





























































































































































































































Автор: Ананьев С.Л.
Теги: общее машиностроение технология машиностроения машиностроение справочник
Год: 1964




Текст
СПРАВОЧНИК
МАШИНОСТРОИТЕЛЯ
В ШЕСТИ ТОМАХ
РЕДАКЦИОННЫЙ СОВЕТ
Н. С. АЧЕРКАН, проф. д-р техн, наук; М. П. ВУКАЛОВИЧ, лауреат Ленинской
премии, проф. д-р техн, наук; В. Н. КУДРЯВЦЕВ, проф. д-р техн, наук;
С. Д. ПОНОМАРЕВ, лауреат Ленинской премии, проф. д-р техн, наук;
Э. А. САТЕЛЬ, проф д-р техн, наук; С. В. СЕРВИСЕН, акад. АН УССР;
Д. Н. РЕШЕТОВ, проф. д-р. техн. наук.
ТОМ
5
Книга I
Под редакцией
д-ра техн, наук проф. Э. А. САТЕЛЬ
ИЗДАНИЕ ТРЕТЬЕ,
ИСПРАВЛЕННОЕ И ДОПОЛНЕННОЕ
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИН0С1 РОИТЕЛЬНОИ ЛИТЕРАТУРЫ
Москва 1964
УДК621,083)
АВТОРЫ ТОМА
Е. В. АНТОШИН, инж., И. Л. БРИНБЕРГ, канд. техн, наук, К. В. ВАСИЛЬЕВ,
канд. техн, наук, А. С. ГЕЛЬМАН, д-р техн, наук, А. В. ГОЛОВИН, инж.,
В. М. ГОСТЕНИНА, инж., Е. А. ГУМЕНЮК, инж., Н. П. ДУБИНИН, проф. д-р техн,
наук, Д. П. ИВАНОВ, д-р техн, наук, М. Г. КОГАН, канд. техн, наук, Н. Т. КУДРЯВ-
ЦЕВ, проф. д-р хим. наук, Е. С. КУРЫШЕВА, инж., С. Б. КИРСАНОВА, инж.,
А. М. КИТАЕВ, канд. техн, наук, Г. Н. КЛЕБАНОВ, канд. техн, наук, Л. С. КОН-
СТАНТИНОВ, канд. техн, наук, Н. Н. ЛЯЩЕНКО, канд. техн, наук, С. Н. ЛОЦМА-
НОВ, канд. техн, наук, Л. А. МОРДВИНЦЕВ, канд. техн, наук. Г, А. НАВРОЦКИЙ,
канд. техн, наук, М. С. ПАРИЙСКИЙ, инж., Л. Я. ПОПИЛОВ, инж., 3. Л. РЕГИРЕР,
инж., И. И. СИДОРИН, д-р техн, наук, Н. И. СОЛОВЬЕВА, инж., М. В. СТОРО-
ЖЕВ, канд. техн, наук, В. А. ТАРАСОВА, канд. техн, наук, В. В. УСТИНОВ, инж.,
И. П. ЧЕРКАЛИН, канд. техн. наук.
Hai чный редактор проф С- Л. Ананьев
Редакция справочной литературы
Зав. редакцией инж. Г. А. Малюков
СОДЕРЖАНИЕ
Глава I. Технология литейного производ-
ства ................................. 1
Физическая сущность литейного про-
цесса и его влияние на изготовление
и качество отливок (Л. С. Константи-
нов)............................... 1
Основные принципы конструирования
лигых деталей (И. П. Черкалин) ... 10
Чугунное и стальное литье (Н. П. Ду-
бинин) ................. 21
Цветное литье (Н. Н. Лященко) ... 33
Глава II. Технология ковки и штам-
повки ........................ 48
Ковка и горячая штамповка (М. В.
Сторожев и С. Б. Кирсанова) .... 48
Листовая штамповка (А. В. Головин) 93
Холодная высадка. Холодная объем-
ная штамповка (Г. А. Навроцкий,
Е. А. Гуменюк) ............. 131
Глава III. Технология сварочного про-
изводства .......................... 1G0
Технологические основы конструирова-
ния сварных деталей машин (А. С.
Гельман) ................ 160
Электрическая сварка плавлением
(И. Л. Бринберг, Л. А. Мордвинцев) 174
Газовая сварка плавлением (А. М. Ки-
таев) .................. 213
Сварка давлением (А. С. Гельман,
А. М. Китаев) ............ 226
Новые методы сварки (Г. Н. Клебанов) 238
Кислородная и электрическая резка
металлов (канд. техи. наук К. В. Ва-
сильев) ..........................268
Пайка металлов (С. Н. Лоцманов,
В. М. Гостенина) .................276
Глава IV. Технология термической и хи-
мико-термической обработки металлов 300
Термическая и химико-термическая
обработка стали (3 Л. Регирер) . . 300
Термическая обработка цветных ме-
таллов и сплавов (И. И. Сидорин,
Н. И. Соловьева) ........... 336
Термическая обработка отливок из
чугуна (Д. П. Иванов)............. 350
Глава V. Электрические, химико-механиче-
ские и ультразвуковые методы обра-
ботки материалов .................... 363
Электрические методы обработки
(Л. Я. Попилов) ........... 363
Химико-механнческие методы обра-
ботки (Л. Д. Попилов)............. 373
Химическое фрезерование — глубокое
контурное травление (В. А. Тарасова) 387
Ультразвуковые методы обработки
твердых материалов (В. В. Устинов) 393
Ультразвуковая очистка (М. Г, Ко-
ган) ................... 401
Комбинированные методы обработки
(Л. Я. Попилов)......... 406
Глава VI. Технология нанесения покры-
тий деталей машин.......... 407
Гальванические покрытия (гальвано-
стегия) (Н. Т. Кудрявцев, Е. С. Ку-
рышева).................... 407
Металлизация распылением (Е. В. Ан-
тошин) ................ 425
Лакокрасочные покрытия (М. С. Па-
райский) ................ 434
ГЛАВА I
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ФИЗИЧЕСКАЯ СУЩНОСТЬ
ЛИТЕЙНОГО ПРОЦЕССА
И ЕГО ВЛИЯНИЕ НА ИЗГОТОВЛЕНИЕ
И КАЧЕСТВО ОТЛИВОК
Усадка металла и образование в отливках
усадочных пороков
При охлаждении металла в литейной
форме объем его уменьшается. В литей-
ном производстве такое уменьшение объе-
ма называют усадкой. В соответствии
с агрегатным состоянием охлаждающе-
гося металла или сплава его общую усад-
ку (отрезок V3—Уо на фиг. 1) подразде-
ляют на усадку в жидком состоянии
.Фиг. 1. Увеличение объема металла
при нагревании и плавлении.
(отрезок V3—V2), усадку затвердевания
(отрезок V2—и усадку в твердом
состоянии (отрезок V,—1/0). Величину
усадки твердого металла удобнее опре-
делять по изменению его линейных раз-
меров, в связи с чем существует понятие
линейная усадка металла.
Усадка жидкого металла зависит от
температуры заливки и является вели-
чиной неопределенной Поэтому ее отно-
сят к определенному отрезку температуры
(в 1° С или 100° С) и обычно выражают
в • процентах. Усадку затвердевания и
усадку твердого металла (объемную и
линейную) также выражают в процентах.
Чтобы размеры охлажденной отливки
отвечали чертежу, соответствующие раз-
меры модели должны быть увеличены
пропорционально линейной усадке дан-
ного металла или сплава. Линейную
усадку определяют, отливая из данного
металла образец, и рассчитывают по
формуле
* мод
где 1мпд — длина модели образна; 1птл —
длина охлажденной отливки образца.
При этом предполагается, что размеры
модели, изготовленной по ией формы и
только что затвердевшей в форме отливки
будут одинаковыми.
Объемная усадка твердого металла
принимается по известным соотношениям
для коэффициентов теплового расшире-
ния твердых тел в 3 раза больше, чем ли-
нейная.
Процесс усадки в чрезвычайно боль-
шой степени затрудняет получение точ-
ных и высококачественных отливок Одно
из осложнений состоит в образовании
внутри затвердевающей отливки усадоч-
ных пороков в виде всякого рода несплош-
ностей (раковин, пористости, трещин).
Возникновение этих дефектов связано
с неодновременным затвердеванием ме-
талла в объеме отливки. Отдавая тепло
окружающей среде (материалу формы),
отливка начинает охлаждаться и затвер-
девать с поверхности (фиг. 2, а), в то
время как внутренняя ее часть 2 еще
продолжает оставаться жидкой. При
последующем охлаждении и затверде-
вании сердцевина отливки претерпевает
большее относительное сжатие, чем ранее
затвердевшая корка 1 Вследствие этого
сплошность металла нарушается и внутри
отливки образуется вакуумная пустота 3
(фиг 2. б), носящая название усадочная
раковина.
2
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Раковина, показанная на фиг. 2, ха-
рактерна для фасонных отливок и назы-
вается внутренней или скрытой. В отли-
чие от нее, в слитках усадка металла
вызывает образование воронкообразной
впадины (фиг. 3), которую называют
внешней или открытой усадочной рако-
виной.
Величина, форма и расположение уса-
дочных раковин определяются природ-
ными свойствами сплава, а также сово-
купностью большогд числа факторов,
влияющих на процесс формирования от-
ливки. Из природных свойств наибольшее
Фиг 2. Образование в отлив-
ке скрытой усадочной рако-
вины: а — начало затвердева-
ния; б — конец затвердевания;
/ — твердая корка металла;
2 — жидкое ядро отливки;
3 — усадочная раковина.
Фиг. 3. Об-
разование в
отливке от-
крытой уса-
дочной ра-
ковины.
значение имеют: величина усадки сплава
в жидком состоянии и при затвердева-
нии, величина температурного интервала
затвердевания, удельный вес сплава и,
в некоторых случаях, возможность об-
разования различных структур при за-
твердевании сплава. Из прочих факторов
наибольшего внимания заслуживают: да-
вление атмосферы, выделяющиеся из
металла газы, геометрическая форма и
размеры отливки и условия ее охла-
ждения.
Усадка сплава в жидком состоянии и
при затвердевании предопределяет ве-
личину усадочной раковины.
Величина температурного интервала
кристаллизации предопределяет харак-
тер усадочных пороков. При затверде-
вании отливки из чистого металла или
сплава, кристаллизующегося при по-
стоянной температуре (сплав А на фиг. 4),
кристаллы внутрь отливки растут плот-
ным сомкнутым строем (фиг. 5, а) и
фронтальной поверхностью непрерывно
соприкасаются с жидким ядром отливки.
Такой характер затвердевания обеспе-
чивает получение сосредоточенной уса-
дочной раковины в сердцевине отливки
и плотной структуры металла в осталь-
ных ее частях (фиг. 5, г). Затвердевание
же отливки из сплава с широким темпе-
ратурным интервалом (сплав Б на фиг. 4)
Фиг. 4. Сплавы на
диаграмме состояния,
образующие различ-
ные виды усадочных
пороков: А — сплав,
склонный к образова-
нию сосредоточенной
усадочной ракови-
ны; Б—сплав, склон-
ный к образованию пасгрянной усадочной пори
стости; В — сплав, дающий усадочную раковину
промежуточного типа.
сопровождается возникновением проме-
жуточного твердожидкого слоя (фиг. 5,6),
обусловленного ростом дендритных кри-
сталлов. Развивающиеся в этом слое
дендриты расчленяют жидкость на от-
дельные участки, изолируя их друг от
Фиг. 5. Схема кристаллизации и виды усадоч-
ных пороков у сплавов различного типа: а, г —
чистые металлы, ввтектические сплавы, хими-
ческие соединения; б, д — сплавы, кристалли-
зующиеся в большом температурном интервале;
е, е — сплавы промежуточного типа.
друга и от нейтрального, жидкого ядра
отливки. При последующем затвердева-
нии в каждом из таких участков обра-
зуется своя миниатюрная усадочная ра-
ковина, в результате чего отливка ока-
зывается по всему объему пораженной
усадочной пористостью (фиг. 5, д').
Сплавы с меньшим температурным
интервалом кристаллизации, например
сплав В (фиг. 4), затвердевают по проме-
жуточной схеме (фиг. 5, в), промежуточ-
ной оказывается и картина распределе-
ния в отливке усадочных пороков
(фиг. 5, е). При развитии усадочной
пористости соответственно уменьшается
объем концентрированной раковины, по-
ФИЗИЧЕСКАЯ СУЩНОСТЬ ЛИТЕЙНОГО ПРОЦЕССА
3
этому пористость не увеличивает общего
объема усадочных пустот.
Удельный вес сплава оказывает зна-
чительное влияние на процесс формиро-
вания отливки. Чем больше удельный
вес, тем большим будет гидростатическое
давление в незатвердевшей части отлив-
ки, способствующее проникновению жид-
кости в межкристаллические поры. Бла-
годаря этому количество и объем пор,
в особенности в нижней части отливки,
уменьшается за счет увеличения концен-
трированной раковины. Помимо этого,
разница температур способствует воз-
никновению внутри охлаждающейся от-
ливки конвективных потоков, сосредо-
точивающих наиболее горячий металл
(имеющий меньший удельный вес) в верх-
ней части отливки (смещающих тепловой
центр отливки вверх), отчего вверх сме-
щается также и усадочная раковина.
Оба эти явления используются при
разработке мер борьбы с усадочными
пороками в отливках. Основной из них
является питание
отливок с помощью
литников и прибы-
лей различной кон-
струкции. Под пи-
танием понимается
возмещение убыва-
ющего объема жид-
кого металла в за-
твердевающей от-
ливке (фиг. 6).
Возможность об-
разования различ-
ных структур в за-
висимости от усло-
вий затвердевания
наблюдается у мно-
гих сплавов. Наиболее характерным из
них является чугун, величина и распо-
ложение усадочных пороков в кото-
ром в большой степени зависят от
Фиг. 6. Питание отлив-
ки за счет литника и
прибылей: 1 — отлив-
ка; 2 — литник; 3 —
прибыль; 4 — усадоч-
ные раковины в лит-
нике и прибыли.
структурного состояния углерода. По-
скольку удельный объем цементита мень-
ше суммы объемов составляющих его
элементов (железа и_ углерода), то при.
формировании структуры серого чугуна
объем усадочных пустот в отливке ока-
зывается тем меньшим, чем полнее прой-
дет графитизация углерода. В частности,
по этой причине белый чугун при за-
твердевании всегда дает большую усадку,
«ем серый. ’
Для формирования усадочных пустот
имеет значение не только общая усадка
затвердевания сплава, характерная для
Данных структурных составляющих, но
и последовательность, в которой эти
составляющие образуются из жидкой
фазы. Так, например, при затвердева-
нии чугуна кристаллизация графита и
графитной эвтектики происходит с рас-
ширением объема. Если бы эти структур-
ные составляющие выделялись равно-
мерно в течение всего процесса затверде-
вания чугуна, их появление приводило
бы только к пропорциональному умень-
шению объема развивающихся в отливке
усадочных пустот. В действительности
же эвтектика кристаллизуется в конце
затвердевания, когда в- междендритных
каналах отливки остается лишь неболь-
шое количество жидкости. В этих усло-
виях расширяющаяся эвтектика создает
в междендритных пространствах давле-
ние, под действием которого жидкость
может перемещаться по капиллярам па
значительные расстояния и заполнять
имеющиеся в отливке усадочные поры.
Часто объем междендритных пор в чу-
гуне оказывается недостаточным для раз-
мещения расширя-
ющейся эвтектики
и тогда остатки
жидкости выжима-
ются в усадочную
раковину (фиг. 1).
Способность серо-
го чугуна к са-
моуплотнению в
процессе затверде-
вания значительно
облегчает задачу
получения из него
в ысо ко качествен-
ных отливок.
Давление атмо-
сферы играет зна-
чительную роль в формировании усадоч-
ных пороков. Во всех случаях, когда ли-
тейная форма газопроницаема, затверде-
вающая в ней отливка находится под атмо-
сферным давлением. Отливка, затверде-
вающая в кокиле хотя бы частично,
тоже оказывается под атмосферным давле-
нием, действующим через зазор, образую-
щийся от усадки отливки, а также от
расширения и коробления кокиля. Воз-
действуя на затвердевающую отливку
с развивающимися в ней вакуумными
пустотами, атмосферное давление может
вызывать перемещения жидкости внутри
затвердевшей корки и деформировать
последнюю.
При появлении твердой корки по всему
контуру отливки металл в чаше литни-
ковой системы и в прибыли продолжает
Фиг. 7. Вытекание
расширяющейся гра-
фитной эвтектики в
усадочную раковину:
1 — отливка; 2 — уса-
дочная раковина; 3 —
включения эвтектики.
4
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Ро Ро
Фиг. 8.Схема действия
атмосферного давле-
ния и гидростатиче-
ского давления метал-
ла при питании затвер-
девающей отливки.
оставаться жидким. Атмосферное давле-
ние Ро, действующее на поверхность жид-
кости (фиг. 8), по закону Паскаля пере-
дается на весь ее объем и совместно с да-
влением Р от веса самого металла спо-
собствует проник-
новению жидкости
в междендритные
пространства, где
создается разреже-
ние вследствие про-
текания усадочных
процессов Важ-
нейшая роль в этом
процессе почти
всегда принадле-
жит атмосферному
давлению.
С затвердеванием
свободной поверх-
ности металла в
стояке и прибыли
н е п о средственный
контакт жидкого ядра отливки с атмо-
сферой прекращается. Однако атмосфер-
ное давление, деформируя только что за-
твердевшую корку, обладающую пласти-
ческими свойствами, некоторое время про-
должает давить на жидкую сердцевину.
Если под коркой образуется усадочная
пустота, то атмосферное давление часто
прорывает корку (фиг. 9, а, б) и вновь
вступает в контакт с жидкостью, способ-
ствуя уплотнению отливки.
а) б)
Фиг. 9. Работа атмосферного давле-
ния в литниковой чаше: /— жипкий
металл; 2 — затвердевшая корка;
3 — разрыв корки под действием
атмосферного давления.
В тех случаях, когда на каком-либо
участке поверхности отливки корка ока-
зывается более слабой, чем в чаше стояка,
атмосферное давление деформирует от-
ливку в этом месте, оставляя на ее по-
верхности вмятину (фиг. 10), называе-
мую в практике литейного производства
утяжиной Утяжины на отливках обра-
зуются также при преждевременном за-
твердевании питателей и в тех случаях,
когда какая-нибудь часть затвердеваю-
щей отливки оказывается отключенной
от литниковой системы и прибылей со-
седними, ранее затвердевшими частями.
Образование утяжины, естественно, спо-
собствует уплотнению внутренней обла-
сти отливки, препят-
ствуя возникновению
и развитию в ней уса-
дочных пустот. Вместе
с тем утяжины сами по
себе являются серьез-
ными дефектами н
очень часто служат
причиной списывания
отливок в брак.
Газы, растворенные
в металле во время
плавки, в процессе
Фиг. 10. Образова-
ние утяжины: I —
отливка; 2 — лит-
ник; 3 — утяжина.
охлаждения его в фор-
ме способны выделяться из раствора
и оказывать влияние на формирование
усадочных раковин. Растворимость газов
в металле уменьшается с понижением
давления, поэтому в зоне образования
усадочной раковины раствор становится
пресыщенным. Газы в атомарном состоя-
нии выделяются на границах усадочных
раковин и пор и занимают ограниченное
ими пространство. По этой причине вну-
треннее давление в усадочных ракови-
нах практически всегда выше нуля и
в некоторых случаях может превысить
внешнее давление атмосферы. Если вну-
треннее давление достигает суммы дав-
лений атмосферы и столба жидкого
металла над раковиной, то объем по-
следней увеличивается. Тогда очертания
раковины принимают округлую форму,
характерную для газовых включений.
Общий объем пустот в металле при этом
возрастает, а избыток металла выжи-
мается в литниковую систему или при-
быль.
Размеры и форма отливки оказывают
влияние как на величину, так и на рас-
положение раковины в отливке. Теоре-
тическая величина раковины оказывается
пропорциональной объему отливки. По-
этому мелкие отливки в значительно
меньшей степени склонны к образова-
нию усадочных пороков. Наоборот, в
массивных отливках усадочные рако-
вины и пористость проявляются очень
резко и борьба с ними представляет
весьма сложную задачу.
Раковина образуется там, где закан-
чивается затвердевание отливки. Как
правило, этим местом является наиболее
массивная часть Если отливка имеет
несколько массивных узлов, то после
ФИЗИЧЕСКАЯ СУЩНОСТЬ ЛИТЕЙНОГО ПРОЦЕССА
5
затвердевания менее массивных сочле-
нений толстые части затвердевают изо-
лированно друг от друга и в каждой из
них образуется своя раковина (фиг. 11, а).
При отсутствии массивных узлов уса-
дочные пустоты сосредоточены' в цен-
тральной зоне стенок, расположенных
преимущественно в верхней части отлив-
ки (фиг. И, б).
Фиг. 11. Образование усадочных рако-
вин в отливке: а — с несколькими теп-
ловыми узлами; б — с утолщенной ча-
стью; 1 — отливка; 2 — усадочные рако-
вины.
Всякое искривление стенки вызывает
неравномерное охлаждение ее с той и
другой сторон. Выпуклая сторона охла-
ждается более интенсивно, напротив,
отвод тепла от вогнутой стенки отливки
затруднен В результате затвердевание
искривленной стенки заканчивается близ
вогнутой поверхности, туда перемеща-
ются и усадочные пустоты (фиг. 12).
По тем же причинам, если стенки от-
Фиг. 12. Образование усадочных
раковин в изогнутой стенке от-
ливки: 1 — отливка; 2 — тепло-
отдача с выпуклой стороны стен-
ки; 3 — теплоотдача с вогнутой
стороны стенки; 4 — усадочные
раковины.
ливки сопрягаются под прямым углом,
усадочные раковины располагаются воз-
ле внутреннего угла (фиг. 13). Во внут-
ренних углах часто образуются усадоч-
ные раковины, тогда как в других ме-
стах отливка затвердевает совершенно
плотной
Если радиус кривизны вогнутой стенки
очень мал, например, при получении
отливки с отверстием небольшого диа-
метра (фиг. 14), то вследствие нагрева
стержня теплоотдача с внутренней сто-
роны может совершенно прекратиться.
Тогда внутренняя поверхность отливки
затвердевает последней и на ней обра-
ние скры-
той уса- Q.)
ДОМНОЙ
раковины фнг ]4 Образование открытой уса-
возле ост домной раковины а — в отверстии
рого угла малого диаметра 1 — отливка; 2 —
отливки: стержень; 3 — усадочная раковина;
J—отлив- g — во внутреннем углу толстостен-
ка: 2 ной отливки; 1 — 4 — изотермы в теле
усадочная отлнвки и лит йной формы; 5 — уса-
раковина. дочная раковина.
2 1
5 3 Ь
б)
зуется открытая усадочная раковина.
Таким же образом тепловой центр- угла
толстостенной отливки (фиг 14, б) к
концу затвердевания перемещается в
прилегающий к отливке выступ формы
(формовочный материал во внутреннем
углу нагревается выше температуры со-
лидуса заливаемого сплава), и в этом
месте образуется открытая усадочная
раковина.
Условия охлаждения отливки сказы-
ваются прежде всего на характере обра-
зующихся усадочных пустот Чем интен-
сивнее охлаждается отливка, тем в мень-
шей степени в ней развивается дендрит-
ная кристаллизация. Граница между
твердой и жидкой фазами при этом ста-
новится более резкой, а питание расту-
щих кристаллов более совершенным.
Другими словами, интенсивное охла-
ждение отливки может служить искус-
ственной мерой, с помощью которой
сплав, склонный к дендритной кристал-
лизации (фиг 5, б), можно вынудить
затвердевать по схеме, характерной для
эвтектических сплавов (фиг 5, а) Есте-
ственно, пористость отливки при этом
оказывается меньшей, а сосредоточен-
ная раковина более развитой Именно
по этой причине отливки, полученные
в металлических формах, всегда оказы-
ваются более плотными по сравнению с
отлитыми в землю.
Еще большую роль в литейном про-
изводстве играет местное изменение
6
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
интенсивности охлаждения отливки. С
помощью этого приема можно регулиро-
вать процесс затвердевания, перемещая
усадочную раковину в другое, менее
ответственное место отливки или выводя
ее в литник или прибыль. Так, например,
в отливке (фиг. 15, а} вертикальная
Фиг. 15. Предотвращение образова-
ния усадочной раковины путем уста-
новки холодильника в утолщенной
части отливки: а — отливка, затвер-
девшая без холодильника; б — от-
ливка, затвердевшая с холодильни-
ком; 1 — отливка; 2 — усадочная
раковина; <? —холодильник; 4 — уса-
дочная раковина, перемещенная в ча-
шу литника.
стенка в верхней части затвердевает
раньше, чем расположенное ниже утол-
щение, в результате чего в утолщенной
части образуется усадочная раковина.
Если же при формовке на утолщенной
части установить чугунный холодиль-
ник, то она затвердеет одновременно с бо-
лее тонкими частями отливки, и тогда
усадочная раковина переместится в верх-
нюю часть литника (фиг. 15, б).
Иногда вместо охлаждения толстых
частей более выгодно утеплять тонкие,
что достигается применением формовоч-
ных материалов или красок с низкой
теплопроводностью, или же местным по-
догревом формы перед заливкой. Нако-
нец, сильным средством регулирования
процесса затвердевания служит целесо-
образный выбор места подвода металла
к отливке (фиг. 16).
Совокупностью перечисленных мер
можно в широком диапазоне изменять
условия охлаждения частей и узлов от-
ливки и добиваться по желанию одно-
временного или направлен-
ного ее затвердевания. В первом
случае, независимо от толщины стенок
и конфигурации, затвердевают одно-
временно все части отливки, во втором —
затвердевание протекает последовательно
от одной части отливки к другой, в за-
данном направлении. При направленном
затвердевании создаются наилучшие ус-
ловия для питания отливки и потому он
служит надежным средством борьбы с
усадочными раковинами. Однако при
/?» 5)
Фиг. 16. Изменение характера затвердевания
отливки в зависимости от места подвода металла:
а — одновременное затвердевание; б — после-
довательное затвердевание; I — отливка; 2 —
литник; 3 — слон последовательного затверде-
вания отливки.
этом возникает большая разность темпе-
ратур между отдельными частями за-
твердевшей отливки, что предопределяет
образование в ней больших внутренних
напряжений.
Подвод в тонкую часть применяют
для отливок из серого чугуна, который
в меньшей степени склонен к образова-
нию усадочных раковин и потому не
нуждается в сильных средствах питания.
Это согласуется и с требованием полу-
чать чугунные отливки с минимальными
напряжениями, поскольку они, как пра-
вило, пускаются в эксплуатацию без
предварительной термической обработки.
Наконец, для отливок из серого чугуна
подвод металла в тонкую часть улучшает
его структуру; при направленном за-
твердевании они получались бы с явно
выраженной анизотропией структуры и
механических свойств.
Для отливок из ковкого чугуна и
стали, весьма склонных к образованию
усадочных пороков, оптимальным яв-
ляется подвод металла в толстую часть.
Образующиеся при этом внутренние на-
пряжения существенного значения не
имеют, поскольку отливки из стали и
ковкого чугуна обязательно подвергают
высокотемпературному отжигу.
Внутренние напряжения в отливках
Общие понятия о напряжениях. С мо-
мента образования твердой корки нерав-
номерные остывание и усадка металла
вызывают в отливке напряжения, кото-
рые называют температурными.
Помимо температурных, отливки очень
часто подвергаются так называемым ме-
ханическим напряжениям, которые воз-
никают в тех случаях, когда форма или
физическая сущность литейного процесса
7
стеожни оказывают сопротивление усадке
отливки (фиг 17) Сопротивление стерж-
ня и формы, на фиг 17 условно показан-
ное стрелками, тем более значительно,
Фиг. 17. Образование в отливке ме-
ханических напряжений: 1— форма;
2 — стержень; 3 — отливка.
чем больше усадка отливки и чем менее
податливы форма и стержень. Эти сопро-
тивления по отношению к отливке яв-
ляются внешними силами, механизм дей-
ствия которых принципиально не отли-
чается от действия механических нагру-
зок на машинные и строительные детали.
Практически же, вследствие различных и
изменяющихся во времени свойств мате-
риалов литейной формы, определение
величины механических н; пряжений ока-
зывается весьма сложным.
Механические напряжения очень часто
вызывают разрушение отливки в литей-
ной форме и существенно осложняют
технологию литейного производства.
Вместе с тем, они устраняются в момент
извлечения отливки из формы, и влияние
их на качество готовой продукции огра-
ничивается лишь остаточными дефор-
мациями, снижающими точность и иска-
жающими геометрию отливок.
Напряжения в отливках, могут воз-
никать также вследствие структурных
или фазовых превращений в сплаве, про-
ходящих с изменением объема (например,
Вследствие перлитного превращения в
чугуне). Такие напряжения принято
называть фазовыми. Фазовые напряже-
ния по своей природе аналогичны тем-
пературным, поскольку возникают в от-
ливке независимо от действия внешних
сил (механического сопротивления формы
усадке отливки). Они складываются с
температурными напряжениями и также
могут оставаться в готовой отливке.
Температурные напряжения представ-
ляют наиболее общий случай, поскольку
они возникают в каждой отливке (при
любом методе ее изготовления) и являют-
ся наиболее опасными для литых дета-
лей, работающих под нагрузкой.
Изменение температур в охлаждаю-
щейся отливке. Процесс охлаждения
отливки, как и всякого нагретого тела,
обладает одной ха-
рактерной особен-
ностью, имеющей
принципиальное
значение для уяс-
нения механизма
действия темпера-
турных напряже-
ний. Представим
себе отливку, со-
Фиг. 18. Трехзвенная
решетка напряжений:
1 — тонкие стержни;
2 — толстый стержень.
стоящую из трех
параллельных
стержней, соеди-
ненных между со-
бой двумя попере-
чинами (фиг. 18).Толщина боковых стерж-
ней 1 меньше, чем среднего 2, поэтому они
начинают охлаждаться раньше среднего и
температура их в процессе остывания все
время остается ниже (фиг. 19). По мере
Фиг. 19. Охлаждение во времени частей
отливки различной толщины и образо-
вание в них температурных напряжений.
остывания отливки скорости охлаждения
той и другой ее части уменьшаются
[кривые (фиг. 19) становятся более поло-
гими]. Если же сравнить скорости охла-
ждения стержней 1 и 2 (фиг. 18) между
собой, то оказывается, что в начале
охлаждения, до некоторого момента вре-
мени Tj, стержень 1 охлаждается быстрее
стержня 2, с момента же т, и до конца
8
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
процесса быстрее охлаждается уже стер-
жень 2. Это легко определить по разности
ординат т—п (фиг 19), которая до мо-
мента Tj увеличивается, а затем умень-
шается. Кривая изменения разности ско-
ростей охлаждения стержней 1 и 2 при-
ведена в иижней части фиг. 19.
Неравномерное охлаждение отливки
может происходить не только вследствие
разницы толщин ее
частей. Так, нерав-
номерно охлажда-
ются наружные и
внутренние части
круглой отливки
(фиг. 20), наружные
и внутренние углы
Фиг. 20. Неравномерное охлаждение
отливки: а — цилиндрической; б —
эллиптической; 1 — наружный, более
холодный слой; 2 — горячая сердце-
вина отлнвки.
(фиг. 13), части отливки, удаленные от
литника и примыкающие к нему, и т. д.
Во всех случаях части отливки, затвер-
девающие раньше и охлаждающиеся ин-
тенсивнее в начале процесса, в после-
дующем начинают остывать медленнее
более горячих частей.
Напряжения в металле и образова-
ние в отливках горячих трещин. Од-
ной из главных опасностей, опреде-
ляемых напряженным состоянием от-
ливки, является возникновение в ней
трещин. Трещины в зависимости от тем-
пературы металла, при которой они об-
разуются, подразделяются на горя-
чие и холодные. Горячие тре-
щины возникают преимущественно при
высоких температурах в процессе затвер-
девания или же в только что затвердев-
шей отливке. Однако при подходящих для
этого условиях они могут возникать и
при более низких температурах, вплоть
до температур, соответствующих пере-
ходу металла в упругое состояние. Горя-
чие трещины характеризуются неров-
ным, «рваным» изломом металла, про-
ходящим по границам кристаллов и
окисленной поверхностью излома.
Все пластичные тела под действием
приложенных к ним сил способны пре-
терпевать необратимые деформации, бла-
годаря которым напряжения, вызван-
ные в теле приложенными нагрузками,
резко уменьшаются. В связи с этим, пла-
стичное тело может длительное время на-
ходиться в напряженном состоянии лишь
при непрерывном возобновлении дей-
ствующих на него внешних или внутрен-
них сил. В остывающей отливке причиной
для возникновения и непрерывного во-
зобновления таких сил служит различ-
ная скорость охлаждения и усадки ее
частей. Так как разрушения в отливке
•происходят лишь в зонах действия рас-
тягивающих напряжений, то следовало
бы ожидать образования горячих трещин
как в тонких, так и в толстых частях
отливки Однако, как показывает прак-
тика, горячие трещины в тонких местах
образуются сравнительно редко. Объяс-
няется это тем, что в начале охлаждения,
когда тонкая часть претерпевает наи-
более быструю усадку, толстая часть
находится еще в жидком состоянии и не
оказывает ей никакого сопротивления.
К моменту же затвердевания всей отливки
температура тонкой части оказывается
ниже, а прочность ее выше по сравнению
с толстой частью. Поэтому, если даль-
нейшая усадка тонкой части и приводит
к появлению трещины, то уже в месте
сопряжения ее с толстой (фиг. 21, а),
Фиг. 21. Деформации и разрушения
отливки под действием температур-
ных напряжений: а — образование
в отливке горячей трещины; б — ис-
кривление отливки.
где температура наиболее высока, а ме-
талл наименее прочен. Образованию го-
рячих трещин в быстро охлаждающейся
тонкой части препятствуют также пла-
стические деформации, происходящие в
более горячей толстой части, благодаря
которым напряжения в отливке сильно
уменьшаются. Уменьшение напряжений
может происходить также вследствие
ФИЗИЧЕСКАЯ СУЩНОСТЬ ЛИТЕЙНОГО ПРОЦЕССА
9
искажения геометрической формы от-
ливки (фиг. 21, б), о чем более подробно
будет сказано ниже.
Образование в отливках остаточных
напряжений. По мере охлаждения от-
ливки металл утрачивает свои пласти-
ческие свойства и приобретает 'упругие.
Изменение этих свойств происходит у
каждого сплава в своем отрезке темпера-
тур, в частности, у черных сплавов в
интервале 650—550 .
В отличие от напряжений, действую-
щих в пластичном металле, величина
упругих напряжений не зависит от
скорости усадки различных частей от-
ливки. Они пропорциональны разности
температур толстой и тонкой частей в мо-
мент перехода толстой части в упругое
состояние.
Остаточные напряжения являются
практически не обнаруживаемым дефек-
том. При наличии внутренних напряже-
ний отливка в эксплуатации может раз-
рушиться при нагрузках, значительно
меньших по сравнению с расчетными.
Бывают случаи, когда напряженные от-
ливки разрушаются без приложения
к иим внешних сил или при незначитель-
ных усилиях, возникающих при очистке,
транспортировке или их механической
обработке.
Гораздо более часты случаи коробле-
ния напряженных отливок во время меха-
нической обработки. Так, например, в
Фиг. 22. Деформация плиты в процессе
ее механической обработки.
литой плите (фиг. 22) наружные поверх-
ности оказываются сжатыми, а внутрен-
няя область растянутой. Поле напряже-
ний по отношению к оси а—а располо-
жено симметрично, отчего геометриче-
ская форма отливки не 'искажается.
Однако, если резцом удалить поверх-
ностный сжатый слой по линии б—б,
симметрия поля напряжений нарушится,
растянутые центральные слои получат
возможность сократиться, а сжатые слои
на нижней плоскости — удлиниться, и
отливка, разгружаясь от напряжений,
изогнется, как показано тонкой линией.
Температурные деформации отливок.
Выше было отмечено, что одним из фак-
торов, снижающих величину действую-
щих напряжений, может быть деформа-
ция отливки, возможность которой опре-
деляется ее геометрической формой и
характером распределения в ней темпе-
ратур. Наиболее жестка цилиндрическая
форма отливки (фиг. 20, а). Объясняется
это тем, что температурное поле, а сле-
довательно, и напряжения в объеме
такой отливки распределяются симме-
трично. Кроме того, цилиндрическая
форма отливки препятствует пластиче-
ской деформации ее внутренней части.
В отличие от решетки (фиг. 18) при ин-
тенсивной усадке наружной части 1
(фиг. 20) цилиндрической отливки вну-
тренняя часть 2 не может быть пласти-
чески деформирована, поскольку металл
несжимаем. Вэ второй период охлажде-
ния, когда быстрее сжимается внутрен-
няя часть, деформация наружной части
тоже практически невозможна, так как
она имеет максимально жесткую форму
цилиндрического свода и к тому же вслед-
ствие более низкой температуры ее меха-
нические свойства выше, чем централь-
ной части отливки. Вследствие этого
крупные цилиндрические отливки весьма
склонны к образованию наружных и
внутренних трещин и потому, невзирая
на простейшую геометрическую форму,
относятся к категории наиболее трудно
выполнимых.
Слиток любой другой геометрической
формы оказывается менее жестким. Так,
например, если поперечное сечение слит-
ка будет эллиптическим (фиг. 20, б),
то более быстро охлаждающийся наруж-
ный слой 1 деформирует внутреннюю
часть 2, сжимая ее по большой оси эл-
липса. Объем и площадь сечения вну-
тренней части при этом, конечно, оста-
нутся неизменными, однако периметр
эллипса, приближающегося к кругу,
будет непрерывно сокращаться. Вместе
с тем будет укорачиваться наружный
растянутый слой 1 и, таким образом, раз-
гружаться от напряжений.
У фасонных отливок вследствие более
развитой геометрической формы возмож-
ностей для температурных деформаций
значительно больше. Тем не менее в них
встречаются узлы, борьба с трещинами
в которых составляет одну из основных
трудностей в технологии литейного про-
изводства.
Интересен случай температурю! де-
формации отливки балочного типа с
асимметричным распределением темпера-
тур во время остывания в литейной
форме. Отливка получает необратимую
деформацию (изгиб) выпуклостью в сто-
10
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
рону интенсивного охлаждения (фиг. 23).
Происходит это потому, что толстая
сторона отливки охлаждается медленнее
и затвердевает позже тонкой, вследствие
Фиг. 23. Температурный изгиб бруса
неравномерного сечения.
чего в момент полного затвердевания
отливки она находится при температуре
солидуса, тогда как тонкая часть к этому
времени успела охладиться несколько
ниже. При последующей усадке отливки
более толстая (горячая) ее сторона по
закону физики укорачивается больше по
сравнению с тонкой, что и приводит к
деформации.
Рассмотренные физические вопросы ле-
жат в основе большинства изложенных
ниже правил конструирования литых
деталей. Характерно, что бороться с
остаточными напряжениями (которые по
своей природе являются температурными)
нельзя путем увеличения прочности ма-
териала отливки. Так как напряжения
одного знака во всех случаях уравнове-
шиваются напряжениями другого знака
в объеме той же отливки, то ее стойкость
против образования трещин оказывается
независимой от прочности материала и
определяется исключительно его пла-
стическими свойствами. Увеличение проч-
ности металла с целью усиления участка
отливки, находящегося под действием
растягивающих напряжений, вызовет та-
кое же усиление и сжатых ее частей.
Теоретически это приведет лишь к про-
порциональному увеличению напряжен-
ного состояния системы в целом, отчего
запас прочности слабого места не изме-
нится Практически же такое мероприя-
тие чаще всего приводит к увеличению
количества трещин, так как увеличение
прочности металла в большинстве слу-
чаев сопровождается падением его пла-
стических свойств.
ОСНОВНЫЕ ПРИНЦИПЫ
КОНСТРУИРОВАНИЯ литых
ДЕТАЛЕЙ
Литые детали нужно конструировать
так, чтобы они были технологичны в
производстве, обеспечивали наименьшие
затраты труда и материала, а также поз-
воляли максимально механизировать и
автоматизировать их изготовление.
При конструировании деталей должны
быть также учтены: стандартизация, уни-
фикация. нормализация, удобство в
эксплуатации, транспортабельность для
железной дороги.
Конструирование внешнего контура
отливки
Поверхности отливок должны возможно
более приближаться к плоскости или
поверхности тела вращения. Внешнюю
форму их нужно максимально упрощать
с тем, чтобы обеспечить формовку и обес-
печить легкое извлечение модели из
формы Модель не должна в своих эле-
ментах иметь так называемых теневых
зон (фиг. 24), устранение которых исклю-
чает применение на моделях отъемных
Фиг. 24. Литая конструкция: а — с тене-
выми зонами; б — без теневых зон.
частей, дополнительных стержней, стерж-
невых знаков, снижающих точность из-
готовления отливки. Отливка должна
иметь как можно меньше криволинейных
очертаний (фиг. 25).
Фиг. 25. Очертания моделей крон-
штейна: а — криволинейное; б — пря-
молинейное (правильное).
Элементы конструкции по внешнему
контуру нужно располагать в одной
плоскости (фиг. 26).
основные принципы конструирования литых детален
11
Пиния разъема
б)
Фиг. 26. Конструкция рычага: а —с пле-
чами в разных плоскостях; б— изменен-
ная с плечами в одной плоскости.
а — цельнолитая; б — расчлененная
Фиг. 27. Литая конструкция:
на три детали 1, 2 и 3.
Фиг, 28. Букса: а — сварная, соеди-
ненная из трех деталей 1, 2 и 3;
б — цельнолитая.
6) с)
Фиг. 29. Литые конструкции: а и в — непра-
вильные; б и г — исправленные, с ребрами и
волнистой поверхностью.
12
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
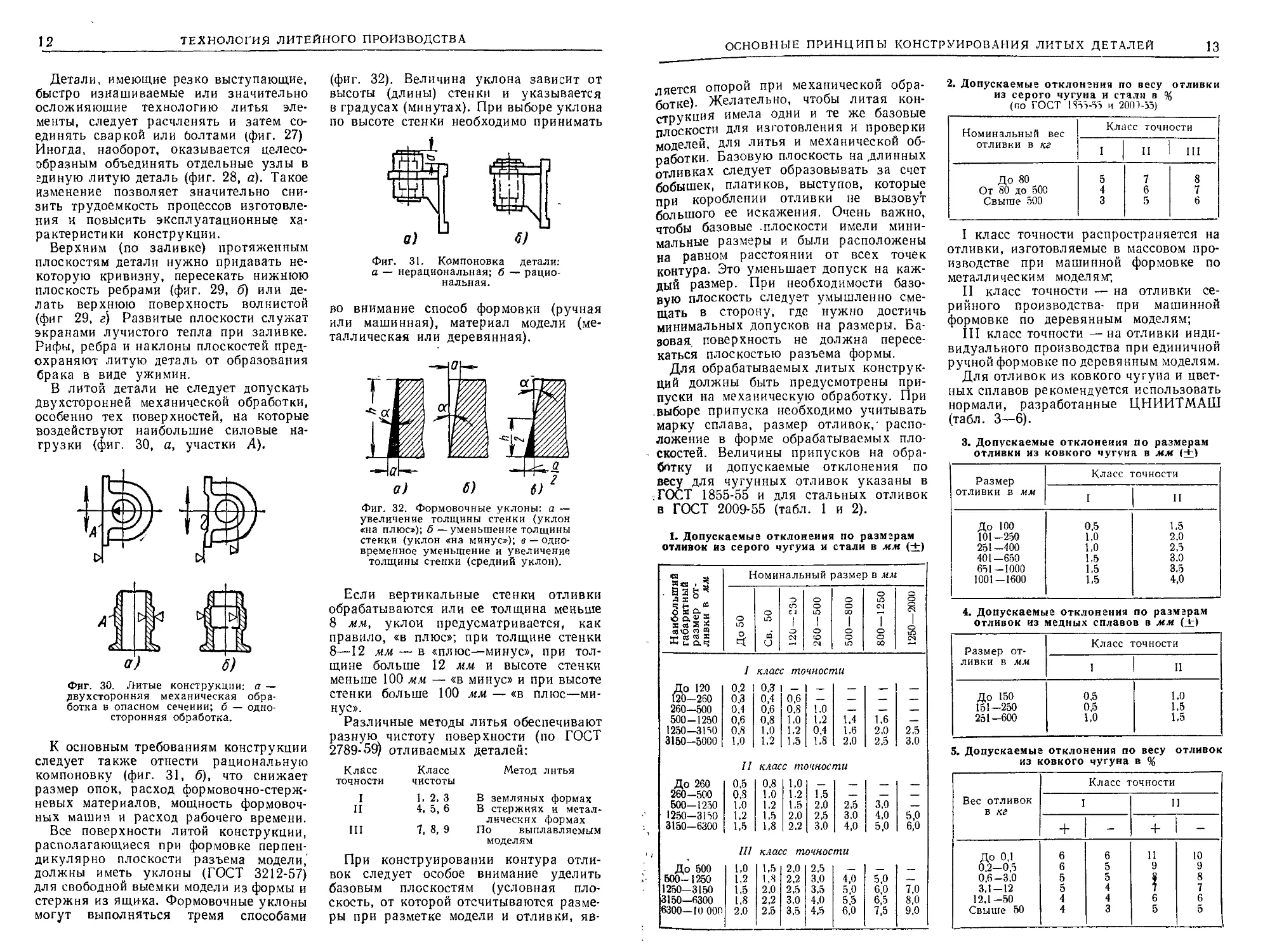
Детали, имеющие резко выступающие,
быстро изнашиваемые или значительно
осложняющие технологию литья эле-
менты, следует расчленять и затем со-
единять сваркой или болтами (фиг. 27)
Иногда, наоборот, оказывается целесо-
образным объединять отдельные узлы в
единую литую деталь (фиг. 28, а). Такое
изменение позволяет значительно сни-
зить трудоемкость процессов изготовле-
ния и повысить эксплуатационные ха-
рактеристики конструкции.
Верхним (по заливке) протяженным
плоскостям детали нужно придавать не-
которую кривизну, пересекать нижнюю
плоскость ребрами (фиг. 29, б) или де-
лать верхнюю поверхность волнистой
(фиг 29, г) Развитые плоскости служат
экранами лучистого тепла при заливке.
Рифы, ребра и наклоны плоскостей пред-
охраняют литую деталь от образования
брака в виде ужимин.
В литой детали не следует допускать
двухсторонней механической обработки,
особенно тех поверхностей, на которые
воздействуют наибольшие силовые на-
грузки (фиг. 30, а, участки А).
Фиг. 30. Литые конструкции: а —
двухсторонняя механическая обра-
ботка в опасном сечении; б — одно-
сторонняя обработка.
К основным требованиям конструкции
следует также отнести рациональную
компоновку (фиг. 31, б), что снижает
размер опок, расход формовочно-стерж-
невых материалов, мощность формовоч-
ных машин и расход рабочего времени.
Все поверхности литой конструкции,
располагающиеся при формовке перпен-
дикулярно плоскости разъема модели,
должны иметь уклоны (ГОСТ 3212-57)
для свободной выемки модели из формы и
стержня из ящика. Формовочные уклоны
могут выполняться тремя способами
(фиг. 32). Величина уклона зависит от
высоты (длины) стенки и указывается
в градусах (минутах). При выборе уклона
по высоте стенки необходимо принимать
Фиг. 31. Компоновка детали:
а — нерациональная; б — рацио-
нальная.
во внимание способ формовки (ручная
или машинная), материал модели (ме-
таллическая или деревянная).
Фиг. 32. Формовочные уклоны: а —
увеличение толщины стенки (уклон
«на плюс»); б — уменьшение толщины
стенки (уклон «на минус»); в —одно-
временное уменьшение и увеличение
толщины стенки (средний уклон).
Если вертикальные стенки отливки
обрабатываются или ее толщина меньше
8 мм, уклон предусматривается, как
правило, «в плюс»; при толщине стенки
8—12 мм — в «плюс—минус», при тол-
щине больше 12 мм и высоте стенки
меньше 100 мм — «в минус» и при высоте
стенки больше 100 мм — «в плюс—ми-
нус».
Различные методы литья обеспечивают
разную чистоту поверхности (по ГОСТ
2789-59) отливаемых деталей:
Класс
точности
I
II
III
Класс
чистоты
1. 2, 3
4, 5, 6
7, 8, 9
Метод литья
В земляных формах
В стержнях и метал-
лических формах
По выплавляемым
моделям
При конструировании контура отли-
вок следует особое внимание уделить
базовым плоскостям (условная пло-
скость, от которой отсчитываются разме-
ры при разметке модели и отливки, яв-
ОСНОВНЫЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕЙ
13
ляется опорой при механической обра-
ботке). Желательно, чтобы литая кон-
струкция имела одни и те же базовые
плоскости для изготовления и проверки
моделей, для литья и механической об-
работки. Базовую плоскость на .длинных
отливках следует образовывать за счет
бобышек, плати ков, выступов, которые
при короблении отливки не вызовут
большого ее искажения. Очень важно,
чтобы базовые .плоскости имели мини-
мальные размеры и были расположены
на равном расстоянии от всех точек
контура. Это уменьшает допуск на каж-
дый размер. При необходимости базо-
вую плоскость следует умышленно сме-
щать в сторону, где нужно достичь
минимальных допусков на размеры. Ба-
зовая поверхность не должна пересе-
каться плоскостью разъема формы.
Для обрабатываемых литых конструк-
ций должны быть предусмотрены при-
пуски на механическую обработку. При
.выборе припуска необходимо учитывать
марку сплава, размер отливок/ распо-
ложение в форме обрабатываемых пло-
скостей. Величины припусков на обра-
ботку и допускаемые отклонения по
весу для чугунных отливок указаны в
ТОСТ 1855-55 и для стальных отливок
в ГОСТ 2009-55 (табл. 1 и 2).
I. Допускаемые отклонения по размерам
отливок из серого чугуна и стали в мм (±)
Наибольший габаритный размер от- ливки в мм Номинальный размер в мм
! До 50 Св. 50 С J I сч 260—500 500—800 800 — 1250 1250—2000
I класс точности
До 120 120—260 0,2 0.3 — -
0,3 0,4 0,6 — —
260—500 0.4 0.6 0.8 1.0 — — —
500-1250 0,6 0,8 1.0 1.2 1.4 1,6
1250—3160 0,8 1,0 1,2 0,4 1,6 2.0 2,5
3150-5000 1,0 1,2 1.5 1,8 2,0 2,5 3,0
II класс точности
До 260 0,5 0.8 1,0 __
260-500 0,8 1,0 1,2 1,5 — — —
500-1250 1,0 1,2 1,5 2.0 2.5 3,0 —
1250-3150 1.2 1,5 2.0 2,5 3.0 4,0 5,0
3150-6300 1,5 1,8 2,2 3,0 4,0 5,0 6,0
III класс точности
До 500 1,0 1,5 2.0 2.5
500—1250 1.2 1.8 2.2 3.0 4,0 5,0 —
1250—3150 1,5 2.0 2,5 3,5 5,0 6.0 7,0
3150—6300 1.8 2,2 3,0 4,0 5.5 6,5 8,0
6300—10 000 2.0 2,5 3,5 4,5 6.0 7,5 9,0
2. Допускаемые отклонения по весу отливки
из серого чугуна и стали в %
(по ГОСТ 1855-55 и 2001-55)
Номинальный вес отливки в кг Класс точности
1 1 11 III
До 80 От 80 до 500 5 7 8
4 6 7
Свыше 500 3 5 6
I класс точности распространяется на
отливки, изготовляемые в массовом про-
изводстве при машинной формовке по
металлическим моделям;
II класс точности — на отливки се-
рийного производства- при машинной
формовке по деревянным моделям;
III класс точности — на отливки инди-
видуального производства при единичной
ручной формовке по деревянным моделям.
Для отливок из ковкого чугуна и цвет-
ных сплавов рекомендуется использовать
нормали, разработанные ЦНИИТМАШ
(табл. 3—6).
3. Допускаемые отклонения по размерам
отливки из ковкого чугуна в мм
Размер отливки в мм Класс точности
I II
До 100 0,5 1.5
101-250 1,0 2,0
251—400 1,0 2,5
401-650 1,5 3,0
651-1000 1,5 3,5
1001-1600 1,5 4,0
4. Допускаемые отклонения по размерам
отливок из медных сплавов в мм (±)
Размер от- ливки в мм Класс точности
I II
До 150 0,5 1.0
151-250 0,5 1,5
251-600 1,0 1,5
S. Допускаемые отклонения по весу отливок
из ковкого чугуна в %
Вес отливок в кг Класс точности
I II
+ - +
До 0.1 0.2—0.5 0.6-3,0 3,1-12 12,1-50 Свыше 50 6 6 5 5 4 4 6 5 5 4 4 3 II 9 6 10 9 8 7 6 5
14
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
в. Допускаемые отклонения по весу отливок
из мздиых сплавов в %
Класс точности
Вес отливки в кг I II
+ 1 -
До 0.1 6 5 и 10
0.1-0,2 5 5 10 9
0.2—0,4 5 4 9 8
0,4—0,8 4 4 8 8
0.8—1.5 4 3 8 7
1.5-3,0 3 3 7 6
Свыше 3 3 2 6 5
Размеры бобышек, платиков, уступов
и переходных фасок, оформляющих внеш-
ний контур, рекомендуется выбирать в
зависимости от приведенного габарита
литой конструкции, который находят
по формуле
2Z4-64-A
N= —Ц—!—м,
где I — длина; 6 — ширина; h — высота
отливки в м.
Величины указанных элементов при-
ведены в табл. 7.
7. Рекомендуемые размены бобышек,
платнков, уступов и переходных фасок
Между диаметром D бобышек и диа-
метром d отверстия отливки следует вы-
держивать следующее соотношение:
40 при D Id-,
d 50 4- 80 при
d 80 при D ^d + (4 4- 6) 6 (при 6 >
>15.1/м) и D d-|-(44-8) 6 (при 15.1/л/);
6 — толщина стенки литой конструкции.
Если бобышки, платики и уступы на-
ходятся в одной плоскости и располо-
жены близко, то их следует объединять
и создавшуюся массивность выравнивать
(уменьшать местное скопление металла).
Конструирование стенок
Выбор минимальной толщины стенки.
При выборе минимальной толщины сте-
нок литой конструкции необходимо учи-
тывать их назначение, а также размер,
вес и способ изготовления детали. При
литье в песчаные формы толщину стенок
чугунных, преимущественно крупных,
отливок можно найти по диаграмме
фиг. 33 в зависимости от приведенного
габарита отливок N.
Фиг. 33. Определение минимальной тол-
щины стенки.
Толщину стенок мелких и средних
отливок из чугуна, стали и цветных ме-
таллов можно определить по формуле
6==TUo +4МЛ1’
где L — наибольший габаритный размер
литой детали в мм, или по табл. 8.
8. Минимальная толщина стенок для
различных сплавов в мм
Материал Наибольший размер де.али в мм
До 500 До 1500 Св. 1500
Чугун серый .... 6 10 15
Чугун ковкий . . . 5 8 —
Сталь ........ 7 12 20
Бронза 3 6 —
Конструирование сопряжений стенок.
При сопряжении стенок необходимо вы-
равнивать их толщину, чтобы устранить
внутренние напряжения и усадочные
раковины. Равномерность толщины сте-
нок и допускаемое скопление металла в
их сопряжениях можно определять пра-
вилом вписанной окружности. Необ-
ходимо соблюдать условия d 1,5 6,
ОСНОВНЫЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕЙ
15
е d _ диаметр вписанной окружности,
§__минимальная толщина стенки (фиг. 34).
Фиг. 34. Применение метода
вписанных окружностей.
Фиг. 35. Постепенное
изменение сечений.
При соединении стенок, отличающихся
по толщине в 2 раза и более, следует
применять конусное сопряжение.
Для чугуна и цветных металлов сле-
дует соблюдать условие (фиг. 35)
Z >4 (а — Ь), а для
стали I :> 5 (а — Ь).
Толщину стенок,
расположенных
внутри отливки,
ввиду их замедлен-
ного остывания
следует выбирать
приблизительно на
20% меньше, чем
наружных. Допускаемые отклонения по
толщине стенок и ребер должны соответ-
ствовать ГОСТ 1855-55 и 2009-55 (табл.9).
9. Допускаемые отклонения по толщине
необрабатываемых стенок и ребер в мм (±)
Наибольший габаритный размер от- ливки в мм Толщина стенки или ребра в мм Класс точности
I II III
Чугун! Сталь Чугун! Сталь Чугун Сталь
До 500 6—10 10-18 18-30 0.3 0.5 0,8 0,5 0.8 1,0 0,5 0.8 1,0 0,8 1.0 1,0 1,0 1,6 1.6 1.0 1,5 1,5
500—1250 10-18 18-30 30—50 0,5 0.8 1,0 1,0 1,0 1,2 1,2 1,5 1,8 1,5 1,5 2,0 1,5 2.0 2,0 2.0 2,0 2,5
1250—2500 18-30 30-50 50-80 0,5 0.8 1,0 1,5 1,5 2,0 1.2 1,5 1,8 2,0 2,5 3.0 1,5 2,0 2.0 2.5 3.0 3.5
При соединениях стенок необходимо
\ избегать острых углов, в которых от
быстрого остывания возникают напря-
жения и микротрещины. Галтели должны
быть выбраны так, чтобы они обеспечи-
вали плавный переход и устраняли мест-
ные скопления металла.
"екомендуется следующий рядраднусов
внутренних галтелей: 1, 2, 3, 5, 8, 10,
15, 20, 25, 30, 40 мм Радиусы галтелей
следует принимать от */в Д° '/з средне-
арифметической толщины соединяемых
стенок. Для сплавов с повышенной усад-
кой (цветные сплавы, ковкий, серый
сталистый, легированный марганцови-
стый, хромоникелевый чугун) рекомен-
дуется радиусы галтелей принимать по
табл. 10.
19. Радиусы внутренних галтелей,
определяемые по толщинам сопряженных
стенок, в мм
а + Ь 2 г а + & 2 г
До 12 6 45-60 25
12—16 8 60-80 30
16-20 10 80-110 35
20—27 12 110-150 40
27-35 15 150—200 50
36—45 20 — —
а и b — толщины сопрягаемых стенок; г — радиус внутренней галтели.
В одной отливке нужно иметь мини-
мальное количество радиусов; жела-
тельно свести их к одному радиусу всей
детали и на чертеже ограничиться при-
мечанием, например: «Литейные радиусы
внутренних углов Д6».
Для избежания местных утолщений и
создания плавных переходов угловые
сопряжения при соотношении толщин
А
стенок — % 2 выполняют с внешним
а
радиусом R, равным толщине А стенки,
и с внутренним радиусом г закругления,
равным */в -т- '/з среднеарифметической
1 / А-|-а \
толщины стенок, т. е. г = г —4— до
1 М4-а\ 6(2/
„ -Г' - (фиг. 36, а). При большей
о У Z /
разнице в толщине стенок рекомендуется
Фиг. 36. Угловое сопряжение сте-
нок; а — при отношении толщин
менее двух; б —- при отношении
толщин более двух.
построение переходов согласно фиг. 36, б.
где с =к 3 V" А — а-, а + С < A; h с.
Для стального литья h 5с.
16
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
На фиг. 37 приведены следующие ва-
рианты допустимых (справа) и рекомен-
Радиус 7? в допустимых схемах (фиг. 37,
а, в, г, д) принимают по конструктивным
Фиг. 37. Конструкция сопряжений двух
стенок: рекомендуемая — слева, допу-
стимая — справа.
Фиг. 38. Сопряжение трех стенок: а — при
с о 3 У Л - я; а ± с A; h 4с для чугуна
и h S 5с для стали; о — при с 1,5 К А — а\
а •+• 2 с А\ h 8с для чугуна и h 10 с
для стали.
Фиг. 39. Схемы сопряжений трех стенск а —
при А =ъ 12 а, а — 75 — 105°; б — при А
я&1,25 а и а -- 754 в — при А > 1,25 а и
а «75 4-105°; г — А > 1,25 а; а == 75°; R =
— г т; т — а -у с.
дуемых (слева) сопряжений двух стенок
табл. 11).
11. Рекомендуемые параметры сопряжения двух стенок
Параметры сопряжения Вид сопряжения (фиг. 37)
а 6 в s д 1 е
Размеры сопряжения
А : а Угол пересечения ......... R в мм 1 75-105 г + а 1 >75 г + а 1 > 105 г + а >1,25 ,75-105 г + а 1.25 75-105 г + а + с г 4-т = 1.25 75 г А-а + с
ОСНОВНЫЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕЙ
17
соображениям; h. для чугуна выбирают
приближенно равным 4с, для стали ~ 5с;
величину с выбирают по соотношениям:
12. Величины радиусов скругления
сопрягаемых поверхностей
> 2,5
ОЛА—а
1,8-2,5
0,8 А—а
1,25-1,8
А—а.
< 1,25
Сопряжение трех стенок можно кон-
струировать по схемам фиг 38 или 39.
Значение h (фиг. 39) принимают для
чугуна й «= 8с и для стали h = Юс.
Величину с выбирают по соотношениям:
А-.а >2,5 1,8—2.5
„ 0,7 А—а 0,8 А— а
с __-----------------
1,25—1,8 > 1,25
А—а
2
В отливках из алюминиевых сплавов
рекомендуется в пересечениях двух и
Фиг. 40. Конструкции сопряжений в от*
ливках алюминиевых сплавов.
трех стенок соотношения конструктивных
элементов, приведенные на фиг. 40, где
й = 2 (А + а); Л, = 2,5 (А 4- б); с =
= 0,75 A; d = г = 0,5 А 4- а;
I = 0,5 (А 4- а)
Скругления стенок в местах сопряже-
ния поверхностей зависят от размера
последних и углов сопряжения (табл. 12).
13. Радиусы скруглений
Угол сопряжения а, а а.!
in со $
о о
Размеры Р, л 1 1 1 1
Pi, Р2 в мм о 1 гП 1 Ю о iO со 8
Радиусы/?, Ri и Рг кругления
сопрягаемых поверхностей в мм
До 25 2 2 2 4 6 8
26—50 2 4 4 6 10 16
51-150 4 4 6 8 16 25
151-250 4 6 8 12 20 30
251-400 6 8 10 16 25 40
401—600 6 8 12 20 30 50
601 — 1000 8 12 16 25 40 60
1001-1500 10 16 20 30 50 80
1101-2500 12 20 25 40 60 100
Св 2500 16 25 30 50 80 120
При этом (фиг. 41) исходным размером
поверхности служит габаритный раз-
мер Р, перпендикулярный к образующей
цилиндрической поверхности скругления.
Фиг. 41 Схема скругления по-
верхностей стенок.
В стальных отливках применяют ра-
диусы, приведенные в табл. 13.
в стальных отливках
А : а
С
Отношение тол Щин сопрягаемых Стенок А : а Радиус г при минимальной толщине стенки а в мм
До 6 Св. 6 до 10 Св. 10 до 15 Св. 15 до 20 Св. 20 до 25 Св. 25 до 35 Св. 35 до 45 Св. 45 до 60 Св. 60 до 80 Св. 80 до 100
Св. 1 до 2 ... , Св. 2 до 3 . . . . Св. з 5 8 10 12 15 20 25 30 40 50
6 10 12 15 20 25 30 40 50 —
10 12 15 20 25 30 40 50 — —
18
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
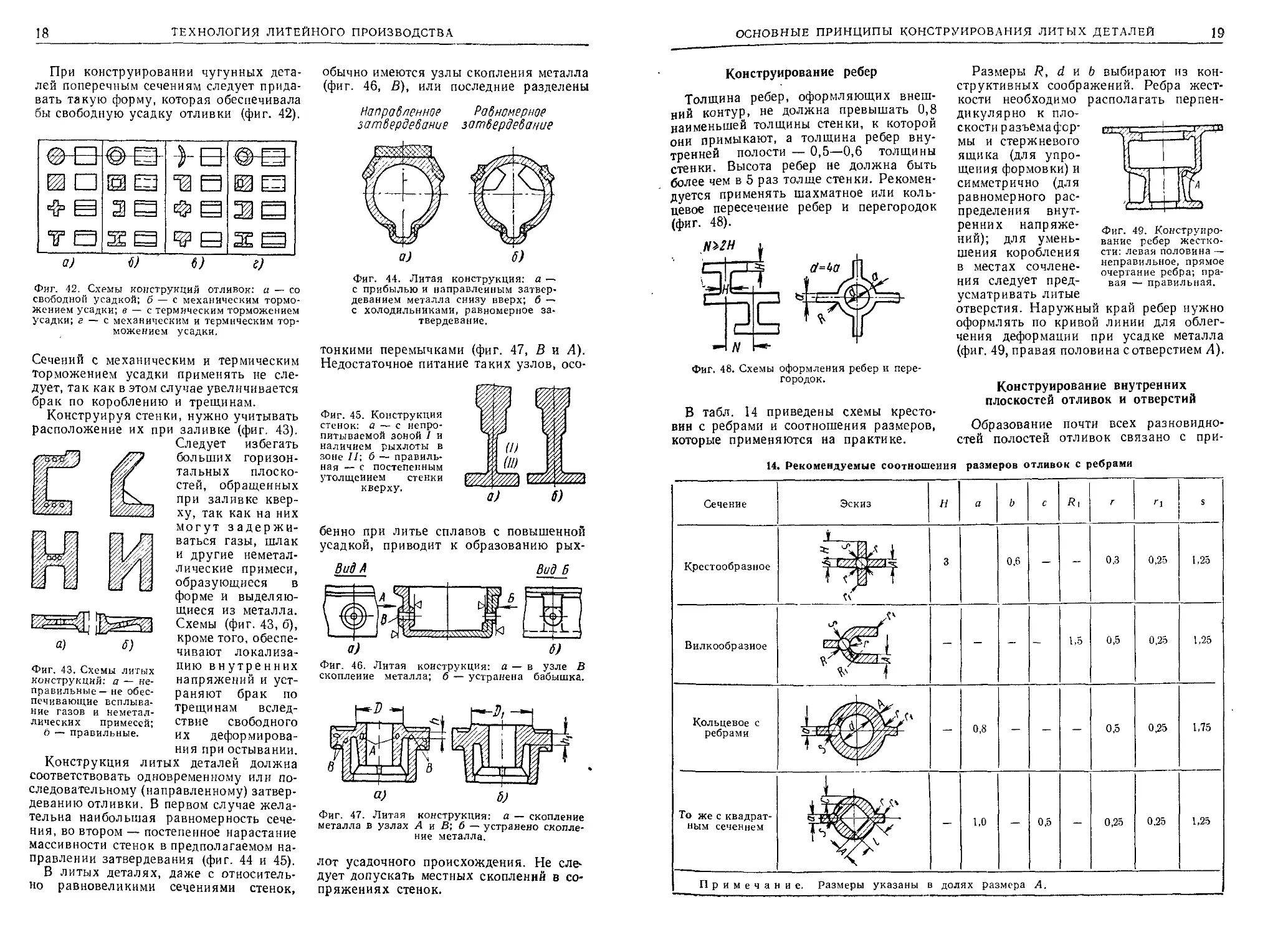
При конструировании чугунных дета-
лей поперечным сечениям следует прида-
вать такую форму, которая обеспечивала
бы свободную усадку отливки (фиг. 42).
^9 ф © □ ш □ п ЙПИ D И 0D И ЕР Ц] н пиф
a) в) </) е)
Фиг. 42. Схемы конструкций отливок: а — со
свободной усадкой; б — с механическим тормо-
жением усадки; в — с термическим торможением
усадки; г — с механическим и термическим тор-
можением усадки.
Сечений с механическим и термическим
торможением усадки применять не сле-
дует, так как в этом случае увеличивается
брак по короблению и трещинам.
Конструируя стенки, нужно учитывать
расположение их при заливке (фиг. 43).
Следует избегать
больших горизон-
тальных плоско-
стей, обращенных
при заливке квер-
ху, так как на них
могут задержи-
ваться газы, шлак
и другие неметал-
лические примеси,
образующиеся в
форме и выделяю-
щиеся из металла.
Схемы (фиг. 43, б),
кроме того, обеспе-
чивают локализа-
цию внутренних
напряжений и уст-
раняют брак по
трещинам вслед-
ствие свободного
их деформирова-
ния при остывании.
Конструкция литых деталей должна
соответствовать одновременному или по-
следовательному (направленному) затвер-
деванию отливки. В первом случае жела-
тельна наибольшая равномерность сече-
ния, во втором — постепенное нарастание
массивности стенок в предполагаемом на-
правлении затвердевания (фиг. 44 и 45).
В литых деталях, даже с относитель-
но равновеликими сечениями стенок,
а) 5)
Фиг. 43. Схемы литых
конструкций: а — не-
правильные — не обес-
печивающие всплыва-
ние газов и неметал-
лических примесей;
b — правильные.
обычно имеются узлы скопления металла
(фиг. 46, В), или последние разделены
Направленное
затвердевание
а)
Равномерное
затвердевание
6)
Фиг. 44. Литая конструкция: а —
с прибылью и направленным затвер-
деванием металла снизу вверх; б —
с холодильниками, равномерное за-
твердевание.
тонкими перемычками (фиг. 47, В и А).
Недостаточное питание таких узлов, осо-
Фиг. 45. Конструкция
стенок: а — с непро-
питываемой зоной I и
наличием рыхлоты в
зоне //; б — правиль-
ная — с постепенным
утолщением стенки
кверху.
бенно при литье сплавов с повышенной
усадкой, приводит к образованию рых-
Фиг. 46. Литая конструкция: а — в узле В
скопление металла; б — устранена бабышка.
Фиг. 47. Литая конструкция: а — скопление
металла в узлах А и В; б — устранено скопле-
ние металла.
лот усадочного происхождения. Не еле-
дует допускать местных скоплений в со-
пряжениях стенок.
ОСНОВНЫЕ ПРИНЦИПЫ КОНСТРУИРОВАНИЯ ЛИТЫХ ДЕТАЛЕЙ
19
Конструирование ребер
Толщина ребер, оформляющих внеш-
ний контур, не должна превышать 0,8
наименьшей толщины стенки, к которой
они примыкают, а толщина ребер вну-
тренней полости — 0,5—0,6 толщины
стенки. Высота ребер не должна быть
более чем в 5 раз толще стенки. Рекомен-
дуется применять шахматное или коль-
цевое пересечение ребер и перегородок
(фиг. 48).
наг h*
Фиг. 48. Схемы оформления ребер и пере-
городок.
В табл. 14 приведены схемы кресто-
вин с ребрами и соотношения размеров,
которые применяются на практике.
Размеры R, d и b выбирают из кон-
структивных соображений. Ребра жест-
кости необходимо располагать перпен-
дикулярно к пло-
скости разъема фор-
мы и стержневого
ящика (для упро-
щения формовки) и
симметрично (для
равномерного рас-
пределения внут-
ренних напряже-
ний); для умень-
шения коробления
в местах сочлене-
ния следует пред-
усматривать литые
отверстия. Наружи
оформлять по крив
Фиг. 49. Конструиро-
вание ребер жестко-
сти: левая половина —
неправильное, прямое
очертание ребра; пра-
вая — правильная.
край ребер нужно
линии для облег-
чения деформации при усадке металла
(фиг. 49, правая половина с отверстием Д),
Конструирование внутренних
плоскостей отливок и отверстий
Образование почти всех разновидно-
стей полостей отливок связано с при-
14. Рекомендуемые соотношения размеров отливок с ребрами
Сечение Эскиз н а ь с Ri г П S
Крестообразное 3 0,6 - 0,3 0,25 1,25
п
Вилкообразное Е^й. - - - 1,5 0,5 0,25 1,25
Кольцевое с ребрами — 0,8 - - - 0,5 0,25 1,75
То же с квадрат- ным сечением 4 1 — - 1.0 — 0.5 0,25 0,25 1,25
Примечание. Размеры указаны в долях размера А.
20
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
менением песчаных стержней, процесс
изготовления которых трудоемок, тре-
бует применения дорогих крепителей,
продолжительной просушки, стержни
трудно выбивать из отливки. Поэтому
их следует заменять выступающими мас-
сивами — «болванами» формы.
Замена стержней возможна для поло-
стей, располагающихся в нижней полу-
форме, при Ht^D, где Н — глубина,
D — ширина поло-
сти (фиг. 50); для
полостей, распола-
гающихся в верх-
ней полуформе, при
h sg: 0,3 d. Кроме
того, рекомендует-
ся соблюдать соот-
ношения Н N vi
h < п, т. е. ни один
из «болванов» не
Фиг. 50. Размеры внут-
ренних полостей обра-
зуемые выступающи-
ми массивами формы.
должен выступать
за полость разъема
формы.
Внутренняя по-
лость должна иметь
выходные отверстия, необходимые для
образования у стержней опорных зна-
ков. Эти отверстия нужно делать доста-
точно развитыми, и по возможности они
должны быть продолжением полости
При развитых знаковых отверстиях или
окнах обеспечивается надежное крепле-
ние стержней в форме и облегчается вы-
бивка их из отливки При наличии в по-
лости только одного выходного окна
(фиг. 51, а) и одного знака приходится
Фиг. 51. Литой кронштейн: а — с рас-
члененным стержнем и жеребейкой;
б — без расчленения стержня.
для надежного поддерживания стержня
применять металлические жеребейки, ко-
торые ухудшают качество отливок, на-
рушают сплошность стенок. Рекомен-
дуется под жеребейкой создавать мест-
ное утолщение стенки (если толщина ее
недостаточна), чтобы жидкий металл
оплавил жеребейку Если длина стержня
превышает его диаметр более чем в 2 раза,
необходимо делать полость с двумя вы-
ходными отверстиями или окнами Сле-
дует помнить, что верхние знаки стержня
легко отводят газы в момент заливки.
При глухих полостях нужно предусма-
тривать в детали отверстия, закрывае-
мые в дальнейшем заглушками При
Фиг. 52. Конструкция внутренней поло-
сти: а — не технологична; б — техноло-
гична с развитой прямой плоскостью Л.
конструировании полостей необходимо
соблюдать условия технологичности. Прц
большом количестве стержней их следует
унифицировать,
п р е ду с м атривать
одну плоскую сто-
рону, чтобы избе-
жать деформации
стержня при суш-
ке. Это позволит
применить машин-
ный способ их из-
готовления (фиг.
52, б).
Поперечное сече-
ние полости долж-
но быть не менее
полуторы толщины
стенки, чтобы стер-
Фиг. 53. Литой ци-
линдр: а — с узкой
полостью А; б — с рас-
ширенной полостью Б.
жни не ломались
при напоре жидкого металла и позво-
ляли укреплять их достаточно жесткими
каркасами (фиг 53,6)
Отверстия влитье выполнять не следует,
если диаметры их не превышают (в мм):
при массовом производстве.........20
» серийном » .........30
» индивидуальном » ...... 50
В деталях мелкого развеса с тонкими
стенками, подобно деталям сельскохо-
15. Отверстия, выполняемые в литье
при изготовлении мелких деталей
ЧУГУННОЕ И СТАЛЬНОЕ ЛИТЬЕ
21
зяйственного и текстильного машино-
строения, в отдельных случаях удается
получить в литье отверстия значительно
меньших диаметров (табл. 15).
/ Окна и отверстия увеличенных разме-
ров следует упрочнять отбортовкой
(фиг. 54), которая предотвращает воз-
никновение горячих и холодных трещин.
а)
Фиг. 54. Схемы отбортовки для
литых деталей: а — двухстен-
ных; б — одностеиных.
Литая конструкция не должна иметь
тонких пазов и выступов, образуемых
тонкими выступами и перемычками литей-
ной формы. Тонкие выступающие части
формы могут быть смыты металлом в
процессе заливки, что вызовет брак по
земляным раковинам и намывам.
Наличие узкой выемки А (фиг. 55, а)
может вызвать брак детали. Если нельзя
расширить выемку, то следует бобышку
привести к виду фиг. 55, б.
Фиг. 55. Конструкция литых впадин:
а — нетехиологичная конструкция;
б — технологичные конструкции.
Следует избегать йыемок для выхода
резца. Желание конструктора создать
свободный выход для инструмента при-
водит иногда к неправильной конструк-
Размер b должен дыть
больше h и не йен ее 6 мм
б) 6)
Фиг. 56. Конструкция литой детали: а — с
выемкой А, не рекомендуется; б — рекомендуе-
мые конструктивные оформления.
ции с нетехнологичной литой выемкой А
(фиг. 56, а). В этом случае выгоднее
отказаться от выемки, избрав один из
вариантов, показанных на фиг. 56, б.
ЧУГУННОЕ И СТАЛЬНОЕ ЛИТЬЕ
Основные способы получения
отливок
Для изготовления отливок исполь-
зуют различные технологические методы
(табл. 16), при выборе которых можно
руководствоваться табл. 17.
В зависимости от условий литейного
цеха и размера отливки применяют сле-
дующие способы формовки: в почве, в
двух (фиг. 57, в) и нескольких опоках
вручную, на ф°Рм°вочных машинах,
по металлической молельной плите
(фиг. 57, б). Литниковая система подво-
дится сверху, сбоку и снизу (фиг. 57, в и г).
Мелкие и средние формы при набивке
на машинах изготовляют всырую. По
мере усложнения форм и увеличения их
размеров возрастет применение формовки
всухую. В массовом и крупносерийном
производстве используются полукокили и
кокили (фиг. 57, б).
Необходимо учитывать, что сталь имеет
повышенную усадку — линейную 2,0%
и объемную 6%, а также меньшую
жидкотекучесть, чем чугун.
При конструировании отливки необ-
ходимо предусмотреть положение детали
при заливке (табл. 18) и плоскости
разъема формы (табл. 19).
Для устранения возможности образо-
вания усадочных раковин в узлах и мас-
сивных частях отливки, при изготовле-
нии формы предусматривается установка
прибылей 5, 6 (фиг. 58), которые служат
также сборниками всплывающих неме-
таллических включений или возможных
других выделений.
Вес прибыли для стальных деталей со-
ставляет 30—50% веса отливки.
Рекомендуется при выборе места уста-
новки и назначении количества, разме-
ров и формы прибылей для стального
литья учитывать следующие обстоятель-
ства:
1. Усадочная раковина образуется в
местах отливки, остывающих послед-
ними, к ним относятся все наиболее
массивные части, местные утолщения,
узлы сочленения отдельных элементов
детали, а также места затрудненной
теплоотдачи.
22
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ЧУГУННОЕ И СТАЛЬНОЕ ЛИТЬЕ
23
16. Способы изготовления стальных и чугунных отливок
Способ литья
В песчано-глиияные формы
Процесс изготовления отливок Дополнительные сведения
По чертежу детали изгото- вляют модель и стержневой ящик. Модель по внешнему виду соответствует наруж- ной конфигурации детали, а стержневой ящик — вну- тренней полости детали. Размеры модели увеличи- вают по сравнению с черте- жом детали на величину усадки и припуска на меха- ническую обработку. В мо- дели предусматривается из- готовление знаков. При по- мощи модели из формовоч- ных смесей изготовляется форма, а при помощи стерж- невого ящика — стержень. Стержень 1 ставят в нижнюю полуформу 2, которую за- крывают верхней полуфор- мой 3, после чего форму заливают металлом. После затвердевания металла фор- му разрушают и вынимают отливку Изготовление форм в поч- ве в парных опоках, на формовочных маши- нах, с применением координатных плит и при помощи протяж- ных моделей, методом безопочной формовки Применяют следующие типы формовки: всы- рую, всухую, методом химического твердения жидким стеклом
В формы, изготовленные на диафраг-
менных машинах
4
3
2
1
Опоку 1, заполненную фор-
мовочной смесью 2, пере-
мещают вместе с модельной
плитой 3 к прессующему
механизму 4, который пред-
ставляет собой замкнутый
воздушный резервуар, гер-
метически перекрытый с
нижней стороны тонкой
резиной (диафрагмой) 5.
В резервуар подводят сжа-
тый воздух под давлением
6—7 кг/см2, который пере-
дает давление через гибкую
резиновую диафрагму на
все частз формы, примы-
кающие к ней
Применяют различные
конструкции машин.
Производительность
машин для изготовле-
ния формы в опоках
2000 X 865 X 225 мм
100 форм в час
В формы, изготовленные на пескодув-
ных и пескострельных машинах
В резервуар 1 подается фор-
мовочная смесь, которая
разрыхляется мешалкой 2.
Сжатый воздух поступает
через отверстие 3, вытес-
няет песок через отверстие 7
в опоку 4 и выходит через
отверстие б. Стол 5 подни-
мается и опускается при
помощи пневматического
цилиндра
Применяются полуавто-
матические и автома-
тические многопозици-
оиные пескодувные ма-
шины.
В пескострельных маши-
нах рабочий цилиндр
является в то же время
приемным бункером,
который герметически
перекрывается сверху
отсекающей задвижкой
24
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Продолжение табл. 19
Способ литья Процесс изготовления отливок Дополнительные сведения
В формы, прессованные с большим
удельным давлением
Формовочную смесь засыпают
в опо <у, установленную на
протяжную модельную
плиту, и прессуют при по-
мощи шарнирно-рычажного
механизма или гидравли-
ческого пресса
Применяются полуавто-
матические машины
Металл заливают в чугунные или стальные формы, со- стоящие чаще из двух ча- стей. По плоскости разъема изготовляют полость конфи гурации отливки и литни- ковой системы. Для получе ния внутренней полости и отдельных наружных - астей отливки применяют песча- ные стержни, которые уста- навливают в полуформу; форму закрепляют и зали- вают металлом, после зат- вердения отлнвки выбивают Применяются формы с горизонтальной,верти- кальной и комбиниро- ванной плоскостью разъема. Кокильное литье производится на индивидуальных и ка- русельных машинах
В оболочковые формы
3
г
i
Одностороннюю
плиту '
модельную
/ с металлическими
моделями нагревают
до 220—260°. На на-
гретую модель 2 вы-
сыпают формовоч-
ную смесь, состоя-
щую из мелкого
кварцевого песка
и термореактивной
синтетической смо-
лы Для круп-
форм вместо синтетиче-
Для изготовления обо-
лочковых форм приме-
няют полуавтоматиче-
ские установки
иых
ских смол применяют хими-
че ко твердеющее смеси на
жидком стекле. Смола в
слое, прилегающем к плите,
плавится и затем отверде-
вает, образуя на модельной
плите однородную песчаио-
смоляную оболочку 3. Через
несколько минут формовоч-
ную смесь, которая не про-
гревалась от модели, уда-
ляют, оболочку снимают с
плиты н нагревают в печи
до 230—300°. Твердую,
прочную оболочку, пред-
ставляющую собой полу-
форму, спаривают с соот-
ветствующей ей другой обо-
лочковой полуформой. При
этом проставляют стержни,
как и при обычной формов
ке. Для более крупных форм
оболочку помещают в опоку
и засыпают ее чугунной
дробью
ЧУГУННОЕ И СТАЛЬНОЕ ЛИТЬЕ
25
Продолжение табл. 16
Способ литья Процесс изготовления отливок Дополнительные сведения
По выплавляемым моделям В точно изготовленную пресс- форму 1 заливают под дав- лением расплавленный сплав парафина и стеарина. После затвердевания модель 2 вы- нимают из пресс-формы и приклеивают в виде блока к общей литниковой систе- ме. Блок-модель 3 окунают в облицовочный жидкий со- став, состоящий из гидроли- зированного этил-силиката с кварцевой мукой, и посы- пают мелким кварцевым песком. Так повторяют не- сколько раз, после чего блок-модель просушивают несколько часов. Готовую форму помещают в печь или воду, нагретую до 100°, при этой температуре легко- плавкий состав распла- вляется и вытекает через литниковую систему. Затем форму прокаливают при 800—850°. Прочную короч- ку формы заформовывают в опоке 4 и заливают ме- таллом Формы могут быть оболочковые в опоках и без опок; оболочко- вые с прочным влаж- ным или сухим напол- нителем в опоках. Мо- дели выплавляют из оболочки в жидкой или газообразной среде
Г1 й ?8й8
/
4
Центробеж? ое Залитый металл отбрасывает- ся центробежной силой к периферийной части формы и в таком положении за- твердевает. При этом для получения внутренней по- верхности отливки стержни ие требуются. После затвер девания металла вращать форму прекращают и извле- кают из нее готовую отлив ку. По схеме а изготовляют любые полые отливки; по схеме б — мелкие слитки и другие отливки, одна из поверхностей которых имеет форму вогнутого цилиндри- ческого сектора; по схеме в — болванки и прокатные валки; по схеме г — зубча- тые колеса, гребные винты, звездочки для цепных пе- редач; по схеме д — фасон- ные преимущественно мел- кие отливки. Формы вращаются: во- круг вертикальной оси; вокруг горизонтальной оси; вокруг наклонной оси; вокруг оси, изме- няющей угол наклона в процессе изготовле- ния отливки; одновре- менно вокруг двух осей, расположенных под прямым углом друг к дгугу
-- 1)
9) -
1) £ ч !)
rh -Под . - nfbfp давлением 'd|i:,jk /-W 3 •'wy Жидкую сталь заливают в ка- меру сжатия 1 и поршнем 2 под давлением более 2000 кг/см* подают в разъем- ную.формуЗ, После затвер дения отливки форму раз жимают и отливку удаляют. Стержни применяют метал- лические Применяются машины с горизонтальной и вер- тикальной камерами сжатия. Получены от- ливки в лабораторных условиях
26
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Продолжение табл. 16
Способ литья Процесс изготовления отливок Дополнительные сведения
Выжиманием ' /3 2 В металлоприемник 1 литей- ной выжимной установки заливают расплавленный металл. При сближении ма- триц 2 и 3 металл выжимает- ся из металлоприемника и заполняет полость формы между матрицами. Для по- лучения внутренней полости отливки устанавливают стержень Получение тонкостенных отливок без стержней и со стержнем
j |
Вакуумное Форму и ковш помещают в камеру, из которой отсасы- вается воздух, и заливку производят под вакуумом В вакуумную камеру по- мещается только фор- ма или форма и ковш
Вибрационное Во время заливки форм про- изводят вибрацию металла Применяются механиче- ская вибрация и ви- брация ультрозвуком
17. Область применения различных методов литья
Метод литья Область применения Краткая характеристика
Песчано-гли- нистые фор- мы Для изготовления отливок, которые при формовке требуют применения боль- шого количества стержней, для инди- видуального и мелкосерийного произ- водства и литья крупных деталей. В массовом производстве при высокой степени механизации Большая трудоемкость и высокая себе- стоимость. Класс точности 8—9 и чистота V1 4- V3. Легко получать сложные тонкостенные отливки; малая точность отливок
В кокиль Рентабельно в серийном и массовом про- изводстве, при той же степени механи- зации, что и при литье в землю. Для изготовлеииятолстостенных, простых и средней сложности по форме деталей весом от килограмма до нескольких тонн. Когда требуется получить плот- ный металл в отливках, подвергаемых гидравлическим испытаниям Отливки более точные, с меньшим при- пуском иа механическую обработку и повышенными механическими свой- ствами. Трудно получить тонкостен- ные отливки сложной конфигурации. Класс точности 5—7, чистота V4 - V6
ЧУГУННОЕ И СТАЛЬНОЕ ЛИТЬЕ
27
Продолжение табл. 17
Метод литья Область применения Краткая характеристика
В оболочко- вые формы Рентабельно в серийном производстве и массовом для отливок с металлоем- костью до 25—30 кг\ с последующим их использованием без механической обработки или незначительной меха- нической обработкой. Габарит отливки до 700 X 500 мм Получение точных отливок; класс точ- ности 5 — 7, чистота V3 —V5. Технологический процесс легко меха- низируется. Высокая стоимость син- тетических смол
Габаритные оболочки Применяются для больших отливок. Наибольший размер 2,9 — 11 м при толщине 60 мм. Оболочки расчленя- ются на несколько частей Небольшой припуск на механическую обработку. Вместо синтетических смол применяются химические твердеющие смеси
По выпла вляемым моделям Экономически целесообразно отливать детали весом до 350 г, ранее изгото- вляемые из проката или поковки и подвергаемые механической of работ- ке, а также детали, требующие сложной механической обработки или изготовляемые из сплавов, которые плохо механически обрабатываются Производство литья выгодно при вы пуске 100 т/сод простых отливок 500 шт., сложных — 50 шт. Получение отливок большой точности. Класс точности 2 — 5, чистота V/ 4—V7. Большая трудоемкость и высокая се- бестоимость. Можно отливать детали весом до 10 кг, в некоторых случаях массовых отли- вок до 50 кг. Габариты до 500 мм
Под язвле- нием Рентабельно в массовом производстве. Для изготовления тонкостенных от- ливок сложной конфигурации, но не имеющих поднутрений внутренней части отливки Высокая производительность при боль- шой точности и чистоте поверхности отливки. Класс точности 3 — 5, чистоты V5—8.Малая стойкость пресс-форм и высокая ее стоимость
Выжиманием Крупногабаритные детали с толщиной стенок 1 мм и площадью несколько квадратных метров Процессом формирования отливки мож- но управлять при сближении матриц. Отливка получается плотной
Центробежное Полые тела вращения (трубы, обечайка, кольца) и фасонные отливки с повы- шенной плотностью или тонкостен- ные Можно получать внутреннюю полость отлнвки без стержней. Однако точных размеров отверстия добиться трудно
Выдавлива- - нием Тонкостенные крупные отливки с глу- бокими внутренними полостями Выход годного литья достигает 90— 97%
В полупо- стояниые формы Формы, изготовленные из цемента, ас- бографитовые, стеклянные, металло- керамические, графитовые, каменные, применяются для получения крупных и средних отливок в серийном про- изводстве Можно получить несколько десятков отливок без разрушения формы; от- ливки более точные, чем при исполь- зовании песчаных форм
28
технология литейного производства
18. Основные условия выбора положения детали при заливке
Условия, которые должны обеспечить положение детали Цель Обл\, * :ь применение
Направленное затвердевание отлив ки в направлении к местам рас положения наиболее массивных ее частей Предупреждение брака по усадоч- ным раковинам Мелк^ кру-г среднее и эе литье
Расположение основных обрабаты- ваемых поверхностей преимуще- ственно снизу по заливке, а при отсутствии такой возможности — вертикально или наклонно Предупреждение брака по песочным раковинам и другим порокам о же
Расположение развитых плоских поверхностей отливок по воз- можности снизу по заливке, либо вертикально или наклонно То же
Расположение наиболее тонких сте- нок в нижннх по заливке частях формы и по возможности в верти- кальном или наклонном положе- нии Предупреждение брака по недоли- вам Мелкое литье и среднее
Расположение снизу по заливке выступающих частей формы, если это позволит избежать примене- ния стержнеЛ Снижение трудоемкости формовоч- ных и стержневых работ Tq> ; •
19. Основные условия выбора поверхности разъема формы
Условия, которые должна обеспечить поверхность разъема Цель Область приме! ния
Формовку с применением наимень- шего количества стержней Формовку в имеющихся в цехе опоках Формовку в опоках наименьшей высоты Расположение основных поверхно- стей детали в одной (преиму- щественно нижней) полуформе, а во второй — менее ответственных частей Ровную плоскость разъема формы вместо фигурной Сокращение трудоемкости формо- вочных и стержневых работ; по вышение точности размеров от- ливки Сокращение срока подготовки про- изводства и затрат на изготовле- ние оснастки Сокращение расхода формовочных материалов, возможность орга- низации машинной формовки, снижение трудоемкости Предупреждение брака по размерам Сокращение стоимости изготовления модельного комплекта Мелкое, среднее и крупное литье Мелкое, среднее и крупное литье, из- готовляемое малы- ми партиями Преимущественно мел- кое и среднее литье Мелкое, среднее и крупное литье, из- готовляемое малыми партиями Единичное и мелко- серийное производ- ство
2. Усадочная раковина стремится за-
нять наивысшее положение в отливке.
3. Открытые прибыли устанавливают
на верхних частях отливки, закрытые —
на массивных частях отливки, располо-
женных внутри формы.
4. Постановка прибылей на массив-
ные части отливки замедляет скорость
охлаждения последней, способствуя уве-
личению в ней остаточных напряжений.
5. Постановка прибылей в местах кон-
центрации растягивающих напряжений,
развивающихся в отливке при высокой
температуре, способствует образованию
горячих трещин в этих местах при за-
твердевании отливки.
ЧУГУННОЕ И СТАЛЬНОЕ ЛИТЬЕ
29
фиг. 58. Me
чатом валу:
закрытые; 6
для газовог
установки прибыли на колеи-
-4 — части формы; 5 — прибыли
— прибыль открытая; 7 — патрон
давления; 8 — литник; 9 — уса-
дочная раковина.
Для охлаждения местных узлов и
главным образом утолщенных мест от-
ливки, если последние не обеспечиваются
питанием от прибыли, при изготовлении
формы устанавливают холодильники —
металлические вкладыши (фиг. 60).
Особенности изготовления стержней
Конструируя внутреннюю часть литой
детали, следует учитывать технологию
изготовления стержней, крепление их
в форме и удаление из отливки.
При определении границы стержня
можно руководствоваться табл 20. К.лас-
Стакан
сификация стержней по
весу приведена в табл. 21,
а по сложности конфи-
гурации — в табл. 22.
цилиндр Фланец
Фиг. 59. Типовые схемы расположения прибылей; а — при
заливке горизонтально; б — при заливке вертикально.
Фиг. 60. Место уста-
новки холодильников:
Z — отливка; 2 — хо-
лодильник.
6. Постановка прибылей на необра-
батываемой части отливки приводит к
увеличению затрат на ее обработку.
Типовые схемы расположения прибы-
лей на различных узлах отливок даны
На фиг. 59.
2 Справочник машиностроителя, т. 5
В зависимости от связующих мате-
риалов и исходных составляющих стерж-
невых смесей стержни каждого класса
можно подразделять иа песчано-глини-
стые, песчано-масляные и стержни из
специальных смесей (на жидком стекле
30
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА -
20. Основные условия выбора границ стержней
Условия выбора границ стержней Цель Область применения
Разделение стержня на отдельные части (без снижения его проч- ности) Упрощение изготовления Когда нельзя изгото- вить стержней без разделения
Стержень должен иметь плоскость, по стороне которой удобно про- изводить набивку и установку каркаса То же Во всех случаях
Обеспечение простой поверхности, на которой будет сушиться стер- жень Предупреждение поломки стержней при сушке и транспортировке То же
Минимальное количество отъемных частей Предупреждение изменения разме- ров и поломки стержней »
Создание достаточной устойчивости в форме Предупреждение смещения стерж- ней »
Предотвращение возможности сме- щения стержней во время сборки и заливки Предупреждение брака отливок по размерам »
Обеспечение достаточной прочности стержня Предупреждение поломок стержней при изготовлении, транспорти- ровке и установке их в форму »
Предотвращение возможности всплывания стержня То же »
Ограничение стержня по высоте Предупреждение деформации сырого стержня под действием собствен- ного веса Среднее и крупное литье
Обеспечение надежного вывода га- зов, образуемых во время залив- ки формы Предупреждение брака отливок по газовым раковинам Во всех случаях
Обеспечение возможности изгото- вления стержней на стержневых машинах Снижение трудоемкости изготовле- ния и повышения качества стерж- ней Мелкосерийное, круп- носерийное и мас- совое производство
ЧУГУННОЕ И СТАЛЬНОЕ ЛИТЬЕ
31
21. Классификация стержней по весу
Размер Вес в ке Способ изготовления
Мелкие До 6 Вручную или на стержневых машинах с кантовкой и снятием ящиков вручную
Средние До 100 Вручную по стержневым ящикам или на стержневых машинах с кантовкой и протяжкой после набивки
Крупные Свыше 100 Вручную по стержневому ящику, на стержневых машинах или пескомете. Изготовление в рабочем положении (без последующей кан- товки)
22. Классификация стержней по сложности конфигурации [1]
Класс Характеристика
I Стержни сложной конфигурации с тонкими сечениями со всех сторон, омы- ваемые металлом; образуют в отливках необрабатываемые внутренние поверх- ности, к чистоте которых предъявляются повышенные требования
II Стержни сложной конфигурации, имеющие, наряду с основной компактной частью, очень тонкие выступы; сдобно стержням I класса образуют в отлив- ках полностью или частично необрабатываемые внутренние поверхности, к чистоте которых предъявляются повышенные требования
III Стержни несложной конфигурации, образующие в отливках сквозные отверстия, к чистоте поверхности которых предъявляются повышенные требования
IV Стержни средней и простой конфигурации, образующие в отливках необраба- тываемые поверхности, к чистоте которых не предъявляются особые требо- вания
V Массивные стержни, образующие большие внутренние полости в крупном тонкостенном литье
термореактивной смоле, цементные и др.).
Кроме этого, стержни могут подразделять-
ся на объемные и пустотелые (тонкостен-
ные), получаемые различными мето-
дами.
Прочность и жесткость стержня обес-
печивается при помощи металлического
каркаса (фиг. 61), для удаления которых
2*
в отливке нужно предусмотреть отверстие.
В зависимости от размеров, конфигура-
ции, серии производства стержней приме-
няют различные способы их изготовления
(табл. 23).
Стержни, изготовляемые по частям,
соединяют и в собранном виде устанав-
ливают в форму (табл. 24).
32
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
23. Способы изготовления стержней
Способ изготовления Область применения Эскиз
По вытряхному стержнево- му ящику Если стержень имеет углубления и выступающие части. Наиболее производительный способ произ- водства г 1 |л
По стержневому ящику с плоским разъемом Для стержней, имеющих плоскую поверхность -
По стержневому ящику с криволинейным разъемом Для стержней сложной конфигурации
По половинкам с последую- щим соединением То же -
По стержневым ящикам с отъемными частями Если стержень имеет углубление. Малопроизводительный способ про- изводства га®|
На стержневых машинах
В крупносерийном произ- водстве стержней и । й ЧСХл | , |х
* - -1 *
На пескодувных и песко- стрельных машинах В массовом производстве неболь- s' ших и средних по величине г
© © © ^© © © $© © © < » » » О 1 $ у »L_JJ 7
При помощи шаблона В индивидуальном производстве, если стержни имеют форму вра- щения —
ЦВЕТНОЕ ЛИТЬЕ
33
Фиг. 61. Конструкция каркасов.
24. Сборка стержней [I]
Способ Технология
Склейка. Один из стержней служит основанием для остальных Перед склейкой стержни предварительно зачищают, окрашивают и проверяют. Чтобы избежать сдвига од- ного стержня относительно другого, их скрепляют прокладками, которые вынимают после высыхания клея
Сборка в кондукторах. Применяется при изготовлении крупных стерж- ней в массовом производстве Сборку производят непосредственно перед укладкой стержней в форму путем установки отдельных стержней в соответствующие гнезда кондуктора
Сборка в жакетах. Применяется для сборки сложных стержней для тон- костенной отливки Жакет представляет собой металлический ящик, полость которого точно обработана н служит для сборки от- дельных стержней без их склейки
ЦВЕТНОЕ ЛИТЬЕ
Процесс получения фасонных дета-
лей литьем включает четыре основных
этапа:
1) изготовление и подготовку литейной
формы;
2) плавку металла;
3) заливку расплавленного металла в
литейную форму и затвердевание металла
в форме;
4) отделение отливок от материалов
формы и литников.
Основные методы литья
Современные методы литья, применяе-
мые в машиностроении, чаще всего клас-
сифицируют (табл. 25) в зависимости
от типа литейной формы или способа
заливки в нее расплавленного металла.
Большинство типов литейных форм мо-
жет заполняться различными способами.
В табл. 26—29 приведены точность
размеров, припуски на механическую
обработку, шероховатость поверхности и
минимально допускаемые толщины стенок
в отливках.
34
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
25. Методы литья и общие рекомендации по их применению для разных типов
цветных сплавов
Способы заливки металла в литейную форму Литейные формы
неметаллические металлические
песчаные (земляные оболочковые, прес- сованные) получаемые по выплавляемым моделям гипсовые
Свободная (гравита- ционная) заливка I А1—|, iMg—1, Си—|, Zn — сплавы А1- Си-, I Nil, | Ti| —сплавы А1-, Zn - сплавы Щ, IMg4. Си—, Zn—сплавы
Литье с направленной кристаллизацией Al—t Mg — сплавы - - Al—, Mg—сплавы
Литье выжиманием — - - Al — сплавы
Вакуумное всасыва- ние — - Al — сплавы
Литье под низким (га- зовым) давлением Al—, Си— сплавы - — Al — сплавы
Литье под давлением, создаваемым плун- жером - — - lA’—i, Mg—, Си—, Zn —сплавы
Штамповка из жидко- го состояния - — Си — сплавы
Литье под действием центробежных сил Си— сплавы Си-, Ni-, Ti- сплавы - Al—, Си— сплавы
Литье в вибрирующие формы - — — А!—, Си— сплавы
Примечание. Прямоугольник означает, что для данного сплава соответствующий
метод литья является основным.
26. Точность размеров отливок, получаемых различными методами [1]
Метод литья Классы точности по ОСТ 1013, 1014, 1015, 1010
3 4 5 7 8 9 Выше 9
Литье в песчаные формы: по деревянным моделям по металлическим моделям Литье в оболочковые формы Литье по выплавляемым моделям . . . Литье в металлические формы (статиче- ская заливка) Литье под давлением в металлические формы ...» 1111 1 X X 1 XIII X X XXII 1XXX X 1 1XXX X 1 XXII 1 1 XXII 1 1
ЦВЕТНОЕ ЛИТЬЕ
35
27. Припуски на механическую обработку отливок, получаемых
различными методами [1]
Методы литья Припуск на сторону в мм при наибольшем габаритном размере отлнвки в мм
До 40 40-100 100-250 250—400
Литье в песчаные формы: ручная формовка ...» машинная » Литье в оболочковые формы Литье по выплавляемым моделям Литье в металлические формы (статическая за- ливка) Литье под давлением в металлические формы . . 3.5 2,5 1 0.3 1 0,3 3.5 2,5 1.5 0,5 1,5 0,5 4 3 2 0.7 2 0.7 5 4.5 2 1 2 1
28. Шероховатость поверхности отливок, получаемых различными методами [1]
Методы литья Классы чистоты поверхности по ГОСТ 2789-59
Грубее 1 1 2 3 4 5 6 7 8
Литье в песчаные формы Лйтье в оболочковые формы Литье по выплавляемым моделям Литье в металлические формы (статическая за- ливка) Литье под давлением в металлические формы II 1 1 X II 1 1 X II 1 1 X XXI XI | 1 X X X 1 1 X X X X 1 1 X X X III IX III II
29. Минимально допустимая толщина стенок в отливках в мм
при разных методах литья [2]
Методы литья Сплавы
Алюминиевые Магниевые Медные
Литье в песчаные формы 3,2-4,8 4,8—6.4 2,3—3,2
Литье в оболочковые формы 1,6-3,2 1,6—3,2 1,6—3,2
Литье по выплавляемым моделям — — 0,76
Литье под давлением в металлические формы . . 1-2 1,3—2,5 —
При назначении методов литья необ-
ходимо учитывать также следующие по-
ложения:
1. Число методов литья, применяемых
на данном предприятии, должно быть
возможно меньшим. Сосредоточение в
одном литейном цехе принципиально
отличающихся друг от друга технологи-
ческих вариантов приводит к раздробле-
нию цеха на небольшие участки со сравни-
тельно невысоким уровнем механизации,
распылению сил технологов и, в конеч-
36
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ном итоге, сильно затрудняет реализа-
цию преимуществ, заложенных в вы-
бранных методах литья.
2. Уже при изготовлении опытного
образца изделия необходимо применять
методы литья, которые будут приме-
няться в серийном или массовом произ-
водстве; сроки освоения серийной тех-
нологии получения отливок, в противном
случае, значительно удлиняются.
3. Методы литья следует назначать
совместно с технологом-литейщиком.
Характеристику методов литья, являю-
щихся универсальными, см. в разделе
«Стальное и чугунное литье».
Литейные формы
В основном при литье из цветных спла-
вов применяются те же типы литейных
форм, что и при литье из стали и чугуна.
При производстве отливок из сравни-
тельно легкоплавких (алюминиевых, маг-
ниевых, цинковых) сплавов значитель-
ный удельный вес занимает литье в ме-
таллические формы (в кокиль и под
давлением). В табл. 30 дана краткая
характеристика литейных форм приме-
нительно к литью из алюминиевых спла-
вов, наиболее широко применяемых для
производства фасонных отливок.
Ниже приводится краткое описание
процесса получения гипсовых форм, не
применяемых при производстве отливок
из стали и чугуна.
Литье в гипсовые формы [3]. Смесь
из гипса, асбеста и песка в соотношении
4:1:5 при введении в нее воды пере-
водится в жидкое состояние и заливается
в опоку с моделью Через 15—20 мин
смесь затвердевает, модель удаляют, и
гипсовая форма подвергается прокалке
при 600° в течение 8—10 ч Перед залив-
кой алюминиевых сплавов форма охла-
ждается до 20—200°.
Плавка цветных металлов
Выбор типа плавильной печи в зави-
симости от применяемого цветного сплава
может быть произведен в соответствии
с рекомендациями табл. 31 и 32.
Способы заливки литейных форм
В табл. 33 приведена общая характе-
ристика способов заливки литейных форм
при литье из цветных сплавов.
Ниже приведено краткое описание от-
дельных способов заливки металла в
литейные формы.
Литье с направленной кристаллизацией
(см. фиг. 62). Перед заливкой форму
устанавливают на площадке гидравличе-
ского подъемника. Над формой помещают
литниковую чашу, трубчатые литники ко-
торой входят в литники-колодцы литей-
Фиг. 62. Схема установки для изготовления
крупногабаритных тонкостенных отливок ме-
тодом направленной кристаллизации: 1 — лит-
никовая чаша; 2 — трубчатые литники; 3 —
литники-колодцы в литейной форме; 4 — литей-
ная форма; 5 — выдвижные штанги; 6 — опоры;
7 — гидравлический подъемник.
ной формы. Входы в трубчатые литники
перекрыты пробками. В чашу наливают
металл, пробки открывают, и металл по
трубчатым литникам переливается в ниж-
нюю часть формы. По мере заполнения
форма опускается со скоростью, опреде-
ляемой линейной скоростью кристалли-
зации отливки по высоте. В течение всего
периода заполнения наиболее горячий
металл находится в верхней части формы,
благодаря чему и обеспечивается направ-
ленно-последовательная кристаллизация
отливки. у
Литье выжиманием [6]. Расплавленный
металл заливают в нижнюю часть раскры-
той формы (фиг. 63). Затем половинки
формы сближают, и металл выжимается
вверх, заполняя форму. По мере сближе-
ния на стенках формы образуется слой
затвердевшего металла, соединяющегося
в монолитную стенку в конце сближе-
ния. Излишек металла с находящимися
ЦВЕТНОЕ ЛИТЬЕ
37
30. Типы форм для литья из алюминиевых сплавов
Типы литейных форм Преимущества Недостатки
Песчаные (земляные), полу чаемые по деревянным мо- делям Технологическая ос1 астка изго- товляется в короткие сроки непосредственно по чертежам деталей. Простота исправления оснастки Низкие механические качест- ва металла, точность раз- меров и чистота поверхно- сти отливок. Мощные гру- зопотоки
То же, по металлическим мо делям Точность размеров н чистота по верхности отливок на два-три класса выше, чем в предыду- щем случае То же. Более длительные сроки изготовления осна- стки
Оболочковые формы из соста вов на термореактивных смолах. Модели металличе- ские По сравнению с литьем в песча ные формы значительно выше точность размеров и чистота поверхности отливок; меньшие грузопотоки в литейном цехе Более длительные сроки освоения. Размеры форм не должны превышать 600 X X 800 мм
Песчаные формы, получен ные прессованием под вы- соким давлением (порядка 18—25 кГ/см*) По сравнению с литьем в обыч ные песчаные формы более вы- сокие точность размеров и чи стота поверхности отливок; проще решаются вопросы авто матизации процесса На достигнутой степени освоения метод применяет- ся для деталей сравнитель- но небольших размеров и несложной конфигурации
Неразъемные формы, полу- чаемые по выплавляемым моделям-* Формы перед за- ливкой охлаждают до 200° При изготовлении небольших ажурных отливок малыми се риями выгоднее литья под давлением Сравнительно низкое качество поверхности отливок и худ- шие свойства металла
Металлические формы (ко- килн) с металлическими и песчаными стержнями По сравнению с литьем в песча- ные формы металл отливок обладает более высокими меха- ническими свойствами вслед- ствие повышенной скорости затвердевания; точность раз- меров н чистота поверхности отливок выше; значител1но более гигиеничные условия работы и меньшне грузопотоки в литейном цехе Для изготовления технологи- ческой оснастки и освое- ния технологии необходимы в 2 — 3 раза большие сроки, чем при литье в песчаные формы, получаемые по де- ревянным моделям
Металлические н песчаные формы с применением обо- лочковых стержней. Стерж- невые ящики металличе- ские По сравнению с песчаными стержнями выше точность раз- меров н чистота поверхности у внутренних полостей отливок Более длительный период ’ освоения. Затруднена про- становка холодильников, необходимых для получе- ния плотного металла в узлах отливок
Гипсовые формы Чистота поверхности отливок приближается к V 6. Благо- даря повышенной заполняемо- сти литейной формы возможно получать тонкостенные отливки сложной конфигурации Затвердевание замедляется, что приводит к снижению механических свойств ме- талла в отливках до 15% — . । —
38
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
31. Общая характеристика и область применения печей для плавки цветных сплавов [2[, [13]
Типы печей Общая характеристика печей Сплавы
Преимущества Недостатки алю- миние- вые маг- ние- вые медные цинко- вые нике- левые тита- новые
Электрические Сопротивления тигельные Простота обслуживания, малый угар Низкая произ- водительность. Частая смена тиглей + + — + - —
Сопротивления камерные Большая емкость. Длительная работа без ремонта Местный пере- грев металла. Повышенный угар + -1- - — — -
Дуговые Высокая температура при плавке Повышенный угар - - 4- - - -
Индукционные без сердечника Получение металла высо кого качества с минимальной пористостью. Высокая про- изводитель- ность Сравнительно низкая стой кость набив ного тнгля + + + — + +
Индукционные с сердечником То же Изготовление футеровки и ведение плавки тре- буют большого искусства — + — + -
Топливные ч Тигельные горновые Легкий пере- ход от плавки одного сплава к другому Высокая газо- насыщенность металла По ?ы- шенный угар. Низкая произ- водительность. Неудобная разливка + - + + -
Тигельные поворотные То же, но угар меньший, раз- ливка более удобна То же, кроме разливки + - *Т + - -
Пламенные То же То же - - + - - -
Примечание. Рекомендуемые типы плавильных печей отмечены крестиком.
ЦВЕТНОЕ ЛИТЬЕ
39
32. Характеристика печей для плавки цветных сплавов
Типы печей Марки печей Основное ’ назначение Характеристика печей Средняя произво дитель- иость в кГ/ч Угар метал- ла в %
Ем- кость в кг Расход на 1 т жидкого металла
электро- энергии в квт-ч услов- ного топли- ва в кГ
Сопротивления ти- гельная поворотная CAT 0,15А Плавка 150 550—600 50
То же CAT 0,25А алюминиевых сплавов То же 250 550—600 75
> CAT 0,5А » 500 550-600 — 125
Сопротивления ти- гельная стационар- ная CAT 0,15В 150 550—600 50
То же CAT 0,25Б » 250 550—600 — 75
CAT 0,5Б » 500 550-600 125 —
» . CAT 0,15В 1 Подогрев ( алюмииие- 150 ПО
» CAT 0,25В f вых спла- 250 НО — — —
Сопротивления камер- ная стационарная . САК 0.15А ) ВОВ Плавка 150 650 . 55 -
То же САК 0,25А алюминиевых 250 600 — 75 —
Сопротивления камер- ная поворотная . . САН 0,ЗА сплавов То же 300 550
То же САН 0,5А » 500 550 — — —
» ....... . САН 1,0А н » 1000 550 — ——
То же 1,0Б САН 1,5 А То же 1500 550
» САН 2А и 2Б » 2000 550 — —— —
Сопротивления ка- мерная наклонная САМ 0,5 Подогрев 500 45-50 550 1
То же САМ 1,0 алюминиевых сплавов То же 1000 35-40 1500 1,5
Индукционная без сердечника Конструкции Плавка 350 450—550 300 2-3
Дуговая камерная ка- чающаяся Яковлева ДМК 0,1 магниевых сплавов Плавка 100 320-450 120—170
То же ДМК 0,25 медных сплавов То же 250 250—350 200—320 1,5-4
» . ДМК 0,5 » 500 200—300 . 350—570 1,5-4,5
» ........ ДМК 1.0 » 1000 190-290 600—900 1,5-5
ДМК 2,0 » 2000 150—230 — 900—1500 2-5
Индукционная с сер- дечником ИЛО 0,3 » 300 200—290 230-370 0,6-2,5
То же ИЛО 0,6 600 230—330 300—500 0,6-2,5
» ИЛО 0,75 750 195-280 —— 750-1250 0,6—2,5
» ИЛД 1,2 » 1200 230- 330 500—920 0.6—2,5
» ........ ИЛД 2,0 » 2000 210—300 770—1400 0.6—2,5
ИЛТ 1,5 » 1500 195—275 2200—3700 0,6—2.5
ИЛТ 3,0 » 3000 195—275 —- 2200—3700 0,6—2,5
Тигельная горновая . — Плавка 100-150 — 300—400 70—100 1,2—25
Тигельная горновая —. медных 100—200 — 150-200 90—140 1—2,5
Тигельная поворот- ная сплавов То же 100—200 150—200 120—180 1-2,5
То же 100-250 80—100 130-170 1,2-2,5
Барабанная поворот- ная «Мечта» » 250 — 140-160 190-220 5-9
То же . То же » 500 130—150 280—350 5-10
» ........ » 1000 120—140 400-500 6-10
» » 2000 100-120 700-900 6—10
Пламенная подовая . «Экономплав» » 350 120—150 200—250 6-9
То же То же » 750 120-150 350—450 6-9
» ........ «Георгадзе» » 400—700 110—220 250—350 2,5-5
40
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
33. Общая характеристика способов заливки металла в литейную форму
Способ Преимущества Недостатки
Свободная (грави- тационная) за- ливка металла в формы Возможность заливки металла в формы, изготовленные любым известным спо- собом. Применение наиболее простых оборудования н приспособлений Наи- более изученный способ заливки Ограниченные возможности ре- гулирования скорости запол- нения формы металлом, что приводит к недоливам тонких стенок, с одиой стороны, н к за- хватыванию металлом неметал- лических включений — с дру- гой
Литье с направ- ленной кристал- лизацией Позволяет получать отливки из алюми- ниевых н магниевых сплавов с толщи ной тела до 3 мм при протяженности до 3000 мм, что обеспечивает снижение расхода металла в 2 — 4 раза и трудо- емкости изготовления отливок на 25 — 30%, а также значительно сокра- щает затраты труда на изготовление деталей Специфичные малоизученные ви- ды литейного брака. Сложность отработки технологического процесса. Ограниченная номен- клатура отливаемых деталей
Литье выжима- нием Возможность получения тонкостенных панелей, в том числе ребристых, пло- щадью в несколько квадратных мет- ров. Плотное строение металла в от- ливках Ограниченная номенклатура от- ливок. Своеобразные малоизу- ченные виды литейного брака
Вакуумное всасы- вание Получение плотных отливок с высоки ми механическими свойствами. Высо- кая производительность процесса Ограниченная номенклатура по лучаемых отливок. Своеобраз ные малоизученные виды ли- тейного брака
Литье под низким давлением, соз- даваемым газо- вой средой За счет сочетания ламинарного потока металла при заполнении формы с повы- шенным давлением возможно получе- ние тонкостенных отливок протяжен- ностью до 1200 мм с относительно плотной структурой Возможность насыщения металла газами при создании давления в тнгле. Процесс сложен и изу- чен недостаточно
Литье под давле ннем, создавае- мым плунжером, без вакуума в форме. Форма выполняется из металла [5], [14] Возможность получения тонкостенных сложных деталей с габаритами до 1000 мм и более с точностью размеров до 5—3-го классов и чистотой поверх- ности до "7 7 по ГОСТ (см табл. 26- 29). Наиболее высокопроизводитель- ный метод литья Вследствие высокой скорости за- полнения формы в отливках образуются мелкие воздушные включения и усадочные рако- вины, что предопределяет по- ниженную герметичность и прочность литых деталей. Дли- тельный период освоения тех- нологии
Литье под давле- нием, создавае- мым плунжером. В форме перед заливкой соз- дают вакуум Те же Значительное снижение объема воздушных включений и усадочных раковин; простые отливки получаются плотными Более длительный период освое- ния по сравнению с предыду- щим. Необходима переделка и дооснащение машин литья под давлением. Наличие неболь- шой воздушно-усадочной по- ристости
Штамповка из жидкого состоя- ния Высокая точность наружных размеров, четкость граней и чистота поверхно- сти у отливок. Металл отливок отли- чается высокой плотностью. Отсутст- вует литииково-питающая система, вы- ход годного литья составляет 90—95%. Возможно использование стандарт- ных гидравлических прессов Область применения ограничи- вается небольшими деталями сравнительно простой конфи- гурации
ЦВЕТНОЕ ЛИТЬЕ
41
Продолжение табл. 33
Способ Преимущества Недостатки
Центробежное литье с горизон тальной осью вращения Возможность получения маслот и тому подобных тел вращения с малыми за тратами труда н без расхода металла на литннки. Металл отлнвок имеет плотное строение Область применения ограничи- вается сравнительно неболь- шими деталями в виде полых цилиндрических тел вращения
Центробежное лнтье с верти- кальной осью вращения Повышенное давление в металле обеспе чнвает хорошее выполнение тонких стенок в отливках и получение плот- ного металла в узлах Ограниченные размеры получае- мых фасонных отлнвок. Форма может не выдержать развивае- мых усилий и деформировать- ся нлн разрушиться
Литье в вибри рующне формы Улучшается заполнение металлом узких полостей литейной формы, достигается более полисе очищение металла от не- металлических включений. Металл отливок имеет более измельченную структуру и повышенные до 10—15% прочностные характеристики Литейные формы должны обла- дать достаточной прочностью и при внбрацнн не разру- шаться
Фиг. 63. Схема процесса литья выжиманием: / — залнвка металла в форму:
II, III — сближение полуформ с образованием у стенок слоев затвердевшего ме-
талла; IV — соединение слоев в монолитную стенку.
Фнг. 64. Схема получения полых отливок методом вакуумного всасывания: 1 — смазка формы;
2 — погружение носка формы в металл; 3 — всасывание сплава в форму; 4 — выдержка для
затвердевания сплава; 5 — вылнванне жидкой части сплава в ванну; 6 — удаление отливки.
42
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
в нем включениями выдавливается на-
ружу.
Вакуумное всасывани" (фиг. 64). Охла-
ждаемую водой металлическую форму-
кристаллизатор погружают на неболь-
шую глубину в ванну с расплавленным
металлом. В полости кристаллизатора
создается разрежение, и металл всасы-
вается в форму на определенную высоту.
Через заданное время, необходимое для
образования твердого слоя нужной тол-
щины, разрежение снимается, и часть
металла, неуспевшая затвердеть, сли-
вается обратно в ванну.
Литье под низким давлением [7]. Ме-
таллическая форма с металлическими,
песчаными или оболочковыми стержнями
устанавливается над герметичным сталь-
ным тиглем (фиг. 65), в который после
Фиг. 65. Схема установки для
литья под низким давлением:
/ — тигель; 2 — металлопровод;
3 — электронагреватели; 4 — го-
ловка металлопровода; 5 — лит-
никовая втулка; 6 — коллектор;
7 — матрицы; 8 — стержень; 9 —
фильтр; 10 — труба для подачи
газа; 11, 12 — контакты.
закрепления формы подается сжатый
воздух или инертный газ, и металл вы-
тесняется по трубопроводу и литниковой
системе в форму. Скорость заполнения
формы регулируется давлением газа.
Литье под давлением [14]. Расплавлен-
ный металл (чаще всего цинковый или
алюминиевый сплав) заливают в цилин-
дрическую камеру прессования и плун-
жером под высоким давлением запрессо-
вывают в металлическую форму (фиг. 66).
Благодаря высоким скоростям течения
металла обеспечивается хорошее выпол-
нение тонких стенок, а также кромок
в отливках. Вместе с тем высокая ско-
рость течения вызывает турбулентное
движение металла, в результате которого
часть воздуха формы не успевает выйти
через зазоры и запутывается в металле,
образуя в отливках пустоты. Поэтому
литье под давлением применяется глав-
ным образом при изготовлении деталей,
не подвергающихся динамическим на-
грузкам и термической обработке, при
которой воздух в отливках расширяется,
образуя на поверхности отливок харак-
терные вздутия.
Литье под давлением с применением
вакуума [14]. Отличается от предыдущего
метода .тем, что перед заливкой металла
из формы откачивается значительная
часть содержащегося в ней воздуха
(фиг. 67)
Штамповка металла из жидкого со-
стояния (жидкая штамповка) [4]. Опре-
деленную порцию металла заливают в
открытую форму (фиг. 68). Затем металл
пуансоном выдавливается вверх, обра-
зуя отливку. Давление пуансона не
снимают до конца затвердевания от-
ливки.
Центробежное литье-с горизонтальной
осью вращения (фиг. 69). Во вращающую-
ся форму через неподвижный желоб за-
ливают металл. В форме металл под дей-
ствием центробежной силы прижимается
к стенкам, образуя тело вращения. Вра-
щение прекращается после полного охла-
ждения отливки. Применение песчаных
стержней позволяет получать отливки со
сложным наружным профилем.
Центробежное литье с вертикальной
осью вращения (фиг. 70). Определенную
порцию расплавленного металла через
литниковую воронку заливают во вра-
щающуюся форму. Под действием центро-
бежной силы металл заполняет располо-
женные по периферии полости формы,
образуя отливки и местные литники.
Литье в вибрирующие формы [8].
Расплавленный металл г процессе за-
полнения литейной формы и затвердева-
ния подвергается воздействию быстро
чередующихся динамических импульсов,
при которых металл попеременно нахо-
дится то в состоянии невесомости, то
в состоянии сжатия за счет увеличения
его эффективного веса. В периоды неве-
сомости из металла усиленно выделяются
газы и коагулируют включения; в перио-
ЦВЕТНОЕ ЛИТЬЕ
43
Фиг. 66. Схема процесса лнтья под давлением на машине с го-
ризонтальной камерой прессования: а — наполнение камеры
сплавом; б — запрессовка; в — открытие формы; / — плунжер;
2 — камера прессования; 3 — литейная форма; 4 — металличе-
ский стержень; 5 — отлнвка с литниками.
Фнг. 67. Схема ваку-
умируемой формы для
лнтья под давлением:
/ — вентиляционные
каналы; 2 — штуцер;
3,4— накладки; 5,6 —
прокладки; 7—обойма.
ла нз жидкого состояния: а — в
начале прессования; б — после
прессования; 1—расплавленный
металл; 2 — пуансон; 3 — матри-
ца; 4 — готовая отлнвка.
Фиг. 69. Центробежная машина с горизонтальной осью вращения: 1 — электродвига-
тель; 2 — шкивы; 3 — вал; 4 — металлическая форма; 5 — крышка; 6 — шарикопод-
шипники; 7 — кожух; 8 — трубка; 9 — дверца; 10 — желоб; It — тормозной шкив.
44
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ды сжатия включения выталкиваются
на поверхность металла за счет возра-
стающей разницы удельных весов.
Фиг. 70. Схема центробежного лнтья с верти-
кальной осью вращения: 1 — планшайба; 2 —
кожух; 3 — крестовина; 4 — форма; 5 — метал-
. лоприемннк; 6 — воронка.
На фиг. 71 представлена машина для
литья в вибрирующие формы. При сня-
тии кокиля и сближении плит 5 и 7 на
их верхней горизонтальной плоскости
(см. табл. 25). Низкая температура плав-
ления (порядка 700°) позволяет широко
использовать литье в металлические фор-
мы. При изготовлении отливок ответ-
ственного назначения наиболее благо-
приятное сочетание высокой точности
размеров, чистоты поверхности отливок
и качества металла в отливках с низкой
себестоимостью литья и высокой куль-
турой производства достигается при литье
в кокиль с применением оболочковых и
песчаных стержней. Полная замена пес-
чаных стержней оболочковыми ограничи-
вается трудностью установки в этом слу-
чае холодильников, необходимых для
обеспечения направленной кристаллиза-
ции металла. Многие корпусные и другие
детали, не испытываемые на герметич-
ность и не несущие высоких нагрузок,
с успехом изготовляют литьем под дав-
лением.
Существенно улучшает качество литья
под давлением вакуумирование формы.
Еще в большей степени повышается ка-
чество деталей, получаемых литьем под
давлением, при использовании дозирую-
щих заливочных устройств (фиг. 72).
В этом устройстве технологически необ-
ходимая скорость подачи металла в ка-
Фнг. 71. Схема вибрационной литейной машины: 1 — пневматический цнлнндр;
2 — шток; 3 — траверса; 4 — гибкая тяга; 5 — левая плита; 6 — литейная
форма; 7 — правая плнта; 8 — инерционный Вибратор; 9 — швеллер; 10 — болт;
11 — рессора.
можно устанавливать песчаные или дру-
гие формы. При литье из алюминиевых
сплавов частота колебаний изменяется
от 3 до 500 гц, а амплитуда — от 0,5
до 10 мм.
Особенности технологии литья
некоторых сплавов
Алюминиевые сплавы. Для изготовле-
ния отливок из алюминиевых сплавов
успешно применяют многие методы литья
меру машины литья под давлением обес-
печивается за счет истечения металла
через калиброванное отверстие под опре-
деленным гидростатическим напором, ко-
торый поддерживается в заданных пре-
делах при опускании вытеснителя по
мере расходования металла в тигле.
Магниевые сплавы [9]. Плавку спла-
вов ведут под сплошным покровным слоем
флюсов, состоящих в основном из смеси
хлористых и фтористых соединений. Флю-
сы имеют два назначения:
ЦВЕТНОЕ ЛИТЬЕ
45
1) защищают сплав от окисления и
воспламенения;
2) рафинируют сплав путем удаления
неметаллических примесей, находящихся
в сплаве во взвешенном состоянии. Для
более полного и быстрого рафинирования
сплав энергично пере-
мешивают, а затем да-
ют ему отстояться. В
процессе отстаивания
неметаллические
включения оседают на
дно тигля, что соот-
ветствующим образом
учитывается при раз-
ливке.
И
Фнг. 72. Схема автоматической дози-
рующей установки ДУ-5 для заливки
алюминиевых сплавов: / — тигель
печи; 2 — вытеснитель; 3 — гидрав-
лический привод вытеснителя; 4 —
конечный выключатель; 5 — пневма-
тический цилиндр; 6 — поплавок;
7 — стопор; 8 — камера прессования
машины литья под давлением.
С целью измельчения зерна и соот-
ветственного улучшения механических
свойств магниевые сплавы рафини-
руют путем перегрева до температуры
850—900° или введения в расплав угле-
родосодержащих веществ. Магний реаги-
рует с влагой формы, азотом атмосферы
и кремнеземом. Реакции протекают со
значительным выделением тепла, в ре-
зультате чего отливки могут загореться;
для предотвращения возгорания в фор-
мовочные смеси вводят защитные при-
садки, например, фтористый аммоний,
серу, борную кислоту. Разлагаясь или
реагируя с магнием или продуктами
окисления магния, присадки образуют
защитные пленки или изолирующие газо-
вые прослойки.
Медные сплавы [10]. Для предупрежде-
ния насыщения жидкого медного сплава
водородом, приводящего к значительному
падению механических характеристик ме-
талла и появлению в отливках раковин,
принимаются специальные меры: тща-
тельный отбор и прокаливание шихты
перед плавкой, ведение плавки в окисли-
тельной атмосфере, раскисление металла
фосфористой медью. При изготовлении
ответственных деталей к разливке допу-
скают жидкий металл только при доста-
точной пластичности сплава и отсутствии
в нем газовых раковин, что определяется
технологическими пробами. Спокойное
заполнение литейной формы обеспечи-
вается применением тормозящих литни-
ковых систем, фильтрующих сеток и
правильным выбором температуры за-
ливки. Модифицирование некоторых мед-
ных сплавов небольшими добавками, со-
держащими V, В, Ti и некоторые другие
вещества, приводит к измельчению струк-
туры, улучшению (до 20%) механических
свойств сплавов.
Цинковые сплавы. Сравнительно низ-
кая температура плавления и высокая
жидкотекучесть сплавов позволяют по-
лучать из них очень мелкие тонкостенные
детали. Детали из цинковых сплавов
отливают главным образом под давле-
нием. Плавят их чаще всего в электри-
ческих печах сопротивления, в графито-
вых тиглях под слоем измельченного
угля; за 20—30 мин до разливки сплавы
рафинируют нашатырем.
Никелевые сплавы [11]. Для никелевых
сплавов характерны высокая темпера-
тура плавления, сильная окисляемость и
энергичное поглощение газов при плавке
и заливке, большая склонность к образо-
ванию карбидов. Поэтому плавят их для
фасонного литья в индукционных вакуум-
ных печах. Тигель выполняется спека-
нием из зернистого электрокорунда или
плавленого магнезита. Спекание футе-
ровки осуществляется при помощи гра-
фитового стержня, опускаемого в тигель.
После загрузки шихты непосредственно
у тигля устанавливают прокаленную
форму, выполненную по выплавляемым
моделям, и печь закрывают кожухом и
герметизируют Металл плавится и до-
водится до температуры заливки (1600—
1650°). С начала плавки в камере печи
создается вакуум, соответствующий оста-
точному давлению порядка нескольких
десятков микрон ртутного столба За-
ливка металла в формы производится
путем поворота тигля под вакуумом после
46
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Фиг. 73. Схема пово-
ротного тигля печи
ИВШ0/20л:/—тигель;
2 — индуктор; 3 — уро-
вень расплавленного
металла; 4 — литнико-
вая воронка; 5 — ли-
тейная форма.
освобождения зеркала металла от плен.
В большинстве случаев плавильно-зали-
вочные вакуумные печи работают с пе-
риодическим циклом, при котором после
каждой заливки снимается вакуум и
печь раскрывается. В вакуумной печи
ИВП-10/20 л форма устанавливается не-
посредственно над тиглем (фиг. 73). Перед
заливкой форму
опускают на печь
и поворачивают
вместе с печью на
180°.
Титановые спла-
вы. Титан имеет
высокую темпера-
туру плавления
(порядка 1690°). Но
главные трудности
при литье из тита-
новых сплавов свя-
заны с высокой хи-
мической активно-
стью титана в рас-
плавленном состо-
янии. Легко насы-
щаясь кислородом,
азотом и водоро-
дом, он становится
хрупким, твердым
и плохо поддаю-
щимся механиче-
ской обработке. Ти-
даже весьма туго-
плавкие окислы ВеО, TiO2, MgO, ста-
билизированную ZrO2 Продукты раз-
ложения, особенно при изготовлении
крупных деталей, сильно загрязняют по-
верхность отливок на глубину до 1 мм
и более. Наиболее стойкими при литье
титановых сплавов являются формы из
графита, который практически очень
слабо реагирует с титаном. Известно
получение сравнительно простых отли-
вок из титановых сплавов в формах
из стали и чугуна- При плавке в индук-
ционных печах с графитовым тиглем ти-
тан поглощает значительное количество
углерода (до 0,3—1%), вследствие чего
ухудшаются пластичность, вязкость и
свариваемость сплавов. Огнеупорные тиг-
ли из материала, не загрязняющего
тан восстанавливает
металл, неизвестны. Успешное ведение
плавки титановых сплавов возможно
только в гарнисаже, т. е. в тигле, на
стенках которого после первых плавок
остается небольшой слой затвердевшего
титана, предохраняющий расплавленный
металл от соприкосновения с тиглем. На
фиг. 74 показана отечественная печь для
Фиг. 74. Схема дуговой печи для
фасонного лнтья титановых сплавов:
1 — токоподвод; 2 — электрододер-
жатель; 3 — электрод из титана;
4 — графитовый тигель; 5 — форма;
6 — ксжух для формы.
плавки и заливки титановых сплавов
[12], позволяющая получать детали ве-
сом 10—15 кг. Графитовый тигель печи
для сохранения гарнисажа охлаждается
водяной рубашкой. В качестве расхо-
дуемого электрода используется слиток
первого переплава или кованая заго-
товка. Форма из графита помещается
напротив носка тигля и заливается при
повороте на 90° всей печи, установлен-
ной на роликах. Плавка и заливка ве-
дутся при остаточном давлении в печи
порядка 1 • 10 1 мм рт. ст. При заливке
титановых сплавов рекомендуются си-
фонные или щелевые литниковые си-
стемы.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Стальное и чугунное литье
1. Богачев И. Н.» Дубинин Н. П.,
Егоренков И. П. и др. Справочник
литейщиков. Чугунное литье. Машгиз, 1961.
2. Справочник «Стальное литье», под ред.
Н. П. Дубинина, Машгиз, 1961.
3. Василевский П. Ф. Стальные от-
ливки. Машгиз, 1950.
4. Погодин-Алексеев Г. И., Гел-
лер Ю. А., Рахштадт А. Г. Металло-
ведение. Оборонгиз, 1950.
5. Нестерцев С. П. Жаропрочное сталь-
ное лнтье. Машгиз, I960.
ЛИТЕРАТУРА и источники
47
6. Дубинин Н. П. Механизация и авто-
матизация лнтья в металлические формы.
Машгиз, 1959.
7. Руссиян С. И, Голованов Н. Н.
Производство точного лнтья по выплавляе-
мым моделям. Судпромгиз, 1958.
8. С лекторов а С. И., Литвин-
ский А. М., Киреев С. А.'Литье в
оболочковые формы. Судпромгиз, 1955.
Цветное литье
1. Г у л я е в Б. Б. Литейные процессы, Маш-
гнз, I960.
2. Колобнев И. Ф., Крымов В. В.,
Полянский А. П. Справочник литей-
щика. Фасонное литье из алюминиевых и
магниевых сплавов. Машгиз, 1957.
3. Литейные алюминиевые сплавы. Сборник
статей под ред. Н. Н. Фрндляидера н М. Б.
Альтмана. Оборонгиз, 1961.
4. П л я ц к и й В. М. Литейные процессы с
применением высоких давлений, Машгиз,
1954.
5. П л я ц к и й В. М. Литье под давлением.
Оборонгиз, 1957.
6. С т е б а к о в Е. С., Т а р у т и н В. Д.
Литье выжиманием. Машгиз, 1962.
7. Бедель В К. Литье под низким давле-
нием Машгиз, 1961.
8. Технология литейной формы. Сб. под ред.
Н. Н. Рубцова. Машгиз, 1954.
9. А л ь т м а н М. Б., Лебедев А. А.,
Полянский А. П., Чухров М. В.
Плавка и литье легких сплавов. Металлург-
издат, 1956.
10. Фасонное литье медных сплавов. Сб. под
ред. Н. Ф. Орлова, Машгиз, 1957.
11. Шкленник Д. И. н др. Инженерная
монография «Литье по выплавляемым моде-
лям». Машгиз, 1962-
12. Титан в промышленности. Сб под ред.
С. Г. Глазунова. Оборонгиз, 1961.
13. Ф а р б м а н С. А., Колобнев И. Ф.
Индукционные печи для плавки металлов и
сплавов. Мсталлургиздат, 1958.
14. Б е л о п у х о в А. К н др Инженерная моно-
графия: «Литье под давлением». Машгиз, 1962.
ГЛАВА II
ТЕХНОЛОГИЯ ковки и штамповки
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
Влияние горячей обработки давлением
на свойства стали
[Ю], [11], [15], [22], [28], [30]
Влияние ковки на макроструктуру.
В результате ковки (прокатки) литой
металл приобретает волокнистую макро-
структуру (фиг. 1). Это заставляет при
Фиг.,1. Макроструктура стали (И. Г. Соко-
лов):’а — литой; б — с уковкой 1,5; в — с
уковкой 4,5.
оценке механических качеств поковок
учитывать направление вырезки образ-
ца — вдоль или поперек волокон.
Волокнистая макроструктура кованой
(прокатной) стали — вполне стойкое об-
разование. Она не может быть уничто-
жена ни термической обработкой, . ни
последующей обработкой давлением; в
последнем случае прямолинейное напра-
вление волокна может лишь перейти в
криволинейное.
Влияние ковки на механические каче-
ства. На предел прочности ав, предел
текучести <зт и предел пропорциональ-
ности <зпц торячая обработка давлением
практически остаточного влияния не ока-
зывает. Это значит, что после одинаковой
термообработки с приведением к одина-
ковой микроструктуре в образцах, про-
кованных с разными степенями уковки1,
указанные характеристики практически
одинаковы.
На ударную вязкость ап, поперечное
сужение ф, удлинение 6 и предел вынос-
ливости ковка (литого слитка) ока-
зывает заметное остаточное влияние. Эти
характеристики в продольных (вдоль во-
локон) образцах с повышением степени
уковки примерно до 10 возрастают (осо-
бенно интенсивно до степени уковки
2,5—3,5), а далее остаются стабильными,
а в поперечных образцах (поперек воло-
кон) с увеличением степени уковки, как
правило, они прогрессивно падают и
лишь в отдельных случаях при малых
степенях уковки имеют тенденцию на не-
значительное улучшение.
Учитывая эту анизотропию механиче-
ских качеств, можно рекомендовать для
конструкционной стали степень уковки
не более 2,5—3,5 в тех случаях, когда
нельзя обеспечить совпадение направле-
ния волокон с направлением наибольших
нормальных напряжений в деталях при
’ Степень уковки есть отношение площади
исходного поперечного сечения слитка к пло-
щади поперечного сечения откованной из него
заготовки.
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
49
эксплуатации (например, цельнокованые
сосуды и трубы, подверженные внутрен-
нему давлению, щеки коленчатых валов
с короткими шейками и др.). Когда можно
обеспечить направление волокна, мало
отличающееся от направления .наиболь'
ших нормальных напряжений, допустима
степень уковки 5—6 и более.
Влияние ковки на микроструктуру.
Горячая ковка конструкционной стали,
проведенная при правильном термомеха-
ническом режиме, остаточного влияния
на микроструктуру не оказывает. По-
следняя определяется термической обра-
боткой.
Однако необходимо стремиться к по-
лучению после ковки мелкозернистой
структуры. В этом случае поковка будет
иметь максимально возможные в сыром
виде механические качества, а последую-
щая термическая обработка будет облег-
чена.
Горячая ковка стали, имеющей в ли-
том состоянии микроструктуру с нали-
чием цементитной сетки или крупных
зерен карбидов, оказывает весьма бла-
гоприятное влияние на качество изделий,
ун"чтожая сетку и измельчая карбиды.
Холодная ковка вызывает физическое
упрочнение металла (наклеп), устраняе-
мое термообработкой
Условия изготовления поковки, обес-
печивающие высокое качество детали.
Наилучшие механические качества поко-
вок обеспечивают следующие условия:
1) правильно выбранная для данной де-
тали степень уковки; 2) совпадение на-
правления волокон с направлением наи-
больших нормальных напряжений, воз-
никающих при эксплуатации детали (при
невозможности выполнить это условие
надо принять меры к снижению неодно-
родности механических качеств вдоль и
поперек волокон путем предварительной
осадки, раздачи на оправке или иным
способом); 3) направление волокон в со-
ответствии с контуром детали — волокна
не должны перерезываться; 4) отсутствие
смещения осевой зоны слитка на поверх-
ность поковки; 5) соблюдение правиль-
ного термомеханического режима ковки
(см. стр. 50).
Примеры. 1. Болт, полученный резанием из
прутка (фиг. 2, а), имеет неудовлетворительную
макроструктуру головки — нормальные напря-
жения направлены поперек волокон. Кроме
того, стержень болта образован но центральной
зоны исходного катаного прутка, обладающей
пониженными качествами. Болт, изготовленный
путем вытяжки стержня (фнг. 2, б), не обладает
последним недостатком и имеет более благо*
приятное направление волокна Изготовление
болта (фнг. 2, в) осадкой головки из прутка диа-
метром, равным диаметру стержня, позволяет
получить головку с наиболее благоприятным
расположением волокон.
2. В шестерне, изготовленной резанием из
прутка (фиг 3, а), нормальные напряжения
в зубьях 1 будут направлены невыгодно—попе-
рек волокон.
При штамповке шестерни нз полосы (фнг. 3,6)
волокна в различных зубьях будут ориентиро-
ваны к направлению нормальных напряжений
неодинаково: зуб 1 работает вдоль волокон
(правильно), зуб 2 —- поперек волокон (непра-
Фиг. 2.
вильно). При изготовлении шестерни осадкой
(фнг. 3, б) получается наиболее благоприятное
расположение волокон, особенно, если зубья
образованы путем накатки (волокна не перере-
заются).
Фиг. 3.
3. Коленчатый вал (фиг. 4, а) откован без
кривошипной шейкн; шейка и щеки образованы
путем вырезки напуска 1. В результате волокна
Фиг. 4.
перерезаны, а щеки работают поперек волокон.
При изготовлении вала путем гибки (фиг. 4, б)
направление волокон соответствует направле
нию нормальных напряжений в детали.
50
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
51
Термический режим ковки и горячей
штамповки
[16], [31]
Температурный интервал ковки и го-
рячей штамповки. Ковку и горячую штам-
повку надо осуществлять при температу-
рах, обеспечивающих рекристаллизацию
металла в процессе обработки. Полная
рекристаллизация при обычных усло-
виях обработки давлением практически
наступает при температурах выше 0,7 Тпл,
где Ул ~~ абсолютная температура на-
чала плавления. Ковка и штамповка,
сопровождаемые только частичной ре-
кристаллизацией, ведут в большинстве
случаев к образованию неоднородной
структуры, что затрудняет самый про-
цесс деформации. Полнота рекристалли-
зации зависит не только от температуры,
но и от скорости деформации. Повышение
скорости деформации затрудняет рекри-
сталлизацию [11].
Для каждого сплава устанавливается
максимально допустимая температура на-
грева и оптимальная температура конца
ковки (табл. 1 и 2).
Нагрев до более высокой температуры
вызывает перегрев, обусловливающий
крупнозернистую структуру поковки.
При нагреве до температуры, близкой
к температуре плавления, наступает пе-
режог, связанный с полной потерей пла-
стичности и приводящий к неисправи-
мому браку.
Продолжение ковки при температуре
ниже оптимальной для конца ковки ве-
дет к наклепу мягкого металла, а в твер-
дом металле вызывает трещины. Оконча-
ние ковки при температурах, значительно
превышающих оптимальную, ведет к
росту зерна.
Режим и способы нагрева. Нагрев осу-
ществляется в горнах, печах, а также
электрическим током.
При нагреве необходимо обеспечить:
а) требуемую температуру заготовки при
максимальной равномерности ее прогрева
по сечению и длине; б) сохранение це-
лостности металла; в) минимальное обез-
углероживание поверхностного слоя и
наименьший отход металла в окалину
(угар).
Скорость нагрева загото-
вок в пламенных печах до заданной
температуры зависит от температуры
печи, способа укладки заготовок на поду
(одиночная, вплотную, на подставке и
г- п.), размера и конфигурации заготовок,
1. Температурные интервалы ковки
и штамповки углеродистой и легированной
стали [31 ]
Марка стали Температура в °C
. к га 2 5! X 2 Л га е; Ч к га га х s S' CQ я га о и XXX конца ков- ки мини- мальная
10, 15 20, 25, 30, 35 40, 45, 50 55. 60 65, 70 15Г, 20Г, ЗОГ 40Г, 50Г 60Г, 65Г 10Г2, 30Г2, 35Г2 40Г2, 45Г2, 50Г2 15Х, 20Х, ЗОХ 15ХА 20ХА, ЗОХА 35Х, 38ХА, 40ХА 45Х, 50Х, 45ХА. 50ХА . . . 25Н, ЗОН, 25НА, ЗОНА . . . 12МА, 15М 20М, ЗОМ, 20МА, ЗОМА . . . 40ХГ, 40ХГА 20ХФ, 20ХФА, 40ХФА . . . 50ХФА ЗЗХС, ЗЗХСА 37ХС (40СХ). 40ХС, 40ХСА 20ХМ, 20ХМА ЗОХМ, 35ХМ, ЗОХМА, 35ХМА 27СГ, 35СГ 20ХН, 20ХНА 40ХН, 40ХНА, 45ХН, 50ХН 12ХН2, 12ХНЗ. 12ХН2А, 12ХНЗА, 20ХНЗА ЗОХНЗ. ЗОХНЗА, 37XH3A . . 12Х2Н4, 12Х2Н4А 20ХГС. 25ХГС, 20ХГСА, 25ХГСА ЗОХГС, 35ХГС, ЗОХГСА, 35ХГСА 38ХМЮА. 35ХМФА 18ХНВА, 25ХНВА ЗЗХНЗМА, 40ХНМА, 30ХН2МФА, 45ХНМФА . . ШХ6, ШХ9 ШХ15 1X13,2X13,3X13 Х17, Х25 1Х18Н9 Х9С2. Х5М 1Х18Н9Т Х10С2М 4Х14Н14В2М 1300 1280 1260 1240 1220 1250 1220 1200 1220 1200 1250 1230 1200 1240 1260 1230 1200 1240 1200 1240 1200 1230 1220 1260 1250 1200 1200 1180 1200 1200 1180 1180 1200 1180 1200 1180 1180 1120 1200 1200 1180 1180 1160 700 720 760 760 770 750 760 760 750 800 760 780 800 750 780 800 770 760 770 760 800 830 830 780 780 780 760 800 800 800 800 830 800 800 850 830 850 720 870 850 870 850 870
2. Температурные интервалы ковки
н штамповки некотопых цветных
сплавов [31]
Марка Температура в °C
начала ковки конца ковки
А л юм ин иевые сплавы
АМа АМг 510 380
Д1, Д1П 500 380
Д6, Д16, Д16П 460 380
АК2 500 380
АК4 500 350
АК4-1, АК8 475 380
Магниевые сплавы
МА1 430 300
МА2 420 350
МАЗ 370 340
МА5 370 320
Латуни
М (техническая медь) .... 1000 800
Л90 900 700
Л70, Л68 800 650
Л62,- ЛАН 59-3-2 800 600
ЛМц 58-2 750 550
ЛО62-1, ЛС59-1 800 650
ЛС 64-2 850 700
Бронзы
Бр. ОФ 6,5-0,15 900 780
Бр. ОЦ 4-3 920 800
Бр. АМН 9-2 950 850
Бр. АЖ 9-4 900 700
Бр. АЖМц 10-3-1,5 900 750
Бр. АЖН 10-4-4 900 800
Бр. КМц 3-1 770 600
Бр. Мц5 850 750
Бр. Б2 750 650
Бр. КН 1-3 950 800
Титановые сплавы
втз 1050 850
ВТЗ-1 1050 800
ВТ5 1100 800
ВТ6 1000 800
ВТ8 1100 850
физических свойств металла (температу.
ропроводности а =— —-, где Л— тепло-
проводность; с—теплоемкость; у—удель-
ный вес).
Чем больше разность температур между
рабочим пространством печи и поверх-
ностью заготовки, тем выше температур-
ный градиент по сечению заготовки.
Последний возрастает с уменьшением
температуропроводности металла и уве-
личением сечения нагреваемой заготовки.
Температурный градиент обусловли-
вает появление термических напряжений,
которые, особенно при наличии остаточ-
ных напряжений в холодной заготовке,
в первый период ее нагрева (т. е. до пере-
хода через интервал структурных прев-
ращений AcL — Acs) могут привести к по-
явлению микро- и макротрещин. В мел-
ких заготовках из конструкционной стали
диаметром до 100—150 мм эти явления
при быстром нагреве не наблюдаются.
Такие заготовки можно - закладывать в
печь с температурой рабочего простран-
ства на 100—150° С выше необходимой
конечной температуры нагрева.
Холодные заготовки из легированной
стали с низкой температуропроводно-
стью, а также холодные крупные заго-
товки и слитки стали всех марок требуют
соблюдения допустимой скорости на-
грева. Температура печи при посадке
заготовки в этом случае должна быть
ниже температуры ковки, и нагрев осу-
ществляют путем постепенного повыше-
ния температуры печи или продвижения
заготовок в зоны более высоких темпера-
тур (методические печи); первый период
нагрева должен составлять 60—70%
всей его продолжительности. Второй
период нагрева, т. е. от критических тем-
ператур до ковочной, следует вести с воз-
можно более высокой скоростью во избе-
жание усиленного роста зерна, обезугле-
роживания поверхности и образования
окалины.
Продолжительность нагрева в печи для
стальных заготовок диаметром (сторо-
ной квадрата) до 200 мм указана в табл. 3.
Для холодных заготовок больших раз-
меров и слитков допустимую продолжи-
тельность нагрева можно ориентировочно
определить по формуле Н. Н. Доброхо-
това ,
t — akD УD,
где t — полная (с выдержками) продол-
жительность нагрева в ч; D — диаметр
заготовки в м; k — коэффициент, равный
52
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
3. Время нагрева заготовок из конструкционной углеродистой и малолегироваиной стали
(при температуре рабочего пространства печи 1300° С) в мин [31]
Профиль заготовки
круглый | квадратный
Диаметр d нли Расположение заготовок в ПСЧН
одиноч- на расстоя- на расстоя- вплот- ОДИНОЧ- на расстоя- ня рас- стоянии вплот-
сторона а квадрата в мм
ное нин d нни — 2 ную ное НИИ а а 2 ную
Нагрев от 15 до 1200° С
10 2 2 3 4 2,5 3,5 4,5 8
20 3 3,5 5 7 4,5 6 8 13
30 5 5.5 7 10 6 8,5 11 19
40 6,5 8,0 9,5 13 8 11 14 25
50 8 9,5 12 16 10.5 14,5 П,5 32
60 10 11,5 14 19,5 12.5 17,5 21 38
70 12 13,5 16,5 22,5 14,5 20,5 25 44
80 14 155 19,5 26 17 23,5 28,5 52
90 16 18,5 23 31 19,5 27 33,5 62
100 18 21,5 27 36 23 32,5 40 72
по 20 24 27 40 26 36,5 41 80
120 22,5 27 30 45 29,5 41,5 48 90
140 27,5 33 36,5 55 36 50,5 58 по
160 33 39,5 44 66 43 - 60 69 132
180 39,5 47,5 52 79 51,5 72 81 158
200 46 55 61 92 60 84 96 184
Нагрев от 00 до 1200° С
10 1 1 1,5 3 1,5 2 2 4
20 2 2,5 3 4 3 4 4,5 9
30 3 3,5 3,5 6 4 5 6 12
40 4 5 5 8 5 7 8 16
50 5 6 6,5 10 6,5 9 10 20
60 6 7 8 13 8 11 13 24
70 7,5 9 10 15 10 13 15 5 29
80 9 10,5 12 18 12 16 18 35
90 11 13 14 22 44 19 21,5 43
100 13 15,5 17 26 17 22 26 52
по 14,5 '7,5 19,5 29 19 26,5 30 58
120 16,5 19,5 21.5 33 21,5 30 34,5 60
140 20 24 26,5 40 26 36,5 42 80
160 24 29 32 48 31 43,5 50 96
180 28,6 34,5 38 57 37 52 60 114
200 33,5 40 44 67 43 61 70 134
Примечания: 1. Для углеродистой инструментальной и среднелегнрованной стали
табличное время нагрева увеличивать на 25 — 50%, для высоколегированной — на 50—100%.
2. Для учета влияния длины I заготовки табличное время нагрева умножается на следую-
щие коэффициенты К в зависимости от отношения длины I заготовки к линейному размеру
сечения d нлн а:
2 1,5 1
d а
К 1 0,98 0,92 0,71
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
53
4. Частота тока и время нагрева стальных заготовок [20]
Диаметр заготовки в мм Рекомендуемые частоты тока в ец Время нагрева в мин прн частоте тока в гц
50 500 1000 2500 8000
20 __ 8000 0,4
30 2500 8000 — — 0,6 0.8
40 — — 2500 8000 __ — 1,0 1,4
50 — 1000 2500 8000 1,4 1,6 2,0
60 — 1000 2500 __ — 2,0 2,3
70 — 500 1000 2500 2,6 2,8 3,0
80 — 500 1000 2500 __ 3,2 3,6 4,0 —
90 500 1000 4,2 4,6 5,0
100 — 500 1000 5,5 6.0
НО — 500 1000 — 7.0 7,5 —
120 — 500 1000 8.5 9,0 __ —
150 50 500 1000 12,0 14,0 16,0
175 50 500 1000 — 15,0 18.0 —
200 50 500 1000 — — 20,0 25,0 — —
для углеродистой и низколегированной
стали ~10, а для высоколегированной
~20; а — коэффициент, зависящий от
плотности укладки слитков на поду печи,
принимается 1—1,8 (большие значения
при плотной укладке).
Для нагрева небольших заготовок (диа-
метром менее 100 мм) в крупносерийном
и массовом производстве может быть
применен скоростной нагрев в специаль-
ных механизированных газовых печах
с температурой рабочего пространства
1400—1500° С. Продолжительность на-
грева в таких печах в 2—2,5 раза меньше,
чем в обычных.
Нагрев в электрических
печах сопротивления ре-
комендуется для магниевых, алюминие-
вых и медных сплавов. Для этих сплавов
применяют печи с металлическими нагре-
вателями, обеспечивающими температуру
рабочего пространства до 900—950° С.
Алюминиевые и медные сплавы можно
нагревать также и в газовых пламенных
печах. *
Для нагрева до ковочной температуры
стальных заготовок могут быть исполь-
зованы высокотемпературные электриче-
ские печи типа Г н ОКБ с карборундо-
выми нагревателями (силит, глобар) тре-
ста «Электропечь». Однако применять их
целесообразно лишь в лабораторных
условиях или при весьма малом объеме
производства и особо высоких требова-
ниях к качеству нагрева, а также для
безокислительного нагрева в защитной
атмосфере.
Электрический (индукци-
онный и контактный) нагрев
[31] имеет существенные преимущества
перед нагревом в печах: а) высокую ско-
рость нагрева; б) удобство регулирования
температуры нагрева; в) незначительный
угар металла; г) возможность автомати-
зации подачи и выдачи заготовок с регу-
лированием по времени; д) возможность
повышения температуры начала ковки
без появления перегрева; е) улучшение
условий труда; ж) постоянную готов-
ность установки к пуску; з) возмож-
ность совмещения нагревательной уста-
новки в один агрегат с кузнечной ма-
шиной.
Индукционный нагрев осуществляется
токами промышленной и повышенной
частоты. Соответствие выбранной частоты
тока диаметру нагреваемой заготовки
(табл. 4) обеспечивает минимальный рас-
ход электроэнергии (для стали 400—
500 квт-ч на 1 т нагреваемого металла).
Для заготовок диаметром более 50—
60 мм целесообразен комбинированный
нагрев на двух частотах: до точки Кю-
ри — на промышленной частоте и далее
до ковочной температуры — на повышен-
ной частоте.
Нагреватели (индукторы) в условиях
массового и крупносерийного производ-
ства целесообразно применять методиче-
ского типа с одновременным нагревом
нескольких заготовок, расположенных
одна за другой вдоль оси индуктора.
Количество заготовок п, одновременно
находящихся в индукторе, можно опре-
делить из выражения
где Т — время нагрева в мин-, t — необ-
ходимый темп выдачи в мин. С возраста-
54
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
нием отношения ~ (где Da — диаметр
индуктора; D3 — диаметр нагреваемой
заготовки) к. п. д. индуктора резко па-
дает. Поэтому желательно соблюдать
1,64-1,8 для заготовок диаметром
3 Du
до 50 мм и — 1,2 -Ь 1,4 для заго-
^3
товок диаметром выше 50 мм.
Контактный электронагрев (за счет
выделения тепла в результате омического
сопротивления заготовки, включенной в
цепь тока) весьма удобен для длинных
круглых заготовок диаметром до 70 мм
(табл. 5). Установки для контактного
5. Удельная мощность, усилие зажима
и продолжительность контактного нагрева
[31]
Показатели Диаметр заготовки в мм
20 30 40 .50 60
Средняя удельная по- гонная мощность в квт/см ....... 1,7 1,9 2,1 2,3 2,5
Усилие зажнма конта- ктов в т ....... 1 1 3 3 5
Ориентировочное время нагрева в мин .... 0.2 0,4 0,7 1,0 1,3
нагрева более просты и требуют меньших
капитальных затрат, чем при индукцион-
ном нагреве. Расход электроэнергии со-
ставляет 350—450 кет • ч на 1 т нагре-
ваемой стали.
Безокислительный нагрев. Резко сни-
зить угар (до долей процента) и обез-
углероживание можно применением ско-
ростного нагрева, в особенности электро-
нагрева (индукционного и контактного).
Полностью безокислительный нагрев мо-
жно осуществить в защитных атмосфе-
рах и в продуктах неполного сгорания
(внедряется).
Режим охлаждения поковок. Слишком
быстрое охлаждение ведет к образованию
наружных и внутренних трещин в ре-
зультате термических напряжений. Чем
меньше температуропроводность металла
и чем больше размер поковки, тем мед-
леннее следует вести процесс охлаждения
В порядке возрастания продолжитель-
ности различают охлаждение [16]: на
воздухе (углеродистая конструкционная
сталь), в штабелях (например, хроми-
стые, никелевые стали типа 15Х — ЗОХ,
25Н, ЗОН при максимальном поперечном
размере сечения поковки свыше 150 мм),
в колодцах (например, легированные
стали типа 40Х—50Х, 40ХГ, 20ХГС
и т. п. при размере сечения свыше
150 мм), с печью (например, легирован-
ные стали типа Х2Н4МА, 18ХНВА,
20Х2Н4А и т. п. при сечении свыше
150 мм, инструментальные легированные
стали при сечении свыше 100 мм).
Технологические способы получения
поковок
Способы получения ПОКОВОК В ОСНОВ-
НОМ можно подразделить на три группы:
ковка, штамповка и специализированные
процессы.
Характерная особенность ковки — ис-
пользование для изготовления различ-
ных поковок преимущественно универ-
сального инструмента. При штамповке,
наоборот, обязательно применение спе-
циального инструмента. Каждый из спе-
циализированных процессов пригоден для
ограниченной номенклатуры поковок или,
даже, одной определенной их категории
и требует использования не только спе-
циального инструмента, но и специаль-
ного оборуаования.
Для единичного и мелкосерийного
производства, как правило, ковка рен-
табельнее штамповки; для крупносерий-
ного и массового производства всегда
значительно выгоднее штамповка.
Для средних серий выбор делается на
основе калькуляции себестоимости гото-
вой детали при том и другом способе из-
готовления.
Штамповка иногда оказывается рента-
бельнее ковки уже при величине партии
даже в несколько десятков деталей.
Важнейшие способы получения поко-
вок с ориентировочными характеристи-
ками последних и другими данными при-
ведены в табл. 6.
Ковка
Технологические основы конструиро-
вания кованых деталей. Деталям, изгото-
вляемым из поковок, желательно при-
давать наиболее простую форму, ограни-
ченную плоскими или цилиндрическими
поверхностями, в целях обеспечения ми-
нимальных отходов и трудоемкости как
в процессе ковки, так и при последующей
обработке резанием.
Может оказаться, что отдельные уча-
стки вообще невыполнимы ковкой, в
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
55
Преимущественно используемое оборудование Ковочные молоты с весом падающих ча- стей: паровые — 1 — 5 т, пневматические 75 —1000 кг. Ковоч- ные гидравлические прессы с усилием 500—5000 т и более до 30 000 т (табл. 7 и 8) То же §2?«аёа£|яФН-|яя Мог«чмЬ £ф gag§-gs^ 3 и -г Й я ? o2<jyo5uO a 5 | .J 2« |« g4a §° S-® $ g Я flJ sfc3ooobb32wo.«tfo£t:BS СХЯО — йиооВЯЧЯВВВОХВЧ
' Применимость 6 tc 6 я Й и « о о.©.5 а ч « с с £ я «я 5 я 0.0 2 § g Я W О G « 1 s s 5. щ 5 S о е ф “ S' So-Э ag-g wo as г 3 GQ И В серийном н круп- носерийном произ- водстве; в частных случаях может быть рентабельна при партиях свыше 200— 500 шт.
Припуски, допуски и чистота поверхности Ьй .o5«sa " CgiOb. О- о e S О О О £ § 52^ яй2§в<о9« s°c gc^OuC- GsTIccSairO S 5 2 S 4 “o s 5 cxca 3 2 2 s.<br> o. >» ь “sho ОЯ c = Й g о о ° 2 = =“? 3 a y я ®° 1 ® ~ s =°° £g sj 5u 4, s s a. S к £g«„ K>)O3>>3ht3Tfo5o4«f, S 3 Ок ЙССйСХОЯЛйЧйХХи Q.S'OP S c Максимальные припуски и допус- ки по ГОСТ 7505-55 Припуски на сторону для молотовых по- ковок весом до 40 «а с размера- ми до 800 мм. в зависимости от класса точности — от 0,6 —1,2 доЗ.З—6,4. Для поковок, штам- пуемых на кривошипных горя- чештамповочных прессах, при- пуски на 0,1—0,2 мм меньше. Допуски см. табл. 12. Чистота поверхности V 1 — V 4. Прн холодной калибровке (чеканке) допуски снижаются до +0,1 — ±0,25 (калибровка обычной точности) и до ±0,05 — ±0,15
Ориентировочная характеристика получаемых поковок S § i 2 ® g _ s Я 3 о S о « а.л н S г<" «& а я SSgSs •ostsS § t 2 s я.03 >• о о S* ¥ 4 О. а _ О 5 М Я Ч О S С Й Л о££ о© я S « « « 2 ® очо©я£ й® 2? я Й® а а<оШ£ОЙ a h“S>§? c&|JaS s S _ 4 2 EJ J <y _ Q. о 05 * Я o2^®S'$° s ?\очу9-й ф J2Sn°C Q u° ° Msss Ss£S«s®ffl ® яЗяя£о ® ° c* &\n я « • - я я a. 2 5 в «Од ’ЙЯдЧ 2 (5 й C®^ Л О Я 2 X М £ ОЯя^Ос я ь д 2£*2^я * я ч В О ч 5 о О о с Н О.Л Ь Q q Е у С Е~1 С Наиболее широко применяемый спо- соб. Поковки весом от нескольких граммов примерно до 3 т (основ- ная масса — до 50 — 100 кг) весь- ма разнообразных И сложных форм, значительно приближающихся к формам готовых деталей; выполне- ние углублений или отверстий в боковых стенках невозможно. Об- работка резаиием, как правило, только по поверхностям стыка с другими деталями; иногда полно- стью устраняется калибровкой (че- канкой). Типовые поковки приве- дены на фиг. 30, указания по кон- струированию — в табл. 21
Способы получения Ковка (см. стр. 54) с применением спе- циального ин- струмента (см. стр. 63) в подкладных штампах откры- тых и закрытых (см. стр. 63) Штамповка в откры- тых штампах (см. стр. 64)
Продолжение табл. 6
Способы получения Ориентировочная характеристика получаемых поковок Припуски, допуски и чистота поверхности Применимость Преимущественно используемое оборудование
(калибровкаповышенной точно- сти). Чистота поверхности по- вышается до V 4 - V6 и даже ДО v 8 дравлические штам- повочные прессы уси- лием примерно до 70 000 т (табл. 13 и 14)
Штамповка в закры- тых штампах (см. стр. 80) выдавливанием и прошивкой (см. стр. 81) Поковки весом примерно до 100 кг (главным образом до 15 кг), про- стой формы (фиг. 41), преимущест- венно в виде тел вращения или приближающихся к ним. Особенно рекомендуется для штамповки сплавов с ограниченной пластично- стью Поковки весом примерно до 75 кг, представляющие собой (фиг. 43): а) круглый, конический или ступен- чатый, а также фасонного сечения стержень с относительно массив- ной головкой различной формы, в том числе и сложной; б) поковки типа втулок с глубокой глухой или сквозной полостью и односторон- ним фланцем или иным утолще- нием, в том числе и сложной формы То же Припуски и допуски на размеры участков, получаемых выдавли- ванием: а) наружные диаметры (5—150 лл) от до 1 .б4-,!;?, мм; б) диа- метры полостей (10 — 100 мм) от до . Чистота по- верхности V 2 — V 5 То же То же Кривошипные горяче- штамповочные, фрикционные винто вые и гидравличе- ские прессы
Штамповка в штампах с разъемными мат- рицами (см. стр. 81) на горизонтальио- ковочных маши- нах (см. стр. 85) Поковки (особенно из цветных спла- вов) весом примерно до 150 кг (главным образом более мелкие) сложной формы, например, с отвер- стиями в боковых стенках, невы- полнимые без напусков другими способами (фиг. 48) Поковки (фиг. 52) весом примерно до 30 кг преимущественно в виде стержней с головками или утол- щениями различной формы, в том числе с отверстиями, а также пу- стотелые поковки со сквозными или глухими отверстиями, флан- цами и выступами. Указания по конструированию см. табл. 25 Аналогично штамповке в откры- тых штампах, но допуски не- сколько больше в направлении разъема частей матрицы Максимальные припуски и до- пуски по ГОСТ 7505-55. Вели- чина припусков иа 40—50% больше, чем для молотовых поковок, основные допуски установлены те же (см. табл. 16). Чистота поверхности V 1 — V 4 При отсутствии авто- матизации разъема матриц—в мелкосе- рийном производ- стве; при автомати- зации и на специ- альных машинах — в серийном и круп- носерийном То же, что и штампов- ка в открытых штам- пах, но рентабельна при относительно большей серийности То же, специальные машины Горизонтально-ковоч- ные машины усили- ем 100 — 4000 tn (табл. 24)
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
(см. стр. ев; изогнутые формы в одной или не- скольких плоскостях, получаемые главным образом из проката раз- личных профилей, а иногда из штампованной заготовки эаянепмииги ОТ ИСХОДНОЙ ЗЭГО- товки. В результате гибки воз- никают искажения иа участках углов, загнутых по малому радиусу В серийном и крупно- серийном производ- стве Горизоитально-гибоч- иые машины (буль дозеры) с усилием 15—500 т, криво- шипные прессы
Штамповочная валь- цовка (см. стр. 89) Поковки весом примерно до 1 —2 кг как относительно несложной фор мы — типа слесарного инструмента (фиг. 57), так достаточно слож- ной (фиг. 58); шатуны, кулачки, звенья транспортера, турбинные лопатки Припуски аналогично молото- вым, поле допуска по длине поковки 1—3 мм, по высоте и ширине 0,5 —1,0 мм. Чистота поверхности V 1 — V 4 В крупносерийном производстве (про- изводительность 1000—5000 поковок в час) Ковочные вальцы с диаметром валков 300—1000 мм
Специализированные процессы обжатие иа ротацион- ио-ковочных маши- нах (см. стр. 89) раскатка (см. стр. 90) накатка зубьев (см. стр. 90) поперечная прокат- ка (см. стр. 91) В зависимости от типа применяемой машины, сплошные и пустотелые прямые поковки (фиг. 60) удлинен- ной ступенчатой формы в виде тел вращения с цилиндрическими или коническими участками (ступенча- тые валики, швейные иглы, шпин- дели, шпрыики), а также ступен чатые или с заострениями поковки квадратного илв прямоугольного сечения Поковки повышенной точности пре- имущественно типа колец (фиг. 62), в том числе сложных сечений, диа- метром 70—700 мм при высоте 20 — 180 мм (кольца шарикоподшипни- ков, ватерные и т. п.) Получение зубьев с модулем до 10 мм цилиндрических, конических и шевронных зубчатых колес диа- метром до 600 мм Поковки удлиненной формы типа ступенчатых валиков, а также вту- лок (фиг. 63) Припуск (в случае надобности) под шлифовку Поле допуска при холодном обжатии (заго- товка — прутки диаметром до 20 мм) в пределах 0,02 — 0,10, при горячем — 0,2 — 0,6. Чисто- та поверхности при холодном обжатии V 9—V 10, при горя- чем — до V 6 Поле допуска для поковок колец шарикоподшипников диамет- ром 80 — 700 мм по наружному диаметру и высоте 1—6 мм, по внутреннему диаметру в 1,5— 2 раза более При горячей накатке (для т > > 2,5 мм) точность по 3—4-му классу, чистота поверхности V 5 - V 6; при холодной на- катке V 7 — V 8 Припуски и допуски несколько меньше, чем при штамповке В крупносерийном производстве (про- изводительность 100 — 600 поковок в час) В крупносерийном производстве (про- изводительность 75 - 500 поковок в час в зависимости от размера) В крупносерийном производстве (про- изводительность 60—1000 шт. в час в зависимости от мо- дуля и диаметра) В крупносерийном и массовом произ- водстве (производи- тельность 10 — 35 тыс. т в год) Ротационно-ковочные машины для обжа- тия прутков от 5 до 80 мм Раскаточные машины для колец диамет- ром до 700 мм Зубонакатные станы вертикальные и го- ризонтальные Трехвалковые станы с коническими и ш дисковыми валками; двухвалковые станы с винтовыми калиб- рами
Комбинированные процессы (см. стр. 91) Поковки, по своей форме требующие применения разных способов для получения отдельных участков (фиг. 64) В зависимости от комбинации примененных способов В крупносерийном производстве Комбинации различ- ных машин: напри- мер, молот *или пресс) и горизон- тально-ковочная ма- шина или горизон- тально-гибочная ма- шина и т. п.
58
технология ковки и штамповки
связи с чем ковку надо будет производить
с напусками (фиг. 5) для упрощения фор-
мы. Напуски подлежат удалению обработ-
кой резанием, кислородной резкой и т. п.
Фнг. 5. Поковка с напуском.
Некоторые указания по конструирова-
нию кованых деталей и выбору оборудо-
вания даны в табл. 7, 8 и 9.
7. Вес слитков (ориентировочно),
обрабатываемых на ковочных
гидравлических прессах [36]
Усилие пресса в т Вес слитков в т
средний наибольший
500 0,65 2
800 2 5,5
1 250 5,5 12
2 000 14 28
3 200 33 58
5 000 63 98
10 000 150 250
8. Вес поковок, получаемых на ковочных
молотах [36]
Вес падающих частей в т Вес поковок в кг
фасонных гл-дких валов нан больший
средний наиболь- ший
1 1,5 2 3 4 5 20 40 60 100 140 200 70 120 1S0 320 500 700 250 350 500 750 1100 1500
Продолжение табл. 9
2. Избегать взаимных пересечений цилинд-
рических поверхностей а, а также пере
сечений цилиндрических поверхностей
с призматическими участками деталей б
3. Предпочтительнее назначать односторон-
ние выступы взамен двухсторонних (осо-
бенно для мелких деталей)
Желательно Нежелательно
9. Указания по конструированию деталей,
изготовляемых свободной ковкой
1. Избегать конических а и клиновых б
форм, особенно с малой конусностью или
уклоном
Правильно
4. Избегать ребристых сечений, так как
ребра в большинстве случаев невозможно
изготовлять ковкой и приходится казна
чать напуски. Так называемые ребра
жесткости в поковках недопустимы
и
Правильно
Неправильно
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
59
Продолжение табл. 9
5. Не следует допускать бобышек, плати-
ков, выступов и т. п. на основном теле
поковкн а, а также внутри развилин
вильчатых деталей б
7. Весьма целесо-
образно детали
сложных форм
выполнять свар-
ными из не-
скольких поко-
вок а [25] или
сварными из ко-
ваных 1 и ли-
тых 2 элемен-
тов б [26]
Правильно Ф Нежелательно
6. В возможных случаях детали с резкой
разницей в размерах поперечных сече-
ний а или неизбежно сложной формы б
заменять сочетанием нескольких скреп-
ленных более простых кованых деталей
Правильно
------2250--------Ч
Нежелательно
а)
Правильно нежели тель но
6)
Продолжение табл. 9
Вес и размеры исходного материала.
Исходным материалом для поковок слу-
жат слитки и прокат, преимущественно
квадратного, полосового и круглого про-
филя, а для цветных сплавов применяют
также прессованные прутки.
Вес исходного материала
Guc определяют по формуле
°чс = G ПК + G пр + °дн + ° у г + °об>
где Gnr. — вес поковки; Gnp — вес от-
хода с прибыльной части слитка; GSh —
вес отхода с донной части слитка; 0уг —
вес отхода на угар; Go6 — вес отхода на
обсечки.
Вес отхода с прибыльной части обыч-
ных слитков из конструкционной угле-
родистой стали, отливаемых сверху с
утепляющей надставкой, обычно прини-
мают 15—25% веса слитка, а для слит-
ков из конструкционной легированной
стали 25—35%. Для инструментальной
легированной стали в случае отливки без
утепляющей надставки отход может со-
ставить 50%. —
Вес отхода с донной части слитка G^H
принимают для углеродистой стали 4—7%
веса слитка, а для легированной 7—10%.
В настоящее время получают распро-
странение новые формы слитков (удли-
ненные и полые [25]), которые позволяют
уменьшить отход с прибыльной части
до 13—15%, а с донной — до 3—5%
веса слитка.
Удлиненные слитки (отношение длины
средней части к ее диаметру 4—5) целе-
сообразно применять для поковок греб-
ных валов, колонн, тяг и других длинных
сплошных поковок.
60
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Полые слитки с диаметром осевого
канала d, определяемым соотношением
D , D
- % а g-g, где D — наружный диа-
метр слитка, предназначены для изгото-
вления полых поковок типа барабанов.
Вес отхода на угар G..2 назначают до
1,5—2,5% веса нагреваемого металла
на каждый нагрев и до 1,5% на каждый
подогрев. Вес отхода на обсечки зависит
от сложности поковки, а также от приня-
того технологического процесса. При
изготовлении поковок одинаковой формы
относительно больший отход получается
при ковке поковок меньшего веса.
Приближенно вес исходного материала
с учетом отходов, включая угар, можно
определить по выражению
°гк =kGnK,
пользуясь опытными значениями k
(табл. 10 и 11).
Размеры заготовки. Поковка
изготовляется осадкой. По весу заготовки
(объему Уис) выбирают ее размеры так,
чтобы было выдержано соотношение
I,25d,„< huc ^2,5rf„C1
10. Значения k при ковке на прессах
крупных поковок
Группа поковок Основные операции, применяемые при ковке 1 k
Гладкие ва- лы, колон- ны, штоки Плиты, пла- стины, ку- бики Кольца, бан дажи, бара- баны Валы с усту- пами, валы с фланцами Диски Коленчатые валы Вытяжка, рубка из- лишков, правка Осадка, вытяжка, рубка, отделка Осадка, прошивка, раздача на оправ- ке, вытяжка с оп- равкой Осадка (не всегда), вытяжка, наметка, пережим, рубка из- лишков, правка Осадка, разгонка по- ля, прошивка, правка Осадка (не всегда), вытяжка, передача, закручивание (иног- да), правка, рубка 1,4—1,6 1,5-1,8 1,6-1,7 1,6-1,8 1,6-1,9 1,7—2,0
1 Операции обрубки дна и прибыли и оттяжка хвостовика под патрон не указа- ны.
11. Значения k при ковке на молоте из штучных мерных заготовок *
(по В В, Керекешу)
Группа поковок Основные операции, применяемые при ковке k
Глухне фланцы круглые, овальные, квадратные; пластины, кубики, ко- роткие бруски Фланцы с отверстием, хомуты, гайки Раскатные кольца, втулки, обечайки, муфты Сварные кольца, втулки, обечайки, муфты Гладкие валы, валики, длинные бруски квадратные, прямоугольные, шести- гранные Валы и валики с уступами или флан- цами, болты, шпонки, башмаки Шестерни глухие Валы и валнкн с двухсторонними усту- пами или буртиками, шпиндели, тяги, серьги, скобы Гаечные ключи, шатуны, простые ры чаги Сложные рычаги и шатуны, кривошипы Коленчатые валы, рычап кривые и двуплечие * Ьез отхода на выдру при прошив тельно Осадка, обкатка, правка Осадка, ковка в размер, прошивка, правка Осадка, прошивка, раздача на оправке, правка Вытяжка, гибка, сварка, правка Вытяжка, обрубка, правка Вытяжка, наметка, пережим, обрубка, правка Осадка, обкатка, растяжка поля, правка Вытяжка, наметка, правка, пережим Вытяжка, наметка, пережим, формов- ка головок, правка Вытяжка. обрубка головок, отделка, правка Вытяжка, передача, обрубка, правка ке, определяемого расчетом и прибавляемого 1.02—1,03 1.02—1,03* 1,03* 1,03-1,05 1,05—1,07 1.07—1,10 1,08-1,10 1,10-1,12 1,15-1,18 1,18-1,25 1,25-1,30 дополни-
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
61
при котором
3,___
— (0,8 -Г- 1,0) у vuc для круглой и
dBC = (0,75 4- 0,90) для квадрат-
ной заготовок.
Длину заготовки определяют делением
ее объема на площадь поперечного сече-
ния по окончательно уточненному в соот-
ветствии с сортаментом (ГОСТ) размеру
поперечного сечения.
При выборе заготовки большой высоты
для ковки под молотом следует проверить
техническую возможность осадки по фор-
муле
Лмс>0,25 Н,
где Н — длина хода бабы молота.
При ковке осадкой из слитка послед-
ний выбирают по сортаменту слитков на
основании вычисленного веса исходного
материала.
Поковка изготовляется вытяжкой. Для
поковок, имеющих круглые, квадратные
или близкие им по форме сечения, необ-
ходимо соблюсти соотношение
Рцс УFmax’
где Fuc — площадь поперечного сечения
исходного материала; fтах — площадь
максимального поперечного сечения по-
ковки; у — степень уковки (см. стр. 48).
Основные операции технологического
процесса. Основными операциями техно-
логического процесса свободной ковки яв-
ляются: 1) осадка, 2) вытяжка, 3) прошив-
ка, 4) рубка, 5) гибка, 6) закручивание.
Осадка применяется: а) для полу-
чения поковок (или отдельных их участ-
ков) с большими поперечными размерами
при относительно малой высоте (фланцы,
шестерни, диски) из заготовок меньшего
поперечного сечения; б) как предвари-
тельная операция перед прошивкой при
изготовлении пустотелых поковок (коль-
ца, барабаны); в) как предварительная
операция для повышения качества по-
перечных образцов; г) для повышения сте-
пени уковки при последующей вытяжке.
Осадку цилиндрической заготовки из
слитка без хвостовика (фиг 6) приме-
няют при работе под молотом, а также
под прессом, когда следующей операцией
является прошивка; осадку заготовки
с хвостовиком (фиг. 7) — при работе под
прессом, когда следующей операцией
является вытяжка. В последнем случае
используют подкладные плиты, из кото-
рых нижняя имеет отверстие под хвосто-
вик заготовки.
3 Справочник машиностроителя, т. 5
Осадкой на плитах с отверстиями (в
подкладных кольцах) (фиг 8) получают
детали типа глухих шестерен, фланцев и
дисков с бобышками, когда при относи-
Фиг. 6. Фиг. 7. Фиг. 8.
тельно малых диаметрах бобышек объем
детали сравнительно велик, а оттяжка
концов заготовки на диаметр бобышек
по каким-либо причинам нежелательна
или невозможна (например, ввиду малой
высоты бобышек) Если диаметр заго-
товки может быть выбран равным или
несколько меньшим диаметра бобышки
(фиг. 9, а) или конец заготовки можно
предварительно оттянуть на этот раз-
мер (фиг. 9, б), то применяют высадку
в кольце.
Фиг. 9.
Высадкой в нижнике (штампе) полу-
чают фланцы и головки на длинных стер-
жнях (фиг. 10 и 11).
Фиг. 10.
Фиг. 11.
Осадку разгонкой применяют для
уменьшения высоты и увеличения диа-
метра уже осаженной заготовки, когда
невозможно дальнейшее осаживание не-
посредственно ударами молота (нажи-
мами пресса) по всей ее поверхности
вследствие высокого сопротивления де-
формированию. Разгонку осуществляют
с помощью раскаток (фиг. 12) или при
62
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
больших диаметрах поковок (например,
турбинные диски) непосредственно бой-
ками (фиг. 13).
Фиг. 13.
/vr-L
катка-.*
J
Фиг. 12.
Отделочной операцией после осадки
является обкатка по диаметру (фиг. 14).
Вытяжка (протяжка) (фиг. 15)
применяется для увеличения длины
Фиг. 14. Схема обкатки Фиг. 15.
по диаметру: а — бой-
ками; б — в обжимках.
исходной заготовки за счет умень-
шения площади ее поперечного сечения
(валы, валы с уступами, дышла, шатуны
и др.). Основные разновидности операции
вытяжки следующие.
Вытяжка с оправкой (фиг. 16) — увели-
чение длины пустотелой заготовки за
Фиг. 16.
счет уменьшения толщины ее стенок
(ковка орудийных труб, котельных бара-
банов, турбинных роторов и др.).
Раздача на оправке (фиг. 17) — одно-
временное увеличение наружного и внут-
реннего диаметров пустотелой заготовки
за счет уменьшения толщины ее стенок
(ковка колец, обечаек, барабанов и т п.).
Вытяжка на конус осуществляется
с помощью клиновых раскаток (фиг. 18).
Прошивка
(фиг. 19 и 20) при-
меняется для по- .---------_ I -t-1
лучения сквозных J--------------
отверстий в зато- ----------~ГгТ~~^
товке или углуб- I Z1
лений.
Прошивка со- Фиг' 8'
провождается ис-
кажением формы заготовки, а при сквоз-
ной прошивке — также отходом металла
в выдру.
Фиг. 19. Схема прошивки без подкладного
кольца: а — начало операции; б — конец пер-
вой стадии; в — начало второй стадии.
'Прошивень
'ФА Кольцо
И) Подставка Выдра/ Ф
Фиг. 20. Схема прошивки с подкладным
кольцом: а — начало операции; б — ко-
нец операции.
Отверстия большого диаметра (свыше
500 мм) прошивают пустотелыми про-
шивнями (фиг. 21).
боек-г.|
2-я надставка—^^
t-я над-
ставка-
Прошивень-
-L——. 3-я над- Г
’ \отавка-±-
Стержень
-выдра
Фиг. 21. Схема прошивки пустотельным про-
шивнем: а — первая стадия; б — вторая стадия;
в — конец операции.'
Прибыльная
сторона Кольцо
слитка Подставка'
Зазор 13-20 мм
Рубка применяется для удаления
излишков на концах поковок, а также
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
63
донной и прибыльной частей слитков и
получения фигурных поковок (коленча-
тые валы с вырубленными коленами,
дышла, вилки и т. п.).
Гибка применяется для получения
непосредственно или в комбинации с дру-
гими операциями разнообразных изде-
лий изогнутой формы (угольники, скобы,
крюки, кронштейны и т. п.). Операция
гибки сопровождагтся искажением пер-
воначальной формы поперечного сечения
заготовки и уменьшением его площади
(утяжка) в зоне изгиба (фиг. 22). Кроме
Фнг. 22. Искажение формы за-
готовки при изгибе: а — круглого
сечеиия; б — прямоугольного се-
чения; в — утяжка.
того, возможно образование складок по
внутреннему контуру и трещин по на-
ружному Эти дефекты тем вероятнее,
чем меньше радиус закругления и чем
больше угол загиба. Чтобы устранить
искажение формы поперечного сечения
заготовки в зоне изгиба, производят
правку (проглаживание) с помощью гла-
Фиг. 23. Схемы способов гибки: а — кувалдой;
б — краном; в — с ннжннм штампом и раскат-
кой; г — в штампе.
Дилок, раскаток, бойков. Утяжка прав-
кой не уничтожается. Для получения
в зоне изгиба сечения желаемой площади
заготовке заранее придают в этом месте
увеличенные поперечные размеры. Неко-
торые способы гибки показаны на фиг 23.
Закручивание применяется
для получения поковок специальной
формы (коленчатые валы с коленами,
расположенными в различных плоско-
стях, стенные болты, стойки для изгоро-
дей, спиральные сверла и др.).
Применение специального инструмента
и подкладных штампов. Приближения
формы поксвки к форме готовой детали
и снижения припусков и допусков можно
достигнуть, применяя при ковке, кроме
универсального, также и специальный
Фиг. 24. Поимеры специального инструмента
[12], [25], [26]: а — инструмент для когки ко-
ромысла; б — поковка коромысла, пол:сенная
без применения специального инструмента;
виг — инструмент для ковки башмака: д —
поковка башмака, полученная без применения
специального инструмента; е — инстру <ент для
ковки дисков со ступицей: верхний разтижной
боек н нижнее кольцо со сменными вклады-
шами; ж — приспособление для передачи;
з — приспособление для пережима.
инструмент. Ввиду значительного сокра-
щения расхода металла, повышения про-
изводительности ковки и уменьшения
объема обработки резанием применение
специального инструмента (фиг. 24) обыч-
но рентабельно даже в мелкосерийном
производстве [12], [25], [26].
64
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Дальнейшим развитием специального
инструмента являются подкладные штам-
пы — открытые (фиг 25) и закрытые
(фиг. 26). позволяющие формовать не
Фиг. 26.
Фиг. 25.
только отдельные поверхности (как на-
пример, инструмент на фиг. 24, а), но
и сложные участки поковки или всю
поковку в целом на ковочном оборудова-
нии. Предварительные операции при
этом осуществляют ковкой с использова-
нием универсального, а иногда и спе-
циального инструмента. Применение под-
кладных штампов сокращает расход ме-
талла, повышает производительность ков-
ки и уменьшает объем обработки снятием
стружки. Пример технологического про-
цесса ковки с применением подкладного
штампа показан на фиг. 27.
Фиг. 27. Технологический процесс изготовле-
ния поковки крюка [31]: а — оттяжка конца
на конус; б — закатка конца в конусной об-
жимке, обкатка цилиндрического конца в от-
дельной обжимке; в — поперечное обжатие
заготовки на клиновое сечение; г — гибка с по-
мощью нижника и полукруглой накладки;
д — штамповка в подкладном штампе; е — уда-
ление заусенца с помощью изогнутого квадрата.
Комбинированная ковка — штамповка.
В основу процесса комбинированной
ковки — штамповки (предложен А. В.
Потехиным) заложен принцип разделе-
ния сложного технологического процесса
изготовления поковок на отдельные про-
стые операции, выполняемые в опреде-
ленной последовательности в быстросмен-
ных ручьях-вкладышах (фиг. 28), за-
крепляемых в универсальных ковочных
приспособлениях (блоках), которые уста-
навливают на кривошипном прессе [3].
Фиг. 2а дниверсальное приспособление
для ковки вытяжкой ступенчатых поко-
вок [31: 1 — сменные бойки; 2 — смен-
ная обжимка (или пара других бойков).
Комбинированная ковка — штамповка
по способу А. В. Потехина применима
в условиях мелкосерийного производства,
например при месячных партиях меньше
50 поковок весом до 35 и 100 кГ (для
пресса с усилием 600 т). Основные пре-
имущества данного способа состоят в эко-
номии металла за счет уменьшения на-
пусков, припусков и допусков (до ±0,5
— + 0,2) и в значительном повышении
производительности труда.
Штамповка в открытых штампах
Особенностью штамповки в открытых
штампах, придающих поковке оконча-
тельную форму, является вытекание ме-
талла в стороны, за пределы полости
фигуры штампа, сопровождающее за-
полнение ее металлом. В результате на
поковке по линии разъема образуется
кольцевой заусенец («облой») (фиг. 29),
для которого в штампах предусматривают
специальную полость — канавку. В боль-
шинстве случаев необходимо подготовить
исходную заготовку в целях приближе-
ния ее формы к форме готовой поковки.
Эту подготовку в мелкосерийном про-
изводстве можно осуществить ковкой;
в серийном производстве ее выполняют
преимущественно при помощи заготови-
тельных (а также предварительных) штам-
пов.
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
65
Все необходимые полости и выработки
для последовательного формоизменения
заготовки (включая и получение оконча-
тельной формы) называют ручьями. По-
Фиг. 29. Схема образования заусенца; а — на-
чальный момент штамповки; б — промежуточная
фаза — начало образования заусенца; в — ко-
нечный момент штамповки; 1 — верхний штамп;
2 — нижний штамп; 3 — штампуемая заготовка;
4 — заусенец.
следние могут быть выполнены в одном
штамповом блоке (или установлены в од-
ной державке), образуя многоручьевой
штамп. Штамповка в многоручьевых
штампах наиболее распространена.
Однако в условиях крупносерийного и
массового производства с успехом расчле-
няют процесс штамповки, распределяя
отдельные переходы или группы перехо-
дов по разным машинам. Таким обра-
зом, процесс штамповки осуществляют,
например, на нескольких молотах, на
горизонтально-ковочной машине и мо-
лоте (прессе), на ковочных вальцах и
молоте (прессе) и т. п. Предварительное
фасонирование заготовки, в частности
путем вальцовки, перед штамповкой по-
ковок с резкой разницей поперечных се-
чений на кривошипном горячештамповоч-
ном или винтовом прессе обычно является
необходимым (см. стр. 78), а перед штам-
повкой на молоте весьма желательным.
Значительного упрощения .процесса штам-
повки с одновременным увеличением
производительности и сокращением рас-
хода металла можно достигнуть, приме-
няя в качестве исходного материала пе-
риодический прокат переменного сече-
ния, изготовляемый на металлургиче-
ском заводе на станах продольной про-
катки, или периодический прокат, полу-
чаемый на станах поперечной прокатки.
Примерные формы поковок предста-
влены на фиг. 30. Точность характери-
зуется табл. 12, а данные по выбору обо-
рудования и его производительности
приведены в табл. 13 и 14.
Технологические основы конструиро-
вания поковок, штампуемых в открытых
штампах на молотах и прессах. Выбор
поверхности разъема. В за-
висимости от сложности формы детали
(поковки) разъем штампа осуществляют
по плоскости или по какой-либо другой
более сложной поверхности.
12. Допуски на размеры, зависящие от недоштамповки или двухстороннего износа штампов,
для поковок 1-й группы точности в мм (ГОСТ 7505-55)
'1 / ф -±- Н -Ух
Вес поковки в кГ Размеры А в мм
До 50 Св. 50 до 120 Св. 120 до 180 Св. 180 до 260 Св 260 до 360 Св. 360 до 500 Св. 500 до 630
Свыше До + 1 - + — + ) - + + - + —
0,25 0,63 1,60 2,50 4,00 6,30 10,00 16,00 25 00 0,25 0,63 1,60 2,50 4,00 6,30 10.00 16,00 25.00 40,00 0,5 0,6 0,7 0.9 1.0 1.1 1.2 1,3 1,5 1,7 0,3 0.3 0,4 0,5 0.5 0,6 0.6 0.7 0.8 0,9 0,5 0,6 0,3 0,9 1,0 1,1 1,2 1.3 1,5 1,7 0,3 0.4 0,4 0,5 0.6 0,6 0,7 0.7 0.8 0.9 0.6 0.7 0.8 1,0 1.1 1,2 1,3 Ь4 1,6 1,8 0,4 0,4 0,5 0,6 0.6 0.7 0.7 0,8 0.9 1,0 0.7 0,8 0.9 1,1 1,2 1,3 1,4 1,5 1,7 1,9 0.5 0,5 0.6 0.7 0.7 0.8 0,8 0.9 1,0 1,1 0,8 0,9 1.0 1,2 1.3 1,4 1.5 1.6 1,8 2,0 0.6 0.6 0.7 0,8 0.8 0,9 0.9 1.0 и 1.2 0.1 1,1 1,3 1,4 1.5 1,6 1.7 1,9 2,1 0,8 0.8 0.9 1,0 1.0 1.1 1.1 1,2 1.3 1.3 1,4 1.5 1.6 1.7 1,8 2.0 2.2 1?0 1,0 1,1 1.1 1.2 1.2 1,3 1,4
66
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
13. Примерный вес поковок, изготовляемых
на штамповочных молотах и на кривошипных
горячен, тамповочных прессах, и ориенти-
ровочная производительность молотов и
прессов
Вес падающих частей молотов в к/ Усилие кривошипных горячештамповоч- ных прессов в т Вес в кГ Производитель- ность в кГ/ч
от до моло- тов прессов
630 2 200 400
1 000 1 3 300 600
1 600 2 6 500 1000
2 000 3 9 еоо 1200
2 500 4 13 750 1500
3 150 7 18 1000 2000
4 000 10 30 1250 2100
5 000 15 45 1600 3000
6 300 30 65 ‘ 2000 4000
8 000 50 100 2500 5000
10 000 75 150 3200 6000
14. Примерный вес поковок, изготовляемых
на йрикционных винтовых прессах, и
ориентировочная производительность
прессов [20]
Номинальное усилие пресса в пг Вес в кГ Производи- тельность в к! /ч
100 До 0,3 60
160 0,3-0.8 80
250 0.S—2.0 200
400 2,0-5.0 400
630 5.0—8,0 550
ствие штамповочных уклонов, возмож-
ность или невозможность получения дан-
ного участка детали без механической
обработки и т п ) Требования, предъяв-
ляемые к выбору разъема (табл. 15),
следует учитывать и при конструирова-
нии деталей, обрабатываемых кругом,
Фиг. 30. Примеры некоторых >орм поковок, штампуемых в открытых штампах.
Разъем для штампованных деталей,
имеющих необрабатываемые поверхно-
сти, необходимо устанавливать при кон-
струировании детали, так как от выбран-
ного разъема зависят отдельные эле-
менты формы детали (наличие или отсут-
в целях облегчения последующего соста-
вления чертежа поковки.
Штамповочные уклоны.
Боковым поверхностям поковки следует
придавать уклон по отношению к напра-
влению удара. Это обеспечивает возмож-
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
67
15- Требования, предъявляемые
к выбору поверхности разъема
[4], [71, [9]. [18], [24]
1. Обеспечивать возможность выемки по-
ковки из ручья
в нижней половине штампа на участках
АА и ББ и шаровые головки нельзя вы
полнить без искажения. При разъеме / мка
занный недостаток отсутствует, но нсобхо
дима предварительная гибка заготовки
2. Разъем выполнять таким образом, чтобы
глубина полостей ручья штампа получа
лась наименьшей, а ширина наиболь
шей (облегчается заполнение Нгрмы,
уменьшаются напуски по штамповоч
ным уклонам, упрощается изготовление
ручья)
'Правильно
Неправильно
3 Разъем выбирать с учетом обеспечения
простоты изготовления ковочного и
обрезного штампов, упрощения процесса
штамповки, сокращения расхода металла
Продолжение ъабл 15
4. Разъем делать так, чтобы контур по
лости по поверхности разъема в верхнем
н нижнем штампах был одинаковым
(облегчается обнаружение сдвига штам-
пов) При невыполнении этого правила
(например, в целях экономии металла
и др.) в штампе необходимо предусмот
реть направляющие
Правильно
Неправильно
5. Разъем выполнять так, чтобы к линии
разъема примыкали вертикальные (со
штамповочными уклонами), а не наклон
ные стенки (облегчается обнаружение
сдвнга штампов и обрезка заусенца)
Правильно
Неправильно
Правильно
(упрощение инстру
мента и штамповки,
сокращение расхода
металла)
Правильно
(упрощение инстру-
мента)
Неправильно
(хотя и удовлетво-
ряет п. 2)
Неправильно
(хотя и удовлетво-
ряет п 2)
6. Разъем по возможности делать по пло
скости, а не по сложной погерхности
(облегчается изготовление штампов)
Желательно
Нежелательно
68
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 15
Продолжение табл. 15
7. Выбор поверхности разъема следует
производить с учетом получения надле-
жащей макрострук1уры поковки, осо-
бенно при штамповке цветных сплавов
Неправильно
если деталь работает на сдвиг в плоскости
А—А
8. Поверхность разъема желательно распо-
лагать так, чтобы в случае возникнове-
ния при штамповке сдвигающих усилий
последние уравновешивались
«г
Точки А и Б на одном уровне.
Сдвигающие усилия уравновешены, но
штамповочные уклоны увеличены на угол
Н
у = arctg
9. Если поковка несимметрична относи-
тельно поверхности разъема, то при
штамповке иа молоте более высокие и
узкие ребра, выступы, бобышки следует
штамповать в верхней половине штампа
Правильно
Неправильно
10. При выборе разъема следует учитывать
характер производства. В мелкосерий-
ном производстве можно выбирать
разъем, имея в виду максимальную про-
стоту и наименьшую стоимость штампа,
хотя бы в ущерб производительности
штамповки. В крупносерийно-л произ-
водстве, наоборот, производительность
имеет наибольшеь значение
Примечание. Указание 1 обяза-
тельно во всех случаях. Остальные требо-
вания (если одновременно их выполнить
нельзя) учитывать в зависимости от того,
какие из них в данных условиях наибо-
лее важны.
Точки Л и Б не на одном уровне. Штам-
повочные уклоны нормальные, но для урав
новешиваиия сдвигающих усилий в штампе
необходима направляющая В
ность выемки поковки из штампа. Уклон
внутренни х стенок следует делать больше,
чем наружных. Вертикальные стенки
могут быть получены только последую-
щей обработкой (резанием, обжатием на
чеканочных прессах, протяжкой через
матрицу и т. п.).
ГОСТ 7505-55 установлены максималь-
но-допустимые значения уклонов стенок
поковки: для наружных до 7° и внутрен-
них до 10° (табл. 16).
Штамповочные уклоны для деталей из
цветных сплавов (алюминиевых, магние-
вых) при штамповке в штампах без вы-
талкивателей следует назначать на одну
ступень меньше, тем для-стальных, т. е.
/° вместо 10°, 5° вместо 7° и т п , а для
титановых сплавов — на одну ступень
выше.
При штамповке относительно высоких
поковок как из стальных, так и из цвет-
ных сплавов, имеющих форму тела вра-
щения, можно применять также двойные
штамповочные уклоны (табл 17).
Радиусы закругления. Все
переходы от одной поверхности поковки
к другой надо осуществлять с закругле-
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
69
16. Штамповочные уклоны стальных
поковок в град
[U, [2], [7], [14], [26]
18. Величина радиусов закругления
для стальных поковок
(по ГОСТ 7505-55)
Л »п для п-го участка по- ковки Штамповка на молотах и ме ханических прессах без выталкивателя Штамповка иа механических прессах с вы- талкивателем
а 3 а р
До 1 3 5 1 2
1—2,5 5 7 2 3
Св. 2,5 7 10 3 5
Примечание. Для упрощения из-
готовления штампа желательно назначать
штамповочные уклоны для всех участков
поковки одинаковыми по максимальному
Вес поковки в кг
До 0,25
Св. <'25 ДО 0,63
» 0.63 1,60
» 1,60 » 2.50
» 2,50 » 4,00
» 4,00 » 6 30
» 6,30 » 10,00
» 10,00 » 16,00
» 16,00 25,00
» 25 00 » 40.00
» 40,00 » 63.00
» 63,00 » 100 00
» 100.00 » 125,00
>> 125,00 » 160,00
» 160,00 » 200,00
ЕЕ-... i £>
Линия разъема
Радиус закругления
внешних угюв г в мм
для поковок групп
сочности
1-й 2 и 3-й
0,8 1,0
1,0 1.5
1.5 2.0
1.5 2.5
2.0 3.0
2,5 3,0
2,5 3.5
2.5 3,5
3.0 4,0
3,0 4,0
3,0 4,5
3.5 4,5
3,5 5,0
4,0 6,0
5,5 8,0
17. Двойной штамповочный уклон
Ниями (табл. 18). Достаточные радиусы
закругления внешних углов следует на-
значать также и на сопряжениях поверх-
ностей детали, получаемых после меха-
нической обработки. В этом случае опти-
мальная величина внешнего радиуса за-
кругления у детали определяется соот-
ношением (фиг. 31, а)
Гд^Гп — Пн,
где гд — радиус закругления внешнего
угла детали; гп — то же, необходимый
Примечание. Радиусы R закругле-
ний внутренних углов должны быть больше
радиусов г закруглений внешних углов
в 2—3 раза.
в поковке; П — величина нормального
припуска Нарушение указанного соот-
ношения требует увеличенного припуска
Пу по стенкам, если сохранить нормаль-
ный припуск Пн по углу (фиг. 31, б).
Контур поковки
Фнг. 31. Соотношение между величи-
нами припуска и радиуса закругления.
Рекомендуемые радиусы закруглений,
а также минимальная толщина полотен
для поковок из цветных сплавов указаны
в табл. 19—20а.
70
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
19. Толщина полотен поковок из алюминиевых, магниевых (МА2 и 395) и титановых сплавов
(сечення открытые и закрытые* |38|, [391
Площадь проекции поковки на пло скость разъема в см- Алюминиевые и магниевые сплавы Титановые <плавы s в мм
S при расстоянии между ребрами а в мм
До 60 60—100 100—160 160-2,0 250—400
До 100 1,5 2.0
100 — 160 2,0 2,5 3,0 — — 3.5
160—250 2.5 3,0 3.5 —— — 4,5
250—400 3.0 3,5 4,0 4,5 — 5,0
400—630 3,5 4,0 4,5 5,0 6 5.5
630-1 000 4.0 4,5 5.0 6.0 7,0 7,0
1 000—1 600 4,5 5.0 6.0 7,0 8.0 9.0
1 600—2 500 5.0 6.0 7.0 8.0 9,0 11.0
2 500-4 000 6.0 7.0 80 9,0 10,0 —
4 000-6 300 7.0 8.0 9.0 10,0 11,0 —
6 300-10 000 8,0 9.0 10,0 11.0 12,0 —
Примечание. При отсутствии облегчающих отверстий значения s брать, как для сле-
дующего интервала площадей проекций, т е иа строчку ниже.
20. Радиусы закругления /? и в мм поковок из алюминиевых и титановых сплавов
(закрытые сечення см. фнг. к табл. Г9) [38], 1391
Высота pt бра h в мм Расстояние между ребрами а в мм
До 40 40—80* 80-125
Алюминие вые сплавы Титановые сплавы Алюминие вые сплавы Титановые сплавы Алюминие вые сплавы Титановые СПЛ 1ВЫ
* л, * Ri R Ri * я R, R
До 5 4 1.5 3 1,5 8 1,5 5 1.5 10 2 10 2
5 10 5 1,5 4 1,5 8 2.0 8 2.0 12,5 2 12.5 2
10-16 6 2 6 2 10 2.5 10 2.5 12.5 2.5 15 . 2.5
16-25 8 2.5 10 2,5 12,5 3.0 12.5 3 15 3 15 3
25- 35 10 3 15 3,5 15 3 15 3.5 15 4
35—50 12 4 — — 15 4 15 4 15 4 20 5
Технологичность штампо-
ванных поковок. В целях упро-
щения технологического процесса и повы-
шения стойкости штампов при конструи-
ровании штампованных деталей следует
руководствоваться указаниями табл. 21.
Вес и размеры заготовки. Вес ис-
ходного материала Guc при-
ближенно определяют по формуле
Guc — GnK + ^3 + 6уг>
где Опк — вес поковки; Оэ — вес отхода
в заусенец и G г — вес угара при на-
греве.
Вес отхода в заусенец ориентировочно
можно найти из выражения
Оз = (0,5 4- 0,8) у Sf3 ,
где у — удельный вес металла; S — пе-
риметр поковки по линии разъема; f —
площадь сечения канавки для заусенца
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
71
20а. Радиусы закругления /?, R, и в мм
поковок из алюминиевых, магниевых
и титановых сплавов (открытые сечения,
см. фиг к табл. 19) ]<411. |.38|, 1391
Высота ребра в мм Ri R | R.
Магниевые сплавы МАЗ ; МА5 Алюмини- евые и ти- тановые сплавы Алюминие вые, тптано вые и ма гнисвые сплтвы
До 5 Св. 5 до 10 » 10 » 15 » 15 » 20 ♦> 20 » 25 » 25 » 35 » 35 » F0 » 50 » . 60 » 60 » 70 2.0 2.0 2.0 2.0 2.5 3.0 4.0 5.0 6.0 3.5 3.5 3.5 3.5 3.5 3.5 4,0 5.0 6,0 1.0 1.5 2.0 2.0 2,5 3.0 4,0 5,0 6.0 2,5 4.0 5,0 6 8 10 12,5 15 15 3 5 6 10 12.5 12.5 15 20 20
(табл. 23). Большие значения коэффи-
циента выбирают для поковок сложной
конфигурации
Угар G г при нагреве в обычных пла-
менных печах может быть принят рав-
ным 1,5—2,5% веса поковки с заусен-
цем (QnK + G3); при безокислительном
нагреве в печах или при электронагреве
(индукционном или контактном) — 0,5%.
Расход металла на поковку будет
больше получаемого по приведенной
формуле веса исходного материала GMC,
так как в ней не учтены потери на кле-
щевину и некратность при резке загото-
вок.
Размеры заготовки, а) Для
поковок круглых и квадратных в плане
или близких к такой форме, штампуемых
с установкой круглой или квадратной
заготовки в ручей штампа на тореи, пло-
щадь поперечного сечения и длину заго-
товки определяют так же, как при сво-
бодной ковке осадкой (см. стр. 60)
б) Для поковок удлиненной формы
(штампуемых с укладкой исходной заго-
товки в ручей штампа «плашмя») с не-
большой разн щей площадей поперечных
сечений на различных участках длины,
при штамповке которых на молоте не
требуется применения протяжки, а при
штамповке на прессе и подкатки, площадь
поперечного сечения заготовки опреде'
ляют по формуле
- _ (1,02 4-1,30) Vuc
Г UC J >
Ьп/с
где V — объем заготовки; — длина
ис ПК
поковки.
Формула действительна, если получае-
мые по ней значения для молотов
^(0-5-0,7)Fmax;
для прессов
F > 0 7 Е
ис ‘'max'
здесь fmax— площадь максимального
поперечного сечения поковки с добавле-
нием площади заусенца с двух сторон,
равной 2 (0,5 4- 0,8) f3. где Д — площадь
поперечного сечения канавки для зау-
сенца (табл 23).
Для поковок, площади поперечных се-
чений которых на различных участках
длины значительно различаются одна от
другой, заготовку при штамповке на
молотах подвергают местной протяжке.
Площадь поперечного сечения ее в этом
случае ориентировочно можно опреде-
лить по формуле
Fuc = (0,7-j-1) Fmax,
При штамповке на прессах исходную
заготовку для таких поковок необходимо
подготовить на другой машине или при-
менить периодический прокат.
Штамповка на молотах наиболее рас-
пространена. Одним из ее преимуществ
является возможность осуществлять на
одном молоте в многоручьевом штампе
(табл. 22) все необходимые заготовитель-
ные - и чисто штамповочные переходы,
применяя в качестве исходного мате-
риала прутковый прокат. Однако произ-
водительность штамповки на молотах
значительно повышается, а расход ме-
талла сокращается при осуществлении за-
готовительных переходов частично или
полностью на других машинах.
Выбор ручьев и их различных комбина-
ций производится при разработке техно-
логического процесса штамповки в зави-
симости от конфигурации и габаритов
поковки, а также от требований к напра-
влению волокна. Поковки с небольшой
разницей площадей поперечных сечений
вдоль оси можно выполнить с примене-
нием формовочного, или пережимного
ручья, а также гибочного. Для поковки
72
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
21. Указания по конструированию деталей, штампуемых в открытых штампах Еб1, [7], [8],
[9], П8], [32], [35], [37]
1. Поверхности детали, не соприкасающиеся с поверхностями других деталей, как правило,
оставлять необработанными и заменять по возможности обработку резанием калибровкой
(чеканкой):
а) Обработка поверхностей детали 1 на V 3 из- лишня — эти поверхности нерабочие. Деталь может быть сконструирована в форме 2 с за- данием штамповочных уклонов и назначе- нием обработки только отверстий и тор- цовых поверхностей г
б) Для детали 1 предусмотрена обработка V 3 торцов бобышки и наружных поверх- ностей вилки, в то время как необходимая точность и чистота поверхности могут быть получены плоскостной калибровкой Боко- вая поверхность показана необрабатывае- мой, однако эту поверхность нельзя вы- полнить штамповкой вследствие отсут- ствия штамповочных уклонов. Правильная конструкция представлена деталью 2 Чеканить
> 1 1 1 1
в) Проектируя ту или иную поверхность детали необработанной, необходимо про- верить возможность разъема штампов. Сте- бель А рычага не может быть выполнен в поковке двутавровым. Штамповка воз- можна, если стебель А повернуть на 90° (по стрелке) или выполнить его овальным
2. Стремиться к возможно меньшей разнице в площадях поперечных сечений детали иа различных участках ее длины; избегать тонких стенок, высоких ребер, особенно близко расположенных одно к другому, фланцев, выступов, бобышек, длинных отростков н тон- ких приливов, примыкающих к плоскости разъема (уменьшение трудоемкости, сниже- ние брака и расхода металла):
а) Резкая разница в сечениях и малая тол- щина полки затрудняют штамповку и вы- зывают повышенный брак по зажимам н неполноте фигуры
б) Тонкий диск обусловливает низкую стой- кость штампа вследствие быстрого остыва- ния и высокого сопротивления деформации. Требуются повторные нагревы для борьбы с иедоштамповкой; брак повышенный —
в) У детали 1 два параллельных высоких ребра расположены недопустимо близко одно к дру тому Течение металла затруднено, брак повышенный (незаполнение, зажимы), стой- кость штампа низкая. Правильной является конструкция детали 2 - II
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
73
Продолжение табл. 21
г) У детали по эскизу 1 тонкий фланец боль-
шого диаметра затрудняет штамповку; изме-
нение конструкции по эскизу 2 обеспечивает
снижение трудоемкости в 1,5 раза
д) Длинный тонкий отросток обусловливает
большой отход металла при штамповке
(75% веса поковки) и повышенный брак по
незаполнению фигуры
е) Тонкий прилив /, примыкающий к плоскости
разъема, подвергается поломке, срыву,
скалыванию при холодной обрезке заусенца
и затаскиванию в матрицу прн горячей
обрезке
3. Стремиться к симметричной форме детали относительно плоскости разъема и к симмет-
ричным уклонам выступающих стенок (упрощение изготовления штампов, облегчение
процесса штамповки, снижение брака по перекосу):
а) Конфигурация / — желательна. полости
верхнего и нижнего штампов одинаковы,
в процессе штамповки поковку можно пе-
реворачивать для обдувки окалины и луч-
шего оформления фигуры. Конфигурация
2 этого не допускает и является нежела-
тельной
разъема
б) У детали 1 стенки с неодинаковым наклоном
к плоскости разъема, вследствие чего при
штамповке возникают усилия, стремящиеся
сдвинуть одну половину штампа относительно
другой. Деталь 2 этого недостатка не имеет
4. Стремиться придать детали такую конфигурацию, чтобы прн изготовлении поковки не
требовалось дополнительных операций закрУт’йвания илн гибки и сокращалось число
основных переходов (снижение трудоемкости):
а) Восьмиколенный вал 1 не может быть от-
штампован с расположением колен под
углом 90° вследствие неудачной конфигу-
рации щек, не лающей возможности уста-
новить разъем. Колена штампуются в одной
плоскости и затем дополнительной операцией
выкручиваются на специальной машине.
Восьмиколенный вал 2 благодаря одина
ковой эллиптической форме щек допускает
разъем штампов н может быть отштампован
сразу с коленами, расположенными под
углом 90°, без выкрутки
74
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 21
б) Серьга, изображенная слева, штампуется в развернутом виде, после чего изгибается.
Серьга, изображенная справа, тоже штампуется в развернутом виде, но при штамповке не
требует гибочного ручья; поэтому поковка имеет простую фоя'у
В первом случае отход металла составляет 87% веса поковки, во втором 33%
Поме иининповки
5. При необходимости после сверления отвер-
стий точно гарантировать минимальную тол
щииу стенок в головках рычагов, тяг н т. п.
делать при двух головках одну овальной 1,
а прн /грех — две крайние 2
6. Проверять в каждом отдельном случае целесообразность изготорления детали из двух или
нсскол ких частей с последующей сваркой и, наоборот, возможность объединения в одной
поковке смежных деталей, скрепляемых тем или ниым способом:
а) Изготовление тяги сварной конструкции из
двух штампованных элементов 1 и 2 позво
ляет значительно снизить трудоемкость и
расход металла, а также применить оборудо
вание меньшей мощности
б) При штамповке внлки с длинным стержнем
возникает ряд неудобств — трудность выпол
неиия чистой обрезки, овальность стержня;
отход составляет свыше 9-0% веса поковки.
Прн сварной конструкции (элемент 1 вы
полнен штамповкой, а элемент 2 — из трубы)
указанные недостатки устраняются, отход
снижается примерно вдвое
в) Рычаги 1 и 2, закрепляемые в третьей детали,
могут быть сконструированы как одна де
таль 3. Несмотря на более сложный процесс
штамповки последней, этот вариант рента-
бельнее вследствие экономии около 1 кг
металла
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
75
Продолжение табл. 21
г) Неудачная конструкция крышки 1 с двумя
р<брами не позволяет штамповать ее в одной
поковке с шатуном 2. Отход металла только
по поковке шатуна составляет *65% от ее
веса. Конструкция 3 дает возможность обье
динить поковки шатуна н крышки. Отпа
дает необходимость в отдельном штампе для
крышки, снижается трудоемкость, отход при
штамповке сокращается примерно до 40%
от веса поковки
д) Штамповка рычага в одной поковке / ока-
залась более экономичной, чем изготовле-
ние его из двух частей 2 со сваркой
7. Необходимо стремиться к унификации аналогичных деталей с целью получения их из
одинаковых поковок:
а) Незначительные изменения в конструкциях
деталей 1 и 2 позволяют заменить нх одной
деталью 3 Количество штампов сокра
щается, серийность увеличивается
б) Замена бобышек пояском на правой и левой
деталях /, н и вр<Д1ьис двух бобышек вме-
сто <.дпой позволяет выполнять их из оди-
наковых пиковок 2
76
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Продолжение сабл. 21
8. При одностороннем относительно плоскости
разъема расположении ребер, выступов н
других трудно заполняемых участков по-
ковки, штампуемых в верхней части штампа,
необходимо предусматривать знаки в виде
выступов или впадин, обеспечивающие пра
вильное положение штампуемой поковки
в нижней части штампа при повторных
ударах молота
9. Ребра переменной высоты следует выполнять с одинаковой по всей длине ребра шири-
ной гребня и постоянным штамповочным уклоном:
а) Ширина гребня s и угол
а постоянны, ширина
основания s0 перемен-
ная — рекомендуется
б) Ширина основания ребра
s0 и угол а постоянны,
ширина гребня s перемен-
ная — допустимо
в) Ширина гребня s и осно-
вания s0 ребра постоянны,
угол а переменный — не-
желательно
с большей разницей в площадях попереч-
ных сечений необходим подкатной ручей.
Наконец, для получения поковок с очень
большой разницей в площадях попереч-
ных сечений возникает необходимость
в протяжном ручье. В ряде случаев
можно избежать применения подкатного
и протяжного ручья, штампуя одновре-
менно по две поковки, расположенные
рядом так, чтобы суммарные площади
поперечных сечений поковок мало отли-
чались одна от другой.
В качестве примера на фиг. 32 предста-
влен многоручьевой штамп. Исходная
заготовка после нагрева поступает для
протяжки конца в протяжной ручей /,
затем в закрытый подкатной ручей 2 для
набора материала главным образом в
средней части, далее ее передают в гибоч-
ный ручей 3, после которого заготовку
штампуют в предварительном ручье 4,
окончательном 5 и, наконец, отрубают
от прутка готовую поковку в заднем от-
резном ручье 6.
Крепление молотовых штампов осуще-
ствляется при помощи ласточкиных хво-
стов, вставляемых в соответствующие
гнезда бабы молота (верхняя часть штам-
па) и подштамповой подушки на шаботе
(нижняя часть штампа) и закрепляемых
клином и шпонкой.
Материал молотовых штампов. Ма-
териалом для многоручьевых штампов
служит преимущественно легированная
штамповая сталь (см. т. 6, гл. IV). Для
штампов, не требующих высокой стой-
кости, может быть применена углероди-
стая сталь У7. В целях экономии легиро-
ванной штамповой стали штамповочные
ручьи часто выполняют в виде вставок.
В этом случае штамповый блок (кубик)
может быть выполнен из стали 40Х или
даже из стали 45.
Штамповка на кривошипных прессах.
Кривошипные прессы для горячей штам-
повки отличаются жесткостью конструк-
ции, усиленными направляющими для
точности движения ползуна и наличием
нижнего и верхнего выталкивателей в
столе и ползуне.
Штамповка в открытых штампах на
кривошипных прессах обладает рядом
преимуществ перед штамповкой на мо-
лотах. К числу их относятся: увеличен-
ная точность штамповки; возможность
применения уменьшенных штамповочных
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
77
78
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Продотжение табл. 22
22. Ручьи молотовых открытых штампов
Наименование ручье в Назначение
Штамповочные: окончательный (чистовой) предварительный (черно- вой) Получение поковок в окончатель ной форме и размерах по чертежу Придание поковке фор мы, близкой к готовой, для повышения стойкости окончатель- ного ручья
форм овс ч Заготовите 1ЫЙ льныс Придание за- готовкеформы, соответствую щей контуру поковки в плоскости разъема
гибочный
Изгиб за-
готовки перед
штамповкой
поковки с
изогнутой
осью
пережимной
Незначитель-
ное переме-
щение металла
исходной за
готовки вдоль
оси с умснь
шением пло
щадей ее по
перечных се
чсний на
одних уча
стках и уве
личе нием на
других
Наименование ручьев
Назначение
подкатной
Распределение
объема мате
риала вдоль
осн заготовки
в соответствии
с распределе-
нием его в
поковке
а — открытый, б — закры-
тый
протяжной
вид А
(в случае зак*
рытого ручья)
Уменьшение
площади попе-
речного сече
ния в отдель-
ных участках
исходной за-
готовки с
одновремен-
ным увеличе
нием их длины
Увеличение
поперечного
сечения исход
ной заготовки
за счет умень-
шения высоты
высадочный
Высадка
участка заго-
товки
а — в средней
части
б — на юрце
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
79
Продолжение табл. 22
Наимено ванне ручьев
Назначение
Отрубка от
прутка гото-
вой поковки,
когда из од-
ной заготов-
ки штампу-
ют более
двух поко-
вок
а — передний, б — задний
уклонов; меньшие припуски на обработку
(ГОСТ 7505-55), а также возможность
в ряде случаев обойтись без напусков,
например, штамповать шестерни с зубья-
ми; высокая производительность, превы-
шающая производительность молота в
1,5—3 раза, так как каждый переход
осуществляется за один ход пресса; воз-
можность механизации и даже автомати-
зации подачи заготовок в штамп; боль-
шая безопасность в работе.
При штамповке на прессах необходимо:
а) применять способы нагрева, обеспе-
чивающие отсутствие заметной окалины;
при невозможности осуществить безоки-
слительный нагрев необходимо нагретые
заготовки перед штамповкой очищать от
окалины;
б) не пользоваться подкатными и про-
тяжными заготовительными ручьями (их
целесообразно применять лишь в мелко-
серийном производстве; см. [3]). Избе-
жать необходимости в этих ручьях при
штамповке поковок с резкой разницей
площадей поперечных сечений вдоль оси
иногда возможно путем сдваивания поко-
вок (фиг. 33), а также путем перехода
на штамповку с получением тонких стер-
жневых участков выдавливанием (фиг.34).
В тех случаях, когда сдваивание заго-
товки не избавляет от необходимости
в подкатке или протяжке, следует пред-
варительно фасонировать заготовки на
другой машине или применять прокат
периодического профиля.
В целях более легкого заполнения
формы окончательного ручья во всех
Фиг. 36. Штампы кривошипного пресса с на-
правляющими колонками: 1 н 2 — нижняя и
верхняя плиты; 3 и 4 — нижняя и верхняя
подкладные плиты; 5 н 6 — нижняя и верхняя
ручьевые вставки; 7 — направляющие колонки;
8 — упорные планки; 9 — прихваты.
случаях рекомендуется расчленять про-
цесс на ряд переходов, д;же при штам-
повке поковок относительно простой
формы (фиг. 35).
Ручьи штампов кривошипных прессов
конструируют обычно в виде призмати-
ческих или цилиндрических вставок.
23. Ориентировочные значения площади сечения канавки для заусенца в зависимости
от веса поковки [7]
Мостик Магазин
Вес поковки в кг .... До 0.2 Св. 0,2-05 Св. 05-2.1) Св. 2—5 Св. 5 — 25 Св. 23—Н Г
Площадь сечения канав ки В CJK- 0,2—0,5 0.7—0.9 1.2—1.4 1,7-2.4 3.2-4.2 5.3—11.3
80
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
закрепляемых в плитах-обоймах болтами
с помощью упорных планок или при-
хватов (фиг. 36). Для обеспечения ма-
ксимальной точности взаимного на-
правления верхнего и нижнего штам-
пов применяют направляющие колонки
(фиг. 36). Для облегчения выемки по-
ковки дно наиболее глубокой части по-
лости ручья во вставках выполняют
Фнг. 37. Выталкива-
тели в штампе криво-
шипного пресса 1 —
кольцевой; 2 — стерж-
невой.
как отдельную де-
таль — выталкива-
тель (фиг. 37).
Во избежание ра-
боты пресса врас-
пор при штампов-
ке не допускается
смыкание ручье-
вых вставок при
крайнем нижнем
положении ползу-
на. Поэтому канав-
Фиг. 38. Канавка для
заусенца штампа кри-
вошипного горяче-
штамповочного пресса.
ка для заусенца в штампах кривошип-
ных горячештамповочных прессов имеет
форму (фиг 38), несколько отличную,
чем у молотовых.
Штамповка на фрикционных винтовых
и гидравлических прессах. Штамповку
в открытых штампах стали и цветных
сплавов на фрикционных прес-
сах применяют преимущественно в мел-
косерийном производстве для получения
поковок небольшого веса, как правило,
в одноручьевых штампах. Заготовитель-
ных операций подкатки и протяжки не
выполняют.
Наряду с поковками (фиг. 30), глав-
ным образом с небольшой разницей пло-
щадей поперечных сечений по длине, на
фрикционных прессах можно штамповать
высадкой поковки, имеющие форму стерж-
ня с головкой (болты, заклепки и т. п.).
Возможность штамповки высадкой обу-
словливается наличием у фрикционных
прессов нижнего выталкивателя, что
также позволяет применять уменьшен-
ные штамповочные уклоны.
Штампы фрикционных винтовых прес-
сов необходимо выполнять с направляю-
щими.
На гидравлических прес-
сах в открытых штампах изготовляют
преимущественно крупные поковки из
стали и алюминиевых сплавов, а также
поковки разных размеров из магниевых
сплавов, причем для мелких и средних
поковок применяют многоштучную штам-
повку. Особое внимание при штамповке
на гидравлических прессах следует обра-
щать на очистку нагретых заготовок
перед закладкой в штамп. На гидравли-
ческих, так же как и на других прес-
сах, возможно применение выталкива-
телей.
Увеличить размеры поковок, штампуе-
мых на прессе с данным усилием, воз-
можно путем применения секционной
штамповки [24].
Штамповка в закрытых
штампах
При штамповке в закрытых штампах
металл деформируется в замкнутой по-
лости (фиг. 39). Незначительный заусе-
нец может образоваться лишь в конечный
период штамповки от затекания металла
Фиг. 39. Схема закрытого штампа: а — для
молота; б — для пресса.
в зазор А между боковыми стенками
верхней и нижней части штампа.
При штамповке в закрытых штампах
на молотах разъем и штамповочные
уклоны желательно располагать какпред-
ставлено на фиг. 39, а, а при штамповке
на прессах — по фиг. 39, б. Формы по-
ковок, штампуемых в закрытых штам-
пах, значительно менее разнообразны и
более просты (фиг. 40) по сравнению
с поковками, получаемыми в откры-
тых штампах.
Кроме того нельзя штамповать поковки,
вертикальные сечения которых обуслов-
ливают наличие острых кромок в пуан-
соне.
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
81
Основным преимуществом штамповки
в закрытых штампах является сокраще-
ние расхода металла в связи с отсутст-
вием кольцевого заусенца, а также более
Фиг. 40. Примеры некоторых форм поковок,
штампуемых в закрытых штампах.
благоприятная схема напряженного со-
стояния, что особо важно для штамповки
малопластичных сплавов. При штамповке
в закрытых штампах необходимо обеспе-
Фиг. 41. Закрытый
штамп с магазином:
а — штамп; б — по-
ковка.
чивать возможно
более точный вес
заготовки, а также
чистоту и парал-
лельность ее тор-
цов, использовать
б е з о ки сл и тел ь н ые
способы нагрева
или хорошо очи-
щать нагретую за-
готовку от окали-
ны
Колебания в объ-
еме исходной заго-
товки при штам-
повке в закрытых
штампах на моло-
тах, фрикционных
и гидравлических
прессах увеличи-
вают поле допуска
по высоте. В штам-
пах же кривошип-
ных горячештам-
повочных прессов
необходимо предусматривать магазин А
(компенсатор) для компенсации колеба-
ний объема заготовки (фиг. 41).
При штамповке в закрытом штампе
для подготовки заготовки можно исполь-
зовать заготовительные и предваритель-
ные ручьи. Последние, в свою очередь,
могут быть открытыми или закрытыми
Углы наклона стенок и радиусы закруг-
лений см. табл. 16—21.
Штамповка в закрытых штампах вы-
давливанием и прошивкой [27] [311. Штам-
повка выдавливанием (фиг. 42) для типов
Фиг. 42. Схема штамповки выдавлива-
нием а — сплошных; б — пустотелых
стержневых участков поковкн; / — пу-
ансон; 2 — матрица; 3 — оправка.
поковок, представленных на фиг. 43, а,
обеспечавает большее приближение фор-
мы поковки к форме готовой детали и
повышает производительность. Процес-
сом выдавливания можно заменять как
штамповку на молотах и прессах в от-
крытых штампах (например, поворотный
кулак на фиг. 44, вилка),'так и штамповку
на горизонтально-ковочной машине (на-
пример, клапан, втулка с фланцем) с по-
лучением стержневых участков сплошных
и пустотелых. Окончательное оформле-
ние головок иногда производят в закры-
том или открытом ручье при уже выда-
вленной стержневой части.
Обязательным для штамповки выдавли-
ванием является наличие в прессе вытал-
кивателя. Наиболее целесообразно при-
менять кривошипные горячештамповоч-
ные прессы специальной конструкции.
Штамповку прошивкой в
закрытой неразъемной матрице приме-
няют для получения полых поковок
(фиг. 43, б и 45).
Штамповка в штампах с разъемными
матрицами
В зависимости от формы поковки разъ-
ем матрицы делают вертикальным (фиг.46)
или горизонтальным (фиг. 47) Помимо
разъема матриц применяют вставные
пуансоны, вынимаемые из поковки после
извлечения ее из штампа.
Штамповка на прессах в штампах с
разъемной матрицей позволяет получать
82
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Фиг. 43. Примеры некоторых форм поковок, штампуемых выдавливанием (а) и прошив-
кой (б).
Фиг. 44. Переходы изготовления поковки поворотного кулака комбинированным
выдавливанием [20] а — заготовка; б — осадка и начало получения хвостовика
выдавливанием; в — штамповка в предварительном ручье; г — окончательная штам-
повка; д — обрезка заусенца (на обрезном прессе).
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
83
Фнг. 45. Схема штамповки прошивкой втулки весом 50 кг с фасонной головкой
[31J: а — осадка заготовки; б — штамповка с предварительной прошивкой;
в — окончательная прошивка; г — готовая поковка.
Фиг. 46. Закрытый штамп с разъемной
матрицей для штамповки на винтовом
фрикционном прессе: 1 ~ обойма; 2 —
разъемная матрица; 3 - пуансон; 4 - фик-
саторы; 5 — ручки; 6 — выталкиватель.
Фиг. 47. Закрытый штамп с разъемной
матрицей для штамповки на гидравли-
ческом прессе’ / — корпус; 2 — нижняя
матрица; 3 — боковые пуансоны; 4 —
верхняя матрица; 5 —прижимная плита;
6 — клинья; 7 — хвостовик; 8 — державка;
9 — пуансон.
84
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Фиг. 48. Примеры форм поковок, штампуемых
в закрытых штампах с разъемной матрицей.
поковки (фиг. 48) без заусенца, умень-
шать напуски (фиг. 49 и 50) и число
переходов, вплоть до штамповки в один
переход.
Фиг. 49 Поковка втулки, отштампован-
ная на молоте (вес поковки 216 кг).
Фиг. 50. Поковка втулки, отштампованная
на прессе (вес поковки 153 кг).
При штамповке в закрытых штампах
с разъемной матрицей в крупносерийном
и массовом производстве необходимо при-
менять приспособления, автоматизирую-
Фиг. 51. Схема штампа с дополнитель-
ными пуансонами.
щие зажим и разъем матриц. Еще более
целесообразными являются специальные
машины (прессы с несколькими ползу-
нами, прессы двойного действия и др.).
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
85
Специальные прессы дают возможность
не только разъема матрицы, но исполь-
зования дополнительных подвижных пу-
ансонов (фиг. 51).
Штамповка иа горизонтально-ковоч-
ных машинах. Наиболее характерными
для штамповки на горизонтальнр-ковоч-
можность штамповать без заусенца или
с весьма незначительным заусенцем, воз-
можность получать поковки типа колец
без отхода на выдру, с хорошей макро-
структурой и др. Тем не менее горизон-
тально-ковочной машиной нельзя заме-
нить штамповочного молота или горяче-
Фпг. 52. Примеры поковок, штампуемых на горизонтальноковочных машинах.
ных машинах являются операции вы-
садки и прошивки Однако на этих ма-
шинах можно осуществлять и другие
операции, как-то: гибку, пережим, от-
резку прутка и др.
К числу преимуществ штамповки на
горизонтально-ковочных машинах отно-
сятся высокая производительность, воз-
штамповочного пресса, поскольку она
применима для изготовления поковок
деталей определенных типов (фиг.52). В от-
дельных случаях можно с выгодой заме-
нить штамповку на горизонтально-ковоч-
ной машине штамповкой выдавливанием.
Ориентировочные данные о произ-
водительности горизонтально-ковочных
24. Ориентировочные данные о производительности горизонтально-ковочных машин
и размерах исходного материала и поковок [5], [20]
Параметры Номинальное усилие машины в т
100 160 250 400 630 800 1000 1250 1600 2000 2500 3150
Часовая производительность в кг ............ 80 100 200 300 500 300 700 800 900 1000 1100 1200
Наибольший диаметр обраба- тываемого прутка в мм . . 20 40 50 80 100 120 140 150 180 210 240 270
Наибольший диаметр поков- ки в мм 40 55 70 100 133 155 175 195 225 255 275 315
86
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
25. Указания по конструированию деталей,
штампуемых на горизс нтально-ковс* ных
машинах [4], [81. Г9], |31|, [32], [35]
Продолжение табл. 25
4 Избегать сужений в продольном сечении
поковки, стесняющих течение металла
при штамповке навстречу пуансону
1. Необходимо задавать штамповочные
уклоны:
а) на цилиндрических участках по-
ковки длиной более 0,3 их диам<т
ра, высаживаемых в полости пуан
сона, —от а *= 0,25° при ^ =* 0,3—1,3
до а= 1° при =* 3,3—4,3
Нежелательно
5. Избегать конической формы выемок и
хвостовиков
б) на буртиках, формуе-
мых в глубоких круго
вых впадинах матриц,
— от а = 1 ° пр и д до
10 мм до а — 10° при
Д более 80 мм
в) на стенках глубоких
отверстий, прошивае-
мых пуансоном, — от
а = 0,25° при =
= 0.5-1,5 до а = 2°
при = 7,5—8,5
6. Избегать впадин на торце фланца со
стороны зажимной части матриц
2. Переходы следует выполнять по радиу-
сам не менее 1,5—2 мм
7. Толщину стенок деталей с глубокими
сквозными или несквозными отвер
стиями желательно выполнять больше
0,15 наружного диаметра детали
Правильно s>0,!5d
Нежелательно ^0,15d
3. При оформлении детали в виде стержня
с фланцем (утолщением) на конце ИЛ1
посередине объем фланца V| не должен
превышать объема стержня У2 данного
диаметра длиной / »(10т 12) d
Vi-V2
1<(Ю+12]а !^(10-12)d
Правильно Неправильно
машин, а также о размерах исходного
материала и получаемых поковок приве-
дены в табл 24. Некоторые указания,
касающиеся конструирования поковок,
даны в табл. 25.
Исходным материалом для штамповки
на горизонталыно-ковочных машинах слу-
жит круглый, реже квадратный прокат
преимущественно повышенной точности,
а иногда для пустотелых поковок и за-
готовки в виде цельнотянутых труб.
Штамповку производят либо от мерной
заготовки (обычно для поковок, имеющих
форму стержня с утолщением), либо «от
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
87
прутка», т. е. из заготовки, рассчитан-
ной по длине на несколько поковок’(обыч-
но для пустотелых поковок).
Объем исходного материала на
одну поковку определяется по обьечу
VnK поковки с учетом отходов.
От объема Vис следует отличать выса-
живаемый объем VgbK, т. е. объем уча-
стка прутка, выступающего из зажимной
части матриц и подвергающегося дефор-
мации. Высаживаемый объем может быть
с отношением — 1,4 4- 1,6 (где D—
«о
наружный диаметр поковки) можно при-
нимать d — d0.
Вне зависимости от формы полости
пуансона или матрицы можно высадить
выступающий из зажимной части мат-
рицы конец прутка только в том случае,
если длина этого конца не превышает 3
(лучше 2,5) диаметров прутка Если длина
осаживаемой части больше указанной
величины, то предварительно производят
Фиг. 53. Пример конструкции штам-
па к горизонтально-ковочной ма-
шине.
меньше всего объема, необходимого для
получения поковки. Обычными являются
отходы на угар И 1,5 4-2,5% объ-
ема поковки, на заусенец И 1 4-2%
объема высаживаемого участка поковки.
Диаметр исходного прутка зависит от
формы поковки. Для поковок, имеющих
форму стержня с утолщением, диаметр
исходного прутка определяется диамет-
ром стержня.
Для пустотелых поковок (кольца, втул-
ки и др.) площадь поперечного сечения
прутка следует брать меньшей, чем ми-
нимальная кольцевая площадь сечения
Поковки При этом для тонкостенных
Поковок диаметр прутка d получается
меньше диаметра отверстия d0, а для
Толстостенных — больше. Для поковок
набор материала в предназначенных для
этого наборных ручьях штампа.
В качестве примера на фиг. 53 приве-
дена конструкция штампа к горизон-
тально-ковочной машине и последова-
тельность технологического процесса.
В первом ручье производится набор
материала в конической полости набор-
ного пуансона /; передняя часть а ру-
чья 2 в матрице направляет пуансон
в процессе высадки; пережимная часть
ручья — вставка 3 — пережимает исход-
ный пруток в одном направлении, и по-
следний в месте пережима получает оваль-
ную форму с меньшим диаметром, приб-
лизительно равным диаметру отверстия
в поковке; зажимная часть б ручья 2
удерживает пруток в процессе высадки.
88
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Во втором ручье высадочный пуансон 4
осуществляет предварительную формовку
поковки в высадочной полости 5, причем
выступающая часть 2 производит перво-
начальную наметку будущего отверстия;
пережимная вставка 6 второго ручья
производит пережим прутка в направле-
нии, перпендикулярном к направлению
действия пережимной вставки 3 в пер-
вом ручье, для чего заготовку при пере-
даче ее из первого во второй ручей пово-
рачивают вокруг оси на 90°.
В третьем ручье производится оконча-
тельная формовка детали с почти сквоз-
ского пояска 13, представляющего собой
выдру, остающуюся на прутке после
прошивки отверстия.
Матрицы с ручьями крепят в щеках
машины при помощи специальных на-
кладок. Матрицы могут быть цельными
(для малых машин) или составными (для
больших машин). Пуансоны крепят в
пуансонодержателях либо непосредст-
венно, либо при помощи переходных дер-
жавок. Пуансонодержатели, цельные или
составные, закрепляют накладками в
ползуне машины.
Рабочие элементы штампов горизон-
Фиг. 54. Примеры поковок, изготовляемых гибкой [20J.
ной прошивкой отверстия заостренным
прошивным пуансоном 7, выполненным
вставным в основной пуансон 8. При
прошивке происходит раздача материала
в стороны, и поковка получает оконча-
тельные размеры: пережимная вставка 9
третьего ручья производит окончатель-
ный пережим, придавая поперечным се-
чениям прутка в месте пережима форму
точного круга с диаметром полученного
цилиндрического участка, равным диа-
метру отверстия в поковке.
Четвертый ручей является только про-
шивным. Форма поковки в нем не изме-
няется, отверстие же прошивается на-
сквозь при помощи прошивного пуйн-
сона 10 и прошивной вставки 11 в мат-
рице.
Дополнительный отрезной ручей 12
в рассматриваемом штампе служит для
отрезки от конца прутка цилиндриче-
тально-ковочных машин изготовляют из
легированной штамповой стали (см. т. 6,
гл. IV).
Штамповка гибкой
Штамповка гибкой осуществляется в
один или несколько переходов в зависи-
мости от конфигурации поковки (фиг. 54).
Ручьи штампа при гибке на бульдозерах
располагают один над другим (фиг. 55).
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
89
Точными при гибке получаются только
внутренние радиусы. Искажение наруж-
ного контура происходит в тем большей
степени, чем меньше внутренний радиус
по отношению к толщине заготовки.
Гибка иногда сопровождается дополни-
тельными операциями (пробивка отвер-
стий, вырубка и т. д.).
Штамповочная вальцовка
Ковочные вальцы имеют два валка,
вращающихся в противоположных на-
правлениях (фиг. 56); на валках за-
Основной операцией, осуществляемой
на ковочных вальцах, является вытяжка
с приданием заготовке различной формы
(фиг. 57 и 58) как в продольных, так и
в поперечных сечениях. Поэтому пло-
щадь поперечного сечения исходной заго-
товки следует выбирать на 10—15%
больше максимальной площади попереч-
ного сечения поковки [21]. Вальцовка
сложных поковок сопровождается обра-
зованием заусенца.
Фиг. 56. Схема штамповки в вальцах: а— исход-
ное положение; б —рабочее положение
Фиг. 57. Пример простых поковок, получаемых вальцовкой.
Фиг. 58. Примеры слож-
ных поковок, получаемых
вальцовкой.
крепляются секторные штампы. Подачу
заготовки производят в момент расхо-
ждения секторных штампов; обжимаемая
в секторах заготовка одновременно с об-
жатием выталкивается в сторону рабо-
чего.
Специализированные процессы
Обжатие на ротационно-ковочных ма-
шинах. Технологический процесс, осу-
ществляемый на ротационно-ковочной
машине, представляет собой вытяжку
90
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
в фасонных бойках Исходный мате-
риал — прутки и трубы.
Схема действия горизонтальной рота-
ционно-ковочной машины показана на
фиг. 59. Ползунки (молоточки) 4, несу-
Штампы разомкнуты
Штампы сомкнуты
Фиг. 59. Схема действия ротационно-ковочной
машины.
Фиг. 60. Примеры поковок, получаемых
на ротационно-ковочных машинах.
-дне бойки, могут скользить в радиально
расположенных пазах головки шпин-
деля 3. На внешних торцах ползунков
имеются упорные ролики 6. Головка
шпинделя 3 расположена внутри кольца-
обоймы 1, в пазах которой свободно
сидят ролики 6. При относительном вра-
щении обоймы 1 и шпинделя 3 ролики 2
через ролики 6 будут толкать ползунки в
направлении оси на смыкание штампов 5.
В машинах так называемого 1-го (на-
иболее распространенного) типа — с вра-
щающимся инструментом — вращатель-
ное движение получает шпиндель 3, а
обойма 1 неподвижна. В машинах 2-го
(мало распространенного) типа — с не-
вращающимся инструментом, — наобо-
рот, вращается обойма 1 с роликами 2,
а шпиндель 3 неподвижен.
В машинах 1-го типа обратное движе-
ние ползунков происходит под действием
центробежной силы. В машинах 2-го типа
для возвратного движения ползунков
служат пружины. Количество ползун-
ков 2 или 4.
Конечная форма после обжатия на ма-
шинах 1-го типа может быть только те-
лом вращения (фиг. 60), на машинах же
2-го типа можно получать не только
круглые, но и квадратные, прямоуголь-
ные и другие поперечные сечения.
Раскатка. Исходной заготовкой для
раскатки служат кольца, получаемые
штамповкой на горизонтально-ковочных
машинах или молотах.
Схема процесса раскатки представлена
на фиг. 61. Заготовка 1 накидывается на
ролик 2. К ней подво-
дится быстровращаю-
щийся нажимной ро-
лик 3. Заготовка 1 и
ролик 2 начинают вра-
щаться. Внутренний и
наружный диаметры
заготовки увеличива-
ются и последняя со-
прикасается с направ-
ляющим роликом 4,
который обеспечивает
Фиг. 61. Схема рас-
катки.
получение правильной
формы у заготовки.
Раскатка продолжает-
ся, пока заготовка, увеличиваясь в диа-
метре, не коснется контрольного ролика 5.
Начало его вращения обусловливает от-
вод нажимного ролика 3 и прекращение
раскатки.
Раскатка позволяет получать поковки
кольцевой формы (фиг. 62) с малыми
припусками и допусками [13], [19].
Накатка. Накатка зубьев шестерен осу-
ществляется на специальных зубонакат-
ных станках, позволяющих вести про-
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
91
цесс путем штучной прокатки или стоп-
кой [20].
Поперечная прокатка является высо-
копроизводительным процессом массо-
Фиг. 62. Примеры поковок, получаемых
раскаткой.
Фиг. 63. Примеры поковок, получаемых попе-
речной прокаткой (а — места резки).
вого производства осесимметричных поко-
вок несложной формы (фиг 63).
Комбинированный процесс (фиг. 64)
заключается в получении различных
участков поковки на отдельных машинах,
Фиг. 64 Примеры поковок, штампуемых по
Участкам различными способами- а — штампов-
ка в открытых штампах; б — высадка на гори-
Врнтально-ковочной машине; в — гибка на
бульдозере; г — гибка на горизонтально-ковоч-
- ‘ ной машине; д — вальцовка.
наиболее приемлемых именно для полу-
чения данного участка Этот процесс
следует отличать от так называемого
дифференциального или расчлененного,
когда на разных машинах осуществляют
отдельные операции (например, заготови-
тельные) постепенного формообразова-
ния поковки.
Отделочные операции
Обрезка и зачистка заусенца. Заусе-
нец, образующийся на поковке по линии
разъема при штамповке в открытых штам-
пах, удаляют при помощи обрезных
штампов, устанавливаемых на обрезных
кривошипных прессах.
Обрезку можно осуществлять в холод-
ном и горячем состоянии. В горячем
состоянии обычно обрезают поковки, от-
штампованные на молотах с весом пада-
ющих частей свыше 1 —1,5 т. Обрезной
пресс в этом случае работает спаренно
с молотом
Заусенец- может быть также внутрен-
ним, т е. перемычкой, получаемой при
наметке отверстий в поковке при штам-
повке Для получения сквозного отвер-
стия перемычка удаляется при помощи
прошивного штампа.
Операции обрезки наружного заусенца
и прошивки внутреннего могут быть осу-
ществлены за один ход пресса в совмещен-
ном штампе (фиг. 65).
Фиг. 65 Совмещенный штамп.
Пуансоны и матрицы изготовляют
из легированной штамповой, а также
92
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
углеродистой инструментальной стали
см т. 6, гл IV).
Неровности среза после удаления за-
усенца ьа обрезном штампе, а также
незначительные заусенцы, получающиеся
при штамповке на горизонтально-ковоч-
ных машинах и при штамповке в закры-
тых штампах удаляют преимущественно
на точильно-обдирочных станках.
Правка штампованных поковок. По-
ковки правят в горячем или в холодном
состоянии. Горячую правку осущест-
вляют после обрезки заусенца без подо-
грева либо в чистовом ручье штамповоч-
ного молота (в мелкосерийном производ-
стве), либо в специальном правочном
штампе (в крупносерийном производстве)
на отдельном молоте или кривошипном
прессе (крупные и сложные поковки),
а также на обрезном прессе (средние
поковки).
Холодную правку осуществляют в пра-
вочных штампах обычно на фрикцион-
ных молотах или прессах после термо-
обработки (мелкие и средние поковки)
[20], [ 24].
Калибровка (чеканка). При помощи
калибровки можно получить точные раз-
меры, поверхность высокого качества и
точный вес поковки. Калиброванные
поверхности часто не требуют последую-
щей механической обработки.
Калибровку следует производить на
кривошипно-коленных чеканочных прес-
сах
Различают калибровку (чеканку): пло-
скостную, объемную и комбинирован-
ную.
Плоскостной калибровке
(фиг. 66) подвергают поковку в холодном
состоянии для. полу-
чения точных разме-
ров между отдельны-
ми, преимущественно
параллельными, пло-
скостями тела поков-
ки и придания им над-
лежащего качества по-
верхности. Размеры
поковки в направле-
ниях, перпендикуляр-
ных к направлению
этом несколько увели-
чиваются. Точность, которую можно по-
лучить в результате плоскостной калиб-
ровки, см. в табл. 26. Чистота поверх-
ности V 4 — V6-
В поковке должны быть предусмотрены
припуски на калг бровку, точность ее
размеров должна быть повышенной. Сле-
Фиг. 66. Схема пло-
скостной калиб-
ровки.
калибровки, при
дует учитывать, что при увеличении при-
пусков на калибровку точность размеров
после калибровки уменьшается, а каче-
ство поверхности улучшается.
26. Допуски на размеры между калиброван-
ными поверхностями деталей при
плоскостной холодной калибровке [29]
Площадь го- рпзонгальной проекции калибруемой поверхности В С.Ч2 Допуски В ММ (-Н
Обычная точность Повышенная точность
<3 0.1 0.05
3-10 0,15 0,03
10-20 0,2 0,1
20-40 0,25 0,15
Объемная калибровка слу-
жит в основном для отделки поверхности
поковки при одновременном повышении
точности всех ее размеров и уменьшении
колебаний в весе. Объемная калибровка
производится в штампе (фиг. 67) с поло-
стями, соответству-
ющими форме по-
ковки и требуемым
ее размерам (фиг.
67). При этом воз-
можно образование
заусенца, удаляе-
мого на наждачном
станке. Точность
Фиг. 67. Схема объем
ной калибровки.
объемной калибровки на 30—40% ниже
плоскостной.
Объемной калибровке можно подвер-
гать поковки в нагретом состоянии, что
значительно уменьшает необходимую
силу пресса. Точность и качество поверх-
ности при этом будут ниже.
Комбинированная калиб-
ровка заключается в последователь-
ном применении сначала объемной кали-
бровки, затем плоскостной
Поверхность поковок перед калибров-
кой необходимо тщательно очищать от
окалины путем травления или дробемет-
ной обработки. Желательна комбиниро-
ванная очистка совместно указанными
способами.
Предварительная подго-
товка поковок перед калибров-
кой состоит в обрезке и зачистке заусенца
и очистке поверхности поковки от ока-
лины путем травл.ния или обработки
в барабане либо дробеструйными и песко-
струйными аппаратами. Желательна ком-
ЛИСТОВАЯ ШТАМПОВКА
93
бинированная очистка поверхности, т. е.
травление и механическая очистка одним
из указанных выше способов.
ЛИСТОВАЯ ШТАМПОВКА
Особенности листовой штамповки
Преимущества листовой штамповки по
сравнению с другими способами обра-
ботки следующие: малый вес детали при
высоких характеристиках прочности и
жесткости, низкая трудоемкость изго-
товления детали, возможность изгото-
вления детали без дальнейшей механиче-
ской обработки, высокая точность и
взаимозаменяемость деталей, экономич-
ное использование металла.
Характеристика листоштамповочного
производства в зависимости от его типа
приведена в табл. 27.
Выбор материала
При листовой штамповке в качестве
исходного материала применяют черные
и цветные металлы и их сплавы, а также
неметаллические материалы. Штамповка
плоских деталей производится почти из
любого материала, пространственных —
из материала, обладающего определен-
ной степенью пластичности. Наиболее
высокие пластические свойства металла
необходимы для глубокой вытяжки.
Высокой способностью к вытяжке об-
ладает сталь с содержанием углерода
0,05—0,15%. Кроме низкого содержа-
ния углерода, способность металла к вы-
тяжке характеризуется равноосностью и
равномерностью величины зерен. Опти-
мальный размер зерна для стали толщи-
ной s = 0,84-2,0 мм 26—37 мк; s.=
= 2-4-5 мм 37—52 мк, s = 5-4-6 мм'—
70—80 мк. Вытяжка металла с крупно-
зернистым строением дает шероховатую
поверхность непригодную для деталей,
требующих тонкого декоративного по-
крытия и высокого качества отделки.
Высокое качество поверхности (без ли-
ний сдвига) при вытяжке обеспечивает
нестареющая сталь 08 Ю; 08 Фкп; 08 Юпс.
Способность металла к вытяжке и к дру-
гим операциям штамповки определяется
по его механическим свойствам и техно-
логической пробе Основными показате-
лями пластичности являются относитель-
ное удлинение 6, поперечное сужение ip,
предел прочности ав, предел текучести
а , отношение . т и твердость HRB. Чем
т а,.
4 Справочник машиностроителя, т, В
больше 6, ф и чем больше разница между
о. и о , тем выше пластичность металла
о Т
и тем большее формоизменение можно
произвести. Твердость листовой стали для
глубокой вытяжки должна быть не более
HRB 36—48.
В качестве примера в табл. 28 приве-
дены основные требования к листовой
стали, предназначенной для получения
глубокой вытяжкой автомобильных дета-
лей.
Тонколистовая качественная конструк-
ционная сталь как холодно-, так и горя-
чекатаная по способности к вытяжке раз-
деляется на 3 группы: ВГ — для весьма
глубокой вытяжки; Г — для глубокой
вытяжки; Н — для нормальной вытяжки.
Показателями каждой группы служит
предел прочности од и относительное
удлинение б10. Холоднокатаные листы
имеют относительное удлинение 610 боль-
ше, чем горячекатаные. Сталь группы ВГ
включает марки 05—20; группы Г —
08—35; группы Н—08—50.
Холоднокатаный материал поставляет-
ся с жесткими допусками на толщину
и высоким качеством поверхности. По
состоянию поверхности эта сталь разде-
ляется на 4 группы: I — особо высокой
отделки поверхности, II — высокой от-
делки поверхности, III — повышенной
отделки поверхности, IV — нормальной
отделки поверхности.
Чистота поверхности холоднокатаной
неполированной ленты соответствует
7-му классу, а полированная 8 и 9-му
классу.
Обычно исходные материалы постав-
ляются в виде листов, лент (толщиной
s < 3,6 мм) и полос. Применение ленты
s •< 2,5 наиболее эффективно в крупно-
серийном и массовом производстве.
Качественные и размерные параметры
на материалы определяются соответст-
вующими ГОСТами и ведомственными
стандартами.
Кроме малоуглеродистой стали, меди,
латуни, алюминиевых и магниевых
сплавов, штамповке подвергают молиб-
деновые, кобальтовые и титановые
сплавы, а также нержавеющие кислото-
стойкие и жаропрочные стали Х23Н18,
Х23Н28МЗДЗТ, Х25Т, ХН78Т, 1Х1»Н9Т
и др. Большой экономический эффект
достигается применением двухслойного
(плакированного) металла — малоуглеро-
дистой стали плакированной медью, оло-
вянистым сплавом, кислотостойкой ста-
лью; латуни — серебром и др.
27. Характеристика серийности листоштамповочного производства
1иповые признаки Производство
массовое крупносерийное мелкосерийное единичное
Ориентировочный годовой вы- пуск при односменной ра- боте в тыс шт.: для мелких деталей для крупных деталей 5000 300 100—5000 15—300 До 100 » 15 Единицы, десятки, сотии штук
Коэффициент серийности (ко- личество операций, закре- пленных за прессом? 1—5 Непрерывное производство при коэффициенте серий- ности, равном 1. При боль- шем коэффициенте размер партии определяется в за- висимости от выпускаемой продукции 5—15 Определяется стойкостью штампа (от переточки до переточки), но не более 2 недельной программы 15—50 Мелкие партии Единичные детали
Состав оборудования Специальные прессы, штам- повочные автоматы, авто- матизированные и механи- зированные прессы Автоматизированные и меха- низированные прессы, штам- повочные автоматы, уни- версальные прессы Универсальные прессы
Типы штампов > Комбинированные, простые, штампы-автоматы Прос тые, упрощен- ные, пластинчатые, штамповка резиной Универсальные, упрощенные, штам- повка резиной, листовые штампы
Степень механизации Автоматизированные линии, механизированные поточ- ные линии, автоматическая подача и съем Автоматизированные линии, механизированные линии, поточные линии, автомати- ческая подача и съем, руч- ное обслуживание Ручное обслуживание
Примечание. В некоторых отраслях машиностроения при индивидуальном и мелкосерийном производстве машин имеет место круп- носерийное и даже массовое производство деталей этих машин методом листовой штамповки, например, железо статора и ротора генераторов и электродвигателей; трансформаторных пластин и т. д.; в то же время при крупносерийном производстве изделий машиностроения имеет место мелкосерийное производство деталей, входящих в это изделие и изготавливаемых листовой штамповкой (станкостроение).
Резка о О\С0 н -о s ж ta $а S •
Вырубка Надрезка Обрезка Отрезка i 1 Операция 1
Полное отделение одной части материала от дру- гой по замкнутому кон туру» когда отделяемая часть яляется изделием Неполное отделение од* ной части материала от Другой Полное отделение припус- ков или излишнего ма- териала на изделиях, полученных вытяжкой, гибкой и т. д. Полное отделение одной части материала от дру- гой по незамкнутому контуру Характеристика операции
Резка Вид обра- ботку
Проколка Зачистка Пробивка 1 I , Операция
Образование в материале отверстия той или иной формы, причем мате риал, удаляемый из от верстня, не отделяется полностью, а отгибается в стороны Полное отделение не- больших припусков или излишков материала после вырубки или про бивки для получения точных размеров, глад- ких поверхностей и острых кромок Полное отделение одной части материала от другой по замкнутому контуру для получения отверстия Характеристика операции
допускающие небольшие дефекты поверхности Требующие глубокой вытяжкн и 1 Требующие глубокой вытяжки (двери и т. п.) Д н о о м Я to * а S * Требующие весьма глубокой вы- Детали
хиости (крыша, крылья, пе- я панель и т. п.) I и особо высокой отделки
С
0,70 0,65 о *СП гношеиие gr %
о £ £ Относительное ! удлинение Ою в %
О О ОО оо Твердое HR В
ст
По ГОСТу Выше норм по ГОСТу на 0,5—0,7 Выше норм по ГОСТу на 0,7—1.0 1 Глубина выдавлива- ния h в мм
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ ЛИСТОВАЯ ШТАМПОВКА
96
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Продолжение
Вид обра- ботки Операция Характеристика операции
Гибка Придание заготовке или полуфабрикату изогну- той формы по заданно му контуру, без при- менения или с приме- нением растяжения
Гибка Профили- рование ленты Непрерывное превраще- ние ленты в заданный профиль последователь- ной гибкой на ролико- вой машине или на специальных прессах
Завивка Изготовление изделия н форме спирали, кольца или какой-либо иной конфигурации по кри- вой посредством давле- ния на ребро заготовки
я а й и Вытяжка без утоне- ния мате- риала Превращение плоской за- готовки в полое изде- лие или последующее изменение его формы без обусловленного из- менения толщины мате- риала
н 2 3 Вытяжка с утоне нием мате- риала Превращение плоской за- готовки в полое изде- лие или последующее изменение его формы с заданным уменьшением толщины Стенок
я И S5 О X Формовка Изготовление деталей из листовых и трубных за- гоювок или полуфабри- катов посредством мест- ных пластических дефор- маций без обусловлен- ного изменения толщи- ны материала
о е Раздача (растяжка) Образование в полой за- готовке горловины или увеличение диаметра заготовки в другом ка- ком-либо месте - -
Продолжение
Вид обра- ботки Операция Характеристика операции
Формовка Обжимка Местное уменьшение диа- метра полой заготовки
Вальцовка Образование на плоских или - полых заготовках рельефа (ребра жест- кости и др.) специаль- ными роликами на валь- цовочных машинах или дисковых ножницах
Отбортовка отверстий Образование борта путем расширения ранее про- битого отверстия
Кали- бровка Обжатие полуфабриката для получения требуе- мых точных размеров детали
Объемная штамПовка Правка Придание изделию тре- буемого взаимного рас- положения его ' частей или правильной по- верхности (плоскост- ности)
Прессовка (холодное выдавли- вание) Пластическое деформиро- вание, при котором ме- талл течет в отверстие матрицы или в зазор между пуансоном и ма трицей. Операция, обе спечивающая получение деталей сложных кон струкций с тонкими стенками
Чеканка Изменение толщины или профиля изделия с образованием или без образования рельефа на его поверхности
ЛИСТОВАЯ ШТАМПОВКА
97
Продолжение
Вид обра ботки Операция Характеристика операции
Комбинированная штамповка Операции в разно образных сочетаниях Совмещение нескольких операций, осуществляе- мых за один рабочий ход пресса при помощи одного или нескольких штампов, установлен- ных на одном прессе
Давильные работы 1 Превращение плоской за- готовки или полуфабри- ката в полое тело вра- щения обкаткой роли- ками или другими да- вильными инструмента- ми на токарно-давиль- ных станках, без обу- словленного изменения толщины материала, или с изменением тол- щины материала на за- данных участках
Сборка Запрес- совка Соединение деталей за счет посадок с натягом или путем свободной вставки одной детали в другую с последующей деформацией одной или обеих деталей
Фальцовка Соединение двух или не- скольких деталей по- средством фальцовоч- ного замка, отбортовки или отгибки лапок
Закатка Соединение двух или не- скольких деталей из тонколистового металла посредством загибки кромки по заданному контуру
Сварка холодная Неразъемное соединение деталей путем пласти- ческого ' деформирова- ния металла до сращи- вания кристаллов - -
Штамповка плоских деталей
и заготовок
Резка. Резка листа на полосы, широ-
кой ленты на узкие, а также вырезка по
разметке или шаблону производится на
листовых или дисковых ножницах
(табл. 28а) и обычно является заготови-
тельной операцией.
Усилие Р, потребное для резки мате-
риала на листовых ножницах со скошен-
ными ножами, приближенно можно под-
считать по формуле
где s — толщина материала; <р — угол
скоса ножа в град; t — сопротивление
срезу, а для резки на дисковых ножницах
по формуле
Рд = 0,32s-’ ~ср cos 0,5 а,
Фиг. 68. Схема
вырубки и пробив-
ки инструменталь-
ными штампами.
где а — угол захвата.
Допуски на ширину полос, разрезае-
мых на листовых ножницах, приведены
в табл. 29.
Вырубка и пробивка. Посредством опе-
раций вырубки и пробивки (фнг. 68 и
табл. 30) на прессах
специальными штам-
пами можно изготов-
лять плоские детали
самых разнообразных
конструктивных форм.
В холодном состоянии
из листов малоуглеро-
дистой стали произво-
дят вырубку при s-C
«g25 .и.и, пробивку при
s ^g 35 мм.
При вырубке и про-
бивке на поверхности
<1п
Вырубка
Фиг. 69. Характер разрушения металла
при вырубке и пробивке.
разделения металла образуются две зоны
(фиг. 69) Зона блестящего пояска с чисто-
той \7 6—8 и зона матовой, шероховатой.
98
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
28а. Способ резки листовых и ленточных материалов
Тип ножниц
Схема
Разрезаемый материал
С параллель-
ными ножами
Тонкие листы, узкие полосы на штучные
заготовки, неметаллические материалы
(картон, электроизоляционный материал,
гетинакс, текстолит и др.)
Листовой материал на полосы или штуч-
ные заготовки. Толщина листа до 42 мм,
ширина до 4500 мм (в зависимости от
типа ножниц). Искривление после резки
толстолистового металла устраняется
правкой
Листы на полосы, а также круглые (диско-
вые) заготовки з^ЗО мм. Наименьший ра-
диус вырезаемой заготовки при s =^2,5 мм
равен 100 мм, при s = 20 мм — 450 мм.
Скорость резания от 5 м/мин для толстого
материала до 90 м/мин для тонкого ма-
териала
Дисковые
(с наклонными
ножами)
Круглые и криволинейные заготовки с ма-
лым радиусом rmjn = 65 мм при s ==*
== 2,5 мм и rmjn = 300 мм при s — 20 мм.
Скорость резаиия 1,25—10 м[мин
Многодиско-
вые
Листы и ленты (в рулонах) на полосы и лен-
ты s 10 мм. Скорость резаиия 24 м/мин.
Качество поверхности резки выше, чем иа
других ножницах. Обеспечивают 7-й класс
точности. Резиновые кольца служат для
автоматической подачи тонкого металла
Вибрационные
Криволинейные заготовки по разметке или
шаблонам, с малым радиусом (до г *
« 15 мм} $ 10 мм
29. Допуски на ширину полос, разрезаемых
на листовых ножницах
Размеры в мм
tA Ширина полос
И Я
S о о © а о 04 1 S О о 7
§=* F" fiQ о 50- 1 g 1 § 1 © 3 1 § 1
1 0.4 0,э о,ь 2.0 2.5 3.0 з.о
2—3 0 6 0,7 0,7 2.5 3,0 3,5 4,0
4—6 1.0 1.3 1 5 з.о 3.5 4,0 5,0
7—10 Св. 10 2,0 2.0 2,0 3.5 4,5 5.0 6,0
до 20 — 3,0 3.5 4,5 5.0 7.0 8,0
конической (4 4-6°) поверхности чисто-
той V 1—4.
На поверхности разделения металла
твердость увеличивается на 100% и более.
Глубина упрочненной зоны составляет
0,2 4-0,6 s на сторону. В пределах упроч-
ненной зоны твердость распределяется
неравномерно, на глубине 0,1s твердость
резко уменьшается. На шероховатой
поверхности разрушенного металла об-
разуются микротрещины.
В мелкосерийном н индивидуальном
производстве применяют вырубку и про.
бивку резиной и взрывную пробивку.
ЛИСТОВАЯ ШТАМПОВКА
99
Зв. Основные способы вырубки и пробивки стальными пуансонами и матрицами
Способы Схема Сравнительная технологическая характеристика
В штампах простого и последовательно го действия без прижима Пуансон 6 нижнем положении й г] Пуансон 1 8 верхнем t положении. Отштампованные детали имеют: искр"влеи- иую поверхность (иеплоскостность), наи- меньшую точность, чистоту поверхности среза: по конической части \7 1—3, по блестящему пояску V 6 — 7 Способ вы- сокопроизводительный. Удобен для авто- матизации. / — пробивной пуансон; 2 — пробивная ма трица, 3 - вырубной пуансон; 4 — выруб иая матрица; 5 — ловитель; 6 — съемник; 7,9 — отход; 8 — изделие
f 3 \ \
1 J
2 ? !|8 пЗм 4
8 5
В штампах простого и последовательно го действия с при- жимом Пуансон 6 нижнем положении В |i Пуансон । Д Порхнем | положении - Прижим Обеспечивает плоскостность, точность и чистоту поверхности среза, близкую к совмещенной штамповке. Способ высоко производительный. Удобен для автома- тизации
В штампах совме- щенного действия вМ 5~^5Г‘ Н.М.К / 6 J If/ Обеспечивает плоскостность, высокую точ ность, чистоту поверхности среза по ко- нической части V 4—5. / __ пробивной пуансон; 2 — пуансон-ма трица; 3 — вырубная матрица; 4 — вы талкиватель; 6 — съемник, 6 — изделие; 7 — отход
Вырубка: в матрице с зава ленными режущи ми кромками; пуансоном ббль ших размеров, чем матрица И Й И! Применяется для изготовления небольших деталей сложной конфигурации, главным образом из мягких цветных металлов. После выхода из матрицы размеры детали увеличиваются иа 0,02 — 0,05 мм. Точ- ность штампованных деталей соответствует 3 — 4 му классу При штамповке деталей типа шестерен повышается стойкость зуб- чатки Матрица с заваленными кромка- ми обеспечивает зеркальную поверхность среза
100
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Продолжение табл 30
Способы
Схема
Сравнительная технологическая
характеристика
Пробивка:
с прижимом заго-
товки до 60 кг'мм2‘,
d = 0,3 — 1,5 s. Чистота поверхности среза
V 6 — 7.
пуансоном с зава-
ленными кромками;
d > 3 s. Чистота поверхности среза V 8.
с телескопическим
направлением пуан-
сона
d =6 0,3 s при s=l,0-г 20 мм. Чистота
поверхности среза V 7—8.
1 — пробивной пуансон; 2 — направляю-
щая втулка. Чистота поверхности среза
V 7—8.
Взрывная пробивка удобна при ремонт-
ных работах в мостовых и строительных
По?лементная штамповка • (фиг. 70)
применяется в мелкосерийном и опытном
Фиг. 70. Поэлементная штамповка крупногабаритных деталей.
конструкпиях и для пробивки толсто-
стенных плит.
производстве, в основном при изготовле-
нии крупногабаритных деталей.
ЛИСТОВАЯ ШТАМПОВКА
101
Зачистка (табл 31) обеспечивает 2—3-й
классы точности и 7—8-й классы чи-
стоты поверхности. Зачистке обычно
Технологические требования к кон-
струкции плоских деталей. Расположе-
ние отверстий в деталях и минимальные
размеры между ними, а также между
отверстиями и контуром детали (фиг. 71)
31. Основные способы зачистки
! Зачищаемая 1 поверхность Способы Схема Классы чи- стоты поверх- ности среза
Наружный контур Срезанием при- пуска 7-8-й
Обжимкой в ко- нусной матрице 7-й
—1—
Отверстия 1 Срезанием при- пуска 7—8-й
Одновременно с пробивкой (сту- пенчатым пуан- соном) 7-8-й
Фиг. 71. Минимальные размеры между
отверстиями и контуром детали.
подвергают детали толщиной до 5 мм,
с размерами в плане до 200 х 200 мм.
После этой операции размеры отверстия
уменьшаются для цветных металлов на
0,005—0,01 мм, а для мягкой стали на
0,008—0,015 мм.
должны быть не меньше следующих зна-
чений:
а—(Х 0,7s; б—0,8s; в—7>0,9s;
е — 1,5s.
Минимальные наружные или внутрен-
ние углы а должны быть:
для хрупких материалов
90° при а. 5 60 к.Г1мм2\
60° » ов<30 »
для пластичных материалов
60° при 2? 30 к. Г/мм2
45° » ов С 30 »
Меньшие углы можно получить при
скруглении вершины /?min =» 0,5 s или
образованием площадки К =» s.
Минимальные размеры пробиваемых
отверстий приведены в табл. 32 и 33,
а минимальные радиусы сопряжения
32. Минимальные размеры отверстий, пробиваемых инструментальными штампами,
в долях от s
Материал Форма отверстий
а-
Сталь Ов^ 50 ке/мм? ....... Сталь 0в = 50 4- 70 кг/мм- .... Сталь ов > 70 кгмм- Медь, латунь Алюминий, цинк Гетииакс, текстолит . Бумага, картон 4=: 1 4 = 1,3 4= 1,5 4>»;Э 4> 0,8 4 5:0,4 4 = 0,4 0.9 1,2 1.3 = S '! 0.8 0,7 0,35 0,35 0,8 1 1,2 * ' 1 0,7 0,6 0,35 0.3 °,7 0,9 1,1 = 5 ( 0,65 0,6 0,35 о.з
Примечание. Пробивка отверстий с отношением > 1 может быть осуществлена
пуансоном с направляющей втулкой, при этом наименьший диаметр для твердой стали
d «₽ 0,5s, мягкой стали и латуни d = 0,35 s, алюминия d = 0,3 s.
102
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
33. Минимальные размеры отверстий,
пробиваемых резиной в цветных сплавах,
в мм
Толщина материала s в мм Р = 15С кГ/см" р = 100 кГ/см*
Отверстие и наименование размера
круглое квад ратное равно бедрен- ный тре уголь- ник закруг- ление в углах
диаметр сторо на квад рата мень- шая сто- рона г
0,4 0 6 0.8 1.0 1.3 8 10 12 [4 16 13 19 24 38 48 32 38 51 76 31 38 51 76 3 4 6 7
с прямолинейными частями контура
штампуемых деталей — в табл. 34.
Вырубка и пробивка деталей без сопря-
жения по радиусу возможна при исполь-
зовании составных пуансонов и матриц.
Допускаемые отклонения на размеры
деталей, изготовляемых вырубкой, про-
бивкой и зачисткой, приведены для ма-
шиностроения в табл 35 и 36; для при-
боростроения — в табл. 37 и 38.
Штамповка пространственных
деталей
Гибка. Гибкой изготовляют детали
(фиг. 72) из проволоки, тонколистового
(sC4 мм), среднелистового (s — 4 - 15 леи)
и толстолистового (s>-15 мм) проката,
а также из профилированных заготовок.
Работа выполняется иа универсальных
листоштамповочных и специальных ги-
бочных прессах, на 3—4-валковых ги-
бочных машинах, профилегибочных ро-
ликовых машинах, на гибочных автома-
тах, обтяжных и других гибочных ма-
шинах Многоугловая гибка в крупно-
серийном и массовом производстве осу.
Фиг. 72. Типовые профили, получаемые гибкой: а — открытые; 6 — полузакрытые;
в — закрытые.
34. Минимальные радиусы сопряжений прямых
и кривых участков контура
детали при вырубке и пробивке
обычными штампами
1 Операция Угол сопря- жения в град Rmin в Долях s
Медь, латунь, алюминий Сталь мягкая Сталь кон- струкцион- ная леги рованная
I Вырубка > 90 < 90 0 18 0,35 0,25 0,50 0,35 0,70
1 ПроОивка । S 90 <90 0 20 0,40 0.30 0,60 0,45 0,90
ществляется на специальном штампе за
один ход пресса, в мелкосерийном произ-
Фиг. 73 Пример многопереходиой гибки. Циф-
рами /—6 обозначены номера переходов
водстве применяется многопереходный
способ гибки на универсальных штам-
пах (фиг. 73). В конструкции детали
ЛИСТОВАЯ ШТАМПОВКА
103
35. Допускаемые отклонения при вырубке и пробивке
Толщина материала в мм ...... От 0,2 до 1 Св. 1 до 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 20
Класс точности < 03 1 1 < о О > 1 1 аз > < СП < о р? 1 1 пз ' сз > 1 1 сз
Примечание. Величины предельных отклонений приняты для внутреннего контура А — Aj, для наружного контура С — С$ и В , — В . Чистота поверхности может быть получена: для s =- 3 мм V 7—6; для s ~ 3—6 мм 6-5-1; для s > 6 мм tsi. Классы чистоты 6 и 7 достигаются зачисткой.
36. Допускаемые отклонения размеров мэжду осями круглых отверстий
Тип штампа Размеры между осями отверстий в мм Толщина материала в мм Размеры в мм
Отклонение (1) для отверстий диаметром
Св 1 до 10 Св. 10 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120
Св. 0,2 до 1 0,03 0,04
Св. 6 до 30 >1 >3 0 04 0,05 — __ —-
зтной » 3 > 6 0,06 — — — —
X у со Св. 0,2 до 1 0,04 0,05 0,06 0,07
к Св. 30 до 80 >1 » 3 0 05 0,05 0,07 0 08
S >3 >6 0,07 0,08 0,09 — —
О
X
Св. 0,2 до 1 0,05 0 06 0,07 0 08 0,1
г 1 >3 0.07 0,08 0,09 0J 0 12
Св. 80 до 180 >3 >6 0,09 0,1 0,11 0,12 0,14
о х о >6 >10 — 0,12 0,14 0,16 —
2 о Св. 0,2 до 1 0,07 0 08 0,09 0 1 0,12
г 1 > 3 0 09 0J о,1 0 12 0J4
х X Св. 180 до 360 >3 >6 0,11 0,12 0,12 0,14 0,16
X >6 » 10 — 0,14 0,15 0,17 0,19
3
<U
X Св. 0,2 до 1 0,09 0,10 0,11 0,12 0 14
Q >1 >3 0,11 0 12 0,13 0,14 0 16
Св, 360 до 630 >3 >6 0,13 0,14 0,15 0,16 0,19
г 6 >10 —* 0,17 0,18 0,2 0,22
ч s
о V h S Св. 0,2 до 1 0 08 0,09 — —
К Св. 6 до 30 >1 » 3 0 09 о,1 — —. —
5“ £ ч О у >3 г 6 0,1 — — — —
S £ сх
§ о а
к s о Св. 0,2 до 1 0,1 0,11 0,12 0 13 , —
J X Ф » 1 » 3 0,12 0 13 0,14 0,15
5 е m Св. 30 до 80 >3 » 6 0*14 0 15 0,16 —
Е s >6 >10 0,16 0,17 0,18 — —
•gJL х S- Св. 0,2 до 1 0,12 0,13 0,14 0,15 0,16
go >1 >3 0.14 0,15 0,16 0,17 0 18
X Е Св. 80 до 180 >3 >6 1,16 0.17 0.18 0,19 0 20
Q. S U д >> 6 >10 0,18 0,19 0,20 0,21 0 22
104
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 36
Тип штампа Размеры между осями отверстий Толщина материала Размеры в мм
Отклонение (+) для отверстий диаметром
Св. 1 до 10 Св. 10 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120
Св. 180 до 360 Св. 0,2 до 1 >1 » 3 » 3 >6 > 6 >10 0,14 0,16 0,18 0,20 0 15 0,17 0 20 0,22 0,17 0 20 0,22 0,25 0,18 0.22 0 25 0,28 • 0 22 0,25 0,28 0,32
Св. 360 до 630 Св. 0,2 до 1 >1 » 3 >3 >6 >6 » 10 0 18 0 21 0*25 0,29 02 024 0,28 0,32 0.22 0,26 0,30 0.35 0 25 03 0,35 0,4 0 28 0,33 0 38 0,45
Пробивной при раздельной пробивке отверстий Св. 6 до 30 Св 0,2 до 1 >1 >3 » 3 >6 0,30 0,35 0,40 0,35 0,40 1 1 1 i 1 1 1 -
Св. 30 до 80 Св. 0,2 до 1 >1 » 3 >3 » 6 » 6 >10 0.35 0 45 0,55 0,65 0 40 050 0 60 0,70 0,45 0,55 0,65 0,80 0.50 0,65 -
Св 80 до 180 Св. 0,2 до 1 >1 » 3 >3 » 6 » 6 » 10 0,45 0,55 0,65 0,75 050 0 60 070 0,80 0,55 0,65 0 75 0,85 0,60 0,70 0 80 0.90 0 65 0,75 0.85 1,0
Св. 180 до 360 Св. 0,2 до 1 » 1 » 3 >3 » 6 >6 >10 0,50 0 60 0,70 0,80 0 55 0,65 0,75 0.85 0 60 0 70 0,80 0,90 0,65 0,80 0 90 1,0 0,90 1 0 1,Ю
Св. 360 до 630 Св. 0,2 до 1 >1 >3 >3 >6 » 6 >10 0,60 0,70 0 80 0,90 0 65 0,75 0 90 1,10 0 70 0 80 1,о 1,15 0 80 0 90 1'10 1 30 0,90 1,0 1 20 1,40
Примечания: 1. При отклонениях между осями отверстий менее 0,05 мм, а также
в тех случаях, когда требуется цилиндрическая поверхность отверстий или класс чистоты
выше V 6, зачистная операция является необходимой для материалов толщиной свыше 1 мм.
2. Заготовки деталей для размеров с предельным отклонением до 0,08 мм должны быть
подвергнуты предварительной правке.
3 Для отверстий некруглой формы величины допускаемых отклонений могут быть увели-
чены до 25%, в зависимости от сложности контура детали.
4. Предельные отклонения размера между осями пуансонов должны быть для совмещен-
ного штампа высокой точности 40% и для пробивного при одновременной пробивке отверстий
45% величии предельных отклонений соответствующего размера между осями отверстий
детали.
ЛИСТОВАЯ ШТАМПОВКА
105
37. Допускаемые отклонения наружных размеров плоских деталей
Размеры в мм
Толщина Штамп
вырубной обычной точности вырубной повышенной точности зачистной
материала . Отклонения для размеров
До 10 | 10—50 150-150'150-300. До 10 j 10-50 ! 50-150 [150-300 До 10 1 10-50 '50-150
0,2—0 5 0 08 0 1 ОН 0 2 0 025 0 03 0,05 0,08
0.5-1 0 12 0 16 0 22 0.3 0 03 0 04 0.03 0,10 0,012 0,015 0.025
1-2 0 18 0 22 0 3 0 5 0 04 0 03 0,08 0 12 0,015 0 02 0,03
2-4 0 24 0 28 0 4 0.7 0 06 0 08 О.ю 0 15 0 025 0 03 0 04
4—6 0,3 0.35 0,5 1,0 0,10 0 12 0,15 0,20 0,04 0,05 0,03
38. Допускаемые отклонения размеров отверстий
Размеры в мм
Толщина материала Штамп
, „ _ I пробивной повышенной пробивной обычной точности точности зачистной
Отклонения для размеров
До 10 10—5» | 50-150 | До 10 | 10 -50 | 50-150 | До 10 | 10-50
0 2-1 1-2 2-4 4-6 0,05 0,06 0,08 0 10 0 0S 0 10 о’12 0 15 0 12 0,16 0,20 °.25 0 02 о’оз 0,04 0 06 0,04 0,06 0 08 0,10 0.08 0,10 0,12 0,15 0,01 0,015 0,025 0.04 0,015 0,02 0 03 0 05
Соотношение между классом точности штампуемых деталей и классом точности
изготовления пуансонов и матриц.
Класс точности штампуемых деталей . 2-й 2а З-й 4-й 5-й 7-й * 3-й
Класс точности пуансонов и матриц . . 80% 1 -го 1-й 2-й 2а 4-й За —4-й 4-Й
* Для s 6 мм класс ючности За;
» s > 6 » » » 4.
желательно, чтобы у,лы и радиусы
(табл. 39 и 40) закруглений были одина-
ковые, и необходимо, чтобы обеспечи-
вался доступ рабочего инструмента При
гибке в материале возникает упруго-
пластическая деформация, в результате
которой происходит упрочнение и воз-
никает пружинение (табл 41); влияние
последнего должно быть учтено при кон-
струировании детали Чем пластичнее
металл, меньше угол и радиус гибки и
больше толщина за1отовки, тем меньше
пружинение Чтобы уменьшить или
устранить пружинение, применяют гибку
с прижимом, с подчеканкой, с растяже-
нием, а также предусматривают ребра
жесткости в углах гибки.
При гибке узкой полосы (фиг. 74)
увеличивается ее длина, уменьшается
Фиг. 74. Искажение деформируемого участ-
ка при гибке узкой полосы.
толщина и искажается профиль попереч-
ного сечения. При ширине полосы более
(20—30: s профиль не искажается, но
толщина заготовки уменьшается.
106
ТЕХНОЛОГИЯ ковки и штамповки
89. Минимальные относительные радиусы
гибки
Материал Состояние Отожжеи- ны й или нормализо- ванный материала Наклепан- ный
Расположение линии сгиба относительно волокон проката
попе рек вдоль попе рек вдоль
Алюминий Медь Латунь Л68 . . . . Сталь 08 кп Сталь 08—10, Ст. 1, Ст. 2 Сталь 15 20, Ст. 3 Сталь 25- 30 Ст. 4 Сталь 35 40 Ст. 5 Сталь 45 50 Ст. 6 Сталь 55-60, Ст. 7 ЗОХГСА Сталь fllT ЭИ417 . Сталь ХН78Т . . Сталь Х23Н28МЗДЗТ Сталь Х25Т .... Дуралюмин мягкий » твердый Магниевые сплавы: МА1 МА8 Титановые сплавы: ВТ1 ВТ5 Двухслойный 20К + Х18Н12М2Т (<=^20 мм, s = 5 мм) Сталь 10 — серебро (s — 4 мм; s — 1 лслс) 0 0 0.1 0.2 0.3 0,5 0,7 4 2 2.5 2.0 2,5 1.0 2.0 Наг до 2 ? Наг до ЗОС 1,5 2 7.0 0,3 0,4 0,5 0,6 0.8 1,0 1.3 8 4 5 4 5 1.5 3.0 рев 00° 3 3 рев -400° 2 3 0,3 1.0 0,4 0,2 0,4 0,5 0.6 0.8 1,0 1.3 1.5 3.0 (В х ном стоя 1 (В хс ном стоя 3 4 0,8 2,0 0.8 0.5 0,8 1.0 1,2 1,5 1.7 2.0 2.5 4,0 злод- со- иии) 8 )Л од- со- НИИ) 4 5
Примечання: I. Минимальные ра-
диусы гибки следует применять лишь в слу-
чае абсолютной конструктивной необходи-
мости; во всех остальных случаях — приме-
нять увеличенные радиусы гибки.
2. При гибке под углом к направлению
проката следует брать средние промежуточ-
ные значения в зависимости от угла наклона
линии сгиба.
3 В случае гибки узких заготовок, по-
лученных вырубкой или резкой без от-
жига, радиусы гибки нужно брать как для
наклепанного металла.
4. При гибке толстых листов (свыше
8—10 мм) рекомендуем применять радиусы
гибки относительно большей величины.
5. Гибка плакирующим слоем внутрь
Гибка плакирующим слоем наружу
40. Наименьшие радиусы гибки профилей
и труб
Профили Наимень- ший ра диус из- гиба Примечание
Прокатные: мелкие . . . крупные « . 4-5 h 8-10 h Гибка иа трех роликовых машинах. При гибке в свО бодиом со стоянии пре дельный ра диус изгиба значительно больше (25-50 h)
Тонкостенные: симметричные несимметричные 8-10 h 20—25 h Гибка на специальных профилеги бочных станках
Стальные полосы (кольцевая гиб- ка на ребро) 3—4 h Верхнее зна- чение для гибки на ро ликовых ма- шинах
Стальные трубы при: s = 0,02 D . . s = 0,05 D . . s=0,l О . . . s= 0,15 D . . 4 D 3,6 D 3 D 2 D Радиус изгиба по оси трубы. Гибка без на полиения или оправки. При меньших ра- диусах из- гиба гибку производить с оправкой или наполни- телем
h — высота профиля; D — диаметр трубы; s — толщина стенки трубы.
Участок абвг (фиг. 74) разделен ней-
тральной линией 13 на две зоны. К внеш-
ней стороне угла от линии 13 располо-
жена растянутая зона, а к внутренней
стороне — сжатая. В процессе гибки
нейтральная линия смещается к внутрен-
ней стороне угла. Длина развертки детали
определяется суммированием прямых
участков детали и длин нейтральных ли-
ний изгибаемых участков
L^h + h + l»;
/.= (/? + *) = 0,017 <р (Я+ Х),
ЛИСТОВАЯ ШТАМПОВКА
107
где <р — угол дуги 13 в град (<р = 180—0);
X — расстояние от внутренней плоскости
до нейтральной оси в мм, равное X =
— s'm\ коэффициент т выбирают в зави-
симости от отношения — •
s
RJs 0.5 0.8 1 2 3 4
т 0,25 0.30 0,35 0.37 0.4 0,41
Rz/s 5 6 8 10 12
т 0,43 0.44 0.45 0,46 0.47 0.48
На фиг. 75 показана схема гибки полу-
обечайки из толстолистовой углеродистой
Фиг. 75. Схема гибки полуобечайки из толсто-
листовой стали.
стали (ав = 45-4 50 кГ!мм2) иа прессе
2000 т. Длину заготовки (фиг. 75) опре-
деляют по формуле
L = л (R - 0,5s) + 2а.
В табл. 42 приведены размеры припуска
а и длины заготовки L в зависимости
от толщины s и ширины В.
Точность размеров при гиб-
ке Допускаемые отклонения на раз-
меры деталей, получаемых гибкой, в
машиностроении приведены в табл. 43
и 44; в приборостроении — в табл. 45.
Фиг. 76. Схема гибки с растяжением.
Гибка с растяжением
(фи! 76) применяется для изготовления
деталей больших и средних размеров на
обтяжных и специальных растяжных
прессах из стальных, алюминиевых, маг-
ниевых и титановых сплавов (размер
листов до 10 000 х 2000 х 6 мм). При
одновременном и разновременном с гнб-
41. Величины углов <р пружинения при
угле изгиба а = 90" и отношении — <8
Материал Отношение г т (р в град при толщине мате- риала в мм
До 0,8 0,8 до 2 Св. 2
Сталь, (Je — = 35 кГ/мм* Латунь, до 35 кГ/мм* Алюминий, цинк До 1 Св. 1 до 5 Св. 5 4 5 6 2 3 4 0 1 2
Сталь, ав — = 40 4-50 кГ/мм* Латунь, afl = — 35 4- 40 кГ/мм'2 До 1 Св. 1 до 5 Св. 5 5 6 8 2 3 5 0 1 3
Сталь, ae — 55 кГ/мм1 О До 1 Св. 1 до 5 Св. 5 7 9 12 4 5 7 2 3 5
Жаропрочная сталь ЯиТ; ЭИ417; ХН78Т До 1 Св. 1 до 5 Св. 5 1 4 5
Сталь ЗОХГСА До 2 Св. 2 до 5 Св. 5 2 4,5 8
Дюралюминий Д-16 До 2 Св. 2 до 5 Св. 5 Отож- жен- ный 2 4 6,5 Нагар- тован- ный 4,5 8.5 14
Дюралюминий Д-95 До 2 Св. 2 до 5 Св. 5 2,5 4 7 8 11,5 19
42. Размеры припуска а и длины L заготовки
в зависимости от ее толщины и ширины
Размеры в мм
R S В а. L
500 100 500 100 1600
1000 100 1000 150 3300
1500 120 2000 200 4900
2000 150 1500 300 6600
1С8
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
43. Допускаемые отклонения размеров деталей при гибке в мм (±)
с» W) 1 ГЦ -в - 1
с Толщина материала А В
Св. До Св. До До 50 50—100 100—250 250—700 До 50 50—100 100—250 250—700
- 100 1 3 6 1 3 6 10 0,3 0.5 0.6 0,8 0.4 0.6 0,8 1 0.5 0,8 1 1,4 0,8—1 1-1,2 1,2-1.5 1.7-2 0.5 0,8 1 I 0,8 1 1.5 1.5 1-1.5 1,5 1,5—2 2 1,5—2 2—2,2 2-2,5 2,5-3
too 200 1 3 6 1 3 6 10 0.4 0.5 0.6 0,8 0.5 0,6 0,8 1 0,7 0,8 I 1,2 0,8-1,2 1.0-1,5 1.2-1,5 1,5-1,8 0.8 1 I 1,8 1 1,5 1,5 1,5 1.5 1,5—2 2.2 2,5 2 2—2,5 2,5-3 2,5-3
200 400 1 3 6 1 3 6 10 0,5 0.6 0.8 1 0.6 0.8 1 1,2 0.8 1.0 1,2-1.5 1,5—2 1-1,2 1,2—1,5 1,8-2 2—2,5 0,8 1.0 1 1,5 1 1,5 1,5 2 1,5 2 2-2,5 2.5—3,0 2 2,5 2,5—3 3.5
400 700 1 3 6 1 3 6 10 0,6 0.8 1 1.2 0,8 1 1.2 1,5 1 1.2-1,5 1,5-2 2.5 1.2-1,5 1.8-2 2—2,5 2.5—3 1 1 1,5 2 1,5 1,5 2 2,5 1,5—2 2 2,5-3 3-3.5 2 2,5—3 3-3,5 3,5-4
Примечание. В графах с двумя значениями отклонений на размеры — меньшие отклонения относятся к меньшим размерам.
44. Допускаемые отклонения иа углы
при гибке
Материал детали r/s
До 1 1-2 2-4
Сталь, латунь, a — 22 кГ/мм? ср ± 15' ±30' ± 1°0'
Сталь, латунь, = 35 4" 40 кГ/мм* ± 30' ± 1°30' ± 3°0'
Сталь, = 60 кГ/ммъ — ± 3°0’ ± 5°0'
кой растяжении заготовки на 1—5%
устраняется коробление, образующееся
при прокатке Гибкой с растяжением
достигается значительная точность изго-
товления детали, пружинение почти не
наблюдается
Гибка на роликовых пр о-
филегибочныхмашинах. Про-
филирование рулонного и полосового
Фиг. 77. Схема профилировангя роликами:
/ — 2—ролики: 3—опраька.
металла (фиг. 77) на профилегибочных
многороликовых машинах обеспечивает
ЛИСТОВАЯ ШТАМПОВКА
109
45. Допускаемые отклонения при гибке, принятые в приборостроении
Толщина материала в мм Линейный размер в мм
До 10 10-50 50-120 120 — 250
0.2—0,5 Размеры, 0,1/0,04 не оформляемые tut 0,12/0.06 пампом 0.15/0,08 0,20/ 0,10
0,5-1 0.15/0.03 0,20/0,10 0,25/0,12 0.30 0.15
1-2 0,3—0,15 0 35/0,18 0,40/0,20 0.50,0,25
2-4 — 0.70/0,30 0,80/0,40 1,00/0,50
0.2—0,5 Размеры 0.1/0,04 оформляемые штс 0,12/0,05 1МП0М 0.15/0,06 0.20/0,08
0,5-1 0,12/0,05 0,15/0,06 0,20/0,08 0,25/0,10
1—2 0,15/0,06 0.20/0,08 0,25/0,1 0,30/0,12
2-4 — 0,25/0,1 0,30/0,12 0,40/0,16
Примечание. В каждой графе слева — допуск для повышенной точности, справа — для
предельно-достижимой точности.
Фиг. 78. Примеры штампованных деталей сложной конструкции: а — с одной осью симметрии
(внутренняя передняя панель автомобиля); б — асимметричная (крыло автомобиля).
получение тонкостенных деталей и лег-
ких .жестких конструкций любой конфи-
гурации и длины. Профилированию под-
вергают холоднокатаные ленты толщи-
ной до 2,5 мм и полосы толщиной до
5 мм из цветных металлов и сплавов,
мягкой и нержавеющей стали. Минималь-
ные радиусы при гибке профилей даны
в табл. 46. Для герметичности шва
в фальцовочном замке закрытых профи-
лей применяют сварку, пайку или покры-
тия другим металлом. Производитель-
ность профилегибочных многороликовых
машин достигает 15—75 m)muh.
Гибка профилированных заготовок.
При гибке профилированных заготовок
46. Минимальные размеры радиусов
закругления гнутых профилей
Толщина материала в мм Минималь ный радиус загиба в мм Допуск по радиусу
0,3-0,6 0.8 1.0 1,2 1.5 1,8-2.0 2.5-3.0 4,0 5.0 2.0 \ 3.0 1 3.5 ? 4,0 J + 0,5 мм
5,0 60 9.0 12.0 15.0 + 10% от размера минимального радиуса загиба
по
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
47. Основные способы вытяжки
Вытяжка Схема Область применения и характеристика процесса
Без прижима заготовки ** <h •а, Неглубокая вытяжка из тонкого материала и глубокая при сравнительно большой тол- щине материала. Для 1-Й вытяжки-™-0.55 и s>0.017D. Для 2-й вытяжки0.78 и s^*0,015D. D — диаметр заготовки
С прижимом заготовки Глубокая вытяжка. Для 1-й вытяжки < 0,6 и 5^0,0157). Для 2-й вытяжки 0,78 и s 0.01D. Для прессов простого действия матрица рас- полагается сверху, пуансон и прижим снизу
Обратная 'П i -5* } j Для весьма глубокой вытяжки и для вытяжки двустенных полых деталей крупных и средних размеров при относительной толщине заго- товки • 100 > 0,25. За одну операцию можно получить деталь высотой h 0,25d; d — наружный диаметр детали. При вытяжке из алюминиевых сплавов с по- догревом фланца, за одну операцию можно получить h — 0,6 4- 1,0 d. Двустенные полые детали небольших раз- меров из цветных металлов лучше штам- повать прессованием по прямому, обратному или комбинированному способу
С утонением s (7 7 Р 1 а ч Изготовление весьма глубоких изделий (гильз, сильфонов, деталей с тонкими стенками и утолщенной горловиной и т. п.) с заданной, неодинаковой толщиной стеиок и дна Sq 10 ’ 20 ' Такое соотношение толщины стеиок и заго- товки достигается многократной или одновре- менной вытяжкой через несколько матриц
ЛИСТОВАЯ ШТАМПОВКА
111
48. Специальные способы вытяжки
Вытяжка
Схема
Область применения и характе-
ристика процесса
Резиной
Мелкосерийное производство.
Неглубокая вытяжка алюминиевых,
магниевых сплавов, малоуглеро-
дистой стали толщиной до I - 1,5 мм
при давлении резины 50 85 кг/см1.
Глубокая вытяжка любого мате-
риала при высоком давлении
резины (до 500 кг!см*}.
Вытяжка деталей сложной конфигу-
рации
/ — резина; 2 — пуансон; 3 — от-
штампованная деталь; 4 — прижим
Свинцом
Мелкосерийное производство дета-
лей из легких сплавов. Обеспе-
чивает более глубокую вытяжку,
чем вытяжка резиной. После каж-
дой вытяжки свинец осаживают до
первоначального положения
1 — матрица; 2 — отштампованная
деталь; 3 — пуаисон (свинец)
Гидравличе-
ская
иа прессе
,Серийное и мелкосерийное производ-
ство полых деталей сложной формы
из тонколистового металла (алю-
миниевые сплавы, нержавеющая
сталь)
1 — матрица; 2 — пуансон; 3 — при-
жим; 4 — жидкость; 5 — напорный
клапан; 6 — предохранительный
клапан
112
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
продолжение табл. 48
Вытяжка Схема Область применения и характе- ристика процесса
Гидравличе- ская без пресса Жидкость под- / А\ / z з Мелкосерийное производство деталей больших размеров из тонколисто- вого металла (алюминиевые спла- вы, нержавеющая сталь) 1 — крышка; 2 — резиновый чехол; 3 — запорный клин; 4 - отштампо- ванная деталь; 5 — неметаллическая матрица
Вытяжка-
формовка на
молотах
(литыми штам-
пами и с фа-
нерными
кольцами)
На обтяжных
гидравличе-
ских прессах
Мелкосерийное производство круп-
ных деталей из алюминиевых
сплавов толщиной до 4 мм и мяг-
кой стали толщиной до 2 мм
Мелкосерийное производство.
Выгяжка-формовка крупных дета-
лей с плавными переходами путем
обтяжки тонколистового металла
(алюминиевые и магниевые сплавы,
нержавеющая и углеродистая
сталь) по металлическим или де-
ревянным пуансонам
Вытяжка-
формовка
сжатым
воздухом
Неглубокая вытяжка-формовка де-
талей из тонколистовых алюми-
ниевых сплавов одновременно
с пластической сваркой краев
ЛИСТОВАЯ ШТАМПОВКА
113
Продолжение табл. 48
Вытяжка
Схема
Область применения и характе-
ристика процесса
С подогревом
фланца
Для металлов с пониженной пла-
стичностью в холодном состоянии,
например магниевых сплавов
МА-1, МА-8 и титановых сплавов
1 — термоизолирующие прокладки;
2 — электронагреватели; 3 — камера
для сжатого воздуха
необходимо учитывать упрочнение и же-
сткость профиля.
Для предотвращения искажения тонко-
стенных профилей большой кривизны
(малый радиус) гибку производят на спе-
циальных станках с прижимом, с гибким
вкладышем или заполнителем. Гибка
длинных тонкостенных профилей при
большом радиусе производится по шабло-
нам с одновременным осевым растяжением
профиля.
Этот способ применяется для устране-
ния упругих деформаций.
Вытяжка. Вытяжкой (табл. 47 и 48)
изготовляют полые тонкостенные детали
разнообразной формы (фиг. 78): осесим-
метричные (тела вращения, коробчатой
формы), с одной осью симметрии и асим-
метричные. Детали асимметричные и
с одной осью симметрии наиболее слож-
ны по конструкции и по технологии
изготовления.
Технологические требо-
вания к конструкции де-
талей. Радиусы сопряжений дна и
фланца со стенками полых цилиндриче-
ских деталей следует принимать по
табл. 49 (инструментальные штампы).
Радиусы закруглений могут быть умень-
шены за счет дополнительных операций,
так называемой посадки радиуса. Сопря-
жения стенок и дна по радиусу (фиг. 79, а)
49. Радиусы сопряжений дна и фланца
со стенками цилиндрических деталей
в зависимости от толщины материала
Радиус сопряжения в мм Толщина материала в мм
До 1 1—2 2—3 3-4 4-5 5—6
У диа .... 2 3 5 6 7 8
У фланца . . 3 5 .6 7 8 10
применяют для деталей диаметром до
60 мм. Для больших диаметров лучше
Фиг. 79. Схема сопряжения дна и фланца
со стенками цилиндра.
применять сопряжение по конусу под
углом 45° (фиг. 79, б).
114
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Следует избегать конструкций деталей
с глубокой полостью и широким фланцем,
требующих большого количества опера-
ций. Глубина вытяжки прямоугольных
коробчатых деталей на первой операции
Н
зависит от отношения .
„ н
Материал •=•
Сталь декапированная............ 4—4,5
Сталь тонколистовая холодноката-
ная ............................ 5—6
Медь, латунь Л62 и Л68.......... 5,5—7
Алюминий, ал юминиево-марганце-
вый сплав АМц................. 5,5—6,5
Дюралюминий Д16М............... 4—4,5
где Н — глубина вытяжки; Р — радиус
закругления в угловых участках ко-
робки
Ориентировочно глубины первой вы-
тяжки прямоугольных деталей можно
принимать следующие:
Радиус закругле-
ния в мм . . 4—6 6—10 10—16 16—20 20—25
Глубина вытяжки
Н в мм....... 20 35 50 75 100
Точность размеров при
вытяжке. Допускаемые отклонения
на размеры деталей, получаемых вытяж-
кой для мягкой стали и латуни, приве-
дены в табл. 50 и 51.
50, Допускаемые отклонения по диаметру
цилиндрических деталей без фланна
Размеры в мм (НН)
Толщина материала Диаметр вытягиваемой детали
До 50 50—100 100—300
0,5 . 0,12
06 0,15 0,20
0,8 0,20 0,25 0,3
1,0 0,25 0,30 0,4
1,2 0,30 0 35 0,5
1.5 0,35 0,40 0,6
2,0 0,40 0,5 0,7
2,5 0,45 0,6 0,8
8,0 0,50 0,7 0,9
4,0 0,60 0,8 1,0
5,0 0,70 0,9 1,1
8,0 0,80 1,0 1,2
Вытяжка с утонением. Рас-
чет толщины стенок при вытяжке с уто-
нением можно производить по формуле
кп •= А- • 100 «= . 100,
" A,-, Sn-1
где Кп — коэффициент вытяжки (см.
табл. 52); Fn^ nFn — площадь попереч-
51. Допуски цилиндрических полых деталей
по высоте
Размеры в мм
Толщина материала Допуск (±И при высоте вытягиваемой детали
До 18 0S—81 s сф s 1 О 80—120 120—180 | 180—260 |
До 1 0,3 0.4 0.8 0.5 СО OjS 1.2 0,8 1,5 1,0 1,8 1,2
Св. 1 до 2 . . ол 0Л 1.0 l_,2 1,5 1,8 2,0
0.4 6,5 0.6 0J 0,9 1,2 1,4
» 2 » 4 . . 0,8 ЦО 1.2 1,5 1.8 2.0
0,5 U,b 0.7 0.8 1,0 1.4 1,6
1,0 1.2 1,5 1,8 2,0 2,5 3,0
* В числител 0,6 е — 6,/ ДЛЯ 0,8 дет 0,9 1ЛИ 1,1 5ез c 1.6 брез 1,8 КИ,
в знаменателе — для деталей с фланцем.
52. Средние значения коэффициента Кп
вытяжки с мг нением в %
Материал для вытяжки
первой последую* щих
Сталь мягкая 45—40 65—55
Сталь средней твердости . 65—60 75-70
Латунь 30—40 50-40
Алюминий 40—35 60—50
ного сечения до и после вытяжки в мм2-,
sn-i и sn — толщина стенки до и после
вытяжки в мм.
Вытяжка с подогревом
фланца позволяет штамповать де-
тали с глубиной вытяжки, превышающей
в 2 раза и более глубину вытяжки, полу-
чаемую при комнатной температуре. Одна
операция вытяжки с подогревом фланца
заменяет 3—6 операций вытяжки при
комнатной температуре. Полые детали из
магниевых сплавов можно получить толь-
ко вытяжкой с подогревом. Оптимальная
температура нагрева фланца из некото-
рых материалов следующая в °C:
AM, АМцМ, Д16АМ....................310-330
MAI, МА8...........................350—330
Д1 6АТ, В95АТ, Л62 ............... 400-420
Сталь 08хп и декапированная....... 550—580
Титановые сплавы.................. 650—700
Формовка. Формовкой производится об-
разование ребер жесткости и небольших
ЛИСТОВАЯ ШТАМПОВКА
115
углублений разнообразных конфигура-
ций Предел возможной деформации ме-
талла (фиг 80) находят из выражения
. 100
где /j — развернутая длина по сечению
рельефа в мм, I — расстояние между
крайними осями рельефа; б — относи-
тельное удлинение металла в %.
К > (3 -5)s Искам вние
Фиг 80 Формовка ребер же-
сткости. Рекомендуемые раз-
меры ребер жесткости: г =
« 2 ? о s; Я== 5 т 15 s;B =»
=- 10 -г 25 s; Н =5 -b 15 s.
Отбортовка по отверстию (фиг. 81)
применяется для получения отверстия
большего диаметра, борта, уменьшения
веса и увеличения жесткости детали.
Фиг. 81. Отбортовка отверстий:
а—круглых; б — сложного контура.
Диаметр отверстия под отбортовку
определяют -по формуле
d = Dcp — 2 (Н - 0,43/? + 0,72s).
Высоту борта приближенно можно под-
считать по формуле
Dcp — И
Н = —---------+ 0,43/? 4- 0,72s.
Радиус закругления R рекомендуется
принимать для материала толщиной до
2 мм /?>24-3s, свыше 2 мм /?^>l,54-2s.
Коэффициент отбортовки К —— для
D ср
малоуглеродистой стали следует прини-
мать 0,70—0,85.
Прессование (выдавливание). Прессо-
вание (фиг. 82 и 83) в холодном состоянии
Фиг. 82. Способы прессования: а — прямой;
б — обратный; в — комбинированный.
применяется главным образом для цвет-
ных металлов и их сплавов (А00, АВ1,
а)
АВ2, Д16, Ml, М2, М3,
ЦО, Ц1, Ц2, Л62, Л68,
биметаллические и пла-
кированные материалы),а
также малоуглеродистой
и малолегированной ста-
ли (08,10,15,18Х ГТ и др.).
В табл 53 и 54 приве-
дены размеры и точность
изготовления деталей из
цветного металла прессо-
ванием. Чистота поверх-
Фиг. 83. Детали, полученные прессованием:
а — из цветного металла; б — из стали.
ности достигает 9—10-го класса Холод-
ное прессование широко применяется в
радио- и приборостроении, парфюмерной
и других отраслях промышленности, заме-
няя до 8операций вытяжки и снижая во
много раз трудоемкость. Прессованием
116
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
53. Размеры деталей, изготовляемых способом холодного прямого прессования, в мм
Размеры Свинец, олово, цинк, алюминий Дюралюминий, медь, латунь Точ нос гь изготовления в мм (+)
От До От До
Диаметр (цилиндрические дета- ли) Сечение (прямоугольные детали) Толщина стенок Толщина фланца ......... Длина детали 3 2X4 0,05 0,2—0,3 5d 100 70 X 80 0,1 и больше 0,5 и больше 60rf 5 3X5 0,3 (латунь) 0.5 (медь) Равна толщине стеики 3 d 100 70 X 80 1,0 и больше Больше толщины стенки 40 d 0.03—0,05 0,03—0,05 0,03—0,075 0,05-1,0 1-5
54. Размеры деталей, изготовляемых способом обратного холодного прессования, в мм
Размер Свинец, олово, цинк, алюминий Дюралюминий, медь, латунь Точность изготовления в мм (±)
От До От До
Диаметр (цилиндрические дета- ли) Сечение (прямоугольные детали) Толщина стенок Толщина основания Отношение длины детали к диа- метру 8 5X7 0,08 0,25—0,3 3 : 1 100—150 70X80 0,23 и больше 0,5 и больше 10 : 1 (свинец) 8 : 1 (алюминий) 10 6X9 0,5 (медь) 1.0 (латунь) Равна толщине стенок 3; 1 50—70 20 X 40 1,0 и больше Больше толщины стенок 5: I (0 03—0,05) (0 03—0,05) (0,03—0,075) (0,10—0,2) (1-3)
(холодным выдавливанием) из стали
можно получить детали длиной от 5 до
1200 мм, диаметром 5—150 мм с толщи-
ной стенок от 0,1 до 50 мм. Допуски
на размеры деталей приведены в табл. 55.
Конструировать стальные детали нуж-
но так, чтобы при их изготовлении прес-
сованием не допускать:
а) многократного резкого изменения
поперечных сечений;
б) ступенчатых форм с малыми перепа-
дами наружных и внутренних диаметров;
в) ребер жесткости;
г) несимметричных утолщений;
д) малых радиусов
Штамповочные уклоны не назначают.
Детали, изготовленные прессованием из
малоуглеродистой стали, могут заменить
детали из малолегированной стали или
термически обработанные, изготовленные
другим способом.
55. Допуски на размеры стальных деталей
при холодном выдавливании
Размеры детали в мм Допуски в мм (±)
нормальные повышенные
Диаметр 10—70 70—100 100—150 о,1 0,2—0.3 0,-1-0,5 0 02-0,03 0,04-0,06 0,08—0,12
Толщина стенки 1 0—1,2 1.2-3.5 3.5—6,0 0,07—0,10 0,1-0,15 0,15-0,2 I 11 1 i
Несоосность 0,5 — 12% от D
Экономически целесообразное количе-
ство деталей, изготавляемых прессова-
ЛИСТОВАЯ ШТАМПОВКА
117
нием, на универсальном и специальном
оборудовании ориентировочно дано
в табл 56.
56. Количество деталей, изготовляемых
прессованием в зависимости от их веса
и оборудования
Вес детали в кг Оборудование*
универсальное специальное
0,00) _ о(02 10 000 500 000
0,02—0,500 5 000 100 000
0,5-10 3 000 50 000
10—35 1 500- 10 000 10 000—50 000
Давильные работы. В единичном и
серийном производстве, когда изготовле-
ние штампов экономически невыгодно,
а также для получения пустотелых дета-
лей выпукло-вогнутой формы со стенками
переменной толщины из алюминиевых
и медных сплавов, углеродистой и не-
ржавеющей стали, молибденовых, титано-
вых сплавов и других материалов при-
меняют давильные работы При этом
процесс может протекать без обусловлен-
ного изменения толщины материала
(фиг. 84, а) и с изменением ее (фиг. 84, б).
Заготовками служат: листы, трубы,
литье, сварные заготовки, поковки с пред-
варительной механической обработкой
(фиг. 85 и 86) Листы из алюминиевых
и медных сплавов обрабатывают толщи-
ной до 38 нм; из мягкой стали —до 25 мм;
из нержавеющей стали — до 20 мм в
холодном состоянии; титановые сплавы
обрабатывают с подогревом до 590° С.
Детали небольших размеров из тонкого
И пластичного металла получают нажи-
мом давильником вручную или посред-
ством подачи суппорта на вращающуюся
заготовку. Выдавливание деталей боль-
ших габаритов (диаметром до 1100 мм и бо-
лее и длиной до 1270 мм) и значительной
толщины производят на давильно-раскат-
ных станках посредством роликов, укре-
пленных в суппорте станка. Для механи-
зации работы на давильных или токарных
станках может быть применена силовая
головка (с давильным инструментом),
закрепленная в суппорте. Удельное да-
вление на металл достигает 280 кГ/мм2.
Изготовление деталей цилиндрической
формы иа давильных станках производят
при отношении ~ == 0,64-0,8, где d —
диаметр детали, a D — диаметр заготов-
ки; конической — при предельном отно-
^min ~ п г, п ,
шении —р-= 0,24-0,3; dmfn — наимень-
ший диаметр конуса.
Наименьший угол, который может
быть получен при изготовлении кониче-
ских деталей, а = 30°. Толщина стенки
детали зависит от угла конусности s =
= s0 sin а.
57. Точность при давильных работах
Измеряемый размер Допуск в мм (±1 Чистота поверхно- сти в мк
Толщина стенки Внутренний диаметр: до 150 мм более 150 мм Длина 0,05 0,05 0,075 0,12 0,15—0,20
Утонение может достигать 75% тол-
щины исходного материала. После обра-
ботки на давильно-обкатном станке <Ув
резко возрастает. После отжига ав при-
мерно на 40% выше, чем в исходном
металле. Точность при давильных рабо-
тах см. табл. 57.
Технологичность штампованных деталей
При конструировании деталей для из-
готовления листовой штамповкой и оцен-
ки их технологичности необходимо
прежде всего учитывать стабильность и
габаритные размеры детали, а также
масштаб производства. При частой смене
объектов производства следует избегать
конструкций, требующих глубокой вы-
тяжки и сложной технологической ос-
настки. Глубокую вытяжку деталей боль-
ших габаритов следует применять в том
случае, если они несут большую нагрузку
или масштаб производства позволяет
произвести большие затраты на техноло-
гическую оснастку. Когда масштаб произ-
водства невелик, сложную или больших
размеров деталь расчленяют на не-
сколько деталей, соединяемых сваркой,
применяют выдавливание на давильно-
раскатных станках, или штамповку взры-
вом и т. п. Особое внимание при кон-
струировании детали должно быть уде-
лено экономичному использованию мате-
риала и обеспечению высокой производи-
тельности штамповки (табл. 58 и 59).
Простановка размеров на
чертеже. Технологичность листо-
штампованной детали существенно зави-
сит от правильности простановки разме-
ров (табл. 60).
118
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Фиг. 84. Схема процесса выдавливания: а — без изменения толщины
стенки; б — с изменением толщины стенки; I — заготовка; 2 — готовая
деталь.
Фиг. 85. Схемы процесса выдавливания с раскаткой: а — кова-
ная заготовка; б — кованая заготовка с выточенной в ней чашей;
1 — заготовка; 2 — деталь.
Фиг. 86. Схема процесса выдавливания из заготовки трубчатой формы: а — кожух кар-
тера; б — сопло из молибденовой трубы.
ЛИСТОВАЯ ШТАМПОВКА
119
58. Примеры конструктивных изменений штампованных деталей, повышающих
технологичность конструкций
Конструкция детали
Схема раскроя
Примечания
а — е - 0,5 b
b ® с = d
Нетехнологична
Контур одной сторо-
ны детали по воз-
можности должен
быть отображением
другой ее стороны
Нетехнологична
В конструкции преду-
смотрено только
служебное назначе-
ние детали
В конструкции сохра-
нены основные эле
менты и установоч
ные размеры детали
н повышена техно
логичность
Снижаются за-
траты на
штампы и по-
вышается их
стойкость
120
ТЕХНОЛОГИЯ ковки и штамповки
Продолжение табл. 58
Конструкция детали
Схема раскроя
Примечания
Два варианта конст-
руктивного оформ-
ления одной и той
же детали. При вто-
ром варианте конст-
рукция может быть
изготовлена с мень-
шей затратой мате-
риала
Прерыватепъ
Конфигурация детали
полностью связана
с раскроем. Детали
2, 3 и 4 удалось по-
лучить как бы из от-
хода детали / (мас-
штаб общего вида
прерывателя боль-
ше, чем масштаб рас-
кроя).
Ребра жесткости и уве-
личенные радиусы
сопряжений, введен-
ные в конструкцию
б, устранили брак
(складкообразова-
ние иа участке /) в
конструкции а
ЛИСТОВАЯ ШТАМПОВКА
121
59. Примеры изменения конструкций деталей
и узлов при переводе их на штамповку
Продолжение табл. 59
старая
Конструкция
Конструкция „
новая (при переводе
на штамповку)
и клепаный замок
Формовка для повыше-
Отверстия под винты
для крепления к корпусу
Сокращаются расход металла и трудоемкость
изготовления. Вместо трех деталей 1—3
(сварных) то же служебное назначение обес-
печивается одной штампованной деталью
То же, что и в предыдущем примере
новая (при переводе
на штамповку)
Перевод горячештампованной детали на хо-
лодноштампоьанную снижает вес и трудоем-
кость изготовления
рукции шкива
б — штампосвар-
ные конструкции —
лучше литых
Недостаток — в
производстве труд-
но выдержать пер-
пендикулярность
плоскости канавки
для ремия к осн
-шкива и одина-
ковый профиль
канавки
в—цельноштампованные
конструкции более со-
вершенные, чем литые
и сварные
Основные преимущества:
прочнее литых и свар-
ных, менее трудоемки,
обеспечивают идентич-
ность размеров и отра-
ботку ' конструктивных
форм для экономичного
использования металла
122
ТЕХНОЛОГИЯ ковки и штамповки
60. Примеры простановки размеров иа чертежах штампованных деталей
Размер Я 74 лишний, так как
определяющим размером для
такого рода деталей является
ие радиус, а высота. Изме-
рить высоту легче, чем ра-
диус. Прн изменении высоты
легко исправить рабочий ин-
струмент.
Размеры 134 и 40 — лишние. Отвепстие
Ф 35 закоординнровано от базовой сто-
роны АВ
Деталь 5от0.Ф10 £
База — наружный
контур (стороны
АВ и ВС). Мало-
производительный
способ штампов-
ки — пробивка
производится с пе-
реставным упором
База — внут-
ренний контур
(отверстие); бо-
лее производи-
тельный способ
штамповки
ЛИСТОВАЯ ШТАМПОВКА
123
Продолжение табл. 60
530
Штрих-пуиктиром обозначены места допускаемой утяжки с указанием размера
наибольшей утяжки
Чертеж крупногабаритной
плоской детали с одной осью
симметрии. Вторая ось 0—0
выбрана произвольно. От нее
проставляют размеры, как
указано на чеэ еже При из-
готовлении штампа с асим-
метричными участками изме-
рение производится шабло-
нами. которые более точно
определяют положение кои-
тура детали.
Вазами служат координаты ОА и ОБ. Зубья
показаны в увеличенном масштабе со скруг-
ленными вершинами
124
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 60
На чертеже детали простадлять размеры,
соответствующие размерам рабочих участ-
ков гибочного штампа
Радиусы гибки проставлять только вну-
тренние
Размеры по углам в градусах
На чертеже сложной детали, изготовляемой
гибкой, рекомендуется давать развертку с
размерами, необходимыми для ее
построения
На развертке не указываются участки
детали, получаемые операциями после гибки
Размеры деталей тел вращения и коробчатой
формы можно проставлять по внутреннему
или наружному контуру, за исключением
радиусов скруглений (давать только
внутренние)
Для изготовления штамповочного инструмента
предпочтительнее простановка внутренних
размеров штампуемой детали
Базой для координации отверстий, пазов,
расположенных на боковой поверхности, слу-
жат дно или обрезанный край детали в зави-
симости от удобства фиксации
Базой для пробивки отверстий в дне являются
боковые стенки детали
За базу для пробивки отверстий принят
фланец, но поскольку допуск на пло-
скостность фланца не обусловлен,
правильнее принять за базу дно бачка
В ответственных, нагружен-
ных деталях в местах, полу-
чающих наибольшее утоне-
ние, указывают наименьшую
толщину s. В данном слу-
чае 4,6
На чертеже детали должно быть мини-
мальное количество размеров, обеспечи-
вающих ее изготовление и проверку. На
чертежах крупногабаритных деталей раз-
меры проставляют по координатам, опре-
деляющим положение детали в простран-
стве, кроме того, на чертеже делают
ссылку на главную модель или плазовый
шаблон, являющиеся дополнением к чер-
тежу и воспроизводящие поверхность
штампуемой детали.
В сложных крупногабаритных деталях
размеры проставляют от общих коорди-
натных осей штампованного узла. Эти оси
в трех плоскостях являются базовыми
(фиг. 87).
Штампосварные конструкции деталей
Применение штампосварных конструк-
ций позволяет изготовлять детали слож-
ных конструктивных форм и больших
размеров, снижать вес и увеличивать
жесткость изделий, уменьшать трудоем-
кость по сравнению с другими технологи-
ЛИСТОВАЯ ШТАМПОВКА
125
Фиг. 87. Простановка
размеров на крупногабаритных деталях.
ческими решениями изготовления детали.
Технология сварки позволяет изготовлять
изделия, состоящие из участков, полу-
ченных листовой штамповкой, ковкой-
штамповкой, отливкой из конструкцион-
ной стали разных марок с различной
б Справочник машиностроителя, т. S
термообработкой. При конструировании
штампосварных деталей выбор материа-
лов, размеров и форм отдельных элемен-
тов определяется требованиями рацио-
нальной штамповочной и сварочной тех-
нологии (табл. 61).
126
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
61. Штампосварные конструкции
Продолжение табл. 61
Заготовка для капота
a) I)
Балка
А А
а — цельная, заштрихованные участки —
отход; б — сварная, без отхода
Изготовляется гибкой с последующей
сваркой двух элементов
Тарелка волнистая с отверстиями
Изготовлена сваркой из трех частей,
пробивкой отверстий и гибкой
Перегородка
д-д
Изготовлена штамповкой секторов и
последующей их сваркой
Патрубок
Сварная конструкция из двух
штампованных элементов 1 и 2
Рычаг
Изготовлен из двух штампованных элементов,
соединенных точечной или шовной сваркой
Крышка
Элементы 1 и 2 изготовлены вытяжкой и
соединены точечной сваркой
Загрузочный узел
t
1 3
Штампованные детали 2 и 3 соединены
по фланцу точечной сваркой
Труба 1 разбортована и приварена
к деталям 2 и 3
ЛИСТОВАЯ ШТАМПОВКА
127
Продолжение табл. 61
Штамповка взрывом
Коромысло
Элементы / н 3 изготовлены объемной
штамповкой; элемент 2 — листовой
штамповкой; соединены сваркой.
Легкая конструкция
Скоба дышла
7 5
12 3 6
Состоит из семи элементов: 1 и 6 —
объемная 2, 3, 4, 5> 7 — листовая
штамповка; соединены электродуговой
сваркой. Легкость конструкции
Кабина грузового автомобиля
Взаимозаменяемость штампованных деталей
позволяет производить сборку их иа
конвейере с применением сварочных машин
Штамповка взрывом применяется в
мелкосерийном и индивидуальном произ-
водстве для изготовления деталей любых
форм и размеров из углеродистой и леги-
рованной стали. Штамповка взрывом
имеет особое значение при изготовлении
деталей из труднодеформируемых метал-
лов.
В качестве энергоисточников приме-
няют метательные и бризантные взрыв-
чатые вещества (ВВ).
Фиг. 88. График максимальных
давлений при штамповке взры-
вом. Взрыв под водой, v —
— 7800 м/сек; вес заряда: а —
0,45 кг; б — 4,5 кг; в — 0,045 кг.
При работе с метательным ВВ обычно
используют закрытую оснастку, которая
способствует увеличению импульса штам-
повки. При. работе с бризантным ВВ,
развивающим очень высокое давление
взрыва, применяют открытую оснастку.
При взрыве ВВ в воздушной среде заго-
товка подвергается однократному им-
пульсу длительностью, измеряемой ми-
кросекундами. При взрыве в водной
среде заготовка подвергается серии им-
пульсов с длительностью импульса в мил-
лисекунды. По некоторым данным к. п. д.
взрыва в воздухе составляет 4%, а в воде
33%. Разновидностями штамповки взры-
вом являются применение гремучего газа
(кислород — водород с соотношением
8 : 1) и электрогидравлический способ.
Последние два способа в настоящее время
имеют небольшое применение, несмотря
на ряд преимуществ по сравнению с ВВ.
Использование гремучего газа наиболее
эффективно при штамповке деталей
больших габаритов. Электрогидравличе-
ский способ обеспечивает более точное
5*
128
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
управление, большую безопасность и
более высокое качество штамповки за
счет применения многократных электро-
импульсов.
Необходимое для штамповки усилие
определяется (фиг. 88) подбором соответ-
Фиг. 89. Штамповка
взрывом сосредоточен-
ным В В: 1 —заготов-
ка; 2 — вода; 3 — де-
таль; 4 — прижим;
5 — вакуумный канал;
6 — матрица.
Фиг. 90. Штамповка
взрывом цилиндриче-
ским ВВ: 1 — заряд;
2 — вода; 3 — ваку-
умный канал; 4 —
матрица; 5 — заго-
товка.
ствующего ВВ, его дозировкой, геомет-
рической формой заряда, расстоянием и
расположением заряда по отношению
к заготовке, выбором среды, передающей
усилие.
Наиболее часто штамповку взрывом
применяют для операций формовки и
Фиг. 91. Штамповка взрывом лепестковым
BE: 1 — уровень воды; 2 — заряд; 3 — мат-
рица; 4 — заготовка; 5 — изделие.
калибровки листовых и трубных деталей
толщиной до 25 мм и диаметром несколько
метров. Точность штамповки взрывом
достигает десятых и даже сотых долей
миллиметра (±0,254-±0,02 мм).
Для проведения взрывов ВВ приме-
няют три типа зарядов:
1) сосредоточенный — для деталей сфе-
рической формы из листовых и труб-
ных заготовок (фиг. 89);
2) цилиндрический — для труб и цилин-
дрических заготовок (фиг. 90);
3) лепестковый — для деталей неболь-
шой кривизны, гофрированных листов
и сложных конструктивных форм
(фиг. 91).
Фиг. 92. Схема электрогидравлического спо-
соба штамповки: / — батарея конденсато-
ров; 2 — подвод переменного тока; 3 — ис-
точник энергии высокого напряжения; 4 —
высокочастотный дроссель; 5 — сопротивле-
ние; 6 — элементный коммутатор; 7 — соос-
ный электрод; 8 — изделие.
На фиг. 92 представлена схема электро-
гидравлической штамповки.
Сборка холодной штамповкой
Сборка с применением холодной штам-
повки используется для обеспечения не-
разъемных соединений (табл. 62).
Автоматизация и механизация
листовой штамповки
Способы автоматизации и механизации
приведены на схеме.
ЛИСТОВАЯ ШТАМПОВКА
129
62. Примеры неразъемных соединений, осуществляемых холодной штамповкой
Соеди- няемые детали Схема соединения (сборки) Способ соединения Примечание
Листоштампованные Фальцовочный замок Применяется для металла толщиной до 2 мм
j s' з' То же Сборка трех деталей — 1, 2 — металлические; 3 — неметаллическая
Соединение скобой Применяется для металла толщиной более 2 мм
Детали соединяются путем надреза и отгибки лапок Применяется для металла толщиной до 3 мм
ГТ TT
LL ±1
Т: :Г
Соединение листо- штампованных по- лушарий обжатием —
До сборки После сборки Заклепочное соедине- ние за счет тела одной из деталей Применяется для тонколи- стового металла
§ S$ 1 Соединение заклеп- Прочное соединение воз-
V кой, полученной за можно только при соблю-
счет тела одной из деталей дении указанных соотно-
Гр 4*0.33 i шений. Применяется для s^4 мм.
130
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
Продолжение табл. 62
Соеди-
няемые
детали
Схема соединения (сборки)
Способ
соединения
Примечание
Соединение за счет
деформирования
трубчатой заготовки
Деталь 1 — готовая труба
или получена вытяжкой.
Такое соединение может
быть с несколькими пла-
стинами
Расклепывание с под-
чеканкой
Надрезка и отгибка
лапок
Деталь 1 штампованная,
деталь 2 изготовляется на
металлорежущих станках
Деталь 1 штампованная,
деталь 2 механически
обработанная
Сборка шариков в
сепараторе
Заделка шарика с
применением под-
чеканки
В листоштамповочном производстве
применяются прессы: с нижним приводом,
многопозиционные, а также сблокирован-
ные универсальные прессы и специализи-
рованное оборудование. Пресс-автомат
с нижним приводом используется при
штамповке мелких деталей. Многопози-
ционные прессы применяются обычно
в специализированном производстве для
штамповки мелких и средних деталей,
изготовление которых требует несколько
операций. Эти прессы высокопроизводи-
тельны. Однако универсальность их весь-
ма ограничена.
Роторная поточная линия позволяет
осуществлять комплексную автоматиза-
цию различных технологических процес-
сов легких штамповочных, термических
контрольных и других операций. Состоит
из рабочих и транспортных роторов.
Сблокированные в автоматические ли-
нии универсальные прессы позволяют
широко изменять технологию и вид
выпускаемой продукции. Поэтому они
обладают большей гибкостью по сравне-
нию с многопозиционными автоматами.
Фиг. 93. График зависимости себестоимости
детали от размера партии и степени автомати-
зации: 1 ручная работа; 2 — с применением
механизмов; 3 — автоматизированное произ-
водство.
Решение вопроса автоматизации и ме-
ханизации штамповки определяется, как
и во всех отраслях машиностроения,
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
131
62а. Некоторые данные о производительности
прессов и снижении трудоемкости
при внедрении механизмов
Средства механизации н автоматизации Увеличе- ние произ- водитель- ности пресса Снижение трудоем- кости
Механическая рука для подачи и съема мелких штучных за- готовок Магазин с шиберной подачей Установка для авто- матической подачи полос Валковая и ролико- вая подача .... Крючковая и клеще- вая подача .... Листоукладчик . . . Механическая рука для съема крупных деталей Устройство для авто- матизированной по- дачи н съема круп- ногабаритных де- талей ........ В 3 раза То же В 1,5 раза То же » В 1,5 раза В 1,5 раза В 3 раза То же » » » В 2 раза То же В 6 раз
экономической целесообразностью, облег-
чением труда и обеспечением безопас-
ности работы (табл. 62а и фиг. 93).
ХОЛОДНАЯ ВЫСАДКА.
ХОЛОДНАЯ ОБЪЕМНАЯ
ШТАМПОВКА
При холодном формообразовании мож-
но получить изделия с точностью по
2—3-му классам и чистотой поверхности,
соответствующей 6—10-му классам; по
сравнению с обработкой в горячем со-
стоянии отпадает расход металла на
заусенец, окалину, нет необходимости
учитывать усадку, можно изготовлять
очень мелкие детали, которые в горячем
состоянии штамповать затруднительно
или невозможно.
На холодновысадочных прессах-авто-
матах можно осуществлять процессы вы-
садки, холодной объемной штамповки
в направлении оси заготовки, редуциро-
вания (обжатия) стержня и выдавливания
методом истечения путем проталкивания
через глазок, обрезку высаженной части
заготовки по требуемому контуру, выда-
вливание углублений в головке и стержне
и т. п.
Методом холодной объемной штампов-
ки и высадки изготовляют не только
крепежные детали (гвозди, болты, вин-
ты, заклепки, гайки), но и детали ма-
шин и приборов более сложные в техно-
логическом отношении, например сту-
пенчатые пальцы, колесные шпильки и
шаровые пальцы рулевого управления
автомобиля, ролики и шарики подшип-
ников качения и др. (фиг. 94) [39].
Наибольший диаметр стержня сталь-
ных деталей, изготовляемых методом хо-
лодной высадки, составляет 32 мм.
Максимальная длина деталей, штампуе-
мых на стандартных холодновысадочных
прессах-автоматах, не превышает 200 мм,
на специальных прессах-автоматах можно
высаживать детали длиной до 400 мм;
при полуавтоматической и автоматиче-
ской штамповке заранее нарубленных за-
готовок можно производить высадку го-
ловок, редуцирование и накатку резьбы
у деталей длиной до 1800 мм.
Процесс холодного выдавливания осно-
ван на использовании пластических
свойств металлов и сплавов и предста-
вляет собой формоизменение заготовки
путем всестороннего сжатия металла
с истечением его наружу в незамкнутую
полость штампа.
Холодным выдавливанием получают
парфюмерные тюбики, корпуса полюсов
для карманных батарей, корпуса элек-
трических конденсаторов, экраны для
радиоламп, цоколи, подстрочечные кон-
денсаторы, оболочки для электрических
нагревательных приборов, трубки для
водяного охлаждения фильтров опресни-
телей, клапаны и многие другие изделия.
Металл, применяемый для высадки,
объемной штамповки
и выдавливания ,
в холодном состоянии
Холодную высадку производят из ка-
либрованного металла преимущественно
круглого сечения диаметром 0,6—38 мм,
с допускаемыми отклонениями для нор-
мальной точности изготовления по 4-му
классу (система вала) и для повышенной
точности — по классу За. В отдельных
случаях можно использовать материал
большего диаметра и не только круглого,
но прямоугольного, шестигранного, тра-
пецеидального и овального профиля.
Преимущественно применяется сталь
углеродистая качественная марок от 0,8
по 45; сталь легированная марок 15Г,
20Г, 35Г2, 15Х, 20Х, ЗОХ, 35Х, 40Х,
40ХН, 15ХФ, 20ХФ, 25ХНВА, 40ХФА,
40ХНМ, 30ХНМ, ЗОХГС, 18ХНЗА, ШХ9,
ШХ15, 1Х18Н9Т, У10А, У12А и др.
132
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Фиг. 94. Примеры деталей, изготовляемых методом холодной высадки н объемной штамповки.
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
133
Углеродистая и легированная сталь,
предназначенная для холодной высадки,
должна иметь твердость не более HB2Q1.
Временное сопротивление разрыву не
более 75 кГ)смг, относительное сужение
не менее 40% и относительное удлинение
б6 не менее 13%.
Физико-механические свойства и хими-
ческий состав стальной калиброванной
проволоки для холодной высадки приве-
дены в ГОСТ 5663-51 и 1051-59. Стали,
применяемые для холодной высадки,
должны обладать высокой пластичностью
и небольшой способностью к упрочнению.
Влияние химического состава на свой-
ства стали приведены в табл. 63.
Поверхность калиброванного материа-
ла должна быть гладкой, без трещин и
плен, закатов, расслоений, черновин и
ржавчины.
Сталь, предназначенная для холодной
высадки, поставляется в отожженном
или нормализованном состоянии, протра-
вленная слабым раствором кислоты и
нейтрализованная в известковом молоке,
а также с фосфатированной поверхностью.
Кроме стали, широко применяются
цветные металлы и сплавы: чистый алю-
миний (марки А00, АВ1 и АВ2) и неко-
торые алюминиевые сплавы типа дюра-
люминий (марки ДЗП, Д1, Д16), цинк
(марки ЦО, Ц1 и Ц2), медь (марки Ml,
63, Влияние химического состава иа пластические свойства стали, подвергаемой
холодной высадке
Химический элемент Улуч- шает У худ- шает Дополнительные пояснения
Углерод (С) + Увеличение содержания С на 0,1% повышает на 6—8 кГ/мм*. Холодная высадка углеродистой стали с содержанием С > 0,2% требует отжига ее на струк- туру, обладающую наибольшей пластичностью, — зер- нистый перлит
Кремний (S1) + Наиболее отрицательное значение для холодной высадки имеет наличие Si в стали с содержанием углерода от 0,45 до 0,5%. Содержание Si > 0,2% резко снижает пластичность, вызывает при деформировании значитель- ный нагрев металла, уменьшает стойкость штампов и требует применения больших усилий для высадки
Марганец (Мп) + В углеродистой стали содержание Мп не должно пре- вышать 0,65%. Присутствие Мп необходимо для умень- шения вредного влияния серы S
Хром (Сг) + Сг особенно снижает пластические свойства высокоугле- родистой стали. Повышение содержания Сг на 0,1% в стали 40 увеличивает (Je на 2,5 к.Г/мм*. На снижение пластичности прн содержании углерода в стали менее 0,3% влияние Сг сказывается мало
Вольфрам (W) + Примесь W в количестве 0,15—0,25% улучшает процесс холодной высадки при одновременном повышении °т н %
Молибден (Мо) Ванадий (V) t Улучшает процесс холодной высадки н повышает <Jr и о * в
Алюминий (А1) + Сталь с добавкой AI в качестве раскислителя (0,03—0,05%) обладает высокими пластическими свойствами и склонна к образованию зернистого перлита
Никель (Ni) + Улучшает пластичность стали
134
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Фиг. 95. Способы формообразования головок.
Фиг. 96. Схемы однопозиционной высадки за один, два
действия: а, б — одноударная высадка головок гвоздя
ударная высадка; / и 2 — пуансоны.
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
135
М2 и М3), медноцинковые сплавы типа
латуней (JIC59, Л 62 и Л68), монельметалл
и др.
Способы формообразования
головок
Высадка крепежных деталей осуще-
ствляется преимущественно на горизон-
тальных холодновысадочных прессах-ав-
томатах. Формообразование головки мо-
жет осуществляться в матрице, пуансоне
и одновременно в обеих частях штампа
(фиг. 95, а—м). Скорость движения
Для изготовления коротких шестигран-
ных болтов и других подобных изделий
применяется также и многопереходная
высадка. В этом случае заготовка остается
в течение всего процесса формообразова-
ния в одной и той же матрице, блок же
матриц с заготовками по переходам
периодически поворачивается, а пуансо-
пуансона в начале осадки заготовки
равна 0,15—1,5 м!сек. Скорость дефор-
ны перемещаются
вдоль одних и тех
же линий высадки.
Матрицы при
м н огопозиционной
высадке выполня-
ются с заготови-
тельными и окон-
мации вдоль оси заготовки
у. 100
составляет 1300—20 000%/сек (табл. 64),
где е — степень деформации при осадке
(высадке); t — время периода деформа-
ции в сек.
Выбор количества переходов и расчет
конических (заготовительных) пуансо-
нов. Холодная высадка осуществляется:
1) в одной матрице (однопозиционная
высадка) за один удар (фиг. 96, а и б)
или по схеме последовательного процесса
(фиг. 96, в и г) за два или три удара;
2) в нескольких матрицах (фиг. 97),
по схеме параллельно-последовательного
процесса (многопозиционная высадка).
«НАН-
S)
Фиг. 98. Схема высад-
ки в один переход:
а — начало высадки;
б — конец высадки.
Фиг. 99. Схема высадки
в два перехода: а — ко-
нец первого перехода; б—
конец второго перехода;
1 — матрица; 2 — заго-
товительный пуансон;
3 — чистовой пуансон;
4 — выталкиватель; 5 —
упорный палец.
Фиг. 97. Схемы процесса многопозициоиной
высадки параллельно-последовательного дей-
ствия.
При однопозиционной холодной вы-
садке формообразование изделия осуще-
ствляется за 1, 2 и 3 перехода в зави-
симости от его конфигурации и размеров
(табл. 65) Наибольшее количество типо-
размеров крепежных деталей охватывает
двухударная высадка.
Многопозиционная высадка осущест-
вляется по следующей схеме: заготовка
после каждого перехода переносится из
одной матрицы в другую и к ней на ка-
ждой позиции подходит соответствующий
ей пуансон.
нательными ручьями, а при многопе-
реходной — только с окончательными
ручьями (как при однопозиционной вы-
садке). При всех способах высадки и
объемной штамповки в соответствии с при-
нятыми технологическими процессами
применяются заготовительные, предва-
рительные, окончательные и другие пуан-
соны.
Для определения свободной длины, а
также для расчета размеров рабочей
полости конического пуансона прини-
мается, что сечение стержня изделия
в месте перехода его в головку лежит
в плоскости 1—1 (табл. 66), которая
именуется основной. Утолщенную часть
стержня, диаметр которой не превышает
1,3 диаметра исходной заготовки (при
некруглом сечении соответственно при-
нимается такое же увеличение большего
размера сечения), относят к стержню, а
более толстую часть принимают за го-
ловку. При определении свободной дли-
ны учитывается весь металл, идущий
на образование головки и заполнение
зазоров канала матрицы от основной
136
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
64. Скорости движения пуансона в начале деформирования и скорости деформации
Прессы-автоматы Диапазон размеров автоматов в мм Принятое значение —т- d Угол положе- ния криво- шипа в нача- ле штамповки в град Скорость дви- жения пуан- сона х раб в м[ сек К Н s о л 3 о-е- а
Одноударные хо- лодновысадочные с цельной ма- трицей с резъемиой матрицей 3—10 4,5—6 2 - 0,25—0,4 0,7—0,8 4350-1800 9000—6000
Двухударные холод- новысадочные с цельной матрицей с разъемной матрицей с универсальной матрицей 3—20 6—25 6—20 3 42—45 0,7—1 0,75—1,3 1,25-1,4 6000—1300 6000—1300 7800-2300
Гвоздильные с горизонтальным расположением зажимных и от- резных матриц 1,2—4,5 1,5 20 0,5—0,9 20 000—12 000
Обрезные с возмож- ностью использования для повторной штам- повки Гайкоштамповочные с кривошипно- рычажным при- водом ползуна многопозиционные 10—20 5—20 — 40 20 0,5—0,65 0,14 —
65. Выбор количества переходов при высадке стержневых крепежных деталей
Число пере- ходов (уда- ров) Относительные раз- меры высаживаемой части заготовки и вы- саженной ГОЛОВИН № фиг. Детали
ftp d D d
1 2,5 2,0 98 Заклепки, винты, шурупы и тому подобные изделия с полукруглой, потайной или полупотайной головкой
2 2,5—4 2-2,5 99 Заготовки болтов, заклепки, винты и другие изделия, имеющие цилиндрические головки, головки с усом или квадратным подголовком
3 4—6 2,5-4 Винты с крестообразным шлицем, болты с наружным и внутренним шестигранником н другие сложные в тех- нологическом отношении детали
Примечания: 1. Конический (заготовительный) пуансон 2 (фиг. 99, а и 96, в), про-
межуточный в случае трехударной высадки (фнг. 96, г) и чистовой 3 (фиг. 99, б) автоматиче-
ски устанавливают на линию высадки последовательно перед соответствующим ударом.
2. Пуансоны 2 и 3 (фнг. 99; см. также фиг. 96, виг) закреплены в пуансонных салазках,
которые перемещаются в высадочном ползуне вертикально (прямолинейно) или по дуге.
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
137
плоскости до торцовой части заготовки
со стороны стержня.
При разработке технологии холодной
высадки вновь осваиваемой детали не-
обходимо экспериментально проверить
выбранное число переходов. Особо слож-
ные в технологическом отношении детали
изготовляют за четыре и даже за пять
переходов. Иногда, особенно при высадке
сложных изделий из стали, содержащей
углерода больше 0,2%, требуется про-
межуточный отжиг. В этом случае при-
меняют повторную высадку на прессах
с бункерной загрузкой, что значительно
расширяет номенклатуру высаживаемых
деталей как по их конфигурации, так и
по размерам.
Для набора металла — уменьшения от-
носительной длины высаживаемой части
заготовки и увеличения среднего диа-
метра— применяют заготовительные (ко-
нические) пуансоны, рабочая полость
которых должна отвечать двум основным
требованиям:
смещение оси заготовки должно быть
не более 0,15 ее диаметра (фиг. 100);
относительная длина конической осадки
![)! = -— (фиг. 101) не более 2,5 [34].
“ср
Фиг. ЮО.Началовы-
садки коническим
пуансоном и допу-
стимый изгиб заго-
товки.
Соблюдая эти условия, противополож-
но влияющие на величину угла конуса
пуансона, исходя из объема металла,
идущего на образование головки, на-
ходят диаметр расчетного конуса
(см. фиг. 101) по формуле
Вк •= Лм 6tg -g- • -—1 •
При расчете размеров конической поло-
сти учитывают недоход п пуансона до
основной плоскости [4].
Диаметр конуса DK (фиг. 102) опреде-
ляют по формуле
_ -1 Г 24 а з а
£>«=]/ - tg-jГ + йк— tg ?-п,
здесь dK — диаметр цилиндрического от-
верстия конического пуансона, или наи-
меньший диаметр заготовки (domin); V —
объем деформируемой части заготовки,
Фиг. 102. Положение высадочного
инструмента при конечной стадии
высадки заготовительным кони-
ческим пуансоном: / — матрица;
2—конический пуансон; 3 — упор-
ный палец; 4 — чистовой пуансон.
идущей на образование головки; п —.
недоход конического пуансона до основ-
ной плоскости;
п = а b -f- с,
где а — расстояние от переднего торца
матрицы до основной плоскости; Ь —
расстояние между передними торцами
окончательного пуансона и матрицы;
с — расстояние между передними тор-
цами конического и окончательного пуан-
сонов.
Для стандартных крепежных изделий
оптимальный угол конуса для первой
конической осадки принимают 6° (3° на
сторону), а для второй — 12°. Пуансоны
с такими углами конуса обеспечивают
коническую высадку головки, у которой
ф1==^= 1,54-2,5.
При углах 6 и 12° диаметры конусов
соответственно DKi и определяют по
упрощенным формулам:
при а = 6° DK1 = у/0,47 +Й — 0,1 п;
при а== 12° DKe = ]/о,8У-^с1к—О,2п.
Высоту рабочей полости пуансона на-
ходят по формуле
1 / а \ ! \
Н — ~2 ~2 — ®)»
138
ТЕХНОЛОГИЯ ковки И ШТАМПОВКИ
66. Формулы для определения диаметра большего основания усеченного конуса
(DK) заготовительного (конического) пуансона (без вычисления объема)
Эскиз Формула
1 7 dk = |/”б tg у D!/i + d* — 2 tg у п DK1 = V 0,314 D*h + d^ -0.1л DKs = У 0,63D2/i 4- d* - 0,2л
к 1 Z 1,1 А>1)« • ~4~ А>/,6с/м 3 ОК=Г 6 tg у D'ft 4-0,4A'K + 4 — 2 tg у n
- 1 DKi = V 0,314D2ft + 0,4A2/<4- 4 - 0,1л dk2 = V 0.63Daft + 0,4A2X + 4 — °’2n
тА Л I / ок= Ге tg^(o2/i+^+273) + 4-2tgyn OK1= j/ 0,314 + 4-0,1л D,Ca = 0,63 ^D2/i —y- + + 4 - 0,2л
Л 1 F 7 DK= j/'6tgy(£y+2^) + 4-2tg7'n 0К1=Г°.3>Ч^ +^)+ 4-0,1л
к к } 1 >D'k ~g?—Ь 6<>1,34н Д D-, >1,64 I- DK = Г6 fg Y ( D-^h 4- 4- D\ К ) + 4 - 2 tg у n 0,314^-^-4-^4-D^4-4-0,ln
Д= }/ 0.63 ^4-^4-D^4-4- 0,2л
**!/? я 1 Л 1,1 A >D% DK = Г6 ‘г 4 + 2Т ) + °’4ЛгЛ + 4 - 2 tg у И
F A>1,1dM Д А>1,Ьс/м i °К1 = |/ 0,314 + ^ + 0,4А2Л 4- 4 -0,1л
DKs = у/ 0,63 (— + -у ) 4- 0,4А2К 4- 4 - 0,2л
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
139
где 6 — половина допуска на угол а
конуса.
При изготовлении конуса пуансона по
номинальному углу образуется участок f
(см. фиг 102), который обеспечивает
лучшее центрирование заготовки.
Формулам для определения высоты
рабочей полости первого и второго пуан-
сонов придают следующий вид:
= 10 (DKl — dK)
и Н2 = 4,8 (DKa — dK).
Формулы для определения DK, DK и
D без вычисления объемов приведены
2
в табл. 66.
Выбор типа матриц. Тип матрицы для
высадки определяется относительной дли-
ной стержня высаживаемой детали, техно-
логией высадки и требованиями качества
(табл. 67).
Высадка в цельной мат-
рице (фиг. 103). Проволока или пруток
1 подается периодически вращающимися
желобчатыми роликами 2 через отверстие
отрезной матрицы 3 до упора 4. При дви-
жении ножа 5 вперед от прутка отре-
зается заготовка, которая с помощью
Фиг. 103. Процесс одноударнон высадки в цель-
ной матрице.
специального удерживающего устройства
6 переносится на линию высадки. При
движении пуансона 7 к матрице 8 заго-
товка сперва заталкивается в отверстие
матрицы до упора в стержень выталки-
вателя 9, а затем происходит высадка
головки Нож, после того как заготовка
несколько вошла в ручей матрицы, отхо-
дит назад в исходное положение. При
отходе пуансона высаженная деталь уда-
ляется из матрицы выталкивателем 9.
Длина стержня штампуемой детали опре-
деляется положением выталкивателя 9.
Высадка в разъемной мат-
рице (фиг. 104). Проволока или пру-
ток 1 подается периодически вращаю-
щимися желобчатыми роликами 2 через
Фиг. 104. Процесс высадки в разъемной
матрице.
отрезную матрицу 3 и разомкнутые мат-
рицы 4 и 5 до поворотного упора 6. Мат-
рица 4, двигаясь вправо, своей торцовой
поверхностью отрезает от прутка заго-
товку, которая переносится матрицами
4 и 5 на линию высадки, где зажимается.
Выступающая часть заготовки выса-
живается пуансоном в головку соответ-
ствующей формы.
В процессе высадки диаметр отрезан-
ной заготовки несколько увеличивается
и матрицы расходятся на величину 6,
равную 0,1—0,2 мм. Матрицы конструи-
руют с таким расчетом, чтобы стержень
высаженного изделия имел бы круглое
сечение.
После высадки матрицы 4 и 5 с по-
мощью отжимной пружины 7 смещаются
назад на линию подачи; во время обрат-
ного движения матрицы раздвигаются
на величину Д роликом 8, опускающимся
посредством скошенной планки 9 (или
клином). Высаженная деталь выталки-
вается при следующем цикле подачи.
Длина высаживаемой детали опреде-
ляется длиной самой матрицы.
о
67. Выбор типа матрицы для холодной высадки
Тип матрицы Длина стержня высаживаемой детали Назначение матрицы Качество изделия Технологические особенности
Цельная Z5 81/ 1. Штамповка и высадка детали. 2. Редуцирование стержня (в этом случае матрица со- стоит из собственно ма- трицы и глазка) Деталь получается гладкой без заусенцев под головкой Максимальная длина 1 высаживаемой в цельной матрице детали определяется силой выталкивания и прочностью вы- талкивателя. В отдельных случаях допу- скается длина 1 10 d, ручей матрицы выполняется с небольшим конусом для облегчения выталкивания
Разъемная 8d 1. Штамповка н высадка детаЛи. 2. Плющение, выдавливание углублений и т. п. 3. Гибка стержня. 4. Зажим заготовки при вы- садке длинных стержней для удержания от продоль- ного смещения Под головкой и по длине стержня в местах разъема матрицы могут обра- зовываться неболь- шие заусенцы Редуцирование стержня в разъемной ма- трице не производится. В специальных прессах-автоматах с разъемной матрицей можно осуществлять высадку головок у длинных тяг (до 1800 мм) или редуци- рование пуансоном концов их под резьбу. Матрицы в этом случае изготовляют с по- перечными канавками в ручьях. Можно производить также одновременно двух- стороннюю высадку на специальных прессах-автоматах
Универсальная (в матрич- ную подушку может встав- ляться как цельная, так и разъемная матрица) - 1. Штамповка и высадка детали. 2. Редуцирование стержня (в случае высадки в цель- ной матрице) Качество детали опре- деляется типом матрицы, вставленной в матричную подушку При высадке разъемные матрицы сжаты. Для облегчения выталкивания одна матрица отходит от другой. Отрезка и перенос заготовки осуществляются как и в прессах-автоматах с цельной матрицей; в этом случае разъемные матрицы для поперечной деформации не используются
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
142
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Разъемные матрицы выполняются чаще
всего квадратного сечения; применяются
также шестигранные и иногда восьми-
гранные матрицы.
Высадка в универсальной
(комбинированной) матри-
це. Универсальные матрицы предста-
вляют собой разделенные на две поло-
вины цельные матрицы, и высадка в них
происходит по тому же принципу, что
и в цельных; в момент выталкивания
сжатие двух половин матрицы ослаб-
ляется.
Способы изготовления болтов
с шестигранной головкой
на прессах-автоматах
1. Однопозиционная штамповка (фиг.
105):
а) Высадка на двухударном прессе-
автомате шестигранной головки (метод
Фиг. 105. Схема по-
лучения шестигранной
Головин по методу
ЗИЛ на двухударном
автомате.
ЗИЛ) с образова-
нием в ней цилин-
дрической выемки
глубиной до 0,5 вы-
соты головки. Ука-
занное углубление,
не ухудшая каче-
ства изделия, обес-
печивает лучшее
заполнение шести-
гранной полости
матрицы [12]. Пре-
имущество этого
способа — возмож-
ность безотходной
высадки болтов на
обычном двухударном прессе-автомате;
недостаток—нечеткое заполнение граней.
б) Высадка на обычном двухударном
холодновысадочном автомате с приме-
нением пуансона со скользящим сер-
дечником; при первом ударе высажи-
вается коническая головка, при втором
окончательно оформляется шестигран-
ник.
в) Высадка за два перехода: при пер-
вом переходе происходит редуцирование
стержня во время заталкивания заго-
товки в матрицу и высадка цилиндри-
ческой головки; при втором — обре-
заются грани с последующим выталки-
ванием полученного болта через отверстие
пуансона. Матрица выполняется с твер-
досплавной вставкой. Способ разработан
и применен на Магнитогорском кали-
бровочном заводе для болтов диаметром
от 6 до 12 мм. При этом процессе у опор-
ной поверхности головки болта образует-
ся заусенец.
2. Двухпозиционная штамповка:
а) Двухударная или трехударная вы-
садка с последующей обрезкой головки
(фиг. 96, 106, 107 и 139). Этот способ,
оставаясь в настоящее время еще наи-
более распространенным, характеризует-
ся тем, что головка болта имеет значи-
тельный наклеп, вследствие чего болт
не является равнопрочным, как это вид-
но из графиков степеней деформации и
предела текучести на фиг. 107.
б) Безотходная высадка головки на
двухударном холодновысадочном авто-
мате с цельной матрицей (фиг. 108) с по-
следующим формообразованием шести-
гранника на автомате для повторной
высадки (метод К. К. Преображенского,
завод «Красная Этна»), При этом способе
в случае необходимости может приме-
няться промежуточный отжиг штампуе-
мой заготовки. При штамповке обеспе-
чивается высокая стойкость инструмента
и стабильность процесса.
в) Высадка на двухпозиционном хо-
лодновысадочном прессе-автомате завода
«Красная Этна»; формообразование шести-
гранной головки осуществляется в двух
матрицах за два перехода (фиг. 109).
3. Трехпозиционная штамповка:
а) Изготовление болтов на многопо-
зиционных прессах-автоматах с примене-
нием двойного редуцирования стержня и
обрезкой граней (фиг ПО). Этот метод
Фиг. 110. Изменение предела текучести и по-
требная работа деформации при получении
болта с применением двойного редуцирования:
1, 2 и 3 — переходы.
дает возможность значительно снизить
длину высаживаемой части при изгото-
влении обычных болтов благодаря приме-
нению исходного материала большего
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА J43
О
'to
Фиг. 111. Изменение предела текучести и по-
требная работа деформации при получении
болта с применением процессов выдавливания
и редуцирования- 1,2 — переходы; 3 — переход
и суммарная работа.
диаметра. Как правило, диаметр исход-
ного материала берется на 10—15%, а
иногда и на 20% больше диаметра резьбы.
На фиг. ПО видно, что предел текучести
болта на участке головки незначительно
отличается от предела текучести стержня
и накатываемой части, т. е. при этом
процессе болт более равнопрочен чем
при обычной высадке.
б) Безотходное получение болтов на
трехпозиционном холодновысадочном ав-
томате с редуцированием стержня. При
формообразовании шестигранника при-
меняются скользящие сердечники в под-
пружиненных пуансонах.
4. Четырехпозиционная штамповка:
а) Получение шестигранной головки
на 4-позиционном прессе-автомате с при-
менением процессов истечения, редуци-
рования и обрезки граней (фиг. 111).
При этом способе изготовления умень-
шение поперечного сечения при выда-
вливании составляет 50—60%, и в исклю-
чительных случаях может доходить до
80%. Процесс выдавливания можно при-
менять при наименьшем диаметре исход-
ного материала около 6 мм и диаметре
стержня готовой детали — 3,5 мм.
р
Степень деформации In -° для стержня
Г 1
составляет ~ 1,25, а для головки —
примерно 1. Предел текучести в этом
случае у головки оказывается даже ниже,
чем у стержня В целом разница в меха-
нических свойствах отдельных участков
болта сравнительно невелика. Наиболее
прочным участком является накатывае-
мая часть стержня.
Фиг. 112. Безотходная высадка шестигранной головки на 1, 2, 3 и 4 —
позициях.
144
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
б) Безотходное получение шестигран-
ной головки на 4-позиционном прессе-
автомате с применением процессов выда-
вливания и редуцирования. При этом
способе изготовления болтов (фиг. 112)
подпружиниваются пуансоны на 2-й и
4-й позициях в процессе предваритель-
ного и окончательного формообразования
шестигранной головки.
Кроме описанных способов болты и
подобные им крепежные детали со стерж-
нями малой длины могут изготовляться
на многопереходных автоматах с вра-
щающимся матричным блоком.
Высадка винтов, клеммных
болтов и заклепок
Высадку винтов с внутренним шести-
гранником выполняют двумя способами:
1) на двух прессах-автоматах: холодно-
высадочном и для повторной высадки;
2) на четырехпозиционном холодновы-
садочном автомате.
Фиг. 113. Высадка внутреннего шестигранни
ка — 1-й переход.
При первом способе вначале на двух-
ударном холодновысадочном автомате
с цельной матрицей высаживают головку
(фиг. ИЗ). Высаженные заготовки под-
I— Н—4
Фиг. 114. Высадка внутреннего шестигран
инка —- 2-й переход.
вергают отжигу (( = 8Ь0-ь900° С), после
чего на автомате для повторной высадки
или на вертикальном кривошипном прессе
осуществляют за один переход выдав-
ливание внутреннего шестигранника и
окончательное формообразование голов-
ки (фиг. 114).
Фиг. 115. Высадка болта с внутренним
шестигранником на многопозиционном
холодновысадочном автомате а отрезка
заготовки; 1, 2, 3 и 4 — переходы.
При втором способе (фиг. 115) на пер-
вой формообразующей позиции произво-
дят подкалибровку отрезанной заготовки
с образованием фаски. На второй пози-
ции выдавливают
стержень методом
истечения. Степень
деформации для
винта, например,
диаметром 8 мм,
составляет ~60%.
На третьей пози-
ции высаживают
головку в виде усе-
ченного конуса со
сферической намет-
кой на торце, на
четвертой выдавли-
вают внутреннее
шестигранное уг-
лубление и окон-
чательно высажи-
вают цилиндриче-
скую головку. Все
Фиг. 117. Выдавлива-
ние рабочих гнезд в
пуансоне для высадки
полукруглых головок
с прямым шлицем:
1 — мастер-пуансон;
2 — направляющая
втулка; 3 —• заготовка;
4—обойма; 5—кольцо.
четыре перехода выполняются в матри-
цах [25J.
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
145
При этом способе в связи с примене-
нием процесса выдавливания стержня из-
делие получается сравнительно равно-
прочным и отпадает необходимость в про-
межуточном отжиге для винтов из низко-
При холодной объемной штамповке сле-
дует учитывать упрочнение металла
(фиг. 119) F — проекция площади выда-
вливаемого гнезда в .ил2.
углеродистых сталей.
Высадка винтов с
полукруглыми голов-
ками и прямым шли-
цем производится на
двухударном холодно-
высадочном прессе-ав-
томате с цельной мат-
рицей в два перехода
(фиг. 116) [11].
Окончательные (чи-
стовые) высадочные
пуансоны для полу-
круглых головок вин-
тов с прямым шлицем
успешно из готовл я ют
методом холодного вы-
давливания Выдавли-
вание двухстороннего
рабочего профиля пу-
ансона производят на
гидравлическом или
винтовом прессе за
одно нажатие в при-
способлении (фиг. 117)
с помощью двух зака-
ленных мастер-пуан-
сонов Затем на боко-
вой поверхности встав-
ки фрезеруют лыски.
Выдавленные вставки
из стали У10А терми-
чески обрабатывают до
59—61.
6)
Фиг. 118. Схема
выдавливания ра-
бочего гнезда и
график усилия.
твердости HRC
На фиг. 118 изображен график силы
выдавливания гнезда в пуансоне, выпол-
ненном из стали У10А.
Силу выдавливания можно определить
по формуле
^выд^У 'вТ
где у = 3,5-4-3,75; <тт — предел текуче-
сти инструментальной стали в кГ/мм*.
Фиг. 119. Кривые упрочнения при
сжатии углеродистых сталей: 1 —
горячекатаная сталь 10; 2 — калиб-
рованная сталь 10 8'= 20%; 3 — го-
рячекатаная сталь 20; 4 — калибро-
ванная сталь 20; 8'=21,5%; 5 — го-
рячекатаная сталь 25; 6 — калибро-
ванная сталь 25, 8' = 46%; 7 —
отожженная сталь 45; 8 — горяче-
катаная сталь 45; 9 — калиброванная
сталь 45, 8' = 13%; 10 — калибро-
ванная сталь 45, 8' = 30% [14].
Безоблойная холодная высадка клемм-
ных болтов Мб с фасонной головкой
производится из проволоки диаметром
5,2 мм на двухударном прессе-автомате
с последующей накаткой
резьбы. Рабочая полость
заготовительного пуансо-
на представляет собой
усеченный конус с элли-
питическим основанием
Высадка перехода таким
пуансоном обеспечивает
получение при втором
ударе четкого фасонного
профиля головки болта
без заусенца [11].
Рабочие полости заго-
товительного и оконча-
тельного пуансонов (фиг.
121) изготовляют методом
холодного выдавливания
с помощью мастер-пуан-
сонов (фиг. 120) из стали
У10А, имеющих после
закалки и отпуска твер-
дость HRC 59—61. Пуан-
соны термически обрабатывают (твер
дость HRC 60—62).
Фиг. 120. Ма-
стер-пуансон
для выдавли-
вания рабоче-
го гнезда в пу-
ансоне для вы-
садки клемм
146
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Фиг, 121. Пуансоны для высадки головки
клеммного болта.
Фиг. 122. Однопозиционная высадка полу-
пустотелой заклепки на специализирован-
ном автомате.
Фиг. 123. Матрица для однопо-
зиционной высадки полупустоте-
лой заклепки на стандартном хо-
лодновысадочном автомате: 1 —
корпус; 2 и 4 — вставки; 3 — про-
шивная игла; 5 — стержни; 6 —
выталкиватель.
Переходы 8 8ыса- Переходы 8 прошид-
дойной матрице wo матрице
Фиг. 124. Двухпозицнонная высадка полу-
пустотелой заклепки на специализирован-
ном автомате.
Для высадки полупустотелых заклепок
применяют в основном три способа:
1) однопозиционный, 2) двухпозиционный
и 3) многопереходный
Высадку потупустоте »ых закяепок по
первому способу выполняют на специаль-
ном автомате. Цилиндрическая заготовка,
отрезанная от проволоки, сперва наса-
живается высадочным пуансоном 1
(фиг, 122) на прошивной пуансон 2,
в результате обра-
зуется пустоте-
лость. При даль-
нейшем ходе пол-
зуна вперед, про-
исходит высадка
головки (образова-
ние конуса). При
втором ударе окон-
чательно оформ-
ляется головка за-
клепки, после чего
готовая деталь вы-
двигается из выса-
дочной матрицы и
снимается съемни-
ком 3.
Однопозицион-
ную высадку полу-
пустотел ых закле-
пок осуществляют
также и на обычном
хол одновысадоч-
ном двухударном
автомате с цельной
матрицей. В этом
случае матрицу из-
готовляют состав-
ной (фиг. 123). При
заталкивании заго-
товки в матрицу
в торце стержня
образуется пусто-
телость; затем за
два удара высажи-
вается головка.
Готовая заклепка
выталкивается вы-
талкивателем 6, приводимым в движение
от механизма выталкивателя посредством
стержней 5.
Для высадки по второму способу
применяют специальные двухпози-
ционные холодновысадочные прессы-ав-
томаты с двумя матрицами (фиг. 124).
В первой матрице производится высадка
головки (за один или два удара). Затем
заклепка переносится пружинными паль-
цами на осевую линию второй матрицы,
где происходит первоначальное образо-
V
Фиг. 125. Многопере-
ходная высадка полу-
пустотелой заклепки
на автомате модели
АЮОО: /—11 — пере-
ходы.
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
147
ванне пустотелости насаживанием стерж-
ня заклепки 1 на прошивной пуансон-
выталкиватель 3. Окончательно пустоте-
лый стержень оформляется при выталки-
вании заклепки из прошивной матрицы.
Снимается деталь захватами при обрат-
ном ходе высадочного пуансона'2.
Многопереходная высадка полупусто-
телых заклепок осуществляется на спе-
циальных прессах-автоматах или на вер-
тикальных кривошипных прессах с при-
менением соответствующих штампов.
Промышленный образец автомата для
К этому времени следующий толкатель
перемещается в крайнее переднее поло-
жение и высаживает головку предыдущей
заготовки, позиция 2. Ползун с блоком
пуансонов приходит в крайнее переднее
положение. Происходит проталкивание
из ножа в матрицу на позицию 1 очеред-
ной заготовки.
На позициях с 3 по 11 осуществляется
постепенное образование углубления
в стержне ранее высаженных заготовок,
а на позиции 12 — выталкивание гото-
вой заклепки из матрицы.
Фиг. 126. Многопереходная высадка полупустотелой заклепки на вертикальном
прессе в штампе-автомате.
изготовления полупустотелых заклепок
диаметром от 1,4 до 3 мм создан Экспе-
риментальным научно-исследовательским
институтом кузнечно-прессового машино-
строения (ЭНИКМАШ) в Воронеже и
Одесским заводом кузнечно-прессового
оборудования им. XVI партсъезда. На
этом автомате высаживаются заклепки
с длиной стержня 5—8 мм и диаметром
пустотелости 0,8—2 мм. Наибольшая
глубина пустотелости составляет 2,5.1г,и.
Материал заклепок — калиброванная ла-
тунная, медная и алюминиевая прово-
лока; производительность такого автома-
та составляет 4500 заклепок в час [31].
При ходе ножа вперед происходит от-
резка заготовки и перенос ее на линию
заталкивания, позиция 1 (фиг. 125).
Способ получения полупустотелых и
пустотелых заклепок на многопозицион-
ных штампах-автоматах (фиг. 126), уста-
навливаемых на универсальном криво-
шипном прессе. В штампе можно изго-
товлять заклепки из стали, латуни, меди
и других материалов. Механизм автома-
тической подачи проволоки смонтирован
в штампе. Проволока подается до упора,
отрезается ножом, и заготовка подается
вниз в гнездо матрицы [15]
На первом переходе заготовка под
пружиненным пуансоном 3 досылается
в матрицу. На втором переходе пуансон
9 высаживает головку, а пуансон 4 обра-
зует коническое углубление в стержне.
При обратном ходе ползуна пресса
втулка 8 силой пружины выталкивает
148
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
матрицу 2 на уровень верхней плоскости
плиты-/ и при дальнейшем повороте ре-
вольверной головки на угловой шаг за-
клепка вместе с матрицей переносится
на третий переход. Пуансон 5 при ходе
ползуна пресса вниз внедряется в выемку
торца стержня заклепки и перемещает
вместе с ней матрицу вниз до соприкосно-
вения головки заклепки с пуансоном 9,
и пуансон 5 выдавливает конусное отвер-
стие. Вследствие разницы в углах (на
матрице угол 20°, а на пуансонах 18 и
16°) при выдавливании отверстия металл
свободно течет вверх в расширяющийся
зазор, образуя воронку с утолщенными
стенками наверху. При выталкивании
заклепки пуансоном 6 на переходе 5
матрица цилиндрической частью свора-
чивает воронку в трубку и протягивает
ее утолщенные стенки.
При обратном ходе ползуна пресса
заклепка снимается съемником 7 и па-
дает вниз.
Геометрия матриц и пуансонов дает
возможность за два перехода получить
отверстие глубиной 7—8 диаметров от-
верстия заклепки в таких материалах,
как сталь, латунь, медь и др. Материал
пуансонов сталь Х12Ф1 и ЭИ790.
Пустотелые трубчатые заклепки изго-
товляют также, как и полупустотелые,
но при этом добавляется переход —
пробивка отверстия в дне заклепки.
Объемная штамповка сложных
деталей
Штамповка сложных в технологиче-
ском отношении деталей осуществляется
как на многопозиционных прессах-авто-
20
Фиг. 127. Корпус
пресс-масленки.
рода штамповочных
матах параллельно-последовательного
действия, так и ме-
тодом последова-
тельной штамповки
в ряде обычных
прессов (в холод-
ном состоянии или
с при мене нием'
эле ктроподогрева),
а также путем сов-
мещения разного
операций с опера-
циями резания.
Высадка * корпуса пресс-масленки
(фиг. 127). Корпус высаживают из бун-
товой стали 10 или 15 диаметром 6,3_0,05
за три перехода на трехударном авто,
мате 83ВА. При высадке короткая
* Разработана и внедрена на ЗИЛе,
часть детали, с которой сопрягается
шприц тавот-пресса, находится в мат-
рице. Более длинная часть в виде усе-
ченного конуса формуется тремя последо-
вательно подводимыми пуансонами.
Кольцевую выемку на головке полу-
чают на накатном автомате 12НА, диа-
метр сферической части при этом соста-
вляет 6,7_0,2. Далее производят гал-
товку в барабане и, наконец, накатку
резьбы 1/в" Бригса на резьбонакатном
автомате 12НА.
Ступенчатое отверстие сверлят за че-
тыре перехода с последующим обжатием
кромки шариком на специальном станке.
Шаровой палец грузовых автомоби-
лей ЗИЛ (фиг. 128) изготовляют путем
Фиг. 128. Переходы и схема высадки шарового
пальца.
холодной высадки конической части
на вертикальном прессе усилием 80 т,
редуцирования цилиндрической части под
резьбу и образования конических уг-
лублений на торцах (вместо зацентровки).
На первой операции сохраняется неиз-
менной цилиндрическая часть заготовки
для образования сферической головки.
Во второй операции производят нагрев
цилиндрической части заготовки токами
высокой частоты до 800—-900°,
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
149
На третьей операции, на вертикальном
прессе усилием 80 т высаживается сфе-
рическая головка с образованием на
торце фигурного углубления.
Многопозиционная высадка ступенча-
того пальца протекает следующим обра-
зом (фиг. 129). Заготовка, отрезанная
Фиг. 129. Многопозицнонная высадка ступен
чатого пальца.
ножом 1 и перенесенная на первую
линию высадки, заталкивается в гла-
зок 2, вмонтированный в матрицу 3
При этом происходит первое редуциро-
вание ее конца со степенью обжатия
в = 43%.
Когда ползун с пуансонами отходит
назад, заготовка в соответствующий мо-
мент выдвигается выталкивателем из
глазка в транспортирующие пальцы,
которые переносят ее с первой линии
штамповки на вторую. На второй линии
передний конец заготовки путем заталки-
вания в глазок 4 диаметром 6 ± 0,и12 мм
окончательно редуцируется со степенью
обжатия е = 24%, а остальная часть
стержня осаживается до диаметра
10 мм.
Далее заготовка выталкивается и пе-
реносится на третью линию штамповки.
Здесь пуансон 5 с глазком 6 из твердого
сплава заталкивает,заготовку во вставку
7, где происходит образование фаски на
торце хвостовика диаметром 6 мм, в это
же время осуществляется высадка бур-
тика диаметром 12 мм и редуцирование
другого конца стержня до диаметра 9 мм
(в = 19%).
Штамповка коротких изделий типа ша-
риков и роликов производится с приме-
нением либо подпружиненного пуансона,
который выстаивает некоторый промежу-
ток времени, чтобы дать возможность но-
жу уйти из зоны штамповки (фиг. 130, а),
либо захватывающих пальцев 4, кото-
рыми удерживается заготовка при отводе
ножа в крайнее заднее положение
(фиг. 130, б). Для более качественного
среза одновременно с ножом переме-
щается удерживающий палец-заталкива-
тель 3. При подходе пуансона 5 к заго-
товке пальцы быстро раскрываются, про-
пуская пуансон в крайнее переднее по-
ложение [23].
Холодная штамповка шестигранных
гаек из круглого калиброванного мате-
риала производится за четыре или пять
переходов. Пределы размеров штампуе-
мых гаек (по номинальному диаметру
резьбы) — от Мб до М24. Производитель-
ность автоматов (теоретическая) до 125 де-
талей в минуту.
Отштампованная гайка имеет наруж-
ные и внутренние фаски с двух сторон,
чистота поверхности ее соответствует
5—6-му классам. После штамповки в гай-
ках нарезается резьба, производится
окончательный их контроль и антикор-
розионная обработка.
Фирмой «Гатебур» предложен процесс
изготовления гаек из шестигранного
прутка на двух машинах: на холодновы-
садочном автомате производится опера-
ция отрезки, подкалибровки и предвари-
тельной штамповки фаски; на вертикаль-
ном прессе-автомате с бункерной загруз-
кой — окончательная штамповка гаек.
Гайки с диаметром резьбы более 24 мм
штампуют из круглого калиброванного
прутка в нагретом состоянии (фиг. 131).
Для штамповки деталей более сложной
конфигурации с высокой степенью дефор-
мации и относительно больших размеров
может быть применен процесс высадки
с электроподогревом; при этом способе
штамповки длина высаживаемой части
прутка за один ход ползуна может быть
значительно увеличена.
150
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Высадку с электроподогревом можно
осуществлять на вертикальных криво-
шипных прессах с револьверным столом,
снабженным электронагревательным уст-
ройством. При этом удельное давление
может быть 10—15 кГ!мм?.
Примером сложной объемной штам-
повки на двухударном холодновысадоч-
ном автомате может служить барабанчик
счетного механизма (фиг. 133). Форма
исходной заготовки — плоский шести-
гранник, вырубленный из алюминиевой
Фиг. 130. Способы высадки
шарика.
На Горьковском автозаводе высадкой
с электроподогревом изготовляют, напри-
мер, такие детали, как рычаг рулевой
трапеции и болт толкателя двигателей
автомобилей На автозаводе им. Лихачева
производится высадка толкателя с при-
менением высокочастотного нагрева.
Схема электронагрева для точной вы-
садки и характер распределения темпе-
ратуры в заготовке изображены на
фиг. 132.
полосы или ленты. Выступы и отверстия
образуются при штамповке [9].
Пример переходов при холодной объ-
емной штамповке деталей типа тарелок,
колец, шайб и колпачков приведены на
фиг. 134 и 135 [2].
Большой интерес представляет полу-
чение сложных по конфигурации деталей
путем радиального внедрения пуансонов
в тело заготовки (фиг. 136 и 137) Штамп
фиг. 138 устанавливают на столе пресса,
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
151
Фиг. 131. Схема процесса горячей объемной
штамповки гайки: 1 — отрезка заготовки; 2 —
предварительная штамповка гайки; 3 — окон-
чательное формообразование шестигранника;
4 — пробивка отверстия.
Фнг. 132. Схема электронагрева при’
высадке и характер распределения тем-
пературы: I — заготовка; 2 — матрица;
3 —пуансон; 4 — контакты.
--------------------Н -РЕ
22*0.1
Фиг. 134. Переходы при холодной объемной штамповке
деталей из сплошной а и пустотелой б заготовок.
Фиг. 133. Барабанчик счетного меха-
низма.
Фиг. 135. Переходы при
холодной объемной штам-
повке из кольцевых заго-
товок.
152
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
изделие подводится при помощи рукоятки
или пневматически. Выдавливание дета-
лей протекает при сравнительно невы-
соких удельных давлениях — от 120 до
150кГ/лл«2. Развертки получаются с при-
пуском под шлифовку 0,3—0,4 мм.
Фиг. 136. Схема а радиальной объемной штам-
повки и профиль б пуансона.
Указанным способом в Чехословацкой
Социалистической республике обраба-
тывают изделия из цветных металлов,
углеродистых, инструментальных и бы-
А А
Фиг. 137. Схема радиальной объ-
емной штамповки развертки.
строрежущих сталей. Испытание на из-
нос изделий, полученных методом ра-
диального прессования, показали, что
по сравнению с обычными, износ их на
20% меньше.
Производительность нового способа
в 30—40 раз выше, чем фрезерование,
экономия материала 20—40% в зависи-
мости от вида изделия.
Редуцирование (обжатие) стержня
и обрезка высаженных деталей
по требуемому контуру
Процесс редуцирования стержня осу-
ществляется в большинстве случаев одно-
временно с холодной высадкой или об-
резкой, а также и как самостоятельная
операция. Способы редуцирования при-
ведены в табл. 68.
Обрезку высаженных изделий по тре-
буемому контуру производят на специаль-
ных прессах-автоматах или на вертикаль-
ных кривошипных прессах двумя спо-
собами:
1) заталкиванием заготовки в непод-
вижную матрицу вперед стержнем;
2) заталкиванием заготовки в непод-
вижную матрицу вперед головкой.
Наиболее распространен первый спо-
соб. При обрезке по этому способу
(фиг. 139) заготовка, полученная на
холодновысадочном прессе-автомате и по-
данная из бункера на осевую линию
обрезки, вначале заталкивается торцом
подвижной матрицы в неподвижную мат-
рицу 2, а затем (в конце рабочего хода
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
153
£8. Способы редуцирования
Способ редуцирования Место уста- новки глазка Назначение Степень обжатия при редуциро- вании
Ма грица Пуансон
Ж й
й- рж- асти щее дки той азо- /г “ 2 Л
Я Will овка сте *ьбы 1КОЙ ч заменяя сод высг ется до на обр
О) Заталкивание заготовки в неподвижный глазок (пря- мой метод): а — перед обрезкой граней; б — пе- ред высадкой; в — форма отверстия глазка ** L О ня 2. К ст 3. О со (3£ ча ва 4) бжатие н калибр под накатку ре' алибровка глах ержня болта бжатие стержня, 5ой первый пере готовка обжимг сти, где долж ться головка)
Надвигание глазка на не- подвижную заготовку (об- ращенный метод) ш тяг сти ной й 0 = ^ = 504-60% может быть дос- тигнута при двой- ном или тройном обжатии
-А,
1. Обжатие концов д под накатку резьб! 2. Обжатне и калибр стержня при комбн обработке сложных ЛИИНЫХ я зовка ча нироваи детале
Примечая во избежание этог длине направляющ е. При обжатии стержня может иметь место изгиб редуцируемой части; о глазок выполняется с направляющей частью, когда у2 = 0, у — равно ей части. стержня до редуцирования; F — площадь обжатой части стержня. 30°; у — 0,8 4- 3 мм.
* Fq — площадь ** Yi =^y2 ^=25
ползуна) происходит обрезка граней и
далее через отверстие подвижной мат-
Фиг. 139. Процесс обрезки.
рицы и полость в ползуне выталкивается
стержнем 3 в ящик для готовых изделий.
Обрезанный в виде венца 4 металл в на-
чале отхода подвижной матрицы падает
вниз в отдельный ящик. Если одновре-
менно с обрезкой граней требуется произ-
вести редуцирование стержня, то в мат-
рицу 2 вставляют глазок.
Формулы для определения деформи-
рующих усилий при холодной высадке
и штамповке даны в табл. 69.
Рассмотренные выше операции по хо-
лодной объемной штамповке, высадке,
редуцированию, выдавливанию и обрезке
осуществляются на кузнечно-прессовых
автоматах различных моделей и типораз-
меров, типаж которых с краткой харак-
теристикой приведен в табл. 70.
154
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
69. Формулы для определения деформирующих усилий (Р) при процессах холодной
высадки и холодной объемной штамповки
Процесс деформирования Формула Источник
Высадка головок в виде тел вращения Р = 2а (1+0,05 4 прав' Приближенная формула Р = в kFJmm* D в cm) [23] [23]
Высадка шестигранных го- ловок Р = 0,785 D1 (1 + 0,2 + 0,06 , \ л у 1 где Вш — приведенный диаметр головки в мм; ^ = /о,785 4 [36]
Закрытая прошивка (обрат- ное выдавливание) Р = к+ <35^1 Ь L ^2 J [39]
Редуцирование Z ♦ Г -1 1 ат-х 1 4а ий 1 р = ( [(1 -q) ~ 1J + <> * 4* & tq где ат= ; _ tgg + ц x (1 — ц tg a) tg а [6]
Прямое выдавливание (исте- чение) P = [*1 - V k2(k3 ~ q)]F [39]
Выталкивание после высадки P = p • и расч
Выталкивание после редуци- рования P = eTq ndub [6]
В формулах приняты следующие обозначения: Оу — предел текучести исходного материала в кГ}мм*\ GTq — истинное сопротивление деформированию с учетом упрочнения (см. фиг. 119); D — диаметр головки, ^прив ~~ приведенная высота головки; , _ Mi . пприв D*' * ho — длина высаживаемой части заготовки; do — исходный диаметр заготовки; F — площадь проекции отштампованной заготовки, перпендикулярной оси штамповки; а — толщина стенки; h — высота цилиндрической или шестигранной головки; kit kz — коэффициенты, определяемые из таблиц; р— удельное давление на стенки матрицы, р 25 кГ/мм*.
ХОЛОДНАЯ ВЫСАДКА. ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
155
Продолжение табл. 69
Диапазон степени деформации в % Сталь с содержанием с В % *1
От 0 до 35 0,15 0,45 187 230 17,4 10,8
Свыше 35 0,15 0.45 190 230 17,0 4,88
Деталь Сталь с содержанием С В % *1 *2 *3
Без полости С полостью 0,15 0,45 0,15 0,25 233 216 306 342 1125 660 1040 1370 100 65 90 80
Вид стали определяется лишь содержанием углерода. Содержание Мп н Si не оказы- вает влияния на величину сопротивления деформации. у = d — d2 — величина, характеризующая скругление углов; q — степень деформации при редуцировании и выдавливании; b — ширина пояска редуцирующего глазка; Fq — исходная площадь сечення заготовки перед редуцированием; 1 — длина стержня высаживаемого изделия; d — диаметр стержня высаживаемого изделия; ц — коэффициент трения, равный 0,15. 1расч вы^иРаетсЯ следующим образом: а) для изделий, у которых 4 1расч ^d; б) для изделий, у которых < 4, 1расч = 1-
70. Характеристика холодновысадочных прессов-автоматов по типажу
кузнечно-прессовых машин на 1960—1965 гг.
Прессы Модель Наибольший диаметр стержня в мм Наибольшая длина стержня в мм Теоретиче- ская произво- дительность в шт/мин
Одноударные с цельной ма- 2,6 4—20 400; 450
трицей — 4 6-32 260; 300
АША 6 10—50 190; 220
8 12—65 150
А1120 10 15—75 120
А1121 12 18-90 100
Одноударные с разъемной 6 16-72 170; 200
матрицей А1321 12 25-145 85
— 20 35-200 65; 75
Одноударные горячевысадоч- 25
ные с разъемной матрицей А315 36 55—250 85
— 50
156
ТЕХНОЛОГИЯ КОВКИ И ШТАМПОВКИ
Продолжение табл. 70
Прессы Модель Наибольший диаметр стержня в мм Наибольшая длина стержня в мм Теоретиче- ская произво- дительность в шт/мм
Двухударные с дельной ма- трицей АБ120 А121В АА129 2,6 4 6 8 4—20 6-32 6—32 10-65 200 150; 190 115; 140 90; ПО
Двухударные с матрицей разъемной — 4 6 8—48 16-75 190; 225 135; 155
А1419 8 16-75 105; 120
А1420 10 22—120 85; 95
А163В 12 25-145 70; 80
А164А 16 35-190 55; 60
— 20 25 45—200, 60—200 50; 55 45; 50
Многопозиционные комбайны АА101 АА102 А1920 А103 АЮ4 AI05 А105 6 8 10 12 16 20 24 10-60 12-75 90 25-100 30-125 90; ПО 50; 70; 100 40; 70
Многопозиционные АА191 АА199 А1720 А193 АА194 6 8 10 12 16 20 25 10—60 12-75 16—100 35—130 90—120 70-90 60—80
Обрезные АА231 А233А А235 6 10 16 25 12-60 15-80 25—200 25—200 150 ПО 65; 75 50
Многопозиционные холодновысадочные зированные гаечные специали- AI818 АА4И А412 А1822 А1824 6 8 12 16 20 27 — 120 100 80 65 60 42
ЛИТЕРАТУРА
157
Продолжение табл. 70
Прессы Модель Наибольший диаметр стержня в мм Наибольшая длина стержня в л. м Теоретиче- ская произво- дительность в uim мм
Гаечные горячевысадочные 25
специализированные А352 36 50; 70
Для штамповки шариков и 2,5
роликов специализированные А141А 2-4,8 6,3 * 300
А142А 4,8—7,1 10* —
А145 А 22 16 * —
А145 22 20* —
А148А 24,3 25* 70
А148 24,3 28* 70
Резьбонакатные с плоскими 2,6 3-25 160—200
плашками А2412 4 4—40 160
АА251 6 8—60 140
10 12-100 —
АА253 12 18—120 85-120
16 22-160 —
АА255 20 30-200
А2424 25 40—200 —
Проволочно — гвоздильные А711 1,2 7-25 900
специализированные А712 2 20-50 800
— 3 20—80 620
А714 4 20-110 520
__ 5 25—150 —
АА715 6 40—200 400
8
* Наибольший диаметр готового изделия в мм.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Горячая ковка и штамповка
I. Ангервакс А. И., Гильденблат
С. Н. и др. Безоблойиая штамповка. Под
ред. Головнева И. Ф. Машгиз, 1958.
2. Антрошенко А. П., Васильев
Г. Т., Эдуардов 'М. С. Изготовление
поковок под штамповочными молотами и на
горизонтально-ковочных машинах. Машгиз,
1958.
3. Антрошенко А. П., Оболдуев
Г. Т., Хесии С. М. Изготовление поковок
под кривошипными и винтовыми прессами.
Машгиз, 1958.
4. Г и н з б у р г К. С., Д и н И. М. Горячая
штамповка черных металлов. Машгиз, 1947.
5. Г и р ш И. И. Определение линейных па-
раметров горизонтально-ковочных машин.
Сб «Элементы расчета кузнечных машин».
ЦНИИТМАШ, кн. 59. Машгиз, 1954.
Ь. Голованова А. П. и Шевел-
к и н Б. Н. Внедрение штамповки в химиче-
ское машиностроение. Сб. НИИХИММАШ
№ 19. «Прогрессивная технология в химиче-
ском машиностроении». Машгиз, 1956.
6 Справочник машиностроителя, т. б
7. Головнева М. А., Головнев И. Ф.
Точная горячая штамповка мелких деталей.
Машгиз, 1952.
8. Г о к у и В. Б. Технологические основы
конструирования в машиностроении. Машгиз,
1957.
9. Г о с т е в В. И. Качество штампованных
поковок. Машгиз, 1947.
10. Г р а ч е в К. Ф. Ковочное производство.
ОНТИ, 1935.
11. Губкин С. И. Пластическая деформация
металлов. Металлургиздат, 1960.
12. Е к и м о в К. К., Макринов В. Д.,
Суханов Г. И. Изготовление поковок под
ковочными молотами и прессами. Машгиз, 1958.
13. Камнев П. В. Горячая раскатка на спе-
циальных станках. Машгиз, 1948.
14. Камнев П. В. Межзаводская передовая
технология. Лениздат, 1957.
15. Корнеев Н. И., Скугарев Н. Г.
Основы физико-химической теории обработки
металлов давлением. Машгиз, 1960.
16. Ку з е л ев М. Я. и Сквор цов А. А.
Нагрев металла под ковку и штамповку в
пламенных печах. Судпромгиз, 1960.
158
технология КОВКИ И ШТАМПОВКИ
7. Л юбв ин В. И. Обработка деталей рота-
ционным обжатием. Машгиз, 1959.
18. Любовный Ю. С. нФалкин Л. А.
Экономия металла в кузнечных цехах. Маш-
гиз, 1939.
19. Л ь в о в Д. С., Р о ж д е с т в е н с к и й
Ю. Л., Литвак Л. К. Штамповка кольце-
вых заготовок. Машгиз, 1958.
20. Мансуров А М. Технология горячей
штамповки. Машгнз, 1960.
21. Мартынов В. Н. Изготовление поковок
н фасонных заготовок в ковочных вальцах
МДНТП им. Дзержинского, 1958.
22. Научно-техническое совещание по укову
10—13 мая 1960 г. Тезисы докладов. Сверд-
ловск, 1960.
23. Опыт рационализации кузнечного произ-
водства. Под редакцией П. В. Камнева. Лен-
издат, 1957.
24. О х р и м е н к о Я- М. Основы техноло-
гии горячей штамповки. Машгиз, 1957.
25. Передовой опыт ковки. Под ред. П. В. Кам-
нева. Лениздат, 1959.
26. Передовой опыт ковки н горячей штамповки.
Под ред. Камнева П. В. Машгиз, 1955.
27. Ребельский А. В. Технология горя-
чей штамповки выдавливанием. МДНТП
им. Дзержинского, Москва, 1958.
28. Соколов И. Г. Механические свойства
крупных поковок в зависимости от уковки
елнтков, «Вестник Машиностроения», 1960,
№ 6.
29. Степанов В. Н Технология чеканки
штампованных деталей и конструкции чека-
ночных штампов. Оборонгнз, 1954
30. Сторожев М. В и Попов Е. А.
Теория обработки металла давлением. Маш-
гнз, 1957.
31. Технологический справочник по ковке н
объемной штамповке. Под редакцией
М. В. Сторожева. Машгнз, 1959.
32. Технологичность конструкций. Под ред.
С. Л. Ананьева и В. П. Купровича. Дом тех-
ники, Москва, 1959.
33. Технология машиностроения Ковка и штам-
повка. УЗПМ, Обмен техническим опытом.
Машгиз, 1952.
34. Т о м л е н о в А. Д. Определение размеров
конусных пуансонов при конструировании
штампов горячей высадкн, «Вестник машино-
строения», 1950, № 7.
35. Т у р ч а н и н о в А. А. Правила кон-
струирования деталей, применительно к тре-
бованиям горячей штамповки, НКВ СССР
Машгнз, 1943.
36. Хржановский С. Н. Проектирова-
ние кузнечных цехов. Машгнз, 1949.
37. Ш е в е л к и н Б. Н. Штампосварные
конструкции и перспективы нх примене-
ния в химическом машиностроении. Сб.
НИИХИММАШ. Труды, вып. 26 «Техноло-
гические процессы в химическом машино-
строении» Москва, 1958.
38. ЦИТЭИН № М-60-111/6, Никольский
Л. А., Горячая штамповка титановых спла-
вов, Москва, 1960.
39. ЦИТЭИН № М-61-218/3, Кулешов М. Я-,
Евланов Н. Г., Опыт горячей штамповки
крупногабаритных деталей. Москва, 1961.
Листовая штамповка
1. 3 в о р о н о Б. П Расчет и конструирова-
ние штампов для холодной штамповки Маш-
гиз, 1949.
2. К а л ь м а н о в и ч 3. М. Современные кон-
струкции холодных штампов. Машгиз, 1949.
3. К о ш к и н Л. Н. Значение роторных
машин для штамповочного производства
МДНТП, 1957.
4. К У х т а р о в В. И. и О. В. Штампы для
холодной листовой штамповки. Машгнз, 1960.
5. Мещерин В. Г. Справочник полистовой
штамповке. Изд-во местной промышленности
РСФСР, Москва, 1950.
6. М о ш н и н Е. Н. Гибка, обтяжка и правка
на прессах. Машгнз, 1959.
7. П о п о в Е. А. Основы теории обработки
металлов давлением под редакцией М. В. Сто-
рожева, гл. 10, Машгиз, 1959.
8. Рождественский Ю. Л., Львов
Д С. н др. Штамповка кольцевых заготовок
Машгнз, 1958.
9. Р я б и н и н Б. В. Пружинение при гибке
стальных деталей. Сб. ЛдНИТОМАШ. Маш-
гиз, 1952.
10. Романовский В. П. Справочник по
холодной штамповке. Машгиз, 1959.
11. Ровииский Г. Н. н др. Холодная
штамповка в машиностроении. Машгиз, 1954.
12. Смирнов -Аляев Г. А. и В айн-
т р а у б Д. А. Холодная штамповка в при-
боростроения. Машгнз, 1950, Москва-Ленин-
град.
13. С е р е щ е в В. В. Опыт построения вытяж-
ных переходов для облицовочных деталей
автомобиля. Машгиз, 1958.
14. Ф а в о р с к и й В. Е. Холодная штампов-
ка выдавливанием. Машгиз, 1955.
15. Филиппов В. В., О л е н е в В. И.,
Ш е х т е р В. Я- Механизация и автомати-
зация процессов листовой холодной штам-
повки. Машгиз, 1960.
16. Фрейдлин А. Я Новое в области глу-
бокой вытяжки деталей сложных форм. Сб.
статей. Горький, 1953.
17. Филиппов В. В. Технико-эксномиче-
скне показатели применения типовых средств
механизации и автоматизаций листовой штам-
повки Киев, 1958.
18. Ш о ф м а и Л А. Основы расчета процес-
сов штамповки и прессования, Машгиз, 1961.
Холодная высадка.
Холодная объемная штамповка
1. Гладких А. Н Автоматические линии
в холодновысадочном производстве. Сборник
докладов научно-производственной конферен-
ции, ГОНИТОМАШ, Горький, 1959.
2. Басов М. И. Новые направления в тех-
нологии обработки давлением, «Автомобиль-
ная промышленность», 1961, № 4.
3. Б и л л и г м а н И. Высадка н другие
методы объемной штамповки Машгиз, 1960.
4. Гуменюк Е. А. Особенности конструи-
рования и расчета пуансонов и матриц для
холодной высадки металлов. Сборник до-
кладов научно-производственной конферен-
ции ГОНИТОМАШ, Горький, 1955.
5. Гуменюк Е. А. Определение размеров
деталей холодновысадочных штампов, «Куз-
нечно-штамповочное производство», 1959,
№ 12.
6. Деордиев Н. Т. Обработка деталей
редуцированием, Машгиз, 1960.
7. Гуськов А. В., Митькин А. А.,
Бунин-Баторев И. К. и др. Холод-
ная объемная штамповка выдавливанием,
ЦИНТИМАШ, 1962.
8. 3 о т ь е в А. И. Пути повышения качества
исходного металла для высадки. Сборник
докладов научно-производственной конферен-
ции ГОНИТОМАШ, Горький, 1955.
9. К а з а р ь я н Г. С. Применение высадоч-
ных материалов для холодной объемной штам-
повки, Ленинградский Дом научно-техниче-
ской пропаганды, Серия — Холодная штам-
повка, вып. 14, 1959.
ЛИТЕРАТУРА
159
10. Коган А. И. Малогабаритные вставки для
высадки головок винтов со шлицем, «Станки и
инструмент», 1956, № 10.
11. Коган А. И. БезоблоЙная холодная вы-
садка клеммных болтов с фасонной головкой,
Центральное бюро технической информации
Мосгорсовнархоза, 1959.
12. Коломацкнй С. Я. Новая,техноло-
гия изготовления болтов методом холодной
высадки, «Технология автомобилестроения»
№ 2, НИИТавтопром, 1960.
13. К о р о т и н Я- С. Получение болтов с ше-
стигранной и квадратной головками на двух-
ударном холодновысадочном автомате, Сбор-
ник докладов научно-производственной кон-
ференции ГОНИТОМАШ, Горький, 1959.
14. К Р о х а В А. Влияние предварительного
наклепа на истинное сопротивление деформи-
рованию при холодной объемной штамповке
и высадке, «Кузнечно-штамповочное произ-
водство», 1960.
15. Логинов Н. И. Универсальные штампы
для изготовления пустотелых заклепок и
мелких полых деталей, Ленинградский Дом
научно-технической пропаганды, Серия «Ков-
ка и штамповка», вып. 4, 1959.
16. Н а в р о ц к и й Г. А. Высадочные н
обрезные прессы-автоматы. Машгиз, 1949.
17. Навроцкий Г. А. Холодная высадка,
Энциклопедический справочник, «Машино-
строение», т. 6, Машгиз, 1947.
18. Мисожников В. М. и Гринберг
М. Я. Технология холодной высадки, Маш-
гиз, 1951.
19. Н а в р о ц к и й Г. А., К вопросу опреде-
ления усилия холодной высадки, «Вестник
машиностроения», Машгиз, 1954, № 7.
20. Н а в р о ц к и й Г. А, Холодная высадка
деталей на прессах-автоматах, Справочник
машиностроителя, т. 5, Машгиз, 1955.
21. Н а в р о ц к и й Г. А., Проектирование и
исследование прессов-автоматов. Сборник до-
кладов научно-производственной конференции
ГОНИТОМАШ, Горький, 1955.
22. М и с о ж н и к о в В. М. Новое в холодной
высадке, ВИНИТИ, 1962.
23. Н а в р о ц к и й Г. А., Прессы-автоматы
для холодной штамповки. Машгиз, 1956.
24. Н а в р о ц к и й Г. А., Многопсзиционные
холодновысадочные автоматы отечественной
и зарубежной промышленности и их техно-
логические возможности, Московский Дом
научно-технической пропаганды, Семинар
«Новые технологические процессы и обору-
дование для высадки» (Конспекты докладов),
сборник 1, Москва, 1960.
25. Новиков И. А., Новые технологические
процессы высадки на заводе «Станконормаль»,
«Кузнечно-штамповочное производство», 1960,
№ 12.
26. Трофимов И. Д., Перспективы приме-
нения холодновысадочных автоматов-комбай-
нов, Московский Дом научно-технической
пропаганды, Семинар «Новые технологиче-
ские процессы и оборудование для высадки»
(Конспекты докладов), сборник 1, Москва,
1960.
27. Ш е в я к о в Л. Н., Принципиальные на-
правления в области автоматизации кузнечно-
штамповочного производства, Автоматизация
технологических процессов в машинострое-
нии, Академия наук СССР, 1955.
28. Ш о ф м а н Л. А., Элементы теории холод-
ной штамповки, Оборонгиз, 1952.
29. Шухов Ю. В., Специализация производ-
ства крепежных деталей в машиностроении,
«Вестннк машиностроения», 1947, № 12
30. Ц в е т к о в Н. П. Многопознционная го-
рячая высадка крупных гаек. Московский
Дом научно-технической пропаганды, Семи-
нар «Новые технологические процессы и обо-
рудование для высадки» (Конспекты докла-
дов), сборник 1, Москва, 1960.
31. Фукс И. И. иПеревозчиков Б. С.
Многопозиционная высадка полупустотелых
заклепок малого диаметра, Московский Дом
научно-технической пропаганды, Семинар «Но-
вые технологические процессы и оборудова-
ние для высадки» (Конспекты докладов),
сборник 1, Москва, 1960.
32. Преображенский К. К. Холодная
высадка болтов с шестигранной головкой на
автоматической агрегатной линии, Сборник
докладов научно-производственной конферен-
ции. ГОНИТОМАШ, Горький, 1955.
33. П о л я к С. М. Экономия металла путем
внедрения холодной объемной штамповки,
«Экономия металла в кузнечно-штамповочном
производстве». Машгнз, 1953.
34. Попов В. А. Холодная высадка металлов.
Машгиз, 1955.
35. Томленов А. Д. Теория пластических
деформаций металлов. Машгнз, 1951.
36. С и л а н о в В. И. Исследование жесткости
холодновысадочных автоматов, Автореферат,
кандидатская диссертация, 1962.
37. Фаворский В. Е., Холодная штампов-
ка выдавливанием, Библиотека штамповщика.
Машгиз, 1955.
38. X а р и т о н е и к о В. Я.. Механизация
и автоматизация крепежного производства —
решающий фактор снижения себестоимости
крепежа, Сборник докладов научно-произ-
водственной конференции ГОНИТОМАШ,
Горький, 1959.
39. Коллектив советских и чехословацких авто-
ров. Современное состояние кузнечно-штам
побочного производства. Совместное издание
Машгиз SNT, Москва —Прага, 1961.
ГЛАВА III
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ
КОНСТРУИРОВАНИЯ СВАРНЫХ
ДЕТАЛЕЙ МАШИН
Требования рационального конструи-
рования сварных деталей и узлов машин
можно подразделить на общие для
всех способов сварки и специаль-
ные.
Общие требования к конструкции
1. Необходимость конструирования с
учетом общей схемы технологического
процесса (фиг. 1) и рациональных спо-
собов сварки (табл. 1).
1 III П
Заготовка Заготовка Заготовка
деталей деталей деталей
с окончатель- (механиче- с частичной
ной механи- ская обра- механической
ческой обра- ботка ограни- обработкой
боткой чивается
подготовкой
кромок) 1
4 Сборка 4 Сборка I ♦ Сборка 1
1 Сварка । ♦ Сварка 1 4 Сварка
V Правка 4 Термическая 4 Окончательная
обработка механическая
обработка
Механическая
обработка
Фнг. 1. Типовые схемы технологического про-
цесса изготовления сварных деталей.
Сварка без последующей механической
обработки (фиг. 1, 1) (так называемый
горячий монтаж). Например: 1) сварка
подвески рессоры с фланцем кожуха зад-
ней полуоси легкового автомобиля; под-
веска 1 (фиг. 2, а) с запрессованной сталь-
ной втулкой 2 и окончательно обработан-
ным пальцем 3 сваривается встык с флан-
цем 4; 2) приварка окончательно обра-
ботанных втулок к поворотной плат-
форме шагающего экскаватора, состоя-
щей из трех секций общим размером
20x11,5 м [1]; втулки 1 (фиг. 2, б)
устанавливались на жестких оправках 2,
обеспечивающих соосность и требуемое
расстояние между втулками.
Преимущества горячего монтажа —
облегчение механической обработки и
разгрузка крупных станков; недостаток—
трудность обеспечения точности сварного
узла. Область применения — узлы невы-
сокой точности с малым объемом сварки
или очень крупные узлы.
При электрошлаковой сварке возмо-
жен контроль деформаций, обеспечиваю-
щий изготовление крупных деталей по
4—5-му классу точности из предвари-
тельно обработанных заготовок. После
сварки можно получить точность по
линейному перемещению в пределах 0,2—
0,3 мм и по углу поворота ±0,0025 [2].
Сварка с термической и
механической обработкой
готового узла (см. фиг. 1, //).
Пример — сварная станина металлоре-
жущего станка (фиг. 2, в). Преимущест-
ва — точность и неизменяемость геомет-
рической формы узла, отсутствие внут-
ренних напряжений. Недостатки — вы-
сокая трудоемкость и длинный производ-
ственный цикл. Область применения —
точные узлы, узлы с большим объемом
сварки.
Сварка с расчлененной
механической обработ-
кой (фиг. 1, ///). Пример — сварной
корпус редуктора (фиг. 2, г); корпусы
подшипников обрабатываются вчерне до
сварки, их чистовая расточка осуществ-
ляется в собранном виде после фрезерова-
ния плоскостей сопряжения обеих поло-
вин корпуса редуктора. Преимущества —
ускорение механической обработки и
уменьшение загрузки крупных станков.
Недостаток — усложнение пути деталей
в цехах при заготовке. Область приме-
нения — узлы большого габарита высо-
кой точности.
Сравнительная рентабельность раз-
личных способов сварки зависит от ус-
ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ МАШИН
161
[. Общая характеристика основных способов сварки
Область применения Во всех отраслях маши- ностроения Во всех отраслях маши- ностроения при протя- женных швах В тяжелом машино- строении для сварки металла большой толщины Ограничено для не ответственных соединений
Пространственное положение свари- ваемых швов Любое Нижнее » > Нижнее, возможно вертикальное Нижнее Под углом меньше 1 45° к вертикали. Кольцевое । Любое, кроме пото- лочного Нижнее >
Основные типы свариваемых 1 соединений Стык, нахлестка, тавр, отбортовка, наплавка Стык, наплавка Стык Стык, отбортовка Стык, наплавка Наплавка Стык, нахлестка, тавр, электрозаклепка, наплавка Стык Стык, наплавка Стык ! Стык, тавр Стык Отбортовка 3 мм — отбортовка >: 3 ММ — СТЫК 3 мм — отбортовка > 3 мм — стык
£ я « л з 41 С Я rt Ч J so-яиая^ s 2 Ж о = s н g Ч ч " O.S" 5 к в и я 4 CL ™ Я » S о iO ____ 1 А'А\1 1 СО <М А\ А\А\А\ л 1 V/ Al А\
Наиболее часто свариваемые материалы Сталь Чугун Алюминий и его спЛавы Медь Бронза Твердые сплавы 1 ! Сталь Алюминий и его сплавы Медь Титан % Сталь Чугун 1 Сталь (малоуглеро- дистая) Алюминий Медь
Сварка Ручная электродуговая металлическим элек- тродом (В) Автоматическая (В В) и полуавтоматиче- ская (В) плавящимся металлическим электро- дом под слоем флюса Электрошлаковая (В В) Ручная электродуговая угольным (неплавя- щимся) электродом (В)
Продолжение табл. 1
Сварка Наиболее часто свариваемые материалы Рекомендуе- мая толщина В AtAt или площадь сечения свариваемых деталей в мм2 Основные типы свариваемых соединений Пространственное положение свари- ваемых швов Область применения
Автоматическая Медь и алюминий > 2 Стык Нижнее Ограничено при сварке
неплавящимся элек- тродом (угольным — медь; вольфрамовым — алюминий) по слою флюса (В) Титан > 2 Стык цветных металлов
Атомно-водородиая (У) Легированная сталь - 8 Стык, тавр, отбортовка Любое, кроме потолочного Ограничено, для сварки легированных сталей (вытесняется аргоно- дуговой сваркой)
Электродуговая непла- вящимся электродом в защитной среде (аргона) (В) Нержавеющая сталь, алюминий и его сплавы, магниевые сплавы, титан 4 Стык, тавр, отбортовка, электрозаклепка Любое, кроме потолочного Широко, для сварки ответственных конструк- ций из легированных сталей и легких сплавов
Эле кт родуг ов ая плавящимся электродом в защитной среде (аргона) (ВВ) Нержавеющая сталь, легкие сплавы, титан 3 Стык, тавр, отбортовка, электрозаклепка Нижнее кольцевое То же
Электродуговая плавя- щимся электродом в среде углекислого газа * Сталь 1,5 Стык, тавр Любое Универсальный метод автоматизированной сварки конструкционных сталей, широко приме- няемый во всех отраслях машиностроения
Продолжение табл. 1
Сварка Наиболее часто свариваемые материалы Рекомендуе- мая толщина в мм или площадь сечения свариваемых деталей в лмс2 Основные типы свариваемых соединений Пространственное положение свари- ваемых швов Область применения
Газовая (У) Сталь Чугун Алюминий и его сплавы, медь, бронза, латунь Твердые сплавы « 2 V/ 1 W 1 Стык, отбортовка Стык, наплавка Стык, наплавка Стык, отбортовка Наплавка Любое Нижнее » Для сварки тонкого металла (постепенно вытесняется газоэлек- трическими методами сварки)
Газопрессовая (В) Сталь До 25 000 мм2 Стык Нижнее * Ограничено в транспорт- ном машиностроении
Термитная Сталь До 200 000 мм2 Стык Нижнее В машиностроении практически не при- меняется
Контактная стыковая оплавлением (В) Сталь, алюминий и его сплавы Титан Жаропрочные сплавы Сечение стали ДО 25 000 мм* ** толщиной более 0,7 мм Стык Нижнее * Широко в автомобиль- ной, тракторной, инструментальной про- мышленности, котло- строеиии, производстве цепей и др.
Контактная стыковая сопротивлением (В В) * Положение прн * * На серийном об Сталь сварке обычно нижнее и орудовании до 10 000 At At- Проволока диаметром до 10 мм определяется кс Стык жструкцией сварочной ма Нижнее * шины. Ограничено (производ- ство цепей малого калибра, стыкование проволоки)
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ МАШИН
Продолжение табл. 1
Сварка Наиболее часто свариваемые материалы Рекомендуе- мая толщина в мм или площадь сечения свариваемых деталей в л<л<2 Основные типы свариваемых соединений Пространственное положение свари- ваемых швов Область применения
Точечная (ВВ) Малоуглеродистая сталь Конструкционная легированная сталь Нержавеющая сталь Алюминиевые сплавы Жаропрочные сплавы Магнитные сплавы Титан < 12 *** < 10 *** 6 **** =£ 6 3 == 7 Нахлестка > > > При использовании переносных устройств (клещей, пистолетов и т. п.) любое Широко в массовом производстве изделий ив металла небольшой толщины
Роликовая (В) Декапированная Горячекатаная мало- углеродистая сталь Нержавеющая сталь Алюминиевые сплавы Медные сплавы Жаропрочные сплавы /Л/Д/Л/Д /А/л № сл" Нахлестка > > Нижнее * > » > То же
Рельефная (ВВ) Малоуглеродистая сталь, нержавеющая сталь 0,5—4 Нахлестка Нижнее * То же
Т-образиая (контактная) *** На серийно» •*** На серийно» То же \ оборудовании до 6 мм. оборудовании до 3 мм. 150 -и-и2 (сечение свар- ного соеди- нения) Нахлестка Соединение труб втавр под углом 45—90° (разрядом конденса- торов) Нижнее * То же
Продолжение табл. 1
Сварка Наиболее часто свариваемые материалы Рекомендуе- мая толщина в мм или площадь сечения свариваемых деталей в л<-и2 Основные типы свариваемых соединений Пространственное положение свари- ваемых швов Область применения
Холодная (ВВ) Алюминий Медь и медь с алюминием =S 10 50 мм2 Нахлестка Стык То же Нижиее • Ограничено в энерго- машиностроении
Трением Сталь конструкционная и инструментальная Алюминий, медь и их сплавы < 6000 м2 Стык круглых стержней или труб То же Нижнее * Внедряется в производство инструмента, деталей автомобилей, сельхозмашино- строение
Ультразвуком (точечная или роликовая) Алюминий и его сплавы Медь Пластмассы До 1—1,5 мм До 0,5 мм Нахлестка , Нижнее • Процесс находится в стадии освоения
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ МАШИН
Продолжение табж. 1
Сварка Наиболее часто свариваемые материалы Рекомендуе- мая толщина в мм нлн площадь сечения свариваемых деталей в мм'1 Основные типы свариваемых соединений Пространственное положение свари- ваемых швов Область применения
Электронным лучом в вакууме Тугоплавкие и хими- чески активные металлы (молибден, цирконий и ДР-) — Нахлестка Стык Нижнее Для сварки тугоплавких металлов и. в отдель- ных случаях, для сварки высоколегиро- ванных сталей и сплавов
Вибродуговая Сталь — Наплавка Нижнее В ремонте для восста- новления изношенных деталей
С индукционным нагревом Сталь До 4 мм Стык (продольный шов труб) Нижнее * Внедряется при сварке труб в котлостроении
С нагревом токами радиочастоты (до 450 кгц) Сталь Алюминий До 4 мм То же То же В трубном производстве
Примечание. Требуется высокая точность заготовки и сборки деталей для сварки автоматической под флюсом, контактжэй стыковой сопротивлением и роликовой. Производительность: В — высокая; В В — весьма высокая; У — умеренная. * Положение при сварке обычно нижнее н определяется конструкцией сварочной машины.
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ МАШИН
168
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
ловий ее выполнения (габарита и веса
деталей, серийности производства и др.).
Некоторую ориентировку при выборе
способов сварки сплошными швами кон-
<и 6)
Фиг. 6. Варианты приварки втулок н штуцеров.
струкционных сталей малой и большой
толщины дают графики на фиг. 3 [3].
Сталь толщиной 6—30 мм обычно наи-
более рентабельно сваривать под флюсом
или в среде углекислого газа.
2. Доведение до минимума объема сва-
рочных работ путем: а) уменьшения
количества деталей в сварном узле (за-
мены пакета тонких листов одним тол-
стым, фиг. 4, а\ применения гибки взамен
сварки, фиг. 4, б; применения простран-
ственной штамповки взамен резки и валь-
цовки, фиг. 4, в; замены ребер жесткости
выштампованными усилениями, фиг. 4, г);
б) уменьшения количества наплавленного
металла (замены прерывистых швов 1
с катетом 2 k и объемом наплавки —
сплошными швами 2 с катетом k и объе-
мом наплавки 1^2 = 0,5 фиг. 4, д;
применения минимальных углов разделки
кромок, обеспечивающих полный провар,
а также соединений без скоса кромок;
применения электродов и присадочных
материалов, обеспечивающих высокую
прочность соединений без накладок и при
минимальном сечении швов).
3. Доведение до минимума деформаций
и напряжений, вызываемых сваркой,
путем: а) уменьшения количества свар-
ных швов и объема наплавленного метал-
ла (см. выше); б) по возможности симмет-
ричного расположения швов по отноше-
нию к центру тяжести свариваемого эле-
Фиг. 7. Основные виды подготовки кромок при ручной электродуговой
сварке.
ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ МАШИН
169
мента (расположение швов на фиг. 5, а
отвечает этому требованию, на фиг. 5, б
не отвечает); в) недопущения скученного
расположения сварных швов с частым их
пересечением; г) расположения швов, по
возможности допускающего сборку всего
узла до начала его сварки (конструкция
с точечными швами, показанная нафиг. 5,
в, не удовлетворяет этому требованию,
так как при обязательной сварке внут-
ренних швов до сварки наружных эле-
мент получает значительную деформа-
цию; конструкция на фиг. 5, г лучше —
здесь сварка возможна в любой последо-
вательности).
4. Защита обработанных поверхностей
деталей от повреждения при сварке путем
размещения сварных швов на достаточ-
ном расстоянии от таких поверхностей
(при сварке втулки, фиг. 6, а, ее внутрен-
ние размеры изменяются, как показано
пунктиром, и точность теряется); при
сварке предварительно нарезанных шту-
церов расстояние h должно быть 56
h 5£); конструкция на фиг. 6, б
позволяет сохранить при электродуго-
вой сварке проходной диаметр втулки
при b б и с 5 3fc.
5. Размещение всех ответственных
швов, допускающее в законченной кон-
струкции их осмотр и контроль.
Специальные требования к конструкции
Ручная дуговая электросварка. Спо-
собы подготовки кромок
определяются толщиной и маркой свари;
ваемого металла, типом соединения, его
пространственным положением при свар-
ке и технологическим процессом сварки
(одно- или двухсторонняя сварка).
Основные способы подготовки кромок
деталей из стали для стыковых соедине-
ний при всех положениях, кроме гори-
зонтального, показаны на фиг. 7, а—г;
для стыковых соединений при горизон-
тальном положении — на фиг. 7, д—Ж;
для соединений втавр — на фиг. 7, з, и.
Максимальная толщина деталей, свари-
ваемых вручную без скоса кромок, равна
4 мм при односторонней и 6 мм при двух-
сторонней сварке стали.
Подготовка кромок монтажных сты-
ков по возможности должна предусмат-
ривать их сварку в нижнем или верти-
кальном положении (фиг. 8, а).
Сварка алюминия и его сплавов встык
обычно производится без скоса кромок
с зазором 1—1,5 мм.
Минимальный катет &min
валиковых швов, обеспечиваю-
щий удовлетворительный провар, опре-
Фиг. 8. Конструктивные особенности тол-
стостенных сварных изделий большого га-
барита.
деляется в зависимости от толщины сва-
риваемых элементов б, а именно:
а в мм
< 4
4—8
9-15
16-25
>25
*min в л,-и
3
4
6
8
10
При сварке толстостен-
ных изделий должны быть обес-
печены:
а) возможность сварки основных сты-
ковых швов без перерывов, для чего
в пересекающих их элементах конструк-
ции должны предусматриваться окна
(фиг. 8, б) размером 80—100 мм;
б) свободная усадка швов (сопряжение
корпуса 1 литого люка со стенкой 2 по
фиг. 8, в удовлетворяет, а по фиг. 8, г
не удовлетворяет этому требованию);
170
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
в) плавные переходы в стыках от тол-
стой детали к тонкой (фиг. 8, д);
г) плавные переходы в углах (сопряже-
ние по фиг. 8, е удовлетворяет, а по
фиг. 8, ж не удовлетворяет этому требо-
ванию).
Автоматическая и полуавтоматическая
дуговая сварка под флюсом. Подго-
товка кромок стальных
деталей определяется их толщиной
и технологическим процессом сварки
(см. стр. 182). Листы из алюминия и его
сплавов толщиной до 25 мм свариваются
без скоса кромок.
Положение швов в про-
странстве может быть нижнее или
слегка наклонное (угол наклона до 3°).
Очертание швов при автоматической
сварке прямолинейное и кольцевое, при
полуавтоматической — любое.
Повышение производи-
тельности автоматичес-
кой сварки (главным образом за
счет уменьшения вспомогательного вре-
мени) достигается: а) однотипностью
свариваемых соединений; б) расположе-
нием швов, требующим минимального
количества кантовок свариваемого изде-
лия (например, конструкция по фиг. 9, а
требует одной перекантовки без перена-
ладки автомата, а менее удачная конст-
рукция по фиг. 9, б требует многократ-
ной переналадки при том же количестве
перекантовок); в) удобством удержания
флюса (например, соединение на фиг. 9, в
удобнее соединения на фиг. 9, г, требую-
щего специальных устройств для удер-
жания флюса); г) возможностью беспре-
пятственного продвижения сварочного
автомата вдоль шва (коробчатое сечение
балок с внутренними диафрагмами 1
на фиг. 9, д позволяет сваривать снаружи
без перерывов поясные швы 2; двутав-
ровое сечение на фиг. 9, е менее удобно;
это неудобство устраняется приваркой
ребер со срезанными углами на фиг. 9, ж
после сварки поясных швов).
Минимальный диаметр
изделия, допускающий автоматическую
сварку изнутри продольных и кольцевых
швов с применением серийного оборудо-
вания, составляет 800 мм. Удлинитель
с вынесенным мундштуком (к сварочному
автомату) позволяет сваривать внутрен-
ние швы на изделиях значительно мень-
шего диаметра.
Минимальный диаметр
наружных кольцевых швов
при автоматической сварке под флюсом
около 100 мм. При сварке изделий малого
диаметра, не допускающих применения
подкладок (стальных, медных или флюсо-
вых), конструкция соединения должна
Полысение оси автомата
Фиг. 9. Особенности сварных узлов при авто-
матической сварке под флюсом.,
предупреждать протекание расплавлен-
ного металла (конструкции по фиг. 10, а
отвечают, а по фиг. 10, б не отвечают этому
требованию). При сварке кольцевых швов
Фнг. 10. Соединения при автоматической
сварке под флюсом деталей малого диа-
метра.
малого диаметра уменьшается глубина
провара и должны применяться разделки
с углом до 90°, а также трапецеидальные
разделки (фиг. 10, а).
ОСНОВЫ КОНСТРУИРОВАНИЯ СВАРНЫХ ДЕТАЛЕЙ МАШИН
171
Электрошлаковая сварка. Тип сое-
динения — встык или втавр. Кромки
строганые или обработанные газореза-
тельным автоматом, без скоса. Сборка
стыка с зазором 22—30 мм. Толщина
стали 50—500 мм и выше.
Типы сечения свариваемых
элементов — прямоугольник, трапеция,
кольцо или профиль,
ограниченный дугами
окружности.
При использовании
плавящегося мунд-
штука возможна свар-
ка встык и втавр дета-
лей переменнойтолщи-
ны с двоякой кривиз-
ной оси соединения.
Положение сва-
риваемого шва —
вертикальное или на-
клонное (под углом до
30—40° к вертикали),
а также кольцевое.
Современные спосо-
бы сварки и, в особен-
ности, электрошлако-
вая сварка, позволяют
очень эффективно при-
менять взамен тяже-
лых цельнолитых и
цельнокованых дета-
лей сварно-ли-
тые, свар но - но-
ва н ые или свар-
ные детали из
отдельных отливок,
поковок и проката.
С в а р н о - л и т ы е
конструкции целесо-
образны при: а) не-
возможности отливки
детали целиком, в частности, из-за недо-
статочной мощности металлургических
печей и кранов литейных цехов или пере-
грузки этих цехов; б) существенном упро-
щении литья отдельных элементов кон-
струкции, например, при расчленении гро-
моздкого пространственного сегмента А—
А статора мощной гидротурбины (фиг. 11,а)
на плоские секции колец 1 и 2 и колонны
3, или замене отливки, формуемой вруч-
ную, двумя или более свариваемыми
отливками, допускающими машинную
формовку; в) использовании в конструк-
ции наряду с высоколегированной сталью
более дешевой конструкционной стали
в тех местах, где специальные свойства
дорогого материала не используются (на-
пример, в сварно-литом рабочем колесе
гидротурбины на фиг. 11, б, работающей
с эрозионным износом, малоизнашиваю-
щийся фланец 1 может отливаться из
низколегированной стали, а лопасти 2
и нижний обод 3 — из высоколегирован-
ной эрозионностонкой стали); г) улучше-
нии качества отдельных отливок по срав-
нению с качеством цельнолитой детали,
Фиг. 11. Сварно-литые, сварно-кованые и сварные конструкции;
а — статор гидротурбины; б — рабочее колесо гидротурбины; в—свар-
ной вал; г —сварной элемент гидропресса (вес около 95 т}\ д.— свар-
ная станина кривошипного пресса (вес около 90 т).
например, в отливках из некоторых ау-
стенитных сталей; д) уменьшении сече-
ния отдельных элементов отливки и,
как следствие, уменьшении веса конструк-
ции в целом.
Применение с в а р н о - к % в а н ы х
деталей целесообразно: а) для уменьше-
ния загрузки уникального кузнечно-
прессового оборудования (например, при
изготовлении вала мощной гидротур-
бины на фиг. 11, в сварным из кованой
трубы 1, полученной из полого слитка,
и литых фланцев 2, загрузка пресса
10 000 т уменьшилась в 6 раз при одно-
временном сокращении расхода жидкой
стали на 40% и удешевлении заготовки
вала на 30%); б) для повышения качества
детали (в отдельных зонах крупных кова-
172
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
ных деталей не всегда обеспечивается
требуемый у ков).
Тяжелые детали из проката и из про-
ката в комбинации с отливками и поков-
ками наиболее целесообразно сваривать
в двух случаях: а) для получения плос-
костных деталей, размеры которых пре-
вышают нормальные размеры толстых
листов (например, элементы прессов сва-
ривались из четырех частей, фиг. 11, г);
б) для создания сложных пространствен-
ных конструкций большого веса и габа-
рита (например, станины кривошипного
пресса, фиг. 11, д).
Газовая сварка и дуговая сварка в га-
зах. При газовой сварке лучше выполнять
соединения встык и с отбортовкой, обес-
печивающие одинаковые нагрев и дефор-
мации свариваемых деталей. Отбортовка
одной (фиг. 12, а) или обеих деталей
Фиг. 12. Конструкции соединений при га-
зовой сварке.
(фиг. 12, б) применяется при 6 sg 2 мм;
соединение с отбортовкой (фиг. 12, в) —
при д 4 мм; соединение встык без скоса
кромок — при д 5 мм; соединение
встык с V-образным скосом — при ё
5 мм. Тонкие детали часто сваривают-
ся втавр. Детали из легких сплавов во
избежание коробления иногда обрабаты-
вают на зигмашине (фиг. 12, г).
При дуговой сварке не-
плавящимся электродом с
газовой защитой применяют
соединения встык и с отбортовкой, а при
сварке плавящимся электродом—
также втавр (см.«Аргоно-дуговая сварка»,
стр. 198).
Контактная стыковая сварка и газо-
прессовая сварка. Сечения дета-
лей вблизи стыка должны быть одина-
ковыми для обеспечения одинакового
нагрева деталей и одинаковой их пла-
стической деформации в конце сварки
(конструкции по фиг. 13, а—в удовлет-
воряют этому требованию, по фиг.
13, г—е не удовлетворяют). При контакт-
ной сварке в зависимости от сечения дета-
лей укорочение детали а = 84-50 мм
Фиг. 13. Соединения при стыковой сварке.
(обычно 10—20 мм), при газопрессовой
сварке а = 104-30 мм (для круглых дета-
лей а =« 0,3 d). Отклонения в размерах
деталей во избежание неодинакового их
нагрева не должны превышать 15% по
диаметру круглых стержней и по толщи-
не стенки труб, 10% для стороны квад-
ратного стержня. При контактной сварке
торцы деталей обычно плоские. При
газопрессовой сварке труб, а также при
их контактной сварке сопротивлением
с газовой защитой, желателен скос кро-
мок с суммарным раскрытием наружу
соответственно на 20—40° и на 12—
14°; в остальных случаях скос не де-
лается.
Кольца с отношением внутреннего
диаметра к диаметру или толщине заго-
товки большим 10 могут свариваться с од-
ним стыком; более жесткие кольца, на-
пример, звенья цепей диаметром более
20 мм, свариваются контактной стыко-
вой сваркой из двух полуколец.
Точечная' сварка. Размер (диа-
метр) сварных точек опреде-
ляется диаметром их внутреннего ядра,
расплавляемого при нагреве. Его разме-
ры зависят от степени нагрева, т. е. от
технологических параметров процесса.
При соответствующем выборе парамет-
ров и 6% 0,5 мм диаметр сварной точки
может приниматься равным
d т, = 2 б -ф Змм ,
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
173
где ё — толщина более тонкой из свари-
ваемых деталей в мм.
Размещение сварных то-
чек (табл. 2) обусловливается следую-
щим: при постановке ряда точек часть
2. Размещение точек при сварке деталей
из конструкционной стали
Тол- щина Рекомендуемый минимальный шаг /Ииннмальиое расстояние от центра точки
точек В мм
детали при сварке до ребер и
в мм при сварке отбортовок
двух трех в мм
деталей деталей
1 12 20 8
2 18 30 12
3 26 40 18
4 36 50 25
6 50 80 30
электрического тока шунтируется через
ранее сваренные точки; чем меньше шаг
Фиг. 14. Конструктивные особенности узлов при
точечной сварке.
точек, тем больше степень шунтирова-
ния и тем менее стабильны размеры свар^
ных точек. При малом расстоянии точки
от кромки детали происходит выдавлива-
ние нагретого металла у кромки, сопро-
вождаемое глубоким вмятием детали и
снижением прочности соединения. Полу-
чение надеж ог > контакта между свари-
ваемыми деталями затрудняется при раз-
мещении точек вблизи ребер и элементов,
повышающих местную жесткость дета-
лей.
Конструкция сварных
узлов должна удовлетворять следую-
щему: а) масса деталей и приспособлений
Фиг. 15. Типы соединений при роликовой
сварке.
из ферромагнитного материала, вводимая
в контур сварочной цепи машины, должна
быть по возможности минимальной; при
перемещении таких деталей в контуре
изменяются его сопротивление и ток,
что приводит к нестабильности результа-
тов (конструкции по фиг. 14, а и б менее
удовлетворительны, чем конструкции по
фиг. 14, в); б) свариваемый узел при сжа-
тии электродами не должен сильно
деформироваться (сварка тонких листов
с толстостенной трубкой на фиг. 14, г
возможна, а с тонкостенной по фиг. 14, д
при диаметре, не допускающем введения
внутрь медной оправки, невозможна);
в) должна быть обеспечена свободная
деформация деталей в зоне свариваемой
точки (соединения по фиг. 14, е полностью
174
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
мм
ю
12
15
18
20
удовлетворяют этому требованию; свар-
ка соединений по фиг. 14, ж и з затруд-
нена.
Роликовая сварка. Типы соединений
показаны на фиг. 15 (а — внахлестку и
б — с отбортовкой). Минимальный раз-
мер нахлестки или отбортовки следую-
щий:
Толщина одного листа в мм а в
0,25 — 0,5..................
0,75 — 1....................
1,5.........................
2...........................
3...........................
При уменьшении нахлестки до (2 4-3) б
и широких электродах (фиг. 15, в) кромки
деталей при сварке расплющиваются
до толщины, близкой к б. Недостатки
этого соединения — пониженная проч-
ность и значительный износ электродов;
его преимущество — гладкая поверх-
ность изделия, допускающая качествен-
ную отделку.
Прочное соединение с гладкой поверх-
ностью, допускающее последующую хо-
лодную штамповку, дает роликовая
сварка встык (фиг. 15, г) с накладками
из фольги толщиной 0,3—0,5 мм при ши-
рине 4—5 мм. Этим способом можно сва-
ривать детали из стали толщиной до
3—4 мм.
Рельефная и Т-образная сварка. При
рельефной сварке в одной
из свариваемых деталей штампуются
выступы (размеры выступов см. на
стр. 234), определяющие места образова-
ния сварных точек. Количество п одно-
временно свариваемых точек (число вы-
ступов) зависит от толщины деталей и от
мощности сварочной машины. Обычно
п = 2-4-4, иногда при тонких деталях
число точек достигает 8—12. Минималь-
ное расстояние между выступами 2,5 D,
от выступа до края детали 2D (D — диа-
метр выступа).
Т-образной сваркой сое-
диняются детали резко отличающегося
сечения (фиг. 16). При плоских торцах
(фиг. 16, а и б) не удается хорошо сварить
все сечение, поэтому на одной из деталей
могут штамповаться или механически
обрабатываться выступы (фиг. 16, в—е),
локализующие нагрев и сварку там, где
требуется плотность соединения (при-
варка штуцера к корпусу бака по фиг. 16,
е) или его наибольшая прочность (при-
варка шпильки и болта по фиг. 16, г и д).
Площадь сварного соединения при
Т-образной сварке обычно не превышает
100—150 мм2 (площадь касания сварен-
ных деталей при этом может быть в нес-
колько раз большей).
ЭЛЕКТРИЧЕСКАЯ СВАРКА
ПЛАВЛЕНИЕМ
Общие сведения
К электрической сварке плавлением
можно отнести ручную дуговую сварку
покрытыми электродами, сварку под флю-
сом, электрошлаковую сварку, а также
сварку в защитных газах.
Ручная дуговая сварка универсальна
и наиболее маневренна; автоматическая
сварка под флюсом наиболее эффективна
при изготовлении однотипных конструк-
ций из металла средней толщины с длин-
ными прямолинейными (или круговыми)
швами, которые можно выполнять в ниж-
нем положении за 1—2 прохода с каждой
стороны изделия. Если толщина изделий
больше 30—50 мм и швы можно свари-
вать вертикально, то следует применять
электрошлаковый процесс. Сварка в сре-
де защитных газов используется для сое-
динения углеродистых низколегирован-
ных конструкционных, высоколегирован-
ных нержавеющих и жаропрочных ста-
лей и сплавов, алюминиевых, магниевых,
никелевых и медных сплавов; активных
и редких металлов (титан, цирконий,
тантал, молибден).
В Советском Союзе применяется сварка
в ар оне и углекислом газе; осваивается
сварка в водяном паре (заварка дефектов
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
175
стального литья, сварка стали МСт.З
на токе 200—250 а проволокой Св-0,8);
производится сварка меди вольфрамо-
вым электродом с присадкой в защитной
среде азота.
Проволока стальная сварочная по ГОСТ
2246-60 обычно применяется для. изготов-
ления электродов, а также при автомати-
зированной сварке и наплавке под флю-
сом, в защитных газах и для электрошла-
ковой сварки. Проволока выпускается
холоднотянутой диаметром 0,3—12 мм
(нормальной и повышенной точности)
в мотках весом 1,5—40 кг.
Стандартом предусмотрено условное
обозначение проволоки. Например, про-
волока из стали Св-08А диаметром 4 мм
повышенной точности (П) обозначается
Проволока 4 Св-08АП ГОСТ 2246-60
(в обозначении проволоки нормальной
точности индекс точности не указы-
вают).
Источники питания сварочным током.
Источники питания общего назначения
(табл. 3) подразделяют на: а) машины или
аппараты постоянного и переменного
тока (с падающими, жесткими и возра-
стающими характеристиками); б) одно-
и многопостовые; в) передвижные и ста-
ционарные; г) универсальные для ручной
или автоматизированной сварки (под
флюсом, в газах, электрошлаковой) и
д) с электродвигателем (переменного или
постоянного тока) и двигателем внутрен-
него сгорания.
В СССР преимущественно распростра-
нена сварка на переменном токе. Сварка
на постоянном токе применяется в тех
случаях, когда нельзя осуществить свар-
ку на переменном токе или она не удов-
летворяет предъявляемым процессом тре-
бованиям. Постоянный ток используется
обычно для сварки в полевых условиях,
сварки в газах плавящимся электродом,
а также при сварке специальных сталей,
металла малой толщины и автоматиче-
ской сварке ответственных изделий при
колебании напряжения в электрической
сети. Однако включение осциллятора
в сварочную цепь позволяет в ряде слу-
чаев использовать переменный ток.
Ручная дуговая сварка покрытыми
электродами
Проплавление свариваемого металла
обычно 1—3 мм. Поэтому при ручной
сварке шов (особенно многослойный) поч-
ти полностью образуется за счет электрод-
ного металла. Технические требования к
подготовке кромок, сборке соединений и
форме швов регламентированы ГОСТ
5264-58.
Электроды. Основные требования к
плавящимся электродам регламентиро-
ваны ГОСТ 9466-60, 9467-60, 10051-62 и
10052-62.
ГОСТ 9466-60 устанавливает следую-
щие (соответственно) размеры электродов
(в мм):
Диаметр стержня . . 1,6—12
Длина электрода . . 250—450
Допустимая разность
толщины покрытия
(двойной эксцентри-
цитет) ..........0,05—0,30
Наиболее распространены электроды
диаметром 4 и 5 мм, длиной 400—450 мм.
В ГОСТ 9466-60 приведены технические
требования и методы испытания электро-
дов, содержание паспорта на электроды,
а также условия маркировки, упаковки,
транспортирования и хранения электро-
дов.
Каждому типу электродов по ГОСТ
9467-60 (табл. 4 и 5) может соответство-
вать одна или несколько марок. Услов-
ное обозначение электродов включает
марку, тип и диаметр электродов,
вид покрытия (рудно-кислое — Р, рути-
ловое — Т, фтор исто-кальциевое — Ф,
органическое — О) и номер ГОСТ. На-
пример: ЦМ7-Э42-5,0-Р ГОСТ 9467-60.
Выбор марки электрода для сварки
ответственных объектов наиболее обо-
снованно может быть сделан по данным
паспортов или специальных марочников
на электроды. В табл. 6 приведены для
ориентировки при выборе некоторые мар-
ки электродов.
Оптимальные режимы сварки, механи-
ческие свойства швов, а также другие
данные наиболее полно приводятся в
паспортах электродов.
Электроды диаметром 3 мм и выше боль-
шинства марок для углеродистой и низ-
колегированной сталей допускают свар-
ку в нижнем положении на токе, кото-
рый можно подсчитать по формуле I =
= 40 d, где / —ток в a, d—диаметр стерж-
ня электрода в мм. Ток при сварке в вер-
тикальном и потолочном положениях
снижается (по отношению к рассчитан-
ному по формуле) соответственно в сред-
нем на 10 и 20%; электроды диаметром
более 4 мм для этих работ, как правило,
не применяют. Сварка в нижнем положе-
нии электродами марки ЦМ-7С произво-
дится на повышенном токе (в 1,6—
1,8 раза). Применяя для соответствующих
176
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
3. Источники питания сварочным током (общего назначения)
Тип Мощ ность*1 Ток свароч- ный в а Основное назначение Исполнение
СТЭ-24 СТЭ-34 ТС-300*2 ТС-500 СТН-350 СТН-500 ТСД-500 ТСД-1000-3 ТСД-2000-2 ТШС-1000''3*з ТШС-ЗОООхЗ ВС-200 ВС-400 ВСС-120-4 ВСС-300-2 ВСК-300 ВСУ-300 ПСО-120 ПСО-300 ПСО-500 ПС-300М ПС-500 ПСГ-500 ПСУ-500 ПСМ-1000 МОЩГ ность преобра лей в кет, а д *’ Трайс циента мощнс *3 Можео ♦4 Верх! ине — падаюн 24 34 20 32 25 33 32 76 180 160 450 8,6 13,5 4 14 28 14 28 28 28 75 ость, п зователе ля двиг формат© сти) ма быть г ие цифр дих. 70—500 150—700 110-385 165—650 80—450 150—700 200—600 400—1200 800—2200 300—900 300—3000 30—200 50—400 15-130 40—300 75—400 50—320*5 25— 240 30-120 75-320 120—500 80-380 120—600 50-500 - 50—500*4 120—500 (10—200) -9 этребляемая тр й и агрегатов ателей виутрена эы типа ТС со жируются TCP ереключен на ы соответствуй Трансформаторы Для ручной свар- ки | Для автоматизи- z рованной сварки J под флюсом 1 Для электрошла- J ковой сварки Выпрямители Для автоматизи- рованной свар- ки в углекислом газе 1 Для ручной свар- J ки Универсальный (для ручной и автоматизиро- вачной сварки в защитных га- зах и под флю- сом) Преобразователи Для ручной свар- ки | Для ручной и ав- 1 томатизирован- | ной сварки Для автоматизи- рованной свар- ки в защитных газах Универсальный (для ручной и автоматизиро- ванной сварки в защитных газах и под флюсом) Для ручной свар- ки на 9 постов ансформаторами и вь относится к их двигате тего сгорания в л. с. встроенными конденс ч-ЗОО и ТСК-500. диофазную нагрузку эт току при включен! Двухкорпусный (отдельный реак- тор), с падающими характеристи- ками, передвижной Одиокорпусный (с передвижной обмоткой) с падающими харак- теристиками, передвижной Однокорпусный (реактор на общем магнитопроводе) с падающими характеристиками, передвижной Одиокорпусный с падающими ха- рактеристиками и дистанционным регулированием, передвижной Однокорпусный с жесткими харак- теристиками и дистанционным ре- гулированием, трехфазиый Однокорпусный, с жесткими ха- рактеристиками, передвижной Одиокорпусный, с падающими ха- рактеристиками, передвижной Одиокорпусный, с пологопадающей характеристикой, передвижной Одиокорпусный, с жесткими и па- дающими характеристиками, пе- редвижной Однокорпусный с падающими ха- рактеристиками, передвижной Однокорпусный с жесткими харак- теристиками, передвижной Одиокорпусный, с жесткими и па- дающими характеристиками, пе- редвижной Однокорпусный, с балластными рео- статами для получения падающих характеристик, стационарный прямителями, указана в ква\ мощ- лям и указана для электродвигате- аторами (для повышения коэффи- до 2000 а. 1и жестких характеристик, ниж-
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
177
Продолжение табл. 3
Тип Мощ- ность*1 Ток свароч- ный в а Основное назначение Исполнение
Агрегаты с электродвигателями
САМ-400 32 120—600 Для ручной свар- ки в условиях повышенной влажности Двухмашинный (двигатель пере- менного или постоянного тока) *5 с падающими характеристиками, стационарный
АСО-2000 АСБ-300-2 115 30 300—2400 Агрегаты с 75—320 Для автоматиче- ской сварки под флюсом (в тру- босварочном производстве) двигателями енутреш- Для дуговой свар- Трехмащинный (двигатель с двумя генераторами СГ-1000-1) с па- дающими характеристиками ста- ционарный {его сгорания Двухкорпусный (генератор и бен- зиновый двигатель на общей ра- ме), с падающими характеристи- ками, стационарный (перевозной) Двухкорпусиый (генератор и дизель иа общей раме) с падающей ха- рактеристикой, стационарный (перевозной)
АСД-3-1 60 -120—600 ки в полевых условиях
АСДП-500Г 60 (100—350) 2 Для дуговой свар- ки в полевых условиях на двух постах Двухкорпусный (генератор и ди- зель смонтированы в прицепе), с балластными реостатами для получения падающих характери- стик
ПАС-1000*6 150 300—1200 Для автосварки в полевых усло- виях Двухмашинный (генератор с дизе- лем на общей раме) с падающи- ми характеристиками
*5 При двигателе постоянного тока агрегат маркируется САМ-400-1. Остальные приведен-
ные в таблице агрегаты с электродвигателями, а также преобразователи, имеют двигатели переменного тока.
*8 Генератор СТ-1000-1 от агрегата ПАС-1000, смонтированный совместно с двигателем
переменного сварке. тока, используется в качестве стационарного агрегата при автоматической
работ электроды этой марки диамет-
ром 6—8 мм, можно повысить произ-
водительность сварки в несколько раз
по сравнению со сваркой электродами
ОММ-5 диаметром 5 мм, что обуслов-
лено не только повышением сварочно-
го тока, но и большим коэффициентом
наплавки, равным для них в среднем
12 г/а • ч (против 8 г/а • ч для электродов
ОММ-5). Переход металла стержня в шов
у электродов ЦМ-7 (85—90%) и ЦМ-7С
(90—95%) также выше, чем у электро-
дов ОММ-5 (80—85%). Скоростная свар-
ка электродами ЦМ-7С угловых и стыко-
вых соединений методом опирания, по-
мимо высокой производительности (до
30 м шва в час), обеспечивает более глу-
бокий провар. Повышенный коэффи-
циент наплавки имеют также электроды
АНО-1, ОЗС-З и др., содержащие в по-
крытии железный порошок.
При отсутствии электродов большо-
го диаметра (6—8 мм) сварка пучком
электродов также способствует повыше-
нию производительности труда. При
сварке компактных сечений (например,
стыков арматуры диаметром 20—60 мм)
весьма эффективна «ванная» сварка од-
ним электродом или «гребенкой» электро-
дов. При исправлении дефектов сталь-
ного литья находит применение способ
сварки трехфазной дугой спаренными
электродами. Использование держателей,
к которым слегка приваривают торец
электрода, позволяет вести сварку без
огарков, чем экономится до 10% элект-
родов, необходимых в случае исполь-
зования обычных держателей, зажи-
мающих конец электрода длиной 30—
35 мм.
Сварка стали и чугуна. Наиболее хо-
рошо свариваются малоуглеродистые
178
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
4. Типы электродов для сварки конструкционных сталей и основные нормы
(по ГОСТ 9467-60)
Типы Механические свойства металла шва или наплавленного металла при применении электродов диа- метром более 2,5 мм Механические свойства сварного соединения при применении элек- тродов диаметром Содержание в металле шва или наплавленном металле Свариваемые
2,5 мм и менее
элек- тродов Временное сопроти- вление разрыву в кГ/мм2 Относи- тельное удлинение «о в % Ударная вязкость в кГ<м[см2 Временное сопроти- вление разрыву в кГ[мм2 Угол загиба в гра- дусах серы фос- фора стали
ие менее В %, не более
Э34 Э42 Э42А Э46 Э46А 34 42 42 46 46 18 22 18 22 8 14 8 14 34 42 42 46 46 30 120 180 120 150 0,05 0 05 0> 0,05 0,04 0,05 0,05 0,04 0,05 0,04 Малоуглеродистые и низколегиро- ванные
Э50 Э50А Э55 50 50 55 16 20 20 6 13 12 50 50 55 90 150 140 0 05 0,04 0,04 0 05 0 04 0,04 Среднеуглероди- стые и низколе- гированные
Э60 Э60А Э70 Э85 Э100 Э125 Э145 60 60 70 85 100 125 145 16 18 12 12 10 6 5 6 10 6 5 5 4 4 - 1 1 1 1 1 1 1 . 0,04 . 0,04 Легированные по- вышенной проч- ности
стали, вполне удовлетворительно — не-
которые низколегированные конструкци-
онные стали (14ХГС, 19Г, 10ХСНД,
15ХСНД, 09Г2 и др.), удовлетворитель-
но — среднелегированные 20ХГС и
25ХГС. Повышение содержания угле-
рода и легирующих элементов в конструк-
ционных сталях, а также увеличение
толщины металла и жесткости соедине-
ния вызывают необходимость прини-
мать при сварке специальные меры
(предварительный и сопутствующий по-
догрев до 100—300°, последующая тер-
мообработка, сварка «горкой» и «кас-
кадом» и др.).
Большую сложность представляет
сварка аустенитных нержавеющих, кис-
лотостойких и жаропрочных сталей. Вы-
бор марки электрода и технологии сварки
этих сталей должен производиться с уче-
том всех условий работы сварных соеди-
нений. Электроды некоторых марок для
сварки аустенитных сталей обеспечивают
содержание в Шве ферритной фазы (около
5%), что предотвращает появление горя-
чих трещин. Пониженное содержание
ферритной фазы может не предотвратить
образование трещин, а повышенное —
вызвать охрупчивание наплавленного ме-
талла при нагреве до 350—850°. Содер-
жание в швах ферритной фазы можно
контролировать магнитным прибором —
ферритометром (типа ФВД или ФЦ-2)
или (менее точно) металлографическим
методом. Поскольку химический состав
аустенитного шва особо ответственных
изделий должен точно соответствовать
заданному, а аустенитная проволока по
ГОСТ 2246-60 имеет довольно широкие
пределы содержания отдельных элемен-
тов, состав покрытия электрода (напри-
мер, марки ЦЛ-11) пересчитывается в
соответствии с химическим анализом
каждой конкретной плавки.
Аустенитные стали рекомендуется сва-
ривать на несколько пониженном токе
(на 10—20% ниже рассчитанного по
формуле I = 40 rf), короткой дугой при
обратной полярности валиками неболь-
шого сечения с минимальным проплав-
лением основного металла. Кратеры сле-
дует заплавлять при частых коротких
замыканиях, не выводя их на основной
металл за пределы шва.
Хорошие результаты при сварке без
подогрева деталей из серого и высоко-
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
179
1 Свойства металла шва или наплавленного металла 1 ! ч Химический состав в % 1 fl. Ф Ф § \о ф а 0,05 0,05 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0.04 0,04 Примечание. Нормы механических свойств указаны после термической обработки соответственно паспорту на электроды.
XI Z © о* 1 1 1 1 1 1 1 О if? "Iе0.
сз 1 0,10—0,35 0,15—0,40 0,25—0,50 0,10—0,35
о 0,40—0,70 0,40—0,70 | 0,40—0,70 0,40—0,70 0,70—1,00 0,70—1,00 0,40—0,70
и 0,3—0 6 1 0,7-1,0 0,8—1,2 1,0—1,4 2,4—3,0 4,5—5,0
С 0.4—0,8 0,4—0,8 1 0,5—0,9 0,5— 0,9 ' 0,5—0,9 0,5—0,9 1 0,5—0,9
(7) U? ьО _? Г if? if? if? if? if? © © Tf- Tj“ <j- ф ф о"о’©*©’©* ^§11111 0 0 if? U? if? if? if? ю -I—.—.-t ф фО о о © о XX
0,06—0,12 0,06—0,12 0,06—0,12 0,08—0.13 0,08—0,13 0,08—0,13 0,08—0,13
| Механические свойства при 20° С | Временное Относи- „ сопроти- тельиое Ударная вление удлинение вязкость разрыву ле r о/ в к.Г'м/см2 в кГ/мм* 5 /о 1 ! не менее j 50 18 8 50 18 8 50 16 8 50 16 8 55 14 6 55 14 6 55 14 6
Типы электродов ***>< ® <n я л <ч я о
прочного чугуна, а также при сварке их
со стальными деталями дает применение
стальных электродов марки ЦЧ-4, обес-
печивающих равнопрочность сварного
соединения, легкую его механическую
обработку, плотность и чистоту поверх-
ности. При заварке крупных дефектов
или сварке больших разделок толстого
металла свариваемые кромки предвари-
тельно облицовывают электродами ЦЧ-4
в два слоя, перекрывая каждым после-
дующим валиком на а/3 ширину преды-
дущего. Сварку облицовочного слоя ве-
дут на невысоком токе, небольшими участ-
ками, не допуская нагрева основного
металла выше 100° Оставшийся объем
разделки затем наплавляют электродами
типа Э42А или при помощи полуавтомати-
ческой сварки в углекислом газе. Для
заварки чугуна применяют также элек-
троды из цветных металлов (ОЗЧ-1,
ЦЧ-ЗА и др.).
В целях повышения производитель-
ности труда при ручной сварке необхо-
димо применять кантователи, манипуля-
торы, вращатели (см. табл. 16) и другие
устройства для механизации установки
изделия в наиболее благоприятные для
сварки различных швов положения.
Автоматическая сварка
под флюсом
Наиболее широко применяется одно-
дуговая автоматическая сварка под флю-
сом сплошной проволокой диаметром
3—5 мм в нижнем положении. При полу-
автоматической сварке обычно исполь-
зуется проволока диаметром 1,6—2 мм.
Электродные стержни (отрезки прово-
локи длиной 400—600 мм) удобны при
сварке электрозаклепками, обварке свя-
зей и некоторых других случаях. Для
наплавки находит применение как сплош-
ная, так и порошковая (с легирующими
ферросплавами) проволока и лента (даю-
щая широкий слой с малым проплавле-
нием).
Автоматическая сварка с принудитель-
ным формированием шва используется
ограниченно, главным образом при выпол-
нении вертикальных швов на постоянном
токе (стыковые швы на металле толщиной
15—20 мм свариваются на токе 600 а,
угловые катетом 4—8 мм — на токе
200 а).
Сварка «расщепленным» электродом
(два параллельно расположенных элект-
рода, подключенных к одному полюсу
общего источника питания) и сварка
трехфазной дугой (горящей между двумя
180
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
6. Электроды с толстым покрытием для дуговой сварки и наплавки углеродистых
и легированных сталей
Марка электрода Тип электрода по ГОСТ Область применения
Марка свариваемой стали Характер свариваемой конструкции Род тока и полярность
ОМА-2 * ЦМ-7 ** ЦМ-9 *** ОММ-5 Э42 Малоуглеродистая Тонкостенные конструкции Ответственные конструкции, работающие с приложением статических и динамических нагрузок при повышенных и пониженных температурах Переменный или по- стоянный
УОНИ-13/45 Э42А Малоуглеродистая и низколегированная Постоянный— обратная полярность; переменный — с осцил- лятором
УОНИ-13/55 УОНИ-13/65 Э50А Э60 Среднеуглеродистая и легированная
ЦЛ-18 ЦЛ-19 Э85 Э100 Легированная типа 20ХГСЛ. 25ХГСА и 30ХГСА Постоянный— обратная полярность
ЦЛ-6 ЦЛ-14 ЦЛ-20 Э-М Э-МХ Э-ХМФ 15М и 20М 12МХ 12Х1МФ, 20ХМФ Паропроводы, коллекторы, кот- лы и турбины, работающие при температуре соответствен- но до 510, 520 и 540° Переменный
ЦЛ-11 ЭА-1Б Нержавеющая типа 1Х18Н9Т Ответственные конструкции, ра- ботающие в агрессивной среде Постоянный — обратная полярность 5—25 а; 2 мм С. Электроды гловых швов делением при
УОНИ-13/нж ЭНТУ-3 /--ЭА-la Нержавеющая, хромо- никелевая 1Х18Н9 и 1Х18Н9Т и хро- мистая 1X13 и 2X13 Нержавеющая 1Х18Н9 и 1Х18Н9Т
ЦТ-1 ЦТ-15 ~ЭА-1Ба Жаропрочная аусте- нитная типа 1 Х14Н14В2М и др. То же, типа 1Х18Н12Т Ответственные конструкции, работающие при температуре соответственно до 600 и 660°
ЦИ-1М ЦН-6 ЭН80В18Х ЭН08Х17Н 4Ф-60 — 7С5Г2-ЗО — Наплавка режущего инстру- мента и штампов Наплавка уплотнительных по- верхностей паровой армату- ры, работающей при темпе- ратуре до 600°
ОЗН-ЗОО ОЗН-350 ОЗН-400 * Для э 25—45 а', 3 м ♦* Элект ЦМ-7С no3BOJ малоуглероди( ♦** Элект сварке вреднь 1 ЭН-15ГЗ-25 ЭН-18Г4-35 — ЭН-20Г4-40 лектродов ОМА-2 рекомендуется м 50—80 а. >оды ЦМ-7 при повышенной толщ тяют осуществлять скоростную той стали в нижнем положении, роды ЦМ-9 отличаются (так же, х газов и гыли. Наплавка на детали износо- устойчивого слоя твердостью соответственно НВ 300—400 ток: при диаметре 1,6 мм 1 ине покрытия маркируются ЦМ-' ручную сварку стыковых и у ак и АНО-1) пониженным вы;
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
181
электродами и изделием в общей ванне)
используются при необходимости регу-
лирования глубины проплавления основ-
ного металла. Двух- и трехдуговая свар-
ка в общую ванну применяется для повы-
шения скорости процесса, а в раздель-
ные ванны — при многослойных швах.
Используя существующие способы, мож-
но сваривать под флюсом различные ста-
ли и цветные металлы как малой, так и
большой толщины.
Флюс применяется не только для
сварки «закрытой» дугой. При помощи
магнитного флюса (притягиваемого к на-
ходящемуся под током концу электрода)
осуществляется полуавтоматическая свар-
ка открытой дугой, алюминий сваривают
полуоткрытой дугой по слою флюса.
Основные материалы. Свойства метал-
ла сварного шва определяются преиму-
щественно составом применяемых мате-
риалов: основного свариваемого металла,
электродной проволоки и флюса. Если
флюс незначительно реагирует с теми или
иными элементами сварочной ванны,
содержание последних в металле шва
может быть приближенно подсчитано по
формуле х = 0,65 х0 4- 0,35 где х,
х0 и хп — содержание элемента х в %
соответственно в металле шва, основном
металле и электродной проволоке.
Для сварки под флюсом используется
преимущественно электродная проволока
по ГОСТ 2246-60 (табл. 7).
Промышленные флюсы представляют
собой выплавленные и гранулированные
силикаты с размером частиц 0,25 — 3 мм.
В зависимости от метода и режима гра-
нулирования частицы флюса могут быть
стекловидными (насыпной вес больше
1,2—1,3 кГ/дм3) или пемзовидными (на-
сыпной вес меньше 0,9 кГ/дм3). Первые
лучше изолируют сварочную ванну от воз-
духа, вторые — дают более плавное очер-
тание шва. Применяются также их смеси.
Для некоторых случаев сварки (леги-
рованные стали, недостаточно чистый
металл) могут применяться неплавлен-
ные (керамические) флюсы КС-2 (для
малоуглеродистой стали), К-4 (для хла-
достойких швов), К-7 (для высокопроч-
ной стали), ФКЖ-4 (повышающие коэф-
фициент наплавки), ФЦК (позволяющие
регулировать химический состав метал-
ла шва на стали 1Х18Н9Т с целью обес-
печения ферритной фазы, а также устой-
чивости против межкристаллитной кор-
розии) и др.
При сварке флюс изолирует расплав-
ленный металл’от воздействия атмосфер-
ного -воздуха, металлургически с ним
взаимодействует и формирует поверх-
ность шва.
7. Электродная проволока из стали
некоторых марок (по ГОСТ 2246-60)
Марка электрод- ной проволоки * Основное назначение
Св-08 Св-08А Св-08ГА 1 Св-ЮГА 1 Св-10Г2 | Св-08ГС' Св-12ГС Св-18ХМА СВ-18ХГСА Св-ЮНМ Св-06Х19Н9Т Св-fOXM и ) Св-ЮМХ; 1 Св-08 ХМФБ; ( Св-08ХЗМФБ ) * Помимо пр можно использов ных проволок по под флюсом леги ных марок. Сварка малоуглеродистой и низколегированной сталей некоторых марок под высокомарганцови- стыми флюсами типа ОСЦ-45 и АН-348А То же, особенно рекомен- дуется для сварки тав- ровых соединений, а также при содержании в основном металле серы и фосфора и а верхнем пределе Сварка углеродистой и низколегированной ста- ли повышенной проч- ности Сварка углеродистой ста- ли при скорости про- цесса свыше 100 м/ч, а также низколегирован- ной стали повышенной прочности Сварка стали 20ХМА, ЗОХМА Сварка стали 20ХГСА и ЗОХГСА Сварка котельной стали 16ГНМ Сварка стали 1Х18Н9Т (при применении флюса ФЦК. обеспечивающего механические и анти- коррозионные 'свойства сварных соединений) Сварка низколегирован- ных теплоустойчивых сталей соответствую- щих марок иведенных в таблице, воз- вние и других электрод- ГОСТ 2246-60 для сварки юванных сталей различ-
Средние значения необходимой тол-
щины слоя флюса над сварочной ванной
и выпуска электрода из токоподводящих
губок сварочной головки приблизительно
равны 10—12 диаметрам электродной
проволоки. Расход флюса примерно со-
ответствует расходу электродной про-
волоки.
На флюсы АН-348А и ОСЦ-45, поста-
вляемые в централизованном порядке,
существует ГОСТ 9087-59.
182
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
8. Влияние режима сварки под флюсом иа форму шва
Характе- ристика шва Изменение характеристики шва при увеличении
сварочного тока диаметра электрода напряже- ния дуги скорости сварки угла наклона электрода к верти- кали 1 угла наклона изделия при сварке на спуск !на подъем
Глубина провара Интенсивно увеличивается Умень- шается Почти не меняется Немного умень- шается Интен- сивно умень- шается Умень- шается Немного увели- чивается
Ширина провара Немного увеличивается Увеличи- вается ' Увеличи- вается Умень- шается Увеличи- вается Увеличи- вается Немного умень- шается
Высота усиления Интенсивно увеличивается Умень- шается Умень- шается Увеличи- вается Умень- шается Умень- шается Увеличи- вается
Коэффи- циент формы 1 При Интенсивно уменьшается сварке «углом Увеличи- вается вперед». Увеличи- вается Немного умень- шается Интен- сивно увеличи- вается Увеличи- вается Умень- шается
Флюсы ОСЦ-45 и АН-348А применяют-
ся для сварки соединений почти всех
видов (кроме кольцевых швов малого
диаметра в вертикальной плоскости) из
углеродистой стали. Помимо указанных
флюсов двух марок, используются и дру-
гие, в частности флюс ФЦ-7, для много-
проходной сварки трехфазной дугой,
а также для электрошлаковой сварки.
Флюс ФЦ-9 обладает наилучшими (по
сравнению с другими флюсами) гигие-
ническими свойствами и рекомендуется
поэтому для полуавтоматической сварки.
Режимы и виды соединений. Свароч-
ный ток, диаметр электрода, напряжение
на дуге и скорость сварки являются
основными параметрами сварочного ре-
жима (табл. 8). Кроме того, форма и
качество сварного шва зависят от состава,
состояния и грануляции флюса, наклона
электрода и изделия, конструкции свар-
ного соединения и других факторов.
На фиг. 17 показано влияние сварочно-
го тока на глубину проплавления Лх,
усиление Л.2, ширину b и коэффициент
формы шва Кф, а также на долю участия
основного металла в сварном шве п.
Эти закономерности, полученные для
наплавки, с известным приближением
могут быть распространены на стыковые
и угловые швы.
При автоматической сварке под флюсом
в основном применяются те же типы
сварных соединений (стыковые, угловые,
нахлесточные и др.), что и при ручной
Фиг. 17. Влияние тока на форму шва и долю
основного металла в нем при наплавке валиков
под флюсом (диаметр электрода 5 мм, скорость
наплавки 40 м!ч, напряжение на дуге 36 — 38 в,
флюс ОСЦ-45).
сварке. Конструктивные элементы ос-
новных типов швов сварных соединений
из углеродистых и низколегированных
сталей, выполняемые автоматической или
полуавтоматической сваркой под флю-
сом, регламентируются ГОСТ 8713-58.
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
183
Некоторые специфические особенности
процесса сварки под флюсом (глубокий
провар, жидкотекучесть металла сва-
рочной ванны и др.), требуя специаль-
ных мер против протекания жидкого
металла через зазоры соединений,'в то же
время дают возможность осуществлять
виды соединений, недоступные для руч-
ной сварки (соединение прорезными шва-
ми, электрозаклепки и др.). Для пред-
отвращения протекания жидкого металла
через неплотности соединения приме-
няются следующие способы автоматиче-
ской сварки стыковых швов: сварка на
ручной или автоматической подварке,
сварка на флюсовой, медной или остаю-
щейся стальной подкладке.
При однопроходной сварке угловых
швов благодаря глубокому провару рас-
четный размер шва может быть принят
равным размеру его катета. Таким обра-
зом, прочность шва, выполненного под
флюсом, приблизительно на 40% выше
прочности шва того же катета при ручной
сварке. Для получения равнопрочных
угловых швов при ручной сварке надо
наплавить примерно вдвое больше элект-
родного металла, чем при автоматической
однопроходной сварке. Глубокое про-
плавление позволяет вместо двухсторон-
них угловых швов тавровых соединений
применять (когда это обосновано расче-
том) односторонний угловой шов Пре-
рывистые угловые швы в ряде случаев
заменяются «точечными» швами, свари-
ваемыми шланговыми полуавтоматами
на токе 160—200 а (производительность—
30—40 точек в минуту). Глубокое про-
плавление позволяет также сваривать
электрозаклепками при отсутствии отвер-
стия в верхнем листе металл толщиной
до 8 мм (сварочный ток до 2000 а, подача
электрода диаметром 6—50 мм). Сварка
электрозаклепками при толщине верх-
него листа 1—2 мм может выполняться
без подачи электрода диаметром 5—6 мм
на токе соответственно 600—1000 а
Автоматизированная сварка угловых
швов тавровых соединений может вы-
полняться при горизонтальном (нижнем)
положении одного из свариваемых листов
и наклонном (в «лодочку»). В первом
случае электрод обычно расположен под
углом 45—60° к горизонтальному листу,
во втором — вертикально. Сварка в ниж-
нем положении одного из свариваемых
листов упрощает конструкцию стелла-
жей и сокращает затраты времени на
кантовку изделий. Однопроходная свар-
ка угловых соединений в нижнем поло-
жении дает возможность получать швы
с размером катета до 10 мм. При сварке
в положении «лодочки» катет шва прак-
тически не ограничивается.
Режимы сварки под флюсом разрабо-
таны для самых разнообразных условий.
Выбор режима для конкретного изделия
должен быть подтвержден сваркой опыт-
ного образца. Для ориентировки при
выборе режима можно пользоваться
табл. 9—13.
9. Режимы двухсторонней автоматической
сварки под флюсом стыковых соединений
с обязательным зазором
Толщина ли- стов в мм ф 4, * «5 У = % О< СЗ к а. ас Л о Л т со Диаметр электрода В ММ Сварочный ток в а Напряжение дуги в в Скорость сварки в м/ч
14 16 18 20 24 28 30 40 50 3— 4 3- 4 4— 5 4— 5 4— 5 5- 6 6- 7 8- 9 10-11 5 700— 750 700— 750 750- 800 850— 900 900— 950 900- 950 950—1000 1100—1200 1200—1300 34—36 34—36 36-40 36—40 38—42 38-42 40—44 40—44 44—48 30 27 27 27 25 20 16 12 10
6
10. Режимы » однопроходной автоматической
сварки под флюсом тавровых
соединений „в лодочку"
Катет шва
в мм
Сварочный
ток в а
Скорость
сварки в л/ч
6
8
10
12
14
600—700
700—750
750—800
850—900
850—900
* Диаметр электрода 5 мм, напряже-
ние на дуге 34—36 в.
Помимо малоуглеродистой стали, на
автоматах и полуавтоматах сваривают
также легированную сталь различных
марок, а также медь, алюминий и их
сплавы. Режимы сварки низколегирован-
ной стали близки к режимам сварки ма-
лоуглеродистой стали.
Автоматическая наплавка под флюсом
нашла наиболее широкое применение
при восстановлении геометрической фор-
мы прокатных валков, бандажей колес,
тракторных катков, режущего и бурового
184
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
11. Режимы автоматической сварки под
флюсом угловых швов в нижнем положении
наклонным (45°) электродом
Катет шва в мм 1 1 ' Диаметр элек- трода в мм Сварочный ток в а Напряжение дуги в в Смещение элек- трода от верти- кального листа в мм Скорость сварки в м/ч
6 8 4 5 600 700 30 32 1,5 2,5 55 40
12. Режимы 1 двухсторонней полуавтома-
тической сварки стыковых швов
(на флюсовой подушке)
Толщина листов в мм Ток в а Напря- жение дуги в в Скорость подачи проволоки в м/ч
4 220—240 32—34 101
5 275—300 32—34 156
8 450—470 34—36 306
12 500—550 36—40 378
1 Диаметр электрода 2 мм, скорость
сварки 18—24 м/ч.
13. Режимы 1 полуавтоматической сварки
под флюсом угловых швов
4 220—240 32—34
5 275-300 32-34
8 380—420 34—38
24—30
24—30
18-24
1 Диаметр электрода 2 мм.
инструмента и ряда других деталей.
Наплавка пока еще недостаточно исполь-
зуется для создания-поверхностей с осо-
быми служебными свойствами при завод-
ском изготовлении соответствующих де-
талей. Для придания наплавляемым по-
верхностям особых свойств используется,
как правило, соответствующий легиро-
ванный электродный материал (сплошная
и порошковая проволока- и лента). Что-
бы уменьшить разбавление наплавляе-
мого слоя основным металлом, рекомен-
дуется выбирать способы и режимы,
обеспечивающие минимальную глубину
проплавления (сварка широкой лентой,
сварка при удлиненном «вылете» элек-
трода, многоэлектродная сварка «гребен-
кой», сварка трехфазной дугой и др.).
Полуавтоматическая наплавка под флю-
сом чаще всего применяется при устра-
нении дефектов стального литья.
Свойства швов, сваренных под флюсом
на малоуглеродистой стали, а также на
легированной стали ряда марок при вы-
боре правильной технологии, как пра-
вило, отвечают требованиям технических
условий на основной металл или близки
к ним (табл. 14 и 15).
Аппаратура и оборудование (табл. 16).
Установка для автоматической сварки
состоит в основном из источника элек-
тропитания, сварочной аппаратуры и
механизмов, объединенных электрической
схемой и работающих в заданной тех-
нологической последовательности. На
Фиг. 18. Конструктивная схема установки для
автоматической сварки под флюсом: 1 — ролико-
опора; 2 —сварочная головка; 3 — бункер
для флюса; 4 — катушка для проволоки; 5 —
тележка с поворотным столом; 6 — подъемная
платформа; 7 — пульт управления; 8 — флюсо-
вая подушка; 9 — велосипедная тележка; 10 —
пункт электропитания.
фиг. 18 показана конструктивная схема
установки для автоматической сварки
продольных и кольцевых швов цилин-
дрических изделий. Швы внутри изде-
лия свариваются трактором (на фигуре
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ.
185
14. Влияние термообработки на механические свойства металла шва, сваренного
под флюсом на стали МСт. 3
Вид термообработки Временное сопротивле- ние разрыву в кГ/мм* Предел текучести в кГТмм* Относитель- ное удлине- ние в % Относи- тельное сужение В % Ударная вязкость в кГ • м}см2
Без термообработки . . . 46,3 31,4 25,5 64,2 10,5
Отпуск при 650°. . . . • 43,6 25,7 33,1 69,9 12,5
Отжиг при 930° 39,6 23,0 35,3 71,5 13,4
Нормализация при 930° 38,2 24,0 35,3 71,2 15,7
Закалка при 930° .... 54,4 34,9 24,4 — 8,0
Примечание. Металл шва оптимального химического состава 0,15—0,30% Si; 0,65—0,90% Мп; до 0,03% S; до 0,03% Р. — до 0,10- -0,13% С;
15. Механические свойства (средние) швов, сваренных под флюсом на некоторых
сталях
Марка сваривав" мой стали Временное со- противление раз- рыву в кГ!см2 Предел теку- чести в кГ/см2 Относитель- ное удлине- ние I Относитель- 1 ное сужение Ударная вяз- кость в кГм[см2 Примечание
в о/ /о
МСт. 4 51,5 35,8 28,2 64,1 8,7 Толщина металла 14 мм. Флюс ОСЦ-45 и малоуглеродистая про- волока. Без термообработки
15М * 55,4 40,2 22,0 70,7 10,8 \ Многопроходная сварка. Флюс
56,4 33,0 21,8 53,6 13,3 > ОСЦ-45А и проволока 15М. От-
49,5 34,1 19,6 56,3 7,4 ) пуск 650—680° С
НЛ-2 62,9 42,2 22,2 55,8 9,3 -
ЗОХГСА 102,5 92,1 15,5 52,5 3,95 Флюс ОСЦ-45 и проволока 20ХМА. Закалка и отпуск
ЗОХГСНА 112,9 - 9,7 50,5 9,9 Флюс ФЦК-М и проволока 15ХГСНА. Закалка и отпуск
* Механические 20, 350 и 510° С. свойства швов приведены для температуры испытания соответственно
186
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
16. Аппаратура и оборудование для автоматизированной сварки под флюсом
Аппаратура и оборудование Основное назначение
Подвесные сварочные головки: легкого типа (от автомата АДС-500 конструкции завода «Электрик» или А-580 конструкции ИЭС); среднего типа (от трактора УТ-1250-3 конструкции ЦНИИТМАШ или автомата АДС-1000-2 конструк- ции завода «Электрик»); тяжелого типа (головка А или АБ от аппарата АБС конструкции ИЭС); тяжелого типа (головка Л со следящей системой для непрерывной работы, конструкции ЦНИИТМАШ); двухэлектродная (тип ТГЦ-2 конструкции ЦНИИТМАШ); двухэлектродная (тип А-288 конструкции ИЭС) Комплектация автосварочных установок
Сварочные тракторы с совмещенными сварочной головкой и кареткой: автомат АСУ-138 для односторонней и автомат ДАСУ-138 для двухсторонней сварки угловых швов; трактор ДТС-24 для сварки двумя последовательными дугами (конструкции ИЭС); трактор типа ТС-17М для стыковых и угловых швов (конструкции ИЭС); трактор типа ТС-32 для сварки на перемещающейся медной подкладке (конструкции ИЭС); трактор типа ТС-26 для сварки кольцевых швов внутри изделий диаметром больше 1200 мм без разделки кромок (конструкции ИЭС); самоходная сварочная головка типа ССГ-3 для кольце- вых швов внутри цилиндрических изделий диаме- тром больше 800 мм (конструкции ЦНИИТМАШ) В качестве транспортабельного аппарата и для комплектации автосварочных установок
Сварочные станки для замкнутых (кольцевых, овальных) швов: автомат типа АДСК-Ю00 для сварки ободов автомо- бильных колес; автомат типа АДК-500 для приварки фланцев*; автомат типа АДН-500 для наплавки арматуры*; автомат типа АДТР-300 для обварки трубок*; автомат АДОБ-ЗОО для приварки днищ овальной формы*; станок Р-837 для наплавки валов диаметром 740 — 860 мм (конструкции ИЭС) Сварочные — в серийном и мас- совом производстве; наплавоч- ные — обычно при ремонтных работах
Сварочные станки для прямолинейных швов: установка типа АДЦП-300 для сварки продольных швов цилиндрических изделий (конструкции ВНИИЭСО); сборочно-сварочный автомат типа СТС-1 для изготовле- ния тавровых профилей; сварочно-фрезерный станок для стыковки полос (с одно- временным снятием усиления шва) на трубосварочных стаиах «650» и «720» (конструкции ЦНИИТМАШ и Минского станкозавода) * Конструкции ВНИИЭСО. Серийное и массовое произ- водство
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
187
Продолжение табл. 16
Аппаратура и оборудование Основное назначение
Универсальные сварочные тракторы с раздельными сва- рочной головкой и кареткой: сварочные тракторы типа УТ (УТ-1250-2, УТ-1250-3, УТ-1500, УТ-2000М конструкции ЦНИИТМАШ); сварочные автоматы типа АДС-500 и АДФ-500 (кон- струкции завода «Электрик»). Сварочный автомат АДСД-500 (двухэлектродный, кон- струкции завода «Электрик»; сварочный автомат типа АДС-1000-2, трехфазный ав- томат типа АДСТ-1СС0. Двухэлектродный автомат типа АДСД-1000 (конструкции завода «Электрик») В качестве транспортабельного аппарата и для комплектации автосварочных установок
Самоходные аппараты, передвигающиеся по направляю- щим рельсам, расположенным над свариваемым изде- лием: е" унифицированная сварочная головка типа АБС. Само- ходная головка типа САГ-4-У (конструкции ИЭС); самоходная сварочная головка ТС-17-С (модифициро- ванный трактор ТС-17-М конструкции ИЭС); модифицированный трактор типа УТ со сварочной го- ловкой, смонтироваиной^под кареткой (конструкции ЦНИИТМАШ) Для комплектации автосвароч- ных установок
Специальные аппараты: типа АОС для обварки связей и типа АОШ для обварки штуцеров (конструкции ЦНИИТМАШ); для приварки шпилек (конструкции ВНИИЭСО, ИЭС и др.). Для сварки электрозаклепками (конструкции НИИдормаш, ВИСХОМ и др.); типа А-433-М для сварки вертикальных швов (кон- струкции ИЭС) Для серийного и массового про- изводства. Аппарат А-433-М для сварки мостовых и дру- гих конструкций на монтаже
Шланговая аппаратура: полуавтоматы типов ПШ-5, ПШ-54 и трехэлектродный полуавтомат А-420 (конструкции ИЭС); полуавтоматы типов ПДШ-500 и ПДШМ-500 (конструк- ции завода «Электрик»); автоматы типов АДШ-500 и АДШМ-500 (конструкции завода «Электрик») Для использования в условиях, требующих повышенной манев- ренности сварочной аппара- туры, а также в портативных установках
Сварочные манипуляторы: с пустотелым корпусом для автоматической сварки типа МАС-2 (конструкции ЦНИИТМАШ); для автоматической сварки типа Т-25 (конструкции ИЭС); для ручной и полуавтоматической сварки типа СМ-1000 и СМ-5000 и для ручной, полуавтоматической и авто- матической сварки типа УСМ-1200 и УСМ-5000 (конструкции ВПТИ ТЯЖМАШ) Для наклона и вращения изде- лий при ручной и автоматизи- рованной сварке в единичном и серийном производстве
188
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
не показан). В ряде случаев целесооб-
разно применение в установках трактора
и для сварки наружных швов.
Универсальность и удобство примене-
ния сварочных тракторов привели к соз-
данию разнообразных конструкций этой
аппаратуры. ГОСТ 8231-56 предусматри-
вает три типа конструкций: одноэлектрод-
ных автоматов тракторных — на 500,
1000 и 2000 а.
Для наплавочных работ выпускают-
ся специальные станки конструкции
ИЭС. В ряде случаев возможно при-
способление для этой цели существую-
щего металлообрабатывающего оборудо-
вания.
Автосварочная аппаратура оснащена,
как правило, вспомогательными устрой-
ствами (бункерами для флюса, флюсо-
отсосами, катушками для электродной
проволоки, копирными роликами, све-
товыми указателями и т. д.). Для авто-
матизации направления электрода по
свариваемым кромкам разработаны сле-
дящие системы. Например, созданная
в ЦНИИТМАШ сварочная головка типа
Л для трубосварочного стана оснащена
следящей системой с фотокопировальным
устройством ФКУ-30 конструкции ЦКБ
«Электропривод». В последнее время
следящие системы для направления
электрода разработаны также в ИЭС,
ВНИИТМАШ, НИТИ и в других орга-
низациях.
Значительное распространение полу-
чили шланговые полуавтоматы и автома-
ты, предназначенные для сварки элект-
родной проволокой диаметром 1,6—2 мм
на постоянном или переменном токе 200—
500 а. ИЭС разработаны шланговые полу-
автоматы типа ПШ-5 со шлангом длиной
3,5 м, оснащаемые специальными дер-
жателями с флюсовым бункером для
различных операций, и модернизирован-
ные полуавтоматы типа ПШ-54. Завод
«Электрик» изготовлял шланговые авто-
маты типа АДШ-500 и полуавтоматы
типа ПДШ-500, замененные впоследствии
соответственно АДШМ-500 и ПДШМ-500.
Шланговые автоматы отличаются от по-
луавтоматов наличием малогабаритной
каретки с электроприводом. В шланговых
полуавтоматах завода «Электрик» (в от-
личие от полуавтоматов ИЭС) предусмот-
рена пневматическая ' подача флюса.
Шланговые полуавтоматы также могут
быть приспособлены для сварки открытой
дугой с намагничивающимися флюсами
на токе около 300 а и для сварки в угле-
кислом газе в паре.
Электрошлаковая сварка
Плавление электродного и основного
металла при электрошлаковой сварке
происходит благодаря выделению тепла
при прохождении тока через шлаковую
ванну, ограниченную с боков двумя
плоскими торцами свариваемых листов
и двумя медными формирующими ползу-
нами, охлаждаемыми водой. Схема про-
цесса электрошлаковой сварки показана
на фиг. 19. Шов обычно сваривают в вер-
Фиг. 19. Прин-
ципиальная схе-
ма процесса при
электрошлаковой
сварке: 1 — свари-
ваемая деталь;
2—шлаковая ван-
на; 3—-электрод;
4 —• расплавлен-
ный основной
металл; 5 — ме-
таллическая ван-
на; 6 — сварной шов; 7 — кромки сваривае-
мой детали; 8 — капли электродного металла;
9 — наиболее нагретая зона сварочной ванны;
J0 — медный ползун.
тикальном положении за один проход
(сразу по всей толщине свариваемых де-
талей) по направлению снизу вверх.,
Помимо сварки, электрошлаковый про-
цесс применяется также при наплавке,
ремонте деталей, переплавке слитков (для
высоколегированной стали) и некоторых
других случаях. В ряде случаев (напри-
мер, при большом объеме сварочных
работ) целесообразна электрошлаковая
сварка металла, начиная с толщины 25—
30 мм\ верхний предел практически не
ограничен (известны случаи электрошла-
ковой сварки комбинированными элект-
родами деталей толщиной до 2 м при
длине шва 3 м). Благодаря большой
производительности, сравнительно ма-
лому расходу флюса и электроэнергии,
высоким механическим свойствам, отсут-
ствию разделки кромок, незначительной
деформации и другим преимуществам
электрошлаковый процесс стал основным
способом сварки толстостенных конструк-
ций из проката, литья и поковок в тяже-
лом машиностроении (барабаны котлов,
станины, архитравы, цилиндры и другие
детали прессов, стойки и рамы прокатных
станов, валы, колеса и другие детали
гидротурбин, толстостенные сосуды и
т. д.).
Способы сварки и виды соединений.
Различные способы электрошлаковой
сварки показаны на фиг. 20, а виды свар-
ных соединений — на фиг. 21. Для сварки
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
189
фасонных сечений стыку изделия обычно
придается прямоугольная форма Наи-
более удобны для сварки прямолинейные
и кольцевые швы. Сварка швов на ци-
линдрической и сферической поверхнос-
тях неподвижного изделия большого
радиуса (3—5 м и выше) возможна, если
отклонение касательной к шву от верти-
кали не превышает 10—30°,
Фиг. 20. Основные способы электрошлаковой
сварки, а — без возвратно-поступательного дви-
жения электродной проволоки; б — с возвратно-
поступательным движением электродной про-
волоки; в — миогоэлектродная; г — пластин-
чатыми электродами; д — плавящимся мунд-
штуком; е —контактно-шлаковая.
Материалы. При выборе материалов
для электрошлаковой сварки надо учи-
тывать, что содержание электродного
металла в шве составляет 50—75%.
Поэтому его свойства при электрошлако-
вой сварке в большей степени, чем при
дуговой под флюсом, зависят от состава
электродного материала.
Электроды при электрошлако-
вой сварке применяют в виде проволок
(обычно 1—3 шт., редко 4—20 шт. диа-
метром 2,5 и 3 мм по ГОСТ 2246-60 и
ЧМТУ), пластин (1—3 шт. и больше,
толщиной 8—12 мм, шириной 80—150 мм)
и их комбинации (плавящийся мундштук).
Благодаря хорошему перемешиванию в
сварочной ванне возможно одновремен-
ное использование электродов различного
химического состава. Это позволяет полу-
чать разнообразные составы электродного
металла. Регулируя при этом еще глу-
бину проплавления основного металла,
можно за счет его смешения с электрод-
7 Справочник машиностроителя, т. 5
ным металлом получать и сварной шов
заданного химического состава.
При сварке сталей марок 15, 15Л, Ст. 2
равнопрочные соединения можно полу-
чить, применяя проволоку Св-08 или
Св-08А. При сварке кипящей малоугле-
Фиг. 21. Виды соединений при электрошлако-
вой сварке.
родистой стали для подавления реакции
образования СО (вызывающей поры в
шве) используется проволока Св-08ГС или
Св-12ГС (в последнем случае желательно
в сочетании с Св-08А). Для сварки угле-
родистых сталей с содержанием углерода
до 0,25—0,30% (например, стали 22К),
а также некоторых низколегированных
(например, стали 09Г2ДТ) рекомендуется
раздельное или совместное применение
проволок Св-10Г2 и Св-08Г2С. При уве-
личении содержания легирующих эле-'
ментов в свариваемых деталях целе-
сообразно повысить прочность шва пу-
тем его дополнительного легирования
за счет большего проплавления основ-
ного металла.
Для сварки легированных сталей, ког-
да, помимо обеспечения механических
свойств, сварной шов часто должен удов-
летворять специальным требованиям
(теплоустойчивость, стойкость против
коррозии и др.), наиболее целесообразно
190
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
использовать электродный металл, близ-
кий по химическому составу с основным.
В этом случае часто применяют пластины
и плавящиеся мундштуки одинакового
состава с основным металлом. Регулиро-
вание состава шва при сварке плавящимся
мундштуком (например, снижение содер-
жания углерода) достигается подбором
соответствующей проволоки.
Электрошлаковая сварка титана и
чугуна также производится пластинами
аналогичных составов в сочетании с флю-
сами (соответственно) АН-Т2 и ЭС-5.
Для электрошлаковой наплавки изно-
состойких сталей наиболее удобны по-
рошковые проволоки. В частности, стали
типа Х12 наплавляются порошковыми
проволоками марок ПП-Х12ВФ/ЭШ,
ПП-Х12Н4Ф/ЭШ и других в сочетании
с флюсом АН-22; быстрорежущие стали
типа Р-18 также наплавляются соответ-
ствующими порошковыми проволоками
при флюсе АН-22 и прутками Р-18 при
фторидном флюсе; для наплавки стали
ЗХ2В8 применяются прутки аналогич-
ного состава в сочетании с фторидным
флюсом. Для сварки углеродистых и
низколегированных сталей рекомен-
дуются флюсы АН-8, АН-8М, ФЦ-7,
АН-22. Возможно также использование
флюсов ОСЦ-45 и АН-348А. Для высоко-
легированных сталей применяются «бес-
кислородные» флюсы (на основе техниче-
ски чистого фтористого кальция) марок
АНФ-1 (не менее 92% CaF2), АНФ-7
(20% СаО), АНФ-6 (35% А1аОв), 48-ОФ-6
и др. Для возбуждения электрошлако-
вого процесса при электродах большого
сечения применяется флюс АН-25 (30—
40% TiO2), электропроводный в твердом
состоянии.
Механические свойства сварных соеди-
нений. Естественный подогрев кромок
над шлаковой ванной (автоподогрев),
медленный нагрев и охлаждение около-
шовной зоны снижают опасность появле-
ния в ней трещин при сварке. Большой
Объем сварочной ванны над кристалли-
зующимся металлом способствует ее дега-
зации и всплыванию неметаллических
частиц, а также в значительной степени
предотвращает появление усадочных рых-
лот и трещин в шве. Вместе с тем, боль-
шая ширина околошовной зоны (16—
18 мм) и длительность ее пребывания
при высокой температуре, а также осо-
бые условия кристаллизации шва при-
водят к образованию в сварном соеди-
нении отдельных зон с крупнокристалли-
ческой структурой (фиг. 22). Поэтому
для измельчения структуры и получения
стабильных значений ударной вязкости
сварного соединения ответственные кон-
струкции обычно подвергают нормали-
зации с последующим отпуском (для
снятия остаточных напряжений).
Фиг. 22. Макрошлиф шва на металле толщиной
250 мм, выполненного электрошлаковой свар-
кой.
Механические свойства сварных швов
на некоторых сталях приведены втабл. 17.
Прочность сварных соединений (со сня-
тым усилением) стали типа 22К при
циклической нагрузке (исследованная в
ЦНИИТМАШ на больших образцах сече-
нием до 40 000 мм2) близка к прочности
основного металла, а при поверхностном
наклепе сварного соединения — пре-
восходит последнюю.
Режимы. Напряжение и ток являют-
ся основными энергетическими пара-
метрами режима. Кроме них, на процесс
сварки и сварное соединение оказывают
также влияние скорость подачи иэ,
сечение Fs, количество п и «сухой» вылет
электродов, скорость колебания vK
(возвратно-поступательного перемеще-
ния) н время t остановок у ползунов,
зазор между кромками Ь, глубина шла-
ковой ванны и некоторые другие.
Ввиду большого количества парамет-
ров установление оптимального режима
электрошлаковой сварки представляет
известные трудности. Предварительный
расчет основного параметра — напря-
жения на сварочной ванне в зависимости
от заданной глубины провара кромок —
может быть сделан, исходя из уравнения
теплового баланса шлаковой ванны по
методике, изложенной в литературе [3].
Для предварительного выбора режима
в табл. 18 приведены зависимости формы
шва от некоторых параметров режима и
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
191
Фиг. 23. Конструктивная схема установки для электрошлаковой сварки продоль-
ных швов
17. Механические свойства (средние) швов, выполненных электрошлаковой сваркой
Марка свари- ваемой стали Толщина ме- талла в мм Марка про- волоки Марка флюса i 1 Предел теку- чести в кГ/мм2 Временное сопротивле- ние в кГ/мм* Относи- тельное удлинение Относи- тельное сужение Ударная вязкость в к.Г*м/смг
В %
22К 450 СВ-10Г2 ФЦ-7 28 46 28 70 13
25Л 450 Св-08ГА АН-8 29 48 28 59 12
35Л 280 Св-ОЗГА АН-8 30 61 30 66 11
20ГС 230 СВ-10Г2 АН-8 32 50 31 65 14
16ГНМ 135 ЭИ569 ФЦ-7 33 51 28 67 15
15ХМА 40 СВ-12ХМ ФЦ-7 31 47 33 66 14
ЗОХГСА 30 Cb-ISXMA АН-22 102 114 13 37 4
25Х2МФ 100 ЭИ913 48-ОФ-6 73 63 20 75 15
30Х2Н2М 100 Св-10Г2 АН-8 65 79 22 65 15
25ХЗНМ 100 ЭИ616 АН-8 60 74 24 68 15
25ХЗНМ 100 Св-10Г2 АН-8 42 59 29 72 18
35ХНЗМ 100 Св-10Г2 АН-8 62 '15 18 66 10
35ХНЗМ 100 ЭИ681 АН-8 49 80 18 46 12
Примечание. Термообработка для сталей первых 6 марок — нормализация и отпуск,
для остальных—закалка и отпуск.
7*
192
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
режима сварки Доля основного металла / b - b Со . . 1ПА J3 о Незначительно увели- чивается Уменьшается Незначительно умень- шается | Увеличивается Уменьшается я о Не изменяется Увеличивается X 3 а то ей О сх S ф ч о х то S SE Я
и увеличении параметров Коэффициент формы металлической ванны \ iu J Незначительно умень- 1 шается I | Уменьшается | Увеличивается То же Уменьшается То же Незначительно увеличивается Увеличивается сварки для углеродистых
характеристик, шва пр Глубина металли- ческой ванны {h — 10 4- 15 мм) *** Увеличивается | То же । Уменьшается Незначительно уве- личивается Не изменяется | Незначительно уменьшается Уменьшается Не изменяется ТО S S * ф о. и о Q. Ф S то £Х «3 Е S
| Изменение Ширина (Ьш = 30 4- 60 мм) *** Увеличивается Уменьшается | Незначительно уменьшается i 1 Увеличивается Уменьшается ф Я о , Не изменяется Увеличивается 3 8 V 34е со <у £ S о О Ч ТО ей В * S S сх ф X с £Х ТО X
Параметры режима сварки Скорость подачи электрода и ток (t, = 150 4- 250 м/ч; I = 400 4- 500 а) * До 200 м/ч, до 400 а Св. 200 м/ч; св. 400 a j Толщина металла на электрод ** — 75 4“ 125 мм) Напряжение сварки (U = 42 4-48 в) ' Скорость поперечного перемещения элек- трода {vnn = 30 — 35 м/ч) Глубина шлаковой ванны (h^ = 40 4- 50 мм) Величина сухого вылета электрода (1с ~ 60 4~ 70 мм) Величина зазора (Ь = 25 4- 30 мм) * На электродную проволоку диаметр ** При неподвижной электродной прово *** В скобках указаны средние значения сталей.
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
193
19. Некоторые характеристики основных аппаратов для электрошлаковой сварки
Тип аппарата и его назначение Наибольшая толщина сва- риваемого ме- талла в мм Передвижение аппарата вдоль шва Тип электрода Количество электродов Род сварочного тока
А-501-М для сварки угловых 90
и стыковых соединений . . А-612 для сварки продоль- ных швов стыковых сое- Непосред- ственно по изделию Проволока ф 2,5 мм 1—2 Постоян- ный
динений 100 То же Проволока Ф 3 мм 1 Перемен- ный
А-350 для того же 180 » То же 1-3 То же
А-433-М * для того же . . . А-372-Р для сварки продоль ных и кольцевых швов стыковых и угловых соедн- 60 По колонне » 1 Постоян- ный
нений 350 прово- локами 600 пласти- нами То же Проволока Ф 3 мм и пластины 1-3 Перемен- ный
А-535 для того же • • • • . А-550 для сварки коротких 500 прово- локами 800 пласти- нами » То же 1-3 1о же
швов А-578 для торцовой на- 250 » Пластины 1—3
плавки — По колонне Пруток ф!4—20 мм 1 Перемен- ный
* Аппарат А-433-М используется также флюсом металла толщиной 15—20 мм. для вертикальной электродуговой св арки под
их средние значения для сварки углеро-
дистых и низколегированных сталей.
Аппаратура и оборудование. Основ-
ные образцы разработаны ИЭС. Все
они действуют по принципу саморегу-
лирования плавления проволоки, ко-
торая подается с независимой (от на-
пряжения на сварочной ванне) ско-
ростью. Скорость вертикального пере-
мещения аппаратов в зависимости от
расположения уровня сварочной ванны
может автоматически регулироваться при
помощи соответствующих устройств. В
табл. 19 приведены основные характе-
ристики некоторых аппаратов для элект-
рошлаковой сварки. Источники питания
(см. табл. 3) рекомендуются с жесткими
характеристиками.
Поскольку время на установку аппара-
тов для сварки различных изделий весьма
велико, в ВПТИ ТЯЖМАШ разработаны
механизированные устройства, позволяю-
щие значительно ускорить выполнение
вспомогательных операций по установке
электрошлаковых аппаратов для сварки
на изделие. На ряде заводов существуют
различные механизированные установки
для электрошлаковой сварки На фиг. 23
показана установка для электрошлаковой
сварки продольных швов. Установки для
электрошлаковой сварки кольцевых швов
по своей конструктивной схеме похожи
на соответствующие установки для авто-
матической сварки под флюсом тяжелых
цилиндрических изделий.
Автоматизированная сварка
в углекислом газе
Сварка стали в углекислом газе по
сравнению с ручной сваркой толстопо-
крытыми электродами отличается более
высокой производительностью (в 1,5—
2,5 раза), экономичностью и лучшими
условиями работы (меньше удельное вы-
деление пыли и газов). Благодаря это-
му, а также высокой маневренности,
возможности сварки во всех пространст-
венных положениях, хорошим механи-
ческим свойствам шва и другим поло-
жительным качествам сварка в угле-
194
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
кислом газе, несмотря на сравнительную
новизну способа *, завоевала признание
как универсальное средство широкой
механизации и автоматизации свароч-
ного производства.
Материалы. Углекислый газ защищает
сварочную ванну от воздуха. Однако
из-за окислительного действия газовой
среды в зоне дуги при сварке в угле-
кислом газе электродная проволока
(табл. 20) для углеродистых и низколе-
гированных сталей должна иметь в своем
составе элементы раскислителя (обычно
кремний и марганец).
20. Электродная проволока некоторых марок
(по ГОСТ 2246-60) для сварки в углекислом
газе
Марка проволоки Основное назначение
Св-08ГС Св-08Г2С СВ-10ХГ2С Св-18ХГСА Св-18ХМА Св-ЮГСМТ СВ-08ХГ2СМ СВ-08ХГСМФ Св-08ХЗГ2СМ СВ-08Х14ГТ Св-06Х14 Св-10Х17Т Св-06Х19Н9Т СВ-08Х20Н9Г7Т Ответственные конструк- ции из малоуглероди- стых и низколегирован- ных сталей Ответственные конструк- ции из малоуглероди- стых и конструкцион- ных легированных ста- лей по ГОСТ 5058-57 Толстостенные конструк- ции из стали 20ГС, 20ГСЛ и аналогичных Конструкции из средне- легированной стали 20ХГС, ЗОХГС и др. Тонколистовые конструк- ции из легированных сталей с повышенным содержанием кремния и марганца Для сварки теплоустой- чивых сталей 15ХМА, 20ХМ, 20ХМА Для сварки теплоустой- чивых сталей 20ХМФЛ и аналогичных Теплоустойчивые стали с повышенным содержа- нием хрома Хромистые стали типа 1X13 и 2X13 То же, при толщине до 4 ММ Хромистые стали типа Х17 и Х17Т Однопроходные швы на стали типа 1Х18Н9Т Аустенитно-феррнтная сталь 1Х20НЗГЗД2Л со сталью 20ГСЛ
Наиболее широко для сварки пока
еще применяется пищевая углекислота
по ГОСТ 8050-56 (углекислый газ сжижен-
1 Сварка в углекислом газе плавящимся
электродом разработана в ЦНИИТМАШ
К. В. Любавским и Н. М. Новожиловым (автор-
ское свидетельство № 104283 от 2. II. 1952 г.).
ный) в баллонах, содержащая не менее
98,5% СО2 и не более 0,1% воды (в сво-
бодном виде в баллоне с жидкой угле-
кислотой). В осушенной пищевой угле-
кислоте (выпускаемой некоторыми заво-
дами по специальным техническим усло-
виям) вода в свободном виде отсутствует,
а содержание растворенной не превышает
0,04%. Поскольку примеси в углекислоте
отрицательно влияют на процесс сварки
и снижают качество швов, в ЦНИИТМАШ
разработаны специальные технические
условия, по которым сварочная углекис-
лота должна содержать СО2 не менее
99,5%, а содержание воды установлено
такое же, как в осушенной.
Хранение и транспортировка балло-
нов должны производиться в строгом
соответствии с соответствующими «Пра-
вилами», утвержденными Министерством
электростанций. На каждую партию
баллонов с углекислотой должен выда-
ваться документ с показателями каче-
ства продукции.
Весьма перспективным в ряде случаев
является использование для сварки в
углекислом газе сухого льда. При боль-
шом объеме сварки на заводе целесооб-
разна транспортировка жидкой углекис-
лоты в специальных сосудах большого
объема и организация центрального
пункта, от которого углекислый газ по
трубопроводам будет поступать к рабо-
чим местам.
Свойства швов. В углекислом газе
можно сваривать многие стали, для
которых используется ручная дуговая
сварка и автоматизированная под флюсом
и в аргоне. Металл шва, сваренного
в углекислом газе, отличается минималь-
ным содержанием азота и водорода, шла-
ковых включений, а также серы и фос-
фора. Поскольку при сварке в углекис-
лом газе проплавление несколько глубже,
чем при сварке под флюсом, свойства
однопроходных швов больше зависят от
состава основного металла. При сварке
многослойных швов химический состав
и механические свойства первых слоев
и последующих в ряде случаев не сов-
падают.
В табл. 21 приведены данные, свиде-
тельствующие о высоких механических
свойствах швов, сваренных в углекис-
лом газе на ряде конструкционных ста-
лей.
Сварные швы на теплоустойчивых ста-
лях перлитного класса 15ХМА, 20ХМ,
20ХМА, 20ХМФЛ, 15Х1М1Ф по стабиль-
ности состава после старения, кратко-
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
195
21. Механические свойства (средине) швов, сваренных в углекислом газе на некоторых
конструкционных сталях
Марка свари- ваемой стали Временное со- противление раз- рыву в кГ/см* Предел текучести в кГ/см* Относительное удлинение Относительное сужение Ударная вязкость в кГм/см*
В %
Ml 8 М26 22 К 20ГСЛ 14Г2 14ХГС 15ХСНД 10ХГСНД 09 Г2 ЗОХГСА ЗОХГСА 56; 51 64; 57 53; 48 61; 49 61 67 65 64 59 84 125 35; 31 52; 43 42; 34 48; 35 43 46 46 50 44 62 25; 27 18; 23 27; 32 21; 30 24 18 22 18 25 14 57; 63 61; 45 70; 72 61; 68 58 39 55 51 61 47 11; 12 9; 13 19; 21 9; 19 11 8 10 9 19 8 7
Примечание Цифры в левом столбце каждой колонки относятся к однопроходному шву или первому слою многослойного, в правом — к средним и верхним слоям. Толщина стали М26—50 мм, 22К и 20ГСЛ —90 мм, ЗОХГСА (последняя строка) — 3 мм, остальных — 12 — 16 мм. Сварочный ток и термообработка 22К—300 а, отпуск 670° (3,5 ч); ЗОХГСА—250 а, отпуск 520° (предпоследняя строка) и 150 а, закалка 890° (последняя строка); остальные стали — 300—400 а, без термообработки. Сварочная проволока: Ml8, М26 — Св-08ГС; ЗОХГСА — Св-Г8ХМА; остальные стали — Св-08Г2С.
временным механическим свойствам при
нормальных и рабочих температурах,
а также по длительной прочности и пол-
зучести при рабочих температурах отве-
чают соответствующим показателям ос-
новного металла (при условии выбора
оптимального состава электродных про-
волок, режима сварки и термообработки).
При соблюдении этого условия швы на
хромистых сталях 1X13, 2X13, Х17Т,
Х172Н и однопроходные швы на хромо-
никелевых типа 1Х18Н9Т также отве-
чают требованиям, предъявляемым к ос-
новному металлу. Для обеспечения соот-
ветствующих свойств в ряде случаев
необходимо применять порошковую про-
волоку. В частности, ИЭС рекомендует
для стали Х172Н порошковую прово-
локу состава 1Х18Н2ГТА и для аусте-
нитно-ферритной стали 1Х20НЗГЗД2 —
1Х20Н5ГЗД2 (с добавлением до 0,5%
Na2SiF4 для предотвращения пор).
Режимы. Основными параметрами ре-
жима сварки являются: сварочный ток,
диаметр электродной проволоки, напря-
жение на дуге, скорость сварки, расход
углекислого газа, вылет и наклон элект-
рода. Влияние параметров режима сварки
в углекислом газе на форму шва примерно
такое же, как при сварке под флюсом
(см. табл. 8).
Сварку в углекислом газе выпол-
няют на постоянном токе, причем, как
правило, положительный полюс ис-
точника питания подключают к элект-
роду.
Рекомендуемые пределы сварочного то-
ка в зависимости от диаметра электродной
проволоки следующие:
Диаметр про- волоки в мм 0.5 0,8 1.0 1,2
Сварочный ток ъ а 30-60 50-100 70-150 100—200
Диаметр про- волоки в мм 1,6 2,0 2,5 3,0
Сварочный ток в а 150-350 200—500 300—700 450—800
Напряжение на дуге Ид в зависимости
от сварочного тока / может быть (в пер-
вом приближении) выражено следующей
формулой:
Ud— 16 4-0,035/.
Сваркой в углекислом газе можно
выполнять те же соединения, что и под
флюсом; форма подготовки кромок может
быть принята по ГОСТ 8713-58. В каче-
стве примера на фиг. 24 показано свар-
ное соединение, выполненное в углекис-
лом газе.
196
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Ориентировочные режимы сварки сты-
ковых соединений приведены в табл. 22,
а угловых — в табл. 23.
Фиг. 24. Макрошлиф горизонтального много-
проходного шва на вертикальных листах (тол-
щиной 100 мм с К-образной разделкой), сва-
ренных в углекислом газе.
22. Ориентировочные режимы сварки
в углекислом газе стыковых соединений
Толщина металла в мм Общее коли- чество слоев । шва Диаметр электрода в мм 1 Ток в а Напряжение на дуге в в
0.6-1,0 1 0.5—0,8 50— 60 18
1,2—2.0 1—2 0.8-1,0 70-110 18-20
3-5 1—2 1,6-2.0 160—200 22—24
6—8 2 2 280—300 28-30
8-12 2-3 2 280—300 28—30
12-18 2 2 380—400 30—32
20 2 2,0—2,5 440—460 30—32
25 4 2.0-2.5 420—440 30—32
40 и более 10 и более 2,0-2,5 440—500 30—32
п р н м е ч а < н е. Скорость сварки
16—25 м/ч, металл толщиной до сваривается без разделки кромок. 8 мм
23. Ориентировочные режимы сварки
в углекислом газе угловых соединений
Катет шва в мм Диаметр элек- трода в мм Свароч- ный ток в а Напря- жение дуги в в Вылет элек- трода в мм
2.5—3.0 1.0 75-120 18-19 8- 10
3,0—4,0 1.2 120—150 20—22 12- 14
5,0-6,0 1,6 260—280 27-29 18-20
7,0—9.0 2,0 300-350 30—32 20—24
Прнмечан 20—30 м1ч. и е. Скорость сварки
Количество слоев шва в зависимости от
катета углового шва следующее:
Катет шва в мм 6—8 9—12 13-14 15-16 17-18
Количество слоев . . . 1-2 2-3 4 5 6
Катет шва в мм 19—20 21—24 25—26 27-30
Количество слоев . . . 7-8 9 10 12
Режимы сварки электрозаклепками и
глубина проплавления даны в табл. 24.
24. Ориентировочные режимы сварки
электрозаклепками в углекислом газе
Диаметр элек- трода в мм Свароч- ный ток в а Напря- жение в в Время сварки в сек Глубина про- плавле- ния в мм
1.6 220 27—30 0,5 2.5
1,6 260 30-32 0.5 4,0
2.0 300 32-34 1,5 2.3
2.0 350 32—34 1,5 3.5
2,0 450 35-37 1,5 6.0
Режимы сварки стали с повышенным
содержанием углерода и легированных
сталей близки к приведенным в табл. 22 и
23. Однако при их сварке следует учи-
тывать некоторые дополнительные усло-
вия. Так, например, для сварки стали
типа ЗОХГС, перлитных теплоустойчи-
вых сталей и хромистых сталей более
8—10 мм нужен предварительный подо-
грев на 250—300°. Сварку аустенитных
сталей рекомендуется выполнять на не-
сколько пониженном токе и более высокой
скорости. При сварке указанных сталей
требуется аккуратно выполнять швы без
подрезов, заполнять кратеры и соблюдать
другие условия, снижающие вероятность
появления трещин.
Сварка бортовых соединений тонко-
листовой стали может выполняться уголь-
ным электродом диаметром 2—6 мм на
токе до 150 а (прямой полярности)
в любом пространственном положении.
Расход углекислого газа 600 л/ч. Для
стыковых соединений малой толщины
может быть применена сварка воль-
фрамовым электродом, дополнительно
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
197
>. Аппаратура и оборудование для сварки в углекислом газе
Типы конструкций и назначение ПДПГ-500 (ВНИИЭСО). ПГШ-4 (ЦНИИТМАШ), УСА-2 (НИИ Тракторо- । Для сварки металла Для сварки металла сельхозмаш). малой, средней н боль- средней и большой тол- Универсальный аппарат шой толщины на токе щины на токе 200 — 500 а для сварки полуавтома- 60—500 а проволокой проволокой 0 1,2—2 мм' тической, автоматической ф 0,8—2,0 мм и электрозаклепками на токах 100 — 600 а прово- локой 0 0,8—3 мм , УТ-1250-3 (ЦНИИТ- ТС-17М (ИЭС) АБС (ИЭС). МАШ) Универсальный аппарат (см. текст к ДДС-1000) С-55 (СНИИТМАШ). Р-912 (ИЭС). АДК-500-3 (ВНИИЭСО). Универсальная уста- Трехпозиционный ста- Автомат для сварки новка для сварки труб нок для сварки изделий кольцевых швов 0 75— Ф 20—100 мм, длиной диаметром до 200 мм 300 мм при горизонталь- 200— 3000 мм и диаметром с вертикальной осью вра- ном и наклонном положе- до 300 мм с вертикаль- щения на токе 40—200 а ниях стола на токе 200- ной осью на токе 60—200 а проволокой ф 0,5—1,2 мм 500 а проволокой 0 проволокой 0 0,8—1,2 мм 1,6—2,5 мм
А-537 (ИЭС). Для сварки металла средней и большой толщины на токе 200—500 а проволо- кой ф 1,6—2 мм АДС-1000 («Элек- трик»). Трактор, приспособ- ленный для сварки в углекислом газе металла средней и большой толщины на токе 200 — 700 а про- волокой 0 1,6—3 мм Р-964 (ИЭС). Станок для сварки 1 или 2 швов деталей диаметром до 300 мм с горизонтальной осью вращения на то- ке 40—200 а проволо- кой ф 0,5—1,2 мм
А-547 н А-607 (ИЭС) П-130 (Укрдортранс- НИИ). Для сварки металла малой толщины на токе 30—2U0 а прово- локой ф 0,5—1,2 мм АДПГ-500 (ВНИ- ИЭСО). Трактор для сварки металла малой, сред- ней толщины на токе 60—500 а проволокой Ф 0,8—2,5 мм Р-922 (ИЭС). Станок для наплав- ки внутренних по- верхностей цилин- дрических и кониче- ских матриц наруж- ным диаметром \50мм, длиной до 1100 мм, весом до 1800 кг на токе 120—480 а про- волокой 0 2—3 мм
Виды аппаратуры и оборудо- вания Полуавтоматы Автоматы общего назначения Автоматы для сварки кольцевых швов
198
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
с
защищенным аргоном от окисления угле-
кислым газом, с подачей присадочной
проволоки
Аппаратура и оборудование. Установка
для полуавтоматической и автоматичес-
кой сварки в углекислом газе по прин-
ципу действия похожа на соответствую-
щие установки для сварки под флюсом.
Различие между ними заключается глав-
ным образом в системе подачи защитной
среды (газа или флюса). Поэтому на пер-
вом этапе внедрения сварки в углекис-
лом газе в производство многие заводы
переоборудовали резервные полуавтома-
ты ПШ-5, ПШ-54, ПДШ-500 и ПДШМ-500
и автоматы АДС-1000, УТ-1500, ТС-17
и др. для сварки в углекислом газе.
В 1958—1960 гг. уже начался централи-
зованный выпуск аппаратуры и обору-
дования для этой цели.
В табл. 25 приведены краткие характе-
ристики основных видов аппаратуры и
оборудования для сварки в углекислом
газе, комплектуемые соответствующими
источниками питания по табл. 3. Для
сварки на токе меньше 250—275 а нужны
источники питания с жесткой характери-
стикой; при большем токе возможно
использование также генераторов типа
ПС-500.
Аргоно-дуговая сварка
Сущность процесса. При аргоно-дуго-
вой сварке защита расплавленного ме-
талла от воздействия воздуха осуществ-
ляется подачей в зону дуги нейтрального
газа — аргона (фиг. 25). Для сварки
рекомендуется применять хорошо рас-
кисленные металлы или сплавы.
Фнг. 25. Схема защиты дуги н рас-
плавленной ванночки аргоном.
Аргоно-дуговую сварку можно осу-
ществлять неплавящимся (вольфрамо-
вый пруток) и плавящимся электродом
(проволоки, близкие по химическому
составу к основному металлу).
При сварке неплавящимся электродом
применяют четыре способа:
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
199
ручной — сваривают небольшие де-
тали или детали, имеющие сложную
конфигурацию;
механизированный — исполь-
зуется, когда не требуется присадочная
проволока, необходима точная, сборка
свариваемых деталей; горелка переме-
щается вдоль свариваемых кромок меха-
низмом; при сварке кольцевых швов,
наоборот, — горелка стоит на месте,
а деталь вращается;
автоматический — движение
горелки и подача присадочной проволоки
производятся автоматически; применяет-
ся, если необходимо усиление шва или
невозможно обеспечить требуемую точ-
ность сборки при сварке без присадки.
Механизированная и автоматическая
сварка осуществляется на специальных
автоматах;
шланговый полуавтома-
тический — сварка выполняется с
помощью специального держателя. Свар-
щик вручную передвигает держатель
вдоль свариваемой детали, поддерживая
постоянство длины дуги, присадочная же
проволока через гибкий шланг автома-
тически подается от специального меха-
низма, установленного на некотором
расстоянии от сварщика.
Сварка плавящимся электродом может
осуществляться двумя способами:
шланговым полуавтома-
тическим — при помощи специаль-
ного держателя, выполненного в виде
пистолета. Проволока подается автома-
тически через гибкий шланг;
автоматическим — специаль-
ными автоматами.
При автоматической сварке продоль-
ных швов большой протяженности, не-
смотря на наличие направляющих, при-
ходится корректировать движение дуги
вручную В автоматах для аргоно-дуго-
вой сварки неплавящимся электродом
вручную поддерживается также постоян-
ство длины дуги. В последнее время
созданы головки со следящей системой,
обеспечивающие ведение электрода по
линии стыка. Разработана также голов-
ка, автоматически поддерживающая дли-
ну дуги на автоматах для аргоно-дуго-
вой сварки вольфрамовым электродом.
Источники питания. Аргоно-дуговая
сварка плавящимся электродом произ-
водится на постоянном токе обратной
полярности; рекомендуются источники
питания с жесткой или возрастающей
(в рабочей части) внешней характери-
стикой.
Сварка неплавящимся вольфрамовым
электродом сталей, титановых и медных
сплавов производится на постоянном
токе прямой полярности. В качестве
источников питания используются стан-
дартные сварочные генераторы с круто-
падающей внешней характеристикой или
сварочные выпрямители типа ВСС-120-3
и ВСС-300-3.
При аргоно-дуговой сварке вольфрамо-
вым электродом легких сплавов (алюми-
ниевых и магниевых) к источникам пита-
ния предъявляются специальные требо-
вания [26], которые обусловливаются,
во-первых, наличием электродов с резко
отличающимися друг от друга теплофизи-
ческими свойствами (вольфрам и алюми-
ний) и, во-вторых, необходимостью уда-
ления окисной пленки с поверхности
расплавленной ванночки.
В настоящее время промышленность
выпускает три типа источников пита-
ния для аргоно-дуговой сварки легких
сплавов вольфрамовым электродом —
УДАР-300 и УДАР-500 (завод «Элект-
рик», Ленинград) и ИПК-350 (г Ржев).
Сварка алюминиевых и .магниевых
сплавов. При изготовлении сварных кон-
струкций из алюминиевых и магниевых
сплавов аргоно-дуговая сварка по срав-
нению с другими способами сварки плав-
лением имеет существенное преимущест-
во. При этом способе не применяется
флюс и почти не происходит перегрева
металла. Структура наплавленного ме-
талла и переходной зоны получается
мелкозернистой.
Сварка вольфрамовым элек-
тродом применяется главным обра-
зом при тонком (до 4 мм) материале,
а также при коротких швах и швах слож-
ной конфигурации.
Окисная пленка с поверхности ванно-
чки распыляется бомбардировкой ионами
аргона. Вновь она не образуется, так
как дуга горит в атмосфере инертного га-
за. Окисная пленка из шва удаляется за
счет разницы в удельных весах алюминия
(2,7 Г/см3) и окисной пленки (3,85 Г/см3).
Чтобы обеспечить выход пленки из шва,
сварку стыковых соединений производят
на подкладке с канавкой. При ручной
сварке подкладка не требуется, так как
пленка опускается в проплав.
При механизированной и автоматиче-
ской сварке стыковых соединений, если
нужно получить швы с полным проплав-
лением при сварке с одной стороны,
подкладка с обратной стороны шва обя-
зательна, иначе образуются прожоги.
200
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
26. Типы соединений при сварке вольфрамовым электродом алюминиевых сплавов
О в 1 1 1-П П 1 1 о 1 X Ф X X X я о <v X о e=C CJ c <s s X X ex <P и *
«О V/ 1<3 V/ 1 1 1 1 1 1 1
М lO СО lO со 1 1 1 1 1
3 сх (U S СП я Ои 1 1 СМ in CM 1 1 1 1 1
л 1 1 in CM 1 (4—6) 5 - CM *** 91 01
<8 1 1 1П CM in o’ V/ in V/ o’ V/ V/ 1
Форма подготовки кромок *з| И ЛГ M. 1 : 2. чачать от 5
лк о
* R •лее 2 м e более кно наз!
Толщина свариваемого материала й в мм lO 7/ 1 л CM V/ > 2—3 : 1—5 * 1—5 ** 4—8 8—15 in M ость толщин не бс ношение толщин н необходимости мо>
Сварка Без присадки С присадкой w о 5 X о в* 1иС » * « ♦
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
201
Продолжение табл. 26
°в 1
1
Размеры в мм с | h 1 1 — —
1
<3 2—6
Форма подготовки кромок 70* г J
I олщина свариваемого материала £ в мм 1,5—3
Сварка С присадкой
В подкладке под стыком делается канав-
ка, на дно которой в процессе сварки
оседает окисная пленка.
Предел прочности сварного соедине-
ния для сплава АМгб, выполненного на
подкладке без канавки, равен 22,1 кГ/мм2,
с канавкой 31,7 кГ/мм2.
Подкладки (фиг. 26) изготовляют из
меди либо из нержавеющей стали.
Глубокие канавки приводят к перегреву
металла шва и образованию резких пере-
ходов от наплавленного металла к основ-
ному, что может вызвать понижение
прочности сварного соединения.
15-20
а)
Толщина ма- териала в мм а b
< 2 5 0,8±1
2,4 6 1,2±0,1
Фиг. 26 Форма и размер канавок для сварки
алюминиевых сплавов а — сферической; б —
прямоугольной.
Остающиеся подкладки (фиг. 27) из-
готовляют из материала, близкого по
химическому составу к основному, и
предварительно приваривают к сваривае-
мым деталям точечной либо ручной арго-
но-дуговой сваркой прихватками.
Фиг. 27. Остающаяся подкладка, при-
меняемая при сварке замыкающих
швов.
Сварка стыковых соединений должна
производиться в специальных зажимных
приспособлениях (фиг 28), обеспечиваю-
щих плотное прижатие свариваемых
кромок к подкладке При сварке кольце-
вых швов обечайки собирают и разжи-
мают при помощи специальных разжим-
ных колец
Типы сварных соединений при аргоно-
дуговой сварке вольфрамовым электро-
дом показаны в табл. 26. Свариваемые
202
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
27. Механические свойства основного металла и сварных соединений наиболее широко
известных сплавов на основе алюминия. Толщина материала 2.5 мм
Марка сплава Состояние мате- риала до сварки Предел прочности основного материала в кЦмм* Средние значения механических свойств сварных соединений Коэффи- циент склон- ности к образо- ванию трещин при сварке * В %
Предел прочности в кГ/мм* Угол загиба в град
с усилением без усиле- ния
АМц АМг АМгЗ Отожженное > 11-13 17-23 20 Равнопрочно основному мате- риалу То же 21,2 21,7 ПО 4,1 21,9 5.2
АМг5В > 28 29,0 23,1 170 17,8
АМгб ^32 35,6 34,1 105 5,8
д-16 Закалка и ста- рение до сварки. После сварки старение &41 32,4 29,3 40 63
д-20 Закалка. После сварки старение 5:40 29,6 24,4 46,6 4
* Данные получены при ручной аргоно-дуговой сварке вольфрамовым электродом на крестообразной пробе.
кромки или целиком детали перед свар-
кой подвергают травлению.
Фиг. 28. Схема зажимного приспособления
для сварки продольных швов: 1 — прижим-
ная лапа; 2 — прорезиненный шланг; 3 —
верхний опорный брус; 4 — подкладка;
S — ннжиий опорный брус; 6 — стапель.
Если детали после травления через
8—10 ч или более не были сварены, сва-
риваемые кромки подвергаются зачистке
металлическими, обезжиренными щет-
ками. В процессе транспортировки и
сборки травленых деталей свариваемые
кромки не должны загрязняться. Реко-
мендуется эти операции производить
в чистых белых рукавицах.
Для сварки алюминиевых и магние-
вых сплавов рекомендуется применять
чистый аргон, первого состава, с содер-
жанием азота не более 0,04% и кислорода
не более 0,005%; влажность его не
должна превышать величины, соответ-
ствующей точке росы минус 40° С. В каче-
стве электродов следует использовать
чистый вольфрам.
При изготовлении сварных конструк-
ций широкое применение находят алю-
миниевомагниевые неупрочняемые тер-
мической обработкой сплавы (табл 27).
Упрочняемые сплавы имеют высокую
прочность до сварки. Если после сварки
деталь или узел можно подвергнуть уп-
рочняющей термообработке, то проч-
ность сварного соединения повышается
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
203
28. Механические свойства сварных
соединений из сплавов Д16 и Д2В
толщиной до 2 мм
Термообработка Предел прочности * В кГ/ММ* для сплава
д-16 Д-20
Отжиг до сварки и полная термообработка после сварки .... 40,7 4^6 41,1 зЗЗ
Полная термообработка до и после сварки ...... 42,7 40,4 -
Полная термообработка до сварки н старение после сварки .......... 32,4 29^3 —
• В числителе — при сварке с уси- лением, в знаменателе — без усиления.
(табл. 28). Однако полная термообра-
ботка после сварки может применяться
для небольших деталей. Более приемле-
мым для производства вариантом была
бы полная термообработка до сварки
и старение после сварки, но в этом слу-
чае прочность сварного соединения почти
не повышается. В термообрабатываемых
сплавах угол загиба сварного соедине-
ния, характеризующий до некоторой
степени его пластичность, получается
ниже, чем у термонеобрабатываемых, что
может привести к снижению конструк-
тивной прочности. Конструктивная проч-
ность сварных соединений из сплава
Д-16 и Д-20 значительно ниже, чем из
сплава АМгб. При циклических нагруз-
ках сплав АМгб также показал хорошие
результаты при снятом усилении шва.
Сплав АМгб имеет хорошую сопротив-
ляемость повторно-ударным нагрузкам и
обладает наименьшей склонностью к об-
разованию трещин [30].
Таким образом, для изготовления свар-
ных конструкций методом плавления
следует рекомендовать сплавы АМц,
АМгЗ, АМгбВ и АМгб. Из магниевых
сплавов наиболее высокую прочность
в сварном соединении и наименьшую
склонность к образованию трещин при
аргоно-дуговой сварке имеет сплав МА2-1
(табл. 29).
На основании данных табл. 29 в каче-
стве присадочного материала следовало
бы рекомендовать проволоку МА5, од-
нако имеются сведения о понижении при
этом коррозионной стойкости наплавлен-
ного металла. Поэтому следует приме-
нять проволоку, по химическому составу
близкую к основному металлу.
Типы соединений, рекомендуемые при
сварке магниевых сплавов, приведены
в табл. 30, ориентированные режимы
стыковых соединений из алюминиево-
магниевых сплавов — в табл. 31.
Сварка плавящимся электродом ве-
дется при высоких плотностях тока, что
обеспечивает большую глубину провара.
Этот способ применяется главным обра-
зом при сварке толстого материала (5—
6 мм и выше). Существенным недостат-
ком его является недостаточная защита
расплавленного металла в процессе
сварки, в результате чего механические
свойства наплавленного металла сни-
жаются.
Так, при сварке сплава АМгб толщи-
ной от 20—40 мм и выше предел прочно-
сти сварного соединения без усиления по
отношению к прочности основного ме-
талла составляет:
при сварке плавящимся электродом
0,7—0,8 <тв и
при сварке вольфрамовым электродом
0,85—0,95 ав, где ов — предел прочности
основного материала.
Чтобы улучшить защиту дуги, приме-
няют горелки с дополнительной защитой
аргоном, вводят в расплавленную ван-
ночку ультразвуковые колебания, под-
вергают проволоку электрополировке или
вакуумному прогреву.
Сварка с одной стороны стыковых сое-
динений с полным проплавлением про-
изводится на съемных или остающихся
подкладках.
При сварке с двух сторон следует
увеличивать притупление кромок, кото-
рые по торцам должны плотно приле-
гать друг к другу. Сварка выпол-
няется без полного проплавления. По-
сле наложения швов с одной стороны
деталь поворачивают на 180°С. Корень
первого шва рекомендуется вырубать
зубилом или выбирать специальной фре-
зой (шарошкой), а затем производить
сварку.
При сварке плавящимся электродом
рекомендуется применять проволоку,
близкую по химическому составу к ос-
новному металлу. Начало и конец шва
следует выводить на технологические
204
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
29. Механические свойства сварных соединений из магниевых сплавов толщиной 2,5 мм
прн аргоно-дуговой сварке вольфрамовым электродом
Марка есновного металла Марка присадоч- ной прово- локи Предел прочности основного материала в кГ[мм* Средние значения механических свойств сварных соединений Склонность к образова- нию трещин при сварке В %
Предел прочности в кГ/мм* Угол загиба в град
с усилением без усиления
МА8 МА-1 26 17 15 38 22
МА5 18 22 78 26
МА8 17 14 45 31
МА2-! МА1 29 24 24 61 74
МА2-1 24 26 68 36
МА5 МА8 27 24 27 23 65 67 13
пластинки или предусматривать несколь-
ко большие припуски.
Полуавтоматическую шланговую свар-
ку плавящимся злектродом можно выпол-
нять в различных пространственных по-
ложениях.
Ориентировочные режимы сварки пла-
вящимся электродом алюминиевых спла-
вов приведены в табл. 32.
Сварка титана и его сплавов. Основ-
ной задачей при сварке титана и его спла-
вов является создание надежной защиты
расплавленной ванночки металла и зон,
нагретых до высоких температур (боль-
ше 700—800° С). Автоматическая и ме-
ханизированная сварка вольфрамовым
электродом, обеспечивающая хорошую
защиту расплавленного металла от сопри-
косновения с воздухом, .применяется для
титановых сплавов толщиной <1 3 мм.
При большей толщине следует применять
автоматическую сварку под слоем флюса
(марок АНТ-1, АНТ-3, АНТ-5 и АНТ-7),
При сварке вольфрамовым электродом
для дополнительной защиты нагретого
металла от воздействия воздуха к го-
релке приделывают хвостовик (фиг. 29).
При сварке кольцевых швов диаметром
менее 500 мм он должен иметь кривизну,
соответствующую кривизне изделия. Пос-
ле окончания сварки следует продолжать
подачу аргона до тех пор, пока поверх-
ность шва и прилегающие зоны разогре-
того металла не потемнеют.
При небольших скоростях (не превы-
шающих 15 м/ч) сварку можно произво-
дить без хвостовика горелками с обычным
соплом с диаметром выходного отверстия
14—16 мм или применять сопло удли-
ненной формы.
Аргон для сварки титановых сплавов
должен содержать кислорода не более
0,005% и азота не более 0,01%, точка
росы не выше минус 40° С. В качестве
электрода применяют вольфрамовый пру-
ток марки ВТ-15. Конец его должен быть
конусным с небольшим радиусом.
Фиг. 29. Хвостовик к горелке для
создания дополнительной защиты шва
от воздействия воздуха при сварке
титановых сплавов.
Дугу нужно держать возможно короче.
Электрод должен выступать из горелки
не более чем на 3—5 мм. Конец присадоч-
ной проволоки выводить из-под защиты
аргона не следует, так как при оплавле-
нии окислы попадают в расплавленную
ванночку и растворяются в титане.
Присадочная проволока или прутки
должны иметь химический состав, близ-
кий к химическому составу основного
металла. Если необходимо получить бо-
лее пластичный наплавленный металл,
следует применять проволоку ВТ-1Д.
При наличии усиления шва разрушение
происходит по основному металлу, даже
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
205
30. Типы соединений при сварке магниевых сплавов
Толщина материала <5 в мм Форма подготовки кромок Размеры в мм
а ь с d а°
1,5-5 । С -[Г' 0,6 - - - -
1,5—5 S0.6 2 2 > 4 45
5—20 же 1 Дчд* 0,6—1,5 2-3 - - 70—90
>20 (до 60) 0,6—1,5 2-3 - - 70-90
> 60* * Пр форме раз \ /<о| и сварке первых слоев с обра делки. 1-2 тной сторог 2-3 ы шва нуж но ycTflHaBj тивать под 70—90 кладку по
206
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Продолжение табл. 30
Толщина материала 6 в мм Форма подготовки кромок Размеры в мм
а b с d а°
>5' - == ю - —
>5> м | — — — — —
* Нахлесточные и тавровые соединения лучше получаются при полуавтоматической сварке.
31. Режимы сварки стыковых соединений из алюминневомагниевых сплавов неплавящимся
электродом
Сварка Толщина материала в мм Число проходов Диаметр электрода в мм Ток в а Скорость сварки в м[ч Диаметр присадоч- ной проволоки в мм Скорость подачи проволоки в м/мин Расход аргона в л/мин
Механизированная без присадки 1,2 1 3—4 130—150 36 8—10
2 1 4—5 220—240 36 ___ 10—12
2,5 1 4-5 230—250 30 10-12
3 1 4-5 260—280 30 — — 10—12
Механизированная с присадкой 2 1 4—5 210—220 22 2 12-14 10-12
2,5 1 4—5 230—250 20 2 1,3-1,5 10—12
3 1 4-5 260-280 17 2 1,4—1,6 10-12
3,5 1 5-6 290—310 14 2 1,5-1,7 10—12
Ручная 2 I 3-4 100—120 10-12
12 3—4 5-6 300-350 — — — 12-15
при сварке высокопрочных материалов,
таких как сплав ВТ-6.
Сварка вольфрамовым электродом сты-
ковых соединений из титановых сплавов
может производиться на подкладке с
применением присадочной проволоки и
без нее.
Подкладку (фиг. 30) изготовляют из
меди либо из нержавеющей стали. Для
защиты от окисления обратной стороны
шва в подкладку подается аргон, для
чего в ней делают отверстия. Сваривае-
мые кромки должны быть плотно при-
жаты к подкладке
При сварке замыкающих швов сосуда
без подкладок в него необходимо пода-
вать аргон для защиты обратной стороны
шва. Иногда при сварке сосудов из тита-
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
207
32. Режимы сварки алюминиевых сплавов плавящимся электродом
Сварка Форма кромок Толщина материала в мм Количество слоев Диаметр электрод- ной проволоки в мм Ток в а . Напряжение на дуге в в Скорость подачи проволоки в м/мин Скорость сварки в м/ч Расход аргона в л/мин
Автомати- ческая 4 1 1,6 180—190 25-27 6-8 36 20—22
4,5 1 1.6 180—190 25-27 6-8 33 20—22
1 ' 1 "~1 5 1 1,6 180—200 25-27 6-8 31 20—22
6 1 1,6 180—200 25-27 6—8 26 20—22
1 ±3-^ 4 1 1,6 190—210 25—27 6-8 30 20—22
Полуавто- матическая 8 1 2 240—250 - 5-6 - 30—32
12 2 2 260—290 — 5-6 — 30—32
{ ( 20 4-5 2 250—320 — 5-6 — 30—32
1 X i 60 12-14 2 230-350 — 5-6 — 30—32
Примечание. Бблыпне значения тока прн полуавтоматической сварке соединений с V-образной и Х-образной разделкой кромок соответствуют сварке корня шва, а меньшие — наружным валикам многослойного соединения.
208
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
новых сплавов применяют остающиеся
подкладки. Однако они иногда приводят
к понижению конструктивной прочности
Фнг. 30. Конструкция под-
кладки, применяемой прн
сварке тнтаиовых сплавов.
из-за наличия концентраторов напряже-
ний.
При сварке нахлесточных, тавровых и
угловых соединений необходимо пода-
Фиг. 31 Защита обратной стороны шва
при сварке тавровых, нахлесточных н уг-
ловых швов: 1 — трубка с отверстиями;
2 — аргон.
вать аргон и со стороны, противополож-
ной шву. С этой целью в угол уклады-
вается трубочка (медная или из нержа-
веющей стали) с отверстиями с одной
33. Подготовка кромок под сварку и ориентировочные режимы аргоно-дуговой сварки
вольфрамовым электродом гигановых сплавов встык
Сварка Форма кромок Толщина материала в мм Количество слоев Диаметр вольфрамо- вого электрода в мм | Диаметр присадоч- 1 ной проволоки в мм Ток в а Скорость сварки в м/ч Скорость подачи проволоки в м/мин Расход аргона в л/ч
Механизированная без присадки 1,5 1 2 120—130 20 11-13
1 1 1 2 1 2,5 — 1 Ю—150 20 — 11 — 13
3 1 3 250—210 16 11 — 13
Автоматическая с присадкой 1,5 2 I 2.5 1 210 220 20 1,4—1,6 11 — 13
1 1' 1 1 2,5 1 220-2 0 20 1,6—1,8 11-13
3 1 3 1,6 270—280 18 1,1-1,3 11—13
Ручная 5 2 2,5 190—210 Н —13
Комбинированная: первый слой — меха- низированная второй слой — авто- матическая 8 2 3 2,5-3 380—395 Ю0—320 10 8—10
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
209
стороны (фиг. 31), в которую подается
аргон (4—6 л/мин}', выходя через отвер-
стие в трубочке, он защищает нагретый
титан от окисления
Применение присадочной проволоки
позволяет увеличить допуски на смеще-
ние и зазоры примерно в 2 раза. При
изготовлении из титановых сплавов со-
судов или других узлов с толщиной
стенки 4 мм и более можно применять
комбинированную сварку, т. е. первый
шов варить навесу без присадки, после-
дующие — аргоно-дуговой сваркой вольф-
рамовым электродом с присадкой либо
автоматической сваркой под флюсом,
последний вариант более дешев. При
комбинированной сварке конструктивная
прочность несколько повышается.
При многослойной сварке перед нало-
жением каждого последующего шва по-
верхность предыдущего должна быть
тщательно очищена от окислов и других
соединений. Нормальный сварной шов
должен иметь блестящую или слегка
окисленную поверхность с золотистыми,
синими, фиолетовыми или розовыми от-
тенками. Темно-серый цвет шва и, в
особенности, наличие белого налета на
его поверхности указывают на недоста-
точную защиту шва от окисления.
Для предупреждения появления стече-
нием времени холодных трещин сварные
узлы или детали не позднее чем через
10—15 дней после сварки должны под-
вергаться термообработке при темпера-
туре 650° в течение 1 ч.
В сварных конструкциях из титано-
вых сплавов можно применять различ-
ные сварные соединения: стыковые, на-
хлесточные, тавровые и угловые. Под-
готовки кромок под сварку и режимы
сварки соединений встык указаны в
табл. 33.
Для удаления окалины с поверхности
свариваемых кромок детали сначала под-
вергаются пескоструйной обработке, а
затем травлению в ванне следующего
состава:
Кислота соляная техническая . 300 — 350 м/л
» азотная техническая • 55—65 »
Натрий фтористый технический
1 сорт.................. 40—50 г/л
Температура ванны 20° С, время трав-
ления 3—10 мин, в зависимости от сос-
тояния поверхности и размеров детали.
По мере истощения раствора и накопле-
ния в нем соединений титана допускается
подогревать ванну до 50—60°С и увели-
чивать время выдержки. После травле-
ния детали промывают в горячей воде,
затем просушивают.
Механические свойства сварных стыко-
вых соединений приведены в табл. 34.
34. Механические свойства сварных
стыковых соединений из титановых сплавов,
выполненных аргоно-дуговой сваркой
вольфрамовым электродом. Толщина 1,5 мм
Механические свойства основ- ного материала * Средние значения механических свойств сварных соединений
Марка сплава Предел прочности к кГ/мм1 Средние значения угла загиба в град Предел прочности (сварка с усилением) в к-Г/мм2 Угол загиба в град
ВТ-1 45—60 180 63,5 93
ВТ-5 70—95 57 95,1 57
ВТ-5-1 75—95 69 86,9 76
ОТ-4 70—90 92 85,4 58
ВТ-6 90—100 47 100,7 35
ИРМ-2 90—97 46 90,5 56
* По техническим условиям.
Сварка сталей. Аргоно-дуговая свар-
ка вольфрамовым электродом позволяет
соединять листы толщиной до десятых
долей миллиметра. Сварку при этом
можно выполнять навесу с полным про-
плавлением, что позволяет отказаться от
применения остающихся подкладок при
сварке замыкающих швов в различных
сосудах. Особенно большое значение
это имеет при изготовлении работающих
под высоким давлением сосудов из высо-
копрочных материалов.
Большим достоинством аргоно-дуго-
вой сварки является то, что в процессе
сварки не образуется шлак. Марки про-
волоки, рекомендуемые при сварке неко-
торых сталей, приведены в табл. 35.
Обратную сторону продольного шва
защищают съемными подкладками с ка-
навками. Аргон попадает в канавку
сверху через зазоры в стыке (неизбежные
при сварке реальных узлов). Если такой
защиты недостаточно, то аргон подают
в канавку через отверстия, сделанные
в подкладке Кольцевые швы сосудов
210
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
защищают, заполняя их аргоном либо
азотом.
Сварку продольных швов нужно осу-
ществлять в зажимных приспособлениях.
Сварка неплавящимся элек-
тродом может производиться на
постоянном токе прямой полярности и
на переменном токе. Однако горение
дуги в последнем случае неустойчивое.
Кроме того, при сварке на переменном
токе в дуге появляется составляющая
постоянного тока, усложняющая элект-
рическую схему питания.
35. Марки сварочной проволоки,
рекомендуемые при аргоно-дуговой
сварке некоторых сталей
Марка свариваемой стали Рекомендуе- мые марки проволок ГОСТ или ТУ
08КП, 10,20, 25, 15Г1А, 12Г2А Св-08ГС, Св-ЮГСМТ ГОСТ 2246-60
25ХГСА н ЗОХГСА Св. 18ХГСА, Св-18ХМА То же
1Х18Н9Т CB-04X19H9, Св-06Х19Н9Т, CB-04X19HUM3 >
ЭИ662 Св- 10X11ВМФН >
ЭИ712 Св-18ХМА >
ЭИ654 ЭИ654 ЧМТУ 5216-55
ЭИ659 Св-18ХМА ГОСТ 2246-60
36. Ориентировочные режимы аргоно-дуговой
механизированной сварки сталей
вольфрамовым электродом при постоянном
токе прямой полярности
Толщина ма- териала в мм | Диаметр вольфрамо- вого элек- трода в мм Сварочный ток * в а 1 Скорость сварки в м)ч Расход арго- на в л{мин
0,5 1 15 28,5 7
1 1-1,5 75 28,5 8
1,5 1,5-2 90—100 19 8
2 2,3 115-120 12 9
2,5 3 150—160 13 9
3,0 4 165-170 13 9
3,5 4 180-190 13 11
5,0 5 260—270 11 11
* При сварке с подачей присадочной
проволоки ток увеличивают на 10—20%.
37. Типы соединений при аргоно-дуговой
сварке стали
Тол- щнна- мате- риала в мм Форма подготовки кромок Размеры в мм
а h
;; 1,5 - 2,-2,5 6
=~ 4 I Р Ш. lL L и == 0,156
4 с - -
==3 «Ь1 J -
4 «^1 А А - - 2—3
» 10 9—10 2—3
*4 а
1 LI 1
Чтобы обеспечить устойчивое горение
дуги при сварке на постоянном токе,
следует использовать в качестве электро-
да вольфрамовый пруток с окисью тория
марки ВТ-15 или ВТ-10 Московского
электродного завода (нормаль НИО
021612)
Широкое применение в промышлен-
ности нашла механизированная аргоно-
дуговая сварка стали без подачи приса-
дочной проволоки Шов образуется за
счет расплавления свариваемых кромок.
Автоматическая аргоно-дуговая сварка
с подачей в дугу присадочной проволоки
ЭЛЕКТРИЧЕСКАЯ СВАРКА ПЛАВЛЕНИЕМ
211
позволяет увеличить допускаемые за-
зоры в стыке примерно в 2 раза. Этот
способ сварки рекомендуется также для
нахлесточных, тавровых и угловых
швов.
Ручная сварка применяется при корот-
ких швах, кольцевых швах малого диа-
метра, при монтаже и в труднодоступ-
ных местах.
В стыковых соединениях при соблю-
дении допусков на зазоры и смещение
кромок обеспечивается высокая проч-
ность. Нахлесточное соединение без при-
садки применяется в малонагруженных
узлах или деталях. Зазор между листами
в нахлестке не должен быть более 0,1 мм.
Ориентировочные режимы аргоио-дуго-
вой механизированной сварки стыковых
соединений вольфрамовым электродом
без присадки приведены в табл. 36,
а рекомендуемые типы соединений —
в табл. 37.
Коэффициенты прочности сварных сое-
динений по отношению к нижнему пре-
делу прочности основного металла по
ГОСТу или Техническим условиям при
аргоно-дуговой сварке неплавящимся
электродом даны в табл. 38.
38. Коэффициент прочности стальных
сварных соединений при сварке
вольфрамовым электродом
(усиление шва не снимается)
Способ сварки
Коэффициент
прочности
Механизированный без при-
садки ................... 0,85—0.90
Автоматический с присадкой 0,90—0,95
Сварка плавящимся элек-
тродом производится на постоян-
ном токе обратной полярности. Реко-
мендуемые электродные проволоки ука-
заны в табл. 35. При сварке плавя-
щимся электродом высота шва полу-
чается несколько большей. В результате
этого может быть резкий переход от на-
плавленного металла к основному, что
нежелательно, особенно при цикличе-
ских нагрузках.
Для улучшения формирования валика
при сварке плавящимся электродом в
аргон добавляют до 5% чистого кисло-
рода, который увеличивает жидкотеку-
честь металла ванночки. Добавка в аргон
углекислого газа в количестве 1—2%
также способствует получению правиль-
ной формы шва. При сварке в гелии
форма шва получается правильной.
При сварке стыковых соединений с
полным проплавлением с обратной сто-
роны необходима съемная подкладка
с канавкой (см. фиг. 26) или остающаяся
подкладка,- что менее желательно. Вылет
электродной проволоки из мундштука
должен быть в среднем около 10 мм.
Поверхности свариваемых кромок долж-
ны быть чистыми, для чего детали перед
сваркой подвергают травлению, песко-
струйной обработке или обезжириванию.
При многослойной сварке необходимо
поверхность каждого слоя зачищать ме-
таллической щеткой.
При сварке плавящимся электродом
применяются два способа: шланговый
полуавтоматический и автоматический.
Ориентировочные режимы сварки стыко-
вых соединений плавящимся электродом
в струе аргона для сталей приведены
в табл. 39.
В стыковых соединениях местные за-
зоры и смещения по высоте свариваемых
кромок не должны превышать 15—20%
от толщины листов.
В связи с появлением способа сварки
в углекислом газе сварку сталей в струе
инертных газов плавящимся электродом
в ряде случаев применять нецелесооб-
разно.
Сварка меди и ее сплавов. При сварке
меди возникают некоторые трудности,
обусловленные большой ее теплопровод-
ностью, большим сродством ее в жидком
состоянии к кислороду и значительной
растворимостью в ней водорода при. вы-
соких температурах. Вследствие большой
теплопроводности меди скорость охла-
ждения расплавленного металла ванноч-
ки высокая, и газы, не успевая всплыть,
создают пористость в наплавленном ме-
талле.
Кислород с закисью меди образует
эвтектику с температурой плавления
ниже, чем медь (1065° С). При охлажде-
нии металла эвтектика застывает позже
твердого раствора и служит причиной
появления в наплавленном металле го-
рячих трещин.
Растворенный водород в меди при на-
личии в ней закиси меди вызывает обра-
зование паров воды, которые создают
большое давление, вызывая трещины.
Уменьшить скорость охлаждения рас-
плавленного металла можно путем пред-
варительного подогрева перед сваркой
кромок или всего изделия. Защита
металла от воздействия кислорода и
212
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
39. Ориентировочные режимы сварки стыковых соединений из стали плавящимся
электродом в аргоне
Способ сварки Разделка кромок Толщина ма- териала в мм Количество слоев , Диаметр электродной проволоки в мм Ток в а Скорость сварки в м/ч Расход арго- на в л/мин
Автоматический Без разделки 2,5 190—270 6-8
3 1 1,6—2 220—320 20—40 6—8
4 240-330 7—9
У-образная 6 250—350 9—12
8 2 1,6—2 300—400 15-20 11-15
10 340—450 12-17
Шланговый полу- Без разделки 2,5 1 140-180 6-8
автоматический 3 1 1—1,6 150—260 6—7 6—8
4 1-1,6 180—300 7-9
У-образная 6 1—2 1,6—2 220—320 9—12
8 2 1,6 320—360 6-7 11-15
10 2 1,6—2 290—380 12—17
водорода достигается при сварке в струе
инертных газов высокой чистоты.
Сварка меди в струе инертных газов
производится на постоянном токе прямой
полярности.
Для аргоно-дуговой сварки следует
рекомендовать' хорошо раскисленные
медь и ее сплавы. В этом случае швы
получаются плотными с хорошими меха-
ническими свойствами [32]. Предел проч-
ности сварного соединения встык состав-
ляет 21—25 кГ/мм2. В качестве приса-
дочного материала рекомендуется про-
волока с содержанием меди 99% и с до-
бавлением кремния, олова и марганца.
Сварка стыковых соединений осуществ-
ляется на медной подкладке.
Никель и кремний улучшают сварива-
емость меди, алюминий, берилий, цир-
коний и титан — ухудшают [31]. Под-
готовка кромок для стыковых соедине-
ний при толщине 12 мм Y-образная и
при большей толщине U-образная. Ори-
ентировочные режимы аргоно-дуговой
сварки раскисленной меди приведены
в, табл. 40.
Лучшие результаты получились при
сварке раскисленной меди в среде гелия
[32]. Подготовка кромок и режим сварки
в струе гелия приведены в табл. 41.
Сварка производилась на прямой поляр-
ности. Защита обратной стороны шва осу-
ществлялась медной подкладкой с канав-
кой глубиной 0,8 мм и шириной 6,4 мм.
При сварке кремнистой бронзы в ка-
честве присадочного материала рекомен-
дуется применять проволоку, близкую
по химическому составу к основному
металлу.
40. Режимы для аргоно-дуговой сварки меди
вольфрамовым электродом [31]
Толщина ма- териала в мм Диаметр электрода в мм Диаметр при- садочной проволоки в мм 1 । Ток в а | Расход арго- на в л/мин Тип соеди- нения
1,6 2,4—3.2 2,4 80—110 2,8—3,3 Встык без скоса кромок
3,2 2,4—3,2 3,2 140—220 3,3-3,8 То же
4,8 3,2 4,0-4,8 300—400 3,8—5,6 То же, ио с зазо- ром или скосом
3,2 3.2 3,2 200 6 То же
6,4 4,8 4,8 300 7 Встык со ско- сом кромок
9,6 4,8 4,8 350 7 То же
12,7 4,8 6,4 400 8 »
16,0 4,8 6,4 400 8 »
Швы с усилением равнопрочны основ-
ному металлу, со снятым усилением проч-
ность их составляет 80—85% прочности
основного металла.
ГАЗОВАЯ СВАРКА ПЛАВЛЕНИЕМ
213
41. Подготовка кромок и режимы сварки меди в струе гелия [321
Толщина материала в мм Разделка кромок о <У X ® -т =» »г ci Диаметр электрода в мм н о О о ci a. s s К С £ „ " с а Чехии Ток в а Напряже- ние на дуге в в Расход гелия в л/мин
0,8—2,4 1 1 2 3,2 1,6—3,2 180—220 22—24 10
3,2—5,5 2 4,8 4,8 240—280 22—24 10
L fY 1
6,4-9,5 2 4,8 4,8 3S0—440 24—26 12
12,6 3 4,8 4,8 (1-й слой) 6,4 (2 и 3-й слой) 480—520 24-26 12
—1“ 1
16—19 5 4,8 4,8 (1-й слой) 6,4 (остальные) 480—520 24—26 12
К7.9у/ I' i
d
22,2—32 6-8 4,8 То же 480—520 24—26 12
t 1
<4
Сварка активных металлов. За послед-
ние годы как у нас, так и за границей
появилась необходимость сварки актив-
ных и тугоплавких металлов, таких как:
молибден, вольфрам, титан, ниобий, цир-
коний и др. Большинство из этих метал-
лов при нагреве весьма энергично взаи-
модействуют с кислородом, азотом, водо-
родом, углеродом и другими элементами.
Окислы и нитриды этих элементов зна-
чительно изменяют механические свой-
ства активных металлов Так, присут-
ствие в молибдене незначительных коли-
честв кислорода резко понижает его
пластические свойства [33]. При сварке
активных металлов требуется очень хоро-
шая защита расплавленного и нагретого
металла от взаимодействия с воздухом.
При аргоно-дуговой сварке, применяя
дополнительную защиту металла при
помощи хвостовиков и с обратной сто-
роны шва, удается получить хорошие
Feзyльтaты только при сварке тантала
34] и ниобия. Сварка других металлов
требует более надежной защиты.
Более надежная защита обеспечивается
при сварке в камерах с контролируемой
атмосферой [34], которые наполняют
инертными газами-—аргоном или гелием.
При сварке в камерах с контролируе-
мой атмосферой можно получить хоро-
шие механические свойства сварных сое-
динений из таких металлов, как цирко-
ний, ниобий, и удовлетворительные при
сварке молибдена, если основной металл
имеет хорошие механические свойства.
Наилучшие результаты по сварке ак-
тивных и тугоплавких металлов обеспе-
чивает сварка электронным лучом в ва-
кууме [34].
ГАЗОВАЯ СВАРКА ПЛАВЛЕНИЕМ
Газовая сварка
Процесс газовой сварки основан на ис-
пользовании для нагрева металла теплоты
высокотемпературного газового пламени.
Газовая сварка широко применяется
в различных отраслях промышленности
214
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
при изготовлении изделий из малоугле-
родистой и легированных сталей малых
толщин, тонкостенных трубопроводов,
изделий из деформируемых цветных ме-
таллов, при ремонте литых деталей из
чугуна, бронзы, алюминиевых и магние-
вых сплавов и др.
Газовая сварка выгодно отличается
от других способов сварки плавлением
несложным оборудованием, на одном
комплекте которого можно выполнять
различные работы; возможностью осу-
ществлять при сварке чугуна и цветных
металлов необходимый дополнительный
подогрев; хорошей управляемостью про-
цессом нагрева и расплавления металла,
облегчающей соединение тонколистовых
и трубчатых элементов изделий; хорошим
формированием сварного шва.
Недостатками газовой сварки являют-
ся: большая зона разогрева основного
металла и в связи с этим относительно
значительные деформации элементов сое-
динения; перегрев и рост зерна в сварном
соединении; меньшие производительность
и экономичность по сравнению с электро-
дуговой сваркой.
На применении ацетилено-кислород-
ного пламени основан ряд родственных
газовой сварке процессов: газопрессовая
сварка, кислородная резка, наплавка
газовым пламенем.
Газы и аппаратура для сварки
В качестве горючего газа чаще всего
используется ацетилен. Иногда вместо
ацетилена применяют другие горючие
газы (табл. 42). Наиболее высокая тем-
пература газосварочного пламени дости-
гается при сжигании горючего газа в сме-
си с техническим кислородом. При ис-
пользовании вместо кислорода воздуха
температура газового пламени не превы-
шает 1800—2000° С, в то время как для
сварки большинства металлов температу-
ра газового пламени должна быть не
ниже 3000° С.
Кислород. Газообразный технический
кислород поставляется по ГОСТ 5583-50
двух сортов: сорт А чистотой 99,2% и
сорт Б чистотой 98,5%. Кислород транс-
портируется к потребителю в сжатом
состоянии в баллонах (ГОСТ 949-57)
или в сжиженном виде в транспортных
танках. Наиболее распространены бал-
лоны емкостью 40 л, вмещающие при
давлении сжатия 150 ати 6 м3 кислорода.
Жидкий кислород используется с по-
мощью газификаторов для централизо-
ванного питания. Газификаторы вме-
щают 1000 л жидкого кислорода и дают
около 800 м3 газа. Кислород в баллонах
более удобен, но при этом повышаются
транспортные затраты. На место потреб-
ления кислород подается в газообразном
состоянии по трубопроводам и шлангам.
Ацетилен получается из карбида каль-
ция при взаимодействии е водой (табл.
43). Карбид кальция поставляется в
герметически закрытых стальных бара-
банах весом 50—130 кг.
Для получения ацетилена служат аце-
тиленовые генераторы (табл. 44). Они
различаются: по производительности,
давлению (низкого давления — до
0,1 кГ1см2, среднего—от 0,1 до 1,5 кГ 1см2,
высокого — свыше 1,5 кГ/см2)-, роду ус-
42. Характеристика горючих газов
Горючее Удель- ный вес в кГ[м9 Низшая теплотворная способность Темпера- тура сва- рочного пламени в °C Количество кисло- рода на 1 м9 го- рючего в м9
в кал/м9 в кал/кГ для полного сгорания для сварки
Ацетилен 1.17 13 500 11 500 3100 2,5 1-1,1
Водород 0,09 2 570 28 800 2100 0.5 0,25
Пропан . 2,0 22 100 11 000 2050 5.0 2—2.5
Бутан 2,7 29 500 11 000 2050 6.5 2,5—3
Природные газы 0,75 8 300 9 700 1900 2.0 1
Коксовые газы 0,45—0.6 3 800— 4 500 7500— 8 800 2000 1,0 0,6
Нефтяные газы 0,7 -1.5 10 500—14 500 9500—16 000 2100—2300 2—2.5 1
Городские газы 0.8 -1,1 3 200— 6 500 4000— 6 000 1900 1,2-1,6 0,6-0,8
Бензин, керосин 0.7; 0,8 » — 10 000 2300 2,4 ♦♦ 1,3—1,5 «
* В кГ[л. •• В м9]кГ.
ГАЗОВАЯ СВАРКА ПЛАВЛЕНИЕМ
215
43. Выход ацетилена в литрах из 1 кг
карбида кальция различной грануляции
(по ГОСТ 1460-56)
Размеры кусков кар- бида кальция в мм Выход ацетилена в л
первого сорта второго сорта
2Х 8 255 235
8 X 15 265 245
15 X 25 275 255
25X80 285 265
Ацетилен может поставляться в ацети-
леновых баллонах (ГОСТ 5948-51), напол-
ненных пористой массой (активирован-
ным углем), пропитанной ацетоном. Бал-
лоны наполняют ацетиленом под давле-
нием 16 ати. Баллон емкостью 40 л
под давлением 16 кг/см2 вмещает 4—5 м3
ацетилена.
Прочие горючие газы. Кроме ацетилена,
для сварки металлов (кроме стали и меди)
можно использовать другие горючие
газы (бензол, пропан, бутан, водород,
нефтяной и природные газы).
44. Эксплуатационно-технические характеристики ацетиленовых генераторов
Тип генератора Номинальная произ- водительность в м3/ч Наибольшее давле- ние в корпусе в ати Рабочее давление на выходе из водя- ного затвора в ати Применяемые гра- нуляции карбида в мм Единовременная за- грузка карбида в кГ i Высота генератора В ЛСЖ Р.азмеры в плане или диаметр кор- пуса в мм Вес гене- ратора в кГ
без воды и карбида в заряженном состоянии
АСС-З-55 80 1,5 0,6—0,7 Любая 450 4200 Длина 3370 - —
«Автоген-М» 50 0.7 0.3—0.5 120 2700 1500 1300
ГНД-35 35 0,05 0,025 От 8/15 до 25/80 160—200 3800 1400 — —
АСР-1-56 20 1,5 0,5—0,8 15/25 и 25/80 80 1430 1050 X 2700 1860 —
ГРК-10-57 10 1,5 До 0,7 25/80 20—25 2100 1400 X 1320 650
ГВР-З 3 0.7 0,15—0,3 25'80 8 1260 630 по 220
МГ-54 2 0,10 0,030 15/25 и 25/80 5 1170 590 70 270
ГВР-1.25М 1.25 0,7 0,08—0,15 25/80 4 1042 480 54 ПО
АНВ-1,25 1,25 0,1 0,025—0,030 25/80 4 1120 446 42 130
АСМ-1-58 1,25 1,5 0,1-0,3 25/80 2,2 795 295 20,4 37
тановок (передвижные и стационарные);
по принципу действия (генераторы сис-
темы «карбид в воду», «вода на карбид»
с вариантами мокрого и сухого процесса
И генераторы контактной системы с ва-
риантами вытеснения воды и погружения
карбида).
Горючие газы могут образовывать с воз-
духом и кислородом взрывоопасные
смеси.
Предохранительные затворы (табл. 45)
устанавливают перед точками потребле-
ния газа. Они предохраняют ацети-
леновый генератор или ацетиленовую
45. Технические характеристики и размеры предохранительных жидкостных
затворов закрытого типа
Параметры Марка затвора
ЗСБ-58 ЗСД-З-07 ВЗСД-10 ЗСБ-1-57 ВЗСД-35
Максимальная пропускная способ- ность в м3/ч 3,2 3 10 10 35
Наибольшее допустимое рабочее да- вление в ати 0.7 0,7 1,5 1,5 1,5
Потеря давления при максималь- ном расходе в ати 0,050 0,045 0,050 0,055 0,15
Количество заливаемой воды в л . 1,9 2,1 5,5 5,0 22,0
Основные размеры сосуда в мм: диаметр 108 103 152 194 273
высота 617 582 800 920 1135
216
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
46. Техническая характеристика редукторов (по ГОСТ 6268-59)
Марка Газ Наибольшее давление на входе в ати Пределы рабочего давления в ати Наибольшая пропускная способность в м3/ч Дополнительные характеристики
РК-53 Кислород 150 1-15 60
КРР-50 150 5-25 220 Рамповый
РКД-8 » 200 0,5-8 25 Двухкамерный
РАР-55 Ацетилен 25 0,05-1.5 50 Рамповый
РД-2А 25 0.1-1,5 5
ДАР-55 16 0.05—1,5 5 Редуктор-регу- лятор
47. Техническая характеристика
универсальных горелок
Тип го- релки № нако- нечника Примерная толщина сваривае- мой стали в мм Расход в л/ч
ацетилена кислорода
А G3
и 1 0,5-1,5 50— 125 55— 135
о 2 1—3 120— 240 130— 260
3 2.5—4 230— 400 250— 430
V 4 3,5—7 400— 720 430- 770
S 5 6,5—11 670-1100 730—1200
с*э 6 10—17,5 1030—1750 1150—1975
ш О 7 17-30 1710—2800 1900—3150
еО 0 0,2—0,7 20— 65 22— 70
1 0,5-1.5 50—125 55-135
2 1-3 120—240 130—260
3 2,5—4 230—400 250—430
магистрель от обратного удара пламени
из сварочной горелки или резака, обе-
спечивают безопасность при питании сва-
рочных постов ацетиленом. К конструк-
ции и изготовлению предохранительных
затворов предъявляются требования, из-
ложенные в ГОСТ 8766-58.
Распределительная аппаратура. Для
питания сетей кислородом и горючим
газом баллоны присоединяют к кисло-
родным и ацетиленовым рампам. Пони-
жение давления газа до рабочего, под
которым он должен поступать в го-
релку, а также регулирование и под-
держание давления на заданном уровне
осуществляются с помощью редукторов
(табл. 46).
Для подвода горючих газов и кисло-
рода к горелкам применяются резиновые
шланги, выпускаемые по ГОСТ 8318-57,
рассчитанные на номинальное рабочее
давление 10 ати. Наиболее широко
используются шланги с номинальным
внутренним диаметром 9 мм и наружным
18—22 мм.
Сварочные горелки. Ацетилен и кисло-
род смешиваются в нужной пропорции
в сварочной горелке (табл. 47). Горючая
Фиг. 32. Схема ацетилено-кислородного пла-
мени и изменение температуры его вдоль оси:
1 — ядро; 2 — восстановительная зона; 3 —
факел.
смесь, выходящая из мундштука горелки,
сгорает, образуя устойчивое и концент-
рированное высокотемпературное свароч-
ное пламя (фиг. 32).
Фиг. 33. Универсальная сварочная горелка:
1 — ствол; 2 -- наконечник.
Сварочная горелка (фиг. 33) состоит
из ствола 1 и сменных наконечников 2.
Последние различаются по расходу газов
и выбираются в зависимости от толщины
ГАЗОВАЯ СВАРКА ПЛАВЛЕНИЕМ
217
и размеров деталей и теплопроводности
свариваемых материалов. Наконечник
горелки должен быть таким, чтобы на
каждый миллиметр толщины свариваемой
детали расход ацетилена составлял (в л/ч):
для стали 80—120, чугуна НО—140,
меди 100—200, латуни 130, бройзы 100
и алюминия 60—100.
Техника сварки
Ацетилено-кислородное пламя. Разли-
чают три основных вида пламени
(табл. 48): нормальное — не вызываю-
щее окисления металла или насыщения
его углеродом; окислительное — при из-
бытке кислорода в смеси, вызывающее
окисление металла, и науглероживаю-
щее — при избытке ацетилена в смеси,
вызывающее переход углерода из про-
дуктов пламени в металл.
Левый способ, получивший наиболь-
шее распространение, пригоден для
Фиг. 34. Угол наклона горелки.
сварки деталей различной толщины (более
производителен при сварке стали толщи-
48. Характеристика ацетилено-кислородного пламени
Пламя Отношение Оз : С2Н2 Темпера- тура в °C Область применения
Нормальное Науглероживающее . . . Окислительное . . . . i . 1—1,2 0,8—1 1,2—1,5 3100 2700-3100 3100-3300 Сварка, качественная резка и пайка, ме- таллизация Наплавка твердых 'плавов. Сварка высоко- углеподистой стали Резка и пайка, сварка латуни и чугуна бронзой, поверхностная закалка, огневая очистка поверхности
Обычно при сварке применяют нор-
мальное пламя, иногда рекомендуется
использовать слегка науглероживающее
или слегка окислительное пламя.
Способы ручной сварки. Качество свар-
ного соединения зависит от регулировки
пламени, которая производится на ос-
нове оценки его по внешнему виду, угла
наклона пламени к поверхности металла
(фиг. 34), вида поступательно-колеба-
тельных движений горелки (фиг. 35),
выбранного способа сварки.
Известны два основных способа ручной
газовой сварки: правый и левый. В пер-
вом случае пламя сварочной горелки
направлено на выполненный шов, го-
релка перемещается впереди прутка при-
садочного металла, процесс сварки ве-
дется слева направо; во втором — пламя
направлено в сторону еще не заварен-
ного соединения, впереди находится пру-
ток присадочного металла, а за ним пламя
горелки, процесс сварки ведется справа
налево.
ной до 3 мм), обеспечивает получение шва
с равномерными шириной и высотой ва-
ли ка и с лучшим внеш-
ним видом. При этом
способе уменьшается
вероятность прожога
металла при сваркели-
стов малой толщины.
Правый способ ре-
комендуется для свар-
ки стальных, особенно
из легированных ста-
лей и сталей с повы-
шенным содержанием
углерода, деталей тол-
щиной более 5 мм и
только в нижнем по-
ложении, отличается
большей производи-
тельностью, чем левый
при сварке сталей тол-
щи н о й бо л ее 5 мм, о бес -
aww
а)
г)
Фиг. 35. Кинема-
тика движения го-
релки: а — зигза-
гообразное; б —
спиральное; в —
пятачком; е —пря-
мое.
печивает некоторую термическую обра-
ботку сварного соединения.
218
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
49. Режимы газовой сварки
2
0,5—0,8
1,0-1,5
1,5-2,0
2.0—2,5
2.5-3,0
s>
я
О. >.
g
я и
я *
h
5 °
Виды соединений
В стык В тавр Внахлестку По кромке
6 6 А о
я я я я* ф к ч У я я С р приса- прово- мм я я я 5Г ф ие кисл кГ/см2 р приса прово- мм я я я я* ф я не кисл кГ/см2 р приса прово- мм я я я я* ф я ие кнсл кГ/см- р приса прово- лг м
о я К * Ф сз и я Я д ф я я Ф м ф 9Я М я Я и . *§”
га к й Давл рода s S - 3 о о Ччч я й Давл' рода s g ® га я -ч у X Зо о R га ч я й is 4 g. Диам дочно ЛОКИ я й £ *=с ЕЧО. га ® 5 2 э- я 5о о Ечга га
0—1 1,5 1.0 0-1 1,5 1,0 0—1 1,5 1,0 0-1 1,5 1,0
1-2 1,5-2.0 1-1,5 1-2 1,5—2,0 1,5 1-2 1,5-2,0 1-1,5 1-2 1,5—2,0 1-1,5
1-2 2—2,5 1,5-2.0 1-2 2-2,5 1,5—2 1-2 2.0—2,5 1,5-2 1 2 1.5—2
2-3 2,5 2,0 2-3 2,5 2,5 2 2,5 2 1-2 2-2,5 2
3 3,0 2,5 3 3 2,5 2 2,5-3 2,5 2 2,5-3 2,5
Для получения сварного шва хоро-
шего качества с проваром по всему се-
чению, равномерным усилением, плавным
переходом от усиления к основному ме-
таллу необходимо произвести соответ-
ствующую подготовку свариваемых кро-
мок и соблюдать заданный режим сварки
(табл. 49).
Типы сварных соединений. Для газо-
вой сварки применяют соединения в стык,
внахлестку, в тавр, угловое, по отбор-
товке.
Пламенем газовой горелки металл рас-
плавляют на глубину нескольких милли-
метров. Для получения провара по всему
сечению на свариваемых кромках де-
лают скосы односторонние и двухсто-
ронние, размеры которых устанавливают
в зависимости от толщины материала,
свариваемых деталей, вида сварного сое-
динения, способа сварки (правый, левый).
В табл. 50 приведены виды подготовки
кромок под сварку в стальных деталях.
В литых деталях для исправления де-
фектов способ подготовки кромок под
сварку зависит от характера дефекта
(трещины, незаливы, раковины и др.).
Типы сварных швов. При сварке
сталей применяют горизонтальные, вер-
тикальные и потолочные швы, при свар-
ке цветных металлов — горизонталь-
ные.
Сварка горизонтальных швов в ниж-
нем положении наиболее удобна и
производительна. Размеры швов для
стальных деталей приведены в табл. 51.
В деталях из цветных металлов свар-
ные швы обычно накладывают с усиле-
нием.
Свариваемость металлов
В процессе сварки некоторых металлов
и сплавов возможно образование трещин
в швах и в околошовной зоне. На сва-
риваемость металлов влияют химический
состав и структура основного и приса-
дочного металлов, технология сварки,
тип конструкции, сложность сваривае-
мых узлов, характер закрепления сва-
риваемых элементов.
Малоуглеродистая сталь сваривается
хорошо при содержании углерода до
0,2%, удовлетворительно — при содер-
жании углерода до 0,35%. Сварка (воз-
можна во всех положениях) произво-
дится нормальным пламенем, основной
и присадочный металл расплавляют вос-
становительной зоной, конец ядра пла-
мени располагают на расстоянии 2—3 мм
от поверхности металла. Сварочную про-
волоку выбирают в зависимости от марки
свариваемой стали и назначения изделия
(табл. 52). Ориентировочные механиче-
ские свойства наплавленного металла
приведены в табл. 53. Нормализация вы-
полняется повторным нагревом сварного
шва сварочной горелкой до 930—950° С.
Механические свойства сварных швов
несколько улучшаются после проковки
их с подогревом пламенем сварочной
горелки до красного каления и после-
дующей нормализации.
Низколегированная конструкционная
сталь сваривается, как правило, удовле-
творительно.
На свариваемость легированной стали
наибольшее влияние оказывает содер-
жание углерода. При содержании угле-
ГАЗОВАЯ СВАРКА ПЛАВЛЕНИЕМ
219
220
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТ ВА
51. Размеры сварных швов
52. Сварочная проволока для сварки
малоуглеродистых сталей
Свариваемая сталь Сварочная проволока
для ответ- ственных конструкций для прочих конструкций и изделий
Ст. 0 Ст. 1, Ст. 2, Ст. 3. Ст. 4 08, 10 15, 20, 30 15Г, 20Г, ЗОГ Св-08 или Св-15 Св-08А Св-08А или Св-08ГА Св-08ГА или Св-15ГА Св-08 или Св-15 Св-08 или Св-15 Св-08 Св-08 или Св-15 Св-08Г или Св-15Г
рода до 0,2% сталь хорошо свари-
вается; при содержании 0,2—0,3% —
удовлетворительно, слегка науглерожи-
вающим пламенем; при содержании 0,3—
0,4% — в ограниченных пределах при
особых условиях; при большем содер-
жании углерода — плохо.
Легирующие элементы не препятст-
вуют или содействуют сварке стали при
53. Механические свойства наплавленного
металла
Параметры Г Св-08, Св-08А, Св-15 роволока
Св-08Г, С.-1-ОЧ'А Св-15Г Св-ЮГС
Предел текучести в кГ/мм* ....... 17-25 20-30
Предел прочности в к.Г/мм- 33—36 33-44 43—48
Относительное удли- нение в % .... 8—16 8—16 8—16
Ударная вязкость в кГ м/см'2: в исходном состоя- нии 1-4 4—10 5-7
после нормализа- ции 4-14 8-14 9—14
невысоком содержании их и углерода,
а именно (в %): < 1,5 Мп; < 0,8 Si;
<0,3 Ni; <1 Сг; < 0,6 Мо; < 0,3 V;
< 0,5 W; < 0,6 Си; < 0,3 Ti. В большем
количестве в средне- и высоколегирован-
ной стали при содержании углерода
свыше 0,25% многие из них (Мп, Сг,
Ni, Mo, W) повышают склонность стали
к закалке и образованию трещин.
Некоторые элементы (Si, Сг, V, W, А1)
при повышенном содержании их в сплаве
образуют тугоплавкие окислы, затруд-
няющие сварку и понижающие пластич-
ность наплавленного металла.
При сварке легированных сталей при-
меняют флюсы (табл. 54) и используют
проволоку соответствующих марок
(табл. 55).
Низколегированные стали НЛ-1 и
НЛ-2, применяемые в строительных кон-
струкциях и химическом аппаратострое-
нии, хорошо свариваются при положи-
тельных температурах. Сварка выпол-
няется нормальным пламенем, в каче-
стве присадочного металла используется
малоуглеродистая проволока или прово-
лока того же состава, что и свариваемый
материал. Для повышения плотности ме-
талла шва целесообразна проковка при
светло-красном калении (800—850° С),
после чего сварное соединение подвер-
гают нормализации с нагревом в печи
или горелкой.
Молибденовые и хромомолибденовые
стали (15М, 20М, ЗОМ, 20ХМ, ЗОХМ и др.),
применяемые для изготовления труб, сва-
ривают газовой сваркой при монтаже
котлов высокого давления. Сварка вы-
полняется с соблюдением специальных
технологических условий: разделка кро-
мок под углом 45±2б,°; предварительный
ГАЗОВАЯ СВАРКА ПЛАВЛЕНИЕМ
221
54. Флюсы для сварки легированных сталей
Составляющие Содержание составляющих в различных флюсах в %
№ 1 № 2 № 3 № 4 № 5 № 6 № 7 № 8*
Бура 50 80 50 . 40
Борная кислота — 50 — 35 —- 50 55 —
Двуокись титана — 15 — — 5 20
Двуокись кремния — — 20 — — — 10 —
Двууглекислый натрий 50 — — — — — — —
Мрамор — — — — — — — 28
Плавиковый шпат — — 8а 10 5 ——
Углекислый натрнй • 50 — — — — — — —
Фс рротитан — — — — 20 — 5 6
Феррохром —- — — — — 10 —
Ферромарганец — — — — — 10 10
Ферросилиций — —— — —— — — 6
Фарфор ъ — 30
* Флюс № 8 разводится в 20%-ном растворе жидкого стекла.
55. Проволока для сварки легированных сталей
Сталь Марка стали Марка проволоки
Низколегированная Хромистая Хромованадиевая Молибденовая Хромомолибденовая Хромокремнистая Хромомарганцевомолибденовая . . . Кремнемарганцевая ‘ Хромокремнемарганцевая Хромоалюминиевая и хромомолиб- денованадиевая Никелевая Никельмолибденовая Хромоникелевая Хромоникелемолибденовая НЛ-1, НЛ-2 15Х, 20Х, ЗОХ, 40Х, 50Х, 15Х А, 20ХА. ЗОХА, 38ХА, 45ХА, 50ХА 15ХФА, 20ХФА, 40ХФА, 50ХФА 15М, 20М, ЗОМ, 15МА, 20МА ЗОМА I2XM, 20ХМ, ЗОХМ, 15ХМА, 20ХМА, ЗОХМА, 35ХМА, 36Х2МА ЗЗХС, 37ХС. 40ХС, ЗЗХСА, 40ХСА 18ХГМ, 18ХГМА, 40ХГМ, 40ХГМА 27СГ, 35СГ ЗОХГСА, 25ХГС, 25ХГСА, ЗОХГС, ЗОХГСА, 35ХГС, 35ХГСА 30ХЮА, 38ХМЮА. 25ХМФА, 25Х2МФА 25Н, 25НА. ЗОН, ЗОНА I5HM, 15НМА, 20НМ, 4UHM, 40НМА 20ХН, 20ХНА, 40ХН, 40ХНА, 50ХН, 12Х2Н2. 12Х2Н2А, 12ХНЗ. 12ХНЗА, 20ХНЗА, ЗОХНЗ, 30XH3A, 37XH3A, 12Х2Н4, I2X2H4A, 20Х2Н4, 20Х2Н4А I2X НЗМА, 12Х2Н4МА, ЗЗХНЗМА, 40ХНМА, 30ХН2МФА, 45ХНМФА Св-10ГС, Св-15 Св-08ГА Св-08ГА Св-15, Св-12М, СВ-08ГА, Св-12М Св-08, CB-I2XM, Св-08ГА, Св-18ХМА Св-15, Св-10ГС Св-15, Св-15Г, Св-18ХМА Св-15, Св-ЮГС Св-08А, Св-18ХГСА, Св-15, Св-18ХГСА Св-08А Св-08ГА Св-12М, Св-15 Св-15, Св-USA Св-08, Св-15
8 Справочник машиностроителя, т« 5
222
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
подогрев при окружающей температуре
ниже нуля; сварка в один слой при тол-
щине до 5 мм и в два слоя при большей
толщине и др. При сварке стали 15М
проволокой той же марки предел проч-7
ности наплавленного металла после нор-
мализации шва сварочной горелкой (на-
грев до 930—950° С) и последующего
охлаждения на воздухе примерно равен
45—47 к.Г)мм2, относительное удлине-
ние 13—18%, ударная вязкость 10,6—
14,6 кГ • м/см2. Хромомолибденовые тру-
бы свариваются хуже, чем молибдено-
вые.
Хромокремнемарганцевые стали марок
25ХГС, 25ХГСА, ЗОХГС, ЗОХГСА, 35ХГС
свариваются удовлетворительно; приме-
няются при толщине элементов 0,8—3 мм
в соединениях в стык при соотношении
толщин не более 1 : 2, внахлестку и
втавр — не более 1 : 6 (соединения вна-
хлестку и в тавр не рекомендуются). Для
сварки используют проволоку Св-08,
Са-08А, Св-15 в изделиях с требуемым
пределом' прочности до 90 к.Г!мм2 и
20ХГСА, 20ХМА, если необходим предел
прочности свыше 90 кГ/мм2. После
сварки рекомендуется термическая обра-
ботка изделий — нормализация или за-
калка и отпуск. Сварку выполняют нор-
мальным швом, без флюса и подогрева
при температуре окружающей среды не
ниже 4-5°. Сталь ЗОХГСНА сваривается
плохо.
Хромистые стали различных марок
с малым содержанием углерода при
сварке склонны к образованию трещин.
Для сталей ферритного класса, содержа-
щих от 23 до 30% хрома, газовая сварка
не рекомендуется. Сварка сталей, содер-
жащих 12—14% хрома, применяется
для изделий толщиной 1—3 мм при
соблюдении ряда технологических при-
емов, способствующих получению свар-
ных швов хорошего качества (общий
предварительный подогрев до 200—250°
или подогрев кромок пламенем горелки,
максимальная быстрота сварки в один
проход, мощность наконечника горелки
75 л/ч на миллиметр толщины изделия,
нормальное пламя с небольшим избытком
ацетилена, применение флюса). Иногда
целесообразно использование присадоч-
ной проволоки из хромоникелевой стали
(18—20% Сг, 8—11% Ni). После сварки
изделие следует термически обработать
Аустенитные хромоникелевые стали
с малым содержанием углерода
(1Х18Н9Т, Х18Н11Б, Х18Н12 М2Т и др.)
свариваются хорошо. Сварка приме-
няется для изделий толщиной до 2 мм.
Однако сварные соединения по сравне-
нию с основным металлом в исходном
состоянии обладают меньшей стойкостью
против межкристаллитной коррозии.
Сварные соединения хромоникелевой
стали, подвергнутые термической обра-
ботке (нагрев до 1050—1100° С, быстрое
охлаждение в воде), имеют удовлетвори-
тельные механические свойства и стой-
кость против межкристаллитной корро-
зии. При сварке применяется флюс
(табл. 15), который наносится на обрат-
ную сторону стыка. Предел прочности
металла шва стали 1Х18Н9Т примерно
равен 47 кЛ/.ч.ч2, удлинение 10,4%.
Аустенитные хромоникелевые стали с по-
вышенным содержанием углерода сва-
риваются плохо.
Чугун. Сварка чугуна весьма эффек-
тивна и в зависимости от характера де-
фекта, места его расположения, назна-
чения, условий эксплуатации и конструк-
ции детали (изделия) производится с об-
щим, частичным или местным предвари-
тельным подогревом изделия или без
подогрева.
Наиболее успешно и качественно сва-
ривается серый чугун, имеющий в изломе
мелкозернистую структуру светло-серого
цвета. Улучшению обрабатываемости на-
плавки способствует применение флюса
(табл. 56). Чугун темно-серого цвета
56. Состав флюсов
Свари- ваемый металл Содержание в %
Бура десяти водная Бура безвод иая Крем- незем Прочие добавки
Нержа веющая сталь — 67 32,6 Феррохром 0,15 Ферромарга нец 0,25
Чугун 100 50 - 3 Двуугле кислый натрий 47
Медь, латуни и брон за - 70 — Борная кне лота 10 Хлористый натрий 20
в изломе с крупными зернами сваривается
значительно хуже. Плохо свариваются
чугуны с большим количеством графита.
Не поддаются сварке горелые чугуны,
ГАЗОВАЯ СВАРКА ПЛАВЛЕНИЕМ
223
длительное время работавшие при высо-
ких температурах в соприкосновении
с газами. В ряде случаев достигаются
хорошие результаты при сварке чугуна
латунными прутками состава в %:
60—63 Си; 0,4—0,6 Sn; 0,3—0,4 Si;
остальное Zn. При этом часто .отпадает
необходимость в подогреве.
Увеличению прочности соединений спо-
собствуют различные вспомогательные
меры — постановка шпилек, закладка
анкеров, специальная разделка кромок
и др.
Сварку легированного чугуна, содер-
жащего никель, хром, медь и другие
примеси, выполняют обычным способом.
При этом целесообразно применять при-
садочный металл того же химического
состава, что и основной
Красная медь сваривается хорошо.
После проковки (при температуре 200—
300°) прочность наплавленного металла
составляет 17—22 кГ/мм2.
Для сварки изделий при толщине
1—2 мм в качестве присадочного металла
используют проволоку диаметром 2—8 мм
из электролитической меди; при толщине
3—10 мм — медную проволоку с добавле-
нием 0,2% фосфора; выше 10 мм — мед-
ную проволоку, содержащую 0,2% фос-
фора и 0,15—0,30% кремния. Для рас-
кисления и разрушения закиси меди при
сварке применяют флюсы и обмазки
(табл. 56). Отжиг после сварки и после-
дующее охлаждение придают меди необ-.
ходимую пластичность.
Латунь хорошо сваривается при содер-
жании цинка до 39%. Обычно сваривают
детали малой толщины; при толстостен-
ных изделиях применяют флюс (табл 56).
Прочность сварных соединений для ма-
лых толщин составляет 90—95% проч-
ности основного металла Высокие ме-
ханические свойства сварных швов и
относительно большая их плотность до-
стигаются при использовании в качестве
-присадочного металла легированных
прутков вместо латунных. При сварке
с присадочной проволокой ЛК62-0.5
в качестве флюса применяют обезвожен-
ную буру (в виде порошка или пасты).
Механические свойства сварных сое-
динений существенно снижаются с уве-
личением толщины свариваемых листов
(табл. 57). При сварке возможны значи-
тельные деформации изделий, которые
устраняют правкой.
Термическая обработка после сварки
деталей толщиной до 3 мм не нужна;
детали большей толщины рекомендуется
8*
57. Механические свойства сварных
соединений латуни J162
Тол- щина металла в мм Марка присадочной проволоки Механические свойства соединений
Предел прочности в кГ/мм- Угол загиба в ерад
3 Л62 33,9 180
11 Л62 23 8 135
3 ЛОК59-1-0.3 37.2 180
4 ЛК62-0.5 40.4 180
нагревать до 550—600° С и затем медленно
охлаждать.
Бронза. Наилучшей свариваемостью
обладают хромистые бронзы Оловя-
нистая бронза сваривается хорошо при
содержании олова до 7%. При большем
содержании необходимы подогрев перед
сваркой и медленное охлаждение.
Хорошо свариваются кремнистые и
марганцовистые бронзы, сварные швы
обладают высокими механическими свой-
ствами.
При сварке литейной бронзы для
предупреждения образования трещин от
внутренних напряжений рекомендуется
детали предварительно подогревать до
450° С. После сварки литые детали из
оловянистой или малокремнистой бронзы
отжигают при 450—500° С с последую-
щим охлаждением в воде. При сварке
прокатанной бронзы можно применять
проковку. Предел прочности металла шва
бронзы достигает 30 кГ1мм2
Алюминиевые деформируемые сплавы
различных марок широко применяют
в сварных изделиях Сплавы типа АМц
(1 —1,6% Мп) и АМг (2—6% Mg) свари-
ваются хорошо В качестве присадочного
материала используют полосы, нарезан-
ные из свариваемого листа, или про-
волоку марки АК- Применение послед-
ней обязательно при сварке особо напря-
женных деталей.
Предел прочности металла шва алюми-
ниевых сплавов составляет 8—11 кГ1мм2,
угол загиба 110—180°
В деталях из технического алюминия
или из сплава АМц допускается проковка
сварных швов в холодном состоянии.
Проковка швов в деталях из других
сплавов не рекомендуется. Отверстия,
близко расположенные к швам, следует
сверлить после сварки.
Сварку деталей обычно выполняют
вне приспособления и, как правило,
224
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
в нижнем положении. В особых случаях
допускается сварка в наклонном и верти-
кальном положении. Запрещается пото-
лочная сварка. Детали с толщиной стенок
более 5 мм сваривают с подогревом до
300—350° С, который осуществляют
обычно газовой горелкой.
При сварке алюминиевых сплавов при-
меняют разведенный в воде флюс марки
АФ-4А, который наносят окунанием на
присадочный материал и в случае необ-
ходимости кистью тонким слоем на
обратную сторону свариваемых кромок.
После сварки, но не позднее чем через 6 ч,
флюс тщательно удаляют промывкой
(последовательно в трех ваннах: в горя-
чей воде, в хромовом ангидриде, в горя-
чей воде), а деталь просушивают в су-
шильном шкафу при температуре ПО—
180° С до полного удаления следов влаги.
Сварка пламенем с избытком кислорода
не допускается. Угол наклона горелки
к поверхности свариваемой детали дол-
жен быть 30—45° при толщине материала
до 5 мм и 45—60° — при большей тол-
щине. Травление деталей после сварки
разрешается только при 100%-ном про-
варе кромок.
Сварка алюминиевого литья различ-
ных марок, применяемая для исправле-
ния литейных дефектов (поверхностных
и сквозных незаливов и газовых раковин,
неполных и смещенных бобышек, трещин,
ужимов и утяжки, механических повре-
ждений при отделке литья, шлаковых
раковин), ведется с предварительным
подогревом в печах до 350—390° С и
использованием присадочного металла
в виде прутков диаметром 5—10 мм,
отлитых из модифицированного силу-
мина и флюса марки АФ-4А.
После заварки дефектов отливки не-
медленно подвергают термической обра-
ботке (отжит при температуре 300—350°
с выдержкой в течение 2—5 ч) для снятия
внутренних напряжения и получения
мелкозернистого строения шва. После
термической обработки отливки очищают
от остатков шлака и флюса (промывкой
в ваннах или волосяными щетками горя-
чей водой и раствором хромового ангид-
рида) и просушивают горячим сухим воз-
духом до полного удаления следов влаги.
Магниевые сплавы (деформируемые)
марок МА-1, МА-2, МА-8 обладают
удовлетворительной свариваемостью, ко-
торая зависит от содержания в них
марганца и цинка. Сплавы, содержащие
большое количество марганца, свари-
ваются плохо. Сплавы с высоким содер-
жанием цинка склонны к образованию
трещин в процессе сварки. Соединения
втавр, внахлестку, в угол не рекомен-
дуются. При сварке применяют фтори-
стые флюсы и присадочный материал
(проволока, прутки, полосы) из сплавов
марок МА-1 и МА-2.
Сваривают детали, в которых допу-
стимы остатки флюса Флюс и шлак уда-
ляют сразу же после сварки (но не позд-
нее чем через 3 ч) мягкими стальными
щетками или обдувкой отработанным
песком.
Прочность сварных соединений состав-
ляет 65—80% прочности основного ма-
териала.
Сварка производится нормальным пла-
менем, ядро которого располагают на
расстоянии 3—5 мм от расплавленного
металла, при угле наклона горелки
30—45° вне приспособлений с предвари-
тельным подогревом до 300—350° С (при
толщине стенок более 5 .пл] в нижнем
положении левым способом при толщине
деталей до 5 мм и правым при большей
толщине. Не допускается травление де-
талей после сварки.
Литейные магниевые сплавы различ-
ных марок. Перед заваркой дефектов
(незаливы, газовые раковины, механи-
ческие повреждения, трещины, смещен-
ные бобышки) отливки подогревают в
печи до 350—400° С в течение не менее 4 ч.
При сварке применяют присадочный ме-
талл в виде прутков диаметром 5—8 мм,
отлитых из сплава той же марки, что и
основной металл, и фтористый флюс. По-
сле заварки детали немедленно подвер-
гают отжигу при температуре 200—250° С
и очистке от остатков флюса и шлаков.
Никель сваривается удовлетвори-
тельно. В качестве присадочного металла
применяют полоски из основного металла
или проволоку того же состава. Сварные
соединения нихрома имеют предел проч-
ности 35—45 кГ)мм2.
Свинец сваривают водородно-кислород-
ным, ацетилено-воздушным и ацетилено-
кислородным пламенем. При большой
толщине свариваемых изделий применяют
многослойную сварку. Сварку можно
вести при нижнем, вертикальном и пото-
лочном положении шва. В качестве при-
садочного металла используют свинцовую
проволоку.
Цинк сваривают, соблюдая специаль-
ные безопасные условия работы (в связи
с выделением ядовитых паров). В качестве
присадочного металла применяют цин-
ковую проволоку.
ГАЗОВАЯ СВАРКА ПЛАВЛЕНИЕМ
225
Технологические показатели сварки
Наплавка
Мощность сварочного пламени ГЛ из-
меряется расходом газа в л/ч, т. е.
Где W — количество горючего в л;
t — время сварки в ч; 6 — толщина
свариваемых частей; С — коэффициент,
значения которого для сварки деталей
толщиной от 1 до 15 мм приведены
в табл. 58.
Литые твердые сплавы (ВКЗ, сормайт
№ 1 и № 2) наплавляют на механически
обработанную поверхность; высота на-
плавки 1,5—2,5 мм. Перед наплавкой
заготовки нагревают в печи или горелкой
до 400—500° С.
Мощность горелки выбирают в зависи-
мости от толщины изделия; наплавку
производят пламенем с небольшим избыт-
ком ацетилена; в качестве флюса приме-
няют плавленую буру.
58. Значения коэффициента С
Соединение Малоугле родистая сталь Легирован ная сталь, чугун Медь Медные сплавы Алюминий
В стык 100 80 130—180 75- 85 110-130
Внахлестку 140 ПО 180—250 100—110 150-180
В тавр ..... 150 120 200—300 100—120 160—200
Угловое . 80 . 70 110—150 70- 80 100—120
Скорость сварки
К ,
V = — м/ч.
о
Коэффициент К находится опытным
путем и принимается равным при сварке
стали 10—15, меди 24, латуни 12, алю-
миния 30, чугуна 10, нержавеющей
стали 10.
Время сварки. Техническое время (ос-
новное 4- вспомогательное)
t = d6 мин/м.
Значения коэффициента d в зависи-
мости от свариваемого металла рекомен-
дуются следующие:
Малоуглеродистая сталь............. 5—4
Легированная сталь, чугун, медные
сплавы........................... 6
Медь............................... 3,5
Алюминий........................... 4
Расход материалов. Для средних усло-
вий сварки на 1 пог. м шва расходуется
в л:
Ацетилена............................ 8б2
Кислорода ..................... 9.5С2
Расход присадочной проволоки на
сварку 1 пог. м шва можно определить
по формуле
Р = Сб * г,пог. м,
где С—коэффициент, значения которого
для различных металлов приведены в
табл. 59.
59. Значения коэффициента С
Металл 6 в мм Подготовка шва Коэффи- циент С
Сталь IV Л СЛ от Без скоса Скос 45° > 35° > 30° 12 10 8 1
Медь <4 ^4 Без скоса Скос 45° 18 14
Латунь Без скоса Скос 45° 16 3
Алюминий <4 5:4 Без скоса Скос 45° 6,5 4,5
После наплавки изделие медленно ох-
лаждают вместе с печью или в песке;
детали, наплавленные сплавами ВКЗ
и сормайт № 1, термической обработке
не подвер:ают; изделия, наплавленные
сплавом сормайт № 2, — отжигают,
а после механической обработки подвер-
гают закалке с отпуском (нагрев до
850—860° С, охлаждение в масле и затем
нагрев до 500—550 °C и охлаждение на
воздухе).
Зернообразные или порошкообразные
твердые сплавы смешивают с 5—6%
переплавленной буры и набивают ими
226
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
стальные тонкостенные трубы (диаметром
4—8 мм, длиной 300—500 мм; для изго-
товления труб может быть использована
листовая сталь толщиной 0,6—1 мм),
которые используют как присадочный
металл при наплавке. Наплавка выпол-
няется так же, как и при литых твердых
сплавах. Изделия, наплавленные порош-
кообразными твердыми сплавами, терми-
ческой обработке не подвергаются.
Автоматическая газовая сварка
Автоматическая газовая сварка полу-
чила наибольшее применение при изго-
товлении тонкостенных труб из заготовок
в виде ленты. Для этой цели исполь-
зуются специальные машины, в которых
производится формообразование трубной
заготовки, сварка и другие операции
вплоть до полного изготовления трубы
заданной длины. Скорость сварки дости-
гает 500—2000 м/ч. Возможно применение
автоматической сварки для аналогичных
условий сварки.
СВАРКА ДАВЛЕНИЕМ
Контактная электросварка
Основные способы контактной сварки
классифицируются согласно фиг. 36.
Машины для контактной сварки обычно
снабжены однофазными трансформато-
рами, питающими сварочную цепь боль-
шим током при низком напряжении и
включенными в трехфазную сеть 50 гц
с неравномерной нагрузкой фаз. При
сварке продольного шва труб из сталей
и цветных металлов успешно исполь-
зуют ток частотой до 450 000 гц.
Сварку импульсом постоянного тока
применяют для соединения деталей отно-
сительно большой толщины из легких
сплавов при точечной и роликовой (ша-
говой) сварке. При этом первичная
обмотка сварочного трансформатора под-
ключается к выпрямительной установке;
вследствие индуктивности трансформа-
тора ток в его первичной обмотке нара-
стает постепенно, в результате чего во
вторичной обмотке индуктируется посте-
пенно нарастающий импульс сварочного
.тока. Такая форма импульса тока техно-
логически благоприятна при сварке лег-
ких сплавов.
При сварке запасенной энергией энер-
гия, необходимая для выполнения от-
дельной сварочной операции, относи-
тельно медленно накапливается в кон-
денсаторах, в магнитном поле специаль-
ного сварочного трансформатора, во вра-
щающихся частях электрического гене-
ратора или в аккумуляторной батарее.
Затем она быстро отдается в сварочную
цепь в виде импульса большой мощности
(непосредственно или через сварочный
трансформатор). Запасенную энергию
(разряд конденсаторов) широко приме-
няют для точечной, роликовой и сты-
ковой сварки деталей из черных и цвет-
ных сплавов малой толщины и сечения;
реже — для точечной сварки деталей из
легких сплавов толщиной более
1—1,5 мм, а также для соединения втавр
тонкостенных трубчатых элементов Ко-
личество энергии, расходуемое при ка-
ждой сварочной операции, одинаково,
что обеспечивает постоянство количества
выделяемого тепла и стабильное качество
соединений.
Схемы основных способов контактной
сварки приведены на фиг. 37.
Стыковая сварка производится сопро-
тивлением или оплавлением. В обоих
случаях свариваемые детали 1 и 2
(фиг. 37, а) зажимается в медных элект-
родах (губках) 3 и 4 правого и левого
зажимов. Правый зажим установлен на
подвижной плите (суппорте) 5, переме-
щающейся силой Р в направляющих
станины 6, а. левый — на неподвижной
плите 7. Сварочный трансформатор 8
соединен с плитами гибкими шинами и
питается от сети через включатель 9.
Сварка сопротивлением ве-
дется без расплавления металла в стыке.
Детали сближают до соприкосновения
и сдавливают силой Р, после чего
включают ток. Детали в зоне контакта
нагреваются и свариваются. Качество
сварки повышается при защите стыка
от окисления городским газом или тща-
тельно осушенным и очищенным от кис-
лорода азотом.
При сварке оплавлением детали
сближают при включенном токе до обра-
зования электрических контактов, в ко-
торых происходит быстрый нагрев ме-
талла, сопровождающийся его расплав-
лением и частичным испарением со взры-
вом контактных перемычек и выбрасыва-
нием из зоны сварки расплавленных ча-
стиц металла. После образования на
торцах деталей пленки расплавленного
металла быстро прилагается сила Р
(производится осадка стыка). При
этом расплавленный металл вытесняется
из зазора между торцами и осуществ-
ляется сварка. Детали большого сечения
СВАРКА ДАВЛЕНИЕМ
227
Фиг. 36. Классификационная схема основных процессов контактной электросварки
е) *) 3) и)
Фиг. 37. Схемы важнейших способов контактной сварки.
228
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
(кроме листов) перед оплавлением часто
подогревают импульсами тока, замы-
кая их торцы накоротко (свар к а
оплавлением с подогревом).
Усилие осадки передается свариваемым
деталям силами трения, развиваемыми
в зажимах, а при коротких деталях
частично воспринимается разгружаю-
щими зажимы упорами.
При сварке по методу
Игнатьева ток, подводимый от транс-
форматора 1 (фиг. 37, б) к электродам 2,
протекает параллельно плоскости соеди-
нения деталей 3 и 4, расположенных
между асбестовыми прокладками 5. После
равномерного нагрева до температуры
1200—1280° С детали сжимаются прес-
сом 6 и свариваются.
Точечная сварка бывает
двух- или односторонней. При двух-
сторонней сварке детали 1 (фиг. 37, в)
сжимаются силой Р между электродами 2
точечной машины. После включения трас-
форматора 3 центральная часть столбика
металла, зажатого между электродами,
быстро нагревается до расплавления.
Затем выключается ток и снимается
сила Р. При охлаждении образуется
сварная точка с литым ядром. При одно-
сторонней сварке (фиг. 37, г) ток рас-
пределяется между верхней и нижней
деталями 1 и 2. Сварка осуществляется
током, протекающим через нижнюю де-
таль и медную подкладку 3. При толщине
стали более 1,5—2 мм лучшие результаты
дает двухсторонняя двухточечная сварка
(фиг. 37, д), при которой два сварочных
трансформатора расположены по обе
стороны свариваемых деталей.
Рельефная сварка, при
которой одновременно сваривается не-
сколько точек, представляет собой разно-
видность точечной Свариваемые детали
1 и 2 (фиг. 37, е) плотно прилегают друг
к другу по выступам (рельефам) 3, пред-
варительно выштампованным на одной
из деталей в местах, подлежащих сварке.
Силой Р детали предварительно сжи-
маются между неподвижной плитой 4
и вертикально перемещающейся плитой 5.
Подводимым от трансформатора 6 током
выступы нагреваются, а силой Р расплю-
щиваются и свариваются.
При Т-образной сварке
деталь 1 малого сечения (бобышка,
шпилька, штуцер) приваривается к ли-
сту 2 (фиг. 37, ж). Хорошие результаты
получаются при локализации нагрева и
сварки в местах штампованных или меха-
нически обработанных выступов.
Роликовая сварка произво-
дится на машине, у которой электродами
обычно служат вращающиеся диски
(фиг. 37, з). Свариваемые детали 1 сжи-
маются между электродами 2 силой Р.
Ток от сварочного трансформатора 3
подводится к электродам, имеющим (один
или оба) принудительное вращение от
специального привода. После сжатия
деталей одновременно с включением тока
начинают вращаться электроды, переме-
щающие свариваемое изделие. Роликовая
сварка может быть непрерывной
(ток включен в течение всего времени
сварки шва) и прерывистой
(кратковременные импульсы тока чере-
дуются с паузами установленной про-
должительности). Последовательный ряд
сварных точек образует при этом непре-
рывный плотный шов. При шаговой
сварке включение тока и перемещение
деталей происходит поочередно. Этот
способ особенно целесообразен для сварки
легких сплавов.
Ролико-стыковая сварка
применяется при изготовлении труб.
Загибаемая в формо-
вочной части трубо-
сварочной машины за-
готовка 1 трубы с рас-
положенным вверху
стыком (фиг. 37, и) пе-
ремещается вдоль сво-
ей оси. Необходимое
для сварки давление
в стыке создается си-
лой Р, приложенной
кроликам 2. Электри-
ческий ток к сваривае-
мым кромкам подво-
дится катящимися по-
верх трубы медными
электродами 3, соеди-
ненными с трансфор-
матором 4.
Области примене-
ния различных спосо-
бов контактной сварки
(переменным током)
приведены в табл. 60.
Оборудование
Общие характери-
стики и основные эле-
менты. Простейшая
электрическая схема
контактной машины приведена на фиг 38.
В машинах большой мощности для
точечной и роликовой сварки вместо
Фиг. 38. Электри-
ческая схема ма-
шины для контакт-
ной сварки: / —•
рубильник; 2 —
предохранитель;
3 — магнитный
контактор; 4 — пу-
сковая кнопка;
5 — секционный
переключат ель;
6 — сварочный
трансфо рматор;
7 — электроды;
8 — свариваемые
детали.
СВАРКА ДАВЛЕНИЕМ
229
60. Области применения различных способов контактной электросварки
Способ сварки Область применения
Стыковая Сопротивлением Оплавлением без подогрева Оплавлением с подогревом По методу Игнатьева Точечная Непрерывная 1 (наиболее распространенный про- цесс) Многоимпулъсная 1 С термической обработкой Двухсторонняя одноточеч- ная Односторонняя одноточеч- ная Односторонняя двухточеч- ная Рельефная и Т-образная Роликовая сварка Непрерывная 1 Прерывистая 1 Шаговая Двухсторонняя Односторонняя одним швом Односторонняя двумя шва- ми Ролико-стыковая 1 Эти способы сварки сварка, односторонняя и т. Удлинение конструктивных элементов (сварка рельсов, трубча тых змеевиков в котлостроении, стальных лент в прокатном производстве, арматуры железобетона и др.). Соединение деталей из разнородных металлов и сплавов (сварка инструментальной стали с поделочной, жаропрочной с поде- лочной при изготовлении клапанов двигателей и др ). Образование деталей замкнутого контура (сварка ободов колес, фланцев, венцов шестерен и звеньев цепи). Образование сложных узлов из простых заготовок (сварка кожуха полуоси автомобиля и др.) Сварка стальной проволоки, звеньев цепей мелкого калибра (до 19 мм)-, сварка труб диаметром до 42 мм (с газовой защитой от окисления) Сварка стальных листов, труб и узлов из профильного металла, штамповок и поковок, допускающих быстрый нагрев и охлажде- ние; сварка звеньев цепей большого калибра; сварка деталей из легких сплавов; сварка рельсов Сварка деталей большого сечения (толстостенные трубы) легиро- ванной интенсивно закаливающейся стали (заготовок инстру- м< нта) Сварка заготовок инструмента Соединение внахлестку листов и профилей из стали и цветных металлов. Изготовление штампо-сварных узлов и каркасных конструкций с листовыми обшивками Сварка стальных прутков вкрест при изготовлении сеток и каркасов арматуры железобе тона Сварка малоуглеродистой и низколегированной, незакаливаю- щейся стали и цветных металлов Сварка тали толщиной более 6 мм Сварка углеродистой и легированной стали в ответственных конструкциях Наиболее распространенный способ сварки штампо-сварных узлов малого и средн го габаритов Применяется в сочетании с переносными устройствами («писто летами», «рычагами») и как элемент многоточечных машин последовательного действия Применяется при сварке узлов большого габарита (вагонострое- ние) и в многоточечных машинах последовательного действия Сварка мелких деталей из малоуглеродистой стали в массовом производстве Сварка бачков, металлической тары, огнетушителей и т. п. Ино(да применяется при сварке тонких листов (до 1 мм) из мало- углеродистой стали, а также при ролико-стыковой сварке труб (см. ниже) со скоростью боле< 6 м/мин Наиболее распространенный способ роликовой сварки. Приме- няется для сва’ ки деталей из малоуглеродистой и нержавеющей стали, жаропрочных сплавов, алюминиевых сплавов и некото- рых медных сплавов Лучший способ сварки деталей из легких сплавов Сварка деталей малого и среднего габаритов (наиболее распростра- ненный, универсальный способ) Иногда применяется для сварки тонких стальных оболочек боль- шого габарита Иногда применяется в массовом производстве Производство тонкостенных труб из углеродистой и низколегиро- ванной стали, а также из алюминия и его сплавов могут осуществляться в различных вариантах (двухсторонняя д.).
230
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
контактора устанавливается игнитрон-
ный (ламповый) включатель, допускаю-
щий точную регулировку длительности
нагрева и потребляемой мощности.
Необходимая кратковременная мощ-
ность машины во время сварки
Р«Р~ юоо к8а'
где Z — полное сопротивление машины
и свариваемых деталей.
Режим работы машины определяется
продолжительностью включения
ПВ = ^- 100 %,
где t — длительность протекания тока
при сварке и t — полная длительность
цикла сварки.
Максимальный сварочный ток при-
ближенно равен
где Е2 max—наибольшее напряжение хо-
лостого хода сварочного .трансформатора;
k — коэффициент, обычно равный 1,2—
1,5. При неизменном Е2 то1’ /2 умень-
шается с увеличением площади свароч-
ного контура машины (например, при
увеличении ее полезного вылета L, см.
фиг. 40) вследствие роста индуктивного
сопротивления и с введением в контур
ферромагнитного металла; Рном — номи-
нальная мощность указывается в пас-
порте машины.
Машины подразделяются на стыковые,
точечные (включая прессы для рельефной
сварки) и роликовые.
Стыковые машины (табл. 61). Авто-
матические машины малой мощности
(от 0,75 до 10 кеа) предназначены для
сварки сопротивлением проволоки; ма-
шины средней мощности с рычажным
(серия МСР) или мотор но-кулачковым
приводом (СМ-50-1) — для сварки оплав-
лением с подогревом заготовок инстру-
мента, арматуры железобетона и др.
Машина МСМ-150 (фиг 39) в основном
предназначена для сварки непрерывным
оплавлением в условиях массового про-
изводства Эта машина, а также машины
серии МСГА с гидроприводом допускают
сварку оплавлением с подогревом при
ручном его управлении.
61. Характеристика некоторых серийных машин для стыковой сварки
Типы машин
Показатели '5-2 | 0 0* • 1 -150 300**
- -р о <
О Г- cL s 2
g < s £ s <
Первичное напряжение в в 220 220 и л и 380 380
Номинальная мощность в ква . . . 0,75 10 50 50 150 300
Номинал! ная продолжительность включения ПВ в % ... 8 8 20 45 20 20
Пределы регулирования вторичного напряжения в в ... 0.48—1,10 1,2—3,2 2,7—5,1 2,6—5,2 4,04-8,10 5,42—10,84
Наибольшее сечение варива^мых деталей из малоуглеродистой стали при непрерывной работе в мм2 . . 1,1 50 400 600 1000 — при 5000
Возможное чи ло сварок в час . . автоматиче- ской работе 2000 — при полуавтомати- ческой работе 540 180 90 180 80 20
Принцип действия машины Двтоматиче- Неавто- Автоматический или
Максимальное усилие осадки в кг . ский мати полуавтоматический ческий 3 I 100 3000 3000 | 6500 25000
Привод механизма осадки Пружинный Рычаж Моторно-кулачковый Гидравли
* Аналогичные машины выпус ** Аналогичные машины выпу ный ческий каются мощностью 75 и 100 ква. скаются мощностью 500 ква.
СВАРКА ДАВЛЕНИЕМ
231
Выпущены также машины (конструк-
ции ЦНИИТМАШ) для стыковой сварки
тонких листов (6 = 2-ь4 мм) шириной
до 450 и 1500 мм, а также машины для
стыковой сварки лент, труб, рельсов,
ободов колес и др.
Точечные машины (табл. 62). В мас-
совом производстве широко применя-
ются автоматические машины с пнев-
матическим приводом типа МТП мощ-
ностью 75—400 ква (фиг. 40). Для сварки
деталей малого сечения и толщины в при-
боростроении, электровакуумной про-
мышленности широко используются кон-
денсаторные машины (ТКМ и др.). Специ-
ально для сварки деталей из легких спла-
вов предназначены машины серии МТПТ.
Выпускаются подвесные машины типа
МТПП-75 с пневматическим приводом для
сварки стальных деталей толщиной до
1,54-1,5 мм и стержней арматуры вКрест.
В производстве автомобилей, вагонов,
тепловозов и электровозов, сельскохозяй-
ственных машин и др., помимо универ-
сальных одноточечных машин, широко
применяются двух- и многоточечные ма-
шины для одно- и двухсторонней сварки
(см. фиг. 37, гид). В автомобилестроении
используются также различные перенос-
ные устройства (пистолеты, сварочные
домкраты и др.). В последнем случае
громоздкие изделия из тонких штампо-
ванных листов и профилей собираются
в кондукторе, являющемся частью сва-
рочной установки.
Специальные многоточечные автоматы
выпущены для сварки арматурных сеток
и каркасов.
В зависимости от формы свариваемых
деталей изменяется инструмент точечных
машин (фиг. 41): электрододержатели 1
и электроды 2.
62. Характеристика некоторых серийных машин для одноточечной сварки
Показатели Типы машин
ТКМ-7 АТП-10 МТМ-50м МТП-75 МТПТ-600 МТПП-75
Напряжение питающей сети в в Число фаз питающей сети 220 1 1 220 или 380 1 1 380 3 I 1
Способ питания свароч- ного трансформатора . Разрядом Переменным током 50 гц Импульсом Пере-
Номинальная мощность в ква .......... конден- саторов 0,2 10 50 75 выпрям- ленного тока 600 менным током 50 гц 75
Номинальный ПВ в % . — 20 20 20 8,2 25
Пределы регулирования вторичного напряже- ния в в 1,5-2,9 2,7-5,1 3,12—6,24 2,3—6,3 5,62-14,4
Принцип действия . . . Установка Привод механизма сжа- тия Автома- тический Педа Неавтома- тический льиый ^тационарн Моторно- Автоматический |Я |подвесная Пневматический
Максимальная сила, раз- виваемая на электро- дах, в кГ 56 250 кулачко- вый 200 540 2600 200—330
Максимальная толщина свариваемых деталей (С — из стали; А — из легких сплавов) .... 0,02 4- 0,02 2-}- 2—С 2 4-2—С 2 4-2-С (при про- ковке 6500) 4,5 4-4,5- А 1,5 4-1,5—С
Максимальное число сва- рок в час / 0,7 4- 0.7 1000 600 3000 4200 1200 3600
Примечание. Машины типа АТП выпускаются также мощностью 25 ква-, типа
МТП — мощностью 100; 150; 200; 300 и 400 ква; типа МТПТ — мощностью 400 и 1000 ква.
232
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Фиг. 39. Автоматическая стыковая машина типа МСМ-150:
/ — пневматические зажимы, 2 — регулируемые упоры;
3 — неподвижная плита; 4 — подвижная плита; 5 — на-
правляющие; 6 — двигатель привода; 7 — коробка с кула-
ком осадки.
Фиг. 40. Точечная машина МТП-
75: 1 — пневматический цилиндр;
2 — верхний кронштейне направ-
ляющими; 3 — подвижная голов-
ка; 4 — верхнее плечо машины;
5 - электрододержатель (свеча);
L — полезный вылет машины.
Фиг. 41. Рабочий инструмент точечных машин,
Фиг. 42. Роликовая машина МШП-100-1:
/ — пневматический цилиндр; 2 — кронштейн
с направляющими; 3 — верхний неприв<»дной
электрод; 4 — нижний приводной электрод;
5 — поддон для сбора воды при наружном
охлаждении электродов.
СВАРКА ДАВЛЕНИЕМ
233
Сварочные прессы. Рельефная и Т-об-
разная сварка производится на точеч-
ных машинах или сварочных прессах
мощностью 200—600 ква (МРП-200-600).
Прессы отличаются от точечных машин
меньшим полезным вылетом, увеличен-
ной силой сжатия (на прессе МРП-600
до 5500 кГ) и наличием плоских кон-
тактных плит.
Роликовые машины (табл. 63). От-
ветственные детали из стали свари-
печивающей непрерывную зачистку ра-
бочей поверхности электродов от нали-
пающих частиц металла — покрытия.
Роликовая сварка легких сплавов
успешно производится на машинах
МШШИ-400 и аналогичных машинах
большей мощности с шаговой подачей и
питанием трансформатора импульсами
выпрямленного тока.
Для ролико-стыковой сварки продоль-
ным швом труб диаметром до 156 мм при
63, Характеристика некоторых серийных машин для роликовой сварки
Показатели Типы машин
МШК-3-2 Ш-50-1 МШП-100 МШПБ-150 МШШИ-400
Напряжение питающей сети в в 220 220 или 380 380 380
Число фаз питающей сети 1 1 1 1 3
Способ питания свароч ного трансформатора . Разрядом 1 Переменным током 50 гц Импульсами
Номинальная мощность в ква .......... конденсаторов 3 50 100 150 выпрямлен ного тока 400
Номинальный ПВ в % . — 40 50 50 10
Пределы регулирования вторичного напряже- ния в в ........ 2,1—4,0 3,3—6,6 3.8-7,7 3.0—8,4
Тип прерывателя .... — И г нитрон н ы й Станция
Привод механизма сжа- тия Пружинно- Моторно- Пневматическ управления СПУШ-400 ИЙ
Максимальная сила, раз- виваемая на электро дах, в кГ ....... пневматиче- ский 70 кулачко- вый 400 800 800 800
Максимальная толщина свариваемых деталей (С — из малоуглероди стой стали;А — из лег ких сплавов) в мм . . 0,2 4-0,2—С 1,5+1,5—С 1,5+1.5—С 2 + 2 —С 2.5 + 2,5 - А
Максимальная скорость сварки в м/мин .... 0,9 3,75 1,9 (с покрытием) 1,9 0.5
Примечание. Машины типа Ш выпускаются также мощностью 25 кед; типа
МШП — 150 и 200 ква; типа МШШИ — 600 и 1000 ква.
вают на машинах серии МШП с иг-
нитронными прерывателями (фиг. 42),
выпускаемых для сварки поперечных
или продольных швов (электроды пово-
рачиваются на 90° вокруг вертикальной
оси) Для сварки очень гонких деталей '
используют конденсаторные машины (на-
пример, МШК-3-2) Для сварки стали
с покрытиями (цинком, свинцом) пред-
назначена машина МШПБ 150, в которой
медные дисковые электроды вращаются
стальными шарошками с накаткой, обес-
толщине стенки до 6 мм служат машины
мощностью до 750 ква. Скорость сварки
на этих машинах при частоте тока до
150 гц составляет 20—50 м/мин.
Технология сварки
Стыковая сварка. Применяется глав-
ным образом сварка оплавлением (пер-
литных и аустенитных сталей, жаро-
прочных и алюминиевых сплавов).
234
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Технологические условия хорошей
сварки оплавлением: нагрев до появле-
ния на торцах деталей пленки расплав-
ленного металла и полное удаление этого
металла из стыка при осадке Процесс
сварки оплавлением определяется сле-
дующими параметрами:
а) установочной длиной I (выпуском
деталей из электродов), влияющей на
нагрев. При сварке стальных деталей
диаметром d I = (0,7-j-l ,0) d;
б) припуском на оплавление и ско-
ростью оплавления, определяющими сте-
пень нагрева деталей (при сварке без
предварительного подогрева); обычно
оплавление производится на 6—20 мм
со средней скоростью 1—8 мм/сек\ при
сварке с подогревом (до 800—1000° С)
припуски на 30—50% меньше; при на-
личии встали большого количества хрома
(нержавеющая сталь) или кремния (транс-
форматорная сталь) скорость оплавления
увеличивается для предупреждения окис-
ления металла в зоне сварки;
в) удельной мощностью q ква/мм2,
возрастающей с увеличением скорости
оплавления и с уменьшением длитель-
ности сварки; при сварке непрерывным
оплавлением стальных деталей в массовом
производстве q - 0,154-0,40 к.ва/мм2\ при
сварке с подогревом в тех же условиях
q - 0,124-0,16 ква/лл2; при сварке с по-
догревом в мелкосерийном производстве-
q = 0,054-0,08 и/W; при сварке колец
q увеличивается на 40—60%;
г) суммарным укорочением Дог свари-
ваемых деталей при осадке, ее скоростью
v,,c и удельным давлением р к.Г!мм2\
обычно Дос = 348 мм, иос= 20
4-60 мм/сек. (большая скорость при сварке
легированной стали); при сварке непре-
рывным оплавлением малоуглеродистой
(тали р0 = 5-г7 к.Г1мм2\ при сварке
легированной стали перлитного класса
рОг— 7-5-14 кГ/мм2, при сварке аустенит-
ной стали ро = 20 425 кГ/мм2-, при
сварке с подогревом рос понижается на
25—40% в связи с облегчением пласти-
ческой деформации;
д) длительностью процесса tcg, завися-
щей от сечения и материала свариваемых
деталей и от мощности применяемого
оборудования (обычно tcg = 34-40 сек;
для деталей сечением 5000—20 000 мм2
t достигает 3—8 мин).
Точечная сварка. В сечении сварной
точки имеется чечевицеобразное ядро со
столбчатой структурой литого металла,
окруженное зоной перегрева с. крупным
зерном, за которой следует (при сварке
стали перлитного класса) зона мелкого
нормализованного зерна, переходящая
в основной металл.
Диаметр ядра dm, определяющий проч-
ность точки, зависит от нагрева деталей
при сварке, т. е. от технологического
процесса. При нормальном процессе и
6 />0,5 мм диаметр ядра dm = 26 -f-З мм
(б—толщина в мм более тонкой из свари-
ваемых деталей), a d3 = dm, где dg —
диаметр контактной поверхности элек-
трода.
Лучше других свариваются точками
малоуглеродистая (табл 64) и аустенит-
ная нержавеющая сталь. Для повышения
пластичности точек при сварке закали-
вающейся стали целесообразна их элект-
ротермическая обработка непосредст-
венно в точечной машине.
Из медных сплавов лучше сваривается
кремнистая бронза, несколько хуже —
фосфористая бронза Латунь Л62 свари-
ваетсг удовлетворительно, медь — плохо.
Широко применяют точечную сварку
алюминиевых и магниевых сплавов
Перед точечной сваркой сталь очищают
от ржавчины и окалины; алюминиевые
сплавы — от пленки А1.,О3 (травлением
или механически)
Рельефная сварка. Нормальный диа-
метр каждого выступа 3—5 мм, его
высота 0,75—1,5 мм Необходимая мощ-
ность сварочной машины 25—75 ква на
каждый свариваемый выступ. Необхо-
димая сила сжатия каждого выступа
зависит от толщины выштампованной
детали. При б — 1 мм Р = 150 5-180 к.Г;
при 6 = 3 мм Р = 5004600 кГ. Высокое
качество сварки обеспечивается только
при точной штамповке деталей и высту-
пов.
Роликовая сварка. Стабильное каче-
ство шва без повреждения наружной
поверхности свариваемых деталей и без
чрезмерного износа электродов обеспе-
чивается прерывистым протеканием сва-
рочного тока или при шаговой сварке.
Отношение
---,— обычно лежит в
‘св+<п
пределах 0,5—0,7 для стали и 0,25—0,50
для алюминиевых сплавов (tcg — дли-
тельность едкого импульса включения
сварочного тока, tn—длительность пау-
зы между последовательными импуль-
сами).
Ориентировочные режимы роликовой
сварки малоуглеродистой стали приве-
дены в табл. 65. Этим способом успешно
СВАРКА ДАВЛЕНИЕМ
235
64. Ориентировочные режимы точечной сварки малоуглеродистой стали
иа автоматических машинах
Толщина детали в мм Диаметр кон тактной поверх ности электрода в мм Усилие, при ложениое к электродам, . в кГ * Продолжитель ность включения сварочного тока в сек ** Ориентире вочный ток в а Ориентире вечная мощ ность машины в ква
0,5 4 50- 100 0.1 -0.2 4 000— 5 000 10- 20
1,0 5 100- 200 0.2 -0,4 6 000- 8 000 ' 20- 50
1,5 6 150- 350 0.25-0,5 8 000—12 000 40— 60
2.0 8 250— 500 0.35—0,6 9 000-14 000 50- 75
3,0 10 500- 800 0,6 —1,0 14 000—18 000 75—100
4,0 11 600- 900 0.8 -1,2 15 000—20 000 100-150
5,0 13 800—1000 0,9 -1,5 17 000-21 000 150-200
6,0 15 1000—1400 1,2 —2,0 20 000—26 000 200—250
* При сварке низколегированной стали усилие увеличивается иа 40—50%.
*♦ Продолжительность полного цикла сварки одной точки машин ы. зависит от типа сварочной
65. Ориентировочные режимы роликовой сварки прочно-плотным швом деталей
из малоуглеродистой стали
Толщина детали в мм Ширина ра- бочей поверх ности элек- трода в мм Усилие, при- ложенное к электродам, в кГ Продолжительность в сек Ориентире вочный сва- рочный ток в а Скорость сварки в м{мин
импульса тока паузы
0.5 4 ЮО—200 0.04—0,06 0,02—0.06 6 000—10 000 1,0—2.0
0.8 5 150-300 0.06—0.08 0,04—0.08 8 000—13 000 1.0—1.6
1,0 6 200—400 0,06—0.08 0.04—0.10 10 000—14 000 1,0-1,5
1,2 7 250-450 0.08—0,12 0.06—0.12 12 000—16 000 0,8-1,0
1,5 8 300-550 0 10—0,14 0,08—0.16 14 000—18 000 0.6—0.8
2,0 10 400—700 0,12—0,16 0,10—0,20 16 000-20 000 0,5-0,6
сваривают также аустенитные стали,
жаропрочные и легкие сплавы.
Электродные материалы. Материалы
для электродов контактных машин.долж-
ны иметь: а) высокую электро- и тепло-
проводность; б) высокую твердость; в) вы-
сокую температуру рекристаллизации и
г) малую склонность к образованию спла-
вов с металлом свариваемых деталей.
Находят применение медь чистая или
с присадками хрома (Бр.Х 0,7) или
кадмия (до 1%), а также сложные сплавы
(МЦ-5Б).
Прочность соединений
Соединения, сваренные встык оплав-
лением, обладают высокой прочностью
при статическом и циклическом нагруже-
н ях, а также длительной прочностью при
высоких температурах, близкой к дли-
тельной прочности основного металла.
Сварка встык сопротивлением (без
специальной газовой защиты от окисле-
ния) не рекомендуется для ответственных
соединений. Минимальные значения ста-
тической прочности на срез хорошо сва-
ренных точек приведены в табл. 66.
Прочность сварных точек при работе
на отрыв составляет для незакаливаю-
щихся сталей 60—75% и для алюминие-
вых сплавов 30—40% минимальной проч-
нЬсти точек при срезе.
Коэффициенты прочности при статиче-
ской нагрузке прочно-плотных соеди-
нений, выполненных роликовой сваркой,
даны в табл. 67. Для механически и тер-
мически неупрочненных материалов они
близки к единице.
Предел усталости элементов конструк-
ций с соединениями внахлестку, выпол-
ненными точечной и роликовой сваркой,
может существенно снижаться в резуль-
тате местного изменения структуры мате-
риала в зоне сварки и возникновения
в ней неблагоприятных остаточных на-
пряжений, а также вследствие значитель
ных концентраций напряжений.
236
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
68. Минимальные значения прочности сзарчоЧ точки (в к:) при статической
нагрузке на срез
Толщина сваривае- мых дета лей в мм Диаметр ядра сварной точки в мм Разрушающая нагрузка для одной точки при испытании на срез в кГ
Малоуглеро- дистая сталь MapJK 10 и 20 Низколегиро- ванные стали (30ХГСА, 40ХНМА) Нержавеющие и жаропроч ные стали и сплавы (1 X18Н9Т, Х25Н13, ХН78Т) Алюминиевые сплавы
Д16Т В95Т АМг
0.5 3.0 180 220 240 70 50
1,0 4,0 450 600 650 160 140
1,5 6.0 1000 1200 1200 300 250
2.0 7.0 1400 1800 1800 420 3S0
3,0 9,0 2000 2600 2600 700 600
4,0 12,0 3200 4000 4000 1200 850
Коэффициент прочности при пульси-
рующем цикле нагрузки (на растяжение)
и связующих соединениях лежит в пре-
делах 0,5—0,8 (меньшее значение соот-
ветствует механически или термически
упрочненным материалам). Коэффициент
67. Коэффициент прочности при статической
нагрузке на срез прочно-плотных
соединений, выполненных роликовой сваркой
на детал>х толщиной 0,5—2,5 мм
Материал Состояние перед сваркой Коэф- фи- циент проч ности
Малоуглеродистая сталь Сталь ЗОХГСА, 40ХНМА .... Сталь 1 X1 8Н9 . . Нихром ХН78Т . Дуралюмин Д16Т Алюминиевый сплав В95Т , . Отожженная Холоднокатаная Нормализованная Ненаклепаная Холоднокатаная Термически упрочненный Термически упрочненный Ой О, с х о., чг —J ©’ о с о о о II 1 1 1 1 1 1 о со оо in t— or io ео. ©о о'^-оо’о" о
прочности рабочих нахлесточных соеди-
гений (точечных и роликовых) при пуль-
сирующем цикле растяжения плоских
образцов может снижаться до 0,08—0,15.
Для роликовых соединений он на 50—
100% выше, чем для точечных. Предел
усталости роликового соединения встык
с накладками в 2—3 раза выше, чем сое-
динения внахлестку Предел усталости
неплоских нахлесточных соединений зна-
чительно выше, чем плоских (из-за мень-
ших напряжений изгиба).
Газопрессовая сварка
При газопрессовой сварке свариваемые
части металла нагревают одновременно по
всей площади сечения многопламенными
горелками и после нагрева до требуемой
температуры сжимают — осаживают.
Различают два способа сварки: в пла-
стическом состоянии и с оплавлением
соединяемых торцов.
Газопрессовая сварка применяется для
соединений встык стержней, труб, про-
филей, прутков, полос. Она выполняется
на специальных станках (табл. 68),
оборудованных для нагрева ацетилено-
кислородными ижекторными горелками
(табл. 69).
Для сварки труб в полевых условиях
используются передвижные сварочные
установки, состоящие из нескольких
агрегатов: трактора-укладчика, свароч-
ной головки, передвижного ацетиленового
генератора, кислородных баллонов. Ха-
рактеристики сварочных головок при-
ведены в табл. 70.
Газопрессовая сварка является высоко-
производительным процессом, к преиму-
ществам которого по сравнению с кон-
тактной стыковой электросваркой отно-
сятся: независимость от источников пи-
тания электроэнергией; большая мощ-
ность ацетилено-кислородных установок
при небольшом их весе; простота техно-
логического процесса и обслуживания;
простые зажимные устройства, не тре-
бующие подвода тока и очистки поверх-
ности деталей.
СВАРКА ДАВЛЕНИЕМ
237
68. Техническая характеристика станков тлл газопрессовой сварки
Характеристика Тип станков
сгп-з СГП-Зр СГП-4 : СГП-1 СГП-1р СГП-2 СГП-7 МГПС-15/160
Привод: зажатия Ручной Ручной Ручной Пне: матический
сжатия и осадки . колебательного управления го- релкой Ручной и Пневмати- ческий Ручной Пневмати- > Ручной и Пневмати-
Наибольшее усилие в кГ: зажатия 6000 4000 от электро двигателя 22 000 20 000 22 000 ческий 30 000 от электро- двигателя 25 000 ческий и ручной 30 000
сжатия и осадки . 4000 2000 15 000 14 000 14 000 15 000 13 000 15 000
Наибольшая площадь свариваемого сече- ния в мм2 1000 1200 4 500 4 500 6 000 4 500 8 000 6 000
Наибольший диаметр в мм: труб 60 60 110 80 160 80 160 160
стержней 35 40 75 75 85 75 100
Габаритные размеры в мм: длина 800 850 1 680 1 540 2 000 1 630 2 025
ширина 400 420 760 600 — 1 2ГО 1 150 975
высота 650 585 1 350 1 350 — 1 635 1 330- 1 275
Вес станка в кГ. . . 150 219 850 800 950 2000 2000 1300-1470
69. Техническая характеристика ацетилэно-кислородчых горелок для газопрессовой сварки
Тип горелки Свариваемые детали Число ство- лов Конструкция горелки Расход ацети- лена в л/ч Расположе- ние сопел в головке го- релки Вес горелки в кГ
МГ-Р Прямоугольного сечения размером до 13,76 мм . 1 Головка с двумя ветвями, 1900 Одноряд- 2.1
МГ-52 Круглого сплошного се чения диаметром до 52 мм ......... 2 жестко соединенными со стволом Две горелки, соединенные 3500 ное То же 4,8
МГ-75 Круглого сечеиия диа метром до 75 мм . . . 2 шарнирно То же 4500 Двурядное 4,9
МГ-40 Трубы 1—11 4" Стержни диаметром до 35 мм 1 Горелка из двух частей, сое 1500 Одноряд 2,7
МГ-55 Трубы 2” 1 диненных шлангом То же 1800 . ное То же
МГ-80 Трубы 3" 1 » 240U
МГ-50Т Трубы с наружным диа метром до 50 мм . . . 1 Головка из двух частей, сое 2000 > 4,5
МГ-100Т Трубы с наружным диа метром до 100 мм . . . 1 диненных крановым устрой CTBOM О'одним стволом То же 2600 5.6
МГ-150Т Трубы с наружным диа метром до 150 мм . . . 1 » 4200 » 6.4
МГ-60 Круглого ечения диа метром до 62 мм . . . 1 3500 > -
238
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
70. Техническая характеристика головок для сварки труб
Тип Наружный диаметр и тол щина стенки свариваемых труб в мм Число ци- линдров Диаметр цилиндров Максимальное развиваемое усилие в кг при давлении 5 ат Вес головки в кГ
верти каль- ных гори зон таль ных верти* каль- иых гори зон таль ных радиаль- ного зажа- тия труб продоль- ного сжа- тия
219/273 21°хЗ 273X10 2 4 190 140 64 700 30 750 1322
325/377 325 X 12 377X12 2 4 230 165 99 000 41 130 1530
529/630 52°Х 12 630 X 12 2 4 305 210 163 000 69 250 2520
НОВЫЕ МЕТОДЫ СВАРКИ
Сварка электронным лучом в вакууме
Сущность процесса и области его при-
менения. При бомбардировке поверхности
металла быстродвижущимися электро-
нами в высоком вакууме их кинетическая
энергия практически без потерь преобра-
зуется в тепловую. Температура в месте
бомбардировки достигает 5000—6000° С.
Электроны испускаются катодом элект-
ронной пушки и под действием высокого
электрического потенциала между като-
дом и анодом разгоняются до больших
скоростей, которые в зависимости от
величины ускоряющего напряжения мо-
гут достигать 115—165 тыс. кмIсек.
Тепловая мощность, выделяющаяся на
поверхности обрабатываемого материала,
пропорциональна числу электронов, со-
ударяющихся с ней в единицу времени,
и их кинетической энергии. Для увели-
чения удельной мощности в пятне нагрева
и уменьшения ширины зоны расплавле-
ния электронный луч фокусируют элект-
ростатическими линзами или магнитным
полем. В современных установках для
сварки, сверления, резки или фрезеро-
вания электронный луч фокусируется на
площади диаметром до 0,001 см, что
соответствует удельной мощности в пятне
нагрева 5 • 105 квт/см2 [46] при мощности
луча 100 вт.
При перемещении детали под непо-
движным или подвижным лучом обра-
зуется сварной шов Иногда сварка
производится путем перемещения самого
луча вдоль неподвижных кромок с по-
мощью отклоняющих систем. Наконец,
луч можно на равлять по свариваемым
кромкам механическим перемещением
электронной пушки. Отклоняющие си-
стемы используются также и для коле-
баний электронного луча поперек или
вдоль шва, что позволяет производить
сварку с присадочным металлом и уве-
личивать или уменьшать ширину свар-
ного шва. Для ограничения нагрева
материала в зонах, прилегающих к месту
сварки, и для ограничения испарен'ия
при сварке легкоиспаряющихся металлов
осуществляют подачу тока короткими
мощными импульсами. Применяемые ге-
нераторы импульсов дают частоты от
1 до 3000 гц с продолжительностью им-
пульса от 0,01 до 0,00005 сек. Длитель-
ные импульсы и большие отношения
длительности импульса к длитель-
ности цикла (импульс плюс перерыв)
применяются при электронно-лучевой
сварке. Иногда импульсы повторяются
с небольшой частотой для получения
отдельных сварных точек вместо непре-
рывного шва.
Одним из преимуществ сварки элект-
ронным лучом в вакууме является отсут-
ствие загрязнений, обычно попадающих
в шов из электрода и из защитной атмо-
сферы. Рабочий вакуум 1 • 10~4 мм рт. ст.
соответствует чистоте среды, в которой
производится сварка, 0,1—0,01 частей на
миллион, недостижимой при сварке в ар-
гоне или гелии [33].
В отличие от обычных сварочных источ-
ников теплоты нагрев электронным лучом
осуществляется не за счет теплопровод-
ности, а тепло выделяется непосредст-
венно в самом металле, причем наибо-
лее интенсивно на некоторой глубине
под его поверхностью. Глубина проник-
новения электронов в металл зависит от
ускоряющего напряжения и свойств ме-
талла.
НОВЫЕ МЕТОДЫ СВАРКИ
239
В настоящее время применяются уста-
новки с низким (от 10 до 30 кв] и высоким
(до 200 кв) ускоряющим напряжением.
Отличительной особенностью установок
второго типа является возможность по-
лучения глубокого проплавления и уз-
кого шва при сравнительно небольшой
мощности луча. Отношение глубины про-
плавления к ширине шва может достигать
15—20. Однако при использовании вы-
сокого ускоряющего напряжения необ-
ходима дополнительная защита от жест-
кого рентгеновского излучения.
Глубокое проплавление может быть
получено и при низком ускоряющем на-
пряжении путем повышения мощности
луча и увеличения плотности энергии
в нем. При работе с низким ускоряющим
напряжением жесткость рентгеновского
излучения значительно меньше и рентге-
новские лучи поглощаются стенками
вакуумной камеры.
При сварке электронным лучом с вы-
сокой удельной мощностью наблюдается
интенсивное испарение металла в пятне
на поверхности изделия. В результате
образуется лунка конической формы.
Удельная мощность на боковой поверх-
ности лунки уменьшается по сравнению
с удельной мощностью в основании
конуса, и интенсивность испарения ме-
талла снижается. Образующийся конус
проплавления весьма устойчив, так как
при заполнении его жидким металлом
увеличивается количество энергии, по-
глощаемой поверхностью, что ведет к ин-
тенсивному испарению металла и восста-
новлению исходной ф< рмы лунки [26].
По своей удельной мощности, подвиж-
ности и прецизионности электронный
луч выгодно отличается от известных до
сих пор источников теплоты. Это позво-
ляет использовать его для сварки туго-
плавких и химически активных металлов
(молибден, вольфрам ниобий, цирконий,
титан и др ), сплавов с летучими компо-
нентами (цирконий с оловом, сталь с при-
месью алюминия), для пайки металлов
с неметаллическими материалами, для
сверления отверстий в камнях, служа-
щих подшипниками точных приборов,
для получения микропрорезей в сопро-
тивлениях, для сверления ферритных
материалов и полупроводников Глубо-
кое проникновение луча в металл позво-
ляет выполнять тавровые соединения и
производить сварку в труднодоступных
местах конструкции. Особенно большие
перспективы этот способ имеет в атомной
Энергетике, авиа- и ракетостроении, ра-
диоэлектронной промышленности, точ-
ном машиностроении и приборостроении
Оборудование для электронно-лучевой
сварки. Принципиальная схема уста-
новки для сварки электронным лучом
показана на фиг. 43. Над вакуумной
Фиг. 43. Принципиальная схема установки для
сварки электронным лучом.
камерой 1 расположена электронная
пушка 2 с эмиссионным устройством,
фокусирующей и отклоняющей систе-
мами Внутри камеры помещено приспо-
собление 3 для крепления и перемещения
свариваемых деталей 4. Снаружи рас-
положен привод 5. Электрооборудование
состоит из накального трансформатора 6,
высоковольтного трансформатора с вы-
прямителем 7, модулятора 8, пульта
управления 9 с блоком питания фокуси-
рующей 10 и отклоняющей 11 систем.
Вакуумную систему образуют форвакуум-
ный насос 12, высоковакуумный паро-
масляный агрегат 13 и вентили с задвиж-
ками.
Катодом электронной пушки служит
вольфрамовая плоская спираль из про-
волоки диаметром 0,25—0,3 мм. Однако
такие катоды недолговечны и обладают
сравнительно низкими эмиссионными
свойствами. Более целесообразны катоды
с косвенным нагревом, представляющие
собой колпачок, на торцовой поверх-
ности которого наносится активный слой
борида лантана. Катоды из борида лан-
тана устойчиво работают при температуре
нагрева 1650° С. Срок их службы около
250—300 ч.
240
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Более простые по конструкции низко-
вольтные электронные пушки состоят из
катода 1, фокусирующего электрода 2
и анода 3 (фиг. 44). Иногда для улучше-
Фиг. 44. Схема низко-
вольтной электронной
пушки: 1 — катод; 2 —
фокусирующий элект-
род; 3 — анод; 4 — сва-
риваемая деталь; С70 —
ускоряющее напряже-
ние; U ф — фокусирую-
щее напряжение [5].
Фиг. 45. Схемы высо-
ковольтной элек^пон-
иой пушки [7].
ния фокусировки в пушках устанавли-
вают фокусирующие электростатические
или магнитные линзы. Свариваемая де-
таль не является звеном электрической
цепи. Благодаря тому что количество
линз невелико, низковольтные пушки
дают сравнительно большие токи луча,
что обеспечивает получение больших
мощностей Недостатком такой электрон-
ной оптики является дефокусирующий
эффект пространственного заряда элект-
ронного луча на участке между анодом
и деталью. Для устранения этого дефекта
низковольтные пушки конструируют та-
ким образом, что анодом служит сама
свариваемая деталь. Схема высоковольт-
ной электронной пушки показана на
фиг. 45. Эмиссионное устройство / со-
стоит из вольфрамового катода, заклю-
ченного в кольцевой электрод (цилиндр
Венельта), который служит для форми-
рования луча, регулирования тока и
модуляции луча путем подачи импульс-
ного управляющего напряжения. Под
катодом расположен дисковый анод с цен-
тральным отверстием.
Высокое напряжение между катодом
и анодом ускоряет электроны в луче,
а магнитное поле катушек 2 обеспечивает
стабильность электронного луча относи-
тельно оси пушки. С помощью диафраг-
мы 3 выделяется центральная часть
потока луча, а магнитной линзой 4 луч
фокусируется на поверхности детали.
Отклоняющие катушки 5 служат для
перемещения луча по поверхности детали.
Оптическое приспособление, включающее
микроскоп 6, зеркало 7 и объектив 8
с осевыми отверстиями, позволяет на-
блюдать за процессом обработки при
50-кратном увеличении.
Схема регулирования электронного
луча показана на фиг. 46. Все части
Фиг. 46. Схема регулирования электронного
луча: 1 — верхняя часть электронной пушкн
с эмиссионным устройством; 2 — источник по-
стоянного тока для накала катода; 3 — высоко-
вольтный выпрямитель; 4 — высоковольтный
источник постоянного тока; 5 — импульсный
генератор; 6 — изолирующие трансформаторы
[37].
схемы, заключенные в пунктирный пря-
моугольник, находятся под высоким по-
тенциалом и через изолирующие транс-
форматоры включены в сеть переменного
тока, а анод заземлен. Импульсный гене-
ратор состоит из датчика цикла и устрой-
ства для формирования импульса. Во
время паузы на цилиндр Венельта по-
дается высокое отрицательное напряже-
ние и луч прерывается. Во время
импульса это напряжение снижается.
Уменьшение напряжения соответствует
разности между регулируемым напря-
жением, подаваемым на цилиндр Ве-
нельта, и амплитудой импульса. Благо-
даря этому можно любым путем изменять
ток импульсного луча.
В высоковольтных пушках ток луча
мал. так как из луча выделяется только
его центральная часть. Поэтому для
компенсации мощности ускоряющее на-
пряжение увеличивают до 150—200 кв.
Фокусирующая линза представляет со-
бой катушку в массивном железном
экране, через центральное отверстие
которой проходит электронный луч
Отклоняющая система выполняется
в виде двух или четырех катушек, соеди-
ненных последовательно попарно и уста-
новленных под углом 180° друг к другу.
Первые установки для электронно-
лучевой сварки отличались небольшими
НОВЫЕ МЕТОДЫ СВАРКИ
241
размерами вакуумных камер и были
предназначены для сварки опытных об-
разцов
Сварочная камера одной из первых
лабораторных установок - ЭЛВ-1
(МВТУ-МЭИ) выполнена в виде- резер-
вуара диаметром 600 мм и длиной около
1 м и снабжена смотровыми окнами.
Двигатели привода рабочего стола поме-
щены внутри камеры [27].
Сварка ведется в вакууме не циже
5 • 10 4 мм рт. ст.
Лабораторная установка Института
электросварки им. Е. О. Патона типа
ИЭС-Л1 [25] также имеет небольшую
цилиндрическую камеру. Электронный
луч фокусируется электростатической си-
стемой Диаметр активного пятна в пло-
скости фокусировки регулируется диа-
фрагмами-кольцами, установленными на
выходе луча из катодного колпачка.
Установка лабораторного типа Инсти-
тута металлургии им. А. А. Байкова
[17] предназначена для сварки продоль-
ных и кольцевых швов на образцах и
изделиях длиной до 200 мм, диаметром
до 150 мм. Она имеет камеру размером
500 X 250 X 300 мм. Все механизмы
привода расположены вне камеры.
Технические характеристики этих уста-
новок приведены в табл. 71.
В настоящее время в Советском Союзе
и за рубежом выпускаются промышлен-
ные установки для сварки электронным
лучом. Промышленная автоматическая
установка ЭЛУ-1 [19] конструкции НИАТ,
предназначенная для сварки электрон-
ным лучом продольных и кольцевых
швов, оснащена электронной пушкой
с двухкаскадной фокусировкой — элект-
ростатической и электромагнитной [18]
При настройке пушку можно перемещать
в вертикальном направлении на 45 мм
и наклонять на 3°, что соответствует
смещению луча на горизонтальной пло-
скости на 15 мм. Управление установкой
производится при помощи двух пультов,
иа одном из которых размещены приборы
управления перемещениями внутри ка-
меры и включения пушки, а на втором —
приборы управления вакуумными насо-
сами и источником питания.
Механизмы для крепления и перемеще-
ния свариваемых изделий установлены на
специальных тележках и выкатываются
по направляющим во время загрузки и
разгрузки. Для сварки цилиндрических
изделий предусмотрено десяти позицион-
ное приспособление револьверного типа
с барабаном, в зажимах которого кре-
пятся детали. Приводы исполнитель-
ных механизмов расположены вне ка-
меры.
Промышленная автоматическая уста-
новка ЭЛУ-2 [19] служит для сварки
торцовых швов на цилиндрических изде-
лиях (до 30 шт.) без нарушения вакуума.
Электронная пушка, источник питания и
вакуумная аппаратура такие же, что и
у установки ЭЛУ-1.
Специализированная опытно-промыш-
ленная установка Р971 для сварки изде-
лий большого габарита конструкции Ин-
ститута электросварки им. Е. О. Патона
71. Технические характеристики лабораторных установок для сварки электронным лучом
Характеристика Тип установки
ЭЛВ-1 (МВТУ-МЭИ) ИЭС-Л1 ИМЕТ
Ускоряющее напряжение в кв .......... Ток луча в ма ...... Минимальный диаметр пятиа нагрева в мм . . Система прерывания луча Источник питания .... Вакуумная система . . . До 50 До За 1 Прерыватель со сто роны первичной об мотки высоковольт- ного трансформа- тора Трансформатор рент- геновской установки типа РУП; выпри митель, собранный на кенотронах Форвакуумный насос ВН-1, пароструй- ный насос Н-5С 10-15 До 150 1 Трансформатор рент- геновской Установки Г КТ-250, кенотрон ный выпрямитель KPM-I^Oc фильтром Форвакуумный паюс ВН-461, высокова куумный парома сляный насос LIBJI-100 До 20 До 100 0,6—0,8 Выпрямитель рент- геновской установки ВС 50 50 Форвакуумный насос ВН-1, высоковаку умный агрегат ВА-05-1
242
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
[10] снабжена цилиндрической камерой
длиной 3200 мм и диаметром 1020 мм
(фиг. 47).
Универсальная установка конструкции
того же института (фиг. 48) представляет
Фокусное расстояние пушки изменяется
от 30 до 80 мм.
Для прецизионной электронно-луче-
вой сварки тугоплавких металлов и
сплавов создана специальная установка
Фиг. 47. Разрез вакуумной камеры опытно-прбмышлеииой установки Р971 Института
электросварки им. Е. О. Патона: а — продольный; б — поперечный.
собой 12-позиционный автомат для свар-
ки малогабаритных изделий [11]. В ци-
линдрической камере длиной 1060 мм
и диаметром 500 мм можно сваривать
продольные и кольцевые швы в горизон-
тальной и вертикальной плоскостях.
[9], схема которой показана на фиг. 49.
В электронной пушке этой установки
в зависимости от мощности применяются
катоды трех типов: диаметром 3; 4,2
и 5, 4 мл для мощностей соответственно
более 3, до 6 и до 10 кет при токах
НОВЫЕ МЕТОДЫ СВАРКИ
243
Фиг. 49. Схема установки для прецизионной электронно-лучевой сварки:
1 — к блоку питания модулятора; 2 — модулятор; 3 — катод; 4 — анод;
5 — фокусирующая катушка; 6 — к блоку питания фокусирующей ка-
тушки; 7 — отклоняющая система; 8 — к блоку питания отклоняющей
системы; 9 — вакуумная камера; /0 — загрузочное окно; //—шпиндель;
12 — вакуумные краны; 13 — форвакуумный насос BH-2J4 — ловушка;
15 — форвакуумный насос; 16 — вакуумный агрегат ВА-05-1.
244
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
72. Технические характеристики некоторых отечественных и зарубежных установок промышленного тина для сварки
электронным лучом
Тип установки или завод-изготовитель 1 Airco (США) Для сварки про- дольных, кольце- вых и круговых швов Двухкаскадная: электростатическая и две фоксирую- щих элек1ромаг- нитных катушки 1 Трехфазяый вы- соковольтный трансформатор с выпрямителем
Sciaky (Франция) Для сварки продольных, кольцевых и пр. говых швов До 150 Высоко гольтный транс форматор с выпря- мителем i
Ham Iton (США) t а. = » S S £ £ « J. о- «£ Э л из м Я о и ад и я г 2 Е X Q.S К Q. ® о ф £ О и £ И О Л О w О ? о л ° VO 2 . Z * " и С.^ 5 .fl X Щ Ега S °. о Д О н га S Ч я Ч £ - о р т Ф t. в О ® О. ? К в/ * • 5 га s ° га к ч ч 2 ° с S 1 S i ° °. g og=-&3 SuAl ° ~ H и
А. 306.02 2 К Е 1 £ Д 5 М ' Я Я 1 ИН’- $ ? м О «1^0 в. н «О §кяаЕ=5 SS&sg1 I 3S°°|gS § = = JLgg.;g£ll
ИЭС ** 1 Для сварки мало габаритных изде лий, автоматиче ! ская двенадцати позиционная Длина до 250, диаметр до 60 1 электростатическа 1 20-80 Стандартный блок питания рентгеновской установки ВС 50/50 (50 кв, 50 ма) Автоматический прерыватель 300 имп/сек
Р971 ИЭС »* 1 Для сварки изде лий большого габарита Длина до 1200, ' диаметр до 70 Двухкаскадная: 1 10-100 Трехфазный вы- соковольтный трансформатор 50 ква. 22 кв, высоковоль гный выпрямитель на кенотронах ВА-0,1/40, со бранный по схеме Ларионова по 3 лампы в плече -
ЭЛУ-!» 9 “J Q. Ф s s и о 2 51 S g £ § ® ° я g з S £ С ►с • о u: f-> л Q. s м О 5 1 I ft ° -fl S £ Е 1 га _ о 5 X о J J м * 5 -2 s » i3« sl ° 56 3м S-Л ® д * s С'* Q.g a Jj'g S <U 5§® е- о
Характеристика Назначение Размер свариваемых изделий в мм . . . Система фокусирова- ния электронного луча Минимальный диа- метр пятна нагрева в мм Скорость сварки в м/ч ........ Источник питания . . Система прерывания луча
НОВЫЕ МЕТОДЫ СВАРКИ
245
• Продолжение табл. 72
15—170, 40—300 и 50—500 ма. Ускоряю-
щее напряжение регулируется в пределах
5—20 кв. Для этих трех типов катодов
луч фокусируется в пятна диаметром
0,5—1; 0,8—1,5 и 1—3 мм. Рабочая
камера установки имеет форму куба
с размерами 500 X 500 X 500 мм с от-
верстием для загрузки свариваемых дета-
лей и смотровым окном. На боковых
сторонах камеры расположены отверстия
для присоединения механизмов, необхо-
димых для сварки круговых, кольцевых
или продольных швов.
За рубежом установки для электронно-
лучевой сварки выпускаются фирмами
Hamilton и Airco (США), Zeiss (ФРГ),
Sciaky (Франция) и др.
Технические характеристики некоторых
промышленных установок для электрон-
но-лучевой сварки приведены в табл. 72.
Технология сварки и свойства сварных
соединений. Хорошее качество свар-
ных швов при электронно-лучевой сварке
Фиг. 50. Типы сварных
соединений, рекомендуе-
мых при сварке электрон-
ным лучом. Стрелкой по-
казано направление элек-
тронного луча на кромки.
может быть обеспечено только при тща-
тельной подготовке и подгонке сваривае-
мых кромок. Способы и технология
246
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
73. Ориентировочные режимы сварки электронным лучом
фиг. 50) S X ф * У Сй Геометриче- ские пара- метры шва
Свариваемый металл Толщина в мм _ Тип соединения ( Ускоряющее нап{ в кв Ток луча в ма 1 Скорость сварки Отношение глу- бины пре плавле- ния к ширине шва 1 Ширина зоны термического влияния в мм । Источник
Молибден ВМ1 ....... 1,0 Л 18-20 60—80 60—75 1/1,2 0.8 [321
Молибден (нелегирован- ный) 1 Л 18—20 70-90 60 — [41]
2 20—22 100-120 40 — —
3 20—22 200—250 30 2/1 3.1
Молибден (0,5 Т1) 1,27 Л 130 4 42.5 1/1 0,4 118]
Тантал 0,5 л 18—20 65-75 50—70 — - [32]
Титан нелегированный . . . 1,0 л 18-20 85—100 60—80 — — [32]
Константан ......... 1,5 л 18-20 80—90 55-70 — - [32]
Ковар 1,0 л 18-20 70—90 60-70 — - [32]
Ниобий 1,0 л 18—20 85-100 40—60 — - [32]
Медь МБ 1,0 л 18—20 100—120 60—70 — - [32]
Медь Ml 1,0 л 30 30—35 2,68-2,75 4,5/4 - [32]
Бронза БРХ + титан .... 1,35 + 1.0 л 18-20 40—100 50—60 — - [32]
Никель 1,0 л 18-20 80—90 60—70 — - [32]
Сталь 1 XI8H9T 1,5 л 18—20 90—100 70-80 - - [32]
Сталь ЭИ696 9 л 20 120 35 5/1 • - [24]
Армко-железо 1,5 л 18—20 90-100 60—70 — - [32]
Молибден 4- титан 1,0+0,5 д 18—20 70—90 60-70 — - [32]
Пористый вольфрам + мо- либден 1.0-{-0,2 Е 18—20 45—50 50—60 — — [32]
Тантал 0.15 + 0,1 д 18-20 30-40 70-80 — - [32]
Молибден + тантал 0.15 + 0.15 д 18-0 30-40 60—80 — - [32]
Циркалой 2 6,35 л 100 8 21,5 4/1 - [34]
Дисперснонно-твердеющая жаростойкая сталь А286 3,2 л 140 4,5 42,5 3/1 1,6 [40]
Титановый сплав- (13V — JJCr - ЗАО 3,2 л 135 6,5 42,5 3/1 1.1 [40]
НОВЫЕ МЕТОДЫ СВАРКИ
247
74. Механические свойства при комнатной температуре сварных соединений,
выполненных электронным лучом
(режимы сварки соответствуют табл. 73)
Свариваемый металл Показатели механических свойств Источ- ник
Предел прочно, сти в к1 /мм2 Предел теку чести в кГ/мм2 Относи- тельное уд л и нение В % Твердость по Роквеллу
Основ ной металл Зона тер мического влияния Шов
Сталь ХЮ CrNiNb 189 ... . 61,8 — 40,3 — — — [44]
Дисперсионно-твердеющая жаростойкая сталь . А286 * J 93,6 78,9 — 31 31 31 81 (В) 27 ** 89 ( ) * * * [40]
Титановый сплав (13V — . ПСг-ЗА) J 99.0 135,7 99.0 122.1 15.4 4,9 33 42 33 42 35 * * * * 42 ***** [40]
Молибденовый сплав (0,5 Ti) 69 55 — 28-30 91—96 (В) 96 (В) [40], [41]
Циркалой-2 65-70 ~ 50 15-20 — — — [34]
• Состав (в %): С — 0,05; Мп — 1,20; Si — 0,63; Сг — 15,1; NI — 26,2; Мо — 1,30; V — 0,26; Ti — 2,30; • Fe — остальное. * * В отожженном состоянии до сварки с последующей термообработкой на оптималь- ную прочность. * ** В упрочненном состоянии до сварки с последующим отпуском. * *** Без термообработки после сварки. * **** Двойная термообработка иа старение.
подготовки изделий под сварку электрон-
ным лучом такие же, как и для аргоно-
дуговой сварки, однако при сварке
весьма малых толщин (< 0,25 мм) тре-
буется более точная сборка и полное
отсутствие зазора между кромками. Ре-
комендуемые типы сварных соединений
при электронно-лучевой сварке показаны
на фиг. 50.
При сварке изделий больших толщин,
когда проплавление неполное, приме-
няется специальная обработка кромок
(фиг. 50, а) или в разделку укладывается
присадочная проволока (фиг. 50, б).
При сварке деталей различной толщины
также производится специальная обра-
ботка кромок.
Электронный луч может с успехом
применяться и для сварки разнородных
металлов. Возможна, в частности, сварка
алюминия и меди. При этом пятно луча
располагается на 2/3 на меди и на 1/3 на
алюминии [39]. Соединение получается
типа паяного, медь практически не рас-
плавляется. При сварке меди со сталью
с небольшой нахлесткой вначале непо-
движным лучом расплавляется медь, а за-
тем производится сварка.
Ориентировочные режимы сварки не-
которых металлов приведены в табл. 73.
Электронно-лучевая сварка обеспечи-
вает высокое качество соединений метал-
лов благодаря уменьшению размера
зерен в швах, пористости, а также опас-
ности образования трещин. Это особенно
важно при сварке тугоплавких, высоко-
теплопроводных и высокоактивных ме-
таллов, которые не поддаются соедине-
нию обычными методами сварки. В част-
ности, при сварке молибдена удается
существенно повысить пластичность свар-
ных соединений по сравнению со сваркой
в среде аргона или гелия.
В табл. 74 приведены данные о механи-
ческих свойствах сварных соединений'
некоторых металлов, выполненных элек-
тронным лучом.
Ультразвуковая сварка
Сущность процесса и области его при-
менения. Для образования неразъемного
соединения при сварке ультразвуком
используется механическая энергия уль-
тразвуковых колебаний, приложенных
в зоне контакта плотно сжатых деталей.
Возникающие в контакте сдвиговые де-
формации обеспечивают разрушение
хрупких поверхностных пленок и
местный нагрев, а под воздействием
248
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
сжимающих усилий происходит пластиче-
ское течение металла, необходимое для
образования соединения. Температура
в контакте между деталями обычно не
превышает нескольких сотен градусов
(200 — 300° при сварке алюминия, 600°—
при сварке меди).
6) малая мощность сварочного оборудо-
вания и простота его конструкции. Рас-
ход электроэнергии при ультразвуковой
сварке составляет примерно 10% от рас-
хода при контактной точечной сварке.
В настоящее время ультразвуковая
сварка применяется в приборостроении и
Фиг. 51. Схемы передачи ультразвуковых колебаний свариваемым дета-
лям: а и б — от продольио-колеблющегося инструмента, расположен-
ного параллельно а и нормально б к свариваемой поверхности; в и
г — через инструмент, нагруженный присоединенной массой и соверша-
ющий изгибные колебания с одним преобразователем в и со спаренными
преобразователями е; д и е — через звено, совершающее изгибные коле-
бания, со свободным концом инструмента при точечной д и роликовой
е сварке; ж — посредством вращающего магнита; з — через инструмент
со спиральной нарезкой; / — двигатель магнитострикционного преобра-
зователя; 2 — трансформатор продольных упругих колебаний; 3 — ин-
струмент; 4 — свариваемая деталь; 5 — опора; 6 — наконечник; 7 — об-
мотка тока подмагничивания; 8 — обмотка тока высокой частоты; 9 — при-
соединенная масса.
Преимущества ультразвуковой сварки
следующие:
1) сравнительно небольшое тепловое
воздействие на свариваемые металлы;
2) возможность сварки разнородных
материалов, а также тонких листов и
фольги в пакет или с деталями неограни-
ченной толщины;
3) отсутствие необходимости в тщатель-
ной очистке свариваемых поверхностей;
4) небольшие сдавливающие усилия и
сохранение практически неизменным се-
чения материала в зоне сварной точки
или шва (вмятина не более 5—10% тол-
щины листа);
5) незначительные деформации;
радиоэлектронной промышленности,
в авиационной промышленности и авто-
мобилестроении для приварки тонких эле-
ментов к несущим конструкциям, в точ-
ном машиностроении, в электротехниче-
ской промышленности (приварка контак-
тов) и в других отраслях промышленности
Ультразвуковые колебания могут был
использованы также для воздействия н<
процесс кристаллизации металла свар
ных электрошлаковых швов с цельк
снижения склонности их к образовании
горячих трещин [2].
Возможные схемы передачи колебани!
свариваемыми деталями показаны н<
фиг. 51 [30]. На фиг. 52 изображе!
НОВЫЕ МЕТОДЫ СВАРКИ
249
шовный вариант ультразвуковой сварки.
В настоящее время практически приме-
няются схемы фиг. 51, а, в и а. Схема
с передачей колебаний нормально к по-
верхности изделия используется только
для сварки пластмасс.
Фнг. 52. Схема шовной ультра-
звуковой сварки (обозначения
позиций те же, что на фиг. 51).
Оборудование. В качестве источника
ультразвуковых колебаний используется
магнитострикционный преобразователь,
представляющий собой пакет штампован-
ных пластин толщиной 0,1—0,2 мм
(магнитопровод) с обмоткой. Колебания
передаются через трансформатор про-
дольных колебаний или инструмент,
присоединяемый к магнитострикцион-
ному преобразователю пайкой твердым
припоем. Длина инструмента равна це-
лому числу полуволн ультразвуковой
волны (см. фиг. 51, а).
В зависимости от назначения приме-
няются цилиндрические, ступенчатые, ко-
нические, экспоненциальные и катенои-
дальные трансформаторы продольных ко-
лебаний [29].
Преобразователь питается от специаль-
ного генератора высокой частоты с слав-
ной настройкой частоты тока. Ниже
приведены технические характеристики
генераторов, .наиболее часто применяе-
мых для питания преобразователей уль-
тразвуковых сварочных машин [6], [16].
Сварочный наконечник непосредст-
венно передает нагрузку и вибрации
свариваемым поверхностям. Его реко-
мендуется изготовлять из материалов
с малой токопроводностью и высоким
сопротивлением срезу при повышенных
температурах Для сварки алюминия и
его сплавов наконечники делают из
стали 45 или ШХ15. Высота наконечника
в зависимости от условий подхода к месту
сварки берется 12—40 мм. Усилие, необ-
ходимое для сжатия деталей, создается
гидравлической или пневматической си-
стемой. Величина усилия регулируется
обычно в пределах 0—300 кг.
В табл. 75 приведены характеристики
некоторых отечественных установок про-
мышленного типа для ультразвуковой
сварки [29], [30].
Аппараты УЗСМ-1 (фиг. 53) и УЗСМ-2
(фиг. 54) с продольно колеблющимся
инструментом предназначены для сварки
малогабаритных деталей в стационарных
условиях. Для создания ультразвуковых
механических колебаний в них исполь-
зуется магнитострикционный преобразо-
ватель типа ПМС-15.
Аппарат УЗСА-З выполнен переносным
и предназначен для односторонней при-
варки тонких листов к толстым дета-
лям. Основным его преимуществом яв-
ляется возможность сварки в монтажных
условиях. Сварочная головка (фиг. 55)
закрепляется на детали с помощью
вакуумного присоса.
Сварочно-монтажный стол И020-019
с инструментом, совершающим изгибные
колебания, используется для прецизион-
ной сварки мелких изделий в радиоэлект-
ронной промышленности.
За рубежом ультразвуковые сварочные
машины производятся фирмами «Gulton
Industry» и «Sonobond Corporation» (США),
«Mullar’d Researsh Laboratories» в Англии
и «Lehefeldt and Со» в ФРГ [35], [об],
[42], [43].
Техническая характеристика
Потребляемая мощность в кет...........
Выходная мощность в кет..............• . .
Номинальное выходное напряжение в а......
Пределы изменения частоты в кец .........
Типы генераторных ламп в оконечном усилителе
мощности.................................
Напряжение питания в в...................
Габаритные размеры в мм:
длина ...................................
ширина...............................
высота...............................
Вес в кг.................................
Тип генератора
УЗГ-2,5 УЗГ-5 УЗГ-10 А624-12
6,5 12 20 1.6
3 6 9,5 0.5
400 400 600
18-25 18-25 18-25 15—30
ТУ-5А ТУ-5А ТУ-10А ТМ-70
(две) (четыре)
220/3S0 220 /3о0 220/380 220
560 650 790 540
790 7^0 78) F20
1400 1F< 0 ГЛ0 115J
410 500 fcO loo
250
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Фиг. 53. Схема аппарата УЗСМ-1: / — пульт
управления; 2 — электронное реле времени;
? — держатель; 4 — сварочный инструмент с
наконечником; 5 — пневматическое устройство;
6 — регулятор давления воздуха; 7 — воздуш-
ный распределитель с электромагнитным при-
водом; 8 — опора.
Фиг. 54. Схема аппарата УЗСМ-2: 1 — свари-
ваемые детали; 2 — нижний ролик; 3 — верх-
ний ролик; 4 — потенциометр; 5 — панель
управления; 6 — пружина; 7 — шкала; 8 —
рукоятка; 9 — конечный выключатель; 10 —
привод; 11 — редуктор; 12 — педаль.
Фиг. 55. Схема сварочной головки аппарата УЗСА-3:
1 — преобразователь; 2 — рычажное устройство; 3 —
пружина; 4 — конечный выключатель; 5 — кронштейн;
б — вакуумный присос.
НОВЫЕ МЕТОДЫ СВАРКИ
251
75. Технические характе^истикч некоторых промышленных установок
для ”льт тазвучов'^й гварки
Характеристика Тип установки
УЗСМ-1 УЗСМ-2 УЗТШ-1 УТ-4 УЗСА-1 УЗСА-З И 20-019
Мощность магнитострик-
ционного ультразвуко- вого преобразователя
в квт.......... 2,5-4,0 2,5—4,0 4,0 4,0 2.5—4 1 0,5
Рабочая частота в кгц . . 19,5 19,5 20 20 20 22 14-19
Предо лы регулирования контактного усилия
ъ кг 20—200 20—140 10-200 5—200 0—300 5—20 2-40
Пределы регулирования 0,1—4,0
времени сварки в сек — 0,2-8 0,1—2,0 0,25—5 — 0,2—5.7
Род привода, создающе-
го контактное усилие Пневма Ры- Пневма- Ры- Пневма Рычаж- Рычажно-
тиче ский чажно- механи- ческий тиче- скнй чажно механи- ческий тиче ский ный механн ческий
Скорость сварки в м/ч . . Полезный вылет свароч- — 4,а—150 4,5—145 — — — —-
ного инструмента в мм 75 135 130 130 — —
Расход воздуха в м'/мин 0,003 — 0,005 — — —
Расход воды в л/мин . . Габаритные размеры 3 3 3 3 — —-
в мм\
высота 1250 1320 1440 1020 630 150 1300
ширина 430 490 570 635 410 180 670
длина •. . . 670 950 745 680 685 750 1000
Вес в кг 120 200 240 70 55 8 105
Источник питания (гене-
ратор) УЗГ-2,5 или УЗГ-5 УЗГ-5 или ГУЗ-58 УЗМ-10 УЗТ-2,5 А621-12
Назначение Для то- Для Для то Для точечной Для то- Для пре-
чечной сварки шовной сварки чечной и шов- ной сварки сварки чечной сварки деталей с боль- шими или фа- соня ыми поверх- ностями цизионной точечной сварки
Технология и параметры режима свар-
ки. Прочность сварных соединений.
Свариваемость металлов ультразвуком
различна Наиболее хорошо свариваются
алюминиевые сплавы, медь, титан, не-
ржавеющие стали и многие пластичные
материалы. Ультразвуковая сварка ис-
пользуется также для соединения молиб-
дена, ниобия, тантала, циркония, труд-
носваривающихся обычными методами,
а также для соединения металлов в раз-
нородных сочетаниях, например титан и
алюминий с нержавеющей сталью, ни-
кель с молибденом, титан с нержавею-
щей сталью и т. п. При этом сварка
осуществляется тем легче, чем ближе
Твердости свариваемых металлов.
!; На фиг. 56 приведены данные о свари-
ваемости металлов ультразвуком в раз-
личных комбинациях [30]. Отсутствие
Оказаний на свариваемость (отсутствие
Внака) не исключает возможности сварки
Данной комбинации металлов.
Типы соединений и узлов, применяемые
при ультразвуковой сварке, показаны
Фиг. 56. Свариваемость различных металлов
и их сплавов ультразвуком.
на фиг. 57. Наиболее просто выполня-
ются узлы открытого и полуоткрытого
252
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
76. Режимы ультразвуковой сварки некоторых металле. и сплавов |29!
Материал Толщина в мм Параметры режима Наконечник
Р в кГ т в сек А в мк Материал Твердость
Алюминий 0,3-0,7 0.8-1,2 1.3-1,5 20—30 35-50 50—70 0.5-1,0 1.0-1,5 1.5—2,0 14—16 14—16 14—16 Сталь 45 HV 160 — 180
Сплав АМгб Сплав АМгЗМ 0.3—0.5 0,6—0.8 30—50 60-80 1.0—1.5 05-1,0 17-19 22—24 Сталь 45 HV 160 — 180
Сплав Д16АМ 0,3—0.7 1,1—1,3 1.4-1,6 30—60 90—100 110—120 0,5—1,0 2,0—2.5 2,5-3,5 18—20 18—20 18—20 ШХ15 Н V 330 — 350
Сплав Д16АТ 1,1—1.3 1.4-1,6 110—120 130—150 2,5—3.0 3,0-4,0 20—22 20—22 ШХ15 HV 330 — 350
Медь 0,3—0.6 0.7-1.0 1.1-1.3 30—70 80—100 110-130 1,5-2 2—3 3—4 16—20 16—20 16—20 Сталь 45 HV 160—180
Титан АТЗ Титан АТ4 0,25 0,5 40 60 0,25 1.0 16—18 18—20 С наплавкой электродами Т-590 HRC 60
Титан ВТ1 0,5 0,8 1.0 80 90 120 0.5 1,5 1,5 20—22 22—24 18—20 ВК-20 С напллвкой элек!родами Т-590 ВК-20 HRC 60
Цирконий 0,5 90 0,25 23—25 ВК-20 —
Никель 0.1 50 1,0 - - -
Примечание. Радиус сферы наконечника 10 мм.
НОВЫЕ МЕТОДЫ СВАРКИ
253
77. Прочность соединений некоторых металлов и сплавов, выполненных
точечной ультразвуковой сваркой [29], [30]
Материал Толщина в мм Разру- шающее усилие при испы тании на растяже- ние-срез в kJ Материал Толщина в мм Разру- шающее усилие при испы- тании на рас жже- ние—срез в кГ
Алюминий А1 0,5 1,0 1,5 53 103 150 Медь 0.05—0,06 0,5 одно- точечное 0,5 двух- точечное 1.0 6,6 113 267 224
Сплав Д1АМ 0,5 74
Титан АТЗ 0,25 0,65 73 410
Сплав АМгб 0,5 109
Сплав АМгЗ 0,8 108 Титан АТ4 0,25 0,5 81 184
Сплав Д16АМ 0.5 1,0 1,2 1,5 75 220 250 236 Титан ВТ1 0,5 0,8 1,0 220 330 293
Цирконий 0,5 70
Сплав Д16АТ 1,0 1.5 163 170
Латунь Л62 0,23 42
Сплав Д16АТ аноди- рованный 0,4 0,6 0,8 1,0 59 ПО 153 186 Сталь 1Х18Н9Т 0,1 0,2 35 60
Никель 0,1—0,005 61
78. Режимы ультразвуковой сварки металлов в разнородных сочетаниях
и прочность сварных соединений [29]
Свариваемые материалы Толщина в мм Параметры режима Ток под- магничи- вания вибратора в а Разрушающее усилие при испытании на растяжение — срез в кГ
Р в кГ т в сек
Медь + нержавеющая сталь . . 0,1 +о,1 100 0,75-1,0 20 16-18
Медь + титан 0.1 + 0.6 100 1.0 20 16-18
Латунь Л80 + медь 0,4 + 0,1 100 1,0-1,5 20 35—40
Латунь Л80+Л-0 0,4 + 0,4 100-150 1,5—2,0 20 100
Дюралюмии плакированный Д16АТ + Д16АТ 1.0 н L 1,0 200 30—35 20 400—445
Никель + титан 0.1 - -0.6 200 1,0 20 30-40
Никель + латунь Л80 0,1 - - 0.4 100 1.0 20 30—40
Никель 4- медь 0.1 - -0,1 50 1,0 20 25—35
Никель + нержавеющая сталь 0.1 - -0.4 150 2,0 20 30-40
Сплавы АМцАП + АМгбМ . . . 0,5- - 1,5 200 2,0—2,5 20 110—120
Сплавы АМцАП + Д16АТ . . . 0,5- - 1.0 150 1,0-1,5 20 110-120
9 Справочник машиностроителя, т. 5
254
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
типа. Для сварки узлов сложной формы
и, в частности, закрытых используется
специальная оснастка.
Перед сваркой поверхности деталей
в месте соединения очищают от грязи и
жиров. Возможна сварка изделий с окис-
ными пленками (анодированный алю-
миний) или с изоляционными покры-
тиями без предварительной очистки.
Фиг. 57. Типы сварных соединений и узлов
при ультразвуковой сварке: а — нахлесточное
без подсечки и с подсечкой; б — стык с одно-
сторонней и -двухсторонней накладкой; в — от-
бортовка внутренняя и наружная; г —- сварные
узлы открытого типа; д — сварные узлы полу-
открытого типа; е — сварные узлы полузакры-
того н закрытого типа.
Основными параметрами режима уль-
тразвуковой сварки являются: усилие
в контакте Р, время сварки т, частота f
и амплитуда А упругих колебаний.
Существуют некоторые оптимальные
значения параметров Р, т и А, соответст-
вующие максимальным значениям проч-
ности соединения.
Слишком большое контактное усилие
вызывает увеличение деформации по-
верхности. Ниже некоторого минималь-
ного значения этого усилия сварка
вообще не происходит, так как не пре-
одолеваются силы упругости металла и
не образуется плотный контакт между
свариваемыми поверхлостями.
При малой длительности сварки соеди-
нение образуется лишь в отдельных точ-
ках контакта и прочность сварной точки
невелика. Если длительность сварки
превосходит оптимальную, поверхность
детали в месте ввода ультразвуковых
колебаний сильно деформируется и воз-
можно образование внутренних или на-
ружных трещин, что также приводит
к снижению прочности соединений.
Амплитуда колебаний имеет оптималь-
ное значение для каждого материала и
толщины. При меньших значениях ампли-
туды прочность соединения уменьшается
или соединение вообще не образуется.
При чрезмерно больших напряжениях
возможно разрушение соединения, нося-
щее усталостный характер. Минималь-
ное значение амплитуды колебаний А,
необходимое для сварки, определяют по
формуле [29]
А = ^(61 + 63),
где 6 — толщина свариваемых деталей;
S — срезающее напряжение на границе
пластин; G — модуль сдвига материала
пластин.
Частота упругих колебаний, применяе-
мых при сварке ультразвуком, составляет
от 15 до 70 кгц.
В табл. 76—78 приведены рекомендуе-
мые режимы ультразвуковой сварки не-
которых металлов и их сплавов, а также
данные о прочности сварных соединений.
Кроме соединения металлов, ультра-
звуковые колебания применяются Для
сварки пластмасс.
Диффузионная сварка в вакууме
Сущность способа и области примене-
ния. При диффузионной сварке соеди-
нение образуется в результате диффузии
элементов контактирующей пары метал-
лов, к которым приложено определенное
осадочное давление. Отличительной осо-
бенностью процесса является то, что
свариваемые поверхности нагреваются
немного выше температуры рекристал-
лизации, а прикладываемые осадочные
давления сравнительно невелики. Это
позволяет производить сварку с большой
степенью точности без заметного изме-
нения физико-химических свойств сва-
риваемых металлов. При этом отпадает
необходимость в электродах, флюсах,
присадочных металлах и т. п. Процесс
осуществляется в вакууме, благодаря
чему отсутствует окисление поверхности
свариваемых деталей.
Способ диффузионной сварки обладает
весьма широкими технологическими воз-
можностями. Сваривать можно не только
плоские, но и конические (корпуса ра-
диоламп), сферические (подпятники) и
сложные рельефные (приварка облицо-
НОВЫЕ МЕТОДЫ СВАРКИ
255
вочных слоев) поверхности. В точном
машиностроении и приборостроении диф-
фузионная сварка применяется, напри-
мер, для сварки тонкостенных колен и
трубчатых элементов, а в радиотехниче-
ской промышленности для приварки
фигурных элементов печатных схем к пла-
стинам. Это позволяет снизить уровень
шумов в печатных схемах по сравнению
с паяными соединениями.
Диффузионной сваркой можно полу-
чать термостойкие, вибропрочные и ва-
куумоплотные соединения, что особенно
важно в приборостроении. Чистота среды,
в которой производится сварка, и срав-
нительно невысокие температуры на-
грева обеспечивают получение высоко-
качественных соединений химически-чи-
стых металлов и прецизионных сплавов.
Оборудование. Установка для диффу-
зионной сварки состоит из следующих
основных узлов (фиг. 58): вакуумной
Воздух или маем
0 । ।
источнику тока
Л вакуумному насосу
Фиг. 58. Схема установки для диффузионной
сварки: 1 — вакуумная сварочная камера;
2 — нагружающее устройство; 3 — ток; 4 —
свариваемые детали.
сварочной камеры 1, источника нагрева
деталей, вакуумной системы, нагружаю-
щего устройства 2, рычажного, пневма-
тического или гидравлического, приборов
для измерения температуры деталей и
вакуума в камере. Вакуум в камере
поддерживается 10‘3—10 5 мм рт. ст.
Нагрев деталей до температуры сварки
начинается после откачки воздуха из
камеры.
В зависимости от назначения разли-
чают установки для индивидуального,
9*
серийного и массового производства.
Два последних типа установок могут
выполняться в виде роторных машин
или снабжаться устройствами для шлю-
зования.
Управление установками может быть
ручным, полуавтоматическим или авто-
матическим.
В настоящее время разработано и из-
готовлено 19 типов промышленных и
полупромышленных специализирован-
ных установок СДВУ. Подавляющее
большинство их имеет индукционные
нагреватели. В установке СДВУ-5, при-
меняемой для сварки анероидных при-
боров-мембран, а также СДВУ-16 и
СДВУ-7К, предназначенных для сварки
хвостовых инструментов, используется
нагрев деталей сопротивлением, а в уста-
новке СДВУ-14 для сварки тонколисто-
вых деталей диаметром до 150 мм и вы-
сотой до 160 мм — радиационный нагрев.
Производительность диффузионных
сварочных установок для индивидуаль-
ного производства с ручным управлением
составляет в зависимости от типа сва-
риваемых деталей от 50 до 200 деталей
в смену, а полуавтоматов — до 6000
деталей в смену.
Вакуумная установка СДВУ-2 имеет
следующие технические характеристики
[15]: температура нагрева 400—1300°,
продолжительность сварки 6—18 мин,
нагрев—индукционный, источник пита-
ния— ламповый генератор ЛГЗ-10А,
производительность 150 изделий в смену.
Технология и параметры режима.
Свойства сварных соединений. Основ-
ными условиями получения качествен-
ного соединения являются надежный
контакт между свариваемыми поверхно-
стями и равномерный нагрев деталей по
всему сечению. Рекомендуется обработка
поверхности резцом до чистоты не ниже
V6—v7. Детали электровакуумных при-
боров подвергают последующему отжигу
в среде водорода. Шлифование умень-
шает прочность деталей на 15—20%,
что объясняется включением абразивов.
При химическом травлении с последую-
щей промывкой стабилизируются проч-
ностные характеристики соединения.
После загружения деталей в камеру
и достижения требуемого вакуума начи-
нается нагрев до заданной температуры;
когда температура по сечению выров-
няется, прикладывается давление, кото-
рое поддерживается постоянным в тече-
ние всего процесса сварки В зависи-
мости от температуры сварки и рода
256
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
свариваемых металлов давление может
составлять 0,3—10 кГ/мм2, но, как пра-
вило, не должно превышать 2,5 кГ !мм2.
Чрезмерное увеличение давления ведет
к снижению прочности соединения.
Время выдержки под нагрузкой при
температуре сварки составляет от не-
скольких минут до десятков минут. При
увеличении времени сварки до некоторого
оптимального значения прочность соеди-
нения возрастает до предела прочности
основного металла, а с дальнейшим
повышением времени снижается в ре-
зультате роста зерна. При этом ухуд-
шаются показатели удлинения и ударной
вязкости. Аналогичным образом влияет
и повышение температуры сварки.
В процессе охлаждения деталей после
сварки сжимающую нагрузку снимают
при температурах 100—400° в зависи-
мости от разности коэффициентов ли-
нейного расширения свариваемых ме-
таллов. Благодаря этому устраняется
возможность разрушения соединения из-
за различной термической усадки сва-
риваемых деталей.
Диффузионной сваркой успешно соеди-
няют тугоплавкие и химически-активные
металлы, цветные металлы (медь и алю-
миний)-, алюминий с медью, ковар, нержа-
веющую сталь, серебро с нержавеющей
сталью, титан и молибден с нержавею-
щей сталью, бронзы между собой и с не-
ржавеющими сталями, молибден с кова-
ром и другие металлы. В производстве
электровакуумных приборов сверхвысо-
кой частоты осуществляется сварка ми-
неральной керамики с черными метал-
лами, коваром и медью.
79. Режимы диффузионной сварки некоторых
металлов
Свариваемые металлы Темпера- тура свар ки в ° С Давле иие в к/ 1мм1 Время сварки в мин
Медь МБ + медь
МБ 800—850 0.5—0.7 15-20
Ковар + ковар . . 1000-1100 1,5-2,0 20—25
Сталь 45ч сталь 45 Латунь П72 +ла- 1000—1100 1-2.0 5
тунь П72 .... Сплав АМгб + 750 0,8 10
-Ь сплав АМгб . Алюминий АД1 + 500 0,2 20
4 ковар .... Силумин Д1Т-4 ко 450 1-2 5
вар 38ХН1-ОА Алюминий АД1 + 370 2.0 20
4- медь М! . . . 450 0.3 15
Медь Ml + ковар 850 0,3 10
Медь М1-|-сталь 45 850 0.5 10
Режимы сварки некоторых металлов
приведены в табл. 79 [15].
Если при непосредственном контакте
свариваемых деталей из разнородных
металлов или металлов с неметалличе-
скими материалами не удается получить
соединение удовлетворительного каче-
ства, используются промежуточные про-
кладки из третьего металла, или так
называемые подслои. Прокладка препят-
ствует образованию интерметаллических
соединений и способствует получению
соединения при более низких темпера-
турах.
Холодная сварка давлением
Образование соединения при холодной
сварке давлением и критерии сваривае-
мости. При холодной сварке давлением
соединение образуется путем совместного
пластического деформирования деталей.
В результате сближения чистых поверх-
ностей до расстояния действия межатом-
ных сил между ними возникает прочная
металлическая связь.
Свариваемость металлов холодным спо-
собом оценивается степенью деформации,
обеспечивающей образование надежною
соединения.
Значение деформации, необходимой для
образования надежного соединения
(после обработки поверхпiсти металлической
щеткой) [31]
Металл Деформация
в %
Алюминий......................... 60—70
Медь............................ 85—90
Железо армко.................... 85—92
Свинец......................... 55—85
Олово ........................... 86—88
Золото........................... 30—35
Индий............................ 10—15
Серебро.......................... 50—86
Кадмий........................... 80—86
Алюминиевые сплавы............... 75—90
Титаи........................... 70—75
Никель........................... 85—90
Холодной сваркой можно соединять
лишь металлы, достаточно пластичные
при комнатной температуре. Сваривае-
мость зависит, кроме того, от соотно-
шения твердостей металла и поверхност-
ных пленок. Чем больше твердость пле-
нок по сравнению с твердостью металла,
тем легче их разрушение при деформи-
ровании, а следовательно, и образование
соединения.
Снижение прочности соединения в ре-
зультате уменьшения толщины деталей
в месте сварки компенсируется наклепом
при деформации.
НОВЫЕ МЕТОДЫ СВАРКИ
257
Наиболее широко применяется холод-
ная сварка для соединения алюминия и
меди (армирование алюминиевых прово-
дов медными накладками, изготовление
алюминиевых корпусов радиотехниче-
ских деталей, соединение шин и про-
водов) Возможна сварка и других метал-
лов в однородном и разнородном сочета-
ниях, в частности алюминия и его сплавов
со свинцом, латунью, кадмием, никелем;
меди со сталью типа 18-8, никелем, ла-
тунью, железом и пр.
Технология сварки и применяемое обо-
рудование. Одним из важных условий
получения соединения хорошего качества
при холодной сварке является чистота
Фиг. 59. Схемы холодной сварки внахлестку:
а — вдавливание одного пуансона; б — вдавли-
вание двух пуансонов постоянного сечения;
в— вдавливание пуансонов с заплечиками;
в — вдавливание пуансонов с предварительным
зажатием деталей; д, е, ж и з — подготовка
кромок листов для шовной сварки без вмятины.
соединяемых поверхностей. Поверхност-
ная пленка окислов и загрязнения
должны быть удалены. При сварке
внахлестку зачистка производится про-
волочной щеткой, шабером, промывкой
в растворителях. Иногда детали прока-
ливают в печи ити наносят на них твер-
дые и хрупкие защитные покрытия.
Перед сваркой в стык проволоку или
стержень обрезают ножницами или ку-
сачками, так чтобы торцовая поверх-
ность была перпендикулярна оси
стержня.
Схемы холодной сварки внахлестку
металла толщиной от 0,2 до 15 мм пока-
заны на фиг 59 (1 ]. [3]
Уменьшение вмятины при шовной
сварке достигается специальной сборкой
листов или подготовкой их кромок
(фиг 59, д — з)
Ширина пуансона Ь выбирается по
формуле
6=(1 4 3) 6,
где 6 — начальная толщина свариваемых
деталей в мм
При сварке алюминия и некоторых его
отожженных сплав; в размеры роликов
(диаметр D, ширина Ь и высота h рабо-
чего выступа) для шовной сварки находят
по формулам
D = 50 6;
b = (1 -1,5) 6;
h = (и,8 4- 0,9) S.
Величина деформации, необходимой
для образования прочного соединения
при точечной и шовной сварке, зависит
от рода металла и схемы сварки Как
правило, существует некоторая опти-'
мальная величина деформации, при кото-
рой достигается наибольшая прочность.
Точечные соединения, выполненные по
схемам фиг 39, а — б, обладают сравни-
тельно низкой прочностью. При сварке
пуансонами с заплечиками и с предвари-
тельным зажатием деталей соединение
образуется не только под пуансонами,
айв прилегающей к ним кольцевой зоне,
в результате чего прочность повышается.
Режимы сварки и значения прочности
одноточечных сварных соединений неко-
торых металлов приведены в табл 80.
В табл. 81 даны значения прочности
стыковых сварных соединений алюминия
и алюминия с медью [4] В табл. 82[31]
показано влияние последующего отжига
на прочность сварных соединений. Ка-
чество соединений при стыковой сварке
также зависит от величины деформации,
которая регулируется длиной вылета
свариваемых стержней из зажимов.
Длина вылета подбирается опытным пу-
тем и равна в среднем: 14-1,2 d для алю-
миния и 1,25 41,5 d для меди, где d —
диаметр или толщина стержня При
сварке разнородных металлов величина
вылета стержней неодинакова, в част-
ности, при сварке алюминия с медью
вылет у медного стержня должен быть на
30—40% больше, чем у алюминиевого.
258
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
80. Режимы холодной сварки некоторых металлов и прочность одноточечных сварных
соединений
Материал Диа- метр пуансо- на в мм Толщина материала в мм
2.0 | 1,5 1.0
Q а кГ Дефор- мация в % Р в кГ Q в к1 Дефор мация В % Р в кГ Q в к! Дефор- мация В % Р в кГ
Сплав АМцА-М 3.5 3200 95 148 2000 88 130
4,2 3000 92 160 2500 84 160 3050 89 104
5.0 3S00 92 210 4300 91 170 4100 87 112
6,0 6000 91 230 __
7.2 6000 87 300 — — — — — —
Сплав АМгА-М 3,5 2500 85 125
4,2 2600 83 180 — — 3100 87 118
5.0 4650 90 260 — — 4200 85 120
6,0 5600 89 310 — —
7,2 6000 84 340 — — — —
Сплав Д1АМ 3.5 2900 87 90 2400 75 70
4,2 3140 90 185 2750 84 120 3300 85 106
5.0 — — — 4500 87 168 — —
Алюминий А-2 3,5 1500 91 175 —
4.2 2200 90 185 —
5.0 3000 90 240 —
6,0 3300 88 240
7.5 4800 87 250 — — — — — —
П р и м е ч а н и е. Q — усилие сварки; Р — среднее усилие среза.
81. Результаты механических испытаний соединений алюминия и алюминия с медью*
выполненных холодной сваркой в стык
Материал Сечение образца или его диаметр в мм Вылет в мм Отношение дли- ны вылета к диаметру (тол- щине) в % Испытание иа растяжение
по меди по алю- минию по ме- ди по алю- минию Усилие при разрыве в кГ Место разру- шения
Алюминий 8 — 4 50 330-340 По основному
10 — 5 — 50 600—620 металлу
— 6 — 60 51'0-620
12 — 6 50 820-860
20 — 7 — 35 2040-2140
— 8 40 2040—2140
10 X 20 — 7 — 70 1510-1720
Алюминий с медью 6 4 75 50
8 6 5 75 62
7 4 88 50
10 7 5 70 50
8 5 80 50 —
12 8 6 67 50
8 7 67 58
10 X 20 13 9 130 90 —
Примечание. Сварка иа машине МСХС-35.
НОВЫЕ МЕТОДЫ СВАРКИ
259
82. Влияние последующего отжига
на прочность одноточечных сварных
соединений при холодной сварке
Металл Режим отжига Деформация в % Разрушаю- щая нагруз ка в к
1 г Темпера- . тура в ° С Время в мин до отжига «5 с°
Серебро . . . 700 4 79 30,3 90,8
Медь 700 1 82 18,1 88,0
Сталь 800 1 80 0 90,8
Удельное давление и усилие зажатия
выбираются в зависимости от рода сва-
риваемого металла. При сварке в стык
алюминия, меди и меди с алюминием
удельные давлени я равны соответственно:
70 —80 ; 200—250 и 150—200 кГ/мм2.
Усилие зажатия при сварке алюминия
принимают не менее 50% и при сварке
меди не менее 80% от уси лия осадки.
При сварке в стык малопластичных
материалов применяют промежуточные
пластичные прокладки.
Весьма важным преимуществом при
соединении холодной сваркой алюминие-
вых шин и армировании алюминиевых
выводов медными накладками является
стойкость и надежность электрического
контакта в условиях чередующихся на-
гревов, высоких нагревов в печи или
проходящим током и в химически-актив-
ных средах [3].
Холодная сварка давлением может
производиться на любых гидравлических
и ножных прессах, создающих необхо-
димые усилия (до 50—100 т при много-
точечной сварке). Для этой цели при-
меняются специальные приспособления,
состоящие из матрицы, пуансона, пуан-
сонодержателя, зажимных и фиксирую-
щих устройств. Однако применение прес-
сов в монтажном производстве не всегда
экономически целесообразно в связи с их
малой производительностью.
ВНИИЭСО разработано несколько ти-
пов специальных установок для холод-
ной сварки с ручным управлением и
полуавтоматических [31].
Установка УГХС-5 со сварочными кле-
щами служит для точечной монтажной
сварки алюминиевых шин толщиной
5+5 мм. Усилие сварки (до 5 т) со-
здается пневмогидравлическим приводом.
Производительность достигает 400 сварок
в час, вес клещей 7 кг.
Для армирования алюминиевых дета-
лей медными накладками используется
стационарная машина МХСА-50 с пнев-
могидравлическим приводом, развиваю-
щим усилие до 50 т. Производительность
машины 300 сварок в час.
С помощью полуавтомата МХСК-1
производится сварка алюминиевых кор-
пусов конденсаторов с крышками. Пре-
дельные размеры корпуса: диаметр до
50 мм или сечение 45 X 45 мм2, высота
85 мм. Зажатие деталей осуществляется
пневматическим устройством, а свароч-
ное усилие создается пневмогидравличе-
ским преобразователем. Машина осна-
щена револьверным столом для подачи
свариваемых деталей. Производитель-
ность ее при работе на автоматическом
режиме 750 сварок в час.
Для стыковой сварки алюминиевых
стержней сечением до 700 мм'1, медных
до 250 мм2 и медных с алюминиевыми
до 300 мм2 применяется машина МСХС-60.
Зажатие образца и его сдавливание осу-
ществляются гидравлическим устройст-
вом. Максимальное осадочное усилие
60 т, максимальное усилие зажатия
90 т.
Для холодной стыковой сварки алю-
миниевых шин, алюминиевых с медными
и троллейных проводов создана серия
машин МСХС-5, МСХС-35 и МСХС-30
соответственно с пневматическим и гид-
равлическим приводами [3].
Для стыковой сварки алюминиевых и
медных проводов малых сечений исполь-
зуются ручные клещи нескольких типов
конструкции лаборатории АН Латвий-
ской ССР, КС-6 конструкции лабора-
тории электротермии института Электро-
техники АН УССР и ручное приспособ-
ление типа ПС-7, НИИ кабельной про-
мышленности.
Сварка трением
Общие сведения и основные параметры
процесса. При сварке трением двум сва-
риваемым деталям, прижатым друг к
другу, сообщается относительное враще-
ние. В результате трения металл в зоне
соединения нагревается до пластическо-
го состояния и после остановки деталей
и приложения к ним осевого сжимаю-
щего усилия происходит сварка.
Процесс сварки трением разделяется
на три этапа:
1) грубая приработка трущихся по-
верхностей, внедрение и срез шерохо-
ватостей и неровностей;
260
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
2) образование чистых поверхностей
в результате разрушения хрупких загряз-
няющих пленок, происходящее при зна-
чительных пластических деформациях;
3) жидкостное трение чистых поверх-
ностей, отличающееся интенсивным на-
растанием температуры и образованием
местных соединений.
Коэффициент трения в конце процесса
сварки достигает 2—2,5, а температура
стыка — 1000—1200° [13].
Схемы сварки трением показаны на
фиг. 60.
а) б)
Фиг. 60, Схемы сварки треиием: а — вращение
одной детали; б — вращение двух деталей;
в — неподвижные детали с вращающейся встав-
кой; в — возвратно-поступательное движение
одной из деталей.
Качество соединений при сварке тре-
нием определяется четырьмя основными
параметрами процесса: скоростью отно-
сительного вращения, осевым усилием
сжатия деталей, величиной осадки и вре-
менем сварки.
Скорость относительного вращения мо-
жет варьироваться в весьма широких
пределах. При этом качество сварных
соединений практически не изменяется,
а машинное время сварки возрастает.
Осевое усилие сжатия в наибольшей
степени определяет характер процесса.
Для многих материалов сварка произво-
дится при простом цикле давления, когда
нагрев и осадка осуществляются при
постоянном усилии сжатия. Однако
удельное давление в процессе нагрева и
осадки может быть разным. Применяют
ступенчатые циклы давления двухсту-
пенчатый с повышенным ковочным давле-
нием и трехступенчатый, когда нагрев
начинается при небольшом давлении,
затем давление в процессе трения увели-
чивается, а осадка происходит при высо-
ком давлении Иногда плавно увеличи-
вают давление в процессе сварки.
Численные значения удельных давле-
ний составляют от 2,5 кГ1ммг для мяг ких
и пластичных материалов до 25 к.Г!ммг
для твердых специальных сталей [7].
Величина осадки устанавливается из
условий удаления окислов и загрязнений
из стыка в процессе трения и обеспечения
необходимого усиления в месте соеди-
нения.
Время сварки определяется тремя пер-
выми параметрами и должно быть доста-
точным для нагрева торцов деталей до
сварочной температуры.
Процесс сварки можно регламенти-
ровать как по времени, так и по величине
осадки.
К преимуществам сварки трением от-
носятся: наибольшая мощность свароч-
ных машин, равномерная загрузка сети
при использовании асинхронных при-
водных двигателей, возможность сварки
металлов в разнородных сочетаниях,
простота оборудования и легкость меха-
низации процесса.
Сварка трением применяется для сое-
динения в стык стержней крупного се-
чения, для изготовления круглых деталей
со ступенчатым по длине профилем (оси,
валы, заготовки болтов и шестерен),
составного инструмента из разнородных
металлов, для соединения сравнительно
тонких шпилек и болтов с листовым
материалом, например в сельскохозяй-
ственном машиностроении, в производ-
стве металлоконструкций и др.
Технология и режимы сварки трением
однородных и разнородных металлов.
Параметры режима сварки устанавли-
ваются экспериментально. Основным кри-
терием при их выборе являются проч-
ностные характеристики сварного соеди-
нения.
Режимы сварки трением однородных
металлов и сплавов представлены в
табл 83, а разнородных — в табл. 84 [7].
Необходимо, чтобы свариваемые летали
имели чистые и несмазанные торцовые
поверхности, перпендикулярные оси вра-
щения. Серия одинаковых свариваемых
деталей должна обрабатываться по по-
верхности трения с одинаковой чистотой.
Зачистка боковых поверхностей, приле-
гающих к торцам, не обязательна.
В табл 85 приведены механические
свойства сварных соединений, выполнен-
ных сваркой трением [7]
Оборудование. Для сварки трением
могут быть использованы после соответ-
ствующей модернизации практически
любые токарные станки, а также свер-
лильные и фрезерные Однако вследст-
вие значительных вибраций на первом
этапе процесса сварки возможен быст-
рый выход станка из строя. Кроме того,
НОВЫЕ МЕТОДЫ СВАРКИ
261
83. Режимы сварки трением однородных металлов и сплавов
Свариваемый материал Диаметр стержней Б ММ' Относи- тельная скорость вращд ния в об/мин Удельное давление в к! /мм* Величина осадки в мм Машинное время сварки в сек
при нагреве при осадке
Сталь Ст. 3 20 40 1500 1000 5 10 5 10 5 12 5 20
Сталь Ст. 5 16 1500 5 5 5 4,5
Сталь 20 Сталь 45 Сталь 4X13 10 3000 1500 4 12 4 12 3 5 3-4 3 4.5 3
Сталь 20Х Сталь 12ХН2А ' 12 300 4 4 4 4 3.5
Латунь Л62 16 3.3 3.3 6-7 3
Дюралюминий Медь 40 760 920 10 3.15 10 3,15 20 13 30
Алюминий АД-1 20 40 3000 760 0.8 3 0,8 3 6—7 30 3 10
Сталь 38ХМЮА иЗОХГС 10 1500 10 10 4 2
84. Режимы сварки трением разнородных металлов
Свариваемые материалы Лиа метр <Tt рж ней в мм Относи тел1 пая скорость враще ния в об/мин Удельное дав ление в к!/мм2 Вели чина осадки в мм Машинное время сварки в сек
1 2 при Н Г, СВ( При Про ковке
Сталь Р9 Сталь 45 18 1500 11 II 4 12
Сталь Р18 13 13 13 6 6
Латунь ЛМц58-2 Сталь 20 30 2,5 2.5 6—8 8
Сталь Ст. 3 Сталь 45 12 3.5 3.5 6 5
Сталь 1Х18Н9Т 20 3000 (500 8 8 3
Сталь Х12М 20 4
Бронза АМц9-2 Сталь 20 2.5 2.6 6—8 8-9
Медь Алюминий 6 13э0 2-3 10-20 - 10-20
Шпилька стальная • Лист толщиной 2,5 мм 10 3000 6000 5 5 3 1,5
Шпилька медиая Лист толщиной 2,0 мм 1 6 1.5 2
262
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
85. Механические свойства сварных соединений при сварке трением
Свариваемые материалы Предел прочности при растяжении в к> /мм2 Угол загиба в град Ударная вязкость в кГм/см2 Твердость НВ
основного металла сварного соединения основного металла металла шва
Сталь Ст. 3 50 50 * 180 8 112 140
Сталь 20 43 43 * 180 1.1 —
Сталь 45 52 52 * 90 2,5
Сталь 20Х 45 45 * 180 4 __
Сталь 4X13 70 70 * 180 166 156
Сталь 12ХН2А 64 64 * 180 8
Сталь Р9 + сталь 45 . . 44,7
Сталь Р18 + сталь 45. . — 55 __ 220 700
Латунь ЛМц 58-2 +
4- сталь 20 35 90 —
Латунь Л62 54 48 180 12 70 60
Бронза АМц9-2+сталь 20 — 50 70 — — —
* Разрушение по основному металлу.
86. Технические характеристики станков для сварки трением
Характеристика Тип станка
МСТ-1 МСТ-2 мст-з МСТ-4 МСТ-2 модерни- зированный
Назначение Для сварки заготовок режущего инструмента Для свар- ки стерж невых за готовок Для изготовления заготовок осей роликов ленточ ных трансформа торов Для сварки ры- чагов переклю- чения скоростей трактора
Мощность электро 'вигателя в кет 10 10 20 4,5X2 7
Скорость вращения шпинделя в об/мин 1430 1430 1 000 2 шпинделя, 1430 1530
Тип привода осевого усилия Пневматический Гидравли чсский Пневматический
Максимальное осевое усилие в кГ 4500 4500 10 000 1600 5000
Размеры сваривае- мых дета лей диаметр в мм 10 — 22 (стал! Р9 и сталь 45) 12-25 (малоугле родистая сталь) 20 — 40 (малоугле родне тая < таль) 12—14 (малоугле родистая сталь) -
сечение в мм2 - - - - 400
ПРОИЗВОДИ Г( ЛЬН CTL сварок/час 150 7л - 1500 пар «тыков р смену 201)
Тип ажимоь Цанги Патроны Цанги Патрон само центрирующийся
НОВЫЕ МЕТОДЫ СВАРКИ
263
на металлообрабатывающие станках недо-
стижимо мгновенное прекращение враще-
ния перед осадкой.
ВНИИЭСО созданы специальные ма-
шины для сварки трением и разработана
шкала их типоразмеров [7):
Типоразмер машины О I II Ш
Диаметр сваривае-
мого сечения (уг-
леродистая сталь)
в мм.............До 10 8—25 20—40 35—60
Осевое усилие в кГ ДэЮОО 4500 10000 30000
Скорость вращения
в об/мин....... 2000 1500 1000 500
Потребляемая при
сварке мощность
(ориентировочно)
в кет........... До 3 10 20 60
Краткие технические характеристики
станков приведены в табл. 86.
Сварка токами высокой частоты
Схемы и режимы сварки продольных
швов труб токами высокой частоты. С
нагревом токами высокой частоты произ-
водится сварка труб (продольные швы),
листового металла
Фиг. 61. Схемы сварки кромок труб; а — одновременной с нагревом током прово-
димости; б — последовательной с нагревом индуктированным током с помощью
плоского индуктора с железным сердечником; в — то же, с помощью петлевого ин-
дуктора; г —- последовательной током проводимости.
нержавеющих сталей, алюминия, меди,
титана, бронзы, мельхиора и т. п. Свари-
ваются металлы толщиной от 0,1 до 10 мм
и более. В качестве источников питания
используются электрические генераторы
мощностью до 200 ква, при частоте до
450 кгц.
Продольные швы труб можно свари-
вать одновременно по всей длине с на-
гревом током проводимости (фиг. 61, а)
и последовательно путем местного на-
грева индуктированным током высокой
частоты (фиг. 61, б и в) или током про-
водимости (фиг. 61, г).
87. Производственные режимы сварки труб
Материал 1 Диаметр тру- бы в дюймах Толщина стенки в мм Мощность в ква Скорость сварки в m/ml н Частота в кгц
Малоуглероди- стые и средне- углеродистые стали 2 Н/2 1/2 2 85/8 0,51 3.81 1,25 1.65 3,58 200 600 250 250 130 61 45.5 7.6 4 8,3 10
Сварочное железо 1 0,3 35 23
Алюминий 1 4 1 1,27 1.24 1,24 50 19 17 30,4 49 61 450
Нержавеющая сталь 302 1 1,62 25 20,7
Латунь 70/30 U/2 0,89 16 45,7
Лучшие результаты одновременной
сварки продольных кромок труб дости-
гаются при нагреве током частотой
2500 гц в течение 15—20 сек до темпера-
туры 1350 —1400°. Для более плотного
сжатия кромок применяется предва-
рительное обжатие с давлением 1 —
1,5к/7лм<2, давление при осадке в зави-
симости от марки стали составляет 5—
15 кГ/мм?. Удельная мощность равна
200 ква/пог. м трубы.
Режимы последовательной сварки труб
приведены в табл. 87 [38].
Индукторы могут быть многовитковыми
и охватывать всю трубу, плоские с же-
лезным сердечником и петлевые, В ряде
264
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
случаев устанавливают дополнительные
индукторы для подогрева свариваемых
кромок.
Наплавка твердых сплавов. Для мест-
ного индукционного нагрева при на-
плавке твердых сплавов на зубья шаро-
шек буровых долот [21 | применяют од-
новитковые и спиральные индукторы
(фиг. 62, а—в). На фиг. 62, г показана
Фиг. 62. Типы индуктора а—в и схема армиро-
вания зубьев буровых долот г : 1 — индуктор;
2 — брикет твердого сплава.
схема армирования зубьев твердым спла-
вом релнт, который предварительно
спекается в смеси с прокаленной бор-
ной кислотой в брикет толщиной 4 мм,
соответствующий по форме зубу ша-
рошки.
Вибродуговая наплавка
Сущность процесса; о'орудование. Виб-
родуговая наплавка применяется для
нанесения тонких слоев металла (0,3—
1,5 мм) при восстановлении изношенных
наружных поверхностей цилиндрических
деталей (поверхности валов, полуосей,
посадочные поверхности под подшипники
и др.) диаметром 8—10 мм и выше Преи-
мущества вибродуговой наплавки сле-
дующие: незначительные деформации из-
делий, высокая твердость поверхности
без дополнительной термообработки, про-
стота оборудования и высокая произ-
водительность.
Наращивание металла осуществляется
в струе жидкости и заключается в пери-
одической приварке к поверхности не-
больших частиц электродной проволоки.
Принципиальная схема установки для
вибродуговой наплавки изображена на
фиг 63.
Автоматическая головка установки со-
стоит из механизма подачи проволоки 1,
вибратора 2, токоподводящего мундшту-
ка 3 и устройства для подачи и дозировки
охлаждающей жидкости 4. Если источни-
ком питания служат селеновые выпрями-
тели, в сварочную цепь включается шун-
тирующее со ротивление 5. Дросселем 6
с секционированной обмоткой регулиру-
ется рабочий ток.
Охлаждающей жидкостью служит 5%-
ный водный раствор кальцинированной
соды с добавкой небольшого количества
технического мыла. Головка устанав-
ливается на суппорте токарно-винто-
резного станка, а обрабатываемая деталь
крепится в его патроне.
Число оборотов шпинделя станка дол-
жно регулироваться в пределах от 0,3 до
25 в минуту. С этой целью устанавлива-
ются дополнительные редукторы, сни-
жающие обороты шпинделя в 20—40 раз.
Продольная подача должна составлять
от 1,25 до 3,0 мм/об и регулирова-
ться таким образом, чтобы разница
между смежными значениями не превы-
шала 0,4 мм/сб. Мощность электродви-
гателя станка 0,5—0,75 кет.
Вибрация электрода осуществляется
электромагнитным или механическим виб-
ратором. У некоторых типов головок
конец проволоки совершает круговое
движение.
Технические характеристики головок
для вибродуговой наплавки приведены
в табл. 88.
Технология вибродуговой наплавки;
свойства наплавленного металла. Предва-
рительная подготовка деталей к наплав-
ке заключается в очистке поверхности
от ржавчины и загрязнений и заварке
поверхностных дефектов (вмятины, вы-
боины) глубиной более 2 мм с последую-
щей механической обработкой для уда-
ления лишнего металла.
Участки, прилегающие к восстанав-
ливаемой поверхности, покрываются
для защиты, от брызг сметанообразной
смесью жидкого стекла и мела, а шпо-
ночные пазы, кан; вки и отверстия за-
крываются вставками из меди или гра-
фита.
Выбор проволоки определяется тре-
бованиями к наплавленному слою. Для
наращивания слоев высокой твердости
HRC 40—52 рекомендуется проволока
НОВЫЕ МЕТОДЫ СВАРКИ
265
88. Технические характеристики головок для вибродуговой наплавки
Характеристика Тип головки
чтз КМ-5 КУМА-5 ЧПРЗ-ЧТЗ УАНЖ-5
Мощность приводного двигателя в вт ................ I'SO 250 125 85
Подвод электрода Тип вибратора боковой Электром агнитный Верхний Круговое Электром Боковой агнитный
Диапазоны регулирования скоро- сти подачи проволоки в мм/сек . 12.5—22 6,7-50 движение 3.3-50 15.2-24 10-20
Диаметр проволоки в мм ...... До 2,2 0,7-2,5 0,5-2 До 3 1,2—2
марки Р-1 и ОВС, а для получения слоя
твердостью HRC 20—40 — проволока ма-
рок ЗОХГСА и I2XM При наплавке мало-
углеродистой проволокой (до О 20%С)
твердость наплавленного слоя равна НВ
170—270.
Амплитуда и частота колебаний уста-
навливая т?я соответственно в пределах
0,75—1,0 d и 25—100 гц, где d — диаметр
проволоки. Меньшие значения амплитуды
соответствуют меньшим напряжениям
Дуги.
Фиг. 63. Принципиальная схема установки для вибродуговой наплавки.
Диаметр электродной проволоки вы-
бирается в зависимости от требуемой
толщины наплавляемого слоя (табл. 89)
[28].
Основными параметрами процесса виб-
родуговой наплавки являются: свароч-
ный ток, напряжение дуги, линейная
скорость перемещения обрабатываемой
поверхности, скорость подачи электрод-
ной проволоки, амплитуда и частота коле-
баний.
Наплавка ведется на постоянном токе
обратной полярности. Оптимальное зна-
чение напряжения равно 10—13 в. По-
вышение напряжения способствует уве-
личению шероховатости и уменьшению
высоты слоя. Кроме того, увеличиваются
потери на угар и разбрызгивание элек-
тродного металла. Включение в свароч-
ную цепь индукционного сопротивления
повышает стабильность процесса на-
плавки и снижает непроизводительные
266
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
потери электродного металла до 6—7%.
Тонкие слои металла наносят при малом
индуктивном сопротивлении (1—4 витка
дросселя), а толстые — при большом
(7—13 витков) [8].
89. Диамгтр электродной проволоки
в зависимости от толщины
наплавляемого слоя
Толщина слоя в мм Диаметр проволоки в мм
Менее 1 1 — 1,5
1—2 1,5-2,5
2 и более 2-3
Скорость перемещения поверхности и
скорость подачи электродной проволоки
взаимно связаны. Их соотношение опре-
деляет высоту слоя и его формирование.
Биение детали при наплавке должно быть
не выше 20—30% толщины наносимого
слоя, колебания тока и напряжения со-
ответственно — не выше ± 10 а и ± 0,3 в.
В табл. 89а приведены ориентировоч-
ные режимы вибродуговой наплавки.
89а. Ориентировочные режимы
вибродуговой наплавки
। Параметры режима । При низких напряжениях При напря- 1 жениях бо- лее 15 в Постоянным ! током от ге- нератора ПС-300 при I напряжении дуги 20 в
Диаметр проволоки в мм 1,8—2,2 2,0
Скорость подачи про- волоки в мм/сек 13-17 15-22 16 20 22
Сварочный ток в а 110-130 150—180 130 180 210
Обработка металлов дуговой
плазменной струей
Получение плазменной струи и ее
характеристики. Если через канал, вну-
три которого горит электрическая дуга,
пропустить какой-либо газ, то последний
ионизируется в результате соударения
с электронами и выходит из сопла в виде
ярко светящейся плазменной струи (фиг.
64). Длина ядра струи в зависимости от
состава и расхода газа, тока и длины дуги,
формы и размеров сопла может изменять-
ся от 2—3 до 40—50 мм, а температура
струи достигает 10 000—15 000°К [22].
Такая высокая температура получается
благодаря высокой плотности энергии
в столбе разряда при обжатии его пото-
ком газа в канале.
Фиг. 64. Схемы уст-
ройств для получения
плазменной струи: а~~
с раздельным соплом
и каналом; б — с со-
вмещенным соплом и
каналом; в — то же,
что и б, но со струей,
совпадающей со стол-
бом дуги; 1 — элект-
род; 2 — канал; 3 —
охлаждающая вода;
сопло; 6 — плазменная
1}
4 — столб дуги; 5 —
струя; Е — источник тока; И — изделие;
I — углубление дуги в канал.
Эффективную тепловую мощность плаз-
менной струи можно регулировать из-
менением состава газа, геометрических
параметров канала и сопла, тока и напря-
жения, а также расстояния от сопла до
изделия. В среде гелия с добавкой 14% ар-
гона тепловая мощность струи примерно
SOa. Режимы сварки плазменной струей
Материал Малоугле- родистая сталь; 0,6 мм Нержавею- щая сталь 1Х18Н9Т; 0,8 мм
Ток в а 60 160
Напряжение дуги в в 29 29
Диаметр сопла в мм Расход аргона в л/ч: 5 4
в сопле 155 170
в насадке Расстояние сопла до — 580
изделия в мм . . . Скорость сварки в 3 4,5
м/ч ......... 10 12
в 2 раза выше, чем в среде аргона. Эф-
фективный к. п. д. плазменного нагрева
изделия изменяется при этом незначи-
тельно. В среднем эффективный к. п. д.
плазменной струи равен 30 —50% Часть
энергии дуги, горящей в сопле, расхо-
дуется на нагрев сопла и канала: от
25—30 до 60—70% для головок с выде-
НОВЫЕ МЕТОДЫ СВАРКИ
267
ленной струей соответственно при боль-
шом и малом расходе газа и от 5—6 до
30—40% для головок со струей, совпа-
дающей со столбом дуги.
Фиг. 65. Плазменные головки: а — ИМЕТ-104; б — ИМЕТ-105; в — ИМЕТ-106;
/ — электрод; 2 — сопло.
мощью которого вольфрамовый электрод
устанавливается на разной глубине.
На фиг. 65, а—в показаны головки
конструкции Института металлургии им.
А. А. Байкова, а в табл. 90 при-
ведены их технические харак-
теристики.
Электрооборудование поста
для плазменной обработки со-
стоит из источника питания
постоянного тока, балластного
реостата, осциллятора, пуско-
вой и измерительной аппара-
туры.
В качестве источников пита-
ния используются сварочные
преобразователи ПС-300, ПС-
500, ПС-1000 или выпрямители.
Напряжение холостого хода ис-
точника тока должно быть не
ниже 60—65 в при работе на
чистом аргоне. При использо-
вании азота, гелия или водо-
рода необходимо более высокое
напряжение холостого хода.
Применение плазменной струи
для обработки металлов. Плаз-
менная струя может применять-
ся для сварки, резки, наплавки,
пайки, нанесения покрытий и
термической обработки. Особен-
но пригодна плазменная струя
Значения тепловой мощности и эффек-
тивного к. п. д. нагрева составляют для
этих двух газовых сред соответственно
139 кал'сек и 30% и 75 кал/сек и 28%.
Типы плазменных головок. Основными
узлами плазменных головок являются:
сопло, охлаждаемое водой, канал, элек-
трододержатель и корпус. Для изменения
мощности плазменной струи предусмат-
ривается набор сменных медных каналов
и сопел с различным сечением выходных
отверстий. Для регулирования длины
дуги головки имеют устройство, с по-
для сварки тонколистового металла —
сталей, цветных и тугоплавких металлов.
Наряду с высокой производительностью
и надежной защитой сварочной ванны
от взаимодействия с воздухом достигается
хорошее и стабильное формирование шва
по толщине и длине.
Предварительная подготовка листов
к сварке заключается в их очистке и от-
бортовке кромок; возможна сварка и без
отбортовки. Для уменьшения коробления
листов толщиной менее 1 мм их устанав-
ливают в специальном приспособлении
268
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
90. Характеристика плазменных головок конструкции ИМЕТ
Тип головки >ная голов- Майей м ль- ный ток в а Головка работает по схеме Диаметр сопла в мм Длина канала сопла в мм Диаметр канала в мм Диаметр электрода в мм Углубление элект- i рода в мм Основные области применения Вариант исполнения Габариты в мм Вес в г
: Максималь 1 мощность 1 к и в кет. i по схеме 1 фиг. 23, а | nt* схеме 1 фиг. 23,6 1
ИМЕТ-104 15 180 300 Фиг. 23, а, бив 1.5-5 4 4-8 2-6 15-30 Сварка, резка Для авто магиче- ской работы 50X240 600
ИМЕТ- 105 25 250 500 Фиг. 23, а, бив 1.5-6 5 6-10 4-8 15-27 Няиесенче покры- тий, рез- ка, плавка То же 60X220 1400
ИМЕТ-106 15 — 300 Фиг. 23, б я в 3-5 5 — 4-6 10-12 Резка То же 50X110 Автомати- ческая 350, ручная 1100
с прижимами и с дополнительной газо-
вой защитой обратной стороны шва от
окисления.
Режимы автоматической сварки в стык
без отбортовки кромок приведены в
табл. 90а.
При использовании струи, совпадаю-
щей со столбом дуги, скорость сварки
повышается.
КИСЛОРОДНАЯ И ЭЛЕКТРИЧЕСКАЯ
РЕЗКА МЕТАЛЛОВ
Резкой называют совокупность спо-
собов образования разъема в металли-
ческом теле (фиг. 66, а). Производитель-
Фиг. 66. Резы: а — разделительный; б — по-
верхностный; I — длина реза; b — ширина.
ность разделительной резки характери-
зуется длиной реза, выполняемого в еди-
ницу времени К резке относятся также
некоторые процессы образования углуб-
лений на поверхности металла (так на-
зываемая поверхностная резка). Форма
сечения, ширина и глубина поверхност-
ного реза (фиг. 66, б) определяются спо-
собом обработки, производительность по-
верхностной резки — весовым количест-
вом металла, удаляемого в единицу вре-
мени.
С помощью резки решаются следующие
конструкторские задачи:
1. Изготовление из листового материа-
ла плоских элементов или деталей кон-
струкций, имеющих прямолинейные, кру-
говые или фигурные контуры с заданными
точностью и чистотой.
2. Образование проемов и отверстий
различной конфигурации с заданной
точностью и чистотой в металлических
элементах или деталях.
3. Перерезание полос, прутков, труб
и профильного проката на отрезки мер-
ной длины с заданной точностью и чи-
стотой.
4. Обработка кромок штампованных,
листовых и прокатных элементов, вклю-
чая различные формы подготовки их для
сварки.
5. Резка металлических заготовок для
последующей обработки давлением или
снятием стружки.
6. Подготовка металлических заготовок
и элементов для последующей сварки и
обработки давлением.
Наряду с механической резкой широ-
кое применение получили методы кис-
лородной и электрической резки, выпол-
няемые с помощью местного концентри-
рованного нагрева.
КИСЛОРОДНАЯ И ЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
269
Методы резки
Кислородная резка (фиг. 67, а) осно-
вана на способности металлов гореть в
кислороде (чистотой 99 5% и не ниже
98%), выделяя большое количество тепла.
Горение происходит на поверхности со-
при- оснсвения с кислородной струей
предварите;.ьно подогретого до темпе-
ратуры воспламенения металла (для мало-
углеродистой стали практически около
1300°). Обычно используют сопутствую-
щий подогрев поверхности пламенем
91. Влияние легирующих элементов
в стали на резку
Фиг. 67. Принципиальная схема резки: а— пламенно-кислородиой; б — флюсо-кислородиой;
в — воздушно-дуговой; г — проникающей дугой; О — струей плазмы. На схемах: 1 — ре-
зак; 2 — подогревающее пламя; 3 — кислородная режущая струя; 4 — разрезаемый металл;
5 — флюсонесущий поток; б — флюсопитатель; 7 — баллон с кислородом; 8 — баллон с го-
рючим газом; 9 — баллон с нейтральным газом; 10 — баллон с водородом; 11 — комп-
рессор; 12 — источник рабочего тока; 13 — электрод; 14 — поток воздуха; 15 — дуга;
16 — струя плазмы.
кислородных смесей газо- или парооб-
разных горючих (ацетилен, керосин и
др.). Кислородные резаки имеют устрой-
ства для смешивания и сжигания горю-
чего и кислорода, формирования струи
режущего кислорода и для управления
подачей газов.
При разделительной резке режущая
струя должна быть узкой, длинной и
направлена перпендикулярно разреза-
емой поверхности (при скоростной пря-
молинейной резке струю направляют
под углом в сторону движения резака).
При поверхностной резке струя широкая,
мягкая, направлена под углом 20 —30°
к поверхности.
Кислородом можно резать сталь с не-
высоким содержанием легирующих эле-
ментов (табл. 91), а также титан.
Флюсо-кислородная резка (фиг. 67, б)
характеризуется подачей в струю режу-
щего кислорода флюсов на базе порош-
ков железа марок ПЖ (ГОСТ 9849-61),
при сгорании которых выделяется до-
полнительное тепло. Это позволяет ре-
зать чугун, хромоникелевые стали и
другие металлы, сгорание которых в
струе кислорода затруднено.
Для резки жаростойких сплавов в
порошок добавляют алюминий, кремний
и ферросплавы или используют в ка-
честве флюса смеси магниевого или алю-
миниево-магниевого порошка с силико-
кальцием или ферросилицием.
Воздушно-дуговая резка (фиг. 67, в)
заключается в выплавлении металла
электрической дугой и удалении его
струей воздуха, ориентированной вдоль
270
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
92. Области применения кислородной и электрической резки
Вид обработки Обрабатываемые металлы Толщина мате- риала в мм или характеристика участков резки Резка Типовая аппаратура
Раскрой листов, резка плоскокон- турных деталей и заготовок труб, арматуры, про- ката, поковок, отливок, вырезка проемов и отвер- стий, подготовка кромок для сое- динения сваркой Углеродистые и низколегирован- ные стали и титан 4—800 и выше Пламенно- кислородная Универсальный аце- тил ено-кислород ный резак «Пламя» (5—300 мм). Ацетилено-кисл срод- ный резак РР-600 для больших толщин (300 — 700 мм). Ацетилено-кислород- иый резак Р-100 низкого давления для больших толщин (300—2000 мм). Резательные меха- низмы
Легированные стали, цветные металлы, чунун До 4 — 5 (включая неметаллические материалы) Плазменная Головка ИМЕТ-106а, Резак ГПН-1-60. Резательные меха- низмы
4-200 Проникающей ДУГОЙ Резак малый РДМ-1-6С (4 — 30 л<л<). Установка УДР-2М (4 — 100 мм). Установка УПР-1 (выше 100 мм). Резательные меха- низмы
5—25 Воздушно- дуговая Резак РВД-1-59
20-500 Флюсо- кислородная Оснастка УРХС-4 к стандартн- 'м ре- закам (10—100 мм). Установка УФР-2. Резательные меха- низмы
Выборка канавок, зачистка поверх иостей заготовок, разделка дефек- тов литья, поковок и свар- ных швов Углеродистые и низколегиро ванные стали Протяженные широкие участки Пламенно- кислородная Резак РПА-50
Узкие участки небольшой длины (включая криволи- нейн ые) Воздушно- дуговая Резак РВД-1-59
Легированные стали, цветные металлы, чугун Протяженные, широкие участки Флюсо- кислородная Установка УРХС-3 с резаками РПКФ-3
Узкие участки небольшой длины Воздушно- дуговая Резак РВД-1-59
Глубокие земля ные и шлаковые раковины, рых- лоты, засоры Дуговая Электрододержатель
КИСЛОРОДНАЯ И ЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
271
Продолжение табл. 9Л
Вид обработки Обрабатываемые металлы Толщина мате- риала в мм или характеристика участков резки Резка Типовая аппаратура
Подводная резка Углеродистая и нержавеющая сталь, чугун, цветные металлы 5-100 Кислородно- дуговая Кислородно-дуговой резак
электрода. Предпочтительна поверхност-
ная обработка углеродистых и легиро-
ванных сталей; несколько труднее обра-
батываются чугун и цветные металлы.
Возможна разделительная резка легиро-
ванной стали.
При воздушно-дуговой резке приме-
няют угольные или графитовые элек-
троды, лучше — омедненные. Наиболее
рациональна режущая дуга постоянного
тока. При обработке углеродистых и ле-
гированных сталей полярность — обрат-
ная («плюс» на электрод), цветные ме-
таллы режут дугой прямой полярности
при максимальных токе, напряжении
и давлении воздуха. Нормально рабочий
ток 400—700 а, напряжение 35—40 в.
Давление воздуха 4—7 кГ/см\ средний
расход — 20 м31ч. Чугун выгоднее ре-
зать дугой переменного тока при понижен-
ном давлении воздуха (около 2 кГ!смг).
При поверхностной резке диаметр
электрода выбирают на 1—2 мм меньше
заданной ширины канавки (обычно 6—
12 мм). При разделительной резке поль-
зуются электродами диаметром 8—10 мм.
Ввиду большой ширины реза и невысокой
производительности разделительная рез-
ка углеродистой стали, как правило, не
рекомендуется.
Резка проникающей плазменной дугой
(фиг. 67, г) заключается в выплавлении
металла дуговым разрядом, направляе-
мым струей газа, приобретающего в
головке резака свойства плазмы. Плаз-
менный поток удаляет выплавленный
металл, препятствует отклонению дуги
в стороны и позволяет ей удлиняться
при углублении в металл.
При резке алюминия используют ар-
гон, а для легированных сталей — азот.
В целях более благоприятного переноса
тепла добавляют до 35—50% водорода.
Медь большой толщины лучше режется
в чистом водороде. Расход газа нормально
составляет 2—2,5 м3/ч при давлении
0,2—0,3 кГ/см2. Для резки применяют
также воздух и водяной пар.
Наиболее эффективна проникающая
дуга постоянного тока (прямой поляр-
ности). Величина тока (250—400 а) влия-
ет на скорость резки и ширину реза. На-
пряжение дуги (50—100 в и выше) за-
висит от диаметра сопла, состава и рас-
хода газа и растет с толщиной разреза-
емого металла. Предельно прорезаемая
толщина металла определяется напря-
жением холостого хода и вольт-амперной
характеристикой источника тока. Про-
никающей дугой можно резать любые
металлы, в том числе алюминиевые и
магниевые сплавы, а также нержавею-
щие и жаропрочные стали толщиной
свыше 100 мм, медь и ее сплавы толщи-
ной до 80—100 мм.
Плазменная резка (фиг. 67, д) осущест-
вляется путем выплавления материала
струей высокотемпературной газовой
плазмы, выделенной из дугового разряда,
горящего в подмундштучном пространстве
плазмогенератора. Струя обладает боль-
шой кинетической энергией и интенсивно
удаляет продукты выплавления из реза.
Не будучи электрически связанной с
объектом обработки, плазменная струя
может быть применена для резки неэлек-
тропроводных материалов. Обычно ис-
пользуют плазму аргона, азота или смеси
этих газов. Процесс энергетически рацио-
нален при значительных (3—5 м3/ч)
расходах, умеренных (300 —400 а) токах
и повышенном (50 —60 в) напряжении.
Для питания дуги, как правило, исполь-
зуют постоянный ток прямой полярности.
Максимальнаятолщина материала, про-
резаемого плазмой, зависит от мощности
плазмогенерирующей дуги, состава и
расхода газа, формы сопла и скорости
резки. Удается прорезать, например, не-
ржавеющую сталь толщиной 40—50 мм.
С увеличением толщины разрезаемого
материала скорость резки сильно падает.
Плазму рационально использовать для
резки цветных металлов и легированной
стали малой (до 4—5 мм) толщины и не-
металлических материалов.
272
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Фиг, 68. Характеристики резки углеродистой стали: Wp — скорость: / —пламенио-
кислородной резки (класс II, сталь с чистой поверхностью); 2 — скорость дуговой
рсгки стальными электродами диаметром 5 мм, ток 400 а\ 3 — расход электродов
G,; 4 — расход кислорода V 5—расход ацетилена Va; 6—толщина стали.
Фиг. 69. Характеристики резки нержавеющей стали: Wp— скорость: /—флюсо-
кислородной резки (установка УРХС-4); 2 — воздушно-дуговой резки; 3 — резки
проникающей дугой в азоте и его смеси с водородом; 4 — расход флюса G; 5 — рас-
ход кислорода VK; 6 —расход ацетилена V ; 7 — расход электродов G; б —толщина
- стали.
КИСЛОРОДНАЯ и ЭЛЕКТРИЧЕСКАЯ резка металлов
273
Дуговая и кислородно-дуговая резка
имеют ограниченное применение. Первая
используется для грубой резки чугуна,
легированных сталей и цветных метал-
лов, выполнения небольших объемов
резки при электросварочных работах и
разделки металла на габаритный лом для
шихты. Кислородно-дуговой метод на-
Фиг. 70. Зависимость скорости
резки Wp проникающей дугой в
аргоио-водородной смеси листо-
вого алюминия от его толщины
6:/ — механизированная резка;
2 — ручная резка.
ходит применение главным образом при
подводных работах, где он является не-
заменимым средством эффективной резки
пакетных элементов сварных конструк-
ций.
Области применения различных мето-
дов резки указаны в табл.92. На фиг. 68,
69, 70 показаны их технические харак-
теристики.
Оборудование
Для резки необходимы: резак, источ-
ник энергии (баллоны с газами, свароч-
ный генератор, компрессор и т. д.) и
вспомогательные устройства (газовые ре-
дукторы, измерительные приборы и др.).
Применяют резательные механизмы
(ГОСТ 5614-58): специализированные, уз-
кого назначения и универсальные — для
резки плоских деталей произвольного
контура (табл. 93), а также приспособ-
ления для ручной резки (циркули, шаб-
лоны, тележки и т. п.).
Качество резки
Пламенно-кислородная резка не вызы-
вает пережога и перегрева кромки реза.
Горячие окислы железа расплавляют и
смывают- слой неокисленного металла.
В процессе резки кромки реза обогаща-
ются примесями, обладающими меньшим
сродством к кислороду, чем железо, и
обедняются примесями с большим срод-
ством к кислороду. Поверхностный слой
глубиной 2—4 мм подвергается нормали-
зации или, в случае резки закаливаю-
щейся стали, закалке. Высокая твердость
устраняется общим или местным отпус-
ком. При резке закаливающейся стали
возможны трещины на кромке, которых
можно избежать предварительным подо-
гревом стали до 100—200°С. Кромки
реза, как правило, пригодны для сварки
без механической обработки.
При флюсо-кислородной
резке сталей аустенитного класса
у кромки реза наблюдается аустенито-
дендритное строение, за которым сле-
дует участок укрупненных зерен аусте-
нита. Трещин у кромок реза не образуется.
При резке высокохромистых сталей полу-
ферритного класса структура металла
у кромки характеризуется постепенным
переходом от троосто-мартенсита к троо-
ститу с ферритом. Заметных напряжений
у поверхности реза не появляется.
Кромки реза обедняются легирующими
элементами на глубине до 0,5 мм. Если
деталь после резки не подвергается вы-
сокотемпературному нагреву и значи-
тельным деформациям,целесообразно про-
изводить обдирку поверхности реза наж-
дачным кругом на глубину до 0,25—
0,5 мм.
После воздушно-дуговой
резки стали поверхности реза сво-
бодны от окислов. Слой оплавленного
металла при поверхностной резке прак-
тически' отсутствует, при разделительной
имеет незначительную толщину. Воз-
можно некоторое науглероживание реза
на глубину до 0,2 мм.
Резка проникающей ду-
гой и струей дуговой плаз-
м ы сопровождается получением на
кромках неокисленного металла, оплав-
ленного на глубину 0,1—0,3 мм. Кромки
после резки обычно пригодны под сварку.
При использовании водородосодержа-
щих газовых смесей в оплавленном слое
могут быть газовые включения. Во из-
бежание порообразования в швах некото-
рых сталей, сплава АМГ и др. полезна
прошлифовка кромок на 0,2—0,4 мм.
Металл на кромках разделительного
дугового или кислородно-дугового реза,
выполненного трубчатым электродом, за-
метно окислен, неравномерно оплавлен,
зачастую загрязнен неметаллическими
включениями. После поверхностной
274
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
93. Характеристика машин для резка
Марка и название машины Назначение Система по ГОСТ 5614-58 Способ копирования Размеры обра- батываемого листа (длина /ши- рина в м)
СГУ «Одесса» МДМ-3 МДФКС СГВ АСШ-2 ПР-3.5М Черномор УДР-1 ПП-1 ПП-2 ПМР-600 ТР-1 Труборез Кудрявцева Стационарная уни нереальная для резки листового металла ки- слородом или прони- кающей дугой Стационарная уни- версальная для кис- лородной резки ли- стовой стали То же Передвижная уни- версальная для кис- лородной резки ли- стовой стали Стационарная уни- версальная для точ- ной кислородной рез- ки листовой стали Стационарная газо- резательйая для пря- моугольного раскроя листов и подготовки кромок То же Переносная для рез- ки листового металла проникающей дугой Переносная для кис- лородной резки листо- вой стали толщиной 5—250 мм Двухрезаковая пе- реносная для кисло- родной резки листо- вой стали и подгот в- ки кромок стали тол- щиной 5 — 100 мм Переносная для ки- слородной резки ста ли толщиной до ООО мм Переносная для ки- слородной резки и скоса кромок непово ротных стальных труб Стационарная для фасонной кислородной резки поворотных стальных труб Прямоугольно- координатная То же > Полярно- координатная Линейная То же Машина- тележка То же Машина- тележка То же Магнитное копиро- вание или фотокопи- рование Масштабное магнит- ное или фотокопиро- вание Программное управ- ление с магнитной ленты или масштаб- ное фотокопирование Дистанционно мас- штабное фотокопиро- вание Магнитное копиро ванне Магнитное копиро- вание 6X2 9X3 10 X 2,5 9,5 X 2 1 X 1 1 X 1 или 1,5 X 0,75 16 X 3,5 16 X 3,5 Неограмнчены > Неограничены Диаметр 150 — 300 мм Диаметр 108 — 529 мм
дуговой резки электродами с качествен-
ным покрытием можно производить за-
варку после зачистки стальной щеткой.
Качество поверхности реза характери-
зуется степенью скругления верхней
кромки и сцепления шлака с нижней
кромкой, равномерностью ширины реза
по высоте, количеством и размерами
местных выхватов, глубиной и искривле-
нием бороздок (отставанием) на по-
верхности реза (табл. 94).
Ширина реза зависит от способа и
режимов резки и от толщины металла
(табл. 95).
Механическая точность резки опреде-
ляется точностью изготовления копира и
величиной ошибки копирования, кото-
рая зависит от кинематической схемы
машины, качества ее изготовления, а
иногда от места размещения вырезаемой
детали на листе. У точных машин ошиб-
ка копирования обычно + 0,2 мм, у
КИСЛОРОДНАЯ И ЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
275
94. Классификация видов разделительной резки
Класс качества и точности
I 1 II III IV V
Виды резки
Характеристика Чистовая вы- резка фасон- ных деталей без последую- щей обработки Чистовая резка пря- молиней- ных кро- мок без последую- щей обра- ботки Резка прямоли- нейных деталей, не тре- бующих высокой точности Резка фасонных деталей с припуском на обра- ботку по контуру Заготови- тельная резка
Коэффициент отставания . . Глубина бороздок в мм . . . Радиус скругления верхней кромки в мм Глубина выхватов в мм . . . Длина выхвата в мм .... Количество выхватов на 1 пог. м .......... Отклонение размеров от но- минала в мм (на длине до 1 м при толщине 5 мм) . . Отклонение от прямолиней- ности в мм/м ....... Отклонение высоты приту- пления кромки в мм . . . Отклонение угла скоса кромки в град. ...... 0,06-0,15 0,1 0,2 Допускаются, как исключе- ние, с после- дующей завар- кой и зачист- кой ± (0,2—0,25) 0,3-0,5 0,3 0,5 1,0 2,5 2 ±(0,3-0,5) 0,15—0,2 ±0,5 ±2,0 0,6-0,8 Не 1,0 2 5 3 0,8 0,25 ±1-0,5 ±3 1.0 егламентир В преде- лах при- пуска . 2,5 8 4 1.0 1,5-2,0 уется То же 4 10 5 1,0 Не регла- менти- руется
95. Ориентировочная ширина оеза в лт.и
Метод резки Толщина металла в мм
5 25 -50 50 — 100 100 -30G
Пламенно-ки - слородпая 2,5-4 3-5 4—6 5-10
Флюсо-кисло родная . . . 4—8 6-12 8—15 10—25
Дуговая . . . 6-9 8-12 10-18 —
Воздушно-ду говая . . . 8-15
Плазменно- дуговая . . 4-8 8—12 12—16
Плазменная . 1-3 3-5 — —
машин средней точности она составляет
около ±05 мм.
Неточность прохождения кислород-
ной струи и горения металла при тол-
щине еп. до 25 мм лежит в пределах
±0,15 мм Неточность резки листов боль-
шей толщины увеличивается примерно
на 0,1 мм на каждые 50 мм. Менее точно
проплавление металла струей плазмы и
проникающей дугой. Струйная прогреш-
ность газодуговой резки обычно состав-
ляет около ±1 мм. При этом отмечается
также непараллельность боковых по-
верхностей реза. Неточность резки вслед-
ствие тепловой деформации листа устра-
няют закреплением его по одной из кро-
мок, причем резак перемещают в сторону
закрепления. Наименьшие деформации
возникают при выпезке деталей из более
широких листов. При этом детали, выре-
занные первыми, имеют меньшие размер-
ные отклонения и деформации. Наи-
большая точность получается при резке
одновременно двумя резаками, располо-
женными в одной фронтальной плос-
кости.
Сравнение резки с другими
видами обработки
Резка металлов позволяет выполнять
операции, трудно осуществимые другими
путями изготовление плоских крупнога-
баритных деталей со сложным контуром,
разделение металлически х элементов боль-
шой толщины, обработку металлов, об-
ладающих высокой твердостью, фасон-
ную резку неповоротных труб, резку
при монтаже и т. п.
276
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Кислородная резка стальных листов
толщиной 10—20 мм в 1,5—2 раза, а
резка алюминия и нержавеющей стали
проникающей дугой в 2,5 раза экономич-
нее механической обработки. Кислород-
ная резка в 2—3 раза снижает стоимость
разделки кромок под сварку.
Односторонние (V-образная разделка)
и двухсторонние скосы (Х-образная раз-
делка) прямолинейных, слабоискривлен-
ных или круговых кромок выполняют
на газорезательных механизмах, обору-
дованных соответственно двумя или тре-
мя резаками. Другими методами наиболее
доступно выполнять односторонний скос
без притупления (одним резаком).
Для производства косых резов деталей
с криволинейными контурами необхо-
димы механизмы, оборудованные спе-
циальным устройством.
Целесообразность применения резки
определяется также величиной отходов
металла. Например, большие диски и
прямоугольные заготовки малой тол-
щины (10—20 мм) более целесообразно
вырезать из листа. Диски малого диа-
метра и большей толщины рациональнее
отпиливать из кругляка. Стоимость резки,
особенно на фотокопировальных маши-
нах, практически не зависит от величины
изготовляемой партии, а стоимость из-
готовления деталей штамповкой сильно
зависит от нее. Небольшие партии де-
талей (до нескольких сот штук) более
экономично изготовлять резкой, крупные
партии — штамповкой.
Поверхностная резка- сталей и дета-
лей, покрытых твердыми сплавами, про-
изводительнее и экономичнее пневмооб-
работки, шлифовки и фрезерования
(табл. 96).
ПАЙКА МЕТАЛЛОВ
Основные понятия
Пайкой называется технологический
процесс соединения деталей в нагретом
состоянии с помощью сравнительно лег-
коплавкого сплава (припоя), который в
период расплавления хорошо смачивает
поверхности паяемых деталей, а в период
кристаллизации соединяет их.
Пайка успешно применяется при из-
готовлении таких ответственных изде-
лий, как пустотелые лопасти воздушных
винтов самолетов, охлаждаемые лопатки
газовых турбин, теплообменники для
атомных реакторов и др.
Для предохранения поверхности со-
единяемых деталей от окисления в про-
цессе пайки применяют флюсы или на-
гревают детали под пайку в защитной
или восстановительной атмосфере, а так-
же в вакууме.
В качестве припоя обычно используют
чистые металлы или сплавы, которые
хорошо сплавляются с материалом дета-
лей и по сравнению с ним более легко-
плавки.
Припои условно разделяют на две
группы: твердые — тугоплавкие и вы-
сокопрочные; мягкие — легкоплавкие,
обладающие значительно меньшей проч-
ностью.
В соответствии с названиями припоев
пайку металлов также условно делят на
твердую и мягкую.
Мягкая пайка применяется там, где
от изделия не требуется высокая проч-
ность, а необходимы, главным образом,
герметичность или электропроводность
паяного соединения.
93. Экономичность и трудоемкость различных мето юз
поверхностной обэаботки металлов
Метод обработки Углеродистые стали Аустенитные стали Твердые сплавы Цветные ме- аллы
Время Стои- мость Время Стой мость Время Стои- мость Время Стои- мость
Рубка пневмозубилом Шлифование корундовым кру 1 1 1.5 1,5 - — 0,5—1 0,5-1
гом од 1.3 0.9 1.8 1,5 2 1 1
Фрезерование 0.4 0.4 0.6 0,8 — — о.з 0.3
Пламенно-кислородная строжка 0.15 0,2 — —— — — — —
Воздушно-дуговая резка .... 0.1 0.3 о,1 0.3 0,1 0.3 1 0.8
Примечание. Затрата времени и стоимость при рубке углеродистой стали пневмо-
зубилом приняты за единицу.
ПАЙКА МЕТАЛЛОВ
277
Фиг. 71.
Классификация основных
видов пайки по способу нагрева.
Твердая пайка обеспечивает получение
высококачественных соединений, кото-
рые по своей прочности близки к свар-
ным швам.
Процессы пайки целесообразно клас-
сифицировать по способам нагрева
(фиг. 71).
Виды пайки
Пайка паяльником. Наиболее распро-
странена пайка обычным (медным) па-
яльником. Кроме того, применяют уль-
тразвуковой и абразивный паяльники.
Нагрев обычным (медным) паяльником
используют при пайке металлов легко-
плавкими припоями на оловянно-свин-
цовой основе или другими припоями с
температурой плавления не выше 300°.
Для удаления окисной пленки приме-
няют флюсы. Различают паяльники пе-
риодического и непрерывного действия.
Электрические паяльники непрерывного
действия обеспечивают высокое качество
швов и способствуют увеличению произ-
водительности труда при пайке.
Пайка ультразвуковыми паяльниками
производится без флюса, окисная пленка
разрушается от ультразвуковых коле-
баний паяльника. Этот метод начинает
находить применение для пайки алюми-
ниевых деталей легкоплавкими припоя-
ми
Абразивный паяльник используют при
пайке алюминия легкоплавкими припо-
ями без флюса Окисная пленка с по-
верхности алюминия удаляется в про-
цессе пайки механическим путем под
слоем расптавленного припоя за счет
трения абразива, запрессованного в стер-
жень паяльника. В отдельных случаях
используют прутки, спрессованные из
смеси припоя и абразивного материала.
При абразивной пайке требуется допол-
нительный нагрев соединяемых деталей.
Пайка горелкой применяется чаще при
использовании тугоплавких припоев. В
зависимости от сложности и количества
изготовляемых деталей пайка может быть
ручной, механизированной или автома-
тической. Для высокотемпературной пай-
ки сталей, а также медных и никелевых
сплавов применяют ацетилено-кислород-
ную горелку, а для пайки алюминиевых
и магниевых сплавов предпочитают го-
релки бензино- или газово-душные.
При пайке крупногабаритных изделий
не следует применять местный нагрев
горелкой, так как он вызывает значи-
тельную деформацию изделия.
При печной пайке обеспечивается рав-
номерный нагрев металла, что позво-
ляет успешно использовать этот способ
изготовления крупногабаритных тонко-
стенных изделий без заметного их ко-
робления, а также при массовом про-
изводстве мелких деталей. С помощью
пайки в печи можно изготовить сложные
ответственные узлы из большого коли-
чества деталей (фиг. 72, а и б).
При пайке в печах с воздушной атмос-
ферой для удаления окисной пленки и
защиты металла от окисления применяют
флюсы Наиболее распространены печи
с восстановительной или инертной ат-
мосферой, а также вакуумные печи,
278
технология сварочного производства
которые позволяют производить пайку
без применения флюса. При массовом
производстве следует применять электри-
ческие конвейерные печи с восстанови-
тельной атмосферой, которые обеспечи-
вают высокую производительность труда.
Фиг. 72. Узлы, изготовленные при помощи пай-
ки в печи: а — входной аппарат компрессора,
спаянный из 80 деталей; б — ротор турбины.
Пайку погружением в расплавленный
припой с использованием флюса приме-
няют в том случае, когда необходимо
одновременно соединить большое коли-
чество деталей в одном узле, например
трубчатые радиаторы, коллекторы элек-
тродвигателя и т. д. При этом методе
пайки используют преимущественно лег-
коплавкие припои.
Пайку в соляных ваннах можно про-
изводить тугоплавкими и легкоплавкими
припоями. Расплавленная соль служит
в данном случае одновременно и флюсом,
и источником тепла.
При непосредственном электронагреве,
в отличие от других способов, необхо-
димое тепло возникает в самих деталях
в результате воздействия переменного
магнитного поля высокой частоты (ин-
дукционная пайка, фиг. 73), или за счет
Фиг. 73. Схема высокочастотной пайки: а —
пайка твердосплавного инструмента; б ~~ пайка
тройника: 1 — товарный резец; 2 — твердо-
сплавная пластинка; 3 — индуктор; 4 — зона
нагрева металла; 5 и 6 — соединяемые трубы.
прохождения электрического тока через
соединяемые поверхности.
В последние годы начинает находить
применение нагрев деталей под пайку
в электролите (например, в водном рас-
творе соды). При этом способе, так же как
и при пайке в соляных ваннах, припой
на соединяемые детали наносится до
пайки в виде фольги или проволоки. При
пайке в электролите в процессе нагрева
на деталях (на катоде) выделяется во-
дород, который восстанавливает окислы
на соединяемых поверхностях и обеспе-
чивает безокислительный нагрев под
пайку.
Указанные виды электронагрева дета-
лей под пайку являются скоростными
и дают возможность механизировать и
автоматизировать процесс пайки.
Выбор способа нагрева при пайке за-
висит от температуры плавления припоя,
материала и размеров изделия и предъяв-
ляемых к нему технических требований.
Проектирование соединений
под пайку
Правильно спроектированное соеди-
нение должно быть удобным в сборке
перед пайкой, а после пайки надежно
работать под воздействием эксплуатаци-
онных нагрузок.
Для того чтобы технологи могли точнее
выполнять идеи конструкторов, целе-
сообразно на чертежах делать дополни-
тельные эскизы и указания (фиг. 74),
Фиг. 74. Примеры применения обозначений на
чертежах. Справа показан чертеж соединения
до пайки, слева — жела1ельный вид соединения
после пайки. Указания по технологии процесса
пайки следует помещать в месте, указанном
буквой Т.
уточняющие конфигурацию паяного со-
единения, метод нанесения припоя, под-
готовку деталей к пайке и т. д.
При выборе основною материала не-
обходимо иметь в виду его свойства не
ПАЙКА МЕТАЛЛОВ
279
только в состоянии поставки, но и после
нагрева материала в процессе пайки.
При выборе припоя учитывают глав-
ным образом эксплуатационные требо-
вания к свойствам паяного соединения
(прочность, коррозионную стойкость,
электропроводность и т. д.).
Температура плавления припоя дол-
жна быть ниже температуры плавления
соединяемых металлов не менее чем на
50—100°, но выше рабочей температуры
паяных изделий.
Расплавленный припой должен хорошо
смачивать соединяемые металлы и зате-
кать в зазоры между деталями.
Если необходима последовательная
(ступенчатая) пайка нескольких близко
расположенных соединений, выбирают
припои с различной температурой плав-
ления и применяют их последовательно,
начиная с наиболее тугоплавкого.
При соединении разнородных материа-
лов очень важно учитывать различие
коэффициентов их термического расши-
рения, которое может привести к воз-
никновению значительных термических
напряжений и даже к разрушению пая-
ных соединений в процессе пайки или
после нее.
Выбирая тип соединения под пайку,
необходимо помнить, что припой в срав-
нении с основным металлом, как правило,
менее прочен, и поэтому площадь пая-
ного соединения должна быть значи-
тельно больше площади поперечного се-
чения наиболее тонкой из соединяемых
деталей. Учитывая это, при пайке
редко применяют стыковые соединения
и широко используют соединения вна-
хлестку.
Величину нахлестки, отвечающую ус-
ловиям равнопрочности паяного шва и
деталей в месте пайки, можно определить
по формуле
/==
где I — длина нахлестки в мм; — пре-
дел прочности на срез менее прочной из
соединяемых деталей в кГ/мм?; 6 —
толщина менее прочной детали в мм;
Хср — предел прочности паяного шва на
срез в кГ/мм1.
. Практически при пайке тугоплавкими
(высокопрочными) припоями равнопроч-
иость соединения обеспечивается, если
длина нахлестки превышает в 3 раза и
более толщину наиболее тонкой части
.Паяемого соединения.
Основные типы соединений приведены
на фиг. 75. На фиг. 76 изображены при-
меры неудачно спроектированных под
пайку соединений применительно к ти-
повым нагрузкам, указанным стрелками.
Большое влияние на прочность паяного
соединения оказывает величина соеди-
нительного зазора, которая определяет
Фиг. 75. Основные типы паяных
соединений: а — стыковое; б —
нахлесточное; в — втулочное со-
единение; г — косой стык.
толщину слоя припоя в паяном шве и
в значительной мере обусловливает проч-
ность паяного соединения. Так, например,
при больших зазорах и при кратковре-
менном нагреве под пайку прочность
паяного соединения примерно равна проч-
ности применяемого припоя. При неболь-
ших зазорах и сравнительно длительном
нагреве под пайку состав припоя резко
изменяется за счет диффузии и прочность
соединения определяется уже прочностью
того нового сплава, который образовался
в узком зазоре в процессе пайки. В боль-
шинстве случаев, например при пайке
сталей медью, прочность соединения тем
больше, чем меньше соединительный
зазор и чем больше время выдержки изде-
лий при температуре пайки. Однако
слишком малые зазоры требуют высокой
точности изготовления деталей и не всегда
обеспечивают затекание в них расплав-
ленного припоя. Поэтому при конструи-
ровании паяных соединений необходимо
выбирать оптимальные размеры зазоров,
которые для большинства припоев лежат
в пределах 0,05—0,15 мм.
При проектировании паяных соеди-
нений необходимо особое внимание об-
ращать на выбор формы припоя (прово-
лока, фольга) и на удобство размещения
его при сборке соединений под пайку
(фиг. 77—80).
В случае конструирования герметич-
ных паяных контейнеров и других емко-
стей, предназначенных для работы
под давлением или в вакууме, следует
280
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
применять соединения нахлесточного ти-
па (фиг. 81). Очень важно при этом преду-
смотреть технологическое (временное) от-
верстие для выхода из сосуда в процессе
в несквозных (глухих) паяных соедине-
ниях (фиг 82).
Конструктор совместно с технологом
должен рассмотреть вопрос о способах
Разрушение Массивная
/ , деталь
'Изменение шор мы
массивной детали для
уменьшения напряжений
Плохо
Тонкая
деталь
Хорошо
Утолщение тонкой детали (увеличение жесткости)
Не допускать действия пары сил на соединение
’ Плохо *
При ударной нагрузке
I Хорошо |
Не допускается
^==1
Не Попускается
Допускается
Допускается
Конструкция Втулки
допускает небольшой
изгиб оси
|жп
Допускается
Не допускаете^
Радиус допускает
небольшой изгиб
Повышение усталостной прочности оси и Втулки
CZ>=^=GZ1
Плохо
Круглый образец
♦
ШЖ issss^w
* Хорошо *
Мурта повышает усталостную
прочность
Фиг. 76. Примеры правильно и неудачно спроектированных под пайку со-
единений.
пайки расширяющихся от нагревания
газов. В противном случае расширяю-
щийся газ будет прорываться через рас-
плавленный припой и нарушать герме-
тичность паяного шва Необходимо также
предусматривать вентиляционные каналы
очистки деталей перед сборкой и вы-
брать метод сборки деталей под пайку
с учетом наиболее распространенных
(простейших) способов фиксации дета-
лей фиг 83). позволяющих легко осу-
ществлять процесс пайки без применения
ПАЙКА МЕТАЛЛОВ
281
Фиг. 78. Закладка припоя в места соединения
деталей, штампованных из листового материала:
а — припой в виде фольги; б — припой в виде
проволоки: 1 и 2 — соединяемые детали; 3 —
припой.
Фиг. 77. Способы размеще-
ния припоя в виде прово-
локи при пайке механически
обработанных деталей.
Хорошо
♦
Плохо
Хорошо
Фиг. 80. Паяные соединения с пазами
для укладки припоя.
Фиг. 79. Размещение припоя в виде шайб:
1 — прокладка или шайба; 2 — прокладка;
Отверстия
Плоская сторона
вкладыша заменяет
отверстие
Фиг. 81. Типовые паяные соединения херме- Фиг. 82. Вентилирование несквозных паяных
тичных контейнеров. соединений во время пайки
Фиг. 83. Примеры сборки деталей под пайку
без вспомогательных приспособлений с исполь-
зованием: а — силы тяжести; б — бсртика;
в _ точечной сварки; г — развальцоьки; д —
осадки; е — легкой за рессовки; ж — подчекан-
ки; 3 — гофрирования; и — силы тяжести
(вентилируемый шов); к — штифта.
282
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
сложных и дорогостоящих приспособ-
лений.
При соблюдении указанных выше тре-
бований можно получить паяные соеди-
нения, которые по прочности и надеж-
ности будут в ряде случаев равноценны
сварным соединениям.
Припои и свойства паяных
соединений
Наиболее распространенные припои,
а также их свойства и свойства паяных
соединений приведены в табл. 97—114.
Все оловянно-свинцовые припои
(табл. 97), за исключением ПОСС 4-6,
обеспечивают получение соединений удов-
летворительного качества, различаются
они по технологическим свойствам; наи-
более технологичным является припой
ПОС-61. Чистое олово применять для
пайки нецелесообразно из-за возмож-
ности возникновения «оловянной чумы»
и полной потери прочности паяных соеди-
нений в эксплуатационных условиях при
температуре ниже 18°С.
Из серебряных припоев (табл. 101) в
электротехнике, а также в вакуумной
технике наибольшее распространение на-
шел припой ПСр 72, который обладает
высокой электропроводностью и не со-
держит компонентов, легко испаряю-
щихся в вакууме. В машиностроении
широко используется припой ПСр 40,
имеющий наиболее низкую температуру
плавления (605°) и дающий высокока-
чественные паяные соединения. Иногда
в целях экономии серебра применяют
медно-фосфористые припои, содержащие
7—8% фосфора, например сплав МФЗ
(ГОСТ 4515-48). Эти припои обеспечи-
вают достаточную прочность соединений
при пайке меди и бронз, но при пайке
латуней и никелевых сплавов швы полу-
чаются хрупкими.
Медно-цинковые припои ПМЦ 36, ПМЦ
48 и ПМЦ 54 применяют редко из-за низ-
кой прочности паяных ими соединений
в сравнении с припоями Л62 и ЛОК 62.
При печной пайке сталей в восстано-
вительных газовых средах в качестве
припоя довольно часто используют чи-
стую медь, которая дает достаточно
прочные и пластичные паяные соедине-
ния.
При пайке жаропрочных сталей и спла-
вов предпочтение следует отдавать тем
жаропрочным припоям, которые обла-
дают наибольшей пластичностью, так как
в случае применения хрупких припоев
(типа «Колмоной» и др.) удается полу-
чить пластичные соединения только при
очень малых зазорах (менее 0,05 мм) и
длительной выдержке в процессе пайки.
Достаточную длительную жаропрочность
паяных соединений (при 700° и выше)
удается обеспечить при использовании
припоев на никель-хромовой основе типа
№ 20 (фиг. 84 поданным В. А. Горохова
и М. И. Скрипова).
*Г/ммг
о'Образцы из материала б состоя- I
нии поставки 1
х Образцы паяные, без термообработки
л Образны паяные, подвергнутые
? старению б течение 200 ч.'
при 800° ~
0 20 40 60 80 100 v
Продолжительность испытаний
Фиг. 84. Длительная прочность образцов
из сплава ХН78Т при температуре 800°.
При пайке молибдена вполне удовлет-
ворительные жаропрочные соединения
обеспечивают припои, указанные в табл.
109. В тех случаях, когда от соединения
из молибдена и вольфрама не требуется
прочность при высоких температурах,'
можно применять медные и серебряные
припои.
Приведенные в табл. 110, а также и дру-
гие известные припои при пайке титана,
циркония и их сплавов дают довольно
прочные, но недостаточно пластичные
соединения.
При пайке алюминия наиболее надеж-
ные соединения получаются при исполь-
зовании припоев на основе алюминия
(табл. 112). Наибольшую коррозионную
стойкость имеют соединения, паянные
силумином, содержащим 88% алюминия.
Соединения, выполненные припоями на
основе цинка, имеют прочность и кор-
розионную стойкость ниже, чем соеди-
нения, паянные припоями на основе алю-
миния, но значительно выше, чем в слу-
чае применения оловянных припоев.
Процесс пайки магниевых сплавов срав-
нительно мало изучен и данных о проч-
ности и коррозионной стойкости паяных
соединений недостаточно.
Для пайки бериллия рекомендуется при-
менять алюминий, алюминий—кремний
ПАЙКА МЕТАЛЛОВ
283
97. Оловянно-свинцовые припои [48], [49]
Примерное назначение Внутренние швы пищевой по- суды и медицинской аппара- туры Ответственные детали в электро- технике и приборостроении, когда детали нельзя нагревать выше 200° Ответственные детали | Пайка меди, латуни, сталей, | 1 оцинкованного железа, элек- | У тро-радиоаппаратуры, а также I при электромонтажных рабо- ' тах То же, но менее технологичен, чем предыдущие припои Неответственные детали, так как швы обладают недостаточной пластичностью Медные и латунные детали, ра- ботающие при температуре до 150°С То же, но более технологичен Припайка медных проводников к коллектору генератора; те- плостойкий припой (до 170°)
w/wwzwo a d 0,143 0,155 0,171 0,160 0.200 0,220 0.078
8ж>/<? я Л 7,6 8,3 8,8 I 9,3 i ' 9,7 10,2 10,7 11,3 11,0 8,7
% а 9 to CN о СЧ Г— tft 11 eq со со Jc- ю — II
3 8° 4,3 4,1 3,6 1 5,6 1 4,9 2,8 5,8 3,1 3,6 13,5
Темпера- тура в °C ЕИНЭ1ГЯ Birujrd OJOHLTOU 222 183 209 235 256 277 265 305 305 325
винаг» urn Birchen 183 183 183 183 183 183 245 ! 1 300 295 300
Химический состав £ Осталь- ное То же > > s 97,0±1,0 92,0+1,0
3 ст II 1 И 1 1 1 |+1 ст
й Ю 1 1 1 1 ?|
tit го со ю О с о 11 1 1 I 1 1 jl £+1
Не более 0 15 Не более 0.8 Не более 0,8 1,5—2.0 1,5-2,0 2,0—2,5 5—6
С U0 89—90 59-61 49-50 30—40 ' 29—30 17—18 3-4 5,5+0,5
1 ГОСТ 1499-54 1499-54 1499-54 1 1499-54 I 1499-54 1499-54 1499-54 8190-56 8190-56 । 8190-56
Марка припоя © —• СТ <О О СО _ Л 5 СТ СТ in ’Г со — ГО СО О О О OU ОУ е- b's о о о оо о О О §3- С С К С о с сс
Примечания: 1. Припои ПОС 61 и ПОС 50 обладают улучшенными технологическими свойствами, дают более плотные швы, но
меют существенных преимуществ перед припоем ПОС 40 в отношении прочности.
2. Припой ПСрЗКд на основе кадмия введен в таблицу как теплостойкий припой для сравнения с припоями ПСр 3 и ПСр 2,5.
284
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
(12% Si), чистое серебро, эвтектичес-
кие сплавы алюминий—серебро и се-
ребро-медь (28% Си). Для пайки бе-
риллия с никелем, нержавеющей сталью
и медью в качестве припоя можно при-
менять медь, серебро и ПСр 72.
98» Механические свойства припоев ПОС 40,
ПОС 30 и ПОС 18 при нормальной
и низких температурах [СО]
Марка при- поя Темпе- ратура испыта- ния в °C Предел прочно- сти на растя- жение в кГ/мм2 Отно- си- тель- ное удли нение В % Предел прочно- сти на срез в кГ/мм*
+20 5,6 50 3,9
-30 9,5 22 —
-50 6,4
ПОС <10 -60 11.8 16 —
-96 12.6 14 8.0
— 183 13,4 3 9.6
— 196 13.4 2 10.0
+20 4,9 32 3,5
—30 7,8 22
—50 — 5,8
ПОС 30 -60 7.9 16 ——
-96 10.3 10 6,9
-183 11,6 4 9,0
— 196 12.0 2 9,1
+85 2,8 23
+20 4.2 10 3,6
-30 6,5 6
50 о 3
ПОС 18 -60 6.5' 5
—96 7,4 4 6,6
— 183 10,1 3 8.0
— 196 11.1 2 8,2
Флюсы и атмосферы
Паяльные флюсы должны удовлетво-
рять следующим основным требованиям:
1) удалять окислы с поверхности основ-
ного металла и припоя путем их раство-
рения или восстановления с образова-
нием легкоплавких шлаков;
2) способствовать смачиванию припоем
соединяемых поверхностей и обеспечи-
вать затекание припоя в зазоры между
ними;
3) иметь температуру активного дей-
ствия ниже температуры плавления при-
поя, а температуру потери флюсующей
способности — значительно выше тем-
пературы пайки.
При пайке сталей, а также медных и
никелевых сплавов тугоплавкими при-
поями применяют флюсы на основе
буры, борной кислоты и фтористых сое-
динений; при пайке алюминиевых спла-
вов — флюсы на основе галоидных сое-
динений щелочных и щелочно-земельных
металлов. В случае применения оловянно-
свинцовых припоев используют флюсы на
основе хлористого цинка или солянокис-
лого гидразина, а также на основе кани-
фоли и других органических соединений.
Флюсы для пайки в оснсвном приме-
няют в виде порошка, пасты и жидкости.
Для приготовления пасты используют
обычно воду или спирт, в которых заме-
шивают порошкообразный флюс. Флюсы
наносят на кромки соединяемых деталей
до пайки. Основные данные о наиболее
распространенных для пайки металлов
флюсах приведены в табл. 115—117.
99. Прочность паевых соединений при нормальной, повышенной и низких
температурах в кГ мм? (пайка внахлестку)
Марка припоя Основной металл Температура испытания в °C
-196 -183 -96 -60 +20 +85
Медь М3 . . 3,5 3,3 3.4 3,5 2.7 1.6
ПОС 40 Латунь Л62 2.9 2.9 3,1 2,7 2,2 1,4
Сталь 20 6.0 5.5 5.5 5,1 2,8 2,2
Сталь 1Х18Н9Т 3.0 3,4 3.0 5,0 3.2 2.0
Медь М3 3.1 2,7 2.8 3.3 2.5 1.5
ПОС 30 Латунь Л62 3.2 2.5 2.7 3.0 2,3 1.4
Сталь 20 6.8 5,6 5.8 5.9 3.6 2.0
Сталь 1 X18H.f. Т 4,2 3.8 3,6 4,5 3,2 1.8
Медь М3 3.3 2.8 2.7 3.0 2,0 1,7
ПОС 18 Латунь Л62 2,9 2,7 2.5 2.9 1.8 1.4
Сталь 20 7,1 7.2 4,3 3.9 3.2 1.7
Сталь 1Х18Н9Т 4,5 5.1 4,8 4,9 2,6 1.1
ПАЙКА МЕТАЛЛОВ
285
100. Длительная прочность паяных соединений при нормальной температуре [50]
Припой Металл образца Напряже- ние в кГЦмм2 Время до разруше- ния в ч Припой Металл образца Напряже- ние в кГ/мм^ Время до разруше- ния в ч
ПОС 40 Медь М3 1.06 0.61 0.46 0,33 0,31 0,20 6 24 250 394 1440 Свыше 5000 ПОС 30 Латунь Л62 1.57 0,58 0,36 0.35 0.24 0.16 5 576 1056 1876 2476 Свыше 7500
Латунь Л62 1,66 0,56 0,29 0,23 6 113 2380 Свыше 7500 ПОС 18 Медь М3 0,84 0,54 0,37 0,33 130 1480 3168 Свыше 5000
Сталь Ст. 3 0.94 0,53 0,38 0,35 85 1485 3264 Свыше 5000 Латунь Л62 1,00 0,57 0,50 0,32 0,27 0,24 38 792 2116 3316 5000 5500
Иногда твердые флюсы применять нель-
зя из-за трудности удаления их остатков
с деталей после пайки, возможности
возникновения коррозии в зоне паяного
соединения, а также вследствие возмож-
ности засорения узких каналов остат-
ками флюса в процессе эксплуатации
изделия. В указанных случаях пайку
производят в восстановительной или
инертной атмосфере, а также в вакууме.
В качестве восстановительной атмос-
феры при пайке сталей, никелевых спла-
вов, молибдена и вольфрама обычно при-
меняют водород, диссоциированный ам-
миак и трехфтористый бор. При пайке
малолегированных сталей использу ют так-
же продукты неполного сгорания при-
родного или генераторного газа. Пайка
сталей, бронз, никелевых сплавов, ти-
тана, молибдена, вольфрама происхо-
дит вполне удовлетворительно в инерт-
ных газах, например в аргоне I состава
или гелии. Для пайки циркония, тантала
или ниобия требуется особо тщательная
очистка инертных газов от примесей
азота, кислорода и паров воды.
Пайку сталей и других перечисленных
Выше металлов без применения флюсов
можно производить в вакууме при печном
или индукционном нагреве. Чистота по-
верхности деталей и качество паяного
соединения зависят от степени вакуума.
Для пайки наиболее распространенных
10 Справочник машиностроителя, т. 5
металлов—стали, бронз и никелевых
сплавов — обычно применяют вакуум
10~2 10-3 мм рт. ст.
Технологические особенности
пайки различных металлов
Пайка малоуглеродистых низколеги-
рованных сталей не представляет каких-
либо трудностей. Для пайки применяют
оловянно-свинцовые припои, медь, мед-
но-цинковые и серебряные припои. При-
пои, содержащие фосфор, для пайки стали
непригодны, так как шов получается
хрупким.
Для малоуглеродистых низколегиро-
ванных сталей применяются все виды
пайки; наиболее широко используется
пайка горелкой, в печи и индукционная.
При пайке необходимо применять соот-
ветствующий флюс или атмосферу. Пайку
высокоуглеродистых и инструментальных
сталей следует производить до закалки
или совмещать ее с нагревом под закалку.
Пайку нержавеющих сталей и жаро-
прочных сплавов можно производить
обычными способами, но при этом сле-
дует иметь в виду, что из-за наличия на
их поверхности химически устойчивых
окислов легирующих элементов и других
особенностей выбор припоев, флюсов
и способа нагрева имеет более важ-
ное значение, чем при пайке обычных
Ю1« Серебряные припои (по ГОСТ 8190-56)
Марка припоя Химический состав в % Температура в ° С у в г/см3 Р в ОМ’ММ2/М Паяемые металлы
Ag Си Zn Cd Ni Другие начала плав- ления пол- ного рас- плав- ления
ПСр 72 72,0_L0,5 2S,0tS',7 - — - 779 779 9,9 0,022 Медные провода и детали при- боров, когда место спая должно обладать высокой электропроводностью, а так- же вакуумные приборы и установки
пер зо 50.0+0,5 5о,о±2:7 - — - — 779 850 9,3 0,025 То же, но пайка прн более высоких температурах
ПСр 70 70.0+0.5 26,0+0,5 4,0+1,0 - - 730 755 9,8 0,042 Медь, латунь и стали. Швы менее электропроводны, чем при пайке ПСр72
ПСр 65 65,0+0,5 20,0±0.5 15,0tpg — — — 740 — 9.6 0,090 Стали, медь, никель и их сплавы. Паяные швы обла- дают сравнительно высокой прочностью и имеют сереб- ристый цвет
ПСр 45 45,0+0,5 30,0±0,5 25,0+Ps - - — 660 725 9.1 0,097 Стали, медь, никель и их сплавы. Припой общего наз- начения
ПСр 25 25,0+0,3 40,0+1.0 35,o±J;i — - - 745 775 8,7 0,069 То же
ПСр12М 12,0+0,3 52,0+1,0 36,0±1,'Ь’ — — 780 825 8,5 0.076 Стали, медь, бронза и ла- тунь. Обладает понижен ными технологическими свойствами
ПСр 10 ПСр 71 10,0+0,3 71,0+0.5 53,0+1,0 28,о±5;5 37,o±J;i’ - - p 1,0+0.2 815 750 850 795 8,4 9,8 0,065 0,040 То же Медь и ее сплавы
Продолжение табл. 101
Марка припоя Химический состав в % Температура в °C у в г/см3 Р в 0М'ММг/м. Паяемые металлы
Ag । Си Zn Cd Ni Другие начала плав- ления пол- ного рас- плав- ления
ПСр25Ф ПСр 15 25,0+0,5 15,0+0,5 70,0±1.0 80.2±1.0 - - Р 5,0+0,5 Р 4,8±2:з 650 635 710 810 8,5 8.3 0,180 -J 0,220 / Медь и бронза
ПСрбОКд 50,0+0,5 16,0±1,0 16,0+2,0 18.0+1,0 - — 635 650 9,3 0,072 Медь, латунь, бронза, сталь, а также сплавы железа и никеля. Припой общего наз- начения
ПСр 40 40.0+1,0 1 с • 7 16,1-0,3 17,0±К 26,о±;:5 0.3-(-0,2 595 605 8,4 0,072 Детали из закаленных конст- рукционных и нержавею- щих сталей, а также из мед- ных и никелевых сплавов, когда их нельзя нагревать до высоких температур, а от паяного соединения тре буется высокая прочность. Паяные соединения имеют повышенную коррозионную стойкость
ПСр25КН» 25,0+0,6 35,0+0,6 15,0±0,7 0,3+0.2 М п 690 740 8,9 0,077 Сталь, медные и никелевые сплавы. ПрнпоЙ является заменителем ПСр 45. Более коррозионно стоек в атмос- ферных условиях
ПСр 37,5 37,5+0,5 48,8+1,0 5.5+0,5 8,2+0,3 725 810 8.9 0,310 Стальные и медные детали, работающие при повышен- ных температурах. При ''00° прочность паяных соедине- ний на 20% выше, чем при пайке ПСр 45 н ПСр 25
* Нестандартный,
28 6 ТЕХНОЛОГИЯ СВАРОЧНОЮ ПРОИЗВОДСТВА ПАЙКА МЕТАЛЛОВ
102. Механические и физические свойства серебряных припоев (в литом состоянии)
Марка припоя Темпе- ратура испы- тания в ° С Предел прочно- сти при растя- жении в кГ/мм2 Предел текуче- сти в кГ/мм2 Относи- тельное удлине- ние Относи- тельное сужение Модуль упруго- сти в кГ/мм2, 10-3 Ударная вязкость в кГм/см2 Твер- дость HRC Удель- ный вес в Г/см8 Удельное электри- ческое сопротив- ление в ом-мм2/м Теплопро- водность в кал / см • сек-град Коэффициент линейного расширения X 10^
20—100° 100—200° 200—300°
в о/ /о
ПСр то 20 30-35 9.8 0.042
ПСр 65 20 30—35 — — — — — 9,6 0,090 — — —
ПСр 45 20 37—50 16-35 18—46 —— —— — 9,1 0,097 — — — —
ПСр 25 20 28 — — — — — — 8,7 0.069 — — — —
ПСр 12М 20 18 __ — — — — 8,5 0.076 — — — —
20 38—44 21—23 23—37 27—44 7.8-7,4 4,4 64—69 8,4 0,072 0.31 19,2 21,2 23.8
ПСр 40 | —70 40—46 30—32 24 24-28 4,4—4,6 — — — — — —
ПСр25КН 20 27—40 — 13—44 17—44 — 2,5 50-53 8,9 0,077 0,25 19,2 21,2 23.8
Примечай и е. Широкие пределы по механическим данным объясняются значительной ,пористостью некоторых литых образцов.
103. Прочность соединений, паянных серебряными припоями
Основной материал Предел прочности паяного, соединения в кГ/мм2
на срез (пайка внахлестку) на отрыв (пайка в стык)
ПСр40 ПСр45 ПСр25КН ПСр37,5 ПСр12М ПСр40 ПСр45 ПСр25КН ПСр12М
1Х18Н9Т 24—29 18—26 19—24 37—45 52—60 43-57 45-55 —
40ХНМА 33—46 — — — 51—57 — —
ЗОХГСА 35—46 35-41 35—43 — — 49—60 49—58 47—60 —
Медь Разрушается по основному материалу (и м = 25 — 26 кГ/мм2) v в осн. мат • ' ' — — Разрушается по основ- ному материалу 18—21 —
Латунь Л62 Разрушается по основному материалу — 20 24—33 25-32 25—32 19
□ - □ □ □ S
тс S □ О а 2 S со ы о * н * * «• * * О\ * * * * |оодо а Ь а н й О ® м О т: W 3 * * атунь Л62 *** S Е СП МЦ48 - i МЦ36 : ; арка припоя
льное цин меняется I лечивает дает улу> высокую Нестан- дартный 1 1019-47 : 1 1534-42 1 1534-42 ; 1 1534-42 1 гост
к. зедко из-за низ получение про1 пшенными техн< плотность паян 1т СП 54+2 СО 1+ ко 3 1+ ко о е Хнмич
г © । 1 1 1 СП еский с В %
5 п> s о ® Г> X 0.6—0.2 1 1 1 сл о W со *
“ х □ а> s ь я я Z w S © s 2 -с 900 006 875 850 800 начала ления плав- Тем1 тура
г> == О -8 = i л ы Is ю 2 Е X 905 905 оо со 870 825 полного рас- плавления со • . О '
свойств : соеди! ?ханичес 1ению с 1 со ко о КО СО а в кГ/м 2
1 СО СЛ л. СО 1-0 в в %
Й s я 1 оо оо кэ 5 Y в Г/см3
= s 1 0,071 0,040 0,045 0,103 ! Р в ом Л12 ' м
S ® п н со к и О 2 Р = S ж §§ W re Е о 5» 3 X <? Медь и сталь Медь и сталь зо и сталь I лутомпак, желе- 1 Медь, томпак, по- Медь, томпак и полутомпак Медь, томпак и латунь Паяемые металлы
ь а S2 S g g 5 о 00 Марка припоя
27,8-34,0 40,6 -44,8 41,0-45,6 на растя- жение Предел прочности паяного соединения в кГ/мм2
1 18,0-25,0 25,0—33,3 30,2-33,4 на срез
290
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
107. Жаропрочные припои [53], [54], [55]
Примерное назначение Пайка деталей из жаропрочных сталей н сплавов; паяные швы работают до 900° । То же, но из-за хрупкости при- поя зазоры должны быть менее 0,05 мм Как теплостойкий припой для соединений, работающих при температуре не выше 500° Соединение деталей, работающих при температуре до 600° Пайка жаропрочных сталей с мо- либденом и жаропрочных ста- лей между собой Паяные сое- динения работают до 600°
t»/ J я 1 л 1 । 1 S- 1
ЧО -сс £- 1 1 g 1
в кГ/мм2 1 46,2 62
1 Химический состав в % 1 Температура в ° С полного расплав- ления 1180 i 1070 972 1100 1050
Другие начала элемен- плав- ты ления 1050 1010 960 1080
:-1л СПО t£ Ln olV h L u. L- < £ П
о । S । II
со 0.05 3.75 0,2
Ъ 4,5 i 1,5—2 0,5
с S 7 1 £ 1 s
о 14-18 15 | 2-3
Z 60—79 72.3 27—30 10
X О Основа i »
Марка припоя I 20 Колмоной № 6 85/15 ПЖЛ-500 10
й
га
х
О)
к(
е
х
ч
е
5
S
3
X
яг
о
а.
Е
О
*
X
3
к
к
к
й
X
X
ч
о
о
о
S
zww/jsy a о0Я6 wdu винэн -и^эоз ojohbbu eada ун HiaoHhodu iraradu 13,2 10,0 6.6 1
zww/j^ а иинэж Kjocd ndu BouHdu Hioouhodu iratfadij 5.3 15,3
аинвотэоэ эонгохзр! После горячей прокатки То же | i
Э-, 8 BaXir -налит BdXJ.Bdauwaj, 1392 1427 1204
Состав припоя в % ! 1 80N1 — 14Сг — 6Fc 55Со — 20Сг — 15W — 10N1 53Pd — 47Ni
S
S
к
X о * X га t_ Л
т х о 1 ! 1 1
о С efi £ о о>
X о 04
х ш
2 <v X
О Q, о ~ а 04 1 1
& ’Т
К ТО -а С- г> 03
X 0* г>
к е re S * X О) S3
X Ф га н | 1 1 [
X н X х о £ й 04 04
о о.
о Е
X
Э* N О Q-S! Н 1 00 л 1 1
с 03
? *
о < ш о w а. X X га н 1 S 1 1 7
С 03 $ л СО
о Е;
X Е? CQ X — Л £
О н со 00 00
а а то*
о S S X S X
О л О
о г>
а> о
ю ю
Sc * *
—
ПАЙКА МЕТАЛЛОВ
291
110. Припой для пайки титана, циркония и их сплавоа
Химический остав в % Гемпера-
тура в и
Марка припоя а га с я О X
Zr Be Ti Nt Си Мп Ag га Ч к га х X X га ф х е; и О О X И Ч га О ч с с
В4* - - 65 25 10 - - 955 ЮОЬ
85/15 15 85 960 972
Сребро — — — — — — 100 960 —
95/5** 95 5 930
и
о
14-15
По данным 157].
* По данным [58].
Припой
очень
хруп-
кий
X
40-50
Паяемый металл
Титан и его сплавы (в печи
в атмосфере аргона или
в вакууме). Зазорь!
между деталями менее
0,05 мм
Титан, цирконий и их
сплавы в атмосфере
аргона или в вакууме
Циркониевые сплавы, ра-
ботающие в парах воды
при 360°
111. Прочность титановых и циркониевых
паяных соединений *
Марка прнпоя Основной материал Предел проч- ности паяного соединения на срез в кГ/мм2
В4 ВТ1Д 22-27
85/15 ВТ1Д 23—23
Серебро ВТ1Д 18-21
85/15 Цирконий 12-16
Серебро Цирконий 16-21
* Пайка внахлестку; нагрев индукци- онный в среде аргона.
металлов. Большинство нержавеющих
сталей и жаропрочных сплавов во время
пайки следует нагревать и охлаждать
быстро, чтобы свести к минимуму выде-
ление карбидов, которые значительно
снижают их коррозионную стойкость.
Высоконикелевые сплавы подвержены
коррозионному растрескиванию под на-
пряжением в присутствии расплавлен-
ного припоя, поэтому пайку их следует
.Производить в отожженном состоянии,
и собранные узлы не должны испытывать
Напряжений в процессе пайки.
Медь и медные сплавы пайке поддаются
легко стандартными припоями с приме-
нением простейших флюсов.
При пайке бериллиевой и алюминиевой
бронз из-за наличия плотной химически
устойчивой пленки необходима тщатель-
ная подготовка поверхности и приме-
нение более активных флюсов, чем при
пайке меди. Пайку термически обрабо-
танной бериллиевой бронзы следует про-
изводить низкотемпературными сереб-
ряными припоями (например, ПСр 40)
при быстром местном нагреве для сохра-
нения механических свойств основного
металла.
Латуни паяют существующими спо-
собами. Однако пайку в печи с восста-
новительной водородной атмосферой
обычно не применяют; в отдельных слу-
чаях (пайка латуни со сталью) пайку
осуществляют в защитной атмосфере,
но при этом применяют флюсы, чтобы
избежать испарения и окисления цинка.
Свинцовистые латуни с содержанием
свинца до 3% можно паять меднофосфо-
ристыми или серебряными припоями с
применением соответствующего флюса.
При большем содержании свинца соеди-
нения получаются менее прочными, и
процесс пайки их значительно затруднен.
При пайке вольфрама особое внимание
следует уделять подготовке поверхности:
для этой цели применяют травление
смесью азотной и фтористоводородной
112. Припои на основе алюминия
Марка припоя Химический состав в % Температура в °C crg в кГ/мм2 О'"- ш ю у в Г/см? w/zww<wo a d Паяемый металл
Си Zn Si В Al се 1> Ш ЕГ СЗ СЯ Я Ч S X С X полного расплав- ления
Силумин АЛ2* 0,8 ^0,3 i2±i;3 — Остальное 578 578 15—18 2—4 2,65 0,049 Алюминий, сплавы АМЦ и АВ. Швы устойчивы в коррозиоино- жестких условиях
П575А — 20 — — 80 575 620 — — — — Алюминий и сплав АМЦ. Воз- можно анодирование и фосфа- тирование паяных деталей
35А 34А 21 X 1.0 28 -ь 1.0 — 7 ± 0,5 6 -i~ 0,5 — 62 525 525 538 525 20—25 15—18 1-1,5 0,1 — Алюминий и сплавы АМЦ, АМг и АВ То же
36 * По ГО 20 -X 1,0 ST 2685 20 ± 1,0 53. 3—3.5 0,1—0,2 Остальное 490 505 То же и Д16
113. Припои иа основе цинка и олова (для пайки алюминия и его сплавов)
Марка припоя Химический состав в % Темпера- тура в ° С =5 "2 а «о Ь б в % у в Г/см3 рв 0М‘ММ2/м Характеристика паяного соединения
Zn Cd Sn Си А1 Si Другие эле- менты начала плавле- ния полного расплав- ления
ПСр5АКЦ* 48 91—94 88,5 4,0 2—3 7 0,15 Ag 4,5 Со 0,5’ 390 375 420 390 26 34 3 3 7,11 0,079 0,480 Швы имеют удовлетворительную кор- розионную стойкость в атмосфер- ных условиях
70/30 50/50 о о 1+ 1+ 80 X 1 50 X 1 — — 266 266 350 325 12 5 — — Швы удовлетворительно работают в коррозионно мягких условиях То же
Продолжение табл. ИЗ
Марка припоя Химический состав в % Темпера- тура в °C » со О 1 б в % 1 8W3/J а А. a d Характеристика паяного соединения
Zn Cd Sn Си Al Si Другие эле- менты « 6 ч Q П 3" еч 05 rt ч х ХЕХ полного расплав- ления
ВП2 50А* 10/90 35—39 i0+ 1 0,2—0,3 Осталь- ное 90 4- 1 0,4 — Sb 0,2—0,3 199 205 4.7 50 — — 1 Паяные соединения обладают сравни- 1 тельно низкой коррозионной стой- । костью н требуют защиты от кор- ) розни
* По данным [59].
114. Магниевые припои [60J
Марка припоя Химический состав * в % Температура в ° С Ов в кГ/мм* 6 в % Примерное назначение
А1 Zn Cd Мп начала плавления полного рас- плавления
П380Мг 2,0—2,5 23—25 — — 380 540 10—12 — Пайка магния и его сплавов марок MAI, МА2, МАЗ, МА5, МА8, МЛ5
1 25—27 1.0—1,5 — 0,1—0,3 435 520 9—12 0,2—0,3 То же
2 21—22 0,2—0,5 25—26 0,1—0,3 400 415 7—9 — Для бесфлюсовой запайки мелких дефектов на дета- лях из сплава МЛ5
* Остальное Mg.
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА ПАЙКА МЕТАЛЛОВ
294
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
115. Флюсы для пайки железа, меди, никеля и их сплавов легкоплавкими припоями
[60], [61], [62], [63]
Марка флюса Компоненты Состав (по весу) в % Темпера- турный интервал флюсую- щего дей- ствия в СС Паяемый металл
— Хлористый цинк ...... 25—40 Остальное 280—350 Сталь, медь и медные сплавы, никель и никелевые спла- вы — ОЛОВЯННО-СВИ1ШОВЫМИ припоями. После пайки остатки флюса тщательно смывают проточной водой во избежание коррозии
- Хлористый цинк Хлористый аммоний .... 40 10 50 180—320
- Хлористый цинк Соляная кислота (уд. в. 1,19) Вода 25 25 50 280—350 Нержавеющие стали — оловянно- свинцовыми припоями и при- поями на основе свинца. После пайки необходима тщательная промывка деталей водой и слабым раствором соды
кэ Канифоль . Этиловый спирт 25 • 75 180-300 Медь—оловянно-свинцовыми при- поями, содержащими 30% и выше олова. Остатки флюса практически коррозии не вы- зывают
Триэтаноламин Стеарин Парафин 3-5 30—40 Остальное 180—280 Медь и свинец оловянно-свинцо- выми припоями. Остатки флю- са практически коррозии не вызывают
ЛМИ-120 Канифоль Диэтиламин солянокислый . Триэтаноламин Этиловый спирт 24 4 2 70 180—300 Медь, латунь, оцинкованное железо и^сталь. Остатки флю- са практически коррозии не вызывают
ФИМ Ортофосфорная кислота . . Этиловый спирт Вода 10 45 45 240—350 Сталь, никель и его сплавы
ЛМ-1 Канифоль в порошке .... Ортофосфорная кислота(пл. 1,6—1,7) Этиловый спирт 6 32 62 240—350 Конструкционные и нержавею- щие стали припоями, содер- жащими свыше 30% олова. Для пайки меди и ее сплавов не рекомендуется. Остатки флюса не вызывают коррозии нержавеющей стали
ЛК-2 Хлористый аммоний .... Хлористый цинк Канифоль в порошке .... Этиловый спирт . . 1 3 30 66 180-300 Медь, латунь и оцинкованное железо. Остатки флюса уда- ляют ацетоном или скипидаром
КС Канифоль . Салициловая кислота .... Триэтаноламин Этиловый с пирт 30 2,8 1.4 Остальное 150—300 Детали из латуни, бронзы, ней- зильбера. Остатки флюса уда- ляют спиртом или другим растворителем
— Гидразин солянокислый . , Канифоль Этиловый спирт , 5 25 70 150—300 Медь и медные сплавы. Остатки флюса удаляют ацетоном или скипидаром
ПАЙКА МЕТАЛЛОВ
295
116. Флюсы для пайки алюминия, магния и их сплавов
Марка флюса Компоненты Состав (по весу) В % Темпера турный интервал флюсую- щего дей- ствия в °C Паяемый металл
34А Цинк хлористый Натрий фтористый Литий хлористый Калий хлористый-. ..... 8 10 32 50 450—650 Алюминий и его сплавы: АМЦ, АМг, АВ, АК6, Д16, В95 и силумины. Остатки флюса не- обходимо тщательно удалить после пайки
Ф59А Кадмий фторборат Цинк фторборат Аммоний фторборат Триэтаноламин 10 2,5 5 82,5 180—250 Алюминий и сплав АМЦ при монтажных работах припоями 10/90 и ПОС-61 159]
п Эвтектика* (3KF*A1F3~|-AtF3) Литий хлористый Калий хлористый 8 41 51 560 Алюминий и его сплавы (состав соляной ванны) [60]
6 Окись алюминия ...... Натрий фтористый ..... Карналлит плавленый . 4 8 88 450—650 Магниевые отливки, запайка дефектов припоями на магние- вой основе. Остатки флюса необходимо тщательно удалить после пайки |59]
12 Криолит Натрий фтористый Натрий хлористый Литий хлористый Калий хлористый ...... 2 8 9 49,5 31,5 450-650 Для пайки магния и его сплавов. Остатки флюса необходимо тщательно удалить после пайки [60]
* Состоит из 46% KF и 54% A1F3.
117. Флюсы для пайки тугоплавкими припоями
Марка флюса Компоненты Состав в весовых частях Темпера- туря ый интервал флюсую- щего дей- ствия в °C Паяемый металл
200 Бура . Борная кислота Кальций фтористый 20 70 10 850-1200 Конструкционные, нержавею- щие стали и жаропрочные сплавы медными, медно-цин- ковыми и жаропрочными при- поями
200-а Бура обезвоженная Борный ангидрид Кальций фтористый 20 65 15 850—1200 То же, но флюс безводный; обеспечивает получение более плотных швов, чем флюс № 200. При нанесении на де- тали замешивается на этило- вом спирте или применяется в виде сухого порошка
201 Бура обезвоженная ..... Борный ангидрид Кальций фтористый Лигатура * (Си — Al — Mg) . . 12 77 10 1 850—1200 То же, но более активный, чем 200 и 200-а
296
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Продолжение табл. 117
Марка флюса Компоненты Состав в весовых частях Темпера турный интервал флюсую щего дей ствия в °C Паяемый металл
209 Калий фтористый женный Калий фторборат . Борный ангидрид . обезво- 42 23 35 600—850 Конструкционные нержавеющие стали, а также жаропрочные
284 Калий фтористый женный ...... Калий фторборат . Борный ангидрид . обезво- 35 40 25 450—750 сплавы серебряными и мед- но-фосфористыми припоями
18-В Калий фтористый женный Борная кислота . . обезво- 40 60 650—850 Нержавеющие стали и бронзы медно-фосфористыми и сереб- ряными припоями с темпера- турой плавления 650—800° С
* Состоит из 48 Си — 48 М—4 Mg.
кислот или механическую обработку.
В качестве защитной атмосферы при
пайке могут служить водород, смесь
азота с водородом, нейтральные газы и
вакуум. Для пайки вольфрама исполь-
зуют медные, серебряные и никелевые
припои, платину, золото.
При пайке молибдена рекомендуется
применять быстрый нагрев (индукцион-
ный или др.). Вследствие значительного
окисления молибдена и охрупчивающего
действия окислов пайку на воздухе
кислородно-ацетиленовой горелкой про-
изводить не рекомендуется. В качестве
защитной атмосферы могут служить те
же среды, что и при пайке вольфрама.
Титан и цирконий можно паять в печи,
индукционным методом и методом сопро-
тивления в вакууме, в среде аргона или
гелия. При этом требуется особо тщатель-
ная очистка инертных газов от примесей
азота, кислорода и паров воды. Приме-
нять для пайки азот, водород или их
смеси нельзя, так как титан и цирконий
с указанными газами образуют хрупкие
соединения. При пайке титана и цирко-
ния серебром или серебряными припо-
ями рекомендуется быстрый нагрев для
уменьшения хрупкой диффузионной зоны.
Пайку алюминиевых сплавов осущест-
вляют стандартными способами — горел-
кой, в печи, при индукционном нагреве,
в соляных ваннах. Вследствие высокой
химической стойкости окисной пленки
алюминия при пайке необходимо при-
менять активные флюсы (табл. 116).
Для соединения ответственных деталей
из алюминиевых сплавов следует при-
менять тугоплавкие припои на алюмини-
евой основе, обеспечивающие достаточ-
ную прочность и коррозионную стой-
кость паяных соединений.
Припоем 34А можно паять алюминий
и некоторые его сплавы. Легче всего
поддаются пайке сплавы АМц, АВ и
АМГ, труднее — дуралюмин, АК4, В95
и литейные сплавы, имеющие более низ-
кую температуру плавления.
Пайку дуралюмина припоем 34А мож-
но производить тоЛько при изготовлении
мелких деталей и с большой осторожно-
стью, чтобы избежать пережога или рас-
плавления основного металла. Вследст-
вие значительного нагрева при пайке
дуралюмин переходит в отожженное со-
стояние с потерей не менее 30% проч-
ности в зоне пайки, а в случае пережога
прочность его уменьшается почти вдвое.
Контроль качества паяных соединений
Качество паяных швов в значительной
степени зависит от правильного выбора
конструкции соединения, припоя, флюса
или защитной атмосферы и технологии
пайки. При изготовлении деталей и уз-
лов методом пайки строгому контролю
должны подвергаться не только готовая
продукция, но также процесс пайки и
даже подготовительные операции.
ЛИТЕРАТУРА
297
Контроль при подготовке к пайке за-
ключается в проверке соответствия ма-
териала изделия, припоя и флюса мар-
кам, указанным на чертеже, точности
подгонки, включая величину зазоров,
нахлестки и других параметров .соеди-
нения, а также чистоты поверхности
соединяемых деталей.
В процессе пайки необходимо кон-
тролировать температуру и время вы-
держки, не допуская перегрева деталей
и припоя.
После пайки производится приемка
и испытания паяных изделий. Вначале
паяные соединения осматривают. Валик
припоя по всему периметру шва должен
быть чистым, ровным, без пор, раковин,
посторонних включений и непропаев.
После этого изделия, в зависимости от
их конструкции и назначения, могут
подвергаться просвечиванию лучами Рент-
гена; пневматической и гидравлической
опрессовке на плотность; испытаниям
на вибропрочность, термическую стой-
кость и т. и. Параллельно с изделиями
могут паяться контрольные образцы для
механических испытаний на срез, отрыв
и другие виды нагрузок.
При просвечивании лучами Рентгена
выявляют скрытые дефекты пайки —
непропаи, пористость и мелкие трещины.
При этом следует иметь в виду, что паяные
соединения, как правило, имеют поры,
количество которых должно быть огра-
ничено техническими условиями в за-
висимости от требований, предъявля-
емых к изделию. В большинстве случаев
непропаи (пустоты и поры), распреде-
ленные равномерно по всему шву, мо-
гут занимать до 25% общей площади
паяного соединения; для особо ответ-
ственных соединений непропаи обычно
не должны превышать 15% общей пло-
щади [64]. В отдельных случаях к
паяным соединениям могут предъявля-
ться более жесткие требования.
Наличие мелких трещин в шве или
околошовной зоне считается браком.
Причиной возникновения трещин может
быть неправильный выбор зазоров, без
учета различия коэффициентов термиче-
ского расширения соединяемых мате-
риалов, а также небрежное обращение
с паяньцм изделием в период затверде-
вания припоя.
Иногда применяют метод испытания
с разрушением паяных деталей. При
этом производят выборочные испытания
небольшой части готовой продукции. На
основании полученных результатов при-
нимают или бракуют всю партию.
Дефектные места паяных швов разре-
шается подпаивать с последующей про-
веркой качества пайки. Подпайку одного
и того же места разрешается производить
не более 2 раз. В противном случае
шов перепаивают или изделие бра-
куют.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Технологические основы конструирования
сварных деталей машин
1. Уралмашзавод. Технология машинострое-
ния. «Сварка», Машгиз, 1952.
2. Волошкевич Г. 3. и С у щ у к-
С л ю cap е и ко И, И. О точности размеров
изделий, получаемых с помощью электрошла-
ковой сварки. «Автоматическая сварка»,
1960, № 2.
3. Г е л ь м а н А. С, Повышение эффектив-
ности использования сварки. Юбилейный
сборник. Машгиз, 1957.
4. Г е л ь м а и А. С. Технология и оборудо-
вание контактной сварки. Машгиз, 1960,
5. Электрошлаковая сварка. Под редакцией
Б. Е. Патона. Мащсиз, 1960.
6. Сварочное оборудование. Каталог-справоч-
ник. ЦИНТИ электропромышленности и при-
боростроения. Москва, 1960.
7. Б а л ковец Д. С., О р л о в Б. Д. н
Чулошников П. Л. Точечная и роли-
ковая сварка специальных сталей и сплавов.
Оборонгиз, 1957.
Электрическая сварка плавлением
8. Автоматическая электродуговая сварка, под
ред. Е. О. Патона, Машгиз, 1953.
9. Блитштейн А 3, Сварка электро-
заклепками, Машгиз. 1955.
10. Б р и н б е р г И. Л,, Грабов И. Н.,
Рамкевич А. И. Электрошлаковая свар-
ка стали 22К толщиной до 450 мм. Филиал
Всесоюзного института научной и техниче-
ской информации, 1958.
11. Вайнбоим Д. И., Дуговые сварочные
автоматы, Судпромгиз, 1956.
12. ВПТИ Тяжелого машиностроения, Приме-
нение электрошлаковой сварки при создании
сварных конструкций в машиностроении, От-
дел руководящих материалов, Москва, 1959.
13. 3 а р у б а И. И., Касаткия Б. С,,
Каховский Н. И., Пота пьев-
с к и й А. Г. Сварка в углекислом газе, Гос-
техиздат, Киев, 1960.
14. Каталог-справочник, Сварочное оборудова-
ние, Центральный институт научно-техни-
ческой информации электротехнической про-
мышленности и приборостроения, 1960.
15. Клячкин Я. Д-. Электродуговая сварка
алюминия, Машгиз, 1959.
16. Кудрявцев И. В., С а в в и и а Н.М.,
Наумченков Н. Е. Прочность электро-
шлаковых сварных соединений в крупных се-
чениях. «Труды ЦНИИ.ТМАШа» № 8, 1960.
17. М а л ь с т р е м А. Г., Электрическая дУ*
говая сварка меди, Машгиз, 1954.
18. Новожилов Н. М., Суслов В. Н.,
Сварка плавящимся электродом в углекислом
газе, Машгиз, 1958.
298
ТЕХНОЛОГИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
19. Рабинович И. Я-. Оборудование для
дуговой электрической сварки (источники
питания), Машгиз, 1958.
20. Руководство по электродуговой сварке под
флюсом, Машгнз, 1957.
21. Рыбаков В. М., Вощанов К. П.,
Технология ручной дуговой сварки, Машгиз,
1953.
22. Справочник по сварке, под ред. Соколова
Е. В., т. I, Машгиз. 1960.
23. Справочник рабочего-сварщика, под ред.
Степанова В. В., Машгиз, 1961.
24. Справочник по сварке под ред. Соколова
Е. В., т. 2, Машгиз, 1962.
25. Яровинский Л. М., Баженов
В. В., Электроды ЦНИИТМАШ для сварки
сталей и наплавки, Машгиз, 1954.
26. Мордвинцев Л. А. иГ у сева Е.А.,
Об источниках питания для аргоно-дуговой
сварки алюминиевых сплавов вольфрамовым
электродом. «Автогенное дело», 1951, № 3.
27. Мордвинцев Л. А., Технология свар-
ки и пайки. Оборонгиз. 1957.
28. С и л ь в е с т р о в А. В. Усталостная
прочность сварных соединений сплавов АМгб.
«Сварочное производство», 1960, № 7.
29. А с н и с А. Е., Р а б к и н Д. М., С а-
в и ч И. Т. Ударная прочность сварных сое-
динений из алюминиевого сплава АМгб.
«Автоматическая сварка», 1959, № 11.
30. Поплавко М. В., Стр ижев-
ская Л. Г., Никифоров К, Г. Влия-
ние легирующих элементов на свариваемость
меди при автоматической аргоно-дуговой
сварке вольфрамовым электродом. «Автомати-
ческая сварка» 1957, № 7.
31. Б р о д с к и й А. Я. Технология дуговой
электросварки в инертной соеде. Машгиз.
1951.
32. J. J. С h у 1 е. The Welding of Copper
by the Inert gas metal-arc process «welding
Journal» № 8, 1952, t. 31.
33. Г у p e в и ч С. M. Сварка молибдена (Ли-
тературный обзор). «Автоматическая сварка».
1959 № 6.
34. М о р д в и н ц е в а А. В. и О л ь ш а н-
с к и й Н. А. Методы сварки активных метал-
лов, «Сварочное производство», 1959, № 5.
Газовая сварка плавлением
35. ГлизманенкоД, Л. иЕвсеевГ. Б.
Газовая сварка и резка металлов, Машгиз,
1954.
сб. ВНИИАвтоген. Газопламенная обработка
металлов, Труды Всесоюзной научно-техни-
ческой конференции, Машгиз, 1956.
37. Б о р т М. М.. Васильев Г. В.,
Г а р п е н ю к Н. А., К о т в и ц к и й
А. Д., Справочник газосварщика, под редак-
цией академика АН УССР К. К. Хренова,
Машгиз, Киев, 1957.
38. Ч е р н я к В. С. и Вощанов К. П.
Справочник молодого сварщика, Трудрезсрв-
издат, 1958.
39. Аснис А. Е. Газовая сварка и резка,
Машгнз, Киев, 1958.
40. А б р а м о в и ч В. Р. Сварка и пайка ла-
туни, Судпромгиз, Л., 1959.
41. Г а л а к т и о н о в А. Т. Образование для
газовой сварки и резки, Машгиз, Свердловск,
1959.
42. Бон ди н И. Н.» Справочник сварщика,
Машгиз, Л., 1959.
Кислородная и электрическая резка металлов
43. Гузов С. Г. Конструкции мундштуков
В режимы кислородной разделительной резни
Справочные материалы по газопламенной об-
работке металлов. Вып. 12 ВНИИгХВТОГЕН
ЦБТИ Машиностроения, М., 1958.
44. Механизация кислородной резки листовой
стали. Сборник ЦБТИ, М., 1957,
45. Васильев К. В., Шапиро И. С.
Дуговая электрическая резка металлов, Труд-
резервиздат, 1958.
46. С п е к т о р О Ш. Изменение состава и
структуры в зоне резки сталей аустенитного
и полуферритного класса. «Сварочное произ-
водство», 1959, № 12.
47. Васильев К. В. Подводная резка и
сварка металла. «Морской транспорт», Мо-
сква, 1955.
Пайка металлов
48. Смирягв н А. П., Шпагин А. И.,
Оловянистые бронзы, баббиты, припои н их
заменители. Металлургнздат, 1949.
49. Л а ш к о Н. Ф., Лашко-Авакян
С. В., Пайка металлов, Машгиз, 1959.
50. Медведев А. С., Свойства соединений,
паянных оловянно-свинцовыми припоями, и
некоторые вопросы пайки воздухораздели-
тельных аппаратов. АН СССР, Институт
металлургии им. Байкова А. А., 1957.
51. Брукер X. Р. и Битс он Е. В.,
Пайка в промышленности. Оборонгиз, 1957.
52. А с и н о в с к а я Г. А., Газопламенная
пайка металлов. Руководящие материалы
ВНИИАвтоген, выпуск 7, 1955.
53. Р е a s 1 е е R. 2., Boam W. М. Design
properties ot brazed joints for high — tempe-
rature applications «Welding Journal» 31, № 8,
651. 1952.
54. Губин А. И. Исследование пайки тонко-
стенных трубопроводов. Диссертация, ВИАМ,
1958.
55. Суриков С. Н., Исследование процесса
пайки ротора газогой турбины из стали ЭИ481
в защитных средах. ВЗ?АИ, I960.
56. J а с о b s о п М. I., Martin D. С.
«Welding Journal» 34, № 2, 65 S, 1955.
57. L о n g R. A., Ruppendcr R. R. High —
temperature alloy fussion brazing for titaneum
a titan urn alloys. «Welding Journal» 33, № 11,
1087—1090, 1954.
58. M c Andrew I. B., Schwarzbart H.,
Necheles R. Corrosion resistance of zircalloy 2,
brazements in high — temperature water «Wel-
ding Journal», 36, № 6, 287 — 299, 1957.
59. Кацман Б. О., Л а ш к о Н, Ф.,
Лашко-Авакян С. В., Новые легко-
плавкие припои для пайки алюминиевых спла-
вов, меди и латуни. Оборонгиз, 19С0.
60. Гуревич Е. С. Изготовление и примене-
ние флюсов ЛТИ для мягкой пайки, ЛДНТП.
1954.
61. А п у х т и н Г. И. Технология пайки мон-
тажных соединений в приборостроении. Гос-
энергоиздат. 1957.
62. Лоцманов С. Н„ Медведев А. С.
Пайка нержавеющих сталей мягкими при-
поями. «Автогенное дело», 1950, № 1.
63. С у п и н Г. С. Авт. св. СССР 1 18236.
20. 02. 59. #-
64. Руководство по пайке металлов (перевод с
английского А. . Т. Лысенко). Оборонгиз,
1960.
Новые методы сварки
1, Айнбиндер С. Б. Холодная сварка ме-
таллов. Изд. АН Латв. ССР, Рига, 1957.
2. Баландин Г. Ф., К о д о л о в В. Д.
Применение ультразвука при автоматической
электрошлаковой сварке. Сборник Института
машиноведения АН СССР «Автоматизация
процессов в машиностроении», т. II, «Горя-
чая обработка металлов», Изд. АН СССР.
ЛИТЕРАТУРА
299
3. Б ар анов И. Б. Холодная сварка пла
стичпых металлов, Машгиз. Москва — Ленин-
град, 1959.
4. Баранов И. В. Новые машины для сты-
ковой холодной сварки алюминия, меди и
алюминия с медью. «Автоматическая сварка»,
Изд. АН УССР, 1962, № 2.
5. Ба шенко В. В. Сварка металлов элек-
тронным лучом. «Сварочное производство»,
1961, № 1.
6. Б е л о у с о в Н. А., Володин В. П.
и др. Особенности схем и конструкций про-
мышленных ультразвуковых генераторов. Сб.
докладов Всесоюзной научно-технической кон-
ференции по применению ультразвука в про-
мышленности, Сб. «Источники ультразвуко-
вой энергии» ЦИНТИ электропромышлен-
ности и приборостроения, Москва, 1960.
7. В и л л И. В. Сварка металлов трением.
Машгиз, Москва —Ленинград, 1959.
8. Геворкян В. Г. Технология и режимы
виброкоптактного наращивания деталей. Изд.
ЦИТЭИН № М-60-83/5, 1960.
9. Горба некий В. В., Ш у б и н Л. В.,
Худышев А. Ф. Оборудование для пре-
цизионной электронно-лучевой сварки туго-
плавких металлов и сплавов. «Автоматическая
сварка» Изд. АН УССР. 1961, № 6.
10. Гуревич С. М., Назаренко О. К.,
Тимченко В. А. Установка для электрон-
но-лучевой сварки изделий из тугоплавких и
химически-активных металлов. «Автомати-
ческая сварка», Изд. АН УССР, 1960,
№ 9.
11. Г у р е в и ч С. М., Н азаренко С. Г.
Электронно-лучевая сварка металлов. Сбор-
ник рационализаторских предложений, 1961.
12. Гуревич С. М., Харченко Г. К.
Вопросы электронно-лучевой сварки молиб-
дена. «Автоматическая сварка», Изд. АН
УССР, 1961, № 12:
13. 3 а к с о н Р. И., Вознесенский
В. Д. Сварка трением. Изд. филиала ВИНИТИ
№ М-59-428/30, 1959.
14. К а з а к о в Н. Ф. Установка для диффу-
зионной сварки в вакууме. «Автоматическая
сварка» Изд. АН УССР, 1960, № 2.
15. Китайгородский Ю. И., Коган
М. Г. Генератор для возбуждения мощных маг-
нитострикционных преобразователей. «Элек-
тричество», 1958, № 2.
16. Клебанов Г. Н., Г р е в ц е в Н. В.
Свариваемость тугоплавких металлов. Изд.
ЦИТЭИН, № М-61 -488/36.
17. К о з л о в Ю. М. Электронно-лучевые
пушки для сварки металлов в вакууме.
«Сварочное производство», 1961, Na I.
18. К о с т ю к В. А., Козлов Ю. М., Ш у-
валов А. В., Герасименко А. В.
Промышленные установки для сварки элек-
тронным лучом. «Сварочное производство»
1961, № 1.
19. К у з м а к Е. М., Кудрин А. И.,
Ч е с к и с X, И. Технология оснащения
твердыми сплавами долот для бурения. Гос-
топтехиздат, 1954.
20. К у л а г и н И. Д., Николаев А. В.
Обработка материалов дуговой плазменной
струей. Справочник по сварке, т. И, Машгиа,
1961.
21. Медовар Б. И.,Назаренко О. К.,
Гуревич С. М., Повод А. Г., П и н-
ч у к Н. И. Некоторые особенности электрои-
но-лучевой сварки аустенитных сталей и
сплавов. «Автоматическая сварка», Изд. АН
УССР, 1961, № 7.
22. М о в ч а н Б. А., Р а б к и н Д. М., Г у-
р е в и ч С. М., Загребенюк С. Д.
Некоторые технологические особенности
сварки электронным лучом в вакууме. «Авто-
матическая сварка» Изд. АН УССР, 1959,
№ 8.
23. О л ь ш а н с к и й Н. А. К особенностям
электронного нагрева при сварке. «Автома-
тическая сварка» изд. АН УССР, 1962, № 5.
24. О л ь ш а и с к и й Н. А. Метод сварки
электронным лучом в вакууме. «Автомати-
ческая сварка» Изд. АН УССР, 1959, № 6.
25. П а ц к е в и ч И. Р. Вибродуговая на-
плавка. Машгиз, Москва — Свердловск, 1958.
26. Попилов Л. Я. Ультразвуковая сварка.
Судпромгиз. 1961.
27. С и л и н Л. Л., Баландин Г. Ф.
Коган М. Г., Ультразвуковая сварка,
Машгиз, Москва, 1962.
28. С и л и н Л. Л. Холодная сварка давлением.
«Справочник по сварке», т. 2, Машгиз, 1961.
29. Another furm offers electron-1 earn «elder to
industy «Welding Engii eer», 1959, 44, № 5.
30. В u r t о n G. Jr, Fra u k ho user Wm.
L. Electron-l earn welding. «Welding -Journal»,
1959, 38. n 10
31. W e r n о п C. W. New welding process. «Wel-
ding and Metal Fabrication», 26 № 9, 1958.
32. L e h f e 1 d t W., Ultaschallsch'veissen. «In-
dustrie—Anzeiger», 83, № 17, 1961.
33. О p i t z W., Steigerwald К. H. Tren-
nen mit Elek’ronenstrahlen. «Schueissen und
Schre den». 1961. 13, Na 9.
34. О s b о r n H. B. High-frequency continuous
seam welding of farrons and noti-ferrous tubring
«Welding Journal». № 12, 1953.
35. H а г p e r M. E., Nunn E. G. «Elektron-beam
welding. <• British Welding Journal», 1960. 7. № 5.
36. Roth R, E., Bratkovi chN. E. Chara-
cteristics and strength data of electron-beam
welds in four representative materials. «Welding
Journal», 1962, 41, № 5.
37. E'ectron-beam wells molydbenum sheets.
«Steeb, 1961. 148, № 13.
38. J о n e s J., P owers J. Ultrasonic welding.
Journal», 35, № 8, 1956.
39. Gulion introduces automated, continuous seam
ultrasonic welder. «American machinist», 102,
№ 5. 1958.
40. Steigerwald К. H. Scwelssen und
Schneiden mit Elektronen-strahlen. Schweissen
und Schneiden, 1960, 12, N2 3.
ГЛАВА IV
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ
ОБРАБОТКИ МЕТАЛЛОВ
ТЕРМИЧЕСКАЯ
И ХИМИКО-ТЕРМИЧЕСКАЯ
ОБРАБОТКА СТАЛИ
Характеристика и назначение процес-
сов. Процесс термической (или химико-
термической) обработки стали состоит
из трех последовательных стадий: на-
грева до требуемой температуры с опре-
деленной скоростью, выдержки при этой
температуре в течение требуемого времени
и охлаждения с заданной скоростью. Из-
менение этих факторов определяет раз-
личные свойства стали.
Процессы термической обработки при-
дают стальному изделию требуемые свой-
ства во всем его объеме или в части объема.
Процессы, протекающие с диффузион-
ным насыщением поверхности стали
различными элементами и приводящие
к изменению химического состава поверх-
ностного слоя стального изделия, назы-
ваются хи мико-термической обработкой.
К ним относятся цементация (науглеро-
живание), азотирование, цианирование,
сульфидирование, сульфоцианирование,
алитирование, хромирование, силици-
рование, цинкование, борирование и др.
При химико-термической обработке на-
грев, выдержка и охлаждение стали про-
изводятся в активной среде определен-
ного состава, насыщающей поверхность
стали различными элементами.
Термическая обработка стали. К про-
цессам термической обработки отно-
сятся отжиг, нормализация, закалка,
отпуск, старение и обработка холодом.
Отжиг стали обусловливает (вслед-
ствие фазовой перекристаллизации) из-
менение величины зерна, степени дис-
персности фаз и получение равновесных
структур распада аустенита.
По назначению различают отжиг пол-
ный, неполный, низкотемпературный,
Полный отжиг — нагрев стали до тем-
пературы, превышающей на 30 —50°С
верхнюю критическую точку Ас3, выдер-
жка при этой температуре и медленное
охлаждение до 400—600°С, чаще всего
с печью. Дальнейшее охлаждение может
производиться с большей скоростью.
Отжиг применяется преимущественно
для отливок, проката и поковок из до-
эвтектоидной углеродистой и легирован-
ной стали (например, стали марок 60,
50Г, 60Г, 65Г, 40Х, 45Х, 40СХ 40ХН,
45ХН, 37XH3A 45ХНМФА, 35ХМА,
38ХМЮА 35ХГС) с целью понижения
твердости, улучшения обрабатываемости
резанием (табл. 1) уменьшения или унич-
1. Влияние полного отжига на
обрабатываемость резанием (при точении)
стали 1
Марка стали Горячекатаная Отожженная
НВ Обраба- тывае- мость В % НВ Обраба- тывае- мость в /о
30 ГО 60 150 70
зог < 220 60 < 190 70
зохнз < 240 40 180—220 55
35 200 55 165 70
40 255 45 180 70
45Г <230 45 < 210 70
1 За 100% условно принята обраба-
тываемость резанием холоднотянутой авто-
матной стали А12.
тожения внутренних напряжений в от-
ливках, поковках и сварных изделиях,
повышения пластических и вязких
свойств (табл. 2) при некотором пони-
жении предела прочности и предела те-
кучести, подготовки структуры к по-
следующей термообработке и уменьше-
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
301
2. Влияние полного отжига на механические свойства горячедеформированной
и литой стали
Марка стали Состояние стали НВ в кГ/мм? в В % ф В % В /сГ > Af СМ2
40 После ковки После ковки и полного отжига <217 <197 68 58 20 22,5 43 57 ~~
45 Отливка до отжига ............. Отливка после полного отжига - 48 43 10 18 35 55 5 8
55 После прокатки После прокатки и полного отжига .... 241—255 207-229 71 58,5 15 22,5 38 43 -
65 После ковки После ковкн и полного отжига - 98 62 15 24 47 59,5 -
70 После штамповки После штамповки и полного отжига .... - 100 75 5 22,5 6,3 61.5 —
45Г После прокатки После прокатки и полного отжига .... 241 187 83 69 16 21 49 54 0,7 1,35
Микроструктура стали в литом состоя-
нии обладает крупным зерном с грубыми
выделениями феррита. Отжиг литой стали
приводит к получению мелкозернистой
структуры с равномерно распределен-
ными зернами феррита.
В крупных (сечением более 50 мм) по-
ковках из легированной стали, особенно
хромоникелевой с содержанием Мо или
W, часто появляются флокены (мелкие
трещины). Наиболее эффективным ме-
тодом предупреждения образования фло-
кенов является замедленное охлажде-
ние стали после штамповки или ковки, а
также отжиг при температуре перлитного
превращения.
Для уменьшения продолжительности
процесса полного отжига легированной
стали применяется изотермический от-
жиг, состоящий из нагрева стали до
температуры в интервале превращений
или выше его, выдержки при этой темпе-
ратуре и ускоренного охлаждения до
температуры ниже интервала превраще-
ний, выдержки при этой температуре и
окончательного охлаждения, обычно на
воздухе. Например, для улучшения об-
рабатываемости резанием и получения
повышенной чистоты поверхности при
зубодолблении, фрезеровании и протя-
гивании шлицев у деталей, изготовлен-
ных из стали 40ХНМД, применяется
изотермический отжиг при 760°С с бы-
стрым охлаждением до 635°С, выдержкой
при этой температуре в течение 4—6 ч
и дальнейшим охлаждением на воздухе.
В результате этой обработки сталь полу-
чает структуру из тонкопластинчатого
перлита, зерен феррита и мелкозернистого
цементита (НВ 192—-212).
Неполный отжиг — нагрев стали до
температуры выше Асг, но ниже Ас3,
выдержка при этой температуре и мед-
ленное охлаждение. Применяется для
заэвтектоидной стали и для проката и
поковок из доэвтектоидной стали с
целью улучшения обрабатываемости ре-
занием и снятия внутренних напряжений.
При неполном отжиге происходит ча-
стичное изменение свойств (вследствие
частичной фазовой перекристаллизации).
Разновидностью неполного отжига яв-
ляется отжиг сфероидизирующий, кото-
рый заключается в нагреве стали до тем-
пературы несколько выше точки Ас1:
выдержке при этой температуре и после-
дующем медленном охлаждении. Приме-
няется с целью снижения твердости для
улучшения обрабатываемости резанием
заэвтектоидной (инструментальной) ста-
ли и некоторых марок доэвтектоидной
легированной стали. Например, для ин-
струментальной стали с содержанием
С > 0,65% применяется сфероидизирую-
302 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
щий отжиг при 740—760°С; для деталей,
изготовленных из стали 35ХГС, прово-
дится сфероидизирующий отжиг при
780’С, в результате которого получается
структура зернистого перлита, что поз-
воляет применять высокие скорости реза-
ния при черновом и чистовом точении и
предварительном фрезеровании деталей.
Для стали ШХ15 применяется отжиг
при 780 —800°С с получением структуры
зернистого (и точечного) перлита.
Низкотемпературный отжиг (высокий
отпуск) — нагрев стали ниже точки Acj,
выдержка при этой температуре и после-
дующее охлаждение, чаще всего на воз-
духе. Применяется главным образом для
снятия внутренних напряжений после
сварки изделий и после механической
(черновой) обработки поковок из леги-
рованной стали, а также с целью сниже-
ния твердости и улучшения обрабатыва-
емости резанием высоколегированной ста-
ли, например марок 12Х2Н4А, 20Х2Н4А
и 18Х2Н4ВА, температура отжига кото-
рых равна 650—670°С.
Этот же отжиг для указанных сталей
применяется после их цементации с це-
лью уменьшения содержания аустенита
в науглероженном слое.
Влияние низкотемпературного отжига
на магнитные свойства стали в сопостав-
лении с полным отжигом приведено
в табл. 3.
Диффузионный отжиг (гомогенизация)
— нагрев стали до температуры выше
точки Ас3 на 150—300°С, продолжитель-
ная выдержка (поактически 8—15 '/)
при этой температуре и последующее
медленное охлаждение. Применяется пре-
имущественно для крупных стальных от-
ливок из легированной стали с целью
выравнивания (путем диффузии) хими-
ческой неоднородности зерен твердого
раствора и уменьшения ликвации. Диф-
фузионный отжиг вызывает увеличение
размера зерна, вследствие чего необхо-
димо производить дополнительный пол-
ный отжиг или нормализацию с целью
измельчения структуры.
Рекристаллизационный отжиг, приме-
няется для деформированной в холодном
состоянии (наклепанной, нагартованпой)
стали (холодноштампованные изделия,
холоднокатаные лист и лента, холодно-
тянутые прутки и проволока), которая
вследствие наклепа становится прочной
и твердой при понижении ее пластично-
сти (табл. 4); целью этого отжига явля-
ется восстановление исходных свойств
стали — понижение твердости, восста-
новление пластичности и вязкости при
некотором понижении прочности (табл. 5),
получение равноосных недеформирован-
ных зерен, снятие внутренних напря-
жений и улучшение деформируемости
при последующей холодной обработке —
волочении, штамповке, прокатке.
3. Влияние отжига на магнитные свойства
стали (0,31$ С; 0,85% Мп; 0,084% Si)
Магнитная индукция :тали в гс
Напряжен- после низко- после
ность поля в кованом темпера- полного
в в состоя- нии турного отжига при 700° С отжига при 900° С
3 325 837 550
7,5 2 3)7 8 250 4 750
12 5 050 11 550 8 700
30 12 200 15 600 14 000
50 15 450 16 850 16 000
100 18 200 18 250 17 700
150 19 100 19 000 18 900
200 19 700 19 450 19 500
4. Влияние холодной прокатки
на механические свойства стали
Марка стали Степень дефор- мации (умень- шение сечения) при. холодной прокатке НВ °в в кГ(мм,2 6 в %
10 (0,12%С) Исходное состояние 90 60 30
20 160 110 10
50 200 130 7
35 (0,34% С) Исходное состояние 95 85 30
20 180 120 6
50 220 160 4
45 (0,46 % С) Исходное состояние 160 120 20
20 210 150 8
1 50 240 180 3
Рекристаллизационный отжиг состоит
из нагрева стали выше температуры ре-
кристаллизации 1 на 150—250°С, выдер-
жки при этой температуре и последую-
щего охлаждения.
Нормализация отличается от
полного отжига характером охлажде-
ния, которое после выдержки деталей
1 Температура рекристаллизации ре%р=
= °.4 Табс. плавл <п0 Бочвару),
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
303
5. Изменение прочности и пластичности стали при холодной деформации
и рекристаллизационном отжиге
Марка стали Состояние стали в кГ/мм.2 6 В % ф В % ан в кГ • м/см2 НВ
20 Исходное — нормализация при 000° С 40 25 —
То же и наклепанная После наклепа и рекристаллизацион- 50—85 4 — — —
ного отжига 6'2—55 20 — — —
40 Исходное — нормализация 63 18 8 187
То же и наклепанная (холоднотянутая) После наклепа и рекристаллизацион- 87 5,5 — 2,8 241
ного отжига 58 21 — 6,5 149
IUX9 Исходное — отжиг 60—73
То же и наклепанная (холоднотянутая) После наклепа и рекристаллизацион ПО • — 30 — —
ного отжига 70 — 60 — —
при температуре процесса производится
на воздухе. При этом сталь получается
с несколько более высокой твердостью
и мелкозернистой структурой, чем при
отжиге, что обусловливает более высокие
значения предела прочности и предела
пропорциональности при некотором по-
нижении пластичности (табл. 6). Норма-
лизация применяется для исправления
структуры сварного шва, выравнивания
структурной неоднородности (отливок
и поковок), получения мелкозернистсй
структуры, улучшения обрабатываемо-
сти резанием углеродистой и легирован-
ной стали с низким и средним содержа-
нием углерода (например, стали марок 10,
15, 20, 30, 35, 40, 45, 50, 50Г. 20Х,
15ХФ, 20НМ, 18ХГТ, 18ХГМА, 12ХНЗ,
12Х2Н4, 20Х2Н4, 20ХНЗА, 40ХС,
40ХНМА, 38ХМЮА). Для некоторых
марок высоко- и среднелегированной
стали (50Г, 45Х, 35СГ, 40СХ, 20Х2Н4А,
18Х2Н4ВА) после нормализации необхо-
дим высокотемпературный отпуск для
улучшения обрабатываемости резанием.
Нормализация используется также для
подготовки структуры к последующей
термообработке (закалке) и повышения
пластичности и вязкости горячедеформи-
рованной стали (табл. 7). Кроме того,
нормализация применяется после цемен-
тации деталей с целью уменьшения ко-
личества свободных карбидов и расса-
сывания карбидной сетки в науглеро-
женном слое (во избежание получения
трещин при шлифовании, закалке и
6. Сравнение механических свойств стали в
отожженном и нормализованном состоянии
Марка стали Термообработка НВ «в в кГ/мм2 Механические свойства
в кГ/мм2 6 в % Ч’ в % ан в кГ-м/см2
50 Полный отжиг 179—228 55-75 >29 >15
Нормализация 187—235 63—80 >34 >11 5-6
40 X Полный отжиг ...... 179—207 60—70 15—20 45—50 5-9
Нормализация ...... 207—217 73-78 — 14-18 48-54 6-8
50Г Полный отжиг 207 74 49 23 59
Нормализация ...... 248 111 55 20 52 —
40 ХН Полный отжиг ...... 202 66 46 26 56
Нормализация 223 77 54 21 51 —
304 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
7. Влияние нормализации на механические свойства горячедеформированной стали
Марка стали Состояние стали в кГ/мм2 6 в % ф в % ан В КГ'М/СМ2 НВ
40 После прокатки То же и нормализация . . . 65 60 17 18 43 47 7 -
50 После прокатки То же и нормализация . . . 74 65 14 26 .35 40 4 250 164
20Г После прокатки ....... То же и нормализация . . . 57 58 23 24 68-71 22 25 166 159
50 Г После ковки То же и нормализация . . . 75—81 69-72 13-18 20—23,5 16—25 33,5-43,5 1,2—4,2 4,5—6 228 187
15Х После прокатки То же и нормализация . . . 51 47 25 30 73 77 13 13 156 143
40Х После прокатки ....... То же и нормализация . . . 73 68 16—19 20 67 51-53 5.5 217 197—207
эксплуатации деталей) и получения мел-
козернистой однородной структуры серд-
цевины изделий после цементации.
Закалка стали — процесс терми-
ческой обработки, обусловливающий по-
лучение структур аустенита, мартен-
сита, троостита. Применяется для отли-
вок, поковок, штамповок и механически
обработанных деталей с целью повыше-
ния твердости, получения требуемых
физико-механических свойств, улучше-
ния специальных физических и химичес-
ких свойств (высокие характеристики
прочности, износостойкости, коррозион-
ной стойкости, магнитных и электричес-
ких свойств).
Закалка состоит из нагрева стали до
температуры выше или в интервале
превращений, выдержки при этой тем-
пературе и последующего охлаждения
обычно с большой скоростью (в водных
растворах солей NaOH, NaCl, в воде,
масле, в расплавленных солях, на воз-
духе).
Влияние типа закалочной среды (и
температуры отпуска) на характеристики
прочности и пластичности стали 40 при-
ведено в табл. 8.
Различают полную, неполную, изотер-
мическую и ступенчатую закалку.
Полная закалка — нагрев стали до
температуры, превышающей на 30—50°С
точку Ас3 для доэвтектоидной стали (для
заэвтектоидной стали — выше точки Ac±
на 30—50°С), выдержка при этой тем-
пературе и охлаждение с большой ско-
ростью для получения чаще всего мар-
тенситной структуры (фиг. 1, /, //).
8. Механические свойства закаленной стали
марки 40 в зависимости от типа закалочной
среды и температуры отпуска
Показатель проч- ности Температура отпуска в ° С Закалка
при 850° С в масле 45° С при 820° С в воде 35° С при 820° С в 8%-ном растворе NaOH 35° С
ат в кГ!мм2 300 400 500 68 62 55 100 90 75 112 95 80
°в в кГ/мм2 300 400 500 88 78 68 105 100 85 126 110 100
6 В % 300 400 500 16 18 20 9 12 14 5 12 14
Примечание. Термообработка заго- товок диаметром 25 мм; разрывные образцы диаметром 20 мм вырезались из централь- ной части заготовок.
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
305
9. Механические свойства сердцевины цементуемых сталей после закалки
и низкотемпературного отпуска
Марка стали Термообработка Механические свойства, не менее
Темпера- тура в°С* со калка Среда Отпуск в ° С *| 1 а as в кГ/мм2 % Я 9 1 Ф в % £ Сй £ <3 НВ
10 20 15Г 2 0Г 15Х 20Х 20ХГ 15ХФ 15 ХМ 18ХГМ 18ХГТ 15НМ 12ХН2 12ХНЗ 20ХНЗА 12Х2Н4 20Х2Н4 18Х2Н4ВА 12Х2НЗМА 20ХГР 15Х2ГН2ТРА * Указаны 780 800 780 800 780 800 850 780 800 780 800 800 820 780 800 840 820 830 800 820 780 800 780 800 780 800 800 '780 800 780 800 810 820 780 800 860 880 820 830 предсль Вода Масло Вода Масло •» » » темпсрату 180 200 180 200 180 200 300 180 200 180 200 180 200 190 210 150 190 210 180 200 190 210 180 200 180 200 180 160 180 160 180 160 180 180 200 200 160 Р- 40 50—60 50 125—130 62 65 80 80 125 110 115 85 80 85 100 130 125—145 145—160 115 120 135-150 127—138 25 28—35 30 38 40 60 60 90 95 75 60 70 80 ио 115 130 85 95 111—125 116—121 25 18 17 6,5 15 13 10 9 7 10 10 12 10 10 9 7 7 11 10 13—14 13—13,5 55 45 45 57—60 45 40 40 50 50 50 50 50 60 55 45 45 40 50 50 60-63 61,5-63 8—9 6 5 6 7 14 9 8 9 9 8 10—13,7 10 8 8 7 12 9 11-12 12—13,0 ~ 137 145—160 140-160 364 179 197 229 241—255 285—388 332—375 241—255 229 241 383-398 321—426 321—444 321—444 331—388 328—386 364-444 364-387
10. Механические свойства поковок из углеродистой н легированной стали после улучшения
Марка стали Закалка Отпуск Механические свойства
Температура в °C * Охлаждаю- । щая среда Температура в ° С * 1 Охлаждаю- щая среда 3 4 из Со О а s0 6 в % Ф в % 1 в кГ- м/см2 НВ Размер сече- ния поковок в мм
40 830 850 Вода 580 630 Воздух 60 32 18 40 5 192—228 До 100
45 820 850 580 640 > 65 35 17 38 4 192—235 До 100
50 820 840 560 620 70-80 37-42 15-17 40—45 4—5 212—235 До 80
ЗС6 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Продолжение табл. 10
। Марка стали —— Закалка Отпуск Механические свойства
Температура в° С * j Охлаждаю- щая среда Температура в ° С * 1 Охлаждаю- щая среда у м 41 о в кГ/мм1 С в % % а * ан в кГ м/см* НВ Размер сече- 1 ния поковок в мм
50Г 820 840 Масло 550 600 Воздух 80 55 8 40 3,5 241—285 До 60
50С2Г 820 840 » 500 550 Вода 80 45 12 35 4 241 т> 100
зох 850 870 Вода 550 570 72 50 14 45 5 212 » 100
35Х 840 860 Масло 610 630 65 45 14 45 5 187 » 100
35ХГ2 810 830 620 660 85 70 12 45 8 235—269 » 100
40ХГМ 850 870 560 600 Вода или масло 110 100 12 50 7 321—387 » 100
27СГ 920 Вода 420 Вода 100 80 10 45 9 > 25
30ХГС 860 880 Масло 640 660 75 55 12 45 6 241 » 100
35ХГС 860 880 500 100 75 7 45 6 285 » 60
40ХФА 870 890 630 660 90 75 10 50 9 269 » 60-
45ХНМФА 860 880 550 600 Воздух 105 90 9 40 5 321—363 » 100
38ХМЮА 930 950 » 600 670 Вода 100 85 15 50 9 266 » 60
25ХНВА 850 » 560 Воздух 110 95 11 45 9 > 25
40Х 830 850 540 570 Вода 78 55 12 40 4 288 » 100
45Х 820 840 » 600 650 85 65 10 45 5 241 » 100
35СГ 890 910 Вода 5S0 620 » 85 65 15 40 6 202 » 60
ззхс 920 940 620 640 95 75 15 45 6 286 > 60
.37ХС (40( X) 880 900 Масло 600 650 100 80 12 40 6 272—302 » 60
40ХС 910 930 600 650 90 70 12 я 6 246—269 » 80
зохнз 820 840 520 550 Воздух 90 70 8 45 6 255 » 60
37XH3A 810 830 550 5S0 600 650 Масло 110 юо 10 50 7 330—418 S 60
40ХН 820 840 » Вода ИЛИ масло 85 65 13 45 8 230—260 > 100
40ХН 820 840 500 550 То же 90 68 10 40 7 255 » 100
45Р 840 Вода 500 Воздух 100 80 14 50 8 —
40ХНМА 830 850 Масло 600 620 Вода ИЛИ масло по 80 12 45 8 302 До 50
35ХМ 850 870 Вода или масло 600 640 Вода 70 50 15 45 6 235 » 100
35ХМФА 840 860 То же 600 620 Воздух 100 90 15 55 8 282 > 50
40ХГ . 860 880 Масло 550 600 Вода 100 80 10 45 6 272—302 » 60
* Указаны пределы температур.
термическая и химико-термическая обработка стали
307
Применяется для отливок, поковок и
механически обработанных деталей с
целью получения высокой твердости,
высоких механических свойств и изно-
состойкости (табл. 9 и 10).
Неполная закалка — нагрев стали до
температуры, находящейся в интервале
превращений (выше Ас,, но ниже Ас3),
выдержка при этой температуре и по-
следующее охлаждение с большой ско-
ростью. В результате неполной закалки
получается неоднородная структура, со-
состоящая из аустенита, мартенсита,
троостита, как при полной закалке,
феррита—для доэвтектоидной стали и
карбидов—для заэвтектоидной стали.
Применяется преимущественно для за-
эвтектоидной углеродистой стали.
Изотермическая закалка — нагрев ста-
ли до температуры выше точки Лс3
на 30 —50°С. выдержка при этой темпе-
Фиг. 1. Схематические кривые охлаждения era-
ли при обычной (полной) закалке: / — в воде;
// — в масле; III — при ступенчатой закалке;
IV — при изотермической закалке.
ратуре, охлаждение в среде 1 с темпера-
турой выше начала мартенситного прев-
ращения /Ин на 30—100°С для изотерми-
ческого превращения аустенита и по-
следующее охлаждение (вне этой среды)
с заданной скоростью (фиг. 1, IV). При-
меняется преимущественно для деталей
малого сечения из высокоуглеродистой и
легированной стали (например, марок 85,
65Г, ЗОХГС, 37ХС, 50ХФА, 55С2, 60С2А
и др.) и для инструмента с целью умень-
шения напряжений и деформаций и полу-
чения высокой твердости и высоких зна-
чений пластичности, прочности и, осо-
бенно, вязкости, чаще всего без последую-
щего отпуска. Для большинства конструк-
ционных сталей охлаждение при изо-
термической закалке в среде с темпера-
1 Характеристика сред, применяемых для
охлаждения при изотермической закалке, при-
ведена на стр. 308.
турой выше 400° приводит к понижению
значений ударной вязкости (табл. 11).
11. Ударная вязкость и твердость
стали после изотермической и обычной
закалки с отпуском [1]
Марка стали Изотермическая закалка Обычная закалка с отпуском
Темпера- тура зака- , лочной среды в °C ан * в кГ-м/см2 1 HRC Темпера- тура от- пуска в0 С ан в кГ • м/см2 НИС
ЗОХГСА 325 370 400 425 450 11,5 11.3 10,5 4,8 4,5 48 45 37 35 35 250 300 350 400 450 500 550 5,2 4,8 4,5 4,0 5,5 7.5 8,0 52 52 50 45 43 40 35
38ХА 300 350 400 450 6,8 7,0 7,0 4,0 48 42 35 32 200 300 400 500 550 6,0 4,0 4,5 7.5 12.0 52 47 45 38 35
40ХНМА 300 325 375 400 450 6,0 6,5 6,5 6.5 3,5 48 40 37 33 200 300 350 400 500 3,8 1.8 2,0 4,0 7,5 53 47 45 38
Разновидностью изотермической закал-
ки является светлая изотермическая за-
калка 2, применяющаяся для тонкостен-
ных плоских и малого сечения деталей
(диски, кольца, пружины, болты, вали-
ки, втулки, детали топливной аппаратуры
и др.), изготовленных из стали марок
85, 65Г, 35ХГС, 60С2А, 37ХС, 50ХФА,
а также для инструментов. В результате
светлой изотермической закалки в отли-
чие от обычной изотермической изделия
получаются чистыми и светлыми и не
требуют последующей очистки.
Ступенчатая закалка состоит из на-
грева стали до температуры выше Ас3
на 30—50°С, выдержки при этой темпе-
ратуре, охлаждения в среде с темпера-
турой выше на 20—40°С, температуры
начала мартенситного превращения Мн
с выдержкой при этой температуре для
выравнивания ее по всему сечению и окон-
чательного охлаждения на воздухе или
в другой охлаждающей среде (фиг. 1,
III). При этом получается мартенситная
структура.
8 Метод разработан Волковым и Садовским,
308 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Ступенчатая закалка применяется для
деталей сложной конфигурации (напри-
мер, шестерен), изготовленных из леги-
рованной и углеродистой стали (а также
для инструментов) при требовании мини-
мальной деформации.
Требуемые механические свойства по-
лучаются после соответствующего от-
пуска.
Охлаждение стали при различных ви-
дах закалки протекает следующим обра-
зом.
При обычной закалке в воде (фиг. 1, /),
когда температура поверхности стальной
детали во время охлаждения достигает
температуры начала мартенситного прев-
ращения Мн (точки Я), температура серд-
цевины (точка а) еще очень высока.
Когда в поверхностном слое детали
образование мартенсита уже закончилось
(точка К), в сердцевине (точка 6) оно
еще не начиналось. Образование в по-
верхностном слое мартенсита, обладаю-
щего большим удельным объемом, вы-
зывает значительные напряжения и свя-
занные с ними деформации; в точке Мн
начинается мартенситное превращение
в сердцевине, температура поверхности
близка к температуре закалочной среды,
что также вызывает возникновение на-
пряжений.
При закалке в масле (фиг. 1, II) ох-
лаждение поверхности и сердцевины про-
текает благодаря меньшей скорости ох-
лаждения со значительно меньшей раз-
ницей в температурах (прямая На >
> Нув', Кб > Куг), что приводит к обра-
зованию остаточных напряжений зна-
чительно меньшего значения.
При ступенчатой закалке (фиг. 1, III)
температура Мн + (20 -М0°С) по всему
сечению стальной детали выравнивается
до начала мартенситного превращения
(в точке Мн); поэтому разница между
температурами поверхности и сердце-
вины детали в момент начала мартенсит-
ного превращения очень невелика и
напряжения получаются чрезвычайно ма-
лыми. Отставание охлаждения сердце-
вины детали от охлаждения ее поверх-
ности при закалке в воде видно из кри-
вых фиг. 2.
Для охлаждения при обычной закалке
в зависимости от марки стали применяют-
ся различные охладители. Для закалки
основным является скорость охлажде-
ния в двух температурных интервалах
(табл. 12) 650—450°С (зона наименьшей
устойчивости аустенита) и 300—200°С (зо-
на мартенситного превращения), причем в
первом интервале требуется большая
скорость охлаждения (не ниже крити-
ческой, равная 150 —500°С/сек) во из-
бежание превращения аустенита в фер-
ритно-цементную смесь, а во втором ин-
тервале 10— 20°С1 сек во избежание воз-
никновения значительных напряжений
и связанных с ними деформаций и зака-
лочных трещин.
2 — центр образца.
Для охлаждения стали при изотерми-
ческой и ступенчатой закалке применя-
ются горячие 150—230°С масла (вапор,
цилиндровое 6) и расплавленные азотно-
и азотистокислые соли натрия и калия-
селитры NaNO3 и KNO3 и азотистокислые
соли NaNO2 и KNO2.
12. Скорости охлаждения стали в различных
закаливающих средах
(С. С. Штейнберг)
Закаливающая среда Скорость ох- лаждения в 0 С/сек в ин- тервале тем- ператур в 0 С
650—550 300—200
Вода при 18е С . » 26° С » 50° С ....... » 74° С ....... 10%-ный водный раствор NaOH* То же NaCl * . » Na2CO3 * » HsSO4 Мыльная вода Минеральное масло Эмульсия масла в воде. . . Трансформаторное масло . . Машинное масло 600 500 100 30 1200 1100 800 750 30 100—120 70 120 100 270 270 170 200 300 300 270 300 200 20-50 200 25 18-15
* Температура 18° С.
Термическая и химико-термическая обработка стали
309
Горячие масла по своей закаливающей
способности почти не отличаются от
применяемого для обычной закалки мас-
ла с температурой 30—70°С (табл. 13).
13. Скорость охлаждения стали 20 с 845 ®С
(образец диаметром 22,2 мм)
Вид закалки Темпера- тура за- калочно- го масла в °C Продолжительность охлаждения в сек. до температуры в °C
700 540 370 200
30 9,1 14,6 22,5 37,5
Обычная 40 9 13 2 20,2 36,3
60 8,5 13,5 21,2 38,5
120 7.3 13,5 24,5 53.8
150 6 12,5 26 64
Ступенчатая 180 6,3 13,0 26 84
200 6,3 13,3 24,8
230 6,3 13,0 28,7
Закаливающая способность расплавлен-
ных соляных ванн достаточно велика, но
с повышением температуры ванны она
понижается. Сравнительная скорость ох-
лаждения при закалке стали в воде,
селитре и масле приведена на фиг. 3.
Фиг. 3. Скорость охлаждения
с температуры 705° в центре об-
разцов различного диаметра d
из стали 50 в зависимости от типа
охлаждающей среды: 1 — цирку-
лирующая вода 8° (выдержка об-
разцов до полного охлаждения);
2 — перемешиваемая селитра
175° (выдержка образцов 30 сек);
3 — циркулирующее масло 55°
(выдержка образцов до полного
охлаждения).
При светлой изотермической закалке
в качестве закалочной среды применяются
щелочные соли КОН, NaOH и их смеси.
Для увеличения интенсивности охлаж-
дения деталей при закалке применяется
перемешивание закалочной среды ультра-
звуком (табл. 14). При этом получается
более высокая и равномерная поверх-
ностная твердость, а также резко умень-
шается количество окалины и закалочного
масла на деталях после закалки (табл. 15).
14. Интенсивность охлаждения стали
в различных закалочных средах
(относительные единицы)
Закалочная среда Спокойная жидкость Жидкость, пе- ремешиваемая механически Жидкость, пе- ремешиваемая ультразвуком (частота 20 кгц)
Масло Раствор соли прн 20° Расплав соли при 200° 1 1 1 2,7—3,6 2,5 4,3 5,5 3,7 6,0
Поверхностная закалка — нагрев с
большой скоростью поверхностного слоя
стальной детали до температуры выше
интервала превращений и последующее
быстрое охлаждение с получением мартен-
ситной структуры в закаленном поверх-
ностном слое определенной глубины;
применяется для деталей машин (и ин-
струментов) с целью получения высокой
твердости и прочности поверхностного
слоя, высокой износостойкости и повы-
шения усталостной и контактной проч-
ности. При поверхностной закалке умень-
шаются деформации детали (в сравнении
с деформациями при объемной закалке),
а также чувствительность к концентра-
ции напряжений (галтели, отверстия, ка-
навки, шлицы и т. п.).
15. Влияние ультразвуковых колебаний
в масляной ванне при закалке углеродистой
стали (С = 1,0%) с температуры 845°
(образцы ф 25 jiuj; h = 25 мм)
Параметры Минеральное масло
спокой- ное перемеши- ваемое ультразву- ковыми ко- лебаниями
Поверхностная твердость HRC 29—38 48—50
Количество окалины, оставшейся на образ- цах после закалки в масле, в % Количество масла, остав- шегося на образцах после закалки в масле, в % 100 10-40
100 50
Нагрев осуществляется (табл 16) по-
средством электроэнергии (индукционный
нагрев токами промышленной, повышен-
ной или высокой частоты; контактный
16. Характеристика методов поверхностной закалки
Нагрев Охлаждение Глубина закален- ного слоя в мм Недостатки метода Применимость метода
Метод Характеристика
Объемный нагрев и поверхностное охлаждение Объемный (сквозной) нагрев в печах до температуры АС3 + 30 -г 50° С В резко закаливаю- щем 3 — 7%-ном вод- ном растворе NaOH с температурой 25— 35° С; выдержка в течение 5—50 сек До 5 Трудность получения ста- бильной глубины закален- ного слоя, необходимость применения закалочных машин с вращением дета- лей во время их закалки в зажатом состоянии Ограниченное примене- ние для тел вращения (коленчатые валы, рас- пределительные валы, оси и др.)
Поверхностный нагрев в свинцо- вых ваннах Объемный (сквозной) подо- грев в печах до темпера- туры ниже Ас3 с после- дующим быстрым поверхно- стным нагревом в свинпо- вой ванне, перегретой зна- чительно выше температу- ры Асз В воде или масле 1—2 Необходимость наличия двух тепловых агрегатов для по- догрева и нагрева деталей; дефицитность свинца; испа- рение и окисление свинца из-за высокой температуры ванны (до 950° С) и потери свинца при уносе с дета- лями;' трудность получения стабильной глубины зака- ленного слоя Очень ограниченное (для шестерен, валиков, ма- лого сечения и т. п. деталей яз стали с по- ниженной прокаливае- мостью)
Электронагрев в электролите (ме- тод Ясногород- ского) — Поверхностный нагрев в элек- тролите (водный 5-10%- ный раствор Na^COa или других солей) при постоян- ном токе 200—250 в, от 2 до 20 а (плотность тока 3—7 а/см2}, температура электролита 20 — 60° С В том же электролите после отключения тока или в баке с водой или маслом 1,5—5 Трудность контроля и регу- лирования температур и возможное в связи с этим получение перегрева зака- ленного слоя Ограниченное (для дета- лей простой конфигура цин—валикор, пальцев, осей и др.)
Продолжение табл. 16
’ Нагрев Охлаждение Глубина закален- ного слоя в мм Недостатки метода Применимость метода
Метод Характеристика
Контактный элек- тронагрев (метод Гевелинга) Поверхностный нагрев за счет тепла, выделяемого при контактном электро- нагреве переменным током 50 гц, 2—8 в, электроды— медные ролики, катящиеся по поверхности детали со скоростью 2—10 мм/сек (практически 3—6 мм/сек) При помощи души- рующего устройства водой или за счет внутренней ненагре- той части металла (сердцевины) 1.5—6 Малая производительность; получение нечистой(вмяти- ны, прижоги) поверхности, наличие полоски отпуска Очень ограниченное (для валов, осей, шпинделей большого сечеиия)
Нагрев газо-ки- слородным пла- менем Поверхностный нагрев при помощи горелки (в каче стве горючего применяется ацетилен, светильный газ, генераторный газ, природ пый газ, пары керосина и др.) Основные способы закалки аналогичны высокочастот- ной закалке При помощи душн- рующего устройства водой До 6 Затруднения при контроле и регулировании темпера- тур н возможное в связи с этим получение перегрева закаленного слоя Широкое (для зубьев крупных шестерен, шеек валов и осей большого сечения, рабочих пло скостей крупных дета- лей и др.)
Электронагрев т. в. ч. (метод Вологдина) Индукционный поверхност- ный нагрев при помощи индукторов Основные способы а) одновременный нагрев и за поверхности (для небольп неподвижной детали или б) непрерывно-последовательн обрабатываемой поверхно шестерен, валы, оси, напр др.) с перемещением инд к детали или детали к ищ в) последовательные нагрев частей детали (зубья кру ки больших валов) При помощи души- рующего устройства водой, эмульсией, водо-воздушной смесью или погру- жением в бак с мас- лом закалки: калка обрабатываемой их поверхностей) при лри ее вращении; ые нагрев и закалка сти (зубья крупных авляющне станков и /ктора по отношению дуктору; и закалка отдельных пных шестерен, шей- 0,3—8 Очень широкое для раз- личных деталей в ма- шиностроении (круп- ные, средние и мелкие шестерни, оси, валы, планки, направляющие, шпиндели, валики.ходо- вые винты станков, сто- порные уп рные кольца, головки болтов кулачки муфты,втулки, кольца, гайки, роторы гидро- насосов и др.)
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
312 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
нагрев; нагрев в электролите), газо-
кислородного пламени (ацетилен, све-
тильный газ, природный газ и др.) или
путем предварительного подогрева дета-
лей (в печах, ваннах) до температуры
ниже Ас3 с последующим быстрым на-
гревом в свинцовой ванне, имеющей тем-
пературу значительно выше Ас3; при
этом деталь нагревается до требуемой
температуры на определенную глубину
от поверхности (0,5—1,2 мм) и подверга-
ется закалке.
Наибольшее распространение получил
метод поверхностной закалки с нагревом
т. в. ч. и, частично, газо-кислородным
пламенем.
Охлаждение при поверхностной закал-
ке с электронагревом или газо-кислород-
ным пламенем чаще всего осуществляется
при помощи душирующих устройств с
применением в качестве охлаждающей
жидкости воды, водо-воздушной смеси
или эмульсии. Масло из-за его коксова-
ния в отверстиях душирующего устрой-
ства для этой цели не применяется.
Поверхностной закалке подвергают
шейки и галтели коленчатых валов, шей-
ки и кулачки распределительных валов,
гильзы цилиндров, поршневые пальцы
двигателей внутреннего сгорания, зубья
шестерен, валики, шпиндели и направ-
ляющие станков, пальцы трака и другие
детали, изготовляемые главным образом из
углеродистой и низколегированной стали
марок 40,45, 50,40 X, 40 ХН, 45Х, 40Г, 50Г.
При выборе метода поверхностного
упрочнения деталей необходимо учиты-
вать следующее:
а) возможность применения метода
упрочнения для детали данной конфигу-
рации и размеров с учетом концентрато-
ров напряжений; так, для деталей очень
сложной конфигурации, требующих по-
верхностного упрочнения по контуру, за-
калка с высокочастотным нагревом чрез-
вычайно сложна, нерациональна и часто
оказывается невозможной; в этих случаях
применяется один из процессов химико-
термической обработки в зависимости от
условий работы деталей и предъявляе-
мых к ним требований (величина и ха-
рактер напряжений, износостойкость, на-
личие ударных нагрузок и т. п.);
б) получение требуемых высоких проч-
ностных характеристик (НВ, ов< ат,
а-х), вязкости (ан), пластичности (6, ф)
и износостойкости;
в) обеспечение минимальных деформа-
ций при термообработке;
г) получение максимальной технико-
экономической эффективности выбран-
ного метода упрочнения.
Величина и характер поверхностного
упрочнения стальных деталей зависят от
свойств упрочненного слоя и сердцевины,
а также от величины и распределения
остаточных напряжений в упрочненном
слое и в непосредственно примыкающем
к нему подслое.
Поверхностная закалка с нагревом т. в.ч.
в сравнении с другими методами обладает
значительными преимуществами, основ-
ными из которых являются снижение
себестоимости и резкое уменьшение про-
должительности термообработки, умень-
шение деформаций при термообработке,
получение чистой без окалины поверх-
ности деталей после закалки, возмож-
ность механизации и автоматизации про-
цесса закалки и включения закалочных
агрегатов в поточные линии механичес-
кой обработки деталей.
Нагрев т. в. ч. основан на следующем:
при пропускании по проводнику-индук-
тору в т. в. ч. 1 вокруг него создается пе-
ременное магнитное поле; в обрабатыва-
емой детали, помещенной внутри ин-
дуктора, возбуждается индуктированный
(вихревой) ток, который вызывает нагрев
детали. Индуктированный ток концен-
трируется в поверхностном слое детали,
и чем больше частота подводимого тока,
тем меньше глубина его проникновения.
При высокочастотном нагреве тепло
возникает в самой детали, что позволяет
получать очень высокие скорости по-
верхностного нагрева до требуемых тем-
ператур закалки, которые превышают
точку Ас3 на 50—120°С; нагретая таким
образом деталь охлаждается водой или
другим охладителем, в результате чего
происходит закалка поверхностного слоя
на определенную глубину.
Основными факторами, определяю-
щими глубину и качество закаленного
слоя при выбранной частоте и плотности
тока, является температура и скорость
нагрева; чем меньше скорость нагрева
и выше температура его, тем больше глу-
бина закаленного слоя.
Стальные детали, закаленные с нагре-
вом т. в. ч. (в сравнении со сталью, на-
гретой под закалку в печи), имеют по-
вышенную на 2—4 единицы твердость по
Роквеллу, обладают более высокой из-
* Практически от 10s до 104 гц при машинных
генераторах и от 150 . 103 до 100 . 104 гц при
ламповых генераторах.
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
313
носостойкостью и прочностью и дают
значительно меньшие деформации.
После высокочастотной закалки сле-
дует низкий отпуск, заменяемый часто
самоотпуском, который осуществляется
за счет тепла, сохраняющегося в детали
при прекращении ее охлаждения.'
При назначении высокочастотного на-
грева для поверхностной закалки дета-
лей необходимо учитывать следующее:
а) с увеличением глубины закаленного
слоя (отношения глубины слоя к сече-
нию детали) предел выносливости сна-
чала увеличивается, достигает макси-
мального значения, а затем уменьшается.
Например, при испытании образцов
диаметром 7,5 мм, длиной 100 мм с над-
резом (сталь 45) на знакопеременный
изгиб (консольный) получены следующие
результаты (данные Карелина и Миро-
любова):
Глубина закаленного Предел выносливости
слоя в мм в к,Г!ммг
0,5 40
1,0 44
2,0 88
4,0 18
б) усталостное разрушение деталей,
подвергнутых местной поверхностной за-
калке и работающих в условиях знако-
переменных нагрузок, происходит в том
месте, где кончается закаленный слой,
особенно если обрыв закаленного слоя
распространяется на места концентра-
ции напряжений (например, закаленная
шейка при незакаленной галтели колен-
чатого вала); это приводит к уменьшению
сопротивления усталости, которое явля-
ется результатом того, что в части неза-
каленной поверхности, примыкающей не-
посредственно к упрочненной части, об-
разуются растягивающие напряжения
значительной величины. Поверхностное
упрочнение при закалке с нагревом т. в. ч.
устраняет влияние концентрации напря-
жений (табл. 17).
Необходимость применения для по-
верхностной закалки стали со средним
содержанием углерода (0,35—0,60%) для
обеспечения высокой поверхностной твер-
дости видна из кривой на фиг. 4. Схема-
тическое распределение твердости по
сечению поверхностного закаленного слоя
стали 40 приведено на фиг. 5.
Поверхностная закалка с нагревом га-
зо-кислородным пламенем как простой и
доступный метод, не требующий дорого-
стоящих установок, нашла довольно
широкое применение, особенно для круп-
ных стальных деталей.
17. Зависимость предела выносливости стали
40ХНМА от вида поверхностной закалки
с нагревом т. в. ч. валов диамэтром 40 м.н
(предзаригельная закалка при 850° и отпуск
при 550°) (2]
Наличие концентраторов напряжений Закалка т. в. ч. Предел выносли- 1 вост» в кГ/мм2
Без концентрато- ров напряжений Круговая галтель Без концентрате ров напряжений Круговая галтель То же Без закалки То же Поверхностная за- калка вала т. в. Ч. А =0,25 Г НВ 630 — 640 То же. Галтель поверхностно за- калена Поверхно- стная закалка Д вала т. в. ч. —- = г — 0,25 с обрывом слоя у начала галтели. Галтель поверхностно не закалена 48 24 56 56 16
Отпуск — процесс термообработки
предварительно закаленной стали, обус-
ловливающий получение более равно-
весных структур. Неравновесные струк-
туры закалки — аустенит и мартенсит —
дают в соответствии с температурой от-
пуска более равновесные структуры —
мартенсит отпуска, троостомартенсит,
троостит, троостосорбит, сорбит.
Фиг. 4. Влияние
содержания угле-
рода в углероди-
стой стали на по-
верхностную твер-
дость после газо-
кислородной за-
калки.
Фиг. 5. Твердость после
поверхностной закалки:
I — мартенсит (закален-
ная зона); II — троосто-
мартенсит (переходная
зона); III— троостит (пе-
реходная зона); / У—пер-
лит и феррит (сердцевина).
Отпуск применяется после закалки
(нормализации) стальных отливок, по-
ковок, 'проката и механически обрабо-
танных деталей и осуществляется путем
нагрева стали до температуры ниже
интервала превращений, выдержки и
314
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
последующего охлаждения. Целью отпус-
ка является повышение вязких свойств,
уменьшение внутренних напряжений и
хрупкости, улучшение обрабатываемости
резанием.
По температуре нагрева процесс от-
пуска подразделяется на высокий, сред-
ний и низкий.
Высокий отпуск — нагрев закаленной
стали до температуры выше 500°С, но
ниже Acj (обычно в интервалебОО—670° С),
выдержка при этой температуре и охлаж-
дение с требуемой скоростью. Замедлен-
ное охлаждение хромистой, марганцевой,
хромомарганцевой, кремниемарганцевой,
хромоникелевой, хромокремнистой стали
(и стали с содержанием Р > 0,1%) при
высоком отпуске приводит к резкому
снижению ударной вязкости, так как эти
стали склонны к отпускной хрупкости.
Увеличение скорости охлаждения (в
воде вместо охлаждения с печью) значи-
тельно повышает величину ударной вяз-
кости.
Целью высокого отпуска является мак-
симальное повышение пластических и
вязких свойств при некотором пониже-
нии (но с сохранением достаточно высо-
ких значений) твердости, пределов проч-
ности и текучести (при растяжении) и
уменьшение внутренних напряжений.
Этот вид отпуска применяется главным
образом для углеродистых и легирован-
ных улучшаемых сталей, механические
свойства которых, полученные после
улучшения (закалка и высокотемператур-
ный отпуск), приведены в табл. 10.
В результате высокого отпуска зака-
ленной конструкционной стали получа-
ется сорбитная микроструктура.
Средний отпуск — нагрев закаленной
стали до температуры в интервале 250—
450°С, выдержка при этой температуре
и охлаждение.
Целью этого отпуска является умень-
шение внутренних напряжений и получе-
ние повышенных пластических свойств
при более высоких значениях твердости,
пределов прочности и текучести, чем при
высоком отпуске. Применяется главным
образом для пружинных деталей (пру-
жины, рессорные листы, валы стержне-
вой подвески).
Низкий отпуск — нагрев предвари-
тельно закаленной стали до температуры
в интервале 140—230°С, выдержка при
этой температуре и охлаждение с любой
скоростью с целью уменьшения внутрен-
них напряжений и сохранения высоких
значений твердости, пределов прочности
и текучести при пониженных значениях
вязкости. В результате отпуска получа-
ются микроструктуры начальной стадии
распада аустенита и мартенсита отпуска.
Применяется после закалки главным
образом цементованных, цианированных,
поверхностно закаленных и объемно за-
каленных деталей при требовании высо-
кой поверхностной твердости и износо-
стойкости (а также для инструмента из
углеродистой и легированной стали).
В табл. 18 приведена зависимость твер-
дости от температуры отпуска для угле-
родистой и легированной стали различ-
ных марок.
Старение — процесс термообра-
ботки, предназначенный для ускорения
завершения превращений в стали и ста-
билизации размеров изделий. Старение
заключается в нагреве закаленных изде-
лий до 150—180°С и выдержке при этой
температуре в течение 5—25 ч. Старение
применяется для мерительных инстру-
ментов и точных деталей (игла распыли-
теля, плунжер, втулка и другие де-
тали дизельной топливной аппаратуры
и т. п.).
Обработка при темпера-
туре ниже нуля — процесс тер-
мообработки предварительно закаленной
стали, предназначенный для наиболее
полного превращения остаточного аусте-
нита в мартенсит с целью повышения
твердости и износостойкости деталей,
стойкости режущих инструментов, а так-
же стабилизации размеров точных изде-
лий.
Применяется этот процесс для деталей
из высоколегированных сталей (например,
12Х2Н4А, 20Х2Н4А, 18Х2Н4ВА) после
цементации и закалки, так как в закален-
ном науглероженном слое имеется оста-
точный аустенит, понижающий износо-
стойкость и усталостную прочность де-
талей (шестерни), а также для инстру-
ментов, изготовленных из стали марок
Р9 и Р18.
Закаленные изделия выдерживают в
среде с температурой от —70 до —150°С
и естественно нагревают на воздухе до
нормальной температуры.
Например, при получении после цемен-
тации и закалки стали 18Х2Н4ВА по-
верхностной твердости HRC 53 обработка
холодом повышает твердость до HRC&2',
у стали 20Х2Н4А твердость повышается
от HRC 58 до HRC 64 и у стали 12ХНЗ —
от HRC 60 до HRC 63—64.
Химико-термическая обработка ста-
ли. При химико-термической обработке
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
315
18. Температура закалки и отпуска, а также получаемые твердости
для стали некоторых марок
Закалка Отпуск Твердость
Марка стали с нагревом до температуры в ° С (после це- ментации) непосредственная после цианиро- вания при тем- пературе в °C 1 объемная при । температуре в °C Охлаждающая среда Температура в ° С Охлаждающая среда сердце НВ вины HRC поверхности ! HR С
10 и 15 790—820 820—860 — Вода 170—200 160—200 — — <30 <30 >56 >56
20 780—810 820- 850 - Вода 170—200 160—200 - - < 30 <30 VV So !
35 810—850 830—860 Вода 180-200 220—300 282—368 - > 56
- - 850—860 * Масло * 550—600 400—420 - — 25-30 38—43 -
40 - 820—840 Вода 650—660 280—320 300—400 400—450 510—550 540—580 580—640 660—680 1 1 1 1 1 1 i 1 375-477 364—444 321-415 241-286 228—269 192—228 167-228 24—28 1 1 1 1 1 11 1
- - 850—860 * Масло * 400-420 630—650 - 38—42 18-26 -
45 - - 810—840 Вода 200-240 420—4''0 460—500 510—550 540—580 600—630 — 444—515 302—363 285—321 255—302 228—265 217-265 - 1 1 1 1 1 1 1
- - 840—850 * Масло * 290-310 - - 48—52 -
80 - 810-830 Вода 450 550 650 - 269 248 228 -
85 - 730 -800 * Масло * 300—310 340-380 480-520 520—580 560,—600 — - 50-55 47-53 38—48 30-43 26-33 —
20Г • Для 790—810 деталей ма лого сече! 1ИЯ. Масло 180-200 — — — 56—62
316 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Продолжение табл. 1S
Марка стали Закалка Отпуск Твердость
с нагревом до температуры в ° С (после це- ментации) непосредственная после цианиро- вания прн тем- пературе в ° С объемная прн 1 температуре в °C Охлаждающая среда Температура в ° С Охлаждающая । среда I сердцевины поверхности HRC
НВ HRC
БОГ - 810—840 Масло 180—200 380—440 550—600 - - >50 40—48 24—30
830—850 • Вода * 550-600 - 241—286 341—40 260—321 241—255 179-229 - -
60Г - 800—820 Масло 420—470 480—530 560—600 -650-680 - -
65Г - 790—810 Масло 300—350 370-410 420—450 510-530 - — СО Со , сл со о со till о Т -
55С2 - - 900—940 Масло 600—620 400—450 - 353—415 43-48 -
20Х 800 -830 - Масло 180-200 - - 20—32 57—63
40Х - 820—830 - Масло 180-200 - — — 48-56
- - 820—830 Вода 580-600 Вода - 302 - -
— 840—860 Масло 180—200 350-400 550—600 600—650 Вода 341—415 269—302 46—53 35—40
45Х - - 830-850 Масло 480—490 580—620 600—650 Вода 302—341 255—285 > 241 - —
50ХФА - - 850—870 Масло 430—450 - - 40—47 -
35ХМ - 820—860 Масло 180-200 580—620 - 241—285 48-55 -
18ХГТ * Для 830-850 (после под- стужива- кия) деталей cet ением бо аьше 80 мм Масло 200-220 - 332-375 56-62
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
317
Продолжение табл. 18
Марка стали Закалка Отпуск Твердость
с нагревом до температуры в ° С (после це- ментации) непосредственпая после цианиро- вания при тем- пературе в ° С объемная прн 1емпературе Охлаждающая среда Температура в °C Охлаждающая среда сердце НВ вины HRC поверхности HRC
20ХН 790-820 - - Масло 180—200 - - 56—62
40ХН - - 820—840 Масло 550—600 600—650 - 255—286 230—260 - -
- 810—830 - Масло 190-200 - - - 50—54
I2X2H4A 20Х2Н4А 790—810 - - Масло 160—180 - - 35—48 >58
37ХС (40СХ) - - 880-900 Масло 280—320 430—470 580-620 650—680 Вода - 47-53 38-43 33-37 20—30 1111
35ХГС — - 870—890 Масло 200—250 270-290 520—540 640—660 Вода 444—555 321-388 > 235 46—53
I2XH3 770—800 - - Масло 180—200 - - 26—46 56—62
37XH3A 820—840 Масло 200-220 525-575 - 321—387 45-52 35—40 -
18Х2Н4ВА 790—810 - - Масло 160-170 - - 35—47 > 56
- - 850—870 Масло или воздух 18J—200 - 311—387 - -
850—870 Масло 550—560 - 241—285 - -
45ХНМФА - - 860—880 Масло 390—420 460—480 550—600 600—650 5- гр ГФ го 1 1 II t£3CO —g - -
ШХ 12 ШХ 15 * Для крупных д >талей. 830—855 860—870 * Масло Керо- син * 160-180 180-220 160—170 - - 61—65 59—63 61—6о
11 Справочник машиностроителя, т. 5
318 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
изменяется химический состав поверх-
ностных слоев, обеспечивая улучшение
механических, физических и физико-хи-
мических свойств (прочности, износо-
стойкости, жаростойкости, усталостной
прочности). Это повышает эксплуатаци-
онные качества и удлиняет срок службы
деталей.
Обработка в атмосфере
водяного пара. Обработка паром
применяется главным образом для ин-
струментов из быстрорежущей стали
марок Р18 и Р9 и проводится после за-
калки, совмещается с отпуском при тем-
пературе 560—570° или после чистового
шлифования при 540—560°. При этом
на поверхности инструментов образуется
окисная пленка Fe3O4, предохраняющая
инструмент от налипания стружки, по-
вышающая его стойкость в среднем на
25—30% и коррозионную стойкость.
Толщина окисной пленки на сталях ма-
рок Р18 и Р9 после обработки паром
составляет 2—6 мк\ пористая поверх-
ность окисной пленки удерживает смазку
и охлаждающую жидкость. Обработка
в атмосфере пара при 500—550°С с полу-
чением тонкой окисной пленки блестя-
щего металлического вида применяется
также для деталей из конструкционных
сталей с целью предохранения их поверх-
ности от обезуглероживания и окисления
при последующем нагреве под закалку
при температурах 780—850°.
Цементация (науглерожи-
вание) — процесс химико-термической
обработки, обусловливающий насыщение
поверхностного слоя стали углеродом.
В результате после термообработки (за-
калки и низкого отпуска) науглерожен-
ных деталей повышается твердость и
прочность поверхностного слоя (табл. 19),
износостойкость и усталостная прочность
(табл. 20) деталей.
19. Механические свойства углеродистой и легированной стали после цементации,
закалки и низкого отпуска
1 Марка стали Место определения показателей в кГ/мм.2 в кГ/мм2 6 в % в % НВ
20 Науглероженный слой . , . Сердцевина 185-210 40—50 125—140 20—25 5-10 30—35 8—12 40—50 515—600 120—140
Никелевая (0,10 —0,20%С 3,25 — 3,75% Ni) Науглероженный слой . . . Сердцевина 200—230 80—90 130-145 70—85 4—8 12-20 6—10 38-50 570—655 250—275
20. Влияние цементации на предел усталости стали (образец диаметром 14 мм)
Образец Термообработка Предел усталости в кГ/мм2
при изгибе при кручении
Гладкий Объемная закалка 62 25
То же Цементация (глубина цементованного слоя 0,2 мм после шлифования); закалка 70 31,5
С поперечным отверстием диаметром 2 мм Объемная закалка 34 12
С поперечным отверстием диаметром 2 мм, рассвер- ленным до цементации Цементация (глубина цементованного слоя 0,2 мм после шлифования; отвер- стие цементовано); закалка 44 29
То же, с отверстием, рассвер- ленным после цементации То же, отверстие не цементовано 21 10
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
319
Цементация состоит в нагреве стальных
деталей до температуры обычно 900—
940°С в науглероживающей среде, вы-
держке в этой среде при указанной тем-
пературе в течение времени, необхо-
димого для получения требуемой глу-
бины науглероженного слоя, и последую-
щем медленном или быстром (при непо-
средственной закалке) охлаждении.
На результаты цементации (глубину на-
углероженного слоя, степень насыщения
его углеродом, распределение концентра-
ции углерода по глубине слоя и связан-
ное с этим распределение твердости по
глубине слоя после закалки) влияют
(кроме вида процесса) активность карбю-
ризатора, температура и продолжитель-
ность процесса. При этом чем выше тем-
пература процесса и чем больше его про-
должительность, тем больше получаемая
глубина науглероженного слоя.
Особенно большое влияние на глубину
науглероженного слоя оказывает тем-
пература процесса, что используется в
практике для ускорения науглерожи-
вания (см. кривые 2 и 4 на фиг. 6).
Фиг. 6. Зависимость глубины
науглероженного слоя h от общей
продолжительности Т процесса
цементации: 1 — твердым карбю-
ризатором, t = 930°; 2 — газо-
вой, t =* 940°; 3 — жидкостной,
t = 950°; 4 — газовой, t = 1100°.
Цементации подвергают шестерни,
поршневые пальцы, валы коробки пере-
дач, распределительные валы, шпиндели
станков, рычаги, валики, втулки и дру-
гие детали, изготовляемые из углероди-
стой и легированной стали с содержанием
углерода до 0,35%.
Под глубиной цементованного слоя,
указываемой в ТУ, следует понимать
часть слоя, которая после закалки имеет
твердость не ниже HRC 40—45, что соот-
ветствует полумартенситной структуре
11*
(содержание углерода 0,40—0,50%). Эта
часть слоя эффективно влияет на проч-
ность детали и состоит из суммы заэв-
тектоидной, эвтектоидной и 2/3 переход-
ной зон.
Цементация, твердым карбюризатором
производится путем нагрева стальных
деталей в твердом карбюризаторе, со-
стоящем из углеродосодержащего веще-
ства (древесный уголь, нефтяной кокс,
торфяной кокс), активизаторов (соли
ВаСО3, NaCO3) и связующего (патока,
крахмал). При цементации детали упа-
ковывают в рабочую смесь, состоящую
из 15—30% свежего и 85—70% отрабо-
тавшего карбюризатора.
Цементация твердым карбюризатором
обладает рядом недостатков, к которым
относятся: образование пыли при упа-
ковке и распаковке ящиков; трудности
в контроле глубины слоя по ходу про-
цесса; повышенная трудоемкость; уве-
личенная продолжительность процесса
(фиг. 6, кривая 7) из-за необходимости
прогрева малотеплопроводного твердого
карбюризатора в ящиках.
Жидкостная цементация производится
при нагреве стальных деталей в ванне,
состоящей из смеси расплавленных солей,
в состав которой входят науглероживаю-
щие соли (чаще всего NaCN или SiC),
соли активизаторы (ВаС12) и нейтральные
соли (NaCl, Na2CO3).
Процесс жидкостной цементации отли-
чается ускоренным науглероживанием
(в ваннах с NaCN), равномерностью наг-
рева деталей, легкостью осуществления
непосредственной закалки (с подстужи-
ванием или без него) и уменьшенными де-
формациями цементуемых деталей (кри-
вая 3, фиг. 6).
Газовая цементация производится при
нагреве стальных деталей в газовой среде,
содержащей науглероживающие газы:
метан СН4, окись углерода СО, непре-
дельные углеводороды СгеН2п.
В качестве карбюризаторов для газо-
вой цементации применяются газы, по-
лученные путем пиролиза или пирол-
крекинга керосина; при распаде син-
тина, керосина и триэтаноламина в ра-
бочем объеме печи; эндогаз, получен-
ный из природного или светильного
газа (при неполном сжигании) с при-
месью исходного газа; природный газ
без переработки. '
Основные преимущества газовой це-
ментации аналогичны преимуществам жид-
костной цементации. Эффективность вы-
сокотемпературной газовой цементации
320 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
иллюстрируется кривыми 2 и 4 (фиг. 6),
а также данными табл. 21.
21. Влияние температуры газовой цементации
на глубину цементованного слоя
(цементация в шахтной печи)
Темпера тура цемента- ции в ° С Глубина цементованного слоя в мм при продолжительности процесса в ч
1 2 3
925 0,58 0,78 0,99
980 0,70 1,1 1,4
1035 0.95 1,5 1,98
ноо 1,30 2,05 . 2.64
На усталостную и контактную проч-
ность цементованных деталей значитель-
ное влияние оказывают различные фак-
торы, среди которых наиболее важными
являются содержание углерода в поверх-
ностной зоне науглероженного слоя и
содержание аустенита в слое.
Оптимальные результаты по усталост-
ной прочности (износостойкости и удар-
ной вязкости) получаются при содер-
жании углерода в поверхностной зоне
0,8—1,1%. При содержании углерода
в этой зоне, например 1,3%, происходит
резкое снижение усталостной прочности
(табл. 22). Остаточные напряжения сжа-
22. Влияние концентрации углерода
в поверхностной зоне цементованного слоя
стали 20Х на усталостную прочность
(после цементации закалка при 800° в масле,
отпуск — 180°) [4]
Полная глу- бина цемен тованного слоя в мм Концентрация углерода в поверхно- стной зоне В % О-i кГ}мм? (чистый изгиб. при враще- - иии — база 6 • 107 цикл)
0.62 1,08 65
' 1,55 1,28 40
1,58 1,10 73
тия, возникающие в цементованном слое
деталей после закалки, значительно по-
вышают их усталостную прочность.
Повышение содержания углерода в
поверхностной зоне цементованного
слоя более 1,1%, кроме появления кар-
бидов, способствующих хрупкости (вы-
крашивание, шлифовочные трещины), при
водит к образованию значительных коли-
честв остаточного аустенита в цементо-
ванном слое после закалки.
Повышенное количество остаточного
1устенита получается также при повы-
ленной температуре закалки, непосред-
ственной закалке после цементации высо-
колегированных сталей (например, сталь
18Х2Н4ВА) и т. п
Остаточный аустенит действует отри-
цательно на усталостную прочность (фиг.
7), снижая величину напряжений сжатия.
Расстояние от поверхности
Фнг. 7. Влияние количества остаточного аусте-
нита в цементованном слое зубьев шестерни
на величину и распределение остаточных напря-
жений.
Наличие аустенита в количестве до 25%
переводит величину остаточных напря-
жени и сжатия с 28 кПмм2 до 0 (и даже
в растягивающие напряжения), что сни-
жает усталостную прочность зубьев ше-
стерен.
Действие остаточных напряжений мож-
но представить следующим образом
(фиг. 8): после цементации, закалки в
Фиг. 8. Схема образования и действия
остаточных напряжений в зубьях це-
ментованных шестерен из хромо-ии-
келевой стали [5].
масле и низкого отпуска в зубьях ше-
стерни возникают остаточные напряже-
ния сжатия — а довольно большой ве-
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
321
личины в зоне начала впадин (фиг. 8, а);
в сердцевине корня зуба при этом обра-
зуются остаточные напряжения растя-
жения +о небольшой величины, не пред-
ставляющие опасности для усталостной
прочности зубьев. В нецементованной и
незакаленной шестерне нагрузка Р вы-
зывает у корня зубьев равновеликие
напряжения растяжения (со стороны дей-
ствия нагрузки) и сжатия (с противопо-
ложной стороны зуба, фиг. 8, б); в цемен-
тованной и закаленной шестерне подоб-
ная нагрузка приводит к тому, что ве-
личина напряжений растяжения у корня
зуба, равная разности напряжений (соз-
даваемых нагрузкой и остаточных на-
пряжений после указанной термообра-
ботки), значительно меньше, чем напря-
жения сжатия у корня противоположной
стороны зуба (фиг 8, в).
Азотирование — процесс хими-
ко-термической обработки, обусловли-
вающий насыщение поверхностного слоя
стали азотом с целью повышения твер-
дости (до HV 1150) и прочности поверх-
ностного слоя, повышения износостойко-
сти, коррозионной стойкости и усталост-
ной прочности детали.
Азотирование ведется в среде, состоя-
щей из диссоциирующего аммиака, при
температуре 490—570°С, с нагревом де-
талей до требуемой температуры, вы-
держкой в зависимости от требуемой глу-
бины азотированного слоя и медленным
охлаждением.
Наиболее широко применяется процесс
азотирования (прочностной) для деталей
машин, работающих в условиях трения
и знакопеременных нагрузок изгиба (шей-
ки и галтели коленчатых валов быстро-
ходных двигателей, рабочее зеркало
гильз цилиндров, седла клапанов, тол-
катели двигателей внутреннего сгорания,
шестерни, точные детали топливной ап-
паратуры, шпиндели быстроходных стан-
ков и т. п.). Азотирование применяется
также для повышения износостойкости
мерительных инструментов (резьбовые
и гладкие пробки и кольца, плоские ка-
либры, скобы, шаблоны н др.).
Для изготовления азотируемых дета-
лей применяют чаще всего стали марок
38ХМЮА, 35ХЮА, а также хромована-
диевую, хромоникельвольфрамовую, хро-
моникельмолибденовую, хромоникельмо-
либденованадиевую и другие конструкци-
онные стали (18Х2Н4ВА, 30ХН2МФА
и т. д.).
Наличие алюминия в сталях 38ХМЮА
и 35ХЮА обеспечивает получение после
азотирования максимальных значений
твердости (до HV 1150) и износостойко-
сти. Хром повышает прочность азоти-
руемых изделий и, кроме того, наряду
с молибденом, прокаливаемость стальных
изделий при закале их перед азотиро-
ванием.
Твердость азотированного слоя сталей
марок 18Х2Н ВА и 30ХН2МФА получает-
ся несколько пониженной (до /71/900), и
они нашли применение для азотируемых
деталей при основном требовании, за-
ключающемся в повышении усталостной
прочности.
Натурные испытания коленчатых валов
быстроходных дизелей на усталость при
изгибе показали, что в сравнении с на-
клепом галтелей азотирование дает более
высокие значения прочности (табл. 23).
23. Усталостная прочность коленчатых в^лов
с различно обработанными галтелями [3]
Обработка галтелей вала Напряжения сим- метричного цикла при чистом изгибе
в кГ/мм2, в %
Шлифование 10 100
Увеличение радиуса пе- рехода от шеек к ще кам с 3,5 до 5 мм . . 13 130
Обкатка шариком глуби на наклепанного слоя 0,1 мм 13 130
То же, но глубина слоя 2 мм 16 160
Азотирование 19 190
В зависимости от диаметра шеек и
радиуса галтелей прочностное азотиро-
вание дизельных коленчатых валов про-
изводят на глубину 0,3—0,5 мм.
При повышении температуры процесса
увеличивается глубина азотированного
слоя, но поверхностная твердость при
этом понижается; с увеличением продол-
жительности азотирования возрастает
глубина азотированного слоя; с увели-
чением степени диссоциации аммиака
свыше 60% глубина слоя уменьшается
и поверхностная твердость понижается
(при степени диссоциации аммиака до
60% глубина и твердость азотированного
слоя практически не изменяются).
Процесс азотирования отличается зна-
чительной длительностью, и с целью ее
уменьшения применяются двуступенча-
тые режимы (I ступень — 500—510°;_
II— ступень — 550 —575° или I сту-
пень — 540°; II ступень — 570°; поверх-
ностная твердость HV 960—1000),
322 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Влияние азотирования на повышение
усталостной прочности стали приведено
на фиг. 9.
Фиг. 9. Влияние глубины азоти-
рованного слоя h иа предел уста-
лости стали при плоском изгибе
(сталь: 0,3% С; 2,5% Сг; 0,3%
Мо; 0,25 V; образцы 20 X 25 мм).
Разновидностью процесса является ан-
тикоррозионное азотирование, применя-
емое для малонагруженных деталей, из--
готовляемых из углеродистой и низколе-
гированной стали. При этом в поверх-
ностном слое должна быть обеспечена
максимальная концентрация азота.
Детали, к которым предъявляются
требования только в части стойкости
против коррозии, подвергаются азоти-
рованию без последующей закалки. Для
получения повышенной прочности детали
после антикоррозионного азотирования
подвергают закалке: малоответственные
(из стали У7, У10, ШХ12, ШХ15) с тем-
пературы азотирования (без дополни-
тельного нагрева), более ответственные
с дополнительным нагревом.
Углеродистая сталь после азотирова-
ния при 650°С в течение 3 ч или при
700°С в течение 0,5 ч не корродирует в
погруженном в воду состоянии в тече-
ние 720 ч.
Цианирование — процесс хи-
мико-термической обработки, обусловли-
вающий насыщение поверхностного слоя
стали одновременно углеродом и азо-
том.
Цианированные детали после закалки
и низкого отпуска обладают повышенной
твердостью и прочностью поверхностного
слоя, износостойкостью и усталостной
прочностью (табл. 24).
Цианирование осуществляется путем
нагрева стальных изделий до 500—
550°С, для инструментов из быстрорежу-
щей стали или до 750—850°С для деталей
машин из конструкционной стали в на-
углероживающей и азотирующей среде,
зыдержки в этой среде при указанной
температуре в течение времени, обеспе-
24. Влияние глубины цианированного слоя
на предел выносливости стали
Марка стали Термическая обработка Глубина цианиро- ванного слоя в мм Предел выносли- вости (изгиб при вращении) в кГ/мм2
Закалка Нет 26
10 Цианирование 0.1 40
и закалка 0,2 о.з .46 49
Закалка Нет 41
12ХНЗ Цианирование ОД 45
и закалка 0,15 0,25 0,35 47 50 55
0,50 63
чивающего требуемую глубину слоя, и
последующего медленного охлаждения
на воздухе (для инструментов) или за-
калки (для деталей машин). В зависимо-
сти от назначения цианирование подраз-
деляется на низкотемпературное и высо-
котемпературное и осуществляется с при-
менением твердого, жидкого или газо-
образного цианизатора.
Цианирование низкотемпературное в
твердой среде является несовершенным
процессом и в отдельных случаях при-
меняется для инструментов 1 из быстро-
режущей стали и состоит в упаковке их
в ящики с цианизатором (60—70% дре-
весного угля; 10—30 NaCO3; 20—40%
K4Fe(CN)9 или K3Fe(CN)6 и нагреве до
540—560°С, выдержке в течение 1,5—
3,0 ч и последующем охлаждении в ящи-
ках вне печи до 200—100°С.
Твердость цианированных инструмен-
тов из стали Р18 и Р9 HV 1000—1100;
глубина цианированного слоя 0,02—
0,03 мм.
Жидкостное низкотемпературное циа-
нирование применяется для инструмен-
тов (протяжки, сверла, развертки, зен-
керы, метчики, фрезы) и заключается в
нагреве их в расплавленной смеси солей,
содержащих NaCN или K4Fe(CN)6, вы-
держке при температуре 550—560° в
течение требуемого времени (от 5 до
35 мин) и охлаждении на воздухе. По-
верхностная твердость инструментов, из-
1 После их окончательной термической и ме-
ханической обработки.
термическая и ХИМИКО-ТЕРМИЧЕСКАЯ обработка стали
323
готовленных из стали марок Р9 и Р18,
после цианирования равна HV 950—1100.
Жидкостное высокотемпературное циа-
нирование применяется для деталей ма-
шин (болты, гайки, винты, валики, мел-
кие шестерни из низко- и среднеуглеро-
дистой стали; шестерни, валики, рычаги,
упорные и регулировочные болты из
среднеуглеродистой легированной стали)
и состоит в нагреве деталей в цианистных
ваннах 1 до температуры 750—850°С,
выдержке при этой температуре (фиг. 10)
Фиг. 10. Зависимость глубины
цианированного слоя h от
продолжительности цианиро-
вания стали 15 при 850° в ван-
не с 30% NaCN.
и последующей закалке в воде (например,
стали марок 15, 20, 25, 35, 40, 45) или
в масле (например, стали марок 35Х,
40Х, 45Х).
Цианированные детали после закалки
подвергаются низкотемпературному от-
пуску при 150—200°С. Поверхностная
твердость зависит от марки стали, тем-
пературы процесса и его продолжитель-
ности.
Газовое низкотемпературное цианиро-
вание состоит в нагреве инструментов из
быстрорежущей стали до температуры
540—650°С в науглероживающей и азоти-
рующей газовой среде, выдержке для
получения требуемой глубины слоя и
последующем медленном охлаждении.
Результаты процесса аналогичны по-
лучаемым при низкотемпературном жид-
костном цианировании.
Газовое высокотемпературное цианиро-
вание заключается в нагреве деталей,
изготовленных из углеродистой и леги-
рованной цементуемой и улучшаемой
стали в среде, состоящей из науглерожи-
вающего газа и диссоциирующего ам-
миака, до 750—850°С, выдержке при этой
температуре в течение времени, необхо-
димого для получения цианированного
1 Активной частью ванн является NaCN
(20—25%) или циан-плав (7 —10%), остальное
нейтральные соли (Na2CO3 и NaCl—для ванн
с NaCN и ВаС12, СаС12 NaCl — для ванн
с циан-плавом).
слоя требуемой глубины, и непосред-
ственной закалке стали. Влияние темпе-
ратуры и продолжительности процесса
на получаемую глубину цианированного
слоя приведено в табл. 25. Этот метод
25. Зависимость глубины цианированного
слоя стали 20 от продолжительности и
температуры процесса (В. Чнриков)
Состав газа Темпе- ратура процесса в °C Продол- житель- ность в ч Глубина слоя в мм
Природный газ 4 л1мин. Аммиак 1 л/мин 860 1 3 4,5 6 0,33 0,40 0,60 0,70
Пиробензол 50—70 капель в минуту 850 1,5 3 6 9 0.35 0,50 0,70 0,85
Аммиак 0,8 —1,5 л/мин 750 1,5 3 6 9 0,20 0,30 0,40 0,50
поверхностного упрочения применяется
для нагруженных шестерен (автомобиль-
ных и тракторных) коробки передач и
заднего моста, а также других деталей,
причем, кроме повышения износостой-
кости и усталостной прочности шесте-
рен, их деформации получаются мини-
мальными.
Для увеличения насыщения диффу-
зионного слоя стали азотом при циани-
ровании применяется ступенчатый режим.
Сущность его сводится к следующему:
а) газовая цементация при 925°, вы-
держка при этой температуре 4 ч с пода-
чей карбюризатора;
б) снижение температуры до 840°, вы-
держка при этой температуре 6—7 ч
с подачей карбюризатора и аммиака.
В результате проведения ступенчатого
режима (1 - 6 -1- 7 ч) глубина цианиро-
ванного слоя получается 1,3—1,5 мм.
Сульфидирование — процесс
химико-термической обработки, обусло-
вливающий образование поверхностного
слоя на стальных (и чугунных) деталях,
насыщенного серой. Этот слой химиче-
ских соединений играет роль сухой
смазки при трении.
Основным назначением сульфидиро-
вания является повышение противоза-
дирных свойств, облегчение и сокращение
324 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
времени приработки трущихся поверх-
ностей, увеличение износостойкости и
снижение коэффициента трения (табл. 26).
26. Коэффициент трения при перемещении
плоской поверхности относительно
сферической пяты
Обработка деталей пары Коэффициентт ения (при отсутствии смазки) при ско- рости в см/сек
0,003 0,004
Не сульфидированы обе поверхности Сульфидирована только плоская поверхность Сульфидированы обе по верхности — плоская и сферическая 0,76 0,31-0,51 0.17 0,82 0,41—0,49 0,15
Сульфидирование проводится в рас-
плаве солей, содержащих сернистые соеди-
нения. При наличии в ванне активных
цианистых солей процесс называется
сульфоцианированием и дает (кроме серы)
насыщение поверхностного слоя стали
азотом (и углеродом).
Низкотемпературное сульфидирование
предназначено для поверхностного насы-
щения серой стальных деталей, предва-
рительно закаленных и подвергнутых
низкому отпуску с получением высокой
твердости (например, поршневые паль-
цы). Температура процесса — 210—230°
(не должна превышать температуру низ-
кого отпуска). Активной частью ванны
является KCNS = 75% и Na2S2O3 = 25%.
Высокотемпературное сульфидирование
предназначено для насыщения предвари-
тельно термически необработанных сталь-
ных деталей или деталей, подвергнутых
улучшению.
Температура процесса 560—580°С.
Процесс ведется в соляной ванне, содер-
жащей нейтральные (например 55%
Na2SO4 и 45% КС1) и активные (NaCNS
или KCNS — 2 вес. части -|- Na2S2O3 —
6 вес. частей — ванна НИИХИММАША
2/в № 1) соли.
Сульфидированию подвергают сталь-
ные валы, втулки, шестерни, гайки,
плунжеры и втулки плунжеров, всасы-
вающие и выхлопные клапана, кулачки и
другие детали, работающие при средних
режимах трения (Ри 70—120 кГм!смг сек)
в условиях граничного и полусухого
трения 1 [6].
Сулы, идированшо также подвергаются раз-
личные чугунные детали, работающие в анало-
гичных условиях,
Испытания сульфидированных сталей
показали, что для повышения износостой-
кости необходимо применение сульфоциа-
нирования, т. е. одновременного насы-
щения S, N и С, при котором поверхност-
ный тонкий слой (15—30 мк), насыщен-
ный серой, играет роль сухой смазки,
улучшает прирабатываемость деталей
трущейся пары, предупреждает их задиры
и схватывание, а нижележащий диффу-
зионный слой, насыщенный азотом и угле-
родом, повышает износостойкость пред-
варительно приработавшихся поверхно-
стей пары трения.
Диффузионная металли-
зация — насыщение поверхностного
слоя стали алюминием, хромом, крем-
нием, бором, пинком с целью придания
стали высокой жаропрочности, антикор-
розионных свойств и износостойкости.
Характеристика методов диффузанной
металлизации приведена в табл. 27.
Технологические требования. Конструк-
тивные формы и соотношение сечений де-
тали должны (при данной марке стали)
обеспечивать получение требуемых экс-
плуатационных свойств без деформаций
детали при термообработке, выходящих
за пределы допустимых величин, и без
образования трещин. В этом отношении
наиболее совершенными являются кон-
структивные формы деталей, не дающие
при термообработке напряжений высо-
кого значения и связанных с ними де-
формаций и трещин. Особенно важно,
чтобы на деталях не было надрезов, ост-
рых углов и выточек, пересечения отвер-
стий, галтелей с малым радиусом за-
кругления и резких переходов по сече-
нию детали, являющихся концентрато-
рами напряжений при закалке деталей
и приводящих к их деформации и тре-
щинообразованию, особенно при закалке
в резких охладителях (вода, раствор
NaOH).
При назначении поверхностной или
местной термообработки при разработке
конструктивных форм деталей должна
учитываться возможность возникнове-
ния напряжений высокого значения.
Назначая марку стали, помимо усло-
вий эксплуатации детали, необходимо
учитывать также ее максимальное сече-
ние и возможность получения (при дан-
ной марке стали) в сердцевине требуе-
мых механических свойств после термо-
обработки.
Например, .сталь марки 50 в зависи-
мости .от сечения (в пределах от 20 до
200 мм) дает после закалки в воде при
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ 325
27, Характеристика процессов диффузионной металлизации
После алитирования изделия подвергают отжигу при 900—!100‘
Продолжение табл. 27
Наименование метода Назначение метода Применение Ведение процесса и получаемые результаты
Темпера- тура в 0 С Среда Нагрев деталей Получаемая глубина слоя 6 в мм в зави- симости от продолжи- тельности процесса т в ч
X 6
II. Хромирование — насыщение поверх- ностного слоя ста- ли хромом В твердой среде (в порошке) а) Высокая износо- стойкость б) Стойкость против газовой коррозии (до 800° С) в) Антикоррозионная стойкость в воде и азотной кислоте а) Детали точных станков б) Детали паросило- вого оборудования, клапанов, вентилей, сопел, патрубков и др. в) Детали кислото- стойкой аппарату- ры г) Детали, работаю- щие на трение в агрессивной среде 950 — 1050 Смесь: 50—60% феррохрома (порошок); 40 — 50% глинозема или каолина; 2 — 3% NH4C1 или 4—5% НС1 Детали упаковы- ваются в ящи- ки с хромирую- щей смесью t = 980°С 1 2 4 6 t = 1050° С 6 10 16 0,03 0,05 0,08 0,10 0,13 0,16 0,25
Жидкостное То же То же 900—1000 Ванна с расплавлен- ными 80% ВаС12; 20% СаС12; 10—20% СгС12 Детали погру- жаются в ван- ну t = 1000° 2 4 Сталь 45 0,06 0,12
Газовое То же То же 950—1050 В атмосфере паров хлоридов хрома (СгС12, СгС13) — 3 5 0,06 0,10
III. Силицирование— расыщение поверх- ностного слоя стали кремнием В твердой среде с пропусканием га- зообразного хлора Повышение антикор- розионных свойств, износостойкости и жаропрочности стальных деталей (до 900° С) а) Поршни кислот- ных иасосов и на- сосов для перека- чивания растворов NaOH, вентили, краны б) Трубы для подво- да морской воды и др. 1000—1100 Смесь: 100% ферросили- ция (или карбида кремния); 2%NH4C1; через реторту про- ' пускается хлор; или 75% ферроси- лиция, 20% шамо- та, 5% HN4C1 с пропусканием хло- ра Детали упаковы- ваются в ретор- ту со смесью 2 4 / 0,5 0,7
Продолжение табл. 27
Ведение процесса и получаемые результаты
Наименование метода Назначение метода Применение Темпера- тура в ° С Среда Нагрев деталей Получаемая глубина слоя б в мм в зави- симости от продолжи- тельности процесса т в ч X | 6
Газовое Повышение антикор- рози ониых св ой ств, изностойкости и жа- ропрочности сталь- ных деталей (до 900° С) б) Трубы для подвода морской воды и др. 950—1100 То же, что и в твер- дой среде, но дета- ли располагаются в отдельной реторте; хлор подается в обе реторты — t = 980° С 1 3 5 t = 1100° с 1 2 3 0,3 0,7 0,9 0,8 1,5 2,0
IV. Борирование — насыщение поверх- ностного слоя ста- ли бором В твердой среде (в порошке) Повышение стойкости режущих инстру- ментов, изготовлен- ных из углероди- стых сталей. Повы- шение кислотостой- кости и жаропроч- ности (до 800° С), а также износостой- кости и твердости углеродистых и ле- гированных сталей Инструменты, втулки, пальцы, валики, ку- лачки 900—1000 Порошок ферробора (содержание В—12— 18%) 30-40% й глинозем — 1—2% Детали упаковы- ваются в ящи- ки с порошком ферробора и глинозема 20—40 0,2—0,5
Жидкостное а) Электролизный метод То же То же 900—950 Ванна с расплавлен- ной бурой (Иа2;В/.О7); плотность тока 0,1—0,2 а/см? Детали (катод) погружаются в ванну t = 900° С 3 5 8 ,-0,20 ,—•0,27 0,32
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
328 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Продолжение табл. 27
Fедение процесса и. получаемые результаты 1 Получаемая глубина слоя 5 в леи в зави- симости от продолжи- тельности процесса т в ч «о 0,07 0.15 ерробором 0° С) 0.06 0,12 карбидом =950° С) о? о iO о
р 1 3 (ванна с ф t = 95 3 (ванна с бора, t = 9 ЭоООО! = 7 8 Э о086 = 1 8 ; (сталь 30)
Нагрев деталей Детали погру- жаются в ванну 1 ' 5 2 £ £ 2 2 о м о- а.“ ао g g.O о _ о Л ? X S Q. -0 2 2 л 2 О « h CQ Н я е Л •• S Q. о t( и Е М С.5 н 1 Детали загру- жаются в от- дельную ретор- ту. куда напра- вляется смесь газов
Среда 1 Ванна с расплавлен- ными: 78% ВаСЬ; 22%NaCI с добавкой 20% ферробора или 10% карбида бора (от веса солей) Пропуск"ние НС’ че рез первую реторту с 45% Ai, 45%А1£О3, 10% NH.Ci при 600 — 650° С и про* пускание НС1 через вторую реторту с феррохромом и ша- мотом при 950 — 1000° С Пропускание С12 или НС1 через смесь ферросилиция и фер- рохрома (1 : 1), об разуется смесь га- зов СлС<2 и 31СЦ
Т емпера- тура в 0 С 900—950 950—1000 950—1000 I
Применение Инструменты, втулки, пальцы, валики, ку- лачки То же, что алитиро- । ванные или хроми рованные детали, но работающие при более высокой тем- пературе. Окалино- стойкость до 1100— 1200° С То же. Окалиностой- кость до 1000° С
Назначение метода Повышение стойкости режущих инстру- ментов, изготовлен- ных из углеродистых сталей. Повышение кислотостойкое ги и жаропрочности (до 800° С), а также из- носостойкости итвер- дости углеродистых и легированных ста- лей Значительное повы- шение жаропрочных свойств (хромоали тированные детали обладают более вы- сокой жаропроч- ностью, чем хроми- рованные или али- тированные) 1 То же i 1
Наименование метода б) Расплав | 1 V. Хромоалитирова- ние — насыщение поверхностного слоя стали хромом и алюминием Газовое VI. Хромосилициро- ван и е — насыще- ние поверхностно го слоя стали хро- мом и кремнием Г азовое
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
329
850°С и отпуска при 580°С колебания
ат от 60 до 45 кГ1мм2, 6 от 16 до 12%,
ф от 53 до 35%. % °т 12 до 2 кГ-м/см2 и
НВ от 225 до 200; ав при этом изменяется
незначительно (фиг. 11).
Фнг. 11. Механические свойства
стали 50 (центральная часть) в за-
висимости от диаметра d загото-
вок; закалка при 850° в воде, от-
пуск 580°.
Сталь марки 40Х в зависимости от сече-
ния (в пределах от 30 до 150 мм) после
закалки в воде при 850° и отпуска при
580° дает о,, от 90 до 70 кГ'/мм2, от
от 75 до 50 кГ/мм2, 6 от 15 до 12%,
ф от 50 до 47% и НВ от 293 до 200; при
этом ударная вязкость ан не изменяется
и равна 6 кГ-м/см2.
Закаливаемость стали. Способность
стали воспринимать закалку с получе-
нием максимальной твердости при мар-
тенситной структуре называется закали-
ваемостью стали. Закаливаемость стали
зависит от содержания углерода в стали
(фиг. 12).
Прокаливаемость стали. Получение тре-
буемых механических свойств (опреде-
ленное соотноше-
ние между высокой
прочностью и до-
статочно высокими
значениями вязко-
сти и пластичности
стали, табл. 28) в
сердцевине (в цен-
тральной части)
изделия после тер-
мообработки свя-
зано с прокаливае-
мостью стали, т. е.
с ее способностью
закаливаться на
определенную глу-
бину. Эта харак-
теристика стали
Фиг. 12. Зависимость
поверхностной макси-
мальной твердости за-
каленной стали от со-
держания в ней угле-
рода.
приобретает важное
значение при использовании низколеги-
рованной стали, особенно для деталей
большого сечения.
Глубина прокаливаемости определяется
толщиной закаленной зоны от поверхно-
сти до слоя с полумартенситной струк-
турой (50% мартенсита и 50% троостита).
Прокаливаемость стали зависит от ее
химического состава (содержания угле-
рода и легирующих элементов), величины
зерна, температуры закалки, выдержки
при этой температуре перед закалкой и
скорости 1 охлаждения при закалке.
1 Зависящей от сечения закаливаемого изде-
лия и типа закаливающей среды.
28, Пластичность и вязкость центральной части поковок из легированной стали после
закалки и высокотемпературного отпуска с получением стб = 85 кПмм^ (Склюев)
Диаметр Закалка стали марок
зохгс 40Х 25НЗ 35 ХМ
в масле В воде В масле В воде В воде В масле
заготовки в мм хФ •-Р 5 •-Р С"' О'- 3 . О О'- О'- 1 О'- •^о О'- О'- О'-
и “О в ai * <3 CQ м со э- <3 СО 6 в •th в •3* сс а и к сГ и со со -э- ье г о со со я ф. г« о со
50 25 67 16 23 65 16 21 62 12 21 63 17 25 67 17 24 66 17
80 24 62 11 18 61 10 17 57 9
100 — - — - - — - - — 19 62 13 20 62 14 19 61 11
120 22 57 8 17 58 8 16 53 6 - - - - - - - - —
200 18 55 6 16 57 6 15 48 4 15 58 9 - - - - -
330 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Увеличение прокаливаемости благо-
даря легирующим элементам в стали
используется для получения высоких зна-
чений механических свойств центральной
части поковок большого сечения (до
300 мм). Если эти поковки изготовлены
из низколегированной стали (40Х), их
необходимо подвергать закалке с высоко-
температурным отпуском. Изготовление
таких поковок из высоколегированной
стали (например, 35ХНМ, 35XH3M)
позволяет применять для получения вы-
соких механических свойств (ae, <%, 6,
тр, ак) центральной части поковок норма-
лизацию и высокотемпературный отпуск
вместо закалки и отпуска. Это очень
важно при термообработке деталей слож-
ной конфигурации и большого сечения,
так как при этом уменьшаются напряже-
ния и связанные с ними деформации и
опасность получения трещин.
Повышение температуры закалки уве-
личивает прокаливаемость стали.
Значительное влияние на прокаливае-
мость оказывает скорость охлаждения
при закалке. На фиг. 13 приведены меха-
Фиг. 13. Механические
свойства стали 35 X
после закалки в масле
(пунктирные лниии)
и в 8%-ном растворе
Na ОЙ (сплошные ли-
нии) в зависимости от
температуры отпуска.
Расстояние от
поверхности
Фиг. 14. Прокаливае-
мость по сечению ста-
ли 40 (образец d —
—25 мм): 1 — крупно-
зернистой (зерно № 3)
2 — мелкозернистой
(зерно № 6—7).
нические свойства центральной части
заготовок диаметром 47 мм из стали
35Х (0,34% С; 0,73% Мп; 0,95% Сг;
зерно № 5), подвергнутых закалке в масле
и в 8%-ном растворе NaOH (разрывные
образцы диаметром 20 мм вырезались из
центральной части заготовок). Особенно
велика разница в механических свой-
ствах после отпуска при низких темпера-
турах (200—400° С); после отпуска при
600° С эта разница значительно умень-
шается.
Крупнозернистая сталь обладает зна-
чительно большей прокаливаемостыо, чем
мелкозернистая (фиг. 14), что часто ис-
пользуется для получения высоких ме-
ханических свойств центральной части
изделий большого сечения.
При назначении для цементуемых де-
талей марки стали и глубины цементо-
ванного слоя (при данных характере и
величине нагрузок) необходимо учиты-
вать предел прочности сердцевины и на-
углероженного слоя стали, соотношение
между глубиной науглероженного слоя
и общим сечением детали. При этом чем
больше прочность сердцевины стали после
закалки и низкотемпературного отпуска
(см. табл. 9 и 16), тем меньше может
быть (в известных пределах) глубина
науглероженного слоя.
Повышение прочности сердцевины ле-
гированной стали может быть достигнуто
увеличением в ней содержания углерода.
При слишком малой глубине цементо-
ванного (или упрочненного другими мето-
дами) слоя у тяжелонагруженных дета-
лей большого сечения слой сердцевины,
лежащий непосредственно под упрочнен-
ным слоем, работает при высоких на-
пряжениях, что требует высоких значе-
ний ов и gs. Увеличение глубины упроч-
ненного слоя в этом случае увеличивает
прочность детали. Однако завышенная
глубина упрочненного слоя при данном
сечении детали снижает ее ударную вяз-
кость (фиг. 15).
Фиг. 15. Зависимость значений а!г от
отношения цементованной площади в ра-
бочем сечении F\ к общей площади се-
чення F; (k = —):/ — сталь 12ХНЗ; 2 —
сталь 0,14% С; 1,6% N1.
В случае малых сечений детали и чрез-
мерно глубокого упрочненного слоя при
работе в условиях ударных нагрузок
прочность детали может резко пони-
зиться, что приведет к ее разрушению.
Деформация стали при термической
обработке. Под деформацией деталей
при термообработке понимается изме-
нение их объема и формы, которые обус-
ловлены остаточными внутренними на-
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
331
пряжениями; величина и знак этих на-
пряжений определяют степень и харак-
тер деформаций.
Неравномерность нагрева и охлажде-
ния деталей при термообработке приводит
к образованию термических напряжений;
неравномерность структурных превраще-
ний во времени и по сечению данной де-
тали вызывает структурные напряже-
ния.
На возникновение внутренних напря-
жений и получение связанных с ними
деформаций при термообработке сталь-
ных деталей влияют следующие факторы;
степень равномерности нагрева и охла-
ждения, скорость охлаждения, состав
стали, сечение и конструктивные формы
деталей, прокаливаемость стали, вели-
чина зерна стали, температура закалки,
температура отпуска и др.
При нагреве стальных деталей для
термообработки их объем увеличивается
в соответствии с температурой нагрева и
коэффициентом расширения. Равномер-
ный нагрев стальной детали по сечению
равномерно увеличивает ее объем без
возникновения термических напряжений.
При неравномерном нагреве (при боль-
ших скоростях нагрева, когда поверх-
ность детали достигает высоких темпера-
тур, а сердцевина нагрета до более низ-
кой температуры) увеличение объема по
сечению происходит неравномерно, вслед-
ствие чего возникают внутренние напря-
жения: в поверхностном слое—напряже-
ния сжатия, а в сердцевине — напряже-
ния растяжения. Эти напряжения вызы-
вают деформацию детали.
Величина деформаций, полученных от
этих термических напряжений, прак-
тически незначительна.
Температура закалки оказывает зна-
чительное влияние на степень деформа-
ции стальных деталей. Повышение тем-
пературы закалки, приводящее к росту
зерна аустенита и вследствие этого к боль-
шим закалочным напряжениям, увели-
чивает деформацию стальных деталей
(табл. 29 и 30).
Подобная закономерность изменения
размеров деталей, установленная экспе-
риментальным путем при закалке, позво-
ляет выбрать оптимальную температуру
закалки (обеспечивающую требуемые тех-
нологические и эксплуатационные свой-
ства) и заранее учесть эти изменения
при предварительной механической об-
работке деталей.
Охлаждение стальных деталей при за-
калке происходит неравномерно. По-
29. Изменение диаметра начальной
окружности шестерен из стали 40Х
в зависимости от температуры закалки
в масле
Температура цианирования и закалки в °C Диаметр начальной окружности после закалки в мм Увеличение диаметра в мм
До закалки 90,246 0,000
760 90,302 0,056
805 90,310 0,064
815 90,325 0,079
830 90,340 0,094
845 90,348 0,102
30. Изменение длины цилиндрических
образцов (10X100 мм) в зависимости
от температуры закалки в воде
(Мочалкин)
Темпера- тура закалки в 0 С Увеличение длины в %
Сталь 18Х2Н4ВА Сталь 38ХА Сталь 40ХНМА
800 0,25 0,22 0.20
850 0,32 0,30 0,25
900 0,40 0,40 0,32
950 0,45 0 48 0,40
верхностный слой детали охлаждается
с большей скоростью, чем сердцевина (и
особенно ее центральная часть), создавая
большую разность температур между
ними. Вследствие этого возникают тер-
мические напряжения, которые в поверх-
ностных слоях будут растягивающими,
а в сердцевине — сжимающими; это при-
водит к деформации деталей.
Увеличение скорости охлаждения (при
закалке в воде в сравнении с закалкой
в масле) еще более увеличивает указан-
ную разность температур в процессе
охлаждения с возникновением больших
напряжений и деформаций стальных де-
талей.
Так как нагрев деталей для закалки
производится выше точки Ас3, при охла-
ждении, кроме термических, возникают
еще структурные напряжения, связанные
с неравномерностью структурных пре-
вращений и разницей в объемах по сече-
нию закаливаемой детали.
При закалке в воде объемные измене-
ния в стали больше, чем при закалке
в масле, что объясняетея получением при
закалке в воде тетрагонального мартен-
сита, обладающего большим объемом,
332 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
чем мартенсит, который условно может
быть назван мартенситом отпуска, полу-
чаемый при закалке в масле, вследствие
пониженной скорости охлаждения в ин-
тервале мартенситного превращения. Со-
четание термических и структурных на-
пряжений приводит к уменьшению де-
формации в тех случаях, когда их на-
правление противоположна, и, наоборот,
деформация возрастает, когда термиче-
ские и структурные напряжения имеют
одинаковое направление.
Таким образом, скорость охлаждения
при закалке оказывает резкое влияние
на образование внутренних напряжений
и на деформацию стальных деталей.
Так, например, у шестерен, изготовлен-
ных из стали марки 40, с отверстием
диаметром 54,63—54,67 мм, после за-
калки с 820°С в воде последний увели-
чивается на 0,20—0,40 мм, а после за-
калки в масле (обеспечивающем гораздо
меньшую скорость охлаждения) — на
0,05—0,08 мм, т. е. в 4—5 раз меньше.
В табл. 31 приведены данные, показы-
вающие влияние характера закаливаю-
31. Изменение длины цилиндрических
образцов (10X100 мм) в зависимости
от закаливающей среды (Мочалкин)
со Увеличение ра за- С Увеличение
длины в образца о/ /о длины в образца о/ /о
та м ф = С £ н*° та м а S 2 л « чЕ л .
S ч та s ч <у та
Е- £ о- н а и - On
800 0.03* 0,05* 900 0.11* 0,10*
850 0,27** 0,Н* 0.22** 0,07* 950 0,44** 0.40** 0,13*
* За ** За 0,40** калочна калочна 0,30** я среда я среда — масл — вода о. 0,48**
щей среды (скорости охлаждения при
закалке) на деформацию цилиндров, из-
готовленных из легированной стали ма-
рок 12ХНЗА и 38ХА. Увеличение длины
образцов при закалке в масле примерно
в 4 раза меньше, чем при закалке в воде.
Деформации втулок (табл. 32), изго-
товленных из стали 45 и 40Х, при за-
калке в масле значительно меньше, чем
при закалке в воде.
Детали сложной конфигурации с целью
уменьшения деформаций при закалке
предпочтительно изготовлять из легиро-
ванной стали с закалкой в масле. Неза-
висимо от скорости нагрева, температуры
закалки и скорости охлаждения при за-
калке стальные детали после закалки
обладают остаточными напряжениями.
Отпуск стали, снижая эти остаточные
напряжения, приводит к уменьшению
степени деформации закаленных деталей.
Остаточные напряжения при отпуске
уменьшаются за счет нагрева стали, когда
с увеличением ее пластичности упругие
деформации переходят в пластические;
структурные превращения при отпуске
происходят с объемными изменениями,
уменьшающими напряжения.
Величина и распределение остаточных
напряжений по сечению стенки втулки
(£>н = 82 мм, DeH — 50 мм, толщина
стенки 16 мм), изготовленной из стали
с содержанием 0,9% С, приведены на
фиг. 16 после закалки в воде; при этом
поверхностная твердость достигает HRC
65—66, а твердость сердцевины HRC
40. Максимальные напряжения сжатия
у поверхности стенки втулки составляют
30 кГ/мм2 и переходят в растягивающие
напряжения, достигающие в сердцевине
стенки втулки ~70 кГ/мм2 (танген-
циальные) и 40 кГ/мм2 (продольные).
После отпуска втулки при 200° С (по-
верхностная твердость HRC 61—62 и
твердость сердцевины HRC 40) величина
32. Деформация втулок из стали 45 и 40Х при закалке
Размеры втулки в мм Марка стали Закалка Эллиптич- ность в мм Увеличение наружного диаметра в мм
Наружный диаметр Толщина Длина Температу ра в 0 С Охлаждаю- щая среда
120 48 10 4 150 60 45 830 Вода 0.2-0.5 0,2—0,7 0,3-0,7 0,2—0,5
120 48 10 4 150 60 40Х 830 Масло 0,1-0,3 0,06—0,09 0.1—0,3 0,03—0,08
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ
333
тангенциальных и продольных растяги-
вающих напряжений уменьшается до
50 и.35 кГ/мм2 соответственно (фиг. 17).
Чем выше температура отпуска, тем
больше уменьшение деформаций, полу-
ченных при закалке.
Фиг. 16. Распределе-
ние остаточных нап-
ряжений по сечению
стенки втулки (сталь
0,9% С) после закал-
ки в воде: 1 — танген-
циальные: 2—продоль-
ные; 3 — радиальные.
Неравномерный нагрев закаленных де-
талей при их спуске приводит к образо-
ванию термических напряжений.
Скорость охлаждения деталей после
отпуска (особенно при высоких темпера-
турах отпуска) также влияет на возник-
новение напряжений, и чем больше эта
скорость, тем больше получаемые внут-
ренние (термические) напряжения. Ох-
лаждение стали после высокотемператур-
ною отпуска в воде (с большой скоростью)
приводит к образованию остаточных на-
пряжений высокого значения.
Фиг. 18. Значение деформации цилин-
дрических образцов длиной 100 мм и
Ф 25 мм из углеродистой стали в за-
висимости от содержания углерода
после закалки в воде: I — длина об-
разца; 2 — диаметр образца.
Влияние состава стали на возникаю-
щие при закалке напряжения и дефор?
мации определяется главным образом
содержанием углерода1 (фиг. 18,табл. 33).
Наибольшего значения достигают на-
пряжения у стали с содержанием угле-
рода 0,30—0,40%, что объясняется не-
равномерностью структурных превраще-
ний в сердцевине и в поверхностных слоях
образцов (несквозная закалка).
Фиг. 17. Распределе-
ние остаточных нап-
ряжений по сечению
стенки втулки (сталь
0,9% С) после закал-
ки ь воде (фиг. 16)
и отпуска при 200° :
1 — тангенциальные;
2 — продольные.
33. Величина остаточных напряжений
после закалки в воде цилиндров диаметром
50 мм из стали с различным содержанием
углерода
Содержа- ние С в стали В % Максимальные значения напряжений в к]
Продоль- ные Танген- циальные Радиаль- ные
0,025 48 30 30
0,17 40 25 10
0,23 48 20 6
0,30 75 45 13
0/10 70 52 32
0.50 53 28 16
0,60 48 30 16
Величина зерна стали влияет на де»
формацию при закалке, причем у крупно-
зернистой стали возникают значительно
большие остаточные напряжения и де-
формации, чем у мелкозернистой.
Распределение остаточных напряже-
ний по сечению закаленных и отпущен-
ных шайб, изготовленных из стали марки
18Х2Н4ВА с различной величиной зерна,
показывает, что в крупнозернистой стали
(зерно № 2—3) сжимающие напряжения
у наружного края шайбы достигают
10 кГ/мм2, а у отверстия растягивающие
напряжения — 16 кГ[млР, в мелкозер-
нистой стали (зерно № 8) эти напряжения
равны 4 и 2 кГ]мм2 соответственно
(И. Конторович).
Абсолютная величина (и направление)
деформации стальных деталей при их
термообработке при прочих равных ус-
ловиях зависит от их размеров и конфи-
гурации. Так, если для деталей одной
формы с увеличением размеров деформа-
ция увеличивается, то для деталей дру-
гой формы возможно ее уменьшение.
На напряжения и деформации цемен-
тованных деталей при термообработке,
кроме факторов, описанных для деталей
с гомогенной структурой, значительное
1 Температурой начала мартенситного пре-
вращения,
334 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
влияние оказывают содержание углерода
в цементованном слое и его распределе-
ние по глубине слоя, отношение глубины
цементованного слоя к сечению детали,
исходное содержание углерода в стали,
соотношение размеров науглероженных
и ненауглероженных поверхностей де-
тали при местной цементации, разница
в упругом и пластическом состоянии
цементованного слоя и сердцевины при
одинаковых температурах в процессе
нагрева и охлаждения, а также разность
температур мартенситного превращения
цементованного слоя и сердцевины. Это
определяет собой сложность установле-
ния законов, которые позволили бы за-
ранее предусматривать величину и на-
правления деформации цементованных
деталей.
В практике характер деформации обыч-
но устанавливается экспериментальным
путем.
Необходимо отметить, что значитель-
ная часть суммарной деформации дета-
лей в результате их термообработки при-
ходится на цементацию. Например, у вту-
лок из стали 20Х (Ротв= 100; 70; 40 мм;
толщина стенки равна 0,1 Dome; высота
равна 1,5 Donw) после цементации при
900° С значительно уменьшается диаметр
отверстия, причем по мере увеличения
диаметра от 40 до L00 мм уменьшение
колеблетсяотО,02—0,12до 0,12—0,35 мм;
при последующей закалке втулок (810°С,
масло) уменьшение отверстия незначи-
тельно. При закалке таких же втулок из
стали 40Х в масле при 830° С диаметр
отверстия увеличивается на величину
от 0,02—0,08 до 0,10—0,30 мм. У цемен-
туемых шестерен в зависимости от раз-
личных факторов в результате цемента-
ции происходит деформация (уменьше-
ние или увеличение толщины) зуба с на-
рушением при этом профиля эвольвенты
и с увеличенным против норм биением
зуба.
Получение зубьев шестерен с опреде-
ленными профилем эвольвенты и макси-
мальным биением зуба до 0,12—0,18 мм
(для шестерен, изготовленных из стали
различных марок, различного назначения)
после полного цикла их термообработки
(без последующего шлифования зубьев)
может быть осуществлено путем приме-
нения специальных мер.
Получаемые в результате термообра-
ботки деформации деталей с простыми
конструктивными формами (валы, оси,
валики, втулки, плоские детали) могут
быть определены по величине и напра-
влению экспериментально и учтены при
предварительной механической обработке
с доведением размеров до установленных
пределов последующей правкой и меха-
нической обработкой (шлифованием).
С целью уменьшения трудоемкости
операций правки и шлифования для та-
ких деталей с успехом применяются
нагрев при закалке и отпуске в специаль-
ных приспособлениях и закалка в зака-
лочных машинах с вращением в свобод-
ном или в зажатом состоянии между ро-
ликами (детали цилиндрической формы)
или в штампах (плоские детали). Зна-
чительно более серьезную проблему пред-
ставляет борьба с деформацией при термо-
обработке деталей сложной конфигура-
ции и, особенно, изготовленных из це-
ментуемых и улучшаемых сталей, . под-
вергающихся закалке и отпуску с полу-
чением высокой твердости.
Характерными представителями этой
группы деталей являются шестерни.
Для получения идентичных результа-
тов по деформации следует сужать пре-
делы содержания углерода в стали до
0,05—0,06%; так, для стали 20Х со-
держание углерода принимается от 0,18
до 0,23%; для 12ХНЗ — от 0,12 до
0,17%; для 20Х2Н4А — от 0,15 до 0,20%.
Для шестерен должна применяться
преимущественно мелкозернистая сталь
(величина зерна для средне-и высоколе-
гированной стали — № 5—7; для малоле-
гированной стали — № 4—6) с прокали-
ваемостью, обеспечивающей получение
требуемых механических свойств по се-
чению шестерни после термообработки.
Предварительная термообработка за-
готовок для шестерен, кроме уничтоже-
ния перегрева, полученного при штам-
повке, и подготовки структуры к после-
дующей термообработке, должна также
предусматривать получение хорошей об-
рабатываемости резанием.
Шестерни нужно подвергать газовой
цементации, что позволяет применять
совершенные приспособления, предохра-
няющие шестерни от коробления, а
также получать науглероженный слой
без грубых выделений цементита в виде
сетки или зерен. При этом исключаются
процесс нормализации шестерен после
цементации (исключается лишний нагрев
и связанное с ним образование окалины)
и очистка, приводящая к искажению
профиля зуба.
При газовой (или жидкостной) цемен-
тации стали некоторых марок (18ХГТ,
термическая и химико-термическая обработка стали
335
20ХМ, 20НМ) появляется возможность
применять закалку непосредственно после
цементации (без повторного нагрева). Ше-
стерни большого диаметра и малой тол-
щины необходимо закаливать в специаль-
ных прессах в зажатом состоянии, что
значительно уменьшает их коробление.
Чтобы не получилось окалины, нагре-
вать шестерни под закалку следует в пе-
чах с контролируемой атмосферой или
в соляных ваннах. Изотермическая и
ступенчатая закалка уменьшает дефор-
мации. Так, при обычной закалке в масле
(i «s 40° С) цементованного вала-шестер-
ни (сталь 20НМ) биение одного конца
вала составляет до 0,43 мм, биение по
начальной окружности шестерни до
0,56 мм и биение другого конца до
0,64 мм; при ступенчатой закалке в масле
с температурой 200° С указанные вели-
чины деформаций снижаются до 0,15;
0,20 и 0,25 мм соответственно при сохра-
нении твердости сердцевины и поверх-
ностного слоя детали в требуемых пре-
делах.
Изотермическая закалка шестерен, из-
готовленных из стали 18Х2Н4ВА, прово-
димая по режиму (после цементации) —
нагрев до 780—790° С, выдержка при
этой температуре, охлаждение в печи
или ванне с температурой 150—170° С
с выдержкой 3 ч, дальнейшее охлаждение
на воздухе, дает резкое уменьшение де-
формаций (биение по начальной окруж-
ности), практически сохраняя величину
биения в исходном состоянии (т. е. после
цементации). При этом механические
свойства и твердость сердцевины и по-
верхностного слоя соответствуют требо-
ваниям технических условий (<jg = 124 4-
4- 130 кГ)ммг; 6 = 124-13%; ф = 604-
4-62%; а= 144-14,5 кГм/см2; HRCW—M.
сердцевина и HRC 58—60 поверхность).
У шестерен из стали 20Х2Н4А с на-
ружным диаметром 180 мм и длиной зуба
40 мм (шестерни со ступицей) после це-
ментации и закалки при температуре
800° С в масле с температурой 60° С
(обычная закалка) конусность и эллипс-
ность венца достигают 0,1 мм и выше;
при ступенчатой закалке шестерен с 800°С
в горячем (180° С) масле с выдержкой
в нем в течение 5 мин конусность и эл-
липсность венца не превышают 0,04 мм
(фиг. 19 и 20), т. е. их величина в 2,5 раза
меньше. При этом механические свойства
и твердость сердцевины и поверхностного
слоя находятся в соответствии с требо-
ваниями технических условий.
№ шестерен
а) б)
Фиг. 19. Влияние ступенчатой закалки шесте-
рен из стали 20Х2Н4А на конусность венца:
а — обычная закалка; б — ступенчатая закалка.
/У*7 шестерен
в)
s)
Фиг. 20. Влияние ступенчатой закалки шесте-
рен из стали 20Х2Н4А на эллипсность венца:
а — обычная закалка; б — ступенчатая закалка.
336
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
У шестерен с наружным диаметром
155 мм, диаметром отверстия 65 мм и
длиной зуба 35 мм из стали марки 20ХНМ
после цементации и закалки с темпе-
ратуры 845° С в масле температурой
50° С конусность выходит за пределы
допустимой величины (0,075 мм макс.)
и составляет 0,101—0,178 мм; при сту-
пенчатой закалке этих шестерен с тем-
пературы 845° С в масле температурой
180° С (выдержка в течение 6 мин и
дальнейшее охлаждение на воздухе) ко-
нусность находится в пределах 0,025—
0,075 мм.
Применение указанных мер и строгое
соблюдение методов и режимов термо-
обработки позволяют установить зако-
номерность деформации шестерен и свести
ее величину к минимуму. В этом случае
имеется возможность при механической
обработке заранее учесть искажение про-
филя зуба и изменение размеров шестерни
и исключить трудоемкую операцию шли-
фования зубьев.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ЦВЕТНЫХ МЕТАЛЛОВ
И СПЛАВОВ
Алюминий и его сплавы
Технический алюминий. Полуфабри-
каты технического алюминия марок АД
и АД1 в виде листов, прутков, труб,
проволоки и заклепок после холодной
равноосными, а также снятие наклепа и
внутренних напряжений (фиг. 21—23).
Стент Вгфорпацие
Фиг. 23. Диаграмма рекристаллизации алюми-
ния чистотой 99,6%.
Деформируемые сплавы. Сплавы
АМц, АМг, АМгЗ, АМг5В, АМг5П и
АМгбТ, не упрочняемые тер-
мической обработкой, при-
меняются в трех состояниях: отожженном
(обозначаются буквой М), полунагарто-
ванном (П) и нагартованном (Н). В зави-
симости от этого механические свойства
их могут быть различными.
Рекристаллизационный отжиг нагар-
тованных полуфабрикатов (листов, про-
филей, прутков, проволоки и заклепок)
рекомендуется производить при темпе-
ратуре 350—410° С в зависимости от
марки сплава с охлаждением на воздухе
Фиг. 21. Зависимость ме-
ханических свойств алю-
миния марок Ai и А' от
степени деформации.
Фиг 22. Зависимость
механических свойств
алюминия марок А1
и А2от температуры
отжига.
обработки подвергают рекристаллиза-
ционному отжигу в интервале температур
350—410° С. При этом происходит замена
деформированных кристаллов новыми
Фиг. 24. Диаграмма рекристаллизации
алюминиевомагниевого сплава типа АМг
состава: 3% Mg, остальное - алюминий.
1 Механические .свойства цветных металлов
и сплавов при различных способах получения
и режимах термической обработки см. т, 6.
или в воде. Диаграмма рекристаллизации
алюминиевомагниевого сплава типа АМг
приведена на фиг. 24.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
337
Микроструктура сплава АМц предста-
вляет собой смесь кристаллов твердого
раствора А] (Мп) и кристаллов химиче-
ского соединения А1еМп. Мелкие кри-
сталлы А1еМп, располагаясь между кри-
сталлами А1 (Мп), препятствуют росту
последних при повышенных температу-
рах отжига. Микроструктура сплавов
АМг, АМгЗ, АМгб и АМгбТ полиэдриче-
ская, состоящая из кристаллов твердого
раствора магния в алюминии. Поэтому
эти сплавы при повышенных температу-
рах отжига склонны к образованию круп-
ного зерна.
Сплавы, упрочняемые тер-
мической обработкой. Для
листов, профилей и труб применяются
сплавы в основном четырех марок: Д1,
Д6, Д16 и В95. Сплавы Д1, Д6 и Д16
относятся к системе А1 — Си—Mg, сплав
В95 к системе А1—Zn—Mg—Си. Реко-
мендуемые режимы термической обра-
ботки их приведены в табл. 34.
Термическая обработка алюминиевых
сплавов обозначается буквами: М — от-
жиг, Т — закалка и естественное старе-
ние; Т1 — закалка и искусственное ста-
рение. На фиг. 25 приведена диаграмма
рекристаллизации алюминиевого сплава
Д1. Оптимальная температура закалки
сплава Д1 определяется по кривым, по-
казывающим зависимость механических
свойств от температуры закалки (фиг. 26).
Наиболее выгодная температура закалки
сплава Д1 равна 500° С: при температуре
520° С он уже испытывает перегрев, а
при температуре 530° С — пережог. Про-
цесс старения этого сплава показан на
фиг. 27. Инкубационный период сплава
Д1 равен 2 ч, а время полного упрочне-
ния — 5 суткам. Основным упрочните-
лем сплава Д1 является химическое со-
единение СиА12.
Сплав Д16 отличается от сплава Д1
более высоким содержанием магния и
меньшим допустимым содержанием же-
леза и кремния. Его отношение к тер-
Фиг. 25. Диаграмма рекристаллиза-
ции дуралюмина марки Д1 состава:
4% Си, 0,5% Мп, 0,5% Mg, остальное
алюминий; обработка: холодное оса-
живание, отжиг в течение 15 ч.
мической обработке аналогично сплаву
Д1, но основным упрочнителем при ста-
рении у него яв-
ляется фаза S, т. е.
химическое соеди-
нение Al2CuMg.
Оптимальная тем-
пература закалки
сплава В95 лежит
в интервале 465—
475° С. При более
высокой темпера-
туре начинается
диффузия магния
и цинка в плаки-
рующий слой. При
температуре 510° С
наблюдается пере-
грев; при темпе-
ратуре 515° С на
Фиг. 26. Зависимость
механических свойств
дуралюмина от темпе-
ратуры закалки.
34. Режимы термической обработки алюминиевых сплавов для листов, профилей и труб
Отжиг Закалка Старение
Марка сплава Темпера тура в 0 С Охлаждение Темпера - тура ° С Охлажде- ние Темпера- тура в ° С Выдержка
Д1 Д6 Д16 БЬ5 340-370 340—ЗЮ 340—370 420—440 На воздухе С печыо 490—505 1 493-503 1 490—500 ( 465—475 J В воде 40°С Комнатная » > > ) В плакирован ном состоянии 120—125 В неплакиро- ванном 140 4 суток 24 ч 12 ч
33s ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
поверхности сплава появляются пузыри;
при температуре 540° С имеет место
оплавление.
Сплав В95 более чувствителен к пере-
рыву между выемкой из печи и охлажде-
нием в воде при закалке, чем дуралюмины
Фиг. 27. Изменение механических
свойств дуралюмина во время старе-
ния при комнатной температуре.
марок Д1 и Д16. Поэтому полуфабрикаты
из сплава В95 надо переносить из печи
в воду по возможности быстро, в течение
не более 5 сек.
Процесс естественного старения сплава
В95 при комнатной температуре продол-
жается 60 суток; при 0° С он задержи-
вается на 1 день; а при —18° — на 7 дней.
Механические свойства естественно со-
старенного сплава такие же, как и сплава,
прошедшего искусственное старение, но
сопротивление коррозии значительно
ниже.
Механические свойства искусственно
состаренного при разных температурах
сплава В95 показаны в табл. 35.
35. Механические свойства сплавов В95
после искусственного старения
Температура старения в °C Время вы- держки в ч Механические свойства
б Б %
в кГ /мм2
100 54 54,0 45 11
120 16—24 52.5 47 10
130 12-16 52.5 47 10
140 8—12 51.0 46,5 9
160 4-5 50,0 45 9
Основными упрочнителями сплава В95
при искусственном старении являются хи-
мические соединения: MgZn2 и Al2Mg3 Zn3
(т. е. фаза Т системы А1—Zn—Mg).
Гомогенизация слитков сплава В95,
производимая с целью выравнивания
химической неоднородности и уменьше-
ния ликвации, осуществляется при тем-
пературе 460—480° С.
Для изготовления заклепок приме-
няются сплавы Д18 и В65, которые ре-
комендуется термически обрабатывать по
режимам, указанным в табл. 36. После
термической обработки сплав Д18 имеет
19 л'/'/.чл!2, а сплав В65—хср^-:
25 кГ/мм2.
36. Режимы термической обработки
алюминиевых сплавов для заклепок
Марка сплава Закалка Старение
Темпе- ратура в0 С Охлаж- дение Темпе- ратура в ° С Вы- держка
Д18 В65 495-505 510-520 В воде Ком- натная 75 4 суток 24 ч
Нагрев закаленных и состаренных
сплавов Д18 и В65 в течение 5—60 мин
при температуре 100° С вызывает явле-
ние возврата, которое исчезает только
через 10 суток. Сплавы Д18 и В65 можно
расклепывать в любое время после ста-
рения.
Кроме этих сплавов, для изготовления
заклепок применяется высокопрочный
сплав марки В94, заклепки из которого
расклепывают в закаленном и искусст-
венно состаренном состоянии. Проволока,
изготовленная из этого сплава, в терми-
чески обработанном состоянии имеет
предел прочности на срез не менее
29 kzImm2.
Для штамповок используют алюминие-
вые сплавы трех марок: Д1, АК6 и АК8.
Термическая обработка сплава Д1
была рассмотрена выше. Сплав АК6
подвергается закалке и искусственному
старению, в результате чего он имеет
достаточно высокие механические свой-
ства. Главным упрочнителем этого сплава
при старении является химическое соеди-
нение Mg2Si; вторым упрочнителем, мож-
но считать фазу W, т. е. химическое соеди-
нение Al2CuMgSi.
Сплав АК8 обладает весьма высокими
механическими свойствами. Главным
упрочнителем при искусственном старе-
нии его является химическое соединение
Mg2Si, вторым упрочнителем — химиче-
ское соединение Al2CuMgSi. >
Режимы термической обработки и ме-
ханические свойства этих сплавов после
термической обработки указаны в табл. 37.
термическая обработка цветных металлов и сплавов
339
37. Режимы термической обработки и механические свойства алюминиевых сплавов
для штамповок
Марка сплава Закалка Старение Механические свойства
Температура в ° С Охлажде- ние Темпера- тура в °C Выдерж- ка ! Ов в кГ/мм2, 3 to и О'" со 3 Д oq « со
Д1 А Кб АК8 490—505 I 505—515 500—510 J В воде Комнатная 150—160 180+5 4 суток 12-15 ч 5-8 ч 38 38 46 23 28 35 12 10 10 95 100 130
Литейные сплавы алюминия. По хими-
ческому составу литейные алюминиевые
сплавы можно разделить на пять групп:
1) высококремнистые силумины (АЛ2,
АЛ4, АЛ9 и МВТУ-1);
2) низкокремнистые силумины (АЛЗ,
АЛ5 и А Л 6);
3) цинковистые силумины (АЛ11);
4) медноалюминиевые сплавы (АЛ7,
АЛ12 и АЛ19);
5) магнийалюминиевые сплавы (АЛ8
и АЛ13).
Высококремнистые силумины. Сплав'
АЛ2 применяется в машиностроении и
приборостроении без термической обра-
ботки. Сплав АЛ4 подвергается закалке
и искусственному старению (табл. 38).
Механические свойства для отдельно
отлитых в землю образцов модифициро-
ванного, закаленного и прошедшего ста-
рение сплава АЛ4 должны быть не менее:
<зд = 23 кГ/мм2; 6 = 3%; НВ 65 кГ/мм2
и при отливке в металлическую форму —
не менее: <зд = 23 кГ/мм2; & = 3%;
НВ 70 кГ/мм2.
В процессе закалки сплава, т. е. при
температуре 535° С магний, марганец
(за исключением той части, которая свя-
зана с железом) и часть кремния перехо-
дят в твердый раствор. В процессе ста-
рения из твердого раствора сначала вы-
деляются субмикроскопические кристал-
лы кремния, затем кристаллы химиче-
ского соединения Mg2Sl. При этом меха-
нические свойства в функции времени ста-
рения изменяются плавно (фиг. 28 и 29).
Фиг. 28. Изменение предела прочности н удли-
нения сплава АЛ4 в зависимости от времени
старения: 1 — обычная термическая обработка;
Фиг. 29. Изменение твердости и микротвер-
дости сплава АЛ4 в зависимости от времени
старения: / — твердость после обычной терми-
ческой обработки; 2 — твердость после изотер-
мической обработки; 3 — микротвердость после
обычной термической обработки; 4 — микро-
твердость после изотермической обработки.
38. Режимы термической обработки высококремнистых силуминов
Марка сплава Закалка Старение
Температура в 0 С' Выдерж- ка ’Охлаждение в воде при температуре Темпера- тура в 0 С Выдержка в ч Охлаждение
АЛ4 йзУф, 2—6 <80° 180+5 6-7 На воздухе
4Л9 535+5 12 50-100° 150+10 1-3
340 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Однако если сплав подвергнуть изо-
термической обработке (т. е. закалке
в расплавленной селитре, нагретой до
180° С, и старению в этой же ванне),
то на кривых изменения механических
свойств обнаруживаются два максимума,
из которых один соответствует выделе-
нию кристаллов кремния, а другой —
выделению кристаллов химического соеди-
нения Mg2Si.
В результате изотермической обработ-
ки сплав АЛ4 приобретает механические
свойства, укладывающиеся в нормы тех-
нических условий, но с несколько зани-
женной прочностью и несколько повы-
шенным удлинением, что хорошо видно
на фиг. 28. При этом коробление деталей
получается в несколько раз меньшим, чем
в случае закалки в воде.
Необходимо помнить, что изотермиче-
скуюобработку возможно применять толь-
ко к тонкостенным деталям, которые
могут обеспечить достаточно быстрое
охлаждение при закалке в горячей среде.
Толстостенные детали в этом случае
получают заниженные механические
свойства.
Сплав АЛ9 имеет более низкие меха-
нические свойства, чем сплав АЛ4.
Режимы термической обработки сплава
АЛ9 приведены в табл. 38. Сплав
МВТУ-1 относится к системе А1—Si —
Mg — Си с добавками Мп и Ti.
Низкокремнистые силумины. Режимы
термической обработки и типичные меха-
нические свойства низкокремнистых си-
луминов приведены в табл. 39.
Цинковистые силумины. К этой группе
пока относится только один сплав марки
АЛ11, который без термической обра-
ботки обеспечивает высокие механические
свойства: отливки в землюав = 20 кГ!мм\
б = 2%; НВ 80 кГ/мм2-, отливки в метал-
лические формы: ав = 25 кГ/мм2-, 6 =
= 1,5%; НВ 90 кГ/мм2.
Медноалюминиевые сплавы. Сплавы,
относящиеся к этой группе, можно раз-
делить на две группы: сплавы с содержа-
нием меди не более 5,65%, которые могут
быть гомогенизированы и закалены на
твердый раствор, и сплавы с содержа-
нием меди более 5,65%, которые содер-
жат эвтектику и менее чувствительны
к термической обработке.
К первой группе относятся сплавы
АЛ7 и АЛ19, ко второй — сплав АЛ12.
Сплав АЛ7 после закалки медленно
стареет и через несколько месяцев при-
ближается по свойствам к закаленному
и искусственно состаренному состоянию.
Условия термической обработки сплава
АЛ7 указаны в табл. 40.
39. Режимы термической обработки и типичные механические свойства
низкокремнистых силуминов
Марка сплава Закалка Старение Механические свойства
Темпера- тура в 0 С Вы- держка в ч Охлажде- ние Т е м пе ратура в ° С Вы- держка в ч Д с" 90 to аз О 02 б В % ' 1 *5* 7 и О и § 03 «
АЛЗ Термической обработке не подвергается 17 11 2 6 70
АЛ5 525ФР 1 4 1 В воде 1 180+5 1 б 24 17 3 6 80
525±?0 4 ( 50-100° 1 230+5 1 5 20 16 1,5 5 60
АЛ 6 Термической обработке не подвергается 17 11 3 5 50
40. Режимы термической обработки мэдноалюмлниевых сплавов
Марка сплава Закалка Старение
Темпера- тура в ° С Выдержка в ч Охлажде- ние Температура в ° С Выдержка в ч Охлажде- ние
АЛ7 515+5 10—15 В воде до 50—100° 150+5 2-4 На воздухе
АЛЮ 530 8 — —-
540 8 В воде до 90° 175 3 На воздухе
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
341
41, Режимы термической обработки жаропрочных алюминиевых сплавов
Марка сплава Закалка Старение
Температура в 0 С Выдержка в ч Охлаждение Темпера- тура в °C Выдержка в ч Охлаждение
АЛ1 510—520 2-4 В воде до 100° С или на воздухе 210-230 2-4 На воздухе
АК2, АК4 510—520 — В воде 165-175 15-18 То же
АК4-1 525-540 То же 180-190 10 »
ВД-17 505—510 2 170 16
Сплав АЛ 19 имеет более высокие ме-
ханические свойства при комнатной тем-
пературе, чем сплав АЛ7, и более высо-
кую жаропрочность. Режим термической
обработки сплава АЛ19 указан в табл. 40.
Сплав АЛ12 применяется редко. Терми-
ческой обработке не подвергается.
Магнийалюминиевые сплавы. Сплавы
алюминия с магнием, содержащие от
3 до 12% магния, могут подвергаться
гомогенизации и закалке. После термиче-
ской обработки они имеют полиэдриче-
скую структуру, состоящую из кристал-
лов твердого раствора магния в алюми-
нии, и отличаются высокими механиче-
скими свойствами. При термической об-
работке детали из этих сплавов необхо-
димо обмазывать шамотом, чтобы не было
окисления при высоких температурах.
Термическая обработка сплава АЛ8
заключается в закалке по режиму:
нагрев до 435 ± 5°, выдержка 15—20 ч
и охлаждение в воде при температуре
20 или 60—80°.
Сплав АЛ13 применяется в промышлен-
ности без термической обработки, так
как имеющееся в нем количество магния
не может обеспечить достаточного эффекта
старения.
Жаропрочные сплавы алюминия. Жаро-
прочными называются такие алюминие-
вые сплавы, которые сохраняют доста-
точно высокие механические свойства до
температуры ~ 300°. Эти сплавы могут
быть литыми (марка АЛ1) или деформи-
руемыми (марки АК2, АК4, АК4-1,
ВД17).
В алюминиевых сплавах марок АЛ1,
АК4, АК4-1 и ВД17 фазами, выделяю-
щимися во время старения, являются
химические соединения Al2Cu, Al.2CuMg,
Al2CuMgSi и фаза Cuv Niv А1г. Эти фазы
обладают малой скоростью коагуляции
и обусловливают жаропрочность назван-
ных сплавов.
. Что касается роли отдельных элемен-
тов, входящих в рассматриваемые сплавы,
то основное влияние на жаропрочность
оказывают медь и магний; меньшее —
кремний и еще меньшую роль играют
железо и никель. Последние элементы
в жаропрочных сплавах считаются вред-
ными, если они присутствуют в количе-
ствах, превышающих необходимые для
образования химического соединения
FeNiAl9. Режимы термической обработки
жаропрочных алюминиевых сплавов све-
дены в табл. 41.
Медь и ее сплавы
Медь техническая. В отожженном со-
стоянии медь имеет высокие пластиче-
ские свойства, но относительно низкую
прочность. Холодная деформация значи-
тельно повышает прочность меди, но
резко снижает ее пластичность. Для сня-
тия наклепа и уменьшения твердости
медь подвергают рекристаллизационному
отжигу; температура начала рекристал-
лизации меди около 200° С. Для полного
восстановления пластичности полуфабри-
каты рекомендуется отжигать при тем-
пературе 500—550° С в слегка окисли-
тельной атмосфере, чтобы избежать так
называемой «водородной болезни», кото-
рой может подвергнуться медь при на-
греве в восстановительной атмосфере.
Охлаждение после отжига может быть
проведено с любой скоростью: в печи и
на воздухе. На фиг. 30 показана диаграм-
ма рекристаллизации меди, а на фиг. 31 —
кривые изменения свойств меди в зави-
симости от температуры отжига (лента
толщиной 2,5 мм, подвергнутая до отжига
холодной деформации на 70%).
Латуни. Медноцинковые латуни марок
Л96, Л90, Л85, Л80, Л70, Л68 предста-
вляют собой однофазные сплавы со струк-
турой a-твердого раствора, а-латуни не
испытывают фазовых превращений в твёр-
дом состоянии, поэтому они не могут
подвергаться закалке и нормальному от-
жигу.
342 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
42. Режимы отжига и механические свойства медно-цинковых латуней,
обрабатываемых давлением
Марка сплава Температура отжига в ° С Температура отжига для сня- тия внутренних напряжений в 0 С Механические свойства
в кГ/мм2 д р О/ ь /О НВ в кГ/мм2
Л96 540-600 24 50
Л90 650—720 200 26 45 53
Л85 650-720 160—200 28 45 54
Л80 600—700 260 32 52 53
Л70 520—650 260-270 32 55 —
Л68 520—650 260-270 32 55 —
Л62 600—700 270—300 33 49 56
В процессе холодной деформации (про-
ката, протяжки, волочения) латуни по-
лучают наклеп. Для снятия наклепа
MOOji
0^10 20 30 00 50 60 00 00 90%
Степень Oetpoprmuu
Фиг. 30. Диаграмма рекристаллизации меди.
производится рекристаллизационный от-
жиг при температуре 600—700° С с охла-
ждением на воздухе. После отжига пла-
стичность латуни резко возрастает.
Фиг. 31. Изменение свойств на-
клепанной меди после отжига при
различных температурах.
Латуни, содержащие более 20% Zn,
даже незначительно деформированные,
при хранении во влажной атмосфере
растрескиваются. Чтобы избежать обра-
зования трещин в латунных изделиях,
подлежащих длительному хранению, их
подвергают низкотемпературному (200—
300° С) отжигу в течение нескольких
часов.
Режимы отжига и механические свой-
ства медноцинковых латуней приведены
в табл. 42.
Изменение механических свойств неко-
торых медноцинковых латуней в зависи-
мости от температуры отжига показано
на фиг. 32—34. Диаграммы рекристалли-
зации латуней Л68 и Л62 представлены
на фиг. 35 и 36.
Кроме простых латуней, т. е. сплавов
меди с цинком, в технике имеют широкое
применение специальные латуни, в со-
став которых входят свинец, олово,
кремний, алюминий, марганец, никель,
железо.
Режимы отжига и получаемые при этом
механические свойства специальных лату-
ней, обрабатываемых давлением, приве-
дены в табл. 43. Изменение механических
свойств специальных латуней в зависи-
мости от температуры отжига предста-
влено на фиг. 37—40.
Отливки из латуней, которые в про-
цессе эксплуатации должны иметь малые
деформации, отжигают при температуре
600—650° С в течение 2—4 ч.
Бронзы. Бронзы разделяются на литые
и деформируемые.
Деформируемые бронзы в за-
висимости от химического состава раз-
деляются на оловянистые и безоловяни-
стые.
Литые бронзы, как правило, терми-
ческой обработке не подвергаются.
Оловянистые бронзы. Прочность дефор-
мируемых бронз (однофазных, получае-
мых либо при низкой концентрации олова,
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
343
Фиг. 32. Изменение механиче-
ских свойств латуни Л68 в за-
висимости от температуры от-
жига. Продолжительность от-
жига 1 ч. Исходная величина
зерна: 0,015 и 0,07 мм.
Фиг. 33. Изменение меха-
нических свойств латуни
Л80 в зависимости от тем-
пературы отжига. Про-
должительность отжига
Фиг. 34. Изменение механиче-
ских свойств латуни Л90 в за-
висимости от температуры от-
жига. Продолжительность от-
жига 1 ч. Исходная величина
зерна: 1 — 0,015; 2 — 0,07 мм.
Степень деформации
Фиг. 35. Диаграмма рекристаллизации латуни Фиг. 36.
Деформация
Фиг. 37. Изменение меха-
нических свойств латуни
ЛАЖ60-1-1 в зависимости от
температуры отжига. Про-
должительность отжига 1 ч.
Диаграмма рекристаллизации ла-
туни Л62.
Фиг. 39. Изменение механиче-
ских свойств латуни ЛМцА
57-3-1 в зависимости от темпе-
ратуры отжига. Продолжитель-
ность отжига 1 ч.
Фиг. 38. Изменение меха-
нических свойств латуни
ЛЖМц 59-1-1 в зависимо-
сти от температуры отжи-
га. Продолжительность
отжига 1 ч.
344 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
43. Режимы отжига и механические свойства специальных латуней,
обрабатываемых давлением
Марка сплава Температура отжига в 0 С Температура отжига для сня тин внутренних напряжений в 0 С Механи12ские сво <сгза
в кГ/мм2 6 в % НВ в кГ/мм2
ЛА85-0.5 6-0—700 30 60 54
ЛА 77-2 600—650 300-350 40 55 60
ЛАН59-3-2 600—650 350—400 33 50 75
ЛН 65-5 600-650 300-400 40 65
ЛЖМц59-1-1 600—650 — 45 50 88
ЛМц58-2 600—650 — 40 40 85
ЛО 90-1 650—720 — 23 45 58
ЛО 70-1 560—580 300—350 35 60
ЛО 62-1 550—650 350-370 40 40
ЛО 60-1 550—650 — 33 40 —
ЛС 74-3 600—650 —— 35 50
ЛС 64-2 620—670 — 35 55
ЛС 63-3 620—650 — 35 55
ЛС 60-1 600—650 - 37 45
ЛС 59-1 600—650 235 40 45 90
ЛК 80-3 — —' 30 53 60*
* Твердость по Виккерсу.
44. Режимы отжига алюминиевых броиз
Марка сплава Бр. А5 Бр. А7 Бр. АЖ 9-4 Бр. АЖН 10-4-4 Бр. АМц 9-2 Бр. АМц 10-2
Температура отжига в °C 600—700 650—750 700-750 700—750 650—750 650-750
либо после специального диффузионного
отжига) с повышением степени деформа-
ции повышается, а пластичность падает.
Температура стжига
Фиг. 40. Изменение механических
свойств латуни ЛС59-1 в зависимости
от температуры отжига. Продолжи-
тельность отжига 1 ч.\ I — закалка;
2 — медленное охлаждение.
Для повышения пластичности бронзы
марок Бр. ОФ 6,5-0,4, Бр. ОФ 4-0,25,
Бр. ОЦ 4-3, Бр. ОЦС 4-4-2,5, Бр. ОЦС
4-4-4 подвергают рекристаллизационно-
му отжигу при температуре 600—650°
(охлаждение с печью или на воздухе),
в результате ко-
торого свойства
бронз изменяются
(фиг. 41).
Алюминиевые
бронзы ~ марок
Бр. А, Бр. АЖ,
Бр.АЖН. Бр. АЖМ
подвергаются ре-
кристаллизацион-
ному отжигу, для
снятия наклепа при
температуре 600—
750°С в зависимо-
сти от марки спла-
ва (табл. 44).
Некоторые спе-
циальные бронзы
6g кГ/мм!
<Г%
717
М
30
W
О 200 W 60Q °C
Земпература
отжига
Фиг. 41. Зависимость
механических свойств
бронзы Бр. ОФ6,5-0.4
от температуры от-
жига.
могут упрочняться путем закалки и по-
следующего отпуска. Так, для бронзы
Бр.АЖН 10-4-4 после.закалки при 920° С
с охлаждением в воде и отпуска при 650° С
с охлаждением на воздухе стз = 65 к^мм*,
6 — 5%, НВ 200—240. Для бронзы
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
345
Бр.АЖМц 10-3-1,5 после закалки с 850°С
в воде и последующего отпуска при
350—450° С <зв — 80 кГ/мм2, 6 = 9%,
НВ 218.
В кремнистых бронзах, содержащих
никель, можно получить сочетание высо-
кой прочности (пд - 50 к/'/,ч.к'2) и высокой
пластичности (6 = 15%), если произвести
закалку при 875° С и отпуск при 450° С.
Значительный интерес представляет
бериллиевая бронза Бр.Б2, которая после
закалки с 780 Ц- 10° С в воде мягка и
пластична (ав = 50 кГ/мм2, 6 = Зо%,
НВ 100). После закалки с 780°С и от-
пуска при 320° С в течение 2 ч или при
350° С в течение 1 ч 30 мин она становится
прочной и твердой (а = 130 кГ/мм2 и
НВ 370), т. е. закалка с отпуском повы-
шает прочность почти в 3 раза, а твер-
дость в 4 раза. Температура отпуска
для бронзы Бр.Б2,5—285° С в течение
3 ч или 320° С в течение 1 ч.
Титан и его сплавы
Титан и его сплавы для придания им
необходимых свойств подвергают раз-
личным видам термической оработки:
1) рекристаллизационному отжигу для
снятия эффекта холодного деформиро-
вания;
2) вакуумному отжигу для удаления
водорода;
3) упрочняющей термической обработ-
ке;
4) смягчающей термической обработке;
Отжиг холоднодеформированного ти-
тана и его сплавов. Отжиг титана и его
сплавов после холодного деформирования
производится в обычной печной атмосфере
С выдержкой от 15 мин до 1 ч в зависи-
мости от толщины изделий. Температуры
отжига должны быть согласованы с тем-
пературами рекристаллизации титано-
вых сплавов, которые в большинстве
случаев находятся в пределах 500—700°С.
Практически отжиг осуществляется при
следующих температурах (в °C):
Листы из технического титана марок
ВТ1-1 и ВТ1-2 .............. 500—550
Прутки н поковки из технического
титана марок ВТ1-1 и ВТ1-2 . . . . 650—700
Пругки, поковки и штамповки спла-
вов титана различных марок .... 650 — 700
; Отжиг полуфабрикатов, имеющих ма-
лую толщину, рекомендуется произво-
дить в вакууме или в атмосфере хими-
чески чистого аргона, так как у тонко-
стенных изделий диффузия кислорода
может вызвать сквозное охрупчивание
материала.
Вакуумный отжиг. Отжиг в вакууме
полуфабрикатов и деталей из титановых
сплавов имеет целью снижение содержа-
ния водорода и повышение их пластич-
ности и производится при температуре
700—800°С с выдержкой 1—2 ч в зави-
симости от толщины стенки деталей.
Охлаждение вместе с печью до темпера-
туры 200° С. Затем печь наполняют су-
хим воздухом до выравнивания давления
с атмосферным. Во время отжига вакуум
поддерживается на уровне 10 3—10 ’ 5 мм
рт. ст.
Упрочняющая термическая обработка.
Если взять сплав с (а |3) -структурой,
в котором имеется достаточное количество
одного или нескольких р-стабилизирую-
щих элементов, то при нагреве его до
высокой температуры, лежащей в об-
ласти (а -% Р), часть кристаллов а перей-
дет в кристаллы Р', причем чем выше
температура нагрева, тем большее коли-
чество кристаллов а будет использовано.
При быстром охлаждении кристаллы
Р’ останутся без изменения и будут
существовать при комнатной температуре
в метастабильном состоянии, Эти пре-
вращения можно записать так а % Р —>
— « + ₽' + ₽•
Последующее старение таких сплавов
при температурах, лежащих в пределах
430—540° С, вызовет постепенное пре-
вращение Р'-кристаллов в « кристаллы,
причем последние будут находиться в
мелкодисперсном состоянии. В результате
этого процесса твердость и прочность
сплава повысятся, а пластичность по-
низится.
Подбирая температуру закалки, тем-
пературу и продолжительность старения,
можно для каждого сплава получить
разнообразные механические свойства.
Так, например, меняя температуру за-
калки от 620 до 955° С и температуру
старения от 485 до 540° С, можно для
сплава ВТ6 получить предел прочности
от 98 до 125 кГ/мм2 и предел текучести
от 70 до 115 кГ/мм2.
При термической обработке жаропроч-
ных сплавов продолжительность старе-
ния должна быть достаточной для пол-
ного разложения ш-фазы, хотя при этом
прочностные характеристики и будут
несколько снижены.
Таким образом, термическая обработка
титановых сплавов, имеющая своей целью
повышение прочности, должна выпол-
няться в две стадии:
346 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
1) нагрев и выдержка сплавов при
температуре, соответствующей (а -ф 0)-
области с последующим охлаждением
в воде;
2) старение при температуре 430—
540° С до получения максимальной проч-
ности или до полного разложения <о-фазы.
Очевидно, что такая термическая об-
работка может быть полезной лишь для
сплавов, имеющих (а -ф 0)-структуру и
содержащих в своем составе достаточное
количество 0-стабилизирующих элемен-
тов. Однофазные сплавы с а- или 0-
структурой не могут образовать при
нагреве устойчивой 0'-фазЫ и> следова-
тельно, не могут изменять своих свойств
и при старении.
Эффект старения (a -ф 0)-сплавов за-
висит от количества имеющейся в них
Р'-фазы, которая, в свою очередь, зави-
сит от температуры закалки.
В качестве примера упрочняющей тер-
мической обработки можно сообщить, что
сплав ВТ6 после закалки при темпера-
туре 845° С с охлаждением в воде и
старения при температуре 450—650° С
имеет коэффициент прочности кГ/мм2,
тогда как до такой обработки сплав имел
ов = 95 кГ/’ММ!‘.
Условия упрочняющей термической об-
работки должны быть установлены для
каждого сплава, исходя из требований
прочности и пластичности.
Термическая обработка для повышения
пластичности титановых сплавов. Если
требуется перевести сплав в состояние
максимальной пластичности (для обра-
ботки давлением при комнатной темпе-
ратуре), то лучшим видом термической
обработки будет закалка с охлаждением
в воде без последующего старения.
При этом температура закалки должна
лежать у верхнего предела (а -ф (^-об-
ласти.
Практика показывает, что сплав ВТ6
после закалки при 845° С с охлаждением
в воде имеет наименьший предел текуче-
сти и наибольшую пластичность.
Никель и его сплавы
Никель технический. Полуфабрикаты
из никеля подвергаются рекристаллиза-
ционному отжигу. В зависимости от тре-
бований отжиг производят как в окис-
лительной атмосфере, так и в безокисли-
тельной. Температура отжига находится
в пределах 700—800° С. В отожженном
виде технический никель имеет ов —
— 65 кГ/мм2, S= 33%, НВ 60: Безокис-
лительный отжиг никеля производится
в атмосфере осушенного водорода, гене-
раторного газа, диссоциированного ам-
миака и др. Недопустимо присутствие
в печной атмосфере серы и ее соединений,
поскольку насыщение серой вызывает
красноломкость никеля. При отсутствии
газовой защитной атмосферы безокисли-
тельный отжиг деталей производится
в металлических ящиках с добавлением
небольшого количества древесного угля.
После окончания отжига ящики не ра-
скрывают до охлаждения. При отжиге
проволоки в бунтах, во избежание сли-
пания витков, ее перед упаковой погру-
жают в раствор мела в воде и высуши-
вают.
Изменение твердости в зависимости от
температуры и времени отжига предста-
влено на фиг. 42, а диаграмма рекристал-
лизации — на фиг. 43.
Фиг. 42. Твердость никеля в зависимости
от времени и температуры отжига.
Фиг. 43. Диаграмма рекристаллизации никеля.
Сплавы никеля. Среди конструкцион-
ных сплавов никеля наибольшей извест-
ностью пользуется сплав монель-металл
марки НМЖМц 28-2,5-1,5, обладающий
высокой коррозионной стойкостью в кис-
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
347
лотах и едких щелочах. Основные при-
меси сплава —Си, Fe, Мп и Со — образуют
с никелем твердый раствор и повышают
его электросопротивление, твердость и
прочность. Марганец, кроме этого, повы-
шает жаростойкость никеля.
Монель-металл в виде листов, полос и
прутков подвергается рекристаллиза-
ционному отжигу при температуре 800—
850° Сив отожженном состоянии имеет
од = 494-60 кГ!мм\ 6 = 304-50% и
НВ 110—140.
Безокислительный отжиг никелевых
сплавов производится по такому же спо-
собу, как и технического никеля.
Изменение механических свойств мо-
неля в зависимости от температуры пока-
зано на фиг. 44. Изменение твердости
монель-металла в зависимости от вре-
мени и температуры отжига дано на
фиг. 45, а диаграмма рекристаллизации
его приведена на фиг. 46.
Фиг. 44. Изменение механических
свойств монеля в зависимости от тем-
пературы.
Фиг. 45. Твердость монеля в завися-
мости от времени и температуры от-
жига.
Механические свойства монель-металла
можно повысить путем введения легирую-
щих элементов: алюминия, кремния, ко-
бальта и других металлов. Так, монель-
металл марки К, содержащий 2—4% А1,
1% Мп, 1% Si, < 2% Fe, может подвер-
гаться закалке и упрочняющему отпуску.
При этом алюминий образует химическое
соединение с никелем, которое при тем-
пературе закалки 800—900° переходит
Фиг. 46. Диаграмма рекристаллизации
монель-металла (НМЖМц 28-2,5-1,5).
в твердый раствор, а при последующем
отпуске около 500—600° С вновь выде-
ляется из него в дисперсном состоянии.
Распад твердого раствора при отпуске
вызывает значительное упрочнение спла-
ва. Сплав марки К после закалки имеет
ое = 70 кГ!мм2, 6 = 40%, а после от-
пуска при 600° С ав = 115-4-130 кГ/лл2,
6 = 20%, в то время как монель-металл
без присадки алюминия при 6 = 20%
имеет только = 80 кГ1мм2.
Если же монель-металл марки К
после закалки деформировать, то после
отпуска он достигает <%я=;200 кГ1ммг
при 6 «к 5%.
Изменение твердости монеля К в зави-
симости от температуры закалки пред-
ставлено на фиг. 47.
Фиг. 47. Изменение твердости мо-
неля К в зависимости от темпе-
ратуры закалки.
В случае необходимости холоднодефор-
мированный монель-металл К подвер-
гают отжигу при 870° С с последующим
охлаждением в воде. В отожженном со-
стоянии монель-металл К имеет аь = 63-:-
4-75 кГ)мм\ 6 = 254-45%, НВ 140—180.
Твердость монель-металла К в зави-
симости от времени и температуры отжига
показана на фиг. 48.
348
ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОЕРАЕОТКИ
Никелевые сплавы широко применяют
в качестве жаропрочных. Основой жаро-
прочных сплавов ЭИ437 и ЭИ617 яв-
ляется никель, образующий твердый ра-
Фиг. 48. Твердость монеля К
в зависимости от времени и тем-
пературы отжига.
створ с хромом, вольфрамом и молиб-
деном. Алюминий, титан и бор с никелем
в процессе старения образуют избыточные
интерметаллидные фазы. В начальный
период распада твердого раствора обра-
зуется промежуточная а'-фаза на основе
соединения Ni3 (Al, Ti, Cr) с гранецен-
трированной кубической решеткой, ко-
герентно связанной с твердым раствором.
В случае длительного старения при вы-
соких температурах (800—900° С) обра-
зуются стабильные фазы: титанид никеля
Ni3 Ti с гексагональной решеткой и
Nis Al. Кроме указанных фаз, возможно
образование карбидов и боридов. Сплавы
на никелевой основе получают высокую
жаропрочность за счет процесса диспер-
сионного упрочнения, связанного с обра-
зованием интерметаллидных фаз, и леги-
рования твердого раствора молибденом
и вольфрамом, повышающими прочность
межатомных связей и замедляющими
процесс разупрочнения сплава при высо-
ких температурах.
Термическая обработка сплава ЭИ437
производится по режиму: закалка при
1080+10° С, время выдержки 8 ч, охла-
ждение на воздухе; старение при тем-
пературе 700+10° С, время выдержки
16 ч с последующим охлаждением на
воздухе.
Для сплава ЭИ617 применяется двой-
ная закалка:
1) при 1200° С (выдержка 2 ч с охла-
ждением на воздухе);
2) при 1050° С (выдержка 4 ч также
С охлаждением на воздухе) и последующее
старение при 800° С в течение 16 ч,
охлаждение на воздухе.
Нагрев при закалке до высоких тем-
ператур производится для перевода втвер-
дый раствор избыточных фаз (карбиды
и интерметаллиды типа Ni3Ti и др.).
Быстрое охлаждение фиксирует пересы-
щенный твердый раствор. Насыщение
твердого раствора легирующими элемен-
тами приводит к значительному искаже-
нию кристаллической решетки, росту
напряжений и дроблению блоков, что
в результате увеличивает сопротивление
пластической деформации. Во время ста-
рения из твердого раствора выделяются
избыточные фазы, причем твердость и
жаропрочность сплава возрастают. Вы-
деление избыточных фаз повышает жаро-
прочность лишь при условии сохранения
достаточно высокой легированности твер-
дого раствора. При значительном обед-
нении твердого раствора и укрупнении
избыточной фазы жаропрочность сплава
понижается. Старение должно произво-
диться при температурах, превышающих
рабочую температуру в условиях эксплуа-
тации.
Магний и его сплавы
Магний технический. Магний техниче-
ский марок Мг1 и Мг2 в виде прутков и
листов для снятия наклепа и повышения
пластичности подвергают отжигу при
температуре 340 ± 10° С в течение 30 мин
с охлаждением на воздухе. Отожженные
листы имеют в. = 19 к.г[мм2, 6 = 16%,
НВ 40.
Магний технический в чистом виде
в машиностроении в качестве конструк-
ционного материала не применяется Но
магниевые сплавы широко используются
как в литом состоянии, так и в деформи-
рованном.
Сплавы низколегированные. Листы из
сплавов МА1 и МА8 для снятия наклепа
и повышения пластичности отжигаются
при температуре 320—350° С в течение
30 мин с охлаждением на воздухе. После
отжига листы из сплава МА1 имеют
ав 19 кГ1мм*, 6 5%; из сплава
МА8 — ae 5s 23 кГ)мм2 и б $ 14%.
Для получения более высоких значе-
ний предела прочности и предела теку-
чести отжиг производится при темпера-
туре 260—290° С в течение 30 мин с охла-
ждением на воздухе.
Сплавы среднелегированные. Листы из
сплава МА2 отжигаются при температуре
термическая обработка цветных металлов и сплавов
349
250—280° С в течение 30 мин с охлажде-
нием на воздухе.
Поковки и штамповки из сплава МАЗ
подвергаются отжигу при температуре
320—350° С в течение 4 ч с последующим
охлаждением на воздухе.
После отжига сплав имеет ;
2? 26 кГ\мм\ б 5а 8%, НВ 50.
На фиг. 49 показана диаграмма ре-
кристаллизации сплава МАЗ.
0 6,5 26 365 52 62 %
Степень деуорнаццц
Фиг. 49. Диаграмма рекристалли-
зации сплава МАЗ.
Сплавы высоколегированные. Сплав
марки МА5 отжигается при температуре
350—380° С в течение 3—6 ч с охлажде-
нием на воздухе.
Поковки и штамповки из сплава МА5
подвергают закалке после 2—6-часового
нагрева при температуре 410—425° С
с охлаждением на воздухе.' Закалку
сплава МА5 можно производить и с охла-
ждением в горячей воде (90° С). После
закалки сплав имеет св Дэ 27 кГ 1ммг,
б 2г 6%, НВ 55.
Для получения повышенной твердости
и предела прочности при пониженной
пластичности после закалки применяют
искусственное старение по режиму: на-
грев в течение 8—16 ч при температуре
175—200° С с охлаждением на воздухе.
После такой термической обработки <2
повышается приблизительно на 2 кг!мз^,
б падает на 2%.
Прутки и профили из сплава МА5
подвергают искусственному старению без
предварительной закалки по режиму:
нагрев в течение 8—16 ч при .температуре
175—200° С с охлаждением на воздухе.
Все полуфабрикаты из сплава ВМ65-1
подвергают искусственному старению без
12 Справочник машиностроителя, т. б
закалки при температуре 160—175° С
с выдержкой 10—24 ч и е охлаждением
на воздухе.
Литейные магниевые сплавы. Литейные
магниевые сплавы для снятия внутрен-
них напряжений подвергают отжигу по
режиму: сплав МЛ2 при температуре
200—250° С в течение 3—5 ч с охлажде-
нием в печи; сплавы МЛЗ, МЛ4, МЛ5,
МЛ6 при температуре 170—250° С в те-
чение 3—5 ч с охлаждением в печи.
Отливки из сплавов МЛ4, МЛ5, МЛ6
упрочняют термической обработкой, а
именно закалкой с охлаждением на воз-
духе Т4, закалкой с последующим старе-
нием Тб, закалкой с охлаждением в воде
(90° С) и последующим старением Т61.
Режимы термической обработки и ме-
ханические свойства указанных сплавов
сведены в табл. 45.
При нагревании сплавов для закалки
во избежание возможного выплавления
легкоплавкой составляющей рекомен-
дуется проводить нагрев в два этапа:
предварительный нагрев 330—340° С
(сплав МЛ4), 360—370° С (сплав МЛ5),
350—360° (сплав МЛ6) в течение 2—4 ч,
а затем повышение температуры до ука-
занной в режиме.
Время выдержки берется без учета
времени нагрева, но в зависимости от
массы обрабатываемого металла.
Характерной особенностью термиче-
ской обработки магниевых сплавов яв-
ляется длительная выдержка их при тем-
пературе закалки и старения. Большая
длительность операции термообработки
вызвана малой скоростью диффузионных
процессов. Этим же объясняется и воз-
можность охлаждения деталей на воз-
духе при закалке. Не рекомендуется при
закалке употреблять холодную, воду,
так как при быстром охлаждении в ме-
талле возникают большие внутренние
напряжения, иногда приводящие к об-
разованию трещин.
Термическую обработку магниевых
сплавов производят в шахтных или ка-
мерных электрических печах с воздуш-
ной средой. Для предотвращения опла-
вления по границам зерен твердого ра-
створа, точность автоматического регу-
лирования температуры печей должна
быть обеспечена в пределе не более !_о° С.
Ввиду длительности процесса термиче-
ской обработки магниевых сплавов и их
склонности к окислению применяется
защитная атмосфера, которая обычно со-
здается при помощи введения в печь
до 1% сернистого газа или закладывания
350 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
45. Режимы термической обработки и механические свойства литейных магниевых сплавов
Марка сплава Вид термической обработки Условия термической обработки Механические свойства
Темпера- тура нагрева в °C Время выдержки в ч Охлаждаю- щая среда в кГ/мм2 6 В % НВ в кГ/мм2
МЛ4 Закалка Т4 380+5 8—16 Воздух 22 5 50
Закалка и 380+5 8—16 »
старение Тб 175+5 16 » 23 2 60
МЛ5 Закалка Т4 415+5 8-16 » 22 5 50
Закалка и 415+5 8-16 >>
старение Тб 175+5 16 » 23 2 65
ИЛИ или
200+5 8 5>
МЛ6 Закалка Т4 410+5 21—29 » 22 4 60
Закалка и 410+5 21—29 »
старение Тб 190+5 4—8 » 23 0,5 65
Закалка и 410+5 21—29 Вода при температуре
+90° С
старение Т61 190+5 4—8 Воздух 23 0,1 65
в печь 3—4 кг сернистого колчедана на
1 т металла. Имеются литературные
данные о хорошем защитном действии
от окисления магниевых сплавов угле-
кислого газа.
Термическую обработку можно также
производить в соляных ваннах, состоя-
щих из смеси хромовых солей.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ОТЛИВОК ИЗ ЧУГУНА
Термообработка чугунных отливок ис-
пользуется для придания им требуемых
свойств путем изменения напряженного
состояния, структуры в поверхностных
слоях или в объеме при нагреве, вы-
держке и охлаждении, а также химиче-
ского состава преимущественно в поверх-
ностных слоях отливок.
Особенности процессов термообработки
чугуна определяются;
сохранением исходной формы включе-
ний графита, полученной в отливке при
ее затвердевании и охлаждении в форме,
и изменением лишь количества графита
в структуре;
получением в отливках и даже в сече-
ниях одной и той же отливки при одина-
ковом составе чугуна, комплекса резко
различающихся между собой структур,
в зависимости от металлургического про-
цесса выплавки чугуна, технологии изго-
товления формы и конструкции отливок.
В соответствии с этими особенностями
область применения термообработки чу-
гуна ограничивается производствами,
в которых известные методы металлурги-
ческого и технологического процесса
оказываются недостаточными для полу-
чения требуемого фазового состава и
структуры чугуна в отливках (отливки
из ковкого чугуна и в подавляющей части
из высокопрочного чугуна).
В производстве отливок из серого чу-
гуна термообработка имеет весьма огра-
ниченное применение, главным образом
для изменения напряженного состояния,
частичной графитизации в поверхностных
слоях, для изменения твердости и т. п.
Основным параметром, определяющим
виды и режимы термообработки чугуна,
является, в отличие от термообработки
стали, не его химический состав, а глав-
ным образом исходные и конечные фа-
зовый состав и структура.
Ковкий чугун. Термообработка отли-
вок из белого чугуна в производстве ков-
кого — графитизирующий отжиг — яв-
ляется основной операцией технологиче-
ского процесса, наряду с операциями
выплавки чугуна и формообразования
отливки, и предназначена для получе-
ния в ней ферритной структуры основной
металлической массы и графита хлопье-
видной, компактной формы, недостижи-
мых какими-либо иными методами.
В процессе термообработки белого чу-
гуна происходит коренное изменение его
фазового состава и структуры в резуль-
тате полной или частичной графитизации
или графитизации с одновременным обез-
углероживанием, и чугун из твердого
и хрупкого становится в определенных
пределах пластичным и хорошо обра-
батываемым.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК ИЗ ЧУГУНА
351
Наиболее часто применяются процессы
термообработки, в которых осущест-
вляется полная графитизация белого
чугуна и в результате получается феррит-
ный ковкий чугун — черносердечный по
виду излома.
Для получения отливок с повышенной
прочностью при меньшей пластичности
чугуна, процесс графитизации не дово-
дится до полного завершения и дости-
гается перлитная структура основной
металлической массы. При отжиге с одно-
временным обезуглероживанием процесс
графитизации осуществляется в окисляю-
щей среде, сопровождается удалением
из отливки значительной части угле-
рода и в результате получается также
перлитный ковкий чугун — белосердеч-
ный.
Графитизация белого чугуна в произ-
водстве ковкого достигается в две ста-
дии. В первой стадии осуществляется
полное разложение первичного и вторич-
ного цементита; во'второй — полное или
частичное разложение эвтектоидного це-
ментита в зависимости от марки чугуна
(фиг. 50). При нагреве, промежуточном
Фиг. 50. Схема температурного режима термо-
обработки ферритного ковкого чугуна; 1 —
нагрев; 2 — первая стадия графитизации; 3 —
промежуточная стадия графитизации; 4 —
вторая стадия графитизации; 5 — охлаждение;
6 — критический интервал.
и окончательном охлаждении отливок,
соответствующие этапы процесса графи-
тизации также получают некоторое раз-
витие, но практическое их значение
определяется характеристикой термиче-
ских печей. Графитизация первичного
и вторичного цементита достигается при
нагреве и выдержке отливок выше кри-
тической температуры.
Для графитизации эвтектоидного це-
ментита необходимо замедленное охла-
ждение в интервале эвтектоидного пре-
вращения. Так как с повышением тем-
пературы нагрева и выдержки период
распада первичного и вторичного це-
ментита резко сокращается (фиг. 51),
первая стадия графитизации осущест-
вляется при максимально высоких тем-
12*
пер атурах, допускаемых конструкцией
печи и ограничиваемых возрастающими
при этом деформацией и окислением
отливок Оптимальные температуры про-
цесса находятся практически в пределах
950—1050°.
Фиг. 51. Кинетическая кривая
начала н конца правой стадии
графитизации: 1 — начало гра-
фитизации; 2 — конец графитиза-
ции; 3 — критический интервал;
4 — периоды распада цементита.
Длительность выдержки в первой ста-
дии графитизации зависит главным обра-
зом от содержания в белом чугуне крем-
ния (фиг. 52), скорости охлаждения от-
Фиг. 52.
ливки в форме (фиг. 53), толщины сече-
ний отливки (фиг. 54) и отчасти от темпе-
ратуры нагрева расплава при плавке
(фиг. 55).
При отклонении содержания в чугуне
серы и марганца от равновесного дли-
тельность процесса резко возрастает;
при содержании в чугуне хрома сверх
0,06—0,07% полная графитизация в ус-
ловиях промышленных режимов терми-
ческой обработки практически недости-
жима.
Вторая стадия графитизации осуще-
ствляется при охлаждении отливок в ин-
тервале температур эвтектоидного прев-
ращения, практически в пределах 760—
720°, с примерной скоростью 2—5° в 1 ч,
Увеличение выдержки в первой стадии
графитизации сверх необходимой влечет
352 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
сокращение количества и рост размеров
включений графита, увеличение путей
диффузии углерода и удлинение второй
стадии.
Фиг. 53. Влияние скорости охла- Фиг. 54. Влияние голщи- Фиг. 55. Влияние температуры рас-
падения отливки на длительность ны сечения отливки на плава на продолжительность графи-
графитизации: 1 — при литье в продолжительность пер- тизации.
землю; 2 — при литье в кокиль; вой стадии графитизации.
<3 — при предварительной зака-
лке с 950°.
Нагрев отливок осуществляется обычно
с максимальной скоростью, допускаемой
конструкцией и мощностью печи.
Процесс окончательного охлаждения
отливок проводится только по двум ре-
жимам — путем медленного охлаждения
с печью до 200—300° или быстрого охла-
ждения на воздухе со средней скоростью,
превышающей 100° в 1 ч. При замедлен-
ном охлаждении до 450° и дальнейшем
его ускорении на поверхности зерен фер-
рита могут выделиться карбиды (белый
излом), и в результате чугун. теряет
полностью ударную вязкость
Стабилизация промышленных режи-
мов термообработки в производстве фер-
ритного ковкого чугуна и компенсация
имеющих место отклонений от химиче-
ского состава достигается обработкой
расплава в раздаточном ковше присадкой
алюминия в количестве 0,015—0,03%,
усваиваемого чугуном в незначительной
части в виде «следов». При накоплении
В чугуне за счет использования возвратов
собственного производства алюминия
свыше 0,03% (по результатам химиче-
ского анализа) эти возвраты должны быть
исключены из шихтовых материалов.
К весьма эффективным методам уско-
рения процесса графитизации, проверен-
ным и используемым в
промышленном произвол-
стве ковкого чугуна, относятся сле-
дующие:
1. Резкое сокращение длительности
первой стадии графитизации путем по-
вышения температуры до 1050—1060°
C+Si Si
стадии графитизации при отжиге
белого чугуна в соляной ванне
при 1050 — 1060°: 1 — содержание
Si %; 2 - (С 4 Si) %.
и ускорения нагрева, осуществляемого
в электрических соляных ваннах (фиг. 56)
из 75% хлористого бария и 25% хлори-
стого натрия.
46. Состав присадок
№ компози- ции Компоненты в % к весу расплава
Bi В 1 А1 I Sb Mg
1 0.002—0,004 0,002—0,004
2 0,002—0,004 — 0.015—0,03
3 0,002—0,004 0,002—0,004 0.015—0,03 __
4 0,002—0,004 — — 0,004—0,007
' - 5 — о 002—0.004 0.005—0,02 0,004—0,007
6 — — — — 0,2—0,5
ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК ИЗ ЧУГУНА
353
2. Модифицирующая обработка рас-
плавов чугуна перед разливкой — при-
садкой лигатур или смесей в ковш сле-
дующего состава (табл. 46). Помимо рез-
кого сокращения циклов термообработки
модифицирование расплавов композиция-
ми 1—5 предупреждает выделение пер-
вичного графита в тепловых узлах отли-
вок, а композициями 1,3 и 5 — обеспечи-
вает полную графитизацию отливок из
чугуна с повышенным до 0,1% содержа-
нием хрома. Обработка расплавов маг-
нием позволяет применять ковкий чугун
для отливок со значительно большей
толщиной.
3. Выдержка отливок при нагреве в ин-
тервале температур 250—450° в течение
3—5 ч.
4. Предварительная закалка отливок
перед термообработкой в воде или масле
с 950—970° с выдержкой 0,75—1,0 ч.
Метод применим для несложных отли-
вок с ограниченной толщиной, допу-
скающих закалку без образования тре-
щин.
Промышленные режимы термообра-
ботки ковкого чугуна применительно
к печам различных конструкций приве-
дены в табл. 47.
Для предохранения отливок от окисле-
ния- и деформации в процессе длительной
термообработки при высоких темпера-
турах их упаковывают в литые или свар-
ные коробы, собираемые в стопки с плотно
обмазанными стыками, с засыпкой про-
межутков между отливками песком.'
В электроотжигательных печах упаковка
отливок применяется только для надеж-
ной их установки на вагонетке, без
засыпки песком.
Наиболее рациональный тип печи для
термообработки в производстве ковкого
чугуна — методическая печь с электро-
или радиационным обогревом, нейтраль-
ной атмосферой, с загрузкой отливок
мелкими партиями, располагаемыми на
поддонах или в сетках. Потери времени
при нагреве и охлаждении отливок в та-
кой печи наименьшие при наибольшей
однородности режима термообработки для
каждой отливки независимо от места
размещения ее в печи.
Однако на многих заводах для термо-
обработки применяются пламенные от-
жигательные печи с выдвижным подом
или методические печи непрерывного дей-
ствия с передвигающимися вдоль печи
вагонетками или поддонами.
Камерные электроотжигательные эле-
ваторные печи могут быть специализиро-
термообработки фер-
у
Фиг. 57. Схемы тер-
мообработки перлит-
ного ковкого чугуна:
обозначения те же, что
и на фиг. 50.
ваны для проведения одной из двух
стадий термообработки. В этом случае
агрегат состоит из двух печей — высоко-
температурной и низкотемпературной,
располагаемых на одной оси с общими
загрузочными и разгрузочными устрой-
ствами. Такая специализация печей, тре-
бующая ритмичной работы, применима
в условиях поточно-массового производ-
ства и имеет экономические преимуще-
ства.
Термообработка в производстве пер-
литного ковкого чугуна характеризуется
неполной графитизацией эвтектоидного
цементита, а для специальных его марок—
повышением концентрации углерода
в твердом растворе и образованием мета-
стабильных структур основной метал-
лической массы.
Режимы термообработки в производстве
перлитного ковкого чугуна в зависимости
от требуемой структуры схематически
представлены на фиг. 57, II—V в сопоста-
влении с режимом
ритного ковкого
чугуна (фиг. 57, /).
Ограничениетер-
мообработки пол-
ным завершением
первой стадии гра-
фитизации, как по-
казано на фиг. 57,
II, характеризует
режим для получе-
ния перлитного
ковкого чугуна со
структурой гра-
фит % пластинча-
тый перлит.
Если к этому ре-
жиму добавить вы-
держку отливки
при температурах
ниже критического
интервала (фиг. 57,
III), достигается
коагулиро ванне
перлита и получение ковкого чугуна
со структурой графит + зернистый пер-
лит.
Закалка чугуна после окончания пер-
вой стадии графитизации и последующий
отпуск при температурах ниже - крити-
ческого интервала (фиг. 57, IV) харак-
теризуют режим для получения ковкого
чугуна со структурой графит -4- твердый
раствор с повышенной концентрацией
углерода — от сорбита до мартенсита.
Наконец, режим по фиг. 57, V,
ограниченный неполной графитизацией
354 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК ИЗ ЧУГУНА
355
первичного и вторичного цементита, ха-
рактерен для получения ковкого чугуна
со структурой графит % цементит -ф- пер-
лит.
Для чугуна, легированного элемен-
тами, образующими стойкие карбиды Сг,
W, V, получение этой структуры дости-
гается типовым режимом термообработки,
установленным для ферритного ковкого
чугуна.
В производственных условиях получить
большие партии однородных отливок пер-
литного ковкого чугуна в печах обычного
типа затруднительно из-за невозможности
точно выполнить режим охлаждения для
всех отливок в садке печи. Поэтому более
надежные результаты достигаются нор-
мализацией или закалкой с отпуском от-
ливок ферритного ковкого чугуна.
Примерным режимом нормализации
является выдержка отливки в течение
0,5—1 ч при 850—900° с последующим от-
пуском при 650—700° в течение 1—2 ч.
Закалка производится при той же тем-
пературе, что и нормализация.
Максимальная твердость при закалке
ферритного и феррито-перлитного чугуна
достигается при выдержке в интервале
этих температур в течение 60—120 мин
(фиг. 58). Влияние температуры закалки
в воде на твердость закаленного фер-
Фиг. 58. Изменение твер- Фиг. 59. Влияние
ЛОсти ферритного ковкого температуры за-
чугуна в зависимости от калки в воде на
выдержки при различных твердость феррит-
температмрах закалки: ного ковкого чу-
1 — 760°; 2 — 800°; 3 — гуна.
850°; 4 — 900°.
Непосредственно после закалки от-
ливки обладают высокой твердостью и
весьма хрупки. Регулирование и дости-
жение требуемых механических и экс-
плуатационных свойств достигается в
процессе отпуска, осуществляемого на-
гревом отливок до 650°, с выдержкой в
зависимости от конечной структуры.
Режимы термообработки перлитного
чугуна уточняют опытным путем е опре-
делением времени, необходимого для
достижения установленной степени гра-
фитизации.
Операции поверхностной закалки с на-
гревом ацетилено-кислс родным пламе-
нем или токами высокой частоты могут
быть применены к отливкам ковкого
чугуна при отсутствии или ограниченном
развитии поверхностного обезуглерожен-
ного слоя.
Поверхностная закалка деталей ков-
кого чугуна с нагревом токами высокой
частоты производится для достижения
высокой поверхностной твердости и изно-
состойкости и общей их прочности.
Наиболее распространены режимы по-
верхностной закалки с нагревом до
1030—1070° в течение 6—8 сек или до
1100—1150° с выдержкой 50—100 сек,
с водяным охлаждением в обоих случаях.
Низкий отпуск может быть совмещен
с операцией закалки.
Термообработка в производстве обез-
углероженного ковкого чугуна отличает-
ся ведением процесса в окислительш й
среде, с упаковкой отливок в смесь из
25% свежей железной руды с 75% воз-
врата смеси от предыдущих циклов.
Пониженная теплоемкость упаковоч-
ного материала и неизбежное значитель-
ное увеличение общей садки удлиняют
до 120—140 ч операции нагрева и охла-
ждения при термообработке для получе-
ния обезуглероженного ковкого чугуна.
Оптимальная температура обработки
950— 1050° с выдержкой 30—40 ч. Произ-
водство такого чугуна в связи с неэконо-
мичностью процесса практически повсе-
местно прекращено.
Для восстановления ударной вязкости
ковкого чугуна, утраченной при откло-
нениях режимов охлаждения отливок
.после отжига и ликвидации белого из-
лома, отливки нагревают до 650—720°,
выдерживают из расчета 1 ч на 25 мм
толщины и охлаждают на воздухе.
Высокопрочный чугун с шаровидным
графитом. Термообработка отливок из
высокопрочного чугуна определяется осо-
бенностями его фазового строения и
структуры.
Аналогично ковкому чугуну, основной
базовой маркой высокопрочного чугуна
является ферритный чугун, для получе-
ния которого необходима полная графити-
зация первичного и вторичного цемен-
тита, надежно избежать образования
которого при затвердевании отливки
356 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
в форме не представляется возможным, за
исключением отливок с сечениями весьма
больших размеров.
Аналогично стали механические и эк-
сплуатационные свойства высокопроч-
ного чугуна определяются фазовым строе-
нием и структурой основной металличе-
ской массы, так как ослабляющее дейст-
вие включений графита ограничивается
примерно суммарной долей их в площади
сечения отливки, а главное их значение
как концентраторов напряжений — нич-
тожно по сравнению с включениями пла-
стинчатого графита в сером чугуне.
В результате, понижение содержания
углерода в высокопрочном чугуне не
имеет такого значения, как в стали,
ковком и сером чугуне, и, более того,
его повышение, а также и содержания
кремния является одним из основных
высокотемп» ратурный графитизирующий отжиг;
2 — низкотемпературный графитизирующий от-
жиг; 3 — графитизирующая нормализация.
методов улучшения литейных свойств
высокопрочного чугуна и получения
качественных отливок.
В соответствии с этими особенностями
термообработка отливок из высокопроч-
ного чугуна является подобно термооб-
работке в производстве отливок из фер-
ритного ковкого чугуна обязательной
операцией технологического процесса, а
термообработка аналогично термообра-
ботке в производстве отливок из стали
используется для достижения требуемых
конструкционных и эксплуатационных
свойств и все виды соответствующих
процессов применимы в производстве
отливок из высокопрочного чугуна.
Основными видами графитизирующей
термообработки являются (фиг. 60): от-
жиг для разложения первичного и вто-
ричного цементита 1, низкотемператур-
ный отжиг для разложения эвтектиче-
ского цементита 2 и нормализация 3.
Последняя может применяться для нор-
мализации деталей после механической
обработки отливок.
Режимы всех этих процессов, разрабо-
танные применительно к обработке в про-
изводстве отливок из ковкого чугуна и
обычной углеродистой стали,- принци-
пиально могут быть использованы и для
обработки отливок из высокопрочного
чугуна.
Однако специфический состав этого
чугуна, наличие фазовых составляющих,
отсутствующих в стали или присутствую-
щих в ковком чугуне в иных количествах,
требуют внесения в них ряда измене-
ний.
При аналогичных качественных зако-
номерностях термообработки, фазовых и
структурных превращений в высоко-
прочном чугуне с ковким, особенности
превращений и режимов связаны с влия-
нием повышенного содержания ряда эле-
ментов на устойчивость цементита и по-
ложение критических точек главным об-
разом кремния, марганца и фосфора.
Кремний особенно значительно влияет
на положение критических точек при
нагреве и охлаждении чугуна (фиг. 61).
Влияние марганца и фосфора показано
на фиг. 62 и 63.
Фиг. 61. Влияние со-
держания кремния на
положение критиче-
ских точек при нагре-
ве и охлаждении чу-
гуна. Н — начало пре-
вращения; К — конец
превращения.
Фиг. 62. Влияние мар-
ганца на скорость рас-
пада эвтектоидного
цементита. Состав чу-
гуна: 1 и 2 — 3,2% С;
2,9% Si; 0,47% Мп;
3 и 4 — 32% С; 2,87%
Si; 0,75% Мп. Темпе-
ратура отжига: 1 и
3 — 740°; 2 и 4 —
,700°.
Графитизирующий отжиг 1 (см. фиг. 60)
применяется для получения ферритной
структуры чугуна при наличии в исход-
ной первичного и вторичного цементита.
При перлитоферритовой структуре полу-
чение ферритного чугуна обеспечивается
обработкой по режиму 2. Режим 3 при-
меняется для получения перлитной струк-
туры основной металлической массы с со-
ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК ИЗ ЧУГУНА
357
держанием феррита до 10%; при охла-
ждении на воздухе с температур 850—
750° достигаются различные соотношения
содержаний перлита и феррита.
О 0,2 /1% 0,6 0,8 Р%
Фиг. 63. Влияние фосфора на про-
должительность полной графитизации
эвтектоидного цементита при 740°.
Повышение температуры графитизи-
рующего отжига до 1020—1050° эффек-
тивно для отливок из высокопрочного
чугуна с толщиной стенок до 50 мм, при
полной защите их от окисления, напри-
мер, в соляной ванне. При этом первая
стадия графитизации завершается при-
мерно за 0,5 ч, а вторая, проводимая
в электроотжигательной печи,—за 0,75—
1 ч.
Режимы окончательного охлаждения
отливок из высокопрочного чугуна имеют
аналогичные с ковким чугуном законо-
мерности, и при неправильном прохо-
ждении интервала 650—450° также воз-
можна полная потеря высокопрочным
чугуном ударной вязкости. Ее восстано-
вление достигается обработкой по режи-
мам, общим с режимом для отливок из
ковкого чугуна.
Нормализация изделий и деталей
с целью повышения их твердости, проч-
ности и износостойкости проводится по
режимам в зависимости от требуемого
количества перлита (фиг. 64).
Фиг. 64. Влияние температуры и времени
выдержки на количество перлита при
нормализации высокопрочного чугуна
с 3,0% С; 2,85% Si; 0,7% Мп; 0,25% Р.
Сфероидизация перлита достигается
выдержкой при температурах ниже кри-
тической отливок из чугунов, содержа-
щих не более 5,4—5,6% углерода и крем-
ния и повышенные количества стабилизи-
рующих перлит элементов, главным об-
разом марганца до 1,0—1,5%.
Режимы объемной закалки изделий и
деталей, прошедших графитизирующий
отжиг, характеризуются замедленным на-
гревом вследствие большой склонности
высокопрочного чугуна к образованию
внутренних напряжений и меньшей его
теплопроводности. Максимальная тем-
пература нагрева под закалку возрастает
с увеличением содержания кремния и
находится в пределах 880—920°. Время
выдержки составляет примерно 1 ч на
каждые 25 мм толщины сечения отливки.
Изделия и детали простой конфигурации
закалйвают в воде; сложные — в масле.
Заданные твердость и с нею прочность
и пластичность чугуна после закалки
достигаются отпуском (фиг. 65); время
Фиг. 65. Влияние температуры отпуска иа
твердость высокопрочного чугуна: / - 2,63%
Si; 2 — 3,3% Si; 3 — 4,03% Si.
выдержки снижается с повышением тем-
пературы с 1—4 ч при 400° до 1—2 ч
при 500—600°.
При изотермической закалке опти-
мальная температура при содержании
кремния 3,0—4,0% находится около
900°; выдержка 15—60 мин. Оптимальная
температура закалочной среды для полу-
чения однородной структуры из троостита
и 25—30% остаточного аустенита 300—
350°. Изотермическая закалка может
применяться для изделий и деталей тол-
щиной до 30 мм, с большим соотноше-
нием между поверхностью и объемом (для
втулок, цилиндров и т. п.).
Поверхностная закалка с нагревом
ацетилено-кислородным пламенем и то-
ками высокой частоты эффективна только
для чугунов с перлитной и перлито-
ферритовой структурой, при количестве
феррита, не превышающем 30%. Темпе-
ратура закалки при нагреве токами вы-
сокой частоты достигает 1100°. Режимы
358 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
нагрева должны обеспечить насыщение
аустенита углеродом включений графита
только на заданную глубину.
. Азотирование изделий и деталей из вы-
сокопрочного чугуна весьма эффективно
для повышения долговечности и надеж-
ности их в эксплуатации за счет повыше-
ния износостойкости, усталостной проч-
ности и коррозионной стойкости, в связи
с особым соответствием фазового состава
и структуры чугуна этой обработке.
Оптимальная температура процесса около
650°, выдержка 3—4 ч. Равномерная
твердость азотированного слоя дости-
гается только при ферритной исходной
структуре чугуна (фиг. 66).
Фиг. 66. Зависимость микротвер-
дости от температуры азотирова-
ния: 1 — высокопрочный чугун;
2 — сталь; выдержка — 1 ч.
Остальные виды химико-термической
обработки отливок и деталей из высоко-
прочного чугуна с шаровидным графи-
том — сульфидирование, алитирование,
при эмалировании и др. — аналогичны
процессам термообработки отливок из
стали.
Серый чугун. Термообработка отливок
из серого чугуна применяется главным
образом для улучшения технологических
и эксплуатационных свойств — обраба-
тываемости, износостойкости и т. п., как
операция дополнительной обработки по-
путных партий отливок с особыми свой-
ствами или для исправления части отли-
вок, полученных с отклонениями от
требуемого качества.
Такое ограниченное значение термооб-
работки определяется прежде всего воз-
можностью получения требуемых свойств
методами технологии литейного произ-
водства и непосредственной зависимостью
механических свойств серого чугуна от
Содержания углерода, формы, размеров
и взаимного расположения включений
графита, возможность существенного из-
менения которых после затвердевания
отливки полностью исключена.
Помимо этого, даже ограниченное воз-
действие на фазовый состав и структуру
его основной металлической массы весьма
затруднено процессами попутной графи-
тизации, обусловленной содержанием в
чугуне повышенных количеств кремния.
Графитизирующий отжиг применяется
для отливок, в поверхностных слоях сече-
ний или во всем объеме которых присут-
ствуют включения первичного и вторич-
ного цементита.
Полная графитизация этих включений,
образующихся нередко в поверхностных
слоях отливок при использовании метал-
лических форм, заканчивается при тем-
пературе 850—900° за 0,5—1,0 ч. Гра-
фитизация в объеме отливок достигается
при температуре 900—950° за 0,5—5,0 ч
в зависимости от количества включений
цементита, химического состава и размера
сечений отливок.
Возможность при пластинчатой форме
графита применения весьма высоких
температур нагрева —до 1100—1125° поз-
воляет осуществлять графитизирующий
отжиг в соляных ваннах за несколько
минут (фиг. 67) и
при нагреве токами
высокой частоты в
течение несколь-
ких секунд.
Низ котемпера-
турный графити-
зирующий отжиг
применяется для
уменьшения твер-
дости в целях улуч-
шения обрабаты-
ваемости резанием
отливок из серого
чугуна, не удовле-
творяющих требо-
ваниям вследствие
отклонений от тех-
НОЛОГИчеСКОГО про-
цесса, или для по-
лучения чисто фер-
Время
быпспжки
Фиг. 67. Зависимость
распада цементита в
сером чугуне от вре-
мени выдержки и тем-
пературы нагрева в
соляных ваннах при:
1 — 1050°; 2 — 1100°;
3— 1125°и 4— 1150°.
ритнои структуры
основной металлической массы в чугуне
с ограниченным содержанием кремния.
Зависимость степени графитизации эв^
тектоидного цементита серого чугуна,
содержащего около 2,5% кремния, от
температуры нагрева и времени выдержки
при отжиге приведена на фиг. 68.
Обезуглероживающий отжиг приме-
няется в производстве отливок из серого
чугуна, покрываемых кислотоупорными
эмалями для удаления из поверхностного
слоя углерода и газов и предупреждения
образования в эмали вспучиваний и
пузырей. Температура отжига 850—900°
ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВОК ИЗ ЧУГУНА
359
с выдержкой 15—40 мин и охлаждением
на воздухе.
Нормализация применяется для изде-
лий и деталей из серого чугуна с феррит-
ной или феррито-перлитной структурой
основной металлической массы для повы-
шения в ней количества эвтектоидного
Фиг. 68. Влияние температуры и длитель-
ности отжига серого чугуна на степень гра-
фитизации (количество связанного угле-
рода).
цементита и в результате увеличения
твердости.
Зависимость количества перлита
в структуре серого чугуна от содержания
Фиг» 69. Зависимость коли-
чества перлита в сером чугуне
от температуры нормализа-
ции при: 1 — 3% Si; 2 —
2,1% Si.
ведется при 850—950° с выдержкой
1—2 ч:
Процесс затрудняется необходимостью
интенсивного охлаждения отливок для
предупреждения образования вновь зна-
чительных количеств феррита в виде
оторочек у включений графита.
Объемная и поверхностная закалка
изделий и деталей из серого чугуна при-
меняется при перлитной структуре основ-
ной металлической массы для повышения
твердости и износостойкости и произво-
дится с температуры выше интервала
эвтектоидного превращения.
Особенность процесса нагрева при
объемной закалке отливок из серого
чугуна — необходимость существенного
его ускорения, начиная с температуры
500—550°, в целях предупреждения про-
цесса попутной графитизации. Выдержка
для прогрева определяется в зависимости
от толщины сечения из расчета 1 ч на
25 мм максимальной толщины, а также
в зависимости от исходной структуры
чугуна: 10—15 мин для перлитного чу-
гуна и 1,5—2,0 ч для ферритного.
Изделия и детали простой конфигура-
ции закаливают в воде, сложной — в мас-
ле. При закалке с прерванным охлажде-
нием путем извлечения отливок из зака-
лочной среды при 150—200° динамиче-
ская прочность чугуна возрастает.
Окончательное формирование механи-
ческих и эксплуатационных свойств до-
стигается при
отпуске зака-
ленного чугуна.
Влияние тем-
пературы за-
калки на твер-
дость различ-
ных видов чугу-
на приведено на
фиг. 70.
При изотер-
мической за кал-
ке изделий и
деталей из се-
рого чугуна с
о г раниченными
размерами сече-
ний— до 15—
20 мм, темпера-
тура нагрева
принимается
850—900°, с вы-
держкой 0,25—
1,0 ч, В качестве
закалочных
Фиг. 70. Влияние темпе-
ратуры закалки на твер-
дость серого чугуна: 1 —
легированный гильзовый
чугун; 2 и 3 — нелегиро-
ванный чугун; 4 — фосфо-
ристый чугун.
сред использу-
ются селитры, щелочи и в некоторых
случаях масла при температурах 250—
320°. Нижний предел соответствует усло-
виям получения преобладающей мартен-
ситной структуры; верхний — структуры
игольчатого троостита. Время выдержки
в изотермической среде 20—60 мин.
Поверхностная закалка с нагревом то-
ками высокой частоты применяется для
деталей из модифицированного перлитного
серого чугуна. Глубина закаленного слоя
зависит от частоты тока и возрастает с ее
360 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
уменьшением, увеличением мощности и
времени нагрева.
Для получения структуры тонкопголь-'
чатого мартенсита оптимальными пара-
метрами процесса являются следующие:
удельная мощность 1,0 кет!см?, время
нагрева 6—8 сек, зазор между индуктором
и деталью 3—4 мм. При мощности более
2,0 квт/см^, зазоре, меньшем 1,0—1,5 мм,
поверхность детали оплавляется с обра-
зованием цементитной эвтектики.
Азотирование применяется для окон-
чательно обработанных деталей из серого
чугуна, легированного по аналогии со
сталью, хромом, алюминием и молибде-
ном для повышения твердости, износо-
стойкости и коррозионной стойкости, и
осуществляется при 520—560° в среде
диссоциирующего аммиака за 60—90 ч.
При антикоррозионном азотирований из-
делий из обычного нелегированного чу-
гуна, эксплуатируемых во влажной ат-
мосфере, температура повышается до
550—700°, а выдержка сокращается до
0,5—1,0 ч.
Термическая обработка для стабилиза-
ции напряжений. Термообработка для
стабилизации напряжений в отливках
из чугуна предназначена для предупре-
ждения их коробления при обработке и
эксплуатации в машинах и оборудовании
и наиболее эффективна в сочетании
с процессами вылеживания.
Величина остаточных напряжений, воз-
никающих при охлаждении отливки и
вызывающих ее коробление, определяется
в основном характером охлаждения в ин-
тервале температур перехода чугуна из
пластического в упругое состояние.
Напряжения создаются в результате
температурных перепадов между тол-
стыми и тонкими участками отливки и по
сечению ее стенок между внутренними их
участками и поверхностью, при откло-
нениях изменения температуры от строго
линейного закона, вдоль любой коорди-
натной оси, лежащей в этом сечении.
Помимо этого остаточные напряжения
возникают в результате различия коэф-
фициентов температурного расширения
при химической и структурной неодно-
родности чугуна в отливке.
При механической обработке отливок
со снятием значительных слоев металла
с остаточными напряжениями и релакса-
ции с течением времени эти напряжения'
перераспределяются и вызывают повтор-
ное коробление отливок.
У отливок из чугуна релаксация оста-
точных напряжений происходит главным
образом за счет снижения в местах кон-
центрации — у включений графита — и
при пластинчатой форме включений осо-
бенно значительна. На фиг. 71 приведены
нием времени в отливках из: 1 — стали;
2 — высокопрочного чугуна; 3 — из
ферритного ковкого чугуна марки КЧ
35-10; 4 — чугуна марки, СЧ 35-56;
5 — из чугуна марки СЧ 21-40.
кривые изменения с течением времени
остаточного напряжения в отливках при
одинаковой его исходной величине —
10 кг/мм?.
У отливок из чугуна с пластинчатым
графитом она не только значительно боль-
ше, но и медленнее затухает во времени.
Процесс коробления отливок из чу-
гуна изменяется со временем и незави-
симо от марки чугуна и величины исход-
ных напряжений в пределах от 1 до
14 kzImm2, практически прекращается
через 12 месяцев, причем основная часть
(около 70%) коробления происходит
в течение первых трех месяцев (фиг. 72).
меня для чугуна различных марок от
СЧ 12-28 до СЧ 36-56.
С увеличением исходного напряжения
коробление отливок возрастает для всех
марок чугуна (фиг. 73). При одинаковом
термическая обработка отливок из чугуна
361
исходном напряжении коробление отли-
вок из более прочного чугуна значительно
меньше (фиг. 74).
12 месяцев исходных напряжений из чугуна:
1 — СЧ 35-56; 2 — СЧ 32-52; 3 — СЧ 21-40;
4 — СЧ 15-32 и 5 — СЧ 12-28.
Но так как величина остаточных на-
пряжений в отливках из чугуна зависит
Фиг. 74. Зависимость коробления
различного чугуна в зависимости от
изгибной прочности О0: 1 — (70 =
= 8 кг/мм2; 2 — о0 — 14 кг/мм2.
с ее увеличением (фиг. 75), то суммарное
деГствие обоих факторов определяет прак-
тическую независимость релаксации оста-
точных напряжений и коробления от-
ливки от марки чугуна.
Величина коробления отливок суще-
ственно зависит от их изгибной жест-
кости и с ее ростом снижается. Поэтому
для прекращения практически заметного
коробления жестких отливок нередко
достаточно их вылеживания до 6 месяцев,
тогда как для маложестких отливок тре-
буется не менее 9—12 месяцев. При этом
в процессе релаксации остаточные на-
пряжения за 12 месяцев снижаются
примерно на 4—6%, но коробление
отливок прекращается, и абсолютная
величина остаточных напряжений в от-
ливках из чугуна не может являться
критерием возможного ее коробления.
Фиг. 75. Зависимость величины
остаточных напряжений в об-
разцах из различного чугу-
на—от СЧ 12-28 до СЧ 35-56 —
от предела прочности на рас-
тяжение.
При естественном старении отливки из
чугуна проходят черновую механическую
обработку, выдерживаются в течение
3—6 месяцев, проходят операции полу-
чистовой обработки и снова выдержи-
ваются 4—9 месяцев, в зависимости от
изгибной жесткости; при отделочных
операциях снимаются слои металла, тол-
щиной в доли миллиметра.
Низкотемпературный отжиг чугунных
отливок производится при температуре
выдержки около 550° в течение 3—4 ч.
Чтобы избежать больших остаточных
напряжений охлаждение до температуры
400—350° производится со скоростью
не более 10—20 град/ч.: При этом нужно
учитывать возможность сохранения после
отжига в чугунных отливках сложной
конфигурации значительных остаточных
напряжений, которые при последующей
механической обработке отливок пере-
распределяются и могут вызвать коро-
бление. Поэтому после черновой механи-
ческой обработки, низкотемпературного
отжига и последующей получистовой об-
работки отливки маложестких деталей
необходимо подвергать перед отделочной
обработкой вылеживанию в течение не
менее 3 месяцев. Весьма эффективными
методами стабилизации остаточных на-
пряжений в отливках и устранения их
последующего коробления являются ме-
тоды старения с помощью вибрации, уль-
тразвука, а также статического нагру-
жения отливок или их нагружения с по-
мощью температурных напряжений (на-
ходятся в стадии освоения).
362 ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЛИТЕРАТУРА И ИСТОЧНИКИ
Термическая и химико-термическая
обработка стали
1. В о л к о в С. С., П е в з и е р Л. Э„ Са-
дов с к и й В. Е. Светлая закалка в рас-
плавленных щелочных средах, НИАТ, 1951.
2. Серенсен С. В. Повышение усталостной
прочности деталей машин поверхностной об-
работкой. Машгиз, 1952.
3. Рыбасенко И. Д. «Металловедение и
обработка металлов», 1957, № 10.
4. Экспресс-информация ВИНИТИ, 1959, вып.
14, № 51 — 54.
5, Криулин А. В. Сульфоцианирование
стали и чугуна, ЛДНТП, 1959.
6. Н. Schulz. Motortechnische Zeitung,
1960, 21. № 5.
Термическая обработка отливок
из чугуна
1. Справочник литейщика, чугунное литье,
Машгиз. 1961.
2. Справочник по чугунному литью, Машгиз,
1961.
3. Кунявский М. Н., Термическая обра-
ботка чугуна НТО Машпром, 1957.
4. Коцюбинский О. Ю., «Литейное про-
изводство», 1962, № 4.
5. Ланда А. Ф., Кунявский М. Н., Виды
чугуна и их свойства, НТО Машпром, 1956,
ГЛАВА V
ЭЛЕКТРИЧЕСКИЕ, ХИМИКО-МЕХАНИЧЕСКИЕ
И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Электрические и химико-механические
методы обработки материалов, так же
как и тесно примыкающие к ним ультра-
звуковые, представляют в настоящее
время обширный и самостоятельный раз-
дел технологии, бурно развивающийся
в связи с появлением и развитием новых
областей техники и промышленности
(атомная и реактивная техника, электро-
ника и т. д.), связанных с применением
новых труднообрабатываемых обычными
механическими методами, либо вовсе не
поддающихся механической обработке
материалов.
В табл. 1 приведены основные наибо-
лее важные для машиностроителя све-
дения с применением соответствующих
условных обозначений и сокращений.
Расшифровка этих обозначений дана во
вспомогательных табл. 2—8.
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ
ОБРАБОТКИ
Электрическими называются методы
обработки материалов, в которых раз-
рушение и удаление вещества, его пере-
нос, формоизменение или структурные
преобразования и т. п. происходят в ре-
зультате ввода электрической энергии-
непосредственно в зону обработки, без
промежуточных, предварительных пре-
вращений этой энергии в другие виды
(например, в механическую).
В связи с новизной электрических ме-
тодов установившейся, общепринятой
классификации их пока не существует.
Среди большого разнообразия извест-
ных в настоящее время методов электри-
ческой обработки материалов основными
являются следующие:
1. Электрохимические [ЭХ] —
осуществляемые большей частью с
помощью постоянного тока низко-
го напряжения в среде токопроводя-
щих жидкостей (электролитов). Металл
разрушается и удаляется в результате
протекания электрохимических процес-
сов.
При протекании постоянного электри-
ческого тока между электродами 3 и 4
(фиг. 1, а), погруженными в раствор
электролита 6, происходит анодное ра-
створение, т. е. переход в раствор металла
с поверхности анода (электрода 3, соеди-
ненного с положительным полюсом источ-
ника тока).
Анодное растворение используется в
операциях электрохимической очистки
поверхности металла, электрополирова-
ния, шлифования и доводки, удаления
заусениц и грата, заострения и затачива-
ния режущего инструмента и ряда дру-
гих.
Параллельно с анодным растворением
на катоде (электроде 4, соединенном
с отрицательным полюсом источника
тока) происходит процесс восстановле-
ния и выделения металла, что использует-
ся в основном в гальванопластике и
гальваностегии. Эти же явления лежат
в основе операции катодного снятия
окалины и электроцементации.
Характеристики некоторых операций
электрохимической обработки приведены
ниже.
Очистка поверхности металлов анод-
ным травлением от окислов, ржавчины,
жировых пленок и тому подобных за-
грязнений (фиг. 1, б) заключается в уда-
лении с поверхности изделия 3, вместе
с растворенным металлом загрязнений
(окислы, ржавчина, жировые пленки).
Очищенная поверхность обычно шерохо-
вата. Электролит — растворы кислот или
солей. Операция применима к различным
металлам и сплавам.
Электрохимическое затачивание режу-
щего инструмента и заострение осущест-
вляется путем создания повышенной
364 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
365
плотности тока на обрабатываемых по-
верхностях за счет соответствующей их
ориентации относительно катода (фиг. 1 ,в).
Характер заострения зависит от перво-
начального угла заточки и расположения
изделия относительно катодов. Электро-
лит 2 — растворы кислот.
Катодное снятие окалины с поверх-
ности стальных изделий в расплавах
солей (фиг. 1, д) происходит в резуль-
тате восстановления окислов железа
(окалины) металлическим натрием, выде-
ляющемся на катоде при электролизе.
Электролит — расплав едкого натра. Опе-
рация применима к черным металлам и
сплавам. Размеры изделия в заметных
пределах обычно не изменяются.
Электрохимическое глянцевание и поли-
рование металлических поверхностей
(фиг. 1, е\. При анодном растворении
металла в соответствующем электро-
лите 1 на поверхности полируемой детали
3 образуется вязкая пленка солей, за-
щищающая микровпадины от действия
тока и не препятствующая растворению
выступов (гребешков), в результате чего
поверхность сглаживается — полирует-
ся. Наилучшее качество поверхности
достигается при электрополировании
чистых и однородных металлов и спла-
вов.
Электрохимическое прошивание отвер-
стий и полостей в металлах (фиг. 1, ж).
Осуществляется в местной электролизной
ванне, образованной торцом трубки ка-
тода 4 и поверхностью изделия I. Высо-
кая плотность тока и большая скорость
протока электролита резко интенсифи-
цируют растворение. Форма и размер
получаемого отверстия определяются фор-
мой и размером катодной трубки. Элек-
тролит-раствор хлористых солей.
Электрохимическое сглаживание и до-
водка шероховатых металлических по-
верхностей (фиг. 1, з). Струя электро-
лита 3, протекающая с большой ско-
ростью в зазоре между катодом 2 и по-
верхностью изделия 4, при пропускании
тока большой плотности интенсивно ра-
створяет выступы (гребешки), сглаживая
тем самым поверхность. Электролит —
раствор хлористых солей. Равномер-
ность удаления металла определяется
равномерностью зазора.
Электрохимическое гравирование и мар-
кирование по металлам (фиг. 1, и) заклю-
чается в анодном растворении поверх-
ности изделия 4 на участках 7, где
отсутствует изолирующий (лаковый, вос-
ковой и.т. п.) слой и обнажен металл.
В результате воспроизводится углублен-
ный рисунок. Электролит —растворы
солей.
Электрохимическое профилирование
металлических заготовок (фиг. 1, к).
Анодное раствооение профилируемого
изделия 4, помещенного внутрь катода 5,
происходит более интенсивно в участках,
более близких к катоду (в данном случае
углах квадрата), результатом чего яв-
ляется изменение первоначальной формы
(в данном случае округление квадрата).
Электролит — растворы кислот и солей.
Электроцементация стальных изделий.
В процессе электролиза расплавленных
углекислых солей (обычно ВаСО3) угле-
род диффундирует в поверхностный слой
стального изделия-катода, осуществляя
тем самым цементацию. Скорость электро-
цементации выше, чем газовой или жид-
костной.
Электрохимическое изготовление сеток
(фиг. 1, л) аналогично электрохимичес-
кому гравированию. На поверхность ано-
да наносится сетка 4, предохраняющая
под собой металл от растворения; обна-
женные участки растворяются. Операция
применяется для получения сеток в тон-
ких листах. Электролит—растворы кис-
лот и солей.
Электрохимическое изготовление листо-
вого металла малых толщин. Контроли-
руя по времени и току процесс анодного
растворения листового металла, доводят
толщину последнего до нескольких ми-
кронов. Электролит—растворы кислот.
Операция применима к чистым однород-
ным металлам.
2. Анодно-механические
[AM] или электрохимико-ме-
ханические [ЭХМ] — проводимые
в условиях, аналогичных предыдущим, но
при одновременном механическом воздей-
ствии на. обрабатываемую поверхность.
Известны две основных разновидности
анодно-механической обработки: чисто-
вая — съем металла происходит в ре-
зультате сочетания электрохимического
действия тока и механического воздей-
ствия и черновая, при которой наряду
с механическим воздействием начинают
играть значительную роль электротер-
мические явления — выделение тепла в
точках соприкосновения электродов. При
чистовой обработке механическое удале-
ние продуктов растворения может произ-
водиться любым электрически нейтраль-
ным инструментом, а также движущимся
с большой скоростью потоком электро-
лита или перемещающимся катодом. При
366 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
черновой обработке необходимое механи-
ческое воздействие производится только
движущимся катодом.
На фиг. 2, а показана принципиальная
схема анодно-механической обработки.
При прохождении постоянного тока че-
рез электролит 3 и погруженные в него
электроды 1,4 происходит растворение
поверхности анода с образованием пле-
нок, которые снимаются механическим
путем (движущимся металлическим като-
дом или электронейтральным инстру-
ментом).
Необходимая обработка осуществляет-
ся направленным снятием пленок на соот-
ветствующих участках изделия.
Анодно-механический способ исполь-
зуется для осуществления резания, об-
дирки, долбления, точения, шлифования,
затачивания, чистовой отделки и ряда
других операций обработки твердых
сплавов, закаленной стали и тому по-
добных материалов.
Характеристики некоторых операций
приведены ниже.
Анодно-механическое разрезание (фиг. 2,
бив) производится при помощи движу-
щегося металлического катода (диска,
ленты), соприкасающегося под неболь-
шим давлением через пленку рабочей
среды с поверхностью разрезаемого ме-
талла. Направленное разрушение метал-
ла осуществляется совместным электро-
химическим и механическим действием.
Анодно-механическое затачивание ин-
струмента (фиг. 2, г)—удаление металла
или сплава с затачиваемой грани 2, осу-
ществляется электрохимическим дейст-
вием тока, протекающего в зазоре между
резцом 2 и металлическим вращающимся
диском 4, в присутствии рабочей жид-
кости.
Анод но-механическое отделочное шли-
фование (фиг. 2, к) заключается в механи-
ческом удалении электронейтральным ин-
струментом 4 продуктов анодного раство-
рения (пленок), образующихся на поверх-
ности анода-изделия 1 при прохождении
тока между его поверхностью и катод-
ной пластиной 3 через электролит 2.
Анодно-механическое шлифование
(фиг. 2,е, ж, з) производится при помощи
металлического вращающегося катода,
удаляющего при небольшом давлении
пленку, образующуюся на изделии в ре-
зультате анодного растворения его по-
верхности.
> нодно-механическое притирочное шли-
фование (фиг. 2, и) производится подобно
механическому хонингованию, но с на-
ложением тока на систему головка — из-
делие. Притирочные бруски 2 удаляют
с поверхности изделия 1 тонкую пленку,
образующуюся в результате протекаю-
щих электрохимических процессов.
Анодно-механическое профилирование
(фиг. 2, л) производится при помощи
инструмента (шаблона) 1, имеющего форму
сечения изделия 2, при вращении послед-
него.
3. Электроконтактные [ЭК]
или электромеханические
[ЭМ] методы основаны на разрушении
металла вследствие электротермических
процессов, сочетающихся с механическим
удалением образующихся продуктов.
Соприкосновение под небольшим дав-
лением двух металлических электродов
(фиг. 3) «инструмента» 1 и «изделия» 2
приводит к образованию в месте кон-
такта повышенного сопротивления. Про-
ходящий через место контакта электри-
ческий ток разогревает, размягчает и
может даже плавить металл, облегчая
его удаление с изделия. Для предотвра-
щения плавления «инструмента» ему
придают большую скорость перемещения
либо производят искусственное охлажде-
ние.
Описанное явление электро контакт-
ного тепловыделения используется как
для проведения операций обработки,
проходящих с удалением металла (резка,
шлифование, заточка, фрезерование, про-
шивание и т. д.), так и для операций,
при которых металл сглаживается, либо
наносится (виброконтактная наплавка,
электроконтактная наварка).
Э лектроконтактное затачивание ин-
струмента (фиг. 3, д). Тепло, выделяе-
мое при прохождении электрического
тока через переходное сопротивление,
создавшееся в месте контакта поверх-
ности вращающегося заточного диска 3
и затачиваемого резца 2, разрушает по-
верхность резца в направлении, зада-
ваемом диском.
Электромеханическая очистка стали от
окалины (фиг. 3, ж). При контактирова-
нии стальной щетки 2 с поверхностью
стального листа 4, покрытого окалиной 3,
и пропускании через образовавшуюся
цепь тока в месте контакта выделяется
тепло, плавящее окалину, которая сме-
тается быстровращающейся щеткой.
Скоростная элекпгроэрозионная обра-
ботка (фиг. 3, г). Контактирование ме-
таллического диска-инструмента 1 с ме-
таллической поверхностью изделия 2
в присутствии воды при прохождении
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
367
Фиг. 2. Анодно-механические методы обработки; а—принципиальная схема: / — изделие
(заготовка) — анод; 2 — пленка продуктов анодного растворения; 3 — электролит; 4 —
двужущийся катод; б — разрезание диском: 1 — заготовка (изделие) — анод; 2—диск-
катод; 3 — подача электролита; 4 — подвод тока; в — резание лентой: 1 — лента (катод);
2 — заготовка (анод); 3 — направляющая головка верхняя с подачей электролита;
4 — нижняя направляющая головка; 5 — контактное кольцо со щетками для подвода
тока; 6 — насос с баком для электролита; г — затачивание инструмента; 1 — подвод
тока; 2 — затачиваемый резец (анод); 3 — подача электролита; 4 — заточной диск (ка-
тод); д — долбление: 1 — ванна; 2 — электролит; 3 — инструмент-катод; 4 — подвод
тока; е — обдирка (черновое шлифование): 1 — подвод тока; 2 — инструмент-катод;
3 — подача электролита; 4 — изделие-анод; ж — плоское шлифование: 1 — изделие;
2 — подача электролита; 3 — шлифовальный круг-катод; 4 — подвод тока; з — круглое
шлифование: / —металлический диск — катод; 2 — подача электролита; 3 — шлифуемое
изделие — анод; 4 — подвод тока; и — притирочное шлифование: / — обрабатываемое
изделие — анод; 2 — притир с брусками — катод; 3 — электролит; 4 — подвод тока;
к — отделочное шлифование: / — шлифуемая деталь — анод; 2 — зазор между элек-
тродами, заполненный электролитом; 3 — катодная пластина; 4 — абразивный скребок
(инструмент), л — профилирование (точение): / — плоский шаблои-катод; 2 — профи-
лируемое изделие-анод; 3 — подача электролита; 4 — подвод тока.
368 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
— 2
1
Л)
К)
Фиг. 3.
работки: а — принципиальная схема:
1 — электрод-инструмент (диск); 2 — за-
готовка; ‘3 — зона контактного нагрева
и плавления; 4 — подвод тока; б — рез-
ка: 1 — режущий диск; 2 — заготовка;
3 — подача жидкости; в —обдирка (шли-
фование) плоских поверхностей: 1 - под-
вод тока; 2 — шлифовальный диск; 3 —-
подача жидкости; 4 — обрабатываемое
изделие; г — обдирка (шлифование) про-
диск; 2 — поверхность изделия; д — затачивание инстру-
е — опиловка шаров:
Электроконтактные методы об-
а — принципиальная
фильных изделий: 1 шлифующий , ...
мента: 1 — подвод тока; 2 — затачиваемый резец; 3 — заточной диск;
1 — нижний диск-электрод; 2 — желоб для подачи шаров заготовок; 3 — обрабатываемые
шары; 4 — верхний диск-электрод; 5 — подача воды; 6 — выход обкатанных шаров;
ж — очистка от окалины: 1 — подвод тока; 2 — проволочная щетка-электрод; 3 — слой
окалины на изделии; 4 — изделие; з —точение: 1 — зажимной патрон (планшайба); 2 — обта-
чиваемая поверхность; 3 — резец; 4 — державка резца, охлаждаемая водой; 5 — понижаю-
щий трансформатор; и — сглаживание: 1 — понижающий трансформатор; 2 — сглаживающий
электрод (резец); 3 — сглаживаемая заготовка; к — сверление (прошивание): / — подвод
тока; 2 — подача масла или воды; 3 — режущая трубка-электрод; 4 — вырезаемая часть
заготовки; 5 — изделие; л — виброконтактная наплавка: 1 — изделие; 2 — подача жидкости;
3 — подача наплавляемой проволоки.
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
369
электрического тока большой плотности
приводит к интенсивному разрушению
металла изделия. Направление разруше-
ния определяется перемещением диска.
Глубокое электроконтактное сверле-
ние (фиг. 3, к); металл разрушается при
помощи металлической трубки-инструмен-
та 3, контактирующей с изделием 5 в
присутствии жидкости 2 и при прохожде-
нии электрического тока. Разрушенный
металл уносится струей жидкости.
Виброконтактная наплавка (фиг. 3, л).
Прочный слой металла наносится на заго-
товку 1 за счет плавления электродной
проволоки 3 при контактировании с за-
готовкой. Вращение и продольная вибра-
ция проволоки 3, а также присутствие
жидкости 2 препятствуют сильному про-
греву заготовки /, свойства которой
остаются неизменными.
Электромеханическое точение (фиг. 3,з).
Наложение электрического тока низкого
напряжения и большой плотности на
систему резец — изделие приводит к ин-
тенсивному выделению тепла в зоне их
контакта 3, что изменяет условия реза-
ния, повышая производительность либо
чистоту обработанной поверхности.
Электромеханическое сглаживание
(фиг. 3, и). Сглаживание гребешков с
шероховатой поверхности 3 производится
с помощью ролика или резца 2, переме-
щающегося под давлением вдоль сглажи-
ваемой поверхности при прохождении
между ними электрического тока низ-
кого напряжения и большой плотности,
выделяющего тепло, размягчающее кон-
тактные площадки.
4. Методы нагрева метал-
лов в электролитах [НЭ], ис-
пользуют интенсивное тепловыделение
в тонкой парогазовой пленке, образую-
щейся на поверхности катода при электро-
лизе током повышенного напряжения и
большой плотности.
Нагрев в электролите применяется для
выполнения ряда операций термообра-
ботки в массовом производстве. Этот спо-
соб позволяет осуществлять местный
или общий нагрев любых металлических
токопроводящих материалов и изделий
с большой скоростью, без окисления
поверхностей на заданную глубину.
Сущность способа заключается в сле-
дующем (фиг. 4, а). При прохождении
постоянного электрического тока, соот-
ветствующего напряжения и плотности,
через электролит 2 между электродами
1 и 4 поверхность катода 4 нагревается
с большой скоростью до высокой темпе-
ратуры. Нагрев вызывается искровыми
разрядами между поверхностью катода 4
и электролитом 2, создающими пульси-
рующие тепловые потоки, а также экзо-
термическими реакциями, протекающими
в газовой оболочке 5, образующейся у
катода. Процесс обычно протекает в две
фазы, первая из которых — прерывистый
разряд при правильном режиме — крат-
ковременна либо отсутствует, вторая
фаза — разряд через устойчивую газо-
вую оболочку у катода — является веду-
щим фактором нагрева.
Наиболее целесообразен двухступен-
чатый нагрев, при котором после неко-
торого периода проведения процесса
при повышенных напряжениях (первая
ступень) производится снижение напря-
жения (вторая ступень).
Для устойчивости процесса плотность
тока на катоде должна значительно пре-
вышать плотность его на аноде.
Этим методом выполняются следующие
операции: нагрев под поверхностную
закалку, сквозной нагрев под штамповку,
пайка твердыми припоями без флюсов,
безокислительный отжиг.
Общий концевой нагрев (фйг. 4, б). Из-
делие 3, подлежащее нагреву, погру-
жается в качестве катода в электролиз-
ную ванну Г заполненную электроли-
том 2, через который пропускается элек-
трический ток повышенного напряжения
от источника 4. Часть изделия 5, сопри-
касающаяся с электролитом, нагревается
до требуемой температуры, степень на-
грева регулируется длительностью про-
пускания тока.
Общий последовательный нагрев (фиг.
4, в и д). Нагреваемое изделие 3 непре-
рывно перемещается через ванну 1 с
электролитом 2 при пропускании тока
повышенного напряжения. Соответст-
венно перемещается зона нагрева.
Местный нагрев под закалку или отжиг
(фиг. 4, г). Не подлежащие нагреву уча-
стки изолируют неметаллическими экра-
нами 4 (огнеупорный кирпич).
Нагрев под горячую высадку (фиг. 4, е).
Заготовка 4, помещенная в изолирован-
ную матрицу-подставку 3 и включенная
катодом, нагревается при прохождении
через электролит 2 тока при повышенном
напряжении. По достижении требуемой
температуры ток выключается и боек 5
опускается на размягченную заготовку.
Пайка при нагреве в электролите
(фиг. 4, ж). При прохождении тока по-
вышенного напряжения через электро-
лит 2 находящиеся в приспособлении
370 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
спаиваемые детали 4 нагреваются и при-
пой 5 между ними плавится.
5. Э л е к т р оз р оз и о н н ые [ЭЭ],
основанные на разрушении и удалении
металла термическим и механическим
действием импульсного электрического
газового разряда, направляемого на об-
ного разряда и некоторым различиям
в методах его формирования различают
две основные разновидности электро-
эрозионной обработки — электроискро-
вую [ЭИС] и электроимпульсную [ЭИМ].
Электроискровая обра-
ботка [ЭИС] (фиг. 5, а). Импульсные
разряды между электродами
5 и 6 разрушают их поверх-
ность (преимущественно ано-
да); форма и размеры разру-
шенного участка практиче-
ски точно воспроизводят
форму и размеры катода 5,
что используется в различ-
ных операциях направлен-
ной, размерной обработки
по электроискровому спосо-
бу. Основой любой электро-
искровой установки является
электрическая схема (фиг.
5, а) генерирующая импуль-
сы тока необходимой мощ-
ности и характера.
Фиг. 4. Нагрев в электролитах: а — принципиальная схема: 1 — ванна —
анод; 2 — электролит; 3 —. подвод тока; 4 — изделие — катод: 5 — нагре-
вающаяся под газовой пленкой поверхность; б — схема общего концевого
нагрева: 1 — ванна —анод; 2 ~ электролит; 3 — изделие — катод; 4 — под-
вод тока; 5 — нагреваемая поверхность изделия; в — схема общего последо-
вательного нагрева: / — ванна —анод; 2 — электролит; 3 — изделие —катод;
4 — подвод тока; 5 — нагреваемая часть изделия; 6 — изоляционная втулка
для прохода изделия через ванну; г — схема местного нагрева под закалку
или отжиг: 1 — ванна —анод; 2 — электролит; 3 — изделие; 4 — экран;
д — схема последовательного нагрева тел вращения' в электролите: 1 — из-
делие (шестерня) — катод; 2 — электролит; е — схема нагрева в электро-
лите под горячую высадку: / — ванна — анод; 2 — электролит; 3 — изоля-
тор-подставка; 4 — нагреваемая заготовка —катод в матрице; 5 — боек-пуан-
сон; ж — схема пайки при нагреве в электролите: } — ванна —анод; 2 —
электролит; ,3 — подвеска; 4 — соединяемые пайкой детали; 5 — припой.
рабатываемый участок, находящийся в
среде жидкости.
Разрушение и удаление металла про-
исходит в результате импульсного, кон-
центрированного тепловыделения, пла-
вящего и испаряющего металл и сопро-
вождающегося значительными механи-
ческими ударными воздействиями, воз-
никающими в результате разложения
жидкой среды в зоне обработки. Соот-
ветственно разной длительности импульс-
Электроискровой способ используется
для выполнения различных операций,
среди которых основные: прошивание
полостей и отверстий любой формы раз-
резание материала, затачивание инстру-
ментов, шлифование, упрочнение ин-
струментов, нанесение металлов, полу-
чение порошков, гравирование и роспись
на металлах и др.
Гравирование по металлу методом ри-
сования (фиг. 5, б). Углубленные линии
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
371
гравюры получаются в результате раз-
рушения металла импульсным разрядом,
возникающим при движении электрода
(катода) 2 по поверхности металла из-
делия /. Возможно гравирование по
металлам и сплавам любой твердости.
Поверхность покрыта небольшим слоем
жидкости (масла, керосина) 3.
Г равирование методом печатания
(фиг. 5, д). Гравюра образуется путем
сближения штемпеля-катода 2, несу-
щего негативное изображение рисунка
с поверхностью металла анода 1. Электри-
ческий разряд между электродами точно
воспроизводит рисунок катодной поверх-
ности на анодной.
Прошивание полостей и отверстий
(фиг. 5, е). Импульсный электрический
разряд, возникающий между торцом
электрода 3 и изделия 1, вызывает на-
правленное, размерное разрушение по-
следнего с образованием отверстия, вос-
производящего форму сечения элек-
трода 3 и имеющего размеры, превышаю-
щие номинальный размер электрода 3 на
величину боковых зазоров 4. Обработка
производится в жидкой среде при пита-
нии импульсным током от источника 5.
Прошивание малых отверстий
(фиг. 5, ж) — процесс в принципе анало-
гичен электроискровому прошиванию по-
лостей, но производится при обязатель-
ной вибрации электрода-инструмента или
изделия, что облегчает удаление обра-
зующихся отходов. Кондуктор 4 изготов-
лен из твердого непроводящего ток мате-
риала и необходим для направления ин-
струмента и повышения его жесткости.
Извлечение сломанного инструмента и
крепежа (фиг. 5, з). Для извлечения из
тела изделия 1 остатка сломанного ин-
струмента 3 (или крепежа), последний
разрезается на части или распыляется
при помощи электрического разряда,
направляемого катодным электродом 4.
Разрушение производится в среде жид-
кости 2 при питании электродов 3 и 4
импульсным током.
Упрочнение инструмента (фиг. 5, и).
Тепловое и химическое действие электри-
ческого разряда, возникающего между
электродом 2 и поверхностью инструмен-
та /, производит в последней резкие хи-
мические и структурные изменения,
увеличивающие стойкость инструмента.
Упрочняющему электроду придается ко-
лебательное движение при помощи ви-
братора 3.
Изготовление сеток (фиг. 5, к) Сетка
получается при электроискровом про-
шивании листового металла набором из
отдельных электродов, расположенных
на оправке в соответствии е расположе-
нием отверстий в сетке.
Разрезание (фиг. 5, в, е) производится
действием электрического разряда, воз-
никающего между движущимся диском
(лентой) — катодом 1 и изделием — ано-
дом 3 в среде жидкости 2 при питании
цепи импульсным током от источника 4.
Роспись по металлу (фиг. 5, л) выпол-
няется аналогично гравированию мето-
дом рисования, но с переменной поляр-
ностью электродов и подбором состава
наносимого металла под требуемый цвет
рисунка.
Роспись по неметаллическим материа-
лам (стекло, фарфор, керамика) (фиг. 5,.и)
осуществляется аналогично росписи по
металлу, но предварительно неметалли-
ческая поверхность 1 оклеивается листо-
вой фольгой 2, играющей роль второго
электрода. Разряд между катодным элек-
тродом («пером») 3 и фольгой плавит по-
следнюю и вжигает ее в основу, оставляя
прочные металлические следы, образую-
щие изображение.
Затачивание инструмента (фиг. 5, н).
Импульсный электрический разряд, воз-
никающий между гранью затачиваемого
резца 1, включенного анодом, и поверх-
ностью быстро движущегося металличе-
ского диска 4 — катода, в присутствии
жидкости 2 и при питании импульсами
тока от источника 3 направленно разру-
шает и удаляет металл с грани резца,
производя шлифование и затачива-
ние ее.
Шлифование (фиг. 5, с). Удаление ма-
териала с поверхности шлифуемого изде-
лия происходит в результате действия
импульсного электрического разряда, со-
здаваемого между движущимся электро-
дом — шлифовальником 1 и поверхностью
изделия 3, включенного анодом. Обра-
ботка производится в среде жидкости 2
при питании цепи импульсами тока от
источника 4.
Нанесение металлов (фиг. 5, т). При
определенных параметрах разрядного
контура электрический разряд в воздухе
и газах сопровождается переносом неко-
торого количества материала анода на
катод. Перемещая на поверхности изде-
лия 1 электрод-анод 3, приводимый
в колебательное движение при помощи
вибратора 4, и создавая между электро-
дами разряд, удается покрыть поверх-
ность изделия тонким пористым слоем
катодного металла.
372 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Фиг. 5. Электроэрозяомная обработка: а — принципиальная схема электроискровой разно-
видности электроэрозионной обработки с применением релаксационной конденсаторной схемы:
1 — подвод тока; 2 — сопротивление; 3 — конденсатор; 4 — жидкая диэлектрическая среда;
5 — электрод-инструмент; 6 — электрод—изделие (элементы 1, 2, 3— во всех последующих
схемах обозначены ГИ (генератор импульсов); б — гравирование: 1 — изделие; 2 — электрод;
3 — слой масла на поверхности изделия; в — разрезание диском: 1 — режущий диск; 2 — по-
дача рабочей жидкости; 3 — разрушаемая заготовка; 4 — источник тока; г — разрезание
лентой: 1 — лента; 2 — подача рабочей жидкости; 3 — разрезаемая заготовка; 4 — источ-
ник тока; д — электроискровое прошивание (копирование, гравирование): / —изделие — анод;
2 — электрод-инструмент — катод; <3 — рабочая жидкость; е — электроэрозионное прошива-
ние (копирование, гравирование): 1 — заготовка (изделие); 2 — рабочая среда; 3 — элек-
трод-инструмент; 4 — образующаяся полость в изделии; 5 — генератор импульсов; ж — элек-
троэрозионное прошивание малых отверстий: 1 — изделие; 2 —рабочая жидкость; 3 — электрод-
инструмент; 4 — кондуктор из изоляционного материала; 5 —генератор импульсов; з — извле-
чение сломанного инструмента и крепежа: 1 — деталь с застрявшим обломком инструмента
или крепежа; 2 — рабочая жидкость; 3 — извлекаемый обломок; 4 — электрод, разрезающий
обломок; и — упрочнение инструментов: 1 — упрочняемый инструмент: 2 — упрочняющий
электрод; 3 — вибратор; 4 — генератор импульсов; к— изготовление сеток: 1 —ванна с рабо-
чей жидкостью; 2 — прошиваемое изделие; 3 — электрод для прошивки; л — роспись по ме-
таллу: 1 — изделие; 2 — слой масла; 3 — гравировальный электрод; м — роспись по неме-
таллическим материалам: / — изделие; 2 — лист металлической фольги; 3 — электрод;
н — затачивание инструмента: / — затачиваемый резец; 2 — подача рабочей жидкости;
3 — генератор импульсов; 4 — заточной диск; о — профилирование твердосплавного инстру-
мента: 1 — профилирующий электрод; 2 — профилируемый инструмент; п — профилирование
стружколомающих канавок диском на твердосплавном инструменте: 1 — профилирующий диск;
2 — профилируемый резец; р — профилирование стружколомательных канавок неподвижным
электродом: 1 — державка; 2 — профилирующий электрод; <3 — профилируемая канавка;
с — электроискровое шлифование: 1 — шлифовальный диск—электрод; 2 — подача рабочей
жидкости; 3 — шлифуемое изделие; 4 — генератор импульсов; т — нанесение металлов:
1 — изделие, покрываемое металлом; 2 — наносимый металл; <3 — электрод; 4 — вибратор;
5 — генератор импульсов; у — получение порошков: 1 — ванна; 2 — рабочая жидкость;
3 — генератор импульсов; 4 — распыляемые электроды; ф — прошивание отверстий с криво-
линейной осью: 1 — ванна; 2 — изделие; 3 — прошиваемое отверстие; 4 — рабочая жидкость;
5 — электрод.
ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
373
Получение порошков (фиг. 5, у). Им-
пульсный электрический разряд, разру-
шая в жидкой среде электроды 4, обра-
зует продукты разрушения в виде зе-
рен различной величины, оседающих в
жидкости.
Прошивание криволинейных отверстий
(фиг. 5, ф). Операция проводится анало-
гично прошиванию отверстий и полостей,
но катодный электрод 5 имеет криво-
линейную форму.
Электроимпульсная об-
работка [ЭИМ] отличается от элек-
троискровой характером (униполярность),
длительностью (от 100 до 1000 мк сек),
средней и малой скважностью1 (Q =
— 1-5-10) импульсов.
Принципиальная схема электроимпуль-
сной обработки почти аналогична схеме
искровой обработки (фиг. 5, а), но пита-
ние рабочего контура импульсным током
производится не от релаксационного ге-
нератора импульсов (конденсатор, сопро-
тивление), а от независимого генератора,
преимущественно от машинного, выра-
батывающего униполярные импульсы со-
ответствующей частоты (например 400 гц).
Обрабатываемое изделие при электро-
импульсной обработке является като-
дом, а электрод-инструмент — анодом.
Электроимпульсная обработка отли-
чается от электроискровой значительно
более высокими скоростями съема на
жестких и средних режимах, значительно
меньшей энергоемкостью процесса, срав-
нительно малым износом инструмента и
несколько более низкой производитель-
ностью на чистовых режимах.
ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ
ОБРАБОТКИ
Химико-механическими [ХМ] назы-
ваются такие методы обработки материа-
лов, в которых разрушение и удаление
материала (соответственно его формо-
изменение) происходит без подвода
электрической энергии от внешнего ис-
точника тока, в результате химических
либо электрохимических реакций между
обрабатываемой поверхностью и окру-
жающей средой при одновременном меха-
ническом воздействии на обрабатываемый
участок, способствующем интенсифика-
ции процесса и удалению образующихся
продуктов разрушения из зоны обра-
ботки.
1 Отношение периода Т к продолжитель-
ности импульса t ,
Для целей размерной обработки метал-
лов наиболее распространена разновид-
ность химико-механической обработки,
осуществляемая в растворах солей ме-
таллов.
При соприкосновении поверхности ме-
таллов с растворами некоторых солей
возникают взаимодействия, приводящие
к растворению поверхностного слоя ме-
талла. Так, например, при погружении
железного сплава в раствор медных солей
Фиг. б. Химико-механические методы обра-
ботки: а — принципиальная схема: 1 — при-
тир; 2 — шлифуемое или притираемое изделие;
3 — смесь раствора соли с абразивным порош-
ком; б — шлифование (доводка): 1 — нагрева-
тель; 2 — ванна; 3 — притир * нижний; 4 —
притир верхний; в — затачивание твердосплав-
ного инструмента: 1 — ванна; 2 — резец, осна-
щенный твердым сплавом; 3 — притир; г —-
разрезание; 1 — раствор соли с абразивным
порошком; 2 — режущий диск: <3 — разрезае-
мое изделие.
между ними происходит реакция, при-
водящая к вытеснению меди и переходу
железа в раствор.
Аналогичное явление имеет место при
погружении в раствор медных солей ме-
таллокерамического твердого сплава, со-
стоящего из карбидных зерен, связан-
ных металлическим кобальтом. Кобаль-
товая связка при этом разрушается,
так как кобальт переходит в раствор-,
вытесняя медь. В результате твердый
сплав в поверхностном слое разрыхляется.
Наличие в поверхностном слое разно-
родных металлов и неоднородности строе-
ния способствует разрушению твердого
сплава вследствие образования большого
числа гальванических микропар, между
которыми возникают местные электри-
ческие токи. По мере выделения из
раствора меди она покрывает обраба-
тываемую поверхность тонким слоем и
374 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
1. Основные технологические и технико-экономические характери
Уточненное содержание операции о 5 Е X S * ° ч: ТУ <У о h 41 н ? м х S Эффективность операции по табл. 7 (степень освоения Рабочее напря- । жение в в Плотность тока в а!см? Удельный расход энергии ' кв*1-ч/кг 1 Скорость пере мещсния инстру мента в м(сек Износ инстру- мента в %
Вырезка по контуру пло- ских деталей из листа ленточной пилой . . . Вырезка по контуру пло- ских деталей Глянцевание металличе- ских поверхностей . . 2, s (AM) 5, г, 5. д (ЭИС) (ЭИМ) 1, г (ЭХ) 9; 1; 5 (ПП) 9; 1 (ПП) 1; 4; 7; 10 ' (П) 1; 2: 3; 4 (П) 20—30 '60—150 Черные 10-15 75-500 0,3—0.4 3-5 10—30 15—30 0,0 0,0
Глянцевание никелевых покрытий Гравирование ручное или печатание методом оттиска Гравирование вытравли- ванием Долбление полостей и от- верстий глухих и сквоз- ных различных форм (изготовление матриц штампов, пресс-форм и т. п.), , ♦ 1, е (ЭХ) 5, б, б, д (ЭИС) 1, и (ЭХ) 2, д (AM) 5, д (ЭИС) 5, е (ЭИМ) 1, ж (ЭХ) 1; 2; 3; 4 (П) 1; 4; 7 - (ПП) 6; 7; 5 (ПП) 1; 7 (ПП) 1; 2; 12 (И) 9 (П) I; 7; 9 (ПП) I; 4; 5; 7 (П) 10 4; 7; 5 (ПП) Цветные 5-7 10—12 30-50 2—10 19—25 70-160 20—30 15-30 0,1-0.5 0,3—0,4 0,01—0,1 5-15 Ю(&150 5—20 10—15 2—3 14-70 0,0 0,0 0,0 15-50 ходов, сек 0,0 о.о о.о 0,0 50—200 0,5-12 0,0
Доводка инструмента, валков, фильер и т. п. 2, з, 2, и. 2, к (AM) (ЭХМ) Сталь 10—20 Твердый сплав 10-15 6—10 0,5-1 1—2 3-6 10—15 0,5—1,0 0,5—1,0 1—2 0-1 0-1 0,0
Доводка калибров . . . Заострение лезвий ре- жущего хирургическо- го инструмента, при- дание конусности остриям, изготовление игол и т. д Затачивание режущего инструмента черновое 1, е (ЭХ) 6, б (ХМ) 1, в, 1, е (ЭХ) 3, д (ЭК) 1; 3; 5; 0 (0) 1; 4; 6; 7 (П) 3; 4; 5; 7 (П) 6; 7 (ПП) 5—12 5—12 10—11 0,1-0,5 0,1-0,4 50—60 10—25 10—25 5—6 0,0 0.0 30-40 0,0 0,0 100—200
2, г (AM) 5, н (ЭИС) 4; 7 (П) 7 (ПП) 18—22 20—40 15-25 10-20 3—5 12-20 1-2 15-20 100—260
1 П — промышленно освоен; 1П — полупромышленно освоен; С — опытный метод.
ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
375
тики электрических и химико-механических методов обработки
та _ та _ S ч (У обра- е ма- 10 S ЗУ Скорость удаления металла А < ° та о. о ю о. Я и д 2
Материал инструмент (по табл. 5 Форма инструмен1 (по табл. 4 Форма изд (по табл. 3 Основные батываемы териалы (г табл. 2) Оборудова (по табл. । т 1 Точность I 1 ГОСТ, кл£ мк в мин мм* в мин Чистота об тайной пон I ности, кла 1 ГОСТ 278$ Состав сре (по табл. 1
1; 2; 3 4; 5; 7 4; 5; 7; 1; 15 15; 5; 4 1; 2; 6; 7; 8 4; 5; 7 1 1 2; 6; 7 1; 6; 7; 8; 9 1; 2 1; 3; 6 1; 3; 6 1; з 4; 5; 7 1; 6; 7 1; 3 1; 3; 6 1; 2; 6 8 1 1 1 2 1 2 2 2 2; 7 3; 15 3; 15 3 1 3 1 3 3 3 6 3; 4 3; 4 6 6 6 6 6 6 6 6 6 1; 2; 3; 4; 9 1; 2; 3; 4; 9 1; 2; 3 4; 9 6 1; 2; 3 1 9 9 9 1; 18 1; 18 2; 11 3; 4 1; 2; 8; 15 15 2; 8; 18 1 2; 3; 8; 18 1; 18 1 1; 18 2; 8,- 18 18 2; 8; 18 1 18 2 5; 8 5; 8; 18 5; 8; 18 22 7; 8 3 1; 2 1; 2 1; 2 37 37 19 7; 8; 14 7; 8; 14 17 38 38 38; 50 1; 2 50 1; 2; 5 32 32 .32 2-3 2—4 2-3 2—3 2-3 2—3 2-3 2—4 2—4 2—5 2-4 1-2 1-2 1-2 1—2 2—3 По станку То же » 7-10 3-5 3-12 10—100 2000-3000 1-5 400—500 1000—5000 1500—4000 70—300 5-20 50—250 70—300 5000—6000 5-15 5—10 5—10 2—5 2—10 120—200 8 2-4 2-3 2-5 На 1—2 класса выше исходной 8—10 2-4 3-6 4—6 4-6 3-4 3-5 8—20 5-10 10—12 9-11 8-11 5-9 2—3 4-6 8 13 10; 11 15 1 I 11 3 13 10; 11 10 3 4; 13 4; 13 3 1 2 1; 3 9; 10; 14 13 10; 14
376 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Уточненное содержание операции № фигуры в тексте (услов- ное обозначение метода) Эффективность операции по табл. 7 (степень освоения _ Рабочее напря- жение в в 1 Плотность тока ! в а!см? Удельный расход энергии кет-ч/кг Скорость пере- мещения инстру- мента в м/сек Износ инстру- мента в %
Затачивание режущего
инструмента чистовое 2, г (AM) 4; 7 (П) 10—15 1—4 10—15 12—20 2-5
3, д (ЭК) 6; 7 (ПП) 1,5—1,8 5-6 4-5 30—40 150—300
6, в (ХМ) 1; 4; 6; 7 (П) — — — • — —
Закалка поверхностная
или сквозная 4, б, в, г, д (нэ) 1; 3; 5; 9 (П) 250-300 4—6 0,0 0,0
Изготовление стружколо- мательных канавок на
резцах 5, п, 6, р (ЭИС) 1; 3; 5; 7; П (П). 20—60 — 14-70 — —
Извлечение сломанного инструмента н крепе-
жа 5, з (ЭЙС? 1; 8 (П) 20—100 — 14—70 — —
3, к - (ЭК) 1; 8 (П) 15-25 — — —
Клеймение или маркиро- 0,0
вание 1, л, и эх 5; 6; 7 (ПП) 2—10 0,01— 0,1 — 0,0
5, б, д, л (ЭИС) 1; 4; 7' (ПП) 30-50 — — —
Нагрев под горячую об- работку давлением и 0,0
для других целей . . 4, е ТнэГ 1; 3: 5; 9 (П) 250 4-6 ' 0,0
Прорезание щелей и па* 5, в, д, е (ЭИС)
зов 9 (О) 70—160 — 14-70 — —
5, в, д, е (ЭИМ) 9 (О) 20-30 — — — —
Прошивание отверстий
с криволинейной осью 5, ф (ЭИС) 9 (ПП) 70-160 — 14—70 —* —
Разрезка заготовок и
изделий 6, г (ХМ) 3; 4; 7 (ПП) — — — — —
2, б, 8 (АМ) К 7; 9; 11 (П) 20-28 70—500 3-5 15—20 —
3, б (ЭК) I; 2; 5 (П) 7—10 1000—1500 1—2 25—50 0,0
5 , в, г, (ЭИС) 5; 7; 9; (П) 60-150 — — 15-25 —
Сверление отверстий . . 1, ж &Х) 1; 7; 9 (ПП) 15—30 100—150 — 0,0 0,0
1, д_ (АМ) 1; 7 (ПП) 19-25 5—15 2-3 15-50 ходов/сек —
3, к ОК) 1; 7; 9 (П) 20—30 500—1000 — — —
5, д, е (ЭИС) 1; 7; 9 (П) 70—160 — 14-70 — —
ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ 377
Продолжение табл. 1
СЗ ’S Ч о> кз 4) \О гч <У S gy Скорость удаления металла 03 Р' CJ 1Л о. Ф о 1 з
о £
ivia 4 cj/nuvi инструмен (по табл. ' S ’3" з.ч Я S о ж ° е s5 Форма из/] (по табл. < Основные батываемь тсриалы 0 табл. 2) Оборудова (по табл, с Точность J ГОСТ, клг мк в мин ММ3 в мин Чистота об тайной пое ности, кла ГОСТ 2781: Состав сре (по табл. <
i; 3; 6 3 9 3; 8; 18 32 По станку 30—100 1—20 6—8 4; 13; 14
1; з 1 3 з 9 6 18 18 32 SO » » 1—2 20—40 2—10 7—8 8-11 9; 10; 14 2
з 1; 2 1 2,4 9 1 18 4; 5; 6 35 Без изме- нения 2—3 — — Без изме- нения 5; 6 10; 14
; 2; 7 4; 6 6 1 31; 7; 8 2—4 — 60—200 8; 10; 14
1; 2 4; 6 6 1 31; 41 3—4 - 403 — 9
1; 5; 7 1 6 1 36 — 10-100 — . 3~6 1; 3
; 2; 6; 7; 8 2 6 2; 8; 18 37 — - 5—20 2-4 10
8 1 6 1 4; 5; 6 Без изме- Без нзме- 5; 6
2; 6; 7 2; 7 6 ; 18_ 7; 8 нения 2—4 20—100. нения , . 3-5 10; 11; 14
; 2; 6; 7 2; 7 6 ; 18 7; 8; 12 2-4 - 2000—3000 2—4 10
1; 2; 8 2 6 ; 18 7; 8 2—4 - 10—150 4-6 10; 11; 14
1; 3 14 4 18 22; 23 2—3 — 20-50 ‘ 5-7 2
1; 2; 3 14; 8 6 1 ; 18 21; 22 3—4 8—25 2000—6000 2-4 12; 13; 14
1; 3 14; 8 6 ; 18 21; 22; 23 3-5 CM-/MUH 1000—2000 1—2 8; 9; 10;
h 2; 3 14; 8 6 1 ; 18 13; 21; 22; 3—4 6—18 2—3 12; 14 10; 14; 14
1; 2 2; 7 6 1 ; 18 23; 24 17 2—4 см^/мин 500—1500 200—300 3-5 3
1 2 6 2; 3 ; 8; 18 19 2—4 50—250 — 4—6 13; 14
1; 2 2; 7 6 I ; 18 55 3-4 — - 1—3 1-3
2; 6; 7 2; 4 6 1 18 7; 8; 10; 11 2—3 - 20—600 5—7 10; 11
378 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Уточненное содержание операции № фигуры в тексте (услов- ное обозначение метода) Эффективность операции по табл. 7 (степень освоения 11 Рабочее напря- жение в в Плотность тока в а!см2 Удельный расход энергии кет - ч/кг Скорость пере* мещения инстру- мента в м/сек Износ инстру- мента в % .
Сверление малых отвер- 1; 3: 5; 7 (П)
стий 5, ж (ЭИС) 70—160 — 14—70 — —
5, к (эисГ 1: 7; 9 (ПП) 70—160 — — — -
5, ж, к (ЭИМ) 1; 7: 9 (ПП) 20—30 — — —
1, л (ЭХ) 1: 7; 9 (ПП) 4—10 0,1—0,5 — 0,0 0,0
Наплавка упрочняющая 0,5, л (ЭК) 9 (ПП) 10—30 — - , — -
5, m (ЭИС) 6; 9 (ПП) 25-100 — - 0,02 -
Нарезание резьбы .... 2 л (AM) 1; 3; 5; 3 (ПП) 4—20 0,5—15 3—20 - -
5, о (ЭИС) 1; 3; 5; 9 (ПП) 30-70 — — — —
Обезжиривание 1, б (ЭХ) 1; 4 (П) 3-3 0,05—05 10-40 0,0 0,0
Очистка поверхностей . . 1, б (ЭХ) I; 4 (П) 3—8 0,05—02 10—40 0,0 0.0
1, д (ЭХ) 1; 4 (ПП) 6-12 — — 0,0 0,0
3, ж (ЭК) 1; 2; 3; 5; 6; 9 (ПП) 7-15 1500 и выше 0,8—2 35-40 —
Обкатка шаров ..... з, е (ЭК) I; 2; 3; 5; 7 (П) 6-25 — 10 7-30 60
Обдирка слитков и за-
готовок 2, е '(АМУ 1; 5; 7; 12 (П) 16-20 8—15 10—20 20—30 •—
3, в, г, (ЭК) 1; 2; 3; 5; 7 (ПП) 10—30 2—3 25-50 0,0
Оксидирование ..... 1, Я (ЭХ) 1; 6 (П) 10—30 — — 0,0 0,0
Прошивка тонких от-
верстнй 5, ж (ЭИС) I; 3: 5; 7 (П) 70—160 — 14-70 — —
5, ж (ЭИМ) 1; 3; 5; 7 (П) 20—30 — — — -
Прошивка отверстий и 5, д, е (ЭИС)
полостей 1; 3: 5; 7 (П) 70—160 — 14—70 — —
3, к (ЭК) I; 7; 9 (П) 20—30 500-1000 — — —
5, д, е (ЭИМ) 1; 3; 5; 7 20—30 — — -
2, д (AM) 1; 7 (ПП) 19—25 5—15 2—3 15—50 -годов/сек —
ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХ ДИИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ 37g
Продолжение табл. 1
СТ _ ст ’Я ч & г— ст ст CXg ю о о К о я Е сП- Скорость удаления металла 6 . о .§-£-56’2 3 ^53
Материал инструмен (по табл, t Форма инструмен (по табл. 4 Форма изд (по табл. G Основные батываемь териалы ( табл. 2) Оборудова (по табл. < Точность 1 ГОСТ, кла мк в мин мм% в мин Чистота о( тайной пси , иости, кла ; ГОСТ 278! Состав сре (по табл. ;
; 2; 6; 7 2; 4 6 1; 18 7; 8; 33; 34 2-3 — 20—600 5—7 10
1; 2 2 7 1 7; 8; 33; 34 2—4 — 20—200 4—6 10; 11
1; 2 2 7 1 7; 8 2—4 - 100—600 3-5 10
4; 5; 7 2 6 I 1; 2 2—3 - 50—200 4—7 3
4з нано- симого леталла 4 1; 2; 9 2 43; 44 - - - 1-2 9; 4; 5
То же 4 6 2,8 20 3—4 - — 9
2 2; 9 1 2; 8; 18 — 2—3 - - 5-7 4; 13
2; 2 2; 9 1 2; 8; 18 40 2—4 - 4-6 10
4; 5; 7 1 6 1 1,2 - - - 1; 3; 4; 5; 6; 13
4; 5; 7 1 6 1 1,2 3—4 0,1—5 — — I; 3; 4; 5; 6; 13
3; 6 1 6 2; 3; 8 54 - - - - 7
3 13 1; 3; 8 2,3 49; 53 2—4 2—3 мг/ч 10 000 2—3 9
1; 3; 6 3 11 2 46 3—4 — 15 000 1-3 8; 9
1; 3; 6 3 I; 2; 3; 4; 9 2; 8; 18 9; 26; 28; 29; 30 2—3 — 50—600 6-7 12; 13; 14
1; 3; 6 3 5 2; 3; 8 30 4-5 10 000 15 000 1-2 -
4; 8 1 6 9; 10; 11 1; 2 2-3 — — — 2-6
1; 2; 6; 7 2; 4 6 1; 18 7; 8 2—3 - 20—600 5-7 10; 11
1; 6; 7; 8; 9 — - — — 2—4 - 5000—6000 3-4 10
1; 2; 6; 7 2, 4 6 1; 18 7; 8 3-5 - 20—600 3—6 8; 10; 11; 14
1; 2 2; 7 6 1; 18 55 3-4 - — 1-3 8; 10; 14
1; 6; 7; 8; 9 <- — — — 2-4 - 5000—6000 3-4 10
1 2 6 2; 3; 8; 18 19 2-4 50—250 — 4-5 12; 13; 14
к
380 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Уточненное содержание операции № фигуры в тексте, (услов- ное обозначение метода) Эффективность операции по табл. 7 (степень освоения Э Рабочее напря- жение в в Плотность тока в а[см? Удельный расход энергии /сет • ч/кг Скорость пере- мещения инстру- мента в M-fce-K, । а С X О'" а и 1 я 42
Профилирование объем- 4; 6; 7; (О)
ное 1, к. (ЭХ) 6—15 0,1—1,0 10—30 — —
2, л (АМ)" 1; 3; 4; 7; 9 (О) 16—20 8—150 10—20 2—10 —
3, з ОК) 1; 3; 4; 6 (ПП) 0,1-2 — — 0,25—5 —
3, г ТэкГ 1; 9; 7 (О) 20—40 — 2—4 15—20 —
5, о (ЭИС) 1; 3; 5; 9 (П) 60—150 — —
Покрытие поверхностей 5, о (ЭИМ) 1; з (П) 20—30 — — — —
металлами 3, л (ЭК) 9 (ПП) 10-30 — — — —
5, и л, m “(ЭИС)” 9; 6 (П) 25-100 — — —
Пайка твердая н мягкая 4, ж ТнэГ 1;- 4; 5; 6; Ю (П) 250—300 4—6 — 0,0 0,0
Полирование декоратив- ное черных металлов и 0,0 0,0
сплавов 1, а, е ЧэхГ 1; 2; 3; 4 (П) 10—15 0,3—0,4 10—30
Полирование декоратив- ное цветных металлов 0,0
и сплавов - 1, е ТэхГ 1; 2; 3; 4 (П) 5-7 0,1-0,5 5—20 0,0
Полирование инструмен- 1; 2; 3; 4 (П) 10—30 0,0 0,0
.та 1, в ДэхГ 10-15 0,3—0,4
Сглаживание стальной
поверхности . К 3 (ЭХ) 1; 3; 6; 7; 10 ПП) 6—15 0,1-1,0 10-20 0,0 0,0
2, ж (АМ)' 1; 5; 7; 12 (П) 16—20 8-15 10-20 20—30 —
2, к Дам)“ 1; 4; (ГТ) 14-16 3-7 15-25 20-30 —•
3, и ЧэкГ 3: 4; 5 (ПП) 0,1 — 1 - 200—500 (сила тока) — 2-6 —
Снятие заусенец и гра- 0,0 0,0
та 1, е 1; 2; 3; 4 (П) 10-15 0,3-0,4 10—30
Термическая обработка . 4, в, г, д (НЭ 1; 3; 5; 9 (П) 250—300 4—6 0,0 0,0
ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ 381
Продолжение табл. 1
Материал инструмента (по табл. 5) Форма инструмента (по табл. 4) Форма изделий (го табл. 3) Основные обра- . батываемые ма- териалы (по табл. 2) Оборудование (по табл. 6) Точность по ГОСТ, класс Скорость удаления металла Чистота обрабо- танной поверх- ности, класс по ГОСТ 2789-59 Состав среды (по табл. 8)
мк в мин MMS в мин
I; 2 1 6 1 39 2—3 10—200 6-8
1 9; 15 I; 2 2; 8; 18 40 1—2 - 100—200 6—8 -
10 12 1; 2 2; 3; 8 48 1—3 - 10 000 40 000 5—8 - '
1; 3; 6 15 6 2; 18 48 2—4 - 5000—8000 1—3 9
1; 2 2; 7 6 1; 18 7; 8 2—4 - 50—100 2-5 10
1; 6; 7; 9 2; 15 1; 2 1; 18 40 3—5 - 1000—2000 3-5 10
Из нано- симого металла 4 1; 4; 9 2 43 - - 1—2 4; 5; 8
То же 4 6 2; 8 20 3—4 — — 3-5 9
1 6 1 4; 5; 6 - - - - 5
4; 5; 7; 15 1 6 2; 9; 11 1; 2; 15; 16 2—3 7—10 — На 1—2 класса выше исходной 1
4; 5; 7; 15 1 6 13; 15; 16; 17; 23 1; 2; 15; 16 2—3 3—5 - То же 1
4; 5; 7; 15 1 6 2; 9; И 1; 2 2—3 3—10 - » 1
4; 5; 7 1 6 1 I; 2 2—3 50-500 3—6 1; з
1; 3; 6 3 1; 2; 3; 4; 9 2; 8; 18 9; 26; 27 28; 29; 30 2—3 - 50—600 6—7 4; 13
1; 6; 7; 11 3 1; 2; 3; 4; 9 2; 8; 18 9; 26; 27; 28; 29 2—3 - 5—15 6-8 4; 13
10 11 1 2; 8 42 1-2 - - 8—10 9
4; 5; 7; 15 1 6 2; 9; 11 1; 2 2—3 - - — 1; з
3 1 6 1 4; 5; 6 Без изме- нения — Без изме- нения 5; 6
Справочник машиностроителя, т. 5
382 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Уточненное и £ ° * Is дй'За •б* О С h f- £ a I S । Эффективность 1 операции по | табл. 7 (степень । освоения *) 1 Рабочее напря- жение в в i Плотность тока в а/ся? Удельный расход энергии кет- ч/кг Скорость пере- мещения инстру- мента в м/сек 1 Изиос инстру- мента в % !
содержание операции
Точение 2, л (АМ) 1; 3; 4: 7; 9 (П) 16—20 8—150 10—20 2—10 -
(ЭК. 1; 3; 4; 6 (ПП) 0,1—2,0 800—1000 (сила тока) - 0,25—5 —
Травление 1, 6 (ЭХ) 1; 4 (П) 3—8 0,05—0.2 10—40 0,0 0,0
Шлифование отделочное 1, 5 (ЭХ) 1; 3; 6; 7; 10 (ПП) 6—15 0,1—1,0 10—20 0,0 0,0
_6, 6 (ХМ) 1; 4; 6; 7 (П) - - - — —
2, к (АМ) 1; 3; 4; 5 (Г1) 4-5 0,5—1,2 3—G 0,5-1,0 —
Шлифование притироч- 6, б (ХМ) 1; 4; 6; 7 (П)
ное —
2, и (АМ) 1; 4; 7 (ПП) 10—20 0,5—1,0 8—15 30 —
Шлифование чистовое . . 6, б (ХМ) 1; 4; 6: 7 (П) - — - - —
2, ж, з (АМ) 1; 4; 7 (И) 14—16 3—7 15—25 20—30 —
(ЭИС) 7; 9 (ПП) 20—60 - — — —
Шлифование черновое . . 2, е (АМ) 1; 5; 1: 12 (П) 16—20 . 8-15 10—20 20—30 —
3, г (ЭК) 1; 5; 7; 10 (ПП) 1,5—10 5—50 4—6 30—40 —
5, с (ЭИС) 1; 7 (П) 30-100 14-16 — —
Упрочнение инструмента 6, и (ЭИС) 9; 6 (П) 25—100 - — 0,02 —
Удаление окалины . . . 1, б ТэхГ I; 2; 4 (П) 3-8 0,05—0,2 10—40 0,0 0,0
1, д (ЭХ) I; 4; (ПП) 6—12 — . — 0,0 0,0
5, ж лж — —
ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ 383
Продолжение табл. 1
1 Материал инструмента (по табл. 5) Форма инструмента (по табл. 4) Форма изделий (по табл. 3) Основные обра- батываемые ма- : териалы (по табл. 2) i Оборудование (по табл. 6) I Точность по 1 ГОСТ, класс Скорость удаления металла Чистота обрабо- танной поверх- ности, класс по ГОСТ 2789-59 Состав среды (по табл. 8)
мк в мин в - -~ мин
1 9; 15 1; 2 2: 8; 18 40 1—2 - 100—200 6—8 4; 13
10 12 1; 2 2; 3; 8 47; 48 1-3 - 10 000—80 000 5—8 -
4; 5; 7 1 6 1 1; 2; 56 3—4 — - - 3
4; 5; 7 1 6 1 1; 2 2-8 - 50—500 3-6
1 3 1; 2; 3; 4; 9 18 50 1—2 - 2-10 8-11 2
1; 3; 6 2.3 1; 2; 3; 4; 9 2; 8; 18 25; 26; 27; 28; 29; 38 1—2 - 5—15 10—12 4
1 3 1; 2; 3; 4; 9 18 50 1—2 - 2—10 8-11 2
1: 6; н; 12 5 1; 4 2; 8; 18 18 1—2 - 2—20 9-11 4
1 3 1; 2; 3: 4; 9 18 50 1—2 - 2—10 8-11 2
1; 6; 7; Н 3 1; 2; 3; 4; 9 2; 8; 18 9; 25; 26; 27; 28; 29 1—2 — 5—50 8—10 4; 13
1; 3; 6; 7 3 1; 2; 3; 4; 9 2; 8; 18 9; 26; 27; 28; 29 2—3 - 5-15 6—8 10; 14
I; 3; 6 3 1; 2; 3; 4; 9 2; 8; 18 9; 26; 27; 28; 29; 30 2—3 — 50-60 6-7 13
1; 3 3 1; 2; 3; 4; 9 2; 8 9; 26; 27; 28; 29; 30 2—4 — 100—1500 2—4 8; 9; 12; 14
1; 2; 6 3 1; 2; 3; 4; 9 2; 8; 18 9; 26; 27; 28; 29; 30 2—4 — 20—500 4-5 8; 10
Из нано- симого металла 4 6 2; 8 20 3—4 — — 3-5 9
4; 5; 7 1 6 1 1: 2 3—4 - — - 1; 3
3; 6 1 6 2; 3; § 54 - — - - 7
— - — - - - - - — 9
1/213
384 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
2. Обрабатываемые материалы (группы)
№ по пор. Наименование материала № по пор. Наименование материала
0 Любые металлические и неметалличе- 12 Силумины
1 ские материалы Любые металлы и металлические сплавы 13 14 Медь чистая Низкомедные сплавы, в том числе двух- фазные латуни и бронзы • Высокомедные сплавы, в том числе одно- фазные латуни Никель чистый и покрытия
2 3 4 Черные металлы и сплавы (кроме чугу- нов и быстрорежущих сталей) Чугуны Стали мало- и среднеуглеродистые, кон- 15 16
5 струкционные, поделочные Стали высокоуглеродистые, инструмен- 17 18 Высоконикелевые сплавы Металлокерамические твердые сплавы
6 тальные Стали низко- и среднелегированные 19 20 Керметы, терметы Полупроводниковые материалы (герма-
7 конструкционные Стали высоколегированные специальные 21 ний, кремний) Хрупкие неметаллы (стекло, фарфор,
8 9 Стали быстрорежущие инструменталь- ные Алюминий чистый 22 23 керамика) Любые пластичные материалы Драгоценные металлы и сплавы
10 Магний чистый 24 Оксиды, нитриды, карбиды — высокой
Н Алюминиевые и магниевые сплавы (кро- ме силуминов) 25 огнеупорности Специальные металлы и сплавы
3. Типы обрабатываемых изделий
№ по пор. Форма изделия или деталей Примерь;
1 Тела вращения простых форм Фильеры, валки, калибры, круглые валы, штоки, гильзы, пальцы, шкивы, шайбы, поршни, шпиндели, оправки, фланцы Кулачки, коленчатые валы, фрезы, шестерни, цилиндриче- ские прижимы, эксцентрики, червяки
2 Тела вращения сложной формы
3 Плоские сложной формы Шатуны, вилки, ключи гаечные, гайки фасонные, рейки зубчатые
4 Плоские простых форм Калибры плоские. Плоские пружины, плитки, листы, пластины, станины, державки резцов. Губки зажимных приспособлений, штампы
5 Фасонные сложной конфигу- рации Арматура, угловые фиттинги пресс-формы, штампы, при- способления, корпуса
6 Любых форм Детали и изделия любого назначения с любой асиммет- рией частей
7 Тонкопластинчатые Листовой металл небольших толщин
8 Слнтки металлургические Круглые, прямоугольные, многогранные, металлические слитки
9 Специальная Инструмент металлорежущий и деревообрабатывающий, оснащенный пластинками твердых сплавов
10 Специальная Штампы и пресс-формы для прессования, литья под дав- лением
И Специальная Шары для подшипников
4. Формы токоподводящих или обрабатывающих электродов
№ по пор. Форма № по пор. Форма
1 Катодные пластины 8 Лента металлическая или проволока
2 Электрод-инструмент негативный по от- 9 Плоский шаблон по сеченню изделия
ношению к изделию 10 Катодные профильные пластины
3 Диск гладкий или с канавками массивный 11 Профильный резец токарного типа
4 Проволока или стержень 12 Обычный токарный резец
5 Абразивный брусок (хон) 13 Проволочная щетка
6 Электрод-инструмент полый (трубчатый) 14 Тонкий металлический диск
7 Электрод-инструмент — пластина 15 Валки, ролики, копиры
ЭЛЕКТРИЧЕСКИЕ И ХИМИКО-МЕХАНИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
385
5. Материалы токопроводящих или обрабатывающих электродов
№ по пор. Материал № по пор. Материал
1 Медь красная 9 Углеграфит
2 Медные сплавы, в частности латунь 10 Металлокерамический твердый сплав
3 Сталь углеродистая 11 Металлоабразивные материалы
4 Сталь легированная кислотоупорная 12 Абразивы
5 Свинец 13 Дерево
6 Чугун 14 Резина, пластмасса
7 Графит 15 Никель
8 Алюминий и его сплавы
6. Оборудование *
№ по пор. Наименование
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 ’21 22 23 24 25 26 27 28 29 1 в за Ванна стандартная гальванического типа со штангами, подогревом, циркуляцией электролита, футеровкой Ванна специальная гальванического ти- па для определенной операции со всей оснасткой Ванна для травления, футерованная, без подвода тока Установка для электролитного нагрева универсальная с ванной, оснасткой и органами управления Установка для электролитного нагрева специализированная полуавтоматиче- ская Установка для электролитного нагрева— wавтомат Копировально-прошивочный станок уни- версальный Прошивочный станок специальный Шлифовальный станок универсальный Расточной станок универсальный Расточной станок специальный Станок для прорезки узких щелей Станок для обрезки труб Станок для вырезки отверстий в трубах Установка для непрерывного электро- полирования лент и проволоки Установка для электрополирования труб Установка для электрохимического сверления и прошивания Станок расточно-шлифовальный Долбежный станок для изготовления полостей Установка для упрочнения инструмента и нанесения тонких покрытий Отрезной станок универсальный диско- вый Отрезной станок универсальный лен- точный Отрезной станок специальный дисковый Отрезной станок специальный ленточный Профилешлифовальный станок Круглошлифовальный станок универ- сальный Круглошлифовальный станок спе- циальный Внутришлифовальный станок универ- сальный Внутришлифовальный станок специаль- ный 1 .Перечисляются лишь типы оборудовани зиснмостн от условий.
№ по пор. Наименование
30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 43 47 48 49 50 51 52 53 54 55 •)Я. Кс Обдирочно-шлифовальный станок Установка для удаления обломков инструмента и крепежа Заточной станок для инструмента Операционный станок для малых отвер- стий Станок для сверления малых отверстий Станок для изготовления стружколо- мающих канавок Установка для клеймения и маркиро- вания Станок для гравирования и клеймения Доводочный станок Установка для электрохимического про- филирования по копиру с протоком Станок для объемного профилирования тел вращения по плоскому копиру Установка для электроконтактного про- шивания отверстий Станок для электроконтактного сгла- живания тел вращения Установка для виброконтактной на- плавки Установка для электроконтактной на- варки листов и проволок Установка для нанесения сверхтвердых сплавов плазменной дугой Станок для электроконтактной обкатки шаров Станок для электроконтактного точения тел вращения Станок для электроконтактной обработки профильных изделий Установка с вращающейся щеткой элек- троконтактная Установка с диском или притиром и ванной для электрохимико-механиче- ского шлифования или полирования Автоматическая или полуавтоматиче- ская установка для электрохимиче- ского заострения Ванна гальваническая с подводом ультразвука Станок для электроконтактной очистки с металлическими кругами Ванна металлическая с нагревом и под- водом тока для обработки в распла- вах солей Установка для электроконтактного сверления (прошивания) нкретные модели и марки уточняются
13 Справочник машиностроителя, т. 5
£86 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
7. Показатели эффективности обработки 1
Кз по пор. Показатель эффективности по срав- нению с обычными (механическими) методами № по пор. Показатель эффективности по срав- нению с обычными (механическими) методами
1 2 Снижение трудоемкости обработки Устранение физического труда 9 Возможность выполнения операции, невыполнимой обычными методами
3 4 5 Повышение производительности Улучшение качества изделий Возможность механизации операции 10 11 Значительное ускорение операции (интенсификация) Экономия материалов
6 7 8 Упрощение технологического процесса Экономия абразивов и инструмента Уменьшение брака 12 Сокращение числа переходов при обра- ботке
1 Отмечается качественная характеристика эффективности. Количественные значения могут быть различными.
8. Основные технологические среды, в которых производится электрическая
или химико-механическая обработка
№
по
пор.
Состав среды 1
№
по
пор.
Состав среды 1
1
2
3
4
5
6
Концентрированные кислоты и их смеси
(фосфорная, хромовая, серная и т. д.)
Смеси водных растворов солей тяжелых
металлов (например, сульфатов меди,
серебра и др.) с абразивным порош-
ком (например, карборундом)
Водные растворы хлористых солей
(например, хлориды калия, натрия)
Водные растворы боратов и фосфатов
Водные растворы углекислых солей
(например, карбонатов натрия, калия)
Слабые растворы щелочей (едкий натр,
кали и т. п.)
7
8
9
10
11
12
13
14
15
Расплавы щелочей безводные (едкий натр,
кали и т. п.)
Вода техническая
Воздух
Масло минеральное
Керосин
Водные суспензии коллоидальных сили-
катов (глины, бентониты, и т. п.)
Водные растворы силикатов натрия или
калия (растворимое жидкое стекло)
Эмульсии масло-водяные
Водные растворы кислот или щелочей
различной концентрации
1 Точная рецептура и концентрация в каждом частном случае указывается в соответст-
вующих технологических пособиях или инструкциях.
растворение прекращается. Для того
чтобы поддержать скорость растворения
высокой, медную пленку разрыхляют при
помощи трения абразивным порошком
под небольшим давлением (фиг. 6, а).
Характеристики некоторых операций
приведены ниже:
Химико - механическое шлифование
(фиг. 6, б) заключается в радиальном пе-
ремещении шлифуемого изделия относи-
тельно вращающегося плоского диска-
притира 3, погруженного в смесь (ванну
2) абразивного порошка с раствором
медного купороса.
Химико - механическое затачивание
твердосплавного инструмента 2 (фиг. 6, в)
осуществляется прижимом затачиваемой
грани к вращающемуся диску 3, погру-
женному в смесь абразива с раствором
медного купороса 1.
Химико - механическое разрезание
(фиг. 6, г) производится тонким металли-
ческим или абразивным диском 2, имею-
щим вращательное и поступательное
движение и врезающимся в изделие 3
при нахождении в смеси / абразивного
порошка с раствором медного купо-
роса.
Электрогидравлический способ обра-
ботки (ЭГЕ). Этот способ (фиг. 7, а)
основан на использовании высоких им-
пульсных давлений, возникающих в
жидкости при осуществлении в ней высо-
ковольтного электрического разряда ма-
лой длительности, с крутым фронтом.
Прохождение в среде жидкости сфор-
мированного по специальной схеме им-
пульсного высоковольтного разряда вы-
зывает возникновение в зоне жидкости,
окружающей канал разряда, сверхвысо-
ХИМИЧЕСКОЕ ФРЕЗЕРОВАНИЕ
387
ких давлений также импульсного харак-
тера. Фокусируя и направляя возникаю-
щие импульсы давления на поверхность
детали (заготовки), производят обра-
ботку ее. Мощность и длительность им-
пульсов давления определяются пара-
метрами электрической схемы.
I г з ь 5 6
Ь 5
t)
Фиг. 7. Электрогидравлические методы обра-
ботки: а — принципиальная схема: 1 — повы-
шающий трансформатор; 2 — выпрямительная
лампа; 3 — конденсатор; ; 4 — формирующие
промежутки; 5 — основной промежуток; 6 —-
ванна; б — прошивка неметаллов: 1 — изделие
(заготовка); 2 — вода; 3 — наружный электрод;
4 — внутренний электрод (пластина); 5 — фор-
мирующие промежутки; 6—повышающий транс-
форматор; в — разрезание неметаллов; / —
вода; 2 — основные электроды; 3 — изолятор;
4 — промежуточные разрядники-зубья; 5 — из-
делие-заготовка; г — наклеп: 1 — вода; 2 —
фокусирующий отражатель; 3 — электроды; 4 —
основной промежуток; 5 — изделие (заготовка);
6 — формирующие промежутки.
Этот способ может быть использован
для наклепа металлических поверхно-
стей, прошивки (сверления, долбления)
неметаллических хрупких материалов
любой твердости, разрезания неметалли-
ческих материалов и других операций.
Принципиальная схема прошивки по-
лостей и отверстий в неметаллических
материалах показана на фиг. 7, б. Им-
пульсный высоковольтный разряд, про-
текающий в среде (жидкости) 2 между
наружным электродом-трубкой 3 и внут-
ренним электродом 4, создает в объеме
жидкости импульсные гидравлические
удары, разрушающие материал заго-
товки. Направление разрушения опре-
деляется формой и расположением элек-
тродов. Схема разрезания неметалличе-
ских материалов показана на фиг. 7, в.
Разрезание неметаллического материала 5
производится при помощи гидравличе-
ских ударов, возникающих вблизи на-
бора искровых разрядников-пластин 4,
укрепленных в изоляторе 3. Высокое на-
пряжение подводится к разрядникам
через электроды 2. Для разрезания пла-
стин сообщается продольное перемеще-
ние. Схема наклепа металлических по-
верхностей показана на фиг. 7, г. Гид-
равлический импульс, возникший в ре-
зультате электрического пробоя разряд-
ного промежутка 4, фокусируется сфе-
рическим отражателем 2 на металличе-
ской поверхности изделия 5, которая
при этом наклепывается.
ХИМИЧЕСКОЕ ФРЕЗЕРОВАНИЕ
(ГЛУБОКОЕ КОНТУРНОЕ ТРАВЛЕНИЕ)
Химическое фрезерование представ-
ляет собой процесс химической (иногда
электрохимической) обработки металла
в' кислотных или щелочных ваннах и
применяется при обработке алюминиевых
и магниевых сплавов, сталей, включая
и нержавеющую, титана, медных сплавов,
бериллия и других металлов и их спла-
вов, используемых в промышленности.
При этом процессе металл может сни-
маться как со всей поверхности детали
так и с отдельных ее участков (местное
травление); может производиться вытрав-
ливание сквозных отверстий по задан-
ному контуру (сквозное травление). Хи-
мическое фрезерование позволяет сни-
зить общий вес детали путем местного
удаления излишнего металла, не снижая
ее прочности. Например, можно произ-
вести облегчение листовых деталей в не-
нагруженных или малонагруженных ме-
стах на 50—60%.
Процесс химического фрезерования со-
стоит из четырех основных операций:
1) предварительная очистка поверх-
ности детали;
2) нанесение на поверхность детали
защитных покрытий в местах, не подле-
жащих травлению;
3) собственно травление;
4) очистка после травления и контроль.
Главная трудность в осуществлении
процесса химического фрезерования за-
ключается в подборе защитного покры-
тия, надежно предохраняющего места,
не подлежащие травлению.
Защитное покрытие должно отвечать
следующим требованиям:
а) надежно защищать металл от воз-
действия травильных растворов в течение
определенного времени;
388 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАВОТКИ МАТЕРИАЛОВ
. б) иметь достаточную механическую
прочность и хорошую адгезию к обраба-
тываемому металлу;
в) не вызывать коррозии защищаемых
металлов;
г) наноситься на металл кистью, крас-
кораспылителем, вальцами, поливом или
окунанием;
д) легко удаляться с поверхности дета-
ли после окончания травления.
В табл. 9—12 приведены основные
операции химического фрезерования с
некоторыми рекомендациями по составам
ванн, режимам процесса, температурам,
глубинам фрезерования, применяемому
оборудованию, методам контроля и т. д.
В качестве защитных покрытий могут
применяться лакокрасочные покрытия,
в основном перхлорвиниловые лаки и эма-
ли, полиамидные лаки и материалы на
основе неопреновых каучуков. Реже ис-
пользуются специальные клеевые ленты,
резиновые плотно прижимаемые к детали
трафареты или металлические покрытия,
например, электролитическое покрытие
медью.
Для лучшего сцепления покрытия с ме-
таллом детали иногда вначале проводят
анодирование ее поверхности, а затем
наносят защитное лакокрасочное покры-
тие.
Разрыв времени между нанесением за-
щитного покрытия и травлением не дол-
жен превышать 24 ч. В малярном отделе-
нии, где наносится защитное покрытие,
рекомендуется иметь температуру 15—
35° С, относительную влажность до 75%.
Стойкость защитных покрытий позво-
ляет получать значительную глубину
травления, но практически травление
ведут на глубину 4—6 мм (редко 12 мм),
так как иначе резко ухудшается точность
травления и качество поверхности. По
иностранным данным глубину травления
можно выдерживать с точностью до
± 0,05 мм и по периметру (контуру) не
менее ±0,8 мм. Минимальная оконча-
тельная толщина листовой детали по-
сле травления может доходить до
0,05 мм.
Глубина ' травления зависит от мате-
риала детали, времени пребывания де-
тали в травильной ванне и от скорости
травления. Для алюминиевых сплавов
скорость травления колеблется от 1,5
до 4 мм[ч. Она возрастает с повыше-
нием температуры раствора (примерно
на 50—60% на каждые 10° С) и весьма
зависит от концентрации травящего ра-
створа и его чистоты. Контроль глу-
бины травления может производиться
по контрольным образцам; при помощи
автоматического весового контроля; пе-
риодическими замерами обрабатываемой
детали, например, толщиномером или
индикаторной скобой (в производстве
способ неудобен); специальными элек-
тронными приборами.
Качество поверхности после травления
зависит от глубины и режима травления,
а также от качества поверхности детали
до обработки травлением. Обычно ка-
чество травленой поверхности получается
ниже качества исходной поверхности
на 1—2 класса чистоты. Все риски,
местные царапины, забоины с острыми
очертаниями после травления сохра-
няют свою исходную глубину, но приоб-
ретают тем более мягкий профиль, чем
больше глубина травления. На качество
поверхности после травления влияет
и метод получения заготовок, например,
прокатанный материал после травления
имеет более высокую чистоту поверх-
ности, чем прессованный или штампован-
ный. Литые детали после травления
имеют резко выраженные неровности
поверхности. На качество поверхности
влияет также предварительная терми-
ческая обработка деталей. Например,
закаленные алюминиевые сплавы, под-
вергнутые старению, травятся более рав-
номерно и имеют более высокую чистоту
поверхности, чем материалы, не прошед-
шие предварительной термообработки.
Механические и физические свойства
металлов после обработки их химическим
фрезерованием (даже на глубину 6 мм)
практически не меняются, а усталостные
характеристики соответствуют характе-
ристикам этого же материала, подверг-
нутого обычному фрезерованию.
Химическим фрезерованием можно из-
готовлять детали с очень тонкими пере-
мычками, без коробления или перекоса,
например, сетчатые фильтры. Можно
проводить травление на конус путем по-
степенного погружения детали в раствор;
получать профили штампов сложной кон-
фигурации, проводить обработку пане-
лей, днищ, колец, листов переменного
сечения, крышек люков (как плоских,
таки одинарной кривизны), клиновидных
прокладок, обшивок одинарной и двой-
ной кривизны, труб со сквозными ок-
нами и других деталей. Детали затем
могут подвергаться обработке: гибке,
штамповке, сварке, клепке и т. д.
При химическом фрезеровании ре-
комендуется располагать детали на
ХИМИЧЕСКОЕ ФРЕЗЕРОВАНИЕ
389
9. Подготовка деталей перед химическим фрезерованием Примечание Можно обезжиривать в па- рах трихлорэтилена с пос- ледующей 20-минутной вы- держкой в смеси хромовой и серной кислот; водным раствором тринатрий фос- фата и др. До полного разр ыхления ока- лины Обработка титана при Т° 7> > 470° С опасна вследствие загорания титана в расплаве, что может привести к взры- | ву ванны и разбрызгива- нию щелочного расплава Для нержавеющей стали обдувка металлическим по- рошком
Время выдержки i в мин 7 1 О С С 3 I с с 83 о QiS з О о « 3 1 Ц°я 1 0,5 15—40 i 1 До пол- ной про- ; мывки 20 15—20 1 До пол- ной про- мывки ! 10 — 15
<ь 2.3.. 2 £s° <У сЗ сз ffl Ь А» 60—70 40—50 =5 50 30—50 ! Цеховая 450—460 1 ^50 30—50 50—60 । 60—80 80—120
Состав ванн очистки и обезжиривания 1 Бензин Б-70 Едкий натр 45—оЬг}.г Фтористый натр 45— 55 г/л Вода проточная 1 Азотная кислота 350— 425 г!л 1 Вода проточная Кислоты-, плавиковая 50 — 60 г/л, азотная 150 — 160 г(л Едкий натр, азотно- кислый натрий 20% 1 Вода проточная 1 Бензин Б-70 Едкий натр 45—55 г/ л Вода проточная
Применяемое оборудование Салфетки х/б Бачок с крышкой Ванна стальная То же | Ванна с рубашкой из нержавеющей стали 1 То же Сушильный шкаф Ванна стальная, вы- ложенная винипла- стом Ванна с электроподо- гревом Ванна с рубашкой из нержавеющей стали Сушильный шкаф Салфетка х/б । Бачок с крышкой Ванна стальная То же 1 Сушильный шкаф
Основные операции Обезжиривание Легкое травление для снятия плакирован- ного слоя Промывка в теплой и холодной воде Осветление в азотной кислоте Промывка в холодной и горячей воде Сушка Протравливание для снятия окалины Промывка в холодной и горячей воде Сушка Обезжиривание Легкое травление Повторная промывка Сушка
Обрабатываемый металл Алюминиевые сгглавы (АМгб, Д16, В95, АК.-8 и др.) Титановые спла- вы. Нержавею- щая сталь
10. Защитные покрытия мест, не подлежащих травлению
Обрабаты- ваемый металл Основные операции Оборудование Защитное покрытие Сушка покрытия Примечания
Наимено- вание Состав Вяз- кость по ВЗ-4 в сек Толщина Темпе- ратура °C Время выдержки
Алюмини- евые спла- вы Нанесение покры- тия Пульверизатор р — 3,5-7-4,5 ат Окрасочная каме- ра Перхлор- виниловое, эмалевое 1 Эмаль ПХВ-510В Растворитель РС-1 ТУ МХП 1848-52 Эмаль ХВ-16 ТУ МХПКУ 512-57 Растворитель Р-5 ТУ МХП 2191-50 25-30 15—20 3 слоя 3 слоя (суммарно 200—250 мк) — Проверка внешним осмотром каждого слоя эмали
Сушка Камера сушильная — — — 18—35 45—50 мин Для каждого слоя
Разметка под хи- мическое фрезеро- вание Нож (скальпель, игла), шаблон — — — — Не должно быть задиров, царапин и отслоения краски по линии контура
Окончательная сушка Камера сушиль- ная — — — — 18—35 80—90° 20—36 ч 2 ч
Титановые сплавы Нанесение покры- тия Пул ьвер изатор Клеевое Клей АК-20. Разбавитель РДВ 13—20 6 слоев — Рекомендуется: 1) упроч- нять защитное покры- тие дополнительным об- лучением люминесцент- ными лампами или лам- пами накаливания (до 30 мин), или нагревом в сушильном шкафу (80°С, 2 ч), или выдер- жкой на свету не менее суток; 2) проводить предвари- тельное анодирование на 3 — 10 мк для лучшей ад- гезии покрытия.
Сушка Сушильный шкаф — — - 12 20—40 мин
Разметка под хи- мическое фрезеро- вание Нож, шаблон — — — — — —
Контроль Окончательная сушка Сушильный шкаф — — — - 60—70 2 ч
1 Можно применять и иные покрытия, например: а) эмалевое перхлорвиииловое: ХВ-16, ПХВР-510В, растворитель РС-Г, б) эмаль 4- клей: эмаль ПХВ-510В (1 слой), клей ПФЭ 2/10 (2 слоя), растворитель — спирт этиловый либо изопропиловый; в) клей + лак: клей ПФЭ 2/10, лак 548 (1 : 1); г) эмали: ХВЭ-22, ХВЭ-16, ПХВ; д) на основе неопренового каучука и клея (при глубине травления 25—30 мм) и др.
К
га
>
W
со
X
О
со
Е
га
S
га
о
£
О
га
чз
>
га
о
я
к
Z
>
га
чэ
s
>
ь
о
со
11. Процесс химического фрезерования (травления)
Обрабатываемый металл Применяемое оборудование Состав ванн Темпе- рату- ра в °C Время выдержки Скорость травле- ния в мм/ч Глубина травления в мм Допускаемые откло- нения в мм в зависи- мости от глубины травления
по контуру по глубине
Алюминиевые сплавы Ванна стальная Щелочной раствор: едкий натр 350 — 400 г/л (макс. 600 г/л), ГОСТ 2263-59 70—95 В зависимости от глубины тра- вления и тем- пературы рас- твора 1,14—2 До 1 1—2 2—6 (макс, до 12) ±1,5 й-2 ±3 ±0,08 ±0,10 ±0,12—0,18
Титановые сплавы Ванна с рубашкой из полихлорвинила Плавиковая кислота 60—70 г/л (130—140 мм*/л), сер- ная кислота 95—105 г/л (55—60 мм?>/л) 18—25 В зависимости от глубины трав- ления 0,5—0,6 — —
Нержавеющая сталь, сталь У8 И др. Ванна с рубашкой из полихлорвинила Азотная кислота 150—160 г/л, плавиковая кислота (уд. вес. 1,13) 50 — 60 г/л 18—25 60 — 30 мин — — —
12. Очистка после травления
Обрабатывае- мый металл Вид покрытия Основные операции Применяемое оборудование Состав вани Темпера- тура в °C Время выдержки Примечания
Алюминиевые сплавы Эмалевое (эмали ПХВ-510В, ХВ-16 и др.) Промывка Ванна стальная Вода проточная холодная и горячая 50-70 До полной промывки
Отмачивание защитного по- крытия (пленки) Ванна стальная Вода проточная горячая 80—90 1 ч и бо- лее Отмачивать, пока пленка не будет хорошо от- слаиваться
Снятие защитно- го покрытия Нож, полумеди- цинские перчатки — — — Вручную ножом, либо мягкими щетками в растворе этилацетата с бензином (2:1)
392 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Примечания | Вместо осветления прово- дят легкое травление 1 Вручную 1
Время । выдержки । i 2 — 5 мин (до полно- го освет- ления) 1 —2 мин । 2 мин До пол- ной промывки 1 1 1 Л W _ S !С л . Е 3 । ° Ф Ч g 7 s 2 о 1 о я с о. ю я с 1 НИИ- SI —01 Внешним осмотром; замер глубины травления толщино- ! мером, индикаторной скобой или другим методом До пол- ной про- мывки
Темпера- тура в °C Цеховая 50—55 | 45—50 06—09 1 1 1 50—90 1 7 8 1 08—09 |
Состав ванн Кислота азотная 300 — 400 г/л. ГОСТ 701-58 Едкий натр 40 — 55 г/л ГОСТ 2263-59 Фтористый натр ; 45—55 г/л ГОСТ 2871-45 i Вода проточная холодная и го- рячая Сушильный шкаф j 1 Вода проточная холодная и горя- чая 1 1 Вода проточная холодная | Вода горячая
Применяемое оборудование । Ванна стальная с 1 рубашкой (из не- ржавеющей 1 • стали) Ванна стальная Ванна стальная с рубашкой из не- , ржавеющей стали' Внешним осмот- ром и замер глу- бины травления Ванна с рубаш- кой из винипласта и ванна стальная Нож Сушильный шкаф Ванна с рубаш- | । кой из полихлор- 1 винила | Ванна стальная
Основные операции Осветление или легкое травление Промывка Сушка | Контроль Промывка 1 . Снятие покрытия Сушка Контроль Промывка
1 Вид покрытия 1 ! I Эмалевое (эмали 1 ПХВ-510В, ХВ-16 и др.) 1 1 Клеевое 1 Клеевое 1
Обрабатывае- мый металл Алюминиевые сплавы Нержавею- щая сталь Титановые сплавы
УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ
393
Продолжение табл. 12
Примечания Если клей отслаивается плохо, то дополнитель- но выдержка в горячей воде (70—90°С) 1 i Обдувка теплым возду- хом
Время выдержки 1 । 1—2 мин До пол- ной про- мывки 1 Внешним осмотром, замер глубины травления |
Применяемое _ Темпера- оборудование Состав ванн тура Нож (вручную) — • — । Ванна с рубаш- Плавиковая ки- Цеховая кой из нержавею- слота 60—70 г/л щей стали Серная кислота 1 95—105 г/л 1 Ванна стальная Вода проточная — ; (рубашка из по- холодная лихлорвинила) Ванна стальная | Вода горячая | 60—90 | Сушильный шкаф j — |
Основные операции Снятие защитно- 1 го покрытия Легкое травление Промывка Сушка | Контроль (
Вид покрытия 1 Клеевое
Обрабатывае- мый металл Титановые сплавы
расстоянии 250—300 мм от дна ванны
и не ближе 200—250 мм от поверхности
травильного раствора. При сплошном
травлении (по всей поверхности) деталь
в процессе травления необходимо повер-
тывать.
Перемешивание раствора в момент об-
работки деталей в ваннах травления и
осветления можно производить сжатым
воздухом. Этим достигается также ох-
лаждение травящего раствора, нагреваю-
щегося вследствие экзотермической реак-
ции растворения металла. Для поддер-
жания постоянной температуры травя-
щего раствора ванны химического фре-
зерования снабжаются трубами-змееви-
ками, по которым подается в зависимости
от необходимости или пар или охлаждаю-
щая вода.
УЛЬТРАЗВУКОВЫЕ МЕТОДЫ
ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ
Сущность процесса. Ультразвуковая
обработка твердых материалов представ-
ляет собой механический процесс, в ко-
тором режущим телом служат взве-
шенные в жидкости абразивные зерна,
получающие энергию от источника ко-
лебаний ультразвуковой частоты. Раз-
личается обработка (фиг. 8) свободно-
направленным абразивом и размерная.
Фнг. 8. Схемы процессов ультразвуковой об-
работки: а — свободнонаправленным абрази-
вом; б — размерная; 1 — ванна; 2 — источник
колебаний; 3 — суспензия абразива; 4 — изде-
лие.
В первом случае источник энергии уда-
лен от изделия и обработка происходит
за счет кинетической энергии абразивных
зерен, которые преобретают большие
ускорения вследствие процесса кавита-
ции, вызванного распространением уль-
тразвуковых волн в несущей жидкости.
Рабочие частоты до 40—45 кгц.
Во втором случае источником энергии
служит торец инструмента, непосредст-
венно вдалбливающий абразивные зерна
394 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
в обрабатываемое изделие. Рабочие ча-
стоты 15—30 кгц.
В качестве абразивов используются
карбид бора, карбид кремния, алмазный
порошок. Несущей жидкостью является
вода и в отдельных случаях м§сло.
Область применения. Ультразвуковая
обработка свободнонаправленным абра-
зивом применяется для притупления ост-
рых граней, снятия тонких заусенцев и
матового полирования мелких изделий.
Размерная ультразвуковая обработка
используется при изготовлении рабочих
профилей твердосплавного инструмента,
твердосплавных волочильных фильер, вы-
рубных матриц и объемных штампов для
мелких деталей, деталей из стекла, квар-
ца, флюорита, титаната бария, фарфора
и специальных керамик; для обработки
деталей из феррита, специальных метал-
локерамических материалов, техниче-
ских алмазов, естественных и искусст-
венных драгоценных камней, а также
точных неглубоких отверстий, фасонных
профилей в стальных цементированных
и азотированных деталях. Керамики и
абразивные материалы некоторых видов
можно обрабатывать без суспензии абра-
зива. В этом случае сколотые частицы
материала'способствуют его дальнейшей
обработке, заменяя собой зерна абра-
зива.
Ультразвуковая обработка вязких ма-
териалов, таких как свинец, медь и мяг-
кие сорта сталей, нецелесообразна.
Станки и оснастка. В станках (фиг. 9)
для ультразвуковой обработки твердых
и хрупких материалов применяются глав-
ным образом магнитострикционные пре-
образователи (фиг. 10). Известны также
станки с пьезокерамическими преобразо-
вателями.
Магнитострикционные преобразовате-
ли в большинстве случаев имеют магнито-
провод О-образной формы, состоящий из
тонких (0,1—0,2 мм) отожженных и
оксидированных пластин никеля, ферро-
кобальта (сплав К50Ф2, так называемый
пермендюр), ферроалюминия (сплавы
Ю10, Ю14), обладающих способностью из-
менять свои размеры в магнитных полях.
Торцы магнитопровода квадратной фор-
мы припаяны v большему основанию
трансформатора упругих колебаний
(фиг. И). Последний служит для увели-
чения амплитуды колебаний инструмента
(обычно в несколько раз) по сравнению
с амплитудой торца самого преобразова-
теля, которая при резонансе не превы-
шает 5—10 мк.
В связи с тем, что магнитопровод и об-
мотка преобразователя при работе нагре-
ваются, их помещают в водоохлаждае-
мый кожух, который установлен на ка-
ретке станка. Большинство станков имеют
три установочных движения стола в трех
взаимно-перпендикулярных направле-
Фиг. 9. Схема устройства универсального
ультразвукового станка для обработки твердых
и хрупких материалов: 1 — преобразователь;
2 — каретка; 3 — станина; 4 — стол с ванной;
5 — насосная система; б — инструмент; 7 —
кольцевой душ для суспензии; 8 — шланг
с краном для регулировки подачи суспензии;
9 — уравновешивающий груз; 10 — электро-
магнит с масляным демпфером; 11 — рабочие
грузы.
ниях. Для своевременного прекраще-
ния процесса обработки применяются
автостопы, действующие от датчиков,
связанных с глубиномерами.
Подвод абразивной суспензии произво-
дится циркуляционной насосной систе-
мой, подобной системам, применяемым
в металлообрабатывающих станках для
подачи эмульсии. Основные технические
характеристики отечественных станков
и генераторов для их питания приведены
в табл. 13 и 14.
УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ
395
Фиг. 10. Магнитострикционные преобразователи для ультразвуковой обработки: а — мощ-
ностью до 1,5 ква, инструмент кольцевого типа с внутренней образующей в форме экспо-
ненты; б — мощностью до 2,5 ква, инструмент катеноидальной формы; в ~ мощностью до
3,5 ква с трансформатором упругих колебаний, имеющим внутреннюю полость в форме
экспоненты, инструмент кольцевого типа; 1 — сердечник с обмоткой; 2 — кожух охлажде-
ния; 3 — трансформатор; 4 —-инструмент.
Фиг. И. Трансформаторы упругих колебаний:
а — конической формы; б — с внутренней об-
разующей в форме экспоненты; в — с внешней
образующей в форме экспоненты; е — ступен-
чатой формы.
Фнг. 12. Копировальное устройство для уль-
тразвуковой обработки детали по контуру:
1 — каретка станка; 2 — преобразователь: 3 —
инструмент; 4 — обрабатываемое изделие; 5 —
стол с ванной; 6 — основание; 7 — рычаги
пантографа; 8 — вращающаяся опора; 9 — дви-
гатель; 10 — копир; И — магнитный ролик;
12 — редуктор; 13 — магнитная муфта; 14 —
рукоятка подъема магнитного ролика из паза
копира; 15 — труба и шланг для подачи су-
спензии в зону обработки.
13. Технические характеристики отечественных универсальных ультразвуковых станков
Станок Изготови- тель Модель, тип Вы- ход- ная мощ- ность в кет Рабочая частота и диапазон в кгц Прозводи- тельность в мм^/ман Оптимальная площадь инстру- I мента в леи2 Диаметр обраба- [ тываемого отвер- стия в мм Размеры стола в мм Система подачи головки Примечание
по стеклу по твердо- му сплаву
Опытный универсаль- ный П-3371 0,2 20,5 (18,5—22,5) 100—160 До 8 19,6 — — Противовесы Преобразователь нз никеля, станок-полуавтомат
Промышленный уни- версальный Мосгор- совнархоз 4770 0,25 18 (15—21) До 300 До 8 50 — 200X120 Асинхронный сервомотор Станок настольного типа; вес 145 кг
Промышленный спе- циализированный НИТИ УЗС-З 1,0—2,0 19,5 (19—22) — — — — 180X180 Противовесы, стол Станок настольного типа; вес около 80 кг
То же НИТИ УЗС-ЗМ 1,0—3,0 20 (18,5—22) 200—600 — — — 180X150 То же Преобразователь из пермен- дюра, тнп ПМС-1 Преобразователь из альфера 10-14
Промышленный уни- версальный ЭНИМС, Москва 4772 1,0 22 800 — 706 — 280X200 Электронный регулятор
То же » ЭНИМС, Москва 4772-а УЗС-2 1,5 1,0 22 13—27 1000 700—800 — 350X250 Электромагнит Противовесы Генератор УЗМ-1,5 конструк- ции ОКБЭТО Преобразователь из никеля
» НИТИ УЗС-1 0.5-1,5 20 25 190 2—80 600X260 » Преобразователь из пермен- дюра, тип ПМС-1, подъем каретки пневматический
Промышленный уни- версальный для об- работки твердых сплавов НИТИ УЗС-1М От 1,0 до 2,0 20 30 200 2—80 600X250 Противовесы Электромагнит Преобразователь из пермен- дюра, тнп ПМС-1М, подъем каретки с гидравлическим демпфером
Опытный универсаль- ный Ленсов- нархоз 1-УПС От 1,0 до 2,4 20 — 5 — — — Противовесы В станке предусмотрен авто- матический подъем головки и осциллирующее движение
Опытный универсаль- ный для обработки НИТИ УЗС-4 2,0—8,0 20 (18—22) — — — До 50 — ^Противовесы Предусмотрен периодический отвод инструмента
твердых сплавов 4773
Промышленный уни- версальный ЭНИМС, Москва 4,0 18 — — — 3—60 — —
Специализированный для обработки твер- НИТИ УЗС-5 1,0 18—22 — — — До 50 — Противовесы Подача осуществляется дви- жением стола
дых сплавов
Опытный универсаль- ный (прецизионный) Ленсов- нархоз 2УПС 1—3 16,5 — — — — — — Сменные головки, периодиче- ский отвод инструмента
Специальный Мосгор- совнархоз МЭ-11 0,25 18—19 — — — — — Для обработки полупровод- никовых материалов
» НИИка- бельный УЗА-1 0.5 18—20 — — — От 0,1 — — Для обработки алмазных во- лок
ЦНИЛКС Ленинград УЗС-5М 0,1 24 — — — — — — Для обработки полудраго- ценных камней
14. Технические характеристики промышленных ультразвуковых генераторов
Параметры УМ1-0.1 УМ1-0.4 УЗМ-1,5 УЗГ-2,5 УМ1-4 УЗГ-5 УЗМ-10 УЗГ-10
Номинальная выходная мощность в кет . . 0,1 0,4 1,5 3 4 6 10 9
Напряжение питающей сети в в 220 220 220/380 220/380 220/380 220/380 220/380 220/380
Число фаз питающей сети 1 1 3 3 3 3 3 3
Максимальная мощность, потребляемая от сети, в кет: трехфазный ток однофазный ток Мощность анодного трансформатора в ква 0,4 0,3 1,0 °-9 2,5 1,0 2,5 7,5 7,5 1,0 8 13 12,5 14 1,5 11—15 19 18
Выпрямленное анодное напряжение в ке . . 0,8 1,5 3,0 5 3,7 5 5 8
Тип генераторных ламп . . . ГУ-50 ГК-71 ГУ-81 ГУ-5А ГУ-5А ГУ-51 ГУ-5А ГУ-10А
Количество генераторных ламп 2 2 2 1 2 2 2 1
Возбуждение Рабочая частота в кгц 16-24 Независимое 18—30 18—30 18—25 Са 16-24 мовозбужде 18—25 1ие 18—30 18-24
Напряжение выходное в в 20 80 250 450 500 450 500 500
Ток поляризации (максимальный) в а . . . 3 10 10 40 20 40 30 60
Напряжение поляризации (максимальное) в в 15 5 5 4в 10 8 10
Охлаждеяие генераторной лампы Воздушное Воздушное пр ииудитель- Во дяное и во здушное принудительное
Расход охлаждающей воды в л[мин естественное ное — 6 8 8 4 10
> Габаритные размеры в мм: в плане .................. 310 X 340 470 Х420 600 X 660 700 X 550 920 X 630 750 X 640 1180 X П45 750 X 640
высота 220 560 1450 1400 1660 1750 2СОО 1820
Вес установки в кг 25 75 275 350 350 500 850 600
396 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ
398 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
Фиг. 13. Зависимость скорости
ультразвуковой обработки стекла
от амплитуды колебаний инстру-
мента.
Фиг. 15. Зависимость глубины от-
верстия в стекле от времени уль-
тразвуковой обработки при раз-
личной зернистости абразива.
Инструмент фасонный.
Фиг. 14. Зависимость скоро-
сти ультразвуковой обра-
ботки стекла от частоты ко-
лебаний инструмента.
Сила паёип
Фиг. 17. Зависимость скорости ультра-
звуковой обработки стекла инструментом
различной формы прн разных силах по-
дачи.
Фиг. 16. Зависимость скорости
ультразвуковой обработки стек-
ла цилиндрическим инструмен-
том от силы подачи при различ-
ных площадях обработки.
М/ММ
№ррка
Фиг. 18. Зависимость скорости ультра-
звуковой обработки стекла от силы по-
дачи при различных амплитудах коле-
баний. Частота 20 кгц, диаметр инстру-
мента 6,4 ММ.
Время
Фиг. 19. Зависимость глубины от-
верстия в стекле от продолжительно-
сти ультразвуковой обработки при
различных силах подачи; инстру-
мент круглый диаметром 12,7 мм.
УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ
399
При специальных видах обработки
станки оснащают различными приспо-
соблениями: для вращения обрабатывае-
мого изделия вокруг некоторой оси, в
частном случае совпадающей с осью
инструмента, для перемещения изделия
в горизонтальной плоскости, для обра-
ботки по копиру (фиг. 12) и т. п.
Технология. Производительность, точ-
ность и чистота обработки зависят от
свойств материала (главным образом от
твердости и хрупкости), размеров обра-
батываемого отверстия, вида и зерни-
стости применяемого абразива и режимов
работы инструмента.
Основными параметрами процесса яв-
ляются: амплитуда и частота колебаний
инструмента, сила подачи (усилие в кГ,
с которым инструмент давит на обра-
батываемую деталь при отсутствии
ультразвуковых колебаний), зернистость
и концентрация абразива в суспензии.
Параметры взаимно связаны между собой
и могут изменяться в процессе обра-
ботки.
Оптимальные режимы определяются
также формой инструмента, способом
подвода суспензии и заданной глубиной
обработки.
Производительность. До
тех пор, пока размер абразивных зерен
остается меньше амплитуды колебаний
инструмента, производительность (в
мм3! мин) возрастает с увеличением раз-
мерной характеристики абразива. В про-
цессе работы абразив изнашивается,
острые грани зерен притупляются, зерна
становятся мельче, а несущая жидкость
суспензии загрязняется сколотыми ча-
стицами обрабатываемого материала. Это
приводит к падению производительности.
При заметном ухудшении качества сус-
пензии она подлежит замене.
Для определения производительности
необходимо скорость обработки (мм/мин)
умножить на площадь обрабатываемого
отверстия (мм2) или на площадь рабочей
части инструмента.
В зависимости от глубины, формы и раз-
меров обрабатываемого отверстия ско-
рость, а следовательно, и производитель-
ность ультразвуковой обработки могут
изменяться в широких пределах. Ско-
рость обработки растет с увеличением
амплитуды колебаний инструмента
(фиг. 13). Однако увеличение амплитуды
ограничено усталостной прочностью ма-
териала, из которого изготовлен инстру-
мент. Предельно допустимая амплитуда
колебаний 50—60 мк.
При постоянной амплитуде колебаний
инструмента скорость обработки воз-
растает с увеличением частоты (фиг. 14).
По мере углубления инструмента ухуд-
шаются условия подвода абразива в зону
обработки, вследствие чего скорость и
производительность процесса падают
(фиг. 15).
Каждой площади и форме обрабаты-
ваемого отверстия соответствует вполне
определенная сила подачи инструмента,
при которой скорость обработки макси-
мальна (фиг. 16 и 17).
С ростом амплитуды колебаний инстру-
мента возрастает и значение оптималь-
ной силы подачи (фиг. 18). Зависимость
глубины отверстия от времени обработки
при различных силах подачи показана
на графике фиг. 19. Зависимость ско-
рости обработки от размеров и материала
зерен абразива приведена на графике
фиг. 20.
Средний размер зерен
Фиг. 20. Зависимость скорости ультра-
звуковой обработки от размеров и мате-
риала зерен абразива при оптимальных
силах подачи. Амплитуда колебаний
50 Mie 1 — карбид бора; 2 — карбид
кремния.
Точность. На точность обработки
влияют следующие основные факторы:
точность изготовления и степень износа
инструмента, зернистость и качество аб-
разива, а также наличие поперечных
колебаний инструмента. При отсутствии
поперечных колебаний инструмента точ-
ность обработки не зависит от диаметра
обрабатываемого отверстия. В производ-
ственных условиях точность обработки
сквозных отверстий, как правило, со-
ставляет 0,01—0,02 мм, достигая в от-
дельных случаях ± 0,005 мм. При обра-
ботке глухих отверстий и внешних по-
верхностей на точность влияет также ка-
витационный износ инструмента.
Чистота поверхности.Вза-
висимости от величины зерна и состава
400 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
несущей жидкости изменяется величина
микронеровностей, которая обычно соот-
ветствует 8—9-му классу чистоты поверх-
ности. Макронеровности носят характер
эрозионных изъянов, вызванных кави-
тационными процессами. Большое значе-
ние имеет наличие внутренних напряже-
ний, в частности, в местах наклепа от
случайных ударов в процессе изготовле-
ния и доводки инструмента. При одно-
родной структуре обрабатываемого мате-
риала и инструмента, а также при высо-
ких скоростях обработки с обильным
подводом свежего абразива можно избе-
жать эрозионных изъянов. Чистота обра-
ботки боковых поверхностей в среднем
на два класса ниже чистоты торцовой по-
верхности. С ростом твердости материала
чистота его обработки также возрастает.
Инструмент. Наиболее часто ин-
струмент изготовляют за одно целое
с трансформатором продольных упругих
колебаний полуволновой длины. При
этом частота его собственных упругих
колебаний совпадает с рабочей частотой
преобразователя.
Для инструмента обычно используют
углеродистые конструкционные и мало-
легированные стали (45, 50, 40Х, 65Г,
60С2 и т. п.), как правило, без термо-
обработки. Рабочая часть инструмента
должна изготовляться с таким расчетом,
чтобы ось магнитопровода, преобразова-
теля и трансформатора упругих колеба-
ний обязательно проходила через центр
фасонной части инструмента. В против-
ном случае в системе возникают попереч-
ные колебания, резко снижающие точ-
ность обработки заданного профиля
(фиг. 21).
Вследствие бокового износа инстру-
мента и ухудшения условий подвода све-
жего абразива в рабочую зону (к торцу
инструмента) с увеличением глубины
обработки отверстие получается конус-
ным, а острые грани торца притупляются.
Фиг. 21. Влияние соосности элемен-
тов колебательной системы на возни-
кновение поперечных колебаний: а —
центры масс преобразователя, транс-
форматора упругих колебаний и инс-
трумента лежат на одной оси — попе-
речные колебания отсутствуют; б —
центр масс преобразователя смещен
влево—наблюдаются поперечные ко-
лебания; в —центр масс инструмента
смещен вправо — наблюдаются попе-
речные колебания.
Для повышения точности обработка
производится за несколько проходов
двумя, а иногда и тремя инструментами,
все более приближающимися по своим
размерам к заданным размерам профиля
отверстия. При этом каждый последую-
щий проход выполняется более мелким
абразивом. Высоту рабочей части инстру-
мента делают больше толщины обраба-
15. Продольный и поперечный износ инструмента из разных материалов при обработке
сплава ВК-4 толщиной 7,5 мм карбидом бора № 120
Материал инструмента Форма инструмента Размеры в мм Износ по длине в мм
до обработки после обработки
Сталь 20 Сталь 45 Сталь 65Г Сталь 20 Латунь Л58 Кольцо ф 6 мм Кольцо 0 8 мм Четырехгранник Шестигранник Кольцо вн. ф 6 мм ....... 08.01 08,5 73 X 6,75 7,5 08,48 0 7,96—7,99 0 8,44—8,46 6,19 X 6,20 7,60 0 8,41—8,48 5,8 5,8 5,9 5,5 9,2
УЛЬТРАЗВУКОВАЯ ОЧИСТКА
401
тываемого изделия сообразно величине
торцового износа инструмента.
Износ инструмента (табл. 15) зависит
от толщины режущей кромки, а также
от материала, из которого он изготовлен.
Инструмент из вязкого материала изна-
шивается медленнее. Однако с ростом
вязкости увеличиваются потери энергии
на внутреннее трение. Размеры контура
рабочей части инструмента устанавли-
вают экспериментально, в зависимости от
практически получаемого зазора между
инструментом и стенками обрабатывае-
мого отверстия. Этот зазор близок к мак-
симальным размерам частиц применяе-
мого абразива. Так, например, при
зерне № 220 этот зазор составляет
около 75 мк.
С увеличением силы подачи разность
размеров инструмента и обрабатываемого
отверстия уменьшается.
Поперечный износ инструмента состав-
ляет 0,04—0,5 мм на диаметре. Для ин-
струментов из сталей с содержанием
углерода 0,2—0,5% продольный износ
составляет 60—80% от толщины обра-
батываемого твердого сплава.
УЛЬТРАЗВУКОВАЯ ОЧИСТКА
Возбуждение ультразвуковых колеба-
ний в жидких средах используется для
очистки деталей. При этом значительно
улучшается качество и сокращается про-
должительность процесса.
В диапазоне низких ультразвуковых
(десятки килогерц) и высоких звуковых
(10—20 кгц) частот большое влияние на
процесс очистки оказывает кавитация.
Смыкание кавитационных пузырьков вы-
зывает местные гидравлические удары,
которые непосредственно воздействуют
на загрязнения. При очистке наиболее
широко применяют колебания с частотой
18—40 кгц.
Приемы ультразвуковой очистки, при-
меняемые жидкости, конструкции и ха-
рактеристики оборудования зависят от
размеров, формы и материала деталей,
а также от состава и свойств удаляе-
мых продуктов.
Очистка деталей от жировых и механи-
ческих загрязнений. Ультразвуковая
очистка деталей, особенно со. сложной
формой поверхности, например, с глу-
хими и резьбовыми отверстиями, пазами,
проточками и т. п., весьма эффективна
и позволяет почти полностью удалить
жировые и механические загрязнения.
Ультразвуковая очистка обычно про-
должается от нескольких десятков се-
кунд до нескольких минут в зависи-
мости от состава и свойств загрязне-
ний.
Большинство загрязнителей являются
гидрофобными веществами, т. е. не сма-
чиваются водой и не растворяются в ней.
Поэтому очистка деталей требует при-
менения специальных моющих средств,
эффективность которых повышается бла-
годаря воздействию ультразвуковых ко-
лебаний.
При ультразвуковой очистке при-
меняют как водные растворы щелочей
и поверхностно-активных веществ, так
и органические растворители.
Водные растворы щелочей являются
эффективными моющими средами. Они
дешевы и не требуют применения слож-
ного оборудования. Ультразвуковая очи-
стка в водных растворах щелочей широко
применяется перед покрытием деталей.
Однако эти растворы взаимодействуют
с металлами, вследствие чего они не при-
меняются, когда необходимо полностью
исключить возможность коррозии очи-
щенных деталей не прибегая и пассиви-
рованию поверхности.
При ультразвуковой очистке в состав
моющих растворов могут входить едкие
щелочи, карбонаты и фосфаты (табл. 16).
Из едких щелочей обычно применяют
едкий натр (ГОСТ 2263-59), из карбона-
тов — соду кальцинированную (ГОСТ
5100-49), из фосфатов — тринатрийфос-
фат (ГОСТ 201-58). Особенно эффективны
растворы тринатрийфосфата. Они ока-
зывают эмульгирующее действие, кото-
рое усиливается при возбуждении в ванне
ультразвуковых колебаний. Тринатрий-
фосфат адсорбируется на частицах за-
грязнений, способствуя их отрыву от
очищаемой поверхности и предотвращая
обратное осаждение.
Моющие жидкости должны обладать
высокой поверхностной активностью и
способностью образовывать прочные ад-
сорбционные слои. С этой целью при
ультразвуковой очистке в щелочные ра-
створы вводят синтетические поверх-
ностно-активные вещества ОП-7 или
ОП-Ю, представляющие полиэтиленгли-
колевые эфиры алкилфенолов.
Для уменьшения вязкости загрязнений
и повышения эффективности действия
растворов температура ванны должна
достигать 55—60° С. Нагрев раствора
происходит частично или полностью за
счет поглощения энергии ультразвука.
402 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
16. Составы щелочных растворов,
применяемых при ультразвуковой очистке
Состав раствора Кон- центра- ция в г/л Очищаемые металлы
Сода кальцинирован- ная 1 Тринатрийфосфат1 . Силикат натрия 1 . . 12—28 5-10 15-30 Сталь
Едкий натр 1 Сода кальцинирован- ная 1 Тринатрийфосфат1 . . Силикат натрия 1 . . ОП-7 1 5—25 3—20 3—20 3—20 3,5
Едкий натр 2 . . . . Хромпик калиевый 2 15-20 1,5
Едкий натр Сода кальцинирован- ная Тринатрийфосфат . . ОП-7 5—10 15-30 30—60 3—5 Сталь, медь, латунь
Тринатрийфосфат . . ОП-7 30-40 3—5
Сода кальцинирован- ная Силикат натрия . . . ОП-7 10 10 3 Сталь, алюминий
Сода кальцинирован- ная Хромпик калиевый . 3 0,5 Латунь
Сода кальцинирован- ная . • Тринатрийфосфат . . Хромпик калиевый . ОП-7 или ОП-Ю . . . 3 3 0,5 3
Сода кальцинирован- ная Тринатрнйфосфат . . Силикат натрия , . . 4 6 10 Медь, алюми- ний, цинк
Тринатрийфосфат . . ОП-7 или ОП-Ю . . 5 3 Алюминий, цинк
Сода кальцинирован- ная Тринатрийфосфат , . ОП-7 или ОП-Ю . . . 5 5 3 Магний и его сплавы
Нашатырный спирт . 30 Золото и его сплавы
ОП-7 или ОП-Ю . . 3
1 Применяются при очистке сильно за- грязненных деталей. 2 Применяется для очистки с одновре- менным пассивированием.
Разнообразие применяемых растворов
обусловлено как различием в свойствах
загрязнений, так и коррозионной стой-
костью очищаемых металлов по отноше-
нию к щелочам. Наименьшей стойкостью
обладают алюминий, медь, цинк, магний
и их сплавы, вследствие чего при очистке
этих металлов не допускается высокая
концентрация щелочей в растворе.
После ультразвуковой очистки детали
промывают в горячей воде и обдувают
сухим сжатым воздухом. Стальные де-
тали при необходимости пассивируют
в нитрите натрия. Если загрязнения очень
вязки (как, например, остатки полиро-
вальной пасты), то перед очисткой детали
на некоторое время погружают в горя-
чую воду.
Качество ультразвуковой очистки в ще-
лочных растворах обычно контролируется
в производственных условиях по методу
смачивания. В лабораторных условиях
можно применять более точные и чув-
ствительные методы — фотометрический,
флуоресцентный, радиоактивный.
Органические растворители (табл. 17)
практически не взаимодействуют с ме-
таллами, применяются преимущественно
при ультразвуковой очистке деталей
сложных и точных механизмов перед
сборкой. Выбор их определяется соста-
вом и свойствами удаляемых загрязне-
ний. Загрязнения, содержащие мине-
ральные масла, очищают в углеводород-
ных растворителях (в частности, бензи-
нах) и некоторых их производных (хло-
рированных растворителях). Раститель-
ные масла, содержащие кислоты с гидро-
ксильными группами, а также природные
смолы, содержащие кислородные соеди-
нения, очищают в спиртах.
Из негорючих хлорированных раство-
рителей наиболее широко при ультра-
звуковой очистке применяются треххло-
ристый и четыреххлористый этилен и
четыреххлористый углерод, а из горю-
чих — бензин «Галоша» (ГОСТ 443-56),
реже бензин Б-70 (ГОСТ 1012-54).
Очистку также производят в спиртах —
метиловом (ГОСТ 2222-60) и этиловом
(ВТУ Л4-60-54) и их смеси с ацетоном
(ГОСТ 2768-60).
Очистку деталей в органических рас-
творителях обычно производят последо-
вательно в двух или трех ваннах. При
особенно высоких требованиях к качеству
очистки детали после обработки в ультра-
звуковой ванне промывают под душем,
помещают в баню в парах растворителя
и затем сушат.
УЛЬТРАЗВУКОВАЯ ОЧИСТКА
403
17. Составы и свойства органических растворителей, применяемых при ультразвуковой
очистке
Наименование растворителя Плотность при 20° в г/смй Температура в °C Взрывоопасная концентрация в смесн с возду- хом в %
кипения при давлении 760 мм. рт. ст. ВСПЫШКИ самовос- пламене- ния
Бензин «Галоша» .... rOi 0,722 эючие раствори 80 тели 350 1,1-5,4
Бензины других сортов . 0,70—0,76 40-180 От —50 415—530 1,0—6,0 (бензин
Ацетон 0,792 56 До + 30 — 15 570 Б-70 2,5) 12,9—13
Спирт этиловый Бензол . . 0,789' 0,874 78 80-81 От + 9 До + 32 —8 510—586 3,5-18 2,81
Тетрахлорэтан Неге 1,603 рючие pacmeopt 145,5 {.тели
Пентахлорэтан 1,688 159,5 — — —
Треххлористый этилен . 1,470 86.7 — — —
Четыреххлористый эти- лен 1,62 120,8 /
Четыреххлористый угле- род 1,59 76,5 - - /
Очистка деталей от продуктов корро-
зии. Воздействие ультразвука приме-
няется при удалении с деталей как не-
посредственно продуктов коррозии, так
и продуктов травления — шлама.
Травление с воздействием ультразвука
продолжается обычно десятки минут, и
только тонкие окисные пленки удаляют
за несколько минут. Растворы кислот,
применяемые при ультразвуковой очист-
ке, приведены в табл. 18.
Ультразвук непосредственно в про-
цессе травления применяется редко из-за
отсутствия источников колебаний, обла-
дающих высокой кавитационной и кор-
розионной стойкостью в растворах кис-
лот. Защита же источников колебаний
кислотостойкими перегородками сущест-
венно снижает эффективность воздей-
ствия ультразвука в зоне очистки.
Ультразвуковая очистка деталей от
шлама производится в воде после пред-
варительного травления в растворах кис-
лот (без воздействия ультразвука). Этот
способ эффективен при очистке деталей
сложной формы, а также с труднодоступ-
ными отверстиями (длинные трубы).
Воздействие ультразвука используется
также при очистке деталей от флюсов
после пайки. Эта операция производится
в слабо концентрированных растворах
кислот.
Наряду с возбуждением ультразвуко-
вых колебаний в жидкости применяют
контактный способ очистки от продуктов
коррозии, шлама и флюсов, при котором
колебания возбуждаются непосредствен-
но в стенках детали прижатыми к ней
преобразователями.
Очистка деталей от углеродистых отло-
жений. Углеродистые отложения вообще,
и особенно нагары, относятся к наибо-
лее трудно удаляемым загрязнениям, так
как углерод нерастворим. Поэтому при
очистке происходит растворение других
составных частей отложений и взаимо-
действие жидкости с основным материа-
лом детали, что приводит к дезагрегации
кусков отложений и ослаблению их свя-
зи с очищаемой поверхностью.
Выбор жидкости зависит от состава
отложений и свойств основного материа-
ла. Применяют щелочные растворы и
органические растворители (см. табл. 16
и 17), раствор хромового ангидрида
(15—20%-ный), спирто-кислотный рас-
твор (ортофосфорная кислота 5%, этило-
вый спирт 70%, вода 25%).
Ультразвуковая очистка продолжается
обычно десятки минут. Однако при уда-
лении плотных слоев нагара воздействие
ультразвука оказывается неэффективным
даже в режиме интенсивной кавитации.
Для лучшего удаления углеродистых
отложений (в частности с внутренних
поверхностей) применяют контактный
способ ультразвуковой очистки.
Очистка деталей от лакокрасочных по-
крытий производится в органических
растворителях (табл. 17). Воздействие
404 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
18. Растворы кислот, применяемых
при ультразвуковой очистке
№ Состав раствора Концен- трация Очищае- мые метал* лы
1 Серная кислота (уд. вес 1,84) Соляная кислота(уд. вес 1,14) Контакт Петрова . . 100 мл/л 50 мл/л 30 г/л Углеро- дистые стали
2 Серная кислота (уд. вес 1,84) Хлористый натрий . . Присадка КС ПО мл] л 60 г/л 10 г] л То же
3 Азотная кислота (уд. вес 1,35) ...... Фтористый калий или фтористый натрий . 100 мл/л 45 г/л Нержавею- щая сталь
4 Азотная кислота (уд. вес 1,35) Плавиковая кислота (40%) 100 мл/л 50 г/л
5 Серная кислота (уд. вес 1,84) Хромпик калиевый . Хлористый натрий . . 120 мл]л 30 г] л 10 г] л
6 Азотная кислота (уд. вес 1,35) Серная кислота (уд. вес 1,84) Плавиковая кислота (40%) 100 мл/л 50 г]л 50 г]л
7 Серная кислота (уд. вес 1,82) Хлористый аммоний Фтористый кальций 180 мл/л 50 г/л 5 г/л Сплавы титана (ВТ-1, ОТ-4)
8 Соляная кислота (уд. вес 1,14) Фтористый калий . . 650 мл/л 50 г/л Сплавы титана (ВТУ-1, ОТ-4)
9 Соляная кислота (уд. вес 1,14) Азотная кислота (уд. вес 1,35) Фтористый натрий . . 530 мл/л 50 мл/л 50 г/л Сплавы титана (ВТ-1, ОТ-4)
Примечания: 1. Температура раство-
ров 45—50°. Нагрев обычно происходит за
счет поглощения энергии ультразвука,
2. Очистка в растворах № 3 и № 4 проте-
кает быстрее, чем в растворе № 5. Однако в
растворах № 3 и № 4 может наблюдаться
растравливание основного металла, а в рас-
творе № 5 удаляется только окалина.
3. Раствор № 6 очень агрессивен, приме-
няется при удалении наиболее плотной окали-
ны.
4. В растворах № 8 и № 9 может проис-
ходить растравливание основного металла; в
I растворе № 7 растравливание металла не
[ наблюдается.
ультразвука эффективно при удалении
красок, эмалей, смол.
Установки для ультразвуковой очист-
ки. Установки для ультразвуковой
очистки состоят из источников колеба-
ний, источников питания и технологи-
ческого оборудования.
Источниками колебаний при ультра-
звуковой очистке обычно служат элек-
тромеханические пьезоэлектрические и
магнитострикционные преобразователи
(см. стр. 394).
Пьезоэлектрические преобразователи
изготовляются из титаната бария (ча-
стота колебаний выше 40 кгц) или кварца
(частота несколько сот килогерц).
Источниками питания преобразовате-
лей служат генераторы переменного тока
ультразвуковой частоты (УЗГ-10, УЗМ-10,
УЗГ-5, УЗГ-2,5, УЗМ-1,5). Применяются
как однокаскадные, так и многокаскад-
ные ламповые генераторы.
Технологическое обору-
дование для ультразвуковой очистки
выполняется в виде ванн (фиг. 22,
табл. 19), стендов и агрегатов. В ваннах
типа УЗВ с магнитострикционными пре-
образователями, встроенными в дно,
имеется бортовой отсос и звукоизоля-
ционный кожух с запирающейся крыш-
кой.
Ванны предназначены для очистки
деталей от жировых и механических за-
грязнений в водных растворах щелочей
и в органических растворителях.
В агрегатах для ультразвуковой очист-
ки осуществляется несколько операций.
При удалении жировых и механических
загрязнений в водных растворах щело-
чей обычно применяют предварительную
промывку, ультразвуковую очистку, про-
мывку в горячей воде (в частности под
душем), межоперационную защиту инги-
биторами коррозии, сушку. При работе
в органических растворителях после
операций ультразвуковой очистки детали
поступают в душевое устройство, паро-
вую баню (в парах растворителя) и
в камеру сушки.
В большинстве агрегатов перемещение
деталей из одной позиции в другую меха-
низировано, однако в некоторых уста-
новках (предназначенных главным обра-
зом для мелкосерийного производства)
эти операции выполняются вручную.
В массовом производстве применяются
высокопроизводительные агрегаты с ли-
нейным расположением конвейера и дви-
жением деталей по нескольким парал-
лельным ручьям. Для очистки мелких
УЛЬТРАЗВУКОВАЯ ОЧИСТКА
405
Фиг. 22. Схема устройства ванны УЗВ-16 для ультразвуковой очистки деталей:
1 — коробка клеммного набора; 2 — звукоизоляционный кожух, 3 — крышка;
4 — замок; 5 — бак для слива жидкости из ванны; 6 — магнитострикционный
преобразователь; 7—ванна; 8 — змеевик для нагрева или охлаждения жидкости
в ванне; 9—выходное отверстие в системе вентиляции; 10—-термометр; 11—устрой-
ство для бортового отсоса; 12 — сетка с очищаемыми деталями; 13 — труба для
слива жидкости из ванны; 14 — труба для подачи горячей воды; 15 — труба для
слива воды; 16 — труба для подачи холодной воды; 17 — труба для ввода элек-
тропроводов.
19. Технические характеристики ванн для ультразвуковой очистки
Характеристики Типы ванн
УЗВ-15 УЗВ-16 1 УЗВ-17 УЗВ-18
Количество встроенных магнито- стрикционных преобразователей ПМС-6М 1 2 3 4
Общая площадь диафрагм преобра- зователей в мм2 300 X 300 300 X 600 300 X 900 300 X 1200
Внутренние размеры ванны в мм: длина ......... ..... 400 700 1100 1400
ширина 400 450 450 450
высота 200 300 300 300
Высота ванны от дна до крышки в мм ................ 270 370 370 370
Рабочая емкость ванны вл.... 35 80 120 150
Полезная площадь зеркала ванны в мм2 ............... 310 X 390 370 X 670 370 X 960 370 X 1250
Потребляемая мощность 1 в кет . . 2,5 5,0 7,5 10,0
Частота колебаний в кгц . , . . . 19—20 19—20 19—20 19—20
Напряжение питания 1 в в 420 420 420 420
Ток поляризации 1 в а 25 25 25 25
Расход воды для охлаждения пре- образователеЙ в л!мин 3 6 9 12
Расход воды для охлаждения ванны в л/мин .............. 6 8 9 10
Расход воздуха в системе вытяжной вентиляции в м*1ч ......... 350 750 950 1300
1 Номинальные значения для обычных режимов работы.
406 ЭЛЕКТРИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОБРАБОТКИ МАТЕРИАЛОВ
деталей разработаны агрегаты роторного
типа, в которых специальный подъемно-
поворотный механизм (с пневматическим
или электрическим приводом) переме-
щает сетки с деталями последовательно
из одной позиции в другую. В некоторых
агрегатах для улучшения качества очист-
ки производится встряхивание и враще-
ние деталей.
Кроме универсальных ванн, приме-
няют специальные ванны и стенды для
ультразвуковой очистки определенной
узкой группы деталей.
КОМБИНИРОВАННЫЕ МЕТОДЫ
ОБРАБОТКИ
Наряду с перечисленными выше мето-
дами электрической, химической и хими-
ко-механической обработки известен ряд
комбинированных методов. К таким мето-
дам, например, относятся: электро-хими-
ко-механическая обработка, анодно-ме-
ханическая с наложением ультразвуко-
вых колебаний, электроэрозионная с на-
ложением ультразвуковых колебаний
и т. д.
Комбинированные методы, как прави-
ло, отличаются большей эффективностью
по сравнению с отдельными входящими
в них методами.
На фиг. 23, а представлена схема сов-
мещения электроимпульсной обработки
Фиг. 23. Комбинированные методы: а — прин-
ципиальная схема комбинированной ультразву-
ковой и электроимпульсной обработки: 1 —
электрод-инструмент; 2 — изделие; 3 — рабо-
чая среда; б — принципиальная схема комбини-
рованной ультразвуковой и анодно-механиче-
ской обработки: / — изоляционная плита;
2 — стол; 3 — изделие; 4 — электрод-инстру-
мент; 5 — рабочая среда.
с ультразвуковой вибрацией электрода-
инструмента 1, что облегчает удаление
отходов и повышает производительность
процесса. На фиг. 23, б показано совме-
щение анодно-механической обработки
с ультразвуковой вибрацией электрода-
инструмента, также приводящее к повы-
шению скорости обработки.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1, Бабиков О. И. Ультразвук и его при-
менение в промышленности. Физматгиз,
1958.
2. Новое в электрической и ультразвуковой
обработке. Сб. Лениздат, 1959.
3. П о п и л о в Л. Я. Электрическая и уль-
тразвуковая обработка. Машгиз, 1960.
4. Кизельштейи В. Я. Применение хи-
мии в обработке металлов. Лениздат,
1958.
5. П я н д р и н а Т. Н. Электрохимическая
обработка металлов. Машгиз, 1960.
6. К о с м а ч е в И. Г. Обработка металлов
анодно-механическим способом. Машгиз,
1960.
7. Гуткин Б. Г. Электроконтактная обра-
ботка металлов. Машгиз, 1960.
8. Левинсон Е. М. Электроискровая обра-
ботка металлов. Лениздат, 1958.
9. П о п и л о в Л, Я. Электроупрочение ин-
струмента. Лениздат, 1950.
10. Размерная электроэрозионная обработка
металлов. ВИНИТИ. М., 1958.
11. Электроимпульсная обработка. ЦИНТИ-
МАШ. М., 1960.
12. Аски н аз и Б. М. Электромеханическое
восстановление неподвижных посадок.
ЛДНТП, 1959.
13. Дем чу к И. С. Ультразвуковая интенси-
фикация технологических процессов. Маш-
гиз, 1960.
14. В е р о м а н В. Ю. Размерная ультразву-
ковая обработка материалов. Машгиз,
1960.
ГЛАВА VI
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ
МАШИН
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
(ГАЛЬВАНОСТЕГИЯ)
Виды и назначение гальванических
покрытий. Покрытия, осуществляемые
в гальванических цехах, делятся на сле-
дующие основные группы.
Защитные покрытия', цинковые, кад-
миевые, свинцовые, оловяные и нике-
левые; покрытия сплавами: кадмий-цинк,
олово-цинк, медь-цинк, свинец-олово,
цинк-никель, а также защитные пленки,
получаемые путем фосфатирования, окси-
дирования и т. п.
Защитно-декоративные покрытия', мед-
ные с последующей дополнительной от-
делкой (оксидирование и т. п.), никеле-
вые, хромовые, кобальтовые, серебряные,
золотые, родиевые, а также покрытия
сплавами: медь-олово, олово-никель, ни-
кель-кобальт, золото-медь и др.
Покрытия для повышения сопротивле-
ния механическому износу и поверхностной
твердости: хромовые, железные, нике-
левые.
Покрытия для восстановления разме-
ров деталей: хромовые (размерное хроми-
рование и с последующей доводкой), же-
лезные, медные.
Покрытия из металлов для специальных
целей.
Основные виды покрытий имеют сле-
дующие назначения [11], [13], [19].
Цинковое покрытие при-
меняется для защиты от коррозии де-
талей машин, крепежных деталей, сталь-
ных листов, проволоки и других деталей,
работающих в различных климатических
условиях, в закрытых помещениях с уме-
ренной влажностью, в помещениях, за-
грязненных газами и продуктами сгора-
ния, и в атмосфере, загрязненной серни-
стым газом, а также для защиты водо-
проводных труб, питательных резервуа-
ров и тому подобных изделий, соприка-
сающихся с пресной водой при темпера-
туре ниже 70°.
Кадмиевое покрытие при-
меняется для защиты от коррозии изде-
лий и деталей машин, соприкасающихся
с морской водой и растворами, содержа-
щими хлориды (за исключением кислоты),
а также для уплотнения резьбовых соеди-
нений и лучшей свинчиваемости.
Оловянное покрытие элек-
тролитическое примененяется для защиты
от коррозии предметов оборудования
пищевой промышленности, контактов,
поршневых колец, а также для местной
защиты стальных изделий от азотиза-
ции (при частичной азотизации). Оло-
вянное покрытие контактное применяется
с целью улучшения приработки алюми-
ниевых поршней.
Свинцовое покрытие слу-
жит для защиты от коррозии, вызывае-
мой воздействием серной кислоты, сер-
нистых газов и других сернистых и серно-
кислых соединений.
Медное покрытие применяет-
ся в качестве подслоя перед никелевым,
хромовым и другими покрытиями при
защитно-декоративной обработке сталь-
ных изделий, для местной защиты сталь-
ных изделий от науглероживания при
цементации, для изготовления биметалла,
перед оксидированием поверхности из-
делий, для улучшения притирки тру-
щихся поверхностей, а также для за-
щиты от коррозии контактов и химиче-
ской аппаратуры (ректификационных ко-
лонок и т. п.)
Никелевое покрытие без
подслоя применяется для защиты от кор-
розии химической и электрохимической
аппаратуры, соприкасающейся с щелоч-
ными растворами, медицинского инстру-
мента, трущихся деталей с целью повы-
шения поверхностной твердости и со-
противления механическому износу и в
408
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
качестве подслоя перед меднением стали
в кислом электролите. Никелевое покры-
тие стали с медным подслоем или меди
и ее сплавов без подслоя используется
для защитно-декоративной отделки по-
верхности изделий, а также в качестве
антикоррозионного покрытия зажимных
контактов электроустановочных изделий
для присоединения к ним медных и алю-
миниевых проводов.
Хромовое покрытие стали
без подслоя меди и никеля служит для
повышения поверхностной твердости и
сопротивления механическому износу'ме-
талла, для восстановления размеров дета-
лей, а также для защиты от коррозии
трущихся поверхностей изделий. Хро-
мовое покрытие с подслоем меди и ни-
келя применяется для защитно-декора-
тивной отделки и повышения отража-
тельной способности поверхности изде-
лий. Хромовое покрытие пористое слу-
жит для улучшения приработки и повы-
шения сопротивления механическому из-
носу поршневых колец и цилиндров.
Серебряное покрытие при-
меняется для защиты от коррозии изде-
лий, соприкасающихся с щелочными ра-
створами (химическая аппаратура), для
повышения отражательной способности
рефлекторов фар и прожекторов, а так-
же для повышения электропроводящих
свойств поверхности контактов, для за-
щитно-декоративной отделки изделий ши-
рокого потребления и др.
Покрытие золотом приме-
няется для защиты от коррозии различ-
ного лабораторного оборудования, на-
пример, калориметрических бомб, разно-
весов аналитических весов и др., для
декоративной отделки ювелирных изде-
лий, деталей часов, различных укра-
шений, художественных и историче-
ских памятников и др.
Родиевое покрытие сооб-
щает отражательную способность по-
верхности изделий, повышает поверх-
ностную Твердость и износостойкость
трущихся деталей.
Покрытие индием повышает
сопротивление коррозии и предупреждает
механические повреждения (риски, на-
диры, местный износ) поверхности изде-
лий из антифрикционных сплавов. Кек
антифрикционное покрытие индий ис-
пользуется также в виде сплава со свин-
цом (3—4% In) и медью (^8% In).
Покрытие железом («сстали-
вание») увеличивает сопротивление меха-
ническому износу трущихся деталей и
применяется для повышения тиражеспо-
собности печатных форм в полиграфиче-
ской промышленности (в типографиях),
восстановления изношенных частей ма-
шин, аппаратов и т. п. (доведения их до
нормальных размеров), а также иногда
в качестве подслоя на изделиях из чу-
гуна перед последующим покрытием их
оловом или цинком.
Оксидные покрытия (окси-
дирование металлов) используются для
защиты металлических изделий от корро-
зии и для декоративной отделки их.
Оксидные пленки на стали, меди и ее
сплавах предохраняют поверхность из-
делий от коррозии в закрытых помеще-
ниях с неагрессивной коррозионной ат-
мосферой, сообщают им красивый вид
с различной окраской, преимущественно
черного цвета.
Оксидные пленки на алюминии и его
сплавах служат основным средством за-
щиты этих металлов от коррозии в раз-
личных атмосферных условиях, а также
используются в качестве грунта под лако-
красочные покрытия и окраску в разно-
образные цвета при декоративной от-
делке поверхности изделий, для повыше-
ния поверхностной твердости и сопро-
тивления механическому износу, для
сообщения поверхности изделий электро-
изоляционных свойств.
Фосфатирование с последую-
щей антикоррозионной обработкой (хро-
матными растворами, промасливанием,
лакировкой и т. п.) применяется для
защиты стальных изделий от коррозии
в наружной атмосфере и в закрытых по-
мещениях, для улучшения сцепления
с поверхностью изделий лакокрасочных
пленок, а также для нанесения электро-
изоляционного слоя на трансформатор-
ные, роторные и статорные пластины,
применяемые в электротехнической про-
мышленности.
Фосфатирование оцинкованных изде-
лий с последующей обработкой в рас-
творе хромпика повышает коррозионную
стойкость цинковых покрытий.
Сульфидирование (или серо-
насыщение) чугунных и стальных дета-
лей применяется для улучшения при-
тирки, смазки поверхности (клапаны,
толкатели, поршневые кольца и др.) и
предупреждения задиров, заеданий, при-
варки.
Покрытие сплавом медь-
цинк с содержанием 60—65%
Си (латунирование) применяется для
защиты от коррозии и декоративной от-
ГАЛЬВАНИЧЕСКИЕ. ПОКРЫТИЯ
409
делки различных деталей с последующим
оксидированием, а также в качестве под-
слоя перед электролитическим никелиро-
ванием, хромированием, серебрением, лу-
жением стальных изделий. Широко рас-
пространено покрытие сплавов медь —
цинк (70% Си) для увеличения проч-
ности сцепления между сталью и рези-
ной при горячем прессовании их с по-
следующей вулканизацией.
Покрытия сплавом медь —
олово (бронзирование) с различным
содержанием олова (8—40% Sn) при-
меняются для защиты от коррозии и де-
коративной отделки поверхности изде-
лий. Покрытие малооловянистым спла-
вом (Sn 8—20%) золотисто-желтого цвета
служит также в качестве подслоя взамен
медного и никелевого покрытия перед
хромированием. Высокооловянистый
сплав (40—46% Sn), так называемая
белая бронза, имеет белый цвет и может
использоваться вместо серебра. Такое
покрытие хорошо полируется, паяется
и в отличие от серебра не тускнеет под
действием сернистых соединений.
Покрытие сплавом олов о—
никель (50—65% Sn) применяется
для защитно-декоративной отделки по-
верхности изделий взамен никелирова-
ния, хромирования и в некоторых слу-
чаях взамен лужения при повышенных
требованиях к механическим свойствам
покрытия (твердость, износостойкость,
полируемость). Декоративное хромиро-
вание стали с подслоем меди и никеля
может быть заменено покрытием из спла-
ва олово-никель с одним медным подслоем
без промежуточного никелирования.
Покрытие сплавом сви-
нец — олово, содержащим олово от
10 до 60%, получило распространение
в промышленности для защиты сталь-
ных изделий от коррозии, особенно когда
необходимо припаивание деталей, а так-
же для сообщения антифрикционных
свойств поверхности изделий. Для облег-
чения пайки этими сплавами (30—60%
Sn) покрывают мелкие детали в слабо-
точной промышленности. В качестве
антифрикционного покрытия для повы-
шения надежности работы подшипников
двигателей применяется сплав, содержа-
щий 92—88% РЬ и 8—12% Sn.
Покрытие сплавом олов о—
цинк, содержащим 75—80% Sn, ис-
пользуется в радиотехнической и электро-
технической промышленности для за-
щиты от коррозии стальных изделий,
работающих в атмосфере с повышенной
влажностью и переменной температурой.
Этот сплав хорошо паяется, противостоит
действию низких температур и не под-
вержен «заболеванию чумой» — пре-
вращению белого компактного олова в
рыхлое серое олово.
Покрытие сплавом кад-
мий — цинк служит для защиты от
коррозии стальных изделий, работаю-
щих в наружной атмосфере, загрязнен-
ной хлоридами, или в условиях непосред-
ственного соприкосновения с морской
водой, а также для защиты от коррозии
деталей, имеющих резьбу, взамен кад-
мирования. Наибольшей стойкостью про-
тив коррозии обладает сплав, содержа-
щий 80—83% Cd и 20—17% Zn.
Покрытие сплавом цин к—
никель с содержанием никеля 10—
18% может быть использовано для за-
щиты от коррозии стальных изделий,
работающих в наружной атмосфере с пе-
ременной влажностью и температурой.
Такое покрытие значительно устойчи-
вее против коррозии, чем чистое цинко-
вое покрытие, и обеспечивает анодный
характер защиты стальных изделий.
Покрытие сплавом никел ь—
кобальт применяется для защитно-
декоративной отделки поверхности изде-
лий, повышения поверхностной твер-
дости и механической износостойкости,
в качестве подслоя перед хромирова-
нием, серебрением, золочением. Покры-
тие этим сплавом уже при небольшом
содержании (1—4%) Со имеет блестя-
щую поверхность и не требует полировки.
В последнее время покрытие никель-ко-
бальтовым сплавом (62—85% Со) ис-
пользуется для магнитной записи звуко-
вых и других сигналов взамен порошко-
вых звуконосителей.
Покрытие сплавом золо-
то— медь с содержанием меди 10—20%
применяется в часовой и ювелирной про-
мышленности взамен золочения с целью
экономии золота и увеличения его твер-
дости.
Совместное осаждение золота с дру-
гими металлами: медью, никелем, сереб-
ром производится также для сообщения
покрытию определенного цвета.
Толщина гальванических покрытий [13],
[19], [20], [26], [35] выбирается приме-
нительно к условиям работы изделий
(табл. 1).
Продолжительность процесса покры-
тия определяется, исходя из средних
толщин металлопокрытий, значения ко-
торых применительно к изделиям из
410
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
1. Минимальная толщина слоя покрытия
Группа покрытия Минимальная толщина покрытия в мк Условия работы
Однослойные Многослой- ные Си—Ni или Ni—Си—Ni по стали
цинковые или кадмиевые Ник без п к к ЯЗ S о Й о л> по меди и оф медным спла- § §2 вам а ф Суммарная толщина] Толщина верхнего слоя никеля
Л (легкие) 5 10 3 10 5 Изделия, работающие в атмосфере закрытых, сухих, отапливаемых и вентилируемых по- мещений
С (средние) 15 30 6 30 10 Изделия, работающие в закрытых помеще- ниях и наружной атмосфере загрязнен- ных промышленным газом и пылью, а также содержащих испарения морской воды. Изде- лия, не подвергающиеся непосредственному действию дождя и снега
Ж (жесткие) 30 — 10 45 10 Изделия, работающие в атмосфере, загрязнен- ной значительным количеством промышлен- ных газов и пыли, подвергающиеся непо- средственному действию дождя, снега и брызг морской воды
Примечания: 1. На сложнопрофилированных участках изделий, крепежных и мел- ких деталях, а также пружинах допускается уменьшение толщины покрытий ниже норм соот- ветствующих групп покрытий, что в каждом отдельном случае устанавливается соответствую- щими стандартами, внутризаводскими нормалями или техническими условиями на изделия в зависимости от габаритов и профиля изделий и условий их работы. 2. Для изделий, работающих непродолжительное время, а также в герметически закрытой аппаратуре при отсутствии конденсации влаги, могут применяться покрытия толщиной ниже норм группы Л, что в каждом отдельном случае устанавливается соответствующими стандар- тами или техническими условиями. 3. Требования к защитным покрытиям изделий специального назначения оговариваются техническими условиями. 4. Средняя толщина покрытия хромом для всех групп принимается 0,5 мк.
стали приведены в табл. 2 и 3. Для
изделий из чугуна с пористой поверх-
ностью толщину первого слоя отложений
увеличивают примерно на 50%. Для изде-
лий из цветных металлов толщины по-
крытий их другими металлами (нике-
лем, хромом и др.) могут быть приняты,
как для омедненной стали. Требования
к поверхности изделий, поступающих в
цех покрытий, приведены в табл. 4.
Технологический процесс нанесения по-
крытий гальваническим способом [19],
[26], [35]. Технологический процесс на-
несения покрытий состоит из операций
подготовки поверхности перед покры-
тием, нанесения покрытия и обработки
поверхности после покрытия.
Подготовка поверхности изделий перед
покрытием производится механическим,
химическим и электрохимическим спо-
собами. Механическая подготовка де-
лится на следующие виды: шлифование,
полирование, песко- или дробеструйная
очистка и т. п. К химическим и электро-
химическим видам обработки относятся:
обезжиривание в щелочных растворах
(или в органических растворителях —
химическое обезжиривание), травление
в кислотах или щелочах, анодное сня-
тие травильного шлама, декапирование
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
411
2. Средние (расчетные) толщины однослойных металлопокрытий
Назначение покрытия и условия работы изделий Виды покрытий Толщина покрытия в мк *
Защита от атмосферной коррозии:
легкие условия Zn, Cd 7-10
средние условия Zn, Cd, Zn—Cd, Zn —Ni 17—22
жесткие условия Защита от коррозии и декоративная отделка: To же 35—40
легкие условия Ni, Cu**, Cu—Zn" Cu—Sn . 13-18
средние » ..................... Защита (местная) от: To же 30—35
цементации Cu 20—30
азотизации Повышение сопротивления износу и поверхностной твер- дости: Sn 10-20
мерительный инструмент . Cr 5-25 -
режущий инструмент Cr 3-8
прочие изделия Ni или Fe 10—100***
Защита от коррозии, вызываемой жидкими средами: Cr 5—100 ***
водопроводной водой при t до 70° Zn 50
морской водой и подобными ей растворами Cd, Pb—Sn 40—50
щелочными растворами разбавленными растворами серной кислоты и ее со- Ni 50—200 * * *
лей, сернистокислыми и сернистыми соединениями Pb 50—200 * * *
Защита от коррозии консервной тары Защита от коррозии молочной тары, котлов и других Sn 1-2
изделий, применяемых в пищевой промышленности . . . Защита от коррозии, а также для сообщения аитифрик- Sn 10—25
ционных свойств поверхности изделий Придание поверхности притирочных или смазочных Pb—Sn 30-60
свойств Cu 5-15
Повышение электропроводности Ag 5-15
Покрытие латунных или стальных омедненных зажимных Sn 10
контактов электроустановочных изделий Ni См. табл. 1
* Для защиты от атмосферной коррозии и для защитно-декоративной обработки ниж-
ний предел толщин покрытий указан для плоских деталей, верхний — для рельефных.
** Покрытие медью или латунью перед оксидированием.
*** Толщина покрытия назначается в зависимости от характера изделий, условий и дли-
тельности эксплуатации.
412
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
3. Средние (расчетные) толщины многослойных покрытий
Назначение покрытия и условия работы изделий Толщина покрытий в мк
Си (цианис- тый эле- ктролит) Си (кислый электро- лит) Ni Сг Ag Au Суммар- ная
Защитно-декоративная обра- ботка: легкие условия 8 10 1 19
3 30 — — 5-7 — 38-40
3 30 — — — 1-3 34—36
средние условия 3 22 15 I — — 41
3 40 — — 10-13 — 53-58
3 40 — — 5-7 48—50
23 —. 15 1 . — 39*
жесткие условия .... 35 — 20 1 —- .— 56*
3 37 ' 20 1 — 61
3 47 — — 20—30 70—80
3 47 — — — 20-30 70—80
Защита от коррозии, вызы- ваемой щелочными раство- рами - — 20 — 10—100** — 30—120
Примечания: 1. Подслой меди из цианистых растворов может быть заменен латун-
ным той же толщины.
2. Для деталей несложной конфигурации первый медный подслой из цианистых электро-
литов может быть заменен никелевым такой же толщины.
3. Для меднения деталей очень сложной формы применяют покрытие только в цианистых
электролитах.
4. При блестящем никелировании без последующей полировки толщина покрытия никелем
должна быть на 2—4 мк меньше указанной.
5. Толщина покрытия сплавом олово — никель взамен никелирования и хромирования
должна быть такой же, как и при никелировании.
* Для покрытия цинкового сплава.
-** Толщина серебра в указанных пределах выбирается в зависимости от концентрации
щелочи.
4. Требования, предъявляемые к поверхности деталей, поступающих в цех покрытий
Назначение покрытия Вид покрытия Требования, предъявляемые к поверх- ности деталей
Защита от коррозии Zn, Cd Pb,. На поверхности не допускаются глубокие
Защита от коррозии и декора- Sil I у забоины, трещины и раковины, крупные поры, окалина, посторонние включения, заусенцы, расслоения, задиры ** Детали из цинкового сплава перед покры-
тивная отделка: многослойные покрытия Си + Ni 4- Cr тием ие должны иметь на поверхности шлаковых включений, газовых и усадоч-
однослойные покрытия Си *, Ni, Си—Zn (латунь)* } Си ных раковин
Защита местная: от цементации Поверхности деталей, допускающих частич-
от азотизации Sn ную, точечную цементацию, должны быть чисто обточены; поверхности деталей, ие допускающих цементации, должны быть отшлифованы Поверхности должны быть проточены и
* Покрытие медью и латуньг о перед оксидир отшлифованы ованием.
** Для деталей с точными допусками и резьбовых следует учитывать допуск на покрытие.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
413
Продолжение табл. 3
Назначение покрытия Вид покрытия Требования, предъявляемые к поверх- ности деталей
Повышение сопротивления изно- су и поверхностной твердости: инструмента прочих изделий поршневых колец, цилиндров (пористое хромирование) Придание поверхности притироч- ных или смазочных свойств Повышение электропроводности Сг Сг, Ni, Fe Сг Си Ag, Sn, Ni Поверхности должны быть отшлифованы с доведением до размеров Поверхности должны быть отшлифованы Поверхности поршневых колец должны быть чисто обточены, поверхности цилинд- ров — шлифованы и полированы Поверхности должны быть шлифованы На поверхности не допускаются глубокие забоины и раковины, пористость, глубоко закатанная окалина, посторонние включе- ния, заусенцы
или активирование, а также промывка
водой.
Выбор операций подготовки деталей
перед покрытием и схема всего техноло-
гического процесса зависят от состоя-
ния поверхности покрываемых деталей
и от вида или назначения покрытия.
Детали, подлежащие покрытию для за-
щиты их от коррозии цинком, кадмием,
свинцом и др., подвергаются обезжири-
ванию, травлению или грубой механи-
ческой обработке, например песко- или
дробеструйной очистке, галтовке и т. п.,
декапированию или активированию. Де-
тали, подлежащие покрытию медью, ни-
келем, хромом, серебром, золотом и их
сплавами с целью защитно-декоративной
отделки поверхности, повышения твер-
дости и сопротивления износу, сообще-
ния отражательных свойств и т. п.,
подвергаются, кроме того, тщательней
механической обработке — шлифованию
и полированию на станках, в барабанах
и других аппаратах с последующей хи-
мической и электрохимической обработ-
кой: обезжиривание, декапирование и др.
После нанесения покрытий детали про-
мываются, сушатся и в случае защитно-
декоративной или другой специальной
отделки поверхности иногда подвер-
гаются полированию. Детали, покрытые
цинком, кадмием или подвергнутые фос-
фатированию, оксидированию, обраба-
тываются, кроме того, в пассивирующих
растворах для повышения антикорро-
зионной стойкости покрытий.
Составы растворов и режим работы
для различных операций технологиче-
ского процесса приведены в табл. 5—7.
Выбор и характеристика оборудования
[19], [21], [26]. В крупносерийном и
массовом производстве для покрытий
деталей применяются автоматы. Наибо-
лее совершенными моделями являются
автоматы с программным управлением и
рычажные с вертикальными направляю-
щими. у
Автоматы с программным управлением
применяются . главным образом для на-
несения покрытия на крупные детали
(бамперы, поручни автобусов и т. п.)
и детали, покрываемые с дополнитель-
ными анодами или химическим способом
в насыпном виде. Автомат состоит из
последовательно установленных (прямо-
линейно) ванн, над которыми располо-
жен на специальной раме автооператор.
Все движения автооператора (подъем
подвесок, перенос их из ванны в ванну
и опускание) выполняются по опреде-
ленной циклограмме, составленной на
основе принятого технологического про-
цесса. В автомате с программным управ-
лением может одновременно произво-
диться несколько видов покрытий или
одно покрытие с различной продолжи-
тельностью процесса, что является боль-
шим преимуществом его перед автома-
тами других типов. Недостатком такого
автомата является ограниченная произ-
водительность, так как он может рабо-
тать с минимальным темпом выпуска
подвесок 7—10 мин. При более высоком
темпе требуется установка второго опе-
ратора, что усложняет работу автомата.
Автомат рычажный с вертикальными
направляющими предназначен для по-
крытия деталей средних размеров. Он
состоит из ванн, расположенных по
овалу. Все движущиеся части автомата
установлены вне ванн, что исключает воз-
можность загрязнения растворов смазкой
и пылью. Рычаги для навешивания под-
весок с деталями снабжены тележками,
414
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
5. Составы растворов и режим работы ванн для химической
и электрохимической подготовки поверхности [2], [3], [6], [7], [19], [22], [23], [26], [33]
№ раствора Состав растворов в г]л Режим работы Назначение
Тем- пера- тура в °C Плот- ность тока в а/дм* Время в мин
Обезжиривание
1 Бензин, керосин 18-25 — 5-10 Для всех металлов
2 3 Трихлорэтилен Едкий натр 10, тринатрийфосфат или жидкое стекло 15—30, ОП-7 или ОП-Ю 1—3, пеногаситель 87 50—70 5—10 Для стали, цннка, меди и их сплавов Для удаления с поверхно-
4 ПМС-200 (полиметилсилоксановая жидкость) 0,5—1,5. Раствор непре- рывно перемешивается То же при струйной обработке (дав- сти с^али и цветных ме- таллов масел, смазок и по- лировочной пасты
'5 ление 2-3 ат) ........... Едкий натр 30, углекислый натрий или трниатрийфосфат 30 — 50, 70—80 1—3 То же
6 ОП-7 или ОП-10 1—3 Трниатрийфосфат 50, жидкое 70—80 3—10 1—5 Для черных металлов, меди и ее сплавов
7 стекло 3—5 Едкий натр 10, углекислый натрий 60—80 3 — 10 1—3 Для цииковых сплавов
или тринатрийфосфат 30 60—80 г—'5 5 на катоде, 1 на аноде Для никеля
1 Одновременное стру Серная кислота 150—200, ОП-7 нли ОП-Ю 3—5, пеногаситель ПМС-200 (полиметилсилоксановая жидкость) 0,05—0,5 или уайт-спирит 20 мл/л, иное обе зжиривс ние и г правление
2 (давление 1,5—2,5 ати) Фосфорная кислота 200 — 300, ОП-7 или ОП-Ю 2-3, ПМС-200 0,1—0,5 45—60 — 3-5 Для черных металлов
1 или уайт-спирит 20 мл/л ..... Серная кислота (уд. в. 1,84) 150— 250 или соляная кислота (уд. в. 1,19) 100 — 150, замедлитель 60—70 Травя гние 3-5 Для деталей и узлов из чер- ных металлов
2 (МН, КС н др.) 3 — 10 Серная кислота (уд. в. 1,84) 50— — 100, соляная кислота (уд. в. 1,19) 100 — 150, замедлитель (МН, 20—50 10-40 Для углеродистых сталей
3 КС и др.) 3—10 То же, ио без замедлителя струйной обработке Серная кислота (уд. в. 1,84) 10 — 20, сернокислое железо 200 — 300, 20—50 — 10—40 То же
4 20-25 — 2-5 >
б хлористый натрий 30—50 .... Серная кислота (уд. в. 1,84) 18-25 5—10 на аноде 3—10
6 100 — 150 Азотная кислота (уд. в. 1,4) ^1000, 20—60 — 10-30 Для удаления окалины с по- верхности меди
соляная кислота (уд. в, 1,19) 5 18-25 0,5-1 Для предварительного трав- ления меди и ее сплавов
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
415
Продолжение табл. 5
1 № раствора Состав растворов в г/л Режим работы Назначение
Тем- пера- тура в °C Плот- ность тока в а/дм2 Время в мин
7 Серная кислота (уд. в. 1,84) 1000, соляная кислота (уд. в. 1,19)^3, азотная кислота (уд. в. 1,4) ^750 18-25 0,1—0,3 Для глянцевого травления
8 Едкая щелочь (NaOH или КОН) 50 — 100, хлористый натрий 30 . . 60 — До 1 меди и ее сплавов Для алюминия и его сплавов
t Декапиро Серная кислота (уд. в. 1,84) 50—100 вание (с 15-25 ктивир )вание) 0,5-2 Для стали, медн и ее спла-
2 Серная кислота (уд. в. 1,84) 700 — 850 15-25 5—10 До 1 ВОВ Для стали
3 Цианистый калий или цианистый натрий 30—40, углекислый калий или натрий 20—30 15—25 на аноде 3-5 0,5-1 Для меди и ее сплавов
4 Хромовый ангидрид 150—250, сер- ная кислота (уд. в. 1,84) 1,5 —2,5 45—50 5-10 0,5—1 Для стали перед хромирова-
5 Соляная кислота (уд. в. 1,19) 200 18-25 иа аноде 5 нием Для никеля после электро-
обезжиривания по п. 7
6. Составы растворов и режим работы ванн для покрытия
[4]-[6], [8]—[20], [24]-[33], [35], [36]
f № раствора Состав раствора в г/л Выход по току В % Режим работы Назначение
Тем- пера- тура в °C Плот- ность тока в а/дм2*
1 Сернокислый цинк 215 — 300, сернокислый алюминий 30 [или. KA;(SO4)2 12Н2О 60а/л], сернокислый натрий 50—150, Цинков ание 1 2
2 декстрин 10; рН=3,8-г4,4. . Сернокислый цинк 430 — 500, сернокислый алюминий 30; 98—100 18—25 3—5 2 3 Для различных деталей
3 4 рН=3,84-4,4 Сернокислый цинк 575 — 715, сернокислый алюминий 30 . . Окись цинка 12 — 15 (или серно- кислый цинк 42—52 а/л,) хло- ристый аммоний 240—260, бор- ная кислота 20—25, клей сто- 98—100 98-100 18—25 40—50 "з—io 30—400 Для листов, пластин и т. п. Для проволоки и ленты на конвейерной уста- новке
лирный 1—2; pH—6,54-6,8 . . 96—100 30—35** 0,5-1,5 Для деталей сложной формы
* В числителе указана плотность тока без ванием. * * В колоколах 18—20°. перемешивания, в знаменателе — с перемеши-
416
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
Продолжение табл. 6
га Режим работы
о. о и и га о. Состав раствора в г] л Выход по току В % Тем- пера- тура в °C Плот- ность тока в а/дм2 Назначение
5 6 7 8 9 1 2 3 4 1 2 3 4 5 6 Окись цинка 40—45, цианистый натрий 80—85, едкий натр 80—85 Окись цинка 40—45, циани- стый натрий 80 — 85, едкий иатр 70 — 85, глицерин 3 — 5, сернистый натрий 0,5—5 . . . Окись цинка 5—10, цианистый натрий 20—30, едкий натр 25 — 50, олово (в виде стаи- ната) 0,3 —0,5 Окись цинка 4 — 6, едкий иатр 60—70, олово (в виде стаи- ната) 0,5 —1,0 Окись цинка 10 — 12, едкий натр 70—90, олово (в виде станната) 0,5—1 Сернокислый кадмий 100, бор- ная кислота 20, хлористый натрий 30, клей 5; рН=2,5-т-4,5 Борфтористоводородный кадмий 140, борфтористоводородная кислота 35, клей 1 Окись кадмия 45, цианистый натрий 120, сернокислый нат- рий 50, сернокислый никель 1-1,5 Окись кадмия 30, сернокислый аммоний 250, борная кислота 20, тиомочевина 5, декстрин 10; рН=6,8 Сернокислое олово 50 — 55, сер- ная кислота 100, крезол или фенол 20 — 30 клей 2—3 .... Хлористое олово 75, фтористый ' натрий 25, фтористый аммо- ний 50, дисульфонафталиновая кислота 2 — 3, роданистый аммоний 1—2 Стаинат калия 90 — 115, едкое кали 10 — 20 Станнат натрия 50—100, едкий натр 8—15, уксуснокислый натрий 20 — 30 Станнат натрия 8—25, едкий натр 8 — 12 .......... Хлористое олово 30, едкий натр 20 (время 3 — 5 мин) . . 80-85 80-85 50—60 96—99 96—99 Кадмирс 95-98 95—98 85-95 95—100 Луже ' 95—100 95-100 70—80 60—70 60—70 18-25 18-25 20—40 50 50 вание 20 20 50 20 40 20—25 ние 20—40 60—70 70—90 65-75 65-75 70—75 2-3 2-5 0,5-2,0 До 0.7 1.4-1,7 До 1,5 2—2,5 До 5 До * До Ю До 1-2 До 4 0,5—1 До 1-2 5 До 30 До 10 0,5-2 0,5-0,7 Для деталей сложной формы То же при блестящем цинковании Для деталей очень слож- ной формы То же Для деталей сложной формы Для листов и деталей простой формы То же Для деталей сложной формы То же Для деталей простой формы Для лужения ленты То же Для деталей сложной формы Для деталей очень слож- ной формы Для лужения алюминие- вых поршней
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
417
Продолжение табл. 6
№ раствора Состав раствора в е'Цл Выход по току р О/ В /О Режи Тем- пера- ТУР^ м работы Плот- ность тока в а/дм2 Назначение
1 2 I 2 3 1 2 3 Борфтористоводородный свинец 180—200, борфтористоводород- ная кислота 40—45, клей сто- лярный 0,5 —1,0 Свинцовая соль парафенолсуль- фоиовой кислоты 140 — 200, па- рафенолсульфоновая кислота 20—40, клей столярный 0,5 — 1 Сернокислая медь 200—250, серная кислот 50—75 Цианистая медь 30 — 45, циани- стый натрий 45 — 65 (в том числе свободного цианида 10—15), углекислый натрий 50 — 70 Цианистая медь 60—70, циани- стый натрий 80—95 (в том числе свободный 12 — 15), рода- нистый калий 13 —18, винно- кислый натрий 6 — 13, едкий иатр 25 — 30, сернокислый мар- ганец 0,02 — 0,04 Сернокислый никель 250—300, хлористый никель 60—80 бор- ная кислота 30—40, кумарин 1, паратолуол-сульфамид 2, «прогресс» <—'0,1; pH = =4,54-5 Сернокислый никель 210—420, хлористый натрий (нли хлори- стый калий) 5—15, борная кислота 20—30; рН=4,54-5,5 Сернокислый никель 140 — 300, хлористый натрий (или хлори- стый калий) 3—15, борная кислота 30, фтористый калий или натрий 5—6, нафталин- дисульфокислота (изомеры 2,6 или 2,7) 2,4 (pH=5,8-J-6,3) . . Свинцев 95—100 95—100 Медне 100 60—80 Никелир 90—95 90—95 90—95 ание 20—25 20—50 ние 18—25 45-50 18—40 50—60 звание 45—55 50 25—45 0,5—2 До 5 0,5—2 До 5 До 2 До 4 4-8 0,5—1,5 На като- де до 2—3, на аноде до 4—5 4—6 - 0,5—2 до 4 ДоТо 0,2—1 1,5—5 . Для различных деталей То же Для наращивания медн по медному или нике- левому подслою пере- ключение на анод при от- ношении ta : t ъ 1:10 сек Для стали и цинкового сплава (при наименьшем содержании свободного цианида) Для блестящего меднения с периодическим изме- нением направления тока прн отношении 40 сек : 4 сек или 25 сек\ : 3 сек', период качания катодных штанг 20—40 колебаний в 1 мин Для блестящего никели- рования с выравнива- нием поверхности Для матового никелиро- вания Для листов и деталей простой формы Для блестящего никели- рования
418
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
Продолжение табл. 6
№ раствора Состав раствора в е‘[л _• Выход по току В % Режим работы Назначение
Тем- пера- тура в °C Плот- ность тока в а/дм2
1 Хромовый ангидрид 250, сер- ная кислота 2,5 Хромирс 13—15 вание 45—50 10—25 Декоративное хромиро-
2 Хромовый ангидрид 250 — 400, сернокислый стронций 5—7, кремнефтористый калий 20 . . 15-13 50—70 35—75 40—100 вание «Твердое» хромирование Декоративное хромиро-
1 Цианистое или азотнокислое се- ребро 2—5, цианистый калий Серебр 50 ение 18—25 1—2 вание в саморегулирую- щемся электролите Предварительное сереб-
2 общий 70—90 Азотнокислое серебро 45—50. цианистый калий общий 50—60, углекислый калий 40—50, азотнокислый калий или нат- рий 50—100, сероуглерод /-'0,01 80—100 18-25 0,3—1 рение медн н ее спла- вов Наращивание серебра
I Золото (считая на металл) 2—8, цианистый калий общий 15—20 Золоче 60—80 ние 60—80 0,1—0,3 (после предваритель- ного серебрения)
1 Сернокислое железо 420, серно- кислый калий 150, щавелевая кислота 1; pH—2,5 Железн 98-100 ение 20 до 4- Для получения твердых
2 Хлористое железо 600—750, со- ляная кислота до рН^1 . 95-98 40 70 100—105 До± „ 12 Доду 10—50 осадков железа Для получения мягких
I Цианистая медь 25, цианистый цинк 20, цианистый натрий (своб.) 15—20, углекислый нат- рий 30—40 Латунир 60—80 ование 60—70 0,5-1,5 осадков железа Для ианесеиия подслоя
2 Цианистая медь z—'15, окись цин- ка 6—7, цианистый натрий сво- бодный 10, аммиак (25%-ный раствор) 0,25—1 60—80 20—30 0,3—0,5 иа стали перед покры- тием другими метал- лами 60%Си 4- 40%Zn; ta ; f = 1 : 10 сек Для увеличения проч-
ности сцепления между сталью и резиной 70% Си 4- ^30% Zn
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
Продолжение табл. 6
1 № раствора > Состав раствора в г/л Выход по току В % Режим работы Назначение
Тем- пера- тура в °C Плот- ность тока в а/дм2
Бронзирование
1 2 Медь (в виде цианистой соли) 15 — 18, олово (в виде стан- ната) 23—28, цианистый нат- рий или калий 26—30, едкий натр 9 —10 Медь (в виде цианистой соли) 8—12, олово (в виде стан- иата) 40—45, едкий натр 8—20, цианистый натрий или калий 8-15 60—75 65—70 65—70 60-65 2—3 1,5-3.0 Для защитно-декоратив- ной отделки и в каче- стве подслоя перед ни- келированием или хро- мированием Для декоративных целей (взамен серебра) — белая бронза
покрытия сплавами: кадмий — цинк (Cd — Zn), олово ~ цинк (Sn — Zn), свинец — олово ' (Pb—Sn), цинк —никель (Zn —Ni), олово — никель (Sn — Ni), никель — кобальт (Ni — Со), золото — медь (Au—Си) и др. см. специальную литературу [5], [14], [15], [19], [281, [32]. ’
| № раствора Состав раствора в г/л Темпе- ратура Плот- ность тока в а/дм^ Время в мин Наз качение
1 2 3 4 5 6 7 Серная кислота 200 (напряжение тока 11 —28 в в зависимости от состава алюминия) Оксидирование стали последова- тельным погружением в две ванны: 1) едкий натр 800—900, азотно- кислый калий 25—50, вода 1 л 2) едкий натр 1000—1100, азотнокислый калий 50— 100, вода 1 л Едкий натр 700 — 800, азотно- кислый натрий 200—250, азо- тистокислый натрий 50—70 . . Едкий натр 400, хромовый ангидрид 30 Двухромовокислый калий 30—-50, алюмокалиевые квасцы 8—12, уксусная кислота (60%-ный раствор). 5—7 мл/л; рН=3,5 Едкое кали 80—90, фтористый калий 300 Едкий натр 50—60; персульфат калия 15 Оксидир 15—23 140—145 150—155 „ 138—145 80 15—30 45—50 60—65 ование 0,8—3 Нс 5—10 на аноде 3—4 на аноде 20—50 аноде 5—10 30—45 20—120 30—60 5—10 8-15 5 Для защиты от коррозии алюминия и его спла- вов с последующей антикоррозионной обра- боткой Для защиты от кор- 1 розии стальных из- ' дслий с последую- щей антикоррозион- ной обработкой 1 Для защиты от кор- ? розии магния и его 1 сплавов Для меди и сплавов с большим содержанием меди
420
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
Продолжение табл. 6
1 № раствора 1 Состав раствора в е/л Темпера- тура в °C Плот- ность тока в al dM? Время в мин Назначение
Фосфатирование
1 Препарат «Мажеф» 30—33; отно- шение общей кислотности к свободной Kcg равно 7—1 О' 97—99 - 40—65 Для защиты от коррозии черных металлов с по- следующей антнкорро- зион ной обработкой (табл. 7)
2 Препарат «Мажеф» 60—65, азот- нокислый цинк 50—100, фто- ристый натрий 4—6; окись цинка 6 — 8; рН=3,24-3,4 . . 20—30 - 30—40
3 Монофосфат циика Zn (Н2РО4)2 70,- азотнокислый натрий 35, азотистокислый натрий 1,2; общая кислотность 60 точек, свободная кислотность 2—2,5 точки — при струйном фосфа- тировании 25—30 - 3,5
4 Ортофосфорная кислота 20—30, окись цинка 15—25, азотная кислота 20—30, азотистокис- лый натрий 1,5—2; рН = = 2,44-2,8 (уд. в. 1,05—1,06) 28—32 - 30 Для повышения корро- зионной устойчивости цинковых покрытий * с последующей хромат- ной обработкой
Ферросулъфидирование или серонасыщение
1 Серонасыщение. Сернистый нат- рий 1,5, двууглекислый нат- рий (питьевая сода) 2,3, со- ляная кислота техн. 1 мл[л\ pH «г 6,5 . Началь- ная 30 Конечная 99 - 90 Для предупреждения за- диров, заеданий, при- варки чугунных и сталь- ных деталей
Примечание. При электролитических покрытиях в барабанах или колоколах плот- ность тока, указанная в таблице, должна быть уменьшена в 2—4 раза.
* Перед фосфатированием свежеоцинковаииые изделия погружают в раствор, содер- жащий 1—4 г/л мыла, 3—6 г/л углекислого натрия (сода) при /=18 4-25° на 30—60 сек.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
421
7. Химическая обработка покрытий и другие (промежуточные операции)
№ раствора Назначение процесса Раствор Режим
Наименование Содер- жание в г/л Темпе- ратура в °C Время в мин
Осветление ь повышение антикоррозионных поверхности свойств
1 Осветление после цинкова- ния и кадмирования Хромовый ангидрид Серная кислота (уд. в. 1,84) 150 3-4 18—25 0,1—0.2
2 Осветление после цинкова- ния из цианистых элект- ролитов, содержащих сер- нистый натрий 1. Азотная кислота (уд. в. 1,4). Промывка в холодной воде 2. Хромовый ангидрид. Про- мывка в холодной воде 10-30 50 18—25 18—25 0,05—0,1 0,1-0,2
3 Антикоррозионная обработка после цинкования Двухромовокислый натрий Серная кислота (уд. в. 1,84) 150—200 10—20 18—20 0,1—0,2
4 То же после оксидирования алюминия и его сплавов Двухромовокислый калий Углекислый натрий (рН= = 6 4-7) 100 18 90—95 2-4
5 То же после фосфатирования стали Двухромовокислый калий 50—80 60—80 8—10
6 То же после фосфатирования цинка Двухромовокислый калий нли натрий 3 70—80 0,5-1
7 То же после оксидирования и фосфатирования стали Веретенное или машинное масло — 90-110 0,5—1
Разное
8 Осветление алюминиевых сплавов, содержащих медь, перед оксидированием Азотная кислота (30 — 50%) или хромовый ангидрид Сериая кислота уд. в. 1,84 100 6—10 18-25 0,2—0,5
9 Удаление водорода Масло (веретенное или ма- шинное)* — 150—200 60—90
10 Нейтрализация после кис- лых растворов Углекислый натрий 30-50 15-25 0,5—2
11 Анодное удаление травиль- ного шлама Едкий иатр при анодной плот- ности тока 5 а/дм2 50—100 18-60 5—10
12 Удаление травильного шлама крацовкой щетками 3%-ный раствор соды или жидкая кашица из извести, мела, песка и т. п. — — —
13 Амальгамирование меди и ее сплавов перед серебрением Окись ртути Цианистый натрий 75 60 18—20 0,1—0,2
* Или сушильный шкаф.
14 Справочник машиностроителя, т. 5
422
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
8. Продолжительность осаждения металлов в зависимости от плотности тока
(толщина слоя 10 мк, выход по току 100о/о)
Вид обработки Продолжительность обработки в мин при плотности тока в а/дм2
0,1 0,2 0,3 0,5 1 1 2 3 5 10 20
Цинкование 70 35 18 12 7 4 2
Кадмирование — — 50 25 13 9 5 3 —
Свинцевание — — 36 18 9 6 4 2 —
Лужение в кислых электролитах Лужение в щелочных элсктроли- — — — 40 20 10 7 4 2 —
тах — —. 79 40 20 14 8 — —
Меднение в кислых электролитах Меднение в цианистых электроли- — — — 90 45 23 15 9 5 —
тах — — 75 45 23 12 8 — — —
Никелирование — —_ 97 49 25 17 10 5 —
Латунирование 252 126 84 50 25 — — — — —
Железнепие 452 226 151 92 46 23 15 9 5 3
Серебрение 157 79 52 31 16 —_ — — —
Золочение Хромирование (выход по току 160 80 53 32 — — — — — —
13%) — — — — — — — 200 100 50
Примечание. При выходе по току ниже 100f>/0 время, указанное в таблице, нужно
разделить на коэффициент , где А — выход металла по току в процентах. При расчете
продолжительности покрытия мелких деталей в барабанах и колоколах следует исходить из
средней (расчетной) плотности тока. Прн осаждении металлов для других толщин время
электролиза меняется соответственно.
которые могут передвигаться вверх и
вниз по направляющим при помощи
гидравлического или пневматического
устройства. Перемещение направляющих
с рычагами вдоль ванн автомата произ-
водится при помощи двух горизонтально
расположенных цепей, приводимых в
движение от электродвигателя. Посред-
ством соответствующего механизма от-
дельные рычаги с подвесками могут ми-
новать одну ванну или группу ванн.
Это дает возможность осуществить в од-
ном автомате несколько видов покрытий,
объединив при этом подготовительные
операции, или работать по различным
схемам технологического процесса (на-
пример, производить покрытие с освет-
лением и без него и пр.). Для возмож-
ности загрузки деталей под током токо-
проводящие шины могут располагаться
вертикально. Благодаря независимости
работы механизмов передвижения, подъ-
ема и опускания могут быть осущест-
влены следующие дополнительные меро-
приятия для улучшения технологиче-
ского процесса:
а) качание подвесок во время паузы,
что даст возможность повысить плотность
тока;
б) многократный подъем и опуска-
ние подвесок в промывных ваннах, что
резко улучшит качество промывки де-
талей;
в) посредством дополнительного при-
способления уменьшение продолжитель-
ности операции (например при осветле-
нии цинка).
Автоматы этого типа выпускают раз-
ной производительности.
Покрытие мелких деталей произво-
дится в колокольных автоматах различ-
ной производительности.
Для покрытия проволоки и ленты ис-
пользуются специальные автоматы или
конвейерные установки, состоящие из трех
самостоятельных узлов: размоточного
приспособления, агрегата для покрытия
(ряд ванн) и приспособления для намотки
проволоки и ленты в бухты после покры-
тия. При установке автоматов необхо-
димо предусматривать систему непрерыв-
ной или периодической фильтрации рас-
творов, а также запасные емкости для
слива и корректирования последних.
При малой программе выпуска для
покрытия, а также для подготовитель-
ных и заключительных операций при
обработке деталей на подвесках приме-
няются стационарные ванны различных
размеров, изготовляемые в большинстве
случаев из листовой стали толщиной
4—6 мм, посредством сварки.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
423
9. Материалы, рекомендуемые для футеровки ванн [26]
№ про- цесса Наименование процесса Характер раствора Материал футеровки
Резина Поли- изобу- тилен Штуч- ные ма- териалы Эмаль Вини- пласт
1 2 3 4 5 6 1 8 9 10 И 12 13 14 15 Меднение Никелирование Цинкование • Кадмирование Лужение Свинцевание Железнение в холодных электро- литах То же в горячих электролитах . Серебрение Золочение • .... Оксидирование алюминия в сер- ной кислоте Травление стали при температу- ре до 50° С • .... Травление стали при темпера- туре выше 50°С Травление меди и ее сплавов . Хромирование Кислый » Цианистый Кислый » » III + + 1+1+ ++++++ III + + 111+ ++++++ +++++I ++I1 + + +++ l + l 1 + ++++ 1 1 1 1 1 1 ++++++ +111 + + III
Примечания. 1. К штучным материалам относятся кислотоупорный кирпич, мет- лахская плитка, диабазовая плитка и др., которые применяются для вани процессов 1, 2, 3, 4, 5, 11 и 12 — на масгике битуминоль, для ванн процессов 8, 13 и 14 — на силикатной за- мазке, в обоих случаях по битум-рубероидной основе. Битуминоль и битум-рубероид можно использовать при температуре раствора не выше 60°. 2. Ванны процессов 9 н 14 могут быть изготовлены также из керамики. 3. Для ванн хромирования с обогревом пароводяной рубашкой нужно применять роль- ный свинец.
В зависимости от характера процессов
стационарные ванны автоматов снаб-
жаются оборудованием для подвода пара,
воды, воздуха, электрического тока, а
также вытяжной вентиляцией. Ванны
для кислых растворов выкладываются
(футеруются) внутри кислотоупорными
материалами (табл. 9).
Для покрытия и подготовки поверх-
ности мелких деталей применяются вра-
щающиеся колокола и барабаны (шести-
гранные или круглые) различных раз-
меров в зависимости от величины за-
грузки и габаритов обрабатываемых де-
талей. Детали с остриями и нарезкой на
наружной поверхности — болты, винты,
гайки и т. п. — обрабатываются преиму-
щественно в колоколах; плоские де-
тали — пластины, шайбы и пр., а также
полые детали, частично входящие одна
в другую, — только в барабанах.
Расход анодов и материалов. Расход
анодов в граммах определяют по формуле
Ga = FS'i + &G,
где F — покрываемая поверхность в см2;
S — толщина покрытия в см; у — удель-
ный вес металла; AG — потери металла
(при отливке анодов и сверлении отвер-
14*
стий, за счет угара при переплавке, за
счет шламообразования и пр.), прини-
маемые для всех металлов, кроме серебра
и золота, в количестве 5—8% веса
металла, требуемого на покрытие; для
серебра и золота потери не учитываются.
Расход растворимых анодов ₽ г/.и3 при
толщине покрытия в 1 мк выражается
в следующих количествах:
Анод Расход
в г/ м2
Цинк.......................... 7,67
Медь.......................... 9,61
Кадмий ....................... 9,33
Олово......................... 7,86
Свинец.................... 12,27
Латунь (40% Zn, 60% Си) .... 8,72
Серебро .................... 10,5
Золото.................... 19,3
Примечание. В расход включены по-
тери в количестве 8% веса металла покрытия,
кроме серебра и золота.
Расход нерастворимых анодов (свинец)
для хромирования и катодов (свинец)
для оксидирования алюминия зависит
от габарита ванны и поверхности загру-
жаемых деталей. При хромировании
рекомендуется брать отношение анодной
поверхности к катодной в пределах от
1 : 2 до 2 : 3, при оксидировании алюми-
424
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
ния отношение катодной поверхности
к анодной берется в пределах от 3 : 2
до 2 : 1.
Аноды при хромировании должны ме-
няться 2 раза в год.
Расход химических и других материа-
лов. Расход материалов для ванн элек-
тролитических покрытий с растворимыми
анодами определяют, исходя из суммар-
ных величин потерь растворов при галь-
ванических процессах главным образом
за счет уноса растворов деталями [26], [34].
Расчет расхода материалов в г/м2 про-
изводится путем умножения величин
потерь раствора на принятое по техно-
логическому процессу содержание каж-
дого компонента в г/л.
В цианистых электролитах учитывают-
ся также потери цианидов в результате
их разложения углекислотой воздуха и
парами кислот, анодного окисления циа-
нидов и пр. Потери цианидов при раз-
ложении можно принимать на 1 а-ч:
в ваннах при температуре электролита
18—20° С — от 0,5 до 0,7 г, при темпе-
ратуре 25—45° С — от 0,7 до 0,8 г,
в ваннах при температуре свыше 45° С,
а также в колоколах и барабанах —
0,8—0,9 г.
Для ванн хромирования, работающих
с нерастворимыми анодами, следует учи-
тывать также расход хромового ангид-
рида на выделение металлического хро-
ма на катоде из расчета 13,ЗгСгО3 на 1 м2
при толщине осадка хрома 1 мк.
Расход материалов при химических
способах нанесения покрытий и опера-
циях химической, электрохимической и
механической подготовки и отделки по-
верхности см. [26], [34].
Расход материалов при оксидировании
стали и меди (при работе в 2 смены)
определяется из расчета четырехкратного
обмена раствора в год.
Методы контроля качества гальвано-
покрытий [1], [19]. Оценка качества
покрытий производится: а) по внешнему
виду (осмотр невооруженным глазом) на
основании сравнения с эталонами; б) по
результатам лабораторных испытаний на
основании требований к покрытиям, уста-
новленных ГОСТ или техническими усло-
виями.
Защитные и защитно-декоративные
гальванопокрытия испытываются на тол-
щину, пористость, сцепляемость с по-
верхностью основы и антикоррозионные
свойства. Покрытия, наносимые для по-
вышения сопротивления механическому
износу и поверхностной твердости,испы-
тываются также на твердость и износо-
устойчивость. В отдельных случаях по-
крытия испытывают на отражательную
способность, термостойкость и другие
свойства в зависимости от характера и
назначения покрытия.
Испытание покрытий на толщину
слоя производится химическим мето-
дом, основанным на растворении покры-
тия (без разрушения основного металла)
со всей поверхности изделия или только
с отдельных участков ее. В первом слу-
чае находится средняя, во втором — дей-
ствительная, местная толщина покры-
тия.
При определении местной толщины по-
крытия испытуемый участок растворяется
под действием струи раствора, вытекаю-
щей из капиллярного отверстия трубки
с определенной скоростью (метод струи),
или последовательно наносимыми и вы-
держиваемыми в течение определенного
промежутка времени каплями раствора
(метод капли) до обнажения основного
металла.
Метод химического контроля толщин
покрытий описан для цинковых, кад-
миевых, медных, никелевых и много-
слойных покрытий в ГОСТ 3003-58, для
оловянных покрытий — в ГОСТ 3263-46.
Поры в покрытиях выявляют по-
средством наложения фильтровальной
бумаги, пропитанной реактивами, даю-
щими окрашенные соединения с ионами
основного металла или металла подслоя.
В участках покрытия, не допускающих
наложения бумаги, поры выявляют за-
ливкой реактивом, дающим окрашенные
соединения с ионами основного металла.
Метод определения пористости описан
для однослойных покрытий медью, ни-
келем и хромом и многослойных из тех
же металлов в ГОСТ 3247-46, для оло-
'вянных — в ГОСТ 3264-46, для цинко-
вых — в ГОСТ 3265-46.
Сцепляемость покрытия с ос-
новным металлом испытывается для ли-
стового материала изгибом на 90° или
180° до поломки образца, для проволоки —
навивкой образца вокруг стержня того же
или большего диаметра в зависимости
от диаметра и назначения проволоки,
для деталей — нанесением стальным ост-
рием ряда пересекающихся между собой
царапин или опиловкой напильником.
Во всех случаях не должно быть трещин
и отслаивания покрытия.
Твердость гальванопокрытий испыты-
вается методами царапания и затухаю-
щих колебаний маятника. Первый метод
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
425
заключается в нанесении царапин на
покрытие при помощи алмазной или сап-
фировой иглы под определенной нагруз-
кой с последующим измерением ширины
нанесенных царапин. При втором методе
измеряют продолжительность затуханий
маятника, опирающегося при помощи
острия на поверхность покрытия. По-
лученные результаты сопоставляют с кон-
трольными испытаниями металла, твер-
дость которого известна.
Для испытания износоустойчивости по-
крытий лабораторных методов нет.
Антикорозионные свойст-
в а покрытий определяются методом
ускоренных испытаний в искусственно
создаваемых коррозионных средах и по
данным поведения покрытых изделий
в естественных условиях их эксплуата-
ции. Ускоренные испытания на корро-
зионную стойкость покрытий произво-
дятся обычно в тумане раствора поварен-
ной соли, создаваемой в специальной
камере. В зависимости от природы и на-
значения покрытий применяются также
испытания их в насыщенной агрессив-
ным газом атмосфере или в жидкой
среде, по составу соответствующей усло-
виям эксплуатации ивделий.
Для металлопокрытий анодного ха-
рактера, т. е. защищающих изделия
электрохимически, как, например, для
цинковых покрытий, методы ускоренных
испытаний непригодны.
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
Сущность способа состоит в расплав-
лении металла и его распылении струей
сжатого воздуха или другого газа. Об-
разуемые при этом металлические ча-
стицы размером 10—100 мк с большой
скоростью (100—150 Mjcen) ударяются
о поверхность и, внедряясь в ее неров-
ности, сцепляются с ней, образуя слой
металлического покрытия.
В настоящее время термин «металлиза-
ция распылением» утратил свой букваль-
ный смысл и часто относится к аналогич-
но осуществляемым процессам напыле-
ния покрытий из неметаллических мате-
риалов: пластмасс, керамики, окислов
металла и других соединений.
Существующие процессы нанесения по-
крытий методом распыления выпол-
няются посредством специальной аппа-
ратуры (табл. 10), которую классифици-
руют либо по состоянию применяемого
для напыления материала (проволока,
порошок, стержни и др.), либо по спо-
собу его плавления (газовые аппараты,
электродуговые, высокочастотные и др.).
Способ металлизации и аналогичные
ему процессы характеризуются неслож-
ностью оборудования, простотой осу-
ществления и многообразием областей
применения.
Напыление пластмасс. Для напыления
применяются как термопластичные, так
и термореактивные смолы и композиции
на их основе в виде порошков с разме-
рами зерен 0,1—0,25 мм.
Пригодность материалов для напыле-
ния определяется их сыпучестью, спо-
собностью переходить в плавкое состоя-
ние без разложения и адгезионной спо-
собностью.
Напылению могут подвергаться изде-
лия, допускающие нагрев на 50—100° С,
превышающий температуру плавления
наносимого материала, а также имеющие
достаточно открытую поверхность без
острых углов, граней, зазоров, раковин
и т. п.
Покрытия наносят на сухую и чистую
поверхность, предварительно нагретую
до температуры растекания напыляемого
материала. Толщина слоя покрытий со-
ставляет 0,3—0,5 мм, но в отдельных
случаях ее можно доводить до 5 мм и
выше.
Пластмассы напыляют преимуществен-
но на наружные поверхности, так как
выделение большого количества тепла
делает работу внутри сосудов практи-
чески трудноосуществимой.
Газопламенные покрытия из пласт-
масс применяются для защиты от корро-
зии, в целях теплоизоляции, электро-
изоляции, устранения неровностей на
поверхности изделий (например, на ку-
зовах автомобилей) и т. д. Для этих
целей пользуются полиэтиленом, поли-
пропиленом, поливинилбутиралем (бут-
варом), полиамидами, эпоксидами, тио-
колами, битумами и другими смолами и
различными композициями из них. Для
напыления пластмасс применяются се-
рийно выпускаемые промышленностью
аппараты УПН (табл. 11).
Металлизация. При распылении метал-
лов имеет место частичное выгорание
отдельных элементов (С, Мп, Si и др.)
и образование на поверхности частиц
пленки окислов. При ударе об изделие
частицы претерпевают резкое охлаждение
и деформацию, в следствие которых об-
разуемое покрытие отличается от исход-
ного металла как по химическому со-
ставу, так и по физическим свойствам.
426
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
10. Аппараты для металлизации и газопламенного напыления
Марка аппарата Назначение Исходный материал для напыления Способ плавления наносимого мате- риала Отличительные особенности конструкции
I. Порошковые
УПН-1* Нанесение покрытий из пластмасс и дру- гих материалов с тем- пературой плавления до 500° С Порошки с размерами частиц 0,15 — 0,25 мм Воздушно-ацети- леновое пламя Установка состоит из руч- ной распылительной го- релки, порошкового пи- тателя и щита с при- борами для регулиро- вания процесса
УПН-4У* Нанесение покрытий из пластмасс и метал- лов с температурой плавления до 1200° С То же Пламя из смеси ацетилена с воз- духом или кис- лородом Комплектуется распыли- тельными горелками для нанесения пластмасс (ГЛН-4) и металлов (ГТН-4). Подача порош- ка может производить- ся по схеме давления, вакуума и смешанной
УПН-5* Напыление окиси • алюминия Порошок тех- нического глинозема (марки Г-0 и Г-00 Кислородно- ацетиленовое пламя Установка состоит из руч- ‘ ной распылительной го- релки и порошкового бачка. Распыление про- изводится струей пла- мени, без применения сжатого воздуха
ИМЕТ-105 Нанесения покрытий из особо тугоплавких материалов Мелкодис- персные порошки Плазменная струя Рабочим газом являются аргон, азот, водород, ге- лий и нх смеси. Распылительная головка оборудована системой водяного охлаждения. Источниками питания дуги служат генерато- ры постоянного тока
II. Стержневые
МГГЬ1* Нанесение покрытий из окиси алюминия и других тугоплавких керамических мате- риалов Твердые стержни ф 3 мм, 1 == 4004-500 мм или гибкие жилки Кислородно- ацетиленовое пламя Состоит из ручной распы- лительной горелки и электрического приво- да, снабженного бессту- пенчатым фрикционным регулятором числа обо- ротов. Привод механиз- ма подачи горелки осу- ществляется через гиб- кий вал
III Проволочные, газовые
ГИМ-2* Для легкого вида работ по металлиза- ции вручную и на станках Проволока Ф 1,5-2,0 мм Пламя нз смеси кислорода с го- рючим газом (ацетиленом, пропаном, водо- родом и др.) Аппарат инжекторного типа. Подача проволоки производится от встроен- ной в аппарат воздуш- ной турбииы, снабжен- ной центробежным регу- лятором числа оборотов. Предел регулирования 0,8—4,5 м'/мин. Вес 2,5 кг
МГИ-1* То же Ф 1,5—3,0. мм То же Предел регулирования 0,7—6,0 м!мин. Вес 2 кг
МГП-2 Для напыления по- крытий из молибдена и других тугоплавких металлов Проволока ф 3 мм Кислородно- ацетиленовое пламя Конструкция аналогична аппарату МГП-1
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
427
Продолже ние табл. 10
Марка аппарата Назначение Исходный материал для напыления Способ плавления наносимого мате- риала Отличительные особенности конструкции
1V. Проволочные высокочастотные
мвч-з Станочный аппарат для металлизации сталью Проволока ф 4—5 мм Нагрев высоко- частотным индуктором Головка представляет со- бой конический нагре- вательный индуктор, пи- таемый ламповым гене- ратором с частотой 70 000 — 50 000 гц. Го- ловка и силовой коак- сиальный кабель охлаж- даются водой. Привод механизма подачи элек- трический. Регулиров- ка скорости подачи по- средством сменных ше- стерен
V. Проволочные электродуговые
ЭМ-ЗА* Для легкого вида работ по металлиза- ции вручную и на станках Проволока Ф 1—2 мм Электрическая дуга, возбуждае- мая между двумя проволочными электродами Конструкция привода ме- ханизма подачи анало- гична аппарату ГИМ-2. Для работы аппарата требуется переменный или постоянный ток (на- пряжение 20 — 30 в; ток 100 — 150 а)
ЭМ-9* То же Проволока ф 1,2—2,0 мм То же То же. Привод аналоги- чен аппарату МГИ-1
ЭМ-6* Станочный аппарат для металлизации тел вращения Проволока ф 1,5—2,0 мм > Высокопроизводительн ый аппарат, работающий как на переменном, так и постоянном токе. При- ‘ вод механизма подачи от электродвигателя, снабженного бесступен- чатым регулятором чис- ла оборотов
мэс Станочный аппарат ЭМ-6, снабженный удлиненной головкой, предназначенной для металлизации шеек коленчатых валов То же То же
МТГ-1* Станочный аппарат ЭМ-6 с трехпроволоч- ной угловой голов- кой, предназначенной для нанесения анти- фрикционных псевдо- сплавов на внутрен- ние поверхности вту- лок подшипников и т. п. Проволока ф 1,5—2,5 мм Электрическая дуга между тремя проволочными электродами Работает на однофазном переменном токе от сва- рочного трансформато ра. Позволяет получать двух- и трехкомпонент- ные покрытия из раз- нородных металлов в за- данном соотношении. Пригодны для металли- зации внутренних по- верхностей втулок диа- метром от 90 мм и выше
* Аппаратура, серийно выпускаемая промышленностью.
428
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
Продолжение табл. 10
Марка аппарата Назначение Исходный материал для напыления Способ плавления наносимого мате- риала Отличительные особенности конструкции
УМП Установка станочного типа для нанесения покрытий из особо тугоплавких металлов: молибдена, вольфрама И др. VI. Проволочнь Проволока Ф 1,0—1,5 мм е плазменные Плазменная струя Состоит из высокопроиз- водительного (до 8 кг!ч W) распылительного ап- парата и пульта управ- ления. Работает на постоянном токе от преобразователя ПС-500. Распылитель- ная головка снабжена системой водяного ох- лаждения
УПР-1 Установка для нане- сения покрытий из тугоплавких метал- лов и керамики Vll. С yen Суспензия порошка в жидком горючем гнзионные Пламя из смеси пропан-бутана и кислорода Состоит из ручной распы- лительной горелки с ка- мерой сгорания ракет- ного типа, питателя и пульта управления
11. Техническая характеристика установок УПН для нанесения покрытий из порошковых
материалов
Характеристика УПН-1 УПН-4У ГЛН-4 горелкой ГТН-4 УПН-5
Габаритные размеры в мм . . . Общий вес в кг ......... Вес распылительной горелки в кг .......... Требуемое давление: сжатого воздуха в кГ/см2 . . . кислорода в кГ/см2 ; , . . ацетилена в мм вод ст . . . 490X490X1300 40 1,1 1,5-2,0 Не ни 410Х450ХП20 30 1,2 2—3 же 50 410X450X1120 30 1,4 2-3 з з 5 Не ниже 200 200X300X700 15 1,2 5,5—6.0 400—500
Расход: сжатого воздуха в м^/ман . . кислорода в м3/ч ....... ацетилена в м3/ч ....... 0,2—0,3 0,25—0,3 0,2—0,3 0,25—0,3 0.3—0,4 До 1,9 До 1.7 5 0—5 5 1,5-1,7
Емкость сосуда питателя в л . Требуемая степень измельчения порошка в мм ........ 8,5 0,15—0,25 3,5 0,15—0,25 3,5 0,075-0,15 5-6 0,3-0,7
По структуре металлизационные покры-
тия всегда пористы, и поэтому их объем-
ный вес на 8—12% ниже, чем у литых
металлов.
При металлизации сплавления или
сваривания частиц с поверхностью не
происходит и сцепление покрытий носит
чисто адгезионный характер. Большое
влияние на прочность сцепления покры-
тий оказывает вид подготовки поверх-
ности (табл. 12).
Механическая прочность образцов из
распыленного металла (отделенного от
основания) значительно ниже, чем у ли-
тых металлов (табл. 13). Покрытия отли-
чаются также очень низким модулем
упругости (для Ст. 3 Е = 7000 кГ/миР),
в связи с чем возникающие в покрытии
напряжения всегда меньше, чем в самой
детали. Благодаря этому металлиза-
ционные покрытия отлично работают
в условиях статических нагрузок, но
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
429
12. Влияние способа подготовки поверхности иа прочность сцепления металлизационных
покрытий и усталостную прочность детали при циклической знакопеременной нагрузке'
Способ подготовки поверхности Предел усталости Прочность сце- пления в кГ/см2
в кГ/мм2 в % к шлифован- ной поверхности
Шлифование 25,2 100
Пескоструйная обработка 27,8 110,5 345
Обработка дробью 32,4 128,5 1040
Насечка зубилом • .... 20,6 82,0 820
Накатка (прямая, косая, перекрученная) . . 30,6 121,0 1000
Нарезка треугольная ............ Нарезка треугольная с последующей обра- 18,8 74,5 1800
боткой дробью 24,5 98,0 1900
Нарезка треугольная с прикаткой вершин . 17,0 67,5 1560
Нарезка круглая 19,4 77,0 1670
Нарезка круглая с прикаткой вершин . . . 18,8 74,5 1440
Нарезка кольцевых канавок 16,5 65,5 1400
Нарезка кольцевых канавок с прикаткой 61,0
вершин • 15,3 ИЗО
Электроискровая обработка ........ 20.3 80,5 1000
Электродуговая обработка 17,0 67,5 250
13. Механические свойства металлизационных покрытий (ВНИИАвтоген)
Металл Предел прочности при растяжении в кГ/мм2 Предел прочности при сжатии в кГ/мм* Твердость НВ
ЭМ-3 ГИМ ЭМ-3 ГИМ эм-з ГИМ
Сталь 15 Сталь 45 Сталь У8 Латунь Л62 Алюминий А99 Цинк Ц1 Медь Ml 13.7 14,1 16,2 3,8 5,4 3.4 8,2 13,8 15,5 5,2 5,0 3,2 5,4 68,9 64,2 52,0 18,5 14,2 11,5 28,4 49,7 73,0 20,4 13,1 10.7 32,0 197 240 281 50 27 20 66 147 240 63 26 20 64
Примечание. ЭМ-3 и ГИМ — марки аппаратов, которыми производилось напыление.
только в пределах упругих деформаций
основания.
Пористые металлизационные покрытия
впитывают в себя до 10% масла (по
объему), что делает их весьма износо-
устойчивыми и способными длительное
время работать без смазки и заедания.
На этом свойстве основано получение
специальных покрытий из антифрик-
ционных псевдосплавов, образуемых при
одновременном распылении двух или бо-
лее разнородных металлов. Такие покры-
тия, применяемые в целях экономии
цветных металлов, по своим наиболее
важным свойствам (фиг. 1) являются
полноценными заменителями баббитов
и бронз. В условиях сухого трения ме-
таллизационные покрытия работают не-
удовлетворительно.
Электропроводность покрытий в связи
С загрязнением их окислами в тонких
(до 0,1 мм) слоях снижается в 8—10 раз.
Электросопротивление и коэффициенты
теплового расширения для более тол-
стых покрытий приведены в табл. 14.
14. Электросопротивление и коэффициенты
теплового расширения металлизационных
покрытий
Металл г В МКОМ-см а 10-е
Сталь низкоуглеродистая Сталь нержавеющая . . Медь Латунь Алюминий .... • . . . 40 243 4,5 13,5 10,0 12,0 15,0 14,0 17,5 24,0
Технологический процесс металлизации
складывается из операций подготовки
поверхности (табл. 15) нанесения метал-
лического покрытия и его последующей
430
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
Mggjl Предельная гррзстдъеншть при и=11/сек
Фиг. 1. Износ и грузоподъемность металлпзационных покрытий: 1 — металлиза-
циопные покрытия; II — литая бронза; 1 — сталь /100%); 2 — сталь (50%) + алю-
миний (50%); 3 — сталь (75%) + латунь (25%);4 — сталь (75%)+ медь (25%);
5 —медь (75%) + ПОС 30 (25%); 6 — Бр. ОЦС 6-6-3; 7 — Бр. ОФ 10-1.
обработки. Потери металла при электро-
металлизации могут быть определены по
диаграмме (фиг. 2) и табл. 16.
Назначение металлизации следующее:
1. Защита от коррозии
стальных конструкций, мостовых ферм,
Фиг. 2. Потери металла при электро-
металлизаии наружных поверхно-
стей тел вращения в зависимости от
их диаметра.
судов и др. От атмосферной коррозии и
действия воды стальные изделия защи-
щают покрытия из цинка, алюминия и
кадмия. Последующая пропитка метал-
лизационных покрытий полихлорвини-
ловыми, фенольными, эпоксидными и
другими лаками значительно повышаетих
долговечность.
2. Восстановление изно-
шенных деталей оборудо-
вания (щеек, валов, осей, цапф, шпин-
делей, втулок, подшипников и т. п.),
а также поверхностей под прессовую по-
садку (гнезда под подшипники, втулки
и др.). Последовательность и способ вы-
полнения операций при металлизации
шеек показаны в табл. 17.
3. Повышение твердости и
износостойкости деталей
посредством напыления на них покрытий
из твердых сплавов типа «Стеллит»,
а также хром-бор-никелевых самофлю-
сующихся сплавов, покрытия из кото-
рых после нанесения требуют термодиф-
фузионного обжига. Такие покрытия,
кроме высокой твердости HRC 40—60,
обладают высокой коррозионной стой-
костью и стойкостью к действию высоких
температур.
4. Ремонтштамповипресс-’
форм посредством нанесения покрытий
из молибдена.
В связи с летучестью окислов молиб-
дена его частицы при напылении прива-
риваются к изделию и образуют очень
прочные и износостойкие покрытия, ко-
торые позволяют восстанавливать гео-
метрические размеры деталей, подвер-
женных повышенному износу, например
копиров, пресс-форм и т. п.
5. Исправление д е ф е к то i
литья, например, устранения прони-
цаемости пористого литья (корпусов тур-
бин, деталей насосов, блоков двигате-
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
431
15. Основные операции по подготовке поверхности
Операции Способ выполнения Применение
Очистка от жировых и других загрязнений Ручная обтирка ветшью, про- мывка растворителями (керо- сином, бензином, дихлорэта- ном и др.), обработка в моеч- ных машинах Во всех случаях
Удаление масла (влаги) из пор металла Нагрев пламенной горелкой или в печи до 250 —300°С (до пре- кращения видимого выделения летучих продуктов сгорания) При металлизации деталей из чугуна и других пористых металлов, работавших в усло- виях контакта с маслом и другими жидкостями
Снятие с металла окисной пленки и придание поверх- ности изделия шерохова- тости для обеспечения сцеп- ления с наносимым покры- тием Пескоструйная очистка сухим крупнозернистым острогранным кварцевым песком размером ча- стиц 1— 2 мм. При небольших размерах изделий производится вручную в пескоструйном шка- фу при давлении сжатого воз- духа 4 — 6 ати Преимущественно при подго- товке плоских поверхностей и деталей сложной конфигу- рации, а также шеек и гнезд, предназначенных под прес- совую посадку
Устранение неравномерностей выработки, эллипсности, за- диров и придание требуе- мых размеров Обточка на токарном станке. Возможно использование одного станка как для подготовки по- верхности, так • и для метал- лизации При металлизации тел вра- щения
Создание на поверхности тел вращения шероховатости, необходимой для обеспече- ния сцепления с наносимым покрытием Нарезка на токарно-винторез- ном станке рваной резьбы или обработка поверхности пучком электродов, электроискровым, электровибрационным или дру- гим способом Изделия с высокотвердой по- верхностью (закаленные, цементированные и др.) мо- гут быть металлизированы только при подготовке электроискровым или электровибрационным спо- собом
16. Потери металла при электрометаллизации
плоскостей в зависимости от угла падения
струи
Угол в град Потери металла при распылении в %
цинка алюминия латуни стали
90 27,5 17,8 35,0 22,0
60 64,1 59,0 69 0 61,0
30 90,4 • 88,5 91,4 89,0
10 98,5 98,0 99,0 98,2
лей и т. Д.), устранения течи сварных
швов, а также заделки литейных и дру-
гих раковин.
6. Повышение жаростой-
кости стали посредством алитиро-
вания, состоящего в нанесении на изде-
лие алюминиевого покрытия и его термо-
диффузионного обжига. Срок службы
изделий из углеродистых сталей и меди,
работающих при температурах 850—
900° (цементационные ящики, оболочки
электротиглей, кожуха термопар и т. п.),
в результате алитирования увеличивается
в 3—5 раз и более.
7. Получение покрытий для
экранирования в радиотехнике, защиты
изделий от науглероживания при цемен-
тации, нанесения токопроводящих по-
крытий на пластмассы, керамику и дру-
гие материалы, для изготовления электро-
нагревателей, изготовления пресс-форм
и моделей, нанесения покрытий из туго-
плавких металлов (титана, хрома, ниобия,
вольфрама, молибдена и др.).
Покрытия из тугоплавких материалов.
Способ газопламенного напыления по-
зволяет наносить покрытия из окислов
металлов, карбидов, силицидов, бори-
дов и других соединений. Важное до-
стоинство способа состоит в возможности
простыми средствами наносить покрытия
из весьма тугоплавких материалов на
низкоплавкие без значительного нагрева
последних.
Практическое применение находят по-
крытия из окиси алюминия, двуокиси
432
Технология нанесейия покрытий деталей машин
17. Последовательность операций при металлизации наружной поверхности шеек
Назначение операции Эскиз Способ выполнения
Выточка замыкающих канавок иа концах шейки под выход резца при последующих опера- циях. Оставление буртиков для предохранения слоя со стороны торца шейки от забоев и выкра- шивания КольцеЬая выработка Отрезным резцом без применения охлаждающих жидкостей
Обточка шейки по длине для устранения неравномерностей выработки и обеспечения воз- можности нанесения слоя ми- нимально допускаемой тол- щины (0,70—1,0 мм на сторону) h 1 q Проходным резцом без охлаждаю- щих жидкостей. При износе шейки от 1,5 мм на диаметр и выше операция не производится
Нарезка по длине рваной резьбы для придания поверхности гру- бой шероховатости и обеспече- ния надлежащего сцепления покрытия Шаг 0,75+1,25 Применяется резьбовой резец с пе- редним углом у=0°. Установка резца ниже центра детали на 4—5 мм\ вылет 120 — 150 мм. На- резка всухую, за один проход, на малых скоростях резания. Высту- пающие с вершин заусенцы уда- ляются
Нанесение мета ллизаци он ного покрытия до заданного диа- метра шейки Jj Скорость вращения детали 20 — 60 об/мин. Расстояние от головки аппарата до поверхности шейки 100—150 мм. Припуск на обработку 0,6 —1,0 мм при обточке и 0,4 — 0,6 мм при шлифовании (иа сто- рону)
Обточка и шлифование покрытия для получения требуемых раз- меров и чистоты поверхности »5° Обточка резцами с пластинами из твердых сплавов с полукруглой заточкой радиусом 3 мм. Первые проходы при минимальной глубине резания. Обточка и шлифование при обязательном охлаждении эмульсией
циркония, двуокиси титана, дисилицида
молибдена, карбида кремния, некоторых
керметов и др. Покрытия из этих мате-
риалов наносятся для защиты изделий
от действия высоких температур, полу-
чения стойких к высоким температурам
электроизоляционных покрытий, а также
покрытий с низким коэффициентом тепло-
передачи, защиты поверхностей от эро-
зионного разрушения и т. п. Посредством
таких покрытий повышают срок службы
деталей газовых турбин, защищают от
окисления сопла и раструбы топливных
форсунок, предохраняют кожухи термо-
пар, закрепляют датчики, работающие
при высоких температурах и др.
Нанесение тугоплавких покрытий про-
изводится посредством специализирован-
ной аппаратуры, рассчитанной на при-
менение напыляемых материалов в виде:
а) сухих порошков, б) суспензии из по-
рошков в жидком горючем, в) гибких
жилок, состоящих из порошков, связан-
ных сгорающей при напылении пласт-
массой, г) твердых стержней (штапиков)
Ф 3 мм.
Оборудование рабочего места. Тре-
буемое для работ по металлизации вспо-
могательное оборудование перечислено
в табл. 18.
При проектировании отсасывающей
вентиляции скорость движения воздуха
в плоскости сечения кабин для металли-
зации должна быть не ниже 1,0—1,2 м/сек,
а для горизонтальных зонтов у станков —-
не менее 4 м/сек.
При работе на электродуговых и плаз-
менных аппаратах необходимо пользо-
ваться защитными очками с темноокра-
шенными стеклами (типа ТИС).
МЕТАЛЛИЗАЦИЯ РАСПЫЛЕНИЕМ
433
18. Вспомогательное оборудование для металлизационной установки
Наименование и тип Назначение Примечание
Оборудование общего назначения
Масло-водоотделитель ли- нейный МВО-П * Очистка воздуха, подаваемого из компрессорного отделе- ния, от масла и влаги При большой влажности воздуха дополнительно устанавливаются постовые фильтры МВО-М *
Пескоструйный шкаф * Подготовка плоских поверх- ностей и деталей сложной конфигурации Оборудуется отсасывающей венти- ляцией
Пескоструйный револь- вер * Очистка песком (с многократ- ным оборотом абразивного материала) Снабжается шлангами диаметром 9,5 мм (ГОСТ 71-55) и 19 мм (ТУ МХП 397-А-29)
Кабина длй металлиза- ции * Выполнение всех видов работ по металлизации вручную Оборудуется отсасывающей венти- ляцией
Станок токарно-винторез- ный любого типа Подготовка валов, втулок и других тел Вращения к ме- таллизации и нанесение на них металлических покры- тий Выбор станка производится в соот- ветствии с размерами изделий
Вытяжной зонт телеско- пический * Отсос металлической пыли при металлизации на станке Устанавливается на суппорте станка и подключается к отсасывающей вентиляционной линии
Оборудование для электрометаллизации
Трансформатор понижаю- щий типа СТЭ Питание электрометаллиза- ционных аппаратов пере- менным током Сварочные трансформаторы приме- няются без дросселя. Для целей металлизации снабжаются отвода- ми на 20—25 — 30 — 35 в
Сварочный мотор-генера- тор типа ГСР-150, ЗП-7,5/30 (с магнитной приставкой), ПСМ 1000 и др. Питание электрометаллиза- ционных аппаратов посто- янным током Применяются для повышения про- изводительности электрометалли- зации. Пригодны только генера- торы с постоянной (жесткой) ха- рактеристикой
Распределительный щит е приборами Включение и выключение ме- таллизационной аппаратуры и контроль режима работы Устанавливается вблизи рабочего места
Оборудование для газовой металлизации
Баллоны для сжатого кислорода Хранение н транспортировка кислорода ГОСТ 5313-54
Редуктор кислородный Снижение и регулирование давления кислорода Любого типа
Баллон для горючего газа (ацетилена, метана, неф- тегаза и др.) Питание аппарата горючим газом Вместо баллонов можно применять сварочные ацетиленовые генера- торы (например ГВР-3 и др.), устанавливаемые вне рабочего по- мещения
* Изготавливается по типовым чертежам ВНИИАвтогена.
434
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
Продолжение табл. 18
Наименование и тип Назначение Примечание
Редуктор для горючего газа Снижение и регулирование давления горючих газов в баллонах Тип редуктора выбирается в соот- ветствии с применяемым газом
Ротаметры Измерение расхода газов Тип РС-3 и РС-5
Стойки для укладки про- волочных бухт * Разное оборудование. Размотка бухт при металли- зации
Державка Закрепление ручных метал- лизационных аппаратов на суппорте станка -
Верстак, шланги, инстру- менты и др. * - -
Сита металлические Просеивание пластмассовых и металлических порошков -
При нанесении покрытий внутри сосу-
дов и при отсутствии вентиляции приме-
няются противогазы, респираторы или
шлемы-скафандры, с принудительной по-
дачей в них чистого воздуха (например
МИОТ-48 и МИОТ-49 конструкции
НИОТ ВЦСПС).
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Виды и назначение лакокрасочных по-
крытий. Лакокрасочные покрытия
(табл. 19) предназначаются для защиты
поверхности металлических изделий от
коррозии, деревянных — от влаги и за-
гнивания, а также для придания им тре-
буемого внешнего вида.
Стойкость лакокрасочного покрытия
(табл. 20) зависит от условий эксплуата-
ции, способности выбранного лакокра-
сочного материала сопротивляться внеш-
ним механическим или химическим агрес-
сивным воздействиям, сцепления (адге-
зии) покрытия с окрашиваемой поверх-
ностью, количества покровных слоев
окраски и температуры их сушки, кото-
рая устанавливается в зависимости от
свойств лакокрасочнах материалов, а
также качества выполнения технологи-
ческого процесса нанесения покрытия.
Стойкость покрытия увеличивается при
нанесении его на шероховатую или хими-
чески подготовленную (анодированную,
фосфатированную и т. п.) поверхность.
При шпатлевке стойкость покрытия сни-
жается.
Тип покрытия, характер отделки по-
верхности, принятые для этой цели
лакокрасочные материалы и, в случае
надобности, указания на специальные
виды подготовки поверхности (обивка
песком, опайка, фосфатирование и т. п.)
приводятся в технических условиях на
изготовление изделия, а также на чер-
тежах. На чертежах, кроме того, указы-
ваются особые требования к покрытиям,
вызванные конструкцией изделия или
условиями его сборки, например: «за-
грунтовать в деталях», «окрасить до
сборки недоступные места», «подкрасить
места сопряжения деталей» и т. п.
Требования, предъявляемые к окра-
шиваемой поверхности. На поверхности
изделия не допускаются:
а) раковины, трещины, шлаковые вклю-
чения, незачищенные сварные швы (свар-
ные изделия);
б) вмятины, забоины, заусенцы, рябь
и прочие дефекты поверхности (штампо-
ванные изделия);
в) пригар, незачищенные заусенцы пос-
ле обрубки, литейные раковины (литые
детали);
г) трещины, задиры, отверстия от суч-
ков (деревянные изделия) и т. п.
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
435
19. Наиболее употребительные типы лакокрасочных покрытий и их назначение
Продолжение табл. 19
' Тип покрытия и его назначение Требования к поверх- ности покрытия Примерная схема покрытия Наиболее употребительные лакокрасочные материалы Примерные области применения
Высокой степени отделки. Защита от коррозии и придание деко- ративного вида Цвет назначается*, идеаль- но-ровная, блестящая поверхность; высокая механическая прочность Фосфатирование1, грунтовка, шпатлевка местная и сплош- ная в один-два слоя2, выя- вительная окраска, выправ- ка, окраска в 2 слоя (для автонитроэмалей до 4—5 слоев) Фосфатирование, окраска в два слоя эмалью Синтетические автоэмали го- рячей сушки, пентафтале- вые и нитроэмали и др. Разные синтетические эмали горячей сушки. Рефлексные эмали Кузова автомобилей, трамвай, пассажирские железнодорож- ные вагоны Велосипеды, мотоциклы, швей- ные машины, холодильные, стиральные машины, пишущие машины, приборы и т. п.
Специальные от- делки. Декора- тивные для соз- дания и а изде- лии заданного рисунка (сетка, кристаллы ит. п.) Цвет, рисунок, степень ровности и блеска на- значаются Грунтовка, шпатлевка2, ок- раска, покрытие специаль- ными лаками и эмалями Кристалл-лаки, трескающие- ся лаки, лак «Мороз», эмали «Муар». Молотковые эмали (по грунту и без него) Изделия точной механики, ящи- ки радиоаппаратуры, пишущие машины, счетные аппараты
Имитационные для имитации текс- туры дорогостоя- щих пород дерева Рисунок назначается; идеально ровная по- верхность. Зеркальный блеск Грунтовка, шпатлевка 2, ок- раска, нанесение рисунка, лакировка в три—пять слоев Нитролаки Детали легкового автомобиля и пассажирского железнодорож- ного вагона. Радиоприемники
Волокнистые для создания шеро- ховатой поверх- ности Вид материала (бумаж- ные, текстильные, асбе- стовые волокна; корко- вая, кожаная пыль и др.). Блеск и цвет по- крытия назначаются Грунтовка, окраска, нанесе- ние волокна или порошка, подкраска в случае надоб- ности Синтетические эмали горячей сушки. Рефлексные эмали Различные приборы, мелкие из- делия широкого потребления
Кислотостойкие 1 В автомобилес 2 В зависимост наносимого слоя ш Цвет и внешний вид без- различны троении (кузова, оперение), и от качества окрашиваем патлевки 0,3—0,5 мм. Специальные покр Окраска и лакировка в не- сколько слоев (до 15); ино- гда по фосфатированной и грунтованной поверхности ой поверхности и предъявляв ытия Специальные эмали и лаки на основе виниловых, эпо- ксидных и других синтети- ческих смол мых требований к поверхносп Детали машин и аппаратов, со- прикасающихся с растворами кислот разной концентрации 'и покрытия. Толщина каждого
Продолжение табл. 19
Тип покрытия и его назначение Требования к поверх- ности покрытия Примерная схема покрытия Наиболее употребительные лакокрасочные материалы Примерные области применения
Кислотостойкие Цвет и внешний вид мо- гут быть заданы Грунтовка, окраска (до 4 сло- ев), иногда лакировка (до 7 слоев) Перхлорвиниловые эмали и лаки, кислотостойкие лаки и эмали. Эпоксидные эмали Оборудование, работающее в ат- мосфере повышенной влажности с примесью агрессивных газов H3S, СОй, SO4 и др.
Щелочестойкое Цвет и внешний вид без- различны. Иногда могут быть заданы Грунтовка, окраска или ла- кировка (до 4 слоев) Эпоксидные лаки и щелоче- стойкие эмали. Перхлорви- ниловые эмали Аппаратура, соприкасающаяся в процессе эксплуатации со щелочами разной концентрации
Бензостойкое: при постоянном воздействии при периодиче- ском соприкос- новении с неф- тепродуктами То же Цвет, внешний вид, сте- пень отделки могут быть заданы Очистка в дробеструйном аппарате, фосфатирование или пассивирование, окра- ска или лакировка до 4 сло- ев, иногда по загрунтован- ной поверхности Грунтовка, шпатлевка (в слу- чае надобности), окраска в несколько слоев (до 5) Специальные грунты и эмали типа УБ, ВЛ-515 и лаки с примесью алюминиевой пудры Автонитроэмали, алюминие- вые нитроглифталн, эпок- сиднонитроцеллю лозные эмали Внутренние поверхности бензо- баков, фляг, канистр и т. п. (вместо лужения и цинкова- ния); внутренние поверхности труб для транспортировки го- рючих и масел Изделия, требующие декоратив- ного бензостойкого покрытия, например, двигатели
Маслостойкое: при постоянном воздействии при периодиче- ском воздейст- вии Цвет и внешний вид без- различен; иногда могут быть заданы То же Окраска или лакировка, ино- гда по загрунтованной или фосфатированной поверхно- сти Фосфатирование, грунтовка, окраска (для нитроэмали до 4 слоев) Бакелитовые лаки, эмали типа УБ, нитроэмали, алю- миниевые лаки и др. Пентафталевые, глифталевые, нитро- и нитроглифталевые эмали и др. Масляные ванны и резервуары, детали масляных фильтров и т. п,, непосредственно сопри- касающиеся с маслами, внут- ренняя поверхность станков, картеров двигателей и т. п. Станки, автомобили, троллейбусы и прочее оборудование и изде- лия, соприкасающиеся перио- дически с маслами и требую- щие окраски с различной сте- пенью отделки
Водостойкое: проточная вода непроточная во- да Цвет и внешний вид без- различны То же Окраска в 2 — 3 слоя То же Бакелитовые лаки с алюми- ниевой пудрой, эпоксидные эмали Битумные лаки с добавкой алюминиевой пудры, свин- цовый сурик на натураль- ной олифе Водопроводная аппаратура (внут- ренние поверхности) Внутренние поверхности баков и резервуаров; поверхности машин, соприкасающихся с пресной водой
Влагостойкое Цвет и внешний вид могут быть заданы Фосфатирование, грунтовка и окраска в 2—3 слоя Эпоксидные, фенолформальде- гидныеи перхлорвиниловые эмали Приборы и оборудование, рабо- тающие в условиях повышен- ной влажности
436 ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Продолжение табл. 19
Тип покрытия и его назначение Требования к поверх- ности покрытия Примерная схема покрытия Наиболее употребительные лакокрасочные материалы Примерные области применения
Электроизоляци- онные 1 Цвет, ровность поверхно- сти и блеск задаются Окраска (лакировка до 2—5 слоев) Изоляционные лаки, специ- альные лаки и эмали, нитроглифтали Внутренние поверхности элек- тромашин, обмотки электрома- шин и т. п.
Токопроводящие 2 — Грунтовка (окраска) иногда по поверхности, подвергну- той пескоструйной обра- ботке Токопроводящие грунты и эмали типа ПС, 4БГ (с до- бавкой цинковой пыли и пр.) Для защиты от коррозии свар- ных швов
Светящиеся — Лакировка, нанесение светя- щихся составов Даммарный лак с добавкой светосоставов Шкалы, надписи, стрелки и дру- гие светящиеся указатели
Светопоглощаю- щие — Окраска в 2—3 слоя (иногда по грунту) Перхлорвиниловая эмаль ти- па ХС-77, алкидная эмаль типа 1519 Внутренние поверхности оптиче- ских приборов, где требуется максимальное поглощение све- товых лучей
Термостойкие 3 60—1Ю°С 200—250 °C 350 —400 °C До 550° С Цвет и внешний вид мо- гут быть заданы То же Не задается (обычно цвет светло-серебристый) То же Окраска (грунтовка) или ла- кировка в 2 слоя То же » Окраска в 1 — 2 слоя (лучше по опескоструенной или фос- фатированной поверхности) Масляные или битумно-мас- ляные лаки, сельхозэмали И др. Эпоксидные лаки и эмали, кремнийорганические эма- ли Жаростойкие эмали типа АЛ 70или АЛ 701, масляно- смоляные лаки типа КФ-95 и ГФ-95, битумные лаки с при- месью алюминиевой пудры Жаростойкая эмаль (на лаке типа ФГ-9) или № 254 с алюминиевой пудрой Разная аппаратура, неответст- венные детали машин Электрические машины и аппа- раты, отдельные детали, под- вергающиеся нагреву Турбины, котельное оборудова- ние и т. п., автомобильные ра- диаторы, калориферы вытяж- ные шкафы, детали компрессо- ров и т. п. То же
Огнестойкое. За- щита дерева от загорания Цвет и внешний вид обыч- но не задаются Окраска в 1—2 слоя или пропитка Специальные пропитки, обмаз- ки и краски, перхлорвини- ловые эмали. Специальные сурьмяные краски типа СЗ и С5 Деревянные конструкции
1 Для получения качественного электроизоляционного покрытия требуется строгое соблюдение режимов сушки лакокрасочных материалов. 2 Обладают хорошей электропроводностью, позволяют производить сварку по высушенному и сырому грунту, незначительно выгорают при сварке и препятствуют образованию окалины в зоне сварного шва. 3 Грунт применяется при плохой адгезии с окрашиваемым изделием, шпатлевка не допускается. 4 Уточненный выбор марок лакокрасочных материалов производится для каждого конкретного случая по ГОСТам, ОСТами ТУ на лако- красочную продукцию. Масляные лаки, краски и эмали последнее время вытесняются материалами на синтетической основе.
20. Ориентировочная стойкость наиболее распространенных лакокрасочных покрытий по отношению к разным агрессивным факторам [5]
Агрессивные факторы Лакокрасочные материалы
Битумные Масляные Глифталевые модифициро- ванные горя- чей сушки, пентафталевые эмали Фенолфор- мальдегидные модифициро- ванные Виниловые Мелами но-и мочевинофор- м альдегидные Нитроцеллю- лозные Кремний- органические Эпоксид- ные
Атмосферные условия средних широт Низкая 1 Удовлетво- рительная Очень хоро- шая Очень хоро- шая Очень хоро- шая Удовлетвори- тельная Хорошая Хорошая Очень хорошая
Тропический климат 2> Низкая Хорошая То же То же Низкая Удовлетвори- тельная То же
Вода: пресная морская Хорошая Удовле- твори- тельная Удовлетвори- тельная Низкая Удовлетвори- тельная То же Хорошая Удовлетвори- тельная Хорошая Удовлетвори- тельная Низкая То же Удовлетвори- тельная » Хорошая
Минеральные масла Низкая Хорошая Хорошая Очень хоро- шая Удовлетвори- тельная Очень хоро- шая »
Бензин Удовлетвори- тельная » То же Хорошая Хорошая Хорошая Очень хорошая
Кислоты Удовле- твори- тельная То же 3 Удовлетвори- тельная Удовлетвори- тельная Удовлетвори- тельная Хорошая
Щелочи Низкая Низкая Удовлетвори- тельная То же То же Низкая Очень хорошая
Длительный нагрев в °C 60—100 До 400 2’ 60—100 60—100 — До 80 — До 80 До 300 До 500 200—250
Примечание При выборе лакокрасочных материалов следует учитывать помимо их зашитвых свойств, соответствие требованиям,
предъявляемым к внешнему виду покрытия (цвет, глянец, рисунок) и качеству отделки (способность шлифоваться и полироваться), допускае-
мую температуру нагрева изделия (для применения искусственной сушки покрытия), токсичность и огнеопасность материала, а также
оснащенность производства оборудованием для нанесения и сушки лакокрасочных покрытий.
1 Дают повышенную атмосферность при горячей сушке 120—200°С,
2' С жаростойкими наполнителями (алюминиевая пудра и т. п.).
3 Для пентафталевых—низкая.
438 ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
440
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
Устранение этих дефектов произво-
дится в цехах, изготовляющих соответ-
ствующие детали.
Для удаления неровностей на штампо-
ванных и сварных изделиях при высоко-
качественной окраске иногда применяют
опайку поверхности третником или спе-
циальным составом с последующей опи-
ловкой и шлифовкой.
Для литых деталей допускается, если
это не снижает механической прочности
изделия, производить заделку раковин
и других дефектов эпоксидной шпатлев-
кой с последующей ее зачисткой абразив-
ным материалом.
Степень выравнивания поверхности и
необходимость удаления тех или иных
ее дефектов устанавливается в каждом
отдельном случае в зависимости от тре-
буемой степени отделки.
Технологический процесс нанесения ла-
кокрасочных покрытий. Процесс нане-
сения лакокрасочного покрытия сла-
гается из следующих этапов: а) подготов-
ки поверхности изделия; б) нанесения ра-
бочих смесей 1; в) сушки лакокрасочных
слоев; г) обработки покрытия (шлифова-
ние, полирование и т. п.); д) декоратив-
ной отделки окрашенной поверхности
(в случае надобности).
Подготовка поверхности
(табл. 21) заключается в удалении с нее
окалины, ржавчины, масел, остатков
солей, щелочей и кислот, старой краски,
выделившейся смолы и ворса (у деревян-
ных изделий) и разных механических за-
грязнений, препятствующих хорошему
сцеплению с лакокрасочным слоем. В от-
ветственных случаях для создания анти-
коррозионной стойкости и повышенного
сцепления с покрытием лакокрасочного
слоя металлические изделия подвергают
специальной химической подготовке (фос-
фатирование, оксидирование и т. п.).
Грунтовка поверхности
производится по предварительно очи-
щенной и подготовленной поверхности.
Грунтовочный слой должен обеспечивать
прочное сцепление поверхности с после-
дующим слоем покрытия. Он должен об-
ладать антикоррозионными свойствами,
влагонепроницаемостью, эластичностью и
одновременно высокой механической
прочностью.
Грунтовка изделий из цветных метал-
лов и алюминия осуществляется после
1 Лакокрасочные материалы (грунт, шпат-
левка, краска), доведенные разбавлением раство-
рителями или разбавителями до необходимой
вязкости.
химической обработки их поверхности для
создания оксидной пленки, обеспечиваю-
щей лучшую адгезию и повышенную
антикоррозионную стойкость покрытия.
Шпатлевка (подмазка) слу-
жит для выравнивания поверхности;
количество шпатлевочных слоев опре-
деляется качеством поверхности и тре-
буемой степенью отделки поверхности
покрытия и должно быть минимальным,
так как шпатлевочные слои снижают
прочность покрытия. При специальных
покрытиях с непосредственным соприкос-
новением с агрессивной средой шпат-
левка не допускается.
После высыхания шпатлевочного слоя
и его шлифования иногда наносится выя-
вительный слой окраски, по которому
производится выправка (исправление мел-
ких неровностей и дефектов подмазочкой
массой).
Шлифование высушенной за-
шпатлеванной поверхности служит для
сглаживания неровностей, образовав-
шихся в процессе шпатлевания, и произ-
водится вручную или (при обработке
больших поверхностей простой конфигу-
рации) механизированным инструмен-
том.
Шлифование с водой или уайт-спири-
том дает более ровную поверхность, уско-
ряет операцию и уменьшает пылеобразо-
вание.
Окраска наносится на подготов-
ленную поверхность в один или несколько
слоев. Окрасочные слои должны быть
беспористыми, эластичными и обеспечи-
вать хорошее сцепление с предыдущими
слоями лакокрасочного покрытия.
Отделка окрашенной поверхности со-
стоит из лакирования, полирования и
декоративного оформления.
Лакирование служит для при-
дания лакокрасочному покрытию повы-
шенных защитных свойств, а также зер-
кального блеска поверхности изделия;
лаковое покрытие наносится на окрашен-
ную поверхность в один или несколько
слоев. Изделия, окрашенные промышлен-
ными эмалями, лакируются только при
специальных требованиях к покры-
тию.
Полирование предназначается
для создания особо ровной и блестящей
(зеркальной) поверхности покрытия пу-
тем обработки ее абразивными пастами и
составами вручную или механизирован-
ным инструментом с применением фетро-
вых и суконных кругов, «цигейской»
шкурки и т. п.
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
441
21. Способы подготовки поверхности металлических изделий
J Область применения *’ Очистка от окалины и ржавчины Стальные изделия мелких и средних габаритов; изделия из листового металла Крупные и средние изделия из листовой стали Крупные металлоконструкции (котлы, мосты, краны и т. п.) ; Изделия мелких и средних га- баритов, не требующие сохра- нения точности размеров (литье, поковки, облицовоч- ные детали) Литье, детали из проката, свар- ные швы, изделия из листо- вой стали Изделия крупных и средних габаритов несложной конфи- гурации (кузова цельноме- таллических вагонов и т. п.) 1ить другой способ, так как остатки щелочи и следы кислоты, оставшиеся после промывки, а цают лакокрасочное покрытие. Вытесняется обработкой в растворах фосфорной кислоты, операции применяют фосфатирующие грунты или ускоренное фосфатирование (при массовом хность, быстро корродирующую на воздухе; промежуток времени между очисткой и нанесе- ума. ?тной камере во избежание деформации изделия допустима для металла толщиной не менее 3 мм. осле очистки немедленная промывка изделия (пассивации) раствором нитрита натрия.
Оборудование н । i инструмент Ванны для травления, про- мывки и нейтрализации. Моечная площадка со стока- ми, выложенная метлах- скими плитками; волосяные i или травяные щетки; шланг для воды Пневматический молоток; затупленные зубила; зуб- чатые бойки Дробеструйная камера или барабан, дробеметная ка- мера 4, гидропескоструй- ная установка & Пневмо-или электроинстру- мент; проволочные щетки; скребки, наждачная шкурка Пневмо- или электроинстру- мент со шлифовальным кру- гом
Назначение Удаление окалины и больших налетов ржавчины. Удаление небольших налетов ржавчины и остатков мине- ральных масел; создание по- верхности с повышенной адге- зией Удаление толстых слоев окали- ны и ржавчины Удаление окалины, ржавчины и других загрязнений; создание шероховатости для повышения адгезии Удаление отслаивающейся ока- лины, небольших налетов ржав- чины и прочих загрязнений Удаление крупных налетов ржав- чины и окалины
Операции Травление раствором серной или соляной кислоты, промывка во- дой, нейтрализация раствором соды или известковым моло- ком Травление раствором фосфорной кислоты (состав № 1120 ТУ МХП-271-51), промывка горячей водой; нейтрализация (состав № 107 ТУ МХП 274-41) 2 Обивка вручную пневматиче- ским инструментом Очистка песком, чугунной или стальной дробью ф 0,5 — 1 мм вручную или автоматически 3 Очистка механическая и ручная Шлифование механическое или ручное 1 Допускается при невозможности примеь также несмытые нерастворимые соли разруг 2 В настоящее время иногда вместо этой производстве). 3 Создает чрезвычайно активную повер нием покрытия следует сокращать до мнним 4 Обработка в дробеструйной или дробеме 5 Для избежания коррозии требуется п
Способ Химиче- ский Механи- ческий
Продолжение табл. 21
Способ Операции Назначение Оборудование и инструмент Область применения
Термине- Нагрев ацетилено-кислородным Удаление окалины путем раз- Специальная горелка (огне- Крупные металлоконструкции
ский пламенем, очистка вручную 1 Механизированная промывка уайт-спиритом, бензином, ди- хлорэтаном, трихлорэтиленом н т. п. рушения Очистка от масел и Удаление масел и жиров (раст- ворение) вая щетка), проволочная щетка грязи Специальные моечные агре- гаты; моечные баки для струйной промывки (мосты, краны и т. п.) и дета- ли толщиной не менее 5 мм Металлические изделия сред них и мелких габаритов
Обработка щелочны- Ручная промывка уайт-спиритом, бензином, скипидаром 2 То же Волосяные щетки, ветошь Разнообразные металлические изделия
ми раство- Промывка в горячих щелочных Удаление масел и жиров (путем Многокамерные моечные ма- Металлические изделия средних
рами и органиче- скими рас- растворах, промывка горячей водой, сушка эмульгирования) и других за- грязнений шины; ванны и мелких габаритов в массо- вом и крупносерийном произ- водстве
творителя- Промывка струей кипящего моеч- Удаление масел, жиров и меха- Котел для нагрева, специаль- Крупные изделия, например
ми ного или щелочного раствора, выбрасываемых под давлением от 2,5 атм и выше Промывка уайт-спиритом, ски- пидаром, ацетоном и т. п., на- несение специальных составов смывок с последующей протир- кой 3 нических загрязнений путем эмульгирования и механиче- ским действием струи Удаление старой кр Удаление старой краски путем растворения обратимой пленки (асфальтовые лаки, нитролаки и т. п.) иые распыливающие сопла, насосы для подачи жидкости и дозировки химических добавок аски Вентиляционные устройства для отсоса паров раство- рителей, шпатель для со- скабливания краны, экскаваторы, металло- конструкции и т. п. Разные металлические изделия
Химиче- ский 1 Окра Промывка в 10—20%-ном рас- творе едкой щелочи при тем- пературе 80—90°С или нанесе- ние щелочных паст, промывка водой ска производится не позже чем То же, путем химического раз- рушения пленки через 2 ч после очистки, лучше Ванна, мочальные кисти, шпатель для соскаблива- ния ю теплому металлу. То же
2 Не обеспечивает полного удаления жировых загрязнений. Ухудшает санитарно-гигиенические условия труда.
3 Для указана в удаления лака с деревянных о/ /о* поверхностей применяется состав; аммиака 25%-иого 15, скипидара 85. Рецептура состава
Продолжение табл. 21
Способ Операции Назначение Оборудование и инструмент Область применения
Механиче- ский Очистка песком, стальной дробью или песком, соскабливание ручным инструментом То же, путем механического разрушения пленки Дробеструйный, гидропеско- струйный аппарат; скреб- ки, стамески, абразивный инструмент Разные металлические изделия
Термиче- ский Выжигание пламенем, соскабли- вание вручную, шлифование, протирка с уайт-спиритом То же, путем сжигания пленки Специальная обрабог Паяльная лампа со специаль- ной горелкой, шпатель, аб- разивный инструмент пка То же
Фосфатирование в растворах дигидрофосфатов марганца или цинка — в ваннах 1 Ускоренное фосфатирование опрыскиванием или окуна- нием 1 Химическое и анодное оксиди- рование 1 Обработка в хроматных раство- рах 1 Создание пористой фосфатной пленки, повышающей корро- зионную стойкость и адгезию поверхности То же > Комплект ванн Специальные агрегаты Комплект ванн То же Детали мелких и средних габа- ритов из листовой стали То же средних и крупных га- баритов Изделия из алюминия и его сплавов и магниевых сплавов Изделия из цинковых сплавов
Пассивация для защиты от кор- розии очищенной поверхно- сти 2 Обработка в растворе фосфор- ной кислоты или нитрита нат- рия (для хранения до 10 су- ток) Ванны с подогревом Стальные изделия мелких и средних габаритов
1 Подробнее см. раздел «Металлопокрытия».
- Более удобна и менее трудоемка, чем защита смазками. Подбор состава пассивирующего раствора производится в каждом отдельном
случае в зависимости от марки металла обрабатываемого изделия.
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
444
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
22. Наиболее употребительные виды декоративной отделки
Вид отделки Способ нанесения Назначение
Цировка (линовка) Узкие декоративные линии наносят кистью из длинного беличьего волоса или специальной машинкой; произ- водится масляными и нитроцировочными красками Декоративная отдел- ка автомобилей, велосипедов, ваго- нов и других изде- лий
Декалькома- ния Типографский рисунок, выполненный масляными красками на бумаге со специальной клеевой подложкой, покрывают масляным лаком и после высыхания до липкости накла- дывают лаковым слоем вниз на изделие, плотно притирая рукой или губкой к окрашенной поверхности; затем бумагу отмачивают, смывают остатки лака раствори- телем и закрепляют рисунок прозрачным лаком Нанесение гербов, фабричных марок, надписей и прочих рисунков
Набивка по трафарету с пропиской от руки кистью или без нее Рисунки наносят посредством трафарета кистью или рас- пылением; для нанесения многоцветных рисунков приме- няют комбинации из нескольких трафаретов. Иногда применяют шелковые трафареты, на которые требуемый рисунок наносится фотографическим путем Нанесение надписей, рисунков, фабрич- ных марок и т. п.
Полирование дерева достигается путем
нанесения на шлифованную его поверх-
ность тонкого прозрачного с зеркальным
блеском слоя политуры.
Декоративное оформле-
ние (табл. 22) предназначается для
окончательной отделки изделия и нано-
сится на окрасочный слой.
Способы нанесения рабочих смесей.
Для получения качественного лакокра-
сочного покрытия рабочую смесь наносят
на сухую поверхность или ранее нанесен-
ный и высушенный слой лакокрасочного
материала тонкими и ровными слоями;
нанесение толстого слоя приводит к об-
разованию затеков и неровностей, кото-
рые при неравномерном просыхании об-
разуют морщины и трещины.
Некоторые лакокрасочные материалы
(например, перхлорвиниловые эмали) до-
пускают нанесение окрасочного слоя на
недосушенный слой грунта, что сокращает
сроки высыхания покрытия и одновремен-
но увеличивает сцепление грунтовочного
и окрасочного слоев.
Рабочие смеси наносятся вручную,
механизированным путем и автомати-
чески (табл. 23).
Сушка лакокрасочных покрытий. Раз-
личается естественная и искусственная
сушка.
Естественная сушка при-
меняется преимущественно для быстро-
сохнущих лакокрасочных материалов (ни-
троэмали, перхлорвиниловые эмали
и т. п.), процесс высыхания которых со-
стоит в основном в испарении легколету-
чих растворителей. Для удаления вред-
ных паров растворителей окрашенные из-
делия помещают в вытяжную камеру; ко-
личество отсасываемого воздуха должно
соответствовать интенсивности испаре-
ния растворителя. При больших габа-
ритах окрашиваемых изделий и невоз-
можности локализировать отсос вред-
ностей удаление их производится общей
приточно-вытяжной вентиляцией, кото-
рая должна обеспечить допустимые ги-
гиенические концентрации паров раство-
рителей в рабочих помещениях. Боль-
шинство промышленных лакокрасочных
материалов требуют значительного вре-
мени для своего высыхания в естествен-
ных условиях; поэтому применение ес-
тественной или искусственной сушки за-
висит от размера производственной про-
граммы и габарита изделий.
Искусственная сушка про-
изводится подогретым воздухом (конвек-
ционная), лучистой энергией (термора-
диационная) и токами высокой или про-
мышленной частоты (индукционная).
Сушка подогретым воздухом всех ви-
дов лакокрасочных материалов осущест-
вляется в сушильных камерах, подогре-
ваемых паром до 60—120° С, газом или
электричеством до 160—220° С.
Наиболее распространены паровые су-
шильные камеры с батарейно-калорифер-
ным обогревом (с дополнительно уста-
новленными внутри камер отопитель-
ными приборами) и принудительной цир-
куляцией горячего воздуха для более ин-
тенсивного нагрева деталей. При кон-
векционной сушке воздействию горячего
воздуха подвергается лишь поверхность
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
445
23. Способы нанесения рабочих смесей
Способ Характеристика Оборудование и инструмент Назначение
Окраска в полу- автоматах и ав- томатах Высокопроизводительный. Осуществляется распыле- нием, окунанием, накаткой и пр., иногда объединяется с операцией сушки Автоматы и полуавтома- ты разных конструкций Простая окраска однотипных из- делий в массо- вом и крупносе- рийном произ- водстве
Окраска в бараба нах и колоколах Высокопроизводительный, производится автоматически. Допускает совмещение опе- раций окраски и сушки. Нитроэмали ра спыляются обычно через цапфы бара- бана Колокола, барабаны с по- догревом или без него Простая окраска мелких однотип- ных деталей (нормали), мел- ких изделий ши- рокого потреб- ления
Окраска валиком (накаткой) Рисунок с клише переносится валиком на изделие и за- крепляется несколькими слоями прозрачного нитро- лака. Допускает полную автоматизацию Набор клише, желатино- вые валики, аппаратура для распыления, каме- ры для окраски и суш- ки. Сжатый воздух при давлении 3—6 ат Имитация ценных пород дерева в автомобиле- и вагоностроении. Применяется для изделий не- сложной конфи- гурации
Окраска в элек трическом поле высокого напря жения с приме- нением воздуш- ного, электроме- ханического или электростатиче- ского распыле- ния краски 1 Высокопроизводительный, производится автоматиче- ски на конвейере 2. Элек- трически заряженные рас- пыленные частицы краски осаждаются на заземленное изделие. Сокращает расход лакокрасочного материала на 30 — 50%. Дает хорошее качество покрытия 3 Установка для создания электрического поля (напряжение 85 ООО- ПО 000 в), сила тока до \§ма). Распылительные устройства; пневморас- пылители с дистанцион- ным управлением: гриб- ки, чаши, диски и т. п., вращаемые моторчиком постоянного тока или пневмотурбиной Окраска мелких, средних и круп- ных деталей и узлов без глубо- ких вмятин и карманов (ок- раска внутрен- них поверхно- стей невозмож- на)
Окунание или по- гружение Высокопроизводительный. Производится автоматиче- ски на конвейерах или вручную при небольших объемах производства; до- пустим при работе с окра- сочными смесями, не даю- щими быстрого осаждения пигментов; допускает при- менение подогретых окра- сочных смесей, что позво- ляет сократить число нано- симых слоев Ванна для краски, уст- ройства для фильтра- ции, перемешивания (циркуляции) и пере- качки; для больших ванн—специальное л ако- хранилище со сливными устройствами за преде- лами цеха. Ванны с во- дяной рубашкой для по- догрева краски до 40— 60° С Простая окраска деталей обтекае- мой формы без «карманов» и «пазух» (окраска узлов сложной конфигурации без подтеков и наплывов невоз- можна)
1 Электрическое поле высокого напряжения позволяет также производить удаление утол- щений и наплывов краски после окраски окунанием. Время операции от нескольких секунд до 1 мин. 2 Или вручную специальным распылителем, работающим при напряжении 90 000 в и силе тока 0,2 а. Мощность установки 100 вт. з Окраску в электрическом поле в целях получения наибольшей экономичности реко- мендуется объединять с терморадиационной сушкой «темного излучения».
446 ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
Продолжение табл. 23
Способ Характеристика Оборудование и инструмент Назначение
Струйная окраска с последующей выдержкой ок- рашенных изде- лий для стека- ния краски в па- рах растворите- лей высокой кон- центрации (ме- тод «Флоу-Ко- тинг») Высокопроизводительный. Выполняется автоматиче- ски. Дает менее пористое и более равномерное покры- тие, чем при обычной ок- раске обливом или окуна- нием. Улучшает внешний вид покрытия за счет уменьшения подтеков и на- плывов. Снижает расход краски по сравнению с оку- нанием на 20%, с распыле- нием — на 30—40%. Обес- печивает большую стабиль- ность технологических ре- жимов окраски за счет их автоматического контроля Установка, состоящая из камеры облива с систе- мой сопел для подачи краски, туннеля для стекания излишков краски и сушильной ка- меры (в большинстве случаев — терморадиа- ционного типа). -Система для подогрева и подачи краски. Установка для рекуперации раствори- телей. Автоматический контроль температуры, концентрации паров растворителей, вязкости краски и пр. Автомати- ческая углекислотная установка для тушения пожаров Окраска изделий различной кон- фигурации и га- баритов с нали- чием труднодо- ступных для прокраски мест. Применяется вместо окраски распылением, окунанием и обычным обли- вом в условиях массового произ- водства в раз- ных отраслях машиностроения
Распыление воз- душное Универсальный и производи- тельный (до 200 м2/ч) спо- соб. Дает тонкое, ровное покрытие (11— 20 л/х). При- меняется вручную и авто- матически; для удаления красочного тумана и паров растворителей требует при- менения мощных вентиля- ционных устройств. Допу- скается применение подо- гретых окрасочных смесей, что сокращает число нано- симых слоев покрытия Стационарная или перед- вижная (для крупных изделий) окрасочная ка- мера; для высококачест- венной окраски — каме- ра с ннжним отсосом и кондиционированием воздуха; аппаратура для распыления. Сжа- тый воздух при давле- нии 3—6 ат 1) Окраска разнооб- разных деталей крупных и сред- них габаритов; окраска мелких деталей (штам- повок) на под- весках
Распыление без- воздушное с по- догревом (метод Эрлесс) или без него (метод Хайдраспрей) Высокопроизводительный (350 м2/ч и выше); тумано- образование незначительно и применение мощной вен- тиляции излишне. Распыле- ние с подогревом дает мел- кий распыл, без подогре- ва — крупный Вытяжная камера для улавливания паров рас- творителей; специаль- ный агрегат с распыли- телем и шлангами. Элек- троподогреватель. Да- вление насоса при ок- раске с подогревом 20— 40 ат, без подогрева- до 200 ат Окраска крупных изделий неслож- ной конфигура- ции (суда, гру- зовые вагоны, платформы гру- зовых автома- шин, мосты и т. п.)
Кистевая окраска Универсальный, но малопро- изводительный (10—20 м2/ч) при окраске с высокой сте- пенью отделки требует при- менения флейца для уда- ления штрихов от кисти Кисти малярные (ОСТ 90073-40, 90074-40). Ки- сти маховые (ОСТ 90072-40) или маклови- цы для окраски боль- ших поверхностей Окраска различ- ных изделий преимуществен- но в единичном и мелкосерий- ном производ- стве
1) Разработаны конструкции распылителей давлении 1,7—2 ат. для синтетических эмалей работающих при
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
447
покрытия, на которой образуется твердая
пленка, замедляющая высыхание ниже
лежащих слоев краски и улетучивание
из них паров растворителя.
Сушка лучистой энергией (терморадиа-
ционная) основана на быстром нагреве
металла окрашиваемого изделия инфра-
красным излучением нагретого тела (спе-
циальные электронагреватели; панели,
обогреваемые газом; спирали электро-
ламп и т. п.), свободно проходящим
через слои покрытия. Высыхание по-
крытия идет от внутренних слоев к на-
ружным, что улучшает его качество и
ускоряет процесс высыхания.
Для сушки лучистой энергией приме-
няются: рефлекторные (ламповые) су-
шила и сушила «темного излучения» с из-
лучателями в виде панелей, трубчатых
нагревательных элементов и керами-
ческих нагревателей различной формы,
обогреваемых газом (горелки внутри па-
нелей или в выносной топке) или электри-
чеством до 400—450° С. По сравнению
с рефлекторными сушила «темного излу-
чения» дают более равномерный нагрев,
более просты и экономичны в эксплуата-
ции, сокращают время сушки на 15—
20%. Наиболее экономичны сушила «тем-
ного излучения» с циркуляцией подогре-
того до 120—130° С воздуха, пригодные
для сушки последнего слоя покрытия и
для изделий сложной .конфигурации.
Сушила часто снабжаются устройствами
для автоматической регулировки темпе-
ратуры. Рефлекторные (ламповые) су-
шила применяются преимущественно для
местной подсушки окрашенной поверх-
ности и делаются в виде передвижных
панелей.
В последнее время такие панели вы-
тесняются передвижными термоизлуча-
телями с электроподогревом.
Сушка токами высокой частоты приме-
няется для однородных стальных изделий
в условиях массового производства. Из-
делия сушатся на конвейере, движущемся
внутри специальных соленоидов (индук-
торов), по которым проходит ток часто-
той 250—800 пер. в сек. Температура
нагрева изделия 200—300° С обеспечи-
вает интенсивное высыхание лакокра-
сочной пленки. Сушка т. в. ч. широкого
применения не получила вследствие не-
равномерного высыхания пленки на из-
делиях сложной конфигурации.
Сушка токами промышленной частоты
окрашиваемых изделий крупных габа-
ритов (вагоны) производится при помощи
передвижных соленоидов, обеспечиваю-
щих нагрев поверхности до 100—280° С.
Сушка т. п. ч. применяется для металла
толщиной не менее 2 мм и сокращает
время по сравнению с рефлекторной
в несколько раз. Ориентировочный рас-
ход энергии 0,7—1,0 квт/м2.
Температура сушки токами высокой
и промышленной частоты регулируется
в основном мощностью индуктора, ча-
стотой переменного тока, продолжитель-
ностью пребывания изделия в электри-
ческом поле и величиной зазора между
индуктором и изделием.
Режимы искусственной сушки (время
и температура) устанавливаются в зави-
симости от принятых лакокрасочных
материалов и их цвета, так как от дей-
ствия высоких температур возможны
изменения цвета и потускнение пленки
покрытия.
Ориентировочные нормы расхода ра-
бочих смесей в г)м2 окрашиваемой по-
верхности приведены в табл. 24.
Перечень контрольных операций —
в табл. 25.
Организация окрасочных работ. В за-
висимости от принятой технологии изго-
товления изделия, его сложности, габа-
рита, а также размера производства
изделие может окрашиваться:
в собранном виде; труднодо-
ступные места грунтуются и окрашивают-
ся до или в процессе сборки;
в деталях и узлах; после окон-
чательной сборки производится исправле-
ние дефектов (иногда и полная окраска)
и окончательная отделка.
При сложной технологии изделия и
в условиях массового производства окра-
сочные операции могут производиться
в несколько приемов: грунтовка в цехах-
изготовителях, предварительная окраска
после механической обработки и окон-
чательная окраска узлов или собранного
изделия. .
Исходя из объема производства и ха-
рактера изделий, операции подготовки,
окраски и отделки могут выполняться:
а) на поточных линияхс не-
прерывным или периодическим движе-
нием изделий конвейерами (массовое
производство); оборудование проходного
типа с подачей изделий с одной стороны
и выдачей с другой.
Операции подготовки, окраски и сушки
могут осуществляться автоматически при
объединении в одном агрегате части
или всего цикла. Ручные операции (под-
мазка, шлифовка, отделка) часто выпол-
няются вне поточной линии;
448
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
24. Ориентировочные нормы расхода некоторых лакокрасочных материалов в окрасочных
цехах
Наименование материалов Способ нанесения Расход рабочих смесей в г/мг на один слой
Рабочие смеси
Грунтовка на железном сурике Кистью 60—70
То же Распылением 90—100
Грунтовка на цинковых белилах Кистью 100—120
1о же Распылением 150—200
Грунтовка типа 138 » 80—100
Шпатлевка 1-го и 2-го слоев и подмазка типа AM . . . Шпатель 130—200
Нитрошпатлевка типа АШ-22, АШ-30 » 180—200
Лаки масляные светлые Распылителем 80—100
То же Кистью 50—60
Лаки масляные и эмали черные Распылителем 60—90
То же Кистью 35—60
Эмали промышленные разных типов » 70—130
То же Распылителем 90—160
Нитроэмали разных цветов » 120—200
Нитроглифталевые эмали 200—300
Перхлорвиниловые эмали 150—200
Эмали мочевино-формальдегидные Кистью 100—130
Распылителем 120-180
Разбавители
Олифы разные По рецептурам
Растворители (скипидар, уайт-спирит и пр.) — 5—15% от веса
То же для нитроэмалей Уайт-спирит для обезжиривания поверхности То же для шлифования шкуркой - краски 100—120% от веса эмали 25—30 40—50
Примечание. Материалы поступают от заводов-изготовителей в виде густотертых паст
(масляные краски и шпатлевки) и в виде готовых смесей (лаки, эмали). Густотертые масляные краски разводятся олифой. До нужной вязкости (рабочей) материалы разводятся дополни-
тельно разбавителями. Контроль вязкости производится воронкой НИЛКа или вискозиметром.
25. Контроль качества покрытия 1
№ ОСТов, ГОСТов Показатель качества Содержание контрольной операции Аппаратура и инструмент
ОСТ 10086-39 М. И. 19 Цвет и оттенок покрытия Сравнение цвета и оттенка окрашенной пластинки с эталоном Стеклянные или стальные пластинки размером 100 X X 30 мм. Эталоны накрасок
ГОСТ 5233-50 Твердость (отвле- ченное число) Определение отношения вре- мени затухания колебаний маятника, опертого на пла- стинку с нанесенным по- крытием, к времени зату- хания его иа эталонной (стеклянной) пластине Маятниковый прибор М-3 се- кундомер, стеклянные пла- стины размером 9Х 12
1 Производится лабораторным путем на пластинках с покрытием, нанесенным предварительно в лаборатории или одновременно с окраской изделия. В случае надобности—контроль качества лакокрасочного покрытия производится в процессе эксплуатационных испытаний опытного об- разца изделия.
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
449
Продолжение табл. 25
остоз, ГОСТов Показатель качества Содержание контрольной операции Аппаратура и инструмент
ГОСТ 4765-49 Прочность (удар) в кГсм •Определение максимальной высоты падения на окра- шенную пластинку груза весом в 1 кг, при которой не разрушается покрытие Прибор У-1А, стальные или дюралюминиевые пластинки
ГОСТ 6806-53 Гибкость (эластич- ность) в мм Определение наименьшего диаметра стержня, при из- гибе на котором пластинки с нанесенным покрытием не происходит механического разрушения последнего Пластинки из жести или алю- миния толщиной 0,2—0,3 деле, прибор ШГ (шкала гиб- кости), лупа с 4-кратиым увеличением
ОСТ 10086-39 М. И, —31 Водостойкость в ч Определение способности по- крытия выдерживать дей- ствие воды. Отмечается на- чало разрушения покрытия и его побеления Пластинки из жести. Стек- лянная ваниочка
ОСТ 10086-39 М. И. 33 Стойкость к кис- лотам, щелочам и другим реаген- там в ч Определение способности по- крытия выдерживать дей- ствие различных реагентов. Отмечается начало разруше- ния покрытия (потеря глян- ца, появление сыпи, пузы- рей, начало отслаивания и т. д.) Металлические стержни диа- метром 10 — 11 мм Стеклян- ная ванночка
Технические условия на лакокрасочные материалы Бензостойкость, маслостойкость в ч То же. В случае надобности проверка механических свойств покрытия на твер- дость, прочность и гибкость Пластинки из жести или алю- миния, приборы М-3, У-1А, ШГ
То же Термостойкость в ч То же, после выдержки по- крытия в течение заданного времени при повышенной температуре Пластинки из жести или алю- миния. Приборы М-3, У-1А, ШГ. Сушильный шкаф с ре- гулируемой температурой
ГОСТ 6992-60 Атмосфероустой- чивость в месяцах Определение следующих из- менений покрытия: потеря глянца, изменение цвета, появление сетки, обнаже- ние грунта (выветривание), отслаивание покрытия, по- явление меления, корро- зия и т. д. Крышная станция, щиты для испытания; для ускоренных (сравнительных) испытаний пластинки с покрытием, ап- парат искусственной пого- ды ИП-1-2
Технические условия на лакокрасочные материалы Коррозионная стойкость в ч Определение времени до на- чала разрушения покры- тия под действием корро- дирующего раствора (обыч- 'но 8—10%-ный раствор по- варенной соли) Пластинки с нанесенным по- крытием. Коррозионная ка- мера
450
ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ МАШИН
б) на поточных линиях
с периодическим поступательным или по-
ступательно-возвратным передвижением
изделий на тележках или собственном
ходу (серийное производство). Обору-
дование проходного или тупикового
типа;
в) на рабочих постах без
передвижения изделия (индивидуальное
производство крупных изделий), где опе-
рации подготовки, окраски и отделки
осуществляются последовательно на од-
ной или нескольких рабочих позициях.
Иногда с целью сокращения цикла при-
меняется оборудование передвижного ти-
па (передвижные окрасочные камеры и
сушильные установки).
Для приближенного подсчета окраши-
ваемой поверхности можно воспользо-
ваться следующими эмпирическими фор-
мулами:
Поверхность штампованных изделий из
листового металла
2А 1 1А
Ф = -— м2; для стали Ф = -У- щ2.
/>'у 4В
Поверхность
проволоки
4Д •>
Ф = — л2;
Оу
изделий из
прутка или
для стали Ф
1,1А ,
2D
где А — вес изделий в кг; В — средняя
толщина в мм: D— средний диаметр в мм:
у — удельный вес.
Поверхность крупных металлических
конструкций Ф = (12,5 -4- 15) А м2,
где А — вес конструкций в т.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Гальванические покрытия
1. Абрамсон Д. С. и О р л о в а С. И.
Контроль электролитов и качества гальвано-
покрытий, Машгиз, 1950.
2. Б е л я е в П. П, Металлические покры-
тия в химическом машиностроении, Труды
НИИХИМАШа, вып. 15, с, 22, 1954.
3. Беляев П. П., Федорова М. Ф.
Труды НИИХИМАШа, вып. 28, с. 78, 1959.
4. Б а х в а л о в Г. Т. и Румянцев
Н. В. Электролитическое покрытие металла
при реверсивном токе, изд. МДНТП им. Дзер-
жинского, 1957.
5. Вячеславов П. М,- Гальванические
покрытия сплавами. Библиотечка гальвано-
техника, Машгиз (Москва'-—-Ленинград),
вып. 7, 1958.
6. Г а л а к т и о н о в П. А., Д р и б и н
Л. Ф., С а р г а н о в с к и й М. В. Техно-
логический процесс одновременного струйного
обезжиривания и травления, Тезисы докладов
и сообщений, ВСНИТО сб. № 4, Профиздат,
1958.
7. Галактионов П. А. Новые прогрес-
сивные способы подготовки поверхности под
защитные покрытия, МДНТП им. Дзержин-
ского, 1961.
8. Г у р к о в Е. А. Ускоренное холодное
фосфатирование методом распыления раство-
ра, Информация о научных работах, ИТЭИН
АН СССР, 1956.
9. Г р и л и х е с С. Я. Защита металлов
оксидными н фосфатными пленками. Библио-
течка гальванотехника, Машгиз, вып. 7, 1958.
10. И л ь н н В. А. Лужение и свинцевание.
Библиотечка гальванотехника, Машгиз, вып. 4
1958.
И. Кудрявцев Н. Т. Гальванотехника.
Гизлегпром. 1940.
12. К У Д Р я в ц е в Н. Т., Тюти на К. М.
и Михайлов Н. И. Цинкование в ам-
миакатном электролите и фосфатирование
цинковых покрытий, Филиал ВИНИТИ,
тема 13, № М-58-63/6, 1958, Москва.
13. Кудрявцев Н. Т. Электролитическое
цинкование, Металлургиздат, 1944.
14. Кудрявцев Н. Т., Тютина К- М.
и ГоловчанскаяР. Г. Электроли-
тическое защитно-декоративное покрытие
сплавом олово—никель, ВИНИТИ, тема 13,
№ М-57-316/20, 1957; ЖПХ, 31, 1958.
16. К У Д P я в ц е в Н. Т., М е л ь н н к о-
в а М. М., Яковлева Л. А. Восстано-
вление изношенных деталей методом железпе-
ння, МДНТП, Москва, 1958.
17. Кудрявцев Н. Т. Антикоррозионные
покрытия зажимных контактов элсктроуста-
новочных изделий, ВИНИТИ, тема 13,
№ М-58-327/31, 1958.
18. Кудрявцев Н. Т., Фе дур кин
В. В. Блестящее никелирование, Росгиз-
местпром, Москва, 1951.
19. Лайнер В. И. и Кудрявцев Н, Т.
Основы гальваностегии, Металлургиздат, ч. I,
1953; ч. II, 1957.
20. Левин А. И. Гальванопокрытия. Труды
II конференции по коррозии металлов, т. II,
АН СССР, 1943.
21. Механизированные средства для очистки
металлической поверхности и нанесения за-
щитных покрытий, Альбом видов оборудо-
вания НИИТрактороссльхозмаш, Москва,
1959.
22. М о р х о в М. И. и Егорова К. А.
Очистка поверхности стали от минеральных
масел, «Химическое машиностроение», Маш-
гиз, 1959, № 1.
23. М о р х о в М. И., Харламова
К. Н. Металлические покрытия в химиче-
ском машиностроении, Труды НИИХИМАШа,
вып. 15, 1954.
24. Попов С. Я- Труды 4-го электрохимиче-
ского совещания АН СССР, изд-во АН СССР,
1959; Труды Новочеркасского политехническо-
го ин-та им. Орджоникидзе, Редиздат, НПИ,
Новочеркасск, т. 79, 1959.
25. Самарцев А. Г. Оксидные покрытия на
металлах, изд-во АН СССР, 1944.
26. Справочник проектанта, Гипроавтопром,
Машгиз, 1948.
27. С е м и н В. М., Саморегулирующиеся вы-
сокопроизводительные электролиты хромиро-
вания', МДНТП им. Дзержинского, М.,
1957.
28. Сборник статей «Электроосаждение спла-
вов», Машгиз, 1961.
29. Тезисы докладов и сообщений (сборник № 4),
Секция металлопокрытий и химической обра-
ботки металлов ВСНИТО, Профиздат, 1958.
451
ЛИТЕРАТУРА
30. Т имовова М. А. Защита магниевых
сплавов неорганическими пленками, Оборон*
гиз, М., 1957; Защита магниевых сплавов от
коррозии, МДНТП, М., 1958.
31. Т е м к н н а Б. Я. Прогрессивная техно-
логия гальванических и химических защитно-
декоративных покрытий МДНТП, вып. 8,
Москва, 1959.
32. Труды Московского химико-технологиче-
ского ин-та им. Менделеева, вып. ’26, 1959;
вып. 32, 1961.
33. Харламова К- Н., М о р х о в М. И.
Металлические покрытия в химическом ма-
шиностроении, Труды НИИХИМАШа, вып. 28
с. 12, 1959.
34. Ш в ы р я е в Г. К- и Т р е с п е Г. Г.
К вопросу о расходе химикатов и материалов
в гальванических .цехах, «Коррозия н борьба
с ней», Машгиз, 1941, № 2.
35. Энциклопедический справочник «Машино-
строение», т. 14, гл. VIII, ?Дашгиз, 1946.
36. Я м по л ь с к и й А. М. Технология ок-
сидирования и фосфатирования металлов,
Лениздат, I960.
Металлизация распылением
1. А н т о ш и н Е. В. Нанесение покрытий
способом газопламенного напыления (Спра-
вочные материалы ВНИИАВТОГЕН, вып. 15),
Машгиз, 1958.
2. В а ди в а сов Д. Г. Исследование влия-
ния условий процесса эл. металлизации на
свойства металлических покрытий (Труды
Саратовского ин-та механ. с. х., вып. 15).
Саратовское книжное издательство, 1959.
3. Власов А. П., Савинков К. П.
Высокочастотная металлизация, Машгиз,
I960.
4. К р а с н и ч е н к о Л. В. Труды кафедры
технологии металлов Ростовского н/Допу
с,'х- машиностроения, Ростов-на-Дону,
19о8.
5. Троицкий А. Ф. Основы металлизации
распылением, Госиздат УзССР, 1960.
о. Эде л ь со н А. М. Применение металли-
зации для восстановления изношенных дета-
лей. Библиотека автогенщика, Машгиз, 1960.
Лакокрасочные покрытия
1. Безуглов П. Т. Справочная таблица
огнеопасных веществ, Гостоптехиздат, 1948.
2. Б о ч к о в А. Д. Окрашивание деталей
в электрическом поле, Машгиз, 1958.
3. Дрннберг А. Я.,_ Снедзе А. А.,
Тихомиров В. А. Технология лакокра-
сочных покрытий, Госхимиздат, 1951.
4. Ж о л о н д з ь И. А. Применение эпоксид-
ных шпаклевок для исправления дефектов
поверхности крупногабаритного литья перед
окраской, ЛДНТП, 1958.
5. Л ю б и м о в Б. В. Специальные лакокра-
сочные покрытия в машиностроении. Машгиз,
1959.
6. Окраска в электрическом поле высокого на-
пряжения ЦБТИ МОСНХ, М., 1958.
7. Парийский М. С. Окрасочные цехи.
Справочник проектанта машиностроительных
заводов, т. 3, Машгиз, 1946.
8. Чеботаревский В. Г. Лаки и крас-
ки в народном хозяйстве, АН СССР, М.
1960.
9. ЦБТИ ВДНХ СССР — информационные ма-
териалы по лакокрасочным покрытиям, М.,
1959—1962.
Редактор издательства А. Г. Сазонов
Технический редактор Т. Ф. Соколова
Корректор И. М. Борейиш
Переплет художника А. Л. Бельского
Подписано к печати 22/XI 1963 г. Т-08040.
Тираж (2-й завод 78001—95000) экз. Печ. л.
28,5. Уч.-изд. Л. 39,5. Бум. л. 14,25.
Формат 60Х921/1в, Зак. 1660.
Цена книги 1 р. 39 к.
Отпечатано в типографии № 6 УЦБ и ПП
Ленсовнархоза, Ленинград, Моисеенко, 10
с матриц типографии № 1 «Печатный Двор»
имени А. М. Горького, Ленинград,
Гатчинская, 26