














Теги: металлорежущие станки станки
Похожие




Текст
ОАО
ПИНСКИЙ ОПЫТНО-МЕХАНИЧЕСКИЙ ЗАВОД
СТАНОК ТРУБОНАРЕЗНОЙ
модели ВМС-2А
Руководство по эксплуатации
т
г.Пинск
ÎÀÎ
ÏÈÍÑÊÈÉ ÎÏÛÒÍÎ-ÌÅÕÀÍÈ×ÅÑÊÈÉ
ÇÀÂÎÄ
ÑÒÀÍÎÊ ÒÐÓÁÎÍÀÐÅÇÍÎÉ
ìîäåëè ÂÌÑ-2À
Ðóêîâîäñòâî ïî ýêñïëóàòàöèè
Æ
ã.Ïèìñê
sales@stanok-kpo.ru
www.stanok-kpo.ru
STANOK-KPO.RU
1 ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1 ВВЕДЕНИЕ
В связи с постоянным усовершенствованием выпускаемой продукции
конструктивное оформление отдельных деталей может отличаться от
приведенного в настоящем описании.
1.2 НАЗНАЧЕНИЕ
Станок трубонарезной модели ВМС-2А (далее станок) предназначен
для нарезания наружной резьбы на трубах водогазопроводных по
ГОСТ 3262-75, а также снятия заусенцев и образования фаски внутри этих
труб зенкером.
Станок трубонарезной модели ВМС-2А предназначен для нарезки
трубной цилиндрической резьбы от 1/2" до 2".
При установке на резьбонарезной головке соответствующих гребенок,
механизм может быть использован для нарезки метрической резьбы
диаметром от 20 до 48 с шагом от 1,25 до 3 мм и диаметром от 48 до 76
с шагом от 1,25 до 2,5 мм.
1.3 СОСТАВ ИЗДЕЛИЯ
1.3.1 Общий вид механизма и органов управления (рис.1)
1.3.2 Наименование основных узлов на рис.1 (табл.1)
Таблица 1
Поз.
Наименование
Поз.
Наименование
1 Коробка скоростей
4 Станина
0tm Головка резьбонарезная
5 Электрооборудование
3 Каретка
1.3.3 Перечень органов управления (табл.2)
Таблица 2
Поз.
Органы управления и их назначение
Рукоятки
6 Рукоятки переключения скоростей
7 Рычаг открытия (закрытия) резьбонарезной головки
8 Рукоятка зажима трубы
9 Рычаг перемещения каретки
Кнопки
10 "Пуск"
11 "Стоп"
-
1-
I
1 ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1 ВВЕДЕНИЕ
В связи с постоянным усовершенствованием выпускаемой продукции
конструктивное оформление отдельных деталей может отличаться от
приведенного в настоящем описании.
1.2 НАЗНАЧЕНИЕ
Станок трубонарезной модели ВМС-2А (далее станок) предназначен
для нарезания наружной резьбы на трубах водогазопроводных по
ГОСТ 3262-75, а также снятия заусенцев и образования фаски внутри этих
труб зенкером.
Станок трубонарезной модели ВМС-2А предназначен для нарезки
трубной цилиндрической резьбы от 1/2" до 2".
При установке на резьбонарезной головке соответствующих гребенок,
механизм может быть использован для нарезки метрической резьбы
диаметром от 20 до 48 с шагом от 1,25 до Змм и диаметром от 48 до 76
с шагом от1,25до 2,5 мм.
1.3 СОСТАВ ИЗДЕЛИЯ
1.3 .1 Общий вид механизма и органов управления (рис.1)
1 .3.2 Наименование основных узлов на рис.1 (табл.1 )
Таблица 1
Поз.
Наименование
Поз.
Наименование
Коробка скоростей
Головка резьбонарезная
Каретка
Станина
Электрооборудование
1
4
2
5
8
I
____
!_
1.3 .3 Перечень органов управления (табл. 2)
Таблица 2
Поз.
Органы управления и их назначение
Рукоятки
Рукоятки переключения скоростей
Рычаг открытия (закрытия) резьбонарезной головки
Рукоятка зажима трубы
Рычаг перемещения каретки
6
7
8
9
Кнопки
10 "Пуск"
"Стоп"
11
-
2-
.
.
. ...»... >.(•<
»»ж.»
•%- I
1М>,И|fл..к*,
Л'ГЩЯЯ*
*
6
7
1
tА
2
;~i
8
'
!
/i
!
ш
Б!
е
А
10
го
11
п
I
да fl
ж
i
1
$
I
L
Ж-
I
II
/
иL
I
•'
•н
!!
Г
4/5 БО
12
|39
-Ш
*
I<
рг
*
Ф
13
14
Рис 1 Общий вид стенка и органов управлении
-
2-
..у
-
-------
—
-»—•
«Г*
1.4 УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
1.4.1 Схема кинематическая (рис.2)
т=2.5; 2=20
Рис.2 Схема кинематическая
1.4.2 Трубонарезной станок состоит из коробки скоростей 1 1
резьбонарезной головки 2, каретки 3, станины 4 (см. рис.1).
Станина представляет собой сварную конструкцию, внутри ка-торой
помещается электродвигатель. Привод от электродвигателя к коро§ Ке ско
ростей осуществляется с помощью клиноременной передачи.
Шестерни коробки скоростей заключены в корпус, смонтированный
на станине. На корпусе коробки скоростей имеются две рукоятки 6, в
зависимости от положения которых шпиндель станка получает Ч е т ы р е
различные скорости вращения (см. рис.2).
Головка резьбонарезная 2 крепится к фпанцу шпинделя станка и
состоит из корпуса с нарезанным червячным венцом, служащим для
регулировки установки кулачков, несущих гребенки. На корпус надето
кольцо включения, управляющее перемещением гребенок под возд^ йстви-
ем сухарей хомута 12 (рис.1).
Кнопкой 10 "Пуск" и рычагом 7 закрытия резьбонарезной головкц _
а также регулировки длины резьбы, начинается рабочий цикл. При
движении каретки 3 вправо (см. рис.1, вид Б) . платик 13, установленный
на каретке, наезжает на выключатель путевой14. ограничивающий х0 д
каретки, который выключает пускатель 5, отключающий электродвигатель
М : После возвращения рычага. 7 в исходное, открытое, положение и отвода
каретки 3 влево - освобождается выключатель путевой 14, схема приходит
в исходное состояние-. Станок готов к работе
о
1.4 УСТРОЙСТВО и принцип работы
1.4.1 Схема кинематическая (рис. 2)
т=2 5; г-20
т»2.5. г=26
т=3 5, г-JC
.'1=35 г-1й
[ТТ7Т5
kl 1_Д
r-j
Рыча* переуешемуя каретку
б
о
гг
TJП 9
га*2 5 г-52
г»-И|
m-г5 г•54
>
&
6
'
Xi-
вJ=
-=352=53
I \JM»
I
т=35,2=65
"Sa7 УС-. Ч-.
+
/и
§!
Э к АИР100$4
В
Кзоетхз с тисками для трубы
М=3к9т л= ISOOob/ÿÿÿ
Рис.2 Схема кинематическая
1 .4 .2 Трубонарезной станок состоит из коробки скоростей 1 ,
резьбонарезной головки 2, каретки 3, станины 4 (см. рис.1).
Станина представляет собой сварную конструкцию, внутри которой
помещается электродвигатель. Привод от электродвигателя к корой ке
ростей осуществляется с помощью клиноременной передачи.
Шестерни коробки скоростей заключены в корпус, смонтированный
на станине На корпусе коробки скоростей имеются две рукоятки 6. в
зависимости от положения которых шпиндель станка получает Четыре
различные скорости вращения (см. рис.2).
Головка резьбонарезная 2 крепится к фланцу шпинделя с-ранка и
состоит из корпуса с нарезанным червячным венцом, служащим для
регулировки установки кулачков, несущих гребенки. На корпус ндяето
кольцо включения, управляющее перемещением гребенок под воздя йстви-
ем сухарей хомута 12 (рис.1).
Кнопкой 10 "Пуск" и рычагом 7 закрытия резьбонарезной головкц
_
а также регулировки длины резьбы, начинается рабочий цикл. При
движении каретки 3 вправо (см. рис.1 , вид Б) платик 13, установленный
на каретке, наезжает на выключатель путевой14, ограничивающий Ход
каретки, который выключает пускатель 5, отключающий электродвигатель
М После возвращения рычага 7 в исходное, открытое, положение и
каретки 3 влево - освобождается выключатель путевой 14, схема приходит
в исходное состояние Станок готов к работе
ско-
отводз
-3
-
F
Рычаг 7, расположенный на передней стенке коробки скоростей, позво
ляет открывать и закрывать резьбонарезную головку вручную.
Перемещение каретки 3 при обратном ходе, а также при рабочем ходе
до момента начала резания, происходит вручную с помощью рычага 9.
Кнопка 11 "Стоп", красная, грибовидный толкатель, с функцией "Фикса
ция" служит для останова и (или) экстренного останова станка.
Для последующего включения двигателя необходимо расфиксиовать
кнопку поворотом толкателя вправо.
ВНИМАНИЕ! Даже при отключенном двигателе кнопкой "Стоп".11 или
выключателем путевым 14 на зажимах электрооборудования остается
высокое напряжение.
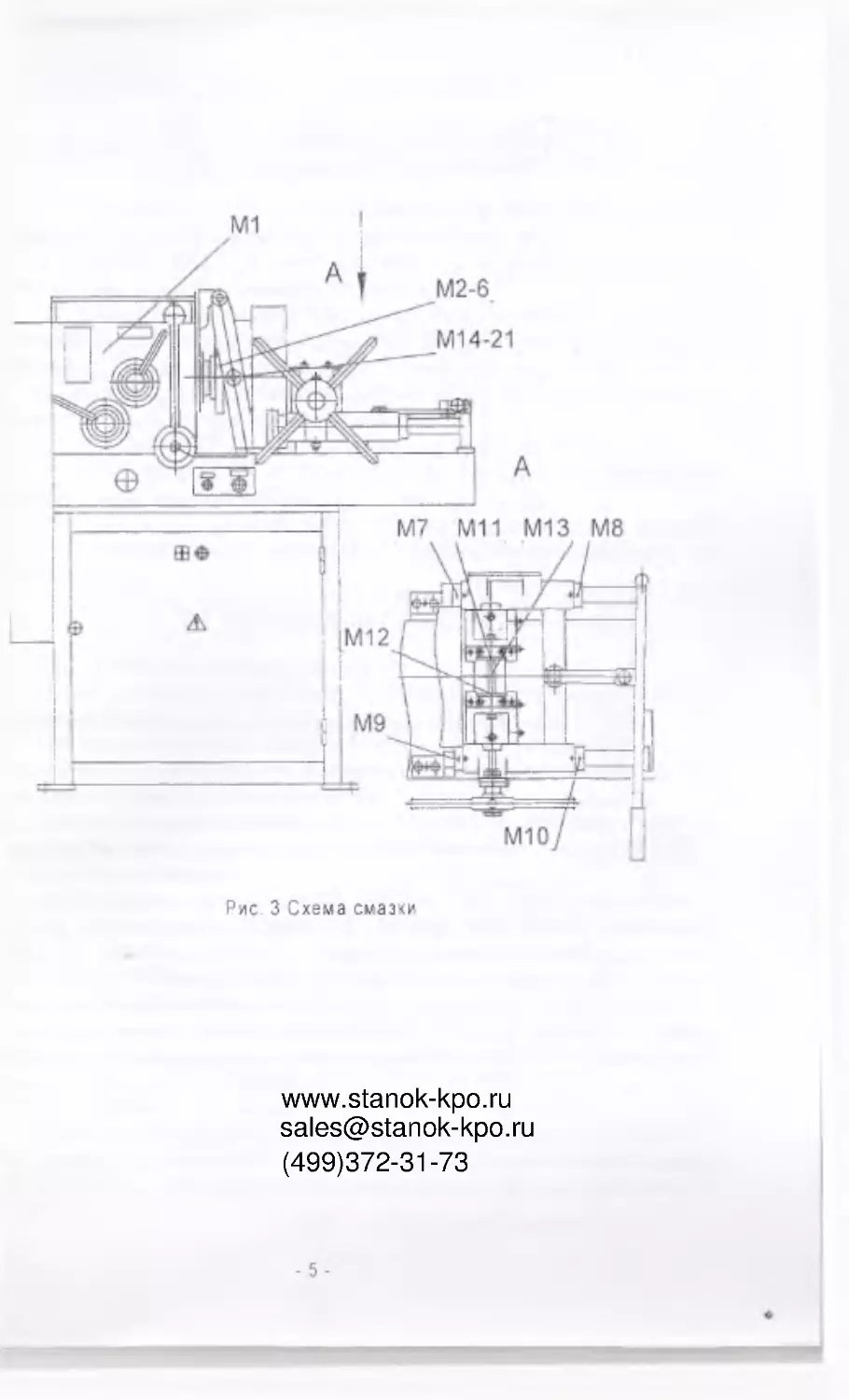
1.5 СМАЗКА
Смазка станка комбинированная. Перед пуском станка необходимо
наполнить маслом корпус коробки скоростей и смазать все меси согласно
схемы смазки (рис.3) и карты смазки ( табл.3). Уровень масла и коробке
скоростей контролируется по маслоуказателю. Объем заливаемого и короб
ку скоростей масла -- 5 л. При наличии масла в коробке ниже предельного
уровня работа станка не допускается.
Таблица 3
Узел или часть
узла, поллежащ.
смазке, номер
позиции на
схеме смазки
Наименование
смазочных
материалов
Кол.
точек
смаз
ки
Способ
смазки
Пеоиодичн
ППОНГПКИ
и замены
смазки
i
|
Примеч. |
I
Коробка -
скоростей
(подшипники,
шестерни) М1
Масло инду
стриальное
И-ЗОА
ГОСТ 20799-38
1
Масляная
ванна
1 саз
в 3 месяца
Головка
!оезьбонаоезная
((кулачки,пальцы,
Iкамни.кольцо
(включения) М2-6
5
С разбор
кой
1 раз
в 2 месяца
I
(Направляющие
;каретки
|М/,Мй, М9,М10
4
Из
масленки
1 раз
в смену
(Направляющая
Иг вИНТ тисков :
М11, М12, М13
3
Из
масленки
1 оаз
в смену
Механизм
управления
резьбонарезной
головкой, (сухари
хомута, пальцы,
валик) м 14-21
Солидол УС-2
ГОСТ 1033-51
8
С разбор
кой
1 раз
в 6 месяцев
-4-
Рычаг 7, расположенный на передней стенке коробки скоростей, позпи
ляет открывать и закрывать резьбонарезную головку вручную
Перемещение каретки 3 при обратном ходе, а также при рабочем ходе
до момента начала резания, происходит вручную с помощью рычага 9
Кнопка 11 "Стоп", красная, грибовидный толкатель, с функцией "Фикса¬
ция" служит для останова и (или) экстренного останова станка
Для последующего включения двигателя необходимо расфиксиовать
кнопку поворотом толкателя вправо.
ВНИМАНИЕ! Даже при отключенном двигателе кнопкой "Стоп" 11 или
выключателем путевым 14 на зажимах электрооборудования остается
высокое напряжение.
1.5 СМАЗКА
Смазка станка комбинированная. Перед пуском станка необходимо
наполнить маслом корпус коробки скоростей и смазать все месга согласно
схемы смазки (рис. 3) и карты смазки ( табл. 3). Уровень масла и коробке
скоростей контролируется по маслоуказателю . Объем заливаемого и короб¬
ку скоростей масла - 5 л. При наличии масла в коробке ниже предельного
уровня работа станка не допускается.
Таблица 3
Узел или часть
узла, подлежащ. (Наименование
смазке, номер
позиции на
схеме смазки
Пеоиопичн
ПИШ1НПКИ
и замены
смазки
Кол.
точек
смаз-
Способ
смазки
Иримеч. |
смазочных
материалов
!
ки
I
Коробка •
скоростей
(подшипники,
шестерни) М 1
Масло инду¬
стриальное
И-ЗОА
ГОСТ 20 799-38
Масляная
ванна
1Dаз
в 3 месяца
1
Головка
оезьбонаоезная
(кулачки, пальцы,
камни. кольцо
'включения) М2-6
С разбор-
1 оаз
в 2 месяца
5
кой
I
Направляющие
каретки
;М/,Мй,М9М10
(Напоавляюшая
и винт тисков
М11, М12, М13
Из
1 оаз
! в смену
!
4 масленки
i
!
Из
1 саз
в смену
3 масленки
т
Механизм
управления
резьбонарезной | Солидол УС-2
головкой (сухари ГОСТ 1033-51 ! 8
|хомута , пальцы
] валик) м 1 4-21
С разбор-
1 раз
в 6 месяцев
кой
1
-
4-
Рис. 3 Схема смазки
-5-
M1
Ai M2-6
ZTÿ Jl
M14-21
rL®
<HL
4Ш
А
®
М7 М11 М13 М8
/
1
ФО
1
Ф
Г1
fn
__
-
L
А
$
IМ12
г
г М9I
i
Гя7
Л*
т
гтн
'sL)|j
_
1I
М10
Рис. 3 Схема смазки
5-
(499)372-31-73
sales@stanok-kpo.ru
www.stanok-kpo.ru
1.6 ЭЛЕКТРООБОРУДОВАНИЕ
1.6.1
Управление станком осуществляется в соответствии со схемой
электрической принципиальной, приведенной на рис. 4.
—380 В: 10П;50Г ц
Рис. 4 Схема электрическая принципиальная
1.6.2 Перечень элементов приведен в табл. 4.
Таблица 4
Обознач.
Наименование
Кол. Примечание I
SB1 Пост кнопочный ТУ16-642.006-83
ПКЕ222-2УЗ,(Карболит) "Пуск-Стоп", кнопка
"Стоп" -красный, гриб, с фикс;
1
КМ 1 Пускатель ПМЛ 1210 0*2Б, 380V, 50Гц, 10А
1
QF1 Выключатель автоматический
АП50Б-ЗМТ УЗ, 10А
1
М1 Электродвигатель АИР 100S4 УЗ, 3 кВт,
1500 об/мин , IM1081 ТУ16-525.564-84
1
SQ1 Выключатель путевой ВП15Е-21А-211У2.8
1
1.6.3 Станок заземлить согласно ПУЭ.
-
6-
1.6 ЭЛЕКТРООБОРУДОВАНИЕ
1 .6 .1 Управление станком осуществляется в соответствии со схемой
электрической принципиальной, приведенной на рис. 4.
—
380В : 1 0П; 50Гц
РЕ
А
С
В
/_У
QF1
КМ1
г
?SQ1
С4 T>SB1C5
сз
с,
АI ВI
км1
\_
_\. \
'
КМ1
А?! B:l CJ
:
IMl
о
Рис. 4 Схема электрическая принципиальная
1.6.2 Перечень элементов приведен в табл. 4
Таблица 4
Обознач.
Примечание !
Наименование
Кол.
Пост кнопочный ТУ16-642 006-83
SB1
ПКЕ222-2УЗ,(Карболит) "Пуск-Стоп”, кнопка
"Стоп" -красный, гриб, с фикс
1
КМ 1 Пускатель ПМЛ 1210 0*2Б , 380V, 50Гц, 10А
Вык л ю ч а тель автоматический _
АП506-ЗМТ УЗ. 1 ОА
Электродвигатель АИР 100S4 УЗ, 3 кВт,
1500 об/мин , IM1D81 ТУ 1 6-525.564-84
1
QF1
1
М1
1
SQ1 Выключатель путевой ВП15Е-21А-211У2.8
1
1,6 .3 Станок заземлить согласно ПУЭ.
-
6-
2 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1 УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
2.1 .1 ЗАПРЕЩАЕТСЯ допускать к работе на станке лиц, не изучивших его
конструкцию, паспорт и правила по технике безопасности.
2.1 .2 ЗАПРЕЩАЕТСЯ лицу, работающему на станке, производить какие-
либо его переделки без разрешения руководства.
2.1.3 Перед подключением станка к электросети станок необходи
мо надежно заземлить. Перед началом работы рабочий обязан визуально
проверить надежность заземления и крепления оградительных кожухов.
2.1 .4 Съем и замену, а также настройку тангенциальных плашек произ
водить только при отключенном от сети станке.
2.1.5 ЗАПРЕЩАЕТСЯ переключение скоростей станка "на ходу".
2.1 .6 ЗАПРЕЩАЕТСЯ работать на станке, имеющем затупленный или
выкрошенный режущий инструмент.
2.1 .7 ЗАПРЕЩАЕТСЯ при работе на станке держаться рукой за трубу.
2.1 .8 Рабочий обязан своевременно удалять накапливающуюся на
станке стружку.
2.2 ПОРЯДОК УСТАНОВКИ
2.2 .1 Транспортирование и распаковка.
Станок поставляется заказчику в собранном виде, упакованным в
деревянный ящик.
При распаковке станка следить з а тем, чтобы не повредить станок
распаковочным инструментом. Рекомендуется вначале снять верхний, а за
тем боковые щиты упаковочного ящика.
Транспортирование станка следует производить согласно схеме
транспортирования станка в распакованном и упакованном виде (рис.5).
2.2 .2 Расконсервация.
Антикоррозийные покрытия, нанесенные перед упаковкой станка,
следует удалить одним из у казанны х растворителей: бензин, уайт-спирит,
керосин. Антикоррозийные покрытия сначала удаляют деревянной
лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чис
тыми хлопчатобумажными салфетками, смоченными в одном из вышеука
занных растворителей. После расконсервации все неокрашенные поверх
ности во избежание коррозии равномерно покрыть слоем масла индустри
ального И-ЗОА ГОСТ 20799-88 .
2.2 .3 Монтаж.
Станок трубонарезной устанавливается на бетонном фундаменте
(см. рис.6) и после выверки по уровню крепится фундаментными болтами.
Фундаментные болты и другие крепежные детали в комплект поставки не
входят.
-7-
2 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1 УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
2.1.1 ЗАПРЕЩАЕТСЯ допускать к работе на станке лиц, не изучивших его
конструкцию, паспорт и правила по технике безопасности.
2.1 .2 ЗАПРЕЩАЕТСЯ лицу, работающему на станке, производить какие-
либо его переделки без разрешения руководства.
2.1.3 Перед подключением станка к электросети станок необходи¬
мо надежно заземлить. Перед началом работы рабочий обязан визуально
проверить надежность заземления и крепления оградительных кожухов.
2.1 .4 Съем и замену, а также настройку тангенциальных плашек произ¬
водить только при отключенном от сети станке.
2.1 .5 ЗАПРЕЩАЕТСЯ переключение скоростей станка "на ходу".
2.1.6 ЗАПРЕЩАЕТСЯ работать на станке, имеющем затупленный или
выкрошенный режущий инструмент.
2.1 .7 ЗАПРЕЩАЕТСЯ при работе на станке держаться рукой за трубу.
2.1 .8 Рабочий обязан своевременно удалять накапливающуюся на
станке стружку.
2.2 ПОРЯДОК УСТАНОВКИ
2.2 .1 Транспортирование и распаковка.
Станок поставляется заказчику в собранном виде, упакованным в
деревянный ящик.
При распаковке станка следить за тем, чтобы не повредить станок
распаковочным инструментом. Рекомендуется вначале снять верхний, а за¬
тем боковые щиты упаковочного ящика.
Транспортирование станка следует производить согласно схеме
транспортирования станка в распакованном и упакованном виде (рис.5).
2.2.2 Расконсервация.
Антикоррозийные покрытия, нанесенные перед упаковкой станка,
следует удалить одним из указанных растворителей: бензин, уайт-спирит,
керосин. Антикоррозийные покрытия сначала удаляют деревянной
лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чис¬
тыми хлопчатобумажными салфетками, смоченными в одном из вышеука¬
занных растворителей. После расконсервации все неокрашенные поверх¬
ности во избежание коррозии равномерно покрыть слоем масла индустри¬
ального И-ЗОА ГОСТ 20799-88.
2.2 .3 Монтаж.
Станок трубонарезной устанавливается на бетонном фундаменте
(см. рис.6) и после выверки по уровню крепится фундаментными болтами.
Фундаментные болты и другие крепежные детали в комплект поставки не
входят.
-7-
Рис.5 Схема транспортировки
Рис.6 Расположение фундаментных болтов
7_\
1
I
A
A
>
Ц
D
Рис.5 Схема транспортировки
ПОР
715
305
-ЕВ
8СП
018
•Я
SVO
чо
гI
L.
85
Рис.6 Расположение фундаментных болтов
-8-
При установке станка должны быть выдержаны расстояния до располо
женного рядом оборудования и стен, согласно существующим нормам, но
со стороны подачи в станок материала должно быть свободное место на
1.5 м превышающее максимальную длину заготовки.
2.2 .4 Подготовка к работе.
После окончания монтажа и установки станка на фундаменте необходимо:
-
произвести внешний осмотр станка;
-
проверить заземление станка;
-
произвести смазку станка согласно разделу "Смазка";
-
прогнать от руки каретку;
-
установить по таблице, укрепленной на коробке скоростей, необходи
мую скорость вращения шпинделя;
-
включить станок и проверить его работу на холостом ходу.
Переключение скоростей допускается только при выключенном станке.
Прежде чем приступить к нарезанию резьбы на трубе или на прутке,
необходимо произвести наладку гребенок согласно инструкции по эксплу
атации на головку резьбонарезную.
2.3 НАСТРОЙКА, НАЛАДКА
И РЕЖИМЫ РАБОТЫ
2.3 .1
Необходимое число оборотов шпинделя выбирается по табличке,
закрепленной на коробке скоростей или по табл.5 настоящего руководства.
Таблица 5
Число
оборотов
шпинделя
Положение рукояток
Наименование резьбы
Трубная
Метрическая
Диаметр Число
ниток на 1"
214
6Ъ
у2"
14
132
ЪЪ 3/4"
1
14
11
М20-М30 с
шагом не
более 2 мм
104
(!)
1%■
1 У2"
11
М20-М48 с
шагом не
более 3 мм
64
ъ^
1 3/4"
2”
11
М52-М76 с
шагом не
более 2.5 мм
-9-
При установке станка должны быть выдержаны расстояния до располо¬
женного рядом оборудования и стен, согласно существующим нормам, но
со стороны подачи в станок материала должно быть свободное место на
1.5 м превышающее максимальную длину заготовки.
2.2 .4 Подготовка к работе.
После окончания монтажа и установки станка на фундаменте необходимо:
-
произвести внешний осмотр станка;
-
проверить заземление станка;
-
произвести смазку станка согласно разделу "Смазка";
-
прогнать от руки каретку;
-
установить по таблице, укрепленной на коробке скоростей, необходи¬
мую скорость вращения шпинделя;
-
включить станок и проверить его работу на холостом ходу.
Переключение скоростей допускается только при выключенном станке.
Прежде чем приступить к нарезанию резьбы на трубе или на прутке,
необходимо произвести наладку гребенок согласно инструкции по эксплу¬
атации на головку резьбонарезную.
2.3 НАСТРОЙКА, НАЛАДКА
И РЕЖИМЫ РАБОТЫ
2.3.1 Необходимое число оборотов шпинделя выбирается по табличке,
закрепленной на коробке скоростей или по табл.5 настоящего руководства.
Таблица 5
Наименование резьбы
Число
оборотов
шпинделя
Трубная
Положение рукояток
Метрическая
Число
ниток на 1"
Диаметр
6Ъ
214
Уз”
14
Ъ
М20-М30 с
шагом не
более 2 мм
14
132
ъ
11
1
6
М20-М48 с
шагом не
более 3 мм
1%"
104
11
Г/2”
сУ
М52-М76 с
шагом не
более 2.5 мм
Г/4"
ъ
11
64
2"
-9-
2.3 .2 Установку гребенок ведут согласно инструкции по эксплуатации
на головку резьбонарезную. При установке гребенок необходимо внима
тельно следить за нумерацией гребенок и устанавливать их по направлению
часовой стрелки.
После того, как все четыре гребенки установлены и закреплены, пово
рото м влево рукоятки на коробке скоростей, кулачки с гребенками сводятся
к центру и принимают рабочее положение.
2.3 .3 Каретка, вместе с установленной на ней заготовкой, перемещается
вручную с помощью рычага до нарезки первых витков резьбы. Далее карет
ка перемещается самостоятельно за счет ввинчивания нарезаемой детали
в гребенки.
2.3 .4 В случае использования станка ВМС-2А для зенкования в
шпиндель вставляется зенкер, а гребенки разводятся. Перемещая каретку
с зажатой трубой к зенкеру, производится зенкование, после чего кулачки
с гребенками приводятся в рабочее состояние и повторным перемещением
каретки производится нарезание резьбы, как описано выше.
2.4
ЭКСПЛУАТАЦИЯ
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
При эксплуатации станка с целью его долговечной работы следует
придерживаться указанных ниже правил.
2.4 .1 Станок должен использоваться только для выполнения на нем
операций, указанных в технической характеристике руководства по эксплу
атации.
2.4 .2 Необходимо строго выполнять указания, приведенные в разделе
"Смазка".
2.4.3 Перед сдачей и приемкой смены станок должен быть очищен от
стружки, пыли и грязи.
2.4 .4 В процессе работы станка не накапливать в станине стружку и
своевременно удалять ее.
2.4 .5 Предохранять направляющие каретки от повреждений и не класть
на них металлические предметы.
-
10-
2.3 .2 Установку гребенок ведут согласно инструкции по эксплуатации
на головку резьбонарезную. При установке гребенок необходимо внима¬
тельно следить за нумерацией гребенок и устанавливать их по направлению
часовой стрелки.
После того, как все четыре гребенки установлены и закреплены, пово¬
ротом влево рукоятки на коробке скоростей, кулачки с гребенками сводятся
к центру и принимают рабочее положение.
2.3.3 Каретка, вместе с установленной на ней заготовкой, перемещается
вручную с помощью рычага до нарезки первых витков резьбы. Далее карет¬
ка перемещается самостоятельно за счет ввинчивания нарезаемой детали
в гребенки.
2.3 .4 В случае использования станка ВМС-2А для зенкования в
шпиндель вставляется зенкер, а гребенки разводятся. Перемещая каретку
с зажатой трубой к зенкеру, производится зенкование, после чего кулачки
с гребенками приводятся в рабочее состояние и повторным перемещением
каретки производится нарезание резьбы, как описано выше.
2.4 ЭКСПЛУАТАЦИЯ
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
При эксплуатации станка с целью его долговечной работы следует
придерживаться указанных ниже правил.
2.4.1 Станок должен использоваться только для выполнения на нем
операций, указанных в технической характеристике руководства по эксплу¬
атации.
2.4.2 Необходимо строго выполнять указания, приведенные в разделе
"Смазка".
2.4 .3 Перед сдачей и приемкой смены станок должен быть очищен от
стружки, пыли и грязи.
2.4.4 В процессе работы станка не накапливать в станине стружку и
своевременно удалять ее.
2.4.5 Предохранять направляющие каретки от повреждений и не класть
на них металлические предметы.
- 10-
(499)372-31-73
sales@stanok-kpo.ru
www.stanok-kpo.ru
3 ПАСПОРТ
3.1 Общие сведения
Заводской номер
_____________________________________
Завод ____________________________________________________
Цех___________________________________________________ _ _
Дата выпуска станка
в эксплуатацию___________________________________________
3.2 ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКИ
Таблица 6
Наименование параметров
Данные
'
Диаметр нарезаемой резьбы, наибольший
2"
наименьший
1/2"
Наибольший шаг нарезаемой резьбы, мм
3
Максимальная длина нарезки, мм
j
без зенковки
120
с зенковкой
50
Количество скоростей шпинделя
4
Число оборотов шпинделя в минуту
214, 132, 104, 64 |
Электродвигатель привода
|
тип
АИР 100S4 УЗ
мощность, кВт
3
частота вращения , об/мин.
1500
Габаритные размеры не более,мм
I
длина
1100
ширина
680
высота
1160
Масса, кг
420 10%
о
3 ПАСПОРТ
3.1 Общие сведения
Заводской номер
Завод
Цех
Дата выпуска станка
в эксплуатацию _
3.2 ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКИ
Т аблица 6
Наименование параметров
Данные
Диаметр нарезаемой резьбы, наибольший
наименьший
2"
1/2"
Наибольший шаг нарезаемой резьбы, мм
Максимальная длина нарезки, мм
без зенковки
с зенковкой
3
I
120
50
Количество скоростей шпинделя
Число оборотов шпинделя в минуту
Электродвигатель привода
4
214, 132, 104, 64
I
| АИР 100S4 УЗ
тип
мощность кВт
частота вращения , об/мин.
3
1500
Габаритные размеры не более, мм
длина
ширина
высота
1100
680
1160
Масса, кг
420 10%
11-
Станок трубонарезной модели ВМС-2А взависимости от варианта
комплектами, оговариваемого при заказе имеет два исполнения: 01,02.
Комплектность поставки станка трубонарезного модели ВМС-2А должна
соответствовать приведенной в таблице 7.
3.3 КОМПЛЕКТ ПОСТАВКИ
Таблица 7
Обозначение
Наименование
_Количество_
Исполнение
............
Примечание
01
02
2
3
4
5
ЗМС-2А 00 00 .000
Станок трубонарезной
модели ЗМС-2А
1 1 Согласно спецификации
С2 25- 23
Резьбонарезная
головха
1
Комплект поставки голозки
резьбонарезной С225-28 -
согласно инструкции ло
эксплуатации головки
2688-0015 ГОСТ 2287-88
Комплект гребенок
1
Один из поставляе мых
комплектов гребенок установ
лен на станке резьбонарезном
модели ВМС-2А
2588-0023 ГОСТ 2287-88
Комплект гребенок
1
Инструмент и принадлежности
' 3iMC-2A .91A .100
Зенковка
1
1
ЗМС-2А .91А .200
Ключ
11
ВМС-2А 9 1А .001
Шзблок для заточки
гребенок
Документы
ВМС-2 А 00 .00 .000РЗ
Станок трубонарезной
модели 8МС-2А
Руководство
ло эксплуатации
11
Гарантийный талон
1
1
Головка резьбонарезная.
Инструкция ло
эксплуатации.
1
Пример обозначения при заказе станка трубонарезного модели ВМС-2А с
головкой трубонарезной С225-2В и двумя комплектами гребенок:
ВМС - 2А 02 УЗ ТУ РБ 200294708.020-2000
То же без головки резьбонарезной С225-2В и двух комплектов гребенок:
ВМС - 2А 01 УЗ ТУ РБ 200294708.020-2000
-12-
3.3 КОМПЛЕКТ ПОСТАВКИ
Станок трубонарезной модели ВМС-2А взависимости от варианта
комплектами, оговариваемого при заказе имеет два исполнения: 01 ,02.
Комплектность поставки станка трубонарезного модели ВМС-2А должна
соответствовать приведенной в таблице 7.
Таблица 7
[Количествоя
Наименование [ Исполнение
Обозначение
Примечание
01
02
2
3
4
5
Станок трубонарезной
модели ЗМС-2А
ВМС -2А 00 00.000
1
Согласно спецификами*
Комплект поставки головки
резьбонарезной С225-23-
согласно инструкции ло
эксплуатации го ло э ки
!
Резьбонарезная
головка
C225-23
Один из поставляемых
комплектов гребенок установ¬
лен на станке резьбонарезном
модели В МС -2А
2586-0015 ГОСТ 2287-88
Комплект гребенок
*
2585-0023 ГОСТ 2287-88
Комплект гребенок
1
Инструмент и принадлежности
'
ЗМС-2А 91А.100
Зенковка
1
1
ВМС-2А.91А.200
Ключ
1
1
ЗМС-2А 91А.001
Шаблон для заточки
гребенок
1
1
Документы
Станок трубонарезной
модели 8МС-2А
Рухозодстзс
по эксплуатации
I
ВМС -2А 00.00 ОООРЭ
1
1
'
1
1
Гара нтийны й талон
i
Головка резьбонарезная, i
Инструкция ло
эксплуатации
;
Пример обозначения при заказе станка трубонарезного модели ВМС-2А с
головкой трубонарезной С225-2В и двумя комплектами гребенок:
ВМС - 2А 02 УЗ ТУ РБ 200294708.020-2000
То же без головки резьбонарезной С225-2В и двух комплектов гребенок:
ВМС - 2 А 01 УЗ ТУ РБ 200294708.020-2000
-12
-
ч
3.4 СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок трубонарезной
ВМС-2А
(наименование изделия!
(обозначение;
Заводской номер
соответствует техническим условиям ТУ РБ 200294708.020-2000
(номер стандарта или ТУ)
и признан годным к эксплуатации.
М.П.
Дата выпуска ________________
Начальник ОТК
завода
(ПОДПИСЬ) (фамилия)
Контролер ОТК
завода
(подпись)
(фамилия)
3.5
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок трубонарезной модели ВМС-2А
Заводской номер
подвергнут консервации по ГОСТ 9.014-78.
Дата консервации ________________
Срок консервации ________________
Консервацию произвел __________
(подпись)
Принял
(подпись)
3.4 СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок трубонарезной
ВМС-2А
(наименование изделия!
Заводской номер
(обозначение *
соответствует техническим условиям ТУ РБ 200294708.020-2000
(номер стандарта или ТУ;
и признан годным к эксплуатации.
МП.
Дата выпуска
Начальник ОТК
завода
(подпись) (фамилия)
Контролер О I К
завода
(подпись) (фамилия)
3.5 СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок трубонарезной модели ВМС-2А
Заводской номер
подвергнут консервации по ГОСТ 9.014-78
Дата консервации _
Срок консервации _
Консервацию произвел
(подпись)
Принял
(подпись)
- 13-
3.6 .
СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Станок трубонарезной модели ВМС-2А
Заводской номер
упакован в соответствии с установленными
требованиями.
Дата у п а к о в к и ______________________
Упаковку произвел
Принял _________
(подпись)
v
■:!\у“ *■!v ъ :г.•: -■ г” а ?;i да~ьн<-;■
:''Г.
.
-
... .
.
......... -i.
....
■■••••
.............;
t vihrrWiпи
...........
-14
-
3.6. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Станок трубонарезной модели ВМС-2А
Заводской номер
требованиями.
упакован в соответствии с установленными
Дата упаковки _
Упаковку произвел
Принял _
(лор пи сь ;я
'я
:”Ai
- in-
:•
v,~, .1
-
14-
JU
3.7 ГАРАНТИИ
3.7.1. Изготовитель гарантирует соответствие станка трубонарезного
требованиям ТУ при соблюдении потребителем условий эксплуатации,
транспортирования., хранения и монтажа.
3.7.2. Гарантийный срок эксплуатации устанавливается 24 календарных
месяцев. Начало гарантийного срока исчисляется со дня ввода станка
трубонарезного в эксплуатацию, но не позднее 6 месяцев со дня приобре
тения.
3.7.3. Гарантийные обязательства изготовителя не распространяются
на изделия с механическими повреждениями по вине заказчика.
3.8 СВЕДЕНИЯ О СОДЕРЖАНИИ ДРАГОЦЕННЫХ МЕТАЛЛОВ
Таблица 8
На име нование прибор ов
Кол
Содержание
серебра, г.
(на 1 пр и5.)
Содержание
золота, г.
(на 1 приб.}
В ыклю ча тель автоматический
АП505-ЗМТУЗ, 10А , ТУ 16-522.1 39-78
1•
0.8909
—
Пускатель ПМЛ1210 0-2Б, 380V . 50Гц. 1ОА
ТУ16- 526 .437-78
1
0.91118
—
Пост кнопочный:
ПКЕ222-2УЗ, кн ."Стол' грибковая, красная
1
0.973
—
И ТОГО на станок
2.77508
—
3.7 ГАРАНТИИ
3.7 .1 . Изготовитель гарантирует соответствие станка трубонарезного
требованиям ТУ при соблюдении потребителем условий эксплуатации,
транспортирования, хранения и монтажа.
3.7.2 Гарантийный срок эксплуатации устанавливается 24 календарных
месяцев. Начало гарантийного срока исчисляется со дня ввода станка
трубонарезного в эксплуатацию, но не позднее 8 месяцев со дня приобре¬
тения.
3.7.3. Гарантийные обязательства изготовителя не распространяются
на изделия с механическими повреждениями по вине заказчика.
3.8 СВЕДЕНИЯ О СОДЕРЖАНИИ ДРАГОЦЕННЫХ МЕТАЛЛОВ
Таблица 8
Содержание
золота, г
(на1приб)
Содержанке
серебра,
(на ' приЗ.)
Наименование приборов
Кол
г.
I
I Выключатель автоматический
| АП50Б-ЗМТУЗ , 10А, ТУ 16-522 138-78
ПускательПМЛ1210 0-26. 380V 50Гц, 1ОА
| ТУ 16-526 . 437-78
О 8909
1
0.91118
1
Пост КНОПОЧНЫЙ.
ПКЕ222-2УЗ. кн "С т о п ' грибковая, красная I
0.973
ИТОГО на станок
2.7 7 508
15
;кге-гУ. аггс
-----
СОДЕРЖАНИЕ
1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1
1.1 . ВВЕДЕНИЕ ..................................................................................... 1
1.2. НАЗНАЧЕНИЕ
...............................................................................
1
1.3. СОСТАВ ИЗДЕЛИЯ ................................................................... 1
1.4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ .............................. 3
1.5. СМАЗКА
.............................................................................. ...........
4
1.6. ЭЛ ЕКТРОО БОРУДОВАНИЕ .................................................. 6
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
7
2.1. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
...................................
7
2.2 . ПОРЯДОК УСТАНОВКИ ........................................................ 7
.2.3. НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ
......
9
2.4 . ЭКСПЛУАТАЦИЯ
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
......................................
10
3. ПАСПОРТ
11
3.1. ОБЩИЕ СВЕДЕНИЯ ...................................................................... 11
3.2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКИ ............................................................11
3.3 . КОМПЛЕКТ ПОСТАВКИ
..................................................... .. 12
3.4. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ .............................................13
3.5 . СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ ......................... ..13
3.6. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ ...................................14
3.7 . ГАРАНТИИ
................................................................................. ... 15
3.8 . СВЕДЕНИЯ О СОДЕРЖАНИИ ДРАГОЦЕННЫХ
'
МЕТАЛЛОВ ................................................................................. 15
-16
-
СОДЕРЖАНИЕ
1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1 . ВВЕДЕНИЕ
1.2. НАЗНАЧЕНИЕ
1.3. СОСТАВ ИЗДЕЛИЯ
1.4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
1.5. СМАЗКА
1.6. ЭЛЕКТРООБОРУДОВАНИЕ
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1 . УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
2.2 . ПОРЯДОК УСТАНОВКИ
.2 .3. НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ
2.4 . ЭКСПЛУАТАЦИЯ
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
3. ПАСПОРТ
3.1 . ОБЩИЕ СВЕДЕНИЯ
3.2 . ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКИ
3.3 . КОМПЛЕКТ ПОСТАВКИ
3.4 . СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
3.5 . СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
3.6 . СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
3.7 . ГАРАНТИИ
3.8 . СВЕДЕНИЯ О СОДЕРЖАНИИ ДРАГОЦЕННЫХ
'
МЕТАЛЛОВ
1
1
1
1
3
4
6
7
7
7
9
ю
11
11
11
12
13
13
14
15
15
-16 -
(499)372-31-73
sales@stanok-kpo.ru
www.stanok-kpo.ru