









































































































































Автор: Абрамов Г.Г. Панченко Б.С.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления отдельные машиностроительные и металлообрабатывающие процессы и производства справочник литейное производство издательство высшая школа справочник молодого литейщика
ISBN: 5-06-001101-1
Год: 1991




ББК 34.61
А16
УДК 621.74
„ «комендоваи к изданию Государственном
комитетом СССР по народному образованию
Реценаент-канд. техн. паук В. А. Оверов (МЛТИ)
Абрамов Г. Г., Панченко Б. С.
А 16 Справочник молодого литейщика.— 3-е изд.,
перераб. и доп.— М.: Высш. шк., 1991.—319 с. ил,1
ISBN 5-06-001101-1
Рассмотрены сведения о пронаеодстм отливок на стили, чу'-у»»
я диетных металлов способом литья в лесчвпие формы; првмдгны
справочные данные о песнях, глнкех. смесях ■ други> ферчпвотиыя
материалах; даны технические характеристики ширено приненвемсге
в лнтсАвом прогзаодстм оборудования.
. Трете* иддяние дополнено в гтрерхСот,чо с учете-м ju* ги«<»»11
в области литеЛыУо прснаводства ■ требой впив учеб. и, программ
длв подготовки молодых рабочих.
д 27<>402{1П00 (43Q700f)W0) 154 ББ Л|
062(00-61 вП4>1
ISBN 5-06-001101-1
© Г- Г. Абрямов, Б. С. Панченко,
еда*
ПРЕДИСЛОВИЕ
Перед машиностроительной отраслью поставлены большие
задачи по интенсификации и коренному техническому переосна¬
щению литейного производства. Только в течение двенадцатой
и тринадцатой пятилеток литейщикам предстоит увеличить про¬
изводство отливок на автоматических линиях в 2.6—2.8 раза»
точных отливок — в 2,8—3,0 раза. Численность рабочих, запя¬
тых ручным трудом, в текущей пятилетке должна снизиться
в 1.5 раза, а темпы роста производительности труда должны
увеличиться в 2,5—3,0 раза.
Для выполнения этих задач предусматривается освоение
прогрессивных ресурсосберегающих технологий на базе нового
высокопроизводительного литейного оборудования; создание
гибких производственных систем и роторных линий, базирую¬
щихся на безотходной технологии к интегрированных с АСУТП,
АРМ (автоматизированные рабочие места инженеров к рабочих);
внедрение роботов н манипуляторов; закрытие или переоснаще¬
ние цехов и участков с низкими технико-экоиомичесхими пока¬
зателями и неудовлетворительными условиями труда; внедрение
хозрасчетных методов в управлении литейным производством;
улучшение подготовки рабочих и ИТР, переподготовка кадров;
аттестация цехов, технологических процессов, рабочих мест.
На многих литейных предприятиях, цехах и участках, а
также в НИИ разработаны п осуществляются программы На¬
дежности к Качества.
Программа Надежности предусматривает улучшение конст¬
рукций и повышение надежности работы литейного оборудова¬
ния, создание системы нормативно-технической документации,
устанавливающей номенклатуру н порядок определения показа¬
телей надежности, а также технических требований к качеству
ремонта литейного оборудования
Программой Качество предусмотрен комплекс органнзацн-
онио-тсхничесхнх н экономических мероприятий, обеспечиваю-
тих улучшение качества изготовлении литейного оборудования
и литых заготовок.
Для развития литейного производства большое значение
имеет и принятая недавно «Комплексная программа научно,
технического прогресса стран — членов СЭВ до 2000 года». Она
предусматривает, в частности, совместные, скоординированные
действия стран — членов СЭВ по совершенствованию механиза¬
ции и автоматизации литейного производства в технико-эконо¬
мических, научно-технических областях, а также в стандарти¬
зации.
Наряду с повышением технического уровня литейного про¬
изводства постоянно возрастают и требования к подготовке
молодых рабочих-литейщиков различных профессий: модельщи¬
ков, формовщиков, стерженщиков, обрубщиков и др. Квалифи¬
цированный рабочий должен обладать техническими знаниями
и уметь применять их на производстве.
Настоящий справочник налксаи ка основе учебных программ
для подготовки рабочих-литейщиков в системе профессионально-
технического образования. Материал расположен в порядке
разработки и осуществления технологического процесса произ¬
водства отливок. Сначала приведены сведения, непосредственно
регламентирующие процесс разработки литейной технологии,
затем те, которые освещают основные этапы изготовления отли¬
вок. Завершают справочник сведения о техническом контроле
и дефектах отливок.
В справочнике приведены с велев н я о новых материалах,
процессах н оборудовании. В нем отражены технологические
процессы изготовления отливок с использованием холоднотвер¬
деющих и наливных смесей, описано современное оборудование,
в том числе и автоматическое, для изготовления форм, стерж.
ней, очистки и отделки отливок. Материал справочника окажет
большую практическую пользу учащимся и преподавателям
учебных заведений профтехобразовании и будет полезен для
повышения квалификации кадровых рабочих предприятия.
1. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
1. Организация технологической подготовки производства
Прежде чем приступить к изготовлению отливок, произво¬
дят определенные подготовительные работы, связанные с оформ¬
лением заказа и разработкой необходимой для производства
документации, с нормированием работ но технологическим пере¬
делам производства, проектированием п изготовлением специ¬
альной технологической оснастки, приспособлений, инструмента
для работы и контроля, если sto требуется по условиям выпол¬
нения заказа {рис. 11}. Основные технологические переделы
получения отливок в разовых песчаных формах показаны на
рис. 1.2.
1.2. Основные условия оформления заказа
и технологическая разработка
Изготовление отливок начинают с разработки литейной тех¬
нологии, предварительно решив вопрос о возможности выпол¬
нения заказа на предприятии в зависимости от массы, габарит¬
ных размеров, серийности, назначения литой детали и т. д.
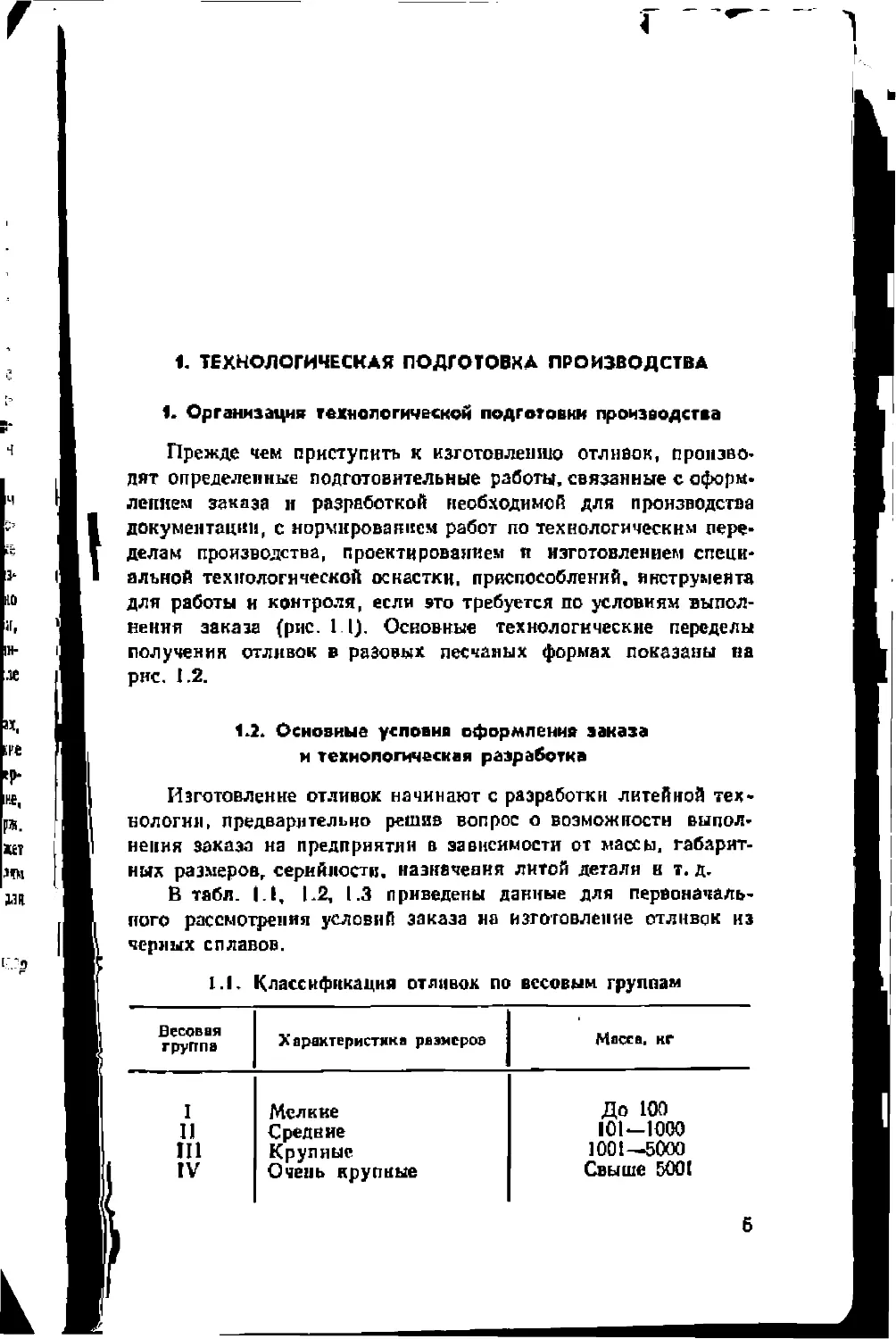
В табл. I.I, 1.2, 1.3 приведены данные для первоначаль¬
ного рассмотрения условий заказа ив изготовление отливок из
черных сплавов.
1.1. Классификация отливок по весовым группам
Весовая
группа
Характеристика размеров
Масса, кг
I
Мелкие
До 100
п
Средние
101—1000
ш
Крупные
1001—5000
IV
Очень крупные
Свыше 5001
б
I
I 1—1
[ Отлнъки I
1 f 1
Скщд
готдоц
продукции
IhiKMi-ttKaj'HfK
ПздноаДОХОкОММЧССМГН
отдел (увднопчымс
отмой цены)
I—*—,
J Чертеж |
I лший летшш j
' Г
jL
Л* iptKUUH
io н mu -н jfotob ir tt ля
0ТДС11РУДА н №piiii)iu
(HDpuupneahiit рйбел)
t s
l-J 1 1
! Логошзр im no-y
\ С1ЙВКУ ni.ikiVOhj
Экспертиза чертежей зАкичнн
IIS ЯИТРЙНУЮ TCXFC 1СП1Ч1ЮСЛ|
Конструкции on, разработка
тел. принеси
|]]MllOIIO-№)ltOUHUCf»HH
II Произволе гденислис-
nci'icpenid г’тпелы
Устамвдемке параметров иле
определения оптовой иены на от-
пивку и данные для иормировкнк
(. [К«и BbltlG 4> lj£llllV ltlMU.
Передана техническом
моьуыснуяннн целим
Подготовите тмгме роботы по со-
сталлеишо нроегга договора
'Цех подготовки
производства
Модель кын чех
ИэгОТОЦГКННС II pCMOirt
лтейчсм тех. оовепт,,
еппстриаюсо&кнт к д>
И1ГСЛиЫСШ«С1
новых модель¬
ных «ПЧтиПО»
Рмонг
ьндоыыя
КОМПЛОТ OF
Литейний I* х
Скол ДЛЯ ДРШКШН
хпделыы* хпчшютов
Иягопщткнне к гечтрог» слитной гартни стлн-
МК Н nocnCEQQOIllnt XUTVLt X ПрОИЗВЩтО
^ИС »™1,’.иРхема °Ргя,,нэацин технологической подготовки про-
д тва при центра л иэовйп ком изготовлении отливок
I
Повторная ичи?т поасрхносш
^ ~
Контроль Of W* If И
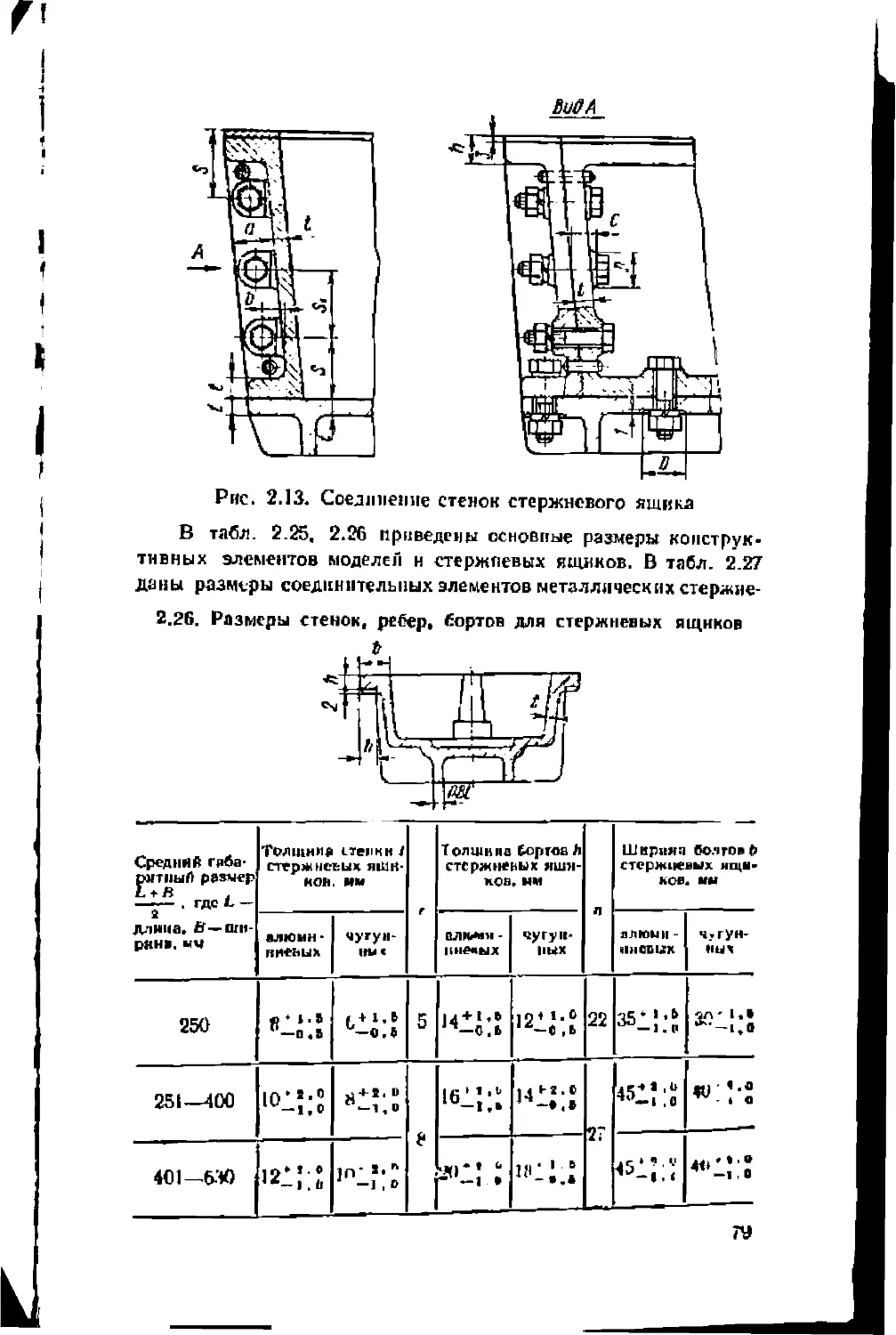
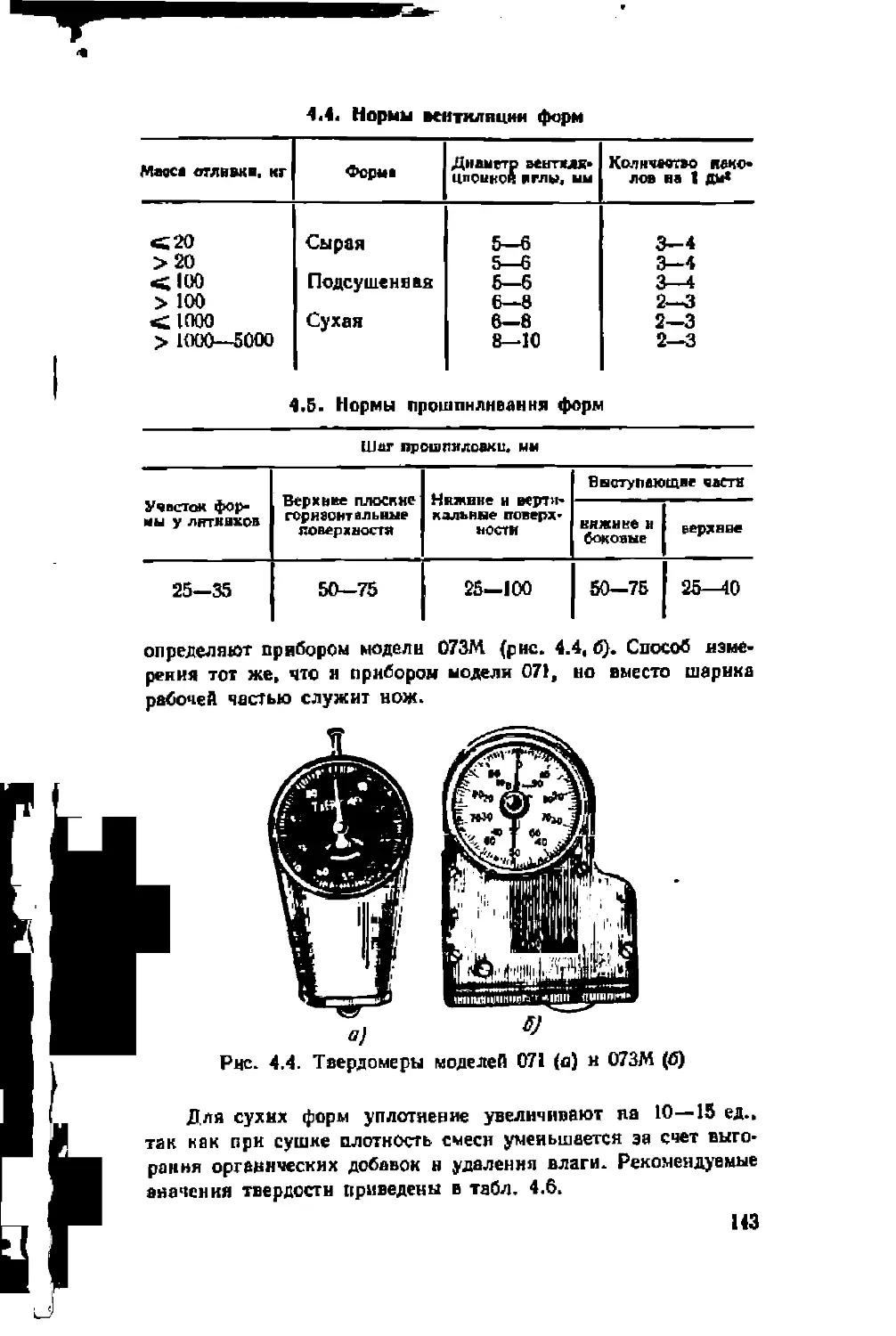
Ряс. 1.2. Основные технологические переделы получения отлн
вок в разовых песчаных формах
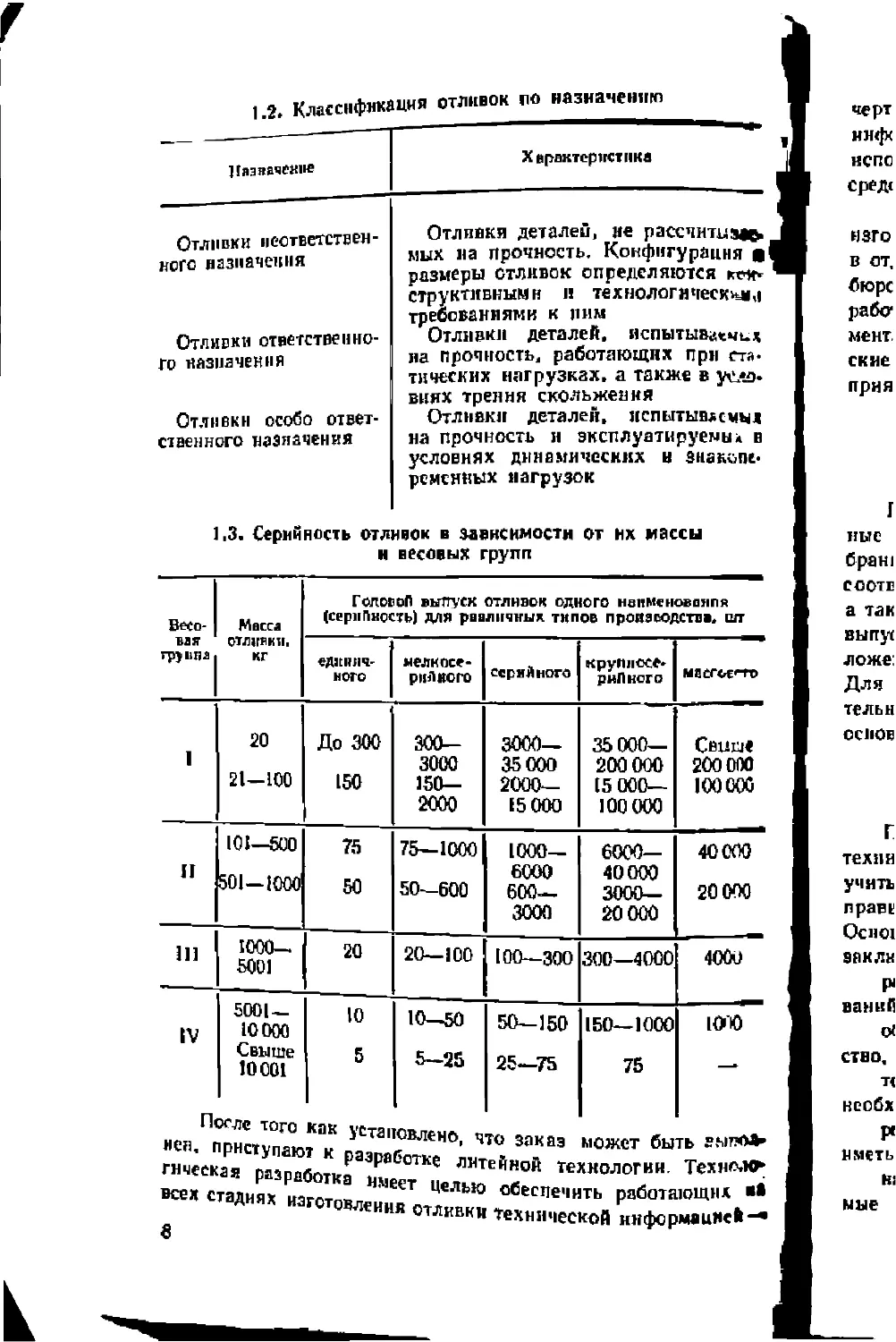
.2. Классификация отливок го назначению
Назначение
Характеристика
Отливки неответствен¬
ного назначения
Отливки ответственно¬
го назначения
Отливки особо ответ¬
ственного назначения
Отлнвкя деталей, не рассчнтиэве-
мых на прочность. Конфигурация (I
размеры отливок определяются
структивнымн и технологически,|
требованиями к ним
Отливки деталей, испытыв^ечи*
на прочность, работающих при ста¬
тических нагрузках, а также в усло¬
виях трепня скольжения
Отливки деталей, испытываемых
на прочность н эксплуатируемы* в
условиях динамических и знакопе¬
ременных нагрузок
1.3. Серийность отливок в зависимости от нх массы
н весовых групп
В«о-
Масс*
ГоловоП выпуск отливок одного нвпменовнпгя
(серийность) для различны* типов проиэсодстп», шт
0ТЛ1№К11|
гру 1111 я
кг
единич¬
ного
мелкосе¬
рийного
серийного
крупиоее»
рнПиого
МЯСГСССТО
1
20
21-100
До 300
150
эоо-
3000
150—
2000
3000—
35 000
2000—
15000
35 000—
200 000
15 000—
юоооо
Свыше
200 000
100000
II
101—600
501-1000
75
50
75—1000
50—600
1000—
6000
600—
3000
6000—
40000
3000-
20 000
40000
20 000
ш
1000—
5001
20
20—100
100—300
300—4000
4000
IV
5001 —
10000
10
10—50
50—150
150—1000
1000
Свыше
10001
5
5-25
25—75
75
—
ней, приступают к * та"°вле>ю- что заказ может быть гыт»
гнческая разработка Вр8’СТКе ЛНТейной технологии. ТехнгчКМ
всех стадиях изготовл Цель!0 обеспечнть работающих
изготОВления 0ТЛИВКИ Техш1ческой Рш1формацяей^
чертежами, технологическими картами, эскизами и т.д. Такая
информация содержит конкретные указания исполнителя* по
использованию материальных, технологических, технических
средств н соблюдению безопасности проведения работ.
Техническую документацию, определяющую технологию
изготовления конкретной отливки, разрабатывают, как правило,
в отделе главного технолога завода (ОГТ) в технологнчесном
бюро цеха или в отделе главного металлурга (ОГМ). При раз¬
работке технологии используют нормативно-техническую доку¬
ментацию: ГОСТы (государственные стандарты}, ТУ (техниче¬
ские условия), технологические инструкции, стандарты пред¬
приятия и отраслевые регламенты.
1.1. Этапы проектирования литейной
технологии
При разработке литейной технологии решаются определен¬
ные и последовательно выполняемые задачи производства В вы¬
бранной технологии должны использоваться процессы обработки,
соответствующие современному уровню техники н технологии,
а также обеспечивающие эффективность работы предприятия,
выпуск высококачественной продукции н безопасность (см. при¬
ложения) проведения работ ка всех этапах производства отливок.
Для достижения этого широко используют метод последова¬
тельного типового проектирования технологических процессов,
основные этапы которого приведены в табл. 1.4.
1.4. Требования и технической документ ацкм
При составлении рабочих чертежей учитывают требования
технических условий, отражая их в технической документации,
учитывают возможности и специфику производства, соблюдают
правила Единой системы конструкторской документации (ЕСКД).
Основные требования к оформлению технической документации
заключаются в следующем:
разработка чертежей должна выполняться с учетом требо¬
ваний литейной технологии;
объем технической документации, выдаваемой в производ¬
ство, должен учитывать серийность заказа (табл. 1.5);
технические условия на отливку и обработанную деталь
необходимо указывать па чертежах раздельно;
рабочие чертежи для отливок размером свыше 300 мм должны
иметь удобные места для маркирования или простановки даты;
на проекциях чертежей необходимо обозначать подвергае¬
мые гидроиспытвнням камеры с указанием уровня жидкости,
9
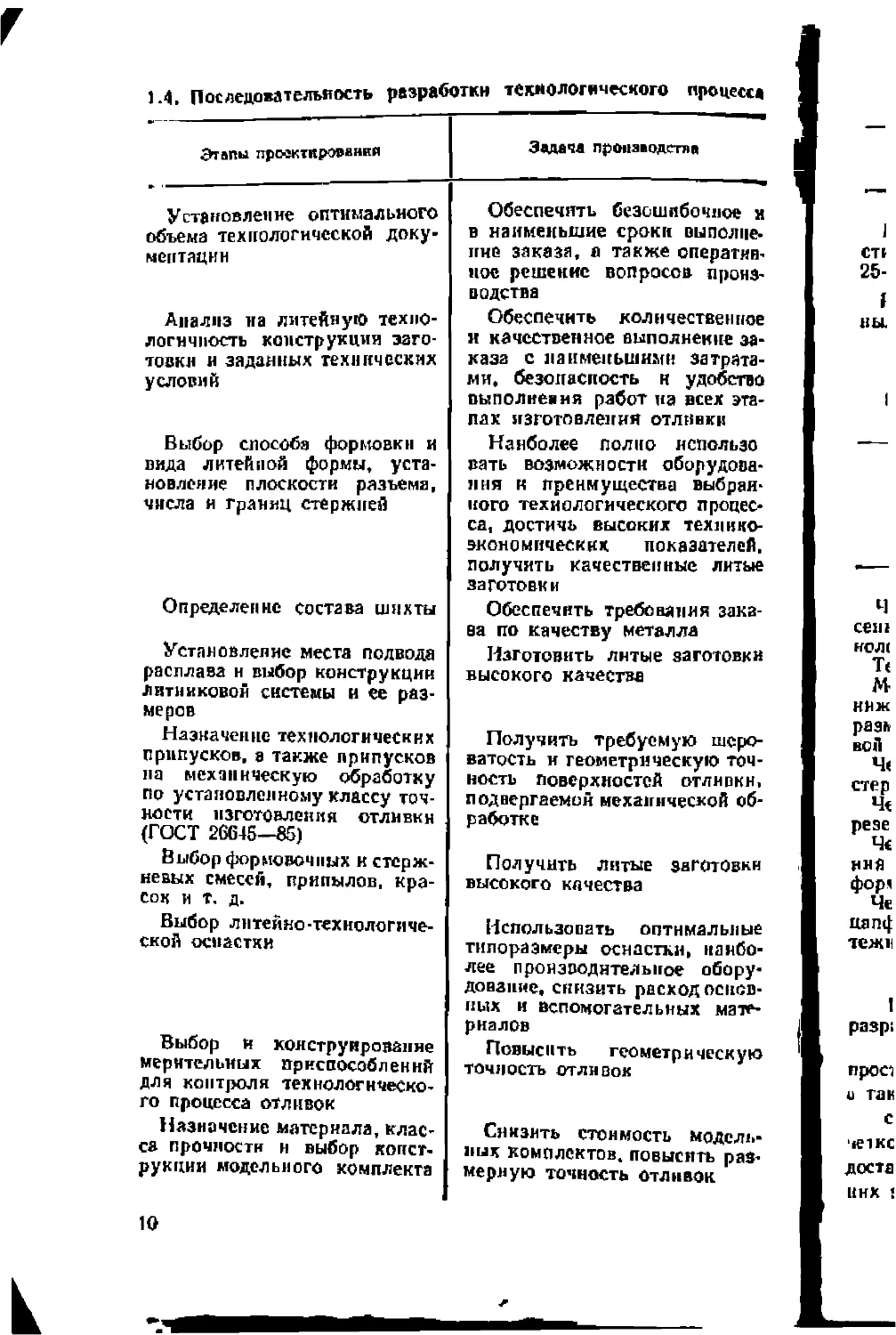
1.4. Последовательность разработки технологического процесс*
Этапы проектирования
Установление оптимального
объема текдологической доку¬
ментации
Анализ на литейную техно¬
логичность конструкции заго¬
товки и заданных технических
условий
Выбор способа формовки и
вида литейной формы, уста¬
новление плоскости разъема,
числа и границ стержней
Определение состава шихты
Установление места подвода
расплава н выбор конструкции
литниковой системы н ее раз¬
меров
Назначение технологических
припусков, а также припусков
па механическую обработку
по установленному классу точ¬
ности изготовления отлнвкн
(ГОСТ 26G45—85)
Выбор формовочных н стерж¬
невых смесей, припылов, кра¬
сок и т. д.
Выбор литейно-технологиче¬
ской оснастки
Выбор и конструирование
мерительных приспособлений
для контроля технологическо¬
го процесса отливок
Назначение материала, клас¬
са прочности н выбор конст¬
рукции модельного комплекта
Задача производств
Обеспечить безошибочное и
в наименьшие сроки выполне¬
ние заказа, а также оператив¬
ное решение вопросов произ¬
водства
Обеспечить количественное
и качественное выполнение за¬
каза с наименьшими затрата¬
ми, безопасность и удобство
выполнения работ на всех эта¬
пах изготовления отливки
Наиболее полно использо
вать возможности оборудова¬
ния и преимущества выбран¬
ного технологического процес¬
са, достичь высоких технико-
экономических показателей,
получить качественные литые
заготовки
Обеспечить требования зака-
ва по качеству металла
Изготовить литые заготовки
высокого качества
Получить требуемую шеро-
ватость и геометрическую точ¬
ность поверхностей отливки,
подвергаемой механической об¬
работке
Получить литые заготовки
высокого клчества
Использовать оптимальные
типоразмеры оснастки, наибо¬
лее производительное обору¬
дование, снизить расход основ¬
ных и вспомогательных мате¬
риалов
Повысить геометрическую
точность отливок
Снизить стоимость модель¬
ных комплектов, повысить раз¬
мерную точность отливок
10
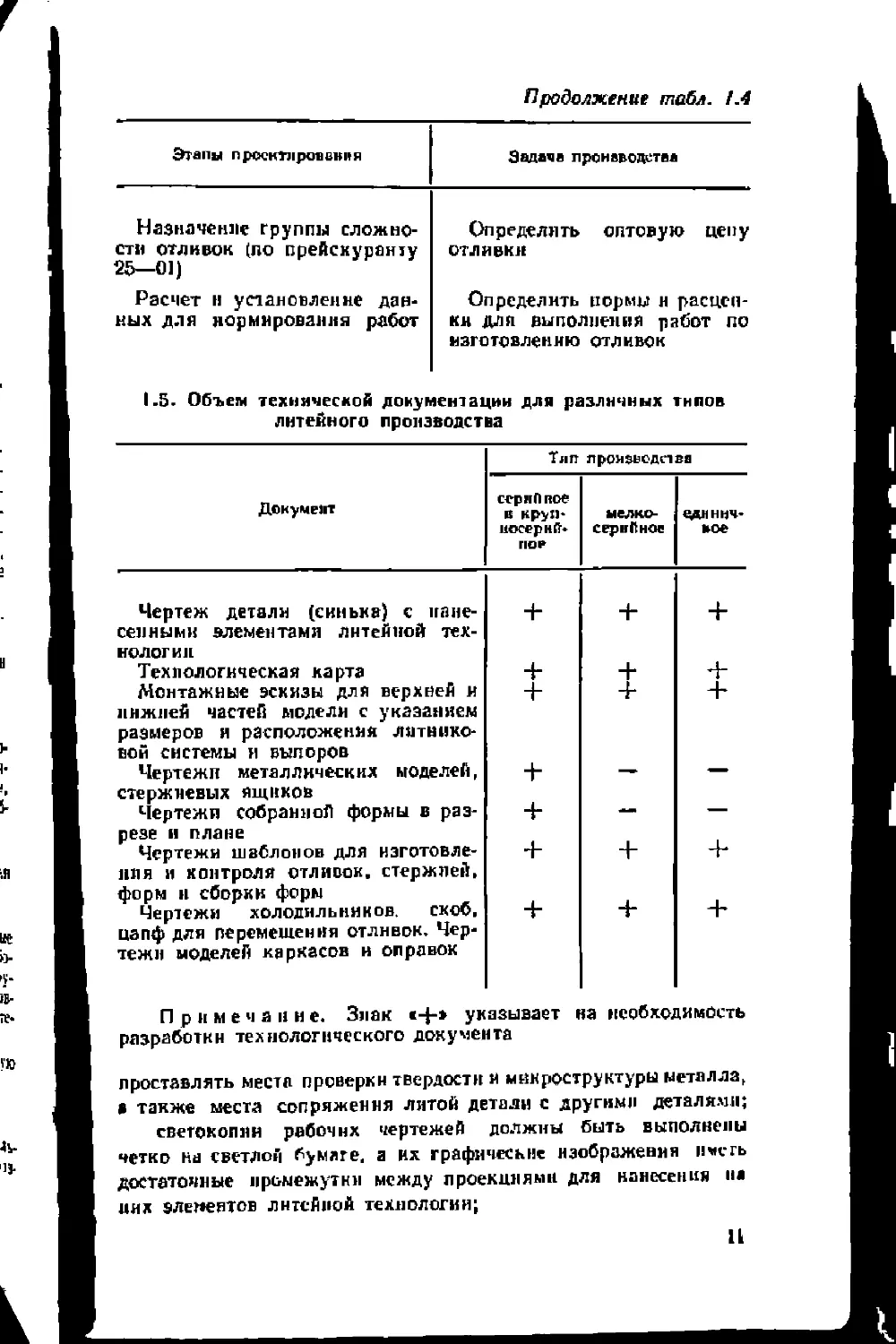
Продолжение табл. 1.4
Этапы проектирования
Назначение группы сложно¬
сти отливок (по прейскуранту
25—01)
Расчет п установление дан¬
ных для нормирования работ
Задаче л рои вводите*
Определить оптовую цепу
отливки
Определить нормы н расцен¬
ки для выполнения работ по
изготовлению отливок
1.5. Объем технической документации для различных типов
литейного производства
Тли
лронздодпва
Документ
с?р»Ппое
в круп*
iiocepitft*
ПОР
мелко¬
серийное
единич¬
ное
Чертеж детали (синька) с нане¬
сенными элементами литейной тех¬
нологии
Технологическая карта
Монтажные эскизы для верхней и
ннжлей частей модели с указанием
размеров н расположения литнико¬
вой системы и выпоров
Чертежп металлических моделей,
стержневых ящиков
Чертежи собранной формы в раз¬
резе н плане
Чертежи шаблонов для изготовле¬
ния и контроля отливок, стержней,
форм и сборки ферм
Чертежи холодильников. скоб,
цапф для перемещения отливок. Чер¬
тежи моделей каркасов н оправок
+
+
+
+
+
+
+
+
+
+
—
—
+
—
—
+
+
+
+
+
Примечание. Знак *-(-* указывает на необходимость
разработки технологического документа
проставлять места проверки твердости и микроструктуры металла,
а также места сопряжения литой детали с другими деталями;
светокопии рабочих чертежей должны быть выполнены
четко ни светлой бумаге, а их графические изображения нчегь
достаточные промежутки между проекциями для нанесения на
них элементов лнтейной технологии;
U
1.6. Нормативно-техническая документация на элементы
лнтенной формы и отливки
Элемент литеЛноП формы и отливки
НорМЕТПВИО-Т^ХЩЧПчвв
декумещ
Разъем формы (модели) в основных
проекциях (положение при формовке н
заливке)
ГОСТ 3.1125-88
Величина припусков на механическую
обработку, технологические напуски
ГОСТ 3.1125—88
Формовочные уклоны
ГОСТ 3212—80
Границы стержней с условной штри¬
ховкой по контуру каждого стержня к
порядковыми номерами во всех проек¬
циях
ГОСТ 3.1125—88
Размеры и уклоны знаков, величина
зазоров, фиксаторов и метки стержней
ГОСТ 3606—80
Вывод газов из стержвгей, плоскость
иабивкн стержней
ГОСТ 3.1125-88
Отъемные части на модели
ГОСТ 3.1125—88
Места подрезки
ГОСТ 3 1125—88
Специальные приливы для определе¬
ния микроструктуры отливок
ОСТ 2МТ21-2—76
1.7. Условные графические обозначения элементов
литейной технологии
Правило выполнения
условных обозначений
Графическое изображение
Обозначения разъемов и положени!
модели, формы
1. Прямую
плоскость
разъема модели н формы
изображают на чертеже пря¬
мым отрезком основной ли¬
нии, над которым простав¬
ляют буквенное обозначе¬
ние разъема — МФ. Направ¬
ление разъема изображают
сплошной основной линией,
ограниченной стрелками и
перпендикулярной линии
разъема
| НФ
Продолжение табл. 1.7
Правило выполнении
условных обозначений
2. Ломаную плоскость
разъема модели и формы
изображают на чертеже .ло¬
маным отрезком основной
линии, над которым про¬
ставляют буквенное обозна¬
чение разъема— МФ. На¬
правление разъема изобра¬
жают так же. как и при
прямом разъеме (см. П. 1)
Графическое изображение
3. То же. что в П. I, 2,
по при использовании не¬
разъемной модели указыва¬
ют только буквенное обоз¬
начение прямого (или ло¬
маного) разъема—Ф
4. То же. что в П. I, 2,
но при нескольких разъе¬
мах модели п формы каж¬
дый разъем прямой (или
ломаный) изображают от¬
дельно
5. Положение отливки в
форме обозначают буквами
В (верх), Н (ннэ). Буквы
проставляют у стрелок, ука¬
зывающих направление
разъема модели и формы
6. Если литейная форма
формуется в горизонталь¬
ном положении, а залива¬
ется в вертикальном, то
буквенные обозначения вер¬
ха и низа у стрелок разъе¬
ма модели и формы не ста¬
вят. Параллельно направ¬
лению заливки проводят от¬
резок основной линии, у
стрелок которой простав¬
ляют обозначение верха
(В) и низа (И)
13
Правило И полпенни
условны* обозначений
Графическое изображение
Изображение припусков
7, Припуск ка механиче¬
скую обработку изображают
сплошной тонкой линией.
Размер припуска указывают
цифрой перед знаком шеро¬
ховатости детали или вели¬
чиной уклона и линейными
размерами
8. При несложных отлив¬
ках припуск на мехапиче-
скую обработку не изобра¬
жают, а указывают только
его размер. Отверстия, впа¬
дины н т. п., не выполняе¬
мые литьем, зачеркивают
сплошной топкой линией
№
вМ/
Я J
WL
'ЛШи
Щ
9. Технологический при¬
пуск обозначают буквой Т
н цифрой со знаком минус
(—) или плюс (+). указы¬
вающей его размер. Обозна¬
чение и размер припуска
проставляют на продолже¬
нии размерной линии или
после линии выноски
Изображение н обозначение стержней
10. Стержень, его знаки
и фиксаторы, стержень-пе¬
ремычку, разделительную
Диафрагму легкоотделяемой
прибыли, знаки модели
изображают сплошной тон¬
кой линией в масштабе чеп-
™*а. Проставляют разме-
ры знаков и их зазоры.
й?3ТНЬт В разРые (<*■
эскиз) штрнкуЮТ только V
контурных линий и обоз
«акают буквами Cm ска¬
занием порядкового номе¬
ра, ввпример Cm I
Продолжение табл. К?
Правило выполнения
условных обоеначеииЙ
П. Если расположение
проекций па чертеже дета¬
ли не позволяет изображать
знак стержня в масштабе,
то его разрывают или изоб¬
ражают не в масштабе
12. На проекции, которая
не дает полного представ¬
ления о формовочных укло¬
нах стержневого знака,
проводят только одну ли¬
нию, соответствующую наи¬
большему размеру (см. эс¬
киз, знак стержня в плане
изображен одной тонкой
линией)
13. Изображение стандар¬
тизованной диафрагмы (см.
эскиз) и стержня-перемыч¬
ки сопровождают условным
обозначением, которое раз¬
мечают на полке линии-вы¬
носки. Размеры диафрагмы
н стержня-перемычки на
чертеже не проставляют
14 Направление набивки
стержня изображают стрел¬
кой
15. Разъем стержневого
ящика изображают стрел¬
ками
Графическое изображение
(Of шли
19
Превило выполнения
условны* омивчеипй
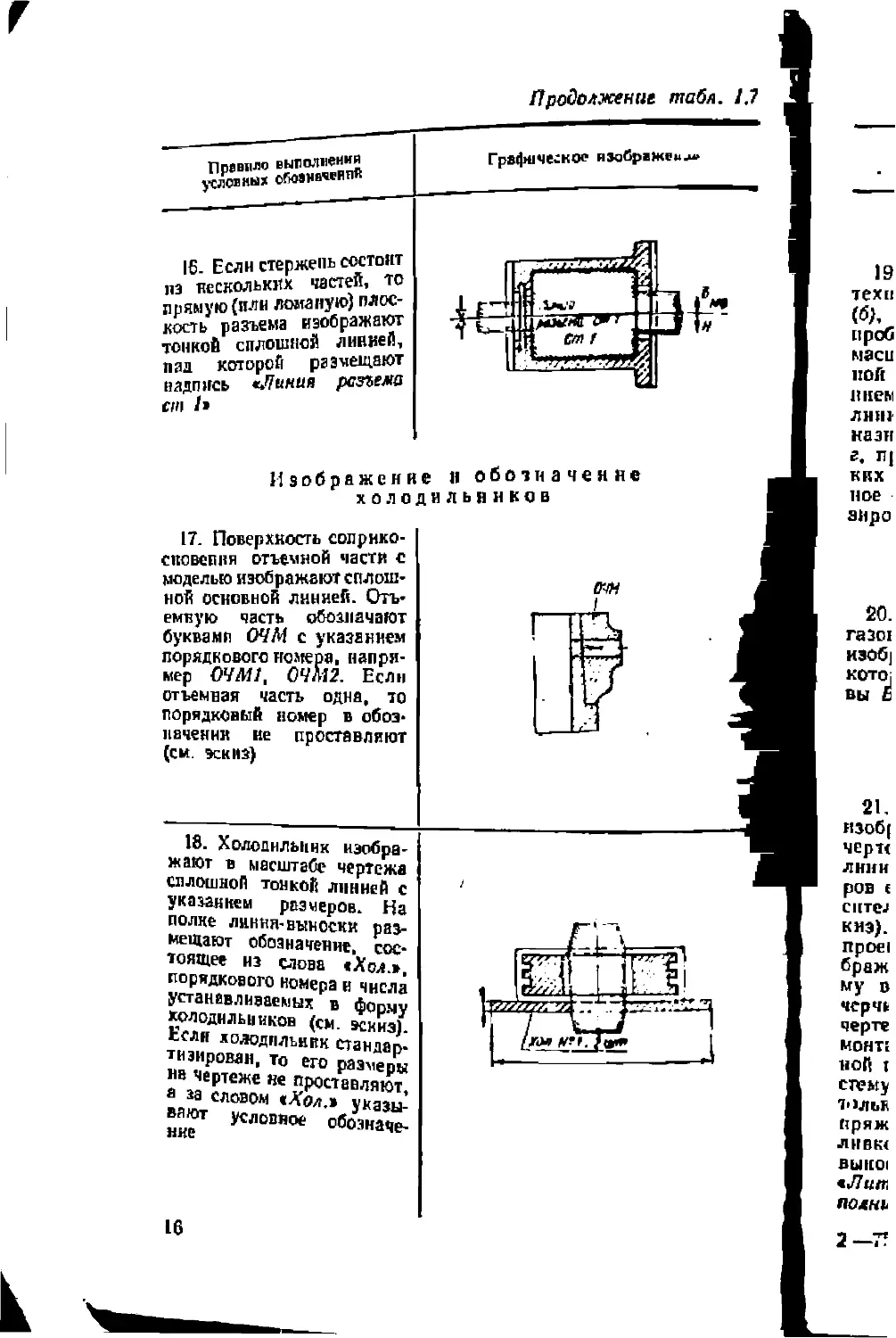
16. Если стержень состоит
из нескольких частей, то
прямую (или ломаную) плос¬
кость разъема изображают
тонкой сплошной ливней,
над которой размещают
надпись «Линия рсзъема
ап /»
Продолжение табл. 1.1
Графическое июОрижек j
Изображение и обозначение
холодильников
17. Поверхность соприко¬
сновении отъемной части с
моделью изображают сплош¬
ной основной линией. Отъ¬
емную часть обозначают
буквами ОЧМ с указанием
порядкового номера, напри¬
мер 04All, 0ЧМ2. Если
отъемная часть одна, то
порядковый номер в обоз¬
начении не проставляют
(см. эскиз)
18. Холодильник изобра¬
жают в масштабе чертежа
сплошной тонкой линией с
указанием размеров. На
полке линнн- выноски раз¬
мещают обозначение, сос¬
тоящее из слова лХол»
порядкового номера н числа
устанавливаемых в *odmv
ХОЛОДИЛЬНИКОВ <см. эскиз),
ьсли холодильник стандар¬
тизирован, то его раэмепы
«в чертеже не проставляют
*Лол-‘ указы:
условное обоэначе-
16
Продолжение табл. t.7
Правило выполнения
условный обозначения
Графическое паобр8женпс
Изображение ребер, приливов,
стяжек и проб
19. Стяжку / (см. эскиз а),
технологический прилип 2
(б), усадочное ребро 3 (в) н
пробу 4 (г) изображают в
масштабе чертежа сплош¬
ной тонкой л ни ней с указа¬
нием размеров. На полке
линни-выноекп указывают
назначение проб (см. эскиз
г, проба 4 для механичес¬
ких испытаний) или услов¬
ное обозначение стандарти¬
зированных проб
Л
■V
6
!
э
Г
' •-1 п
с—н:
(L Пи
Г
О
Обозначение мест вывода газов
20. Направленно вывода
газов из формы и стержня
изображают стрелкой, вдоль
которой проставляют бук¬
вы ВГ (вывод газов)
• ■ “ - ~ К '
литниковой системы
21. Литниковую систему
изображают в масштабе
чертежа тонкой сплошной
линией с указанием разме¬
ров ее расположения отно¬
сительно отливки (сы. эс¬
киз). Если расположение
проекций не позволяет изо¬
бражать литниковую систе¬
му в масштабе, то ее вы¬
черчивают не в масштабе
чертежа. На чертеже для
монтажа моделей па модель¬
ной плите литниковую си¬
стему не изображают, а
только указывают места со¬
пряжения питателей с от¬
ливкой. На полке лннни-
выноскн размещают надпись
«Литниковую систему вы¬
полнить по чертежу...»
2—752
'if
ВиЗ cfiM
17
Продолжение табл. 1.7
Правило выпслимм*
jeJiMHBit обозначений
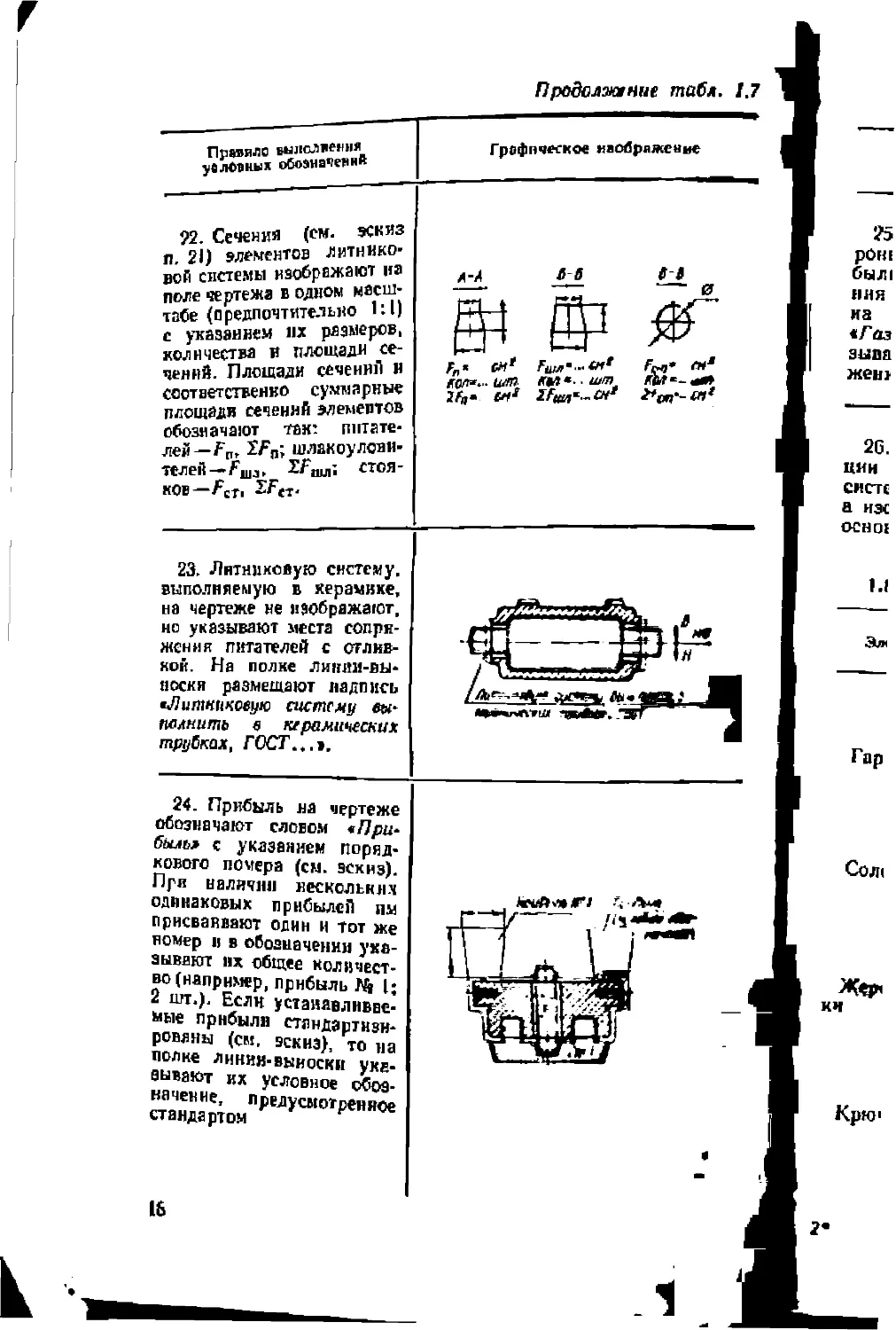
92. Сечения (см. эскиз
п. 21) элементов литнико¬
вой системы изображают на
поле чертежа в одном масш¬
табе (предпочтительно 1:1)
с указанием их размеров,
количества н площади се¬
чений. Площади сечений и
соответственно суммарные
площади сечений элементов
обозначают так: питате¬
лей— Fn, 1F„\ шлакоулови¬
телей— /щл. If ним СТОЯ¬
КОВ—f ст.
Графическое иаойряжение
Л-А
6 6
6»
ff т &
Гл« СМ* Гш*т " см* /м* ***
Kw*...tum дм *- шт
2f„M Uis Ifun' - CM i*CV-t»*
23. Литниковую систему,
выполняемую в керамике,
на чертеже не изображают,
ио указывают места сопря¬
жения питателей с стлнв-
Koit. На полке линлн-вь-
ноекя размещают надпись
«Литниковую систему вы*
полнить в керамических
трубках, ГОСТ...у.
тещщ^ Л,.
24. Прибыль на чертеже
обозначают словом
бшъ> с указанием поряд¬
кового номера (см. эскиз).
При наличии нескольких
одинаковых прибылей им
присваивают один и тот же
номер и в обозначении ука¬
зывают их общее количест¬
во (например, прибыль ^ I;
2 шт.). Если устанавливае¬
мые прибыли стандартизи¬
рованы (см. эскиз), то на
полке ли кии-выноски ука¬
зывают их условное обоз¬
начение, предусмотренное
стандартом v
Продолжение табл. 1.7
Привяло выполнения
условных обозначений
Графическое изображение
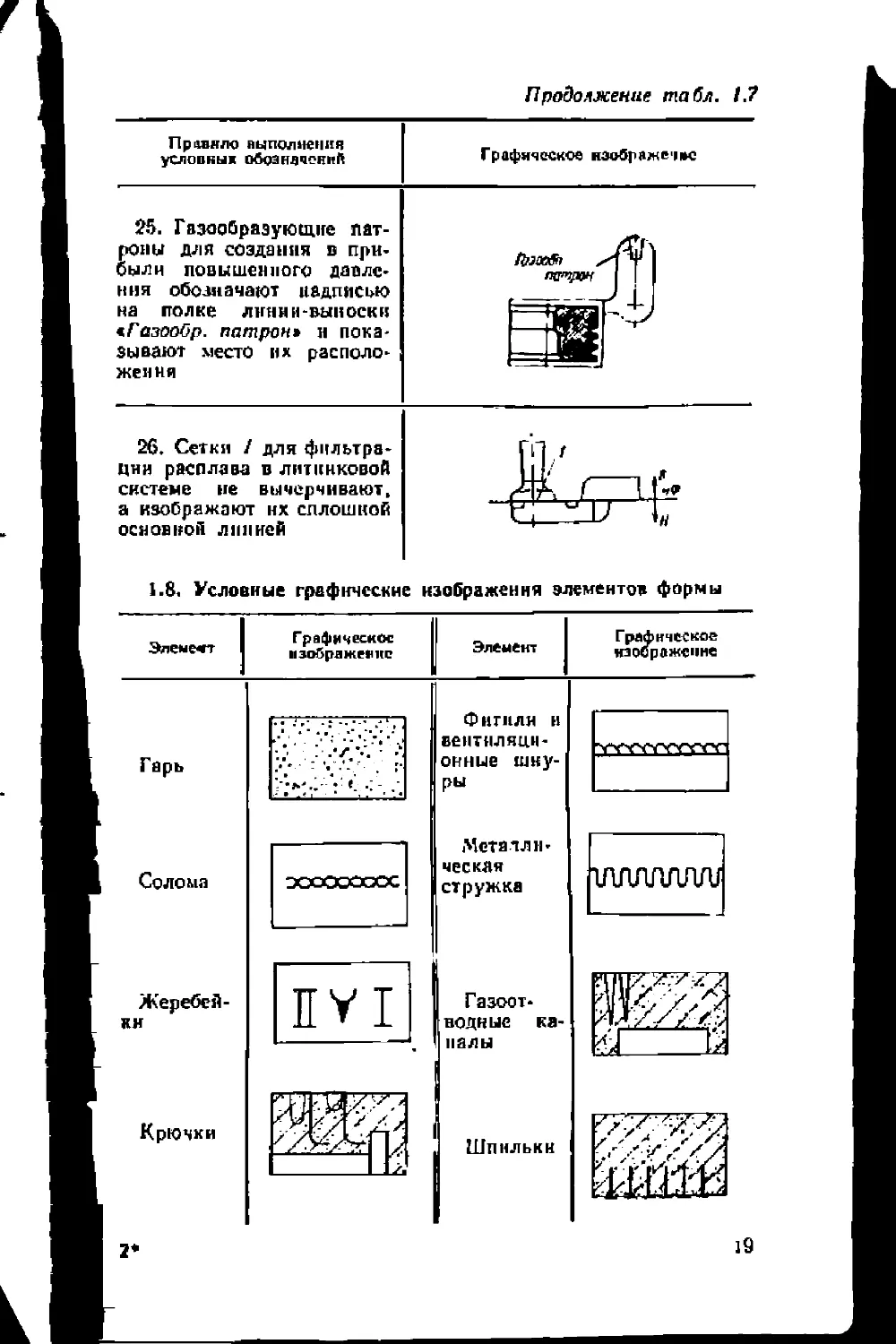
25. Гвзообраэующие пат¬
роны для создания о при¬
были повышенного давле¬
ния обозначают надписью
на голке линии-выиосии
*ГазооОр. патрон» и пока¬
зывают место их располо¬
жен ни
26. Сетки / для фильтра¬
ции расплава в литниковой
системе не вычерчивают,
а изображают их сплошной
основной линией
ibnxtfit Ay 1
ntnpw
Эщ
1.8. Условные графические изображения элементов формы
Элемент
Графическое
изображение
Элемент
рнческсе
изображение
Гарь
Солома
Жеребей¬
ки
Крючки
ПУ I
ш
Ф11Г11ЛИ и
вентиляци¬
онные шну¬
ры
Металли¬
ческая
стружка
Газоот¬
водные ка¬
налы
Шпильки
уууууууугу
юалллл/и
Ik
ттттЩ'-
Г Sv ' /
19
Иродо.гЖ^ч и< mafcr. I
на копни рабочего чертежа детали должны быть нанесет*
литниковая система, прибыли, места установки холодильников, i
окна или специальные приспособления для перемещения о г л»,
вок* технологические стяжки для увеличения жесткости модели
или отливки н другие элементы литейной технологии:
при нанесении на копню чертежа детали элементов лнте*-
ной технологии необходимо пользоваться нормативно-техинче.
ской документацией (табл. 1.6) и соблюдать правила выполи е*
mi я чертежей литейной формы и огливкк (табл. 1.7, 1.8),
1.5. Основные правила тфоектфоаанмя
отливок
Ответственной задачей, которая решается при разреши
литейной технологии, является отработка конструкции отлшакн
на литейную технологичность. Конструкция отлнвкн считает
технологичной только в том случае, если она отвечает требой*
иням литейного производства и техническим условиям м Щ
изготовление.
К требованиям литейного производства относится возив»*
кость изготовления отлнвкн высокого качества доступными 1
надежными приемами литейной технологии с учетом нмеюшегвв
на предприятии оборудования и действующих технологи*ес*Я
процессов. В табл. 1.9 приведены основные правила проем**
рованяя, применяемые при отработке конструкции оглявн» М
литейную технологичность.
1.9. Основные правила проектирования отливом
Правило и цель
проектировании
Графическое изображение
технического решении
1. Части ответственного
назначения (например, пло¬
скости скольжения, каче¬
ния 1) располагать в ниж¬
ней части формы (по залив¬
ке), даже если это связано
с некоторым повышением
трудоемкости изготовления
(см. эскиз, стержни 2 кре¬
пятся в верхней полуфор¬
ме). Повышается качество
рабочих поверхностей от-
лнвкп
2. Располагать по возмож¬
ности отливку в одной по¬
луформе (см. эскиз, отлив¬
ка в нижней полуформе).
Повышается размерная точ¬
ность отлнвкн
wj , л/
*1
3. Использовать мини¬
мально допустимое число
стержней или не применять
их (см. эскиз, второй стер¬
жень не применяется). По¬
вышаются качество и раз¬
мерная точность отливки;
снижается трудоемкость из¬
готовления
т\
г ,
E=dL Л>
■Г It
С71/
17
Ж
4. Не крепить по воз¬
можности стержни в верх¬
ней полуформе (см. эскиз,
стержень расположен в
пижней полуформе, перво¬
начальный вариант показан
штрихпукктирной линией).
Повышается размерная точ¬
ность отливок, снижается
вероятность образования
дефектов по песчаным ра¬
ковинам
21
Преиило и цель
|] роскт н ровен ия
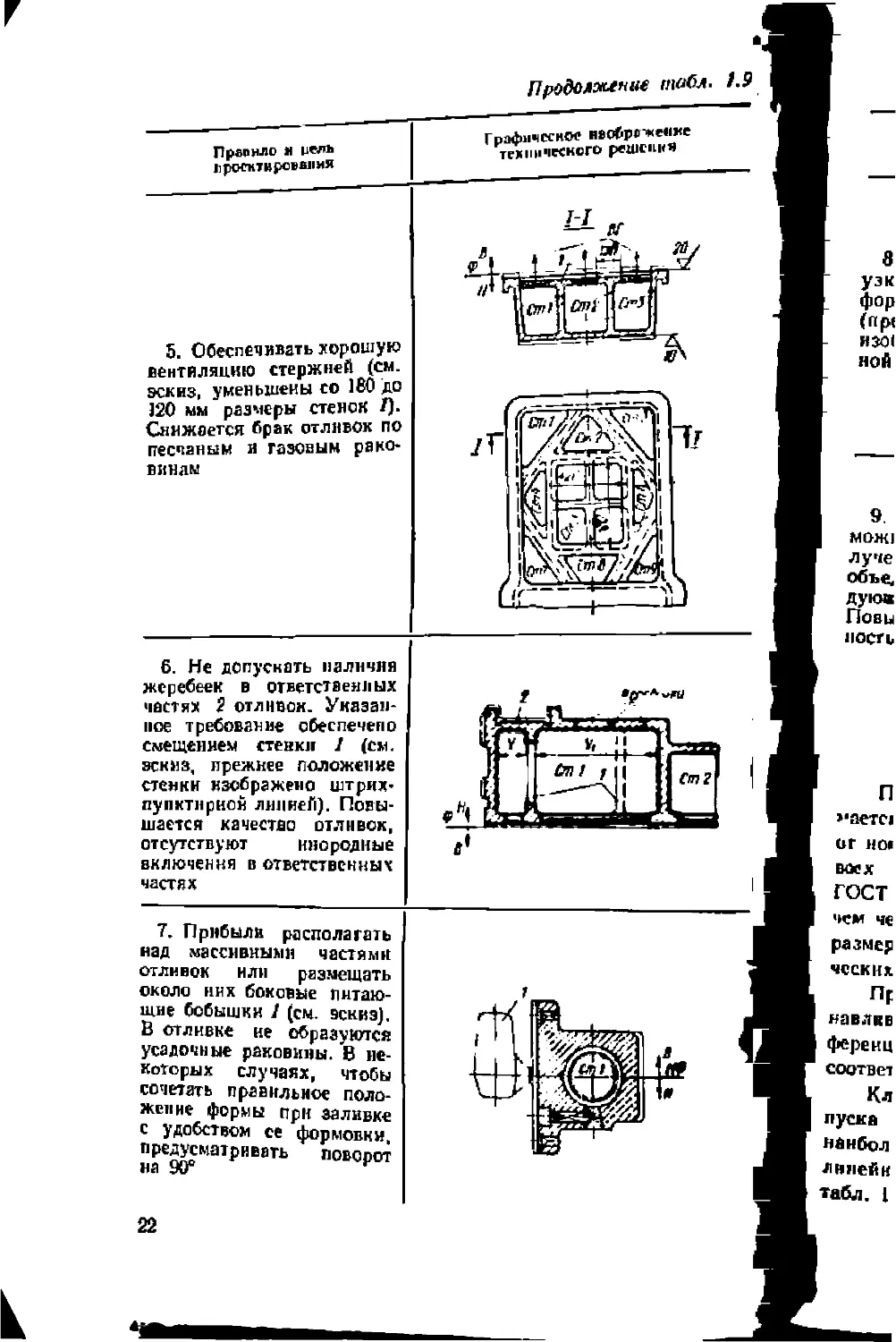
5. Обеспечивать хорошую
вентиляцию стержней (см.
эскиз, уменьшены со 160 до
120 мм размеры стенок /).
Снижается брак отливок по
песчаным я газовым рако¬
винам
Продолжение табл. 1.9
ГрэфичесиОР ивоГфИ'жсине
технического решения
6. Не допуснать наличия
жеребеек в ответственных
частях 2 отливок. Указан¬
ное требование обеспечено
смещением стенки 1 (см.
эскиз, прежнее положение
стенки изображено штрих-
пунктирной линией). Повы¬
шается качество отливок,
отсутствуют инородные
включения в ответственных
частях
7. Прибыли располагать
над массивными частями
отливок или размещать
около них боковые питаю¬
щие бобышки 1 (см. эскиз),
Б отливке ие образуются
усадочные раковины. 8 не¬
которых случаях, чтобы
сочетать правильное поло¬
жение формы при заливке
с удобством се формовки,
предусматривать поворот
на 90°
22
Продолжение табл. 1.9
Правило н цель
проектирования
Графическое п&ображслие
технического решения
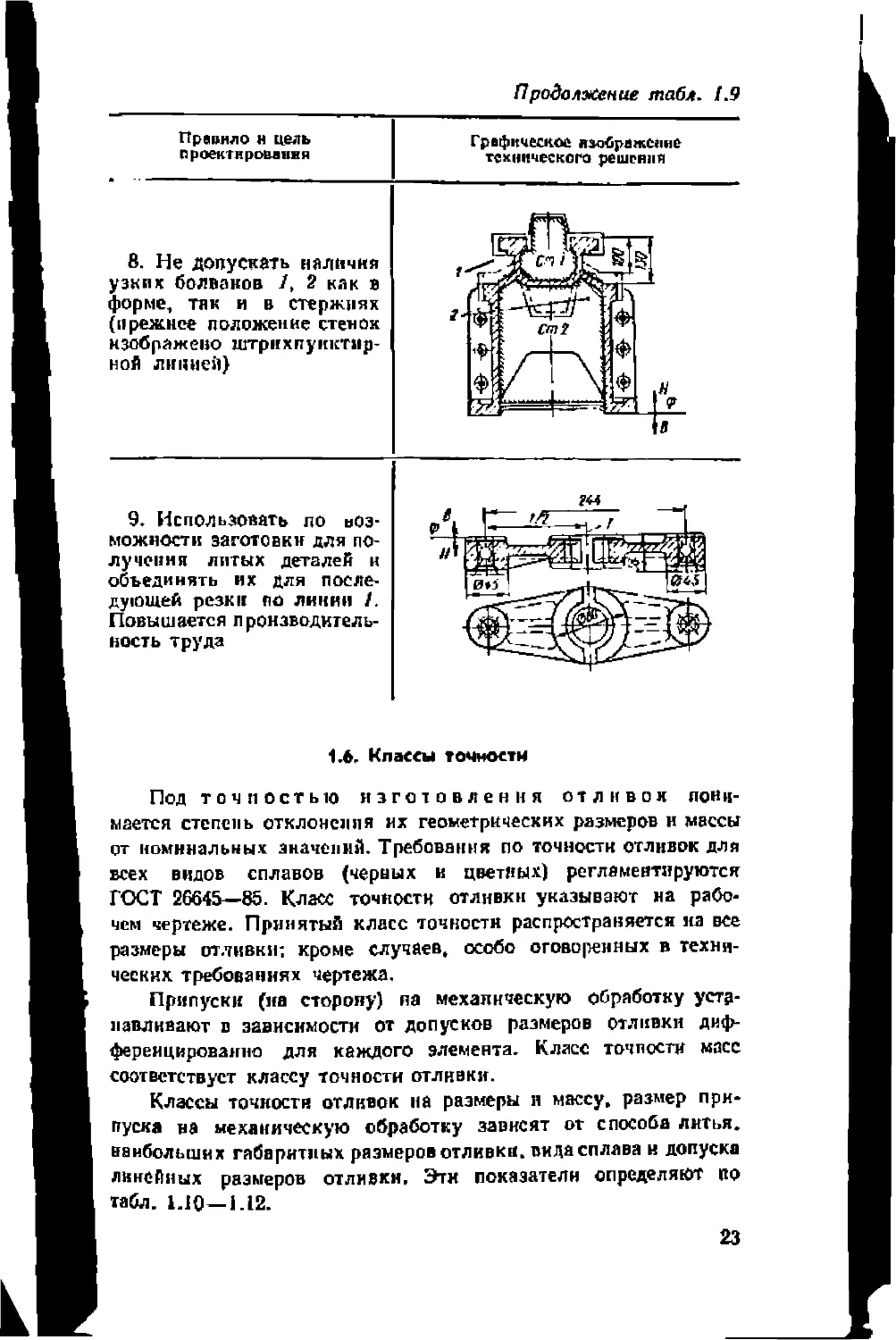
8. Не допускать наличия
узки к болванов 1, 2 как в
форме, тик и в стержнях
(прежнее положение стенок
изображено штрпхпукктир-
ной линией)
9, Использовать по воз¬
можности заготовки для по¬
лучения литых деталей и
объединять их для после¬
дующей резки по линии /.
Повышается пронзводитель-
ность труда
1.6, Классы точности
Под точностью изготовления отливок пони¬
мается степень отклонения их геометрических размеров и массы
от номинальных значений. Требования по точности отливок для
всех видов сплавов (черных и цветных) регламентируются
ГОСТ 26645—85. Класс точности отливки указывают на рабо¬
чем чертеже. Принятый класс точности распространяется на все
размеры отливки: кроме случаев, особо оговоренных в техни¬
ческих требованиях чертежа.
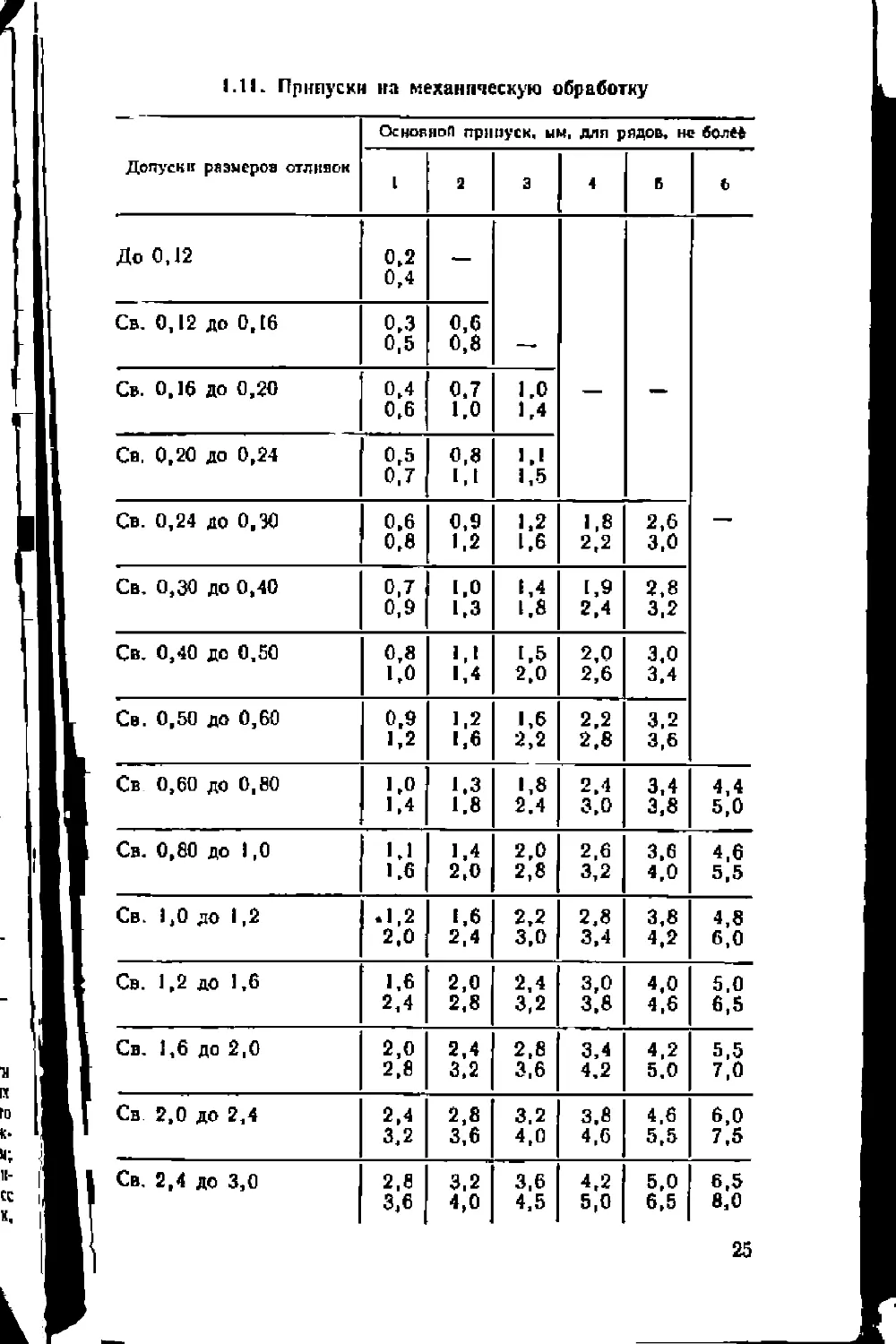
Припуски (на сторону) па механическую обработку уста¬
навливают в зависимости от допусков размеров отливки диф¬
ференцированно для каждого элемента. Класс точности масс
соответствует классу точности отливки.
Классы точности отливок и а размеры и массу, размер при¬
пуска на механическую обработку зависят от способа литья,
наибольших габаритных размеров отливка, вида сплава к допуска
линейных размеров отлнвкн, Этн показатели определяют (to
табл. 1.10—1.12.
23
SSSS, Д"'"!
’ ——’ Tim истолля и сплпгя
Способ литья
Литье под давлением
в металлические формы
Н пибол ь-
IUI! И
гвбаркт-
ныП рее-
мср от-
ЛНПКК.
ым
До 100
цветные
с темпе-
рат}port
плавле¬
ния ниже
700 °С
цветные
с текпера-
rvpofl
ллаиленнл
выше
700 "С.
серы И
чугун
ковкий,
высоко¬
прочный
и легиро¬
ванный
чугун,
ствль
Классы точности размеров и
пасс отливок н ряды припусков
Св. 100
Литье в керамические
формы и по выплавляе¬
мым и выжигаемым мо¬
делям
До 100
Св. 100
3—6
3-6
1
•1—7т
4—7т
5т—7
I
3—6
4—7
1—2
•1—7г
1—2
5т—7
1—2
5т—7
1—2
5-8
1—2
Литье в кокиль и под
низким давлением в ме¬
таллические формы без
н с песчаными стерж¬
нями, литье в песчаные
формы, отверждаемые в
контакте с оснасткой
До 100
4—9
1—2
5т—10
1—3
5—11т
1—3
Св. 100
до 630
5т—10
1—3
5—11т
1—3
6—11
2—4
Св. 630
5—11т
1—3
6—И
2—4
7т—12
2—5
Лнтье в песчаные фор¬
мы, отверждаемые вне
контакта с оснасткой,
центробежное, в сырые
и сухие песчано-глинис¬
тые формы
До 630
6—11
2—4
7т—12
2—4
Св. 630
до 4000
Св. 4000
7—12
2—4
8-13т
3—5
8—13т
3—5
7—13т
2—5
9т—13
3-6
9т—13
3—6
9—М
4—6
Примечание. В числителе указаны классы точност
” масс> в эна ме и ателе—ряды п р и пусков Меньшие и
автоматной °СЯТСЯ К ПР0СТЬ1М отливкам и условиям массовт
ным мял1оР аНгН0Г° пРоиэв°Д«ва; ббльшие значения-к слом
Л И нилипидуальио изготовленным отливк»
ЗИВОВЯННПГП м И«г'аМ средией СЛОЖНОСТИ н условиям мех*Ю
следует лпинмиять ™Г° пР°'ТЗБ°яства. Классы точности м«
р соответствующими классам точности отлнвой
24
1.11. Припуски на механическую обработку
ОсденшоЛ припуск, нм. дли рядов, не более
Допуск и размеров отливок
1
а
э
4
в
6
До 0.12
0,2
0,4
—
Св. 0,12 до 0,16
0,3
0,5
0,6
0,8
Св. 0.16 до 0,20
0,4
0,6
0,7
1,0
1.0
1,4
—
—
Ся, 0.20 до 0,24
0,5
0,7
0,8
1,1
1.1
1,5
Св. 0,24 до 0.30
0.6
0,8
0,9
1.2
1.2
1.6
1.8
2.2
2,6
3,0
—
Св. 0,ЭО до 0,40
0,7
0,9
1.0
1.3
1.4
1.8
1.9
2.4
2,8
3,2
Св. 0,40 до 0,50
0,8
1,0
1.1
1,4
1.5
2.0
2.0
2,6
3,0
3,4
Св. 0,50 до 0,60
0,9
1,2
1.2
1,6
1.6
2,2
2.2
2,8
3.2
3,6
Св 0,60 до 0,80
1,0
1,4
1.3
1.8
•.8
2.4
2.4
3.0
3,4
3,8
4,4
5,0
Св. 0,80 до 1,0
1.1
1.6
1.4
2,0
2.0
2,8
2,6
3,2
3.6
4,0
4,6
5,5
Св. 1,0 до 1,2
.1,2
2,0
1.6
2.4
2,2
3.0
2,8
3,4
3,8
4,2
4,8
6,0
Св. 1,2 до 1,6
1,6
2,4
2,0
2.8
2.4
3,2
3,0
3.8
4.0
4.6
5,0
6,5
Св. 1,6 до 2,0
2,0
2,8
2,4
3,2
2,8
3.6
3,4
4,2
4,2
5,0
5,5
7.0
Св 2,0 до 2,4
2,4
3,2
2,8
3,6
3.2
4.0
3.8
4,6
4.6
5,5
6,0
7,5
Св, 2,4 до 3,0
2.8
3,6
3,2
4,0
3,6
4,5
4,2
5,0
5,0
6,5
6.5
8,0
25
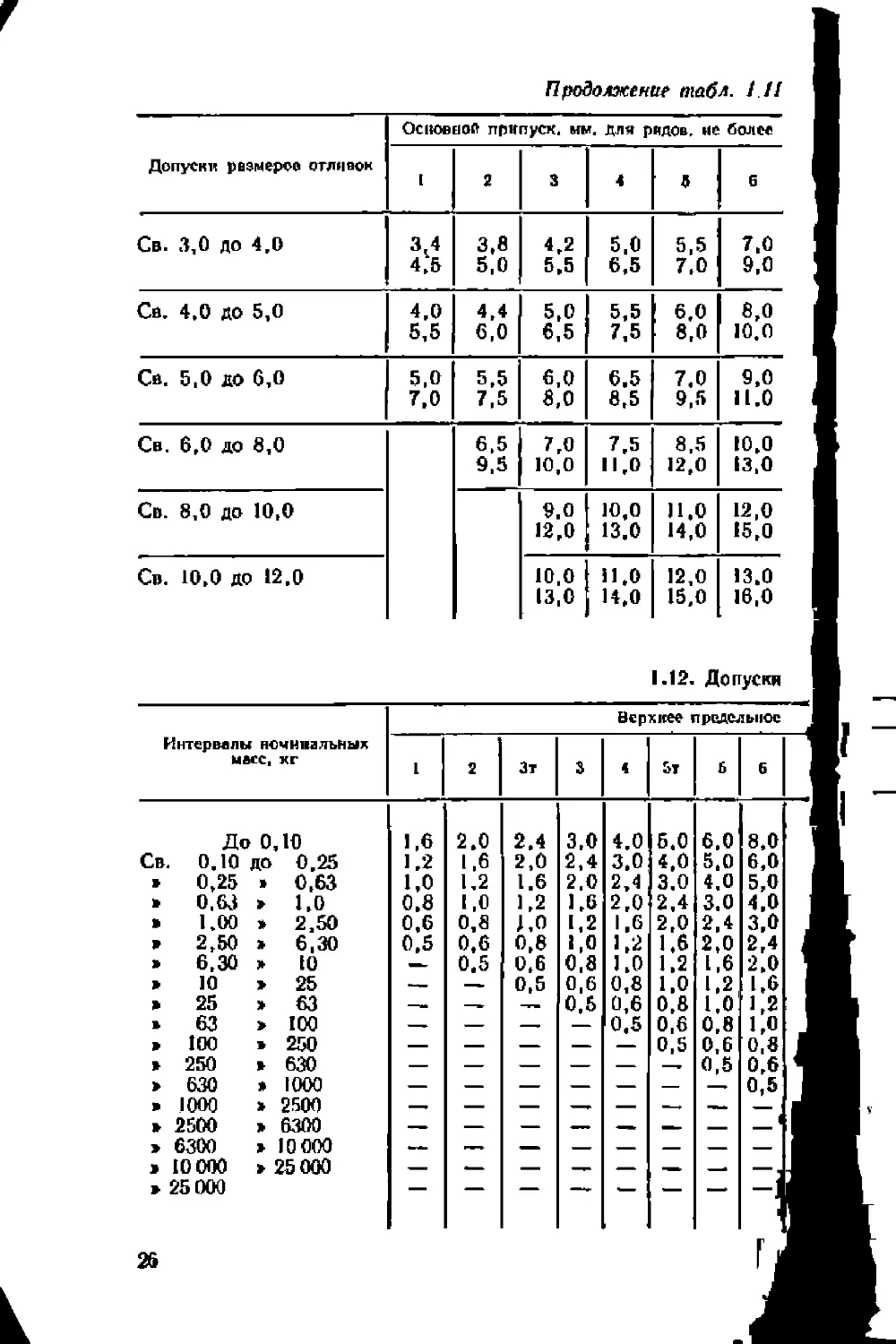
Продолжение табл. 1.II
Ос нов ei oft припуск, мм. дли рядов. tie более
Допуски размеров отливок
[
2
3
4
6
Св. 3,0 до 4,0
V
4.5
3,8
5,0
4,2
5.5
5,0
6,5
5,5
7.0
7.0
9.0
Сй. 4.0 ДО 5,0
4,0
5,5
4,4
6,0
5,0
6,5
5.5
7.5
6.0
8,0
8,0
10,0
Сй. 5,0 ДО 6,0
5.0
7.0
5.5
7.5
6,0
8,0
6.5
8.5
7.0
9,5
9.0
П.О
Св. 6,0 до 8,0
6.5
9.5
7,0
10,0
7,5
11,0
8.5
12,0
10,0
13,0
Св. 8,0 до 10,0
9.0
12.0
10,0
13.0
J1.0
14,0
12,0
15,0
Св. 10,0 до 12,0
10,0
13,0
11,0
14,0
12,0
15,0
13.0
16.0
1.12. Допуски
Верхнее предельное
Интервалы поминальных
масс, кг
1
I
Зт
3
4
Ьт
Б
6
До 0,10
1,6
2.0
2.4
3,0
4.0
5,0
6.0
8,0
Св. 0,10 до
0.25
1.2
1,6
2,0
2,4
3.0
4.0
5.0
6,0
> 0,25 »
0,63
1.0
1,2
1.6
2.0
2.4
3.0
4.0
5,0
> 0,63 »
1.0
0.8
1,0
1,2
1,6
2,0
2.4
3.0
4.0
а 1,00 *
2,50
0.6
0,8
1,0
1,2
1.6
2,0
2.4
3,0
> 2,50 »
6,30
0.5
0,6
0,8
1,0
1.2
1.6
2,0
2,4
> 6,30 it
10
—
0.5
0,6
0,8
1.0
1.2
1,6
2.0
> 10 >
25
—
—
0,5
0,6
0,8
1.0
1.2
1,6
> 25 »
63
—
—
0.5
0.6
0.8
1.0
1,2
> 63 »
100
—
—
—
0.5
0,6
0.8
1,0
> 100 *
250
0,5
0,6
0,8
> 250 »
630
г
0,5
0,6
» 630 »
1000
0,5
> 1000 »
2500
» 2500 »
6300
1
> 6300 >
10 000
—
—
—
> 10 000 »
25 000
> 25 000
Г
Продолжение табл. 1.11
ОгноркоП припуск, ни, для рядов, не более
Допуски рааыеров отливок
1
Е
3
4
Б
е
Св. 12,0 до 16,0
13.0
15.0
14.0
16.0
15.0
17.0
16,0
19,0
Св. 16,0 до 20,0
16,0
20,0
18,0
21,0
19.0
22.0
Св. 20,0 до 24,0
—
20,0
23,0
21,0
24,0
22,0
25,0
Св. 24,0 до 30,0
26.0
29,0
27.0
30.0
Св. 30,0 до 40,0
34.0
37.0
Св. 40,0 до 50,0
42,0
Св. 50,0 до 60,0
50,0
по массе
отклонение массы, %, для классов точности массы отливки
7т
7
е
9т
9
10
11т
11
17
13т
13
14
1Б
16
10.0
12,0
16,0
20,0
8,0
10,0
12,0
16,0
20,0
6,0
8,0
10,0
12,0
16,0
20,0
5.0
6,0
8,0
10,0
12,0
16,0
20,0
—
—
—
—
—
—
—
4.0
5,0
6,0
8,0
10,0
12,0
16,0
20,0
3.0
4,0
5,0
6.0
8,0
10,0
12,0
16.0
20,0
2,4
3,0
4,0
5.0
6,0
8,0
10,0
12,0
16,0
20,0
—
—
—
—
2,0
2,4
3,0
4,0
5,0
6,0
8,0
10,0
12,0
16,0
20,0
—
—
—
1.6
2,0
2,4
3,0
4,0
5,0
6,0
8.0
10,0
12,0
16,0
20,0
—
—
1,2
1,6
2,0
2,4
3,0
4,0
5,0
6,0
8,0
10,0
12,0
16.0
20,0
—
1,0
1,2
1,6
2,0
2,4
3,0
4,0
5.0
6,0
6,0
10,0
12,0
16,0
20,0
0.8
1,0
1,2
1,6
2.0
2,4
3,0
4,0
5,0
6,0
8,0
10,0
12,0
16,0
0,6
0,8
1.0
1,2
1,6
2,0
2,4
3,0
4,0
5,0
6,0
8.0
10,0
12,0
0,5
0,6
0,8
1,0
1.2
1.6
2,0
2.4
3,0
4,0
5,0
6/'
8,0
10,0
0,5
0,6
0,8
1,0
1,2
1,6
2,0
2,4
3,0
4,0
5,0
6,0
8,0
.
0,5
0,6
0,8
1.0
1,2
1,6
2,0
2,4
3,0
4,0
5.0
6.0
0,5
0,6
0,8
1,0
1.2
1.6
2,0
2.4
3,0
4,0
5.0
*—
—
0.5
0.6
0,8
1.0
1.2
1,6
2.0
2,4
S.0
4Д1
27
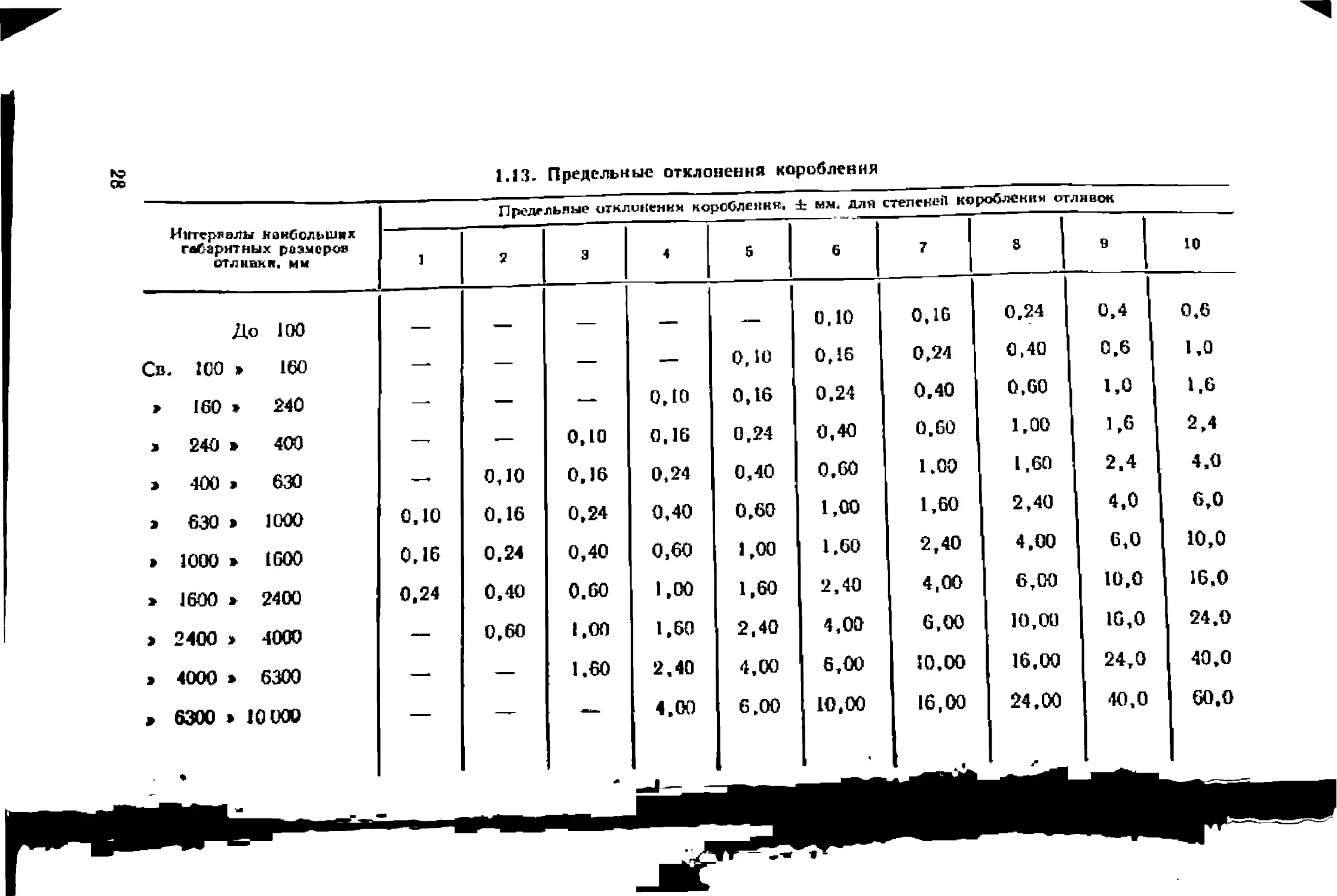
1.13. Предельные отклонения коробления
Интервалы наибольших
габаритных раэборов
отлнвкн. мм
Предельные отклонении коробления. ± мм. дли степеней коробления отливок
До 100
—
1
0,10
0,16
Св. 100 »
160
о.ю
0,16
0,24
* 160 *
240
—■
—
-—-
0,10
0,16
0,24
0.40
» 240 *
400
—-
—
0,10
0,16
0,24
0,40
0.60
> 400 »
630
—
0,10
0,16
0,24
0,40
0.60
1.00
> 630 >
1000
0,10
0,16
0,24
0,40
0,60
1,00
1,60
> 1000 »
1600
0.16
0,24
0,40
0,60
1,00
1.60
2,40
> 1600 »
2400
0,24
0,40
0.60
1,00
1,60
2,40
4,00
> 2400 >
4000
—
0,60
1,00
1,60
2,40
4,00
6,00
> 4000 *
6300
—
—
1.60
2.40
4,00
6,00
10,00
» 6ЭОО >
10000
—
—-
4,00
6,00
10,00
16,00
. «
0,24
0,40
0,00
1,00
1,60
2,40
4.00
6.00
10,00
16,00
24.00
0,4
0.6
1,0
1,6
2.4
4.0
6.0
10,0
10,0
24т0
40,0
ГОСТ 26645— Б5 предусматривает также возможные короб¬
ления отливок при их изготовлении. Предельное отклонение
коробления в зависимости от габаритных размеров устанавли¬
вают по табл. 1.13.
В табл. 1.14 приведен пример назначения припуска на ме¬
ханическую обработку.
1.14- Назначение припуска на механическую обработку
Характеристика отливка
Графическое изображение
Отливка из серого чугуна;
литье в песчаные формы; габа¬
ритный размер—650 мм; единич¬
ное изготовление; простая по фор¬
ме. Устанавливается Ю-А класс
точности, 2-й ряд припуска на
механообработку, равный 4 мы
esc
ш
<1.
В технических условиях чертежа литой заготовки указы¬
вают классы точности размеров, классы точности массы,степень
коробления н ряд припусков на механическую обработку, на.
пример отливку 7-го класса точности размеров, 6-го класса точ¬
ности массы, 5-й степени короблеякя и 5*го ряда припусков на
механическую обработку, обозначают так: точность оттени
7-6-5-5 ГОСТ 26645—85. Допускается не указывать степень ко¬
робления и ряд припусков на механическую обработку.
Для верхних частей отливок предусматривают большой
припуск на механическую обработку, так как при заполнении
формы расплавом неметаллические включения всплывают (как
наиболее легкие) вверх н кониептрнруются в слое металла,
который удаляют при механической обработке отливок.
17. Лнтнмковвя система
Литниковой системой называют совокупность эле¬
ментов литейкой формы в виде каналов и полостей, предназна¬
ченных для подвода расплава в форму, ее заполнения и литания
отливки при затвердевании. Литниковая система состоит из
следующих основных элементов:
литниковой чаши, предназначенной для приема рас¬
плавленного металла (расплава) и подачи сто в полость формы;
стояка—вертикального нли наклонного канала, служа¬
щего для подачи расплава в другие элементы (кроме чаши)
29
1,15. Типы литянковых систем
Графическое изображение
Особснвостп п стрингерное
назначение
Гормзонтальн а я
Состоит нэ чаши /,
стояка 2, шлакоулови¬
теля ■?, расположенных
в горизонтальной плос¬
кости разъема формы.
Возможно применение
прибылей, не связанных
непосредственно с пита¬
телями 4. Применяют
при изготовлении широ¬
кой номенклатуры отли¬
вок из веек сплавов,
отливок разнообразной
сложности и массы, не
имеющих термических
узлов
Го р и во к т а л bn ые с элементами торможения
и питания
В отличие от преды¬
дущего типа эта литни¬
ковая система имеет до¬
полнительные элементы
(см. эскиз), увеличиваю¬
щие гидравлическое со¬
противление и улучша¬
ющие отделение шлака
от других неметалличе¬
ских включений. К ним
относятся центробежная
бобышка /. сетки (крем-
пнйорганнчеекке, кера¬
мические н др.), перего¬
родки и дросселя. При¬
меняют. как правило,
при изготовлении мел¬
ких и средних, а также
ответственных по назна¬
чению отливок, не име¬
ющих термических узлов
Отличительной особен¬
ностью горизонтальной
литниковой системы с
питающими элементами
(на эскизе не изображе¬
на) является наличие
питающей бобышки. Рас¬
плав, находящийся в
Продолжение табл. 1.J6
Графическое нвббрлжсиие
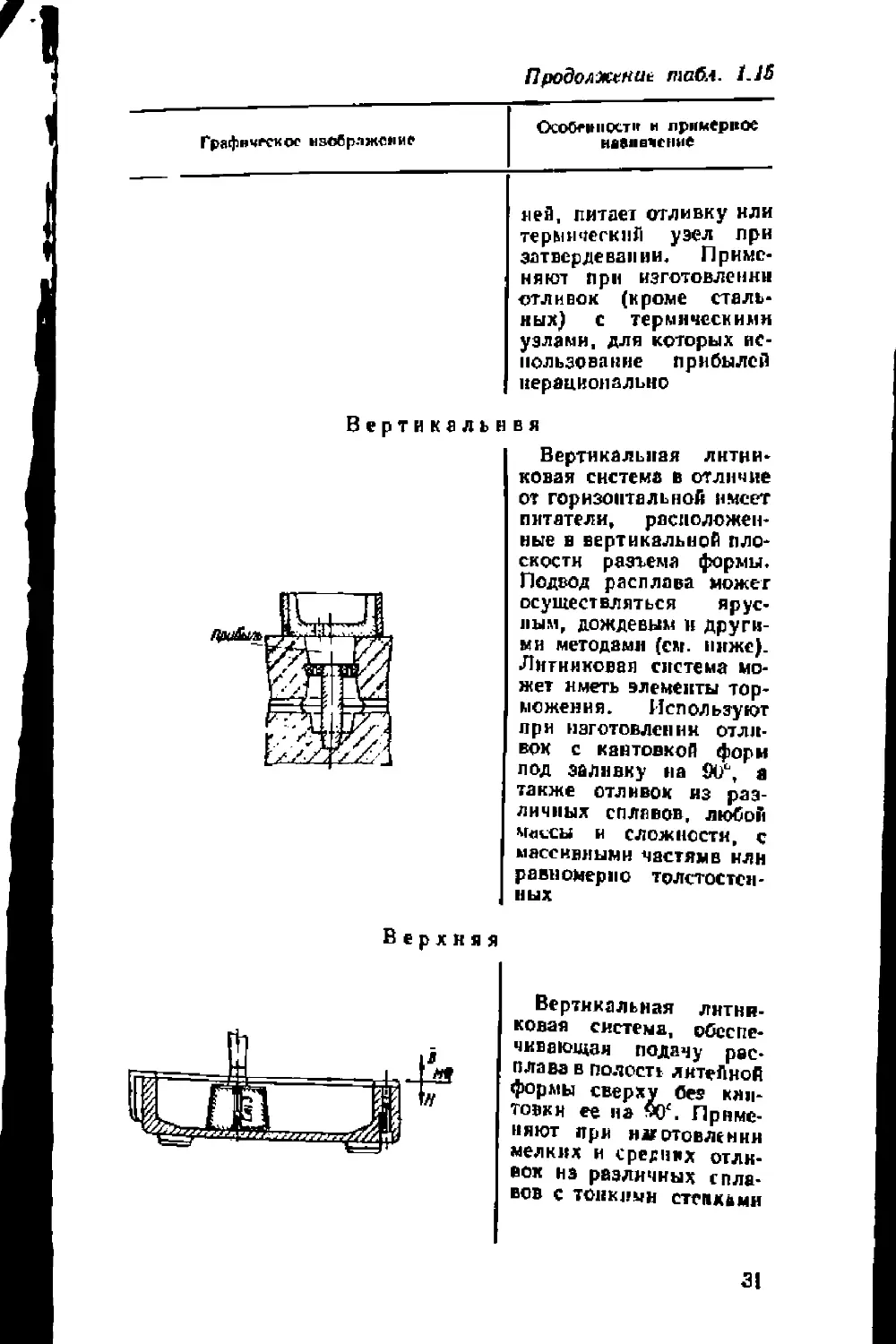
Вертикал
В е р х н я
Особенности и примерное
назначение
)1г9, питает отливку или
терыичегкий узел при
затвердевании. Приме¬
няют при изготовленни
отливок (кроме Стали¬
ных) с термическими
узлами, для которых ис¬
пользование прибылей
нерационально
и в я
Вертикальная литни¬
ковая система в отличие
от горизонтальной имеет
питатели, расположен¬
ные в вертикальной пло¬
скости разгема формы.
Подвод расплава можег
осуществляться ярус¬
ным, дождевым и други¬
ми методами (см. ниже).
Литниковая система мо¬
жет иметь элементы тор¬
можения. Используют
при изготовлении ОТЛИ¬
ВОК с кантовкой форм
под заливку на 90“, а
также отливок из раз¬
личных сплавов, любой
М«еСЫ и сложности, с
массивными частямв нлн
равномерно толстостен¬
ных
Вертикальная лнтнь
ковая система, обссгн
чкяающан подачу рас
плава в полость лнтейио
формы сверху без кип
товкн ее на «о4. Приме
няют при наготовленн
мелких и средних отли
вок из различных спла
ВОВ с тонкими СТГПКйМ!
31
Продолжение табл. f.IS
Графичеекое изображение
Особенности и примерное
назначение
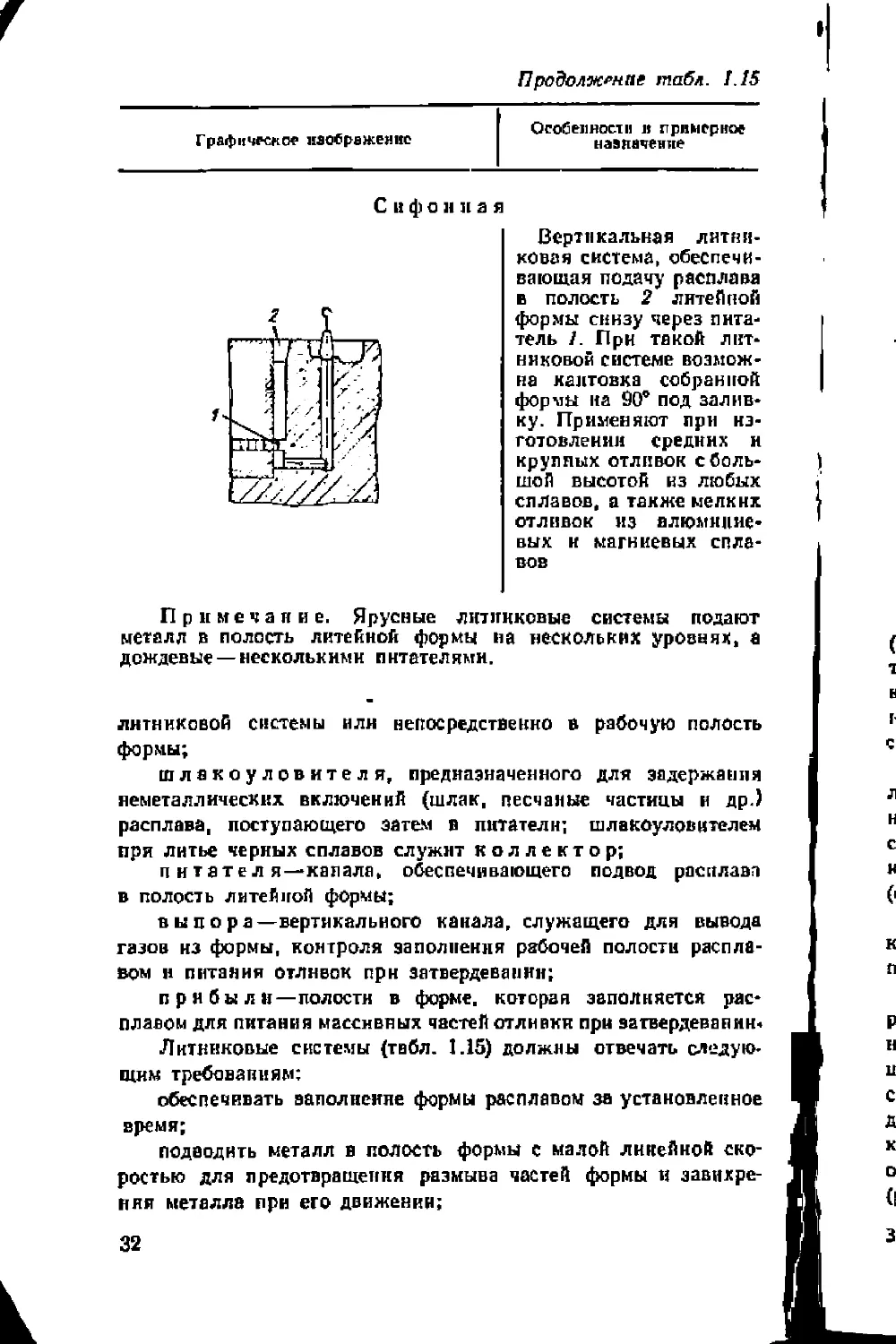
Сифонная
Вертикальная литни¬
ковая система, обеспечи¬
вающая подачу расплава
в полость 2 литейной
формы снизу через пита¬
тель 1. При такой лит¬
никовой системе возмож¬
на кантовка собранной
формы на 90° под залив¬
ку. Применяют при из¬
готовлении средних н
крупных отливок с боль¬
шой высотой из любых
сплавов, а также мелких
отливок из алюминие¬
вых и магниевых спла¬
вов
Примечание. Ярусные литниковые системы подают
металл в полость литейной формы на нескольких уровнях, а
дождевые — несколькими питателями.
литниковой системы или непосредственно в рабочую полость
формы;
шлакоуловителя, предназначенного для задержания
неметаллических включений (шлак, песчаные частицы и др.)
расплава, поступающего затем в питатели; шлакоуловителем
при литье черных сплавов служит коллектор;
п и тате л я—капала, обеспечивающего подвод расплава
в полость литейной формы;
выпора—вертикального канала, служащего для вывода
газов из формы, контроля заполнения рабочей полости распла¬
вом и питания отливок при затвердевании;
прибыли—полости в форме, которая заполняется рас*
плавом для питания массивных частей отливки при затвердевании*
Литниковые системы (табл. 1.15) должны отвечать следую¬
щим требованиям:
обеспечивать заполнение формы расплавом за установленное
время;
подводить металл в полость формы с малой линейной ско¬
ростью для предотвращения размыва частей формы и завихре¬
ния металла при его движении;
32
препитствовать засасыванию воздуха в стояк потоком рас.
плава при его заливке в литниковую чашу, задерживать шлак
и другие неметаллические включения; создавать оптимальный
тепловой режим формы и обеспечивать получение качественных
отливок (плотных, без трещин, пригара, ужнмнн и т.п.);
обеспечивать удобство формовки;
иметь чашу, питатели и другие элементы минимально до¬
пустимых размеров;
легко отделяться от отливки без ее повреждения.
Соотношения площадей сечений основных элементов литни¬
ковой системы могут быть последовательно уменьшающимися
о} 6)
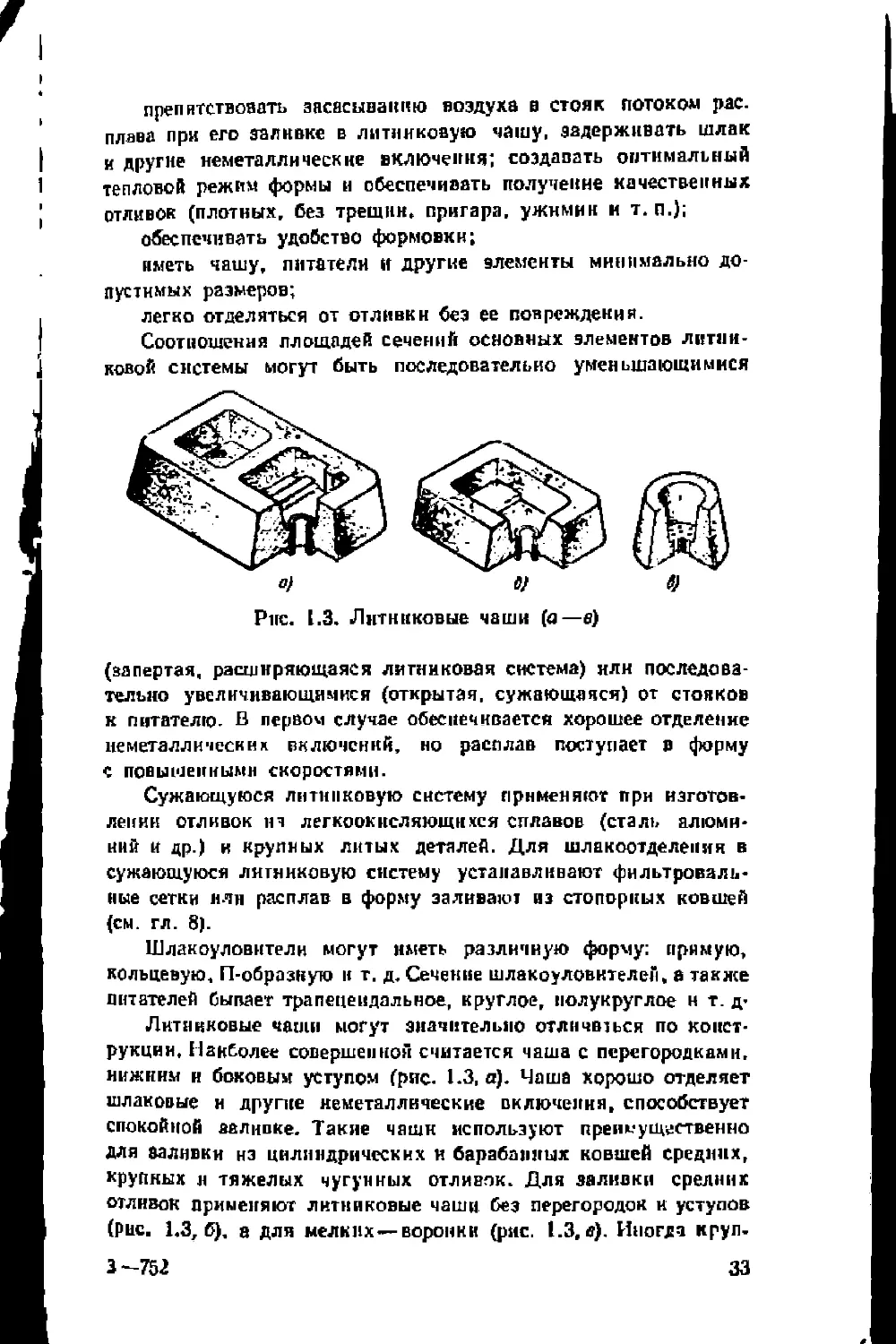
Рис. L.3. Литниковые чаши (о—в)
(запертая, расширяющаяся литниковая система) или последова¬
тельно увеличивающимися (открытая, сужающаяся) от стояков
к питателю. В первом случае обеспечивается хорошее отделение
неметаллических включений, но расплав поступает в форму
с повышенными скоростями.
Сужающуюся литниковую систему применяют при изготов¬
лении отливок из легкоокисляющнхся сплавов (сталь алюми¬
ний и др.) и крупных литых деталей. Для шлакоотделеиия в
сужающуюся литниковую систему устанавливают фильтроваль¬
ные сетки или расплав в форму заливают из стопорных ковшей
(см. гл. 8).
Шлакоуловители могут иметь различную форму: прямую,
кольцевую, П-образнуто и т. д. Сечение шлакоуловителей, а также
витателей быпает трапецеидальное, круглое, полукруглое н т. д-
Литниковые чаши могут значительно отличаться во конст¬
рукции, Наиболее совершенной считается чаша с перегородками,
нижним и боковым уступом (рис. 1.3, а). Чаша хорошо отделяет
шлаковые н другие неметаллические включения, способствует
спокойной ааливке. Такие чашк используют преимущественно
для заливки из цилиндрических и барабанных ковшей средних,
крупных и тяжелых чугунных отливок. Для заливки средних
отливок применяют литниковые чаши без перегородок и уступов
(Рис. 1.3,6), а для мелких—воронки (рис. 1.3, е). Иногда круп.
3-752
33
!Ше в очень крутые с
более литниковых чаш. Пр унифицированных стерж-
ходы предпочтительно выполнять из улич*
невых элементов или керамики.
1 8. Расчет лмтшжовых систем
Расчет литниковых систем основан на припеке-
™»™лро«ш.»«»ш «»««»«. Т.» «к жидллЯ ~
является идеальной жид»
костью, о форма газопро¬
ницаема, дополнительно
используют опытно-экс¬
периментальные данные.
Примерный расчет лит¬
никовой системы для чу-
гунных и стальных, о
также из сплавов тяже¬
лых к цветных металлов
различных весовых
групп выполняют в та¬
кой последовательности:
I. Определяют время
заполнения полости фор¬
мы респлавомт=2а)^6С,
с; в—средняя толщина
б иг tff йб 09
Рис. 1.4. Схема диаграммы для оп¬
ределения удельной скорости залив¬
ки
где т—продолжительность заливки,
стенки, мм; С—масса отливки, кг.
2. Вычисляют средний секундный расход металла в литни¬
ковой системе (кг/с) Gcp- H = G/t.
3. Находят секундный расход с учетом истечения металла
под затопленный уровень (кг/с) Gc.B = Gcp-ll/(, где /(—попра¬
вочный коэффициент на начальный расход металла (выбирают
во диаграмме рис. 1.4).
4. Определяют площадь наименьшего сечения элемента лнт-
10ПП6
ннковой системы 2FB=— fr."... , гда у—плотность металла,
уру z*yolп
г/см®; р—коэффициент сопротивления литниковой системы н
формьг, равный 0.2—0,6 (при установке сетки для дросселя
р-0,2 + 0,3; в остальных случаях р«=0.4 ц-О.Б); W—напор,
см (расстояние от места подвода расплава до его уровня в лиг’
ннковой чаше), Н~Н0+Ни где tf0-высота опокн над рази*
Mow литейной формы, см; Ht-высота уровня металла в лнтм
новой чаше, ем.
5. Объем литппкопой чаши определяют из расчета 2—6-крат¬
ного секундного расхода металла (G,
34
6. Площадь сечения стояка определяют из условия обеспе¬
чения положительного давления о лимитирующем сечении:
feT_B^Sf,y^ . где FCT.„-площадь верхнего сечения
стояка см2; Fa— площадь лимитирующего сечения, см4. Площадь
нижнего сечения стояка должна быть не меньше суммарной
площади лимитирующего сечения Fст.
7. Для выполнения расширяющейся литниковой системы
необходимо, чтобы соотношение F„ia:Fmx:F ci было равно
1,0:1,0-1,2. При расчете шлакоуловителей, которые используют
не только дли отделения шлака, но н для подвода расплава,
подпитывающего массивные элементы отливки, соотношение
элементов литниковой системы может быть равно 1,0:{1,3-н1,5): 1,2.
При изготовлении отливок из алюминиевых и магниевых
сплавов преимущественно используют расширяющиеся литни¬
ковые системы, обеспечивающие минимальные линейные скорости
расплава на выходе из питателей. Соотношение элементов лит¬
никовой системы в этом случае равно (3-~6):(1,5т-3);1. Чтобы
предотвратить подсос воздуха и обеспечить лучшую заполияе-
мость при заливке высоких форм, применяют по возможности
многоярусные и щелевые литниковые системы. Пример выбора
конструкции литниковой системы для отливок из магниевых
сплавов приведен в табл. 1.L6.
1.16. Выбор конструкции литниковой системы для отливок
из магниевых сплавов
Особенности
магниевых сплавов
Основные технологические
требования
Рекомендуемая
конструкция
лнткккобоК системы
Повышенная
склонность к окис-
ляемостн в расп¬
лавленном состоя¬
нии. Низкое теп¬
лосодержание I!
малое статическое
давление расплав¬
ленного металла.
Повышенная ли¬
тейная усадка
сплавов, легиро¬
ванных цнрконн-
Отливка в форме долж¬
на располагаться с уче¬
том обеспечения направ¬
ленной кристаллизации.
Массивные части долж¬
ны размещаться над ме¬
нее массивными. Стенки
с большой поверхностью
следует располагать вер¬
тикально, а подвергаемые
механической обработ¬
ке—вверху относитель¬
но направления заливки
Для мелких и
средних отлнвок—
нижняя; для сред¬
них тонкостенных
отлнвок —верти-
калыю-щелевая;
для крупных отли¬
вок—вертикаль-
по- щелевая или
комбинированная
литниковые систе¬
мы
Примечание. При изготовлении отливок, имеющих
ысоту более 200 мм, рекомендуется применять змееобразные
ниякц.
1.17. Удельная скорость заливки
Сплав
Удельная скорость вмиакп *у и кгДсм'О
1-5
2-3
3-4
4-5
Б-6
б
0,75
0,70
0,65
0,85
0,75
0,60
0,95
0,80
0,65
1,05
0,9'.'
0,70
1.15
0,95
0,75
0,60
0,45
0,55
0.60
0,65
0,70
Чугун
Сталь
Медные сплавы (кроме
алюминиевой бронзы)
Алюминиевая бронза
Алюминиевые сплавы
0,55
0,60
0,35
0,30
0,25
0,65
0.65
0,45
0,40
0,35
Ппимечание. Значения скорости эалнвкн приведены
для сыры* форм. Для сухих форм нх увеличивают в 1.3 раза.
Для проверок расчетов в табл. 1.17 приведены ориентиро¬
вочные значения удельной скорости заливки отливок из раз¬
личных сплавов. Правильность расчета литниковой системы
проверяют сопоставлением фактической скорости заливки с
удельной скоростью. При их несоответствии проводят корректи¬
ровку сечений элементов литниковой системы.
Для уменьшения скорости заполнения формы, а также ча¬
стичного задержания неметаллических включений во многих
случаях применяют металлические сетки из листового железа
толщиной 0,3—0,5 мм или нз кремнийорганнческой ткани, уста¬
навливаемые под стояк.
1.9. Прибыли
Для питания массивных частей при затвердевании кроме
бобышек используют прибыли. Их применяют при изготовлении
отливок на высокопрочных, высоколегированных чугуиов, ста¬
лей, а также цветных сплавов, склонных к образованию уса¬
дочных дефектов. Отливки из серого чугуна отливают с прибы¬
лями, если литые детали имеют толстостенпые сечения или места,
которые нельзя подпитать с помощью питающих бобышек.
Размеры прибылей определяют по формулам, графикам или
еаводским стандартам с учетом того, что прибыль должна за¬
твердевать после теплового узла, который она питает. Размеры
верхних прибылей находят методом построения вписанных ок¬
ружностей. В подпитываемый узел вписывают окружность дна-
напРавленню к "Рибыли назначают припуск»
так, чтобы «^расположенный диаметр был больше нижнего,
Э6
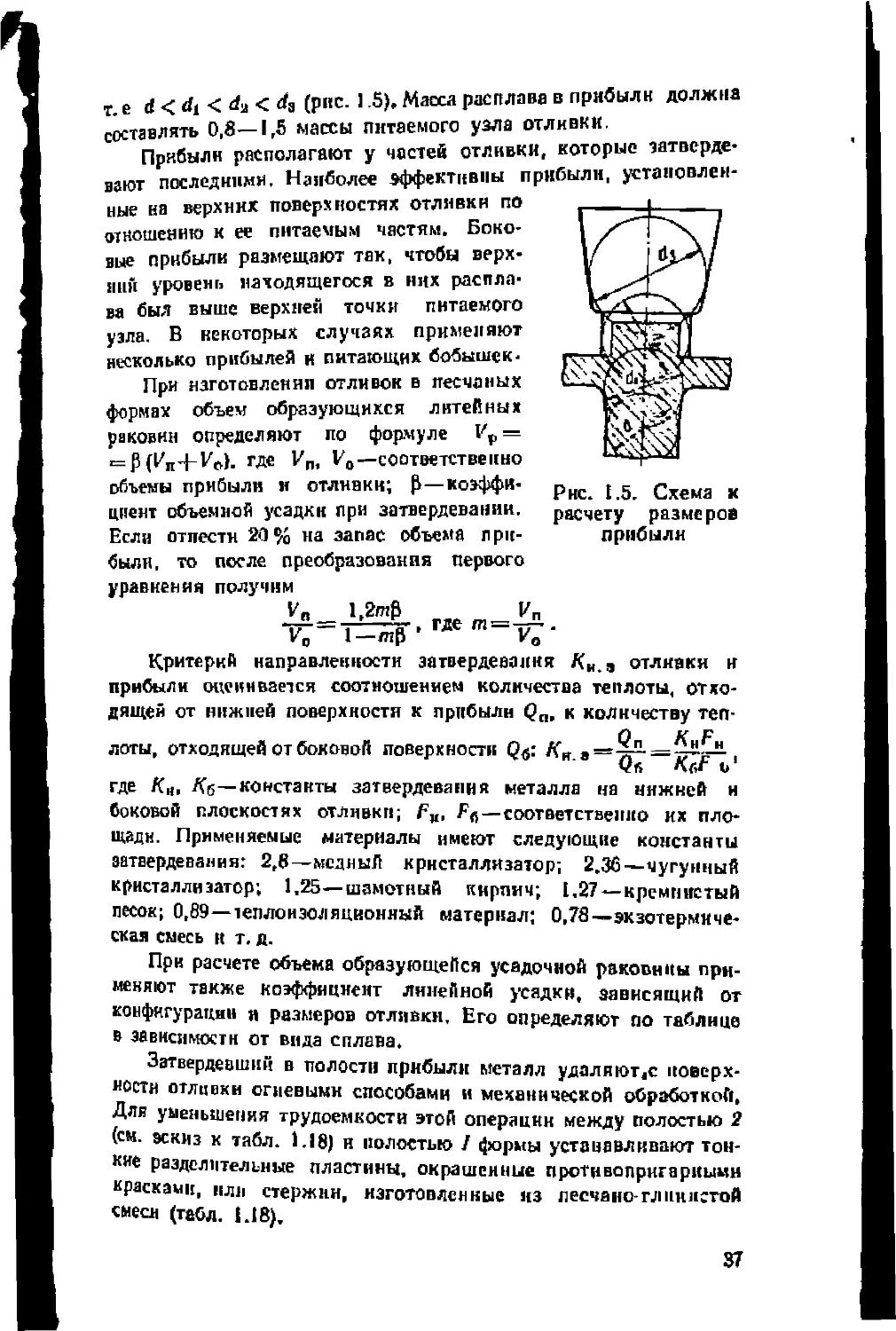
Рнс. 1.5. Схема х
расчету размеров
прибыли
т. е d < dt < d* < da (рис. 1.5), Масса расплава в прибыли должна
составлять 0,8—1,5 массы питаемого узла отливки.
Прибыли располагают у частей отливки, которые затверде¬
вают последними. Наиболее эффективны прибыли, установлен¬
ные на верхних поверхностях отливкн по
отношению к ее питаемым частям. Боко¬
вые прибыли размещают так, чтобы верх¬
ний уровень находящегося в них распла¬
ва был выше верхней точки питаемого
узла. В некоторых случаях применяют
несколько прибылей и питающих бобышек -
При изготовлении отливок в песчаных
формах объем образующихся литейных
раковин определяют по формуле Vv —
^PC^n-f Vo), где ^п. V0—соответственно
объемы прибыли и отливки; Р—коэффи¬
циент объемной усадки при затвердевании.
Если отнести 20% на запас объема при¬
были, то после преобразования первого
уравнения получим
1.2mg r№m_l/n
V„ ~ 1 — тР ’ Л V0 '
Критерий направленности затвердевания /(„. э отливки и
прибыли оценивается соотношением количества теплоты, отхо¬
дящей от нижней поверхности к прибыли Qn, к количеству теп-
0 К F
лоты, отходящей от боковой поверхности Ки e=^. = ^liLJ!.
Vfi Лг,г о
где Кй, Лб—константы затвердевания металла на нижней н
боковой плоскостях отливки; Рц, Ffi—соответственно их пло¬
щади. Применяемые материалы имеют следующие константы
затвердевания: 2,8—медный кристаллизатор; 2.36—чугунный
кристаллизатор; 1.25—шамотный кирпич; 1,27 —кремнистый
песок; 0,89—топлоизоляционный материал; 0,78—экзотермиче¬
ская смесь и т. д.
При расчете объема образующейся усадочной раковины при¬
меняют также коэффициент линейной усадки, зависящий от
конфигурации и размеров отливкн. Его определяют по таблице
в зависимости от вида сплава.
Затвердевший в полости прибыли металл удаляк>т,с поверх¬
ности отливки огневыми способами и механической обработкой,
Для уменьшения трудоемкости этой операции между полостью 2
(см. эскиз к табл. 1.18) н полостью / формы устанавливают тон¬
кие разделительные пластины, окрашенные противопригарными
красками, или стержни, изготовленные из лесчаио-глинистой
смеси (табл. 1.18).
S7
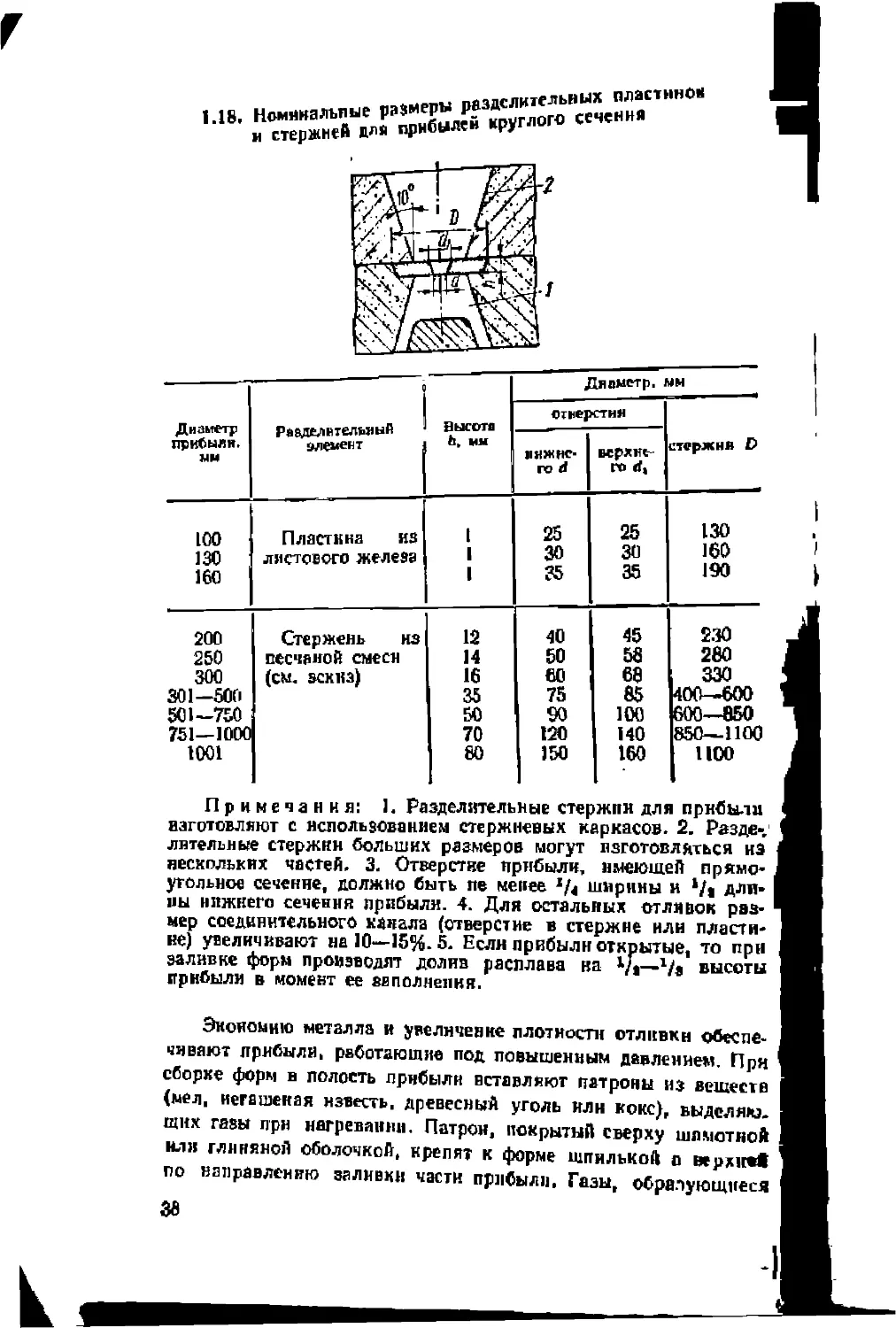
1.18. Номинальные Рз8^цЛ^руглого'"сечения
и стержней для прибылен кругли.
-г
.
Диаметр, нм
РаадалвтельиыИ
элемент
Высота
Ь» мм
отнерстия
прибыли*
мм
нижне¬
го d
верхне¬
го d,
СТФрЖНА D
100
130
160
Пластина из
листового железа
i
1
1
25
30
35
25
30
35
130
160
190
200
250
300
301—500
501—750
751—1000
1001
Стержень из
песчаной смеси
(см. эскиз)
12
14
16
35
50
70
80
40
50
во
75
90
120
150
45
58
68
85
100
140
160
230
260
330
400—600
600—850
850—1100
1100
Примечания: 1. Разделительные стержни для прибыли
изготовляют с использованием стержневых каркасов. 2. Разде¬
лительные стержни больших размеров могут изготовляться нэ
нескольких частей. 3. Отверстие прибыли, имеющей прямо¬
угольное сечение, должно быть пе менее Ift ширины и */» дли¬
ны нижнего сечения прибыли. 4. Для остальных отливок раз¬
мер соединительного канала (отверстие в стержне или пласти¬
не) увеличивают на 10—15%. 5. Если прибыли открытые, то при
эалнвке форм производят долив расплава ва V.—1/* высоты
прибыли в момент ее авполления.
Экономию металла и увеличение плотности отлнвкн обеспе¬
чивают прибыли, работающие под повышенным давлением. При
сборке форм в полость прибыли вставляют патроны из веществ
(мел, негашеная известь, древесный уголь или кокс), выделяю,
щнх газы лрн нагревании. Патрон, покрытый сверху шамотной
нлн глиняной оболочкой, крепят к форме шпилькой о wpxint
по направлению заливки части прибыли. Газы, образующиеся
38
при нагреве патрона, создают давление над поверхностью рас¬
плава в прибыли, что повышает эффективность ес работы. При
этом достигается уменьшение расхода металла на питающие
системы в 2—3 раза. Повышенное давление можно создать также
подводом в полость прибыли сжатого воздуха к моменту окон¬
чания заливки.
Масса заряда патрона зависит от массы металла в ней. Так,
при массе прибыли 100 кг нужен заряд массой 2,5 кг, при 200 кг —
10 г, 400 кг—20 г.
Для повышения эффективной работы прибылей используют
•также теплоизолирующие и экзотермические смеси, позволяю¬
щие замедлить отвод теплоты от стенок и зеркала прибыли. При
изготовлении формы места установки прибылей футеруют ука¬
занными материалами или производят вставку стержней, изго¬
товленных из этих же смесей. Хорошая термоизоляция продле¬
вает затвердевание прибыли почти так же, как и экзотермические
материалы в аналогичных условиях формования отливки. Тепло¬
изолирующие смеси приготовляют с использованием асбеста,
кокса, высокоглнноземной ваты, а экзотермические—с примене¬
нием алюминиевого порошка.
1.10. Холодильники
Холодильниками называют металлические вставки,
которые устанавливают в литейную форму для ускорен ноге
охлаждения частей отливки. Холодильники, обладая большей
теплопроводностью и теплоем¬
костью, чем материал стенок
песчаных форм и стержней,
выравнивают скорость охлаж¬
дения в тонких и толстых час¬
тях отливки, а также создают
направленное затвердевание.
Различают холодильники на¬
ружные н внутренние (по от¬
ношению к отливке).
Наружные холодильники изготовляют нз чу гулов СЧ 18 i
СЧ 20, а в некоторых случаях-иэ стали. Внутренние холе
дильннкн чаще всего выполняют ит того же материала, что
отливки, для Обеспечения их полного расплавления в тел
ОТЛИВКИ.
Внутренне холодильники (рис. 1.6) устанавливают в трудно
упгых массивных частях; их объем составляет 8—12 061
металла в захолажииаемоы месте отливки.
Рис. 1.6. Внутренние холодило
ники (а, б)
39
1.11. Определение опте «ой цены отливок
Классификация отливок. В зависимости
требований, предъявляемых к литым детал^ общего.
симо от способа их изготовления деля Р
ответственного и особо ответственного назначена ' .
В зависимости от объема приемно-сдаточных нспытяш.й от
раслевымн стандартами предусмотрено деление отлн
вов цветных металлов на три группы.
К ! группе относят отливки, контроль механических свойств
которых осуществляют выборочно на образцах, вырезанных из
тела контролируемых отливок, с одновременным испытанием
механических свойств на отдельно отлитых образцах от наждо
плавки или поштучно на образцах, вырезанных из прилитых
к каждой отливке заготовок. Контроль на плотность рентгенов¬
ским излучением выполняют поштучно.
Ко II группе относят отливки, механические свойства кото¬
рых определяют на отдельно отлитых образцах или на образ¬
цах, вырезанных из прнлнтых к отливке заготовок, а также по
требованию завода-потребителя на образцах, вырезанных из от¬
лнвок {выборочно). Поштучный или выборочный контроль на
плотность выполняют рентгеновским излучением {для отливок
группы Па контроль на плотность не производят).
К III группе относят отливки, у которых контролируют
только твердость. По требованию завода-потребителя произво¬
дят контроль механических свойств на отдельно отлитых образцах.
Отнесение отливок к соответствующей группе производится
конструктором и оговаривается в чертеже.
В зависимости от способа изготовления, конфигурации по¬
верхностей. массы, максимального геометрического размера, тол¬
щины стенок, характеристики выступов ребер, утолщений, от¬
верстий, количества стержней, характера механической обра¬
ботки » шероховатости обработанных поверхностей, назначения
и особых технических требований предусмотрено деление отлн¬
вок на 5—6 групп сложности (литье в песчаные формы и под
давлением—6 групп; литье в кокиль, по выплавляемым моделям
н в оболочковые формы—5 групп).
Группа сложности отливки определяется по наибольшему
в та1ПРмГГ; “ВПпаД0ЮЩИ* с признаками. Крштыш£
InZ 1 Р” ЭТ0М число “«падающих признаков
Г йЫТЬ "е Тее ПЯТН "Л" Четырех длв шес™- «ли пит»*
Групповой классификации соответственно. При меньшем чнсте
совпадающих признаков применяют способ группировки отлнвок
"*■
. д руппы, грн которой достигается необходимое
40
1.19. Классификационные признаки групп сложности отливок, изготовленных литьем под давлением
Основные
признаки
сложности
отл и вгж
Группа сложности f
J
?
3
4
Б
6
Конфигура¬
ция поверхно¬
стей
•
Сочетание
плоских, ЦК*
линдричееккх и
полусфериче¬
ских поверх*
ностей; бобыш¬
ки, отверстия.
Внутренняя по¬
верхность прос¬
той формы. Воз¬
можно приме¬
нение много¬
местных форм
Сочетание
плоских, ци¬
линдрических и
криволинейных
поверхностей;
бобышки, при¬
ливы, ребра н
отверстия.
Внутренняя по¬
верхность прос¬
той формы. Воз¬
можно приме¬
нение много¬
местных форм
Сочетание
плоских, ци¬
линдрических и
криволинейных
поверхностей;
бобышкн, реб¬
ра, глубокие
пазы и отвер¬
стия, литая
резьба и зубья.
Внутренняя по¬
лость простей
формы
Сочетание
плоских, ци¬
линдрических,
сферических и
криволинейных
поверхностен;
ребра, глубо¬
кие пазы и от¬
верстия. Внут¬
ренние полости
сложной формы
Сочетание
плоских, ци¬
линдрических,
конусных, сфе¬
рических и кри¬
волинейных по¬
верхностей; па¬
раллельно или
радиально рас¬
положенные
ребра, прили¬
вы, глубокие
отверстия н
пазы. Внутрен¬
ние полости
сложной формы
Сочетание
плоских, ци¬
линдрических
и криволиней¬
ных поверхнос¬
тей; ребра, при¬
ливы, глубокие
отверстия и
пазы. Внутрен¬
ние полости
особо сложной
формы
&
Основные
признаки
сложности
от л 1Г вок
Масса сила'
вов, кг;
алюминие¬
вых и маг¬
ниевых
ишшовых,
оловянных
Я СВИНЦО¬
ВЫХ
медных
Максималь¬
ный габарит¬
ный размер»
мм
Толщина
основных сте¬
нок отливок,
мм. нз спла¬
вов:
алюминие¬
вых и маг¬
ниевых
0,5
0,8
0,8
150
0,5—2,5
0,8—4
0,9—4
151—250
6,5
6,5—5,5
Продолжение табл. 1.19
Группа сложности
2,5—4,5
4—8.5
4—8,5
251—350
4,5—12
8.5—22
8.5—12
351—450
12—20
22—30
12—20
450—550
20
30
20
550
5,5—4,5
4,5—3.5
3,5—2,5
2.5
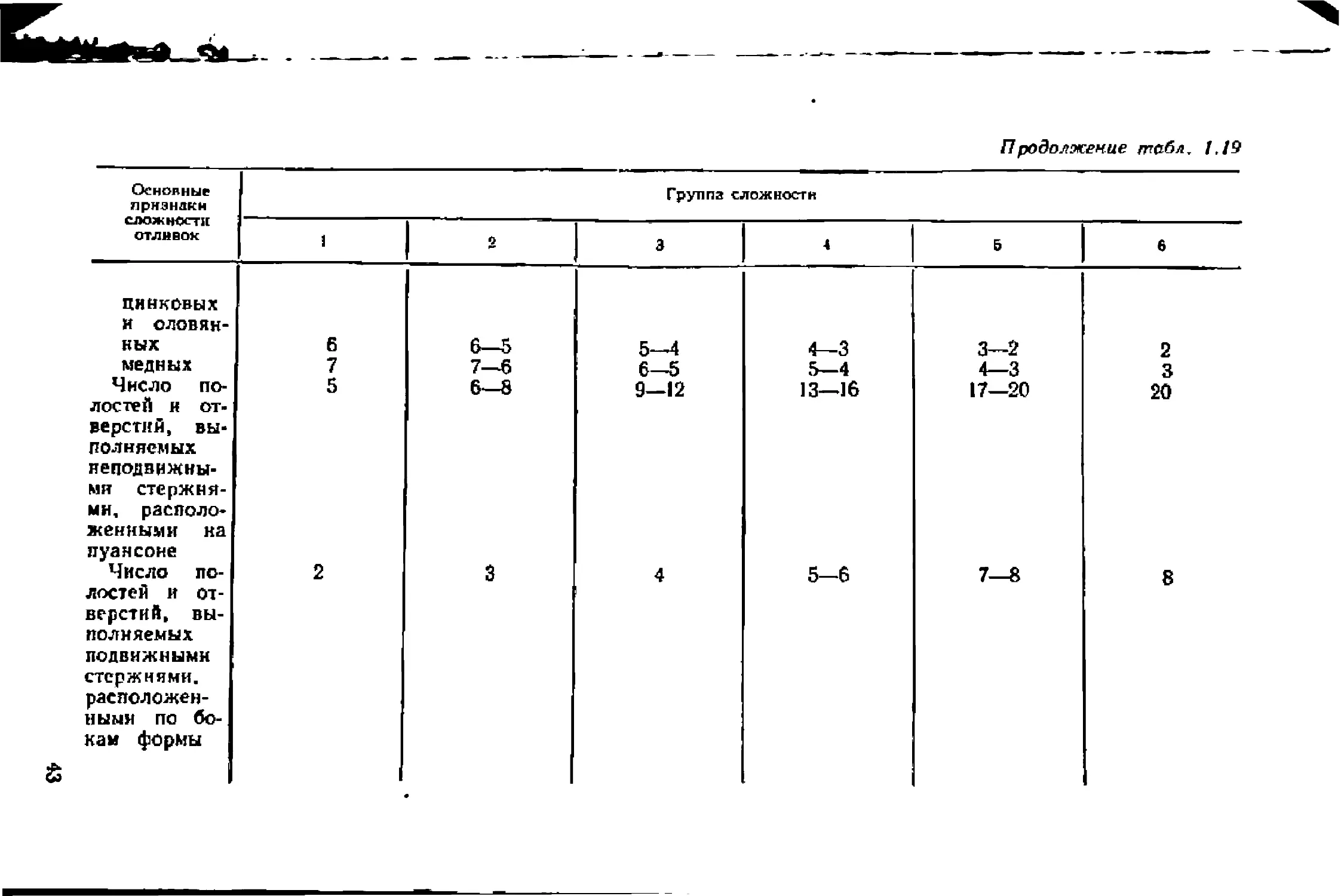
Основные
признаки
сложности
отливок
ЦИНКОВЫХ
н оловян¬
ных
медных
Число по¬
лостей н от¬
верстий, вы¬
полняемых
неподвижны¬
ми стержня¬
ми, располо¬
женными на
пуансоне
Число по¬
лостей и от¬
верстий, вы¬
полняемых
подвижными
стержнями,
расположен¬
ными по бо¬
кам формы
6
7
5
6—5
7—6
6—8
Ю (О
Продолжение ггобл^ 1,19
Группа сложности
5—4
4—3
3—2
2
6—5
5—4
4—3
3
9—12
13—16
17—20
20
4
5-6
7—8
8
1
П^одолжение табл. 1.19
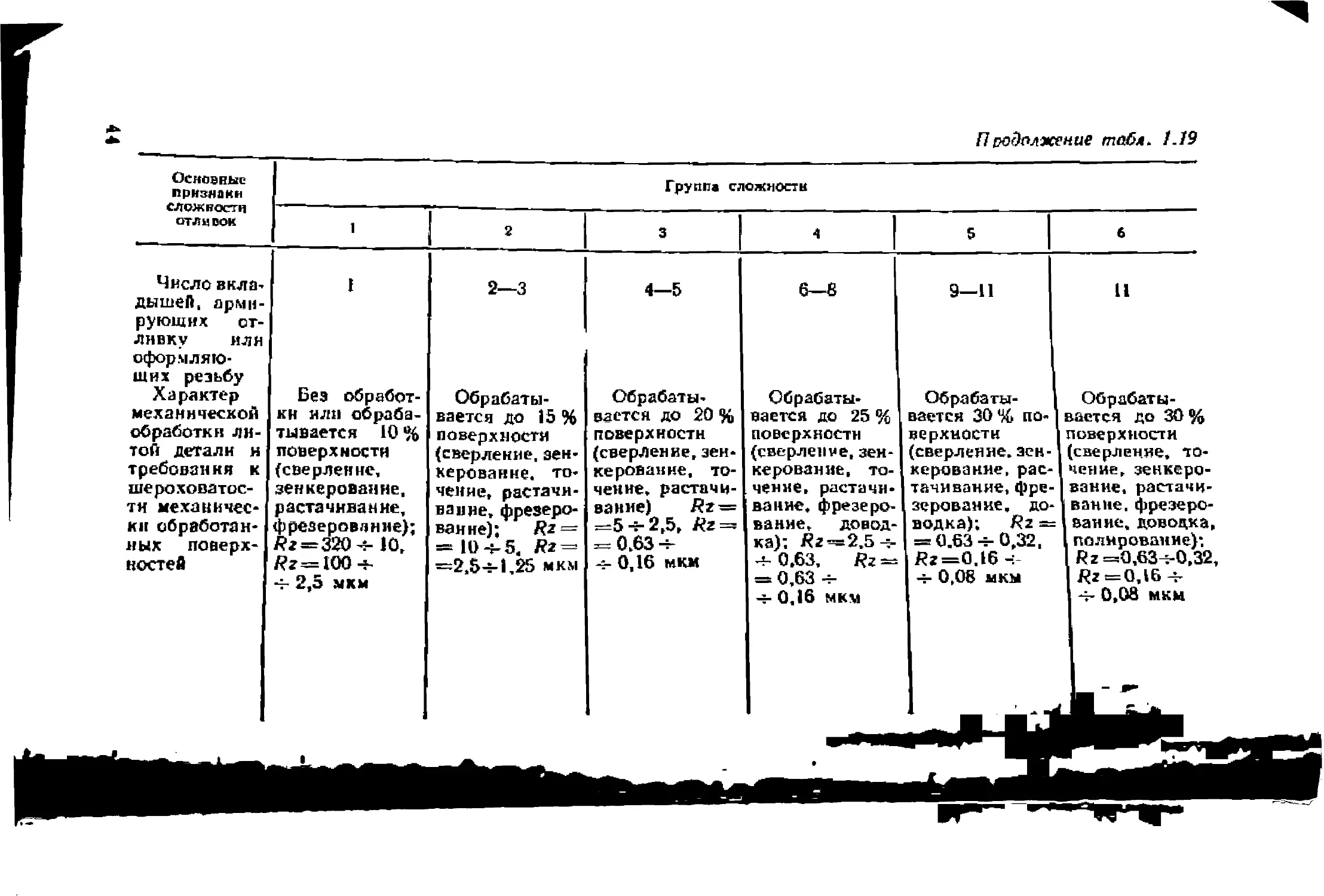
Основные
признаки
сложности
отлц оок
Число вкла-
ДЫшеЛ, арми¬
рующих от¬
ливку или
оформляю¬
щих резьбу
Характер
механической
обработки ли¬
той детали н
требовании к
шероховатос¬
ти механичес¬
ки обработан¬
ных поверх¬
ностей
Группа сложности
Без обработ¬
ки или обраба¬
тывается 10 %
поверхности
(сверлен не,
зенкерованне,
растачивание,
фрезерование);
Яг = 320 4- 10,
Яг =100 -ь
4- 2,5 мхм
2—3
4—5
Обрабаты¬
вается до 15 %
поверхности
(сверление, зен¬
керован не, то¬
чение, растачи¬
вание, фрезеро¬
вание); Rz =
= 11)4-5, /?г =
—2,5ч-1,25 мкм
Обрабаты¬
вается до 20 %
поверхности
(сверление, зен¬
керован не, то¬
чение, растачи¬
вание) Яг =
=5 ч-2,5, Яг =
= 0,63 4-
4- 0,16 МКМ
6—е
9—11
11
Обрабаты¬
вается до 25 %
поверхности
(сверление, зен¬
керован не, то¬
чение, растачи¬
вание, фрезеро¬
вание, довод¬
ка); йг=2,5ч
ч- 0.63, Rz —
= 0,63 4-
4- 0,16 МКМ
Обрабаты¬
вается 30 % по¬
верхности
(сверление, эен-
керовакне, рас¬
тачивание, фре¬
зерование, до¬
водка); JRz =
= 0.63 4-0,32,
I Дг=0.16-:
4- 0,06 мкм
Обрабаты¬
вается до 30%
поверхности
(сверление, то¬
чение, зенкеро-
вакие, растачи¬
вание, фрезеро¬
вание, доводка,
полирование);
Rz =0,634-0.32,
Rz =0,16 4-
4- 0,08 мкм
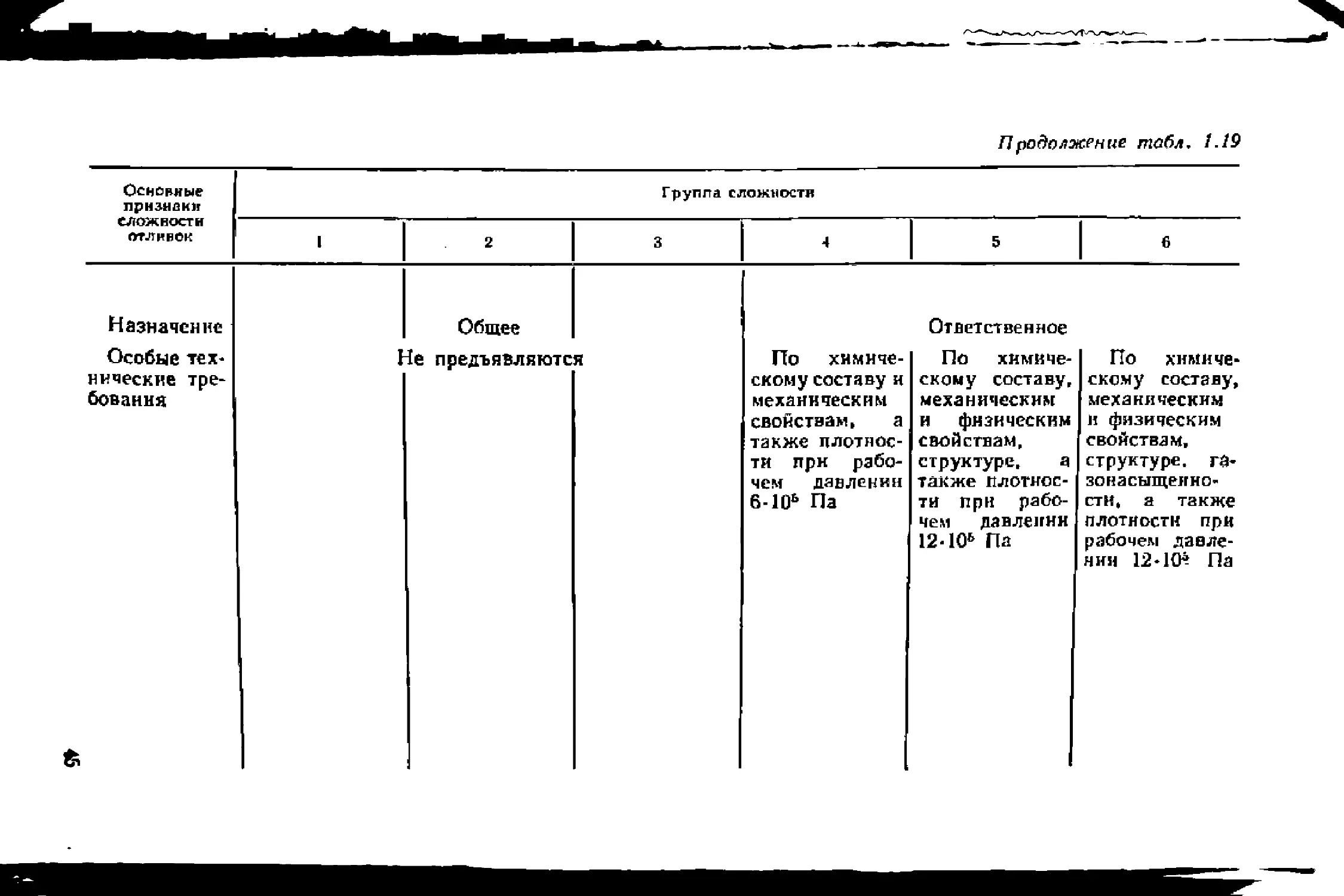
Продолжение табл. 1.19
Основные
признаки
сложности
отливок
Группа сложности
1
2
3
ч
5
6
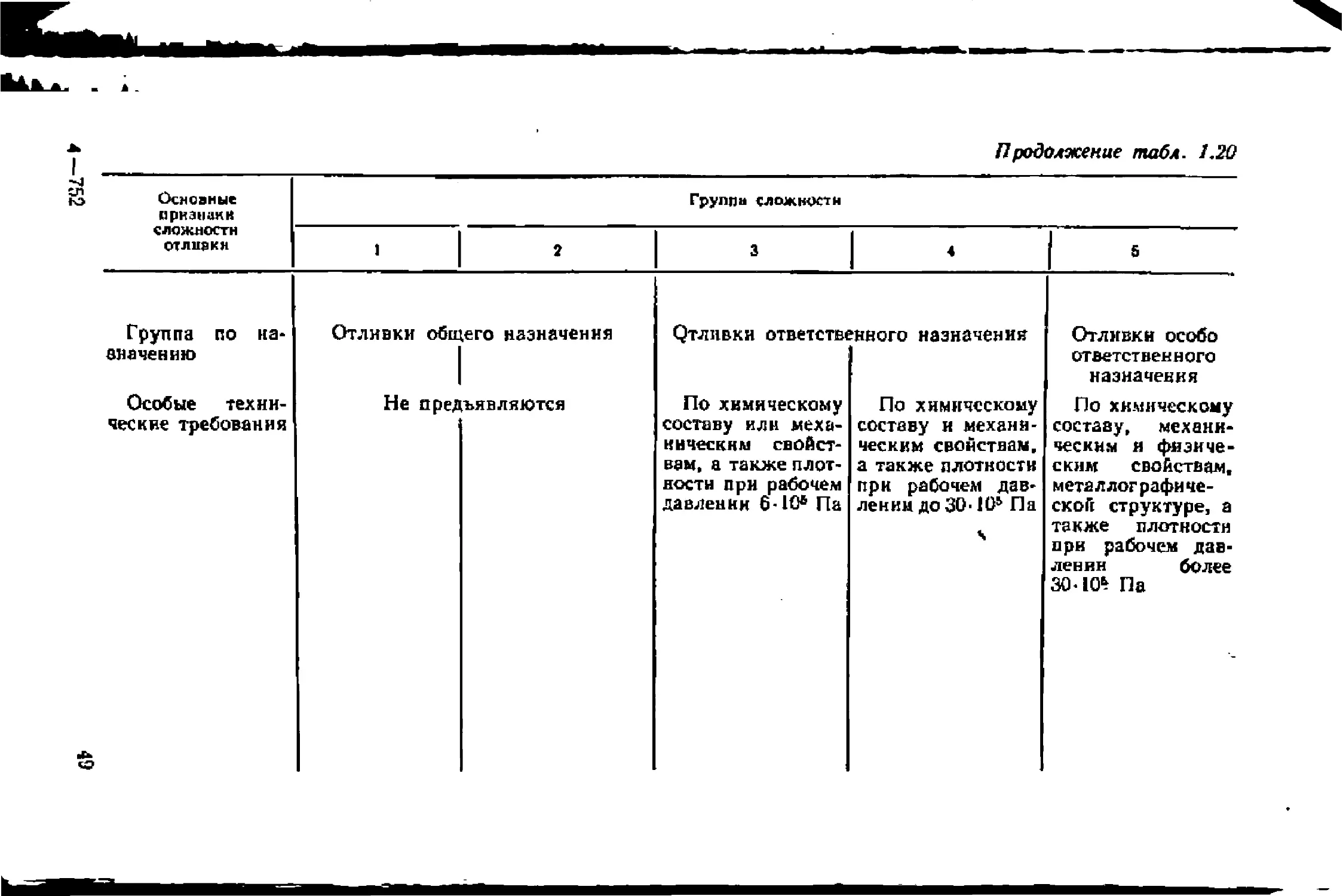
Назначение
Особые тех*
ническне тре¬
бования
1
Общее
1е предъявляйте
я
По химиче¬
скому составу и
механическим
свойствам, а
также плотнос¬
ти прн рабо¬
чем давлении
6-106 Па
Ответственное
По химиче¬
скому составу,
механическим
и физическим
свойствам,
структуре, а
также плотнос¬
ти прн рабо¬
чем давлении
12- 10ь Па
По химиче¬
скому составу,
механическим
и физическим
свойствам,
структуре, га¬
зон а сыщеи но -
стн, а также
плотности при
рабочем давле¬
нии 12 *№ Па
1.20, Классификацнонные признаки групп сложности отливок при литье в кокиль и центробежным способом
Осяонные
пртиникн
сложности
отливки
1 pycuia сложности
]
2
3
А
6
Конфигурация
поверхностей
Плоская, ци¬
линдрическая,
допускающая
применение
выгряхных или
многогнеэдиых
кокилей
Открытой ко*
робчатон* полу¬
сферической* ци¬
линдрической фор¬
мы* допускающей
применение коки¬
лей с одним разъе¬
мом
Прямолинейные
и криволинейные
поверхности слож¬
ных очертаний с
выступами и под¬
нутрениями. реб¬
рами* окнами* тре¬
бующими приме¬
нения кокилей
с двумя-тремя
разъёмами
Пересечение
прямолинейных,
цилиндрических н
криволинейных
поверхностей с вы¬
ступами, поднут¬
рениями, ребра¬
ми. окнами, тре¬
бующими приме¬
нения кокилей,
имеющих до четы¬
рех разъемов
Пересечение
п рямолинейн ых,
цилиндрических и
криволинейных
поверхностей с вы¬
ступами, углубле¬
ниями, поднутре¬
ниями и тонкими
ребрами, требую¬
щими использова¬
ния кокилей с чис¬
лом разъемов бо¬
лее четырех
-
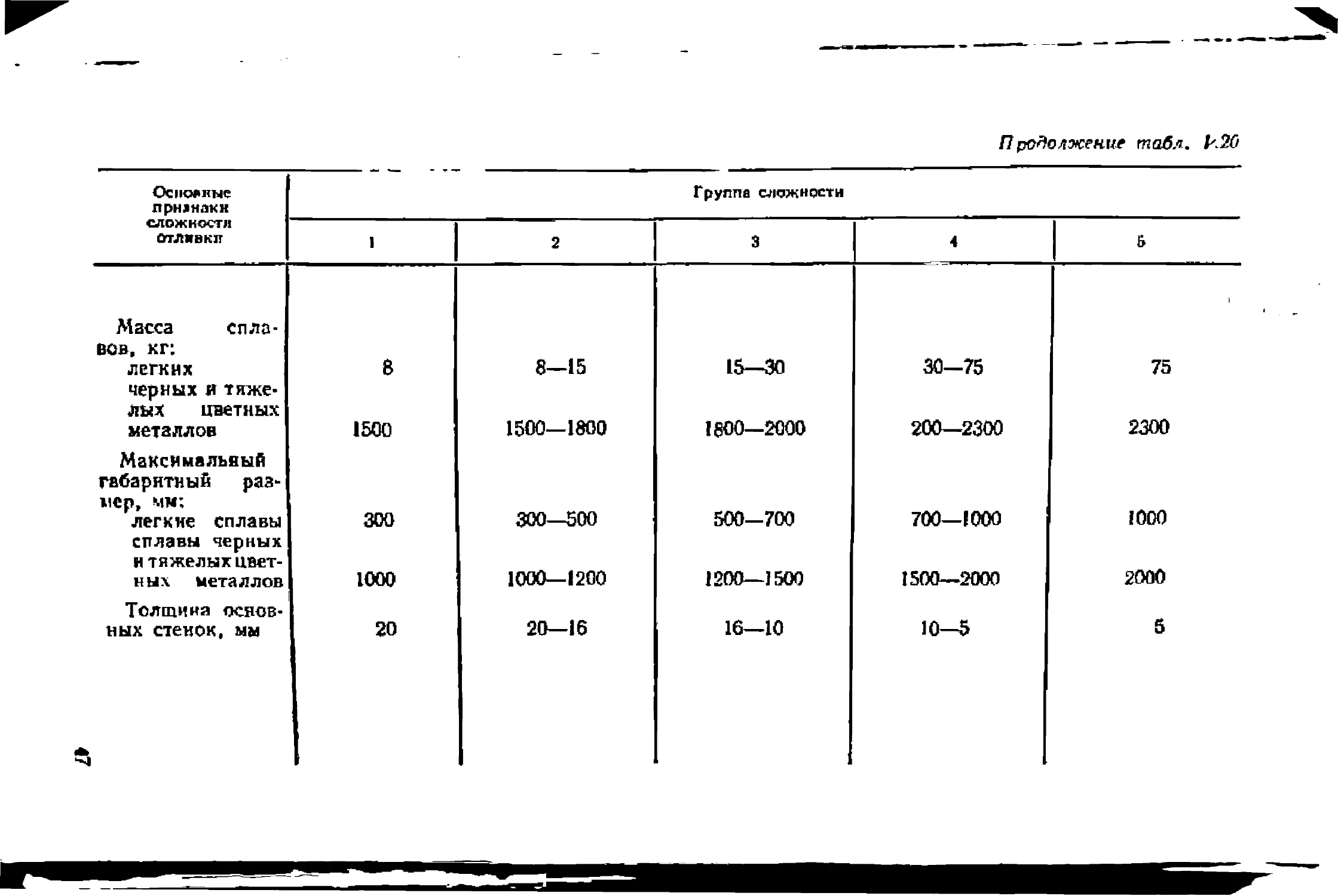
Продолжение табл. к20
Осмоян НС
лрнянлкн
Группа сложности
сложности
Отливки
1
2
3
4
&
Масса спла¬
вов, кг:
ЛЕГКИХ
В
8—15
15—30
30—75
1
75
черных я тяже¬
лых цветных
металлов
1500
1500—1800
1800—2000
200—2300
2300
Максимальный
габаритный раз*
мер, мм;
легкие сплавы
300
300—500
500-700
700—1000
1000
сплавы черных
н тяжелых цвет¬
ных металлов
1000
1000—1200
1200—J 500
1500—2000
2000
Толщина основ¬
ных стенок, ым
20
20—16
16—10
10—5
5
Продолжение табл. 1.20
Ос ионные
лрнэннкн
сложности
отлипни
Группа сложности
1
2
3
4
5
Характеристика
ребер, выступов,
углублений, от¬
верстий
Число пастей ко
ккля
Число отъемных
пастей кокиля и
стержней
Характер меха-
нической обработ¬
ки отливки и тре¬
бования к шерохо¬
ватости механи¬
чески обработан¬
ных поверхностей
До 10 мм
1
2
Без обработ¬
ки или обра¬
ботка 10 % по¬
верхности в ос¬
новном сверле¬
нием; Яг =
=160“-20, Яг =
= 100 — 2,5 мкм
До 20 мм
2
2
Обрабатывается
15% поверхности,
в основном сверле¬
ние, наружное
точение, торцо¬
вое фрезерование;
Яг= 10-5; Яг =
= 2,5 -г- 1,25 мкм
До 25 мм, легко¬
доступные для
очистки и покрас¬
ки
3—4
3—4
Обрабатывается
20% поверхности,
В том числе фрезе¬
рование внутрен¬
них поверхностей,
растачивание, раз¬
вертывание, шли¬
фование; /?2 = 5 4
-5- 2,5; Яг =1.25 4-
4- 0,63 мкм
До 30 мм, за¬
трудняющие
очистку н покрас¬
ку
5—7
5—9
Обрабатывается
25% поверхности.
Обработка вклю¬
чает шлифование,
притирку, полиро¬
вание; Яг = 2,5 ~
-4- 0,63, Яг =
— 0,63-=-0,16 мкм
До 30 мм с труд¬
ной очисткой и по¬
краской
Обрабатывается
более 25 % поверх¬
ности. Обработка
включает доводку,
супе рфнн и шнрова-
нне, хонингова-
нне; Яг =0.63 4-
4г 0,025; Яг =
= 0,16 4-0,08 мкм
Продолжение табл. 1.20
Основные
признаки
сложности
от л ил к н
Групп» сложности
1
2
3
4
S
Группа по иа-
злачен ню
Особые техни¬
ческие требования
Отливки Оби]
Не орел
;его назначения
.ъявляются
Отливки ответетш
По химическому
составу или меха¬
ническим свойст¬
вам, а также плот¬
ности при рабочем
давлении 6-I06 Па
‘иного назначения
По химическому
составу и механи¬
ческим свойствам,
а также плотности
при рабочем дав¬
лении до 30-10* Па
ч
Отлнвкн особо
ответствен н ого
назначения
По химическому
составу, механи¬
ческим и физиче¬
ским свойствам,
металлографиче¬
ской структуре, а
также плотности
при рабочем дав¬
лении более
30*10* Па
1.21. Оптовые цепы на отливки ю мимииясвых сплавов
АЛ2, АЛ4, АЛО, руб/т
Месса сдою ft
отлнвкн, кг
Группа сложности
1
До 0,063
0,063—0,16
0.63-1,0
1,0-1,6
1.6—4,0
4.0-6,3
6,3—10,0
и более
До 0,063
0,063—0,16
0,25—0,4
0,63—1,0
2,5—4,0
6,3—10,0
16.0—25,0
25.0—100,0
До 0,063
0,063-0,16
0,16—0,26
0,63-1,0
1,0—1,6
2,5-4,0
6,3—10,0
10,0—16,0
25.0—40,0
63.0—100,0
Литье
1230
1195
1060
1040
1025
1015
995
1 ISO
1175
1160
1150
1L35
1125
1115
1105
Л нтье
1905
1841
1725
1581
1538
1463
1398
1368
1315
1268
2
3 .
4
ПОДЛ
а в л е и н
ем
1345
1280
1415
1345
1490
1400
1105
ИЗО
1155
1075
1105
1130
1040
1050
1075
1030
1040
1060
1015
1025
1030
е в к
в к н ль
1315
1435
1635
1310
1415
1525
1285
1390
1480
1270
1365
1450
1250
1340
1415
1230
1315
1390
1215
1295
1370
1200
1280
1350
есча н не фор
мы
2076
2210
2407
2022
2158
2357
1907
2067
2278
1765
1934
2163
1720
1900
2127
1643
1831
2057
1574
1765
1994
1542
1733
1964
1484
1677
1905
1429
1622
1857
1550
1450
1185
1150
1095
1070
1040
1635
1615
1565
1535
1490
1460
1435
1415
2644
2605
2507
2402
2369
2297
2232
2200
2141
2092
число условно совпадающих признаков. Если приведенные
в табл. 1.19 и 1.20 признаки для нескольких групп сложности
совпадают, то принимают признак по более высокой группе
При равенстве числа признаков по двум группам сложности
отливку относят к группе, для определении которой попользо¬
вался признак «Конфигурация поверхностей»
Оптовые иены на отлнвкн. Установление оптовой цены на
отливки нэ сплавов цветных металлов проиэводят'с учетом гечппы
сложности отливок, нх массы, способа литья, оптовых цен на
на цветные металлы и сплвны. По мере увеличения сложное!!
отливок н уменьшения массы оптовая пенв „х возрастает тГк
пена отливок, полученных литьем а песчаные формы £л«вы!о
кая, чем цена твкнх же отливок, нзготовланимЛ...
нлн под давлением (табл. 1.21J, х лнтьеы в кокн.ть
50
2. МОДЕЛЬНЫЕ КОМПЛЕКТЫ
2.1. Классификация модельных комплектов
К наиболее трудоемкой н сложной в изготовлении техно¬
логической оснастке литейного производства относится модель-
ный комплект. Модельный комплект—это совокупность при¬
способлений, предназначенных для изготовления стержней и по¬
лучения рабочих полостей в литейкой форме; включает литей¬
ную модель, стержневые ящики, модели элементов литниковой
системы, шаблоны и каркасные щитки.
Моде льные комплекты классифицируют по способу изготовле¬
ния литейной формы, габаритным размерам, сложности конст¬
рукции н роду материалов.
По способу изготовления литенноЙ формы раз¬
личают модельные комплекты для машинной н ручной формовки.
Модели ручной формовки могут иметь один-два и более разъемов,
а также отъемные части Для машинной формовки целесообразно
использовать модели более простой конфигурации, без отъемных
частей и по возможности с одним разъемом.
По габаритным размерам разлмчают мелкие и
крупные модельные комплекты. Мелкие модели к стержневые
ящики имеют максимальный габаритный размер до 500 мм, сред¬
ние— 500—1500 мм, крупные—свыше 1500 мм.
По сложности конструкции модельные комплекты
классифицируют на простые, средней сложности и сложные
Простые—это неразъемные или разъемные мелкие и средние
модели и стержневые ящики, имеющие прямолинейную или
цилиндрическую форму. Количество стержневых ящиков а мо¬
дельном комплекте один-два; в нем отсутствуют щитки и шаб¬
лоны. Модели не имеют бобышек, взаимно пересекающихся
отверстий, а также переплетений ребер.
К модельным комплектам средней сложности относят не-
p. шъемные или разъемные модели н стержневые ящики любого
г .баритного размера. Стержневые ящики и контуры моделей
имеют несложные переходы, не требующие их выполнения по
шаблонам с использованием ручного инструмента. В модель¬
ный комплект входят щитки, прямолинейные и с незначитель¬
ными искривлениями шаблоны. На моделях имеются бобышки,
взаимно пересекающиеся отверстия н прямолинейные рсбрз.
Сложные модельные комплекты—это модели и стержневые
ящики любых габаритных размеров, имеющие сложные кон¬
туры, а также криволинейные переходы, выполняемые по шаб¬
лонам с применением ручного инструмента. Чолели и стержн..
вые ящики имеют бобышкн, знаковые част, взаимно пересекаю-
2.1. Сравнительная характеристика материалов для
модельных комплектов
Сосна, ель, Сук
и др.
Алюминиевые
сплавы (АК5М2.
АК5М7. АК7М2 к
я
Серый чугун не
ниже марки СЧ 15
Стали марок
15—50, СтО—Стб
Бронза и латунь
Свинцово-сурь¬
мянистые сплавы
(5 % Zn, 15% Sb,
остальное РЪ или
15% Sb. 14% Bi,
остальное Pb)
Гипс квльцинн-
роваииый вли
строительный:
50 % гипса, 50%
воды
Цемент: 50 % це¬
мента, 50% квар¬
цевого песка
Пластмассы:
ЭД-20, ЭД-16, ак¬
риловые самотвер-
деющие составы
Пеиополистирол
Хорошая обрабаты¬
ваемость, низкая сто¬
имость
Хорошая обраба¬
тываемость, вптикор-
резийность, низкая
плотность
Высокая прочность,
хорошая обрабаты¬
ваемость
Высокая прочность
и малая шерохова¬
тость обработанной
поверхности
Высокая прочность
и малая шерохова¬
тость обработанной
поверхности, неок не-
ляемость
Хорошая обраба¬
тываемость
Простота изготовле¬
ния модельного комп¬
лекта, низкая стои¬
мость
Простота изготовле¬
ния модельного комп¬
лекта
Высокая прочность,
простота изготовле¬
ния модельного комп¬
лекта, не требующая,
практически, обработ¬
ки резанием
Простота изготовле¬
ния модельного комп¬
лекта, низкая плот¬
ность
Недостатки
Склонность к де¬
формации (коробле-
пне, усушка), ниэная
прочность
Низкая прочность
и высокая стоимость
Склонность к кор¬
розии, высокая плот¬
ность
То же
Большая плотность
и высокая стоимость
Большая плотность
и высокая стоимость,
низкая прочность
Высокая шерохова¬
тость обработанной
поверхности, низкая
прочность
То же
Токсичность
Разовое использо¬
вание (газифицируют-
Примечание. Ориентировочная стпкчллт
модельного комплекта из дерева, алгомиЛевы^.НЗГОТОВЛе,1И
стали относится как 1:8:12:15, пневых сплавов, чугун»
62
2.2. Примерный срок эксплуатации модельных комплектов
до капитального ремонта
Максимальное число формовок для
модельный комплектов
мел¬
ких
сред¬
них
н рун
кых
мелких
средни^
круп*
кых
Ручная формоенп
Машинная фержшкл
Область применения
Деревянных
500
250
100
1000
100
300
При единичном и мел¬
косерийном производстве
отливок I. U. Ш весо¬
вых групп. При любой
серийности заказа для
IV весовой группы отли¬
вок
Алюминиевых
3000
50000
30 000
10000
— I 100000
НЮ 000
Чугунных
75 000
Стальных
При серийном, крупно¬
серийном и массовом
производстве отливок I,
II и III (частично) весо¬
вых групп
При крупносерийном
производстве отливок
I — II весовых групп
При крупносерийном
и массовом производстве
отлнвок I весовой группы
Бронзовых и латунных
— 1150 000
При массовом произ¬
водстве отлнвок массой
до 5 кг
Свинцово-сурьмянистых
500
3000
При мелкосерийном
производстве отливок
1 весовой группы
250 | 100 | — |
350
Г И ПС О В Ы X
1000| 5001 — | То же
Цементных
1000
При серийном произ¬
водстве отливок II весо¬
вой группы
53
Продолжение табл. 2.2
Мокслмвльное число формовок для
модельных комплектов
*
МОЛ-
нн>
сред¬
них
круп¬
ных
мелких
средних
круп¬
ных
Область применения
Ручная форыо»*я
Машинная формовка
100 SO
Пластмассовых
50 000
30 000
При массовом, крупно¬
серийном и серийном
производстве отливок
1 — 11 весовых групп
Пен ополистироловых
200 —
При мелкосерийном и
единичном производстве
отливок I — IV весовых
групп
щиеся отверстия, прямолинеГжые и криволинейные ребра. В мо¬
дельный комплект входят щлткн в шаблоны.
По роду материала, применяемого для изготовления
модельных комплектов, их классифицируют на деревянные,
металлические и неметаллические (пластмассовые, гипсовые, пеио-
полнетнроловые н др.). Материал для модельного комплекта
выбирают в зависимости от типа производства и серийного заказа
(табл. 2.1, 2.2) на изготовление отливок.
Модельные комплекты изготовляют по рабочим чертежам
деталей с нанесенной иа них литейной технологией. Для обра¬
ботки древесины в модельных цехах применяют деревообрабаты¬
вающие станки: заготовки н детали металлических и неметал¬
лических (пластмассовых) модельных комплектов обрабатывают
ня металлорежущих станках.
1.1. Формовочные уклоны и г^рч пуски
на усадку сплавов
Формовочные уклоны. Формовочными называют уклоны
выполненные на вертикальных стенках моделей некоторых
стержневых ящиков, а также на углублениях н выступах эле
ментов модельного комплекта. Формовочные уклоны на пвСо-т,
поверхностях делают в тем случае, если в отливке „е поел *
смотрены конструктивные уклоны. Формовочные уклоны »
полняют в направлении извлечения модели из формы или с г, ржи^
54
из стержневого ящика. Формовочные уклоны выполняют
(табл. 2.3):
2.3, Формовочные уклоны
Высота Л
лолсрхностн
модели,
U31iJjeKqcJ40A
из формы, МЫ
Угол наклона Р полеусиОстсП
образующие полость
форыы
оСроулщкх утчке пыстулы
н углубления ъ ПОЛОСТИ
формы
Металли¬
ческая,
пластмаггояни
модели
Дсрепяииая
козюль
Метал*!)!’
чесноч,
шчстьнссорлр
модели
Дерсмш пая
модель
<20
Г30'
3”
3е
3°
21—50
!р
Г30' .
2°
2а30'
51—100
0^5'
1°
1°
РЗО'
101—200
0 30'
0“45'
0°45'
■ I1
201—300
0 30'
0°30'
045'
Iе
301—800
0’20'
0°30'
0"30'
045'
801—2000
—
О’20
—
0330'
> 2000
—
0°15'
па обрабатываемы* поверхностях за счет увеличения раз¬
мера отливки сверх припуска па механическую обработку;
на необрабатываемых поверхностях, которые не сопрягаются
с другими деталями за счет одновременного увеличения и умень¬
шения номинального размера отливкн, начиная с его середины;
на необрабатываемых поверхностях, которые сопрягаются
с другими деталями увеличением нли уменьшением номиналь¬
ного размера отливки на величину уклона.
Пркпускн на усадку сплава. Усадкой называют уменьше¬
ние объема сплава при переходе его и* жидкого состоянии
в твердое и прн охлаждении в твердом состоянии Одпн и те
же сплавы могут давать различную успдку, зависящую от раз¬
меров и сложности отлнвок, а также применяемых при их изго¬
товлении формовочных н стержневых смесей. Так, крупные
и круглые полые отливка практически не дают уендки по диа¬
метру. в то время как по высоте она имеется. В сложных от¬
ливках, имеющих полости и ребра, линеннля усадка получается
неполной ввиду торможения ее со стороны формы. Величину
усадки выражают в процентах (табл. 2.4) н проставляют на
чертеже литой детали.
Прн изготовлении модельных комплектов, размеры которых
должны быть больше размеров литой детали, указанны.» на чер¬
теже, применяют специальные усадочные линейки,
6Г>
2.4. Литейная уеаяна
Спле*
Характеристика
размеров отливин
весов*я
группа
отливки
Линейна"
усадка. %
Серый чугун
Мелкие
Средние
Крупные, очень
крупные
I
II
111. IV
0.75—Ш
0,5-ГО
0,5—0,75
Углеродистая
Мелкие
1
11
III, IV
1.5—2.2
1.5—2.0
1,4-1.в
столь
Средине
Крупные, очень
крупные
Медные сплавы
Мелкие
1
1,5—1.8
Средине
II
1,0—1.5
Крупные
111
0.75—1,0
Алюминиевые
Мелкие
1
1.0-1.2
и магниевые сплавы
Средние
II
0.75—1.0
Крупные
111
0,5-1.0
2.3. Деревянные модельные комплекты
Древесные материалы. Одннч из основных материалов, грн.
меняемых для изготовления модельных комплектов в условиях
единичного и мелкосерийного производства, является дерево.
Свежесрублеиное дерево имеет влажностью=50 + 150 %. Поэтому
перед распиливанием на доски и бруски стандартных размеров
его подвергают предварительной естественной или чаще искус»
ствсиной сушке до остаточной влажности 10—12 %. Содержание
влаги в древесине определяют по формуле: <4=1(0, —Ga)/Ga| (00 %
где О,—масса образца до сушки; Ga—масса образца посте сушки’
По мере удаления влаги древесина в различных Направле¬
ниях усыхает неодинаково:’ вдоль волокоп сущка очень печка»
чятельна, около 0-1 в рэдиальном-3-8 % » таигсициалы.
ком 5 12%. Величину усушки определяют по формуie У =
».1100«, г.. -ц*,
и,—размер образца после высушивания. '
Усушка вызывает хоробленне. особенно досок в спп,ц
противоположную направлению годичных слоев (выяч*2ь«
к сердцевине). Для уменьшения коробления. влияющего ^
56
ыс
не гео.
метрик) и прочность модельного комплекта, доски при скленва-
„ни (сплачивании) щитов ил„ другИх ЗЙГ0Т0В0К рас1юлага108т
так, чтобы годичные кольца у смежных досок были направлены
в противоположные стороны.
Классы прочности. Деревянные модельные комплекты, пред¬
назначенные для изготовления литейных лесчало-глин истых
форм, подразделяют на три класса. Класс прочности модель¬
ного комплекта назначают при разработке литейной технологии
в зависимости от типа производства и назначения отливок
(табл. 2.5).
Для изготовления модельных комплектов применяют древе¬
сину без гнилей, сучков и других пороков. В табл. 2.6 при¬
ведены особенности изготовления модельных комплектов, а па
рис. 2.1 2.1]—графические изображения, поясняющие эти осо¬
бенности.
2.5. Классы прочности модельных комплектов
КлфССы
прочности
ООлястЬ Применения
I
it
ш
Серийное и мелкосерийное (при повторяющих¬
ся периодически заказах) производство отливок
Серийное н мелкосерийное производство отли¬
вок единовременного заказа. Единичное произ¬
водство крупных и геометрически сложных сред¬
них отливок
Единичное производство всех видов отливок
Нормы точности. Деревянные модели и стержневые ящики
изготовляют трех классов точности соответственно классам точ¬
ности отливок.
Точность изготовления модельных комплектов зависит от
серийности заказа на отливку: чем выше серия, тем выше дол¬
жен быть класс точности модельного комплекта. В табл. 2.15
приведены максимально допускаемые отклонения по измеряемым
размерам.
Особенности изготовления стержневых ящиков для машинной
формовки. Стержни изготовляют в неразъемных (вытряхных
и выбивных) стержневых ящиках, как одногнездпых, так и много
гиеэдпых, верхняя часть которых параллельна основдиию. теР**
невыс ящики для машинного изготовления стержней выполня
без отъемных частей и глубоких поднутрений строго опреде¬
ленных габаритных размеров. Габаритные размеры укетывг’
на чертеже со ссылкой но стандарт предприятия или
иый чертеж, определяющий конструкцию н размеры у
67
г
2.6. Особенности изготовления модельных комплектов
Классы прочности
Сплачивание древесины
Доски располагают так. чтобы годичные кольца при
ном сплачивании (рис. 2.1, о) у смежник досок были на р-
лены в протнвоположйые стороны, а при плвстевом (рис. г.1,о)
е одну сторону. Ширина сплачиваемых досок не должно Пре¬
вышать:
110мм | 130 мм | 150 мм
Для склеивания применяют полнвнннлацетатвую эмульсию СВ,
казеиновый (ОБ, В107) н мездровый клеи
Вязка коробчатых
Прямые и тина «ласточкин хвост* шипа¬
ми на клею, а также встык нагелями па
клею. Дополнительную шпонку 7
(рис. 2.2, а, б) размещают с внутренней или
наружной стороны углового соединения н
крепят шурупами. Толщина досок не ме¬
нее So =40 мм
Вязка рамных
Переклейкой, но не менее трех слоев с
дополнительным креплением нагелями, шу¬
рупами, гвоздями. Выступающие частя (на¬
пример, знаки) крепят на выступающие
чисти рамы (рнс. 2.3, а). Расстояние между
перегородками А не должно превышать
Вязка дисковых и
Склейкой послойно, но не менее
заготовок
Встык (рис. 2.2, в)
нагелями на клею,
расположенными
под углом друг к
Другу, с дополни¬
тельным упрочне¬
нием некоторых со¬
единений гвоздя¬
ми 2. Шиповая вяз¬
ка по необходимос¬
ти. Толщина досок
не лимитируется,
но должна обеспе¬
чивать необходимую
прочность н жест¬
кость
заготовок
Встык нагелями
на клею, как и для
коробчатых еагото-
вок III класса проч¬
ности. Толщина до¬
сок 40 мм. Допол¬
нительное крепле¬
ние шпонками, па-
Г/1™(рнс-2-3-б).
А «=700 мм
кольцевых заготовок
вклейкой послойно, но не менее -me* ---"vn
нз досок (рис. 2,4, о), секторов (б в) и ceru™!;\C?CT0!UtHU“*
тельным креплением нагелями и гвоздям» 2 с*«юлки-
тывземые на токарных и фрезерных стапк-,'. dar0TC®KH. обры¬
ваться после склейки не менее трех с™,’ п?ЛЖны «-держи-
» их чнело в ряду приведены в табл. 2Л ’ рв,,а cer*MutToa
58
Продолжение табл. 2.6
Классы прочности
ill
Соединение разъемных моделей и
стержневых ящиков
С помощью дюбелей (рис, 2.5, а, б) и
втулок (а), размеры которых приведены в
табл. 2.8, 2.9
Деревянными ши¬
пами 16—32 мм.
В крупных моделях
шипы делают пря¬
моугольными, вы¬
ступающая часть их
цилиндрическая
длиной 5—8 мм
Смещение одной половинки модели или стержневого ящика
относительно другой не должно превышать для моделей и
стержневых ящиков: крупных—0.8 мм, средних—0,5 мм, мел¬
ких—0,3мм.
Скрепление разъемных стержневых ящиков
Неразъемные (вы-
тряхные). В отдель¬
ных случаях допус-
кв ютея разъемные
Двухуголънымн (рис. 2.6, в, б) и олло-
угольнымн болтовыми стяжками Расстоя¬
ние между стяжными болтами ие превы¬
шает 500 мы
Для крупных стержневых ящиков
устраивают дополнительные болтовые
крепления в средней (по длине) части
стержневого ящика
Клиновыми стяжками и скобами из металла (рис. 2.6, в). Для
111 класса прочности допускаются деревянные зажимы Рас¬
стояние между крепежными приспособлениями не превышает
300 мм
Выполнение галтелей радиусом, мм
ft>5
В основном теле
модели или стержне¬
вого ящика
(рис. 2.7, а), врезкой
планок деревянных
или пластмассовых
(б), а также наклад¬
ными рамками (в).
Галтели ft < Б мм
подмазывают шпат¬
левкой (2)
ft> Ю
Вклейкой планок
из дерева (в неко¬
торых случаях врез¬
кой), накладными
планками нлн мая¬
ками (рнс. 2.7. е).
Галтелн ft <10 мм
подмазывают шпат¬
левкой (3)
ft > 15
Вклейкой планок
нэ дерева
(рис. 2.7, д) маяка¬
ми (е). Гллтелн
ft < 15 мм подмазы¬
вают шпатлевкой
(*)
69
Продолжение табл. 2.6
I
П
ш
Облицовка рабочих пове
Направление волокон древесины ка бо¬
ковых н торцовых плоскостях должно сов¬
падать с направлением извлечения модели
из формы. Направление волокон может
быть перпендикулярным направлению из¬
влечения модели нз формы, если ширина
досок облицовочного щита не превышает
100 мм, а модель высотой до 300 мм
Направлен ire во¬
локон древесины мо¬
жет не совпадать с
направлением из¬
влечения модели нз
формы, если распо¬
ложение волокон на
плоскостях модели
не укатано на чер¬
теже
Наибольшая ширина клепки (мм) соответственно для обли¬
цовочных щитов прямолинейных, круглых с граненым н скруг¬
лим основаниями (в скобках после числового значения ширины
указана толщина клепки):
110(40)
100(40)
70(40)
130(40)
100(40)
70(40)
140(32)
100(32)
70(32)
Выполнение отъемных н быстроизнашнвяю-
щнхся выступающих частей
Из твердых по¬
род древесины или
древесных слоистых
пластиков ДСП-Б,
ДСП-В. Также, как
идли моделе н [ клас¬
са прочности, про¬
изводят окантовку
полосовой сталью
Из металла и пласт¬
массы. По необходи¬
мости металл заме¬
няют древесиной
твердых пород нли
древесным слоистым
пластиком ДСП-Б,
ДСП-В. Отъемные и
выступающие части
окантовывают поло¬
совой сталью от 2 до
Змм при длине окан¬
товки до 800 мм, от
3 до 5 мм при 'длине
окантовки свыше
800мм I
Ширина окантовка не менее 30 мм. Пластины из полисов
стали крепят шурупами. Длина отъемном части ие до л ж
превышать 700 мм. Отъемные стенки моделей, вынимаемые fit
вымн в местах стыка с другими отъемными стенками, вып<
няют с уклоном 10—20°
Соединение отъемных частей
С помощью клиновых металлических
креплений (рис. 2.8), размеры которых
приведены в табл. 2,10
00
С ПОМОЩЬЮ клип
новых деревяннь
креплений
Продолжение табл. 2.6
ч
Классы прочности
1
1 П
III
Выполнение плоскости разъема модели
Обшивка досками или щитками с углублением от плоскости
разъема на 3—5 мм. Обшивают плоскость разъема средних и
крупных моделей, не монтируемых на модельных плитах
Извлечение моделей, отъемных частей
и их перемещение
С помощью подъемных крючковых (табл. 2.11, рнс. 2.9) бол¬
товых (табл. 2.12, рис. 2.10), полосовых (табл. 2.13) к цапф
(табл. 2.14, рнс. 2.11). Для перемещения стержневых ящиков
используют деревянные ручки, а для кантовки крупных моде¬
лей—специальные убирающиеся цапфы н скобы. Устройство
для перемещения модельных комплектов изготовляют в том
случае, если масса модели, отъемной части и стержневого ящика
со смесью превышает 10 кг
Отделка рабочих поверхностей
Все поверхности
грунтуют. Допус¬
кается шпатлевка
поверхностей с по¬
следующей зачист¬
кой нх шкуркой
Окрашивание рабочих поверхностей
Лакокрасочные материалы для окрашивания модельных комп¬
лектов выбирают в зависимости от состава применяемых фор¬
мовочных и стержневых смесей. Окрашенные поверхности
должны соответствовать следующим классам покрытий
II | II—111 | IV
Все поверхности грунтуют. Шпатлевка
допускается только для выравнивания от¬
дельных мест и стыкуемых поверхностей с
последующей зачисткой шкуркой
2.7. Ширина сегментов к нх число в ряду
Заготовка диаметром, мм
Чвсло сегмен¬
тов в ряду
Минимальна*
ширина, мм
сегмента В
для модели
сегмента В для
стержневого
Яшина
До 300 (при Н > 200)
3
45
60
301-600 (при Н > 300)
4
80±25
100±25
601—1250
6
100±15
120±!5
1251—1500
8
120±15
120±15
1501
12
140±5
120 ±5
61
ff&tm
Рис 2.1. Сплачивание:
я-кромочное, «-пактом*
С - На
Рис, 2.2. Вязка коробчатых заготовок;
прйцоЛ щнп (5*я5яв 11 + 1 в ми)* б-ifi шип mi а «ласточкин жяосп
(Si=$r-0,65.5a)p я— встык качелям
о-цилиндрические 1-|| клосса прочности й_.,
1 ^^'ИАричоскае
№•
е) г)
Рнс, 2.4. Дисковые и кольцевые зоготовки (о—г)
Рис, 2.5, Соединения половинок модели или стержневого
ящика /:
а-дюбелей 3, О—фланцевым дюбелем 3, а-втулкоЯ *
»)
Рис. 2.6. Двуугольная (а) н одиоугольная (б) ciraib нсаобы (а):
Г-Стерж1гснА «щ»н. J-скоб*
Рнс, 2.7. Галтели
Рис. 2.8. Клиновое крепление:
I-медаль нлн стсржиевоЛ ящик,
г-ОгьСМПВЯ часть. З-плвттнна. 4—
клип. I, В-размеры крепления
Рис. 2.9. Крюковой
подъем:
1-кркж, г-модель, J-
пластяна
Л-А
<0
Рис. 2.10. Болтовый подъем:
с-общий сил, б-пластина 3; /-Сопт, г—модель, С-гяЛка. 5-шуруп.
i, d. d„ £?,. d„ В-размеры болтового подъема
Риг 2.11. Крепление цапфы:
/-жолодплышк, 3 — цапфа, i—тайка, 4 -болт
S—7:.2
2.S. Конструкция и размеры мс1
К 0,5 mas
"1
таллинешнк дюбелей
СрсдпяП гяба.*-
рзттыЛ рвэнер
модели мл»
стер ж немого
яшмка
L+Д
—д—. HW
Материал
Рмнеры. “М
d
d,
d,
и
1*
Л
160
Сталь (до¬
В
13
11
32
26
6
16
16
161—250
пускается
10
15
13
38
30
6
1Ь
19
251—400
применение
12
18
16
46
40
8.
23
23
401—650
ал юм и и ие-
16
22
20
ЬЗ
Ы)
8
2У
26
651-1000
вых спла¬
20
26
23
69
65
10
36
33
1001—1600
вов)
25
32
30
87
80
12
45
42
1601
32
40
38
105
%
15
54
51
П р и м с ч
анке. Размер
Ы If
н dt
см.
на |
)ИС.
2.5. а
г. в.
для крепления стержневого ящика к формовочной машине.
Допустимые габаритные размеры стержневых ящиков приведены
в табл. 2.16, а конструкция крепежного устройства изображена
пи рис. 2.12.
Рис. 2.12. Конструкция стержневого ящння
(]ормовки: м*'11,
Т«**ог мешены. Т-.-тгржисвоП hjuiih, 3-ы,т,пл„
Угольники
«б
2.в. Конструкция и размеры фланцевых дюбелей
С реД« сги ба pi 1 т н tfft
раямур модели или
стсржмеоого ящика
/чй
—2— ■ мы
Материал
Размеры, мм
d
Ri
Я.
d.
I
>t.
160
Сталь 45
8
16
II
4,8
20
4
161—250
(допускается
10
18
12,5
4,8
25
4
251—400
применение
12
20
24
Ь,8
25
b
401—650
алюминие¬
16
22,5
16
5,8
32
b
651—1000
вых спла¬
20
27,5
20
7,0
32
6
1001—1600
вов)
25
32,5
25
7,0
40
6
1601
32
37,5
30
7,0
50'
8
Примечание. L—длина, В—ширина.
Особенности изготовления модельных комплектов для ЖСС
н ХТС. На моделях, предназначенных для изготовления форм
из жидких самотвердеющнх (ЖСС) и холоднотвердеющих (XТС)
смесей, предусматривают несколько увеличенные формовочные
уклоны (табл. 2.17) по сравнению с обычными (см. табл, 2.3).
Такие уклоны назначают в том случае, если па чертеже не ука¬
заны конструктивные уклоны. Особенности изготовления стерж¬
невых ящиков для ЖСС н ХТС, твердеющпх без теплового воз¬
действия, приведены в табл. 2.18.
Опрашивание модельных комплектов. Чтобы предохранить
материал моделей и стержневых ящиков от набухания, исклю¬
чить прилипание к шш формовочных н стержневых смесей, мо¬
дельные комплекты окрашивают. Перед окрашиванием рабочие
поверлмостн грунтуют, шпатлюют и зачищают шкуркой.
Для элчнетки рабочих поверхностей деревянных модельных
комплектов применяют шлифовальную шкурку ив тканевой или
Материал
СтЗ (допускяетси применение влю*
кшшевых сплавов)
40
70
50
80
60
90
80
100
100
100
36
40
50
60
60
2.11. Конструкция п размеры пластин для крючковых подт.
г-г
Г.Д
- *«4-
'CM1
vill
ГрумшодтемИссТ!»
нг
Материал крючкп,
пластины
Размер, им
В
1
5
л
45
СтЗ
30
70
8
10
и
5
5.6
65
36
80
10
1-2
18
5
7.0
во
45
90
12
16
22
Iе
ю.о
2.12. Размеры болтовых подъемов
Umawnm
1И1П^Ь.
жг
Материал
вЬЛТВ.
плвешии
Размер, ни
болта
пла тппы
' h
d
4,
4.
в
ЧЙЮ
ж
Сто
320—1000 50
500-1500 60
630—1800 60
800—2000 70
50
60
60
70
20
24
30
36
М20
М24
м.ю
М36
22
26
32
Зв
во
90
КО
100
2.13. Конструкция н размеры пластин для полосовых подъемов
I
4
1, И Ш И 5*45*
1
-ф
ф
CJ) (?
#
М
ф
Ь- $
► 4
■ “Л
1}
л
у ^
h
га
и
га
Допуск веиаи на¬
грузка Ив пласти¬
ну. Н
Размер.
мч
Число
отверстии
1
В
£
d
d,
d,
i.
l.
1 ООО
100
30
4
18
5.8
10,3
20,0
(6
20
6
1 ООО
150
30
4
18
5.8
10,3
20,0
16
20
10
1000
200
30
4
18
5.8
10,3
20,0
16
20
16
5000
320
60
4
30
5.8
10,3
47,5
32
65
8
5000
500
60
4
30
5,8
10,3
52,0
32
75
12
5 000
700
60
4
30
5.8
10,3
60,0
32
90
14
5 000
900
60
4
30
5,6
10,3
65,0
32
ICO
16
5 000
630
60
4
30
5,8
10,3
55,0
32
80
14
10 000
800
70
6
35
7.0
12,3
60,0
40
90
16
10000
1000
70
6
35
7.0
12,3
70,0
40
100
18
16000
800
80
10
40
10,0
16,5
60,0
50
90
16
шооо
900
80
10
40
10,0
16,5
65,0
50
90
18
16000
1000
80
10
40
10,0
16,5
70,0
50
100
18
16000
1250
80
10
40
10,0
16,5
80,0
50
120
20
Примечание. 1. Материал пластин—СтЗ. 2. Смещение
осей отверстий не более 1 мы.
2.14. Конструкция и размеры цапф М* с*еР*я
Pasafp
UK
грузка на цапфу
а
d,
d|
d.
d.
ii
J.
A
5000
9500
32
40
00
70
10
16
65
75
90+0,5
120+0.5
80
100
1
361 ISO
45 I6IJ
1
№±0,5
120^.0.5
Примечание. Материал цапфы—сталь 35Л— может быть
еаменен сталям» 25Л. ЗОЛ. 40Л. 43.1.
2.15. Точность изготовления деревянных модельных комплсато»
Классы точирн*
Измеряемый рав¬
'
"
л|
ный). мм
Допускаемые откяопелва, им
50
51 — 120
1Л —I’M)
Эв l—OXI
Ml—юо
801-1250
1261-2000
20») 1-3150
Э1& |_5000
СОЫ-ЬЭОО
к;<1|—iowo
±0,1
±0,1
± 0.3
±0,4
±0,4
±0,5
±0,Й
±0,7
±0.8
±0,3
±0,5
±0,6
±0,7
±0.9
±1.0
±1.2
±1.4
± 1,6
±1.8
±0,5
±0,6
±0.7
±0,8
- 1.0
±1,2
±1,6
а 2,2
±2.8
±3,2
±4,0
а Ы И Я 1 ДОПУСКИ ИЯ МГ'Л*Л«* И CTCplkti*BUl
II р я ч « 4 * Гм1ь пдпивяриычи ир яньиу 2 Для мледопы
‘ л0*Т. . „ точности приведены более жс« ткти .нм»
ТсХш'м'г*'''**** С W'*"**"*'
2.16. Размеры стержневых ящиков
Формовочная
Mfuiimia
Размеры, мм (см. рис. 2.11)
модель
груаоподъ-
■миостъ, кг
А
в
и
а
ь
231
335
860/650
650/550
290/225
350
250
232
675
1100/950
1000/750
450/225
4G0
350
233
1350
1290/1000
1100/750
400/225
—
580
845
1350
1300/1200
1250/500
450/225
345
345
Примечание. В числителе максимальный, а в знамена¬
теле минимальный габаритные размеры.
2.17. Формовочные уклоны
Величина уклона
мм. попертноотеП
оформляющих уакяе высту¬
Высота поверх¬
образующих полость формы
пы к углубления я полости
ности модели.
извлекаемо!) кэ
формы, мм
Металли¬
Металла
ческая. пласт
Деревянная
ческая. пласт¬
Деревянная
кассовая до*
модель
массовая МО
модель
дель
цель
20-
0,5
1,0
1.5
2.5
21—30
0,5
1.5
2,0
3,0
31—50
1.0
1.5
3,0
4,0
51—75
1.5
2,0
4.0
5,0
76—100
1.5
2,0
5,0
6,0
101—150
2.0
2.5
6.0
7.0
151—200
2,0
3,0
7,0
8,0
201—300
2,5
4.0
8.0
9.0
301-500
3,0
5.0
Ю.О
501-800
6,0
10,0
«01 —ИЗО
8,0
10,0
1131-2000
10.0
10,0
2.18. Особенности изготовления
стерник®ы5( ЯШ11*108
Элемент гтержвевого ящикн
1. Формовочные уклоны Ь
но выступающие части
(углубления) назначают в
зависимости от их высоты/^
(в скобках указаны число¬
вые Значения уклона), мм:
Формовочные уклоны а на
ребра назначают в зависимо¬
сти от их высоты ft0 {в скоб¬
ках указаны числовые зна¬
чения ^уклонов), мм; 20 (3),
21—30 (4). 31—50 (6), 51-75
(6), 76—100(7), 101-150(8).
151—200 (9). 200 (10)
2. Муфты I и замкнутые
рамки 2, имеющие отноше¬
ние высоты И к ширине не
больше 0,75:1, изготовляют
нз лвух разрезных отъем¬
ных частей 3, вставляемых
в вертикальную стенку или
дно ящика. В остальных
случаях их крепят наглухо
к стенке или дну ящика
3. Выступающие части,
имеющие высоту 70 мм,
крепят наглухо к верти¬
кальной стенке. В осталь¬
ных случаях их выполняют
отъемными или протяжными
скалками
4. Все отъемные части
должны нметъ металличе¬
ские (клн деревянные) руч¬
ки или подъемы !- Ребра 2,
имеющие в середине окно,
выполняют реэрелнычк;
|тебра разрезают ниже гал¬
тели яа величину И = Ц
Графическое njoGpe**1"*
72
Ятгисщ vTepmiK'Boro ящика
Продолжение табл. 2.18
Графическое изображение
51 Галтели /?«£20 мм со
стороны набпвкн {заливки)
выполняют крелленнем
планки 1 ка стенке, галте¬
ли R > 20 мм—осадными
планками 2
бумажной основе. Стеклянную шкурку используют для зачистки
мягких пород дерева.
В табл. 2.19 приведены отличительные цвета окрашивания
модельных комплектов.
2.4. Металлические модельные комплекты
Выбор материала. Металлические модельные комплекты
имеют более высокую прочность, чем деревянные, однако их
применение в условиях массового, крупносерийного и серийного
производства отливок одного наименования ограничивается сле¬
дующими факторами: увеличением стоимости и сроков изготов¬
ления, недостаточной во многих случаях мощностью модельных
цехов н учас.ков. При выборе материала для модельного комп¬
лекта нужно учитывать целесообразность изготовления и усло¬
вия выполнения заказа. В табл. 2.20 приведены данные, обу¬
словливающие целесообразность изготовлении модельного комп¬
лекта из алюминиевых сплавов в зависимости от сложности,
массы н годового выпуска отливок.
Литые заготовки. Изготовление литых заготовок для метал¬
лических моделей не отличается от технологического процесса
получения отливок в единичном производстве, за исключением
того, что гроыоделн делают с даойной усадкой, учитывающей
>оадку еп.ювя отливки.
Заготовки должны бить плотными, без усадочных, г*кии.-*
и №«.ч*них раковин: не иметь перекосов, коробления и грешив.
На обрабатываемых и необрабатываемых потер «наст я* до¬
пускаются литейные дефекты, которые можно искра вить геряттй
и холодной заваркой, пайкой припоями (табл. 2.21) и заделкой
замазками (табл. 2.22). Исправленные дефекты не должны сни¬
жать качество модельного комплекта.
73
2,19. Цвета окрашивания
ПоирПКИОСТЬ ЧОЛ'ЛЬНОГО КОНПЛСКТЙ
Отлячитемч-пы1* ll,u'r
Поверх иостн моделей и
стержневых ящиков, соответ¬
ствующие поверхностям от¬
ливок, не подвергающимся об¬
работке резанием
Поверхности моделей н
стержневых ящиков, соответ¬
ствующие поверхностям отлн-
пок, подвергающимся обработ¬
ке резанием
Поверхности стержневых
аил ков и других не заливаемых
жидким металлом частей
Поверхности моделей н
стержневых ящиков, образую¬
щие углубления в литейной
форме под заделку их смесью
Поверхности сопряжении мо¬
делей и стержневых ящиков
с их отъемными частями
Поверхности элементов лит¬
никовой системы, прибылей,
выпоров, приливов н проб для
контрольных испытаний
Поверхности под установку
холодильников
Поверхности плит, щабло-
Чи*
Основной цвет окрашивания
красный, серый к желтый соот¬
ветственна для модельных
комплектов отливок чугунных,
стальных и из цветных спла¬
вов
Черные круглые пятно диа¬
метром до 20 мм по основному
цвету окрашивания
Черный цвет
Наклонные черные полосы но
основному цвету окрашивания,
Ширина черных полос */( рас¬
стояния между кнмы, но не
более 20 мм
Окантовка черной полосой.
Ширина полосы 6—20 мм
Основной цвет окрашивания.
По контуру сопрягаемых эле¬
ментов литниковой системы
черная полоса
Основной цвет окрашивания
с окантовкой н штриховкой
в хлетку черными полосами.
Ширина полос lU расстояния
между ними, ио ие более 20 мм
Основной цвет окрашивания
I
Примечание. Допускается нанесение дополпителъп
обозначений, например мест установки жеребеек, выполпа
гасеелчй и др.
П
2.20. Минимальный годовой выпуск отливок
сложности I М11ШШвлм!Ь|й годовой внпуск пит.) отливок прв их массе, кг
ОТЛИВОК ПО
прсйску*
ренту
№ 76-01
1
1—S
3-10
10—20
го-бо
60-200
200-600
500-1000
1. 2, 3
1440
1280
1120
ш
800
688
600
480
4. 5
1330
1107
1012
770
702
600
660
430
2.21. Состав припоя для пайки алюминиевых
модельных комплектов
м
прилов
Содержание
ЬСЯС °Q
Применяемый флюс
о
л
С
S
ж
te
0
э
3
с
л
X
к
Z
5
0
«г
X
X
Л
ч
сурьма
£
I
Ч
CS
X
1
55
25
20
Смесь хлористо¬
2
40
25
15
—
—
20
го аммония (наша¬
3
78
8
9
—
—
b
тыря) е хлорнаым
4
35
30
—
—
35
—
—-
цинком
&
63
18
3
13
1
2
2.22. Составы замазок
Состсб в мае-
ссюых ЧИСТЯ*
для модель-
ных комплек¬
те*
Жнву-
Способ приготовления
Наименее вине компонента
елю-
ынняе-
вых
сталь*
них н
чупи*
ных
ч
Эпоксидная смола
ЭД20
Пол идти ле it пол на¬
мин (отвердигедь)
Дибутндфталят
(пластификатор)
Железный порошок
(наполнитель)
Алюминиевый поро¬
шок (наполнитель)
100
12
20
?0
100
12
20
100
0,5
Смолу тщательно
перемешать (не менее
5 мни) с дибу in Л(] та*
лотом, затем добавить
полиэтиленполнпмин
II №СЛ>' >1ШЙ иди алю¬
миниевый порошок н
Пергчешнымь 7 мвН
до получение дни-
06 разной маеты- п*
мазку наносить шпа¬
телем
75
тл Мйтйл-гпческне модсльнwe
Классы точности и шероховатости. ’ соот1Ствтно
комплекты изготовляют трех классов мыв отклпме.
классам точности изготовления отливок. Д У .
нчя по измеряемым размерам ire должны лревыш
приведенных в табл. 2.23. Литниковые системы р»- <
с допуском, не превышающим ±0,5 мм.
2.23. Предельные отклонения размеров
ilO(lVCKBC4L#P ОТКЛОНИМ!*. мы
Нэы4р не¬
ний раз¬
мер (flOVII-
НллытыЛ;)*
Класе
точно¬
сти
наружных размеров
ыоделеА
рнутренквтх plWtpfll
ыоделсЛ и гнезл
стержнем* яшнкся
ыежпснГ"
реяния рас¬
стояний
мм
нижнее
верхнее
нижнк
верхнее
120
I
II
III
0
0
0
+0.10
+0,15
+0.20
—*0,06
-0,09
—0,12
+0,04
+0,06
+0,08
±0.05
±0,07
±0.10
121—260
1
11
111
0
0
0
+0,10
+0.20
+0,30
-0,06
-0,12
—0.14
+0,04
+0,08
+0.12
+0.05
±0.10
±0.15
261—500
1
Н
111
0
0
0
+0,15
+0,30
+0,40
—0.09
-0,18
-0,24
+0,06
+0,12
+0,16
±0,07
±0.15
±0.20
501 -800
1
11
ш
0
0
0
+0.20
+0,40
-1-0.60
-0,12
-0.24
-0,36
+0,08
+0.16
+0.24
±0,10
±0.20
±0,30
о01—1250
1
п
111
0
0
0
+0,25
+0.50
+0,70
—0,15
-0,30
-0.42
+0.10
+0.20
+0,28
±0,12
±0.25
±о.з>
1230—2000
1
11
III
0
0
0
+0,35
+0,70
+0.90
-0,21
—0.42
-0.54
+0,14
+0,28
+0,36
±0,17
±0.35
±0.45
I
Примечание. Предельные отклонения углови,
рги при пересчете их в линейные не д^жны йп«
ванимх в таблице виачсний, превыш
В
В тдГл. 2.24 приведена шероховатость рабочих поверхно¬
стей модельного комплекта.
2.24. Шероховатость рабочих поверхностей
Г
<7
''В
Назначение
по&ерхиостн
Класс
точности
Шероховатость. мкм. поверхностей ло Ri
модели (о) для форм
стержкекого ишнкя (й)
ДЛЯ формовки
пеечвко-
ГЛН11 ИСТЫХ
получае¬
мых сред¬
ним к вы¬
соким дан*
/гелием
| мвшнвиоП
(встряхи¬
ванием) и
ручлоЛ
пескодув¬
ной и
иеско-
стрелыгоА
I
12,5
6,3
12,5
12,5
Рабочие I
п
12,5
6,3
12,5
12,5
ш
25,0
—■
25,0
1
12,5
12,5
12,5
12,5
Разъемы 11
н
25,0
25,0
25,0
12,5
in
50,0
—
25,0
I
25,0
25,0
12,5
12,5
Сопрягае¬
п
25,0
25,0
25,0
25,0
мые III
ш
50,0
50,0
I
50,0
50,0
100
25,0
Установоч¬
it
50,0
50,0
100
25.0
ные IV
ш
100
200
100
]
50,0
12,5
У плотне-
II
50,0
12,5
кия V
III
50,0
Конструктивные элементы. Конструкция метллливдияя мо¬
делей и стержневых ящиков должна обеслечшшь жсстесоь
77
I
и прочность при минимальной массе. ® ^ среди их габаритных
товлять сплошными только при мелких
размерах. 400 ум можно в«-
Корпус стержневого ящика,л^,?(Т-сосгавнмм. ко с оЛязп-
полнятъ цельнолитым, свыше wu « (|ЛН BJ„llMHofl npov
тельной фиксацией контрольиымя шрифт ' ВЫСОте вкля-
кой отдельных частей. Уклон стеиок корпус ЙОмн_у.
дыша до 150 мм равен 6°, от 151—250 мм
2.25. Размеры стенок, ребер, Оортов м« моделей
СредилП гоба-
pimtufl размер
L+B
——. где 1 -
длннп, В — Г11Н-
риив. мм
Толщина стеикк t
модвдеп. wm
г
Толщина сортов ft
копелеП, мы
ft
Ширин Бортов Ь
моделей, мм
ялюыя -
mieatjjt
чугун-
ННц
алюми¬
ниевых
чугун¬
ных
В1ЮНП-
НиОиЫх
чугун¬
ных
250
й + 1,6
6+1.*
—
5
12+1.»
1 -в.в
'oii :t
22
OO+l.ft
* —1.0
2oi;:*
251—100
«Ж
7 + 1.1
—О.В
8
*±1:!
wii:;
27
iR-V.l
«ii;3
40 J—630
10-?:S
'&-1Л
l3~V.l
48 +1. о
-1.0
631—1000
,2+s, о
-l.a
i0-V.l
10
,7+1.0
— 1.0
K-i.1
32
58+*>°
»0
^-?:S
tool—1600
Г5+
-^3, С
—
|8-1:°о
[0 + 1.0
1.0
“il::
Mill—2КХЮ
1 л + 3+ О
1 — 3.V
—
12
20Г,'В
“1 ,0
184 *•“
—i .0
35
Примечание. Толщину стеиок моллтей
л™, ,ысшни mmmni
ША
Рис. 2.13. Соединение стенок стержневого ящика
В табл. 2.25, 2.26 приведены основные размеры конструк¬
тивных элементов моделей н стержневых ящиков. В табл. 2.27
даны размеры соединительных элементов металлических стерлне-
2.26. Размеры стенок, ребер, бортов для стержневых ящиков
Средний гяба-
ритпыЛ размер
L + B .
—— , где!-
Толщин* стенки t
стержневых яшн-
коя. мм
Толшнма fccproa h
стержневых ящи¬
ков* мм
Шири»:) бол гое Ь
стержневых ящи¬
ков. мм
i
Ллима, ff—ши¬
рин». «V
ялюмн -
пнеьых
чугун*
HU с
0ЛН#М>1 -
Щ10МЫХ
чугун*
пых
ялюмн-
ННСБЫХ
Чугун-
пых
250
«* *■!
“0 * в
<С + 1, Ь
—в,а
5
'4-1:1
'21с1;:
22
35 * * *6
,w— I. (1
л'—1,6
251—400
10' *■!
— 1 • о
жЗ + В. »
— 1 , D
leu::
'411:1
9?
JX-** ■**
1 .0
™ - * о
401—630
12* **•
1 *— t. *i
}п*
-J. о
ё
‘*0*’ ь
Г""
45 ‘ * л‘
li, *).#
♦**-1.0
ТУ
Пф*Х*ние П,абЛ" 2 26
СредниЛ гайл-
ртныА размер
[~В
——. где 1 —
длине. В — ши¬
рмы. мм
Толщина стенки S
гте^жисиы* ящн-
«оь„ мм
Голшнне бори»
иерич*»1* "щ“"
ко». Н“
п
Ширив*
мок;
бАЛП* *
их иши*
УМ
НЛГОМК-
ниешдх
чугун¬
ных
вЛЮМИ'
rillfPbZK
хуг)'л-
ПЫ»
мной и-
янегы*
чупк*
HWX
^31—1000
1 г(+ я. с
—*. 0
|2+*,0
10
.>.+*■*
—■ .0
— 1 .*
12
-,е*,е
“i!:5
1001—IS0O
—
—
24+*.*
•25+*>*
^-5:5
1601—2000
—
—
12
Ol+t,*
— 1.0
И**.*
—1.*
}5
'А**.*
’’-I.*
2.27. Размеры соединительных элементов.
СрсдииЛ гяПа-
Тчгтный рв&чер
стержневого
L + Я
ящика —-—
[Я — длина.
В — ширина)
161—250
251—400
401-630
631—1000
1001—IG00
Ш
12
10
18
20
20
25
30
30
40
*min
10
12
15
15
20
12
14
16
22
25
13
22
28
23
34
9
12
20
40
II
16
26
Hi
13
20
25
40
15
25
30
Hi
17
25
35
101
2.28. Размеры нерегулнр^ штырей (а) „ ^ ^
L
Продолжение табл. 2.28
d
Л
11,
I
8
М8
ЛШ
20
25
10
Л110
М14
25
30
16
М12
М20
30
38
2.20. Размеры регулируемых штырей, мм
d
d.
d.
L
L,
1
ft
(
О
>ш
1*
* е.
_ о
короткого
о
о
S
X
5
2
о
X
£
(X
о
X
ДЛИННОГО 1
1
R
Мб
4,5
15
30
49
64
8
22
0,8
1.5
0
10
М«
6
90
35
61
76
10
26
1,0
2,0
1
11
М10
7.5
25
40
72
87
12
30
1.5!
2,4
1
2.30. Размеры разрезных втулок к регулируемым штырям, мм
1i
d,
d.
D
О.
L
I
ft
/
8
10
12
М14
MI6
М18
Мб
M8
М10
14
16
18
17.7
19.7
21.7
36
42
12
15
2D
1,5
«.5
2.0
1!)
12
H
81
6—7 '1
^дкр«мЦИ .«*«•
2.31. Размеры направляющих втулок * Р
вых ящиков. а на рис. 2.13—графические изображения нх кон¬
струкции.
В табл. 2 28—2.31 приведены размеры нерегулируемых и ре¬
гулируемых штырей н втулок для спаривании частей стержне¬
вого ящика. Наибольшая надежность крепления обеспечивается
регулируемыми штырями, конструкция которых позволяет про¬
изводить выборку недопустимого зазорп между втулкой и штырем.
2.32. Размеры приливов 2 н цапф I, мм
&
Половинки стержневого ящика стривают затворами
(рис. 2.1 () с Яаряшкоч (я), шарнирной скобой (б) и штырями
Рис. 2.14. Затворы:
л-с 6»рjhiчоч, б-с шарнирной скобой. я-клиновой; /—стальные накладки,
?—н< два ащшА болт. !-ушки. а-шарнирная скова, S—штырьсвой у-оел
с клином (в) Для удобства перемещения и безопасности в работе
металлические стержневые ящики'должны иметь ручки, цапфы
(t.Vwi. 2.32) и другие устройства.
Стержневые ящики для пескодувной и пескострелыюй фор¬
мовки изготовляют из стали (СтЗ). чугуна (СЧ 20), алюминиевых
сплавов l\K7M2 и др.]. нэ олова и пластмассы. Стержневые
ящики имеют воэду хоотводи ые и вдувные отверстия. Отношен не
воза у (оотводного отверстия к площади сечения иду иного отвер¬
стия равно 0.2—0, 3. При массивом производстве стержней это
отношение увеличивают до 0.4—0,5
На обеих половинач стержневого ящика имеются канавки,
одна из которых шириной до 5 мм, а другая шире первой на
0,7 —1,0 мм. В узкую канавку вставляют мягкую прорезинен¬
ную лепту, которая при спаривании стсржневогп ящика своим
выступающим концом входит п широкую канавку, обеспечивая
герметизацию стыка Возможны н другие способы унлотпения
стыков стержнепых ящиков.
Вентиляцию стержневого ящика осуществляют латунными
ветггамп (табл. 2.3.1), реже перфорированными листами или сиг-
T-JE?'
С
4 12,510,0 1,5 6 U 1,5 4
5 16,013,5 2,0 7 21 1,5 4
ками с отверстиями диаметрам 0,6—1.0 мм. Сетки и листы на¬
кладывают на вентилируемые места. Вентиляционные плиты для
вент изготовляют из чугуна или влюмнмня толщиной 15—20 мы.
Нагреваемые стержневые ящики изготовляют из стали (СтЗ,
сталь 45j н чугуна (СЧ 20). Чугунные заготовки для нагревае¬
мых стержневых ящиков подвергают двукратному до и после
обдирки отжигу. Режим отжига: нвгрев до 600—650е С со ско¬
ростью 50— 60 град/ч, выдержка прн этой температуре 2 ч,
охлаждение до комнаткой температуры со скоростью не более
40 град/ч.
Отличительной особенностью нагреваемых стержневых ящи¬
ков является наличие системы механизированных выталкивате¬
лей, которые монтируют индивидуально или нв специальной
плите Выталкиватели устанавливают против знаков, элементов
лншиковон системы н других нерабочих частей стержня.
Для простых стержневых ящиков расстояние между выталки¬
вателями 100 130 мм, о для более сложных—50 —70мм. Зямф.
между выталкивателем .я отверстием для него в стержневом
ящике равен 0,15—0,25 мм.
Рнс. 2.15. Литьевой (а) и контактный (б) методы изготовления
пластмассовых моделей:
У-плита, З-зпоксидиыЛ состав, 3. б-дснорятиплыЯ слой (эпоксидная
смола), 4. 7—разделительный слой, Б-стеклоткань, в—форма
ность; не подвергаются короблению, разбуханию, усушке, кор¬
розии; обладают малым коэффициентом лрилнпаемостн и незна¬
чительной силой сцепления с формовочной и стержневой смесыо.
Пластмассовые модельные комплекты изготовляют двух клас¬
сов прочности; I—для крупносерийного и серийного производства
отливок; II—для мелкосерийного и единичного производства
отливах. В ависимости от класса прочности пластмассового
модельного комплекта выбирают один из двух основных способов
изготовления (табл. 2.34): литьевой нли контактный (рнс, 2.15).
Контактный способ используют при изготовлении
сложных моделей (или стержневых ящиков) с выступающим
тонкими частями. Контактный способ изготовления пластмассо¬
вых модельных комплектов включает следующие технологические
операции;
1. Зачистку поверхностей сухой гипсовой формы шлифоваль¬
ной шкуркой.
2, Удаление нэ формы остатков гипса и пыли кистью.
85
2.34. Способы
изготовляя пластмассовый модемных комплектов
ОСесгтсчспие
КЛ#ССЙ
лроЧНОСТН
пс миже
ОрЫСНТИ^Ч iUj3l>»Of
число C14PVM п \т
фор мм ь«
Способ ШГОТРМЫШ*
3000 3000
4000 35 ООО
Примечание Для акриловых евмотвердеюших составов
применяют также способ изготовления модельных комплектов
прессованием, обеспечивающий I и II классы прочности.
3. Нанесение на гипсовую форму разделительного состава.
4. Приготовление состава эпоксидной смолы для облицо¬
вочного слоя.
5. Нанесение облицовочного состава па подготовленную
форму кистью равномерным слоем во всей поверхности. Кистью
по поверхности формы проводят 4—5 раз до начала желтнни-
зацнн смолы.
6. Прослойков формообразование модели я ли стержневого
нщнка (через 20—24 ч после нанесения облицовочного слоя).
Куски стеклоткани (стекложгута, стеклолеиты и т. д.) пропиты¬
вают ЭПОКСИДНОЙ смолой.
7. Выдержку модели (млн стержневого ящика) в форме
Э дн при температуре 20 — 25° С.
8. Зачисти у плоскости разъема па фрезерном стайке.
9. Извлечение модели (или стержневого ящика) из гипсовой
UIJ.
J
Основные требования. К изготовлению пластмассовых модель¬
ных комплектов предъявляют следующие основные требования.
1. Толщина t столок и ребер моделей и стержневых ящиков
в зависимости от их среднего габаритного размера (мм)должна
быть не менее нижеприведенных значений, мм:
До 100 7
101—300 ' . 8
301—500 9
501—700 10
701—900 И
901—1100 12
1101 — 1300 13
1301—1500 15
2. Расстояние между ребрами жесткости не должно пре¬
вышать 300 мм.
3. Разъемные стержневые ящнкн скрепляют болтовыми и
клиновыми стяжками, скобами и другими металлическими зам¬
ками Крупные стержневые ящики соединяют несколькими рядами
крепежных приспособлений. Расстояние между крепежными
приспособлениями не должно превышать 300 мм, амеждустяж-
яыми болтами—500 мм.
4. Галтели выполняют в теле модели, стержневого ящика
или отъемным» планками и рамками.
5. Быстрой знашнвающнеся выступающие и заостренные
кромки армируют стальными пластинами толщиной 3—4 мм.
Стальные пластины крепят винтами и гайками на клею. В ка¬
честве клея применяют составы на основе эпоксидных смол.
6. Отъемные частп крепят металлическими цилиндрическими
шипами (дюбелями) н шипами в виде клинового соединения
«ласточкин хвост*.
7. Плоскость разъема модели должна быть ровной по всей
площади. Допускаемая вогнутость не более 1,5 мм на 100 мм
длины модели. При необходимости плоскость разъема пустоте¬
лой модели обшивают деревянными вставками, щнтвмн, дре¬
весностружечными плитами.
8. Рабочие поверхности моделей к стержневых ящиков окра*
шнвают композицией нз основе эпоксидных самотвердеыщнх
составов. В качестве красителей применяют лак рубиновый ЖК,
сурик свинцовый, нитрокраску красную и черную, сурик жел¬
тый. пудру алюминиевую н др. По согласован ню с потребителем
допускается модельные комплекты не опрашивать.
87
и fc'SSS» '»»«»“• “,па
и нормы точности ислолинтелышн ppj-.три) такие м. как
II для деревянных модельных комплектов.
Основные материалы я рецептура составов. Пластике*!*
МнССЫ для модельных комплектов СОСТОЯТ ПЭВПОКСИЛИОА смолы,
пластификатора, отвердителя, наполнителя (табл. 2.35, 2 36).
Дэя изготовления пластмассовых модельных комплектов
применяют эпоксидные смолы, представляющие вязкую жид¬
кость, которая имеет цвет от желтого до коричневого. Жидкие
эпоксидные смолы достаточно устойчивы при комнатной темпе¬
ратуре, но при понижении температуры они густеют.
Пластификаторы вводят в эпоксидные смолы для увеличения
ударной вязкости, снижения хрупкости и повышения эластично¬
сти пластмасс.
Отвердители предназначены для отверждения состава пласт¬
масс. Отверждение эпоксидной смолы начинается с момента вве¬
дения в нее отвердителя.
Наполнители применяют для повышения твердости н удар¬
ной вязкости отвержденных пластмасс, а также с целью снизить
расход эпоксидных смол.
Разделительные покрытия. В качестве разделительных по¬
крытий применяют специальные составы нлн отдельные компо¬
ненты (минеральные масла, силиконовые жидкости, технический
глицерин и др.). Разделительные составы (табл. 2.37) наносят
на поверхность кистью, пульверизатором или окунанием.
Продолжительность сушки разделительных составов зависит
от относительной влажности воздуха, его температуры, скорост
циркуляции я других причин.
2.3S. Исходные материалы для изготовления г
тастмасс
сьо.м
ЭД-16
ЭЛ-20
«Эпоксн-2100*
«Эпокс н-2200»
Пластификатор
Дибутилфта-
•чит
Днкапрпл-
фталат
Дноктплфщ-
лат
Трикрезнл-
фосфат
От**ря*аель
Полнэтилек-
иолнамнн
Гексаметн-
лендиамин
Ниш, аггел
Стек лотке
Ткань жг
вая 1 ЖС-Q.
Стекдожг
Стеклоде*
Примечание. Пон и™,,
нац0Лй»теля лп„?,™Товленин литьевым саа
порошки, древесные опилки гемеит « елюмни*
gg ’ Гряфнт н л?.
2.36. Рецептуры пластических масс на основе эпоксидных смол
т
вь
к
5
V
£
CdMUJMHiie ыат«|> нялиа, mci, . ч.
ef
СП
о
С4
с:
<Г>
*
о
о
сч
X
V
X
о
с
СП
V
л
о
о
Сч
п
V
V
о
с
<5
о.
1
ё
S
е-
о
а
ч
1=
X
«J
Ч а
Е*
и
X
х
X £
2 5
£ R
Ж
В
ч
D
ч
о
X
О
ч
Еа
4
О
С к
§£
о
й5
ш
§g
4
О
О
S?
Ек
? в
Ь-Е2
I!
1 ё
о
<1
дс-ъ
к ■
п
tic
С. £3
V fT
$:
с:
Л
а
и
* ^
X £
1
с
2 *
~ j
* а
W “
1
i
X
( Е
* af
* ч
it
1
100
20
10
40
2
100
—
—
20
10
__
—
то
3
J00
—
—
20
J0
—
.
_
100
4
—
100
—
12
п
_
.
_
5
—
100
—
12
_
22
М.
_
6
—
100
—
_
12
II
40
__
-
».
7
—
100
—
12
11
,
100
6
—
100
—
—
12
11
___
100
,
9
—
too
—
12
11
ч
_
—
—
30
10
—
100
—
—
40
0,5
6
_
—
-
11
—
100
—г
—
0,5
*
8
70
—
12
too
—
—
—
0,5
—
8
—
70
—
13
—
—
—
too
—
40
—
0,7
8.5
—
—
—
14
—1
—
lot'
.
—V
—
0,7
—
8.5
70
—
—
(Б
—*
—
—
IOC
—
—
0,7
*—
8,5
70
Примечания: I. При изготовлении модельных комплек¬
тов литьевым способом количество сыпучего наполнителя умень¬
шается в 4—5 раз. 2, Приведенные пластмассы по своим техно¬
логическим свойствам существенно не различаются н могут
выбираться в зависимости от имеющихся материалов н с учетом
обеспечения необходимых механических свойств.
Изготовление мастер-модели- Технологический процесс изго¬
товления гипсовой ыастер-моделн включает формовку отдельных
частей моделей н последующую их сборку. Согласно чертежу
литой детали модель разбивают на отдельные элементы, пред¬
ставляющие собой тела прямолинейные и тела вращения. Тела
вращения изготовляют с помощью металлических шаблонов из
листового железа толщиной 0,3—1,0 мм. Металлические шаблоны
укрепляют на досках, имеющих приближенную форму шаблона
так, чтобы рабочий контур шаблона выступал на 1,5 2.0 мм.
Шпателем на плиту, покрытую разделительным способом,
наносят раствор гипса (табл. 2.38). Вращением шаблоне вокруг
центра удаляют излишки гипсового раствора, эатеч наносят
следующую порцию раствора гипса и снова вращают шаблон.
Процесс повторяется до получения гипсового элемента, соот*«т
ствующего геометрии «яеблона. Готовый элемент -Уu,,,Tt0
s
2.37. Разделительные покрытия
Содержяши» Koviiutr.'HiOH. %
«а
п
CJ
О
z £
-L. ^
а.
3
X
5*
&
н
4
Я
с.
г
X
и
о
ч
2
£
Я
Xtz
J5
is
* h
О
CO
S а
t d)
«■ =
£ K
О ^
e:
X
M rt
M
" s
OP
в 2
в I.
2 <и
Li Cl
о
So
5ч
?s
*s
X -
л и
av
<я о
ш t,
6S
3
я
a
* !
x
n
а
r
i-
30
70
I-
—
—
I
2
1 100
—
_
-—
_
_
_
_
_
_
_
3
-
—■
5
■—
95
—
—
—
—
—
—
—
—
4
-—
—
93
7
5
-
—
—
—
45
10
45
—
—
—
—
—
—
6
1
2
1
18
80
—
—
—
1
Способ приготовления
Пчелиный воск растворяют в
скипидаре
Мыльный порошок или стружку
растворяют в подогретой до 40—
50 °С воде
Разводят крахмал в небольшом
количестве колодной воды, затем
раствор выливают в кипящую воду
Этиловый спирт разбавляют во¬
дой, затем в раствор при поме¬
шивании вводят поливиниловый
спирт
Сырую резину вводят в толуол,
затем состав перемешивают до пол¬
ного растворения сырой резины
твердеет на воздухе. Аналогично изготовляют тела прямоли¬
нейные.
После разметки и обработки гипсовых элементов рубанками,
стамесками, циклами и зачистки шкуркой производят сборку.
Па сопрягаемую поверхность отдельных элементов наносят шпа¬
телем крестообразные бороздки глубиной 2—3 мм. Затем сопря¬
гаемую поверхность покрывают в два слоя спиртовым раствором
шеллачного лака и сушат. После сушки на сопрягаемую поверх¬
ность наносят раывор жидкого гнпса, элементы подводят друг
другу и стыкуют.
Прн стыковке происходит выдавливание гипсового раствора,
который используют для шпатлевания шва. Шпатлевание шва
выполняют цньлей или продольным шпателем.
После сборки готовую гипсовую мастер-модель покрывают
2—3 раза нитролаком или шеллачным лаком мягкой кистью до
получения гладкой поверхности. После сушки мастер-модель
шлифуют шкуркой.
Изготовление форм. Формы для пластмассовых моделей на
основе эпоксидных смол изготовляют в основном из гипсе
(см. табл. 2.33} в такой последовательности:
1. Но модельную плиту устанавливают мастер-модель.
2. Мастер-модель и рабочую часть модельной плиты покры¬
вают разделительным составом, который после затвердевания
полируют.
3. Приготовляют гипсовый раствор.
4. Устанавливают деревянную рамку, образующую замкну¬
тое пространство вокруг модели.
5. Производят залнвку гипсового раствора в полость рамки.
6. Извлекают мастер-модель н рамку из формы.
7. Сушат [0—12 ч гипсовую форму в сушильном шкафу прн
температуре 50—70 СС. Продолжительность сушки при комнатной
температуре до трех суток.
Нв рис. 2.16 изображена заливка формы гипсовым раствором.
Стойкость гипсовой формы до 5 съемов. Для повышения проч-
2.3В. Гипсовые растворы для мае тер-моде ли н форм
Наяненлссние мвтернйлот
госте* ржи-оров. маг.
ча
JW 1
У. S
№ 3
St *
Гипс
100
100
100
100
Известковое молоко
100
—
—
—
Раствор мочевннофор-
—
—
100
125
мальдсгидиоЛ смелы
Вода
—
too
—
Цемент
&
91
Pirc. 2.16. Изготовление
формы;
■f-рамш. i—мостер-НОЕеЛЬ
ГИПСОВОЙ
пости выступающие чвс-
ТИ формы армируют про¬
волокой, стеклотканью,
стекложгутом н лр, Ана-
логично изготовляют
формы и для стержневых
ящиков по мастер-моде¬
ли для стержня.
Правила техники бе¬
зопасности. Эпоксидные
смолы, а также отвердн-
телп, входящие в состав
пластмасс, токсичны и вредно действуют на кожу и слизистую
оболочку. Поэтому яри работе с ними необходимо соблюдать
определенные правила техники безопасности, которые заклю¬
чаются в следующем:
1. Работать необходимо в хлопчатобумажном халате, рези¬
новом фартуке и резиновых перчатках. Руки должны быть защи¬
щены пастой Селенного плн специальными другими защитными
составами. Состав пасты Селецкого, %; мети а цел л юл по а 4,
глицерин —11,7, белая глина—7,8, тальк—7,8, вода—68.7.
2, Рабочие помещения должны быть оборудованы приточно
вытяжной вентиляцией.
8. Приготовление эпоксидных составов и нанесение их пл
изделия, а также механическая обработке модельных комплек¬
тов, должны производиться ка рабочих местах, имеющих мест¬
ную вытяжную вентиляцию.
4. Развес исходных материалов н их перемешивание должны
выполняться в специальном шкафу с вытяжкой.
5. Скорость движения воздуха в рабочих зонах местных
вытяжных устройств должна быть 0,7—3,0 м/с.
6. Удаляемый воздух перед выбросом в атмосферу должен
очищаться с помощью циклонов или других очистных устройств
рабочем помещении хранить исходные материалы
внпрещаетси.
поошептнр13^016 С ЭП0КСИДНЬ,МН смолами допускаются ЛИЦ*». .
прошедшие специальный
инструктаж.
медицинский осмотр, обучение •
1-6. Марксов аннв модельных комплектов
РУют краской^4 буквами Модельиые комплекты ив ре*,
приведен в табл. 2.39 цифрами. Порядок маркировала*
92
2.30. Маркирование модельных комплектов
Эндк ыирнщк^кн
НК чО'.елк
и* Стгр»
кндое
Ш»4р нерп «роики
» порядок ее
flint сепия
Номер отлипни,
для изготовления
которой п редка -
зиачеиа модель
Порядковый но*
мер модельного
комплекта прн нп-
личин дублеров
Количество стер¬
жневых ящиков в
модельном ком¬
плекте
Количество отъ¬
емных и отдельных
частей
Номер отливки, для
изготовления которой
предназначен стерж¬
невой ящик
Порядковый номер
модельного комплек¬
та прн наличии дуб¬
леров
Порядковый номер
стержневого ящика в
модельном комплекте
Порядковые номера
стержней, изготовля¬
емых поодиомустерж-
невому ящику с ис¬
пользованием вкла¬
дышей, протяжных
отъемных частей и др.
Количество отъем¬
ных н вставных частей
стержневого ящика
Соответствует шиф¬
ру чертежа нп отливку
Обозначают шиф¬
ром К с числом, }КП-
зыиаюииы на поряд¬
ковый IIOMtp модель¬
ного комплекта Раз¬
мещают ниже шифра
чертежа на отливку
Обозначают на мо¬
дели шифром Я с чис¬
лом, указывающим на
количество стержне¬
вых ящиков в ком¬
плекте. Обозначают
ка стержневом ящике
шифром ЯЛс числом,
указывающим поряд¬
ковый номер стержне¬
вого ящика, шифр
размещают за шиф¬
ром К
Обозначают шиф¬
ром СтЛ с числами,
указывающими ил но¬
мера стержней, изго¬
товленных по комби¬
нированному стержне¬
вому ящику (Цифр
размещают за шиф¬
ром ЯМ
Обозначают «а мо¬
дели шифром 04 М с
числом, показы вх-
joitiim количеств^отъ¬
емных и ист яви ух ча¬
стей. Шифр ]>л«*1е-
цгают; для моделей —
ниже шифров К и Я;
ДЛЯ СГСПЖНСОЫТ Я'ЧИ-
ксв—ниже шифрои К,
ЯЛ и Ст
«1
Прадо 1Ж?ние тлг*л. 2.39
нз недели
Количество шаб¬
лонов
Количество при¬
былей и выпоров,
изготовляемых от¬
дельно от модели
Количество эле¬
ментов литниковой
системы, изготоп-
ляемых отдельно
от модели
на стержневом
ящике
Количество
нов
шабло-
Шифр мвриирояии
и порядок ее
нанесении
Обозначают шиф¬
ром Ш с числом, по¬
казывающим количе¬
ство шаблоне и. Шифр
размешают за шифра¬
ми ОЧИ и ОЧС
Обозначают шиф¬
ром ПВ с числом, по¬
казывающим количе¬
ство прибылей к вы¬
поров. Шифр разме¬
щают за шифром 111
Обозначают шиф¬
ром Л с числом, по¬
казывающим количе¬
ство элементов лит¬
никовой системы.
Шифр размещают за
шифром ПВ
Примечания: 1. Маркирование выполняют на боковых
наружных поверхностях стержневых ящиков н на поверхностях
моделей, соответствующих необрабатываемым поверх ногтям от¬
ливок. Все отъемные части маркируют шифром К с обоэнатслясм
номера отлнвкн, порядкового номера модельного комплекта i"p»i
наличии дублеров). 2. Направления вывода газов маркируют на
боковых наружных поверхностях стержневых ящиков шифром
В*К, направления расположения весок—шифром В1 П.
3. ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
1.1. Виды и свойства формовочных материалов
Формовочными называют материалы, из кото(Я
изготовляют литейные формы и стержни. Формовочные мл
риалы разделяют на исходные формовочные матерннлы, ^юрь
ночные я стержневые смеси, вспомогательные составы (в*ст
краски, замазки, клей н др.).
Исходные формовочные материалы (табл. 31). Пред«а-»*
ченные для изготовления формовочных и стержневых емгее
НЭ ДВв Г*>УИПЬ1: основные (огнеупорные наполнители
добэвк5,С|’’г1,К51Ц1,е^ и вспомогательные, например р«эл*т»
смесей °ЛЬ' Т°^ н Улучшающие специальные саойст
3.1. Исконные формовочные материалы
11«иыг110й«1Ме
ыжтг1 рнлла
Кл1илчгипр щ О&П BClli
llphlbFMJilia
ПрНиртй11|^
Форыоючпие
tlct'kll
Форчовлчные
огнеупорные г ли*
КЫ (клолнинтоные}
Глина монтмо-
рн т-поннтовая(бел*
тоннт>
Связующие СБ
ГТФ. КО. ДП и
др.
Жидкое стекло
Шлак
хромкого
колет ва
ДС-РАС
фгрро-
ПрОНЗ*
Смолы холод*
ноге ткердения
Маг 11 cJIfTOl Ы И
пороша*
Концентрат цир-
коноьый
Агбеет {лрнзонг
ловцЛ)
Каменный уголь
Огнеупорный нл-
полните ль для фор¬
мовочных и стержне*
в их cucccfl
Связующие тля
формовочных я стер».*
игвых смесей
Связующие дли
смесей с повышенной
прочностью к сыром
сосюн II ни
Са яду к щ.ее л л» фор*
мешочных К СТСркМЕ-
ВЫС гнесеП
Сна дующее для ел*
ыотвгрдеющнх сыеСгА
и тимн'иснн тверде¬
ющих п« CO|nppnfC?j
смесей
ОтвсрднтеЛн дла сй-
иотеердекшнх сига*
Л ен осбрэзующа и
добавка дли жидко-
нсямщиИт СмессЛ
Связующая дли на¬
готовлен in форм II
стержней
Применяют н.рп из¬
готовлении ОТЛИВОК
ИЛ илргзнц ВНгТОА
стали
Вы ГОК DOMIC упор¬
ный материал для
П pH ГОТО А Ле ИIIII ст г рж*
Певыт счгосей Н красок
П psriUQD рпглрн а к
добавка в фор мисоч¬
ные и стержневые
смеси
Вводят в смесь для
уменьшения шерохо
BDTOCTII поверхности
•отливок
Подвергают суш не
Подвергают дробле¬
нию. размалыванию и
сушке
То же
Поступают и жид¬
ком или твердой со*
стоянии
Поступает а жидком
пли твердом состоя¬
нии. До водите а до
требуемой плотности
кпустичссяой стцой
Поступает в вале
порошка
Поступает 9 жидком
состоянии
Поступям В ЗННДКО ||
СОСТОЯНИИ
Поступает В в Идс
порОШНЛ
Поступает в виде
пыл л или зерен
Поступает в виде
крошки
Размалывают до
пылевидного состой'
IMIB
<б
Продолжение тпбл. t
Горф
ЛикоподиЛ
Порошковой
графит (черный,
серебристый)
Лврюв.тлит
Тальк молотый
Денегрнм [пиле-
риЛ, ж«тнИ1
Патока
Формлдшн
Битумы нефтя¬
ное
Наакачение н ойпдеть
npiiueire н«и
Вводит в сиссь для
повышения к газо¬
проницаемости, «о-
ЯАТЛИНОСТН, ЯрОТНВО-
[ГрИГЛрРГОСТВ
Пропыл. НСРОЛЬЗу-
емыВ при формовке
н изготовлении етгр-
ЖНсЙ
Входит в состав
кркок. 1:ЯСТ, НИТИ рок
Входит в состав
смесей II красок, оСес-
нечнввющнх пони¬
женного шерпдаьв-
тот, поверхности Я
ОТЛВВПИ
Припыл л прегтнво-
ирищрниЛ материал
дл* крпсок
Входит FI соствв ДН-
теЛныч красок, пост
Входит в состав ли¬
тейных крисок
Консервирующая
добавка в краски, со¬
держащие декстрин,
патоку
Входит в состав
прокладочного шпура
ТТр11ЧГ1|ЭНЦ0
Поступает в твер¬
дом состоянии, год-
вергают раэмелчче-
11 щр
Поступает н пыле¬
видном СОСТОЯЛ 111!
Поступает в пыле-
ПИ ДНОМ СОСТОЯНИИ
То же
Поступает п жид¬
ком состоянии
То Же
Поступи ют в твер¬
дом состоянии
Вспомогательные формовочные состоим (пасты, краски, клей
и др.) кспользуют для отделки поверхностей н нелравлнпш
дефектов форм и стержней.
Все формовочные материалы подвергают входному контроля
мя соответствие их действующим государстве»ныч стандартам
в технический условиям.
Минералы, входящие в состав формовочных материалов.
оГмадвкп свойствами, которые не изменяются при подготовке
их к производственному использованию н при емгееярнготопде-
НИИ. Одним из основных свойств ял.пяысн нх химический состав
а сочетании с зерновым. Знак свойства минералов, входящих
а Состав формовочных мдтернпдов. можно составить смеси,
пригодные для Получения качественных отливок
ВО
3 1, Опр0ДСЛс>1Ь|0 «{H6INUI свойств формНОЧ1фд
MtnpMlllOl
Предел прочности при растяжения • суком состоянии. Образцы
типе «восьмерки» изготовляют п спепппланом етержисвоя яшш
ЛТ 037 и W 0Э7.М Уст-iрцоного заводи литейного оборудования
ОбрЛЗЦЫ О ВЫСуШСННОМ ИЛИ 0П(ржЛС11И011 состоянии* устанав¬
ливают и приспособленнк с захватами, Приспособление крепит
на приборе 0£4>1 для определения прочности. О момент разру¬
шен нл образца давленне в систем* мгновенно плдпет, предел
прочности фиксируется стрелкой енланэмернтеля.
Предел прочности при сжатии ■ сыром состоянии. Образец,
Наготодленный дли определения газопроницаемости, ши.текпют
из металлического патрона it устанавливают на прибор мо¬
дели 0Й1М. используя имеющееся х прибору плчш грнсппсоб-
лрине. Для удобства установки образно приспособление сыв-
жено регулировочными пиитами.
Осыпаемость. Стандартный образец влажный нлп высушен¬
ный взвешивают, затем закладывают в сетчатый Справим. уП11.
повленныЙ мл приборе для вэбалтывпнпн. Б араба и пришлете я
одну минуту, гоеле чего образец ьнояь взвешивают. Осыпаемость
определяется риннцс-н масс образца до и после испытания,
отнесенной к первом а чаль ной его массе к умноженной н.т 1№> %
Активность отирлнтелт для ЖСС. ПСС. Активность—это
способности отвердите л и интенсивно изшодеЯснюмп. со спн-
куюшнм матернрлон. Метод определения основан на измерении
глубины погружения в затвердевшую смесь металлической иглы
под определенной нагрузкой
Испытания проводят следующим образом. Заполняют кольца
смесью, сости плен ной из oi перди тел я н связукмцего в соотноше¬
нии 1,1 После чего излишек счесн срезают. Момент окончания
псремсшсипя смеси при се приготовления принимают за начало
твердения. Иглу доводят до соприкосновения со снбсью н закреп¬
ляют стержень винтом, после чего отворачивают пиит и игла
свободно погружается р смесь. Иглу погружают в смесь через
каждые 3 мни. предварительно передан куц колыю со смесью но
no асе место (расстояние от места предыдущего погружения иглы
не менее 10 мм). Эл конец перлом твердения принимают момент,
когда игла Судет погружена в смесь не бане чем ua 1 им.
Текучесть (подвижность) ЖСС. Текучесть —это способность
сигеи течь, заполняй объемы литейной формы млн стержневого
ящика без приложения внешних усилий. Текучесть определяют
методом предельного напряжения сдвига по глубине погружения
в смесь под действием веса плоского ножа. На стол прибора
у ста на в лип енот ставни, заполненный испытуемой смесью. Изли-
E.S i
^ : S с, ь
e a = о
|b £ - я
*
p_ О
£ ь
и
5
S я
5 u
ж *>
¥ a.
3 §
^ ш x
г Яв
g I 4
Oft*-
s 1
* S
й ~ -
в *
2 - *
Hit!
НИ I
3 * ~ - a
p tftti
“ O = II 4
e s -». .
с 4 5 £
* № 9 E
llili
31 3 i *3 S
I! 5 15
5 л § 2 т
a ” S e
s ■; :г
O ►* s О- ■»
* г = в *
в g Л s
Ж Ж- S с
V f- •(
К а- & 3
s к* *-
Е О *5
с в: г
is
г
w
х
v
3
5 2 г ^
>. a S
<*1 е, г R ►
s С 5с с
a g +
0 О * 2 _
к * 3 5 =
™ S& К ®
? ; t р "
Е S * i S-
Э ч ■- s 3
% 11 э *
I3 * * 5
S' е* й - а
*■1615
“ * и ^ д
V 5 ч S 8
* & и я С5
^ с е
5 i! 51
£ 5 =5 S ы
1 г Й £ £
, в ■ — Г*
I If! I “
-I? s Ь
„ У а а -
a a i; *f-e
I ? I I S
гч ’ I»
а э 9
1 &*
S e ь •
г, t *
■«is
a
fi k L
— а
Л л
а
3 i.
п. л.
* в -Н
2 ®
к £
Я §
л *а
с> О
*
s*
5 «
6 «
ш о
а —
л
к я
Я fc
v 7
I W
а л
*■ S"
Л Й
_ Ж
G J
^ Ь*
* _
к 2 a
н ■ j; > в l л
5 э s g я 5 -
" * В j * =
re
Ё.С si
С- A =
t—
В
а
*
i
a.
D
Ss:
8 S -
^ 4 V
*4 JS
fi
v If x
= 3
4 £
3* &
S'S
0 О
.^5/"
i3:»i
« a E в “
uJ ЕВ P 'lP
О Г.
1 ^
I is
S я
з к
I “
* я
3 *
a
•t
a
- E
? О
3 t*
3?
SC Б
&. »
V 2
Ш
14 —, S
Иг
* ч
■ Cl
«
г
* i
£ё 5
и -
7
0 О
U *
д.
в Ц
8 ^
Н
з
к г. а- а
*й«d
d «?
ч= я
Д О Jf
¥ ® * 1
2 h т
в U s' 5
и ■ ^ ш
d 3 £■ е
с- я к х
а
ft
Ч
ii
ё **£
А и Ч
*|Л J?
(-ES9
£ л г В
в щ о -
> V Ч ■
|S = s
КО ■
о ■=
i
хоь*
EJ"S
'2
Ч н
I
&т5V2SS )
о" с о* е —* —‘
I I
§SSSSs? I I I I |
Со———и
«З^йбСО
Г • * г * л.
5 ® to К ^ »е <
= в» а» а* с» 4я <
„ооа
(3 * • ■
-сое
OSDIO
»«-us 3secD-aoe
_ * • ■ s ■ * ■ ■ U в W
о C — СЧ 44 ^ 3 *1*4**
VVVVVVVo0.”
C4 S S I?
АЛЛЛ
г
я v
Я a
S V
^ д.
I!
» 1
В <L
§r= S
«*2 2
5 £*■ =
О O^-r J7-
s-cAo
£ £
о
о
•я
г
йа
= £1
Es-
о
= S
•г я
Г a
*4 м
а 1,7
- Л
& а
С 3
&
вэ
Р
»
Ф
3.3. Группы формовочных ncnoi
1 рунмл
НшнгМмт»
Ндысрв СНГ CVCMHUH рЛЛнсДОп. «я КОТОрЫН
ост лиге к зерцл основной фракции
АЙЗ
Г рубим
1
№3
(1J
04
Очень грубый
т
04
0315
0.115
Крупный
04
0)15
02
02
Средний
0315
02
OJA
0IG
Мелкий
П2
DIG
01
01
Счет, мелкий
0IS
0]
0063
ООЙЗ
Тонкий
01
WA3
005
пог.
Пылевидный
оаоз
005
Та ал*
глинистой состаллнющгй спите 2 до 50 % называют г лн-
к н(тмнн.
Пи ||.иие||у icfitu пдсчишА основы (хмрид) фррмовоинл
пики делят hi группы (пбл. 3.3), которые усптвлнчщт
просел ван нем беаглян истого eiccki через набор стандарты* сиг.
После нркминпя азаеинимшг остатки песка ил каждой сиге
н определяют наибольшую сучи у остит кон щ трех смежные
СНГ.14 Наибольшая сумма Остатков считается основный эернй-
пиь составе и (фракцией) пики. Номером среднего сига обозна¬
чают группу песка, я но остатку на одном надкус крайних сит
определяют категорию песка. Пески с остатков и» крайнем
верхнем сите больший, чем мп л и жнем, относят ч категории А,
пески с остатком на нижнем ситс большим, чем на верхнем.—
К категории Ь.
3.4. Рсгенерированный пссля
Соетвн. Ч
Нревчмг
II |« имеем
Скнани
^p4KUr|H
С*
ИеСфН
Is
Н
е£1
h
йо
К
h
гг
<■-«
Ei
л
>^р-
и т
t|
ид
ь
■
5.5
BS
15
да зс
РГ в
Е
СМ
г.
*
I
3
ы
Ц
Sc
И
S»
Щ я.
У
=■*■
SaS
1н ЕЙ
Рсгспе-
рпропан-
ннй
<0.7
13-95
I.A-
2.5
<0.01
<1.0
<2.«
<1.5
<1.5
0.4.
0315,
0,2
70
150.
170
Примечание В заплепмосги от условий прон зводстм
состав h яарактерлстикл регеиерирояанкого песка могут язме*
пяться.
7*
3.5. Cuflcm фпрчояочннл песков
СиЯСП! ^IHHKXPUI 1ВЯО»
Млад аиртдглпш»
ОлЯМННГ СРО-ПсТЪ П5СКР Ч" «иию
форнпьйчных II «гржиепмч сч«тй
0.1 аж
Определяют влкиипшинеч
высушенной лрЕЕ I05-— 110е С
до постоянной массы цпвсскн
смеси 1&0 г), Цысунгивиние про¬
изводят в сущ ИЛЬИ он шкяфу,
л при ускоренном метоле —под
лучочн нвгрейлте.пьной лампы
или продувкой нагретым вот*
духом
и о с г Ь
Большая рлажиссть песка
повышает трудоемкость погру¬
зочных работ при минусовых
температурах, усложняет
транспортирование н дозировку
песка, Л ля стержневых смс-
cefl, особенно на синтетичес¬
ких СПЙЗуЮИЕИХ, влажность
песка должна Сыть мншЕыаль-
ноЛ (0.3—0.5 ^о)
Содержание глннн
Определяют № потере мессы
от ь| учи ван нем: нормальным ме¬
тодом— ил приборе для ваблд-
тываныр, ускоренным—-на при¬
боре для отмыакн а проточной
иоде К предварительно высу¬
шенной навеске песка массой
50±С,01 г добавляют 475 мл
поды и 25 мл водного раствора
МьОН (Юг на 100x3 дисти¬
ллированной воды), вчбилты-
вают в течение 1 ч н добавляют
воду да метки 150 мы. Затеи
осадок энергично взмучивают
полочкой, дают отстояться в
течение 10 мня, после «того
слипают сифоном до уровня
12—13 мм от верхней кромки
осадки. Процесс повторяют до
тех пор, пока вода не будет
совершенно прозрачно Л. Полу¬
чивший» «Таток высушивают
до постоянной массы прн 106—
IЮ1- С- Потеря млеец клвескн
показывает содержакве гли¬
нист оЛ составляющей в песке
верною
Определяется рассевом обвз-
глинешюЛ пйвсскн пмип в те¬
чение 15 млн |га приборе прд>
шательно-астрпхкнлющс-го или
вибрационного действия с на¬
бором стандартны к сит. Зерна,
Оставшиеся н преобладающем
100
етых составляющих
По содержанию глинистой
составляющей определяют
класс песка. Увеличен не содер¬
жания ее повышает прочност¬
ные характер и стикн иссна, сни¬
жает его газопроницаемость И
огнеупорность. Длч приготов¬
ления стержневых сыне!), Осо¬
бенно на основе синтетических
связующих, содержание гли¬
нистой составляющей п песке
должно быть минимальным
(0,1 —0,5ft). Содержание гли¬
нистой с оставляю шей d пес/.е
дли прнготонлення форкопоч-
ных смесей на основе беггто-
интоньга глин также ограни¬
чивается. но в пределах 1—2 4
А Состав
Определяет группу песка и
его назначение. С увеличен меч
верннетости песка снижается
его удельно я поверхность н
повышается таюнеироимцае-
мость. 1 Jn значение группы
песка определяется размерамл
ft podtfAbttHne тавл. 3.5
Coon-trrm ферыаейчиих ппгкоь
Метод определения
Пляиние сьивсг* Hpcxi цч щ п тестев
формйнчпнз ■ стпржиеьич сяессП
колнчытпе ил трех смежных
ектях. хярпмернзуют размер
основной фракции (зернового
состава)
От л н Вок: для крупных—ис¬
пользуют группу марки 0315.
дли средних — 02 Н мелких —
016 п 01
Номера сит 2.5 1,6 i 063 СЧ 03t5 D2 016 01 0063 Wo
Ряячер
лчейK9i. MM 2.5 1.6 1.0 0,63 0.4 0.315 0.2 0.Ш 0.1 0.063 0.06
Форм]
Oofvy зерен {екрутлу», по*
лу круглую, остроугольную]
определяют под микроскопом
нли бинокулярной лупой а про¬
ходящем свете при 15* увели¬
чения н устанавливают по япя-
большену количеству зерен,
принадлежащих к одному tt
тому же мцу
Га зо п рои
Определяют пропусканием
воздуха через стандартный об-
роЗеи. прн естественной пли
опткиплыной влажности н вы¬
числяют ГО формул* Гп —
-* VhfSp'i, где Иг — объем воз¬
духа, прошедшего через обра-
яец, сы“; ft—высота образца,
см; £—площадь поперечного
сечении образна. см1; р—дав¬
ление воздухе тред образцом,
мН/см1; г—Время проходе
сквозь образец воздуха объе¬
мом IF, мин нзн определяют
по таблице м. Образец диамет¬
ром (60 £ 0.2) нч п оысотсй
(50 ± 0,6) ыч нэготоплнют в
неразъемной гильзе Трехкрат¬
ным ударом груза массой
(5,35 ± 0,015) кг. гадающего с
высоты (50 ± С,25) мм. Газо¬
проницаемость сырого ОбрВЗИВ
определяют в неразъемной
гнльэс на специальном приборе
а е р е 14
Вллн*т из удельную поверх¬
ность песни и иа у плоти ясность
смесей (уплотняемоста снеси
из песка с округлой формой
пыще, чем из песка, нчеющею
остроугольную форму зерен)
иаемость
Газопроницаемость песков
тем больше, чем крупнев верно
н чем ниже соиержлкие гли¬
нистой составляющей Пески
с рассредоточенной зел копой
структурой к округлой формой
верен имеют при прочных рав¬
ных условиях меньшую газо¬
проницаемость, чем пескн с
сосредоточенной зеркопой
структурой Н «троугоаыюй
формой зерен. Газопроницае¬
мость формовочных песков оп¬
ределяет гаэоппоннивсмость
форм и стержней. >1нзи а я гяэо-
пронпцдсчостьфорн л особенно
стержней обусловливает Сран
отливок по ас кипу и газовым
pfl IfOltlinBM
101
Продолжение табл. 3.5
Свойства формовочных песков
Метол определения
Предел прочности
сост
Определяют на образцах, иэ-
готонляемых как и для испы¬
таний на газопроницаемость в
неразъемной гнлъзе. Образец
разрушают со скоростью при¬
ложения нагрузки не более
150 кПа в минуту, Значение
«\.ж определяют при естествен¬
ной и оптимальной влажности
Концентрация в о д о р о
Определяют с точностью
± 0,3 ед. Навеску песка 15—
20 г помещают в стаканчик н
приливают 60—60 мл дистилли¬
рованной воды. После взбал¬
тывания в течение 10 мин в
стаканчик с раствором опу¬
скают электроды лрнборя к
определяют pH по инструкции,
прилагаемой к прибору
Or и еу п
Определяют сравнением тем¬
ператур падении пироскопов,
изготовленных из испытуемого
и стандартных материалов, или.
оплавлением зерен песка от
разогретой электрическим то¬
ком платиновой пластинки на
сиптерометре Днтерта. Огне¬
упорность песка оценивается
температурой пластинки, при
которой начинается оплавле¬
ние н прилипание песка к ней
102
Влияние слоЛсто песка на кдметвй
формовочных н стержневых сыессА
на сжатие в сыром
я и II II
Значение <тсщ определяют
только у песков с содержанием
глинистой составляющей от
2.0 до 50%, Эти пески исполь¬
зуют в качестве освежающей
добавки к формовочным сме¬
сям взамен добавки глины.
Значение оС1К зависит от содер¬
жания в песке глинистой со¬
ставляющей и его минералоги¬
ческого состава Для указан¬
ных классов песков желателен
высокий предел прочности
1ных конов (pH) песке
Влияет на взаимодействие
формовочных и стержневых
смесей с жидким металлом и
образование пригаре, особенно
при изготовлении форм и стерж¬
ней, отверждаемых в оснастке.
Так, при отверждении стерж¬
ней в горячих ящиках инэкнн
pH песка приводит к резкому
снижению общей и поверх",
нос гной прочности стержней.
Поэтому при составлении ре¬
цептуры смесей необходим тща¬
тельный подбор смолы, ката¬
лизатора и песка, обеспечиваю¬
щих нужное значение pH
| р но сть
Являете» одной из важных
характеристик формовочных
песков, так как влияет н.ч ка¬
чество поверхности отливок, нп
выбнваеыость форм и стержней
н ряд других показателен.
Огнеупорность формовочных
■песков зависит от ич минерп-
ло1ического состава и наличия
примесей. Так, примеси в виде
щелочных и щелочно-земель¬
ных оксидов снижают огне¬
упорность песков
Продолжение табл, З.А
СиоЛетва формоночнмх песком
Метод определения
Влияние свойств песка не качество
формовочных ш стержневых смесей
Минералоги ческ
Определяют отдельно для
песчаной основы и для глини¬
стой составляющей. Тяжелые
н легкие минералы песчаной
основы исследуют отдельно
под микроскопом. Минерало¬
гический состав глинистой со¬
ставляющей определяют опти¬
ческим или рентгенографиче¬
ским методом
Химкческ
Определяют содержание ■
песке SiO*, А 1,0,, CaO, FcsOB.
СаСО», MgCOs н других со¬
ставляющих. Обычно к хими¬
ческому анализу относят и ис¬
пытания на потерю массы при
прокаливании. Ускоренным
методом определяют наличке
в песке карбонатов по интен¬
сивности выделения пузырьков
при воздействии иа смоченную
дистиллированной водой на¬
веску леска соляной кислотой
н й состав песков
Позволяет оценить качество
формовочных песков и дает воз¬
можность установить количе¬
ство примесей и их природу.
Минералогический состан
влияет на огнеупорность пес¬
ков. их инертность или актив¬
ность к химическим реакциям
при высоких температурах
ий состав
По содержвниго SiOt опре¬
деляют класс леска и его огне¬
упорность. Остальные состав¬
ляющие, как правило, имеют
ниже, чем кремнезем; уве¬
личение их содержания в песке
снижает его огнеупорность.
Карбонаты кроме снижения
огнеупорности способствуют
образованию различных дефек¬
тов в отливках, так как они
прк нагревании до f = 500 -=
--«WC разлагаются с выде¬
лением газообразных продук¬
тов
Необогйщенные кварцевые пески имеют сосредоточенную
аериовую структуру, если иа трех смежных ситах остается не
менее 70% массы зерен, и рассредоточенную зерповую струк¬
туру. если на трех смежных ситах остается не менее 60% массы
зерен.
Для приготовления формовочных и стержневых смесей при¬
меняют и регенерированный песок (табл. 3.4), т. е. песок, кото¬
рый после использования перерабатывают в специальных агре¬
гатах, отделяющих металлические включения (магнитные сепа¬
раторы). крупные включения (грохоты) и пылевидные частицы.
Основные свойства формовочных песков приведены в табл. 3.6.
3.4. Формовочный глины
Формовочные глии ы—горные породи, состоящие из
глинистых минералов. Формовочные гляны подразделяют
в основном на виды и группы в соответствии с приведенными
в табл. 3.6—3.10 признаками классификации.
Формовочную глину как самое распространенное связующее
вещество вводят в состав смеси в виде порошка, суспензии или
пасты. Глнну предварительно дробят на вальцах до кусков, не
превышающих размеры 70x70 мы. и сушат при температуре;
наолипиговую —900°С, ыоитморкллонитовую—250еС. Высушен¬
ную глнну размалывают в бегунах нли мельницах с нелрерыв-
3.6. Виды формовочной глины
Вил
Основной породсюбрйяукицнП Млтсрнвл
и его Хбряктсркстика
оСознл*
чснИе
■ноше кование
Б
Бентонито¬
вая
Монтмориллонит |п(Са, Мр)Ох
XAliOs(4—5) SiOs-nHiOJ мягкий ми¬
нерал белого, розового, синеватого,
зеленоватого цветов; впитывает влагу
не только поверхностью частиц, но
и внутренними слоями, обусловли¬
вая высокую клейкость, относится
в основном к 1 сорту
К
Каолиновая
н каолиио-
гндрослюднстая
Каолинит (Ala03-2Si04-2Ha0) и
каолинит с гидрослюдой 1(На)Ох
X А1гОэ(2 —3)SiOs ■ л Н гО |
Каолинит имеет белый пвет, в су¬
хом виде хорошо поглощает влагу,
образуя пластичную тестообразную
массу; является основной частью
большинства глин, применяемых в
литейных цехах
П
Полнмние-
ральизя
Любой глинистый минерал
3.7. Группы глин по пределу прочности на сжатие
во влажном состоянии
Группа
Предел прочности ив сжатие.
Па. не менее, глины
наименование
обозна¬
чение
бещокктовоЛ
КЕОЛННОПОП, к:-,
лпно-гпдрог лю¬
ди сто а
Прочносвяэущщая
Среднее вязу ющая
Малосвязующая
П
С
М
12,753-10*
10,791• 10*
8,629-10*
10,791.10*
7,847-Ю1
4,905-10*
104
3,8. Подгруппы глин по пределу прочности на сжатие
в сухом состоянии
Группа
Предел прочность на сжатие, Па,
не пенсе, глины
пянпеяовпиме
сбознвче
икс
(СНТОННТОВОЛ
каолиновой, као-
ляпо-гндрослю-
ДнстоЛ
П рочносвязующа я
Среднесвяэующая
Малосвяэуклцая
1
2
3
53,955-10*
34,335-10*
29,43-10*
44,145-10*
29,43-10*
19,62-10*
3.9. Группы глин по содержанию вредных примесей
Группе
Массовая доля примесей. %,
яг более
Наименование
Обозна¬
чение
Fe.O,
N8,0+ К,О
CaO + MgO
*
С низким содержани¬
ем примесей
Ti
2,5
1,5
2,0
Со средним содержа¬
нием примесей
Тв
4,5
3,0
5,0
С высоким содержа¬
нием примесей
Тв
8.0
5,0
8,0
Примечание. Массовая доля сульфидной серы в глинах
всех видов не должна превышать 0,2%.
3.10. Группы глин по пластичности
Группа
Число
плао
tll4-
ITOCTT'
Группе
Число
пластвчностн
Высокопластнч-
30
Умерепиоплаетнч-
10
иая
мая
Срсдиепластич-
20
Малопластичная
Не норми¬
пая
руется
Примечания. 1. Число пластичности определяют как
разность между влажностью, соответствующей нижней границе
текучест, и влажностью, соответствующей пределу раскаты¬
вания. 2. Для повышения пластичности и связующих свойств
в глину вводят нктнвизирующие добавки (NaiC03l KCOs),
103
3.11. Свойств* формовочных глин
СпоПстпя формопочнмх глии
Метод определения
В Л а }
Определяют взвешиванием
высушенной в сушильном шка¬
фу при 102 —НО1* С до посто¬
янной массы навески, которая
весит во влажном состоянии
(20 £0,01) г
Связующая
Определяют по <гС1М образ¬
ков во влажном н высушенном
состояниях. Счесь для образ¬
цов во влажном состоянии
содержит 1800 г сухого песка,
200 г воздушно-сухой и раз¬
молотой глины. Су кие состав¬
ляющие перемешивают в тече¬
ние 2 мни н еще в течение 8 мин
после добавления воды до оп¬
тимальной влажности. Для
определения осж в высушенном
состоянии смесь содержит
1900 г песка, 100 г сукой глины
и воду в количестве, обеспе¬
чивающем оптимальную влаж¬
ность смеси. Сушат образцы
при 150—200“С в течение 1,5 ч
Пласт
Определяется как разность
между значениями влажности,
соответствующими нижней гра¬
нице текучести и пределу рас-
иатывання
Влияние споЛста глины на качество
фориооочнык н стержиспЫх Смесей
Н О СТЬ
Для глин, поставляемых в
порошкообразном виде, влаж¬
ность равна 6—12%. Большая
масса приводит к комкованию
глины н затрудняет ее подачу
и дозирование. Очень низкая
влажность сопряжена с техни¬
ческими трудностями прн
сушке перед размолом. Если
влажность порошкообразной
глины ниже 6%, то ее свя¬
зующая способность к долго¬
вечность понижается вследст¬
вие пережога при сушке (по¬
теря кристаллизационной воды
и распад кристаллической ре¬
шетки)
способность
Связующая способность —
важнейшее свойство, характе¬
ризующее качество глии. С се
повышением уменьшается ко¬
личество глины, вводимой в
состав формовочной смеси, по
вышаютсн газопроницаемость
н огнеупорность смеси к в боль¬
шинстве случаев снижается
влажность, что уменьшает ее
прнлнпаеыость и улучшает фор-
мируемость. Однако при изго¬
товлении форм по-сырому глина
должна обладать умеренной
прочностью в суком состоянии,
так как в противном случае
затрудняются выбивка и под¬
готовка отработанной смеси
ч но ст ь
Пластичные глины в соста¬
вах формовочных смесей обес¬
печивают четкий отпечаток
модели и уменьшают осыпае¬
мость форм
106
Продолжение табл. 3.II
СлоЛстрц фарыовочныч г л if и
Метод Определения
Влияние свойств глины на качество
формовочных н стержневых емегеЛ
Зернов
Определяют методом отму-
чиваиия глинистой состввля-
ющей и рассевом на стандарт-
ных ситах песчаной составля¬
ющей. Кроме того, проверяют
дисперсность глинистой состав¬
ляющей, т. е. устанавливают
содержание в ней частни раз¬
мером от 0.005 до 0,001 мм и
менее 0,001 мм. Метод основан
на различной скорости погру¬
жения частиц в воде в зави¬
симости от нх размера к тем¬
пературы воды. Дисперсность
определяют отбором проб из
водно-глинистой суспензии
через определенные промежут¬
ки времени
Коллоид
Определяется отношением
(%) высоты осадка к обшей
высоте водао-глинистой суспен¬
зии после отстаивания ее в
течение 24 ч. В пробирку вы¬
сотой около 150 мм насыпают
1 г воздушно-сухой и размоло¬
той глины и лоливают Г>мл
дистиллированной воды. После
зтого содержимое тщательно
взбалтывают н добавляют 0,1 г
МцО. снова взбалтывают а те¬
чение I мин н оставляют в по¬
кос на 24 ч, после чего заме¬
ряют высоту осадка
Состав обмен
Определяют специальными
методами химического анализа
и выражают в мг-зкв на 100 г
глины. К числу обменных ка¬
тионов относят К+, Na+,
Mg+ + , Са+ +
й состав
Зерновой состав глин раз¬
нообразен, так как содержит
свыше 50% глинистой состав¬
ляющей (частиц размером ре
менее 0,022 мм). Зерновой со¬
став влияет ив связующую
способность глин, пластичность
и другие свойства. Техниче¬
ские требования к зерновому
составу устанавливают в зави¬
симости от вида глины, назна¬
чения и условий ее применения
алыюсть
Характеризует .способность
глины образовывать устойчи¬
вую водно глинистую суспен¬
зию. Влияет ил распределение
глинистой составляющей в фор¬
мовочной смеси и, следова¬
тельно, на ее прочность я плас¬
тичность
ных катионов
• •
Чем больше сумма обменных
катионов в глине, тем выше
ее качество. При обмене одних
катионов на другие менянная
и свойства глины. Например,
при обработке кальциевого бен¬
тонита содой происходит за¬
мещение катионов Са4"+ кат до-
107
Продолжение табл. 3.11
Сволстпв формовочных глии
Метод определении
Минералоги
Определяют так же, как у
лесков. При этом дифферен¬
циальный термический анализ
заключается в сравнении диф¬
ференциальной термической
кривой испытуемой глины с
термическими кривыми чистых
минералов. По наличию экзо¬
термических или эндотермиче¬
ских реакций приближенно
устанавливают минералогиче¬
ский состав глины
Набух
Определяется отношением
поглощенной влаги к перво¬
начальной массе глины. Испы¬
тание проводят иа специаль¬
ном приборе, устроенном по
прнитщу сообщающихся со¬
судов
Концентрация вод
Определяют так же, как у
песков, только для испытания
берут иаяеску массой 8—Юг
и в стаканчик приливают 80—
100 мл дистиллированной воды
Влияли* СВОЙСТВ глины на качество
формовочных и стержневых смсссП
нами Na+, в результате чего
бентонит Из кальциевого ста¬
новится натриевым
еский состав
Основными минералами яв¬
ляются каолинит, гидрослюды
и монтмориллонит, которые
определяют вид глины к ее на¬
значение. Лучшими глинами
считаются монтмориллоиито-
вые (бентонитовые). Они обес¬
печивают высокую связующую
способность, пластичность и
долговечность формовочных
смесей. Менее качественными
являются гидрослюднстые
глины
е м ост ь
Характеризует способность
глины логлощагь влагу. Зави¬
сит от строения кристалличе¬
ской решетки глины и коли¬
чества примесей. Набухаемость
оказывает некоторое влияние
на изменение размеров отпе¬
чатка формы, изготовляемой
по-сухому, и на характеристики
водно-глниистых суспензий
Сродных ионов (pH)
Влияние pH глины подобно
ее влиянию в песке. Наблю¬
дается, что с повышением pH
прочность формовочной смеси
в горячем состоянии возрас¬
тает. Простейший анализ pH
глины позволяет быстро уста¬
новить, из какого места раз¬
работки получена данная пар¬
тия глины
108
Продолжение табл. $.11
Свойства формовочных глин
Метод определения
Влияние свойств глины ня качество
формовочных и стержневых смесей
О г и е у п
Определяют так же, как у
песков. Для испытания на енн-
терометре Днтерта готовят стан¬
дартные образцы, состоящие
из 50 % испытуемой глины, прн
оптимальной влажности. Уп¬
лотнение образцов производят
30 ударами копра (по 15 с каж¬
дого торца). Перед испытанием
образцы высушивают при мед¬
ленном подъеме температуры
до 1!0°С
X имнческнй
Прн испытании определяют
содержание в глинах SiOa;
А1*0*; Ге2Оя: CaO; MgO; NaaO;
КгО; SOs; СО*, серы сульфат¬
ной и потерю прн прокали¬
вании
р н ост н
Огнеупорность формовочных
глин так же, как у песков,
зависит от наличия в ней лег¬
коплавких оксидов. Огнеупор¬
ность оказывает большое влия¬
ние на образование пригара н
долговечность формовочных
смесей
состав глины
Химический состав дает не¬
которое представление о ка¬
честве глины—ее связующей
способности, огнеупорности и
других показателях
ным отсевом ее через сито с ячейками не более 1,6x1,6 мм.
Степень помола ка маятниковой мельнице: остаток иа ситах 0,1;
0,63; 0.05; на тазике—не менее 90%. Суспензию приготовляют
в специальной установке, состоящей из двух емкостей, которые
оборудованы дозаторами. Состав глинистой (бентонитовой) сус¬
пензии. % (по объему): глина молотая, сухая 23—25, вода —
77—75.
В табл. 3.11 дапы свойства формовочных глин и методы их
определения. Кроме указанных в табл. 3.11 методов испытаний
глины иногда контролируют на долговечность, определяют их
«мокрую» прочность и испытывают ка водопоглощение.
3.5. Связующие материалы
Кроме формовочной глины в качестве связующих для при¬
готовления формовочных н стержневых смесей используют
органические н неорганические материалы. Их условно делят
на три класса: А, Б. В. Классы А и Б включают органические
связующие материалы. В —неорганические. Органические свя¬
зующие материалы бывают неводные (класс А) и водные
109
3.12. Связующие материалы
Класс матернилол
Группа
Ийтери-
Удельная
прочность.
кПа
органических
исорглннческня
содных—В
нсводныя—А
ЙОДНЫХ—В
1
>600
Л-1, льня¬
ное масло,
олифа -оксоль,
связующие П.
ПТ. ПТА. КО,
пульвербаке-
ЛИТ I! др.
Б-1, свя¬
зующие
МФ-17. М.
МСБ, СМ-1
и Др-
В-1, жидкое
стекло
и
300-000
А-1, ГТФ.
СЛК.БК. ДП
н др.
0-2, свя¬
зующие
СП. СБ,
КТ. КВ.
декстрин и
др.
В-2 .
in
< 300
Д-3, древес¬
ный иск
Б-3, суль¬
фитная
барда, па¬
тока
В-3* цемент,
формовочк ые
IYIHHIjI
(класс Б). Все неоргаппческне связующие класса В относят
к водным материалам. По прочности связующие (органические
и неорганические) материалы делят на три группы: I, II. Ш
(табл. 3-12). Их свойства оценивают по технологическим пробам,
составленным из песка н связующего материала.
Для приготовления формовочных и стержневых смесей
широко используют в связующие ка основе формальдегид»их
н фу реповых смол (табл. 3-13), а также совмещенные смолы
(мочевиноформальдегиднофурановые. фенолоформальдегидиифу-
раковые и др.). Смолы придают смесям хорошую формуемосп.,
удовлетворительную термостойкость, хорошую выживаемость
Смолы горячего твердепин (см. табл. З.П) применяют
в крупносерийном и массовом производстве с использованием
специальной металлической модельной оснастки, оборудования
и приспособлений для нагрева моделей и стержневых ящиков.
Смолы холодного твердения (см. табл. 3.13) применяют как
в массовом, так и в мелкосерийном и серийном производстве
В табл. 3.11 приведены катализаторы для песчано-смоляных
холоднотвердеющих смесей, в табл. 3.15—добавки для приго¬
товления холоднотвердеющих смесей.
3.13. Связующие- на основе синтетических стол
Марке
связую¬
щего
Плот¬
ность.
I/CV*
Условная
Вяйнасть
при 20 "С
с
pH
Коксо¬
вое
число.
%
Категории
пожеровэры-
доопасностн
Область прн-
МС№’НК«Г
Мочевнноформальдегидные
М 19-62
1,26
20—100
7,2-
8,5
8.5
Катего¬
рия В. Не¬
горючая во¬
дораствори¬
мая жид¬
кость
Стсржнн
для цвет¬
ных н чу¬
гунных от¬
ливок
УКС
1,26-
1.29
40—70
7,6-
9,0
6.7
Тоже
То же
УСК-Л
1,26—
1,20
40—70
6,0—
9,0
9,5
а
в
УГТС
1,16—
1,22
50—120
19,0
»
Стержни
для чугун¬
ных отли¬
вок
КС-66
1,24-
1,25
20-90
6,5 —
8,0
8,0
а
Стержни
ДЛЯ ОТЛИ¬
ВОК кз цвет¬
ных спла¬
вов
М-3
1,175-
1.250
40
7,2-
9.0
8-9
Катего¬
рия В. Не*
горючая во¬
дораствори¬
мая ЖИД¬
КОСТЬ
Стержни
для отлн¬
вок нз цвет¬
ных спла¬
вов
ВК-1
1.18—
1/26
20
К л р б & ы
7,2-
9.0
идее
8 9
• фур
То же.
а но в ые
То же
4
ЕС- 40
1,22—
1,24
20—37
6,5-
8,4
зе.9
S
Стержни
чугунных
отлнвок
КФ-107
1,20—
1,25
30—80
—
34,5
»
То же
КФ-90
1,22—
1,24
13—17
7,8—
9,0
25—35
»
а т
КФ-40
1,22—
1.24
25—60
7,8—
9,0
20
Стержни
для отлнвок
■нз цветных
сплавсн
1U
Продолжение тйбл. 3.13
jVitiptta
свяэуч»*
щвго
Плот*
кость.
г/сма
Условная
ЬЯЭКОСТЬ
при 20eCt
с
pH
Коксо¬
вое
VIKjjTO,
Категория
пожаропзры-
воопасности
Область гри¬
ме нения
Карбамидно-фенолофурановые
ФурИ-
1,2
30—90
5
—
Тоже
Стержни
ТОЛ* 107
тля сталь¬
ных н чу¬
гунных от¬
ливок
Форн-
1,2
20-70
6.5-
—
>
То же
тол-125
8.5
Ф с к о л о ф урановые
ФФ-1ФМ
1,3
5—120
—
—
Раство¬
Стержни
рим вегшр-
для сталь¬
тах: фури-
ных н чу¬
ловом, эти¬
гунных от¬
ловом. аце¬
ливок
тоне
ФФ-1Ф
1.3
До 150
—
—
То же
То же
ФФ-1СМ
1.3
30—90
—
—
я
»
Фурфу¬
1,16
7
—
—
>
»
рол
(1 сорт)
КОФЧ
70
—
—
>
Стержни
для столь¬
ных отлк-
вок
Фенольные
ОФ-1
1,16
150
—
—
В воде
растворя¬
ется
3.14. Катализаторы для песчано-смоляных холоднотвердеющих
смесей
Марка ка¬
тя л мотора
Состав
Примечание
ок
А КО
АЖО
БСККП
БСК
Ортофосфорная кислота
плотностью 1,65—1,67 г/см®
Азотная кислота и орто¬
фосфорная кислота (смесь
а соотношении 3:4)
Азотнокислое железо и
ортофосфорная кислота
(смесь в соотношении 3:4)
Бензосульфокпслота и
контакт Петрова (смесь
плотностью 1,26—1,29 г/см3)
Бензосульфокпслота (ра¬
створ плотностью 1,25—
1,30 г/см*)
Для отверждения кар-
бамидно-фураповых свя¬
зующих
То же
Для отверждения фе-
нолофураиооых связую¬
щих
Для отверждения свя¬
зующих всех классов
3.15. Добавки для приготовления холоднотвердеющих смесей
Наименование
добавок
Цель применения
Условия хранения
Оксид железа
Дреаесная мука
Этиловый спирт
Оксид алюминия
Колчедановый
огарок (отход при
производстве сер¬
ной кислоты)
8-752
Предотвращение газо¬
вой пористости, просечек
на отливках, улучшение
чистоты на поверхности
Улучшение податли¬
вости. Применяют для
отливок, склонных к об¬
разованию трещин
Улучшение живучести
(действует как ингиби¬
тор)
Улучшение чистоты
поверхности отливон и
увеличение скорости от¬
верждения стержней
Улучшение показате¬
лей смеси, ускорение от¬
верждения
В сухих поме¬
щениях
То же
В соответствии
с действующими
правилами хране¬
ния спиртов
В сухих поме¬
щениях
Навалом в сухих
помещениях
113
Г
3.16. Облицовочные формовочные смссн чугунных отливок
Отливка
Форма
Состар* %
С*ойстгьа
песок
X
И
о
tf
2
5
CL
н
1
T
X
С
О
о
3
а
со
tf
Cl •
cf at
3
§
>
■fl
о
L.
c:
£
£
>.
ra
s
с
ei
*
a
P
ьн
Л £4
X Cf
^ Cl
9
- Щ
о
tu 2
3g.*t
=; з *
= у .
о _ к
с.“ s:
С JJ -
О tr W
zS*
U Я -и
5*
*
н
g
X
п
*2
=;
a
прочность. кПи
<о
О
Ь*
\П
п
о
t,
ем
5 =
д, Г
*1
* и
“ Я
а С
“ О.
Р =
йЗ -
« 1—г
; я
£ a
3 *-
* й
от р
t- ь
га 2
С.О
It
2 >•
— V
Средняя
Сухая
25—50
59-32
12—14
4
60—80
6—7
50—80
> 300
Крупная
—
40—SO
—
40-12
12-16
3
—
—
—
S0—100
6—8
50—Й0
> 300
Средняя
Подсу¬
—
96—97
-—
3,0—4,0
—-
2.0
2,0
> 70
2,8—3,4
15— 1Я
150—25С
шенная
Крупная
*—
—
90—91
—
2,0-2,5
7
—
1,5
1,5
> 100
2,8—3,4
Ю—13
15Q-25C
Мелкая
Сырая
61—62
—
м->"
18
0-0,5
20
■““■
> 70
4,5—5,5
20—25
ЗЛ7~ Единые формовочные смеси для чугунных отлнвок
Отлмвка
Соста*.
%
СаоПстял
1 ко
песок
г коз1 б
П01
оборотная
смесь
б*«тоныг
формовочная
глина
уголь
моло¬
тый
газопро¬
ницае¬
мость в
сыром
состоя-
выи. ад.
влаж¬
ность. %
прочность
на сжатие
в сыром
состоя НИИ.
к Па
Мелкая,
4.5
—
1,5
92—93
—
0,5—0,75
0,8
> 70
4,0—4,5
40—50
средняя
Среди яя
•—
4,0—8.0
88,2—94,7
0,4—0,82
—
—
> 100
4, о-—'5,5
75—85
Примечание. В состав единых улучшенных смесей для средних отлнвок вводят 3% (от массы бентднн-
.. та) кальцинированной соды; 0,5—1,0% асбестовой крошки; 0,4—1,0% древесного песка (ндн битума); 5,5—6,5 %
V воды.
J.6. Формовочные и стержневые смеси
Формовочные смеси подразделяют иа единые,
предназначенные для заполнения всего объема опокн с моделью;
облицовочные, образующие прилегающий к модели обли¬
цовочный слой формы; наполнительные, служащие для
заполнения оставшегося объема опоки после нанесения обли¬
цовочного слоя.
3.18. Наполнительные формовочные смеси для чугунных
отливок
Состав,
%
Свойства
Отливке
2КРК
ойо-
ротнвя
смесь
формовоч¬
ная глнна
гяэолро>
ммцае-
ыость в
сыром СО'
CTOKIIUH,
ед.
влаж¬
ность. %
прочность
н й сжатие
с сыром
СОСТОЯНИИ,
кПа
Крупная
Средняя
9
93
83—84
6,5-7,5
7,0—8,0
> 80
> 100
4.8—5,5
4,2—5,0
45—55
40—50
Для изготовления форм применяют также пластичные
санотвердеющне смеси (ПСС), для изготовления стерж¬
ней и форм—ж и д к о п о д в и ж н ы е самотвердеющне
смеси (ЖСС). Рецептура многочисленных составов смесей
с использованием смол холодного твердения (так же, клк и сме¬
сей со смолами горячего твердения) состоит из смолы, катали¬
затора, кварцевого песка. Составы смесей ХТС различаются по
используемой смоле к катализатору.
Формовочные и стержневые смеси должны обладать доста¬
точной прочностью в сыром и сухом состояниях, хорошей фор-
муемостью н газопроницаемостью, высокой огнеупорностью н
выСиввемостьго, к л экой газотвор костью. Составы и свойства
смесей приведены в табл. 3.16—3.29.
3.7. Приготовление формовочных и стержневых
смесей
Формовочные (единые, облицовочные, наполнительные) к
стержневые смеси приготавливают различными способами в за¬
висимости от их назначения и технологических свойств.
Формовочные смеси. I. Единую смесь приготовляют в такой
последователь пост и. Оборотную смесь, освежающие добавки
(кварцевый песок, формовочную глину, молотый уголь, евн-
116
3.19. Смеси для изготовления форм на автоматических линиях
Состав, %
Свойства
Отливка
Смесь
песик
iKuio
оборОТ-
ьая смесь
бентонит
форма*
вочнан
глина
уголь
мола-
тыН
связую¬
щее ко
крахма¬
лит
газопро¬
ницае¬
мость в
сыром СО¬
СТОЯНИИ.
ед-
влаж¬
ность. %
прочность
на сжатие
в сыром
состоя¬
нии. кПа
Чугун¬
ная
Единая
4,0
95
—
0,3—0,5
0,3
0,3
—
50
3,5—4,0
4и—55
У
Единая с
понижен¬
ной влаж¬
ностью
5,7
92—94
0,6
0,5
0,01-0,03
55
2,8—3,2
40—50
У
Единая с
высокой
прочностью
н понижен¬
ной влаж¬
ностью
2,5—5,4
91,0—96,3
1,2—3.0
0,015—
0,05
140—ISO
2,9—3,3
160—190
3.20. Облицовочные ПСС для чугунных отливок
Состав^
%
Свойства
Отливка
формо¬
вочная
' глкЯв
газопрони¬
цаемость в
гыроч со¬
стоя кнн. ед.
прочность. кПа
песок
ЭКРК
1
уголь мо¬
лотый
жид¬
кое
стекло
раствор
едкого
катра
ферро-
хромкый
шлак
влаж¬
ность. %
на сжа¬
тие
ка растяже¬
ние после
выдержки
на воздухе
1 ч
Крупная
43—45
4—:5
2,5
5.7
0,4-0.8
0.9— Г.1
150
3,5—4.0
15—25
50—60
Средняя
85
3,3—4,3
2,4
5,6
0,4—0,8
2.4-2.8
150
3.4-3,8
18—30
70—100
Плоскостная
90
1.2-1,4
5,6
0,4—0,8
3.4—4.2
150
3,4—3.8
13—30
100— L 30
Примечания. I. Прочность на растяжение с увеличением выдержки на воздухе возрастает. 2. В состав
смесей для форм крупных отливок вводят 43—45% регенерированного песка.
\
3.21. Жидкие самотвердеющие смеси <ЖСС> для nvrvNHhix и гто^.и, птЛИПп.
3.21. Жидкие самотвердсющне смеси (ЖСС) для чугунных н стальных отливок
Состав.
%
Свойства
Отлявка
Смесь
л
песок
2КРК
фор¬
мовоч¬
ная
глина
уголь
И О ло¬
ты А
мааут
жид¬
кое
стсюю
раст¬
вор
ел ко го
натри
ДС-РАС
вола
ферро¬
хром-
кый
шляк
газопро¬
ницае¬
мость в
сыром со¬
стоя» кн
после вы¬
держки
ка возду¬
хе 1 ч.
еа.
влаж¬
ность,
%
прочность
на сжа¬
тие после
выдержки
на возду¬
хе 1 ч.
кПа
Чугунная
крупная и сред¬
няя
Обли¬
цовочная
86—83
—
1.0
—
6.7-
7,0
0,2—
0,4
0,06—0.08
1,2-
1.4
3—4
20
4,7-
5,3
200
Стальная
крупная н сред¬
няя
86—83
1,8—
2.8
0,2-
0,3
6,7-
7,3
0.2-
0,4
0,06-0.08
1.2-
1,4
3,3-
4.3
J5
5,0—
5.5
250
Чугунная
или стальная
крупная и сред¬
няя
Напол¬
нитель¬
ная
«1
92—94
3,8—
4,0
0,06—0,08
1.1-
1.3
3
300
3,5-
4,0
100—130
Пр нмечание. Газопроницаемость и прочность смесей с увеличением выдержки на воздухе возрастают.
s 22 Составь, цементных жидких самотвервекиних смесей
3 физико-химические свойства
и их
ускорите,™ тверделил
Предел прочности
при сжатии» кЛа*
через
ч)
СЕ
$
4
*
Й
S
К
X
В
*t
оЗ
6 Б
И Ь
ti «
Я S
Eg
2-е
U и
tr
№
п
Г
чр
CI
600
__
1,5
80
130
220
0,75
10
50
1000
1,5
60
130
500
1.5
100
270
640
П р и ме ч о п и е. Знаком «*» помечен портландцемент, по.
молотый до удельной поверхности 4500см6/г; его исходная
удельная поверхность 2550см*/г.
эующне) увлажняют и перемешивают в бегунах 4—7 мин. Обо¬
ротную смесь предварительно пропускают черед магнитный
сепаратор, а затем просеивают через полигональное сито с раз¬
мерами ячейки не более 16 мм. Готовую смесь подают в бункера-
отстоАннки, в которых она вылеживается 2—3 ч. После раз¬
рыхления в дезинтеграторе или аэраторе смесь поступает па
рабочие места.
2. Способ приготовления облицовочной счес» такой же, как
единой, но время перемешивания в Сегунах увеличивают па
8—12 мни (см. п. 1).
3. Способ приготовления наполнительной смеси такой же,
как единой (см. п. 1).
4. Облицовочную, пластичную самотвердеющую смесь (ПСС)
на жидком стекле приготовляют в два этапа. На первом этапе
в бегуны вводят все компоненты смеси, кроме феррохром лого
шлака,— песок, глину, уголь молотый, жидкое стекло, раствор
едкого натра и др. Время перемешивания компонентов 6—-8 мил.
Готовую базовую смесь по транспортерным лентам подают в 6j и*
кера, установленные на рабочих местах формовочных участков.
Приготовление ПСС иа втором этапе выполняют в специальных
барабанных или шнековых смесителях. В смеситель из бункера
подают базовую смесь, вводят дозу феррохромиого шлака и все
компоненты перемешивают 0.3-1,0 мни. Готовую смесь кюбе-
лямн или непосредственно нз шнекового смесители подают
в опоку.
120
3.23. Типовые смссн для стальных отливок
Отливка
Крупная
Крупная,
склонная к го¬
рячим трещи¬
нам
Средняя
Мелкая
Мелкая
Состав. %
Свойства
песок
газопро¬
проч¬
ность
Смесь
К02А
К0315Б
К015А
формо¬
вочная
ГЛИНН
обо¬
рот-
как
смесь
сульфит¬
ная Бар-
Дн
ницае¬
мость в
сыром
СОСТОЯ¬
НИЯ. ед.
влаж¬
ность. %
на сжа¬
тие в
сыром
СОСТОЯ¬
НИИ.
к Г1а
Облицовочная
для сухих форм
15,5—50,5
—
—
4—9
40—80
0,5
70—100
5—7
50—70
12,5—45,5
4—9
40—80
1,5-2.4
8
70—100
5—7
35—60
Облицовочная
для сырых форм
—
33,5—51,0
—
6,8
40—60
0,5
100—130
4,5—5,5
50—70
—
—
16,5—53,0
3,0—5,5
40—80
0.5
80— *00
3,5—4,5
30—50
Единая для сы¬
рых форм
6,5—а.о
90-97
1,5—2,0
80—100
3,5—4.5
30—50
3.24. Типовые смеси дли отливок из цветных сплавов
Состав. %
СзоЯства
песок
4
■
О
i
et
U
ч
1
W
s ,
Салли
Смесь
и
I
U
ОС
С
и
о
ш
5 ^
С1
щ
ю
X
7
CL
К
ir I
я S.4
s a v
*
4
,J ° -
-
& о *
<
о
<
о
<
«
Q г-н
О о
щ
X
О
а.
■S
о
5 =
в*
Эч
т
X
ь
X
-&
£
4
5
2 5
X и -
° » S
ь =
с л =
sgs
sit
ip
1
Z
4
i- a. .
I3-
t <j> =
! * i
□ С
Q
£
>1
V
•» и>
1
&sE
Мод¬
Облицовоч¬
20—40
ь
60—во
10—15
> 30
5,5-5,7
40—60
ный
ная для сухих
форм
Облицовоч¬
18,5—59,0
_
40—80
8—12
1,0-1,5
^
> 30
4,5-5,5
30—50
ная для сырых
форм
Единая для
7—10
82,0—88,5
8—12
1.0-1, s
- -
-
> 30
4,5-5,5
30—50
сырых форм
40-60
Облицовоч¬
—
19,5—39,0
—
60—80
8—12
0,5—1.0
—
> 20
5-6
ная для сухих
форм
30—50
Алю-
Облицовоч¬
■—-
20—40
—
60-80
8—10
—
—
> 20
5—6
мнние*
ная для сырых
вые
форм
Единые для
8—10
ттт
90—92
8—10
—
—
> 20
4,5—5,5
30—50
сырых форы
4,5—6,0
40—80
Маг
То же
—-
10—15
85—90
—
—
5.9
30—70
нневый
Примечание. Б состав смесей для форм магниевых отливок вводят 1,5—2,0% крепителя 4ГУ (или 4ГФ).
3.25. Типовые стержневые смеси для ручной формовки чугунных н стальных отлнвок
Состав.
%
Свойства
песок
газопрони¬
цаемость в
сухом со¬
стоя ннн,
од.
прочность. «Пв
Стержень
1 КО i f'i
?КРК
формовоч¬
ная глина
асбестовая
крошка
древесные
опнлкк
сульфит¬
ная барда
связую¬
щие С Б
(или КО)
влаж¬
ность. %
на сжатие
в сыром
состоянии
на растяже¬
ние в сухоы
состоянии
Крупный
Средний
Мелкий
82—83
96-*—97
72—73
9—10
4-5
3—4
10
8
13
4,3
3.9
4,2
3,5
>60
> 150
> 150
7,9—9,0
3,2—3,6
2,8— 3,4
35—50
15—18
10—12
350—600
280—420
800—1200 •
3.20. Типовые стержневые смеси для машинной формовки чугунных и стальных отлнвок
Состав, %
Свойства
Стержень
песок
асбесто¬
вая крош¬
ка
связую¬
щее СБ
[ним КО)
прочность, к Па
1K0I6
2КРК
формовоч¬
ная Г-гшНп
сульфит¬
ная барда
газопроницае¬
мость в сухоч
состоянии, ед.
влажность,
%
на сжатие
в сыром
состоянии
на растяжение
в сухом состо¬
яв ни
Крупный
Средний
Мелкий
97—98
19
J9
1—2
0,5—1,0
2—3
3
3
3.3
3.3
4.3
3.3
3.3
3,6
> 180
> 180
> 150
2.9—3,4
2.9-3,4
2,8—3,4
13—15
П—13
7—8
400—700
40.0—700
800- 1200
3.27. Стержневые смеси специального назначения для чугунных и стальных отлнвок
Состав. %
Свойства
цир-
КОНО-
вый
кон¬
цент¬
рат
прочность, кПл
Смесь
песок
фор*
моноч-
ная
■ глкн..
графит
черный
мар¬
шал-
лит
суль¬
фитная
барда
связующее
КО (нлн
СБ)
дек¬
стрин
газопро¬
ницае¬
мость о
сухом со¬
стояний
влаж¬
ность. %
пн сжа¬
тие в
сыром
состо¬
янии
на растяже¬
ние в сухом
состоянии
Антипригарная
94—95
1—2
4
—
3
3
3
—
> 150
2,8—3.4
L0—12
800—1200
Для ленточных
стержней
92—93
1—2
—
6
3
3
3
—
> 150
2,6—3,0
12—И
1200—1500
Лег ковыбн ваема я
75
3
10
12
2,5
4,5
2
—
> 150
4.0—4,5
12—15
600—700
Для литниковых
чаш
96—97
3—4
—
—
—
(5,0)
—
-—-
> 150
2,8—3,4
10—12
500—800
Цнркогювая повы*
шейной термостой¬
кости
■
2
1,5—(2,5)
94
1
> 25
2.2—2,4
2—12
> 1500
3.2$. Стержневые ЖСС для чугунных и стальных отливок
Состав. %
Реиепт> рв
песок
1 КО 2 И
ферро¬
хром*
ный
шлак
препесныА
пек
жидкое
стекло
сверх
1»
ДС-РАС
100
раствор
едкого
натра
вода
№ 1
95,25
4.0
0,75
6,5
0—0,3
1.5
Ка 2
95,25
4,0
6,5
0,08—0,2
0-0,3
1.5
Л*2 3
95
4,0
0,1
8,9
0,12
0—0,3
1,37
№ 4
95
4.0
С углем
8.5
0.12
0—0.3
1.52
газопроница¬
емость после
выдержки на
воздухе 1 ч,
о.
плагосе-
держанме,
%
устойчи¬
вость пе¬
ны. мин
прочность на
сжатие после
выдержки на
воздухе J ч,
нПя
30—40
30-40
30—40
30—40
5.0—54
5.0—5,4
5.5—6.0
5.5—6.0
8—12
8—12
8—12
8—12
200
200
200
200
Примечания: 1. В состав ЖСС рецептуры Ns 1 вводят сверх 100% контакт Петрова—0,3% и оксилол —
0,06—0,12%, 2. Кварцевый песок может быть заменен регенерированным до 50%. 3. Газопроницаемость и проч¬
ность смесей с увеличением выдержки на воздухе возрастают.
3.29. Типовые стержневые смеем дли отливок из цветных сплавов
Состав.
% (по массе*
Свойства
песок
Л
у
Л
Ч
С.
Б
«
о
прочность, кПа
Сплав
Назначенне
снеен
<
<£>
о
ас
<
IN
О
ас
■U
£
С
с
t
Ск.
£
V
Z
=£
>.
rt "
С Ч
А —
V w
Ч
0
Т
та
X
ь
1
Ч
V
ч
£■<
il
2-
£<
S 2
о -
л
О,
н
о
ас
а
Б
1
£
Б
С
S
<Х
9
кь,
Z * ч
5= =*,"
— U •
£■ =
о ^ я
i- * u
a
0
0
1
<?
5
в ■
* t
X о
»- и
■Я
1 я
4 2“
s U с
= С
|£
и
у °
Й * х
ь>*5
тт " =:
х в с:
Мед*
ный
ДляСЛОЖ¬
НЫХ стерж¬
ней 1 — 1]
группы
Для стерж¬
ней сложно¬
сти III груп¬
пы
100
0.6-1,2
> 100
2—3
3—6
500—800
20
80
2—3
> 90
3—4
10-15
350-60
Для про¬
стых стерж¬
ней IV—V
группы
48—50
47—50
2.0
(1,5-2,5)
>70
3—4
10—15
300—350
Алю¬
мини¬
евый
Для слож¬
ных стерж¬
ней I — II
3—5
95т—97
1,5—2,11
0,2—0,3
>80
3—5
6—10
700—100(
группы
Для стерж¬
ней средней
сложности
III группы
3—5
95—97
(1,5-3,0)
—
—
—
> 80
3—4
5—10
150—300
Продолжение табл. 3,29
Состав, % то массе} и
СвоЛства
песок
V
X
V
X
*
Р
О
CL.
э
ч?
о
•
3
е.
и
а —
с —
£<
л з
V =
т
ft
прочность, кПй
Спла*
Назначение
смеси
<
-■о
О
*
< ’
П
О
X
S
Е>—•
=£
Sco
Эч
и х
I S
и V
«
о
X
е
2
Н
4
>1
V
X
• X
CL
С
ь*
*•
о
ч
о
X
к
X
X
с.
£
•
£«2
= (J -
С -С X
8§1
г?
*
1*
£
ft
ч
а
“ft
= S
5- U
■=
*3 в
25s
= В
к §
и
4 X ^
ft ^ X
- е т
*
Для про¬
стых стерж¬
ней IV—V
группы
4—3
46—47
50
1,5-3,0
—*
—
>70
3.5-^,0
15—25
150—300
Маг¬
ние¬
вый
Для слож¬
ных стерж¬
ней ! — II
группы - -
3—5
95—97
1,5—2,0
0,2—0,3
4—5
> 80
3—5
6—Ю
700—1000
• «а
Для стерж¬
ней средней
сложности
Ш группы
3—5
95—97
(1,5-3,0)
4—5
> 80
•
3—4
5—10
150—300
Для . про¬
стых стерж¬
ней IV—V
группы
4—3
46—47
50
[,5—3,0
4—5
> 70
3, о 4,0
15—25
150—300
Примечание. В состав смеси, предназначенной для формовки простых стержней IV—V группы, вводят
(при изготовлении отлнвок нз магниевых сплавов) 2—5% песка П01.
V
3.30. Основные виды оборудования для приготовления исходных
материалов п смесей
Оборудование
Оборудование д
Шнековые дробилки CI82A
производительностью 9—10 мя/ч
Вальцовые дробилки 8009
конструкции завода вСтаико-
лнт» с производительностью
0,5 т/ч
Молотые дробилки УМ20 про-
изводктельнелтью 0,5 т/ч
Шаровая мельнице 151 М.
Наибольшая масса загружае¬
мого материала 40 кг, произ¬
водительность 75 кг/ч
Оборудование д
Передвижная смесесеялка E7I
производительностью до 3 ма/ч
Сито барабанное 176М про¬
изводительностью 40 м*/ч
Сито плоское СМ50 произ¬
водительностью 30 м*/ч
Оборудование для смс
Бегуны с вертикальными кат¬
ками 1AI2. Объем замеса 0,6 м*,
лронзводнтельность 12 ма/ч
Бегуна с горизонтальными
катками 115 м. Объем замеса
0,4 м3. производительность
25 м*/ч
Сдвоенные бегуна с верти¬
кальными катками 1524. Объем
замеса 2 ма, производитель¬
ность 80 м3/ч
Литейный а эра тор (лопаст¬
ный) 1.432 производительностью
40 ма/ч
Передвижная машина ба¬
рабанного типа 126 производи¬
тельностью до 12 м3/ч
Иазначекна
я измельчения
Грубое измельчение комьев
формовочного песка, сухой фор¬
мовочной глины, угля, кокса,
росилнция к др.
о же
»
Для тонкого помола сухих
материалов (угля, кокса, гра¬
фита, формовочной глины и др.)
ля просеивания
Для просеивания наполни¬
тельной смеси на больших ма¬
ло механизированных участках
Дли просеивания просушен¬
ных песков и других материа¬
лов
Для просеивания различных
материалов
ивакняк разрыхления
Для приготовления формо¬
вочных н стержневых смесей
То же
>
Для разрыхления смеси пос¬
ле ее приготовления
Для просеивания н разрых¬
лении материалов, я также для
удаления металлических вклю¬
чений
128
Продолжение табл. 3.30
Оборудоыпке
Нмкачтис
Оборудование для сушки
Горизонтальные барабанные
печи СОБ-1, СОБ-2, СОБ-3,
СОБ-4. СОБ-5, ПБ2-0, 6. ПБ1-
13,0. Производительность 0,6—
9,0 (песок влажностью 15%)
,н 0,25—3,4 Т/ч (глина влажно*
стью 23 %)
Тарельчатые сушильные печи
ПТ-3, ПТ-6, ПТ-12, ПТ-24
Для сушки
песков и глины
формовочных
Для
песка
сушки формовочного
В(
Оборудование для смешивания
Поворотные емеснтелкСН198,
СН204, 4722 производитель¬
ностью соответственно 1,0; 2,6;
3,0 т/ч
Для приготовления химиче¬
ски твердеющих смесей (ЖСС,
ПСС. ХТС)
5. Исходные материалы жидких самотвердеющнх смесей
(ЖСС) подают в бункера на формовочный участок. Бункера
установлены над барабанными (периодического действия) или
шнековыми (непрерывного действия) смесителями. Затем в задан¬
ной последовательности исходные материалы подают в смеси¬
тель, в котором нх перемешивают 3—5мин. Жидкую композицию
приготавливают отдельно. Готовую смесь подают в опоку.
6. Формовочные смеси на смолах холодного твердения при¬
готовляют так же, как стержневые смеси с XTG (см. ниже п. 9).
Стержневые смеси. 7. Способ приготовления жндквх само-
твердеющнх стержневых смесей (ЖСС) такой же, как формовоч¬
ных (см. выше п. 5).
8. Исходные материалы лесчвно-глнннстых смесей (формо¬
вочный песок, глина, связующие и специальные добавки) увлаж¬
няют к перемешивают в бегунах 10—12 мин. После перемеши¬
вания 1,5—2 ч готовую смесь подают на рабочие места в буккера
или в специальные короба,
9. Компоненты стержневых смесей на смолах холодного
твердения (кварцевый песок, смолу и катализатор) подают в опре¬
деленных дозах в шнековый смеситель непрерывного действия
и тщательно перемешивают 1 мин, Готовая смесь из смесителя
поступает в стержневой ящик.
Оборудование. В смеселригоювительиых цехах для приго¬
товления смесей и подготовки исходных материалов применяют
основные виды оборудования, приведенные в табл. 3.30,
9—752 129
Кроме основных видов оборудования испольчуют питатели,
системы для перемешивания материв лов и смесей, магнитные
сепараторы, дозаторы и другое нестандартное оборудование.
В настоящее время разработаны и внедрены комп пеисно-меха-
нивнрованные и автомативированные системы большой мощности
и высокой производительности.
3.8. Вспомогательные формовочные материагы
При изготовлении отлявок применяют вспомогательные
материалы различного состава и назначения (табл. 3.31—3,35).
Модельные припылы (ликоподий, серебристый графит, це¬
мент, тальк) н разделительные смазки используют для покры¬
тия поверхностей модели (или стержневого ящика) с целью
предупредить прилипание к ним формовочных (или стержневых)
смесей. Широко применяют разделительные смазкн следующих
составов: 1) 50 % керосина, 50 % мазута; 2) 30 % хлористого
кальция, 65% воды, 5% ДС-PAG; 3) 40% керосина, 40% ыя_
эутв, 20% серебристого графита; 4) 8—12% олеиновой кис¬
лоты, 92—88 % керосина.
Протпнопрнгарные материалы (каменноугольную пыль, ма¬
зут, графит, маршаллит, молотый древесный уголь, краски,
натирки и др.) вводят в состав формовочных и стержневых
смесей или покрывают ими рабочие поверхности формы (или
стержня), чтобы уменьшить образование пригара па отливках.
Вентиляционные стержневые фитили, состоящие из 80% вос¬
ка, 20 % желтого парафина, применяют для увеличения газо¬
проницаемости стержней.
Замазки используют для исправления поверхносгных дефек¬
тов форм н стержней при нх окончательной отделке. Они должны
обладать хорошей пластичностью и пе образовывать трещин и
отслоений на поверхности формы (стержня) после тепловой
обработки.
Легирующие пасты, состоящие нэ размолотых легирующих
элементов—марганца, кремния, хрома, алюминия, 10% соды,
10 % буры, применяют для изменения химического состава к
свойств поверхностного слоя отливки.
Клей (табл. 3.34) служит для исправлении дефектов форм
и стержней, а также для склеивания отдельных частей стержня.
Типовой состав фер рот лакового клея включает 75% жидкого
стекла и 25 % феррохромиого шлака. Клей тальковый на основе
жидкого стекла состоит из 75% жндкого стекла и 25% талька.
Чтобы исключить утечку расплава из формы и предотвратить
образование заливов по разъему формы и внвковым частям
Стержней, прокладывают глину или асбестобнтумный шпур.
130
3*31. Примеры самовысыхакицнх противопригарных покрытий
Тип н
КОнСр
покры¬
тия
Мпссоьая поля составляющих, %
Плотность
покрытия,
готового к
употребле¬
нию, г/см»
■ ■
3 ж
* а
и-
. Н
К ej с
5 « t
■&С. JC
С X (J
Не»
L h 1Г
графит кри¬
сталл плоек Hit
ж
л
ч
я
1-
Ж
О
к
а
я
а
1
ч
ж Л
Ч CL
*рЧ „
11
со
£
О
т
%
э
щ
в
|с
I
§£
Е *;
■=:
Э
ж
v
CJ
1 *
Cl «
ust
S -
ge
Се
н
а -о
ЕТ X
3 О.
— i
22 Cj
■И ™
зё
с н
р
о
CL
=t
X
'-с
к 3
а*
— (П
5^
£
1
h
1*
■
Я
ё1-
ж о
CLt-
О й
к £
и j& тя
и>ч;
g.'gg
А
т
д
о
ч
V
Я
ел
X
*
ас да
л ис
оо
» *
оо
XX
я ж
Я Ч
ч ж
1
37
9
—
—
—
■—
12
1
—
—
41
—
—
1,15—1,20
2
31,6
5
1.9
—
5,5
—
11
45
—.
1,14—1,16
3
38
12
—•
—
—
—
ъо
1,15—1,20
4
35
10
—
2.5
—
—
52,5
—
—
—
—
1.10-1.25
5
35
10
—
5
0,3
49,7
■
1,05—1,10
6
46
6
5
43
1.10—1,14
7
59
11,4
1.6
28
1,70—1,75
Назначенне
Для средних и тяже¬
лых отливок
То же
»
Для средних отливок
Для средних отлнвок,
преимущественно приго¬
товляемых в сырых фор¬
мах
Для мелких отлнвок
Для создания проти¬
вопригарного слоя в
тепловых узлах форм
Примечание. Лак КО-0168 НЛц КО-0169 содержит (по массе), %\ 3—4 поливнкнлбутираля, 8—10 полн-
метилфенилснлокса новой смолы (К-9 или КМ-9К), 86—69 растворителя.
3.32. Примеры еамотвердеющнх противопригарных покрытий
ОТ
а.
г
с
а.
CJ
3
о
X
. С
6 ь
Е *
L. х
i
*
£■
a
*1=
** *
ВТ *■
m 3*
4«
О
h*
К
(С
9°
* =
■j 5
45
к
«3
3£
J-
§ -c
5 *
5,^
о;
«
ad
Is
x s
Fi “Щ
f- 3
iD
Ю
■
t
я
4
о
3
и
■3
X
X
п
л
5
и
УС
О
<0
о
щ
юс •
1 £
к 5
tj; >■ к
Gvxjff.
ifoo
(Е С jq
Jalrt
* Йв ff
да
о а-в-ii
t! -
сз’ё'кО
a f* J“
. ojx
/ o,
a*= s
eeoj
idnuci
о .
■г* О
, О *
о ш 5
с о И
t *
йь-1!
О к £
к “ о
о S >,aj
С * г сГ
Назначение
В
50
3,5
10
Ю 1
0,5
26
75
Для средних отли¬
9
18
6
73
3
0,3
1,20—1,25
вок
Примечания: I. Лак KO-OI68 или КО-0169 содержит (по массе), %: 3—4 поливиннлбутнраля, 8—10 по-
лнметилфениленлоксановой смолы (К-9 или КМ-9К), 86—89 растворителя. 2. Отвердите ли для покрытий 8* 9
готовят отдельно а вводят перед употреблением.
3.33. Составы натирочных ласт
Номер
Массовая доля составляющих. %
составе
графит
ГЛЛЬН
шля от
огнеупор¬
сульфит*
сля&ующёе
ВОДЯ
ная глина
ыля барля
4ГУ
t
35
50
15
2
50
—
35
15
3
63.5
3,7
4,7
1,6
26,5
Примечание. В составы Ms 2 n I вводят еще одну в ко¬
личестве соответственно 0,6 и 0,5 л ка I кг сухой смеси (сверх
100 %).
3.34. Составы литейных клеев
Наименование составляющих
Массовнн доля (%) составляющих в клеях
№ |
.Yi S
М 3
№ 1
Кварц пылевидный
Сульфитная барда
(плотностью 1,28—
1,30 г/сма)
Огнеупорная глина
Контакт Петрова
Смола МФС
Смола МФ-17
Декстрин
Ортофосфориая кисло¬
та (20 %-ной концентра¬
ции)
Вода (сверх 100 %)
Прочность ка разрыв,
кПа
50
0,5 % от
массы смеси
50
1500—1600
50
5Ci
20
700
60
40
1000
79
15
6
1700—2500
Примечание. Состав Л° 4— самотвердеющий, длитель¬
ному хранению не подлежит.
3.3jj. Составы замазои
Массовая доля составляющих, %
Номер
состава
кварце¬
вый пе*
сок
графят
твльн
бенто-
пит
крах¬
малит
крахмалит
(кристы*
лнческнй)
вода
1
2
47,6
65,9
25,43
20,0
8,67
3,9
4.3
0.6
69 (сверх 100 %)
23,6
Пр имечакня: 1. При приготовлении составе №2 кау¬
стическую соду отдельно смешивают с водой, нагретой до 50 “С,
и крахмалнтом. 2. Для сохранения пластичности эамазкн хранят
в закрытой таре.
133
Прокладочная глнна состоит из 85—SO % песка П01 и J0
15% формовочной глпны. Наиболее широко применяют прокла¬
дочный шнур, содержащий 19 % масла Индустриального 45,
16 % битума БНК-5 н 65 % асбестовой крошки. Прокладочный
шнур уменьшает гааовыделеняе в местах контакта его с распла¬
вом, повышает качество н геометрическую форму отливок.
4. ЛИТЕЙНЫЕ ФОРМЫ
4.1. Формовочный инструмент и
приспособления
Инструмент. При изготовлении форм (илн стержней) исполь-
вуют различные формовочные инструменты, которые подразде¬
ляют па две группы: для уплотнения н для отделки. К первой
группе относят пневматические трамбовки ИП4502, ТР-1,
ТР-2, ТР-4, ТР-6, княнкн с деревянными и резиновыми
Сойками, различные по геометрической форме набойки, ручные
трамбовки и другой формовочный инструмент.
Группе инструмента для отделки поверхностей форм н
стержней включает глвдилкн, ланцеты, крючки, вентиляцион¬
ные длинные и короткие иглы и др.
Формовочный инструмент изготовляют в соответствии с
техническими требованиями. Рабочие поверхности металличе¬
ского инструмента должны быть полированы или шлифованы и
не иметь трещин, заусенцев, коррозии и других дефектов. При
необходимости инструмент подвергают термообработке. Чтобы
предупредить коррозию инструмента, его периодически смазы¬
вают минеральным маслом илн иными ващптиыми покрытиями.
Модельные плиты. При машинной, а в некоторых случаях
и при ручной формовке модели укрепляют на одно- пли дву¬
сторонних модельных плитах. Модельные плиты для
машинной формовки изготовляют, как правило, из чугуна, но
еслн масса модельной плиты лимитирована, то модельные пли¬
ты изготовляют из алюминиевых сплавов. При мелкосерийном
производстве плиты делают из дерева с окантовкой металлом
Проушин дли центровочных штырей и мест контакта плиты
с опокой. Применяют координатные (рис. 4.1, а) модельные
плиты, плиты с вкладышами (рис. 4.1, б) и координатным кре¬
стом (рис. 4.2).
Вкладыши вставляют в гнездо модельной плиты и кре¬
пят болтами илн защелками. Монтаж моделей по «кре¬
сту» иыполкяют с помощью взаимно перпендикулярных пла¬
нок плиты полукруглого сечения. Планки пходят в соответст-
134
вующне пазы на модели и точно фиксируют ее. Модель к плите
крепят одним болтом, расположенным в центре креста.
Координатные плиты имеют сквозные отверстия ди¬
аметром 12 —15 мм в определенном порядке (по системе коор¬
динат). Каждое отверстие имеет свое обозначение. Модель
крепят специальными шпильками, проходящими через отвер¬
стия плиты.
ч* ! »л-т1 , ^ ^
Ж
Ф
SSS
а) V
Рис. 4.1. Модельные плиты:
С - KOOpAHIirntftR, в-со вставными вкладышами /
1о
к
?
¥
Центрирующие штыри на модельных плитах слу¬
жат для правильной установки опоки, чтобы не допустить
смещение отпечатка модели на полуформах при их сборке. При
формовке на автоматических линиях, когда центрирующие
штыря закреплены ка верхней опоке, на модельной плите вме¬
сто штырей устанавливают центрирующие вгулкя.
Центрирующие штыри п втулки должны быть тщательно
1=
Тг1
/
.V
*
=}—
-*1
*
;5-1
ft
\
ijikf-
/
Г J
\
1
—
щ
Рнс. 4.3. Ручная (а) и крановая (б) опоки
I
закреплены на модельной плите, не должны нметь дефектов н
износа сверх установленных норм.
Литейные опокн. Их классифицируют на типы, виды, кате¬
гории и группы. В зависимости от способа изготовления опокн
делят на типы: [—цельнолитые из стали, чугуна и легких
сплавов; II — сварные из стандартного и специального проката
или стальных литых элементов; III —свертные из стали н чугуна.
По конфигурации (контуру в свету) различают прямоуголь¬
ные (или квадратные), круглые и фасонные опоки.
Ручные опокн (рнс. 4.3, о). имеющие массу без формовоч¬
ной смеси до 30 кг, относят к 1-й категории; комбинированные
массой до 60 кг с устройствами для ручного н кранового подъ¬
ема—ко 2-й категории; опокн массой свыше 60 кг (крановые) —
к Э-й категории (рис. 4.3,6).
Опокн, предназначенпые для вертикальной залнвкн, в бо¬
ковых или торцовых стенках имеют прорези для выполнении
каналов литниковой системы н специальные устройства (скобы,
цапфы) для поворота опок под заливку. Такие опоки исполь¬
зуют н для горизонтальной заливки форм.
Для удержания смеси в крупных н средних опоках делают
ребра (крестовины), а также отбортовнн и ребра на бокоаых-н
торцовых стенках. Крестовины выполняют со стороны набнвнн
опокн формовочной смесью.
Для вывода газов кз формы при заливке их расплавом, а
также для уменьшения массы на боковых к торцовых стенках
опок делают круглые нли овальные отверстия, расположенные
в шахматном порядке.
Для центрирования опок имеются ушкн с центрирующими
втулками или штырями; для подъема и перемещения— скобы,
цапфы, ручки.
Размеры и конструкция опок нормализованы (табл. 4.1).
4.2. Ручная формовка
Основные технологические операции ручного изготовления
литейных форм универсальны и применяются при любом спо¬
собе (табл. 4.2) ручной формовки. Наиболее важными нз них
являются заполнение опок формовочной смесью и ее уплотне¬
ние. Уплотнение должно быть проведено равномерно по всему
объему опоки. Недостаточное нли неравномерное уплотнение
приводит к браку отливок.
Твердость сырых форм определяют прибором модели 071
(рнс. 4,4, о). Для замера твердости прижимают основание твер¬
домера к поверхности формы и вдавливают в нее шарнк. По¬
казание фиксируют на шкале прибора. Твердость сухнх форм
137
4.1. Размеры нормализованных опое, мм
Средний габаритный
L+B ^ .
рммр-^—. где L —
длина, £-ширина
Длина I. или
Диаметр D
(Шаг по длине
Ширина В
Шаг по ширине
Высота *
Шаг по высот*
500
300—750
50
250—500
50
50—350
25, 50
501—750
800—1200
100
250—750
50
100—600
25, 50
751—1000
1400—1500
100
350—1000
50—100
150—600
25, 50
1001—1500
1800—2400
200
450—1500
50—100
150—600
25, 50
1501—2500
2500-4000
200, 250
650—2500
50, 100 , 200
200—800
50. 100
2501—3500
42500—5500
250, 500
1000—3500
100, 200, 250
300—1000
50—100
3501—5000
6000—8000
500
1100—5000
100, 200, 250
350—800
50—100
4.2. Основные способы ручной формовки
Графическое ваображеяке
Особенности в применение
Открытая формовки в
* J г t
Закрытая формоакав п
очве по мягкой постели
Формуют без верхней полу-
формы по мягкой постели, по
краям которой имеются на¬
правляющие I (металлические
илн деревянные). Котлован по¬
стели заполнен наполнитель¬
ной 2 и облицовочной 3 (см.
табл. 4.3) смесью. Модель 4
осаживают на всю высоту в
слой смеси ударами деревян¬
ных киянок. Вокруг модели
формовочную смесь доуплот-
няют и выполняют вентиляци¬
онные каналы (см. табл. 4-4,
4.5). Модель извлекают, произ¬
водят отделку, окраску к сушку
(если необходимо) формы. При¬
меняют для получения отливок
неответственного назначения и
небольшой высоты (плиты, под¬
кладки, каркасы для стержней
и др.).
чае по твердой постели
Формуют с верхней полу-
формой. В яму (котлован) за¬
сыпают слой / (50—150 мм)
кокса илн шлака. Затем выво¬
дят вентиляционные трубы 3
диаметром 50—70 мм, насыпают
и уплотняют слой (80—120 мм)
наполнительной 2 н слой (50—
70 мм) облицовочной 4 смеси.
Устанавливают модель, эле¬
менты литниковой системы,
верхнюю опоку. Положение
опоки фиксируют клиньями.
Изготовляют верхнюю полу-
форму, снимают ее, извлекают
модель, выполняют окраску,
отделку и сушку формы. Фор¬
мовку в почве большей частью
производят веборно-разборныч
кессонах. Это уменьшает рас¬
ход смеси, снижает трудоем¬
кость работ. Применяют спо¬
соб для изготовления крупных
отливок
Продолжение табл. 4.2
Особенности я применение
Графическое изображение
Формовка по шаблону
е)
В почве (эск. а) устанавли¬
вают вертикально подпятник I
со шпинделем 2, вокруг кото¬
рого изготовляют постель 3.
Уплотненную смесь выгребают
вращением шаблона 4, обра¬
зуя наружную цилиндрическую
поверхность отливки. Возмож¬
на формовка с применением
горизонтально расположенного
шпинделя (зек. б). Способ при¬
меняют для единичного про¬
изводства отливок постоянного
сечения
Формовка по неразъемной модели
Модель размешают в нижней
полуформе, а в верхней рас¬
полагают шлакоуловитель,
стояк, литниковую чашу (во¬
ронку). Применяют способ при
нзготовленнн отливок простой
конфигурации
Модель со стороны плоско¬
сти разъема формы имеет вы¬
ступы. Такую модель устанав¬
ливают на деревянную или
гипсовую плиту с вырезом, пов¬
торяющим контур выступов
(зек. а). После формовки ниж¬
ней (нлн верхней) полуформы
ее кантуют на 180°, плиту сними-
ют, освобождая для формовки
скрытую часть модели. Способ
формовки используют в слу¬
чаях, когда нельзя изготовить
разъемную модель (эск. б)
140
nr
Продолжение табл. 4.2
Графическое нвображеяне
Особенности к применение
Формовка по неразъемной модели
вопоках с подрезкой
Модель со стороны плоскости
разъема формы имеет углубле¬
ния, поднутрения. Разъем
форм фигурный (криволиней¬
ный). Особенность формовки
заключается в подрезке части
смеси по линии / после нзго
тоалеиня нижней нли верхней
полуформы. Подрезку не вы¬
полняют прн установке дере¬
вянного (или из другого мате¬
риала) бруска, повторяющего
SopMy н контуры подрезки,
пособ формовки используют
при изготовлении отливок лю¬
бого габаритного размера как
при формовке в опоках, так
и в почве
Г
Формовка по разъемной модели в.опоках
Модель разъемная, состоит
из двух частей. Отну полови¬
ну модели размещают в ниж¬
ней опоке, другую—в верх¬
ней. Прн недостаточной высо¬
те двух опок применяют
третью опоку, не имеющую
крестовин. Ннншюю половику
модели устанавливают на мо¬
дельную плиту. После формов¬
ки нижнюю лолуформу кан¬
туют на 180°. Устанавливают
на нижнюю половину модели
верхнюю и изготовляют верх¬
нюю полуформу. Способ фор¬
мовки применяют при изготов¬
лении отливок любого габа¬
ритного размера н сложности
Ш
Продолжение табл. 4 2
Графическве изображение
Особенности к применение
Формовка в
две
опоках по модели, имеющей
плоскости разъема
Модель 3 не может быть из¬
влечена из формы в одном на¬
правлении, в применение
стержня неэкономично, В этом
случее формуют в трех опоках.
Средняя опока 2 ие имеет кре¬
стовин. Первой изготовляют
среднюю часть формы, на нее
накладывают ннжнюю опоку I.
После кантовки двух частей
формы изготовляют третью
верхнюю часть формы в опоке 4.
Затем производит съем верхней
части н извлечение верхнего
отъемного фланца и моделн-
После снятия средней части
нз формы вынимают фланец 5
Примечания I. При формовке в почве н опоках отъ¬
емные части навлекают после модели в порядке их нумерация.
2. Для изготовления мелких отливок ручным (илн машинным)
способом применяют формовку в съемных опоках.
4.3. Оптимальная толщина облицовочного слоя
Маем отливки, кг
Форм л
Толщина слоя облицовоч¬
ной сим и (в уплотненном
состоянии), им
До 20
Сырая
10
Больше 20
15—20
До 100
Подсушенная
20—30
Больше ЮЭ
30—50
До 1000
Сухая ил к хими¬
40—70
1000—5000
чески твердеющая
70—120
142
<•
4.4. Нормы мнтклпцни форм
Мааса отливки, кг
Форма
Диаметр вентиля-
плойкой иглы, мы
Количество нако¬
лов на 1 дм*
<20
Сырая
5-6
3-4
> 20
5—6
3—4
<100
Подсушенная
5—6
3-4
> 100
6—8
2—3
<1000
Сухая
6—8
2-3
> 1000—5000
8—10
2—3
4.5. Нормы прошли лнвання форм
Шаг прошпнлоаки. мм
Верхние плоские
горизонтальные
поверхности
Ншквке и верти¬
кальные поверх-
мости
Выступающие частя
У чисток фор¬
мы у лнтивхов
нижи не н
боковые
верхнве
25—35
50—75
25—100
50—75
25—40
определяют прибором модели 073М (рнс. 4.4, б). Способ изме¬
рения тот же, что и прибором модели 071, но вместо шарика
рабочей частью служит нож.
^ *
Рнс. 4.4. Твердомеры моделей 071 (о) н 073М (б)
Для сухих форм уплотнение увеличивают па 10—15 ед..
так как при сушке плотность смеси уменьшается за счет выго¬
рания органических добавок н удаления влаги. Рекомендуемые
значения твердости приведены в табл. 4.6.
143
4-в. Оптимальная твердость форм
4>орн^
Твердость ь сыром
Твердость В Сухов
Минск отливки, кг
состой кии, ед.
состоянии, ед.
До 20
Больше 20
Сырая
60—70
60—70
—
До 100
Больше 100
Подсушенная
65—75
65—75
40
40
До 1000
1000—1500
Сухая
70—80
7Б—85
50
50
Примечание. Уплотнение сырой формы при измерении
твердости в единицах шкалы прибора 071 считается очень сла¬
бым при 20 ед., слабым—50 ед., средним—60 ед., плотным —
80 ед., очень плотным—не менее 90 ед.
4.3. Машинная формовка
Машинную формовку применяют не только в массовом,
крупносерийном н серийном производствах, но н при изготов¬
лении мелкосерийных н единичных отливок. Машинная фор¬
мовка по сравнению с ручной имеет ряд преимуществ: облег¬
чает труд, повышает его производительность, позволяет полу¬
чать отливки с более точными размерами.
Классифицируют формовочные машины по трем признакам.
В зависимости от вида анергии для приведения машин в дей¬
ствие их делят на пневматические, механические, гидравличе¬
ские и электромагнитные. По методу уплотнения смеси (табл. 4.7)
различают формовочные машины прессовые, внбролрессовые,
встряхивающие, встряхивающие с допрессовкой и пескометы.
Но способу извлечения модели из формы делят на машины со
штифтовым подъемом опок, с перекидным и поворотным столом.
Основные характеристики машин приведены в табл. 4.8, 4.9.
Прн машинной формовке механизируют в основном две
технологические операции: уплотнение смеси и извлечение мо¬
дели иа формы. На отдельных типах машин механизированно
выполняются переворот полуформ на 180° и сталкивание их на
сборочный рольганг.
Л
<4
4.7. Методы уплотнении смеси при машинной формовке
График (Н -высота
опокн, ни; в—степень
уплотнения, rfCM1)
Кратная характеристика н область применении
Верхнее прессование плоской колодкой
Уплотнение неравномерное. Наиболь¬
шее уплотнение смеси около прессовой
колодки, наименьшее—у плоскости разъ¬
ема и модели. Применяют для изготовле¬
ния форм в низких опоках {до 200 мм).
Равномерность уплотнения обеспечивается
при прессовании фигурными (профиль¬
ными) колодками
Дифференцированное прессование
Уплотнение относительно равномерное.
Применяют в условиях крупносерийного
и массового производств
Нижнее прессование
Уплотнение неравномерное. Наибольшее
уплотнение смеси около модельной плиты
и модели. Применяют при изготовлении
сложных по конфигурации отливок, не
имеющих больших по площади горизон¬
тальных участков
Встряхивание
Уплотнение неравномерное. Наиболь¬
шее уплотнение смеси около модельной
плиты и модели. Применяют при изготов¬
лении отливок любой массы и различной
сложности
Встряхивание с допрессовкой
Более равномерное уплотнение, чем при
встряхивании, за счет доуплотнення верх¬
них слоев формы при допрессовке. При¬
меняют для изготовления форм мелких н
средних отлнвок
145
Продолжение табл. 4.7
График (Н -высоте
Опоки, ик; Й—степень
уплотнеивя. р/сн1)
Крвтквя характеравгяка н область применения
Пес комет и ый
Уплотнение равномерное, несколько уве¬
личивающееся ло направлению к модель¬
ной плита н модели. Смесь доуплотняют
послойно пневматической трамбовкой. Сла¬
бое уплотнение смеси у ребер и крестовин
опоки. Применяют для изготовления форм
средних, крупных н тяжелых отливок
Примечание. Изменение объемной массы (г/см3) фор¬
мовочной (или стержневой) смеси прн формовке называют сте¬
пей ью уплотнения; если объемная масса насыпаемой
в опоку смеси—1,1 г/см*, а после уплотнения —1,7 г/см8, то
степень уплотнения будет равна 1,7:1,1 = 1,54.
4.8. Формовочные машины
Марка
Ы&ШШЫ
Ткп ыашлны п
способ иввлечекня
коделеЛ ка формы
Наибольший pas-
нер опоки, мы
Ход *ы-
тяжки,
•па
Максн~
чальнея
ГруЗО-
ПОДЪеЧ-
КОСТЬ.
кг
Проиа-
еодн-
тан,-
ность
(полу-
форы в
час)
91226Б
Внбропрессо-
вая полуавто¬
матическая с
штифтовым
подъемом опок
500x 400x 200
150
150
120
91271БМ
Встряхиваю¬
щая полуавто¬
матическая ма¬
шина с допрес-
совкой н штиф¬
товым подъе¬
мом опок
500X 400 X200
150
150_
100
253М
Встряхиваю¬
щая с допрес-
совкой н пово¬
ротным столом
600 x 500x 250
240
400
50
266М
Встряхиваю¬
щая с допрес-
совкой н про¬
тяжной рамкой
600X 500X250
250
400
50
ПФ-4
Прессовая
формовочная
машина
756X676X110
120
146
Продолжение табл. 4-8
Марка
машняы
22Ш
22112
22113
22114
22211
22212
22213
22214А
29514
22410
22411
22412
22113
22414
232142
254М
2М265
703М
Тнл мдшкны а
способ навлеченнк
моделей па фориы
Встряхиваю*
ще-лрессовая
без поворота
полуформы
То же
Встряхиааю-
ще-прессовая с
поворотом по¬
луформы
То же
»
>
Встряхиваю¬
щая с допрес-
совкой без по¬
ворота полу*
'МЫ
невмогнд-
равлнческая
встряхивающе*
прессовая с по¬
воротом полу-
формы
То же
»
»
в
Встряхиваю¬
щая с перекид¬
ным столом к
вытяжным ме¬
ханизмом
Встряхиваю¬
щая с допрес¬
совкой и пово¬
ротным столом
Встряхиваю¬
щая с допрес¬
совкой I! ПРО¬
ТЯЖНОЙ рамой
Встряхиваю¬
щая с допрес¬
совкой н штнф-
ювым подъемом
опок
НанСольшпП ред-
мер ОПОК На ыы
Ход вы¬
тяжки,
иа
Макси-
чальаея
груво-
пояъем-
ыость.
кг
Проиэ-
цели¬
тель¬
ность
(полу-
форы
а чес)
500x 400x 200
200
200
145
600x500x250
220
400
140
800 X 700X300
290
700
110
1000x800x350
300
1200
95
500X 400X 200
200
200
105
600x500x 250
220
400
90
800X 700X300
290
700
80
1000x 800x350
300
1200
75
1000X 800X 250
220
1000
80
1000X 800X400
350
1500
60
1200Х 1000x500
150
3000
50
1600x1200x600
550
3500
33
2000x1600x 700
650
5000
15
2500x2000x 800
750
10000
8
800x 700x450
400
600
40
800x700x 300
290
600
45
800X700X300
250
400
50
1000x600x250
230
900
40
10*
147
Продолжение табл. 4.8
Марка
машины
Тип huuiuiu я
способ извлеченая
моделеЛ из формы
Наибольший раз¬
мер опок», ММ
Ход вы¬
тяжки,
иЪ
ЛДвксн-
ыальнек
грузо¬
подъем¬
ность.
кг
Прсна-
ВРДЛ-
тмь-
ИОСТЬ
{полу-
фсрч
в час)
233М
Встряхиваю¬
щая с перекид¬
ным столом н
вытяжным ме¬
ханизмом
IOOOX 800X400
350
1320
20
255М
Встряхиваю¬
щая с допрес-
совкой к пово¬
ротным столом
1000x 800x 350
325
900
40
267М
Встряхиваю¬
щая с допрес-
совхой н про¬
тяжной рамкой
1000X800X350
325
1200
45
ЛН203
Встряхиваю¬
щая с штифто¬
вым подъемом
опок
1200Х 1000x 500
460
2000
20
234М
Встряхиваю¬
щая с перекид¬
ным столом и
вытяжным ме¬
ханизмом
1600х 1200 x 600
Б50
3000
17
234М
Встряхиваю¬
щая с перекид¬
ным столом и
вытяжным ме¬
ханизмом
2000к 1600x700
650
5000
12
235С
Встряхиваю¬
щая с перекид¬
ным столом н
вытяжным ме¬
ханизмом
2500x1600x700
650
6000
10
236С
Встряхиваю¬
щая с перекид¬
ным столом и
вытяжным ме¬
ханизмом
2500x2000x 800
750
10000
8
СКФ2М
4-позицион-
пая для изго¬
товления обо¬
лочковых форм
с штифтовым
подъемом обо¬
лочек
300x400*
125
75
144
Продолжение табл. 4. ft
Марка
машины
Тип нвшыны и
способ извлечения
моделей ire формы
Наибольший раз-
мер опоки, мы
Ход вы¬
тяжки,
мм
Макси¬
мальная
rpyso-
'подъем-
ность,
кг
Произ¬
вол II-
тсль-
ПОСТЬ
(полу*
форм
в час)
632
6-позицион¬
ная для изго¬
товления обо¬
лочковых форм
с штифтовым
подъемом обо¬
лочек
450X550 *
100
200
837
в-лозицпон-
ная для изго¬
товления обо¬
лочковых форм
с штифтовым
подъемом обо¬
лочек
450x550*
90
300
Примечания: I. Грузоподъемность машин при давлении
сжатого воздуха 600 кПв, 2. Знаком «•* обозначен размер мо¬
дельной плиты, мм.
4.0. Пескометы
1>
ы
Is-
Угол пово¬
рота рукавов,
град
es3
S31
Радиус дей¬
ствия мета*
тел м oft to-
Марка
Тип
5 * *
2 >1Л
III
большого
малого
SEg
i
|=
■ з
к В
Л
Л
«J
si
2Б90
С качающей¬
ся головкой
6,0
—
—
800
—
2Б93М
Стационар¬
ный с дистан¬
ционным управ¬
лением
12,5
180
270
800—1600
4600
2000
2Б96
Стационар¬
ный
Передвижной
консольный
25
180
280
600—2000
6500
2600
296М2
25
180
280
600-2000
7500
2720
24511
Мостовой
25
—
—
4250
зхз*
24512
»
50
—
—
4БОО
3X3*
Примечания: 1. Для изготовления форм из жидких са-
мотяердеющнх смесей используют пенолнты, спроектированные
на базе пескометов. Смесь приготовляют шнеками в специаль¬
ном закрытом кожухе, расположенном на большом рукаве. Про¬
изводительность пеколита до 25 т смеси в час. 2 Знаком **» обо¬
значена площадь обслуживания, м£.
149
4.4. Особенности изготовления химически
твердеющих форм
Изготовление форм из ПСС. Пластичные самотвердеющне
смеси широко используют для изготовления форм с редин к и
крупных отливок в условиях единичного, мелкосерийного и
серийного производств. Сущность процесса заключается в том,
что после введения в жидкостекольную облицовочную смесь
феррохромного шлака (или другого компонента аналогичного
действия) происходит химическое твердение смеси на воздухе.
Продолжительность твердения смеси зависит от соотношения
вводимых связующего (жидкое стекло) и отвердителя (ферро-
хромный шлак), а также от интенсивности перемешивания
компонентов и температуры окружающей среды. Твердение
смеси начинается практически с момента введения в смесь
отвердителя. Изготовить такую смесь централизованно н пода¬
вать ее затем по рабочим местам невозможно, к моменту за¬
сыпки смеси в опоку может произойти полное пли частичное
твердение. Поэтому на рабочие места подают так называемую
базовую смесь, а отвердитель вводят в смесь на формовочном
участке.
Для приготовления ПСС применяют шнековые смесители
непрерывного действия (рис. 4.5). Базовая смесь поступает из
смесеприготовительного отделения иа формовочный участок в
бункер / с ленточным питателем 2. Ленточный питатель непре¬
рывно подает смесь в двух шнековый поворотный смеситель не¬
прерывного действия 3. Из специальной емкости 4, установлен¬
ной на смесителе, в базовую смрсь дозатором 5 подастся фер-
рохрошшй шлак. В смесителе смесь тщательно перемешивается
150
шнеками, ватем через конечную воронку смесителя готовая об¬
лицовочная смесь (ПСС) поступает в олоку 5. Дальнейший
процесс изготовления формы обычный.
При изготовлении форм на формовочных машинах переме¬
шивание базовой смеси с феррохромным шлаком может произ¬
водиться в лопастных смесителях периодического действия
различной вместимости (типа бетономешалок). Готовая смесь из
смесителя высыпается в контейнер, который перемещается по
монорельсу к формовочной машине я разгружается опрокиды¬
ванием в опоку. Одна смешивающая установка обеспечивает
работу двух машин, изготовляющих ннжнке и верхние полу-
формы.
Изготовление форм из ЖСС. В формах, изготовленных из
жидких самотвердеющих смесей, можно получать отливкн лю¬
бой сложности. Наиболее распространены эти смеси при изго¬
товлении тяжелых и крупных отливок.
Различают дваспособаориготоаления ЖСС. Прн
первом способе жидкую самотвердеющую смесь приготов¬
ляют иа основе базовой смеси, не имеющей отверднтеля н жид¬
кой композиции. Способ приготовления такой же, как н ПСС,
но дополнительно в смеситель из смесительного бункера пола¬
ется в определенном количестве жидкая композиция. Жидкая
композиция состоит из жидкого стекла, ДС-РАС, воды. При¬
готовляют жидкую композицию отдельно в баках-мешалввх,
после чего подают в еыкоств смесителя. Конструкция такого
смесителя не отличается от изображенной ка рнс. 4.6.
Прн втором способе жидкую самотвердеющую смесь
приготовляют на формовочном участке. В специальный бункер,
расположенный над смешивающей установкой, подают все ком¬
поненты: сухой песок, феррохромный шлак, молотый уголь или
древесный пек н жидкую композицию- Принцип работы установки
такой же, что и в предыдущем случае, но смешивается большее чис¬
ло последовательно подаваемых в смеситель компонентов. Наибо¬
лее удобны в работе двухрукавные смесители, спроектирован¬
ные на базе песхометов. Вместо транспортерной лепты боль¬
шого рукава в пескомет вмонтирован даухшиековый смеситель
непрерывного действия, а метательная головка н этом случае
звменена устройством типа направляющей воронки, через ко¬
торую смесь аалнвается в опоку. Режим работы смесителя ав¬
томатический.
В некоторых случаях ЖСС приготовляют в лопа¬
стных смес итв л я х (типа бетономешалок) периодического
действия. Прн этом смесь к опоке транспортируется в специ¬
альных емкостях, имеющих нижний затвор, иногда опока по¬
151
дается под смеситель на рольганге, телеясечноч конвейере нли
другим способом.
При изготовлении форм из ЖСС целесообразно применять
два состава: облицовочный, которым заполняют до 60% объема
формы, и наполнительный, заполняющий остальную часть фор¬
мы. Облицовочный состав содержит ббльшее количество крепи¬
теля и более прочный.
4.5. Особенности изготовления форм
на автоматах
При изготовлении литейных форм на автоматах (табл. 4.10)
к технологической оснастке и формовочным материалам предъ¬
являют следующие основные требоввкня:
1. Модель должна быть металлической нлн пластмассовой
н лишь в некоторых случаях деревянной, но изготовленной по
1 классу прочности.
2. Опоки должны иметь более жесткую, чем опоки для ма¬
шинной формовки, конструкцию, точное исполнение ие только по¬
садочных отверстий и штырей, но н многих наружных поверх¬
ностей, сопрягающихся при формовке с различными механиз¬
мами линии. Отдельные элементы опоки должны быть выполнены
в виде направляющих для перемещения ее го позициям линии.
3. Формовочная смесь должна иметь стабильные и более
высокие физнко-мехвнкчеекке свойства. Принятая в литейных
цехах оценка качества смесей (для сырых форм) по прочности
па сжатие, влажности н газопроницаемости недостаточна. Для
установления соответствия качества смесей условиям работы на
формовочном автомате необходимо проконтролнроаать к довести
до заданных значений такие технологические свойства смесей,
как индекс формуемостн (сыпучесть), текучесть, осыпаемость.
Применяемые при формовке на автоматах единые смеси должны
иметь пониженную влажность, повышенные текучесть и сыпу¬
честь. Газопроницаемость их должнв быть на 20 — 30% выше,
чем газопроницаемость смесей для мвшинкой формовки Это
условие связано с отсутствием на большинстве автоматов
устройства для выполнения вентиляционных каналов.
4. Немаловажное значение имеет также подбор режима
уплотнения в зависимости от сложности отпечатков формы.
Применение гндропластовых и многоплунжериых прессовых
колодок для доуплотнення при прессовании позволяет повы¬
сить равномерность уплотнения смеси.
4.10. Автоматические формовочные машины
Тип
Модель
Раемер опок
в свету, ми
Произво¬
дитель¬
ность,
ОПОК/ч
Встряхивающая с виб-
ролрессованием и пере¬
кидной плитой
22621
500 X400
До 120
Встряхивающая с до-
прессовкой и штифтовым
подъемом опок
АЛ91271
500x400
» 80
Вкбропрессовая
АЛ91227
600 x500
в too
Встряхивающая с до-
прессовкой и протяжной
рамкой
Встряхивающая с до-
прессовкой для изготов¬
ления верхних полуформ
АЛ91265
800x 700
> 80
94265
«00 x700
а 240
То же, для нижних
лолуформ
94265А
800 x 700
> 240
То же, для верхних
полуформ
Линия безопочной го¬
ризонтальной формовки,
сборки, заливки, выбив¬
ки (способ уплотнения —
пескодувно-прессовый)
94267
1000x 800
* 240
АЛ28412
600x500
> 400
Линия безопочной го-
рнзонталько-стопочкой
формовки, сборки, за¬
ливки. выбивки (способ
у п лотнеп и я — пескодув¬
но-прессовый)
КЛ2002
500 x 400
а 320
Линия безопочной фор¬
мовки, парной сборки,
заливки, выбивки
28314
800x600
200—240
Линия формовки и вы¬
бивки для изготовления
отливок массой до 1000 кг
(наибольшее давление
прессования 1600 к Па)
Л651
1200X1000
До 60
Линия формовки н вы¬
бивки (способ уплот¬
нения —многоп лун же р-
ное прессование)
ИЛ 225
900x 600
а 240
Линия формовки, сбор¬
ки, выбивки (способ уп¬
лотнен ИЯ—встряхивание
с одновременным прес¬
сованием)
22633
800x 700
а 120
Продолжение табл. 4.10
Тип
Модель
Размер опок
в свету, нм
Произво¬
дитель¬
ность,
олок/ч
Линии изготовления
отливок в вертикальных
стопочных формах (мак¬
сима льное давление прес¬
сования 1500 кПа)
1012М
500 x400
До 350
То же, для нижних
полуформ
94267А
1000 x 800
» 240
Пескодувная с допрес-
совкой двухпозиционная
92271
500x400
» 360
То же
92272
600x 500
> 300
Линия безо почвой го-
рнзокталыю-стопочной
формовки (способ уплот¬
нения—пескодувно-прес¬
совый)
АЛ23714
800X600X250-
—400
300—360
Формовочная линия
КВ301
1100 X750X300
До 240
То же
КВ2779
1500x1000x 400
» 220
Формовочная линия
(оснащена пескометом
модели 2ПН40МС1)
Л637
(ЛН240)
Л667
(ЛН218)
3000 X 2500X
X300+900
6—12
Одиопоэиционяый про¬
ходной формовочный ав¬
томат с встряхивающим
столом н механизмом
последующего прессова¬
ния многоплунжерной
головкой
СПО (США)
800x 700
До 300
Формовочная автома¬
тическая линия, обору¬
дованная двумя встря-
хивающе-прессовымн ма¬
шинами челночного ти¬
па—одна для верхних,
другая для ннжннх
полуформ
«Кюнкель-
Вагкер*
(ФРГ)
1100x 750
» 240
Автоматические фор¬
«Генрих-
300x 650
» 300
мовочные линии со
Вагнер»
400 x 700
» 240
сдвоенным формовочным
автоматом
(ФРГ)
500x 800
600x800
> 200
» 180
154
Продолжение табл. 4.10
Топ
Модель
Рааачр опок
ь Сбегу, ын
Пронвво-
дителъ*
пость,
сгок/ч
Автоматизированная
«Днсама-
450 х 500х
До 300
безопочиая формовочная
ткк 2011»
X (120—300)
линия высокого давле¬
«Днсама¬
480х 600х
» 300
ния
тнк 2013»
X (120—300)
сДнсама¬
600Х 775Х
» 300
тнк 2032»
Хдо 400
(Дания)
Примечания: I. Для АЛ23714, КВ301, КВ2779, ЛН240,
«Дисаматкк 2011», «Днсаматнк 2013», «Днсаматнк 2032» приве¬
дены габаритные размеры форм. 2. На автоматически* линиях
моделей КВ ЗОЕ, КВ2779 может осуществляться один из следу¬
ющих режимов уплотнения форм: встряхивание с последующим
прессованием: встряхивание с одновременным прессованием:
предварительное встряхивание с последующим одновременным
встряхиванием и прессованием: прессование.
Л.б. Сушка форм
Формы (илн стержни) сушат для повышения нх прочности,
газопроницаемости и снижения газотаоркой способности. Про¬
цесс сушки включает нагрев в сушильных печах (табл. 4.11)
форы клн стержней до веданной температуры, выдержку их
при этой температуре с последующим охлаждением.
Температуру сушки выбирают в зависимости от свойств
применяемых связующих, вида сплава и габаритных размеров
форм (или стержней). Так, формы из песчано-глннпстых смесей
для чугунных отливок сушат при 300—400"С, для остальных —
при 400—450 X. Стержни из смесей, содержащих связующие,
кроме глины, сушат при 180—350X.
Продолжительность сушки средних форы составляет 3—5 ч,
крупных 8—20 ч; мелких стержней —I—2 ч, крупных и сред¬
них стержней—6—12 ч, В конкретных условиях производства
продолжительность сушки устанавливают Солее точпо.
Для сокращения продолжительности сушки применяют под¬
сушку поверхностного слоя формы на глубину 10—50 мм го¬
рячими газами горелок и инфракрасным излучением специаль¬
ных электрических ламп. Подсушку форм, окрашенных водной
краской, выполняют при 220 X 8—30 мин в зависимости от
принятого технологического процесса.
155
4.11. Типовые сушила
Тип
Топливо
Макси¬
мальная
темпера¬
туре сут¬
ки, *С
Сушильный шкаф с выдвижны¬
ми полками периодического дей¬
ствия
Газ, мазут, элект¬
роэнергия
300
Сушильный шкаф с поворотны¬
ми полками периодического дей¬
ствия
То же
300
Сушило камерное тупиковое с
выкатной тележкой периодичес¬
кого действия
Газ, мазут, уголь
(редко)
450
Сушило вертикальное конвейер¬
ное непрерывного действия
Газ, мазут
300
Синусоидальное сушило (име¬
ется подвесной конвейер внутри
сушила в вертикальной плоско¬
сти, образует волнообразную ли¬
нию движения)
То же
300
Сушило передвижное (по роль¬
гангу) дли подсушкн
»
300
Сушн.по перекосное для под¬
сушки форм
Газ
350
Панельные проходные установ¬
ки для подсушкн форм, стержней
*
300
Вместо формовочных и стержневых смесей используют хи¬
мически твердеющие смеси, покрывают поверхности форм свмо-
высыхающичк красками, которые, так же как и химически
твердеющие смеси, упрочняются без теплового воздействия.
5. ЛИТЕЙНЫЕ СТЕРЖНИ
5.1. Классификация стержней
С т е р ж н е м называют элемент литейной формы, служа¬
щий для образования отверстий, внутренних полостей или дру¬
гих контуров отливки. Стержнями выполняют также элементы
литниковой системы, отделяют отливки, расположенные в ли¬
тейной форме одна над другой. Стержни классифицируют по
признакам, приведенным в табл. 5.1, 6.2,
5Аш Классификация стсржнеД по массе, объему н способу
упрочненни
Признак к ллсс нфккн цни
Группа стержня
Характеристика стержня
Мелкие
Средние
Крупные
Сырые
Сухие
Холодного тверде¬
ния
Горячего
ння
тверде-
Масса н объем
<8 кг, <5 дм*
100 кг, < 75 дм*
> 100 кг, > 75 дм*
Способ упрочнения
Не подвергают сушке
Подвергают сушке в сушильных печах
при 130—400
Твердеют за счет химического взаимо¬
действия компонентов смеси самопроиз¬
вольно или при продувке смеси газом
В нагретый стержневой ящик насыпается
слой смесн, который твердеет за счет хими¬
ческого взаимодействия компонентов смеси
при нагреве стержневого ящика
5.2. Классы стержней
Графическое изображение
Характеристика стержкеЛ различный
классов
Класс 1. Наиболее сложные по
форме стержни, соприкасающиеся с
расплавом большой площадью и об¬
разующие в отливках узкие, недо¬
ступные для очистки внутренние по¬
лости. Малое сечение знаковых частей
затрудняет вывод газов. Стержни
имеют высокую сухую прочность,
огнеупорность, газопроницаемость,
малую газотворность, легко разру¬
шаются н извлекаются из полости
отливки
Класс П, Центровые стержни
сложной и средней конфигурации с
наличием тонких частей в виде от¬
дельных выступов, переходов, с до¬
статочно развитыми знаковыми ча¬
стями. Образуют в отливке поверхно¬
сти. подвергаемые н не подвергаемые
обработке резанием; имеют высокую
сухую прочность
157
Продолжение табл. 5.2
Графической изобретение
X apBKTtpicm к в стержней различных
классе и
Класс Ш. Наружные н внут¬
ренние стержни средней н несложной
формы, образующие ответственные
необрабатываемые поверхности отли¬
вок. Стержни более массивные, чем
стержни I н II групп; имеют высокую
сырую прочность
Класс IV. Стержни среднего
объема, имеющие несложную форму.
Образуют в отливках внутренние н
внешние поверхности, обрабатывае¬
мые и необрабатываемые; знаковые
части стержней относительно боль¬
шого сечеиня
Класс V. Массивные крупнога¬
баритные стержни образуют полость
отливок или наружные поверхности.
Стержни изготовляют с применением
опилок, гарн, керамзита для увели¬
чения их податливости или выпол¬
няют пустотелыми
5.2. Изготовление стержней
Стержни изготовляют ручным и машинным способами в
стержневых ящиках и с помощью шаблонов. Наиболее простым
и распространенным способом является изготовление стержней
в стержневых ящиках. Основные технологические операции
этого способа приведены в табл. 5.3.
Изготовление стержней из жидких самотвердеюшнх смесей
(ЖСС) и смесей ив основе смол холодного твердения принци¬
пиально не отличается от рассмотренного в табл. 5.3 способа
изготовления, за исключением того, что стержень из стержне¬
вого ящика извлекают после его отверждения.
В условиях массового и крупносерийного производства
мелкие и средние стержни изготовляют на пескодувных и пе-
скострельных машинах. Основным рабочим органом машин яв¬
ляется резервуар. Рабочий резервуар пескодувной
машины имеет плоское дно—вдувную плигу с отверстиями
диаметром до 30 мм, через которые смесь из резервуара вдува¬
ется в стержневой ящик. Сжатый воздух из сети подается в
156
5.3. Технологические операции изготовление стержней
ипсрыша
Содержание работ
Подготовка стер,
жневого ящика
Предварительное
заполнение стер¬
жневого ящика
смесью
Простановка
каркаса
Вентиляция
стержня
Проверяют наличие отъемных и осадоч¬
ных частей, оправок, шаблонов и нх ис¬
правность, Стержневые ящики не должны
иметь качающихся отъемных частей; поко¬
робленных стенок; плохо вынимающихся
ребер, кронштейнов, вытряхных вставок и
стенок; на рабочих поверхностях не допу¬
скаются трещины, вмятины, забитые углы
н другие дефекты. Очищают рабочие по¬
верхности стержневого ящика от лылн н
остатков смесн. Наносят кистью яли пуль¬
веризатором разделительное покрытие.
Разъемные стержневые ящики скрепляют
скобами, болтами н др.
Засылают слой (30—60 мм) стержневой
смесн, проставляют проволоку, крючки или
каркас для армирования стержня и его
выступающих частей, смесь уплотняют
вручную нли яа машине до 3/4 высоты
стержневого ящика
Каркасы не должны иметь трещин, ослаб¬
ленных сечений и других дефектов. Оса¬
живают (если требуется по технологии) в
смесь литой илн сварной каркас, предва¬
рительно смоченный жидким раствором
глины. Зазор между кврквеом н стенками
ящика равен: для стержней с наибольшим
размером до 500 мм—20-5-30 мм, до
1000 мм—25-г45 мм; свыше 1000 мм—40т
-т-60 мм. Торцы литых каркасов должны
отстоять от поверхности стержня на 10—
20 мм. При высоте стержня свыше 750 мм
ставят два ряда каркасов. Разборные кар¬
касы (верный ряд планок) закладывают на
предварительно уплотненный слой смесн
толщиной 50—ВО мы н после уплотнения
стержневой смесн на */< высоты стержневого
ящика прокладывают второй ряд планок
Выступающие и узкие части стержня
укрепляют крючками к прокладывают в
них полый капроновый шнур илн восковые
фитили для вентиляции, концы которых
выводит в полость под заполнитель или в
знаковые части. Полость в стержне (если
необходимо) выполняют с помощью коробки
(бруска) или вручную. Толщина рабочего
слоя смеси 07 стенки ящика до полости под
заполнитель равна 60—80 мм, для стержней
169
Продолжение табл. б.З
Опарлцкя
Содержание работ
Окон чательиое
заполнение стерж¬
невого ящика
Удаление изли¬
шков стержневой
спин
Осадка отъем¬
ных частей
с наибольшим размером до Б00 мм; 60—
100 мм—более 500 мы; 80—100 мм—до
1000 мм; до 100—120 мм—более 1000 мм.
После формовки коробку извлекают из
стержня. В стенках полости под заполни¬
тель вентиляционной иглой 06—8 мм на¬
калывают несквоэные каналы числом не
менее 8 шт. на 1 дм1. Полость засыпают
смесью нэ 50 % древесных опилок и 50 %
отработанной смеси или керамзита. Затем
наполнитель уплотняют, занизив уровень
засыпки на толщину рабочего слоя смеси.
Место занижения уплотняют стержневой
смесью
Насылают стержневую смесь до верха
стержневого ящика, уплотняют ёе вручную
пневматической трамбовкой, киянкой, на¬
бойкой или машинным способом. Армируют
стержень проволокой, отогнутой от карка¬
са. или проволокой, предназначенной для
армирования, после чего досыпают стерж¬
невую смесь и окончательно ее уплотняют.
При армировании верхней части стержня
концы проволоки заправляют в смесь
После окончательного уплотнения смеси
со стороны заполнения стержневого ящика
выполняют наколы числом не менее 2—
3 шт. на 1 дм®. Затем излишки смеси сре¬
зают ножами и верхнюю плоскость стерж¬
ня заглаживают гладилкой. При уплотне¬
нии стержня со стороны знаковой части
или разъема ящика наколы выполняют
после срезания излишков смеси и заглажи¬
вания верхней плоскости. Плотность по¬
верхности стержня 70—80 ед.
При наличии осаждаемых отъемных ча-
слей смесь под ними разрыхляют и частично
удаляют, затем очищают используемые для
фиксации гнезда н осаживают в смесь
отъемные части киянками. Удары наносят
по шпонкам или деревянным подкладкам.
После осадки отъемные части навлекают, а
неуплоткевные места подсыпают смесь н
снова осаживают отъемные части. Верхнюю
плоскость стержня заглаживают в местах,
искаженных при осаживании отъемных
частей
160
Продолжение табл. 5.3
Опершим
Содержание работ
Отделка стерж¬
ня со сюрокы за¬
полнения стержне¬
вого ящика смесью
Извлечение стер¬
жня из стержне¬
вого ящика
Отделка стержня
Выступающие части, топкие бортики, уг¬
лы н кромки прошинлнвают шпильками дли¬
ной 75—125 мм (шаг прош пн ловки— 25—
40 мы). Прошпкленные места заглаживают
гладилкой н припиливают черным графитом
(знаковые части стержня допускается при¬
сыпать сухим песком). Углубления засы¬
пают стержневой смесью и уплотняют ее
вручную до верхнего уровня стержневого
ящика. В стержнях, составляемых нэ по¬
ловинок, по разъему ящика прорезают вен¬
тиляционные каналы С выводом нх в зна¬
ковые части или в специальные стояки
(наколы), соединенные с полостью внутри
стержня. Вовсе стороны от вентиляционных
каналов выполняют несквозные наколы с
шагом 25—60 мм
После отделки верхней плоскости стерж¬
ня на стержневой ящик накладывают су¬
шильную плиту с отверстиями. Стержневой
ящик с эвкрепленной плитой кантуют на
] 80° аручкую или машинным способом. Стен¬
ки и отъемные части прн извлечен ни стерж¬
ня слегка обстукивают киянкой. При про¬
тяжке ывшннным способом включают виб¬
раторы. Отъемные части и стенкн, извле¬
ченные нэ стержня, протнрвют ветошью и
вставляют по меткам в стержневую коробку
или собирают
Отделку стержня выполняют после извле¬
чения его нэстержневого ящика. Тщательно
заделывают выявленные неплотности, под¬
рывы, поврежденные при нэалеченкм части
стержня, сквозные наколы (при необходи¬
мости отделываемые места слегка увлаж¬
няют). Выступающие части стержня, тонкие
бортики, углы и кромки прошпнливают
шпильками (шаг прошпиловкн 25—40 мм).
Степки стержня должны быть прямолиней¬
ными, платлкн и бобышки—четкой конфи¬
гурации. Несформнрованные в стержневом
ящике галтели выполняют вручную с при¬
менением шаблонов. В местах внлейкн
дополнительных стержней (если такие име¬
ются) уствЕЕавлнввют вески, прорезав кана¬
лы шириной 30—50 мм н длиной 50—70 мм.
Отделанный стержень окрашивают н
сушат
11—752
161
*
рабочий резервуар сверху или в нижнюю его часть через сет¬
чатую обечайку. Стержневая смесь должна иметь сырую проч¬
ность не выше 10 кПа. Смесь с более высокой сырой прочно¬
стью в резервуаре под вдувными отверстиями уплотняется, в
результате чего прекращается ее подача в ящик. В резервуаре
установлена мешалка для разрыхления стержневой смеси.
Пескострельный резервувр имеет коническое
дно—пескострельвую насадку. Сжатый воздух из сети в резер¬
вуар подводится через вертикальные н горизонтальные щели
шириной 0,4—0,5 мы. Щели расположены в гильзе резервуара.
Такая конструкция резервуара и рассредоточенный подвод сжа¬
того ноздуха позволяют применять стержневые смесн с сырой
прочностью до ЕЮ—60 кПа.
Изготовление стержней на пескодувных и пескострельных
машинах происходит следующим образом. Загружают рабочий
резервуар стержневой смесью из бункера, находящегося над
машиной. Одновременно с этим на рабочий стол машины уста¬
навливают стержневой ящнк. Чтобы предотвратить зависание
стержневой смесн в бункере прн поступлении ее в рабочий ре¬
зервуар, включают пневматический вибратор, установленный
па бункере Затем перемещают резервувр па рабочую позицию
под клапан дутья н поджимают стержневой ящнн к соплу ре¬
зервуара ыашйиы. После этого выполняют следующие опера¬
ции: надув смеси в стержневой ящик механизмом дутья; опу¬
скание стола со стержневым ящиком вниз; съем верхней поло¬
вины ящика со стержня; накладывание на верхнюю часть
стержня плиты и поворот ее на 180° - вместе с ящиком; извле¬
чение стержня посредством снятии ннжией половины ящика;
перемещение рабочего резервуара машкиы на позицию загрузки
смеси.
В условиях серийного производства применяют способ из¬
готовлении оболочковых сгержпей из сухих 7срмоактииных
смесей. Простейшим способом изготовления оболочковых стерж¬
ней прн мелкосерийном производстве является ручная ан-
сыпкв Нагретый стержневой ящнк покрывают разделитель¬
ным покрытием к устанавливают иа подставку из теплоизоля¬
ционного материала (иэпример, асбоцемент), а затем накрывают
крышкой на такого же материала. Технологические операции
выполняют в такой последовательности: засыпают черст знаковые
отверстия в полость стержневого ящика песчано-смоляную смесь
и выдерживают ее в течение 20 — 40с в зависимости от темпе¬
ратуры нагрева ящяка я требуемой толщины стержня; при этом
па внутренней стороне стержневого ящяка образуется оболочка
определенной толщины, после чего избыток неиспользованной
смеси высыпают,
162
Существует также бункерный способ изготовления
оболочковых стержней, когда нагретый стержневой ящик уста¬
навливают н закрепляют на специальный бункер с находящейся
в нем песчано-смоляной смесью. По плоскости прилегания
стержневого ящика к бункеру не должно быть щелей, чтобы
исключить потери смеси при перевертывании бункера.
При повороте бункера на 180° смесь высыпают в ящик и
выдерживают в нем определенное время. При возвращении
бункера с ящиком в первоначальное положение неиспользован¬
ная смесь высыпается в бункер. Снятый с бункера ящик поме¬
щают в печь для отверждения стержня, после чего ящик раз¬
нимают н извлекают стержень.
Эти способы формовки оболочковых стержней не требуют
сложного оборудования, но изготовить с помощью их можно
только стержни несложной конфигурации. Наиболее соверше¬
нен способ с применением плакированных смесей н нагревае¬
мого стержневого ящика.
Стержни с последующей тепловой обработкой извлекают на
драйер или стержневую пляту в отправляют в сушильную печь.
Стержни, изготовляемые по нагреваемой оснастке, твердеют в
нагреваемых стержневых ящиках. Полученный стержень имеет
прочность, достаточную для его перемещения н установки в
форму. Стержни нз ящика извлекают с помощью толкателей.
Нагрев стержневого ящика на машине до 200 — 300°С может
быть газовым или электрическим. К преимуществам газового
нагрева относит быстрый и более равномерный нагрев, относи¬
тельно низкую стоимость природного газа, простоту конструк¬
ции н высокую эксплуатационную надежность нагревательных
устройств. Для очистки рабочей поверхности нагреваемого
яшнка н нанесения иа нее разделительного состава большин¬
ство машин для изготовления стержней оборудованы форсун¬
ками, позволяющими выполнять эти операции автоматически.
5.3. Конструкции стержневых каркасов
Чтобы придать стержням прочность и жесткость, в них за¬
кладывают стержневой каркас—специальное металлическое
приспособление, выполненное из отожженной проволоки илн
литьем чугуна (табл. 5.4).
5.4. Стержневые машины
Для изготовления стержней машинным способом применя¬
ют деревянные, металлические и пластмассовые стержневые
ящикн. Машинный способ изготовления стержней имеет ряд
6.4. Стержневые каркасы
Грофжческое воображение
Применение
Литой (простой)
Б простых Н ПЛОСКИХ по
ме стержнях высотой до
мы
Литой с литыми торцами
В простых по форме стерж¬
нях высотой 200^500 ым
&
rffl irftl dil
В стержнях высотой до
300 мм со сложной формой
Литой с проволочными и литыми торцами
В сложных по форме стерж¬
нях высотой 200—500 мм,
стержни имеют поднутрения;
в них нельзя осадить каркас.
Для армирования стержня тре¬
буется отогнуть каркасную
проволоку
Л н т о й (разборный)
~w
В стержнях простой формы,
изготовленных из ЖСС или
смсси на смолах холодного
твердения
Проволочный
В тонкостенных стержнях
сложной формы, если удаление
каркаса из отливки затрудне¬
но, а также в небольших
стержнях простой формы
164
]
I
Продо чхание табл. S.4
Графическое изображение
Принекгппе
Сварной
В стержнях серийного н
массовою производства, если
каркас легко удаляется н мо¬
жет быть использован много¬
кратно
Трубчатый
В круглых простых по кон¬
фигурации стержнях большой
длины, а также в стержнях,
изготовленных по шаблонам
точением
Комбинированные
Р
В особо сложных тонкостен¬
ных стержнях, если удаление
каркаса затруднено
В круглых сложных стерж¬
нях большой длины, если про¬
гиб каркаса недопустим, а так¬
же в стержнях, имеющих слож¬
ные отверстия, если армирова¬
ние их можно выполнить толь¬
ко проволокой
Примечания: I. Литые каркасы изготовляют из чугуна
{СЧ 10, СЧ 15, СЧ 18); проволочные каркасы—из тшзкоуглеро-
днстой стальной (5Ст1кп, БСт2кп) проволоки и 3—8 мы. 2, Свар¬
ной каркас изготовляют из стального прутка или уголка, труб¬
чатый каркас—нэ труб стальных водопроводных.
преимуществ по сравнению с ручным: механизированы подача
и уплотненно смеси, поворот и извлечение стержня нэ стерж¬
невого ящика, облегчается труд рабочих и повышается произ¬
водительность, улучшается качество н увеличивается срок
службы стержневых ящиков. В зависимости от способа изго¬
товления стержней применяют встряхивающие, прессовые, виб-
ропрессовые, пескодувные и пескострельные машины, а также
машины для изготовления стержней по нагреваемой оенветке,
оболочковые и мундштучные (табл. 5.5).
165
5.5. Стержневые машины
Машянп
Наибольшая
касса изго¬
товляемого
стержня, кг
Навболыоке габарит¬
ные размеры стержне¬
вого ящика, км
Производи¬
тельность.
шт/ч
Примечание
Ручная встряхивающая с пе¬
рекидным столом (передвижная
на колесах) 233
15
400X300 X 200
<10
Машина предназначена для из¬
готовления стержней в условиях
малоыехавизированных участков.
Уплотнение смеси—ручное не¬
сколькими ударами стола машины
о станину, доуплотневие—трам¬
бовкой, киянкой
Встряхивающая с поворот¬
ным столом СВПМ
50
800x250x300
До 25
Перемещается по полу на коле¬
сах. Применяют в условиях ма-
ломеханкзнроваиных цехов
Встряхивающая с перекид¬
ным столом и протяжным ме¬
ханизмом 2&4М
30
600x 400x 300
<50
Уплотнение смеси ударом сто¬
ла со стержневым ящиком о пли¬
ту или станину машины. Привод
пневматический от сети сжатого
воздуха давлением 500—600 кПа.
Применяют в условиях мелкосе¬
рийного и серийного производства
i
Продолжение табл. 5J>
Н Машина
Наибольшая
масса изго¬
товляемого
стержня, кг
Наибольшие габарит¬
ные раамеры Стержне¬
вого ящика, мм
Производи¬
тельность.
шт/ч
Примечала*
Встряхивающая с поворот¬
ным столом 845
>50
1000x600x300
<15
Уплотнение смесн встряхммнш-
ем. Привод пневматический от
сети сжатого воздуха, давление
500—600 кПа. На машине изго¬
товляют простые по форме стерж¬
ни. имеющие большую высоту
Внбропрессовые Б Л-1,
ВПФ-51
<в
450Х400Х 1«0
<150
Уплотнение смесн прессованием
с вибрацией. На машинах изго¬
товляют мелкие стержни простой
формы в условиях серийного про¬
изводства
Пескодувная машина 285М
I
250 X150 X (20-5-200)
360
Уплотнение смеси за счет кине¬
тической энергии струн сжатого
воздуха со смесью и давления
сжатого воздуха; на машинах из¬
готовляют стержни любой слож¬
ности в условиях серийного н мас¬
сового производства
•
Пескодувная машина С-216
10
550x 300 x 325
200
Пескодувная полуавтомати¬
ческая машина 2Б83
8
400 X 320 X (230-5-400)
200
Продолжение табл. 5.5
Машина
Наибольшая
масел изго¬
товляемого
стержня, кг
Наибольшие габарит¬
ные размеры стержне¬
вого ящика, мм
Произведя-
телън ость,
игг/ч
Примечание
Пескодувная полуавтомати¬
ческая машина с поворотно-
вытяжным механизмам 310
40
900x450x200
90
Пескодувная полуавтомати¬
ческая установка 28А8 или
28Л10
G0, 160
900x700 x 400,
1100x900x500
160, 100
Пескострельные полуавтома¬
тические установки:
348
28Б-1
28Б-3
28Б-5
28Б-7
28Б-Э
2.5
1,0
6,0
16
40
100
300 X250X 300
250x150x180
400 x 300 x 400
630x 500x 445
800x630X 500
1000 x 800x555
360
360
400
200
160
100
Уплотнение смеси за счет кине¬
матической энергии частичек сме¬
си и давления сжатого воздуха.
На машинах изготовляют стерж¬
ни любой сложности в условиях
крупносерийного и массового про¬
изводства
Автоматы для изготовления
стержней в горячил ящиках:
45 ЛЬ
4701
1.0
5.0
200x110 x 40/40
300 x 200x 75/75
240
200 |
Восьми позиционные автоматы с
использованием электрического
Машина
Наибольшая
<4 лее а изго¬
товляемого
стержня, нг
Наибольшие габарит¬
ные размеры стержне¬
вого ящика, мы
Производи¬
тельность.
шт/я
Примечание
1
4
нагрева стержневых ящиков с вер¬
тикальным разъемом. Автоматы
применяют в условиях крупносе¬
рийного и массового производст¬
ва. На автомате 4509А использу¬
ют стержневые ящики с горизон¬
тальным разъемом
Пескоду вно-пескострельный
6
250x230x300
360
Автомат применяют в условиях
полуавтомат Э05
крупносерийного и массового про¬
изводства
Машины для изготовления
Нагрев стержневого ящика с
стержней в горячих ящиках:
вертикальным разъемам электри¬
4532Б
1,0
200X60x110
200
ческий. На машинах изготовля¬
4554 Б2
2,2
220 X 150 x 200
100
ют стержни средней сложности в
4509А
6.0
400 x 300 x 200
80
условиях крупносерийного к мас¬
4509С
15,0
600 x 400 x 200
120
сового производства
4705Б
15,0
830 x 320 x 220
100
Челночная ЗИЛ
4,5
240x220x50/50
160
Продолжение табл. 5.5
Машина
Наибольшая
массе вэго-
Наибольшие габарит¬
Производи¬
Примечание
товляемого
ные размеры стержне¬
тельность,
стержня, кг
вого ящика, мм
шт/ч
Мундштучные машины:
<^20 погон¬
Вместо стержневого ящика ис¬
С-1
-—
пользуют сменную гильзу—мунд¬
281
50
ных м/ч
штук. За счет поступательпого дви¬
^40 погон¬
ных м/ч
жения поршня из мундштука ма¬
шины выдавливается непрерывный
по длине стержень определенного
сечения {круглого, квадратного,
треугольного и др.). Сечение гиль¬
зы определяет сечение стержня. На
машинах изготовляют стержни
простого и постоянного сечения в
условиях серийного производства
Машины стержневые песко¬
дувные для изготовлення стерж¬
ней. отверждаемых в оснастке:
23223А2
€
630 x 400 x 400
120
23225А2
15
800X630X450
100
23225А1
15
800 x630 x 450
100
23227А2
35
1000 x 800 x 500
80
Примечания: I. Для изготовления стержней встряхиванием также используют формовочные машины 231,
232, 233, 234, 235 и др. 2. Для мундштучных машин С-1, 281 указан наибольший диаметр {или толщина) стержня в мм.
6. СБОРКА ЛИТЕЙНЫХ ФОРМ
I
6.1. Технологические олерацж сборки
Сборку форм выполняют иа сборочном плацу нлн на лн-
теА ном конвейере. Основные технологические операции сборки
н последовательность их выполнения приведены в табл. 6.1.
6.2. Контроль сборки
Сборка литейных форм является заключительной операцией
перед эалнвкой их расплавом, поэтому особое значение имеет
контроль всех элементов форм н материалов, используемых на
сборочном участке. Контроль по чертежу литой детали с нане-
Рне. 6.1. Жеребейки:
/-одностоечные с круглыми пластппнамн, 2-одностоечные с прямоуголь¬
ными пластинками. Л-двухстоечные с прямоугольными пластинками. * -
чсгырсхстоечиые с прямоугольными плвстникамн. й—упорные е плоскими
н радиальными пластинками, 6— цсльиоштамповапиыа даукстоечиыо, 7 —
жеиебеПнм-мостнКи. Л-распорные, S-коробчатые. /О-одксспнральиые про¬
волочные. Л—даулепнрвльные проволочные, /2-пластинчатые
сенной на нем технологией, а также но технологическим инст¬
рукциям, действующим на предприятии, в условиях единичного,
мелкосерийного производства выполняют рабочие-сборщики.
Некачественно изготовленные формы, стержни, элементы литни¬
ковых систем (литниковые, выпорные чаши и др.) сборке не
подлежат. Наряду с рабочнм-сборщихом контроль проводит
мастер участка и технолог.
При сборке устанавливают в форму стержни и соединяют
нижнюю полуформу с верхней. Надежность установки стерж¬
ней в форму обеспечивают креплением их жеребейками (рве. 6.1)
и стыковой с соседними стержнями, исключающими перемете-
171
6.1. Сборка форм
Операция
Содержание работ
Подготовка форм
к сборке
Подготовка
стержней к сборк
Установка
стержня в инжнюю
полуформу
Установка (если
необходимо)
стержней в верх¬
нюю полуформу
Устанавливают нижнюю полуформу в
строго горизонтальном положении на плац
или конвейерную площадку, крупные фор¬
мы—на постель нз наполнительной смеси,
на которой предварительно выполняют
вентиляционные каналы в виде попереч¬
ных н продольных борозд с шагом не бо¬
лее 150—200 мм. Перед сборкой средних и
крупных форм литниковые вертикально
расположенные каналы для вентиляции
закрывают паклей- По необходимости фор¬
му нли отдельные места красят н подсу¬
шивают. Поверхность полуформ очищают
Проверяют качество сушки стержней.
Прн пережоге стержни отбраковывают, при
остаточной влаге более 0,5% стержни на¬
правляют-па повторную сушку. Все тре¬
щины, отверстия, не предназначенные для
вентиляции стержней, тщательно заделы¬
вают. Поврежденные места исправляют
стержневой смесью, закрашивают, прош-
пнлнаагат и суша г. При исправлении по¬
врежденных мест используют оправки,
шаблоны и др. Стержень очищают от пы¬
ли. зачищают и промазывают натирками,
формовочными замазками (если предусмот¬
рено технологией) и вторично окрашивают
н подсушивают. Соединение половинок
стержней и сборку их в блоки выполняют
по шаблонам
Стержни очищают от оыли и прилипшей
смеси и устанавливают в форму в порядке,
предусмотренном технологией. Чтобы пре¬
дотвратить проникновение расплава в га-
эоотводящне каналы стержня, их отсекают
от рабочей полости полуформы асбесгоби-
тумным шнуром (или валиком из глины),
который прокладывают по периметру зна-
на п вокруг каналов, устанавливают в по¬
луформу чистые, неокнеленные жеребейки
(см. рис. 6.5)
Мелкие стержни массой до Б кг вклеи¬
вают в форму и закрепляют шпильками
или крючками (до или после сушки, под¬
сушкн). Средние и крупные стержни кре¬
пят с помощью мягкой прово л ох II нли
специальными боттзчи за вески к метал¬
лической планке опирающейся на кресто¬
вины нли борта опоки. Крепление выпол¬
няют на специальном стенде
172
Продолжение табл. 6 I
Операция
Содержание рвбш
Заделка мест
расположения ве¬
сок
Очистка собран¬
ных полуформ от
пыли, остатков
смесн
Соединение ниж¬
ней и верхней по¬
луформ
Установка лит¬
никовых н вьтор-
кых чаш
В массовом крупносерийном н серийном
производстве места расположения весок
закрывают нормализованными стержнями,
в швы промазывают замазкой. При еди¬
ничном и мелкосерийном производстве места
подвески заделывают самотвердеющвми
смесимн, красят и подсушивают после твер¬
дения смеси. Вески перед заделкой (если
необходимо) подгибают
После сборки пыль и остатки смеси с
верхнего ряда стержней собирают пылесо¬
сом. Каналы литниковой системы освобож¬
дают от пакли, полуформы тщательно про¬
дувают
Для вновь собираемых и для всех круп¬
ных форм выполняют контрольное соеди¬
нение полуформ. При этом проверяют тол¬
щину тела отливки, образуемого верхней
полуформоб н стержнем, по глиняным
смушкам*; «мушка*, по размерам которых
подбирают жеребейки (см. рис. 6.1), раз¬
мещают па стержне в местах установки
жеребеек. Прокладывают асбестобнтумный
шнур или глину но разъему формы н зна¬
кам стержней, закрывают паклей полости
у знаков стержня, чтобы предотвратить
засорение формы. Асбестобитумный шнур
или глину накрывают бумагой. Прн рас¬
положении отливки в двух полуформвх
прокладывают валики из прокладочного
шнура илн глины для проверки перекоса.
Затем выполняют контрольное соединение
полуформ. При обнаружении дефектов со¬
единения нх устраняют, если необходимо,
дополнительно прокладывают есбестоби-
тумный шнур (табл. 6.2) н выполняют
окончательное соединение полуформ по
штырям
Литниковые л выпоркые чаши устанав¬
ливают на постель из наполнительной
смесн толщиной 10—15 мм, не допуская
попадания смесн в каналы формы
173
Продолжение табл. 6.1
Операция
CowpwuiH работ
Крепление форм Средние, крупные и часть мелких форм
год залавку скрепляют скобами или болтами равно¬
мерно по диагонали. Мелкие формы на¬
гружают грузами. Роль груза может вы¬
полнять масса опокн утяжеленной конст¬
рукции. Схема загрузки формы предусмот¬
рена технологией
Примечание. Хранение собранной формы до заливки
не должно превышать 7—8 ч—для сухих н химически тверде¬
ющих, 3 ч—для подсушенных, I ч—для сырых.
6.2. Способ предупреждения утечки металла нэ формы
Вид я рвшер формы
■ свету, ш
Характеристика
Сырая — >500х
Х4О0
Сухая, подсу¬
шенная химически
твердеющая —
<2000x1600
Сухая, подсу¬
шенная. химичес¬
ки твердеющая —
>2000x1600
Подрезка гла¬
дилкой
Прокладка всбе-
стобнтумного или
асбестового шнура
Прокладка асбе¬
стобитумного шну¬
ра в глиняного
валика
Глубина подрезки по
периметру полости фор¬
мы и лиги и к оной систе¬
мы 15—20 мм, расстоя¬
ние подрезки от края
полости формы 40—
100 мм
Шнур прокладывают
по периметру полости
формы, литниковой си¬
стемы н по стержневым
знакам на расстоянии
40—60 мм от края поло¬
сти формы
Место прокладки то же.
что и в предыдущем спо¬
собе, но через 60—80 мм
от асбестобнтумного
шнура в сторону края
опокн дополнительно
прокладывают глиняный
валик
Примечание. Асбестобнтунный шнур е 6 мм приме¬
няют при изготовлении средних отливок; 0 10 мм —при изго¬
товлении крупных и части средних отливок; 0 15 мм —при из¬
готовлении тяжелых н крупных отлноок.
174
Рис. 6.2. Проверка установки стержней до высоте от рабе eft
поверхности форы
Рнс. 6.3. Проверка установки стержней по вертикальным пло*
скостим формы
Рнс. 6.4. Проверка установки стержней по высоте относительно
поверхности разъема
пне стержней под действием подъемной силы расплава. Контроль
установки стержней в форму при единичном производстве от*
лнвок осуществляют в основном универсальным измерительным
инструментом (метром, кронциркулем и др.). Прн малосерийно»)
н серийном производстве отливок широко применяют различ¬
ные шаблоны, предусмотренные литейной технологией (рнс. 6.2,
6.3, 6.4).
176
Опиливание стержней для подгонки их при сборке форм
допускается только в условиях единичного и мелкосерийного
производства по разрешению мастера участка илн технологе.
7. ЛИТЕЙНЫЕ СПЛАВЫ
7.1. Основные свойства питейных сплавов
К основным литейным свойствам сплавов откосят жндноте-
кучесть, усадку (табл. 7.1), ликвацию, склонность к образова¬
нию трещин и отбелу.
Жндкотекучееть—способность металла в расправлен¬
ном состоянии заполнить литейную форму. Жидкотекучесть за¬
висит от химического состава я температуры ааливки; для раз¬
личных металлов и сплавов она неодинакова. Жидкотекучесть
определяют по технологической пробе н оценивают по длине
спирального {или прямолинейного) канала, заполненного рас¬
плавленным металлом, в контрольной форме.
Усадку сплава определяют на специальных технологиче¬
ских пробах и оценивают по разности размеров (или объема)
сплавов до затвердевания и после охлаждения.
Л и к в а ц н я—неоднородность химического состава сплава
в различных местах сечения отливки, возникшая при ее за¬
твердевании, Ликвацию сплава определяют химическим спосо¬
бом или спектральным анализом.
Склонность сплавов к образованию трещин
проявляется в процессе затрудненно/! усадки при охлаждении.
Отбел—склонность чугуна к выделению структурно сво¬
бодных карбидов сверх необходимого для образования перлит¬
ной структуры. Величина отбела зависит в основном от скорос¬
ти охлаждения отливки и химического состава чугуна. Чем
выше скорость охлаждения, тем больше склонность чугуна к
образованию отбела. Химическими элементами, уменьшающими
отбел, являются углерод, кремний, алюминий, тнтаи, никель,
медь, кобальт, фосфор; увеличивающими—ванадий, марганец,
молибден, хром, олово, вольфрам, сера, теллур, бор.
Для определения склонности чугуна к отбелу применяют
разнообразные пробы, Примером таких проб, используемых для
контроля плавки чугуна ив Московском заводе «Стаиколит».
является прямоугольный брусок с размерами 100 x 50 x 20 мм
(толщина пробы связана с преобладающей толщиной сечения
стенок в отливке), одна нз сторон которого при заливке сопри¬
касается с холодильником и затвердевает с образованием отбела.
После выбивки аалитой пробы из стержневой формы через
176
Опиливание стержней для подгонки их при сборке форм
допускается только в условиях единичного и мелкосерийного
производства по разрешению мастера участка илн технологе.
7. ЛИТЕЙНЫЕ СПЛАВЫ
7.1. Основные свойства питейных сплавов
К основным литейным свойствам сплавов относят жндноте-
кучесть, усадку (табл. 7.1), ликвацию, склонность к образова¬
нию трещин и отбелу.
Жндкотекучееть—способность металла в расправлен¬
ном состоянии заполнить литейную форму. Жидкотекучесть за¬
висит от химического состава я температуры ааливки; для раз¬
личных металлов и сплавов она неодииахова. Жидкотекучесть
определяют по технологической пробе и оценивают по длиле
спирального {или прямолинейного) канала, заполненного рас¬
плавленным металлом, в контрольной форме.
Усадку сплава определяют на специальных технологиче¬
ских пробах и оценивают по разности размеров (или объема)
сплавов до затвердевания и после охлаждения.
Л н к в а ц и я—неоднородность химического состава сплава
в различных местах сечения отливки, возникшая при ее за¬
твердевании, Ликвацию сплава определяют химическим спосо¬
бом нли спектральным анализом.
Склонность сплавов к образованию трещин
проявляется в процессе затрудненной усадки при охлаждении.
Отбел—склонность чугуна к выделению структурно сво¬
бодных карбидов сверх необходимого для образования перлит¬
ной структуры. Величина отбела зависит в основном от скорос¬
ти охлаждения отливки и химического состава чугуна. Чем
выше скорость охлаждения, тем больше склонность чугуяа к
образованию отбела. Химическими элементами, уменьшающими
отбёл, являются углерод, кремний, алюминий, титан, никель,
медь, кобальт, фосфор; увеличивающими—ванадий, марганец,
молибден, хром, олово, вольфрам, сера, теллур, бор.
Для определения склонности чугуна к отбелу применяют
разнообразные пробы, Примером таких проб, используемых для
контроля плавки чугуна ив Московском заводе «Стаиколит».
является прямоугольный брусок с размерами 100 x 50 x 20 мм
{толщина пробы связана с преобладающей толщиной сечения
стенок в отливке), одна из сторон которого прн валнвке сопри¬
касается с холодильником и затвердевает с образованием отбела.
После выбивки аалитой пробы из стержневой формы через
176
7.1. Основные свойства литейных сплавов
Температура, °С
Литейные сплин
Плотность,
туе*1
Линейная
Vсадка сплава,
%
плавления
аалшвкн в Jtureft'
нме формы
Твердость
по Брнксллю,
НВ
Серый чугун
7.1-7,3
0,9-1.3
1150—1260
1260—1400
143—289
Белый чугун
7,4—7,7
1,5—2,0
1150—1260
1240—1300
300—700
Ковкий чугун
7,2-7,4
1,4-1,7
1150—1350
1380—1450
100—320
Высокопрочный чугун
7,1-7,2
0,5-1.0
1150—1260
1280—1400
140—369
Сталь литая углеродистая
7,8
2.0
1420—1520
1500—1600
149—169
Бронза
8,6
1.5
1000—1050
1100—1150
100
Латунь
6.6
1.5
900—1050
1000— ПОО
80
Алюминиевые сплавы
2,55—2,83
0,5-1,40
610—6G0
700—780
40—100
Магниевые сплавы
1.8—МЗ
1.0-1,5
100—650
680—780
30—65
1,5—2,0 мни ее охлаждают в воде и разбивают по пережиму,
Величину отбела измеряют линейкой от плоскости соприкос¬
новения пробы с холодильником до середины переходной зоны.
7.2. Шихтовые материалы
Шихтовыми материалами (или шихтой) называют
металлические п неметаллические материалы, используемые для
приготовления литейных сплавов. Кметаллическнм относят
доменные чугуны, лом черных и цветных металлов, возврат
литейных и механических цехов (бракованные детали и отлив¬
ки, литники, прибыли, брикетированная стружка и др.) и леги¬
рующие элементы (хром, никель, молибден, титан и др.), вво¬
димые в шихту для получения отливок с заданными механичес¬
кими свойствами.
К неметаллической части шихты относят флюсы,
применяемые для образования и удаления из жидкого сплава
легкоплавких шлаков, кокс.
Для приготовления расплава с требуемыми свойствами и,
следовательно, для получения качественной отливки выполня¬
ют контроль шихтовых материалов на соответствие их требовя*
нннм стандартов н технических условий.
Для литейных алюминиевых сплавов в качестве шихты
используют металлы (алюмикпД, бериллий, ванадий, кремний,
кальций, титан, лнтнй н др.), а также лигатуры.
Лигатуры представляют собой сплав алюминия с легирующим
элементом, вводимым в требуемом количестве.
В состав шихты магниевых сплавов кроме первичных ме¬
таллов в сплавов в чушках, возврата и лигатуры вводят неме¬
таллические легирующие добавки в виде солей (хлористого
марганца, фторберпллата натрия, фторцирконата калия), флюсов,
модификаторов (магнезит, мел, углекислый газ, гексахлорэтан).
Флюсы прн плавке магниевых сплавов предупреждают также
охнелекие н возгорание твердой шихты.
При подготовке шихты для медных сплавов сыпучую и ви¬
тую стружку после дробления подвергают центрифугированию
для удаления влаги, эмульсии, масла. При центрифугировании
стружку промывают раствором, содержащим б % жидкого стекла,
4-% фосфорнокислого калия, 0,5 °{| хромовокислого калия,
I % едкого натра, 88,6% воды. Затем стружку лрослуцшввют
при 200—300 °С, удаляют из псе с помощью магнитного сепара¬
тора мелкие железные включения н производят ее брикетиро¬
вание.
Крупные шихтовые материалы (катоды, чушки, возврат и
др-J разрезают илн разбивают на более мелкие части. Мсполъ-
178
зуемые катодные листы тщательно очищают от остатков элект¬
ролита.
Расчет шихты заключается в определении весовых соот¬
ношений различных ее компонентов, загружаемых в печь для
получения сплава заданного химического состава. По заданному
химическому составу определяется содержание основных ком¬
понентов в 100 кг (1000 кг) сплава, учитывается величина угара
элементов при плавке. В табл. 7.2 показан угар химических
элементов при выплавке чугуна.
Шихту рассчитывают по формуле /Сш= |Kt/(100—у)] 100 %.
где /Сш—расчетное содержание компонентов в шихте, %, Кс —
веданное содержание компонентов в жидком сплаве %, у —
угар компонента при плавке, % (по данным предприятия в за¬
висимости от применяемых способов плавки).
В заводских условиях расчет ваграночной шнхты часто
производят методом подбора. Например, требуется получить
чугун следующего химического состава: 3,1 %С; 2.36 % Si;
0,85 %Мп; 0,16 % Р и 0,10 %S. Из опыта работы данного ли¬
тейного цеха угар и пригар элементов составляет: +10 % для С;
—12% для SI; —20% для Мл. Тогда с учетом угара н прнгара
в шихте соответственно должно быть 2,8 % С; 2,7 % Si; 1,06 %Мп;
0,16% Р; ,0,07 5. Для получения расчетного среднего состава
шихты путем подбора составляют табл. 7.3.
В табл. 7.4 даны ориентировочные составы шихты для вы¬
плавки серого чугуна. Цифры в графах 4, 6, 6, 10 и 12 полу¬
чают умножением процентного содержания данного элемента в
каждом из компонентов шихты (графы 3, Б, 7, 9. и II) иа ко¬
личественное содержание этого компонента в шихте (графа 4) и
делением этого произведения на 100. После суммирования зна¬
чений для квждого элемента подсчитывают ожидаемый угар или
пригар. Недостающие элементы (кремний и марганец) воспол¬
няют введением соответствующих ферросплавов.
Флюсы входят в состав шихты и применяют для получения
шлака требуемого состава, вязкости и жидкотекучести. Для
плавки черных металлов используют известняк металлургичес¬
кий, известь, плавиковый шпат, шамотный бой, боксит, шлак
основной мартеновский н апатитонефелиновую руду.
Известняк металлургический должен содержать оксид каль¬
ция 59—54%, кремнезема—яе более 1 %, оксиды магкни. желе¬
за, алюминия —не более 0,9%, фосфора—не Солее 0,01% н
серы—не более 0,14 %; известняк применяют в виде кусков с
размером от 25 до 200 мм в поперечнике.
Иввесть имеет следующий состав (%}: оксид кальция 88—93,
оксид машин — 2, кремнезема—не более 2, оксид железа+ок-
12*
179
7*2. Угар химических элементов при выплавке чугуна
Угар элементов, %
Плагальный
агрегат
Футеров¬
ка
углерод
■X
X
i
CL
X
St
41
ВС
«
о,
т
Я
л
о
-е-
К
«■
*5
CL
О
(J
S
о
CL
К
А
К
X
X
а
а
X
&
tB
5
Ж
9
4
Вагранка холод¬
ного дутья
Кислая
8—(—8)
10—Зэ
15—40
—
(-25)-
(-100)
15—20
До 10
До 10
До 10
20—50
Основ¬
ная
Ю— (—15)
35—50
10—15
До 30
10—30
15—30
* 10
> ю
1 J0
20—50
Вагранка горя¬
чего дутья
Кислая
10- (-«)
Ю— (—10)
10-30
—
(—10)—
(-50)
10—15
» 5
•
* 5
» 5
зо-ео
Основ¬
ная
10— (—12)
20—25
10—20
До Ш
20—50
10—20
> 5
> 5
> 5
30—60
Дуговая элект¬
ропечь
Кислая
М>)-(-10)
20—25 *
5—10*
15—20
20—25*
—
До 30
25—50*
15—30
> 10
> 10
а 10
30—60
Основ¬
ная
(—3)—(—5)
25—30*
5—10
40—55*
1 f
До 20
20—50
40—60*
15—30
» 10
,
> ю|
» ю j
30—60
Продолжение табл. 7.2
Плавильный
агрегат
Футеров¬
ка
Угвр элементов, %
углерод
е:
5
6
1C
1
Cl
О
-е-
Ъ
-э-
Щ
а
ZJ
и
я
о
Cl
X
Л
*
Й
X
А
г
2
«г
тс
ч
a
3
3
а
Ь
Индукционная
Кислая
5—15
3— (—5)
10—25
0
0
тигельная печь
10—15 *
*
10—20 *
25—50 *
промышленной
частоты
Основ¬
5—10
5—J0
5—Ю
0
0
|
ная
5—10 е
5—10*
5—Ю*
30—60
Индукционная
К пела я
15—20
5—10
10—15
0
0
тигельная печь
высокой частоты
15—25 •
5—10*
15—25 *
15—40 *
—
Основ¬
15—10
10—15
а—12
0
0
ная
J0—20 *
5—15
10—20*
20—45 *
Примечания: L Цифры, указанные в скобках, например —5)* означают пригар элементов. 2. Угар
фосфора ирн вводе в шихту феррофосфора составляет при кислой футеровке 10—15%. 3. Знаком показан
угар химических элементов нэ вводимых добавок.
7.3. Примерный расчет шихты методом подбора
Компоненты шихты
Чугун литейный коксовый катего¬
рии И:
ЛКОО
лко
ЛК1
Возврат собственного производ¬
ства
Стальной лом
Ферросилиций доменный ФС2
Зеркальный чугун 343
Всего в шихте, %
Угар н пригар, %
Состав жидкого металла, %
а
I-
М
£
о
с
£
§
ЗС
ц
о
и
-S1*
Е.
Содержание элементов
о
*** ^
сСИ
5=
X и
и г
s о
4^ X
L.
*
8
U
о-
Si
о
£ <У
к £
= 1
ni
15
3,6
0,54
15
3t6
0,54
15
3,6
0.54
36
3,2
М2
15
0,3
0,05
2
3.5
0,07
2
4.0
0,08
100
2,94
—
+10
0,29
3.23
ье
о
ш
и
в
Мп
г
5 к
О X
8S
*1
Я
a
r= Ci
e.
*T н
X
o -
К flf
№
о в
№ О
8
Ш
-£
ID
L.
ti
8
fti
О X
X tJ
u x
= о
ai
tf-se
u
м
о
u
d
4,0
0,60
i.o
0,15
0,15
0,022
0,03
0.005
3,5
0,52
0,8
0,12
0,20
0,030
0,03
0,005
3,0
0,45
0,8
0,12
0,20
0,030
0,03
0,005
2,36
0,83
0,85
0,30
0.18
0,064
0,13
0,050
0.3
0,05
0,5
0,07
0,04
0,006
0,03
0,001
12,0
0,24
1.0
0,02
0, 15
0,003
0.04
0.001
2,0
0,004
14,0
0,28
0,18
0,004
0,03
0,001
2,71
1,06
0,16
0,07
—12
—0,35
—20
! 0,21
-—.
—
+50
0.035
2.36
0,85
0.16
-1
0.105
7.4. Ориентировочные (средние) составы шихты для выплавки серого чугуна
Средни А состав шихты, иве, %
Марк*
чугунн
ПловильвыЯ
агрегат
доменный чугун
литей¬
ный *
передель¬
ный
лом со стороны
чугунный
стальной
стружка
чугунная
сталь¬
ная
возврат
собствен¬
ный
Примечание
От СЧ 10
СЧ 20
Вагранка
холодного
дутья
30—50
То же
25—40
до 5
10—30
0—10
до 5
СЧ 25
СЧ 30
25—35
От СЧ 10 до
СЧ 18
СЧ 20
Вагранка
горячего
дутья
То же
20—40
до 5
10—25
10—20
10—50
15—35
5—Ю
10—20
4—10
20—30
5—10
10—25
10—20
20—30
15—30
10—25
В случае ис¬
пользования ваг¬
ранок в дуплексе
с электропечами
содержа кие пере¬
дельных чугунов
в шихте можно
увеличить до 20%
20—40
10—25
Продолжение таОл- 7.4
Марна
чу гуш>
ПлавильныЯ
агрегат
Средний состав шкхтьг, мае. %
Примечав не
доцеплый чугун
лом со стороны
стружка
возврат
собствен¬
ный
литей¬
ный *
передель¬
ный
чугунный
стальной
чугунная
сталь¬
ная
От СЧ 25 до
СЧ 35
Вагранка
горячего
дутья
1,5—25
—
5—25
20—60
—
—
5—20
От СЧ 10 до
СЧ 20
Электриче¬
ская печь (ду¬
говая, индук¬
ционная. ти¬
гельная)
10—25
25—35
20—40 *
5—10 3
до 5а
25—35
Карбюризато¬
ры н ферроспла¬
вы по расчету
сверх 100%
СЧ 25
СЧ 30
То же
—
10—25
15—30
30—55 -
5—10 й
до 53
20—30
От СЧ 35 до
СЧ 45
а
—
—
95—100*
—
—
до 53
—
Примечания: 1. Ли генные чугуны следует применять в шихте п соотношении. %■ ЛЮ —15: ЛК2—25;
Л КЗ—30] ЛК4—20; ЛК5—10. 2. В том числе отходы углеродистой стали и отходы трансформаторной н динам¬
кой сталей. 3. Стружка россыпыо известного химического состава.
г
сид алюминия —in более Э, серы—не более 0,2. Известь при¬
меняют только свежее божжен ну ю и в кусках.
Плавиковый шпат содержит 75—92 % фтористого кальция;
его применяют для разжижения густых известковых шлвков в
Количестве около 1 % от массы шлака.
Шамотный бой состоит из 60 % кремнезема и 30—35 % оксида
алюминия.
Боксит содержит 44—47 % алюминия, Б—15 кремнезема,
7—20 оксида железа, 1—7% оксида кальция.
Шлак основной мартеновский содержит (%): кремнезема —
не более 25. оксида кальция-)-оксида магния—не менее 40,
оксида железа-(-оксида марганца—не менее 20, оксидп фосфо¬
ра—не более 2, сернистого кальция —не более 4. Шлак не
должен иметь кристаллический или стекловидный излом, крас¬
ной нли зеленой он ряски; в изломе должен быть серым, кам-
невндным; его употребляют при плавке чугуна в дробленом
виде.
Ацатнто-иефелнновая руда представляет собой минерал
(2Ca3POj-2CaFs) с содержанием фосфора 25—30%.
7.3. Чугуны
Чугуна ми называют сплав железа с углеродом, содер¬
жание которого превышает 2,14%, с небольшим количество,!!
примесей и легирующих элементов. Для изготовления отливок
применяют серый, высохспрочный, белый н ковкий чугуны.
Различают также чугуны, имеющие специальные свойства (анти¬
фрикционные, жаропрочные, немагнитные, кислотоупорные н
др.).
Серый чугун (ГОСТ 1412—35). Для улучшения механичес¬
ких свойств серого чугуна (см. рнс. 7.4) с пластинчатым гра¬
фитом применяют модифицирование п легирование.
Прн модифицирован пн в расплав серого чугуна
на желобе вагранки или в ковше вводят ферросилиций или
снлнкокальцкА, а также комплексные модификаторы (кремний,
алюминий, цирконий н др.). Модификаторы измельчают струк¬
турные составляющие чуI у на и, следовательно, обеспечивают
более равномерное распределение графитных включений
(табл. 7.5, 7.6) н 9В1екшческнх зерен. Оптимальное время вы¬
держки модифицированного чугуна в ковше при массе жидкого
расплава в нем до 0,5 т—3—5 мин; 0,5—2 т—5—fi i 5—1Г| мин.
Легирован не — введение в состав чугуна хрома, никеля,
молибдена, титана и других легирующих элементов, улучшаю¬
щих эксплуатационные и технологические свойства сплава
(прочность, твердость, пластичность, износостойкость и др.).
185
7.6. Технологические варианты получения модифицированного серого чугуна
Ъ
Ь
X
%
я
ж
м
К С.
н ■
Добавка
стального
скрапа is ших¬
ту при плав¬
ке, %
№ X
г.1
ZZ 4
X
14 w
Is
я Л
Q,X
|£
Н- Со
Модифицированные
t
г
X
Q.
С
т
Z
£
X
я
а.
Е&>
о, .
I2
23
1- ч
Химическая состав, %
<4
. t
- 4*
V С
«2
1;
н
и
1:
х л .
|Е°
ОсО
ь
л
1 =
Ж в
“Б
г*;
- и *
£ -о
Ь. o'®
5 ° —
« *
X <в
а = зз
U
я S
*!1
V —
ж Л °
Г «й
£-з «
я £ W
« 5 ^
а с £
•>
к
Й
со
ю
о
=t
количество добавки
в % от массы жид¬
кого металла
С
4
О
о,
л
=*
я
о
я
&
<л 2
.
а
с
£
5
9
Я
£ к
Р
■*
ю а
Мп
р
S
М-1
•
М-2
М-3
М-4
М-5
60—70
45—55
35—40
20—25
15
60—70
45—55
30—35
20
1450—
1460
1440—
L450
1420—
1430
1410—
1420
1400
FeSf 75%
FeSi 75%
FeSi 75%
FeSi 75%
FeSi 75%
1.3—1.5
0.6—1,0
0,4—0,6
0,3—0.5
0( 1-0,3
1340—
1370
1330—
1360
1320—
1350
1310—
1340
1300-
1330
2,3—3,0
2,9—3,1
3.0—3.2
3.1—3,3
3.2—3,4
0,6—0.7
0,9-1,0
1-1—1-2
1.3-1,4
1.4-1,S
1.2-1.5
1.3-1.5
1.4-1,6
1.5-1.7
1.5-1,7
1,4-1,6
1,2-1.4
1,0-1,2
0,8-1,0
О.в—1.0
До 0.3
» 0,3
* 0,3
В 0,3
> 0,3
До 0,12
в 0,12
в 0,12
» 0,12
> 0,12
1
3,30
3,45
3.55
3,70
3,80
Примечание. При модифицировании в среднем на 10—15% повышаются прочностные свойства чугуна
ва счет улучшения структуры.
7-6. Возможные отклонения процессе модифицирования чугуна
Отклонение
технологического
Процесса
Причина
Способы
предупрежден» a
Способы
устранения
Холодный
металл а пла¬
вильном агре¬
гате
Высокое со¬
держание гра-
фитиэнрующих
элементов
Повышенный
угар элементов
модифицирова¬
ния
Холодный ме¬
талл в разли¬
вочном ковше
Неправиль¬
ный режим про¬
цесса плавки
Неправиль¬
ный расчет
шихты
Использова¬
ние мелких
фракций моди¬
фикатора
Длительная
выдержка в
ковше
Автоматиза¬
ции контроля
процесса плав¬
ки
Контроль со¬
держания С н
Si не реже од¬
ного раза в час
Контроль за
гранулометри¬
ческим соста¬
вом модифика¬
тора
Анализ поте¬
ри времени пе¬
ред заливкой
жидкого рас¬
плава в формы
и устранения
нк причин
Повысить
расход кокса
нлк электро¬
энергии
Добавить
стальной лом в
шихту или в
жидкий чугун
Использовать
более крупные
фракции моди¬
фикатора
Слить остыв¬
ший металл в
изложницы илн
в плавильный
агрегат
Различают низколегированный чугун с содержанием легирую¬
щих элементов до 2,5%; среднелегированный—от 2,5 до 10%;
высоколегированный—свыше 10%. Температура плавления серого
чугуна 1150—1200 СС.
В качестве легирующих добавок прн виепечной обработке
следует применять элементы, указанные в табл. 7,7.
Высокопрочный чугун (ГОСТ 7293—85). Особен¬
ностью высокопрочного чугуна является шаровидная форма
включений графита, относительно равномерно рассредоточенного
в структуре. Такне образования графита в наименьшей степени
ослабляют сечение отлнвкн, придавая ей высокую прочность.
Шаровидную форму графит приобретает в результате обработки
расплава чугуна такими модификаторами, как магний первич¬
ный в чушках всех марок, сплавы магниевые в чушках марок
ММ2. ММ2ч, криолит искусственный технический, комплексные
модификаторы н др.
Повышенные механические свойства чугуна (табл, 7.8) с
шаровидным графитом позволяют использовать его для взго-
тонлепия изделий ответственного назначения: детали рольгвн-
гов, станины шестеренчатых клетей рабочих деталей насосов
187
7.7. Материалы, применяемые для лег кропания чугуна
Химический состав диСанок. %
Марка
Основной элемент,
Материал
кремний
материала
углерод
фосфор
сера
%, не менее
не более
Ферромарганец
ФМн7 5
7,0
2.0
0.45
0.03
75.0 Ми
ФМн7в
7,0
0.35
75,0 Мп
Ферромарганец доменный
Мн5
6,0— 7,0
3,0
0,35
0,03
75, 1 Мп
мнб
5,0—6,5
2.0
0,45
(70,0-5-75,0) Мп
Феррохром
ФХЙ00
8.0
2.0
0.66
0.66
66,0 Сг
Ферромолибден
ФМ1
0,05
0.8
0,05
0,10
68.0 Мо
ФМ2
0. 10
1 г 5
0. 10
0,15
55.0 Мо
ФМЗ
0.20
2.0
0.20
0.20
55,0 Мо
Ферробор
ФБ1
ФБ2
0,20
3,0
7,0-15.0
0,03
0,02
17 В
8 В
ФБЗ
.—
12.0
—
6 В
Феррованадии
БД1
0,70
2.0
0, ю
0. 10
35 V
ВД2
0,75
3.0
0,20
0, 10
35 V
вдз
1.0
3,5
0.25
0. 15
36 V
Ферротнтян
ТнО
0. Ю
—
0.04
0,03
28,0—55,0 Т1
Till
0. 15
—
0.04
0.04
28.0—36,0 TL
Тн2
0.20
—
0,07
0,07
25.0-35.0 TI
Ферров олъфрам
В1
0,3
0,6
0,04
о.оа
72.0 W
В2
0.5
■ 0,0
0,06
0, 10
71.0 W
ЕЗ
0.7
1.2
0,10
0, 15
05.0 W
Солнкомарглнец
СМн 3 6
0.2
26,0-32,0
0,05
0.03
60 Мп
СМы20
1.0
20.0-25,9
0, 1—0,25
0,03
66 Мп
СМн 17
1.7
17,0—19,9
0, 1-0.35
0,03
65 Мп
СМн Н
2.5
14.0-16,9
0,2-0.35
0.03
65 Мл
Феррофосфор лоыепнь'Л
18
—
14,0—20.0
—
—
Никель
0,1
—.
.—
0,03
98,6 (Nl + Co)
Н4
0, 1Б
—
—
0,04
07,6 INI+Co)
Медь
МЭ
_
_
_
0,01
99,5 Си
М4
—
—
.
0.02
09.0 Си
Сурьма
Су1Э
Су 2
—
—
0,10
09,4 5Ъ
—
—
0,10
89.8 Sb
П р и и е ч я н в v: 1. Добввкк аяодит и ковш в погретом не ниже 120 °С состоянии. 3. Прн выппавкс специальных марок следует
легпрс пйть жкдкхик добавками. 3. При больших количествах легированного чугуна добавку легирующих моментов ироиаиодить а печи
при ьытиайке.
7.8. Ориентировочные (средние) составы шихты для выплавки высокопрочного чугуна с шаровидным габаритом
Средний состав шихты
. %
доменный
чугуа
лом со стороны
стружка
ег
2
JC
X
S
I
£
ex
а
8
со
Марка
чугунЙ
Плавильный
агрегат
Я
X
а
r
С=
2
ТС
Л
Ъ
(L
1
С
<5
а
н*+
1 тс
1
1 L-
У
С
О
л
ч
<ч
Б
к
5
X
>1
Б*
?■>
«
ТС
Л
ч
тс
Б
Примечая не
ВЧ 45
ВЧ 50
Вагранка холод¬
ного дутья
20—60
10—50
20—30
5—10
0
0
30—35
При выплавке чугуна фер*
рнтного класса расход чуш¬
ковый чугунов 60%. Еди¬
ничное производство тол¬
стостенных от л н вок
От ВЧ 45
ДО ВЧ60
Вагранка кис¬
лая холодного
дутья
20—50
Ю—50
20-30
5—10
5—10
0
0
Преимущественно прн
массовом производстве от¬
ливок из чугуна перлитного
класса
От ВЧ 40
до ВЧ 70
Вагранка основ¬
ная горячего дутья
20—30
10—20
20—30
До 15
5-10
До 5
30—35
Поточно-массовое произ¬
водство отливок из чугуна
перлитного и феррнтного
классов
Продолжение табл. 7.8
Средник состав шихты.
%
доменный
чугун
лом со стороны
стружка
с;
3
5
к
й*
Маркл
чугуна
ПлпппльныП
агрегат
ц
Я
л
■=!
Е
К
ч
с
3
X
Л
4
Ь
а.
Ф
t
■с
3
>*
-L*
V
«С
О
Я
л
5
*-
и
к
щ
X
X
t
>,
IT
Щ
зз
л
5
н
и
н
и
о
3
5
IX
Б
rt
О
из
Примечание
ВЧ 70,
ВЧ80
Дуговая элект¬
ропечь кислая
10—50
10—50
До 50
5—10*
До 15
0
До 70
При выплавке чугуна фер-
ритного класса использо¬
вать рафинированные чугу¬
ну
Все мар¬
ки
Дуговая элект¬
ропечь основная
10—40
10—40
До 50
5—10*
До 15
До 5
До 70
То же
То же
Индукционная
тигельная элект¬
ропечь
0—15
До 15
Д о 50
До 60*
До 50
До 5
До 70
При выплавке чугуна фер-
рнтного класса применять
отходы электротехнической
стали, листовую сталь, вы¬
плавленную в конверторе
Примечание. Количество примесей (титан, алюминий, свинец, сурьма, мышьяк, висмут, олово н др.)
в шихтовых материалах должно быть минимальным, содержание элементов—перлит»заторов структуры (марган-
иа, молибдена, медн, никеля н др.) в шихте для выплавки чугуна феррнткого класса должно быть минимальным
7.9. Техническая характеристика камер-автоилпвов
Параметры
Молель
КМ2
КМЗ
КМ1
КМ 6
Масса металла в ков¬
0,63
2,5
5,0
12,5
ше, т
П рон зводктельность,
8
4
2
2
ковшей/ч
Внутренние размеры
1000
1600
2450
2700
камеры, им
800
2190
1950
3200
Привод
Электрогкдравлнчесхнй
7-10. Длительность перемешивания чугуноо
Количество
ВВОДИМОГО
МАГНИЯ* %
от мессы
чугувя
Длительность лертнсшнииння,
□ ковше.
с, лрн массе чугуна
т
0,1
0,25
0.5
L, 0
1.5
2,0
3.0
4.0
а,о
0,10
15
20
20
35
40
45
50
55
60
0,15
25
30
40
50
60
65
70
75
80
0,20
35
45
55
75
85
90
95
105
120
0.25
45
60
75
100
115
125
135
145
165
0,30
60
80
95
135
155
165
175
190
220
0,35
75
100
115
170
185
210
220
235
265
0,40
95
125
140
215
225
255
265
280
305
Примечания: I. В процессе модифицирования темпе-
рлтура жидкого чугуна понижается на 30—80'С в зависимости
от вместимости ковша и количества вводимого магния. 2. Раз¬
ливка чугуна после модифицирования не должна превышать
[0—15 мкн.
высокого давления, деталей турбин, работающих в условиях
ударных и знакопеременных нагрузок, клапанов, шатунов, про¬
катных валков, отливок, контактирующих с поверхностью по¬
вышенной прочности н эксплуатируемых прн z=500cC1 и др.
Температура плавления высокопрочного чугуна ИБО—1200 “С.
Обработку чугуна магнием производят в камерах-автокла¬
вах, технические характеристики которых приведены в табл. 7.9.
Модифицирование чугуна магнием производят в ковше, уста¬
новленном в камере-автоклаве при создании давления сжатого
воздуха и перемешивании специальной мешалкой (табл. 7.10,
7,1J).
7.М, Возможные отклонения процесса модифицирования
чугуна магнием
Отклонен ия
Причина
Получение
графита не¬
правильной
формы
Недостаточ¬
ное количество
введенного маг¬
ния
Повышенное
содержание се¬
ры
Пониженное
давление при
модификации
Недостаточ¬
ное время моди¬
фицирования
Способы яре-
дулреждення
Контроль
правильности
навески магния
Использова¬
ние в шихте
нкзкосерннсто-
го кокса и не¬
качественных
шихтовых мате¬
риалов
Выбор опти¬
мального дав¬
ления
Назначение
продолжитель¬
ности модифи¬
цирования
Способы устра¬
нения
Повторение
операции обра¬
ботки чугуна
магнием
Проведен не
десульфурации
жидкого чугу¬
на
Увеличение
давления
Увеличение
времени моди¬
фицирован ни
Черные
пятна и пле¬
ны
Повышенное
содержание
магния
Низкая тем¬
пература залив¬
ки
Высоко? со¬
держание серы
в исходном чу¬
гуне
Контроль
правильности
яавесхн магния
Заливка чу¬
гуна лрн темпе¬
ратуре, соответ¬
ствующей тех¬
нологическому
процессу
Использова¬
ние шихтовых
материалов с ог-
раниченным со¬
держанием се¬
ры
Обработка чу¬
гуна криоли¬
том. Уменьше¬
ние содержания
магния
Проведение
зал н вин под
флюсом
Проведение
десульфурация
жидкого чугу¬
на
Белый чугун. Белый чугун хорошо противостоит НСТНранкю,
обладает высокой твердостью, но практически не поддается
меха и и ческой обработке. Эти свойства чугуна используют в
литых деталях, изготовляемых без предварительной механичес¬
кой обработки (катки для мощения дорог, лопасти дробеметных
аппаратов). Температура плавлении белого чугуна ПВО—1220<>С.
В табл. 7.12 приведены ориентировочные составы для выцлавкн
белого чугуна.
1У2
7.12. Ориентировочные составы шнкты для выплавки
белого (ковкого) чугуна
Среди ИЛ состав шихты, час. %
доменныЛ чугун
лом
Шихта
лнтеЯ-
иыП
пере¬
дель¬
ный
чугун¬
ный
СтильвоЛ (ft TQM
числе сгружкд)
Возврат собствен¬
ный чугунныП
(в том числе стручка)
1
II
III
10—15
10—15
20—25
10—20
5—15
0—10
25—40
25—40 (6—10)
40—50 (0)
as—50 (5—10)
40—50 (4—8)
40—50 (до 5)
Примечание. Содержание хрома в шихте (для нормаль¬
ного проведения процесса графнтнзацнн отливок прн отжиге)
не должно превышать 0,06—0,07%.
Ковкий чугун (табл. 7.13). Ковкий чугун получают графн-
тнзирующнм отжигом белого чугуна в такой последовательности:
изготовляют отливку нэ белого чугуна в песчано-глинистых
формах, после выбивки и очистки отливку подвергают длитель¬
ному отжигу (или томлению) о печах. Температура плавления
ковкого чугуна 1180—1220'С.
Влияние основных элементов на структуру нсвойства чугуна.
Формирование структуры чугуна происходит прн затвердевании
отливки. Основными факторами, влияющими на структурооб-
ра зова и не чугуна, явлаютса его химический состав (табл. 7.14)
и скорость охлаждения отливкн в форме.
7.4. Сталь
Сталь, используемая для получения фасонных отливок,
представляет собой евлав железа с углеродом (не менее 2,14%),
марганцем, преминем, фосфором, серой и с другими элементами.
Содержание химических элементов в стали доходит от сотых
долей до нескольких процентов и даже десятков процентов
(легированная сталь).
Стальные отливки обладают более высокими механическими
свойствами, чем чугунные, их используют для производства
ответственных деталей машин. Увеличение содержания углерода
повышает механическую прочность стали, но снижает ее вяз¬
кость, Усадка сгали в среднем равна 2%.
Чтобы повысить прочность и снять внутренние напряжения,
стальные отливкн после выбивки н очистки подвергают нор¬
мализации при температуре 800—900 "С.
13 —752 193
7,13. Ковкие чуг>«ы
£
>.
ЕГ
Иизплчспнв
Ферритный ковкнй чугун
КЧ30 6
294
6
100-163
К ч 33-8
323
8
100—163
КЧ 37-12
362
12
110—163
КЧ 35-10
333
10
100—163
П
ерлн
ТНЫЙ КС
КЧ 45-7
441
7
150—207
КЧ50-5
490
5
170—230
КЧ 55-4
530
4
182—241
КЧ60-3
588
3
200—2G9
К Ч 65-3
637
3
212—269
К Ч 70-2
686
2
241—285
КЧ 80-1,5
784
1.5
270—320
Детали (хомутики, клапаны,
муфты, фланцы, фитинги ндр.),
работающие при относительно
низких статических и динами¬
ческих нагрузках
Детали (башмаки, подклад¬
ки, корпуса подтиптшов. изо¬
ляторы, держатели, собачки,
скобы н др.), работающие при
средних динамических и ста¬
тических нагрузках
Детали (картеры редукторов,
ступицы, задние мосты, паль¬
цы уборочных машин н др.),
работающие при высоких ди¬
намических н статических на¬
грузках, По технологическим
требованиям материал отливки
должен обладать достаточной
прочностью н вязкостью
Детали (буксы, тормозные
колодки, хралсвикн, вилки кар¬
данных валов, звенья привод¬
ных цепей н др.), работающие
при высоких динамических н
статических нагрузках илн в
условиях повышенного износа.
Материал отливки должен об-
ладать высокой прочностью,
износостойкостью и вязкостью
7.11. Влияние химических элементов на свойства чугуна
Серый чугун
Высокопрочный чугун
Копкий чугун
Повышенное со¬
держание углерода
приводит к умень¬
шению прочности,
тнердостн и к уве¬
личению пластич¬
ности, углерод
улучшает литей¬
ные свойства чу¬
гуна
У глерод
Увеличенное содер¬
жание углерода улуч¬
шает литейные свой¬
ства чугуна
Углерод—основной
регулятор механиче¬
ских свойств ковкого
чугуна, чугун обла¬
дает низкой жпдко-
текучестью н требует
высокого перегрева
Кремний с уче¬
том содержания уг¬
лерода способству¬
ет выделению гра¬
фита и 1 сл нжает
твердость, а также
уменьшает усадку;
повышенное содер¬
жание кремния
снижает пластич¬
ность к несколько
увеличивает твер¬
дость
Кремний
С повышением со¬
держания кремния
возрастает предел
прочности при растя¬
жении, при дальней¬
шем увеличении со¬
держания уменьша¬
ются предел прочно¬
сти при растяжении
и относительное удли¬
нен не
Для феррнтного
ковкого чугуна сум¬
марное содержание
кремния к углерода
должно быть равно
3,7—4.1 %. Содержа¬
ние кремния зависит
от количества углеро¬
да и толщины стеихн.
При содержании крем¬
ния до 1,6% механи¬
ческие свойства спла¬
ва повышаются
Марганец
г Марганец тормо¬
зит выделение гра¬
фита, способствует
размельчению пер¬
лита и отбелива¬
нию чугуна; взаи¬
модействуя с серой,
нейтрализует ее
вредное действие.
Механические
свойства чугуна
повышаются прк
содержании мар¬
ганца до 0,7—1,3%,
а при дальнейшем
увеличении снижа¬
ются. Марганец
увеличивает усад¬
ку сплава
С повышением со¬
держания марганца
уменьшается доля
феррита и увеличива¬
ется количество пер¬
лита; при этом повы¬
шается предел проч¬
ности при растяжении
и уменьшается отно¬
сительное удлинение.
Для повышения из¬
носостойкости содер¬
жание марганца уве¬
личивают до 1,0—
1,3?*
Марганец увеличи¬
вает количество свя¬
занного углерода, по¬
вышает прочность
феррита. При повыше¬
нии содержания мар¬
ганца до 0,8—1,4%
увеличивается коли¬
чество перлита, проч¬
ность сплааа повыша¬
ется, по резко падаю+
пластичность н удар¬
ная вязкость. В фер-
рнтиом чугуне содер¬
жание марганца не
должно превышать
0.6%, в перлит ном —
1,0?,
13*
1У5
Продолжение табл. 7.14
Серый чугун
Высокопрочны ft чугун
КрвкиЛ чугун
М а г л в В
Для образования
графита шаровидной
формы содержание
магния должно быть
не ниже 0,03%, а це¬
зия—не ниже 0,02%
{остаточное содержа¬
ние). При более низ¬
ком содержании часть
графита содержится в
виде пластинок, что
снижает механические
свойства сплава. Прн
повышенном содержа¬
нии магния (и церия)
в структуре сплава
образуется цементит
и, следовательно, сни¬
жаются механические
свойства. Оптималь¬
ное содержание оста¬
точного магния —
0,04—0,08%
Сера
Сера снижает
прочность и плас¬
тичность, но не¬
сколько повышает
износостойкость
сплава; считается
вредной примесью;
придает чугуну
красноломкость
(образование тре¬
щин прн высоких
температурах),
препятствует выде¬
лению графита
Чем выше содержа¬
ние серы в исходном
чугуне, тем труднее
получить ПОЛНОСТЬЮ
шаровидную форму
графита и, следова¬
тельно, высокие меха¬
нические свойства
Содержанке серы *в
феррит ном ковком чу¬
гуне, модифицирован¬
ном алюминием, мо¬
жет быть повышено
до 0,2%; прн зтом ме¬
ханические свойства
возрастают за счет
улучшения формы
графита. Определяю¬
щее влияние на ме¬
ханические свойства
чугуна оказывает от¬
ношение содержания
марганца н серы, ко¬
торое должно быть в
пределах 0,8—3,0%
106
Продолжение табл. 7.И
СсриП чуг) и
Высокопрочны!) чугун
КобкЛЛ чугун
F
Фосфор на про¬
цесс графнтнзацнн
углерода влияет
слабо, но повыша¬
ет жндкотекучесть
сплава, придает
чугуну хладнолом¬
кость, т. с. хруп¬
кость
Никель—леги¬
рующий элемент,
благоприятно вли¬
яющий на вырав¬
нивание механиче¬
ских свойств в от¬
ливках с различ¬
ной толщиной сте¬
нок; повышает
твердость на
10 НВ. С увеличе¬
нием содержания
никеля возраста¬
ет коррозионная
стойкость н улу ч-
шзется обрабаты¬
ваемость сплава
Хром—клрбидо-
обраэующий эле¬
мент. С увеличе¬
нием хрома повы¬
шаются проч¬
ность и твердость
отливок, замедля¬
ется процесс гра-
фнтнзацни угле¬
рода
Фосфор
Фосфор оказывает
существенное влияние
па структуру и меха¬
нические свойства.
Чтобы получить чугун
с высокой пластич¬
ностью, содержание
фосфора не должно
превышать 0,06%.
Для получения чугу¬
на с невысокой плас¬
тичностью содержа¬
ние фосфора увеличи¬
вают до 0,12—0,15%
Никель
Никель влияет ил
тепло- н электропро¬
водность, а также на
электросопротивле¬
ние, коррозионную
стойкость н жаро¬
стойкость сплава. С
у велнчением содержа¬
ния никеля эти свой¬
ства повышаются
Хром
С увеличением со¬
держания хрома в оп¬
ределенных пределах
повышаются жаро¬
стойкость, коррозион¬
ная стойкость и изно¬
состойкость сплава
Влияние фосфора ив
структуру и механи¬
ческие свойства ков¬
кого чугуна такое же,
как и на серый
Никель способству¬
ет графнтизанни угле¬
рода и увеличивает
количество перлита в
металлической основе
сплава
Хром замедляет
процесс графнтиэацни
углерода, Содержание
хрома в сплаве не пре¬
вышает 0,06—0.08%;
повышение содержа¬
ния до 0,1—0,12%
приводит к образова¬
нию в структуре спла¬
ва стойких карбидов
197
Прсдолзкхниг табл. 7 /4
СсрыЛ чугун
Высокопрочный чугун
Ковкий чугун
Молибден
Молибден—ле¬
гирующий элемент,
замедляет процесс
графнтизации уг¬
лерода и способст¬
вует карбидообра-
зованню, С увели¬
чением содержа¬
ния молибдена по¬
вышается твер¬
дость без ухудше¬
ния обрабатывае¬
мости н возрастает
сопротивление из¬
носу
Молибден способ-
ствует измельчению
перлита и графитовых
включений, увеличи¬
вает предел прочности
на 30—70 кПа прн
содержании молибде¬
на до 0,5; замедляет
процесс графнтизации
углерода
Медь способст¬
вует графнтизации
углерода, увеличи¬
вает жидкотеку¬
честь , повышает
прочность и твер¬
дость сплава
Медь
При содержании в I
сплаве I % меди пре¬
дел прочности при
растяжении повыша¬
ется до 40%. а те¬
кучесть до 50%, соот¬
ветственно прн 2 %
меди—до 65 и 70 %.
Содержание меди бо¬
лее 2 % препятствует
образованию в струк¬
туре сплава шаровид¬
ного графита
Медь способствует
графитнзацин углеро¬
да и увеличивает со¬
держание в сплаве
перлита
В табл. 7.!5 приведены способы плавки стели.
Маркировка (табл. 7.16, 7.17) специальных легированных
сталей (нержавеющих, кислотоупорных, жаропрочных и др.)
включает буквенные обозначения входящих в них легирующих
элементов (X—хром. И —никель, Т—титан. М—молибден,
Ф— ванадий, С—кремний, Ю—алюминий. Г —марганец); цифры
после букв показывают процентное содержание этих элементов.
Буква Л обозначает способ получения стали литьем. Первые
две цифры в маркировке углеродистых сталей (табл, 7.18) ука¬
зывают па среднее содержание углеролв в сотых долях процента.
Температура плавления сталей превышает 1420 "С,
196
7.15* Способы плавки стали для производства отлнвок
OcHQblluft источник
Способ плвькм
Основной исходны It
мвтермл-i
1 СП лоты
кислорода
Оглнакн
Пыттлаилиемые
стили
Кислый конвер¬
терный на воздуш¬
ном дутье (малое
бессемероьан и с)
Бессемеровский
чугун
Физическая
теплота рас¬
плавленного
чугуна. Окис¬
ление углерода
н Кремния
Воздух
Ответственного на¬
значения, преимуще¬
ственно мелкие и сред¬
ине. Возможно полу¬
чение отлнвок массой
до 2 т (иногда более)
Низко- и средке-
углероднетые
Кислый конвер¬
терный на кисло¬
родном дутье
Бессемеровский
чугун и стальной
лом
То же
Технический
кислород
Тонкостенные от¬
ветственного назначе¬
ния, мелкие а сред¬
ние. Возможно полу¬
чение отливок массой
в несколько гони
Низко- и ередне-
углеродисше, не¬
которые легиро¬
ванные
Мартеновский
основной
Передельный чу¬
гун н стальной лом
в любых соотно¬
шениях
Горение газо¬
образного или
жидкого топли¬
ва
Продукты го¬
рения, желез¬
ная руда, техни¬
ческий кисло¬
род
Средние и крупные
Углеродистые к
легированные
Мартеновский
кислый
Чистый (по фос¬
фору и сере) сталь¬
ной лом с добавле¬
нием передельного
чугуна
То же
Железная ру¬
да, технический
кислород
То же
То же
Продолжение табл. 7J5
Основной
источник
Способ плапки
Основной исходпыП
материал
ТЕПЛОТЫ
кислорода
Отлнвкн
Выплавляемые
стали
Электродуговон
основная
Стальной лом
Электричес¬
кая дуга
—
Тонкостенные от¬
ветственного назначе¬
ния, преимущественно
мелкие и средние
Углеродистые и
легированные с
низким содержа¬
нием серы
Электродуговой
кислый
Чистый сталь¬
ной лом
Электричес¬
кая дуга
Тонкостенные от¬
ветственного назначе¬
ния, преимущественно
мелкие н средние
Преимуществен¬
но углеродистые и
низколегирован¬
ные
Электродугопой
вакуумный (кис¬
лый н основной)
Стальной лом,
специально приго¬
товленная шихта
То же
Ответственного на¬
значения (мелкие)
Преимуществен¬
но высоколегиро¬
ванные
8 индукционных
печах открытых
(кислых н основ¬
ных)
Стальной лом,
ферросплавы
Индуктиро¬
ванная элект¬
роэнергия
Тонкостенные от¬
ветственного назначе¬
ния, преимуществен¬
но мелкие и средние
Углеродистые
легированные ста¬
ли
В индукционных
закрытых (вакуум¬
ных) н других пе¬
чах
Стальной лом,
специально приго¬
товленная шихта
То же
Тонкостенные, осо¬
бо ответственного на¬
значения, сложной
конфигурации
Преимуществен -
но высококачест¬
венные
7.16. Легированные стали для фасонных отлнооя
Ст.* ЧЬ
Характеристике н иадявчгнке
зогсл
Коррозионная сто Л кость низкая, жидкою-
«учесть удовлетворительная, обладает малой
склонностью к образованию трещин. Свари¬
вается дуговой сваркой в среде защитных
газов и электрошлаковой. Изготовляют лопа¬
сти гидротурбин с облицовкой листами из
нержавеющей стали, втулки, лопатки, секто¬
ра, зубчатые венцы
12Х18Н9ТЛ
Жаропрочная при температуре до 600 СС.
Сваривается ручной дуговой сваркой. Изго¬
товляют детали машин, эксплуатируемых в
условиях агрессивных сред (азотной, уксус¬
ной. фосфорной, щелочной н др.)
15Х28Л
Кислотно- н окалниостойкая до температуры
1000 еС. Сваривается плохо. Изготовляют печ¬
ную арматуру, детали химических аппаратов
н сосудов; центробежные насосы, конденсато¬
ры, цилиндры, корпуса золотников н мешал¬
ки, работающие в щелочных средах высокой
концентрации, в растворах солей и среде газов
12Х18Н12МЗТЛ
Жаропрочная до температуры 800°С, кисло¬
тостойкая. Получают отлнакн, работающие в
слабых растворах серной кислоты
08X21Н6Л12ТЛ
Коррозионная стойкость высокая в слабых
растворах серной, фосфорной, лимонной н
других кислот. Сваривается ручной дуговой
сваркой. Изготовляют детали химического
оборудования —корпуса насосов, крыльчатки,
фитинги
10X1ЗСЮЛ
Корроэнонностойкап. Изготовляют клапаны
автотракторных двигателей, печную арматуру
и другие детали, работающие с пониженной
нагрузкой при температуре до 900 СС
15Х25ТЛ
Окалниостойкая до температуры ПОО'С.
Изготовляют печную арматуру, плиты, детали
аппаратов н сосудов, работающих в слабых
растворах азотной, фосфорной, уксусной, ли¬
монной н других кислот
201
/7/у)Зо«к»чи'' табл. 7,16
X »р»« ГСрПСТМКЯ И 119Э11ЛЧСМ1ЛГ>
ПЗЛ
Сталь Гатфильда—высоколегированная мар¬
ганцовистая сталь (содержтне Mn 11.5—
14,5%) вустсннтного класса высокой (превос¬
ходящей стзлн других групп) ИЗНОСОСТОЙКОСТИ
при больших давлениях и ударных нагруз-
ках. Для получения требуемых свойств от¬
ливки нз стали Гатфильда подвергают нагреву
до (= 1020ч-1100 *С и закаливают в холодной
воде иа аустенит. Недопустим продолжитель¬
ный нагрев отлнвок нз стали Гатфильда при
эксплуатации до 300 °С (или кратковременный
до 400 '’С), так как при этом сталь приобре¬
тает большую твердость (до 500 ПВ) и стано¬
вится очень хрупкой. Закаленная в воде сталь
не поддается механической обработке. Назна¬
чение—отлквкн корпусов вихревых и шаро¬
видных мельниц, щеки дробилок, трамвайные
и железнодорожные стрелки и крестовины,
гусеничные траки, звездочки, зубья ковшей
экскаваторов, мелющие шары и другие дета¬
ли. работающие в условиях ударных нагрузок
на износ
7.17. Угар и особенности введения в сталь некоторых легирующих элементов
Элемент
Б каком виде
Угар а печи, %
Особенности введения
Масса млн раэ-мер
Примечание
вводится эле¬
мент
в марте¬
новской
в электро-
дутопоИ
элемента
кусков
Ни¬
кель
Металличес¬
кий никель или
ферроникель
0
0
Предпочтительно в за¬
валку (до окислительно¬
го периода)
От дроби до чуш¬
ки массой 10—
12 кг
При выплавке спла¬
вов с высоким (60%
и более) содержанием
никеля часть его не-
Молиб¬
ден
Ферромолиб¬
ден или молиб-
дат кальция
0
0
В начале кипения.
Корректировку содержа¬
ния производят не позд¬
нее чем за 25—30 мин до
выпуска стали из лечи
Не крупнее 50—
100 мм
ПйрибТСЯ
При использовании
молибдатя кальпня
его целесообразнее
присаживать на зер¬
кало металла после
скачивания шлака
Хром
Феррохром
15—эо
5—10
После предварительно¬
го раскисления. Коррек¬
тировку содержания про¬
изводят не позднее чем
за 20 мин до выпуска
стали из печи
Масса 4—6 кг
Марга¬
нец
Ферромарга¬
нец.
20—30
В печь за 5—15 мнп
до выпуска стали (мож¬
но часть вводить в ковш)
50—10Q мм
7Л8. Углеродистые стали
к
Q
Ц
S
15Л
20Л
25Л
ЗОЛ
35Л
40Л
бс
с -
S JQ
а о
В) £
Характеристика к назначение
400
24
109—136
420
450
480
500
22
19
17
15
116-144
124—151
131—157
137—166
530
14
146—173
Коррозионная стой кость низ¬
кая, жидкотекучесть удовлетво¬
рительная, не склонная к обра¬
зованию трещин, хорошо свари¬
вается, но после сварки требует
отжиг. Применяют для изготов¬
ления несложных литых деталей
в комбинированных сварно-литых
конструкциях
Характерные особенности те же,
что н для стали 15Л. Изготовля¬
ют несложные массивные отливки
(крышки, патрубкн, фланцы),
работающие при температуре
—40-ь-f-450°C под давлением
Характерные особенности те же,
что и дли стали 15Л. Изготовля¬
ют станины прокатных станов,
шкивы, турбинные детали, кор¬
пуса подшипников
Характерные особенности те же,
что н для сталн 15Л Изготовля¬
ют станины прокатных станов,
корпуса и обоймы турбомашин,
балансиры, рычаги, корпуса чер¬
вячных редукторов, муфты
Коррозионная стойкость низ¬
кая, жидкотекучесть удовлетво¬
рительная, несклонна к литейным
трещинам, свариваемость хоро¬
шая. Изготовляют шестерил, шай¬
бы. колеса н другие детали, ра¬
ботающую при вибрационной и
ударной нагрузках
Характерные особенности те же,
что н для стали 35Л, Изготовля¬
ют ответственные детали, к кото¬
рым предъявляют повышенные
требования по прочности н сопро-
1 явлению, изноеоэубчатые венцы
и колеса, тормозные диски,
катки
204
Продолжение табл. 7.18
10
ж
Ск
га
Ас
О ш
и ей
* 1
CJ *
х %
toE
&
S
к
ь и
В S
\z
ез
Оч
И
Е
1
£
Характеристика ы назначение
45 Л
550
12
153—179
То же
50Л
580
11
159—190
Коррозионная стойкость низ¬
кая. жидкотекучесть удовлетво¬
рительной. Назначение то же, что
н для сталей 45Л, -ЮЛ
55Л
600
10
170—199
Характерные особенности те же,
что и для стали 50Л. Изготовля¬
ют муфты для прокатки, бараба¬
ны, зубчатые венцы
Примечание. Значения механических свойств приведены
после отжига или нормализации с высоким отпуском.
7.1. Литейные сплавы цветных металлов
Литейные заготовки нз сплавов 'цветных металлов широко
применяют в промышленности, строительстве и быту. Обладая
хорошими литейными свойствами, они обеспечивают различные
потребительские требования. Выполнение этих требований зави¬
сит от качества самого сплава, а также принятого технологи¬
ческого процесса изготовления отливки. В машиностроении
наиболее распространены алюминиевые н магниевые сплавы.
Отливки из сплавов цветных металлов должны иметь спе¬
циальные потребительские качества, определяемые химическим
составом, механическими свойствами, микроструктурой сплава,
размерной точностно, шероховатостью поверхности, отсутствием
внешних и внутренних дефектов. Все эти требования определя¬
ются соответствующими регламентами в виде технических усло¬
вий, стандартов н другой документации.
Сплавы цветных металлов обладают высокой жндкотеку честью,
наибольшей усадкой при затвердевании и охлаждении отливки,
небольшой склонностью к образованию литейных напряжений
и незначительной ликвацией имеют кристаллическое строение
(структуру).
В табл. 7.19—7.22 показаны некоторые основные литейные
свойства цветных сплавов, а также технические возможности
различных способов литья,
205
7.19. Температура плавления н разливки некоторых
сплавов цветных металлов
Температуря, “С
Сплав
плавления
разливки
Бронзы оловянные:
✓975—980
Бр05Ц5С5, БрОЗЦ12С5
1100—1180 ✓
БрОЗЦ7С5Ш, БрОШЦ2
1000—1030
1100—1200
БрОЮФ!
935
1100—1150
Бронзы безоловяккые;
БрА9Мц2Л. БрАЭЖЗЛ
.1040—1060
1150—1200 1/
БрА10ЖЗМц2
1045
1150—1200
Латуни:
ЛЦЗОАЗ
995
1100—L150
ЛЦ16К4
890
1050—1100
ЛЦ40Сд
890
. 940—960
(литье под дав¬
лением)
Алюминиевые сплавы:
А/14, АЛ5. АЛ9
612—626
700—750
АЛ2
590
690—760
АЛ1. АЛ7
630-640
700—730
Магниевые сплавы:
МЛЗ, МЛ 4. МЛ5. .МЛ6
610—630
690—780
Цинковый сплав ЦАМЮ-5Л
V 395
450—500 v
7.20. Сравнительная
жидко теку честь некоторых
литейных сплавов
Степень
жидко-
текучести
Сплял
Высокая
Сплав алюми¬
ния с кремни¬
ем, кремнистая
латунь, цинко¬
вый сплав
Средняя
Сплав алюми¬
ния с медью к
магнием, оло¬
вянная бронза,
латунь (кроме
кремнистой)
Низкая
Магниевый
сплав
206
7.21. Примерные значения
линейной усадки сплавов
Усалка. %
Сплав
свобод¬
ная
затруд¬
ненная
Алюминие¬
0,9—1,3
0.8—1,1
во-кремние¬
вый
Алюминие¬
1.3-1,5
1,1—1,2
во-магние¬
вый
Оловянная
1.4-Ц6
1,2—1,4
бронза
Безоловян-
(.7-2,4
1,4—2,0
хая бронза
Кремнистая
1,6-1,8
1,5-1.7
латунь
Магниевый
1,3— 1,8
1.1 —1,6
Цинковый
0,9—1,2
И,8—1,1
7.22. Технические возможности различных способов
литья отливом ил сплавов цветных металлов
Способ литья
Мвкск-
м&лышя
могсв от-
лиькк, кг
Мвчси-
мальныП
ГвСврИТ-
ныП р*а-
мер, мм
Толщлнв
СТСИКЙ,
МЫ, НС
ыеие*
Диаметр
от»грстия,
мм. НС
пенсе
Под давлением
30
700
0,5—1
1,5—2
В кокиль
До 500
2000
3—5
8
Под низким давлением
10
600
2—3
8
По выплавляемым мо¬
30
1000
1—3
5
делям
В оболочковые формы
50
1500
3-6
6
В гипсовые формы
10
250
1,5—3
6
В песчаные формы
I0O0
3000
4-8
15
Способ литья
3
? ь
л >-
£ а
“1
v к ь
т х *
я
xZ
Ч ь!
G. X Я
ц
же
К IM
хс1*
С л Т
ии
т >.
к и
U 1-
=1
* 2
Cta
Под давлением
0,5—1
0,5
5-9
25,0—3,2
0,3-1,5
В кокиль
0,5—2,5
3
11—13
200—50
1,5-8
Под низким дав¬
1—2
2
8—13
100—25,0
1,5—4
лением
По выплавляе¬
1—2
5
8—13
50—12,5
0,2-0,7
мым моделям
В оболочковые
1—2
5
II—13
100—25,0
2-8
формы
В гипсовые фор¬
0,5—3
5
12—14
400—50
2—14
мы
Алюминиевые тплавы. Структура, фнэнко-механичсскне н
литейные свойства алюминиевых сплавов (например, силуминов)
зависят от химических элементов, входящих в сплав (табл. 7.23—
7.27). Для изготовления отливок используют пять групп (см.
табл. 7.25) литейных алюминиевых сплавов: I—сплавы на основе
системы AI—Si; II —сплавы на основе системы AI—Si— Си;
III — сплавы на основе системы AI—Си; IV—сплавы на основе
системы AI—Mg; V—сложнолегироваиные сплавы.
Наибольшее применение в промышленности получили спла¬
вы I и II групп.
Сплавы 1 группы (силумины) широко используют в
авиационной, автомобильной, приборостроительной, машино¬
строительной, судостроительной и электротехнической промыш-
207
7.23. Технологические свойства некоторых алюминиевых сплавов
Спллв
ЖнДкотеку-
чееть. мм
(задника прн
700 °С) »
Линейная
усадка. %
Объемная
усадка крнс-
ткллптапнн,
%
Склон и петь к го¬
рячим трещинам
(проба ОН AM),
мм
Интервал
кристалл н-
заипм *
Герметичность •
Плотность *.
кг/м4
АЛ 1
.'70/—
1.35—1.45
в. 4-6.2
57.5
G30/535
3/9: течь 3/1*2;
2810/2510
АЛ ч
420/820
0.9—1.0
3.0-3.5
Не образуются
577/577
разрыв
2650/2460
АЛЭ
3 10/505
1.3—1.35
4.0—4. 2
12-20
616/577
3/10; разрыв
2740/2510
АЛ-1
360/801)
1.0-1. 1
3.2-3,4
Не образуются
601/569
3/20; разрыв
2680/2460
АЛ 5
345/750
1,15—1,2
4.5—4.9
7.5
622/570
3/10: рвврыв
2710/2450
АЛО
300/050
1.2—1.3
4.а—5.0
Ю
620/577
—
2740/2490
АЛ/
105/280
1.35—1.45
6.5—6.»
35
649/544
3/5: течь
2760/2520
АЛ8
325/G00
1.3-1,35
4 . 8—5.0
22.6
630/4 4 У
1; течь/1.2; течь
2630/2350
АЛО
250/770
1. 1—1.2
3.7—3.9
5
620/577
3/14; разрыв
2670/2450
АЛИ
—
1.2—1.4
4,0—4.5
5
675/545
3/15; разрыв
—
АЛ 13
320/500
1.25—1.3
12.6
650/550
—
2670/—
АЛ 19
206/—
1.26
6,0
32,5
650/548
0.5; течь/3,S; течь
2780/—
АЛ 21
300/—
1.2
. —.
22.5
638/555
—
2830/—
АЛ S 2
380/650
1,2-1,25
4.7
17.5
—
0,5; течь/0.5; течь
—
АЛ23
165/—
1.1
15
—
—
—
АЛ 23-1
205/-
1. 1
15
—
—
—
АЛ 24
230/-
1.2
4.5-4.7
22.5
—
2; течь/18; течь
—
АЛ25
425/—
I. 15
5
—
—
5720/—
АЛ2Г
270/—
1, 1-1,2
—
10.5
—
0.5; течь/3.0; течь
—
АЛ 27-1
270/—
1. 1 — 1.2
—
12.5
—
0,6; течь/3,0; течь
—
АЛ78
310/-
ww
—
17.5
—
—
—
АЛ 30
420/—
1. 15
—
5
—
—
2700/—
АЛ32
380/—
О.Уб
—
—
—
—
2650/—
АЛЗЗ
320/—
1.3
—
30
635/560
—
■—
АЛ Э 4
350/—
1.1
—
Не образуются
—
—
2630/—
1 В числителе — приведены данные для прутковой пробы (песчаная форм л). в знаменателе — для спиральной пробы (кокиль). Воронки
н пробки при отливке проб ив жидкотекуиесть нагревают до 500 °С. ' В числителе —при rJHKH- в знаменателе — прн fc0-1. * В числи¬
теле— давление п*за. а знаменателе—Лавлеине йоды. Герметичность характериаущея минимальным давлением, при котором в дне ста¬
кана. имеющем толщину -I мм. появляется течь. Максимальное давление газа 3.0 МПа. Разрыв под давлением воды без течи характе¬
ризует гндропрэчпосты 4 В знаменателе — при 20 "С. а числителе'-прн *ЛН1(В-
РДм!
РР
ЬГТЛИ
3, II
енес
БО
50
50
50
50
50
50
60
70
70
50
50
45
50
50
60
60
60
70
60
55
65
70
70
70
65
60
70
70
70
70
90
60
75
80
80
60
90
пр<
ЛК(
ick;
rnyi
-В 1
Механические свойства некоторых
алюминиевых сплавов
Способ литья
Вид тер¬
мической
обработки
Времен¬
ное соп¬
ротивле¬
ние Од,
МП Я, №
менее
Относи¬
тельное
изменение
Л. %. яс
ненге
ЗМ. ОМ, КМ
147
4
То же
Т2
137
4
К
—
157
2
Д
—
157
1
К
Т2
147
3
Д
Т2
147
2
3, о, в. к. д
—
147
2
к. д
Т1
196
1.5
ЗМ. ом, вм
TG
226
3
К. КМ
Тб
235
3
3. о. в, к
—
157
2
д
—
167
1
3, о, в. к, д
Т2
137
2
км
Т4
186
4
3, о, в
Т ■!
177
4
к, км
Т5
206
2
3, о, в
Т5
196
2
ЗМ. ом, вм
То
196
2
То же
Тб
226
1
*
Т7
196
3
S
те
157
3
3, о, в. к
Т1
157
0,5
3. о, в
Т5
196
0.5
к
Т5
216
0,5
3, о, в
Тб
226
0.5
3, о, в, к
Т7
177
1
3
Тб
245
1,5
к
Ti
196
1.5
к
Тб
264
2
д
—.
254
2
3, о. в, к
Т4
295
в
То же
Т5
335
4
3. О. В. К
Т4
285
9
3. О. К. Д
Т4
314
12
3. О. в
—
196
2
к
—
206
1
д
—
177
1
к
Т1
196
0,5
м е ч а и н я: 1. TI — искусственное старение '
oft закалки; Т2—отжиг; Т4—закалка; Т5—:
искусственное старение; Тб—закалка н полн
старение; Т7—закалка н стабилизируют»it
ткэ и смягчающий отпуск. 2. Способы лнтья:
р.чы, О — в оболочковые формы, К—в кокиль
I, В — по выплавляемым моделям; М—ыод
лоянис.
7.25. Химический состав некоторых алюминиевых литейных сплавов
Легирующие элементы. %
Групп*
СПЛй-
ВОР
Марк*
СПЛАЙН
м«
Si
Ми
Си
другие элементы
3. О.
В
Железо
К
Д
Мп
I
ЛЛ2
10—13
0,7
1,0
1,5
0,5
АЛ4
0,17—0,3
8—10,5
0,2—0,5
—
—
0.6
0,9
1.0
—
АЛЕ)
0,2—0,4
6—8
—
—
—
0,6
1,0
1,5
0,5
АЛ,44
0,35—0,55
6,5—8,5
(0,15-ь0,4) Be
0,6
0.6
0,1
и
ллз
0.35—0,6
4,5—5,5
0,6—0,9
1.5-3
0.6
1,2
1,6
АЛЛ
0,35—0,6
4,5—5,5
—
1,0—1,5
—
0,6
1.0
1.5
АК7М2
0,2—0,6
6—8
0,2—0,6
1,5—3,0
—
1.1
1.3
1.3
АЛ 32
0.3—0,5
7.5—8,5
0,5—0,5
1—1,5
(0.1 ^0,3) Ti
0,7
0,8
0,9
пг
дл7
4,5
1.0
1,0
АЛ 19
0,6—1,0
4,5—5,3
<0,15ч-0,35; Ti
0.2
0.3
Продолжение табл. 7.25
Группе
спла¬
вов
Марка
сплаве
и
ГТричеси. % нг болте
Си
'/.и
5л
РЬ
TI
Be
Zr
другие примеси
С у Ml
3. О,
В
*11 уЧИТ!
приме
К
аатечых
Dei
д
1
АЛ2
0,6
0,3
0,1
0.1
0.1 Mg
2,1
2,2
2,7
АЛ4
0.3
0,3
0,01
0.05
—
0.1
0.15
—
1И
1,4
1.5
АЛ9
0,2
0,3
0,01
0,05
—
0.1
0,15
—
1,1
1.5
2,0
АЛ34
0,3
0,3
0.2
0,1 в
1.0
1.0
11
АЛЗ
0,3
0,01
0,05
0,5
l.l
1.7
1,9
АЛ5
—
0,3
0,01
—
0.1
0,15
1.0
1.3
1,7
АК7М2
—
0,5
0,3 Ni
I.B
2,0
2,0
АЛ 32
0,3
"
0.1
0.9
1,0
U
III
АЛ7
0.2
0,01
0,01
0,2
0.1
0,03 Mg; 1.2 Si
2,1
2,1
АЛ 19
0,2
0,2
0,05Mg; 0,3Si; 0,1 Ni
0,9
0,9
Продолжение тпбл. 7.25
Легирующие элементы, %
Группа
Марки
Железо
СЛАЛ-
ыэа
еллапз
Мй
ы
Ми
Си
другие элементы
3. o.
в
К
Д
Мп
IV
аля
9,з—m
0,3
0,3
_
0,1
АЛ 13
4,5—5,5
0,8—1,3
0,1-0,4
—-
0,5
0,5
1.5
—-
АЛ23
6—7
(0,05—0,15) Ti,
(0,02-0,1) Вс,
(0,054-0,2) Zr
0,2
0,2
0J
АЛ 27
9,5—10,5
(0,05-0.15) Ti,
(0,05-7-0,15) Be,
(0,05ч-0,2) Zr
0,2
0,2
0,2
0.1
V
АЛ1
1,25—1,75
_
3,75—4,5
(1,754-2,25) Ni
0.7
0,8
АЛП
0,1—0,3
6—8
—
(74-12) Zn
0.7
I ч
II *-
iTs
0,5
АЛ 21
0,8—1,3
0,15—0,25
4,6—6
(2,64-3,6) Ni,
(0,14-0,2) Cr
0,6
0,6
—ч-
J—*
АЛ 25
0,8—1,3
II—13
0,3—0,6
1,5—3
(0,8—1,3) Ni,
(0,054-0,2) Ti
0,8
«
—1
АЛЗО
0,8—1,3
П—13
—
0,8—1,3
(0,84-1,3) Ni
0,7
—
0,2
ЛК21М2,
0,2—0,5
■20—22
0,2—0,4
2,3-3
(2,2-i-2,8) N,,
0,9
—-
5Н2.5
(ВКЖЛС-2)
(0,1 -~0,3) Ti,
(0,24-0,4) Cr
Примечание: А1—остальное.
Примечание: Л1—остальное
213
7.26. Механические н литейные свойства некоторых алюминиевых сплавов
Сллм
LpeMPHifor
СОПрОТИЬЖ1'
itHtOg, Н/мы*.
не меиее
От носи¬
тель нпе
удлине¬
ние, %
Твер¬
дость нв
Лннсйндя
у с л.IX а,
%
Жнлкотеку-
чеетъ по
спнряльноВ
Пробе, мм
Характеристика
Назначение
АЛ 13
150
t.o
55
1.2
500
Повышенные механи¬
Детали, работающие
АЛ22
ian
1.0
90
1.2
650
ческие свойства, кор ро¬
в атмосферных и морских
АЛ 19
300—340
8—4
70—90
1,25
410
зной но-стойк не, хороню
поддаются механической
обработке резанием. По¬
ниженные литейные
свойства. Менее склон¬
ны, чем силумины, к об¬
разованию газовой по¬
ристости
условиях при темпера¬
турах до 150 °С—сплавы
АЛ 13. А Л 22. Детали
(кронштейн, стойки и
др.), работающие с по¬
вышенными нагрузками
при температурах до
25Л°С
АЛ1
ISO—2 Ю
1.0
80—95
1,35
—
Повышенные механи¬
Детали автотрактор¬
АЛ20
210—250
1,0
65—75
1,20
600
ческие н жаропрочные
свойства
ных двигателей
АЛ 21
180—2Ю
1.0
65—75
1,20
700
Удовлетворится ь н ые
Корпуса арматуры и
АЛ2-1
220—270
2.0
60—70
1.20
—
механические свойства,
приборов, головки ци¬
АЛЗ
140—210
0,5—1.0
65—75
1,15
700
хорошо поддаются меха¬
линдров двигателей воз¬
АЛ5
160—230
0,5—1,0
65—70
1.10
750
нической обработке ре¬
душного охлаждения.
АЛ6
150
1.0
45
1,10
650
занием
Детали приборов и лр ,
работающие с малой и
средней нагрузкой при
температурах до 250X
7.27. Влияние химических элементов на свойства силуминов
Элемент
Характеристика
Бериллий
Бор
Магний
Медь
КолиЙ, литий,
натрий
Олово
Цинк
Кальций
Железо
Ванадий, хром,
марганец, кобальт,
молибден, никель
Титан
Способствует рафинированию (удлинению
примесей), снижает отрицательное дейст¬
вие железа (примеси) иа механические
свойства
Способствует рафинированию, измельчает
структуру и повышает пластичность
Повышает механические свойства, уве¬
личивает пористость
Повышает механические свойства, сни¬
жает коррозионную стойкость
Способствуют измельчению структурных
составляющих сплава, резко увеличивают
пористость и повышает виэкость
Снижает коррозионную стойкость
Повышает механические свойства н ухуд¬
шает литейные
Восстанавливает алюминий нз оксида, об¬
разуя оксид кальция, который снижает
жидкотекучесть и механические свойства;
повышает теплопроводность
Резко снижает пластичность и повышает
жаропрочность
Резко снижают отрицательное действие
железа (примеси) иа механические свойства
сплава, повышают жаропрочность и сни¬
жают пористость
Измельчает структурные составляющие
сплава и, следовательно, повышает меха¬
ническую прочность
ленности. Содержание кремния в них доходит до 6—13 %. Все
эти сплавы, эа исключением АЛ2. являются доэвтектическичи
в системе At —Si. имеют узкий интервал кристаллизации, хоро¬
шие литейные свойства (наибольшую линейную усадку, хоро¬
шую жидкотекучесть, малую склонность к образованию трещин
при ватрудненной усадке).
Наиболее вредной из регламентированных примесей в этой
группе сплавов является железо, резко снижающее пластичес¬
кие свойства. В силу этого содержание железа в силуминах
при лнгье в песчаные формы не должно превышать 0,6%.
Однако вредное влияние железа можно нейтрализовать введе¬
нием 0.3—0,4 % марганца или бериллия.
При изготовлении толстостенных отлноок в песчаных фор¬
мах или в кокиль сплавы I группы модифицируют введением в
расплав 0.05—0,1 % натрия или 0,06—0,08% стронция. Немо-
215
дифициропаиныс сплавы ичеют низкие пластические свой¬
ства.
Сплавы II группы широко применяют при изготов¬
лении отливок с повышенными твердостью и прочностью н
стабильными размерами и геометрической формой. К ним отно¬
сят корпуса приборов, автомобильные н тракторные поршни,
детали авиационных двигателей воздушного охлаждении.
Сплавы этой группы легируют компонентами, содержащими
4—8% кремния, 1—8% меди. Они обладают более высокими
жаропрочными свойствами, чем силумины, лучшей жндкотеку-
честью, малой линейной усадкой, ко более склонны к образо¬
ванию усадочном пористости н трещин прн затрудненной усадке.
Сплавы 111 группы обладают высокими механическими
свойствами, низкой коррозионной стойкостью, склонны к обра¬
зованию усадочных трещин и рассеянной усадочной пористости,
менее жидкотекучи. Имеющиеся в них примеси кальция, лития
к натрия ухудшают (по сравнению со сплавами I группы) их
литейные свойства. Прочностные характеристики сплавов могут
быть повышены термообработкой.
Сплавы IV группы имеют малую плотность, высокую кор¬
розионную стойкость п прочность. Их применяют для изготов¬
ления отливок, работающих при больших вибрационных нагруз¬
ках. Литейные свойства этих сплавов низкие: повышенная
склонность к окислению и образованию усадочных трещин к
рыхлот, пониженная жидкотекучесть при литье в песчаные
формы. Для повышения механических свойств и снижения газ о-
выделения при кристаллизации нх легируют цирконием (0,3%).
Коррозионную стойкость повышают введением хрома или мар¬
ганца. Медь, железо и кремний, содержащиеся в сплавах в виде
примесей, снижают пластические свойства. Сплавы подвергают
упрочняющей термообработке.
СллавыУгруппы применяют для изготовления отливок
с повышенными требованиями по стабильности размеров, рабо¬
тающих при повышенных температурах н давлениях. Эти сплавы
имеют склонность к образованию горячих трещин.
Термическая обработка отливок из алюминиевых
сплавов повышает пластичность, прочность, коррозионную стой¬
кость н улучшает обрабатываемость отливок резанием, В зави¬
симости от марки сплава, условий работы детали, их габарит¬
ных размеров назначают тот или иной режим термической об¬
работки.
Режим Т1 —искусственное старение—осуществляют прн
175 X с выдержкой при этой температуре в течение 3—5 ч н
дальнейшим охлаждением на воздухе. Применяют этот режим
для деталей, несущих малые и средине нагрузки. Этот вид
216
термической обработки обычно позволяет повысить твердость н
прочность детали не 30% по сравнению с прочностью в литом
состоянии.
Режим Т2—отжиг в условиях высоких температур порядка
250—300 % с выдержкой в течение 2—4 ч и последующим охлаж¬
дением на воздухе—используют для устранения остаточных на¬
пряжений в отливке, повышения пластичности и обеспечения
постоянства размеров.
Режим Т4 — закалка—используют для повышения проч¬
ности, пластичности и коррозионной стойкости деталей. Отливки
медленно нагревают в печк до 430'С (для повышения предела
прочности и коррозионной стойкости) или 535СС (для повыше¬
ния пластичности) с выдержкой соответственно в течение 15—
20 ч в первом к 5—9 ч во втором случаях. Затем отливки
охлаждают в воде с температурой около 100 СС или в масле с
температурой 40—50 %.
Режимы Т5 и Тб—закалка и искусственное старение. Эти
режимы применяют для деталей, несущих средние и большие
нагрузки. При режиме Т5 отливки нагревают до 515 С н вы¬
держивают в течение 2—5 ч при этой температуре, после чего
закаливают в воде с температурой 20—100%. Затем производит
повторный нагрев—старение прн температуре 175% с выдерж¬
кой (3—5 ч) н охлаждением на воздухе. Для крупных деталей
несущих большие нагрузки, используют режим Тб, при котором
отливки нагревают до 535% с выдержкой в течение 2—6 ч и
последующей закалкой в воде с температурой 20—100%. Затем
производят старение при 175% с выдержкой в течение 10—15 ч.
Этн режимы обеспечивают получение наиболее высокой проч¬
ности деталей.
Режимы Т7 я Т8—закалка и отпуск прн более высокой
температуре, чем температуры искусственного старения. Г1рн
режиме Т7 отливки нагревают до 515% с выдержкой в течение
3—6 ч я последующей закалкой в воде. Затем производят отпуск
при нагреое до 230% и охлаждение на воздухе. При режиме
Т8 отливки нагревают до 535% с выдержкой при этой темпе¬
ратуре в течение 3—6 ч н последующей закалкой в воде. Прн
отпуске отливки нагревают до 250—330% с последующим охлаж¬
дением на воздухе. Такие режимы обеспечивают повышенную
пластичность и стабильность габаритных размеров деталей.
При плавке ка воздухе алюминиевые сплавы окисля¬
ются и насыщаются водородом. По мере окисления на их поверх¬
ности образуется оксидная пленка. Прн достижении толщины
пленки 0.2 чкм скорость окисления резко снижается из-за малой
скорости диффузии кислорода через пленку. Щелочные и щелочно¬
земельные металлы (натрий, литий, барий, кальций, стронций) и
217
цинк увеличивают окисляем ость сплавов в результате образования
рыхлых оксидных пленок. Бериллий (до0,01 %) снижает скорость
окислении, а большая часть легирующих элементов(Мп, Cut Si и
др.) не оказывает существенного влияния на процесс окисления.
Алюминиевые сплавы растворяют до Зсмя водорода на 100г
расплава. Большая относительная разность растворимости водо¬
рода в жидких и твердых алюминиевых сплавах является их
специфической особенностью, которая определяет большую
склонность их к образованию в отливках газовых раковин к
пористости. Щелочные и земельные металлы увеличивают раст¬
воримость водорода в сплавах.
Проведение плавки под флюсом предохраняет
алюминиевые расплавы от окисления и насыщения водородом.
Для сплавов, содержащих не более 1 % магния, в качестве
покровного флюса применяют смесь хлоридов натрия и калия
(55 %) в количестве 1—2% от массы шихты. Для алюминиево-
магниевых сплавов, содержащих более 1 % магния, в качестве
флюса используют карналлит и смесь карналлита с 10—15 %
фториде кальция или магния. Если применить флюс невозмож¬
но, защиту сплавов от окисления осуществляют введением
0.01—0,05% бериллия. В настоящее время для этой цели успешно
применяют газовые смеси, например воздух с 0,1 % шестифто-
рнстой серы.
Из газов печной атмосферы наиболее опасны пары воды.
Взаимодействие нх с алюминием приводит к загрязнению рас.
плавов оксидными пленками и насыщению водородом. Чтобы
предотвратить такое взаимодействие, принимают ряд мер для
удаления влаги: сушат шихтовые материалы, прокаливают футе¬
ровку печей и разливочных ковшей, окрашивают плавильный
инструмент, сушат и переплавляют флюсы. Однако полностью
предотвратить окисление и взаимодействие с водяными парами
не удается и расплавы в той нли иной степени загрязняются
оксидными включениями н водородом, поэтому перед заливкой
в формы нх подвергают очистке.
Рафинирование алюминиевых расплавов от взвешен¬
ных неметаллических включений н водорода осуществляют про¬
дувкой инертными (аргон, азот) н активными (хлор, смесь азота
с 10% хлора) газами, обработкой хлоридами, флюсами, выдерж¬
кой в вакууме и фильтрованием через зернистые или спеченные
фильтры.
Технология продувки состоит в пропускании газов через по¬
ристые вставки нэ спеченного глинозема для получения газовых
пузырьков диаметром 1,5—2 мм. Продувку азотом проводят при
720—730X в течение 5—20 мин (в зависимости от объема рас-
шшва) с расходом газа 0,5—1 ы* на тонну расплава, Рафнннро-
218
мине смесью а^ота с хлором проводят при 710—720“С в тече¬
ние 10—12 мин с расходом газа 0.5—0.8 м3 я8 топку расплава.
Прн рафинировании хлоридами последние вводит в расплав
в количестве 0,1—0,3% при температуре 720—750е С Взаимо¬
действие хлоридов с алюминием сопровождается образованием
хлористого влюмпния, пары которого действуют так же. ках
азот или вргон. Для удаления мелких пузырьков рафинирующих
газов расплавы после рафинировании отстаивают в течение
10—15 мин.
Рафинирование флюсом осуществляют при 730—750е С. при
этом расход флюса составляет 0,5—1 % от массы расплава. Перед
использованием флюс переплавляют для уделения кристаллиза¬
ционной влаги. Обезвоженный флюс насыпают па поверхность
расплава или вводят в расплав, который энергично перемеши¬
вают. В пекоторых случаях рафинирование проводят в ковшах.
Для этого флюс заливают на дно ковша, а затем ковш заполняют
металлом. При этом происходит интенсивное замешивание флюса
в расплав н удаление неметаллических включений.
Вакуум и рован ве алюминиевых расплавов ведут прн
остаточном давлении 6,6—13.3 кПа в течение 15—20 мин.
Эффективным способом очистки от неметаллических вклю¬
чений н плен является фильтрование расплавов через
сетчатые, зернистые или пористые керамические фильтры. Сет¬
чатые фильтры, изготовленные нэ стеклоткани с размером
ячейки от 0.5х0,5 до 1,5x1.5 мм или титана и установленные
в литниковых чашах, под стоянамн илн в шлакоуловителях,
позволяют в 1,5—2 раза снизить количество попавших в отливку
включений и плен, размер которых больше размера ячейки
сетки.
Значительно больший эффект дают зернистые фильтры,
представляющие собой слой (толщиной 100—150 мм) зерен фильт¬
рующего материала диаметром 5—10 мм. Такие фильтры изго¬
товляют на магнезита, графита, сплавов хлоридов и фторидов
н других материалов. Очистка расплавов фильтрованием через
зернистые фильтры обусловлена механическим и адгезионным
процессами. Первому из них принадлежит решающая роль при
отделении крупных включевнЯ и плен, второму—при отделении
тонкодлсперсных включений. Эффективность очистки зависит
от природы материала, размера зерна, толщины слоя фильтра
и металлического напора, определяющего скорость фильтрации.
Прн оптимальных условиях фильтрования зернистые фильтры
работают более эффективно (в 2—4 раза), чем сетчатые.
Керамические фильтры с диаметром пор 150—200 мкм обеспе¬
чивают эффективное удаление неметаллических включений раз¬
мером более 10 мкм,
219
Эффективность операций рафинирования перечисленными
способами контролируют с помощью технологических проб,
химического и газового анализов.
Алюминиевые сплавы модифицируют дли измельчении
макрозерен первично кристаллизующихся фаз и фаз, входящих
в эвтектики, а также для изменения формы выделения хрупких
(раз. Для измельчения ыакроэерен в расплавы вводят титан,
цирконий, бор, ванадий, титан совместно с бором. Эти модифи¬
каторы образуют с алюминием интерметаллиды, являющиеся
центрами кристаллизации твердых растворов на основе алюми¬
ния. Измельчение макрозерен отлнвок повышает однородность
их механических свойств в различных по толщине сечениях и
увеличивает относительное удлинение.
Силумины подвергают модифицированию для измельчения
кристаллов эвтектического кремний. Для этого в доэвтектические
сплавы, содержащие не менее 6 % кремния, вводят 0,05—
0,1 % натрия нли стронция. Введение натрия осуществляют
смесью хлористого и фтористого натрия (33 % NaCl. 67 % NaF)
при температуре 800—820°С или тройным модификатором
(25% NaF, 62,5% NaCl, 12,5% KCI) при температуре 720—740’С.
В некоторых случаях модифицирование совмещают с рафиниро¬
ванием, используя для этой цели универсальный флюс (40% NaF,
45% NaCl. 15 % Na3AlF). Прн модифицировании солями их
навеску (1—2 %) засыпают па поверхность расплава и выдержи¬
вают в течение 10—15 мин, чтобы достаточно полно прошла
реакция; GNaF-J-AI —► Na3AIF*+3Na. После этого соли заме¬
шивают в расплав и через 3—5 мни удаляют вместе со шлаком.
Эффект модифицирования натрием сохраняется в течение 20—
30 мни. Модифицирующее действие стронция, который вводят
в расплав лигатурой алюминий—стронций (10% Sr) при темпе¬
ратуре 750—780°С, сохраняется более 3 ч.
Заэвтектнческие силумины модифицируют для измельчения
первичных кристаллов кремния. В качестве модификатора
используют фосфор, который вводят в расплавы в количестве
0,05—0,1 % лигатурой медь—фосфор или смесью краевого фос¬
фора (20%) с фторцнрконатом калия (10%) к хлористым калием
(70%) прн 790- 825° С.
Для изменения формы выделения кристаллов железистой
составляющей (получение компактных, округлых кристаллов
вместо иглообразных, резко снижающих пластические свойства)
в алюминиевые сплавы вводят 0.3—0.4% марганца или бериллия.
Очищенный расплав может Сыть загрязнен в процессе за¬
ливки форм. При падешш струи металла с высоты более 250 мм
возникает вспенивание и образование оксидов. В связи с этим
для лнтья магниевых сплавов применяют ряшяряющисся лит-
£20
пиковые системы, которые обеспечивают отделение неметалли¬
ческих пключсинП и минимальную скорость движения струи
металла в форме.
Для очистки жидкого металла от неметаллических включе¬
ний применяют кремнейорганическне сеткн. Хорошие результаты
дает применение многоярусных н су с левых литниковых систем.
Алюмнниеиые сплавы склонны к образованию усадочной
пористости, для устранения которой применяют прибыли н
холодильники.
Магиисьые сплавы. Магниевые сплавы широко распростра¬
нены в лромышлекиости в виде литых заготовок. Этому способ¬
ствуют совершенствование процессов литья, а также техноло¬
гические и эксплуатационные свойства магниевых сплавов: малая
масса, высокая удельная прочность, способность поглощать
энергию ударных и вибрационных нагрузок, хорошая обраба¬
тываемость. Легирование сплавов различными добавками зна¬
чительно повышает их эксплуатационные свойства,
В зависимости от назначения магниевые сплавы классифи¬
цируют на коррозионно-стойкие, высокопрочные, жаростойкие.
Основные химические элементы {табл. 7.28), входящие в состав
магниевых сплавов, придают нм различные технологические
и эксплуатационные свойства (табл. 7.29—7.32). Температура
плавления магниевых сплавов 600—650°С.
Магниевые сплавы химически активны, способны сильно
окисляться и даже загораться (табл. 7.33) при заливке и плавке,
прн комнатной температуре магниевые сплавы не огнеопасны,
но с повышением температуры и в раздробленном состоянии
опасность воспламенения их повышается.
Для изготовления фасонных отлнвок используют три группы
магниевых сплавов: сплавы магния с алюминием и пинком,
сплавы магния с цинком и цирконием, сплавы магния, легиро¬
ванные РЗМ.
Сплавы 1-й группы предназначены для производства
высокоиагружеиных отлнвок, работающих в атмосфере с боль¬
шой влажностью. Для повышения коррозионной стойкости
в сплавы вводят 0,1—0,5 % марганце, в для снижения окис-
ляемости 0,001—0,002 °0 бериллия плн 0,6—0.1"0 кальция.
Сплавы этой группы относят к числу высокопрочных. Основным
упрочиителем в них является алюминий, растворимость которого
в магнии прн эвтектической температуре составляет 17.4 а
при нормальной —2,8 %. Цинк также упрочняет магний, но
менее эффективно, чем алюминий.
Основными структурными составляющими сплавов этой
группы являются первичные кристаллы твердого раствора алю¬
минии н цинка в магнии, фазы y(MgiTAlia), t](Mn, А1) н мар-
7.28, Химический состав
компонентой {осталытг мпгннА), ывС.%
Мдрхй
другие
компоненты
силам I
Л1
Мп
Zn
Zr
AI
млз
2,5—3,5
0.15—0.5
0.5-1,5
МЛ4
5,0—7,0
0.15-0.5
2,0—3.5
—
—
—
М.П5
7,5—9.0
0,15—0,5
0,2-0,В
—
—
—
МЛ5пч
7.5—9,0
0.15-0,5
0,2—0,8
—
—
—
МЛ8
.
5,5—6,6
0,7-1.1
0,2—0.8 Cd
0,02
МЛ 9
—
—
—
0.4—1,0
0.2—0.8 In;
1.9—2.6 Nd
0.02
МЛ 10
—
0.1—0,7
0,4—1,0
2.2—2.8 Nd
0,02
млп
,—.
0.2—0.7
0,4-1,0
2,5—4 РЗ.Ч
0,02
МЛ 15
_
4,0—5,0
0,7-1,1
0.6—1,2 La
0,02
МЛ19
0,1—0.6
0,4—1.0
1.6-2,3 Nd;
1.4—2.2 V
0,03
Примечание. Под редкоземельными металлами (РЗМ)
содержащего не менее 45% церия.
гаицевая фаза. Фаза у является упрочиителем сплавов при
термической обработке.
Сплавы 2-(t группы также относят к числу высоко¬
прочных. Они отличаются от магниевых сплавов других групп
повышенными механическими свойствами н хорошей обраба¬
тываемостью резанием. Легирование нх лантаном улучшает
литейные свойства, несколько повышает жаропрочность н сва¬
риваемость, но снижает прочность и пластичность при нормаль¬
ной температуре. Эти сплавы обладают удовлетворительными
литейными свойствами, имеют измельченные цирконием зерна,
способны упрочняться прн термической обработке. Из них можно
получить отливки с однородными свойствами в различных по
толщине сечениях. Их используют для изготовления отливок,
работающих при 200—250° С и высоких нагрузках. Основными
структурными составляющими являются твердый раствор цинка
и циркония в машин и включения нктсрметаллндоа MgZn3 и
ZrZnf. являющихся упрочиитслямн при термической обработке.
Сплавы 3-й группы обладают высокой жаропрочностью
и хорошей коррозионной стойкостью. Они предназначены для
длительной работы нрн 250—350°С н кратковременной при
400° С. Эти сплавы имеют хорошие литейные свойства, высокую
герметичность, малую склонность к образованию микрорыхлот
и усадочных трещин, высокие и однородные механические
свойства в сечениях различной толщины. Сплавы с редкоземель¬
ными элементами применяют для изготовления отливок, работаю-
222
некоторых магниевых сплавов
Содержание приыесш (не йшит), мае %
S1
Fe
N1
(.11
Zn
Zr
(if
Прочие
при¬
меси
Всего
примесей
0.25
0,06
0.01
0,1
0,002
0,002
0,1
0.5
0,25
0,06
0,01
-0,1
—
0,002
0,002
0.1
0,5
0,25
0,06
o,ot
0.1
—
0,002
0,002
0,1
0.5
0.08
0,007
0,001
0,04
—
0,002
0.002
0.13
0,03
0,01
0,005
0,03
—
—
0,001
0,12
0,2
0,03
0,01
0,005
0.03
0,15
—
0,001
0,12
0,35
0,03
0,01
0,005
0,03
0,001
0,12
0,2
0,03
0,02
0,005
0.03
—
—
0,001
0,12
0,2
0,03
0.01
0,005
0,03
—
.—
—
0,12
0,2
0.03
0,01
0,005
0,03
0,001
0,14
0,25
подразумевают элементы, входящие в состав церкевого металла.
щих под воздействием статических и усталостных нагрузок.
Основными их структурными составляющими являются твердый
раствор неодима и цнркоыня в магнии н включения фаз MgBNd,
MgZr,
Для изготовления отливок чаще используют сплавы первой
группы. Лучшими литейными свойствами обладают сплавы МЛ5
н МЛ6.
Плавка магниевых сплавов сопряжена с рядом
трудностей, связанных прежде всего с их леткой окисляемостью.
На поверхности магниевых расплавов в отличие от алюминиевых
образуется рыхлая пленка оксида, не предохраняющая металл
от дальнейшего окисления. При незначительном перегреве рас¬
плавы легко воспламеняются, В процессе плавки магний и его
сплавы взаимодействуют с азотом, образуя нитриды, и интенсивно
поглощают водород (до 30 смэ на 100 г расплава). Оксиды н
нитриды, находясь во взвешенном состоянии, обусловливают
снижение механических свойств сплава н образование микропо¬
ристое™ в отливках.
Для предотвращения интенсивного взаимодействия с печ¬
ными газами плавку магниевых сплавов ведут под флюсами нли
в среде защитных гаэсн. При плавке большей части магниевых
сплавов применяют флюс BII2 (40—48% MgClj, 30—40% КС1,
Б % ВаС1е, 3—5% CaFa) и ВИЗ (33-40% MgCU, 25—36% КС1,
15—20% CaFg, 7—10% MgO), основой которых является кар¬
наллит. Покровные флюсы для сплавов с редкоземельными элсмеи-
223
7.20. Механические свойства некоторых магниевых
литейных сплавов
Марке
сп.л аса
Способ
ЛПТЪЯ
кй
Q
к
а
V
и
п
3»
я
So
ll
I *
Яс £
S?
* .
ко
ч*
ti
К EJ
8 2
н
Обллсть применения
млз
3
—
157
6
Арматура, корпуса на¬
сосов повышенной гер¬
метичности, работающие
при температуре до
150 °С
МЛ4
3
Т4
Тб
216
226
5
2
Корпуса приборов и
инструментов, штурва¬
лы, подвергающиеся ста¬
тическим и динамичес¬
ким нагрузкам, работа¬
ющих при температуре
до 150X
МЛ 5
МЛ5пч
3. к. в,
о
Т2
Т4
147
147
226
2
2
5
Нагруженные детали
двигателей автомобилей,
самолетов и др., работа¬
ющие при температуре
до 150 X
МЛ6
3. к
Т4
216
4
Нагруженные детали,
корпусные детали, дета¬
ли приборов, работаю¬
щие при температуре до
150еС
МЛ8
3. К. О,
в
Тб
ТЫ
264
275
4
4
В ысокон агруже и к ые
корпусные детали, крон¬
штейны, детали прибо¬
ров, требующие высокой
усталостной прочности,
работающие при темпе¬
ратуре до 200X
МЛ 10
з, К. о,
в
Тб
226
3
Нагруженные детали,
требующие высокой гер¬
метичности и стабильно¬
сти размеров, работаю¬
щие прн температуре до
250 X
224
ПраЭалч*ние табл. 7.29
М-арка
CiMwa
Способ
литья
а
с*
X
1
1*
ga
M’S
V
ю
г!,;
IP
1®г
Я u Ь
п
j(S
It
Область прммимськя
МЛ 15
3, К. О
Tl
206
3
Нагруженные детали
двигателей, приборов,
работающие при темпе¬
ратуре до 200 "С
МЛН
3. К. 0,
в
—
117,5
1.5
Средненагруженные
детали, нагревающиеся
То же
Т2
117,5
1,5
при эксплуатации до
250 °С (корпуса поил,
насосов н др.)
МЛ 12
3. К. О.
В
—
196
6
Высоконагр уженные
детали тормозных колес.
То же
Т1
226
5
работающие при удар¬
ных нагрузках, различ¬
ные корпусные детали,
требующие усталостной
прочности, а также дета¬
ли, эксплуатируемые прн
температурах "до 200“С
н кратковременном на¬
греве до 2о0X
* 7.30. Литейные свойства некоторых коррозионно-стойких
магниевых сплавов
Сплав
ЛпнеПнлн
усалко,
%
Жндко-
текуЧССТЬ
по прут*
копоЛ
пробе,
мч
Характеристика
МЛЗ
1.4-1,6
215
Пониженные литейные свойства,
относительно высокие механиче¬
ские свойства, склонность к обра¬
зованию горячих трещин
МЛ 4
1,2—1,4
245
Относительно высокие механи¬
ческие свойства, склонность к об¬
разованию горячих трещин
МЛ4пч
1.2-1,4
245
Относительно высокие механи¬
ческие свойства при повышенной
коррозионной стойкости, склон¬
ность к образованию горячих
трещин
15 -752
225
Продолжение табл. 7.SO
Сплав
ЛнпеПиэя
усадка.
%
Жидко¬
текучесть
по прут¬
ковой
пробе»
HN
Характеристика
МЛ5
МЛ6
МЛ5сш
МЛ5пч
При
пч—новы
предела п
обработан
7.3
и с
1.0-5,2
1.0-1.2
1.0—1.2
меча и и
шейной ча
рочностн
ных сплав
1. Лнтеннь
псвышенн
300
300
300
i: 1. Бук
стоты; он
прн растя
ов МЛ4пч
ie свойств
ой жаропр
Высокие механические свойст¬
ва в термически обработанном
состоянии, хорошие литейные
свойства, чувствительность меха¬
нических свойств по толщине сте¬
иок отливки
Те же характеристики, что н
для МЛ5, но сплав имеет пони¬
женную коррозионную стойкость
Те же характеристики, что н
для МЛ5, по сплав имеет повы¬
шенную коррозионную стойкость
вы в марках сплавов обозначают:
—общего назначения. 2. Значения
женин приведены для термически
МЛБон. МЛ5пч,
а некоторых высокопрочных
очностью магниевых сплавов
Сплав
ЛнпеЛпая
усиди п.
о.'
*0
Жидко-
текучесть
<мы) по
прутко¬
вой пробе
Характеристика
МЛ 12
МЛ8
МЛ 15
МЛ 11
МЛ 10
226
1.2-1, 4
1.2-1,4
1.2-Г,5
1.2-1.4
1.2-1,6
В ЫС 0 к
290
290
320
Жаре
290
250
опрочные
Высокие механические свойст¬
ва, однородность механических
свойств в тонкостенных и массив¬
ных сечениях отливок, высокая
усталостная прочность
Те же характеристики, что в
для сплава МЛ12
Те все характеристики, что в
для МЛ12, но сплав МЛ 15 обла¬
дает Сблыией жаропрочностью
стойкие
Высокие механические свойства
ирн повышенных температурах,
повышенная герметичность. Низ¬
кие механические свойства прн
комнатной температуре н низкая
пластичность
Те же характеристики, что н
для сплава МЛН
7.32. Влияние комически* элементов на свойства
магниевых сплавов
Эленсш
Характеристика
Алюминий
Бериллий
Бор
Железо
Кадмий
Калий
Кальций
Кремний
Литий
Марганец.
Медь
Натрий
Неодим
Никель
Серебро
Т итан
Торий
Хлор
Церий
Цинк
Цирконий
Алюминий—легирующая добавка в сплав си¬
стемы Mg—Al—Zn Повышает их механические
свойства Понижает механическую прочность
Сплавов с содержанием циркония
Понижает окнсляемость и механическую проч¬
ность. повышает склонность к образованию го¬
рячих трещин
Способствует измельчению структурных состав¬
ляющих сплава
Снижает коррозионную стойкость
Повышает механические свойства сплавов си¬
стемы Mg—Zn — Zr
Повышает окнсляемость, снижает коррозион¬
ную СТОЙКОСТЬ
Понижает окнсляемость. Повышает жаропроч¬
ность сплавов системы Mg—Al—Zn Снижает
прочность и пластичность при комнатной темпе¬
ратуре
Снижает коррозионную стойкость н механиче¬
ские свойства сплавов, содержащих цирконий
Повышает окнсляемость. снижает плотность
Повышает коррозионную стойкость
Прн содержании свыше 0,1% снижает корро¬
зионную стойкость
Повышает окнсляемость, снижает коррозион¬
ную стойкость
Повышает жаропрочность сплавов, содержащих
цирконий
Снижает коррозионную стойкость
Повышает механические свойства
Способствует измельчению структурных состав¬
ляющих сплава
Понижает жаропрочность
Резко снижает коррозионную стойкость
Понижает жаропрочность
Цннк —легирующая добавка в сплавы системы
Mg—Zn —Zr н повышает механические свойства
Измельчает структурные составляющие спла¬
вов системы Mg—Zn; Mg—Nd и повышает меха¬
нические свойства. Способствует осаждению при¬
месей: железа и кремния
15*
227
7.33. Температура воспламенения магниевых сплавов
Сплав
Течперппра.
Спляв
Телпгрятурл, *С
1
I
МЛ4, МД6,
МЛЗ, МЛ5
МЛ8, МЛ 12
400
415
430
500
МЛ9. МЛ]0
550
МЛ Л
Магний
580
650
тзмн не должны содержать хлористый магний (22—26 % КС1,
17—20 % NaCl, 35-39 % CaCls, 19-23 % ВаС1„ 2—5 % CaF*),
так как он взаимодействует с РЗМ С образованием хлоридов,
увеличивая их потери до 20%.
Применение флюсов вызывает ряд нежелательных явлений.
Попадание флюса а тело отливки приводит к образован ню оча¬
гов интенсивной коррозии из-за их высокой гигроскопичности;
существенно ухудшаются условия труда. Поэтому в настоящее
время широко применяют беэфлюсовую плавку, используя для
аащиты магниевых расплавов газовые смеси (воздух с шести-
фтористой серой или фторидом бора, углекислый газ и др).
В производственных условиях чаще всего используют смесь
воздуха с 0,1 % шестнфтористой серы.
В зависимости от масштаба производства и массы отлнвок
применяют три способа плавки литейных магние¬
вых сплавов; в стационарных ткглях, выемных тиглях и
дуплекс-процессом (в индукционной лечн-тнгле). Плавку в ста¬
ционарных тиглях ведут при массовом или крупносерийном
производстве мелких отлнвок. Сплавы в атом случае расплав¬
ляют под флюсом ВИ2 в толстостенных стальных тиглях. После
рафинирования и модифицирования расплавы отстаивают в тече¬
ние 10—15 мин при температуре 700—720СС, а затем неболь¬
шими ковшами разливают по формам. Остаток металла (25—30%
объема расплава в тигле), загрязненный неметаллическими
включениями и флюсом, после каждой плавки сливают и под¬
вергают переплавке н рафинированию.
При изготовлен ни крупных отлнвок плавку ведут а выемных
сварных стальных тиглях чайниконого типа под флюсом ВИЗ.
Этот флюс имеет меньшую плотность, чем флюс ВИ2, поэтому
всплывает на поверхность рвеплава и во время заливки форм
удерживается в тигле перегородкой. Для заполнения форм
используют */з объема расплава; */3 объема, загрязненного
Флюсом и неметаллическими включениями, направляют иа пере¬
плав и ратинирование.
228
При дуплекс-процессе после расплавления в индукционных
тигельных печах под флюсом расплав переливают в выемные
тигли, в которых осуществляют рафинирование н модифициро¬
вание.
Выплавка большей части магниевых сплавов начинают
с загрузки и расплавления покровного флюса (около 10 % от
массы шихты), затем загружают и расплавляют магний или
подготовительный сплав, в который добавляют легирующие
компоненты (Мп, Zn. Zr и РЗМ). Марганец вводят в виде хло¬
ристого марганца при 850 ’С, цирконий в виде фторцирконата
калия или лигатуры магний— цирконий. РЗМ. вводят в чистом
виде нлн «ншметаллом.
Для очистки ОТ неметаллических включений магниевые
расплавы фильтруют через зернистые фильтры из магнезита или
графите, обрабатывают флюсом В112 нлн ВИЗ или продувают
газами (аргоном при 720—760 "С). Для связывания водорода
в устойчивые гидриды в расплавы перед разливкой вводит
до 0,1 % кальция.
Для измельчения зерна н повышения механических свойств
магниевые сплавы, содержащие алюминий, подвергают модифи¬
цированию углеродсодержащим к веществами (мелом, гексахлор-
этаном, магнезитом, мрамором и др.) или перегревом. Перед моди¬
фицированием для предохранения от загорания в расплавы
вводят 0,001—0,002% бериллия.
При модифицировании перегревом расплав нагревают
в стальном тигле до 900 °С, выдерживают при этой температуре
15—20 ыкн, а затем быстро охлаждают до температуры заливки.
В процессе перегрева магниевые расплавы растворяют некоторое
количество железа из стального тигля. При последующем быст¬
ром охлаждении железо выделяется в виде дисперсных час¬
тиц FeAfSl которые служат центрами кристаллизации для твер¬
дого раствора алюминия в магиин.
Более стабильные результаты достигают модифицированием
углеродсодержащнмн веществами (0,3—0,6 % от массы расплава).
При 720—780 “С модификаторы разлагаются с выделением угле¬
кислого газа, из которого магний восстанавливает углерод.
В результате последующего взаимодействия с алюминием обра¬
зуются тоикодпелерсиые карбиды алюминия (А1^С3), являющиеся
центрам» кристаллизации для твердого раствора алюминия
в магнии.
Для измельчения зерен сплавов, ие содержащих алюми¬
ния. в расплав вводят присадки циркония (0,5—10,7 %) нлн каль¬
ция (0,05—0,15%).
При заливке форм предусматривают меры, предотвращающие
попадание шлака и флюса в отливки, захват воздуха и окисле-
229
вне расплава. Для этого применяют литниковые чаши с проб¬
ками, вмещающие от 30 до 100 % сплава, потребного для запол¬
нения формы, устанавливают металлические сетки н зернистые
фильтры. Эффективной мерой является применение фильтров
из магнезита, хорошо впитывающих хлориды.
Расширяющиеся литниково-питающие системы с тонкими
ленточными стояками, щелевыми и многоярусными питателями,
а также массивные прибыли (30—50% от массы отливки) должны
обеспечивать плавный подвод металла я рациональное питание
отливки в процессе ее затвердевания.
Около 80% отливок из магниевых сплавов изготовляют
а металлических формах (в кокилях и под давлением) и около
20% в песчаных формах. Песчаные формы н стержни изготов¬
ляют яэ мелкозернистых песков.
При заливке форм струю металла обязательно припудривают
молотой серой, что предохраняет расплав от загорания. Прн
изготовлении высоких отлнвок (более 500 мм) широко нсполь-
0>ют метод литья с последовательной направленной кристалли¬
зацией, пред1сматрйваюший подачу расплава в форму под уро¬
вень расплава через стельные подогреваемые трубки диаметром
10—12 ым и опускание формы с заданной скоростью. Трубки прн
этом остаются в исходном положении, нижний конец нх все
время находится под уровнем расплава.
Отличительной особенностью технологии литья магниевых
сплавов является химическая обработка от ли ок перед нх терми¬
ческой обработкой н сдачей па склад для получения плотного
защитного слоя оксида на поверхности. В процессе химической
обработки отливкн обезжиривают в щелочном растворе, промы¬
вают в холодной воде, выдерживают в растворе хромового ангид¬
рида для удаления остатков солей и флюсов, вновь промывают
в воде, оксидируют в растворе двухромовокислого калия с азот¬
ной кислотой и хлористым аммонием для получения оксидной
пленки, промывают и высушивают. После этого отливкн под,
аергают термической обработке в атмосфере сернистого газа
с принудительной циркуляцией.
Медные сплавы. Литейные медные сплавы делят на бронзы
и латуни. Различают бронзы оловянные, представляющие
собой сплав меди с оловом и другими элементами, и беэоловян-
ные бронзы, состоящие яч сплава меди с алюминием, железом,
марганцем, никелем н другими элементами (табл. 7.34). Ла¬
туни—сплав меди с цинком, кремнием, алюминием, марган¬
цем, свинцом и другими элементами (тябл. 7,35).
Механические свойства медных сплавов ваэисят от входящих
в нх состав элементов (табл. 7,36) и определяются по отдельным
Отлитым образцам.
230
7.34. Механические н антенные свойства бронз
Сплав
«*
3*
11
о -
л
т
3
ч
и Д|
•> »
ц
у ж
»- X
з:
л
и
я
•1
*1
v 3
ц
S3
1
Of
X
л ч
II
Ь 2.
н
Назначение
Оловянные бронзы
Различные детали,
работающие в усло¬
виях трение (под'
шинники. втулки,
вкладыши и др.)
Станочные втулки,
работающие в усло¬
виях трения
Автотракторные
детали узлов трения
{□тулки поршневых
головок, шатунных
валов двигателей н'
др )
Детали, работаю¬
щие в условиях тре¬
ния. сложная тонко¬
стенная арматура с
резкими переходами
толщин стеиок Де¬
тали, работающие в
морской воде, насы¬
щенном паре при
температуре до 225'С
и в жидком топливе
всех видов под дав¬
лением до 2500 кПи
То же
БрО&Ц5С5
147
С
568
1.6
400
Бр04Ц4С17
147
5
588
1.5
450
Бр04Ц7С5
147
6
588
>,41
400
БрОЭЦ12С5
170.2
8
588
1.6
550
БрОЗЦ7С5Ш
170,2
8
588
1.45
400
Беэоловянные
БрЛ9Мц2Л
392
20
781
1.7—
2,2
бронзы
500
Детали, работаю¬
щие в условиях тре¬
ния при скоростях
до 1,0 м/с {шестерни,
венцы, зубчатые
колеса). а также
крышки насосов » ле¬
тали для морского
транспорта, работа¬
ющие прн темпера¬
тура до 250 С
2J1
Продолжение табл. 7.34
Сплав
W
4П
В**
о -
и а
Н
ч
£•§
Р ь
3?
S .
л «э
л
w №
Й Я
а о
sl
й
X
£
I
си
В
Н
<0
I
!£
я
В
3
в
в
4
Я
О *
й*
ц
ш н
* ™
Зя
КВ
Назначение
БрАЭЖЗЛ
392
10
980
2,4
700
Детали, работаю¬
щие в условиях тре¬
ния при скоростях
до 1,9 м/с (шестерни,
венцы, зубчатые ко¬
леса), а также
крышки насосов н
детали для морского
транспорта, работа¬
ющие при темпера¬
тур до 250 43
БрА10ЖЗМц2
392
10
980
2,2
600
Цилиндрические
и конические зубча¬
тые колеса, червяч¬
ные валы, подшип¬
ники дизельных дви¬
гателей, а также де¬
тали, работающие в
среде соляной кисло¬
ты и сероводорода
при температуре до
90 °G
БрА10Ж4Н4Л
5S7
5
1568
1.8-
2,2
700
Детали, работаю¬
щие в морской воде,
нефти, и химическая
аппаратура, эксплу¬
атируемая при тем¬
пературах до 500 "С,
а также нагружен¬
ные детали, работа¬
ющие на условиях
трения (седла клапа¬
нов, нагруженные
шестерни, втулки и
БрАНЖбНб
537
2
2450
1,8
700
др.)
То же
БрСЗО
Ы5, 7
4
245
1,6
350
Подшипники, ра¬
ботающие при повы¬
шенных удельных
нагрузках и скоро¬
стях до 4 м/с. Сплав
аалнвают на сталь¬
ную основу
232
7.3S. Многокомпонентные латуни
■с
с С
it
Я
g*
л/
о •
V м
8*
п
К
|
£*8
Сплав
з:
Р
ii
н =
х а
sg
¥ я
Л
W
«
41
ва
СВ
«J
Q
5£
Назначение
йй
6l
■а
К
К
Ч
К5
ЛЦЗОАЗ
294
12
80
1.25
570
Коррозионно-стой¬
кие детали, приме¬
няемые в судострое¬
нии и ыашнност рое¬
нии
ЛЦ23А6ЖЗМц2
686
7
160
1,8
470
Массивные, тяже-
лона груженные дета¬
ли (венцы червячных
колес, гайки нажим¬
ных винтов прокат¬
ных станов и др.)
ЛЦ16К4
294
15
100
1,7-
1.8
600
Арматура, работа¬
ющая в коррозион¬
ных средах
ЛЦЗ&Ми2С2
245
15
80
2.1
400
Втулки и другие
детали, работающие
в условиях трения
ЛШОМаЗЖ
441
18
90
1.5
300
Простые по кон¬
фигурации детали,
работающие в сре¬
дах всех видов жид¬
кого топлива, мор¬
ской воде, паре при
температурах до
300СС, а также мас¬
сивные нагруженные
детали — гребные
винты, лопасти
ЛЦ40С
215
12
70
1.8
300
Втулки для сепа¬
раторов шарикопод¬
шипников
I
233
7.30. Влияние химических элементов на саойстоа
медных сплавов
Оловянные бронзы
Беэолоияикыс бронзы
Латуни
Снижает жидкоте¬
кучесть, механические
свойства, коррозион¬
ную стойкость
Алюминий
Снижает жидкоте¬
кучесть, плотность и
механические свойст-
Повышает жид¬
котекучесть, меха¬
нические свойства
и коррозионную
стойкость
Олово
Понижает относи¬
тельное удлинение,
ударную вязкость и
уменьшает плотность.
Повышает коррозион¬
ную стойкость и ан¬
тифрикционные свой¬
ства
Снижает в марган¬
цовистых бронзах
коррозионную стой¬
кость, а в свицовых
бронзах повышает
прочность, твердость
Повышает жид¬
котекучесть, меха¬
нические свойства
и коррозионную
стойкость, но в
значительно мень¬
шей степени, чем
алюминий
Снижает линейную
усадку, а пря увели¬
чении содержания до
4% повышает жндко-
текучесть, уменьшает
плотность. При содер¬
жании до 5% повы¬
шает прочность, свы¬
ше—снижает корро¬
зионную стойкость н
антифрикционные
свойства, повышает
герметичность
Ц и я к
Повышает жидко¬
текучесть, улучшает
антифрикционные
свойства
Улучшает
фрикционные
ва
аати-
свойст-
Свинец
Снижает механиче¬
ские свойства, но по¬
вышает антифрикци¬
онные
Повышает жид¬
котекучесть алю¬
миниевых и мар¬
ганцовых латуней,
но ухудшает меха¬
нические свойства.
Улучшает анти¬
фрикцион ныесвой-
стаа
Продолжение таЛл. 7М
Ол>.ванные СроМЭЫ
Беэолопишше Гроиэы
Лотуин
Измельчает струк¬
турные составляющие
с в лова, способствует
выравниванию
свойств в различных
по толщине сечениях
отливки. Повышает
механические и анти¬
фрикционные свойст¬
ва, плотность и кор¬
розионною СТОЙКОСТЬ
Никель
Снижает ж ндк оте¬
ку честь. В кремнис¬
тых бронзах понижа¬
ет механические свой¬
ства, а в свинцовых
н сурьмяно-никеле¬
вых их повышает,
В последних улучша¬
ет жидкотекучесть,
повышает коррозион¬
ную стойкость
Повышает жндкоте-
кучесть, коррозион¬
ную стойкость, меха¬
нические и антифрик¬
ционные свойства
Ф ос фо р
Повышает жидкоте¬
кучесть
Повышает твер¬
дость, снижает ме¬
ханические свойст¬
ва (относительное
удлинение и удар¬
ную вязкость)
Снижает жидкоте¬
кучесть. Прочность и
твердость повышает,
уменьшая пластич¬
ность и плотность.
Резко снижает корро¬
зионную стойкость
Железо
В свинцовых Брон¬
зах снижает механи¬
ческие и антифрикци¬
онные свойства. В
кремнистых бронзах
повышает жаропроч¬
ность, измельчает
структурные состав¬
ляющие сплава, по¬
нижает коррозион¬
ную стойкость
Снижает жидко¬
текучесть, измель¬
чает структурные
составляющие, по¬
вышая механиче¬
ские свойства. Прн
содержании свыше
0,03% придает
сплаву магнитные
свойства
То же
Кремний
В кремнистых брон¬
зах повышает жидко¬
текучесть, коррози¬
онную стойкость,
прочность, твердость,
а при содержании до
3% — относительное
удлинение
Повышает жид¬
котекучесть, проч¬
ность, коррозион¬
ную стойкость н
антифрикционные
свойства
Продолонуние табл. 7.-36
Оювянны* брэюы
Латуни
Сурьма, висмут, мышьяк
Снижает прочность,
и пластичность
Снижает механиче¬
ские свойства
Висмут, мышьяк,
снижают механичес¬
кие свойства, жаро¬
прочность, коррози¬
онную стойкость.
Сурьма на марганцо¬
вистые бронзы замет¬
ного влияния не ока¬
зывает; в кремнистых
бронзах снижает ме¬
ханические свойства;
в сурьмяно-никеле¬
вых бронзах повыша¬
ет прочность в твер¬
дость, снижает отно¬
сительное удлинение
и уменьшает линей¬
ную усадку
Сера
Заметного влияния
на беэоловяиные
бронзы не оказывает
Марганец
Повышает механи¬
ческие и антифрик¬
ционные свойства, а
также коррозионную
стойкость
Сурьма, висмут
уменьшают проч¬
ность, относитель¬
ное удлинение и
ударную вязкость.
Мышьяк Повышает
твердость, снижает
прочность, относи¬
тельное удлинение
к ударную силу
Несколько сни¬
жает жидкотеку-
честъ; повышает
механические свой¬
ства н коррозион¬
ную СТОЙКОСТЬ.
При наличии в
сплаве евннца по¬
вышает антифрик¬
ционные свойства
Бронзы оловянные плавят при температуре 1000—1500'С,
бронзы безоловянные и латуни—при 900—1050 °С.
Медные сплавы наряду с достаточной прочностью имеют
высокие антифрикционные свойства, хорошо противостоят кор¬
розии в морской воде, пире н других средах, сохраняют высокую
пластичность прп низкой температуре. Они немвглитиы, легко
полируются н обрабатываются резанием.
Оловянные бронзы широко применяют для изготов¬
ления арматур, подшипников, шестерен, втулок, работающих
236
и условиях трения, повышенного давления воды и водяного
пара. Хорошая жндксгтенучссть бронз позволяет литьем в песча¬
ные формы получать сложные по конфигурации отлнвкн. Харак¬
терной особенностью сплавов этой группы является широкий
интервал кристаллизации <150—200 ГС), что обусловливает зна¬
чительные трудности получения плотных отливок.
Бронзы с высоким содержанием олова (БрОШФ), Бр010Ц2)
ввиду его высокой стоимости п дефицитности применяют только
для отливок ответствениого назначения. Для обычных отливок
используют малооловлпные бронзы.
Наиболее вредными примесями оловянных бронз являются
алюминий и кремний. Сотые доли процента этих элементов
снижают механические свойства бронз и способствуют увеличе¬
нию растворимости водорода.
Легирование бронз цинком повышает литейные свойства и
снижает стоимость сплавов. Свинец улучшает антифрикцион¬
ные свойства и снижает стоимость сплавов. Свинец улучшает
антифрикционные свойства оловянных бронз, нх обрабаты¬
ваемость резанием и жидкотекучесть. Фосфор повышает износо¬
стойкость и жидкотекучесть,
Бсэоловянные бронзы по механическим, коррози¬
онным и антифрикционным свойствам превосходят оловянные.
Наиболее широко применяют алюминиевые бронзы, которые
имеют высокую коррозионную стойкость в пресной н морской
воде, хорошо противостоят разрушению в условиях кавитации,
обладают меньшим, чем оловянные бронзы, антифрикционным
износом. Алюминиевые бронзы применяют для изготовления
гребных винтов крупных судов, зубчатых колес, корпусов насо¬
сов и других отливок. Механические, технологические и эксплуа¬
тационные свойства этих сплавов улучшают легированием желе¬
зом, марганцем и никелем. Железо и марганец устраняют
склонность алюминиевых бронз к образованию крупнозернистой
структуры, повышают механические свойства. Никель улучшает
износостойкость и коррозионные свойства бронз. В процессе
выллавкн алюминиевые бронзы склоины к окислению, сопро¬
вождающемуся загрязнением расплава твердыми, трудно уда¬
ляемыми дисперсными оксидами.
Свинцовые бронзы (БрСЗО) обладают хорошими антифрикци¬
онными свойствами прн больших удельных нагрузках н высоких
скоростях скольжения, поэтому нх используют как заменители
оловянной бронзы при изготовлении вкладышей подшипников.
Особенностью свинцовых бронз является предрасположенность
к ликвации свинца. Дисперсное распределение свинца может
быть достигнуто только при больших скоростях кристаллиза¬
ции.
Фасонные отливки изготовляют преимущественно из слож-
полегнрованиыт латуней, двойные латуни используют срав
нителыю редко. Легирование двойных латуней алюминием или
кремнием повышает жндкотехучость, коррозионную стойкость,
механические свойства сплавов и уменьшает угар ципка при
плавке. Вместе с тем алюминий н кремний повышают склонность
латуней к газокасыщеиню и образованию пористости. Железо
н марганец улучшают механические свойства латуней, по сни¬
жают жидкотекучесть. Олово, улучшая механические свойства,
не оказывает влияния на их литейные свойства.
Кремнистая латунь ЛЦ16К4 обладает высокой жидкотеку-
честью, хорошо обрабатывается резанием н сваривается. Ее
применяют для изготовления арматуры, испытывающей повы¬
шенное воздушное н гидравлическое давление и работающей
в агрессивных средах (морской воде, серной кислоте и т. д.).
Эта латунь имеет недостаточную пластичность при высокой
температуре, склонна к образованию трещин при затрудненной
усадке. Примеси алюминия и олова снижают жндк отеку честь
кремнистой латуни н увеличивают склонность к поглощению
водорода н образованию газовой пористости.
Алюминиевые латуни, обладающие хорошей коррозионной
стойкостью в морской воде, широко применяют в судостроении.
Марганцовые латуни применяют для изготовления жаростойких
и коррозионно-стойких отливок, легирование оловом повышает
их коррозионную стойкость в морской воде. Свинцовую латунь
используют как антифрикционный материал.
Плавку медных сплавов ведут в тигельных н шахт¬
ных индукционных н отражательных печах, футерованных шамо¬
том илн кварцем. При плавке на воздухе медные сплавы окис¬
ляются к насыщаются водородом. Окисляются в первую очередь
компоненты, имеющие более высокий, чем медь, изобарный
потенциал образования оксида. По этой причине легирующие
элементы (Al, Be, Sn. Zn и др.) раскисляют медь, образуя
твердые, жидкие и газообразные оксиды. Твердые оксиды мед¬
ленно всплывают (осаждаются) в расплавах. Они могут попасть
в отлнвкн.
Медные сплавь, за исключением латуней, интенсивно по¬
глощают водород и при кристаллизации склонны к образова¬
нию газовой пористости. В ббльшей мере этому подвержены
сплавы с широким интервалом кристаллизации. В зависимости
от состава бронз и условий их плавки растворимость водорода
в них может достигать 20 см4 на 100 г сплава. О повышением
температуры интенсивность взаимодействия с газами увеличи¬
вается; взаимодействию с газами наиболее подвержены алюми¬
ниевые и кремниевые бронзы и латуки.
236
Для зашиты от окисления плавку мед ныл сплавив ведут
вид покровом древесного угля или флюсов на основе фторидов,
стекли или соды. Чтобы предупредить образование твердых
нерастворимых оксидов, медь перед введением легирующих эле¬
ментов раскисляют 0,1—0,15% фосфора.
Для очистки расплавов от растворенного водорода и твер¬
дых неметаллических включении нх подвергают продувке га¬
зами, впкуумнрованию, обработке флюсами и фильтрованию.
Наиболее глубокую очистку расплавов дает фильтрование через
зернистые фильтры из фторидов кальция н магния. Фильтры
перед использованием подогревают до 700—800'С.
Медные сплавы модифицируют, чтобы измельчить зерна и
нейтрализовать вредные примеси Для измельчения зерна в
сплавы вводят 0,15—0,2 % тугоплавких элементов (TI, V. 2г.
В, W, Мо). Для нейтрализации вредного влияния примесей
висмута, сурьмы, мышьяка и свинца в двойные латуни вводят
до 0,2 % кальция, до 0,3 % церия или 0,4 % циркония.
Технология изготовления фасонных отлнвок во многом
определяется интервалом кристаллизации сплавов и их склон¬
ностью к окислению в процессе заполнения литейных форм. Для
сплавов с узким интервалом кристаллизации (латуни ЛЦ40С,
алюминиевых бронз и латуней) характерно образование сосре¬
доточенных усадочных раковин и почти полное отсутствие по¬
ристости. Изготовление отлнвок из таких сплавов требует уста¬
новки в тепловых узлах массивных прибылен. Сплавы с широ¬
ким интервалом кристаллизации (оловянные бронзы, медно-
ннкелсвые сплавы, кремнистые бронзы и др.) схлониы к обра¬
зованию рассеянной газоусэдочноЯ пористости, предотвратить
появление которой с помощью прибылей затруднительно. Поэтому
отливкн из этих сплавов изготовляют с малыми по объему
прибылями нлн без них.
Алюминиевые бронзы и другие сплавы с легкоокисляюшн-
ыися компонентами заливают через расширяющиеся литниковые
системы, предназначенные для отделения оксидных плен и обе¬
спечения минимально допустимой скорости течения металла на
выходе нз питателей. Как правило, используют расширяющиеся
литниковые системы с нижним нлн сифонным подводом металла;
предусматривают устройство центробежных шлакоуловителей,
установку сеток и зернистых фильтров. Более простые литни¬
ковые системы применяют при литье оловянных бронз.
При медленном охлаждении ыедяые сплавы (кроче крем¬
нистых бронз и латуней н оловянных бронз с высоким содер¬
жанием олова) не склонны к образованию горячих трещин. При
резком охлаждении трешииообраэованню бола подвержены
сплавы с широким интервалом кристаллизации. По ной прн-
239
чипе пх почти пе применяют для лнтьи в кокиль и под давле¬
нием.
Для создания направленной кристаллизации прн литье
в разовые формы широко используют холодильники. Разовые
формы изготовляют из мелкозернистых смесей с высоким содер¬
жанием глины до (12 %}■ Чтобы предупредить пригар, в смеси
для форы вводят до 2 % мазута. Для этой же цели ив рабочую
поверхность высушенных форм наносят графитные покрытия.
Мелкие и сложные отлнвкн нз медных сплавов получают в обо¬
лочковых формах н литьем по выплавляемым моделям.
7.6. Плавильные печи
Для превращения шихтовых материалов в жидкое состоя¬
ние нагревом их до температуры, превышающей температуру
7.37. Плавильные печи для плавки чугуна и стали
Печь
Техническая характеристика
Вагранки нормального
ряда, закрытого типа (см.
рис. 7.1) с шахтой домен¬
ного профиля, водоохлаж¬
даемая. Чугун из вагранки
додается в коп ильин к
Конвертер (см. рис. 7.2)
Мартеновские печи для
плавки стали (см. рас. 7.3)
Вагранки производительностью
4-6, 6-9, 10-14. 15—21, 25—33,
30—35 с соответствующим расхо¬
дом воздуха 4700, 6200. 3650,
17000, 22 000, 36 000 мэ/ч
Конвертеры емкостью 0,5: 1.5;
2,5: 3,0 т
Мартеновские печи производи¬
тельностью 8,5; 11,0; 16,0 т/ч с
соответствующей площадью пода
36 м4 (при глубине ванны 700 мы).
42.5 н8 (780 мм) и 52 м4 (800 мм)
7.38. Индукционные электропечи для плавки чугуна
и стали с перегревом до 1600X
Печь
Вместимость
печн, т
Печь
Вместимость
печн, т
Для плав
ИЧТ-1
ИЧТ-2,5
ИЧТ-6
ИЧТ-10
ИЧТ-21,5
ИЧТ-31
11ЧТ-60
К и чугуна
1.0
2,5
6,0
10,0
21,5
31.0
60.0
Для плав
I1CT-0.0G
ИСТ-0,16
ИСТ-0,4
ИСТ-1
ИСТ-2,5
к л стали
0,06
0,16
0.4
1.0
2,5
240
7.39. Миксеры для дуплекс-процессов
Вместимость
печн, т
Мощность
печи, кВт
Мощность
нндукьион*
ных «дикий
11 нх иолн-
честао
ПрОИЗИОДИ-
тельшьтть,
туч
Исполнение
Серия
индукционных чугуноплавильных
канальных миксеров (ИЧКМ)
2.5
250
250х 1
7
Шахтный
4
500
500x1
14
к
6
500
500x1
14
»
10
500
500x1
12
■
16
500
500x1
12
»
25
2000
500 x4
55
Барабанный
25
1000
500 x2
24
Шахтный
40
2000
1000 x2
25
Барабанный
40
1000
500 x2
24
Шахтный
60
4000
1000x4
115
Барабанный
60
2000
1000 x2
50
Шахтный
100
4^00
1000x4
115
Барабанный
100
2000
1000x2
50
Шахтный
Се
рня и IIдукцион 11
ык канальных
раздаточных
миксеров
для чугуна (МЧКР)
0.4
60
60x1
1.4
_
0.6
60
60x1
1,35
1.0
60
60x1
1.1
2.5
150
150X1
4,0
4.0
150
150x1
3.7
6,0
150
150x1
3.6
7.40. Дуговые печи для плавки чугуна и стали
Печь
Вмести htOCTb
печи, w*
Печь
Вместимость
печи, ы»
Для плавки чугуна
Для плавки стали
и стали
ДМ-0,25
0.25
ДС-0,5, ДС-05Л
0,5
ДМ-0,5
0.5
ДС-1,5, ДСП-1.5
1.5
ДСЛ-ЗМ2
3.0
ДС 3. ДСП-3
3.0
ДСП-6Н
6.0
ДСВ-5 А
5.0
ДСП-12Н2
12,0
ДСВ-1 ОБ
10,0
ДСП-25112
25,0
ДСП-20
20,0
ДСП-50Н2
50,0
ДСП-50
50,0
дсп-ао
80,0
16 -752
241
7.41. Тигельные (газовые) печи для плавки н подогрева
алюминиевых сплавов
Печь
Вмести¬
мость
печи, т
Расход
топлива,
кг/ч
X а ракте ркстн и в печи
ПТП-0,18
0, 18
300
Тигель графитовый, чугун¬
ный или набивной. Печь одно-
тигельная
ПТП-0,25
0,25
40
Материал тигля тот же.
Печь однотигельняя
РТС-0,30
0,30
20
Стационарная, раздаточная,
двухтнгельная печь для подо¬
грева расплава
РТС-0,15
0,15
15
Стационарная, раздаточная,
однотигельная печь для подо¬
грева расплава
Примечание. Для плавки алюминиевых сплавов при.
меняют также отражательные нефтяные печи НОП-1, НОЛ-2,
НОП-7.
7.42. Тигельные псчн сопротивления для плавки н
подогрева алюминиевых сплавов
Печь
Вместимость
лечи,т
Печь
Вместимость
аечн. т
Поворотные
Стационарные
CAT-0,15А
0,15
САТ-0.15Б
0,15
С АТ-0,25 А
0.25
САТ-0.25Б
0,25
САТ-0.5А
0,5
САТ-0.5Б
0.5
САТ-0.15В
0.15
САТ-0.25В
0,25
Примечание. Для алюминиевых сплавов применяют
также индукционные печи с чугунным тиглем ИПА-100, ИЛА-250,
ИПА-500 и индукционные канальные печи ИАК-0,4, ИДК-li
ИАК-2. ИАК-2,5. ИАК-6.
7.43. Индукционные тигельные и канальные электропечи
для плавки бронз и латуней
Печь
Производитель¬
ность печи, т/ч
Печь
П рон 3 ВОДНТСЛ ь-
иость печи, т/ч
Тигельные
Канальные
Ш1Т-1
0,9
ИЛК-1
1,25
ИЛ Т-2,5
1.8
ИЛК-1,6
3,75
ИЛТ-10
3.7
ИЛК-16
10,0
ИЛТ-16
7,5
Л р и м е ч в п н е. Для плавки бронз и латуней применяют
также дуговые электропечи ДМК-0,25, ДМК-0,5,
242
Рис. 7.1. Вагранка закрытого типа:
/-шахта доменного профиля, з—фурысяныЛ пояс, J — родоох лдждае*
мыс фурмы, 4-ж«лоб. f-плтрубон отсоса аагрдцочямт гама. л~ааг-
р у «очное прнгаосо&лснне, Г - загрудожы р бункер шахты. $ —уроьнешер
шихты б ьагринке
Г
1
1/
——\ Т.
=к"Ч-
«
^ Г"\ -
1
•
т ♦ +
i-
=LF=3
Рис 7.2. Типовой конвертер ЦНИИТ.ЧАШ
вместимостью 2,6 т;
/ — реторта, /’-горлшии», з-ммшнзч повороте ре-
торты, 4-стойка приседа. J—«юЛк! со стороны
подачи воздуха. £-подии нплнк. 7—опорное ;кольцо,
С—воздухораспределмтельпая пробка
J 2 1
-f;
Рнс. 7.3. При к цннияльная схе¬
ма мартеновской печи;
/-панка металла, 3~рабочее прост¬
ранство печи, 3—воздушный канал.
-f-гвзовыП камн/f, S- воздушные
регенераторы, 6—газовые регенера¬
торы, 7—подача воздуха, в—подача
- rasa. S- дымовая труба
Рис. 7.4. Тигелышя поворотная печь:
/-ВЫТЛЖ1ГОП кожух, 3—тигель, 3-поворотный механизм
Рис. 7.5. Схема трехфазной ду¬
говой электропечи для плавки
стали:
/—алпиа, 3—Завалочное окно. Л —
электроды, Г—подвод электрическо¬
го тока, tf-выпускнол желоб
плавления, применяют плавильные печи. Плавильные печи рабо¬
тают на жидком, твердом, газообразном топливе н электриче¬
ской энергии. Ниже приведены основные типы плавильных печей
для плавки чугуна и стали (табл. 7.37—7.43), алюминиевых
сплавов, бронзы и латуней.
Для магниевых сплавов применяют стационарные стальные
тигли емкостью до 0,5 т; стальные сварные тнглк вместимостью
до 0,35 т; отражательные печи вместимостью до 3 т или индук¬
ционные печи со стальным тиглем вместимостью до 2 т.
На рис. 7.1—7.5 изображены некоторые типы плавильных
печей дли плавки чугуна и стали.
Для работы и дуплекс-процессах совместно с вагранками,
дуговыми н тигельными печами предназначены индукционные
канальные миксеры. Они позволяют повысить температуру чу¬
гуна перед заливкой, осуществить легирование и модифициро¬
вание расплава. В настоящее время эти плавильные агрегаты
используют непосредственно для плавки чугуна.
В. ЗАПИВКА ЛИТЕЙНЫХ ФОРМ И ФИНИШНАЯ
ОБРАБОТКА ОТЛИВОК
8.1. Запивка литейных форм
Разливочные ковши. Ковш—это металлическая {стальная
или чугунная) емкость, предназначенная для кратковременного
хранения, перемещения и заливки в литейные формы расплава.
Внутренняя поверхность н крышка ковша футерована огнеупор¬
ным материалом.
Ковш перемещают грузоподъемным оборудованием или вруч¬
ную с помощью приспособлений, закрепленных на корпусе
ковша. На приспособлениях установлены замковые устройства
(загцелкн). предотвращающие опрокидывание ковша при его
перемешивании.
Опрокидывание ковша при заливке литейных форм осу¬
ществляют самотормозящнмнся червячными механизмами, кото¬
рые приводят в действие от ручного штурвала нлн электро¬
двигателя
При изготовления мелких отлнаок расплав из плавильной
печн заливают в ковш вместимостью 0.5—1.5 т, а затем из него
в ковш вместимостью 30—80 кг. Ковш меньшей вместимости
предназначен для заливки литейных форм. Ковш большей вме¬
стимости устанавливают из специальный поворотный стенд
вблизи места разливки расплава по литейным формам.
Ручные ковши {ряс. 8.1, а. 6} применяют в основном
для эалнвки стержневых каркасов на плацу прн разливке рас¬
215
плавления, применяют плавильные печи. Плавильные печи рабо¬
тают на жидком, твердом, газообразном топливе н электриче¬
ской энергии. Ниже приведены основные типы плавильных печей
для плавки чугуна и стали (табл. 7.37—7.43), алюминиевых
сплавов, бронзы и латуней.
Для магниевых сплавов применяют стационарные стальные
тигли емкостью до 0,5 т; стальные сварные тнглн вместимостью
до 0,35 т; отражательные печн вместимостью до 3 т или индук¬
ционные печи со стальным тиглем вместимостью до 2 т.
На рис. 7.1—7.5 изображены некоторые типы плавильных
печей для плавки чугуна н стали.
Для работы в дуплекс-процессах совместно с вагранками,
дуговыми н тигельными печами предназначены индукционные
канальные миксеры. Они позволяют повысить температуру чу¬
гуна перед заливкой, осуществить легирование и модифициро¬
вание расплава. В настоящее время эти плавильные агрегаты
используют непосредственно для плавки чугуна.
В. ЗАПИВКА ЛИТЕЙНЫХ ФОРМ И ФИНИШНАЯ
ОБРАБОТКА ОТЛИВОК
8.1. Заливка литейных форм
Разливочные ковши- Ковш—это металлическая {стальная
или чугунная) емкость, предназначенная для кратковременного
хранения, перемещения и заливки в литейные формы расплава.
Внутренняя поверхность н крышка ковша футерована огнеупор¬
ным материалом.
Ковш перемещают грузоподъемным оборудованием или вруч¬
ную с помощью приспособлений, закрепленных на корпусе
ковша. На приспособлениях установлены замковые устройства
(загцелкн). предотвращающие опрокидывание ковша при его
перемешивании.
Опрокидывание ковша при заливке литейных форм осу¬
ществляют самотормозящнмнся червячными механизмами, кото¬
рые приводят в действие от ручного штурвала или электро¬
двигателя
Прн изготовления мелких отлнвок расплав нз плавильной
печн заливают в ковш вместимостью 0.5—1.5 т, а затем из него
в ковш вместимостью 30—80 кг. Ковш меньшей вместимости
предназначен для заливки литейных форм. Ковш большей вме¬
стимости устанавливают нз специальный поворотный стенд
вблизи места разливки расплава по литейным формам.
Ручные ковшн (рис. 8.1, а. 6} применяют в основном
для эалнвки стержневых каркасов на плацу прн разливке рас¬
215
плавов в мелкие литейные формы в условиях маломеханнаиро¬
ванных производств.
Для разливки чугунного расплава используют ковш бара¬
банного нлн конического (рис. 8.1, в) типа различной
вместимости.
Стопорные ковши (рнс. 6.1, г), предназначенные для
разливки стального расплава, имеют огнеупорную втулку, за¬
крепленную в днище ковша. Отверстие втулки, через которое
расплав поступает в литейную форму, закрывается с помощью
Рнс. 6.1. Ковши для залнвкн литейных форм:
а-колш-ложна. б-ковш с носиками, «-конический вместимостью 100 —
260 кг, е— стопорный
рычажного механизма. Рычагн и штанги облицованы огнеупор¬
ным материалом.
Для залнвкн форм расплавом цветных металлов исполь¬
зуют различные конструкции ковшей вместимостью до 1,0 т.
Ковши чайннкового типа применяют при разливке
магниевых расплавов из стационарных тиглей. Внутри ковшей
на расстоянии 20—30 мм от днища расположена трубка, обес¬
печивающая заливку расплава через нижнюю часть носика.
Прн такой конструкции оксиды и флюсы не попадают в литей¬
ную форму.
Основные требования к подготовке разли¬
вочных ковшей заключаются в следующем:
ковши очищают от шлака и настылей. Носнкн ковшей об¬
мазывают огнеупорным составом, окрашивают н подсушивают;
проверяют футеровку, исправность поворотного механизма,
стопорного устройства. Ковши с недостаточной футеровкой не
применяют, чтобы предотвратить кнпение расплава;
на рабочее место устанавливают технологические пробы,
246
I
8.1. Температуры разлнвкн
Температура расплела
Характеристика отлнион или
норка сплава
прн выпуске
из плавильной
печн. вС
при аалиене
лнтепных
форм, "С.
не в и же
Серый чугун (СЧ 16—СЧ 10)
Мелкие
1380
1300
Средине
1360
1300
Крупные, очень крупные
1360
1290
Тонкостенные (средине, крупные,
1360
1320
очень крупные)
Серый чугун (СЧ 20—СЧ 35)
Мелкие
1380
1320
Средние
1360
1320
Крупные, очень крупные
1380
1300
Тонкостенные (средние, крупные,
1400
1330
очень крупные)
Высокопрочный чугун
Преобладающая толщина стенок,
мм:
6—20
1380
1320
>20
1300
Ковкий чугун
Преобладающая толщина стенок,
мм:
до 4
1480
1380
4—tf)
1450
1350
Ю—20
1430
1350
>20
1410
1320
Углеродистая и низколегированная стзлн
Мелкие, средние
1550
1420
Крупные, очень крупные
1520
1390
Тонкостенные (мелкие н средине)
1550
1450
Высоколегированная сталь
Мелкие, средине
1570
! 1420
Крупные, очень крупные
1540
! 1420
Тонкостенные (мелкие к средние)
1570
| 1460
Алюминиевый
сплав
АЛ1
760
720—770
АЛ4
770
730—750
АЛЮ
750
690—730
Прочие
770
640—750
Продолжение табл. 8.1
Температура расплава
Характеристика отливок нля
марка сплава
прн выпуске
из плавиль¬
ное печн, °С
при эалкпие
литейных
фирм, СС.
не ниже
Оловянная и фосфористая бронзы
Преобладающая толщина стенок,
мм:
10
1150
1100
10-20
1100
1050
20
1050
1000
Алюминнева я
бронза
Преобладающая толщина стенок,
мм:
10
1150
1100
Кремнистая латунь
Преобладающая толщина стенок,
мм:
10
ИЗО
1100
10
1080
1050
Примечание. Толстостенные отливки неответственного
назначения из серого чугуна допускается заливать прн темпе¬
ратуре не ниже 1270*С, отливки нэ магниевых сплавов—при
720-780 СС.
8.2. Скорость снижения температуры расплава чугуна и стали
(в ковше, предварительно разогретом до температуры 1000 'С)
Среднее
Снижение
темпере*
туры в
момент
выпуски
в ковш
•о
Снижение температуры
в ковше, *С
Внестныостъ
ковша, кт
темттера-
Tjpw.
•С/мл и
яа последующие
эе первые
10 мнн
Ю мин
20—25 мин
Чугун
БО
20—40
40—50
150
10—15
40—50
120
-
300
5—7
40—50
50
1 ОС,0—2000
2—3
20—40
30
20
35—40
3000—4000
1,5-2.5
20—40
20
15
25—30
5000
1,0-2,0
20—40
15
10
20—25
10000
0,5—1,0
20—40
10
10
12—15
248
8.1
Продолжение табл. 8.2
Вместимость
новшь, кг
Среднее
Снижение
темпера*
Снижение температуры
а ксешс. “С
темпера»
да-
иомект
выпуска
И ковш»
“С
тя последующие
эк первые
10 мин
10 мин
20—2В пик
Ст а л ь
50—70
.
30—40
2000-3000
—
75—85
40—50
25-30
20—25
4000—5000
—
70-80
30—40
20—25
15—20
7000—8000
—
65—75
20—30
J5—20
10—15
10000-12000
—
60—70
20—30
15—20
10-15
Примечание. Для расплава чугуна приведены скоро¬
сти снижения температуры в барабанном ковше.
6.3. Продолжительность заливки форм расплавом серого чугуна
Металлоемкость
литейной
формы, кг
Продолжитель¬
ность залквкк,
с
Металл ое м кость
литейной
формы, кг
Продолжитель¬
ность ЭВЛКРКК.
с
™ 3—5
4-5
250—500
24—28
* 5—10
4—11
500—1000
28—40
>и 10—50
П—18
1000—5000
40—100
60-100
18—20
5000—10 000
100—120
100—200
20—24
IH
ложкн для залнвкн проб, ломики, счищалки шлака, пробки,
глину.
Заливка форм. После заполнения ковша с поверхности
расплава тщательно снимают скребком шлак 'нлн флюсовый
покров. Прн аалнвке форм обеспечивают постоянный уровень
металла в литниковой чаще. Выходящие из формы газы под¬
жигают. В табл. 8.1—8.3 приведены оптимальные температуры
разливки, скорости снижения температуры и ориентировочная
продолжительность залнвкн.
Механизация и автоматизация наливки расплавов в литей¬
ные формы является в настоящее время интенсивно развивае¬
мым процессом н прежде всего для изготовления отливок круп¬
носерийного и массового производства на автоматических линиях,
Прн создании автоматических формовочных линий с использова¬
нием устройств (табл. 8.4) автоматической залввкн необходимо
соблюдать следующие основные требования;
249
w,
\
8,4. Заливочные машины, нх основные технические характеристики н область применения
Схема мл пн ОЧ ЦП Я шижны
Нлшыюъыние, тип. основные
данные
Рекомендуемой область
применения, примеры
нигюльлцьанин
Преимущества м
недостатки
Заливочная ковшовая ус¬
тановка двухпоэнпконная.
поворотная. Вместимость
миксера 2 т (обогрев газо¬
вый). Вместимость ковшей
от 160 до 1000 кг. Макси¬
мальная производи гель-
кость при дозе 5—8 кг до
200 заливок и час
Зеливочнан ковшовая ус¬
тановка модели 412GA.
Вместимость ковшей 630 кг;
тип конический. Произво¬
дительность до 200 заливок
в час при металлоемкости
формы до 20 кг
Для заливки чугуна в
кокилн и песчаные фор¬
мы лрн мелком литье.
Во время заливки форма
неподвижна. Расстояние
от оси литниковой чаши
до наружного габаритно¬
го размера олоки или
кокилн не более 200 мм
Для заливки чугуна
на линиях безоп очной
формовки К Л-2002 и дру¬
гих линиях типа «Днса¬
матнк». Расстояние от
оси литниковой чаши до
наружного габаритного
размера формы не более
200 мм
Преимущества: просто¬
та конструкции и удоб¬
ство эксплуатации; на¬
личие обогреваемого мик¬
сера. Недостатки: воз¬
можность попадания
шлака в форму; наличие
перелива в ковши
Преимущества: просто¬
та конструкции; возмож¬
ность изменения поло¬
жения носика ковша как
в продольном, так и в
поперечном направлени¬
ях. Недостатки: отсутст¬
вие подогрева металла,
возможность попадания
шлака в форму
Продолжение табл. Я.4
Схема зялнйочноЙ машины
Наыыекопэнне, тип,
осчолные данные
Рекомендуем ля область
применения* примеры
использования
Заливочная установка
портального типа. Заливка
через стопор; вместимость
2 т. Максимальная темпера¬
тура 1500 с€. Массовый рас-
ход 15 т/ч
Для заливки чугуна в
беэопочные формы на ли¬
ниях типа сДисаматкк»
Прримущгстиа н
недоггггки
Преимущества: нали¬
чие обогреваемого мик¬
сера; исключается по¬
падание шлака в форму.
Недостатки: недолговеч¬
ность работы стопорного
устройства, большой на¬
пор стружки
Продолжение табл. 8.4
Схема заливочной машины
Наименование, тип,
основные данные
Рекомендуеман область
применение, примеры
НСПОЛЫОНанНЯ
Пршмуществн к
недостатки
Электропечь-миксер ин¬
дукционный, раздаточный!
ИЧКР-2,5С1. вместимость
2,5 т. Произволительность:
по перегреву на 100“С
3,9 т/ч; по поддержанию за¬
данной температуры 20 т/ч;
температура ванны 1500 "С.
Выдача дозы — и невматнче-
ская
Магнитола нами ческая за¬
ливочная установка типа
МДН-12. Вместимость печи
1000 кг. Время перегрева
металла на t0QcC 1 ч
Для залнвкн чуг\на
в формы на пульсирую¬
щих литейных конвейе¬
рах и формовочных роль¬
ганговых линннх, в ко-
кнли на карусельных
машинах и т. д.
Для залнвкн чугуна
в формы на пульсирую¬
щих конвейерах, формо¬
вочных линиях; в коки¬
ля на карусельных ма¬
шинах; на центробежных
машинах
Преимущества: нали¬
чие индукционного подо¬
грева; лодача чистого
металла в формы. Недо¬
статки: сложность съема
шлака; длительности ре¬
монта футеровки
Преимущества: нали¬
чие индукционного на¬
грева; легкость съема
шлака. Недостатки: по¬
вышенный расход элек¬
троэнергии. сложность
эксплуатации
8.Б. Продолжительность охлаждения чугунных отлнвок
Отлипни и лнтеЛная форчн
Масса
отливке, кг
Время
охлаждения
отлннкн, ч
Базовые корпусные детали (слож¬
1001—3000
8-18
ные станины, стойки, салазки), к
которым предъявляют требования по
стабильности геометрических форм и
размеров. Формы сухие или химиче¬
ски твердеющие
3001—5000
18—30
Базовые корпусные детали—сред-
101—500
2—6
негабаритные станины, траверсы, пол¬
зуны, шестерни высокой и повышен¬
ной прочности, к которым предъяв¬
ляют требования по стабильности
геометрических форм и размеров.
Формы сухие или химически тверде¬
ющие
501—1000
6-9
Отливки те же, но изготовляемые
101—500
2-5
в подсушенных формах
501—1000
5—8
Базовые корпусные детали слож¬
ные к средней сложности, малогаба¬
ритные стойки, салазки, суппорты,
тумбы, основания, к которым предъ¬
являют требования по стабильности
геометрических форм и размеров.
Формы подсушенные
<20
0,6-1.0
Отливки те же, но изготовляемые
в сырых формах
21—100
0,75—1,5
Различные детали средней слож¬
ности. отливаемые в сырых формах
<20
0,4-0,75
фиксировать место расположения заливочной чаши или
воронки и унифицировать их размеры, о в случае наличии вы¬
поров— к места их расположения;
фиксировать расположение литейкой формы иа конвейере
и положение тележки конвейера {или другого транспортного
устройства) относительно автоматической заливочной системы;
выбирать конфигурацию и положение грузов {при необхо¬
димости их применения) на литейной форме так, чтобы они
не препятствовали заливке;
обеспечивать постоянную скорость перемещения формы в про¬
цессе заливки или транспортной системы с пульсирующим ре¬
жимом движения;
обеспечивать удобство и быстроту подачи жидкого расплава
к заливочному устройству.
В настоящее время определились следующие конструктив¬
ные типы заливочных автоматических установок; с наклонной
253
8.6. Выбивные решетки
П«р»мг-тры
Инерционны?
d кс центр и ки« ые
В L 2 11
31212
31213
31214
31*215
31Г17
31218
31219
ИИ120
421
422М
Грузоподъемность, т
1,0
1,6
2,5
4.0
6,3
16.0
25,0
40,0
7.5
1.0
1,6
Размер стола в свету, мм
I250X
хшоо
1600Х
X1250
2000 X
X 1000
2240X
xisoo
2500 х
Х2000
3550Х
Х2500
4000 X
Х3150
4500 X
Х3550
1850Х
Х1330
12S0X
xiooo
1600 X
X1250
Мощность электродвига-
телеЛ, кВт
2,2
4.4
4,4
15
20
СО
80
150
5,5
4.5
Масса, кг
1000
2400
2800
5200
5600
14 000
15 400
23 600
2360
880
1000
ванной; с пневмовыдачей; со стопорным механизмом; электро¬
магнитные; комб»пировзн Hue
После заполнения формы расплавом отлнвкн охлаждают
в ней до определенной температуры. Время охлаждения отлн-
вох зависит от нх сложности, размеров и типа сплава. В табл. 8 5
приведена продолжительность охлаждения чугунных отливок.
Время охлаждения стальных отлнвок па 15—20 % больше, чем
чугунных.
8.2. выбивка отлнвок
Выбнвку отлнвок из литейных форм выполняют на специа¬
лизированном оборудовании (табл. 8.7—8.9).
8.7. Техническая характеристика установок
для выбивки крупных форм
Модель
Грузо¬
подъемность,
т
Рабочие раз¬
меры решет¬
ки, мм
Максим ель-
кые размеры
выбиваемых
опок, м
Установлен¬
ная мощность
ВДекТроДВН-
гатедеА одной
секция, кВт
4280(31218)
25
3.5x2,5
75
(4,0X3,15)
429 (31219)
40
4.1x3,15
—
100
431И4
100
7x5
4x2.5
75
432И6
1С0
9.5x5
8.9x4x1.2
100
'32У8
250
10x7
9x6x1,5
112
6-В. Техническая характеристика автоматических
выбивающих провальных инерционных проходных установок
Мидель
Рпэыер опок в свету, ни
П р ОН дн ьн ОСТЬ,
форм ч
31411
500X 400
400
31412
600x500
300
31413
800x700
240
31414
1000x8000
200
31415
1200X1000
160
31416
1600Х1200
125
31417
2000X1600
60
Крупные, тяжелые и средние отливки выбивают на выбив¬
ных решетках с различной грузоподъемностью (рис. 8.2). Ре¬
ме жи состоят из нескольких типовых секций грузоподъемностью
10, 20 т.
255
Стержни «э отливок выбивают на галтовочных барабанах
(рис. 8.3) гнлрокамерах, электрогкдроустаковках, реже — на
вибрационных машинах. В галтовочных барабанах операция
выбивки совмещается с очисткой поверхности отлнвкн.
Рис. 8.2. Инерционная решетка модели 431 И*4
Участки выбивки оборудованы мощной приточно-вытяжной
вентиляцией. Для отсоса лылн при выбивке форм мелких и
средних отлнвок применяют вентиляционные зонты и боковые
отсосы, расположенные под установкой нлн по ее периметру.
Рис. 8.3. Барабан очистной галтовочный модели СБ-800:
/-скиповые подъемник, J—очистной бврвбаи
Выбивные устройства для форм крупных и очень крупных отли¬
вок на период работы захры&ают накатными кожухами.
В механизированных цехах смесь после выбивки по трпк*
256
\
8.9. Оборудование для аыбнвин С1ерншей
Ниаачсыкс и Нрнпцнп деЛстпин
Техническая характеристике
Барабан очистной галтовочныЛ ОБ-800
(периодического действия)
Предназначен для выбивки
стержней и для очистки не
сложных по форме мелких и
средних отливок. Загрузка от¬
ливок осуществляется скнпо-
вым подъемником. Выбивка и
очистка производятся при вра¬
щении барабана в результате
трепня и соударения отливок
Объем загрузки 0,5 ы3; про¬
изводительность 3 т/ч; диаметр
барабана 0,8; длина рабочей
части 1,25 ы; частота вращения
30 об/мни; мощность электро¬
двигателя 7,0 кВт
Барабан очистной галтовочный О Б-900
(периодического действия)
Применяют при выбивке
стержней н очистке.не слож¬
ных по форме мелких и сред¬
них отливок. Принцип дейст¬
вия тот же
Объем загрузки 0,8 м3; про¬
изводительность 3,5 т/ч; диа¬
метр барабана 0,9 м, длина
рабочей части барабана 1,4 м;
частота вращения 27 об/ынн;
мощность электродвигателя
7.5 кВт
Барабан очистной галтовочный 314
(непрерывного действии)
Предназначен для выбивки
стержней н очистки не слож¬
ных по форме мелких л средних
отливок. Барабан непрерывного
действия с механизмами за¬
грузки н выгрузки отливок
Производительность 5 т/ч;
диаметр барабана 1.2 м; длина
рабочей части барабана 6,4 ы;
частота вращения 7 об/мин;
мощность электродвигателя
21,7 кВт
Вибрационная машина 0-15
Предназначена для ныбнвкн
стержней мелких отливок раз¬
мером до 0,3 м. Стержии уда¬
ляются в результате вибраци¬
онного действия бойка маши¬
ны на отливку
Усилие зажима отлнвкн
0,2 т; производительность до
100 отлнвох в час
Вибрационная машина 411
Назначение то же, но для
отливок размером до 0,8 м
Усилие зажима отливок
0.8 т; производительность до
40 отливок в час
17 —752
257
/7 родо )Жгние л vi б л. Я.о
НяЭЦ'ЧеГШС П npUHlllltT 'fllCTUl 1
Теяпячеслоя JTBpeKTi ;-лгт;»*я
Очистные в ибрвционные
с п р я м о л и п е й и о й рабочей
Предназначены для выбивки
стержней 11 очистки отлнвок.
От.ишкп для очистки помеща¬
ются в рабочую камеру с на¬
полнителем, где подвергаются
вибрации с одновременным дви¬
жением по круговой нли спи¬
ральной траектории. Наполни*
талями служат синтетические
абразивы—электрокорунд нор¬
мальный, бой абразивных кру¬
гов на бакелитовой и керами¬
ческой связке зерп нстостыо 80,
100, 160 и твердостью СТ1-СТЗ,
звездочки из отбеленного чу¬
гуна, бракованные мелкие де¬
тали, Объемное соотношение
между наполнителем н отлив¬
ками: 1:1 для простых н 1,4:1
для сложных по конфигурации
отлнвок. Камера ВД1П400Н—
непрерывного действия
Назначение и действие такое
же, как и у вибрационных
машин с прямолинейной рабо¬
чей камерой
машины
камере и
Модель
Объем
Масса :<п-
камеры
камеры,
грузки.
л
кг
ВМ-12М
12
25
МБ-12
12
25
БМП-25
25
50
В МП-50
50
100
ВМ-100
100
200
БМ-200
200
400
ВМ-4О0
400
800
ВМ-800
800
1600
цнонные ь
а ш и и ы
ой рабочей камерон
Модель
Объем
Масса за¬
камеры.
грузки.
л
кг
ВМПВ-100
100
200
В.МПВ-200
200
400
В МП В-400
400
80
Г ндрокамера
Проходная с выкатиой те¬
лежкой, предназначена для вы¬
бивки стержней, а также для
удаления остатков стержневой
смеси струей воды. Вода н вы¬
битая из отливок смесь посту¬
пают, через решетчатый пол на
инерционный грохот. Крупные
куски смеси подаются в отвал,
пульпа—на лоток. Металличе¬
ские включения смеси улавли¬
ваются на лотках электромаг¬
нитной плитой и поступают в
специальные емкости. Отливка
прн выбивке установлена на по¬
воротном столе тележки
258
37123 (ЛН4Р7)
Давление струн воды
19,6 МПа; наибольшая масса
отливкн 50 т; габаритные раз¬
меры камеры 9,ОХ4,5x4,5 м;
число гидромониторов 2; угол
качания гидромонитора в гори¬
зонтальной плоскости 40е; в
вертикальной 50е; продольный
ход сопла 1,0 м; максимальный
расход воды для одного гидро¬
монитора 5,12 л с; мощность
электродвигателей 12,8 кВт
nptfoAX'Htu тсбл. 8.9
HtMIVIHNN К принцип ДГ*ч.Т>4П
Те\яи«ес*зя кар.мтерастии*
Гидрокамера 37113 (ЛИФОВ)
Принцип действия тог же.
Предназначена для выбивки
стержней л для удаления ос¬
татков стержневой смеси
Давление струн воды до
19.6 .МПа; наибольшая масса
отливки 15 т; габаритные раз¬
меры камеры 4,5х4,5х4.5 м;
число гидромониторов ручных
1. механизированных 1; угол
хачаиня гидромониторов в вер¬
тикальной и горизонтальной
плоскостях ручного 6СР, меха¬
низированного 40е; продольно¬
го 1,5; механизированного
1,0 м. .Максимальный расход
воды для одного гидромонито¬
ра 5,15 л/с; мощность электро¬
двигателей 324,2 кВт
Гидрокамера 37116
Принцип действия тот же.
Предназначена для выбивки
стержней и для удаления ос¬
татков стержневой смеси
Даплепне струи воды
19.6 МПа; наибольшая масел
отливки 100 т, габаритные раз¬
меры камеры 5.94x5.84x4,8 м;
число гидромониторов 2; угол
качания гидромониторов в вер¬
тикальной н горизонтальной
плоскостях 60°; продольный
ход сопла 1,0 м; максимальный
расход воды для одного гидро¬
монитора 5,15 л/с; мощность
электродвигателей 450,5 кВт
Г идропескостру
Тупиковая с выкаткой тележ- I
кой. Стержни удаляются из
отливки всдопесчаной струей
или из закрытых полостей от¬
ливки струей воды высокого
давления. Каждый гидромони¬
тор снабжен двумя соплами
й и а я камера 417
Давление всдопесчаной струп
(или воды) 19,6 МПа; наиболь¬
шая масса отливки 100 т; га¬
баритные размеры камеры
22x19.3x6.2 м; число гидро¬
мониторов 3; угол качания
гидромониторов 50°; продоль¬
ный ход сопле 2,5 м; макси¬
мальный расход воды для
одного гидромонитора 5,15 л/с;
мощность электродвигателей
214,8 кВт
17*
259
Продолжение табл. 8.9
Назначенце я принцип деЛстеин
Электрогидравлнче
Предназначена для выбивки
стержней нз мелких отливок.
Принцип действия основан на
использовании энергии элект¬
рических разрядов, протекаю¬
щих в воде между электродами
и поверхностью отлнвкн; воз¬
никающие вводе ударные волны
разрушают стержень. Выбивка
стержня производится в рабо¬
чей камере, расположенной в
баке и закрытой звукоизоли¬
рующим кожухом. Камера ос¬
нащена механизмами для пере¬
мещения электродов, загрузки
н выгрузки отливок, удаления
выбитой из отливки смеси
Электрогидравлнче
Принцип действия тот же.
Предназначена для удаления
стержней на чугунных, сталь¬
ных и цветных сплавов отли¬
вок
Электрогндравл нче
Принцип действия тот же.
Установка размещается в от¬
дельном помещении, состоящем
из трех отделений. В отделе¬
ниях установлены пультоуп-
равлеине, технический узел и
высоковольтное оборудование.
В помещении технологического
узла имеется приямок, о кото¬
ром размещают рабочий бак.
Управление установкой ди¬
станционное. На пульте уп¬
равления имеется экран для
наблюдения за положением
электрода относительно очи¬
щаемой поверхности
Техническая херэктерястякв
ская установка 675]I
Диаметр рабочей камеры
0,25 м; длина рабочей камеры
0,5 м; максимальная произво¬
дительность 60 циклов в час;
мощность установки 38 кВ А;
напряжение сети 380 В
кая установка 36121А
Габаритные размеры камеры
1,8x1,0x0,7 м; рекомендуемая
масса отливок 0,1—1,0 т; наи¬
большая масса загрузки 2,5 т;
максимальная производитель¬
ность 3 т/ч; мощность уста¬
новки 65 кВ-А; напряжение
сети 380 В
кая установка 36131А
Габаритные размеры рабочего
бака 3,5х2,0х1.0; рекомендуе¬
мая масса отливок 0,5—5,0 т;
наибольшая масса загрузки
80 г; производительность при
выбивке стержней из чугунных
и из цветных сплавов отливок
4 т/ч; нз стальных 2,5 т/ч;
мощность установки 150кВ-А;
напряжение сети 380 В
npodo.ix"Hue табл. 8.9
Назначение и принцип деЛгюпя
Элсктрогидравличе
Принцип действия и конст¬
руктивные особенности те же
Техническая характеристика
кая установка 36141А
Габаритные размеры рабочего
бака 5,6 у. 3,2 х 2.0 м; рекомен¬
дуемая масса отливок 5,0 т;
производительность при вы¬
бивке стержней нэ чугунных и
из цветных сплавов отливок
6,5 т/ч; из стальных 4,0 т/ч;
мощность установки 150 кВ А;
напряжение сети 380 В
Примечания; 1. Галтовочные барабаны используют для
очистки отлнвок от прнгард, для удаления зализов н частично
остатков элементов литниковой системы. 2. Очистку отлнвок
также производят электрохимическим способом.
спорте рам передается в сме-
сеприготовнтелькое отделение
на регенерацию. Часть тран¬
спортеров размещена под вы¬
бивным оборудованием.
8.3. Очистка отлнвок
После выбивки отливкн
подвергают очистке, чтобы уда¬
лить с поверхностен пригар,
остатки формовочной и стерж¬
невой смеси Отливки на очист¬
ку подают без стержневых кар¬
касов, [литников н выпоров и
при необходимости пробивают
заливы в окнах для очистки
внутренних полостей отливкн.
Если отливка подвергалась об.
работке в гндрокачере нлн
электрогкдрзвл ической уста¬
новке, то перед очисткой се су¬
шат.
Основным способом очистка отлнвок является дробеыетная
обработка, которой подвергается более 80% производимых отли¬
вок. К дробеметному оборудованию (табл, 8.10) относят барабаны
261
Рнс. 8.4. Стол очистной дробе-
ыетный модели 345;
Г-механизм подачи и сепарации
дроби, г-подьеиныЛ стол. J-пучьт
.10. Очистное оборудование
М . in вчмше и принцип леШтгая
Техипчегкип характеристика
Барабан очистной 326.42, 42216
Дробеметный барабан перио¬
дического действия предназна¬
чен для очнетчн отливок массой
25—40 кг. Нагрузка отливок
производится скиповым подъем¬
ником. Отливки очищаются на
конвейерном поде направлен¬
ными потоками дроби. На время
очистки рабочее пространство
барабана закрывают шторой.
Очистка дроби осуществляется
воздушно-механическим сепа¬
ратором
Объем загрузки 1,2 ма; мак¬
симальный размер отливок
0,6 м; производительность
очистки чугунных отливок
средней сложности 5—7 т ч;
число дробочетных оппаратов 2;
производительность оди ого дро-
бе.четного аппарата 100 кг/мин
Барабан очисти ой 323М
Назначение к принцип дей¬
ствия те же, но масса очищае¬
мых отлнвок 2—80 в г
Объем загрузки 0,3 м8; мак¬
симальный размер отливок
0,4 м; производительность
очистки чугунных отлнвок 2—
3,2 т/ч; стальных отливок I—
1,6 т/ч; чпело дрсбемстних
аппаратов 1; производитель¬
ность дробечетного аппарата
1G0 к г Диш
Барабан очистной 42223, 42213
Объем ;агруэкн 0,3 ы*; мак¬
симальный размер отливок
0,4 м; производительность
очистки чугунных отлнвок 3—
4,5 т/ч; стальных отливок 2—
3 т/ч; число дробеметных аппа¬
ратов 1; производительность
дробеыстного аппарата
250 кг/мин
Барабан очистной 42122(317/42)
Максимальная масса очищае¬
мых отлнвок 25 кг; максималь¬
ный размер отливок 400 мм;
производительность очистки
чугунных отлнвок 3,5—7 т/ч;
стальных 2—4 т/ч
Дробеметный барабан перио¬
дического действия с ленточ¬
ным подом нз сшитой транс¬
портерной ленты, предназначен
для очистки хрупких в мелких
отлнвок с наибольшей массой
D.04 т. Стойкость ленты около
2000 ч
Дробеметный барабан непре¬
рывного действия, предназна¬
чен для очистки мелких отли¬
вок
262
ПроЭо г.чечпе та*<г. ft JO
H»«iu»funr и ьрин-яп дпкг*»*
Техаича-кая характедотш, j
Барабан о ч
Дробемстяый барабан непре¬
рывного действия, предназна¬
чен для очистки мелких отли¬
вок
Стол очи
Очистка отливок производит¬
ся на непрерывно вращающем¬
ся столе потоком дроби, выле¬
тающей ка двухдисковой дро-
бсмегной головки. Отработан¬
ная дробь подается шнековым
транспортером н ковшовый вер¬
тикально расположенный эле¬
ватор, поднимающий ее в воз¬
душный сепаратор. Из сепара¬
тора очищенная дробь посту¬
пает в дробеметный аппарат
Стол очи
Назначение и принцип дей¬
ствия те же
Стол оч
Стоя периодического дейст¬
вия отличается от очистного
стола модели 347 наличием но
поворотном столе четырех вра¬
щающихся тарелок. При пово¬
роте стола одна пара тарелок
с отливками устанавливается
на позицию очистки, вторая
пара тарелок, расположенная
вне зоны действия дробеметннх
аппаратов, на позицию яагруз-
ки—разгрузки. Очистка дета¬
лей производится дробеметиы-
ми аппаратами
и с твой 42313
Максимальная масса очища¬
емых отливок 40 кг; макси¬
мальный размеротлнвок550мч;
производительность очистки
чугунных отливок 10 т/ч,
стальных 4—7 т/ч
тной 345М
Диаметр стола 1,6 м; наи¬
большая масса отливок 0,15 т;
максимальные размеры отливок
0.45x0,4x0,3 м; производи¬
тельность 1,65 т/ч; частота ара-
щения стола 0,37—0,55 об/мин
тной 347М
Диаметр стола 2,5 м; наи¬
большая масса отливок 0,3 т;
максимальные габаритные раз¬
меры отливок 0,6х0,5х0,4 м;
грузоподъемность стола
ТС(104Н> 1.2; время очистки
одной отлнвкн без кантования
2—5 мин; частота вращения
стола 0,42—0,62 об мни
с т н о (1 352
Диаметр стола 2,5 мм; диа¬
метр тарелок 0,8 м; изнбольшая
масса отлнвок 0,3 т; макси¬
мальные габаритные размеры
отлноок0,55 x0.55 x0,4 мм; наи¬
большая вместимость одной
тарелки 0.3 т; время одного
иик.па очистки I—4 мин; число
дробеметннх головок 2
263
Продолжение табл. 8,10
Техническая хароктернстпка
Назначение п принцип дебета и я
Стол ОЧИ
Стол периодического дейст¬
вия. отличается от очистного
стола модели 352 наличием
трех тарелок, одна из которых
находится на позиции загруз¬
ки—разгрузки, две—в зоне
действия дробечетных головок.
Стол поворачивается на угол
120°
Дробеметпо-дробес
Камера периодического дей¬
ствия, предназначена для очи¬
стки крупных отлнвок, которые
загружают на тележку, закры¬
ваемую на поворотный круг
камеры. Закрывают двери ка¬
меры, включают поворотный
круг и дробеметные аппараты.
После очистки проверяют ка¬
чество обработанных поверхно¬
стен (при необходимости про¬
изводят дополнительную очи¬
стку). Дробь и отходы через
отверстия в полу камеры по¬
ступают в бункер, нз которого
шнековым транспортером по¬
даются в элеватор, а затем в
сепаратор. Очищенная дробь
попадает в дробеметные аппа¬
раты. Специальная блокировка
исключает включение дробе-
метных аппаратов при откры¬
тых дверях камеры
Дробеметпо-дробес
Назначение п принцип дей¬
ствия те же
ТВОЙ 353М
Диаметр стола 3.2м; диаметр
тарелок 1,3 м; максимальные
габаритные размеры отлнвок
0,9х0.9х0.6 м; наибольшая
вместимость одной тарелки
0,53 т; время одного цикла
очистки без кантования отлн¬
вок 1—5 мин; число дробемет-
ных головок 2
руйная камера ДК-ЮМ
Наибольшие размеры отливок
(по диагонали и высоте) 2.5Х
Xl.O м; наибольшая масса от¬
лнвок 3.0 т; диаметр поворот¬
ного круга 2,0 м; частота вра¬
щения круга 0.9 об/мни; гру¬
зоподъемность тележки 3,0 т;
длина н ширина грузовой пло¬
щадки тележки 1,8 м; ско¬
рость передвижения тслежкн
9,3 м/мин; количество аппара¬
тов I дробеметный -}-2 дробе¬
струйный
труйиая камера 372W
Внутренние размеры камеры
3,8x3,8x2,25 ы; наибольшая
масса отливок 3 т; диаметр
поворотного круга 2,5 м; про¬
изводительность 5 т/ч; количе¬
ство аппаратов 3 дробемст-
ных-|-1 дробеструйный
264
Продолжение табл. 8.Ю
Няаначсппе и принцип деПстипи
Дробеметна
То же. Камера челночиого
типа
Дробеметна
То же. Камера проходная
Дробеметна
Камера проходного типа не¬
прерывного действия с подвес*
иым цепным конвейером и вра¬
щающимися в зоне очистки
подвесками. Загрузка к раз¬
грузка конвейеров производят¬
ся вне зоны действия дробе-
ыетиых аппаратов
Дробеметна
Аналогична дробемстноП ка¬
мере модели 375С. но предназ¬
начена для очистки отлнвок
массой до 0,32 т. Выпускают
несколько модификаций, отли¬
чающихся числом дробеметных
аппаратов 3, 6, 9 нлн 12
Дробемети
Аналогична предыдущим мо¬
делям, но предназначена для
отлннок массой до 1,25 т. Вы¬
пускают несколько модифика¬
ций, отличающихся числам
дрсбеметных аппаратов 6, 9
нлн 12
Техническая характеристике
э камера 374С
Внутренние размеры камеры
9,0х 4.5; наибольшая масса от¬
лнвок 12 т; диаметр поворотно¬
го круга 3,5 м; производитель¬
ность 4 т/ч; количество аппа¬
ратов 10 (дробеметных)
t камера 42612
Внутренние размеры камеры
4.5x4,5; наибольшая масса ог-
ливки 6 т; диаметр поворотно¬
го круга 3.2 м; производитель¬
ность 7.4 т/ч; количество ап¬
паратов 2 (дробеметных)
I камера 375С
Производительность 100 под-
весок/ч; наибольшие габарит¬
ные размеры отливок О.бхО.бх
Х0.7 м; число дробеметных ап¬
паратов 6; скорость движения
конвейера 9.6 м мин; частота
вращения подвесок в зоне
очистки 16 об/мнн; время вы¬
держки отливок под потоком
дроби до 15 мни
я камера 376
Максимальная производи¬
тельность при соответствующем
числе дробечетных аппаршов
27, 50, 70, 90 подвесок/ч
я камера 378
Максимальная производи¬
тельность прн соответствующем
числе дробеметных аппаратов
14, 19, 23 иодвесок
265
I
8.1 Т. Выбор типа пневматических шлифовальных машинок и абразивов для зачистки отливок
Шлифоодоьнан машинка
ГГрнменнемыА ибрдзкл
Краткая техническая
х п р пктернстяка
до пуск асы и ft
нэнчс абрабнвй
Расположен}» мест,
□одлеждшкх заточке
Графнческот
изображение
выполняемых
oiwpaimft
Тип и модель
и
а
а
л
X
■—V
я
ч
ч 4
О *
щ т
-Л1 й
ЗЁ
с;
a
ч
Ч»
ш
.'£'8
ill
■
2£
ч
3 о
L. ,
sg*
■
гзг
и д
обозначение
*
3
£
О.
■ч
UJ
а
т
|
я
•
V
5
2
ш
Ef *
г С к
5-&Х
С
с
На наружных и внут¬
ренних необрабатывае¬
мых черных поверхнос¬
тях, легкодоступных для
подвода шлифовальных
машинок с абразивами
Торцовая
И П-2203
1,30
500
3400
4,3
ПВ 125х50х
Х32
90
28
На наружных и внут¬
ренних поверхностях,
подвергаемых мех вин че¬
ской обработке, легко¬
доступных для подводе
шлифовальных машинок
с абразивами
ф
Радиальная
III 1-2014 А
1,30
500
4500
6,0
ПП I50X25X
Х32
во
Расположение мест,
подлежащих наточке
Графическое
изображение
РЫЛСЛНЯ6ЦЫХ
операций
Шлифовальная машинка
Тнп н модель
Криткая техническая
характеристика
я
*
-5
»-
ё
М
5
О
я-
ёс
3 *
« .
ш "
5 w
“t и
01
4 й
Cj
ес (0
г**
Я
. и
* S
=
5я"
«о
£ о.°
о С .
О К гг
Л й С
К = И
=:
3 о
п о t:
S' £ *
« ч *
ц fl U
U В ^
я-З**
/7/хкЪ 1жгмне п:яг)л. л.//
При«**мяеиыД aAp&tirp
обозначенне
допускаемы fl
нанос «бразипа
>\
Са
С
В выемках, углубле¬
ниях, заходах на наруж¬
ных и внутренних необ¬
рабатываемых поверх¬
ностях
Радиальная
ПП-2015
Радиальная
И П-2009А
0,75
0,45
500
600
4500
9000
3,5
\.У
ПВ 60Х50Х
Х20
ПВ 40х40Х
Х13
40
22
25
20
Продолжение тобл. *.//
Расположение мест,
подлежащих аптечке
Графическое
изоОряжсннр
выполняемых
операции
Шлифовалиная ищи лики
ПрнменяемиП о6раанв
Тип к модель
Краткая техническая
х дряктернстн ка
обсляачекне
Допускаемы*
гг 1Ыос лСраанв»
•»
т
h“
*
лГ
и
и
0
1
о
а
& *
Sc
О *
л
х£
£е
5я
с& «
**
ti
; = =
«jE'8
*- -
2 “ и
О X г»
<1 а о
=- Г V
■
Ч-»
«2
«ОС.
(1 i V
^ 3 _
*5 ™"
о £ и
С О г.
*-&*
X
£
9ч
С.
V
*
а
£
о
р
a
S
•
о
1-“
э
*
■
о
По торцам ребер, пе-'
Торцовая
1,30
Г, 00
з-юо
4.3
•
ПВ 125х50х
90
23
ремы чек, кронштейнов
ИЛ-2203
Х32
Я/
Радиальная
1.30
500
4SGG
6,0
ПП 150х25х
&0
ИИ-2014 А
Х32
Рялиалъняя
0.75
ООО
3600
3.5
ПВ 40х 40X
22
25
ПП-2015
Х13
Продолжение табл. Р* 1
ю
£
Шлифовальная катима
Применяемы Л ябрааии
Краткая техническая
карайте рнстнка
долуснагкый
нанос абразия*
Ре с по л ожени* мест,
подлежащих анточкг
Графическое
и зобрчжгмне
ВЫПОЛНЯЕМЫХ
операций
Тип и модель
И
С
X
л
з
о
а
>• т
Q *
« .
35
4J
3е
33
" « в
S'**
-£3
С с *
• * р
г = к
■
а
1 о
ii\
552
а4*
обоанлченяе
я
я
V
е*
ь
а
t
о
с
я
я
ё
i
о
в
В окнах к отверстиях
или со стороны прямо¬
угольника до 200 мм,
расположенных ил внут¬
ренних поверхностях
ОТЛИВОК
ш*.
Радиальная
ИП-2009А
0.45
еоо
9000
1.9
ГЦ 20х32х
Хб
12
20
То же, но со сторо¬
ной прямоугольника бо¬
лее 200 м м
Радиальная
ИП-20МЛ
Ралнпльная
НН-2009А
Радиальная
ИП-2015
1.30
0,45
0,75
800
600
500
4500
9000
4500
6,0
1,9
3,5
ПП I5QX25X
Х32
ПВ 40х40х
XI3
ПВ 60х50х
Х20
40
22
40
25
26
25
Примечание. Характеристика абразивов: зерно № 50^-80, твердость СТЗ, СГ2, СИ.
периодического действия, дробеметные столы (рис. 8.4), про¬
ходные камеры и комплекспо-мехапизировппные липни, на ко¬
торых кроме очистки выполняют окраску н сушку отливок.
Прн очистке труднодоступных полостей средних н крупных
отливок используют дробеструйные аппараты, имеющие специ¬
альный шланг с соплом. В некоторых случаях применяют уста-
попки внброабразнвной илн электрохимической очистки отливок.
Эти способы очистки отливок применяют реже. Некоторые
отливки очищают в галтовочных барабанах,
6.4. Обрубка и зачистка отливок
Одной из наиболее тяжелых и трудоемких технологических
операций в литейном производстве является обрубка и зачистка
отливок. При обрубке от отлнвок отделяют элементы литнико-
6.12. Техническая характеристика пневматических
шлифовальных ручных машин
Модель
£ -
Cl *
<5 Е
и о
г а
а м
ч Ц
(в еЗ
ч
L>v-
К =3
а
-i Э я
Частоте
йрйщеьип
шпинделя,
об/мнн
Л
$
К
I
* *
к л
в
Т ^
* В
ц *t
в X
Н
JS «
А 3?
ГаСврптние
размеры, мм
■S
ч
ф
п
£
я и
| X
ч
* и
OJ >ь
>з а.
9 “
88
к Ь
%2
О
*3 £>
R Я
га
р.
С,
в
га
So
с к
Прямые
ПШ-1М
6
90000
0,06
0 47x185
0,32
ПШТ-3
12
25000
0,03
0 82 x 400
1,2
ИП-2009А
63
12700
9000
0,45
400x80x65
19
ИП-2013
63
12700
9500
0,45
490x 75x 62
2,5
ИП-2015
100
7600
4500
0,75
510x115x93
3,5
ИП-2014А
150
5100
4500
1,30
565Х 164x127
6,0
Торцовые
ИП-2203
125
4580
3400
1,30
320x150x 200
4.3
ШРТМ
150
3500
—
1,2
320x180x 205
7,5
ИП-2204А
175
8500
7000
1,5
275 x 250x 215
4,5
ПП-22006
225
GS00
6000
1,7
305x 270x 235
5,6
Угловые
ИП-2102
175
8500
7000
1,5
362x260x175
4.G
ИП 2103
225
6500
6000
1,7
365 x 300 x 200
7
УЗМ-100
100
—
4500
0,4
280ХЮ5Х73
1,5
V3M-I60
150
—
3200
0.6
370x157x82
2,7
УЗМ-200
200
2400
1.0
388x 208x 90
3.2
270
Модель
8.13- Техническая характеристика электрических шлифовальных ручных машин
1
3
к
а *
3 ^
L.
ts*
So
11
IX .
• я
й •
■В С
5* 3
Эл ектродиигат&лъ
run
i
(К И
«S3
1 *
g-S.
2 £
■ о
is
г Б -
В о.=
га
Йя«
7 О
- S
а
о
*
я
Л
с
*
я
X
о
“ I
•f
Гд&ярнтныг
рлздсри, HI
Прямые
ИЭ-2002
150
3160
ИЭ-2003
200
2760
ИЭ-2004А
, 150
3800
ИЭ-2005
100
5450
ИЭ-20П6А'*
125
П 700
ИЭ-2007
40
Iе) 000
ИЭ-2008
63
12000
ИЭ-2102А*
225
6800
ИЭ-2103А*
175
8500
Асинхронный с коротко¬
800
замкнутым ротором
То же
400
АП-ЗЗА
800
Однофазный коллекторный
400
ЛП43.М
1600
Однофазный коллекторный
600
То же
600
Угловые
АП* 43 А
1600
АП-43А
1600
11 600
36
200
585x166x158
2750
220
50
480x 247x 214
11 600
36
200
585x166x1^
—
220
50
5ЯЗхГ>2х 112
11 700
36
200
590х140у 125
—
220
50
590x100x82
—
220
50
576x86x86
U 700
36
200
467x288x184
U 700
36
200
467 x262x181
т
3
W
•я
ж
5,2
9.5
5.5
4,75
7.5
3.0
3.8
*. 2
в,0
Пр и меч air и с. • Окружная скорость круга 80 м/с.
в.14. Стационарные обдирочно-шлифовальные станки
Молмъ
Днлчнр
1Ш1иф0*4ЛЫ4ОГФ
Кругл, ни
О. рули.13
скорость
шлифов иЛКНЧО
круга, м/е
3M63C (стационарный двусто¬
600
27—32
роннего исполнения)
750
50
3437П (стационарный право¬
го н левого исполнения)
50
34Й
500
3416
too
50
3374К (подвесной)
400
40
3A382 (с гибким валом)
200
' "
вой системы, заливы по разъему формы, контуру знаков и в
окнах, а также всевозможные неровности поверхностей отливок.
Обрубку выполняют пневматическими молотками с использова¬
нием зубил. Для удаления заливов применяют воздушно-дуговую
ртзку, Прн резке металл расплавляется электрической дугой н
удаляется направленной струей сжатого воздуха. При изготов¬
лении отлнвок из цветных сплавов для обрезки выпоров лит¬
ников используют ленточные пилы моделей ЛС80. ЛС70-.3, ЛС70-2,
ЛС70-1 и дисковые пилы.
Зачистку отлнвок выполняют шлифовальными машинками
(табл. 8.11) и другим обдирочно-шлифовальным оборудованием
8.15. •ГТнкии для аачнстки отлнвок
Линия
А
|
I
If
II
с Ё
4.
1= о
к Ч
3°
г|
11
с; л —
CIO ±
и-&5
05
irs
■ в *
Г
1
я
I
сз
а.
*
яг и
3*
£i
а
с
я
■*1
У А
25
1°
if
Е ®
^ Я О
я Ч 5
з-=г
Я
0
т
1
а
я
л
>у
Л
ъ
п
£
0
Я
1
Я
X
в»
>.
О.
(-
2
с£3
11094 (пол} авто¬
32
90
1(8)
Вручную
матическая)
Автоматическая
50
1450
_
Автома¬
Autowj*
(конструкция
тически
тически
НИИтракторо-
сельыаш)
272
(тлбл. 8.12, 8.13). Для зачистки мелких отливок применяют
стационарные обдирочно-шлифовальные станки одно- и двусто¬
роннего исполнении (табл. 8,11). В некоторых случаях для
зачистки крупных отляоок используют подвесные обдирочно-
шлифовальные станки. Прибыли и лкгиикн мелких к средних
отливок удаляют па механических отрезных станках илн газовой
резкой. В условиях массового производства для зачистки отли¬
вок средних размеров применяют полуавтоматические д авто¬
матические линии (табл. 8.15).
6.5. Грунтование отливом
Перед отправкой потребителю отливки грунтуют, чтобы
защитить нх поверхности от коррозии. Продолжительность защит¬
ного действия грунтовки зависит от условий хранения отливок;
прн хранении отлшюк в помещениях склада срок действии
грунтовки 25—30 дв., при хранении отливок на открытых пло¬
щадках склада точечная коррозия появляется уже на 5—15-Й
день в зависимости от влажности атмосферы. Если срок защит¬
ного действия грунтовки истек, то перед окончательным нане¬
сением лакокрасочных покрытий (табл. 8.16) отливку вновь
очищают в грунтуют.
Лакокрасочные материалы перемешивают в краскомешал-
ках, в которые поочередно заливают грунтовку, растворвтель
(уайт-спирит, ксилол нлн сольвент каменноугольный), сиккатив.
Затем перо лишенные к доведенные до рабочей вязкости грунтовки
разливают в тару и развозят по рабочим местам. На рабочих
местах в крпскоыешалках меньшей вместимости грунтовки не¬
прерывно перемешиваются, чтобы предотвратить образование
осадка. Наиболее прогрессивным способом приготовлен и я и
использовании грунтовок на рабочих местах является процесс
механизированного приготовления н раздачи их по рабочим
местам трубопроводом. Грунтовка постоянно цирсулирует по
замкнутой системе, что исключает расслоение нх компонентов
и сокращает трудоемкость приготовления и раздачи.
Перед грунтованием поверхности очищают от грязи, песка,
пыли и графитовых налетов, из карманов и камер оглиаок уда¬
ляют дробь. Промывают и обезжиривают отливки в уайт-спн-
рнте илн в щелочном растворе (состав, г/л: едкий натр—10, трк*
натриЙфосфат —15. жидкое стекло—4). После промывки в уайт-
спирите отливки сушат 15—30 мин на воздухе при комнатной
температуре.
Промывку отливок в щелочном растворе выполивют так:
обезжиривают их 2—3 мин струйным методом при/=70 -=- 80 'С,
дважды промывают горячей водой при / = 80”С в течение! — 2
8.16. Основные лаконрасочиые материалы
Материал
ГрхПТОВКИ
ГФ-020,
ГФ-032
Г р>птовка
ФЛ-ОЗк
Грунтовка
ФЛ-086
Битумный
лак DT-577
Назначение
Грунтование от¬
ливок обычного
назначения
Грунтование от¬
ливок, работаю¬
щих в тропических
условиях
Грунтовапие от¬
ливок из алюми¬
ниевых сплавов и
стали, работающих
при температуре
до 200‘С
Временное за¬
щитное покрытие
отливок нэ черных
сплавов, подверга¬
ющихся термооб¬
работке (при тер¬
мообработке выго¬
рает)
Применяемы!!
раепшржель
Ксилол, соль¬
вент каменно¬
угольный нли
смесь одного иэ
них с уайт-спири¬
том в соотношении
1:1
То же
Ксилол или
смесь ксилола с
уайт-спиритом в
соотношении 1:1
Уант-сПнриТ,
ксилол, сольвент
камеи иоугольи ы й
Рабочей
Бил ОСТЬ ггрц
1&т2 3 i
22—30
22-25
20—24
IS—24
18-20
14—16
20-23
Примечания: К Перед грунтованием в состав грунто¬
вок ФЛ-ОЗк и ФЛ-086 вводят 4% (от массы грунтовки) сикка¬
тива JJt 63 или ,Ys 64. 2. Сольвент каменноугольный н ксилол
применяют для обезжиривания и промывки отлнвок.
мни (сушка искусственная при (=100 С). Отливкн промывают и
обезжиривают в ыоечиоЙ машине (отливкн массой до 1200 кг)
или кистью.
Стой грунтовки наносят краскораспылителем (0-45, А-31),
кистью или окунанием (отливки массой до 20 кг), а также в каме¬
рах проходного или тупикового типа и на подвесных конвейе¬
рах. Сушат слой грунтовки на стеллажах (естественная сушка:
/ = 18 + 23СС, продолжительность 48 ч—для грунтовок ГФ-020,
274
ГФ-1Х32. 24 ч—для грунтовок Ф.'1-iH к, ФЛ-086) м су ин.-'ьнп.Т
камерах проходного «ли тупикового тип» (пскуссгвенилнсу.икэ:
* = 18 -г 22'С, продолжится mi>>сть 40—45 мин).
Для грунтования оглнвол применяют тлкж» уст поели без¬
воздушного нанесения (1БР), принцип действия которых испо-
вдн не создании высокого давления над поверхностью грунто¬
вок в специальном устройстве. К основным преимуществам этого
способа грунтовании отливок по сравнению с пневматическиv
относят сокращение расхода грунтовок до 25 уменьшение
потребной мощности вентиляционной системы и возможность
окраски отливок вне камер, повышение производнтельносгнтруда.
9. ТЕХНИЧЕСКИЙ контроль и дефекты
отливок
9.1. Технический контроля
Контроль аа качеством выпускаемых отливок осуществляет
отдел технического контроля (ОТК). Работа контролеров ОТК.
как правило, специализирована в каждое подразделение отдела
выполняет строго определенные функции, к которым относят:
контроль качества нэготоалеппя к эксплуатационного со¬
стояния технической оснастки;
контроль качества изготовления модельных комплектов;
входной контроль качества основных н вспомогательных
материалов;
выборочный пооперационный контроль исполнения те тяг ло¬
гического процесса,
контроль качества готовых отливок.
За исключением контроля качества готовых отливок, пере¬
численные выше функции ОТК строго не рагламентнрованы
н определяются внутренней структурой производства, различ¬
ными инструкциями п положениями-
Основаннеы для контроля качества готовых отливок (табл.
9.1. 9.2) служат ГОСТы, действующие технические условия, чер¬
тежи на отливку со специальными конструктивными и техноло¬
гическими требованиями к ней.
1S*
ГФ-1Х32. 24 ч—для грунтовок Ф.'1-iH к, ФЛ-086) м су ин.-шнп у
камерах протрдиого «ли тупикового тип» (вскусоветтясу.икт
* = 13 ♦ 22'С, продолжительность 40—45 инн).
Для грунтования оглнвол применяют тлкж» уст поен н без¬
воздушного нанесения (1БР), принцип действия которых испо-
вдн не создании высокого давления над поверхностью грунто¬
вок в специальном устройстве. К основным преимуществам этого
способа грунтовании отлнвок по сравнению с пневматическиv
относя г сокращение расхода грунтовок до 25 уменьшение
потребной мощности вентиляционной системы н возможность
окраски отливок вне камер, повышение производнтельносгнтруда.
9. ТЕХНИЧЕСКИЙ контроль и дефекты
отливок
9.1. Технический контроля
Контроль аа качеством выпускаемых отливок осуществляет
отдел технического контроля (ОТК). Работа контролеров ОТК.
как правило, специализирована в каждое подразделение отдела
выполняет строго определенные функции, к которым относят:
контроль качества нэготоаленля к эксплуатационного со¬
стояния технической оснастки;
контроль качества изготовления модельных комплектов;
входной контроль качества основных н вспомогательных
материалов;
выборочный пооперационный контроль исполнения тех я с ло¬
гического процесса.
контроль качества готовых отлнвок.
За исключением контроля качества готовых отливок, пере¬
численные выше функции ОТК строго не регламентированы
н определяются внутренней структурой производства, различ¬
ными инструкциями п лоложениямн-
Основаннеы для контроля качества готовых отливок (табл.
9.1. 9.2) служат ГОСТы, действующие технические условия, чер¬
тежи на отливку со специальными конструктивными н техноло¬
гически мн требованиями к ней.
1S*
fl.l. Виды контроля отливок
Xарактернстыко контроля
Периодичность контроля
Контрол ь ра зм
Отливки проверяют на соот¬
ветствие нх чертежу. Контроль
выполняют на плнте линейкой,
штангенциркулем, рейсмусом,
циркулем, шаблонами и дру¬
гим инструментом
е р н о й точности
Проверяют каждую первую
партию отливок после смены
модельного комплекта, перио¬
дичность контроля последую¬
щих партий устанавливают
исходя нз конкретных условий
производства (материала моде¬
ли. серийности заказа, массы
отливки н т. д.)
Контроль внешне
поверхности отлнвок.
Контроль выполняют визу¬
ально на соответствие отлнвок
техническим условиям; в не¬
которых случаях (при серий¬
ном и массовом производст¬
ве)—с использованием отлив-
кн-эталона; шероховатость по¬
верхности определяют по спе¬
циальным образцам. Дефекты
отливок выявляют выборочной
механической обработкой, маг¬
нитной дефектоскопией, рент¬
геновским способом контроля
н ДР-
го вида качества
Выявление дефектов
Периодичность контроля
устанавливают в соответствии
с техническими условиями от¬
расли или технологическими
инструкциями предприятия,
Из крупных отливок проверяют
каждую, мелкие передние —
выборочно (30—70% их объ¬
ема)
Контроль механических свойств
Прочность отливок опреде¬
ляют по специальным отлитым
образцам, приливам отливок н
вырезанным нз отливок образ¬
цам, Твердость определяют на
отливке н в некоторых случа¬
ях иа образцах, вырезанных
из отливки
На прочность проверяют
каждую партию отливок, на
твердость—каждую крупную
отливку, средине н мелкие от¬
ливки контролируют выбороч¬
но в соответствии с техноло¬
гическими инструкциями
Контроль микроструктуры
Микроструктуру отливок
проверяют по стандартным об¬
разкам-приливам к по выре¬
занным кэ отливок образцам.
Из образцов изготавливают
шлифы
Контролю подвергают все
ответственные отливки, отлив¬
ки общего назначении прове¬
ряют выборочно в соответствии
с технологической инструкци¬
ей
276
Продолжение табл. 9.f
Периодичность контроля
Характеристика контроля
Контроль химического состава
S
1
Отлитые образцы или струж¬
ку отливки проверяют в ла¬
боратории методом химическо¬
го или спектрального анализа
Проверяют каждую партию
отливок
Контроль на гидропроннцьеыость
Проверяют каждую отливку,
если требуется по техническим
условиям
Испытание проводят на стен¬
дах. В испытываемую полость
наливают жидкость (воду, ке¬
росин) ДО требуемого уровня.
Места течи определяют внэу-
в.1ыю. Отлнвкн, работающие
под давлением, испытываются
после механической обработки
Контроль ка соответствие отлнвкн
специальным конструкторским
И технологическим требования и
Проверяют точность некото¬
рых геометрических размеров
(например, мест сопряжения);
наличие специальных транс¬
портировочных скоб, цапф,
рым-болтов, в также техноло¬
гических приливов, перемычек,
папускоо; контролируют по¬
крытие отлнвок специальными
грунтами, нх жаростойкость и
другие параметры. Основанием
для контроля является чертеж
литой детали
Проверяют каждую крупную
отливку, средние и мелкие от¬
ливки выборочно в соответст¬
вии с техническими условиями
и технологическими инструк¬
циями предприятия
Контроль массы
Отлнвкн пзяешнвают после
проверки их на геометричес¬
кую точность
Периодичность контроля
устанавливают в соответствии
с техническими условиями от¬
расли
277
1н2. Неразрушагощие методы аоитрол» отливом
нз магнитных металлов и нх сравнительная оценка
Ооютпые варианты методов
пер.оф)'4Ыюш«'о кснтриш
ЦелессоГрит.тть :jl I Дз ковтрпян
но ни дан дефектен
3
Ag
и 5
о ?
Е V
1»
ж
“1
t
(9
ж
ж
X 1
•# с.
а.1*
О 3
ч 2
II
с
ж
(X
с
ч
с =
с ь
с
Л Р
• к
>а
II
: о
Методы проникающей радиации
- +*
+ — + + 1 +
Рентгенография
Рентгеноскопия
Радиоактивные изотопы
+*
Ультразвуковые методы
Контактный эхо-метод:
нормальное излучение
сдвиговые волны
поверхностные волны
Иммерсионный эхо-метод:
нормальное излучение
наклонное излучение
поверхностные волны
Метод:
теневой
резонансный
собственной частоты
Магпнтно-пОрошковые методы
Ш т
Шт.
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
—
—
—
+
”Ь
—■
—
+
+
—
—
—
Метод при переменном
токе:
мокрый
+
+
—
—
сухой
+
+
—
—
Метод прн постоянном
токе:
мокрый
—
+
—
_
сухой
—
+
+
+
Электрона
I 11 и т и ы с
методы
Метод:
вихревых токов
+
+
"Н
магнитного поля
+
-
-
+
+
+
+
определения НСЛСЙ рПС-
+
—
+
сеяния (ферроэоидоный)
на постоянном токе
+
+
+
flpo"oi-**»ue табл. 9.2
Цолесообравясеть “«тад» яомтролл
пь г"л*» зе+niir»
С;ии*?(ы« аврпбкты ыстолоп
i№j -rpywaiOLuro контроля
1
«о
э
II
X 0J
к а
й.1-
♦ *
S a
с —
4>
S
Н
X я
||
л
*-
8
С
ь
«*
я
ь
&.2
>»о
И
а
т **
с
■ а
Методы проникающих жидкостей
Метод:
п рон нкп [ощих к раенте*
+
+
—
"Ь
—
лей
Л ЮММ1ГССЦ011 ти ых п ро-
+
+
—
—
—
к икающих жидкостей
Примечания: I. Знаком «4~» отмечена целесообраз¬
ность выявления дефекта соответствующим методом, знаком *—в
нецелесообразность. 2. Знаком «** помечена эффективность ме¬
тода контроля при условии, если луч направлен параллельно
трещине,
9.2. Дефекты отлнвок
Дефекты отлнвок подразделяют на четыре группы (табл. 9.3).
Способ исправления их выбирают в зависимости от вндап харак¬
тера дефекта. Например, некоторые отклонения отливок по гео¬
метрии, пригар, залив и другие дефекты исправляют дополни¬
тельно!) обрубкой, очисткой, зачисткой и механической обра¬
боткой. К наиболее сложиыч способам исправления (табл. 9.4)
отливок относят сварку.
Учет к анализ брака. Заключительной операцией контроля
отлнвок является приемка. При приемке качество готовых отлн¬
вок оценивают по точности размеров, шероховатости, механи¬
ческим свойствам (прочности, твердости), ыакро- и микрострук¬
туре, специальным (магнитным, теплопроводности, электропро¬
водности), химическим (коррозионной стойкости) и специальным
технологическим (жаропрочности, жаростойкости) свойствам.
Объем требований к качеству металла определяется стандартом
или ТУ. Требования, не предусмотренные стандартом, вводят
в ТУ по согласованию с заказчиком. Отливкн принимают тех¬
нические контролеры в соответствии с чертежом, литейной техно¬
логией и стандартом предприятия.
Механические свойства контролируют на выбранных деталях
по пробам. По 'результатам контроля составляют заключение
о качестве всей лвртни. Принятую годную продукцию отправ-
9.3. Группы дефектов
Внд дефекта
Отличительные признаки
дефекта
Основные причины
иоэнккноисиня
Дефекты поверхности
Повышенная ше¬
роховатость; при¬
гар; поверхностное
окисление; ужнмн-
ны; спай; заливы,
нарост
Грубая (шерохова¬
тая) поверхность,
сквозные нлп поверх¬
ностные с закруглен¬
ными краями щели в
геле отлнпкн, канав¬
ки илн впадины на
плоскостях, образо¬
ванные прослойкой
формовочного матери¬
ала н прикрытые слоем
металла, различные
по величине н распо¬
ложению ребра, выс¬
тупы, приливы, не
предусмотренные чер¬
тежом
Дефекты размеров, форм н массы
Несоблюдение тех¬
нологии приготовле¬
ния формовочных н
стержневых смесей,
технологии изготов¬
ления форм н стерж¬
ней, низкая темпера¬
тура .расплава, малая
скорость заливки
форм
Недолив; сдвиг;
разноетениость;
коробление; ~вы-
лом; подутость; пе¬
рекос н др.
Произвольные фор¬
мообразования на от¬
ливке, полученные в
результате искажения
геометрии модельного
комплекта, формы и
сгержня
Пониже и не жпдко-
текучести сплава, не¬
достаточный напор и
малая порция расп¬
лава, утечка распла¬
ва из формы, затруд¬
ненная усадка отлив¬
ки. Плохое состояние
технологической ос¬
настки и др.
Дефекты тела отливок
Трещины: горя¬
чие, холодные; ра¬
ковины: газовые,
песчаные, усадоч¬
ные, шлаковые;
вскнп
Сквозные или не-
сквоэные разрывы в
теле отливки, имею¬
щие окисленные и не¬
ок нсле иные поверх-
HOC111; открытые или
закрытые полости в
теле отливки, запол¬
ненные неметалличе¬
скими включениями
[ ктехпологнчиость
конструкции отлнвкн.
недостаточная подат¬
ливость стержней, от¬
клонение расплава
от химического со¬
става, раиппя выбив¬
ка отливки из форм,
недостаточное пита¬
ние отливки прн ох¬
лаждении, слабое илн
неравномерное уплот¬
нен не форм, стерж¬
ней, плохая вентиля¬
ция
Продолжение табл. 9.3
Вид дефекта
Отличительные признаки
дефект
OCFIODIfbit ЛрИЧП!1Ы
возникновения
д
1 iecooTBCTcraite
по химическому
составу; несоот¬
ветствие по струк¬
туре; несоответст¬
вие по механиче¬
ским свойствам;
несоответствие по
специальным свой¬
ствам
сфекты м ат ер и а
Повышенное или
пониженное по срав¬
нению с заданным со¬
держание химических
элементов, отклоне¬
ние по величине, фор¬
ме. строению или рас¬
пределению в сплаве,
структурных состав¬
ляющих, пониженные
по отношению к нор¬
ме механические по¬
казатели: наличие
твердых мест в отлив¬
ке, не поддающихся
механической обра¬
ботке
лов
Неправильно наз¬
начен илн исполнен
технологический про¬
цесс наготовления от¬
лнвкн (отсутствие хо¬
лодильников, питаю¬
щих бобышек, при¬
былей и т, д.). 11е-
праанльная шихюв-
ка, не соблюдав ген
технология плавки и
др.
в,4. Способ исправления дефектов
Характеристика
Дуг ова
При горячей сварке дефект¬
ное место тщательно разделы¬
вают до полного удаления по¬
раженного слоя металла. От¬
ливку нагревают в лечи, газо¬
вом горне нлн переносной га¬
зовой горелкой до (=350-г-
-г-700 LC. Объем раковины за¬
полняют наплавляемым метал¬
лом {должен быть близким по
химическому составу к мате¬
риалу отливки). Наплавляемый
металл поддерживают некото¬
рое время в жидком состоянии,
чтобы выравнпть химический
состав и удалить неметалличе¬
ские включения. После сварки
отливку или дефектное место
вновь нагревают до первой в-
чальной температуры л затем
медленно охлаждают
Назначение
сварка
Исправляют (до механичес¬
кой обработки) сквозные де¬
фекты стенок отливок, испы¬
тывающих динамические на¬
грузки; неплотности стенок ре¬
зервуаров с рабочим давлением
более 600 к Па, дефекты обра¬
батываемых поверхностей, ра¬
ботающих на трение и износ.
После механической обработки
(шабровки, шлифования илн
чистовой обработки резцом)
исправляют дефекты любых
поверхностей
Продолжение то/5 л. 9.4
Xap.iKie|ni-Tu
Назначспло
Холодную сварку выполняют
боа нагрева с предварительной
тщательной подготовкой в раз¬
делкой пораженного места от¬
ливки. Наплавка металла—од¬
нослойная или многослойная
валиками, по необходимости с
подчеканкой
Г азоплаэмен
В качестве горючего газа
используют ацетилен, природ¬
ный газ, пропан-бутан. При¬
садочный материал должен
быть близким по составу к
основному металлу отливки.
В леобкодимых случаях отлив¬
ку или ее часть нагревают в
печи, горне. Местный нагрев
выполняют пламенем свароч¬
ной горелки
Сварка
Сварку-пайку выполняют с
предварительным местным на¬
гревом поверхности отливки до
/ = Э00т-400°О илк без нагре¬
ва. Нагревают отливку пламе¬
нем сварочной горелки или
индукционными токами про¬
мышленной частоты. Дефект¬
ное место отливки тщательно
разделывают до полного уда¬
ления пораженного слоя ме¬
талла. Заваренное место засы¬
пают сухой землей или накры¬
вают асбестом, чтобы снизить
скорость охлаждении. При не¬
обходимости исправленную от¬
ливку вторично нагревают до
/ = 350~ 450 "С с последующим
охлаждением
Исправляют дефекты неот¬
ветственных мест о глинки, ис¬
пытывающих механические на¬
грузки, отливкп, имеющие не-
сквозные п сквозные трещины
в жестких сечениях; дефекты
стенок резервуаров с рабочим
давлением до 600 кПа; нсск-
возные дефекты средних н боль¬
ших размеров на обрабатывае¬
мых нерабочих местах отливки
(неподвижные сопряжепнн, ме¬
ста, определяющие внешний
внд, и др.)
ная наплавка
Исправляют сквозные дефек¬
ты стенок отлнвок, испытыва¬
ющих динамические нагрузки;
неплотности стенок резерпуа-
ров с рабочим давлением более
600 кПа; кесквоэные н сквоз¬
ные дефекты крупных разме¬
ров на обрабатываемых нера¬
бочих местах отливки; любые
дефекты на поверхностях от¬
ливки; подвергающиеся шаб¬
ровке, шлифовке, чистовой
обработке резном, поверхност¬
ной закалке
пайка
Исправляют отдельно распо¬
ложенные раковины неболь¬
ших размеров на механически
обработанных поверхностях
отливки, а также раковины
средних размеров отлнвок не¬
сложной конфигурации
282
t. 9.4
»
ПpooijyittHui табл. 9.4
ьеот-
t. uc-
ie Ka¬
te не*
ЩПНЫ
[>екты
k>4iiv
неск-
боль-
ывае-
1IIDKH
I. ме-
ЩЧНЙ
ефск-
тыва*
узки;
рпуа-
5олсе
к воз*
азме-
нера*
габые
< от-
шаб-
"овой
ност-
вспо-
5оль-
юски
стях
вини
( не*
Х«и)КТСрИСЛ1К«
Ноявчсен»
Заделка раковин пробками
Раковину рассверливают до
минимально допустимого раз¬
мера, нарезают н отверстие
рс юбу п ввертывают металли¬
ческую вставку, которую зава¬
ривают пли чеканят. Затем об¬
рабатывают вставку заподлицо
с телом отливкн
Исправляют отдельно распо¬
ложенные раковины мелких
размеров
Заделка замазками,
Дефектное место вырубают
или высверливают. Обработан¬
ную поверхность обезжирива¬
ют уайт-спиритом (или раство¬
рителем) и сушат. Замазку,
мастику или пасту наносят
шпателем. После затвердевания
замазки, мастики или пасты
исправленное место зачищают
слесарной пилой, наждачным
Кругом, шкуркой, обдувают
сжатым воздухом к грунтуют.
Широко применяют замазки
на основе эпоксидной смолы.
Состав пасты: 35—48% жидко¬
го стекла; 35—50% маршаллн-
та; 0—10% графита; 0—7% по¬
рошка марок ПЖМ или Ш1*СМ;
5—7% шлака феррохромового
Про
В поры отливкн под давле¬
нием 2500—3000 кПа запрессо¬
вывают бакелитовый лак и су¬
шат его 40—48 ч при комнат¬
ной температуре и 2—3 ч при
170—180,:С. Поры заделы¬
вают также погружением от¬
ливки в соляный, аммиачный
рас Jвор и жидкое стекло. От¬
ливки пропитывают 5—10 ч
мастиками и пастами
Заделывают ужнмнны, не¬
сквозные раковины на нерабо¬
чих поверхностях и поры глу¬
биной не более V* толщины
стенки
нтк а
Устраняют поры в каналах
отливки, водверглгащнхея гид¬
равлическим испытаниям
283
лпгот пп склад с сопроводительным талоном качества. Кряк
классифицируют по видом.
Химический состав каждой плавки проверяют по свидетель¬
ствам ЦЗ.П и сравнивают со стандартом предприятия.
Размеры отлнвок проверяют в зависимости от их назначе¬
ния и масштабов производства. Для этого размечают только
первые или несколько отливок нз партии, или все отливки. Пп
принятую продукцию обязательно ставят клеймо ОТК-
Каждая партия отлнвок должна сопровождаться докумен¬
том—актом, сертификатом.
К отливкам из чугуна предъявляют следующие требования.
Их поверхность не должна иметь пригара, механических повреж¬
дений и дефектов, снижающих прочность н ухудшающих товар¬
ный вид. Площадь дефектов нз необрабатываемых поверхностях
(раковин, засоров п др.) не должна быть больше установленной
по технической инструкции. Допускаются остатки металлизиро¬
ванного пригара в углах, карманах и других труднодоступных
для очистки местах, если это не влияет на качество детали.
На обрабатываемых поверхностях не допускаются дефекты, пре¬
вышающие припуск на обработку резанием.
Для организации работ но устранению брака ОТК должно
иметь систематизированные сведения о видах брака, причини
и виновниках. Брак оформляют соответствующими докумен¬
тами— извещениями о браке. При этом определяют процент брака
по отдельным причинам (общий брак принимают за 100%).
В целях систематической работы по повышению качества
отливок в цехе организуют площадку брака. Иа площадке брака
собирают все бракованные отливки, изготовленные за cv.-иу или
сутки. Ежедневно в присутствии технического руководства цеха,
пачальшшов смен, участков, мастеров и представителей ОТК
производят анализ брака.
Целями анализа являются своевременное и полное выявле¬
ние всех случаев появления брака; эффективная борьба с бра¬
ком путем выявления бракованных деталей, а также операций
где процент брака значителен; выявление конкретных виновни¬
ков для принятия мер по усилению ответственности, материаль¬
ному возмещению убытков за счет виновников для укрепления
дисциплины среди работающих; получение информации о не¬
достатках в работе производственных участков, машин, агрега¬
тов для принятия соответствующих мер; получение статисти¬
ческих материалов для составления меся^шх. годовых и квар¬
тальных отчетов по качеству продукции.
Брак может возникнуть но техническим или организацион¬
ным причинах!. Техническими причинами считают наличие оши¬
бок п неточностей в чертежах или ТУ, неправильно выбранный
технологический процесс получения отливок, неправильную
эксплуатацию оборудования и т. п. К организационным причи¬
нам относят неправильный инструктаж, низкую квалификацию
рабочих, нарушение технологической дисциплины, сроков снаб¬
жения материалами и г. п.
Правильно и своевременно определить причину брака важно
дли устранения самой причины. Работа затрудняется прн появ¬
лении одного вида брака по нескольким причинам. Замеченный
па любой операции брак должен быть изолирован и рассорти¬
рован на исправимый и неисправимый. Чтобы уменьшить брак,
необходимо более широко контролировать все операции техно¬
логического цикла.
Причины брака подразделяют па систематические нслучай-
пые. К систематическим относят износ а ослабление крепления
оснастки и др. Они могут быть устранены профилактическими
мероприятиями и периодическим контролем. К случайным отно¬
сят внезапные (непредвиденные) изменения температуры, влажно¬
сти, ошибки измерений (выход нэ строя контрольных средств)
и т. п.
На отливки, впервые изготовленные в цехе, оформляют акт
проверки их качества.
Статистические методы контроля включают в себп статисти¬
ческое регулирование технологических процессов и статисти¬
ческий приемочный контроль.
Статистическое регулирование основано на исследовании
точности н стабильности технологических процессов. При этом
изучают основные закономерности протекания технологических
процессов, устанавливают причины получения некачественной
продукции, связь между значениями параметров технологи¬
ческого процесса к качеством отливки. Например, связь между
химическим составом, температурой металла и качеством запол¬
нения формы нлн связь между газопроницаемостью н влажно¬
стью формовочной смсси и образованием газовых рэковнп в от¬
ливках. Это позволяет определить такие значения параметров
технологического процесса, при которых отлнвкн не имеют де¬
фектов, а также отклонения значений параметров, при которых
брак неизбежен. Использование методов математической ста¬
тистики позволяет предсказать вероятность появления отклоне¬
ний параметров технологического процесса н появления брака.
Заведомо осуществляя корректировку параметров технологи¬
ческого процесса, можно предотвратить появление брака.
Статистический прнемечнын контроль позволяет значительно
сократить время на приемку продукции заданного качества.
Такой контроль проводят прн изготовлении отлнвок в массовом
ц крупносерийном производстве. Статистика помогает обнару¬
жить источники н впды ошибок в (троизполствениом прл-
цессе.
Приемочный статистический контроль проводят различными
способами:
1. Ms партии выбирают изделий. Если среди ник не
более определенного числа дефектных отливок, то принимаю;
всю партню.
2. Из партии выбирают ftf изделий. Если все выбранные kt
изделия годны, всю партию принимают. Если оказывается, что
одно изделие в выборке бракованное, отбирают еще к, изделий.
Если брак не обнаруживается, всю партию принимают, если
во второй выборке обнаруживают еще одно бракованное изде¬
лие, то всю партию бракуют.
3. Предположим, что годность изделия определяется рлзме.
рои х, который не должен превышать значения а. Из партии
выбирают Aj изделий, например 5 шт. Для них определяют сред¬
нее аначеипе размера х = (л1 + х3+...+Хз/5). Партия при¬
нимается, если х—о < 2,5s, где s= 2 (jcj—л)'— дисперсия
размера х.
Забракованные партии могут быть направлены на сплошной
контроль, чтобы установить все дефекты, или на переплавку
как неисправимый брак. Объем выборки в случае трудоемкого
контроля, в также прн’ использовании разрушающих методов
контроля стремятся принять минимальным. Но для повышения
надежности контроля объем выборки нужно увеличить. Если
принятый объем выборки показывает высокое качество изделий,
допускается использовать так называемые облегченные методы
контроля с меньшим числом контролируемых отливок. По резуль¬
татам выборочного контроля ведется анализ показателей ка¬
чества, определяется комплекс мероприятий для повышения
качества продукции.
Статистический анализ отдельных операции технологического
процесса, состояния оборудования, качества отливок направлен
на регулирование процесса в целом и на своевременное обна¬
ружение начала нарушения процесса и ухудшения качества про¬
дукции.
Статистические методы контроля могут быть использованы
в массовом производстве (реже в серийном и мелкосерийном).
Для каждого типа производства размер партий отливок яв¬
ляется определенный и зависит от типа производства, характе¬
ристики отливок и т. п.
Производственный персонал должен быть предварительно
проинформирован о введении статистических методов контроля,
о их сущности, задачах, формах взаимоотношений между контро-,
286
Г°'
лерсп и рабочим. Необходимо правильно раэрвботат; техлп-
юн ческчю документацию, т. е. выбрать объем выборки н периоднч-
носп проверки. Если технологический процесс нестабилен,
не контролируют большее число отливок,
ют При использовании диаграммного метода текущего контроля
устанавливают объем выборки, контрольные границы которой
.беч-е узкие, чем для всей партии. Значения контролируемых
,то характеристик, выходящие за эти границы, сигнализируют
(К ° вероятности изготовлен и я в ближайшем времени некачествен¬
ен Н°П продукции. Контролер обязвн подать сигнал об этом нару-
^ шепни и проверить всю партию изделий.
При обнаружении брака контролер обязан выписать иэве-
щенне о браке, в котором цифрами указывает вид, причину,
виновника брака, число забракованных деталей. Его подписи-
н к
}д вйкгг старшин контролер и производственный мастер. Брак из-за
некачественных материалов должен быть заверен представителем
бюро приемки, брак по вине цехсв-постзвщнков —контрольными
ни мастерами и контролерами этих цехов.
Каждому контролеру ОТК выдают номерное клеймо, а каж¬
дому контролеру БТК—клеймо определенной конфигурации.
'>н Детали клеймят после проверки их контролерами и сортировки
КУ на годные и бракованные. Для клеймения последних сущест-
го вует единое для всех цехов клеймо «брак».
00 Место клеймения—участок отливки, который не подвергают
||Я в дальнейшем обработке резанием и окраске. Эю определенное
1,4 для отливки место указывают па чертежах и и инструкциях.
Бракованные отливки клеймят в нескольких местах.
([J Мель не отливкн в массовом производстве не клеймят. Нх
ь" укладывают в тару, иа которую крепят ярлык, где и ставит свое
а_ клеймо контролер БТК литейного цеха.
|Я Все извещения о браке за сутки должны поступать к учет¬
чику при БТК, проверяющему правильность их оформления.
г° После этого извещение о браке передают в бухгалтерию для
!« учета стоимости бракованных отливок. Отрывные талоны иэве-
»- щения о браке являются контрольными и передаются е БТК
э- ив планово-диспетчерское бюро цеха. Одновременно учетчик
должен записать число бракованных отлнвок н их цифры я учет-
ы нуга карту брака по каждому изделию. Это позволяет снялизи-
)- ровать брак по каждому типоразмеру отливок за любой период.
1- Оперативный разбор причин брака и анализ проводят иа
** ежедневных совещаниях у начальника цех* совместно с БТК
и технологическим бюро цеха. При обсуждении ведется прото-
0 кол, в который заносят предполагаемые технологические меро-
I, прняжя по предупреждению брака. Эти же мероприятия могут
и, быть записаны иа обороте извещения о браке, который остается
287
в БТК. Протокол подписывав! начальник цеха или его замести¬
тель. Подробный анализ проводят лв декаду, месяц, квартал,
год. Данные сравнивают С Предыдущими периодами.
Потери от бряка ежемесячно подсчшыешются бухгалтерией,
составляются и годовые сводки по литейным цех ям. Учет п ана¬
лиз брака позволяет оценить не только уровень культуры про¬
изводства, но и качество работы БТК цеха.
Для регистрации режимов технологического процесса, про¬
верки работы исполнителей н руководителей участка ведут жур¬
налы контроля технологического процесса. В них указывают
массу отлнвок. размеры литниковой с шлемы, тин формовочной
смеси, холодильники, размеры прибылей, жеребеек, темпера¬
туру заливки форм и другие параметры. На годную продукцию
оформляют карту качества.
Чтобы выявить наиболее часто встречающиеся дефекты, си¬
стематически оформляют карту дефектов. На ней изображают
несколько проекций отливки и условно обозначают лоявляю.
щнвся дефекты. Отливка может быть разделена на ряд прон) ча¬
рованных зон, что облегчает обработку результатов контроля.
Затем карты обрабатывают—рассчитывают процентное содержа¬
ние каждого вида дефектов в партии за определенный период
времени,
9.3. Термическая обработка отливок
Процесс термической обработки отлнвок заключается в их
нагреве и охлаждении в определенном режиме. Термическая
обработка литых детален способствует улучшению структуры,1
повышению мехами шских свойств сплавов, устранению ко
леиня отливок за счет уменьшения внутренних напряжений
Температурный режим зависит от назначения термообра¬
ботки, вида сплава, характера и особенностей эксплуатации
литой детали, В табл. 9.5 приведены режимы термической обра¬
ботки стальных н чугунных отливок.
9.5 Режимы термической обработки
1
Материал
а
4*
Ч
е
■Си
£■
*1! £ *
д 1 - r **
г
(9
Примечание
«в
а
ЁУ
г™
§-s*:
HIP
fe
1
Н е
Ue с? г= с
га
Низкотемпературный отжиг
Охлаждение медленное
(10—50 еСУч) вместе с лечью.
Выдержка зависит от тол¬
щины стенки. Применяют
для снятия внутренних на¬
пряженно в отливках
СЧ 35
620
100—150
2-4
сч 30
570
100—150
2—4
СЧ 24
Б70
100—150
2—4
СЧ 21
550
100—150
2—4
СЧ 15
520
100—150
2—4
Сталь
750—
780
120—150
2—8
Графический отжиг
Ковкий чу¬
гун (фер-
рктный)
950—
1060
<15—25)
25—30
3—4
Прн первой выдержке
происходит разложение сво¬
бодного цементита иа аусте-
нит и графит
Промежуточное охлажде¬
ние в лечи до t = 7fiO^-950QC,
чтобы предотвратить рост
зерен
720—
750
5—10
При второй аыдержкегра-
фитизируется весь углерод.
Охлаждение в печи или на
воздухе до / 90 "С в тече¬
ние 3—5 ч
Ковкий чу¬
гун (пер-
Л1ГТ1ШЙ)
950—
1050
(15—25)
15—25
Охлаждение в печи или
на воздухе до i«S,9Q°C в
течение 3—5 ч. Нагрев н
выдержка зависят от тол¬
щины стенки
Чугуп
850-
950
Сталь
SOO-
1000
Высокотемпературный отжиг
В зависимости Медленное охлаждение с
от нонструк- печью. Применяют для вы-
цин и массы равннвяния и гмнгчения
отливки структуры отлники
Продо.пкение maf>4. 9,5
*1 П С &Е
Я к *’§’*
CL л
s Ji 5^
Материм
4
C4J
г
V
«0
ас
К
Tlpnuc^Aiike
£|
Is
ЫР
в.
I
Ю
lf(j ИЧ я
иг с X с
Отпуск
Чугун
250—
500
1
Ч
0
1
1 2
1—3
Охлаждение на воздухе.
Применяют для снятия за¬
калочных напряжений, по¬
вышения вязкости, пластич¬
ности и предела выносли¬
вости
Сталь
159—
600
1,5-4
Охлаждение па воздухе.
Назначение то же. Виды от¬
пуска: ннзккй (150—200 СС>,
средний (300—400 СС), высо¬
кий (500—600 ГС)
Нормализация
Чугун
850—
950
>100
1—4
Охлаждение ка воздухе.
Применяют для исправле¬
ния структуры, получения
перлитной металлической
основы, повышения механи¬
ческих свойств н износо¬
стойкости. Выдержка зави¬
сит от толщины стенок от¬
ливки н составляет пример¬
но 1 ч па 25 мм
Сталь
800—
850
>100
2—3
Охлаждение на воздухе
применяют для улучшения
микроструктуры, уменьше¬
ния впутренннх напряже¬
ний, повышения механиче¬
ских СВОЙСТВ
*0. безопасность труда при литье
В ПЕСЧАНЫЕ ФОРМЫ
10.1. Безопасность труда ■ смесегрнготоантельнш
отделеним
Основные технологические операции. В счесепрнготоантель-
ном отделении производятся подготовка свежих исходных фор¬
мовочных материалов, переработка выбитой из опок горелой
смеси, регенерация отработанных смесей, а также приготовле¬
ние формовочных и стержневых смесей и вспомогательных
составов (противопригарных красок и др.). Операции емесепрн
готовительного отделения сопровождаются образованием пыли,
тепла н водяных паров. Кварцевая пыль образуется при сушке
песке и глнны в сушильных печах, прн размалывании и тонком
измельчении глины и каменного угля в бегунах it мельнпцах i
во время просеивания, пересыпки н транспортирования ленточ
пымн транспортерами я элеваторами выбитой нэ опок горелой
смеси. Пыль и пэры воды также выделяются при смешивании
формовочных материалов в бегунах. Образование конвекцион¬
ной н лучистой теплоты н выделение газов происходят прн ра
боте сушильных печей, из которых выгружают горячие мате¬
риалы н смеси.
Мероприятия по оздоровлению воздушной среды. Снижение
запыленности, гаэо- н парообразования до установленных са¬
нитарных норм осуществляется применением вентиляция, а
также проведением комплекса профилактических мероприятий
санитарно технического характера. Все источники образования
пыли (сушила для песка и глины, дробилки, мельницы, сига,
бегуны, элеваторы и другие виды оборудования) снабжаются
укрытиями и местной вытяжной вентиляцией. Выбрасываемый
в атмосферу воздух проходит через лылеочнетные устройства.
Одновременно с этими мероприятиями в местах пересыпки фор¬
мовочных материалов устанавливают специальные пылеотсасы-
вающнг установки н в кожух укрытий встраивают пеиогенера-
торы. Плоский псногеиератор создает поток пены объемом
3 ма/ынн на всю ширину ленты транспортера, что позволяет
равномерно укрыть пеной поверхность источника пылеобраэо-
вниня и. следовательно, спи жть концентрацию «шли в воздухе
рабочей зоны.
Снижению концентрации пыли в воздухе рабочих эои спо¬
собствуют также системы пневмотранспорта формовочных ма¬
териалов. Наиболее эффективной является всасывающая систе¬
ма пневмотранспорта с центробежным вентилятором в качестве
побудителя тяги. Эта система исключает выделение пыли в
воздушную среду цеха, так как ее трубопроводы находятся
год разреженней. Другим преимуществом пневмотранспорта
является возможность его использования в качестве местной
вытяжной вентиляции, а также для сепарации и охлаждения
нате риалов.
Для улучшения условий труда о современных литейных
цехах устраивают туннели. Размеры туннелей (высота 2.4 м,
ширина рабочих мест у конвейеров не менее 0,8 м) сбеспечи-
втот свободные проходы, позволяют использовать ленточные
конвейеры с широкими (800 мм и более) лентами, устанавли¬
вать механизированные затворы н сита под бункерами горелой
смеси, оборудовать туннели приточно-вытяжной вентиляцией.
Травматизм в смссслрнготовктелькых отделениях. Травмы
(ушибы, ожоги, ранения рук и других частей тела) могут быть
нанесены рабочим смесепрнготовитгл! пых отделений при об¬
служивании технологического и транспортного оборудовании,
в случае зацепления или захвата спецодежды движущимися нлн
вращающимися частями машин, ив которых отсутствуют нлн
ненадежно выполнены защитные ограждения, при случайном
нлн самопроизвольном включении оборудования во время его
наладки, осмотра, смазки, чистки и ремонта. В этом отноше¬
нии особую опасность представляют бегуны, шкивы ленточных
транспортеров, барабанные сита и разрыхлители стержневых
смесей (дезинтеграторы).
Травмы рябочнм-смесеириготовителям могут быть нанесены
также в случаях, когда они сами нарушают правила техники
безопасности при выполнении ручных операций. К числу та¬
ких нарушений относятся неправильное ношение одежды, отбор
проб смесей нэ работающих бегунов конусом или ложкой,
удаление налипшей смеси с поверхности чашн бегунов н отхо¬
дов из механических сит без остановки оборудования а др.
В смесеприготовительных отделениях цехов, производящих
смесн для CO*-npouccca, возможны случаи поражения рук, ли¬
ца н глаз рабочих каустиком (щелочью) и другими вредными
веществами. Концентрированный раствор каустика вызынает
сильные ожоги, попадание щелочи в глаза может привести к
тяжелым заболеваниям н даже к потере зрения. Учитывая это,
каустик вводят в смесь в виде 1 %-ного раствора и к работе о
ним допускают только специально подготовленных лнц, Для
предотвращения ожогов и кожных заболеваний рабочие, имею¬
щие дело с каустиком и другими вредными жидкостями, снаб¬
жаются средствами индивидуальной защиты.
Загорание н связанные с ним несчастные случаи могут
происходить на участках, где приготовляются самоиысыхакнине
противопригарные кряски на основе спиртов и эфиров длл по¬
крытия ими химически твердеющих форм н стержней.
292
Требования безопасности к технологическому оборудованию.
Безопасность труда в смесенрнготовнтельных отделениях обес¬
печивается падежной работой технологического оборудования.
Ниже приводятся требования, которым должны удовлетворять
машины и установки смесепрнготовительных отделений:
все детали, узлы и механизмы (цепные, клиноремсниые н
др.). совершающие возврртис-постунателыше или вращательные
Движения и доступные для случайного прикосновения, должны
ограждаться сплошными или сетчатыми кожухами;
в конструкциях установок должны предусматриваться пре¬
дохранительные тормозные устройства, фиксирующие узлы и
механизмы и предупреждающие нх самопроизвольное переме¬
щение в результате случайного внешнего воздействия;
управление установками должно осуществляться с помощью
кнопочных станций выносного типа или кнопочных станций,
установленных непосредственно на машинах, прн монтаже кно¬
почных станций учитывают необходимость обеспечения хоро¬
шего обзора рабочей зоны, конструкция кнопочной станции
должна исключать возможность случайного пуска машины,
аварийные п рабочие кнопки «Стоп» должны быть сдублиро¬
ваны;
смешивающие бегуны должны иметь закрывающуюся чашу,
вентилятор и пылезащитный кожух с патрубком для присоеди¬
нения к цеховой системе вытяжной вентиляции, в защитном
кожухе бегунов должен быть смотровой люк с блокировкой,
исключающей включение привода бегунов при открытом люке;
смешивающие бегуны должны быть снабжены механическим
приспособлением для отбора проб смеси, которое вводится в
чашу через окно в защитном кожухе;
бункера для формовочных материалов должны быть закры¬
ты сверху предохранительными решетками, оборудованы затво¬
рами и дозаторами с пневматическими приводами, обеспечива¬
ющими безопасное их открывание и закрывание, для лучшего
схода материалов внутренние стенки бункеров должны делаться
без выступающих частей с уклоном к горизонту не менее 60°,
а для предотвращения завнепиия формовочных материалов
снабжаться вибраторами, включающимися только во время вы¬
дачи материала;
элементы установок, обслуживаемых на высоте 1,5 м и бо¬
лее. должны быть снабжены стационарными рабочими площадка¬
ми С огражден и ими к лестницами, площадка должна иметь проход
шириной не менее 0.7 м, не считая площадей зон обслужива¬
ния машин и механизмов, ограждения площадок делают высо¬
той 800—1000 мм с расстояниями между крепежными верти¬
кальными элементами не менее 450 мм, настил рабочих площа¬
293
док в ступеней лестниц должен бить сплошным н состоять из
рифленых стальных листов, исключающих скольжение ног;
дробилки. Сегуны н другое смесснрнготовнтельное обору¬
дование должно иметь предохранигелыше устройства, преду¬
преждающие перегрузки и одновременность движения меха¬
низмов;
барабанные цилиндрические и полигональные сита должны
Сыть закрыты сплошными защитными кожухами с одним от¬
верстием (проемом) для загрузочного желоба, к верхней части
кожуха, близ загрузочных отверстий, должен быть присоеди¬
нен отсасывающий патрубок для подключения кожуха к вы¬
тяжной вентиляционной сети;
магнитные генераторы должны иметь кожухи с проемами
для пропуска ленты, снабженные уплотненными фартуками и
отсосами в верхней части;
аэраторы н дезинтеграторы должны Сыть оборудованы за¬
щитными кожухами с патрубками для присоединения их к вы¬
тяжной вентиляционной системе, в эпщитных кожухах аэрато¬
ров н дезинтеграторов устраивается блокировка, исключающая
их работу при открытом люке.
Безопасность труда в с.мссепрпготовительных отделениях
обеспечивается также надежной работой транспортных средств,
которые должны отвечать следующим требованиям;
участки набегания лент па барабаны ленточных и пластин¬
чатых конвейеров должны ограждаться кожухами;
ленточные конвейеры должны быть снабжены тросовой за¬
щитой—стальным тонким тросом, протянутым вдоль всей ли¬
пни вблизи металлоконструкций конвейера, концы троса долж¬
ны быть связаны с выключателями привода, что позволяет
легким нажаiнем руки иа трос быстро остановить конвейер и,
следовательно, предупредить возможность несчастного случая;
наклонные пластинчатые конвейеры и элеваторы должны
Сыть оснащены захватами ленты на случай ее обрыва;
для обслуживания приводных станций элеваторов н других
транспортных устройств, расположенных на высоте более 1,5 м
от уровня поля, должна предусматриваться рабочая площадка
с ограждением и лестницей с иериламн, ширина проходов иа
плошадке должна быть не менее 0,8 м при высоте уровня пло¬
щадки до потолка не менее 1,9 м.
Требования безопасности к участкам приготовлении каменно¬
угольной пыли. Участки смесепрнготовнтелышх отделений, где
производится приготовление каменноугольной пыли, относятся
к категории взрыво- и огнеопасных помещений. На этих уча¬
стках возможны загорание (при наличии источника воспламе¬
нения) и взрыв каменноугольной пылн (при значительной ее
254
концентрации в воздухе) Для обеспечения безопасных условий
труда на углепомольных участках категорически запрещается
зажигание огня и курение, о чем при входе в помещения
должны вывешиваться предупредительные надписи. Электродви¬
гатели. пусковая электроаппаратура, арматура и выключатели
освещения должны удовлетворять действующим правилам эксп¬
луатации электроустановок. Применяемые на углепомольных
участках мельницы должны иметь герметизированный стальной
корпус, выложенный изнутри листовой вулканизированной ре¬
зиной, н герметизированные люки для выгрузки н загрузки
угля.
После окончания рабочей смены углепомольное к транс¬
портирующее оборудование, а также места возможного оседа¬
ния каменноугольной пыли должны тщательно очищаться.
Требования безопасности к участкам приготовления противо¬
пригарных красок. Способность противопригарных красок к бы¬
строму высыханию в атмосфере цеха обусловливается примене¬
нием я их составе в качестве растворителей спиртов и эфиров.
Использование самовысыкагощих красок (взамен водораствори¬
мых) позволяет исключить операцию подсушки красочного слоя
и. следовательно, оздоровить атмосферу формовочных и стерж¬
невых отделений, снизить длительность цикла производства
форм и стержней Существенным недостатком самовысыхающик
противопригарных красок является их склонность к самовос¬
пламенению, а также токсичность входящих в них материалов.
Чтобы обеспечить безопасные и здоровые условия труда, на
участках приготовления противопригарных красок должны
соблюдаться следующие требования безопасности:
на участках категорически запрещается зажигание огня и
курение, о чем прн входе а помещения должны вывешиваться
предупредительные надписи;
помещения, в которых производится приготовление красок,
хранение и использование самовоспламеняющихся материалов,
должны оборудоваться системами пожаротушения пли сигнали¬
зацией. а также самостоятельной механической приточно-вы¬
тяжной вентиляцией:
вскрытнс тары с легковоспламеняющимися жидкостями
должно производиться только неискрящнмся, например дере¬
вянным, инструментом;
оборудование (насосы и трубопроводы), применяемое для
перелива легковоспламеняющихся растворителей, должно си¬
стематически контролироваться ня герметичность; выявленные
течи устраняют, попавший на пол материал убирают с исполь¬
зованием опилок клп смывом водой, не допуская прн этом по¬
падания воды с растворителями в канализационную сеть,
295
противопригарные краски к рабочим местам должны пода-
виться только в специальной металлической таре;
перелив (или перемещение) самопысыхпющей краски, раст¬
ворителей и антисептиков должен производиться рабочими с
использованием средств защиты (очки, фартук, перчатки и ре¬
зиновые сапоги).
Правила безопасного проведения работ. Рабочие смесепри¬
готовительных отделений должны хорошо знать и строго вы¬
полнять следующие правила безопасности:
прн работе бегунов запрещается счищать со стенок чаши
налипший материал и вручную отбирать пробы смеси конусом
или ложкой, отбор проб должен производиться специальным
механическим устройством, запрещается также удалять отходы
из механического сита во время его работы;
производить отбор глины, смесей и других сыпучих мате¬
риалов из закромов и штабелей разрешается уступами сверчу
вниз {следует иметь в виду, что отбор снизу подкопом может
завалить работающего обвалившимся материалам);
ручная очистка барабанов н лент транспортеров и элева¬
торов от налипшей смеси во время их работы также не до¬
пускается, эта операция должна производиться автоматически
действующими приспособлениями;
спуск рабочих в бункера и закрома с сыпучими материа¬
лами допускается только с разрешения и в присутствии стар¬
шего по смене и только при условии применения предохрани¬
тельного пояса с надеж[ю закрепленным тросом. Спуск должен
осуществляться только по специальным лестницам с поручнями
н площадками.
10.2. Безопасность труда в фзрмовочтных
отделениях
Основные технологические операции. В формовочных отде¬
лениях лшейных цехов мелкосерийного и единичного произ¬
водства все еще применяется ручной труд при переносе опок,
уплотнения смесей трамбовками, прн изготовлении форм и до¬
ставке нх на участок заливки расплавом. На участках сушки
форм в воздушную среду рабочих зон могут выделяться гвзы,
а также избыточная конвекционная и лучистая теплота от су¬
шильных печей. В формовочных отделениях механизирован¬
ных литейных цехов крупносерийного и массового производства
источниками образования шума являются пневматические встря¬
хивающие машины. Производственный шум обусловлен ударгшт
металлических деталей машин и выхлопами сжатого воздуха.
На участках окраски и сборки форм в воздух рабочих sou вы¬
»л
деляется пыль, образующаяся при использовании сжатого
воздуха для пульверизации краски и выдувания сора из поло¬
стей форы.
При производстве отливок в химически твердеющих фор¬
мах по СОа-процессу воздушная среда формовочных отделений
может загрязняться углекислым газом (COj).
Мероприятия по оздоровлению условий труда. Создание здо¬
ровых условий труда в формовочных отделениях обеспечива¬
ется комплексом санитарно-технических, профилактических н
организационных мероприятий, характеристика которых при¬
водится ниже.
В формовочных отделениях применяют механическую при¬
точную вентиляцию, которая сочетается с естественной, осуще¬
ствляемой через фрамуги фонарей нл крыше н оконные проемы.
Общий механический приток воздуха сосредоточивают на уча¬
стках формовки и сборки форм, на смежных участках заливки
и выбивки форм устраивают местную механическую вытяжную
вентиляцию н воздушное душиропанис. В отделениях формов¬
ки, изолированных от участков залнвкн н выбивки форм,
обеспечивают механический приток воздуха на рабочие места
сверху вниз под углом 20—30° к горизонту со скоростью до
Ш м/с.
Для перемещения модельных плит и опок на машины,
стержней — на участок сборкн форм под заливку и выполнения
других тяжелых рабог используют тележечные, подвесные кон¬
вейеры н машины, действующие полуавтоматически и автома¬
тически. Разработка манипуляторов, которая ведется в настоя¬
щее время, позволит полностью освободить рабочих от утоми¬
тельного ручного труда.
Процессы сушки н подсушки форм исключают внедрением
в производство химически твердеющих форм и жидких само-
твердеющих смесей, что позволило не применять в формовоч¬
ных отделениях сушила, являющиеся источником выделения
вредных газов и теплоты.
Основными источниками производственного шума в формо¬
вочных отделениях являются пневматические встряхивающие
машины. Для снижения уровня шума эти машины заменяют
прессовыми, используют внброизолирующне фундаменты, заме¬
няют пневматические приводы формовочных и других машин
гидравлическими и пневмогидравлнческимн, выхлопные клапа¬
ны пневматических приводов выводят за пределы цеха, встраи¬
вают в формовочные машины амортизирующие и звукогасящие
прокладки, глушители и амортизаторы, применяют средства
индивидуальной защиты,
297
В формовочных отделениях используют увлажненные сме¬
си, что значительно снижает запыленность воздуха рабочих
зоя. Для уменьшения пылеобразовакпя на сборочных участка»
обдувку сжатым воздухом заменяют отсосом льглп из полостей
форм пылесосами, пульверизационную окраску рабочих поверх¬
ностей литейных форм заменяют окраской кистями.
Травматизм в формовочных отделениях. Травмы (ушибы,
ожоги, ранения рук н других частей тела) могут быть наиссо
иы рабочим формовочных отделений в случае отсутствии зазора
между рычагами машины и полом на машинах с перекидным
столом, прн перемещении откатной тележян на машинах с но¬
воротной плитой, падающими полуфорчамн во время поворотi
нлп перекидывания их па машинах, о случае неисправности
зажимных приспособлений, самопроизвольного включения ме¬
ханизмов и др.
Травмы могут быть вызваны также невнимательностью ра¬
бочих и нарушением ими правил техники безопасности. Ihi
пример, рабочий должен следить, чтобы его рука или нога не
оказалась в опасной зоне работающих машин: между пояуфор-
мой и прессовой колодкой, между встряхивающим и перекид¬
ным столом и другими частями машины. Рабочий должен стро¬
го соблюдать очередность выполнения действий по управлению
машиной, так как. например, при включении прессового меха
пнзма до установки в рабочее положение траверсы (на маши
ник 226, 226М—268} рабочий может получить трамоу выбро¬
шенным из цилиндра поршнем. Более тяжелые трамвы рабочих
могут иметь место при включении механизмов переворота или
перекидывания стола (ив машинах 253М—255, 231—237} без
закрепления на них г.олуформьг, В практике работы формовоч¬
ных отделений также встречаются тяжелые травмы рабочих,
вызванные нарушением правил пользования сжатым воздухом,
например случайно направленная в лицо человека струя воз¬
духе может привести к потере зрения и слуха.
Требования безопасности к оборудованию. Для обеспечения
безопасности труда конструкции формовочных машин и песко¬
метов должны отвечать указанным ниже требованиям,
1. В пневматических формовочных машинах должна пре¬
дусматриваться система электрической блокировки механизмов;
пусковое устройство для включения движущихся частей ми-
шипы должно приводиться в действие обеими руками, чтобы
одна из рук не смогла оказаться я опасной зоне соединения
приводных деталей: пусковое устройство может быть размещено
также па некотором расстоянии от машины, с тем чтобы отда¬
лить рабочего от ее движущихся частей во нзюжаинс случай-
298
лого включения механизма машины, пусховне рукоятки долж¬
ны ограждаться предохранительной дугой нли иметь специаль¬
ные предохранительные штифты, входящие в одно из отверстий
неподвижной части корпуса воздухораспределителя; в фунда¬
менте машин »Ч1—237 с перекидным столом во избежание по¬
падания рабочего в зазор между опущенными рычагами меха¬
низма поворота стола к полом должно быть предусмотрено
специальное ограждение; чтобы не произошло падение полу-
формы при повороте плиты, формовочные машины 253М—255
должны снабжаться пневматическими зажимами; с той же
целью используемые на машинах 231—237 модельные влиты
должны иметь накидные запоры опок или штыри с прорезями
дли установки клиньев; откатные тележхн формовочных машин
845— 847 должны ограждаться со стороны рельсовых путей и с
боков; во избежание иадення рабочих-формовщиков в полу у
основания формовочных машин должны предусматриваться ре¬
шетки, через которые ссыпающаяся из огон смесь попадает на
расположенный ниже уровня пола цеха ленточный уборочный
транспортер, смонтированный а туннеле.
2. В формовочных пескометах должны быть выносной пульт
управления, предупредительная звуковая сигнализация, изве¬
щающая о пуске механизмов машин в работу, надежная защи¬
та электропроводки передвижиык пескометов от механических
повреждений, электрическая блокировка, ограничивающая пе¬
редвижение пескомета в конечных точках пут. и виброиэоля-
111(8 кресла операторе; метательная головка пескометов должна
Сыть надежно ограждена кожухом, предохраняющим рабочего
от травм в случае возможного разрыва ротора, а также от бо¬
кового выброса смеси; колеса тележек передвижных пескоме¬
тов должны ограждаться со стороны рельсовых путей к с боков;
рамы консольных пескометоа (на случай поломки оси) должны
иметь опорные устройства, расположенные на расстоянии 10 мм
от головки рельса.
3. В установках приготовления ЖСС, учитывая наличие в
формоночной смеси феррохромового шлака, должны обеспечи¬
ваться удаление воздуха нэ бункеров в объеме, равном полу¬
тора объемам материала, подаваемого в бункер в единицу вре¬
мени, и герметизация дозаторов с отсосом воздуха в зоне
загрузки в выдачи материала со скоростью 0,5 м/с н смесителя
с отсосом воздуха в объеме, обеспечивающем скорость его ис¬
течения в отверстиях 0,7 м/с.
Правила безопасного проведения работ. Для обеспечения
безопасности труда рабочие формовочных отделений должны
соблюдать основные требования-
каждый рабочий должен твердо знать содержание пронзво-
299
днмых им операций и строго соблюдать установленную после¬
довательность нх выполнения;
нельзя использовать модельные плиты с изогнутыми на¬
правляющими штырями, без пал и шя исправных цапф пли дру¬
гих элементов, обеспечивающих падежпость зацепления плит
чзлочпымн средствами;
работая на встряхлвагоще-прессовых формовочных машинах
2G6M—268 с рамочным съемом полуформы, необходимо следить
sa исправным состоянием замка, предназначенного для хвосто¬
вика стойки траверсы, хвостовик должен входить в замок до
упора и без ударов;
при работе ка встрихввающе-прессовых формовочных ма¬
шинах 266М — 268 разрешается впускать сжатый воздух под
поршень прессового механизма только после установки травер¬
сы в рабочее положение, так как при резком подъеме прессо¬
вого поршня может произойти повреждение ограничителей
хода, а ори отведенной в сторону траверсе поршень может
оказаться выброшенным из цилиндра машины;
нельзя включать механизмы переворота плиты или пере¬
кидывания стола, не убедившись в том, что полуформы надеж¬
но закреплены на столе машин 253М— 255 или 231—237, во
время перекидывания стола формовщик должен находиться иа
безопасном расстоянии от поворотпо-вытяжного механизма;
необходимо систематически проверять прочность крепления
лопастей метательной головки пескомета;
нельзя производить чистку формовочных машин и песко¬
метов во время их работы;
переходить напольные тележечные конвейеры разрешается
только по специальным мостикам, для подхода к который вдоль
конвейера должны быть установлены проходные галереи ши¬
риной не менее I м;
запрещается работать пневматической трамбовкой, у кото¬
рой отсутствует приспособление, предупреждающее вылет бойка,
перед работой необходимо проверить надежность крепления
шланга к трамбовке я трубопроводу uexoooii магистрали;
опоки необходимо складывать в штабели высотой не более
1,5 м, прн этом площадь пола должна быть горизонтальной,
ровной и утрамбованной, а ширина проходов между штабелями
должна быть не менее 1,6 м;
прн сборке форм необходимо применять только хорошо вы¬
сушенные стержни с открытыми вентиляционными каналами,
что предупреждает выброс расплава из формы во время ее за-
лнакк;
во избежание утечкн расплава по разъему формы при за-
300
лнвке необходимо надежно скреплять части формы грузом, ско¬
бами иди другим способом.
Входящий в состав смеси ЖСС феррохромовый ппак яв¬
ляется вредным веществом. Поэтому работу с ферро.хромшшм
шлакам могут выполнять только специально подготовленные и
имеющие допуск к данной работе лица. Прн работе с ЖСС не¬
обходимо строго соблюдать особые правила техники безопас¬
ности, оговоренные в специальной инструкции:
запрещается подниматься на обслуживающую площадку во
время работы смесителя и работать на смесителях при сня¬
тых защитных ограждениях;
загрузка ферр ох ромового шлака в бункер смесителя долж¬
на производиться только специальными коробами и с обязатель¬
ным их закреплением на бункере прч помощи струбцин;
регулировку дозатора феррохромового шлака может произ¬
водить только мастер, при этом должен быть выключен рубиль¬
ник электрошкафа и вывешена табличка «Не включать, рабо¬
тают люди»;
очистку смесителя ог затвердевшей смеси необходимо про¬
изводить регулярно паром прн соблюдении требований специ¬
альной инструкции.
10.Э. Безопасность труда в стержневых отделениях
Основные технологические операции. В стержневых отделе¬
ниях литейных цехов мелкосерийного к единичного производ¬
ства все еще используется ручной труд при переносе стержне¬
вых ящиков и уплотнении смесей трамбовкой, прн изготовле¬
нии стержней и доставке их на участок заливки форм. На
участках обдувки, зачистки (калибровки), а также пульверпза-
икоикой окраски готовых стержней в воздушную среду рабочих
зон может выделяться пыль. Значительное пылеобрпэованпе
происходит также при размоле бракованных стержней.
Источниками образования газов являются камерные, вер¬
тикальные и горизонтальные коииейерные сушильные печи, вы¬
деляющие продукты сгорания топлива и разложения крепите¬
лей прн термической обработке стержней. Кроме того, сушила
выделяют конвекционную и лучистую теплоту, особенно эяачи-
1ельно на участке выгрузки стержней из тупиковых сушил, где
температура воздушной среды может достигать не более 50°С.
В стержневых отделениях, применяющих технологию изго¬
товления стержней в горячих и холодных стержиеаых ящиках,
неблагоприятным производственным фактором является выделе¬
ние в воздушную среду рабочих зон вредных веществ (метило¬
вого и фурнлового спирта, формальдегида, фенола и др.)«
301
Источниками образования производственного шума являются
встряхивающие стержневые машины, а также пескодувные и
лескострельиые полуавтоматы и автоматы.
Отделения, в которых для окраски стержней применяют
сачовышхающне противопригарные краски, характеризуются
повышенной пожароопасностью.
Мероприятия по оздоровлению условий труда. Создание здо¬
ровых условий труда в стержневых отделениях обеспечивается
следующими мероприятиями.
В стержневых отделениях так же, кпк и в формовочных,
применяют механическую приточную вентиляцию, коюрая соче¬
тается с естественной, осуществляемой через фрамуги фонарей
и оконные проемы. Места Зачистки н выдачи стержней из хи¬
мерного сушила, пескодувные и лескострельиые машины, станки
для механической зачистки поверхностей спаривания стержней
и другие источники образования пыли и теплоты оборудуются
защитными кожухами с местной вытяжной механической вен¬
тиляцией.
Стержневые машины для изготовления стержней в горячих
ящиках оборудуются вентиляционной наклонной панелью, рав¬
номерно всасывающей газы и теплый воздух по всей ширине
рабочего места, ленточные конвейеры, иа которых происходит
охлаждение горячих стержней, снабжаются верх небоковыми зон¬
тами-панелями с патрубками для отсоса газов и паров, столы
для отделки н хранении стержней должны иметь колосники
с отсосом газов и теплого воздуха из-под стола.
В стержневых отделениях, применяющих технологию изго¬
товления стержней в холодных ящиках, позиции засыпки сме¬
си в ящик и отверждения стержней должны быть снабжены
патрубками для подключения оборудования к цеховой венти¬
ляции, предназначенной для удаления газов (свободного фор¬
мальдегида, фенола и др.).
Физически тяжелые ручеше работы комплексно механизи¬
руют н автоматизируют, например доставку на рабочие места
громоздких и тяжелых стержневых ящиков и стержневых сме¬
сей к машинам. При этом используют роликовые и леи точные
конвейеры, рольганги н электротельферы.
Операция извлечения стержней из ящиков осуществляется
специальными механизмами (кантователями), съемными устрой¬
ствами (вилочными, конвейерными н др.) или поворотно-вытяж¬
ными механизмами (28П7М, 28П8М, 28П9). которые работают
совместно со стержневыми машинами.
Внедрение в производство горяче- я холоднотвердеющих
смесей позволило исключить операцию сушки стержней, при
которой применяют сушила, являющиеся источником выделения
302
г»«в и те плоти Для снижении шума встерашьвых отделениях
применяют те же ысроприяшя, что и в формовочных.
Травматизм в стержневых отделениях. Трлвмы у рабо-t их
стержневых отделений могут возникнуть в случае не «серий¬
ности стержневых машин и зажимных приспособлений Встре¬
чаются также травмы, обусловленные случайным включением
механизмов машин, что может происходить при неисправности
блокировки п предохранительных устройств. Прн работе на
иэшннлх, изготовляющих стержни из горячетвердеющих сме¬
сей, работающие без рукавиц рабочие могут получить ожоги
горячими (с температурой нагрева 240— 300fiC) металлическими
стержневыми ящиками.
Требования безопасности к стержневым машинам. Для обес¬
печения безопасности труда конструкции стержневых машин
должны отвечать следующим требованиям:
в пескодувных и пескострельных стержневых машинах дол¬
жна предусматриваться автоматизация зажима стержневых
ящиков, адува смесн, подъема п опускания стола н подачи
стержневых ящиков на вдувную плису;
извлечение стержней массой более б кг из стержневых
ящнхов должно производиться иа поворотно-протяжных устрой¬
ствах;
пескодувные и пескострельные стержневые машины должны
иметь системы электрической блокировки, исключающей воз¬
можность вдувя смеси ери неплотном поджиме стержневого
ящика к вдувной плите и самопроизвольное опускание стола
прн наличия давления в пескодувном резервуаре, в конструк¬
циях этих машин должны быть предусмотрены защитные огра¬
ждения па случай выбивания смесн в зазор между стержневым
ящиком н вдувной плитой;
при изготовлении стержней из самотвердеющнх смесей
в горячих ящиках должна предусматриваться система отсоса
газов и паров, обеспечиваться безопасность обслуживания ящи¬
ков с высокой температурой нагрева, механизация и автомати¬
зация извлечения стержней нз ящиков и нх передачи иа пози¬
цию отверждения;
в машинах для изготовления стержней .узел газового подо¬
грева ящика должен снабжаться автоматическим устройством,
отключающим подачу газа при прекращении подачи воздуха;
машины для изготовления стержней в холодных ящиках
необходимо снабжать укрытиями с патрубками для подключе¬
ния к цеховой вентиляции.
Правила безопасного проведения работ. Здесь приведены
отдельные, характерные для стерженщиков правила техники
безопасности и требования технологнчссхнх инструкций;
303
нельзя использовать стержневые ящики без приспособлений
для закрепления их на столах стержневых машин;
стержневые ящики, сушильные л транспортные плиты не¬
обходимо укладывать устойчиво в штабеля высотой не более l.Pv
па твердой и г-иной площадке в стороне от проходов н проездов;
кантовка (переворот) крупных стержневых ящиков, сушиль¬
ных и транспортных плит (массой более 6 кг) должна произво¬
диться не вручную, а только с помощью специальных устройств —
кантователей;
удаление из стержневого ящика пыля и остатков сухой смеси
должно производиться щетками пли пылесосами, очистка ящи¬
ков струей сжатого воздуха категорически запрещается:
использовать ятажеркн для сушки стержней разрешается
только прн наличии исправных крюков и решеток, а также упо¬
ров. предупреждающих выпадение стержневых плит;
изготовление стержней из быстротвсрдеющих смесей в горя¬
чих и холодных ящиках должно производиться только прн на¬
личии у рабочих средств индивидуальной защиты;
окраску стержней нужно производить кистью в помещении,
оборудованном вытяжной вентиляцией. Окраску стержней с ис¬
пользованием сжатого воздуха выполняют только в специальных
изолированных камерах с вытяжной вентиляцией и при нахожде¬
нии стерженщика вне камеры;
при использовании самоаысыхающнх красок необходимо
строго соблюдать правила противопожарной безопасности,
10,4. Безопасность труда в плавильных
отделениях
Основные технологические операции. В плавильных отделе¬
ниях выполняют операции, связанные с подготовкой печей
к работе, плавкой в них шнхты, выпуском расплавленных ли¬
тейных сплавов (расплавов) из печей и их металлургической
обработкой (дегазацией, рафинированием, модифицированием
» др.) Операции плавки шихты в печах сопровождаются выде¬
лением конвекционной и лучистой теплоты, а также вредных
газов (оксида углерода СО. сернистого ангидрида SOs, оксида
азота и др.).
Мероприятия по оздоровлению условий труда. Создание здо¬
ровых условий труда в плавильных отделениях обеспечивается
устройством вентиляции и проведением комплекса следующих
мероприятий.
На колошниковых [площадках, изолированных от других
участков плавильного отделения, оборудуют общеобмеиную вен¬
тиляцию в виде вытяжки через открывающиеся окна, у загру-
ЗС1
зочкых окоп плавильных печей устраивают установки воздуш¬
ного душнроваинн п индивидуальные вытяжные зонты. Уста¬
новки воздушного душирования устанавливают также на участках
обслуживания печей, т. е. у желобов выдачи расплава и шлака,
ва участках металлургической обработки расплава. Участки
сушки и подогрева разливочных ковшей снабжают системой обще¬
обменной вентнлящш, я также зонтами с механической вытяж¬
кой теплого воздуха и газов.
В плавильных отделениях лнтеГших цехов широко приме¬
няют прогрессивные методы плавки (в вакууме, в среде ней¬
тральных газов и др.) к используют усовершенствованные кон¬
струкции плавильных печей: электрические дуговые и индук¬
ционные печи, вагранки закрытого типа с охлаждением пла¬
вильного попса, подогревом и обогащением дутья кислородом,
с пылеочисткой и дожиганием газа. В современных чугуно¬
литейных цехах широко используют загрузку шихты в вагранка
скиповыми подъемниками, которая исключает необходимость
нахождения рабочих иа колошниковой площадке в у загрузоч¬
ного окна вагранки, улучшает санитарно-гигиенические условия
труда в плавильных отделениях. Выделение конвекционной к
лучистой теплоты в плавильных отделениях чугунолитейных
цехов значительно снизилось после оснащения вагранок системой
грануляции шлака, применяемой вместо операции его слива
в шлаковании.
На современных заводах применяется также ряд специаль¬
ных мер, направленных иа сохранение здоровья работающих.
К ним относятся особый режим труда, при котором работа
в течение смены чередуется с перерывами для отдыха в спе¬
циально оборудованных комнатах, внеочередное снабжение рабо¬
чих путевками в санатории и дома отдыха и др. Рабочие пла¬
вильных отделений имеют право выхода па пенсию по дости¬
жении 50-летнего возраста.
Правила безопасного приведения работ. Безопасность труда
и плавильных отделениях обеспечивается правильной эксплуата¬
цией плавильных печей и подъемно-транспортпого оборудова¬
ния, точным соблюдением технологических режимов шихтовки,
подготовки печей к работе и плавки шихты. Нарушение этих
условий может прн вес г л к серьезным авариям, взрыву и выводу
из строя оборудования, стать причиной очень серьезных трины
вагранщиков и работающих рядом люден. Учитывая это, в пла¬
вильных отделениях литейных цехов проводят следующий комп¬
лекс мероприятий:
для снижения загазованности и предупреждения возможно¬
сти взрыва вагранки снабжают гшлеочпетнымм устройствами
и системами дожигания отходящих колошниковых газов;
чтобы обеспечить оптимальный режим плавки, плавильные
установки оборудуют центральными пультами, имеющими аппа¬
ратуру контроля и корректирования параметров плавильных
процессов;
процессы шихтовки и загрузки шихты в плавильные печи
выполняются специальными автоматически действующими меха¬
низмами;
при ремонте плавильных печей температура в рабочем про¬
странстве печи не должка превышать 50 °С, для освещения исполь¬
зуют только низковольтные (12 В) переносные лампы с брони¬
рованным проводом и защитной сеткой, после каждого ремонта
тщательно контролируют качество его выполнения н полноту
просушки футеровки рабочего пространства и желобов плавиль¬
ных печей;
процессы металлургической обработки литеГшых расплавов
(дегазация, рафинирование, модифицирование и др.) должны
осуществляться в точном соответствии с требованиями особой
производственной инструкции;
автоклавы для модифицирования чугуна магнием должны
удовлетворять «Правилам устройства, безопасности и эксплуата¬
ция сосудов, работающих под давлением», утвержденным Гос¬
гортехнадзором и иметь паспорт о соответствующей проверке;
безопасность выдачи расплава из плавильных печей дости¬
гается тщательной подготовкой и просушкой футеровки желобов
плавильных печей к разливочных ковшей;
особое внимание обращают на состояние полов участков раз¬
ливки и подготовку инструментов, так как ожоги рабочих чаще
всего происходят искрами и брызгами расплава, образующимися
при соприкосновении расплава с влагой вола, с влажным или
ржавым инструментом;
основным мероприятием по предупреждению травматизма
в плавильных отделениях является снабжение рабочих специаль¬
ной одеждой н средствами индивидуальной защиты.
Для обеспечения безопасности труда рабочие плавильных
отделений должны соблюдать следующие основные правила по
обслуживанию плавильных печей.
Для предохранения рабочих от возможного падения кирпи¬
чей и других предметов со стороны колошникового отверстия
следует применять при ремонте шахты вагранки защитные при¬
способления в виде перекрытий или подвесных зонтов, устанав¬
ливаемых ниже загрузочного отверстия.
В начале смены вагрлпщик должен убедиться в полной
готовности печн к плавке; при этом необходимо проверить
исправность ствлыюго кожуха и выпускного желоба, а также
чистоту фурменных отверстий, проверить наличие и исправность
306
инструмента (длинных н коротких ломов, пробок для закрытия
летки вагранки), расположить инструмент в положения, наибо¬
лее удобном для его использования.
Процессы плавки следует вести в строгом соответствии с про¬
изводственной инструкцией, следить по показаниям приборов за
ходом плавки, за своевременной загрузкой шихтовых и вспо¬
могательных материалов и т. д. О всех нарушениях режима
плавки (прекращепие подачи дутья, зависание шихты в шахте
вагранки, прорыв пода печн расплавом и т. г.) срочно сооб¬
щать мастеру.
После окончания работы вагранщик должен очистить пло¬
щадь под вагранкой от посторонних предметов, удалять влаж¬
ную землю, засыпать влажные участки поля сухим песком,
перед открытием днища вагранки подать сигнал о прекращении
дутья, открыть фурмы и закрыть шибер воздухопровода.
Выбрасывать остатки плавки из вагранки разрешается только
в хорошо просушенную шлаковшшу, после чего нх заливать
прерывистой навесной струей воды из брандспойта; при выпол¬
нении этой операции рабочий должен находиться пе ближе 1 м
от заливаемого шлака и стоять за теплоизолирующим щитком.
Особая осторожность и соблюдение привил техники безо¬
пасности требуются при выпуске расплавленного металла из
печей; при выполнении этой операции необходимо очистить пло¬
щадку перед желобом от посторонних предметов, удалять от
желоба посторонних людей, убедиться в готовности ковшей
к приемке расплава, установить ковш точно под желоб так,
чтобы струя расплава не лилась мимо ковша или на его борт.
Заполнять ковш расплавленным металлом следует ие более
чем на */* его высоты н так. чтобы уровень расплава в нем
был ниже высоты кромки ковша ие менее чем нт 100 мм; летку
вагранки следует заделывать глиняной пробкой, закрепленной
иа конце стальной штанги длиной пе менее 1,8 м, пробки должны
изготовляться нз глины нормальной влажности н «меть пра¬
вильною форму усеченного конуса, прн выпуске рнсплава и
шлака запрещается стоять против леткн или сбоку от нее.
10.5. Безопасность труда в отделениях заливки форм
Основные техно логические операция. В отделении залнвкя
форм производят футеровку н сушку разливочных ковшей, за¬
ливку нз ннх литейных форы расплавленным металлом. Эти
операции связаны с выделением газов и образованием пламени.
При заливке форм возможны ожоги заливщиков искрами и
брызгами расплава, образующимися вследствие выброса и вы-
плесхнвапня расплава вовремя его случайного соприкосновения
с водой, влажными материалами, с холодными и ржавыми инст¬
рументами.
Мероприятия по оздоровлению условий труда. Для оздоров¬
ления воздушной среды рабочих зон учистки заливки литейных
форм оснащают приточной вентиляцией, осуществляемой методом
душировання рабочих мест, а также местной вытяжной венти¬
ляцией для снижения до допустимых норм избыточной теплоты
и концентрации оксида углерода. В механизированных цехах
эта задача решается оснащением заливочной ветви литейных
конвейеров перекрывающим стальным эоиюм-кожухом или на¬
клонной боковой панелью, снабженных вентиляционной си¬
стемой.
Правила безопасного проведения работ. Безопасность труда
на участках заливки обеспечивается соблюдением специальных
требований к конструкции разливочных ковшей и к выполнении)
технологических операций.
Разливочные ковши и нх элементы (траверсы, серьги, цапфы
и др.) должны оставаться достаточно прочными и надежными
при работе в условиях воздействия лучистой теплоты.
Качество выполнения футеровки и сушки разливочных ков¬
шей должно удовлетворять требованиям безопасности при работе
в условиях взаимодействия с литейным расплавом.
Ковши емкостью 0,5 т и Солее, перемещаемые грузоподъем¬
ными кранами, монорельсами к на тележках, должны иметь
поворотные механизмы с червячной епмоторыоэящей передачей
н ограничители поворота, защищенные кожухами от брызг рас¬
плава н шлака.
Ковши без червячной передачи емкостью менее 0,5 т, пере¬
мещаемые подъемными кранами, должны иметь запорные устрой¬
ства не допускающие опрокидывания ковша.
Ковши емкостью более 15 т должны быть оснащены меха¬
ническим приводом для их поворота.
Ковши должны заполняться расплавом так. чтобы его уро¬
вень в конце был ниже высоты его кромки не менее чем на
100 мм.
При транспортировании ковшей с расплавом необходимо
строго соблюдать установленные скорости их перемещения, а
также специальные нормы н правила эксплуатации подъемно-
транспортного оборудования, работающего в особо трудных
условиях воздействия лучистой теплоты. Захватные устройства
ковшей должны иметь огнестойкие защитные экраны.
Заливку форм на литейном конвейере следует производить
только с помощью подвесных ковшей, перемещаемых по моно¬
рельсу илн мостовым крапом, управляемым на кабины. При ско¬
рости движения конвейера более 4 м/мны заливочный участок
308
должен быть оборудован особой платформой для заливщика,
движущейся С ТОЙ жо скоростью, ЧТО Н конвейер.
Для обеспечения безопасности труда рабочие участков за¬
ливки форм должны соблюдать следующие основные правила:
каждый раз перед заливкой расплава необходимо проверять
исправность и прочность всех металлических частей литейных
ковшей и носилок, л также качество просушки нх футеровки;
при наполнении ковшей расплавом заливщику рекомендуется
поддерживать ковш так, чтобы струя расплава имела наимень¬
шую высоту к по возможности падала вначале на стейку ковша;
заливщикам запрещается переносить вручную ковши ем¬
костью более GO кг, если нагрузка иа каждого рабочего более
30 кг;
нельзя превышать допустимую скорость перемещения ковша;
необходимо следить за надежностью закрепления ковша
защелкой, предотвращающей его опрокидывание;
при ручной заливке форм заливщик не должен оставлять
ковш с расплавом без присмотра, запрещается заливать формы
с неправильно скрепленными опоками, в также безопочные
формы с покоробленными жакетами, рекомендуется заливать
формы прн возможно более низком (50—100 мм) положении носка
ковша над формой;
чтобы исключить случаи травматизма, в современных кон¬
вейерных литейных цехах применяют дистанционное управление
процессами заливки, когда пульт управления с оператором на¬
ходится иа значительном расстоянии ог заливочного участка,
а также автоматизированную заливку форм.
10.6. Безопасность труда на выбивных участках
Литейного цеха
Основные технологические операции. Операции извлечения
отливок нэ форм н стержней из отливок сопровождаются выде¬
лениями пыли, газа и значительной теплоты. Особо трудоемкой
и физически тяжелой операцией является ручная выбивка форм
и стержней. При механизированных процессах выбивки форм
на выбивных (механических эксцентриковых, инерционных и др.)
решетках возникает такой неблагоприятный производственный
фактор, как шум, а при выбивке из отливок стержней на ви¬
брационных машинах—вибрация.
Мероприятия по оздоровлению условий труда. Создание
здоровых условий труда при выбивке форм и стержней обеспе¬
чивается выполнением операций на специально выделенных
участках цеха или в изолированных помещениях, оснащенных
прн точно вытяжной механической вентиляцией, а также свете-
ной устройств для отсоса газа, пыли из укрытий выбивного
оборудования н охладительных туннелей для приема выбитых
из форм отлнвок.
В литейных цехах осуществляется также ряд других меро¬
приятий, к которым относятся:
автоматизация процессов выбивки форм и стержней, исклю¬
чающая ручной труд и необходимость присутствия людей в ра¬
бочих зонах оборудования, туннелях и других местях участка;
включение выбивных решеток с накатным кожухом блоки¬
руете не его закрытием (прн открытом кожухе выбивная решетка
не работает). Для снижения шума внутренние ловерхиостн
кожухов облицовывают звукопоглощающими материалами;-
участки выбивки оснащаются механизмами для установка к
удаления опок и отливок, механизмы выбивных решеток должны
быть закрыты кожухами, а дебалансы надежно закреплены на
валу электродвигателя;
для освобождения внутренних полостей отлнвок от стерж¬
ней вместо вибрационных машин применяют специальные уста¬
новки, работающие на принципе электрогидрявлнческого эффекта;
лрн вымывании стержней пэ полостей крупных отливок в
гидроочистных камерах место оператора должно находиться вне
камеры, двери камеры блокируются с работой гидромонитора
(прн открытых дверях гидромонитор не должен включаться);
для снижения вредного действия шума необходимо приме¬
нить наушники.
Правила безопасного проведения работ. Для предотвращения
травм выбнвщкки обязаны соблюдать следующие основные пра¬
вила безопасности:
систематически перед рабочей сменой проверять иа холостом
ходу исправность основных механизмов выбивного оборудова¬
ния и вспомогательных средств (сталкивателсй форм к опок,
рольгангов н др.);
не находиться самому н яе допускать присутствия других
людей на полотне работающей выбивной решетки;*
ие производить выбивку форм прн переполненном убороч¬
ном бункере для отливок;
запрещается влезать в бункера и тоннели, находящиеся под
выбишшын решетками, без специального разрешения мастера,
при необходимости ремонта или очистки от смесн спуск рабо¬
чего в бункер разрешается только в присутствии наблюдателя,
снабженного страховочной веревкой;
конвейеры с остывающими отлнвклмп должны быть изоли¬
рованы от рабочих помещений или располагаться в туннелях;
температура сходящих с конвейере отливок должка быть
не выше +7CJ°C,
510
J/
<0.7. Безопасность груда ■ гермооврубми
отделе тли
Основные технологические операции. В термообрубиых отде¬
лениях производят очистку, обрубку. зачистку, грунтовку,
исправление дефектов и термическую обработку отливок. Эти
технологические операции сопровождаются образованием пыли
прн очистке отливок, возникновением шума при работе галто¬
вочных очистных барабанов, вибрации при использовании ру¬
бильных пневматических молотков и теплового излучения при
термической обработке отлнвок. Прн грунтовке отливок возможно
возникновение пожаров и взрывов.
Мероприятия по созданию здоровых н безопасных условий
труда. Создание здоровых условий труда обеспечивается в тер¬
мообрубных отделениях приточно-вытяжной механической вен¬
тиляцией н естественной аэрацией, осуществляемой через фра¬
муги и оконные проемы здания. Кроме того, очистные барабаны,
столы н камеры, абразивно-заточные станки и другое техноло¬
гическое оборудование снабжается кожухами с местной вытяжной
вентиляцией. К мероприятиям по созданию здоровых и безо¬
пасных угловий труда в терыообрубнык отделениях также
относятся:
механизация н автоматизация всех производственных про¬
цессов;
складирование крупных н требующих длительного охлаж¬
дения перед очисткой отливок на участках, оборудованных
Отсасывающими устройствами;
очистка отливок в гидравлических и пескогидравлических
камерах и дробеметных установках;
оснащение дробеметных очистных установок местными вен¬
тиляционными устройствами и системой блокировки, исключаю¬
щей работу этих установок при выключенной вентиляции;
снабжение дробеметных установок ограждениями, нпорамн
и уплотнениями, предотвращающими вылет дроби н пыли нз
и* рабочего пространства;
оснащение стенок дробеметных установок резнповыми то-
кладками, обеспечивающими максимальное снижение уровня
шума;
установки Для гидравлической н пескогидравлической очист¬
ки отлнвок должны быть герметичными, для того чтобы исклю¬
чить выделение паров и ныли в рабочие помещения цехе, пусть
блокировки, исключающие нх работу при открытых дверях;
замена галтовочных очистных барабанов периодического дейст¬
вия дробемстпымн илн галтовочными очистными барабанами
непрерывного действия, в также электрогядрввлическнмн уста-
311
иовхамп моделей 36121 и 36141, которые обеспечивают Солее
благоприятные условия труда при очныкс отлнвок;
оборудование для эачиегкп отлнвок должно быть снабжено
стеклянными откидными экранами, которые блокируются с
электродвигателем, что исключает работу станка прн отсутствии
защиты рабочего от воздействии искр н частиц металла;
обдирочно-шлифовальные стаикн подвесного типа должны
быть снабжены кожухом и устройством для местного отсоса нылн;
столы, иа которых осуществляется обрубка отливок, долж¬
ны иметь колосники (пли рольганги) и устройство для отсоса
воздуха нэ-под стола, место для обрубкн должно быть огорожено
шторами со стальной мелкоячейковой сеткой, высота штор —
tie менее 2,5 м от пола;
участки обрубкн должны быть ограждены специальными
переносными стальными щитами, чтобы избежать поражения
глаз и лица рабочих осколками металла, вылетающими из под
лезвия зубила рубильного пневматического молотка;
обрубка крупных отлнвок сложной конфигурации должна
производиться на решетчатом полу при наличии вентиляционной
вытижки вниз (под решетку) и рассеянного притока чистого
воздуха, подаваемого в верхнюю зону помещения;
обрубка средних и мелких отлнвок в маломеханизированиых
цехах должна производиться на верстаках, оборудованных тис¬
ками или другими приспособлениями для крепления отлнвок;
для снижения уровня вибрации следует использовать рубиль¬
ные молотки с внброгасящимк устройствами, на некоторых заводах
при работе рубильным пневматическим молотком применяют
виброгасящую муфту из поропласта, которую надевают на зубило,
к числу других защитных мер, лрнменнемых при работе пневма¬
тическими молотками, относится подогрев до 20 X подаваемою
к рубильным молоткам воздуха в холодное время года, а также
снабжение рабочих специальными рукавицами, в которых защита
ладонной поверхности левой рукавицы осуществляется мягкой
микропористой резиной, а правой рукавицы — более плотной
резиной толщиной 3—5 мм;
для удаления заливов н неровностей у Крупных и средних
отливок вместо рубильных молотков применяют электродуговую
воздушную резку;
для защиты от воздействия шума необходимо применять
наушники.
Для предупреждения загорания н взрыва на участках грун¬
товки отливок должны соблюдаться следующие требования без¬
опасности:
запрещается производить на участках грунтовки отливок
какие-либо, кроме мойки, грунтовки к сушки отлииок, работы-
312
грунтовочные камеры, ванны окунания отлнвок, посты руч¬
ного окрашивания и сушильные камеры должны бить оборудо¬
ваны достаточно мощной местной вытяжной вентиляцией;
краска, растворители и другие грунтовочные материалы в
количестве не Солее чем на суточную потребность должны хрл-
ннтвся п специальных кладовых, размещенных на участках при¬
готовления противопригарных красок;
на участках грунтовки отлнвок должны быть предусмотрены
автоматические системы сигнализации и пожаротушения.
Правила безопасного проведения работ. Рабочие, занятые
ия очистке, зачистке, обрубке и других работах отделения, обя¬
заны соблюдать следующие основные правила беэопасиостн;
персд началом работы следует убедиться в исправности инст¬
рументов, приспособлений, оборудования и защитных ограждений;
прн загрузке отлнвок в барабаны, камеры и другие устрой¬
ства необходимо соблюдать правила, регламентирующие исполь¬
зование подъемно-транспортного оборудования;
при зачистке отливок на обдирочно-шлифовальном обору¬
довании запрещается работать без защитного экрана и превы¬
шать установленную окружную скорость вращении шлифоваль¬
ных кругов;
нельзя обрубать отливкн, имеющие температуру свыше 60'С;
прн термической обработке отлнвок 'нельзя оставлять рабо¬
тающие печн без надзора даже ка самое короткое время, рабо¬
тать в промасленной одежде, смотреть незащищенными глазами
в раскаленную печь;
при загрузке и выгрузке нз печн отлнвок необходимо поль¬
зоваться рукавицам», загружать в печь разрешается' только
сухие отливки, в зимнее время отливкн необходимо предвари¬
тельно очисГгнть от снега н просушить (несоблюдение этого пра¬
вила может привести к выбросу пламени из окна печн и к
взрыву).
ТО.8. Элгктробеэопасность в лмтейных цехах
Факторы, определяющие исход воздействия электрического
тока. Раздражающее дсйс1вие электрического тока промышлен¬
ной частоты (50 Гц) ощущается уже при силе тока 1 ыА (0,001 А).
Для постоянного тока эта величина повышается до 5 мА. Приве¬
денные величины неремеиного и постоянного тока называют
пороговыми ощутимыми токами. Они практически не представ¬
ляют особой опасности для человека, потому что при слабом
начальном раздражении он сохраняет за собой способность не¬
медленно и без посторонней помети освободятъси от токоведу¬
щих частей оборудования или электрической uni.
313
При воздействии на человека переменного тока силой 5—
10 мА его раздражающее действие становится более сильным.
У человека появляются судороги н весьма неприятная боль.
Прн токе 10—15 мЛ боль становится трудно переносимой, судо¬
роги мышц рук и ног человека усиливаются настолько, что он не
в состоянии самостоятельно освободиться от токоведущих частей
оборудования или электрической сети. Токи силой в J0—15 ыЛ
называют неотпускающими.
Переменный ток промышленной частоты 25 мЛ н выше воз¬
действует иа человека еще более значительно, он парализует
мышцы не только рук и ног. но н грудной клетки, существенно
затрудняя дыхание человека. Ток в 50 ыЛ может быстро остано¬
вить дыхание, а переменный ток в 100 ыА (0,*1 А) за очень корот¬
кое время (от сотых долей секунды до 1—2 с) поражает сердеч¬
ную мышиу, вызывая фибрилляцию сердца (т. е. беспорядочное
его трепетание), при котором кровообращение прекращается
н наступает смерть.
Приведенные числовые значения токов весьма приближенны,
так как исход поражения человека электрическим током сущест¬
венно зависят от состояния его здоровья, факторов времени,
окружающей среды и других причин. Наблюдались случаи, когда
очень тяжелые н даже смертельные поражения человека насту¬
пали прн воздействии на него токов очень малой величины, на¬
пример всего в 4 мА.
Степень поражения человека электрическим током сущест¬
венно зависит также от пути, по которому проходит ток в теле
человека, т. е. ог расположения ка его геле точек, которые ока¬
зались в соприкосновении с токоведущнмн элементами электри¬
ческой сети. Наиболее опасными являются токи, проходящие
через сердце, мыпшы грудной клетки, головной и сАинкой мозг.
Однако н это утверждение является весьма условным, так как
проходящие через тело человека токи часто ндуг не по кратчай¬
шему пути, а разветвляются по самым различным направлениям
и поэтому становятся опасными прн любой системе соприкосно¬
вения человека с токоведущнмн элементами сетей. Наблюдались
случаи, когда тяжелые в даже смертельные поражения человека
наступали при прохождении тока с одной стороны пальца нп
другую.
Согласно закону Ома величина тока в электрической цепи
прямо пропорциональна приложенному к ней напряжению и об¬
ратно пропорцнонпльна величине включенного в цепь сопротив¬
ления (в нашем случае обратно пропорциональна сопротивлению
тела человека). Тщательные исследования показали, что вели¬
чина электрического сопротивления человеческого тела не яв¬
ляется постоянной величиной, она существенно зависит от мно*
гнх обстоятельств Так, если ток проходит по системе рука —
руки, то при сухой ладони рук, ш-еюшей более толстый и твер¬
дый ороговевший слой кожи, сопротивление тела человека со¬
ставляет 20—50 кОч. Прн увлажнении рук сопротивление тела
току, идущему по тому же пути, составит уже всего 800—1000 Ом.
т. е. сопротивление уменьшится в несколько десятков раз. Еще
более уменьшается сопротивление телв человека прн иаличии но
ноже повреждений (ран нли царапни). В последнем случае
электрическое сопротивление тела человека падает примерно до
100 Ом. Это очень важное обстоятельство, так как даже при са¬
мом незначительном повреждении кожи величина тока, прохо¬
дящего через тело человека, достигает величин, прн которых воз¬
можен смертельный исход. Так, прн определенных неблагоприят¬
ных условиях величина тока от промышленной (и бытовой) сети
220 В может достигнуть 2,2 А (220 : 100=2,2). Эта величина
уже более чем в 2 тыс. раз превышает минимальное пороговое
значение тока (0,001 А), которое только н можно с достаточной
уверенностью считать безопасным для человека.
Мероприятия по обеспечению электробезопасностп. Смысл
приведенных здесь сведений о факторах, влияющих на исход
воздействия электрического тока.— дать отчетливое и ясное пред¬
ставление о необходимости самого серьезного отношения рабочих
к соблюдению правил элсктробеэопасности труда на промышлен¬
ных предприятиях к в литейном производстве. Следует иметь
в виду также то. что подавляющее большинство электрических
травм, которые происходят время от времени на предприятиях,
объясняется безответственным отношением к строгому соблю¬
дению правил эксплуатации электрических сетей, устройств,
инструментов и освещения, в иногда и прямой халатностью,
основанной, кок правило, на незнании существа опасности для
человека электрического токе.
Для создания производственных условий, прн которых воз¬
действие электрического тока полностью исключается, необхо¬
димо стремиться к тому, чтобы конструкция элементов электро¬
оборудования, его устройство и монтаж в производственных по¬
мещениях, а также техническое состоя пне электрооборудования,
устройств защитного заземления и занудення находились в пол¬
ком соответствии со специальными требованиями правил, соблю¬
дение которых строго обязательно для всех работающих.
Действующим в нашей стране законодательством об охране
труда предусмотрено, что все промышленные (и бытовые) электри¬
ческие сети и установки проектируются, изготовляются и мон¬
тируются в строгом соответствии с утвержденными соответствую¬
щими государственными органами правилами. К ним, в частно¬
сти, откосятся «Правила устройство электроустановок», «Правила
315
твв*ичесге>й эксплуатации ?лс переустановок потребит**^. к
«Правила техники безопасности при эксплуатации электр© уста ко¬
вок потребителей».
Ниже рассмотрены некоторые вопросы электрсбсэопасностн,
регламентирующие в основном поведен не рабочих. Прн вводной
инструктаже все поступающие на промышленное предприятие
рабочие должны быть ознакомлены с правилами злектробстопас*
ностн, методами освобождения человека, попавшего под действяе
электрического тока, и способами оказания ему первой ыедицш!'-
сюй помощи. При этом должно быть обращено особое виг мл икс
пп то, что при всех несчастных случаях необходимо немедленно
обращаться в медпункт, даже при самых легких поражениях
те ком.
Рабочему не разрешается приступать к работе, еглн замечены
какие-либо неисправности в оборудовании, инструменте, электро¬
проводке.
Применяемые для местного освещения переносные лампы
должны питаться напряжением не выше 12 В. в некоторых слу¬
чаях допускается применение для электроинструментов более
высокого напряжения, но при этом такие инструменты должны
иметь двойную изоляцию всех токоведущих частей.
Администрация литейного цехе обязана ознакомить рабочего
с основными требованиям!! техники безопасности и электробез-
опасности в данном цехе и на данном конкретном участке, со
световой и звуковой сигнализацией, используемой в цехе, ука¬
зать правила проездоз н проходов по территории цеха и всею
предприятия, в также правила противопожарной безопасности.
Рабочий не должен прикасаться к токовеяушнм элементам
электрооборудования и освещения и к электропроводке, не дол¬
жен открывать дверей электрошкафов Рабочему запрещается
прикасаться к неизолированным или поврежденным проводам
и электрическим устройствам, насту пать на перекосные электри¬
ческие провода, лежащие на полу, самостоятельно производить
ремонт неисправного электрооборудования и инструмента Обо
всех замеченных неисправностях рабочий должен немедленно
извещать администрацию цеха к в первую очередь uaciejHb
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Б а л а б н н В. В. Изготовление деревянных модельных комп¬
лектов в литейном производстве. М.. 1971.
Б р е ч к о A. A. it др. .Питейные системы и их моделирова¬
ние. Л,. 1975.
Борсук П. А., Л ясс А. М. Жидкие самотвердеющне
смеси. М,, 1979.
Вдопнч Б. М., Сое п е н к о М. Н. Заливка литейных
форм. М., 1977.
Гнршовнч Н. Г. Справочник по чугунному литью. Л.,
1978.
Зара п ян Ю. А. и др. Стали н сплавы в металлургичес¬
ком машиностроении. М„ 1980.
Кадников В. Г. Мвшкнная формовка. Л., 1980.
Клецки» Г. И. н др. Чугунное литье в станкостроении.
М.. 1975.
Ко лоб и е в И. Ф., Крылов В. В., Мельников А, В.
Справочник литейщика, Цветиое лнтье нз легких сплавов. М.,
1974.
Михайлов А. М. и др. Литейное производство. М., 1987,
Прося и и к Г. В. н др. Изготовление стержней по нагре¬
ваемой оснастке. М., 1970.
Рыбкин В. А. Ручное изготовление литейных форм. М.,
1977.
4.
ОГЛАВЛЕНИЕ , А
Предисловие . , 3 ®-
I. Технологическая подготовка производства Б
1.1. Организация технологической подготовки произвол- 7,
ства 5
I .2. Основные условии оформления заказа и техно¬
логическая разработка 5
1.3. Этапы проектировании литейной технологии . . 9
1.4. Требования к технической документации .... 9
1.5. Основные правила проектировании отливок ... 20
1.6. Классы точности 23
1.7. Литниковая система 29
1.8. Расчет литниковых систем . , . 34 8.
1.9. Прибыли 36
1.10. Холодильники 39
1.11. Определение оптовой цены отлнвок 40
2. Модельные комплекты 51
2.1. Классификация модельных комплектов 51 g
2.2. Формовочные уклоны и припуски на усадку спла¬
вов 54
2.3. Деревянные модельные комплекты 56
2.4. Металлические модельные комплекты 73
2.5. Пластмассовые модельные комплекты 84
2.6. Маркирование модельных комплектов 92 |(
3. Формовочные материалы 91
3.1. Виды и свойства формовочных материалов ... 91
3.2. Определение основных свойств формованных ***•
тсриалов У7
3.3. Формовочные пески 93
3.4. Формовочные глины 104
3-5. Связующие материалы 109
3.6. Формовочные к стержневые смеси ИР
3.7. Приготовление форчовочных и стсржпсни»«- ©ce~i Нб
3.8. Вспомогательные формовочные материалы .... 130
318
4. Литейные формы ]3^
ik " т™**''"" ■■■ IS
4.3, Машинная формовка !!..'!! 144
4.4. Особенности изготовления химически твердеющих
, с * J50
г ”<3"е,1|,0СТ|1 изготовлении форм па автоматах 152
4.6. Сушка форм ; ; 155
6. Литейные стержни jgg
I 5.1. Классификации стержней 156
' 5.2. Изготовление стержней * 158
5 3. Конструкции стержневых каркасов 16Э
Б.4. Стержневые машины j 163
Ь. Сборка литейных форм 171
6.1. Технологические операции сборни 171
6 2. Контроль сборки j/i
7. Литейные еллавы . . . . 176
7.1. Основные свойства литейных сгдивов 176
7.2 Шнхгоаые материалы 178
7.3. Чугуны IS5
7.4. Сталь 193
' • 7.5. Литейные сплавы цветных металлов 205
7.6. Плавильные печи . 240
8. Заливка литейных форм и финишная обработка отлнвок 245
8.1. Заливка литейных форм 245
8-2. Выбивка отлнвок 255
8.3. Очистка отливок 261
8.4. Обрубка и зачистка отлнвок 270
8.5. Грунтование отливок 273
А. Технический контроль и дефекты отливок 275
9.1. Технический контроль 275
9.2 Дефекты отливок . -*ч
9.3. Термическая обработка отливок 2ва
10. Безопасность трупа при литье в песчаные формы ... 291
10.1. Безопасность груда в сыесеириготовнтслы.и-х
отделениях
10.2. Безопасность труда в формовочных отделениях
10.3. Безопасность труда в стержневых отдел, пнях . . ЗШ
10.4. Безопасность труда в плавильных
10.5. Безопасность труда в отделе..,in* ^
10.6. Безопасность груда на выбивных учве.ках ли ^
,0.7. *""« JjJ
19.8 Э.1сшробе*»н1с,,4>ть » лшеЯных цгч^*
. • 317
Список рекомендуемой
31У
Справочное издание
Абрамов Геннадий Герасимович
Панченко Борис Семенович
I
СПРАВОЧНИК МОЛОДОГО ЛИТЕЙЩИКА
Заведующий редакцией В. А. Козлов. Редактор Г. В. Са¬
диков. Младший редактор О. В, Каткова. Художественный
редактор В. А. Щербаков. Технический редактор Г. А. Ви¬
ноградова, Корректор Г. А. Ченеткина
11эд. № М-401. Сдано в побор 03.07.90. Подо, в печать 06.01.91.
формат 64 X1 08*/и. Бум. тип. frt 2. Гариитуря литературная. Печать
высокая. Объем 16.ВО уел. леч. л. 17.01 уел. кр.-отт. 16.81 уч.-над, л.
Тираж 40000 жа. Закат М ТоЛ Цпв 1 р, 40 к.
№длтельсгво «Высшая школа». 101430, Москва, ГСП-4 .Неглин-
пая ул., д. 29/14
Набрано в ордена Октябрьской Революции и ордена Трудового
Красного Знамени МПО «Первая Образцовая типография* Гг,:i,
печати СССР. 113064. Москва. Вялслля. SB, Отпечатано по Влади¬
мирской типографик Госкомпечати СССР, г, Владимир. Октябрьски1*
проспект, д. 7.
И Б Ms 7637