав железных порошков, применяемых при кислороднофлюсовой резке, приведен в табл. 8.1.
При резке нержавеющих сталей содержание кислорода в порошке не должно превышать 6%. Кислород присутствует в порошке в виде оксидов, которые замедляют процесс резки, так как требуют дополнительной теплоты для их нагрева.
Основными критериями при выборе величины гранул порошка являются удобство его транспортировки и регулирование расхода. Наиболее эффективен при кислородно-флюсовой резке порошок с размерами частичек 0,07-0,16 мм. Наилучшие результаты при резке нержавеющих хромоникелевых сталей достигаются при добавлении к железному порошку 10-15% алюминиевого порошка. Эта смесь образует жидкотекучий шлак, температура плавления которого не превышает 1300 °C. При резке нержавеющих деталей используется алюминиевый порошок марки АПВ.
Для поверхностной и разделительной резки нержавеющих сталей в качестве флюса применяют смесь алюминиево-магниевого порошка с ферросилицием или силикокальцием. Алюминиево-магниевый порошок, сгорая в струе кислорода, повышает температуру пламени, а ферросилиций и силикокальций действуют на оксиды хрома как флюсующая добавка. Составы флюсов для резки нержавеющих сталей приведены в табл. 8.2.
Флюс при резке чугуна насыщает железом области реза, снижает в сплаве содержание углерода, а также разжижает шлак. Флюсы для кислородно-флюсовой резки чугуна даны в табл. 8.3.
220 Глаеа 8
Табл. 8.1. Химический состав железных порошков для кислородно-флюсовой резки
Марка железного порошка Содержание элементов,%
железо. не менее углерод кремний марганец сера фосфор кислород
не более
ПЖ1 98,8 0,03 0,10 0,10 0,020 0,020 0,20
ПЖ2 98,8 0,03 0,10 0,10 0,020 0,020 0,20
пжз 98,5 0,08 0,15 0,40 0,020 0,020 0.50
ПЖ4 98,0 0,12 0,25 0,50 0,030 0,030 1,0
ПЖ5 97,0 0,10 0,25 0,60 0,030 0,030 2,0
ПЖ6 96,0 0,25 0,46 0,70 0.050 0,050 —
Таблица 8.2. Флюсы, используемые для резки нержавеющих сталей
Вид резки Состав,% по массе
железный порошок алюминиевый порошок алюминиево-магниевый порошок силико-каяьций ферро-си тиций
Раздел ител ь ная 100 — — —
80-90 20-10 — — —
— 60-80 —* 40-20
Поверхностная 100 — — — —
—• —- 25-30 75-70 —
Табл. 8.3. Флюсы, используемые для кислородно-флюсовой резки чутуна н медных сплавов
Разрезаемый металл Железный .порошок,% Алюминиевый порошок,% Доменный фсррофосфат,% Кварцевый иссок,%
Чугун 65-75 — 35-25 —
65-75 10-5 — 25-20
Медь 70-80 30-20 — —
Латуни или бронзы 70-80 10-5 — 20-15
65-75 20-15 15-10 —
Цветные металлы и сплавы подвергают только кислороднофлюсовой резке с применением флюсов, приведенных в табл. 8.3.
Кислородно-флюсовая резка 221
8.2. АППАРАТУРА ДЛЯ КИСЛОРОДНО-ФЛЮСОВОЙ РЕЗКИ
Для кислородно-флюсовой резки используют специализированные установки, состоящие из флюсопитателя, резака (ручного или машинного) и приставки к нему для подачи флюса.
По конструкции флюсопитатели подразделяются на инжекторные, циклонные и с механической подачей. Для кислороднофлюсовой резки применяют три схемы установок: с внешней подачей флюса, с однопроводной подачей флюса под высоким давлением, с механической подачей флюса.
При внешней подаче (рис. 8.1, а) флюс из бачка инжектируется кислородом и подается к резаку, укомплектованному специальной головкой. Газофлюсовая смесь, выходящая из отверстий специальной головки, засасывается струей режущего кислорода и поступает в зону реза. По этой схеме работают установки кислородно-флюсовой резки УРХС-4, УРХС-5 и УРХС-6.
Однопроводная схема подачи флюса под высоким давлением представлена на рис. 8.1, б. В этом случае железный порошок из бачка флюсопитателя инжектируется струей режущего кислорода. Смесь флюса с кислородом по рукаву подводится к резаку через центральный канал мундштука и поступает к разрезаемому металлу. По этой схеме работает установка флюсовой резки УФР-2.
Схема механической подачи флюса представлена на рис. 8.1, в. Флюс, состоящий из смеси алюминиево-магниевого порошка и силикокальция, с помощью шнекового устройства из бачка подается к головке резака, где увлекается струей режущего кислорода.
Флюсопитатель ФПР-1-65 (рис. 8.2) состоит из бачка /, регулировочного устройства 8 и редуктора 4. Бачок представляет собой сварной сосуд, в крышке которого имеется горловина для засылки флюса. Нижняя часть бачка заканчивается штуцером, к которому присоединяется регулировочное устройство 8. Флюсо-несущий газ из баллона или трубопровода подается к редуктору 4, выходя из которого разделяется на два потока: один поступает в верхнюю часть бачка 1 для создания давления на флюс, второй через регулирующий вентиль 5 по трубке 6 - в регулировочное устройство. Из бачка флюс ссыпается в циклонную камеру, а по-
222 Глава 8
Рис. 8-1. Схемы подачи флюса:
a - с внешней подачей; б - однопроводная под высоким давлением; в - с механической подачей; / - газофлюсовая смесь; 2 - флюс; 3 - флюсонесущий газ; 4 - кислородно-флюсовая смесь; 5 - режущий кислород
ступающий через штуцер 7 флюсонесущий газ создает вихревой поток, захватывающий частицы флюса и уносящий их к резаку. Давление газа в бачке флюсопитателя устанавливают по манометру 2.
Для выпуска газа из бачка флюсопитателя служит вентиль. В случае увеличения давления выше допустимого срабатывает предохранительное устройство (мембрана), установленное на колпачке горловины 5.
При механизированной кислородно-флюсовой резке используют специальный флюсопитатель, в котором в отличие от флюсопитателя ФП-1-65 газ поступает в бачок и регулировочное устройство через электромагнитный переключающий клапан и фильтр.
Установка УРХС-4 предназначена для разделительной резки хромистых, хромоникелевых сталей, чугуна, меди, латуни и бронзы и работает по принципу внешней подачи флюса к резаку (рис. 8.3). Ацетилен через водяной затвор 14 и кислород из баллона 15 через редуктор 16 поступают по рукавам в резак I. По тройнику 11 часть кислорода подается в редуктор 72, оттуда через вентиль 13 поступает в корпус флюсопитателя 10 и штуцер циклонной камеры 6, в которую по каналу 8 из флюсопитателя 10 подается флюс. Кислород, проходя канал 7, засасывает флюс и подает его по рукаву 5 в резак, затем через вентиль 2 и трубку 4 флюс поступает в сопло 3 головки резака. Режущий кислород подается в резак 1 по шлангу 9.
Кислородно-флюсовая резка 223
Рис. 8.2. Флюсопитатсль ФП-1-65
224 Гпава 8
Рис. 8.3. Установка для кислородно-флюсовой резки УРХС-4
Техническая характеристика установки УРХС-4 Скорость резки, мм/мин;
прямолинейной 270-760
фигурной 170-475
Давление кислорода, МПа 0.5— 1.0
Давление ацетилена, МПа не ниже 0,003
Давление флюсоподающего кислорода, МПа 0.035-0,045
Расход кислорода, м3/ч 8-25
Расход ацетилена, м?/ч 0,8-1,1
Расход флюса, кг/ч 6-9
Кислородно-флюсовая резка 225
В настоящее время промышленность выпускает установки УРХС-5 и УРХС-6. Принцип их работа аналогичен принципу работы установки УРХС-4, однако флюсопитатель имеет некоторые конструктивные особенности.
Установка УРХС-5 комплектуется резаком РАФ-1-65 и флюсопитателем ФП-1-65. Флюсопитатель имеет циклонную конструкцию, а резак - внешнюю подачу флюса. Установка (рис. 8.4) состоит из флюсопитателя 7, резака 4, соединительных рукавов 2 и 3. Флюс из флюсопитателя подается в резак по рукаву 3 и через флюсоподающие сопла головки засасывается режущей струей кислорода в полость реза. Расход флюса через циклонную камеру регулируют путем изменения зазора между штоком и штуцером. Зазор меняют с помощью маховичка, а также путем регулирования редуктором давления флюсоподающего газа. Подача флюса в резак контролируется вентилем 5. Резаки работают на ацетилене или газах-заменителях. Установку УРХС-5 используют для резки высоко-хромистых, хромоникелевых сталей толщиной до 200 мм.
При толщине металла от 200 до 500 мм применяют установку УРХС-6, которая комплектуется флюсопитателем ФП-2-65 и резаком РАФ-2-65. Устройство ее аналогично устройству установки УРХС-5. Бункер флюсопитателя рассчитан на 35 кг флюса. Кислород подается от рампы из десяти баллонов, ацетилен - от рампы из трех баллонов.
Резаки для кислородно-флюсовой резки отличаются от обычных (для кислородной резки) тем, что имеют дополнительные устройства для подачи флюса. В зависимости от схемы подачи флюса они подразделяются на два типа. В резаках первого исполнения флюс подается в смеси с режущим кислородом к центральному каналу мундштука, резаки второго типа выполнены по схеме с внешней подачей флюса. В зависимости от принципа смешивания горючего газа и кислорода резаки бывают инжекторные и с внутрисопловым смешиванием. В комплект кисло-родно-флюсовой установки УРХС-5 входит резак РАФ-1-65 (рис. 8.5), который изготовлен на базе серийного резака «Маяк». Он имеет порошковый вентиль 4t служащий для включения и выключения подачи флюса. На головке резака закреплена колодочка 2, к которой присоединены две сменные втулки 3. Втулки устанавливают под углом 25° к оси мундштука. Тройник 7 и система трубок связывают порошковый вентиль с колодочкой.
« Зак. 1907
226 Глава 8
Рис. 8.4. Установка УРХС-5 для кислородно-флюсовой резки
Рис. 8.5. Резак РАФ-1-65 для кислородно-флюсовой резки
Кислородно-флюсовая резка 227
Установка УФР-5 применяется для порошково-кисло-родной резки железобетона и состоит из флюсопитателя, который монтируется на тележке, копьедержателя, ручного или машинного резака, кислородной рампы на 5—10 баллонов, воздушной рампы на 3 баллона. Для подачи флюса используют сжатый воздух, который должен быть очищен от масла и влаги. При работе от компрессора применяется селикагелевый осушитель, а для очистки - маслоот-стойник. В качестве горючего газа может использоваться пропанбутановая смесь или природный газ. Флюсопитатель для установки УФР-5 представлен на рис. 8.6. Флюс засыпается через верхний патрубок 6, который вварен в крышку бункера 7. Рычажный механизм осуществляет блокировку порошкового клапана 14 с рычажным газовым вентилем 4 и служит для пуска и дозировки флюса и флюсоподающего газа. Тройник 8 предназначен для направления флюсоподающего газа к рычажному вентилю 4 и в циклонную камеру 75, которая обеспечивает подачу флюса в резак или копьедер-жатель. Закрепленный на циклонной камере вибратор 11 равномерно встряхивает бункер 7, устраняя тем самым возможность скапливания флюса перед входом в циклонную камеру 75. Бункер устанавливается на пружинах 72 для обеспечения лучшей вибрации. Установка УФР-5 и флюсопитатель работают следующим образом. Кислород от рампового редуктора по рукаву поступает в резак или копьедержатель. Ацетилен по рукаву поступает в резак и в смеси с кислородом образует подогревающее пламя. Сжатый воздух по рукаву подается к вибратору 77, тройнику 8 и газовому вентилю 9. Для продувки циклонной камеры вначале открывают газовый вентиль 9, а затем маховичком 5 - рычажный вентиль 4 и порошковый клапан 14, При повороте маховичка против часовой стрелки конус порошкового клапана опускается и флюс из бункера 7 начинает пересыпаться в коническую камеру 2. Одновременно открывается рычажный вентиль 4, и сжатый воздух проходит по каналу внутри вертикальной тяги 73, захватывает флюс из конической камеры 2 и подает в циклонную камеру 75. Часть воздуха по рукаву 10 отводится в верхнюю часть бункера 7, а по трубке П-в нижнюю часть конической камеры 2, выравнивая давление в бункере и камере Другая часть воздуха по изогнутой трубке 76 циклонной камеры 75, встречая сопротивление воздуха, поступающего по центральному каналу циклонной камеры, создает завихрение флюса и увлекает его в рукав. Для поддержания расчетного давления флюсопитатель снабжается предохранительными мембранами, разрывающимися при давлении свыше 0,5 МПа.
228 Гпава 8
Рис. 8.6. Схема флюсопитателя УФР-5
Для резки применяют ручной резак РФР-5 или машинный резак РФМ-5. По сравнению с обычными резаками они имеют расширенные каналы кислородопровода.
Кислородно-флюсовая резка 229
Рис. 8.7. Копьедержатель установки УФР-5
230 Глава 8
Копьедержатель (рис. 8.7) предназначен для закрепления стальных трубок различного диаметра. Он обеспечивает плотное прижатие торца трубки к уплотняющей прокладке, что исключает утечку кислорода и флюса. Кислород по шлангу через ниппель / и вентиль 2 поступает в инжектор 3, который обеспечивает подсос флюса кислородной струей, выходящей под большим давлением из центрального канала. Закрепление и плотное прижатие трубки 6 осуществляют болтовыми зажимами 5 и втулкой 4,
8.3. КИСЛОРОДНО-ФЛЮСОВАЯ РЕЗКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Высоколегированные стали в зависимости от содержания легирующих элементов подразделяют на три группы: аустенитные, ферритные и мартенситные. Некоторые легирующие элементы не влияют на процесс резки, другие вызывают закалку кромки реза, третьи замедляют процесс резки и образуют карбиды хрома. Разрезаемость легированных сталей при кислороднофлюсовой резке приведена в табл. 8.4.
Аустенитные и ферритные стали перед резкой не подвергают подогреву, а мартенситные нагревают до 250-300 °C. Высоколегированные стали обладают низкой теплопроводностью, а процесс кислородно-флюсовой резки вызывает интенсивное тепловое воздействие на разрезаемый металл, так как одновременно с кислородом вводится железный порошок, который, сгорая, выделяет дополнительную теплоту. В результате низкой теплопроводности и выделения значительного количества теплоты в зоне реза возникают большие внутренние напряжения, которые приводят к деформациям разрезаемых листов, а при жестком закреплении к образованию трещин.
Перед резкой линию реза тщательно очищают от грязи, ржавчины и масла, а флюс просеивают и прокаливают. Резку начинают от края листа или от предварительно сделанного отверстия.
К основным технологическим особенностям кислородно-флюсовой резки по сравнению с обычной относятся:
□ повышенная на 15-20% мощность подогревающего пламени (для обеспечения равномерного нагрева частиц флюса до температуры воспламенения);
Кислородно-флюсовая резка 231
Табл. 8.4. Разрезаемость легированных сталей при кислородно-флюсовой резке
Типы сталей Особенности резки
Хромоникелевые, аустенит-ноферритные Технологических ограничений нет. Желательно интенсивное охлаждение кромок при резке
Хромоникелевые, чисто аустенитные Необходимы либо интенсивное охлаждение кромок водой во время резки, либо последующая термообработка - нагрев до 1050-1150 °C и быстрое охлаждение *
Высокохромистые, содержащие 16-30% Сг и до 0,3% С Разогрев сталей при резке должен быть минимальным во избежание необратимого роста зерна. Поэтому резку следует выполнять с максимальной скоростью. После резки рекомендуется нагреть сталь до 750-850 °C и охладить в воде или струе сжатого воздуха
Высокохромистые, содержащие 12—18% Сг и до 0,15% С При резке стали большой толщины и вырезке заготовок сложной конфигурации необходим подогрев до 250-350 °C. После резки целесообразен отжиг при 650-950 °C
Хромистые, содержащие 5-15% Сг и 0,2-0,5% С Во избежание появления трещин необходим предварительный подогрев до 250-350 °C. После резки целесообразна закалка с отпуском
□ увеличенное расстояние между торцом мундштука и поверхностью разрезаемого металла (для уменьшения возможности засорения выходных каналов мундштука);
П зависимость скорости резки от расхода флюса (для устойчивого ведения процесса). При оптимальном количестве флюса на верхних кромках разрезаемого листа образуется небольшой валик расплавленного железа. Большой расход флюса вызывает увеличение этого валика и замедляет скорость резки, малый - также замедляет процесс резки в результате недостаточного количества выделяющейся теплоты.
Техника кислородно-флюсовой резки в основном та же, что и при кислородной. Резку осуществляют ручными и машинными резаками. В качестве горючего газа применяют ацетилен и газы-заменители (пропан-бутановую смесь и природные газы).
232 Глава 8
Табл.8.5. Режимы резки высоколегированной стали толщиной до 200 мм на установке УРХС-5
Толщина разрезаемого металла, мм Скорость резки, мм/мин Давление кислорода перед резаком. МПа Давление кислорода, азота или воздуха в флюсопитателе, МПа Расход газа
кислорода, м3/ч ацетилена, м’/ч флюса, кг/ч
10 760 0,6-0,7 0,01-0,05 0,3 25 0,25
20 575 0,6-0,7 0,01-0,05 0,5 40 0,35
30 490 0,6-0,7 0.01-0,05 0,8 50 0,45
40 435 0,6-0,7 0.01-0.05 1,0 60 0,5
60 370 0,8-0,9 0,01-0,05 1.5 75 0,6
80 330 0.8-0.9 0,01-0,05 2,0 90 0,7
100 300 0,9-1,0 0,01-0,05 2,35 100 0.75
200 230 0,9-1,0 0,01-0,05 2,5 120 0,8
При кислородно-флюсовой резке вентиль подачи флюса на резаке необходимо открывать после зажигания подогревающего пламени. При выключении следует сначала закрыть вентили подачи флюса и режущего кислорода, а затем - вентили горючего газа и кислорода.
Продолжительность подогрева металла при кислородное флюсовой резке меньше, чем при кислородной. Резак относительно разрезаемого металла должен перемещаться равномерно, по окончании процесса его необходимо остановить, чтобы прорезать металл по всей его толщине. При прямолинейной разделительной резке резак устанавливают перпендикулярно к поверхности металла или углом вперед.
Давление кислорода такое же, как и при обычной резке. Кислород расходуется на окисление разрезаемого металла и флюса и удаление образующихся в процессе резки оксидов. Расход кислорода и его давление зависят от толщины разрезаемого металла и скорости резки. Скорость перемещения резака должна соответствовать количеству подаваемых в зону реза кислорода и флюса.
Ширина реза зависит от диаметра выходного отверстия внутреннего мундштука для режущего кислорода, его давления и скорости резки. Зависимость ширины реза от толщины разрезаемого металла при ручной и машинной резке приведена ниже.
Кислородно-флюсовая резка 233
Толщина разрезаемого металла, мм 5-25 25-50 50-100
КМ >-200
Ширина реза, мм
ручная резка 3,5-5,5 машинная резка
7-9 5,5-7,0
9-11 7-9
11-13 9-11
Ориентировочные режимы резки высоколегированных сталей толщиной 10-200 мм на установке УРХС-5 приведены в табл. 8.5.
При резке высоколегированных сталей большой толщины необходима равномерная подача режущего кислорода и флюса по всей глубине разреза. Стали большой толщины разрезают при низком давлении кислорода, что увеличивает время его соприкосновения с поверхностью разрезаемого металла.
Для механизированной резки высоколегированных сталей толщиной до 1000 мм применяют установку ПМР-1000.
8. 4. КИСЛОРОДНО-ФЛЮСОВАЯ РЕЗКА БЕТОНА И ЖЕЛЕЗОБЕТОНА
Бетон не горит в технически чистом кислороде, поэтому применяемые флюсы должны обладать большим тепловым эффектом, чем флюсы, используемые при резке нержавеющих сталей.
Для бетона и железобетона применяют два способа: кисло-родно-копьевую и порошково-копьевую, которые являются разновидностями кислородно-флюсовой резки.
Резку железобетона осуществляют ручными и машинными резаками, работающими по схеме с внешней подачей флюса. Флюс к резаку подается сжатым воздухом или азотом. Для обеспечения цилиндричности кислородной струи применяют цилиндрические и конусные сопла, сужающиеся книзу. Процесс кислородно-флюсовой резки железобетона аналогичен процессу кислородно-флюсовой резки высоколегированных сталей, чугуна и цветных металлов. При резке железобетона также применяют подогревающее пламя, а порошкообразный флюс вдувается в режущую струю кислорода. На окисление вводимого в зону резки флюса расходуется 15-20% кислорода, а на удаление из полости реза расплавленных материалов и шлаков 80-85%. При кислородно-флюсовой резке железобетона используют флюс, состоящий из 75-85% железного порошка и 25-15% алюминия. Ориентировочные режимы кислородно-флюсовой резки железобетона на установке УФР-5 приведены в табл. 8.6.
234 Глава 8
Табл. 8.6. Режимы кислородно-флюсовой резки железобетона на установке УФР-5
Параметр Толщина разрезаемого материала, мм
90 100 150 200 300
Скорость резки, мм/мин 150 100 60 50 40
Расход кислорода, мУч 10 10 15 35 60
Расход флюса, кг/ч 20 22 24 30 42
Расход пропан-бутана, мУч 2,6 2,6 2.6 2,6 2,6
Диаметр сопла, мм 4 4 5 6 8
Табл. 8.7. Режимы прожигания отверстий в железобетоне
Размеры отверстия, мм Давление кислорода, МПА Расход кислорода, мУч Расход стальной трубки на 1 м длины отверстия, мм Расход флюса, кг/ч Скорость прожигания, мм/мин
диаметр глубина
50-55 До 500 0,6-0,7 60-80 4 30 120-160
55-60 500-1000 0,8-1,0 80-100 4— 5 30 80-120
60-70 1000-1500 1,0-1,2 100-120 5-6 30 40-80
Табл. 8.8. Скорость и расход материалов при различных способах термической резки бетона
Параметр Способ резки
кислородным копьем кислородно-флюсовая кислороднопорошковым копьем
Скорость обработки бетона, смУмин 167 100 300
Расход материалов на 1 дм3 удаляемого бетона:
трубка, кг 5,8 — 0,5
лроволока,кг 0,2 — 0,5
флюс, кг — 4,5 2,5
кислород, м3 2,0 5,5 2,5
Примечание. Рекомендуются флюс, состоящий из 85% железного и 15% алюминиевою порошков, и стальные трубки диаметром 1/4", 3/8" и 1/2"
Кислородно-флюсовая резка 235
Рис. 8.8. Схема прожигания отверстий кислородным копьем:
1 - бетонное изделие; 2 - копье; 3 - защитный экран; 4 - держатель копья
Резка кислородным копьем заключается в прожигании отверстий струей кислорода. Копье представляет собой толстостенную трубку наружным диаметром 20-35 мм. Возможно также использование тонкостенных газовых трубок, обмотанных снаружи стальной проволокой диаметром 3-4 мм, а также заполненных изнутри стальными прутками. Трубку подсоединяют к рукоятке с вентилем для кислорода и по ней подают кислород к месту резки. До начала резки конец трубки нагревают газовой горелкой, угольным электродом или электрической дугой до температуры воспламенения. В качестве копья применяют стальные трубы наружным диаметром 10,2-21,3 мм. Для сгорания 1 кг железа необходимо 200-270 л кислорода. При прожигании отверстий в бетоне кислород расходуется не только на сгорание трубки, но и на удаление из полости реза продуктов горения копья и расплавленного бетона. Вначале кислород подается под меньшим давлением, а после воспламенения копья давление доводят до рабочего.
Схема прожигания отверстий в бетоне кислородным копьем показана на рис. 8.8. Кислородное копье прижимают горящим концом к бетону. Образуемые в процессе прожигания отверстия шлаки давлением кислорода и газов выносятся наружу, в зазор между копьем и стенкой прожигаемого отверстия. Для лучшего удаления расплавленных остатков из отверстия копьем производят вращательные и возвратно-поступательные движения. Резку копьем применяют для удаления прибылей стального литья, прожигания отверстий при разделительной кислородной резке, резке бетона и железобетона.
236 Глава 8
Для бетона и железобетона широко применяется резка порошковым копьем. Эту резку выполняют при толщине железобетона 100-2000 мм и более. Для резки кислороднопорошковым копьем используют установку УФР-5. Эта резка отличается от копьевой тем, что в полость реза по трубке копья подается флюс, состоящий из 85% железного и 15% алюминиевого порошков. В качестве копья применяют стальные трубки диаметром 1/4" и 1/2" и длиной 3-6 м. Процесс прожигания начинается с нагрева конца копья и воспламенения его при подаче кислорода и флюса под давлением до 0,2 МПа. После заглубления копья давление повышают до рабочего. Режимы прожигания отверстий в железобетоне приведены в табл. 8.7. Скорость обработки бетона и расход материалов при различных способах термической резки даны в табл. 8.8.
1. Почему высоколегированные стали, чугун и цветные металлы не могут подвергаться обычной кислородной резке?
2. В чем заключается сущность кислородно-флюсовой резки?
3. Какие марки флюсов применяют при кислородно-флюсовой резке высоколегированных сталей, чугуна и цветных металлов?
4. Из каких основных частей состоят установки для кислороднофлюсовой резки?
5. Как устроен и работает флюсопитатель ФП-1 -65?
6. Как устроены и работают установки для резки высоколегированных сталей УРХС-4 и УРХС-5?
7. Как работает установка для порошково-кислородной резки УФР-65?
8. Перечислите основные технологические особенности кислородно-флюсовой резки высоколегированных сталей, чугуна и цветных металлов.
9. Как осуществляется кислородно-флюсовая резка бетона и железобетона?
Глава I 9
ПЛАЗМЕННАЯ И ГАЗОДУГОВАЯ РЕЗКА
9.1. ПЛАЗМЕННАЯ РЕЗКА
Сущность процесса. При плазменной резке в качестве источника нагрева разрезаемого металла используется столб сжатой электрической дуги, обдуваемой газом. В результате газ нагревается и ионизируется, т. е. распадается на положительно и отрицательно заряженные частицы и превращается в поток плазмы температурой около 15000 °C. Сжатая дуга интенсивно расплавляет металл по линии реза, а плазменная струя удаляет расплав из разреза.
Процесс плазмообразования может вестись по двум схемам (рис. 9.1):
□ плазменной дугой прямого действия, возбуждаемой между электродом и изделием, которое включено в электрическую цепь;
О плазменной струей, т. е. дугой косвенного действия, возбуждаемой между двумя электродами, изделие при этом в электрическую цепь не включено.
Первая схема более производительная, поэтому применяется чаще, чем вторая, которая используется в основном для плазменного напыления покрытий.
Разделительная плазменная резка производится постоянном током прямой полярности.
Области применения плазменной резки. Плазменная резка более производительна, чем кислородная. Однако ее скорость с увеличением толщины разрезаемой стали свыше 50-60 мм уменьшается быстрее, чем кислородной. Плазменная резка применяется для обработки конструкционных и нержавеющих сталей, чугуна толщиной менее 50—60 мм, цветных металлов и в первую очередь алюминия (рис. 9.2).
Плазменная резка низкоуглеродистых сталей особенно эффективна при изготовлении крупных деталей из листов толщиной до 30-40 мм на предприятиях с большим объемом работ.
238 Глава 9
Рис. 9.1. Схема процесса плазменной резки:
a - плазменной дугой: / - дуга; 2 - рабочий газ; 3 - вольфрамовый электрод; 4 - сопло; 5 - металл; б - плазменной струей: 1 - дуга; 2 - сопло; 3 - плазмотрон; 4 - вольфрамовый электрод; 5 - катод;
6 - плазменная струя
з /о 50 1OO 250 /000
конструкционная сталь
чугун
коррозионнос/поакоя стало я
Алюминий
AfePb
Катан
\флтойаярезка
Кислородная ywA резка
Плазменная резка
Рис. 9.2. Области применения плазменной резки
Плазмообразующие газы. Для плазменной резки используют различные плазмообразующие (рабочие) газы: активные (кислород, воздух) и неактивные (аргон, азот, водород и др.).
Теплофизические и химико-металлургические свойства рабочих газов наряду с геометрией стабилизирующей системы и энергетическими параметрами дуги оказывают существенное
Плазменная и газодуговая резка 239
влияние на скорость и качество резки. Выбор рабочих газов производится в зависимости от свойств и толщины разрезаемой стали, назначения и условий резки. При этом необходимо учитывать электрические параметры применяемой аппаратуры и технико-экономическую целесообразность использования того или иного газа. Рекомендуемые рабочие газы для резки различных металлов приведены в табл. 9.1.
Активные газы (кислородсодержащие смеси) преимущественно используются для обработки черных металлов, а неактивные газы и их смеси - для резки цветных металлов и сплавов.
Оборудование. Для плазменной резки выпускаются машины 9 типов, в том числе - 7 стационарных и 2 переносные; 3 типа полуавтоматов (установок) для ручной и машинной плазменной резки и 2 комплекта для ручной резки. Стационарные машины, как и машины для кислородной резки, выпускаются по трем конструктивным схемам: портальной (5 типов), портальноконсольной (1 тип) и шарнирной (1 тип). Переносные машины имеют 1 или 2 плазмотрона.
Портальные машины для плазменной резки по конструктивной схеме к системам контурного управления унифицированы с портальными машинами для кислородной резки и отличаются лишь режущей оснасткой и упрощенной системой газопитания, поскольку в качестве плазмообразующего (рабочего) газа в них используется воздух.
Портальные машины для плазменной резки оснащаются системами программно-числового, фотоэлектронного или линейного управления. Машины могут резать металл шириной 2,5-8 м одним или четырьмя плазмотронами.
Область их применения та же, что и портальных машин для кислородной резки с соответствующей системой контурного управления.
Газопитание портальных машин для плазменной резки предусматривает подачу сжатого воздуха из заводской (цеховой) магистрали под давлением 0,4-0,6 МПа (4-6 кгс/см2). Наибольший расход воздуха на один плазмотрон составляет 8 м3/ч.
После запорного вентиля на газопроводе рекомендуется устанавливать масловлагоотделитель, рассчитанный на соответствующие расход и давление воздуха.
Табл, 9.1. Рабочие газы для плазменной резки металлов
Титан Не рекомендуется Дня резки металла всех толщин Не рекомендуется Не рекомендуется Не рекомендуется Не рекомендуется
Высоколегированная сталь Для машинной резки металла толщиной до 60 мм Для резки металла толщиной до 75 мм Для резки металла толщиной до 50 мм Для резки металла всех толщин Для резки металла толщиной до 100 мм
Низкоуглеродистая и низколегированная сталь Для резки металла толщиной до 30 мм Не рекомендуется Не рекомендуется
Медь и ее сплавы Для резки меди толщиной до 20 мм и латуни до 90 мм Не рекомендуется Для резки металла толщиной 20—100 мм Для резки металла толщиной более 100 мм
Алюминий и его сплавы Для машинной заготовительной резки металла толщиной до 70 мм Для машинной резки металла толщиной до 20 мм и ручной резки металла всех толщин
Плазмообразующая среда Сжатый воздух о Азот с аргоном Азот с кислородом Азоте водородом Аргон с водородом
Плазменная и газодуговая резка 241
При использовании плазмообразующих смесей, содержащих водород, подача их к машине производится от рампы. При этом на газопроводе в месте отбора газа устанавливают газоразборный пост типа ЛГУ-5 с сухим затвором ЭСУ-1. Замена сухого затвора обратным клапаном запрещается.
Портально-консольные и шарнирные машины для плазменной резки отличаются от аналогичных машин для кислородной резки наличием плазменной оснастки и упрощенной газовой схемой, В качестве плазмообразующего газа используется воздух. Эти машины применяют в основном для резки деталей или заготовок из низкоуглеродистой стали толщиной 15-25 мм и нержавеющей стали толщиной до 40 мм, а также алюминия толщиной до 70 мм. Газопитание машин осуществляется так же, как и портальных машин.
Полуавтоматы и переносные машины для плазменной резки применяют при резке листов заготовок прямолинейной формы или с кромками плавной кривизны из низкоуглеродистой и нержавеющей стали толщиной до 40 мм, а также алюминия и его сплавов, которые не поддаются кислородной резке.
Серийно выпускаются переносные машины четырех типов с плазменным аппаратом для резки листового металла. 1?о всех машинах в качестве плазмообразующего газа используют сжатый воздух и только в полуавтомате ПРП-2 неактивные газы (аргон или азот) и активные (кислород) (рис. 9.3). Кроме того, ПРП-2 работает на смеси водорода с азотом или аргоном, что позволяет увеличить предельную толщину разрезаемых высоколегированных сталей до 100 мм и алюминия до 120 мм, а также улучшить качество поверхности реза.
В случае применения в качестве плазмообразующего газа водорода необходимо на ответвлениях газопровода к месту потребления устанавливать газоразборный пост для ацетилена типа ПГУ-5 или ПГА-3,2, если давление водорода в газопроводе не превышает 0,07 МПа (0,7 кгс/см2). Подавать в цех водород под давлением свыше 0,15 МПа (1,5 кгс/см2) не следует из-за его повышенной взрывоопасности. Разрешается подавать газ к полуавтомату ПРП-2 от водородной рампы или отдельного баллона с соответствующим редуктором. Использование обратного клапана типа ЛЗС, пригодного для других газов-заменителей ацетилена, запрещается.
242 Гпава 9
Рис. 9.3. Полуавтомат ПРП-2 для плазменной резки:
I - пульт управления; 2 - источник питания; 3 - тележка; 4 - машинный плазматрон; 5 -ручной плазмотрон; б - ручной пульт;
Рис. 9.4. Машина переносная «Микрон 2-02» для плазменной резки:
i - подвеска кабель-шлангоеого пакета и кабелей; 2 - циркуль; 3 - переносная машина; 4 -переносной пульт управления; 5 - плазмотрон; 6 - пульт управления; 7 - источник питания
Плазменная и газодуговая резка 243
Подача неактивных газов (азот, аргон) должна производиться от баллонов с соответствующими редукторами или по газопроводу. В этом случае источником питания может служить перепускная (разрядная) рампа или воздухоразделительная установка.
Газопитание переносных полуавтоматов и машин (ПВ-1, ПВ-В, «Микрон»), использующих в качестве рабочего газа воздух, производится от заводской воздушной магистрали с давлением газа до 0,6 МПа (6 кгс/см2).
Для машин ПВП-В и «Микрон-2-02», не имеющих встроенного очистительного устройства, на газопроводе в месте потребления устанавливают запорный вентиль и масловлагоотделитель. Общий вид переносной машины «Микрон-2-02» показан на рис. 9.4.
Все полуавтоматы и переносные машины для плазменной резки, кроме ПВП-В, оснащены плазмотронами с водяным охлаждением и поэтому могут эксплуатироваться только при положительной температуре. Полуавтомат ПВП-В предназначен для плазменной резки низкоуглеродистой стали толщиной до 20 мм при отрицательной (до -10 °C) и положительной (до +40 °C) температурах, поскольку его плазмотрон имеет воздушное охлаждение.
Комплекты аппаратуры для ручной плазменной резки выпускают двух видов. Комплект КДП-1 с водяным охлаждением резака (плазмотрона) обеспечивает резку алюминия толщиной до 80 мм, коррозионностойкой и высоколегированной стали до 60 мм и меди толщиной до 30 мм. Наибольший рабочий ток 400 А; напряжение холостого хода источника питания 180 В; наибольшая мощность дуги 50 кВт. В плазмотроне РДП-1 в качестве плазмообразующих газов используется азот, аргон или их смеси с водородом. Поскольку плазмотрон водоохлаждаемый, он должен работать при температуре окружающей среды выше 0 °C. Масса комплекта 7,5 кг.
Комплект КДП-2 обладает меньшей мощностью дуги (30 кВт) и имеет воздушное охлаждение. Может работать как в закрытых отапливаемых помещениях, так и на открытом воздухе в любое время года. Применяется для ручной резки алюминия, стали и меди толщиной соответственно 50, 40 и 20 мм. Наибольший ток 250 А; напряжение холостого хода источника питания 180 В; расход охлаждающего воздуха 30 мУч. Плазмотрон работает в среде аргона, азота или их смесей с водородом. Масса комплекта 7,5 кг.
244 Глава 9
Комплекты КДП-1 и КДП-2 - беспультовые. Они просты в эксплуатации и обслуживании, содержат режущие плазмотроны в комплекте с кабель-шланговым пакетом, коллектором и зажигалкой для возбуждения режущей дуги. Такие комплекты удобнее, чем пультовые, при выполнении ограниченного объема работ с загрузкой плазмотрона не более чем на 40-50%.
Для комплектов КДП-1 и КДП-2 следует применять сварочные выпрямители и преобразователи с максимальным напряжением холостого хода 180 В. При наличии одного источника питания с напряжением холостого хода 90 В рекомендуется выполнять плазменную резку стали толщиной не более 15-20 мм.
Установки для плазменной резки широко применяются в промышленности. Установка УВПР «Киев» для воздушно-плазменной резки состоит из блока питания, шкафа управления и плазмотрона ВПР-9 с вихревой системой стабилизации дуги. Установка используется в комплекте с машинами портального и портально-консольного типов.
Установка АВП-3 предназначена для микроплазменной резки металла небольшой толщины (до 10 мм). Она состоит из блока питания, шкафа управления и плазмотрона ВПРМ-1, который может устанавливаться на переносной машине или сварочном тракторе.
Для плазменной резки металла толщиной до 160 мм предназначены установки типов У ПР-601 и ОПР-6-2М. Мощность источника питания 180 кВт. Установка комплектуется шкафом управления, а также плазмотроном, работающим на аргоне или азотно-водородной смеси. Плазмотрон устанавливают на самоходной тележке или портальной машине.
Плазмотроны являются основным рабочим (режущим) инструментом при плазменной резке металлов. Существует множество конструкций плазмотронов. Наибольшее распространение получили плазмотроны постоянного тока с газовой стабилизацией дуги и со стержневыми электродами-катодами, преимущественно неплавящимися. Наиболее важными элементами плазмотронов являются катодный узел, формирующее сопло и узел стабилизации столба дуги. Материалами для изготовления катодных вставок служат вольфрам, цирконий или гафний.
Формирующее сопло подвергается наибольшим тепловым нагрузкам, которые возрастают с увеличением силы тока дуги. Соответственно должен увеличиваться и диаметр сопла плазмотрона.
Плазменная и газодуговая резка 245
Рис. 9.5. Схема стабилизации режущей дуги:
а - концентрическая; б - вихревая; I - защитный газ; 2 - рабочий газ
В зависимости от используемых рабочих газов различают одногазовые и многогазовые системы стабилизации столба дуги. Газовая стабилизация при раздельной подаче газов может быть концентрической или вихревой (рис. 9.5). Вихревая стабилизация используется также в одногазовых плазмотронах, например при воздушно-плазменной резке.
Технология плазменной резки. Для обеспечения нормального процесса плазменно-дуговой резки поверхность металла необходимо очистить от консервирующей смазки. Режимы резки и состав плазмообразующих газов определяются маркой разрезаемого металла, требованиями, предъявляемыми к качеству реза, и используемым оборудованием.
Ручная резка выполняется по разметке, а машинная - по шаблонам, фотокопирам и программам контурного управления. При разметке деталей необходимо учитывать припуски на резку.
Начало резки определяется моментом возбуждения дуги, которая проплавляет металл по линии реза на всю толщину и удаляет расплав из разреза. При резке необходимо поддерживать неизменным расстояние между торцом сопла плазмотрона и поверхностью разрезаемого листа. Обычно это расстояние составляет 3—15 мм. Прекращение реза осуществляется автоматически разрывом дугового столба при сходе плазмотрона с листа.
246 Глава 9
Для резки с края листа рекомендуется первоначально образовать канавку на всю толщину металла.
Скорость резки задается рекомендуемыми технологическими режимами в зависимости от разрезаемого материала, его толщины и силы тока (см. табл. 9.2-9.8).
Если скорость резки меньше оптимальной, рез внизу становится шире, а если скорость больше оптимальной, он сужается.
При выборе режима резки необходимо учитывать, что с увеличением силы тока и расхода воздуха снижается ресурс работы электрода и сопла плазмотрона.
Пробивка отверстий - наиболее сложная операция плазменно-дуговой резки. В момент пробивки плазмотрон следует поднять над листом на 20-25 мм, т. е. значительно выше, чем при резке, и опустить в рабочее положение (3-15 мм) после того, как металл будет пробит струей плазмы насквозь. С увеличением толщины металла пробивка его усложняется. Рекомендуется использовать между изделием и плазмотроном защитные экраны с отверстием диаметром 10-12 мм по оси дуги.
Плазменная резка низкоуглеродистых сталей. Используется преимущественно воздушно-плазменная резка. Ручную резку применяют для сталей толщиной до 40 мм, а машинную - до 60 мм.
Низкоуглеродистую сталь толщиной более 20 мм можно также резать в азоте или азотно-водородных смесях. При резке стали толщиной менее 20 мм в этих газах качество поверхности реза низкое.
Ориентировочные режимы машинной резки низкоуглеродистой стали с использованием установок типа «Киев» и АПР приведены в табл. 9.2 и 9.3.
Резка высоколегированных сталей. Плазменную резку рационально использовать для обработки легированных сталей толщиной менее 100 мм. При большей толщине металла обычно применяют кислородно-флюсовую резку.
Для коррозионно-стойких сталей толщиной до 60 мм используют механизированную воздушно-плазменную резку, а для толщин более 60 мм - резку в смеси азота с водородом или кислородом. При содержании 20-25% азота в азотно-кислородной смеси можно проводить скоростную безгратовую резку коррозионно-стойких сталей. В тех случаях, когда поверхности реза работают в особо агрессивных средах и при высоких температурах, рекомендуется в качестве плазмообразуюшей среды применять аргоноводородные смеси.
Плазменная и газодуговая резка 247
Табл. 9.2. Режимы воздушно-плазменной резки ннзкоуглероднстой стали плазменным аппаратом типа АПР-404*
Сила тока дуги,А Скорость резки стали (м/мин) при толщине листа, мм
10 20 30 40 50 60
200 1.9 0,9 —* — —
300 3,1 1,6 0,9 0,5 —
400 3,7 2,4 15 0,7 0,5 0,4
* Диаметр сопла 3,0 мм при резке стали толщиной до 30 мм; 4 мм при резке стали толщиной более 30 мм; расход воздуха 6 м’/ч.
Табл. 9.3. Режимы воздушно-плазменной резки ннзкоуглероднстой стали плазменным аппаратом типа «Киев»'
Сила тока дуги,А Скорость резки стали (м/мин) при толщине листа, мм
6-15 15-25 25-40 40-60
300 5-2,5 2,5-1,5 1,5-0,8 0.8-0,3
* Диаметр сопла 3 мм; расход воздуха 2,4-3,6 м3/ч.
Табл. 9.4. Режимы воздушно-плазменной машинной резки коррозионно-стойких сталей плазменным аппаратом типа «Киев»
Толщина разрезаемого металла, мм Диаметр сопла, мм Сила тока, А Расход воздуха, мч/ч Напряжение, В Скорость резки, м/мин
5-15 2 250-300 2,4-3,0 140-160 5,5-2,6
16-30 3 250-300 2,4-3,0 160-180 2,2-1,0
31-50 3 250-300 2,4-3,0 170-190 1,0-0,3
Табл. 9.5. Режимы плазменной машинной резки коррозионно-стойких сталей в азоте и аргоноводородных смесях для установки типа АПР-404
Толщина разрезаемого металла, мм Диаметр сопла, мм Сила тока, А Расход газа, мл/ч Напряже-нис. В Скорость резки, м/мин
аргона азота водорода
10 3 500 — I — 150 4,7
20 5 500 — 1 — 75 2,5
30 1,4 500 0,7 — 0,5 165 0,25
40 5 350 — 1,6 — 120 0,3
50 4,5 490 0,9 0,9 — 80 0,2
248 Глава 9
Табл. 9.6. Режимы воздушно-плазменной резки алюминиевых сплавов для установки типа АП Р-404
Ток дуги, А Скорость резки алюминия (м/мин) при толщине листа, мм
10 20 30 40 50 60 70
200 3,0 1,6 0,8 — — —
300 5,3 2,0 1,8 1,3 0,8 0,6 —
400 1М 4,0 2,5 1,6 0.9 0,7 0,6
Табл. 9.7. Режимы машинной плазменной резки алюминиевых сплавов в азоте или азото- и аргоноводородных смесях
Толщина разрезаемого металла, мы Диаметр сопла, мм Сила тока А Налряже-ние, В Расход газа, мэ/ч Скорость резки, м/ч
аргона азота водорода
10 2 200 170-180 5 — 350
15 3 250 140-160 0,7 — 0,5 60
30 5 250 180-200 1,5 1,0 36
50 5 450 160-180 — 1,5 1,0 27
80 5 450 160-180 1,7 1,5 25
Табл. 9.8. Режимы плазменной резки меди и латуни
Толщина разрезаемого металла, мм Диаметр сопла, мм Сила тока, А Напряжение, В I Расход газа. м3/ч Скорость резки, м/ч
аргона азота водорода воздуха
5 3 300 75 Me д ъ 2,2 =—- 90
15 4 300 90 — 1,9 — 40
25 4 350 90 1,0 — 1,5 — 15
40 7 700 120 0,4 — 4,0 10 35
100 7 700 145 0,4 — 4,0 10 10
6 3 260 Л 70 а тун t > 4,2 —
30 4 350 85 3,6 — — 15
90 5 500 140 — 2,0 1 — 12
Плазменная и газодуговая резка 249
При ручной резке металла толщиной до 60 мм может быть использован чистый азот.
Режимы воздушно-плазменной резки высоколегированных сталей приведены в табл. 9.4. В табл. 9.5 даны режимы резки с использованием азота и аргоноводородных смесей.
Резка алюминиевых сплавов. Плазменная резка применяется для обработки листов из алюминиевых сплавов толщиной до 200 мм. При резке металла толщиной 5-20 мм в качестве плазмообразующего газа можно использовать азот или воздух. Если не требуется высокого качества поверхности реза, то обычно применяют воздух.
Резку алюминиевых сплавов толщиной от 20 до 100 мм целесообразно выполнять в азотно-водородных смесях, содержащих 65-68% азота и 32-35% водорода.
При резке алюминиевых сплавов толщиной более 100 мм используют аргоноводородные смеси с повышенным содержанием водорода (35-50%) и плазмотроны с дополнительной стабилизацией дуги сжатым воздухом.
Для получения резов высокого качества следует применять аргоноводородные смеси и прецизионную режущую аппаратуру с диаметром сопла 1,4 мм.'
При ручной резке содержание водорода в аргоноводородных смесях не должно превышать 20% (для устойчивого горения дуги).
Ориентировочные режимы машинной воздушно-плазменной резки алюминиевых сплавов приведены в табл. 9.6. Режимы резки этих сплавов в азоте или азотно- и аргоноводородных смесях даны в табл. 9.7.
Резка меди и ее сплавов. Ввиду высоких теплоемкости и теплопроводности меди резку ее целесообразно выполнять с использованием водородсодержащих смесей, богатых водородом (табл. 9.8). Возможно также применение азота или воздуха. Плазменную резку с применением воздуха используют для обработки металла толщиной 40-100 мм, а с применением азота - для металла толщиной 5-15 мм.
Резку латуни следует вести в азоте или азотно-водородных смесях (для резки металла толщиной 90 мм и более). Скорость резки латуни на 20-25% выше, чем скорость резки меди.
Поверхности реза медных листов следует зачищать после резки на глубину 0,8-1,5 мм. Для латунных листов эта операция обязательна только в особо ответственных случаях, а также после воздушно-плазменной резки.
250 Глава 9
Организация поста плазменной резки. Участок плазменной резки оборудуют исходя из применяемой аппаратуры, производственных условий и требований техники безопасности.
При ручной плазменной резке в монтажных условиях или на небольших площадках удобно использовать монтажные передвижные посты.
Однотипные детали (фланцы, заглушки и т. д.) целесообразно вырезать с помощью шарнирной машины АСШ-70.
Источники питания дуги, вентиляторы желательно располагать вне помещения.
Баллоны с газами размещают вне цеха вблизи участка резки. Их помещают в запирающийся металлический шкаф и закрепляют так, чтобы между наружной стенкой баллона и капитальной стеной цеха был зазор 10-20 мм. Шкаф не имеет задней стенки, что обеспечивает хорошую его вентиляцию.
При механизированной плазменной резке, скорость которой в 4-6 раз выше скорости газовой резки, следует обеспечить быструю подачу и удаление готовых деталей с помощью рольгангов.
Расход катодов и сопел плазмотрона зависит от режимов резки, состояния машины, качества деталей, числа зажиганий, квалификации резчика и составляет 2-4 единицы каждой детали в смену на одну машину.
Охлаждающую воду, сжатый воздух, электропитание и кабели управления к плазморежущим машинам подводят по траншеям, имеющимся в полу цеха.
9.2. КИСЛОРОДНО-ДУГОВАЯ И ВОЗДУШНО-ДУГОВАЯ РЕЗКА
Кислородно-дуговая резка. Она отличается от дуговой резки тем, что на нагретый до плавления металл подают струю технически чистого кислорода, которая интенсивно окисляет металл и удаляет из разреза образующиеся оксиды. При сгорании металла в струе кислорода выделяется дополнительная теплота, которая ускоряет процесс резки. В качестве электродов используют стальные трубки наружным диаметром 8 мм длиной 340-400 мм. Для устойчивого горения дуги на трубки-электроды наносят специальное покрытие. Электрод при включенном напряжении источника направляют в точку начала реза под углом 80-85° к обрабатываемой поверхности. В процессе резки резчик перемещает резак вдоль линии реза.
Плазменная и газодуговая резка 251
Рис. 9.6. Схема процесса воздушно-дуговой резки:
I - струя воздуха; 2 - резак (справа - строжка узкой канавки, слева - широкой канавки); 3 -электрод; 4 - дуга
Воздушно-дуговая резка. Сущность процесса заключается в выплавлении металла электрической дугой и удалении его струей воздуха, направленной вдоль электрода (угольного или графитового). Эта резка -весьма эффективна, не требует сложного оборудования, проста по технологии. Получающиеся резы, как правило, неглубокие, а ширина их зависит от назначения (рис. 9.6). Иногда эту резку называют поверхностной строжкой.
Область применения. Воздушно-дуговая резка используется главным образом для ручной поверхностной обработки металла (строжки, выборки канавок, удаления дефектов и т. д.). Применяют ее также в литейном производстве для обработки отливок, удаления прибылей и литников, зачистки поверхностей и др. Иногда воздушно-дуговую резку используют для удаления плакирующего слоя при сварке биметалла, снятия усиления сварных швов и т. д.
Воздушно-дуговую резку применяют в основном для углеродистых и легированных сталей. Несколько труднее обрабатываются чугун и цветные металлы. Можно выполнять разделительную резку стали небольшой толщины (до 12 мм), когда требования к качеству поверхности реза невысокие. При этом ширина реза в 2-3 раза больше, чем при кислородной резке.
Аппаратура н материалы. Комплект аппаратуры для воздушно-дуговой резки состоит из резака, источников тока, сжатого воздуха и соответствующих кабелей и рукавов (рис. 9.7).
В качестве электродов используют угольные, графитовые и графитированные цилиндрические стержни диаметром 6-20 мм или пластинчатые электроды сечением до 400 мм2. Длина электродов 250-350 мм. Желательно применять омедненные электроды, которые меньше окисляются, чем графитовые элек
троды.
252 Гпава 9
Рис. 9.7. Схема комплекта аппаратуры для воздушно-дуговой резки:
1 - воздушно-дуговой резак; 2 - источник сжатого воздуха (цеховая магистраль); 3 - источник постоянного тока (сварочный преобразователь)
Резак имеет зажимное устройство для закрепления электрода и сопловую систему для подачи сжатого воздуха в зону режущей дуги. Ток и воздух подводятся к резаку с помощью комбинированного кабеля-шланга. Резаки снабжены клапанным воздушнопусковым устройством. Выпускаются две модели ручных воздушно-дуговых резаков: РВДм-315 и РВДп-1200 «Раздан». Первый резак предназначен для работы в монтажных условиях, а второй - в литейном производстве. Технические данные резаков даны в табл. 9.9.
Воздушно-дуговая резка производится на постоянном или переменном токе. Источниками постоянного тока служат сварочные преобразователи или однопостовые и многопостовые выпрямители. При работе на переменном токе используют трансформаторы с низким напряжением холостого хода и жесткой вольт-амперной характеристикой. Мощные источники переменного тока (1000 А) применяются для резки чугунных отливок.
Воздух подается под давлением 0,4-0,6 МПа (4-6 кгс/см2) от воздушной магистрали или от компрессора, производительность которого 20-30 м3/ч и более. Воздух должен быть чистым, поэтому обязательно использование масловлагоотделителей.
Плазменная и газодуговая резка 253
Табл. 9.9. Технические данные ручных воздушно-дуговых резаков
Резак Назначение Номинальный ток, А Производительность рез-кя, кг/ч Номинальный расход воздуха, мУч* Диаметр электродов, мм Масса резака, кг
РВДм-315 Монтажные работы 315 9,5 20 6-IO 0,8
РВДл-1200 «Раздан» Обработка литья 1200 20.0 30-40 — 15x25 1.6
♦Давление воздуха на входе в резак не более 0,63 Мпа.
Табл.9.10. Режимы поверхностной воздушно-дуговой резки (постоянный ток, обратная полярность) низкоуглеродистых и высоколегированных сталей
Ширина канавки, мм Глубина канавки, мм Диаметр электрода, мм Сила тока, А Скорость воздушно-дуговой резки стали, мм/мин
низкоуглеродистой высоколегированной 1Х18Н9Т
8 14 6 290 300 390
9 8 6 240 500 640
10 16 8 350 300 390
11 12 8 420 500 640
12 18 10 500 300 390
13 9 10 410 500 640
Табл. 9.11. Режимы разделительной воздушно-дуговой резки низкоуглеродистых сталей
Толщина разрезаемого металла, мм Сила тока, А Давление воздуха, МПа Диаметр электрода, мм Ширина реза, мм
5 200-240 0,6 4 6
25 370-390 0,5 8 10
25 500-580 0.6 12 14
Техника и технология резки. Перед началом резки необходимо очистить металлической щеткой обрабатываемую поверхность и подобрать диаметр электрода в зависимости от требуемой ширины и глубины канавки (табл. 9.10).
254 Глава 9
При включенном напряжении источника тока электрод на-правляют в точку начала реза под углом 30-45° к обрабатываемой поверхности и при соприкосновении с металлом возбуждают дугу. Одновременно осуществляют подачу воздуха.
Расплавляемый металл выбрасывается под воздействием струи воздуха, поступающего из сопла резака вдоль электрода. В результате на поверхности обрабатываемого металла формируется углубление в виде канавки. Постепенно перемещая электрод вдоль оси, получают канавку нужной глубины. Если необходимо получить широкую канавку, электроду наряду с осевой подачей и перемещением вдоль линии реза сообщают поточные возвратно-поступательные движения.
Ручная разделительная резка выполняется аналогично, но угол между электродом и обрабатываемой поверхностью составляет 60-90°. При толщине разрезаемого металла не менее 20 мм электрод утоплен в разрезаемый металл на всю глубину и равномерно перемещается, образуя сквозной рез.
При резке металла толщиной более 20 мм электрод равномерно перемещают вдоль линии реза и одновременно совершают движения вверх-вниз. Периодически электрод выдвигают так, чтобы вылет не превышал 100 мм.
Оборудование поста показано на рис. 9.7.
Режимы поверхностной воздушно-дуговой резки приведены в табл. 9.10, а режимы разделительной резки - в табл. 9.11.
9.3. ПОДВОДНАЯ РЕЗКА МЕТАЛЛОВ
Резка металлов под водой используется при выполнении судоремонтных, судоподъемных и аварийно-спасательных работ и отличается специфическими особенностями. Металл, находящийся в во-. де, охлаждается, что затрудняет его прогрев. Резчик, работающий под водой, стеснен в движениях, так как одет в специальное водолазное снаряжение. Видимость при подводной резке также ограничена.
Существует три вида подводной резки металла: газопламенная, дуговая и кислородно-дуговая. Все виды выполняются в газовой среде, которая создается искусственно или возникает в процессе резки. Нагрев металла при резке под водой обеспечивает газовый пузырь. Подводные резаки имеют устройства для создания такого пузыря, оттесняющего воду от пламени. Для этого используется углекислый газ, оксид углерода и дополнительно вдуваемый воздух.
Плазменная и газодуговая резка 255
Для подводной газокислородной резки применяют специальные резаки, которые работают на газообразном водороде или на'жидком горючем бензине. Под водой металл интенсивно охлаждается, поэтому для его подогрева требуется пламя в 10-15 раз мощнее,
чем*ЙДЯ аналогичных работ Рис. 9.8. Схема головки водородно-кисло на ВОЗДухе родного резака для под водной резки
Ацетилен в качестве горючего газа при подводной резке не применяют, потому что необходимое давление газов превосходит гидростатическое давление воды на глубине.
Головка водородно-кислородного резака (рис. 9.8) состоит из колпака 3 и мундштуков 1 и 2. По центральному каналу мундштука 1 поступает режущий кислород 4, а по кольцевому каналу между мундштуками 7 и 2- водородно-кислородная смесь 5, образующая подогревающее пламя 7. Снаружи мундштука 2 имеется колпак 3. Через него поступает сжатый воздух 6, образующий пузырь 9 вокруг пламени. Пламя резака зажигают над водой, после чего в мундштук подается сжатый воздух 6 и резак опускают под воду 10 (8 - струя режущего кислорода). Если пламя под водой погасло, поднимают резак над водой, зажигают
и регулируют подогревающее пламя и производят вторичное погружение. При работе на больших глубинах для зажигания пламени резака под водой используют «зажигательную дощечку» и аккумуляторную батарею.
Резак для водородно-кислородной подводной резки показан на рис. 9.9. Им режут стали толщиной до 70 мм на глубине до 30 м. Резак состоит из мундштука 7, головки 2, колпака 7, вентилей 4 и 6 и рукоятки 5. Режущий кислород подается через вентиль 4 в центральный канал мундштука 7. Водородно-кислородная смесь поступает в головку 2 по трубке 3, а сжатый воздух - в колпак 7 через вентиль 6. Водород и кислород поступают в резак по шлангам из баллонов. Воздух подается по отдельному шлангу из компрессора или баллонов. Водородно-кислородное пламя не имеет ярко выраженного ядра (отсутствуют частицы углерода в
256 Глава 9
пламени), что усложняет его регулировку. Поэтому более удобным является применение в качестве горючего бензина. При резке металлов под водой бензин не испаряется, а распыляется кислородом. В зону подогревающего пламени подается распыленный бензин, который успевает испариться и сгореть в кислороде.
Резак для бензинокислородной резки изображен на рис. 9.10. Он состоит из головки /, соединительных трубок 2 и корпуса с рукояткой 5. На корпусе рукоятки резака имеются три вентиля -3 для бензина, 4 и 6 для кислорода. Бензин подают из напорного бачка, необходимое давление создается азотом, подаваемым из баллона через редуктор.
Для подводной резки применяют установку БУПР, состоящую из резака, пульта управления, бачка для бензина, баллонов с азотом и кислородом. Бензин подают в резак под давлением до 1 МПа. Для зажигания пламени под водой служит электрозапальник, питаемый электрическим током от аккумулятора. Бензорез за 1 ч непрерывной работы расходует 30-60 м3 кислорода и 10-12 кг бензина. Резку необходимо начинать от кромки листа. Разрезаемый металл нагревают до появления светящегося оранжевого пятна, после чего включают подачу режущего кислорода. После того как металл прорезан насквозь на узком участке, резак перемещают вдоль линии реза.
Сущность электрокислородной подводной резки заключается в том, что место реза подогревается дугой прямого действия между изделием и трубчатым стальным электродом. Кислород к электроду подводят через электроде держатель, который снабжен вентилем.
Для электрокислородной резки используют металлические, угольные или графитовые электроды. Наиболее широко применяются стальные электроды. При их изготовлении используют стальные цельнотянутые трубки наружным диаметром 5-7 мм, внутренним - 2-3 мм, длиной 450 мм со специальным водонепроницаемым покрытием. При резке применяется постоянный ток прямой полярности силой до 400 Л. Электрокислородную резку можно выполнять на глубинах до 100 м. Расход кислорода составляет 6-10 м3/ч. Недостатком является большой расход электродов. Электрод длиной 450 мм сгорает в среднем в течение 1 мин. Поперечный разрез стального электрода показан на рис 9.11, а.
Плазменная и газодуговая резка 257
Рис. 9.9. Резак для водородно-кислородной резки
Рис. 9.10. Резак для бензино-кислородной подводной резки
Рис. 9.11. Поперечные разрезы электродов:
а - стального трубчатого электрода: 1 — стальная толстостенная трубка; 2 -канал для кислорода; 3 - обмазка; б - угольного электрода: I — металлическая оболочка; 2 — трубка для кислорода; 3 — угольный электрод или графитовый стержень; 4 - покрытие;« - карборундового электрода: 1 - канал для кислорода; 2 - металлическая оболочка; 3 - карборундовый стержень: 4 ~ покрытие
9 Зак 1907
258 Гпаев 9
Для резки применяют также угольные или графитовые электроды (рис. 9.11, б). В осевой канал электрода вставляется медная или кварцевая трубочка. Для увеличения электропроводности и повышения механической прочности электрода стержни покрывают снаружи металлической оболочкой, на которую наносят водонепроницаемый слой. Угольный электрод длиной 250 мм горит 10—12 мин.
Недостатком угольных электродов является довольно большой наружный диаметр (15-18 мм), что не позволяет вводить их в полость реза. Для электрокислородной подводной резки применяются трубчатые карборундовые электроды со стальной оболочкой и водонепроницаемым покрытием (рис. 9.11, в). Срок службы карборундового электрода длиной 250 мм диаметром 12-15 мм составляет 15-20 мин.
/. Как осуществляется резка плазменной дугой и плазменной струей?
2. Какую температуру имеет плазменная дуга?
3. Какое оборудование применяется для плазменно-дуговой резки?
4. Какие основные особенности плазменно-дуговой резки нержавеющих сталей, алюминия, меди и их сплавов?
5. Как выполняется кислородно-дуговая и воздушно-дуговая резка?
6. Как выполняется газокислородная резка металлов под водой?
7. Перечислите основные особенности электрокислородной резки металлов под водой.
Глава (10
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ
10.1. ОСОБЕННОСТИ МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ
Общие сведения. Металлургические процессы, происходящие при сварке, - это процессы взаимодействия жидкого металла с газами и сварочными шлаками, а также затвердевающего металла с жидким и кристаллизующимся шлаками. Эти процессы происходят в период плавления присадочного металла и в самой сварочной ванне.
В отличие от металлургических процессов, протекающих в обычных сталеплавильных печах, сварочный процесс имеет некоторые особенности.
Малый объем сварочной ванны и высокая скорость ее охлаждения приводят к тому, что не все начавшиеся реакции заканчиваются. Кроме того, создаются препятствия полному очищению металла шва от различных оксидов, неметаллических включений и газов, которые из-за быстрого затвердевания металла шва не успевают выйти на поверхность сварочной ванны.
Активное взаимодействие расплавленного металла с окружающей газовой средой и шлаками, нагретыми до высокой температуры, способствует дополнительному насыщению металла шва газами и шлаковыми включениями.
Большая температура сдарочного пламени и металла сварочной ванны приводит к диссоциации газов, т. е. распаду молекул кислорода, азота, водорода и других на атомы:
О2 = О + О; N2 = N + N;
Н2 = Н + Н.
260 Глава 10
Рис. 10.1. Форма сварочной ванны: L - длина; b - ширина; h - глубина
Находясь в атомарном состоянии, эти газы становятся весьма активными и, взаимодействуя с металлом шва, резко ухудшают его качество.
В результате металлургических реакций может происходить окисление и раскисление металла шва, легирование его соответствующими элементами, а также растворение и выделение в шве азота, водорода и других газов.
Строение и форма сварочной ванны. Сварочная ванна -относительно небольшой объем жидкого металла, получаемый под воздействием источника теплоты из расплавляемых основного и присадочного металлов и образующий при затвердевании сварной шов.
Сварочная ванна характеризуется длиной, шириной и глубиной проплавления основного металла (рис. 10.1). Она ограничивается изотермической поверхностью, имеющей температуру основного металла. В плане сварочная ванна представляет слбой эллипсовидное вытянутое вдоль направления сварки очертание. В поперечном сечении в зависимости от режима и условий сварки сварочная ванна может иметь разную форму, но наиболее характерной является форма провара, приближающаяся к окружности.
Приближенно среднюю продолжительность существования сварочной ванны гсв можно определить из зависимости /св = L / v, где L - длина ванны, мм; у - скорость сварки, мм/с.
Металлургические процессы при сварке 261
Процессы в сварочной ванне. В сварочной ванне происходят кристаллизация металла и формирование сварного шва. В ней металл окисляется, раскисляется и легируется. При этом могут образовываться газовые поры и шлаковые включения.
На процессы, происходящие в сварочной ванне, большое воздействие оказывает воздух, соприкасающийся с расплавленным металлом и отрицательно влияющий на свойства металла. В связи с этим возникает необходимость защиты расплавленного металла сварочной ванны от воздействия воздуха.
Металлургические реакции при сварке. Химические реакции взаимодействия расплавленного металла с газами и средствами защиты называются сварочными металлургическими реакциями.
Металлургические реакции при сварке одновременно протекают в газовой, шлаковой и металлической фазах.
Характерные признаки металлургических реакций при сварке -высокая температура нагрева, относительно малый объем расплавляемого металла, кратковременность процесса.
Температура сварочной ванны значительно превышает (на 300-700 °C) точку плавления металла, что способствует большой скорости протекания реакций.
10.2. ВЗАИМОДЕЙСТВИЕ РАСПЛАВЛЕННОГО МЕТАЛЛА С ГАЗАМИ
Основные реакции в зоне сварки. Азот попадает в зону сварки главным образом из воздуха. Источником кислорода и водорода являются воздух, флюсы, защитные газы, а также оксиды, влага и другие загрязнения на поверхности основного и присадочного металлов.
В зоне высоких температур происходит распад молекул газа на атомы. Молекулярный кислород, азот и водород переходят в атомарное состояние:
О2=2О; N2=2N; Н2 = 2Н.
Активность газов в атомарном состоянии резко повышается.
При контакте кислорода с жидким металлом происходит его растворение в металле, а при достижении предела растворимости -химическое взаимодействие с образованием оксидов. Одновре
262 Глава 10
менно идет окисление примесей и легирующих элементов, содержащихся в металле. В первую очередь окисляются элементы, обладающие большим сродством к кислороду, например марганец:
Мп + О2 = МпО2.
Водород также растворяется в большинстве металлов. Он является вредной примесью, так как служит причиной возникновения пор и трещин в шве и зоне термического влияния.
Водяной пар, присутствующий в газовой фазе, взаимодействует с жидким металлом:
Н2О + Fe = IFeO] + Н2.
При сварке расплавленный металл поглощает из воздуха кислород и азот. В результате насыщения металла этими газами его механические свойства ухудшаются.
Кислород в металле снижает временное сопротивление, предел текучести и ударную вязкость.
Азот растворяется в большинстве конструкционных материалов и со многими элементами образует соединения, называемые нитридами, С железом он образует нитриды Fe2N и Fe4N, которые вызывают охрупчивание, возникновение пор и старение сталей.
Кислород и азот являются вредными примесями. При разработке сварочных материалов и технологии сварки вопросам уменьшения содержания этих газов в металле уделяют должное внимание. Основные способы борьбы с вредным влиянием газов -качественная зашита жидкого металла и применение элементов-раскислителей в сварочных материалах.
Для предохранения металла сварочной ванны от воздействия воздуха создают газовую защиту, которая оттесняет воздух от расплавленного металла. В результате снижается возможность растворения кислорода и азота воздуха в жидком металле. Защитные газы образуются при сгорании компонентов покрытия электродов.
Окисление металла при сварке. Металл шва окисляется в основном кислородом, содержащимся в газах и шлаках сварочной ванны. Кроме того, окисление может происходить при наличии оксидов (окалины, ржавчины), находящихся на кромках деталей и поверхности электродной проволоки. В процессе нагрева имеющаяся в ржавчине влага испаряется, а содержащийся в ней
Металлургические процессы при сварке 263
кислород окисляет металл. Окалина при плавлении превращается в оксид железа с выделением свободного кислорода. При плохой защите сварочной ванны окисление вызывается кислородом воздуха.
Железо образует с кислородом три соединения (оксида): FeO (содержит 22,27% О2); Fc3O4 (27,64% О2); Fe2O3 (30,06% О2). Наличие этих соединений в металле снижает его прочностные и пластические свойства.
При высокой температуре газового пламени и сварочной ванны за счет атомарного кислорода в результате реакции Fe + О = - FeO образуется низший оксид, который при понижении температуры может переходить в высшие оксиды Fe3O4 и Fe2O3.
Наиболее опасным для шва является оксид FeO, способный растворяться в жидком металле. После остывания шва из-за невысокой температуры затвердевания FeO остается в нем в виде пленок, окаймляющих зерна, что сильно снижает пластические свойства шва. Чем больше кислорода в шве находится в виде FeO, тем хуже его механические свойства. Высшие оксиды Ре3О4 и Fe2O3 не растворяются в жидком металле и, если не всплывают на поверхность сварочной ванны, то остаются в металле шва в виде шлаковых включений.
Кроме железа, окисляются и другие элементы, находящиеся в стали, например углерод, марганец, кремний:
С+О = СО; Мп +0 = МпО; Si +20 = SiO2.
В сварочной ванне элементы Окисляются при взаимодействии с FeO:
С + FeO = СО + Fe; Мп + FeO = МпО + Fe; Si +2FeO = SiO^ 2Fe.
В результате окисления содержание этих элементов в металле уменьшается. Кроме того, образующиеся оксиды могут оставаться в шве в виде газовых пор и шлаковых включений, что значительно снижает механические свойства сварных соединений.
Раскисление металла при сварке. Раскисление металла -удаление кислорода из жидкого металла. Применительно к сварке раскислением называется переход растворенного оксида железа FeO в нерастворимые соединения с последующим удалением в шлак. Реакции раскисления выражаются в основном теми же уравнениями, что и реакции окисления, но происходят в обрат
264 Глава 10
ном направлении. В общем случае характерная реакция раскисления имеет вид:
FeO + R-Fe + RO,
где R - раскислитель.
Раскислители — вещества, применяемые для удаления кислорода из жидкого металла сварочной ванны. Они восстанавливают металлы из их оксидов. В качестве раскислителей применяют марганец, кремний, титан, алюминий, углерод и другие элементы, обладающие большим сродством с кислородом, чем железо. Раскислители вводятся в сварочную ванну через электродную проволоку и флюсы. Ниже приводятся наиболее типичные реакции раскисления.
Раскисление марганцем:
FeO + Мп = Fe + МпО.
Оксид марганца мало растворим в железе, но хорошо растворяет в себе оксид железа FeO, увлекая его в шлак.
Раскисление кремнием:
2FeO + Si = 2Fe + SiO2-
Оксид кремния плохо растворим в железе и всплывает в шлак. Раскисление кремнием сопровождается реакциями образования легкоплавких силикатов марганца и железа, которые также переходят в шлак:
МпО + SiO2 = MnO SiO2; FeO + SiO2 = FeO-SiO2.
Раскисление углеродом:
FeO + С = Fe + CO.
Образовавшийся оксид углерода выделяется в атмосферу, вызывая сильное кипение сварочной ванны и образуя поры в шве. Для получения плотных швов реакцию раскисления углеродом следует «подавить» введением в сварочную ванну более энергичных раскислителей, например кремния.
На процесс окисления при сварке металлов большое влияние оказывает состав сварочного пламени. Образующиеся в процессе реакций оксиды кремния и марганца не растворяются в металле, всплывают на поверхность жидкого металла и переходят в шлаки. В жидком металле шва находится много разнородных оксидов, между которыми происходят химические реакции. В результате этих реакций образуются соединения с более низкой
Металлургические процессы при сварке 265
температурой плавления, чем оксиды, что облегчает удаление их из расплавленного металла в виде шлака.
При сварке меди, алюминия и других металлов вводят флюсы, в состав которых входят компоненты, способствующие образованию легкоплавких соединений. Раскисление сварочной ванны частично осуществляется углеродом, оксидом углерода и водородом, имеющимися в сварочном пламени. При этом сварочное пламя не только восстанавливает оксиды, но и защищает расплавленный металл от кислорода и азота воздуха. Нормальное апетиленокислородное пламя в средней (восстановительной) зоне содержит 60% оксида углерода, 20% молекулярного и 20% атомарного водорода.
Восстановителем железа из его оксида в основном является атомарный водород. Он растворяется в расплавленном металле, а с понижением температуры стремится выделиться из сварочной ванны. Если затвердевание происходит достаточно быстро, то водород в виде газовых пузырей может остаться в сварном шве. Следовательно, водород, с одной стороны, защищает расплавленный металл от окисления, а также восстанавливает его из оксидов, а с другой, может явиться причиной образования пористости и трещин.
Процесс газовой сварки характеризуется относительно медленным охлаждением металла, поэтому водород и другие газы успевают выделиться из сварочной ванны и в металле шва нет пор.
10.3. ВЗАИМОДЕЙСТВИЕ МЕТАЛЛА СО ШЛАКАМИ И ГАЗАМИ
Состав шлаков. В сварочной ванне при сварке образуется неметаллический материал - сварочный шлак. Он получается в результате взаимодействия металла с флюсами и газами и состоит из расплава неметаллических соединений-оксидов и др. В расплавленном состоянии металл и шлак представляют собой несмешивающиеся жидкости. Шлаки не растворяются в металлах (кроме некоторых элементов, входящих в их состав). Свойства жидкого шлака оказывают влияние на качество металла шва.
Шлаковые включения. В процессе сварки металл сварочной ванны, нагретый до температуры, превышающей температуру его плавления, взаимодействует со шлаками. Это взаимодействие может улучшить качество металла, но и может ухудшить его химический состав.
Шлаковые включения в металле шва отрицательно влияют на его свойства.
К неметаллическим включениям относятся также химические соединения азота с металлами. При сварке сталей наибольшее влияние на свойства металла шва оказывают химические соединения азота с железом. Они обладают высокой твердостью и резко снижают пластические свойства металла.
Шлаковые включения делают металл неоднородным, ухудшают его свойства. По химическому составу шлаковые включения отличаются от наплавленного металла, что способствует появлению коррозии.
Для снижения содержания шлаковых включений в металле сварного шва зачищают поверхность в местах сварки, удаляют ржавчину, окалину и загрязнения со свариваемых поверхностей, зачищают поверхности свариваемых швов при многослойной сварке и т. п.
Рафинирование металла шва. Сварочные материалы, кроме окислителей, могут содержать и вредные компоненты - серу и фосфор, которые являются -причиной возникновения горячих трещин и охрупчивания металла шва. Сера, соединяясь с железом, образует сульфид железа FeS. Металл очищают от серы, вводя более активный, чем свариваемый металл, элемент:
FeS + Мп = Fe + MnS.
Сульфид марганца менее растворим в стали, чем сульфид железа, поэтому происходит перераспределение серы из расплавленного металла в шлак. Очистка металла от вредных примесей называется рафинированием.
10.4. ОБРАЗОВАНИЕ ПОР
Образование пор внутри металла сварного шва и на его поверхности вызывают газы, выделяющиеся из жидкого наплавленного металла при его охлаждении и затвердевании.
Металлургические процессы при сварке 267
Этот процесс обусловлен наличием влаги и оксидов в присадочных материалах, а также влаги, окалины и ржавчины на кромках свариваемых материалов. Кроме того, присутствие в основном металле растворенного водорода также приводит к га-зовыделению и образованию пористости.
Водород играет главную роль в образовании пор при сварке. Растворившись в металле сварочной ванны, он выделяется при кристаллизации металла. Поэтому очень важно, чтобы со свариваемых поверхностей перед сваркой были удалены ржавчина, масло и другие загрязнения. Оставшиеся в металле шва газы повышают его хрупкость и твердость и снижают пластичность.
Наличие пор в сварном шве зависит от режима сварки. Чем больше скорость охлаждения металла, тем более благоприятны условия для образования пор, так как газы не успевают выделиться из расплава. При малых скоростях сварки поры не образуются.
Сварочная ванна, в которой образуются и выходят на поверхность пузырьки газа, выглядит кипящей. Кипение сварочной ванны при сварке стали обычно вызывается образованием оксида углерода, не растворимого в металле.
Поры могут вызывать также ржавчина и окалина.
Ржавчина — водный оксид железа; по составу приблизительно соответствует формуле ЕегОз-пНгО.
Окалина - продукт окисления железа, образующийся на его поверхности преимущественно при нагреве. По химическому составу окалина приближается к оксиду железа Fe3O4.
Поступающий в сварочную ванну азот воздуха снижает пластические свойства свариваемого металла, а также вызывает пористость в металле шва.
10.5. КРИСТАЛЛИЗАЦИЯ МЕТАЛЛА ШВА
Кристаллизация сварочной ванны. Металл сварочной ванны при кристаллизации подвергается одновременно воздействию теплоты газового пламени и холодного нерасплавленного металла детали. Газовое пламя вводит теплоту, окружающий металл ее отводит.
При переходе металла из жидкого состояния в твердое образуются кристаллиты. Такой процесс называют кристамизацией. Кристаллизация сварного шва идет непрерывно в течение сварочного процесса - расплавления основного и присадочного металлов.
268 Гпава 10
Сварной шов имеет структуру литого металла. В процессе сварки расплавляются кромки основного металла и присадочная проволока, непрерывно подаваемая в сварочную ванну, которую можно условно разделить на две части: переднюю (головную) и хвостовую. В передней части происходит плавление, а в хвостовой - кристаллизация и формирование сварного шва. Различают первичную и вторичную кристаллизации.
Первичной кристаллизацией называется переход металла из жидкого состояния в твердое, в результате чего образуются кристаллиты.
Вначале каждый кристаллик в жидком металле растет свободно и имеет правильную геометрическую форму. Одновременно развиваются и другие кристаллы. Увеличиваясь, они начинают соприкасаться друг с другом и приобретают округленную форму в виде зерна. Такие кристаллы принято называть зернами.
В зависимости от того, как происходил процесс кристаллизации, зерна могут быть крупными (видны невооруженным глазом) и мелкими (можно рассмотреть только с помощью микроскопа).
Кристаллическое строение металла или сплава называют структурой. Строение металлов, видимое невооруженным глазом или в лупу, называют макроструктурой, строение же металлов, которое можно увидеть только с помощью микроскопа, -микроструктурой.
Кристаллизация сварных швов отличается от кристаллизации слитков высокой скоростью, поскольку после интенсивного нагрева сварочной ванны происходит быстрый отвод теплоты в свариваемое изделие.
Процесс кристаллизации происходит в отдельных тонких слоях. После образования первого кристаллизационного слоя наблюдается некоторая задержка охлаждения металла из-за выделения скрытой теплоты его кристаллизации. Затем начинает кристаллизоваться второй слой и так продолжается до полного затвердевания сварочной ванны. Толщина кристаллизационных слоев лежит в пределах от десятых долей миллиметра до нескольких миллиметров и зависит от объема сварочной ванны и условий теплоотвода. Столбчатые кристаллиты (зерна) каждого последующего слоя являются продолжением кристаллитов предыдущего слоя. Таким образом, образующиеся кристаллиты как бы перерастают из слоя в слой.
Металлургические процессы при сварке 269
Для первичной кристаллизации жидкого металла необходимо образование зародышей (центров кристаллизации) и их непрерывный рост. В начале кристаллизации центрами ее являются оплавленные зерна основного металла, находящиеся на дне сварочной ванны. В процессе кристаллизации, кроме центров в виде растущих кристаллитов, могут появиться и новые центры кристаллизации ~ как самопроизвольно возникающие из жидкости, так и в виде отдельных тугоплавких частиц, обломков зерен и т. п. При многослойной сварке центрами кристаллизации являются поверхности кристаллитов предыдущего слоя. Рост кристаллитов происходит в результате присоединения к их поверхности отдельных частиц (атомов) из окружающего расплава. Каждый кристаллит, растущий от отдельного зерна на границе сплавления, представляет собой группу совместно растущих элементарных столбчатых кристаллов, сросшихся одним концом с общим основанием, т. е. с оплавленным зерном основного металла. В зависимости от формы и расположения кристаллитов (зерен) затвердевшего металла различают зернистую, столбчатую и дендритную (древовидную) структуры.
При зернистой структуре зерна не имеют определенной ориентировки, а по форме напоминают многогранники. Такая структура обычно характерна для основного металла, а также для металла сварного шва, выполненного покрытыми электродами, при его быстром охлаждении. В случае столбчатой и дендритной структур зерна вытянуты в одном направлении. Причем в столбчатой структуре они имеют компактную форму, а в дендритной -ветвистую, елочную. Дендриты обычно располагаются в столбчатых зернах, являясь их основой. Такие структуры шов имеет при медленном охлаждении, т. е. при газовой сварке, сварке под флюсом и электрошлаковой.
Направление роста кристаллитов связано с интенсивностью отвода теплоты от ванны жидкого металла. Кристаллиты растут перпендикулярно к границе сплавления в направлении, противоположном направлению отвода теплоты. При кристаллизации шва с глубоким проваром без теплоотвода снизу дендриты растут навстречу друг другу, в результате чего по оси шва в стыке кристаллитов из-за плохого срастания концов дендритов образуется полость слабины, где могут возникнуть шлаковые и газовые включения. При кристаллизации же широкого шва с теплоотво
270 Гпава 10
дом снизу дендриты изгибаются вверх, оттесняя в его верхнюю часть неметаллические включения и обеспечивая свободный выход шлаков и газов на поверхность.
При большом объеме сварочной ванны и малой скорости охлаждения увеличиваются размеры кристаллитов, что снижает механические свойства шва. Образованием столбчатых кристаллитов заканчивается процесс первичной кристаллизации сварочной ванны.
При сварке сталей на железной основе кристаллиты имеют аустенитную структуру, представляющую собой твердый раствор углерода в у-железе. С дальнейшим понижением температуры происходят аллотропические превращения, которые проявляются в переходе у-железа, имеющего гранецентрированную кубическую решетку, в a-железо, для которого характерна объемно-центрированная кубическая решетка. Это сопровождается изменением строения металла за счет появления новых образований в пределах первичных столбчатых кристаллитов. Кристаллиты, имеющие структуру аустенита, распадаются, образуя механическую смесь почти чистого a-железа (феррита) и карбида железа FejC (цементита). Такое явление называется вторичной кристаллизацией или перекристаллизацией.
Особенности кристаллизации сварочной ванны. Рассмотрим отличительные особенности кристаллизации сварочной ванны.
О Источник теплоты при сварке перемещается вдоль соединяемых кромок, а вместе с ним движется сварочная ванна. Сварочное пламя, расположенное в головной части ванны, оказывает давление на поверхность расплавленного металла.
Жидкий металл, вытесненный из-под пламени, по мере его передвижения отбрасывается в хвостовую часть сварочной ванны. При удалении пламени отвод теплоты преобладает над притоком и начинается затвердевание - кристаллизация сварочной ванны. В процессе затвердевания по дранице расплавления образуются общие кристаллиты, что и обеспечивает монолитность соединения.
□ Сварочная ванна имеет малый объем (1-5 см3), который зависит от способа сварки и основных параметров режима. Это вызывает интенсивный отвод теплоты в прилегающий холодный металл, что обусловливает высокую скорость кристаллизации металла ванны.
Металлургические процессы при сварке 271
□ Расплавленный металл сварочной ванны сильно перегревается и интенсивно перемешивается. Температура сварочной ванны при сварке сталей достигает 1800-2200 °C.
□ Кристаллизация сварочной ванны начинается в основном от готовых центров кристаллизации — частично оплавленных зерен основного металла. Металл шва имеет столбчатое строение, так как состоит из вытянутых (столбчатых) кристаллитов, растущих при кристаллизации в направлении, противоположном теплоотводу.
Формирование свойств металла шва. Свойства металла определяются его составом и структурой. Структура литого металла, как правило, хуже структуры деформированного свариваемого основного металла. Поэтому наиболее эффективным средством улучшения свойств металла сварного шва является придание ему соответствующего химического состава.
Регулирование химического состава металла шва достигается с помощью сварочных материалов (сварочной проволоки и др.).
Металл сварного шва представляет собой сплав свариваемого (основного) и присадочного металлов.
На соотношение между основным и присадочным металлами в сварном шве влияют способ сварки, объем наплавленного металла, скорость сварки и др. Так, например, при газовой сварке количество основного металла в металле сварного шва составляет 40-70, а электродного металла 30-60%.
Модифицирование металла шва. С целью улучшения механических свойства металла шва производят его модифицирование — введение в сварочную ванну малых добавок веществ, которые способствуют измельчению структуры металла шва практически без изменения его химического состава. Такие добавки называют модификаторами. В качестве модификаторов для стали используются титан, алюминий, ванадий, цирконий и др.
Процесс модифицирования заключается либо в образовании в металле шва большого количества мелких, рассеянных (дисперсных) включений, являющихся дополнительными центрами кристаллизации, либо в обволакивании растущих в жидкости кристаллов поверхностно активными пленками, создающими барьер между кристаллом и жидкостью и препятствующими росту кристалла. В обоих случаях в результате кристаллизации появляется мелкозернистая структура.
272 Глава 10
Зональная и дендритная ликвации в металле шва. Ликвацией называют неравномерное распределение составляющих сплава, приводящее к неоднородности его химического состава. Ликвация обусловлена наличием в металле шва легирующих элементов и примесей (серы, фосфора, углерода и др.), не растворимых в нем или обладающих ограниченной растворимостью при температуре затвердевания.
Зональная (макроскопическая) ликвация в металле шва характеризуется различным химическим составом периферийной и центральной его частей. Обусловлено это тем, что металл периферийной части, затвердевающий в первую очередь, содержит минимальное количество ликвирующих примесей. Содержание же примесей в оставшемся жидком расплаве возрастает. По мере роста кристаллитов расплав обогащается примесями, имеющими низкую температуру затвердевания. Они оттесняются к середине шва, поэтому центральная его часть оказывается наиболее загрязненной примесями; здесь возникает так называемая зона слабины шва. Ее можно обнаружить в однопроходных швах большого сечения.
Дендритная (внутрикристаллическая) микроскопическая ликвация характеризуется неоднородностью химического состава отдельных составляющих кристаллитов. Это обусловлено тем, что при затвердевании металла шва первые кристаллиты, образующие оси, а затем ветви дендритов содержат меньше примесей, чем исходный жидкий расплав. По мере роста осей и ветвей дендрита расплав обогащается примесями и образовавшийся кристаллит оказывается неоднородным по химическому составу: центральные части дендрита состоят из наиболее чистого твердого раствора, а междендритные пространства и особенно пограничные зоны его наиболее загрязнены.
При сварке увеличение скорости охлаждения металла шва вызывает сокращение длительности пребывания металла сварочной ванны в двухфазном состоянии и сглаживание разницы между составом твердой и жидкой фаз, в результате чего дендритная ликвация менее заметна.
Процессы ликвации зависят также от температуры начала и конца кристаллизации. Чем больше этот температурный интервал, тем интенсивнее процессы ликвации. Так, для малоуглеродистой стали температурный интервал кристаллизации составля-
Металлургические процессы при сварке 273
ст всего 20-30 °C, поэтому значительного развития ликвация не получает. С повышением содержания углерода в стали температурный интервал резко возрастает, что способствует интенсивной ликвации металла. Это наряду с другими трудностями усложняет сварку сталей с повышенным содержанием углерода.
Выше были рассмотрены процессы дендритной ликвации в сплавах при первичной кристаллизации. Однако сплавы на основе железа претерпевают аллотропические превращения в твердом состоянии при температуре, отвечающей точке Ас3, и переходят из у- в a-состояние. Это сопровождается изменением строения шва за счет появления новых образований в пределах первичных столбчатых кристаллитов.
Изменение формы зерен при аллотропических превращениях, происходящих в твердом металле, наблюдается в период вторичной кристаллизации. Процессы, происходящие при вторичной кристаллизации металла шва, зависят от его химического состава, скорости охлаждения и ряда других факторов и будут рассмотрены ниже при изложении особенностей сварки различных металлов и сплавов.
10.6. СТРОЕНИЕ СВАРНОГО СОЕДИНЕНИЯ
Образование сварного соединения. Процесс образования сварного соединения начинается с нагрева и расплавления основного и присадочного металлов. Однако, хотя расплавление и сопровождается газовыделением, эта стадия процесса сварки не оказывает существенного влияния на свойства металла шва.
Следующий этап сварочного процесса отличается от предыдущего тем, что металл шва, пребывая в расплавленном состоянии, изменяет химический состав за счет выгорания некоторых элементов соединения железа с кислородом и азотом и растворения газов.
Последний период процесса сварки - кристаллизация металла, которая определяет его строение и структуру. Скорость охлаждения сплава неодинакова по сечению шва. В результате структура металла получается неравномерной.
Структура наплавленного металла отличается от структура обычного стального литья более мелким дендритным строением. Это объясняется тем, что в отличие от литья металл при сварке
274 Глава 10
расплавляется в небольшом объеме и затем быстро кристаллизуется при большой скорости теплопередачи (охлаждения) в основной металл.
Термический цикл сварки. Теплота, выделяемая при сварке, распространяется вследствие теплопроводности из шва в основной металл. В каждой точке околошовной зоны температура вначале возрастает, достигая максимума, а затем снижается. Изменение температуры металла во время сварки называется термическим циклом сварки. Чем ближе точка расположена к границе сплавления, тем быстрее происходит нагрев металла и тем выше в ней температура. Поэтому структура и свойства основного металла в различных участках сварного соединения различны.
Свойства участков зоны термического влияния. Сварное соединение, выполненное сваркой плавлением, состоит из металла шва, зоны сплавления, представляющей собой переход от металла шва к нерасплавившемуся металлу, и зоны термического влияния.
Зона термического влияния (ЗТВ) - участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева происходят изменения структуры и свойств.
Величина ЗТВ зависит от способа сварки, ее режима, химического состава свариваемого и присадочного металлов, физических свойств свариваемых металлов и др. С возрастанием мощности газового пламени или силы сварочного тока, снижением скорости сварки зона термического влияния увеличивается.
На рис. 10.2 приведены поперечное сечение стыкового сварного соединения при однослойной сварке низкоуглеродистой стали, кривая распределения температур по поверхности сварного соединения в момент, когда металл шва находится в расплавленном состоянии, и структуры различных участков ЗТВ после сварки, образованные в результате воздействия термического цикла сварки.
ЗТВ имеет несколько структурных участков, отличающихся формой и строением зерна в зависимости от температуры нагрева.
На участке сварного шва металл находится в расплавленном состоянии и, затвердевая, образует сварной шов, имеющий литую структуру из столбчатых кристаллов. Столбчатая структура металла шва является нежелательной, так как снижает пластичность металла.
Металлургические процессы при сварке 275
Рис. 10.2. Строение зоны термического влияния
Участок неполного расплавления 1 — переходный от наплавленного металла к основному. На этом участке проходит граница сплавления металлов. Он представляет собой очень узкую область (0,1-0,4 мм) основного металла, нагретого ниже линии солидуса (1539 °C), но выше линии ликвидуса (- 1500 °C), т. е. до частичного оплавления зерен металла. На этом участке наблюдаются значительный рост зерен, скопление примесей, поэтому он обычно является наиболее слабым местом сварного соединения, обладает пониженными прочностью и пластичностью.
Участок перегрева 2 - область основного металла (2 4 мм), нагреваемого до температуры 1100-1500 °C. На этом участке металл претерпевает аллотропическое превращение из 5- в у-железо, нагревается до высоких температур, что вызывает перегрев и рост аустенитного зерна. В процессе остывания вторичная структура определяется составом металла и термическим циклом сварки. Металл отличается крупнозернистой структурой и пониженными механическими свойствами (пластичностью и ударной вязкостью). Эти свойства тем ниже, чем крупнее зерно и шире зона перегрева.
276 Глава 10
Участок нормализации 3 — область металла, нагреваемого до температуры 900 -1100 °C. Металл на этом участке обладает высокими механическими свойствами, так как при нагреве и охлаждении в результате перекристаллизации образуется мелкозернистая вторичная структура. Ширина этого участка в зависимости от способа и режима сварки составляет 1-3 мм.
Нормализация - термическая обработка, при которой сталь нагревают до температуры выше критической точки Ас3 , а затем охлаждают на воздухе с целью получения тонкопластинчатой перлитной структуры.
Участок неполной перекристаллизации 4 - зона металла, нагреваемого при сварке до температуры 725-900 °C. Неполная перекристаллизация обусловлена недостаточными временем и температурой нагрева, структура этого участка состоит из мелких перекристаллизовавшихся и крупных зерен, которые не успели перекристаллизоваться. Металл обладает более низкими механическими свойствами, чем участок нормализации. Ширина этого участка 1-3 мм.
Участок рекристаллизации 5 - область металла шириной 1— 3 мм, нагреваемого до температуры 450-725 °C. Если сталь перед сваркой была подвергнута холодной деформации (прокатке, ковке, штамповке), в результате которой часть зерен основного металла сплющилась и вытянулась, а часть раздробилась, то на этом участке развиваются процессы рекристаллизации, приводящие к росту зерна, огрублению структуры и, как следствие, к разупрочнению.
Рекристаллизация - изменение микроструктуры деформированного металла при нагреве его выше определенной температуры, При этом искаженная вследствие пластической деформации кристаллическая структура вещества переходит в ненапряженную. Температура рекристаллизации для чистых металлов составляет около 0,35 температуры их плавления.
Участок старения 6, нагреваемый до температуры 200- 450 °C, является зоной перехода от ЗТВ к основному металлу. При этой температуре на поверхности металла появляются синие цвета побежалости. Спустя некоторое время могут происходить процессы старения (изменения свойств металла) в связи с выпадением карбидов железа и нитридов. Этот участок не имеет заметных структурных превращений, однако при сварке низкоуг
Металлургические процессы при сварке 277
леродистой стали с повышенным содержанием газов (кислорода, азота, водорода) наблюдается выделение их в структурную решетку металла. Это повышает прочность, но снижает пластичность и вязкость металла, поэтому механические свойства металла этой зоны ухудшаются. Если металл перед сваркой был отожжен, то существенных изменений на участках 6 и 7 не происходит.
Ширина зоны термического влияния зависит от толщины свариваемого металла, вида сварки и ее режимов. При ручной дуговой сварке она составляет обычно 3-6 мм, при сварке с СО2 -2-4 мм, при сварке под флюсом металла средних толщин - около 5 мм, при газовой сварке вследствие большой зоны разогрева основного металла — до 25 мм.
Структура металла. Структурные изменения металла в зоне термического влияния зависят от состава свариваемого (основного) металла. Так, например, в сплавах на основе меди и алюминия наблюдаются укрупнение зерен и утолщение их границ; в хромоникелевых сталях - образование карбидов (химическое соединение хрома с углеродом) у границ зерен и другие изменения. При сварке легированных сталей зона термического влияния изменяется существенно, становится неоднородной по структуре и свойствам.
При охлаждении и затвердевании объем расплавленного металла уменьшается. Это явление называют усадкой. Оно приводит к изменению геометрических размеров изделий, образованию усадочных раковин, появлению напряжений и трещин в металле.
В зависимости от величины кристаллитов различают мелкозернистую и крупнозернистую структуры. По форме кристаллитов - равноосную (зернистую) и неравноосную структуры. Разновидностью литой неравноосной структуры является столбчатая дендритная структура* которая в случае распространения по всему сечению детали или рассматриваемого участка называется транскристаллической.
В процессе первичной или вторичной кристаллизации в условиях медленного охлаждения формируется равновесная структура; при больших скоростях охлаждения и направленном отводе теплоты - неравновесная.
278 Глава 10
Отдельные структурные составляющие металла, образующиеся в результате взаимодействия его компонентов, могут представлять собой твердые растворы, химические соединения или механические смеси отдельных фаз. Различают следующие основные структурные составляющие стали: аустенит, феррит, мартенсит (твердые растворы), цементит (химическое соединение ЕезС), перлит (механическая смесь феррита и цементита).
Структурные превращения — процессы изменения структуры металла, происходящие вследствие того, что при смене условий, например температуры, одно структурное состояние металла становится менее устойчивым, чем другое. Различают диффузионные превращения, когда имеет место изменение химического состава в отдельных микрообъемах металла, обусловленное диффузией, и бездиффузионные превращения, происходящие без изменения химического состава и заключающиеся только в перестройке кристаллической решетки.
10.7. ОБРАЗОВАНИЕ ТРЕЩИН ПРИ СВАРКЕ
Виды трещин. В процессе кристаллизации и формирования металла шва в сварном соединении могут образовываться трещины. По расположению относительно оси шва они бывают продольными и поперечными; в зависимости от величины -микро- или макроскопическими (первые обнаруживают с помощью микроскопа, вторые - невооруженным глазом или при небольшом увеличении через лупу); в зависимости от температуры, при которой они образуются, трещины можно разделить на две группы: горячие (высокотемпературные) и холодные (низкотемпературные). Механизм их возникновения различен.
Горячие трещины. Их образование (рис. 10.3) обусловлено процессом кристаллизации металла шва и возникают они при температуре окончания затвердевания металла (обычно выше 1200 °C). Трещины проходят, как правило, по границам кристаллов, поэтому вызывают межкристаллическое разрушение. Объясняется это тем, что при затвердевании металла шва в процессе первичной кристаллизации между кристаллами остаются жидкие или полужидкие прослойки, имеющие невысокую температуру плавления. Если в это время растягивающие напряжения, возникающие вследствие литейной усадки, будут достаточно велики,
Металлургические процессы при сварке 279
Рис. 10.3. Расположение горячих трещин в сварных соединениях:
/, 2 - продольные в шве и околошовной зоне; 3-4 - поперечные в шве и околошовной зоне; 5 - поперечные по толщине свариваемого металла
эти прослойки разрушатся и возникнут трещины. Если же процесс первичной кристаллизации заканчивается до появления больших растягивающих напряжений, горячие трещины не образуются.
Установлено, что возникновению горячих трещин способствует повышенное содержание в шве серы, углерода, кремния и никеля. Так, сера и никель образуют с железом легкоплавкие эвтектики, располагающиеся по границам зерен и увеличивающие вероятность появления трещин в шве. На образование трещин оказывав! также влияние направление роста кристаллитов. Узкие швы с глубоким проваром более склонны к возникновению трещин, чем широкие швы с небольшим проваром. Трещины при этом располагаются в середине шва между торцами кристаллитов и не выходят на поверхность.
Для уменьшения склонности металла к образованию горячих трещин используют следующие меры:
О применяют сварочные материалы с минимальным содержанием серы и углерода;
О повышают содержание в металле шва марганца, который связывает серу и выводит ее в шлак;
□ вводят в шов модифицирующие элементы (титан, алюминий и др.), способствующие измельчению структуры;
280 Глава 10
О производят предварительный и сопутствующий подогрев изделия, который уменьшает растягивающие напряжения в сварном шве.
Скрытые дефекты материала (микроскопические трещины, возникшие при изгибе, штамповке и др.), загрязненность его маслом и наличие окалины (способствующие окислению шва, образованию пористости и микротрещин), дефекты заготовок под сварку (вырезы, в которых концентрируются напряжения), конструкция сварных деталей узлов, в которой не учтены особенности сварки, например пересекающиеся швы, последовательность выполнения сварных швов, вызывающая коробление деталей и концентрацию напряжений, резкое прекращение сварки могут быть причинами появления трещин.
Для определения стойкости металла шва к образованию горячих трещин проводят ряд испытаний, называемых технологическими пробами. Если в металле не возникают трещины при сварке в искусственно созданных жестких условиях, он не должен разрушаться и в реальных изделиях.
Холодные трещины. Такие трещины образуются в сварных соединениях при температуре ниже 300 °C в результате значительных внутренних напряжений. Они возникают на границах зерен, а затем с течением времени (до нескольких суток) распространяются по шву и околошовной зоне основного металла. Чаще всего холодные трещины образуются в закаливающихся сварных швах. На склонность стали к появлению холодных трещин оказывает влияние повышенное содержание углерода и легирующих элементов, вызывающих закалку, наличие в шве водорода, фосфора, быстрое охлаждение шва и др.
Образование холодных трещин при сварке может быть обусловлено следующими причинами: охрупчивание металла вследствие закалочных процессов при быстром его охлаждении; остаточные напряжения, возникающие в сварных соединениях; повышенное содержание в сварных швах водорода, который усиливает неблагоприятное действие первых двух главных причин.
В основе борьбы с холодными трещинами лежат уменьшение степени подкалки металла, снятие остаточных напряжений, ограничение содержания водорода. Наиболее эффективным средством является подогрев металла перед сваркой.
Металлургические процессы при сварке 281
С целью уменьшения склонности металла к образованию холодных трещин используют следующие меры:
□ применяют сварочные материалы с минимальным содержанием фосфора, придающего стали хладноломкость;
О осуществляют прокаливание электродов и флюсов, а также осушку защитных газов с целью удаления влаги, являющейся источником попадающего в шов водорода;
О производят горячую проковку швов после сварки для снятия или уменьшения внутренних напряжений;
D при необходимости используют предварительный или сопутствующий подогрев свариваемых изделий.
Для определения стойкости металла к образованию холодных трещин проводят технологические пробы.
1. Какие процессы называют металлургическими?
2. Какие особенности металлургического процесса характерны при газовой сварке?
3. Какое действие оказывает кислород на расплавляемый при сварке металл?
4. Какое действие оказывают водород и азот при газовой сварке?
5. Какими способами можно предупреждать попадание водорода в сварной шов?
6. Что называют раскислением стали? Какие легирующие элементы применяют для раскисления стали?
7. В чем заключается рафинирование металла шва?
8. Перечислите особенности кристаллизации сварочной ванны.
9. Что называют первичной и вторичной кристаллизацией сварного шва?
10. Что называют зоной термического влияния? Из каких участков она состоит?
11. Назовите причины образования трещин в сварных швах.
12. Какая разница между горячими и холодными трещинами?
СВАРКА УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
11.1. ОСНОВНЫЕ СВОЙСТВА СТАЛЕЙ
Классификация сталей. Стали - это сплавы железа с углеродом и другими элементами, содержащие не более 2,14% углерода. Температура плавления железа 1539 °C, плотность 7680 кг/м3.
Стали имеют легирующие добавки кремния, марганца и других элементов, а также вредные примеси - серу и фосфор. Содержание серы и фосфора ограничивают до 0,04%.
В сталях, предназначенных для изготовления сварных конструкций, доля углерода редко превышает 0,3%. Углерод является важнейшим легирующим элементом стали, определяющим ее основные свойства.
По химическому составу стали подразделяют на углеродистые (не содержащие легирующих компонентов, кроме углерода), и легированные (содержащие, помимо углерода, и другие легирующие компоненты). Металлы с преобладающим количеством железа относят к сталям, а содержащие большинство других элементов,- к сплавам.
Углеродистые стали бывают низкоуглеродистые (до 0,25% С), среднеуглеродистые (0,25-0,45% С) и высокоуглеродистые (0,45-0,7% С). |
Любая сталь, кроме железа и углерода, содержит примеси других элементов. Одни из них невозможно полностью удалить (серу, фосфор), другие необходимо вводить (марганец, кремний). Могут быть и случайные примеси, попадающие в сталь при ее выплавке, например при использовании руд, содержащих медь, и пр. Однако их количество незначительно и они не являются легирующими элементами.
Сварка углеродистых и легированных сталей 283
Например, сталь, содержащая 0,5-0,7% марганца, не является легированной. Это количество марганца требуется для обеспечения металлургических процессов при выплавке стали. Если же в стали должно быть более 1% марганца, то его нужно вводить дополнительно, в этом случае марганец является не примесью, а легирующим компонентом.
Углеродистые стали. Эти стали разделяют на две группы: обыкновенного качества и качественные. Качественная сталь имеет пониженное содержание серы. Углеродистые стали обыкновенного качества, согласно ГОСТ 380-71, делятся на три группы: А - сталь, поставляемая по механическим свойствам; Б - стали, поставляемые по химическому составу: В - стали, поставляемые по механическим свойствам и химическому составу (стали этой группы более дорогие и применяются для ответственных конструкций). Сталь производят главным образом из смеси чугуна со стальным ломом. Ее плавят в конвертерах, мартеновских печах и электропечах. Наивысшие сорта стали получают после ее переплава электрошлаковым, вакуумно-дуговым, электронно-лучевым, плазменно-дуговым способами.
Плавка стали без достаточного количества раскислителей сопровождается выделением газов. Такая сталь называется кипящей (буквы кп в обозначении марки стали). Стали, раскисленные (очищенные от оксида железа) кремнием, марганцем и алюминием, остывают в изложницах без интенсивного выделения газов. Они называются спокойными (буквы сп в марке стали). Промежуточные стали — полуспокойные (буквы пс в марке стали).
Спокойные и полуспокойные стали по механическим свойствам, как правило, различаются незначительно. Спокойные обладают более стабильными свойствами, кипящие - менее однородны, более склонны к хрупким разрушениям. Производство спокойных сталей дороже, их обычно применяют в ответственных конструкциях.
Полное обозначение стали включает марку, степень раскисления и номер категории. Категория 1 не ставится. Например: ВстЗспЗ - сталь группы В, марка СтЗ, спокойная, 3-й категории.
Углеродистая конструкционная сталь обозначается: 08, 10, 15, 20 и т. д., цифры показывают содержание углерода в сотых долях процента.
284 Глава 11
Легированные стали. Стали, в состав которых специально вводят заданное количество легирующих элементов для получения требуемых свойств, называют легированными. В зависимости от содержания легирующих компонентов легированные стали подразделяют на низколегированные (легирующих компонентов, кроме углерода, не более 2,5%), среднелигированные (легирующих компонентов, кроме углерода, 2,5-10%) и высоколегированные (легирующих компонентов, кроме углерода, свыше 10%).
Низколегированные стали предназначены для сварных конструкций, работающих при нормальной температуре. В качестве легирующих элементов используют недефицитные металлы, например марганец, кремний. Низколегированные стали, применяемые в сварных конструкциях, работающих при повышенных температурах (до 500 °C), отличаются от других низколегированных сталей содержанием только молибдена или молибдена и хрома, которые повышают прочность стали при указанных температурах.
Название стали определяется легирующими компонентами, имеющимися в ней. Стали, содержащие хром, называют хромистыми. хром и никель - хромоникелевыми, хром, марганец, кремний — хромомарганцевокремнистыми, и т. д.
Буквенное обозначение легирующих элементов. В марках низко- и среднелегированных сталей первые две цифры показывают среднее содержание углерода в сотых долях процента, легирующие компоненты обозначают русскими буквами: марганец -Г, кремний - С, хром - X, никель - Н, молибден - М, вольфрам -В, алюминий - Ю, ванадий - Ф, титан - Т, ниобий - Б, медь - Д, кобальт - К, бор - Р, азот - А. Цифры после этих букв обозначают содержание компонента. Отсутствие цифры означает, что содержание данного компонента не превышает 1%.
Влияние легирующих элементов на свойства сталей. Углерод (С) повышает прочность, твердость, хрупкость и снижает пластичность стали. При содержании углерода более 0,25% свариваемость стали ухудшается, так как в зонах термического влияния образуются закалочные структуры, приводящие к трещинам. Повышенное количество углерода в присадочном металле вызывает пористость шва.
Марганец (Мп), если его содержание в стали не превышает 0,3-0,8%, не затрудняет процесс сварки. При сварке среднемарганцовистых сталей (1,8-2,5% Мп) возникает опасность появления трещин, так как Мп способствует закаливаемости стали.
Сварка углеродистых и легированных сталей 285
Кремний (Si) в низко- и среднеуглеродистых сталях (0,02-0,35% Si) не вызывает затруднений при сварке. Сварка специальных сталей (0,8-1,5% Si) ухудшается из-за высокой жидкотекучести и образования тугоплавких оксидов кремния.
Ванадий (V) в легированных сталях содержится в количестве 0,2-0,8%. Он способствует закаливаемости стали, что затрудняет сварку, в процессе сварки V активно окисляется и выгорает.
Вольфрам (W) в легированных сталях (0,8-18%) увеличивает их твердость и затрудняет процесс сварки, так как сильно окисляется.
Никель (Ni) повышает пластические и прочностные свойства стали, на свариваемость не влияет. Низкоуглеродистые стали содержат 0,2-0,3% Ni, конструкционные - 1-5, легированные - 8-35%.
Молибден (Мо) при сварке способствует образованию трешин, активно окисляется и выгорает. Сталь содержит 0,15-0,8% Мо.
Хром (Сг) затрудняет сварку, так как образует тугоплавкие карбиды. В низкоуглеродистых сталях содержится до 0,3% Сг, в конструкционных - 0,7-3,5, легированных хромистых 12-18, хромоникелевых - 9-35%.
Титан (Ti) и н и о б и й (Nb) в высоколегированных хромистых и хромоникелевых сталях при сварке соединяются с углеродом, препятствуя образованию карбидов хрома и улучшая свариваемость.
Медь (Си) улучшает свариваемость, повышает прочность, пластические свойства и коррозионную стойкость стали, которые обычно содержат 0,3-0,8% Си.
Сера (S) является вредной примесью в стали, содержание ее в стали не должно превышать 0,05%. Сталь с примесью S дает трещины в нагретом состоянии, т. е. становится красноломкой. Свариваемость стали с повышенным содержанием S резко ухудшается.
Фосфор (Р) также является вредной примесью, его содержание в стали не должно превышать 0,05%. Фосфор увеличивает твердость и хрупкость стали, вызывает хладноломкость, т. е. появление трещин в холодном состоянии.
Стали содержат также кислород (О2), азот (N2), водород (Н2). Кислород присутствует в сталях в виде оксида железа. Раство
286 Глава 11
римость его в стали уменьшается с повышением содержания углерода. Кислород ухудшает свариваемость стали, снижает ее прочностные и пластические свойства.
Азот растворяется в расплавленном металле, попадая в сварочную ванну из окружающего воздуха. При охлаждении сварочной ванны азот образует химические соединения с железом (нитриды), которые повышают прочность и твердость и значительно снижают пластичность стали.
Водород является вредной примесью в стали, он скапливается в отдельных местах сварочного шва, при сварке вызывает появление пор и мелких трещин.
Определение содержания углерода в стали. Приблизительно марку углеродистой стали можно определить пробой на искру. Если испытываемый образец прижать к вращающемуся шлифовальному кругу, то образуется пучок искр. Форма и цвет искр меняются в зависимости от количества углерода и леги-руюших добавок. Пучок прямых линий представляет собой светящиеся частицы горящего железа, ответвления от прямых линий - вспышки частиц углерода. С увеличением в стали содержания углерода основные светящиеся линии делаются короче и толще, а разветвления увеличиваются. В сталях, содержащих 0,15-0,20% С, искры соломенно-желтого цвета, 0,25-0,50% С -светло-желтого, 0,6-1,1 % С - белого. Для сталей с более высоким содержанием углерода характерен темно-красный цвет искр.
Цветовая маркировка стали. Стали поставляют предприятиям по видам проката. Торец полосы, уголка или другого профиля в зависимости от марки стали окрашивают в разные цвета. Углеродистые стали обыкновенного качества марок СтО, БСтО, Ст! — в красный и зеленый, БСт1, Ст2, БСт2 - белый и черный, ВСт2, СтЗ, БСтЗ, ВСтЗ - желтый, Ст4, БСт4 - красный, ВСт4, Ст5, БСт5 - черный; ВСт5, Стб, БСтб - синий. Углеродистая качественная конструкционная сталь марок 0,8, Юкп, 10, 15, 15кп, 20 окрашивается на торцах в белый цвет, сталь 25. 30,35.40 - в белый и желтый, сталь 45, 50, 55, 60, 65, 70, 75, 80, 85 - в белый и коричневый, сталь 15Г, 20Г, 25Г, ЗОГ, 35Г, 40Г - в коричневый. Легированные конструкционные стали: хромистые - в зеленый и желтый цвета, марганцовистые - в коричневый и синий, хромоникелевые - в желтый и черный, хромомолибденовые - в зеленый и фиолетовый. Высоколегированные стали: хромоникелевые - в алюминиевый и красный цвета, хромоникелетитановые - в алюминиевый и синий.
Сварка углеродистых и легированных сталей 287
11.2. СВАРИВАЕМОСТЬ МАТЕРИАЛОВ
Оценка свариваемости. Не все металлы образуют при сварке высококачественные надежные сварные соединения. Изменение или сохранение свойств металла при сварке обусловлено комплексом одновременно происходящих процессов нагрева и Правления основного и присадочного металлов, кристаллизации металла шва и взаимной кристаллизации в зоне сплавления.
Свариваемостью называют свойство металлов образовывать соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Свариваемость оценивается путем сопоставления свойств сварных соединений с аналогичными свойствами основного металла или их нормативными значениями.
Для оценки свариваемости материала выполняют пробу на свариваемость - изготавливают специальный образец по определенной методике. Признаком плохой свариваемости считается склонность свариваемых металлов к перегреву, образованию закалочных структур, охрупчиванию в зоне сварки, появлению трещин в металле сварного шва и переходной зоне, других дефектов (пор, раковин, несплавлений и др.).
Технологическая и физическая свариваемость. На свариваемость металлов влияют способ сварки, химический состав присадочного металла, тип сварного соединения, толщина свариваемых элементов и др. Влияние факторов технологического характера на свариваемость металлов называют технологической свариваемостью.
Влияние химического состава и свойств металлов на их свариваемость принято считать физической свариваемостью.
Классификация стали по свариваемости. По степени свариваемости стали подразделяют на четыре группы: хорошо сваривающиеся, удовлетворительно сваривающиеся, сваривающиеся ограниченно и плохо сваривающиеся (табл. 11.1). При этом критерием оценки свариваемости стали принято считать ее склонность к образованию трещин, а также механические свойства сварного соединения по сравнению с теми же свойствами основного металла.
288 Глава 11
Табл. 11.1. Классификация основных марок стали по свариваемости
Г рупла свариваемости Сталь
углеродистая конструкционная легированная высоколегированна»
Хорошая Удовлетворительная Ограниченная Плохая Ст1кп, Ст1 нс. Ст2кп, СтЗ, Ст4, 08,10, 15.20.25 Ст5.30.35 Стб, 40,45, 50 65,70, 75, 80, 85. 40Г, 45Г 15Г, 20Х, 15ХМ, 10ХСНД, 12ХН2, 12Х2Н4А, I5HM 12Х2Н4А, 2ОХНЗА, 12ХН2, 20ХГСА, ЗОХ, 30ХМ, 25ХГСА, 15ХСНД 35ХМ, ЗОХГС, 35СГ, ЗЗХС, 40Х, 40ХМФА, 40ХН, 20Х2Н4А, 40Л, 45Л. 50Л 50Г, 5ОГ2, 50ХГ, 50ХГСА, 45ХПЗМФА, 6ХС, 7X3 08X20HI4C2, 1 Х23Н18, Х18Н9Т, 08X18HI0, 12Х18Н9Т 1 9Х14А, 12Х14А, 30X13,12X17, | 25Х13Н2 20X18Н9, Х18Н9, 12Х18Н9, 20X23HI8, 36X181125C2 Х12.Х12М, 9ХС, ЗХ2В8Ф, < 95X18, 5ХНТ, 5ХНВ, 6ХВ2С
К группе хорошо сваривающихся сталей (СтЗ, 08, 10ХСНД, 09Г2, Х18Н10Т и др.) относят такие стали, при сварке которых хорошее качество сварных соединений достигается применением режимов сварки в широких пределах, при любых температурах окружающего воздуха, без предварительного подогрева, без подогрева в процессе сварки и последующей термической обработки, если она не предназначена для снятия напряжений. Стали этой группы хорошо свариваются без применения особых приемов.
Стали, которые входят в группу удовлетворительно сваривающихся (30, 35, Ст5, 20ХГСА и др.), можно сваривать только при температуре окружающего воздуха не ниже +5 °C. Требуемое качество сварных соединений достигается применением специальных присадочных материалов, флюсов и режимов сварки в узких- пределах, тщательной очистки свариваемых
Сварка углеродистых и легированных сталей 289
кромок. Такие стали подвергают термической обработке до сварки по режимам, которые зависят от марки стали и назначения свариваемого изделия. При сварке элементов большой толщины рекомендуется предварительный подогрев.
Ограниченно сваривающиеся стали (40, 50, 35Х, 30ХМА, Х25НВ и др.) обладают склонностью к образованию трещин. При сварке этих сталей режимы сварки следует соблюдать в узких пределах; механические свойства улучшают путем применения соответствующих электродов, присадочных материалов, флюсов; используют предварительный и сопутствующий подогрев и последующую (после сварки) термическую обработку. Сварка допускается только при положительных температурах окружающего воздуха. Для получения высококачественного сварного соединения необходима предварительная термообработка, иногда требуются проковка шва, подогрев.
Плохо сваривающиеся стали (45Х, 50Х, Г13, 35ХГ2 и др.) склонны к образованию трещин в шве и зоне термического влияния. При их сварке необходим подогрев, обязательна последующая термообработка. Обычно эти стали для изготовления сварных строительных конструкций не применяют.
Приближенный метод оценки свариваемости стали. Свариваемость стали можно приближенно определить по формуле
Мп Si Cr Ni Mo V Си Р
С+ 6+24+5+10+4+5 + 13+2’
где Сэ - эквивалент углерода, %; С, Мп, Si, Сг, Ni, Mo, V, Си, Р -содержание в стали этих элементов, %.
Легирующие элементы по-разному влияют на свариваемость сталей. Поэтому их воздействие сравнивают с влиянием углерода - приводят к эквиваленту углерода. Установлено, что на свариваемость сталей отрицательное воздействие марганца приблизительно в 6 раз, кремния - в 24, хрома и ванадия - в 5, никеля -в 10, молибдена - в 4, меди - в 13, фосфора - в 2 раза меньше влияния углерода.
Чтобы определить Сэ, в формулу вместо символов подставляют процентное содержание легирующих элементов.
При Сэ < 0,35% сталь хорошо сваривается. Если толщина свариваемых элементов менее 8 мм, то сталь хорошо сваривается при Сэ< 0,5%.
10 Зак. 1907
290 Глава 11
При большой толщине металла или если Сэ > 0,35%, требуются предварительный подогрев, последующая термообработка или другие технологические приемы, обеспечивающие получение качественного сварного соединения.
Как видно из формулы, увеличение в стали содержания Si, Ni, Си незначительно ухудшает свариваемость. Ухудшают свариваемость стали повышение содержания Мп, Сг, Мо, V. Значительно влияет на свариваемость увеличение содержания фосфора (более 0,05%). Наличие в стали фосфора менее 0,05% при расчетах не учитывается.
При суммарном количество марганца, кремния, хрома и никеля менее 1% сталь хорошо сваривается, если доля углерода не превышает 0,25%; удовлетворительно - при 0,25-0,35%; ограниченно -при 0,35-0,45 и плохо при содержании углерода свыше 0,45%.
Если суммарное количество указанных примесей составляет 1-3%, сталь сваривается хорошо при содержании до 0,20% углерода, удовлетворительно - при 0,2-0,3, ограниченно - при 0,3-0,4 и плохо сваривается при содержании более 0,4% углерода.
При суммарном содержании указанных примесей в стали свыше 3% она хорошо сваривается, если количество углерода не превышает 0,18%, удовлетворительно - 0,18-0,28, ограниченно -0,28-0,38 и плохо - когда в стали более 0,38% С.
Свариваемость углеродистых сталей газовым пламенем приведена в табл. 11.2.
Формула содержания эквивалентного углерода в сталях не всегда отражает точную картину взаимодействия различных элементов в сварочной ванне и изменения структуры при охлаждении металла шва. Поэтому для определения свариваемости обычно сваривают специальные образцы, исследуют микроструктуру наплавленного металла и т. д.
Особую сложность представляет сварка разнородных металлов. Разные температуры плавления, склонность к образованию хрупких соединений и другие причины вынуждают разрабатывать специальные приемы сварки, особые сварочные материалы.
Чтобы оценить свариваемость металла, берут две пластины и сваривают их на нескольких режимах. Затем изготавливают образцы и определяют ударную вязкость, критическую температуру хрупкости, зернистость, твердость наплавленного металла и зоны термического влияния.
Сварка углеродистых и легированных сталей 291
Табл. 1L2. Свариваемость углеродистых сталей газовым пламенем
Содержание углерода в сплаве,% Назначение и область применения стали Оценка свариваемости
Низкоуглеродистые стали
0,06-0,15 Котельная сталь, резервуары, цельнотянутые трубы Хорошая, шов не закаливается
0,15-0,25 Литая сталь, котлы, трубы, бочки, приводные валы, сортовая сталь и т. д. Среднеуглеродисты Хорошая, шов слегка закаливается, но* обрабатывается режущим инструментом е стали
0,25-0.45 Оси. шатуны, шестерни и другие детали машины Удовлетворительная, сварное соединение качественное при предварительном нагреве и последующей термообработке
0,45-0,6 Инструмент, молоты, шестерни, валы и др. Высокоуглеродисты Удовлетворительная при использовании специального флюса и термообработке е стали
0,6-1,7 Штампы, пуансоны, рельсы, крестовины, инструмент и др. Плохая, рекомендуется пайка или наплавка
При оценке свариваемости стали помимо химического состава учитываются форма сварной конструкции, толщина металла и его механические свойства, количество и расположение швов, технологические особенности сварки и другие характеристики.
11.3. СВАРКА УГЛЕРОДИСТЫХ СТАЛЕЙ
Сварка низкоуглеродистых сталей. Низкоуглеродистые стали (до 0,25% С) хорошо свариваются ацетиленокислородным пламенем без применения флюса. Причем чем меньше углерода в металле, тем легче осуществляется процесс сварки. С увеличением содержания углерода растет вероятность образования хрупких структур и пористости металла шва.
Сварку ведут нормальным пламенем и, как правило, без флюса. Наконечник горелки при левом способе сварки выбирают из расчета расхода ацетилена 100—130 дм3/ч на 1 мм толщины свариваемого металла, а при правом способе - 120-150 дм3/ч на
292 Гпава 11
1 мм толщины металла. Кромки под сварку подготавливают в зависимости от толщины свариваемого изделия. Диаметр присадочной проволоки также зависит от толщины свариваемого металла: при левом способе сварки dn = S/2 + 1 мм; при правом dn = = S/2 мм, где dn - диаметр присадочной проволоки, мм; 5 - толщина свариваемого металла, мм.
Сварщики обычно применяют пламя большой мощности, наконечник выбирается из расчета расхода ацетилена 150— 200 дм3/ч на 1 мм толщины свариваемого металла, используется присадочная проволока большего диаметра; пламя горелки должно быть нормальным.
Для неответственных конструкций в качестве присадки применяют сварочную проволоку Св-08 и Св-08А. В этом случае часть элементов (С, Si и Мп) выгорает, а металл шва приобретает крупнозернистую структуру. Предел прочности такого соединения ниже предела прочности основного металла.
Для получения равнопрочного с основным металлом соединения при сварке ответственных конструкций применяют кремнемарганцовистую сварочную проволоку Св-08Г, Св-08ГА, Св-10ГА или Св-14ГС. Во время сварки необходимо следить за тем, чтобы кромки свариваемого металла и конец присадочной проволоки расплавлялись одновременно. Конец присадочной проволоки должен быть погружен в ванночку расплавленного металла. Капли расплавленного металла не должны попадать на нерасплавленные кромки основного металла, так как это приводит к непровару, что снижает механические характеристики соединения.
Чтобы расплавленный металл не стекал при левом способе сварки, изделие наклоняют на 10-15°. Если конец присадочной проволоки прилипает к свариваемым кромкам основного металла, это значит, что они недостаточно нагреты. В процессе сварки необходимо избегать отклонения сварочного пламени от ванны расплавленного металла шва, так как это может вызвать окисление металла шва кислородом воздуха. Сварные швы должны иметь равномерную чешуйчатую поверхность, одинаковые по всему шву ширину и высоту наплавленного валика. Переход от основного металла к наплавленному должен быть плавным, без подрезов. В процессе сварки горелкой производят равномерные непрерывные колебательные и поступательные движения. Вид колебательных движений горелки выбирается в зависимости от толщины свариваемого металла и разделки кромок.
Табл. 11.3. Основные параметры и режимы газовой сварки низко- и среднеуглеродистых сталей
Примечание XX X S3 filo х с 2 х £ £ е ° х X Н X £ X ь CJ J5 3 to to х & w о S Я ii £ * sh *1 de б eg Д§ <3 g ё
Термообработка gei| M 6 Й г 2 fr ж « g Й c x E g § - U X § >, 2 jl IQ ® Ю ° У О i о * r^tsih p H ’«8 i « §3 ж a S eO!S s*g« e- 0 X к Cu w> С О »a O ® .. S^r ) •* ° c s> p i 2 к E o « u C s cx<*i x C c\q r
Параметры режима рварки состав пламени | £4 |51>А§5|Л S Sgso - |7 |Л7|=з;^ |8-g7 - X X x о d?X s Ъ. Q >> 2 о
удельная мощность пламени, л/ч на 1мм t 2 £ <X > i> b. 4 2 *S gb So S 2-. g "I “ r g. s el ° s з * §-s a о 2 ° v о 8 “ S о nSEО Я5 £сЛ Д § А й |7 § i ? 8 О е <*п Си 0 О Е оо О X «Л с «—«О’-’СО'ОО —.0S£ г* о
Флюс й з ад S SSgJ £ е 8 _ у * S« X ° & * Й»1§^ Л! О £ 5 Р «'Я X Н иа к: о X о
п с Е С 3 с С ный металл Г и О & О < И о < <f О г< и и Ц L L, L X XXX ООООСЯОССХЗСЧОООО ГЧ ООООО 9 7 Т 9 «? Т ? 9 Т 9Т9 000PQCQ000 0 000 ииооииои о иии
Горючий газ SS X © X 4) ± X 4) п 5 о «=: f =« s f Ь о S X Q 5 £• S. ,О 8 я < X ю х £ <
Для уплотнения и повышения пластичности наплавленного металла применяют проковку и термообработку шва. Проковку рекомендуется начинать при температуре светло-красного и заканчивать при температуре темно-красного каления. Проковка при более низкой температуре может вызвать появление микроскопических трещин в металле шва или околошовной зоне. При сварке ответственных и толстостенных изделий используют термическую обработку сварных соединений.
В качестве горючего газа при сварке низкоуглеродистой стали применяют ацетилен или пропан-бутан. В последнем случае расстояние от конца ядра пламени до свариваемой поверхности должно быть 8-10 мм. Пропан-бутан используется для сварки неответственных деталей.
Мощность пламени выбирается из расчета расхода ацетилена 76-90 дм3/ч на 1 мм толщины свариваемого металла. Сварку рекомендуется выполнять нормальным или слегка науглероживающим пламенем. В целях уменьшения перегрева и времени пребывания сварочной ванны в расплавленном состоянии применяется левый способ сварки.
Сварка среднеуглеродистых сталей. Среднеуглеродистые стали закаливаются после нагрева и быстрого охлаждения. Газовая сварка стали, содержащей более 0,4% углерода, затруднительна. Для получения качественного сварного соединения процесс следует вести ацетиленокислородным пламенем правой сваркой с максимальной скоростью, используя предварительную и последующую термообработку.
При газовой сварке этих сталей в качестве присадочной проволоки следует применять проволоку с раскислителями (марганцем и кремнием), чтобы избежать выгорания углерода и образования пористого шва.
Сварка высокоуглеродистых сталей. Высокоуглеродистые стали плохо поддаются газовой сварке из-за усиленного выгорания углерода и образования закалочных структур. Металл шва содержит включения и газовые раковины. Значительно лучшие результаты дает дуговая сварка. Основные параметры и режимы газовой сварки низкоуглеродистых и среднеуглеродистых сталей приведены в табл. 11.3.
Сварка углеродистых и легированных сталей 295
11.4. СВАРКА ЛЕГИРОВАННЫХ СТАЛЕЙ
Свариваемость легированных сталей. Легированные стали отличаются от углеродистых дополнительным содержанием легирующих элементов: хрома, никеля, молибдена, титана и др. Свариваемость этих сталей определяется их составом. Большинство легирующих компонентов снижает теплопроводность стали, вследствие чего увеличивается склонность металла к деформациям. При сварке легированных сталей происходит также частичное выгорание легирующих элементов, поэтому свойства металла шва отличаются от свойств основного металла. Для предупреждения перегрева наплавленного металла и появления деформаций легированные стали сваривают горелками малой мощности. Для уменьшения выгорания легирующих элементов пламя выбирают нормальное или с небольшим избытком ацетилена. Некоторые легированные стали закаливаются на воздухе, поэтому при -их сварке применяют предварительный подогрев и последующую термообработку.
Сварка конструкционных низколегированных сталей. Такие стали содержат до 2,5% легирующих элементов. Для строительных конструкций применяют низколегированные стали марок 10ХСНД и 15ХСНД, которые хорошо соединяются газовой сваркой. При этом используется нормальное пламя. Мощность его выбирается с учетом расхода ацетилена: 75-100 дм3/ч при левом способе и 100-130 дм3/ч при правом способе на 1 мм толщины свариваемого металла. В качестве присадочной применяется сварочная проволока марок Св-08, Св-08А, Св-10Г2. Сварка осуществляется без применения флюса. Для повышения механических свойств металла шов проковывают при температуре светло-красного каления (800-850 °C) с последующей нормализацией.
Сварка теплоустойчивых сталей. Низколегированные теплоустойчивые молибденовые (12М, 15М, 20М и 25МЛ) и хромомолибденовые (12ХМ, 15ХМ, 20ХМ, 30ХМ) стали применяют для изготовления паровых котлов и труб высокого давления. Сварку этих сталей выполняют нормальным ацетиленокислородным пламенем. Мощность его выбирают из расчета расхода ацетилена 100 дм3/ч на 1 мм толщины свариваемого металла. В качестве присадочной используют сварочную проволоку марок
296 Глава 11
Св-08ХНМ, Св-ЮХНМА, Св-18ХМА, Св-08ХМ, Св-10ХМ. Сварку таких сталей ведут обратноступенчатым способом небольшими участками длиной 16-25 мм. В связи с тем что они могут закаливаться на воздухе, рекомендуется их предварительный подогрев до 250-300 °C. При сварке применяют как левый, так и правый способ. Кромки свариваемого металла сваркой зачищают до металлического блеска. При толщине металла до 5 мм сварку проводят за один проход, при большей толщине применяют многослойную сварку. Шов рекомендуется выполнять с наименьшим числом перерывов. При возобновлении сварки после перерыва необходимо подогреть весь стык до 250-300 °C. После окончания сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла. Необходимо следить за тем, чтобы переход от усиления шва к основному металлу был плавным по всей длине шва.
Хромомолибденовые стали свариваются хуже, чем молибденовые, что обусловливается наличием хрома» который образует тугоплавкие оксиды. Сварные изделия из хромомолибденовой и молибденовой стали после сварки подвергают термообработке. Сварные изделия из молибденовой стали нагревают горелкой до 900-930, изделия из хромомолибденовой стали - до 930-950 °C. Ширина нагреваемого участка должна в пять раз превышать ширину шва. После нагрева до указанных температур изделия охлаждают на воздухе. Все это обеспечивает получение сварного соединения, близкого по прочности к основному металлу.
Сварка хромокрем немарганцовистых сталей. Низколегированные хромокремнемарганцовистые стали марок 20ХГС, 25ХГС, ЗОХГС, ЗОХГСА и 35ХГС обладают высокой прочностью, упругостью, выдерживают вибрационные нагрузки, но менее теплоустойчивы, чем хромомолибденовые. Эти стали содержат 0,17-0,4% С, 0,9-1,2% Сг, 0,8-1,1 % Мп и Si. При газовой сварке Сг и Si частично выгорают, что может привести к появлению в сварном шве оксидов, шлаков и непроваров. Для предупреждения окисления легирующих добавок сварку проводят нормальным пламенем. Мощность его выбирают с учетом расхода ацетилена: 75-100 дм3/ч на 1 мм толщины свариваемого металла.
В качестве присадочного металла для неответственных конструкций применяют низкоуглеродистую сварочную проволоку
Сварка углеродистых и легированных сталей 297
марок Св-08 и Св-08А, а для ответственных конструкций -Св-18ХГСА, Св-ЮХГС, Св-13ХМА и Св-19ХМА. Диаметр проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. Кромки свариваемых деталей должны быть тщательно очищены от загрязнений и собраны так, чтобы зазор по всей длине шва был одинаковым.
Перед сваркой детали скрепляют прихватками через 20-30 мм при толщине металла 0,5-1,5 мм и через 40-60 мм при большей толщине. Сварку подготовленных деталей необходимо вести без перерывов, не задерживая пламя горелки на одном месте, чтобы не перегревать металл сварочной ванны. Для уменьшения деформаций сварку проводят от середины шва к краям и обратноступенчатым способом в зависимости от длины свариваемых швов.
Учитывая склонность этих сталей к закалке, для предотвращения образования трещин в металле шва и околошовной зоне после сварки проводят медленное охлаждение свариваемой детали. Ответственные детали после сварки подвергают закалке и отпуску. Закалку проводят по такому циклу: нагрев до температуры 500-650 °C, выдержка при этой температуре, дальнейший нагрев до температуры 880 °C, выдержка охлаждением в масле. Отпуск - это нагрев до температуры 400-600 °C и последующее охлаждение в горячей воде.
Сварка хромистых сталей. Хромистые стали (1X13, 2X13, XI4) обладают повышенной кислото- и жаростойкостью и используются для изготовления деталей и оборудования, работающего в агрессивных средах при высоких температурах. Эти стали склонны к образованию закалочных структур при охлаждении на воздухе, в результате чего после сварки в сварном шве и зоне термического влияния могут образовываться трещины. Чем выше содержание углерода в хромистых сталях, тем хуже они свариваются и тем более подвержены деформациям при остывании шва.
Для сварки хромистых сталей применяют нормальное пламя. С целью предупреждения деформации деталей сварку ведут пламенем малой мощности с учетом расхода ацетилена 70 дм3/ч на 1 мм толщины свариваемого металла. Для уменьшения коробления сварку хромистых сталей, содержащих до 14% Сг, выполняют с предварительным подогревом до 150-200 °C, свыше
298 Глава 11
14% - до 200-250 °C. В качестве присадочной применяют сварочную проволоку марок Св-02Х19Н9, Св-04ХН19Н9, Св~06Х19Н9Т. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. Сварка должна выполняться с максимально допустимой скоростью, без перерывов и повторного нагрева одного и того же места шва. Ее выполняют в один слой, при сварке деталей толщиной до 3 мм применяют левый способ, более 3 мм - правый. Для предотвращения выгорания хрома и удаления из сварочной ванны его оксидов применяют флюс, состоящий из 55% борной кислоты, 10% оксида кремния, 10% ферромарганца, 10% феррохрома, 5% ферротитана, 5% титановой руды и 5% плавикового шпата. После сварки проводится термообработка.
Высокохромистые стали (XI7 и др.), содержащие более 15% хрома, склонны к росту зерна в зоне термического влияния при длительном нагреве, поэтому применение газовой сварки для них нежелательно.
Сварка аустенитных сталей. Хромоникелевые аустенитные стали (1Х18Н9Т) обладают высокими механическими свойствами, коррозионной стойкостью, жаропрочностью. Такие стали обычно сваривают аргонодуговой сваркой или ручной дуговой сваркой электродами со специальными качественными покрытиями.
Газовую сварку используют для стали толщиной до 3 мм. Сварка выполняется строго нормальным пламенем. Мощность его зависит от расхода ацетилена: 75 дм7ч на 1 мм толщины свариваемого металла. Применяют присадочйую проволоку марок Св-ОХ 18Н9, Св-ОХ 18Н9С2, Св-1X18Н9Т, Св-Х 18Н9Б, Св-1Х18Н11М. В процессе сварки этих сталей при нагревании до 400-900 °C происходит выпадение карбидов хрома, в результате чего она теряет коррозионную стойкость. Сварку нержавеющих хромоникелевых сталей ведут с максимальной скоростью, конец присадочной проволоки должен находиться в сварочной ванне. Диаметр проволоки выбирают в зависимости от способа сварки и толщины свариваемого металла. Сварку можно выполнять как левым, так и правым способом, а при наложении длинных швов - обратноступенчатым.
Сварка углеродистых и легированных сталей 299
Табл. П.4. Технологические параметры газовой сварки сталей
Свариваемые стали Расход ацетилена на 1 мм толщины свариваемого металла, л/ч Сварочная проволока Особенности технологии
1 2 3 4
Низкоуглеродистые (до 0,25% С) Левый способ 100-300 Правый способ 120-150 Св-08, Св-08А, СВ-08ГА, СВ-10Г2, Св-ЮГА Флюс не требуется. Желательна проковка шва в горячем состоянии. При сварке заменителями ацетилена используется проволока марок СВ-12ГС, Св-08Г2С, Св-15ПО
Среднеуглеродистые (0,25-0,45% С) Левый способ 70-100 Св-18ХС, Св-ОбНЗ Флюс не требуется. При толщине стали свыше 3 мм нужен подогрев: общий до 250-350 °C или местный до 650-700 °C
Высокоуглеродистые (0,45% С и более) Левый способ 70-100 Тоже Качественную сварку получают при толщине стали до 5-6 мм. Необходим общий подогрев до 250-300 °C в сочетании с местным до 650-700 °C. При содержании 0,7% С и более требуется флюс - бура
Низколегированные конструкционные: ЮХСНД 15ХСНД 25ХГСА Левый способ 75-100 Правый способ 100-130 Св-08, Св-08А, Св-10Г2, Св-8ХГС, Св-18ХМА Флюс нс требуется
Теплоустойчивые стали с 0,4-0,6%Мо(15М, 25МЛ, 15ХМ, 20ХМЛ, 12X1 МФ 15Х1М1Ф) Левый способ 100 Св-08ХНМ. СВ-08НМА, CB-I8XMA, СВ-08ХМ, Св-08МХ Флюс не требуегся
300 Глава 11
Окончание табл. 11.4
1 2 3 4
Высоколегированные (хромистые и хромоникелевые) Левый способ 70 Св-04Х18Н9, Св-06Х18Н9Т, Св-08Х18Н10Б и др Необходим флюс. Его разводят в воде и в виде пасты наносят на кромки и обратную сторону шва за 15- 20 мин до сварки. Аустенитные хромоникелевые стали сваривают быстро, без подогрева, околошов-ную зону защищают мокрым асбестом. Сразу после сварки необходимо охлаждение водой или сжатым воздухом. Качество соединений удовлетворительное при толщине стали до 2 мм. Сталь XI3 сваривают с местным подогревом до 200-250 °C. Тонкий лист - левым способом, более толстый -только правым. Составы флюсов: а) 80% плавикового шпата, 20% ферротитана; б) 50% буры, 50% борной кислоты; в) 80% буры, 20% оксида кремния
Примечания: 1. Высокоуглеродистые стали сваривают нормальным или слабо науглероживающим пламенем, остальные стали - нормальным пламенем.
2. Диаметр проволоки при сварке сталей толщиной до 15 мм равен половине толщины стали для правого способа и половине толщины плюс 1 мм - для левого. Сталь толщиной более 15 мм сваривают проволокой диаметром 6-8 мм.
Для удаления оксидов используют флюс НЖ-8, содержащий 28% мрамора, 30% фарфора, 10% ферромарганца, 6% ферросилиция, 6% ферротитана и 20% диоксида титана. Флюс применяют в виде пасты, которую наносят на свариваемые кромки за 15-20 мин до начала сварки. Остатки флюса после сварки удаляют, тщательно промывая швы горячей водой. Для улучшения механических свойств, устранения межкристаллитной коррозии и деформаций рекомендуется сваренные детали подвергать термообработке (1050-1100 °C) с последующим охлаждением в воде.
Сварка углеродистых и легированных сталей 301
Газовая сварка легированных сталей с использованием газов-заменителей ацетилена не производится.
Технологические параметры газовой сварки различных сталей приведены в табл. 11.4.
L Какой сплав называется сталью?
2. Как классифицируют стали по химическому составу?
3. Как классифицируют стали по свариваемости?
4. В чем заключается приближенная оценка свариваемости стали?
5. Почему углерод отрицательно влияет на свариваемость сталей?
6. Каково влияние легирующих элементов стали на ее свариваемость?
7. Перечислите основные параметры и режимы сварки низкоуглеродистых сталей?
8. В чем состоят трудности сварки среднеуглеродистых сталей?
9. В чем заключаются особенности сварки хромоникелевых сталей?
Глава
СВАРКА ЧУГУНА
12.1. СВОЙСТВА ЧУГУНОВ И ИХ СВАРИВАЕМОСТЬ
Виды чугуна. Чугуны - это сплавы железа с углеродом, в которых количество углерода превышает 2,14%. Широкоприме-няемые марки чугунов обычно содержат 2,5-4% углерода, 1-5% кремния, до 2% марганца, а также примеси фосфора и серы. В состав специальных чугунов входят легирующие добавки: ванадий, молибден, никель, титан, хром и др.
Структура чугуна зависит от содержания в нем углерода и легирующих примесей, а также от скорости охлаждения при его кристаллизации. Различают белые и серые чугуны.
В белом чугуне (на изломе он белый или светло-серый) углерод находится в химически связанном состоянии в виде цементита РезС. Цементит хрупок и обладает высокой твердостью, поэтому белый чугун не поддается механической обработке, для изготовления изделий применяется редко и сварке не подлежит. Из белого чугуна путем специальной термической обработки производят ковкие чугуны. При добавлении в сплав некоторых легирующих элементов (магния, церия и др.) получают высокопрочные чугуны.
Серый чугун содержит почти весь углерод в виде графита, поэтому на изломе он серебристо-серый.
Чугун - широкоприменяемый конструкционный материал. Он дешевле стали, характеризуется высокими литейными свойствами, значительной износостойкостью, способностью гасить вибрации, хорошей обрабатываемостью. Отрицательными свойствами чугуна являются пониженная прочность и высокая хрупкость.
Маркировка чугуна. Чугуны имеют следующие обозначения: СЧ 10 (серый чугун с временным сопротивлением при растяжении 100 МПа); КЧ 30-6 (ковкий чугун с с временным сопротивлением не менее 300 МПа и относительным удлинением не менее 6%); ВЧ 38-17 (высокопрочный чугун с временным сопротивлением не менее 380 МПа и относительным удлинением не менее 17%).
Сварка чугуна 303
Табл. 12.1. Трудности, возникающие при газовой сварке чугуна, и способы их устранения
Трудности Причины их появления Способы устранения
Отбел чугуна и появление структур закалки Образование трещин в металле шва и зоне термического влияния Порообразование в металле шва Быстрое охлаждение металла после сварки в сочетании с высоким содержанием углерода (С > 1,7%) способствует превращению зерен графита в карбид железа (цементит), трудно поддающийся механической обработке Пониженная пластич- ность и прочность чугуна (по сравнению со сталью) в сочетании с неравномерным нагревом и охлаждением соединяемых деталей % Резкий переход из жидкого состояния в твердое, характерный для чугуна, вследствие чего газы не успевают выделяться из металла шва. Образование на поверхности сварочной ванны пленки тугоплавких оксидов кремния и марганца, препятствующей свободному выходу газов из металла шва Снижение скорости охлаждения нагретого металла за счет применения предварительного подогрева (местного и общего). Использование низкотемпературных процессов пай-косварки, пайки и др., происходящих без расплавления основного металла Подогрев деталей до сварки для снятия внутренних напряжений и равномерное медленное охлаждение после сварки Непрерывное перемешивание в процессе сварки жидкой ванны присадочным прутком. Применение специальных флюсов для разжижения пленки окисленного кремния и оксида железа
Свариваемость чугуна. Чугун относится к материалам, обладающим плохой технологической свариваемостью (табл. 12.1), При сварке чугуна необходимо учитывать следующие его свойства:
□ низкая по сравнению со сталями температура плавления (1200—1250 °C) и быстрый переход из жидкого состояния в твердое, что приводит к появлению пор в шве, поскольку интенсивное выгорание углерода и выделение газов из сварочной ванны продолжается и на стадии кристаллизации;
304 Гпава 12
□ малая пластичность приводит к образованию в процессе сварки значительных внутренних напряжений и закалочных структур, которые часто вызывают образование трещин;
□ высокая склонность к отбеливанию (появление участков с выделениями цементита), что резко снижает пластичность шва;
□ повышенная жидкотекучесть усложняет формирование шва, поэтому сварка возможна только в нижнем положении;
П образование тугоплавких оксидов (температура плавления которых выше, чем чугуна), что может вызвать непровары.
Сварка чугуна применяется в основном для исправления литейных дефектов, при ремонте изношенных и поврежденных деталей в процессе эксплуатации и при изготовлении сварнолитых конструкций.
В зависимости от температуры предварительного подогрева детали различают сварку с подогревом до высокой температуры (горячая сварка) и без подогрева (холодная сварка).
Выбор технологии сварки зависит от требоваш^й, предъявляемых к сварному соединению. При выборе технологии сварки учитывают необходимость подогрева металла, а также механической обработки металла шва и околошовной зоны после сварки.
12.2. ГОРЯЧАЯ СВАРКА ЧУГУНА
Горячая газовая сварка чугуна широко применяется при исправлении дефектов литья, а также ремонте небольших деталей. Эта сварка является наиболее надежной, обеспечивает высокое качество сварного соединения. Выбор способа сварки зависит от состава чугуна, конструкции детали, вида дефекта и условий работы.
Процесс горячей газовой варки разбивается на ряд отдельных операций, от которых зависит качество сварного соединения. Это: подготовка деталей под сварку, предварительный их подогрев, сварка, охлаждение деталей после сварки.
Подготовка к сварке определяется видом дефекта отливки или характером поломки детали. Для предотвращения распространения трещин концы их перед сваркой рекомендуется за-
Сварка чугуна 305
сверливать. Раковины, трещины и другие поверхностные дефекты подготавливают разделкой места заварки. Разделку ведут вырубкой или другими механическими способами.
Свариваемое изделие перед сваркой собирают и прихватывают по кромкам. Диаметр прихваток не должен превышать 5-6 мм. Без подготовки кромок сваривают детали толщиной до 4 мм. На деталях толщиной свыше 5 мм выполняют разделку кромок под углом 70-90°. Свариваемые кромки тщательно очищают от грязи, ржавчины, масла и других загрязнений металлической щеткой или пламенем сварочной горелки.
Детали, подготовленные к сварке, нагревают до 500-700 °C. Температура общего предварительного подогрева определяется размером деталей, толщиной стенок, жесткостью конструкции, объемом наплавляемого металла и структурой чугуна. Общий подогрев свариваемых деталей осуществляется в электрических и газовых печах, а при единичных ремонтных работах - в специальных термических печах, ямах и горнах.
При сварке чугуна используют камерные печи и печи с выдвижным подом. При отсутствии специальных печей на месте сварки сооружают временные печи: деталь обкладывают древесным углем и закрывают асбестом. Для поступления воздуха снизу делают отверстие или оборудуют специальную систему поддува. После того как свариваемая деталь нагреется до требуемой температуры, ее извлекают из печи и подают на рабочее место сварщика. Во избежание охлаждения детали во время сварки ее закрывают листовым асбестом. Открытым остается только место сварки.
После сварки изделие медленно охлаждают в яме или вместе с горном. Равномерное и медленное охлаждение предупреждает деформации, образование трещин и закалочных структур.
Сварку чугуна выполняют нормальным пламенем или пламенем с небольшим избытком ацетилена. В начале сварки пламя горелки устанавливают почти вертикально, затем наклоняют под углом в зависимости от толщины свариваемого металла. Ядро пламени должно находиться на расстоянии 2-3 мм от поверхности свариваемого металла. Наконечник горелки выбирают из расчета 120 дм3/ч ацетилена на 1 мм толщины свариваемого металла.
306 Глава 12
Табл. 12.2. Марки и назначение чугунных прутков (ГОСТ 2671 - 80)
Марка Назначение
ПЧ-1, ПЧ-2 Газовая сварка серого чугуна с перлитной и перлитно-ферритной структурами
ПЧ-3 Газовая с^арка серого чугуна с ферритной структурой
ПЧН-1 Газовая сварка и пайкосварка серого чугуна с перлитной и перлитно-ферритной структурами
ПЧН-2 Пайкосварка серого чугуна с ферритной и ферритноперлитной структурами
ПЧИ Износостойкая наплавка серого чугуна
ПЧВ Газовая сварка высокопрочного чугуна с шаровидным графитом
Табл. 12.3 Последовательность операций и техника горячей сварки чугуна
Технологическая операция Содержание операции
1 0
Подготовка детали к сварке
Предварительный подогрев детали (отливки)
Установка детали (отливки)
Нагрев дефекта и обработка его поверхности флюсом
Очистить поверхность дефекта от оксидов и загрязнений пламенем горелки или металлической щеткой; произвести разделку дефекта вырубком пневматическим зубилом или пламенем перед заваркой (концы трещин засверлить перед сваркой); разделать кромки дефекта под углом 70-80° на деталях толщиной свыше 5 мм
Выбрать нагревательное устройство и подвергнуть общему подогреву до температуры 500-600 °C (коричневокрасного цвета) отливки сложной конфигурации и толщиной более 50 мм; подвергнуть местному нагреву до температуры 300-450 °C мало- и среднегабаритныс отливки с дефектами в жестком конгурс
Установить деталь в зоне действия вытяжной вентиляции для сварки в нижнем положении (продолжительность перерыва между окончанием подогрева и началом сварки для небольших отливок несложной конфигурации не должна превышать 3-5 мин во избежание охлаждения детали ниже 400 °C)
Отрегулировать нормальное пламя мощностью 100- 120 л/ч на 1 мм толщины металла и прогреть кромки дефекта до расплавления, одновременно нанося флюс и равномерно распределяя его по поверхности дефекта с помощью присадочного прутка
Сварка чугуна 307
Окончание табл. 12.3
1 2
Заполнение объема дефекта присадочным металлом Окончание процесса сварки Последующая термическая обработка Расплавить пруток наиболее горячей частью пламени (ближе к ядру) и заполнить дефект (трещину, полость) расплавленным присадочным металлом, добавляя периодически флюс на кончике прутка. Вести сварку ванным способом (отдельными сварочными ваннами длиной 20-50 мм каждая), поддерживая металл в жидком состоянии до полного заполнения дефекта присадочным металлом; при заварке краевых дефектов поддерживать ванну в полужидком состоянии (для исключения стекания металла), периодически отводя пламя от места дефекта и изменяя угол наклона горелки к поверхности изделия от 80 до 10°. Удалять неметаллические включения из ванны в процессе сварки с помощью флюсования жидкого металла и интенсивно его перемешивая присадочным прутком (отсутствие свечения расплавленного металла свидетельствует о полном удалении включений) Отвести медленно горелку от поверхности ванны на 50-60 мм и подогреть наплавленный металл пламенем в течение 0,5-L5 мин; накрыть деталь листом асбеста для замедления охлаждения металла шва См. табл. 5.1
Табл. 124. Технологические параметры горячей газовой сварки чугуна
Параметр 1 ' 111 1 11 » — Площадь дефекта, см2
до 5 5-25 свыше 25
Номер наконечника ацетиленовой горелки 5 6 7и8
Диаметр присадочного прутка, мм 6 8-10 12-16
Пламя Нормальное
Температура предварительного подогрева, общего или частичного 650 °C
308 Глава 12
В качестве присадки для горячей газовой сварки применяют чугунные прутки (табл. 12.2) и прутки марки А диаметром 4, 6, 8, 12 мм, длиной 250-450 мм. Чугунные прутки марки А имеют следующий химический состав: 3,0-3,5% С, 3,0-3,4% Si, 0,5-0,8% Мп, не более 0,05% Сг, 0,3% Ni, не более 0,08% S, 0,2-0,4% Р. Эти прутки с торца маркируют белой краской.
В процессе горячей сварки чугуна на поверхности жидкой ванны образуется оксидная пленка, которая затрудняет выделение газа из жидкого металла. Поэтому сварочную ванну необходимо непрерывно помешивать присадочным прутком.
При сварке чугуна применяют флюс, способствующий улучшению процесса и удалению образовавшихся оксидов. В качестве флюса используют прокаленную буру или смесь: 56% прокаленной буры, 22% углекислого натрия и 22% углекислого калия. Кроме того, можно применять газообразный флюс БМ-1.
В процессе сварки необходимо следить за тем, чтобы в наплавленном металле не оставалось шлака и расплавленный присадочный металл хорошо сплавлялся с основным металлом. Чтобы получить сварное соединение, по свойствам равноценное основному металлу, после сварки следует уменьшить скорость охлаждения. Для снижения внутренних напряжений в массивных деталях сложной конфигурации рекомендуется сваренные детали подвергать вторичному нагреву до 600-750 °C и охлаждать вместе с печью.
Последовательность операций и техника горячей сварки чугуна приведены в табл. 12.3, а ее технологические параметры - в табл. 12.4.
12.3. СВАРКА ЧУГУНА С МЕСТНЫМ ПОДОГРЕВОМ
Местный предварительный подогрев применяют при сварке массивных деталей или деталей, конструкция которых не создает жесткого контура. В этих случаях участок подогрева выбирают так, чтобы в детали создавались тепловые деформации, равнозначные деформациям, которые возникнут на участке сварки Например, чтобы в чугунной раме (рис. 12.1), имеющей трещину на участке /, создать равномерную тепловую деформацию, необходимо осуществить подогрев на участке 2.
Сварка чугуна 309
Местный подогрев свариваемых деталей (до 300-500 °C) выполняют сварочными горелками, паяльными лампами, индукционным электронагревом и др. Мощность сварочного пламени выбирают из расчета расхода ацетилена 100—120 дм3/ч на 1 мм толщины свариваемого металла. В качестве присадки используют
Рис. 12.1. Сварка чугунной рамы
чугунные прутки марки Б диаметром 4, 6, 8, 10, 12 мм, длиной 250-450 мм. Эти прутки содержат 3,0-3,5% С, 3,5-4,0% Si, 0,5-0,8% Мп, 0,05% Сг и 0,3% Ni, не более 0,08% S, 0,3-0,5% Р.
После сварки места подогрева медленно охлаждают, прикрывая их асбестом и засыпая песком.
12.4. ХОЛОДНАЯ СВАРКА ЧУГУНА
Холодную сварку применяют в тех случаях, когда детали при нагревании и охлаждении способны свободно расширяться и сжиматься, не вызывая значительных остаточных напряжений. При этом мощность пламени горелки должна быть максимальной. Технологический процесс сварки без предварительного нагрева почти аналогичен процессу горячей сварки, однако имеет и особенности. Перед заваркой дефекта необходимо подогревать пламенем горелки участки, прилегающие к дефекту. После окончания заварки дефекта горелку в течение 2-3 мин медленно отводят, направляя пламя на участки, прилегающие к дефекту. Деталь или часть детали, на которой находится заваренный участок, для медленного охлаждения засыпают песком или покрывают асбестом.
При низкотемпературной пайкосварке чугуна основной металл нагревается не до температуры плавления, а до температуры «смачиваемости» (820-860 °C). В этом случае применяются специальные чугунные прутки и флюсы. Капли расплавленного присадочного металла под действием сварочного пламени легко растекаются по поверхности свариваемого металла, обеспечивая плотное соединение свариваемых деталей. Технологические параметры пайкосварки чугуна приведены в табл. 12.5.
Табл. 12.5. Технологические параметры пайкосварки чу1уна
Параметр Наименование
Присадочные материалы Стандартные латуни ЛОК59-1-0,3 ЛК62-0Д Л62, Л63 и сплавы ДОМНА (латунь ЛОМцНА49-1-10-4-0,4)
Флюсы ФПСН-1, ФПСН-2, МАФ-1
Номера наконечников ацетиленовой горелки 4 и 5
Пламя Нормальное
Максимальная температура нагрева основного металла 850-950 °C
Индикатор температуры нагрева Момент расплавления флюса
Примечание. Особенности сварки: кромки посыпают флюсом и облужи-вают участками, натирая прутком лагу ни Затем в горячей зоне пламени расплавляют присадочный металл и заполняют разделку. Горячий металл проковывают.
Низкотемпературную сварку чугуна используют при заварке литейных дефектов деталей из серого чугуна, а также чугунных деталей в готовых изделиях в случаях их поломки, появления трещин и других дефектов. В качестве присадки для заварки тонкостенных отливок применяются чугунные прутки марки НЧ-2, а для толстостенных - УНЧ-2 (табл. 12.6).
Для пайкосварки чугуна используют флюсы ФСЧ-2 и МАФ-1. Они очищают нагретую свариваемую поверхность от оксидов, жиров и других загрязнений, увеличивают прочность сцепления наплавленного металла с основным, повышают жидкотекучесть расплавленного металла и защищают нагретую поверхность и расплавленный металл от кислорода и азота воздуха. Флюсы для низкотемпературной пайкосварки чугуна приведены в табл. 12.7.
Разделку дефектного участка под низкотемпературную сварку выполняют фрезерованием, сверлением или строганием. Место сварки предварительно зачищают до металлического блеска. Профиль разделки кромок сквозных и несквозных дефектов представлен на рис. 12.2. Угол разделки составляет 70-90°. Неглубокие поры и шлаковые включения вырубают зубилом или удаляют шлифовальным кругом. Перед сваркой изделие подогревают горелкой до 300-400 °C. Изделия сложной формы нагревают в печи.
Табл. 12.6. Присадочные прутки и припои для низкотемпературной пайкосварки чугуна
Область применения Для заварки дефектов в тонкостенных отливках Для заварки дефектов в толстостенных отливках с получением плотного металла шва Для заварки де- фектов, когда к наплавке не предъявляются требова- ния одноцветности и одинаковой твердости с чугуном Для заварки дефектов, когда к на- плавке предъявляются требования одноцветности с чугуном
Назначение Низкотемпературная пайко-сварка чугуна чугунными прутками То же Низкагемпера- турная пайко- сварка чугуна латунными припоя- ми с «бездымным» процессом плавления Низкотемпературная пайко- сварка чугуна ла-, туннымн при- поями
й । 1 о О таль -ное
! 1 9*0 -го 1
с 1Л 1 । 1 о 0*1 -6'0
(Л 0,05 еП R о i 1
£ i я О 1 о о 58-60 о ‘•о сА хГ
Легирующие элеме н А ~ о о 1 5° 1 1
*—| Z О ° 0,4— 0,6 I -45 — ± 3,5-4,5
Он 0,2-0,4 0,2-0,4 । 1
0,6-0,7 А о ° 1 < £‘01 ! -s‘6
<л «А °. ГЛ iA гЛ А о о — • 1
О <i “1 <4 " 1 Г" 1 1
с с с * ч 3 X ч > НЧ-2 УНЧ-2 ЛОК-59-1-03 ЛОМНА-49-05-10- 4-0,4 (ТУЦМО-03-9362)
312 Глава 12
Табл. 12.7. Флюсы для низкотемпературной найкосваркн чугуна
Марка Состав,% Рабочая температура процесса. °C 11азначение
ФСЧ-2 50 - азотнокислый натрий 26,5 - углекислый натрий 23 - бура обезвоженная 0,5 - углекислый литий 900-950 Н изкотемпературная сварка чугунными прутками
МАФ-1 33 - бура плавленая 12 - сода кальцинированная 27 - селитра натриевая 7 - оксид кобальта 12,5 - фтористый натрий 8,5 - фторцирконий калия 750-800 Низкотемпературная сварка чугунными прутками
ФПСН-1 25 - углекислый литий 25 - сода кальцинированная 50 - борная кислота 650-750 Низкотемпературная сварка латунными припоями
ФПСН-2 22,5 - углекислый лигий 22,5 - сода кальцинированная 45 - борная кислота 10 - солевая лигатура 650-750 Низкотемпературная сварка латунными припоями
Схема устранения сквозных дефектов (трещин) показана на рис. 12.3, а. При устранении засверленных дефектов (пористость, раковины) присадочный металл наносят по винтовой восходящей линии (рис. 12.3, б). На нагретую наплавляемую поверхность равномерно наносят слой флюса. Место сварки нагревают горелкой до 820 860 °C, пламя должно быть строго нормальным. При этой температуре паста-флюс плавится, покрывая тонкой пленкой место сварки. Присадочный пруток также покрывают флюсом. Расплавляясь, присадочный металл растекается по завариваемой поверхности. Сварку ведут левым способом. Расстояние между ядром пламени и концом прутка должно составлять 2-3 мм, угол между осью горелки и плоскостью детали — 20-30°. После сварки изделие медленно охлаждают под слоем асбеста или в песке. Так как при данном способе основной металл не доводят до расплавления, то отсутствуют участки отбеленного чугуна и металл шва получается плотным, мягким и хорошо обрабатывается механическими способами.
Сварка чугуна 313
Рис. 12.2. Профиль разделки дефекта под пайкосварку:
и - разделка несквозного дефекта; б - разделка сквозного дефекта с применением подкладки из огнеупорного материала
Рис. 12.3. Схема процесса низкотемпературной пайкосварки чугуна чугунным присадочным материалом при исправлении дефектов:
а - с продольной разделкой; б - с дефектом типа раковин
При низкотемпературной пайкосварке чугуна вместо ацетилена можно использовать газы-заменители. Если применяется пропан-бутан, мощность сварочного пламени выбирают из расчета 60-70 дм3/ч на 1 мм толщины свариваемого металла. Пламя -нормальное. При толщине металла до 6 мм сварку выполняют за один проход, 9-12 мм - в два прохода. Если используется флюс ФСЧ-2, рабочая температура составляет 900-950 °C. При такой температуре не исключено появление структур закалки в зоне термического влияния, поэтому указанный флюс применяется только в случаях, когда допускается повышенная твердость наплавленного металла. Флюс МАФ-1 позволяет вести процесс -низкотемпературной пайкосварки при 750- 800 °C.
314 Глава 12
В некоторых случаях целесообразно применять латунные припои, например при ремонтной сварке. Преимущество пайко-сварки чугуна латунью по сравнению со сваркой плавлением заключается в том, что нагрев чугуна до температуры плавления латуни (850-900 °C) существенно не изменяет структуры металла, что исключает опасность отбеливания чугуна и не вызывает значительных термических напряжений. Кромки детали толщиной до 25 мм скашивают под углом 45°, при большей толщине рекомендуется ступенчатая разделка. Процесс пайкосварки латунью дает качественное соединение, если поверхности соединяемых кромок шероховаты.
Углерод с поверхности соединяемых кромок выжигают на глубину 0,12-0,15 мм двумя способами: соединяемые кромки детали покрывают пастой из железных опилок и борной кислоты и нагревают пламенем горелки до 750- 900 °C; кромки детали нагревают пламенем горелки с избытком кислорода до той же температуры. Более широкое применение имеет второй способ. При пайкосварке кромки нагревают до красного цвета, посыпают флюсом и облуживают участками. Сварочное пламя должно быть нормальным или с небольшим избытком кислорода, а деталь находиться в наклонном положении. Пайкосварку выполняют снизу вверх. Положение горелки и присадочного металла такое же, как и при правом способе. Мощность сварочного пламени выбирается из расчета 60-75 дм 7ч ацетилена на 1 мм толщины.
Для пайкосварки разработаны специальные флюсы ФПСН-1 и ФПСН-2 (см. табл. 12.7), нейтрализующие действие свободного графита, частицы которого выступают на свариваемой поверхности и мешают ее смачиванию. В качестве припоя используется кремнистая проволока ЛОК 59-1-03, содержащая в среднем до 0,3% Si. Для пайкосварки изделий, к механическим свойствам которых предъявляются повышенные требования, применяют припой ЛОМНА 49-25-10-4-0,4, содержащий Си, Sn, Мп, Ni и до 0,6% А1. При пайке этим припоем металл шва имеет цвет чугуна, твердость 180-200 НВ и временное сопротивление раз-рыву 280-340 МН/м2.
Сварка чугуна 315
Табл. 12.8. Поспеловагс «ьность операций и техника низкотемпературной пайкосварки чугуна чугунными прутками
Технологическая операция Содержание
Подготовка к пайкосварке Разделка дефекта Установка детали (отливки) Нагрев дефекта и обработка его поверхности флюсом Заполнение объема дефекта наплавленным металлом Окончание процесса пайкосварки Очистить поверхность дефекта и прилегающего участка от оксидов, жиров и других загрязнений пламенем сварочной горелки с последующей зачисткой металлической щеткой Разделать дефект (см. рис. 12.2) путем сверления притупленным сверлом, вырубкой пневматическим зубилом или механической обработкой (фрезерованием, строганием и т. д.); вырубить неглубокие поры н шлаковые включения зубилом или удалить шлифовальным крутом. Разделку кромок применять для металла толщиной свыше 5 мм Установить деталь в зоне действия вытяжной вентиляции для сварки в нижнем положении Нагреть поверхность дефекта и металл в прилегающей зоне до 300-350 °C. Нанести флюс и нагреть его факелом пламени, а не ядром, во избежание выдувания. Горелку наклонить под углом 50-60°. Продолжить нагрев кромки дефекта до 750-800 °C используя прутки УНЧ-2 и флюс МАФ-I, или до 900-950 °C (прутки НЧ-2 и флюс ФСЧ-2). Одновременно нагреть конец прутка до оплавления и обмакнуть его во флюс. Равномерно распределить флюс по поверхности дефекта концом прутка. Расплавить конец прутка путем трения его о ншретую поверхность Расплавить пруток наиболее горячей частью факела пламени (на 2-3 мм от ядра). Заполнить объем разделки каплями жидкого присадочного металла и ванным методом, перемещая горелку и пруток по винтовой восходящей линии или круговыми движениями в зависимости от вида дефекта (см. рис. 12.3). 11роизводить наплавку за один проход при толщине металла до 6 мм и в два прохода при толщине 8-12 мм. Периодически добавлжь флюс в раставленный металл и непрерывно перемешивать металл прутком, касаясь поверхности дефекта Заваренное место медленно охладить под пламенем горелки в течение 1,5-3 мин, затем отвести горелку. Снять выпуклость сварного шва шлифовальной машинкой. Очистить шов и промыть его водой для удаления остатков флюса
316 Глава 12
Пайкосварку выполняют обычной сварочной горелкой, работающей на ацетилене или газах-заменителях. Вначале слегка окисленным пламенем нагревают место наплавки до 450-500 °C, а затем в разделку вводят флюс. Пайкосварку начинают в момент плавления флюса, направляя пламя на прилегающие к разделке участки. Расплавленный флюс прутком припоя равномерно распределяют по всей поверхности завариваемого места, затем пламя направляют на конец прутка, расплавляют его и заполняют разделку металлом припоя. Наплавленный металл сразу же после сварки проковывают ручным медным молотком.
В табл. 12.8. показаны последовательность операций и техника низкотемпературной пайкосварки чугуна.
1. Какой сплав называется чугуном?
2. Чем различаются белый, серый, ковкий чугуны?
3. В чем заключается трудность сварки чугуна?
4. Как осуществляется горячая сварка чугуна?
5. Каковы особенности сварки чугуна с местным подогревом?
6. Когда применяется холодная сварка чугуна?
7. Как производится пайкосварка чугуна?
8. Какие дефекты возникают при сварке чугуна?
9. Как устраняют дефекты сварки?
Глава у3)
СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
13.1. СВАРКА МЕДИ
Медь широко применяется при изготовлении трубопроводов, химической аппаратуры, электрораспределительных устройств и т. д. Она обладает высокой электро- и теплопроводностью, устойчива к коррозии. Плотность меди 8,93 г/см3, температура плавления 1083 °C, температура кипения 2360 °C. Трудности сварки меди обусловлены ее физико-химическими свойствами. Медь склонна к окислению с образованием тугоплавких оксидов, поглощает газы в расплавленном состоянии, имеет высокий коэффициент линейного расширения при нагревании.
Склонность меди к окислению вызывает необходимость использования при сварке специальных флюсов. Высокая теплопроводность требует применения более мощного пламени, чем при сварке стали. Свариваемость меди зависит от ее состава. Висмут, свинец, сера и кислород ухудшают свариваемость. Висмут и свинец придают меди хрупкость и красноломкость. Содержание кислорода колеблется от 0,02 до 0,15%. Наличие кислорода в виде оксида меди Си2О вызывает образование хрупких прослоек металла и трещин, которые появляются в зоне термического влияния.
Оксид меди образует с медью легкоплавкую эвтектику, которая обладает более низкой температурой плавления. Эвтектика располагается вокруг зерен меди и ослабляет связь между ними. На процесс сварки меди оказывает влияние не только кислород, растворенный в металле, но и кислород, поглощаемый жидким металлом из атмосферы. При этом1й&ряду с оксидом Си2О образуется оксид СиО. Эти оксиды затрудняют процесс газовой сварки, поэтому их необходимо удалять с помощью флюса.
318 Гпаев 13
Водород и оксид углерода также отрицательно влияют на процесс сварки меди. В результате их взаимодействия с Си2О получаются пары воды и углекислый газ, которые образуют поры в металле шва. Чтобы избежать этого, сварку необходимо выполнять нормальным пламенем. Чем чище медь и чем меньше она содержит кислорода, тем лучше она сваривается. Для изготовления сварных конструкций используется медь марок М1р, М2р, МЗр, имеющая пониженное содержание кислорода (до 0,01%).
При газовой сварке применяются стыковые и угловые соединения. Перед сваркой кромки необходимо очистить от грязи, масла, оксидов на участке не менее 30 мм.
Сварку меди толщиной до 8 мм выполняют без разделки кромок. При толщине свыше 3 мм требуется Х-образная разделка кромок под углом 45° в каждой стороне стыка. Притупление делается равным 0,2 толщины свариваемого металла. В связи с повышенной жидкотекучестью меди в расплавленном состоянии тонкие листы сваривают встык без зазора, а листы толщиной свыше 6 мм - на графитовых и угольных подкладках.
Мощность пламени при сварке меди толщиной до 4 мм выбирают из расчета 150-175 л/ч ацетилена на I мм толщины свариваемого металла. При толщине 6-10 мм мощность увеличивают до 175-225 л/ч. При больших толщинах рекомендуется сварка двумя горелками - одной ведется подогрев, а другой - сварка. Для уменьшения теплоотвода сварку выполняют на асбестовой подкладке. Чтобы компенсировать большие потери теплоты за счет отвода ее в околошовную зону, применяют предварительный и сопутствующий подогревы свариваемых кромок. Подогревают кромки одной или несколькими горелками.
Пламя для сварки меди выбирают нормальное, так как окислительное вызывает сильное окисление, а при науглероживающем пламени появляются поры и трещины. Пламя должно быть мягким и направлять его следует под большим, чем при сварке стали, углом. Сварка проводится восстановительной зоной пламени, расстояние от конца ядра до свариваемого металла 3-6 мм. В процессе сварки нагретый металл должен быть защищен пламенем. Сварку выполняют как левым, так и правым способом, однако последний предпочтительнее. Сварка ведется с максимальной скоростью без перерывов.
Сварка цветных металлов и сплавов 319
Табл. 13.1. Присадочные материалы для газовой сварки меди и ее сплавов
Свариваемый металл Присадочный материал
Медь толщиной, мм: ДО 10 более 10 Фосфористая медь (до 0,2% Р). Медь, содержащая до 0,2% Р и 0,15-0,30% Si. Для неответственных малонагруженных конструкций можно использовать электротехническую медь марок МО, Ml, для ответственных конструкций - MCpl (с серебром)
Простые латуни (Л62, Л68 и др.) Латунь той же марки, что и основной металл, в сочетании с газообразным флюсом БМ-1, кремнистая латунь ЛК62-О.5, ЛКБ062-0,2-0,04-0,5. Кремний в присадочном материале предотвращает угар цинка и пористость швов. Латунь ЛКБ062-0,2-0,04-0,5 - самофлюсующаяся
Латунные изделия, работающие в морской воде. Латунь Л062-0,! ЛОК59-1-0,3, Л КБО62-0,2-0.04-0,5 *-
Оловянная бронза Бронза, содержащая раскислители, например
- фосфор, и на 1-2% больше олова, чем основной металл
Алюминиевая бронза Бронза алюминиевая, содержащая меньше алюминия, чем основной металл (до 5%)
Кремнистые бронзы Прутки того же состава, чго и основной металл
Хромистые и бериллиевые бронзы Прутки того же состава, что и основной металл
Табл. 13.2. Состав флюсов для газовой сварки меди и ее сплавов
Компонент,% Номер флюса
1 2 3 4 5 6 7
Борная кислота 100 — 50 25 35 — 10
Бура безводная — 100 50 75 50 56 70
Кислый фосфорнокислый — — — 15 —
натрий (безводный) Углекислый калий - поташ мм — — 22 —--
(безводный) Хлористый натрий — — — 22 20
Примечание- Буру прокаливают при 400-450 °C.
320 Глава 13
Свариваемые изделия рекомендуется устанавливать под углом 10° к горизонтальной плоскости. Сварка ведется на подъем. Угол наклона мундштука горелки к свариваемому изделию составляет 40-50°, а присадочной проволоки - 30-40°. При выполнении вертикальных швов угол наклона мундштука горелки -30° и сварку ведут снизу вверх. При сварке меди не рекомендуется скреплять детали прихватками. Длинные швы сваривают в свободном состоянии обратноступенчатым способом. Газовую сварку меди выполняют за один проход. Состав присадочных материалов приведен в табл. 13.1.
Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла: 0,5-0,75 5, но не более 8 мм (5 -толщина металла, мм). Сварочная проволока должна плавиться спокойно, без разбрызгивания. Желательно, чтобы температура плавления присадочной проволоки была ниже температуры плавления основного металла.
Для предохранения меди от окисления, а также для раскисления и удаления в шлак образующихся оксидов используют флюсы (табл. 13.2). Их изготавливают из оксидов и солей бора и натрия и применяют в виде порошка, пасты, газа.
Флюс № 5, содержащий соли фосфорной кислоты, необходимо использовать при сварке проволокой, не содержащей раскислителей фосфора и кремния. При сварке меди можно применять й газообразный флюс БМ-1. В этом случае наконечник горелки надо увеличить на один номер, чтобы снизить скорость нагрева и увеличить мощность сварочного пламени.
Порошкообразным флюсом посыпают место сварки (40-50 мм по обе стороны от оси шва). Флюс в виде пасты наносят на кромки свариваемого металла и на присадочный пруток. Остатки флюса удаляют путем промывки шва 2%-м раствором азотной или серной кислоты.
Для улучшения механических свойств наплавленного металла и повышения плотности и пластичности шва после сварки металл шва рекомендуется проковывать. Детали толщиной до 4 мм проковывают в холодном состоянии, а при большей толщине -при нагреве до температуры 550- 600 °C.
Дополнительное улучшение шва после проковки дает термическая обработка - нагрев до 550-600 °C и охлаждение в воде. Свариваемые изделия нагревают сварочной горелкой или в печи. После отжига металл шва становится вязким.
Сварка цветных металлов и сплавов 321
13.2. СВАРКА ЛАТУНИ
Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%. Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости латунь широко используется при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности. Основными затруднениями при сварке латуни являются выгорание цинка, поглощение газов расплавленным металлом ванны, а также повышенная склонность металла шва и околошовной зоны к образованию пор и трещин.
Для предотвращения выгорания цинка при газовой сварке латуни применяют окислительное пламя и используют специальные флюсы и присадочные материалы, легированные кремнием и бором. В этом случае на поверхности свариваемого металла образуется оксидная пленка, которая препятствует испарению цинка. Избыточный кислород также связывает свободный водород пламени, что уменьшает поглощение водорода металлом. При сварке латуни могут получаться трещины при 300-600 °C. Пары цинка ядовиты, поэтому необходимо пользоваться респиратором.
Металл толщиной до 1 мм сваривают с отбортовкой кромок, 1-5 мм - без скоса кромок, 6-15 мм - с V-образной разделкой кромок на угол 70-90°, 15-25 мм - с Х-образной разделкой на угол 70-90° и притуплением 2-4 мм. Перед сваркой кромки зачищают до металлического блеска или протравливают в 10%-м водном растворе азотной кислоты, промывают горячей водой и вытирают насухо ветошью.
На качество сварного шва большое влияние оказывает мощность сварочного пламени. Несмотря на то что теплопроводность латуни выше, чем низкоуглеродисзой стали, мощность сварочного пламени выбирают из расчета 100-120 дм3/ч ацетилена на 1 мм толщины свариваемого металла, чтобы не перегреть свариваемый металл.
Конец ядра сварочного пламени должен находиться на расстоянии 7-10 мм от свариваемой поверхности. Сварку проводят левым способом с максимальной скоростью. Сварочное пламя направляют на присадочную проволоку, которую держат под углом 90° к мундштуку. Конец присадочного прутка должен нахо
11 Зак. 1907
322 Глава 13
диться в зоне сварочного пламени. Так как латунь в расплавленном состоянии становится жидкотекучей, сварка ее в вертикальном и потолочном положениях затруднена. При выполнении сварки в вертикальном положении используют пламя пониженной мощности - 35-40 л/ч ацетилена на 1 мм толщины свариваемого металла.
Для сварки латуней Л-63 и Л-68 применяется самофлюсую-щаяся присадочная проволока ЛКБ062-02-004-05, сварка проводится без применения флюса. Хорошие результаты при сварке дает применение кремнистой латунной проволоки ЛК-62-05. Латуни сваривают также с применением присадочной проволоки ЛО-60-1. Диаметр присадочной проволоки d выбирают в зависимости от толщины свариваемого металла:
d = 5+ 1,
где 5 - толщина свариваемого металла, мм.
Однако диаметр сварочной проволоки не должен превышать 8 мм.
Для сварки латуни в основном применяют те же флюсы, что и при сварке меди. Из порошковых флюсов широко распространены флюсы № 1,2, 3. Флюс БМ-1 рекомендуется для сварки с применением кремнистого присадочного металла. Образующиеся в процессе сварки шлаки удаляют водой. Хорошее качество сварного шва получается при использовании газообразного флюса БМ-2 на основе метилборатов, который автоматически подается в пламя горелки с помощью установки КГФ.
Для уплотнения металла шва и повышения его механических свойств шов проковывают. Латуни, содержащие более 40% цинка, проковывают при температуре выше 650 °C, а менее 40% цинка, - в холодном состоянии. После проковки для получения мелкозернистой структуры применяют отжиг при температуре 600-650 °C с последующим медленным охлаждением.
13.3. СВАРКА БРОНЗЫ
Бронзами называют медные сплавы, в которых основными легирующими элементами являются алюминий, олово, марганец, кремний и др. Бронзы делятся на две основные группы - оловянные и безоловянные.
Сварка цветных металлов и сплавов 323
Температура плавления оловянных бронз 900-950 °C, без-оловянных - 950-1080 °C. Оловянные бронзы содержат от 3 до 14% олова, а также фосфор, цинк, никель и другие элементы. Олово в бронзе значительно снижает температуру плавления и увеличивает интервал между температурами начала и окончания кристаллизации.
При сварке оловянной бронзы легкоплавкая часть сплава перемещается от середины к поверхности шва. Это приводит к появлению на его поверхности мелких застывших капель. При сварке оловянных бронз необходимо принимать меры, уменьшающие угар свинца и цинка. Пламя берется строго нормальным, так как окислительное пламя приводит к выгоранию олова, а науглероживающее - увеличивает пористость в металле шва.
Мощность сварочного пламени выбирают из расчета 70-120 л/ч ацетилена на 1 мм толщины свариваемого металла. Сварку выполняют восстановительной зоной пламени на расстоянии 7-10 мм от поверхности свариваемого металла (чтобы уменьшить выгорание олова). При сварке литых бронз применяют предварительный подогрев до 450 °C и в качестве присадки используют сварочную проволоку марок ЬрОЦ4-3 и БрОФ6,5-0,15. Перед сваркой кромки тщательно зачищают. Сварка ведется в нижнем положении, для предотвращения протекания металла используют подкладки из графита. При сварке оловянных бронз применяют те же флюсы, что и при сварке меди.
Алюминиевые бронзы^ содержащие до 10% А1, обладают высокой коррозионной стойкостью и хорошими антифрикционными свойствами. Основные трудности при сварке алюминиевых бронз вызывает тугоплавкая оксидная пленка (А120ч). Она имеет высокую температуру плавления (2050 °C) и плотность 3,85 г/см3, поэтому оседает на дне сварочной ванны. Удалить ее можно только с помощью специального флюса, содержащего 12-16% фтористого натрия, 20% хлористого натрия, 20% хлористого бария, остальное - хлористый калий. Подготовка к сварке осуществляется так же, как при сварке оловянных бронз. Сварочное пламя - нормальное, мощность его выбирают из расчета 120-170 л/ч ацетилена на 1 мм толщины свариваемого металла В качестве присадки применяют сварочную проволоку БрАЖМц 10-3-1,5.
324 Гпаев 13
Кремнистые бронзы отличаются высокими механическими свойствами, хорошо свариваются. Предварительный подогрев до 300-350 °C используется только для литых деталей сложной формы. Присутствие в бронзе кремния и марганца улучшает ее свариваемость. Дня сварки кремнистых бронз используют строго нормальное пламя. Мощность его выбирается из расчета 100 л/ч ацетилена на 1 мм толщины свариваемого металла. Флюсы те же, что и при сварке меди и латуни.
13.4. СВАРКА НИКЕЛЯ
Никель - тяжелый цветной металл, обладающий хорошими антикоррозионными свойствами. Плотность никеля 8,9 г/см3, температура плавления 1455 °C. Он используется в химической, пищевой и других отраслях промышленности. Технический никель в зависимости от марки содержит 99,8-97,6% никеля. Вредное влияние на качество сварного шва оказывают такие примеси, как сера и свинец.
При сварке никеля возникают трудности, обусловленные образованием оксида никеля, который имеет температуру плавления выше, чем металл, а также изменением растворимости газов при остывании шва. Газовая сварка никеля применяется для деталей толщиной до 4 мм и небольших габаритов. Детали толщиной до 1,5 мм сваривают без присадки с отбортовкой кромок, до 4 мм - без разделки кромок. Перед сваркой детали скрепляют прихватками через 100-200 мм. Сварку длинных швов ведут обратноступенчатым способом.
Сварочное пламя нормальное или с небольшим избытком ацетилена, который перед сваркой должен быть осушен. Мощность пламени выбирают из расчета 140-200 л/ч ацетилена на 1 мм толщины ввариваемого металла. Присадочный и основной металлы должны быть близкими по химическому составу. Желательно применение никелевой проволоки, легированной кремнием, марганцем и титаном. Сварка ведется восстановительной зоной, расстояние от конца ядра пламени до поверхности свариваемого металла 3-4 мм. Рекомендуется использовать правый способ сварки, диаметр присадочной проволоки выбирается равным половине толщины свариваемого металла
Сварка цветных металлов и сплавов 325
Табл. 13.3 Флюсы, применяемые для сварки никеля
Состав флюса,% Номер флюса
I 2 3
Бура прокаленная 100 25 30
Борная кислота 75 50
Хлористый натрий — 10
Фтористый калий — — 10
Газовую сварку никеля можно вести без флюса, однако лучшие результаты достигаются при его использовании. Температура плавления флюса должна быть более низкой, чем основного металла. Флюс должен улучшать жидкотекучесть сварочной ванны. Многокомпонентные флюсы, используемые при сварке никеля, приведены в табл. 13.3. Сварку никеля можно вести также с применением газообразного флюса БМ-1.
13.5. СВАРКА СВИНЦА
Свинец ~ химически устойчивый металл с низкой механической прочностью, используется в химической промышленности для облицовки стальной аппаратуры и трубопроводов. Плотность свинца 11,34 г/см\ температура плавления 327 °C. Сварка затруднена, так как свинец имеет низкую температуру плавления и образует тугоплавкий оксид (РЬО), температура плавления которого 850 °C. Низкие температура плавления и теплопроводность позволяют применять при газовой сварке свинца газы-заменители ацетилена - пропан-бутан, водород, природный и городской газы, пары бензина и керосина.
Наибольшее распространение получили нахлесточные и стыковые соединения. Листы толщиной до 1,5 мм сваривают встык без применения присадочного металла с отбортовкой кромок. Перед сваркой кромки тщательно зачищают до металлического блеска на ширину не менее 30 мм с обеих сторон шва. Детали из свинца толщиной до 6 мм сваривают встык без разделки кромок, а большей толщины - с разделкой кромок под углом 30-35° с каждой стороны. Мощность сварочного пламени выбирают из расчета 15-20 л/ч ацетилена на I мм толщины свариваемого ме
326 Глава 13
талла. Сварку свинца можно выполнять в любом пространственном положении. Присадочным материалом являются полоски свинца или свинцовая проволока, диаметр которой зависит от толщины свариваемого металла:
Толщина свинца, мм 0.8-1,2 1,5-2,0 2,5-3,0 4,0-8,0
Диаметр присадочной 3 6 8 10-12
проволоки, мм
Сварку свинца ведут левым способом. Наконечник горелки должен быть наклонен к поверхности свариваемого металла под углом 45°. Для удаления оксидной пленки рекомендуется применять флюс, состоящий из равных частей канифоли и стеарина. Чтобы предотвратить протекание металла при сварке свинца, используют подкладки.
13.6. СВАРКА АЛЮМИНИЯ
Алюминий и его сплавы широко применяют в промышленности в виде листов, труб и другого профильного материала. Плотность алюминия 2,7 г/см3, температура плавления 660 °C. Сплавы алюминия, легированные марганцем, магнием, кремнием, никелем, хромом и другими элементами, имеют высокие механические свойства при малой плотности. Алюминиевые сплавы делят на две группы - деформируемые и литейные. Деформируемые в свою очередь подразделяют на неупрочняемые и упрочняемые термообработкой. К деформируемым неупрочняемым сплавам алюминия относят сплавы алюминия с магнием или марганцем, а к термически упрочняемым - дуралюмины Д1, Д16 и сплавы АВ, АК и В-95. Из литейных сплавов наиболее распространены силумины - сплавы алюминия с кремнием (4-12% Si). Литейные сплавы применяют для сварки деталей, имеющих сложную конфигурацию. Свариваемость алюминиевых сплавов приведена в табл. 13.4.
Основной трудностью при сварке алюминия является образование на его поверхности оксидной пленки А12О3 (температурой плавления 2050 °C, плотность 3,85 г/см3), которая затрудняет сплавление свариваемых кромок. Кроме того, при нагревании алюминий не меняет цвет, поэтому трудно уловить момент начала его плавления.
Сварка цветных металлов и сплавов 327
Табл. 13.4. Свариваемость алюминиевых сплавов
Сплавы Марка Свариваемость
Деформируемые сплавы
Алюминиево-марганцевые, содержащие 1-1,6% марганца АМц Хорошая
Алюминиево-магниевые, содер- АМН Удовлетворительная
жащис 2-6% магния АМгЗ Хорошая
АМг5 Удовлетворительная
АМгб Тоже
Алюминисво-медные (типа дур- Д1 Плохая
алюмина) Д16 Тоже
Термоупрочняемые АВ Плохая
АК Тоже
В95
Литейные сплавы
Алюминиево-кремнистые (типа Ал2 Удовлетворительная
силумина), содержащие 4-13% Ал4 Тоже
кремния Ал9 »
При сварке алюминия, имеющего низкую температуру плавления и высокую теплопроводность, следует правильно выбирать мощность сварочного пламени. В процессе сварки возникают также значительные остаточные напряжения и деформации, обусловленные высоким коэффициентом теплового расширения алюминия. Диаметр присадочной проволоки зависит от толщины свариваемого металла:
Толщина свариваемого до 1,5 1,6-3 3-5 5-10 10—15
металла, мм
Диаметр присадочной 1,5-2,5 2,5-3 3-4 4-6 6-8
проволоки, мм
При сварке алюминия используется сварочная проволока Св-АК5. Алюминиево-магниевые сплавы сваривают проволоками Св-АК5, Св-АКЮ, Св-АмгЗ, Св-АМг5, Св-Амц, Св-АК5.
Для сварки алюминия и его сплавов применяют сварочную проволоку следующих диаметров: 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 7,0; 8,0; 9,0; 10; 1 Г, 12 мм.
Сварочная проволока должна иметь ровную гладкую поверхность без трещин, закатов и вмятин. Проволока поставляется в бухтах массой не более 40 кг. При сварке литейных алюминиевых сплавов используют присадочный металл того же состава, что и основной.
328 Глава 13
Табл 13.5. Подготовка кромок при сварке алюминия и ею сплавов
Тип шва и форма кромок Толщина металла, мм Разделка кромок
притупление, мм угол скоса кромки, град зазор, мм
Стыковое без скоса кромок, допускается отбортовка <1,5 — — <1
Стыковое без скоса кромок 1-5 — 0,8-2
Стыковое с V-образной разделкой 3,1-5 >5 13-1,8 1,6-2 30-35 30-35 1,5-1,8 2-5
Угловое без скоса кромок <1,5 1.6-3 — — 0,3-0,5 0,5-1
Угловое с V-образной разделкой 3,1-5 1-1,2 1,2-1,5 25-30 25-30 0,8-1,5 1-2
Тавровое без скоса кромок >1,5 1,6-3 03-0,5 0,5-1
Тавровое со скосом одной кромки 3,1-5 >5 1-1,5 1,5-2 40-60 40-60 0,8-15 1-2
Примечание. В угловом соединении при толщине металла $ 5 мм скос кромки вертикального листа можно не выполнять. В тавровом соединении при толщине металла более 5 мм допускается двухсторонний скос кромок.
Основным видом соединений при газовой сварке деталей из алюминия и его сплавов являются стыковые соединения. Применение тавровых, угловых и особенно нахлесточных соединений не рекомендуется. Зазор между свариваемыми деталями следует устанавливать, руководствуясь табл. 13.5.
Стыковые соединения деталей толщиной до 4 мм выполняют без скоса кромок, с зазором между ними от 0,5 до 2 мм. При толщине металла свыше 5 мм обязательно делается V-образный скос кромок (угол 30-35° с каждой стороны).
При толщине свыше 12 мм рекомендуется двухсторонняя Х-образная разделка кромок (угол 30-35° с каждой стороны), которую осуществляют механическим способом.
Кромки свариваемых деталей и присадочный материал перед сваркой необходимо тщательно очистить от грязи и масла напильником или металлической щеткой на ширину 30-40 мм с каждой стороны шва и обезжирить. Присадочную проволоку и
Сварка цветных металлов и сплавов 329
свариваемые кромки промывают сначала в течение 10 мин в щелочном растворе (20-25 г едкого натра и 20-30 г углекислого натрия на 1 л воды) температурой 65 °C, а затем в проточной воде. После этого кромки и присадочную проволоку травят в течение 2 мин в 25%-м растворе ортофосфорной кислоты или в 15%-м растворе азотной кислоты. После этого детали и проволоку промывают в горячей, а затем в холодной воде и протирают ветошью.
Для удаления оксидов алюминия из сварочной ванны, а также облегчения разрушения оксидной пленки применяют флюсы (табл. 13.6). Они содержат легкоплавкие смеси хлористых соединений, щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений. Флюсы наносят на свариваемые кромки или нагретую сварочную проволоку в виде порошка или пасты, приготовленной на воде или спирте.
Флюсы разводят в фарфоровой, стеклянной или эмалированной посуде из расчета хранения его в течение 4-5 ч. Более длительное хранение флюса снижает его активность.
Большое распространение при газовой сварке алюминия и его сплавов получил флюс АФ-4А. На присадочную проволоку его наносят кистью или конец проволоки погружают в разведенный флюс. Тонким слоем флюса покрывают подготовленные кромки детали и прилегающие к шву поверхности, равные трехкратной ширине шва.
Содержащиеся во флюсах фтористые соединения растворяют оксид алюминия. Хлористые соли лития, разлагая оксид алюминия, связывают кислород. Все флюсы для сварки алюминия, особенно те, которые содержат хлористый литий, очень гигроскопичны, поэтому их хранят в герметически закрытых банках.
При выполнении прихватки флюс наносят только на присадочный металл. После сварки остатки флюса удаляют с поверхности шва и прилегающей к нему зоны для предотвращения коррозии сварного соединения. Сварные швы очищают металлической щеткой, промывают 2%-м раствором азотной кислоты, горячей водой и затем просушивают.
Режимы газовой сварки алюминия и алюминиевых сплавов приведены в табл. 13.7. Пламя выбирается нормальное. Избыток кислорода и горючего газа не допускается, так как свободный кислород окисляет алюминий, а избыток горючего газа приводит к сильной пористости шва. Мощность сварочного пламени выбирается из расчета 75 л/ч ацетилена на 1 мм толщины свариваемого изделия
330 Глава 13
Табл. 13.6. Флюсы, используемые при сварке алюминия и его сплавов
Состав,% Флюсы
АФ-4А АН-А221 ВАМИ КМ-1 № 1 №2 №3
Хлористый натрий 28 30 20 33 19 41
Хлористый калий 50 50 45 45 29 51
Хлористый литий 14 15 — — 15 —
Хлористый барий —* 70 — 20 — 48 —
Фтористый натрий 8 —* 15 — —"г 8
Фтористый кальций — — — — — 4 —
Фтористый литий — 15 — —• — —
Фтористый калий — — — 7 — —-
Фтористый алюминий — •=^ы — X — — — —
Фтористый магний — — *** —
Фтористый барий — W— — — — —
Криолит — 20 — — — —
Оксид магния — — — — —
Табл. 13.7. Режимы газовой сварки алюминиевых сплавов
Толщина детали, мм Номер наконечника горелки Диаметр присадочной проволоки, мм Давление кислорода, МПа (кгс/см2) Расход ацетилена, л/ч Способ сварки
До 1,5 0; 1 1,5-2,5 0,15(1,5) 50-100 Левый
1.5-3,0 1;2 2,5-3,0 0,2 (2,0) 100-200 То же
3,0-5,0 2;3 3,0-4,0 0,2-0,25 (2,0-2,5) 200-4(0 »
5,0-10,0 3;5 4,0-6,0 0,25-0,3 (2,5-3,0) 400-700 Правый
10,0-15,0 3;6 5,0-8,0 0,3-0,35 (3,0-3,5) 700-1200 Тоже
15,0-25,0 5; 6 5,0-8,0 0,35-0,4 (3,5-4,0) 900-1200 »
Свыше 25,0 5; 6 8,0-10,0 0,4-0,6 (4,0-6,0) 900-1200 »
Сварка цветных металлов и сплавов 331
Сварку выполняют восстановительной зоной пламени, расстояние от конца ядра до свариваемой поверхности 3-5 мм. Сварку ведут левым способом. Угол наклона мундштука горелки к поверхности свариваемого металла в начале сварки должен составлять 90°, а затем, по мере прогревания свариваемых деталей, в зависимости от их толщины 20-45°. Угол наклона присадочной проволоки - 40-60° к свариваемой поверхности.
Виды поперечных колебаний мундштука горелки и сварочного прутка зависят от толщины свариваемого металла. При сварке деталей из алюминиевых сплавов толщиной до 3 мм поперечных колебаний не делают, а при большей толщине металла горелкой выполняют различные поперечные колебания. При сварке алюминиевых деталей свыше 5 мм применяют правый способ сварки.
Газовую сварку алюминия следует выполнять только в нижнем положении. Сварку листов начинают, отступив от края 50-100 мм. После выполнения шва заваривают оставленный участок (сварку ведут в обратном направлении). Сварочный процесс должен идти непрерывно, отрыв сварочного пламени от ванны расплавленного металла не допускается. Свариваемые детали толщиной более 10 мм перед сваркой рекомендуется подогревать до 300-350 °C в электрических, газовых печах или газовыми горелками. Литые детали из алюминиевых сплавов сваривают подогревая до 250 °C, отливки из силумина - до 350-400 °C.
При заварке трещин концы их засверливают, разделывают и заваривают от середины к краям. Длинные трещины заваривают обратноступенчатым способом.
13.7. СВАРКА МАГНИЕВЫХ СПЛАВОВ
Магний имеет малую плотность (1,74 г/см3) и вместе с тем обладает высокими прочностными свойствами. Температура плавления 650 °C. Он в 1,5 раза легче алюминия и в 4,5 раза легче стали. Магниевые сплавы делятся на литейные и деформируемые. В качестве легирующих добавок используются алюминий, марганец, цинк, цирконий и некоторые другие редкоземельные элементы. Алюминий и цинк повышают прочность, а марганец - коррозионную стойкость.
332 Глава 13
Трудности, возникающие при сварке магния, обусловлены его низкой теплопроводностью, близкими значениями температур плавления и воспламенения, высоким коэффициентом линейного расширения и большим химическим сродством к кислороду. Поверхность магния и его сплавов покрыта тугоплавкой пленкой MgO, температура плавления которой около 2500 °C. При сварке магния и его сплавов необходимо удалять эту пленку и тщательно защищать расплавленную ванну от взаимодействия с кислородом и азотом воздуха и парами воды. Для этой цели применяют флюсы на основе хлористых и фтористых солей. Хлористые флюсы используют при сварке малоответственных деталей, а также в случаях, когда соединения после сварки подвергают специальной обработке. Фтористые флюсы не вызывают коррозии, но они менее технологичны. Плотность их превышает плотность сварочной ванны, поэтому частицы флюса могут оставаться в металле шва.
Основные марки флюсов, используемые при газовой сварке магниевых сплавов, приведены в табл. 13.8. Флюсы готовят как методом расплавления, так и методом механического перемешивания. Перед сваркой флюс доводят до пастообразного состояния и наносят кистью тонким слоем по обе стороны шва.
В процессе сварки магниевых сплавов в основном применяются стыковые соединения (тавровые, угловые и нахлесточные не рекомендуются). Сплавы толщиной до 1,2 мм сваривают с отбортовкой кромок без присадочного металла. Кромки должны плотно прилегать друг к другу. Детали толщиной до 3 мм сваривают встык без разделки кромок. При толщине свыше 3 мм выполняют V-образную разделку кромок с углом раскрытия 30-35°. В зависимости от толщины зазор изменяется от 1,5 до 3,0 мм, а притупление составляет 1,2-2,5 мм.
Перед сваркой поверхности свариваемых кромок должны быть тщательно очищены (металлическими щетками и специальными растворами). Оксидную пленку удаляют путем обработки деталей в 18%-м растворе хромовой кислоты при 90-100 °C в течение 5 мин. После этого детали промывают сначала в горячей (50-60 °C), а затем в холодной воде и сушат на воздухе.
В качестве присадочного материала применяют прессованную проволоку или прутки из сплава, имеющего одинаковый химический состав с основным металлом. Присадочный металл необходимо протравить в 20%-м растворе азотной кислоты. В
Сварка цветных металлов и сплавов 333
Табл. 13.8. Флюсы, используемые для сварки магниевых сплавов
Состав.% Флюсы
по МФ-1 №13 ВФ-156
Фтористый кальций 17,4 25 13 14,8
Фтористый литий 21,2 15 16 19,4
Фтористый магний 26,2 10 19 24,8
Фтористый барий 35.2 30 26 33,0
Криолиг — 20 — 4,8
Оксид магния —- — — 2.8
Фтористый кадмий — — 15 —
Кислый фтористокислый литий — 21 —
процессе сварки конец прутка должен быть погружен в сварочную ванну. Для сварки магниевых сплавов применяется нормальное пламя. Мощность его выбирают из расчета 75-100 л/ч ацетилена на 1 мм толщины свариваемого металла. Сварка ведется восстановительной зоной пламени, расстояние от конца ядра до свариваемой поверхности 3 мм.
Детали толщиной до 5 мм сваривают левым, а более 5 мм -правым способом сварки. Угол наклона мундштука горелки к поверхности свариваемых деталей толщиной до 5 мм составляет 30-45°, а при большей толщине - 45-60°. Угол наклона присадочного прутка к свариваемой поверхности 40-50°. При сварке деталей'толщиной до 3 мм поперечных колебаний горелкой и присадочным прутком не совершают. В процессе же сварки деталей большой толщины горелке и присадке сообщают различные поперечные колебания. Сварку деталей толщиной более 5 мм рекомендуется выполнять с предварительным подогревом до 300-350 °C.
®1. Какова температура плавления меди и алюминия?
) 2. Какие сплавы называют бронзами и латунями?
__ 3. Перечислите трудности, встречающиеся при газовой сварке меди и латуни.
4. Какой вид сварочного пламени используют при сварке бронз?
5. Как осуществляется сварка никеля и его сплавов?
6. Назовите трудности, которые встречаются при газовой сварке алюминия.
7. В чем заключаются особенности сварки свинца?
8. Какие флюсы применяют при газовой сварке алюминия?
9. Как осуществляется газовая сварка магниевых сплавов?
Глава 14
ГАЗОПЛАМЕННАЯ НАПЛАВКА И ПАЙКА
14.1. ГАЗОПЛАМЕННАЯ НАПЛАВКА
Использование наплавки. Наплавкой называется процесс нанесения расплавленного металла на основу, поверхность которой нагрета до температуры плавления, и получения прочного соединения благодаря взаимному их проникновению (диффундированию).
Процесс наплавки аналогичен пайке, при которой соединение осуществляется на границе жидкого и твердого металлов. Как и пайка, наплавка требует хорошего смачивания поверхности основы, что достигается подбором присадочного металла соответствующего состава, применением специальных флюсов и тщательной подготовкой поверхности.
Наплавка используется для восстановления размеров изношенных деталей и придания особых свойств (коррозионной стойкости, износостойкости и т. д.) поверхностям наплавляемых деталей.
Газопламенная наплавка применяется в промышленности наряду с дуговыми методами наплавки. Газовый нагрев обеспечивает возможность гибко регулировать степень нагрева присадочного и основного металла. Благодаря этому удается предотвратить расплавление поверхности основного металла и перемешивание его с наплавочным металлом.
Недостатком газопламенной наплавки является более низкая производительность по сравнению с электродуговой. Поэтому ее применяют преимущественно для мелких или небольших деталей, в том числе сложной конфигурации. Основная область использования - наплавка латуни, а также твердых сплавов и черных металлов на сталь и чугун. Медь и бронзы наплавляют более производительными электродуговыми методами.
Газопламенная наплавка и пайка 335
Наплавка латуни. При наплавке латуни можно использовать наряду с ацетиленом газы-заменители (пропан-бутан, природный газ и др.). Последние применяются при наплавке кремнистых латуней с дополнительным флюсованием поверхности основного металла.
Состав пламени в отличие от сварки должен быть нормальным во избежание образования трещин в стали. Мощность его (номер наконечника), как и диаметр присадочного прутка, определяется в зависимости от высоты наплавленного слоя:
Толщина наплавляемого слоя, мм 3-4 5-6 6-7
Диаметр прутка, мм 4-6 8-10 10-12
Номер наконечника 4 5 6
Для наплавки на черные металлы используют все латуни, кроме высококремнистых (ЛК62-05, ЛК80-3 и т.д.), которые не обеспечивают прочное соединение наплавленного металла с основой из-за образования хрупкой прослойки на границе сплавления.
Хорошие результаты дают специальные наплавочные латуни с пониженным содержанием кремния, например ЛК62-02, или легированные никелем - ЛНК56-03-6. При использовании латуни Л НК хрупкая прослойка не образуется.
Наплавка латуни на сталь и чугун производится с флюсом. Наилучших результатов достигают при использовании газообразного флюса БМ-1, который вводится автоматически непосредственно в пламя. Наплавка с газообразным флюсом называется газофлюсовой. Этот процесс легко автоматизируется и может быть использован, например, для наплавки уплотнительных колец арматуры. Срок службы таких колец в 4-5 раз больше, чем запрессованных.
Для дополнительного флюсования металла основы при наплавке кремнистых латуней применяется флюс-паста № 3. Флюсы, кроме газообразного, вводят в наплавочную ванну вручную.
Наплавку ведут левым способом в нижнем положении шва непрерывно или отдельными участками, обратноступенчатыми валиками с перекрытием (переплавлением) предыдущего участка в месте стыка на длину 15-20 мм.
При наплавке прямолинейных швов допускается наклон наплавляемой поверхности под углом 8-15° для увеличения высоты наплавляемого слоя. При наплавке кольцевых швов угол наклона поверхности не должен превышать 40°.
336 Глава 14
Поверхность детали, подвергаемой наплавке, должна быть зачищена. Наплавлять латунь непосредственно на литейную или прокатную корку запрещается. Наплавка может быть однослойной или многослойной.
Наплавка с использованием порошкообразного или газообразного флюса имеет особенности.
При наплавке с применением порошкообразного флюса деталь нагревается до 900-950 °C. Крупногабаритные детали подвергают предварительному общему или сопутствующему нагреву дополнительной горелкой до 500 °C. Затем наносят вручную флюс и наплавляют первый слой в виде полуды толщиной 0,3-0,5 мм. Последующий слой наносится в виде полуды до получения нужной высоты валика. Расплавление наплавочного прутка производится пламенем горелки, наклоненной под углом 45°. После наплавки валик проковывается при 750-800 °C.
Порошкообразные флюсы используют преимущественно при наплавке латуни на сталь. Ввиду высокой температуры предварительного подогрева (900-950 °C) наплавка на чугун затруднена из-за опасности отбела и применяется лишь в исключительных случаях.
Наплавка с газообразным флюсом ведется в такой последовательности: сначала подогревают деталь пламенем с флюсом до температуры смачивания (около 700 °C), затем наплавляют первый слой по схеме, показанной на рис. 14.1, погружая конец прутка в жидкую ванну. Второй и последующие слои наплавляются аналогичным образом. Газофлюсовую наплавку можно производить как на сталь, так и на чугун.
Наплавка твердыми сплавами. Эту наплавку применяют для увеличения срока службы деталей, рабочие поверхности которых подвергаются изнашиванию. Наиболее экономичным является применение в качестве основы (подслоя) низкоуглеродистых сталей с наплавкой на рабочие поверхности износостойких сплавов. Возможна наплавка на углеродистые, хромоникелевые и ванадиевые стали без применения специальных технологических мер.
При наплавке же на высокоуглеродистые, марганцовистые, хромомолибденовые стали, а также на серые чугуны во избежание образования трещин требуются предварительный подогрев и медленное охлаждение детали после наплавки.
Газопламенная наплавка и пайка 337
Рис 14.1. Схема газофлюсовой наплавки:
/ - основной металл; 2 - слой полуды; 3 - жидкая ванна; 4 -пленка флюса; 5 - наплавленный валик
Наибольшее применение наплавка твердыми сплавами получила при восстановлении изношенных поверхностей бурового инструмента, зубьев ковшей экскаваторов, штампов, клапанов и режущего инструмента.
помощью ацетиленокислородного пламени можно производить наплавку литыми твердыми сплавами, трубчатыми наплавочными стержнями (прутками) ТЗ, а также припайку металлокерамических пластин к стальным державкам (табл. 14.1).
Кроме указанных сплавов, иногда применяют прутки из белого чугуна марок Б4 или Х4, которые обеспечивают твердость поверхности наплавленного слоя соответственно 44-46 HRC и 48-52 HRC. Белый чугун используется для повышения износостойкости менее ответственных деталей (лемехов плугов, лап культиваторов и др.).
Порошкообразные твердые сплавы можно наплавлять только газопорошковой наплавкой (см. § 14.2), так как при обычной наплавке порошок разлетается под давлением пламени.
При газопламенной наплавке литыми твердыми сплавами для защиты наплавленного слоя используют флюсы. Для наплавки стеллита обычно применяют буру (прокаленную) или смесь буры (20%), борной кислоты (68%) и плавикового шпата (12%). Наплавка сормайта ведется с использованием флюса, содержащего буру (50%), двууглекислый натрий (47%) и кремнезем (3%).
12 Зак. 1907
Табл. 14.1. Наплавочные твердые сплавы, используемые для газопламенной наплавки
Примечание Заменители стеллита, но более хрупкие При наплавке расплавляется стальная оболочка (трубка), а порошковая крупка вваривается в наплавленный слой из карбида вольфрама (85%) и железа (15%) Пластины припаивают газовым пламенем к основе при помощи медноцинковых припоев во избежание перегрева
Область применения Детали, работающие при высоких температурах Детали, работающие при нормальных и повышенных температурах Буровой инструмент и другие детали, работающие в условиях сильного абразивного износа Детали металлорежущего инструмента
Твердость наплавленного слоя, HRC ОО гп О ГТ >— тг М- о©
Состав s6 ? 2 S g Е i S О is -рГ S х х « * Й s s Ug а» •§!§ Ti§ й» ёа 1 sis Sh h S2J.3 1 з S * s * * ° «R § 8-8 su; a s a «> 'T? * t 5 * 4_z = TO _r ft «CS? Ю>>СТ сз VO S p § £s । g-s g <->2.5<->*s н £ в--§ 2. «h и vo жг^х-G- P vo
Марка наплавочного материала * еч en , CO CO U В 8 0 ₽ 1 h si ! | О О U О cu E
Наплавочный материал о- « л Ею к g*£«S x ° <y Й s о з 5 о z S 3 s kJ a «& н S «4 co
♦Выпускается вместо СормаЙт I
Газопламенная наплавка и пайка 339
В качестве горючего газа используется, как правило, ацетилен. Мощность пламени устанавливается из расчета 100-120 л/ч на 1 мм толщины металла. Пламя - с небольшим избытком ацетилена. Слегка науглероживающее пламя способствует лучшему сплавлению тонкого слоя расплавленного металла основы с наплавленным металлом. Максимальная глубина проплавления 0,3-0,5 мм во избежание перемешивания основного металла с наплавленным.
Толщину наплавленного слоя регулируют углом наклона детали. Если угол наклона 5-7°, образуется тонкий слой наплавки. При увеличении угла наклона детали до 8-15° и наплавке снизу вверх толщина наплавленного слоя возрастает.
Горелка (ось мундштука) должна располагаться под углом 60-80° к поверхности наплавки, а присадочный металл - под углом 30-35°. Наплавку выполняют в нижнем положении как левым, так и правым способом, непрерывным или обратноступенчатым валиком (во избежание коробления). Конец прутка твердого сплава должен находиться в зоне пламени. Удаление пленки оксидов с поверхности расплава и основного металла производится прутком. Не допускается касание ядром пламени расплавленного металла во избежание появления пористости в наплавленном металле. Торец мундштука горелки нужно выдерживать на расстоянии (50±10) мм от наплавляемого валика.
Перед наплавкой поверхность основного металла тщательно очищают от окалины, ржавчины, масла и т. д. В случае необходимости снимают фаску или делают выточку, ее глубина определяет толщину наплавки, а ширина обычно составляет 5-10 мм. Края фаски следует закруглить. Если на поверхности образовались трещины, их удаляют или заваривают.
Наплавку ведут с предварительным подогревом детали. Закаленные детали отжигаются при 750-900 °C для устранения внутренних напряжений. Крупногабаритные и массивные детали из сплавов, склонных к образованию трещин, подогревают до 500-700 °C газовыми горелками. Иногда используют сопутствующий подогрев. Мелкие и среднегабаритные детали подогревают до 300-500 °C, чтобы предотвратить деформации и образование микротрещин.
340 Гпава 14
Наплавку производят в один или несколько слоев, покрывая поверхность детали флюсом и вводя его в ванну в процессе наплавки на кончике прутка. Толщина наплавленного слоя обычно не превышает 2-3 мм, если деталь подвергается ударным нагрузкам, и 4-8 мм при работе валика на истирание.
14.2. ГАЗОПОРОШКОВАЯ НАПЛАВКА
При газопорошковой наплавке материал в виде порошка подается через газокислородное пламя в место наплавки. Процесс позволяет получить на деталях слой наплавленного металла толщиной 0,2 мм и более. Твердость наплавленного металла достигает 60 HRC, отсутствует перемешивание его с основой и сохраняется химический состав исходного материала при минимальном припуске на обработку.
Газопорошковая наплавка позволяет в 2-5 раз повысить износостойкость рабочих поверхностей деталей машин и инструментов. Она используется для упрочнения и восстановления размеров мало- и среднегабаритных деталей с узкими наплавленными поверхностями (клапаны двигателей внутреннего сгорания, кулачки распределительных валов, трубчатые решетки валов тепловых электростанций и т. д.). Кроме того, газопорошковую наплавку применяют для исправления дефектов чугунного литья, обнаруженных при механической обработке деталей.
Наплавка порошкового твердого сплава выполняется специальными горелками типа ГН с бункером и дозатором порошка. Его подают путем нажатия рычага на горелке.
Для газопорошковой наплавки применяют самофлюсующие-ся порошки на хромборникелевой основе с добавками кремния (табл. 14.2). Частицы порошков должны иметь строго сферическую форму размером 40-100 мкм. Наличие бора и кремния придает им самофлюсующие свойства и наплавка производится без применения флюса, что выгодно отличает газопорошковую наплавку от других способов нанесения порошковых покрытий.
Порошки типа НПЧ для наплавки на чугун содержат 5-7% меди, а порошки типа СНГН - 13-19% хрома.
Процесс наплавки ведут нормальным или слегка науглероживающим пламенем.
Газопламенная наплавка и пайка 341
Табл. 14.2. Порошковые наплавочные материалы для газопорошковой наплавки
Марка Состав Твердость наплавленного слоя Область применения
СНГН-50 Самофлюсующийся порошковый сплав, содержащий хром, бор, никель и кремний 53-57 HRC 58-60 HRC 50-52 HRC Упрочнение и восстановление деталей, работающих в условиях абразивного изнашивания
ВСНГН-88 То же, с добавкой вольфрама (30-37%) 60-62 HRC Тоже
НПЧ-1 Твердые сплавы на основе никеля с добавкой меди, бора и кремния (для наплавки на чугун) 220 НВ Исправление дефектов площадью не более 20 см2 на обработанных рабочих поверхностях чугунных изделий, не подвергающихся поверхностной закалке. Температура плавления сплава 1280 °C
НПЧ-2 То же 360 НВ Исправление дефектов площадью не более 10-12 см2 на отработанных рабочих поверхностях чугунных деталей, подвергающихся высокочастотной закалке. Температура плавления сплава 1170 °C
НПЧ-3 » 180-210 НВ Исправление дефектов на окончательно обработанных, не подвергавшихся поверхностной закалке рабочих поверхностях чугунных деталей. Температура плавления сплава 960 °C
НПЧ-4 » НВ 450-500 Исправление дефектов на обработанных рабочих поверхностях чугунных деталей, подвергнутых поверхностной закалке
Наплавляемая деталь должна быть тщательно очищена от окалины, жиров и т. д. Наплавка ведется с предварительным подогревом детали до 350-400 °C. На восстанавливаемую или упрочняемую поверхность напыляют тонкий слой (0,2 мм) и пламенем горелки нагревают до температуры «смачивания» основного металла. Затем горелку отводят на расстояние, равное 1,5-2 длинам ядра пламени, и, равномерно подавая в него порошок, наплавляют слой металла толщиной не более 1 мм. При необходимости получения наплавленного слоя большей толщины пламенем горелки расплавляют нанесенный слой (без перегрева) и напыляют новый слой металла. Такая техника многослойной наплавки с оплавлением предыдущего слоя обеспечивает получение чистого и плотного металла толщиной до 5 мм.
Послойная наплавка без оплавления предыдущего слоя не гарантирует получения плотного металла без шлаковых включений или пор и применяется для неответственных деталей, к которым не предъявляются высокие требования прочности. Толщину нанесенного покрытия контролируют специальными шаблонами.
По производительности процесс не уступает газовой наплавке прутком. Газопорошковая наплавка обеспечивает получение тонкослойной наплавки в труднодоступных местах и в любом пространственном положении.
14.3. ГАЗОПЛАМЕННАЯ ПАЙКА
Пайкой называют процесс получения неразъемного соединения металлов посредством расплавления более легкоплавкого присадочного металла - припоя, растекающегося и заполняющего зазор между соединяемыми деталями.
Пайка осуществляется благодаря способности припоя смачивать поверхностные слои соединяемых металлов и проникать (диффундировать) в них с образованием тонкого слоя затвердевшего припоя, который обеспечивает прочность и плотность паяного соединения.
Пайка отличается от сварки тем, что основной металл не плавится, а нагревается лишь до температуры плавления припоя, которая должна быть значительно ниже температуры плавления основного металла. Эта особенность позволяет использовать пайку при соединении не только однородных, но и разнородных металлов с получением прочного и непроницаемого паяного шва.
Газопламенная наплавка и пайка 343
Табл. 14.3. Припои для низкотемпературной пайки
Марка или состав Область применения Примечание
ПОС-90 ПОС-61 ПОС-40 ПОС-10 ПОСС-4-6 Олово 45% Цинк 50% Алюминий 5% Оловян исто-свинцом Лужение и пайка внутренних швов медицинской аппаратуры и оборудования для производства пищевых продуктов Лужение и пайка элсктро-и радиоаппаратуры, печатных схем точных приборов Лужение и пайка деталей из оцинкованного железа, латуни и медных проводов Лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле Лужение и пайка белой жести, железа, латуни, меди, свинца Оловянисто-цинкое Пайка алюминия 1 ые Пайка высокогерметичных швов, для которых не допускается перегрев Устранение вмятин на кузовах автомобилей ые Паяные швы склонны к коррозии
Табл. 14.4. Припои для высокотемпературной пайки
Марка или состав Область применения Примечание
1 2 3
ПСр-10 ПСр-12 ПСр-25 Серебря» ые Детали, подвергающиеся последующему нагреву до 800 °C Медь и латунь, содержащая 58% меди Мелкие детали Детали требуют чистоты места спая и высоких пластических свойств
344 Глава 14
Окончание табл. 14.4
1 2 3
ЛСр-45 Ответственные медные и Детали требуют сохране-
ПСр-65 бронзовые детали Ленточные пилы ния высокой электропроводности и пластичности спая
ПСр-70 Токоведушие части —
ПМц-36 М е д н о-цин ков Латунь марок Л59 и Л58-1; ые
ПМц-48 легированные латуни Латунь Л62
ПМи-54, Л62 Медь, бронза, сталь
ЛОК62-06-04 Детали из стали и чугуна —
Л63, Л68 Углеродистые стали и медь —*
МЦН 48-10 Серый чугун —
ЛК62-50 ЛОК59-1-03 ПМФОПр-6- Медно-фосфорис Медь и ее сплавы ?т ые Заменитель припоев на осно-
4-0,03 Кремний (6%), Кремнний-ме дно-(Тлю. Алюминий и его сплавы ве серебра типа ПСр-40 и др. м и н и е в ы е Паяные швы обладают удов-
медь (28%), алюминий (66%)' летворительной стойкосгью к коррозии
Недостатком пайки является необходимость применения преимущественно соединения внахлестку, требующего использования большого количества припоя, содержащего дефицитные компоненты (серебро, олово и др.). Поэтому пайка в отличие от сварки используется лишь в некоторых областях металлообработки. Хорошо паяются чугун, сталь углеродистая и легированная, медь и ее сплавы, никель, алюминий и большинство металлов и сплавов.
Различают два основных вида пайки: высокотемпературную и низкотемпературную. В первом случае применяют припои с температурой плавления выше 550 °C, во втором - ниже.
Газопламенная наплавка и пайка 345
Высокотемпературную газопламенную пайку выполняют горелками, работающими на смеси горючего газа с кислородом или в отдельных случаях с воздухом. В качестве горючего газа используют ацетилен и газы-заменители (пропан-бутан, природный газ и т. д,). При пайке крупногабаритных изделий применяют многопламенные горелки.
Низкотемпературную пайку обычно ведут с использованием электрических паяльников и газовоздушных горелок.
Прочность паяного соединения в значительной степени зависит от припоя. Различают припои для низкотемпературной пайки с температурой плавления до 350-400 °C и припои для высокотемпературной пайки, температура плавления которых свыше 650 °C (табл. 14.3, 14.4).
Серебряные припои используют при пайке всех черных и цветных металлов, кроме алюминия и цинка; медно-цинковые припои - преимущественно для пайки стали, чугуна, меди, бронзы и никеля. Медно-фосфористые припои являются заменителями припоев на основе серебра и низкотемпературных припоев при пайке меди, латуни, и бронзы. При пайке меди эти припои не требуют флюса. Из-за хрупкости спая медно-фосфористые припои не применяются в конструкциях, работающих на ударные нагрузки.
Большинство припоев выпускается в виде прутков, проволоки, порошков или полос. Медно-цинковые припои из-за повышенной хрупкости поставляются в виде гранул.
Флюс предохраняет припой и основной металл от окисления, растворяет оксиды, образующиеся в процессе пайки, способствует смачиванию металла расплавленным припоем за счет снижения его поверхностного натяжения.
При газопламенной пайке применяют флюсы в виде порошков, пасты и газы. Газообразный флюс БМ-1 используется преимущественно для пайки медных сплавов и обеспечивает высокое качество паяного соединения, однако для него необходима специальная аппаратура (флюсопитатель КГФ-1).
При низкотемпературной пайке в качестве флюса широко применяется канифоль. Используются также флюсы, содержащие хлориды металлов, чаще других хлористый цинк и хлористый аммоний (табл. 14.5).
346 Гпава 14
Табл. 14.5. Флюсы для низкотемпературной пайки
Состав флюса Область применения
Канифоль Медь, медные сплавы
Хлористый цинк (25-30%), хлористый аммоний (5-20%), вода (50-70%) Сталь, медь, медные сплавы
Насыщенный раствор хлористого цинка в соляной кислоте Нержавеющие стали
Хлористый цинк (85%), хлористый аммоний (10%), фтористый натрий (5%) Алюминий, алюминиевые сплавы
Табл. 14.6. Флюсы для высокотемпературной пайки
Состав (марка) Область применения Примечание
1 2 3
Бура кристаллическая или плавленая (100%) Медь, латунь, бронза, сталь, чугун Припои медно-цинковые и серебряные
№7 Тоже То же
№209 Конструкционные нержавеющие и жаропрочные стали —
№284 Сталь, никелевые и медные сплавы Припои серебряные
Бура (40%), борная кислота (40%), сода (20%) Латунь, медь —
Борная кислота (50-60%), углекислый литий (20- 25%) Чугун Припои латунные
Калий фтористо- водородный (45-55%), борная кислота (55-45%) Сверхтвердые сплавы и высокоуглеродистая инструментальная сталь
Борная кислота (60-80%), бура (5-25%), фтористый калий (4-10%), фторборат калия (2-8%), фтористый литий (1,5%) Медь с нержавеющей сталью Флюс применяется в виде пасты при нагреве и растворении солей в воде в отношении 4 :1
Газопламенная наплавка и пайка 347
Окончание табл. 14.6
1 2 3
Бура (15-20%), хлористое олово (5-15%), фтористый кальций (10-50%), жидкое стекло (5-50%), борная кислота (10%), вода (5-25%) Медь, сплавы меди Флюс применяется в виде пасты при смешении смеси с порошком припоя
Бура плавленая (50%), борная кислота (50%) Медь с нержавеющей сталью Флюс применяется в виде пасты на растворе хлористого цинка
№34 Алюминий —
Фтористый натрий (8-10%), хлористый барий (10-15%), хлористый натрий (15-20%), хлористый цинк (30-40%), хлористый кальций - остальное Алюминиевое литье и запайка трещин
При высокотемпературной пайке черных и цветных металлов обычно применяют флюсы на основе буры. Если необходимо повысить рабочую температуру пайки, добавляют борную ки-слоту(при использовании более тугоплавких припоев). В случае применения легкоплавких припоев в флюс вводят хлористый цинк, фтористый калий и другие щелочные металлы. Для пайки алюминиевых и магниевых сплавов применяют флюсы, состоящие из хлоридов щелочных и щелочноземельных металлов.
Составы некоторых промышленных флюсов для высокотемпературной пайки приведены в табл. 14.6.
Прочность паяных швов во многом зависит от площади спая и величины зазора между соединяемыми деталями. Типы паяных соединений показаны на рис. 14.2. При пайке в основном применяют нахлесточные соединения, поскольку при увеличении нахлеста повышается их прочность. Для улучшения механических свойств стыкового соединения практикуется увеличение рабочего сечения за счет применения косого или зубчатого стыка. Последний часто используют при пайке полотен циркулярных ленточных пил. Однако такой шов требует механической обработки и усложняет сборку соединяемых деталей.
Тавровые соединения при пайке применяют очень редко.
348 Глава 14
Рис. /4 2Типы паяных соединений:
a - стыковые; б - нахлесточные; в - с отбортовкой: г - втулочные; д - специальные
Рис. 14.3. Трубчатые соединения
Пайка широко используется при получении трубчатых соединений (рис. 14.3). Соединения, показанные на рис. 14.3, а и б, применяют, когда допускается увеличение наружного диаметра трубы, а соединения, показанные на рис. 14.3, в и г, - если необходимо его сохранить. Зазор между соединяемыми деталями при пайке должен быть минимальным для лучшего его заполнения расплавленным припоем под действием капиллярных сил. Рекомендуемые зазоры в деталях приведены в табл. 14.7.
Газопламенная наплавка и пайка 349
Табл. 14.7. Рекомендуемые зазоры при газопламенной пайке металлов
Припой Зазор при пайке, мм
меди и ее сплавов стали алюминия
Серебряный Медно-цинковыЙ Латунный Низкотемпературный (оловян но-свин новый) Высокотемпературный (кремний-медно-алюминиевый) 0,05-0,25 0,06-0,3 0,075-0,3 0,05-0,15 0,03-0,12 0,12 0,12 0,05-0,15 0,1-0.3
При низкотемпературной пайке очищенные детали подвергают лужению, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки или другим источником теплоты.
Высокотемпературная пайка производится нормальным пламенем. Возможен небольшой избыток горючего. Детали нагревают факелом пламени - зоной, находящейся на расстоянии 20-30 мм от ядра, что не допускает перегрева металла. Пламя следует направлять на деталь, имеющую большую толщину.
Рассмотрим последовательность операций высокотемпературной пайки газовым пламенем.
□ Подготовка деталей к п а й к е. Очистить детали в месте спая от грязи, оксидов, окалины и жира. Механическая очистка производится щетками, наждачной шкуркой тонких размеров. Пескоструйная очистка не рекомендуется. Химическая очистка осуществляется травлением в кислотах с последующей тщательной промывкой и сушкой.
Произвести лужение поверхности металла в месте спая (при возможности) для лучшего затекания припоя в зазор.
Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции.
Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении).
□ Нагрев и обработка поверхности флюсом. Отрегулировать нормальное пламя, учитывая его мощность для различных металлов.
350 Глава 14
Нагреть место спая факелом пламени горелки до температуры растекания припоя и нанести на место пайки флюс.
Слегка разогреть пламенем припой и покрыть его флюсом.
□ Пайка деталей. Ввести в спай припой после расплавления флюса и расплавить припой, касаясь прутком припоя края детали. Припои не должны плавиться в пламени.
Произвести пайку деталей, расплавляя пруток трением его о нагретую поверхность, периодически окуная конец припоя во флюс до заполнения зазора и образования шва.
□ Окончание пайки. Отвести пламя в сторону и обеспечить медленное охлаждение паяных деталей.
После полного затвердения припоя очистить шов от флюса путем тщательной промывки в теплой воде и вытереть насухо.
Флюс, состоящий из буры, удаляется травлением в 10%-м растворе серной кислоты с последующей промывкой в воде.
Произвести правку изделия и термообработку паяного соединения, если это необходимо.
Цветные металлы после пайки можно охлаждать в воде.
14.4. ГАЗОПЛАМЕННЫЙ НАГРЕВ
Поверхностная пламенная закалка. Этот процесс заключается в быстром нагреве пламенем поверхностного слоя изделия (детали) до закалочной температуры и интенсивном его охлаждении с целью получения закаленного слоя. Закаленный слой, глубина которого обычно 1,5-5 мм, повышает износостойкость и прочность детали.
В зависимости от конфигурации и размеров изделия, требований, предъявляемых к его поверхностному слою, применяют различные способы нагрева и охлаждения (рис. 14.4). При способах закалки, показанных на рис. 14.4, а, б, сначала производится нагрев всего объема металла, а затем его охлаждение. Другие способы (рис. 14.4, в, г, д) являются непрерывными, т. е. сразу после нагрева участка поверхности производится ее охлаждение.
Газопламенная наплавка и пайка 351
Рис. 14.4. Способы пламенной поверхностной закалки:
а - стационарный; б - быстрого вращения; в - непрерывно-последовательный; г - комбинированный кольцевой; д - комбинированный специальный; / - деталь; 2 - горелка;
3 - разбрызгиватель охлаждающей воды
При поверхностной пламенной закалке в качестве горючих газов применяют ацетилен, пропан-бутан, природный и городской газы. Закалка производится специальными многопламенными наконечниками, присоединяемыми к универсальным горелкам типа ГЗ. Расположение наконечников должно соответствовать конфигурации закаливаемой поверхности детали. Для закалки цилиндрических или прямолинейных деталей применяют горелки типа НАЗ, работающие на ацетилене, и ГЗЗ - на заменителях ацетилена. Наконечники шириной 45—110 мм комплектуются сменными охлаждающими устройствами для получения закаленного слоя различной глубины и твердости. Охлаждение ведется струей воздуха или воды. Горелка должна закрепляться в суппорте, перемещаемом вдоль закаливаемой поверхности.
352 Глава 14
Табл 14.8, Содержание легирующих элементов в стали и чувуне, пригодных к поверхностной пламенной закалке
Закаливаемый металл Содержание элементов,%
углерода кремния никеля хрома, молибдена, ванадия
общего связанного
Сталь углеродистая Чугун серый Чугун легированный 0,35-0.7 3,3 Не менее 0,4 Не более э 1-2 Нс более 0,75
Закалка стали производится на мартенсит, троостит и сорбит. Получение этих структур обеспечивается соответствующим расположением охлаждающих систем и выбором скорости охлаждения.
Пламенную поверхностную закалку применяют при обработке стали и чугуна. Содержание легирующих элементов в сталях, пригодных к закалке, указано в табл. 14.8.
При закалке высокоуглеродистых сталей, содержащих более 0,7% углерода, возможно образование трещин, поэтому охлаждение металла производят по специальной технологии с использованием особых закалочных сред.
Режимы поверхностной закалки приведены в табл. 14.9.
Газопламенная (огневая) правка металлов. Способ состоит в местном концентрированном нагреве деформированного участка при помощи газового пламени и быстром его охлаждении. В результате в подвергаемом правке изделии возникают усилия, достаточные для уменьшения или исправления местного дефекта. Для устранения больших деформаций одновременно с нагревом применяются механизированные средства (струбцины, домкраты, тиски и т. д.).
Нагрев ведут, как правило, со стороны выпуклой части деформированной поверхности. Охлаждают детали на воздухе, но стали, не подвергающиеся закалке, можно охлаждать водой.
Процесс правки выполняется вручную. Нагрев производится универсальными горелками типа ГЗЗ, работающими на ацетилене и газах-заменителях. Возможно использование горелок для поверхностной пламенной закалки без охлаждающих устройств.
Табл 14.9. Режимы поверхностной пламенной закалки
Применение Глубина закаленного слоя 2,4-4 мм Твердость 350-400 НВ
Расход воздуха м5/ч на 1 см ширины • 2
Расстояние между струями воздуха и воды, мм 10-20 1
Расстояние между пламенем и струей воздуха, мм 1 1 еч
Расход воды, л/мин на 1 см ширины ос 5 ® о
Мощность пламени, л/ч на 1 см ширины о о о о ип in
Скорость закалки, мм/мйн о о 7 А о ё
Структура закаленного слоя Закалка на мартенсит Закалка на тростит и сорбит
354 Гпава 14
Табл.14.10. Примеры газопламенной правки различных деталей и элементов конструкций
Деталь, элемент конструкции Схема правки Область применения
1 2 3
Листы, имеющие прогиб по всей длине l-UnpoiptB ^'Т'2-й *рогр?6 й rfpoipgg Правка листов, деформированных при транспортировке, механической обработке, газовой резке и при изготовлении конструкций
Листы, имеющие местные деформации в средней части Нагрев Устранение местных прогибов, вмятин, выпуклостей, образовавшихся от механических воздействий или местного нагрева
Листы, имеющие местные деформации Места нагрева Правка местных вмятин, выпуклостей, волнистости кромок листов, образовавшихся от механического воздействия, резки, местного нагрева
1
Плоские днища и круглые задвижки из листа различной толщины Риния нагрева Правка заготовок плоских днищ и различных заготовок круглой и овальной форм, вырезанных из листов от деформаций, возникших при кислородной резке, нагреве, механических воздействиях
Фланцы вырезанные из листа /веста нагре^ Устранение деформаций фланцев и заготовок под фланцы, возникших при кислородной резке, штамповке или механической обработке
Газопламенная наплавка и пайка 355
Окончание табл. 14J0
Двутавровые балки и швеллеры, изогнутые в горизонтальной плоскости
3
Правка местных прогибов в двутавровых балках и швеллерах возникших в результате механических воздействий, нагрева, сварки
Двутавровые балки и швеллеры, изогнутые в вертикальной плоскости
Устранение местных прогибов в двутавровых балках и швеллерах, возникших в результате механического воздействия, нагрева, сварки
Сварные двутавровые балки
Устранение прогибов верхних и нижних горизонтальных листов в сварных балках, образовавшихся в процессе сварки
Уголки разных размеров
//аяраВлехие изгиба после нагрева
Устранение местных прогибов в угольниках
Техника правки следующая. Выбирают участок нагрева и определяют ширину зоны нагрева. Она должна составлять 0,5-2 толщины листа или 0,2-0,5 диаметра цилиндра. Нагревают зону пламенем горелки до 250-650 °C в зависимости от величины прогиба. Эта температура не должна превышать температуру, при которой начинают происходить структурные изменения металла. Примеры газопламенной правки различных деталей приведены в табл. 14.10.
356 Глава 14
Газопламенная очистка металлов. Она заключается в быстром нагреве поверхностного слоя металла, при котором окалина отслаивается, ржавчина обезвоживается, а краска сгорает без значительного нагрева основного металла. Нагревают поверхность металла специальными многопламенными горелками типа ГАО. Для очистки применяют жесткое окислительное пламя, скорость истечения горючей смеси из сопла мундштука близка скорости отрыва пламени (для увеличения газодинамического напора пламени на металл).
Угол наклона горелки составляет 40-60°. Скорость ее перемещения 0,5-1,0 м/мин. С наибольшей скоростью очищают поверхность от сухих рыхлых слоев ржавчины, с наименьшей - от красок и лаков, которые не отслаиваются, а обугливаются или сгорают. Лучшие результаты достигаются при перемещении горелки «на себя», так как в этом случае предотвращается засорение сопла частицами окалины или ржавчины.
В зависимости от толщины краски или ржавчины и состояния поверхности металла очистка может выполняться в два-три прохода. После каждого прохода следует удалять продукты очистки и полностью охлаждать поверхность металла. Зачистка производится металлическими щетками сразу после охлаждения.
Производительность очистки поверхности - 20 м2/ч при расходе ацетилена 0,1-0,4 м3 на 1м2 очищаемой площади.
14.5. ГАЗОТЕРМИЧЕСКОЕ НАПЫЛЕНИЕ ПОКРЫТИЙ
К методам газотермического напыления относятся: электроду-говая металлизация, газопламенное, плазменное, детонационное напыление и др. Они позволяют регулировать в широких пределах физико-механические свойства получаемых покрытий (прочность сцепления, твердость, пористость, износостойкость и т. д.). Эти покрытия обладают коррозионно-стойкими, износостойкими, жаростойкими, антифрикционными и другими свойствами.
Чтобы обеспечить адгезионную прочность покрытия, следует предварительно подготовить поверхность детали (заготовки). Существует несколько способов подготовки поверхности; струйная обработка абразивом (дробеструйная), механическая обработка, химическое травление и др. Наибольшее распространение получи
Газопламенная наплавка и пайка 357
ла дробеструйная обработка поверхности. Часто используется также механическая обработка со снятием или без снятия стружки.
Помимо очистки поверхности, эти виды подготовки способствуют повышению прочности сцепления напыляемых частиц с подложкой, благодаря увеличению площади контакта.
Для газопламенного напыления покрытий используются аппараты и установки проволочного и порошкового типов.
Аппараты проволочного типа предназначены для нанесения покрытий из алюминия, цинка, стали и других металлов с использованием проволоки диаметром 2- 4 мм.
Покрытия применяются для следующих целей:
□ защита металлоконструкций от коррозии в различных средах;
О повышение срока службы или специальных свойств обрабатываемых деталей (износостойкость, жаростойкость и др.);
П восстановление размеров изношенных деталей и исправление дефектов литья;
О декоративная отделки.
Газопламенные аппараты используются преимущественно для ручного напыления покрытий. Аппаратом МГИ-4А напыление производят в ацетилено-кислородной смеси, а аппаратом МГИ-4П - на смеси технический пропан-кислород.
Питание аппарата МГИ-4 горючим газом, как правило, осуществляется от баллона или разрядной рампы. В обоих случаях давление горючего газа должно составлять не менее 0,06 МПа (0,6 кгс/см2). В месте отбора газа устанавливают газоразборный пост типа ПГУ-5. При использовании пропан-бутана (аппарат МГИ-4П) допускается взамен поста ПГУ-5 устанавливать в месте отбора газа пропановый вентиль и обратный клапан ЛЗС. Подача кислорода и воздуха для распыления расплавляемой проволоки может производиться от газовых магистралей.
Аппарат может работать и от передвижного рабочего (сварочного) поста с подачей воздуха от компрессора или воздушной магистрали.
Наряду с газовыми проволочными аппаратами широко применяют установки для напыления покрытий из порошковых материалов. Такие установки состоят из бачка, где находится порошок, и распылительной горелки (пистолета).
Серийно выпускаются установки двух типов: УГПЛ-для напыления легкоплавких материалов и УГПТ-для получения покрытий из тугоплавких материалов.
358 Глава 14
Установка УГПЛ предназначена для ручного и механизированного напыления на металлические поверхности покрытий из порошков цинка, термопластов и других материалов с температурой плавления до 800 °C. Она применяется для защиты их от коррозии металлоконструкций закладных деталей, строительных конструкций, химического оборудования, а также для исправления поверхностных дефектов. Порошок нагревается ацетиленовоздушным пламенем, а распыляется сжатым воздухом. Питание установки сжатым воздухом осуществляется, как правило, от заводской сети. Ацетилен может поступать от рампы или баллона. Распылительная горелка устойчиво работает при давлении ацетилена 0,03-0,1 МПа (0,3-1,0 кгс/см2), поэтому в качестве источника питания следует использовать баллон или ацетиленовый генератор при условии размещения после него газодувки.
Установка УГПТ предназначена для ручного и механизированного напыления покрытий из тугоплавких порошков. На установках этого типа получают покрытия из самофлюсующихся твердосплавных материалов и керамики, температура плавления которых не более 2050 °C. Можно также напылять оксид алюминия и порошки сплава меди и алюминия. Установка УГПТ применяется преимущественно для восстановления изношенных поверхностей коленчатых и распределительных валов, шатунов, толкателей, головок и блоков цилиндров автомобильных или тракторных двигателей и других машиностроительных деталей. Нагрев порошка производится ацетиленокислородным пламенем, а распыление частиц - напором газового пламени, поскольку частицы инжектируются в него струей кислорода и подсасываемого из атмосферы воздуха. Питание этой установки ацетиленом осуществляется так же, как и установок УГПЛ. Кислород может поступать к установке УГПТ от заводской сети или от кислородной разрядной рампы.
/л 7. Что называется наплавкой?
( С/ J 2. Для каких целей применяется наплавка?
3. В чем сущность газопорошковой наплавки?
4. Что называется пайкой?
5. Назовите припои, используемые для пайки?
6. Как производят газопламенную правку металлов?
7. Для каких целей применяют газопламенную очистку металлов?
8. Как осуществляется газотермическое напыление покрытии ?
Глава {15}
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
15.1 . ВИДЫ ДЕФЕКТОВ
Классификация дефектов. Дефектами в сварных соединениях называют отклонения от норм, предусмотренных стандартами и техническими условиями на сварные соединения.
В соединениях, выполненных сваркой плавлением, дефекты различают по причинам возникновения и по месту их расположения.
В зависимости от причин возникновения дефекты можно разделить на две группы.
К первой группе относятся дефекты, связанные с металлургическими и тепловыми явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения: горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и зоны термического влияния.
Вторую группу составляют дефекты формирования швов, образование которых обусловлено в основном нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, небрежностью и низкой квалификацией сварщика и другими нарушениями технологического процесса. Это несоответствие швов расчетным размерам, непровары, подрезы, прожоги, наплывы, незаваренные кратеры и др.
В зависимости от места нахождения дефекты делятся на наружные и внутренние.
Наружные дефекты -это дефекты формы шва, подрезы, прожоги, наплывы, кратеры, а также трещины и поры, выходящие на поверхность металла (рис. 15.1). В большинстве случаев такие дефекты можно определить при внешнем осмотре.
360 Гпава 15
Рис. 15.1. Наружные дефекты сварных швов:
а - дефекты формирования шва; б - непровары; в - подрезы, г - прожоги; д - наплывы; е -кратер; ж - трещины; з - поры
Рис. 15.2. Внутренние дефекты сварных швов:
и - трещины; б — непровары в корне шва; в — непровары по кромкам; г — несплавления* д — шлаковые включения, е - норы
К внутренним дефектам относятся поры, шлаковые включения, непровары, трещины и несплавления (рис. 15.2). Их выявляют с помощью методов неразрушающего контроля.
Дефекты сварных соединений 361
Неравномерность формы шва (см. рис. 15.1, а) обусловлена недостаточной квалификацией сварщика и появляется вследствие неустойчивого режима сварки, неточного направления горелки относительно соединяемых кромок, неодинакового зазора и угла скоса кромок, а также в местах расположения прихваток.
Подрезы образуются на поверхности швов и представляют собой углубления (канавки) в основном металле, расположенные вдоль границы шва (см. рис. 15.1, в).
Прожоги - это сквозное проплавление основного или наплавленного металла с образованием в нем отверстия (см. рис. 15.1, г). Причинами могут быть большой зазор между свариваемыми кромками, недостаточное их притупление. Наиболее часто прожоги появляются при сварке тонкого металла.
Наплывы образуются в результате натекания жидкого металла из сварочной ванны на кромки холодного основного металла (см. рис. 15.1, д).
Кратеры - это углубления в застывшей сварочной ванне.
Поры - газовые пустоты в металле шва (см. рис. 15.1,з и рис. 15.2, е), образуются в результате перенасыщения жидкого металла газами, которые не успевают выйти на поверхность во время его быстрой кристаллизации и остаются в нем в виде пузырьков.
Размер внутренних пор колеблется от нескольких микрометров до 2-3 мм и более. Поры распределяются в виде отдельных включений (одиночные поры), в виде цепочки по продольной оси шва или отдельными группами (скопление пор). При сварке они могут выходить на поверхность. Такие поры называют свищами.
Причины образования газовых пор: загрязненность кромок свариваемого металла (ржавчина, окалина, масло, краска и др.); чрезмерно большая скорость сварки, в результате чего нарушается газовая защита ванны жидкого металла, повышенное содержание углерода в основном металле.
Шлаковые включения в металле шва - это небольшие объемы (рис. 15.2, д), заполненные неметаллическими веществами (шлаками, оксидами). Они бывают различной формы: круглыми, продолговатыми, плоскими или в виде пленки. Встречаются микроскопические включения нитридов, сульфидов, оксида железа. Шлаковые включения могут располагаться на границе сплавления основного металла с наплавленным, а при многослойной сварке - на поверхности предыдущих слоев.
362 Глава 15
Табл. 15.1. Дефекты швов при газовой сварке тонких листов
Дефект Причины возникновения Способ устранения
1 2 3
Отклонение швов от заданных размеров Наружные дефекты Неправильная подготовка кромок. Неверное перемещение горелки и присадочной проволоки. Несоответствие размеров стыка и проволоки Вырубить или срезать сварной шов. Выполнить шов в соответствии с техническими условиями
Непровар Несплавление основного металла с металлом шва из-за недостаточной мощности пламени, неполном прогреве кромок или неправильной их разделки. Слишком мал зазор, плохо зачищены кромки Устранить дефект подваркой
Трещины (продольные или поперечные, в металле шва или в зоне термического влияния) Нарушение режимов сварки и охлаждения. Непригодность присадочной проволоки по химическому составу. Жесткое защемление свариваемых деталей Удалить наплавленный металл на всю длину трещины. Засверлить концы трещины. Заварить место дефекта
Подрез Избыточное расплавление кромок и недостаточное количество наплавленного металла. Завышена мощность пламени и занижен диаметр присадочной проволоки Устранить дефект подваркой
Наплывы (натеки) металла Неправильный режим и техника сварки: быстрое расплавление присадочного металла при недостаточном нагреве и расплавлении верхней кромки основного металла. Неправильное манипулирование горелкой Вырубить наплывы и место непровара подварить
Шлаковые включения и оксиды Внутренние дефекты Использование окислительного пламени, плохая зачистка кромок и присадочного металла, избыток флюса Удалить дефект. Заварить место дефекта
Дефекты сварных соединений 363
Окончание табл. 15.1
1 2 3
Внутренние поры Наличие загрязнений на кромках свариваемого металла. Несоответствие химического состава основного и присадочного металла. Неправильно отрегулировано пламя горелки (окислительное) Удалить шов с дефектами и заварить вновь
Перегрев металла Избыточная -мощность пламени или недостаточная скорость сварки с появлением крупнозернистой структуры в металле шва Исправить структуру перегретого металла общей или местной термической обработкой
Пережог металла Чрезмерно продолжительный нагрев ‘ металла шва. Действие окислительного пламени Удалить участок пережога и заварить вновь
Шлаковые включения образуются в шве в результате плохой очистки свариваемых кромок от окалины и других загрязнений, а чаще всего от шлака первых слоев многослойных швов.
Непровары - возникают при отсутствии сплавления между металлом шва и основным металлом или же — при многослойной сварке - между слоями металла шва. Различают непровары по кромке и непровары по сечению. Первые оказывает большее влияние на прочность шва. В этом случае между металлом шва и основным металлом обычно имеются тонкие прослойки оксидов, а иногда крупные шлаковые включения (см. рис. 15.1, б и рис. 15.2, бг в).
Причинами образования непроваров являются: плохая подготовка кромок свариваемых деталей, малое расстояние между кромками деталей, чрезмерно большая скорость сварки и т. п.
Трещины - частичное местное разрушение сварного соединения (см. рис. 15,1, ж и рис. 15.2, а). Они могут возникать в результате надрыва нагретого металла или хрупкого разрушения его после остывания. Чаще всего трещины образуются в жестко закрепленных конструкциях. Они располагаются вдоль и поперек сварного шва, в зоне термического влияния, а также в местах пересечения и сосредоточения швов.
Причины образования - неправильная технология сварки.
364 Глава 15
Несплавление - дефект, при котором наплавленный металл сварного шва не сплавляется с основным металлом (рис. 15.2, г) или с ранее наплавленным металлом предыдущего слоя того же шва.
Образуется вследствие плохой зачистки кромок свариваемых деталей от окалины, ржавчины, краски, при большой скорости сварки и др.
Неметаллические включения в металле шва - это макро- и микроскопические частицы соединений металла с кислородом (оксидов), азотом (нитридов), серой (сульфидов), фосфором (фосфидов), а также шлака, покрытий и т. п. Неметаллические включения образуются в результате происходящих в металле процессов, например химических реакций, а также попадания инородных частиц извне.
Наиболее типичные области применения газовой сварки -сварка тонких листов, трубопроводов и чугунного литья. Встречаемые при этом дефекты, причины их возникновения и способы устранения приведены в табл. 15.1, 15.2 и 15.3.
Методы контроля сварных соединений. Существует две группы методов контроля качества сварных соединений: предупреждающие образование дефектов и выявляющие дефекты.
Первая группа включает предварительный и пооперационный контроль качества исходных материалов, заготовок, сборки под сварку, разделки кромок, величины притупления и зазора между кромками, чистоты свариваемых поверхностей и т. д. Важное значение имеет также контроль исправности сварочного оборудования и аппаратуры.
Вторая группа объединяет различные методы контроля, выполнение которых, как правило, предусматривается техническими требованиями на изделие. Широко применяются визуальный контроль, контроль швов на герметичность, а также ультразвуковой, радиографический, магнитный и др.
Визуальный контроль предшествует другим видам контроля. При этом контроле обнаруживают трещины в шве и в околошовной зоне, незаваренные кратеры, прожоги, наплывы, непровары в корне шва, подрезы, грубочешуйчатую поверхность сварного шва, несоответствие конструктивных элементов сварного шва заданным в чертеже. Дефекты выявляют невооруженным глазом, а также с помощью лупы 10-кратного увеличения. Перед осмотром сварной шов и прилегающую к нему поверхность металла очищают от шлака, брызг и загрязнений.
Табл. 15.2. Дефекты сварных стыков трубопроводов
366 Гпава 15
Ta6.i 15.3. Дефекты швов при газовой сварке и пайкосварке чугуна
' Дефект Газовая сварка ПаЙкосварка
причина возникновения способ устранения причина возникновения способ устранения
Порис- Плохая зачист- Вырубить Перегрев сва- Вырубить
гость ка поверхности дефектное рочной ванны. наплавлен-
дефекта пламе- место и Избыток ацети- ный слой и
нем горелки. Не- вновь зава- лена или кисло- залаять
достаточное раскисление сварочной ванны. Повышенная скорость охлаждения сварного соединения рить рода. Большая влажность флюса вновь
Тре- Недостаточный Тоже Перегрев по- Вырубить
тины нагрев детали до сварки. Отсутствие отжига после сварки. Большая скорость охлаждения детали после сварки верхности дефекта и большая его площадь трещины и наплавленный металл. Запаять стык вновь
Непро- Малый угол » Малый угол Вырубить
вар разделки кромок. разделки. Недос- наплавлен-
непро- Недостаточная галочный нагрев ньгй металл
пай мощность пламени. Неполный прогрев кромок. Плохая зачистка кромок. Недостаточная эффективность флюса основного металла. Недостаток или избыток флюса. Плохая зачистка поверхности чугуна и припоя в месте не-пропая и запаять вновь
Отбей Недостаточный Исправить Перегрев ос- Исправить
в зоне прогрев основного структуру иовного металла структуру
сплав- металла. Большая общей или общей или
лсния скорость кристаллизации сварочной ванны. Повышенная скорость охла-ждения сварного соединения местной термообработкой зо- ны сплав- ления местной термообработкой металла
Границы трещин выявляют путем засверливания, подрубки металла зубилом, шлифовки дефектного участка и последующего травления.
Дефекты сварных соединений 367
Форму и размеры сварных швов контролируют с помощью шаблонов и калибров, а также обычных (универсальных) мерительных инструментов.
При определении .герметичности (непроницаемости) сварных швов используют керосин, давление воздуха, проводят гидравлические испытания, вакуумирование. Наиболее простым методом контроля является керосиновая проба. Она служит для определения плотности сварных соединений толщиной до 10 мм. Одну поверхность соединения покрывают водной суспензией мела или каолина и подсушивают. Другую смачивают 2-3 раза керосином. Если шов неплотный, на поверхности, покрытой мелом или каолином появляются жирные желтые пятна. Керосиновой пробой выявляют в сварном шве трещины, сквозные поры и другие несплошности. Продолжительность испытания составляет не менее 4 ч при положительной температуре воздуха и не менее 8 ч, если температура ниже 0 °C. Процесс можно ускорить, нагрев швы до 50-60'С, или добавив в керосин краску «Судан 111» (2,5 г/л) и обдувая швы сжатым воздухом или создавая вакуум.
15.2 . ВЛИЯНИЕ ДЕФЕКТОВ НА ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
Дефекты оказывают большое влияние на прочность сварных соединений и нередко являются причиной преждевременного разрушения сварных конструкций.
При контроле качества сварных соединений необходимо знать, как влияют наружные и внутренние дефекты на прочность конструкции. В большинстве случаев влияние того или иного вида дефекта на работоспособность конструкций устанавливают путем испытания образцов сварных швов с дефектами.
При сдаче конструкции в эксплуатацию прежде всего оценивают допустимость дефектов. Нормы допустимости дефектов обычно указаны в технических условиях на изготовление конструкции и зависят от условий ее эксплуатации.
Установлено, что выпуклость шва не уменьшает прочность соединения при статических нагрузках, однако сильно влияет на вибрационную прочность. Чем больше выпуклость шва и, следовательно, меньше угол перехода от основного металла к наплавленному, тем сильнее она снижает прочность металла при динамических нагрузках.
368 Глава 15
Опасным наружным дефектом являются подрезы. Они не допускаются в конструкциях, работающих на выносливость. Подрезы, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок, можно считать допустимыми.
Наплывы, резко изменяя очертания швов, образуют концентраторы напряжений и тем самым снижают выносливость конструкций. Наплывы, имеющие большую протяженность, являются недопустимыми дефектами, так как нередко сопровождаются непроварами. Небольшие местные наплывы считают допусти мыми дефектами.
Кратеры и прожоги во всех случаях - недопустимые дефекты и подлежат исправлению. Часто кратер является очагом развития трещин.
Трещины — наиболее опасный дефект сварных швов. Они являются сильными концентраторами напряжений. Сварные швы с трещинами исправляют по специальной технологии, гарантирующей надежную работу сварного соединения.
Непровары снижают работоспособность сварного соединения за счет ослабления рабочего сечения, создают концентрацию напряжений в шве. В конструкциях, работающих при статических нагрузках, непровар величиной 10—15% от толщины свариваемого металла не оказывает существенного влияния на эксплуатационную прочность. Однако он является чрезвычайно опасным дефектом, если конструкция подвергается вибрационным нагрузкам.
При вибрационных нагрузках мелкие непровары снижают прочность соединения на 40%. Большие непровары корня шва могут снизить прочность на 70%. Допустимый размер непроваров указывается в технических условиях на изготовление данного изделия.
Несплавление - очень опасный дефект и, как правило, является недопустимым.
Поры и шлаковые включения, если их суммарная площадь в сечении шва составляет 5-10%, практически мало влияют на статическую прочность соединения. Для конструкций, работающих при статических нагрузках, площадь пор не должна превышать более 7% расчетного сечения шва, а для конструкций, работающих при вибрационных нагрузках,- 45%. Поры, имеющие вид цепочки в середине или на краях шва, оказывают более значительное влияние на прочность, чем поры, расположенные беспорядочно. Одиночные шлаковые включения оказывают на работоспособность конструкций примерно такое же влияние, как и газовые поры.
Дефекты сварных соединений 369
Крупные одиночные газовые или шлаковые включения, расположенные в глубине шва, значительнее уменьшают сопротивление швов ударным нагрузкам, чем множество мелких пор и шлаковых включений, сосредоточенных на поверхности шва. Пористость делает шов неплотным и понижает его пластичность.
Изготовить сварную конструкцию без дефектов практически невозможно. Необходимо стремиться к тому, чтобы она имела минимум допустимых дефектов и удовлетворяла требованиям, предъявляемым к ней техническими условиями.
15.3 . ИСПРАВЛЕНИЕ СВАРОЧНЫХ ДЕФЕКТОВ
Наружные дефекты удаляют вышлифовкой с обеспечением плавных переходов в местах выборок. Исправлять их вышлифовкой без последующей заварки дефектных мест можно только при сохранении минимально допустимой толщины стенки детали в месте максимальной глубины выборки. Дефекты с обратной стороны шва удаляют по всей длине шва заподлицо с основным металлом.
В конструкциях из стали в ряде случаев допускается удаление дефектных участков воздушно-дуговой или плазменнодуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. При этом поверхности изделий из углеродистых и кремниймарганцевых сталей должны быть зачищены (зашлифованы) до полного удаления следов резки.
Удаление заглубленных наружных и внутренних дефектов (дефектных участков) в соединениях из алюминия, титана и их сплавов следует производить только механическим способом -вышлифовкой абразивным инструментом или резанием, а также вырубкой с последующей шлифовкой.
При удалении дефектных мест следует соблюдать определенные требования.
Длина удаляемого участка должна быть равна длине дефектного участка плюс 10-20 мм с каждой стороны, а ширину разделки выбирают такой, чтобы ширина шва после заварки не превышала двойной ширины до заварки. Форма и размеры подготовленных под заварку выборок должны обеспечивать возможность надежного провара в любом месте. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При заварке дефектного участка
13 Зак 1907
370 Глава 15
необходимо обеспечить перекрытие прилегающих участков основного металла.
После заварки участок необходимо зачистить до полного удаления раковин и рыхлости в кратере и создания плавных переходов к основному металлу.
Крупные или сквозные грещины перед заваркой засверлива-ют вблизи (30-50) мм от их концов. Это позволяет предотвратить их распространение. Затем производят расчистку трещин (разделку) по всей их глубине. Дефектный участок в этом случае проваривают на всю глубину.
Трещины, непровары в корне шва, внутренние непровары, шлаковые включения, свищи и внутренние поры исправляют вы шлифовкой, вырубкой или дуговой строжкой.
Поверхностные поры, расположенные на малой глубине, удаляют подваркой.
Подрезы устраняют наплавкой ниточного шва по всей длине дефекта. Однако это ведет к повышению расхода сварочных материалов. В таких случаях целесообразно применять оплавление подреза аргонодуговыми горелками, что позволяет «сгладить» дефекты без дополнительной наплавки.
Наплывы и неравномерности формы шва исправляют механической обработкой дефекта по всей длине. Кратеры швов заваривают. Прожоги в швах зачищают и заваривают.
Заварку дефектного участка производят одним из способов сварки плавлением (ручной дуговой, дуговой в среде инертных газов и т. д.), обеспечивающих должное качество сварного шва в соответствии с требованиями, предъявляемыми к изделию.
Исправленные швы сварных соединений следует повторно проконтролировать. Если при этом вновь обнаруживаются дефекты, их устраняют. Исправлять один и тот же дефектный участок можно не более трех раз.
®1. Перечислите основные дефекты сварных швов.
2. Какие дефекты выявляют при визуальном контроле?
3. Назовите дефекты формы шва.
4. Каковы причины возникновения пор, шлаковых включений и трещин?
5. Как производят керосиновую пробу?
6. Какие дефекты сварных швов являются наиболее опасными и почему?
7. Как исправляют трещины в сварных швах?
Глава
ПРОИЗВОДСТВО ГАЗОСВАРОЧНЫХ РАБОТ
16.1 . СВАРКА ЛИСТОВОГО ПРОКАТА И ТРУБ
Сварка листов. Сварка деталей из листового металла может выполняться как с использованием присадочного металла, так и без него. Металл толщиной до 2 мм сваривают с отбортовкой кромок (табл. 16.1).
После отбортовки кромок сложенные вместе листы сваривают пламенем горелки путем расплавления отбортованных кромок (без применения присадочной проволоки).
Листы толщиной 2-5 мм сваривают без разделки кромок с применением присадочной проволоки. Если толщина листов свыше 5 мм, выполняется разделка кромок.
Большой угол разделки способствует полному провару корня шва, но при этом увеличивается объем наплавленного металла и, следовательно, уменьшается производительность труда. При малом угле разделки трудно проварить корень шва. Обычно угол составляет 70-90°.
Между листами делают зазор, который должен соответствовать толщине свариваемого металла, и скрепляют их прихватками. Чтобы зазор не уменьшился, между листами устанавливают прокладки, которые затем удаляют.
Для стягивания кромок листовых конструкций и их закрепления применяют болтовые стяжные устройства, струбцины и другие приспособления.
При выполнении швов большой протяженности в листовых конструкциях применяют ступенчатый или обратноступенчатый порядок наложения швов. В этом случае весь шов разбивается на участки длиной 100-250 мм, которые сваривают, перекрывая каждый предыдущий участок последующим на 10-20 мм. Такой способ наложения швов способствует уменьшению деформаций при сварке листов встык.
372 Глава 16
Табл. 16.1. Способы сварки тонколистовых конструкций с оплавлением кромок без присадочного металла
Вид соединения
Эскиз
Сварка листов встык с отбортовкой кромок
Область применения и технология выполнения
Листовые конструкции из металла толщиной до 2 мм. Рекомендуется для сложных сплавов, когда трудно подобрать присадочный металл. Сборка возможна на планках или частых прихватках
Сварка угловых швов с отбор гов-кой одного листа
Для сварки прямоугольных коробов, баков и другого оборудования
Сварка отбортованного днища с цилиндрической обечайкой
Для различных сосудов и бочек со штампованными днищами из металла юлщиной до 2 мы
Приварка днища к отбортованному корпусу
Для различных емкостей, когда отбортовка днища невозможна
Сварка ребристых конструкций
Для ребристых радиаторов, изготовляемых гибкой или штамповкой
Сварка стыков труб
Сварка листов встык без отбортовки кромок на подкладке
Для стыков труб, когда требуется сохранить точный внутренний диаметр трубы и для соединения труб из вязкого металла до 3 мм, позволяющего отбортовывав кромки
В коне грукннях, где допускаются ослабленные швы. Листы толщиной до 3 мм собираются встык без зазора на прокладке. После разделки кромок образуется сварное соединение тоньше основного металла
Производство газосварочных работ 373
Аналогичный прием используется при сварке листового коробчатого изделия, каждая сторона которого сваривается в определенном порядке с целью уменьшения коробления конструкции (рис. 16.1). Вначале выполняют угловые швы /, 2, 3 боковых стенок, затем стенки
Рис 16.1. Последовательность сварки коробчатого изделия
приваривают к днищу швами 4, 5, 6, 7. Заканчивается сварка вертикальным швом 8. При толщине свариваемого металла более 5 мм применяется V- или Х-образная разделка кромок.
Для сварки изделий (деталей) толщиной более 5 мм используют многослойную сварку, при которой шов заполняется в несколько слоев. В этом случае сварку выполняют короткими уча
стками, причем стыки валиков в различных слоях не должны совпадать. Поверхность каждого слоя очищают до металлического блеска для повышения прочности и плотности сварного
соединения.
К преимуществам многослойной сварки относятся меньшая зона нагрева металла, чем при однослойной, и возможность проковки каждого шва перед наложением последующего. Недостаток - более низкая производительность процесса и большой расход газов. Так как ссоединение сталей толщиной свыше 5 мм
производится преимущественно дуговыми методами, многослойная газовая сварка применяется редко.
Сварка труб. Газовой сваркой соединяют трубы относительно небольшого диаметра - до 100 мм с толщиной стенок 3-5 мм. Сварка применяется в основном при монтаже систем отопления, горячего водоснабжения водопроводов и других трубчатых конструкций (табл. 16.2).
Трубы сваривают чаще всего встык, так как при этом требуются наиболее простая подготовка кромок, наименьшие затраты времени и расход горючего газа.
В зависимости от назначения конструкции используют и другие способы стыковки труб - без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом.
374 Глава 16
Табл. 16.2. Сварка стыков трубопроводов
Вид соединения
Область применения и технология выполнения
Стыковое без разделки кромок
3
Сварка тонкостенных труб с толщиной стенки до 3 мм, стык собирается с зазором 0-1.5 мм; сваривается с присадочным металлом
Стыковое без скоса кромок и с вставным кольцом
Сварка тонкостенных труб толщиной стенки до 3 мм; обеспечивается полный гарантированный провар всего сечения
Стыковое без скоса кромок с отбортовкой и вставным КОЛЬЦОМ
Стыковое с нормальной разделкой кромок
Стыковое с разделкой кромок и вставным кольцом
^^^ч\\\\\\\\У ни
Стыковое с внуг-ренней расточкой для постановки опорного кольца
Сварка гонкостенных труб с гарантированным проваром сечения, когда уменьшение внутреннего диаметра недопустимо
Сварка стыков труб с толщиной стенки более 3 мм; наиболее распространенный вид соединения
Когда требуется обеспечение провара всего сечения и допускается местное сужение сечения трубопровода
При необходимости соблюдения точных внуг-ренних размеров
1
Стыковое с заточкой для точной центровки
Для толстостенных труб, когда требуегся точная центровка, а прочность сварного соединения может бьпь ниже прочности металла грубы
Производство газосварочных работ 375
Окончание табл. 16.2
Сварной операционный стык
Сварной монтажный стык, выполняемый при помощи зеркала
□
При монтаже трубопровода, когда сварка его обычными способами невозможна
При монтаже, когда горелкой можно вести сварку со всех сторон стыка, а прямое наблюдение ia соединением невозможно
Свариваются трубопроводы из углеродистых сталей, цветных металлов и сплавов (меди, латуни и т. д.).
Сварка труб с толщиной стенки до 3 мм ведется без разделки кромок и с зазором 1,5 мм, а большей толщины - с V-образной разделкой под углом 70-90°, притуплением 1,5-2,5 мм и зазором 2-3 мм.
Сборка и центровка труб выполняются с помощью струбцины-центратора (для труб диаметром 60-89 мм) и центровочных приспособлений (для труб диаметром 48-159 мм).
Сварку труб выполняют как левым, так и правым способом. Поворотные стыки следует сваривать в нижнем положении, расположив горелку и присадочный пруток как показано на рис. 16.2. Сварочная ванна должна находиться немного ниже верхней части трубы, чтобы шов имел небольшую выпуклость. Аналогично сваривают и колена, прихваченные прихватками длиной 30-50 мм. Особое внимание необходимо уделять заделке «замка» шва.
Перед сваркой трубы выравнивают так, чтобы оси их совпадали, и прихватывают. Если трубу можно поворачивать, то сварку ведут в нижнем положении; неповоротный стык сваривают во всех пространственных положениях.
При сварке труб большого диаметра (30 мм и более) сварку начинают с какой-либо точки окружности трубы и выполняют четырьмя отдельными участками (рис. 16.3, а). При сварке труб диаметром 500-600 мм сварку' могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках / и 2
376 Глава 16
Рис. 16.2. Положение горелки и присадочной проволоки при поворотной сварке стыков труб: а - левым способом; б - правым способом
Рис. 16.3. Последовательность сварки труб большого диаметра: a - 200-300 мм; б - 500-600 мм;« - сварка без поворота
(рис. 16.3, б), затем трубу поворачивают и одновременно заваривают участки 3 и 4. Если поворачивать трубу нельзя, то эти участки сваривают в порядке, указанном на рис. 16.3, в стрелками.
16.2 . СВАРКА СОСУДОВ И ГАЗОПРОВОДОВ
Сварку сосудов, газопроводов и их элементов могут выполнять сварщики, имеющие соответствующее удостоверение.
При сварке сосудов в основном применяют стыковые соединения. Сварные соединения втавр допускаются только в случае приварки плоских днищ, фланцев или штуцеров.
В стыковых сварных соединениях элементов с различной толщиной стенок должен быть обеспечен плавный переход от одного элемента к другому. Пересечение сварных швов при ручной газовой сварке не допускается.
Производство газосварочных работ 377
Когда опоры и другие элементы привариваются к корпусу или днищу сосуда, расстояние между сварным швом сосуда и швом приварки должно быть не менее толщины стенки.
Неповоротные стыки труб нужно сваривать в два приема: для труб диаметром до 100 мм сначала потолочный шов, а затем верхнюю часть стыка; для труб диаметром более 100 мм сначала правую нижнюю четверть трубы, затем левую и верхнюю половину стыка. Нижние и верхние швы накладываются в противоположных направлениях с перекрытием нижнего и верхнего шва примерно на 30-40 мм.
Газовую сварку применяют для газопроводов диаметром не более 150 мм при толщине стенок не более 5 мм, т. е. без скоса кромок и с зазором до 2 мм.
Газовая сварка газопроводов имеет следующие технологические особенности: ручная сварка производится только в один слой; на применяемые трубы и присадочные материалы должен быть сертификат или пробные сварные образцы, трубы подвергаются контрольным механическим испытаниям; сборка и сварка стыков подлежат пооперационному контролю; после сварки проверяется качество сварного соединения внешним осмотром, физическими методами контроля и механическими испытаниями образцов, вырезанных из контрольных стыков.
Дефекты, обнаруженные в процессе изготовления, монтажа и испытания, устраняются с последующим контролем исправленных участков.
16.3 . РЕМОНТНАЯ СВАРКА
Заварка отверстий небольшого диаметра ведется левым способом с нанесением присадочного металла по винтовой восходящей линии (рис. 16.4).
Перед заваркой трещин кромку необходимо предварительно разделать зубилом или фрезой и зачистить до металлического блеска, затем засверлить концы трещин. Короткие трещины заваривают от середины к краям, а длинные - обратноступенчатым швом (рис. 16.5). Трещины длиной более 200 мм необходимо расклинивать или ставить прихватки (рис. 16.6). Это способствует уменьшению напряжений и препятствует сужению зазора между кромками.
378 Глава 16
Рис. 16.4. Заварка разделанного иод сварку дефектного места
Рис. 16.5. Заварка трещин:
« - коротких; б - длинных; 1—5 - посчедовательность наложения швов
Рис. 16.6. Заварка расклиненной трещины
Рис. 16.7. Заварка заплат:
1-4 — последовательность наложения швов
Заплаты заваривают обратноступенчатым швом (рис. 16.7). Для предупреждения возникновения в швах трещин из-за внутренних напряжений заплатке необходимо придать слегка выпуклую форму.
При ремонте закрытых сосудов из-под горючих веществ необходима тщательная их очистка, так как остатки горючих продуктов могут образовывать взрывоопасные соединения с воздухом. Тару промывают горячей водой с каустической содой.
®1. Какова цель отбортовки при сварке тонколистового мета та?
2. Как сваривают длинные швы листовых конструкций?
3. Назовите последовательность выполнения швов в изделиях коробчатого сечения.
4. В че w заключается подготовка труб к сварке ?
5. Как сваривают неповоротные стыки труб?
6. Для трубопроводов каких диаметров используют газовую сварку?
7. Как заваривают трещины при ремонтной сварке ?
Глава (17}
ЬУ&ЫАк ТРУДА ПРИ ГАЗОПЛАМЕННЫХ РАБОТАХ
17.1. ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ
Общие сведения. Газопламенные работы (сварка, резка, строжка, выплавка пороков металла, нагрев изделий и др.) должны производиться на расстоянии не менее 10 м от передвижных генераторов, 5 м - от баллонов и бачков с жидким горючим, 1,5 м - от газопроводов и газоразборных постов.
Перед началом работ необходимо проверить исправность используемой аппаратуры, передвижного ацетиленового генератора, баллонов и рукавов и герметичность разъемных соединений, а также пломб на затворах «сухого» типа и редукторах. При работе от газоразборного поста следует убедиться в работоспособности защитного устройства и проверить уровень залитой жидкости по контрольному крану на жидкостном затворе. Вблизи рабочего места сварщика должен находиться сосуд с чистой водой для охлаждения горелки. При перегреве горелки работу нужно прекращать.
По окончании работ следует перекрыть вентили на баллонах или газоразборного поста, вывернуть регулировочный винт редуктора, открыть вентиль на горелке (резаке), привести в порядок рабочее место и убрать оборудование в специально отведенное место.
Запрещается:
□ проводить газопламенные работы при нарушении герметичности соединений и рукавов;
П работать без спецодежды и средств индивидуальной защиты, в замасленной одежде, применять замасленную ветошь и инструмент;
□ использовать кислород для очистки одежды от пыли; выполнять газопламенные работы при отсутствии средств пожаротушен ия;
380 Глава 17
□ курить при работе с передвижным ацетиленовым генера-' тором, карбидом кальция, жидким горючим;
□ ремонтировать горелки и другую аппаратуру на рабочем месте.
Баллоны. Склады для хранения баллонов оборудуются вентиляцией. Освещение складов баллонов с горючими газами должно быть выполнено во взрывозащищенном исполнении.
Хранить горючие материалы и производить работы, связанные с применением открытого огня (кузнечные, сварочные, паяльные и др.) в радиусе 25 м от склада баллонов, запрещается.
Баллоны с кислородом хранить в одном помещении с баллонами с горючим газом, а также с карбидом кальция, красками и маслами (жирами) запрещается. Пустые баллоны следует хранить отдельно от баллонов, наполненных газом.
Перевозка наполненных газом баллонов производится на рессорном транспорте или автокарах в горизонтальном положении обязательно с прокладками между баллонами. В качестве прокладок могут применяться деревянные бруски с вырезанными гнездами для баллонов, а также веревочные или резиновые кольца толщиной не менее 25 мм (по два кольца на баллон) или другие материалы, предохраняющие баллоны от ударов один о другой. Все баллоны на время перевозки должны укладываться вентилями в одну сторону.
Разрешается перевозка баллонов в специальных контейнерах, а также без контейнеров в вертикальном положении обязательно с прокладками между ними и ограждением от возможного падения.
При погрузке, разгрузке, транспортировании и хранении баллонов должны приниматься меры, предотвращающие падение, повреждение и загрязнение баллонов.
Совместная перевозка кислородных баллонов с баллонами горючих газов как наполненных, так и пустых на всех видах транспорта запрещается, за исключением доставки двух баллонов на специальной ручной тележке к рабочему месту.
Баллоны необходимо перемещать на специально предназначенных для этого тележках (рис. 17.1), контейнерах и других устройствах, обеспечивающих устойчивое их положение (рис. 17.2).
Переноска баллонов на руках или плечах запрещается.
Охрана труда при газопламенных работах 381
В рабочем положении и при хранении баллоны должны на-ходиться в вертикальном поло-жении в гнездах специальных стоек. Допускается держать на \
рабочем месте отдельные бал- j А \ лоны без специальных стоек / / \ \ / ( | к
или в наклонном положении, но
приняв меры против их опроки- ₽ис 17 L перемещение баллона дывания.
При транспортировании и хранении баллонов с горючими газами на боковых штуцерах вентилей баллонов должны быть поставлены заглушки.
Перевозить и хранить баллоны с разами необходимо с навинченными на их горловины предохранительными колпаками. Снимать баллоны с автомашины колпаками вниз запрещается.
Баллоны, предназначенные для газопламенных работ, должны иметь отличительную окраску и надписи.
Баллоны, находящиеся в эксплуатации, подвергаются периодическому освидетельствованию не реже 1 раза в 5 лет.
Баллоны, имеющие неисправные вентили, трещины и коррозию корпуса, заметное изменение формы, окраску и надписи, не соответствующие требованиям ПроматоМнадзора, а также баллоны с истекшим сроком освидетельствования подлежат немедленному изъятию из эксплуатации и направляются в ремонт на газонаполнительную станцию или в специальные ремонтные мастерские.
Баллон с утечкой газа не должен приниматься для работы или транспортирования. Проверка утечки газа осуществляется путем покрытия мыльной эмульсией возможных мест утечки.
Если баллон неисправен, его следует вынести в безопасное место и осторожно выпустить из него газ. Если это невозможно сделать из-за неисправности вентиля, баллон должен быть возвращен на наполнительную станцию.
Баллоны с газом устанавливаются в стороне от проходов и находиться на расстоянии не менее 1 м от радиаторов отопления, отопительных приборов и печей и не менее 5 м от открытого
огня.
382 Глава 17
Рис. 17.2. Приспособления для перемещения баллонов: a - носилки; б - тележка
Во время работы на сварочном посту должны находиться одновременно не более двух баллонов (с кислородом и горючим газом).
В сварочной мастерской при наличии не более 10 сварочных постов допускается для каждого поста иметь по одному запасному баллону с кислородом и горючим газом. Если в мастерской более 10 сварочных постов, должно быть организовано централизованное снабжение газами.
Запасные баллоны хранятся в специальных пристройках к мастерской или в местах, огражденных стальными щитами.
Необходимо избегать ударов по баллонам металлическими предметами и предохранять их от воздействия прямых солнечных лучей и других источников тепла. Подогревать баллоны для повышения давления запрещается.
Если давление в баллоне окажется выше допустимого, необходимо кратковременным открыванием вентиля выпустить часть газа в атмосферу или охладить баллон холодной водой. При выпуске газа из баллона, продувке вентиля или горелки рабочий должен находиться в стороне, противоположной направлению струи газа.
Охрана труда при газопламенных работах 383
При возникновении хлопков во время работы необходимо закрыть на горелке сначала вентиль горючего газа, а затем кислородный и охладить мундштук в воде
Во время охлаждения мундштука в воде необходимо следить, чтобы вентили были полностью закрыты, в противном случае возможно скопление газа на поверхности воды и образование взрывоопасной смеси.
При хранении, перевозке и пользовании баллонами необходимо следить затем, чтобы на них не попадали масло или жир во избежание воспламенения и взрыва.
При проведении газосварочных и газорезательных работ курить и пользоваться открытым огнем на расстоянии менее 10 м от баллонов с горючими газами и кислородом, ацетиленовых генераторов и иловых ям запрещается.
Пустые баллоны из-под кислорода и горючих газов требуют соблюдения тех же мер безопасности, что и наполненные.
Баллоны возвращаются на склад или завод для заполнения с заглушками, колпаками и закрытыми вентилями при наличии остаточного давления газа. Остаточное давление в ацетиленовых баллонах должно быть не ниже следующих значений:
Температура, °C Минимальное допустимое НижсО 0-15 16-25 «Г 26-35
осгаточное давление по манометру, МПа (кгс/см2) 0,049 0,098 0,196 0,294
(0,5) (L0) (2,0) (3,0)
Остаточное давление в баллонах для кислорода и других горючих газов - не ниже 0,049 МПа (0,5 кгс/см2).
При отправке на склад или завод баллона с неиспользованным газом на нем должна быть сделана надпись «Осторожно - с газом!» Использованный баллон должен иметь надпись «Пустой».
Редукторы, Применять баллоны с кислородом и горючим газом можно только при наличии на них редуктора. Пользоваться редуктором без манометра, с неисправным манометром или с манометром, срок проверки которого истек, запрещается. Редукторы должны иметь предохранительный клапан, установленный в рабочей камере. Клапан не устанавливается, если рабочая камера рассчитана на давление, равное наибольшему входному давлению перед редуктором, который окрашивается в тот же цвет, что и соответствующий баллон.
384 Гпава 17
Перед установкой редуктор и рукава необходимо проверить, для какого газа они предназначены. Боковые штуцера на баллонах для горючих газов должны обязательно иметь левую резьбу, а на баллонах, наполненных кислородом, - правую.
Присоединять к кислородному баллону редуктор и рукав, предназначенные для горючего газа, запрещается. Перед работой уплотняющие прокладки в накидной гайке следует осматривать и при необходимости неисправные заменять новыми.
Замерзшие редукторы следует отогревать чистой горячей водой, не имеющей следов масла; использовать для этих целей открытый огонь и электрический подогрев запрещается.
Рукава для газовой сварки и резки металла. Общая длина рукавов для газовой сварки и резки - не более 30 м. При производстве монтажных работ допускается применение рукавов длиной до 40 м.
Рукава ежедневно перед работой необходимо осматривать для выявления трещин, надрезов, потертостей и т. п.
Наружный-слой рукавов, применяемых для подачи ацетилена, пропана и бутана, должен быть красного цвета, кислорода - синего.
До присоединения к горелке или резаку рукава продувают рабочим газом.
Закрепление газопроводящих рукавов на присоединительных ниппелях горелок, резаков и редукторов должно быть надежным. Для этой цели применяют стяжные хомутики (рис. 17.3). Допускается вместо хомутиков закреплять рукава мягкой отожженной (вязальной) проволокой не менее чем в двух местах по длине ниппеля.
Места присоединения рукавов тщательно проверяются перед началом и во время работы. На ниппеля водяных затворов рукава должны плотно надеваться, но не закрепляться.
Перегибать и натягивать рукава во время работы запрещается. Рукава должны быть защищены от всевозможных повреждений, огня и т. п.; пересечение рукавов со стальными канатами (тросами), кабелями и электросварочными проводами запрещается.
Применять дефектные рукава, а также заматывать их изоляционной лентой или другим подобным материалом не разрешается. Поврежденные участки вырезают, а концы соединяют двухсторонним ниппелем и закрепляют стяжными хомутиками. Соединение рукавов отрезками гладких трубок запрещается.
Охрана труда при газопламенных работах 385
Рис. 17.3. Приспособления для шлангов:
а — хомутик; б - сдвоенный соединительный шланговый ниппель
При обрыве рукава необходимо немедленно погасить пламя и прекратить питание, перекрыв соответствующие вентили.
Рукава должны храниться в помещении при температуре 0-25 °C в бухтах высотой не менее 1,5 м или в расправленном виде и размещаться на расстоянии не менее 1 м от теплоизлучающих приборов.
Рукава защищают от воздействия прямых солнечных и тепловых лучей, масла, бензина, керосина или их паров, а также от кислот, щелочей и других веществ, разрушающих резину и нитяной каркас.
Ацетиленовые генераторы. Переносные ацетиленовые генераторы должны устанавливаться на открытом воздухе или под навесом. Для выполнения временных работ допускается установка ацетиленовых генераторов в производственных и служебных помещениях объемом не менее 300 м3 на каждый аппарат при условии, что эти помещения хорошо проветриваются. Если генератор устанавливается в одном помещении, а газосварочные работы производятся в смежном, то объем помещения, в котором устанавливается генератор, должен быть не менее 100 м3 на каждый аппарат.
Ацетиленовые генераторы необходимо ограждать и размещать не ближе 10 м от мест проведения сварочных работ, открытого огня и сильно нагретых предметов, мест забора воздуха компрессорами и вентиляторами.
Запрещается установка генераторов в помещениях, где работают люди, в проходах, на лестничных площадках, в подвалах, неосвещенных местах, каналах и тоннелях, а также там, где возможно выделение веществ, образующих с ацетиленом взрывоопасные смеси (например, хлор) или легковоспламеняющихся (сера, фосфор и др.).
386 Глава 17
При установке ацетиленового генератора вывешиваются таблички с надписями: «Вход посторонним воспрещен - огнеопасно», «Не курить», «Не проходить с огнем». Если переносные ацетиленовые генераторы устанавливают в проходах или на лестничных клетках, они должны быть ограждены и находиться под постоянным надзором.
При отрицательной температуре воздуха генераторы следует располагать в утепленных будках.
Минимальное расстояние от места сварки до склада легковоспламеняющихся материалов (керосина, бензина, пакли и т. п.), а также до взрывоопасных материалов и установок (в том числе газовых баллонов и газогенераторов) должно быть не менее 10 м.
Применение открытого огня или раскаленных предметов для отогрева газогенераторов запрещается. Замерзшие ацетиленовые генераторы разрешается отогревать только паром или горячей водой, не имеющей следов масла; отогревать переносные генераторы в помещении допускается на расстоянии не менее 10 м от открытого огня и при наличии вентиляции.
Наполнение газогенератора водой производится точно до уровня контрольного устройства.
Постовые предохранительные жидкостные затворы для ацетилена размещаются в металлических вентилируемых шкафах в вертикальном положении на расстоянии не менее 0,5 м от изолированных проводов, 1 м от оголенных проводов и 1,5 м от источника открытого пламени.
Уровень жидкости в предохранительном затворе следует проверять перед началом работы и через каждые 2 ч работы при отсутствии давления газа в нем и после каждого обратного удара. Не реже 1 раза в неделю затвор необходимо проверить мыльной эмульсией на герметичность при рабочем давлении и не реже 1 раза в 6 месяцев при наибольшем рабочем давлении. Проверка производится гидравлическим давлением 6 МПа (60 кгс/см2) 1 раз в год. Плотность прилегания обратного клапана к седлу следует проверять не реже 1 раза в 15 дней трехкратным отрыванием его при полном отсутствии давления. При этом затвор должен быть залит жидкостью до уровня контрольного устройства.
После каждого проникновения в затвор пламени следует проверять плотность прилегания обратного клапана к седлу, герме
Охрана труда при газопламенных работах 387
тичность и прочность затвора. После монтажа затвора перед пуском его в эксплуатацию проверяют плотность прилегания обратного клапана к седлу и герметичность затвора.
Загрузка камеры газогенератора карбидом кальция производится кусками, размер которых соответствует системе генератора. Карбид кальция должен быть раздроблен заранее.
Вставлять камеру с карбидом кальция в гнездо генератора и вытаскивать ее для зарядки и разрядки во избежание появления искр от трения следует медленно, плавно и без толчков. Проталкивание карбида кальция в воронку аппарата железными прутками и проволокой запрещается. Для этого применяют деревянные палки или другие приспособления, исключающие возможность образования искр.
При эксплуатации ацетиленовых генераторов запрещается :
□ работать при неисправном водяном затворе или без затвора и снижать уровень воды в затворе ниже допустимого;
D работать при неисправных и неотрегулированных предохранительных клапанах или при их отсутствии, а также устанавливать заглушки вместо предохранительных клапанов и мембран; работать на карбидной пыли;
□ загружать и выгружать карбид кальция в мокрые ящики или корзины и выполнять эти операции без рукавиц;
□ загружать карбид кальция в аппарат сверх нормы, установленной инструкцией по эксплуатации ацетиленового генератора;
□ форсировать газообразование сверх установленной паспортной производительности и увеличивать давление в генераторе сверх установленной нормы, заклинивать колокол генератора или устанавливать на него какие-либо грузы; отключать автоматические регуляторы;
□ открывать крышку загрузочного устройства реторты генераторов среднего давления всех систем, находящегося под давлением газа;
□ работать от одного переносного генератора при снабжении ацетиленом более чем одного поста газопламенной обработки.
388 Гпава 17
От газогенератора типа ГВР-3 разрешается питать ацетиленом до четырех постов. В этом случае кроме предохранительного на генераторе должен быть установлен водяной затвор на каждом посту.
Оставлять без надзора переносной генератор во время его работы запрещается.
По окончании работы карбид кальция в генераторе должен быть полностью доработан или слит, корпус и реторты промыты водой, а генератор и неиспользованный карбид кальция в закрытой таре установлены в безопасном месте.
Помещение, в котором был установлен действующий переносной генератор, по окончании работы необходимо тщательно проветрить.
Известковый ил, удаляемый из генератора, должен выгружаться в приспособленную для этой цели тару и сливаться в иловую яму или специальный бункер. В радиусе до 10 м от мест хранения ила следует вывесить знаки, запрещающие курение и применение источников открытого огня.
Осмотр, очистку и промывку ацетиленовых генераторов производят не менее 2 раз в месяц. Предохранительные клапаны промывают не менее 2 раз в месяц.
Рабочие, выгружающие из генератора иловые остатки, должны пользоваться респираторами, брезентовыми рукавицами и защитными очками.
Хранение карбида кальция. Барабаны с карбидом кальция хранят в сухих, защищенных от попадания влаги, хорошо проветриваемых, закрытых, несгораемых складах с легкой кровлей и наружным электрическим освещением. В здании склада карбида кальция не должно быть водопровода, канализации, а также водяного и парового отопления.
Размещать склады для хранения карбида кальция в подвальных помещениях и низких затапливаемых местах запрещается.
Склады должны быть обеспечены порошковыми и углекислотными огнетушителями, асбестовым полотном и ящиками с сухим песком вместимостью не менее 0,5 м3 на каждые 50 м2 площади склада; у каждого ящика с песком должна быть деревянная лопата или совок. Тушение пожара водой запрещается.
Барабаны с карбидом кальция могут храниться как в горизонтальном, так и в вертикальном положении.
Охрана труда при газопламенных работах 389
Пустую тару из-под карбида кальция следует хранить в специально отведенных местах вне производственных помещений. Хранить на складах вскрытые или поврежденные барабаны с карбидом кальция запрещается. На торцевой или боковой поверхности барабанов должна быть несмываемая надпись: «Беречь от влаги и огня. Карбид кальция».
В местах хранения и вскрытия барабанов с карбидом кальция курение, использование открытого огня и инструмента, который может вызывать при ударе образование искр, запрещается. Вскрывать барабаны с карбидом кальция следует латунными зубилом и молотком. Запаянные барабаны открывают специальным режущим приспособлением (рис. 17.4). Место реза на крышке барабана предварительно смазывается слоем солидола толщиной 3-5 мм для облегчения процесса резания металла и исключения возможности образования искр.
Случайно просыпанный карбид кальция нужно тщательно собрать. Вскрытие барабанов с карбидом кальция, его развешивание, отсев мелочи и пыли производятся в специальных помещениях.
Вскрытые, но не полностью использованные барабаны с карбидом кальция, должны быть защищены водонепроницаемыми крышками с отогнутыми краями, плотно охватывающими барабан. Высота борта крышки — не менее 50 мм. В открытом виде должно быть не более одного барабана.
Дробить и развешивать карбид кальция следует осторожно, избегая образования и скопления пыли. Рабочие, занятые на этих работах, обеспечиваются противогазами марки М (или противо-пылевыми респираторами и защитными очками) и рукавицами.
Цазоразборные посты. Они могут быть размещены в металлических запираемых шкафах или на открытой панели. Допускается посты горючих газов и кислородные размещать в одном шкафу или на общей панели, разделяя их металлической перегородкой.
Газообразные посты должны устанавливаться на высоте не ниже 600 мм от уровня пола. Допускается установка их на стенах, колоннах и открытых площадках. Запрещается подключать к одному газоразборному посту более одной горелки или резака. Если пост питает машину или установку, обслуживаемую одним оператором, то число резаков или горелок зависит только от рабочего давления и пропускной способности защитного устройства nocfa.
390 Глава 17
Рис. 17.4. Нож для вскрытия барабанов с карбидом кальция
Газоразборные посты с жидкостным постовым затвором или обратным клапаном размещаются вертикально, так как эти предохранительные устройства — гравитационного действия. Работать от сети горючего газа без газоразборного поста запрещается. Такой пост горючего должен быть оборудован жидкостным или сухим затвором и запорным устройством на входе.
Допускается вместо предохранительного затвора для газов-заменителей ацетилена (за исключением водорода) устанавливать обратный клапан.
Газоразборный пост кислорода оборудуется запорным устройством. Конструкция газоразборного поста должна быть герметичной при наибольшем рабочем давлении. Газоразборные посты размещаются в металлических вентилируемых шкафах, закрываемых на замок.
На шкафах газоразборных постов должны быть сигнальнопредупреждающие надписи: на кислородных - «Кислород. Маслоопасно»; на ацетиленовых - «Ацетилен. Огнеопасно»; для горючих газов - «Горючий газ. Огнеопасно».
Подходы ко всем газоразборным постам должны быть свободными.
Проверка, ремонт и испытание аппаратуры. Для централизованного ремонта газовой аппаратуры отводится помещение, отвечающее требованиям работы с аппаратурой, связанной со взрывоопасными газами. В нем должна быть вентиляция, исключена возможность попадания масел и жиров, источники питания газами располагаются на безопасном расстоянии от испытываемой аппаратуры и пр. Помещение оборудуется средствами пожаротушения.
Выдача из цеховых кладовых резаков, горелок, редукторов, рукавов и другой аппаратуры в неисправном состоянии запрещается.
Охрана труда при газопламенных работах 391
Все резаки и горелки должны не реже I раза в месяц, а также в случае подозрения на неисправность проверяться на газонепроницаемость и горение (при этом не должно быть обратных ударов) с последующей регистрацией результатов проверки в журнале. Не реже 1 раза в квартал производятся осмотр и испытание на герметичность всех редукторов для газопламенной обработки.
При осмотре проверяются: исправность установленных на редукторе манометров; наличие пломб и других отметок на предохранительных клапанах баллонных редукторов, свидетельствующих о том, что заводская регулировка клапанов не нарушена; исправность резьбы; целостность прокладки и фильтра на входном штуцере редуктора кислорода.
При испытании редуктора проверяется герметичность разъемных соединений и редуцирующего клапана (без его разборки).
Вновь поступившая на предприятие аппаратура (резаки, горелки, редукторы и т. п.) допускается к эксплуатации только после проверки с последующей регистрацией в журнале.
Разборка, ремонт и сборка кислородных редукторов, вентилей, горелок, резаков должны производиться отдельно от ацетиленовой аппаратуры на столе, покрытом органическим стеклом (плексигласом), листовым алюминием, латунью или пластмассами. Поверхность стола должна систематически очищаться от грязи и обезжириваться. Ремонт производится в чистой одежде и незамасленными руками.
г. После ремонта резаки и горелки проверяются на газонепроницаемость, инжекционную способность и горение.
Помещение, где испытывается газовая аппаратура, должно быть отделено от смежных помещений перегородкой и оборудовано средствами пожаротушения. Во время испытаний присутствие посторонних лиц запрещается.
В процессе эксплуатации допускается разборку и сборку горелок и резаков выполнять сварщикам и резчикам, имеющим соответствующую квалификацию. Перед разборкой резаки, горелки, ацетиленовые редукторы, водяные затворы и другую ацетиленовую аппаратуру необходимо тщательно продуть очищенным от пыли, влаги и масла воздухом или азотом.
Газовая аппаратура с изношенными резьбовыми соединениями к эксплуатации не допускается.
392 Гпава 17
Перед сборкой все детали ремонтируемой аппаратуры должны быть тщательно обезжирены, промыты горячей водой, насухо вытерты или высушены потоком чистого, без масла, воздуха.
Обслуживание ацетилено- и кислородопроводов. Запрещается обслуживание кислородопроводов и арматуры с замасленными руками и инструментом и в одежде, запачканной маслом.
В случае обнаружения утечек кислорода и ацетилена из трубопроводов и газоразборных постов и при невозможности быстрого устранения неисправности поврежденный участок должен быть отключен, а помещение тщательно проветрено.
При осмотрах ацетиленовых и кислородных трубопроводов, газоразборных постов и арматуры должны использоваться в качестве переносного источника света светильники напряжением 12 В и фонари во взрывозащищенном исполнении.
Во время работы газорезчиков и газосварщиков шкафы ацетиленовых и кислородных постов должны быть открыты.
Пользоваться ацетиленом от трубопровода разрешается только через постовой жидкостный затвор. К одному затвору может быть присоединен один пост. При ручных газопламенных работах к затвору может быть присоединена только одна горелка или резак.
Ремонтировать газопроводы и арматуру, а также подтягивать болты фланцевых соединений под давлением запрещается. Все виды ремонтных работ должны производиться только после предварительного снижения давления до атмосферного и продувки трубопроводов азотом.
Ацетиленопроводы подвергаются гидравлическим испытаниям на прочность 1 раз в 5 лет, кислородопроводы - 1 раз в 3 года.
17.2. ПРОИЗВОДСТВО ГАЗОПЛАМЕННЫХ РАБОТ
Подготовка к работе. Перед началом газопламенных работ с рабочего места следует убрать лишние предметы и легковоспламеняющиеся материалы; сварщик должен удостовериться в исправности всех частей сварочной установки, плотности и прочности присоединения газоподводящих рукавов к горелке (резаку) и редукторам, а редуктора к баллону, наличии и уровне воды в затворе (по контрольному устройству), плотности всех соединений затвора и соединения затвора с рукавом, исправности го-
Охрана труда при газопламенных работах 393
редки (резака), редуктора и рукавов, наличии достаточного подсоса в инжекторной аппаратуре, правильности подвода кислородами горючего газа к горелке (резаку).
Открывать вентили редукторов следует медленно и плавно, причем рабочий должен находиться в стороне, противоположной направлению струи газа.
Промежуток во времени между открытием вентиля и зажиганием смеси должен быть как можно меньшим, поэтому надо сначала поднести огонь, а затем открыть вентиль горелки (резака). Нельзя оставлять установку с закрытым вентилем на горелке (резаке) и открытым на баллоне, так как возможна конденсация газа в шланге. Подтягивание резьбовых соединений при открытом вентиле баллона запрещается.
Внимание! При сварке и резке должны соблюдаться следующие основные правила безопасности:
□ во время зажигания ручной горелки (резака) сначала нужно немного приоткрыть вентиль кислорода, затем открыть вентиль горючего газа и после кратковременной продувки рукава зажечь смесь газов, затем можно регулировать пламя. При тушении эти операции производятся в обратном порядке: сначала прекращается подача горючего газа, а затем кислорода. Сварщику не разрешается выпускать из рук * горелку (резак) до того, как она будет погашена;
□ запрещается во время работы держать рукава для газовой сварки и резки металлов подмышкой, на плечах или зажимать их ногами;
□ не допускается перемещение рабочего с зажженной горелкой (резаком) за пределы рабочего места, а также подъем по трапам, лесам и т. п.;
О при перерывах в работе пламя горелки (резака) должно быть потушено, а вентили на ней - плотно закрыты;
□ при длительных перерывах в работе должны быть закрыты вентили на кислородных и ацетиленовых баллонах или на газоразборных постах, а нажимные винты редукторов вывернуты до освобождения пружины;
□ при перегреве горелки (резака) работу следует приостановить, а горелку (резак) потушить и охладить водой до температуры окружающего воздуха;
394 Гпаеа 17
□ во избежание возникновения хлопков и обратных ударов работать при загрязненных выходных каналах мундштуков запрещается;
□ расходовать ацетилен из генератора до полного снижения давления и потухания пламени горелки (резака) во избежание подсоса воздуха и возникновения' обратного удара пламени запрещается;
П при обратном ударе пламени следует немедленно закрыть вентили на горелке (резаке), баллонах и водяном затворе;
□ прежде чем пламя будет зажжено вновь после обратного удара, необходимо проверить состояние затвора путем его разборки и осмотра обратного клапана, в безмембранном затворе должен быть проверен отражатель;
□ после каждого обратного удара следует проверить рукава, продуть их инертным газом или заменить другими.
Производство работ по газовой сварке и резке на монтаже. Места производства работ должны быть ограждены и снабжены знаками безопасности.
При выполнении работ на высоте свыше 5 м над уровнем земли, пола или перекрытия газосварщик (газорезчик) обеспечивается предохранительным поясом с фалом из огнестойкого материала, обувью с нескользящей подошвой и защитной каской. Для переноса и хранения инструментов работающим на монтаже необходимо иметь сумки. Во избежание падения вырезаемой части конструкции ее следует предварительно закрепить. При работе на лесах и подмостях должны быть приняты меры для защиты строительных конструкций от попадания на них искр.
Выполнение работ на высоте следует прекратить при сильном ветре, грозе или гололеде
3 а п р е щае тс я :
П продолжать работы в случае возникновения обратного удара пламени или выявления неисправности аппаратуры, приборов и защитных средств, нарушения крепления баллонов;
□ держать во время работы рукава на плечах, ногах, под мышками или обмотанными вокруг пояса;
□ перемещаться с зажженным пламенем горелки (резака), подниматься по трапам, лесам, переходить с этажа на этаж;
Охрана труда при газопламенных работах 395
□ хранить замасленную ветошь и смазочные материалы рядом с кислородным баллоном;
□ подходить к передвижному генератору с зажженным пламенем горелки (резака) и хранить карбид кальция в открытой таре на рабочем месте;
□ переносить заряженный генератор;
□ сбрасывать баллоны с высоты; .
П сливать ил на территории строительной площадки.
Производство работ по газовой сварке и резке в сосудах, колодцах и тоннелях» Перед началом работ замкнутые пространства должны быть предварительно осмотрены мастером. Разрешение на производство работ дают только после очистки сосуда от грязи и хранившегося продукта и определения состава воздуха в нем.
При работе в закрытых сосудах, колодцах и других тесных и замкнутых пространствах необходимо обеспечить принудительную вентиляцию и местное освещение аккумуляторными или переносными лампами во взрывобезопасном исполнении напряжением 12 В.
Работу должны выполнять не менее двух человек. Один из них, страхующий, обязан наблюдать за сварщиком и находиться вне сосуда.
В процессе работы газосварщик (газорезчик) следит за тем, чтобы не было утечек газа и кислорода. Почувствовав запах газа, следует немедленно прекратить работу, покинуть рабочее место и сообщить об этом мастеру.
При возникновении обратного удара пламени необходимо прекратить газопламенные работы, перекрыв вентили на горелке (резаке). Газосварщик (газорезчик) должен немедленно покинуть резервуар или сосуд, осмотреть затвор и проверить целостность рукавов и редукторов. При работе от жидкостных затворов следует проверить наличие и уровень жидкости в затворе.
Газопламенные работы в сосудах разрешается проводить в брезентовой или асбестовой одежде. Работающий внутри закрытого сосуда должен иметь предохранительный пояс и страховочный канат, а также средства индивидуальной защиты с притоком чистого воздуха.
396 Глава 17
Запрещается:
О работать в закрытых сосудах и колодцах при недостаточном содержании в воздухе кислорода (менее 19%);
□ находиться в небольших помещениях и сосудах до установления отсутствия в них токсичных и взрывоопасных смесей:
□ проводить работы в закрытых сосудах и колодцах без страхующего рабочего, находящегося снаружи;
□ выполнять сварку или резку сосудов, находящихся под давлением или содержащих взрывчатые вещества;
□ размещать внутри закрытых сосудов источники и средства газопитания;
О применять аппаратуру, работающую на жидком горючем; оставлять горелку (резак) с зажженным пламенем при вынужденном прекращении работ или удалении сварщика из емкости.
1. Какую отличительную окраску имеют газовые баллоны ?
2. Какое должно быть остаточное давление в баллонах для кислорода?
3. Как нужно перемещать баллоны с газом?
4. Каким должно быть минимальное расстояние от места сварки до склада с легковоспламеняющимися материалами?
5. Назовите основные правила хранения карбида кальция.
6. Какие правила должны соблюдаться при газовой сварке и резке?
7. Назовите основные правила работ при газовой сварке и резке на монтаже.
8. Перечислите основные правила работ при газовой сварке и резке в сосудах.
9. Какие правила должны соблюдаться при газопламенных работах с применением жидкого горючего?
ЛИТЕРАТУРА
Антонов И А. Газопламенная обработка металлов. - М.: Машиностроение, 1976.-264 с.
Безопасность труда производственных процессов / С. В. Белов, В. Н. Бринза, Б. С. Векшин и др.; Под общ. ред. С. В* Белова. - М.: Машиностроение, 1985. - 448 с.
Гуревич С. М. Справочник по сварке цветных металлов. - Киев: Наук. думка, 1990. -512с.
Евсеев Г. Б., Глизманенко Д. Л. Оборудование и технология газопламенной обработки. - М.: Машиностроение, 1974. - 312 с.
Корольков П. М., Ханапетов М. В. Современные мегоды термической обработки сварных соединений. - М.: Высш. шк„ 1987. - 112 с.
Малаховский В. А. Руководство для обучения газосварщика и газорезчика. — М.: Высш, шк., 1990. —303 с.
Рыбаков В. М. Дуговая и 1азовая сварка. — М.: Высш, шк., 1986. — 208 с.
Симоненков В. В. Сварочные работы при изготовлении строительных конструкций. - М.: Стройиздат, 1980.-239 с.
Соколов И. И. Газовая сварка и резка металлов. - М.: Высш, шк., 1986.-304 с.
Стеклов О. И. Основы сварочного производства. — М.: Высш, шк., 1986.-224 с.
Справочник молодого газосварщика и газорезчика / Н. И. Никифоров, С. П. Нешумова, И. Л. Антонов. - М.: Высш, шк., 1990. —239 с.
Справочник сварщика / Под ред. В, В. Степанова. - М.: Машиностроение, 1983. - 560 с.
Хренов К. К. Сварка, резка и пайка металлов. — М.: Машиностроение, 1970.-408 с.
Ширшов И. Г., Котиков В. Н. Плазменная резка. - Л.: Машиностроение. Ленингр. отд-ние, 1987. - 192 с.
ОГЛАВЛЕНИЕ
От автора...................................................... 3
Глава 1. СВЕДЕНИЯ О СВАРКЕ И РЕЗКЕ МЕТАЛЛОВ...................... 5
1.1. Сущность процесса сварки................................ 5
1.2. Классификация процессов сварки......................... 7
1.3. Газовая сварка, пайка и термическая резка металлов...... 10
1.4. Организация рабочего места газосварщика и газорезчика... 15
Глава 2. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ............................... 22
2.1 . Виды сварных соединений................................ 22
2.2 Виды сварных швов...................................... 26
2.3 Обозначение сварных швов............................... 31
2.4 . Расчет сварных соединений.............................. 33
Глава 3. ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ.............. 35
3.1. Области применения и способы газовой сварки................... 35
3.2. Свойства кислорода и способы его получения.................... 38
3.3. Карбид кальция............................................. 41
3 4. Ацетилен и другие горючие газы....................:.......... 42
3.5. Сварочные флюсы............................................ 49
3.6. Сварочная проволока........................................ 52
3.7. Подготовка и сборка деталей под сварку..................... 53
3.8. Сварочное пламя............................................ 55
3.9. Способы газовой сварки..................................... 61
3.10. Режимы сварки............................................ 63
3.11. Техника наложения сварных швов............................... 66
3.12. Сварка в различных пространственных положениях............... 67
Глава 4. ОБОРУДОВАНИЕ И АППАРАТУРА ДЛЯ ГАЗОВОЙ СВАРКИ... 72
4.1. Ацетиленовые генераторы.................................... 72
4.2. Предохранительные затворы.................................. 89
4.3. Баллоны для сжатых газов................................... 97
4.4. Запорные вентичи для баллонов с газами.................. 103
4.5. Редукторы для сжатых газов................................ 106
4,6. Кислородные установки и газификаторы.................... 118
4.7. Перепускные рампы..................................... 120
4.8. Рукава и трубопроводы................................... 122
4.9. Газоразборныс посты..................................... 123
4.10. Средства взрывозащи i ы системы газопитания.............. 126
4.11. Сварочные горелки, их назначение и устройство.......... 128
Глава 5. НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКЕ.. 151
5.1. 1причины возникновения напряжений и деформаций............. 151
5.2. Предотвращение напряжений и деформаций....................... 157
5.3. Устранение напряжений и деформаций.......................... 159
5.4. Гермическая обработка сварных соединений._____________,...... 161
Оглавление 399
Глава 6. ТЕХНОЛОГИЯ КИСЛОРОДНОЙ РЕЗКИ................. 170
6.!. Основы процесса резки.................................. 170
6.2. Техника кислородной резки............................... 178
6.3. Ручная раздели гельная кислородная резка................ 181
6.4. Машинная разделительная кислородная резка............... 185
6.5. Поверхностная кислорочная резка......................... 193
6.6. Свойства зоны термического влияния при резке............ 195
Глава 7. АППАРАТУРА II МАШИНЫ ДЛЯ КИСТОРОДНОЙ РЕЗКИ . 198
7.1. Резаки................................................ 198
7.2. Установки для кислородной резки........................... 211
7 3. Машины для кислородной резки............................ 212
Глава 8. КИСЛОРОДЯОФЛ ЮСОВАЯ РЕЗКА.............................. 218
8.1 Особенности процесса кислородно-флюсовой резки........... 218
8.2. Аппаратура для кислородно-флюсовой резки.....~......... 221
8.3. Кислородно-флюсовая резка высоколегированных сталей..... 230
8.4. Кислородно-флюсовая резка бетона и железобетона...;..... 233
Глава 9. ПЛАЗМЕННАЯ II ГАЗОДУГОВАЯ РЕЗКА........................ 237
9.1. Плазменная резка........................................ 237
9.2. Кислородно-дуговая и воздушно-дуговая резка............ 250
9.3. Подводная резка мегаллов.......................... 254
Глава 10. МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ.................. 259
10.1. Особенности металлургических процессов................. 259
10.2. Взаимодействие расплавленного металла с газами......... 261
10.3. Взаимодействие металла со шлаками и газами............. 265
10.4. Образование пор........................................ 266
л 10.5. Кристаллизация металла шва.......................... 267
10.6. Строение сварного соединения........................... 273
10.7. Образование трещин при сварке.......................... 278
Глава 11. СВАРКА УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ . 282
11.1. Основные свойства сталей............................... 282
11.2. Свариваемость материалов............................... 287
11.3. Сварка углеродистых сталей............................ 291
11.4 Сварка легированных сталей ......................... 295
Глава 12. СВАРКА ЧУГУНА......................................... 302
12.1. Свойства чугунов и их свариваемость................... 302
12.2. Горячая сварка чугуна.................................. 304
12.3. Сварка чугуна с местным подогревом..................... 308
12 4. Холодная сварка чугуна................................ 309
Глава 13. СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ..................... 317
13.1. Сварка меди............................................ 317
13.2. Сварка латуни........................................ 321
13.3. Сварка бронзы........................................ 322
13.4. Сварка никеля......................................... 324
13.5. Сварка свинца........................................ 325
400 Оглавление
13.6. Сварка алюминия..................................... 326
13.7 Сварка магниевых сплавов.......................... 331
С Глава 14. ГАЗОПЛАМЕННАЯ НАПЛАВКА И ПАЙКА. ...................... 334
14 1. Газопламенная наплавка................................ 334
О 14.2 Газопорошковая наплавка................................ 340
Г 14.3. Газопламенная пайка................................... 342
14.4. Газопламенный нагрев__________,.................... 350
14.5. Газотермическое напыление покрытий.................. 356
Глава 15. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ........................ 359
15.1. Вилы дефектов......................................... 359
р 15.2. Влияние дефектов на прочность сварных соединений...... 367
15.3. Исправление сварочных дефектов........................ 369
Глава 16. ПРОИЗВОДСТВО ГАЗОСВАРОЧНЫХ РАБОТ.................... 371
16.1. Сварка листового проката и труб..................... 371
16.2. Сварка сосудов и газопроводов........................ 377
р 16.3. Ремонтная сварка.................................... 378
Глава 17. ОХРАНА ТРУДА ПРИ ГАЗОПЛАМЕННЫХ РАБОТАХ.............. 380
17.1. Эксплуатация оборудования............................. 380
17.2. Производство газопламенных работ ................... 394
Литература.___________________________________________________ 402
Учебное издание
Лупачев Вячеслав Григорьевич
г
ГАЗОВАЯ СВАРКА
Учебное пособие
Редактор Л. Н. Базулько. Художественный редактор В. А. Ярошевич. Технический редактор Л. И. Счисленок. Корректоры Т К. Хвалъ, В. П. Шкредова. Компьютерная верстка И. С, Оликсевич
Подписано в печать с оригинала-макета издательства «Вышэйшая школа» 28.06.2001. Формат 84x108/32. Бумага газетная. Офсет, печать. Гарнитура «Таймс». Усл.-печ л. 21.0. Уч.-изд. л. 22,9. Тираж 5000 экз. Зак. 1907.
j Налоговая льгота — Общегосударственный классификатор Республики Беларусь ОКРБ 007 -98,
ч. 1; 22.11.20.600.
Республиканское унитарное предприятие «Издательство "Вышэйшая школа”». Лицензия Л В № 5 от 22.12.1997. 220048, Минск, проспект Машерова. 11.
Республиканское унитарное предприятие «Белорусский Дом печати». 220013, Минск, проспект Ф. Скорины, 79.