




























































































































































Текст
«а-.
1 < ,**^Ян|
чарин, С^Шгрли
-Vil -,»vL *- lu'f- I • r" '* 1 гЖ гЛГг <л
ДВИЖЕНИГ
И ОБЕСПЫЛИВАНИЕ ГАЗ О В 1 а‘
ИИ
& цементном
ГЛОС КВА I960
i
В. И. САТАРИН, С. Б. ПЕРЛИ
ДВИЖЕНИЕ И ОБЕСПЫЛИВАНИЕ ГАЗОВ В ЦЕМЕНТНОМ ПРОИЗВОДСТВЕ
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО ЛИТЕРАТУРЫ ПО СТРОИТЕЛЬСТВУ, АРХИТЕКТУРА
И СТРОИТЕЛЬНЫМ МАТЕРИАЛАМ
Москва — 1960
Научный редактор инж. Ф. Г. БАНИТ
В книге рассмотрены закономерности движения газов в технологическом и транспортном оборудовании цементных заводов, знание которых необходимо для налаживания и регулирования технологического процесса производства цемента. Значительное место в работе уделяется вопросам обеспыливания отходящих газов, аспирации оборудования и улучшению условий труда на заводах.
Приводятся основные аэродинамические показатели работы оборудования, указываются параметры газов при различных режимах работы агрегатов, описана аппаратура для испытания газов, содержащих пыль, влагу и имеющих высокую температуру.
Значительное место в книге уделено описанию современных пылеулавливающих агрегатов и методам улучшения их работы. Детально рассмотрена работа трубопроводов для запыленного воздуха, вентиляторов и дымососов для запыленных газов. Приводятся характеристики вентиляторов, указаны методы статической и динамической балансировки их роторов без демонтажа.
Книга предназначена для работников предприятий и проектных институтов цементной, силикатной, горной, углеобогатительной и др. отраслей промышленности, в которых ведется борьба с пылевыделением, а также для студентов соответствующих факультетов вузов.
ПРЕДИСЛОВИЕ
По директивам XXI съезда КПСС производство цемента в нашей стране за семилетие 1959—1965 гг. должно увеличиться в 2,2—2,4 раза. К 1965 г. СССР по выпуску цемента займет первое место в мире и догонит наиболее развитые капиталистические страны по производству его на душу населения.
В постановлении июньского Пленума ЦК КПСС отмечается, что решение грандиозных задач, стоящих перед нашим народом, невозможно без дальнейшей механизации и автоматизации производства, повышения технической вооруженности предприятий, экономии в большом и малом. Это позволит резко повысить производительность труда и снизить себестоимость продукции.
За последние годы за счет расширения действующих предприятий, реконструкции оборудования, установки высокопроизводительных агрегатов, ввода в строй новых мощностей значительно улучшились основные показатели работы цементной промышленности. Выработка на одного рабочего в 1959 г. по сравнению с 1955 г. возросла на 27,3%.
Выпуск продукции в 1959 г. по сравнению с 1955 г. увеличился на 72,5%- Однако резервы повышения производительности труда и снижения себестоимости продукции на цементных заводах еще очень велики. Только за счет уменьшения потерь сырья и материала, уносимого с отходящими газами, цементники могли бы дать дополнительно сотни тысяч тонн цемента в год.
Между тем до сих пор эти тонны сырья и цемента в виде пыли выбрасываются в воздух, загрязняя окружающую местность, ухудшая условия жизни и работы людей. В связи с этим проблема обеспыливания газов приобретает сейчас огромное народнохозяйственное значение.
В настоящее время на цементных заводах установлено большое количество пылеулавливающих устройств — циклонов, рукавных фильтров, электрофильтров, в которых может осаждаться до 99% выносимой из печей и мельниц пыли. Успех обеспыливания во многом зависит от выбора системы пылеочистки и умелой эксплуатации пылеочистных устройств.
Еще большее значение имеет правильный аэродинамический режим работы цементообжигательных печей и мельниц.
Известно, что для того, чтобы обеспечить надлежащую интенсивность технологических процессов на современном цементном заводе, необходимо перемещать огромное количество газов и воздуха; при сухом способе производства оно достигает 20—25 т на 1 т клинкера, а при мокром способе не бывает ниже 10 т на 1т клинкера.
От управления движением газов зависит работа печей и сушильных барабанов, мельниц и вспомогательного оборудования, пневматического и механического транспорта.
Особенно большое значение имеет правильный аэродинамический режим при эксплуатации мощного современного оборудования — длинных вращающихся печей большого диаметра, печей с конвейерными кальцинаторами, печей с циклонными теплообменниками, мельниц с воздушной сепарацией и др.
От возможности пропуска через агрегат увеличенного количества газов зависит дальнейшее повышение производительности оборудования.
Но повышение скоростей газов в оборудовании имеет и отрицательную сторону: чем больше скорости, тем выше запыленность газов и тем больше пыли выносится в атмосферу.
Почти все технологическое оборудование цементных заводов нуждается в аспирации, в процессе которой в атмосферу выносится огромное количество пыли, составляющей в отдельных случаях до 15% от веса всего материала, перерабатываемого на заводе. Для того чтобы сотни тонн пыли не выбрасывались ежесуточно в атмосферу, ее приходится улавливать и полностью или частично возвращать в производство. Поэтому цементные заводы снабжаются пылеосадительными устройствами, способными задержать пыль.
Необходимо стремиться к тому, чтобы аэродинамический режим одновременно обеспечивал высокопроизводительную и экономичную работу агрегата и возможность полного его обеспыливания.
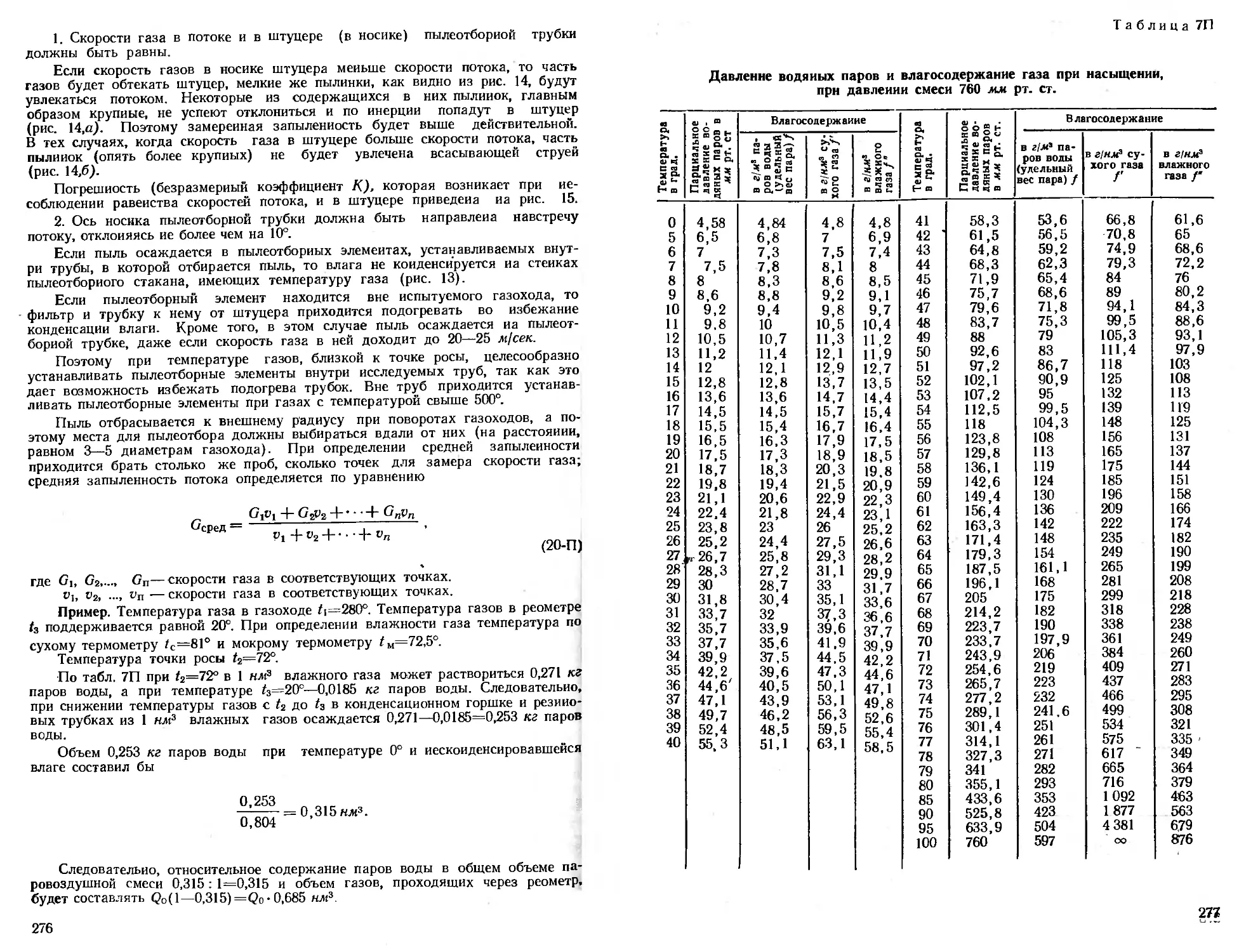
Для того чтобы управлять движением газов, необходимо уметь замерять скорости газов, создаваемое ими давление, определять количество газов, проходящих через данное сечение агрегата, их запыленность, состав, температуру и т. д. и использовать полученные данные для регулирования режима работы печи.
Следует помнить и о том, что такие параметры, как давление и количество газов в .настоящее время фиксируются на щите контрольно-измерительных приборов (КИП). В зависимости от показаний прибора машинист печи управляет режимом обжига. Еще большее значение приобретают эти параметры при автоматизации процессов. В этом случае они могут быть использованы как датчики.
В настоящей книге авторы стремились дать работникам цементной промышленности основные представления о закономерностях движения газов в оборудовании и способах обеспыливания, ознакомить их с методикой аэродинамических испытаний. В ней обобщен опыт работы ряда цементных заводов и научно-исследовательских организаций.
Книга рассчитана на инженеров и техников цементной промышленности, хорошо знающих технологическое оборудование, но не
специализировавшихся по прикладной аэродинамике. Поэтому описание технологического оборудования в книге отсутствует. Для облегчения пользования текстом в конце работы приведены справочные материалы.
До последнего времени в технической литературе не было труда, посвященного вопросам движения газов и обеспыливания в цементном производстве. Настоящая работа является первой попыткой восполнить этот пробел. Возможно, что авторам не удалось в полной мере справиться со стоящей перед ними задачей и книга не лишена недостатков, указания на которые они примут с благодарностью.
Авторы выражают благодарность канд. техн, наук Вальбер-гу Г. С., канд. техн, наук Серенко А. С., инженерам Гриненко Е. Д. и Баниту Ф. Г. за ценные замечания, сделанные ими при просмотре рукописи.
ГЛАВА 1
ПЫЛЕУЛАВЛИВАНИЕ
В настоящей главе рассматривается работа наиболее часто применяемых «сухих» пылеуловителей — циклонов, рукавных фильтров и электрофильтров, а также «мокрых» пылеуловителей — скрубберов.
§ 1. ПЫЛЕУЛОВИТЕЛИ
Работу пылеуловителей характеризуют следующие показатели: а) Степень очистки газов. Степенью очистки Э (эффективностью пылеулавливания) газов называется отношение веса пыли G3, уловленной в аппарате, к весу пыли Gb содержавшейся в том же количестве газа до очистки.
Определяют Э по уравнению
g __ Cj — GB _ G8 (1-1)*
Gt G, ’
Так как G] и G2 — количества вынесенной из пылеуловителя пыли — не могут быть определены непосредственно, то степень очи стки приходите# находить по произведению количества газов на их запыленность до и после пылеуловителя. Методы определения запыленности газов подробно изложены в § 8 приложения I.
б) Фракционный эффект. Степень очистки газа может характеризоваться и так называемым фракционным эффектом. В этом случае количество уловленной пыли с данным размером частиц относят к весу фракций того же размера, содержавшихся в пыли до пылеуловителя.
В последнем случае вычисляют вес каждой фракции *— входящей в фильтр (Gj) и выходящей из фильтра (G2) и подставляют в формулу (1-1).
в) Количество неуловленных веществ. Запыленность территории зависит от количества выбрасываемой пыли.
Поэтому необходимо знать не только степень очистки газа Э, но и количество неуловленных частиц пыли, характеризуемое коэффициентом
е = |—Э. (2-1)
Арабскими цифрами указаны номера формул, римскими—номера глав.
Так, если у нас имеется несколько пылеуловителей, один из ко торых дает степень очистки Э'=0,9, другой — Э"=0,95 и третий — Э///=0,99, то значения Э таких пылеуловителей можно считать близкими. Но если учтем коэффициент неуловленных частиц, то у первого он составит е1=0,1; у второго s2 =0,05 и у третьего — s3 =0,01. Следовательно, первый пылеуловитель пропускает пыли в 2 раза больше, чем второй и в 10 раз больше, чем третий.
Поэтому при определенном фракционном составе пыли следует принимать в расчет не степень очистки газов Э, а то количество пыли, которое все же выбрасывается в атмосферу.
Пылеуловители по конструктивным особенностям и по принципу осаждения пыли можно разделить на ряд групп.
В одних пылеуловителях действуют силы гравитации — взвешенные в газе частицы выпадают под действием силы тяжести в нижнюю часть отстойной камеры. В других используются силы инерции распыленных частиц: они продолжают лететь прямолинейно при изменении направления газового потока.
В третьих действуют силы диффузии, в четвертых газы фильтруются через пористые тела, а пыль осаждается на стенках фильтрующего элемента.
Для очистки газов используются также силы, возникающие под действием электрического заряда.
В табл. 1 дана соответствующая классификация пылеуловителей.
Результаты испытаний этих аппаратов, допустимые нагрузки, запыленность и т. д. приведены ниже в табл. 10.
Таблица 1
КЛАССИФИКАЦИЯ ПЫЛЕУЛОВИТЕЛЕЙ
А. Аппараты, действие которых основано на использовании гравитации, инерции или диффузии
Без применения жидкости С применением жидкости
1. Пылеосадительные камеры I. Устройства, в которых происходит соприкосновение газа с жидкостью, распределенной по
2. Инерционные пылеуловители а) циклонные б) ротационные в) жалюзийные г) пылеотбойники, ловушки н т. д. поверхности: 1) насадочные; 2) инерционные с пленкой жидкости; а) циклонные; б) жалюзийные; 3) осадители с движущейся смоченной поверхностью (например, сеткой) н со смывом осевшей пыли в ванне II. Устройства, в которых газ проходит через слой ЖИДКОСТИ: I) колпачковые; 2) сетчатые
Б. Аппараты, действие которых основано на фильтровании
Фильтры
I) из сыпучих материалов (коксовые, песчаные);
2) из волокнистых материалов:
а) набивные (ватные, проволочные и т. д.);
б) со сформированным слоем (картонные, матерчатые);
3) из пористых материалов (керамические или из пористого металла).
В. Аппараты для электрической очистки газов
Трубчатые электрофильтры
Пластинчатые электрофильтры (с вертикальным и горизонтальным ходом га-
зов).
Примечание. Все эти аппараты могут работать как с предварительным укрупнением взвешенных частиц в звуковых и ультразвуковых, электростатических или турбулентных коагуляторах, так и без него.
§ 2. ПЫЛЕОСАДИТЕЛЬНЫЕ КАМЕРЫ
Пылеосадительная камера имеет большую площадь сечения для того, чтобы запыленные газы могли проходить по ней с возможно малой скоростью. При этом наиболее крупные частицы осаждаются в нижней части камеры (рис. 1) и удаляются оттуда периодически или непрерывно.
При расчете пылеосадительных камер, способных наиболее эффективно улавливать пыль данных фракций, исходят из условия, что пылинка, находящаяся на высоте Н от пола камеры, должна упасть в бункера, находящиеся в нижней части камеры, за время прохождения по длине I.
На рис. 2 приведена зависимость скорости витания цч частиц от их размеров и удельного веса.
Скоростью витания называют скорость, с которой частицы падают под действием силы тяжести в неподвижном воздухе. Потому ее часто называют скоростью падения частицы.
Если скорость витания цч м!сек и скорость движения газа вдоль камеры Vi м/сек, то время пребывания в камере
/
(3-1)
При объеме очищаемого газа в минуту q ms время пребывания в камере шириной b м
приравняв их
1НЬ _ н_ q v4
получим q—lbv4. Значит секундная производительность пропорциональна площади камеры в плане и скорости осаждения (витания) частицы.
Как видно из формулы 4-1, степень улавливания пыли тем выше, чем дольше газ находится в камере; поэтому для получения вы
Рис. 1. График осаждения пыли в отдельных воронках бункеров осадительной камеры (а) и продольный разрез пылеосадительной камеры (6)
1—процентное содержание в уловленном уносе частиц размером < 20 мк; 2 — процентное содержание в уловленном уносе частиц < 500 мк
сокой степени очистки газа длина камеры должна быть очень большой. Так, для очистки газов вращающейся печи от фракции крупнее 20 мк необходимо было бы иметь канал длиной свыше 500 м. Для того, чтобы газы могли двигаться со скоростью всего несколько сантиметров в секунду, площадь сечения канала должна быть не менее 500 л2; при размерах, указанных на рис. 1, удается осадить только частицы величиной в 0,2 мм, хотя площадь сечения канала— около 50 м2. Пылеосадительные же камеры, расположенные за вращающимися печами, имеют длину от 5 до 15 м и обеспечивают осаждение в лучшем случае только очень крупных фракций величиной свыше 150—350 микрон.
Коэффициент аэродинамического сопротивления пылеосадительной камеры относительно велик ( С = 1), так как скорость газа, выходящего из вращающейся печи, почти полностью гасится
(уменьшается) в камере, и при выходе из камеры необходимо снова добиваться примерно такой же скорости. Поэтому при температуре около 250—300е и скоростях газа в местах входа в камеру и выхода из нее (в трубах дымососа) около 12—16 м/сек полное сопротивление такой камеры составляет до 10—12 кГ/м2. Несмотря на низкую степень улавливания пыли (Э = 0,10 -ъ0,15) и относительно большое аэродинамическое сопротивление камер, их устанавливают у вращающихся печей. Это объясняется тем, что необходимо создать переходный участок между вращающейся и неподвижной частью печной установки и улавливать в нем наиболее
Рис. 2. Скорости витания пыли с объемным весом от 1 до 3 г/сл3
крупные частицы, выносимые из печи либо в виде пыли, либо в виде мокрых капель шлама.
На вновь строящихся заводах пыльные камеры к вращающимся печам имеют незначительные размеры (рис. 3). Обводные каналы, по которым газ поступал в дымовую трубу, отсутствуют. Газы движутся только через дымосос 1 прямо из пыльной камеры 2. В этих условиях подсасывается значительно меньше паразитного воздуха и дымовых газов.
Только на старых вращающихся печах, работающих на естественной тяге с высокой температурой отходящих газов, пыльные камеры имеют большие размеры. Для лучшего осаждения пЪгли в таких пылеулавливающих камерах несколько раз меняют направление газа, устраивая с этой целью специальные перегородки.
Рис. 3. Схема переходного участка от вращающейся печи к дымососу
§ 3. циклоны
Циклоны (рис. 4) являются наиболее распространенными пыле-ссадительными устройствами.
Принцип действия циклона следующий: запыленный газ посту
пает по касательной в цилиндрическую часть циклона 1 и движется в нем по спирали. Под влиянием центробежной силы, равной
ты2
(5-D
пылинки отбрасываются к периферии, по-
где т — масса частицы,
fiwxod газов
падают в пограничный слой (в котором скорость газа во много сот раз меньше, чем в циклоне), осаждаются в нем, затем скользят по стенкам циклона и попадают в конус 5. Обеспыленный газ выбрасывается в выхлопную трубу 4. Так как при той же окружной скорости и центробежная сила Р тем больше, чем меньше радиус циклона г, то считается целесообразным, по возможности, ставить для очистки газа циклоны меньшего диаметра, с тем чтобы лучше улавливать фракции пыли меньшего размера.
Рис. 4. Схема движения газов н пыли в циклоне 1 — цилиндрическая часть; 2 — входная труба; 3 —верхняя торцовая крышка; 4 — выхлопная труба; 5 — конус; 6 — место выгрузки пыли
Имеется много конструкций циклонов, различающихся отношением высоты к диаметру, формой нижней части входных и выходных отверстий. На рис. 5 приведены схемы циклонов основных Типов, изготовляемых и применяемых в СССР, и их размеры в долях диаметра.
Схема циклона НИИОГаз приводится на рис. 5,а, а основные размеры в табл. 2.
Таблица 2
Размеры циклонов НИИОГаз
Показатели Обозначение размера Тип циклона
ЦН-15 ЦН-15у ЦН-24 ЦН-П
Угол наклона крышки и входного патрубка циклона в град. . . • а 15 15 24 11
Внутренний диаметр циклона в мм . . D 40800 200 : 800 400ч-1000 40 ч-800
Высота входного патрубка, внутренний размер а 0,66 D 0,66 D 1,11 D 0,48 D
Высота выхлопной трубы с фланцем . . . hi 1,74 D 1,5 D 2,11 D 1,56 D
Продолжение табл. 2
Показатели Обозначение размера Тип циклона
ЦН-15 ЦН-15у ЦН-24 ЦН-И
Высота цилиндрической части корпуса циклона Лц 2,26 D 1,51 D 2,11 D 2,08 D
Высота конуса циклона . . . .... Лк 2 D 1,5 D 1,75 D 2 D
Высота внешней части выхлопной трубы . Лв 0,3 D 0,3 D 0,4 D 0,3 D
Общая высота циклона н 4,56 D 3,31 D 4,25 D 4,38 D
Коэффициент гидравлического сопротивления с 105 ПО 60 180
Для всех циклонов
Наружный диаметр выхлопной трубы . • d 0,6 D
Толщина ее стенки . В 0,2 Vd
Внутренний диаметр пылевыпускного отверстия . . .... 0,3-^0,4 D
Ширина входного патрубка в циклоне — внутренний размер .... b 0,2 D
1 о же, в месте входа патрубка 0,26 D
Длина входного патрубка . ... 1 0,6 D
Диаметр средней линии циклона D-\-d 1 -Dc₽ 0,8 D
Высота установки фланца Лф 0,24—0,32©
Эти циклоны дают относительно высокую степень очистки и поэтому широко распространены на предприятиях. Недостатком их являются:
а) малый диаметр отверстия в нижней части, что ухудшает выгрузку;
б) сравнительно большое отношение общей высоты к диаметру, поэтому они громоздки и для их установки требуются высокие помещения.
Основными показателями, характеризующими работу циклона и определяющими его производительность, являются степень очистки газа от пыли и количество запыленного газа, которое проходит через него в единицу времени при допустимом аэродинамическом сопротивлении.
Рис. 5. Схемы и относительные размеры циклонов
а — НИИОГаз; б — ЛИСТ; в — СИОТ; г — Крейзеля
Примечание. Размеры на схемах циклонов НИИОГаз, ЛИСТ и Крейзеля даны в долях диаметра цилиндрической части (D), а на схеме циклона СИОТ в долях диаметра входной трубы (d)
На степень очистки пыли в циклонах влияет их форма. Тангенциальный вход газов под углом около 15°, увеличение длины цилиндрической части более, чем на 3D, а также длины конической части циклонов (/>2D) способствуют при прочих равных условиях улавливанию более мелких частиц. Степень очистки остается почти постоянной при скоростях в месте входа в циклон от 12 до 24 м/сек. При скорости, превышающей 24—30 м/сек, мелкие фракции улавливаются хуже и резко увеличивается износ стенок. Испытания, проведенные в Южгипроцементе, показали, что на степень обеспыливания влияет также ряд других факторов, в частности, физическое состояние (влажность, слипаемость пыли, температура и т. д.), очищаемых газа и пыли. Так, при высокой дисперсности и малой слипаемости пыли (с содержанием более 30—40% фракций менее 10 мк и с влажностью менее 1%) циклоны очищают газы очень плохо. Если при столь же мелких фракциях (всего в 5—30 мк) в материалах имеется 5—10% влаги, то частицы слипаются в процессе прохождения через циклон и приобретают относительно большую величину. В результате этого они сильнее отбрасываются к стенкам и очистка газа улучшается. Случается, что газы, содержащие очень сухие мелкие фракции, очищаются в циклоне всего только до Э = 0,15, те же самые газы, но с незначительно увеличенным количеством влаги очищаются до Э=0,8н-0,85. Эта зависимость работы пылеочистных агрегатов от физического состояния и влажности материала изучена недостаточно.
Большое влияние на степень очистки оказывает подсос воздуха через выгрузочное отверстие. Действительно, значительное количество осаждающихся фракций с диаметром 15 мк и более уже при скорости около 0,5 м/сек в сечении 6 (см. рис. 4) увлекается в трубу 4. Специальные исследования Южгипроцемента показали, что уже при подсосе газа (через сечение 6) внутрь циклона, составляющем всего 3% от расхода газа перед циклоном, общая степень очистки снижается с Э = 0,85—0,88 всего до Э=0,5. При наличии же подсоса в трубе 6, достигающем 8% от расхода газа, степень очистки может снизиться до нуля. Именно поэтому приходится обращать внимание на. герметизацию всех бункеров и сбросных отверстий из циклона для того, чтобы небольшие, казалось бы, подсосы не нарушали работы пылеуловителя. В процессе испытаний на одном из заводов пришлось убедиться в том, что Циклоны НИИОГаз очень йлохо улавливали пыль (Э<0,1) до тех пор, пока не были ликвидированы подсосы через небольшие отверстия в сварных швах и местах разъемов. После устранения подсосов общая степень очистки мелких фракций глины достигла Э = 0,88—0,89.
Поэтому перед пуском циклонов и в процессе работы необходимо проверять их плотность под давлением и своевременно Устранять подсосы (см. § 5 главы VII).
Циклоны лучше работают под давлением, чем под разрежением. Однако в этом случае вентилятор должен протягивать неочищенный газ, что крайне нежелательно, так как ускоряется его износ.
Следует иметь в виду, что общую степень улавливания пыли Э=0,88 и выше, в частности пыли глины и цемента, в которых было 21—26% фракций менее 10 мк, в циклонах можно получить только при хорошем обслуживании, ликвидации подсосов и т. д.
На рис. 6 нанесены данные, приведенные В. В. Кучеруком и совпавшие с результатами наших испытаний, характеризующие степень фракционной очистки в циклонах НИИОГаз диаметром 600 мм, циклонах ЛИОТ диаметром 1,4 м и батарейных циклонах Лурги. По оси абсцисс отложена величина фракций, а по оси ординат — степень очистки фракций этого размера.
В циклоне НИИОГаз улавливается 40—60% фракций размером 3—4 мк. Степень очистки пылинок с размерами 5 -+10 мк доходит до 70 <-89%. Степень очистки воздуха с пылинками разме-
ром около 20 мк может достигать 80—99%, а при еще более крупных частицах—в 50 мк — 83—100%. Пыль с частицами размером от 80 до 200 мк при испытаниях, проведенных А. С. Серенко и С. Б. Перли, улавливалась полностью.
При подсосе в отверстие выгрузки, достигающем 4% (см. кривую 3 на рис. 6), снижается не только общий, но и фракционный коэффициент очистки, причем главным образом ухудшается очистка фракций размером менее 20—25 мк.
Степень очистки повышается и при высокой концент-пылн в 100—300 г/м3 вместо
Рнс. 6. Степень эффективности работы циклонов
/ — циклоны НИИОГаз (подсос в отверстие выгрузки менее 1%); 2 — батарейный циклон Лурги (подсос в отверстие выгрузки около 1%); 3 —циклон ЛИОТ (подсос в отверстие выгрузки до 4%^
рации пыли. При концентрации
5—10 г/м3 степень очистки повышается на 5—6%.
Поэтому при сравнении степени очистки циклонов следует учитывать, что агрегат, показавший высокую эффективность очистки (Э = 0,88—0,9) при высокой запыленности газов (в 300—500 г!м?), может оказаться не лучше, а хуже циклона, степень очистки в котором при запыленности 5—7 г/л3 на 5—7% меньше.
В результате нарушения герметичности циклонов и отсутствия своевременного ухода за ними в практике цементных заводов общая степень очистки в циклонах, по данным Южгипроцемента, редко превышает Э = 0,65.
На степень пылеулавливания влияют и размеры циклонов.
Исходя из необходимости получения высокой степени очистки, некоторые специализированные учреждения в СССР (например, НИОГаз, Гипрогааоочистка и др.) рекомендуют применять циклоны возможно меньшего диаметра—не более 800—1 100 мм, что,
по нашим данным, вполне приемлемо для очистки газов сантехнической вентиляции. Но, как показала практика работы цементных заводов, ввиду затруднительности очистки циклонов и подводящих к ним труб и необходимости установки изнутри съемной брони при очистке сильнозапыленных технологических газов нежелательно устанавливать циклоны с диаметром меньше 1 100 мм и отверстием в нижней части конуса с диаметром менее 200 мм. Поэтому Южгипроцемент в своих проектах для очистки газов, отходящих от цементных мельниц, печей и т. и., предусматривает главным образом циклоны большего диаметра, так как незначительное снижение степени очистки окупается удобствами обслуживания*. Снижение же степени пылеулавливания на 3—5% тем более допустимо, что циклоны в последние годы используются исключительно для предварительной очистки газа и осаждения пыли более грубых фракций. Более тонкие (мелкие) фракции улавливаются в рукавных фильтрах и электрофильтрах.
Количество запыленного воздуха, проходящего через циклон, зависит от скорости газа во входном патрубке или от средней скорости его в циклоне. На аэродинамическое сопротивление агрегата в свою очередь влияют конструктивные особенности циклона.
Средняя скорость газа в циклоне ,
vc = —--------м'сек (6-1)
rD2
соответствует условиям, при которых газ в количестве Q м^/час двигается равномерно сверху вниз параллельно образующим цилиндра циклона с диаметром D.
Аэродинамическое сопротивление циклонов может быть определено по формуле
п ГЧ 2
Р —----кГм2.
%
(7-1)
. Коэффициент сопротивления С, отнесенный к условной скоро-/сти в цилиндрической части циклона:
ЛИОТ..................................С = 293
НИИОГаза ЦН-15..........£=105
ЦИ-15у.......С =1Ю
. ЦН - 24.......С = 60
. ЦН - 11 . . . . Л = 180
Конического СИОТ . .................Л = 595
Полизнус.............................С = 480
* Эффективность циклонов диаметром выше 1 100 мм снижается до 50—70%, поэтому применение их нельзя признать целесообразным. Это относится также к тексту на стр. 19, 20, 162 и 163. (Прим, рес '
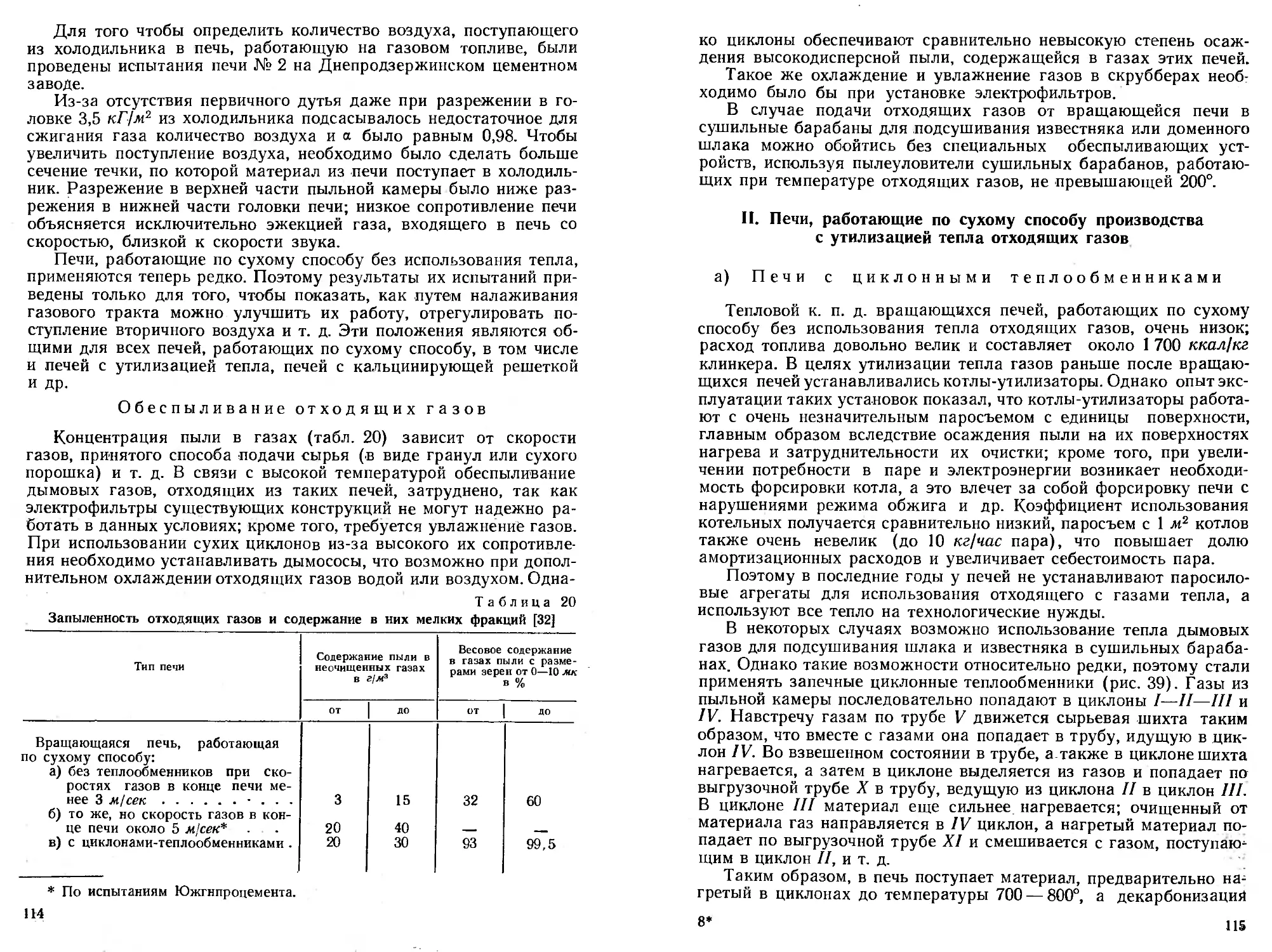
2 Сатарни В. И., Перли С. Б. 17
Таблица
Производительность циклонов НИИОГаз и ЛИОТ* в зависимости от их диаметра при аэродинамическом сопротивлении 55 и 75 кГ/м2
Как видно из этой таблицы, циклены. ЛИрТ менее экономичны. (Прим. ред.).
В некоторых справочниках за расчетную принимается скорость во входном отверстии циклона и соответственно изменяется величина коэффициента его сопротивления.
По формулам (6-1) и (7-1) можно определить количество запыленных газов, проходящих через циклоп, и его сопротивление. Проведенные в различных научно-исследовательских организациях испытания показали, что степень очистки в циклонах НИИОГаз меняется всего в пределах 2—3% при изменении средней скорости в сечении от 1 до 3 м/сек, а аэродинамическое сопротивление циклонов составляет- соответственно от 8,3 до 75 кГ./м2. При уменьшении размеров циклонов снижается их стоимость. Но так как уменьшение размеров при той же производительности вызывает увеличение аэродинамического сопротивления и расхода электроэнергии для привода вентилятора, то выбирают циклоны таких размеров, чтобы аэродинамическое сопротивление в них не превышало допустимых значений. Для циклонов НИИОГаз оно составляет 65 75 кГ/л2; ЛИОТ — 55 60 кГ/м2\ СИОТ —около
60 кГ/л2; Лурги — 60 -ь 65 кГ/м2.
Размеры циклонов можно подбирать как по формулам, так и по специальным таблицам [2,5, 19, 47 и др.]. В табл. 3 приведены производительности циклонов НИИОГаз и ЛИОТ в зависимости от их диаметра.
Пример. Подобрать циклон к цементной мельнице при количестве отсасываемого от аспирационной коробки воздуха около 12 500 мР/час с /=130° и запыленностью около 200 г/нм3. Наибольшее допустимое сопротивление — около 60 к.Г/м2.
Принимаем к установке один циклон.
Из табл. 3 видим, что близкими к необходимым будут циклон НИИОГаз диаметром 1 100 мм или циклон ЛИОТ диаметром 1 596 мм.
Сопротивление циклона НИИОГаз составляет
- 100 1,024-3.8- _75кГ/<
2g 2-9,81 ' ’
где удельный вес чистого воздуха при /=130°
Tt= ~ °’885Кг/м3 (см- приложение I),
х /о 1 oU
удельный вес запыленного воздуха прн той же температуре
'(gjt = 0,885 -f- 0,139= 1,024 «г/л3 (см. приложение I)
Количество пыли, приходящейся на 1 jm3 воздуха, при температуре 130°: 0,2-0,885 _ 1О_ , ,
——:— = 0,139 кг/л3
1,29
Gt =
и средняя условная скорость
12500
ос — —: — 38 м/сек.
7С • 1 , 12
3 600-----—
4
Эта скорость выше требуемой, так как сопротивление в данном случае будет составлять около 75 кГ!м2. Чтобы получить нужное сопротивление Р2=60 кГ)мг, диаметр циклона необходимо увеличить до
D = 1 100 1/ — = 1250лш.
\' 60
Если учесть толщину брони и толщину слоя материала на стенках, то диаметр циклона следует увеличить еще больше, до 1 400 мм.
Проделав аналогичные расчеты для циклона ЛИОТ, установим, что выбранный размер по табл. 3 соответствует заданным условиям. Высота циклона ЛИСТ будет значительно меньше, чем циклона НИИОГаз с бункером, и поэтому выбираем циклоны ЛИОТ.
На производительность циклонов и на степень очистки газов в них большое влияние оказывают условия эксплуатации. Температура газов не должна превышать 300° во избежание разрушения стенок циклона. Толщину стенок следует увеличивать или покрывать их броней (10 мм). Это также предотвращает быстрый износ стенок, что характерно для цементных заводов. Так, при очистке газов, содержащих шлаковую пыль, на криворожском цементном заводе стенки циклонов толщиной в 1,5 мм протерлись меньше, чем за две недели. Циклоны с толщиной стенок 11 мм уже через 6 месяцев протерлись насквозь возле мест входа газа. Поэтому при высокоабразивной пыли необходимы специальные мероприятия для защиты циклонов и повышения их долговечности (лучше всего быстро изнашиваемые места покрывать легко сменяемой броней).
Циклоны Полизиус (рис. 7) имеют значительно больший диаметр, чем все остальные при той же высоте. Внутри их цилиндрической части вставлена спиральная вертикальная лента. По мере приближения струи к центру циклона радиус закругления ленты уменьшается. Вертикальная лента изготовлена из двух листов, находящихся на небольшом расстоянии один от другого. Внутренний лист имеет вертикальные щели, сквозь которые отброшенные к периферии пылинки попадают в полость между внутренним и наружным листом.
Скорость газа в этой полости мала и не препятствует выпадению попавших сюда частиц в коническую часть циклона, откуда она и выгружается в бункер или транспортер через лопастной или иной достаточно герметичный затвор.
Производительность этих циклонов при /=60н- 100°— 24 000 нм31час. Степень очистки газов при работе на сырьевых мельницах с воздушными сепараторами Э = 0,9—0,95.
Опыт ряда заводов (Енакиевского, Криворожского и др.) показал, что для защиты стенок циклона от износа полезно сначала создать условия для конденсации влаги на его стенках и образования защитного слоя цемента. В этом случае устанавливается циклон большего размера при нагрузке на 30% меньшей, чем рекомендуемая обычно. Аэродинамическое сопротивление чистого циклона всего 25—35 кГ/м2. Гак как стенки его всегда будут покрыты пылью (в результате образования «росы»), то воздух с пылью будет
соприкасаться со слоем материала и не будет истирать стенки циклонов. По мере утолщения слоя материала скорости воздуха внутри циклона, а потому и сопротивление его растут; повышение сопротивления до 50—
60 кГ/м2 сигнализирует о необходимости очистки. К сожалению, даже при менее схватывающихся материалах, чем цемент, такой метод защиты наружных стенок циклонов от износа не всегда применим, так как трудно регулировать толщину слоя на стенках путем изменения толщины наружной теплоизоляции.
Особенное внимание следует уделять очистке циклонов от осевшей и схватывающейся в них пыли. Так, опыт показал, что при значительной относительной влажности газа — около =0,90— 0,95 и холодных стенках, т. е. при условиях, когда возможно выпадение «росы» на наружных стенках циклона, цементная пыль осаждается на них и схватывается. Стенки циклонов изнутри покрываются при этом слоем схватывающегося цемента.
В тех случаях, когда возможно охлаждение газов до температуры точки «росы», циклоны приходится помещать либо в достаточно теплых помещениях, либо покрывать теплоизоляцией !3 (например, из шлаковой ваты) толщиной в 5 см и выше
входная труба; 2 — цилиндрическая часть; коиус; 4 — выхлопная труба; 5 — направляющая спираль; 6 — место выгрузки пыли
для предупреждения конденсации паров внутри циклона.
Для своевременной очистки циклонов от осевшей внутри них пыли, в особенности в самом узком месте—выгрузочном отверстии конуса—в них должны быть предусмотрены люки.
Для того чтобы очистка могла осуществляться в короткие сроки, нежелательно крепить крышки люков болтами. Значительно удобнее применять люки, описанные на стр. 243, снять и установить которые можно за несколько секунд.
Установка циклонов группами. Если необходимо очистить большое количество газов, циклоны соединяют параллельно, группами. На рис. 8 показано соединение 6 циклонов (по проекту НИИОГаз). Все циклоны имеют общий бункер для сбора осажден-
Рис. 8. Установка циклонов группами по проекту НИИОГаз
ной пыли. Достоинством такого соединения является относительная компактность установки.
Основным недостатком является невозможность ремонта стенок во внутренней части между циклонами.
При групповом соединении циклонов, показанном на рис. 9, (проект з-да им. Тельмана, ГДР), доступ к стенкам циклонов облегчен, но такая установка занимает много места. Очень сложны и коммуникации для сбора и транспортировки пыли.
Батарейные циклоны. На цементных заводах установлено значительное количество батарейных циклонов (рис. 10). К их достоинствам относится то, что каждый из элементов представляет собой циклон небольшого диаметра, который хорошо отделяет пыль, так как радиус его действия небольшой и центробежные силы велики. Диаметр каждого циклона в батарее—от 0,15 до 0,25 м. Число циклонов берется из расчета, что средняя условная скорость в каждом из них должна находиться в пределах 2—2,'5 м!сек. Коэффициент сопротивления, отнесенный к этой скорости, составляет 65—110 в зависимости от типа циклона. Расчет производительности батареи ведется так же, как и для отдельных циклонов. При нормальном обслуживании степень очистки в батарейных циклонах
достигает Э^0,8—0,95. Но поскольку своевременно очищать и уплотнять их затруднительно, в производственных условиях об-
Рис. 9. Установка циклонов группами по проекту з-да им. Тельмана
щая степень очистки редко превышает 50%. Фракционная степень очистки также меньше, чем в отдельных циклонах (см. рис. 6, кривая 2), и Э < 75% для частиц размером около 20 мк. В период испытаний она не поднималась выше Э = 85% даже для частиц в 40 мк.
Легко увидеть, что в батарейных циклонах осаждаются главным образом частицы величиной более 15 мк и они очищают газы тем хуже, чем мельче пылинки. Не исключено, что мелкие пылинки улавливаются только в том случае, если они коагулируются с другими.
Следовательно, и батарейные циклоны целесообразно ставить лишь на первой ступени очистки, так как только при крупном материале можно обходиться без вторичной очистки газов.
При этом отделяется главным образом фракция величиной свыше 25—50 мк. Степень очистки батарейными циклонами оказывается даже ниже, нежели у обычных циклонов НИИОГаз, и ниже, чем у группы циклонов. Это объясняется тем, что на каждом
циклонном элементе труднее делать уплотнения и добиваться хорошей очистки. Единственным достоинством этих циклонов по сравнению с единичными является то, что они могут быть довольно компактными при производительности до 35000—• 40 000 нм3/час. Групповые циклоны могут иметь значительно большую производительность; так, на печи с концентраторами они пропускают до 200 000 м3 газов в час.
Самым крупным недостатком батарейных циклонов является то, что их очень трудно чистить и ремонтировать. Если в них осаждается пыль глины, цемента и некоторых других материалов, то очищать их необходимо каждую смену, так как в противном случае часть циклонных элементов
Рис. 10. Батарейный циклон
1 — входная труба; 2 — камера; 3 — эле мент-циклон; 4 — спираль элемента; 5 —выхлопная труба элемента; 6 — верхняя кайера; 7 — труба для выхода газа; 8 — нижняя перегородка» 9 — опорное кольцо на элементе; 10 — верхняя часть выхлопной трубы; // — уплотнение; 12 — засыпка шлаком; 13 — труба для выпуска пыли
успевает загрязниться и перестает пропускать газы. При влажной пыли или при появлении «росы» эти циклоны также перестают работать, а если материал к тому же схватился, то для очистки необходима полная разборка всех элементов.
Для очистки циклонов необходимо, чтобы люки легко открывались. Осуществлять крепление таких люков на болтах не следует, так как на это уходит много времени.
§ 4. МОКРЫЕ ПЫЛЕУЛОВИТЕЛИ
Степень осаждения и улавливания пыли значительно повышается при смачивании стенок циклона жидкостью. Достаточно было в период испытаний, проведенных авторами совместно с А. С. Се-ренко, направить вдоль стенок циклона струю воды таким образом, чтобы цилиндрические стенки его были полностью покрыты водяной пленкой, чтобы степень очистки повысилась с Э = 0,88 до Э= = 0,93 -4-0,94, а количество пыли, выбрасываемой в воздух, уменьшилось в два раза.
К числу наиболее известных конструкций мокрых пылеуловителей относятся прямоточные циклоны — скрубберы ВТИ (рис. 11). Воздух по трубе 1 поступает по касательной к цилиндру в нижнюю его часть 2, а затем по спирали поднимается вверх и выбрасывает
ся в атмосферу через трубу 3. Вода поступает в верхнюю часть
цилиндра из нескольких сопел 4, направленных по касательной к стенкам цилиндра. Назначение сопел — создать по возможности сплошную водяную пленку на стенках цилиндра. Коэффициент аэродинамического сопротивления циклонов ВТИ, отнесенный к скорости газа в месте входа, достигает С =2 ,6, а отнесенный к условной средней скорости в цилиндрической части составляет около С =40. Скорость в месте входа газа в циклон должна находиться в пределах 18— 25 м/сек. Этому соответствует условная скорость в цилиндрической части от 4,5 до 6 м/сек, при которой из циклона не выносятся брызги воды.
Рис. 11. Скруббер ВТИ
/ — труба для входа загрязненного воздуха; 2 — цилиндрическая часть; 3 — выхлопная труба; 4 — сопла; 5 — люк для очистки;
Эти скорости являются отправными при определении максимального диаметра циклонов ВТИ, так же как и при определении диаметра «сухих» циклонов. Наибольший диаметр одного циклона не должен превышать 1,5 м. Количество параллельно работающих циклонов увеличивают, если для пропуска нужного количества газов одного циклона недостаточно.
К достоинствам этих циклонов относится высокая степень очистки, достигающая Э = 94-^96%.
При этом степень очистки зависит от фракционного состава пыли меньше, чем у сухих циклонов, даже если материал хорошо смачивается. Следует указать, что на смачиваемость материала должно быть обращено серьезное внимание, так как при несмачи-ваемой пыли мокрые скрубберы дают очень низкую степень очистки. Вторым достоинством этих циклонов является относительная несложность их конструкции.
К числу недостатков мокрых циклонов следует отнести:
1) высокий расход воды, составляющий от 0,07 до 0,25 л на
1 ju3 очищаемого воздуха или газа, он зависит от смачиваемости пыли и ее транспортабельности
f----570----д
Рис. 12. Фильтры с подвижными сетками, смоченными маслом
оги
и устанавливается эмпирически в каждом отдельном случае;
2) необходимость транспортирования и осаждения шлама и применения для этого соответствующих устройств;
3) трудность использования получаемой пульпы: необходимо иметь специальные сгустители пульпы или отстойники другого типа, которые требуют постоянного надзора, очистки и т. д.;
4) при наличии схватывающейся пыли (извести, цемента, доменного гранулируемого шлака и т. д.) применение мокрого обеспыливания газов затрудняется;
5) стенки мокрых циклонов под действием пыли, воды, а иногда и разъедающих газов очень скоро истираются. Поэтому цилиндрические стенки мокрого циклона необходимо облицовывать изнутри бетоном или керамическими плитками на кислотоупорном цементе, срок службы которых во много десятков раз выше, нежели срок службы котельной стали.
Установленные ранее на Харьковском и других цементных заводах мокрые циклоны показали высокую степень очистки. Но поскольку использовать в производстве большие количества пульпы со значительным содержанием воды оказалось затруднительным, большинство этих установок в настоящее время бездействует.
Для очистки воздуха, поступающего в машинные залы компрессоров и другие помещения, в воздухе которых недопустимо присутствие пыли, на цементных заводах применяются сетчатые масляные фильтры, показанные на рис. 12. Они состоят из трех очень
густых, расположенных друг за другом по ходу воздуха сеток 1 из проволоки 0 1 мм особого плетения, через которые проходит очищаемый воздух. Для лучшей очистки эти сетки смазывают маслом (веретенным или соляровым), находящимся в нижней части фильтра 2. Это же масло очищает пыль, осевшую на сетку, для чего сетки один раз в сутки проворачивают в течение нескольких минут вручную или.при помощи двигателя. Так как масло препятствует схватыванию пыли, то эти фильтры применяют и для очистки воздуха, в котором имеется некоторое количество вяжущих веществ, в том числе и цемента. Масляные фильтры нельзя применять в тех случаях, когда запыленность воздуха превышает 100 мг/м3, поэтому такие фильтры применяются только для очистки воздуха, поступающего в компрессоры и в трансформаторные подстанции. Изготовляется пять разновидностей фильтров, отличающихся шагом сетки (10, 15, 20, 25 и 30 мм) и размерами. Рекомендуется через 1 м2 сечения отверстия в раме фильтра пропускать до 8 000 нм3/час воздуха. Производительность самого маленького фильтра—10 000 нм3/час, а самого большого—30 000 нм^/час. Сопротивление фильтра при этом составляет не более 15 кГ1м2.
При очистке воздуха с пылью, имеющей фракции до 30 мк, степень пылеулавливания достигает 0,9—0,92, главным образом за счет фракций крупнее 5 мк.
§ 5. РУКАВНЫЕ ФИЛЬТРЫ
Из устройств, в которых пыль осаждается при фильтрации газа через пористые материалы, на цементных заводах чаще всего применяют рукавные самоочищающиеся фильтры.
Самоочищающиеся рукавные фильтры отечественного производства изготовляют с 16, 32, 48 и 72, а зарубежные с 16, 32, 48, 56, 96 и 108 рукавами.
Фильтры (рис. 13) состоят из коробки 1, в нижней части которой имеется решетка 2 с отверстиями. К каждому патрубку 3 такого отверстия прикрепляется нижняя часть рукава 4. Верхняя часть рукава соединена с механизмом 5, предназначенным для периодического встряхивания рукавов. Механизмы для встряхивания различаются по конструкции, но общим для них является то, что через определенный промежуток времени они встряхивают рукава. Несколько таких встряхиваний очищает рукав. Большинство самоочищающихся рукавных фильтров, работающих под разрежением, снабжено специальными переключателями воздуха, которые в момент встряхивания обеспечивают обратную продувку встряхиваемых рукавов чистым воздухом, поступающим через отверстие 6. Следовательно, рукава в момент встряхивания не только механически очищаются, но и продуваются воздухом в обратном направлении.
Для осуществления обратной продувки рукавов, а также для того, чтобы они не сжимались в момент встряхивания, к рукавам
на равных расстояниях пришивают стальные кольца 7. Собранная пыль с помощью шнека 8 (или других механизмов) движется вдоль нижней части бункеров рукавного фильтра и выбрасывается из него через лопастный затвор 9, препятствующий подсосу постороннего воздуха в рукавный фильтр.
Рис. 13. Рукавный самоочищающийся фильтр
Температура газов, проходящих через рукава, изготовленные из чистой шерсти ЧШ, не должна превышать 95°, так как в противном случае сукно очень быстро разрушается.
Приходилось наблюдать (на Белгородском, Амвросиевском и других цементных заводах), как при температуре около 105— 115° сукно рукавных фильтров служило всего 4—5 дней, тогда как при правильном температурном режиме такие сукна на других цементных заводах, например на Харьковском, работают без износа около 3 лет.
На прочности рукавов сказывается также перепад давления в них как при прямой, так и при обратной продувке. Он не должен превосходить 100 кГ[м2 при прямой и более 30—40 кГ/м2 при обратной продувке, в противном случае ткань очень быстро разрушается.
Применяемые в других отраслях промышленности фильтры из бумажной ткани (или комбинации бумаги с шерстью), выдерживающие температуру всего до 60—70°, непригодны для обеспыливания горячего воздуха, выходящего из цементных мельниц*.
Для того чтобы использовать рукавные фильтры при более высоких температурах, было сделано несколько попыток заменить сукно ЧШ стеклотканью; первые опыты дали отрицательные результаты, так как при этом не учитывалось низкое сопротивление стеклоткани при изгибе, а принцип регенерации (стряхивания) рукавов изменен не был. Рукава из стеклоткани очень быстро разрушались вследствие перегибов при толчкак встряхивающего механизма.
НИИОГаз учел результаты этих опытов и взамен ударного механизма для встряхивания стеклоткани применил вибраторы. При этом конструкция рукавных фильтров была существенно изменена: электромеханический вибратор воздействует на рукава, плотно натянутые на специальные проволочные каркасы. Этим удалось повысить стойкость рукавов ив стеклоткани при обеспыливании доменных газов, имеющих высокую температуру.
В настоящее время НИИЦемент проводит опыты по использованию стеклоткани в рукавных фильтрах, предназначенных для обеспыливания отходящих газов вращающихся печей с температурой около 300°.
Для повышения эластичности и 'прочности, а также облегчения стряиивания и предотвращения схватывания пылинок со стеклянными волокнами, ткань предварительно (до изготовления рукавов) обрабатывают. Ее покрывают гидрофобной кремнийорганической жидкостью определенного состава и концентрации с последующей термообработкой по заданному режиму.
Стряхивают осаждающуюся внутри рукавов пыль путем автоматического отключения секции рукавов от основного нагнетающего вентилятора и присоединения их к небольшому всасывающему вентилятору, который создает в данной секции разрежение. Вследствие этого рукава сплющиваются, а пыль легко отделяется от гладкой стеклянной поверхности и падает вниз, в бункер.
Эти операции осуществляются автоматически, с определенной цикличностью, черев 1 час или чаще, с помощью специального ко-мандоаппарата. Пыль при этом легко удаляется с гладкой поверхности стеклянных волокон даже при конденсации паров воды в рукавах. Этот способ позволяет восстанавливать стеклоткань при относительно небольших напряжениях волокон, что предопределяет Длительный срок службы рукавов.
За рубежом рукава из стеклоткани очищают от пыли с помощью звуковых колебаний; специальный аппарат создает звуковые колебания низкой частоты — периодические импульсы небольшой мощности,— воздействующие на ткань, не изменяя формы рукавов и не изгибая их, т. е., не создавая напряжений.
* Стр. 29—30, а также 44, 45, 96, 98—100 и 103 написаны Ф. Г. Банитом.
Таким образом создаются надежные и безопасные способы удаления пыли из стеклянных рукавов. Это позволит широко применить рукавные фильтры для обеспыливания отходящих газов с высокой температурой.
Гинцветметом в цветной металлургии и НИИЦементом в цементной промышленности проводятся всесторонние исследования в лабораторных и производственных условиях рукавов из синтетических волокон — капрона и нитрона. Опыты ведутся при обеспыливании газов и аспирационного воздуха, имеющих температуру около 120—130°, а в одном случае (в течение длительного времени) даже до 170°.
Лучшие показатели при испытании на Воскресенском цементном заводе дали рукава, изготовленные из нитрона. Гидравлическое сопротивление этой ткани при прочих равных условиях оказалось меньше, чем байки ЧШ и комбинированной ткани капрон-шерсть, термостойкость ее — значительно выше; рукава из нитрона могут длительное время работать при температуре воздуха 120— 130°. Даже при температуре около 150—170° они служат дольше, чем рукава из байки ЧШ при температуре 90—100°.
В связи с этим на подмосковных цементных заводах начали применять рукавные фильтры из этой ткани.
В рукавных фильтрах конденсация влаги недопустима, так как рукава «замазываются», а если материал к тому же гигроскопичный или схватывающийся, то через несколько часов они могут придти в негодность. Это определяет и возможность применения рукавных фильтров. Их нельзя использовать при очистке газов сушильных барабанов, а следует применять при очистке аспирационного воздуха цементных мельниц. Если обеспечить надлежащий уход за механизмами, своевременную очистку и правильную натяжку рукавов, то запыленность очищенного газа составит около 7—Ютиг/л3, а степень очистки газов рукавными фильтрами достигнет 0,996 [17]. Таким образом, в этом случае только l/zso часть пыли, поступающей в рукавные фильтры, выносится в окружающую атмосферу.
Рукавные фильтры отделяют даже самые мелкие фракции, и только частицы с размерами менее 0,2 мк проходят сквозь них, почти не задерживаясь.
На Харьковском, Белгородском* и некоторых других цементных заводах в течение 1 часа из каждого фильтра в атмосферу вылетает всего от 7 до 10 кг цемента, несмотря на то, что в рукавный фильтр поступает вместе с воздухом не менее 1 т пыли в час. При худшем обслуживании, влажном цементе, частичном замазывании одних рукавов и наличии отверстий в других степень очистки снижается до Э<0,95. При таких отступлениях от правил эксплуатации каждый из фильтров в течение 1 часа пропускает не менее
* На Харьковском заводе у мельницы 2,2X12 м установлен 72-рукавный фильтр, а иа Белгородском, Себряковском цементных заводах на мельницах 2,6X13 л установлены 108-рукавные фильтры. Фильтры эти самовстряхиваю-щиеся, с обратной продувкой рукавов. В период продувки камеры фильтров отключаются от отсасывающего вентилятора.
50 кг или не менее 400 т в год (иногда в десятки раз больше) наиболее тонких и дорогих фракций цемента.
Аэродинамическое сопротивление рукавных фильтров относительно невелико только при использовании газа, содержащего до 10 г/л«3 пыли, частом их встряхивании и небольшой нагрузке рукавов воздухом. Однако в условиях цементных заводов в рукавные фильтры часто поступает газ, содержащий до 300 г/ж3 пыли. Конечно, в этих случаях пропускная способность ткани в значительной степени понижается, а сопротивление ее увеличивается.
На рис. 14 приведены данные (по исследованиям НИИЦемента) о сопротивлении ткани рукавных фильтров в зависимости от количества осевшей на ней пыли.
Рис. 14. Сопротивление ткани рукавного фильтра в зависимости от количества осевшей на ней пыли и нагрузки в мР/час на 1 м2 поверхности рукавов / — нагрузка 250 л3л2; 2 — нагрузка 187 л3/ж2; 5 —нагрузка 125 л3/л2; 4 — нагрузка 93 ж3/ж2; 5 — нагрузка 62 л3'л3
Если рукава встряхивают через каждые 7 мин., а через 1 ж2 рукавного фильтра в час проходит 100 .и3 воздуха, содержащего до 300 г пыли в 1 ле3, то за время между встряхиваниями на 1 ле2 поверхности осядет до 3 500 г пыли. Как видно из рис. 14, сопротивление таких рукавов будет достигать 170 кГ/м2. Так как другие рукава в это время покрыты значительно более тонким слоем пыли, го их сопротивление значительно ниже, и воздух поступает в них главным образом через незабитые рукава. Поэтому практически имеет значение не сопротивление каждого отдельного рукава, а среднее сопротивление всего рукавного фильтра.
В табл. 4 приведено среднее аэродинамическое сопротивление рукавных фильтров в кГ/ж2 в зависимости от степени запыленности
Таблица 4
Среднее аэродинамическое сопротивление рукавного фильтра в кГ)м2
• Степень запыленности в г! нм3 Нагрузка в нм3 1 час на 1 м* повер х-иости
50 75 100 120 150
До 10 11 25 45 65 100
От 150 до 300 48 НО 190 — —
воздуха в г/ж3 и «нагрузки», т. е. количество воздуха в м3, проходящего в течение 1 часа через 1 м2 поверхности рукавных фильтров при встряхивании через каждые 7 мин. При нагрузке на рукава учитывается как воздух, очищаемый от пыли, так и подсасываемый в фильтр. Как видим, сопротивление рукавных фильтров в условиях работы на цементных заводах очень велико и .может в отдельных случаях достигать 200 кГ/м2 даже при расходе газа всего до 100 нм31час на 1 м2 поверхности рукавов.
При определении количества газов, которое рукавные самовстря-хивающиеся с обратной продувкой фильтры могут очистить в течение 1 часа, следует исходить из числа рукавов, допустимой нагрузки на 1 м2 их поверхности и величины этой поверхности.
Пример. Подобрать рукавный фильтр к цементной мельнице. Исходим из того, что в фильтр поступает 12 500 м3 газа с концентрацией пыли 180 г/м3 при температуре 90°.
Воздух обратной продувки, как и воздух, подсасываемый в нижнюю часть корпуса фильтра, проходит через рукава и должен быть учтен при выборе числа рукавов. Воздух, подсасываемый в неплотности люков и верхней части корпуса,
через рукава не проходит и только загружает вентилятор и егр двигатель.
Так как в фильтр подсасывается от 20 до 25% воздуха к газу, поступающему из цементной мельницы, то рукавный фильтр необходимо рассчитывать на
пропуск 12 500X1,25 = 15 600 м3 воздуха в час.
Из табл. 4 видно, что на 1 м3 поверхности рукавов при заданной запыленности допускается нагрузка около 100 м31м2.
Следовательно, общая поверхность рукавов должна составлять около 156
15 600: 100=156 л2 и необходим фильтр со
I =125 рукавами
(завода им
Воробьева) с фильтрующей поверхностью 1,25 м2 или 108-рукавный фильтр завода им. Тельмана с фильтрующей поверхностью 1,5 м2.
При установке рукавных фильтров необходимо обеспечивать тщательную их герметизацию и создавать условия, при которых в них не конденсировалась бы влага. Именно поэтому на заводах устанавливают рукавные фильтры в самых теплых частях помещения, с тем чтобы ни при каких условиях на внутренней поверхности кожуха фильтров не выпадала «роса». С этой же целью и все трубы, подводящие газ с пылью, и корпуса рукавных фильтров покрывают теплоизоляцией, позволяющей поддерживать температуру стенок в нужных пределах. Для того чтобы воздух при продувке фильтров не охлаждал внутренней поверхности рукавов, его подогревают в паровых калориферах или электрических подогревателях.
Опыт эксплуатации рукавных фильтров цементных мельниц показал, что при запыленности газов свыше 50—60 г/нм3 целесообразно встряхивать рукава через 3—3,5 мин. вместо обычных 7 мин. Это несколько ускоряет их износ. В том случае, если воздух предварительно очищается от пыли в циклонах, запыленность воздуха снижается в 4—6 раз. Применение циклопов позволит реже встряхивать рукава фильтров и тем увеличить срок их службы.
Для облегчения обслуживания необходимо зажимы для креплений рукавов заменить специальными застежками (рис. 15), для того чтобы один рукав можно было бы сменить в течение 1 мин., а его подтяжку осуществить в течение 10—15 сек.
Для очистки воздуха, поступающего в силосы (бункера) с цементом при пневматическом транспортировании, применяются иногда рукава, работающие под давлением, без регулярного встряхивания.
Расположены такие рукава на верхнем перекрытии силосов, поэтому значительное количество пыли успевает осадиться в полости
Зожцм В разомкнутом положении
Рис. 15. Приспособление для быстрого крепления рукавов и детали 1 — рычажок; 2 — петля; 3 — вилка
между крышкой силоса и цементом, и запыленность воздуха .редко превышает 10—г/нм3.
Однако поскольку такие рукава встряхивают всего 1—2 раза в смену, то во избежание чрезмерного повышения давления, часовая нагрузка рукавов должна быть небольшой — всего 20—30 м?/м2час. С этой целью верхние части банок цементных силосов приходится соединять трубами, скорость воздуха в которых составляет всего 3—4 м/сек. Чтобы уменьшить давление, рукава, установленные на банках, работают параллельно.
3 Сатарин В. И., Перлн С. Б.
33
§ 6. ЭЛЕКТРОФИЛЬТРЫ
Электропылеосадительные установки состоят из двух основных элементов:
1) специальной 'подстанции и выпрямительных устройств, в которых создается постоянный ток очень высокого напряжения и
2) собственно электрофильтров — камер, в .которых осаждается пыль на электродах, находящихся под соответствующим напряжением. Электроды снабжены приспособлением для очистки от осевшей на них пыли.
В зависимости от направления движущихся в них газов различают горизонтальные и вертикальные электрофильтры.
Собственно электрофильтр (рис. 16) состоит из параллельных пластин 1 и помещенных между ними проволок 2, заряженных от источника постоянного тока высокого напряжения 3. Концентрации силовых линий у поверхности электродов 1 и 2 сильно различаются. Пластины 1 заряжены положительно, а проволоки 2 — отрицательно. Диэлектриком служит газ, который должен быть очищен от пыли.
Повышая напряжение на электродах, можно достигнуть в слоях газа, непосредственно прилегающих к проволокам, настолько высокой концентрации силовых линий, что здесь начнется ионизация. Она сопровождается свечением газа вблизи проволок и характерным шумом. Комплекс этих явлений назван «короной».
Вокруг коронирующих электродов образуется область ионизированного газа, заполненная электронами и протонами [47, 50].
Так как коронирующие электроды заряжены отрицательно, то положительные ионы к ним притягиваются, а отрицательные отталкиваются и притягиваются осадительными электродами. Между электродами возникает движение электронов и ионов.
Когда через электрофильтр пропускают содержащие пыль газы, то движущиеся к электродам под действием электрического поля электроны и ионы оседают на взвешенных в газах твердых частицах (заряжают их) и увлекают их с собой к электродам. Очищенные от пыли газы выбрасываются в атмосферу.
□садившаяся на электродах пыль частично падает вниз, но, в основном, оседает на электродах, образуя постепенно нарастающий слой. Очищают электроды встряхиванием.
Если слой пыли плохо проводит электричество, то возникает обратная корона. Сущность этого явления заключается в следующем.
Слой пыли порист. Так как диэлектрическая постоянная пыли значительно выше, чем у газов, заполняющих поры, то в последних напряженность электрического поля возрастает, сгущаются силовые линии поля. Напряженность поля может превысить критическую, и газы в порах начинают коронировать. При этом между осадительными электродами и наружным слоем материала образуется большое количество положительных ионов, которые движут-34
ся навстречу отрицательно заряженным частицам и нейтрализуют их, ухудшая очистку.
Одновременно увеличивается ток и понижается пробивное напряжение. Степень очистки возрастает, если коронирующий провод-
Рис. 16. Схема работы электрофильтра
1—пластины; 2— проволоки; 3 — источник тока высокого напряжения; 4 —бункер; 5 — провод, соединенный с землей; 6 — провод, несущий отрицательный заряд; 7 — место входа неочищенного газа;
8— место выхода очищенного газа
ник находится под отрицательным напряжением, а осадительные пластины — под положительным. Обычно осадительные пластины заземляют в целях безопасности.
Из конструктивных соображений длина и ширина осадительных и коронирующнх электродов не превышает 4—5 м. Поэтому, если необходимо удлинить путь газов между полями электродов, то их располагают один за другим последовательно в том же электрофильтре.
Таким образом газы как бы проходят один за другим несколько электрофильтров. Обычно это два последовательно включенных поля, реже — три (трехпольные электрофильтры). Поля могут находиться как под одинаковым напряжением, так и под различными напряжениями. В последнем случае они получают питание не от одного, а от двух электроагрегатов.
Количество газа, которое в течение 1 часа можно очистить в электрофильтре, зависит от величины его сечения и скорости газа. Поэтому, если одного электрофильтра недостаточно, то газы пропускают через два параллельно соединенных электрофильтра, каждый из которых называют в этом случае секцией. Число секций редко превышает две. Наличие нескольких секций позволяет также ремонтировать и очищать одну секцию за счет кратковременной перегрузки второй секции газами, проходящими обычно через отключенную секцию.
На рис. 17,а показан горизонтальный электрофильтр Ц-7,5 с тремя полями. Газ в электрофильтр поступает через трубу 1 и выходит из него в трубу 2. Коронирующие электроды представляют собой рамы 3, на которых натянуты проволоки. Эти рамы расположены между положительными осадительными электродами 4 — пластинами из волнистого железа. Для очистки пластин и отрицательных электродов электрофильтр снабжен специальными автоматически встряхивающимися механизмами 5. В нижней части корпуса фильтра имеются бункера 6, в которых собирается уловленный фильтром материал.
Через шлюзовые затворы или «мигалки» этот материал поступает в шнеки или на другие транспортирующие устройства.
Электрофильтры, показанные на рис. 17,6 и в, отличаются от предыдущего размерами, числом пблей и конструкцией механизмов встряхивания. Они могут быть смонтированы либо в железном, либо в железобетонном корпусе.
Осадительные электроды в электрофильтрах, применяемых в настоящее время в цементной промышленности, изготовлены либо в виде пластин (в этом случае электрофильтры несколько легче и дешевле, но при температуре выше 200—<220° пластины коробятся), либо в виде прутьев, которые выдерживают температуру до 40(Г. Осадительные электроды делают иногда двухслойными с горизонтальными щелями. Пыль в них ссыпается вниз, не соприкасаясь с потоком газа.
Коронирующие электроды изготовляют либо из проволоки диаметром 2—3 мм, либо из проволоки четырехгранного — штыкового сечения.
Аэродинамическое сопротивление электрофильтра невелико, так как он представляет собой камеру без поперечных перегородок, 36
Рис. 17«. Горизонтальный электрофильтр трехпольный, типа 12 3x3,3/325/6 для вращающейся пени 31,6X150 м
Рис. 17а. Горизонтальный электрофильтр Ц-7,5 трехпольный
8050
в которой скорость газов уменьшается в 11 25 раз по сравнению
со скоростью при входе. В связи с этим скоростное давление газа внутри фильтра уменьшается в 121 -т- 625 раз. Поэтому аэродинамическое сопротивление равно потере скоростного давления подводимого газа. В результате всего этого аэродинамическое сопротивление различных фильтров составляет всего 16—25 кГ/м2 при скорости в подводящей трубе около 15—20 м!сек, соответствующей наибольшей производительности электрофильтров. С изменением расхода газов сопротивление электрофильтров соответственно меняется.
Для того чтобы газовая струя не настилалась на стенки фильтра или электроды и не увлекала за собой пыль в выхлопную тру'бу, необходимо, чтобы скорости газа по всему сечению электрофильтра были равномерными. С этой целью в некоторых электрофильтрах ставят в камере вблизи трубы, по которой поступают газы, специальные решетки 7. Они способствуют равномерному распределению струй газа, но повышают сопротивление агрегата. На решетку эту иногда налипает пыль, отверстия в ней уменьшаются, что повышает аэродинамическое сопротивление еще больше.
В вертикальных электрофильтрах (рис. 18,а, б, в) газы (рис. 18,а) поступают в камеру 1 и движутся между электродами снизу вверх. Для равномерного распределения газов служат направляющие пластины 2 или решетки из угольников или стержней.
Осадительные электроды 3 и коронирующие 4 образуют одно поле, имеющее большую длину. К изоляторам 5 подсоединяется отрицательный полюс. Встряхивание осуществляется механизмом 6.
В электрофильтр, изображенный на рис. 18,а, газы поступают сбоку и движутся вверх навстречу падающей пыли.
В других вертикальных электрофильтрах (рис. 18,6 и 18,в) газы также движутся снизу вверх, но для того, чтобы они не увлекали падающую сверху и стряхиваемую пыль, имеются специальные течки под двухслойными электродами.
От каких же факторов зависит степень очистки пыли в электрофильтрах?
Она определяется скоростью движения газа в электрофильтре, размером частиц, длиной осадительных полей и степенью чистоты электродов. Кроме того, на улавливание пыли влияют ее физические свойства (слипаемость, способность коагулироваться), влажность газов, а также электрические свойства — электрическое сопротивление, способность воспринимать электрический заряд.
Степень очистки тем выше, чем меньше скорость газа и бол ьш е дли на поля (ширина осадительного электрода).
На рис. 19,а показана зависимость общего коэффициента очистки газов в электрофильтрах от ширины осадительных электродов. Он тем выше, чем длиннее путь газов между электродами и чем меньше их скорость. При увеличении скорости движения в электрофильтрах существующих конструкций с 1 до 1,5 м!сек Э снижается на 10% (рис. 19,6).
. Рис. 18а. Вертикальные электрофильтры ДВП с нижней распределительной решеткой
Рис. 186. Вертикальный электрофильтр односекциоиный типа 9/3/5/370/4,8 для цементных мельниц. Осадительный электрод слева показан в разрезе. Видны щели, в которые попадает пыль после встряхивания
Рис. 18в. Вертикальный электрофильтр двухсекционный типа 18/2x4/350/7 для вращающихся печей 3,3/3/3,3x127 ж
ouia
Это объясняется тем, что сила воздействия на частицу, а следовательно, и скорость ее движения в сторону осадительного электро-
Время после Встряхивания В ми”
Рис. 19. Зависимость общего коэффициента очистки пыли и золы дымовых газов котельных в электрофильтре
а — от ширины осадительных электродов; б — от скорости газов между электродами; в—от времени после встряхивания в минутах и плотности тока 1 ма!м длины электродов; 1—J =0,25;
2 — J - 0,112 0,154; 3 — J - = 0,091 — 0,099; 4 —
J - 0,06—0,07
да зависят от второй степени напряжения Е и диаметра частицы d. Следовательно, скорость движения в сторону осадительного электрода
v2 ~ <pEzd. (8-1)
Чтобы частица А (см. рис 16) достигла осадительного электрода, необходима тем большая длина электрода, чем выше скорость движения газа, подлежащего очистке.
Поэтому рекомендуется, чтобы скорость газов между электродами фильтра не превышала о = 0,9 м)сек. Это позволяет получить достаточно высокую степень очистки.
Когда известна скорость и плошадь рабочего сечения электрофильтра, то легко подсчитать количество газов, которое можно пропустить через электрофильтр. Так, для электрофильтра Ц-7,5 с площадью сечения /=7,5 ж2 оно будет
Q = oF-3 600 = 0,9-7,5-3 600 = 24 000 жя/<щс.
Степень очистки тем выше, мем чище электроды. На рис. 19,в по оси абсцисс отложено время после встряхивания электродов в минутах. При скорости в фильтре около 1 м/сек, очистке котельных газов с запыленностью 10—26 г/ж3 и промежутках между встряхиваниями в 20 мин. удается получить Э = 0,92*.
При загрязнении электродов степень очистки тех же газов снижается до Э=0,6.
* При ином фракционном и физическом состоянии пыли степень очистки может быть выше.
Относительная влажность также влияет на степень
очистки, и наилучшие результаты получаются при повышении влажности. Это видно из рис. 20 [57], на котором показано сопротивление слоя запыленного газа вращающихся печей в зависимости от
объемного содержания влаги в процентах. Содержание влаги в 1,3 и 5% относится к газам печей, работающих по сухому способу производства, а 10 и 15% — это содержание паров воды в газах при мокром способе производства.
При повышении влажности газов сопротивление слоя пыли снижается, что повышает эффективность пылеулавливания. В то же время при сухих и горячих газах с t > 200° (например, после вращающихся печей, работающих по сухому способу с циклонными теплообменниками) из-за малой влажности отходящих газов не удается получить высоких показателей очистки газов в
Рис. 20. Влияние 1емпературы при различной влажности (в % по объему) на удельное сопротивление сырьевой смеси из клинкеро-обжигательных печей
электрофильтрах. На одном из заводов [36] степень очистки газов в электрофильтре после печи, работающей по сухому способу, была очень низкой. Чтобы улучшить ее, в газоход между
печью и электрофильтром стали разбрызгивать воду.
Это 'позволило снизить температуру и повысить влажность газов и значительно улучшить степень их очистки. На других заводах с той же целью газы из печей с циклонными теплообменниками направляют в сушильные барабаны, а затем в электрофильтры.
Возможность повышения влажности и снижения температуры газов ограничивается тем обстоятельством, что на изоляторах на-
чинает конденсироваться влага, они теряют свои изолирующие свойства и возникает «пробой», перекрывающий изоляторы. Поэтому, с одной стороны, стремятся возможно больше повысить степень влажности, а с другой — принимают меры к тому, чтобы не было «пробоя». С этой целью изоляторы приходится подогревать паром (или электричеством) и обдувать их через люки относительно более сухим наружным воздухом или специально подогретым горячим воздухом.
Исследования, проведенные в НИИЦементе, показали, что электрическое сопротивление слоя пыли, осажденной из газового потока в одних и тех же вращающихся печах, изменяется в широких п.ре-
делах при изменении температуры и влагосодержания газовой среды; сопротивление пыли, содержащейся в газах, отходящих нз различных печей, кроме того, существенно изменяется в зависимости от химического состава, в частности от содержания SO3.
Сопротивление пыли, измеряемой в омах на 1 см, при этом может изменяться в широких пределах: от 10а—10‘4 ом/см. С повышением сопротивления до 10'°—И11 ом/см в различных электрофильтрах при одинаковой температуре и влагосодержании обеспыливаемых газов могут возникать частые пробои, а иногда даже вторичный разряд или так называемая обратная корона. Это вызывает ненормальное увеличение силы тока, повышение расхода электроэнергии и ухудшение эффективности пылеосаждения. При сопротивлении пыли ниже 99—1010 ом/см электрическое осаждение частиц из газового потока обычно протекает нормально.
Рис. 21. Изменение электрического сопротивления слоя пылн в зависимости От температуры газовой среды (предварительные данные)
а — на различных заводах при объемном влагосодержании 35%: 1 — Пролетарий; 2 — По-дольский; 3 — Пикалевский; 4 — „Комсомолец"; 5 — Ново-Алексеевский; б — на Подольском заводе при изменении объемного влагосодержания газа в пределах 1-40%: /-1%; 2 — 5%; 3 — 10%; 4 — 15%; 5-20%; 6-25%; 7 — 30%; 6 — 35%;
9—40%
На рис. 21, а приведены полученные НИИЦементом кривые изменения удельного сопротивления пылеуноса из вращающихся печей цементных заводов «Пролетарий», Подольского, Пикалевско-го, «Комсомолец» и Н. Алексеевского; изменение омического сопротивления пыли показано в зависимости от температуры газов
при влагосодержании по объему~ 35%• Кроме того, для характеристики влияния влажности газов на удельное электрическое сопротивление пыли на рис. 21,6 показаны кривые, характеризующие его изменение в зависимости от влагосодержания газов при различной температуре. Заметно сходство электрических свойств пыли заводов «Комсомолец» и Н. Алексеевского, особенно в интервале температур до 220°. Сопоставление химического состава и омического сопротивления пыли из различных печей показывает, что при низком содержании SO3 удельное сопротивление обычно высокое и наоборот. Так, например, пыль вращающихся печей заводов «Пролетарий», Пикалевского и, до некоторой степени, Подольского характеризуется низким содержанием SO3 и высоким омическим сопротивлением. Очевидно, электрическое осаждение пыли из отходящих газов печей этих заводов возможно при частых пробоях и обратном коронировании. Однако эти явления могут быть устранены путем снижения температуры обеспыливаемых газов и особенно за счет повышения их влагосодержания*. Оно представляет собой наиболее важный фактор, влияющий на сопротивление слоя пыли при температурах, указанных на левой (низкотемпературной) стороне приведенных кривых. Полагают, что это вызывается уменьшением электрического поверхностного сопротивления в результате адсорбции молекул воды, происходящей более интенсивно при относительно низких температурах. Чем выше влагосодержание газа, тем больше молекул воды адсорбируется частицей пыли при данной температуре и тем значительнее понизится удельное сопротивление пыли.
Таким образом, результаты приведенных выше исследований позволяют наметить способы снижения омического сопротивления пыли при электрическом обеспыливании газов, что может существенно повысить эффективность работы электрофильтров.
Зависимость степени улавливания пыли от ее физических свойств наглядно видна из результатов испытаний, проведенных Южгипро-цементом на Днепродзержинском и Енакиевском цементных заводах. Они показали (см. табл. 5),что газы из сушильных барабанов, содержащие известняковую пыль, очищаются хуже, нежели газы, содержащие шлаковую или цементную пыль.
Не исключена возможность, что меньший коэффициент очистки газов, содержащих пыль известняка, объясняется и тем, что известняк в нагретом состоянии плохо агломерируется [29], а также тем, что в электрофильтре Ц-13 встряхивание не обеспечивает полной очистки осадительных электродов от известняковой пыли, что не позволяет поддерживать оптимальное напряжение на электродах.
Это подтверждается тем, что после очистки электродов вручную в течение 1—2 час. удавалось поддерживать напряжение на
* К этому следует прибегать только при сухом способе производства, так как при мокром способе пары воды занимают не менее 32—35°/о объема.
Запыленность отходящих газов сушильных барабанов (г/л<‘) и степень очистки их в электрофильтре Ц-13 в зависимости от вида осаждаемого материала
Материалы Запыленность* в г/л3 в трубе Э в трубе Запыленность** в г/л3 в трубе Э в трубе Запыленность в г/м3 до электрофильтра
Известняк . • 0,4;0,6;0,68 0,94—0,96 2,1; 1,6; 2,1; 6,6 0,6—0,9 20,2; 16,7; 19,9
Шлак .... 1 1**#. о,62; 0,5; 0,72 0,94—0,97 2,4; 7,2; 3,7; 3.9 0,6-0,9 24,3; 29,3; 18,6
Цемент .... 0 4#*##- 0 7 0,99**** 2,6; 4,2; 7#**- 14*#* 0,9—0,96 95; 137; 180;. 250
* При напряжении около 70 000 в.
*'* При напряжении около 50 000—55 000 в.
*** В момент встряхивания.
***♦ После тщательной очистки электродов.
электродах свыше 70 000 в и получать степень очистки в пределах 0,94—0,96. Но уже через 3—4 часа приходилось из-за «пробоя» снижать напряжение до 55 000—50 000 в, соответственно снижалась, и степень очистки.
Из табл. 6 видно, что пыль, отобранная в шнеке электрофильтра, состоит в основном из частиц размерами более 12—15 мк и содержит только очень небольшое количество частиц меньших фракций, налипших, очевидно, в процессе движения на более крупные частицы и вместе с ними осадившихся. Проверка фракционного состава пыли, содержащейся в газах после электрофильтра (второй горизонтальный столбец), показала, что в этих частицах нет фракций с размерами более 15 мк. Это было проверено осаждением пыли на объективное стекло микроскопа, отбором ее в бумажные фильтры и др. Испытания по разным методам дали одни и те же результаты: в газах после двухпольных электрофильтров содержатся в основном частицы менее 10—12 мк.
Поэтому в настоящее время электрофильтры Ц-13 сняты с производства и взамен них выпускаются трехпольные Ц-7,5, которые могут улавливать меньшие фракции.
До 1955 г. в отечественной цементной промышленности электрофильтры не применялись для очистки газов, отходящих из вращающихся печей. Сейчас на новых заводах установлены преимущественно горизонтальные электрофильтры, более удобные в обслуживании. Кроме того, многие действующие печи длиной 118—127 и 150 м были снабжены 'вертикальными однопольными электрофильтрами. Такие фильтры установлены на Руставском, Ново-Здол-буновском, Белгородском, Тимлюйском, Себряковском, Криворожском и других цементных заводах.
Относительный фракционный состав цементной пыли, уловленной электрофильтром Ц-13 и содержащейся в выходящих из него газах
Место отбора Количество в % или процент частиц по весу Фракционный состав пыли (размеры в микронах)
1-5 | 5—10 11—15 16—20 21—30 31—40
До электрофильтра . Количество 78 10,2 4,5 2,3 3,3 1,7
Вес 0,8 2,1 13 7,1 32 45
После электрофильт- Количество 88 10,2 1 0 0 0
ра Вес 22,6 49 28,4 0 0 0
В шиеке электро- Количество 47,9 23,1 Н,1 5.6 5,3 7,3
фильтра Вес 0,2 1,1 4,7 6,4 17,6 70
Л' j
Поскольку все эти электрофильтры находятся в процессе наладки и освоения, степень очистки в них колеблется в широких пределах от 79 до 99% в зависимости от температуры, запыленности и скорости газов, от состояния герметизации и теплоизоляции электрофильтров и вращающихся печей, условий эксплуатации и пр. При этом доказано, что даже вертикальные однопольные электрофильтры ДВП 2X25, в эффективности которых сомневались, при хорошем обслуживании обеспечивают надлежащую степень обеспыливания вращающихся печей, работающих по мокрому способу производства. Так, на Себряковском цементном заводе эти электрофильтры позволили довести степень очистки до Э = 0,95— 0,98 при скоростях газового потока около 1,1 м/сек, а трехпольные горизонтальные на Ленинградском цементном заводе — до 0,98— 0,995 при скоростях газов около 0,7 м/сек и нормальном обслуживании.
В табл. 7 приведены результаты испытаний электрофильтров при работе на газах, отходящих ив вращающихся печей, работающих по мокрому способу производства. В ней приведены зависимости степени пылеосаждения от скорости газов в электрофильтре и электрических параметров — напряжения и с и л ы т о к а. Газы влажные и точка росы соответствует температурам 68—72°.
На трех заводах (Себряковском, Тимлюйском и Руставском) установлены вертикальные однопольные электрофильтры, а на Ленинградском—трехпольный горизонтальный.
Коэффициент очистки на Себряковском заводе на печи № 4 относительно низок Э = 0,8. Это объясняется не только высокими скоростями газов в обеих секциях, но также своевременно не устраненным обрывом некоторых проводов на отрицательных электродах. '
На печи № 3 того же завода степень очистки поднялась до Э > 0,98 в результате снижения скорости газов до 1,1 м/сек и повышения силы тока до 70—НО ма.
Зависимость степени пылеосаждения
Цементный завод Размер печи в м и ее номер Тип фильтра Запыленность газов Степень пылеулавливания
начальная конечная
Себряковский 3,6/3,3/ 3,6X150 № 4 Вертикальный однопольный,двухсекционный ДВП 2x25 33,154- 19,8 5,74-7,6 0,74-0,79
» № 4 То же 124-14 2,54-4 0,8
3,6/3,3/ 3,6x150 № 3 » 25 0,6 0,984-0,975
Тимлюйский 3/2,7/ зх Х127 Вертикальный, 18/2 x 4/350/7 9ч-30 0,234-0,75 0,954-0,98
Руставский 3,3/3/ З.Зх Х127 То же 30,84- 40,4 6,334-9,63 0,794-0,8
Ленинградский 3/3,6X7 №4 и №3-2,8/ 3,6x69 ГП-43-3 горизонтальный, трехпольный, двухсекционный 19,44- 28,1 0,15 0,9934-0,995
На Тимлюйском цементном заводе степень очистки достигала 0,95 4-0,98 главным образом ва счет того, что в период испытаний электрофильтры были в лучшем состоянии, чем на печи № 4 Себ,ря-ковского завода и удавалось поддерживать более высокую силу тока. Испытания пыли на электропроводность также дали более благоприятные результаты, чем на других цементных заводах.
Наиболее высокие результаты очистки газов получены на Ленинградском цементном заводе. Здесь газы с температурой 350— 450° от двух вращающихся печей поступают в двухсекционный трехпольный электрофильтр ГП-43-3 с осадительными электродами из прутьев. Электроды периодически встряхивают.
Между тем первоначальные испытания показали, что степень очистки < 0,78 [64].
После этого в электрофильтр были внесены следующие изменения: увеличена жесткость рамы электродов с целью повышения резкости ударов при встряхивании и улучшения удаления пыли с электродов, увеличена также высота падения грузов и обеспечено удаление пыли из пылеспусков.
от скорости газа в электрофильтре
Безвозвратный пыле-унос в т/час Температура газов в месте входа в фильтре в град. Количество газов в нм2,час Скорость газов в электрофильтре в м,сек Напряжение на высокой стороне трансформатора в в Сила тока на высокой стороне трансформатора в ма
входящих в электрофильтр выходящих из электрофильтра
1,4 + 1,05 180+ 200 280 700 + 298 400 1.57+1,66 48 200 + 50 000 15+28
0,6 0,072 165 196 195000 200 000 185 000 230 000+ 238 000 195000 1,32+1,33 1,Н 50 000+ 43 000 52 000+ 57 000 15 и 10 70+110
0,03+0,1 175+225 132600 148 000 — 0,75+0,83 50 000+ 51 600 160+195
0.6+1,16 235+ 252 — 180 000+ 219 000 1 13+1.2 36 000+ 43000 —
0,01 + 0,04 350+400 120 000- 135000 — 0,74+0,81 46 600+ 48 000 60+135
В период наладки, кроме того, электроды периодически, по мере надобности, очищались от пыли, которую не удалось устранить встряхиванием.
Оптимальное пылеулавливание достигалось при напряжении 47 000—48 000 в при силе тока 50—135 ма в каждом поле.
Скорость газа в фильтре составляла до 0,74—0,81 м!сек.
Очистка электродов осуществлялась так: через каждые 30 мин. в течение 5 мин. встряхивались электроды первых двух полей в двух секциях. При этом основная часть уловленной пыли осаждалась в бункерах, а меньшая часть увлекалась газом и осаждалась в третьих осадительных полях.
Испытания показали, что на электродах первых двух полей осаждается 95% всей пыли, а на электродах третьего поля—немного меньше 5%. Электроды третьего поля встряхивали один раз через 2 часа. Для того чтобы пыль, стряхиваемую с третьего поля, вновь не уносили бы газы из фильтра, во время встряхивания закрывали дроссельную заслонку, направляя тем самым газы во вторую секцию фильтра, где в этот период скорость их достигала 1,3 MjceK..
4 Сатарин В. И., Перли С. Б.
49
Перекрывали дроссель и работали с повышенной скоростью газа всего 5 мин. за двухчасовой период. Поэтому средняя степень очистки газов оказалась очень высокой — 0,995; в электрофильтре улавливалось 1 200—1 400 кг]час пыли, а безвозвратный унос пыли в атмосферу составлял всего до 10 (редко до 27) кг в 1 час.
Таким образом, установлено, что для получения высокой степени улавливания пыли необходимы следующие условия: 1) скорости газов в электрофильтре не должны превышать 1 м!сек\
2) газы должны иметь высокую влажность — желательно, чтобы точка росы соответствовала температуре не ниже 60°. При этих условиях и тщательном обслуживании можно получить высокую степень очистки не только в горизонтальных трехпольных, но и в вертикальных электрофильтрах с одним длинным полем.
Для получения высокой степени очистки не меньшее значение имеют условия эксплуатации электрофильтров.
Опыт цементных заводов показал, что электрофильтры нуждаются в очень тщательном уплотнении мест выгрузки собранной пыли, а также монтажных и смотровых люков. Кроме того, должны быть тщательно закрыты отверстия возле изоляторов. Несоблюдение этих условий, как показали испытания электрофильтра Ц-13 на Енакиевском цементном заводе, вызывает большой подсос воздуха в этих местах, который иногда в 1,5 раза превышает количество газов, подлежащих очистке. Так, от двух цементных мельниц в электрофильтр поступало всего 16 000—17 000 нм^час воздуха, а из электрофильтра отсасывалось около 45 000 нм^/час. То же самое наблюдалось в электрофильтрах Ц-13, в которых очищались газы от сушильных барабанов: поступало в электрофильтры до 30000 нм?]час, а отсасывалось из электрофильтров не менее 70 000 нм?)час. Таким образом, в электрофильтры через места выгрузки осажденного продукта в шнеки и через другие неплотности поступало свыше 40 000 нм? газа в час. Поэтому во избежание подсосов электрофильтры в местах выгрузки осажденного материала следует обязательно снабжать уплотняющими затворами.
К электрофильтрам, очищающим газы цементных мельниц или вращающихся печей и улавливающим 1—5 т!час пыли, «мигалки» устанавливать не следует, так как при пропуске такого количества материала они должны слишком часто открываться и будут пропускать много воздуха. Поэтому в таких условиях обязательно следует устанавливать лопастные затворы не менее, чем с 8 лопастями.
Если электрофильтры очищают газы после сушильных барабанов и улавливают всего только 250—700 кг пыли в час, то применять «мигалки» можно, но больший эффект дают грузовые затворы. При этом во избежание значительного подсоса приходится принимать специальные меры к тому, чтобы «мигалки» очень плотно прикрывали отверстия и открывались не чаще, чем 3—4 раза в час.
Опыт эксплуатации показал также, что непрерывное встряхивание электродов и выгрузка пыли из карманов фильтров ухудша-50
ет степень очистки. Запыленность отходящих газов при периодическом встряхивании уменьшается, подсосы из мест выгрузки отсутствуют, если в бункерах имеется слой осадившейся пыли достаточной толщины. Поэтому выгружать материал из бункеров желательно только периодически.
Кроме уменьшения степени очистки, повышенные подсосы вызывают также увеличение аэродинамического сопротивления электрофильтра и всех коммуникаций, в результате чего иногда приходится значительно повышать мощность двигателя, приводящего в движение вентилятор-дымосос.
Сильно затрудняет эксплуатацию электрофильтров конденсация влаги на изоляторах, усиленное, в связи с этим, осаждение на них пыли и пробои на изоляторах. Для предупреждения этого следует применять электрический или иной способ подогрева изоляторов.
Попытка очистки изоляторов от пыли и влаги путем обдувки просасываемым через изоляторы воздухом настолько увеличивает подсос воздуха, что мощность вентиляторов приходится увеличивать в 2—4 раза против расчетной. Расход электроэнергии поэтому в несколько раз превышает то ее количество, которое могло бы быть израсходовано для нагрева тех же изоляторов. Поэтому целесообразно заменить обычные проходные изоляторы изоляторами, допускающими электрообогрев. Расход энергии на подогрев каждого изолятора составляет около 1 квт-ч.
При очистке газов, выходящих из вращающихся печей, работающих по мокрому способу, приходится очень тщательно теплоизолировать корпуса электрофильтров во избежание конденсации на них влаги. С этой же целью перед пуском электрофильтра в работу стенки его, охлажденные ниже 90—100°, необходимо нагревать до температуры, на 30—20° превышающей «точку росы» отходяших газов, т. е. до 110—125°. Если в топливе содержится более 1% серы, то температуру корпуса приходится дополнительно повышать еще на 10—15°.
На Белгородском, Себряковском и других заводах печи разжигают без шлама* и вводят его лишь после того, как стенки электрофильтров изнутри нагреются до нужной температуры. На других заводах применяют специальные подогреватели электрофильтров.
Так как изоляторы и электроды фильтров печных газов приходится периодически очищать и просматривать, то во избежание остановки печи на это же время газы полезно выпускать в дымовую трубу по обводному каналу или же на этот срок перегружать ими вторую половину (секцию) электрофильтра.
Результаты эксплуатации электрофильтров на цементных заводах показывают, что необходимо дальнейшее изучение работы
* При таком способе розжига возможно повреждение цепей. (Прим. ред.).
существующих электрофильтров печей и другого оборудования. Это позволит устранить их конструктивные недостатки, установить оптимальный режим работы электрофильтров и значительно повысить степень очистки.
Кроме того, в связи с установкой на новых цементных заводах мощных вращающихся печей производительностью 850, 1 200 и даже 1 800 т в сутки необходимо создавать новые малогабаритные многопольные электрофильтры, через которые газы будут проходить со значительно большей скоростью.
В табл. 8 приведены характеристики и основные габариты электрофильтров, установленных на цементных заводах, а в табл. 9 указаны оптимальные условия их работы.
Рекомендуемая специализированными проектными организациями скорость движения газов почти во всех фильтрах колеблется от 0,9 до 4 м!сек.
При выборе типа фильтров и площади его сечения исходят из этой скорости, причем в объем газов, просасываемых через электрофильтр, входит воздух, подсосанный в самом электрофильтре.
Число последовательно включенных полей выбирается в зависимости от требуемой степени очистки— при двух полях в горизонтальном фильтре и в вертикальном с одним очень длинным полем можно получить Э ~ 0,92—0,95 для цементной пыли и около 0,95—0,98 для пыли вращающихся печей При трех полях степень очистки может быть доведена до Э = 0,99—0,995.
Электрофильтры отечественного производства маркируют буквами и цифрами в зависимости от назначения (У — угольные, Ц — цементные). Вторая буква обычно указывает положение фильтра: буква Г означает, что фильтр горизонтальный, В — вертикальный. Кроме того, цифрами указывается рабочее сечение фильтра в м2, например, цифра 7,5 в наименовании фильтра Ц-7,5. Цифры 2X25 или 2X20 и т. д. указывают, что в фильтре две секции, каждая с площадью сечения 25 м2 или соответственно 20 м2.
Получаемые из ГДР вместе с оборудованием для цементной промышленности вертикальные и горизонтальные электрофильтры Лурги для печей длиной 108 -е- 128 и 150 м и другого оборудования имеют только цифровые обозначения.
В фильтре с маркой 18/2Х4/350/7 и др. числитель в первом со множителе показывает число параллельно включенных корони-рующих электродов в одном поле. Число осадительных — на единицу больше. Знаменатель (вторая цифра) указывает на число последовательно включенных полей в одной секции. Цифра 4 во втором сомножителе показывает высоту секции в метрах, а 7 — длину каждого поля. Цифра 350 указывает расстояние в миллиметрах между электродами.
Рабочее сечение такого фильтра будет
(1 + 18) 0,35-4^26,6 ju2.
оо
СЗ
ЕГ
S
ХО сЗ
Характеристика электрофильтров, применяемых в цементной промышленности
Осаждаемый материал Уголь » Цемент X 02 э S То же » А А А Пыль из дымовых газов То же » Л А
Диаметр ПЫХОДИОГО отверстия в м Шахта 1 А 0,7 0,86 0,86 0,7 1 1,9X0,81 2x2 '2x5,6x3 01,61 2,16x1,6
HU D c я a s S отверстия в м 0,65 9‘0 ^8 о’о 0,86 0,7 0,3 1,2X1.7 2X1,6 5,6 1,61 3,5x3,2
ВИИЭЬЭЭ ЧКВ1П -oiru веивихху 8,13 оо ю oVT О СО СО Ю оо"г- о 8 40,8 35,5 48,5
* n B1O3NS 16,5 Ю СО 00 8 8,6 СО Ю СО СО "Ф 16,5 22,1 13,3 12,2 23,2
a c я внийит 3,7 5 2,75 юю LQ Ю со со ОО ’Ф СО 5,9 СО Г’ 2x4,5 05
ВИИ1Г1Г LQ 5 11,3 СМ см СМ СО со см со 05 - - XJ^CM 4,5 11 9’8 14,5 6,65
OVhfcW S ЧХЭОНЧ1ГЭ1 -HtoflEHodu кенчи’вииэмвш 26 000 I 35 000 30 000 о о оо 58 ООО ООО ООО ООО СО СМ со 72 000 ! 147 000 I 193 000 160 000 О о о о
иаэ1н s B£8J ЧХЭОбоИЭ BBH4ifatadu 05 О II 6‘О 0,9 0,9 О LQ o'—< —< LO 0.7
Vavou огонь —• — СО СМ со со см — — СМ со
ЦИПИЭЭ OITOHh — СЧ —« см см —< , см см см см см OI
1ипи вид фильтра ^верш-кальный или горизонтальный) Вертикальный > Гоои- зонтальный • • Вертикальный » Гори- зонтальный • Вертикальный
СМ см >> У20* И-7,5 Ц-8 Ц-10 « ° ^со*7 ’Т'Тсо ДВП* 2X10 ДВП* 2x20 ДГП 35x2 ГГП 45 18/2х X4/350/7
сл
Продолжение табл. 8
Тип и вид фильтра (вертикальный или горизонтальный) Число секций Число полей Предельная скорость газа в Mice к Максимальная производительность в м^час Габариты в м Активная площадь сечения в ле1 Диаметр входного отверстия в м Диаметр выходного отверстия в м Осаждаемый материал После каких агрегатов устанавливается •
длина ширина высота
14/2х X 3,3/325/6,5 Г оризон-тальный 1 2 1 2** 130 000 18 3,8 Н.2 31,5 2,8x4 2,8x4 Пыль ИЗ дымовых газов Печей 3,6/3,3/ 3,6x150л —2 электрофильтра
12/Зх X 3,3/325/6 « 1 3 1,5** 145 000 19,5 4,7 12., 2 26 4,1X5,3 4,1X5,3 То же Печей 3,6/150л— 2 электрофильтра
24/3 х ХЗ, /325/6,5 * 1 3 1,6** 288000 21 9 12,1 33 5,8x8 5,8X8 Печей 4,5х 170л— 2 электрофиль-
9/3,5/370/4,8 Вертикальный 1 1 0,6 27 000 4 3,8 16 11 2X2 0,8x1,5 Цемент и шлак Сепараторной цементной мель- ницы
8/3,5/400/4,6 ДГП-32 Горизонтальный 1 1 1 3 0,9 0,9 36 000 110 000 5,5 5,5 16,1 11 32 1,1X2,5 0,7X1,1 То же Пыль из дымовых газов То же Различных вращающихся печей
ДГП-55Х2 • 2 2 0,9 180 000 11 11.26 12,7 2х Х27.5 4,9X5,5 4,9x5,5 То же То же
ДГП-55ХЗ 2 3 0,9 180 000 16,05 11,26 12,7 2X27 4,9x5,5 4,9x5,5
ДГП-42Х2 - 2 3 0,9 135 000 16,05 8.5 12,7 2x21 3,63x5,5 3,63x5,5
* Снимаются с производства.
* * Рекомендуется не увеличивать скорость газа свыше 1 м/сек.
Таблица 9
Оптимальные условия работы электрофильтров
Характеристика улавливаемой пыли Оптимальная температура газов в град. Оптимальная влажность, характери дуемая отношением парив воды к общему объему газов, в % Сила тока иа 1 пог.м коронирую-щего электрода в ма Напряжение в первичной сети в в
Пыль после углесушильных барабанов Может самовозгораться и взрываться, поэтому недопустимы искровые разряды даже в течение нескольких секунд; содержит главным образом фракции крупнее 10 лк; запыленность газов—до 30 2:НМЯ 70—110 Желательно более 15 % 7—10 230—250 (ие попускается искрение в камере)
Пыль после угольных мельниц Может самовозгораться, поэтому недопустимы искровые разряды даже в течение нескольких секунд; содержит до 20 % фракций менее 10 мк; запыленность газов ю 300 г нм3 Ниже 100 в зависимости от влажности угля, но выше точки росы на 20—30 То же 7—10 То же
Пыль сушильных барабанов для шлака Сыпучая, легко стряхивается с электретов; до 15 % пыли менее 10 мк; запыленность газов до 30 г/нм3 Около 100, но на 20—30 выше точки росы 20-25 0,25—0,28 290—300
Пыль после сушильных барабанов для известняка Характеризуется пониженной сыпучестью, очень налипает на электроды, обладает низкой электропроводностью, а потому требуется более интенсивное встряхивание, чем при цементной и шлаковой пыли; содержит до 30 % фракций менее 10 мк; запыленность газов—до 40 г/л3 То же То же 0,5-0,6 290—350
Продолжение табл. 9 Напряжение в первичной ceiH в в о о со 1 8 04
Сила тока на 1 пог.м корониру -сцего электрода в ма 0,25—0,28
Оптимальная влажность, характерна е.иая отн шением паров воды к общему объему газов, в % 20—25
сз О Г
Оптим «льная температу газов в град. Около 100, но на 20- выше точки росы
Характеристика улавливаемой пыли Пыль цементных мельниц О S X с} О X АО О о я а* о СП О С К к та 2 та со 3 та сс И С X X та X О следить за чистотой электродов; содержит до 25 % частиц менее 10 мк; запыленность газов до 150—200 г/нл3
290-320
7—10
С сс 1 LC
та та С X с с с СМ 05 * X X стинчатых электродах во избежание их короб-ле ия. При стержневых электродах допускает-га три nonsTvna ЧЛП X X »
Пыль после печей, работающих по мокрому способу производства Характеризуется пониженной сыпучестью, очень налипает на электроды, обладает низкой электропроводимостью, при температуре 400е дает на электродах плотную не стряхиваемую корку; содержит от 20 до 40% частиц менее Юлк; зг-пыленность газов до 30 г/«л3, но обычно не превосходит 15 г/нм3
ю
I
со
Газы охлаждать до /=200° при пластинчатых электродах
Пыль печей, работающих по сухому способу производства, с содержанием до 60—70% шлака и пыль сырьевых мельниц с воздушно-проходным изолятором Сыпучая, легко стряхивается, до 10—15% пыли менее 15 лк; запыленность газов— до 40 г,нм3
Примечание. 380 в соответствует напряжению на высокой стороне в 90 000
§ 7. СРАВНИТЕЛЬНАЯ ОЦЕНКА ЭФФЕКТИВНОСТИ РАЗЛИЧНЫХ ПЫЛЕУЛАВЛИВАЮЩИХ УСТРОЙСТВ
В табл. 10 помещены данные, полученные на основе испытаний различных типов очистных агрегатов, проведенных в производственных условиях .Южгипроцементом и рядом других исследовательских организаций по единой методике (см. приложение I). В ней указаны коэффициенты очистки, величины аэродинамического сопротивления, допустимая максимальная температура газов и их запыленность.
Для осаждения пыли с величиной фракций более 5—10 мк следует применять циклоны.
Для очистки газов, отходящих из сушильных барабанов, мельниц и печей, а также из транспортного оборудования недостаточно циклонов, нужна дополнительная средняя или тонкая очистка. Это объясняется тем, что в этих газах содержится значительное количество фракций менее 10 мк, степень очистки которых в циклонах невелика (см. рис. 6). Циклоны применяют для грубой очистки, они разгружают рукавные фильтры или электрофильтры: комбинированная установка из циклонов и рукавных фильтров обходится дешевле, чем очистка того же количества газа с такой же запыленностью только рукавными фильтрами. Объясняется это тем, что при уменьшении запыленности газа можно соответственно повысить нагрузку на 1 м2 поверхности рукавного фильтра, а следовательно, уменьшить его поверхность на 20—30%.
Рукавные фильтры с тканью ЧШ можно применять при относительно низкой температуре (до 95°) и невысокой относительной влажности материала (точка росы при 40—50°). Эти условия возможны при помоле портландцемента.
При размоле цементов с большим содержанием добавок очень часто приходится размалывать и более влажные компоненты. Влажность газов в этом случае повышается настолько, что точка росы 'может соответствовать температуре свыше 50°. В этом случае предпочтительнее устанавливать электрофильтры.
Электрофильтры более универсальны: они могут работать с высоким коэффициентом очистки до 0,9—0,995 при температурах до 200 н-400° и менее чувствительны к высокой относительной влажности (при достаточном обогреве изоляторов).
Исследуя вопрос о том, следует ли применять для улавливания мелких фракций в воздухе, аспирируемом из цементных мельниц, электрофильтры или рукавные фильтры, научные сотрудники НИИЦемента (Макаров А. И.) и НИИОГаза (Зайцев М. М.) [7,27] пришли в 1949 г. к выводу, что обе эти системы почти равноценны.
По их мнению, рукавные фильтры имеют в этом случае следующие преимущества перед электрофильтрами:
1) они могут работать при большей концентрации пыли (до 300 г!нм?) без снижения степени пылеочистки при перегрузке (необходимо отметить, однако, что при перегрузке возрастает сопротивление рукавного фильтра, а при замазывании рукавов движение газа через них может полностью прекратиться);
2) рукавные фильтры имеют меньшие габариты, в результате чего уменьшается стоимость строительной части сооружения;
3) вес рукавных фильтров в 4—5 раз меньше, чем электрофильтров;
4) стоимость рукавного фильтра примерно в 3,5—4 раза меньше стоимости электрофильтра;
5) обслуживание рукавных фильтров проще и уход за ними может быть поручен менее квалифицированным работникам.
В свою очередь и электрофильтры имеют ряд преимуществ перед тканевыми фильтрами:
1) у них меньше аэродинамическое сопротивление;
2) на изготовление не расходуется дефицитная шерстяная ткань.
Температура газов после сушильных барабанов и вращающихся печей превышает 120°. Поэтому для очистки газов с пылью средних фракций применяют только электрофильтры.
Необходимость многоступенчатой очистки газов в цементном производстве вытекает из требований Государственной санитарной инспекции. Они сводятся к тому, что вне черты санитарнозащитной, не заселяемой людьми зоны, запыленность воздуха в среднем не должна превышать 0,15 мг]м3 при максимальной интенсивности запыления не выше 0,5 мг!мъ.
В Южгипроцементе по формуле Андреева были сделаны расчеты рассеяния пыли и запыленности в приземном слое в зависимости от высоты дымовых труб при средней скорости. ветра около 3 м!сек. Было установлено, что при ширине зоны около 2 км и высоте дымовых труб в 80—100 м такая запыленность территории возможна только при степени очистки газов цементного производства не ниже 0,99 даже на заводе с годовой мощностью в 1 млн. т.
Возможно, что для цементных заводов мощностью 1,5— 2 млн. т окажется целесообразным увеличение высоты труб до 120 м и более.
При использовании пылеулавливающих устройств с максимальным эффектом минимальный выброс пыли составляет: после цик лонов — от 1 до 10 г! нм? в зависимости от начальной запыленности и количества мелких фракций; после электрофильтров—0,3 г!нм?\ после рукавных фильтров — 0,05 и даже 0,02 г/нм3.
Но такую высокую степень очистки газов в условиях, при которых возможен указанный выброс пыли, можно поддерживать только относительно короткое время.
В среднем же степень очистки немного понижается, но, как видно из табл. 10 и 116, остается достаточно высокой. При двухступенчатой очистке в циклоне и электрофильтре Э = 0,98, а при рукавных фильтрах — Э = 0,99.
В табл. 11а приводятся проектные данные об источниках пыле-выделения, количестве удаляемых из оборудования газов, их температуре, запыленности, указаны методы очистки газов и ожидаемая
X
<9
Результаты испытаний степени очистки газов от пыли в различных пы
t-W/JX я ИИИЕХГШЭИ о ю § о to ©
иди цояхэиьо vadau м 1 7 7 сч сч
aoEBJ чхэоннаышеЕ 1 to 1 сч СЧ 3 о «4 о «4 о «4
ж—* 1—1
кихэдаяхо охоигохя К to
Адопен Аконхзодояэ я тГ т to
цпинээанхо ‘винэгяих СО СО со сч 7
-одноэ лиаипнфф*оя
я ихэонжгах ю о ю § © о о
-итояеиодп иэтчгод *7 со 1 со СЧ 1 со
-иен иди аинагяиходи 1 ю 1 ю 1 о о 1 to
-оз аояэаьнмЕннгодбу ю ю со 14 Т—< г-
% я ‘ияхэньо ин
-аиахэ аиТпснЕжниэ эи 1
‘пэоэгои агчни'зХиоп
иэаиэ иои to to too
-шАгЕояодеи я яоеех СО Ci Ci о 1
хихАэ виач.90 Bvotf о о © о сэ to
о
•tfedj *
я гдАхедаииах вви 8 о о о о LO © о© сч о ©
-ихзАиог ВРПТЧ1ГО9ИВЦ со
СО u Й се S ® 4 к £ _ <зз ® m к О %g W413OH -ж BIT Я э ЕН -ИНХЭЭЯЕИ 1 1 1 LT ст 1 сс о 1
1И в % при обеспыли, зов суш: барабан шлака с влаж- иостыи 2 % to 7 О о’ 1 с ° ОС о о
обеспыливании газо-в, содержащих глину с влаж- н ость ю о СС сс с 0,88 0,6 п пе л по 0,95—0,99 0,96
3 с к м X 1 0,2 0,95-0,99 0,95—0,99 0,96
степень ои %l oir егеид -ахеи ихэонжегн Hdu ПИНЧ1ГЭИ XI4H -iHaH.au нипедиихе 1Г с ВО и—0 V 66'0-36'0 66'0—96'0 1
Э— общая иэакэ иояачдиэ еохясдх иипвдииэе о а с ОС с 0,8—0,85 0,63 0,95—0,99' 0,95—0,99 1
обеспыливании i отхидяших газов после вращаюших-ся печей ЕН 13 -ГОЯЕИОдп адоэопэ иОхАз ндп ЕЯ1ЭГ0Я -ЕиОдц ад -оэопэ иод -нои иди 1 1 О 1 1 0,8—0.98 — 0,995**
•i л 9- Циклоны НИ-ИОГ»з и ЛИОТ То же Батарейные циклоны, чле-мент 02ООЖ.И гукаимые матерчатые фильтры 1 1 и же Электро- фильтры Циклон ВТИ
ИЯХЭИЬО 90Э0ПЭ •S с ► с № • ** я » Мокрый
Испытания НИИЦемента.
На Ленинградском цементном заводе им. Воровского высшая температура при стержневых электродах.
Эти данные характерны только для исследованных установок. (Прим, ред.)
Таблица Па
Источники пылевыделения на цементных заводах и запыленность территории
№ установки Наименование агрегата и отделения Количество однотипных агрегатов Отсасывается газов в м^чао Число ступеней о чистки Температура газа в град. Типы фильтров Запыленность газа в г'нм3 Общая степень — п/ Q X * X О Безвозвратный унос пыли в кг/час Высота труб в м Концентрация пыли Осаждается в в газе мг/м3 на месяц в кг м^ расстоянии иа расстоянии
от одного агрегата от всех агрегатов до очистки после очистки 500 м 2 000 л 2 400 м 500 м 1 000*
Цементный завод с 2 печами 4x60 м с конвейерными кальцинаторами (проект)
1 Щековая и молотковые дробил- 0,07 0,025
ни . 5 4 000 20 000 1 40 Рукавный 7 0.99 14 32 0,009 0,0075 — -
2 Транспортеры 6 3 000 18 000 1 60 7 0.99 13 32 0,023 0,009 0.0073 — —
3 Сушильный ба- 0.4* 10 0,005
рабан для глины 1 25 000 25 000 2 100 Циклон, 20 0.98 40 0,015 0,012 -— —
электрофильтр
4 Сырьевые мель-
инны с одновременной сушкой . 3 48 000 144 000 3 120 2 циклона, 350 1.75* 0,995 250 40 0,125 0,35 0,28
электрофильтр
однопольный
5 Вращающиеся 10 0.2 0.98 0,0028
печи 2 180 000 360 000 2 120 Циклон, 72 70 0.06 0.04 -— —
электрофильтр
трехпольный
6 Цементные мельницы, работа-
юшие по открытому циклу . . . 1 24 000 24 000 2 100 Циклон, 100 1* 0.99 24 32 0,07 0,014 0,01 — —
электрофильтр
двухпольный
7 Цементные мельницы, рабо-
тающие по замк- 0,99 45 32
иутому циклу . . 1 30 000 30 000 3 100 2 циклона, 150 1.5* 0,14 0,03 0.02 — —
электрофильтр
двухпольный
621 000 428 0.45* 0.6* 0.4*
* Эти данные не соответствуют нормам, утвержденным Госстроем СССР (Прим, ред.)
Таблица 116
Гб О Концентрация пыли Осаждается в
о р Отсасывается газов « Я Запыленность а* в газе лг/л2 на месяц в г/*2
X «3 <я ° ф в мЧчас х гз газа в г!нмл ф л 3 * X п VO расстоянии на расстоянии
Ьй а Наименование О О, Е, СХ Типы х Е « X о.
о X агрегата о X фильтров о X О к X » 2 се
гз и Отделения Ф и ОТ ОДНОГО от всех о * S' 5 X X 0J « о с о 500 м 2 000 л 2 400 л 500 м 1 000 м
г X X агрегата агрегатов ё и X о ф t— а О о х RI а поел стки 1 о X о Безе унос CJ 3 CQ
Цементный завод с печами, работают, ими по мокрому способ у (данные испытаний) 1
1 Цементные мельницы 2,6x13 работ а ют по открытому циклу . 5 8 300 41 500 2 95 Циклон, ру- 180 5,67 0,95 230 20
кавныи фильтр
2 Печи 3,6/3,3 X
Х3.6Х150 м без электрофильтров . 3 190 000 570 000 Нет 300 Нет 10.6 10,6 0 6 000 60
3 Печь 3,6/3,3/3,6х 150 л с электрофильтром И ВО-зВ-
ратом пыли в головку 1 200 000 200 000 1 240 Электрофильтр одно- 25 0,6 0.98 72 60 0.5-7 Не испытывались от 40* до 250 от 30 до 230*
польиый, вертикальный
4 Сушильные барабаны 2,2x15. . 1 22 000 22 000 2 120 Циклон, 20 0.3 0,98 6 20
электрофильтр Ц-13
5 Сантехническая
вентиляция во всех отделениях, включая цементные силосы . - . 6 40 000 1 60 Циклон, или рукавный Фильтр 5—10 2—0,4 — 40 20
873 500 6 348
* В зависимости от времени нахождения в подветренной зоне.
степень очистки, конечная запыленность газов, и количество пыли, выбрасываемой цементным заводом, оборудованным двумя вращающимися печами 4X60 м с конвейерными кальцинаторами производительностью 850 т!сутки каждая.
Приведены также результаты выполненных по методу Андреева расчетов запыленности воздуха на окружающей территории в зависимости от высоты труб, скорости ветра и количества выбрасываемой в атмосферу пыли. Как показывают расчеты, несмотря на принятую двухступенчатую очистку отходящих газов, общий выброс пыли в атмосферу достигает 428 кг/час. Основную массу пыли выделяют сырьевые мельницы с одновременной подсушкой 250 кг/час. Концентрация пыли на расстоянии 500 м от территории завода равна 0,45 мг/м3. При увеличении расстояния от территории завода до 2 км запыленность возрастает до 0,6 мг/нм3 и только при расстоянии свыше 2,2 км начинает падать. В 2,4 км от завода она равна около 0,4 мг/м3.
Следовательно, даже указанная в проекте высокая эффективность цылеочистки не может при принятой высоте труб обеспечить санитарные нормы запыленности атмосферного воздуха.
Поскольку с высотой труб, как это следует из формулы Андреева, запыленность атмосферного воздуха значительно снижается (так как пыль рассеивается на значительно большей площади), то целесообразно высоту труб увеличивать.
В табл. 116 для сопоставления с проектными данными приведены также результаты испытания, проведенного на цементном заводе с 4 печами 3,6/3,3/3,6X150 м общей производительностью 2400 т/сутки клинкера. На этом заводе три печи работали без очистки газов и только на одной печи был установлен вертикальный однопольный электрофильтр. Уловленная пыль вдувалась в головку печи, в результате чего запыленность отходящих из вращающейся печи в пыльную камеру газов повысилась.
Завод работает по мокрому способу производства и оборудован пылеуловителями в цехе помола цемента и сушки добавок, обеспечивающими степень очистки, равную 0,95 и 0,98, при запыленности очищенного газа 2—5—6 г/нм3.
Однако из-за отсутствия на трех печах пылеулавливающих электрофильтров печи выбрасывают 6072 кг/час пыли из 6 348 кг/час общего безвозвратного уноса.
Запыленность атмосферного воздуха на уровне зоны дыхания человека замерялась по территории завода на расстоянии до 500 м от дымовых труб. Только возле места погрузки цемента из цементных силосов в вагоны запыленность превышала 10 мг/м3. На остальной территории завода она колебалась от 0,5 до 7 мг/м3, а в цехах запыленность составляла всего от 2 до 6 мг/м3. Запыленность территории, находящейся по ветру на расстоянии около 2 км, превышала 10 мг/м3. Последние данные очень важны, так как показывают, что пыль, выброшенная из труб, загрязняет не только территорию завода, но и окружающую местность.
Следовательно, как и в расчетном варианте, для завода, работающего по мокрому способу производства с трубами высотой 60 м, санитарно-защитная зона не может быть меньше 4—5 км.
Все это свидетельствует о том, что пылеуловители на цементных заводах работают еще недостаточно эффективно и запыленность атмосферного воздуха вблизи заводов велика.
Таким образом, для обеспыливания атмосферы вне территории цементных заводов необходимо осуществить следующие мероприятия:
1) обеспечить наиболее эффективную работу пылеуловителей;
2) повысить высоту труб, из которых выбрасывается пыль.
ГЛАВА II
ДВИЖЕНИЕ ГАЗОВ В КЛИНКЕРООБЖИГАТЕЛЬНЫХ ПЕЧАХ, СУШИЛЬНЫХ БАРАБАНАХ И ОБЕСПЫЛИВАНИЕ
ЭТИХ ГАЗОВ
В настоящей главе рассматривается зависимость между количеством газов, проходящих через сечения печей и сушильных барабанов, и возникающими при этом статическими давлениями на отдельных участках этих агрегатов, которые связаны с производительностью агрегатов, расходом тепла, температурой и влажностью газов и материалов на этих участках печей и барабанов.
Как известно, разрежения или давления газов, их температура, расходы газа — топлива фиксируются в той или иной степени на щите контрольно-измерительных приборов, позволяющих управлять технологическим процессом.
Безусловно, что знание закономерностей движения газа в печах и сушильных барабанах поможет работникам промышленности лучше автоматизировать процессы обжига и сушки.
Кроме того, в этой главе приведены материалы по запыленности отходящих газов и способы улавливания пыли.
§ 1. ВРАЩАЮЩИЕСЯ ПЕЧИ, РАБОТАЮЩИЕ ПО МОКРОМУ СПОСОБУ ПРОИЗВОДСТВА
В этом разделе рассмотрено движение газов во вращающихся печах 3,6/3,3/3,6X150 м, работающих при различных влажностях шлама (№ = 36; 41 -г- 42 и 48—52%) на пылеугольном и газовом топливе. Результаты изучения аэродинамики печей других размеров не приводятся, так как эти печи геометрически и аэродинамически подобны.
а) Количество газов, необходимое для нормального протекания процесса
Рассмотрим движение газов в современной вращающейся печи 3,6/3,3/3,6 X 150 м с рекуператорными холодильниками, работающей на пылеугольном топливе.
Пылевидное топливо вдувается в головку печи специальным вентилятором с первичным воздухом. Недостающий для полного сгорания топлива вторичный воздух поступает в печь через рекуператоры, а также через неплотности уплотнения в горячем конце печи — головке. Г азы в печи имеют в зоне обжига температуру около 1 500—1 600°, в результате чего их объем значительно больше объема газов и воздуха, поступающих в печь. По мере продвижения к холодному концу печи газы отдают свое тепло движущемуся им навстречу материалу, с этим связано уменьшение их относительного объема и повышение удельного веса. В зоне кальцинирования к продуктам сгорания топлива добавляется углекислота.
В зоне подготовки для улучшения теплообмена меж:ду газами и шламом, а затем обезвоженным сырьем, применяются различные теплообменные устройства, находящиеся внутри печи и повышающие аэродинамическое сопротивление движению газа. Температура газов при входе в цепную зону не должна превышать 850° во избежание обрыва цепей.
Температура перед крестообразными теплообменниками, изготовляемыми из жаропрочной стали, может доходить до 1000°, а перед керамическими— до 1200°.
Газы по выходе из печи поступают в пылеосадительную камеру, а оттуда дымососом отсасываются в дымовую трубу. Так как эти газы имеют меньший удельный вес, чем атмосферный воздух, то в дымовой трубе также создается разрежение; однако этого разрежения при температуре отходящих газов 150—250° недостаточно для работы печи с трубой высотой 60—65 м. (Метод определения расчетным путем разрежения, создаваемого дымовой трубой, изложен в приложении I).
Количество газов, которое должно быть удалено из печи, можно определить по следующему расчету:
Например, следует установить объем газов (в нормальных кубических метрах в при температуре 220°), отходящих из вращающейся печи производительностью 25 т клинкера в час.
Шлам поступает с влажностью 1Г=4О°/о.
Расход тепла Q=1 780 ккал на обжиг 1 кг клинкера. Топливо имеет теплотворную способность QJJ= 6 680 ккал)кг.
Ведем все расчеты ва 1 кг клинкера*.
1. Потери при прокаливании сырьевой смеси (п.п. п.) составляют 36,7%. Следовательно, на 1 кг клинкера приходится
gco2
1-36,7
100 — 36,7
= 0,58* кг.
* Упрощения по сравнению с точным расчетом, сделанные в примере, вносят погрешность менее 3%, которой можно пренебрегать. В частности, в потерях при прокаливании, кроме СОг, содержится незначительное количество гидратной воды, а выносимая пыль частично потеряла СОг.
5 Сатарнн В. И., Перли С. Б.
65
Учитывая пылеунос, составляющий 4,5% от веса сухого сырья, для получения 1 кг клинкера необходимо затратить
Gc== 14-0,58
1,58-0,045 , _
---- — = 1.65 кг сухого вещества.
2. Вес воды, выделяющейся на 1 кг клинкера, составит
GCW
—
н2° — 100 — W ~ 100 — 40
1,65-40 , ,
= 1,1кг.
3. Количество угля, необходимое для получения 1 кг клинкера:
GT
1780
6680
= 0,267 кг.
Так как в топливе до 20°/о золы, то в газ переходит
0,267(1— 0,2) =0,214 кг.
4. Теоретическое количество воздуха в килограммах, необходимое для полного сжигания топлива, определяется соответственно составу последнего но общеизвестным формулам.
Если состав топлива неизвестен, то количество воздуха можно подсчитать с достаточной точностью по уравнению
1,43GTQP 1,42-0,267-6 680
GB —----------—--------------------= 2,55 кг.
в 1000 1 000
Здесь 1,43=1,1-1,29,
где 1,1 — расход воздуха в нм3 на 1 000 ккал тепла;
1,29 — удельный вес 1 нм3 воздуха.
5. Принимая коэффициент избытка воздуха а, равным 1,1, получаем, что вес избыточного воздуха составит
GB.B = 0,1 -2,55 = 0,26 кг.
Следовательно, всего из печи выносится на 1 кг клинкера 0,58+.0,07--]-1,1+ 4-0,2144 2,554-0,26=4,774 кг газов, имеющих при температуре 0° объем, равный
V = 4,774:1,2 = 3,95нм3/кг клинкера,
где в данном примере =1,2 кг/нм3— удельный вес выходящих из печи газов, приведенных к температуре 0°.
Удельный вес смеси газов может быть определен более точно расчетным путем, если знать объем каждого из составляющих (см. приложение I, табл. 1).
При температуре 220° эти же газы будут иметь объем V=7,2 м3/кг клинкера.
Следовательно, при часовой производительности 25 г клинкера и а =1,1 необходимо удалить из печи 25 000 - 3,95 = 99 000 нм3/час, или 178 000 м3)час газа при температуре 220°.
Как видим, при а= 1,1 количество газообразных продуктов горения топлива в нашем случае составляет без избытка воздуха около 2 нл3 на 1 кг клинкера или всего около половины всех газов, выходящих из печи.
Расход воздуха и выход отходящих газов более точно может быть определен по данным Е. И. Ходорова [23] на основании состава сырья, топлива, коэффициента избытка воздуха, влажности шлама, расхода тепла и др.
Для ориентировочного подсчета количества газов можно пользоваться приведенной на рис. 22 номограммой зависимости объема отходящих газов от температуры газов, начальной влажности шлама и коэффициента избытка воздуха.
Так, например, требуется определить количество газов, отходящих из печи 3,6/3,3/3,6x150 м, работающей при влажности шлама в 40%. Температура отходящих газов 220°. Коэффициент избытка воздуха а =' 1,1.
Из точки на оси абсцисс, соответствующей влажности 40%, восстанавливаем перпендикуляр до пересечения с температурной кривой, соответствующей 220°. Из точки 1 проводим параллельно оси абсцисс линию влево до пересечения а прямой, соответствующей а = 1,1 в точке 2. Из точки 2 опускаем перпендикуляр на ось абсцисс и определяем, что объем отходящих газов при t = 220° составляет 6,75 м3 на 1 кг клинкера. Легко подсчитать, что при нормальных уеловиях эти газы имели бы объем
6,75-273 •
(273 + 200) ' = 3 ’75 НМЗ-
Рис. 22. Зависимость объема отходящих газов от их температуры, начальной влажности шлама и коэффициента избытка воздуха
При производительности 25 т!час общий объем отходящих газов составит 25 000 x 6,75 = 169 000 м3/час или
25 000x3,75 = 94 000 нмР/час газов.
Разница по сравнению с предыдущим аналитическим расчетом составляет около 6% и объясняется тем, что при составлении номограммы были приняты меньшие удельные расходы тепла.
б) Аэродинамическое сопротивление печи
Сопротивление печи движению газов зависит как от их скорости (которая, в свою очередь, определяется объемом газов, возрастающим с повышением влажности шлама, расхода тепла, избытка воздуха для горения и т. д.), так и от наличия или отсутствия шламовых колец на стенках печи, наличия цепной завесы, ее длины, густоты, типа и т. д.
При производительности около 25 т клинкера в час, удельном расходе тепла около 1 750 ккал1кг клинкера обычно на основании экспериментальных данных принимают следующие средние величины аэродинамического сопротивления в кГ/м2 на следующих участках 150-лг печи:
а) рекуператоры при работе печи иа пылеугольном топливе ............• . . около 3 кГ/м?
б) рекуператоры при работе печи на газе
без первичного воздуха .... - . . 3,5-^9 ,
в) зона обжига .................• . 4,5ч-25* .
г) зона кальцинирования.............. от 4,5н-5 ,
Д) цепная завеса длиной 30 jh со свободно
висящими концами при скорости газа
в месте входа в нее ~ 13 м/сек и
его средней температуре около 600— 580° ............................от 30 до 80* .
е) то же, но при скорости газа в месте
входа в цепную завесу около 8 м/сек от 15 до 50*, ж) пылеосадительная камера печи 3,6/3,3/
3,6X150 л ........................8ч-12 кГ/м?
з) трубы, ведущие от пыльной камеры к эксгаустеру (включая открытые чистые жалюзи) . . ................ 74-9
и) трубы, ведущие от эксгаустера к дымовой трубе........................... 6ч-12
Общее сопротивление печи составляет от 60 до 120 кГ/м2.
Как известно, воздух для сгорания топлива в печах может поступать вместе с топливом (первичный) и через холодильники (рекуператоры) и неплотности в головке печи (вторичный).
Количество вторичного воздуха, поступающего в печь, зависит от разрежения на участке, примыкающем к откатной головке печи и площади отверстий в ней, а также от величины зазора между откатной головкой и вращающейся печью.
На рис. 23 приведены кривые, по которым можно определить количество воздуха, подсасываемого в печь через рекуператоры и через отверстия в стенке откатной головки в зависимости от разрежения в зоне охлаждения печи. Меняя разрежение, можно добиться поступления в печь необходимого количества воздуха через рекуператоры, если уплотнить зазор между печью и откатной головкой.
На рис. 24 показана кривая количества газов, проходящих через печь 3,6/3,3/3,6Х 150 м в зависимости от разрежения в пыльной
♦ При наличии колец.
69
камере, полученная в результате наших испытаний. Подсос наружного воздуха в камеру составлял около 26°/», температура в шайбе печи была равна 250°. Общая поверхность цепей, подвешенных в печи, составляла 1 000 м2.
Как показали опыты, при стабильном режиме работы эксгаустера уменьшение количества цепей в печи вызывает повышение расхода газов, а наличие колец внутри печи уменьшает количество газов, проходящих через печь.
Сопротивление очищенной пыльной камеры зависит исключительно от скоростного напора в шайбе. Но при больших скоростях газов и связанном с этим шламоуносе сопротивление пыльной камеры может возрасти во много раз.
Таким образом, по аэродинамическому сопротивлению печи при той же производительности дымососа можно судить о состоянии и режиме работы печи. При кольцах, забитой пыльной камере и т. д. возрастает пылеунос, возрастает удельный расход тепла и падает производительность печи.
Первичный воздух может поступать в печь только принудительно, при помощи дутьевого вентилятора. Количество этого воздуха регулируется в зависимости от потребности в топливе и его вида, необходимости создания факела определенной формы и т. д.
Твердое пылеугольное топливо вдувается вентилятором при давлении около 500—700 кГ/м2.
Такой напор может обеспечить в отверстии форсунки скорость газов до 70—80 м/сек.
Желательно, чтобы количество первичного воздуха при топливе с количеством летучих до 20—22°/° не превышало 20—30'1/» от всего количества воздуха, необходимого для сгорания твердого топлива.
На отечественных заводах в последнее время наблюдается тенденция к уменьшению объема первичного воздуха и доведению его до 25 и даже до 18"/» по отношению ко всему требуемому для горения количеству. Это улучшает работу рекуператоров. Процент первичного воздуха при этом близок к проценту летучих в топливе [38].
Иное дело, когда в качестве первичного воздуха используются газы, отходящие из угольных мельниц.
В мельницах для одновременной сушки и размола угля объем газов иногда в 2 раза превышает необходимое количество первичного воздуха. На печах, работающих в замкнутом цикле с такими мельницами, предпочитают весь воздух из мельницы вместе с топливом подавать в печь. Первичный воздух в этом случае составляет около 50% всего воздуха, необходимого для сжигания топлива. Но зато весь воздушный тракт находится под разрежением, отпадает необходимость в устройствах для отбора почти половины поступающего из мельницы воздуха с пылью, в установке фильтров для
70
«X-
очистки воздуха от пыли перед выбросом воздуха в атмосферу и т. д. Именно поэтому количество первичного воздуха, поступающего в печи 3,6/3,3/3,6X150 м с пылеугольной пылью (смесью тощих и газовых углей), очень велико. Чтобы факел при этом не был очень коротким, что понижает производительность печи, приходится увеличивать скорость газов в зоне обжига путем повышения разрежения в пыльной камере и подсоса вторичного воздуха (для нормального охлаждения клинкера) сверх того количества, которое необходимо для полного сжигания топлива.
Это является одной из 'причин, по которой избыток воздуха в печах во многих случаях превышает количество, требуемое для сжигания топлива. Если температура вторичного воздуха, входящего в печь, выше температуры отходящих газов, то потери тепла при этом не увеличиваются.
Скорость первичного воздуха при выходе из форсунки превышает среднюю скорость газов в печи на ограниченном участке длиной всего в 20—25 диаметров форсунки. При этом скорость от 30 до 40 м/сек, по мнению некоторых исследователей [33], вызывает удлинение факела. Дальнейшее же увеличение скорости в месте выхода из форсунки способствует лучшему перемешиванию горючего и некоторому укорочению факела.
Если в качестве первичного используют воздух, аспирируемый из сепараторной угольной мельницы, то длинные печи на отечественных заводах предпочитают оборудовать двумя форсунками диаметром 260-ь 300 мм. Скорость движения воздуха при этом составляет от 60 до 80 м/сек.
Для того же, чтобы длина факела превысила 4-ь 5 диаметров печи, разрежение в холодном конце печи увеличивают и этим повы-,шают скорость движения газов в ней.
В тех случаях, когда необходимо управлять длиной факела — укорачивать или увеличивать его, можно изменять аэродинамические и тепловые факторы.
У ко р о ч е н и е д л и н ы факела может быть достигнуто путем:
1) уменьшения разрежения в холодном конце печи:
2) увеличения содержания первичного воздуха;
3) повышения температуры первичного воздуха;
4) увеличения количества форсунок при неизменной скорости воздуха.
Для удлинения факела: уменьшают число приточных, параллельно работающих форсунок (лучше устанавливать одну форсунку);
стремятся к тому, чтобы завихрения струи на начальном участке после выхода из форсунки были минимальными, для чего конец форсунки-следует делать гладким изнутри и соответственно более узким (желательно площадь его сечения на конце плавно уменьшить
на 30—40“/« на участке, длина которого не больше диаметра форсунки) ;
уменьшают содержание первичного воздуха и по возможности не допускают повышения его температуры; увеличивают разрежение в холодном конце печи;
используют свойство факела удлиняться при настилании струи на стенку печи (см. приложение II).
При использовании натурального газового топлива часть заводов работает с низким давлением газа — до 600 кГ/м? — с небольшим количеством первичного воздуха (до 154>/о), при напоре вентилятора всего около 150—220 кГ[м2 и скорости газа и воздуха в форсунке около 30—40 м/сек.
Если необходимо удлинить факел, подачу первичного воздуха уменьшают, а иногда и вовсе прекращают и работают без первичного воздуха.
На других цементных заводах вдувают в печь газ под средним давлением 0,45—2,5 ати. Скорость истечения газа из сопла горелок достигает при этом 300—400 м/сек. ,В таких случаях устанавливают одноканальные горелки без завихрителей [58].
Этот способ сжигания газа имеет следующие преимущества:
а) отпадает в большинстве случаев потребность в дутьевом вентиляторе, подающем в печь первичный воздух;
б) применяются трубы меньшего диаметра, в результате чего снижается их вес и стоимость, упрощается также монтаж газопроводов;
в) через рекуператоры печи может поступать больше воздуха, что способствует их лучшей сохранности и охлаждению клинкера;
г) легче осуществить герметизацию газовых коммуникаций;
д) упрощается подвод газа в связи с уменьшением числа стан-. ций для снижения давления. Объясняется это тем, что газ поступает по газопроводам на заводы при давлении 5—6 ати. При снижении давления до среднего достаточно установить всего одну редукторную станцию. Для получения низкого давления приходится устраивать еще одну редукторную станцию.
Опасались, что при таком способе сжигания газа может возникнуть разрыв газовой струи в результате кавитации и обрыв факела пламени. Однако явление кавитации возможно только при скорости газа около 1 000 м/сек, а не 300 400 м/сек.
Также невозможен и обрыв факела пламени, потому что уже на расстоянии от места выхода газа в печь, равном 20—30 диаметрам сопла, скорость газа становится меньше скорости распространения пламени в газовоздушной среде.
Газовое топливо поступает по цилиндрическим горелкам, в которых скорость газа на выходе из горелки, равная звуковой*, может
* Скорость распространения звука в газе зависит от его химического состава, пропорциональна корню квадратному из абсолютной температуры и не зависит от давления газа. Например, скорость звука в метане составляет около 430 м/сек.
быть достигнута только при давлении перед горелкой около 0,84 ати [58]. Дальнейшее повышение давления не сопровождается увеличением скорости газа. Обычно же работают при напоре перед соплом всего около 0,4—0,55 ати. следовательно, звуковая скорость при этом давлении газа в сопле не может быть достигнута. Уместно напомнить, что давление замеряется на расстоянии нескольких метров от этого места, тем самым учитываются потери в газопроводе от места замера до конца сопла. Именно поэтому показания давления на одном заводе около 0,5 ати по сути соответствуют показаниям манометра на другом заводе, равном 1,2—2,6 ати.
Газ, движущийся с высокой скоростью, очень быстро вовлекается в процесс горения. При более высоких скоростях газа уменьшается длина факела, а при уменьшении скорости в месте выхода из форсунки до 50 = 100 м/сек ухудшается перемешивание газа с воздухом, что способствует удлинению зоны горения; факел в последнем случае значительно менее яркий и имеет меньшую температуру.
С уменьшением диаметра форсунки и том же расходе топлива скорость газа увеличивается, в результате чего он лучше перемешивается с воздухом, и факел укорачивается. Но чем выше тепловая нагрузка печи и больше продуктов сгорания, тем выше скорость газов в печи и тем сильнее оттягивается факел. Изменяя диаметр форсунок и разрежение в головке печи (путем увеличения числа оборотов дымососа), можно для данной тепловой нагрузки печи найти наивыгоднейшую длину факела при хорошем сжигании топлива с необходимым избытком воздуха. Это позволяет получать высокую производительность печи и, кроме того, снижать удельный расход топлива и температуру клинкера.
Как показали испытания на ряде заводов [58], при горелках среднего давления полное сжигание газового топлива достигается в случае, если кислорода в печи достаточно для сжигания топлива. При коэффициенте избытка воздуха ниже а < 1,03—1,05 в печи наблюдается недожог горючего. Но при а >1,05 недожог отсутствует.
Поскольку при работе на газовом топливе машинисты печей лишены возможности по цвету дымовых газов судить о полноте его сжигания, необходимо иметь газоанализаторы отходящих газов для замера содержания Ог- Можно также по тягомеру следить за тем, чтобы разрежение в головке печи обеспечивало поступление в печь необходимого количества воздуха для сжигания горючего газа. Избыток природного газа вызывает снижение температуры газа в печи. Так, при а=0,9 температура факела снижается на 50°.
При работе без первичного дутья для подачи достаточного количества воздуха при прочих равных условиях, в частности при том же зазоре между печью и откатной головкой, необходимо повышать разрежение в головке печи (см. рис. 23).
Возможен недожог газообразного топлива, если в головке не будет создано достаточное разрежение, которое в некоторых случаях приходится доводить до —7 и даже до —9 кГ/м2.
Следует также иметь в виду, что иногда на относительно корот
кое время приходится удлинять факел для выжигания зольных и других колец, образующихся при некоторых сортах топлива на футеровке в начале зоны клинкерообразования. Для этого конец форсунки передвигают вперед, а дымососу сообщают повышенное число оборотов; это позволяет удлинить факел и переместить его настолько, что зона высокой температуры оказывается вблизи кольца, которое обычно при этом растрескивается и выпадает.
Необходимый для полного сгорания топлива вторичный воздух поступает в печь, как уже говорилось, через рекуператоры или через холодильники других типов. Это обеспечивает: а) достаточное охлаждение клинкера; б) нагрев воздуха, поступающего в печь для горения.
Количество вторичного воздуха, поступающего в печь, зависит от разрежения в головке печи, сопротивления рекуператоров и от площади всех неплотностей в головке, включая зазор между печью и головкой. Для того чтобы выяснить, при каком количестве вторичного воздуха работают печи и какие в них запыленность газов и аэродинамические показатели, рассмотрим результаты проведенных испытаний.
На рис. 25, 26, 27 и 28 приведены результаты испытаний печей 3,6/3,3/3,6X150 м при различных режимах работы, теплообменных устройствах, производительности по клинкеру, влажности шлама, а в табл. 12, 13, 14 и 15 — характеристика, размеры и режим работы этих печей.
При этих испытаниях давление и температура газа, влажность шлама и другие показатели на различных участках вращающихся печей замерялись в процессе работы без их остановки; производительность дымососа определяли по расходу газа в его всасывающих трубах (по трем сечениям и в 40 точках). Количество дымовых газов, поступающих из вращающейся печи в пыльную камеру, определяли путем расчетов на основе анализа газов (по содержанию, СО2) и по разнице температур в шайбе и у дымососа.
Скорость газов в шайбе замеряли пневмометрической трубкой, установленной непосредственно в струе отходящих газов, в месте выхода последних из печи.
В табл. 12 и в табл, к рис. 25 приведены расчетные показатели газового тракта печи Белгородского цементного завода при влажности шлама 44% (режим I). В качестве первичного воздуха здесь использовались газы, отходящие из угольной мельницы. По расчетным данным, количество первичного воздуха должно было составлять около 15 000 нм3/час. Фактически при работе по режиму II количество их в среднем было равно~ 35 000 м3/час при / = 50°, или около 30 000 нм3/час.
По сравнению с расчетным режимом печь работала при коэффициенте избытка воздуха а — 1,2 ч- 1,25 вместо а — 1,05—1,1. Производительность при режиме II составляла всего около 22,4 т/час. Дальнейшее увеличение производительности приводило к повышению температуры отходящих газов и удельного расхода топлива. К тому же разрежение в головке не превышало — 2,5 кГ/см2, в ре
зультате чего из находившихся в верхнем положении рекуператоров выбивались газы с пылью.
Таблица 12
Характеристика режимов работы печей на Белгородском цемзаводе
Режим Производительность печи по клинкеру в ш!час Влажность шлама в % Количество дымовых газов, проходящих через шайбу печн, в нм3, кг клинкера Топливо Удельный расход тепла в ккал,'кг Количество форсунок и их диаметр в мм Примечания
1 25 44 3,7 Пылеуголь- 1 900 —, Расчетное
11 22,4 44 4,5 ное 1860 — По испыта
III 23,03 41,6 5,1 Газовое* 1 600 2052 НИЮ То же
IV 24,05 41,6 5,2 - 1880 2052 »
Теплотворная способность 8 340
ккал в 1 л3 при 1=0°.
При работе по III и IV режимам в печи поступал шлам с влажностью й7=41,6в/о. Топливом служил естественный газ, подаваемый под давлением 1,7—2,2 ати после задвижки. Отсутствие в отходящих газах СО, CPU и Нг свидетельствует о том, что топливо сгорало полностью. Для работы по режиму III характерен наименьший удельный расход тепла при производительности 23 т!час. Производительность печи при режиме IV на 1 т!час выше. Этим, а также меньшим количеством цепей, объясняется повышенная температура отходящих газов и более высокий удельный расход тепла.
По расчету подсосы газов на участке шайба печи — дымосос не должны были превышать 25с/о. в действительности же они составляли до 50“/о, причем значительная часть газов подсасывалась через шиберы из дымовой трубы. Места подсосов показаны стрелками.
Характерно, что при этом не меняется ни температура, ни химический состав газов, подсасываемых в дымосос из дымовой трубы, так что наличие таких подсосов может быть обнаружено только аэродинамическими замерами.
Пылеунос из печи при работе по режиму III был почти.в 8 раз выше, чем при режиме IV из-за того, что влажность, материала за цепной завесой была снижена с И7=9 -ч-12®/» до W/=3,5°/<>.
Ввиду отсутствия первичного воздуха при работе на газе разрежение в головке печи мы повысили до 6,3—7 кГ/м2 для того, чтобы через рекуператоры и кольцевой зазор в печь поступило достаточное для сгорания топлива количество воздуха.
На рис. 26 и табл. 13 приведены результаты испытаний печей Амвросиевского цементного завода № 4 при трех режимах. Влажность шлама составляла в этом случае 51—53,9%, поэтому
1—7 — номера точек замера; точка 3 находится после фильтра-подогревателя, точка 4—до него; при работе на режимах III и IV точка 4 находится в месте выхода материала из цепей I — дутьевой вентилятор; II— рекуператоры; III — фильтр-подогреватель; /V — пыльная камера; V — всасывающая труба дымососа с площадью сечения 5,6 м'2; VI — напорный трубопровод; VII — дымовая труба; VIII —шиберы Шх и Ша;
IX — головка печи
Таблица к рис. 25
Режимы ра-£ боты печи Определяемые параметры* Номера точек замеров
1 2 3 4 5 6 7
1** t° PCt в кГ]ма Qt в м3/час Он в нм*!час а G в г/щи3 50 560 17 750 15000 -500 —3 37 000 250 —55 96 000 165 —72 96 000 155 —80 96 000 1,054-1,1 ' 150 -88 186000 120000 10 155 —20
11** Г Р„ в кГ/м2 Qt в м.3!час QH в нм3/час а G в г/нм* 50 600 35 500 30000 250 —2; —2,5 17 000 -55 —88 168 —105 98 000 1,2-4-1,25 160 —115 232 500 148000 1,64-1,7 74-8 —16
III*** t° Р„ в кГ/м2 Qt в м*1час Он в нм3/час 16000-22 000 Ест. газ 4 370 — (6,6 -г-6,8) 32 0004-35 000 —14 230 —66 -116 000 205 —78 300500 174 000 —16
1 1
]]]*** СО,; О2 17; 4.7 12; 7
V В % Г п. п. п. G в г/нж3 G • 0н в кг/час 3504-400 0 3,5 1 28 41,6 16,5 Н,5 1 330 18,5
IV*** t° Рст в кГ/м2 Qt в ма/час Он в нм31 час СО2; О, 16 0004-21 000 Топл. 5 445 —7; —6,5 350004-40000 — 12 260 —61±2 126 000 18,9; 3,12 - 79 220 308 000 178 000 10,91; 10
VB в % Г п. п. п. G в г! нм3 G • Он в кг/час 3204 450 0 94-12 1,17 41,6 18,5 0,95 -165—200
* В этой и в последующих таблицах t°—температура газов в град.; Рст— статическое разрежение или давление газов; Qt— количество газов при температуре t°, проходящих через сечение агрегата; фи — количество чгазов при нормальной температуре; а— коэффициент избытка воздуха; G— запыленность газов; W—влажность материала; п. п. п. — потери при прокаливании; G Он—пылеунос.
** Режим работы печи с вмонтированным фильтром - подогревателем.
*** Режим работы печи без фильтра-подогревателя.
Номера
Режим работы Определяемые параметры 1 2 3 4
1 Температура газов в град. Pct в кГ/м2 Qt в м3/час QH в нм3! час G в г/нм3 Температура материала в град. W в % п. п. п. а 55 540 29 650 26 000 —2,5 250 40 000 500 20,51
11 Температура газов в град. Р„ в кГ/м2 Qt в м3/час QH в нм3/час G в г/нм3 Температура материала в град. W в % п. п.п. а 40 480 29 000 24 700 -(3,54 4) 1204-160 500 23,3
111 Температура газов в град. Р„ в кГ/м2 Qt в м3/час QH в нм3/час G в г/нм3 Температура материала в град. U7 в % п. п. п. а 20 1004-200 11 6004-16 600 0 —3,54—4 3504-250
Рис. 26. Схема и результаты испытаний печей на Ново-Амвросиевском цементном заводе
/—12 номера точек замера; точка 4 находится у опоры № 5, считая от холодного конца; точка 5—у опоры № 4; точка 6 — у опоры № 3; точка 7—у опоры № 2
Таблица к рис. 26
точек замеров
5 6 7 8 9 10 11 * 12
930 130 29,8 800 90 10,5 700 80 21,7 280 —65 299 000 148 000 1,42 200 —106 319000 185 000 1,78 51 2,03 180 —22 175 -3,5 160 —7
920 150 27,9 780 90 14,8 690 80 30.2 270 -44 269 000* 135 000 51,2 1,47 220 —76 270 000 163 000 2,0 2,16 180 —5,2 155 -8,2'
— 16,5 29,3 220 200000 110 300 ~90 53,9 34,6 0,994-1,17 140 —136 255 000 169 000 0,754-2,05 — 24-=- —32
Рис. 27. Схема и результаты испытания печей 3,6/3,3/3,6x150 м на Себряковском заводе
/—11 — номера точек замера; точка 4 находится у опоры «№ 4, точка 5—у опоры .№ 3, точка 6—у опоры № 2; точка 7- у опоры № 1
Т а б лица к рис. 27
Режим работы печи Определяемые параметры Номера точек замеров
1* 2 3 4 5 6 7 8 | 9»* 10
1 t в град. Рст в кГ/м2 Qt в м3/час QH в нм3/час а G В 2/нм3 Пылеунос в кг/час U7 шлама в % 4 000ч-5 500 5 300 —4,6; —5 1 200 800 — 15,1 6-12 300 —55 190 000 89 000 — 92 000 1,30 н- 1,25 36 30 59 000 200 —74 340000 190 000 -2 9—11 1 900 - 2 200 190 -38 000
II t в град. Рст в кГ/м2 Qt в м3/час QH в нм31час а G в г/нм3 4 000- 4 500 5 150—5 200 -3,5 4 840 -14 267 —45 160 000 77 000 82 200 1,03 30 - 49000 190 -66 260000 165000 ~ 1,8 5,42 190 -34 000
Пылеунос в кг/час W шлама в % t1 клинкера 350-420 1,5 12,4 -16 36 900
* Газ—топливо.
** Количество воздуха, подсосанного из цеха.
*** Газы, подсасываемые из дымовой трубы.
Сатарин В. И., Перли С
Рис. 28. Схема и результаты испытаний печей 3,6/3,3/3,6x150 м, оборудованных электрофильтром на Себряковском цементном заводе
1—7 — номера точек замера; точка 4 находится у опоры № 2
Таблица к рис. 28
Режимы работы печи Определяемые параметры Номера точек за леров
1* 2 3 4 5 6 7
I Температура газов в град. /ст в кГ/м2 Qt в м3/час Q„ в нм3: час а G в г/нм3 Пылеунос в кг/час W шлама в % 16 4 500-5 500 5300 3,6 -1000 —8.5 — 8504-800 —9,5 0,14; 0,4 285 —78 94 200 1,044-1,1 36 165 —150 128 000 14 1 800 ±200 140 — 160 236 000 155000 -600
11 I Г Рст в кГ/м2 Qt в м3[час QH в нм3/час СО2; О2 а tu W в% п. п. п. G в г/нм3 ‘ Пылеунос в кг/час 21 : Ж 0 —3,2; —3,5 350-380 ’ —8,2 i 113 24,5 0,5;' 3 255 -72 164 500 85 060 22,9; 1,56 1,09 16 36 15 .34 5 196 — 144 185000 107 080 15,6; 7,1 1,53 25 170 —168 195 000 120000 13,2; 8,77 1,72 23,44 0,6 -72
* Газ—топливо.
Характеристика режимов работы печей на Амвросиевском цемзаводе
производительность была ниже, а удельный расход тепла выше, чем на Белгородском цементном заводе.
Сравнивая работу печей при всех режимах, видим, что чем выше производительность, тем больше газов (на 1 кг клинкера) проходит через шайбу печи. Меньше всего удельный расход газов при производительности 20,1 т/час (режим III). В этом случае а = 0,99 = 1,17 и расход тепла наименьший, он составляет 2 200 ккал/кг клинкера. Без увеличения коэффициента избытка воздуха а не удавалось повысить производительность печи, так как материал в зоне сушки не успевал высушиваться. Это объясняется тем, что максимальная температура газов перед цепями составляла 800° во избежание обрыва цепей.
При повышении коэффициента избытка воздуха а до 1,4—1,5 (режим II), производительность печи поднялась до 21,2 т/час. Однако температура, удельный расход тепла и удельный расход газов при этом возросли. Для того чтобы снизить удельный расход тепла и температуру отходящих газов и получить те же показатели по удельному расходу тепла, что и при работе по режиму III, в печи, работающей по режиму II, следовало бы увеличить поверхность цепной зоны. Причем, если разрежение, создаваемое дымососом, в этом случае окажется недостаточным, дымосос нужно будет заменить другим, создающим большее разрежение.
Из-за высокой влажности шлама как начальной, так и за цепями, унос пыли при всех режимах оказался ниже, чем при менее влажном шламе. Он менялся
в пределах 128—345 кг/час в зависимости ст скоростей газа. Но даже при 'минимальных скоростях в холодном конце печи порядка 5,8 м/сек наблюдался унос капель жидкого шлама1 *.
Для улучшения работы печей Амвросиевского завода необходимо не только улучшать конструкцию и увеличивать поверхность теплообменных устройств в холодных концах этих агрегатов. Целесообразно реконструировать эти печи; увеличить диаметр их средней части до 3,6 м, а холодного конца до 4—4,5 м.
На рис. 27 и табл. 14 приведены результаты испытаний печей Себряковского цементного завода, работающих на природном газе без электрофильтров, а на рис. 28 и табл. 15— результаты испытания тех же печей с электрофильтрами при производительности в том и другом случае 24,9—25,3 т/час.
Печи работали при влажности шлама Зб0/», а потому давали большую производительность при меньшем расходе топлива, чем печи того же размера на Амвросиевском и Белгородском цементных заводах. Характерно, что даже при а= 1,03 газовое топливо в них сгорало полностью.
Из рис. 27 и табл. 14 видно, что режим II отличается от режима I более низким значением а. Только за счет этого удалось при той же производительности печи в два раза снизить пылеунос, так как повысилась влажность шлама за цепями, на 3—4% уменьшить расход топлива, понизить также температуру отходящих газов с 300 до 267°.
Таблица 14
Характеристика режимов работы печей без электрофильтров иа Себряковском цемзаводе
Режим Количество клинкера в т/час Количество дымовых газов, проходящих через шайбу печи, в.кл3//сг клинкера Влажность шпама в % Унос ПЫЛИ в т/час Температура клинкера в град. Примечания
I 11 25* 25* 3,62 3,2 36 36 2,1 0,9 300 90 ±15 Без полива С поливом в рекуператорах
* Производительность печи определялась по количеству подаваемого в нее шлама.
При работе по режиму II пришлось прибегнуть к поливке клинкера в рекуператорах, которые без этого перегревались, так как уменьшилось количество проходящего через них воздуха. Кроме того, полив клинкера позволил снизить его температуру с 300 до 90—100°.
1 Наличие шламоуноса сомнительно, так как вязкость шлама в данных условиях значительно больше вязкости воды. Как известно, вода сдувается с цепей,
со стенок при скорости встречного потока около 8 м!сек. Это примечание отно-
сится также к рис. 30 и тексту на стр. 90 и 92. (Прим. ред.).
Для уменьшения коэффициента избытка воздуха снизили число оборотов дымососа с тем, чтобы разрежение в головке с 4,5—5 кГ/м2 упало до 3,5—4 кГ/л2 при той же величине щели между откатной головкой и печью.
На рис. 28 и в табл. 15 приведены результаты испытаний печей, у которых уловленная электрофильтрами пыль вдувалась в головку. Испытания при двух режимах показали, что чем больше вдувается пыли, тем выше запыленность газов, выходящих из печи. Поэтому при уменьшении безвозвратного пылеуноса до 0,072 кГ1м2 (режим II), запыленность газов, поступающих в электрофильтр, была’почти в два раза выше, чем при работе по режиму I.
Таблица 15
Характеристика режимов работы печей с электрофильтрами на Себряковском цемзаводе
Режим работы печн Количество клинкера в т'час Удельный расход тепла в ккал! кг клинкера Количество и диаметр газовых фоосунок в мм Количество дымовых газов, проходящих че рез шайбу печи, в нмя<кг клинкера Безвозвратный унос пыли в т'.час Примеча ния
I 25,31* 1 680 2055 3,66 0,6 а»1,02
II 24,9* 1 570 2055 3,41 0,07 а>1,2
* Производительность цечи определялась по взвешиванию клинкера,
Однако, несмотря на это, налаженная работа электрофильтра при режиме II позволила в 8—9 раз снизить безвозвратный унос.
Как показали испытания 150-метровых печей, проведенные Южгипроцементом на ряде цементных.заводов, при работе на угле и шлам с влажностью более 40%, коэффициент избытка воздуха в этих печах значительно превышает указанный в проекте—а = 1,1.
По литературным данным [34], длинные печи фирмы «Смидт», снабженные теплообменными устройствами, состоящими из системы фильтр-подогреватель шлама — цепная завеса — крестообразный ячейковый теплообменник, расходуют меньше топлива и сырья, чем другие печи и работают с повышенным коэффициентом избытка воздуха а =1,4—1,5.
Расход тепла в этих печах невелик — меньше, чем в печах других систем и составляет 1 250—1 350 ккал/кг клинкера при влажности шлама 37—39%*. При низких температурах отходящих газов (около 130°) производительность печей относительно невысокая — 22 -ь 23 т/час’, пылеунос из печи благодаря принятому режиму и установке фильтр-подогревателя невелик. Режим печи, в основном, контролируется по температуре газов, поступающих в ячейковый
* Указанная цифра сомнительна, так как при этой влажности необходимо было бы израсходовать для получения 1 кг клинкера не менее:
1) на испарение влаги — 660 ккал;
2) на образование клинкера — 430 ккал;
3) на потери во внешнюю среду — 200 ккал;
4) на уиос тепла с отходящими газами — 170 ккал;
5) на потери тепла с клинкером — 30 ккал.
Всего не менее 1 490 ккал/кг клинкера, а не 1 250—I 350 ккал/кг клинкера.
теплообменник со стороны горячей части печи. Она колеблется на различных печах в зависимости от физических свойств сырья и других факторов в пределах 700—850°, причем колебания температуры на данной печи не превышают 20°.
В зоне подготовки сырья влажность его после цепной завесы не превышает 10°/». Влажность после крестовидного теплообменника составляет около 1°/«. При этом создаются благоприятные условия для гранулообразования сырья и уменьшения уноса пыли, который не превышает 2ю/» от веса сухого шлама даже при отсутствии запечных пылеуловителей.
Такой режим работы с повышенным коэффициентом избытка воздуха принят по следующим причинам.
1. Печи работают по замкнутому циклу с угольными мельницами, следовательно, как это уже отмечалось, с большим количеством первичного воздуха. Вследствие этого доля вторичного воздуха должна быть значительно снижена, если сохранить неизменным а.
2. При хорошем охлаждении клинкера в колосниковых переталкивающих холодильниках имеется значительное количество воздуха, тепло которого целесообразно использовать.
3. Температура газов перед крестообразным теплообменником относительно невысокая. Это повышает долговечность теплоиспользующих устройств. При а=1,1 газы имели бы значительно более высокую температуру в месте входа в теплообменные устройства.
В этих условиях работа вращающейся печи с повышенным избытком воздуха может быть оправдана. Действительно, небольшое снижение температуры газов в зоне горения за счет увеличения избытка воздуха не ухудшает процесса обжига в печах, работающих по мокрому способу производства, так как.в зоне горения количество высокотемпературного тепла вполне достаточно.
При этом следует еще раз подчеркнуть, что ввод избыточного воздуха в печь позволяет экономить тепло, только в том случае, если температура его будет не ниже температуры отходящих газов.
На отечественных заводах способ ведения процесса характеризуется тем, что печи примерно таких же размеров, как и агрегаты фирмы «Смидт», работают с повышенной производительностью. Так, по данным фирмы, производительность печей 3,6/3,15/3,45X141 м составляет всего 20 т/час при влажности шлама 32—33°/«, а печи 3,6/3,3/3,6 X 153 м при той же влажности имеют производительность 23 и редко 21 т/час.
На отечественных заводах при значительно большей влажности шлама производительность печей выше. Так, печи 3,6/3,3/3,6X150 м вырабатывают свыше 25,3 т клинкера в час при влажности шлама 37% и даже при влажности шлама около 42—43% производительность снижается всего до 24-е 24,5 т/час.
Такой же режим работы принят и в некоторых других странах (например, на Обургском заводе в Бельгии и др.).
Работа на повышенной сверх определенной величины производительности цриводит к повышению удельного расхода тепла. Так,
по данным фирмы «Смидт», удельный расход тепла в печах 4,15/3,75/4,15X170 м при влажности шлама 36—37’/® составляет 1 375 ккал/кг клинкера при производительности 750 т/сутки (или 31,1 т/час), а при повышении производительности—до 1 000 т/сутки (или 41,7 т/час) удельный расход тепла достигает 1 625 ккал!кг клинкера. Примерно с таким же расходом тепла при том же режиме работают печи 3,6/3,3/3,6X150 м на Себряковском цементном заводе.
Печи 3,6/3,3/3,6X150 м, работающие с повышенной производительностью (свыше 24 т/час при влажности шлама 41—42’/® или 25—25,5 т/час при влажности 36—37%), в холодном конце обычно имеют только цепную завесу без фильтров-подогревателей и крестовидных теплообменников. Диаметр зоны подсушки равен диаметру зоны спекания. Сушка ведется в некоторых печах так, чтобы за цепной завесой влажность сырья составляла 1—2’/®, а в некоторых печах была равна нулю. Расход тепла при таком ведении обжига выше, чем при работе по режиму, рекомендуемому фирмой «Смидт». Температура отходящих газов, расход газов и их скорость в печи также повышенные. Пылеунос достигает значительной величины. В таких условиях установка высокоэффективного пылеулавливакь щего устройства обязательна. Испытания, проведенные на Амвро-сиевском и Белгородском заводах, показали, что при сжигании угольной пыли печи работают также с повышенным избытком воздуха. Машинисты вращающихся печей ведут печи с повышенным количеством вторичного воздуха вследствие необходимости охлаждения клинкера и снижения температуры газов перед цепной завесой. Поэтому им приходится увеличивать разрежение в пыльной камере. Следовательно, возрастает и подсос вторичного воздуха через рекуператоры и имеющиеся неплотности.
Скорости тазов в печи при этом еще больше увеличиваются, пока не достигают предельных величин, а это уже связано с явлением шламоуноса в пыльную камеру.
При работе на шламе с повышенной влажностью до 52’/® (Ново-Амвросиевский завод) или 42—44% (Белгородский завод) расход тепла на обжиг также значительно выше, чем при шламе с влажностью 36—37’/». Это связано с необходимостью увеличения количества газов, проходящих через печь, а также повышения избытка воздуха, чтобы разбавить газы и довести их температуру до требуемой перед цепной завесой и одновременно обеспечить поступление в цепную завесу достаточного для подсушки материала количества тепла.
Пример. У печи 3,6/3,3/3,6X150 м с производительностью 24 т[час шлам с начальной влажностью 44®/о по выходе из цепной завесы должен иметь влажность не выше 6%. Температура отходящих газов около 6=250р. Какой коэффициент избытка воздуха необходим для того, чтобы температура газов перед цепями составляла не более 6=800°.
Для упрощения, с небольшой погрешностью, будем считать среднюю теплоемкость 1 нм3 газовой смеси постоянной С=0,36 ккал1нм3 на 1° и не примем в расчет потери тепла во внешнюю среду в холодном конце печи, так как они незначительны. Расчет ведем на 1 кг клинкера.
Количество влаги, испаряемое шламом в цепной завесе, — 0,95 кг.
При нагревании воды от 20 до 250° и нормальном давлении, по данным Вукаловича [67], необходимо затратить 690 ккал.
Следовательно для испарения 0,95 кг воды и нагрева до 2503 будет затрачено 0,95 • 690 - 655 ккал.
Для нагревания шлама с 6% воды с 20 до 90' требуется израсходовать около 40 ккал, а всего с входящими в цепную завесу газами должно быть внесено 655+40=695 ккал.
Так как 6 < 800°, то объем поступивших в цепную завесу газов составит 695
V - 0,36 (800—250) “ ’5 НМ*'
Поскольку объем 0,95 кг воды, испаряемой на участке навески цепей, составит 0,95 : 0,804 = 1,18 нм3, то общий объем газов в месте выхода из печи будет равен
3,52+1,18=4,70 нм3/кг клинкера или 8,95 м3/кг клинкера при <2*=250°.
По рис. 22 видим, что такой объем газов возможен при а 1=1,4.
Основное достоинство принятого режима работы на отечественных цементных заводах — повышенная производительность печей.
Рис. 29. Расход газов в нм3 на 1 кг клинкера в зависимости от производится ьности печи (определяемой по шламу) при режиме, обеспечивающем температуру перед цепями 800е и работе с оптимальным избытком воздуха а= =1,35=1,4, при влаж-
ности W = 51 %
К недостаткам этого режима относятся:
а) повышенный удельный расход тепла на обжиг;
б) сравнительно высокая температура отходящих газов;
в) слишком большие скорости газов при выходе из печи и
г) связанный с этим большой пылеунос (а иногда и шламо-унос).
Для улучшения показателей работы печей при принятом режиме представляется целесообразным увеличить диаметр холодной части печи, если влажность шлама превышает 40%. Больший диаметр печи в зоне сушки позволяет легче разместить теплообменники, снизить температуру отходящих газов, дает возможность работать с оптимальными скоростями газов и значительно уменьшить пылеунос.
О том, что при высокой влажности шлама повышение производительности печи сверх определенной вызывает необходимость увеличивать объем отсасываемых газов можно судить по результатам испытаний печей 3,6/3,3/3,6X150 м, проведенных Юж-гипроцементом на Ново-Амвросиевском цементном заводе. На рис
29 показано количество газов . на. 1 кг клинкера при различной производительности печей и таком режиме работы дымососа, при котором температура газов перед цепями находится в пределах 790—8006. Удельный расход газов в нм3 на 1 кг клинкера приходится увеличивать с повышением производительности печи. Особенно это заметно, если отнести прирост удельного объема газов к приросту производительности (рис. 30). При производительности печи 20,1 т!час расход газов составлял 5,55 нм3)кг клинкера. Увеличению производительности печи на 1 т соответствует такой общий прирост объема газов, что на 1 кг прироста количества клинкера приходится свыше 8 нм3 газа. Еще больше увеличивается расход газов на 1 кг клинкера при дальнейшей форсировке печи.
Повышенный выход газов из печи при температуре, превышающей температуру воздуха, входящего в головку, вызывает перерасход топлива, и поэтому нецелесообразно увеличивать производи
Рис. 31. Шламоунос в зависимости от скорости газов в конце печи и расходов их в шайбе
тельность печи сверх определенной величины.
Кроме того, из-за повышенных количеств избыточного воздуха и подсосов в пылеосадительную камеру дымососы перегружаются.
В результате этого приходилось наблюдать, что при разреженной цепной завесе фактическая производительность установленного за печами дымососа достигала 400 000 м31час газов (так как сопротивление печи значительно уменьшено), несмотря на то, что мощность электродвигателя была рассчитана на производительность, не превышающую 288 000 м31час. Отсюда вытекает необходимость контроля работы дымососа, а также процесса горения в печи.
О производительности дымососа можно судить по показаниям амперметра, а о величине коэффициента избытка воздуха — по газоанализатору. Полученные показания можно пересчитать по специальным тарировочным таблицам.
Следует отметить, что тепло, выделяемое дымососом, является причиной перегорания обмоток двигателя. На некоторых заводах получили хорошие результаты, отделив дымосос от мотора экраном. На других же предпочитают охлаждать двигатели холодным воздухом, подводимым со стороны.
* * *
При рассмотренном выше режиме работы печи на шламе повышенной влажности необходимо было увеличивать избыток воздуха для более интенсивного испарения влаги в зоне подсушки.
Вебер [65] рекомендует работать с таким избытком воздуха, чтобы «точка росы» отходящих из .печи газов находилась в пределах 72—74°. Поверочные расчеты, проведенные авторами, показали, что это условие действительно обеспечивает выход материала из цепей с влажностью около 10—8°/» независимо от начальной влажности шлама. Поэтому его можно учитывать при подсчетах допустимого избытка воздуха.
На рис. 31 приведена зависимость уноса шлама от расхода газов в шайбе печи и их скорости в ней*. Шламоунос полностью отсутствует при скоростях газов около 5 м/сек в холодном конце печи. Очевидно поэтому Ансельм [41] рекомендует не превышать эту скорость газов. Но уже при скорости газов около 6 м/сек из печи выносится около 40 кг/час шлама (по замерам на расстоянии менее 0,4 м от обреза печи). Опыт показал, что даже при таком относительно небольшом уносе шлама, он не успевает высохнуть в газе** и часть его оседает на стенках пыльной камеры, превращается в глыбы, что затрудняет его удаление. Поэтому необходимо отсасывать из печи 3,6/3,3/3,6X150 м такое количество газов, чтобы скорость их ни при каких обстоятельствах не превосходила 5— 5,6 м/сек, а количество газов, выходящих из печи, не превышало 190 000 м3/час. Поскольку скорость отходящих газов лимитирует производительность печи, следует:
Г) уменьшить объем газов за счет понижения их температуры;
2) по возможности снижать влажность поступающего в печь шлама. Это позволяет уменьшить расход топлива, а следовательно, уменьшить и объем газов;
3) работать с наименьшим оптимальным коэффициентом избытка воздуха. Не допускать подсосов через неплотности печи. Машинисты вращающихся печей должны следить за показателями контрольно-измерительной аппаратуры, особенно за указателем разрежения в головке печи.
Опыт заводов, которые при реконструкции печей расширили их холодные части («Гигант», им. Воровского и др.) показал, что в этом случае скорости газов снижаются настолько, что унос шлама полностью отсутствует.
Большое влияние на работу лечи оказывают подсосы холодного воздуха. Холодный воздух, подсасываемый через неплотности у головки вращающейся печи, ухудшает общий тепловой к.п.д. печи.
Температура клинкера значительно повышается при наличии подсосов через щели между печью и головкой печи. Поэтому головка вращающейся печи должна быть тщательно уплотнена.
* Шламоунос определяется по осаждению на контрольной пластинке и в пыльной камере. Последний способ дает более высокие показатели.
** При высокой температуре (/>400°) отходящих газов капли выносимого шлама успевают высохнуть до соприкосновения со стенками пыльной камеры и потому осаждаются в ней в виде очень крупных частиц.
В наших опытах, проведенных на печах 3,6/3,3/3,6X150 м, при наличии щели между откатной головкой и печью в 100—120 мм температура клинкера была равна 250°. После того как щель (рис. 26, режим II) ликвидировали, разрежение в зоне охлаждения повысилось до 3,5—4 кГ]м2. В результате этого через рекуператоры в печь стало поступать столько же воздуха, сколько раньше проникало через щель и рекуператоры, и температура клинкера понизилась до 120—140°.
Из-за подсосов в пыльную камеру дымосос загружался дополнительным количеством воздуха, что увеличивало сопротивление пыльной камеры, вызывало ухудшение тяги во вращающейся печи и способствовало снижению температуры отходящих газов. В результате возникала опасность конденсации влаги на стенках труб и электрофильтров.
Подсосы в пыльную камеру проникают обычно через отверстия в стенках и зазоры вокруг шиберов борова.
Когда шиберы опускаются и поднимаются, с них осыпается материал и не дает шиберу установиться плотно в гнезде. В результате этого между нижней частью шибера и гнездом остается щель шириной в несколько сантиметров, через которую газы из дымовой трубы подсасываются в пыльную камеру. Во избежание этого на действующих агрегатах полезно сделать в стенках камеры специальные отверстия для очистки низа шиберов и гнезда. Необходимо постоянно следить за тем, чтобы шиберы плотно устанавливались на основание.
С поступлением в печь паразитного воздуха увеличивается содержание кислорода в газах, а следовательно, и я — коэффициент избытка воздуха.
Неплотности между вращающейся печью и пыльной камерой легко ликвидировать по методу, применяемому на ряде заводов: к кольцу на обойме камеры прикрепляют пластинки из транспортерной ленты таким образом, что каждая из пластинок плотно прижимается к обойме, а свободный ее конец накладывается на прилегающий участок вращающейся печи. Кроме того, каждая из таких резиновых пластинок перекрывает другую на 5—6 см. Так как хо лодный конец печи имеет невысокую температуру, го эти резиновые уплотнения служат очень долго.
Кроме того, подсосы наблюдаются также у мест заделки труб дымососов в пыльную камеру. Их легко найти при помощи факела, подносимого по очереди к различным частям печной установки.
На современных заводах, по сути говоря, нет надобности в больших пыльных камерах: их размеры таковы, что они служат только переходной частью от вращающейся печи к неподвижным трубам дымососа.
Такое устройство дешевле, проще и, самое главное, создает меньше источников подсоса. Розжиг печи осуществляется через дымосос.
Таким образом, приведенные выше результаты изучения аэродинамики вращающихся печей 3,6/3,3/3,6X150 м и обобщение
данных других исследований позволяют установить следующее.
1. Количество вторичного воздуха, поступающего в печь через рекуператоры, зависит от разрежения в головке печи. Это в свою очередь дает возможность установить, какое разрежение необходимо поддерживать в головке, чтобы:
а) работать с оптимальным избытком воздуха для процесса горения;
б) из находящихся в верхнем положении, рекуператоров в цех не выбивались газы и пыль;
в) факел имел необходимую длину.
2. Коэффициент избытка воздуха для горения топлива зависит от влажности -поступающего в печи шлама. При повышенной влажности шлама для сохранения цепной завесы полезно работать с повышенным избытком воздуха. Это позволяет несколько повысить производительность печи, не увеличивая расход топлива.
3. Повышение производительности сверх той, при которой удельный расход тепла у печей данного диаметра наименьший, и при неизменной влажности шлама возможно только в результате повышения избытка воздуха для горения и температуры отходящих газов. Последнее приводит к увеличению удельного расхода топлива.
4. При газовом топливе можно регулировать длину факела путем изменения числа и формы форсунок, а также скорости выходящего из них газа.
5. Сжигание газового топлива осуществляется полностью при скорости газа в форсунке, превышающей 300 м/сек, если коэффициент избытка воздуха в камере сгорания составляет а > 1,05.
6. Аэродинамическое сопротивление печи увеличивается в 2— 2,5 раза при наличии колец и замазывания цепей. Поэтому необходимо ставить дымососы, создающие соответствующий «запас разрежения».
7. Имеется возможность бороться с подсосами как холодного воздуха из цеха (снижая их до 12—15’/»), так и горячих дымовых газов из дымовой трубы (эти подсосы можно устранить полностью).
8. При повышении скорости газа в конце печи возрастает унос пыли; но даже при высоких скоростях газов в печи уносы пыли тем меньше, чем больше влажность шлама за цепями.
9. Повышение скоростей газа сверх 5,5—6 м/сек в холодном конце печи на участке между цепями и шайбой приводит к уносу капель шлама в пыльную камеру.
§ 2. ОБЕСПЫЛИВАНИЕ ОТХОДЯЩИХ ГАЗОВ ПРИ МОКРОМ СПОСОБЕ ПРОИЗВОДСТВА
Источниками пылевыделения при обжиге являются:
а) отходящие дымовые газы;
б) место падения клинкера на транспортер (эта пыль вместе с нагретым ею воздухом попадает в цех);
в) рекуператоры печи.
Твердые вещества, содержащиеся в дымовых газах, в основном состоят из высушенного и частично декарбонизированного сырья, небольшого количества продуктов клинкерообразования, несгоревших частиц топлива и золы, а также пересыщенных паров окислоз серы, калия, натрия и др. Количество и химический состав уносимой пыли зависят от физических свойств материала, вида топлива, от режима обжига, от скорости газов в печи, а также от влажности, с какой материал выходит из цепной завесы. Опыт показал, что гирляндные цепи завесы уменьшают количество пыли в отходящих газах.
Особенно важен аэродинамический режим, при котором работает печь. Пылеунос уменьшается при уменьшении скорости газов в печи; но при этом понижается также и производительность печи.
В таблице к рис. 28 приведены результаты испытаний, осуществленных НИИЦементом и Южгипроцементом на печи 3,6/3,3/3,6 X Х150 м № 3 Себряковского цементного завода. Предварительно была сделана наладка электрофильтров*, заключавшаяся в центровке электродов (коронирующие электроды установили на одинаковом расстоянии от осадительных и закрепили их снизу).
Газы в рабочем сечении электрофильтра распределялись равномерно. Для этого в нижней части вертикальных фильтров были установлены решетки, живое сечение которых составляло до ЗО0'» от площади рабочего сечения секции.
Чтобы уменьшить скорость газов в электрофильтре, обжиг в печи вели на режиме, при котором температура отходящих газов не превышала 250°. Это позволило обойтись без подсоса дополнительного воздуха, охлаждающего газы: количество подсасываемого воздуха составляло всего 25% в пыльной камере и не свыше 15% от объема газов в электрофильтре.
В результате этих мероприятий в сети удавалось поддерживать напряжение в 55 000 в при силе тока до 100 ма, повысилась и степень очистки до 0,98. Безвозвратный пылеунос не превышал 72 кг/час, снижаясь в отдельные периоды до 10-г-15 кг/час.
Одной из причин уменьшения пылеуноса является повышение влажности шлама при выходе из цепей. При повышении влажности до 1,5% пылеунос снижается всего до 900 кг/час (см. таблицу к рис. 27, режим II) или составляет всего около 1,3°/о, а при понижении влажности до 0,5% (таблица к рис. 27, режим I) он повышается в 2—2,5 раза. Производительность печи при этом не снизилась.
По имеющимся литературным данным [23, 32], а также на основании испытаний, проведенных Южгипроцементом, можно придти к выводу, что при влажности шлама за цепями более 8—10% и при скорости газов в холодном конце печи до 5 м/сек пылеунос составляет от 1 до 2,5%, а запыленность ниже 6 г/нм3. При более форсированном режиме работы и при меньшей влажности шлама за цепями, доходящей иногда до 0, пылеунос составляет, в зависимости
* Работниками НИИЦемента и Гипрогазоочистки.
от физических свойств материала, от 7 до 17°/<» от веса сухого шлама, поступающего в печь. Запыленность повышается до 8 и даже 30 г/нм? газов. В абсолютных цифрах количество выносимой из печи пыли весьма значительно.
В газах, отходящих из вращающихся печей Белгородского цементного завода, содержится до 7 г]нм? пыли, а потери по всем печам составляют около 120 т!сутки сухих компонентов шихты. На Ново-Здолбуновском цементном заводе запыленность, при пересушивании материала в цепной завесе до влажности всего в 10А>, составляет до 11 г!нм3 газа, а при влажности после цепей около 8°/» снижается до 5—6 г на 1 юн3 отходящих из пыльной камеры газов.
Фракционный состав пыли из различных вращающихся печей до и после электрофильтров приведен в табл. 16. В этой пыли имеется значительный процент очень мелких фракций. Наряду с этим фракции с размерами свыше 30 мк составляют по весу 22—40%.
Таблица 16
Гранулометрический состав пыли по весу
Место отбора пробы Цементный завод Размеры фракций в /лк Метод фракционного анализа Испытания проводились
0—10 11—20 | 21—30 31— 0 >61
До входа в электрофильтр Тимлюй ский 14,1 28,5 29,4 32,4 24,1 16,7 22,5 16,5 2 5,9 Седиментация Г ипро-цементом [68]
После электрофильтра . . • 12,9 33 33,6 35,0 23 14,6 21,1 12,8 9,4 4,6 «
До входа в электрофильтр Себря-ковский 23 26 11 7 33 Микроскопия Южгипроцементом
После электрофильтра . - 5,3 17,5 44,1 2,1 31 я «
Содержание пыли в неочищенных газах, отходящих из клинкерообжигательных печей [32], приведено в табл. 17.
Газы выходят из труб вращающихся печей с температурой до 220° и, кроме пыли, содержат значительное количество паров воды. Попадая в более холодный воздух, пылинки охлаждаются и покрываются парами воды. Значительная часть их при этом агломерируется и в виде хлопьев выпадает на землю на расстоянии ближайших 2—3 километров от завода.
На расстоянии 0,5—2 км по ветру от цементных заводов, на которых газы не очищаются от пыли, запыленность атмосферы составляет 3—20 мг)м3\ поэтому при отборе в этой зоне воздуха для компрессоров, машинных залов заводов и т. п. необходимо применять соответствующие фильтры для осаждения этой пыли.
Чтобы уменьшить пылеунос, необходимо прежде всего уменьшить вынос пыли непосредственно из печей. С этой целью при мокром способе производства успешно применяют в зависимости от конкретных условий следующие мероприятия.
1. Процесс обжига ведут на нормальном режиме, нормальной скорости газов и минимально необходимом избытке воздуха в печи, подбирая конструкцию и размеры цепной завесы и начальную Таблица 17
Запыленность отходящих газов и содержание в них мелких фракций пыли
Тип печи Содержание пыли в неочищенных газах в г]нм* Весовое содержание в газах пыли с размерами зерен 0—10 мк в %
от ДО от до
I. Шахтная 1 10 15 28
II. Леполь:
а) с однократным прососом газов 3 9 26 45
б) с двухкратным прососом газов 1.5 2,5 То же
III. Вращающаяся, работающая по мокрому спо-
собу:
а) с цепцой завесой и пыльной камерой при
скорости газов в конце печи до 3 м/сек . . 4 6 39 60
б) то же, при скорости газов в конце печи до
5 м/сек** 12 33 2 20
в) с концентратором шлама noc ie циклонов* . 6 26
г) с разбрызгиванием шлама и пылеуловителем 24 62 — —
* По испытаниям Южгипроцемента.
** Влажность за цепями 0-5-1 %.
влажность шлама так, чтобы из-за цепей выходила не пересушенная пыль, а гранулированный материал с влажностью 8—10%. Многочисленные производственные опыты показали, что унос сырья из печи в этих условиях может быть снижен на 40—60% без уменьшения ее производительности и ухудшения качества клинкера.
2. Устанавливают внутри печи на участке зоны испарения теплообменник для некоторого снижения температуры газов, гирлянд ную цепную завесу, обеспечивающую также понижение температуры газов и частично, при определенных условиях, понижающую содержание пыли в газе, и фильтр-подогреватель для осаждения значительной части пыли из газов, а также подогрева шлама и снижения температуры газов при выходе из печи. По опытам работников НИИЦемента и других исследователей с помощью этих устройств унос пыли может быть значительно снижен, а иногда, при особо благоприятных условиях, потери сырья при обжиге в результате установки в печи указанного комплекса обеспыливающих и теплообменных устройств не превышают 1—1,5%, а температура отходящих газов снижается до 120—130°. Эти устройства, являющиеся первой ступенью обеспыливания, непрерывно, как бы автоматически возвращающими уловленную пыль в печь, наряду с этим подготавливают отходящие из печи газы для тонкой очистки
в электрофильтре. Эта подготовка заключается в снижении температуры и повышении влагосодержания газов, а также уменьшении их запыленности.
Применяют в основном два типа внутрипечных фильтров-подогревателей— мембранные и крестообразные. Мембранный фильтр конструкции НИИЦемента представляет собой две металлических решетчатых перегородки 1, установленные поперек печи на расстоянии 0,6—0,8 м одна от другой (рис. 32). Живое сечение отверстий этих перегородок составляет около 60% от сечения печи. У центра печи эти перегородки для увеличения прочности стянуты дисками 2 и болтами 3, а у оболочки печи опираются на приваренные к последней Швеллеры 4. Короткий цилиндр, образованный перегородками, разделен на шесть или восемь равных с.екций радиально направленными по оси печи решетчатыми перегородками 5. Каждая из секций сообщается через прямоугольное отверстие в оболочке печи с прикрепленным к последней снаружи'карманом 6, имеющим люк 7 для загрузки тел наполнения— обрезков стальных труб диаметром 120—170 мм и такой же длины. При нахождении секции в верхнем положении 50—SO”/» ее объема занято этими телами. При опускании секции в нижнее положение часть тел выпадает в карман и погружается в находящийся в нем шлам. Для улучшения смачивания тел шламом степень заполнения секций и объем наружных карманов увязаны между собой с учетом величины сегмента, заполненного шламом.
Мембранный фильтр монтируется на расстоянии 2,5—4 м от входной шайбы печи и работает следующим образом. Шлам проходит через решетки нижних секций в наружные карманы, смачивая тела, решетки и стенки фильтра. По мере вращения печи движущиеся навстречу запыленные газы проходят через решетки и тела, оставляя на них часть пыли, которая затем отряхивается при падении тел и смывается шламом. Для очистки загустевающего шлама на прутья решеток надеты специальные кольца. Вследствие развитой поверхности контакта газов и шлама температура последнего несколько повышается, а влажность понижается; при этом температура газов и концентрация пылн в них понижаются.
Фильтр-подогреватель второго типа — с продольным размещением решеток — в принципе мало отличается от описанного выше.
В этой конструкции путь шлама и газов более сложен, а сам подогреватель имеет большую длину. Решетки расположены вдоль печи. Двойными решетками, внутри которых находятся кольца заполнения, фильтр-подогреватель разделен на четыре секции. С одного торца фильтра-подогревателя две секции закрыты, противоположные секции заглушены со второго торца.
Шлам поступает в две открытые секции, проходит через решетки в пространство, заполненное кольцами, и поступает в две другие секции, откуда выходит из фильтра-подогревателя. Газы движутся в противоположном направлении.
Применение той или иной конструкции фильтра-подогревателя зависит в первую очередь от пластичности сырья и от требуемой
Рис. 32. Мембранный фильтр-подогреватель конструкции НИИЦемента
поверхности теплообмена. При пластичном сырье предпочтительна конструкция первого типа, при непластичном сырье — второго.
По имеющимся данным [37], унос пыли из печей, снабженных фильтрами-подогревателями, не превышает 1,5% от веса сухого сырья.
Гидравлическое сопротивление фильтров обоих типов может колебаться в широких пределах (15—100 мм) в зависимости от живого сечения решеток, степени заполнения телами, их пористости, начальной влажности шлама, а также от режима работы печи, определяющего вынос пыли в фильтр и загустевание в нем шлама. Обычно оно не превышает 30 кГ1м2. Повышение гидравлического сопротивления фильтра влечет за собой уменьшение скорости газов в печи, что приводит к снижению производительности.
Во избежание этого устанавливают не только указанные конструктивные параметры и начальную влажность шлама, но поддерживают также постоянный режим работы печи с целью уменьшения пылеобразования в цепной завесе и теплообменниках.
НИИЦементом установлено, что осаждение пыли в фильтрах-подогревателях протекает особо эффективно при температурах ниже 250—300° и при повышении влагосодержания газов (точка росы 75—77°). Можно полагать, что это обусловлено уменьшением вязкости (сил трения) газов, а также повышенной адсорбцией молекул воды на поверхности твердых частиц (пыли) при пониженной температуре, что способствует коагуляции и утяжелению частиц.
Поэтому температуру газов до поступления в фильтр необходимо понизить до указанной величины. В длинных печах (L : Дср >30).. это достигается установкой надлежащей по размерам и конструкции цепной завесы, а также теплообменников.
В менее благоприятных условиях находятся короткие печи, в которых затруднительно снизить температуру газов при входе в фильтр.
Обеспыливание газов в фильтрах осуществляется за счет инерционных, гравитационных и других сил.
Для того чтобы судить о работе фильтров-подогревателей как пылеулавливающих агрегатов ниже приводятся краткие результаты исследований оборудованных ими вращающихся печей на заводе «Гигант». Режимы выбраны оптимальные по производительности и пылеулавливанию. Печь 3,6/3,3/4,5X107,8 м с Z,:Z)=31,5 работала на пылеугольном топливе. Расходы, давление и температуры газов и другие показатели приведены в табл, к рис. 33, режим 16—Пб. Аэродинамическое сопротивление печи и фильтра (заполненного телами наполнения на 55%), имеющего диаметр 4,5 м, невелико — всего на 18—20 кГ/м2 выше, чем у печи без фильтра.
После установки фильтра-подогревателя и перевода печи на режим работы, при котором влажность шлама по выходе из цепей поднялась с 0—1 до 7—9%, пылеунос снизился с 22% до 3, т. е. в 7 раз.
Производительность печи после установки фильтра-подогрева-
7 Сатарин В. И., Перли С. Б.
97
теля, несмотря на увеличение влажности шлама для повышения его текучести, несколько возросла главным образом за счет пылеулавливания. Температура отходящих газов снизилась с 480 до 240°, скорость газов в живом сечении решеток составляла 4,9 м/сек, т. е. была относительно невелика.
Рис. 33. Схема и результаты испытаний фильтра-подогревателя на заводе „Гигант" 1—5 — номера точек замера
Таблица к рис. 33
I Режим! работы Определяемые параметры Номера точек замеров
1 1 2 1 3 4 5
РСт В кГ/м2 —10 —18 — (38+40) — —
t в град — 320 240 — 170
Qt в м?час — — 168 000 — 210000
QH в нмЦчас . . — — 90 000 — 130000
а — — 1,05±0,02 — —
16 G в г'нм? — — — — 8
Пылеунос в % .... . — — — — 3
Пылеунос в кг 'час . . — — — — 900
W материала 8±1 37 43 35,5 —
П. п. п 32,5 34 36 — —
t в град. S0 52 29 — —
РСТ —6±2 —55 ±2 —88±8
t в град 700 250 142 ±7 — — 117
Qt — — 123000 — 133 300
Qu — — 82 000 — 94 000
а ........... . . — — 1,05 ±0,03 — .—
II6 о — — — — 3,7
Пылеунос в % ...... — — — — 0,9
Пылеунос в кг/час .... — — — — 342
W материала 10,6 39,2 40 40 —
П. п. п 32,7 34,4 35,1 35,1 —
t в град 95 59+65 2j — —
Все же печь работала неустойчиво главным образом из-за неравномерной подачи угля и не отремонтированного питателя, большой крупности помола и колебания содержания летучих в топливе.
На рис. 33 и в табл, к рисунку (режим Пб) приведены также результаты испытаний печи 3,6X150 м (L :D = 47) на том же цементном заводе. Мы видим, что разрежение в пыльной камере достигало 88 кГ/м2. Производительность печи составляла 25 т/час. Влажность шлама пришлось поднять с 36 до 40%. Пылеунос снизился до 0,9% или приблизительно до 320—350 кг/час.
Аэродинамическое сопротивление фильтра, вмонтированного в сечение печи диаметром 3,6 м, составляло 33 кГ/м2. Оптимальные результаты получены при степени заполнения фильтров, равной 20%.
Большое аэродинамическое сопротивление цепей (50 к/7-и2) связано с образованием в них тестообразного кома. Для уничтожения последнего было бы желательно установить в печи теплообменники, чтобы снизить температуру при входе газов в цепи.
Ниже в табл. 17а приведены показатели работы на режимах 1а и Па таких же печей, но без фильтров-подогревателей. Улавливание значительного количества пыли фильтрами-подогревателями позволяет получать высокую производительность при пониженной температуре газов.
Приведенные данные показывают, что установка фильтров-подогревателей во вращающихся печах с отношением длины к среднему диаметру от 30 и выше дает большой эффект.
Основным недочетом установки фильтров-подогревателей в ряде печей оказались быстрые повреждения сварных решеток и замазывание прутьев, что приводило к увеличению гидравлического сопротивления фильтров и снижению производительности печей.
Причинами указанных ненормальностей являлись:
а) низкая текучесть шлама из-за пониженной влажности;
б) неправильная конструкция фильтра (малое живое сечение, непрочные решетки, отсутствие очищающих колец на прутьях и др.), неудачное место его установки; неправильная конструкция и размеры цепной завесы, отсутствие теплообменников;
в) неудовлетворительное уплотнение газового тракта печи;
г) чрезмерно высокие колебания качественных характеристик шлама (влажность, тонкость помола) и угля, что приводило к нарушениям постоянства режима работы печи (длительные тихие ходы);
д) высокие скорости в холодной части печи.
Фильтры-подогреватели нашли широкое распространение за границей на печах, работающих на нефорсированном режиме. Так, они установлены на заводе в Реёвце (Польша) на печах 3,3/3,6Х XI15 м. с производительностью 350 т в сутки. Температура отходящих газов составляет около 160°. Разрежение перед дымососом достигает всего 70—75 кГ/м2.
Такие же фильтры-подогреватели установлены на других 7* 99
Характеристика режимов работы печей с фильтрами-прогревателями и без них
Примечание * 1 к 5 ф £ S о □ •9* с 03 Ти -€ со о Ф CL CL С Ь U тром-подо-гревателем Без фильтра-подогревателя С филь- тром-подо-гревателем
1емпера-тура отходящих га- зов в град. 460 ±20 240 280 ч-300 142
Коэффици- ент заполнения фил ьтра- подогревателя в % 1 ю ю С с\
4S. фИЛЬ-тра-; подо- ! грева-। теля в м 1 * сс СО
Тип цепной завесы и ее поверхность со Свободно висящие концы F=900 С 5 г С V С висящие концы Г=1 000-1500 Г ирляиды /•'=585
количество форсунок и их диа- метр в мм 1,0200 1 . <21900 ) 2,055— 60 С <с о с о
с. 5 а 0. а . я г: в форсунке газового топлива в кГ!м? 1 5 000 с
Топливо Пыле-угольиое Естественный газ 0. а с н
Количество дополнительно подаваемой воды в т!час о г- о со
с ил а^-НОСТЬ шлама % а 35—36 43 о со с
Е производительность в т!час 1О О Tf CN -1- б: 8 ю СМ ю о
Размер печи 3, 6/3,3/ /4, 5Х X107,8jh 3,6Х х 150 м
Режим! работы j та \С cd
заводах, например, в Чёпинге (Швеция) на печи 3,6/3,3/3,6Х145 м. Температура при выходе газов из печи колеблется от 120 до 160°. Разрежение в пыльной камере не превышает 80 кГ/м2.
Экспериментальные работы, проводившиеся НИИЦементом и Гипроцементом по применению прямоточных циклонов с водяной пленкой (скрубберов ВТИ), показали, что эффективность обеспыливания печных газов в них может достигать лишь 80—86®/». Кроме того, в процессе опытов выявились другие серьезные недостатки этих циклонов (большой расход воды — 0,1 -ч-0,25 л/лт3 рабочего газа, повышение гидравлического сопротивления на 50—100°/» из-за отложений влажной пыли во входном патрубке и на кбзырьке, вынос брызг, забивание водяных сопел, отложения на внутренней поверхности циклонов и др.)- Эти недостатки могут быть частично устранены. Однако наиболее трудно и сложно оказалось использовать получаемую в циклонах пульпу, содержащую 90—93°/» воды и лишь 7—10*/» твердых веществ, являющихся ценным полупродуктом. При опытах по сгущению (частичному обезвоживанию) этой пульпы в механических сгустителях типа Дорра и в гидроциклонах, а особенно по транспортировке ее по трубам при возврате в печь сгустители ломались, а трубы забивались быстро оседавшей пульпой. В связи с этим опыты были прекращены и мокрое обеспыливание печных газов не получило распространения.
Как за границей, так и в СССР для пылеочистки газов за вращающимися печами широкое распространение в последние годы получили электрофильтры. Так, на заводе в Стура Вика (в Швеции) после вращающихся печей размером 3,6X3,3 X3,6, длиной 145 м с производительностью 560 т/сутки каждая при влажности шлама до 30% установлены пароклоны1, улавливающие грубые фракции пыли. Более мелкие очищаются в установленном для каждой печи электрофильтре. Степень обеспыливания газов в них составляет 95—98%.
Такое раздельное пылеулавливание введено в связи с тем, что мелкие фракции уносимой из печи пыли содержат 30—40°/» солей калия и продаются в качестве удобрения по сравнительно высокой цене. Пыль более крупных фракций в специальной мешалке превращается в шлам и направляется в печь.
Первоначально у 127- и 150-л« вращающихся печей отечественных заводов устанавливались вертикальные отднопольные электрофильтры ДВП 2X25, дающие в тяжелых условиях работы (высокая температура и скорость газов, подсосы и др.) очень низкую степень обеспыливания (70—80%); в этом сказывались дефекты монтажа и недочеты эксплуатации, а также трудности использования уловленной пыли. Однако, как уже указывалось, в опытах, проведенных НИИЦементом и Гипрогазоочисткой, на Себряков-ском заводе была установлена возможность достижения в этих аппаратах степени обеспыливания не менее 97—98%.
Следует отметить, что электрофильтры типа ДВП 2X25 уста-
1 Одна из разновидностей групповых циклонов.
цавливаются главным образом у вращающихся печей, работавших раньше без электрофильтров, т. е. там, где установка горизонтальных электрофильтров затруднена. В этом случае компоновка является вынужденной, устраиваются специальные газопроводы к электрофильтру, расположенному за дымовой трубой, а затем газы возвращаются обратно и поступают в дымовую трубу. При постройке новых заводов пыльную камеру, электрофильтр и трубу располагают последовательно, как бы на одной оси.
В последние годы на цементных заводах начинают устанавливать большие вращающиеся печи размером 4,5X170 и 5X185 м, работающие по мокрому способу производства с производительностью 50 и 75—80 т/час.
Печи эти имеют (рис. 34) переходную камеру 1, настолько короткую, что она не может улавливать значительное количество пыли. Чтобы обеспечить высокую степень очистки газа, печи снабжаются трехпольными горизонтальными двух- или трехсекционными электрофильтрами. Для равномерного распределения потока газов в секциях между электродами служат предварительные камеры 2.
Рис. 34. Установка горизонтального трехпольного электрофильтра к вращающейся печн 4,5X170 м
Для удешевления строительства корпуса электрофильтров помещают вне зданий всюду, кроме районов с низкими температурами.
Опыт эксплуатации показал, что при наличии на стенках и крышках корпусов электрофильтров слоя теплоизоляции конденсации влаги не возникает.
Местные укрытия имеются только над изоляторами и вокруг выгрузочной части (под электрофильтрами).
а) Использование пыли, уловленной из отходящих газов
Уловленная в пылеуловителях пыль имеет иной химический и минералогический состав, нежели основной шлам. По химическому 102
составу она отличается от исходного шлама не только более высоким количеством щелочей и сульфатов, но также содержанием основных сырьевых окислов; по минералогическому составу осажденная из дымовых газов пыль отличается от сырьевой шихты наличием первичных клинкерных минералов, свободной окиси кальция, щелочесодержащих и сульфатосодержащих минералов.
Ее состав и физико-химические свойства зависят от свойств основного сырья, вида топлива и режима работы печей.
Просте.йший способ использования пыли, уловленной в пылеосадительной камере, — возврат ее в печь через шламовую течку или через самостоятельную трубу, расположенную несколько выше течки.
Этот способ, как правило, не вызывал затруднений до тех пор, пока в печи возвращалась пыль, уловленная малоэффективными пылеуловителями, такими, как пылеосадительная камера. Однако по мере повышения эффективности установленных у печей пылеуловителей возврат пыли в печи все чаще вызывал кольцеобразо-вание в зоне испарения, очевидно вследствие специфических свойств тонких частиц пыли, а также наличия клинкерных минералов и свободной извести, обладающих вяжущими свойствами.
Недостатком питания печи сухой пылью является также то, что пыль, попадая в печь, снова подхватывается отходящими газами и большая часть ее опять выносится из печи.
При любом способе возврата необходимо обеспечить равномерное поступление пыли в печь, так как в противном случае помимо ухудшения режима работы печи меняется минералогический состав .шлама и, следовательно, ухудшается качество клинкера.
В последние годы применяются следующие способы возврата уловленной пыли в печи:
а) пыль подается в печь в сухом (реже в гранулированном) виде ниже цепной завесы с помощью специального ковшового питателя, состоящего из двух-четырех ковшей, укрепленных на печи у отверстий, вырезанных в обечайке, и соединенных с винтовыми желобами, ведущими внутрь печи; ковшовый питатель находится в кожухе, окружающем печь;
б) пыль вдувается специальной форсункой в горячий конец печи; этот способ, получивший распространение в Бельгии и Голландии, позволяет использовать пыль в количестве около 7—8% к весу сырьевой муки. В данное время этот способ внедрен на Себряковском заводе. При этом качество клинкера (содержание свободной извести и щелочей) остается нормальным; несколько удлиняется факел и зона спекания, очевидно вследствие замедления горения топлива из-за осаждения пыли. Способ этот применим главным образом при работе на газообразном топливе.
Наконец, некоторые заводы продают пыль для удобрения (известкования) кислых почв или использования ее в качестве наполнителя для асфальтовых дорог и других целей.
Следует отметить, что в результате возврата уловленной пыли количество сырья, расходуемого на 1 т клинкера, может быть без
изменения качества последнего снижено до теоретически необходимой величины (около 1 500 кг на 1 т клинкера).
Важным также является и то, что в большинстве случаев производительность печей при возврате пыли в печи возрастает на 3—5%. Способ использования пыли,уловленной в электрофильтрах, следует определять для каждого цементного завода отдельно в зависимости от ее химического и минералогического состава, количества и т. д.
б) Обеспыливание головки печи
Высота падения клинкера из рекуператоров на транспортер превышает 1,5 м и часто достигает 2—3 м; поэтому при падении в
момент удара его о транспортер выделяется некоторое количество пыли. Иногда место падения клинкера на пластинчатый транспортер укрывают кожухом и запыленный горячий воздух отсасывают вентилятором, а пыль осаждается в циклонах. Кожухи и циклоны быстро разрушаются абразивным клинкером, печи работают без принудительной вентиляции места выгрузки клинкера на транспортер. В таких случаях нагретый падающим клинкером воздух поднимается кверху и вместе с содержащимся в нем небольшим
количеством пыли попадает в цех.
Более целесообразно использовать для обеспыливания места падения клинкера на транспортер воздух, всасываемый в рекупе-
Рис. 35. „.Укрытие” головки печи
клинкера на транспортер и место целью укрывают кожухом. Зазоры
раторы.
Установлено, что для печи 3,6/3,3/3,6X150 м разрежение— 3 кГ/м2 в головке печи является предельным, при более низком его значении газы начинают выбиваться из верхних рекуператоров.
Для поглощения запыленных газов, выбивающихся из верхних рекуператоров и из мест падения клинкера на транспортер, следует воспользоваться также тем, что в рекуператоры поступает большое количество воздуха. Место падения входа в рекуператоры с этой для прохода воздуха в эти ко-
жухи должны иметь такие размеры, чтобы скорость подсасываемого воздуха составляла около 2,5 м/сек. Одна из форм такого «укрытия» показана на рис. 35.
Между рекуператорами ставят диафрагмы 1 и 2, образующие кольцевую шайбу. На внешней поверхности кожуха 3 и внутренней 4 (к камере у головки печи) крепятся цилиндрические коль-
ца 5 шириной 300—400 мм, устанавливаемые с таким расчетом, чтобы при изменении длины печи под влиянием температуры воздух проходил в зазоры между диафрагмой и кольцами 5—6. Зазор между кольцами 5 и 6 и диафрагмой 1 и 2 выбирается таким, чтобы скорость подсасываемого воздуха в зазоре и в сбросной течке была бы не ниже 2,5 м!сек.
Так как в рекуператоры печи 3,6/3,3/3,6X150 м должно поступать не менее 30 000 мЧчас воздуха, то для того, чтобы скорость воздуха в указанных зазорах была около 2,5 м/сек. Общая площадь г 30 000 000
всех отверстии в кожухе составляет Fj =-----------=3,3 м2, а за вы-
четом площади сечения течки для сброса клинкера на транспортер' в самом узком месте Е2 = 0,6 м2, получаем
площадь сечения в кольцевых зазорах около Е3=3,3—0,6 = 2,7 м2. Величина кольцевых зазоров составляет всего около 0,07 м, или около 70 мм.
В отличие от кожухов, устанавливаемых в местах пересыпки клинкера (см. рис. 75), которые должны быть возможно более плотными, кожух печи, показанной на рис. 35, необходимо делать таким, чтобы в нем были зазоры для пропуска в печь достаточного количества воздуха. Такие кожухи, обеспечивая полное обеспыливание головки, не мешают поступлению воздуха в рекуператоры. Общее аэродинамическое сопротивление их не превышает 1 кГ/м2 при скоростях воздуха в щелях около 2,5 м/сек.
От величины разрежения в головке печи зависит не только обеспыливание рекуператоров, но и количество поступающего в них воздуха. Поэтому приходится иног-
Рис. 36. Входная диафрагма рекуператора
да повышать аэродинамическое сопротивление рекуператоров путем установки специальных диафрагм в месте входа в них воздуха. Такие диафрагмы (рис. 36) пропускают .необходимое количество
вторичного воздуха.
На Ново-Здолбуновском цементном заводе скорость входящего в отверстие такой диафрагмы воздуха составляет около 3 м/сек. Если бы потребовалось снизить аэродинамическое сопротивление рекуператоров, то необходимо было бы увеличить сечение течек — карманов из печи в рекуператоры.
§ 3. ВРАЩАЮЩИЕСЯ ПЕЧИ, РАБОТАЮЩИЕ ПО МОКРОМУ СПОСОБУ, С КОНЦЕНТРАТОРАМИ ШЛАМА
В коротких вращающихся печах эффективно использовать тепло не удается. Устанавливаемые в холодном конце коротких печей
концентраторы шлама значительно улучшают положение. Концентратор состоит из кожуха и барабана, заполненных теплообменными телами-цилиндрами с толстыми стенками, в которых прорезаны отверстия для лучшего прохода газов. Барабан вращается вокруг оси, перпендикулярной оси печи.
Газы с температурой около 700° поступают в концентратор, нагревают теплообменные тела и шлам и испаряют из него влагу.
При этом газы сильно охлаждаются (до температуры 150— 180°). Затем они протягиваются дымососом через батарею циклонов (иногда дополнительно очищаются в электрофильтрах), а потом выбрасываются в дымовую трубу.
На рис. 37,а приведены результаты испытания печи Краматорского цементного завода с концентратором после достижения проектной производительности 19,5—20 т/час, а на рис. 37,6 — печи одного из зарубежных заводов. В табл. 18 дана характеристика этих печей.
Таблица 18
Характеристика режимов работы печей с концентраторами
Печь
В каких устройствах охлаждается клинкер
Краматорского завода .........
Зарубежного завода..........
З.бх
Х70
3,75/ /4X80
19,5— 20
24,4 1 226,5
36
34,8
В рекуператорах
В холодильнике „Фо-лакс“
140:160
150
По данным фирмы „Крупп"
Испытания показали, что для уменьшения пылеуноса необходимо очень равномерно вести обжиг; влажность шлама по выходе из концентратора в печь поддерживать в строго определенных и притом очень узких пределах ±1%. Так, по опыту Краматорского цементного завода, при влажности шлама ниже 8°/о из концентратора
Рис. 37а. Схема и результаты испытаний печей с концентраторами на Краматорском цементном заводе: II — концентратор; III — группа циклонов; IV — гранулятор; V — дроссель; 1—9—номера точек замера
Таблица к рис. 37а
Определяемые Номера точек замеров
параметры 2 3 4 S 6 7 8 9
/>ст в кГ я'- —18 —280 -20 -180 —60 —по -(8-12) -(2.5-3,5) — 126
t газа в град. я3!час 110 124 500 ПО 120-=-140 1304-150 120 000 — 600 -720* — — 10 8 800
Q в нм'/час 88 770 83 000 83 000 53 350 8 800
CO2;JO2; СО 21,8; 5,1; 0 — — 22; 3,45;0 — 30; 1,3;0 — 0; 19;0
а с в &.мл Пылеунос в кг!час 1,35 6,33-:-26* 560-г-2 300* — — 1,15 33,2—100 2 700—3 350 — 1,07 —
t материала в ПО •— — 120 40—45 — — 140-160 —
град. UZ в % — — 12-13 18—2 0
* П. п. п. Вес материала 32,5 — 32,5 2 200 -6 000 30 000 0 19 000 —
* Температура и влажность при установившемся режиме должны быть постоянными.
Рис. 376. Схема и результаты испытаний печей с концентраторами б — на одном из зарубежных заводов; I — холодильник Фолакс; II— концентратор; III — группа циклонов; IV— гранулятор; V — дроссель; 1 — 8 — номера точек замера
Таблица к рис. 376
Определяемые параметры Номера точек замеров
/ 2 1 3 4 \ 5 6 7 8
Р„ в кГ/мг + 10 —48 —5 — — — —
Температура газа в град 124 745 674 168 19 166
О[нм3!кг клинкера . ... _ . 3,33 . — 1,38 0,096 1,6 1,07
Подсос в % . . 25,3 22,5 — — — — — —
Унос в % . 1,28 7,3 — — — — — —
СО2, О2, СО . . . 22,5; 6,4; 0 24,8; 5,2;0 — 27,6;1,7; — — — —
а 1,52 1,37 — 1,1 —— — — —
— — 9,33 — —— — — —
Температура материала в град. — — 92 — 1340 — 158 —
выносится значительно больше пыли, чем обычно. При влажности свыше 12% на течке намазывается слой шлама,иона забивается.
Так как проверять каждую минуту влажность шлама невозможно, то поддерживают питание печи постоянным и ведут работу так, чтобы температура газов в переходном участке между печью и концентратором была все время одинаковой. Температура эта зависит от начальной влажности шлама, количества шлама, поступающего в печь, коэффициента избытка воздуха для горения и т. д. В каждом отдельном случае температура должна быть установлена опытным путем. В обоих случаях топливо сжигалось при коэффициенте избытка воздуха а< 1,1.
Как видно из таблицы к рис. 37, сопротивление печи невелико, так как в самих печах отсутствуют какие-либо теплообменные устройства.
Сопротивление самого концентратора в процессе работы меняется в пределах 50—100 кГ/м2 на Краматорском цементном заводе (в фирменных данных указано постоянное сопротивление около 40 кПм2). При этом оно растет с повышением температуры газов и количества поступившего в концентратор шлама.
В процессе подсушки значительная часть шлама (до 30%) настолько пересушивается, что превращается в пыль, которая и выносится из концентратора с отходящими газами. Поэтому приходится ставить за концентратором мощные пылеуловительные устройства. Так как пыль имеет относительно крупные размеры (более 95% по весу — свыше 10 мк), то она эффективно улавливается в циклонах. В результате этого в дымовые трубы из циклонов может выноситься всего около 2°/« шихты в переводе на сухой материал, однако это достигается только при определенной оптимальной влажности шлама до 12°/«. Если режим не соблюдается, влажность уменьшается, и тогда не только увеличивается количество пыли, выносимой из концентратора, но частицы пыли, по-видимому, становятся более мелкими, так как резко возрастает концентрация пыли после очистки в циклонах.
Но даже при соблюдении наиболее благоприятного режима 2°/» от веса сухого сырьевого материала при часовой производительности 19,5—20 т клинкера составляют уже около 600 кг/час. Такой унос недопустим, если в непосредственной близости от цементных заводов имеются жилые дома. В этих случаях необходимо применять электрофильтры. Относительно низкая температура и высокое влагосодержание отходящих газов создают благоприятные условия для высокой очистки их от пыли.
Пыль, уловленная в циклонах, подается в гранулятор. Гранулы по течке направляются в холодный конец печи в то же место, куда и шлам, вышедший из концентраторов.
Для первичной очистки газов применяется батарея из 12 циклонов диаметром 1 420 мм. Дымовые газы из концентраторов подходят к ним по трубам столь большого диаметра, что скорость газов в них не превышает 9—10 м/сек.
Скорости газов в отсасывающих трубах от циклонов одинаковы.
В результате этих двух мероприятий циклоны нагружены почти одинаково. Для предотвращения подсосов выгрузочные части циклонов уплотнены лопастными затворами.
Аэродинамические показатели вращающейся печи с концентраторами отличаются от соответствующих показателей вращающихся печей без концентраторов наличием дополнительного аэродинамического сопротивления, создаваемого концентратором и группой циклонов.
При этом по величине аэродинамического сопротивления концентратора можно судить о количестве шлама в нем, так как изменяются эти показатели в одинаковой степени. Поэтому величина аэродинамического сопротивления может служить одним из датчиков в системе автоматического регулирования подачи шлама в печь.
§ 4. ВРАЩАЮЩИЕСЯ ПЕЧИ, РАБОТАЮЩИЕ ПО СУХОМУ СПОСОБУ ПРОИЗВОДСТВА
I. Короткие вращающиеся печи, работающие без утилизации тепла отходящих газов
Обычно короткие вращающиеся печи, работающие по сухому способу, не имеют вмонтированных в печь теплообменников.
В эти печи поступает сырьевая смесь, содержащая незначительное (в пределах от 0 до 14°/») количество влаги, поэтому доля паров воды в газах сравнительно небольшая. Определить количество газов, которое необходимо удалить из печи, можно по тем же формулам, которые приводятся на стр. 65—67.
Коэффициент избытка воздуха для горения не должен’превышать а = 1,05 -5- 1,1.
Так как теплообменники в коротких печах отсутствуют, то аэродинамическое сопротивление этих печей относительно невелико.
На рис. 38 приведены результаты испытания вращающейся печи 3X51,5 м Енакиевского цементного завода при производительности до 10,5 т/час клинкера, а в табл. 19 — характеристика этой печи и печей Кузнецкого и Днепродзержинского заводов.
На Енакиевском цементном заводе разрежение в камере головки составляет ~ —3 кГ]м2, а в пылеосадительной камере -— 8 кГ/м2. Следовательно, сопротивление печи (по статическому давлению) очень небольшое и составляет всего около 5 кГ1м2.
Таблица 19
Характеристика режимов работы печей, работающих без утилизации тепла
Завод и № печи Размер печи в м Производи-тель-ность в т!час Топливо Диаметр форсунки в мм Удельный расход тепла в ккал'кг клинкера
Кузнецкий, №2 . 3,3X70 13,5 Пылеугольное .— 1 650
Кузнецкий, № 1 Енакиевский, № 1 3,5/3x58 14,5 — 1 650
3X51,5 10,5 — 1 700
Днепродзержинский, № 2 . 3x51,5 П,2 Природный газ 32 1 700
о
Рис. 38. Схема и результаты аэродинамических испытаний вращающихся печей, работающих по сухому способу без утилизации тепла
1 —11 — номера точек замера
Таблиц а к рис. 38
Наименование завода Номер печи Определяемые параметры Номера точек замеров
1 2 3 4 5 6 1 7 1 8 1 9 10 11
Рст в кГ/м? 340 —1 —0,06 -9 —11,5 —12 —14,8 —29 —32 —28
Q в нлё/час 5 500 — — 22 000 3 8000 ±3000 — — — — — ~ 75 500
aS t в град. 35 — — 30 870 — — — — — 580
S <□ К со 2 CO2J O2J СО — - — — 26,2;0,4; 0,4 — — 22; 3,5; 0,2 — — 13; 10; 0,2
ьй Коэффициент избытка воздуха а — — — — 1,004; 1,02 — — 1,2 — — 1,63; 2,02; 1,95
Рст в кГ/м? 420 —7 —5 — —16 —18 — — — —27 -27 —30
эк S ЬЙ Д О) я 1 Q в нм?/час t в град. 6 000 30 — . — — 40000 800 — — — — — 90 000 ±5 000 570
sc Коэффициент избытка воздуха а — — — — 1,05 — — — — — 2,2
Енакиевский 1 Рст в кГ/м? Q в нм?/час — —3 —3 <15 000 —8 32 000 — — —16 —30 — —40 ±2 70000
t в град. Пылеунос в кг час — — — 28 960 — — — — — 470 1 400
Р„ в кГ/м? 4-4500 —4.0 — — —5,6 — — — —13 — —24
Q в нм?/час 0 — — 24 650 — — — 39 000 — 57 000
<2 S Я Я S * <D СО 2 t в град. СО2; О2; СО; СН„ — — — — 875 — 680 10,5; 10; 0,05; 0,05 — 550
и о О. Е 0J S =5 Коэффициент избытка воздуха а О в г/нм? — — — — 0,98 — — — 1,92 — 20
Пылеунос в кг/час — — — — — — — — — — 1 140
Пылеосадительные камеры имеют сравнительно высокое сопротивление, так как в них есть перегородки с относительно небольшими проемами для движения газа, в которых скорость газов повышается. Общее сопротивление осадительных камер составляет свыше 8 кГ/м2. Разрежение, создаваемое в дымовой трубе, превышает 40 кГ/м2. При этом испытания были проведены в период, когда на участке около шибера сопротивление составляло почти 20 кГ/м2, так как шибер был частично закрыт. В момент испытания подсос воздуха из цеха в шибере был настолько велик, что он превышал количество газа, отсосанного из вращающейся печи. Это вызывало уменьшение разрежения в осадительной камере и приводило к понижению скорости газов во вращающейся печи и снижению ее производительности.
Очень большими оказались также подсосы через кольцевую щель между вращающейся печью и неподвижной частью—пыльной камерой. Дымовая труба при данной разности температур газов и наружного воздуха обеспечивала надлежащий расход газов в печи, и надобность в уменьшении подсосов возникла только тогда, когда появилась необходимость поднять часовую производительность печи сверх 10,5 т.
Аэродинамические испытания вращающихся печей № 1 3,3 X Х70 Л! и № 2 — 3,5/3x58 м Кузнецкого цементного завода были проведены Южгипроцементом в связи с тем, что при эксплуатации печи № II (с проектной производительностью 14,5 т/час) газы вследствие недостаточного разрежения в головке печи выбивались через имеющиеся в ней неплотности.
На рис. 38 представлены результаты испытаний газового тракта этих печей.
Коэффициент избытка воздуха по газовому анализу равен а —1,02. Количество газа, проходящего в трубу, по замерам, составляет около 75 500 нм3/час при « =2.
Печи этого устаревшего типа выбрасывают в пыльную камеру газы с очень высокой температурой t > 800°. В результате этого •очень трудно уплотнить места входа печи в камеру и др. Так как шибер расположен в зоне высокой температуры, то стальные его части быстро бы деформировались, а изготовлять их из материала, выдерживающего такие высокие температуры, дорого.
Поэтому стремятся к тому, чтобы подсасываемый воздух обтекал стенки шибера и охлаждал их.
В газовый тракт печи № 2 подсасывается воздуха:
а) вокруг шибера — около 20—21 тыс. нм31час;
б) в кольцевой зазор (между печью и корпусом) пыльной камеры— около 10—14 тыс. нм3)час\
в) в пыльную камеру в месте выгрузки осадившейся пыли и вокруг цепного транспортера (около 8—10 тыс. нм31час).
Сопротивление движению газов. В период испытаний в печи № 2 имелось зольное кольцо высотой (по радиусу) около 400—500 мм, в результате чего диаметр отверстия в нем составлял всего около 2 м. Поэтому скорость газов в отверстии коль
ца повышалась примерно в 2, а местное сопротивление — в 4 раза. Сопротивление печи было несколько увеличено и достигало около 10 кГ1м2.
Сопротивление пыльной камеры составляло около 14,8—11,5 = = 3,3 кГ/м2, что объясняется отсутствием каких-либо перегородок в этой камере.
Велико сопротивление в месте входа в дымовой канал — боров, равное Р'а—Р„=29—14,8=14,2 кГ/м2.
В точке 10 печи № 2 разрежение у шибера составляет 32 кПм2, или в 1,2 раза выше, чем у печи № 1, у которой оно достигает только 27 кГ/м2. Меньшее же разрежение возле холодного конца печи № 2 объясняется исключительно тем, что сопротивление на коротком участке пыльная камера — шибер у нее больше, чем у печи № 1. Причина в том, что у печи № 2 дымоход на участке пыльная камера — шибер имеет площадь 6,9 м2, а у печи № 1 площадь сечения в свету всего 4,8 м2.
Так как аэродинамическое сопротивление обеих печей оказалось приблизительно одинаковым,— около 8—10 кГ1м2, то разрежение у головки печи № 2 близко к нулю, а у печи № 1 достигает 5 кГ/м2.
Сопротивление холодильника. Скорость газов в холодильнике составляла около 1 м!сек, поэтому сопротивление цилиндрической части холодильника было равно ничтожно малой величине — около 0,05 кГ/м2. Количество поступающего в печь вторичного воздуха составляло:
*ё
где С— коэффициент сопротивления холодильника и течки
и fT— площадь сечения течки, по которой материал движется из печи в холодильник.
У печи № 1 сечение течки было сделано значительно меньшим. Поэтому просасывание через него того же количества вторичного воздуха, что и в печи № 2, было возможно только вследствие повышения разрежения в головке печи.
Повышению разрежения способствовало то, что из головки II печи № 1 специальным вентилятором отсасывается около 20 000 At3 воздуха в час для улучшения охлаждения клинкера в холодильнике (на рис. 38 он не показан). Это позволяет создать дополнительное разрежение в 1,5—2 кГ/м2 в камере головки.
Для налаживания работы печи № 2 оказалось необходимым уменьшить аэродинамическое сопротивление на участке пыльная камера — шибер и для повышения разрежения в головке печи увеличить аэродинамическое сопротивление на участке холодильник — головка печи.
Что касается подсосов воздуха, то опыт работы этой и ряда других печей показал, что при проектировании следует вести расчет, исходя из того, что величина подсоса равна количеству газов, выходящих из печи. Это выгоднее, нежели очень тщательно уплотнять места подсосов и применять жаростойкие материалы для изготовления подвижных частей.
8 Сатарни В. И., Перли С. В. 113
Для того чтобы определить количество воздуха, поступающего из холодильника в печь, работающую на газовом топливе, были проведены испытания печи № 2 на Днепродзержинском цементном заводе.
Из-за отсутствия первичного дутья даже при разрежении в головке 3,5 кГ/м? из холодильника подсасывалось недостаточное для сжигания газа количество воздуха и а было равным 0,98. Чтобы увеличить поступление воздуха, необходимо было сделать больше сечение течки, по которой материал из печи поступает в холодильник. Разрежение в верхней части пыльной камеры было ниже разрежения в нижней части головки печи; низкое сопротивление печи объясняется исключительно эжекцией газа, входящего в печь со скоростью, близкой к скорости звука.
Печи, работающие по сухому способу без использования тепла, применяются теперь редко. Поэтому результаты их испытаний приведены только для того, чтобы показать, как путем налаживания газового тракта можно улучшить их работу, отрегулировать поступление вторичного воздуха и т. д. Эти положения являются общими для всех печей, работающих по сухому способу, в том числе и печей с утилизацией тепла, печей с кальцинирующей решеткой и др.
Обеспыливание отходящих газов
Концентрация пыли в газах (табл. 20) зависит от скорости газов, принятого способа подачи сырья (в виде гранул или сухого порошка) и т. д. В связи с высокой температурой обеспыливание дымовых газов, отходящих из таких печей, затруднено, так как электрофильтры существующих конструкций не могут надежно работать в данных условиях; кроме того, требуется увлажнение газов. При использовании сухих циклонов из-за высокого их сопротивления необходимо устанавливать дымососы, что возможно при дополнительном охлаждении отходящих газов водой или воздухом. Одна-
Таблица 20
Запыленность отходящих газов и содержание в них мелких фракций [32]
Тип печи Содержание пыли в неочищенных газах в г/м3 Весовое содержание в газах пыли с размерами зерен от 0—10 мк в %
от ДО от ДО
Вращающаяся печь, работающая по сухому способу: а) без теплообменников при скоростях газов в конце печи менее 3 м/сек • . . . 3 15 32 60
б) то же, но скорость газов в конце печи около 5 м/сек* 20 40
в) с циклонами-теплообменниками . 20 30 93 99.5
* По испытаниям Южгнпроцемента.
ко циклоны обеспечивают сравнительно невысокую степень осаждения высокодисперсной пыли, содержащейся в газах этих печей.
Такое же охлаждение и увлажнение газов в скрубберах необт ходимо было бы при установке электрофильтров.
В случае подачи отходящих газов от вращающейся печи в сушильные барабаны для подсушивания известняка или доменного шлака можно обойтись без специальных обеспыливающих устройств, используя пылеуловители сушильных барабанов, работающих при температуре отходящих газов, не превышающей 200°.
П. Печи, работающие по сухому способу производства с утилизацией тепла отходящих газов
а) Печи с циклонными теплообменниками
Тепловой к. п. д. вращающихся печей, работающих по сухому способу без использования тепла отходящих газов, очень низок; расход топлива довольно велик и составляет около 1 700 ккал/кг клинкера. В целях утилизации тепла газов раньше после вращающихся печей устанавливались котлы-утилизаторы. Однако опыт эксплуатации таких установок показал, что котлы-утилизаторы работают с очень незначительным паросъемом с единицы поверхности, главным образом вследствие осаждения пыли на их поверхностях нагрева и затруднительности их очистки; кроме того, при увеличении потребности в паре и электроэнергии возникает необходимость форсировки котла, а это влечет за собой форсировку печи с нарушениями режима обжига и др. Коэффициент использования котельных получается сравнительно низкий, паросъем с 1 м2 котлов также очень невелик (до 10 кг/час пара), что повышает долю амортизационных расходов и увеличивает себестоимость пара.
Поэтому в последние годы у печей не устанавливают паросиловые агрегаты для использования отходящего с газами тепла, а используют все тепло на технологические нужды.
В некоторых случаях возможно использование тепла дымовых газов для подсушивания шлака и известняка в сушильных барабанах. Однако такие возможности относительно редки, поэтому стали применять запечные циклонные теплообменники (рис. 39). Газы из пыльной камеры последовательно попадают в циклоны I—II—III и IV. Навстречу газам по трубе V движется сырьевая шихта таким образом, что вместе с газами она попадает в трубу, идущую в циклон IV. Во взвешенном состоянии в трубе, а также в циклоне шихта нагревается, а затем в циклоне выделяется из газов и попадает по выгрузочной трубе X в трубу, ведущую из циклона II в циклон III. В циклоне III материал еще сильнее нагревается; очищенный от материала газ направляется в IV циклон, а нагретый материал попадает по выгрузочной трубе XI и смешивается с газом, поступаю^ щим в циклон II, и т. д.
Таким образом, в печь поступает материал, предварительно нагретый в циклонах до температуры 700 — 800°, а декарбонизация
начинается только в циклоне I. В каждом из циклонов газы
охлаждаются на 150—200° и примерно на столько же градусов на
гревается шихта. Перед выбросом в дымовую трубу газы обеспы-
Рис. 39. Схема движения газов и материала в циклонных теплообменниках
I^JI, ПЦ IV— циклоны; V — течка для сырьевой шихты; VI — пылеуловитель; VII — дымосос; VIII — дымовая труба; IX — бункер шихты; X, XI, XII и XIII — сбросные трубы из циклонов; XIV — затворы для воздуха, пропускающие материал
ливаются. Так как шихта поступает во вращающуюся печь при высокой температуре, то производительность вращающейся печи возрастает на 35—40% при том же расходе топлива. Таким образом, расход тепла на обжиг клинкера снижается до 900—1 1000 ккал/кг клинкера.
Так как сопротивление каждого из циклонов равно 60—70 кГ/м2, а вместе с подводящими трубами составляет до 100 кГ/м2, то общее сопротивление печи и циклонных теплообменников достигает 500 кГ/м2 и даже больше (см. табл, к рис. 39).
Во избежание быстрого истирания футеруют внутренние стенки тех циклонов, температура газов в которых превышает 300°.
Для того, чтобы циклоны относительно хорошо очищали газы от шихты, недопустимы подсосы через выгрузочные трубы X, XI, XII и XIII. Для этого на них должны быть установлены специальные затворы XIV, пропускающие только шихту, но препятствующие подсосу газа через эти трубы. Затворы эти должны работать при высокой температуре.
На Спасском цементном
7—7 — номера точек замера Заводе В Процессе НаЛаДКИ
были проведены испытания печи 3x58 м. При одной нитке газоходов (вместо двух по проекту) была получена производительность 14 т/час клинкера (см. табл, к рис. 39) [66]. Затворы с вибрирующим клапаном оказались непригодными. Поэтому в зоне высоких температур принуждены были
Таблица к рис. 39
Определяемые Номера точек замеров
параметры 1 2 3 4 5 6 7 В пыльной камере
м ₽ст в кГм’ —10 -500 - 450 —350 —250 —150 -40 —
о t в град. 180 100 200 380 500 650 800 —
Qt в мя!час QH в HiflHac 56 000 57 000 47 000 60 000 72 000 84 000 95 000 —
о С 34 000 34 000 27 000 26 000 25 500 24 800 24 000 —
X X -920 —750 —(350—500) —(240—3501 -200 -100 -(1-3)
X 200 290 360 480 590 710 900
СОа ; О2 _ — — — 32; 1
л Е а 2,5—2', 6 1.7 1.45 1,35 1,35 1,05 1,02-1,05
X t материала — — — 250 340 450 -650
о С II. п. п. — — —• 34,2 34 32.5 32,5
вовсе отказаться от затворов. Именно поэтому отверстие выгрузки периодически то закрывается материалом, то вновь открывается без помощи механизмов, но совершенно нерегулярно.
По данным фирмы «Смидт», та же неравномерная выгрузка из циклонов наблюдается и на ряде зарубежных заводов и затрудняет нормальную эксплуатацию печей с циклонными теплообменниками.
Уплотнение тракта дымовых газов оказалось недостаточным, о чем можно судить по росту коэффициента избытка воздуха а по мере удаления от печи.
Однако, несмотря на затруднения, связанные с необходимостью уплотнения всей системы и установкой дымососа, обеспечивающего высокое разрежение (а в результате этого значительное увеличение эксплуатационных расходов на обслуживание и электроэнергию), такие циклонные теплообменники получили распространение. Они позволяют увеличить производительность вращающейся печи в 1,2—1,4 раза и снизить расход топлива.
б) Обеспыливание отходящих газов
Газы, отходящие из печей с циклонными теплообменниками, имеют, по литературным данным, запыленность до 20—30 г/м3 (см. табл. 20) [32], причем пыль эта самых мелких фракций (от 93 до 99,5°/» пылинок размером до 10 мк). Первоначально для очистки газов устанавливали на зарубежных заводах групповые циклоны. Однако они не обеспечивали надлежащего обеспыливания газов: унос сырья значительно превышал проектную величину, что приводило к сильному запылению окрестностей. На одном из заводов была применена также очистка газов в фильтрах из стеклянной ткани, но стойкость их оказалась недостаточной. Поэтому сначала в виде опыта применили небольшой специально сконструированный электрофильтр на 10000 м3/час, через который пропускали часть газов. Результаты опыта оказались обнадеживающими и сейчас у всех печей с циклонными теплообменниками устанавливают электро
фильтры. Осуществляют обеспыливание в них по одному из следующих вариантов [63]:
а) газы из теплообменника обеспыливают непосредственно в электрофильтре: в этом случае тепло отходящих газов не используется, а унос сырья составляет не более 0,4°/<>;
б) часть газов поступает прямо в электрофильтр, а часть используется сначала для предварительной подсушки сырья в сушильно-помольном агрегате;
в) все газы предварительно используют для подсушки сырья в сушильно-помольных агрегатах, а затем обеспыливают в электрофильтре; в этом случае дополнительно утилизируется 146 ккал тепла на 1 кг клинкера, а унос сырья не превышает 0,25°/».
Следует указать, что на двух печах с циклонными теплообменниками на Кузнецком цементном заводе запроектировано предварительное охлаждение газов с 250—300° до 150—180°, увлажнение их в водяных скрубберах и очистка от пыли в электрофильтре.
III. Печи с конвейерными кальцинаторами (печи Леполь)
В печах этой системы (рис. 40), работающих по сухому способу, сушка и частичная декарбонизация сырья происходят в конвейерном кальцинаторе.
Шихта из гранулятора XV поступает на решетку / конвейерного кальцинатора. Решетка закрыта кожухом, разделенным в верхней части вертикальной стенкой XIII на две камеры II и III. Материал с решетки поступает во вращающуюся печь IV, а из последней в холодильник V. Движение газов показано стрелками на рисунке. В головку печи XIV вдувается топливо с первичным воздухом, а вторичный воздух всасывается через холодильник V. Эта часть печи мало чем отличается от вращающейся печи, работающей по сухому способу. Здесь обжигается материал, предварительно высушенный и частично декарбонизированный на решетке. Газы из печи поступают в камеру II. Часть горячих газов из этой камеры проходит через слой материала в камеру IX. Так как по выходе из печи они имеют температуру свыше 900°, то часть материала декарбонизируется, а горячие газы с углекислотой, выделившейся из шихты, поступают в вакуум-камеру IX. Остальные газы из камеры II движутся в нижнюю часть розжиговой трубы, где они смешиваются, в целях охлаждения, с некоторым количеством воздуха, поступающего из помещения через отверстие VIII, а затем смесь этих газов с температурой около 300° всасывается в камеру III. Отсюда газы просасываются в камеру IX, проходят по пути через слой шихты, нагревают и подсушивают ее. Температура их после прохождения через сырую шихту в камере IX составляет только 120—150°.
Количество газов, выходящих из вращающейся печи в камеру II, должно быть таким, чтобы коэффициент избытка воздуха нахо-418
дился в пределах 1,05<а<1,1*. Использование тепла в дальнейшем для подсушки шихты и ее нагрева до /~800°, и частичной декарбонизации, обеспечивает расход тепла в количестве около 1 000 — 1 150 ккал на 1 кг клинкера в печах с одинарным прососом газов. В процессе работы из-за подсоса воздуха в неплотности кожуха и разбавления газов свежим воздухом в камере IX коэффициент избытка воздуха достигает а ^3,5. Кроме того, выделяются углекислота и влага из шихты, в результате чего объем газов в решетках с одинарным прососом достигает 5—6 нмъ1кг клинкера.
Движение газов во вращающейся печи и кальцинаторе осуществляется дымососом X, работающим при температуре 120—150°. Этот дымосос должен преодолевать общее сопротивление газового тракта, составляющее на всасывающих и напорных его частях около 130 кГ1м2. Для решетки с производительностью около 12 т!час клинкера количество газов, проходящих через дымосос, составляет 90—100 тыс. мР/час. Так как газы проходят через слой шихты (и при этом почти половина — через слой влажной шихты), то концентрация пыли в этих газах сравнительно невелика. Она составляет всего около 4 г/лг3. Все же во избежание загрязнения атмосферы газы, отходящие из печи с конвейерным кальцинатором, установленной на Криворожском цементном заводе, обеспыливаются в вертикальном электрофильтре XI, который в данном случае работает под давлением.
Сопротивление слоя гранул относительно невелико. В результате всего этого полный напор в дымососе ниже 130 кГ/м2. Это обусловливает меньший расход энергии на привод дымососов, чем в печах, оборудованных циклонными теплообменниками, что является одним из достоинств вращающихся печей с конвейерным кальцинатором.
В табл. 21 приведена характеристика работы печи Леполь Криворожского завода.
Из рис. 40 мы видим, что при режиме II вместо разрежения наблюдается давление в камерах XIV и II. Объясняется это тем, что в процессе первоначальной наладки (именно в этот период проводились испытания) не удавалось получить достаточного разрежения в камере II. Поэтому движение газов по вращающейся части печи осуществлялось путем их эжекции с первичным воздухом. Вдували его столько, что сжигание топлива — газа из коксовых печей— обеспечивалось полностью. При этих условиях вторичный воздух, конечно, почти не поступал в печь. Повышенное давление в камере II объясняется тем, что газы почти не просасывались через шихту из камеры II в камеру IX. Поэтому четвертую часть их приходилось выбрасывать с температурой около 800° в атмосферу через розжиговую трубу VI.
В результате такого ненормального режима работы производительность печи составляла всего 6—9 т]час, расход же тепла значительно превышал нормальный, так как декарбонизации на решетке
* При значительном количестве свободного горячего воздуха из колосниковых холодильников целесообразно бывает несколько увеличить а.
fl vn vui
, Рис. 40. Схема и результаты испытаний печн 3 X 30 м с однократным прососом газов в конвейерном кальцинаторе 3x11 м
I — конвейер; II — камера кальцинации; III — камера сушки; IV — вращающаяся печь; V — холодильник; VI — труба для розжига; VII — труба из камеры II в камеру 1П\ VIII— труба для подсоса воздуха с дросселями; IX — нижняя камера; X — дымосос; XI — электрофильтр; XII — дутьевой вентилятор; XIII — перегородка; XIV — головка печи; XV—гранулятор;
1—14 — номера точек замера
Таблица к рис. 40
Режи- мы работы печи Определяемые параметры Номера точек замеров
1 2 3 4 5 6 1 7 1 8 9 10 11 12 13 14
I Рст в кГ/м3 Qt в м31час Он в нм3/час 250 1 500 250 2 400* —3 —5 6 500 —8±2 — 1 1 1 —15 -60 — —85 90000 62 500 91 000 62 500
t в град. 20 — — — — 950±15° — — 300^-350 — — 120±30 120 125
а — — — — — 1,05 — — — — — 34-3,5 — —
РСт В кГ/м3 350 350 +3 —1,5 2,5±3 —8 —80 —117 22
Qt в м3/час 6 500 — — — 10 000 - 97 000 97 000
II Он в нм3/час 5 700 2 400* — -9 700 — — 4 800 77 000 77 000
t в град. 20 20 — — — 1 070 — 800 360 — — 85 82
— — — — <1 — — — — — — ~3,5 —
Р„ В кГ/м3 350 350 —2 — 12; —8 -17,-13 —63 —90 100
111 Qt в м3/час 9 500 — —- — — ~100000
Он в нм3/час 8 700 2400* — — — — — 71 000
t в град. 20 20 — — —-- 1 000 — - 300 — 90 90
а -1,1
Продолжение табл, к рис. 40
Режимы работы Определяемые параметры Номера точек замеров
печи 1 2 3 4 1 5 6 7 8 9 10 I и 1 12 13 14
Рст в кГ/м3 Qt в^лР/час 0„ в нм31 час 900 5800 3300* —2 -3 — —5 18 400+ ±2 000 — —15 33 500 — 6000 —112 —180 134 000 109 000 40 109 000
IV t в град. 1 000 190 55 604-65
Состав отходящих газов в % при а=1,24 СОа 13,6 О2 4,3 со 0,15 о! ГС сн4 0
* Коксовый газ с теплотворной способностью около 4 000 ккал/м3. Таблица 21
Характеристика режима работы печей Леполь
Газопроницаемость гранул в конце кальцинатора в л!миндц? Влажность гранул в %
Режим испытаний Удельный расход тепла в ккал! кг клинкера. Произво -днтель-иость в т/час в месте входа в конвейер в середине камеры сушки по выходе из камеры сушки Объем газов, проходящих через дымосос, в нм^]кг клинкера Примечание
1 1 250 400 ±50 13—14 13—14 — — 4,8 Проектные данные
(1 — — 6—9 13—14 — — 8,5* Испытания Оргцемента
111 — 40—50 9-10 13-14 — 1% 6,44-7 Испытания Южгипроцемента
IV ’200 2 0 :-400 -11 13 4—8.6 1% ~10* Испытания Южгипроцемента
* большие подсосы в нцжней части камеры конвейерного кальцинатора.
подвергалось не более 3% шихты. Кроме того, в цех выбрасывалось огромное количество дымовых газов во все щели и отверстия кальцинатора, что создавало недопустимые в санитарном отношении условия работы.
Рис. 41. Газопроницаемость слоя гранул в различных условиях и на различных участках конвейерного кальцинатора гранулы отобраны:
I — из гранулятора; II — с середины камеры сушкн; III — в конце камеры сушкн; IV — на расстоянии 2 м от перегородки в камере декарбонизации; V — в середине камеры декарбонизации; VI— в месте падения в печь; 1— сильное растрескивание в камере сушки (Криворожский з-д); 2 — гранулы мало разрушаются в камере сушкн (Криворожский з-д); 3 —гранулы сильно растрескиваются в камере кальцинации (Первомайский з-д); 4 — гранулы растрескиваются меньше (Первомайский з-д)
В процессе наладки были выявлены причины ненормальной работы кальцинатора— высокое сопротивление слоя гранул. Был сделан цилиндрический сосуд, в нижней части которого поддерживалось постоянное разрежение около 100 кГ]м2. Высота слоя гранул в сосуде была равна его толщине на решетке — около 180 мм. С помощью реометра замерялась газопроницаемость гранул, отобранных на различных участках решетки. Оказалось (рис. 41, кривая 1), что гранулы, поступившие из гранулятора и отобранные на расстоянии 1 м от места их падения на решетку, обладали достаточной газопроницаемостью — около 700 л/мин на 1 дм2. Однако как только гранулы начинали нагреваться, их газопроницаемость на коротком участке длиной менее 1,5 м уменьшалась в 20 с лишним раз и оставалась такой же до момента сбрасывания с конвейера в печь. Проверили размеры гранул: гранул с диаметром до 4 мм поступало меньше 20%. Но в материале, нагретом до 150—200°, процент гранул диаметром до 4 мм составлял уже 45—55%. Следовательно, гранулы в процессе сушки рассыпались. Исследования температуры и влажности гранул показали, что на том же очень коротком участке гранулы теряли всю свою влагу. Быстрая сушка и приводила к их разрушению [42].
Значит, необходимо было увеличить протяженность зоны сушки. Для выяснения причины излишне быстрой сушки решетку остановили и обнаружили, что специальные регуляторы (вторичные кожухи) движения газов под частью сушильной камеры не использовались: отверстия в их стенках были открыты как можно больше, а в стенках кожухов XVI было сделано отверстие площадью около 1 м2. В результате этого разрежение под решеткой было таким же, как и в камере IX-, горячие газы с большой скоростью проходили через шихту на очень коротком участке, сушили и разрушали гранулы.
После того как отверстие во вторичном кожухе было заварено и поступление газов ограничено, гранулы стали сушиться во всей камере дольше (10 мин. вместо 20—30 сек.). Они перестали растрескиваться, газопроницаемость их слоя увеличилась, и часть газов стала поступать из камеры частичной карбонизации II в камеру IX.
Данные, полученные при испытаниях на этом режиме (///), приведены в таблице к рис. 40.
Разрежение в камере II достигло 12 кГ/м2, и газы перестали выбиваться из розжиговой трубы VI. Но для того чтобы обеспечить нормальную сушку, необходимо было перераспределить разрежение в нижней камере с таким расчетом, чтобы под решеткой под камерой II разрежение было не более — 95 кГ[м2 при наибольшей газопроницаемости гранул, а под сушильной камерой ///.между решеткой и вторичными кожухами — только около— (61 н-65) к.Г1м2. Это позволило бы значительно большую часть газов просасывать именно через камеру //. Первоначально в камере // разрежение было слишком велико (до —19 кГ/м2). В дальнейшем, после того, как были очищены трубы, ведущие из камеры VI в камеру III, оно снизилось и составило около Рст=—(10+2) кГ1м2, при разрежении в камере ///около Р„ =—(13 -к- 17) кГ1м2. Розжиговая труба в этот период была частично открыта.
Общее разрежение в камере IX можно регулировать, изменяя число оборотов дымососа X. На некоторых иностранных заводах предпочитают работать при постоянных числах оборотов последнего, а по создаваемому в камере IX разрежению судят о том, достаточно ли высока его производительность. Так, испытаниями устанавливают, что при известном разрежении (например, 95 кГ/л2) дымосос отсасывает необходимое количество газов. Если разрежение в камере IX будет выше, значит сопротивление слоя шихты слишком велико и он пропускает меньше газов. Понижение давления в камере IX сверх Рст =95 кГ/м2 свидетельствует об увеличении газопроницаемости слоя и повышении производительности вентилятора. Таким образом, разрежение в камере IX может служить одним из датчиков при автоматизации управления работой печи. Управляя дросселями в трубе VIII и в камерах, можно добиться поступления достаточного количества газов с температурой не более 300° в камеру подсушки ///. При этом большое значение приобретает уплотнение между камерами // и ///; регулировку величины щели между ними осуществляют с помощью шибера из жароустой
чивой стали. Если появляются большие подсосы воздуха в щель между низом шибера и слоем гранул из камеры II в камеру ///, то температура верхнего слоя гранул может настолько повыситься, что они начнут растрескиваться. Поэтому положение шибера устанавливают в зависимости от высоты слоя на решетке, с тем чтобы величина щели была всего около 20—30 мм.
Но не только поддержанию необходимой температуры* газов в сушильной камере /// должно быть уделено наибольшее внимание. Очень важно, чтобы этих газов поступало в нее достаточно много. В противном случае они слишком насыщаются влагой, поступающей из шихты или футеровки камеры, если ее недостаточно просушили (перед розжигом), которая в дальнейшем может начать конденсироваться на решетке. В результате щели в колосниках быстро замазываются.
Чтобы обеспечить поступление достаточного количества газов в сушильную камеру, приходится ежедневно следить за тем, чтобы канал VII, ведущий из горячей камеры II через трубу VI в камеру сушки III, был достаточно чист. Его необходимо периодически очищать. Шибер для доступа холодного воздуха в трубе VIII также должен быть полностью открыт. По существу поступление достаточного количества газов нужной температуры в камеру III должно осуществляться исключительно за счет регулировки разрежения в дей. Для этого открывают и закрывают отверстия в камерах регуляторов. Разрежение в камере IX зависит не только от аэродинамического сопротивления слоя гранул, но и от сопротивления колосников.
Хотя колосники конвейера и откидываются для очистки, но материал, забивший их отверстия, при этом полностью не очищается. Поэтому, кроме указанных выше мер, способствующих уменьшению замазывания колосников, необходимо их периодически очищать. Если этого не делать, то газопроницаемость решетки уменьшится настолько, что она перестанет обеспечивать нормальную работу печи.
При режиме IV (см. рис. 40) получены оптимальные результаты. На этот раз дымосос на печи был заменен дымососом, дававшим то же разрежение при почти вдвое большей производительности.
Режим сушки был изменен: камеры регулятора удалены, а в камере подсушки устроен подсос холодного воздуха в зазор (рис. 42,а) между корпусом и той частью решетки, на которую ссыпаются сырые гранулы. Высота щели подобрана экспериментально так, что на расстоянии 1,5 м от входа в камеру гранулы еще только начинают нагреваться, а влажность их доходит до 11’/».
Таким образом, температура газов над слоем гранул непостоянная (около 300°). Она постепенно повышается от 40—50° в начале камеры до 400—500° в месте перехода в камеру кальцинации, откуда через щель шириной 20—30 мм также подсасываются горячие газы.
* Температура должна быть такой, чтобы гранулы не растрескивались. Оиа устанавливается на основе эксперимента в пределах не более ЗОСЕ
i г 3 if 5 6 7 ъ
Рис. 42. Схема регулирования температуры газов в камере сушки
а — методом регулирования подсоса; б — разделением камеры сушки на две камеры; 1 — труба для подсоса холодного воздуха
1 — 8 к 1 — 4 номера точек замера
Таблица к рис. 42,а
Определяемые параметры Номера точек замера
1 2 3 4 5 6 7 8
t в град. — 1000 — 400 — 200 150 50 —
W гранул в % — 1 — 4-8 — 11 — 13
Таблица к рис. 42,6
Определяемые параметры Номера точек замера
2 3 4
t в град. ~1 000±50 -700 300 —
Рст в кГ/м2 — —(30 >35) — (40->50) , —(140 ч-170>
Это обеспечило равномерную сушку гранул без растрескивания и работу печи на режиме IV.
На рис. 42, б приведена схема регулирования температуры, применяемая в Китайской Народной Республике. Камера сушки разделена на две; в части, примыкающей к камере кальцинации, температура относительно высокая. В камеру собственно сушки через тРУбу I подсасывается холодный воздух.
При таком постепенном нарастании температуры гранулы равномерно подсушиваются и мало растрескиваются.
Если режим подобран удовлетворительно, то гранулы высыхают постепенно и перестают растрескиваться как в камере сушки, так И в камере декарбонизации, в результате чего газопроницаемость их слоя почти не меняется. Кривая 2 на рис. 41, соответствует газопроницаемости слоя гранул на решетке при режиме IV. Начальная газопроницаемость гранул ниже, чем была раньше, но конечная в 15—20 раз выше, чем характеризуемая кривой 1.
Кроме того, должны быть соблюдены следующие основные технологические требования к гранулам;
а) размеры гранул должны находиться в пределах от 6 до 12—14 мм;
б) шихта должна иметь постоянный минералогический состав и содержать достаточное количество пластичных составляющих [59];
в) температура материала до поступления в гранулятор не должна быть выше 40—60°;
г) содержание влаги в гранулах должно колебаться в пределах ilVo;
д) гранулы, включая поверхностный слой, должны быть пористыми и не слишком плотными. Для этого их объемный вес (по литературным данным) не должен превышать 0,9 г/см3.
Так как прочность гранул, их размеры, газопроницаемость, со
хранность во время нахождения в конвейерном кальцинаторе зависят в основном от свойств сырья, то физико-химические свойства сырья и предопределяют возможность применения печей Леполь.
В таблице к рис. 40 показаны аэродинамические показатели работы печи на режиме IV, когда газопроницаемость слоя гранул была близка к оптимальной. В этом случае камера кальцинации и головка печи находятся под таким разрежением, что в головку поступает количество воздуха, достаточное для сжигания топлива, а а составляет 1,24.
Если этот режим не соблюдается, то даже при частично открытой розжиговой трубе камера кальцинации находится под давлением, в головку печи не поступает количество воздуха, достаточное для сжигания топлива, и потери от недожога превышают 25<V<> всего поступившего в печь газообразного топлива.
При работе на режиме IV разрежение в камере IX в результате замены вентилятора немного изменилось и достигло—112 кГ/см2.
Как и следовало ожидать, с увеличением возможной производительности вентилятора без изменения создаваемого им разрежения количество газов, просасываемых через слой гранул, не увеличилось. Но при новом вентиляторе отпала потребность в такой тщательной герметизации нижней части бункеров корпуса, куда в период испытаний подсасывалось до 40°/° газов, прошедших через вентилятор.
Для дальнейшего повышения производительности необходимо тщательно подобрать состав шихты, с тем чтобы формуемые из нее гранулы не растрескивались в процессе сушки и кальцинации, как это было в период испытаний. Это значительно повысит газопроницаемость слоя.
В печах типа Леполь последних выпусков применена система двойного прососа газов. Она характеризуется тем, что все газы из камеры II поступают в левую часть камеры IX (см. рис. 43), в которой разбавляются подсосанным в эту камеру через неплотности кожуха воздухом, а затем из камеры IX газы вентиляторами XVII нагнетаются в камеру III, а дальше просасываются через сырую шихту в правую камеру IX. Это позволяет обходиться без значительного разбавления газов с температурой более 1000° свежим воздухом, а потому лучше использовать их тепло. В результате расход тепла снижается еще на 180—200 ккал]кг клинкера. На период розжига печи газы выбрасываются прямо через трубу VI, минуя конвейерный кальцинатор.
Для того чтобы пыль, содержащаяся в газах, не истирала вентиляторов XVII, газы предварительно очищают в циклонах XVIII. Для равномерного распределения разрежения под решеткой в зоне подогрева и частичной декарбонизации газы отсасываются по нескольким трубам.
В связи с тем, что холодный воздух со стороны не подсасывается в столь больших количествах, при двойном прососе количество газов, отсасываемых дымососом, также уменьшается до 3,4— 3,5 нм^кг клинкера.
Значительное количество воздуха все же подсасывается через неплотности в месте входа печи в кальцинатор и другие неплотности в корпусе конвейерного кальцинатора.
Все относящееся к регулированию газового тракта печей с однократным отсосом газов относится и к печам с конвейерным кальцинатором и с двойным прососом газов. Но к этому добавляется еще необходимость:
а) поддерживать в правой и левой камерах IX примерно одинаковое разрежение для того, чтобы из последней проникало по возможности меньше газов;
б) температура газов в вентиляторах XVII не должна превышать 300° во избежание быстрого выхода дымососа из строя и растрескивания гранул.
На рис. 43 приведены результаты испытаний печи с конвейерным кальцинатором с двойным прососом газов при производительности 18 т/час, а в табл. 22 — характеристика и режим работы этой печи.
В результате повышения газопроницаемости гранул почти в два раза при работе по режиму II в камере кальцинации разрежение достигает —6 и даже —12 кГ]м2. Поэтому повышается разрежение в головке, и в печь поступает количество воздуха, достаточное для полного сжигания топлива.
Снижается и расход топлива.
Таблица 22
Характеристика режима работы печи Леполь с двойным прососом газов
Режимы работы печи Удельный расход тепла в ккал/кг клинкера Газопроницаемость гранул в конце кальцинатора в л/мин дц* Производительность печи в т!час Влажность гранул в % Объем газов, проходящих через дымосос, в нм?! кг клинкера
в месте входа в конвейер в середине камеры сушки по выходе нз камеры сушки
1 1 360* 50 — 70 18 11 3,8 0.2 5.35
II 1 050* 108 18 11 1,45 — 4,7
* При дальнейшей наладке процесса расход топлива может быть снижен до 920—950 ккал/кг клинкера.
На рис. 44 приведены значения разрежения и коэффициенты избытка воздуха в камере кальцинации, а также изменения температуры газов в камерах кальцинации и сушки. Коэффициент избытка воздуха вычислен по результатам замеров прибором ВТИ и ОРСа.
Процесс не налажен (режим /), поэтому он идет очень неравномерно и зависит от газопроницаемости гранул. Так (см. рис. 44), если газы поступают в камеру кальцинирования и сушки с относительно низкой температурой, то через 15 мин. (вследствие меньшего растрескивания гранул и повышения газопроницаемости их слоя на решетке) разрежение в камере кальцинирования достигает —6; —8 кГ/м2. Поэтому в головку печи из холодильника втягивается большое количество воздуха, достаточное для сжигания топлива при а 1. Но при более полном сжигании топлива
129
9 Сатарнн В. И., Перли С. Б.
Рис. 44. Результаты хронометража в период испытаний печи температура в камере кальцинации; 2 — температура в камере сушки; 3 — разрежение в камере кальцинации; 4 — коэффициент избытка воздуха в камере кальцинации
температура в камерах повышается, следствием чего является растрескивание гранул и снижение условной газопроницаемости слоя гранул до 45—50 л]миндц2 (см. кривая 3, рис. 41)*. При этом повышается давление в камере кальцинации, в печь всасывается меньше воздуха, топливо сгорает неполностью, температура в печи над решеткой снижается, уменьшается растрескивание и повышается условная газопроницаемость слоя гранул до 100—150 л/миндц2 (кривая 4, рис. 41).
Такие изменения при неналаженном режиме происходят непрерывно. При повышении условной газопроницаемости до 400 л]мин дц2 разрежение в отдельные периоды достигало — 12 кГ/м2 в камере кальцинации. Однако в среднем за время испытаний до 50% всего времени печь работала с недожогом топлива, составлявшим 350 ккал/кГ клинкера, и средний расход топлива поэтому превышал 1 350 ккал]кГ клинкера.
Достоинство печей с конвейерными кальцинаторами заключается в низком расходе тепла на 1 кг клинкера. Однако, как видно из предыдущего, она требует значительно более квалифицированного обслуживания. Попутно укажем, что наличие большого количества трущихся мест, значительная часть которых находится в зоне повышенных температур, вызывает в свою очередь потребность в относительно большем числе ремонтников, нежели при вращающихся печах без конвейерного кальцинатора, а такжё запасных частей, изготовленных из жаростойких материалов.
Нужно также, чтобы подсушенное сырье, проваливающееся через колосники в нижнюю часть камеры и выгребаемое специальным транспортером, поступало не на решетку конвейерного кальцинатора, а в печь (см. точку XIX на рис. 43).
Для постоянного контроля и регулирования температуры и разрежения газов на различных участках конвейерного кальцинатора необходимо установить надлежащую контрольно-измерительную аппаратуру, показывающую как разрежение и температуру газов, так и количество несгоревшего топлива в отходящих газах (СО, СН4 и Н2). Последнее необходимо во избежание догорания топлива уже после вращающейся печи, что может вызвать не только увеличение его расхода, но и разрушение ряда металлических деталей конвейерного кальцинатора.
Кроме того, в процессе эксплуатации обслуживающему персоналу приходится уделять значительное внимание уплотнениям между движущимися и неподвижными частями агрегата во избежание подсоса газов там, где в этом нет надобности, и уплотнениям люков во избежание подсоса воздуха. Так как большинство подлежащих уплотнению мест имеет высокую температуру, значительно превышающую 100°, то уплотнения приходится делать либо из металла, либо из асбеста.
* Указанные изменения газопроницаемости и неудовлетворительная работа всей печи объясняются тем, что в период испытаний грануляция и сушка гранул не были налажены.
Как видно из табл. 17 и таблицы к рис. 41 и 43, количество пыли, выделяемой с отходящими газами, очень небольшое, так как невелика запыленность газов.
Так как газы имеют температуру ниже 150°, содержат некоторое количество влаги, а пыль состоит из значительного количества частиц выше 10 мк, то степень их очистки в электрофильтрах будет велика.
Печи Леполь в нормальных условиях при их герметизации и в результате работы под разрежением не выделяют пыли и газов в помещение цеха.
Выделяемое кожухом кальцинатора и вращающейся частью печи тепло может быть отведено при помощи обычных методов аэрации, для чего в верхней части здания цеха должны быть фонари, не задуваемые ветром, а в нижнюю часть цеха должен поступать свежий воздух.
Если сами печи Леполь не выделяют пыли, то все транспортные механизмы, и в особенности в зоне выгрузки клинкера, сильно пылят. Во избежание этого все места пересыпки материала должны быть герметизированы и аспирированы так, как это указано в главе IV. В настоящее время на Криворожском цементном заводе устанавливаются более мощные печи Леполь. Схема установкй кальцинатора, гранулятора и пылеочистных устройств печи Леполь 4X60 м с двойным прососом газов показана на рис. 45.
§ 5. АВТОМАТИЧЕСКИЕ ШАХТНЫЕ ПЕЧИ
Автоматические шахтные печи загружают сырьевым материалом в виде брикетиков или гранул, содержащих топливо.
Чтобы обеспечить горение топлива, воздух подается под давлением вентилятором обычно снизу шахты. Таким образом, шахтные печи находятся под давлением. Поэтому во избежание прорыва газов в местах выгрузки готового продукта приходится создавать специальные уплотнения. Чаще всего для этой цели применяют шлюзовые затворы.
Чтобы обеспечить наибольшую газоплотность, увеличивают число затворов. На рис. 46 показаны автоматические трехшлюзовые затворы, работающие таким образом, что в момент пропуска материалов по крайней мере хотя бы один из клапанов-шлюзов всегда оказывается закрытым.
Так, в положении / сектор и верхний затвор открыты. Клинкер ссыпается в нижнюю камеру, затвор которого закрыт. В положении II закрыт секторный затвор, над которым накапливается клинкер. В положении III все три затвора закрыты. В положении IV открыт нижний затвор. Клинкер ссыпается вниз, но газы не могут пройти через закрытый верхний затвор.
Управление этими затворами осуществляется принудительно автоматически при помощи гидравлического привода. Такие затворы создают надежное уплотнение (пропускают не более 1О°/о воздуха, вдуваемого в печь).
Затворы других систем, в которых клапаны открываются под действием веса упавшего материала, уплотняют печи значительно менее надежно и пропускают до 20^-30%, а иногда и больше вдуваемого в печь воздуха.
Расход тепла в печи составляет от 1 100 до 1 300 ккал!кг клинкера. В автоматических шахтных печах, работающих на «черном
Рис. 46. Схема действия шлюзовых затворов
7 — подвижная часть секторного затвора; 2 — подвижная часть верхнего шлюзового затвора; 3 — подвижная часть нижнего шлюзового затвора
брикете» (в сырьевой смеси содержится топливо), коэффициент избытка воздуха составляет а<1.
Следовательно, дутьевой вентилятор должен обеспечить подачу около 1—1,15 нм3 воздуха на 1 кг обожженного клинкера. 134
Аэродинамическое сопротивление одной и той же печи тем выше, чем интенсивнее ведется процесс.
Аэродинамическое сопротивление слоя материала велико, и для подачи воздуха в шахтную печь 2,5X11,3 м с производительностью до 7 т/час давление должно составлять около 1 100—1 500 кГ/м2. При уменьшении давления в результате укрупнения брикета производительность печи резко падает.
На рис. 47 приведены результаты аэродинамических испытаний печи 2,5X11,3 м, оборудованной хорошим шлюзовым затвором. Давление менялось очень часто [43] и в течение одного-двух часов могло подниматься с 800 до 1 600 кГ/м2, а затем снова понижаться. По-
этому в таблице к рис. 47 показано среднее давление за период испытаний.
Объем отходящих газов составлял около 11 000 нмъ/час, из них около 2 000 нм2/час — это пары воды, так как печь работала на брикетах с влажностью около 13%. На 1 нм3 сухих газов приходится, следовательно, около 0,2 кг паров воды. Поэтому температура «точки росы» ненамного ниже, чем у вращающихся печей, работающих по мокрому способу, и достигает 65°.
Производительность печи в период испытаний составляла 6,6 т/час, удельный расход топлива равен 1 170 ккал/кг клинкера.
Рнс. 47. Схема и результаты испытаний шахтной печи диаметром 2,5 м и высотой 11,3 м
I — воздуходувка высокого давления; II— воздухопровод высокого давления; III — труба к пылеулавливающим устройствам; IV — труба для выброса газов в атмосферу, помимо пылеулавливающих устройств; V — смотровой люк, через который подсасывается холодный воздух; VI— шлюзовой затвор
1—5 — номера точек замера
Таблица к рис. 47
Определяемые параметры Номера точек замеров
1 2 3 4 5
Химический состав газов в % СО,— 31,4% СО-3,3% N—65,3% N —76,9 СО —10,5 О3-12,0 СО-0.6%
Запыленность О в г!нм3 2,5 3 ~2
Содержание в QH водяных паров в нм4'час < -2 000 •
QH в нм'ч час 6 (.85 -700 > 10 950 9 680 20 600
Q^b лС/час 7 630 27 200
Рств кПм‘ Сред. 1 200
Температура газов в град. 33 -[145] | 8b
Верхняя — загрузочная часть печи плохо герметизирована, в результате чего подсос достигает 40%. Поэтому даже летом температура отходящих газов снижается с 145—150° до 86°. В холодное время года температура газов падает еще ниже, и на трубах конденсируется влага.
При обеспыливании шахтных печей ограничивают выделение пыли из места выгрузки продукции и обеспыливают отходящие газы. В первую очередь необходимо следить за плотностью шлюзовых затворов. Кроме того, следует укрывать места выгрузки материала на транспортер кожухом и под кожухом создавать разрежение, для того чтобы выделившиеся с пылью газы не распространялись по помещению и не попадали на рабочие места. Количество отсасываемого воздуха должно быть настолько больше количества выбивающихся из печи газов, чтобы в неплотностях кожухов скорость подсасываемого воздуха была не ниже 1,5—2 м!сек.
Как показали испытания Южгипронемента, а также данные, полученные другими исследователями [32], газы выходят из труб шахтных печей с запыленностью, не намного превышающей 1— 10 г/м3 (см. табл. 17), что значительно ниже, чем у вращающихся печей. Пыль крупная и содержит свыше 70—85% фракций с размерами более 10 мк.
Наличие относительно большого числа пылинок крупнее 10 мк в отходящих газах облегчает их осаждение. Этому же способствует невысокая температура и большое влагосодержание газов.
Проще всего применять для обеспыливания сухие циклоны. В этих условиях они могут обеспечить степень очистки Э = 0,8-^0,9. что близко к санитарным нормам. В электрофильтрах, даже двухпольных, степень очистки легко может быть доведена до 0,96—0,98.
Однако вследствие высокого содержания влаги в газах и низкой их температуры необходимо предусмотреть мероприятия,предотвращающие конденсацию влаги и осаждение пыли на стенках воздуховодов и пылеуловителях не только зимой, но и в теплое время года. К их числу следует отнести герметизацию загрузочной части печи, утепление газопроводов и фильтров, повышение температуры отходящих газов и др. с тем, чтобы температура газов в месте выхода из электрофильтра не была ниже 100°.
§ 6. ДВИЖЕНИЕ ГАЗОВ В СУШИЛЬНЫХ БАРАБАНАХ
Газы в сушильных барабанах движутся либо в ту же сторону, что и материал (прямоточные барабаны), либо навстречу последнему (противоточные барабаны).
Количество просасываемых газов на единицу продукции зависит от потребности в тепле для подсушивания материала и обратно пропорционально их температуре.
При увеличении общего количества просасываемых через барабан газов производительность сушильных барабанов возрастает.
Объясняется это не только тем, что для повышения производительности следует ввести дополнительное количество тепла, но и необходимостью увеличить скорость газов в барабане для улучшения теплообмена.
Количество тепла, которое необходимо ввести в барабан с газами, в зависимости от влажности и физических свойств подлежащих сушке материалов, может быть определено по рис. 48. Оно зависит от разности между начальным и конечным влагосодержа-нием материала. При составлении этого графика принято, что куски имеют в диаметре не свыше 25 мм.
Рис. 48, б. Количество газов из сушильного барабана, установленного перед дымососом на 1 кг испаренной воды
Рис. 48, а. Зависимость удельною расхода тепла для сушки материала от разности между начальной и конечной влажностью
7 — шлак доменный гранулированный; 2—песок кварцевый; 3 — известняк и опока;
4 — мергель; 5 — диатомит; 6 — туф; 7 — пемза; 8 — глина
Количество отходящих газов на 1 кг высушенного материала может быть определено по рис. 48,6 или расчетным путем.
По рис. 48,6 количество отходящих из сушильного барабана газов с влажностью 20% составляет около 9,6 м?/кг испаренной воды. Следовательно, через барабан необходимо прососать 9,6-2 800= = 27 800 м3/час газов.
Эта величина совпадает с полученной нами по аналитическому расчету.
Пример. Определить объем газа, который необходимо протянуть через барабан 2X20 м, для сушки шлака с начальной влажностью ТГ=21°/о до влажности Ц7=1% при начальной температуре 800°, а конечной при выходе из барабана 72=150°.
Так как объем барабана около 60 м3, то он в течение 1 часа может испарить 2400(1—0,2)
до 60Х40*=2 400 кг воды или высушить до-—-------=9,6 т сухого шлака.
Количество тепла, требуемого для сушки 1 кг шлака (порис. 48, а, кривая 1),
* Где 40 — принятый паросъем в кг/час с 1 jw3 сушильного барабана при сушке шлака.
составляет 1 200 ккал. Следовательно, чтобы испарить 2 400 кг воды, в сушильный барабан необходимо ввести в течение часа
2 400X1 200=2 880 000 ккал тепла.
Принимая среднюю теплоемкость 1 нм3 газа, равной 0,3 ккал/нм3, получим, что при разности температур 800—150=650° теплосодержание в 1 ил3 газов — около 650 • 0,3=195 ккал.
Для удаления влаги из шлака необходимо, следовательно, протянуть через сушильный барабан 2 880 000: 195=14 800 нм3/час сухого газа при температуре 150°, объемом
14 800(273 + 150) ---------—----— = 22 900 .
273
2 400 кг воды при испарении будут иметь объем 2 400 : 0,805=3 000 нм3, а при температуре 150° их объем составит 4 600 At3.
Таким образом, из барабана следует удалять около 27 500 м3/час газов, а с учетом 10% подсоса воздуха необходимо отсасывать около 31 000 м3/час газов.
Скорость движения газов внутри сушильных барабанов относительно невелика: она составляет в горячем конце около 5— 5,5 м]сек, и в холодном от 2 до 3 м/сек. Из-за этого, а также из-за небольших местных сопротивлений и отсутствия перегородок, расположенных перпендикулярно направлению движения газов и вызывающих местное увеличение скорости, аэродинамическое сопротивление собственно сушильных барабанов также невелико — всего около 1—1,5 кГ/м?.
Начальная температура газов зависит от свойств подлежащего сушке материала.
Так, при сушке угля, во избежание взрывов и самовозгорания пыли начальная температура газов не должна превышать 240— 350°, а конечная температура (при выходе из барабана) 60-ь 100е, причем первые цифры относятся к углям с большим содержанием летучих, а более высокие — к тощим углям и антрациту.
Л4аксимальная начальная температура газов в сушильных барабанах принимается обычно равной 800° для гранулированного шлака, известняка, опоки.
Температура отходящих газов должна быть несколько выше точки росы во избежание конденсации влаги в пылеуловителях или в дымовой трубе.
Количество пыли, увлекаемой газами из сушильного барабана, зависит от физических свойств материала, его способности измельчаться в процессе нахождения в барабане и от способа сушки — прямотока или противотока. Так, газы, выходящие из сушильных барабанов шлака или известняка, имеют запыленность от 20 до 30 г/нм3, а при сушке угля запыленность повышается до 50 г!нмг.
Так как через сушильные барабаны 2,2X20 м и 2,2X15,4 At просасывается 30—25 тыс. мъ/час газов, то они уносят 750— 1 000 кг/час пыли. Вследствие невысокой скорости газов крупные частицы выпадают в барабане, а с отходящими газами уносятся частицы величиной менее 60 мк.
С учетом специфических свойств пыли, удаляемой из сушильных барабанов (относительно высокое значение точки росы — повышенное влагосодержание газов, высокая дисперсность пыли), для обеспыливания газов можно применять сухие циклоны.
Вследствие относительно высокой температуры газов в настоящее время нецелесообразно также использовать рукавные фильтры из-за относительно низкой термостойкости применяемой обычно «фильтрующей ткани из овечьей шерсти1.
Для обеспыливания газов, отходящих из сушильных барабанов, в настоящее время редко используют двухступенчатые пылеуловители: сухой циклон — электрофильтр или сухой циклон — циклон с водяной пленкой. Обычно применяют только более дорогие двухпольные горизонтальные (реже вертикальные) электрофильтры. На рис. 49 приведены схемы барабанов для сушки шлака на различных цементных заводах и точки замеров при испытаниях, проведенных Южгипроцементом, а в табл. 22— размеры и характеристика этих барабанов.
Таблица 22 Характеристика и режим работы сушильных барабанов
Завод Размеры в м Топливо Влажность шлака Производительность по сухому материалу в т час
начальная конечная
Харьковский Енакиевский (проектные данные) (результаты испытания) Белгородский Себряковский 2x20 2.2x20 2,2x20 2,2X15,4 2,2X15,4 Каменный уголь То же Газ естественный 184-22 18 184-30 14 6 14-3* 1 14 5* 54-6* 0,6 ~10 ~10 154-10 84-10 19,6
* По нормам технической эксплуатации, влажность добавок не должна превышать 2%.
На рис. 49,с дана схема газового тракта сушильного барабана, включающего топку для сжигания каменноугольного топлива на колосниковой решетке, сухой циклон для первичной и циклон с водяной пленкой для вторичной очистки газов. Сушильные барабаны с такими обеспыливающими аппаратами испытывались на Харьковском цементном заводе. Общая степень очистки газов превышала Э = 0,95; при этом лишь 40°/° (из сухого циклона) пыли возвращалось в производство, а пыль, уловленная в мокром скруббере, в виде пульпы направлялась в овраг.
Общее аэродинамическое сопротивление всей системы достигало Рст = 124 кГ)м2, из них сопротивление самого сушильного барабана (без топки и газоходов) составляло всего около ~ 1,5 кГ)м2, а разрежение в аспирационной камере — около 2,5 кГ/м2. Расходы газа и статические давления на отдельных участках показаны на рис. 49,а.
При этом способе очистки газов вентилятору приходится преодолевать довольно высокое сопротивление пылеуловителей, на что
1 В настоящее время можно обеспыливать газы в рукавных фильтрах с
термостойкой тканью из волокна типа нитрон, стекловолокна и др. (Прим, ред.)
Рис. 49. Схема и результаты испытаний барабанов для сушки шлака
а — при мокром обеспыливании газов; б — при очистке газов в электрофильтре; в — при очистке газов в циклоне и электрофильтре; Z — топка; II — барабан; III —циклон; IV — вентиляторы; V —циклон с водяной пленкой;
VI —электрофильтр
1 —9 и I — 5 номера точек замера
Таблица к рис. 49а
Завод Определяемые параметры Номера точек замера
1 2 3 4 5 6
Харьковский Q в нм1 час 22 000 28 000 32 000 32 000
Р„ В -1 -2.5 — 12 -52 + 72
t в град. 800 130-150 100 70 70
С в г*л<3 1 25-35 >25 >15 —0,5
Таблица к рис. 496
Завод Определяемые параметры Номера точек за.мера
1 2 3 4 5
Енакиевский (проектные данные) Q в нм3! час 22 000 27 000 30 000 30 000
РС1 в к!я‘ —1 ! -2.5 -13 -26 +16
t в град. 800 130 120 ПО 105
G в г'нм3 25 1,2 1,2
Енакиевский (данные испытаний) QH в нм3/час 30 000 70 000 70 000
Ра В кПм! —1 -2,5 —14 -29 + 120
t в град. 820 150 100 50->60 —55
G в гнм3 >30 >1,2
Белгородский (данные испытаний) QK в нм?!час 12 000 15 100 20 600 20 600
Рст в кГ м1 —1 -6,2 -16 -52 —1
t в град. 400 82 80 65 66
С в г!нм* - - 9-10 - 0,05
Таблица к рис. 49в
Завод Определяемые параметры Номера точек замера
1 2 3 4 5 6 7 8 9
Q в нм3')Час 11300 2X10 100 24 500
Себряков-ский Рст В кпм2 —2,5 —4,5 -21 —74 ±1 -95
t в град. 20 4S0 130 120 115 95 95
G в г'нм* ~8 0.3
тратится около 99°/» энергии; на преодоление аэродинамического' сопротивления самого сушильного барабана расходуется всего I0/®-энергии.
На рис. 49,6 и в приведены схемы газового тракта и указаны значения расхода газов, разрежения и температуры газов в сушильном барабане, оборудованном горизонтальным электрофильтром Ц-13.
На рис. 49,6 и в таблице к нему приведены результаты испытания шлакосушильного барабана на Енакиевском цементном заводе. Сопротивление собственно сушильного барабана осталось таким же небольшим, как и по проекту. Но сопротивление всего остального воздушного тракта после электрофильтра сильно отличается от проектного и значительно его превосходит. Сравнивая фактические расходы газа в сечениях с проектным, легко обнаружить, что в действующей системе они в 2,5 раза превышают проектные (после электрофильтра) в результате колоссальных подсосов воздуха из помещения в электрофильтр. Поэтому в семь с лишним раз возросло сопротивление выхлопной трубы (вместо проектного значения ~ 16 кПм2 достигло 120 кГ)м2. Так как мощность запроектированного дымососа в этих условиях оказалась, конечно, недостаточной, то на заводе была сделана попытка заменить дымосос, увеличив его напор и производительность. Мощность электродвигателя при этом пришлось бы увеличить в четыре раза. Если бы не удалось устранить причину (подсосы), то заводу пришлось бы на шести сушильных установках перерасходовать в течение часа свыше 400 квт-ч энергии, что привело бы в течение года к перерасходу энергии больше чем на 300 тыс. руб.
Как только были устранены подсосы в электрофильтре и уменьшены подсосы в аспирационную камеру, сопротивление системы совпало с проектным.
В результате указанных выше подсосов в периоды, когда поддерживалось напряжение около 70 000 в, степень очистки газов, содержащих пыль доменных гранулированных шлаков в электрофильтре, достигла Э = 0,95.
Незначительный пылеунос на Белгородском цементном заводе объясняется низкими скоростями газов в электрофильтре и высокой конечной влажностью шлака.
В таблице к рис. 49,в приведены результаты испытания сушильных барабанов на Себряковском цементном заводе.
Сушильные барабаны Себряковского цементного завода имеют не по одному, как указано в схеме, а по два циклона. Поэтому объем газов в таблице к рис. 49,в показан в виде произведения Q=2X ХЮ 100 нм31час. Ввиду низкой начальной влажности шлака очень велика производительность барабана — до 19,6 т)час — при небольшой начальной температуре /]=490° газов, входящих в барабан, и сравнительно небольшом их количестве.
При необходимости производительность барабанов на Себряковском цементном заводе можно было бы повысить. Для этого достаточно соответственно поднять температуру газов.
Наблюдалось выбивание газов по высокой вертикальной трубе— течке поступающего в барабан шлака в тех случаях, если разрежение в камере сгорания составляло—1 или было выше.
В электрофильтр подсасывается воздух, это определялось по понижению температуры, химическому составу и объему отходящих газов.
Запыленность газов перед циклонами —до 8 г]нм?, а после электрофильтров снижается, доходя временами до 0,3 г)нм3.
Рис. 50. Рациональная схема установки электрофильтра к сушильному барабану 2,2 X 20 или 2,2 X 15,4 м для испарения в 1 час до 2,4 т воды
1 — дроссель для запуска дымососа; 2 — люк для чистки; 3 — мигалка или грузовой затвор; 4 — лопастной затвор (хорошо работает только при измельченном материале); 5 — отверстия для замеров при контрольных испытаниях; 6 —дымосос;
7 — трубы к паропроводу для подогрева изоляторов
Анализ приведенных результатов испытаний показывает, что разрежение в холодном конце сушильного барабана невелико — обычно не' более 2,5—5 кПм2. Сопротивление труб до пылеуловителей также невелико.
Подсосы газов увеличивают сопротивление системы и ухудшают очистку газов.
В наименее загруженных сушильных барабанах (на Себряковском цементном заводе), испаряющих всего около 1 т воды в час, достаточно отсасывать от аспирационной камеры около' 11 000 нм3'1час газа или около 11 нм3 на 1 кг испаряемой влаги. Из аспирационных коробок барабанов со значительно большей производительностью (на Енакиевском и Харьковском цементных заводах), испаряющих в течение часа 2,5—2,8 т воды, расход газов на 1 кг испарившейся влаги при той же начальной температуре газов не повышается.
На рис. 50 приведена схема1 установки электрофильтра к сушильному барабану 2,2X20 м. На всех закруглениях воздуховода предусмотрены отверстия для очистки газового тракта. Трубы имеют диаметр не менее 900 мм. В нижней части бункеров электрофильтров установлены грузовые затворы. Опыт цементных заводов показал, что при непрерывной выгрузке они в этом случае работают плохо. Значительно меньше подсасывается в них воздуха при периодической выгрузке из них материала.
1 Рекомендуемая авторами схема не предусматривает первой ступени очистки и при современных требованиях к степени обеспыливания пылегазовых выбросов, не может считаться достаточно удовлетворительной. (Прим. ред.).
/ Г Л AB A III
/
ДВИЖЕНИЕ И ОБЕСПЫЛИВАНИЕ ГАЗОВ В МЕЛЬНИЧНЫХ УСТАНОВКАХ
В зависимости от конструктивных особенностей мельниц и вспомогательного оборудования, а также требований, предъявляемых к качеству конечного продукта, схемы движения измельчаемых материалов и аспирационного воздуха в мельничных установках зачастую существенно различаются, как это явствует из сопоставления схем движения материала и газов в мельницах, приведенных на рис. 51, а, б, в, г, д.
Как видно из схем, значение аспирации для помольных агрегатов различных типов неодинаково: в одних случаях (рис. 51,а и д) аспирационный воздух выносит из мельницы только небольшую часть измельченного продукта, а в других, наоборот, весь измельченный продукт (см. рис. 51, б, в, г). Существует и много других схем помола цемента в сепараторных мельницах (см. например, «Борнер X. Z., 9, 1956, № 4 и Revue des materiaux», 1956, март); однако в данной книге рассматриваются лишь наиболее распространенные.
§ 1. МЕЛЬНИЦЫ, РАБОТАЮЩИЕ ПО ОТКРЫТОМУ ЦИКЛУ ПОМОЛА
Такие мельницы (см. рис. 51,а) в настоящее время широко применяют для помола клинкера, шлака, гипса и других составляющих цемента, а также для сухого и мокрого помола сырьевой шихты.
Это —мельницы УЗТМ размером 2,2X13 м и 3,2X15 м, завода Сибтяжмаш и завода им. Тельмана — 3X14 м и 2,6X13 м, завода в Дессау — 2,2Х 12 м и др. Схема движения воздуха в них одинакова, а сопротивление движению воздуха различно и зависит от конструктивных особенностей — формы и сечений входных горловин, перегородок и разгрузочных устройств.
Значительная часть объема (до 30%) камер мельниц заполнена измельчаемым материалом и мелющими телами. Живое сечение
для прохода воздуха в камерах во много раз больше живого сечения решеток.
Воздух вместе с материалом поступает в мельницу через сравнительно узкую горловину. Площадь камеры мельницы в свету более, чем в 50 раз, превышает сечение для прохода воздуха в горловине, поэтому скорость воздуха в горловине значительно превышает скорость воздуха в камере. Свободное живое сечение отверстий в перегородках между камерами, в которые проходит воздух, невелико. Часть этих отверстий в процессе работы мельницы закрыта мелющими телами и материалом, а остальные в той или иной степени забиты продуктом помола, в результате чего и без того небольшое «живое сечение» решеток уменьшается.
Таким образом, скорость воздуха резко меняется. В камерах она снижается до долей м/сек, а в перегородках, входных и выходных отверстиях (в горловинах мельниц) достигает нескольких м/сек-, поэтому аэродинамическое сопротивление мельниц, характеризуемое разрежением в аспирационной камере, относительно велико. В мельницах с периферийной выгрузкой суммарная площадь выходных отверстий обычно незначительно превышает площадь отверстий перегородок (в мельницах з-да им. Тельмана и др.). В других мельницах (например, УЗТМ 2,2X13) полая цапфа, откуда выходит материал, заканчивается штуцером, на который надето сито для просеивания изношенных мелющих тел и крупных посторонних включений. Это сито (из-за большой площади отверстий в нем и штуцере) не оказывает большого сопротивления движению аспирируемого воздуха.
Для того чтобы выяснить, какое количество воздуха может поступать в мельницы в зависимости от разрежения в аспирационной камере, рядом научно-исследовательских организаций были проведены соответствующие испытания.
На рис. 52 и в таблице к этому рисунку представлены результаты испытаний аспирационных трактов мельниц различных типов, пррведенных Южгипроцементом на шести цементных заводах.
Для каждого из участков аспирационной системы приведены статические напоры Рст и расходы газов Qt и QH, а для некоторых участков — температуры. Следует учесть, что в процессе испытаний на Себряковском и Енакиевском цементных заводах отсутствовали циклоны для предварительной очистки воздуха.
В табл. 23 приведена характеристика испытанных мельниц и пылеулавливающего оборудования.
В «Правилах технической эксплуатации цементных заводов» рекомендуется пропускать через мельницу столько воздуха, чтобы скорость его была не менее 1 м/сек, считая на полное сечение мельницы. Таким образом, через мельницу 2,2X13 м с условной площадью сечения около 3,5 м2 необходимо прососать не менее 10 000 м3/час воздуха, или не менее 500—600 м3 на 1 т готовой продукции. По тем же нормам требуется обеспечить разрежение в аспирационной камере около 20 кГ/м2.
Рис. 52. Результаты испытаний аспирации цементных мельниц, работающих по открытому циклу
I — цементная мельница; II—течка для неизмельчениого материала; III—аспирационная камера; IV — труба от аспирационной камеры к циклону; V — циклон; VI—рукавный или электрофильтр; VII — труба от рукавного фильтра илн от электрофильтра к вентилятору; УШ—вентилятор; IX— выхлопная труба после вентилятора
/—6 — номера точек замера
Таблица к рис. 52
Наименование завода Номера мельниц Определяемые параметры Номера точек замера
1 2 3 1 4 5 6
Енакиевский 1 Qt в м3!час Q в нм3/час Р„ в кГ/м2 t в град. О в г/нм3 2 800 11 600 18 600 45000 45000
2 600 8 600 14 500 39 000 39 000
-I —34 —40 —70 —210 4-20
23 108 95 85 35+40 <40
0 160 ±20 160200 2,6+7
2 Qt в м3/час Q в нм»/час РС7 в кГ/м2 t в град. 1600 6 200
~1 480 4 500
. —1 -16 —19
23 112 96
Криворожский 1 Qt в м3/час Q в нм3,/час РСт в кГ/м2 t в град. G в г/нм3 80 3 900 4 500 20 000 22 000
75 2 500 3 800 17 000 19 000
-5 —20 —50 —160 4-20
22 60 55 -45 -40
0 -200 -150 10+15 8+14
Продолжение таблицы к р и с. 52
о «S Наименование заводов 2 с X Определяемые параметры Номера точек замера
1 2 3 4 5 6
Себряков-ский 1 Qt в м3/час Q в нм3/час PCJ в кГ/м2 t в град. G в г[нм* 500 . 12 300 23 200 23 500
450 9 000 19000 19 300
—1 —21 —40 —235 +13
22 102 96 65 64
0 145 0,6
Белгород- ] ский Qt в мз/час Q в нм* 1 час Р„ в кГ/м3 t в град. G в г/нм3 600 13 000 13 500 15000 15 000
540 9 600 12 300 12 500
1.5 -21 -35 —75 —160 4-18
30 ПО 95 92 90 86
0 ~300±20 ~140 <0,5
Краматорский Qt в м3/ час Q в нм31 час Рст в кГ/м3 t в град. G в г/нм3 1 500 9 900 9900 15 000 15000
~ 1350 7600 7 600 12 500 12 500
-0,25 —19 —33 —41 -295 18
21 80 80 55 55
ПО 23 0,9
Харьковский 1 Qt в м3/час Q в нм3/час 1 Р„ в кГ/м2 t в град. G в г/нм3 Qt в м3/час # Q в нм3/час Per в кГ/м3 t в град. 900 11 400 11 800 14 500 15 000
810 8 500 8 500 11 500 ~ 12 000
—1,5 -(12-5-16) —26 —46 —205 +8,5
24 95 90 78 78
~ 180 ~40 0,4
2 000 9000 11 600 11 600
1 680 1 7 400 10000 10 000
4 —60 1 -75 —85 —205 1 +6
1 | 60 50 | 50
Был изменен режим работы мельницы.
СЗ
к
ю
На всех заводах, где испытывались мельницы, вентиляторы аспирационных систем отсасывают воздух в количествах, даже превышающих указанные в «Правилах технической эксплуатации» (1 нм3 на 1 кг цемента). Однако по мере того, как точка замера по системе приближается от вентилятора к мельнице, количество отсасываемого воздуха уменьшается, а через горловину загрузки в мельницу поступает количество воздуха, составляющее обычно менее 10% от количества, отсасываемого вентилятором, и не более 26% от количества газа, отсасываемого из разгрузочного кожуха (см. таблицу к рис. 52, заводы Енакиевский, Себряков-ский, Краматорский).
На Криворожском и некоторых других заводах количество воздуха, просасываемого через мельницу, оказалось еще ниже1. Все эти данные свидетельствуют о том, что ни в коем случае нельзя приравнивать количество воздуха, просасываемого через мельницу, к количеству воздуха, которое отсасывается вентилятором.
Чтобы увеличить количество воздуха; просасываемого через цементные
1 После испытаний уплотнили газовый тракт и повысили количество воздуха, поступающего в горловину, до 1 000 нм3! час.
мельницы, на ряде заводов увеличили производительность вентиляторов и повысили создаваемое ими разрежение до 250 — 320 кГ/м2. Однако, как показывает более подробный анализ данных, приведенных на рис. 52, этим методом не удается значительно повысить количество воздуха, просасываемого через мельницы. Основная масса воздуха подсасывается со стороны. Так, вентилятор, установленный в системе аспирации Енакиевского цементного завода, отсасывает воздух и водяные пары в количестве до 45 000 м21час, из которых 27 000 м3]час подсасывается в электрофильтре; через отверстия для сброса цемента из мельниц на ленту подсасывается более 3 000 м21час, через кольцевой зазор вокруг барабанов мельниц— до 1 800 м2!час\ через зазор вокруг центрального вала привода— 1 100 м?1час\ через закрытый люк в кожухе разгрузки — около 1 200 м?1час и т. д. Приблизительно такие же подсосы имеются и в газовом тракте второй мельницы, а в горловины двух мельниц поступает только около 4 400 м3]час, т. е. всего 10% воздуха, отсасываемого вентилятором, обслуживающим эти две мельницы.
При этом необходимо указать, что отверстия в горловине мельницы на Енакиевском заводе увеличены с 0,04 м'2 до 0,16 м2. Более чем в 2 раза увеличено также живое сечение решеток1. Без таких переделок количество входящего в мельницу воздуха было бы еще в 3—4 раза меньше. На Краматорском цементном заводе для получения нужной производительности не только увеличили площади входных сечений и отверстий в решетке, но и вынуждены были поставить вентилятор № 11, обеспечивающий преодоление общего аэродинамического сопротивления системы, составлявшего около 320 кГ/м2. На Себряковском цементном заводе установили вентилятор, позволяющий преодолевать аэродинамическое сопротивление системы, достигающее около 270 kEJm2.
Такое высокое аэродинамическое сопротивление системы объясняется тем, что запыленность аспирируемого воздуха на этом заводе очень высока и достигает 100—150 г/м3 и более. Рукавные же фильтры пропускают до 100 м2)час воздуха через 1 м2 поверхности рукавов и их сопротивление доходит до 200 кГ/м2, что нецелесообразно.
На Харьковском цементном заводе (см. рис. 52) у мельниц МИАГ 2,2X12 (.№ 1) входное отверстие и отверстия в перегородках были достаточно велики, но все же в горловину поступало мало воздуха. Соответствующими замерами было установлено, что большое количество воздуха подсасывалось в кольцевой зазор между корпусом мельницы и кожухом разгрузки. Достаточно было величину этой щели уменьшить всего наполовину, чтобы разрежение в аспирационной камере поднялось до 60 кГ1м2 (против 12—16), а количество поступающего в горловину мельницы воздуха возросло в 2 раза.
В таблице к рис. 52 (Харьковский завод, 1*) показано, как изменилось разрежение на отдельных участках после того, как кольце-
1 Предложение инж. А. Д. Каминского, осуществленное впервые на Краматорском цементном заводе.
вне щели были уплотнены несколькими слоями тонкой резины из транспортерной ленты, концы которой на 5—10 мм заходили на цилиндрическую поверхность корпуса мельницы. Несмотря на то, что через полость мельницы стало проходить больше воздуха, общее количество отсасываемого из аспирационной коробки мельницы
воздуха уменьшилось, что привело
к понижению сопротивления рукавного фильтра со 159 до 120 кГ/м2, а циклона с 20 до 10 кГ/м2. Улучшились условия работы вентилятора и пылеочистных устройств.
Рис. 53. Аэродинамическое сопротивление различных мельниц в зависимости от количества проходящего через них воздуха (все мельницы проработали не менее 150 часов без очистки щелей в перегородках
I — мельница УЗТМ 2,2X13 м с обычными горловиной и перегородками; 2 — та же мельница, но реконструированная п о методу Краматорского цементного завода; 3 — мельница 2,6x13 м з-да им. Тельмана; 4 — та же мельница, но реконструированная по методу Краматорского цементного завода
На основе проведенных испытаний составлен график (рис. 53, кривая 1), приближенно показывающий зависимость количества воздуха, всасываемого в горловину мельницы, от разрежения в аспирационной камере.
Так как общее аэродинамическое сопротивление мельниц пропорционально отношению квадратов скоростей газа, то легко показать, что эти точки ложатся очень близко к кривой, соответствующей уравнению
«г/м2, ( 1 000 /
где Q нм3/час — часовой расход воздуха через горловину загрузки, а следовательно, и через мельницу (с учетом подсоса в кольцевой зазор вокруг горловины), а4,5ч-5,5.
Кривые 1 и 3 соответствуют сопротивлению мельниц 2,2X13 УЗТМ и 2,6X13 з-да им. Тельмана с перегородками и горловинами, не подвергшимися реконструкции. Все мельницы до замеров проработали не меньше, чем по 150 часов, без очистки решеток.
Как следует из графика, приведенного на рис. 53, можно определить количество воздуха, проходящего через мельницы в зависимости от разрежения в аспирационном кожухе. Оно отличается от данных, приведенных в «Правилах технической эксплуатации». Мы видим (см. кривую 2), что при разрежении 20 кГ/м2 через мельницу
2,2X13 м даже с увеличенными отверстиями пройдет не более 2 000 м3 воздуха в час, а для получения расхода в 10 000 м3/час разрежение в аспирационной камере должно было бы составлять не менее 500 кГ/м2.
У мельниц з-да им. Тельмана 2,6X13 м сечение в свету входной горловины составляет всего 0,066 м2', не закрытые мелющими телами отверстия в диафрагмах имеют площадь в свету около 0,2 лс2 и площадь отверстий в периферийном выгрузочном устройстве — менее 0,36 м2. Следовательно, эти отверстия, и в особенности в горловине, меньше, чем отверстия для воздуха у мельниц 2,2X13 м, переделанных так же, как и на Краматорском цементном заводе.
В результате этого сопротивление мельницы 2,6X13 м выше, чем у мельницы 2,2X13 м, и при том же разрежении в ее аспирационный кожух поступает меньше воздуха, чем в мельницу 2,2X13 м (см. кривые 3 и 2).
После того как установлена зависимость между разрежением в аспирационной коробке и количеством воздуха, входящим в горловину мельницы, необходимо определить, сколько воздуха следует вводить в мельницу для эффективной ее аспирации.
Аспирация газов из этих мельниц при сухом способе измельчения необходима для того, чтобы:
не допускать выбивания пыли из мельниц;
очищать отверстия в решетках-перегородках и мелющие тела;
удалять влагу, содержащуюся в материале, предотвращая запаривание мельницы;
способствовать охлаждению материала и удалению тепла, выделившегося в процессе работы;
отбирать наиболее тонкие фракции пыли и улучшать тем самым процесс помола.
Как показал опыт эксплуатации мельниц, для того чтобы не было выбивания пыли из горловины, достаточно, чтобы разрежение в аспирационной камере было не менее 5—8 кГ/м2. В этом случае в мельницу входит немного — всего 200—600 м3/час воздуха.
Значительно сложнее установить, какое количество воздуха необходимо просасывать через мельницу для очистки отверстий в решетке мелющих тел и создания других условий, способствующих повышению ее производительности.
Работы, проведенные в НИИЦементе (Г. С. Крыхтин) [31], показали, что производительность мельницы зависит от количества поступающих в нее газов. Так, если количество газов, поступающих в мельницу 0 2,2 м, равно ~1 500 нм3/час, то производительность ее примерно на 23% выше, чем у той, через которую проходит в два раза меньше воздуха. Указанное количество газов поступает в мельницу при разрежении около 30-^ 35 кГ/м2 в аспирационной камере.
При дальнейшем увеличении разрежения (и скорости газа в мельнице) производительность мельницы несколько повышалась, но значительно увеличивался унос гипса, шлака и других более легких фракций цемента.
Поэтому Г. С. Крыхтин пришел к выводу о нецелесообразности увеличения разрежения в аспирационной камере более чем до 35—40 кГ)м2. Этот вывод имеет большое практическое значение, поскольку в аспирационных камерах существующих мельниц вследствие особенностей конструкции их уплотнений и характеристики вентиляторов затруднительно создать разрежение более 50— 60 кГ1м?.
Количество воздуха, которое проходит через мельницу при разрежении в аспирационной камере, 20—60 кГ)м2 вполне достаточно для удаления влаги, для растворения и выброса влаги из мельницы.
Необходимость удаления влаги возникает в связи с тем, что даже относительно маловлажный материал налипает на мелющие тела, замазывает отверстия в перегородках и ухудшает работу мельниц. Поэтому по «Правилам технической эксплуатации цементных заводов» в цементную мельницу, работающую по открытому циклу, можно загружать материал, влажность которого не превышает 2%. При этих условиях требуется удалить из мельницы около 400 кг воды в час.
Для того чтобы при температуре 80—85°, с которой газы покидают мельницу, пары воды не конденсировались на стенках труб, циклонов и т. д., имеющих температуру всего около 60—65°, достаточно в мельницу всасывать всего 500—600 нм31час сухого воздуха, или около 1 —1,25 нм3 на 1 кг воды (или 0,02—0,025 м3 воздуха на 1 кг цемента). При этом «запаривания» мельницы не будет.
Испытания, проведенные на Енакиевском цементном заводе, показали, что относительная влажность воздуха, выходящего из цементной мельницы в количестве 1 500 м3)час при <=85°, невелика. Однако по мере того, как воздух, выходящий из мельницы, смешивается с подсасываемым наружным воздухом, температура смеси понижается, а способность ее поглощать влагу резко уменьшается. Вода конденсируется на стенках труб, фильтров и т. д., в результате чего на них оседает и схватывается цементная пыль. Именно поэтому особое внимание должно быть обращено на то, чтобы аспирируемый воздух не разбавлялся холодным воздухом, а при наличии такого разбавления нужно следить за тем, чтобы его температура была на 20—25° выше «точки росы».
Во избежание конденсации влаги некоторые исследователи на основании проведенных опытов [7] рекомендуют нагревать аспирационный воздух после выхода из мельниц до температур, приведенных на рис. 54.
Однако подогрев не всегда допустим. Так, при температуре помещений +15° (кривая 1, рис. 54) и при точке росы у аспирируемого воздуха около 50° необходимо нагревать воздух до 67°, а с учетом теплопотерь температура его должна быть доведена до 87°. В этом случае шерстяные рукава рукавных фильтров смогут долго служить. При подсосе еще более холодного воздуха перегрев приходится доводить до 120+15=135°, что потребует применения более термостойкой ткани в рукавных фильтрах.
Поэтому для того, чтобы избежать установки специального устройства для понижения относительной влажности аспирируемого воздуха путем его нагревания или разбавления горячим воздухом, следует: уменьшать подсосы холодного воздуха; устанавливать аспирационное оборудование в теплом помещении, покрывать его теплоизоляцией, обеспечивать обратную продувку рукавов горячим воздухом.
Охлаждение материала в мельнице просасываемым воздухом дает крайне незначительный эффект, так как этот воздух не может поглотить более 5—10% выделенного мельницей тепла [7]. Это и понятно, если учесть, что в мельницу может посту-
Рис. 54. Температура перегрева воздуха после цементных мельниц, необходимая во избежание конденсации влаги
1 — аспирационный воздух разбавлен наружным воздухом с t = 15е и относительной влажностью <р = 58,5%; 2 — то же, при t = —5° и <р = 60%
цать очень ограниченное количество воздуха, теплоемкость кото-рого, как известно, невелика. Поэтому в соответствии с инструкциями по опробованию и эксплуатации многокамерных мельниц и «Правилами технической эксплуатации цементных заводов» в мельницу разрешается подавать материалы с температурой, не превышающей 55°, во избежание их нагрева в процессе помола до недопустимо высоких температур (для цемента).
При высоких температурах наружного воздуха, а также в тех случаях, когда температура измельченного материала превышает 55° или материал измельчается чрезвычайно тонко, приходится прибегать к охлаждению корпусов мельниц водой.
Некоторое количество тепла может отбирать испаряемая в процессе помола вода, содержащаяся в измельчаемом материале. Однако количество воды в материале, поступающем на помол, для рассматриваемых мельниц лимитируется и не должно превышать 2%. Поэтому на некоторых заводах в последнее время вводят мелко распыленную водяную пыль в последнюю камеру мельницы. За счет тепла, необходимого для испарения воды, материал охлаждается; кроме того, вода гидратирует свободную СаО, которая может содержаться в клинкере.
На рис. 55 приведен вариант установки электрофильтров внизу, рядом с мельницами 3,2X15 м. При такой установке отпадает надобность в специальном дорогостоящем помещении для электрофильтров в верхней части здания помольного цеха.
Рис. 55. Установка электрофильтров Ц-7,5 рядом с мельницами 3,2 Х15 м
1 — мельница; 2 —циклоны 01100 мм; 3 — электрофильтр; 4 — вентилягор
а) Запыленность отходящих из мельниц газов и меры борьбы с ней
Испытаниями установлено, что запыленность отходящих газов, отсасываемых от аспирационных камер мельниц, очень велика — от 50 до 200 г/нлг3 и зависит в основном от разрежения, создаваемого в аспирационной камере. При разрежении около 5—7 кГ/м2 запыленность газов самая низкая. По мере увеличения разрежения
Рис. 56. Схема движения газов в модели аспирационной камеры мельницы 2,6Х 13 м
а — обычная камера; б — наружный диаметр камеры увеличен и поставлено отражательное кольцо; 7 — корпус мельницы; 2— сито; 3 — отбрасывающий диск; 4 — кожух
в камере запыленность повышается и при разрежении около 32— 35 кГ/м2 достигает 120—140 г/нм3, а при разрежении около 60— 70 кГ/лг2—200 г/нм3 [54].
На рис. 56 схематически дан поперечный разрез аспирационной камеры мельницы 2,6X13 м с периферийной выгрузкой. Точками показан цемент’ высыпающийся на сито из находящихся в нижнем положении отверстий на торце мель'ницы. Цемент падает на сито и по мере вращения мельницы частично просыпается вниз. Некоторое количество его переходит во взвешенное состояние в пределах участка, окруженного ситом. С этого сита цемент сыплется на нижнюю часть стенок аспирационной камеры. В том случае, если место выгрузки из аспирационной камеры недостаточно уплотнено (рис. 56,а) и пропускает воздух, его струи пронизывают
слой пыли как на пути к ситу, так и внутри него и увлекают с собой значительное количество пыли в аспирационную трубу.
То же происходит с воздухом, подсосанным в уплотнение между мельницей и неподвижной аспирационной камерой: он попадает в наиболее запыленную зону и увлекает с собой тем больше пыли,
чем больше этого воздуха и, следовательно, чем выше разрежение в аспирационной камере. Таким образом,
Рис. 57. Реконст-
руированная аспи-р ационная камера мельницы (пунктиром показана обычная конструкция)
воздух, подсасываемый в аспирационную камеру, отнюдь не разбавляет запыленный воздух, поступающий из мельницы, и не уменьшает запыленность смеси. Наоборот, этот воздух в обычных аспирационных камерах способствует уносу цемента в систему пылеулавливания. Этому в значительной степени благоприятствует также то обстоятельство, что аспирационные камеры в свое время были рассчитаны исключительно на создание небольших разрежений в них, достаточных только для того, чтобы все части мельницы находились под разрежением. Поэтому в аспирационные камеры подсасывалось немного воздуха, скорости его даже в сравнительно небольших камерах были невелики, невысоким был и пылеунос.
Теперь же, когда установлено, что проходящий через мельницу воздух благотворно влияет на ее производительность, стремятся повысить разрежение в камере. Существующая конструкция уплотнения между вращающейся мельницей и неподвижной ча-
стью аспирационной камеры при повышении разрежения в 6—12 раз не может ограничить подсос воздуха в достаточной степени. В результате этого внутри полости некото-
рых аспирационных камер скорость воздуха на отдельных участках превышает 8, а иногда достигает и 12—13 м!сек. Воздух, поступающий с такой скоростью, безусловно может увлечь с собой значительное количество
пыли.
При таких условиях возникла необходимость в реконструкции аспирационных камер.
Предложены два варианта реконструкции. По первому (рис. 56,6) диаметр аспирационной камеры увеличен на ’/3 и паразитный воздух из мест подсоса выносится за пределы участка, в котором цемент находится во взвешенном состоянии. Это позволило снизить количество цементной пыли, уносимой в пылеочистную систему.
Зазор между ситом и наружным диаметром кожуха, сделанный для прохода подсосанного воздуха, значительно увеличен. Нижнее отверстие полностью уплотнено, и воздух в него совсем не подсасы-
вается. Некоторое количество воздуха подсасывается только между вращающейся и неподвижной частью коробки, но благодаря дополнительному отбрасывающему диску этот воздух не попадает под сито. В результате он менее интенсивно пронизывает слой пыли, скорость его в увеличенной по размерам камере значительно ниже, что способствует также уменьшению выноса пыли из аспирационной камеры по сравнению с камерой, изображенной на рис. 56,а.
На рис. 57 показан другой вариант реконструированной аспирационной камеры. Пунктиром обозначены размеры камеры до реконструкции [51]. Вследствие уменьшения скорости воздуха в несколько раз часть пыли, в особенности крупной (или комков, образовавшихся из мелких пылинок), падает вниз и в пылеулавливающие установки не выносится. Чем выше такая камера, тем лучше очищается от пыли воздух. Этот метод проверен не только на модели, но и на работающих мельницах. Оказалось, что запыленность аспирационных газов при реконструкции аспирационных камер снижается с 120—160 до 55—60 г/нм3.
б) Пылеулавливающие устройства к мельницам, работающим по открытому циклу помола
Пылеулавливающие устройства предназначены для очистки запыленного воздуха, отсасываемого из аспирационной камеры.
На цементных заводах для этой цели применяются рукавные фильтры, электрофильтры и циклоны. Мельница должна быть обязательно снабжена рукавными фильтрами или электрофильтрами, предназначенными для тонкой очистки воздуха. При запыленности воздуха, превышающей 60 г/нм3, для их разгрузки ставят циклоны, в которых осуществляется первичная очистка от более грубых фракций пыли.
Как известно, количество запыленного воздуха, отсасываемого-от аспирационных камер, зависит от размера мельницы, ее аэродинамического сопротивления, от количества подсасываемого воздуха и разрежения в аспирационной камере.
Сведения о количестве всасываемого в мельницы воздуха в зависимости от размеров мельниц, их аэродинамического сопротивления и от разрежения в аспирационных камерах приведены в табл.24.
На рис. 58 показана рациональная схема аспирации мельничного агрегата с указанием уплотнений, теплоизоляции газового тракта, мест установки шлюзовых затворов, мигалок, дросселей и пр., полученная на основании проведенных нами исследований.
В табл. 25 и 26 приводятся данные по подбору рекомендуемого пылеулавливающего оборудования, вентиляторов, электродвигателей, диаметров соединительных труб и циклонов в зависимости от количества воздуха, которое требуется отсосать от аспирационной камеры, с учетом поступающего в мельницу холодного воздуха (по табл. 24), паров воды из материала и подсосанного в аспирацион
ную камеру воздуха и увеличения объема газов в связи с повышением температуры до 100°.
В среднем количество физических кубометров газа, отсасываемого из аспирационной камеры, в 2,5—3 раза больше объема газов, поступающих в горловину мельницы.
Данные этих таблиц получены на основании анализа и обобщения опыта работы отечественных и зарубежных предприятий.
Расчетная производительность вентиляторов при обеспыливании газа в рукавных фильтрах принята в табл. 25 с учетом подсосов
Рис. 58. Схемы аспирации цементных мельннц, работающих по открытому циклу
1 — течка; 2 — мельница; 3 — аспирационная камера; 4 — циклон; 5— рукавный фильтр (или электрофильтр); 6 — вентилятор; 7 — калорифер для подогрева воздуха обратной продувки рукавов; 8 — вентилятор ВРС № 3 с 1 400 оэ/мин; 9 — электродвигатель; 10 — редуктор; 11—шлюзовой затвор; 12— труба для сброса кусков крупного материала и мелющих цилиндров, оставшихся на сетке; 13 — паро-проход; 14—затвор-мигалка; 15 — люки для чистки (пунктирные линии показывают теплоизоляцию; жирными точками указаны отверстия для контрольных замеров;
места, нуждающиеся в уплотнении во избежание подсоса воздуха, заштрихованы)
воздуха в самих рукавных фильтрах, а также кратковременного повышения расхода воздуха в периоды ревизии фильтров.
При ухудшении уплотнений в аспирационной камере и снижении давления в ней через мельницу будет просасываться меньше газов, но общее количество газа, отсасываемого из аспирационных камер, не должно превышать указанного в таблице.
Если температура газов, выходящих из мельницы, выше допустимой для рукавного фильтра, то можно за счет подсоса паразитного воздуха снизить ее до требуемой. Значительно лучше применять специальные установки для снижения температуры клинкера.
Таблица 24
Зависимость количества воздуха, всасываемого в горловины мельницы, от ее размера и аэродинамического сопротивления при разрежении в аспирационной коробке, равном 60 кГ/м2
№ Типоразмер мельницы Аэродинамическое сопротивление Количество воздуха, всасываемого в горловину Qeo в м?1час
1 УЗТМ 2,2x13 м Обычное 1 500
2 УЗТМ 2,2x13 и 2,2x12 м Уменьшенное по 3 500
сравнению с мельницей УЗТМ
3 2,6x13 м з-да им. Тельмана Обычное 1 300
4 То же У меньшениое 3 200
5 Зх 14 и 3,2х 15 м я 7 500
Примечание. Указанное количество воздуха всасывается через горловину только при разрежении Рк.ст=60 кТ/м2 в аспирационной камере. Это количество уменьшается в отношении
Q -в Рк.ст.
Сео “ F 60 ’
где Рк-ст — статическое разрежение в аспирационной камере, которое не долж’но быть ниже 30 кГ1м2.
Запыленность воздуха, выходящего из аспирационной камеры мельницы, часто превышает 150—200 г{нм3, в результате чего рукавные фильтры работают с высокой нагрузкой и поэтому (см. табл. 4) имеют очень большое аэродинамическое сопротивление. В целях уменьшения нагрузки на рукава целесообразно применять предварительную очистку аспирационного воздуха в циклонах с диаметром более 1 100 мм, которые осаждают до 60—70% цементной пыли.
Общее аэродинамическое сопротивление системы при этом почти не возрастает, так как уменьшается количество пыли, осаждающейся на поверхности рукавов. Из-за высокой запыленности воздушная нагрузка ткани не должна превышать 75 м3 на 1 м2 поверхности рукавов, причем в это количество воздуха входит и воздух, подсасываемый в самом рукавном фильтре. Поэтому так велика поверхность рукавов, которые приходится устанавливать при аспирации одной цементной мельницы.
Опыт показал, что в циклонах оседают более крупные фракции пыли с меньшей удельной поверхностью. Они имеют и иной химический состав, так как мельчайшие фракции легко размалываемого гипса не осаждаются в циклоне, а улавливаются только в рукавных фильтрах. Именно поэтому, как показали испытания на Белгородском цементном заводе, собранные в рукавном фильтре фракции мельче, т. е. имеют большую удельную поверхность, чем готовый продукт и, кроме того, содержат втрое больше гипса.
До последнего времени при проектировании систем обеспыливания цементных мельниц к одному электрофильтру Ц-13 подключа-
] 1 Сатарин В. И., Перли С. Б.
161
Данные по подбору оборудования при установке рукавных фильтров
РЗ я S ч
н
лись одна или две цементные мельницы 2,2X13 м (две при наличии предварительной очистки в циклоне) и одна мельница 2,6X13 м. Однако, как следует из табл. 26, при тщательном уплотнении аспирационных камер, мест выгрузки материала и т. п., один электрофильтр Ц-7,5 может обеспечить обеспыливание воздуха из трех цементных мельниц 2,2X13 м и двух реконструированных мельниц 2,6X13 м. Количество уловленной пыли при этом отнюдь не уменьшается, а количество воздуха, проходящего через фильтры, даже ниже, чем при аспирации одной недостаточно уплотненной мельницы.
На цементном заводе в Стура-Вика (Швеция) к одному электрофильтру подсоединяются три цементные мельницы 2,4X12 м; при этом воздух с пылью не выбивается из горловин мельниц, что указывает на достаточное разрежение в мельнице, хотя общее количество отсасываемых от всех трех мельниц газов не превышает 10 000 м?1час.
При установке электрофильтра без циклона общее аэродинамическое сопротивление аспирационной системы цементной мельницы уменьшается почти в два раза по сравнению с системой, очищающей газы в рукавных фильтрах, да к тому же сильно нагруженных. В случае же установки циклонов разница в сопротивлении по сравнению с рукавным фильтром значительно меньше. Как показали испытания, проведенные в Южгипроцементе и Гипроце-менте [54], общая степень
Данные по подбору оборудования при установке электрофильтров
число оборо- 1 тов в 1 мин. 910 735 910 по О го — о Ю о -о — >- ст>
С а й о S ность в кет* 36 20 36 О СО 04 СО 20 36
5 3 = « а» Ь та та О' С С С < АО-82-8 АОС-93-6 .. 1 АО-82-8 АОС-93-6 АО-82-8 АОС-93-6
X вид передачи Прямая s к в в
чи<.ло оборо- тов в 1 МИН. О —• о 720 910 720 910 720 910
та о номер ос X» оо оо оо 30 ОО
к ч к н В а> со а SO X X тип ЦП-ЦАГИ по ГОСТ 49-41 То же * о «г к
а> ь so та о. та X наиболь- I ший оас- ход газа в | \м31час, поо- ходящего через элек- a puipn.ioi и । при 95° 1 с с с LT о 25 000 ) 25 000 000 SS nnnez 25 000 25 000
полный напор в кПм? при 95° 180 110 180 110 180 ПО 180
J мельниц на один атоитпА_ фильтр Ц-7,5 - Т> со "О см м —
диаметр циклона в мм с С без циклона 1 200 без циклона 1400 без циклона 2 шт. 01200
J У к § si во воздуха, | и ILdLDl oat" мого от ас- пиранион-ной камеры, в мРщас \П О 8 ОО 000 01 15 000
Номер в соответ- ствии с табл.24 ес тГ СМ
♦ С учетом подсосе в воздуха как в обычных условиях, так и при открытых во время ревивии люках.
I
обеспыливания отсасываемого из цементной мельницы воздуха в правильно эксплуатируемом электрофильтре достигает Э=0,95— 0,98.
§ 2. МЕЛЬНИЦЫ, РАБОТАЮЩИЕ ПО ЗАМКНУТОМУ ЦИКЛУ ПОМОЛА
I. Мельницы для размола с механическими сепараторами
В последние годы эти мельницы находят все более широкое применение в связи с тем, что в них в процессе помола продукт один или несколько раз сепарируется и от него отбираются измельченные частицы. Фракционный состав цемента из сепараторной мельницы более равномерный, чем из мельниц, работающих по откры-
Рис. 59. Схема сепараторной мельницы 2.4x10,6 м
тому циклу. На помол в сепараторных мельницах расходуется меньше электроэнергии, при этом в них легче получить цементы высокой тонины помола.
Ниже приводятся описание и результаты аэродинамических испытаний газового тракта сепараторной трехкамерной мельницы диаметром 2,4 и длиной 10,6 м (включая длину аспирационной камеры).
На рис. 59 приведена схема установки мельницы и вспомогательного оборудования. Клинкер и гипс через соответствующие тарельчатые питатели 1 подаются в первую камеру мельницы 2. Первая
камера загружена крупными шарами. Вторая камера, загруженная шарами размерами от 50 до 30 мм, имеет разгрузочные отверстия,
через которые материал, размолотый в первых двух камерах, попадает в элеватор 3, подающий его в центробежный сепаратор 5 диаметром 2,8 м. В центробежном сепараторе цемент разделяется на две фракции: тонкая фракция направляется в аэрожелоб 8 и транспортируется в бункер над воздушным камерным насосом 14, а круп
ная фракция поступает в шнек 7, откуда подается в третью камеру мельницы. В тех случаях, когда третья камера оказывается перегруженной, часть крупной фракции можно возвратить шнеком из сепаратора 5 в первую камеру. Третья камера служит для тонкого помола и загружена мелющими цилиндриками. Материал из третьей камеры через разгрузочные отверстия попадает в элеватор 4, откуда поступает в центробежный сепаратор 6 диаметром 3,2 м. Цемент тонких фракций из сепаратора 6 попадает через аэрожелоб 8 в бункер над воздушным камерным насосом 14, а цемент крупных фракций возвращается шнеком 7 обратно в третью камеру.
Разгрузочная камера 12 соединена трубой с электрофильтром 10 и вентилятором 11. Аспирационный воздух обес-
Рис. 60. Схема механического (рассеивающего) сепаратора
пыливается в последовательно установленных циклоне 9 и электрофильтре 10. Для обеспыливания воздуха, проходящего через сепараторы, последние соединены с рукавным фильтром 13; уловленная в нем пыль поступает в аэрожелоб 8. Тонкие фракции цемента из аэрожелоба и пыль, уловленная в циклоне и электрофильтре, поступают в верхний бункер над насосом 14.
При данной схеме помола производительность установки определяется пропускной способностью сепараторов.
На рис. 60 приведена схема механического (рассеивающего) сепаратора. Крупка и мука механическим путем транспортируются из
мельницы, поступают через трубу на рассеивающую тарелку 1, закрепленную на вращающемся вертикальном валу с регулируемым числом оборотов. Рассеянный тарелкой материал подхватывается восходящим потоком воздуха, а более крупные частицы опускаются вниз и отводятся обратно в мельницу через патрубок 3. Мелкие частицы увлекаются вверх в кожухе 2 потоком воздуха, создаваемым вентиляторами 5 и 6, вращаемыми валом тарелки, и выгружаются по течке 7. Скорость восходящего потока воздуха регулируется наклонными съемными контрлопастями 4, которые при вращении стремятся создать нисходящий ток воздуха и тем уменьшают скорость подъема воздуха вверх.
Когда надеты все 12 контрлопастей, скорость восходящего потока воздуха будет наименьшая; по мере уменьшения количества контрлопастей скорость возрастает. Это позволяет регулировать скорость воздуха и крупность отсеиваемых фракций, не изменяя числа оборотов вентилятора.
На рис. 61 представлена схема аспирации газов из сепараторной мельницы I 2,4X10,6 м на Ново-Здолбуновском заводе. Из аспирационной камеры воздух отсасывается по трубе II в циклон IX, из которого направляется для очистки в электрофильтр X через вентилятор XI, а затем выбрасывается в атмосферу.
Через мельницу в аспирационную камеру XII поступает только незначительное количество воздуха, а в основном он попадает сюда через элеваторы III и IV и из сепараторов V и VI, в которые всасывается через места сброса материала в аэрожелоб VIII и шнек VII. Сепараторы V и VI действуют во внешнюю вентиляционную сеть как своеобразные вентиляторы, в верхней части которых создается давление, а в нижней — разрежение; от верхней части сепараторов воздух отсасывается в 56-рукавный фильтр XIII.
Таким образом, аспирация мельницы осуществляется фактически четырьмя вентиляторами, из которых два — вентиляторы электрофильтра и рукавного фильтра — имеют часовую производительность соответственно 26 000 и 12 000 м3 воздуха в 1 час, а у вентиляторов каждого сепаратора производительность при работе во внешнюю сеть незначительная — около 2 000—3 000 м3!час и с их отключением уменьшается разрежение в аспирационной камере на 3—4 кГ/м2.
Фирменные данные об аспирации газов из сепараторной мельницы 2,4X10,6 м крайне недостаточны; указаны только: а) производительность вентилятора электрофильтра Q = 26 000 м3/час при температуре 80° и б) количество пыли, осаждающейся в циклоне, — до 200 г/м3 и в электрофильтре — около 100 г/м3.
Аспирация газов изучалась в период, когда мельницу использовали для получения цемента марок 500 и 600 с удельной поверхностью в пределах от 3 100 до 3 500 см2/г, предназначенного для изготовления асбестоцементных изделий. Остаток на сите № 085 был при этом менее 1 % •
При работе первого сепаратора без контрлопастей, а второго сепаратора с четырьмя контрлопастями удельная поверхность цемен-166
та составляла от 2 470 до 2 690 см2/г\ при наличии в обоих сепараторах по шести контрлопастей удельная поверхность была равна от 2 700 до 2 877 см2/г и лишь при установке всех контрлопастей в сепараторах была получена удельная поверхность цемента около 3 100 см2/г.
При изучении аспирации газов из мельницы мы стремились: 1) установить расходы воздуха, его давление и степень запыленности в отдельных частях установки при нормальной производительности вентиляторов, указанной в фирменном паспорте; 2) определить влияние аспирации на величину удельной поверхности цемента (основной фактор, по которому судили об измельчении материала).
Испытания проводились при различных режимах работы мельницы. Режим I — производительность мельницы 15—16 т цемента в 1 час, производительность вентиляторов паспортная (у вентилятора электрофильтра — около 26 000 м'/час), разрежение после электрофильтра Рст составляло около 150 кГ/м2. Места отбора проб указаны на рис. 61. Помимо этого, в таблице к рис. 61 указаны:
Рст — статическое разрежение в кГ/м2;
Qt и Qu —соответственно расход газа в данном сечении;
G г/нм? — запыленность воздуха в а на 1 нж3; удельная поверхность цемента — в сж2/г; унос пыли в кг/час (в отличие от остальных параметров он не замерялся, а вычислялся путем умножения величины запыленности газа на расход его в 1 час).
В таблице к рис. 61 приведены средние значения параметров, полученные при нескольких замерах; при мгновенных замерах получались отклонения ±2-4- 5%.
При режиме I разрежение в аспирационной камере мельницы составляло около 34 кГ/м2 (точка 17).
Разрежение в точках 11 и 21 (на течках и воздуховодах к горловинам мельницы) было равно около 15 кГ/м2, в результате чего разность давлений между входом в мельницу и аспирационной камерой была невелика — всего около 19 кГ/см2. Этим и объясняется тот факт, что в горловины мельницы поступало сравнительно небольшое количество воздуха — 400 и 100 м3/час*.
До устройства отверстия XIV возле точки 23 аспирационный воздух через камеру XV почти не проходил. В результате этого производительность мельницы была ниже почти на 30%.
Результаты замеров показали, что только 1: 50 часть воздуха, вытягиваемого из аспирационной камеры, проходила через полость мельницы [(400 + 100) : 27 000 =
50
Это объяснялось тем, что аспирационная камера не была герметизирована в месте выгрузки из нее материала в элеваторы. Поэтому навстречу направлению движения материала по течке из элеватора подсасывался воздух. То же происходило и на других
* Следует также отметить, что междука мерные перегородки были частично забиты металлическими пластинками из доменного шлака, который служит добавкой для рядового цемента; через чистые перегородки обычно проходило до 5 000 м?1час воздуха.
участках движения материала: в местах выгрузки готовой продукции в аэрожелоб; поступления возврата из сепаратора в шнек и из элеваторов в сепараторы. Настречу материалу со скоростью 8— 12 м/сек двигался воздух, так как во всех этих местах не было затворов для ограничения поступления воздуха.
Нужно отметить, что воздушный тракт после аспирационной камеры был уплотнен достаточно — подсосы в нем не превышали 12% от количества воздуха, поступающего из аспирационной камеры (сравнить расходы в точках 24 и 29). Но до аспирационной камеры мельницы воздух подсасывался в неплотности в шнеке VII, в месте перехода из аэрожелоба в сепаратор, в неплотности в элеваторе и, наконец, в неплотности кольцевого уплотнения между мельницей и аспирационной камерой.
Так как воздух всюду двигался с большими скоростями навстречу материалу, он подхватывал значительную часть материала. Этим и объясняется огромная запыленность аспирируемого воздуха в точке 24 от 290 до 600 г/нм3. Из сепараторов V и VI в рукавный фильтр отсасывался воздух с запыленностью от 75—100 до 430 г/нм3.
Из сепараторов в рукавный фильтр отсасывалось в течение 1 часа около 1 т пыли с удельной поверхностью свыше 4 800 см2/г.
Следует указать, что рукавный фильтр на заводе в период испытаний обслуживался неправильно. Так, 6 рукавов из 56 в различных камерах не были подсоединены, к наконечникам. Поэтому степень обеспыливания воздуха в нем не превышала 96—95%, а общее количество безвозвратных потерь достигало 50 кг/час.
Из мельницы в электрофильтр отсасывалось более 7 т пыли в 1 час, и притом относительно крупной, с удельной поверхностью от 1 700 до 2 680 см2/г (в среднем из 8 проб — 2 280 см2/г).
Следует подчеркнуть, что удельная поверхность пыли, осажденной в циклоне, значительно ниже, чем удельная поверхность пыли, в аэрожелобе (около 3 300 см2/г) ив камерном насосе (около 3 100 см2/г). Удельная поверхность готовой продукции уменьшается, что недопустимо при измельчении цемента для асбестоцементных изделий. Поэтому пришлось установить систему уплотнения выгрузки материала из аспирационной камеры в течки к элеваторам.
Испытанием при этом режиме была установлена также общая степень обеспыливания воздуха в вертикальном однопольном электрофильтре и циклоне, которая достигала 98%. Все же после электрофильтра безвозвратно теряется в течение 1 часа около 190 кг пыли только мелких фракций. Поскольку дальнейшее повышение степени обеспыливания в электрофильтре связано с определенными трудностями, сокращение безвозвратных потерь может быть достигнуто только путем уменьшения объема воздуха, отсасываемого из аспирационной камеры мельницы.
Поэтому мельница 2,4X10,6 м была испытана при работе на режимах II и III. Они отличаются от режима I объемом воздуха, отсасываемого из аспирационной камеры.
Дальнейшая наладка аспирации (см. таблицу к рис. 61) имела целью:
а) увеличить количество воздуха, проходившего через камеру XV-, для этого возле горловины у камеры XV было сделано большое отверстие XIV (см. точку 23), в которое подсасывался воздух;
б) уменьшить количество воздуха, отсасываемого из мельницы в электрофильтр, чтобы снизить вынос крупного цемента и не допускать ухудшения качества готовой продукции;
в) сделать так, чтобы воздух не двигался навстречу материалу. В особенности важно было ликвидировать большую разницу в разрежении между аэрожелобами и выгрузочной течкой сепараторов.
Из таблицы видно, как уменьшалось количество воздуха, отсасываемого в рукавный фильтр и в электрофильтр при изменении степени открытия шиберов, а также при установке специальных затворов для воздуха на течках.
При режиме III количество воздуха, отсасываемого из сепараторов в рукавный фильтр, уменьшено в 5—6 раз, а из мельницы в электрофильтр — в 4 раза и во столько же раз снизился выброс готовой продукции в атмосферу.
Разрежение в аспирационной камере при этом составляло около— 13 ±3 кГ1м2 перепад давлений между сепаратором и аЭрбже-лобом был минимальным — всего около 1 кГ/м2.
Проведенные исследования позволяют сделать ряд практических выводов.
1. Для получения цемента с высокой удельной поверхностью свыше 3 200 см3 и производительности мельницы 16,5—17 т/час машинисту следует поддерживать разрежение в аспирационной камере около — 20 кГ/м2. Если разрежение между электрофильтром и вентилятором при этом не превышает — 40 кГ/м2 (т. е. разница составляет— 17 кГ1м2), то из аспирационной камеры не подсасывается слишком много воздуха. Если разница превышает 25 ч- 30 кГ1м~. значит в уплотнении аспирационной камеры или в других местах имеется подсос воздуха, который необходимо устранить.
При соблюдении этих условий мельница будет работать при оптимальном режиме IV.
2. Помол рядового цемента при производительности мельницы 22—24 т/час следует осуществлять при полных оборотах вентилятора XI, так как при недостаточном количестве воздуха, отсасываемого этим вентилятором из элеваторов, сепараторов и других мест, трудно обеспечить высокую производительность. Кроме того, следует отрегулировать сепараторы путем уменьшения числа контрлопастей и повышения числа оборотов так, чтобы готовая продукция имела удельную поверхность в пределах 2 400+200 (М2/г.
Для получения цемента с удельной поверхностью до 2 800 ч-+- 3 200 см2]г (остаток 3—6% на сите № 085) расход воздуха через электрофильтр следует увеличить до 25—27 тыс. м?]час.
3. Для обеспыливания системы мельницы следует подсоеди
нить шнек и аэрожелоб к трубе II так, как показано штриховыми линиями.
Сопоставление качества цемента (по удельной поверхности) с количеством выносимой пыли в условиях описанных режимов свидетельствует об особо важном значении аэродинамики при сепараторном помоле.
Улучшение аспирации мельниц способствует повышению • их производительности и улучшению качества продукции. Между тем из аспирационной камеры выносится огромное количество пыли (до 50% всего выходящего продукта). Это обусловливается небольшим сечением решетки камеры, в результате чего скорость воздуха в ней достигает 13 м]сек. Потому было бы очень полезно в несколько раз увеличить сечение площади аспирационной камеры и улучшить уплотнение между вращающейся и неподвижной частью камеры, что позволило бы во много раз снизить унос пыли.
Кроме того, установлено, что значительная часть мелкой пыли все же не попадает в готовую продукцию, а вместе с крупными частицами поступает на домол в мельницу.
На электростанциях в последние годы стали дополнительно провеивапэ относительно крупный материал, возвращающийся из сепараторов на домол, и таким путем отбирать из него мелкие частицы, повышая тем самым на 15—20% производительность мельниц. Возможность использования этого метода проверена в лабораторных условиях в Южгипроцементе.
II. Мельницы с воздушно-проходными сепараторами
Из мельниц с воздушно-проходными сепараторами наибольшее распространение получили мельницы для одновременной сушки и помола угля, работающие без рециркуляции воздуха (см. рис. 51,г). Сушильный агент (горячий воздух) просасывается через мельницу один раз и при этом уносит измельченную продукцию. Затем из воздушного сепаратора IV наиболее крупные частички пыли возвращаются по течке XIV для домола, а газы с оставшейся в них угольной пылью направляются в циклон VI, который осаждает до 85% этой пыли. Осажденная в циклоне угольная пыль направляется в бункер V. Газы из циклона с самыми мелкими фракциями оставшихся в них частиц пыли вентилятором III направляются в вентилятор XV, который вдувает их в печь. В напорную трубу вентилятора XVI при помощи дозирующих устройств XII поступает угольная пыль из бункера V в нужных для печи количествах. В этих мельницах можно удалить из угля до 13% влаги.
Мельница, показанная на рис. 51,6, отличается тем, что в ее горловину по трубе VII поступают горячие газы из специальной топки VIII (главным образом в начале работы). Основным сушильным агентом является горячий воздух, отсасываемый из головки вращающейся печи, либо из' холодильника. Допустимая
температура этих газов зависит от сорта подсушиваемого угля: для углей тощих с содержанием летучих менее 17% температура газов при входе в мельницу должна составлять до 350°; температура у сепаратора IV — до 120° и у мельничного вентилятора III — до 100°. При углях с большим содержанием летучих (до 35—44%) температура газов в тех же местах будет равна соответственно 240, 60 и 50°. Температура газов не должна превышать 400—450° во избежание перегрева подшипников.
Газовый поток в таких мельницах:
а) транспортирует готовую продукцию;
б) вводит тепло, необходимое для сушки угля.
Исходя из этого и определяют количество газов, которые необходимо подавать в мельницу.
Температуру и количество смеси воздуха и топливных горячих газов, поступающих в мельницу, можно регулировать, поворачивая специальную дроссельную заслонку, от положения которой зависит количество подсасываемого воздуха из атмосферы. Так как вынос материала из мельницы осуществляется только газом, то количество газов, поступающих в мельницу, велико.
Так, в мельницах 2,18X4,37 м, обычно работающих с печами 3,6/3,3/3,6X150 м, расход газов (с температурой около 80°) составляет около 21 600 нм?/час.
Поскольку мельницы с воздушно-проходными сепараторами служат одновременно и для подсушки материала, а температура газов при входе в мельницу достигает 200—400°, объем газов при входе в горловину мельницы велик и составляет 30— 35 тыс. м9,/час. В связи с этим диаметры цапф у этой мельницы больше, чем у цапф цементных мельниц, работающих по открытому циклу. То же относится и к междукамерным перегородкам: живое сечение их значительно выше. Общее аэродинамическое сопротивление мельницы составляет 80—100 кГ/м2. Выходящие из мельницы газы имеют температуру всего 60—120°, поэтому объемы их соответственно ниже и газоходы имеют меньший диаметр.
Мельничный вентилятор III (см. рис. 51) рассчитан на сопротивление всей системы до 600 кГ1м2 при производительности около 21 600 м?!час газа с температурой до 80°. Характеристика вентилятора очень крутая (см. приложение III, рис. 28), в результате чего его производительность при определенном уменьшении сопротивления системы возрастает незначительно.
Воздушно-проходной сепаратор угольной мельницы 2,18x4,37м (рис. 62) состоит из внешнего конуса 1, внутреннего конуса 2 с направляющими лопатками 3, отражательного конуса с подвесками 4 и регулировочного круга 5. В сепараторе скорость запыленного газа, входящего снизу по трубе 6, уменьшается, что способствует выпадению самых крупных частиц. Кроме того, лопатками под влиянием центробежной силы наиболее крупные частицы отбрасываются к стенкам конуса 2 и опускаются вниз, где, минуя подвеску
4, опускаются ио стенкам трубы большего диаметра в течку, а
оттуда скользят в горловину мельницы.
Величину фракций, отправляемых на домол, регулируют, изменяя положение лопаток сепаратора с помощью рукоятки 7 регулировочного круга: чем радиальнее направление лопаток, тем более
крупные фракции проходят, не задерживаясь, через сепаратор.
Рис. 62. Воздушно-проходной сепаратор угольной мельницы
Обычно лопатки должны быть установлены [20] в пределах 3—6 делений регулировочного круга, но возможны и отклонения, в особенности, если лопатки немного износились. Выносимая из мельницы смесь крупки и готового продукта подается в сепаратор воздушной струей; в сепараторе крупка выделяется, а смесь размолотого материала и воздуха поступает для разделения в пылеуловитель. Очищенный воздух частично или полностью удаляется из системы (в печь, в атмосферу и т. п.), а в мельницу подается свежий. Поэтому мельницы с воздушно-проходными сепараторами особенно пригодны для сушки измельчаемого материала, хотя не
достатком их является высокий расход энергии на циркуляцию воздуха.
Для того чтобы уменьшить или увеличить количество и размеры частиц, выносимых из мельницы вентилятором, обычно меняют количество материала, поступающего в мельницу, путем регулирования питателей.
То обстоятельство, что вся продукция выносится из мельницы проходящими через нее газами, дает возможность по аэродинамическим показателям судить о работе мельницы (не только по звуку удара шаров). Так, если сопротивление мельницы повышается сверх предела, то это означает, что в ней слишком много матери
ала, и значительная часть отверстий в перегородках закрыта им. В таких случаях необходимо уменьшить питание мельницы и «выработать» ее. Конечно, отверстия в перегородках могут замазаться и при излишне влажном материале, но о его влажности следует судить по другим показателям.
Падение сопротивления мельницы показывает, что она загружена мало. Именно поэтому такие мельницы можно автоматически загружать материалом, используя в качестве датчика показатель перепада давления.
Рис. 63. Схема и результаты испытаний угольной сепараторной мельницы 2,18x4,37 (обозначения те же, что и на рис. 51)
1—5 номера точек замера
Таблица к рис. 63
Показатели Определяемые параметры Номера точек замера
I 2 3 4 5
Паспортные данные Q в нм3/час 19 000 21 000 21 600 31 600
РСт в кГ/м2 —8 -300 ь -500 -600 + 460
t в град. 250 65 62 57 50
О в г/нм3 -500 300 -80-90 250
Поданным испытаний, Q в нм3/час 18 500 21 С00 29 500
Рст в кГ/м2 --(20:-30) -(150 ч- -=-180) -400 +420
t в град. 160 50ч 60 50 40
О в г,нм3 -100 260
О недостаточном количестве сушильных газов (при высоком сопротивлении мельницы) можно судить по показанию амперметра, установленного у электродвигателя вентилятора и являющегося в данном случае своеобразным расходомером.
Повышение аэродинамического сопротивления сепаратора сигнализирует о том, что он перегружен материалом или забит. Наоборот, падение разрежения в системе при повышенной нагрузке электродвигателя вентилятора III дает основание предполагать, что где-то в мельнице или в системах труб образовался подсос. В этом случае необходимо проверить аспирационную систему, в особенности взрывные клапаны.
На рис. 63 приведены характерные значения разрежений, температуры и расхода газов в различных точках системы аспирации сепараторной угольной мельницы 2,18X4,37 м. Производительность ее в период испытаний соответствовала паспортной и составляла около 7,8 т/час.
Из таблицы к рис. 63 видно, что между паспортными показателями и результатами испытаний имеется значительная разница, в особенности по температуре и давлению. Последнее объясняется тем, что уголь содержал меньше влаги, чем предполагалось, а сопротивление системы до места входа в мельницу оказалось выше проектного.
Запыленность газов при этих испытаниях не проверялась, но, по данным завода-изготовителя, после сепаратора она должна составлять около 360 г!м\ чему соответствует запыленность газов до сепаратора (около 450 г/м31) и запыленность газов после циклона (около 100 г/м3) (последнее было проверено нами и подтвердилось). Скорость газов в мельнице составляет около 2,2 м]сек. Она отнесена к условному сечению г = —— , где D — наружный диаметр мельницы. Скорость газов во входной цапфе очень велика — около 46 м!сек. Как видно из рис. 63, производительность вентилятора /// оказалась очень близкой к проектной, но напор несколько ниже.
От правильной работы системы аспирации в значительной степени зависит также безопасность обслуживания этих мельниц. Чтобы уничтожить скопления угольной пыли в трубах, сепараторе и т. д. мельничный вентилятор /// должен быть пущен раньше мельницы, а перед остановкой вся углеприготовительная система должна [20] проработать не менее 15 мин. вхолостую, т. е. без питания мельницы сырым углем и при пониженной на 50° температуре сушильных газов, но при работающем вентиляторе.
За состоянием всей системы должно быть организовано постоянное и тщательное наблюдение, так как, кроме подсосов, в газовом тракте угольных мельниц опасны отложения самовозгорающейся угольной пыли.
При ремонте труб действующей системы аспирации газов из угольных мельниц нельзя применять электросварку, если система в действии. Даже на остановленных мельницах сварочные работы можно вести вблизи действующих систем только после тщательной очистки участка ремонтируемой системы от отложений угольной пыли и в присутствии цехового механика, который должен наблюдать за выполнением всех правил техники безопасности и немед
ленно принимать необходимые меры в случае их нарушения или при загорании угля.
Проектирование и эксплуатация современных систем для приготовления угольного порошка должна проводиться в строгом соответствии с «Правилами углепылеприготовления».
Необходимо иметь в виду, что количество поступающего из мельницы в печь воздуха в большинстве случаев превышает количество требуемого для печи первичного воздуха. В связи с этим поступающие из мельницы газы следовало бы лишь частично использовать в качестве первичного воздуха, а остальное количество направлять в пылеуловитель для отделения угольной пыли. Однако на практике зачастую предпочитают подавать в печь избыточный первичный воздух, нежели усложнять систему углеприготовле-ния, что сопровождается к тому же некоторым выбросом угольной пыли в атмосферу.
Для предупреждения пылевыделения на участке труб между вентилятором мельницы и дутьевым вентилятором печи, последний должен иметь большую производительность, чем первый. Это позволяет на участке труб между ними во всех случаях поддерживать разрежение и избегать выделения пыли через неплотности.
Можно отказаться от мельничного вентилятора, а использовать для создания разрежения во всей системе вентилятор печи.
Такая одновентиляторная схема одновременной сушки и помола угля в замкнутом цикле с печами (рис. 64) хорошо зарекомендовала себя за рубежом. На новых цементных заводах при работе на пылеугольном топливе воздух, необходимый для сушки угля, обычно отбирается от головки печи. В дальнейшем он проходит через мельницу, сепаратор, циклон и печным вентилятором высокого давления вдувается (в смеси с угольной пылью) в печь. Если газы имеют недостаточную температуру, применяется специальный подогреватель (топка). Он подсоединен к воздуховоду печи. На этом же воздуховоде имеется клапан для ввода холодного' воздуха в систему.
Автоматически в зависимости от температуры сушильного агента газы от печи направляются или непосредственно в мельницу, или же через этот подогреватель. Дутьевой вентилятор должен быть достаточным для создания необходимого разрежения во всей системе угольной мельницы, а также обеспечивать необходимый напор в угольной форсунке вращающейся печи.
Одновентиляторная схема упрощает систему углепылеприготовления. Следует подчеркнуть, что работа угольных мельниц в замкнутом цикле с печами в условиях, когда вся система находится под разрежением, позволяет очень хорошо обеспыливать цехи без применения дорогостоящих пылеосадительных агрегатов.
Мельницы с воздушно-проходными сепараторами с рециркуляцией и без рециркуляции газов иногда применяются также и для одновременной сушки и помола сырья.
Система мельниц с воздушно-проходными сепараторами с рециркуляцией газов отличается тем, что не все газы выносятся из
мельницы в атмосферу, а значительная часть их циркулирует в замкнутой системе под воздействием специального вентилятора.
На ряде заводов для подготовки сырья используют комплект оборудования, состоящий из сушильных барабанов, мельниц и транспортных устройств. Мельницы для одновременной сушки и помола сырья выполняют те же функции и имеют при этом следующие преимущества:
а) они дешевле, портативнее, требуют меньшей кубатуры здания для установки, меньшего количества транспортных механизмов;
б) требуют меньшего количества обслуживающего персонала;
в) установка таких мельниц полностью обеспечивает чистоту и обеспыливание помещений, так как вся система находится под разрежением.
Так же как и ранее описанные мельницы с воздушно-проходными сепараторами, работающие без рециркуляции, мельницы этого типа имеют для пропуска большого количества воздуха более широкие горловины, чем обычные трубные мельницы.
На рис. 51,в была приведена схема расположения очистных агрегатов у мельницы 3,2X8,5 м, предназначенной для одновременного размола и подсушивания сырьевой шихты. Газы отсасываются из мельницы / при помощи рециркуляционного вентилятора XV и поступают снова в питающую горловину мельницы VII. Так как значительная часть газов (около % общего количества) циркулирует в системе, то в очистке нуждается только то их количество (около */з), которое удаляется из мельницы. Общее количество равно сумме поступающих в систему горячих газов, служащих для испарения содержащейся в материале влаги и подсосанного воздуха.
Сепараторы, применяемые для отделения крупных фракций, и циклоны, устанавливаемые для осаждения готовой продукции, имеют большие размеры, так как пропускают столько же газов, сколько проходит через мельницу. Установки для улавливания мелких фракций в мельницах с рециркуляцией рассчитываются на значительно меньший расход газов, так как в атмосферу в этом случае выбрасывается только незначительная часть газов. Поэтому такие установки значительно компактнее и дешевле, чем аналогичные устройства в мельницах с воздушно-проходными сепараторами без рециркуляции.
Из системы вентилятором III часть газов, предварительно очищенных в рукавных фильтрах IX (или электрофильтрах), отсасывается и выбрасывается в атмосферу.
Помимо воздушно-проходных сепараторов (см. рис. 62) выносного типа, применяются иногда сепараторы, вмонтированные в мельницы. На рис. 65 схематически показано устройство одного из таких вмонтированных в мельницу сепараторов.
Он состоит из ряда радиально размещенных у выходной горловины пластинок 2, которые отбрасывают газы и пыль к корпусу мельницы. Чем крупнее частички, тем ближе располагаются они к периферии мельницы и тем быстрег попадают в пограничный слой,
Рис. 64. Одновентиляторная схема углеприготовления мельница; II—входная течка мельницы; III — вентилятор; IV— сепаратор; V—бункер; VI— циклон; VII — топка для подогрева газов;
VIII — труба из печи для подачи горячих газов в горловину мельницы
12 Сатарин В. И.. Перли С- Б.
177
из которого винтовыми или иными приспособлениями 1 они направляются на домол в первую камеру мельницы. Очищенная от крупных частиц струя воздуха попадает на конус 3 и здесь делает еще один резкий поворот. Конус 3 предназначен для дополнительной сепарации пыли и регулирования количества проходящего через мельницу воздуха. Регулирование это осуществляется автомати
чески, так как расстояние от основания конуса до торцовой стенки 4 мельницы ограничивается пружинами 5. При увеличении скорости газа давление на конус сжимает пружины, он приближается к торцовой части мельницы и уменьшает щель. Тем самым увеличивается сопротивление движению воздуха, так что скорость и расход газов поддержи-
Рис. 65. Схема воздушно-проходного сепаратора, встроенного в мельницу, работающую по замкнутому циклу 6 — зазор между конусом и мельницей
ваются примерно на одном уровне.
Крупные частицы из конуса направляются вместе с частичками,
прошедшими через радиальные сепараторные пластинки, в горловину мельницы для дополнительного измельчения.
Достаточно измельченный материал отбирается из циркулирующего воздуха в циклоне VI (см. рис. 51,в). Так как циклоны не отделяют наиболее мелких фракций, то для улавливания последних служат рукавные фильтры (с термостойкой тканью) или электрофильтры IX (см. рис. 51,в).
Таким образом, почти все измельченные частицы улавливаются в циклоне и в рукавных фильтрах и в атмосферу не выносятся.
На рис. 66 представлены результаты аэродинамических испытаний мельницы 3,2X8,5 м Криворожского цементного завода, предназначенной для помола сырья. Для каждой из точек показаны
расходы газов при температуре замера, соответствующие нормальным условиям (температура 0°, давление—760 мм рт. ст.), их статические напоры и температуры газов.
Испытания проводились при помоле 14 т материала в 1 час (70% известняка и 30% гранулированного доменного шлака), измельченного до остатка 9—12% на сите № 085 при одновременной подсушке и очистке газов в рукавных фильтрах.
Низкая производительность мельницы объясняется плохой раз-малываемостью материала. Кроме того, встроенный сепаратор не был отрегулирован.
В процессе работы газы поступали в мельницу в период испытания с температурой 250—150°, поскольку начальная влажность
материала была невысокой (около 5—6%). Температура газов в месте выхода из мельницы составляла около 110°, степень запыленности рециркулирующих газов перед вентилятором XV при поступлении в мельницу — около 30 г/нмэ. В самой мельнице газы имели сравнительно большую по сравнению с другими цементными мельницами условную скорость (до 3 м/сек) и выносили поэтому большое количество пыли. Эта сравнительно большая скорость газов и обусловила вынос относительно крупных частиц, поэтому и возникла необходимость в установке сепаратора. В газах, выходивших из сепаратора, содержалось 250—380 г/м3 пыли.
Рис. 66. Схема и результаты испытаний сырьевой мельницы Криворожского цементного завода с встроенным воздушнопроходным сепаратором (обозначения те же, что и на рис. 51)
1—6 номера точек замера
________ Таблица к рис. 66
Режим работы Определяемые параметры Номера точек замера
1 2 3 4 5 6
Qt в м3/час 36 900 69 500 27 400 42 700
Q в нм3/час .... 20 600 28 600 — 49 000 21000 33 000
I Рст в кГ/м2 — 10-е 20 —330 —_ —290 —310 — 410 4-
1 — 4-450
t в град 150-=-250 80—92 96 4- 120 80 4- 102 60 4-80
G в г/нм3 30ч-16 — 250 4- 380 ~20 0,8 4-2
Q„G в т/час .... — 0,045
Общее количество газов, проходящих через мельницу, и поступающих в нее горячих газов, регулируют так, чтобы, с одной стороны, можно было обеспечить подсушку материалов до влажности 1—1,5%, а с другой — вынести нужное количество готового продукта из мельницы.
Поскольку в измельченном материале содержалось сравнительно немного фракций размером менее 10 мк, циклоны осаждали 95— 85% этой пыли; поэтому запыленность газа у рециркуляционного вентилятора составляла около 30 г/м\ Так как рециркуляционная система работала под разрежением свыше — 300 кГ/м2, то для отсоса из нее газов и обеспыливания их в рукавных фильтрах прихо
дилось создавать при помощи соответствующих вентиляторов Ill (рис. 66) разрежение до 410—450 кГ1м2-, производительность двух вентиляторов составляла до 33 000 нм^час.
Если исходить из объема этих газов при нормальных условиях, то окажется, что в мельницу через горловину поступает значительно меньше газов, нежели выбрасывается в атмосферу и проходит через вентилятор XV. Газы подсасываются не в мельнице, а в рукавных фильтрах. Эти фильтры работают в тяжелых условиях, так как рукава в них выдерживают не только большую нагрузку газа и пыли, но и находятся под большим разрежением, достигающим 450 -г- 300 кГ/м2, в особенности в период их встряхивания и обратной продувки. Аэродинамическое сопротивление мельницы и сепаратора составляет около 250 кГ]м2. Сопротивление двух циклонов Лурги 0 4 м очень невелико и при том расходе газов, который наблюдался в период испытания, составляло всего около 20 кГ/лг2. Таким же было и сопротивление в рециркуляционном тракте. Сопротивление же рукавных фильтров в период испытания менялось от 120 до
Рис. 67. Схема и результаты испытаний сырьевой мельницы с воздушнопроходным сепаратором на Первомайском цементном заводе (обозначения те же, что и на рис. 51)
1—8 номера точек замера
Таблица к рис. 67
Определяемые параметры Номера точек замера
1 2 3 4 5 6 7 8
Рст в кГ/м2 9,9 20 —600 96 —260 —350 —190 120
t в град 74 74 73 76 73 72 74 58
Qt в м3/час 36 700 47 000 78 200 21 000 87 000 84 500 24 600 27 700
Q в нм3/час 28 900 37 000 61600 16 400 69 500 67 000 19 300 22 850
G в г/нм3 28 28 28 28 -500 480 28 2,1—3,5
QHG в т/час . . . . 1,7 1 32 0,047
160 kTIm2- в зависимости от нагрузки на них и степени очистки рукавов.
Рис. 68. Схема и результаты испытаний сырьевой мельницы с воздушно-проходным сепаратором на Кузнецком цементном заводе (обозначения те же, что и на рис. 51)
1 — 8 номера точек замера
Таблица к рис. 68
Определяемые параметры Номераточек замера
1 2 3 4 5 6 7 8
Qt в м3/час . . . — 9 000 -15000 -40000 23000 26 000 33 000
Q в нма/час . . . — 5 600 11000 28 000 17 000 19 000 26 000
Рст в кГ[м2 . . — —45 —400 -250 —560 —660 —680 +6
t в град. . • . 1 000 170 96 120 100 93 70
G в г/нл3 .... 14 -350 14 4,2 4,2
Мельница приводится в действие от электродвигателя мощностью 500 кет; мощность электродвигателей обоих вентиляторов превышает 300 кет. Производительность же мельницы невелика и составляет около 14 т!час. Следовательно, расход энергии на измельчение 1 т материала значителен, он достигает 50 квт-ч.
Такая же мельница на Первомайском заводе имеет производительность до 29 т[час сырьевой муки из мергеля. Аэродинамические и другие показатели работы этой мельницы на режиме, близком к оптимальному, приведены на рис. 67. Большая производительность мельниц на Первомайском заводе объясняется значительно лучшей размалываемостью мергеля, чем шлака.
Эта мельнйца снабжена специальной трубой, подающей воздух в месте выхода газов в колено, в котором обычно осаждается пыль. На ряде других заводов в этом месте делают специальное отверстие, для подачи сжатого воздуха.
Запыленность газов после очистки в циклонах 0 3л достигает 30 г/нм?, а после двухпольного электрофильтра Ц-13 снижается до 2,1—3,5 г/нм3.
Фракционный анализ пыли показал, что в ней содержится очень незначительное количество фракций с размером свыше 25 мк. Это дает основание считать, что производительность этой мельницы может быть повышена путем увеличения количества проходящих через нее газов.
На рис. 68 приведены результаты испытаний сырьевых мельниц размером 3X6 м с выносными воздушно-проходными сепараторами на Кузнецком цементном заводе.
В отличие от мельниц Первомайского завода, на мельницах 3X6 м готовая продукция отбирается в двух последовательно (один за другим) включенных циклонах. Часть газов — около 2/s — рециркулирует, а остальная часть выбрасывается в атмосферу. Теплые газы поступают из специальной топки. В электрофильтре Ц-13 газы окончательно обеспыливаются.
Разрежение у эксгаустера высокое — около 680 кГ/м2. Разрежения и расходы газа соответствуют проектным. Производительность мельницы, загруженной мелющими шарами и цилиндрами в количестве 30 т, при помоле смеси гранулированных шлаков (40%), известняка (60%) низкая и составляет 12,4—13 т. Это объясняется плохой размалываемостью стекловидных кислых шлаков Кузнецкого завода и тем, что сам процесс производства на этом заводе налажен еще недостаточно.
В дальнейшем удалось добиться повышения производительности мельниц на 1—1,5 т!час за счет изменения загрузки мелющих тел. Менять расход газов оказалось нецелесообразным, так как при этом из мельницы стали выноситься более грубые фракции материала, а при уменьшении загрузки производительность снижалась.
Запыленность газов после отделения в сепараторе самых крупных фракций составляет около 350 г/нти3. После их обеспыливания в циклонах она уменьшается до 14 г/нм?. Такая высокая степень очистки, равная 3=0,98, объясняется не какими-либо особыми качествами циклона и электрофильтра, а тем, что в сепараторных мельницах увлекается газами относительно «крупный» материал, в котором почти отсутствуют частицы менее 10 мк. Отсутствуют в нем и частицы крупнее 60 мк.
Очистка осуществляется почти исключительно в первом циклоне. Большое сопротивление вторых циклонов (100 кГ!м2) объясняется огромной (свыше 30 м/сек) скоростью газа во входных сечениях этих циклонов, позволяющей улучшить степень очистки. Несмотря на это, во вторых циклонах осаждалось очень мало пыли, что, вероятно, являлось следствием большого подсоса в его нижнюю часть. Возможно, что последовательная установка циклонов не нужна.
Уместно сказать, что в мельницах с воздушно-проходными сепараторами материал переизмельчается в меньшей степени, чем в мельницах с механическими сепараторами. Это позволяет полу-
Рис. 69. Схема мельницы 3,2x8,5 м для подсушки и^’размола. Механические сепараторы не показаны (обозначения те же, что и на рис. 51)
чать в них цемент с ограниченным в узких пределах фракционным составом.
Поэтому пыль из мельниц хорошо улавливается в циклонах, степень ее очистки составляет 0,85-<-0,95. Как показали исследования под микроскопом, это объясняется тем, что почти все пылинки слипаются в агломераты с диаметром 25-ь40 мк.
III. Мельницы для подсушки и размола с механическими сепараторами
Мельницы с воздушно-проходными сепараторами, как указывалось выше, требуют значительного расхода электроэнергии для пневмотранспорта. Сепараторные мельницы для подсушки и размола продукта, показанные на рис. 51,д и 69 позволяют снизить затраты электроэнергии и одновременно использовать преимущества мельниц с воздушно-проходными сепараторами.
Подлежащий размолу материал поступает в левую горловину, затем он через периферийные отверстия в корпусе мельницы попадает в выгрузочную камеру, откуда по течке — в элеватор X и, наконец, в механические сепараторы IV.
Готовая продукция из сепаратора поступает в бункер, а крупный материал — возврат — попадает в шнек, из которого направляется главным образом в правую горловину мельницы; при перегрузке правой части мельницы часть возврата может быть направлена в левую горловину.
Горячие газы поступают в левую цапфу мельницы; их количество и температура обеспечивают подсушку материала. Температура не превышает 450° во избежание порчи подшипника. В последнее время появились сообщения о том, что в мельницах некоторых конструкций температура входящих газов может доходить до 800".
Начальная влажность материала не должна превышать 10%.
Так как газы в этих мельницах не выполняют транспортных функций, то расход их приблизительно в 3 раза меньше, чем в мельницах с воздушно-проходными сепараторами. Значительно ниже и величина создаваемого мельничными вентиляторами максимального разрежения: вместо 550—650 кГ)м? достаточно всего около 270 400 кПм2. Именно эти особенности и позволяют снизить расход электроэнергии на помол в таких мельницах.
Газы отсасываются из мельницы и очищаются от пыли в циклоне VI и рукавном фильтре IX, последний должен быть снабжен рукавами из достаточно термостойкого материала; если таких фильтров нет, устанавливают электрофильтр.
Характерным для этих мельниц является то, что в левой части (см. рис. 51,д) газы движутся по ходу материала, а в правой части мельницы наоборот.
Часовая производительность мельниц 3,2X8,5 м — 40 т/час при работе на материале, начальная влажность которого составляет примерно 10%. Из топки в эту мельницу поступает 70 000 м^час газов с температурой до 400°. Количество газов, проходящих через вентилятор-дымосос, доходит до 60 000 м^час при разрежении до 400 kFjJm2.
ГЛАВА IV
ОБЕСПЫЛИВАНИЕ ВСПОМОГАТЕЛЬНОГО
ОБОРУДОВАНИЯ
Рис. цеха
§ 1. СТЕПЕНЬ ПЫЛЕНИЯ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Способность материалов к пылеобразованию зависит от их физических свойств. Она увеличивается при уменьшении частиц материала с ростом температуры и уменьшается с повышением содержания влаги. Определяют степень пылеоб-разования по содержанию пылевидных частиц этих материалов в граммах в 1 № воздуха. На рис. 70 приведены результаты испытаний, выполненных в Украинском центральном институте гигиены труда и профзаболеваний (Харьков — А. С. Серенко). Проверка степени запыленности воздуха осуществлялась в одной и той же точке после пропуска одинакового количества материала с приблизительно одинаковым фракционным составом (от 2—5 до 60 мк), падавшего с высоты 1,5 м.
Испытанию подвер
гались глина, гипс, цемент, песок другие материалы. Степень пыления материалов менялась очень сильно в зависимости от содержания влаги. Так, песок, содержащий всего около 3°/® влаги, вовсе переставал пылить.
70. Степень запыленности атмосферы на расстоянии 0,5 м от места падения
20 кг материала с высоты 1,5 м
1 — шамот; 2 — глина; 3 — песок; 4 — цемент; 5 — гипс. Пунктиром показана предельно допустимая запыленность воздуха
речной и кварцевый, а также
Другие материалы менее чувствительны к содержанию влаги. Так, глина перестает пылить только при 15% влаги. Необходимо обратить внимание на то, что при содержании влаги в глине около 8—9%, в пыли, находящейся в воздухе или отсасываемой аспирационными системами, содержится всего от 1,5 до 5% влаги. При этом в жаркое время года, когда относительная влажность наружного воздуха составляла около 50%, влажность пыли в аспирационных системах понижалась до 1,5%, а более высокая влажность той же пыли наблюдалась при относительной влажности воздуха около S0—95%- Это свидетельствует о том, что в воздух попадают более подсушенные частицы материала или же они подсушиваются в процессе аспирации.
Зависимость пылеобразования от содержания влаги как в материале, так и в воздухе нужно учитывать при очистке воздуха.
Пыление многих материалов при повышении их влажности резко снижается. Для этого достаточно повысить влажность в соответствии с приводимыми ниже в таблице данными.
Внл материала
Количество вводимой влаги в %
Кварцевый песок........................................
Овручский кварцит, сланец..............................
Цемент, пыль гранулированных шлаков....................
Сырьевая мука для обжига клинкера, шамот...............
Гипсовый камень, известняк, глина, опока...............
~0,6
~ 2, 1
2,5 — 3
До5 — 7
До 10—12
Таким образом, для уменьшения пыления целесообразно вводить влагу в сырьевые материалы или не подвергать их сушке и транспортировать с предельно высокой влажностью, допустимой для производства. Влагу вводят при подаче известняка и глины в болтушки, а гипса — в склады и бункера до поступления в цементные мельницы. Но эти мероприятия не всегда возможны, так как материалы слипаются, схватываются и забивают трубы и пылеочистные устройства.
Сухой песок в трубах не слеживается, а при достаточно высокой скорости газов в трубе уносится вместе с ними.
Совсем другие свойства имеют известь, цемент и шлак. Достаточно этим материалам полежать некоторое время в трубах, а их поверхности впитать небольшое количество влаги (еще недостаточное для схватывания), чтобы при новом запуске вентиляции в работу газ даже со значительной скоростью, в 1,5—2 раза превышающей нормальную, не смог бы поднять слежавшийся слой.
Песок, даже слипшийся под влиянием влаги, после высыхания не сохраняет своей формы; он не слипается и не схватывается. Глина же, слипшаяся под влиянием влаги, после высыхания сохраняет свою форму и может быть раздроблена только после приложения к ней значительных усилий. Еще в большей степени это относится к
пыли извести, обожженного гипса и цемента. Эти вещества не только слеживаются, но под влиянием влаги схватываются и затем приобретают настолько значительную прочность, что их трудно даже механическими усилиями отделить от труб. Все это свидетельствует о том, что с влиянием влаги на материалы приходится считаться при выборе метода очистки газа от пыли и использовать способность глины, мергеля и некоторых других материалов агломерироваться и лучше очищаться в циклонах и электрофильтрах.
§ 2. ОБЩИЕ СВЕДЕНИЯ О ПРИМЕНЕНИИ МЕСТНОЙ ВЕНТИЛЯЦИИ ДЛЯ ОБЕСПЫЛИВАНИЯ
На цементных заводах, в особенности работающих по сухому способу производства, пылит не только основное технологическое оборудование. Пыль выделяется и вспомогательным оборудованием, предназначенным для транспортирования, дробления и отсева полупродуктов, а также готового цемента. Большинство этих материалов измельчено до сравнительно мелких фракций, лишено влаги и потому при падении или быстром движении смешивается с воздухом и выбивается из мест с повышенным давлением воздуха. Пыль попадает в зону дыхания людей.
Уменьшить пыление материалов, проходящих через вспомогательное оборудование, можно при помощи следующих мероприятий:
а) увлажнения пересыпаемых и транспортируемых материалов;
б) уменьшения высоты падения пылящих материалов;
в) охлаждения пылящих материалов, так как чем ниже температура материала, тем они меньше пылят;
г) надлежащей герметизации мест транспортирования пылящих материалов.
Так как даже при использовании всех этих способов можно только уменьшить пыление, а не устранить его полностью, то для улучшения санитарных условий работы в цехе приходится прибегать к санитарной вентиляции. Вентиляторы отсасывают запыленный воздух, а взамен него в цех поступает свежий, обеспыленный.
Прежде для уменьшения запыленности воздуха в цехе устраивали общеобменную вентиляцию. На рис. 71,а показана принципиальная схема такой вентиляции. В точке А — источник выделения пыли. Точки — Б и В — соответственно места, куда поступает и откуда отсасывается воздух из помещения, границы которого показаны толстой линией. Нетрудно понять, что пыль из точки А развеивается воздухом, поступившим из точки Б, смешивается с ним и разносится по всему помещению. Таким образом, в зону дыхания людей попадает, может быть, и меньше пыли, но полного обеспыливания при этом способе вентиляции добиться не удается.
Если, как показано’ на рис. 71,6, вблизи места выделения пыли устроить кожух, от которого отсасывать воздух, то также не удастся полностью обеспылить помещение. Воздух подходит к месту отса-
сывания со всех сторон и уже на сравнительно коротком расстоянии от кожуха он перестает влиять на степень поглощения пыли (см. приложение II, рис. 2): подходящие к раструбу струи будут иметь такие небольшие скорости в зоне
Б
Рис. 71. Схемы общеобменной вентиляции и местных укрытий, устраиваемых для обеспыливания атмосферы цеха
выделения пыли, что не смогут увлечь даже очень мелких пылинок. В результате выделение пыли, газа или тепла не будет устранено.
Если источник выделения пыли поместить в трубу (рис. 71,в), из которой будет отсасываться воздух со скоростью, превышающей скорость витания пылинок, то в этом случае всасываемый воздух будет увлекать за собой пылинки, и они не смогут распространиться по всему цеху. Обычно конец такой трубы расширяется, образуя как бы кожух, охватывающий место пыления. Такое местное укрытие и такой метод вентиляции, называемый местной вентиляцией, наиболее эффективно обеспечивает отвод вредных газов или пыли из места их выделения и выброс минимального количества воздуха. Для того же, чтобы при общеобменной вентиляции в зоне дыхания людей содержалось относительно незначительное количество вредных веществ, пришлось бы выделяемые в помещение газы или пыль растворять огромным количеством свежего воздуха, в связи с чем производительность вентилятора нужно было бы в десятки, а иногда в сотни раз увеличивать. При этом общеобменная вентиляция только уменьшает количество вредных веществ в зоне дыхания за счет растворения их свежим воздухом1. При местной же вентиляции можно полностью очистить воздух цеха от загрязняющих веществ.
1 При общеобменной вентиляции вместо обеспыливания помещения струи воздуха очень часто поднимают пыль с пола и стен, и такая вентиляция может даже увеличить запыленность воздуха.
Поэтому в настоящее время для борьбы с пылевыделением в цехах используют почти исключительно местную вентиляцию.
Рассмотрим случай, когда агрегат выделяет запыленный воздух, движущийся с большой скоростью. Предположим, что запыленный воздух движется со скоростью около 2,5 м/сек; в течение часа в помещение выделяется около 100 м3 воздуха. Общая площадь всех отверстий в кожухе F — около 1 м2. Обеспечит ли отсасывание 120— 150 м^час воздуха из-под кожуха защиту воздуха цеха от попадания пыли?
Если запыленный воздух потеряет скорость внутри местного укрытия (в результате того, что оно либо имеет очень большой объем, либо снабжено дополнительными устройствами для «гашения» скорости в виде решетчатых перегородок, лент и т. д.) (рис. 71,а), то такая аспирация из-под кожуха безусловно даст нужный эффект, несмотря на то, что скорость воздуха в отверстиях кожуха будет всего
150— 100 ,
-------= 0,014 м сек. 3600-1
Но если струя воздуха внутри кожуха не «гасится» (рис. 71,д), а «настилается», движется вдоль его стенки и потому в одном из мест неплотностей укрытия выбивается со скоростью около 2,5 м/сек, то отсасывание 150 пыли в час, будет недостаточным, несмотря на то, что из остальных отверстий укрытия газы будут отсасываться. Объясняется это тем, что скорость движения подсасываемого воздуха будет ниже скорости движения струи от агрегата в одном из отверстий кожуха. Чтобы избежать этого, необходимо создать внутри кожуха разрежение, в 1,5—2 раза превышающее скоростной напор выбивающейся струи, который в нашем случае будет равен
7t)2 1,22-2,52 _ . „
— = —------— = 0,4 кГм2.
2g 2-9,81 ’ '
При разрежении под кожухом около 0,6 ч-0,8 кГ1м2 скорость во всех отверстиях в местном укрытии будет не ниже 2,8—3 м/сек, т. е. выше скорости струи с пылью. В результате взаимодействия этих скоростей создается такое положение, при котором воздух с пылью не будет выбиваться из-под кожуха. Но из помещения в кожух в этом случае будет подсасываться в час 3 600 • F • о = 3 600 • 1 • 3 = = 10 800 ж3 воздуха. Как видим, в этом случае из местного укрытия приходится отсасывать по крайней мере в 60 раз больше запыленного воздуха, чем в него попадает из пылящего агрегата. Уменьшить количество отсасываемого из-под кожуха воздуха можно либо: 1) уменьшив отверстия в укрытии, через которые может подсосаться воздух; либо 2) погасив скорость выбившейся из агрегата струи за счет создания специальных сопротивлений для нее внутри кожуха.
Ниже приводится несколько схем местной вентиляции у различных пылящих агрегатов, а в табл. 28 и др. указываются средние
количества воздуха (газов), отсасываемого в течение часа из-под кожуха.
Рекомендуемые нормы отсоса воздуха являются ориентировочными и подлежат изменению и уточнению в зависимости от целого ряда местных факторов. Поэтому при проектировании они могут приниматься только в качестве средних.
При этом следует, учитывать, что количество воздуха, которое необходимо отсасывать, зависит от качества герметизации обору-
Рис. 72. Схемы обеспыливания различных видов оборудования и транспортных устройств
1 — течка, по которой поступает материал; 2 — рельс; 3 — рама тележки; 4 — фигурная течка; 5 — расширенная часть течки, поднимающая резиновые листы и уплотняющая место падения материала; 6 — байпас на молотковой дробилке; 7 — труба, по которой отсасывается воздух из местного укрытия; 8 — грузовой питатель или мнгалка; 9—брезент; 10 — мешок; 11— течка, по которой высыпается материал
дования и степени «гашения» местных скоростей в нем, а потому может колебаться в очень значительных пределах. Поэтому при правильной эксплуатации можно иногда в 3—4 раза уменьшить количество отсасываемого воздуха и во столько же раз снизить расход электроэнергии на привод вентилятора, а также снизить первоначальные затраты на сооружение аспирационной установки при полном обеспыливании.
Если необходимо создать местную аспирацию оборудования, не указанного в табл. 27, обеспыливание может быть осуществлено по такому же принципу. При этом следует предусматривать, чтобы скорости подсасывания в отверстиях укрытия по меньшей мере на 1 м!сек, превышали скорости движения газов или материала из-под кожуха (если движение материала вызывает движение воздуха).
На рис. 72 приведены схемы обеспыливания различных видов оборудования: бункеров (рис. 72,а); элеватора (рис. 72,6); транспортеров с неподвижной течкой (рис. 72,в); грузовых питателей к ним (рис. 72,г); транспортеров с подвижной течкой (рис. 72,6); молотковой дробилки (рис. 72,е); однотрубной упаковочной машины (рис. 72,ж)-.
Таблица 27
Скорость подсасывания воздуха в отверстиях кожуха, при котором отсутствует пылевыделение
Скорость воздуха в м/сек в отвер -стиях кожуха при температуре в град.
до 40 до 100 от 150 до 300
Вид оборудования н скорость движения материала в нем в м/сек
Щековая дробилка, грохот, конусная дробилка, бегуны и другое оборудование при скорости материала ниже 0,7 0,9—1.2 До 1,8 До 2,5
Транспортеры, элеваторы, течки, питатели при скорости материала до 1 2 3 4
Молотковая дробилка, течки при скорости материала до 2,5—3 • . . . . 3,5-4 4,5—6 6—7
§ 3. ОБЕСПЫЛИВАНИЕ БУНКЕРОВ
Из бункеров, наполняемых тонкомолотым материалом, выделяется пыль. Если не принять соответствующих мер, то она попадет в цех. Объясняется это тем, что движущийся по течке материал (см. рис. 72,а) увлекает за собой некоторое количество воздуха и создает в бункере повышенное давление. В результате этого запыленный воздух выходит через все имеющиеся в бункере щели. Если же щелей нет, то воздух выбивается по течке обратно.
При подвижных течках 4 уплотнение отверстий в бункере осуществляется резиновыми лентами 2, раздвигаемыми концами течки 4 (см. рис. 72,6).
Для того чтобы избежать выделения пыли из бункера, в нем приходится создавать разрежение. Для этого необходимо отсасы
вать запыленный воздух из бункера в количестве, превышающем объем материала, поступающего по течке, и увлеченного им воздуха (см. ниже). Применяющиеся иногда для этих целей выхлопные трубы могут создавать необходимое разрежение в бункере только в том случае, если материал в бункере имеет достаточно высокую температуру, а сами трубы — большую высоту. При холодном материале холодный запыленный воздух не будет двигаться в этой трубе. В этом случае, во избежание выбивания пыли из бункера, в нем приходится создавать разрежение за счет механической вентиляции. Количество воздуха, отсасываемого для этого из бункеров, может быть определено только приближенно, так как оно зависит от высоты падения, температуры и пылящих свойств материала, его способности распыляться при данной влажности, площади щелей в бункерах и скорости струи в самом бункере, а также в люках и т. д. При подсчете обычно принимают скорость подсоса во всех этих щелях не менее 1 м1сек (чему соответствует разрежение в бункерах около 0,06 кГ|/д{2).
Испытания показали, что этой скорости подсасывания достаточно, если струя воздуха, увлеченная материалом, не настилается на стенку, а гасится в бункере. Кроме того, все щели и отверстия в лазах бункера уплотнены. Так как эти отверстия обнаруживаются в процессе эксплуатации в самых неожиданных местах (например, в сварных швах стальных бункеров, в местах соединения бункеров с перекрытиями и т. д.), то приходится при проектировании рассчитывать вентиляционную систему на несколько (на 20—40%) более высокую производительность, чем требуется для удаления воздуха, поступающего с материалом. Затем в процессе наладки вентиляционной системы необходимо дросселировать трубы и тем уменьшать объем отсасываемого воздуха до минимально допустимой величины. К сожалению, на ряде заводов такую наладку не осуществляют. Именно поэтому очень часто при падении материала с большой высоты из бункера отсасывается очень запыленный воздух в огромных количествах (до 3 000 м?1час) с запыленностью до 10—20 г/л?, в результате чего ежечасно теряется до 50 кг материала. Отсосанный запыленный воздух, кроме того, должен быть очищен от пыли, что в конечном счете вызывает дополнительные расходы на сооружение и эксплуатацию вентиляционных и пылеочистных устройств. Поэтому необходимо как можно тщательнее герметизировать бункера.
Большое значение имеет и высота падения материала в бункер. Чем она меньше, тем меньше воздуха увлекается и тем слабее пыление.
§ 4. ОБЕСПЫЛИВАНИЕ МЕСТ ПЕРЕСЫПКИ МАТЕРИАЛА
В местах пересыпки материала выделяется наибольшее количество пыли и способам их обеспыливания следует уделять самое серьезное внимание.
Для примера рассмотрим движение материала по течке.
Ов \
— , от высоты падения мате-Ом /
При падении по течке (вертикальной или установленной под углом к горизонту, превышающим угол трения) материал увлекает значительное количество воздуха [23] и, перемешиваясь с ним, образует пылевоздушную смесь (см. рис. 72,в).
На рис. 73,а бив приведена зависимость количества воздуха ’ . С
в кг, увлеченного 1 т материала риала.
Здесь GB-— вес увлеченного материалом воздуха в кг-GM— вес материала в т.
Сечения, закрываемые материалом, условно отнесены к входной плоскости течки, т. е. к тому месту, где скорости материала примерно равны скорости ленты питающего конвейера. Эти сечения /м в указанной плоскости определены по формуле
/м = ----—-----м2,
Тм^в.к ‘3 600
где GM —расход материала в т/час,
vB.K— скорость ленты верхнего конвейера в м/сек-, ум— насыпной вес материала в т/м2-, Степень неплотности в нижней части течки ся по формуле
(башмака) определяет-
где FT — площадь сечения течки в м2;
/н—живое сечение неплотности в м2, по равенству
которое определяется
течки.
где f'„— открытая площадь в торце башмака
Количество воздуха, увлекаемого падающим материалом, возрастает с увеличением высоты падения и крупности материала.
При незначительном заполнении течки количество увлекаемого воздуха возрастает с увеличением расхода падающего материала. Если частицы материала крупнее 15 мм и высота падения 2,275 м, то это количество достигает 15 лг3 на 1 т материала. При более мелком материале оно уменьшается, и при материале с кусками размером от 7,5 до 15 мм увлекается уже около 10 лгэ воздуха на 1 т материала, а при еще более мелком материале (песке, цементе и т. п.) — всего около 4—5 л(3 на 1 т материала при той же высоте падения.
Количество увлекаемого воздуха уменьшается с улучшением уплотнения башмака течки и с увеличением степени заполнения течки материалом или при уменьшении сечения течки или башмака подвесными гибкими шторками-фартуками.
Увлекаемый материалом в.оздух отсасывается из верхней части течки и поэтому в ней создается разрежение. В нижней части течки запыленный воздух находится под давлением и может выбиваться из нее. Так как полностью герметизировать место пересыпки в нижней части течки не удается, то при отсутствии соответствующей аспирации этот запыленный воздух может попасть в цех. Чтобы пыль 13 Сатарнн В. И., Перлн С, Б. 193
не выделялась в цех даже из тщательно уплотненного местного укрытия, объем отсасываемого из него воздуха должен во много раз превышать объем воздуха, увлекаемого материалом, движущимся по течке. Объясняется это тем, что место падения материала из течки на транспортер можно закрыть кожухом только на очень небольшом пространстве и под этим укрытием не удается погасить тех относительно высоких скоростей, которые приобретает воздух с движущимся по течке материалом в конце падения. Так, уже при высоте падения около Н=2 м в конце вертикальной течки материал и воздух имеют скорость v= У 2gH^6 м/сек. Эта воздушная струя обычно настилается на поверхность транспортерной ленты; часто можно наблюдать, как запыленный воздух выбивается из-под кожуха на расстояние 2—5 м вдоль транспортерной ленты.
Конечная скорость пж — по выходе из желоба (течки) более точно определяется [60] по углу наклона течки ₽, коэффициенту сопротивления желоба во время движения рж.д и начальной скорости материала до желоба и0 из формулы
= |/ 2gH (1 — .
V \ tg
Для создания в отверстии кожуха такой скорости движения подсасываемого воздуха, которая была бы равна или выше скорости, возникающей в результате падения материала, приходится от укрытий мест падения из течек отсасывать огромное количество воздуха. На рис. 74* приведены рекомендуемые КТИС Министерства черной металлургии СССР часовые расходы отсасываемого воздуха в зависимости от высоты падения материала (угля) и угла наклона течки р. В условиях цементной промышленности при очень мелком материале такие расходы отсасываемого воздуха оказались недостаточными, и на рисунке дана поправочная шкала, построенная на основе опытов, проведенных Южгипроцементом. Эти же опыты показали, что удаление таких больших объемов запыленного воздуха приводит к значительному уносу материала. Так, на Криворожском цементном заводе при аспирации воздуха из места пересыпки сухого гранулированного доменного шлака понадобилось удалять почти 2 500 мг/час воздуха. Шлак падал с высоты 1,8 м по течке, последний участок которой длиной в 1,2 м расположен под углом 45° к горизонту. При таком большом объеме удаляемого воздуха место пересыпки материала стало своеобразным сепаратором пыли, так как уносились почти все частицы размером менее 1 мм. Таким образом вентиляцией снималось с ленты более 0,5 т пыли в час при производительности транспортера около 40 т/час. Следовательно, защита от пылевыделений, внутри цеха за счет увеличения количества отсасываемого из-под кожуха воздуха не всегда целесообразна.
* Кривые на рис. 74 получены при ширине ленты 1 000 мм и башмаке, показанном на схеме 1. При другой ширине ленты или башмаке, приведенном на схеме 2, следует ввести поправку К по таблице к рис. 74.
Лучшее обеспыливание мест падения материала на транспортер достигается изменением формы местного укрытия с тем, чтобы скорость поступающего с материалом воздуха в нем уменьшалась до 0,2—0,8 м/сек. Для этого в кожухе приходится навешивать несколько рядов цепных завес или устанавливать мелкие, легко отбрасываемые материалом сетки или перегородки из резины. В результате этого эксплуатация мест пересыпки материала усложняется и необходимо увеличивать штат слесарей, чтобы содержать уплотнения мест пересыпки в нужном состоянии.
Еще лучшие результаты при обеспыливании мест пересыпки дает другой способ — уменьшение энергии и скорости падения материала (и воздуха). Это может быть осуществлено при замедлении скорости падения материала или падении материала на ленту с минимально возможной высоты.
Если высота падения материала составляет 0,2—0,3 м, то скорость падения достигает всего ~ 2 м/сек. Соответственно невелики и скорости увлеченного им воздуха. В результате не только уменьшается количество запыленного воздуха, но и скорость настилающейся на транспортер струи увлеченного материалом воздуха становится меньше. Следовательно, скорость подсасывания воздуха через неплотности кожуха и объем аспирируемого воздуха в свою очередь могут быть значительно уменьшены. Именно поэтому на ряде современных цементных заводов агрегаты устанавливаются в непосредственной близости от транспортеров (например, из конусных дробилок материал падает по течке на ленту транспортера с высоты всего 0,3—0,4 .ад).
Если невозможно обеспечить пересыпку при такой небольшой высоте, то замедляют скорость падения материала следующими способами:
а) установкой течки под углом р, близким к предельно-допус-каемому для скольжения; однако в тех случаях, когда влажность материала меняется, этот способ применять нельзя, так как более влажный, чем принято по расчету, материал перестанет двигаться. Если же угол наклона течки подобрать из расчета поступления более влажного материала, то при уменьшении содержания в нем влаги скорость падения недопустимо повышается.
Этот метод применяется на Белгородском, Криворожском и других заводах. При выгрузке из сушильных барабанов отпадает надобность в аспирации воздуха из-под кожуха при помощи отдельных вентиляционных установок, так как выделяющаяся в незначительных количествах пыль уносится с воздухом, подсасываемым в выгрузочную камеру сушильного барабана;
б) прикреплением внутри течки поперечных пластинок, угольников и т. д., увеличивающих трение рж.д;
в) применением грузового питателя (рис. 75,а и б и 72,г), дающего значительно лучший эффект, нежели мероприятия, указанные в п. «б». Грузовой питатель представляет собой клапан 1 той или иной конструкции, обеспечивающий периодическое поступление материала в нижнюю часть течки только по достижении определенной
00 Ч
1 — клапан грузового затвора (питателя); 2 — верхняя часть течки; 3 — рычаг; 4 — груз; 5 — ось; 6 — корпус башмака; 7 — опора корпуса, передняя; 8 — фартук вторичного укрытия; 9 — крышка люка; 10 — опора корпуса, задняя; 11 —фартук корпуса для уплотнения; 12 — лист
300 x 90 мм 3 = 5; 13— клин
На левом рисунке грузы 4 показаны при открытом положении клапана, а на правом—клапан закрыт
Рис. 75,6. Грузовой питатель, установленный под вертикальной течкой транспортера (позиции те же, что и на рис. 75, а)
толщины слоя материала над клапаном. При таких условиях верхняя часть 2 течки становится своеобразным бункером, в котором энергия материала гасится за счет удара о лежащий внизу материал; значительная емкость такого бункера позволяет также погасить в нем скорость увлеченного воздуха.
На рычагах 3 закреплены грузы 4, служащие для компенсации усилия на лопасти. Рычаги 3 устанавливаются под углом к горизонту. Поэтому по мере увеличения высоты слоя степень открытия лопастей увеличивается, а материал поступает на транспортер непрерывно, а не периодически. Нижняя часть регулирующей пластинки 1 устанавливается в непосредственной близости от транспортера, с тем чтобы высота падения материала составляла около 0,1—0,2 м.
Опыт Новороссийского завода «Октябрь» и других цементных заводов показал, что при наличии грузовых питателей, изготовленных по схеме, изображенной на рис. 72, г, пыление значительно понижается. Так, на той же установке на Криворожском цементном заводе, о которой говорилось выше, после применения грузово го питателя оказалось возможным понизить количество отсасываемого из-под кожуха воздуха с 2 500 мг1час до 400 м31час, что обеспечило полное обеспыливание агрегата.
Особое внимание необходимо уделить обеспыливанию мест падения пыли, уловленной в циклонах, рукавных фильтрах или электрофильтрах, с
течек на транспортерные ленты. Опыт показал, что эти мельчайшие, обычно очень сухие, частицы при падении сильно разбрасываются и выскакивают из-под кожуха. Если для улавливания этих частиц применить мощную аспирацию из-под кожуха, то они вновь увлекутся в трубы и будут циркулировать в вентиляционной системе. Поэтому необходимо, чтобы и эти мелкие частицы падали на транспортерные ленты с минимальной высоты (не выше 100 мм).
С этой целью следует пользоваться или «грузовыми питателями», или же устанавливать лопастные затворы от рукавных фильтров, циклонов и т. д. не вблизи пылеуловителей, а возможно ближе к транспортерам.
Количество воздуха, которое рекомендуется отсасывать для обеспыливания оборудования в зависимости от типа местного ук
рытия, высоты падения материала и т. д., указано в табл. 28. Данные, приведенные в таблице, получены путем обобщения материалов испытаний, проведенных Южгипроцементом и другими исследовательскими организациями.
Таблица 28
Количество воздуха, отсасываемого из местного укрытия, в зависимости от наличия грузового питателя, высоты и угла падения материала, его температуры и количества
Материал Тип кожуха Наличие грузового питателя Высота падения по течке в м и угол наклона к горизонту в град. матери- Количество материала в ml час Количество отсасываемого воздуха в л?;час
гемпература : ала в град.
90 45 от нижней части теч- ки от верхней части теч- ки
Цемент; мелкий
сухой шлак; гипс сухой; песок; воз-
врат из циклонов, рукавных фильт-
ров и электрофильтров .... Одинарный Нет 0,2 0,4 30 -60 15 300 .
То же. . . - 0,2 1,1 60 50 750 —
0,2 1 40 50 1 500
Двойной 1 1,5 60 30 500 500
Одинарный Есть 2 2,5 30 -40 15—20 300 300
/у 2 2,5 30 -40 50—70 300 300
Двойной - 2 2,5 30 -40 50—70 360 —.
Одинарный Нет — 2 30 -60 50-70 2 500 —.
ff — 3 20 60—100 3 500 —
Клинкер, известняк (сухой и крупный) .... 0,4 0,6 20 15-20 300
То же . - 0,4 0,6 4G 50 450 ——.
Гипс и известняк естественной
влажности; глина с влажностью 5 %;
сланец и песок с влажностью 1 —
1,5% . и 0 8 1,2 20- -40 15 300 —.
Шлак с влажностью 6 —10% 0,8 1,2 20 -40 50 750
То же Двой-пй 1 Есть 2.5 55 50 300 300
§ 5 ОБЕСПЫЛИВАНИЕ ЭЛЕВАТОРОВ
Ковши с материалом в кожухе элеватора, двигающиеся обычно со скоростью около 1 м!сек, увлекают за собой воздух. Материал и увлеченный им воздух поступают в нижнюю часть элеватора
Таблица 29
Количество воздуха, отсасываемого из местного укрытия различных машин, в зависимости от наличия грузового питателя, высоты падения, температуры и количества материала
Тип машины Материал Наличие грузового питателя на загрузочной течке Высота падения по загрузочной течке в м 1емпература материала в град. Количество матепиала ЭПИ. IU 8 Количество воздуха, отса сываемого в м3!час
от нижней части машины от верхней части машины
Элеватор Г рохот 0,7x2,5 м То же » То же, 1 хЗл Бункера Трехсосковая упаковочная машина з-да им. Тельмана Однотрубная упаковочная машина (см. рис. 72, ж) Щековая дробилка, щека шириной •«50 мм Сырьевая мука сухая, мелкий сухой шлак, возврат из циклонов, электрофильтров, клинкер сухой То же .... Кокс сухой . Сланец, глина, сухие Гипс естественной влажности .... Клинкер Для всех мелких пылящих материалов То же . . - . . Цемент ..... Цемент, сланец, сухой мелкий, каолин Известняк, шифер, гипс Нет Есть Нет Есть Нет » 1 1 Не зависит от высоты 1 1,5 3 0,5 1 1 1,5 1,5-2 1,5-2 0,3 0,8 0,9 <40 60-80 80 50 -90 400 40 40 ~40 400* <40 100 100 ~70 <70 <25 15 15 15 30 60,80ч- 100 30 3—4 7—10 7—10 35 <30 <30 30—40 5—10 6—7 1 200 600 800 1 200 1 200 4 800 1 500 1 200 600 1500 1 200 1 000 2000 1 200 3 500 500 800— 1 000 <300 1 500
* Температура при аварийном режиме и разлаженном технологическом процессе.
Продолжение табл. 29
Тип машины Материал Наличие грузового питателя на загрузочной течке Высота падения по загрузочной течке в м Температура материала в град. Количество материала в т час Количество воздуха, отсасываемого в л3 час
от нижней части машины от верхней части машины
Щековая дробилка, щека ши- Известняк, шифер, гипс Нет 0,9 <25 10 2 000
риной 750 мм То же, шириной 750 мм Сланец с 1 % влажности 4 10 16 1000 3 000
То же, шириной 1 200 мм Известняк естественной влажности . 2 15 250 3000 5 000*
Коническая То же 4 10 200 15 000* —
дробилка Молотковая дробилка 0 600 мм Известняк, сланец, гипс естественной влажности Без 1 10 8 2 500
То же, 0 1 200 мм Известняк естественной влажности . байпаса То же 1 20 15 8 000
То же, То же С бай- 1 20 25 2 500 —
0 1 200 мм Бураты Глина с влажностью 7—8% .... пасом Нет 1 30 15 500
* По даннь м фирмы Смидт 10С грузового питателя м? во здуха ia 1 т ПрОДуКЦИ И.
(см. рис. 72,6) по течке 1, что создает повышенное давление воздуха в нижней части течки и элеватора. В результате из неплотностей в кожухе начинает выбиваться пыль. В верхней части элеватора также имеется течка; падающий в нее из элеватора материал увлекает за собой воздух и пыль из элеватора. Таким образом, верхняя часть элеватора находится под разрежением, и пыль из нее выделяться не может даже в том случае, если эта часть элеватора не совсем плотно герметизирована.
Если из кожуха, которым огражден элеватор, искусственно не отсасывать воздух, то он явится источником выделения пыли в нижней части кожуха, а также из той его вертикальной части, которая находится под повышенным давлением (см. участок, обозначенный точками на рис. 72,6). Поэтому при транспортировании холодного материала, для того чтобы прекратилось выделение пыли из-под кожуха элеватора, достаточно отсасывать воздух из нижней части вертикальной коробки элеватора в количестве, превышающем поступающее по нижней течке в 2—2,5 раза.
При горячем материале картина меняется, так как кожух "элеватора является трубой, по которой горячие газы поднимаются из нижней части вверх, увлекают с собой пыль и выбиваются из верхней части кожуха элеватора. В связи с этим при материалах с температурой свыше 60—70° и высоте элеваторов более 10 м следует отсасывать воздух как из верхней, так и из нижних частей кожуха элеватора. При материале же с температурой свыше 150° и высоте элеватора более 12 м достаточно отсасывать воздух только из верхней части элеватора. Количество воздуха, которое необходимо отсасывать, устанавливается в этих случаях только на основе опыта.
В табл. 29 приведены рекомендуемые Южгипроцементом нормы количества воздуха, который необходимо отсасывать из местного укрытия различных машин для их обеспыливания.
§ 6. ОБЕСПЫЛИВАНИЕ ТРАНСПОРТЕРОВ
Ленточные и пластинчатые транспортеры выделяют значительное количество ныли. Пыль эта образуется в местах падения материала: часть пыли прилипает к ленте или задерживается на пластинках и осыпается на пол помещения вблизи натяжных и привод
Рис. 76. Место выделения пыли на транспортере 1 — место сшивки ленты; 2 — брезент
ных шкивов, а также на всех поддерживающих обратную ветвь роликах. Она разносится циркулирующими потоками воздуха по цеху и попадает в конечном счете в зону дыхания людей.
Кроме того, часть материала (через неплотности сшивки или отверстия в ленте или транспортере) попадает на внутреннюю часть ленты. Материал, просыпавшийся между лентой (рис. 76) и барабаном, непрерывно циркулирует, он то поднимается вверх, то снова падает на ленту. В результате он измельчается до очень мелких фракций, которые также увлекаются воздушными потоками в цехе. При больших скоростях движения ленты часть материала также может смешиваться с воздухом. Всевозможные скребки, применяемые для очистки холостой ветви резиновой ленты от пыли, практически не дают должных результатов. Для того чтобы пыль, падающая и сдуваемая с транспортера, не попадала в помещение, целесообразно заключить транспортер с боков и сверху в легко и быстро поднимаемый кожух из брезента; при высокой температуре клинкера применять для этой цели брезент не следует, его можно заменить асбестовой или стеклянной тканью.
Опыт показал, что транспортеры, по которым движется сильно пылящий материал, при тщательном укрытии выделяют пыли в помещение в 10—11 раз меньше, чем те же транспортеры, но'не имеющие кожуха. Кожухи из мягкой ткани (а не из дерева или металла) лучше тем, что они обеспечивают легкий доступ к ленте транспортера и ко всем местам, нуждающимся в смазке или ином обслуживании.
Поиски методов уменьшения выделения пыли привели к созданию транспортеров, в которых материал находится в своеобразной герметически закрытой резиновой трубе, раскрывающейся только в местах пересыпки (см. журнал «Механизация трудоемких процессов» №6; 1955 г.).
Рис. 77. Транспортер с планками
На рис. 77 показан транспортер, изготовленный по предложению инж. Южгипроцемента П. Р. Зубкова и построенный на Харьковском (Лосевском) плиточном заводе. На транспортерной ленте 1 прибиты деревянные планки 2 высотой около 80 мм с шагом по длине ленты от 0,8 до 1 м. Вместо роликов нижняя ветвь транспортерной ленты поддерживается по краям выступами 3 на деревянном желобе 4. Верхняя часть транспортерной ленты движется по роликам 5 так же, как и в обычном плоском транспортере. Преимущество этого транспортера в том, что падающая с нижней ветви пыль попадает в деревянный желоб и по нему увлекается при помощи деревянных планок на верхнюю часть ленты или же высыпается сквозь отверстие в желобе 6, закрываемое шибером 7, в специальные бункера. Таким образом, транспортер этого типа сам убирает пыль, которая с него ссыпается, и выделяет ее во много раз меньше, нежели транспортеры обычного типа. Опыт показал, что единственным источником пыления у такого транспортера является щель в месте соединения резиновых лент; через эту щель материал непрерывно поступает на нижнюю часть ленты, а вокруг барабана транспортера, показанного на рис. 76, циркулирует пыль. Во избежание этого необходимо склеивать резиновую ленту при помощи вулканизации, а не соединять ее с помощью заклепок, пружинных скоб и т. д. Кроме того, полезно весь транспортер целиком закрывать кожухом.
У транспортеров конструкции П. Р. Зубкова имеются и недостатки:
длина их, как правило, не может превышать 50 лг; в противном случае их трудно укрывать кожухом; деревянные скребки и короба быстро изнашиваются и нуждаются в ремонте или замене через каждые 3—5 месяцев; в местах пересыпки с транспортера на транспортер необходимо не только укрывать ленту, но отсасывать воздух из-под кожуха.
Для уменьшения выделения пыли при меньшем количестве аспирируемого воздуха М. Т. Камыщенко предложил применять двойное укрытие мест пересыпки (см. рис. 75). В этом случае воздух отсасывается не из зоны высокой запыленности, где находится смесь пыли и подсосанного ею воздуха, а из области, в которой находится только то количество пыли, которое выбивается из-под первого кожуха. Таким образом, первый кожух служит только для уменьшения скорости струи. По имеющимся литературным данным и результатам испытаний Южгипроцемента, количество отсасываемого воздуха снижается в 2—3 раза, а степень его запыленности — в 2—5 раз. В результате этого уменьшается стоимость аспирационных устройств и пылеуловителей, что свидетельствует о целесообразности применения этого метода.
При холодном материале ленты транспортеров обычно не укрывают кожухом. При горячем и сильно пылящем материале (например клинкере) их полезно укрывать кожухом. Горячий воздух из-под кожуха следует отсасывать в таких количествах, чтобы скорость его в неплотностях кожуха составляла 1,5—2 м/сек.
§ 7. ОБЕСПЫЛИВАНИЕ МОЛОТКОВЫХ И КОНУСНЫХ ДРОБИЛОК
Молотковая дробилка является как бы своеобразным вентилятором, выделяющим значительное количество запыленного воздуха, который у больших молотковых дробилок приходится отсасывать в. количестве десятков тысяч кубометров в час. Это объясняется тем, что высокая окружная скорость вращения (около 30 м/сек) и форма молотка способствуют увлечению потока воздуха из верхней части (откуда поступает материал) в нижнюю часть дробилки (вместе с раздробленным материалом).
Чтобы уменьшить в 2—4 раза количество отсасываемого воздуха, рекомендуется: поставить грузовой питатель на течку выгрузки материала и соединить специальной обводной трубой (байпасом 6) (см. рис. 72,е), течку, подводящую материал, с течкой, по которой дробленый материал высыпается из дробилки. Величину обводной трубы и количество отсасываемого воздуха из места падения материала следует устанавливать для каждого типа дробилки.
Конусные дробилки выделяют из зоны верхнего бункера не больше пыли, чем материал при падении из загрузочной течки в бункер. Но в месте выгрузки материала из дробилки выделяется наибольшее количество запыленного воздуха. Поэтому следует укрывать кожухом выгрузочную течку и место падения материала ла ленту или другое оборудование. Воздух из-под кожуха нужно
аспирировать. Количество аспирируемого воздуха должно в 1,5 раза превышать объем, принимаемый обычно для аспирации отдельной течки.
§ 8. ОБЕСПЫЛИВАНИЕ ВИБРОГРОХОТОВ
В виброгрохоте не возникает больших скоростей воздуха, так как пакло!ненные под небольшим углом к горизонту сита делают 300—1 500 колебаний в минуту с амплитудой всего в несколько миллиметров, в результате чего материал и движущиеся части грохота имеют скорости менее 1 м/сек. Однако в процессе просеивания материала и его вибрации значительное количество пыли мелких фракций смешивается с воздухом. Если такой агрегат полностью не укрыт кожухом, воздух, проникающий в помещение в результате общеобменной вентиляции и подсасываемый падающим материалом из течки, будет запылять помещение. Поэтому сита виброгрохота нуждаются в полной герметизации, а из-под кожуха необходимо отсасывать запыленный воздух в таких количествах, чтобы там создавалось разрежение, препятствующее выбиванию пыли. В тех случаях, когда невозможно прикрепить кожух непосредственно к неподвижной части — корпусу — виброгрохота, приходится герметизировать виброгрохоты целиком. При грохочении холодного материала это укрытие для удобства обслуживания изготовляют из брезента или ткани, а при горячем материале — из стеклоткани. Такую покрышку легко поднять и осмотреть, если это нужно, сита и их крепление, а гакже сменить их в случае надобности.
Твердый кожух из металла или асбеста имеет легко открывающиеся герметические люки. Двигатель, приводящий в движение эксцентрик виброгрохота, желательно оставлять открытым. В этих условиях он лучше охлаждается и будет защищен от пыли.
При холодном материале количество аспирируемого воздуха должно быть таким, чтобы скорости подсасывания в неплотностях кожуха составляли не менее 0,4 м/сек даже в моменты, когда для наблюдения за работой виброгрохота открывают большие отверстия в кожухе.
О том, как влияет укрытие виброгрохота на работу аспирации, можно судить по следующему примеру. На одном из заводов виброгрохот размером 1X2,5 м, просеивавший в течение часа до 30 т нагретого до 500° клинкера и сырьевой муки, не был достаточно хорошо укрыт кожухом. Поэтому хотя из-под кожуха отсасывалось до 2 500 м5'/час воздуха, однако из грохота в помещение выделялось столько пыли, что запыленность в цехе в зоне дыхания рабочего превышала 1 000 мг/м\ После того, как тот же грохот был тщательно укрыт, пыль перестала выделяться.
ГЛАВА V
РАБОТА ВЕНТИЛЯТОРОВ И ДЫМОСОСОВ
§ 1. ОПИСАНИЕ И ПРИНЦИП РАБОТЫ
Из существующих типов вентиляторов, осевых и центробежных,, для технологических целей на цементных заводах чаще всего применяют центробежные. В зависимости от величины создаваемого ими при наибольших оборотах давления (напора) различают вентиляторы низкого, среднего или высокого давления и воздуходувки.
Первые развивают общее давление до 100 кГ/м2; вторые—от 100 до 400 кГ/м2', третьи — от 400 до 1 000 кГ[м2, а воздуходувки — свыше 1 000 кПм2.
Различаются вентиляторы и по назначению. Так, вентиляторы, которые не замазываются даже легко налипающей пылью и сравнительно долго работают без износа в абразивных средах, называют пылевыми.
Вентиляторы, предназначенные для продолжительной работы в пыльной среде при высоких температурах, называют дымососами.
В настоящем параграфе мы не приводим общеизвестное описание устройства центробежных вентиляторов (рис. 78), а ограничиваемся указанием на влияние, которое оказывают основные конструктивные элементы на его характеристику. К их числу относится ротор 1, состоящий из ступицы 2 и переднего диска 5, заднего диска 4 и прикрепленных к ним лопаток 5.
При вращении ротора воздух под влиянием центробежной и аэродинамических сил, создаваемых лопатками, выбрасывается из внутренней части ротора при помощи лопаток. Если будет велик зазор о между ротором и передней стенкой, то часть газа пройдет между ними и снова попадет во всасывающее отверстие ротора. Во избежание этого применяется всасывающий кольцевой патрубок 6. Для уменьшения количества пропускаемого воздуха зазор & между кольцом и ротором должен быть примерно в 100 раз меньше диаметра ротора.
Для уменьшения гидравлических потерь в вентиляторе переход от всасывающей трубы к полости вентилятора должен быть, по возможности, более плавным, с тем чтобы скорости воздуха изменялись плавно.
Кожуху 7, в котором вращается ротор, также придается форма постепенно расширяющейся спирали, которая позволяет с наименьшими потерями преобразовать энергию движения газа, полученную в роторе, в энергию давления.
При роторе равномерной ширины часть сечения между лопатками (на рис. 79,а заштрихована) не участвует в полезной работе.
Рис. 78. Схемы вентиляторов среднего давления а —центробежный однороториый вентилятор; б—центробежный вентилятор с двумя роторами при общем выхлопном и двух всасывающих отверстиях; в — центробежный вентилятор со сдвоенным ротором
Поэтому у более совершенных вентиляторов на внешнем радиусе роторы сужают (рис. 79,6). Это способствует повышению их к. п. д. Конические диски Д повышают жесткость ротора, поэтому роторы такой формы используют в вентиляторах с большими окружными скоростями.
Основным элементом вентилятора, создающим скорость газа при вращении, являются лопатки ротора. Углы их наклона на внутреннем и внешнем радиусе и форма — различны. Лопатки (рис. 80) бывают: радиальными (рис. 80, /); с внутренним концом, направленным навстречу движению газа, причем конец на внешне^ радиусе может быть либо направлен по радиусу (рис. 80,2), либо вытянут навстречу движению газа, загнут вперед (рис. 80,3), либо назад (рис. 80, 4).
Угол наклона лопатки на внешнем радиусе влияет на создаваемое вентилятором давление.
При том же числе оборотов, диаметре ротора и прочих условиях давление, создаваемое вентиляторами с лопатками различной формы, будет различным. Для примера примем за единицу давление, создаваемое вентилятором с радиальными лопатками. У вентиляторов, концы лопаток которых загнуты в сторону, противоположную направлению вращения, напоры будут на 30—40°/° ниже, чем у вентиляторов с радиальными лопатками. Но к. п. д. — т; их выше и при тщательном исполнении может доходить до т; =0,88—0,9.
5J
Рис. 79. Форма роторов вентиляторов
а —у вентилятора упрощенной конструкции; б—у вентиляторов улучшенной конструкции
Рис. 80. Конструкции лопаток
У вентиляторов, концы лопаток которых загнуты в сторону вращения, напоры будут значительно выше, чем у радиальных, но к. п. д. такой же, как при радиальных лопатках — в пределах Ч =0,6—0,7.
В зависимости от условий работы необходимо выбирать вентиляторы с той или иной формой лопаток.
Так, при влажной и липкой пыли лучше работают радиальные лопатки (рис. 80,/), на которых материал плохо удерживается и отлетает. Абразивная сухая пыль не налипает на лопатки, а скользит по рабочим плоскостям и быстро истирает их. Уже при содержании в воздухе около 25 a/ж3 шлаковой пыли она в течение 5—7 суток истирает кожухи толщиной в 2,5 мм и лопатки ротора, диаметром 600 мм с числом оборотов 1 450 в минуту. Поэтому у дымососов и вентиляторов, предназначенных для работы в пыльной среде, толщину лопаток и кожухов увеличивают в 2—4 раза, а число лопаток уменьшают, направляя их по радиусу (рис. 80, 1, 2), чтобы материал лучше отлетал от них.
При выборе формы лопаток для вентиляторов, работающих на чистом воздухе, следует исходить из необходимости получения высокого к. п. д. и нужного давления, а при запыленном воздухе — обеспечить их износоустойчивость.
Известно, что создаваемое вентиляторами давление зависит и от окружной скорости роторов. В вентиляторах низкого давления окружные скорости роторов не превышают 35-—40 м!сек, в вентиляторах среднего давления — 45—65 м/сек, высокого давления — 75— 80 м/сек, а у воздуходувок достигают 140—180 м/сек.
14 Сатарин В. И., Перли С. Б.
209
Для получения требуемой окружной скорости ротора большое значение имеет длина лопаток (расстояние между дисками ротора), их число, форма и прочность. При небольших окружных скоростях (до 30 м/сек) даже плоские лопатки достаточно прочны и могут противостоять центробежным силам. Но если окружная скорость возрастает (например, до 45—65 м/сек для вентилятора среднего давления), то даже очень узкая плоская лопатка (см. рис. 80, 4) под влиянием центробежных сил утратила бы при этом форму.
Для упрочнения этих лопаток ширину их в радиальном направлении приходится увеличивать и делать их желобчатыми. Длина же остается той же — от 0,4 до 0,5 диаметра ротора. В этом случае для получения необходимого давления вентилятора достаточно меньшего количества лопаток. Так как такие роторы обладают большей прочностью и могут работать с высокими окружными скоростями, то некоторые вентиляторы пылевого типа могут создавать давление до 400 кГ/м2.
Но при очень высоких напорах, создаваемых вентиляторами высокого давления, и очень высоких окружных скоростях даже очень широкие лопатки были бы деформированы центробежными силами. В таких случаях длину лопатки приходится уменьшать в 3,5—4 раза. Поэтому центробежные вентиляторы высокого давления легко узнать по узким корпусам, широким лопаткам и относительно тонким по сравнению с диаметром ротора всасывающим и напорным трубам.
В табл. 30 приведены величины окружных скоростей и максимальных давлений, создаваемых вентиляторами отечественного производства, применяемыми в цементной промышленности.
Таблица 30
Допустимые давления и окружные скорости вентиляторов различных типов
Давление Окружная скорость
в кГ/м* ротора в м/сек
Низкого давления, ВНД До 100 До 40 -=-35
То же, ЭВР . . ... . 100 . 40 4-35
Среднего давления, ЭВР, ВР и ВРС, . 200 40 -35
ЦАГИ, СТД-57 и ЦВ-55, . 200 50
Среднего давления типа .Сирокко"
(ГОСТ 650-41) ... 400 60
Среднего давления пылевые
Ц6-46 200 55
Ц7-40 400 65
Высокого давления типа .Сирокко", типа
.Косточкина* ... . . . ... 800 80 4- 90 4- ПО
Д-0,55-17 . . 600 75
СОС-1 . . 1 500 - 2 000 140
В отличие от вентиляторов дымососы подвергаются не только действию пыли, но и высокой температуры. Поэтому подшипники их главного вала отодвинуты от корпуса и имеют иногда водяное
охлаждение; зазор между корпусом и ротором дымососа увеличен. В том случае, если приходится прогонять большие количества газа и одного ротора недостаточно, нецелесообразно устанавливать два отдельных дымососа: значительно удобнее ставить по два ротора на одном валу (см. рис. 78, в), а кожух снабдить двумя всасывающими патрубками и одним общим выхлопным отверстием.
В других конструкциях дымососов два ротора имеют общую стенку — получается сдвоенный ротор (см. рис. 78,6). Вентиляторы с двумя роторами несколько дороже вентиляторов со сдвоенным ротором, но зато их проще изготовлять и ремонтировать в мастерских цементных заводов.
§ 2. ХАРАКТЕРИСТИКА ВЕНТИЛЯТОРА
ВРН. Суммарное статическое Р„ и суммарное полное давление Р„, к. п. д. ц и требуемая для вращения вентилятора мощность N кет в зависимости от производительности Q в м3!час
напоры, к. п. д. и требуемая
Характеристика вентилятора дается обычно в виде графика или таблицы, в которых показана взаимосвязь между основными показателями его работы: числом оборотов ротора п, производительностью Q, давлением Р, мощностью N и к. п. Д.7).
Характеристики вентиляторов отражают особенности их работы и позволяют легко подобрать для данной сети наиболее эффективный вентилятор.
На рис. 81 приведена одна из форм характеристики вентилятора. По оси абсцисс отложена производительность вентилятора Q мл]час. По оси ординат —
для вращения мощности двигателя.
Характеристики вентилятора получают в результате испытаний по схемам, близким к изображенным на рис. 82,а, б. Производительность вентилятора в 1 м3 воздуха в-течение часа замеряют во всасывающей трубе вентилятора с помощью калиброванной насадки 1 и манометра 2 (рис. 82,а) или пиевмо-метрической трубкой (в производственных условиях последнее удобнее).
Общий статический напор, создаваемый вентилятором, измеряется при помощи манометра 4, один конец которого подключен к всасывающему отверстию, а второй — к выхлопной трубе вентилятора (рис. 82,6), если же требуется большая точность испытаний — к специальной камере, в которой скорость газа во много раз меньше. В результате этого динамический напор переходит в статический и более точно определяется создаваемое вентилятором разрежение. Прикрывая или открывая задвижку (или дроссель) 3, можно менять производительность вентилятора. Между валами двигателя 5 и вентилятора 7 устанавливается
динамометр 6*, с помощью которого замеряется крутящий момент, необходимый для вращения вентилятора.
Тахометром 8 измеряют число оборотов, которое во время испытаний должно быть, по возможности, постоянным. При составлении характеристики вентилятора, приведенной на рис. 81, напор Р, мощность N кет и к. и. д. Ч вентилятора определены в зависимости от производительности Q в м?1час при постоянных оборотах п=800 в минуту. Мощность N в кет, которая требуется для вращения вентилятора, определяется по уравнению
М -т.п
------кет, 30-102
(1-V)
где М в кгм— момент на валу, требуемый для вращения вентилятора; 102 — число кгм в 1 кет.
Рис. 82. Схема испытания вентиляторов а — в лабораторных условиях; б—в производственных условиях
Испытания осуществляются следующим способом.
Сначала полностью закрывается дроссель и тем самым прекращается доступ воздуха и вентилятор. Значение напора при этих условиях указывается в точке 1
* Вместо динамометра можно применять электродвигатель, к. п. д. которого при всех режимах загрузки известен, или мотор-балансирные весы [25].
(см. рис. 81). Хотя в это время вентилятор не выполняет полезную работу, он все же потребляет некоторую мощность JVi кет, которая и фиксируется точкой Ni на кривой мощности.
По мере открывания дросселя расход Q будет увеличиваться, а напор Рп может сначала даже упасть (точка 2), потом несколько возрасти (точка 3), а затем снова постепенно падать (точки 4 и 5). Наконец, при наибольшем расходе (точка 6) статический напор (давление) приближается к нулю.
Так же можно вести и производственные испытания. Учитывая, что присоединенные к вентиляторам трубы не имеют достаточно длинных прямолинейных участков, точность производственных испытаний окажется на 5—10% ниже точности испытаний в лабораторных условиях.
Потребляемую вентилятором мощность определяют при помощи ваттметра. Мощность на валу электродвигателя может быть с достаточной степенью точности получена путем умножения показаний ваттметра на к. п. д. этого двигателя при данной загрузке. Значительно тяжелее снять QP—характеристику вентилятора. Основное затруднение заключается в том, что возможен подсос воздуха в самых неожиданных местах: через стенки кожуха, через соединения труб и даже через, казалось бы, хорошо заделанные отверстия.
Поэтому, по возможности, следует стремиться к тому, чтобы все точки, к которым подключены микроманометры, находились в непосредственной близости от вентилятора или же испытывать его после того, как все трубы будут проверены на герметичность. Ввиду возможности подсоса выгоднее замеры в точке 1 QP характеристики при Q = 0 делать тогда, когда между вентилятором и напорной трубой будет поставлена временная заглушка.
На напорной части вентилятора до установленной заглушки делается небольшое отверстие, в котором замеряется напор Рст-=РГ. при Q=0. Полученные результаты фиксируются в точке 1 на графике (см. рис. 81). После этого временную заглушку вынимают и измеряют разрежение и давление РСт до вентилятора и после вентилятора при различных расходах газа, которые меняют за счет открывания дросселя. Если количество поступающего газа регулируется шибером, то в нем тщательно замазываются все отверстия и зазоры. Динамическое давление для замера скоростей и расхода газа замеряется пневмометрической трубкой любого типа (см. приложение I).
Для построения характеристики желательно иметь: 1) одну точку при Q=0; 2) две точки, фиксирующие значения Р, близкие к максимальному, и 3) одну-две точки, в которых указывались бы значения максимальной производительности, обеспечиваемой работой двигателя без перегрузки. Для определения последних показателей приходится иногда полностью убирать всасывающие и напорные трубы вентилятора, а если это затруднительно — вырезать в напорных или всасывающих трубах отверстия.
Мощность, требуемая для вращения вентилятора, для точек 2, 3, 4, 5 и т. д. показана кривой N.
Характеристика показывает, что изменение производительности от нулевой до максимальной вызывается изменением создаваемого вентилятором напора. При этом наименьшему напору воздуха и наибольшей производительности соответствует мощность двигателя, значительно превышающая обычную при наибольшем к. п. д.
Так как полезная мощность при перемещении газа в количестве Q м31час при напоре Р кГ/м2
Л^полез = --—------КВШ, (2-V)
3600-102 ’ k '
то легко получить к. п. д. вентилятора для тех же точек в зависимости от Q.
_ ^полез ----- /о VI
N 3600-102М '
Здесь N определяется по формуле (1-V).
К. п. д. имеет два нулевых значения (при Q=0 и при Р=0) и достигает наибольшей величины около 0,6 (см. рис. 81) при Q = =4 000 м?1час и Р=65 кГ/м2.
Конечно, выгоднее всего работать при наибольшем к. п. д., так как затрата мощности для приведения в движение вентилятора
Рис. 83. Характеристика вентиляторов ВРН. Значение к.п.д. указано на кривых, требуемая для вращения мощность не дается
Р стО 3 600-102 т;ст
Nn
Квт
P»Q 3 600-102 7)n
или
квт
трубы, и в соответствии с уравнением лучают полный напор.
в этом случае будет минимальной. (Здесь NCT и N„ — мощности для преодоления статического и полного напоров).
На рис. 81 была показана также кривая Р„ для полного давления вентилятора.
Чтобы получить значение полного напора по производительности Q, определяю?
Q скорость воздуха v = — , Г где F — сечение выхлопной 5-П (см. приложение I) по-
7U2
2g
для различных значений Q. Следует иметь в виду, что в характеристике вентиляторов всегда указывается, относится ли мощность, к. п. д. и расход к полному давлению Рп или к статическому значению давления РСТ- В других же случаях они указываются одновременно, как это сделано на рис. 83.
Кривая Рп лежит выше Р„ и не будет доходить до оси абсцисс
р2
на величину скоростного давления — при наибольшем расходе.
2g
Изображение характеристик, показанных на рис. 83, имеет ряд недостатков.
1. Они размерные, так как относятся к вентилятору только одного размера. Для каждого другого размера их следует строить заново.
2. Необходимо иметь отдельные характеристики и в зависимости от числа оборотов вентилятора. Следовательно, для серии геометрически подобных вентиляторов, отличающихся только размерами (№ 3, 4, 5, 6, 8 10 и 12) с диапазоном синхронных оборотов ог 600 до 3000 в минуту, пришлось бы построить не менее 30 подобных графиков.
Предложена менее громоздкая форма изображения безразмерных характеристик для вентиляторов различных размеров одной серии при различных оборотах и производительности.
В этом случае все показатели машин одной серии отнесены к окружной скорости и2~ 1 м!сек на внешнем диаметре ротора, объемному весу газа 7 =1 кг]м\ диаметру ротора £>2=1 м (рис. 84).
При этом получаются безразмерные коэффициенты давления Р„ — статического и Р„ — полного, коэффициент расхода Q и коэффициент потребляемой мощности N, отмечаемые штрихом над буквой. Определяют их из следующих уравнений:
1) напор
D г 2
Р=Р— к/ м, g
Рсг=Рст— кГ/м* (4-V) g
или коэффициент напора
g
2) производительность
? = <2£гы2 яР'сек или
коэффициент производительности
(5-V)
Рнс. 84. Аэродинамическая'схема и безразмерная характеристика вентилятора ВРС с клепаным колесом
Имеются указания [16], что для центробежных вентиляторов при наибольшем к. п. д. т]иякс коэффициент производительности Q= =0,53 в — 0,01 (где в определяется отношением ширины лопасти при вхоДек диаметру рабочего колеса в = —). Это справедливо толь-£>г
ко для тех вентиляторов, у которых число лопаток невелико (например, у пылевых) или лопатки загнуты назад. Для вентиляторов, концы лопаток которых загнуты вперед или радиальны, а число лопаток выше 16—20, приближенно определить коэффициент производительности при наибольшей можно по формуле
Q = 0,8e —0,1;
3) коэффициент потребляемой мощности N = 1O22V . , (6-V)
7«2F2
g
где
г>
f2= —.
Здесь Di — диаметр колеса в м, измеренный по внешним кромкам лопаток;
4) к. п. д. при полном и статическом давлении определяется из уравнений
= _ QPn Vn ы 102W
Имея безразмерные характеристики, можно вновь построить размерные характеристики напора, мощности и к. п. д. для вентилятора определенного размера с заданным числом оборотов в зависимости от производительности.
Более всего вентилятор характеризуют показатели Q и Р (или Q—P).
Для того чтобы не строить отдельно кривую к. п. д., значения его наносятся иногда на кривую Q—Р, а кривую мощности вовсе не строят, она подсчитывается в каждом отдельном случае.
В некоторых случаях прибегают к третьей форме построения характеристики [6].
Обратим внимание на то, что во всех случаях уравнения (4-V), (5-V) и (6-V) зависят от окружной скорости вентиляторов. Это дает возможность значительно уменьшить число отдельных графиков, а для геометрически подобных машин одной серии, но с различными диаметрами роторов, дать только один график.
На рис. 85 дан один из таких графиков. На нем представлена зависимость Р от производительности Q.
Вместо производительности Q указана скорость пвых в выхлопном патрубке.
В столбцах (на рис. 85) указаны площади сечения выхлопных отверстий оВЬ1Х в зависимости от номера вентилятора. Умножив ЦВых на скорость в этом сечении (показана на оси абсцисс), получим расход в q м^/сек, от которого легко перейти к часовой производительности по формуле Q—q- 3 600 = овых'7:'вых- 3 600 м?1час.
На кривых Р= <? (ЦВых) при различных окружных скоростях и? показаны к. п. д. вентилятора. Точки с равными к. п. д. соединены между собой сплошными линиями.
Как же пользоваться графиками, подобными представленному на рис. 85?
Допустим, что нам требуется для работы в сеть подобрать центробежный вентилятор, у которого при полном давлении Р=72 кГ/м2 производительность составляет около 6 000 л3/чпс.
Отложив значения Р на графике, видим, что давление 72 /сГ/л2 могут дать вентиляторы при окружных скоростях «2 = 46, 42 и 38 м/сек.^
Рис. 85. Аэродинамическая схема и обезличенная характеристика центробежного вентилятора ВРН низкого давления
Если принять скорость выхлопа равной 16 м/сек при иг = 46 м/сек, то площадь выхлопного сечения составит
Ближайшая большая по величине площадь выхлопного сечения будет 0,122 м2 у вентилятора № 5.
Для получения нужного расхода, скорость о вых составит
6000 ,
овых=-----------— = 13,6 м/сек
3600-0,122
и при этой скорости кривая характеристики вентилятора пересечет прямую Р—72 кГ/м- при к. п. д. Ч -= 0,65.
Вентилятор № 5 с диаметром рабочего колеса ,D=0,5 м может развить окружную скорость «2=46 м/сек при 1 360 об/мин
«2-30 46-30
и — —----= -------=1360 об 'мин.
D 0,25*
2
Рис. 86. Характеристика вентиляторов ВРС № 3,<4, 5_и 6
Такие обороты нельзя получить, используя обычный асинхронный электродвигатель. Необходима ременная передача от него к вентилятору или асинхронный двигатель с повышенным скольжением. При окружной скорости 42 м/сек, число оборотов составит 1 240 в минуту. Производительность вентилятора будет € ООО мР/час. При «2=38 м/сек вентилятор делает 1 130 об/мин, но производительность его будет в 2 раза ниже требуемой.
Чтобы осуществить непосредственный привод от электродвигателя, делаем подобные же пересчеты для ближайших больших и меньших номеров. Возьмем вентилятор № 6, тогда Рвых=0,175 скорость «вых— = 9,5 м/сек.
Делаем расчет для этого варианта и получаем новые обороты п~\ 040 об/мин, при которых также невозможно подобрать обычный асинхронный двигатель для непосредственного привода и невозможно поставить асинхронный двигатель с повышенным скольжением.
Иногда варианты такого подсчета приходится повторять несколько раз. пока удастся получить благоприятные результаты, и поэтому форма характеристики вентилятора претерпела дальнейшее преобразование. По оси ординат нижнего графика (см. рис. 86) дается часовая производительность для различных номеров вентиляторов (наклонные кривые) в зависимости от овых. На верхнем графике показана также зависимость давления от скорости ивых в выхлопном сечении. Вместо окружных скоростей «2 показаны величины, пропорциональные окружным скоростям, но в форме Л=№ п, где № — номер вентилятора и п—-число оборотов в минуту. Поэтому по кривой Р= <р (Цвьх ), зная номер вентилятора, легко получить обороты или, задаваясь количеством оборотов, определить диаметр (или номер) вентилятора.
Насколько быстрее этот способ, можно видеть из следующего примера.
п —
Пример. Подобрать вентилятор ВРС, обеспечивающий при к. п. д. выше -»1= 0,5 и напоре около Р = 72 кГ/м2 перемещение 6 000 м'!час незапылениого воз духа с температурой 20°.
Обращаемся к характеристике, приведенной на рис. 86. Оиа справедлива при температуре воздуха 20° и поэтому никаких дополнительных пересчетов не требуется.
Напору Р=72 кГ)*? соответствует Л от 4 300 до 4 500 и к. п. д. соответственно 0,45 и 0,55.
Производительность же 6 000 м^час могут дать вентиляторы и № 6, 5 и 4. Продолжив вверх прямую от точки пересечения производительности 6 000 м31час •с наклонной линией для каждого номера вентилятора, получим для № 6 к. п. д. у = 0,57, для № 5—т]=0,59 и для № 4— ») =0,55.
Следовательно, с оптимальным для данного типа вентилятора к. п. д. будут работать все три устройства.
При А =4 300 число оборотов вентилятора № 6 составит
А 4 300 — = -------=720 об/мин.
N 6
Такое число оборотов можно получить без передач, соединяя вентилятор через муфту с электродвигателем.
Если же поставить вентилятор № 5, то получается
4 300 п = —----= 860 об/мин.
5
В этом случае необходима вспомогательная ременная или тексропная передача или установка двигателя с повышенным скольжением.
Приведенная выше форма графического изображения характеристики наиболее удобна для пользования.
В этом случае, по существу, не нужны дополнительные подсчеты. Поэтому остальные справочные данные по характеристикам вентиляторов и дымососов в этой книге представлены, по возможности, в этой графической форме.
Для того чтобы в случае необходимости произвести более точный расчет производительности, на графиках указана формула, по которой можно определить площадь выхлопного сечения вентилятора данного типа.
Характеристики вентиляторов и дымососов, наиболее часто применяемых в цементной промышленности СССР, приведены в приложении III. Даны характеристики и таких вентиляторов, выпуск которых уже прекращен, но на заводах они еще встречаются. Их установочные размеры и габариты не приводятся, чтобы не загромождать книгу каталожными данными.
§ 3. РАБОТА ВЕНТИЛЯТОРА В СЕТЬ
Производительность вентиляторов при одних и тех же оборотах меняется в зависимости от того сопротивления, которое им приходится преодолевать при работе в сеть.
Характеристика сети, на которую работает вентилятор, определяет его производительность. Покажем это на примере. На рис. 87, й приведены характеристики трех сетей, первая из которых оказывает сопротивление около 150 кГ/м2 газу, проходящему в количестве 10 000 м3]час, вторая оказывает то же сопротивление 20 000 м'л1час газа и третья — то же сопротивление 40 000 м3!час газа.
Иначе говоря, если к сети будет приложено давление Р= = 150 кГ/м2, то в сеть I будет проходить 10 000 мЧчас газа и соответственно большие количества в сети II и III.
Известно, что аэродинамическое сопротивление труб и местные сопротивления в трубах и других приборах (если нет статического противодавления) пропорциональны скоростному давлению, а следовательно, второй степени скорости газов. Поэтому напоры при всех остальных расходах и скоростях газа легко могут быть подсчитаны. На графике они изобразятся параболами типа =
где Qi и Q2 — расходы в м3/сек.
Рис. 87. Характеристика сетей
а — характеристика сетей /, II и Ш\ б—наложение характеристик сетей /, II, III на характеристику вентилятора ВРС № 8
Предположим, что на эти сети должен работать вентилятор ВРС № 8. Преодолеваемый напор — 150 кГ/м2.
Если наложить на графике характеристики этих сетей на характеристику вентилятора ВРС № 8 (рис. 87,6), то обнаружим, что эти кривые будут проходить между параболическими кривыми равных к. п. д., причем кривая /// будет соответствовать т] =0,57, кривая II — также 11 = 0,57, но по другую сторону от 7jMaKC , а кривая 1 пройдет вблизи кривой с т) = 0,45.
На рис. 87,6 тонкими линиями нанесены мощности в квт, потребляемые вентиляторами. Мы видим, что для преодоления сопротивления сети по кривой II требуется вдвое меньше мощности, чем по кривой III, несмотря на то, что во втором случае необходимы 750 об/мин, а для работы в сети с характеристикой по кривой III достаточно 680—700 об/мин.
Таким образом, проводимость сети определяет загрузку вентилятора и мощность, необходимую для его вращения.
Под проводимостью подразумевается способность обеспечить данный расход воздуха (газа) в системе при определенном разре
жении или давлении, создаваемом вентилятором. Таким образом, проводимость является величиной, обратной сопротивлению системы. В запыленных системах проводимость обеспечивается главным образом своевременной очисткой.
Наложение на характеристику вентилятора характеристики сети позволяет также определить, как меняются напоры и расходы в сети, а также требуемые для привода мощности при изменении числа оборотов.
Так как при той же характеристике сети к. п. д. вентилятора остается постоянным, то, пользуясь уравнениями, приведенными в табл. 31, можно определить изменение расхода мощности напора, создаваемого вентиляторами, в зависимости от изменения удельного веса газа с h на f2, диаметра колеса — с на D2, оборотов—-с «1 на н2-
Метод построения характеристик т], N и Р в зависимости от производительности Q при изменении числа оборотов показан на рис. 88,а, а при изменении диаметров ротора—на рис. 88,6. Каждая из характеристик строится для нескольких значений Q.
На рис. 88,а показано, как меняются напор, мощность и производительность вентилятора при изменении числа оборотов с п на п0. Кружками обозначены точки на начальной характеристике. Каждая точка характеристики при оборотах «о вы-
числяется в зависимости от числа оборотов п по уравнениям, приведенным в табл. 31. Стрелками показано, какими становятся соответствующие точки на кривой при «о-
«1
Число оборотов И0= ] .
Мы видим, что для точки 1 давление меняется при переходе от п до п0 с Р=40 кГ/лг2 до Ро= =23,1 кГ1м2, а расход с Q=13 единиц расхода до Qo= 13: 1,32=9,8 единицы расхода.
Рис. 88. Построение характеристик вентилятора
а —пересчет характеристики вентилятора при измененииj количества оборотов с п по б — пересчет характеристики вентилятора при изменении диаметра ротора с D и a Д,
Для точки 1 мощность с А=8,3 единицы мощности при расходе Q уменьшит-8,3
ся до Ао= , = 3,6 единицы мощности при расходе Qo. Для той же точки при
(1,32)з
изменении числа оборотов к. п. д. остается постоянным, но точка передвигается параллельно оси абсцисс до пересечения со значением расхода Qo-
Определение значений для всех остальных точек ведется точно так же. Этот
метод позволяет определять характеристику вентилятора при изменении числа оборотов или диаметра ротора с D на Do. Особенно часто приходится прибегать к такому пересчету при изменении температуры и удельного веса газа. В этом случае меняется только ось ординат для давления и мощности, но значения производительности и к.п.д. остаются те же.
§ 4. УСТОЙЧИВАЯ И НЕУСТОЙЧИВАЯ РАБОТА ВЕНТИЛЯТОРА
При рассмотрении характеристик вентиляторов обращает на себя внимание то, что некоторые вентиляторы создают максимальный напор при Q = 0, а при повышении расхода напор постепенно уменьшается.
Однако имеются вентиляторы, характеристика которых при Q, близких к нулю, имеет точки, в которых значение давления Р ниже
максимального. Характеристики такого вентилятора имеют правую и левую части, причем на правой части значения полного давления постепенно уменьшаются от наибольшей величины до наименьшей, соответствующей максимальной производительности, и на ней нет точек перегиба. В этом случае вентилятор работает устойчиво.
Вентиляторы с характеристиками, при которых расходу Q=0 соответствует давление Р, значение которого меньше, чем максимальное давление РЕ, или равно ему, могут неустойчиво работать в сеть большой емкости (рис. 89). Пока вентилятор работает при давлениях, соответствующих значениям, указанным на правой части ха-
рактеристики (вправо от точки В), например в точке А, то при повышении давления от Рл до Рв в результате уменьшения производительности с Qa до Qb, вентилятор будет продолжать работать устойчиво. При дальнейшем уменьшении потребления газа из сети до Qc давление в сети большой емкости не успеет уменьшиться, но давление, создаваемое вентилятором, понизится до Рс . В результате этого газ напра-
Рис. 89. Характеристика вентилятора, который может неустойчиво работать с сетью большой емкости
вится из сети в вентилятор, и последний будет работать как турбина на режиме, соответствующем точке Е. пока давление в сети не станет ниже
Р После этого вентилятор снова начнет подавать газ в сеть и работать на режиме, соответствующем точке Сь а по достижении давления Р опять некоторое время будет действовать как турбина, и т. д. Цикл работы зависит от емкости сети и ее сопротивления, производительности вентилятора и глубины левой части его характеристики [14, 6].
Работать при таком режиме недопустимо, так как колебания приводят к уменьшению плотности фланцевых соединений во всасывающей и напорной частях сети; в случае, если пульсация газа по частоте совпадает с собственной частотой колебания труб, то такой «пумпаж» (как его 'называют) может привести к
авариям.
Для ликвидации пумпажа необходимо заменить вентилятор таким, у которого значения давления будут соответствовать приведенным на правой части характеристики.
При возникновении пумпажа иногда приходится прибегать к созданию подсосов для того, чтобы увеличить расход газа и перевести вентилятор на работу на правой части характеристики. Так как всякий подсос связан с увеличенным расходом электроэнергии, то нужно возможно скорее заменить вентилятор.
§ 5. МОЩНОСТЬ, ТРЕБУЕМАЯ ДЛЯ ПРИВОДА ВЕНТИЛЯТОРА
Мощность, потребляемая вентилятором, зависит от режима его работы. Если мощность при т]макс примем за единицу, то при Q=0 (т. е. при закрытом шибере) мощность для вращения вентилятора будет все же составлять от 30 до 40°/° мощности, требуемой для работы на наивыгоднейшем режиме. И это при условии, что полезная работа в это время производиться не будет.
Так как короткозамкнутый электродвигатель (на период запуска, даже без нагрузки) требует повышенного расхода энергии, и сила тока достигает 5—7-кратной величины по сравнению с нормальной, то для облегчения условий работы двигателя следует запускать вентилятор при закрытом шибере, который обычно и устанавливается для этой цели на всасывающей или напорной трубах в непосредственной близости от вентилятора.
По мере уменьшения сопротивления в сети (например, при открытии шибера) производительность вентилятора и потребляемая им мощность увеличиваются. Именно поэтому если уменьшить сопротивление сети, которое должен преодолеть центробежный вентилятор (например, отключить от него всасывающие и напорные трубы), то потребляемая мощность увеличится и может в два раза превысить нормальную для вентиляторов с радиальными или загнутыми вперед концами лопаток.
Для того чтобы определить мощность, требуемую для вращения вентилятора, необходимо учитывать условия, при которых работает вентилятор.
Так при раскрытых люках рукавного фильтра (при ревизии и натягивании рукавов) воздух поступает к вентилятору в больших
Условия работы
Коэффициент увеличения мощности К
При мощности двигателя менее 10 кет без открываемых отверстий и люков для чистки в сети .................
То же, при открываемых люках размером 100x100 мм...................
При мощности двигателя более 10 кет и наличии рукавных самовстряхива-ющих фильтров......................
При температуре воздуха, охлаждающего двигатель, или температуре помещения t = 50°..............
При запыленности газа 25 г!м3
. . . 100 . .
. . . 300 . . .
„ плоскоременной передаче
» тексропной передаче ...........
1.1 (Ki)
1,2 (Кг
1.6 (К3)
1.4 (Я4)
1.05 (К5)
1.15 (Ке)
1,35 (Кг)
1,15 (Къ)
1,1 (К9)
Число оборотов электродвигателя в % от номинального Коэффициент увеличения номинальной мощности к10
90 1,16
80 1,37
70 1,7
60 2,15
40 3,6
количествах, поскольку ему не приходится преодолевать сопротивление рукавов. Электродвигатель вентилятора при этом перегружается и при длительно открытых камерах может перегреться и сгореть. Поэтому в таких случаях двигатели устанавливают с запасом мощности не менее чем в 40—50е/».
Запас мощности, который должен иметь электродвигатель, в зависимости от условий работы вентилятора, температуры охлаждающего двигатель воздуха и вида передачи, приведен ниже. При одновременном действии нескольких факторов соответствующие коэффициенты перемножаются.
Если необходимо снизить число оборотов вентилятора, приводимого в движение асинхронным электродвигателем с фазовым ротором, по сравнению с рабочим режимом, у электродвигателя необходимо предусмотреть запас мощности соответственно данным, приведенным в таблице.
Нередки случаи, когда при изменении числа оборотов вентилятора недостаточно учитывается требуемая для вращения мощность. Это приводит к тому, что электродвигатель при уменьшении числа оборотов работает с недогрузкой, а при увеличении числа оборотов настолько перегружается, что обмотки его сгорают.
Ниже приводится пример того, как следует подбирать мощность электродвигателя при изменении числа оборотов вентилятора.
Пример. Вентилятор ВРС № 5 при числе оборотов 900 в минуту обеспечивал напор 75 кГ]м~ и расход 8 500 м2]час. Двигатель мощностью в 4,5 кет работал без перегрузки и недогрузки. Затем мотор был заменен другим с п= = 1 450 об/мин и мощностью в 7,5 кет.
Как же будет работать этот вентилятор в той же сети? Напор увеличивает-
ся до
8 500-1450
=------------= 13 800
900
195 кГ/м2, производительность возрастает
ДО <?2 =
гл'] час. Мощность, необходимая для вращения
7 1 450 3
P2=4,5l~^j—] =19 кет, или в 4,2 раза, тогда всего в 1,62 раза.
вентилято-
как число
ра, увеличивается до оборотов увеличилось
В этих условиях электродвигатель в 7,5 кет окажется недостаточно мощным н изоляция его сгорит, что уже не раз случалось .на цементных заводах.
При повышении температуры окружающей среды охлаждение электродвигателей ухудшается. В этих условиях следует ставить двигатели большей мощности.
Повышение же температуры газа снижает напор, а следовательно, и требуемую для вращения вентилятора мощность. Потому для привода дымососа горячего газа необходима значительно меньшая мощность, чем для привода того же вентилятора для газа с /=20°.
15 Сатарин В. И., Перли С. Б.
225
Обычно в каталогах и справочниках дается характеристика дымососов применительно к температуре / = 200—220°. Напор, создаваемый такими вентиляторами, и мощность, требуемая для их вращения, почти вдвое ниже, чем при газе нормальной температуры.
Следовательно, необходимо увеличивать или уменьшать его мощность, полученную по формуле (3-V), соответственно данным, приведенным на стр. 225 и в табл. 31.
Пример. Отсасывается воздух от цементной мельницы с /=95° и очищается в рукавном фильтре до запыленности после фильтра менее 1 г/м3. Температура воздуха в помещении, в котором установлен электродвигатель, достигает 50°.
В этих условиях общий поправочный коэффициент К будет равен КзУ.К^Х X2,35.
Следует указать, что при выборе мощности двигателя к вентилятору мы не учитывали изменения сопротивления вентиляционной сети, вызванного увеличением их сопротивления при отложении пыли.
На графике это выглядит так, словно кривые сети I, II и III на рис. 87,6 сдвигаются влево, следовательно, три тех же значениях полного давления или разрежения производительность вентилятора уменьшается. Поэтому требуемая для вращения вентилятора мощность при этом падает. Следовательно, об уменьшении производительности вентилятора с радиальными или загнутыми вперед концами лопаток можно узнать по показаниям амперметра. Мощность, требуемая для вращения вентиляторов с загнутыми назад концами лопаток, мало изменяется при изменении количества воздуха. Само собой разумеется, что контроль за производительностью таких вентиляторов по показаниям амперметра осуществить невозможно.
Привод вентиляторов на цементных заводах осуществляется, как правило, асинхронными электродвигателями с короткозамкнутым ротором. По возможности, стараются непосредственно подсоединить вентилятор при помощи муфты к валу двигателя. Так как число оборотов асинхронных двигателей нормальной серии не всегда дает возможность это осуществить, то иногда применяют электродвигатель серии АС с повышенным скольжением ротора, либо гибкие передачи или редукторы.
При этом следует иметь в виду, что дополнительные промежуточные передачи занимают много места, требуют повышения расхода энергии, вызывают шум и понижают надежность установок в эксплуатации.
Поэтому обычно взамен промежуточной передачи от электродвигателя применяют вентиляторы большего размера, но с непосредственной передачей.
Дымососы и вентиляторы вращающихся печей, требующие изменения напора и расхода газа, снабжаются асинхронными электродвигателями с фазовым ротором и контактными кольцами. При изменении сопротивления в цепи ротора с помощью специального реостата возможно ступенчатое изменение числа оборотов венти
лятора, а тем самым, при экономичном расходе электроэнергии, — изменение давления в 4—5 раз и производительности почтив 2раза.
Если число оборотов уменьшается до 60"/" от номинальных, то полное давление снизится в 1 : 0,62 = 2,7 раза, производительность в 1 : 0,6=1,66 раза. Таким образом определяют требуемую для вращения вентилятора мощность. Но номинальную мощность электродвигателя даже в том случае, если он никогда не будет работать с нормальным 100%-ным количеством оборотов, приходится увеличивать (см. стр. 225) в 2,15 раза по сравнению с мощностью, необходимой для работы на этом режиме при пониженном числе оборотов.
Если же двигатель должен периодически работать при различных оборотах, в том числе и при наибольших—.номинальных, то его мощность рассчитывается с учетом наибольшего числа оборотов.
§ 6. ВЛИЯНИЕ ЗАПЫЛЕННОСТИ ГАЗОВ НА ХАРАКТЕРИСТИКУ ВЕНТИЛЯТОРА
В условиях цементных заводов не всегда возможна работа вентилятора на очищенном от пыли газе. Наоборот, в газах, отсасываемых из шаровых мельниц, запыленность достигает около 150— 350 г/-м3. Меньшая запыленность — до 25 г/л«3 — после вращающихся печей, сушильных барабанов и т. д. Работа вентиляторов в запыленном газе сказывается на их
характеристике.
Результаты испытаний вентилятора но Всесоюзном теплотехническом институте при различных концентрациях угольной пыли, близкой по размеру фракций и по свойствам к пыли цементных заводов, показывают (рис. 90), что при запыленном газе отсутствует повышение напора (которого бы следовало ожидать ввиду повышения объемного веса газа). Наоборот, наблюдается незначительное снижение напора (до 20% при G=300 г/л3). Однако мощ-
Рис. 90. Характеристика вентилятора при изменении концентрации пыли G г/лс3 в воздухе
1—0=0; 2—G =100 г/л3; 3—0 = 300 г/м?; 4—0= =500 г/л3
ность резко, почти на 50°/°, увеличивается из-за понижения к. п. д.
вентилятора.
М. П. Калинушкин (ЦАГИ) исследовал работу вентиляторов, число лопастей которых z равнялось 64; 24 и 6.
Протягивался воздух с примесью древесных стружек, древесных опилок и фрезерного торфа при запыленности до 200 г/м3.
Опыты показали следующее.
1. В вентиляторах с малым числом лопаток [6] давление при повышении запыленности до G = 200 г/лг3 не изменялось. С увеличением числа лопаток из-за засорения каналов напор уменьшался.
2. К- п. д. вентилятора уменьшался с увеличением концентрации твердых частиц в газе.
3. Удельный расход мощности увеличивался почти пропорционально концентрации смеси. На удельный расход мощности влияют свойства взвешенных в газе частиц.
4. Увеличение мощности N при данной запыленности может быть приближенно определено по уравнению
Nсмеси = Nгаза (1 + /(G),
где К. — коэффициент, равный для вентилятора с числом лопастей;
z = 6, К = 1,2.
Для вентилятора с числом лопастей z=24, /(=0,7.
В результате исследований было создано несколько типов пылевых вентиляторов с z=6, толстыми лопастями и утолщенными стенками кожуха, характеристики которых приведены в приложении III на рис. 6 и 7.
§ 7. ПАРАЛЛЕЛЬНОЕ И ПОСЛЕДОВАТЕЛЬНОЕ СОЕДИНЕНИЕ ВЕНТИЛЯТОРОВ
Когда производительность вентилятора недостаточна (рис. 91, кривая 1) для данной сети ОА, то взамен устанавливается вентилятор большей производительности (рис. 91,а, кривая //). Более высокие показатели Q—Р, можно получить, как уже говорилось, также за счет повышения числа оборотов того же вентилятора. Но иногда нет возможности получить нужную Q—Р-характеристику этого же вентилятора и приходится прибегать к комбинации двух или более вентиляторов.
На рис. 91,в приведена суммарная характеристика (кривая 1 + 1) двух одинаковых вентиляторов, работающих параллельно (на рис. 91,6 дана характеристика каждого из них).Для каждого давления суммарная производительность первого и второго вентиляторов Qi+i будет равна сумме расходов Q1+Q2- Если вентиляторы однотипны (и имеют одинаковую характеристику), то при каждом напоре расходы удваиваются (рис. 91,в). Наложим ту же характеристику сети ОА, на Q—P-характеристику двух вентиляторов 1 + 1 (рис. 91,в). Окажется, что расход в сети при этом будет изменяться очень незначительно. Следовательно, если параллельно подсоединить к одному вентилятору (работавшему на режиме, близком к наивыгоднейшему) второй вентилятор с той же характеристикой, расход в сети ОА практически не изменится. При этом
вентиляторы станут работать на менее выгодном режиме, т. е. с более низким к. п. д.
Если же нагрузка сети будет соответствовать кривой ОА2, т. е. пересечется с крайней правой частью характеристики одного вентилятора, значения к. п. д., на которой ниже максимального, то при параллельной работе суммарная производительность возрастет почти в 2 раза и к. п.д. каждого из вентиляторов повысится. Тем самым каждый из двух параллельно соединенных вентиляторов будет работать на более эффективном режиме. Необходимо, чтобы при этом их к. п. д. были близки к максимальному (именно на таком режиме работают сдвоенные вентиляторы).
Если взять вентиляторы с круто падающей характеристикой (рис. 91,г) и соединить их параллельно (рис. 91,5), то все сказанное выше будет характеризовать и их работу.
При наложении Q—P-характеристики сети ОА на характеристику различных параллельно работающих вентиляторов (рис. 91,е) обнаружим, что давление, создаваемое вторым вентилятором, может оказаться меньше давления в сети, и вентилятор не будет давать газ в сеть OAj. Больше того, по этой причине часть газа из первого вентилятора пойдет во второй в обратном направлении и второй будет служить трубой (хоть и с большим сопротивлением), по которой будет поступать газ из напорной линии во всасывающую.
Только при очень пологой кривой нагрузки ОА2 второй вентилятор будет производить полезную работу, но значительно меньшую, чем если бы характеристики вентиляторов совпадали. То же будет и с к. п. д.
Но так как вентилятор с меньшим напором будет «работать, на левой части характеристики», то очень возможно, что он будет работать неустойчиво. Периодически он будет действовать,, то как вентилятор, то как турбина за счет первого из вентиляторов, (см. главу V, § 4). Подобрать же два вентилятора с совершенно одинаковой характеристикой затруднительно. Все эти причины служат препятствием к широкому использованию параллельно работающих вентиляторов.
При последовательном соединении вентиляторов (рис. 91,ж)' производительность каждого из них будет одинаковой. Поэтому суммарная характеристика составляется как сумма ординат .первого и второго в точках с одинаковыми значениями производительности, а если вентиляторы однотипны, то все построение сводится к удвоению ординат.
При наложении характеристики сети ОА на суммарную характеристику последовательно работающих вентиляторов напор Р при рабочем режиме возрастает почти на 60%, а расход Q—почти на 30% по сравнению с тем, что мог бы дать один вентилятор.
В этом случае последовательное включение двух вентиляторов; позволяет значительно увеличить как производительность, такл®
создаваемое ими давление и почти полностью использовать мощность двигателей.
Рис. 91. Характеристики параллельно и последовательно включенных вентиляторов
ОА] и ОАа — характеристики сетей;
1.2
— производительность параллельно работающих вентиляторов;
«1+1
— производительность последовательно работающих вентиляторов
«1+2 “ «
При последовательном соединении каждый из вентиляторов будет работать на режиме, кривая которого сдвинута вправо по отношению к кривой первоначальной нагрузки одного вентилятора.
Таким образом, производительность той же системы повышается 'значительно более эффективно при последовательном соединении Вентиляторов, чем при параллельном.
В этом случае невозможен неустойчивый режим работы вентилятора.
§ 8. РЕГУЛИРОВАНИЕ ВЕНТИЛЯТОРОВ
При необходимости уменьшения давления и производительности вентилятора прибегают к следующим трем способам регулировки.
1. В сеть вводят сопротивление (шибер или дроссель). Это вызывает уменьшение производительности при том же напоре у вентилятора. В результате этого точка пересечения характеристики вентилятора с характеристикой сети ОА2 перемещается влево по характеристике PQ (см. рис. 91,6) в сторону кривой ОАЛ), и производительность вентилятора уменьшается. Если кривая ОА\ проходит через точки с небольшим к. п. д. на правой части характеристики, то при введении дополнительного сопротивления увеличивается к. п. д. вентилятора и немного снижается требуемая для вращения вентилятора мощность. Этот способ дает очень незначительную экономию в расходе энергии, и потому к нему прибегают только как к временному мероприятию для снижения расхода, когда почему-либо оказалось слишком небольшим сопротивление сети или, что то же самое, слишком велико число оборотов вентилятора большего чем нужно размера.
2. У входа в вентилятор на всасывающей трубе устанавливают радиальные жалюзи, также оказывающие сопротивление проходу воздуха и уменьшающие производительность. Этот способ несколько экономичнее первого, так как позволяет уменьшить расход электроэнергии за счет некоторого улучшения условий входа воздуха в вентилятор и соответственно повышения его к. п. д.
Изменение характеристики вентилятора в зависимости от положения жалюзи а показано на рис. 92.
3. Изменяют число оборотов электродвигателя. Этот способ особенно экономичен при работе от сети постоянного тока, так как в этом случае высокий к. и. д. двигателя мало меняется, а вентилятор работает всегда на том же к. п. д., который может быть достаточно высоким.
Уменьшение производительности вентиляторов за счет изменения числа оборотов асинхронных двигателей возможно только у двигателей с фазовым ротором, для чего между кольцами ротора вводится сопротивление.
Использованию этого способа регулирования способствует также то обстоятельство, что с уменьшением числа оборотов требуемая для вращения вентилятора мощность уменьшается пропорционально третьей степени уменьшения числа оборотов. Поэтому сила тока в роторе и затрата непроизводительной мощности на уменьшение числа оборотов значительно меньше, нежели в том случае, если бы крутящий момент .на валу двигателя оставался постоянным. Но тем не менее, уменьшение числа оборотов путем введения
сопротивления в цепь .ротора хоть и более экономично нежели введение сопротивления в вентиляционную сеть, но все же электроэнергии при этом расходуется вначительно больше, чем при регулировке оборотов у двигателей постоянного тока.
В качестве механизма для уменьшения числа оборотов применяют иногда гидромуфты, устанавливаемые между валом двигателя и вентилятора. Меняя количество жидкости в гидромуфте, можно в относительно широких пределах уменьшать число оборотов вентилятора. Потери же в гидромуфте не очень велики.
Рис. 92. Изменение характеристики вентилятора при изменении положения жалюзи
а, — а4—углы поворота, лопастей к оси трубы
Рис. 93. Изменение мощности, необходимой для привода вентилятора при различных способах регулирования
а — вентилятор ЦВ-55 с углом и а конце лопатки ₽2<90°; б — вентилятор ЦН-53 с углом на конце лопатки р2>90°; 1 осевой направляющий аппарат; 2 —.упрощенный осевой направляющий аппарат; 3—упрощенный радиальный направляющий аппарат; 4 — гидромуфта; 5 — реостат в цепи ротора асинхронного мотора; 6 — дроссель в вентиляционной сети
На рис. 93,а, б показаны относительные мощности, расходуемые при вращении вентилятора ЦВ-55, ЦН-53 с роторами двух типов, причем у ротора, показанного на рис. 87,а, Р2 <90° (лопатки на конце профиля загнуты назад), а у ротора, показанного на рис. 87,6, лопатки загнуты вперед. По оси ординат показано отношение мощности при регулировании к мощности того же вентилятора, но без , N .
регулирования (—), а по оси абсцисс — относительное уменьшение производительности.
Из рис. 93 видно, что при регулировании мощности дросселем экономится самое минимальное количество электроэнергии. Несколько выгоднее радиальные жалюзи (кривая 3), они могут на 20—15% снизить расход электроэнергии.
Еще выгоднее (кривая 2) осевой 'направляющий аппарат во входном отверстии вентилятора.
Наиболее экономично уменьшение числа оборотов при помощи гидромуфты (кривая 4) й реостата в цепи ротора асинхронного двигателя (кривая 5). По расходу энергии эти способы равноценны.
По сравнению с регулированием при помощи дросселя в цепи эти два способа позволяют экономить почти в 2 раза больше электроэнергии. При этом экономичность тем выше, чем меньше производительность вентилятора (глубокое регулирование).
Из экономических соображений только для очень Маломощных установок целесообразно ставить дроссели и упрощенные направляющие аппараты.
При мощности же более 10—15 кет выгодно переходить к более экономичным способам регулирования. Именно поэтому мощные дымососы снабжаются двигателями с фазовыми роторами, что позволяет работать на экономичных режимах в период розжига или тихих ходов вращающихся печей и т. д. Характеристика такого дымососа, применяемого у вращающихся печей 3,6/3,3/3,6X150 м, при числе оборотов 580 и 720 в минуту приведена в приложении III на рис. 11).
§ 9. РЕКОНСТРУКЦИЯ ВЕНТИЛЯТОРОВ
Реконструкцию вентиляторов на цементных заводах целесообразно осуществлять в тех случаях, когда существующие типы вентиляторов не обеспечивают работы в сети на наивыгоднейшем режиме при прямом соединении с валом двигателя.
Выгоднее всего изготовить новый ротор с характеристикой, от личающейся от типовой. Покажем это на примере.
Вентилятор работает с к.п.д. т)=0,48 при ременной передаче. Требуемая при этом мощность N—50 кет.
При переходе иа прямую передачу сэкономится 10% электроэнергии, а при работе вентилятора с т]=0,65 экономичность еще повысится. Всего же будет сэкономлено до 33,5% расходуемой мощности (или до 16,5 кет).
При стоимости энергии 0,15 руб.[квт-ч и при 8 000 час. работы вентилятора годовая экономия в электроэнергии составит:
0,15- 16,5-8 000=19 800 руб.
Стоимость же изготовления ротора не превысит 700—1 000 руб.
При осуществлении такой реконструкции не нужно заново проектировать весь вентилятор. Нет надобности заменять кожух 'вентилятора, подставку, рамы, валы и т. п. Меняют только ротор с лопатками. Проектирование ротора требует некоторых специальных знаний. Проще использовать типы роторов, не изготовляемых серийно, но описание которых есть в специальной литературе. Если на заводе нет чертежей таких роторов и их характеристик, то целесообразно обратиться к специализированной организации (НИИСТО или ЦАГИ).
Можно на 30—50% изменить напор или производительность вентилятора, так как обычно кожухи вентиляторов дают возможность вставлять в «их даже роторы несколько большего диаметра и более широкие, в результате чего легко повысить как напор, так и производительность вентиляторов.
Данные, необходимые для реконструкции вентиляторов—выбор принципиальной схемы (углы поворота, лопатки, их размер и число) можно также взять из книг, приведенных в списке литературы под номерами [6, 8а, 12, 14, 16, 22, 55].
ГЛАВА VI
ТРУБОПРОВОДЫ ДЛЯ ЗАПЫЛЕННОГО ВОЗДУХА (ВОЗДУХОВОДЫ)
§ 1. ТОЛЩИНА СТЕНОК ТРУБ
Для предупреждения коррозии труб, по .которым подается обеспыленный воздух, не содержащий агрессивных газов, трубы достаточно окрасить, либо изготовлять из металла, покрытого слоем некорродирующего материала (цинка, кадмия и т. д.).
Рис. 94. Участки труб и оборудования, подвергающиеся наибольшему изйосу
а—г—колена; а — бункер; е—циклон; з, ж — вентиляторы (Пунктирными линиями показаны места, подверженные наибольшему износу)
Воздуховоды окрашивают слоем масляной краски два раза. Если же они работают при температуре от 55 до 80°, то их покрывают печным лаком или лаком № 177. При температуре свыше 80° их окрашивают бакелитовым лаком или огнеупорной краской только с наружной стороны два раза.
Трубы, по которым проходит запыленный газ, нецелесообразно окрашивать .изнутри, так как пыль очень быстро разрушит такую окраску.
В зависимости от степени абразивности материала и концентрации пыли Южгипроцементом рекомендуются толщины стенок труб воздуховодов, приведенные в табл. 32. При этом толщина стенок принимается такой, чтобы при газах с запыленностью свыше 25 г/л13 они работали без ремонтов около одного года, а при газах с запыленностью до 10—15 г/м3-— не менее 1,5 —2 лет.
Таблица 32
Зависимость толщины стенок прямолинейных участков труб от запыленности проходящих через них газов и степени абразивности пыли
Запыленность в г/м3 Толщина стенок в мм при степени абразивности материала
малой (уголь, мел, гипс, глина) средней (цемент, известняк) высокой (клинкер, шлак, песок)
Малая—до 0,3* ........ 2,5 2,5 2,5
Средняя от 0,3 до 15** • 2,5—3 4 5
Высокая—20 —500***- 6 8 8
* Трубы, по которым проходят газы приточной' и общеобменной вентиляции помещений, а также трубы на газе, очищенном в рукавных фильтрах.
** Трубы, по которым движутся газы, отсасываемые от кожухов транспортеров, шнеков, элеваторов, а также воздух после цементных мельниц и сушильных барабанов, очищенный в электрофильтрах, и газы вращающихся шахтных печей, печей Леполь, вакуум-камер спекательной решетки.
*** Трубы, по которым проходят газы с запыленностью до 20—500 г/л3 из сушильных барабанов для сушки доменного гранулированного шлака, известняка, воздух нз цементных, угольных и сырьевых мельниц (запыленность его не ниже 200 г/л3).
В табл. 32 приведена толщина стенок для прямолинейных, малоистираемых участков труб. Места, в которых трубы особенно быстро истираются, показаны на рис. 94 штриховой линией. Их нужно утолстить в 1,5 — 2 раза.
Быстроистираемые, а особенно труднодоступные участки труб и другое оборудование полезно покрывать изнутри сталинитом или другим твердым сплавом.
Во всех случаях желательно, чтобы к быстроизнашиваемым участкам был доступ, чтобы к ним можно было бы приставить переносные или выдвижные лестницы, а на время ремонта установить у них временные площадки, с которых можно было бы осуществить вырезку сработавшихся участков и вварку новых.
Для упрочнения фасонных частей труб их внутренние поверхности за рубежом покрывают износостойкими покрытиями—горячими эмалями. Такие фасонные части на вентиляционных трубах угольных мельниц Белгородского цементного завода оказались
значительно более прочными, нежели трубы с толщиной стенок около 5 мм <без покрытия. Первые работали свыше 3 лет, а вторые истирались в течение 8—9 месяцев.
В быстроизнашивающихся узлах целесообразно заставлять работать на истирание не металл трубы, а ©садившиеся частички передвигаемого по трубам материала. Для этого в коленах на трубах делаются пазухи (рис. 95, III, е), в которых этот материал откладывается, и струя воздуха с пылью ударяет по материалу, а не в металл трубы. Аэродинамическое сопротивление труб с такими
Рис. 95. Рекомендуемые формы соединений труб в зависимости от степени запыленности движущихся по ним газов
7 — не рекомендуются при чистых и запыленных газах; I/—рекомендуются только при иезапыленном газе; III — рекомендуются при запыленном газе;, черта возле трубы - рекомендуемое место установки люка для чистки
пазухами несколько выше, чем у нового металлического колена, но зато во много раз повышается его износостойкость. Только для взрывоопасной угольной пыли такой метод защиты труб неприемлем.
В тех случаях, когда запыленность воздуха менее 0,3 г/м? и испытываемое давление или разрежение составляет до 100 кГ[м2, то трубы диаметром до 500 мм можно изготовлять из кровельного железа толщиной 0,75 мм. При диаметре же от 300 до 1 000 мм и давлении в трубах до 300 кГ/м2 толщину их стенок принимают равной до 1 мм. Во всех остальных случаях, т. е. при более высоком давлении или разрежении, или большем диаметре — даже при работе на чистом воздухе — трубы следует делать сварными или изготовлять на месте из листовой стали марок Ст. 0—Ст. 3 толщиной не менее 2 мм при газовой сварке и толщиной не менее 2,5 мм при электро
сварке. Если разрежение в таких трубах менее 700 кГ/м2 и диаметр менее 1 200 мм, то их не проверяют расчетом на устойчивость стенок. Когда эти условия не соблюдаются или значителен вес труб, производится расчет труб на прочность (см. Энциклопедический справочник «Машиностроение», том 12, стр. 297). Толщину стенок таких труб определяют в зависимости от их устойчивости. Для увеличения последней целесообразно иногда ставить дополнительные кольца жесткости или выдавливать (накатывать) кольцевые ребра жесткости на стенках труб.
§ 2. УГЛЫ НАКЛОНА ТРУБ И СКОРОСТЬ ДВИЖЕНИЯ В НИХ ЗАПЫЛЕННОГО ГАЗА
Углы наклона труб для запыленных газов принимаются в зависимости от физических свойств пыли и от концентрации ее в газе. Так, если в газе содержится менее 0,3 а/лэ пыли и притом сухой, крупной, не налипающей на стенки, форма труб, переходов и соединений выбирается исключительно из условия наименьших аэродинамических потерь.
Аэродинамическое сопротивление труб (см. приложение I) меньше всего при постоянной скорости газа по всей длине труб, при очень незначительных изменениях сечений и плавных поворотах труб и т. д. В этих условиях большое значение приобретает способность пыли осаждаться.
Исследования, проведенные X. Румпортом [29], показали, что:
1) силы сцепления частиц зависят от вида материала, его физического состояния и тонкости помола;
2) силы разъединения, препятствующие сцеплению, зависят от свойств потока газа и они тем меньше, чем крупнее материал;
3) осадок образуется в основном из мелких фракций и тем быстрее, чем шероховатее стенки трубы;
4) при потоке, движущемся со скоростью, превышающей допустимую, осаждающиеся материалы, размягчающиеся и слипающиеся при увеличении температуры, начинают особенно интенсивно налипать на стенки;
5) образующийся при большой скорости осадок тем плотнее, чем выше скорость газа:
6) частицы пыли при криволинейном движении газа сдвигаются центробежной силой к наружному радиусу;
7) горизонтальные воздуховоды не следует устанавливать, так как в них возможно осаждение пыли.
Трубы, по которым движутся газы , содержащие от 0,3 до 15 а/л13 пыли, следует прокладывать так, чтобы аэродинамические потери были минимальными и было уменьшено количество осаждающейся в них пыли.
Для этого необходимо, чтобы:
а) максимальная скорость движения газов была ограничена пределами 16—18 м!сек, а минимальная находилась в пределах 8— 10 м/сек.-,
б) трубы, в которых движение запыленных газов периодически прекращается, не имели горизонтальных участков и их прокладывали только под наклоном. Минимально допустимые углы наклона к горизонту при прокладке труб приведены в табл. 33.
Таблица 33
Зависимость углов наклона труб к горизонту от вида транспортируемого материала
Материал
Угол наклона в град, не менее
Клинкерная пыль вращающихся печей (при температуре 100е)
Глина, песок, шамот, сланцы, шлак, цемент (пыль сухая, температура 30—80°) ......................
Те же материалы, но с влажностью до 1 %.................. •
Уголь, известняк (сухая пыль при температуре до 40е).............
Чистый воздух или взрывобезопасная пыль с концентрацией до 0,1 г/л3
40—41
45
45—55* *
55
0
(при скорости газа 16—20 м/сек)
* В этом случае необходимо устраивать люки для ревизии и чистки труб через каждые 4—5 м.
Если все же возникает надобность в горизонтальном участке, то его длина должна быть наименьшей и на трубах должны быть сделаны легко доступные люки для ревизии и чистки.
Чтобы предупредить конденсацию влаги внутри труб, их прокладывают в помещении с температурой, на 10° превышающей температуру «точки росы», либо покрывают достаточным слоем теплоизоляции. При этом необходимо помнить, что в нижних частях труб не допускаются штуцера и тупики, так как они будут в короткий срок полностью занесены пылью.
Они допустимы только в верхней части воздухопылепроводов, поскольку скопившаяся в них пыль высыпается в основной газопровод.
В несущих угольную пыль воздуховодах во избежание взрыва и самовозгорания пыли категорически запрещаются выступы в виде мешков и тупиков. При поворотах трубы радиус закругления должен быть не более диаметра трубы, а при большом осаждении угольной пыли внутренний угол следует делать острым.
Для угольной пыли всех сортов, кроме антрацитовой, на трубопроводах и другой аппаратуре необходимо ставить предохранительные клапаны, состоящие из тонкой жестяной пластинки, кото-
рая бы легко разрывалась при взрыве. Их площади и места установки указаны в «Правилах безопасности углепомольных уста но вок цементных заводов» (Промстройиздат, 1952 г.). Для труб и агрегатов, находящихся под разрежением, допустимы также клапаны— чугунные крышки, подвешенные на шарнире. Они откидываются при взрыве и вновь устанавливаются под действием собственного веса в первоначальное положение.
В газопроводах с сильно запыленным газом, в которых по условиям компоновки приходится соглашаться на горизонтальные участки в коленах, необходимо изготовлять их так, как показано на рис. 95,//, а для расположенного вверху колена и на рис. 95, III, е для колена, находящегося внизу.
При пропуске запыленного воздуха, когда начальная и конечная точки газопровода находятся приблизительно в одной горизонталь' ной плоскости, трубы прокладывают зигзагом в вертикальной плоскости (см. рис. 95, III, е). В этом случае аэродинамическое сопротивление трубы повышается. В нижних частях зигзагов устраивают отверстия для выгрузки скопившейся пыли и люки для ревизии в соответствии с § 3. При транспортировке угольной пыли во избежание ее осаждения подобные зигзаги недопустимы. Рекомендуется в этом случае укорачивать длину горизонтальных участков и повышать скорости газа до 20 м/сек и выше.
Не допускается применение отводов, колен и т. п_, сваренных из сегментов при диаметре труб до 200 мм (для угольной пыли — менее 300 мм) включительно. Они должны быть изогнутыми или литыми во избежание осаждения пыли в местах соединений, а также быстрого износа швов и (возникновения высокого аэродинамического сопротивления.
Фланцевые соединения удорожают воздуховоды и являются источниками подсосов, поэтому все соединения труб выполняют путем сварки в <;тык. Соединения на фланцах рекомендуются только в местах присоединения к вентиляторам, аппаратам, а также в тех случаях, когда по условиям монтажа нельзя вести сварку или когда фланцевые соединения необходимы для быстрой замены износившихся узлов.
Для регулировки системы (доведения расхода газов до нужной величины) можно применять косые задвижки при пропуске пыли, не способной к слипанию и схватыванию. Но даже при этих условиях их следует ставить только в тех случаях, когда подсосы постороннего воздуха через задвижку не должны превышать 2%. Когда допустим подсос через место регулировки менее 2% от полной производительности трубы, следует применять только дроссели. Если возникает опасность того, что пыль может залепить дроссель, рядом с ним устраивают люк для чистки с таким расчетом, чтобы через его отверстие можно было очистить поверхность дросселя, а также отремонтировать и заменить его диск без разборки фланцев труб. На ряде заводов вообще не устанавливают фланцы вблизи Дросселя, а ставят их на целой сварной трубе.
В зависимости от точности обработки и температуры газов материал и толщину прокладок между фланцами следует выбирать по табл. 34, данные которой получены на основе обобщения практического опыта.
Таблица 34
Зависимость толщины прокладок от точности обработки фланцев и температуры газов
Характер поверхности фланцев в месте зажима Толщина материала прокладки в мм при температуре газов в град.
ниже 80 свыше 80
Точеная или тщательно правленая . Картон 4—3 Асбестовый картон или асбестовая набивка. клингерит 4—3
Неточеная с отклонением от плоскости менее 2 мм на диаметр 400 мм Резина мягкая 4—6 Войлок 8—6 То же, клингерит 4—6 То же 8—6
То же, но с отклонением до 3—4 мм Резина 8 Войлок 10—12 8 . 8
§ 3. ОЧИСТКА ТРУБ И ИХ ПОДВЕСКА
Недостатком некоторых построенных ранее газо-пылепроводов является отсутствие специальных устройств для своевременной и быстрой очистки их от пыли. С этой целью приходится разбирать фланцевые соединения, на что обычно требуется слишком длительное время, причем необходимо остановить работу общеобменной илн технологической вентиляции. Поэтому трубы, сильно забитые пылью, своевременно не очищают, в результате чего возрастает сопротивление системы и снижается производительность вентиляционной установки, а, как следствие этого, зачастую и производительность технологического оборудования.
Все трубы, в которых движется газ с запыленностью свыше 0,3 г/л3, должны быть снабжены люками для ревизии и чистки. В трубе достаточно иметь отверстие диаметром всего около 120 мм для того, чтобы участок трубы длиной около 4 м можно было очистить с помощью метелки, щетки или стального прута.
Циклоны и другие крупные емкости и камеры, а также трубы диаметром более 800 мм должны иметь люки-лазы, в которые может влезть человек для очистки и проведения необходимого ремонта изнутри. Эти лазы должны быть плотно закрыты крышками, причем число болтов для крепления последних должно быть минимальным. Еще лучше, если съемная крышка люка разбирается и прижимается без болтов, а только клиновым соединением или пружиной. В трубах и циклонах, работающих под разрежением, давление наружного воздуха создает обычно достаточное усилие для того, чтобы притянуть крышку и зажать уплотнение. Поэтому люки с клиновыми и другими быстро разнимающимися соединениями позволяют герметизировать систему и быстро ее разбирать для скорой очистки. Так как люки на ряде циклонов, поставляемых заводами-изготовителями, зажимаются 18—30 или даже большим количеством болтов диаметром 16—24 мм, то, чтобы снять и поставить крышку люка на место, необходимо затратить до 1 часа времени. Вполне понятно, что эти люки редко открываются и оборудование своевременно не очищается. На рис. 96 показано несколько вариантов люков (а, б) для ревизии и чистки и методы их зажима в зависимости от назначения.
На рис. 95 рядом с оборудованием были показаны участки труб, в которых рекомендуется устанавливать люки для чистки. Обычно их устраивают в легкодоступных местах. Если делать их на повороте, то необходимо осуществлять это таким образом, чтобы они давали возможность очищать сопряженные участки трубы. При небольших размерах отверстия прокладки под крышками не применяют, а предпочитают хорошо подогнать поверхность крышки к трубе.
Рис. 96. Люки для чистки труб
а —люк для трубы с толщиной стенок менее 2 лл, исключающих применение электросварки; б — люк для труб, допускающих приварку крючков; I—крышка люка толщиной 2 мм; 2 — скобы; 3 —пружинная пластинка; 4 — прокладка; 5 — труба воздухопровода;
6 — рукоятка; 7 — клин; 8 — упорная пластинка; 9 — штифт
Крепление труб. Трубы следует устанавливать и подвешивать так, чтобы их вес не воспринимался пылеочистными агрегатами, а также вентиляторами. В некоторых случаях под трубами делают специальные подставки для того, чтобы они не нагружали корпус вентилятора. Кроме того, подвески не должны затруднять доступ к трубам и люкам для ремонта, ревизии и т. д.; не следует крепить их к болтам фланцевого соединения. Должна быть предусмотрена возможность подвески труб на талях, блоках и т. д. как на время монтажа, так и ремонта.
§ 4. ДОПУСТИМЫЕ НЕПЛОТНОСТИ В ВЕНТИЛЯЦИОННЫХ СИСТЕМАХ
Как правило, при проектировании труб, вентиляторов и другого оборудования их рассчитывают на минимальные подсосы, не превышающие 5% от общей производительности вентилятора, а напор вентилятора принимается с расчетом на возможность его повышения на 10%, чтобы компенсировать увеличение сопротивления в результате подсоса.
Однако в процессе эксплуатации затруднительно обеспечить уплотнение труб сразу же после появления даже неболыпого отверстия. Поэтому иногда в систему вентиляции подсасывается до 50—60% всего воздуха из цеха и только 40—50*/» из нужного места.
В табл. 35 приведены величины предельно допустимых подсосов. Если величина подсосов превышает указанные пределы, систе-
16 Сатарни В. И., Перли С. Б.
241
му нужно немедленно остановить и отремонтировать, во избежание нарушений технологического режима или повреждения изоляции обмоток электродвигателя из-за перегрузки вентилятора. После ремонта, а также перед пуском системы в эксплуатацию величина допустимых подсосов должна быть по меньшей мере вдвое ниже, чем указано в табл. 35.
Таблица 35
Предельно допустимые подсосы
Наименование устройства Разрежение газа в устройстве в кГ/м* Максимально допустимые подсосы воздуха в м*1час
Трубы, изготовленные из кровельного железа,
0200 мм, длиной 150 м Трубы сварные с фланцевыми соединения- 100 200*
ми у аппаратов, 0 200 мм, длиной 150 м . 250 100*
То же, но при разрежении Аспирационные камеры цементных мельниц 650 200*
2,2x13 м ........ .... 20 3 500
То же, 2,6x13 . . . • 20 4 000
72-рукавные фильтры 250 1 500
108- рукавные фильтры 250 3 000
Электрофильтры Ц-13 Выгрузочная камера сушильных барабанов 80 3 000
2,2x20 м 2,5—8 4 000
Дроссели на воздуховодах 0200 100 10
То же, 0 от 250 до 400 мм 100 15
Шиберы, задвижки к трубам 0 250—400 мм Циклоны 0 600 дем, сварные с разъемными 200 10
соединениями 200 15
То же, при диаметре 1 000 мм 200 30
* При изменении диаметра и длины труб допустимое количество подсасываемого воздуха должно возрастать пропорционально увеличению поверхности труб.
§ 5. УХОД ЗА ОБОРУДОВАНИЕМ
Так как места подсоса в стенках труб и фланцевых соединениях обнаружить затруднительно, то приходится прибегать к некоторым специфическим методам их выявления. Так, характерный свист воздуха, всасываемого в отверстие в трубе, обнаруживается уже при подсосе 2 — 4 м?1час, если в трубах имеется разрежение не ниже 30 кГ/м2. Огонь факела или спички, поднесенный к трубам, втягивается в свищ и также дает возможность обнаружить неплотности. Этими двумя способами удается определить, есть ли неплотности в трубе в процессе эксплуатации.
Перед пуском системы в эксплуатацию удобнее выявить неплотности в трубах и агрегатах, .подключив к трубам вспомогательный вентилятор с производительностью, составляющей не менее 10% от нормальной. ^Вентилятор этот должен нагнетать воздух в трубы. Все отверстия приемников должны быть, по возможности, очень
плотно закрыты (лучше всего, если они будут заклеены плотным картоном или бумагой). Давление в системе желательно довести хотя бы до 4—6 кГ1м2. Во всасывающей трубе этого вентилятора либо разводят дымовой костер (из влажного или политого машинным маслом дерева), либо во всасывающие трубы ставят открытые сосуды с сильно дымящими веществами (четыреххлористое олово, четыреххлористый титан или др.). Выделившиеся в неплотности труб струйки дыма легко обнаружить.
Трубы, находящиеся под давлением, можно также смазать мыльным раствором и обнаружить мелкие неплотности по мыльным пузырям.
Обнаруженные неплотности следует немедленно отметить, а затем ликвидировать.
Обычно одно появившееся в трубе отверстие никогда не заваривают электросваркой, прокладку между фланцами при небольшом свище в ней тоже не заменяют, так как из-за одного свища нецелесообразно останавливать систему. Поэтому в процессе эксплуатации мелкие отверстия в трубах или вентиляторах либо временно забивают деревянными колышками, либо замазывают замазкой из цемента, разведенного на жидком стекле, либо (при невысоких температурах)—самодельным «пластилином», изготовляемым на месте из мелкой сухой глины, замешанной на жидком .машинном масле. Трубу оо свищом можно также обвязать тканью или зажать металлическим хомутом, под которые подкладываются воздухонепроницаемая бумага или резина. Все эти временные меры позволяют поддержать трубы, бункера, циклоны, течки и т. д. в рабочем состоянии до очередного среднего ремонта системы, когда сменяют износившиеся прокладки между фланцами, заваривают электросваркой свищи в трубах, а участки труб с большими отверстиями заменяют новыми.
Для определения плотности вентиляционной системы ее нужно периодически проверять. Первое испытание осуществляется при сдаче установки в эксплуатацию. После наладки или регулировки системы наладочная организация составляет паспорт установки, в которой указывает количество газа, отсасываемого от каждого приемника или агрегата, при условиях, когда: а) обеспечивается нормальный технологический режим; б) отсутствует выделение пыли и газов в помещение; в) подсос воздуха в систему минимальный. В этом же «паспорте» записывается производительность и напор вентилятора, а также статические разрежение и перепады давления у пылеочистных агрегатов и т. д. При этом проверяют, совпадают ли все эти показатели с проектными. Если расхождения между ними значительны или невозможно обеспечить технологический режим, ставят в известность проектную организацию и требуют перепроектирования системы или замены оборудования. При наличии такого паспорта в дальнейшем в процессе эксплуатации для определения состояния вентиляционной системы не всегда требуется проводить полное испытание; иногда достаточно проверить по устанавливаемым возле основных агрегатов (пылеочистных устройств,
Рис. 97. Затвор-мигалка одинарная с быстро открываемым люком; б —двойная; в — схема одинарной мигалки к примеру расчета (размеры в см)
вентиляторов и т. д.) U-образным манометрам, тягомерам или иным приборам статическое давление (разрежение) в этом элементе системы, чтобы судить о ее состоянии и появившихся в ней изменениях.
Кроме уплотнения наружных стенок, обеспечивается максимальная проводимость воздуховодов.
Невозможно указать, как часто следует очищать трубы, циклоны и т. д. от пыли. При одних свойствах пыли, например, при сухом шлаке или сухом клинкере, трубы могут месяцами работать без очистки; если пыль, слипающаяся, или материал влажный, то трубы следует очищать через несколько часов, так как иначе пыль может схватиться и от стенок труб ее приходится отбивать зубилами, а иногда и вовсе заменять отдельные участки труб или циклоны. Поэтому время между .периодами очистки должно устанавливаться только на основе опыта эксплуатации, причем проводимость системы должна поддерживаться в таком состоянии, чтобы при том же расходе газа (воздуха) давление (разрежение) у вентилятора не возрастало бы больше, чем на 10%.
Очень облегчается очистка труб и оборудования с исслеживающейся и несхватывающейся пылью при устройстве автоматических выгрузок — вспомогательной вертикальной трубы с мигалкой на конце. Когда в трубе накопится достаточно высокий слой оса-дившейся пыли, мигалка автоматически спускает ее из системы. При слеживающейся, а тем более влажной пыли, этот метод само-очистки системы от пыли применять нельзя, так как труба будет забита, и мигалка работать не станет.
Опыт эксплуатации вентиляционных систем на ряде передовых заводов показал, что сами мигалки также требуют периодического обслуживания, так как в них то слеживается пыль, то перекашивается или изнашивается пластинка-клапан. Хорошие отзывы получили только мигалки, показанные на рис. 97,а. Они обладают достаточной плотностью, а кроме того, их можно проверить, уплотнить щель между клапаном 1 и трубой 2, а также отремонтировать, не раздвигая фланцев и не отворачивая ни одного болта. Все это можно сделать через люк 3, плотно закрываемый крышкой 4, поворачивающейся на петлях или прижимаемой пружиной 5; снять такую крышку или вновь поставить ее на место можно за несколько секунд. Эта же мигалка ни при каких условиях не заклинивается, так как клапан-пластинка прижимается к торцу верхней сбросной трубы, а вокруг боков пластинки имеются достаточные зазоры. Поэтому мигалки, устроенные по этому принципу, применяют также для того, чтобы задерживать мелкий материал в течках с целью уменьшения скорости падения этого материала.
Двойные мигалки (рис. 97,6) применяются только там, где просасывание некоторого количества газов в момент сброса материала совершенно недопустимо. В других случаях их стараются не применять из-за сложности в обслуживании.
Груз к мигалке подбирается с таким расчетом, чтобы сумма
момента, создаваемого грузом и давлением воздуха на пластинку, равнялась моменту, создаваемому весом скопившегося материала. ! Приведем пример.
Требуется подобрать груз к мигалке (по рис. 97,в). Разрежение в трубе Р„= —250 кГ/л2.
Момент в кгсм, создаваемый давлением воздуха на клапан мигалки, снизу вверх, будет равен
Afx=------P„i =0,0314-250-18= 142кгои
4
(момент от веса клапана не учитываем, так как обычно он уравновешивается весом рычага).
Предположим, что в течение часа по трубе сбрасывается около 400 кг пыли. Будем считать, что в течение часа материал сбрасывается 20 раз. Тогда на пластинке клапана должно накопиться 400: 20=20 кг пыли и создаваемый ею момент составит
М2 = — 20 • 18 - 360 кгсм.
Следовательно, момент, который должен создать груз
Р3 = 1.42 — 360 = — 218 кгсм, а вес груза должен составлять
218 „ Ра=—~9,9кг.
Вполне понятно, что если вес материала меньше усилия, создаваемого разрежением, то мигалки работать не могут, они не будут открываться.
Если пыль может слеживаться, то нежелательно, чтобы высота ее слоя превышала диаметр трубы, на которой установлена мигалка. При пропуске более 750 кг/час Материала устанавливать мигалки нельзя и в качестве уплотнения следует применять шлюзовые затворы или грузовые питатели.
ПРИЛОЖЕНИЕ I
КРАТКИЕ УКАЗАНИЯ ПО ОПРЕДЕЛЕНИЮ ПАРАМЕТРОВ АЭРОДИНАМИЧЕСКИХ СИСТЕМ
И ПЫЛЕУЛОВИТЕЛЕЙ
§ 1. Удельный вес газа
Удельный вес незапыленного воздуха в зависимости от температуры и давления определяется по формуле
ПРя ± 4Р> , , ,, п.
"“’(Г+ОР. ' П)
где уи =1.29 кг/л3— вес незапыленного воздуха при температуре 0 град, и давлении Р, =1 кГ/см2', t — температура газа в град..;
7=273 — абсолютная температура в град.;
Р=Р„± Д Р кГ/см2— конечное давление, абсолютное;
Рн=кГ]см2 — нормальное барометрическое давление.
Зависимость удельного веса сухого воздуха от температуры показана на рис. 1, кривая у = 0, а содержание водяного пара при полном насыщении — на рис. 2.
I В град
Рис. 1. Зависимость удельного веса воздуха от температуры 7=1,29 кг/л’ при / = 0°; в %—объем, Занимаемый парами воды
Примечание. В тех случаях, когда давление или разрежение в вентиляционной системе не превышает 0,02 кГ/см2 (200 кГ/м2 нли, что то же, 200 мм вод. ст.) изменением удельного веса в зависимости от давления можно пренебрегать, так как оно вызывает изменение объемного веса газа не более, чем на 2% и скорости — на 1%.
Рис. 2. Содержание водяного пара в а при полном насыщении
1 — в 1 ле3 паров воды; 2 — в кг Паровоздушной среды; 3 — на 1 кг сухого воздуха
Удельный вес пылегазовой смеси в зависимости от запыленности определяется по уравнению
Ic.t = <И + С)кг/м3, (2-П)
где G— вес пыли в/сг в 1 л3 воздуха или газа при температуре /;
"р—удельный вес чистого воздуха или газа при этой же температуре в кг/л3.
Если вес пыли Gi дан в г/нм2 при /]=0°, то вес пыли GftiB г/м3 при температуре t будет равен
Gfn= Gi—.
7ч
(2'-П)
Удельный вес смеси воздуха с парами воды подсчитывается по формуле
Л,.П I- „ 9°Н.п \ , .
it = ----11 — 0,378 —-— кг мг,
‘ RT \ RJ
(3-П)
где Рнп— давление насыщенного водяного пара при этой температуре, или парциальное давление, берется в зависимости от температуры по табл. 7;
/?=29,27 — газовая постоянная для сухого воздуха;
tf — относительная влажность воздуха, равная отношению количества влаги, содержащейся в 1 м3, к тому количеству влаги, которое.
может содержаться в том же объеме при состоянии насыщения и одинаковой температуре газа.
Из формулы (З^П) следует, что объемный вес воздушно-паровой смеси ниже, чем у сухого воздуха, и что при температуре до 20° и относительной влажности ниже 20% изменением объемного веса смеси можно пренебрегать с ошибкой, не превосходящей 0,2%.
В справочниках обычно приводится содержание водяных паров при полном насыщении в г на 1 кг паровоздушной среды (рис. 2, кривая 2) или 1 м3 паров воды (кривая /), или на 1 кг сухого воздуха (кривая 3).
Относительную влажность мало-запыленного газа при температуре меиее 50^ определяют с помощью волосного гигрометра, а при температуре до 95° — психрометром типа Ас-мана (или другим) с сухим и влажным термометрами. Влажный термометр должен обдуваться газом. При скорости обдувания свыше 6 м/сек погрешность отсутствует.
Зная показания сухого и влажно-
Рис. 3. Поправка А%, вносимая в показания мокрого термометра
го термометров, по специальным психрометрическим таблицам или диаграмме влагосодержания Id, определяют точку росы1.
Если известна температура точки росы, при которой воздух полностью насыщается влагой и начинается ее конденсация, то по кривой 2 можно определить содержание водяного пара при полном насыщении 1 кг паровоздушной среды.
Сухой термометр может замерять температуру газа, не очищенного от пыли.
Температура мокрого термометра отклоняется от действительной точки росы в результате лучеиспускания и притока тепла через столбик термометра. Поправка, учитывающая это отклонение, зависит главным образом от скорости обтекания шарика воздухом и разницы показаний температур между мокрым и сухим термометрами, установленными в той же струе отсасываемого газа.
1 Точкой росы называется та наибольшая температура, при которой возможно образование капель жидкости в паровоздушной смеси.
Истинная температура мокрого термометра определяется по формуле
,* __ , К «с ^м)
м— 100
(4-П)
где iM и tc —показания мокрого и сухого термометра. Желательно, чтобы 5<(fc-<м))<10°;
х — поправка в %, определяемая по рис. 3, в зависимости от tM н скорости воздуха, приведенной к 21°, и барометрическому давлению 760 мм рт. ст. или 10 000 кГ/м3.
Пример. Показания /м=64°, /с=69°, скорость в зазоре между матерчатым чехлом мокрого термометра и стенками трубки Обэ/=1,2 м/сек, разрежение в психрометре составляет 150 кГ/м2. Определить действительную точку росы.
Скорость, отнесенная к /=21° при давлении
Рет = Ю 000 — 150 = 9 850 кГ/м2-,
U21 —
У(273 + 21) (273 + 69)
1,16 м/сек.
То же, но при давлении 10 000 кГ/м2
10 000
о21 = 1,16 -- = 1,18л/сек.
1 9 850
По рис. 3 х=0,6.
Следовательно, действительная температура
<м = 64
0,6(69 — 64)
100
63,97°-
Содержание паров воды в газе может быть определено также и такими способами:
а) расчетным путем — по материальному балансу печей или другого испытуемого оборудования;
б) пропуском определенного количества газа через сосуды с поглощающим воду веществом (хлористым кальцием, серной кислотой или другими); по увеличению веса сосудов определяют содержание воды в данном объеме газов.
При замерах содержания воды в газе с пылью в количестве, превышающем 1 г/м3, полезно заранее осадить пыль в пористом фильтре.
Пример. Определить содержание воды в 1 кг паровоздушной среды, если точка росы наступает при t—T2".
По кривой 2 на рис. 2 температуре 72° соответствует содержание в 1 кг паровоздушной среды около 210 г водяного пара.
Пример. Определить относительную влажность, если температура газа /1—90°, а при температуре /2=45° начинает конденсироваться Влага.
На рис. 2 кривая 1 показывает, что при <2=45° в 1 кг газов может содержаться около 60 г водяных паров. При <=90° их содержание могло было бы составлять 590 г/м3.
Следовательно, относительная влажность газа при <1=90° будет равна
Удельный вес газов подсчитывается на основе их анализа или содержания компонентов по объему, как это показано в табл. Ш.
При этом необходимо учитывать, что анализ газов позволяет определить лишь долю объема, занимаемого данным газом в общем объеме смеси сухих газов. Объем паров воды должен быть определен дополнительно.
Так, если сухие газы с у =1,39 кг/нм3 занимают только 70°/с объема, а остальные 30% приходятся на пары воды с удельным весом 0,804 кг/нм3, то удельный вес смеси
7сМеси = .1,39 •0,7 + 0,804 • 0,3 = 1,207 кг/нм3.
При отсутствии результатов газового анализа с достаточной для практики точностью можно считать, что при /=0° удельный вес воздуха уи=1.29 кг /нм3. Для продуктов полного сгорания вращающихся клинкерообжигательных печей без водяных паров ?н =1,38 кг/нм3, а при мокром способе производства, включая пары воды.ун =1,2 кг/нм3.
Таблица 1П
Зависимость удельного веса сухих компонентов газов от химического состава смеси
Наименование газа Удельный вес в кг/нм? Содержание компонентов по объему Вес компонентов в кг
Кислород—О2 1,429 0,04 0,0572
Азот—N2 1,251 0,767 0.96
Водород—Н2 0,0899 0 0
Окись углерода—СО 1,25 0,002 0,0025
Углекислота—СО2 1,977 0,19 0,376
Метан—СН4 0,717 0,001 0,0001
Этилен—С,Н4 1,26 0 0
Сернистый газ SO2 • • 2,928 0 0
Пары воды—Н2О 0,805 0 0
• 1 1,3964
§ 2. Движение газов в трубах
Движение газов вызывается разницей полных давлений в системе. При той же разнице давлений скорость газов тем ниже, чем выше сопротивление системы.
Скорости и давления связаны уравнением Д. Бернулли, выражающим энергию единицы объема газа в данном сечении. При этом суммарная энергия остается постоянной, а кинетическая переходит в потенциальную и наоборот. Значение полной энергии струи может быть заменено значением полного давления
Рп = РсТ+^-; (5-П)
потенциальная энергия заменяется статическим давлением РСт, а кинетическая — динамическим давлением, называемым также «скоростным напором или скорост-
•р2 ним давлением» — ~— .
Для сечений 1 и 2 (рис. 4,а) это уравнение будет иметь вид
2 2
7^1 1V2
Рст1+ — = РСТ2 + — +ДР. (6-П)
2g 2g
ЬР выражает потерю полного давления, которое идет на преодоление местных сопротивлений и сопротивления трения.
На участке между сечениями 1 и 2 при трубе одинакового сечения скорость v1 = v2 и Д Р = Pi — Pi, т. е. равна тем потерям, которые возникают при движении газа по трубе — потерям на трение.
Такие же потери возникают и в постепенно расширяющейся трубе (рис. 4,6).
Оба вида гидравлических (аэродинамических) потерь давления при турбулентном движении газа пропорциональны второй степени скорости потока. Поэтому удобно принимать эти потери ДР пропорциональными скоростному давлению.
Введя С — безразмерный коэффициент местного сопротивления, можно выразить потери давления
В случае истечения газа из камеры большого сечения (рис. 4,в), в которой е=0, через отверстие в пространство 2—2, в котором р2=0, пренебрегая мест-
ными потерями, получаем
Рис. 4. Схемы газоходов
а— с равномерным сечением; б — с постепенно изменяющимся сечением; в — с внезапно изменяющимся сечением
сферному, т. е. Рп—Р?=0. Следовательно,
то2
Pi = ;—«ГМ*, 2g
откуда
(7-П)
Скорость истечения газа в зависимости от формы местного сопротивления — входа из большой камеры в трубу — несколько отличается от теоретической и это изменение учитывают, вводя р- — коэффициент расхода, определяемый экспериментально. Поэтому уравнение (7-П) в более точном виде следует записать так:
v = ц
2gP, — м/сек. (8-П)
7
На некотором участке после выхода из трубы (рис. 4,в) напорная струя сохраняет свою форму. Полное давление в свободной струе равно атмо-
7^ р СТ2 + 7 °= 0 2g
7^1
Но значение "— всегда больше нуля. Следовательно, 2g
Рст2 + =0 возможно только в том случае, если РСТ2
давление внутри свободной струи будет меньше нуля.
соблюдение равенства
будет меньше нуля или
Й: # Л
Разница давлений в системе может быть создана вентиляторами, о которых говорилось ранее, или в результате использования гидростатического эффекта, например, в дымовых трубах.
Полное разрежение, создаваемое дымовой трубой, может быть определено по
уравнению
Р = Н (--?-'?В03Д- - 2^-1) _ РД.ТР _ ДРД.ттр, (9.П)
\ ‘возд 1газа /
где 7газа и 7возд — удельный вес газов внутри печи и удельный вес атмосферного воздуха;
ТвозИ Тгаза—абсолютные температуры воздуха и газов;
Н — высота трубы в м;
ДР^рТ₽ — сопротивление трению в дымовой трубе в кГ./л2;
д.тр _-р2
гд —-— — скоростное давление при выходе.
Структура потока зависит от скорости, диаметра и кинематического коэффи-
циента вязкости газа.
При очень малых значениях скорости движения поток газов обтекает выступы и шероховатости. Такое движение называется струйным или ламинарным. Оно характеризуется отсутствием завихрений в струе (струи движутся, не перемешиваясь), распределением скоростей по сечению, близкому к параболе (рис. 5,а); аэродинамическое сопротивление газохода пропорционально первой степени скорости. По мере приближения к стенкам труб скорость уменьшается до нуля. Наибольшая скорость, наблюдаемая в центре, в два раза превышает среднюю скорость во всем сечении (средняя скорость в сечении является величиной условной. Наибольшее значение она имеет для определения расхода газа, его запыленности и т. д.). Однако в газоходах цементных заводов имеет место не ламинарное, а турбулентное движение. Оно характеризуется: 1) наличием вихрей, способствующих быстрому и непрерывному перемешиванию газов, быстрым нарастанием скорости
у стенок и почти равномерной скоростью на 90% остального сечения (рис. 5,6) (наибольшая скорость всего в 1,3—1,15 раза превышает среднюю скорость);
2) очень тонким пограничным слоем у стенок,, в котором отсутствует движение газов.
Вихри, раз возникнув, теоретически бесконечно могут вращаться. Но в реальной жидкости (к которой относится и воздух) силы вязкости способствуют гашению вихрей.
Поэтому, чем выше скорость газа и чем больше диаметр труб, тем больше возможностей для возникновения завихрений. Чем выше вязкость жидкости, тем скорее «гасятся» эти завихрения, а при определенных соотношениях между всем
Рис. 5. Распределение скоростей по сечению при ламинарном а н турбулентном б движении газа
этими тремя факторами они могут да-
же не возникнуть.
Режим движения газа (турбулентный или ламинарный) зависит от диаметра труб (D в jm), скорости потока—(о в м/сек) и кинематической вязкости газа (v в м^/сек) и характеризуется безразмерным числом Рейнольдса
vD Re = — .
(10-П)
В зависимости от состояния поверхности труб, наличия на них вызывающих турбулизацию выступов и т. д. нижним пределом значения числа Рейнольдса, при котором осуществляется переход от ламинарного движения к турбулентному, является Re = 1 100, а при отсутствии выступов, т. е. при плавных очертаниях входного отверстия и отсутствии других источников турбулизации (завихрений), верхнее критическое число может доходить до Re = 25 000. В практике принято считать, что при Re=2 300 движение всегда турбулентное. При этом, однако, часть газа, в особенности вблизи стенок, сохраняет ламинарный характер движения.
При трубах некруглого сечения критерий Re определяется по формуле Re= vr
=----, где г — гидравлический радиус. В этих трубах ламинарный режим перехо-
дит в турбулентный примерно при значении Re = 500.
Таким образом, при тех диаметрах труб и скоростях, с какими мы имеем дело в практике цементных заводов, чисто ламинарное движение невозможно.
Уравнение расхода (называемое также уравнением неразрывности) при установившемся движении и неизменном удельном весе для двух сеченнй (см. рис. 4,6) имеет следующий вид:
fivi = fiv2 = дм3/сек, (11 -П )
где fi н fi — площади поперечных сеченнй газохода 1-1 и 2-2 в л2;
01 и Vi — соответствующие им средние скорости потока в м/сек-, q — удельный расход газа в м3/сек.
Часовой расход газа
Q = 3 600 vf = 3 600 д м3/час. (12-П)
В случае изменения удельного веса газа (например, при нагревании) уравнение неразрывности принимает вид
/1»171 =/2v212 = G кг/сек,
где G — весовой расход газа в кг/сек.
При движении газа в трубах возникают сопротивления двух родов: сопротивление от трения о поверхность (стенки) труб и сопротивления, связанные с возникновением вихрей и созданием повышенных скоростей на отдельных участках (местные сопротивления).
Сопротивление от трения газа в прямолинейных трубах одинакового сечения (без местных сопротивлений) зависит от скоростного давления, длины и диаметра трубы, шероховатости ее стенок и с достаточной степенью точности определяется по формуле
Х-/-Т-О2
ДР' = ——!------кГ/м3. (13 -П)
rf2g
Значение X в зависимости от степени шероховатости стенок принимается по табл. 2П [64].
Шероховатостью называем отношение высоты выступов Д к среднему радиусу трубы Rc.
В незначительной степени X зависит также от числа Рейнольдса, но без большой погрешности этой поправкой можно пренебречь при Re>104 и для стальных чистых круглых труб принимать X =0,02. Коэффициент сопротивления труб с другими стенками берется по табл. 2П.
Сопротивление труб некруглого сечения определяется таким ?ке методом, но нх размеры приводятся к эквивалентному сечению труб круглого сечення. Можно пользоваться н таблицами из специальных справочников.
Таблица 2П Шероховатости стенок труб и коэффициент трения (при Re от 104 до 106)
, Характер поверхности д Re Л
Новые трубы из стекла, латуни, меди • . Новые стальные трубы (сварные) Стальные трубы после года эксплуатации . Оцинкованные стальные трубы Трубы из листовой стали и очень гладкие цементные трубы Загрязненные стальные трубы Резиновые шланги Фанера сосновая или березовая Деревянные трубы Штукатурка цементным раствором .... Кирпичная кладка на цементном растворе Бетонированные каналы 0,0015 — 0,01 0,04 — 0,17 0,012 — 0, 18 0,033 — 0,1 0,25 0,0015 — 0,01 0,025 — 0,05 0,04 — 0,05 0,01 — 0,02 0,05—0,1 0,09—0,1 0,025 — 0,04 0,09 — 0,1 0,02—0,08 0,12 0,1 —0,2 0,75—0,9 0,01—0,03 0,06 — 0,08 0,09 — 0,1 0,05 — 0,1 0,045 — 0,2 0,045 — 0,2
Для определений сопротивления труб в зависимости от их длины также применяют номограммы либо таблицы.
Пример. Определить сопротивление, которое оказывает труба с d=320 мм, длиной 20 м, прн пропуске через нее Q = 5 200 м3/час воздуха.
Так как площадь сечения этой трубы
nd2
F =------=0,0804 м2, то скорость в трубе будет равна
4
Q 5200
v =------= --------------= м/сек.
3 600F 0,0804-3 600
Скорости 18 м/сек н диаметру трубы 320 мм, взятым по таблицам, которые имеются в книге М. П. Калинушкина [6] н других источниках, соответствует потеря напора для 1 пог. м трубы
А -уо2
ДР'= — — = 0,043-19,85.
d 2g
Умножая значение Д Р на длину 20 м, получаем общее сопротивление участка Р =0,043 -20 -19,85=16,6 кГ/м2.
При удельном весе газа, отличающемся от 7=1,2 кг/м3, который положен в основу прн составлении таблиц сопротивления труб А Р, должно быть пересчитано по уравнению
ДР'= др ^кГ/м2. (14-П)
Сопротивление гладких и прямых труб очень невелико по сравнению с местными сопротивлениями. Прн больших диаметрах (d > 0,4 jh) и скоростях менее 10 м/сек им очень часто можно пренебречь.
§ 3. Местные сопротивления
Прн поворотах труб, их расширениях и сужениях, соединении потоков и т. д. возникает местное сопротивление движению, которое увеличивается совершенно непропорционально длине трубы. На рис. 6,/ показано движение газа в угольнике с острым углом, возле которого образуется вихревая зона. Газы в сечении б-б проходят как бы через меньшую площадь, а потому с большими скоростями (показаны более длинными стрелками), что вызывает повышение сопротивления движению. По мере того, как углы поворота закругляются (рнс. 6,2; рис. 6,3), уменьшаются вихревые зоны, вызывающие сопротивление. Это местное сопротивление С при неизменной форме и турбулентном потоке
{V2
скоростному давлению отнесенному к сечению а-а, а потому достаточно это сопротивление характеризовать коэффициентом местного сопротивления, приведенным в табл. 3, в зависимости от кривизны трубы (отношение ——).
а
всегда пропорционально
При резком расширении трубы (рис. 6,4) появляются вихри с боков, на образование которых расходуется часть энергии струи. Поэтому возникает и местное сопротивление. Значительно выгоднее плавное расширение струи (как на рнс. 6,5), но наиболее пригодны трубы, расширяющиеся так, что центральный угол а составляет не более 13—14°. Прн этом струя’не отрывается от стенок, не увеличивается вихреобразование и не возрастает аэродинамическое сопротивление трубы (рис. 6,6).
Невыгодно также соединять две трубы под прямым углом. Как видно иа Рис. 6,7, поток в этом случае поджимается в одну сторону. Из-за образования завихрений полезная площадь сечений 3-3 соединенной струи сужается, в результате чего скорость газов и местное сопротивление возрастают. Для того чтобы избежать этого (рис. 6,3), труба, по которой вводится газ, должна быть соединена
со второй трубой под острым углом, а площадь F3 должна равняться сумме площадей F1 И < 2-
Повороты, соединения труб и другие сопряжения необходимо изготовлять так, чтобы скорости газа в иих были, по возможности, постоянными, а при расширениях труб изменялись более плавно.
При выбросе в атмосферу конечная скорость также должна быть уменьшена, что снижает потери энергии. Так, при увеличении диаметра в 1,41 раза скорость в выходном отверстии трубы уменьшается в 2 раза, а величина потерянного скоростного давления — в 4 раза.
Нежелательны острые кромки при выходе газа в трубу (рис. 6,5), так какоии вызывают местное сужение потока и усиленное вихреобразование, что приводит к повышению местного сопротивления. Достаточно плавно закруглить входное отверстие (рис. 6,10), чтобы это сопротивление понизилось в 1,1—1,4 раза.
Зиая коэффициент местного сопротивления С, скорость газа v (а yv2
тельно, и скоростное давление ), можно расчетом определить
потери напора в кГ[м2, вызванного местным сопротивлением.
Если труба имеет несколько прямолинейных участков и несколько
сопротивлений, то указанными выше методами определяют сопротивление каж-
следова-
велнчииу
местных
дого участка, а затем, суммировав их, подсчитывают общее сопротивление всей трубы. Коэффициенты местного сопротивления могут быть взяты из табл. ЗП.
Обычно при расчете пренебрегают взаимным влиянием местных сопротивлений, а затем общее сопротивление всей системы увеличивают на несколько процентов.
При расчете воздухопровода обычно принимается скорость газа, близкая к постоянной. Поэтому при определении сопротивления трубопровода в зависимости от местных сопротивлений иет надобности в умножении коэффициента каждого из сопротивлений на свой скоростной напор. Следует суммировать все коэффициенты местных сопротивлений и умножить на общее для них значение скоростного напора. Порядок записи и расчета сопротивлений приведен в табл. 4П.
Пример. Рассчитать напор, который должен создать вентилятор к цементной мельнице УЗТМ 2,2X13 м; из мельницы отсасывается 5 000 мР./час газа при температуре 105°. Схема установки, наибольшая длина и размеры труб были указаны на рис. 58 и в табл. 25. В рукавном фильтре подсасывается 50% воздуха при температуре 30°. Трубы и пылеочистительные агрегаты теплоизолированы. Запыленность до очистки 300 г/ня5, после очистки — 0,5 г/ня3.
Потери напора определяем для каждого участка.
Для мельницы выбираем наибольшее разрежение, т. е. — 60 кГ/м2. Для участка мельница — циклон делают следующий расчет.
При диаметре трубы 0,4 м площадь сечения
itd2
F =-----= 0,126 л2.
4
Следовательно, скорость газов будет
Q 5 000
р =---------= —-------------= \\ м/сек.
Г-3 600 0,126-3 600
Удельный вес запыленного воздуха при температуре /=0 будет у0 о = у + G = 1,29 + 0,3=1,59 кг/ня3.
При температуре 105° удельный вес запыленного воздуха составит
_ I.59'273 7/10 ~ 273 + 105 “
Следовательно, скоростное давление
1,14 кг/я3.
2g
1,14-11*
2-9,81
= 7,05кГ/я2.
При длине трубы 7 м, принимая X =0,0233, получим потерю напора ЬР = =2,9 кГ/м2.
Труба имеет раструб, подсоединенный к пыльной камере мельницы, аэродинамический коэффициент сопротивления которого С =0,15 и поворот под углом 90° с С = 0,3 (см. табл. ЗП).
Сумма коэффициентов сопротивления будет 0,45 и потеря давления составит около 3,15 кГ1м2.
Общее же сопротивление участка составит
= 2,9 + 3,15 = 6,05 кГ/м2.
По такому же методу определяют сопротивления труб на всех остальных участках, учитывая, что объем газов на участке меняется в зависимости от величины подсосов и температуры газов.
Сопротивление циклонов и рукавных фильтров определяют с учетом условий, указанных в примечаниях к табл. 4П. В результате подсоса объем газов возрастает, а температура газов после рукавного фильтра падает до 65°.
Суммируя все потери и учитывая возможность загрязнения труб, получим, что вентилятор должен преодолевать суммарное сопротивление около 255 кГ/м2.
17 Сатарии В. И., Перли С. В
257
. 258
Таблица ЗП
Коэффициенты некоторых местных сопротивлений
№ п/п Название сопротивления Схема Коэффициент сопротивления С учитывает полную потерю напора и отнесен к скорости v, указанной на эскизе
Сопротивление входа
Вход в отверстие с острыми краями
Сетка
Ci = 0,5
Вход в отверстия с закругленными краями или раструб
С| = 0,1
а° 30° 45“ 60° 90° 120°
С® 0,2 0,15 0.15 0.2 0,25
Вход с поворотом потока (в отверстие с острыми краями)
Жалюзийная решетка
dj = 2
Конечная щель Вытяжною Возиуюоооо -
Продолжение табл, ЗП
№ п/п Название сопротивления Схема Коэффициент сопротивления С учитывает полную потерю напора и отнесен к скорости о, указанной на эскизе
Сопротивление выхода
Выход из трубы по прямому направлению
C4= 1
Выход с резким поворотом потока
Выход с’плавным поворотом потока (через расширенный насадок)
Конечная цель приточного Возйу-коВодо
b-r=0,2d R = 1,7.d К = 1,80 I = I.ZSd
=1,34-1,4
= 1,3 при входе и выходе
lb = 0,5 при входе
и = 0,7 при выходе
С6=1
При живом сечении сетки 80%
m Продолжение табл. ЗП
№ п/п ' Название сопротивления Схема Коэффициент сопротивления С учитывает полную потерю напора и отнесен к скорости v, указанной на эскизе
Сопротивления, вызванные изменением площади сечеиия потока
7 Внезапное расширение потока 1 - \ При l>8d,f>0. Значения С7
L 1 / f/F | 0 \ 0,1 1 0,2 | 0,3 | 0,4 | 0,5 0,6 | 0.7 | 0,8
ДД V w формах
Д- 1 едении г и r лошади' coomtefrt ечении С, | 1 | 0.8 | 0,65 | 0,5 | 0,35 | 0,25 0,15 | 0,1 | 0
~Т [ 1 Р
1 с С7 = (1 -f/F)*
8 Внезапное сужение потока i Л „ , \J Цри ЛЮбы* X формах сечении Li -) /• f Значения С8
f]F | 0—О,25|о,3—О,5 0,6-0,75| 0.8-1
3 С8 | 0,5 | 0,35 0,2 | 0
9 Диафрагма Значения С9
Did 1 | 1,25 | 1,5 | 1,75 | 2 2.5 | 3
1 *1 f=5 A i 0
F!f 1 | 1,56 | 2,25 | 3,05 ) 4 6,25 | 9
0 С 0 ) 2,5 | 7,5 | 16 ) 31 86 | 235
/ F \2 Св = 2,7^— — 0,6j
10 Плавное расширение потока (диффузор) Значения С10
с X4' i ) . « A occ 45 —t—У 10—15° | 20—30° | 45—90°
1,25—1,75 0,05 | 0,15 | Согласие
♦ 2—2,5 0,1 | 0,3 ) п. 7
Продолжение табл. ЗП
№ п/п Название сопротивления Схема Коэффициент сопротивления С учитывает полную потерю напора и отнесен к скорости г», указанной на эскизе
11 Плавное сужение потока (конфузор) V При а < 45° принимать Си = 0,1 При а > 45° принимать Сп = согласно § 8
Сопротивления от нзгнба потока
12 Отвод
а) круглы/) отВод
Принимать при а = 90° значения С12
r/d 0.75 | 1 1.5 * >3
С12 0.5 | 0,3 0.2 0.15 0.1
При 45 < а <
180° принимать t12 X
При B/h > 1 принимать СЛ2 б = С12 х Ув/1г
При B/h < 1 принимать С72 б = С12 X VB/h
Примечания.
При определении С12 вместо r/d брвть отношение г/В- Плоскую сторону во всех случаях обозначать В, а изогнутую сторону h
13 „Утка"
Принимать Си = 1,5 X ti2; рассматривать .утку" как 1,5 отвода с углом ч
Продолжение табл. ЗП
м п/п
Название сопротивления
Схема
Коэффициент сопротивления С учитывает полную потерю напора и отнесен к скорости v, указанной на эскизе
14 Колено
15
Прямоугольное колено с направляющими металлическими лопатками
” а ) Нруыое колено
ОС = 50°
Число лопаток т-1,ЧЪ/г
Значения Ci4«
90° 120° 135° 150°
М 0.55 0,35 0,2
Принимать значения Сх4 б при В/h > 1 CJ4 b= = С]4 X У В/Л; при В/Л <1 Ci4 Ь = Ci4 X В/Л
Примечание. Плоскую сторону во всех случаях обозначать В, а изломанную h
Значения Ci6
90° 120° 135°
0,25 0,25 0,15 0.1
0,1 0.4 0.2 0,15
Продолжение табл. ЗП
№ п/п
Название сопротивления Схема
Коэффициент сопротивления с учитывает полную потерю напора н отнесен к скорости о, указанной на эскизе
Сопротивления при слиянии и разделении потоков
to S 16 Тройник на нагнетании fni^n .. - — vn- fn, C„
J Jr
1Z°ioc&Zl о VO'fo'^O IB In Jo
17 Тройиик на всасывании к
. vn’ fn’
frfo + fo °'fn "
18 Штанообразиое ответвление A °<£zo° h‘ vr ^o
19 Крестовина (на всасывание и нагнетание) h,vo’ ’’a
is **
Значения Сю
VJVg 0,4 0.5 0.6 0.7 0.8 0,9 * 1.1 1.2
° 0 ° 1 0 0 1 0 o ° 0
Co 2,7 1.7 1.1 | 0,7 0.4 0,25 0,15 0.1 0
Значения Ci?
V0/Vn 0,6 0,8 1 1.2 1.4 1.6
c« 0,4 0,35 0,2 0.1
c -1.8 —0.7 ° 0.1 0,25 0,35
При oi=Va принимать значения СОг8=Со16 ИЛИ Соig =
Принимать значения Ср , Со , С„ и С„ согласно § 16 и 17, рассматривая крестовину как два тройника
я и к ч хо
га
Образец записи к расчету сопротивления и погери давления в системе Величины, положенные в основу расчета, и расчетные формулы
Примечания
.яг/jx в эивэевихоопоэ ээтпдо о ю о «3
ое сопротивление | CU О) D О ; о х со а э х ш а ё.4 bo сч Я ю со
k-JTMMd г. и эффнинен-тов сопро- , тивления *П + и 0,45
•тери давления на местн в кПМ* । । величины,принятые по табл. ЗП коэффициент сопротивления С 0,15+0,3
эскизы -J
о С ростное, давление | •ь bo сч 7,05
! хвдХ BH БИ1 на участке сч
потерн давлен тренне в тр в кГ1м* на 1 м о
g 2 а go Ч СцЮ ч: н •X» Г-
W S р gXdi dxoHEHir о
сиг/гя а ?9+?1 >+их wig+i) 1,14
MJ* я j? +В1 1,59 1,59
•redx s ; 1Л о иэ о
^гн/ех в £> ЕСЕЛ ЧХЭОННЭ1Г1ЧЦе£ со о
уээ/п а а ооэ е-j b -°
Наименование участка, на котором возникает сопротив- u в с D 3 Мельница 2,2 X 13л, хорошо уплотненная Мельннца-цнклон
§ 4. Движение запыленного газа по трубам
Мелкие частицы материала увлекаются струей газа, если он обладает достаточной скоростью. Скорость, при которой взвешенные частички материала не падают и ие поднимаются направленной вверх струей газа, называется скоростью витания. Оиа же равна скорости осаждения частиц в спокойном, не движущемся газе или воздухе.
Чем крупнее частица, тем больше скорость, при которой она может витать, и направленный вверх поток газа со скоростью 0,5 м/сек (50 см/сек) может удерживать от падения вниз твердые частицы с диаметром более 0,15 мк, обладающие удельным весом 1,5 г/см3 (см. рис. 2 на стр. 10). Поэтому для того, чтобы из камеры, содержащей пыль во взвешенном состоянии, отсасывать газ с наименьшим количеством пыли, стремятся, по возможности, снизить скорость отсоса, доводя ее до 1 м/сек и ниже. Для того же, чтобы сухие пылиики ие слеживались и не осаждались на стенках труб, по которым их транспортирует газ, средняя скорость газа должна быть в 5—15 раз выше скорости витания (обычно от 10 до 20 м/сек.).
Так как потери напора и сопротивление труб при скоростях около 20 м/сек еще относительно невелики, а сечение труб получается вдвое меньше, чем в первом случае, то чаще всего применяют скорости около 20 м/сек.
Объясняется применение повышенных скоростей тем, что непосредственно вблизи стенок труб скорость газа значительно ниже средней скорости в сечении трубы, и потому если не повысить среднюю скорость, то скорость у стенок может оказаться значительно ниже скоростей витания. Это вызовет выпадение пыли, а опавшая уже пыль не отделится от стенок трубы.
В пограничном слое газа, толщина которого составляет около 0,1—0,15 мм, скорость газа близка к нулю. Попавшие в этот слой частицы меньшего размера, чем толщина слоя, осаждаются в нем прн отсутствии уклона стенок под достаточно большим углом от стенок трубы.
Иногда по технологическим причинам скорость можно значительно повысить. Примером может служить труба, вдувающая угольную пыль во вращающуюся печь, скорость газа в ней достигает 40—70 м/сек.
Аэродинамический расчет труб с запыленным газом ведется так же, как и расчет труб с незапыленным воздухом. Но при этом учитывается, что в действительности часть труб, в особенности в коленах, может быть частично забита пылью, так как очищают их не всегда регулярно. Поэтому следует считать, что по меиьшей мере десятая часть сечения труб занята слоем пыли, увеличивающим их сопротивление примерно на 20%. В связи с этим напор вентилятора следует увеличивать иа 15—20% по сравнению с напорами в тех же трубах, но при чистом воздухе. В особенности часто отложения на стенках труб наблюдаются при влажной пыли и в том случае, если возможно выпадение влаги на внутренней части труб. Если к тому же материал схватывается (например, цемент), то трубы чистить затруднительно.
§ 5. Приборы для определения давлений и скорости газов
Жидкостные манометры (рис. 7). Для кратковременных измерений давлений или разницы давлений в газоходе применяют жидкостные манометры. С их помощью можно замерить сотые, тысячные и даже десятитысячные доли технической атмосферы1. Они сконструированы по следующему принципу.
Соединенные между собой установленные вертикально и налитые жидкостью две стеклянные трубки, образуют прибор, называемый U-образным манометром (рис. 7,а). Подсоединив к одному концу его систему, в которой имеется разрежение или давление, вызывают перемещение жидкости на некоторую
1 В вентиляции применяется единица давления в 10 000 раз меньшая, чем техническая атмосфера (1 кГ/см2), а именно: давление в кГ/м2 или же равное ему и уравновешиваюшее его давление водяного столба, измеряемое 1 мм во-
дяного столба (мм вод. ст.). В некоторых случаях давление замеряется в миллиметрах ртутного столба (мм рт. ст.).
величину Н. Действительное давление или разрежение в мм вод. ст. (или кГ/м2) в сосуде узнают, умножив Н иа 7, т. е. Р=Н-ч кГ[м2 (где 7 —удельный вес жидкости).
Такой манометр прост в изготовлении, но отсчеты на нем можно вести с погрешностью не выше 5% при разнице уровней, превышающей 50 мм.
Если одну из трубок 1 наклонить под таким углом, чтобы перемещение столбика жидкости на 2,5—5 мм по наклонной стеклянной трубке соответствовало действительной разнице уровней по вертикали всего в 1 мм (отношение это называется «фактором»), а вторую трубку 2 расширить настолько, чтобы перемещение столбика на полную длину в тонкой наклонной трубке (Г) очень мало сказывалось на понижении уровня жидкости в сосуде 2, то точность показаний такого прибора соответственно повысится. Такой прибор крепится к доске 3 и под-
Рис. 7. Жидкостные манометры а — U-образный; б —наклонный
вешивается в вертикальной плоскости. Для того чтобы наклон трубки был всегда постоянным по отношению к горизонтальной плоскости, доску снабжают уровнем 4 (рис. 7,6).
Рис. 8. Микроманометр
1 — сосуд; 2 — подвижная шкала; 3 — лимб; 4 — винты для установки прибора по уровню; 5 — уровень; 6 —арретир; 7 — винт для регулирования высоты подъема жидкости в трубке 2
Для дальнейшего повышения точности отсчета широко применяют микроманометры (рис. 8), представляющие собой разновидность наклонного манометра.
Особенностью прибора является то, что угол наклона трубки может меняться. Обычно трубки заливают спиртом с удельным весом около 0,8; следовательно, вертикальному положению трубки соответствует коэффициент микроманометра f 0,8.
Наклонный конец микроманометра движется по лимбу, на котором нанесены значения коэффициента 0,8; 0,4; 0,3; 0,2; 0,1, а иа некоторых даже 0,04. С помощью этих значений можно замерить давление до 0,0001 кГ/см2,
У оснований микроманометров имеются уровни. Установка приборов по уровням осуществляется при помощи двух винтов.
Каждый из микроманометров снабжен штуцером, соединенным с камерой в широком сосуде (клеймится знаком -±), и вторым штуцером, соединенным с верхним концом наклонной трубки (клеймится знаком —), а также рядом устройств для регулирования уровня спирта.
При пользовании микроманометром необходимо не допускать неплотностей в резиновых трубках к пневмотрубкам, а также пузырьков воздуха как в стеклянной трубке, так и в канале, соединяющем сосуд с трубкой.
Пиевмометрические трубки. При динамических давлениях менее 1 кГ/м2 (скорость газа около 4 м/сек) для измерения скорости газа с температурой до 100° используют анемометры.
Чтобы определить напоры в газоходах, по которым движутся запыленные горячие газы при скорости более 4 м/сек, применяют пиевмометрические трубки. Самые простые из ннх трубки Пито (рис. 9,а). Одна из них, загнутая под углом 90°, •р2
показывает полное давление P=P„-\-PR, где Рд = ~— •
Рис. 9. Пиевмометрические трубки
а — трубка Пито; б — трубка Пито - Праидтля; в—трубка НИИОГаза; а и д—трубки Южгипроцемента; е — трубка с шайбой; 1 —трубка для замера полного давления; 2 —трубка для замера статического давления; .? — отверстие для замера отрицательного давления;
4 — шайба; d — наружный диаметр трубки
Таблица к рис. 9
Характеристика трубок Трубки
а 6 в г и е д
Коэффициент трубки К 1 ±0,1 1 ±0,04 +0,1 0,52—0,03 0,7±0,1 0,54-0,1
Допустимое отклонение в град, при погрешности Р+3% 2 24 15 15 5
При d= 10 мм не забивается в течение 5 мии. при запыленности в г/м3 300 1 300 300 20
Вторая трубка имеет срезанный торец, плоскость которого устанавливается параллельно оси потока. Служит она для определения Рст. Основные характеристики пневмометрических трубок приведены в таблице к рис. 9.
Конец трубки 1, замеряющей полное давление (рис. 10), подсоединяется при помощи резиновой трубки к штуцеру со знаком плюс на микроманометре 3, а конец трубки 2 статического давления — к концу микроманометра со знаком минус.
Вычитая из полученных значений полного давления Р кГ/м2 статическое давление Рст кГ/м2, определяем динамическое давление Ра кГ/м2, откуда легко получить скорость
Можно также получить непосредственно Рл кГ/м2, если подсоединить микроманометр 3 так, как показано на рис. 10,а.
Большой диаметр трубки полного давления в ее конце позволяет работать в течение 4—5 мин. даже при запыленности 300 г/л3. Но все же из-за большой погрешности в показаниях прн незначительном отклонении оси конца трубки от направления потока, трубки Пито применяют теперь редко, несмотря на то, что значения Рд, получаемые с их помощью, не нуждаются в поправке.
Для замеров чистого воздуха широко используются пневмотрубки Пито — Прандтля (рис. 9,6), которые отличаются от предыдущих тем, что конец трубки полного напора 1 у них закруглен и отверстие в нем составляет только часть общего диаметра трубки, а конец трубки статического напора 2 подсоединен к кольцевым прорезям на отогнутой части трубки.
Достоинства этой трубки следующие:
1. Замеренное с ее помощью динамическое давление отличается от действительного не более чем на 3-г-4°/о. Следовательно, можно определить скорость потока даже не тарированными пневмотрубками с погрешностью всего в 1,5—2%.
2. Допустимо отклонение оси замерной части трубки от направления потока иа 20—24°.
Основной недостаток этих пневмотрубок тот, что в среде с запыленностью более 10 г/м3 они забиваются за несколько секунд.
Пневмотрубки НИИОГаз (рнс. 9,в), отличающиеся от трубок Пито тем, что у них трубки 2 имеют вырез 3 и припаиваются перед стержнем трубки 1 полного напора, не имеют этого недостатка. Поправочный коэффициент трубок НИИОГаза близок к~ 0,5, т. е. фиксируемый ими динамический напор почти вдвое больше действительного, что важно при замере небольших скоростей газа. Недостаток у ннх только один — их нельзя использовать для измерения статических давлений; но так как статическое давление в сечении труб не меняется, то его достаточно замерить в одной точке. Только прн закрученном потоке (в циклонах, в трубах, отходящих от осевых вентиляторов) оно меняется по сечению и в этом случае его необходимо замерять во всех точках сечения.
На рис. 9, г и д показаны пневмометрические трубки, применяемые в Южгипроцементе. Это видоизмененные трубки НИИОГаза. Их преимущество заключается в том, что оии вставляются в отверстия меньшего диаметра.
В тех случаях, когда можно ввести пневмометрическую трубку только вдоль потока (например, в рекуператоры), применяются трубки (см. рис. 9,е) с шайбой 4. Трубки 1 и 8 имеют отверстия возле шайбы 4. Подсоединив микроманометр к концам трубок 1 н 3, можно замерить перепад давления около шайбы, по которому, пользуясь тарировкой, определить скорость газов в измеряемой трубе.
Тарировка пневмометрических трубок осуществляется обычно в специальных аэродинамических трубах. Однако она может быть сделана с достаточной точностью и на цементном заводе следующими двумя методами.
1. Испытанную в аэродинамической трубе пневмометрическую трубку вставляют в отверстие одной из вентиляционных труб и замеряют динамический иапор РД. Затем в то же отверстие вставляют тарируемую ппевмотрубку.
Рис. 11. Схемы тарировочных аэродинамических труб
а — присоединенной к всасывающему отверстию вентилятора; б — присоединенной к напорному воздуховоду
определяют кажущийся динамический напор Ра и вычисляют коэффициент К=Рл-Рк.д, на который необходимо умножить кажущийся напор, чтобы получить действительный.
2. При отсутствии пневмотрубки-эталона, изготовляют вспомогательную тарировочную трубу 1 (рис. 11, а), диаметр которой не менее чем в 50 раз больше диаметра тарируемой пневмометрической трубки; фланец ее 2 устанавливают в непосредственной близости от всасывающего отверстия вентилятора.
3. В отверстие 4, находящееся на расстоянии D от места соединения воронки 5 с трубой 1, вставляют тарируемую пневмотрубку 6 так, чтобы центр отверстия полного напора был близок к центру трубы. В том же сечеини делают еще одно отверстие, в которое впаивается или вваривается трубка-штуцер 7 для подсоединения минусового конца микроманометра Л1, по схеме для замера Рст. К испытуемой пневмотрубке подсоединяют концы микроманометра М2 для замера Рд.
Так как коэффициент местного сопротивления у входа в конус 5 при углах раскрытия конуса ?=45° иу=60° постоянен и определен (С = 0,15) в процессе лабораторных испытаний, проведенных в ЦАГИ [6], то статическое давление в штуцере составляет
Рст=(1+С)^- = К^. (15. п)
2g
где Р д— действительный динамический напор по контрольной трубке, а скорость в трубе
?еРст----,
У 7(1+0,15)
что дает" возможность определить степень правильности показаний испытуемой пневмотрубки.
Вместо всасывающей трубы можно изготовить напорную насадку (рис. 11,6), надеваемую на трубу, находящуюся под давлением. При достаточно плавном сжатии струи коэффициент местного сопротивления в месте выхода из трубы С =0 и потому скорость газа в этом месте
1 /~ ‘ZgPст , v= I/ --------м/сек.
Г 7
Достоинство этой трубы в том, что она не требует проверки по эталону.
§ 6. Измерение скоростей, расходов и напоров газов
Измерения рекомендуют осуществлять на прямолинейном участке газохода, длина которого до точек замера должна составлять не менее пяти диаметров и после точек замера — не менее трех диаметров трубы.
В производственных условиях редко удается найти прямолинейные участки длиной 80, на которых поток относительно спокоен, и потому приходится делать больше замеров, разбивая сечение трубы на значительное количество, колец с равными площадями (рис. 12,а).
Точки замера должны отстоять от центра на расстоянии
/2п—1
'о = «о -Нт-----• (16-П
2т
где Рс — радиус сечения трубы;
п — порядковый номер кольца от центра;
т — общее количество колец.
В табл. 5П приведено расстояние точек замеров от края трубы, выраженное в долях диаметра трубы, при разбивке ее круглого сечения на кольца с равновеликими площадями и число колец в зависимости от диаметра трубы.
Расстояние точек замеров от края трубы в долях диаметра трубы и число колец в зависимости от диаметра трубы
Для труб диаметром в м
до 0,3 0,3-0,5 | 0,55—0,8 0,854-1,1 | более 1,15
замера Число равновеликих колец
2 3’ 4 1 5 6
1 0,933 0,956 0,968 0,975 0,97
2 0,75 0,853 0,895 0,92 0,93
3 0,25 0,704 0,806 0,85 0,88
4 0,067 0.-296 0,68 0,77 0,82
5 — 0,147 0,32 0,66 0,75
6 — 0,044 0,194 0,34 0,65
7 — 0,105 0,226 0 36
8 — 0,032 0,147 0,25
9 —, 0,81 0,177
10 — 0,0256 0,118
И - .—- 0,067
12 0,0213
небольшое
поскольку при
число колец,
относительно
В таблице указано большом количестве точек и при переменных режимах, обычных для заводов, возможны большие погрешности, вызванные продолжительностью испытаний.
Скорость в каждом кольце измеряют в точках пересечения двух взаимно-перпендикулярных диаметров.
Если не разбивать сечение на кольца равных площадей, а точки замеров располагать иа равном расстоянии, то погрешность при замере средней скорости может составлять 4—5%. сечения разби-прямоугольни-150—200 мм и прямоугольии-скорость (рис.
Рис. 12. Разбивка сечения трубы при испытании
а—на две равновеликие площади круглого сечения; б — на равновеликие площади прямоугольного сечения
Некруглые вают иа равные ки со стороной в центре этих ков замеряют 12,6).
При испытании скоростей и расходов газа в газоходе ве-
дется запись по следующему образцу.
Температура газа в сети /=115°; удельный вес газа у =0,91 кг/м3; запыленность G=0 в г/нм3. Микроманометр установлен при замере Рл на факторе ! =2>1> а ПРИ замере Рпна факторе /"=0,4. Коэффициент пневмометрической трубки л=О,53. Диаметр трубы £>=0,2 м, площадь сечения F=0,0314 л2,У116=0,91.
Остальные записи и формулы приведены в табл. 6П.
6
со
Д'
S
•=;
сО
Порядок записи и расчетные формулы для определения скорости и расхода газа в газоходе Испытание расхода воздуха в трубе №__________________ цеха ________________ числа_________
273
18 Сатарин В. И., Перли С. Б.
§ 7. Определение количества воздуха, подсасываемого в систему
Наиболее просто количество подсасываемого в систему воздуха можно определить по разнице между Объемом воздуха Vi, поступившим в вентилятор; и объемом воздуха У2, входящим в систему от различных агрегатов
V/noa = V1-V2.
Если в газы с объемом Vi и температурой Л подсасывается воздух с неизвестным объемом V2, но замеренной температурой t2, а температура смеси будет ?см, то количество подсосанного воздуха определится из уравнения
v2=v1 (17-п)
*см — *2
При этом предполагают, что теплоемкость газов мало отличается от теплоемкости воздуха.
Погрешность при определении по такому методу тем больше, чем сильнее нагревается или охлаждается подсасываемый воздух до смешения с газами и чем выше теплоотдача в системе.
Значительно более точные результаты удается получить, если газы и подсасываемый воздух различаются либо по химическому составу, либо по влажности.
Так, если газы с объемом V| вначале (до смешения) содержат какой-либо газ или пар (СО2 или Н2О) в количестве qt% и смешиваются с воздухом объемом Vi, в котором эти газы отсутствуют, c/i-О, то объем подсосанного воздуха равен
V2 = V,. 41 — см , (18.П)
9см
где q см— содержание вещества в смеси.
Если же в подсосанном воздухе содержание вещества по которому ведется расчет (например, СО2) составляет 92%, то предыдущая формула примет вид
V2 = Vt 41 ~ Чсы . (19. П)
?СМ--?2
§ 8. Определение запыленности газов
Приборы для определения запыленности газов по изменению их свето-цли электропроницаемости позволяют получить в основном приближенную количественную характеристику содержания пыли. Поэтому для замера концентрации пыль, содержащуюся в определенном объеме газа, осаждают либо на стенках пористого элемента — бумажного или тканевого мешка при низких температурах газов — либо на стеклянной или шлаковой, или асбестовой вате, набитой в сосуды, через которые проходят газы с температурой до 500—600°.
На рис. 13,а показана схема установки приборов и вспомогательного оборудования для определения запыленности газов в трубе. Отсос газов осуществляется вакуумными насосами или пылесосами, которые могут создавать разрежение до 800—1 000 кГ/м2.
Замер отсасываемых за минуту газов осуществляется реометрами или ротаметрами. Зная продолжительность отсасывания, определяют объем газов, прошедших через реометр, замеряя одновременно температуру возле реометра. Отсюда легко подсчитать объем газов во всасывающем наконечнике пылеотборного устройства, имеющих другую температуру и удельный объем, чем у реометра. Если пары воды до реометра конденсируются, то соответственно учитывается уменьшение объема проходящих через реометр газов. Поэтому желательно устанавливать реометры на таком участке, на котором газы не успели охладиться и конденсироваться.
Для того чтобы запыленность газа в пылеотборной трубе соответствовала запыленности газа в потоке, необходимо соблюдать два условия.
Рис. 13. Схема установки приборов для определения запыленности газов в трубе
аг 1 — пылефильтрующий элемент; 2 — резиновая толстостенная трубка; 3 — реометр или ротаметр; 4 —воздушный насос; 5 термометр; 6 — зажим для регулирования количества газа; 7 —конденсационный горшок; б — пылефильтрующий элемент (в разрезе) для температур выше 100°; 8— аллонж; 9— стеклянная вата; 10 — корпус; 11 — колпачок; 12 — наконечники с отверстиями различного диаметра. Корпус 10 пылефильтрующего элемента 1 прикреплен к металлической трубке 15; в — пыле фильтрующий элемент для температур ниже 100°; 13 — бумажный фильтр; 14 — резиновая пробка
1. Скорости газа в потоке и в штуцере (в носике) пылеотбориой трубки должны быть равны.
Если скорость газов в носике штуцера меньше скорости потока, то часть газов будет обтекать штуцер, мелкие же пылинки, как видно из рис. 14, будут увлекаться потоком. Некоторые из содержащихся в них пылииок, главным образом крупные, не успеют отклониться и по инерции попадут в штуцер (рис. 14,о). Поэтому замеренная запыленность будет выше действительной. В тех случаях, когда скорость газа в штуцере больше скорости потока, часть пылииок (опять более крупных) не будет увлечена всасывающей струей (рис. 14,6).
Погрешность (безразмерный коэффициент /(), которая возникает при несоблюдении равенства скоростей потока, и в штуцере приведена иа рис. 15.
2. Ось носика пылеотборной трубки должна быть направлена навстречу потоку, отклоняясь ие более чем на 10°.
Если пыль осаждается в пылеотбориых элементах, устанавливаемых внутри трубы, в которой отбирается пыль, то влага не конденсируется иа стейках пылеотбориого стакана, имеющих температуру газа (рис. 13).
Если пылеотборный элемент находится вне испытуемого газохода, то фильтр и трубку к нему от штуцера приходится подогревать во избежание конденсации влаги. Кроме того, в этом случае пыль осаждается иа пылеотбориой трубке, даже если скорость газа в ней доходит до 20—25 м!сек.
Поэтому при температуре газов, близкой к точке росы, целесообразно устанавливать пылеотборные элементы внутри исследуемых труб, так как это дает возможность избежать подогрева трубок. Вне труб приходится устанавливать пылеотборные элементы при газах с температурой свыше 500°.
Пыль отбрасывается к внешнему радиусу при поворотах газоходов, а поэтому места для пылеотбора должны выбираться вдали от них (на расстоянии, равном 3—5 диаметрам газохода). При определении средней запыленности приходится брать столько же проб, сколько точек для замера скорости газа; средняя запыленность потока определяется по уравнению
Gifi + G2v2 Ч---h Gnyn
°сред_ Р1+»2+---Ь^ '
(20-П)
где Gi, G2,..„ Gn—скорости газа в соответствующих точках, щ, г>2, ..., ип — скорости газа в соответствующих точках.
Пример. Температура газа в газоходе Л=280°. Температура газов в реометре t3 поддерживается равной 20°. При определении влажности газа температура по сухому термометру /с=81° и мокрому термометру /м=72,5°.
Температура точки росы /2=72°.
По табл. 7П при f2=72° в 1 нм3 влажного газа может раствориться 0,271 кг паров воды, а при температуре /3=20°—0,0185 кг паров воды. Следовательно, при снижении температуры газов с /2 до t3 в конденсационном горшке и резиновых трубках из 1 нм3 влажных газов осаждается 0,271—0,0185=0,253 кг паров воды.
Объем 0,253 кг паров воды при температуре 0° и иескоиденсировавшейся влаге составил бы
0,253
0,804
= 0,315 нмл.
Следовательно, относительное содержание паров воды в общем объеме паровоздушной смеси 0,315 : 1=0,315 и объем газов, проходящих через реометр, будет составлять Q0(l—0,315) =<2о-0,685 нм3.
Давление водяных паров и влагосодержание газа при насыщении, прн давлении смеси 760 мм рт. ст.
Температура i в град. Парциальное давление водяных паров в мм рт. ст Влагосодержаиие Температура в град. В лагосодержание
в е/л’ паров волы (удельный вес пара)/ в г/нм3 сухого газа/' в г!нм3 влажного газа / ’ . с в С давление в дяных паре в мм рт. с в г/лся паров воды (удельный вес пара) / в а/ял3 сухого газа /' в а/ял3 влажного газа /'
0 4,58 4,84 4,8 4,8 41 58,3 53,6 66,8 61,6
5 6,5 6,8 7 6,9 42 • 61,5 56,5 70,8 65
6 7 7,3 7,5 7,4 43 64,8 59,2 74,9 68,6
7 7,5 7,8 8,1 8 44 68,3 62,3 79,3 72,2
8 8 8,3 8,6 8,5 45 71,9 65,4 84 76
9 8,6 8,8 9,2 9,1 46 75,7 68,6 89 80,2
10 9,2 9,4 9,8 9,7 47 79,6 71,8 94,1 84,3
11 9.8 10 10,5 10,4 48 83,7 75,3 99,5 88,6
12 10,5 10,7 11,3 П.2 49 88 79 105,3 93,1
13 11,2 11,4 12,1 11,9 50 92,6 83 111,4 97,9
14 12 12,1 12,9 12,7 51 97,2 86,7 118 103
15 12,8 12,8 13,7 13,5 52 102,1 90,9 125 108
16 13,6 13,6 14,7 14,4 53 107.2 95 132 113
17 14,5 14,5 15,7 15,4 54 112,5 99,5 139 119
18 15,5 15,4 16,7 16,4 55 118 104,3 148 125
19 16,5 16,3 17,9 17,5 56 123,8 108 156 131
20 17,5 17,3 18,9 18,5 57 129,8 113 165 137
21 18,7 18,3 20,3 19.8 58 136,1 119 175 144
22 19,8 19,4 21,5 20,9 59 142,6 124 185 151
23 21,1 20,6 22,9 22^3 23,1 25,2 60 149,4 130 196 158
24 22,4 21,8 24,4 61 156,4 136 209 166
25 23,8 23 26 62 163,3 142 222 174
26 25,2 24,4 27,5 26,6 63 171,4 148 235 182
27 „-26,7 25,8 29,3 28 2 64 179,3 154 249 190
28 28,3 27,2 31,1 29,9 31,7 33,6 36,6 37,7 39,9 42,2 44,6 47,1 49,8 52,6 55,4 58,5 65 187,5 161,1 265 199
29 30 28,7 33 66 196,1 168 281 208
30 31,8 30,4 35,1 67 205 175 299 218
31 33,7 32 37,3 68 214,2 182 318 228
32 35,7 33,9 39,6 69 223,7 190 338 238
33 37,7 35,6 41,9 70 233,7 197,9 361 249
34 39,9 37,5 44,5 71 243,9 206 384 260
35 42,2 39,6 47,3 72 254,6 219 409 271
36 44,6' 40,5 50,1 73 265,7 223 437 283
37 47,1 43,9 53,1 74 277,2 232 466 295
38 49,7 46,2 56,3 75 289,1 241,6 499 308
39 52,4 48,5 59,5 76 301,4 251 534 321
40 55,3 51,1 63,1 77 78 79 80 85 90 95 100 314,1 327,3 341 355,1 433,6 525,8 633,9 760 261 271 282 293 353 423 504 597 575 617 " 665 716 1092 1877 4 381 оо 335 349 364 379 463 563 679 876
Таблица 8П г, Порядок записи и основные формулы для определения содержания пыли в газе И1Г1Ч 66 3,7
0001-8W0 8>гм/г а и аинвжйатоэ
г н Нитш чэотитеэо 0,344
Вес фильтра 1 Т1 ГТ ТЛ О ГТ П И» Т.т Л 1 ш а инея -игпаавя !и1ггш Edogxo от 19,073
а инея -ИП1ЭЯЕЯ !и1Г1Ч11 Edooxo airaOLi 19,421
г а Иинел -иной uwade be хпн -нвэоэхо ‘hoeej иач.90 СО СП
•иИи a j винехгшэи ч хэонч тах ижт oTod ц О
Отсасывается газа i 8 С С G Ч С Е сации влаги 1 проходит через реометр при t3 л -л .0 сое 273+^ со см aj а й О со У Ч У 6,4
этот же объем, приведенный к 7=0° град. л. g/1 (273) ° (273+<1, в нл/мин (на нее рассчитывается запыленность) 9,3
2 с п с с к ч °i=^2, через, штуцер необходимо прососать в 1мин. =0,047 di v в л СТ)
wэ а р вбапХхгп вл -иш.аномЕн diaMBHif 0.5
язз/лг a ra adan -Xxm a eebj чхэойомэ 16,2
Xd3[w а атохов -bj a bebj 4xaodox9 16,2
ww я jqyXdx BtedM хо аинвохээв4 100
ихьох
Так как газы в реометре имеют температуру 20°, а ие 0°, то их объем 0 685(273+20) будет -----——------раз больше, чем
объем газов, отсосанных из газохода.
Порядок записи и основные формулы при определении содержания пыли в газе указаны в табл. 8П.
Количество пыли, выносимой в единицу времени, равно произведению из объема газа, прошедшего через газоход за этот же период в м3, на содержание пыли в 1 м3 газа.
При определении коэффициента обеспыливания газа следует одновременно измерять запыленность до и после пылеочистных устройств. Коэффициент обеспыливания рассчитывают по количеству пыли, поступившей в пылеуловитель и осадившейся в нем, с поправкой на количество вынесенной из него пыли.
§ 9. Измерение температуры газов
Температуру газов измеряют термометрами или термопарами с гальванометром.
Необходимо учесть, что установленный непосредственно в футеровке печи термометр (или термопара) показывает ие температуру газов, а температуру, среднюю между температурой футеровки и газов. Опыт показал, что при температуре газов около 600—900° разница между температурой газов и температурой, показанной термометрами, может достигать 200° (она будет ниже).
Поэтому при замере температуры газов необходимо или:
а) вводить наконечник термометра (термопары) на достаточную глубину в газ, отодвинув его от футеровки на 300 мм и более, и, конечно, устанавливая его не в зоне цепей и кускового Материала; или
б) устанавливать термопару в термоизолированной трубе, через которую со скоростью, приближающейся к скорости газа в трубе, но составляющей ие менее 4—5 м.!сек, отсасывается газ.
При этих способах замера погрешность в определениях значительно уменьшается.
При замерах температуры внутри печей следует оберегать термометры (закрывая их кожухами) от воздействия лучистой теплоты, которая вызывает завышение показаний.
Рнс. 14. Схемы движения пыли при различных скоростях газов а — скорость газа в конце пылеотборного штуцера ниже скорости потока; б—скорость газа в конце пылеотборного штуцера выше скорости потока
Скорость отсасыВания газов
Рис. 15. Зависимость точности измерения запыленности от того, насколько скорость отсасывания газа выше или ниже скорости газа в трубе
ПРИЛОЖЕНИЕ II
ПРИТОЧНЫЕ И ВСАСЫВАЮЩИЕ СТРУИ
Приточные (напорные) и всасывающие струи являются необходимым элементом вентиляционных и аспирационных потоков. Их свойства определяют конструкцию и эффективность приточных патрубков, местных отсосов и т. п.
Рис. 1. Скорости в напорной струе в зависимости от расстояния до сопла
о — распределение скоростей в зависимости от расстояния до соплах; 6 — распределение скоростей в одном сечении (в долях скорости vxy
Струю газа в помещении или сосуде с размерами сечеиия, во много раз превышающими сечение струи, можно рассматривать как свободную.
Если эта струя напорная, вытекающая из трубы (или сопла), то она сохраняет свою скорость и направление иа значительном расстоянии (5—6 диа
метров сопла) от выхода из сопла (см. рис. 1,а, на котором по оси абсцисс отложены «калибры»—диаметры сопла).
Диаметр струи dx может быть определен построением. Полюс струи О находится от начала струи иа расстоянии
d-0,145 п =----------,
а
где а — коэффициент турбулентности струи, равный а =0,066—0,07 — для сопел «с поджатием» (подобно показанным иа рис. 1,а);
а=0,076 — для цилиндрических труб;
а=0,24 — после осевого вентилятора.
По мере удаления от сопла площадь сечения и диаметр струи постепенно увеличиваются, так как в струю втягивается окружающий воздух. Объем подаваемого воздушным душем воздуха на расстоянии трех калибров1 примерно удваивается, на расстоянии 6—8 калибров — утраивается и на расстоянии 20—25 калибров становится в 10 раз больше. Скорости во внутренней части струи постепенно уменьшаются (рис. 1,о).
Кроме того, напорная струя обладает свойством настилаться на встречные твердые или жидкие поверхности (рис. 2,а, б). Если струя направлена вдоль плоскости, то ее- «дальнобойность» почти вдвое выше, чем в свободном газе, так как сопротивление трению воздуха, соприкасающегося с твердой гладкой поверхностью, в 13 раз меньше, чем при трении воздуха о воздух (рис. 2,6).
В свободной напорной струе статическое давление ниже, чем давление в неподвижном окружающем газе. Потому предметы или пыль (точка А), попавшие на границу между струей и неподвижным газом, стремятся всосаться в струю (см. рис. 2,а).
Движение свободной напорной струи подчиняется закону Архимеда: если температура струи выше температуры окружающего газа того же состава и, следовательно, ее удельный вес ниже, то она постепенно поднимается вверх (рис. 2,в); если же она холоднее и ее удельный вес ниже удельного
Рис. 2. Формы свободной струи
а — свободная струя настилается на плоскость под прямым углом; б — то же, но под острым углом; в — температура свободной струи выше температуры окружающего неподвижного газа; г — температура свободной струи ниже температуры окружающего
газа
веса окружающего газа или воздуха, то она также, постепенно расширяясь, стре-мится опуститься вниз (рис. 2,г).
1 Калибром называется расстояние, равное диаметру струи в месте выхода из сопла.
Если же газ всасывается в трубу, то скорости его распределяются так, как показано на рис. 3,а: струйки газа проходят с различных сторон, в том числе и в непосредственной близости от стенок трубы.
Всасывающая струя не направлена вдоль оси всасывающей трубы; скорости газа сильно уменьшаются по мере удаления от всасывающего отверстия.
Рис. 3. Схема действия всасывающей струи
а — спектр н скорость vx струи воздуха в зависимости от х — расстояния до входного отверстия в трубу в долях диаметра всасывающей трубы (о0 — скорость в трубе; стрелками показано направление движения газа); б — схема всасывающего раструба; А и Б — пылинки на различных расстояниях от всасывающего отверстия; в — подсосы во всасывающую трубу
Так, они уменьшаются до сдг=0,05с при расстоянии, равном всего 1 калибру от всасывающей трубы (рис. 3,а).
Настильность струи так мала, что ею следует пренебрегать.
Если в центральную часть напорной струи, обладающей скоростью v и превышающей в 3—4 раза скорость витания, поместить частицу пыли, то (см. рис. 2,а) струя отнесет ее с той же скоростью на расстояние, превышающее 6 калибров, а вообще скорость струи заметна иа еще большем расстоянии—
до 20—25 калибров. Выпадает же пылевая частица из струи только на значительном расстоянии от сопла, т. е. там, где вертикальная составляющая скорости струи газа будет ниже скорости витания. В напорной струе статическое давление ниже, чем в окружающем воздухе. Поэтому пылннки, попавшие иа границу между струей и неподвижным воздухом, будут втягиваться струей. Пылинка же А (рис. 3,а), находящаяся всего иа расстоянии х=1 (калибра) от всасывающего раструба, будет находиться в зоне со скоростью, составляющей всего */20 от скорости Vo во входном отверстии. Так как сила воздействия струи пропорциональна второй степени скорости, то сила, действующая иа пылинку, будет в 400 раз меньше той, какая наблюдается во входном отверстии, и далеко не все пылинки будут увлечены ею.
Но если поместить пылящее оборудование в точке Б (рис. 3,6) и добиться того, чтобы скорости в сечении 1-1 превышали скорость витания, то пыль будет втянута во всасывающие трубы.
Эти свойства всасывающей струи объясняют, почему пыль, витающая в воздухе, мало втягивается в отверстия всасывающих зонтов и раструбов, направленных в сторону пылящего материала, находящегося в точке А (рис. 3, а, б, в).
Из-за малой активности всасывающей струи пыле- и газоудаление может быть обеспечено только в том случае, если подлежащие удалению вещества будут находиться в герметизированной части, соединенной со всасывающей трубой, или в самой всасывающей трубе. Причем, если в кожухе или трубе (рис. 3,е) ‘будут отверстия, сообщающиеся с наружным воздухом или воздухом цеха, и за счет этого подсасываться паразитный воздух или газ, то отсасывающая способность основного отверстия будет уменьшаться.
ПРИЛОЖЕНИЕ HI
ХАРАКТЕРИСТИКИ ВЕНТИЛЯТОРОВ И ДЫМОСОСОВ, НАИБОЛЕЕ ЧАСТО УСТАНАВЛИВАЕМЫХ НА ЦЕМЕНТНЫХ ЗАВОДАХ
На рис. 1—5 приведены характеристики вентиляторов общего назначения для незапыленного воздуха.
На рис. 6 и 7 даны характеристики пылевых вентиляторов.
На рис. 8 и 13 помещены характеристики дутьевых вентиляторов.
На рис. 9—11 приведены характеристики дымососов, устанавливаемых к вращающимся печам и сушильным барабанам.
На рисунке 12 —характеристика вентилятора МТУ—9.
На рис. 14 дана характеристика современного вентилятора с очень высоким к. п. д. Установка таких вентиляторов позволит на 30—40% снизить расход электроэнергии па их привод.
На рис. 15 — дается сводная характеристика вентиляторов ВД и Д.
В табл. 9П указаны основные показатели вентиляторов завода им. Тельмана и завода б. Полизиус, изготовляемых в ГДР.
Таблица 9П
Основные типы вентиляторов завода им. Тельмана и завода б. Полизиус и их характеристики
Тип Колесо Число оборотов Отношение мощности в кет потребляемой к мошиости установленной Производительность вентилятора в м?!час Давление в кГ/М2 статическое Температура в град.
диаметр в см ширина в см
полное
MTV-9, мод. 2 880 243 950 12/14 13 500 135/150 80
MTV-7 600 480 1 450 50/60 54 000 125/175 80
MTV-10 1 030 295 720 130/160 126 000 115/125 ПО
TV-7 тип L 1470 17 18 000 150 140
СТ-1, Л-14 1 300 150 1 465 54/75 21 600 460/530 80
СТ-5, P-III 445 65 2 800 12/14 6 500 300/320 100
СТ-13/11, Р-111 1 350 90 1 465 54/80 18 000 540/600 80
Л-590 1 630 2x380 725 72/100 120 000 128 250
F-0.5D
1000 м3/час
Рис. 3. Обезличенная характеристика вентилятора низкого давления ВРН № 4—16 -------------- производительность показана слева; -------------- производительность показана справа F =0,52*
Рис. 4. Характеристика вентиляторов среднего давления с клепаными колесами ВРС X» 8, 10 и 12
Рнс. 5. Обезличенная характеристика вентилятора высокого давления ВВД
Рвых=0,059 D2
Рис. 6. Обезличенная характеристика пылевого вентилятора ЦАГИ ГОСТ 649-41
Рис. 7. Обезличенная характеристика пылевого вентилятора ЦП-7-40
Полный напор РкГ/м
Рис. 8. Характеристика вентилятора к мельнице 2,18x4,37
Указанные значения относятся к температуре воздуха 20°. Для температуры 80° значения напоров Р и требуемой мощности N необходимо умножить на 0,835
Значения количества воздуха следует умножить на 10
Полное давление РнГ/м
Рис. 10. Характеристика дымососа 300/400 при температуре 200°
-----*- Q (м3/мин)
Рис. 11. Характеристика в логарифмической системе дымососа с ротором 0 1630 мм к печи 3,6/3,3/3,6х Х150 м. при температуре газа 200°
Рис. 12. Характеристика вентилятора МТУ-9. Значения давления Р (справа) указаны при температуре газа 20°. Значения давления Р (слева) относятся к температуре 100°
Рис. 13. Дутьевой вентилятор к печи
3,6/3.3/3,6x150 м
Е
Е
3
14. Характеристика современного пылевого вентн-
Рис.
лятора с очень высоким к. и. д. Значения к. и. д.. соу ответствуюшие полному напору, нанесены штриховой линией. Штриховой линией с точкой показана мощность на валу двигателя
ю
•>20/1 20
=
so\
.10.
50Q
2»[ W
ко.: 2®
.их
150
Vh\
№ I
Id
V-
00
50
40-
10th 90
BO
too- :• ffij:
ВО;
з!0-
\зт
KliaillllllllllllllllllMUHI
Ц п* 130оЪ/мин
Д-12иВД-12
д-
УКов/мин'
ЛОивДгв
wuaorio
I
Й
X TO
lllllillfltl
llllliri
ПИШИ
iiiiiiiiiiiiiiiniii
Рис. 15. Сводная характеристика вентиляторов ВД и Д
10 80 90 100
лм . _____________________
5 59 f l 7.0 60 S3 13
<50 200
iiaiiiiiiiuiiiiiiiiikiinni
ДбиВД-З
733оаниЯ
3111111"
llllll
ДД3.5
гн910оЪ/мин
№и8Д-18
п-730об/мин
ДЗеиЕД
Д-20и
ВЦ-20
i-joSoO/muh
153иШ}, 15.5 п- ТЗОоБ/мин
П-585о£/м
5Д,-6иДг6 п-1450о0Ди
ДгЩ.УивМ) ТУ'УЗО об/мин
3/Д-03.5иВД-13Д п-485 об/мин
- 15,5и ЦД-[5,5 п*585оЪ/мин.
ПРИЛОЖЕНИЕ IV
БАЛАНСИРОВКА РОТОРОВ ВЕНТИЛЯТОРОВ1
Вентиляторы, установленные на цементных заводах, в процессе эксплуатации разбалансировываются, возникают колебания фундаментов или перекрытий, на которых они установлены. В результате этих колебаний нарушается соосность соединения вентилятора с электродвигателем, появляются подсосы во фланцевых соединениях, могут разрушиться перекрытия.
Поэтому приходится балансировать вентиляторы. Балансировка осуществляется на самих заводах.
Роторы, ширина которых не превышает 0,1 D, могут быть полностью отбалансированы путем установки их вала на горизонтальные призмы. Метод этот достаточно известен и потому не описывается. Но широкие роторы дымососов, особенно работающих при окружных скоростях свыше 30—35 м]сек, требуют динамической балансировки. Так, если деталь (рис. 1), имеющую неуравновешенную массу Мн, расположенную у торцовой плоскости I—I, уравновесить путем корректировки массы в плоскости 11—II балансом с массой Му, то после такой «балансировки» вместо одной центробежной силы Q., появится пара сил Qa И Qy, что значительно усилит вибрации машины.
В таких случаях балансировку детали нужно вести в процессе вращения детали. Такая балансировка носит название динамической. Из различных методов динамической балансировки в условиях цементного завода наиболее приемлем метод балансировки с помощью виброскопа Колесника.
В основу его положен принцип использования механического резонансного колебания и стробоскопического эффекта, возникающего при совпадении числа оборотов ротора, и периодов освещения, создаваемых неоновой лампой. В это время ротор кажется неподвижным. Балансировка с помощью виброскопа Колесника ведется на месте установки машины в ее рабочих подшипниках, что исключает обычно возникающие погрешности, вызываемые изменением условий при работе машины по сравнению с условиями стендовых испытаний.
Виброскоп состоит из виброметра, газосветной лампочки и электрической части.
Виброметр .(рис. 2) в свою очередь состоит из цилиндра 1, представляю-' щего собой плоскую пружину. Нижний конец ее прикреплен к основанию прибора, иа верхнем конце имеется небольшой груз — пластинчатый указатель. Путем вращения маховика 2 перемещается гайка 3, к которой планкой прижимается (с некоторым трением) индикатор /.
Таким образом представляется возможным изменить частоту свободных колебаний индикатора и настраивать его в довольно широких пределах в резонанс с колебаниями машины. По веерообразной тени, образуемой резонансным колебанием индикатора — указателя 1, измеряется частота колебаний. Подвижный контакт 4 предназначен для измерения фазы колебаний. Путем поворота маховичка 5 устанавливают этот контакт в нужное положение.
Подвижной контакт 4 и индикатор 1 соединены с электрической частью прибора, включающей газосветную лампочку (рис. 3,1) и кенотронный выпря
1 Раздел написан канд. техн, наук Ю. Н. Микольским.
митель (рис. 3,2), питающий лампочку постоянным током. Газосветная лампочка имеет ту особенность, что в момент замыкания контакта [соприкосиовеиие индикатора / с контактом 4 (см. рис. 2)] оиа дает мгновенную вспышку света.
В условиях цементного завода целесообразно вести балансировку с пробным грузом. В этих случаях ие требуется разборки машины-Веитилятора. Для определения веса и места установки уравновешивающего груза производится пробный пуск вентилятора.
Процесс динамической балансировки с помощью виброскопа Колесника по методу пробного груза осуществляется следующим образом.
Балансируемая деталь 3 (см. рис. 3), имеющая неуравновешенную массу Л1Н, вращается в подшипниках 4. Центробежная сила QH создает вибрацию подшипника, величину которой можно измерить настроенным в резонанс виброметром 5, установленным иа подшипнике. Максимальное отклонение индикатора виброметра, а также вспышка газосветной лампочки будут соответствовать вполне определенному по отношению *к подшипнику положению центробежной силы. Путем поворота контакта виброметра ограничивают наполовину размах колебаний индикатора. В результате стробоскопического эффекта, возникающего при освещении неоновой лампой, можно видеть, что предварительно нане-
Рис. 1. Схема широкого ротора и динамически неуравновешенные силы, действующие на него при вращении
Рис. 3. Схема установки виброметра на динамически балансируемом вентиляторе
Рис. 2. Схема виброметра
Рис. 4. Метод определения величины балансирующего груза
сениый вращающийся ориентир 6 будет казаться неподвижным. Его положение отмечают на неподвижной части корпуса машины. Ограничение наполовину размаха колебаний индикатора уменьшает сдвиг фазы колебаний последнего по
отношению к колебаниям машины. Затем останавливают машину и на максимальном расстоянии от оси вращения ротора укрепляют на нем какой-либо пробный груз Qn- При повторном пуске машины вибрации последней будут определяться величиной и расположением результирующих центробежных сил QH и Qy-При вращении детали с пробным грузом изменение величины центробежной силы вызовет изменение размаха колебаний индикатора, а изменение расположения результирующей силы по отношению к силе QH будет зафиксировано угловым перемещением ориентира 6, также наблюдаемого в результате стробоскопического эффекта, на угол а.
Изменение амплитуды колебаний индикатора и перемещение ориентира полностью определяют вес и положение балансира, уравновешивающего деталь 1. Для этого необходимо построить треугольник сил, показанный на рис. 4.
Размах колебаний при первом пуске откладывают в произвольном масштабе в виде вектора А, а затем при втором пуске под углом а перемещения ориентира 6 в том же масштабе наносят вектор 0.
Замыкающий вектор С, входящий в приводимую ниже формулу (9), определяет вес уравновешенного груза Qy,
А
Qy — Qn £ •
Этот груз необходимо установить на том же расстоянии от центра вала, на котором находится пробный груз, переместив его на угол ₽ от пробного груза в сторону, противоположную перемещению ориентира 6.
После этого снимают пробный груз и включают машину с уравновешивающим грузом.
Если вибрация машины устранена, то уравновешивающий груз закрепляют окончательно. Если же результат первой балансировки оказался ие вполне удовлетворительным, считают уравновешивающий груз «пробным» и делают повторный расчет.
ЛИТЕРАТУРА
1. Александров В. Л., Техническая гидромеханика, Гостеуиздат, 1946.
2. Б а т у р и н В. В. и К у ч е р у к В. В., Вентиляция машиностроительных заводов, Машгиз, 1954.
3. Б а н и т Ф. Г., 3 а й це в М. М., Песоцкая Е. С., Мокрое пылеулавливание на цементных заводах, Промстройиздат, 1953.
4. Жебровский С. П., Электрофильтры, Госэнергоиздат, 1950.
5. Залоги н Н. Г. и Шухер С. М., Очистка дымовых газов, Госэнергоиздат, 1954.
'6 . Калм нушкин М. П., Вентиляционные установки, Изд-во Мин-ва ком. хоз-ва РСФСР, 1956.
7. Зайцев М. М. и Макаров А. И., Основные параметры и схема расчета аспирационных установок цементных мельниц, Труды НИИЦемента, вып,- 3, Промстройиздат, 1950.
8. Рысин С. А.. Справочник по вентиляторам, Госстройиздат, 1955.
9. С а т а р и н В. И. и П е р л и С. Б., О работе электрофильтра, Бюллетень техн. инф. Южгипроцемента, Ns 15, 1955. ,
10. С а та рин В. И. и Перли С. Б., Аспирация цементных мельниц, Бюллетень техн. инф. Южгипроцемента, Ns 14, 1955.
11. Сере нк о А. С., Обеспыливание воздуха в огнеупорной промышленности, Металлургиздат, 1953.
12. Та лиев В. Н., Аэродинамика вентиляции, Госстройиздат, 1954.
13. Хазанов И. С., К у ч е р у к В. В., Белянский П. П., Эксплуатация и ремонт вентиляционных установок машиностроительных заводов, Машгиз, 1954.
14. Циткин С. И., Центробежные вентиляторы и дымососы, Машгиз, 1953.
15. Энциклопедический справочник — «Машиностроение», т. 10, Изд-во Большая Советская энциклопедия, 1950.
16. Струве Э. Э., Дик И. П., Старцев Г. С., Вентиляторы и насосы, Машгиз, 1955.
17. Гордон Г. М., П е й с а х о в И. Л. и др.. Пылеулавливание в цветной металлургии. Сборник трудов Гинцветмета Ns 9, Металлургиздат, 1955.
18. Правила безопасности угольных установок цементных заводов, Промстройиздат, 1952.
19. Кучерук В. В., Очистка от пыли вентиляционных и промышленных выбросов, Госстройиздат, 1955.
20. ЦБТИ МПСМ СССР, Сепараторная угольная мельница 2,18X4,37, Промстройиздат, 1951.
21. ЦБТИ МПСМ СССР, Информационные сообщения, Трубные многокамерные мельницы 2,6X13, Промстройиздат, 1951.
22. Б у т а к о в С. А., Аэродинамика систем промышленной вентиляции, Профиздат, 1949.
23. X одор ов Е. И., Печи цементной промышленности, Промстройиздат, 1951.
24. К а м ы ш е н к о М. Т., Обеспыливание мест разгрузки сыпучих материа лов в дробильно-транспортных цехах, Профиздат, 1955.
25. III е п е л е в И. А., Методика аэродинамического испытания вентиляторов, Промстройиздат, 1956.
26. X л у д о в А. В., Атлас деталей конструкций систем отопления, вентиляции и др., Стройиздат, 1950.
27. М а к а р о в А. И., О расчетах и эксплуатации рукавных фильтров цементных мельниц, «Цемент» № 5, 1950.
i28. М ю л ь р а д М., Промышленные пылеуловители, «Rewu de Materio» 1955.
29. Р у м п о р т X., Об осаждении тонкоизмельченных материалов на стенках каналов, «Chemie Gngerleur — Technlk» № 6, т. 25, 1953.
30. К а м и н с к и й А. Б., X в о с т е н к о в С. Н., Повышение производительности цементных мельниц, Промстройиздат, 1953.
31. Крыхтин Г. С., Влияние интенсивности аспирации на основные показатели работы цементных мельниц. Автореферат диссертации, 1956.
32. Е. R u h 1 а п d. Обзор результатов исследований пылеуноса на цементных заводах «Zement—Kalk—Gips» № 3, 1956.
33. W. D e r s a h. Регулирование факела во вращающихся печах «Pit and Quarry» vol 49, № 1, 1956.
34. H. E i g e и. Зависимость между тепловым к.п.д. и коэффициентом избытка воздуха у вращающихся клинкерообжигательных печей, работающих по мокрому способу, «Zement—Kalk—Gips» № 9, 1956.
35. М а к а р о в А. И. Временная инструкция по эксплуатации электрофильтров на цементных заводах, Промстройиздат, 1955.
36. С а т а р и н В. И., Производство цемента в Польской Народной Республике, Промстройиздат, 1956.
37. С а т а р и н В. И., Цементная промышленность Швеции, Дании и Австрии, Промстройиздат, 1956.
38. С ы р к и н Я- М., Перли С. Б., Гольдшмидт Э. М., Блох К. Б., X у д я к М. Л., Сепараторные мельницы для помола цемента на Ново-Здолбуновском цементном заводе, Бюллетень техн. инф. Южгипроцента, № 2/23, 1957.
39. Е. Р 1 a s s m а п п. Теплотехнические характеристики вращающихся печей, работающих по мокрому способу, «Zement—Kalk—Gips» № 2, 1957.
40. Нормы расчета и проектирования пылеприготовительных установок, ВТИ, 1956.
41. В. Ансельм, Пути расчета вращающихся печей по законам модельного сходства «Zement—Kalk—Gips» № 1, 1954.
42. Ф р е н к е л ь М. Б., Сушка гранул в печах с конвейерными кальцинаторами, Бюллетень технической информации Южгипроцемента № 2/23, 1957.
43. К а г а н Н. П., Определение эффективности новых шлюзовых затворов с гидравлическим приводом на автоматических шахтных печах Амвросиевского завода на основе материального и теплового баланса, Бюллетень техн. инф. Южгипроцемента № 2/23, 1957.
44. Агренс И. и Цеслиньски В., Технология цемента, Варшава, 1956.
45. Месс гу г Г., Цементная промышленность в США «Zement — Kalk — Gips» № 7, 1951.
46. П е р л и С. Б., Ж и д и к А. В., Г у р е в и ч С. А., К вопросу о борьбе с пылью в цехе спекания Енакиевского цементного завода. Бюллетень техн. инф. Южгипроцемента, № 16, 1955.
47. А л ь п е р о в и ч В. А., У ж о в В. Н., Руководящие указания по эксплуатации электрофильтров, комбинированных двухступенчатых золоуловителей и батарейных циклонов на электростанциях. Министерство электростанций СССР, Госэнергоиздат, 1957.
48. Б а н.и т Ф. Г., Ремонт оборудования цементных заводов, изд. второе, Госстройиздат, 1958.
49. X о д я н о в Л. К-, М а ц а ч В. Г., Д и т е р и х с Д. Д., Исаев Н. С., Гигиенические основы промышленной вентиляции и ее эксплуатация, Медгиз, 1958.
50. Г о р д о н Г. М. и П е й с а х о в И. Л., Пылеулавливание и очистка газов, Металлургиздат, 1958.
51. Сид яков П. В., А до ров а М. Н., Аспирация цементных мельниц, Госстройиздат, 1958.
52. Санитарные нормы проектирования промышленных предприятий. Н-101-54, Медгиз, 1958.
53. Методические указания по организации санитарного контроля за чистотой воздуха населенных мест, Медгиз, 1951.
54. Петров Б. А., Адорова М. Н., Петухов Н. И., Двухступенчатая очистка аспирационного воздуха цементных мельниц. Промстройиздат, 1957.
55. Коллектив авторов под редакцией В. И. Поликовского, Методика реконструкции дымососов и вентиляторов, Госэнергоиздат, 1958.
56. Г е в р а с ь е в А. М.. Пылеуловители Сиот, Профиздат, 1954.
57. Спрау ль В. Т., Н акад а И., Влияние влажности и температуры на работу электрофильтров. «Индастиал энд Инджиниринг Ремистри» № 6, т. 43, 1956.
_ 58. В а л ь б е р г Г. С., Левитова С. Л., Ш в ы д к и й М. Я-, О при-
менении природного газа среднего давления во вращающихся печах, Бюллетень техн. инф. Южгипроцемента, 1959.
59. Бернштейн Л. А., Френкель М. Б., Грануляция цементных сырьевых смесей при сухом и мокром способах подготовки, Госстройиздат, 1959.
60. Алферов К. Н., Зенков Р. Л., Бункерные установки, Машгиз, 1955.
61. Бак О., Проектирование и расчет вентиляторов, Углетехиздат, 1958.
62. В а х в а т о в Г. Г., Современные способы регулирования производительности вентиляторов. Сборник. Вентиляторы санитарно-технического назначения, Госстройиздат, 1958.
63. Bomke Е., Развитие циклонного теплообменника Гумбольта с 1953 по 1958 г. «Zement—Kalk—Gips» № 9, 1958.
64. Петров Б. А., Болдышева Н. И., Очистка газов вращающихся печей при помощи электрофильтров, «Цемент» № 5, 1958.
65. Вебер П., Потери тепла с отходящими газами вращающихся печей, «Zement — Kalk—Gips» № 2, 1957.
66. Димент П. М., Викторенков В. П., Горбачевич И. Д., П р о с я н ц Г. В., Гринько А. С., Вращающаяся печь с циклонными теплообменниками, «Цемент» № 1, 1959.
67. Справочник машиностроителя, т. 1, гл. XXI «i—S-диаграмма водяного пара, по Вукаловичу М. П.».
68. Петров Б. А., Электрическая очистка газов вращающейся печи Тим-люйского цементного завода при помощи вертикального электрофильтра. Информ. бюллетень «Новое в науке и технике цемента», Гнпроцемент, № 71, 1957.
ОГЛАВЛЕНИЕ Предисловие ....................................................... 3
Глава I. Пылеулавливание
§ 1. Пылеуловители .............................................. 6
§ 2. Пылеосадительные камеры . . 8
§ 3. Циклоны ................................................. 11
§ 4. Мокрые пылеуловители .............. ................, . 24
§ 5. Рукавные фильтры . , 27
§ 6. Электрофильтры .... 34
§ 7. Сравнительная оценка эффективности различных пылеулавливающих устройств .................................................. 57
Глава II. Движение газов в клинкерообжигательных печах и сушильных барабанах и обеспыливание этих газов в ,
§ I. Вращающиеся печи, работающие по мокрому способу производ-
ства . ... . . . •....................... , , 64
§ 2. Обеспыливание отходящих газов при мокром способе производства ................................................... , , , 91
§ 3. Вращающиеся печи, работающие по мокрому способу, с концентраторами шлама ............................................... 105
§ 4. Вращающиеся печи, работающие но сухому способу производства 109
§ 5. Автоматические шахтные печи ............. ... 132
§ 6. Движение газов в сушильных барабанах ..................... 136
Глава III. Движение и обеспыливание газов в мельничных установках
§ 1. Мельницы, работающие по открытому циклу помола 145
§ 2. Мельницы, работающие по замкнутому циклу помола . . 164
Глава IV. Обеспыливание вспомогательного оборудования
§ 1. Степень пыления различных материалов ..................... 185
§ 2. Общие сведения о применении местной вентиляции для обеспыливания .................... ... 187
§ 3. Обеспыливание бункеров ..... 191
§ 4. Обеспыливание мест пересыпки материала 192
§ 5. Обеспыливание элеваторов 200
§ 6. Обеспыливание транспортеров .............................. 203
§ 7. Обеспыливание молотковых и конусных дробилок 205
§ 8. Обеспыливание виброгрохотов........................... . , 206
Глава V. Работа вентиляторов и дымососов
§ 1. Описание и принцип работы ................................ 207
§ 2. Характеристика вентилятора ... .211
§ 3. Работа вентилятора в сеть ............ 219
§ 4. Устойчивая и неустойчивая работа вентилятора 222
§ 5. Мощность, требуемая для привода вентилятора .............. 224
§ 6. Влияние запыленности газов на характеристику вентилятора 227
§ 7. Параллельное и последовательное соединение вентиляторов 228
§ 8. Регулирование вентиляторов .................. .... 231
§ 9. Реконструкция вентиляторов ............................... 233
304
Глава VI. Трубопроводы для запыленного воздуха (воздуховоды)
§ 1. Толщина стенок труб ....................................... 234
§ 2. Углы наклона труб и скорость движения в них запыленного газа 237
§ 3. Очистка труб и их подвеска . . . 240
§ 4. Допустимые неплотности в вентиляционных системах .... 241
§ 5. Уход за оборудованием . ....................... 242
Приложение I. Краткие указания по определению параметров аэродинамических систем и пылеуловителей
§ 1. Удельный вес газа ............. . . 247
§ 2. Движение газов в трубах . 251
§ 3. Местные сопротивления . . . 255
§ 4. Движение запыленного газа по трубам ....................... 265
§ 5. Приборы для определения давлений и скорости газов . —
§ 6 Измерение скоростей, расходов и напоров газов ............. 271
§ 7. Определение количества воздуха, подсасываемого в систему 274
§ 8. Определение запыленности газов ......................... Г —
§ 9. Измерение температуры газов ............................... 278
Приложение 11. Приточные и всасывающие струи
Приложение III. Характеристики вентиляторов и дымососов, наиболее часто устанавливаемых на цементных заводах
Приложение IV. Балансировка роторов вентиляторов
Литература ... ..............................................301
Сатарин Владимир Иванович, Перли Семен Борисович
ДВИЖЕНИЕ И ОБЕСПЫЛИВАНИЕ ГАЗОВ В ЦЕМЕНТНОМ ПРОИЗВОДСТВЕ
* * *
Госстройиздат Москва. Третьяковский проезд, д. 1
* * *
Редактор издательства М. С. Тютюник Технический редактор Л. М. Осенко
Сдано в набор 15/IX 1960 г.
Подписано к печати 6/V 1960 г. Т-06049. 60x927,6—10.28 бум. л.— 19.25 п. л.+ 2 вкл.—0,6 п. л.(22,3 уч.-изд. л.) Тираж 3 200 экз. Изд. № VI-3658.
Зак. 1988. Цена И р. 65 к. + переплет № 5—1 р.
Типография 1 Государственного издательства литературы по строительству, архитектуре и строительным материалам, г. Владимир
В ГОССТРОЙИЗДАТЕ ИМЕЮТСЯ
В НАЛИЧИИ СЛЕДУЮЩИЕ КНИГИ
Блейке Р., Кеннеди Г., Технология цемента и бетона, 1958, 328 стр., 10 000 экз. Цена 16 руб.
Вальберг Г. С., Получение цементного клинкера на агломерационной решетке, 1957, 84 стр., 3 000 экз. Цена 3 р. 25 к.
Гордон С. С., Пески для бетонов, 1957, 120 стр., 10 000 экз. Цена 4 р. 15 к.
Дудеров Г. Н., Обжиг спекающихся керамических масс, 1957, 124 стр., 3 000 экз. Цена 3 р. 80 к.
Кривицкий М. Я., Волосов Н. С., Заводское изготовление изделий из пенобетона и пеносиликата, 1957, 160 стр., 7 000 экз. Цена 6 руб.
Леви Ж. П., Легкие бетоны (перевод с французского); 1958, 148 стр., 7 000 экз. Цена 5 р. 50 к.
Торопов Н. А., Химия цементов, 1956, 272 стр., 8000 экз. Цена 10 р. 55 к.
Хигерович М. И., Гидрофобный цемент, 1957, 208 стр., 5 000 экз. Цена 8 р. 45 к.
Книга могут быть высланы по первому требованию наложенным платежом.
Заказы направляйте по адресу: Москва, К-12, Третьяковский проезд, 1, Госстройиздат.
В БЛИЖАЙШЕЕ ВРЕМЯ ВЫХОДЯТ В СВЕТ СЛЕДУЮЩИЕ КНИГИ
Баранов А. Г., Бужевич Г. А., Золобетон (ячеистый и плотный), 1960, 5 000 экз. Цена 9 руб.
Богин Н. М., Технология предварительно напряженного железобетона, 1960, 8000 экз. Цена 14 руб.
Бутт Ю. М., Рашкович Л. Н. Твердение вяжущих при повышенных температурах, 1960, 5 000 экз. Цена 11 руб.
Волженский А. В., Роговой М. И., Стамбулко В. И., Гипсоцементные и гипсошлаковые вяжущие и изделия, 1960, 6 000 экз. Цена 6 руб.
Воробьев В. А., Колокольников В. С., Производство минеральных вяжущих материалов (учебник для техникумов), 1960, 15 000 экз. Цена 8 р. 50 к.
Дьяченко П. Я-, Миротворский С. А., Заводское изготовление сборного железобетона, 1960, 8000 экз. Цена 10 р. 55 к.
Научно-исследовательский институт бетона и железобетона (НИИЖБ) АСиА СССР. Труды под ред. канд. техн, наук Сердюкова М. М., Исследования в области сейсмостойкости керамзитобетонных конструкций, 1960, 3 000 экз. Цена 4 руб.
Овсянкин В. И., Железобетонные трубы для напорных водоводов, 1960, 6 000 экз. Цена 14 р. 65 к.
Светов А. А., Предварительно напряженные железобетонные шпалы, 1960, 6 000 экз. Цена 4 руб.
Семенов Л. А., Безнапорная пропарочная камера, 1960, 5 000 экз. Цена 9 руб.
Соколов П. Н., Технология асбестоцементных изделий, 1960, 8 000 экз. 12 руб.
Стасевич А. М., Соколов В. А., Изготовление железобетонных деталей крупнопанельных домов в вертикальных кассетах, 1960, 5 000 экз. Цена 3 руб.
НИИАсбестоцемент, Ф е л ь з е н б а у м В. Г.. Асбестоцементная промышленность за рубежом, 1960, 2 000 экз. Цена 5 руб.
Центральный научно-исследовательский институт строительных конструкций (ЦНИИСК) АСиА СССР, Брод-с к и.й А. Я., Сварка арматуры железобетонных конструкций, 1960, 8 000 экз. Цена 12 руб.
Юнг В. Н„ Тринкер Б. Д., Гидрофильные поверхностноактивные вещества и электролиты в цементах и бетонах, 1960, 3 000 экз. Цеиа 6 р. 90 к.
ОПЕЧАТКИ
Страница Строка Нанечатано Следует читать
36 2-я сверху 4—5 л 4—6 м
72 12-я сверху 30—40 м/сек. 30—80 м/сек
81 Табл, к рис. 28 25 (на 1-й строке снизу) 25 (на 2-й строке снизу)
84 Таблица 15, графа .примечания" а к 1,02 о>1,2 а к 1,04—1,1 а > 1,02—1,12
91 14-я сверху шлама шлама и наличии избыточного тепла
воздуха
93 Таблица 16 (головка) 31—0 31—60
107 Таблица к рис. 37а (графа 3) —20 —120
116 13-я сверху 11000 1 100
120 2-я сверху (подпись к рис. 40) 3 х 30 м 3,2X34
166 8-я снизу 200 г/м3, 100 г/м3 200 кг, 100 кг
193 3-я сверху [23] [24]
298 14-я снизу цилиндра 1 индикатора 1